/


















































































































































































































































































Text
ББК 34.62
К89 /
УДК 621.73.002.5 (075.8}
Авторы: А. Н. Банкетов, Ю. А. Бочаров,
Н. С. Добринский, Е. Н. Ланской, (б. Ф. Прейс\, И. Д. Трофимов
Рецензент кафедра. «Машины и технология обработки металлов давлением» Московского автомеханического института (Г. А. Навроцкий)
Кузнечно-штамповочное оборудование: УчебниКк К89 для машиностроительных вузов/А. Н. Банкетов,V Ю. А. Бочаров, Н. С. Добринский и др.; Под ред. А. Н. Банкетова, Е. Н. Ланского. — 2-е изд., перераб. и доп.—М.: Машиностроение, 1982.— 576 с., ил.
В пер.: 1 р. 60 к.
Дана классификация современных кузнечно-штамповочных машин, изложены основные принципы н методы расчета н конструирования узлов и деталей, приведены кинематические схемы.
Во 2-м издании (1-е изд. 1970 г.) освещены новейший опыт создания прогрессивных кузнечно-штамповочных машин, а также перспективы развития в этой области.
2704030000-080 вп оо ББК34.2
К 038(01)-82 80-82 - 6П4.2
© Издательство «Машиностроение», 1982 г.
ПРЕДИСЛОВИЕ
Курс «Кузнечно-штамповочное оборудование» является одним из основных для инженеров специальности «Машины и технология обработки металлов давлением». Он предусматривает изучение классификации и принципов построения конструкций машин и их основных узлов и деталей.
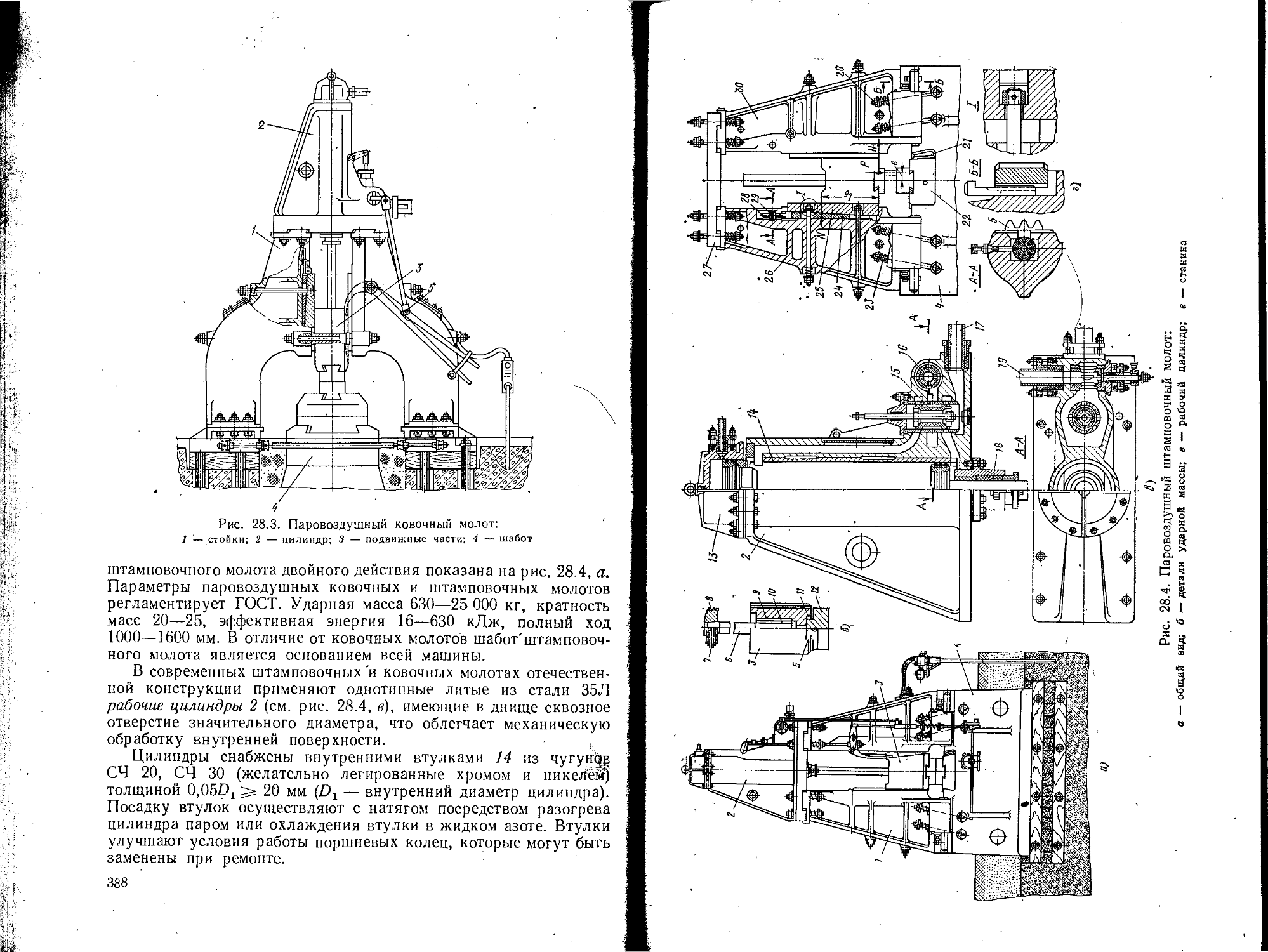
Во втором переработанном и дополненном издании учебника значительному изменению подверглись такие разделы, как «Кривошипные машины», «Молоты» и «Винтовые прессы». В разделе «Кривошипные машины» изменен порядок изложения конструкций узлов, введена новая глава «Динамика кривошипных прессов», пересмотрено содержание главы «Энергетика и КПД кривошипных прессов», даны новые материалы в параграфах «Динамика кривошипно-ползунного механизма», «Основные механизмы кузнечно-штамповочных автоматов». В разделе «Молоты» значительно расширена глава «Общие сведения», в которой более подробно изложены теоретические вопросы ударного нагружения; рассмотрены гидравлические и газогидравлические штамповочные молоты, гидравлические высокоскоростные молоты. В разделе «Винтовые прессы» дано новое теоретическое изложение расчетов электровинтовых и гидровинтовых прессов. Кроме того, в раздел «Гидравлические прессы» введен новый параграф «Прессы для выдавливания рельефа штампов».
Развитие современного машиностроения потребовало создания теории проектирования, охватывающей весь процесс конструирования машин и, в частности, применения систем автоматизированного проектирования (САПР). Эта необходимость возникла в связи с усложнением машин и все более жесткими требованиями к срокам ввода' новых машин в эксплуатацию и соответствующим срокам их проектирования. Краткому изложению основ
3
этой теории посвящен раздел «Элементы теории проектирования технологических машин».
В данной книге использован обширный научно-технический опыт отечественных заводов, научно-исследовательских и проектно-конструкторских организаций, а также многолетний научно-методический опыт преподавания авторами расчетно-конструкторских дисциплин в ведущих вузах страны.
Введение и раздел VII написаны совместно А. Н. Банкетовым, Ю. А. Бочаровым, Е. Н. Ланским. Глава 7 написана А. Н. Банкетовым и Е. Н. Ланским.
' Главы 2, 4, 5 (кроме § 5.2), 9, 12, 18, 25 (§ 25.4), 37 (§ 37.4), 38, 40 (§ 3—5). написаны А. Н. Банкетовым. Главы 27—37 (кроме § 37.4), 42, 43 — Ю. А. Бочаровым, главы 20—26 (кроме § 25.4) — Н. С. Добринским, главы 1, 3, 5 (§5.2), 6, 8, 10, 11, 15, 16, 19, а также § 39.4 — Е. Н. Ланским. Глава 41 написана |В. Ф. Прейсом |. Главы 13, 14, 17, 39, 40 (§§ 40.1, 40.2, 40.6) написаны И. Д. Трофимовым.
ВВЕДЕНИЕ
Общеизвестен прогрессивный характер технологии кузнечно-штамповочного производства, основанной на получении заданной формы деталей или заготовок в результате рационального перераспределения металла, а не за счет удаления части его в стружку (как это происходит при обработке резанием). Кроме того, обработка металлов давлением позволяет получать изделия с повышенными механическими свойствами.
Кузнечное ремесло и кузнечное производство имеют многовековую историю [6; 8, 13]. Человеку давно были известны простейшие кузнечные инструменты для ковки: молот, клещи и наковальня, а также и простейшее нагревательное оборудование — горн.
Первая механизация процессов ковки относится к XVI веку, когда стали применять механические рычажные, вододействующие молоты, приводимые энергией водяного потока. При отсутствии гидроэнергии применялись копровые (падающие) молоты.
В 1842 г. Джемс Несмит построил первый паровой молот, а в 1846 г. Армстронг — первый паровой гидропресс.
В том же XIX веке начали применять приводные механические и пневматические молоты, получили развитие кривошипные прессы и другие кривошипные кузнечно-штамповочные машины.
В нашей стране еще до Великой Октябрьской социалистической революции появились фундаментальные работы по конструированию и расчету кузнечнопрессового оборудования. К ним следует отнести работы И. А. Тиме, Я- Н. Марковича, С. К- Конюхова, А. А. Суходольского, П. М. Мухачева.
В 1931 г. было создано первое в СССР специализированное бюро ЦБТМ, в котором наряду с металлургическим начали проектировать и кузнечно-прессовое оборудование.
Одновременно в научно-исследовательском институте ЦНИИТмаш (в кузнечной лаборатории, руководимой А. И. Зиминым) начали разрабатывать общую теорию конструирования и расчета кузнечно-штамповочных машин. Большой вклад в создание современных основ теории конструирования и производства кузнечно-штамповочных машин внесли советские ученые- А. И. Зимин, М. В. Сторожев, И. И. Гирш, В. И. Залесский, М. В. Костогаров, С. В. По-рецкий, Е. П. Унксов.
Основы конструирования и расчета основных групп кузнечно-штамповочных машин были изложены в восьмом томе энциклопедического справочника «Машиностроение» (под ред. А. И. Зимина), вышедшего в свет в 1949 г.
В последние годы большие работы по развитию кузнечно-прессового машиностроения выполняются научно-исследовательскими институтами ВНИИметмаш и ЭНИКмаш. Во ВНИИметмаше под руководством проф. д-ра техн, раук Б. В. Розанова велись работы по исследованию и конструированию ' мощного гидропрессового оборудования. Успешное проведение этих работ позволило в короткие сроки спроектировать и ввести в эксплуатацию уникальные
5
гидравлические штамповочные преееы 01 тем числе усилиями 750 МН в СССР и усилием 650 МН во Франции). Создание этих прессов — плод коллективного творчества ВНИИМЕТмаша, НКМЗ и ряда других организаций.
Исходные данные для проектирования. Исходным документом для проектирования машины является техническое задание, содержащее назначение и цель разработки машины, область ее применения, технические требования, ожидаемые экономические показатели.
Важный вопрос при проектировании современных машин — выбор основных параметров. На основные параметры и размеры большинства универсальных кузнечно-штамповочных машин имеются государственные стандарты (ГОСТы).
Для других машин основные параметры выбираются на основании требований технологического процесса и опыта эксплуатации наиболее прогрессивного оборудования подобного типа. Очень важным при этом является характер изменения рабочих нагрузок на рабочем звене (бойке, ползуне). Выбор кинематических схем машин, узлов и их конструкции в основном.производят, используя рациональный опыт промышленности и проектирования аналогичных машин.
Классификация кузнечно-штамповочных машин. Технологические процессы обработки давлением отличаются большими удельными усилиями сопротивления деформированию материалов (усилиями полезного сопротивления), значительными затратами энергии, которые имеют кратковременный, так называемый пиковый характер. В связи с этим большинство кузнечно-штамповочных машин по существу являются «усилителями мощности», и в их конструкциях предусмотрены аккумуляторы, обеспечивающие' возможность пикового расхода энергии, накопленной в них ранее. Различные сочетания конструкции аккумуляторов и механизмов, передающих эту энергию для преодоления полезного сопротивления, определяют многообразие кузнечно-штамповочных машин.
Классификация является первым шагом научного познания. Первую научную классификацию кузнечно-штамповочных машин предложил А. И. Зимин [34}, принявший за ее основу характер изменения скорости рабочего звена исполнительного механизма машины на участке рабочего хода, т. е. перемещения во время преодоления сопротивления деформированию. По этому признаку все кузнечно-штамповочные машины А. И. Зимин подразделил на четыре группы: молоты, гидравлические прессы, кривошипные прессы и ротационные машины.
За годы научно-технической революции были созданы новые типы машин, в которых использованы последние открытия и достижения науки. Так, за последние два-три десятилетия в производство внедрены машины для деформирования энергией взрыва и импульсного электромагнитного поля, гидростатические машины (гидростаты) для прессования труднодеформируемых сила-6
bob и порошков, гидростаты для синтезирования алмазов, пресс-лазеры и многие другие.
Указанное обстоятельство приводит к непрерывному обогащению и усовершенствованию классификации, которая должна, естественно, охватывать все новые типы машин и служить основой изучения и совершенствования соответствующего оборудования и планирования внедрения его в промышленность.
Вследствие этого в ,основу классификации наряду с характером изменения скорости рабочего звена на участке рабочего хода положены принцип его работы и характер воздействия на заготовку. На этом основании выделено пять основных классов кузнечно-штамповочных машин (рис. 1.1).
Прессы — кузнечно-штамповочные, машины квазистатического воздействия на поковку, в которых преодоление полезного сопротивления осуществляется при перемещении рабочего звена — ползуна, а усилие деформирования воспринимается замкнутой силовой несущей системой, включающей исполнительный механизм, станину и другие элементы.
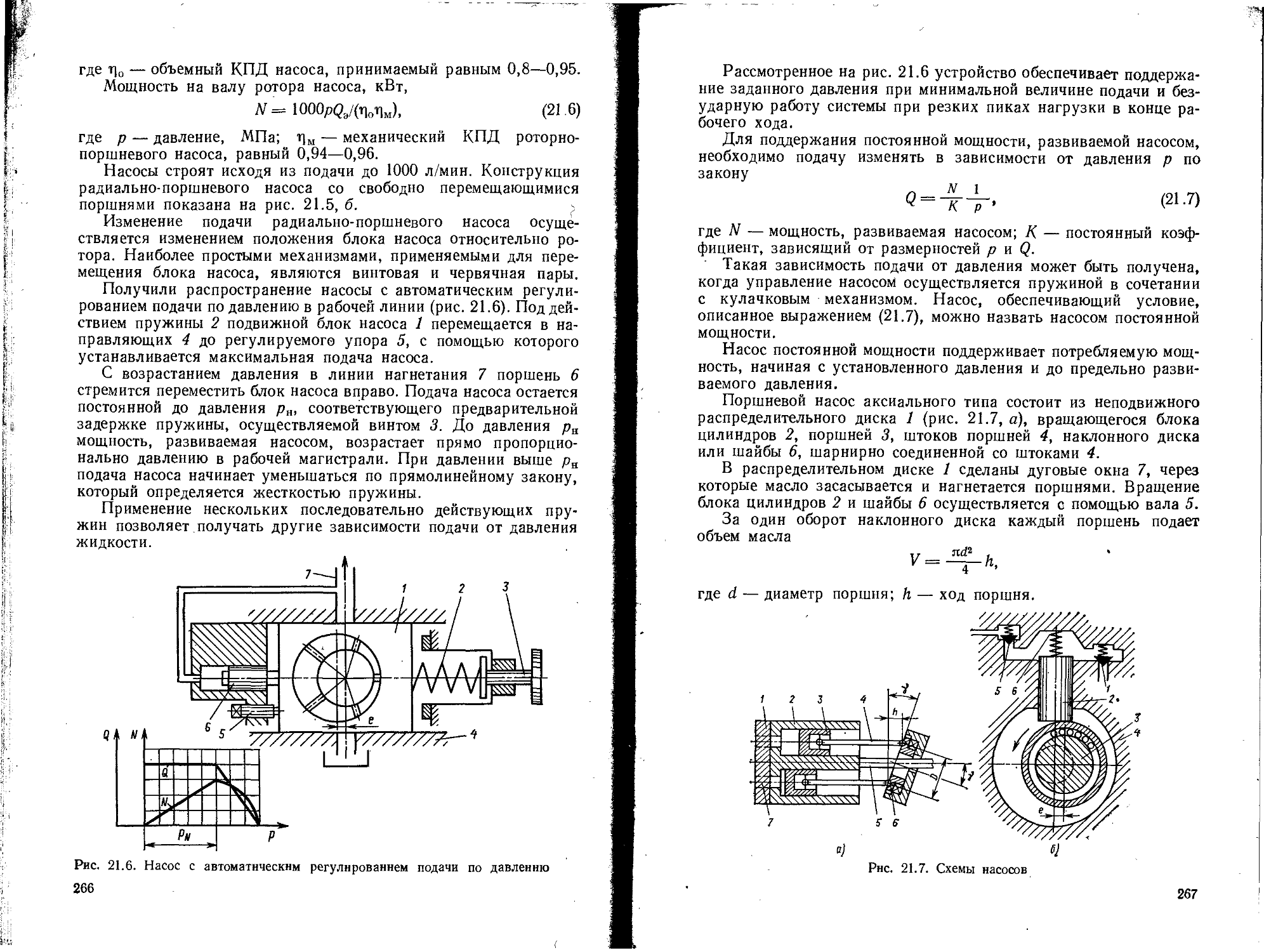
В зависимости от конструкции главного исполнительного механизма и кинематики рабочего звена выделены три группы прессов: кривошипные и кулачковые (с кинематически заданным характером изменения скорости), гидравлические и винтовые (с произвольным характером изменения скорости). На рис. 1.1 показан также характер изменения скорости при рабочем ходе и указаны максимальные величины скоростей.
1
Главным параметром прессов является номинальное усилие. В качестве аккумуляторов в кривошипных и винтовых прессах применяют маховики, в гидропрессах — гидроаккумуляторы, и в гидровинтовых прессах— и маховики, и гидроаккумуляторы. иф
Следует отметить, что по характеру изменения скорости ра-' бочего хода винтовые прессы относятся к классу молотов, а их главным параметром наряду с номинальным усилием является эффективная кинетическая энергия, запасаемая в конце хода подвижными частями (маховиком).
Молоты — кузнечно-штамповочные машины ударного и ква-зиударного воздействия на поковку (см. табл. 27.1), в которых сопротивление деформированию преодолевается путем использования кинетической энергии, накопленной подвижными частями. Главным параметром молота является эффективная кинетическая энергия, т. е. энергия, запасенная ударной массой (подвижными частями) к концу их хода. Ударная масса является аккумулятором механической энергии в молоте.
Ротационные машины — кузнечно-штамповочные машины, в которых преодоление сопротивления деформированию происходит при вращении рабочего органа с инструментом или заготовки при непрерывном перемещении зоны контакта заготовки с инструментом. Характер воздействия инструмента на поковку— квазистатический (см. табл. 27.1). Главным параметром этих машин может быть номинальное усилие или номинальный крутящий момент. Поскольку технологический цикл достаточно продолжителен (как правило, включает несколько оборотов рабочего инструмента), большинство машин аккумуляторов не имеет. В машинах же с пиковым характером работы (например, ковочных вальцах) в качестве аккумуляторов применяют маховики.
Импульсные машины и статы — это машины, в которых преодоление сопротивления деформированию осуществляется непосредственно средой, передающей энергию (см. рис. 1.1).
В импульсных машинах в качестве аккумулятора энергии используются непосредственно энергоносители (взрывчатое вещество, горючий газ и пр.), а передающей средой служит воздух, газ, жидкость, твердое тело, непосредственно воздействующие на деформируемый материал в очень короткие промежутки времени. Главным параметром этих машин является энергия импульса.
В статах воздействие осуществляется длительное время и с малыми «ползучими» скоростями, а средой, передающей энергию, . является жидкость, газ и т. п. Главные параметры — давление среды, воздействующей на деформируемое тело, и площадь рабочей камеры. Аккумуляторы в этих машинах, как правило, не применяются.
В данную классификацию не включены некоторые кузнечноштамповочные машины (например, реечные прессы, пневмопрессы, термические прессы, электромагнитные прессы), что объясня
8
ется их сравнительно малым распространением в кузнечно-штамповочном производстве.
В учебнике рассмотрена группа роторных и роторно-конвейерных машин, не вошедших в классификацию (см. рис. 1.1), так как фактически эти машины являются оригинальной компоновкой в одном агрегате машин вышеперечисленных классов или групп. Главным структурным элементом этих машин является рабочий ротор, а главным параметром — номинальное усилие на рабочем роторе, исполнительным механизмом которого могут быть кулачковые, кривошипные, пневматические или гидравлические механизмы.
Требования, предъявляемые к кузнечно-штамповочным машинам. Эти машины должны осуществлять экономически прогрессивные технологические процессы и обеспечивать высокое качество получаемых заготовок и деталей. Сами машины должны быть производительными, экономичными, надежными, долговечными, ремонтопригодными, обладать высоким КПД, быть удобными и простыми в наладке и обслуживании, соответствовать требованиям техники безопасности и эргономики.
Оценка уровня качества машин. Кроме ГОСТов на основные параметры и размеры кузнечно-штамповочных машин имеются стандарты на нормы точности этих машин, а также технические условия на их изготовление, разрабатываемые организациями, проектирующими машины. Технические условия на каждую машину составляют на основании ГОСТ 7600—76. Соблюдение этих документов обеспечивает изготовление качественных кузнечно-штамповочных машин.
Оценку машин производят по четырем группам показателей — прогрессивности технологического процесса, выполняемого на машине, и прогрессивности ее конструкции; экономичности конструктивных решений; эксплуатационным характеристикам и технологичности конструкций. Для проведения такой оценки для каждого вида машин конструкторы составляют «Карты технического уровня и качества продукции» (ГОСТ 2.116—71).
Раздел I КРИВОШИПНЫЕ МАШИНЫ
Глава 1.
КЛАССИФИКАЦИЯ КРИВОШИПНЫХ МАШИН, КИНЕМАТИКА И СТАТИКА КРИВОШИПНО-РЫЧАДНЫХ МЕХАНИЗМОВ
1.1. ИСПОЛНИТЕЛЬНЫЕ МЕХАНИЗМЫ
В кривошипных машинах (прессах) рабочий орган — ползун перемещает обрабатывающий инструмент — штамп.
Ведомым звеном исполнительного механизма является ползун, а начальным, ведущим звеном — кривошип (в редких случаях кулачок).
Исполнительный механизм, преобразующий вращательное движение кривошипа в возвратно-поступательное движение ползуна, состоит из нескольких звеньев, связанных вращательными или поступательными кинематическими парами.
В кривошипных прессах, как правило, применяют плоские четырехзвенные или более сложные многозвенные кривошипнорычажные механизмы. Время одного возвратно-поступательного перемещения (хода) ползуна соответствует циклу работы пресса. Дважды за цикл, при крайних положениях, скорость ползуна равняется нулю, следовательно, движение его сопровождается появлением инерционных сил.
Технологические требования обусловливают тот или иной характер перемещения ползуна, и это заставляет выбирать соответствующую структуру кривошипно-рычажного механизма. Целесообразное изменение кинематических параметров движения ползуна может быть достигнуто варьированием структуры и размеров звеньев исполнительного механизма. При этом необходимо учитывать такие факторы, как величина инерционных сил, компактность, технологичность и т. д.' В кривошипных прессах применяют кривошипно-рычажные (иногда кулачково-рычажные) механизмы различной сложности. Можно указать четыре группы (/—IV) исполнительных механизмов, отвечающих определенным технологическим требованиям (рис. 1.2).
К группе I относятся четырехзвенные механизмы, применяемые в тех случаях, когда особых требований к кинематическим параметрам не предъявляется. Достоинства механизмов — компактность, простота и др. Наибольшее распространение нашел кривошипно-ползунный механизм I, I в центральном и дезак-10
спальном вариантах. Менее распространены кривошипно-коромысловый I, 2 (ножницы листовые и сортовые средних размеров) и кулисные механизмы /, <?; 1, 4 (радиально-обжимные машины, холодновысадочные автоматы, горячештамповочные прессы).
В тех случаях, когда достаточно большое полезное сопротивление преодолевается на малом участке хода ползуна (как правило, в конце хода), рационально применять механизмы группы II, для которых характерны малые скорости в конце хода и малые
П
необходимые моменты на ведущем звене. Небольшие скорости перемещения улучшают условия калибровки, холодного выдавливания, чеканки, способствуют повышению стойкости штампов и снижению шума при работе.
Механизмы II, 1 и 11,2 применяют в чеканочных прессах: и прессах для холодного выдавливания, механизм II, 3 используют в обрезных автоматах, 11,4 — в прессах-автоматах с так называемым плавающим ползуном. В последнем случае перемещения шарнира шатуна в горизонтальной плоскости используют для подачи штампуемой ленты.
При листовой штамповке сложных деталей и некоторых других операциях, деформирование совершается в течение большей части хода и должно выполняться при определенных кинематических условиях. В частности, рационально, чтобы при соприкосновении штампа с листовым металлом скорость пуансона была бы ограниченной. Для повышения производительности желательно, чтобы скорость обратного хода ползуна была бы выше, чем скорость рабочего хода. В обычном же кривошипно-ползунном механизме время прямого и обратного хода ползуна практически одинаково. Для увеличения общей длины хода и желаемого изменения характеристики скорости ползуна, для сокращения времени обратного хода применяют более сложные механизмы, объединенные. в группу III.
Кривошипно-рычажный механизм III, 1 применяют в вытяжных и правильных прессах. Механизм III, 2 характеризуется наличием двух ведущих кривошипов, рациональное взаиморасположение которых обеспечивает большую длину хода ползуна (до 3—4 радиусов кривошипа) и повышенную скорость обратного хода. Эти особенности предопределили применение механизма в специализированных прессах для вытяжки глубоких полых изделий.
Механизм III, 3 характеризуется теми же кинематическими особенностями, что и механизм III, 2. Вращение кривошипа, являющегося ведомым звеном шарнирного четырехзвенника, осуществляется неравномерно, благодаря чему сокращается время обратного хода ползуна, а прямой ход совершается более длительное время и при достаточно равномерной скорости на большей части хода, Такой механизм применяют в вытяжных прессах.
Механизм III, 4 применяли в прессах-автоматах для холодного выдавливания. Этот механизм в какой-то мере аналогичен механизму III, 2, но применение кулачка вместо кривошипа позволяет более тонко влиять на характеристику скорости ползуна. Характерно, что преодоление полезного сопротивления здесь начинается при угле поворота кривошипа 135° (от крайнего переднего положения) и при спрямленном положении звеньев.
К группе IV относятся механизмы, характеризующиеся достаточно длительными остановками исполнительного звена в цикле. Эти механизмы применяют в листоштамповочных прессах 12
двойного и тройного действия, а также в горизонтально-ковочных машинах (механизм перемещения зажимного ползуна).
Кулачковый 41 кулачково-рычажный механизмы IV, 1 и IV, 2 используют при сравнительно малых действующих усилиях. При усилиях, превышающих 1 МН (100 тс), применяют щести-звенный механизм IV, 3, который, однако, не обеспечивает достаточной длительности выстоя и стабильности положения ползуна. Большую стабильность (пренебрежимо малые перемещения при выстое) и длительность выстоя обеспечивают восьмизвенные механизмы IV, 4 и IV, 5. Механизм IV, 4 имеет дополнительное поступательное звено, что увеличивает габариты механизма.
Конечно, указанные группы не охватывают все исполнительные механизмы, которые нашли и еще найдут применение в кривошипных прессах.
1.2. КЛАССИФИКАЦИЯ. ЭЛЕМЕНТЫ КРИВОШИПНОГО ПРЕССА И ИХ НАЗНАЧЕНИЕ
Признаков классификации кривошипных машин (прессов) довольно много. Классификацию можно проводить по кинематическому признаку — структуре кинематической цепи исполнительного механизма, по расположению привода, по числу исполнительных механизмов, работающих в цикле и совершающих требуемый процесс деформирования.
Наиболее общепринятой является классификация машин по технологическому признаку (рис. 1.3), так как особенности выполняемого технологического процесса обусловливают и конструк-
13
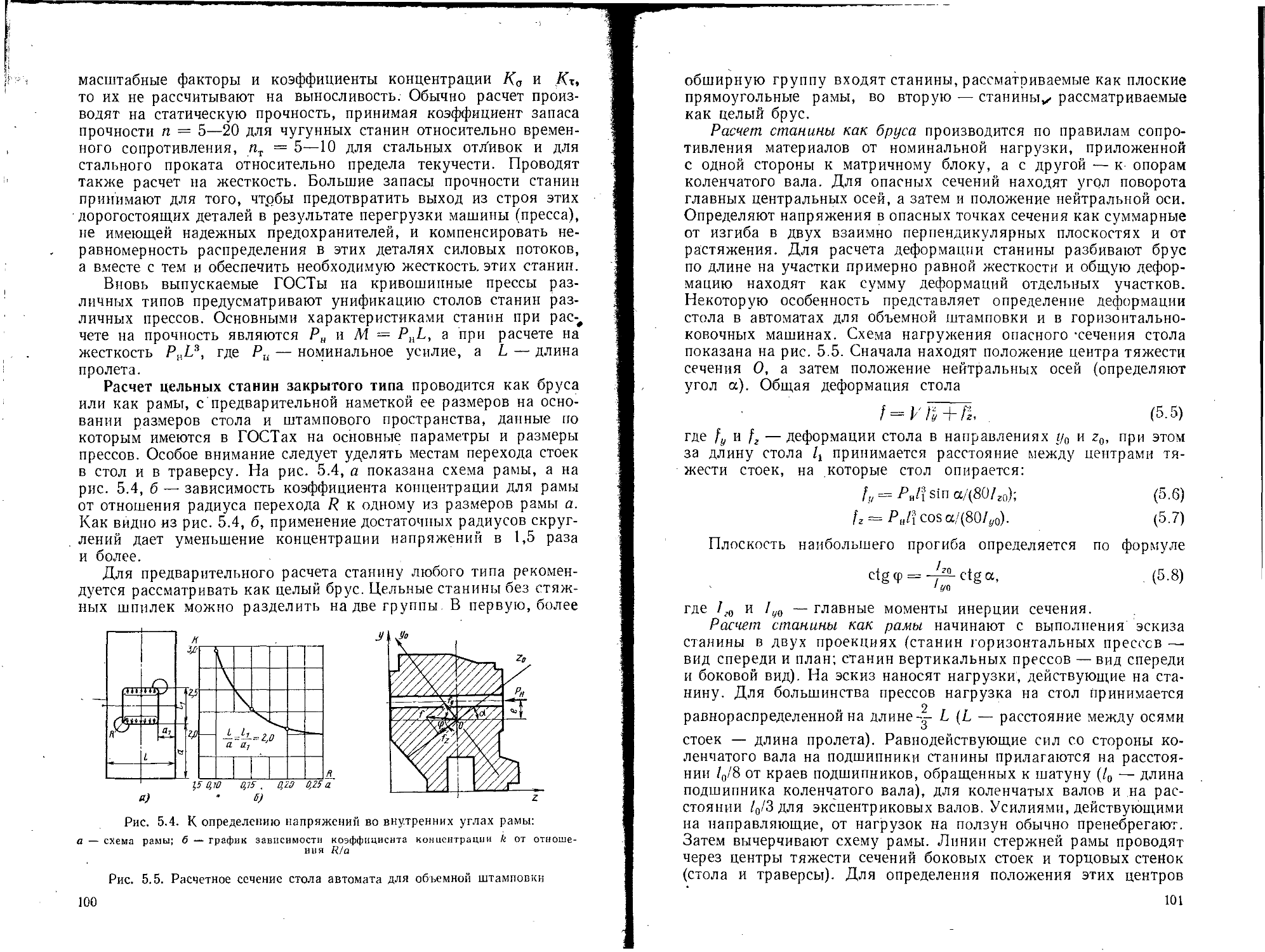
цию машины (пресса). Необходимо указать три группы машин (прессов) для штамповки листовой, объемной и порошковых масс. Прессы для листовой штамповки по сравнению с прессами для объемной штамповки должны быть более универсальными, а их штамповое пространство и величина хода — достаточно большими. Для объемной штамповки характерны большие сопротивления деформации и сравнительно небольшие размеры штампов и деформируемых тел. В связи с этим ход и размеры штампового пространства здесь меньше. При горячей штамповке необходима кратковременность процесса деформации, поэтому прессы должны быть быстроходными. Для обеспечения требуемой точности и минимума энергетических затрат прессы для объемной штамповки должны обладать высокой жесткостью. В каждой группе прессов можно выделить две подгруппы: прессы общего назначения и автоматы, используемые для обработки определенного типа деталей и снабженные механизмами, обеспечивающими полную автоматизацию операций всего цикла и, прежде всего, подачи заготовок и удаления готовых деталей. Классификация машин (см. рис. 1.3) построена в порядке осуществления типовых технологических процессов.
Развитие кузнечно-прессового производства способствует появлению новых видов и типов машин, поскольку кузнечно-прессовая технология совершенствуется и внедряется в новые для нее отрасли техники, в связи с этим классификация машин постоянно обновляется.
Структура современного пресса достаточно сложна: машина насчитывает более десяти узлов и несколько сот деталей. Кривошипный пресс показан на рис. 1.4.
Наряду с обычными для каждой машины узлами — двигателем, передаточными механизмами (приводом) и исполнительным механизмом в прессе имеются узлы для управления, наладки, контроля и обеспечения безопасности обслуживающего персонала, а также вспомогательные узлы, расширяющие технологические возможности пресса или улучшающие условия работы деталей других ответственных узлов.
Источником энергии пресса служит, как правило, устанавливаемый на нем асинхронный электродвигатель с пускорегулирующей электроаппаратурой. Необходимость установки асинхронного электродвигателя с маховиком определяется неравномерностью потребления энергии в прессе за цикл и большими пиковыми нагрузками. В некоторых прессах, где рациональные требования эксплуатации требуют регулирования числа ходов, устанавливают другие типы электроприводов (электродвигатель постоянного тока и др.).
Узел электрооборудования пресса может состоять из нескольких электродвигателей (главного привода, микропривода, привода для регулирования штампового пространства и т. д.), работу которых надо блокировать. Привод от электродвигателя 14
Рис. 1.4. Кривошипный пресс к исполнительному механизму, как правило, состоит из клиноременной (от двигателя к маховику) передачи и нескольких зубчатых передач. Зубчатые пары, отличающиеся сравнительно большими размерами (модуль до 30 мм, а иногда больше), могут быть открытыми и закрытыми. В некоторых прессах специального назначения применяют червячную передачу (ножницы).
Для обеспечения соединения исполнительного механизма с приводом в прессе предусмотрена муфта. Фиксацию ведомой части привода и исполнительного механизма в заданном положении (как правило, соответствующем крайнему верхнему или заднему нерабочему положению ползуна) осуществляют тормозом. Своевременное включение и выключение муфты и тормоза осуществляют системой управления. Узел управления состоит из электрических, механических, пневматических или гидравлических механизмов, с помощью которых обеспечивается своевременное
15
срабатывание муфты или тормоза, а также соответствующее блокирование.
К узлам наладки и контроля следует отнести механизм регулирования штамповой высоты, микропривод, предохранители от перегрузки, указатели усилия, указатели положения кривошипа, механизмы крепления штампов, узел смены штамповых плит, предохранительные решетки штампового пространства и другие узлы. Наличие таких узлов сокращает время простоев пресса, повышает коэффициент использования этого дорогостоящего оборудования, обеспечивает лучшие эргономические условия для обслуживания. Характерно, что указанные узлы, как правило, являются внецикловыми узлами.
К вспомогательным узлам относятся узел смазки, уравновеши-ватели ползуна, пневматические и гидропневматические подушки и т. д., улучшающие условия работы деталей других узлов пресса и повышающие тем самым надежность всей конструкции. Применение пневматической или гидропневматической подушки расширяет технологические возможности пресса.
В автоматах кроме перечисленных узлов пресса имеются узлы автоматизации, которые должны обеспечивать ориентирование, транспортирование, установку обрабатываемой заготовки или полуфабриката и подготовку машины к выполнению следующего цикла.
Следует отметить, что далеко не все перечисленные узлы являются непременным элементом любого типа пресса или автомата. В зависимости от номинального усилия, назначения и конструкции того или иного пресса встраивание некоторых узлов может оказаться нецелесообразным для данной конструкции, поскольку это не улучшает условий эксплуатации, не повышает надежности, и не снижает стоимости изготовления пресса. Усовершенствование прессов в конечном счете приводит к усложнению и удорожанию их конструкции.
1.3. КИНЕМАТИЧЕСКИЕ ПАРАМЕТРЫ
При проектировании кривошипного пресса того или иного типа необходимо установить его кинематические параметры, т. е. найдя законы изменения перемещений, скорости и ускорения исполнительного звена — ползуна, определить максимальные значения этих параметров, а также их значение в период рабочего хода.
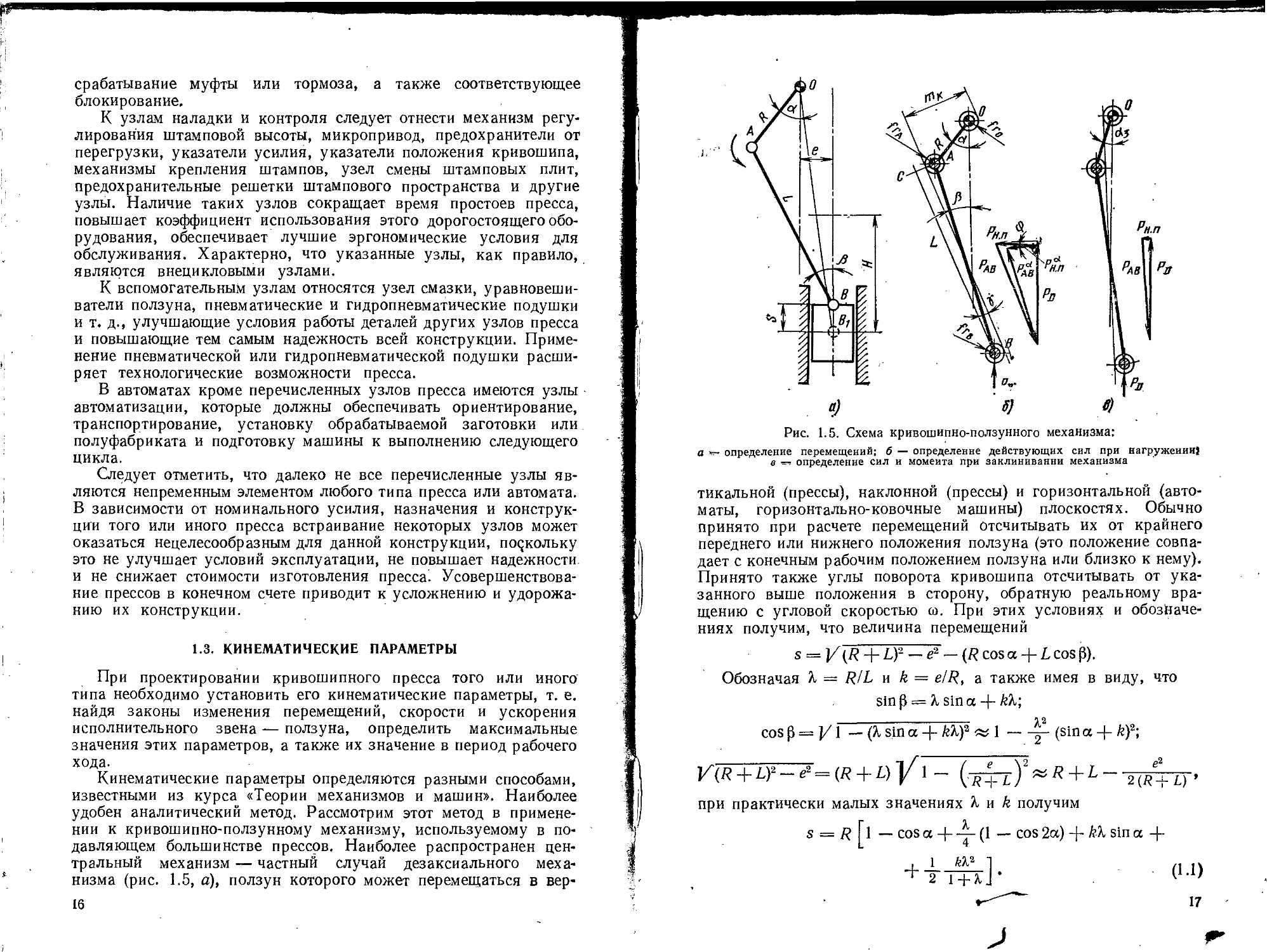
Кинематические параметры определяются разными способами, известными из курса «Теории механизмов и машин». Наиболее удобен аналитический метод. Рассмотрим этот метод в применении к кривошипно-ползунному механизму, используемому в подавляющем большинстве прессов. Наиболее распространен центральный механизм — частный случай дезаксиального механизма (рис. 1.5, а), ползун которого может перемещаться в вер-16
Рис. 1.5. Схема кривошипно-ползунного механизма: а определение перемещений; б — определение действующих сил при нагружении} в определение сил и момента при заклинивании механизма
тикальной (прессы), наклонной (прессы) и горизонтальной (автоматы, горизонтально-ковочные машины) плоскостях. Обычно принято при расчете перемещений Отсчитывать их от крайнего переднего или нижнего положения ползуна (это положение совпадает с конечным рабочим положением ползуна или близко к нему). Принято также углы поворота кривошипа отсчитывать от указанного выше положения в сторону, обратную реальному вращению с угловой скоростью со. При этих условиях и обозначениях получим, что величина перемещений
s = J/(/? + L)- — е2 — (R cos а -|- L cos (3).
Обозначая 1 = RIL и k = e!R, а также имея в виду, что
sin р = A, sin а + /гХ;
cos (3 = ]/1 — (X sin а + /?Х)2 1-(sin а /?)2;
Ия+О'-*8- (Я + О V1 - (тгтгУ “ R+L “ WW’ при практически малых значениях X и k получим
s = R р — cos а (1 — cos 2а) 4- kX sin а
I 1 £Х2 1 /1 п
+ TT+xJ-
17
При этом следует иметь в виду, что величины е и k принимают со знаком «+» при положении точки В справа от оси, проходящей через точку О, и принятом направлении вращения; при положении точки В слева от оси эти величины принимают со знаком «—».
Обычно Л = 0,05-=-0,45, a k — 04-1,3. Наиболее часто принимают A sg 0,25, k sg 0,5, при этом ошибка при расчете $ не превышает 8—10 %. Для центрального механизма k = 0, тогда формула для определения s имеет вид
s = 7? р(1 — cos a) -ф ~ (1 — cos 2а) J . (1.2)
При расчете кривошипных прессов часто приходится решать задачу, обратную той, которая приводилась выше, т. е. определять по заданным перемещениям угол поворота кривошипа. Для углов а < 30° можно использовать приближенное выражение
А£ I 1/ /t
““ 1+Х ± V (Ц-А)Я
Характер изменения кривой перемещений для центрального механизма показан на рис. 1.6, а. Очевидно, что изменение А не оказывает существенного влияния на характер кривой перемещений.
Для центрального механизма ход ползуна Н = 2R'. Для дезаксиального механизма ход, при прочих равных условиях,
Дд = 2/?(1+4-^-). (1.4)
Чем больше А и k, тем больше величина хода, но, так как обычно А < 1 и k < 1, то разница в величине хода ползуна для обоих механизмов весьма мала.
Скорость ползуна определяют дифференцированием выраже-
ния (1.1) по t при допущении, что= со = const.
Тогда получим
v == (oR (sin а -ф sin 2а -ф Kk cos а) . (1.5)
Для центрального механизма скорость
(oR(sinа 4--ТГsin2а) . (1.6)
Аналогично дифференцированием выражения скорости получим приближенное значение для ускорений:
/ = — со2/? (cos а -ф A cos 2а — АА sin а); (1.7)
/ = — со2/? (cos а -ф A cos 2а). (1.8)
18
Рис. 1.6. Характер изменения кривых перемещения (а), скорости (б) и ускорения (в) ползуна центрального кривошипно-ползунного механизма при разных значениях Л
Погрешность при расчете скорости в пределах одного рабочего хода по приведенным приближенным формулам при самых неблагоприятных условиях (больших значениях Хи/?) составляет не более 6%, а при расчете ускорений не более 8%.
Для вычисления значений s, v и / можно использовать таблицы, определяющие значения соответствующих тригонометрических
19
функций при разных а, или расчеты на ЭВМ. Программы для таких расчетов несложны и имеются в библиотеках. Характер кривых скоростей и ускорений за цикл показан на рис. 1.6. Из рисунка видно, что максимальное значение скорости не совпадает с углом поворота кривошипа а = 90°; значения, соответствующие максимуму скорости, можно найти, приравняв нулю тригонометрические функции в выражениях (1.7) и (1.8). Судя по кривым, увеличение X приводит к смещению максимума скорости в сторону углов, меньших 90°. Для синусного- механизма, когда Л = 0, максимум скорости соответствует а = 90°. Увеличение X способствует повышению ускорения и динамических сил.
При нижнем расположении кривошипа значения рабочих углов будут иные. Если отсчет углов вести от крайнего нижнего положения ползуна и соответствующего этому положению кривошипа, то значения перемещений, скоростей и ускорений могут быть найдены из выражений
[%
1 — cos а —— (1 — cos 2а) — kk sin а ф
№г2 1 .
2(1-Л) J ’
sin а-----sin 2а — Xfe cos а
(1.9)
/ — — со2/? (cos а — X cos 2а ф- Kk sin а).
Знак «—» взят в связи с принятым направлением отсчета, которое противоположно фактическому направлению вращения.
При тех же значениях углов а для механизма с нижним расположением кривошипа величины перемещений, скоростей и ускорений будут меньшими.
Для механизмов, имеющих большое число звеньев, как правило, трудно аналитически установить зависимости кинематических параметров от угла поворота кривошипа или другого ведущего звена. При этом громоздкие и трудноанализируемые математические выражения решаются в виде того или иного сложного алгоритма на ЭВМ. Сложные механизмы можно исследовать и графическим или графоаналитическим методом. Последний особенно удобен при анализе перемещений механизмов с остановками ползуна или при большой неравномерности его скорости. Вначале графически определяют положение звеньев (для которых это возможно без больших погрешностей), а затем аналитически на базе полученных графических построений находят малые перемещения ползуна. Однако применение ЭВМ с использованием точных формул, безусловно, всего предпочтительнее.
1.4. статика кривошипно-ползунного МЕХАНИЗМА
Кривошипно-ползунные исполнительные механизмы прессов, как правило, характеризуются пренебрежимо малыми силами инерции. Силы инерции для быстроходных автоматов составляют 20
значительную долю номинального усилия; для обычных прессов, где число ходов существенно меньше, чем у автоматов, силы инерции меньшие и пренебрежимо малы. В связи с этим в дальнейшем разбирается статика механизмов.
Особенностью статического расчета сил, действующих на отдельные звенья механизмов, является необходимость учета действия сил трения. Достаточно большие действующие силы обусловливают большие диаметры осей шарниров, которые соизмеримы с размерами звеньев, поэтому пренебрежение силами трения при расчетах приводит к значительным погрешностям, а иногда и к невозможности произвести точный расчет, например процессов заклинивания.
При определении сил, действующих в механизмах, так же как и при кинематическом расчете этих механизмов, аналитические зависимости применяют для простых механизмов, для сложных механизмов используют ЭВМ, графические и графоаналитические методы.
Разберем статику кривошипно-ползунного механизма. В соответствии с работой М. В. Сторожева, рассмотрим идеальный (без трения) и реальный (с трением) механизмы.
Рассмотрим механизм с заданными размерами в положении кривошипа, фиксируемом углом а. Считаем заданным усилие деформации PD, действующее по ползуну и определяемое величиной номинального усилия при расчете пресса (см. рис. 1.5, б).
Из треугольника сил в идеальном механизме определяем силу Рдв, действующую вдоль шатуна, и силу, направленную нормально к направляющим ползуна Р“п. Индекс а соответствует величинам в идеальном механизме.
Из рис. 1.5, б следует
/3ab = Pd/cos[5; Р“п = PDtg0. (1.10)
Поскольку sin р = X (sin а + k), получим
__________Рр_______.
АВ К1 — X2 (sin а + k'p '
Da Pd^ (sin a k)
* НП - •
kl — Z2 (sin а -f- k)2
Здесь так же, как и в случае кинематических расчетов при малых значениях X, k и sin а, можно знаменатель принять равным единице и получить приближенные зависимости
Рлв=Рр', Рнп = РоХ(51па + /г). (1.11)
Для определения крутящего момента на коленчатом валу 7И“ воспользуемся уравнением элементарных работ
M“da=PDds или =
21
Подставляя в последнюю формулу значения из формулы (1.5), получим
Л4“ — P&R (sin а 4- -у- sin 2а 4- kk cosa^ . (1-12)
Величину
7? ^sin a 4“-^- sin 2а 4“ ^^C0S0s) = (1-13)
принято называть идеальным приведенным относительным плечом силы (крутящего момента). Использование выражения (1.13), численно равного отношению линейной скорости ползуна к угловой скорости кривошипа (т“ = у/со), существенно упрощает расчеты.
' В реальном механизме наряду с ранее упомянутыми силами и моментом действуют еще моменты трения в шарнирах и сопротивления трения перемещению ползуна в направляющих.
При построении плана сил основной величиной будет сила полезного сопротивления PD (см. рис. 1.5, б). Очевидно, что направление силы сопротивления, обусловливаемой трением в направляющих, совпадает с направлением силы PD, поэтому сила Раа будет отклонена от перпендикуляра к направляющим на угол ср (tg ф = f, а [ — коэффициент трения в направляющих). Результирующая Сила по шатуну РАВ должна уравновешивать момент трения в шарнире В, создаваемый силами трения, распределенными по поверхности контакта шарнира. Плечо сил трения относительно оси шарнира В равно гв. Та же сила должна уравновешивать и момент трения в шарнире А.
Если принять, что коэффициент трения в направляющих и шарнирах приблизительно одинаков и равен /, то для уравновешивания моментов силой РАВ необходимо ей задать направление по касательной к кругам трения frB и [гл. Чтобы обеспечить равновесие шарнира В, равнодействующая по шатуну, направленная вниз, должна создать момент, совпадающий с направлением вращения шатуна относительно ползуна. Следовательно, касательная должна проходить справа от точки В. Анализ равновесия шарнира А приводит к выводу о том, что сила РАВ должна пройти слева от точки А (см. рис. 1.5, б).
Общий угол наклона силы РАВ к вертикали составляет (р 4-4- у), угол у определяют по выражению
sin у = f(rA + rB)/L. (1.14)
Из треугольника сил (см. рис. 1.5, б) имеем
Рав — Рd Cos ф/cos (Р 4~ у 4~ ф)- О 3 5)
Угол ф составляет не более 5° 40' (при f — 0,1); угол у = 3°; угол Р при достаточно малых а и обычных значениях X не более
22
10°; пря этом отношение cos ф/cos (Р + у + ф) не превосходит 1,06. При X 0,25 можно без большой погрешности принять
Pab^Pd- (1Л6)
Погрешность равенства (1.16) при X кд 0,25 и а 30° не превышает 6 %.
Силу давления на направляющие Рнп, вернее, горизонтальную составляющую силы, действующей на ползун, определим из того же треугольника сил (см. рис. 1.5):
^Hn = ^tg(P + Y)/(l-Ztg(P + Y)J.
Поскольку f tg (Р + v) не превышает 0,02—0,03, а у и р — углы малой величины,
^n = ^tg^ + ^tgY.
Приняв без большой погрешности
tg р = sin р — 1 (sin а 4- k), получим
Рм = PzJMslna + k) -4- tg у]. (1.17)
Из формулы (1.17) следует, что при отрицательных и достаточно больших значениях k усилие на направляющие существенно снижается. При подсчете Рнц по формуле (1.17) при % кд 0,25 и а « 30° погрешность не превышает 3 %.
Крутящий момент Мк в реальной машине определим из уравнения баланса элементарных работ в текущем положении кривошипного механизма. Заметим, что при повороте кривошипа на малый угол da шатун поворачивается относительно ползуна на угол dp, а приращение угла между кривошипом и шатуном составляет da 4- dp. Тогда
Мк da = PDds+ fPHU ds 4- fPABrB dp + (Рав^а (da dp) 4-
+ fPoiroi da 4- fPouron da, (1.18)
где P0I, Роц, r0I> ron — соответственно реакции и радиусы подшипников в первой и второй опорах коленчатого вала. Вторым членом выражения (1.18) можно пренебречь, так как произведение fPIla не превышает 3 % первого члена. Опуская второй член и разделив все члены уравнения на da с учетом приближенного равенства Рав Pd> получим
м.= Л, [геА +ГЛ(1 + А) +
23
ds
Ho-^- = /n®. Поскольку sin P = X (sin a + k), после дифференцирования имеем
cos p d p = X cos a d a;
dP a cos a « = X------Д- X cos a.
da cos p
В этом случае
Л4к — Р DffiK -ф- fPD [гл (1 4~ cos a) -ф- Хгв cos a 4—го1 -ф-
4—(1.19)
Заметим, что второй член правой части выражения (1.19) в большей мере определяется условиями трения и лишь незначительно зависит от угла а.
Второй член суммы принято обозначать т« и называть его приведенным относительным плечом трения:
mL ==/:[(1 4-Xcosa)rA '4-VBcosa4--^-rOI4--^i-ron] . (1.20)
Поскольку сумма реакций в опорах приблизительно равна PD (если пренебречь влиянием окружного усилия на зубчатом колесе), а г0 — гаг = гоп, приближенно можно принять
тк = /1(1 4- А/дСоза) 4- VfiCosa 4- г0 ] (1.21)
В практике расчетов пренебрегают незначительным изменением Шк и принимают максимальное значение т,< при cos a = 1: /7?к=И(1 4-MGi+Vfl + rol. (1-22)
Эта формула справедлива для прессов с верхним расположением кривошипа. При его нижнем положении значение тх вычисляется по формуле
oiK = f((l—X)гд 4- Хгв 4- rol- (1.23)
Поскольку значения X для этих прессов малы, пренебрежение значениями косинуса не может привести к существенной ошибке.
Момент на кривошипном валу равен произведению усилия на приведенное плечо силы (или на относительный крутящий момент):
Л4к = РртБ. (1.24)
Приведенное плечо силы в реальном механизме определяют
как сумму приведенных идеального плеча и плеча трения:
тк = т“4-тк. (1.25)
Приведенное идеальное плечо т“ зависит от положения кри-
вошипа, фиксируемого углом а, и рассчитывается для каждого 24
значения а. Плечо трения определяется коэффициентом трения в шарнирах и размерами шарниров и принимается постоянным.
Отметим, что в приводимых расчетах принималась приведенная величина коэффициента трения, одинаковая для всех мест трения (шарниры А, В, О), что является допущением.
Теоретическое определение коэффициента трения для данных нестабильных условий (изменяются за цикл взаимные скорости проскальзывания, удельные усилия на поверхностях и т. д.) представляется нерациональным. В практических расчетах принимается всегда осредненная приведенная величина коэффициента трения. Многочисленные экспериментальные измерения показали, что такой коэффициент f уменьшается при повышении скорости проскальзывания и росте удельных усилий, а главное, при обеспечении надлежащих условий подачи смазки. В расчетах коэффициент f принимают равным 0,06 при применении пластичных смазок и <0,01 при применении жидких смазок и обеспечении условий жидкостного трения.
Как следует из выражения (1.24), в реальном механизме любому значению момента на кривошипе соответствует определенная активная сила на ползуне. Чем меньше угол а, тем больше эта сила при постоянном моменте; наибольшее значение силы будет соответствовать углу а = 0. В идеальном механизме (при отсутствии трения) любому значению момента при а = 0 соответствует бесконечно большая активная сила.
1.5. ЗАКЛИНИВАНИЕ КРИВОШИПНО-ПОЛЗУННОГО МЕХАНИЗМА
При эксплуатации прессов приходится сталкиваться с явлением заклинивания кривошипно-ползунного механизма. Это происходит в случае перегрузки при недостаточном запасе энергии маховика или при перегрузке и нарушении связи коленчатого вала с приводом (срабатывание предохранителя или проскальзывание фрикционной муфты). При этом система деталей кривошипноползунного механизма и станина продолжают оставаться под нагрузкой. Упругие силы, возникающие в деталях кривошипноползунного механизма, стремятся повернуть шатун и кривошип так, чтобы снять возникшие деформации, но повороту препятствуют моменты трения в шарнирах, и для снятия упругих сил необходимо приложить дополнительный момент на приводе. Если этот момент недостаточен, то механизм останется в покое или, как говорят, заклинится.
Рассмотрим, в каком положении механизм может заклиниться, и определим область углов заклинивания.
Активной силой будет сила PD, действующая на ползун (см. рис. 1.5, в). Из баланса элементарных работ с учетом трения в шарнирах получим
PD ds = Pd^k da
25
«ли
Шк — Щк*
(1.26)
Очевидно., если т“ > /«к, то заклинивания не произойдет, если й1к < mJ, то поворот механизма под действием силы на ползуне невозможен; соответствует граничным положе-
ниям механизма во время заклинивания.
Подставляя значения т“ и mJ в уравнение (1.26), получим
R (sin а 4~ 3- sin 2а 4- kk cos а) = f [(1 4- А.) гА 4- Лгв 4- rj.
Принимая sin а = а и cos а = 1 — (а2/2) при малых значениях а, получим следующее уравнение для определения предела углов заклинивания:
“-2-1r“-+2(w-1)=0' <1'27’
Для центрального механизма угол заклинивания
а3<4/1/?(1 4-%)]. (1.28)
В области углов заклинивания дополнительный момент Л1кз, который нужно приложить для снятия упругих сил в системе деталей кривошипно-ползунного механизма, определяется из выражения
Л1Кз=ЛН-т“), (1.29)
где Ра — текущие значения силы, действующей на ползун в момент заклинивания.
Наибольшая величина момента соответствует положению кривошипа при а = О, тогда Л4КЗ = P3mJ.
1.6. СТАТИКА КРИВОШИПНО-РЫЧАЖНЫХ МЕХАНИЗМОВ
В общем случае, когда механизм имеет достаточно сложную структуру и нагружается на небольшой части цикла, предпочитают не проводить сложных аналитических расчетов сил, действующих на звенья, и ограничиваются графическим построением плана сил для какого-то мгновенного положения, предполагаемого наиболее опасным для данного механизма. При этом, как правило, необходимо учитывать сопротивление перемещению за счет трения.
Построение плана сил с учетом трения иногда вызывает затруднения при проведении касательной к кругу трения в шарнире. В связи с этим следует иметь в виду несколько известных правил, облегчающих построение.
16
Нормальная сила, действующая на- направляющие, должна быть отклонена в сторону, противоположную- движению ползуна.
Можно легко себе представить, подвергается ли данное звено механизма при работе растяжению или сжатию. Если для растянутого звена представить мысленно силы, действующие от шарниров в сторону, противоположную расположению звена, то момент силы должен быть направлен в сторону, противоположную направлению вращения звена относительно- рассматриваемого шарнира. Для сжатых звеньев силы от шарниров должны быть направлены в сторону расположения звена, а момент этих сил должен препятствовать вращению звена вокруг того или иного шарнира.
Силы и моменты, полученные при построении с учетом трения, должны быть больше таких же сил для идеального механизма. Последнее относится к случаю определения активных сил. Например, при определении сил (рис. 1.7) в звеньях механизма отрезки и переноса холодновысадочного автомата известной является максимальная сила резки прутка Рр, возникающая при определенном положении звеньев механизма. Реакции в направляющих Ft и F2 имеют отклонение на угол <р (угол трения). Для обеспечения равновесия суммарная сила F должна проходить через точку О — пересечение сил РАВ и Рр. Построение плана сил на рис. 1.7 дает значение сил РАВ и F. После нахождения силы РАВ определяем силу, действующую на шарнир С и звено DE. Для учета момента трения в шарнире С сила Рс должна проходить справа от центра на расстоянии радиуса круга трения и через точку пересечения сил РАВ и PDE, которые также имеют направления, найденные с учетом трения в шарнирах. Построение треугольника сил дает величину сил PDE и Рс.
Вместо графических построений могут быть приняты и аналитические расчеты при использовании ЭВМ.
1.7. ДИНАМИКА КРИВОШИПНО-ПОЛЗУННОГО МЕХАНИЗМА
Силы инерции перемещающихся частей механизмов зависят от ускорений и их массы. Эти переменные силы инерции воспринимаются станиной, а от нее передаются на фундамент. Большие силы инерции вызывают сотрясение фундамента и машины в целом, что приводит к появлению дополнительных ударных сил в зазорах шарниров, вибраций машины, повышенному шуму и, как следствие всего этого, снижению надежности машины в целом.
Поскольку в большинстве кривошипных машин применяют плоские механизмы, силы инерции можно принять действующими только в плоскости движения частей механизма.
В обычном кривошипном прессе силы инерции создаются массой комплекта деталей ползуна со штампом, массой шатуна и, наконец, массой кривошипа и щек коленчатого вала.
27
Рис. 1.7. Определение сил, действующих в механизме отрезки холодновыса-дойного автомата
Сила инерции от комплекта деталей ползуна со штампом определяется в соответствии с формулой (1.8):
Pi = тг], (1.30)
где mi —масса комплекта деталей ползуна.
Очевидно, что сила Рг является вектором, переменным по модулю с линией действия, совпадающей с линией возвратно-поступательного движения центра тяжести ползуна. В ряде случаев при расчетах полагают, что центр тяжести комплекта деталей ползуна совпадает с центром шарнира В (см. рис. 1.8), пренебрегая моментом силы Рг относительно точки BL.
Силы инерции масс кривошипа и щек эквивалентны их центробежной силе, сосредоточенной в центрах тяжести этих масс. Тогда сила инерции этих масс
Р2 = m2p2az,
где т2 —масса кривошипа и щек; р2 —расстояние от оси вращения до центра тяжести указанных масс.
Вектор силы Р2 постоянен по модулю, а направление его меняется соответственно положению при заданной угловой скорости вращения кривошипа.
Система сил инерции масс шатуна в общем случае может быть выражена через силу Р3 и момент М3, определяемыми соответствующими произведениями масс и момента инерции на ускорение.
Как модуль, так и направление вектора Р3 являются переменными. Для практических целей такой расчет неудобен, ибо требует определения значений ускорений, переменных во времени.
В инженерных расчетах все массы кривошипно-ползунного механизма (рис. 1.8) предпочитают приближенно сосредотачивать на осях шарниров А и В, причем на первой считают сосре-28
доточенными все неуравновешенные вращающиеся массы твр, а на второй —все массы, двигающиеся возвратно-поступательно та. Для определения величины этих сосредоточенных масс твр и тп применяют принцип эквивалентности.
Эквивалентность действия инерционных сил вращающихся масс обеспечивается при соблюдении следующего равенства:
m2p2w2 = (тА 4- тщрщ/Я) 7?со2, (1.31)
где тА —масса кривошипа; тш —масса щек; рщ радиус вращения центра тяжести щек.
Масса шатуна т3 должна быть замещена также двумя массами: тзА и т.лВ, сосредоточенными в точках А и В. При этом для обеспечения динамической эквивалентности должны быть соблюдены следующие три условия.
Сумма замещающих масс равна замещаемой массе:
т3 = т.лА 4- тзВ. * (1.32)
Центр замещающих масс должен совпадать с центром замещаемой массы:
L~La + Lb, (h33)
т3 ALA 4- тзв1?в = h, (1 -34)
где 13 —момент инерции шатуна.
Как уже говорилось, часто ограничиваются условиями статической эквивалентности (1.32) и (1.33), поскольку величина момента М3 невелика.
Тогда
тзА = LBmjL\ 1 _
г О-35)
т,в = LAm.jL. J
Следовательно, в соответствии с (1.31) и (1.35)
тю =*тА + тщрщ/7? 4- т3ЬвЩ |
та = LAm3!L. /
Силы инерции равны соответственно:
Рвр = тВРЛ!со2;
Рп = mnj.
Проекции главного вектора сил инерции на оси координат (рис. 1.8)
Рх = [(твР 4~ игп)cos « 4~ tna (% cos 2а — kK sin а)];
Ру = 7?®2/тгВР sin а. (1.37)
Отметим, что в формуле (1.37) значение Рх найдено в пределах приближения, задаваемого двумя членами ряда, полученными
29
Рис. 1.8. Приведение масс и определение составляющих сил инерции в криво' шипно-ползунном механизме:
Рвр, — сила инерции вращающихся и поступательно перемещающихся масс
при определении ускорения j. Для требований практики этого вполне достаточно.
Силы инерции существенно возрастают при росте угловой скорости, радиуса кривошипа и массы. Наибольшее значение силы Рх соответствует крайнему переднему (нижнему) положению ползуна.
Методика определения инерционных сил для более сложных многозвенных механизмов аналогична. При этом все массы звеньев замещаются точечными массами, закрепляемыми в двух шарнирах, если оба шарнира подвижны (аналогично шатуну), и в нескольких шарнирах, если замещаются распределенные массы рычага с соответствующими присоединениями.
Глава 2
ПОЛЗУНЫ, ШАТУНЫ И КОЛЕНЧАТЫЕ ВАЛЫ
2.1. ТИПЫ ПОЛЗУНОВ И НАПРАВЛЯЮЩИХ, ИХ РАСЧЕТ
Хорошая работа кривошипной кузнечно-прессовой машины (пресса, ножниц, автомата и т. п.) во многом зависит от правильной конструкции узла, в котором крепится инструмент, от правильной конструкции ползуна (ножевой балки) и его направляющих.
От точности направления ползуна в сильной степени зависит точность деталей, получаемых рядом операций штамповки, а также износ и долговечность инструмента, предназначенного для разделительных операций. Надо отметить, что в штампах листоштамповочных и горячештамповочных прессов имеются цилиндрические направляющие колонки, обеспечивающие точность совпадения половинок штампа при штамповке. Большое разнообразие конструкций ползунов обусловлено различными размерами штампов, которые крепятся к ползунам. В зависимости от размеров или числа штампов ползун приводится в движение одним, двумя или 38
четырьмя шатунами (соответственно ползуны; одно-, двух- и четырехточечные, а прессы —одно-, двух- и четырехкривошипные).
Ползуны кривошипных машин можно подразделить на три группы: сплошные призматические и коробчатые (ползуны листоштамповочных прессов); с дополнительными направляющими (ползуны прессов и автоматов для горячей и холодной объемной штамповки)- и в виде пластин (ползуны ножниц и листогибочных прессов).
Ползуны первой группы представлены на рис. 2.3; 2.10, г; 4.3; 11.3; 14.4; ползуны второй группы—на рис. 13.6; 13.9; 15.1; ползуны третьей группы —на рис. 12.9; 12.12.
Для повышения точности штамповки и более устойчивого перемещения в направляющих стремятся максимально увеличить длину направляющих ползуна. У открытых прессов для увеличения длины направляющих применяют иногда ползуны рамного типа (рис. 2.1). Ползуны рамного типа используют и в горячештамповочных прессах (см. рис. 15.2, б). В ползунах второй группы дополнительные направляющие выполняют непосредственно за основными направляющими (сплошные удлиненные направляющие без разрыва), а не в виде хобота. На рис. 2.2 в разрезе станины видна конструкция подобного ползуна кривошипного горячештамповочного пресса (КГШП).
Рис. 2.1. Открытый пресс: / — ползун рамкого типа
Рис. 2.2. Разрез кривошипного горячештамповочного пресса: / -=- ползун; 2 — сплошные направляющие ползуна
31
Удовлетворительную работу ползуна определяет отношение длины направляющих ползуна к их ширине. В общем случае перекос торцовой плоскости направляющих, а вместе с ней и рабочей плоскости ползуна (в мм) составляет
й = бВ/Лн> (2.1)
где б —суммарный зазор в направляющих, мм; В —расстояние между направляющими плоскостями, мм; LH —длина направляющих, мм.
При тех же зазорах в направляющих увеличение отношения La/B значительно улучшает условия работы ползуна. У кривошипных горячештамповочных прессов, горизонтально-ковочных машин и автоматов для объемной штамповки это отношение не должно быть меньше 2,5—3 (с учетом дополнительных направляющих). У однокривошипных прессов оно составляет 1,4—2,5, у двухкривошипных 0,4—0,5.
Для ножниц применяют иногда качающиеся ползуны (см.-рис. 12.9, поз. 2, рис. 12.12, поз. 4).
Особенностью силового расчета кривошипных машин является то, что он ведется исходя из приложения известных (номинальных) усилий к инструменту. От инструмента усилие передается на ползун и затем на шатун.
При расчете однокривошипных прессов принималось, что равнодействующая усилий, действующих на ползун со стороны штампа, совпадает с осью ползуна. Хотя для вырубных операций и рекомендуется находить центр давления в штампе и совмещать этот центр с осью ползуна, но в действительности ввиду разных высот пуансонов при вырубных работах приложение к ним усилий не происходит одновременно и ползун испытывает эксцентричное приложение нагрузки.
То же самое наблюдается и в комбинированных штампах, в которых осуществляются операции вырубки с гибкой, вырубки с чеканкой и т. п. В этих случаях также происходит попеременное приложение нагрузки с различными эксцентриситетами. Все это требует более внимательного отношения к загрузке пресса при работе с подобными штампами. Особенно неблагоприятно такая работа сказывается на надежности работы открытых прессов.
Расчет ползунов состоит из расчета их направляющих и расчета самих ползунов на прочность и жесткость.
Расчет направляющих. На рис. 2.3 показаны силовые факторы, действующие на направляющие по методике М. В. Сторожева и по методике ЦБКМ. Последняя учитывает влияние расположения точки подвеса ползуна по отношению к направляющим, вид сочленения ползуна с шатуном (шаровое или цилиндрическим пальцем), величину номинального недохода (т. е. пути ползуна, на котором прилагается номинальное усилие) и эксцентриситет приложения усилия к ползуну. В связи с этим хотя величина усилия, действующая со стороны ползуна на направляющие по 32
Рис. 2.3. Силовые факторы, действующие на направляющие ползуна:
а — по методике М. В. Сторожева; б — по методике ЦБКМ [13]; 1—1 — линия дей-ствия силы Ра на направляющие; 2—2 — лниия действия силы Paq по шатуну
обоим методикам одинакова (см. рис. 2.3), но по методике ЦБКМ определяется момент, действующий на ползун. Величина его зависит от вида сочленения ползуна с шатуном и от эксцентричности нагружения ползуна.
Рассмотрим равновесие ползуна как абсолютно твердого тела под действием сил и моментов (рис. 2.3). Последовательность расчета следующая. Определяем силовые факторы М и N, действующие на ползун, путем переноса всех сил в центр тяжести площади направляющих (в данном случае на рис. 2.3 эта точка находится на расстоянии Дн/2 от торца ползуна). Величина N определяется для угла поворота кривошипа, равного номинальному углу для данной машины (пресса).
Сила, приложенная со стороны ползуна к направляющим (в центре тяжести их площади):.
sin0 = Asina*; siny = f(rA -$-rB)/L,
где PD — усилие, действующее по ползуну, кН; / = tg <р — коэффициент трения.
При 0 < 10°
Я = PD tg (0 + у); ' (2.3)
при 0=0°
Д[г = PDf (гА + r^L,
Расчет может быть проведен для двух случаев.
* Для дезаксиального механизма sin 0 = X sin а + kf, где k[ — _e/L.
2 A. H. Банкетов и др. 33
1. Для сочленения ползуна с шатуном посредством шаровой опоры или наружной поверхностью цилиндрической головки шатуна (силы на рис. 2.3, 6 показаны для этого случая толстыми линиями):
^-Ь~ув) + РоХг- (2.4)
хг = г в Isin (Р ~Н у) + /]; (2.5)
Ув — гв cos (Р + у). (2.6)
2. Для сочленения ползуна с шатуном посредством (силы на рис. 2.3, б показаны тонкими линиями): пальца
M = _b + y^+PDX'r- (2.7)
х'г = Г в [Sin (р -4- у) — Л; (2.8)
z/B = recos(p-[-y). (2.9)
Удельные усилия на направляющие: а) от силы N •= Nc
Pn ~ г/ДцП), (2.Ю)
б) от момента М
рм = 6М/(Ьва); (2.П)
Рм!п < 1Рм'п], (2.12)
где а — ширина направляющих; п = LJB. Суммарное удельное усилие
Ртах = Pn 4* Рм- (2.13)
Максимальное удельное усилие в основном Определяет износ направляющих; поэтому это усилие необходимо сравнивать с допускаемым удельным усилием. Перекос ползуна зависит от величины рЛ1ГПах- Чем больше эта составляющая удельного усилия, тем больше износ по краям направляющих и тем больше возможный перекос трлзуна.
Для лучшей работы ползунов целесообразно располагать направляющие по отношению к точке подвеса ползуна таким образом, чтобы результирующий момент М был минимальным.
Для эксцентрично нагруженных ползунов горячештамповочных и холодновысадочных прессов определяют рМг и рмх — максимальные удельные усилия на направляющие от моментов, действующих на ползун в двух взаимно перпендикулярных плоскостях.
При подсчете значения рм— удельных усилий от момента на направляющие ползуна с хоботом — принимается, что удельные усилия распределяются по длине направляющих по прямой, т. е. на каждой части направляющих (основной и дополнительной) удельные усилия в общем случае распределяются по трапеции. 34
В связи с этим в растете принимается, что равнодействующие удельных усилий, действующих на основные и дополнительные направляющие, приложены в центрах тяжести соответствующих трапеций.
Допускаемое удельное усилие [р ] для бронзовых планок (БрО5Ц5С5) составляет 3,5 МПа, а для чугунных и текстолитовых планок 2 МПа.
Допускаемые значения параметров: \рм!п] г 0,4 МПа для бронзы и ползунов без дополнительных направляющих, \рм!п] sg < 1,5 МПа для бронзы и ползунов с дополнительными направляющими.
Расчет ползунов однокривошипных прессов. Хотя в быстроходных кривошипных машинах (прессах) ползун испытывает удар при соприкосновении с заготовкой, но, как показывают расчеты, усилие не превышает 1/3Рн. В связи с этим расчет ползунов однокривошипных прессов ведут на усилие Рн. Для призматических ползунов без дополнительных направляющих (см. рис. 2.11,6) проверяют сжимающие напряжения в опасном сечении ползуна под шатуном площадью F^:
где [осж 1 —допускаемое напряжение сжатия в опасном сечении ползуна.
Деформация ползуна в направлении действия сжимающей силы Ра
= (2.14)
где Fnp —приведенная площадь сечения ползуна. У ползунов с дополнительными направляющими проверяется прочность опасного сечения хобота от суммарных напряжений изгиба в двух взаимно перпендикулярных плоскостях.
Расчет ползунов двух- и четырехкривошипных прессов. Ползуны представляют собой по большей части коробки, расчет их ведут так же, как расчет балок на двух опорах. Для учета неравномерности нагрузки но длине ползуна увеличивают номинальную нагрузку, приходящуюся на каждый шатун, для двухкривошипного пресса в 1,3 раза, а для четырехкривошипного в 1,4 раза. За опоры принимают точки подвеса ползуна, а нагрузку считают распределенной по фронту пресса на длине 2L/3, где L —длина ползуна.
При расчете двух кривошипных прессов неравномерность приложения нагрузки учитывают путем принятия условной нагрузки, действующей по ползуну и равной 2РН/3 + 2РЯ/3 = 4РН/3. Для четырехкривошипных прессов это усилие составляет 1,4 Ра. Все коробчатые ползуны необходимо рассчитывать на касательные напряжения в их стенках. Эти напряжения (в МПа) определяют по формуле
% = kQS/(Jb), (2.15)
2*
35
где k — коэффициент увеличения расчетного усилия по шатуну.
Для однокривбшипных прессов k = 1; для двухкривошипных прессов k =1,3, для четырехкривошипных k = 1,4; Q = Р/2'— перерезывающее усилие, МН; S —момент сопротивления части стенки выше опасного сечения относительно горизонтальной оси, проходящей через центр тяжести этой стенки, м3; Ь —толщина стенки в опасном сечении, м. Деформацию ползуна (в м) в середине пролета двух- и четырехкривошипных прессов определяют по формуле
„. _ 5 ql*_______1 да2/2 . kM„ /9
У~~ 384 £/i_i 16 Eli.i GFui ’ ' °'
где q = 2P/L — усилие, распределенное по длине ползуна, МН7м; I —расстояние между точками подвеса ползуна, м; а = -j- ,х X (L —/) —длина консоли; G —модуль сдвига, МПа; Ми — изгибающий момент действующий на ползун, МН-м; и Л-т — площадь сечения ползуна между точками подвеса, м2, и момент инерции этого сечения, м4. Ползуны кривошипных машин имеют, как правило, призматические направляющие — плоские или наклонные (треугольные или трапецеидальные). Для однокривошипных прессов - рекомендуются V-образные направляющие с углом при вершине а = 90°. (рис. 2.4),
В листоштамповочных автоматах с нижним приводом (см. рис. 14.1) применяют ползуны, имеющие цилиндрические направляющие. Ползуны с помощью цилиндрических колонок получают направление в специальных направляющих втулках. Цилиндрические направляющие применяют и для автоматов холодной объемной штамповки (рис. 2.5).
Дальнейшим прогрессом является применение направ-
Рис. 2.4. Рекомендуемая форма направляющих однокривошипиых открытых прессов
Рис. 2.5. Ползун (/) многопозиционного автомата для холодной объемной штамповки с цилиндрическими направляющими (2)
36
Рис. 2.6. Рекомендуемые материалы направляющих автоматов для холодной объемной штамповки:
й — для прямоугольного ползуна; б — для Т-образного ползуна; 1 — чугун СЧ 20;
2 — ЦАМ 10-5; 3 — стали 20Х, 40Х; 4 — ЦАМ 10-5, текстолит; 5 — стали 35Л; 45Л
ляющих качения (использование для направления по колонкам втулок с помещенными в них шариками). Этот вид направляющих начинают применять в некоторых типах прессов небольших усилий. Как правило, направляющие ползуна выполняют за одно целое с ним. Ползуны однокривошипных открытых прессов изготовляют из чугуна. У ползунов из чугуна СЧ 20 твердость поверхностей трения HRC 48—53 (старение и поверхностная закалка током высокой частоты или газовым пламенем, глубина закалки не менее 2,5 мм). В качестве материалов для ползунов можно использовать чугуны модифицированные СЧ 35 и СЧ 40 и высокопрочные ВЧ 50-2, ВЧ 45-5.
Для направляющих планок станины однокривошипных прессов рекомендуется применять антифрикционные чугуны АСЧ-1, АСЧ-2 с НВ 190—229, а также высокопрочный чугун ВЧ 45-5 с
НВ 170—207 и чугуны СЧ 20 и СЧ 25.
Для быстроходных прессов (при числе ходов более 200 в минуту) применяют латунные планки.
Ползуны с большой поверхностью зеркала листоштамповочных прессов изготовляют сварными из стали СтЗ, а ползуны с дополнительными направляющими кривошипных горячештамповочных прессов, холодновысадочных автоматов и горизонтально-ковочных машин — из стального литья (легированного или углеродистого). Направляющие планки автоматов для холодной объемной штамповки, КГШП и ГКМ станин выполняют бронзовыми (БрАПЖбНб, БрО5Ц5С5), стальными калеными (20Х, 40Х, 45), капроновыми или текстолитовыми (в зависимости от действующих удельных усилий).
Рекомендуемое сочетание пар материалов направляющих автоматов для холодной объемной штамповки приведено на рис. 2.6.
Шероховатость поверхностей трения направляющих Ra < 1,25.
2.2. УРАВНОВЕШИВАТЕЛИ ПОЛЗУНОВ
Конструкция уравновешивателей. Уравновешиватели применяют для предотвращения опускания ползуна в случае неисправности тормоза, а также для более плавной работы привода и снижения энергозатрат на холостой ход ползуна. Наличие уравнове-шивателя обеспечивает постоянную одностороннюю выборку зазоров, что, в свою очередь, приводит к более равномерному ходу. В настоящее время в горизонтальных быстроходных автоматах
37
'/////
a)
ЖИ
Рис. 2.7. Установка цилиндров уравновешивателей по нормали КВ25: а — с нижним креплением к станине; б — с креплением на серьге; в — с креплением на кронштейне; 1 — ползун
начинают применять уравновешиватели (пружинные или пневматические).
По конструктивному выполнению пневматические уравнове-две группы: в первой группе цилиндры связаны со станиной, а штоки поршней с ползуном пресса (рис. 2.7); во второй — цилиндры установлены на фундаменте, а штоки поршней служат опорами подвижных колонн (рис. 2.8).
Типовая схема присоединения тяг уравновешивателя к ползуну обязательно ' предусматривает наличие шаровых шарниров. При больших уравновешивающих массах в стойках
шиватели можно разделить
на
Уровень пола
ч
Рнс. 2.8. Установка на фундаменте уравновешивателей чеканочного кривошипно-коленного пресса с нижним приводом (рама пресса подвижная, стол неподвижный)
i
38
размещают по два цилиндра с каждой стороны (рис. 2.7, б). Иногда приходится выносить цилиндры в боковые части стоек. Пневматическая сеть, питающая цилиндры уравновешивателей, должна предусматривать контроль давления в них. Давление необходимо изменять в зависимости от массы штампов и числа ходов пресса. Недостаточное давление в цилиндрах уравновешивателей ведет к ударам в зубчатых передачах; избыток давления, так же как и недостаток, вызывает перегрузку электродвигателя. Контроль правильности установленного регулировкой давления осуществляется посредством амперметра. При смене штампов регулируют давление так, чтобы показания амперметра при работе были минимальными. Во всех универсальных прессах, начиная с усилия 160 кН, следует устанавливать уравновешиватели. В быстроходных прессах с п rss 150 ходов в минуту рекомендуется применять уравновешиватели и при меньших номинальных усилиях. В кривошипных горячештамповочных прессах используют специальные типы уравновешивателей (см. рис. 15.1).
Пружинные уравновешиватели применяют редко (в ножницах, см. рис. 12.8, в чеканочных кривошипно-коленных прессах и некоторых других машинах).
Последовательность расчета. Исходные данные: число ходов пресса в минуту га, ход ползуна пресса Н, вес ползуна пресса с подвижными частями, коленчатым валом и верхним штампом G„, число цилиндров уравновешивателей /, число уравновешивающих пружин т (для пружинных уравновешивателей), расчетное давление в ресивере цилиндров уравновешивателей 0,3—0,35 МПа, длина цилиндра уравновешиватели s,, =1,15 Н. Составляющая от инерционных- усилий, действующих на ползун, Н,
Gt = Gun2R (1 + Х)/895, (2.17)
где R —радиус кривошипа, м; А, = R/L, L —длина шатуна, м. Диаметр цилиндра уравновешивателя: ;
по рис. 2.7
Du — j/" 1,5Gp/(/p)-J-dmri (2-18)
по рис. 2.8
Da = ]/ 1,5Gp/(r>), (2.19)
где Gp = Ga + G(, p — давление в ресивере, МПа; dmT — диаметр штока. Объем ресивера уравновешивателя принимается равным 8—10 объемам цилиндра уравновешивателя:
Vp = kF^,
где k = 8 10; F,, = лГ>ц/4. (2.20)
Как правило, диаметр ресивера принимают равным диаметру цилиндра уравновешивателя. При размещении ресивера внутри станины и недостатке места применяют и меньшие диаметры.
39
При пружинном уравновешивателе суммарное усилие пружин определяют по формуле
mPnP=l,2Gp,
где т — число пружин; Рпр — усилие одной пружины.
Расчет штоков и других деталей, соединяющих поршни урав-новешивателей с ползунами, проводится на усилие Ко-
для случая, представленного на рис. 2.7,
Ко = р (nDl/i — ш!шт/4); * (2.21)
для случая, приведенного на рис. 2.8,
Ко == paDlft. (2.22)
2.3. ШАТУНЫ
Конструкция шатунов. Шатун является ответственным элементом пресса, посредством которого осуществляется передача усилия со стороны ползуна на коленчатый вал. Рассмотрим конструктивные разновидности кривошипно-ползунного механизма и шатунов. Кривошипно-ползунные механизмы по типу привода можно разделить на механизмы с верхним и с нижним приводом. ’ В механизмах с верхним приводом шатун толкает ползун, а при рабочей нагрузке испытывает кроме изгиба сжатие (рис. 2.9). В механизмах с нижним приводом шатун тянет ползун и наряду с изгибом испытывает при рабочей нагрузке растяжение, (рис. 2.10, а). Вариант тянущего шатуна возможен и при верхнем , приводе (ножницы с наклонным ножом для резки листового : металла—см. рис. 12.1, 12.7). Главными элементами шатуна являются кривошипная .(большая) головка, тело (стержень) и малая (ползунная) головка.
ДЦатуны бывают разъемные, состоящие из тела шатуна и крышки (см,, рис. 2.9), и неразъемные —бугели (см. рис. 2.10, а
Рис. 2.9. Соединение шатуна с ползуном и нагружение шатуна
40
Рис. 2.10. Неразъемные шатуны (бугели):
а ножниц с наклонным ножом н нижним приводом для резин листа: б — листоштам* побочного пресса с нижннм приводом; в — автомата или FKM (шатун-камеиь кулисы);
г — вырубного пресса (круговой шатун)
и б). В разъемных шатунах прессов усилием до 1 МН составным выполняется и само тело шатуна (собственно шатун и винт — . см. рис. 2.9, в, 2.11, а). Этот винт служит для регулировки величины штампового пространства. Неразъемные шатуны прессов имеют прямую ось (они симметричны —см. рис. 2.10, б), бугели ножниц для резки листового металла — искривленную ось (см. рис. 2.10, а).
В прессах для разделительных операций неразъемные шатуны стали выполнять в виде цилиндра с эксцентричной расточкой для
Рис. 2.11. Конструкции соединения шатуна с ползуном: а — шаровой пятой; б цилиндрическим пальцем
41
5
t '3
Рис. 2.12. Схема кривошипно-ползунного механизма пресса с шестёрне-эксцентрико-вым приводом и плунжерным направлением
цапфы коленчатого вала (см. рис. 2.10, г). В некоторых моделях автоматов для холодной объемной штамповки и горизонтально-ковочных машинах (ГКМ) неразъемные шатуны выполняют в виде камня
кулисы (см. рис. 2.10, в).
Имеются три разновидности соединения шатунов с ползунами: посредством шаровой головки и пяты в прессах усилиями до 1 МН (см. рис. 2.9, в, 2.11, 4 посредством пальца в прессах усилием более 1 МН (см. рис. 2.9, а, 2.11, б) и в прессах любых усилий посредством наружной поверхности малой головки шатуна (см. рис. 2.9, б).
В двухкривошипных и четырехкривошипных прессах для
повышения точности штамповки (исключения передачи составляющей усилия по шатуну на направляющие ползуна)
применяют так называемое плунжерное направление (рис. 2.12).
В этом случае ползун 1 жестко связан с плунжерами 2,
перемещающимися в цилиндрических направляющих станины 3. Плунжеры посредством пальцев 4 связаны с бугелями 5.
При конструировании штампов прессов следует обязательно находить центр приложения технологических усилий и совмещать его с осью ползуна. В однокривошипных прессах с сочленением шатуна с ползуном осью предпочтительнее иметь эксцентриситет в направлении перпендикулярном оси. Иногда для лучшего восприятия эксцентричных нагрузок применяют вильчатый шатун — с одной большой и двумя малыми головками.
Расчет шатунов на прочность и жесткость. Как показали исследования шатунов в динамических условиях, проведенные Я. М. Раскиным, максимальное увеличение нагрузки на шатун составляет О,ЗРН, т. е. общая нагрузка на шатун не превышает 1,ЗРН. Эти значения находятся в пределах перегрузок, допускаемых при расчете прессов (см. п. 4.4). В связи с этим расчет шатунов ведут исходя из номинального усилия. За расчетное усилие для шатунов однокривошипных прессов принимают номинальное усилие пресса Рн. При ведении на прессах вырубных работ кроме напряжений сжатия и изгиба тело шатуна испытывает и растягивающие нагрузки при сколе вырубаемого материала. Принимают, что эти растягивающие нагрузки Ррас1 = = 0,ЗРв, где Рв —усилие вырубки.
В двухкривошипных прессах рекомендуется за расчетное усилие по шатуну принимать Р — 0,63РН) а в четырехкривошипных прессах Р = 0,35Рн.
42
Сжимающие напряжения (см. рис. 2.9)
Осж = PlFАА’ ®сж : =: В IFББ’
где Faa и ?бб —площади сечений А А и ББ.
Кроме сжимающих нагрузок шатун воспринимает и изгибающий момент, подсчитываемый следующим образом. По рис. 2.3, б определяем направление силы РАВ, действующей по шатуну, по прямой, касательной к кругам трения в шарнирах А и В. Изгибающий момент, действующий в каком-то сечении шатуна на расстоянии х от центра малой головки (см. рис. 2.9, б), складывается из момента от сил трения Мл = PfrB, возникающих в шарнире Б, и изгибающего момента Л42 = Рх sin у, имеющего направление, обратное первому (момент Л42 от силы Psin у, перпендикулярной к осевой линии АВ). Подставляя вместо sin у = f (га + r^lL, суммируя Мл и Л42 и вынося за скобки общие множители, получаем
= (2-23)
где х — расстояние опасного сечения от оси малой головки шатуна (см. рис. 2.9).
Напряжение изгиба
ои = Л4и/Глл или оц = Л4и/Гбв, (2.24)
где WAA и 1Г6В — моменты сопротивления изгибу сечений шатуна.
Результирующее напряжение в сечении ®гез = ®сж 4“ [ст1-
Для шатунов универсальных прессов: стальной винт (сталь 45) [о] ss 250 МПа и чугунный шатун (СЧ 25) [о] ss 70 МПа. Для шатунов автоматов холодной объемной штамповки из стали 45 [о] 150 МПа, а из стального литья (сталь 35Л) [о] ss 100 МПа.
Головки шатунов рассчитывают на изгиб графически [13]. Все расчеты проведены для случая центрального приложения нагрузки к ползуну, т. е. когда направление усилия в конце хода совпадает с осью ползуна.
При соединении ползуна с шатуном посредством пальца и приложением эксцентричной нагрузки в вертикальной плоскости, проходящей через палец (для вертикальных машин), шатун в этой плоскости нагружается дополнительным изгибающим моментом.
Короткие сплошные шатуны с большими диаметрами шатунной шейки (у кривошипных горячештамповочных прессов и ножниц для резки листового металла) следует рассчитывать как замкнутые стержневые рамы с переменными жесткостями их стержней.
Короткие шатуны кривошипных горячештамповочных прессов следует проверять на касательные напряжения в плоскости осей
43
головок (как правило, сечение это прямоугольной формы) по формуле
т = 3P/(2Wz),
где т — касательное напряжение в центре сечения; Р — номинальное усилие, действующее по шатуну; b — ширина сечения; h — высота сечения.
Резьба шатуна проверяется на смятие и изгиб (рис. 2.13) осм. Напряжение смятия резьбы
— 4Р
см ял (dp — rf|) kK
(2.25)
где п — число витков; kH = 5s/d0 — коэффициент, учитывающий неравномерность распределения нагрузки по виткам; s — шаг резьбы.
Напряжение изгиба витков -резьбы
°и= (2-26)
где Pi = h/s — коэффициент толщины витка, остальные обозначения ясны из рис. 2; 13.
Для шатунов из чугуна СЧ 25 [ои ] 50 МПа, [осм ] с; 40 МПа,
для шатунов из стали 45У (аи ] = [осм ] 80 МПа.
При проведении вырубных и пробивных операций шатуны после скола металла испытывают растягивающие нагрузки. При этом для приближенных расчетов принимают
ар = 0,3осж. (2.27)
Среднее напряжение цикла
•Гщ = (®nijn “Ь ^тах)^ ( Осж 4" 0,ЗосЯ()/2 = 0,35оси{.
Амплитуда цикла
°а ~ (ртах 2 = (0,Зосж 4“ <Тсж)/2 = 0,65(Тгж.
Тогда коэффициент запаса прочности
'р~ +
(2.28)
где ka — эффективный коэффициент концентрации напряжений;
фактор; р — коэффициент, учитывающий состояние поверхности; £а/еР « 2; ф = 0,05; ф = = (2о_1р — о0)/о0; о0 — предел выносливости при пульсирующем цикле изменений напряжений.
Для шатунов из чугуна СЧ 25 о_1р — = 90 МПа; для шатунов из стали 45 a_lp=s
Рис. 2.13. Резьба шатуна: 1 — винт; 2 — гайка
44
= 210 МПа. Очень важным является правильный выбор трущихся пар кривошипно-ползунного механизма, втулки которых выполняются из бронзы. Непродуманный выбор материала этих пар и недостаточная смазка могут послужить причиной возникновения задиров и выхода из строя ответственного узла. Для высокона-груженйых цапф важна не только способность бронзы выдерживать большие удельные усилия (БрАПЖбНб), но и обладать хорошей прирабатываемостью (БрО10Ф1) ихорошей теплопроводностью (БрОЮСЮ). В зависимости от конкретных условий применяют ту или иную марку. Применение бронз типа БрА9ЖЗ требует обязательной закалки сопряженных шеек вала.
Кроме того, очень важен выбор размеров трущихся пар (цапф). До последнего времени критерием правильности такого выбора были средние удельные усилия, которые определялись отношением номинального усилия (какой-то его части) к произведению диаметра цапфы на ее длину.
В общем машиностроении при q = const и v = const вторым критерием являлось их произведение [<?v], где q — удельное усилие в цапфе (среднее), v — максимальная скорость относительного перемещения элементов цапфы. Это произведение фактически характеризует тепловыделение на единицу поверхности цапфы. В кривошипных кузнечно-штамповочных машинах такие цапфы работают с кратковременными переменными нагрузками и в большинстве случаев в режиме одиночных ходов. Поэтому произведение qv характеризует лишь мгновенную максимальную мощность трения. Установившаяся же температура в подшипнике определяется тепловым балансом, т. е. как тепловыделением, так и теплоотводом.
В связи с этим рекомендуется за критерий принять произведение эквивалентных величин <?эиэ, которое учитывает переменность нагрузки и повторно-кратковременный режим работу подшипников. Ниже дается определение эквивалентных величин q3 и цэ для различных цапф механизмов.
Эквивалентное удельное усилие в большой (q3A) и малой (q3B) головке шатуна
qaA< эв — РсеарК?п^А,в1А, в), (2.29)
где Рср — среднее усилие, действующее в течение рабочего хода, кН; ар — рабочий угол, рад; dA, dB — диаметры цапфы большой и малой головки шатуна; /д, 1в — длины цапфы большой и малой головки шатуна.
Эквивалентная скорость в цапфе большой головки шатуна, м/с,
v3A = Dnpap/120. (2.30)
Эквивалентная скорость в цапфе малой головки шатуна, м/с, V3B = vBp = a-^-kp. (2.31)
45
Таблица 2.1
Значения [</эиэ1 для вкладышей или втулок на наиболее часто употребляемых материалов для различных типов кривошипных машин, кН/м-с
Однокривошипные прессы Автоматы для хо- ‘ лодной объемной штамповки Кривошипные горяче-штамповочные прессы Двухкривошипные прессы
Наименование цапфы ш О ш Я ш О О10Ф1, А11Ж6Н6, 010С10 О10Ф1 О10Ф1, ОЮС10, А11Ж6Н6 О5Ц5С5
Ou о» а Cl Ct Cl О.
МО со со со со М3 СО СО со
Большая головка шатуна 400 800 5000 2500— 3500 200
Малая головка шатуна 15 25 500 300—400 8
Коренные опоры коленчатого вала 150 300 300 1000— 1500 80
Для коренных опор коленчатого вала эквивалентное удельное усилие, кН/(м-с),
<7эо = ^CPab/(4n</Q/o). (2.32)
Эквивалентная скорость скольжения, м/с,
цЭо = УоР = л<кдр/60. (2.33)
Значения допустимых [«/эоэ ] для вкладышей или втулок из различных материалов приведены в табл. 2.1.
2.4. КОНСТРУКЦИЯ МЕХАНИЗМОВ ИЗМЕНЕНИЯ ВЕЛИЧИНЫ ШТАМПОВОГО ПРОСТРАНСТВА И ХОДА ПОЛЗУНА
Штамповое пространство универсальных кривошипных прессов малых усилий изменяют путем вращения винта (рис. 2.14, а). Вначале ослабляют специальный винт, производят регулировку штампового пространства, после чего этот винт снова закрепляют. В крупных прессах, а также в прессах двух- и четырехкривошипных штамповое пространство изменяют посредством винта, вращаемого от специального электродвигателя (см. рис. 4.3). Регулировку штампового пространства кривошипных горячештамповочных прессов производят передвижением клиньев стола (см. рис. 15.2, а), а у чеканочных кривошипно-коленных прессов — передвижением клиновой подушки под верхним шарниром (см. рис. 16.4, а) или вращением верхнего шарнира, выполненного эксцентрично (см. рис. 16.4,6).
46
Рис. 2.14. Механизмы регулировки хода однокривошипных прессов:
а — одностоечных; б, в — двухстоечных; 1 — ползун; 2 — коленчатый вал; 3 — шатуну 4 — эксцентрик; 5 — втулка с кулачками; 6 — шпонка; 7 — упорное кольцо
У большинства прессов больших усилий (МН) величина хода нерегулируема. Раньше регулировка хода была лишь у кривошипно-ползунных механизмов одностоечных прессов (см. рис. 2.14, а). Теперь стали применять регулируемый ход и у однокривошипных двухстоечных прессов усилием более 1 МН (см. рис. 2.14, б, в).
2.5. КОЛЕНЧАТЫЕ ВАЛЫ
Коленчатые валы кривошипно-ползунных механизмов могут выполняться в виде коленчатых валов или в виде обычных ступенчатых осей и валов шестернеэксцентрикового привода. В шестернеэксцентриковом приводе используются Одна (рис. 2.15, г) или две (рис. 2.15, д, е) неподвижных оси, закрепленных в головке (траверсе) пресса. На этих осях вращаются эксцентрики, сблокированные с зубчатыми колесами.
Благодаря простоте изготовления и эксплуатации шестернеэксцентриковые приводы получили большое распространение.
В прессах двойного действия вместо осей применяют валы, на которых закрепляются эксцентрики (валы служат для передачи движения приводу наружного ползуна).
Если коленчатые валы могут быть как с консольным расположением приводных зубчатых колес (рис. 2.15, а, б), так и с мёжду-опорным (рис. 2.15, в), то зубчатые колеса шестернеэксцентрико-
47
Рис. 2.15. Модификации кривошипно-ползунного механизма однокривошипных двухстоечных прессов:
а — одноколеичатый вал с двусторонним зубчатым приводом; б — эксцентриковый вал с двусторонним зубчатым приводом; в — одноколенчатый вал с односторонним между-опорным приводом; г — двусторонний шестерие-эксцентриковый привод (эксцентрик выполнен заодно с зубчатыми колесами и вращаете^ на одной оси, укрепленной в станине); д — шатунная шейка, выполненная заодно с зубчатыми колесами, вращающимися на двух осях, укрепленных в станине; е — шатунная шейка, выполненная отдельно и жестко закрепленная в зубчатых колесах, вращающихся иа двух неподвижных осях, укре-
' пленных в станине
вого привода всегда располагаются внутри траверсы и являются междуопорными (рис. 2.15, г, д, ё).
1 Для обеих модификаций привод может быть односторонний ‘ (рис. 2.15, в; 2.17) и двусторонний (рис. 2.15, а, б, г, д, ё).
j У коленчатых валов имеются, одна, две или три точки подвеса I (один, два или три шатуна и соответствующее число колен вала).
У шестернеэксцентрика бывают одна или две точки подвеса. Для получения четырех точек подвеса (в четырехкривошипных прессах) используют два двухколенчатых вала, четыре одноколенчатых или два, четыре шестернеэксцентрика.
48
Рис. 2.16. Кривошипный вал одностоечного пресса: 1 *— эксцентриковая втулка; 2 — кривошипный вал; 3 — шатун
Коленчатые валы выполняют в обычном исполнении с шатунной шейкой, заключенной между щек колена (см. рис. 2.15, а), и как эксцентриковые валы (см. рис. 2.15, б), когда шатунная шейка представляет утолщение (если смотреть на торец вала, то окружность опорной шейки лежит внутри окружности шатунной шейки). Кроме того, могут быть так называемые кривошипные валы, когда шатунная шейка получается проточкой вала, диаметр которого равен диаметру опорной шейки. Опоры этих валов, применяемых в одностоечных йрессах, располагаются по одну сторону от шатуна (рис. 2.16). Кроме коленчатых валов со щеками ц некоторых конструкциях автоматов для холодной объемной штамповки применяют коленчатые валы без щек (рис. 2.17, II), в которых окружность шатунной шейки пересекает окружность опорной шейки (если смотреть с торца вала).
Размеры коленчатых валов кривошипных машин f(d0) во многом определяют и размеры самой кривошипной машины. Поэтому конструированию этих элементов машины следует уделить особое внимание.
Как известно основой теории проектирования машин является проведение анализа конструкций этих машин и их отдельных механизмов. При таком анализе рекомендуется не ограничиваться одной классификацией соответствующих механизмов, а обязательно составлять таблицы организующих понятий.
На основе рассмотрения функционального назначения узла, механизма, детали и физических процессов, происходящих в них, находят основные признаки, по которым можно оценивать механизм, и составляют соответствующую таблицу.
49
Рис. 2.17. Одноколенчатый вал со щеками (J) и без щек (11) с односторонним клиноременным приводом (с маховиком):
^дин — усилие, действующее по шатуну с учетом динамики
Рассмотрим такую таблицу организующих понятий применительно к различным модификациям кривошипно-ползунного механизма двухстоечных прессов (табл. 2.2).
В приведенной таблице даны лишь качественные оценки. Кроме того, в ней должны быть указаны материал вала или оси, их термообработка, особенности механической обработки (величина шероховатости поверхности), а также эксплуатационные характеристики: число инструментальных позиций, расстояние между позициями, эксцентричность приложения нагрузки по отношению к оси ползуна, загрузка по усилию, по углу поворота кривошипа, по времени; число ходов ползуна, число используемых ходов; работа автоматическими или одиночными ходами; род подшипников вала — скольжения или качения; частота заклиниваний ползуна, период, через который перетачивают шейки коленчатого вала Рассмотрение этих данных позволяет решить вопрос о целесообразности применения того или иного механизма в данном конкретном случае, определить область рационального применения того или иного механизма. Для каждого конкретного случая составляют таблицы отдельных числовых характеристик (параметров) механизма или детали в различных вариантах их вы-
50
Таблица 2.2
Модификации кривошипно-ползунного механизма одиокривошипиых двухстоечных прессов и их оценка
Характеристика Коленчатый вал (см. ; рис. 2.15, а) I Эксцентриковый вал (см. рис. 2.1 5, б) Эксцентрик отлитый заодно с зубчатым колесом (см. рис. 2.15, г) Зубчатые колеса с запрессованным пальцем-шатунной шейкой ,(см. рнс. 2.15, е) Эксцентрик с дополнительной системой рычагов для вывода из распора (см. рис. 2.10. б) Зубчатое колесо, отлитое заодно с шатунной шейкой (см. рис. 2.15. д) Ползун с плунжерным направлением (см. рис. 2.12)
Тип пресса п. д. д. д. л. а. кгшп п. д. П. д. д. д. П. д. д. д. и. п. П. д. Д. д. п. д. д- д-
Номинальное усилие, МН 0,04— 4 4—80 4—16 До 6,3 5—20 До 6,3 4—30
Ход ползуна, мм 5—500 200— 500 250— 500 >900 Любой 500— 900 Любой
Удобство сборки, разборки н н н н ПОИ н н
Жесткость н п п н п н , п
Расклинивающая способность н ПОН ПОН н п н ПОН
Удельные усилия в цапфе большой головки шатуна п ПОН ПОН я лон * п П
Скорость скольжения в шатунной цапфе н п п н п н п
Момент инерции вращающихся масс н п п н п н п
Технологичность изготовления з, н и п 3 н 3
Примечание, л. а. — листоштамповочные автоматы; кгшп — кривошипные горячештамповочные прессы; п. д. — прессы простого действия; д. д. — прессы двойного действия; и. п. — прессы с. нижним приводом; н — норма; при — пониженные; п — повышенные; з — изготовление затруднено.
51
Т а б л и ц a 2.3
Числовые характеристики коленчатого вала различных модификаций
Тип коленчатого вала Шатунная шейка, мм Масса, кг Удельные усилия в цапфе большой головки шатуна, МПа Скорость скольжения в большой головке одд, М/с _____ Мощность треи ия ₽ЛЭИЛЭ- МН/(М С)| Деформация вала, мм
dA 1А 1 шатуна 1 неуравновешенных частей РА РАЗ
Обычный 130 НО 30 44 24,5 1,36 5,4 7,9 0,28
Без щек 160 150 40 63 14,6 0,80 6,7 5,3 0,2
Эксцентриковый 180 150 48 83 12,9 0,72 7,5 5,4 0,18
волнения (табл. 2.3). В э^ой таблице приведены характеристики коленчатого вала различных модификаций двухударного холодновысадочного автомата для изготовления болтов (0 6 ммхЗО) при числе ходов ползуна 700 в минуту, массе ползуна 150 кг, номинальном усилии автомата Ря = 315 кН, радиусе кривошипа Р = 35 мм, длине шатуна L = 270 мм, диаметре опорных шеек коленчатого вала d0 = 100 мм.
Сопоставляя характеристики валов различных типов (табл. 2.3), приходим к выводу, что наиболее приемлем второй тип вала — без щек. Действительно, дальнейшее увеличение диаметра эксцентрика — шатунной шейки дает слишком малое увеличение жесткости, а некоторое уменьшение удельных усилий сопровождается значительным увеличением масс подвижных деталей (в основном шатуна) и ростом неуравновешенных масс. Резкое увеличение диаметров шатунной шейки требует увеличения расточки в станине, что нежелательно, так как уменьшает ее жесткость. У многопозиционных автоматов увеличение подвижных масс приводит к значительному увеличению размеров тормоза.
В кривошипных прессах опоры коленчатого вала, а также цапфы шатуна выполняются в виде подшипников скольжения. Подшипники скольжения представляют собой небольшие по диаметру опоры, которые могут воспринимать большие ударные и переменные по величине нагрузки (большие удельные усилия и сравнительно большие скорости скольжения). Жесткость подшипников скольжения выше жесткости соответствующих подшипников качения. Подшипники прессов обычно работают в режиме граничного трения, а при обильной смазке (жидкой) в режиме полужидкостного трения. В кривошипных прессах усилием до 1МН для уменьшения .потерь на трение начинают применять подшипники качения.
52
Расчет коленчатых валов кузнечно-штамповочных машин. Коленчатые валы рассчитывают (как это принято в общем машиностроении) как балки на шарнирных опорах [8, 13] или как балки на упругом основании. Последний, более точный метод, предложенный А. Ф. Нистратовым, позволяет установить длину рабочей части опоры коленчатого вала [13, 34 ]. Вследствие деформации вала и наличия зазоров в подшипниках вал изгибается, что приводит к тому, что работает только часть опорного подшипника, обращенная к шатуну.
Расчет коленчатого вала на упругом основании достаточно сложен, не учитывает многих факторов и, в частности, деформации опор подшипников. Проверка результатов расчета при ходе ползуна S sg d0 (при S > d0 всегда применяют формулы без учета упругости подшипников) требует полного перерасчета, поэтому в этом случае целесообразно применение ЭВМ.
Так как методика расчета коленчатых валов на упругом основании достаточно полно изложена в работах [6, 34 ], то ниже дан лишь вывод общей формулы для определения усилия по ползуну, допускаемого прочностью однокривошипного коленчатого вала, поскольку этот вывод распространяется и на расчет коленчатого вала на упругих опорах. Из этой общей формулы можно вывести формулу применительно к расчету вала на шарнирных опорах.
При рассмотрении схемы нагружения коленчатого вала предполагается, что приложение нагрузок сосредоточенное, а точки приложения равнодействующих расположены на одной прямой. При этом для коленчатых валов принимают, что реакция со стороны опор находится на расстоянии /0/8 от конца опоры, обращенного к шатуну, а для эксцентриковых валов — на расстоянии /0/3 — /0/4 (где /0 — длина опор).
Порядок проектирования и расчета коленчатого вала приведен ниже. По номинальному усилию на основании статистических данных определяют диаметр опорных шеек вала da (в см), § по этому диаметру на основании эмпирических соотношений — остальные размеры вала (табл. 2.4).
Таблица 2.4
Размеры коленчатых валов некоторых типов прессов (см. рис. 2.15; 2.17)
Параметры Листоштамповочный пресс Кривошипный горяч»* штамповочный пресс
Одноколеичатый вал Двухколенчатый вал Эксцентриковый вал
dA l,5d0 l,35d0 l,75d0
2d„ 1,4 1,4
2,8d0 2,54, —
4п 1,4 1,34, 4>
1 1,4 l,6d0
г 0,084» 0,084, 0,154,
53
Размеры опорных шеек коленчатых валов и осей эксцентриков находят исходя из номинального усилия прессов.
Так, для коленчатого вала однокривошипного пресса простого действия 4=14/ Рн при Рн sg 2 МН и 4 = 12 VРв + 0,6 при Рп > 2 МН. Для эксцентрикового вала горячештамповочного пресса 4= 10,3 ]/Рн + 1. Для двухколенчатого вала прессов простого и двойного действия 4 ~ 14/Рн при Рн 1,8 МН и4 = Э/7’и+3 при Рн > 1,8 МН.
Для двухколенчатого вала чеканочных кривошипно-коленных прессов 4 = 6 /Рн, а для их шарниров dm = 0,06Рн + 9,5. Для коленчатых валов ГКМ 4 = 10=13 /Рн. Для коленчатого вала двухударных холодновысадочных автоматов 4 — 16 ]/ Рв. Для осей эксцентриков листоштамповочных прессов 4 = 2,5РН + + (1.1=12). В вышеуказанных формулах подставляют Рн в МН, а получают 4 в см.
Полученные размеры округляют и выбирают материал вала. Затем по формулам (1.25) и (1.22) определяют относительный крутящий момент тк и строят графики относительного крутящего момента и перемещений ползуна в зависимости от угла поворота кривошипа а. Обычно у коленчатых валов dA = 1,34 и расчетным сечением является сечение ВВ (см. рис. 2.17).
Усилие, допускаемое прочностью вала в сечении ВВ, определяется по формуле
«А,'|/"0,004/2ф" + <1У(0,5тк + 0,085с/())2 ’
где о_1и — предел выносливости при изгибе гладкого образца вала при знакопеременном цикле (для изготовления коленчатых валов применяют улучшенные стали 45 и 40ХН); п — коэффициент запаса прочности (для универсальных прессов п — 1,3-=-= 1,4, для автоматов п = 1,5=2); 4 — коэффициент эквивалентной нагрузки (см. с. 57), который вводится для учета характера нагружения по времени; тк — относительный крутящий момент;
Ф« = 0,25 + ф0)2; (2.35)
Ф? = 0,25 (^-)2 (-^ + (2.36)
здесь 4, 4 — эффективные коэффициенты концентрации при изгибе и при кручении; е — масштабный фактор; 0 = ргр2 — коэффициент, учитывающий состояние поверхности (0Х) и наличие упрочняющей обработки (02);
фо == (2о_1и — о0)/о0; фт = (2т_х — т0)/т0,
где о0, т0 — пределы выносливости при пульсирующем цикле изменения напряжений, соответственно при изгибе и кручении.
54
Значения Фо и Фх можно брать согласно рис. 2.18. Эти значения для d > 280 мм будут такие же, как для d -= 280 мм. Формула (2.34) выведена следующим образом.
Максимальное напряжение изгиба в сечении ВВ ainax = MH/(0,l^).
<2.37)
55
Максимальное касательное напряжение от крутящего момента т = Мкр/(0,24). (2.38)
Касательное напряжение от перерезывающих сил
Tn=l,7Q/4. (2.39)
Коэффициент запаса прочности при расчете на изгиб
П° “ ‘ 40)
Амплитуда цикла, при условии нагружения вала при повороте его на угол 1'80°
= (®max °min)/2 = Ошах/2.
Среднее напряжение цикла
&т — (Отах 4“ Ош1п)/2 = Ошах/2.
Коэффициент запаса прочности при расчете на касательные напряжения
”Т = ТаМ<Ф) + ФтЪп ’ (2‘41)
= (^max = ^max/^J
= (ттах тш1П)/2 = Тщдх/2.
Общий коэффициент запаса прочности
п = ПОПТ/]Л«а 4- «?•' (2.42)
Подставляя значения па и пх в (2.42), а также вводя обозначения для изгибающего момента, действующего в расчетном сечении, Ми = PU„, для крутящего момента Л1Нр = PDUa и для перерезывающей силы Q = PdUq, получаем
„ = г . (2.43)
Рр И «Ф,+ Ф,(0,5У, + 0,17Л»1/,)г
Для одноколенчатого вала с односторонним приводом и маховиком (без зубчатой передачи) можно принять
(4И = (о/16; t/Q = 0,5; (/h = mv.
Подстановка этих значений в (2.43) и решение ее относительно PD дает формулу (2.34).
Для однокривошипных прессов с односторонним приводом и большим ходом (Н > d0) напряжения изгиба * можно не учиты
* При использовании ЭВМ следует применять точные формулы.
Б6
вать. Тогда, полагая в формуле (2.34) первый член подкоренного выражения равным нулю и преобразуя формулу, получаем
р °>2Ф-1и _
/г*9(тк + О>Шо)‘|/Ф?
(2.44)
Аналогично для кривошипного вала одностоечного пресса (см. рис. 2.16)
0,2й3о_1и
п1гэ ]/”+ Фттк!
(2.45)
где тк1 = еи sin а + т'кГ- ткХ — f \rA (1 + %) + ],
где ен — эксцентриситет — длина кривошипа. Для коленчатых валов, толщина щек которых меньше нормальной (предусмотренной табл. 2.4), необходима проверка сечения по щеке. Рассмотрим опасное сечение щеки /—/, повернутое по отношению к ее оси на угол ср (рис. 2.19).
Это сечение в общем случае испытывает изгиб от реакции ближайшей опорной шейки вала и кручение от проекции изгибающего момента на плоскость сечения щеки.
Как показывают подсчеты, наиболее опасным для щеки является положение кривошипа при а = 0°, когда тк = mfK имеет минимальное значение. Для этого случая допускаемое усилие по ползуну, исходя из прочности щеки, может быть подсчитано (пренебрегая кручением щеки) по формуле
р =______________________^И<Т-1И - _ .
Dmtn пкэ c°s a cos ср (Z0/6 + Z>/2) K®0 .
(2.46)
Деформации коленчатых валов определяют по формулам, полученным аналитически с последующим уточнением коэффициентов на основании экспериментальных исследований. [13].
Коэффициент эквивалентной нагрузки. Коленчатые \валы, приводные валы и зубчатые передачи кривошипных кузнечно
штамповочных машин рассчитывают на выносливость, поскольку они нагружаются переменной нагрузкой во времени. Как известно, универсальные прессы нагружаются номинальным усилием лишь часть времени своей работы [13]. Для учета изменения нагрузки по величине и во времени на ту или иную деталь в расчет
вводят так называемый коэффициент эквивалентной нагрузки kg. Для расчета этого коэффициента можно принять, что 10 % времени пресс работает с номинальным усилием Ря, 30 %
Рис. 2.19. Схема к расчету щеки коленчатого вала
67
времени с усилием Р = 0,7Рн, 60 % времени с усилием Р =* = 0,5Рн.
Коэффициент эквивалентной нагрузки при изгибе
kSB = ^/ТОЁ (2.47)
Число эквивалентных циклов нагружения
na = 60^nz7’o, (2.48)
где nt — число нагружений детали в минуту; Тй —ресурс работы детали, ч.
Эквивалентное число нагружений номинальным усилием при изгибе подсчитывают по формуле
= 2(~^~)9 = °’1 ‘18 + °'3’°’79 + °’6’°’59 =“ °’ 102> (2-49) где Ni — число нагружений силой Р; N = 10’ — базовое Число циклов. Ресурс работы детали (9 лет в две смены)
То = 9-3830-0,8 = 27 600 ч.
Тогда
na60NentTo = 60 • 0,102/1,27600 = 170 000nz.
Коэффициент эквивалентной нагрузки при изгибе
£8В = у^ц/ТО7 = Vх 170 ОООщ/Ю7- = 0,63-^. (2.50)
Если принять в среднем число ходов ползуна пресса 30 в минуту, а число используемых ходов 40 %, то получим
^„ = 0,631/0,4-30 = 0,8.
Коэффициент k3a = 0,8 принимают как коэффициент эквивалентной нагрузки при расчете на усталость коленчатых валов универсальных прессов. Для автоматов принимают k3 = 1.
Учет динамики нагружения при расчете коленчатых валов (см. рис. 2.17). Любые расчеты с учетом динамики включают решения на ЭВМ соответствующих уравнений динамики. Решения этих уравнений позволяют найти максимальные усилия, действующие в том или ином узле с учетом динамики (Рдвн). Дальнейший расчет деталей на прочность для однократного нагружения аналогичен обычному расчету на статические нагрузки, но с подстановкой в формулы в качестве действующих усилий величин, полученных из уравнений динамики. В случае расчета на переменные нагрузки производится корректировка диапазона изменения усилий.
, Исследования нагружения коленчатых валов с учетом динамики, проведенные Г. Я. Зайденбергом; показали, что велйчины опорных реакций в зависимости от соотношения динамичности нагружения и частоты собственных колебаний конструкции находятся в следующих пределах: Рдвн0 = (0,14-0,6) Рв. Для упро-58
щения расчета (в запас прочности) принимают, что опорные реакции в двухстоечном прессе составляют 0,5PD, или Ро = 0,5Рн.'
Другой случай динамического нагружения коленчатого вала — это случай заклинивания ползуна универсального пресса, имеющего маховик на одном из концов коленчатого вала (см. рис. 2.17). В этом случае принимается, что при заклинивании вся кинетическая энергия, запасенная в маховике, расходуется на скручивание части коленчатого вала, заключенного между шатуном и маховиком, и деформацию станины и кривошипноползунного механизма.
Глава 3
МУФТЫ И ТОРМОЗА
3.1. КЛАССИФИКАЦИЯ И НАЗНАЧЕНИЕ
В системе привода всех прессов предусматривают сцепные муфты и тормоза, которые дают возможность передавать движение на исполнительный механизм от привода, а в нужный момент, наоборот, останавливать ползун механизма без выключения электродвигателя.
Включение, выключение и взаимное блокирование муфты и тормоза производят с помощью системы управления. Муфта, тормоз и система управления образуют так называемую систему включения пресса, от работоспособности которой во многом зависят надежность и безопасность эксплуатации пресса в целом.
Система включения пресса работает в тяжелых условиях, связанных с большим числом включений в единицу времени (число включений при одиночных ходах составляет рп„р, где р — коэффициент использования частоты ходов, р = 0,1 4-0,9; ппр — номинальная частота ходов в минуту), ограниченным временем включения и выключения, задаваемым сравнительно небольшим временем цикла (время включения и выключения обычно не должно превышать нескольких десятых долей секунды, а в быстроходных прессах оно составляет менее 0,1 с); требованием абсолютной безотказности в работе, ибо «ложные» срабатывания того или иного элемента могут привести к тяжелым травмам обслуживающего персонала.
В наиболее тяжелых условиях работает главный элемент системы включения — муфта.
В прессах применяют конструкции сцепных муфт, характеризующихся довольно большим передаваемым моментом (обычно единицы и десятки МН-м) и большим числом включений. Муфты в прессах всегда имеют значительные габаритные размеры, их
59
Муфты включения прессов
конструкции должны обеспечивать высокую надежность, износостойкость и удобство для ремонта.
Классификация типов муфты приведена на рис. 3.1.
В жестких муфтах в качестве сцепного элемента применяют какую-нибудь жесткую деталь — палец, кулачок, поворотную шпонку. По этому элементу и классифицируют жесткие муфты.
Фрикционные муфты классифицируют в зависимости от конфигурации рабочих поверхностей, передающих момент трения на дисковые, конусные и цилиндрические. В муфтах скольжения сцепным элементом служит жидкость или электромагнитное поле.
Кинематическую цепь привод — исполнительный механизм с ползуном целесообразно выполнять возможно короче, а муфту размещать ближе к ползуну. При этом уменьшаются энергетические потери на разгон и инерционные нагрузки. Стремление конструктивно приблизить муфту к ползуну привело к появлению так называемых «безмуфтовых прессов» или прессов с «включением в ползуне».
В наиболее распространенной схеме включения в ползуне используется шатун, разделенный на два соединенных последовательно шарнирных звена. Если звенья удерживаются пневмомеханизмом в спрямленном положении, то ползун совершает рабочий ход. Если же звенья не удерживаются, то шатун как бы «ломается» и движение ползуну не передается. Из-за низкой жесткости и других конструктивных недостатков такие прессы пока большого распространения не получили.
3.2. ЖЕСТКИЕ МУФТЫ
В современном прессостроении из жестких муфт, указанных в классификации, используют в основном муфты с поворотной шпонкой, которые нашли достаточно широкое применение для прессов малых усилий — до 160 кН при большом числе ходов.
60
Рис. 3.2. Муфта с поворотной шпонкой
По В tlytpma ЬкаюаеЩ
При числе ходов пресса более 60—80 в минуту и больших моментах инерции ведомых частей малогабаритные фрикционные муфты работают ненадежно. Пальцевые муфты, для которых характерна наличие скользящего пальца для соединения ведущей и ведомой частей, применяют редко и то лишь в небольших прессах-автоматах, где они имеют малое число включений, при наладке и остановке. Кулачковые муфты, оказавшиеся ненадежными, в современном прессостроении не применяют. Исключение составляют некоторые конструкции ножниц зарубежных фирм, в которых использованы кулачковые муфты.
Муфта с поворотной шпонкой, устанавливаемая на коленчатом валу, представлена на рис. 3.2. Ее особенность — компактность конструкции в радиальном направлении. Это обусловливает известное снижение' момента инерции ведомых частей сравнительно с другими конструкциями. Основными связующими элементами являются поворотные шпонки 5 (запорная) и 6 (рабочая), укладываемые в цилиндрические гнезда вала 1. В средней части шпонки длиной / обточены лыски, притом так, что шпонки, помещенные в вал 1, составляют как бы часть вала и заполняют его гнезда. Задний и передний цилиндрические концы поворотных шпонок находятся в отверстиях, образуемых гнездами вала и выточками заднего 3 и переднего 2 колец, заклиненных на коленчатом валу. Для облегчения вращения в гнездах предусмотрена ходовая посадка поворотных шпонок. Ведущей частью привода является маховик или зубчатое колесо 7, опирающиеся на кольца 2 и В маховике запрессована и заклинена призматической шпонкой так называемая втулка включения 8, имеющая три или четыре цилиндрических паза диаметром, равным диаметру поворотной
61
шпонки. Длина втулки включения меньше длины I на 2—4 мм. Под действием пружины 4, закрепленной на штыре 10, и синхронизирующих кулачков 11 и 12 на торце вала поворотные шпонки стремятся повернуться и занять рабочее положение, входя в один из пазов втулки включения 8. Однако хвостовик 9 шпонки 6 упирается в подпружиненный упор на станине и препятствует повороту шпонки. Шпонка 6 называется рабочей, так как через нее передается момент и осуществляется управление. При отводе упора и вращении маховика с втулкой включения 8 шпонки 5, 6 поворачиваются на одинаковый угол (обычно 40—50°), входят в пазы втулки включения, в результате этого муфта включается. Поворотная шпонка 5 не передает рабочего момента, а лишь предотвращает обгон маховика валом, что может произойти в тихоходных прессах, где используют ползун большой массы. Муфта выключится после того, как вал совершит один или несколько полных оборотов. При этом хвостовик 9 наталкивается на упор, усилие пружины 4 преодолевается за счет кинетической энергии вала, шпонки поворачиваются в нерабочее положение, а коленчатый вал фиксируется тормозом. Маховик рекомендуется уста- < навливать на подшипниках качения (в том числе игольчатых). ,
Расчет муфты производят из условия смятия поверхности лыски, передающей момент на коленчатый вал. В практике найдены такие размеры шпонки, которые обеспечивают условия надежной работы. Диаметр шпонки dmn принимают равным ~0,4 диаметра вала. Длина рабочей части I — 3dmn. Для проверки величины крутящего момента Л4М (в Нм), передаваемого муфтой с поворотной шпонки диаметром с1ши, воспользуемся следующим полуэмпирическим соотношением:
Мм = 200й3шп, (3.1)
где —диаметр шпонки, см.
Шпонку целесообразнее изготовлять из сталей 40ХН или 50ХН с HRC 50—55. Иногда для этой цели применяют инструментальные стали У7 и У8. Втулку включения изготовляют из стали 45 с HRC 40—45.
Недостатком всех жестких муфт является кратковременность периода включения и, как следствие, большие динамические моменты при этом могут превысить расчетные. Проверку на динамический момент следует производить лишь при окружных скоростях центра поворотной шпонки, превышающих 0,8 м/с.
3.3. ФРИКЦИОННЫЕ МУФТЫ
Из конструкций фрикционных муфт, приведенных в классификации, наиболее распространены дисковые муфты. Недостаток конструкции конусных муфт заключается в ограничении передаваемого момента, поэтому их применяют лишь в прессах небольшого усилия при малом числе ходов (ножницы).
62
Рис. 3.3. Однодисковая консольная фрикционная муфта со вставками
Муфты с цилиндрической рабочей поверхностью большого распространения не получили.
Дисковые муфты бывают одно-, двух- и многодисковые. В настоящее время широкое применение получили однодисковые малогабаритные муфты с фрикционными вставками. Для удобства ремонта муфты устанавливают консольно. При этом с тормозом они блокируются либо непосредственно жесткой связью, либо посредством системы управления. Большие передаваемые моменты и необходимость быстродействия заставляют применять пневматические или гидравлические силовые цилиндры для управления ра
ботой муфты или тормоза. Механические и электромагнитные устройства для этой цели используют редко, так как они при приемлемых габаритных размерах не могут обеспечить возникновения большого усилия, равномерно передаваемого на площадь нажимного диска. Наибольшее применение нашли муфты с пневматическим управлением. Муфты с электромагнитным управлением применяют в прессах малого усилия (до 100 кН).
На рис. 3.3 показана однодисковая муфта. Муфта встроена в маховик 1, на котором закреплены опорный диск 3 и ступица с диафрагменным уплотнением 5. На крышке 8 диафрагмы уста-
навливают подводящую головку, через которую в полость подается сжатый воздух. Крышку 8 крепят к маховику 1 шпильками 2. Маховик на валу установлен консольно, и вращение валу передается ведомым диском 6, расположенным на его шлицах. В диске 6 установлены фрикционные вставки из материала типа ретинакса. При впуске воздуха мембрана смещает нажимной диск 4, направляемый и фиксируемый по щлицам цилиндра 9. Вставки 7, посаженные в гнездах диска на ходовой посадке,
зажимаются между опорным и нажимным дисками, благодаря чему возникает момент трения, передаваемый на вал. При выпуске воздуха пружина 10 отодвигает нажимной диск, нарушая контакт со вставками.
При проектировании муфт следует, по возможности, уменьшать момент инерции ведомой части, чтобы снизить потребление энергии на разгон и связанный с этим изиос фрикционных элементов.
63
а) » Ю
лены на маховике и вращаются небольшие габаритные размеры,
Рис. 3.4. Формы фрикциониыя вставок:
а — овальная; б — цилиндрическая с лыской; в — сегментная
В данном случае лишь ведомый диск подлежит разгону при включении, все остальные части муфты установ-вместе с ним. Муфта имеет что позволяет устанавливать
ее консольно. Ремонтоспособность муфты также улучшена. Для замены фрикционных вставок достаточно снять крышку, диафрагму и нажимной диск, при этом не требуется демонтажа всего узла. Правда, муфта, показанная на рис. 3.3, имеет малые поверхность теплоотдачи и металлоемкость, поэтому возможен перегрев, особенно при большом числе включений в единицу времени.
Работоспособность муфты во многом зависит от качества и конструкции фрикционных вставок. Наиболее широкое применение нашли вставки из ретинакса ФК-16Л, ФК24А, а в последнее время вставки из более эластичного материала 8-45-62. Форма вставок показана на рис. 3.4. Более технологичными являются вставки на рис. 3.4, б. Наиболее часто применяют вставки, показанные на рис. 3.4, а. Ретинакс изнашивается не только на рабочей торцовой поверхности, но и на боковой. Поэтому высота вставок и высота ведомого диска должны быть такими, чтобы их износ находился в допустимых пределах. Кроме того, для этой цели ведомые диски иногда выполняют литыми, оребренными, с усиленной ступицей у гнезда под вставку, а вставки —бандажирован-ными. В паре со вставками применяют диски из стали Ст5 или чугуна СЧ 25.
Несмотря на довольно большие удельные усилия 1,5—1,8 МПа и высокий коэффициент трения, в некоторых случаях не удается при использовании одного диска создать требуемый момент (например, в горячештамповочных прессах, где момент достигает 100 МНм). Тогда приходится использовать двух- и трехдисковые муфты. Такая муфта, монтируемая на эксцентриковом валу, показана на рис. 3.5. В муфте предусмотрен пневматический цилиндр 2, смонтированный на зубчатом колесе 6, являющемся ведущей частью муфты. Поршень 7, уплотненный в цилиндре манжетами и перемещающийся по шлицам ступицы, сжимает ведущие 5 и ведомые 4 диски, при этом вращение передается на вал 1. В качестве фрикционного элемента здесь применяется листовое феродо. Разведение фрикционных гЛверхностей при выпуске воздуха из цилиндра осуществляют пружинами 3, установленными по периферии цилиндра.
До недавнего времени в прессах широко применяли муфты с межопорным расположением привода. В них блокировка работы 64
4-4
Рис. 3.5. Двухдисковая фрикционная муфта горячештамповочного пресса усилием 25 МН (4000 тс)
тормоза и муфты осуществляется механически (тягами, связывающими соответствующие диски тормоза и муфты) и пневматически. Основной недостаток этих конструкций — большая инерционность ведомой части и затрудненный подвод сжатого' воздуха (приходится сверлить вал и уплотнять стык между поверхностью вала и вращающейся на нем приемной втулкой). Достоинство этих муфт —четкая блокировка и компактность. Эти муфты в современных прессах применяют редко и только тогда, когда прессы имеют маховики больших размеров.
Расчет фрикционных муфт производят на передаваемый крутящий момент, удельные усилия на трущихся поверхностях и величину показателя износа при заданной частоте включений. Согласно нормалям машиностроения на однодисковые консольные и на межопорные муфты передаваемый момент должен быть равен 400, 800, 1600, 3150, 6300, 12 500, 18 Д00, 25 000, 35 500, 50 000, 71 000, 100 000 и 140 000 Н-м (40, 80, 160, 315, 630, 1250, 1800, 2500, 3550, 5000 , 7100, 10 000 и 14 000кгс-м).
Исходным для расчета является максимальный момент Л4К) действующий на коленчатом валу и приведенный
3 А. Н. Банкетов и др. 65
к валу муфты. Расчетный момент муфты Л4М определяем из выражения
Мы = 6MK/(iA.K), (3.2)
где р = 1-н-1,3 — коэффициент запаса, учитывающий инерционность ведомой части, динамичность нагрузки и колебания коэффициента трения; 1м и т]м.к — соответственно передаточное число и КПД передач от вала муфты к коленчатому валу.
Момент, передаваемый муфтой, должен соответствовать указанному выше ряду. Для однодисковой муфты со вставками
= 2/7MPcpnFnc, (3-3)
ь
где f — коэффициент трения, принимаемый равным 0,35; qM — удельное усилие, составляющее 1,5—2,2 МПа; Д[р—средний радиус вставки; п—число вставок; FBC —площадь рабочей поверхности одной вставки.
Для муфты с обкладками
Л1м = 4я^/п<^-/?2). (3-4)
где qK = 0,4 =0,6 МПа при частоте вращения вала до 180 об/мин, а при большей частоте вращения qM =0,3 МПа, /=0,35; гп — число поверхностей трения; Р.л и — наружный и внутренний радиусы рабочих поверхностей дисков.
При расчете фрикционных муфт приходится задаваться многими конструктивными параметрами, рекомендации по которым даны в работе [4]. Исходя из момента, передаваемого муфтой пресса Мм, определяют усилие по ползуну
р« = Л4к/«к- (3.4 а)
Результаты подсчета по формуле (3.4а) записывают в виде таблицы (в зависимости от угла поворота коленчатого вала а) и строят график усилий по ползуну, исходя из момента, передаваемого муфтой (см. 4.2).
При включении муфты часть затраченной энергии превращается й 'Лиловую энергию, что приводит к нагреву деталей и, в частности, фрикционных вставок или накладок. Нагрев до высокой температуры изменяет физическую структур-у материала, при этом ухудшаются фрикционные свойства, снижается коэффициент трения поверхностей, а следовательно, повышается износ муфты и ускоряется ее преждевременный выход из строя. При большом числе включений необходимо проверять устойчивость теплового баланса муфты и температуру ее нагрева. Методы расчета на нагрев связаны с условиями теплообмена, которые существенно отличаются друг от друга для различных конструкций муфт. В прессостроении в качестве косвенного теплового расчета применяют расчет на работоспособность (по показателю износа). Для оценки интенсивности износа муфты следует уста-
66
повить, какая работа затрачивается на трение и износ при включении (при передаче расчетного момента и выключении износ минимален и им можно пренебречь). Для этого составляют баланс затрат работы при включении муфты. Положим, что весь период включения /j ведущая часть муфты передает расчетный момент 7ИМ, причем за время включения она поворачивается на угол Тогда
= 7В. мсо|/2 -ф- Л4с(Х2 Н- Дтр, (3.5)
где /в. м —момент инерции ведомой части, приведенный к валу муфты; Л1С —момент сопротивления вращению ведомой части; может быть принят равным (0,05—0,12) Л1М; а2 —угол поворота ведомой части за время Дтр —работа, затрачиваемая на трение в муфте. ре'
Углы «1 и а2 можно определить из уравнения динамики для ведомой Части зт
= (3.6)
Принимая 7^. м, Мм и 7ИС постоянными в период включения, можно записать
/в. « - Л7С) t,
откуда время включения
пли при известном времени t угловая скорость ведомой части
® = (Ми-Л10)///в.м. ' (3.7)
Угол поворота ведущих дисков
И1 = W1/ = 7В. м®1/(Мм — Мс).
Угол поворота ведомой части
„ __ f „ Jf_ f Мм , J , _ Л4М Мс _____ /в; м<1>1
2~J j /б н tat — 2 - 2(Mj_jMc)-
0 о
Подставляя эти значения в уравнение (3.5), получим выражение, определяющее затраты энергии на трение при включении: л____________________________<,____1 в. м®1
гр~ Мм-Мс 2
Отношение Л4М/(Л4М — Л4С) — ам зависит не только от сопротивления вращения ведомой части, но и от конструкции муфты. Если работу трения (в МДж) разделить на площадь фрикционный поверхностей и умножить на фактическое число включений в минуту, то показатель износа
^изд = йм-^-р/гП1>, (3.8)
где ам = 1,05-5-1,15, р — коэффициент использования числа ходов (см. с. 59).
3*
67
Рассчитанные по этой формуле значения показателя износа не должны превышать для однодисковых муфт и тормозов со вставками из ретинакса соответственно 0,7—0,8 и 0,6—0,7 МДж/(м2 х X мин), для многодисковых муфт и тормозов с накладками из феродо соответственно 0,4—0,5 и 0,3—0,4 МДж/(м2-мин), а для ленточных тормозов 1—1,2 МДж/(м2-мин).
Из анализа формулы следует, что износ муфты уменьшается с понижением угловой скорости вала муфты. Поэтому желательно муфту устанавливать на более тихоходный вал, хотя при этом ее габаритные размеры увеличатся из-за возрастания передаваемого момента. Вопрос о рациональном месте расположения муфты в приводе нцесса сложен и должен решаться с учетом всех технико-экономичесмих показателей.
После ироверки показателя износа муфты уточняют удельные усилия и выбирают диаметр пневматического поршня исходя из того, что давление в пневмоцилиндре составляет 0,3—0,4 МПа.
Представленный расчет является упрощенным. В этом расчете принято мгновенное возрастание момента включения до максимального, не учтена работа двигателя во время включения. В действительности момент при включении нарастает во времени t по зависимости, близкой к степенной: М( = Bt2, где параметры В ‘ и z 1 определяются конструкцией муфты. Такой характер нарастания момента обусловливает повышение энергии, затрачиваемой на износ, что в расчете компенсируется занижением принятого показателя износа. Более точные расчеты приведены в работе [7 ].
Укажем еще на одну особенность работы муфты пресса. Для включения муфты и разгона ведомых частей за короткое время ч щ необходим-*момент значительно меньший, чем расчетный, взятый из условия преодоления полезного сопротивления. Включение муфты при таком большом моменте приводит к появлению боль-
- ; • шого динамического момента в валопроводах. Для уменьшения динамического момента применяют так называемое двухступенчатое включение, повышая давление в цилиндре муфты лишь шп к момент.угасовершения рабочей операции.
+ 3.4. ТОРМОЗА
те- Тормоз должен поглощать энергию ведомой части муфты после •тещ ее выключения и удерживать исполнительный механизм вместе с частью привода в положении, соответствующем верхнему положению ползуна. Проскакивание (продолжение движения ползуна и после возвращения в верхнее положение) или случайное опускание ползуна из-за слабой затяжки тормоза грозит тяжелыми последствиями для обслуживающего персонала, поэтому основное требование к конструкции тормоза —высокая надежность.
Торможение происходит за счет сцепления фрикционной пары вращающихся частей привода с неподвижными частями пресса 68
Рис. 3.6. Тормозы кривошипных прессов:
а — ленточный с пневматическим растормаживанием; б — шариирно-колодочиый; в — однодисковый со вставками
(станиной и прочим). В качестве такой фрикционной пары применяют барабан с фрикционной лентой — ленточный тормоз, или диски, аналогичные дискам муфты, — дисковый тормоз. Необходимо подчеркнуть, что торможение должно осуществляться энергетически автономным элементом (например, пружиной) с тем, чтобы оно происходило при любых обстоятельствах независимо от внешних условий.
Конструкцию ленточного тормоза, приводимого в действие кулачком, применяют в паре с жесткими или фрикционными муфтами, управляемыми механически. Более мощные тормоза имеют пневмоуправление (рис. 3.6). В тормозах с пневматическим растормаживанием при впуске воздуха в цилиндр натяжение ленты
69
ослабляется, и тормоз растормаживается. Выпуск воздуха приводит к натяжению стальной ленты с фрикционными обкладками и затормаживанию.
Большие габаритные размеры тормозного барабана и ненадежность гибкой связи (стальной ленты) ограничили применение ленточных тормозов. Такие тормозные барабаны устанавливают лишь на коленчатых валах с частотой вращения до 120—170 об/мин.
При больших тормозных моментах толщина ленты по условиям прочности*становится весьма большой (Ю—18 мм), что приводит к ухудшению условий работы тормоза из-за большой жесткости ленты.
В этих условиях более совершенен шарнирно-колодочный тормоз, в котором лента заменена набором последовательно связанных между собой колодок, снабженных фрикционными обкладками (рис. 3.6, б).
Такая конструкция надежнее и характерна более благоприятными возможностями увеличений тормозного момента.
Надежным в работе является дисковый тормоз (рис. 3.6, в), который устанавливают консольно на одном из приводных валов 1. Корпус 2 крепят к станине, нажимной диск 8 связан с пневматическим поршнем 9 с помощью болтов 5. Диск 8 сделан оребренным и пустотелым, что улучшает условия теплоотдачи. Для регулировки тормозных пружин 4 предусмотрено регулировочное кольцо 11, прижимаемое болтами к крышке 6. Уплотнение пневмоцилиндра осуществляется мембраной 10, находящейся в крышке 6. Тормозной диск 7 со вставками 3 из ретинакса крепят на валу с помощью клиновой шпонки. Консольное расположение тормоза облегчает удаление и замену изнашивающихся вставок из ретинакса.
Расчет тормоза сводится к определению тормозного момента и выбору силовых элементов, обеспечивающих получение такого момента. При этом определяют удельные усилия на обкладках тормоза и величину показателя износа.
Работу торможения, равную кинетической энергии ведомых частей привода пресса (с учетом деталей узла ползуна), определяют из равенства
V* (3.9)
где /в. м. т —момент инерции ведомых деталей привода, приведенный к валу тормоза, кг-м2; сог —угловая скорость вала тормоза; Мг —тормозной момент, Н-м; ат —угол торможения, принимаемый 8—12° для листоштамповочных прессов, 20—30°—для ГКМ, горячештамповочных прессов и быстроходных пресс-автоматов; iT — передаточное число от вала тормоза к коленчатому валу.
Из равенства (3.9) определяем тормозной момент
Л1Т = 28,65/в. м. (3.10)
70
По найденному тормозному моменту определяем размеры рабочих элементов дискового тормоза.
Формулы тормозного момента для различных тормозов аналогичны формулам (3.3) и (3.4).
Для тормоза со вставками
Я = 2fqTI^cpnFI}C,
где q1 = 1,2-г-1,0 МПа при частоте вращения вала тормоза до 180 об/мин и 7Т =0,8 =0,4 МПа при частоте вращения 180— 300 об/мин.
Для тормоза с обкладками из феродо
Л4Т = -|- nqTfm — /?1),
где 7Т =0,4-г-0,5 МПа при частоте вращения вала тормоза до 180 об/мин и 7Т = 0,1-4-0,2 МПа при частоте вращения 180— 350 об/мин.
По найденным значениям q.t рассчитывают пружины и определяют диаметр пневматического поршня для растормаживания.
При проектировании ленточного тормоза необходимо задаться диаметром барабана Пб и его шириной, выбираемой в пределах В = (0,3 =0,4) D6. Затем определить усилие на сбегающей ветви ленты, величина которого обусловлена действием тормозного момента:
о ___ 57,3/в. м. тСОт
Сб~ 1обв(е'“- 1) ат] ’
(З.Н)
где а —угол обхвата, принимаемый обычно 4,6 рад (270°); е = = 2,72; /= 0,3.
По усилию Sc5 определяют размеры пружины.
Усилие на набегающей ветви
$пб = 5сбе/“.
Наибольшее давление
= 25сбе/«/(ад< 1,2 МПа. (3.12)
Тормоза, как и муфты, проверяют по показателю износа. Для этой цели используют формулу (3.8) при ам = 0,8.
3.5. СИСТЕМЫ УПРАВЛЕНИЯ
Системы управления должны обеспечивать своевременное включение и выключение муфты и тормоза, т. е. связывать с приводом исполнительный механизм или останавливать его.
Современные прессы необходимо эксплуатировать в режимах последовательных, одиночных и наладочных ходов, причем переход с одного режима на другой должен осуществляться легко
71
и быстро. Режим наладочных ходов характеризуется кратковременным движением ползуна в течение времени нажатия кнопки и остановкой его тотчас после отпускания кнопки.
Все эти режимы должны быть предусмотрены в работе системы управления. Лишь в прессах с жесткими муфтами наладочный режим работы отсутствует, ибо такие прессы, как правило, имеют небольшую массу подвижных частей, приведение в движение которых вручную незатруднительно. Основные требования, предъявляемые к работе системы управления, сводятся к следующему: быстродействие, надежность в работе, простота эксплуатации и ремонта.
Каждую систему управления можно подразделить на две части. Первая часть является командной, с ее помощью оператор сообщает системе ту или иную команду. Вторая часть — исполнительная, осуществляющая непосредственное выполнение заданной команды — на включение или выключение муфты или тормоза. Конструктивное исполнение каждой части системы может быть разное. Для сообщения команды и ее исполнения можно при-, менять механические, пневматические, электрические или гидравлические системы. В настоящее время для сообщения команды предпочтительными считают электрические системы: их легко монтировать, они достаточно надежны в эксплуатации и собираются из стандартных элементов, выпускаемых массовым производством. В прессах небольших усилий командную систему выполняют механической (в виде шарнирно-рычажной системы), связывающей педаль или рукоятку с механизмом, включающим или выключающим муфту. Исполнительная часть характеризуется тем, что в ней за короткое время необходимо создать условия для включения или выключения муфты, а для этого подчас требуются большие усилия. Поэтому исполнительную часть выполняют, как правило, на базе механической, пневматической и гидравлической систем. Последняя отличается малым расходом энергии. Наибольшее распространение получили электромеханические и электропневматические системы. Первые системы применяют на прессах и других машинах малого усилия (до 1 МН), вторые — в большинстве прессов и специализированных машин.
Командная часть электропневматической системы управления включает органы воздействия — кнопки или электропедали и включающие устройства. Органы воздействия —кнопки —находятся на пульте управления, встроенном в станине или установленном на отдельной переносной стойке. Включающими элементами являются путевые бесконтактные выключатели, управляемые системой кулачков, вращающихся вместе с коленчатым валом. Набор управляющих кулачков (командоаппарат) монтируют на коленчатом валу или в отдельном корпусе, причем профиль кулачков выбирают исходя из того, чтобы можно было обеспечить требования техники безопасности для обслуживающего персонала и надежную работу на том или ином режиме. Вал командоаппарата-72
цепной передачей или муфтой связан с коленчатым валом. В корпусе командоаппарата смонтированы бесконтактные конечные выключатели. Кулачки состоят из двух частей, каждая из которых имеет определенную длительность рабочей дуги. Вращая относительно вала эти части в прорезях, можно в широких пределах регулировать угол рабочей части и соответственно длительность воздействия на путевой выключатель.
Все системы управления должны отвечать следующим требованиям техники безопасности:
при работе на одиночных ходах следующий ход может совершаться только после подачи новой команды оператором, который для этого должен отпустить и вновь нажать на элементы воздействия — кнопку, рукоятку, педаль. Ползун после совершения хода должен остановиться в верхнем положении независимо от команды оператора; руки оператора во время хода ползуна вниз должны находиться вне штампового пространства. Для этого предусматривают включение, занимающее обе руки рабочего на время поворота кривошипа на угол до 150° с начала хода. При отпускании кнопок или рукояток на этом угле муфта автоматически отключается, и ползун останавливается, будучи заторможенным.
Переход с ручного управления на педальное не должен быть самовольным, переключение осуществляет мастер.
Аналогичное требование распространяется и на переход с режима одиночных ходов на режим последовательных ходов.
Электропневматические системы управления являются сложными системами, так как сжатый воздух используется в прессе не только для включения и выключения, но и для других целей, например для уравновешивания ползуна, торможения маховика, подушек и т. п.
Для примера на рис. 3.7 показана сравнительно несложная схема воздухопровода пресса, где лишь одна (верхняя), ветвь предназначена для системы управления. Воздухопровод начинается с запорного вентиля, фильтра; затем в каждой ветви предусмотрены редукционный клапан для регулирования давления воздуха и манометр для контроля величины давления. Сжатый воздух накапливается в воздухосборнике (ресивере), исключающем резкое падение давления при большом пиковом расходе воздуха. Для предохранения трубопровода от коррозии и смазки манжет в пневмопровод встраивают распылитель масла. Собственно исполнительная часть системы управления представлена здесь двумя элементами: подводящей головкой и распределительным клапаном.
Подводящая головка служит для передачи воздуха из неподвижного воздухопровода к вращающемуся валу муфты или вращающемуся цилиндру муфты (рис. 3.8, а). В вал муфты ввертывают штуцер, а на него надевают подшипники качения, на которых установлен неподвижный корпус головки. Штуцер уплот-
73
Рис. 3.7. Пневматическая система кривошипного пресса:
/ — запорный вентиль; 2 — фильтр; 3 — обратный клапан; 4 — редукционный клапан; 5 — манометр; 6 — подводящая головка; 7 — распределительный клапан муфты-тормоза; 8 — маслораспылитель; 9 — ресивер; 10 — гидропневматическая подушка; 11 — распре* делительный клапан подушки; 12 — наполнительный бак; 13 — сопло сдувания; 14 — распределительный клапан сдуваиня
няется в корпусе с помощью резинового или какого-либо другого уйлотнения.
При монтаже трубопровода следует избегать перекосов го-
ловки, так как это приводит к преждевременному выходу из строя
уплотнения и утечки воздуха. Данную >
I?
Рис. 3.8. Простая (а) и управляемая (б) подводящие головки:
/ — в муфту; // — от распределительного клапана; /// — от сети управления; /У =» от ресивера; V выхлоп в атмосферу
74
его впуска не ограничивает быстродействия при включении муфты.
В прессах больших усилий при включении муфты приводятся в движение значительные массы, что обусловливает повышенный расход сжатого воздуха. Для того чтобы пропустить такое количество воздуха, необходимы трубопроводы больших сечений, в противном случае увеличивается время включения муфты. Нельзя получить требуемое число ходов при работе в режиме одиночных ходов. Вместе с тем повышается износ тормоза, ползун переходит за крайнее верхнее положение, что может привести к сдваиванию ходов.
Для быстрого переключения и выпуска отработанного воздуха в атмосферу применяют управляемые подводящие головки (рис. 3.8, б). Воздух из распределительного клапана при включении муфты подается в верхнюю полость под крышку 2 и давит на поршень 1, расположенный в корпусе подводящей головки 3. При движении поршень нажимает на клапан 4, прижатый к седлу пружиной 5, и выпускает воздух в муфту непосредственно из ресивера, связанного с подводящей головкой трубопроводом большого сечения. При этом подпоршневое пространство, связанное с атмосферой, изолируется. При выпуске воздуха из пространства над поршнем клапан поднимается, изолирует ресивер и связывает через окна цилиндр муфты непосредственно с атмосферой, куда и выпускается воздух из цилиндра.
Таким образом, впуск и выпуск воздуха осуществляются кратчайшим путем, через отверстия большого сечения.
Распределительные клапаны, управляющие включением и выключением муфты, бывают различных конструкций. На рис. 3.9, а показан клапан 1, управляемый встроенным электромагнитом, который осуществляет впуск и выпуск воздуха в цилиндр муфты. Недостатком конструкции такого клапана является сложность взаимной установки уплотняющих колец 2, поскольку при переключении некоторое время сеть оказывается связанной с выпускным отверстием. Естественно, что это время надо сократить за счет уменьшения зазора между седлом и уплотняющим кольцом. Клапан, управляемый встроенным электромагнитом, сравнительно быстро изнашивается и имеет небольшие проходные сечения.
Для прессов больших усилий применяют распределительные клапаны, снабженные вспомогательными управляющими клапанами (рис. 3.9, б). При включении электромагнита вспомогательный клапан 1 соединяет нижнюю полость А с верхней полостью Б. Полость А всегда связана с ресивером. Под давлением воздуха поршень 2 смещает клапан 4 вниз, соединяя цилиндр муфты с ресивером. При этом выпускная камера В с выпускным отверстием 3 изолирована. При отключении электромагнитов воздух из верхней полости А уходит через клапан в атмосферу. Пружина 5 поднимает клапан, изолирует полость Б, соединяя цилиндр муфты с камерой В с атмосферой.
75
Рис. 3.9. Распределительные клапаны муфты: а — с управляющим электромагнитом; б — с управляющим вспомогательным клапаном
Клапан может иногда «залипать» (не открыться), тогда муфта не включится. Для предотвращения этого осуществляют дублирование клапанов, так как если муфта не выключится, произойдет сдваивание ходов, а если во-время не сработает тормоз, возможен несчастный случай.
Подробное описание и расчет различной управляющей аппаратуры приведены в работе [4].
Качество системы включения определяется ее быстродействием, ибо оно обусловливает максимально возможное использование числа ходов пресса [4 ]. В общем случае время цикла работы пресса (при одиночных ходах) складывается из следующих составляющих:
G = IU + G + пр + ^т, (3.13)
где 2/вк —время, затрачиваемое на управление муфтой, а также тормозом от момента воздействия на кнопки; 4 —время включения (разгона) муфты; /пр — время движения ползуна пресса от окончания разгона до начала торможения; /2т — время торможения вплоть до остановки.
Время, затрачиваемое на управление складывается из ряда элементарных периодов времени
SG к = h. т + К-л. т + Gt + G. м + G.n. М + -м, (3-14)
где т, t3. м —время срабатывания элементов электроуправления, включающих электромагнит тормоза или муфты (0,01 —
76
0,05 с); /кл. м, 1КЛ, т — время срабатывания клапана муфты или тормоза (0,04—0,25); /1т —время срабатывания при растормаживании (0,03—0,15 с); /м —время срабатывания цилиндра муфты (0,03—0,3 с).
Некоторые составляющие этого баланса могут полностью или частично перекрываться, и тогда затраты времени сокращаются; однако простое сложение составляющих показывает, что время на выполнение может быть соизмеримо, а иногда превосходит теоретическое время цикла при последовательных ходах.
По условиям техники безопасности особенно ограничивают время, затрачиваемое на торможение (с учетом срабатывания управляющих элементов), задавая его по техническим условиям в пределах 0,2—0,35 с.
Глава 4
ЗУБЧАТЫЕ ПЕРЕДАЧИ, ПРИВОДНЫЕ ВАЛЫ, ПОДШИПНИКИ И СРЕДСТВА ЗАЩИТЫ МАШИН ОТ ПЕРЕГРУЗКИ
4.1. ЗУБЧАТЫЕ ПЕРЕДАЧИ
Конструкция. Привод кривошипно-ползунного механизма осуществляется от электродвигателя посредством клиноременной передачи и передач зубчатыми цилиндрическими колесами. В основном эти приводы выполняют одно-, двух- и трехступенчатыми с консольными зубчатыми колесами (рис. 4.1).
Число ступеней зависит от числа ходов в минуту ползуна машины, определяемого соответствующими ГОСТами на основные параметры машины, и от числа оборотов вала электродвигателя. Так как более быстроходные двигатели обладают меньшими габаритами, рекомендуется применять электродвигатели с частотой вращения вала 1500 об/мин. Для быстроходных прессов при числе ходов ползуна в минуту 150— 200 передаточное число
Рис. 4.1. Привод двухколенчатого вала: а—в — односторонний; г двусторонний [а — одноступенчатый (с маховиком); б, г —» двухступенчатый; в — трехсту* * пенчатый]
77
шение нежелательно, так как при
Рис. 4.2. Междуопорный шестернеэксцентриковый привод кривошипно-ползунного механизма:
а — трехступенчатый односторонний; б — четырехступенчатый двусторонний; 1 — быстроходная передача; 2 — тихоходная передача; 3 — ось;
4 =— эксцентрик
i = 10-j-7,5, т. е. возможно применение одноступенчатой передачи. Однако такое ре-большом передаточном числе КПД клиноременной передачи низок, а долговечность ее мала.
Для создания компактной конструкции привода при хорошем внешнем виде в двухкривошипных и четырехкривошипных прессах применяют, междуопорное расположение колес (рис. 4.2, а), а также смешанное, когда часть колес пар выполнена консольно (рис. 4.2, б).
Привод коленчатого вала может быть односторонним (рис. 4.1, а—в) и двухсторонним (рис. 4.1, г). Последний применяется для уменьшения передаваемого крутящего момента путем его разделения на две части. В настоящее время наряду с открытыми зубчатыми передачами все большее применение находят закрытые передачи, работающие в масляной ванне (рис. 4.3), что обеспечивает их большую долговечность и компактность. Тихоходные зубчатые передачи при окружных скоростях, меньших 4 м/с, выполняют в основном прямозубыми. При больших окружных скоростях для уменьшения шума и габаритов передачи применяют шевронные зубчатые колеса (с углом наклона 30°). Быстроходные зубчатые пары часто выполняют шевронными или косозубыми (с углом наклона зубьев 20°). Одноступенчатый привод коленчатого вала осуществляется клиноременной передачей, и лишь в некоторых старых моделях холодновысадочных автоматов сохранился зубчатый привод с малой шестерней из текстолита.
Расчет на прочность цилиндрических зубчатых передач. Усилие по ползуну, допускаемое прочностью тихоходной передачи, определяют по формуле
Р3 = пЛ4к//пк,
(4.1)
где Л4К — крутящий момент, допускаемый прочностью зубьев зубчатого колеса; тк — приведенное плечо силы или относительный крутящий момент,
Для одностороннего привода п = 1, для двустороннего п — 2, т. е. предполагается равномерное распределение крутящего момента при двустороннем приводе. Это равномерное распределение обеспечивается специальными технологическими приемами при сборке машин.
78
Рис. 4.3. Двухкрпвошипный пресс простого действия усилием 2,5 МН:
1 —- стол; 2 — Стяжная шпилька;
3 — левая стойка; 4 — электродвигатель механизма регулировки высоты штампового пространства;
5 — ползун; 6 — шпонка для фиксации стойки относительно траверсы; 7 — траверса; 8 — дисковый тормоз; 9 — привозной вал;
10 — гайка стяжиой шпильки; // —быстроходная зубчатая передача; 12 — тихоходная зубчатая передача; /3 — электродвигатель;
14 — клиноременная передача;
15 — эксцентрик; 16 — ось эксцен*’ трика; 17 — герметичная масляная ванна; 18 — палец шатуна; 19 — направляющая плунжера; 20 — виит; 21 — червячная передача механизма регулировки высоты штампового пространства; 22 — тяга уравновешивателя; 23 — цилиндр уравновешивателя; 24 —* подушка; 25 — шпонка для фиксации стойки относительно стола
В формулу (4.1) для определения допускаемого усилия подставляется наименьшее значение Л4К, полученное из расчетов в результате проверок, описанных ниже. Для зубьев открытых передач используют проверки 1 и 2, а для закрытых зубчатых передач — проверки 3 и 2.
Проверка 1. Крутящий момент Л4К.П определяют исходя из допустимой
пластической деформации зубьев (выражение получено из известной формулы Герца ок = 0,418 J/^£пр/рпр):
[Ок] шах \2 гкОТА CCjCos 3 / kn(i ± 1) ’
(4.2)
где [оДптах — допускаемое нормальное контактное напряжение с учетом некоторой пластической деформации зубьев, принимается по данным табл. 4.1 (выбирают наименьшее из значений для колеса и для шестерни); С — коэффициент, учитывающий модуль упругости материала зубчатого колеса и шестерни (С = 214 — сталь по стали, С = 167 — сталь по чугуну, С = 58 — текстолит по стали); — коэффициент, учитывающий угол зацепления и угол наклона зуба [Сг = 1 — прямозубые колеса некоррегнро-ванные или с высотной коррекцией; = 0,6///tgas — прямо^ зубые колеса с угловой коррекцией (as — угол зацепления);
4 79
Допускаемые контактные напряжения
Таблица 4.1
Материал зубчатых колес * Механические свойства °т. и °т. р Фо Контактные напряжения,-МПа
°в °Т« Р % ч НВ X о « в jx
МП?
СЧ 25 250 130 170—241 0,65 430 860
СЧ 30 300 — — 150 170—241 — 0,65 510 1020
35Л (е) 500 280 430 230 150 1,86 0,1 560 1180
45Л (н) 550 320 490 250 17Q 1,95 0,1 640 1340
ЗОГЛ (у) 620 400 520 300 250' 1,74 0,1 800 1680
45ГЛ (у) 650 330 450 300 190 . 1,5 0,1 660 1380
35 X ГС Л 700 350 480 320 200 1,5 0,2 700 1470
35ХНЛ 500 300 420 320 160 1,5 0,2 600 1260
45 (н) 600 340 520 280 170—220 1,78 0,1 680 1430
45 (у) 750— 900 420 610 330 220—250 1,75 0,1 840 1760
40Х (у) - 800— 1000 450 640 360 230—260 1,6 0,2 900 1900
40ХН (у) 850 600 790 360 230—260 2,0 0,2 1200 2000
ШХ15 600— 750 380 5С0 350 200 1,43 0,2 760 1600
45 (п. з) — - HRC>-- 40 0,1 1040 1800
40Х (п. з) — —- — — HRC^ 40 0,2 1040 1800
ЗОХГТ (п. з) 750— 950 2000 ** — — HRC ^- 55 •— 0,2 1200 1900
Текстолит *с* 80— 100 — — 70 35 — 80 160
н — нормализованная;
у — улучшенная;
* Условные обозначения стали: п. з. — с поверхностной закалкой.
* * <4 для цементованных образцов.
* ** Для модулей т < 10 мм.
С1 = 0,96 — косозубые и шевронные колеса!; р = 10ч-12° для косозубых колес (при двух колесах , на одном валу Р = 20°); Р = 30° для шевронных колес; гк — число зубьев колеса; тв — нормальный модуль зацепления; Ьк — ширина колеса (шестерни); ^ln~-=lilnk2ki—коэффициент нагрузки при расчете по допускаемым пластическим деформациям поверхности зубьев; kln = Мкшах/Л4к. ном — коэффициент перегрузки; k2 — коэффициент концентрации нагрузки (при твердости зубчатых колес НВ < 350 для открытых передач k2 = 1, для закрытых передач k2 = 1,15; при HB^z 350 и симметричном расположении колес относительно опор k2 = 1,1, при несимметричном или консольном расположении колес k2 = = 1,3); ki— коэффициент динамичности нагрузки (для прямозубых колес — 1,2-j-1,3 при окружных скоростях <3* м/с 80 *
и ki = 1,4-s-1,5 при скоростях >3 м/с; для косозубых и шевронных колес&4= 1 при окружных скоростях <3 м/с и kt = 1,14-1,2, при скоростях >3 м/с); i — передаточное число; (г 4-1) — для наружного зацепления, (t—1)—для внутреннего зацепления.
Проверка 2. Допустимый крутящий момент Л4К. и, передаваемый колесом, определяют исходя из усталостной прочности зубьев колес на изгиб из выражения
М - — Р-1И]*е ,4 ОХ
к’ и “ 0,34/?и (1 + ф') Фа [ПИ] COS Р ’ 1 1
где Ук — коэффициент формы зуба колеса, определяемый, например, по табл. 24 работы [131; [а_1И] — предел выносливости материала колеса при изгибе и симметричном цикле, определяемый по табл. 4.1; ks — коэффициент, учитывающий степень перекрытия, ks = 1 для прямозубых колес и k& = 1,3 для косозубых и шевронных колес; ka = k1k2ks.aki — коэффициент нагрузки при изгибе = 1, значения k2 и /?4 даны выше, k3ss = 1 для автоматов, /?3и для универсальных прессов определяют в зависимости от числа нагружений по формулам (2.47) и (2.48).
Число нагружений колеса:
в минуту п,-...................... 1 5 10 20 30
kass ............................. 0,6 0,75 0,81 0,88 0,92
ф' — коэффициент, учитывающий нагружение передачи моментом, обратным по знаку рабочему моменту, передаваемому муфтой; ф' = 0 для тихоходных передач прессов с муфтой включения и тормозом, расположенным на коленчатом валу; ф' = 0,15 —' для тихоходных передач прессов с муфтой и тормозом на приемном валу и промежуточных зубчатых передач (муфта включения и тормоз на приводном валу); ф' = 0,25 для- быстроходной зубчатой передачи; Фст — коэффициент, значения которого- могут быть выбраны по табл. 25 работы [13]; [па] — коэффициент запаса прочности относительно предела выносливости при изгибе при нереверсивной нагрузке для модулей до 14 мм включительно, [пи 1 = 2 для стального литья, [пи] = 1,8 для стальных поковок; для модулей, больших 14 мм, [пи] = 2,2 для стального литья и [пц 1 = 2 — для стальных поковок; [пи ] для чугуна в зависимости от модуля принимается следующим:
Модуль, мм................ 6 8 10 12 14 18 20
ли....................... 5 4 3,3 2,8 2,6 2,3 2,2
для текстолита [пи] = 1,5; при реверсивной нагрузке (для паразитных шестерен) вместо [пи] подставляется
[пи]р= 1,5 [чи]. (4.4)
Допустимый крутящий момент, передаваемый колесом, определяют исходя из усталостной прочности зубьев шестерни на изгиб по формуле (4.3), но значения у, Ь, [о_1и ], Фа и [пн ] подставляют для шестерни (уш, Ьш и т. д.).
81
Проверка 3. Крутящий момент Лф.. к, передаваемый колесом, определяют исходя из предела выносливости поверхности зубьев (для закрытых зубчатых передач) по выражению, которое выведено из известной формулы Герца:
[СТк! V гктн6к
СС\ cos р / (t ± 1) ’
(4.5)
где [ок ] — допустимое нормальное контактное напряжение, выбираемое по табл. 4.1 исходя из усталостной прочности поверхности зубьев; kK = — коэффициент нагрузки при расчете
на усталостную прочность поверхностей зубьев; k3l! — коэффициент эквивалентной нагрузки, учитывающий переменность режима работы и расчетный срок службы колес; его определяют так же, как коэффициент &3и, с тем отличием, что при подсчете числа нагружений отношение моментов (сил) в выражении (2.49) берут не в девятой, а в третьей степени, а значение коэффициента получают извлечением кубического корня из числа нагружений [см. (2.50)1:
Число нагружений:
колеса в минуту п? . . 40 60 80 100 120 140 160 180
Лзк............... 0,6 0,65 0,75 0,8 0,85 0,9 0,95 1,0
Коэффициент эквивалентной нагрузки. При расчете зубчатых передач коэффициент эквивалентной нагрузки определяют по формулам, приведенным выше [см. (2.47) и (2.48) ], но число нагружений щ берут с учетом периодичности работы зубьев и передаточного числа зубчатой передачи, номера ступени этой передачи, места установки муфты.
Число нагружений зубьев колеса тихоходной пары
/г,- = фЛп„фр///, (4.6)
где Фх — коэффициент использования числа ходов в минуту; фх = 1 при автоматической работе; <рх = 0,5 — для универсальных кривошипных прессов общего назначения, прессов вытяжных и горизонтально-ковочных машин; <рх = 0,2= 0,3 — для кривошипных горячештамповочных прессов; пп — номинальное число ходов ползуна в минуту; И — коэффициент, И = 1 для муфты на приемном валу; И = 4 для жесткой муфты на коленчатом валу; /7=15 для фрикционной муфты на коленчатом валу; фр — коэффициент, учитывающий число ручьев горизонтально-ковочной машины (при трех ручьях <рр = 1/3, при четырех ручьях фр = х/4; при одном ручье <рр = 1).
Число нагружений зубьев шестерни тихоходной пары или колеса промежуточной пары определяют по формуле
«г = ШИ 4- 0J гт, (4.7)
где 0j = 1/2В — для вытяжных прессов, в остальных случаях 9Х = 14о; Ч — передаточное отношение тихоходной пары.
82
4.2. ПОСТРОЕНИЕ ГРАФИКА УСИЛИЙ ПО ПОЛЗУНУ
Для построения графика усилий по ползуну, допускаемых прочностью деталей и характеристикой муфты пресса, на оси абсцисс через каждые 10° наносят углы поворота кривошипа со (рис. 4.4). По формулам (2.34), (2.44), (2.45) строят график усилий по ползуну, допускаемых прочностью коленчатого вала (Рк. в), по формуле (4.1) — график усилий по ползуну, допускаемых прочностью зубчатой передачи (Р,.п), а по формуле (3.4а) — график усилий по ползуну, рассчитанный исходя из момента, передаваемого муфтой (Рм). Затем через точку, соответствующую номинальному усилию пресса, проводят горизонталь до пересечения с ближайшей кривой. При этом заштрихованный контур и будет графиком усилий по ползуну, допускаемых прочностью деталей пресса и характеристикой муфты. При угле а > 30° лимитирующим элементом является зубчатая передача. В ряде случаев таким лимитирующим элементом может быть и муфта.
Горизонтальный участок графика (рис. 4.4) определяет необходимую прочность шатуна, ползуна и станины.
При многоступенчатом зубчатом приводе допустимый крутящий момент, полученный из формул (4.2)—(4.4) для пары рассчитываемой ступени, приводится к коленчатому валу (Мк) и подставляется в (4.1):
Л4К = Л4пргг], (4-8)
где i — передаточное отношение между рассматриваемым и коленчатыми валами; КПД передач между рассматриваемым и коленчатым валами. График усилий по ползуну, допускаемых прочностью деталей пресса и характеристикой муфты, обязательно помещается в паспорт пресса. График технологической операции должен быть расположен внутри графика допускаемых усилий, не пересекая его. Вертикаль, проведенная через точку А (см. рис. 4.4), отсекает на оси абсцисс так называемый номинальный угол поворота кривошипа ан. Номинальные величины недоходов ползуна (соответствуют номинальным углам ан) приведены в ГОСТах на основные параметры и размеры машин. Ранее Ориентировочно принимали для однокривошипных и двухкривошипных прессов простого действия с односторонним приводом ан = ₽= 20°, с двусторонним ан= 30°, для прессов двойного действия ан = 10° иая = 20°, в настоящее время для этих прессов, как правило, принимают постоянные величины недоходов вне зависимости от номиналь-
Рис. 4.4. График усилий по ползуну, допускаемых прочностью деталей пресса и характеристикой муфты *
83
ного усилия пресса. Для кривошипных горячештамповочных прессов номинальные углы берут в пределах 3—5°, а для чеканочных кривошипно-коленных в пределах 50—60°.
Для универсальных прессов расчетным моментом (при расчете деталей на прочность) является номинальный крутящий момент Мв, получаемый как произведение номинального усилия на относительный крутящий момент тк при номинальном недоходе. Причем допускаемый крутящий момент Л4К, полученный при расчете зубчатых колес, всегда должен быть больше номинального или равен ему: Л4К М„. Аналогично момент, передаваемый муфтой, Мм Мв.
Для специальных прессов и машин, работающих в автоматическом цикле, за расчетный момент (при прочностном и энергетическом расчетах) принимают максимальный крутящий момент Л4гаах, полученный на графике крутящих моментов наиболее тяжелой для данного пресса технологической операции с учетом трения и деформации машины. При этом должно быть выполнено условие < < Л4гаах> А/м : М max*
4.3. ПРИВОДНЫЕ ВАЛЫ И ПОДШИПНИКИ
Конструкция. Приводной вал, на котором обычно расположен маховик, и промежуточные валы (между приводным и коленчатым валом) служат для передачи крутящего момента от маховика к коленчатому валу.
Тихоходные тяжелонагруженные валы (в том числе коленчатые) как правило, вращаются в опорах скользящего трения. Все быстроходные валы монтируют на подшипниках качения. Последнее время для уменьшения потерь на трение начинают применять подшипники качения и для коленчатого вала (в прессах усилием до 1 кН и автоматах усилием до 0,4 кН). За рубежом большое распространение получили самоустанавливающиеся многорядные сферические подшипники. Маховики устанавливают преимущественно на подшипниках с цилиндрическими роликами.
На рис. 4.5, а показан приводной вал с деталями, расположенными на нем. В приведенной конструкции маховик расположен между’опорами. Для удобства эксплуатации маховики часто располагают консольно.
В расчетных схемах нагрузки, действующие на вал от зубчатых колес, маховика, и реакции опор принимают сосредоточенными. При этом валы рассматривают как балки на шарнирных опорах. При подшипниках скольжения реакция принимается отстоящей на 0,5d, но не более 0,3/ от нагруженного края опоры в случае приложения силы по одну сторону опоры (где / — длина опоры, a d — диаметр вала).
При выборе подшипников следует помнить, что при большой нагрузке на одну опору применяют по два подшипника качения в опоре; к этому прибегают, чтобы увеличить жесткость вала и уменьшить влияние колебаний. Для увеличения допустимой 84
Рис. 4.5. Приводной вал и эпюры крутящих и изгибающих моментов
нагрузки на опору подшипники с коническими роликами устанавливают вершинами конусов роликов в разные стороны. Для увеличения жесткости подшипники помещают вершинами конусов внутрь или раздвигают подшипники, что, однако, ведет к увеличению реакций. Если используют два подшипника качения, установленных рядом, то принимают, что вал имеет как бы одну опору. При размещении подшипников качения на расстоянии, большем, чем ширина подшипника, в расчетной схеме рассматривают каждый подшипник как отдельную опору вала. Тяжелые маховики, устанавливаемые консольно, помещают не непосредственно на приводной вал, а на специальную втулку, которая крепится в станине. При этом приводной вал рассматривается как трехопорный. В этом случае, как и в случае обычных трехопорных валов статическую неопределимость раскрывают с помощью формул теоремы о трех моментах или другим известным способом.
Подшипники качения выбирают следующим образом. По приведенной нагрузке, используя известные формулы, приводимые в каталогах подшипника, определяют необходимый коэффициент работоспособности подшипника, а по нему выбирают и сам подшипник. Приведенную нагрузку подсчитывают с учетом переменности нагрузок в течение цикла нагружения:
<2Э = k a^Qj1 + a2Q2 Н-----apQp, (4.9)
85
где alt a2, ap — доли общей продолжительности работы, соответствующие каждому режиму Q(; k — коэффициент запаса. Для быстроходных машин с числом ходов ползуна, большим 70—80 в минуту, и машин с большими подвижными массами при определении значений Qz с учетом динамики принимают k = 1; если значения Q, берут из статического расчета, то k = 1,3.
Подшипники следует проверять на допустимую статическую нагрузку. Расчетный срок службы подшипников качения принимают равным 10 000 ч. Для подшипников маховиков, испытывающих постоянную нагрузку, за расчетный срок службы принимают 20 000 ч.
Маховики в сборе с муфтами должны подвергаться балансировке.
Расчет приводных валов. При расчете вала муфты, если маховик крепится на валу, учитываются масса маховика и натяжение от ремней. Нагрузка на вал от клиноременной передачи действует вдоль линии центров шкивов и принимается
Q = 2o0Fn, (4.10)
где о0 — начальное натяжение, принимаемое 1,2—1,5 МПа, F— площадь поперечного сечения ремня, м2; п — число ремней.
Крутящие моменты, действующие на валах, определяют пересчетом номинального крутящего момента Л4Н (на коленчатом валу) по формуле
где ilt i2, ..., it — передаточные отношения соответствующих ступеней зубчатых передач; Т1Ь т]2, ..., гр — коэффициенты полезного действия ступеней зубчатых передач с учетом потерь в подшипниках, тр=0,96— для подшипников скольжения; гр = 0,98 — для подшипников качения.
В быстроходных машинах и машинах с большими вращающимися массами необходимо определять в валах действительные крутящие и изгибающие моменты с учетом динамики. Такой учет осуществляют путем составления динамической модели пресса и решения ее с помощью ЭВМ (см. гл. 6). Для упрощения расчетов можно ограничиться определением коэффициентов динамичности по методу, предложенному Л. Г. Коневым. После составления расчетной схемы механизма, с учетом ее масс и жесткостей, определяют основную частоту колебаний системы. По ней, используя специальные таблицы [40], находят коэффициенты динамичности 1гя при кручении и при изгибных колебаниях, а затем соответствующие изгибающие и крутящие моменты:
= (4-12)
Расчеты с учетом динамики показывают, что коэффициенты динамичности для приводных валов лежат в пределах 1,3—1,8.
86
При этом менее жесткая конструкция приводных валов предпочтительнее.
Далее строят эпюры изгибающих моментов в горизонтальной (рис. 4.5, б) и в вертикальной (рис. 4.5, в) плоскостях и эпюру крутящих моментов (рис. 4.5, г). Поскольку на эскизе видны места концентрации напряжений, легко установить опасные сечения, которые необходимо проверить. Обычно валы рассчитывают на прочность и жесткость. Расчет приводных валов аналогичен расчету коленчатых валов. Принимаем, что напряжения изгиба и кручения (для приводных валов с фрикционными муфтами включения) изменяются по знакопеременному циклу; пренебрегаем напряжениями от перерезывающих сил, подставляем соответствующие значения Л4И и Л4КР в формулы (2.42) и получаем общий коэффициент запаса прочности при расчете на выносливость:
0,2^3а 1и
п == ______________
(4-13)
где d — диаметр вала в опасном сечении; Л4а и Л4К — соответственно изгибающий и крутящий моменты в опасном сечении. йэ, Фо и Фх — см. п. 2.5. Для валов универсальных прессов [п] = 1,1ч- 1,3; для валов автоматов [п] = 1,4ч-1,6.
Для повышения долговечности валов рекомендуется применять обкатку роликом, виброобработку и т. п. Очень важна надежная посадка на валы зубчатых колес и ступиц маховиков. Появление зазоров в шпоночных соединениях ведет к повышенным ударным нагрузкам.
Правильная работа зубчатых зацеплений и маховиков в сильной степени зависит от жесткости валов, на которых они располагаются. Деформация валов в местах установки зубчатых колес не должна превышать (0,01—0,03) т, где т — модуль зацепления, а деформация валов с маховиками — 0,0003/, где / — расстояние между опорами.
При сложных нагрузках и длинных ступенчатых валах применяют графоаналитический способ определения деформаций [13]. Для валов большой длины проверяется угол закручивания, который не должен превышать 0,5° на 1 м длины вала.
4.4. СРЕДСТВА ЗАЩИТЫ МАШИН ОТ ПЕРЕГРУЗКИ
Кузнечно-штамповочные машины в эксплуатации часто подвергаются перегрузкам, которые могут быть единичными или систематическими. В кривошипных прессах единичные перегрузки возникают часто в результате небрежной регулировки высоты штампового пространства, попадания в штамп сдвоенных заготовок, штамповки переохлажденной детали (если штамповка ведется с нагревом), попадания в штамп или механизмы пресса посторонних предметов. Систематические перегрузки, незначи-
87
Рис. 4.6. Классификация средств защиты машин от перегрузок
тельные по величине, могут возникать при штамповке деталей на предельном для данного пресса усилии и колебании механиче-,е1. ских свойств поступающего на штамповку материала, система-м,;тического недогрева заготовок, работы на затупленном инстру-, менте и т. п.
Как единичные перегрузки, так и систематические могут «,,, вызвать поломки ответственных деталей машин. От единичных ...ю„ перегрузок выходят из строя коленчатые валы, зубчатые колеса, ,!дамшатуны, реже приводные валы, а иногда и большие корпусные ^.детали, такие как траверсы, столы, стойки. От систематических . перегрузок чаще выходят из строя детали с неправильно выбранными размерами или неудачным конструктивным оформлением. К таким деталям относятся коленчатые валы, шатуны, стяжные
шпильки станин и др.
Подобные поломки часто вызывают простои дорогостоящего оборудования. В связи с этим в настоящее время получили большое развитие средства защиты машин от перегрузки.
Средства защиты машин от перегрузки подразделяют на предохранители (предохранительные устройства) и приспособления,
88
предупреждающие перегрузку. Первые в основном предназначены для предохранения машин от единичных перегрузок по величине больших, чем 1,ЗР„, вторые более приспособлены для выявления систематических перегрузок и не всегда могут предотвратить поломку при большой единичной перегрузке.
В качестве приспособлений, предупреждающих перегрузку, используют различные индикаторные механизмы, измерители деформаций и усилий, электрические приборы, замеряющие напряжения в деталях, специальные пневматические цилиндры с системой рычагов, специальные амортизаторы и демпферы и т. п. [13, 21, 30]. Подобные приспособления одновременно фиксируют перегрузку, выключают машины и выдают световой или звуковой сигнал.
В качестве примера использования систем с амортизаторами и демпферами можно привести конструкцию амортизатора динамических нагрузок, примененную В. Г. Крешнянским в кривошипно-ползунном механизме одностоечного пресса мод. К117А. В этом механизме, предназначенном для уменьшения передающегося на шатун растягивающего усилия после проведения разделительной операции в шатуне вмонтированы для амортизации (при срыве ползуна) тарельчатые пружины и специальные фрикционные вкладыши (подпираемые пружинами). Последние обеспечивают демпфирование колебаний ползуна, а тарельчатые пружины снижают жесткость исполнительного механизма при растяжении, что ведет к уменьшению растягивающего усилия, которое возникает в узле.
Предохранительные устройства, или, как их просто называют, предохранители, подразделяют на две большие группы: само-восстанавливающиеся, не требующие вмешательства рабочего после срабатывания предохранителя, и несамовосстанавлива-ющиеся. Последние, в свою очередь, можно разделить на две подгруппы: разрушающиеся и требующие для возобновления работы замены сломавшегося предохранителя и неразрушающиеся.
Самовосстанавливающиеся предохранители наиболее удобны с точки зрения эксплуатации. Электрические предохранители имеют обычно элемент, воспринимающий механическую нагрузку и выдающий показания в параметрах электрического тока; усилитель и реле, связанные с цепью управления муфтой включения. Применение таких предохранителей может быть рекомендовано лишь на сравнительно тихоходных прессах, так как время их срабатывания еще велико.
Для обнаружения сдвоенных заготовок подвижные части штампа изолируют и соединяют с низковольтной цепью постоянного тока, а неподвижную часть штампа, установленную на столе пресса, заземляют. При попадании в штамп нескольких заготовок одновременно цепь замыкается и специальное реле отключает пресс. Во время нормальной работы упор, устанавливаемый на ползуне, исключает возможность замыкания цепи.
89
Рис. 4.7. Гидропневматический предохранитель
Пневматические, гидропневматические и гидравлические предохранители ввиду их громоздкости применяют на прессах с номинальным усилием свыше 1 МН.
На рис. 4.7 показана схема гидропневматического предохранителя. Винт 1 шатуна с одной стороны связан с регулировочной гайкой 2, а с другой—через плунжер и шатун — с коленчатым валом пресса. Гайка нижним торцом опирается на поршень 3, под которым находится гидравлическая подушка. Цилиндр 4 крепят к опорной плите ползуна 5. Под поршень запорного клапана 6 поступает сжатый воздух. Давление воздуха в ресивере 12 регулируется редукционным клапаном, так что предохранитель можно настраивать на любое усилие, допускаемое характеристикой пресса. При нагрузке, превышающей усилие (например, 1,ЗРИ), на которое отрегулирован предохранитель, поршень 3 опускается вниз.
Давление масла передается на плунжер 7 запорного клапана, передвигая его вниз вместе с поршнем 6. Поршень имеет штырь с кулачком, связанный с конечным выключателем 8. При движении плунжера 7 и поршня 6 вниз с помощью конечного выключателя дается звуковой сигнал, свидетельствующий о наличии перегрузки. При дальнейшем движении плунжера вниз масло из гидравлической подушки перетекает в специальный резервуар 9. Винт 1 может пройти расстояние, равное высоте гидравлической подушки (например, 12 мм) при неподвижном ползуне, что предохраняет пресс от поломки. При движении вниз поршня 3 давление в гидравлической подушке при перегрузке, а также во время работы пресса поддерживается постоянным за счет постоянного давления сжатого воздуха на поршень 6 запорного клапана.
При снятии усилия перегрузки, т. е. при ходе ползуна вверх, давление в гидравлической подушке падает. В результате этого реле давления 10 разрывает электрическую цепь управления прессом. Одновременно сразу же включается в работу гидравлический насос 11 и заполняет маслом из резервуара 9 освободившийся объем в цилиндре. Для возобновления работы пресса не требуется замены каких-либо деталей или дополнительной регу-90
лировки предохранительного устройства. Описываемый предохранитель имеет большие преимущества перед гидропневматиче-ским предохранителем с ломким диском, применявшемся раньше.
На таком же принципе разработаны гидравлические предохранители конструкции ЭНИКмаша для однокривошипных прессов (для гаммы прессов усилием 0,4—10 МН). Для заполнения гидропредохранителя маслом используется гидропневматический насос. В качестве устройств, компенсирующих перегрузку, можно применять гидравлические столы, а также гидропневматические предохранители, встроенные в штамп.
Для пружинных предохранителей в опорах шатунов некоторых прессов и в подвесках наружных ползунов прессов двойного действия используют наборы кольцевых или тарельчатых пружин.
В подвесках наружных ползунов прессов двойного действия применяют также гидравлические подушки-предохранители, позволяющие регулировать усилие прижима отдельно в каждой подвеске.
Общим для гидравлических, гидропневматических, пневматических и пружинных предохранителей является то, что система деталей, в которую включаются предохранительные элементы, находится уже до перегрузки в напряженном состоянии. На рис. 4.8 дана схема такого напряженного состояния и показано влияние жесткостей, составляющих это соединение. Предохранитель срабатывает при усилии Рсраб = т- е- когда
перегрузки вызывают быстрое раскрытие стыка (рис. 4.8, участок ВС). Если принять АР = 0,2Рн, то усилие срабатывания Драб = 1,2РН. Усилие предварительной затяжки в этом случае (рис. 4.8)
Р8 = 1,2РН
Дж +
(4.14)
где — деформация деталей, работающих на сжатие (жидкость, поршень), кр — деформация деталей, работающих на растяжение (корпус). Предохранитель тем чувствительнее, чем меньшую жесткость имеют детали, работающие на сжатие (при Д» г> Хсж -Рсраб < Рсраб). Для повышения чувствительности рекомендуется встраивать податливый элемент в поршень предохранителя. На рис. 4.8 ломаная АВС — характеристика жесткости системы
предохранителя.
К группе восстанавливаемых пружинно-рычажных предохранителей относится предохранитель зажимного ползуна (см. рис. 17.4) горизонтальноковочной машины. Как известно, этот предохранитель служит для предохра-
Рис. 4.8. Схема работы затянутого соединения гидропредохранителя
91
нения механизма зажима при смыкании матриц и рассчитывается на усилие Р:, = 0,35Рн (см. гл. 17). Опыт эксплуатации ГКМ показывает, что в ряде случаев возникают слишком большие распорные усилия, приводящие к разрыву станин. Предохранение станины от чрезмерного распорного усилия этим пружинным предохранителем за счет увеличения эксцентриситета коленно-рычажного механизма недопустимо, так как это поведет к передаче номинального усилия на привод зажимного ползуна. Вопрос должен решаться постановкой предохранителя по усилию в шарнирах М или F (см. рис. 17.4, б).
В некоторых узлах холодновысадочных автоматов применяют в качестве предохранителей кулачковые предохранительные муфты [131. Их, как правило, устанавливают на кулачковых валах, которые сообщают движение ряду механизмов. В настоящее время стремятся располагать предохранители в непосредственной близости от источника перегрузки и снабжать ими сами исполнительные узлы.
Как видно из рис. 4.6, предохранители по виду нагрузок, от которых они предохраняют машину, разделяют на две группы: предохранители по усилию и предохранители по моменту. Все рассмотренные выше самовосстанавливающиеся предохранители, за исключением кулачковых, являются предохранителями по усилию. Последние применяют для предохранения основного исполнительного механизма пресса на малом пути в конце хода ползуна. Одновременно они предохраняют от перегрузки и станину пресса. Предохранители по усилию, рассчитываемые обычно на нагрузку более 1,ЗРН, не могут предохранить привод пресса от перегрузок, так как усилие по ползуну меньше номинального и приложено на большом угле поворота кривошипа (на большом недоходе ползуна), что может вызвать возникновение в приводе крутящего момента значительно большего, чем допустимый (см. рис. 4.4.).
В связи с этим в приводах прессов и автоматов применяют и предохранители по крутящему моменту. К ним относятся кулачковые предохранители, фрикционные и некоторые типы элек-
---ртТТГ—4------трических, а из несамовосстанавливаю-----------------щихся предохранителей срезные стержне-
вые.
Самовосстанавливающиеся фрикционные предохранители выполняются обычно на приводных валах в местах установки маховиков (рис. 4.9). В старых конструкциях горизонтально-ковочных машин они устанавливались совместно с малой шестерней приводного вала. Расчет фрикционного предохранителя сводится к опре-
Рис. 4.9. Фрикционный дисковый предохранитель: 1 — тарельчатые пружины
92
делению удельного усилия на поверхностях трения (феродо по стали или чугуну) по обычным формулам расчета муфт в зависимости от расчетного крутящего момента Л4Р = Р Мк, где Р = 1,3 — коэффициент запаса; Л4К — максимальный крутящий момент на данном приводном валу (см. п. 4.3). Удельное усилие на диски предохранительной муфты должно быть не менее 0,6 МПа, так как меньшие удельные усилия ведут к нестабильности коэффициента трения на этих дисках, а следовательно, и к нестабильности срабатывания муфты- Для хорошей работы фрикционного предохранителя необходим правильный выбор расчетного крутящего момента Л4Р и применение специальных приспособлений для затяжки шпилек с установкой под гайки тарельчатых пружин (рис. 4.9). В качестве предохранителей по крутящему моменту можно использовать однодисковые фрикционные муфты прессов, работающих в автоматическом цикле. Не рекомендуется применять в качестве предохранителей многодисковые фрикционные муфты, так как с ростом числа и размеров поверхностей трения значительно ухудшается точность срабатывания предохранителей. Также не рекомендуется использовать в качестве предохранителей муфты прессов, работающих одиночными ходами, так как возможные незначительные перегрузки вызовут проскальзывание дисков, которое не будет замечено обслуживающим персоналом. Частое проскальзывание дисков вызовет разогрев дисков и повышенный износ обкладок, что приведет к быстрому выходу из строя муфты.
Следующей группой предохранителей является группа разрушающихся (заменяемых) несамовосстанавливающихся предохранителей (см. рис. 4.6).
Эти предохранители выходят из строя, когда действующее на них усилие достигает определенной величины; для возобновления работы необходима замена педохранителей. Для таких предохранителей (стальных срезных стержневых, срезных планок и разрывных стержневых) характерен выход из строя после определенной наработки при усилиях, меньших расчетных в связи с усталостью. Чтобы предотвратить их разрушение при долговременной работе с номинальным усилием, необходимо расчетную нагрузку увеличить в 1,3 раза. Следовательно, разрушающиеся предохранители надежно работают только как устройства, предупреждающие поломки машин от единичных перегрузок (^sl,3Z’H). Своевременно обнаружить относительно небольшие (<Ч,ЗРЯ), но систематические перегрузки с помощью разрушающихся предохранителей невозможно. Чтобы обнаружить такие перегрузки и правильно загружать оборудование, кривошипные кузнечно-штамповочные машины должны быть снабжены измерителями усилий.
На рис. 4.10 представлены разрушающиеся предохранители. Диаметр рабочего сечения стержня в выточке для односрезных стержневых предохранителей (штифтов) определяют по формулам (рис. 4.10, о):
93
вид A
60°
p-(0,06^0,09)d6; d-(1,2*1,3)dp
Рис. 4.10. Разрушающиеся предохранители:
а — односрезиой стержневой; б — срезной чашечный; в — ломающаяся планка; г — разрывной стержневой; D, d — диаметры; I — расстояние между опорами; b — ширина плаики; h — расчетная толщина планки; Т — действующее усилие
для стали (сталь 45 или 40Х)
dF = 1,5|/77о~; (4.15)
для чугуна
dp= 1,2
где dp — диаметр расчетного сечения штифта, мм; Т — сила, срезающая штифт, Н; сгЕ — временное сопротивление разрыву материала штифта, МПа.
При заданном крутящем моменте на валу Л4К = Мр силу Г определяют по формуле (для предохранителя на маховике или зубчатом колесе)
Т=Мр/(/?П1П2), (4.16)
где А4Р = Л4К — расчетный крутящий момент, Нм; 7? — радиус, на котором установлен предохранитель, м; и т]2 — коэффициенты, учитывающие потери на трение соответственно в подшипниках вала и во втулке маховика, Pi = т]2 = 0,98. Толщину пластины (в мм) срезного чашечного предохранителя (см. рис. 4.10, б) определяют по формулам:
для стали (сталь 45 или 40Х)
h = 0,5P/oBDcp; (4.17)
94
для чугуна
h = 0,3P/gbDcp, (4.18)
где Р — расчетное усилие, Н; ов — временное сопротивление разрыву, МПа; DCp — расчетный диаметр окружности среза, мм; D v = 0,5 (D + d), D = d + 0,25/г.
Конструкция предохранителя, представленного на рис. 4.10, б, обеспечивает простоту его монтажа и демонтажа, а специальный фиксатор 1 служит для удержания при сборке пяты 2.
Расчетную толщину (в мм) ломающейся планки (см. рис. 4.10, в) определяют по формуле
/1=1,4 УТ1/(Ьов.и), (4.19)
где Т — сила, действующая на предохранитель, Н; I — расстояние между опорами, мм; b — ширина планки, мм; сгв. и —временное сопротивление изгибу, МПа.
Расчетный диаметр (в мм) разрывного стержневого предохранителя (шпильки) (см. рис. 4.10, г)
^=1,ЗКЖ, (4.20)
где Т — действующее усилие, Н; сгв — временное сопротивление разрыву материала шпильки, МПа. Величина сгв зависит от применяемого материала:
Материал ...................... Сталь 45 Сталь 40Х СЧ 20
Термообработка .... Закалка Нормали- Закалка —
зация
ав, МПа ................. 700 600 800 200
Описанные выше четыре типа предохранителей применяют в следующих механизмах.
Срезные стержневые предохранители (штифты) применяют в маховиках и зубчатых колесах, в механизмах подач кривошипных прессов, в механизмах реза, выталкивания, подачи и зажима заготовки холодновысадочных автоматов.
Срезные чашечные предохранители и срезные планки применяют в ползунах одностоечных и однокривошипных наклоняемых прессов и в нажимных винтах ковочных вальцев. В последнее время срезные чашечные предохранители стали использоваться в подвесках прижимных ползунов вытяжных прессов двойного действия.
Ломающуюся планку применяют в основном в механизмах реза и выталкивания многопозиционных автоматов для холодной объемной штамповки. В этих же автоматах и узлах используют разрывные стержневые предохранители (шпильки).
Недостаточно четкая работа предохранителей может быть объяснена двумя причинами: плохой культурой эксплуатации машин, атакже неправильными выбором и конструктивным оформлением элементов предохранителей.
95
В любом случае при применении предохранителей должна быть электроблокировка, выключающая муфту и останавливающая ползун после поломки предохранителя. Чертежи предохранителя должны быть в паспорте машины, а завод-изготовитель должен поставлять вместе с машиной комплект запасных предохранителей и тарировочный ключ для затяжки фрикционного предохранителя (по типу применяемых в строительной индустрии).
Глава 5
СТАНИНЫ, ПОДУШКИ И ФУНДАМЕНТЫ МАШИН
5.1. СТАНИНЫ
Станина является узлом, через который замыкается усилие штамповки. Станина служит для фиксации и крепления всех других узлов. Классификация станин, применяемых в кузнечноштамповочных кривошипных машинах, приведена на рис. 5.1. Все станины могут быть подразделены на четыре группы: станины прессов (открытых и закрытых), станины листогибочных прессов и ножниц, станины горизонтально-ковочных машин и станины автоматов для холодной объемной штамповки.
Станины открытых прессов. Станины этой группы (рис. 5.2, 10.3, 10.2) могут быть одностоечные (см. рис. 10.3) и двухстоечные ненаклоняемые (рис. 5.2) и наклоняемые (см. рис. 10.2, а).-Одностоечными станинами называют станины, которые в сечении //—// (рис. 5.2) не имеют отверстия и имеют одну стойку. В двухстоечных есть такое отверстие, и они имеют две стойки. Как правило, стол, стойки, направляющие и опорные подшип-
Рис. 5.1. Классификация станин кривошипных кузнечно-штамповочных машин 96
Рис. 5.2. Двухстоечная станина открытого пресса:
а — построение расчетной схемы; б — наиболее часто применяемая расчетная схема
ники коленчатого вала выполняют как одну деталь. В одностоечных прессах больших усилий бывают станины с отдельно выполненным столом, связанным со стойкой стяжными шпильками.
Станины открытого типа подвергаются внецентренному растяжению (рис. 5.2, а). Это ведет к перекосу направляющих ползуна по отношению к столу. Для уменьшения этого перекоса станины наклоняемых прессов снабжаются стяжными шпильками, устанавливаемыми без предварительной затяжки (рис. 5.2). Однако наличие стяжных шпилек ухудшает удобство обслуживания пресса.
Для исключения поворота направляющих ([33], рис. 138) станину одностоечного пресса выполняют из двух частей: первая часть жестко связывает заднюю стенку, втулку подшипников коленчатого вала и стол, а вторая часть — направляющие с боковыми листами и передним листом.
Другой способ уменьшения поворота направляющих по отношению к столу открытых прессов — применение балансирной схемы (см. IIL, 1 на рис. 1.2), что уменьшает деформацию станины (вертикальная стойка работает в основном на сжатие и испытывает лишь незначительный изгиб).
Станины открытых прессов', изготовляемые крупными сериями, выполняют литыми из серого чугуна СЧ 25 или СЧ 30. Допускаемые напряжения в растянутых волокнах должны быть не более 12—15 МПа. Зарубежные фирмы, чтобы повысить жесткость станин, применяют для их изготовления модифицированный чугун или стальное литье. При малых сериях выпуска, особенно прессов больших усилий 3—4 МН, станины изготовляют сварными из стальных листов (сталь СтЗ).
4 А. Н. Банкетов и др. 97
Рис. 5.3. Одпокривошигшый пресс со станиной колонного типа
Все же ввиду больших угловых деформаций (см. рис. 5.2, б) применение открытых прессов для вырубных работ с твердосплавными штампами не может быть рекомендовано. Для этой цели, пожалуй, целесообразно применение закрытых «колонных» прессов по типу, представленному на рис. 5.3 (прессы усилием до 1 МН).
Большинство станин открытых прессов имеет значительно изменяющиеся поперечные сечения по высоте из-за наличия направляющих, отверстий и т. п. При этом действительная линия центров тяжести сечений представляет'собой ряд прямых, смещенных относительно друг друга. Ориентировочно принимают за линию центров тяжести сечений ломаную линию (рис. 5.2, а). Станины открытых прессов рассчитывают по формулам прямого бруса, за исключением некоторых специальных станин.
Напряжение растяжения, в МПа, в опасном сечении (/—/ на рис. 5.2, а)
ор = Mhp/l -4- PH/F, (5.1)
где М = Рву! — изгибающий момент, МН-м; Р„ — номинальное усилие, МН; уА — расстояние от линии действия силы до центра тяжести расчетного сечения; hp = уА — а\ I — момент инерции сечения, м4; F — площадь данного сечения станины, м*. Напряжения при сжатии
Ос = — М (И — /гр)// +
Вышеприведенные формулы предполагают центральное приложение нагрузки к ползуну пресса. В случае эксцентричного приложения нагрузки по фронту пресса необходимо учитывать и изгиб в плоскости, перпендикулярной к плоскости рис. 5.2, а. Однако таких нагрузок следует избегать.
Часто для определения деформации открытого пресса принимают за расчетную схему раму (см. рис. 5.2, а). Для этой схемы суммарное перемещение по линии действия номинального усилия, м,
где Р„ — номинальное усилие, МН; llt /2, 13 — длины участков рамы, м; Е — модуль упругости при растяжении, МПа, Д, Ft —
98
момент инерции, м4, и площадь поперечного сечения I—I, м2; /, и F2 — то же, для сечения //—//; /3 и F3 — то же, для сечения III—III; k — коэффициент, значение которого зависит от формы сечения (для сплошного прямоугольного k = 1,2, для полного прямоугольного k — 1,74-2).; G — модуль упругости при сдвиге, МПа.
Угол поворота оси инструмента при работе пресса (см. рис. 5.2, б)
Pal\ Р1М
О______и 1 I и 1 I н 1 1
2Elr 2Ela Е12
(5.4)
Для уменьшения угловой деформации пресса некоторые зарубежные фирмы выполняют заранее поверхность стола с наклоном на угол 0/2 (см. рис. 5.2, б). Попытки выполнения станины открытых прессов в агрегатном исполнении с отъемными направляющими и столом не увенчались успехом из-за сильного снижения жесткости.
Станины закрытых прессов. Станины этой группы (см. рис. 5.1) могут быть цельными и составными (разъемными). Конструкция их зависит от числа точек подвеса ползуна (однокривошипный, двухкривошипный или четырехкривошипнЪш пресс), от к®н-струкции привода и коленчатых валов и их расположения (параллельно или перпендикулярно фронту пресса), положения привода (верхнее или нижнее).
На рис. 4.3 показана разъемная станина двухкривошипного пресса с верхним приводом и осями эксцентриков, расположенными перпендикулярно фронту станины. С нижним приводом обычно выполняют листоштамповочные прессы больших усилий.
В качестве материала для изготовления станин прессов используют чугун СЧ 25, стальное литье или сталь СтЗ (в сварных конструкциях). Применение сварки позволяет получать при меньшей массе большую жесткость конструкции по сравнению с литыми чугунными конструкциями, полностью или частично заменять еще дефицитное стальное литье листами или комбинацией из листов и стальных отливок меньшей массы, изготовлять тяжелые поковки из- отдельных частей, что высвобождает мощные гидравлические прессы. Производственный цикл изготовления сварных станин меньше цикла изготовления литых станин. Кроме того, в сварные конструкции проще вносить необходимые изменения. При использовании листов толщиною более 50 мм рационально применять электрошлаковую сварку. Такой метод широко используют при изготовлении станин кривошипных горячештамповочных прессов, в которых наряду с листами большой толщины применяют и отливки. Однако расход металла на выполнение одной и той же станины автоматов для холодной объемной штамповки в литом и сварном вариантах примерно одинаков.
Так как станины являются сложными деталями с разнообразными формами и переходами сечений, для которых неизвестны
4*
99
масштабные факторы и коэффициенты концентрации и то их не рассчитывают на выносливость. Обычно расчет производят на статическую прочность, принимая коэффициент запаса прочности п = 5—20 для чугунных станин относительно временного сопротивления, пт = 5—10 для стальных отбивок и для стального проката относительно предела текучести. Проводят также расчет на жесткость. Большие запасы прочности станин принимают для того, чтобы предотвратить выход из строя этих дорогостоящих деталей в результате перегрузки машины (пресса), не имеющей надежных предохранителей, и компенсировать неравномерность распределения в этих деталях силовых потоков, а вместе с тем и обеспечить необходимую жесткость, этих станин.
Вновь выпускаемые ГОСТы на кривошипные прессы различных типов предусматривают унификацию столов станин различных прессов. Основными характеристиками станин при рас-* чете на прочность являются Рн и М = PHL, а при расчете на жесткость PVL3, где Ри — номинальное усилие, a L — длина пролета.
Расчет цельных станин закрытого типа проводится как бруса или как рамы, с предварительной наметкой ее размеров на основании размеров стола и штампового пространства, данные по которым имеются в ГОСТах на основные параметры и размеры прессов. Особое внимание следует уделять местам перехода стоек в стол и в траверсу. На рис. 5.4, а показана схема рамы, а на рис. 5.4, б — зависимость коэффициента концентрации для рамы от отношения радиуса перехода R к одному из размеров рамы а. Как видно из рис. 5.4, б, применение достаточных радиусов скруглений дает уменьшение концентрации напряжений в 1,5 раза и более.
Для предварительного расчета станину любого типа рекомендуется рассматривать как целый брус. Цельные станины без стяжных шпилек можно разделить на две группы В первую, более
Рис. 5.4. К определению напряжений во внутренних углах рамы: а — схема рамы; б — график зависимости коэффициента концентрации k от отношения R/a
Рис. 5.5. Расчетное сечение стола автомата для объемной штамповки
100
обширную группу входят станины, рассматриваемые как плоские прямоугольные рамы, во вторую — станины^ рассматриваемые как целый брус.
Расчет станины как бруса производится по правилам сопротивления материалов от номинальной нагрузки, приложенной с одной стороны к матричному блоку, а с другой -— к опорам коленчатого вала. Для опасных сечений находят угол поворота главных центральных осей, а затем и положение нейтральной оси. Определяют напряжения в опасных точках сечения как суммарные от изгиба в двух взаимно перпендикулярных плоскостях и от растяжения. Для расчета деформации станины разбивают брус по длине на участки примерно равной жесткости и общую деформацию находят как сумму деформаций отдельных участков. Некоторую особенность представляет определение деформации стола в автоматах для объемной штамповки и в горизонтальноковочных машинах. Схема нагружения опасного -сечения стола показана на рис. 5.5. Сначала находят положение центра тяжести сечения О, а затем положение нейтральных осей (определяют угол а). Общая деформация стола
/ = f/T+71, . (5.5)
где fy и f2 — деформации стола в направлениях у0 и г0, при этом за длину стола 1г принимается расстояние между центрами тяжести стоек, на которые стол опирается:
Д = PHl'l sin а/(80/г0); (5.6)
fz = PHli cos a/(80/j,o)- (5.7)
Плоскость наибольшего прогиба определяется по формуле ctg <р = ctg а, (5.8)
/&'О
где /г0 и 1,.п — главные моменты инерции сечения.
Расчет станины как рамы начинают с выполнения эскиза станины в двух проекциях (станин горизонтальных пресссв — вид спереди и план; станин вертикальных прессов — вид спереди и боковой вид). На эскиз наносят нагрузки, действующие на станину. Для большинства прессов нагрузка на стол принимается 2
равнораспределенной на длине — L (L — расстояние между осями стоек — длина пролета). Равнодействующие сил со стороны коленчатого вала на подшипники станины прилагаются на расстоянии /0/8 от краев подшипников, обращенных к шатуну (/0 — длина подшипника коленчатого вала), для коленчатых валов и на расстоянии /0/3 для эксцентриковых валов. Усилиями, действующими на направляющие, от нагрузок на ползун обычно пренебрегают. Затем вычерчивают схему рамы. Линии стержней рамы проводят через центры тяжести сечений боковых стоек и торцовых стенок (стола и траверсы). Для определения положения этих центров
101
тяжести выбирают наиболее характерные поперечные сечения, вычерчивают эскизы этих сечений, находят положения центров тяжести и моменты, сечений относительно вертикальных осей, проходящих через центры тяжести этих сечений. Для боковых стоек, которые имеют большие перепады размеров сечений по длине стержней рамы, за расчетные принимают средние моменты инерции нескольких сечений:
(5.9)
где /(- — моменты инерции t-ro сечения стержня длиной Окончательно за расчетный момент инерции принимают
/ = (/Р1 +/СР2Ж (5.10)
где /cri и /ср2 — средние моменты инерции стоек. *
После вычерчивания расчет осуществляют методом сил или методом деформаций. В сложных случаях (в рамах с перемычками в средней части и т. п.) целесообразнее применять метод деформаций, позволяющий упростить решение и использовать новейшую вычислительную технику.
В настоящее время для наиболее часто применяемых типов рам вычислены значения моментов в характерных для них точках [13] (для центральной нагрузки усилиями, действующими на направляющие, пренебрегают). Ниже приведены значения моментов в характерных точках одной из наиболее распространенных схем (рис. 5.6).
Вспомогательные коэффициенты
Рис. 5.6. Расчетная схема станины однокривошипного закрытого пресса с коленчатым валом, параллельным фронту пресса (а) и эпюра изгибающих моментов (б)
102
Моменты определяют из выражений
р , Мг + Ма —— Рнс
М, = - Л12; М5 = М2-------------------------------а;
4 4 Z> a z:
ме = М-а + -1 Рнс; Л17 = -у Рпс.
Затем определяют опасные сечения и напряжения в них. Нормальные напряжения в боковых стойках рамы; в МПа,
~ I М,- I Мп /К |О\
2F zt Iy!hx ±2lx/hy ’ < ' '
где Pa — номинальное усилие пресса, МН; М, — изгибающий момент на эпюре изгибающих моментов рамы, МН-м; Л1а = = 4,2^ — момент в плоскости, перпендикулярной к плоскости рамы, МН-м; /1)2 — расстояние от линии действия силы Ри до плоскости, проходящей через центр тяжести соответствующей стойки, м; F — площадь поперечного сечения стойки (опасного), м2; — момент инерции опасного сечения стойки относительно
оси у, проходящей через центр тяжести этого сечения; hx, — расстояния крайнего волокна сечения от нейтральных осей х и у, 1Х — момент инерции опасного сечения боковой стойки относительно горизонтальной оси х, проходящей через центр тяжести сечения, м4. Большое внимание следует уделять правильному составлению схемы рамы по имеющемуся чертежу станины. Так, если в столе вертикального пресса в его передних и задних стенках имеются отверстия, то в схеме стол изображают не одним стержнем, а двумя параллельными стержнями, верхний из которых нагружен.
Допускаемые нормальные напряжения приведены в табл. 5.1. Кроме того, для столов и траверс необходима проверка величин касательных напряжений по формулам, аналогичным формуле (2.13). Допускаемые касательные напряжения [т ] для чугуна принимаются равными [<тр ], а для стальных листов и стального литья [т] = 0,75 [оД.
Деформацию станины по линии действия сил находим по выражению, полученному из рассмотрения схемы рамы (см. рис. 5.6):
S ,5
-2 (^++ St+-Шг+-Шг
(5.13)
103
Таблица 5.1
Допускаемые напряжения [о] в станинах кривошипных машин (без учета концентрации напряжений), МПа
Наименование машины Элемент станины Род нагружение Материал станины или ее элемента
СЧ 25 СЧ 30 ВЧ 45—5 Сталь 35Л Стальной прокат
Кривошипные прессы простого действия открытые двухстоечные и одностоечные Станина Растяжение Сжатие 12 25 15 30 20 40 35 40 40 50 •
Кривошипные прессы простого и двойного действия закрытые . Траверса, стол Стойки Изгиб Сжатие 25 50 30 55 40 60 75 75 80 80
Кривошипные горячештамповочные прессы Станина Изгиб Сжатие — — — 25—30 75 40 80
Чеканочные кривошипно-коленные прессы Траверса, стол Стойки Изгиб Сжатие 4) 75 43 85 60 100 70 80'
Многопозиционные листоштамповочные автоматы Траверса, стол Стойки Изгиб Сжатие 25 50 30 55 40 60 — 50 50
Автоматы для объемной штамповки Станина Изгиб, растяжение 10 15 30 40 50 (расчет как рамы) 35 (расчет как бруса)
Горизонтальноковочные машины То же То же — — — 50 50
104
Рис. 5.7. Схема изменения усилия, приложенного к ползуну, в зависимости от суммарной деформации машины, измеренной по увеличению штамповой высоты:
Р^ — усилие для выбора зазора Ду; ДнеЧ—участок с нелинейным изменением усилия; Рнел — усилие, начиная с которого деформация изменяется линейно (участок Длин)
Для сплошного прямоугольного сечения коэффициент k принимается равным 1,2 для полого прямоугольного сечения 1,7—2,0.
Сближение стоек во время работы .пресса на расстояние z
от оси нижней поперечины
—V __ ( _о\ z 1
G J \ ^2 М / ^2 J
- (5.14)
Для различных типов кривошипных кузнечно-прессовых машин разработаны руководящие технические материалы, в которых приведены рекомендуемые нормы жесткости. За норму жесткости принимают величину, определяемую из выражения
Сцр = (^н ^>нел)/Ддин- (5.15)
Величины, входящие в эту формулу, показаны на примерном графике изменения усилия в зависимости от деформации кривошипного горячештамповочного пресса (рис. 5.7).
В табл. 5.2 приведены значения жесткостей, рекомендуемых для различных машин.
Расчет разъемных станин. Данный расчет сводится к расчету стяжных шпилек и проверке напряжений затяжки в стойках. Задаются числом стяжных шпилек. Обычно принимают четыре стяжных шпильки. Определяют диаметр стяжной шпильки в проточке, в см, в зависимости от номинального усилия пресса Ри, в кН:
d1==0,21J/P^ (5.16?,
Для двухкривошипных и четырехкривошипных прессов и листоштамповочных автоматов = 0,24 ]/ Ри, а для чеканочных = 0,19 |/Рц- Далее выбирают усилие затяжки Р3 = <р3Рн. Ниже приведены значения коэффициента в зависимости от типа пресса:
Чеканочные кривошипно-коленные ............................. 1,07
Вытяжные всех типов ........................................ 1,2
Листоштамповочные однокривошипные и горячештамповочные .... 1,3
Листоштамповочные двухкривошипные и многопозиционные ..... 1,4
105
Таблица 5,2
Рекомендуемая жесткость кривошипных машин МН/м
Наименование машины сг с * **
Прессы: одностоечные 800—1 500 300—1 200
наклоняемые 800—1 500 200—1 000
однокривошипные простого дей- 1 500—4 000 500—1 500
ствия закрытые однокривошипные двойного дей- 1 800—6 000 600—2 000
ствия чеканочные кривошипно-колен- 8 000—25 000 2 000—8 000
ные кривошипные горячештамповоч- 14 000—50 000 5 000—15 000
ные Автоматы для объемной штамповки: одно- и двухударные 2 500—6 000 300—3 000
многопозиционные 5 000—12 000 1 150—6 000
Горизонтально-ковочные машины 4 000—15 000 2 000—7 000
Радиально-обжимные машины 1 000—4 000 500—2 000
* Жесткость станины.
** Жесткость всей машины.(без инструмента).
Для вытяжных прессов двойного действия за расчетное усилие Ри принимают суммарное усилие вытяжного и прижимного ползунов.
Затем составляют эскиз станины (рис. 5.8, а). Определяют напряжение затяжки в стойках
аст = Р3/(2Дтга1п). (5.17)
Для определения угла поворота гайки при затяжке находят деформацию шпилек и станины.
Удлинение шпильки при затяжке, мм,
где р — расчетная длина шпильки (рис. 5.8,6), м; i — число шпилек; Ет — модуль упругости материала шпильки.
Среднюю приведенную площадь находят по формуле
^ПР = Fmin Zmln + z2Fraln/F2 + ZsFmln/Fe + . . . + lKFmi0/FK ’ 1 9)
где Fmln — минимальная площадь элемента детали длиною /т1п, 4 — общая длина детали, Р2 ... k — площади поперечного сечения детали длиною /2... k.
Расчетная приведенная площадь сечения шпильки р _______р__________
ГШ. ПР— i± + 2,3/2 + 2Z3 ’
106
t
Рис. 5.8. Станина одно-кривошипного закрытого двухстоечного пресса: а — составная (разъемная) станина; б — стяжная шпилька; в — к расчету приведенного сечения стойки
Imp
S)
Укорочение станины при затяжке шпилек
^с. п — + \р + ^ст»
где А.с — PJ.J(Q.FC'm,E^ — укорочение стойки при затяжке;
— модуль упругости материала стойки (условное изображение стойки с различными площадями по длине показано на рис. 5.8, в);
С-ПР £r41 + lJ\/F2 + ...+lKF1/FK’
1осж1),
где [оС!К1 — допускаемое напряжение сжатия в стойках при затяжке.
Укорочение траверсы при затяжке соединения (рис. 5.8, а)
2F тр.пр£тр
107
где приведенная площадь траверсы р ___________________________________{тр_________
Z1Tp_____|___Z1TP
р' + р" "Г л/)2 '
ТР1 ТР — -|-FTP
Укорочение стола при затяжке (см. рис. 5.8, а)
Л ___ г
ст ст. up^ci
Приведенная площадь стола р________________________________ki___________
* СТ. ПР ,
_____|__СТ , ст 1
Х + ЛГт
Угол поворота гайки при затяжке шпилек
а3 = 360 (Хш 4“ ^с. n)'s> (5.20)
где s — шаг резьбы.
Затем строим диаграмму затянутого соединения (рис. 5.9). Для однокривошипных прессов за расчетную нагрузку принимают номинальное усилие, а для двухкривошипных и четырехкривошипных прессов номинальное усилие, увеличенное в 1,1 —1,2 раза.
В случае полной разгрузки стоек при работе шпилька воспринимает критическую нагрузку РКр. Напряжение в шпильке при работе
р = 4Лп. p'Mi’O, (5.21)
где Рш. р = Р3 + Р^С/(К + ^шх); — диаметр проточки
шпильки; i — число шпилек; А.ш2 — 3 + %тр + Хст.
Определим коэффициент запаса усталостной прочности стяжных шпилек (Гш в м2, Рш. р и Р3 в МН):
_____Р-ipF!ц пип1
- 2,25(Рш.р-Р3)с
(5.22)
Для шпилек из стали 45 предел выносливости при растяжении ог_1р = 240 МПа. В этом случае
по = 11> 2,5. (5.23) и ш. р *3/ 6
При наличии четырех шпилек с = 1, при шести шпильках с = 1,25,
Рис. 5.9. Диаграмма затянутого соединения системы стяжные шпильки — станина
108
при двух шпильках с — 0,5. Коэффициент запаса прочности относительно предела текучести (для стали 45от = 340 МПа)
пт=13оД->1,5, (5-24)
где d0 — диаметр резьбы шпильки.
Для затяжки стяжных шпилек завертывают гайки до отказа, делают риски на каждой гайке и станине, кроме того, на станине отмечают меткой угол а3, на который необходимо повернуть гайку. Затем нагревают шпильки и повертывают на необходимый угол гайки. После остывания шпилек станина оказывается стянутой с необходимым усилием затяжки.
Раньше шпильки нагревали пламенными горелками, теперь для этой цели с торцовой стороны шпилек предусматривают цилиндрические сверления, в которые устанавливают специальные электронагреватели.
Для составных (разъемных) станин столы и траверсы рассчитывают на прочность и жесткость как балки на двух опорах. За опоры принимают ори стяжных шпилек. При расчете стола принимают нагрузку q, равнораспределенную на длине 2/3Г. Прогиб стола определяют по формуле
<5-25>
где I — момент инерции поперечного сечения стола; F — площадь поперечного сечения стола; lf]/L = 0,3 мм/м.
Допускаемые напряжения смятия для опорных поверхностей стола и траверсы (в местах контакта с подштамповыми плитами): для чугуна СЧ 20—40 МПа, для стального литья 35Л — 80 МПа и для стали СтЗ — 100 МПа.
Использование ЭВМ при расчете станин и уточненные методы их расчета. Как указывалось выше, целесообразно использование ЭВМ при расчете рам. При этом открываются возможности варьирования отдельными параметрами для оптимизации результатов расчета. Обычно стремятся к уменьшению массы станин при сохранении их жесткости и прочности. Для таких элементов станины, как стол и траверса, возникает вопрос о наиболее рациональном распределении массы металла по площади несущих сечений стола и траверсы. Здесь решаются совместно три уравнения: выражение площади сечения через параметры его элементов, уравнения для определения максимальных нормальных и касательных напряжений. Задавшись [о] и [т] и с учетом известных параметров (например, для стола — его площади по ГОСТу на основные параметры и размеры прессов), можно с помощью ЭВМ оптимизировать размер опасного поперечного сечения стола, а вместе с этим уменьшить металлоемкость стола.
109
Известно, что обычный расчет станины как рамы (методами сопротивления материалов) допустим при На и 1х!ах 4 (см. рис. 5.4, а).
При Па и /j/flj < 4 рекомендуется применять методы теории упругости. Если рассматривать станины как пространственные тела, то в настоящее время точное решение соответствующих дифференциальных уравнений теории упругости выполнить не представляется возможным. В связи с этим применяют приближенные методы теории упругости, в том числе метод сеток, вариационные методы, метод конечных элементов и т. п.
Эти методы дают более точные результаты (близкие к экспериментам), но основные уточнения получаются в области сжимающих напряжений. Для станин прессов, как известно, наиболее опасными являются напряжения растяжения. При обычном рас* чете столов и траверс как балок значения этих растягивающих напряжений получаются несколько завышенными. Конструктору необходимо иметь гарантированную верхнюю оценку. Такую оценку можно получить, применяя обычные методы расчета. Поэтому применение уточненных методов расчета, достаточно трудоемких, может быть рекомендовано при проведении исследований станин и при конструировании станин прессов больших усилий.
5.2. ПОДУШКИ
Вспомогательные силовые цилиндры, встраиваемые в стол или в ползун пресса, называются подушками.
В зависимости от используемого рабочего тела в цилиндре подушки могут быть пневматические, гидропневматические и гидравлические. Последние требуют включения в конструкцию пресса специальной насосной установки и потому не нашли широкого применения.
Подушки используют для осуществления выталкивания изделий из нижней части штампа, для обеспечения прижима фланца вытягиваемой детали, а также для выполнения других технологических операций, не требующих создания большого усилия.
В настоящее время подушки, существенно расширяющие технологические возможности пресса, устанавливают практически на всех прессах усилием свыше 1—1,6 МН. Они необходимы в крупных двух- и четырехкривошипных прессах простого и двойного действия.
Наибольшее распространение получили простые пневматические подушки. Пневматические подушки могут быть плунжерные и поршневые, с подвижным поршнем и подвижным цилиндром и, наконец, одно-, двух- и трехпоршневые. На рис. 5.10, а показана простейшая однопоршневая подушка с подвижным цилиндром, устанавливаемая под столом на прессах малых усилий открытого типа. При этом воздух подается через шток поршня. Увеличение усилия подушки ограничено габаритными размерами
ПО
1
a — однопоршиевая подвесная; б — трехпоршневая с регулировкой нижнего положе* ння штока
стола, не позволяющими значительно увеличить диаметр поршня. В этом случае подушки собирают последовательно из двух-трех секций (рис. 5.10, б). Здесь усилие, передаваемое на массивный ползун подушки /, получающий направление в столе пресса, создается за счет давления на поршни 2. Воздух подается через отверстия в цилиндрах. Устройство для установки поршня подушки в исходное положение по высоте состоит из червячного редуктора с электроприводом, вращающего гайку, навернутую на щток подушки. Такое устройство позволяет легко и быстро ограничивать ход и крайнее положение толкающего ползуна подушки. Управляемые подушки устанавливают на одно- и двухкривошипных закрытых прессах. Плунжерные подушки вместо поршня имеют' плунжер (см. ниже).
Основные параметры подушки — создаваемое усилие и длина хода. Обычно пневматические подушки имеют усилие .6—20 %
m
номинального усилия пресса, а длина хода составляет около половины хода ползуна.
В двух- и четырехкривошипных прессах, где длина стола значительно больше ширины, размещают несколько подушек, что дает возможность более равномерно передавать усилие на детали штампа, а также (при индивидуальной регулировке каждой подушки) создавать неравномерный зажим фланца, необходимый при вытяжке нерсесимметричных деталей.
Поскольку перемещения поршня подушки кратковременны, в цилиндре могут возникать пики давления, что неблагоприятно сказывается на технологическом процессе. В связи с этим подушки снабжают ресивером, объем которого в 10—12 раз больше маневрового объема подушки. Ресивер размещают в непосредственной близости от подушки, но так, чтобы случайные его повреждения не угрожали обслуживающему персоналу. Пневмопровод к ресиверу снабжают запорным краном, маслораспыли-телем и обратным клапаном, а также редукционным клапаном для регулировки давления в подушке. В подушке и ресивере должны быть предусмотрены краны для спуска воды и для выпуска воздуха.
Наличие ресивера существенно осложняет конструкцию, увеличивает число деталей соединений и трубопроводов. Более компактны подушки (рис. 5.11) со встроенным ресивером (безреци-верные). Однако к этим подушкам предъявляют жесткие требования по качеству, в частности по герметичности литых или сварных деталей, работающих под давлением, и они имеют большие габаритные размеры.
Рис. 5.12. Пневматическая подушка с гидравлическим удерживателем
Рис. 5,11. Безресиверная подушка с плунжерным направлением
112
В некоторых случаях выталкивание изделий из матрицы необходимо осуществлять с некоторым запаздыванием, после подъема ползуна, так как иначе полое изделие, зажатое между верхней частью штампа и ползуном подушки, может быть дополнительно деформировано. Для этого применяют пневматические подушки с гидравлическими удерживателями (рис. 5.12). В них к- плунжеру подушки 5 прикреплен гидравлический цилиндр 7. В цилиндре перемещается поршень 8, закрепленный на штоке It, соединенном с подвижным цилиндром подушки 4. При ее ходе вниз масло из нижней части цилиндра вытесняется в верхнюю часть через управляемый клапан 9 и обратный клапан 6. В результате верхняя полость цилиндра 7 оказывается заполненной маслом.
В нижнем положении ползуна пресса кулачок на командо-аппарате включает электромагнит клапана, через который воздух поступает в цилиндр управляемого клапана 9, последний закрывается и прекращает доступ воздуха в верхнюю полость. В результате при подъеме ползуна пресса ползун подушки 2, получающий направление в столе 1, остается неподвижным. Только при достижении ползуном положения, соответствующего повороту коленчатого вала на 90—120° от крайнего нижнего положения, воздух из полости цилиндра управляемого клапана выпускается, и под действием давления воздуха ползун подушки перемещается вверх, выталкивая масло из верхней полости цилиндра в нижнюю. При этом не происходит удара ползуна подушки 2 о плиту пресса 3. При повторном опускании подушки некоторый избыток масла может через обратный клапан в штоке попасть в полость подушки. Избыток масла используют для смазки манжеты 10. Затем масло может возвратиться в нижнюю полость гидроцилиндра через обратный клапан.
Подушки с гидравлическими удерживателями достаточно надежны в эксплуатации, их недостаток — сравнительно малое усилие подушки. Такими подушками в основном оснащают прессы простого, а иногда и двойного действия.
Для. получения при достаточно компактной конструкции значительного усилия прижима фланца применяют гидропневматические подушки.
На рис. 5.13 показана гидропнев-матическая подушка со встроенным в стол ресивером. К недостаткам работы
, Рис. 5.13. Гидропневматическая подушка
ИЗ
такой подушки относятся вибрации нагружающего клапана. Здесь в качестве демпфера предусмотрен поршенек, поглощающий энергию колебаний. Применяют и другие демпферы. Гидропневматические подушки делают и с отдельным ресивером, в котором масло находится под давлением воздуха из общей сети. Иногда применяют такие подушки без удерживателя. Отметим, что усилие выталкивания для этих подушек низкое и не превышает 2 % номинального усилия.
Гидропневматические подушки используют в однокривошипных прессах простого действия, где их наличие как бы превращает этот пресс в пресс двойного действия, а также в прессах двойного действия для вытяжки деталей сложной конфигурации.
Пневматические подушки рассчитывают следующим образом. По заданным усилию и давлению воздуха (до 0,4—0,5 МПа) определяют площадь поршня с учетом потерь на трение (10— 12 %). Диаметр трубопровода выбирают исходя из того, чтобы скорость воздуха, определяемая из условия неразрывности струи, не превышала 10—20 м/с. Усилие прижима гидропневматической подушки
/’г.п = ^Л^, (5.26)
где рв — давление воздуха в ресивере; Fr — площадь пневматического поршня клапана диаметром F — площадь плунжера диаметром D; F' — площадь клапана диаметром D'.
Усилие выталкивания
pv.3 = P*F- (5.27)
Диаметр трубопровода к ресиверу выбирают в зависимости от скорости перетекания масла, которая должна быть не более 6—10 м/с. Объем масла в ресивере должен быть в 4—5 раз больше маневрового объема масла в цилиндре, а объем воздуха в 7—8 раз больше. При-меньших объёмах масла в ресивере оно сильно разогревается и вспенивается. Для контроля температуры масла (60—70°С) иногда предусматривают сигнальные приборы или в стенку цилиндра заливают пробку из легкоплавкого сплава.
5.3. ФУНДАМЕНТЫ
Фундаменты кривошипных машин могут быть трех типов: обычные, индивидуальные под каждую машину; ленточные, предназначенные для установки ряда машин на общий фундамент; фундаменты с виброизоляцией. Возможна установка машин на виброизрляторах без фундамента. От правильной установки машины на фундаменте и его долговечности зависит стабильность работы машины. До последнего времени при разработке чертежей фундаментов конструкторы-машиностроители интересовались в основном удельным усилием, которое оказывает масса фунда-
114
4-4'
Рис. 5.14. Фундамент кривошипного горячештамповочного пресса усилием 16 МН
мента и машины на грунт, и силами инерции. Это удельное усилие принимается в зависимости от категории грунта, на котором устанавливается фундамент. :
Для нормальной работы фундаментов тяжелых вертикальных машин (таких, как кривошипные горячештамповочные прессы) необходимо сооружать железобетонные фундаменты и обеспечивать достаточную опорную плоскость станины исходя из допускаемого удельного усилия на фундамент ([7] 0,6 МПа). На
рис. 5.14 приведен эскиз фундамента кривошипного горячештамповочного пресса со специальной забетонированной рамой, на которой устанавливается пресс; Фундаменты мощных кривошипных горячештамповочных прессов устанавливают на виброопорах.
Большую роль для стабильной работы машины имеет надежная затяжка машины фундаментными болтами [331.
Диаметр фундаментных болтов с учетом затяжки находят с учетом выражения
1 ,ЗР = nd{ [ffpl/4, (5.28)
115
где Р — усилие, действующее на один фундаментный болт, Н; d-! — внутренний диаметр резьбы, мм; [<тр] = 70-^80 МПа — допускаемое напряжение растяжения для болта из стали СтЗ.
При расчете крепления машины и фундамента следует учитывать не только неуравновешенные моменты, возникающие при работе кривошипно-ползунного механизма, но и периодически действующие усилия включения муфты, тормоза и т. п., могущие создавать нежелательные вибрации и раскачивание пресса.
Фундамент кузнечно-прессовой машины должен отвечать общим требованиям, предъявляемым к фундаментам кривошипных машин. Амплитуда свободных и вынужденных колебаний фундамента не должна превышать 0,2 мм. Фундамент не должен быть подвержен значительной осадке, особенно неравномерной. Необходимо стремиться к тому, чтобы центры тяжести машины, массы фундамента и площади основания находились на одной вертикали (расчетное значение эксцентриситета не должно превышать 5 % размера той стороны основания, в направлении которой смещается центр тяжести).
В настоящее время в цехах с часто меняющейся программой может возникнуть необходимость в изменении потока и расположения прессового оборудования. В этом случае предпочтение следует отдать установке кривошипных прессов на так называемых виброизоляторах (виброизолирующих опорах). Виброизоляторы могут быть резиновые или пружинные. Виброизоляторы уменьшают динамическую нагрузку на пол и шум, создаваемый прессами при работе. Для крупных прессов вместе с виброизоляторами применяют специальные демпферы.
Глава 6
УРАВНОВЕШИВАНИЕ КРИВОШИПНО-ПОЛЗУННЫХ
МЕХАНИЗМОВ. ДИНАМИКА КРИВОШИПНЫХ ПРЕССОВ
6.1. УРАВНОВЕШИВАНИЕ КРИВОШИПНО-ПОЛЗУННЫХ МЕХАНИЗМОВ БЫСТРОХОДНЫХ ПРЕССОВ
И АВТОМАТОВ
Стремление повысить производительность кривошипных прессов, и в первую очередь автоматов, приводит к увеличению числа ходов, поскольку в автоматах номинальное число ходов в единицу времени используется практически полностью. Однако это увеличение, начиная с определенного предела, приводит к тому, что возникающие в кривошипно-ползунном механизме инерционные силы оказываются далеко не пренебрежимыми, а соизмеримыми и с технологическим усилием и с весом машины и, следовательно, с реакцией машины на фундамент.
116
Столь большие переменные по величине и знаку силы, периодически воздействуя на систему машины, могут привести к раскачиванию станины и расшатыванию фундамента, вызвать ударные нагрузки в соединениях отдельных узлов и деталей, что, в конечном счете, отрицательно сказывается на надежности машины. В гл. 1 было показано, что инерционные силы зависят от массы отдельных звеньев кривошипно-ползунного механизма и от угловой скорости вращения кривошипа. Инерционные силы в других механизмах автоматов, как правило, ниже, и эти механизмы не уравновешивают. Сколь существенно возрастают инерционные силы при росте числа ходов ползуна в минуту, можно показать на следующем примере. Если на холодновысадочном автомате при его массе 3400 кг, массе ползуна 150 кг, радиусе кривошипа 0,035 м и числе ходов в минуту 160 инерционная сила ползуна составляет 1552 Н, что практически соизмеримо только с весом ползуна, то при номинальном числе ходов 600 в минуту эта сила составит уже 21 830 Н, что соизмеримо уже с весом машины в целом.
Уменьшение инерционных сил путем сокращения массы звеньев механизма трудно осуществимо, поэтому в конструкциях быстроходных прессов и автоматов вредное воздействие инерционных сил уменьшают путем уравновешивания исполнительного механизма. Уравновешивание заключается в том, что в систему машины вводят дополнительные массы, присоединенные к массам кривошипно-ползунного механизма таким образом, чтобы уменьшить главный вектор сил инерции до приемлемых в практике эксплуатации пределов.
В большей мере уравновешивание применяют для быстроходных автоматов, но совершенствование конструкций заставляет прибегать к этому и в горячештамповочных прессах и, в других машинах.
Уравновешивание бывает полным или частичным. При полном уравновешивании координаты центра тяжести перемещающихся масс остаются постоянными. Осуществить это можно, присоединяя к исполнительному механизму совершенно идентичный механизм, как это показано на рис. 6.1, а. Такое решение часто неприемлемо по конструктивным и экономическим причинам.
Чаще применяют частичное уравновешивание, при котором главный вектор сил инерции или его составляющая уменьшаются до допустимых значений. Частичное уравновешивание осуществляется присоединением вращающегося противовеса к коленчатому валу (рис. 6.1,6); закреплением двух противовесов — на коленчатом валу и параллельном валу, вращающемся с той же угловой скоростью (рис. 6.1, в), но в другом направлении; присоединением дополнительного кривошипно-коромыслового механизма (рис. 6.1, г).
В кривошипных прессах характерно превалирование массы ползуна, поэтому основной составляющей инерционной силы
117
Рис. 6.1. Схемы уравновешивания кривошипно-ползунного механизма:
а —. кривошипно-ползунным, механизмом; б — вращающимся противовесом; в — дву* мя вращающимися противовесами; г — кривошипно-коромысловым механизмом
является сила, создаваемая массой ползуна, максимум которой имеет место в крайнем переднем и заднем (несколько меньше) положениях. В связи с этим для машин с горизонтальной плоскостью движения ползуна приняты следующие критерии качества уравновешивания. Максимальное значение горизонтальной составляющей вектора инерции должно быть меньше силы трения между подошвой машины и плоскостью фундамента:
(6.1)
где G — вес машины; kf — коэффициент пропорциональности (обычно принимают 0,15). Максимальное значение действующего опрокидывающего момента от сил инерции Мин относительно нижней точки кромок 1—1 или II—11 (рис. 6.2) не должно быть больше момента, создаваемого весом машины, при определенном запасе от опрокидывания;
Л4ИН ; Мин ~хс), (6.2)
Л-0 Л-0
где k0 — коэффициент запаса (обычно принимают 2,5); l0, /ь хс — размеры в соответствии с рис. 6.2.
Таким образом, при уравновешивании всегда допускается действие инерционной остаточной силы, но значение ее уменьшено.
Рассмотрим расчет массы уравновешивающего противовеса по схеме на рис. 6.1, б. Поскольку по условию (6.1) речь идет о силе трения, то для расчета массы уравновешивателя необходимо взять максимальное значение горизонтальной составляющей главного вектора сил инерции (без уравновешивателя) Рх, которое соответствует положению кривошипа при угле аа:
sin а0 = —el(R + L).
118
Рис. 6.2. Схема к расчету сил и моментов, действующих на'систему машины при уравновешивании
Приняв значение Рх при угле а0 в качестве исходного, найдем из уравнения равновесия статический момент противовеса относительно центра вала с учетом выражений (6.1) и (1.37):
тпрг
пр — R l(mBp + mn) cos а0 + тп (X cos а0 kk sin а0)] —
- 7W®2. (6.3)
Однако, если обратиться теперь к расчету инерционных опрокидывающих моментов по условию (6.2) от вертикальных составляющих главного вектора сил инерции при а = 90° или а = 270°, то условие это, как правило, не удовлетворяется. Известно, что уравновешивающий противовес переводит как бы горизонтальную составляющую сил инерции в вертикальную.
В случае удовлетворения условия (6.2) противовес, рассчитанный по выражению (6.3) следует установить под углом 180 + Н-а0 по отношению к кривошипу.
Более рациональна конструкция с двумя кривошипами, ибо при вращении в разные стороны вертикальные составляющие7 от сил инерции противовесов при углах 90° и 270° уравновешиваются и благодаря этому условие (6.2) выполняется лучше. Однако в конструкции должен быть дополнительный вращающийся вал.
Конструкция уравновешивания с кривошипно-коромысловым механизмом применяется чаще. Для расчета необходимо сделать приведение масс, как это указано в гл. 1. Длину коромысла необходимо выбирать возможно большей, но при этом ось шарнира шатуна должна в крайних положениях совпадать с осью движения центра тяжести ползуна. Момент инерции коромысла также выбирают из условия равенства нулю суммы всех инерционных сил и определения статического момента всех масс относительно центра вала. Центр тяжести коромысла должен быть близким к центру его инерции или совпадать с ним [19].
119
Конструктивно уравновешивающие механизмы располагают симметрично относительно оси машины в плоскости движения ползуна.
6.2. РАСЧЕТНЫЕ ДИНАМИЧЕСКИЕ МОДЕЛИ ПРЕССОВ
В предыдущем параграфе было показано, что динамические нагрузки, обусловленные значительными массами и ускорениями движущихся деталей пресса, могут существенно влиять на надежность пресса, поэтому следует принимать конструктивные меры для уравновешивания динамических сил. Однако при анализе динамики исполнительного механизма подвижные массы рассматривались как массы, связанные между собой жесткими недефор-мируемыми деталями, передающими движение. Пренебрежение упругостью связующих звеньев допустимо лишь при незначительной интенсивности роста нагрузки машины и достаточной ее жесткости. В прессах, где цикл работы состоит из цепи переходных процессов, характеризующихся различным нагружением звеньев исполнительного механизма и привода, в упругих элементах силовой цепи могут возникать колебания, существенно искажающие картину предполагаемого статического нагружения.
Анализ фактических нагрузок в элементах силовой системы пресса, как и в других механических системах, проводят на базе так называемых динамических моделей, представляющих собой идеализированное подобие системы, как бы динамический «скелет» машины.
Динамическая модель — совокупность практически трех составляющих: инерционных элементов (масс), сосредоточенных в точках; упругих связей, обладающих соответствующей жесткостью и принимаемых безынерционными; демпфирующих элементов, рассеивающих энергию системы. Все эти элементы должны характеризоваться определенными численными величинами (массы или момента инерции, коэффициента жесткости, коэффициента демпфирования и т. д.). В зависимости от характера преимущественного движения в рассматриваемой механической системе динамические модели могут быть крутильные, поступательные или комбинированные. В первом случае идеализированные массы задаются в виде дисков с заданными моментами инерции и пренебрежимо# толщиной. Диски соединены безынерционным валопроводом с известной крутильной жесткостью, обобщенное перемещение задаётся углом поворота диска. В поступательных моделях точечные массы соединяются безынерционными упругими пружинами, обобщенное перемещение задается в единицах длины. Если в процессе колебаний имеет место большое рассеивание энергии, то в модели предусматривают также демпфирующие элементы, при этом величина рассеивания энергии принимается пропорциональной скорости перемещения массы. Такой прием обеспечивает возможность анализа с помощью линейных уравнений, что существенно облегчает получение решения. В ряде
120
случаев (в частности, когда целью анализа является установление механизма силового воздействия при кратковременной нагрузке) рассеивание энергии невелико, и можно ограничиться рассмотрением консервативной колебательной системы без демпфирования.
Расчетные динамические модели позволяют определить собственные частоты механической системы, а также динамическое усиление в этой системе силовых факторов. В свое время академик А. Н. Крылов констатировал, что действие силового фактора «можно считать статистическим, если время его нарастания до номинала во много раз (8—10) больше периода собственных колебаний». Это правило позволяет часто отказываться от излишних трудоемких расчетов, связанных с динамикой упругих систем.
При составлении динамических моделей при первоначальном анализе следует пренебречь нелинейностью характеристики жесткости отдельных узлов и деталей пресса, для приближенного расчета можно воспользоваться значением общей характеристики жесткости, взятой для отдельных элементов кривошипно-ползунного механизма или привода. Обычно к сосредоточенным маховым массам могут быть отнесены вращающиеся детали, размер которых вдоль оси не превышает их полуторного диаметра. Величина распределенных масс (валов), как правило, пренебрежимо мала по сравнению с величиной сосредоточенных.' Учет распределенных масс осуществляется путем отнесения их поровну к сосредоточенным массам, размещенным на концах данной распределенной массы. Ошибка в определении собственных частот, имеющая место при такой замене, зависит от соотношения величин, сосредоточенных и распределенных масс, причем ошибка будет больше при определении более высоких частот колебательной системы. Сосредоточенными массами в приводе пресса являются маховик, зубчатые колеса, диски муфты и тормоза, кривошип коленчатого вала. В исполнительном механизме — это масса ползуна с нижней частью шатуна и деталями регулирования штампового пространства, а также кривошип с верхней частью шатуна. При этом поступательно перемещающиеся массы приводят к эквивалентным массам крутильной системы, аналогично приводят и коэффициенты линейной жесткости.
При определении динамических явлений только в приводе модель крутильной системы лучше, строить, приводя все массы и коэффициенты податливости 1 к валу маховика. Следует иметь в виду трудности решения систем с пятью и более массами, поэтому необходимо ограничиваться выбором моделей с числом масс не более пяти, объединяя малые массы или массы, соединенные связями с большим коэффициентом жесткости.
1 Коэффициент податливости — величина, обратная коэффициенту жесткости.
121
При расчетах оперировать значениями коэффициента податливости проще, ибо для последовательно соединенных элементов связи коэффициенты податливости складываются, а коэффициенты жесткости складывать нельзя.
Коэффициент податливости отдельных упругих связей вычисляется согласно элементарным формулам сопротивления материалов, однако наличие различных конструктивных элементов, обычных для машиностроения (шпонки, контактные соединения и пр.), существенно осложняет точное определение, а иногда и делает его невыполнимым. Следует пользоваться при расчетах 119] справочными данными. Приведение маховых масс, расположенных на разных валах, связанных какой-либо передачей, осуществляется по следующим формулам:
/ = //*?; (6.4)
где со — угловая скорость вала, к которому осуществляется приведение; со, — угловая скорость вала с маховой массой с моментом инерции ,
Для поступательно перемещающихся масс приведенный момент инерции определяется из условия равенства энергий:
/со2/2 = ти2/2.
Таким образом, приведенный к коленчатому валу момент инерции ползуна можно определить по формуле
/3 == m3R2 (sin a -j—^-sin2a.y, (6.5)
где т3 — масса ползуна; R — радиус кривошипа; а — угол, фиксирующий положение коленчатого вала.
Динамические модели могут быть цепными и разветвленными. Цепные модели состоят из ряда последовательно упругих связей, между которыми сосредоточены массы.
В разветвленных моделях некоторые массы располагаются так, что к ним через упругие связи примыкают две и более инерционные массы, в результате чего в модели появляются параллель-' ные ветви.
Динамические модели технологических машин, формально говоря, должны быть всегда замкнутыми за счет связей, образуемых инструментом и обрабатываемой деталью. Однако введение нелинейности существенно усложняет решение, поэтому часто предпочитают рассматривать разомкнутые модели с возбуждением технологической силой, заданной с учетом перемещений, возникающих при деформировании деталей. В замкнутой модели возбуждение обеспечивается кинематически при изменении характера связи или перемещения массы.
В заключение укажем, что динамические расчеты на базе моделей не всегда точны, ибо базируются на ряде довольно грубых допущений. Более точные результаты дает расчет с помощью ЭВМ, поскольку при этом можно отказаться от линеаризации
122
связей, учитывать большое, число масс, рассматривать процессы с учетом появляющихся зазоров в соединениях, т. е. приближаться к анализу систем, близких к реальным.
6.3. ДИНАМИЧЕСКИЕ НАГРУЗКИ В УЗЛАХ КРИВОШИПНЫХ ПРЕССОВ
Поставим задачу определения крутящего момента на валу кривошипного пресса при включении муфты с поворотной шпонкой. В этом случае можно рассмотреть двухмассовую крутильную модель, состоящую из двух масс и одной упругой связи (рис. 6.3).
Одной из маховых масс является маховик с моментом инерции /ъ а другой — масса, учитывающая моменты инерции части коленчатого вала и приведенных масс шатуна и ползуна /2, как это было указано ранее. Поскольку момент электродвигателя невелик, а процесс включения кратковременен, то можно принять, что на маховых массах нет внешних моментов и рассеивание энергии пренебрежимо мало.
В начальный момент движения при включении масса Л повернется на угол ср1; а масса /2 — На Угол Фа < Ф1- Тогда уравнения равновесия при заданной жесткости валопровода С12 можно записать в следующем виде:
ЛФ1 + С12 (tpt — ф2) =-• 0;
/2ф2 — С12 (фх — ф2) = 0. (6.6)
Если обозначить момент, действующий в валопроводе,
Cj2 (Ф1 ~ Фа) == М12 (6.7)
и разделить первое уравнение (6.6) на а второе на /2, а затем вычесть из первого уравнения второе, то получим
Фг-фа + ^ + ^О. (6.8)
Помножив уравнение на С12, придем к выражению
^12 + Cj2^±^M12 = 0, (6.9)
которое является линейным дифференциальным уравнением вто
рого порядка.
Решение уравнения:
М12 = A sincocZ -ф- В cosmcZ, (6.10)
Рис. 6.3. Динамическая модель к расчету упругого момента на валу при включении муфты с поворотной шпонкой (----—) и при нагружении кривошипного пресса
123
где ®с = С12 ^-уу^—частота собственных колебаний, 1/с;
А и В — произвольные постоянные, определяемые из начальных условий: В данном случае в начальный момент включения при t = 0 масса маховика вращалась с угловой скоростью со0, а маховая масса /2 была неподвижна. Следовательно, при t = О 7И,3 = 0, a /Mi, = С12о)о, В = 0 и Лео = Cj2co0, тогда выражение для момента при включении определяется как
Л412 = A sin j/'С12 t
или
М12 = С13-^- sin У сг2 ьуь. (6.11)
W Т '1'2
Момент изменяется гармонически, а его максимальная величина
МГ^еОоТ/с^у^-. f 1 1 Т '2
Поскольку /1 z> /3, то приближенно
Л1ГХ = ®0R (6.12)
Таким образом, момент при включении тем выше, чем выше угловая скорость вращения вала и его жесткость, а также момент инерции ведомой массы. Отметим, что максимальное значение момента соизмеримо с моментом при восприятии рабочей нагрузки.
Для многомассовых цепных динамических моделей С. Н. Кожевниковым предложена следующая рекуррентная форма дифференциальных уравнений упругого момента в связях:
Mt. ,+1 + й. ,+1 - м/+1. ,+2 = Л1; -
(6.13)
Л4, — внешний момент, приложенный к z-й массе; i — порядковый номер массы.
С помощью этого выражения можно составить систему дифференциальных уравнений для моделей любой сложности.
На базе ранее рассмотренной динамической модели вычислим динамический момент в валопроводе при нагружении пресса, причем нагрузку на ползуне примем изменяющейся по синусоидальному закону во времени с частотой v. Тогда внешний момент, приложенный к массе /2 (см. рис. 6.3) при G sg vt л/2.
Mz = PHm1( sin vt.
124
Поскольку нагружение кратковременное полагаем, что величина тк может быть принята постоянной (соответствующей рабочему углу ар), величина номинального усилия Рн соответствует амплитуде усилия.
Тогда в соответствии с выражением (6.13) получим следующее расчетное уравнение:
м12 + с'2(/1 + /г)- М12 = м2.
1 Н2 '2
Решение уравнения, найденное общими методами,
М.2 = -^—f"—( sin vt sin ® /V (6.14)
12 /2 и2 — v2 \ <о с / ' '
Если раскрыть значение «а и учесть, что Д /2, то выражение упрощается:
-wi2 = -^v-(s!nv/--^sin®j). (6.15)
1
Характерно, что величина момента будет тем выше, чем ближе частота нагружения v к собственной частоте колебаний. Характер изменения момента в период нагружения будет определяться сложением двух гармонических функций, соответствующих вынужденным и свободным колебаниям с частотами соответственно v и ®с. Значение 1/(1—v2/®a) является коэффициентом усиления величины статического момента; при отношении частот, равном 0,1—0,12, коэффициент практически равен 1.
В заключение укажем, что динамические расчеты прессов показали, что в валах и других звеньях силовой системы возникают знакопеременные нагрузки с коэффициентом асимметрии порядка 0,4—1.
Переходные процессы нагружения и разгрузки пресса связаны с ударной выборкой зазоров, изменением жесткости звеньев и другими обстоятельствами, учет которых путем решения сложных динамических моделей на базе ЭВМ дает достаточно близкую картину фактических нагрузок, действующих в механической системе прессов.
Г лава 7
ЭНЕРГЕТИКА И КПД КРИВОШИПНЫХ ПРЕССОВ
7.1. БАЛАНС ЭНЕРГЕТИЧЕСКИХ ЗАТРАТ
Для работы пресса в обычных условиях характерен весьма неравномерный расход энергии за цикл. Этим объясняется применение, как правило, маховичного привода, т. е. асинхронного электродвигателя или двигателя постоянного тока в сочетании с маховиком. Кривая изменения мгновенной мощности, отдавае
125
мой двигателем пресса, в общем случае имеет два пика, характеризующих повышенные затраты энергии и достаточно длительный период малого расхода энергии. Расход энергии, соответствующий этим пикам, характерен для периода преодоления полезного сопротивления, для времени включения муфты и разгона при этом ведомых частей привода.
В эти периоды энергию отдает не только электродвигатель, но и маховик, уменьшающий свою первоначальную угловую скорость. В остальное время цикла расход энергии идет только на преодоление сопротивления вращению валов и других деталей привода и перемещение деталей кривошипно-ползунного механизма, а также на восполнение энергии, потерянной маховиком. Угол поворота кривошипа, который соответствует времени нагружения при совершении полезной работы tp, называется рабочим углом ар. Остальная часть времени энергетического цикла будет соответствовать времени холостого хода tx. Если пренебречь неравномерностью вращения маховика, то можно считать, что время и угол поворота кривошипа пропорциональны и, следовательно, времени соответствует угол поворота 2л—ар. В общем случае время энергетического цикла может не совпадать с временем кинематического цикла, равного времени одного (иногда двух-трех) оборотов кривошипа. Если пресс работает в режиме последовательных ходов, т. е. один ход непосредственно следует за другим, то кинематический и энергетический циклы совпадают и ах = = 2л — ар. Но пресс может работать и в режиме одиночных ходов, когда после каждого хода ползуна отключается муфта, включается тормоз и кривошипный механизм некоторое время остается в состоянии покоя. Следующий ход начинается с выключения тормоза и включения муфты, а после совершения хода опять следует пауза. Длительность разделяющей паузы может быть разной, и так как время энергетического цикла существенно увеличивается, энергия, расходуемая на совершение полезной работы, может быть значительно повышена за счет возрастания времени работы двигателя при холостом ходе. Холостой ход сопровождается энергетической «зарядкой» маховика. Правда, при одиночных ходах возникают дополнительные-затраты энергии на включение муфты.
Интенсивность работы пресса при одиночных ходах оценивается коэффициентом использования числа ходов р:
р == по}1/пи, (7-1)
где пид — число одиночных ходов в минуту; па —номинальное число ходов ползуна пресса.
Общий расход энергии за цикл Дц, приведенный к валу двигателя, можно подразделить на расход энергии при преодолении полезного сопротивления Ао и расход энергии за время холостого хода Ах:
А; = А> + ^х-
(7.2)
126
В свою очередь, с учетом КПД
д = ^т-11 ^упр + (7 gj
° ЛперЛт. о - Лм
где Ат. и —работа технологической операции (без учета упругости и трения) на ползуне машины; АУПр — работа на ползуне,, затраченная на деформацию деталей кривошипной машины (пресса); Ап — работа пневматической или гидропневматической подушки; Лм— работа включения муфты на ее валу; г]пер — общий КПД передач от кривошипа исполнительного механизма до вала электродвигателя; рт. о — КПД технологической операции (средний КПД кривошипно-ползунного механизма), учитывающий работу, затраченную на преодоление сил трения, приведенную к валу исполнительного механизма; iiM — КПД передач от вала муфты до вала электродвигателя. Обычно 1]ы = ркл, где Пил — КПД клиноременной передачи.
Следует отметить, что нагрузка на электродвигатель при включении муфты прилагается ранее, чем нагрузка при совершении технологической операции, но ввиду близости этих «пиков» нагрузки их объединяют, что упрощает расчет электродвигателя. Таким образом, рассматривается так называемый двухучастковый график нагрузок на вал электродвигателя — постоянная нагрузка от момента холостого хода (первый участок) и технологическая нагрузка вместе с включением муфты — второй участок.
7.2. РАСХОД ЭНЕРГИИ ЗА ВРЕМЯ РАБОЧЕГО ХОДА И ТИПОВЫЕ ГРАФИКИ ТЕХНОЛОГИЧЕСКИХ
НАГРУЗОК
Во время рабочего хода совершается не только полезная работа деформирования. Одновременно часть энергии теряется на преодоление трения в шарнирах кривошипно-ползунного механизма, часть- энергии затрачивается на упругое деформирование Дупр и часть энергии на работу подушки Дп. Причем последние составляющие также сопровождаются расходом энергии на трение. Энергия упругого деформирования при последующей загрузке пресса частично возвращается в привод и расходуется на разгон маховика. Однако эта возвращаемая доля невелика.
Таким образом, общий расход энергии за время рабочего хода Ар складывается из следующих составляющих:
Лр = Дт, и + А; + Дн. упР 4~ Л^,пр + Afn + Дп, (7.4) где Ат. и —расход энергии на преодоление полезного сопротивления (идеальная работа); Af— потери энергии на трение, сопутствующее преодолению полезного сопротивления; Дн. УПР — невозвратные затраты энергии на упругую деформацию деталей пресса; Д^УПР — потери энергии на трение, связанные с упругим деформированием пресса; А1а — потери на трение, связанные
127
с работой подушки; Аа—работа пневматической или гидро-пневматической подушки.
Обычно при проектировании прессов расчетом определяют составляющие Ат й, Лу11р и Дп, а затем и общую величину Ар с учетом КПД передач и КПД технологической операции. Фактически формула (7.4) для практических целей приводится к виду, соответствующему первому члену формулы (7.3). Основой расчета Лт. и является так называемый график рабочих нагрузок, определяющий в аналитической или графической форме зависимость величины усилия сопротивления деформации для данной технологической типовой операции от перемещения деформирующей поверхности штампа. Очевидно, что площадь такого графика будет определять в масштабе работу Дт. и. Размеры поковок и заготовок для технологического типового графика должны выбираться так, чтобы они определяли и средний по энергоемкости график технологической операции.
Форма графика рабочих нагрузок определяется методами, известными из теории обработки металлов давлением, или с помощью экспериментальных данных. Характер изменения графиков для большинства операций дан в работе [13], а также показан на рис. 7.1 (для листовой штамповки) и рис. 7.2 (для объемной штамповки). Поскольку при расчете пресса используют лишь определенные параметры графика (общую площадь, величину и расположение максимума усилия), то в точном определении формы графика нет необходимости. Поэтому для расчета прессов используют так называемые типовые расчетные графики рабочих
J/W 0ft 0,3 0,2 Oft О S/H 0,2 0,15 0,1 0,05 О г) д')
Рис. 7.1. Типовые графики нагрузок для листоштамповочных прессов: а — вырубка; б — вырубка при увеличенном ходе; в — вытяжка; г— вытяжка на прессе двойного действия; д. — гибка
128
Рис. 7.2. Типовые графики нагрузок прессов для объемной штамповки: а — горячая штамповка; б — горячее выдавливание; в — холодное выдавливание; г -• холодная калибровка-чеканка
нагрузок, вычерчиваемые в виде отрезков прямых. Графики строят в относительных координатах — по оси абсцисс откладывают пути, отнесенные к величине хода ползуна пресса, а по оси ординат — текущие значения усилий, отнесенные к номинальному усилию рассчитываемого пресса. Поскольку эти графики строят без учета упругости деталей пресса, то они универсальны для применения к различным типоразмерам машин.
Для универсальных листоштамповочных прессов в связи с большим разнообразием технологических операций, для которых они используются, практикуется выбор мощности на основе опыта эксплуатации по заданному номинальному усилию пресса и ходу ползуна (по имеющимся таблицам параметров прессов).
Для машин, работающих в автоматическом цикле, берут график технологической операции применительно к самой тяжелой по энергоемкости поковке, заготовке для данного типоразмера машины.
Поскольку пресс под нагрузкой деформируется, причем зависимость деформации пресса от усилия принимается линейной и характеризуется коэффициентом жесткости С, то всякому повышению усилия на графике рабочих нагрузок от 0 до Ртах. (при расчете до номинального Рн) будет соответствовать деформация Ртах/С; на этом участке графика ползун должен иметь перемещение, увеличенное на Pm^JC относительно перемещения на исходном графике рабочих нагрузок. Соответственно на участке падения часть перемещения ползуна будет осуществляться за счет снятия упругих деформаций, и этот участок графика будет иметь уменьшенную базу по оси абсцисс на величину Ртя^С.
’5 А. Н. Банкетов и др. 129
При вырубке толстых и хрупких материалов скол происходит практически мгновенно, поэтому запасенная упругая энергия в последующем не используется, а затрачивается на сообщение кинетической энергии ползуну и упругое растяжение деталей кривошипно-ползунного ' механизма. Для графиков нагрузок, характеризующихся возникновением максимума усилия в конце хода, длина рабочего перемещения увеличивается, как правило, на величину Ртах!С, соответственно увеличивается и рабочий
угол ар.
В общем случае потери на трение могут быть найдены интегрированием момента трения согласно выражению
Л + ^/унр + = тк
Pnda -ф f Pnda \ ,
(7.5)
где PD — усилие по ползуну (технологическое); Ра — усилие подушки.
Значение интеграла зависит от характера изменения усилия, величины рабочего хода и т^.
Если для графиков листоштамповочщлх прессов (см. рис. 7.1) потери на трение, связанные с упругой деформацией пренебрежимо малы и можно ограничиться лишь определением первого слагаемого, то для прессов, предназначенных для объемной штамповки, доля этих потерь составляет 25—30 % затрат энергии при рабочем ходе, и необходимо определять сумму составляющих потерь на трение (см. рис. 7.2).
Расход энергии на включение муфты. При работе пресса в режиме одиночных ходов необходимо определять расходы энергии на включение муфты. Для обычных фрикционных муфт работа включения складывается из работы разгона ведомой части привода и работы буксования дисков муфты при включении.
Работа включения муфты
Ам=(1,1-ь1,3)/Хф> (7.6)
где /в — момент инерции ведомой части привода, приведенный к валу муфты; ыМф — угловая скорость вала муфты.
Коэффициент в формуле (7.6) определяет сопротивление вращению ведомой части.
7.3. РАСХОД ЭНЕРГИИ ЗА ВРЕМЯ ХОЛОСТОГО ХОДА-ПОКАЗАТЕЛЬ КАЧЕСТВА ИЗГОТОВЛЕНИЯ МАШИНЫ
Работа холостого хода, Дж,
^х = 4» + Л. м + Лв, (7-7)
где А'х—работа холостого хода за один оборот кривошипа при автоматической работе машины, приведенная к валу электродвигателя; Лх. м — работа холостого вращения маховика при
130
отключенной муфте, приведенная к валу электродвигателя; Ав — работа вспомогательных механизмов (например, подач), приводимых от главного двигателя за один оборот кривошипа при автоматической работе машины.
Приближенно можно определить работу холостого хода по средней мощности Мх. а на валу электродвигателя в режиме автоматических ходов пресса без нагрузки:
(7-8)
где /ц — время цикла, с.
При этом надо учитывать и мощность холостого вращения двигателя. Работа Лх. м учитывается только при работе пресса в режиме одиночных ходов при наличии паузы между ходами ползуна:
= (7.9)
где /м — коэффициент трения в подшипнике маховика; гм— радиус опоры подшипника маховика; GM—вес маховика, Н;/п — время паузы, с; п№ — частота вращения маховика.
Работа устройства (в Дж) подачи определяется по эмпирической формуле
Ав = ВР^, (7.10)
где В — коэффициент выбираемой по табл. 7.1; Ря — номинальное усилие, МН.
Работа холостого хода характеризует качество изготовления машины. Для каждого типоразмера машины существует своя нормативная работа холостого хода, отвечающая удовлетворительному качеству ее изготовления. При приемке машин проверяют качество изготовления машины, замеряя число ходов ползуна при выбеге маховика, т. е. при холостой работе машины, когда отключен электродвигатель после предварительного разгона маховика.
Для каждого типоразмера машины устанавливается нормативное число ходов ползуна при выбеге маховика и, сравнивая это
Таблица 7,1
Значения коэффициента В
Подача Скорость подачи материала, м/с
До 3 5 10 15
Валковая или грейфер- 1000 3200 4000 6300
ная Револьверная 630 2000 2500 4000
. 5*
131
Таблица 7.2
Энергетические параметры прессов и автоматов
Наименование машины Диапазон номинальных усилий Рн, кН %, и* ”т.о С» м РВН РнН р*
Прессы простого действия:
однокривошипные открытые 25—2 500 0,1—0,01 0,9—0,7 200—800 0,1—0,01 0,1 0,3—0,1
однокривошипные закрытые 1 ООО— 16 000 0,2—0,05 0,8—0,6 ' 500—2 400 0,08—0,02 0,1—0,02 0,8—0,4
двухкривошипные закрытые 1 000— 31 500 0,2—0,05 0,8—0,6 700—4 000 0,06—0,02 0,06—0,02 0,6—0,2
четырехкривошипные за- крытые 4 000— 20 000 0,2—0,05 0,8—0,6 700—4 000 0,06—0,02 0,06—0,02 0,6—0,2
Прессы двойного действия однокривошипные, двухкривошипные и четырехкривошипные 630—6 300 0,16—0,12 0,7—0,6 600—1 200 0,02—0,07 0,05 0,3
Прессы чеканочные кривошипно-коленные 1 000— 40 000 0,06—0,02 0,9—0,8 1 500—8 000 0,02—0,01 0,01—0,02 0,8—0,4
Прессы кривошипные горячештамповочные 6 300— 63 000 0,03—0,01 0,6—0,5 4 000— 12 000 0,005—0,02 0,01—0,004 0,4—0,2
Машины горизонтально-ко-вочные 1 000— 31 500 0,04—0,02 0,6—0,5 2 200—7 000 0,005—л,02 0,02—0,04 0,6—0,3
Продолжение табл. 7.2
Наименование машины Диапазон номинальных усилий рп’ кН Лт. и* ^т. о С”, мн м f * рн" * р*
Автоматы листоштамповочные: многопозиционные 100—10 000 0,09—0,06 0,7—0,65 500—3 000 0,04—0,02 1,0
с нижним приводом 160—2 500 0,07—0,04 0,6—0,5 600—2 000 0,2—0,06 — 1,0
Ножницы для резки: листового металла 40—4 000 0,1—0,4 0,7—0,8 500—3 000 0,1—0,4 • 0,01—0,05 0,5—0,2
заготовок 400—16 000 0,15—0,17 0,6—0,5 500—3 000 0,04—0,05 0,06—0,08 0,8—0,5
Автоматы: холодновысадочные двух- 40—2 500 0,02—0,03 . 0,75 250—2 500 0,1—0,015 — 1,0
ударные с цельной матрицей холодноштамповочные мно- 320—40 000 0,02—0,06 0,7—0,6 320—4 500 0,02—0,04 1,0
гопозиционные для стержневых изделий четырехпозиционные гаеч- 500—13 000 0,01—0,03 0,7—0,6 1 000—6 300 0,03 1,0
ные холодноштамповочные обрезные 100—1 000 0,01—0,03 0,7—0,6 250—1 000 0,01—0,05 — 1,0
„ * Большие значения для меньшего хода и меньшего усилия.
** Большие значения для больших номинальных усилий, промежуточные значения следует находить интерполяцией.
нормативное число с полученным при выбеге, судят о качестве изготовления машины.
Ориентировочные величины Дт. и, А*, Дм и С для различных типов машин приведены в табл. 7.2.
В этой таблице величины работ даны в зависимости от одной из энергетических характеристик машины — произведения номинального усилия Рн на величину хода ползуна И, т. е. Р„-Н. За энергетическую характеристику автоматов следует принимать Q,lPn-H, где коэффициент 0,7 является коэффициентом запаса.
7.4. КОЭФФИЦИЕНТЫ ПОЛЕЗНОГО ДЕЙСТВИЯ ПРЕССА (МАШИНЫ)
Расход энергии за цикл при одиночном ходе пресса
Дод = До + д; + дх.м. (7.11)
Тот же расход при последовательных ходах пресса будет отличаться отсутствием затрат энергии на включение муфты и уменьшенным расходом энергии на холостой ход:
Лпосл = 4 - Дм/Пм + Дх. (7.12)
В соответствии с этим определяется и КПД при работе пресса в режимах одиночного и последовательного ходов:
Под- Дт.и'Мо+Дх + Дх.м); . (7.13)
Лпосл = 4 и'(4 - 4/Пм + 4). (7.14)
Величины этих КПД меняются в зависимости от типа выполняемой технологической операции, интенсивности эксплуатации пресса и не могут быть стабильными. Обычно КПД цикла колеблется в пределах 30—70 %.
Определяется также КПД рабочего хода во время выполнения технологической операции
Пт. о = Дт. и/(4. и + 4 + 4пр + 4упр)- (7.15)
При теоретическом анализе совершенства кривошипного механизма обращаются к так называемому мгновенному КПД, отнесенному к работе кривошипного механизма в данном положении, фиксируемом углом а.
Если взять механизм, обладающий идеальной жесткостью, то при перемещении ползуна на величину ds кривошип повернется на угол da, и можно записать выражение мгновенного КПД как
Pds
TlaZ Р « + тк)da тк + тк ( 6}
Очевидно, Ла/ тем ниже, чем меньше угол а, к которому отнесено это значение, т. е. для повышения КПД выгоднее про
134
водить операции на больших углах поворота кривошипа. В действительности механизм вместе со станиной и другими деталями несущей системы обладает определенными упругими свойствами, характеризуемыми жесткостью С. Технологическая операция также может характеризоваться текущей жесткостью Ст. Тогда общая работа, выполненная на ползуне,
Р (ds + dP/C) = Pds (1 + С,./С).
Мгновенный КПД реального кривошипного механизма
Pds т°; 1
П«=------
Pds 11 + ~с / “ + т*
------I-------------г* (7-17)
Ст Ст 4
т“ с С т“
Каждый член знаменателя (развернутой формулы) соответствует определенным затратам энергии при рабочем ходе: первый член соответствует работе без потерь, второй член характеризует потери на трение, третий — обратимые затраты на упругую деформацию пресса и четвертый — на трение, связанное с упругой деформацией.
7.5. ВЫБОР МОЩНОСТИ ЭЛЕКТРОДВИГАТЕЛЯ И МОМЕНТА ИНЕРЦИИ МАХОВИКА
Пиковое возрастание нагрузки приводит к необходимости применения в прессе маховика, часть энергии которого отдается при рабочем ходе и вновь пополняется на оставшейся части цикла. В результате имеет место выравнивание нагрузки на двигатель, что позволяет уменьшить установочную мощность и повысить эффективность использования двигателя.
Мощность электродвигателя выбирают исходя из средней работы за цикл с некоторым запасом. Причем этот запас должен быть тем больше, чем больше фактическое число ходов пресса в минуту и тем меньше, чем больше значение A',JA0.
Средняя и расчетная мощность электродвигателя, кВт:
А^ = (Л + О(1000Гц); (7.18)
Мр = /гМср, (7.19)
где — время цикла, с; k = 1,1-=-1,3 — коэффициент запаса мощности.
Мощность двигателя с фазовым ротором при работе на искусственной характеристике
МР.Ф = М^СР, (7.20)
где ka = (* _ /г — коэффициент увеличения мощности; sH—
135
Таблица 7.3
Значения коэффициента неравномерности б
Наименование машины Режим одиночных ходов Режим автоматических ходов
Тихоходные тяжелые машины с числом ходов пол- 0,2—0,3 0,15
зуна менее 20 в минуту (FKM и др.) Кривошипно-коленные прессы, кривошипные го- 0,2—0,25 0,15
рячештамповочные прессы Автоматы для горячей объемной штамповки 0,15
Универсальные кривошипные прессы 0,12 0,1
Автоматы для холодной объемной штамповки — 0,1
Листоштамповочные автоматы — 0,08
номинальное скольжение электродвигателя; s„— скольжение двигателя при выбранной искусственной характеристике. Момент инерции привода, приведенный к валу маховика, кг м2,
I = /?фЛО/(®м«), (7.21)
где /гф — коэффициент избыточной работы — доля работы операции выполняемой маховиком; Ао— работа операции, Дж; ®м — угловая скорость маховика, 1/с; 6 — коэффициент неравномерности вращения вала маховика. Из условий нормальной работы оборудования значения коэффициента неравномерности вращения 6 не должны превышать указанных в табл. 7.3.
Выбранное значение 8 проверяется из условий допустимого нагрева двигателя по формуле
6 = 2е/г (sH + sp), (7.22)
где е — коэффициент, выбираемый по графику (рис. 7.3) в зависимости от k, sH и A'dAo, k — коэффициент запаса мощности; sH — номинальное скольжение двигателя; sp — скольжение в клиноременной передаче sp = 0,02 при ар 40° и sp = 0,04 при ар < < 40°; ар — угол технологической операции с учетом деформации машины.
Коэффициент йф определяют из условий допустимого нагрева двигателя по формуле
ап „ ( k~ — 1 Л,\
k4= 1 /г2 Н + 2—-. (7.23)
ф 2л \ 1гл Ао) ' '
Необходимо отметить, что согласно формуле (7.21) определяется общий момент инерции привода. В большинстве типов машин с муфтой в маховике доля маховика в суммарном моменте инерции привода составляет 97—99 %. Лишь в горячештампо-136
вочных прессах момент инерции деталей привода достигает 25— 35 %, а в горизонтально-ковочных машинах (ГКМ) — до 10— 15 %. Это следует иметь в виду при определении момента инерции маховика.
Глава 8
СИСТЕМА СМАЗКИ И УСТРОЙСТВА ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
8.1. СИСТЕМА СМАЗКИ
Подвижные трущиеся части пресса смазывают, чтобы избежать преждевременного износа и уменьшать сопротивление их движению.
Работа трущихся подвижных частей пресса имеет следующие особенности. Во-первых, сравнительно тяжелые условия работы и большие удельные усилия в подшипниках коленчатого вала и особенно в шарнирах шатуна (до 80—100 МПа), причем эти узлы трения подвергаются ударным знакопеременным нагрузкам с частой повторяемостью. Во-вторых, большое число смазыва-
137
емых точек (до 50), находящихся в труднодоступных (при большой высоте) для наблюдения и обслуживания местах.
Основные узлы, в которые необходимо подавать смазку: направляющие ползуна и другие поступательно перемещающиеся детали (например ползушки, штоки выталкивателя); подшипники и шарниры кривошипно-ползунного механизма; подшипники валов привода; зубчатые колеса; детали пневмоуправления.
В прессах в зависимости от условий работы применяют различные смазочные материалы, режимы смазки, а также разные сочетания систем аппаратуры смазки, обеспечивающих ее подачу в нужные точки. Из пластичных смазочных материалов применяют солидолы (ГОСТ 1033—79). Из жидких масел используют цилиндровое 11 и индустриальные масла И-8А, И-12А, И-ЗОА, И-40А, И-100А (ГОСТ 20799—75), ПС-28 (ГОСТ 12672—77). Пластичные смазки, которые в настоящее время нашли широкое распространение, характеризуются повышенной вязкостью, хорошо удерживаются на вертикальных плоскостях, что особенно важно при использовании их для направляющих ползунов. Однако онф характеризуются повышенным коэффициентом трения по сравнению с жидкими маслами и при увеличении температуры быстро теряют смазочные свойства.
Использование жидких масел облегчает подачу • в нужные точки и последующее удаление смазки, способствует уменьшению коэффициента трения, обеспечивает охлаждение узла и удаление продуктов износа. Жидкие масла можно применять в циркуляционных системах с незначительным безвозвратным отходом и постоянной очисткой.
В современном прессостроении пластичные смазки применяют для смазки трущихся элементов листоштамповочных, горячештамповочных прессов и горизонтально-ковочных машин. Жидкие масла используют для смазки всех элементов быстроходных автоматов разного назначения, средних и крупных листоштамповочных прессов, всех элементов некоторых конструкций горизонтально-ковочных машин и горячештамповочных прессов.
Применяют три типа систем централизованной смазки — однолинейные, двухлинейные и многолинейные. В однолинейных системах имеет место последовательная связь всех питателей, поэтому выход из строя одного питателя прекращает работу всей системы в соответствии с сигналом контрольной аппаратуры (реле давления и т. п.).
Двухлинейные системы отличаются параллельной связью питателей, поэтому выход из строя одного или нескольких питателей прерывает подачу смазки в обслуживающую точку, но не прерывает работу системы. В современном прессостроении для обеспечения надежности пресса предпочитают применять однолинейные системы. Кроме этих двух систем используют многолинейную систему, при которой насос снабжается многоотводным масло-138
распределителем с необходимым числом отводов к смазываемым точкам. Подачу смазки регулируют с помощью дросселирования жидкости у маслораспылителя. Иногда это дросселирование осуществляется не обычным дроссельным клапаном, а введением дополнительного сопротивления в трубопроводе путем встраивания в нем спиралей разной длины.
Системы подачи пластичной смазки могут быть индивидуальными (до усилия пресса 400 кН) или централизованными. В первом случае нагнетание смазки осуществляют шприцем через шариковые масленки, размещенные непосредственно у места смазки или на общей панели, откуда смазка подается к нужной точке через трубопровод.
Централизованные системы смазки имеют насосы с ручным приводом или электроприводом. От насосов (станций) с резервуаром смазка подается через трубопровод к питателям, дозирующим необходимый объем подачи смазки к данной точке. При ручном приводе насоса смазка подается 2—3 раза в смену, при наличии электропривода — чаще в заданные периоды, контролируемые электроавтоматической аппаратурой смазочной станции. Централизованные системы обеспечивают более регулярную подачу смазки, снижение ее расхода и уменьшение загрязнения. Однако всем описываемым системам присущ один недостаток — при периодической системе подачи трущиеся поверхности работают сначала с избытком смазки, а затем с недостатком.
Системы жидкой смазки могут быть индивидуальными, централизованными, циркуляционными и проточными (нециркуляционными) и групповыми (метод погружения). Групповые методы смазки погружением применяют для зубчатых передач привода, герметизируемых в общей или отдельной для каждой передачи масляной ванне. Индивидуальную смазку поливом или подачей через масленку применяют редко. Существует тенденция к расширению применения в прессах централизованных циркуляционных систем подачи жидкой смазки.
В централизованных системах подачи пластичной смазки основными элементами являются насосы, трубопровод и питатели. При ручном приводе применяют насосы, обеспечивающие давление в подающем трубопроводе до 10 МПа и подачу до 10 см3 смазки за цикл.
Обычно одноразовое нагнетание смазки проводят до тех пор, пока давление в магистрали не достигнет 5—6 МПа (контроль осуществляют по манометру). Смазка поступает к применяемым в настоящее время питателям, которые имеют индикатор срабатывания и один — четыре отвода в зависимости от числа смазываемых точек. Питатели необходимо устанавливать ближе к смазываемым точкам, но в местах, доступных для наблюдения. Емкость дозирующей камеры питателей составляет 2—25 см3.
Обычная периодичность смазки прессов — 2—3 раза в смену, а объем подаваемой смазки в одну точку 1—4 см3.
139
Применение жидкой централизованной системы смазки снижает момент холостого хода пресса в 2—3 раза, поэтому в последнее время эти системы смазки находят все большее распространение. Иногда из-за недостаточной производительности стандартной насосной аппаратуры на прессах устанавливают несколько смазочных насосов или шестеренчатые насосы высокой производительности.
Масло нагнетается насосом в маслораспределители и через трубопроводы подается во все смазываемые точки. Масло с направляющих плоскостей и из подшипников стекает в специальные лотки и поддонЬг, а затем подается в бак, откуда после фильтрации вновь поступает в систему. В таких системах предусмотрена блокировка двигателя насоса смазочной станции и главного двигателя, аппаратура контроля давления, подачи и температуры масла в системе, а также фильтры.
Системы жидкой смазки снабжены маслораспределителями, в которых имеются индикаторы, указывающие на наличие потока масла в маслопроводе. Трубопроводы при осмотрах и ремонтах машин часто повреждаются, поэтому их следует размещать в зяг щищенных местах.
Описание стандартной смазочной аппаратуры приведено в работах [17, 301. Выбор вязкости смазки и ее расхода изложен в справочной литературе.
8.2. УСТРОЙСТВА ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
При проектировании пресса одной из основных задач является обеспечение удобства эксплуатации и безопасности обслуживания.
Особое внимание должно быть уделено системе ограждения штампового пространства, мероприятиям по обеспечению безопасности системы управления, а также созданию площадок ремонта, лестниц и других вспомогательных, но необходимых сооружений.
Штамповое пространство должно быть ограждено решетками. Решетки применяют неподвижные, подвижные блокирующие и подвижные автоматические.
Неподвижные решетки устанавливают в тех случаях, когда по условиям штамповки рабочий не производит манипуляций в штамповом пространстве (при автоматической подаче, при штамповке из полос или прутка и т. д.). Решетки устанавливают при иаладке штампов и закрепляют до переналадки, особенно часто их применяют в прессах усилием до 1 МН.
Подвижные блокирующие решетки имеют специальные направляющие или шарниры, на которых их закрепляют. Перед каждым ходом решетку устанавливают в положение, при котором доступ в штамповое пространство исключается. С помощью конечных выключателей или механически решетки сблокированы с управлением пресса; при этом команду на совершение рабочего 140
Рис. 8.1. Подвижная блокирующая решетка, установленная в штамповом пространстве пресса открытого типа хода можно дать лишь в том случае, если решетка опущена. .Эти решетки можно применять на всех прессах, но их перемещение утомляет рабочего.
Можно решетку опускать пневматическим цилиндром, приводимым в действие с пульта управления.
На рис. 8.1 показана решетка, которая при опускании, двигаясь по направляющим колонкам и находясь в нижнем
управления электромагнитом золотника муфты. Прутья решетки находятся в вертикальном положении параллельно движению, что снижает утомляемость рабочего.
Более удобны и универсальны подвижные автоматические ограждающие решетки, двигающиеся во время хода ползуна и освобождающие и преграждающие в нужное время доступ в штамповое пространство. Эти решетки механически связаны с ползуном, что обеспечивает их срабатывание независимо от возможного нарушения связи коленчатого вала с ползуном.
Существуют два типа подвижных автоматических решеток — ограждающие и поворотно-отталкивающие. Ограждающая решетка, кинематически связанная с ползуном с помощью тросов или рычагов, опускается или поднимается при ходе ползуна вниз и, опережая движение ползуна, перекрывает доступ в штамповое пространство. Этот тип решеток нельзя применять в тех случаях, когда оператор при работе вынужден достаточно глубоко вводить руки в штамповое пространство: при этом решетка, воздействуя на локтевые суставы и предплечья оператора, не может предотвратить травмирования. В таких случаях целесообразнее применять поворотно-отталкивающие решетки. На ползуне укреплен кронштейн, который тягой, пальцами и рычагом связан с решеткой (нижний вал ее обтянут губчатой резиной). На оси свободно подвешена рамка с валиком, также покрытым губчатой резиной. С помощью кронштейнов, на которых подвешена рамка, можно регулировать ее положение по высоте в зависимости от расположения штампа. При ходе ползуна вниз руки рабочего фиксируются между валиками подвижной решетки и отодвигаются от опасной зоны.
Поворотно-отталкивающие решетки можно применять на прессах с числом ходов не более 25 в минуту и длиной хода ползуна не менее 150 мм.
141
Для ограждения штампового пространства применяют и фотоэлектрические устройства, образующие световую защитную за-, весу, прерывание работы которых приводит к остановке пресса. Промышленность выпускает фотоэлектронные реле однолучевое типа РФ-8200, и трехлучевое. Реле образует завесу шириной 150 мм, причем’расстояние от приемника до источника света может быть до 6 м. Устройство этих систем рассмотрено в курсе «Электрооборудование».
Надежная система управления, предотвращающая сдваивание ходов, обеспечивающая быстрое торможение и исключающая случайное включение муфты, способствует безопасности обслуживания пресса.
На прессах предусматривают включение обеими руками. Это необходимо для того, чтобы занять обе руки оператора с начала хода ползуна и при достижении им опасной зоны. Для этого в системе электроуправления используют электроблокировку, которая в случае отпускания кнопок включения на угле поворота 90—150°, считая от верхнего положения ползуна, отключает муфту и останавливает пресс. Кнопки или рукоятки двурукого включения должны быть размещены друг от друга на " расстоянии 300 мму чтобы исключить возможность нажатия на них одной рукой. Усилие нажатия на кнопку не должно превышать 4—8 Н.
На прессах, обслуживаемых с двух сторон, предусматривают 4—8 кнопок управления, которыми можно было бы занять руки двух — четырех операторов. Кнопки должны находиться в месте, удобном и доступном для использования. Для прессов усилием свыше 2 МН рекомендуется применять переносный пульт управления.
Ручное управление занимает руки оператора, что может привести к снижению производительности. В связи с этим в прессах предусматривают и педальное управление, причем педаль для удобства пользования должна находиться на расстоянии 80— 100 мм от пола, иметь ход (прожим), равный 45—70 мм до момента срабатывания, а усилие нажатия 25—35 Н. Чтобы избежать случайного включения педали, ее сверху ограждают козырьком, в котором имеется место для размещения ноги при отдыхе.
Конструкция пресса в целом должна отвечать всем требованиям техники безопасности. Для кривошипных валов одностоечных прессов должны быть обязательно' предусмотрены ограждения. Все движущиеся части пресса, установленные ниже 2,5 м над уровнем пола, должны иметь ограждения сплошные или сетчатые (с ячейкой не более 10 мм). Ограждения для облегчения осмотра деталей целесообразно закреплять не жестко, а на шарнирах или быстросъемных креплениях. Поскольку привод пресса находится на значительной высоте, для его осмотра и ремонта необходимо предусматривать стационарные площадки (для деталей, расположенных на высоте более 2 м). Площадки должны иметь перила высотой 1 м, закрываемые снизу сплошными метал' 142
Рис. 8.2. Двухкривошипный пресс, оснащенный лестницами, площадками обслуживания и ограждениями лическими листами высотой 100 мм, чтобы избежать случайного падения деталей-. Для подъема на площадку необходимы стационарные лестницы шириной 400—600 мм, имеющие на высоте 3 м ограждения в виде дуг. Через каждые 5—6 м подъема по лестнице следует предусматривать площадки для отдыха.
На рис. 8.2 показан двухкривошипный пресс, оснащенный лестницей с ограждениями в виде дуг, смотровыми площадками и переносным пультом управления.
Очень важно ограничение шумового излучения пресса. В настоящее время допустимый уровень звукового давления установлен в 85 дБ. Основные источники шума — штамповое пространство, муфта и тормоз (при выхлопе воздуха и ударах при замыкании дисков). С целью уменьшения излучения снабжают полости станины звукопоглощающей набивкой и покрытиями, а также некоторые узлы пресса звукоизолирующими ограждениями или экранами. Трубопровод выпуска воздуха оснащают глушителями. Быстроходные автоматы, отличающиеся повышенным шумом, заключают целиком в звукоизолирующие кабины, которые при обслуживании легко передвигаются и освобождают зону обслуживания. Пневматические муфты заменяются гидравлическими.
8.3. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА И ПАСПОРТ. ПРИЕМКА И ИСПЫТАНИЯ
Совокупность параметров, определяющих технологические и эксплуатационные возможности пресса, называется его технической характеристикой.
Главный параметр пресса — номинальное усилие, под которым подразумевается то полезное сопротивление, которое может быть преодолено при движении ползуна на определенном участке хода без нарушения условий прочности и работоспособности основных деталей пресса. Номинальное усилие пресса всегда должно быть отнесено к определенному участку хода, отсчитываемому обычно от нижнего крайнего положения ползуна и называемому «номинальным недоходом».
143
Другим параметром пресса является длина хода ползуна, определяемая как расстояние между крайними его положениями. В ряде случаев прессы имеют регулируемый ход, тогда в характеристике указывают максимальную и минимальную величины хода.
Число (частота) ходов ползуна в минуту—основной скоростной параметр пресса, определяющий его производительность. Линейные параметры определяют технологические возможности пресса, в том числе размеры устанавливаемых штампов. Важнейшая из этих параметров — так называемая «закрытая высота», т. е. расстояние от плоскости стола до рабочей плоскости ползуна в его нижнем положении при полном опускании ползуна вниз за счет регулирования. Величина регулирования положения ползуна по высоте также одна из характеристик пресса. К другим линейным параметрам относятся размеры рабочей плоскости стола и ползуна, расстояние от оси ползуна до станины, вылет (для открытых прессов), расстояние между стойками «в свету» (для закрытых прессов), размеры отверстия в столе, толщина подштамповой плиты. Все эти параметры регламентируются соответствующими ГОСТами.
В технической характеристике пресса указывают также следующие энергетические параметры: мощность электродвигателя и число оборотов вала электродвигателя в минуту.
Кроме того, в технической характеристике даны габаритные размеры пресса и его масса.
В паспорте приводят подробную техническую характеристику пресса и данные, необходимые при эксплуатации: размеры элементов штампового пространства пресса (прилагаются эскизы), общую характеристику конструкций отдельных элементов, кинематическую схему, график допускаемых усилий, результаты проверки на точность, спецификацию зубчатых колес и других передач, спецификацию приспособлений и принадлежностей, список быстроизнашивающихся деталей. В паспорте указывают также завод-изготовитель, время выпуска пресса, его номер, место установки и габаритные размеры.
Ответственным моментом изготовления пресса является его приемка и испытания.
Общие технические условия по приемке прессов оговорены ГОСТ 7600—76, где указаны требования к качеству материалов, обработки, сборки и отделки, а также к приемке, испытаниям, упаковке и комплектации машины. Там же даны значения ресурса работы пресса до капитального ремонта (18—30 тыс. часов).
На каждый типоразмер выпускаемой серийной машины составляют технические условия (на основе общих технических условий) и программу испытания первого образца. На основе результатов этих испытаний дается разрешение на право серийного изготовления.
При приемочных испытаниях первого серийного образца машины должна быть проверена работа узлов на холостом ходу, 144
под нагрузкой; проверено соответствие пресса нормам точности по определенным ГОСТам и соответствие его стандартам или заданной технической характеристике.
Глава 9
МОНТАЖ, НАЛАДКА И ИССЛЕДОВАНИЯ МАШИН
9.1. МОНТАЖ И НАЛАДКА
Прессы усилием до 2 МН поступают к заказчику в собранном виде. Прессы усилием 6,3 МН и более поступают на место монтажа в разобранном виде. Общие вопросы монтажа оборудования изложены в специальных технических условиях на монтаж оборудования. Так как с точки зрения техники безопасности такелажные работы являются ответственными, при их проведении необходимо выполнять правила техники безопасности. Для осуществления монтажа необходима следующая документация: паспорт пресса, руководство по наладке и обслуживанию, рабочие чертежи на установку оборудования, исполнительные схемы на строительство фундаментов.
Фундаменты должны быть сданы строителями до начала монтажа оборудования.
Пресс от места выгрузки до места установки транспортируют на стальном листе толщиной 10—12 мм, смазанном солидолом, под которым устанавливают катки. Перед установкой на фундамент поверхность опорных частей пресса, соприкасающихся с фундаментом, должна быть очищена от грязи, смазки и краски. Затем пресс устанавливают в вертикальное положение с помощью портала, мачты или шевра (двуногой стойки с серьгами). С помощью домкратов из-под пресса вынимают стальной лист и катки и опускают пресс на проектную отметку. Горизонтальность положения установки стола пресса проверяют уровнем. Подошву пресса заливают цементом х. В зависимости от типов применяемых фундаментных болтов их заливают до или после подливки подошвы. Через 4—5 дней (после затвердения бетона) производят сборку пресса. Все детали пресса разбирают и промывают. После сборки станины устанавливают ползун, подвешивают шатуны, смазывают детали. В последнюю очередь монтируют фрикционную муфту. Собирают электрооборудование пресса, производят подключение проводов и системы управления. Пневматическую систему заполняют воздухом и проверяют ее герметичность. После сборки осуществляют наладку и регулировку при медленном проворачивании механизмов. В процессе наладки и регули-
1 Прессы небольшой массы не требуют специального фундамента, их устанавливают иа бетоииое основание пола и крепят болтами.
145
ровки устанавливают монтажные зазоры. Во время приемочных испытаний и перед пуском проверяют параметры технической характеристики и нормы точности на изготовление машин по соответствующим ГОСТам. Затем проверяют включение пресса и работу тормоза и проводят его обкатку (без нагрузки) в течение 6 ч.
9.2. МЕТОДЫ ИССЛЕДОВАНИЯ
Первостепенная задача современного машиностроения — выпуск продукции высокого качества.
В понятие качество машины входят ряд составляющих и в том числе необходимая надежность этих машин и оптимальная долговечность их деталей. В настоящее время без учета этих факторов нельзя проектировать машины. В чем же заключается этот учет? Он заключается в систематической оценке при проектировании и изготовлении машины данных эксплуатации и стендовых испытаний. Именно наличие систематической обратной связи «эксплуатация — конструирование — изготовление» должно обеспечить надлежащее качество выпускаемых изделий. На заводах, эксплуатирующих оборудование, ведется учет количества выпускаемой продукции и сроков службы быстроизнашивающихся деталей, а также времени простоя данной машины из-за того или иного узла. Построением так .называемого графика выхода из строя деталей и узлов машины и сопоставлением его с фактическим временем простоев этих узлов выявляют наиболее уязвимые места конструкции машины. Затем рассматривают кинематическую схему машины и схему ее управления. Составляют так называемые структурные схемы силовой цепи машины, цепи управления и т. п. На эти схемы наносят средние сроки службы деталей тех или иных узлов. Сопоставляя полученную информацию, намечают пути достижения оптимальных сроков службы деталей (оптимальной их долговечности). Следует стремиться к одновременной замене деталей в сроки плановых ремонтов.
Определение оптимальных сроков службы деталей, в свою очередь, связано с изысканием их наиболее рациональных форм с целью уменьшения массы при сохранении необходимых запасов прочности. Исследования и изыскания проводят лаборатории заводов—изготовителей кузнечных машин, отраслевые институты и лаборатории конструкторских бюро в процессе отладки машин, их стендовых испытаний и на заводах, эксплуатирующих оборудование.
Наряду с исследованиями опытных образцов машин проводят исследования отдельных деталей и узлов новых машин оригинальной конструкции. Без экспериментов порой нельзя установить динамические перегрузки в узлах, а из-за сложности формы деталей не всегда удается определить распределение напряжений по сечениям.
Еще большие трудности возникают при определении действительной усталостной прочности деталей, работающих на переменные напряжения. Дело в том, что в настоящее время нет еще достаточно надежного способа пересчета характеристик усталостной прочности с цилиндрических образцов на натурные детали (с учетом рассеивания). Поэтому все чаще приходится прибегать к исследованию натурных деталей и их моделей.
Экспериментальные исследования часто проводят с целью определения усилий, потребных для выполнения различных технологических операций, так как имеющиеся для этого теоретические решения не всегда удовлетворяют конструкторов.
При исследовании опытного образца подвергают проверке кинематику машины при работе в режиме холостого хода и при выполнении рабочих операций (для автоматов .необходимо установить действительные углы цикловой диаграммы, на которых работают те или иные механизмы, т. е. необходима проверка проектной цикловой диаграммы), энергетические показатели машины — работу и мощность вращения маховика, работу включения муфты и холостого хода, энергетические возможности при различном числе включений в минуту и при различном числе используемых ходов и т. п. При этом оценивают правильность
146
выбранной мощности и подсчитывают КПД машины; нормы точности; напряжение в наиболее опасных местах нагруженных деталей и характеристики жесткости машины; шумовые и вибрационные характеристики машины.
В настоящее время для фиксации кинематических и силовых параметров машин широко используют осциллографы — шлейфовые для фиксации процессов с частотой менее 6 кГц и электронные для больших частот. С их помощью от приборов — датчиков различного устройства можно фиксировать иа пленку или бумагу изменения пути, скорости, ускорений, усилий и т. п. Для измерения вибраций используют специальные приставки к осциллографу.
Относительные деформации деталей определяют тензометрическими датчиками, которые наклеивают в соответствующих местах деталей. По измеренным относительным деформациям находят главные относительные деформации в той или иной точке, а по ним — главные напряжения.
Глава 10
КРИВОШИПНЫЕ ПРЕССЫ ОБЩЕГО НАЗНАЧЕНИЯ
10.1. КЛАССИФИКАЦИЯ
На кривошипных прессах общего назначения выполняют операции вырубки и пробивки, неглубокой вытяжки, гибки и обрезки и другие технологические процессы холодной и горячей штамповки, не требующие применения специализированного оборудования. Несмотря на наличие сравнительно большого числа видов прессов, различных по технологическому назначению, можно утверждать, что 90 % всего парка кривошипных машин составляют кривошипные прессы общего назначения.
На рис. 10.1 приведена классификация кривошипных прессов общего назначения или, как их еще называют, универсальных прессов.
Рис. 10.1. Классификация конструкций прессов Общего назначения
147
В зависимости от конструктивного оформления станины различают открытые и закрытые прессы. В открытых прессах станина имеет С-образную форму, штамповое пространство имеет доступ с трех сторон и поэтому удобно для обслуживания.
Однако несимметричное нагружение станины обусловливает -ее значительные деформации и возникновение перекосов штампа. В закрытых прессах применяют станину в виде симметричной рамы, что обеспечивает снижение деформаций и при центральной нагрузке исключает перекосы.
Открытые прессы могут быть одностоечными и двухстоечными. У первых станина имеет замкнутое коробчатое сечение, у вторых состоит из двух несущих стоек, соединенных местными ребрами и приливами. Это дает возможность предусмотреть сквозной проем на уровне штампового пространства, что облегчает удаление отштампованных деталей. Одностоечные прессы имеют две модификации — с неподвижным и передвижным столом. Прессы открытые двухстоечные могут быть наклоняемыми и ненаклоняемыми. Наклоняемые прессы устанавливают на специальные стойки, на которых вся конструкция пресса вместе со станиной может поворачиваться так, что плоскость стола составляет угол 30—35° к горизонту; это облегчает удаление деталей после штамповки. Наклоняемые и ненаклоняемые прессы могут быть однокривошипными и двухкривошипными. У двухкривошипных прессов ползун, имеющий сравнительно большую длину, подвешен на двух шарнирах, соединенных с двумя идентичными кривошипно-ползунными механизмами.
Закрытые прессы также различают по числу точек подвеса ползуна: одно-, двух- и четырехкривошипные. Увеличение числа кривошипных механизмов определяет увеличение габаритных размеров штампового пространства и пресса в целом. Существенной особенностью конструкции привода пресса является расположение его валов. Применяют перпендикулярное и параллельное фронту пресса расположение валов, причем то или иное расположение их в закрытых прессах может быть принято независимо от числа кривошипов.
Двух- и четырехкривошипные закрытые прессы выполняют с верхним и нижним расположением привода.
10.2. ОТКРЫТЫЕ ПРЕССЫ
В промышленности превалирует штамповка мелких и средних деталей, что обусловило большое распространение открытых прессов. До 80—85 % парка кривошипных прессов составляют эти сравнительно простые и удобные в эксплуатации прессы.
На рис. 10.2 показаны наиболее распространенные модификации открытых прессов. Прессы ненаклоняемые с параллельным расположением коленчатого вала (рис. 10.2, б) за последнее время находят все большее применение, вытесняя прессы с валом, пер-148
Рис. 10.2. Конструкции открытых прессов
пендикулярным фронту пресса. Это происходит благодаря белее удачной компоновке коленчатого вала, который не имеет консольного эксцентрика, что позволяет уменьшить размеры вала, увеличить длину хода и сделать работу на прессе более безопасной. Ненаклоняемые открытые прессы наиболее часто применяют при усилиях 0,63—4 МН. Применение стола — рога существенно увеличивает штамповое пространство. Одностоечный пресс с рогом (рис. 10.3) применяют при выполнении операций, которые невозможно осуществить при обычной конструкции стола, например в мелкосерийном производстве при выполнении таких операций, как подгибка кромки, фальцовка, обработка крупных кольцеобразных деталей (типа ободов) и т. д.
Для крупногабаритных штампов и манипулирования громоздкими деталями применяют и двухстоечные прессы с передвижным столом и номинальными усилиями 0,1—1,6 МН. Необходимо отметить, что применение передвижного стола снижает общую жесткость пресса и точность взаимной фиксации частей штампа, поэтому такие прессы не используют для точных штамповочных работ. Эти же одностоечные прессы, но с неподвижным столом строят с усилиями от 0,01 МН (настольные) до 4 МН; имеются прессы усилием до 16 МН. Прессы с двухстоечной станиной наклоняемые (рис. 10.2, а) усилием 0,63—1,6 МН из-за универсальности и удобств эксплуатации нашли наибольшее распространение. Основные параметры открытых прессов регламентируются ГОСТ 9408—77.
149
Рис. 10.3. Конструкция передвижного стола открытого пресса
Станины открытых прессов могут быть изготовлены литыми и сварными. Конструкцию станины выбирают исходя из технико-экономических соображений. Поскольку прессы малых усилий выпускают сравнительно крупными сериями, для них экономически целесообразными являются литые
чугунные станины.
Прессы больших усилий имеют сварную стальную станину. Одностоечные станины обладают более высокой жесткостью (на 30— 40 %), чем двухстоечные, поэтому жесткость одностоечных прессов на 15—20 % выше жесткости двухстоечных. Оптимальную жесткость (в МН/м) станин открытых прессов определяют по эмпирической формуле
С= 16|/ Рн,
где Ря — номинальное усилие, кН.
Жесткость станины можно повысить приблизительно в 1,5 раза, установив стяжные болты (см. рис. 5.2, а), но последние затрудняют обслуживание пресса. Регулирование стола по высоте позволяет приблизительно в 2 раза увеличить минимальную закрытую высоту пресса.
На рис. 10.3 показана конструкция передвижного стола. Стол 2 крепят к стойке станины 3 с помощью болтов 4, находящихся в пазах стойки. Опорой стола служит находящийся под ним регулировочный винт 1, который опирается на регулировочную гайку 5. Стол имеет боковые приливы, с помощью которых он может, вращаясь вокруг оси 6, отводиться в сторону. При этом в отверстие стойки, которое прикрывается столом, заводится рог.
В прессах больших усилий стол опирается на два винта, регулируемые гайками, связанными между собой зубчатой передачей. В прессах усилием 100—200 кН стол не имеет опорного винта, при этом для крепления стола к стойке используют не только болты, но и клинья.
Станины одностоечных и двухстоечных ненаклоняемых прессов устанавливают непосредственно на фундамент. Станины наклоняло
емых прессов монтируют на специальных стойках, служащих также базой механизма регулировки положения наклона станины.
Для прессов малого номинального усилия механизм наклона представляет собой обычный винтовой домкрат. В крупных прессах усилием более 1 МН используют гидроподъемный механизм (рис. 10.4). Корпус станины связан с двумя плунжерами 1 с помощью шарнира 2. Плунжер уплотнен в цилиндре 3, куда подается жидкость высокого давления (до 20 МПа). Нижние крышки 5 цилиндров также соединены шарнирами 6 со стойками. Гидропривод состоит из ручного насоса с баком. Масло сливается из цилиндра через дроссельную шайбу 4 и регулируемый дроссель. Дроссельная шайба 4 обеспечивает' медленный слив при повреждении трубопроводов гидропривода. Станина фиксируется в заданном наклонном положении крепежными винтами.
У открытых однокривошипных прессов регулировка хода осуществляется за счет промежуточного эксцентрика 4, насаживаемого на кривошипный вал 2 (см. рис. 2.14). Общий максимальный радиус кривошипа определяется суммированием наружного эксцентриситета втулки ен и эксцентриситета кривошипной шейки ев. Тогда максимальная длина хода
Ншах = 2 (ен -J- ев) = 2гшах.
Соответственно минимальная длина хода
Нmm = 2 (ен ев) = 2/"mln,
Промежуточная длина хода зависит от фиксируемого угла а поворота эксцентриковой втулки относительно оси кривошипа. Эксцентриковая втулка поворачивается и фиксируется в резуль-
151
тате сцепления кулачковой полумуфты, установленной на шпонке или шлицах на валу, с полумуфтой, выполненной как одно целое с эксцентриком. Наличие эксцентрика приводит к необходимости значительного увеличения рабочего диаметра отверстия шатуна, что сказывается на КПД кривошипного механизма (см. рис. 2.14).
В ползуне пресса находятся чашечный предохранитель и траверса жесткого выталкивателя (в ползунах прессов усилием более 0,4 МН имеется еще и узел регулировки штамповой высоты). В быстроходных прессах муфту и тормоз устанавливают на коленчатом валу; такие прессы снабжены лишь одной ременной передачей в приводе. В тихоходных прессах, предназначенных для работы со штучными заготовками, в привод дополнительно включают зубчатую передачу, тогда муфту, как правило, устанавливают на промежуточном валу. Муфту с поворотной шпонкой и ленточные тормоза с кулачковым управлением устанавливают на прессах усилием до 0,16 МН. При установке на быстроходных прессах пневматическую фрикционную муфту желательно механически сблокировать с работой тормоза, так как пневматическое управление при малой продолжительности цикла не может обеспечить достаточно четкую работу узлов муфты и тормоза в заданной последовательности. Управление этих прессов должно обеспечивать возможность эксплуатации при одиночных и последовательных ходах. На мелких прессах используют также электромагнитные муфты и тормозы.
10.3. ЗАКРЫТЫЕ ПРЕССЫ
Высокая жесткость двухстоечных станин позволяет выполнять закрытые листоштамповочные прессы с большим диапазоном усилий 0,4—35 МН. Прессы характеризуются большими размерами штампового пространства. В связи с этим закрытые прессы по сравнению с открытыми обладают большими технологическими возможностями, а также, как правило, меньшим числом ходов и большой длиной хода. Обычно эти прессы строят в так называемом тихоходном и быстроходном вариантах.
Основные параметры 9дно- и двухкривошипных прессов регламентированы соответственно ГОСТами 10026—75 и 7766—73. Номинальные усилия одно- и двухкривошипных прессов 1— 16 МН при длийе хода 130—800 мм и числе ходов 6—40 в минуту. Номинальные усилия четырехкривошипных прессов 3,15— 31,5 МН при длине хода 250—1000 мм и числе хода 5—18 в минуту.
Однокривошипные прессы предназначены для выполнения вырубных, вытяжных и других операций холодной штамповки, а также для обрезки облоя после горячей штамповки (при этом немного увеличивается длина хода и берется верхний предел числа ходов, вариант III — см. ГОСТ 10026—75).
Сравнительно малое число ходов этих прессов обусловливает в системе привода наличие двух-трех зубчатых передач. Кон-152
струкция привода в известной мере определяет компоновку пресса, его габаритные размеры и другие эксплуатационные качества.
Современные прессы строят с валами привода, перпендикулярными к фронту пресса, что уменьшает длину вала, делает привод более компактным, хотя увеличивает высоту пресса за счет усложнения траверсы, где размещены все передачи. При параллельном расположении валов зубчатые передачи привода удается установить за ечюйками, что хотя и увеличивает габаритные размеры пресса в плане, но способствует снижению высоты пресса. Стремление уменьшить габаритные размеры пресса привело к применению двусторонних и сдвоенных передач в последней и в промежуточной зубчатых парах. Поскольку при валах небольшой длины двусторонние передачи работают равномернее, чем при длинных валах, в современном прессостроении отдают предпочтение перпендикулярному размещению валов привода. Привод в траверсе пресса может быть герметизирован, тогда траверса превращается в масляный картер, имеющий уплотнения в отверстиях для плунжеров, соединяющих ползун с шатуном. При этом обеспечивается долговечность привода, но увеличивается высота пресса из-за введения плунжеров и усложняется его конструкция в целом. Применяют и целиком открытые приводы, а также герметизацию лишь быстроходных ступеней в привертываемых кожухах.
Современные однокривошипные прессы имеют сварную станину, конструкция которой определяется указанными выше особенностями привода. В стойках станины предусматривают проемы, улучшающие условия обслуживания и размещения устройств автоматизации. Кривошипный механизм построен на базе одно-или двустороннего шестерне-эксцентрикового привода.
В ползуне находится устройство для регулирования штампового пространства с электроприводом и, как правило, предохранитель с. устройством, сигнализирующим о его срабатывании. Наряду с механическим выталкивателем (специальной траверсой) иногда применяют пневматические и гидравлические цилиндры для выталкивания.
Двух- и четырехкривошипные прессы выпускают в основном с перпендикулярным расположением валов привода. Кривошипношатунные механизмы этих прессов выполняют идентичными, причем имеются две конструкции: с вращением кривошипов в одну сторону (в тихоходных прессах) и в разные стороны. В последнем случае горизонтальные составляющие реакции от шатуна замыкаются на ползуне, благодаря чему разгружаются направляющие. В однокривошипных прессах кривошип выполняется в шестернеэксцентриковой модификации. Узел регулирования должен исключать возможность возникновения перекосов при перемещении ползуна, поэтому передача на четыре или две точки подвеса происходит от одного привода. Валы, соединяющие передачи, должны иметь сцепные муфты для удобства сборки и ремонта. В ползуне этих прессов в основном устанавливают предохранительные гидро-
153
Рис. 10.5. Зажимное автоматическое устройство
пневматические устройства, при этом создается предварительное давление. Однако применяют и срезающиеся предохранители обычной конструкции. В столах прессов помещают батарею подушек, обеспечивающих усилие порядка 6—25 % номинального.
Для наладки прессов используют микропровод, при этом приводной вал получает вращение от специального электродвигателя небольшой мощности через муфту и систему передач.
Наладка прессов во многом обусловливает производительность, поэтому важно сокращать время наладки. С этой целью применяют выдвижные столы на двух- и четырехкривошипных прессах, а также автоматические зажимные устройства для штампов. На рйс. 10.5 показан вариант такого устройства, который представляет собой эксцентриковый зажим, управляемый с помощью специальных пневмоцилиндров.
Вопрос уменьшения габаритных размеров прессов не сходит с повестки дня конструктора, особенно когда речь идет о таких мощных прессах, как двух- и четырехкривошипные. Одна из попыток решить эту задачу привела к созданию прессов с нижним приводом. При этом пространство под столом используют для размещения привода, а ползун связывают с кривошипом длинными тягами-шатунами, работающими на растяжение.
154
Сравнение габаритных размеров прессов показывает, что использование указанного конструктивного решения позволяет уменьшить высоту пресса над полом, но не приводит к снижению его массы и общей высоты. Оснащение только такими прессами листоштамповочного цеха потребовало бы разделения его на два этажа, причем на первом этаже разместились бы ремонтные и складские службы. Это создает определенные удобства с точки зрения организации производства, так как разделяет производственные и вспомогательные службы цеха.
Глава 11
ВЫТЯЖНЫЕ ПРЕССЫ
11.1. НАЗНАЧЕНИЕ И ВИДЫ ПРЕССОВ
Определенная специфика процессов вытяжки и формовки листового материала заключается в необходимости получения достаточно большого рабочего хода ползуна, создания усилия прижима заготовки, обеспечения выталкивания изделия или заготовки. Это обусловливает создание специализированных прессов для вытяжки. К таким прессам относятся трехкривошипные прессы, прессы двойного и тройного действия и, наконец, прессы для глубокой вытяжки; для последних характерны специальная конструкция исполнительного механизма и большой ход.
Трехкривошипные прессы предназначены для осуществления первой операции вытяжки (свертки) колпачков в массовом производстве. В этих прессах имеются два ползуна, причем один перемещается внутри другого. Каждый ползун приводится в действие от кривошипа; при этом на наружном ползуне, имеющем точки подвеса на двух кривошипах, закреплен вырубной инструмент; внутренний ползун, на котором закреплен вытяжной пуансон, вытягивает колпачки. Такие прессы имеют сравнительно небольшие усилия.
Более сложными являются конструкции прессов двойного и тройного действия, которые также имеют наружный и внутренний ползуны в прессах двойного действия и дополнительный нижний — в прессах тройного действия.
Наружный ползун в прессах двойного действия, обеспечивает вырубку заготовки и надлежащий прижим фланца заготовки во время рабочего хода вытяжки, поэтому он должен иметь некоторый выстой в нижнем положении, который обычно соответствует углу поворота 70—120° кривошипа внутреннего ползуна, т. е. приблизительно половине хода внутреннего ползуна. Очевидно, что больший угол выстаивания излишен, так как невозможно обеспечить выталкивание изделия, высота которого превышает половину хода ползуна. Перемещение наружного ползуна за-
155
дается специальным механизмом, рассчитанным на создание за: данного номинального усилия и определяющим требуемую длительность и точность выстоя.
11.2. ПРЕССЫ ДВОЙНОГО ДЕЙСТВИЯ
Прессы двойного действия, как и прессы общего назначения, выпускают различных конструктивных модификаций. Техническая характеристика прессов двойного действия предусматривает дополнительные параметры для наружного ползуна: номинальное усилие, длину хода, наибольшее расстояние между столом и ползуном, величину регулировки штамповой высоты и размеры рабочей плоскости.
В соответствии с технологическим назначением прессов двойного действия некоторые параметры их технической характеристики существенно отличаются от аналогичных параметров универсальных прессов того же номинального усилия.
В частности, длина хода внутреннего ползуна этих прессов в 2 (и более) раза больше, чем у обычных прессов. Для уменьшения динамических напряжений, возникающих в деформируемом листе при встрече с пуансоном, в таких прессах стремятся ограничить скорость ползуна на участке рабочего хода. Считается, что максимальная скорость не должна превышать 0,40—0,45 м/с. Наиболее простой метод ограничения — уменьшение числа ходов. Поэтому, как правило, число ходов прессов двойного действия в 1,5— 2 ’ раза меньше числа ходов обычных прессов, что существенно снижает производительность прессов. Длина хода наружного ползуна обычно составляет V2—2/3 хода внутреннего ползуна. Для крайнего нижнего положения ползуна задается номинальное усилие на внутреннем ползуне. При выборе усилия пресса для вытяжки в технической характеристике задаются допустимым усилием по внутреннему ползуну при недоходе до крайнего нижнего положения на величину (0,45—0,47 Н, где Н — общая длина хода). Обычно это усилие составляет 40 % номинального.
В табл. 11.1 указаны основные параметры прессов двойного действия.
Все узлы прессов двойного действия, за исключением исполнительных механизмов наружного и внутреннего ползунов, существенно не отличаются от аналогичных узлов универсальных кривошипных прессов. Однако станина пресса, изготовляемая, как правило, сваркой, имеет несколько большие габаритные размеры, чем станина прессов общего назначения (особенно по высоте). В некоторых прессах предусматривают выдвижные столы для сокращения времени наладки пресса.
В траверсе при обычном исполнении конструкции с верхним расположением кривошипов устанавливают привод пресса, который может быть открытым, закрытым и комбинированным.
Если прессы двойного действия тихоходные, в системе привода предусматривают три (для прессов небольших и средних усилий) 156
Таблица 11.1
Параметры прессов двойного действия
Пресса Усилия на ползуне, кН Число ходов в минуту Ход внутреннего, ползуна, мм гост
внутреннем наружном
Однокривошипные: открытые 63—1 000 40—630 90—28 80—300 9408—77
закрытые 630—8 000 400—5 000 20—7 420—1 060 7639—75
Двухкривошип- 1 000—6 300 1 000— 14—6 420—1 060 8247—70
иые закрытые Четырехкриво- 4 000— 10 000 4 000— 11—5 800—1 250 16267—70
шипные закрытые 16 000 10 000
и четыре ступени передачи (для прессов больших усилий). Первая ступень, как обычно, имеет клиноременную передачу, последующие — зубчатые передачи. Характерной особенностью конструкции зубчатого привода однокривошипных прессов двойного действия является обязательное двустороннее исполнение последней зубчатой передачи (в данном случае третьей), а иногда и предпоследней. Двусторонние зубчатые передачи на последних ступенях применяют, как правило, в двух- и четырехкривошипных прессах. В случае закрытого привода в траверсе подвергают герметизации не только зубчатые передачи, но и рычажную систему привода наружного ползуна. Это обстоятельство существенно усложняет конструкцию траверсы и увеличивает высоту пресса в целом, габаритные размеры его верхней части, а также металлоемкость пресса.
В большинстве случаев предпочтительным считают комбинированный привод, где лишь быстроходные зубчатые передачи, размещаемые консольно, герметизируют в отдельной масляной ванне, укрепленной к траверсе. Иногда для уменьшения высоты пресса вал, на котором вращается маховик с муфтой, устанавливают не наверху, а сбоку траверсы.
Достаточно широко применяют и открытый зубчатый привод. Своеобразна и типовая конструкция кривошипа в прессах двойного действия. Так как величина хода внутреннего ползуна достаточно большая, коленчатый вал в обычном исполнении получается слишком громоздким. В связи с этим в современных прессах используют кривошип, закрепленный на зубчатых колесах, при этом одно из двух зубчатых колес отливают вместе с мотылевой шейкой или два колеса собирают на осях и соединяют запрессовываемым в них пальцем — кривошипом.
При этом коэффициент длины шатуна составляет 0,2—0,3, а при закрытом размещении привода и кривошипного механизма его величина принимается до 0,45.
157
Чтобы обеспечить синхронную связь при работе наружного и внутреннего ползунов, последнюю пару зубчатых колес устанавливают на вал на шпонке, а на консолях вала укрепляют ведущие кривошипы привода наружного ползуна. Последнее характерно только для' однокривошипных прессов. В двух- и четырехкривошипных прессах, как правило, используют кривошипы, устанавливаемые между опорами привода. Определенные особенности имеет и конструкция направляющих внутреннего ползуна. Направляющие клинья размещают во внутренней полости наружного ползуна; регулировочные элементы (прижимная резьбовая втулка, отжимные болты и крепежные болты) — в доступном для обслуживания месте на наружном ползуне.
11.3. ПРИВОД НАРУЖНОГО ПОЛЗУНА
Привод наружного ползуна должен обеспечивать его перемещения в пределах заданной длины хода и выстой в нижнем положении в пределах 70—120° угла поворота кривошипа внутреннего ползуна. При перемещении и выстаивании ползуна привод должен воспринимать все нагрузки, возникающие в связи с преодолением полезного сопротивления деформации, а также при прижиме фланца формуемой детали. Должна быть предусмотрена также возможность вырубки при номинальном усилии и недоходе, определяемом технической характеристикой узла наружного ползуна. В последнее время требования автоматизации процесса штамповки выдвинули еще одно условие к циклу движения наружного ползуна — определенное время выстаивания в верхнем положении для срабатывания механизмов подачи и удаления.
Механизмы привода показаны на рис. 11.1. Кулачковый привод на рис. 11.1, а является наиболее простым, однако такой привод может быть применен лишь в прессах небольших усилий, поскольку это усилие воспринимается в месте контакта кулачка с роликом по прямой линии. Наиболее целесообразен этот привод в открытых прессах двойного действия.
В однокривошипных закрытых прессах применяют восьмизвенный кривошипно-рычажный механизм с ползушкцй (рис. 11.1,6 или 11.1, в). Так как ползун обычно подвешивают на четырех точках, два таких механизма устанавливают на передней и задней или на боковых сторонах станины пресса. Механизм на рис. 11.1, б может быть выполнен с кулачками для привода ползушки вместо привода ее от кривошипа.
Восьмизвенные кривошипно-рычажные механизмы на рис. Н.1, г, д применяют в двух- и четырехкривошипных прессах, а также при симметричном расположении механизмов для приведения в движение четырех точек подвеса ползуна. Иногда для увеличения угла выстоя применяют и .десятизвенные механизмы аналогичного типа. Следует отметить, что в двух- и четырехкривошипных прессах в качестве ведущего элемента привода наружного 158
Рис. 11.1. Схемы механизмов привода наружного ползуна
ползуна часто используется один кривошип исполнительного механизма, с которым связаны два шатуна. Один из шатунов соединен с механизмом привода наружного ползуна, а другой — с приводом внутреннего ползуна.
Все описываемые механизмы не обеспечивают идеальной неподвижности ползуна во время выстоя. Теоретически ползун колеблется во время выстоя, совершая два-три отхода от крайнего нижнего положения на величину 0,03—0,05 мм. В действительности ползун остается неподвижным, а изменяется упругая деформация звеньев, на которые опирается ползун во время выстоя. Изменение упругой деформации влечет за собой колебание усилия прижима. Для уменьшения этих колебаний важно, чтобы звенья механизма имели достаточно высокую податливость при необходимой прочности.
На рис. 11.2 показаны совмещенные графики движения наружного и внутреннего ползунов одного из прессов двойного действия за цикл. На рисунке показаны характерные положения ползунов при перемещении. Положение останова пресса не совпадает с углом поворота кривошипа а = 180°, а соответствует а = 190°. При этом достигается наибольшая штамповая высота, что расширяет технологические возможности пресса. Легко проследить, что при а = 180° или при другой величине угла штамповая высота уменьшается за счет опускания одного из ползунов. Однако это
159
Угол
Рис. 11.2. Совмещенные кривые перемещений наружного (/) и внутреннего (2) ползунов за цикл
не значит, что положение // останова совпадает с верхним положением наружного ползуна; его верхнее положение / соответствует углу поворота кривошипа 220°. Разность углов, соответствующих крайним верхним положениям / и III обоих ползунов, называется углом опережения и составляет обычно 25—50°. Этот угол получается произвольно при синтезе работоспособного механизма, и поэтому каких-дибо особых требований к его величине не предъявляют. Из рассмотрения графиков видно, что наружный ползун приходит в нижнее положение раньше внутреннего (положение IV). Часть хода внутреннего ползуна после начала вы-етоя может быть использована в качестве рабочего хода при вытяжке. Выстой начинается при угле поворота кривошипа 75—90°. После совершения рабочего хода наружный ползун продолжает некоторое время (при повороте кривошипа на угол 10—20°) оставаться неподвижным, что необходимо для отделения вытянутой детали от пуансона. Таким образом, общий угол выстоя наружного ползуна соответствует 100—115° поворота кривошипа внутреннего ползуна. Во время выстоя наряду с положениями ползуна IV, VI, VIII наблюдаются положения V и VII наружного ползуна, когда он отходит от нижней точки. После этого оба ползуна возвращаются в исходное положение и останавливаются.
При конструировании механизма привода наружного ползуна вначале в зависимости от компоновки пресса выбирают тип и основные размеры механизма, обусловливающие положение неподвижных точек подвеса рычагов. Затем, задаваясь углом выстоя, допустимым теоретическим отходом ползуна от нижней 160
Рис. 11.3. Конструкция подзсски наружного и внутреннего ползунов пресса двойного действия
точки (0,03—0,05 мм) и допустимыми углами передачи для звеньев механизма, выбирают размеры отдельных элементов.
В последнее время в прессах двойного действия стали применять механизмы, в которых остановка наружного ползуна обеспечивается за счет подбора шатунной кривой, близкой к окружности. По этой траектории двигается шарнир звена во время остановки.
Отметим особенности конструкции подвески наружного ползуна. Иногда по технологическим условиям необходимо создавать неравномерный прижим по периметру фланца вытягиваемой детали. В связи с этим ползун подвешивают на четырех точках, каждая из которых имеет свою индивидуальную регулировку с помощью резьбовой пары (рис. 11.3). Поскольку регулировка должна быть достаточно тонкой, регулировочные гайки имеют нониусную шкалу и фиксирующие хомутики, предохраняющие гайки от поворота после наладки. Регулировку осуществляют вручную, а в средних и крупных прессах предусматривают индивидуальный электропривод для каждой точки, который может работать синхронно со всеми остальными точками подвеса и отдельно от них, что существенно облегчает наладку и сокращает время простоев. Крупные прессы снабжаются в точках подвеса гидроподушками, которые служат, с одной стороны, регуляторами
6 А. Н. Банкетов и др.
161
усилия в каждой точке, а с другой — предохранителями по усилию.
При расчете пресса двойного действия необходимо учитывать, что его станина воспринимает суммарное усилие, складывающееся из номинальных усилий по наружному и внутреннему ползунам. За расчетное положение механизма наружного ползуна принимается положение на расстоянии 12 мм от крайнего нижнего положения. Для указанного положения строят план сил, при этом исходят из допущения действия номинального усилия.
Потребление энергии в системе наружного ползуна определяют по величине работы деформации, увеличенной на 20—30 % (см. гл. 7).
11.4. ПОВЫШЕНИЕ БЫСТРОХОДНОСТИ ПРЕССОВ ДВОЙНОГО ДЕЙСТВИЯ
Малое число ходов прессов двойного действия является их существенным недостатком. Это снижает производительность и затрудняет компоновку автоматических поточных линий, поскольку в линии необходимо на один пресс, вырубающий заготовки, ставить два вытяжных крупногабаритных пресса.
В связи с этим важной проблемой стало создание таких прессов двойного действия, у которых при тех же значениях скорости в период рабочего хода было примерно в 2 раза большее число ходов ползуна в минуту.
Очевидно, эта задача может быть решена уменьшением приблизительно в 3 раза затрат времени на перемещение на участке холостого хода (обратный ход и подход). Указанные затраты времени могут быть уменьшены с помощью ускорительных элементов, включаемых в зубчатый привод пресса, или специального исполнительного механизма, которому присущи характерное изменение скорости, внутреннего ползуна.
Применение специальных типов привода с двумя муфтами, осуществляющими переключение соединения кривошипа с ускоренной ступени на обычную и обратно, не дало положительных результатов, так как на переключение муфт требуется довольно много времени, причем переключению сопутствуют большие потери энергии.
Более успешным оказалось применение исполнительных механизмов усложненной кинематической цепью.
На рис. 11.4 показаны некоторые схемы этих механизмов. Для всех них характерно то, что ход вниз совершается при угле поворота кривошипа 210—220 °, а ход вверх — на оставшейся части цикла. Кроме того, определенная часть хода вниз совершается при пониженной скорости. Применение таких механизмов позволило решать задачу встраивания прессов двойного действия в автоматическую поточную линию. Увеличение числа ходов рационально в данном случае лишь при автоматизации подачи и удаления, при этом привод автоматических устройств от пресса дает 162
Рис. 11.4. Схемы механизмов внутреннего ползуна (с уменьшением скорости на участке рабочего хода)
возможность обеспечить производительность 14—18 деталей в минуту и работать без выключения муфты — последовательными ходами. Самостоятельный привод автоматических устройств требует выстоя ползунов в верхнем положении и, следовательно, выключения муфты, что снижает производительность.
Однако усложнение кинематической цепи исполнительного механизма неизбежно приводит к усложнению пресса в целом, поэтому такое решение целесообразно лишь при обеспечении автоматического обслуживания.
11.5. СПЕЦИАЛЬНЫЕ ВЫТЯЖНЫЕ ПРЕССЫ
Для вытяжки гильз и других изделий большой высоты применяют прессы простого действия, у которых исполнительный механизм имеет довольно сложную кинематическую схему, определяющую рациональное изменение скорости ползуна. Во время рабочего хода скорость ползуна снижается и остается в этот период почти постоянной, при холостом ходе скорость ползуна повышается, причем на обратный ход затрачивается меньше половины времени цикла.
Схема одного из механизмов вытяжного пресса показана на рис. 11.5. Это кривошипно-шарнирный семизвенный механизм, имеющий два кривошипа, синхронность работы которых обеспечивается зубчатым зацеплением. Обычно величина хода ползуна здесь составляет 3,67?. В области рабочих ходов скорость ползуна почти постоянна (рис. 11.5), затем она быстро падает до 0, при этом обратный ход ползуна совершается приблизительно за V3 цикла. Прессы с описываемыми механизмами выпускают усилием 100—500 кН при длине хода 200—500 мм и числе ходов 100—40 в минуту. Недостатки описываемых прессов заключаются в малой жесткости исполнительного механизма, больших его размерах
6*
163
Рис. 11.5. Схема семизвенного (кривошипно-шарнирного) механизма пресса для глубокой вытяжки:
а « схема; б — характер изменения скорости ползуна для пресса усилием 500 кН (50 тс) при длине хода 350 мм и числе ходов 40 в минуту
по высоте, значительных потерях на трение. Это не дает возможности применять такой механизм в прессах с большим номинальным усилием.
Более удачна конструкция двухкривошипного механизма вытяжного пресса или так называемого механизма для выравнивания хода (рис. 11.6,а). В этом механизме кривошип коленчатого вала гк является ведомым звеном шарнирного четырехзвенника Rlre, и совершает полный оборот. Скорость его вращения, конечно, неравномерна, что обусловливает соответствующее изменение и скорости ползуна, с которым кривошип связан шатуном L. Конструкция такого механизма весьма компактна.
Скорость ползуна во время рабочего хода (рис. 11.6, б) здесь изменяется более равномерно, чем в описанном выше механизме. Прессы с таким исполнительным механизмом изготовляют усилием 1—5 МН (100—500 тс), длиной хода 300—800 мм и числом ходов 16—5 в минуту.
Рис. 11.6. Двухкривошипный механизм пресса для глубокой вытяжки: а кинематическая схема; б характер изменения кривых перемещения (/) и ско* рости (2) за цикл
164
Глава 12
кривошипные ножницы
12.1. КЛАССИФИКАЦИЯ И НАЗНАЧЕНИЕ
Кривошипные ножницы относятся к оборудованию, предназначенному для разделительных операций и являются основным технологическим оборудованием для резки листа, проката, труб и скрапа. Известны и другие способы резки. Огневой способ резки достаточно производителен, однако не обеспечивает чистоты кромок; резка на дисковых пилах, хотя и дает хорошую точность и чистоту реза, но малопроизводительна. Ломку на холодноломах применяют для получения заготовок крупных сечений. К недостаткам этого процесса можно отнести дополнительные затраты времени на предварительную разметку и операцию надрезки. Резка с помощью лазеров еще не получила применения в промышленности. С помощью излучения лазера можно выполнять отверстия в наиболее твердых и хрупких материалах. Для обработки твердых материалов применяют резку ультразвуком. Производительность этого метода небольшая.
Кривошипные ножницы можно подразделить на ножницы с одним и с двумя кривошипами (соответственно ножницы одно-кривошипные и двухкривошипные). Ножницы листовые с наклонным ножом являются двухкривошипными. Остальные ножницы относятся к однокривошипным. Это высечные (листовые) ножницы, ножницы для резки заготовок (обычной и повышенной точности), аллигаторные ножницы (резка скрапа). Комбинированные пресс-ножницы имеют три исполнительных механизма и служат для резки сортового проката, листов, полос, а также для пробивки отверстий. Для резки труб используют специальные ножницы.
12.2. НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТА
Для резки листа применяют ножницы с параллельными ножами, с наклонным ножом и высечные. Резка на кривошипных ножницах, как правило, прямолинейная, но может быть под разными углами к краям листа и не под прямым углом к поверхности листа. Последнее используют для подготовки кромок листа под сварку.
Криволинейную резку производят лишь на одном виде кривошипных ножниц — высечных. Как правило, для получения криволинейной линии реза используют дисковые ножницы, которые рассмотрены в разделе машин ротационного типа.
В настоящее время ножницы для резки листа с параллельными ножами почти не применяют ввиду больших потребных для резки усилий. Среди ножниц с наклонным ножом имеется ряд конструктивных разновидностей. Так, для получения среза под углом
165
(под сварку) выпускают ножницы с перемещением подвижного ножа не по прямой, а по дуге окружности. Однако основным типом этого оборудования являются ножницы, у которых подвижной нож перемещается прямолинейно.
Ножницы с наклонным ножом. Для резки листа небольшой толщины ножницы с наклонным ножом выполняют с нижним расположением привода.. При этом они могут быть с толкающими и тянущими шатунами. Кроме резки листового металла на полосы ножницы могут обрезать кромки листов после прокатки. Продольную резку осуществляют, используя вылет станины ножниц, рядом повторных резов и одновременным продвижением листа вдоль стола. Поперечную резку производят по разметке или без нее при помощи упоров. Ножницы с наклонным ножом могут быть использованы для разрезки рулонной стали на карты. Для оптимизации раскроя листов на карты применяют различные методы и в том числе с привлечением ЭВМ. При автоматизации процесса резки листов на карты возможно, применение программного управления.
Привод ножевой балки (к которой крепят подвижной нож} может быть кривошипным и кривошипно-коленным. Последний применяют в конструкциях ножниц, в которых предусмотрена регулировка угла наклона верхнего ножа ножниц к горизонтали. В этом случае ножевая балка имеет лишь центральную направляющую, а основные направляющие, расположенные по бокам, служат для восприятия усилий, действующих в- направлении, перпендикулярном к плоскости, в которой перемещается ножевая балка, и не ограничивают перемещение балки в плоскости ее движения. Применение такой схемы может быть рационально для единичного производства, где на одних ножницах производят резку листов самой различной толщины. В серийном производстве, где диапазон толщин листов-, разрезаемых на тех или иных ножницах, небольшой, рациональнее применять кривошипный привод, который и используют в ножницах, изготовляемых в СССР. Причем для листов толщиной 6—25 мм верхнее положение привода сочетается с применением тянущих шатунов и. червячного редуктора в приводе (рис. 12.1). Червячный редуктор компактен и обеспечивает бесшумность работы . нринода. Эти ножницы применяют для раскроя листового металла на полосы и карты в заготовительных цехах машиностроительных заводов, в цехах металлоконструкций и сварочно-сборочных по производству изделий из тожтолиетового металла. Кинематическая схема подобных ножниц приведена на рис. 12.2. От электродвигателя 1 (мощность 26 кВт, частота вращения 1350 об»'мин) кливоремемная передача 2 передает вращение маховику 3, укрепленному консольно на валу червяка 4. Червячиое колесо 6, свободно сидящее иа коленчатом валу 7, жестко связано с венцом фрикционной муфты 5. Коленчатый вал- имеет два эксцентрика 8> для привода шатунов 1’0 ножевой балки 9; кулачок 11 для- привода насоса, 166
Рис. 12.1. Ножницы с наклонным ножом для резки листового металла
питающего жидкостью высокого давления механизма прижима; тормоз 12. На кинематической схеме изображены задний упор 13 и его привод. Работа на ножницах происходит следующим образом. По столу, снабженному шаровыми опорами, лист подается до заднего упора. Затем производят нажатие кнопки «Пуск», тормоз выключается, муфта включается, наконечники гидравлических прижимов опускаются до соприкосновения с листом и зажимают лист. Движущаяся ножевая балка производит резку. После разрезания листа прижимы под действием пружин возвра-
Рнс. 12.2. Кинематическая схема ножниц Н482
167
щаются в исходное положение, муфта выключается и включается тормоз, ножевая балка останавливается в верхнем положении. Имеется специальный механизм для отвода заднего упора в момент резки. Этот механизм позволяет избежать заклинивания отрезаемой полосы, находящейся между нижним ножом и задним упором. Ножевая балка перемещается не в вертикальной плоскости, а под некоторым углом к ней, что дает возможность применять ножи прямоугольной формы с прямоугольными режущими кромками и использовать последовательно все четыре кромки. Ножевая балка имеет два пневматических уравновешивателя, цилиндры которых видны на рис. 12.1 (над балкой).
Описанная конструкция ножниц является типовой и используется для агрегатного ряда ножниц, выпускаемых Азовским заводом кузнечно-прессового оборудования. Основные параметры ножниц с наклонным ножом для резки листового металла толщиной 1—60 мм регламентирует ГОСТ 6282—76 (число ходов ножевой балки 100—10 в минуту). Ножницы (рис. 12.2) имеют регулировку положения ножевой балки по высоте с помощью эксцентриковых пальцев. Зазор между ножами регулируют перемещением стола.
Ножницы для резки листов толщиной 12,5 мм и меньше не имеют регулировки положения ножевой балки, вместо фрикционной муфты снабжены муфтой с поворотной шпонкой, вместо червячной передачи — цилиндрическими зубчатыми передачами, вместо отдельных прижимов с гидравлическим приводом — общей жесткой прижимной балкой с механическим приводом. Недостаток механического жесткого прижима — большая неравномерность усилия прижима по длине ножевой балки. Некоторые ножницы имеют фрикционные предохранители, выполняемые в маховике (см. рис. 4.9).
Расчет ножниц. Для. правильной загрузки ножниц необходимо подсчитать усилие резки, МН, по следующей формуле:
Рр = 0,6АюД-£- Г1 -j---* ;3- + ЦВД , (12.1)
р ’ в °tg <р L овд2л + юбь/3 1 б6 .1 ’ '
где k коэффициент затупления ножей, принимаемый при ов < 1000 МПа — 1,2, 1000 < ов 1500 — 1,5 и ов > 1500 МПа— 2. ов — предел прочности материала, МПа; t — толщина разрезаемого материала, м; ф — угол наклона ножа, рад; 65 — относительное удлинение короткого стандартного образца при растяжении; А — зазор между ножами, м; h — расстояние от режущей кромки ножа до оси прижима, м.
Ножницы с наклонным ножом могут работать в режиме одиночных ходов и в автоматическом режиме и испытывать при этом часто повторяющиеся ударные нагрузки (в начале реза при встрече ножевой балки с листом и при ударной разгрузке в конце реза). Небрежная эксплуатация ножниц приводит к их перегрузкам. Перегрузки могут возникать из-за систематической загрузки 168
ножниц листами, толщина которых превышает номинальную для данных ножниЦ, использования металла с механическими свойствами выше проектных или при работе ножами, затупленными или выкрошившимися на отдельных участках.
Одиночные перегрузки возникают при случайной загрузке ножниц листовым металлом с повышенными механическими свойствами или увеличенной против заданной технической характеристикой толщиной листа или при ударе одного ножа другим, что может произойти в результате нарушения зазора между ними. Наконец, одиночные перегрузки могут возникнуть при затягивании листов между ножами (при резке тонких листов).
. Часто перегрузка ножниц приводит к аварии. Наблюдались поломки шатунов, зубчатых колес, частей столов и ножевых балок, тяг уравновешивателей, подшипников и других деталей. Необходимо учитывать действительное распределение нагрузки и усилий по .элементам ножниц. Требования, предъявляемые к точности отрезки полос, листов, обусловливают жесткость ножниц, характеризующуюся величиной деформации ножевой балки и станины при работе ножниц. На точность резк*и большое влияние оказывает величина, зазора между ножами в процессе резки. Особенностью кривошипных ножниц различных моделей является возможность использования для привода ножевой балки дезаксиального кривошипно-ползунного механизма с рабочим углом до 120° (угол поворота кривошипа под нагрузкой). В табл. 12.1 приведены наиболее часто встречающиеся схемы основного исполнительного механизма ножниц и формулы для определения приведенного относительного крутящего момента тк.
Поскольку в процессе отрезки точка приложения усилия перемещается вдоль кромки нижнего ножа, то при расчете принимают во внимание два случая: приложение усилия резки в середине стола и пОд одним из шатунов. Ножницы рассчитывают исходя из временного сопротивления разрезаемого материала ов = = 500 МПа. Усилие резки подсчитывают по формуле (12.1). Для отдельных типоразмеров ножниц номинальное усилие выбирают с некоторым превышением исходя из дальнейшей унификации приводов ножниц, применяемых для резки листов различной толщины и ширины. Для каждой номинальной толщины листа ГОСТ 6282—76 предусматривает изготовление двух-трех модификаций ножниц. С изменением ширины листа и пролета между стойками изменяется и величина хода ножевой балки. Удельные усилия в направляющих проверяют (при приложении нагрузки под одним из шатунов в момент начала резки) по методике, изложенной в гл. 2. Там же приведены нормы допускаемых удельных усилий. Затем рассчитывают ножевую балку на прочность и жесткость. На рис. 12.3 показаны поперечное сечение ножевой балки и ее направляющие. К торцу ножа приложены два усилия: отрезки Рр и распора Т = 0,25Рр. Последнюю величину принимают несколько завышенной (увеличение усилия распора ухуд-
169
Таблица 12.1
Тип привода ножевой балки и формулы для расчета относительного крутящего момента
Привод ножевой балки
Верхний
Нижний
обычный с толкающими шатунами
с тянущими шатунами
с тянущими шатунами
тк — тк + тк (^ = е — е/^
т': - я (^Sln а + 4- -у .sm 2а \;
™к =
= / [(1±^)гл + тс + Ло1
тк = sin + а - ’
tub р
«к =—Ц- |(1±?4* ** ***% + V, +г„1 к COS [3 А Л 1 01,
где р = arcsin [s — X. sin (а — ,u)],
s р = arcsin ------—
m® = sin (a -f-
K cos fj K 1
+ m — p);
m- = *
±^)"* <a + 4j +
+ rol>
где p = arcsin [e +
+ X. (sin a + p)]
a — угол поворота кривошипа, отсчитываемый против его вращения от крайнего иоложени-я; р — угол, определяющий положение кривошипа относительно вертикали при нижнем положении ножевой балки,
* Знак «—» при а = 904-180°.
** Знак «+» при а > 90° + р + (3.
*** Знак «+» при а > 90° + р.
170
Рис, 12.31. Поперечное сечение ножевой балки
шает условия работы ножевой балки). При резке с нормальными зааорами усилие распора Т обычно не превышает 0,27%.
При расчете на изгиб принимают, что ножевая балка свободно оперта и имеет пролет (для силы Рр).„ равный расстоянию между осями шатунов (между точками подвеса ножевой балки). За пролет в горизонтальной плоскости (от силы Т)
принимают расстояние между направляющими.
Крутящий момент относительно оси кручения 02 (см. рис. 12.3)
< = 4 \Т (Св + Гн/6) ± Рр (хг - Сг)1, (12.2)
где xF. = (sin р + cos р sin у' + /), f — коэффициент трения скольжения в цапфе шатуна. Напряжение кручения для незамкнутых. (открытых) сечений
т = (12.3)
где k' = 1 для сечений типа уголков, k = 1,2 для сечений типа двутавра и k = 1,1 для сечений типа швеллеров; 6тах — наибольшая из толщин ф, составляющих сечение; bt — ширина элемента толщиной б;.
Напряжение кручения для замкнутых сечений
1 = 2We/(2f *§га1п>, . (12.4)
где F* — удаоеаная площадь, ограниченная средней линией контура сечения;. йт4п.— минимальная толщина листа замкнутого сечения.
Пр® расчете деформации ножевой балки в горизонтальной плоскости кроме изгиба балки иод действием распорного усилия Т определяют и составляющую деформации от момента Мо (см. рис. 112.3):
г _ / Т'Н । р X /19
/г—2' тЧ1) 2G/p ’ (12.5)
где ft.— дополнительный прогиб ножевой балки от крутящего момента; А — расстояние между осями направляющих; G — модуль сдвига; 1Р — полярный момент инерции сечения.
171
Таблица 12.1
Тип привода «ожевой балки и формулы для расчета относительного крутящего момента
Привод ножевой балки
Нижний
ющими шатунами
с тянущими
с тянущими шатунами
тк — + mfK (X = R/L; е = e/L)
а — угол поворота кривошипа, отсчитываемый против его вращения от крайнего положения; р — угол, определяющий положение кривошипа относительно вертикали при нижнем положении ножевой балки,
* Знак «—» при а = 90д-180э.
** Знак «+» при а > 90° 4- р + р.
•** Знак при а > 9(Г -д р.
170
Рис. 12.3. Поперечное сечение ножевой балки
шает условия работы ножевой балки). При резке с нормальными зазорами усилие распора Т обычно не превышает 0,2Рр.
При расчете на изгиб принимают, что ножевая балка свободно оперта и имеет пролет (для силы Рр), равный расстоянию между осями шатунов (между точками подвеса ножевой балки). За пролет в горизонтальной плоскости (от силы Т)
принимают расстояние между направляющими.
Крутящий момент относительно оси кручения О2 (см. рис. 12.3)
Мо = 4\Т (С« + L- 6) ± Рр (ХГ - Cr)l, (12.2)
где х,. = гн (sin |3 + cos |3 sin у' + /), f — коэффициент трения скольжения в цапфе шатуна. Напряжение кручения для незамкнутых (открытых) сечений
т = ЗММ№ (12.3)
где k’ — 1 для сечений типа уголков, k = 1,2 для сечений типа двутавра и k = 1,1 для сечений типа швеллеров; 6шах — наибольшая из толщин б,-, составляющих сечение; bt — ширина элемента толщиной бг.
Напряжение кручения для замкнутых сечений
T=<(2F*6min), . (12.4)
где F* — удвоенная площадь, ограниченная средней линией контура сечения;. 6rain — минимальная толщина листа замкнутого сечения.
Пр'И расчете деформации ножевой балки в горизонтальной плоскости кроме изгиба балки под действием распорного усилия Т определяют и составляющую деформации от момента Л40 (см. рис. 12.3):
где fr — дополнительный прогиб ножевой балки от крутящего момента; А — расстояние между осями направляющих; G — модуль сдвига; /р — полярный момент инерции сечения.
171
Допускаемая деформация в горизонтальной плоскости
[М = //26, (12.6)
где t —- толщина листа.
Шатуны ножниц рассчитывают исходя из передачи каждым шатуном полного номинального усилия по формулам, приведенным в работе U31. Ножницы с нижним приводом имеют форму шатунов (см. рис. 2.10, а). Напряжения в опасном сечении /—I этих шатунов определяют по формуле
= Рлв/(аН) ± 6PABckB/(ah2). (12.7)
Ниже приведены значения коэффициента kB в зависимости от R0/h (см. рис. 2.10):
. 0,6 0,7 0,8 0,9 1,0 2 3 4 5
/г '
йв.............. 2,9 2,1 1,8 1,6 1,5 1,2 1,1 1,4 1,1
Расчет многоопорных конструкций двухкривошипных валов ведут по разрезной схеме, рассматривая каждую из двух частей вала как одноколенчатый двухопорный вал. Из-за больших осевых усилий, возникающих на червяке червячной передачи, особое внимание следует уделить выбору его подшипников. Их ры-бирают по эквивалентной нагрузке. Наиболее рационально применять радиально-упорные подшипники, так как упорные подшипники имеют слишком большие размеры по оси вала. Многие ножницы для листового металла имеют механический привод прижимной балки, а прижимную балку сплошную, жесткую. Жесткая прижимная балка не может обеспечить равномерного распределения усилия прижима по длине балки. В таком приводе наблюдаются частые поломки пружин. Поэтому при модернизации указанного узла рекомендуется использовать отдельно подпружиненные прижимы или применять отдельные гидравлические прижимы. В гидравлическом приводе прижимов наиболее уязвимым местом является втулка ролика поршня насОса. Ролик получает перемещение от кулачка //, расположенного на коленчатом валу (см. рис. 12.2). Допускаемые удельные усилия на контактных поверхностях роликов [q 1 s: 150 МПа.
Станину ножниц рассчитывают, как и ножевую балку, для двух случаев приложения усилия резки: в середине пролета между стойками и под одним из шатунов. В первом случае проверяют жесткость и прочность стола и траверсы ножниц. Во втором случае проверяют прочность и жесткость стоек, считая, что полное усилие резки (номинальное усилие) приложено в среднем сечении стойки. При расчете стойки принимают, что на нее действует полное усилие резки Рр и половина усилия прижима (Q/2). При -определении деформации стойки используют схему, представленную на рис. 12.4, а. Длина стойки /р выбирается по формуле
/P = L-2ДЛ = Л-2фН, (12.8)
172
- Рис. 12.4. Выбор расчетной длины стойки:
а схема для выбора рамы; б — к зависимости расчетной длины стойки от соотношения размеров элементов рамы
где ф — коэффициент, принимаемый по графику (рис. 12.4, 6) в зависимости от отношения HIL (рис. 12.4, а).
На рис. 12.5 показан эскиз стола 1 и траверсы 2 ножниц с приложенными к ним нагрузками. Принимают, что вертикальные усилия Рр воспринимаются только траверсой, а горизонтальные усилия распора Т — только столом. Напряжения в столе и траверсе определяют по обычным формулам сопротивления материалов, а деформацию траверсы в ее плоскости — по формуле
+ С'2»
Действительная деформация траверсы /д = frx}x2 (хх и х2 — поправочные коэффициенты, рис. 12.6).
Некоторые особенности ч^меет конструирование уравновеши-вателей ножевой балки. Силовой . анализ хода вниз и вверх (рис. 12.7) ножевой балки позволяет выбрать точку подвеса урав-новешивателей
а = (Gb + PabP)!Pu,
(12.10)
где
Ру = (Рав cos р + G cos у)/ cos 0.
Рис. 12.5. Эскиз стола и траверсы ножниц и действующие нагрузки
173
S)
Рис. 12.6. Поправочные коэффициенты к подсчету деформации траверсы: а Xi — от величины уступов; б х2 от угла скоса
Рис. 12.7. Силы и моменты, действующие на ножевую балку: а при ходе вниз; б — при ходе вверх
174
Высечные ножницы. Кроме резки и обрезки края ножницы могут быть использованы для вырезки различных фигур. Для вырезки кругов и колец применяют специальные центрирующие устройства. Высечные ножницы можно применять для отбортовки, рифления, формовки. Ножницы широко применяют в металлообрабатывающей промышленности и в других отраслях промышленности для обрезки картона, вулканизированной резины и других материалов.
Привод ножниц (рис. 12.8) осуществляется от индивидуального электродвигателя посредством клиноременной передачи, шкив, которой укреплен на коленчатом валу. Включение ножниц кнопочное, пуск и останов осуществляют электродвигателем.
На рис. 12.8, б показана схема основного рабочего механизма коленчатого вала с приводом. Коленчатый вал вращается в роликовых подшипниках, на его конце укреплен шкив, имеющий две ступеньки (два диаметра), что позволяет изменять число ходов ползуна. Шатунный роликовый подшипник установлен на эксцентриковой втулке, поворот которой позволяет изменять высоту штампового пространства. В других конструкциях изменение
штампового пространства производят смещением эксцентриковой втулки вдоль оси коленчатого вала. Ползуны высечных ножниц снаб- ' жают пружинными уравно-вешивателями. Механизм и двигатель укреплены на коробчатой Сообразной станине, сваренной из листов.
Рис. 12.8. Высечные ножницы мод. Н532 для обработки листового металла толщиной 2,5 мм:
а — общий вид; б —- привод основного рабочего механизма? 1 уравновешивающая пружина
175
• Усилие резки определяется цо формуле
Рр= 0,7. овб5-^-(1+-’6xtg<p ). (12.11)
. Обозначения те же, что и в формуле (12.1). Выбор ножниц производят по толщине листа при резке, начиная с края листа. В случае работы с врезанием (не с края листа) возможная для обработки толщина листа уменьшается в 1,6 раза. Используя обычные формулы (1.24) (1.25), определяют график крутящих моментов на коленчатом валу, а по нему рассчитывают и необходимую мощность двигателя. Расчеты на прочность ведут, как для других кривошипных машин.
Высечные ножницы, выпускаемые в СССР, имеют номинальные усилия 8—50 кН (для материала толщиной 2,5—6,3 мм), длину хода ножа 5,5—10 мм и число ходов от 145Q—940 до 860—510 в минуту. Основные параметры ножниц определяются ГОСТ 16829—71.
12.3. КОМБИНИРОВАННЫЕ НОЖНИЦЫ и пресс-ножницы, ножницы для резки ЗАГОТОВОК
Комбинированные ножницы. Для резки листового, сортового и фасонного проката, а также производства зарубок применяют комбинированные ножницы. Комбинированные ножницы называют пресс-ножницами, если они имеют дыропробивной пресс. На рис. 12.9, а показаны комбинированные пресс-ножницы, а на рис. 12.9,6—их кинематическая схема. Пресс-ножницы состоят из трех основных механизмов: 1 — для резки листа; 2 — дЛя резки сортового металла и 3 — пресса для пробивки отверстий. Все эти механизмы смонтированы на одной станине и имеют общий привод. Механизм управления ползуном сортовых и листовых ножниц рычажный, управление дыропробивным прессом рычажное или педальное. Основные параметры комбинированных пресс-ножниц регламентирует ГОСТ 7355 — 77. Толщина разрезаемых листов 10—32 мм, диаметр отрезаемого круга 36— 75 мм, сторона квадрата 32—65 мм, число ходов в минуту 66—28. Резка на ножницах является самым экономичным способом разделки проката на заготовки. При резке важно (во избежание двойного среза), чтобы глубина внедрения ножей в металл не превышала Ч4 высоты разрезаемого сечения, особенно в случае резки высокопластичных металлов или заготовок, подогретых до высокой температуры. Чтобы предотвратить образование трещин на торцах (вследствие хрупкости некоторых сталей), прибегают к подогреву заготовок. Вхолодную режут углеродистые стали, содержащие до 0,5 % углерода, с <тв = 700-4-780 МПа. На качество реза влияет и скорость внедрения ножей в металл, для углероди
176
стых сталей предпочтительнее повышенная скорость, а для леги-ровочных сталей пониженная. В связи с этим новые конструкции ножниц рационально снабжать двухскоростными электродвигателями.
Сортовые ножницы. Это ножницы закрытого типа с приводом от обычного кривошипно-ползунного механизма (рис. 12.10, а). Для получения чистого среза необходимо резку производить с прижимом 1 и с поддерживателем 2 (рис. 12.10, б). Для получения торца, перпендикулярного к оси заготовки, необходимо штанги подавать под определенным углом наклона к горизонтали. Величину этого угла определяют экспериментально (он равен 3—5°). Чтобы уменьшить смятие торца, ручей ножа изготовляют с наклоном, равным наклону штанги.
Ножницы сортовые кривошипные закрытые для резки заготовок квадратного сечения до 200X200 мм изготовляют с номинальным усилием до 16 МН, параметры их регламентированы ГОСТ 8248—77. Эксперименты, проведенные по резке заготовок, показали, что значительное увеличение скорости резки (например, с применением импульсной резки с помощью взрывчатых веществ и т. п.) в ряде случаев дает очень чистую поверхность среза заготовки. В последнее время созданы конструкции ножниц с увеличенной скоростью резки.
Рис. 12.9. Комбинированные пресс-ножницы мод. НБ633: а — общий вид; б — кинематическая схема
177
Рис. 12.10. Ножницы для резки заготовок:
а общий вид; б схема резки заготовки
12.4. НОЖНИЦЫ ДЛЯ РЕЗКИ АРМАТУРЫ И СКРАПА
Арматурные ножницы. Предназначены для резки прутков арматурной стали, применяемых в желозобетонных конструкциях. На рис. 12.11, б дана кинематическая схема арматурных ножниц мод. С370 с числом ходов 35 в минуту для резки арматуры диаметром до 40 мм. Привод ножниц осуществляется от индивидуального электродвигателя через клиноременную передачу и две пары 178
прямозубых цилиндрических колес. Управление ножниц — кнопочное.
Ножницы аллигаторные скрапные. Предназначены для холодной резки скрапа, но применяют иногда и для резки проката и заготовок. На рис. .12,12 изображены аллигаторные ножницы мод. Н316 для резки квадрата со стороной 120 мм, уголка № 22, швеллера № 40 и полосы размером 30x800 мм (сгв = 500 МПа), число ходов 16 в минуту.
На рис. 12.12, б показана кинематическая схема ножниц. От электродвигателя 1 через клиноременную передачу движение передается маховику 2, а затем через двухступенчатую зубчатую передачу (цилиндрическими прямозубыми колесами) и муфту включения 3 (с поворотной шпонкой) коленчатому валу 4, от которого движение передается балансиру 5.
Параметры аллигаторных скрапных ножниц регламентирует ГОСТ 15032—78.
Рис. 12.12. Аллигаторные ножницы мод. Н316: а — общий вид; б — кинематическая схема
179
Глава 13
КУЗНЕЧНО-ШТАМПОВОЧНЫЕ АВТОМАТЫ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ
13.1. КЛАССИФИКАЦИЯ И НАЗНАЧЕНИЕ
Автоматом называется такая машина, в которой все технологические переходы, связанные с изготовлением той или иной штамповки (полуфабриката) или готовой детали, осуществляются без непосредственного участия человека, т. е. автоматически. Роль человека при обслуживании автомата сводится к выполнению следующих действий: загрузке автомата сырьем (бунтовой материал, пруток, штучная заготовка, полуфабрикаты, засыпаемые в бункер, и т. п.), наладке, смене инструмента по мере его износа или перехода на изготовление другого изделия, контролю (соответствие чертежу) и наблюдению за его работой (избежание аварийных положений), а также периодическому удалению штамповок при отсутствии их автоматического отвода. Все эти операции (за исключением наблюдения) являются внецикловыми. Совершенство автомата определяют по степени автоматизации внецик-ловых операций. Наиболее совершенный автомат тот, у которого автоматизированы и все внецикловые операции, включая смену инструмента.
Подробная классификация кузнечно-штамповочных автоматов приведена на рис. 13.1.
Среди различных типов кузнечно-штамповочных автоматов наиболее обширную группу составляют автоматы для объемной штамповки.
На этих автоматах можно изготовлять разнообразные крепежные изделия и заготовки: болты, винты, заклепки, гвозди, шарики, ролики к подшипникам качения, различные типы гаек, заготовки колец шарико-роликоподшипников и другие детали и заготовки, используемые в автотракторной, авиационной, машиностроительной и других отраслях промышленности. Эти автоматы по методу обработки подразделяют на автоматы для холодной и горячей объемной штамповки, а по технологическим возможностям на одно- и многопозиционные (по числу штамповочных матриц-позиций).
Профиле- и резьбонакатные автоматы подразделяют на три вида: с плоскими плашками, роликовые и с роликом и сегментом. Первый и третий виды накатных автоматов находят широкое применение при изготовлении различных резьбовых изделий с классом точности резьбы до 6g.
Двухроликовые автоматы применяют при накатке более точных резьб, а также различных сложных и высокоточных профилей, например червяков. Трехроликовые автоматы используют главным образом при горячей накатке глубоких резьб (желез нодорож-180
Кузнеч но-штамповочные автоматы
181
ный крепеж), требующих большой деформации стержня при накатке.
Листоштамповочные автоматы подробно разобраны в гл. 14.
Гибочные автоматы также представляют одну из наиболее обширных групп кузнечно-штамповочных автоматов. По методу обработки их подразделяют на автоматы для холодной и горячей гибки. Подробно с конструктивным исполнением каждого из видов гибочных автоматов и расчетом их основных элементов можно ознакомиться в работе [15].
Ряд универсально-гибочных автоматов характеризуется воз-можностью агрегатного набора, необходимый для той или иной технологической операции гибочных ползунов, как по их номинальному усилию, так и местоположению на станине (плите) автомата. Привод таких ползунов выполняется от центральной шестерни и позволяет осуществлять наиболее оптимальную их компоновку.
Автоматы для объемно# штамповки и листоштамповочные различного назначения относятся к кривошипным машинам.
Автоматы универсально-гибочные, шплинтовые, цешевязаль-ные и для железнодорожных противоугонов (группа гибочных автомате®), имеет «гмешанный кривошипно-кулачковый привод основных формообразующих механизмов.
Двухроликовые и трех роликовые реаьббйакатаые автоматы и резьбонакатные автоматы с роликом и сегментом, автоматы пру-жинонавивочные, для пружинных иайб отноеятея к ротацион-г ному типу кузнечно-штамповочных машин.
13.2. ОДНОПОЗИЦИОННЫЕ АВТОМАТЫ ЯЯ» Х0ЛОДИОЙ ОБЪЕМНОЙ ЩЗДМПО&КК
Одаопозициоавыё' автоматы для холодной штамповки изготовляют одноударными и двух ударными (по числу пуансонов, расположенных на ползуне). Трех ударные автоматы, ранее выпускаемые промышленностью, теперь не производят вследствие ( их низкой производительности.
Одноударные автоматы применяют главным образом при штамповке простейших заклепок и в специальном исполнении для штамповки шариков и роликов, а также гвоздей. Обрезные автоматы также относятся к однояовиционным машинам, их применяют (после высадки заготовок на двухударном автомате) для обрезки цилиндрической головки на шестигранник, а также для редуцирования стержня под резьбу. Иногда их используют для повторной высадки, например внутреннего шестигранника в винте (после предварительной высадки заготовки на двухударном автомате и операции отжига для снятия образовавшегося наклепа).
Наиболее широкое применение среди однопозиционных машин находят двухударные автоматы, как обеспечивающие достаточна
ные технологические возможности при изготовлении простейших деталей и высокую йроизводительность. Их параметры регламентированы ГОСТ 12933—79.
Ранее одыопозиционные автоматы в зависимости от длины стержня изделия выпускали с цельной и с разъемной матрицей. В настоящее время вследствие разработки надежной конструкции выталкивателя из матрицы (см. ниже), автоматы для изготовления стержневых изделий выпускают преимущественно с цельной матрицей. В эксплуатации, однако, имеется достаточно много автоматов с разъемными матрицами, которые имеют следующие особенности и присущие им недостатки в сравнении с аналогичными автоматами с цельными матрицами:
1) изделие вследствие образования заусенца под головкой и на стержне на стыке разъема матриц имеет низкое качество;
2) роль механизма отрезки выполняют высадочные матрицы, перемещающиеся в замкнутой коробке матричного блока, поэтому трудно удалить образующиеся при отрезке заготовки металлические серповидные отходы металла, что ведет к задиру плоскости, по которым перемещаются полуматрицы; для каждой дл-ины штампуемого изделия требуется свой комплект полуматриц, что усложняет наладку;
3) наличие убирающегося упора для материала лимитирует производительность автомата, так как цикловое время на его перемещение крайне ограничено.
Автоматы -с разъемной матрицей имеют следующие преимущества:
• 1) -отсутствует выталкиватель отштампованного изделия из матрицы; роль выталкивателя при раскрытых матрицах выполняется прутком при подаче очередной заготовки;
2) матрицы обладают более высокой стойкостью, так как имеют квадратное сечение, что позволяет использовать каждую грань полуматрицы.
На рис. 13.2 приведена кинематическая схема холодновысадочного двухударного автомата с цельной матрицей.
От электродвигателя 1 через клиноремениую передачу 39 вращение передается' коленчатому валу 2 посредством фрикционной пневматической муфты 38. На том же валу расположен ленточный тормоз 3. Коленчатый вал через шатун 36 приводит в возвратно-поступательное движение ползун 35 с качающимся вокруг оси пуансонодержателем 28, на котором крепятся два (предварительный и окончательный) пуансона 29.
От коленчатого вала 2 вращение через пару зубчатых колес 37 с передаточным отношением 1 ; 2, так как автомат двухударный (в' одноударном автомате передаточное отношение 1 : Г), передается поперечному валу 4, от которого через конические зубчатые колеса 5 — распределительному валу 13, а через пары зубчатых колес 14 и 32 валам 24 и 15.
1«3
Рис. 13.2. Кинематическая схема холодновысадочного двухударного
автомата
На распределительном валу 13 расположен блок кулаков 8 (прямой и обратный), от которого через рычаги 6 и 7 приводится в качательное движение кулак 34, расположенный на ползуне 35. От кулака 34 получает качательное движение пуансонодержа-тель 28 с пуансонами 29, который подставляет для штамповки поочередно то предварительный (1-й ход ползуна), то окончательный (2-й ход ползуна) пуансоны. На этом же валу находится блок кулаков 12 для привода механизма отрезки заготовки 10 с прижимом 9 для удержания заготовки при переносе ее с позиции отрезки на позицию штамповки.
От кулака 30, сидящего на валу 24, получает привод выталкивающий стержень 27, расположенный в матрице.
Привод выталкивающего стержня осуществляется через систему рычагов 22 и 26, причем одно плечо рычага 26 является величиной переменной, что достигается регулировкой (местоположением относительно рычага 26) ползушки 25 винтом 23. Возможность изменения длины плеча рычага 26 позволяет изменять величину хода выталкивающего стержня 27 в зависимости от длины штампуемого изделия. На этом же валу расположена предохранительная от перегрузки кулачковая муфта 31, одна из половинок которой при превышении крутящего момента выжимается и, воздействуя -через рычаг на конечный выключатель 33, останавливает автомат. От кривошипа 16, расположенного на валу 15, через рычажную систему с кулисой 17, обгонную муфту 18 привод получают подающие ролики автомата 21. Для уменьшения «выбега» роликов установлен тормоз постоянного действия 20. 184
Для правки подаваемого до упора И материала предусмотрены правильные ролики 19.
Поданный до упора 11 калиброванный материал отрезается механизмом отрезки 10 и переносится на позицию штамповки. Затем рычаг механизма остается неподвижным до тех пор, пока один из,-пуансонов 29 (предварительный) при движении вперед совместно с ползуном не начнет вталкивать заготовку в высадочную матрицу. Как только заготовка войдет в матрицу, нож отходит в исходное положение. Ползун, продолжая двигаться вперед, пуансоном заталкивает заготовку до упора в выталкивающий стержень 27, а затем производит предварительную штамповку головки изделия. После окончания предварительной штамповки ползун возвращается в исходное положение. Во время отхода ползуна назад осуществляется поворот пуансонной головки от кулака 34 таким образом, что на ось штамповки вместо -предварительного встает окончательный пуансон.
При вторичном ходе ползуна 35 вперед происходит окончательная штамповка головки изделия, а при обратном ходе выталкивание готового изделия выталкивателем 27, одновременно за^ вершается подача новой заготовки, т. е. цикл повторяется.
Важным элементом, обеспечивающим высокую производительность подобных автоматов, является механизм перемещения пуансонных салазок.
Для гарантий стабильной работы автомата пуансонная головка должна обеспечивать после каждого, перемещения точное совпадение осей матрицы и расположенных на ней пуансонов. Кинематическая цепь привода пуансонной головки достаточно длинная, поэтому имеет место набегание погрешностей, связанное, с одной стороны, с неточностью изготовления, а с другой стороны, износом деталей в процессе, эксплуатации (блок кулаков, сочленения тяг и рычагов, зазоры в осях и втулках), что требует введения в систему привода компенсирующего элемента.
Таким компенсирующим элементом в рассматриваемой схеме привода пуансонной головки является кулак 34.
Действительно, ролики, расположенные на пуансонной головке и контактирующие с кулаком 34 в крайних положениях головки, находятся на постоянных радиусах кулака, и отклонение в величине качания кулака, связанное с указанными выше причинами, на точность крайних положений пуансонной головки не влияет. Точность позиционирования пуансонной головки зависит только от точности изготовления кулака 34 (точности его постоянных радиусов).
13.3. МНОГОПОЗИЦИОННЫЕ АВТОМАТЫ для холодной ОБЪЕМНОЙ ШТАМПОВКИ
Многопозиционные автоматы для изготовления гаек известны давно и широко применяются в различных отраслях метизной промышленности.
185
Многопозиционные автоматы для стержневых изделий, а также автоматы-комбайны для полного изготовления болтов, включая подрезку торца и накатку резьбы, появились в США в ЗО-е годы, а в Европе в 50-е годы нашего столетия и в настоящее время нашли широкое распространение во многих отраслях машиностроения.
Высокие скорости деформирования, малое время нахождения детали между переходами, оптимальные степени деформации, благодаря наличию большого числа позиций, и т. п. позволяют обеспечить стабильное протекание технологического процесса без промежуточного отжига со значительными формоизменениями детали. •
При изготовлении болтов и машиностроительных деталей с применением процессов многократного редуцирования или. выдавливания достигается равномерное упрочнение всех участков (равнопрочность) изделия и улучшение его механических свойств.
Многопозиционные автоматы обеспечивают высокое качество получаемых изделий, не имеют недостатков, присущих много-ударным однопозиционным машинам. Выдача изделия осуществляется за каждый ход ползуна; высадочные пуансоны не перемещаются между позициями, а имеют только возвратно-поступательное движение вместе с ползуном, что обеспечивает высокую точность совпадения осей матриц и пуансонов.
Площадь, занимаемая автоматом-комбайном для полного изготовления болтов, в 2—2,5 раза меньше площади, занимаемой соответствующими операционными автоматами. Высокая производительность этих автоматов делает их незаменимыми при массовом производстве крепежных и машиностроительных деталей.
Отечественными заводами и за рубежом выпускаются преимущественно четырехпозиционные автоматы для холодной объемной штамповки усилием от 320 кН до 1,5 МН и на их базе автоматы-комбайны для полного изготовления болтов (параметры отечественных автоматов регламентированы ГОСТ 6414—68). Для изготовления гаек применяют преимущественно пятипозиционные автоматы, механизм переноса заготовок которых имеет возможность поворачивать заготовку на 180° при переносе ее с по-• зиции на позицию.
На некоторых автоматах зарубежных фирм с целью ускорения переналадки автомата с одного размера изделия на другое, а также принудительной замены инструмента предусмотрена блочная смена инструмент^ (матричный и пуансонный блоки). Для смены инструмента применяют также специальные роботы, работающие по программе [18].
Для механизации вспомогательных работ при заправке проволоки диаметром свыше 10 мм применяют специальные пра-вйльно-задающие устройства, устанавливаемые около автоматов, которые выполняют выпрямление начального конца бунта, отрезку деформированного участка проволоки и снятие фаски на 186
Рис. 13.3. Холодноштамповочный четырсхпозицноиный автомат для 'полного изготовления болтов М20 X 180 мод. АБ1923
переднем торце проволоки для облегчения заправки ее в отрезную матрицу автомата. Крупные автоматы снабжаются кран-талью для облегчения смены тяжелых матриц и пуансонов.
На рис. 13.3 показан холодноштамповочный четырехпозиционный автомат-комбайн для полного изготовления болтов М20Х 180.
При изготовлении сложных фасонных деталей в отдельных случаях отказываются от бунтового или пруткЬвого материала и используют заготовки с подрезанными на металлорежущих станках торцами с обязательным фосфатным или иным покрытием (при работе из бунтового фосфатированного материала торцы после отрезки заготовки оказываются без покрытия).
В подавляющем большинстве современных автоматов оси инструментов расположены в горизонтальной плоскости.
Кинематическая схема современного холодвощтамповочного четырехпозиционного автомата, снабженного устройством для подрезки торца и фаски, а также резьбонакатным показана на рис. 13.4.
От электродвигателя 1 постоянного тока, обеспечивающего возможность плавной регулировки частоты вращения кривошипного вала, вращение через клиноременную' передачу передается маховику 2 со встроенной в него однодисковой фрикционной пневматической муфтой включения.
При выключении автомата торможение происходит от ленточного тормоза 39, электрически сблокированного с муфтой включения.
Муфта включения расположена на коленчатом валу 3, который через шатун 46 приводит в возвратно-поступательное движение ползун 43 с закрепленными на нем пуансонами. На этом же валу расположены грузы 42, динамически уравновешивающие часть (половину) подвижных масс, приведенных к ползуну: вторая половина масс уравновешивается грузами 5, расположенными на
187
промежуточном валу, получающим вращение от кривошипного вала через цилиндрические шестерни 41. Через пару конических шестерен 4 движение передается продольному распределительному валу 6, на котором расположен блок кулаков 7, приводящий через двуплечий рычаг в качательное движение механизм отрезки 8.
От этого же вала через пару конических шестерен 13 вращение передается вертикальному цдлу, на котором закреплен блок кулаков 14 для привода одного из ответственных узлов автомата-механизма переноса заготовок между позициями. Привод этого механизма осуществляется через жесткий двухплечий рычаг, один конец которого через ролики контактирует с прямым и обратными кулаками 14, а другой, выполненный в виде зубчатого.сектора 11, приводит в качательное движение шестерню 10. Противоположный конец вала, на котором расположена шестерня 10, выполнен в виде кривошипа 9, связанного через тягу 12 с кареткой 31 механизма переноса заготовок. Управление клещами 32 механизма переноса заготовок осуществляется с помощью кулаков 17, которые находятся на горизонтальном валу, связанном с вертикальным через коническую пару зубчатых колес 15. Передача на раскрытие клещей от кулаков 17 происходит через двуплечие рычаги 16 и планки 30. Каждая пара клещей регулируется от отдельного кулака с переменным профилем (два кулака перемещающихся относительно друг друга) и может настраиваться на цикл начала раскрытия и закрытия в зависимости от выбранного технологического процесса, диаметра заготовок и т. п. Перемещение каретки механизма переноса происходит вдоль матричного блока 33.
От продольного вала 6 через пару конических зубчатых шестерен 18 вращение получает поперечный вал 19, на котором располагается кривошип с кулисой 20 для привода механизма подачи 22.
Прижим подающих роликов с замыканием их на заготовку (пруток, бунтовую проволоку) осуществляется от двух пневмо-цилиндров 21. Ролики 23, расположенные перед механизмом подачи, служат для правки подаваемого материала.
На том же валу 19 располагается кулак 28, сообщающий качательное движение траверсе 24, посредством которой приводятся в движение выталкивающие стержни 29 на трех первых формообразующих позициях автомата.
Выталкивающий стержень 29 четвертой позиции, на которой, как правило, происходит обрезка головки стержня, имеет отдельный привод от кулака 27 через рычаги 25 и 26 (при этом кулак крепится на валу не на шпонке, а через промежуточную зубчатую муфту для. возможности регулировки его по циклу). Вызвано это необходимостью более точной наладки начала выталкивания, что, в свою очередь, связано с толщиной обрезаемой головки и качеством обрезки.
189
После обрезки головки изделия выталкивающим стержнем 29 проталкиваются через ползун в транспортную трубу 34, попадают на склиз 35, по которому поступают в фаско и торцеподрезное устройство 36. Проталкивание изделия со склиза производится посредством кулака 40. Базирование изделия осуществляется по стержню, а прижим его — через отштампованную головку. Снятие фаски и подрезку торца производит резцовая головка 37, получающая привод через клиноременную передачу от электродвигателя 38.
После снятия фаски и подрезки торца заготовка по склизу проталкивается в резьбонакатное устройство с плоскими плашками 45. Привод резьбонакатного устройства осуществляется через систему качающихся рычагов 44 от кривошипа, закрепленного на шестерне 41. При этом местоположение кривошипа на шестерне 41 выбирается таким образом, чтобы накатка резьбы происходила при обратном (холостом) ходе штамповочного ползуна 43 с тем, чтобы возникающие при штамповке удары и вибрации не передавались на накатной ползун и устройство и не снижали степени точности накатываемой резьбы.
13.4. АВТОМАТЫ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ
Наибольшее развитие автоматы для горячей объемной штамповки получили после появления малоокислительного и легко управляемого электрического нагрева, преимущественно индукционного.
Ранее существовавшие одноударные автоматы для горячей штамповки стержневых изделий (с разъемными матрицами и сплошным нагревом подаваемого в автомат прутка) уступают дорогу многопозиционным автоматам, работающим из штучной заготовки с нагревом только той части, которая подвергается деформации.
Современный комплекс для горячей штамповки стержневых изделий включает в себя автоматический стеллаж 1 (рис. 13.5, а), пресс для рубки заготовок 2 (при этом производительность пресса должна быть выше производительности автомата с учетом наличия на стыках прутков бракованных — немерных по длине — заготовок) электрическое нагревательное устройство 3, пульт управления 4 и собственно автомат 5. При использовании автомата 5 в составе автоматической линии отштампованные поковки по конвейеру 6 поступают к двум нагревательным печам 7 (для нагрева участка под накатку), а затем по конвейерам 8 — к резьбонакатным автоматам 9.
При горячей штамповке невозможно редуцирование стержня (этот процесс можно в некоторых случаях заменить высадкой подголовка), трудно осуществима обрезка граней, поэтому штамповку фасонных головок целесообразно осуществлять методом пластического формообразования.
190
Рис. 13.5. Автоматическая линия для горячей штамповки стержневых изделий:
а — схема расположения агрегатов; б — питатель с индукторами
В связи с этим многопозиционные автоматы для горячей объемной штамповки выполняют по иной схеме, чем для холодной штамповки, без переноса заготовок между матрицами отдельным механизмом. Между позициями заготовки пере
мещаются непосредственно матрицами, которые крепятся в поворотном (преимущественно шестипозиционном) матричном блоке, периодически вращающимся от мальтийского механизма.
Наиболее интересным механизмом является узел питания автомата нагретыми заготовками и само нагревательное устройство (см. рис. 13.5, б).
Нарубленные на прессе заготовки подаются ленточным транспортером на цепной транспортер, по которому поступают к ин-
дуктору с дисковым питателем.
При заталкивании заготовки 7 пневмотолкателем с лотка 6 в дисковый питатель 8 устройство 10, фиксирующие заготовку, оттягивается с помощью цилиндра 9, а заготовка 7 подается до упора 11 таким образом, что из дискового питателя выступает только ее часть 12, подлежащая нагреву и последующей деформации. Далее дисковый питатель 8 при повороте храповым механизмом 4, получающим привод от кривошипа 1 (кинематически связанного с автоматом) через рычаг 3 заходит в электрическое
191
индукционное нагревательное устройство 5 щелевого типа. Во время периодического поворота диска часть 12 заготовки нагревается до температуры штамповки. Нагретая заготовка при вращении дискового питателя захватывается клещевым механизмом 13 с приводом от пневмоцилиндра 14, выдергивается из своего гнезда и по траковому транспортеру 2 попадает в дисковый питатель автомата, откуда заталкивается в первую матрицу вращающегося матричного блока.
Многопозиционные автоматы для горячей штамповки коротких изделий типа гаек, колец шарико- и ролико подшипников, сложных машиностроительных деталей (преимущественно тел вращения) принципиально отличаются от автоматов для штамповки стержневых изделий.
За последнее десятилетие эти автоматы нашли широкое применение во многих отраслях народного хозяйства; автомобильной, тракторной, авиационной, машиностроительной и многих других.
Число стран, выпускающих автоматы, с каждым годом увеличивается, и сейчас эти машины производят в СССР, США, ФРГ, Голландии, Японии и Швейцарии.
Автоматы выпускают с тремя и четырьмя рабочими позициями с номинальным усилием 0,4—28 МН и частотой ходов штамповочного ползуна от 35 до 200 в минуту. На рис. 13.6, а показана установка для штамповки коротких заготовок, а на рис. 13.6, б кинематическая схема многопозиционного (трехпозиционпого) автомата для горячей штамповки коротких изделий.
От электродвигателя 1 с плавно регулируемой частотой вращения через клиноременную передачу движение сообщается маховику 2 с встроенной в него пневматической фрикционной муфтой включения 3. Через муфту 3 движение получает вал, на котором расположены тормоз 5 и зубчатая передача, приводящая во вращение коленчатый вал 21. От этого же вала движение передается другому промежуточному валу и от него через конические шестерни на два распределительных вала 4 и 15 (см. рис. 13.6, б).
Штамповочный ползун 6 получает возвратно-поступательное движение от коленчатого вала 21. Все остальные механизмы автомата приводятся в действие от двух распределительных валов 4 и 15 через кулаки и системы рычагов.
Нижние подающие ролики механизма подачи 14 получают привод от кулаков 12, верхние ролики прижимают материал к нижним посредством пакета тарельчатых пружин. На поверхности роликов нанесена насечка для лучшего сцепления их с заготовкой и удаления окалины. Все четыре подающих ролика охлаждаются водой, протекающей через полые оси. Материал подается до жесткого упора 20.
Заготовка во время отрезки прижимается к неподвижной матрице прижимной колодкой 18, закрепленной на ползушке 16, которая получает привод от кулаков на валу 15. Отрезной нож 19, закрепленный на ползуне 17, приводится от кулаков, ргюполо-192
Рис. Г3.6. Автомат для горячей штамповки коротких изделйй:
а расположение в технологической линии; 1 — стеллаж для прутков; 2 индукционная нагревательная установка; 3 «- автомат; б кинематическая схема
* 7 A. Н. Банкетов и др.
193
женных на том же валу. После отрезки заготовки ползун 17 продолжает движение вперед, перенося заготовку с линии подачи и отрезки на первую рабочую позицию, где происходит осадка заготовки. При переносе заготовка прижимается к ножу планкой посредством пружины.
Механизм переноса заготовок между позициями имеет две пары клещей, каждая из которых оснащена верхними и нижними захватами.
Раскрытие клещей происходит при повороте державок 9 и 10, закрепленных на штангах 7 и 8. Штанги получают качательное движение от кулаков, расположенных на валу 4 через систему рычагов. Продольное перемещение клещей механизма переноса осуществляется от кулаков 11 также посредством рычагов.
После штамповки заготовка выталкивается из матрицы штырями 13, связанными с рычагом, который получает качательное движение от кулака 22, находящегося на щеке коленчатого вала. Возврат выталкивателя в исходное положение осуществляется пружиной через систему рычагов 23.
Дальнейшая работа автомата после осадки заготовки на первой позиции происходит в следующей последовательности: по окончании осадки, при которой удаляются также остатки окалины, бочкообразная заготовка выталкивается в первую пару клещей механизма переноса и перемещается на вторую позицию, где пуансоном заталкивается во вторую матрицу и штампуется в ней.
Заготовка с предварительно выдавленным отверстием (или полостью) и отформованными гранями по наружному контуру после выталкивания из второй матрицы попадает во вторую пару клещей, переносится на третью позицию, где производят пробивку отверстия.
При обратном ходе ползуна отштампованную заготовку снимают с пробивного пуансона съемником и направляют по отводящему склизу в тару. Отходы металла (выдру) после пробивки удаляют из автомата через матрицу.
Все технологические переходы штамповки, включая отрезку заготовки, осуществляют одновременно, т. е. за каждый ход ползуна получают одно изделие.
Автомат, как правило, работает в комплексе с индукционной нагревательной установкой и с автоматическим стеллажом (см. рис. 13.6, а).
Для обеспечения непрерывности и стабильности процесса штамповки автоматы должны быть более надежны и стабильны в работе, чем аналогичные автоматы для холодной объемной штамповки. При холодной объемной штамповке повышения стабильности работы автомата можно добиться путем снижения его производительности (уменьшением числа ходов штамповочного ползуна до оптимального). При горячей штамповке производительность автомата должна быть высокой (зависит от массы штам-194
побочной детали), так как только при этом условии можно добиться сокращения времени контакта заготовки с инструментами, обеспечив экономически целесообразную его стойкость.
Стабильное охлаждение рабочего инструмента обеспечивается душирующими установками, расположенными на каждой из матриц автомата и над пуансонами.
13.5. ОСНОВНЫЕ МЕХАНИЗМЫ КУЗНЕЧНО-ШТАМПОВОЧНЫХ АВТОМАТОВ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ
Современный кузнечно-штамповочный автомат является очень сложной машиной, имеющей до 60—70 узлов и более 1000 наименований оригинальных деталей.
Наряду с обычными для кривошипных прессов узлами, такими как кривошипно-ползунный привод (некоторые автоматы имеют привод всех механизмов от кулаков), автоматы имеют ряд специальных узлов: механизм подачи материала, отрезное устройство с переносом заготовки с линии подачи на позицию штамповки, механизм перемещения пуансонной головки (для двухударных машин), механизм переноса' заготовок между позициями (для многопозиционных автоматов), устройство для выталкивания изделий (или промежуточной заготовки) из матриц и при необходимости из пуансонов и ряд других узлов и механизмов, обеспечивающих полностью автоматическую работу машины и безопасность ее обслуживания.
Ниже рассмотрены конструкции некоторых (типовых) узлов автоматов и особенности их расчета применительно к автоматам для холодной объемной штамповки.-Расчеты этих узлов рекомендуется проводить согласно указаниям соответствующих руководящих технических материалов (РТМУ), разработанных ЦБКМ. В этих РТМ приведена классификация механизмов, выделены рациональные конструктивные решения и составлены соответствующие им математические модели с учетом жесткости звеньев и зазоров в шарнирах. Решение составленных уравнений применительно к ряду механизмов позволило определить коэффициенты динамичности /(, на которые следует умножать статические нагрузки, чтобы учесть динамику нагружения. В ряде случаев приведены формулы для определения К конечных звеньев механизмов скоростей и ускорений.
Зная нагрузки, действующие в узлах, проверяют прочность деталей этих узлов по обычным формулам расчета деталей на прочность, но с подстановкой в них значений нагрузок, полученных с учетом динамики.
Механизм подачи. Для подачи бунтового материала или прутков в рабочую зону автоматов применяют механизмы двух видов роликовой подачи (рис. 13.7, а) и клещевой подачи (рис. 13.7, б).
Механизм роликовой подачи отличается относительно простой конструкцией, имеет небольшие подвижные массы, что очень
. 7*
195
Рис. 13.7. Подачи к автоматам:
а — роликовая для длинных заготовок; 1 — ускоряющая передача; 2 — пневмоцилиндры; 3подающие ролики; 4 —- тормоз; 5 — обгонная муфта; 6 — привод подачи с кулисой; б — клещевая подача: / — ползуи подачи; 2 — правильные ролики; 3 — прижим заготовки во время подачи; 4 — прижим заготовки при холостом ходе ползуна; 5 — привод подачи
важно при использовании его в быстроходных автоматах, и обеспечивает возможность подачи относительно длинных заготовок при малом угле качания привода обгонной муфты.
К недостаткам механизма роликовой подачи относится обязательная подача заготовки до жесткого упора, которая ведет к пробуксбвке роликов по заготовке и может вызвать повреждение поверхности материала, пригар, разбивку упора и отскок заготовки от упора, что нарушает стабильность длины заготовки.
Механизм роликовой подачи широко используется во всех автоматах для холодной и горячей штамповки, в гибочных автоматах многих видов.
Механизм клещевой подачи применяют в тех случаях, когда подача до жесткого упора (с пробуксйвкой) невозможна или нежелательна, а также для подачи длинных заготовок.
Обеспечивая точную длину подаваемой заготовки, механизм клещевой подачи имеет значительно большие подвижные массы и поэтому не рекомендуется для использования в быстроходных автоматах. Он находит применение в автоматах для изготовления изделий значительной длины (более 15 диаметров заготовки), в универсально-гибочных автоматах всех размеров, а также в гвоздильных автоматах (в этом случае для захвата-заготовки используются не плоские губки, а зубильца).
К преимуществам клещевой подачи по сравнению с роликовой относится более равномерная нагрузка по усилию приводного 196
механизма в течение всего цикла (правка материала осуществляется при обратном ходе подающей каретки).
Усилие подачи холодного материала *
ЛТ = Л5 + ЛП> + Л1, (13.1)
где Рб — усилие натяжения проволоки, необходимое для разматывания бунта; РПр — усилие, необходимое для протаскивания проволоки через правильные ролики; Ри— усилие, необходимое для преодоления инерции подаваемого материала.
В очень быстроходных автоматах с числом циклов свыше 300 в минуту величиной Ри в формуле (13.1) можно было бы пренебречь, так как фактор преодоления инерции бунта действует только в момент пуска автомата (или включения механизма подачи), а затем разматывающее устройство вместе с бунтом (из-за малой величины времени остановки) начинает непрерывно вращаться, и для нормальной работы автомата требуется установка тормозного устройства постоянного действия.
Наибольшего значения Ри достигает у машин с числом циклов менее 50 в минуту, когда имеет место кратковременный останов бунта после каждой подачи материала.
В некоторых случаях при определении усилия подачи учитывают усилие, потребное для преодоления инерции выпрямленного участка проволоки (от бунта до подающих роликов автомата), однако из-за незначительной величины этого усилия им можно пренебречь.
После определения усилия подачи определяют необходимое усилие нажатия на подающий ролик:
Q = PaM, (12.2)
где пр — число приводных подающих роликов; пР = 2 — при одной паре роликов, п = 4 при двух парах роликов; f — коэффициент трения скольжения; при сухой проволоке [' — 0,1, при смазанной проволоке или проволоке фосфатированной f = 0,05.
Потребное тянущее усилие на подаче обеспечивается либо пружиной (при подаче бунтового материала диаметром до 6 мм), либо пневматическим цилиндром диафрагменного типа.
За расчетный крутящий момент на поводке муфты обгона принимают момент
Мм.о=Мп + Мс + Мй + Мт, . (13.3)
где Л4П = (Рп£>п)/2 — момент подачи; Dn — диаметр подающих роликов; Л4С— момент на преодоление сопротивления проволоки в роликах (потери в роликах и их опорах);
Mc^npQ{k + ^[ad1 + (a-b)d2]}-, (13.4)
• Определение составляющих сил — см. РТМ2 КП51—1—77 (ЦБКМ).
197
здесь «р — число пар подающих роликов; Q — усилие прижима подающих роликов; k = 0,75 мм — коэффициент трения качения; f — коэффициент трения скольжения в опорах валов, f — 0,06 при подшипниках скольжения, f = 0,01 при подшипниках качения; а — расстояние от оси подачи до задней опоры, мм; b —. расстояние между опорами вала подачи, мм; и dg — диаметры опор (для подшипников качения значения, d, и d2 принимаются как среднее арифметическое наружного й внутреннего диаметров);
Л1И — момент, необходимый для преодоления инерции вращающихся элементов механизма подачи при пуске;
==/2еГП1ах, (13.5)
здесь /2 — момент инерции вращающихся элементов механизма подачи, расположенных между муфтой обгона и подающими роликами, приведенный к валу муфты обгона; е2тах ==> awia/Rn — угловое ускорение вращающихся элементов; птах — максимальное ускорение подаваемой проволоки; R„ —радиус подающих роликов;
/Ит = йт/И„ — крутящий момент от постоянного тормоза коробки подачи; kT = 1,5-е2.
Завершается расчет подачи определением контактного напряжения в паре ручей подающего ролика—проволока по формуле Герца.
Допустимые контактные напряжения
[ок]^3от. (13.6)
Для обеспечения вращения подающих роликов в одном направлении применяют обгонные муфты с 5, 7, 9 или 11 роликами либо многокулачковые муфты, которые в последнее время стали широко применяться на автоматах зарубежных конструкций.
При подаче горячего материала используют, как правило, двухпарнороликовый механизм подачи с обязательным обильным охлаждением его водой через валы, на которых закреплены ролики. Для лучшего удаления окалины (ломки ее) на поверхности роликов делают насечку.
Так как большинство автоматов для горячей объемной штамповки работают на прутковом материале и не требуют большого усилия подачи, приводными выполняются нижние ролики.
Расстояния между нагревательным устройством и подачей, а также между подающими роликами и плоскостью реза должны быть минимальными во избежание остывания металла.
Для быстрого удаления нагретого прутка из рабочей зоны автомата, а также для ускоренной его подачи в начале работы целесообразно предусматривать ускоренный привод подающих роликов и возможность реверсирования их вращения.
Механизм отрезки заготовок. Качество поверхности торца заготовки после отрезки (перпендикулярность торца оси заготовки) во всех автоматах и особенно в автоматах, предназначен-198
ных для холодного выдавливания, играет решающее значение, обеспечивая стабильное протекание процесса.
Качественная отрезка дает возможность исключить переход предварительной осадки торцов и тем самым расширить технологические возможности автоматов.
Для отрезки заготовок используют рез открытым ножом, втулочный рез, рез с силовым прижимом заготовки, рез с предварительным надрезом заготовки и, наконец, рез на повышенных скоростях. Последний применяется в новейших автоматах и обеспечивает хорошее качество реза.
По характеру движения ножа механизмы отрезки подразделяют на два вида: с качательным движением ножа и поступательным.
В быстроходных одно- и многопозиционных автоматах для изготовления деталей и заготовок, подлежащих дальнейшей механической обработке (заготовки шариков, болты, торцы которых подрезаются на специальном устройстве), применяют механизм отрезки качательного типа с отрезкой открытым ножом.
Механизм отрезки качательного типа имеет значительно меньшие подвижные массы, чем подобный механизм с поступательным перемещением ножевого штока. Механизм отрезки во втулках нашел широкое применение в автоматах для холодной штамповки гаек и сложных машиностроительных деталей. Механизм отрезки с «ходу» (с большой начальной скоростью) находит применение в современных многопозиционных автоматах для холодной объемной штамповки, так как обеспечивает наиболее высокое качество поверхности торца и перпендикулярность его оси заготовки.
Усилие отрезки (статическое) для холодной и горячей штамповки определяют по формуле (см. РТМ2 КП54—1—77, ЦБКМ)
PCI = 0,8d4, (13.7)
где Рст — усилие, отрезки, Н; d — диаметр заготовки, мм; ов — временное сопротивление материала, МПа (либо ав/ — временное сопротивление материала при температуре нагретого металла, МПа).
Усилие отрезки возрастает в зависимости от типа механизма отрезки и быстроходности автомата, что для оценочных расчетов учитывается коэффициентом динамичности k:
I\m = kPCT = kO,8d2aB. (13.8)
Величина k для механизма отрезки качательного типа может определяться по. графику (рис. 13.8, а).
График изменения усилия отрезки в общем виде представлен на рис. 13.8, б, значения а, Ь, с в зависимости от марки стали и диаметра заготовки приведены в руководящих материалах ЦБКМ по -расчету механизма реза.
199
Рис. 13.8. Графики изменения усилия отрезки:
а — в зависимости от частоты вращения распределительного вала; б — по ходу отрезки
Так, для проволоки диаметром до 6 мм из ‘стали 10 а = = 0,17d; b = 0,16с/ и c=0,02d. Силовой расчет механизма отрезки качающегося типа (наиболее часто применяемый в быстроходных автоматах) сводится к определению напряжений в наиболее нагруженных участках рычага реза, расчету оси и др.
При определении усилия отрезки горячей заготовки пользуются той же формулой, что и при отрезке холодных заготовок, но подставляют в нее значение ов/.
Механизм выталкивания. Такой механизм применяют для удаления отштампованных изделий (или полуфабрикатов на промежуточных позициях) из матриц или пуансонов, либо из тех или других одновременно.
Усилие выталкивания, Н, определяют по формуле
Р = fndlp,
(13.9)
где f — коэффициент трения между матрицей (пуансоном) и изделием; f = 0,l; d — диаметр заготовки, мм; I — длина заготовки, находящейся в матрице (пуансоне), мм; р — удельное усилие выталкивания МПа; р = 150-ь300 МПа в зависимости от длины заготовки (наибольшее значение соответствует наименьшей длине заготовки).
Проведенные исследования показали, что усилие выталкивания растет при увеличении длины заготовки примерно до I = 5d, а затем практически мало зависит от ее длины. В связи с этим при проектировании выталкивающих механизмов обращают внимание не столько на увеличение его силовых параметров (при увеличении длины заготовки), сколько на исключение продольного изгиба выталкивающего стержня, особенно, если длина заготовки I > > 10d.
При успешном решении этого вопроса (исключении или резком сокращении продольного изгиба выталкивающего стержня) на автоматах с цельными матрицами практически можно штамповать стержневые изделия без ограничения их длины.
На рис. 13.9 показаны выталкивающие устройства из матрицы и пуансона. От кулака 2, расположенного на промежуточном валу и имеющего привод от коленчатого вала автомата, получает кача-тельное движение двуплечий рычаг 3, который через регулировочный винт 4 воздействует на выталкивающий стержень 5 и выбрасывает заготовку 12 (рис. 13.9, а). Для возврата механизма в исходное положение служат пружины 1 и 6.
200
ЗЮ It
Рис. 13.9. Выталкиватели из-матрицы и пуансона: а — для изделий нормальной длины; б —для длинных изделий
Выталкивание заготовки 12 из пуансонов, расположенных на ползуне 11, осуществляется стержнем 7 через двуплечий рычаг 8, который другим своим концом контактирует посредством ролика с копиркой планкой 9, закрепленной на траверсе 10, жестко связанной со станиной автомата. Для возможности циклового регулирования начала и конца выталкивания копирная планка 9 имеет продольные пазы, позволяющие осуществлять ее перемещение относительно траверсы 10.
При изготовлении стержневых изделий длиной (20—40) d в цельных матрицах на одно- и многопозиционных автоматах применяют более сложную конструкцию выталкивающего механизма (рис. 13.9, б). Выталкивающий стержень 3 с фасонным заплечиком на конце перемещается в направляющей втулке 4, имеющей продольный паз, длина которого несколько больше хода выталкивателя.
Передача движения выталкивающему стержню 3 осуществляется через фасонную часть заплечика, промежуточную деталь в верхнюю часть которой упирается втулка /, получающая привод от кулачкового механизма.
Таким образом, выталкивающий стержень на всем пути своего движения не имеет открытых участков и надежно направляется втулкой 4, что полностью исключает его продольный изгиб.
С целью уменьшения шума при работе автомата, величину хода выталкивателей делают регулируемой в зависимости от длины стержня изделий с тем, чтобы избежать отрыва выталкивающего стержня от торца заготовки (см. кинематическую схему двухударного холодновысадочного автомата на рис. 13.2).
В автоматах для горячей объемной штамповки усилие выталкивания принимают в процентном отношении к усилию штамповки
201
на той или иной позиции (оно составляет 5—8 %) или подсчитывают по формулам, приведенным в работе [18].
С целью исключения произвольного перемещения выталкивающего стержня на выталкивателях ставят специальные тормозные втулки.
Механизм переноса заготовок. В автоматах для холодной и горячей объемной штамповки механизм переноса заготовок между позициями является наиболее ответственным узлом машины, подчас определяющим ее производительность.
Все механизмы переноса заготовок автоматов для холодной объемной штамповки подразделяют на две основные группы: для стержневых изделий и изделий типа гаек. При этом, если в механизмах переноса для стержневых издеЛий клещи выполняются управляемыми, то для гаечных автоматов надобности в этом нет (исключение составляют автоматы для горячей штамповки гаек).
На рис. 13.10, а показан механизм переноса стержневых изделий к четырехпозиционному холодноштамповочному автомату.
Каретка 2 механизма переноса получает привод от тяги 1, связанной через рычажную систему с кулаком на распределительном валу.
Величина перемещения каретки 2 равна расстоянию между позициями автомата. Захват вытолкнутых из матриц заготовок 8 осуществляется клещами 7,. управление на раскрытие которых в момент штамповки (для пропуска пуансонов) подается от кулаков 3. Каждая пара клещей 7 связана между собой либо зубчатым сектором, либо упорами. Смыкание клещей-на заготовку силовое через пружину 6. Направляющие для перемещения каретки располагаются в корпусе 5, который при смене инструмента может откидываться, открывая свободный доступ к матричному блоку (инструменту) автомата.
Для ручного раскрытия клещей, необходимом - в процессе наладки автомата, служит рукоятка 4.
Для обеспечения стабильной работы механизма переноса (исключения потерь заготовок) необходимо насколько возможно уменьшать инерционные усилия, возникающие в процессе работы этого механизма, что достигается уменьшением подвижных масс, а также расширением циклового времени движения с заготовками.
Механизм переноса заготовок типа гаек с неуправляемыми клещами и поворотом заготовок на 180° при переносе между позициями показан на рис. 13.10, б. Возможность поворота заготовок на 180° при переносе между позициями улучшает штампуемость гаек, сложных фасонных деталей и способствует повышению стойкости инструмента, так как известно, что металл в процессе штамповки наиболее сильно упрочняется со стороны движущегося инструмента (пуансонов).
При возвратно-поступательном перемещении каретки от кулака, находящегося на распределительном вале шестерни 6, рас-202
6 7 в
Рис. 13.10. Механизмы переноса заготовок многопозиционных автоматов И схема их привода
положенные на консоли державки клещей, обкатываются по сек-тору-шестерни 7 и к концу хода каретки разворачивают державки 3 на угол 180° в подшипниках 1.
На каретке 5 расположены четыре державки 3 с клещами, которые зажимают переносимую заготовку 2 посредством плоских пружин 4. В тех случаях, когда поворот заготовки между
203
всеми или отдельными позициями не нужен, шестерни 6 снимаются, а цилиндрическая часть державки 3 жестко стопорится в каретке 5.
При переносе заготовок между позициями важно точное местоположение заготовок в крайних положениях относительно матриц и пуансонов. Так как привод механизма переноса является многозвенным, всегда возможно набегание погрешностей, величина которых по мере износа узлов сочленений, а также кулачковых пар будет неуклонно возрастать.
Для исключения этих погрешностей на последнем приводном элементе механизма переноса вводят компенсирующий элемент (например, кривошипную шайбу 6, рис. 13.10, в).
От прямого 2 и обратного 1 кулаков получает качательное движение двуплечий рычаг 3, правая часть которого 4 выполнена в виде сектора, сцепляющегося с шестерней 5. Противоположный конец вала, на котором закреплена шестерня 5, заканчивается кривошипной шайбой 6, от которой через тягу 7 приводится в возвратно-поступательное движение каретка механизма переноса 8.
Соотношение тяг, рычага 3 и передаточного отношения сектора 4 и шестерни 5 выбрано таким образом, что за каждое качание двуплечего рычага кривошипная шайба поворачивается на угол 180°, занимая крайние заднее и переднее положения в конечных точках нахождения каретки механизма переноса. В этом случае даже при значительной погрешности в направлении, перпендику- -лярном перемещению каретки механизма переноса, погрешность в направлении непосредственного перемещения каретки мала, гарантируя точную остановку последней в крайних положениях.
Для стабильной безаварийной работы автоматы должны иметь предохранительные устройства на основных узлах и механизмах. Реле защиты электродвигателя отключает при нагрузке и падении напряжения в сети. Реле давления обеспечивает выключение муфты автомата при падении давления в пневмосети.
Отсутствие подачи воды (в автоматах для горячей штамповки) также вызовет немедленную остановку автомата и отключение системы электронагрева. Должны быть предусмотрены соответствующие блокировки работы механизмов отрезки, переноса заготовок, выталкивания заготовок из матриц и пуансонов и залипания заготовок на пуансонах для машин горячей штамповки [18]. Расчет механизма переноса следует производить на РТМ2 КП51—2—79 «Проектирование и расчет механизма переноса многопозиционных автоматов для холодной объемной штамповки» ЦБКМ.
К проектированию и расчету механизма переноса приступают после того, как разработан технологический процесс штамповки изделия, решены вопросы выбора параметров и расчета кинематической схемы автомата. Проектирование и расчет ведут в следующей последовательности: 1) исходя из типовых схем и конструкций механизмов переноса выбирают схему, обеспечивающую 204
выполнение заданных технологических переходов и графически определяют основные геометрические размеры узла; 2) разрабатывают конструкцию механизма переноса, на оеновании которой устанавливают размеры звеньев, их массы и другие параметры; 3) рассчитывают цикловую диаграмму механизма; 4) выполняют расчет кинематических параметров механизма переноса; 5) проводят силовой и прочностной расчеты элементов механизма переноса; 6) оценивают точность позиционирования заготовки.
13.6. ПОСТРОЕНИЕ ЦИКЛОВЫХ ДИАГРАММ КУЗНЕЧНО-ШТАМПОВОЧНЫХ АВТОМАТОВ
На рис. 13.11 изображена цикловая диаграмма автомата. Цикловая диаграмма имеет столько горизонтальных строк, сколько имеется механизмов в автомате.
В горизонтальных строках для каждого механизма указаны начало и конец его движения, а также моменты выстоя. Цикловые диаграммы необходимы при проектировании автоматов, чтобы увязать между собой работу отдельных механизмов. При отладке опытных образцов машин (наладке автоматов) и при их эксплуатации цикловой диаграммой пользуются для установления правильного взаимодействия механизмов.
При построении цикловой диаграммы следует исходить из того, что за один оборот распределительного (кулачкового) вала происходит выдача готового изделия.
Практически цикловые диаграммы можно строить как в полярных, так и в прямоугольных координатах.
Цикловые диаграммы в прямоугольных координатах более удобны в работе, так как проще в построении и наглядно совмещаются с графиками перемещения механизмов.
При построении цикловой диаграммы по оси абсцисс откладывают углы поворота коленчатого или кулачкового вала, над цикловой диаграммой по оси ординат откладывают линейное перемещение исполнительных механизмов.
В основу построения любой цикловой диаграммы положены статистические данные средних скоростей перемещения отдельных механизмов отечественных и зарубежных конструкций аналогичных автоматов.
В работе каждого механизма различают следующие этапы (в углах поворота распределительного вала или во времени):
1) рабочий ход вперед а° Цр);
2) выстой в переднем положении а° п (tB п);
3) обратный ход в исходное положение (i0);
4) выстой в исходном положении а° и Цв и).
В тех случаях, когда имеются какие-либо образцы аналогичных автоматов, следует использовать имеющиеся данные при построении новой цикловой диаграммы с учетом выдвинутых техническим заданием требований.
При отсутствии таких данных построение следует вести в следующем порядке.
Задаются ориентировочной производительностью (с учетом лучших зарубежных образцов и действующих стандартов) и определяют время цикла или время одного оборота распределительного вала, с:
гц = 60/п, (13.10)
где п — частота вращения распределительного вала, об/мин.
Затем, руководствуясь среднестатистическими данными по скоростям перемещения аналогичных (подобных) механизмов, достигнутых на лучших образцах
205
Рис. 13.11. Цикловая диаграмма ав-
206
ма1йин отечественного и зарубежного производства, определяют ориентировочное (в первом приближении) время перемещения механизма и соответствующий этому времени угол поворота распределительного вала (угол на кулаке), град
ta = l/v, (13.11)
__/360___/360л___6/га
“ - v/ц ~ “Цбб" - (13.12)
где I — перемещение рабочего механизма, м (берется нз кинематики автомата); v — средняя рекомендуемая (обеспечивающая стабильную работу механизма) скорость перемещения для данного механизма, м/с.
Проведя подобную работу по всем механизмам автомата, строят цикловую диаграмму, которая должна обеспечить взаимосвязь механизмов в определенной последовательности их работы.
Выбор хода штампованного ползуна производят в зависимости от длины исходной заготовки. Так, для горячештамповочных автоматов (см. рис. 13.6) код ползуна можно определить с достаточной степенью точности по формуле
s = (2,3 -т- 2,75) /заг»
где /яаг —длина заготовки, мм.
Зная средние скорости для каждого механизма, определяют аР, ав.п> строят цикловую диаграмму, которая должна обеспечить взаимосвязь всех механизмов с кривошипно-ползунным, приводом и определенную, заданную, последовательность их работы. За нулевое положение принимают крайнее заднее поло-жениелолзуна. Имеются и другие рекомендации по выбору начала отсчета |15].
Если полученные результаты не обеспечивают требуемой последовательности работы механизмов и по циклу работы имеется «наложение» одного механизма на другой, необходимо эти участки пересмотреть вновь, подобрав другие углы, желательно за счет некоторого увеличения скорости обратных (холостых без нагрузки) ходов рабочих механизмов автоматов или рабочих и холостых ходов механизмов кинематического назначения.
Все механизмы автомата по роду выполненной работы подразделяют на силовые и кинематические. К силовым относятся механизмы, которые воспринимают технологические усилия, возникающие при подаче материала, отрезке его, выталкивании заготовок из матриц и пуаясонов и т. п. К кинематическим механизмам относятся узлы, не несущие технологических нагрузок.
При разработке цикловой диаграммы необходимо учитывать эти особенности механизмов. Вместе с тем не всегда кинематические механизмы автомата являются малоответственными. Например, такие узлы машин, как механизмы переноса в многопозициониых автоматах или узлы перемещения пуансонного блока в двухударных автоматах, хотя и не несут технологических нагрузок в момент перемещения, однако из-за ограниченного циклового времени подчас лимитируют производительность того или.иного автомата.
Если не удается сократить цикловой угол без значительного увеличения скоростей, против имеющихся данных, следует снижать выбранную частоту вращения распределительного вала (уменьшение производительности) до тех пор, пока не будет достигнута полная взаимосвязь во взаимодействии всех механизмов автомата. В том случае, когда после построения цикловой диаграммы имеются большие интервалы между окончанием работы одвого и началом работы другого механизма, следует увеличить рабочие .углы и частоту вращения распределительного вала. Построение цикловой диаграммы рекомендуется начинать с механизма подачи и далее в порядке очередности работы механизмов.
Иногда построение цикловой диаграммы начинают с наиболее ответственных механизмов, лимитирующих производительность автомата.
Построенная таким образом цикловая диаграмма требует окончательной корректировки после разработки всех узлов автомата. Корректировка заключается в проверке последовательности взаимодействия всех рабочих механизмов автомата С определенным гарантийным интервалом во времени с учетом размеров и формы исполнительных механизмов.
207
При применении компенсирующих устройств, показанных на рис, 13.10, в или других, можно исключить гарантийные интервалы между циклами работы механизмов и иметь даже некоторые «перекрытия» в работе одного и следующего за ним другого механизма. Величина таких перекрытий, учитывая малые перемещения в начале и в конце цикла, может достигать 5—15° в зависимости от наличия и эффективности примененного компенсатора и использованного закона . профилировки кулака.
13.7. ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ И ЭФФЕКТИВНОСТИ ИСПОЛЬЗОВАНИЯ АВТОМАТОВ
ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ
Повышение производительности двухудариых холодновысадочных автоматов может быть достигнуто за счет получения готового изделия- за каждый ход, а не за два хода штамповочного ползуна.
На рис. 13.12 показана схема привода матричного блока двухударного автомата, обеспечивающая получение детали за каждый ход ползуна.
Автомат этой конструкции имеет две матрицы 2, закрепленные в матричном блоке 1 периодически (за каждый ход ползуна) поворачивающимся от механизма фергюссона 6 на 180° и два пуансона жестко (без перемещения) закрепленных на ползуне (один заготовительный, другой окончательный). Профиль механизма 6 имеет переменный угол подъема и обеспечивает необходимый выстой матричного блока (при угле подъема профиля 0°) в момент штамповки. При этом благодаря небольшому натягу между ведущими роликами 5 и кулаком обеспечивается надежная его фиксация в момент выстоя без применения дополнительных фиксирующих устройств. Торцевой кулак механизма 6 крепится на валу 7, получающему вращение от коленчатого вала. Периодическое вращение диска с роликами 5 посредством вала 4 и ускоряющей передачи 3 сообщается матричному блоку 1.
Работа автомата ясна из рисунка.
Дальнейшее развитие двухударных автоматов в направлении повышения производительности и расширения их технологических возможностей иллюстрирует схема показанная на .рис. 13.13.
Автомат имеет две отрезные 2 и две высадочные 4 матрицы, одну матрицу 5 для обрезки граней головки после штамповки, две пары клещей 3 и 6 для попеременного переноса заготовок из высадочных матриц в обрезную и два механизма отрезки 1. Работа автомата ведется на двух нитках проволоки (из двух бухт). Механизмы подачи попеременно подают проволоку до жесткого упора, то в левую, то в правую отрезные матрицы, а затем после отрезки в высадочные матрицы, где за два удара (два хода штамповочного ползуна) осуществляется предварительная и окончательная штамповка цилиндрической головки; затем заготовка попеременно то из одной (за один ход ползуна), то из другой матриц (за другой ход ползуна) переносится соответствующим механизмом переноса в центральную матрицу, где происходит обрезка головки болта. Таким образом, за каждый ход ползуна 208
Рис. 13.12. Схема привода матричного блока двухударного двухпозиционного автомата
Рис. 13.13. Схема расположения инструмента в комбинированном автомате ,
получается одна заготовка болта с обрезанной на шестигранник головкой.
Четыре высадочных пуансона (два заготовительных 7 и два окончательных 8) располагаются на пуансонной головке 9, которая имеет качательное движение. В центре пуансонной головки 9, совпадающим с осью ее качания, закреплен обрезной пуансон 10.
Повышение производительности достигается также созданием нескольйих модификаций автоматов для различных длин изделия (для стержневых изделий). Известно, что промышленность изготовляет около 75 % изделий стержневого типа длиной до 5d.
В связи с этим целесообразно за счет уменьшения величины хода штамповочного ползуна (при тех же ускорениях) при изготовлении коротких изделий повысить число ходов исходя из соотношения
n2^nyRjR2, (13.13)
где — число циклов при изготовлении короткого изделия; nt — число циклов при изготовлении нормального изделия длиной до 10d; Яг и Яз — соответственно радиусы кривошипа для изготовления нормального и короткого изделий.
Значительное повышение производительности автоматов может быть достигнуто также следующими способами:
уменьшением расстояния между позициями в многопозиционных автоматах при применении тонкостенных твердосплавных вставок в инструменте, что сокращает путь при перемещении заготовок механизмом переноса, а следовательно, делает его работу более спокойной;
увеличением циклового угла перемещения механизма переноса, а также точности его положения в крайних точках, что обеспечивается применением компенсаторов (см. рис. 13.4, 13.10);
209
применением уравновешивания кривошипно-ползунной группы одним из трех известных способов: а) вращающимися грузами; б) качающимися грузами; в) вращающимися в разных направлениях двумя грузами, расположенными на двух параллельных валах.
Уменьшением масс подвижных частей, что может быть достигнуто использованием малоинерционных конструкций (например, механизм отрезки качающегося типа вместо возвратно-поступательного), а также более легких материалов на узлах, не несущих больших технологических нагрузок (алюминиевые или титановые сплавы); при применении титановых сплавов следует помнить, что, хотя этот материал и имеет низкую плотность (4,2 г/см3), он обладает высоким коэффициентом трения до 0,4 и меньшей, чем сталь, жесткостью (модуль упругости титановых сплавов в среднем в 2 раза ниже, чем у стали);
применением плавно регулируемого привода, позволяющего использовать автомат на наиболее оптимальных режимах, что в конечном итоге ведет к повышению производительности;
использованием тяжеловесных бунтов массой до 2000 кг и более, «то увеличивает коэффициент использования автоматов во времени, а наличие правйльно-задающих устройств облегчает обслуживание автоматов.
Глава 14
ЛИСТОШТАМПОВОЧНЫЕ АВТОМАТЫ
Листоштамповочиые автоматы предназначены для последовательной миогопереходной холодной штамповки различных деталей автотракторной, электротехнической промышленности, предметов бытового обихода и т. д.
По технологическим признакам листоштамповочные автоматы можно подразделить на две группы: к первой относятся автоматы, работающие на полосовом, рулонном или штучном материале с передачей заготовки между позициями, и ко второй — автоматы, работающие на полосовом и рулонном материале, в которых штамповку производят непосредственно в материале (с отделением заготовки только на последующей позиции штамповки). К первой группе относятся многопозиционные автоматы, ко второй все автоматы с нижним приводом, дыропробивные автоматы и специальные автоматы для изготовления магнитоприводов, а также железа статоров и роторов электродвигателей.
14Л. НАЗНАЧЕНИЕ И ВИДЫ АВТОМАТОВ
Автоматы с иижним приводом изготовляют усилием от 25 кН до 4 МН. При крупносерийном и массовом производстве мелких деталей методом вырубки эти машины являются незаменимыми, так как имеют высокую производительность (автомат усилием 210
25 кН имеет производительность от 400 до 1000 изделий в минуту), высокую жесткость конструкции, а следовательно, и хорошую стойкость инструмента.
Автоматы представляют собой кривошипный пресс с нижним расположением коленчатого вала, оборудованный двусторонней валковой подачей и ножницами для резки отходов. Ползун движется по четырем колоннам с помощью шариковых направляющих, обеспечивающих беззазорное направление ползуна. Штамповое пространство в этих автоматах открыто и удобно» для установки инструмента. Для правильного, связанного с технологией изготовления, режима штамповки автоматы снабжены бесступенчато регулируемым, приводом частоты вращения коленчатого вала (1 : 2,5). Параметры этих автоматов регламентирует ГОСТ 10739—78.
Отечественной промышленностью серийно выпускаются автоматы усилием 25—630 кН, частотой вращения коленчатого вала 80—1000 мин"1 и с величиной подачи 32—180 мм. Так как в этих автоматах устанавливают штампы последовательного действия, равнодействующая усилия в большинстве случаев не совпадает с осью симметрии автомата, что может вызвать перекос и заклинивание ползуна, поэтому применяют двухкривошипные валы. Расстояние между кривошипами (шатунами) выбирают исходя из того, чтобы равнодействующая усилия всегда находилась между ними (рис. 14.1).
Нижний привод автомата приводит к низкому расположению центра тяжести и делает автомат устойчивым, что, в свою очередь, гарантирует стабильную работу на высоких режимах.
При высокой частоте ходов в этих автоматах важное значение имеет хорошая уравновешенность. Для уравновешивания подвижной траверсы используют траверсы выталкивателей.
Появились прессы с нижним приводом, в которых используется не только прямой, но и обратный ход ползуна (рис. 14.2) В этом автомате ползун 2 перемещается между двумя неподвижными траверсами 1 и <?..При этом питание автомата лентой происходит с разных сторон,
Автоматы с плавающим ползуном относятся также к быстроходному листоштамповочному виду оборудования.
Система привода ползуна выполнена в виде кривошипнокоромыслового механизма. Частота циклов штамповки достигает 1000 мин"1 и зависит от величины подачи, скорость которой всегда остается неизменной и равной 25 м/мин.
На рис. 14.3 показана кинематическая схема такого автомата. От электродвигателя <3 движение передается валу 2, передний конец которого имеет планшайбу с возможностью регулирования величины кривошипа. Кривошип связан с правым концом шатуна 5, левый конец которого подвешен к станине на шарнирный стержень 7. Ползун пресса шарнирно закреплен со средней частью шатуна, поэтому при вращении кривошипного вала ои получает
2Н
1
Рис. 14.1. Схема листоштамповочного двухкривошипного автомата с нижним приводом:
1 — ползун; 2 — цилиндрические колонки; 3 — станина
Рис. 14.2. Схема автомата с использованием обратного хода ползуна
сложное движение, перемещаясь одновременно в вертикальном и горизонтальном направлениях.
Возвратно-поступательное вертикальное перемещение ползун совершает по направляющим колонкам 8. В горизонтальной плоскости ползун движется вместе с кареткой 6. На валу 2 установлена фрикционная муфта включения, сблокированная с тормозом. Управление муфтой — ручное рычажное. Станина открытого типа. Ползун с целью уменьшения массы выполнен из специального алюминиевого сплава. Каретка 6 состоит из верхней и нижней подушек, соединенных четырьмя направляющими колонками. Механизм подачи клещевого типа имеет две пары подающих и фиксирующих колодок. Подающие колодки 10 перемещаются с ползуном автомата. Обе пары фиксирующих колодок 9 закреплены на столе автомата. Зажимные губки этих колодок можно регулировать в продольном направлении, что позволяет устанавливать наименьшее расстояние между фиксирующими и подающими колодками в их крайних положениях, а это, в свою очередь, исключает возможность провисания ленты во время ее перемещения и обеспечивает высокую точность подачи. Зажим материала происходит с помощью пружин. Раскрытие губок принудительное от эксцентрика 1 через рычажную систему. Подающие губки, встроенные в штамповое пространство, повторяют движение ползуна. При ходе ползуна вниз губки производят прижим материала, при дальнейшем движении ползуна материал подается на необходимую величину. В это время фиксирующие губки раскрыты. Процесс штамповки осуществляется в момент подачи материала. По окончании подачи фиксирующие губки смыкаются и удерживают материал от проскальзывания при обратном движении подающих губок. Для резки отходов предусмотрены ножницы 11, получающие привод от кулака 4, 212
Рис. 14.3. Кинематическая схема автомата с плавающим ползуном
Автоматы с плавающим ползуном строят с номинальным усилием 100—500 кН с регулируемым ходом ползуна 0—37—100 мм, шагом подачи 75—200 мм и мощностью электродвигателя 5—15 кВт
Автоматы дыропробивные с револьверной головкой и программным управлением предназначены для последовательной пробивки с помощью быстросменных штампов, разнообразных по форме и размерам отверстий в деталях типа панелей, плит и шасси.
Автомат такого типа выполняют в виде пресса с револьверной головкой, на которой закреплен комплект вырубных штампов. Заготовку крепят на подвижном столе, которому задают координатные перемещения в двух направлениях в горизонтальной плоскости.
Автоматы оснащены устройством числового программного управления. Программа работы отечественных машин задается на перфорированной ленте. Схема показана на с. 508. Установка соответствующего инструмента револьверной головки (поворот ее в нужную позицию) и перемещение заготовки в заданный координаты производятся автоматически по заданной программе или с пульта предварительного набора.
Режимы работы: наладочный, одиночный и автоматические ходы. Применение одного такого автомата повышает производительность труда, высвобождая от 5 до 20 единиц универсального оборудования.
Многопозиционные автоматы перерабатывают полосовой или рулонный материал. На первой позиции происходит отделение заготовки от материала, дальнейшую ее транспортировку между позициями осуществляют грейферной подачей. Эти автоматы усилием 0,1—40 МН обладают большими технологическими возможностями и выпускаются в различных конструктивных исполнениях с числом штамповочных позиций от 3 до 14.
Штамповка на многопозиционных автоматах по сравнению с пооперационной на отдельных прессах имеет ряд преимуществ: отпадает необходимость в промежуточном отжиге вследствие того, что за время между переходами материал ие успевает упрочниться, а коэффициенты вытяжки при достаточно большом числе позиций могут быть выбраны минимальными.
Автоматизация всего технологического процесса (при полной безопасности работы и высоком качестве изделий) повышает производительность в 25—30 раз. При этом любое отклонение качества обрабатываемого материала будет обнаружено на последней позиции штамповки и может быть сразу же устранено' на операционных прессах брак будет замечен на последней операции, когда пройдет достаточно много времени, вследствие чего весь межопе-. рационный задел может оказаться непригодным для дальнейшей обработки.
Применение шахматной вырубки дает экономию материала: до 6 % при двухрядной вырубке и до 9 % при трехрядной. Возмож-214
ность работы как на рулонной, так и на полосовой стали, а также на штучных заготовках позволяет использовать отходы. Например, при изготовлении крупных сепараторов получают отход я виде диска, который используется для изготовления сепаратора меньшего размера.
Работа в автоматическом режиме способствует меньшему износу таких ответственных узлов, как муфта—тормоз.
При изготовлении сложных деталей из труднодеформируемых сталей возможно применение отжига без перерыва технологического процесса (деталь дополнительным грейферным механизмом выносится из автомата и после отжига вновь возвращается обратно).
14.2. конструкция МНОГОПОЗИЦИОННЫХ АВТОМАТОВ
Многопозиционные автоматы по месту положения привода подразделяют на автоматы с верхним и нижним расположением привода.
Основные, параметры автоматов с верхним приводом регламентированы ГОСТ 8260—78. При нижнем расположении привода повышается устойчивость в результате смещения центра тяжести автомата вниз; уменьшаются вибрации и снижаются усилия, действующие на направляющие ползуна вследствие увеличения длины шатуна, т. е. возрастает стойкость инструмента. Вместе с тем автоматы с нижним приводом должны иметь глубокие приямки или специальные подвальные помещения, снабженные транспортными и подъемными средствами для обслуживания их во время ремонта, что не всегда возможно из-за высокого залегания грунтовых вод. Применение автоматов с нижним приводом целесообразно только при условии, что все цеховое прессовое оборудование имеет нижний привод.
Привод ползунов многопозиционных автоматов имеет двухточечную подвеску нескольких типов: от двухкривошипного неразрезного коленчатого вала (тип I); от двух разрезных коленчатых валов, либо шестерне-эксцентрикового привода с направлением валов (осей) параллельно фронту пресса и расположением опор валов (осей) в стойках пресса (тип II); от шестерне-эксцентрикового привода с расположением осей в поперечине перпендикулярно фронту пресса (тип III) и от шестерне-эксцентрикового привода (с нижним расположением привода) с направлением осей параллельно фронту пресса (тип IV).
Эпюры изгибающих моментов верхней поперечины ползуна и стола в зависимости от применяемого типа привода будут различны. Приняв за 100 % изгибающий момент при приводе ползуна от двухкривошипного вала (тип I), по табл. 14.1 можно проследить, как изменяется наибольший изгибающий момент основных деталей автомата в зависимости от типа привода.
Наряду с кривошипным приводом ползуна применяют кулачковый для автоматов усилием до 800 кН. В этом случае автомат
215
Таблица 14.1
Зависимость изгибающего момента основных деталей автомата от типа привода
Тип привода Наибольший изгибающий момент, %
на верхней попе-- речине на ползуие на столе
I 100 100 100
II — - 144 52
III 180 122 100
, IV Разгружена 187 85
Примечание. Ползун пресса имеет восемь направляющих в стойках пресса.
не имеет одного общего ползуна, а число ползунов соответствует числу позиций автомата. Такая конструкция автоматов находит широкое применение при штамповке точных деталей в радио-и электротехнической промышленностях.
Благодаря независимому приводу каждого ползуна автомата масса подвижных частей резко сокращается, а каждый из ползунов имеет ту величину хода, которая потребна на данном технологическом переходе. Кроме того, ползуны имеют длинные направляющие. Все это обеспечивает высокие точность и производительность автомата.
На рис. 14.4 показана кинематическая схема многопозиционного автомата с неразрезным двухкривошипным валом. Привод автомата от электродвигателя 1 через клиноременную передачу передается на приводной вал, на котором расположены пневматические фрикционные муфта и тормоз 2. Крутящий момент с приводного на коленчатый вал передается через двусторонний зубчатый привод. На правом конце коленчатого вала расположен кулак привода продольного перемещения грейферной подачи (линейки с захватами) 3. Движение от кулака к линейкам передается рычажной системой. На том же конце коленчатого вала находится кулак раскрытия грейферных линеек, движение от которого передается через систему рычагов и тяг 4.
Механизмы валковых подач 5 приводятся от кривошипной шайбы через вертикальный вал, связанный с коленчатым, коническими шестернями, и систему тяг и рычагов 6.
В переднее подающее устройство встроен валковый правильный механизм. Шахматная вырубка ленты производится посредством периодического (после каждого цикла) поперечного перемещения обеих валковых подач механизмом 7 на требуемый шаг.
Известны и другие конструкции механизмов, обеспечивающих шахматную вырубку, например, посредством поперечного перемещения блока вырубных штампов или качания на определенный угол (по радиусу) валковой подачи.
216
Автомат снабжен ножницами 8 для рубки отходов; подвижной нож получает движение от ползуна 9 через двуплечий рычаг.
Современные ножницы для рубки отходов имеют устройство, обеспечивающее изменение положения плоскости отрезки с тем, чтобы разрезать материал всегда по перемычкам, имеющим наименьшее поперечное сечение.
Штампуемые заготовки переносятся е позиции на позицию специальным грейферным механизмом, состоящим из линеек 10 с захватами 11, которые при движении ползуна вверх после штамповки сдвигаются и захватывают детали на всех позициях штамповки; затем грейферный механизм с деталями перемещается на следующую позицию, после чего линейки расходятся, освобождая детали, и возвращаются в исходное положение. Захваты в грейферном механизме сменные; их форма и размеры соответствуют геометрии штампуемого изделия на позиции захвата. Прижимы при вытяжных работах на .автоматах небольших усилий пружинные, на крупных — пневматические с регулировкой усилия на каждой рабочей позиции.
Применение пружинных прижимов имеет существенный недостаток, так как характеристика пружины не обеспечивает постоянства усилия прижима на всем пути вытяжки.
217
Для быстрой переналадки листоштамповочных автоматов в последние годы применяют блочную смену инструмента и грейферных линеек с захватами.
Для быстрой смены бунта применяют двустороннее разматывающее устройство. По мере расхода одного из рулонов устанавливают и подготавливают второй, что сводит к минимуму время на заправку ленты в автомат.
Частоту вращения рулона в процессе подачи (в связи с изменением диаметра рулона по мере его расхода) регулируют изменением натяжения ленты.
Для обеспечения стабильной работы автомата цикловая диаграмма взаимодействия всех его--механизмов должна быть оптимальной. Методические указания по- разработке цикловых диаграмм приведены в гл. 13. ’
14.3. требования, предъявляемые К КОНСТРУКЦИЯМ АВТОМАТОВ
Многопозиционный листоштамповочный автомат обязательно должен иметь регулируемое число ходов ползуна для выбора наилучшего режима работы в зависимости от размера изделия, сложности его формы, глубины вытяжки и механических свойств обрабатываемого материала.
Для регулирования скорости применяют двигатели постоянного тока, тиристорные преобразователи частоты (ТПЧ) и вариаторы.
Следует иметь в виду, что циклограмма работы большинства автоматов составлена исходя из возможности осуществления вытяжки иа глубину, равную величины хода ползуна. При изготовлении деталей с глубиной вытяжки менее указанной величины целесообразно увеличивать время (угол поворота кулака) цикла на перемещение грейферных линеек, для чего кулаки привода следует выполнять с раздвижным (регулируемым) профилем, что позволит соответственно повысить производительность автомата.
Все автоматы должны иметь устройства для шахматной вырубки заготовок. Особое внимание должно быть обращено на увеличение жесткости конструкции автомата и, в частности, его станины. Жесткость многопозиционного автомата из-за наличия вне-центренной нагрузки должна быть в 2 раза и более выше, чем жесткость обычных листоштамповочных прессов.
Автоматы всех усилий, начиная со 100 кН, должны иметь урав- . новешиватели и устройства, предохраняющие их от перегрузки, а также указатели развиваемого усилия. Кроме того, они должны быть снабжены блокирующими устройствами, надежно защищающими штампы от повреждений из-за отсутствия или неправильной подачи заготовки на позицию, подачу сразу двух и более заготовок (при шиберной подаче заготовок из штабеля), неправильного захвата и т. д.
218
7
Автоматы усилием свыше 400 кН должны иметь микропривод, обеспечив’ающий небольшую (в 6—8 раз ниже рабочей) скорость ползуна.
Автоматы должны быть снабжены защитными решетками, закрывающими штамповое пространство во время работы пресса и сблокированными таким образом, чтобы переход на автоматический режим можно было осуществить только при опущенных ре-шетках.
Автоматы должны иметь приспособления для работы не только на ленте, но и на полосе или штучной заготовке, а также наматывающее устройство для отходов или ножницы для их рубки. При этом плоскость реза ножниц должна регулироваться с таким расчетом, чтобы независимо от диаметра вырубаемой заготовки из ленты нож всегда мог разрезать ленту по узкой части перемычки.
В крупных автоматах ползун для вырубки заготовки целесообразно выносить на стойку машины, осуществляя его привод через рычажную систему с таким расчетом, чтобы наибольшее усилие вырубки не совпадало с наибольшим технологическим усилием на главном ползуне.
. Регулировку патронов для крепления штампов на автоматах усилием 1600 кН и более следует осуществлять от индивидуальных электродвигателей.
Глава 15
ГОРЯЧЕШТАМПОВОЧНЫЕ КРИВОШИПНЫЕ ПРЕССЫ
15.1. НАЗНАЧЕНИЕ
Кривошипные горячештамповочные прессы предназначены для выполнения операций горячей штамповки и характеризуются значительными по величине силовыми и энергетическими показателями. Прессы этого типа выпускают усилием от 2—100 МН, мощность устанавливаемых электродвигателей 20—500 кВт, длина хода ползуна 200—500 мм, число ходов 100—35 в минуту.
Особенности этих прессов — быстроходность, высокая жесткость конструкции, сравнительно небольшие габаритные размеры' штампового пространства.
Большое число ходов прессов обусловлено необходимостью уменьшения продолжительности контакта штампов с заготовкой -при обработке горячего металла. Максимальная скорость ползуна прессов в 2—4 раза больше скорости ползуна универсальных прессов. Из технологических соображений скорость ползуна следовало бы значительно увеличить, однако сделать это пока не удается из-за трудностей, связанных с созданием надежной и мощной конструкции, работающей в тяжелых динамических условиях.
219
Высокая жесткость конструкции обусловливается требова-i, ниями к точности поковок при сравнительно большом диапазоне i изменения технологических параметров поковки и, следовательно,
сопротивления деформации. Повышение жесткости конструкции способствует уменьшению энергетических затрат и обеспечивает надежность пресса при перегрузках, частых при работе с горячим металлом.
Наконец, изготовление поковок сравнительно небольших раз1* мёров и использование малогабаритных штампов определяют и небольшие размеры рабочих плоскостей стола и ползуна по сравне-! нию с соответствующими размерами стола и ползуна универсаль-
! ных прессов равного усилия. Основные параметры прессов регла-
i; ментируют ГОСТ 6809—70.
i Жесткость горячештамповочных прессов в 2—4 раза превос-
i; ходит жесткость прессов другого назначения и составляет 2500—
г 2-10* МН/м; обычное конструктивное исполнение их — однокриво*
! шипный закрытого типа пресс с расположением валов парал-
лельно фронту пресса. Однако встречаются прессы и. с перпендикулярным расположением валов (небольшого усилия до 25 МН) и двухкривошипные. Узлы ползуна, эксцентрикового вала, регулируемого по высоте стола, регулировки штамповой высоты и выталкивателя по своей конструкции специфичны.
15.2. ОСОБЕННОСТИ КОНСТРУКЦИИ
К '
На рис. 15.1 показана типовая конструкция пресса. В совре-' менных прессах применяют сварные цельные или, чаще, стягивае-• мые из двух —четырех частей составные станины. Составные части
* станины выполняются сварно-литыми или сварными.
При горячей штамповке эксцентричное нагружение пресса неизбежно, поэтому в Станине предусмотрены нижние и верхние направляющие ползуна, что существенно увеличивает общую длину направляющей базы. Бронзовые плоские направляющие планки охватывают призматический ползун с четырех сторон;
регулирование направляющих осуществляется болтами и клиньями.
* Подшипники скольжения опор эксцентрикового вала монти-
руют в виде букс в отверстиях станины и закрепляют клиньями. Практика показала большую надежность неразъемных опор.
Привод пресса обычно двухступенчатый с клиноременной и
зубчатой передачами, причем на промежуточном валу консолыщ
устанавливается маховик, связанный с валом с помощью фрикционного предохранителя. В прессах малых усилий (до 20—25 МН) i применяют и одноступенчатый клиноременный привод.
Большое число ходов и значительные массы, разгоняемые при включении муфты, высокие технологические усилия — все это обусловливает тяжелый динамический режим работы привода и исполнительного механизма, в деталях которых появляются знако-
220
переменные колебательные нагрузки. Для повышения надежности привода зубчатые колеса и маховик фиксируют на валу клиновыми шпонками, распорными коническими кольцами или прессовой посадкой с большим натягом. В последнем случае монтаж и демонтаж осуществляют с помощью подачи жидкости высокого давления в специальные отверстия на валу.
Муфта и тормоз устанавливаются только на эксцентриковом валу, хотя это приводит к росту габаритов муфты и тормоза, но в то же время способствует уменьшению износа обкладок муфты, снижает возможности заклинивания пресса.
На рис. 15.1 показана конструкция кривошипно-ползунного механизма горячештамповочного пресса. Шатун выполняют из стального литья коротким и жестким (для этих прессов обычно X = 0,17-т-0,20). Давление от ползуна на шатун может передаваться через ось шарнира, как это показано на рисунке, или через цилиндрическую, пяту на наружной поверхности малой головки шатуна. Первый способ является более технологичным. Ползун имеет
221
хоботообразный прилив с дополнительными направляющими салазками для увеличения длины направляющей базы. Обычно отношение общей длины ползуна к размерам его рабочей плоскости составляет 3:1. Верхние дополнительные направляющие способствуют уменьшению перекосов и сил, воспринимаемых направляющими при эксцентричной нагрузке. Необходимо обеспечить достаточную прочность хоботообразного прилива, так как на практике бывают случаи его поломок. На верхней части ползуна пресса' укрепляют шток уравновешивателя. Большая масса ползуна с шатуном и эксцентриковым валом 0,5—1 МН не позволяет уравновесить массы всех деталей. Уравновешивается только масса ползуна с массой штампа. Чтобы устранить потери энергии из-за реакции массы эксцентрикового вала в подшипниках, вал опирают на специальные пружинные опоры, компенсирующие его массу.
Из рис. 15.1 видно расположение верхнего выталкивателя в ползуне, приводимого от шатуна при обратном ходе ползуна. Ход выталкивателя изменяется при регулировании положения оиоры выталкивающего рычйга и принимается равным 10—20 % хода ползуна, а расчетное усилие 50—100 кН.
В столе пресса размещен' нижний выталкиватель. Его привод осуществляется либо от кулачка, установленного на консоли эксцентрикового вала, либо от специального гидро- или пневмоцилиндра. Конструкции, гидровыталкивателей являются не очень надежными и часто выходят из строя. Регулируя длину тяги механического выталкивателя с помощью резьбовой втулки, можно изменять положение стержня толкателя по высоте. Для нижнего выталкивателя расчетное усилие должно составлять 0,5—1,0% л номинального усилия пресса, ход должен быть ₽«20 % хода пол-зуна.
В горячештамповочных прессах нельзя применять обычные методы регулирования штамповой высоты, так как резьбовые соединения обладают небольшой жесткостью. Величину штамповой высоты регулируют в пределах 10—20 мм с помощью клинового стола. Схема клинового стола показана на рис. 15.2, а. Рабочая плоскость стола размещена на клине, перемещающемся по наклонной плоскости станины. Клин-стол опирается на второй поперечный клин, с помощью которого производят регулировку стола по высоте. Угол наклона плоскости стола-клина принимается равным 14—16°, а поперечного клина 8—12°, .что обеспечивает достаточную регулировку по высоте, возможность расклинивания пресса (см. ниже) и позволяет избежать выталкивания поперечного клина.
Устройство регулирования, размещенное в столе, затрудняет наладку, места скольжения при этом засоряются окалиной. В последних конструкциях регулирование осуществляют с помощью эксцентриковой оси, соединяющей шатуи с ползуном (рис. 15.2, б), или дополнительной эксцентриковой -втулки в этом соединении.
222
Рис. 15.2. Конструкция регулировки штамповой высоты в горячештамповочных прессах: а — с помощью клина-стола; б — с помощью эксцентриковой оси в нижней головке шатуна
Необходимо отметить, что ведутся поиски новых конструкций исполнительных механизмов. Эти поиски направлены на повышение жесткости исполнительного механизма, уменьшение пере-
косов ползуна при эксцентричных нагрузках. Так появились прессы с дополнительным клином в исполнительном механизме, прессы с укороченным шатуном, прессы с синусным механизмом (рис. 15.3).
Существенные колебания усилия и затрат энергии при пластическом деформировании приводят к заклиниванию пресса. Заклинивание получается в результате исчерпания энергетического запаса маховика и остановки ползуна в зоне, соответствующей углам заклинивания кривошипно-ползунного механизма. Часто усилие при заклинивании в 2—3 раза превышает номинальное.
При использовании конструкции стола-клина (см. рис. 15.2, а) разгрузку пресса осуществляют ударами тяжелой болванки п<? специальному выступу, предварительно отведя поперечный клин; разгрузку лучше делать после некоторого остывания поковки в штампе. Если это не приводит к положительному результату, приходится автогенным пламенем разрезать вставки штампа.
В современных прессах для ускорения процесса расклинивания предусматривают специальные приспособления, одно Из ко-
Рис. 15.3. Конструкции исполнительных механизмов горячештамповоч ныя прессов:
а == с подвижным клином в ползуне; б — с укороченным шатуном; в =₽ с синусным меха» низмом
223
Рис. 15.4. Гидрогайка для расклинивания пресса
торых показано на рис. 15.4. Здесь верхние гайки стяжных шпилек станины выполнены составными так, что гайка является как бы поршнем в цилиндре, опирающемся на станину. В ступенчатый цилиндр с помощью насоса может подаваться жидкость высокого давления. При выве
дении пресса из распора под действием давления масла 50— 100 МПа происходит одновременное удлинение всех стяжных шпилек, при этом из-под стыка вынимают прокладки 1, создающие предварительный натяг стяжных болтов. Давление должно быть на 20—30 % выше, чем расчетное давление для усилия затяжки. После снятия давления ползун выводят из положения заклинивания, затем вновь подают жидкость высокого давления, ставят на место прокладки и опять снимают давление. Такие устройства позволяют снизить простои прессов. Следует отметить, что горячештамповочные прессы металлоемки и потому дороги. Усовершенствование этих прессов устройствами, сокращающими время наладки и вынужденные простои, всегда рационально, поэтому большинство современных прессов имеют микропривод, указатели усилия, приборы для контроля температурь^ подшипников, столы для монтажа штампов, что существенно увеличивает экономическую эффективность их применения.
Расчет горячештамповочных прессов не имеет существенной специфики по сравнению с расчетом других прессов. Эксцентриковые валы и зубчатые колеса выполняют из легированных сталей 40ХН, 50ХН. Наряду с общими расчетами следует производить расчет деформаций станины и деталей кривошипно-ползунного механизма, при этом необходимо стремиться к обеспечению достаточной жесткости пресса в целом. Рекомендуемые нормы жесткости приведены в табл. §.2. -
Стремление расширить технологические возможности кривошипных горячештамповочных прессов привело к созданию более специфических конструкций. Так, созданы прессы для горячего выдавливания, отличающиеся в соответствии с требованиями технологического процесса большей длиной хода, меньшим'числом ходов, более совершенной системой выталкивания.
В промышленности успешно эксплуатируются горячештамповочные прессы двойного действия, на которых проводится точная объемная штамповка без облоя. Наружный ползун этих прессов обеспечивает замыкание в полости штампа, а внутренний несет деформирующий инструмент. Оба ползуна рассчитываются на 224
восприятие номинального усилия (обычно в пределах 10 МН). Эти прессы менее быстроходны, ибо по условиям технологического процесса режим остывания поковки не столь интенсивен, как при наличии облоя.
Последние конструкции прессов оснащаются автоматическими грейферными перекладчиками или роботами, благодаря чему обеспечивается их автоматическая работа при использовании 20—50 % номинального числа ходов.
Глава 16
ЧЕКАНОЧНЫЕ КРИВОШИПНО-КОЛЕННЫЕ ПРЕССЫ
16.1. НАЗНАЧЕНИЕ
Чеканочные кривошипно-коленные прессы предназначены для выполнения операций холодной и горячей калибровки, чеканки, выдавливания, рельефов и т. п. При этом возникает сравнительно большое сопротивление деформации, действующее на небольшой длине рабочего хода ползуна (не более нескольких миллиметров). В соответствии с этим на деформирование затрачивается и сравнительно небольшая энергия.
Указанные особенности технологической операции вызвали необходимость перехода в чеканочных прессах на иной исполнительный механизм — кривошипно-коленный^ для которого характерна малая скорость при подходе к крайнему нижнему положению ползуна.
Обычно прессы выполняют с закрытой станиной и с одно-или двухколенчатым валом. Хотя рабочий ход пресса небольшой, но для локальной калибровки полых глубоких деталей строят прессы и с увеличенным ходом.
Чтобы обеспечить требуемую точность калибровки, необходимы прессы, обладающие достаточной жесткостью. Однако при холодной калибровке сопротивление деформации изменяется не в таком большом диапазоне, как при горячей штамповке, поэтому жесткость чеканочных прессов несколько ниже жесткости горячештамповочных.
Прессы имеют двух- или трехступенчатый открытый или закры- — тый привод, причем передача на коленчатый вал в прессах больших усилий двусторонняя, в прессах средних и небольших усилий — односторонняя.
Применение кривошипно-коленного механизма позволяет при том же моменте на приводе преодолевать усилие деформации, которое в 3—5 раз больше усилия на обычных кривошипных прессах в конце хода. Поэтому привод чеканочных прессов имеет небольшие габаритные размеры, что отражается и на размерах пресса — они значительно меньше размеров кривошипных прессов (при одинаковых усилиях).
8 А. Н. Банкетов и др. • 225
Прессы аналогичных конструкций применяют и для холодного выдавливания, но при этом в связи с ростом рабочего хода необходим более мощный привод.
Основные параметры чеканочных прессов и прессов для хо- -лодного выдавливания регламентированы ГОСТами. Чеканочные прессы изготовляют с номинальным усилием 1—40 МН при ходе ползуна 95—200 мм, прессы холодного выдавливания усилием 1—10 МН при ходе ползуна 130—360 мм. Рабочий ход составляет обычно 1—2 % общего хода для чеканочных прессов (меньшее значение для прессов малых усилий) и *=«15 % для прессов холодного выдавливания.
16.2. КИНЕМАТИКА И СТАТИКА КРИВОШИПНО-КОЛЕННОГО МЕХАНИЗМА
Механизм состоит из шарнирного четырехзвенника (рис. 16.1), к подвижному шарниру коромысла которого присоединено звено с ползуном. Длина хода ползуна определяется максимальным уг-лохм отклонения коромысла от вертикали; угол фшах не превышает 30—40°. В крайнем нижнем положении ползуна рационально, чтобы угол передачи между шатуном и ползуном был близок к прямому, это повысит КПД механизма на участке рабочего хода.
Более детальные исследования кинематики и статики меха
низма показали, что механизм рационально выполнять дезаксиаль-ным, поднимая опору кривошипа приблизительно на величину 1,5 Д. Для компенсации возможного износа и увеличения времени деформирования механизм чаще выполняют так, чтобы шарнир В переходил за вертикальную ось на величину А. Значение А должно быть ограничено из условий трения. Желательно, чтобы механизм при этом оставался в пределах зоны заклинивания для звеньев ВС и BD.
Угол отклонения этих звеньев в пределах зоны заклинивания зависит от коэффициента трения в шарнирах, составляющего
0,010—0,015. При этом величина А, при условии равенства радиуса всех шарниров г, определяется как
А (0,02-4-0,03) г. (16.1)
Есть прессы, у которых шарнир В не имеет перехода за вертикальную ось, время контакта детали с инструментом у них мень-
Рис. 16.1. Кинематическая схема кривошипно-коленного механизма
226
ше. Обычно длины коромысла ВС и звена BD одинаковы. Коэффициент длины шатуна принимается равным 0,12—0,17, адлину звеньев находят из соотношения, связывающего длину хода ползуна и принятое значение фшах:
// = 2/(1-cos фтах). (16.2)
Задаваясь при конструировании, (из условия размещения подшипников коленчатого вала) величиной х (см. рис. 16.1), можно найти значения R, L, I. Для энергетического расчета и построения графика допустимых усилий найдем аналитическую зависимость перемещений ползуна s и угла поворота кривошипа а. Отсчет перемещений будем вести от крайнего нижнего положения ползуна, а отсчет углов — от горизонтали, проходящей через ось кривошипа О в сторону,- противоположную направлению фактического движения.
Заметим, что sin ф0 = А//,
tg а0 = / (1 — cos ф0)/(х — Д).
Поскольку А <^ / и А х, можно полагать, что
cos ф0 = 1 — А2/(2/2), тогда
tga0 = А2/[2/(х — А)] или а0 = А2/(2/х). (16.3)
Согласно рис. 16.1, = a + a0, перемещения s связаны с уг-
лом ф соотношением
s = 2/(1 —cos ф). (16.4)
Координаты, фиксирующие положение точки А, равны
А = х + R cos а; В = у — Д sin а. (16.5)
Если обозначить
/1 = Д2 + В2; Е = 4 + /-9-/Д (16.6)
то получим
cos 6 = Е (2/// А2 + В2), тогда
sin 6 = У1 — Е2/ [4/2 (А2 + В2)].
По аналогии имеем
sin е = В/У А2 + В2; cos е = A/У А2 В2.
Поскольку cos ф = sin (90 + ф) = sin (6 + е), то, используя (16.4), получим формулу
(16.7)
8*
227
Рис. 16.2. Характер изменения кривых перемещения s, скорости v и .ускорения / ползуна чеканочного пресса
При расчетах необходимо помнить, что значения s по формуле (16.7) получаются как разность двух больших величин, поэтому точность расчета должна быть высокая. Анало
гичные формулы могут быть построены и для дезаксиального механизма.
На рис. 16.2 приведены кривые перемещений, скоростей и ускорений кривошипно-коленного механизма. Как видно, скорость и перемещения в конце хода ничтожны; 3—5 % хода совершается при угле поворота кривошипа на 100—120 °.
Для определения сил, действующих на звенья, построим план сил с учетом трения в шарнирах для положения механизма, показанного на рис. 16.3. При этом заметим, что область нагружения лежит вблизи от нижнего положения ползуна, поэтому угол ф не превышает 20 °. Углы, определяющие направление сил и расположение звеньев, согласно обозначениям на рис. 16.3, равщ>г 7? sin a — s/2 * 1 s\.
sin х =--------— — X sin а —- д ;
Lt \ i К /
cos x = J/l — sin2e «1------------ sin a (sin а — -£
cos ф = 1 — s/(21); sinifi^Ks/^
81пф1 = 2/т7/; Sin xr = (rA — rB) f/L = fl (rA — rB)/R.
Здесь принято, что диаметры шарниров В, С и D одинаковы. Зная усилие сопротивления деформации PD, строим треугольник сил, определяющий условие равновесия ползуна (PD, Рна, Рвв)-
Отсюда искомая сила Р — р°cos Ф
BD . COS (Ф + ф>+Ф1) '
Приближенно
BD cos ф cos (ф ф-Ф1)— sin ф sin (ф -f- ф^ °’ ' ’ '
Сила РАВ направлена по шатуну касательно к кругам трения в точках В и А, а сила Рвс должна пройти через точку пересечения сил РАВ и Рвс и касательно к кругу трения в шарнире С. 228
Рнс. 16.3. к расчету сил, действующих на звенья кривошипно-коленного механизма
Такие планы сил можно построить для разных текущих положений механизма. Однако это построение трудоемко, и целесообразнее воспользоваться приближенными выражениями (получены геометрически):
Р 2P°(/T+2'-t)______________________
АВ , X.2 / . S \ Л ( S Гд — ГВ \( ч Г с г
1 — — I sin а — — I — X I sin а — — /- .1 |/ —I- 2/ — I
2 \ R) \ 2Я R J\ Г i i } ~2Рп(]/ 7+2/7): (16.9)
Рвс~ Pbd-
При расчете коленчатого вала следует использовать известную методику определения приведенного плеча силы или относительного крутящего момента в кривошипно-ползунном механизме. Разница методик состоит в том, что каждому положению механизма соответствует другая величина дезаксиальности, равная s/2; при малых значениях s дезаксиальностью можно пренебречь.
Обычно строят графики нагрузок, допускаемых прочностью коленчатого вала, зубчатых колес и т. д.
16.3. ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ ПРЕССОВ
На рис. 16.4, а показан кривошипно-коленный механизм чеканочного пресса. Коленчатый вал 3 расположен с задней стороны пресса. «Ломающиеся» звенья (призмы) 4 выполнены в виде
229
Рис. 16.4. Конструкции исполнительного механизма чеканочных прессов: а регулирование клином, привод открытый; б — регулирование эксцентриком, при» вод закрытый
массивных стальных призм, на концах которых находятся разрезные вкладыши 5 шарниров, воспринимающих технологическое усилие. Для обеспечения передачи усилия при обратном ходе ползуна к боковым сторонам призм привернуты щеки 6, имеющие отверстия для осей шарниров 7. Верхний шарнир опирается на подушку 2, которая, в свою очередь, через клин 1 или эксцентрик опирается на траверсу станины. Клин или эксцентрик служат для 230
регулировки штамповой высоты пресса, причем величина регулировки невелика и составляет 6—20 мм в зависимости от номинального усилия пресса. Подушка притягивается к траверсе пресса с помощью массивных пружин, расположенных в верхней части траверсы. Пружины должны полностью уравновешивать массу всех деталей исполнительного механизма, исключая коленчатый вал и часть шатуна. Затяжку пружин на предварительное усилие надо осуществлять с учетом последующей регулировки штампового пространства. Регулировку производят с помощью электродвигателя, вращающего через редуктор винт, ввернутый в г.айку, соединенную с клином. Чтобы избежать выталкивания клина, угол скоса его должен быть не более 3—4°. На рис. 16.4, б показан вариант того же механизма, конструктивно более компактный, поскольку звенья размещены в полости ползуна, размеры которого по высоте при этом увеличены. Для регулирования вместо клина применен эксцентрик, совмещенный с верхним шарниром, нижний шарнир использован для привода рычага выталкивателя. Призматический шатун проходит сквозь окно в ползуне и призмах.
Сравнительно небольшие габаритные размеры механизма не позволяют значительно увеличить размеры шарниров, трущиеся части которых воспринимают давления, равные 150—200 МПа. Это приводит к необходимости изготовлять оси шарниров из сталей У10, 40ХН, 50ХН с последующей закалкой их на твердость HRC 58—60. Вкладыши целесообразно выполнять из бронзы (Бр010Ф1, БрАЖЭ—4 и других более твердых). Для обеспечения работоспособности шарниров в прессе имеется специальная циркуляционная система жидкой смазки. В качестве масляной ванны используют полость в ползуне. Затем масло через фильтр нагнетается насосом в каналы подушки, подводящие масло к верхнему шарниру, откуда по специальным каналам в фиксирующих штифтах и призмах оно поступает к среднему и нижнему шарниру, утопленному в ванне ползуна.
Избыток масла, скатывающийся по поверхности призм, собирается в лотках и направляется опять в каналы. Электродвигатель масляного насоса сблокирован с главным электродвигателем пресса таким образом, что работа пресса невозможна до включения смазочной системы.
Шатун в этих прессах при работе подвергается растяжению, а не сжатию, как обычно.
Глава 17
ГОРИЗОНТАЛЬНО-КОВОЧНЫЕ МАШИНЫ
17.1. НАЗНАЧЕНИЕ И КОНСТРУКЦИЯ
Горизонтально-ковочные машины (ГКМ) применяют во многих отраслях промышленности при'изготовлении самых различных заготовок, требующих технологических переходов высадки, про
231
шивки, просечки, пережима заготовки, выдавливания, гибки и, наконец, отрезки, т. е. отделения штамповки от прутка.
Выпуск ГКМ начался со второй половины прошлого столетий. Широкое распространение этих машин в различных отраслях промышленности обусловлено следующими их преимуществами:
1) высокой производительностью при изготовлении относительно небольших партий;
2) экономичным расходом металла по сравнению со штамповкой на молотах;
3) высокой точностью получаемых поковок, что в сочетании с малыми припусками и уклонами обеспечивает незначительные отходы при дальнейшей обработке на металлорежущих станках;
4) широкими технологическими возможностями, по которым они близки к автоматам для горячей объемной штамповки;
5) возможностью проведения автоматизации штамповки при изготовлении крупных партий однотипных деталей.
Главным параметром, характеризующим ГКМ, является номи-нальное усилие на штамповочном ползуне. Основные параметры ГКМ регламентируются ГОСТ 7023—70.
На рис. 17.1 дана классификация ГКМ. Все ГКМ, выпускаемые отечественной и зарубежной промышленностью, можно подразделить на две основные группы: с вертикальной и горизонтальной плоскостью разъема матриц.
Главное достоинство машин с горизонтальной плоскостью разъема матриц состоит в том, что при раскрытых матрицах зев станины полностью открыт для движения заготовок по всей длине матричного блока, что, безусловно, облегчает и упрощает автоматизацию этих машин, хотя и следует отметить, что за последние годы имеется также положительный опыт по автоматизации ГКМ с вертикальной плоскостью разъема матриц.
Рис. 17.1. Классификация горизонтально-ковочных машин
232
Рис. 17.2. Кинематическая схема горизонтально-ковочной машины
Машины с горизонтальным разъемом матриц выпускаются с зажимным ползуном, имеющим качательное либо возвратно-поступательное движение.
На рис. 17.2 показана кинематическая схема ГКМ с вертикальным разъемом матриц. От электродвигателя 10 через клиноременную передачу 9 вращение, передается маховику, установленному на приводном валу. В маховик встроен фрикционный предохранитель, который срабатывает при превышении допустимого крутящего момента. С приводного вала через зубчатую передачу 13 вращение передается на коленчатый вал, на концах которого расположены фрикционная пневматическая муфта включения 11, встроенная в большую шестерню передачи, и пневматический ленточный тормоз 8. На этом же валу расположены прямой и обратный кулаки привода механизма зажима. Ползун 14 получает привод от кривошипно-ползунного механизма 12 и закрепленным на нем блоком пуансонов совершает деформацию поковки. Промежуточный ползун 6 зажимного механизма получает движение от кулака 7 и через коленно-рычажную систему 4 передает движение зажимному ползуну, на котором установлена подвижная матрица 2, прижимающая заготовку к неподвижной матрице 1, закрепленной жестко на станине-. Выстаивание зажимного ползуна 3 в переднем положении, необходимое для зажима заготовки во время штамповки, достигается соответствующей профилировкой кулака 7.
Предохранение механизма зажима от перегрузки достигается с помощью самовосстанавливающего пружинно-рычажного предохранителя 5.
Приводной вал в рассматриваемой ГКМ расположен ниже коленчатого, вынесен вперед и установлен в неразъемных опорах. Все ползуны — штамповочный, боковой и зажимной — имеют по
233
две пары направляющих. Кривошипно-ползунный механизм работает в подшипниках скольжения из высокооловянистой бронзы. Все три опоры коленчатого вала разъемные (для улучшения работы ' подшипников разъем выполняется под углом 45° к горизонту). Усилие штамповки с шатуна на ползун передается непосредственно через цилиндрическую поверхность малой головки шатуна. Палец, соединяющий шатун с ползуном, служит только для обратного хода. Муфта и тормоз — фрикционные с электропневматиче-ским управлением. Тормоз маховика — пневматический колодочный (колодка прижимается к торцу маховика). Смазка машины жидкая принудительная.
Другие ГКМ отличается от описанной различными конструктивными особенностями, основными из которых являются наличие или отсутствие стяжных болтов на станине машины (все крупные и средние машины обязательно имеют дополнительные поперечные и продольные связи); конструкция привода зажимного ползуна с механическим или с гидравлическим предохранителями; ( наличие или отсутствие микропривода; конструктивное исполнение муфты (так, Рязанское ПО Тяжпрессмаш) применяет однодисковые фрикционные муфты с металлической диафрагмой). ГКМ с гидравлическим приводом зажимного ползуна, а также машины с индивидуальным приводом штамповочного и зажимного ползунов большого распространения не получили.
При крупносерийном и массовом производстве однотипных поковок из прутка диаметром 25—200 мм подача заготовки в штампо-вочное пространство тяжела. Для облегчения подачи тяжелых заготовок используют подъемные пневматические или гидропневма-тические столы, с помощью которых заготовка удерживается на весу, перемещается по вертикали на уровень того или иного ручья штампа. Остальные манипуляции с прутком (заготовкой) производят вручную.
В последние годы предложен ряд конструкций автоматических подач, однако более удобны для автоматизации из-за открытого штампового пространства машины с горизонтальным разъемом матриц.
На рис. 17.3 показана ГКМ с горизонтальной плоскостью разъема матриц и автоматической подачей для изготовления различных деталей машиностроения.
От электродвигателя через клинопеременную передачу вращение передается маховику 24, откуда через пару зубчатых колес —• коленчатому валу, на одном конце которого находится пневматическая фрикционная муфта 25, а на другом тормоз 27. Все основные рабочие механизмы ГКМ монтируются на станине 23. Зажим заготовки в процессе штамповки ее пуансонами 4 осуществляется через пару рычагов 2 качающимся на оси ползуном 1. Зажимной ползун 1 получает привод от шатуна через систему рычагов и предохранительное устройство от перегрузки 22. Рычаги 2, приводящие в движение зажимной ползун, расположены на эксцентрико-234
вид A
вочная машина с горизонтальной плоскостью разъема матриц с автоматической подачей
235
вых осях, что позволяет посредством механизма 3 регулировать усилие зажима матриц 5.
В течение одного рабочего хода закрытие и раскрытие матрицу необходимые по циклу, а также продолжительность выстаивания матриц в закрытом состоянии достигается подбором длин плеч рычагов механизма зажима и выбором координат точек для установки неподвижных осей в станине. Поскольку штамповочный ползун все время находится в движении, то теоретически при любом подборе плеч рычагов в процессе зажима наблюдается некоторое незначительное перемещение зажимной матрицы во время выстаивания. Однако из-за большой длины шатунов и очень малого угла их качания величина этого перемещения при использовании описываемого механизма зажима во много раз меньше, чем при применении других конструкций механизмов зажима ГКМ.
Для удобства обслуживания ГКМ малых усилий привод зажимного ползуна с системой тяг и рычагов, а также устройство^ предохраняющее этот узел от перегрузки, расположены в верхней части ГКМ, в ГКМ усилием 6,3 МН и более в нижней части, как показано на рис. 17.3.
Автоматическая подача расположена на передней стороне машины и выполнена таким образом, что остается открытым доступ к инструменту, не затрудняется и не усложняется переналадка и подналадка ГКМ в процессе работы.
Все рабочие механизмы подачи крепятся на станине 23 болтами 26. Ползун 10 для передачи заготовок из одного ручья в другой для удобства смены инструмента и переналадки ГКМ имеет возмож,-ность перемещаться по плите 12, открывая доступ к рабочей зоне ГКМ. Перемещение ползуна 10 производится через систему рычагов 8 от приводного вала 20, который получает привод через пару зубчатых колес 21 и коническую пару от коленчатого вала ГКМ.
Приводные рычаги связаны с толкателем 7 через упругий компенсатор (подпружинены). На толкателе 7 укреплены направляющие 18, имеющие призматические выемки (пазы), куда закладываются заготовки во время штамповки. Расстояние между призматическими выемками соответствует расстоянию между ручьями инструмента ГКМ. Слева и справа от толкателя 7 расположены упоры 15, устанавливаемые таким образом, чтобы призматические выемки в направляющей 18 в конечных положениях точно совпадали с осями ручьев инструмента.
Над направляющей 18 расположена зажимная балка 17, которая управляется от пневмоцилиндров. Балка 17 имеет подвижную прижимную планку, которая при зажиме заготовки совершает ход подачи вместе с направляющей 18, а после разжима под действием сжатого воздуха возвращается в исходное положение. Положение балки 17 с помощью упорного винта Убможно регулировать в соответствии с диаметром обрабатываемой заготовки.
Балка расположена на поперечине, которая соединена при помощи двух изогнутых рычагов с ползуном 10. Ползун 10 отлит 236
совместно с мощным упорным блоком 9. При обработке На ГКМ коротких штучных заготовок к этому блоку дополнительно крепят упор 6. При обработке длинных заготовок применяется другой транспортирующий узел 14, который крепится к плите 12 станины на соответствующем расстоянии от ползуна 10. Узел 14 имеет такую же систему рычагов, как и ползун 10 и соединен с ним посредством приводного вала 11. В последнем предусмотрен длинный продольный паз для перемещения транспортирующего узла 14 относительно плиты 12. Направляющая 13 служит в качестве задней опоры прутка. Автоподача работает в следующей последовательности. От индукционной нагревательной установки нагретая до ковочной температуры заготовка посредством рычага 19 закладывается в транспортирующее устройство непосредственно под правым призматическим вырезом направляющей 18. Конструкция подающего устройства зависит от конструкции и расположения нагревательной установки.
При расположении индуктора рядом с машиной на высоте инструмента передачу нагретой заготовки в призматический вырез направляющей 18 можно выполнить при помощи толкателя. Затем посредством рычага 8, после включения ГКМ, направляющая .18 поднимается по дуге и пруток прижимается к балке 17.
В следующий момент при продолжении дугообразного движения толкателя 7 открываются зажимные матрицы инструмента, и заготовка вводится в ручей. Пруток (или заготовка) при этом надежно удерживается балкой 17, находящейся под постоянным усилием прижима сжатым воздухом, так что поворот прутка при его транспортировке из ручья в ручей полностью исключается. После того как заготовка уложена в ручей, зажимной ползун 1 ГКМ опускается и фиксирует заготовку. Толкатель 7 возвращается в исходное положение.
Таким образом, заготовка перемещается от ручья к ручью, и цикл вновь повторяется при введении каждой новой заготовки. Импульс на включение машины поступает от индукционного нагревательного устройства. Заготовка, проходя по ручьям ГКМ, постепенно деформируется,’ приобретая требуемую форму, и при последнем движении направляющей 18 оказывается снаружи машины, вне блока инструментов.
Для массового производства однотипных низких поковок (крупных гаек, колец шарико-роликоподшипников, заготовок шестерен и т. д.) в пределах номинального усилия машины до 28 МН, в настоящее время вместо ГКМ используют многопозицион-' ные автоматы для горячей объемной штамповки (см. гл. 13).
17.2. ОСОБЕННОСТИ РАСЧЕТА ГКМ
Основные детали и узлы горизонтально-ковочных машин рассчитывают так же, как детали и узлы кривошипных прессов. Особенность расчета зажимного механизма заключается в том, что его
237,
Рис. 17.4. Расчетная схема механизма зажима: а — нормальная работа; б — аварийное состояние
привод выбирают исходя из усилия зажима Рзаж = 0,35 РШт, где Ршт — усилие штамповки (исходя из этого усилия рассчитывают пружинный или гидравлический предохранитель; рис. 17.4).
Усилие Рт1Х, действующее вдоль бокового (зажимного) ползуна при закрытой матрице,
[f (1+49+/.(н.п
где а, 12, 1з — геометрические размеры механизма; f — коэффициент трения; rD, rF и гм — радиусы осей соответственно в шарнирах D, F и Л4.
Звенья /2 и 4 в конечный момент штамповки могут находиться под нагрузкой Part, превышающей РзаН!, поэтому их следует рассчитывать на полное усилие штамповки РШт. На восприятие этих же усилий рассчитываются и шарниры D, F и М.
Наибольшее усилие, действующее на звено предохранителя п и на шарниры х и у,
р _ ha — — b) f \k (гс rо) — lj(rk — rc)] p (17 9^
lx[rv-f(rK-'v}} заж' 1 ;
При срабатывании предохранителя усилие. Р„ резко падает.
Усилие затянутой пружины, обеспечивающее зажим заготовок, соответствующее нагрузке Рзая!,
-- f [(Pi/ + Gr) --1- (rx
Т’пр = Т’цшах-----—-------------- (17.3)
{m sin <p — d cos <p fro)
238
где ry, гх, г0 — соответственно радиусы осей шарниров, остальные I величины ясны из рисунка.
Усилия, по которым рассчитываются на прочность шар-; ниры К, G,
?К. — ^*шт — maxi ' (17.4) ;
Л^птах + Лхр- (17.5)
Для того чтобы усилие при штамповке не передавалось с зажимного ползуна приводу механизма зажима, необходимо, чтобы в рабочем положении зажима шарнир D чеканочных рычагов /2 и h не отстоял от линии их распрямления более, чем на е sg 0,1 rD (rD — радиус шарнира). При профилировании кулака зажима рабочий угол выбирают с учетом деформации механизмов на 10—12° больше теоретического.
Для исключения поломок при различных1 перегрузках на ГКМ применяют также кольцевые предохранители (из каленой стали ШХ15) под пуансоны: Расчет таких предохранителей аналогичен расчету продавливаемых чашек. Станина ГКМ рассчитывается как брус.
Расчет мощности электродвигателя главного привода ГКМ имеет некоторые особенности вследствие чередования нагрузок через два-три или четыре хода ползуна, причем за каждый ход ползуна происходит включение муфты и какой-либо технологический переход (рис. 17.5), поэтому при расчете приходится иметь дело с многоучастковым графиком, который следует привести к эквивалентному двухучастковому.
Приведение к эквивалентному двухучастковому графику производится следующим образом. Определяют среднюю работу технологического перехода Ао, Дж:
— (Ал + ^02 + АОг + ... + Аот)/т + Ам, (17.6)
где Д01 . . . Аот — работы 1, 2, ..., m-го технологического перехода, Дж; т — число технологических переходов в операции (цикле); Ам — работа включения муфты.
Затем- находят среднюю работу холостого хода Лх, Дж:
^х — 0X1 + ^Х2 + • • • + ^хт)/7и, (17.7)
где Лх1, Дх2, ..., Ахт — работа холостого хода 1, 2, ..., т-го перехода, Дж.
Среднюю работу вращения маховика при неподвижном штамповочном ползуне Л х. м, Дж, определяют по формуле
Лх. М = Их. Ml + ^х. М2 + • • • + ^х. ми)/т> (17.8)
где ^х. mi, х. м2, •••, ^х. м« — работа вращения маховика при неподвижном штамповочном ползуне между технологическими переходами.
239
Рис. 17.5. Многоучастковые графики нагрузки:
а —* типовой случай; б — график расчетных нагрузок для горизонтально-ковочной машины
Средний угол технологического перехода (угол поворота кривошипного вала с учетом деформации), рад
= (®oi А “1“ • • А ®om)Ai> (17.9)
где aoi, a02, ..., aom — углы 1, 2, .... m-го технологического перехода.
При работе в автоматическом режиме, когда четыре технологических перехода следуют один за другим, а пауза образуется только после завершения операции, многоучастковый график показан на рис. 17.5, б. В этом случае Л01 > 2Л0.,; /403 > 2A0i, и приведение к двухучастковому графику производится по формулам
А) = (Ан А Аг А А).: А Ам)/2, (17.10)
А = (Ац А А? А 4ХЗ + Лх4)/2; Лхм (17.11)
®о (®oi А аог А ао» А а<м)(2; (17.12)
/ц=.120/(^р), (1743)
где ?ц — время цикла, с; пп — частота ходов штамповочного ползуна, мин4; р — коэффициент использования числа ходов машины (в случае работы на ГКМ р < 1).
240
Далее мощность электродвигателя Np (расчетная) определяется по формуле (7.19) или (7.20), а момент инерции привода по формуле (7.21).
В настоящее время в ЦБКМ разработана общая программа расчета мощности и момента инерции маховика для любого иного-участкового графика с помощью ЭВМ.
Глава 18
ОБЖИМНЫЕ МАШИНЫ
Ротационное обжатие — это изменение формы заготовки путем периодического обжатия матрицами (бойками) с удлинением ее вдоль оси при сохранении постоянного объема. Ротационному обжатию подвергают материалы, обладающие достаточной пластичностью, и материалы, плохо поддающиеся обработке давлением. Этот процесс применяют для производства различного рода цилиндрических и ступенчатых валиков, велосипедных спиц, для обжима труб и валов. При этом обжим может происходить по всей длине заготовки или на ее части. При обработке труб со специальными профильными оправками, вложенными в них, внутреннее профилирование можно осуществить редуцированием наружного диаметра трубы. Аналогично получают нарезку стволов, профилируют глухие отверстия и внутренние конические профили. Внутреннее профилирование проводят на четырехбойковых машинах.
Ротационное обжатие с успехом заменяет токарную обработку. При этом по сравнению с токарной обработкой увеличивается производительность, наблюдается экономия металла, повышается точность обработки, уменьшается шероховатость поверхности и улучшается качество металла (волокна не перерезаются, прочностные характеристики металла повышаются). Заготовки, подлежащие обработке, должны быть однородны по длине, по структуре и механическим свойствам.
На рис. 18.1 приведена классификация обжимных машин 138). Все обжимные машины разделяют на две группы: машины ротационно-обжимные и машины радиально-обжимные. В рота-ционно-обжймных машинах шпиндель, несущий инструмент, или обойма с роликами совершают вращение вокруг обрабатываемой заготовки. В радиально-обжимных машинах сам инструмент и приводящие его в действие узлы не вращаются вокруг заготовки, а движение инструмента происходит по радиусу от периферии к центру и обратно. В машинах простого действия все рабочие бр-ганы осуществляют обработку одновременно с равной степенью обжатия, что обусловливает простоту их конструкции. В машинах двойного действия имеются две пары рабочих органов, производящих обработку в заданной последовательности с различной сте-
241 д
Рис. 18.1. Классификация машин для обжатия
пенью обжатия. При этом движение рабочих органов осуществляется от двух различных по конструкции приводов.
По направлению подачи заготовки в зону обработки машины подразделяют на горизонтальные и вертикальные.
По степени автоматизации все обжимные машины можно разделить на три группы: машины с ручной загрузкой и ручной подачей заготовок; полуавтоматы, в которых загрузка заготовок в подающее устройство осуществляется вручную, а подача и обработка изделий производятся автоматически; автоматы, у которых и загрузка и обработка изделий происходят автоматически.
При проектировании установок обжатия очень важной проблемой является установление скорости подачи заготовок. Для заготовки необходимы наряду с продольной подачей и круговая подача и согласование подачи с движением инструмента.
Для силового и энергетического расчета обжимных машин необходимо правильно определять усилие обжатия. Усилие обжатия на коническом участке заготовки, МН [24]:
4/ 4f
Oso
где ^ = 1/^4; di — начальный диаметр заготовки, м; d2 — диаметр заготовки после обжатия (малый диаметр конуса), м; f — коэффициент трения скольжения; <р — угол при вершине конуса.
242
Усилие обжатия на цилиндрическом участке
(18.2)
где 1Р — длина бойка, м.
18.1. РОТАЦИОННО-ОБЖИМНЫЕ МАШИНЫ
По конструкции различают три основных вида ротационнообжимных машин: шпиндельные (рис. 18.2„п), двухшпиндельные (рис. 18.2, б) и кольцевые (рис. 18.2, в).
Механизм обжатия (рис. 18.2, а) шпиндельных машин имеет пустотелый шпиндель 5 с ползунами 2, которые взаимодействуют
243
с цилиндрическими роликами 3, опирающимися на внутреннюю поверхность неподвижного цилиндрического кольца 1 (обоймы). В свою очередь, ползуны 2 с бойками 4 воздействуют на заготовку 6. Бойки возвращаются в первоначальное положение под действием центробежных сил.
На рис. 18.2, б показан двухшпиндельный механизм обжатия. Такие машины применяют, когда необходимо произвести обжатие средней части заготовки. Ползуны 2, расположенные в пазах наружного шпинделя 7, на пути своего движения от периферии к центру входят в паз головки внутреннего шпинделя 5 и под действием окружного усилия приводят последний во вращение, а вместе с ним и бойки 4, расположенные в его пазах. При этом обжим заготовки происходит не сразу при входе в отверстие бойков, а лишь после перемещения шпинделя в направлении рабочего движения подающего устройства на величину, при которой вертикальное перемещение становится больше зазора между заготовкой 6 и рабочей поверхностью бойков.
На рис. 18.2, в показан механизм обжатия кольцевой машины. Вокруг неподвижного шпинделя 9 вращается обойма кольца 1 с сепараторами 8 и цилиндрическими роликами 3, воздействующими на ползуны 2, которые возвращаются в первоначальное положение пружинами 11. Кольцо 1, на которое опираются ролики, жестко связано с барабаном 10. К барабану крепят приводной шкив. Последний механизм обжатия в противоположность двум другим имеет бойки, перемещающиеся только возвратно-поступательно, что позволяет получать, изделия с прямоугольным или квадратным сечением.
Недостатком ротационно-обжимных машин . является невозможность регулирования бойков во время работы. Этот недостаток устранен в радиально-обжимных машинах.
Большое значение в ротационно-обжимных машинах имеет форма задней поверхности ползунов 2. При быстром вращении и неправильной профилировке задней поверхности ползунов происходит их значительный износ. Кроме того, работа машины сопровождается большим шумом. На проворачивающихся роликах нагруженные места меняются, на ползунах же они остаются постоянными, поэтому заднюю поверхность ползунов следует профилировать с таким расчетом, чтобы обеспечивался оптимальный закон движения ползунов, т. е. изменение ускорения происходило бы по синусоиде.
Обычно ротационное обжатие производят вхолодную, что дает большую чистоту поверхности. Обжатие вгорячую применяют главным образом при обработке изделий больших диаметров (свыше 50 мм).
На рис. 18.3 приведена кинематическая схема ротационнообжимной машины. Пустотелый шпиндель 4, несущий рабочий инструмент, вращается в подшипниках качения, закрепленных в чугунном корпусе. В передней части этого корпуса запрессовано
244
Рис. 18.3. Кинематическая схема ротационно-обжимной машины мод. В202
кольцо, внутри которого расположены ролики 1. Передний конец шпинделя имеет поперечный паз, по которому скользят ползуны 2 и бойки-матрицы 3 (рабочий инструмент). На заднем конце шпинделя закреплен маховик 5, передающий шпинделю вращение от электродвигателя 6 с помощью клиноременной передачи. Вначале при вра
щении шпинделя бойки под действием центробежной силы отбрасываются от центра к периферии, а затем внешние (обращенные к сепараторам) концы бойков набегают на нажимные ролики 1 и, сближаясь, деформируют металл. Сечение прутка после ряда последовательных обжатий уменьшается, вследствие чего пруток удлиняется. Наряду с ручной подачей применяют подачу тянущими роликами 7, получающими движение через червячную передачу 8 и шкивы 9 от шпинделя машины. Кроме механического привода подачи применяют пневматический и гидравлический приводы (для больших размеров прутков). Расчет машины сводится к выбору мощности электродвигателя исходя из усилия обжатия 1см. (,18.1) и (18.2)1 и соответствующего крутящего момента на шпинделе и проверке прочности основных деталей. Потребную мощность можно определить также следующим образом. Вычисляют работу деформации прутка или трубы при обжиме с площади Fo до площади поперечного сечения Fp
Ад = Folo 1,2ств.ср (1 + -т—-----р ------10е, (18.3)
4 U U 1 B-LP I I sln ф cos ф I 3 ри I , \ /
\ FV /
где Fo — площадь поперечного сечения до деформации, м; 10 — длина бойка, м2: ов.ср — среднее значение предела прочности до и после деформации; f—коэффициент трения; <р — угол конуса при обработке; F} — площадь'поперечного сечения после деформации, м2. Мощность электродвигателя с учетом работы холостого хода, кВт, определяют по формуле
Мд = Ад-1,25/(1000/) = Дд/(800/), (18.4)
где t — время формообразования прутка, с.'
При отсутствии подачи следует учитывать условие захвата металла коническими бойками, т. е. f > tg (<р/2), где f — коэффициент трения между бойками и металлом; <р/2 — угол наклона
245
поверхности бойка к горизонтали. Конус, выполненный на конце заготовки, улучшает условия захвата.
При выборе подшипников качения в случае использования горячего металла необходимо в конструкции их узлов предусматривать зазоры, чтобы избежать заклинивания подшипников. Для обработки прутков диаметром 2—110 мм отечественные ротационнообжимные (ротационно-ковочные) машины выполняют с числом оборотов шпинделя 1200—200 в минуту, скоростью подачи материала подающими роликами 6—2 м/мин, числом роликов в обойме 10—20, бойков 2—4. Ротационно-обжимные машины изготовляют^ также для обработки труб диаметром 2—70 мм при 1200—200 оборотах шпинделя в минуту и мощности электродвигателя до 20 кВт, числе роликов в обойме 6—12 при наличии двух бойков. Параметры ротационно-обжимных машин регламентирует ГОСТ.
18.2. РАДИАЛЬНО-ОБЖИМНЫЕ МАШИНЫ
Для ковки-обжима крупных поковок применяют радиальнообжимные машины. У радиально-обжимных машин рабочие органы совершают лишь возвратно-поступательное движение и не вращаются вокруг оси подачи заготовки. На схеме (см. рис. 18.1)
указаны три разновидности приводов этих машин: роликовый, в котором тяга от кривошипа расклинивает ролики, укрепленные на ползунах-, кривошипно-рычажный и кривошипно-ползунный. Последний привод является наиболее распространенным. Конструкция машин обеспечивает большую долговечность деталей и инструмента. Машины выпускают в горизонтальном или вертикальном исполнении (с подачей заготовки в горизонтальном или вертикальном направлении). Эти машины, как правило, имеют три или четыре бойка (реже два).
На рис. 18.4 показана кинематическая схема радиаль-
Рис. 18.4. Кинематическая схема вертикальной радиально-обжимной машины
246
но-обжимной машины в вертикальном исполнении усилием 1,6 МН. От электродвигателя 8 через клиноременную передачу и систему зубчатых колес движение передается четырем обжимным ковочным механизмам — вертикально расположенным валам 2 с шатунами 3, на которых укреплены бойки 4. Во время обжима изделие проходит через эти бойки и деформируется. Бойки работают синхронно, обжим осуществляется с четырех сторон. Эксцентриковые валы вращаются в подшипниках скольжения, которые запрессованы в корпусах стаканов. Стаканы выполнены из стального литья и могут вращаться в бронзовых направляющих букс. Эксцентриковая букса вращается в станине в бронзовых направляющих. К нижней части буксы прикреплена цилиндрическая шестерня, которая, обкатываясь по центральному зубчатому колесу, осуществляет поворот буксы, а следовательно, сближение или раз-ведение бойков. Между шатунами и бойками имеются жестко связанные с ними ползуны, перемещающиеся в направляющей крестовине-детали, совершающей покачивание в направляющих станины.
Описываемые механизмы расположены в станине 1 из стального литья, в которой крепят вертикальную станину подающего механизма. В вертикальной станине расположены ползун с зажимной головкой 5, гидроцилиндр 7 вертикального перемещения прлзуна, копирные барабаны 6 перемещения заготовки, сближения бойков и обработки конусных изделий. В ползуне зажимной головки смонтированы механизмы зажима и вращения заготовки. Вращение клещей с заготовкой осуществляется от электродвигателя через зубчатую и червячную передачи и пружинную муфту, последняя удерживает заготовку от вращения в момент обжима.
Частота вращения регулируется сменными шестернями. Копирные барабаны 6 являются основной частью системы программного управления. Копирные барабаны перемещения и сближения бойков имеют по периметру 16 продольных .пазов и поперечные пазы, в которые устанавливают упорные кулачки и башмаки. Специальные ролики, вступая в контакт с упорными кулачками или башмаками, производят переключение механизмов. Поворот барабанов через определенное число тактов осуществляется гидравлическим цилиндром через реечную передачу и обгонную муфту в соответствии с заданной программой. Машина имеет спёциальную систему смазки и охлаждения обжимного механизма.
Машина снабжена манипулятором для транспортировки заготовок от нагревательной установки к машине и откованных изделий к месту складирования.
Обработка вхолодную позволяет получать изделия с чистой поверхностью, не требующей в ряде случаев обработки резанием.
Большим преимуществом обработки на радиально-обжимной машине является хорошая проковка металла и отсутствие рыхлот. Подобную проковку под молотом получить нельзя. Отечественной
247
промышленностью изготовлено несколько радиально-обжимных машин.
В настоящее время ведутся работы по оснащению радиальнообжимных машин программным управлением с системой ЧПУ на базе специального устройства.
Глава 19
ПЕРСПЕКТИВЫ УСОВЕРШЕНСТВОВАНИЯ КРИВОШИПНЫХ ПРЕССОВ
Современные кривошипные прессы должны удовлетворять требованиям не только выполнения прогрессивных технологических процессов, но и обеспечивать возможности автоматизации процесса. Прессы конструктивно должны быть выполнены так, чтобы их легко можно было бы встроить в автоматический комплекс или линию. Машины должны отличаться высокой производительностью и точностью штамповки, технически и экономически обоснованной стойкостью инструмента, надежностью и долговечностью узлов, быстротой наладки и комфортностью обслуживания. Современные социально-экономические условия производства требуют дальнейшего совершенствования конструкций прессов в части расширения их применения в мелкосерийном производстве.
Производительность прессов в известной мере определяется номинальным числом ходов. Универсальный пресс имеет такое число ходов, которое во многих случаях не доиспользуются при эксплуатации. При автоматической подаче можно было бы достигнуть более высокой производительности, если бы этот пресс имел большое число ходов. Это противоречие в конструкции универсального пресса-автомата можно в значительной степени устранить, используя регулируемый привод. Несомненно, что развитие полупроводниковой техники позволит более широко применять электроприводы постоянного тока. После усовершенствования механические вариаторы также получат более широкое применение. Повышение точности штамповки осуществляется увеличением жесткости конструкции машин и совершенствованием направляющих ползуна.
Тенденция повышения жесткости характерна не только для горячештамповочных прессов и холодновысадочных автоматов, но и для открытых прессов и листоштамповочных автоматов. Улучшение направляемости ползуна повышает стойкость штампового инструмента, который во многих современных автоматах подвергается интенсивному охлаждению.
Опыт применения жидких масел для смазки показывает, что большинство машин следует оснащать циркуляционной дозирующей системой жидкой смазки, которая в 1,5—2 раза снижает момент их холостого хода. В отдельных случаях повышение надеж
248
ности и долговечности достигается за счет дублирования узлов, например клапанов управления, предохранительных узлов и т. п. Ремонтопригодность может быть улучшена с помощью агрегатирования и нормализации узлов прессов. В агрегатированных прессах определенных усилий, несмотря на их разнотипность, могут быть применены одинаковые исполнительные механизмы (так называемые силовые головки), муфты, тормоза и приводы. При этом иногда приходится отказываться от привычных конструкций того или иного узла. Например, в агрегатированных прессах применяют червячный привод, поскольку он более компактен и легко встраивается в различные конструкции. Нормализация таких узлов, как предохранители, механизмы регулировки штамповой высоты, подушек, а также элементов пневматического управления, позволяет усовершенствовать процессы и качество изготовления этих узлов, а также повысить работоспособность узлов.
Пресс является дорогостоящей машиной, поэтому нужно сокращать его вынужденные простои. Много времени уходит на переналадку штампов, особенно при эксплуатации крупных прессов. Для сокращения времени и облегчения работ по наладке' и установке штампов в пресс встраиваются внецикловые механизмы. К ним относятся микропривод, сменные выдвижные штамповые плиты, пневматические, гидравлические или электроприводныё устройства для крепления штампов и указатели положения ползуна, коленчатого вала и т. д.
В настоящее время микропривод, снижающий в 5—20 раз номинальное число оборотов, применяют на универсальных прессах и автоматах специального назначения, у которых регулировка механизмов вручную затруднительна.
Сменные выдвижные плиты применяют на двух- и четырехкривошипных закрытых прессах простого и двойного действия. Аналогичные устройства используют на листоштамповочных многопозиционных пресс-автоматах.
Выдвижные устройства имеют специальные направляющие шины и гидро- или пневмопривод для подъема плит и их транспортировки. Типовых-конструкций таких устройств пока еще цет.
Процесс фиксирования штампов на плитах является весьма трудоемким, его пытаются механизировать установкой на плите и столе зажимных болтов или эксцентриков, приводимых в действие пневмо- или гидроцилиндрами. В некоторых случаях зажимную гайку болта снабжают электроприводом, который, периодически срабатывая, обеспечивает стабильность затяжки.
Для облегчения управления и регулировки на табло современных прессов имеются указатели угла поворота коленчатого вала и положений регулировки штамповой высоты ползуна. Шкалы указателей на табло и на прессе имеют, как правило, сельсинную связь.
Внедрение системы электронного управления позволит существенно облегчить наладку пресса. Применение этих систем для
249
регулирования величины хода, штамповой высоты путем так называемого преднабора с цифровой индикацией обеспечивают дистан-ционность и простоту обслуживания, достаточную точность заданного размера, хороший контроль результатов наладки. Правда, "аппаратура, необходимая для этого, достаточно сложна (бесконтактные сельсины, редусины, стандартные электронные преобразователи) и не всегда надежна в условиях кузнечных цехов.
В настоящее время проводятся работы по отысканию наиболее компактной конструкции прессов, особенно двух- и четырехкривошипных. Для этой цели применяют нижнее расположение привода.
Другой путь — это совершенствование привода, применение закрытых конструкций с использованием двустороннего и раздвоенного приводов или планетарного привода с рациональной, с точки зрения компактности, установкой передач, изготовляемых из высококачественных материалов. Современные требования, предъявляемые к внешнему виду пресса, сводятся к простоте и строгости внешних очертаний, отсутствию вычурных форм или резко выделяющихся элементов. Следует избегать плоскостей и поверхностей большой протяженности.
Размещение элементов обслуживания должно отвечать известным правилам эргономики.
Известно, что в настоящее время около 30 % роботов, работающих в машиностроении, занято в кузнечно-штамповочном производстве. Нет сомнения, что процесс механизации и автоматизации обслуживания прессов будет развиваться и дальше. Конструкции прессов должны удовлетворять требованиям роботизации.
Важно обеспечить энергетическое совершенство прессов. Для этого пневматические муфты заменяют гидравлическими с двухступенчатым изменением давления; применяют рациональные системы уравновешивания исполнительных механизмов.
Раздел II
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Глава 20
ОСНОВНЫЕ понятия
20.1. ПРИНЦИП ДЕЙСТВИЯ И КЛАССИФИКАЦИЯ
Гидравлический пресс представляет собой, машину-орудие практически статического действия. Принцип работы гидравлического пресса основан на законе Паскаля. В общем виде пресс состоит из двух камер, снабженных поршнями (плунжерами) и соединенных трубопроводов (рис. 20.1, а). Если к поршню 1 приложить силу Ръ то под ним создается давление р = Pi/f^ По закону Паскаля, давление р передается во все точки объема жидкости и, будучи направлено нормально к основанию большого поршня 2, создает силу Р2 = pf2, которая оказывает давление на заготовку 3.
На основании закона Паскаля,
Рг=Р^- (20.1)
Сила Р2 во столько раз больше силы Ръ во сколько раз площадь больше площади
/ Конструктивная схема гидравлического пресса представлена на рис. 20.1, б. Рабочий цилиндр 4, в котором движется рабочий плунжер 5, закреплен в верхней неподвижной поперечине 6. Последняя при помощи колонн,7 соединяется с неподвижной поперечиной -9, установленной на фундаменте. Нижняя 9 и верхняя 6 поперечины вместе с колоннами образуют станину пресса. Рабочий плунжер 5 соединен с подвижной поперечиной 8, имеющей направление по колоннам, .и сообщает ей движение только в одном направлении — вниз. Для подъема подвижной поперечины установлены возвратные цилиндры 10 с плунжерамц 11.
Во избежание утечек жидкости, находящейся под давлением, цилиндры снабжены уплотнениями 12.
Главным параметром гидравлического пресса является номинальное усилие пресса Ра — произведение номинального давления жидкости в цилиндре пресса на активную площадь его рабочих плунжеров.
Прессы в зависимости от технологического назначения отличаются друг от друга конструкцией основных узлов, их располо-
251
Рис. 20.1. Гидравлический пресс:
а — принцип действия; б — конструктивная схема; в —схема пресса с подвижной станиной
жением и количеством, а также величиной основных параметров Рн, Z, Н, АхВ (Z —г открытая высота штампового пространства; Н —полный ход подвижной поперечины, А ХВ — размеры стола).
По технологическому назначению гидравлические прессы подразделяют на прессы для металла (рис. 20.2, а) и для неметаллических м атер и а ло в (р и с. 2СГ27Т5). В свою очередь, прессы для металла подразделяют на пять групп: для ковки и штамповки; для выдавливания; для листовой штамповки; для правильных и сборочных работ и для обработки металлических отходов. Ввиду большого многообразия типов прессов приведем значения номинальных усилий Ра, наиболее из них распространенных.
Из прессов первой группы можно назвать: ковочные — свободная ковка со штамповкой в подкладных штампах, PR — 5-н -т-120 МН *; штамповочные (см., например, рис. 26.3) — горячая объемная штамповка деталей из магниевых и алюминиевых сплавов, Рн = 10-J-700 МН; прошивные — глубокая горячая прошивка стальных заготовок в закрытой матрице, Ря = 1,5-т?
* Для удобства пользования значения величин округлялись (ускорение силы тяжести принималось равным 10 м/с2). При этом ошибка получается менее 2 %.
252
253
а)
—I _ Рис. 20.3. Типы цилиндров гидропрессов:
==: а — плунжерного типа; б — дифференциально-плунжерного типа; в — поршневого типа
4-30 МН; протяжные — протягивание сталь-Lj J ных поковок через кольца, Ра = 0,75-ь 15 МН. ___ ]_] Из второй группы прессов можно отметить «__прессы трубопрутковые и прутково-профиль-
ные — прессование цветных сплавов и стали, Ря = 0,4ч-120 МН.
Из третьей группы назовем прессы: листоштамповочные простого действия (см., например, рис. 26.5), Рн = 0,5-ь 10 МН; вытяжные — глубокая вытяжка цилиндрических деталей, Р„ = = 0,3-т-4 МН; для штамповки резиной Рн = 20-7-200 МН; для бортования, фланцевания, гибки и штамповки толстолистового материала, Рп — 3-ь45 МН; гибочные — гибка толстолистового материала в горячем состоянии, Ря = 3-ь200 МН.
( Из пятой группы отметим прессы пакетировочные и брикетц; I ровочные для спрессования отходов типа металлической стружки । и обрезков листового металла, Ра = 1-ьб МН. Гидравлические J прессы для неметаллических материалов включают прессы для [ порошков, пластмасс и для прессования древесно-стружечных । листов и плит.
Технологическое назначение гидравлического пресса опре-
деляет конструкцию станины (колонная, двухстоечная, одностоечная, специальная), тип, выполнение и число цилиндров (плунжерный, дифференциально-плунжерный, поршневой и т. д.).
Наибольшее распространение получила четырехколонная неподвижная станина с перемещением подвижных частей в вертикальной плоскости (см. рис. 20.1, б). Иногда станину-раму пресса выполняют подвижной (рис. 20.1, в).
На рис. 20.3 показаны основные типы цилиндров. Цилиндры плунжерного и дифференциально-плунжерного типа являются цилиндрами простого действия. Рабочий цилиндр дифференциально-плунжерного типа применяется в случае, когда через рабочий плунжер, например, должна проходить игла (трубопрутковые прессы). Цилиндры поршневого типа наиболее часто находят применение при использовании масла в качестве рабочей жидкости. В этом случае уплотнительным элементом собственно поршня будут поршневые кольца. Цилиндр поршневого типа является цилиндром двойного действия.
У пресса с нижним расположением рабочего цилиндра и неподвижной станиной могут отсутствовать цилиндры обратного хода, в этом случае возврат подвижных частей в исходное положение происходит под действием их веса. Рабочий цилиндр соединяется при этом с наполнительным баком.
По числу рабочих цилиндров прессы подразделяют на одно-, двух-, трех- и многоцилиндровые. '
254
20.2. ПРИВОД И ОБОРУДОВАНИЕ ГИДРОПРЕССОВЫХ УСТАНОВОК
В состав гидропрессовой установки входят собственно пресс; рабочая жидкость; источник жидкости высокого давления, питающий пресс — привод; приемники для жидкости — баки; органы управления — распределители, клапаны; трубопровод с соответствующей аппаратурой, соединяющий все указанные элементы в единую систему; электропривод [3, 5].
Тип привода определяется источником жидкости высокого давления, питающим пресс во время рабочего хода. Он оказывает значительное влияние на схему и действие гидропрессовых установок, в связи с чем последние классифицируют по этому признаку (рис. 20.4).
При насосных безаккумуляторных приводах питание пресса рабочей жидкостью высокого давления осуществляется непосредственно от насосов.
К насосно-аккумуляторным приводам прессов относятся приводы, осуществляющие питание пресса рабочей жидкостью при рабочем ходе одновременно от аккумулятора и насоса.
В мультипликаторных приводах питание пресса во время рабочего хода осуществляется мультипликатором, подающим рабочую жидкость определенными порциями в пресс. Мультипликатор представляет собой как бы одноцилиндровый насос.
Тип привода характеризует принципиальные свойства прессовой установки.
Для характеристики. гидропрессовой установки необходимо указывать не только тип ее привода, но и род применяемой рабо-
Рис. 20.4. Классификация гидропрессовых установок
253
чей жидкости, определяющей конструктивные особенности прессовой установки, например маслонасосной безаккумуляторный привод.
При насосно-аккумуляторном приводе аккумулятор накапливает энергию в течение полного цикла работы пресса для осуществления рабочего хода. В результате становится равномерной загрузка насоса и электродвигателя. Недостаток насосно-аккумуляторного привода в том, что происходит расход энергии вне зависимости от сопротивления поковки.
Для насосного безаккумуляторного привода установочная мощность насосов и электродвигателей определяется максимальной мощностью, развиваемой прессом. Привод расходует энергию соответственно полезной работе, совершаемой прессом.
Привод от парового или воздушного мультипликатора расходует энергию вне зависимости от сопротивления поковки. Он может обеспечить получение большого числа повторяющихся коротких ходов. Привод от механического мультипликатора обеспечивает расход энергии в зависимости от совершаемой работы, большое число повторяющихся ходов и постоянный уровень проникновения бойка в металл.
20.3. РАБОЧИЕ ЖИДКОСТИ И ПРИМЕНЯЕМЫЕ ДАВЛЕНИЯ
В качестве рабочей жидкости в гидравлических прессах применяют воду (водную эмульсию) или минеральное масло. В воду для уменьшения коррозии цилиндров, плунжеров, деталей управления и трубопроводов добавляют 2—3 % эмульсола. Состав эмульсола: 83—87 % минерального масла, 12—14 % .олеиновой кислоты и 2,5 % едкого натра 40 %-ной концентрации. В качестве минеральных масел применяют индустриальное, машинное, турбинное и т. п.
Эмульсия применяется в следующих случаях: для крупных прессов с плунжерами диаметром более 1000 мм и при значительных ходах подвижной поперечины; если существует опасность воспламенения или загрязнения жидкости; при использовании аккумуляторов с большими рабочими объемами жидкости (~500 л). В качестве рабочей жидкости целесообразно применять минеральное масло для прессов с диаметром плунжеров менее 1000 мм при работе с холодным металлом; если необходимо иметь чувствительное регулирование скорости поперечины и развиваемого усилия; для прессов, осуществляющих короткие рабочие ходы.
Основными свойствами рабочих жидкостей являются сжимаемость и вязкость. Коэффициент объемного сжатия для воды (эмульсии) s=«5 10 e см2/Н, а для минеральных масел 6-10'° см2/Н. Эти данные относятся к интервалу давлений, в котором работают гидравлические прессы. При больших давлениях коэффициент объемного сжатия уменьшается.
256
Таблица 20.1
Характеристика узлов гидропрессовой установки в зависимости от применяемой жидкости
Узел гидропрессовой установки Вода—эмульсия Минеральное масло
Уплотнение плунже- Набивочное или ман- Малый диаметральный
ров диаметром до 60— жетное зазор между плунжером
70 мм при высоком дав- и втулкой
лении
Распределитель Клапанный Золотниковый, можно
жидкости высокого давления использовать клапаны
Насосы Тихоходные с уве- Быстроходные малога-
личенными габаритными размерами баритные
Уплотнение гидро- Мягкое Притирка поверхностей
аппаратуры или поршневые кольца
Цилиндры Плунжерного типа Поршневого типа и для больших диаметров плунжерного типа
Аккумуляторы Без разделительных Только с разделитель-
элементов и с ними ными элементами между маслом и газом
Вязкость минеральных масел, используемых в приводе гидравлических прессов, обычно составляет 6,2—4,38 сСт (1,5—6° ВУ) при температуре 50 °C и атмосферном давлении. Если давление оказывает незначительное влияние на вязкость воды, то вязкость масел резко изменяется с ростом давления: при давлениях около 30 МПа вязкость минеральных масел возрастает почти вдвое. Это обстоятельство необходимо учитывать в конструкциях с большими объемами жидкости, перемещаемыми при высоком давлении (например, в ковочных прессах). Температура вспышки паров минеральных масел колеблется в пределах 160—210 °C, что особенно важно учитывать при работе с нагретыми заготовками. Более низкие температуры вспышки имеют масла с меньшей вязкостью.
Рабочая жидкость, применяемая в гидросистеме, в значительной степени определяет конструктивные особенности привода, системы управления и самого пресса (табл. 20.1).
Номинальные давления рабочей жидкости в гидропрессовых установках регламентируются ГОСТ 356—80. Наиболее распространены давления 20, 32 и 40 МПа (200, 320 и 400 кгс/см2).
20.4. РАБОЧИЙ ЦИКЛ
Время цикла гидравлического пресса Тц в общем виде может быть записано
Тц — iy + t-z. + (20.2)
<5 А, Н. Банкетов в др.
257
Таблица 20.2
Скоростные характеристики гидравлических прессов
Скорость хода, мм/с .Пресс усилием, МН
Более 5 До 5 До 20
С водяным насосио-аккумуля-торным приводом С маслонасосным безаккумулятор-ным приводом
Рабочего Холостого и обратного 30—200 100—300 30—200 До 500 5—100 50—500
где ty — время удерживания поперечины на весу, в течение которого проделывают необходимые манипуляции с заготовкой н инструментом; /х — время холостого хода, в течение которого подвижная поперечина перемещается до соприкосновения инструмента с заготовкой; /п — время подъема давления в рабочих цилиндрах; — время рабочего хода, в течение которого производится технологическая операция; tB — время выдержки изделия под давлением; tG —время сброса давления в рабочих цилиндрах; /0 — время обратного хода поперечины; tUCP — время переключения*,органов управления.
Дйя прессов различного назначения время полного цикла может значительно различаться по наличию отдельных составляющих и по их величине. Например, при проглаживании поковки на ковочном прессе практически выпадают составляющие времени цикла ty и /в.
Величина отдельных периодов определяет тип привода. Например, если Тц — значительно превышает te, целесообразно применение насосно-аккумуляторного привода и т. п.:
^х = ^х/^х> = Sp/Vp’, t0 = S0lVot
где sx, sp, s0 — соответственно холостой, рабочий и обратный ходы; пх, цр, v0 — соответственно средние скорости холостого, рабочего и обратного ходов.
Скорости движения поперечин современных гидравлических прессов различного назначения приведены в табл. 20.2.
Удерживание поперечины на весу осуществляется соединением рабочих цилиндров с баком при перекрытом трубопроводе возвратных цилиндров; соединением возвратных цилиндров с источником жидкости высокого давления и запиранием выхода жидкости из рабочих цилиндров; перекрытием магистрали, подающей жидкость в рабочий цилиндр при нижнем его расположении.
Способы осуществления холостого хода: рабочие и возвратные цилиндры, каждый в отдельности, соединяют с баком; рабочие и возвратные цилиндры соединяют между собой и с баком; подают жидкость повышенного давления в рабочий цилиндр при нижнем его расположении.
258
Способы осуществления рабочего хода: рабочие цилиндры соединяют с источником жидкости высокого давления, а возвратные цилиндры — с баком; рабочие и возвратные цилиндры соединяют между собой и с источником жидкости высокого давления; рабочие цилиндры соединяют с источником жидкости высокого давления, а возвратные цилиндры — с аккумулятором.
Способы осуществления обратного хода: рабочие цилиндры соединяют с баком, возвратные цилиндры — с источником жидкости высокого давления; при нижнем расположении рабочего цилиндра последний соединяют с баком, а опускание подвижных частей происходит под действием собственного веса. В этом случае целесообразнее встроить в пресс возвратные цилиндры и осуществлять ход опускания под действием жидкости высокого давления.
Глава 21
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ С НАСОСНЫМ БЕЗАККУМУЛЯТОРНЫМ ПРИВОДОМ
21.1. НАЗНАЧЕНИЕ И РАБОТА ОТДЕЛЬНЫХ УЗЛОВ
Установка пресса с водяным (водно-эмульсионным) насосно-безаккумуляторным приводом показана на рис. 21.
Пресс 1 служит для создания усилия при обработке давлением, наполнительный клапан 2 обеспечивает питание пресса рабочей жидкостью низкого давления при холостом ходе и во время рабочего хода отсекает наполнительный бак от магистрали высокого давления.
Сервопривод 3 автоматически поднимает наполнительный кла
пан, обеспечивая возврат жидкости нительный бак при обратном ходе поперечины; наполнительный бак 4 снабжает пресс рабочей жидкостью во время холостого хода, давление воздуха в нем обычно 0,4—0,8МПа (4—8 кгс/см2). Автомат разгрузки 5 переключает насос на холостую работу по достижении установленного давления. Имеется циркуляционный клапан 6, обратный клапан 7, кривошипно-плунжерный насос 8, питающий пресс рабочей жидкостью высокого давления во
Рис. 21.1. Схема установки пресса с водяным насосно-безаккумуляторным приводом
из рабочего цилиндра в напол-
2 J 4 5*
9*
259
время рабочего хода; клапанный распределитель 9, служащий для управления прессом; управляемый обратный клапан 10 возвратных цилиндров для впуска и выпуска рабочей жидкости из них; впускной 11 и сливной 12 клапаны рабочего цилиндра.
На рис. 21.1 внизу слева дана диаграмма открытия клапанов распределителя. По. вертикали отложен ход клапана над седлом, по горизонтали — угол поворота вала распределителя.
В положении 111 («Стоп») открыты клапаны 11 и 12, а клапан 10 закрыт. Насос через автомат разгрузки 5 подает жидкость в распределитель 9, и она снова поступает на линию всасывания насоса. Поперечина пресса удерживается на весу, так как клапан 10:. закрыт.
В положении II (холостой ход) открыты клапаны 10—12, Автоматически приподнимается наполнительный клапан, и жидкость из наполнительного бака поступает в рабочий цилиндр. Из возвратных цилиндров через клапан 10 жидкость под действием массы подвижных частей и давления жидкости из наполнительного бака на рабочий плунжер вытесняется в наполнительный бак и рабочий цилиндр.
В положении I (рабочий ход) открыты клапаны 10 и 11. Жидкость от насоса поступает через клапан 11 и верхнюю часть корпуса наполнительного клапана 2 в рабочий цилиндр. Из возвратных цилиндров жидкость вытесняется через открытые клапаны 10 и 11 в рабочий цилиндр пресса. Наполнительный клапан закрыт давлением жидкости, подаваемой от насоса, и усилия сервопривода 3 недостаточно для его открытия. Когда давление в рабочей линии достигает величины, установленной автоматом разгрузки, циркуляционный клапан поднимается, и насос начинает работать вхолостую. Пресс осуществляет прижим поковки.
В положении IV (обратный ход) открыт клапан 12; жидкость под давлением из насоса, приподняв клапан 10, заполняет возвратные цилиндры, а из рабочего цилиндра вытесняется через клапан 12 малого сечения в наполнительный бак. Давление в рабочем цилиндре падает, сервопривод 3 приподнимает наполнительный клапан, и жидкость из рабочего цилиндра через наполнительный клапан свободно вытесняется в наполнительный бак. Подвижная поперечина поднимается.
При проектировании распределителя пресса с насосно-безакку-муляторным приводом следует иметь в виду, что ни в одном положении рукоятки управления не должны запираться одновременно все клапаны. Это может привести к гидроудару в нагнетательной линии и внезапному срабатыванию автомата разгрузки насоса.
21.2. НАСОСЫ
В приводе гидравлических прессов наиболее широкое применение нашли насосы статического действия, которые по роду используемой жидкости подразделяют на насосы, работающие на эмульсии и на масле [6, 13].
260
рис. 21.2. Схема одноплунжерного насоса простого действия:
1 — кривошипный вал; 2 — шатун;
3 — ползун; 4 — плунжер; 5 — уплотнение плунжера; 6 — нагнетательный клапан; 7 — насосный бак;
8 — магистраль высокого давления;
9 всасывающий клапан; 10 — корпус насоса
Из водяных (водно-эмуль-сионных) насосов в приводе гидравлических прессов
преимущественно используют кривошипно-плунжерные насосы, изготовляемые в основном в горизонтальном исполнении, мощностью до 1500,|кВт. Рабочей жидкостью служит вода или эмульсия. Наиболее часто используемое давление 20 или 32 МПа (200 или 320 кгс/см2).
Схема одноплунжерного насоса простого действия показана на рис. 21.2.
Обозначим через f — площадь плунжера; v — его скорость;
q — подачу одного плунжера; г — радиус кривошипа; со — угло-
вую скорость вращения кривошипного вала; а — угол поворота
вала кривошипа.
Для упрощения расчета длину шатуна примем равной бесконечности. Тогда
q = fv, но v = rco sin а и q = fra sin а.
Ha рис. 21.3 показаны диаграммы подачи насосов в зависимости от числа плунжеров; максимальная величина подачи принята за единицу.
Рис. 21.3. Диаграммы подачи насосов: о =- одноплунжерного; б == двухплунжерного; в = трехплунжерного
261
Для привода прессов наибольшее распространение получили трехплунжерные насосы простого действия с тремя кривошипами на коленчатом валу, расположенными под углом 120° относительно ДРУГ друга.
Трехплунжерные насосы обеспечивают достаточно равномерную подачу. Пятиплунжерная конструкция насосов не применяется, так как насос получается большой ширины, а равномерность подачи при этом возрастает незначительно.
Для распределения жидкости широкое применение находят самодействующие клапаны. Работа клапанов, начиная с опреде^ ленного числа оборотов коленчатого вала, называемого критическим, сопровождается стуком при посадке. Подача жидкости становится неравномерной, так как закрытие и открытие клапанов не соответствует ходу плунжера. Средняя скорость плунжера ис, по данным эксплуатации насосов, принимается 0,5—1,5 м/с, но не более 3 м/с, так как иначе происходит быстрый износ уплотнений плунжеров и возникает стук клапанов:
vc = sn/3Q, (21.1)
где s — ход плунжера, м.
Число оборотов коленчатого вала в минуту п ограничивается стуком клапанов (устанавливается п = 125-И80 об/мин).
Действительная, или эффективная, подача насоса, м3/с,
Q3 = fsznx]0, _ (21.2)
где f — площадь плунжера, м2; г — число плунжеров; т]о — объемный КПД насоса.
Мощность на коленчатом валу насоса определяется по формуле
1000pQa/(11oriM), (21.3)
где р — давление жидкости, развиваемое насосом, МПа; т]м—; механический КПД насоса, равный 0,80—0,85.
Средняя скорость жидкости во всасывающем трубопроводе не должна превышать 0,3 м/с. Максимальный уровень воды в насосном баке должен быть,на 4—5 м выше оси плунжеров насоса. Средняя скорость воды во всасывающих клапанах принимается не более 3 м/с, в нагнетательных клапанах — не более 6 м/с.
Основными деталями насоса (рис. 21.4) являются станина с коренными подшипниками для коленчатого вала и направляющими ползунов, коленчатый вал, шатуны, ползуны, плунжеры, блок клапанов и клапаны.
Станина 1 — литая из чугуна, массивная, что предупреждает сотрясения насоса от действия возвратно-движущихся масс. Станину рассчитывают на растяжение и изгиб по суммарному усилию плунжеров. Для трехплунжерных насосов суммарное усилие принимают 2fp (f — площадь плунжера, р — номинально развиваемое давление).
262
Рис. 21.4. Трехплунжерный горизонтальный насос
263
Допускаемое суммарное напряжение от изгиба и растяжения при расчете берут равным [о] = 7-=-8 МПа.
Коленчатый вал 2 изготовляют кованым из стали 45. Опоры вала выполняют на подшипниках скольжения или качения. Вал имеет обычно две- или четыре опоры. Расчет на прочность коленчатого вала и удельных усилий в опорах ведут по методике, изложенной выше (см. главы 2 и 12).
Шатуны 3 и ползуны 4 изготовляют коваными или из стального литья. Длину шатуна принимают L 5г (г — радиус кривошипа). Направляющие ползуна выполняют цилиндрическим!! или плоскими. У цилиндрических направляющих при износе заменяют чугунные втулки.
Для плоских направляющих положение ползуна регулируется прокладками. Допустимое давление на направляющие принимают 0,2—0,3 МПа. Для пальца ползуна допускают давление 9 МПа, а для шеек кривошипа 6—7 МПа.
Плунжеры насосов 5 изготовляют из коррозионно-стойких сталей 20X13, 30X13. Поверхность плунжеров подвергают закалке и обрабатывают до зеркально-гладкого состояния. Соединение плунжера с ползуном обычно плавающее. Для уплотнения плунжеров применяют вулканизированные прорезиненные тканевые набивки. Чтобы обеспечить смачивание манжет водой или эмульсией, высота уплотнения должна быть меньше хода плунжера.
Блок клапанов 6 делают кованым из стали 35. Всасывающий и нагнетательный клапаны располагают рядом или один над дру-. гим. Клапаны, седла, пружины и крепежные детали изготовляют из коррозионно-стойкой стали или высококачественной бронзы. Клапаны 7 обычно выполняют с коническим седлом 8 и направлением по цилиндрической части проходного сечения. При определении проходных сечений клапанов исходят из величины подъема клапана (4—5 мм). Водяные насосы можно использовать для нагнетания масла, но это нерационально, так как свойства масла позволяют выполнить конструкцию маслонасосов более простой и компактной.
Поршневые насосы, работающие на минеральном масле, подразделяются на насосы с радиальным и осевым расположением поршней.
Схема насоса с радиально расположенными поршнями показана на рис. 21.5, а, конструкция его — на рис. 21.5, б. Вокруг неподвижной распределительной оси 3 вращается ротор 1 насоса, в котором поршни 2, расположенные радиально, совершают возвратно-поступательное движение. Поршни опираются на ролики 5, катящиеся по кольцам, расположенным в подвижном блоке 6. Распределительная ось имеет каналы 4 для всасывания и нагнетания масла. В положении, показанном на рис. 21.5, а, через верхпюнмщоловипу распределительной оси осуществляется всасывание маюга, а через нижнюю — нагнетание. Перемещая подвижной блок, можно изменять подачу масла и его направле-264
a)
Рис. 21.5. Радиально-поршневые насосы
ние. Зазоры между поршнями и соответствующими им отверстиями не превышают 40 мкм (для поршней диаметром до 40 мм). Радиальные поршневые насосы обычно изготовляют для давлений до 20 МПа. Возрастанию давления препятствует увеличение утечек между распределительной осью и ротором, а также изгиб оси под нагрузкой. Число оборотов ротора радиальных поршневых насосов ограничивается распределительными устройствами и обычно не превышает 1000 об/мин. Для увеличения подачи рабочие цилиндры насоса устанавливают в несколько рядов.
Объем, вытесняемый поршнями за один оборот ротора, м3/об,
nd2 ,
<7 = “jrj" ^г>
(21-4)
где d — диаметр плунжера, м; h — ход поршня, м; г — число поршней, обычно нечетное.
Из рис. 21.5, а видно, что ход поршня равен 2е, и минутная теоретическая подача насоса, м3/с,
Q = qn = —,g0 d?ezn, (21.5)
где е — эксцентриситет, м.
Действительная, или эффективная, подача Q3 = По<2,
265
где т]о — объемный КПД насоса, принимаемый равным 0,8—0,95.
Мощность на валу ротора насоса, кВт,
М= 1000р(?ЖПм), (21.6)
где р — давление, МПа; г]м — механический КПД роторнопоршневого насоса, равный 0,94—0,96.
Насосы строят исходя из подачи до 1000 л/мин. Конструкция радиально-поршневого насоса со свободно перемещающимися поршнями показана на рис. 21.5, б. >
Изменение подачи радиально-поршневого насоса осуществляется изменением положения блока насоса относительно ротора. Наиболее простыми механизмами, применяемыми для перемещения блока насоса, являются винтовая и червячная пары.
Получили распространение насосы с автоматическим регулированием подачи по давлению в рабочей линии (рис. 21.6). Под действием пружины 2 подвижной блок насоса 1 перемещается в направляющих 4 до регулируемого упора 5, с помощью которого устанавливается максимальная подача насоса.
С возрастанием давления в линии нагнетания 7 поршень 6 стремится переместить блок насоса вправо. Подача насоса остается постоянной до давления рп, соответствующего предварительной задержке пружины, осуществляемой винтом 3. До давления ра мощность, развиваемая насосом, возрастает прямо пропорционально давлению в рабочей магистрали. При давлении выше рв подача насоса начинает уменьшаться по прямолинейному закону, который определяется жесткостью пружины.
Применение нескольких последовательно жин позволяет получать другие зависимости жидкости.
действующих пру-подачи от давления
Q
Рис. 21.6. Насос с автоматическим регулированием подачи по давлению 266
Рассмотренное на рис. 21.6 устройство обеспечивает поддержание заданного давления при минимальной величине подачи и безударную работу системы при резких пиках нагрузки в конце рабочего хода.
Для поддержания постоянной мощности, развиваемой насосом, необходимо подачу изменять в зависимости от давления р по закону
е-44- <217>
где N — мощность, развиваемая насосом; К — постоянный коэффициент, зависящий от размерностей р и Q.
Такая зависимость подачи от давления может быть получена, когда управление насосом осуществляется пружиной в сочетании с кулачковым механизмом. Насос, обеспечивающий условие, описанное выражением (21.7), можно назвать насосом постоянной мощности.
Насос постоянной мощности поддерживает потребляемую мощность, начиная с установленного давления и до предельно развиваемого давления.
Поршневой насос аксиального типа состоит из неподвижного распределительного диска 1 (рис. 21.7, а), вращающегося блока цилиндров 2, поршней 3, штоков поршней 4, наклонного диска или шайбы 6, шарнирно соединенной со штоками 4.
В распределительном диске 1 сделаны дуговые окна 7, через которые масло засасывается и нагнетается поршнями. Вращение блока цилиндров 2 и шайбы 6 осуществляется с помощью вала 5.
За один оборот наклонного диска каждый поршень подает объем масла
где d — диаметр поршня; h — ход поршня.
Рнс. 21.7. Схемы насосов
267
Если число поршней г, то за один оборот блока цилиндров подаваемый объем масла
у = _Лб/2— v р 4 '-б'
Средняя теоретическая подача
Q = -^-ten, (21?8)
где п — число оборотов в минуту; h = D sin у.
Тогда
Q = -^-znDsiny. (21.9)
Насосы аксиального типа бывают постоянной и переменной подачи, они имеют более высокий КПД, чем радиально-поршневые насосы, из-за меньших утечек в органах распределения, так как при торцовом распределении жидкости зазор между распределительным диском и блоком цилиндров постоянно автоматически устраняется. Аксиальные насосы изготовляют для давлений 20—35 МПа.
Клапанные поршневые насосы, работающие на минеральном масле, изготовляют с радиальным и рядным расположением поршней. Благодаря высокой герметичности клапанного распределения такие насосы получили применение для работы при высоких давлениях масла: 30 МПа, 40 МПа и выше. Обычно их выполняют постоянной производительности, но бывают конструкции и с регулируемой производительностью. Частота вращения эксцентрикового вала, как правило, 1500 об/мин.
В основе конструкции насоса лежит видоизмененный кривошипно-шатунный механизм с эксцентриком, ползуном, превращенным в поршень, и направляющими, выполненными в виде цилиндра.
На рис. 21.7, б изображена одна секция эксцентрикового клапанного насоса с рядным расположением поршней. Эксцентрик 3 через подшипник качения воздействует на поршень 2, приподнимая его. При этом жидкость вытесняется через нагнетательный клапан 5.
Поршень опускается под действием пружин 6, производя всасывание жидкости через клапан 1. Эксцентриковый вал и поршни расположены в корпусе 4.
Эффективная подача насоса, м3/мин
Qa = По еж, (21.10)
268
где r]0 — объемный КПД, который при давлении 30 МПа (300 кгс/см2) составляет 0,9; d — диаметр поршня, м; I — эксцентриситет, м; п — число оборотов эксцентрикового вала в минуту.
Зазор между цилиндром и поршнем диаметром 20—30 мм составляет 15—30 мкм.
21.3. ИСПОЛЬЗОВАНИЕ МОЩНОСТИ НАСОСОВ И ДВИГАТЕЛЕЙ ГИДРАВЛИЧЕСКИХ ПРЕССОВ
Работу пресса определяет время рабочего хода tp, в течение которого происходит пластическая деформация металла. Условно принимаем, что в системе привода отсутствуют потери энергии.
Введем следующие обозначения:
Р — усилие, развиваемое прессом в данной точке хода плунжера;
р — давление жидкости в цилиндре пресса;
S — ход плунжера;
Ра — номинальное усилие пресса;
Sp — рабочий ход.
Если пренебречь потерями в гидросистеме, то для насосного безаккумуляторного привода, не имеющего маховика на приводном валу насоса, в любой момент времени рабочего хода справедливо равенство
Na = Na = N3, (21.11)
где Уп — мощность, развиваемая прессом при рабочем ходе; АГН, Na — соответственно мощности, развиваемые насосом и электродвигателем.
В работе пресса имеются моменты, когда Nn достигает максимального значения. Из выражения (21.11) следует, что максимальной должна быть мощность насоса Na. Значит, насосы следует рассчитывать по максимальной мощности, развиваемой прессом и определяемой предельным усилием и заданной скоростью движения ползуна.
Так как время рабочего хода становится минимальным при полном использовании мощности насоса, то для получения минимального tp насос должен работать с номинальной мощностью в течение всего рабочего хода:
KpQ = Na.H0M, (21.12)
где К — коэффициент, зависящий от размерностей Q, р и N; р — давление, развиваемое насосом; Q — подача насоса.
Назовем насос, обеспечивающий условие (21.12) в течение рабочего хода и имеющий эффективный КПД, равный 1, идеальным.
В реальных условиях насосы гидропрессовых установок не работают с постоянной мощностью, особенно в начале рабочего хода, когда для многих технологических процессов не нужно высокое давление, а необходима только большая производительность.
269
Рис. 21.8. Графики усилий прессования (заштрихованные участки — работа, не использованная насосом)
График усилий для простейшей схемы безаккумуляторного привода одноцилиндрового пресса от насоса постоянной подачи изображен на рис. 21.8, а.
Заштрихованная площадь ОаЬ пропорциональна работе, недоданной насосом, и характеризует использование его мощности.
Значение текущей ординаты р' для точки а соответствует неиспользованному насосом давлению в данный момент времени и пропорционально неиспользованной его мощности, так как АГ = p'Q, a Q = const.
В простейшем исполнении насосный безаккумуляторный привод часто использует небольшую часть установочной мощности.
График усилий для привода от идеального насоса показан на рис. 21.8,6. Здесь заштрихованная площадь отсутствует, мощность насоса использована полностью. Степень совершенства реальных приводов следует оценивать сравнением с приводом от идеального насоса, работающего с постоянной мощностью.
На рис. 21.8, в приведен график усилий при работе кривошипно-плунжерного насоса с тремя ступенями давления и подачи, питающего одноцилиндровый пресс:
PuQa = PbQb — PcQc ~ ном- (21.13)
Точки а, Ь, с графика усилий являются точками постоянной мощности:
Pc > Pb > Pat Qc < Qb < Qa-
Недоданная насосом работа уменьшена. Время рабочего хода, мощности насоса и двигателя могут быть уменьшены по сравне-270
нию с этими параметрами в случае привода от насоса постоянной подачи.
На рис. 21.8, г изображен график усилий для привода одноцилиндрового пресса от двух насосов различных характеристик, работающих от одного электродвигателя. Насосы выбирают из условия
P1(Q1 + Q2) = P2Q2 = ^h. (21.14)
Начиная с давления ръ отключается насос с параметрами и Qx; затем пресс получает питание только от насоса с параметрами ра и Q,.
В точках а и d на кривой Oad (см. рис. 21.8, г) насосами развивается постоянная мощность.
На рис. 21.8, д изображен график усилий при работе одноцилиндрового пресса от насоса постоянной мощности. В этом случае зависимость pQ = С достигается применением для перемещения подвижного блока радиально-поршневого насоса специального поршня, уравновешенного пружиной и корректирующего величину перемещения подвижного блока кулачкового механизма. До точки а насос работает с постоянной производительностью и не полностью использует свою мощность. После прохождения точки а' развиваемая мощность поддерживается постоянной до конца рабочего хода.
Приближение работы привода к работе идеального насоса за время tp практически осуществляется следующими способами: применением насосов со ступенчатым регулированием подачи по давлению, насосов различных характеристик, батареи одинаковых насосов, насосов с автоматическим изменением производительности; использованием в прессе нескольких цилиндров, включаемых при различных давлениях, а также комбинаций перечисленных способов.
Улучшить использование мощности установленных электродвигателей за время полного цикла работы пресса Тц можно приближением работы привода к работе идеального двигателя, которым будем называть электродвигатель, развивающий в течение времени 7\ постоянную мощность, равную отношению Аа/Т\ (Ля — полезная работа, совершаемая прессом).
Приближение к работе идеального двигателя при отсутствии аккумулятора достигается указанными выше способами снижения установочной мощности насосов. Часто время, идущее на вспомогательные операции, намного превышает время рабочего хода пресса. Привод вынужден работать на холостом ходу продолжительное время.
Мощность, развиваемая электродвигателями при холостой работе насосов, составляет 10—15 % максимально развиваемой мощности.
Поэтому там, где позволяют технологические требования, рационально допускать некоторое уменьшение скорости рабочего
271
хода или увеличение отношения tJTv В этом случае общая продолжительность цикла может измениться незначительно за счет сокращения времени на ход приближения, обратный ход\и переключения.
Отдельные технологические процессы, например выдавливание, требуют то высоких, то низких скоростей рабочего хода. Это связано с технологическими свойствами материала обрабатываемых заготовок. В этом случае более полного использования мощности насосов и электродвигателей можно достигнуть отключением части насосов с двигателями.
При выборе мощности электродвигателя для гидропрессов различают два режима его работы: длительный и повторно-кратковременный.
По длительному режиму выбирают электродвигатели для насосно-аккумуляторного привода. Электродвигатели для насосного безаккумуляторного привода выбирают по повторно-кратковременному режиму. Часто оказывается возможным выбирать номинальную мощность электродвигателя, равную половине мощности приводимого насоса.
Дальнейшее снижение установочной мощности электродвигателей в насосном безаккумуляторном приводе прессов можно обеспечить установкой маховика на валу, который соединяет электродвигатель с насосом.
При маховичном приводе изменение числа оборотов маховика и отдача им энергии зависят от механической характеристики электродвигателя. В этом случае выражение (21.11) будет иметь вид
Na = N^N3. (21.15)
Здесь лимитирующим элементом является мощность установленных насосов. Мощность двигателей может быть снижена в 2— 3 раза и выше и зависит от характера нагрузки Р = f (s) и отношения tp!Ta.
В некоторых случаях более полного использования мощности электродвигателей и насосов можно достигнуть объединением нескольких прессов одинакового усилия в одну гидропрессовую установку.
Когда рабочее усилие пресса соответствует предельному давлению жидкости в насосе, последний отключается от этого пресса и переключается на другой пресс. Указанный способ уменьшает или совсем ликвидирует холостую работу насосов и поэтому является экономичным.
Выбор схемы насосного безаккумуляторного привода в значительной мере определяется силовым режимом работы пресса.
Технологические процессы обработки давлением по характеру силового режима можно подразделить на шесть основных групп (рис. 21.9).
Группа I (процессы выдавливания, прошивки и протяжки) — усилие, развиваемое за время хода плунжера пресса, сохраняется 272
Рис. 21.9. Типовые графики технологических усилий
примерно постоянным, т. е. -^-^0; степень заполнения графика усилий <р = 70-5-80 % (с учетом максимума усилия в конце хода).
Группа II (процессы осадки, вытяжки, шлихтовки и т. п.) — усилие плавно возрастает по ходу плунжера пресса; зависимость dp
Р = f (s) приближается к линейной, т. е.« const; <р == = 60-5-70 %.
Группа III (гибка, горячая штамповка, брикетирование, формовка листового материала, пакетирование и т. п.) — график усилий можно разделить на два участка. На первом участке усилие по ходу плунжера пресса возрастает постепенно «const), dP а на втором участке усилие возрастает интенсивно, т. е.-^—*- оо ; Ф = 10-5-25 %.
Группа IV (вытяжка листового материала, штамповка с помощью резины и т. п.) — усилие плавно изменяется по ходу плунжера: -^-=/=const; <р = 40-5-70 %.
Группа У (процессы вырубки-пробивки)—усилие резко возрастает при относительно малых величинах рабочего хода и еще dP
более резко падает после момента =0; <р = 25-е-60 %.
Группа VI (процессы чеканки, калибровки и т. п.) — усилие dP резко возрастает по ходу плунжера, т. е. 00 при малых величинах рабочего хода, часто определяемого упругими деформациями деталей пресса; ф = 40ч-45 %.
Расчетные графики усилий должны содержать не только работу по пластической деформации заготовок, но и работу по
273
Рис. 21.10. Расчетный график усилий для горячей штамповки
упругой деформации металлических частей пресса. Для расчетов, связанных с выбором привода, фактические графики целесообразно заменять упрощенными графиками; состоящими из прямых отрезков.
Рассмотрение типовых графиков усилий (см. рис. 7.1, 7.2, 21.9)
позволяет сделать выводы о применимости того или иного привода. Например, для процессов группы III прессы небольших усилий целесообразно не оснащать насосным аккумуляторным приводом. Его гидравлический коэффициент будет незначителен вследствие малой степени заполнения графика усилий. Нецелесообразен здесь и насосный безаккумуляторный привод в про-
стейшем исполнении (насос постоянной подачи и одноцилиндровый пресс). Мощность привода не будет использована в достаточной мере. Целесообразно применение привода от насосов различ- .
ных характеристик.
Рассмотрим расчет параметров гидропривода одноцилиндрового горячештамповочного пресса от двух насосов различных характеристик.
Расчетный график усилий для горячей штамповки дан на рис. 21.10. График характеризуется двумя участками, поэтому применение в данном случае более двух насосов различных характеристик нецелесообразно.
Переход от пологой части графика к крутой характеризуется точкой В (sp — asp; рх). Обозначим через Qx и Q2 подачи насосов низкого и высокого давлений; р± и р2— давления, развиваемые насосами в точках В и С соответственно. Определяем соотношение между подачами и давлением выбранных насосов:
kQiPi + kQ2p± = Na,
(21.16)
где k — коэффициент; Na — мощность идеального насоса; Ми — = ^QaPtnax-
Обозначим Pi/pmax = Ь, тогда
Q2 = Qi^/(^ —6) = eQi.
где 6/(1 — Ь) = е.
Для определения Q2 воспользуемся средними скоростями рабочего хода. Обозначим через F площадь рабочего плунжера пресса и применим понятие о средней скорости, тогда получим vCP = Ss/tE. (21.17)
274
Учитывая, что tp = tL + t2, из рис. 21.10 получим
/1 = (1 -a)SeFb/Q2, (21.18)
t2 = aSpF,:Q2. (21.19)
Подставляя формулы (21.18) и (21.19) в уравнение (21.17), получим
vcp = Q2/F[(\ -а)Ь + а]. (21.20)
При а = г/4 и b = г/4
vCp^2,3n2. (21.21)
Для обеспечения одной и той же средней скорости подача насосов высокого давления может быть взята приблизительно вдвое меньшей, чем подача, требуемая от одного насоса.
Мощность насосов второй ступени
N^P^. (21.22)
Для горячей штамповки, учитывая уравнение (21.21), имеем NQ1 = РнПср/2,3. (21.23)
21.4. ГИДРОАППАРАТУРА ДЛЯ РАБОТЫ НА МИНЕРАЛЬНОМ МАСЛЕ
Для изменения направления потока масла в гидросистеме пресса применяют золотниковые распределители (рис. 21.11). Зазор между золотником и золотниковой втулкой обычно составляет 5—30 мкм. В корпус распределителя относительно больших размеров запрессовывают золотниковые втулки. Чтобы избежать прижима золотника к корпусу одной стороной, подвод масла к золотнику осуществляют с помощью кольцевой расточки, а на посадочных поверхностях золотника протачивают кольцевые канавки
Рис. 21.11. Золотниковый распределитель:
/ — золотник; 2 ‘—золотниковая втулка; 3 — дистанционная втулка? 4 •* пружина?
5, 6 — детали корпуса золотникового распределителя; Н — подвод масла от насоса; и Ц2 *₽ рабочие линии; 31 и электромагниты; С слив утечек в бак
275
шириной .0,5—0,75 мм и глубиной 0,3—0,5 мм. В связи с этим усилие для перемещения золотника незначительно и обычно не превышает 10—20 Н. Величина перекрытия полкой золотника кольцёвых расточек 6 принимается 2—3 мм.
Неуравновешенные аксиальные силы, вызываемые реактивным действием потока масла, учитываются обычно только при проектировании золотниковых распределителей, приводимых от датчиков небольшой мощности.
Размеры каналов в золотниковом распределителе зависят от его пропускной способности и рассчитываются на допустимую скорость потока масла v = 3-j-6 м/с.
Площадь сечения канала, дм2,
f = Q/(600u), (21.24)
где Q — в л/мин; v— в м/с.
Герметичность подвижных соединений элементов гидропривода, в частности герметичность клапанов золотникового типа, зависит от величины зазоров, скорости, давления и физических свойств рабочей жидкости (главным образом вязкости).
Золотниковые распределители изготовляются на давление масла до 50 МПа (500 кгс/см2) и расход от 8 до 3000 л/мин. Они не обеспечивают полную герметичность, но величина утечек через них обычно незначительна и резко уменьшается с уменьшением зазора между золотником и втулкой.
Золотник 1 пружинами 4 и дистанционными втулками 3 устанавливают в среднее положение, при котором насос соединяется через каналы в золотнике с баком; выходы из цилиндров закрыты. При перемещении золотника влево насос подает масло в линию Ц2, а линия [Ц соединяется со сливом. При перемещении золотника вправо линия Цх соединяется с насосом, а линия Ц2 соединяется со сливом.
Золотниковые распределители по числу отверстий, подводящих и отводящих масло, подразделяют на двухходовые, трехходовые, четырехходовые и т. д.; по числу позиций, занимаемых золотником, — на двух- и трехпозиционные; по отводу масла от насоса в среднем положении золотника — на распределители с открытым центром и с закрытым центром.
На рис. 21.11 изображен четырех ходовой трехпозиционный распределитель с открытым центром.
По роду перемещения золотника распределители бывают с ручным, кулачковым, гидравлическим, электрическим и электро-гидравлическим управлениями.
На рис. 21.11 внизу дано условное изображение четырехходового, трехпозиционного распределителя с электромагнитным управлением и возвратом золотника пружинами в среднее положение, используемое в гидравлических схемах.
Золотник выполняют из высококачественной (У8А, У10) или цементуемой стали (20Х), закаливают до твердости HRC 58—62. 276
Рис. 21.12. Предохранительно-разгрузочный клапан
Наружную поверхность золотника полируют. Втулку золотника изготовляют из бронзы, высококачественной стали, а также из цементуемых сталей. Внутреннюю поверхность втулки обрабатывают специальными притирами. В корпус втулку вставляют на прессовой посадке. Корпус обычно изготовляют кованым из стали 45.
Клапаны в гидросистемах прессов выполняют следующие функции: предохраняют от перегрузок; обеспечивают определенное по
стоянное давление в отдельных частях; осуществляют контроль направления потока жидкости; редуцируют давление потока жидкости; обеспечивают определенную последовательность действия рабочих цилиндров и переменное давление.
Наиболее простой конструкцией предохранительного клапана является конструкция шарикового клапана, но она не обеспечивает постоянного давления, особенно при больших расходах жидкости и высоких давлениях из-за отсутствия направления и демпфирования шарика.
В гидросистемах прессов получили распространение клапаны, принципиальная схема которых приведена на рис. 21.12. Шариковый клапан 6 затяжкой пружины 7 с помощью маховичка 9 настраивается на определенное давление. Уплотнение штока маховичка 9 осуществляется манжетой 8. Проходное сечение шарикового клапана и отверстия 5 к нему в корпусе превышает сечение дроссельного отверстия 3 в клапане 1. Пружина 2 прижимает клапан 1 к седлу. Как только достигнуто давление, установленное шариковым клапаном, клапан 1 поднимается вверх и сжимает пружину 2 за счет перепада давлений в полостях Г и Д, возникшего в результате протекания масла через дроссельное отверстие 3. Отверстие А соединяется с насосом, отверстие Б — с системой, а через отверстие В масло направляется в бак. После того как давление в полости Г снизилось, пружина 2 опускает клапан 1, который конической кромкой прикрывает щель, затрудняя прохождение масла в бак. Клапан опускается замедленно, так как в его поршне имеется небольшое дроссельное отверстие. Давление возрастает, и процесс повторяется. На нижнем конце клапана 1 укрепляют кольцеобразную деталь 4, гасящую энергию струи масла, протекающего через коническую щель при открытии клапана.
Рассмотренные клапаны могут быть различного типа:
277
a — предохранительный; б—д — условные обозначения (б — предохранительный; в в последовательного действия; г — обратный; д — обратный управляемый); 1 — золотник; 2 — сервопоршень; 3 — пружина; 4 — уплотнение; 5 — маховичок с винтом регулировки пружины; А — от системы; Б — на слив
1. Предохранительные или переливные.
2. Разгрузочные, снимающие давление в системе или в ее отдельной части путем сообщения полости над поршнем со сливом при помощи небольшого золотникового распределителя, управляемого кулачком или электромагнитом;
3. Последовательного действия, обеспечивающие последовательное включение двух цилиндров: № 1 и № 2; в этом случае полость А соединяется с насосом, Б — с цилиндром № 1, а В — с цилиндром № 2. Масло, пропускаемое шариковым клапаном, отводится в бак специальным каналом, а отверстие 10 в клапане при этом устраняется. После того как достигнуто установленное шариковым клапаном давление в цилиндре № 1, клапан / поднимается, и масло поступает в цилиндр № 2.
4. Непрерывно изменяющие давление в системе, что необходимо при использовании правильных прессов. В этом случае из полости над поршнем предусматривается отвод к регулирующему дросселю, с помощью которого изменяется расход масла через дроссельное отверстие 3. Полость за регулирующим дросселем соединяется с баком.
На рис. 21.13, а изображен предохранительный клапан. Пружина 3 рассчитана на усилие, соответствующее диаметру сервопоршня 2. Если давление в системе превышает установленное, сервопоршень 2 приподнимает золотник 1, и жидкость из системы поступает в бак. Золотник клапана опускается, и процесс регулирования повторяется. Давление изменяется плавно, так как 278
пружина 3 рассчитана на небольшое усилие. Иногда на входе к сервопоршню 2 устанавливают дроссель. Клапан может быть использован и как последовательный, для этого отверстие Б соединяется с цилиндром № 2. После достижения установленного давления в системе жидкость поступает к цилиндру № 2.
Клапан на принципиальных схемах изображают в виде прямоугольника.
Для автоматической подачи импульса в цепь электрогидрав-лического управления прессом при достижении в напорной магистрали установленного давления служат реле давления. В реле давления рабочий элемент (плунжер) сжимает пружину и замыкает электрический конечный выключатель.
Обозначения других элементов на принципиальных гидросхемах приведены в табл. 21.1.
Таблица 21.1
Обозначения элементов гидросхем
Наименование Обозначение Наименование Обозначение
Линия высокого давления — Насос постоянной подачи сэ
Линия вспомогательного управления •
Насос регулируемой подачи Электромотор СЕ)
Сливная линия -
Направление потока
Вращающийся вал |. ^2)
Соединение 1
Пружина Фильтр —*\/\/—
Бак 1 J
Аккумулятор 2—•
Реле давления —EZk Манометр
Цилиндр плунжерного типа jl 1 Пересечение труб без соединения
Компоновка гидравлического элемента 1 1 Цилиндр поршневого типа I"11л ।
279
21.5. КОМПОНОВКА ГИДРООБОРУДОВАНИЯ ПРЕССА С МАСЛОНАСОСНЫМ ПРИВОДОМ
Гидрооборудование для маслонасосного привода пресса обычно поставляют специализированные заводы. В гидросистеме пресса гидрооборудование должно обеспечить осуществление холостого хода с большой скоростью; выполнение рабочего хода с требуемой скоростью при минимальной мощности установленных насосов и электродвигателей; в случае необходимости выдержку изделия под давлением; плавное падение давления в цилиндре до начала обратного хода; разгрузку насоса во время пауз; возможность регулирования давления и т. п.
Все перечисленное выше не является обязательным для каждого гидропресса и зависит от назначения машины.
Схема привода пресса от насоса постоянной подачи без ускоренного холостого хода показана на рис. 21.14, а. В систему привода входит фильтр 1, насос 2 (Q = const) и предохранительный клапан 3. Трехпозиционный золотниковый распределитель 4, имеющий ручное управление, позволяет направлять поданное насосом масло к полостям и S2 поршневого цилиндра 5. Скорости холостого и рабочего ходов одинаковы. Скорость обратного хода поршня значительно больше скорости рабочего хода, так как Si > S2. Количество масла, подаваемого из полости Sj во время обратного хода, больше количества масла, подаваемого насосом. Это надо учитывать при определении проходных сечений клапанов, распределителей и соответствующего участка трубопровода. Такая система, не дающая ускоренного холостого хода, применяется в прессах усилием до 0,1—0,15 МН или в прессах, у которых холостой ход мал.
Рис. 21.14. Схемы привода пресса от насоса
280
Проходные сечения труб нагнетательных трубопроводов устанавливают по допустимой скорости потока масла 3—6 м/с. Для всасывающих и сливных трубопроводов допустимая скорость масла 0,75—1,5 м/с.
Схема привода пресса от насоса постоянной подачи с ускоренным холостым ходом представлена на рис. 21.14, б. Здесь цилиндр 5 снабжен небольшим плунжером 6 для ускоренного холостого хода. Полость S3 намного меньше полости 5V Во время холостого хода насос подает масло в полость 53, полость Sj наполняется рабочей жидкостью через управляемый обратный клапан 9 (наполнительный клапан) из бака 8 самотеком. Когда давление в полости 53 увеличится, включается последовательный клапан 7: масло от насоса поступает в полости и S3, происходит рабочий ход. Во время обратного хода масло из полости 53 возвращается в резервуар через распределитель 4. Масло из полости возвращается в бак 8 через клапан 9, который открыт вследствие наличия давления в полости S2. Так как в бак 8 подается больше масла, чем забирается, то он снабжен сливом излишков масла в резервуар насоса. Часто плунжер 6 заменяется двумя боковыми цилиндрами поршневого типа. Такой привод применяется для горизонтальных прессов и прессов небольшого тоннажа.
При достаточно большой массе подвижных частей и вертикальном расположении станины пресса применяют обычный поршневой цилиндр.
Во время холостого хода необходимо обеспечивать хорошее заполнение цилиндра. Для этого наполнительный клапан часто крепят непосредственно к цилиндру пресса и располагают внутри бака наполнения. Иногда масло в баке находится под давлением воздуха или азота {р = 0,4 МПа). Наполнительный клапан рассчитывают на скорость течения масла не выше 1,5 м/с.
С увеличением массы подвижных частей возрастающая скорость холостого хода препятствует заполнению цилиндра рабочей жидкости. Поэтому в систему вводят тормозной клапан 10 (рис. 21.14), представляющий собой комбинацию обратного и предохранительного клапанов; последний отрегулирован так, что не пропускает масла при давлении, создаваемом массой подвижных частей и напором масла в наполнительном баке 8. При использовании такого клапана можно удерживать поперечину в любом положении, применяя распределитель 4 с открытым центром.
Чтобы кинематическая энергия, накопляемая подвижными частями, перемещающимися со скоростью холостого хода, не передавалось в виде ударов заготовке во время ее соприкосновения с ними, надо до этого момента поддерживать рабочую скорость.
В системе (см. рис. 21.14, в) клапан 7, регулирующий последовательность движения, управляется не давлением, а кулачком. Кулачок К крепят на подвижной поперечине. Полость Si подключается к питанию от насоса при соприкосновении кулачка с клапаном 7, при этом скорость подвижной поперечины снижается.
281
До этого момента полость питается маслом через наполнительный клапан 9 из бака 8.
Для лучшего использования мощности электродвигателя часто прибегают к объединению двух насосов: один из них — с большой подачей и низким давлением — используется для холостого хода и малонагруженной части рабочего хода, другой — для нагруженной части рабочего хода (рис. 21.14, г). При малом сопротивлении движению поперечины подачи насосов Ht и Д2 соединяются. С увеличением преодолеваемого усилия и давления до величины, превышающей давление, установленное клапаном 7, последний направляет масло от насоса Н2 в бак. Обратный клапан 11 закрывается, а с помощью рабочего давления, создаваемого насосом //,, клапан 7 остается открытым. Масло, подаваемое насосом Н2, возвращается в бак при избыточном давлении, равном нулю. Если давление в системе падает ниже величины, установленной клапаном 7, подача насоса Н2 снова присоединяется к подаче насоса Ht. Распределитель 4 имеет открытый центр; для предотвращения перегрузки системы служит предохранительный клапан 3.
Насос высокого давления может быть постоянной и переменной подачи. В последнем случае можно в течение продолжительного времени создавать предельное усилие без ощутимого нагрева масла. Иногда эту функцию выполняет насос постоянной, но очень малой подачи.
Достижение компактности, надежности и минимума ухода за смонтированными гидроагрегатами в последние годы часто осуществляется с помощью блочных конструкций. Основой их служат плиты взаимных присоединений отдельных агрегатов. Обе рабочих плоскости таких плит имеют соответствующие расточки под О-образные уплотняющие резиновые кольца. Одна сторона плиты используется для непосредственного подсоединения клапанов или распределителей, другая сторона служит для стыковки труб. Внутренние сверления плит помогают дополнительно уменьшить число потребных подсоединений труб между установленными агрегатами. Использование при этом стандартных размеров агрегатов и мест взаимного подсоединения облегчает осуществление блочных конструкций.
В ряде случаев применяется стыковое соединение различных гидроагрегатов с помощью стяжных болтов без плит взаимного присоединения. Возможна комбинированная блочная конструкция. Блочно компонуются распределители, клапаны и маслонасосные установки.
Глава 22
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ С НАСОСНОАККУМУЛЯТОРНЫМ ПРИВОДОМ
22.1. СОСТАВ УСТАНОВОК И НАЗНАЧЕНИЕ
Пресс с приводом от насосно-аккумуляторной станции показан на рис. 22.1. Обратный клапан 7 распределителя прерывает соединение рабочего цилиндра с аккумулятором при включении мультипликатора.
. Промежуточный мультипликатор 13 предназначен для повышения давления рабочей жидкости, подаваемой к прессу. Клапан 14 минимального уровня установлен для предотвращения чрезмерного опорожнения гидравлического баллона аккумулятора. Бес-поршневой аккумулятор 15 накапливает напорную жидкость, подаваемую насосами в периоды пауз в работе гидравлического пресса, и отдает ее последнему в рабочие периоды; он состоит из гидравлического и воздушных баллонов.
Рис. 22.1. Пресс с приводом от насосно-аккумуляторной станции:
/ пресс; 2 — наполнительный клапан; 3 — сервопривод клапана наполнения; 4—6» 8—10 — управляемые клапаны; 7 — обратный клапан распределителя; И — клапанный распределитель; 12 — наполнительный бак; 13 — промежуточный мультипликатор;
14 — клапан минимального уровня; 15 — беспоршиевой аккумулятор; 16 — компрес» сор; 17 — насосный бак; 18 — насос; 19 — предохранительный клапан; 20 — разгру-вочиый клапан; 21 запорный вентиль; 22 перепускной клапан наполнительного бака
283
Таблица 22.1
Компрессор 16 высокого давления служит для заполнения баллонов аккумулятора сжатым воздухом; он рассчитан на небольшую производительность, так как во время работы прессовой установки воздух расходуется незначительно. Насосный бак 17 обеспечивает питание насосов жидкостью и забирает избыток жидкости из бака наполнения. Насос 18 высокого давления служит для зарядки аккумулятора; обычно применяют трехплунжерные кривошипные насосы. Разгрузочный клапан 20 насоса при переполнении аккумулятора переводит насос на холостую работу.
Система обеспечивает: / — рабочий ход, давление от промежуточного гидравлического мультипликатора; II — рабочий ход, давление от аккумулятора; III — холостой ход (наполнение); IV — удерживание на весу; V — обратный ход вверх.
На рис. 22.1 в нижнем правом углу изображена диаграмма открытия клапанов. В табл. 22.1 показано положение клапанов распределителя в течение отдельных периодов цикла, соответствующее этой диаграмме открытия.
22.2. классификация и конструкция АККУМУЛЯТОРОВ
Аккумуляторы гидравлических прессов бывают двух основных типов: грузовые и гидропневматические (газовые).
По типу разделительных устройств между воздухом (газом) и жидкостью гидропневматические (газовые) аккумуляторы подразделяют на беспоршневые, поршневые и мембранные.
Поршневой воздушно-гидравлический аккумулятор (рис. 22.2) состоит из поршня 1, воздушного 2 и гидравлического 3 цилиндров, воздушного баллона 4 и компрессора 5.
Отношение площади F к площади / называют коэффициентом мультипликации К, обычно выбираемым от 1 до 100. При использовании сжатого воздуха 0,6—0,7 МПа его подводят от общей 284
Рис. 22.2. Поршневой воздушно-гидравлический аккумулятор
пневматической сети. Определим объем 7ц, зная объем Vp (Vn — объем воздушных баллонов аккумулятора, воздухопровода f —Z VIУ
и полости над поршнем в — L_________
крайнем верхнем его поло- "7 •
жении; Ур — рабочий объем аккумулятора, т. е. объем жидкости, вытесняемый из гидравлического цилиндра при переходе поршня из крайнего верхнего в крайнее нижнее положение).
Объем VB обычно подбирают исходя из того, чтобы коэффициент допустимого перепада давления т = (ртах — Pmin)/Pmax не превышал 10—20 %.
При расширении воздуха в аккумуляторе занимаемый им объем возрастает на величину
SF^VpF/f^VpK, (22.1)
так как Vp/f = S.
При этом состояние воздуха описывается уравнением
Pmax^ = Pmin(^ + W, (22.2)
где рШах, Pmin — соответственно давление воздуха над поршнем при его верхнем и нижнем положениях; п — показатель политропы при давлении 20 МПа, равный 1,29—1,30;
Ртах ~ j _ т Pmln- (22.3)
Подставляя ртах из выражения (22.3) в уравнение (22.2), получим
P^(,T~r)V" = l>m(V. + VcK)", (22.4)
откуда
V = VpK = УФ"1 ~ т (22.5)
При п = 1, т = 0,1, К. ~ 10
Ув = ЮОУр.
Поршневые аккумуляторы имеют относительно сложную конструкцию и большие габаритные размеры и применяются при работе на эмульсии и минеральном масле. Их достоинство — воз-
285
Рис. 22.3. Гидравлическая схема управления беспоршиевым воздушно-гидравлическим аккумулятором:
1, 2 — гидравлический и воздушный баллоны; 3 — распределитель управления клапаном минимального уровня; 4 — клапан минимального уровня; 5 — разгрузочный клапан насоса: 6 — распределитель управления разгрузочным клапаном; 7 — шкаф с электроприборами; 8 — ртутный регулятор для замера уровня воды в гидравлическом баллоне; Н — магистраль от насосов; П — магистраль к прессу; К — магистраль от компрессора
можность создания больших давлений рабочей жидкости: до 60— 100 МПа. .
Поршневые аккумуляторы целесообразно использовать при относительно малых рабочих объемах и высоком давлении жидкости.
Беспоршневой воздушно-гидравлический аккумулятор состоит из гидравлического баллона, в котором воздух непосредственно давит на поверхность жидкости, и присоединенных к нему воздушных баллонов. Коэффициент К в формуле (22.5) для беспоршне-вого аккумулятора равен единице. Тогда при n = 1, т = 0,1, К = 1 получим
Кв = 9КР. (22.6)
Обычно объем воздушных баллонов принимают равным (12-13) Vp.
На рис. 22.3 приведена схема управления беспоршиевым воздушно-гидравлическим аккумулятором. Внутрь коробки регулятора 8 заливается определенный объем ртути. При подъеме уровня жидкости в баллоне 1 ртуть будет последовательно замыкать платиновые контакты в левой половине регулятора 8. Их замыкание управляет включением электромагнитов и Э2.
286
При достижении жидкостью в гидравлическом баллоне 1 верхнего уровня включается электромагнит Э2 и распределитель 6 переводит насосы на холостую работу. Аналогично при достижении нижнего уровня выключается электромагнит Эг и распределитель 3 осуществляет закрытие клапана минимального уровня 4.
Действие ртутного регулятора уровня основано на законе сообщающихся сосудов. Уравнение равновесия жидкостей для обеих полостей регулятора имеет вид
(77 + Л/i) у = 2 Л/г\>р + (77 — Ай) ув, (22.7)
где Н — высота уровня рабочей жидкости в гидравлическом баллоне; A/i — величина перемещения ртути в регуляторе; у — pg — удельный вес рабочей жидкости; ур — удельный вес ртути; ув — удельный вес воздуха при давлении р.
Кроме ртутных регуляторов применяют регуляторы с индуктивными и электроконтактными датчиками.
Недостатком беспоршневого аккумулятора является насыщение воды воздухом, что сказывается на стойкости клапанов, распределителей и другой аппаратуры, поэтому применяемое давление жидкости в беспоршневом аккумуляторе редко превышает 30 МПа.
К положительным особенностям беспоршневого аккумулятора относятся возможность получения больших рабочих объемов жидкости и уменьшения опасности возникновения гидравлического удара, так как отсутствуют промежуточные элементы между воздухом и жидкостью; относительно небольшие потери воздуха; возможность сравнительно легко увеличить рабочий объем установки.
Беспоршневые аккумуляторы применяют там, где требуется получение больших рабочих объемов воды — эмульсии при давлении до 32 МПа.
При использовании в качестве рабочей жидкости минерального масла, которое окисляется кислородом воздуха, теряет свои свойства и может образовывать смеси, применяют маслогазовые аккумуляторы с резиновыми диафрагмами для разделения масла и газа. В качестве газа обычно используется азот. В этом случае можно применять и поршневые аккумуляторы.
22.3. РАСЧЕТ РАБОЧЕГО ОБЪЕМА АККУМУЛЯТОРА И ПОДАЧИ НАСОСОВ
Для пресса с индивидуальным насосно-аккумуляторным приводом Vp вычисляют по максимально возможному расходу жидкости высокого давления:
Ур = (s₽max W (22-8)
где sPmax — максимальный рабочий ход, который может потребоваться от пресса; 2 Л? — площадь рабочих плунжеров; Н —
287
ход поперечины; £Ев —площадь возвратных плунжеров; 0,7 — коэффициент, учитывающий потери и необходимый резерв жидкости.
При работе пресса с промежуточным мультипликатором
Vp “ Сортах + + (22.9)
где Spmax — максимальный рабочий ход до включения мультипликатора; $м — полный ход поршня мультипликатора; FM — площадь большого поршня мультипликатора.
Рассмотренный метод расчета Ур наиболее применим для быстроходных прессов, у которых отношение времени рабочего хода tP ко времени цикла Ти мало.
Если tp сравнимо с Та, то при расчете рабочего объема необходимо учитывать подачу насосов QH:
Vp = Vn/0,7-QH(/P + U, (22.10)
где Vn — расход воды высокого давления прессом за время цикла; to — время обратного хода.
Подача насосов, л/мин, определяется по формуле
QH = Vt,-60/(rioTu), (22.11)
где Va — расход воды прессом, дм3; т]0 — объемный КПД насоса; Та — время цикла, с.
Расчет рабочего объема аккумулятора, обслуживающего группу прессов, по методу П. С. Истомина, основывается на имеющихся данных по скоростям движения плунжеров пресса при рабочей^ холостом и обратных ходах (табл. 22.2), длине обрабатываемых слитков и производительности насосов.
Для каждого пресса, зная требуемые скорости, размеры плунжеров и слитков, определяем время цикла и расход воды высокого давления за один цикл.
Затем строим график потребления воды высокого давления каждым прессом во времени (рис. 22.4), для чего по оси абсцисс
Таблица 22.2
Скорости плунжеров пресса при выдавливании труб из меди и латуни
Усилие пресса, МН Скорость плунжера, мм/с
главного ИГЛЫ
Рабочий ход Холостой Ход Обратный ход рабочий ход Холостой и обратный ход
25 80 200 300 130 350
15 100 250 400 180 400
. 6 120 350 500 — —
288
Рис. 22.4. Графики потребления воды высокого давления откладываем время (в с), а по оси ординат — расход Q (в л/с).
Рабочий объем аккумулятора должен быть такой величины, чтобы при наибольшем расходе воды за данный промежуток времени уровень ее. в этом объеме не упал ниже допустимого. Допускаем, что наибольший расход воды будет при начальном совпадении операции прессования у нескольких прессов.
На основании отдельных графиков расхода воды прессами строим суммарный график так, чтобы совпали начальные моменты прессования. Из суммарного графика расхода находим наиболь
ший расход воды Vmax за принятый период времени /1пах, рав-
ный времени заполнения аккумулятора.
Определяем требуемую подачу насосов. Если для пресса 1 расход воды высокого давления за цикл ТЦ1 будет и если таких прессов установлено nlt требуемая подача насосов, л/мин
(22.12)
Аналогично находим подачу насосов и для других прессов.
Общая подача насосов
Рабочий объем аккумулятора
Vp = Vmax-Q/max. (22.13)
Желательно, чтобы заполнение рабочего объема аккумулятора происходило за время, не меньшее 20—30 с и не превышающее 90—120 с. Это даст возможность выключить насосы, если не сработает автоматика.
Метод расчета рабочего объема аккумуляторов для группы прессов с использованием теории вероятности наиболее целесообразно применять для случая питания группы одинаковых прессов от одного аккумулятора. По способу П. С. Истомина Vp получается увеличенной, так как вероятность того, что прессы начи-
10 А. Н. Банкетов и др. 289
нают работать одновременно, незначительна. Как известно, математической вероятностью называется отношение числа случаев, благоприятствующих появлению данного события, к общему числу случаев.
Вероятность составного события, характеризуемого признаком; который является общим для нескольких простых (но не совместимых) событий, равна сумме вероятностей этих событий (теорема сложения).
Вероятность того, что события 1 и 2 произойдут одновременно, равна произведению их вероятностей (теорема умножения).
Пусть при общем числе прессов М (это неодинаковые прессы), каждый из них осуществляет отбор воды высокого давления в течение времени и имеет длительность полного цикла Т).
Вероятность отбора воды первым прессом
Р, = /1/Л, вероятность отбора воды всеми прессами для любого момента, по теореме умножения,
Р = (22.14)
Рассмотрим случай, когда в цеху работает М одинаковых прессов, время отбора воды для каждого из них t, с, и длительность цикла Т, с.
Определим вероятность отбора воды К прессами из общего числа работающих прессов М.
Вероятность того, что в любой момент времени определенное число прессов К отбирают воду,
р^ = рк. (22.15)
Вероятность, что в любой момент из М прессов К прессов отбирают воду, а остальные (Л4—К) не отбирают воду, будет
(Г - Г)/Т = 1 - Р; Р* (1 - Р)А1-\
Для задачи безразлично, какие К из М прессов будут отбирать воду. Получим, что число группировок из М по К будет равно числу сочетаний из М по К—С1^. Общая вероятность, что в любой момент времени какие-либо К прессов из М одновременно отбирают воду высокого давления, а остальные М—К не отбирают ее, будет
^ = С^Р«(1-Р)М-К (22.16)
Рабочий объем аккумулятора может быть меньше возможного расхода жидкости всеми прессами:
У₽ = Т)Лп>ах, (22.17)
где т]д — коэффициент одновременности или совпадения (показывает, на сколько прессов следует ориентироваться при расчете);
290
Клах — объем вода высокого давления, забираемый всеми прессами.
Определяем вероятное время одновременной работы одного, двух, трех и т. д. прессов из общего числа М в течение смены (420 мин);
т* = 420С«Рк (1 - Р)"~«, (22.18)
где Р — среднее относительное время действия каждого пресса; ^ = (/₽ Ч-/о)/Г.
Определим, на какое число прессов К из всего их числа М_ следует рассчитать аккумулятор, чтобы возможный перебой в обеспечении их жидкостью высокого давления не мог иметь существенного значения для работы цеха.
Пример. В цеху установлена группа из шести прессов, близких по своим характеристикам,
p = (S/p+E/o)/Sr = 0’15- (22.19)
Надо определить число прессов п, необходимое для расчета рабочего объема аккумулятора. Формулы для расчета и результаты его приведены в табл. 22.3.
Устанавливаем коэффициент совпадения;
г) = Лд/Л,
где Лд — допустимое число прессов.
В данном случае емкость аккумулятора рассчитывают для четырех прессов, так как время одновременной работы пяти прессов (0,164 мин) практически не может вызвать перебоев в работе цеха. Следовательно, г) = 4/в = 0,67.
Объем цилиндрической части гидравлического баллона бес-поршневого аккумулятора складывается из рабочего объема Vp, нижнего аварийного объема Ун. а. о и верхнего резервного объема 7в.р.о-
Таблица 22.3
Определение лд прессов
Число одиовре* Z К г к
меино работаю- о — Р) мин
щих прессов
0 1РО(1 — Pf = 0,37715 159,0
1 QP1 (1 — Р)5 = 0,399333 167,7
2 С?Р2 (1 — Р)’ = 0,17618 73,8
3 Cgps (1 — Р)3 = 0,04145 17,4
4 qp’ (1 — Р)2 = 0,00549 2,3
5 QP5(1 — P)i = 0,00039 0,164
6 qpe (1 — Р)° = 0,00001 0,004
Итого 1.0, 420
• 10*
291
Рис. 22.5. Насосный бак:
1 — труба к иасосу; 2, 3 — высший и низший уровни жидкости; 4 — труба для перелива; 5 ==» труба к наполнительному баку
Верхний резервный объем, л, определяется из условия срабатывания разгрузочного клапана насоса:
Vb.p.o = = Сн^азг/бО, (22.20)
где уп — скорость подъема уровня жидкости в баллоне аккумулятора, дм/с; F — площадь сечения жидкости в баллоне, дм2; /разг — время сраба-
тывания разгрузочного клапана насоса; обычно принимают 3— 5 с; QH — подача насоса, л/мин.
Наличие нижнего аварийного объема необходимо для того, чтобы не произошло полной разрядки гидравлического баллона и прорыва воздуха высокого давления в систему пресса,-Указанный объем, л, определяется из условия срабатывания клапана
минимального уровня:
^н.а.о —
(22.21)
где ц0 — скорость опускания уровня жидкости в баллоне аккумулятора; по опытным данным не должна превышать 2,5 дм/с; /м — время закрытия клапана минимального уровня; принимают 3—5 с.
Насосный бак (рис. 22.5) должен иметь размеры, достаточные для приема жидкости, содержащейся в рабочих и возвратных цилиндрах (Vr + V2), в аккумуляторе (/3) и наполнительном баке (V4).
Объем насосного бака
VHac=l>5(V1 + V2 + V3 + V4). (22.22)
Давление жидкости в насосном баке обычно равно атмосферному. Насосные баки выполняют из стали 10, 20 сварными;^ их устанавливают в помещении насосно-аккумуляторной станции на максимально возможной по конструкции здания высоте, обеспечивающей достаточный напор на линии всасывания насоса.
Продольные стенки крупных баков (см. рис. 22.5) внутри соединяют поперечными плитами с вырезами по противоположным углам. Патрубки в насосном баке от наполнительного бака и к насосам выполняют на противоположных сторонах бака. Жидкость совершает по баку зигзагообразный путь и освобождается от растворенного воздуха и попавших частиц грязи. 292
22.4. ДИНАМИЧЕСКИЙ РАСЧЕТ ПРЕССА С НАСОСНО-АККУМУЛЯТОРНЫМ ПРИВОДОМ
Рабочий ход поперечины в значительной степени определяет технологическую пригодность пресса. -•
Действие гидравлического пресса во время рабочего хода видно из рис. 22.6, а.
Приведенный коэффициент сопротивления линии рабочего цилиндра находим из выражения
/ « , 1 п 1 А
£р = Ж , (22.23)
\i=l ai (=1 ri /
где Fp — площадь рабочего плунжера; X — коэффициент, характеризующий потери на трение в трубе, для воды — эмульсии принимается равным 0,03; — длина участка трубопровода; —
Рис. 22.6. Работа гидравлического пресса во время:
рабочего (а), холостого (б) и возвратного (в) ходов; Р — рабочий цилиндр; В •== воз* вратиый цилиндр; У — уравновешивающий цилиндр; И — пресс; Н — наполнительный бак; А — аккумулятор; - L — приведенные коэффициенты сопротивления и длина трубопровода к площади сечения соответствующего плунжера; G — масса подвижных частей; — сумма сил трения в уплотнениях цилиндров н направляющих подвижной поперечины; R (х) — сопротивление заготовки; X — путь, пройденный поперечиной с начала хода; AZp — разность уровней; р0 — начальное сопротивление заготовки. Индексы Для линий цилиндров: р рабочих; в » возвратных; у *» уравновешивающих
293
внутренний диаметр участка трубопровода; Ft — площадь сечения участка трубопровода; i — порядковый номер участка трубопровода или местного сопротивления; t>i — коэффициент местного сопротивления.
Приведенную длину трубопровода рабочего цилиндра найдем из выражения
П F
i₽=s-H
1=1 г‘
Аналогично находим приведенные коэффициенты сопротивления £в, £у и длины трубопроводов LB и Ly для возвратных и уравновешивающих цилиндров.
На подвижные части пресса во время рабочего хода действуют следующие силы: их вес G; давление воды на рабочий плунжер (pPFp); силы трения Rt в уплотнениях цилиндров и направляющих подвижной поперечины; силы сопротивления заготовки R (х) = = kx + Ro (RB — начальное сопротивление заготовки); давление воды на уравновешивающие плунжеры (pyF.^ и на возвратные плунжеры (pBFB).
Начало координат соответствует началу рабочего хода (точка О), положительное направление оси ОХ выбираем по ходу поперечины пресса (см. рис. 22.6).
Примем следующие допущения: клапаны управления открыты на постоянное сечение; жидкость несжимаема; пресс и трубопровод абсолютно жесткие; напор в аккумуляторе и наполнительном баке постоянный; величины скоростного напора и напора положения пренебрежимо малы.
Пользуясь принятыми обозначениями, напишем уравнение движения поперечины пресса [51:
/72 у
т ~ = pPFv + G - R, - R (х) - PyFy - PBFB, (22.24)
где m — масса подвижных частей.
Для определения давления жидкости в соответствующем цилиндре используем уравнение Бернулли для неустановившегося движения. Для линии рабочего цилиндра одно сечение выбираем на поверхности жидкости в аккумуляторе, другое — у поверхности рабочего плунжера, тогда
Р₽ = Ра - Ср? . (22-25)
где ра — давление в аккумуляторе.
По аналогии с уравнением (22.25) напишем уравнение для давлений жидкости в возвратных и уравновешивающих цилиндрах:
Ра = Ра + , (22.26)
P's Ра । fey? 2g ' g dP ' (22.21)
294
Подставляя уравнения (22.25)—(22.27) в уравнение (22.24) и разделив все члены на Fpy, получим
Ра Lp d2x + -^ T Fpy Ft K X Ro
У ё dt2 РрУ Fpy Fp>’
Ра Fy р Гу „2 Ly F, d?x Ph Fb ? -F°- X ъв Fp X
У Fp by с ГР 2g ё Fp dt1 У Fp
ХЛ. х 2g LB , FB d2x m d2x (22.28)
ё Fp dt2 Fpy dt2 '
Для упрощения дальнейших вычислений в последнем выражении введем следующие обозначения:
м = -^--++ + —; (22.29)
Fpy ё S FP ё Fp 1
Св = Ср+и + *в ; (22-30)
гр гр
AP = pa + 4-~-£T^-^-Tt--TL-- (22'31)
7 р < р ‘р г р гр
Коэффициент при х в выражении (22.28) обозначим через С = K/(FpV/.
Подставляя в выражение (22.28) значения М, Сп, А/7 и Q получим
М^г + ^-^ + Сх- -^- = 0, (22.32)
где М — характеризует инерционность системы; £п — потери на трение при движении жидкости; Ду> — давление для создания скорости поперечины.
При постоянном сопротивлении заготовки уравнение движения поперечины (22.32) запишем в виде
М-^+Сп-7г---------— = 0. (22.33)
Л I ъп 2g у ' ’
Практически постоянное сопротивление на большей части рабочего хода имеют прессы выдавливания, прошивки, протяжки и ДР-
Если бы движение плунжера пресса при постоянном сопротив-
лении поковки было установившимся, то = 0, и скорость такого движения
•- <22-з4>
295
Подставляя значение Др из выражения (22.34) в формулу (22.33), получим
н?1 уД
(22-35)
После преобразований и интегрирования выражения (22.35) имеем
/ = -5TTS-|n-^j-+C’ (22.36)
где С = 0, так как при t = 0 va =0.
Обозначив
т = W«) (22.37)
и подставляя т в выражение (22.36), получим
pt/т: _ 1
^ = Ы-^7Г <22‘38)
Практически принимают, что скорость va достигла установившейся величины при t = 4т = tt. Времени 4 соответствует vn ~ = 0,96«. Обычно величина для гидравлических прессов очень мала (меньше 0,1 с даже при резком подъеме усилия от 0 до 0,5Рн).
В связи с этим формулой (22.34) установившегося движения можно пользоваться для определения скоростей прессов при рабочем ходе.
Рассмотрим изменение и в зависимости от различного сопротивления поковки.
Для этого обозначим
АРо = Р« + 4---¥Г---£ГЯ---Г-- (22-39)
Гр Гр Гр Гр
Если
R0/Fp = 0, то
— у v f — ^tnaxi
' г fen
если
7?0/Fp = 0,5 Др0, то ________
7o,6=V-^-f- = O,7 umax;
' Y fen
если
R0/Fp = 0,75 Др0,
296
то
,, ___ 1Л ^Ро ______л к ц
ыО,75— у 4^ “max’
В случае, когда R0/Fp = Др0, т. е. при усилиях, близких к номинальному, скорость поперечины пресса равна нулю.
Определим соотношение между и и рр (рр — давление в рабочем цилиндре во время рабочего хода), при котором мощность, развиваемая прессом, достигает максимума:
если считать ра — Лр0, что практически допустимо. Мощность, развиваемая прессом,
М = uppFp = и(ра — Киг) Fp,
-^~ = (pa — 3Ruz)Fp = 0,
откуда К.и2 = ра/3;
Рр = Ра — Ки2 = 2ра/3.
Пресс может развить максимальную мощность, когда преодолеваемое им усилие, близкое к сопротивлению заготовки, равно 2/3 номинального усилия пресса.
Холостой ход пресса. Расчетная схема гидравлического пресса во время холостого хода показана на рис. 22.6, б. За положительное направление оси X принято направление вниз. За нулевую отметку отсчета берем начальное положение поперечины во время холостого хода. Пользуемся ранее принятыми обозначениями.
На подвижные части пресса действуют следующие силы: их вес G; давление воды на рабочий плунжер (рр, Fp), на возвратные плунжеры (pBFB) и на уравновешивающие плунжеры (pyFy)-, сила трения
/?, = Ян + Яц,
где R» — сопротивление трения в направляющих подвижной поперечины при холостом ходе; Яц — сопротивление трения в уплотнениях цилиндров, дН
Яц = KPJD{.
Здесь К = 0,1 —для самоуплотняющих манжет, К 0,64-0,7 для набивок; Pt — усилие, развиваемое плунжером, дН; Di — диаметр плунжера, см.
Напишем уравнение движения поперечины:
т IFF = PpFp + g ~ PbFb — PJ\ -Ri> (22.40)
297
Чтобы применить уравнение Бернулли для неустановившегося движения в линии наполнительный бак — рабочий цилиндр, одно сечение возьмем на поверхности жидкости в наполнительном баке, а другое — на рабочем плунжере:
Р₽ = Рн - -2f- Y -У- - АМ. <22-41)
где Рн — давление в наполнительном баке.
Величиной скоростного напора пренебрегаем. По аналогии запишем
Рв = Рн+свт^ + -^-т4^ + А^; • <22-42)
Pv = Ра + С>-Т - J" + • (22 43)
Подставляя выражения (22.41)—(22.43) в выражение (22.40), деля все члены на уРр и обозначая
дд __ т । Lp . LB FB__, Ly Ду .
ДрУ ч ' s Др- й Др ’
Sn = Ср + £в т2- + ty -у-; гр Гр
АР = Р" + 7'7 ~ Р'1 77 ~ Ра~Ёр ~ ~ А2в^ 77 д? ’
Ар = const, получим уравнение (22.33).
Уравнение. (22.33) для холостого хода совпадает по структуре с уравнением для рабочего хода при постоянном сопротивлении заготовки, но значения членов М, £п, Ар здесь имеют другой смысл.
Как показывает расчет, время разгона tj не превышает 0,01 с. Вследствие малого времени разгона при расчетах скорости холостого хода можно использовать формулу (22.34).
Скорость и можно увеличить повышением давления в наполнительном баке, повышением массы подвижных частей пресса, уменьшением сопротивления линии наполнительный бак — рабочий цилиндр. Скорость и можно уменьшить увеличением сопротивления в линии возвратных цилиндров и применением уравновешивающих цилиндров.
Для нормальной работы пресса при расчете холостого хода необходимо обращать внимание на характер изменения давления в рабочих цилиндрах. Понижение давления до нуля приводит к разрыву струи и подсосу воздуха в цилиндр из атмосферы.
Условие, при котором отсутствует разрыв струи,
РР Ss 0, (22.44)
где рв — избыточное давление в рабочих цилиндрах.
298 '
Максимальная скорость холостого хода достигается при установившемся режиме
-.2
Я = рп - 27 - 5= °- (22.45)
Скорость и определяем по формуле (22.34). Разрыв струи может быть предупрежден установкой промежуточного наполнительного бака вблизи пресса или приближением основного наполнительного бака к прессу; увеличением диаметра уравновешивающих цилиндров; повышением давления в наполнительном баке; увеличением сечения наполнительного трубопровода; установкой дросселя одностороннего действия на линии возвратных цилиндров.
Обратный ход пресса. При обратном ходе поперечины вода из рабочих цилиндров в наполнительный бак часто поступает через сливной клапан распределителя и через наполнительный клапан рабочих цилиндров. Количество воды, проходящей через сливной клапан водораспределителя, составляет менее 7% общего объема воды, вытесняемой из рабочих цилиндров. Поэтому расчет проводим исходя из того, что вода вытесняется только через наполнительный клапан. Расчетная схема гидравлического пресса для обратного хода представлена на рис. 22.6, в. За положительное направление оси X принимаем направление вверх.
На подвижные части пресса при обратном ходе действуют следующие силы: их вес G; полезное сопротивление 7?0; давление воды на рабочий плунжер (ppFp), на возвратные плунжеры (pBFB) и на уравновешивающие плунжеры (pyFy); силы трения в уплотнениях цилиндров 7?ц и в направляющих Ra, которые примем равными нулю.
На основании второго закона динамики имеем
m^ = pBFB + pyFv-pBFp-G-R0-Rll. (22.46)
При обратном ходе, так же как и при рабочем ходе пресса, пренебрегаем скоростным напором и напором положения для возвратных и уравновешивающих цилиндров. Пользуясь уравнением Бернулли для неустановившегося движения, находим давления рр, рв и ру.
Подставив значения этих давлений в уравнение (22.46) и обозначив
дд____т I । LB FB i Ly Fy ,
FPy g g FP g Fp ’
r —r _i_r -£?_J-r ; fen fep i fen p I fey p ’ r P rB
A | I Д G -J- .
Др = pa h Pa Ph 4“ Д^р? p? »
Ap == const,
получим после соответствующих преобразований уравнение (22,33).
299
Если движение установившееся = о), то скорость движения поперечины выразится уравнением (22.34).
Так как переходные процессы при обратном ходе поперечины протекают быстро, для определения скорости поперечины при обратном ходе можно воспользоваться формулой (22.34). Скорость м. можно увеличить повышением давления в аккумуляторе, увеличением площади возвратных и урановешивающих плунжеров или снижением сопротивления линии рабочий цилиндр — наполнительный бак.
22.5. КОНСТРУКЦИЯ и РАСЧЕТ ЭЛЕМЕНТОВ СИСТЕМЫ НАПОЛНЕНИЯ
К наполнительным устройствам относятся наполнительный бак, расположенный около пресса либо на его рабочем цилиндре, и наполнительный клапан, соединяющий рабочий цилиндр с наполнительным баком.
Для создания давления на жидкость обычно пользуются заводской сетью сжатого воздуха давлением 0,6—0,8 МПа.
Полный объем воды в наполнительном баке Уб определяют исходя из объема воды Ур, вытесняемой рабочими плунжерами пресса за Один полный ход. Чтобы предотвратить попадание воздуха из бака в трубопровод, ведущий к наполнительному клапану, V6 принимаем равным (2-5-2,5) Ур.
Считаем, что давление воздуха в наполнительном баке при расходе жидкости изменяется по изотермическому закону
pVB ~ const,
где V, — начальный объем воздуха в баке.
Давление воздуха после удаления объема жидкости Vp падает, и его принимают рга1п = 0,75^^.
Изменение состояния воздуха описывается формулой
Pmia(Vn + VP)-pm^VB, (22.47)
откуда VB = ЗУР.
Полный объем Va наполнительного бака
Ун = (2 - 2,5) УР 4- ЗУР = (5 ~ 5,5) Ур. (22.48)
Наполнительные баки изготовляют сварными из листовой стали. Толщина цилиндрической и сферической частей предусматривается не менее 8 мм. Толщину стенок рассчитывают по данным «Справочника по котлонадзору» (Госэнергоиздат, изд. 3-е, 1961).
Для устранения удара при встрече бойка с поковкой перед прессом в линии наполнения устанавливают компенсатор гидравлических ударов. Наполнительный бак снабжен предохранительным клапаном с пружиной, водомерным стеклом, манометром и 300
Рис. 22.7. Перепускной клапан , тремя вентилями (спускным, для подвода воды из водопровода и для подвода сжатого воздуха).
Для отключения наполнительного бака в месте подсоединения к прессу наполнительного трубопровода устанавливают запорно-обратный клапан откидного типа. Его назначение — отключение наполни-
тельного бака от пресса и, если потребуется, перепуск воды из рабочего цилиндра в наполнительный бак.
Чтобы вернуть излишек воды в насосный бак, у наполнительного бака устанавливают перепускной клапан, отрегулированный на давление, меньшее на 0,2 МПа давления, при котором срабатывает предохранительный клапан наполнительного бака.
Схема перепускного клапана представлена на рис. 22.7. Жидкость из наполнительного бака по трубопроводу А поступает в полость под клапаном 5 и через дроссель 1 — в полость над клапаном 5. Груз 3 через клапан 2 малого размера, соединенный с поршнем 4, поддерживает установленное давление. При его превышении перепад давления над клапаном 5 и под ним приподнимает его, и происходит перепуск жидкости из наполнительного бака в насосный бак через трубопровод Б. При снижении давления в наполнительном баке закрывается клапан 2, и основной клапан 5 опускается на седло. Вместо клапана, управляемого давлением, может быть применен перепускной клапан, управляемый изменением уровня воды в наполнительном баке.
Принципиальная схема наполнительного клапана изображена на рис. 22.1. Клапан состоит из собственного наполнительного клапана 2 и сервопривода 3 для его подъема, подключаемого к линии возвратных цилиндров. Чтобы облегчить открытие наполнительного клапана, последний иногда снабжается дополнительным разгрузочным клапаном небольшого сечения. Проходное сечение наполнительного клапана подсчитывают по заданной скорости холостого хода их. х и принимаемой скорости va. к потока в проходном сечении наполнительного клапана при его полном открытии. Проходное сечение наполнительного клапана
/ = Гух.хМ,.к, (22.49)
где F — площадь рабочего плунжера; их. х — обычно составляет 300—400 мм/с; ия. к — не более 6—7 м/с.
В связи с этим часто на начальной стадии проектирования принимают
f = 0.05F. (22.50)
301
После выбора размеров наполнительной линии производят поверочный расчет динамики холостого хода.
Корпус наполнительного клапана изготовляют из стальной поковки (сталь 45); клапан — из-г коррозионно-стойкой стали.
Глава 23
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ С МУЛЬТИПЛИКАТОРНЫМ ПРИВОДОМ И КПД ГИДРОПРЕССОВЫХ УСТАНОВОК
23.1. ТИПЫ ГИДРОПРЕССОВЫХ УСТАНОВОК
В гидравлических прессах с мультипликаторным приводом генератором напорной жидкости является не насос, а специальный аппарат — мультипликатор.
Мультипликаторы привода можно подразделить на два основных типа: паро- и воздухогидравлические и механические.
Прессы с приводами от парогидравлического мультипликатора имеют низкий КПД (~2 %), поэтому в настоящее время их не выпускают.
Из механических мультипликаторов для привода гидравлических ковочных прессов наибольшее распространение получил кривошипный мультипликатор, под которым подразумевают одноцилиндровый насос простого действия без клапанов. Объем, вытесняемый его плунжером за один ход, равен объему воды высокого давления, потребляемому за единичный ход пресса.
Число рабочих ходов пресса равно числу оборотов коленчатого вала мультипликатора и составляет 30—120 ходов в минуту в зависимости от номинального усилия пресса. Прессы с кривошипным мультипликатором изготовляют усилием до 15 МН. На рис. 23.1 приведена схема управления прессом с приводом от кривошипного мультипликатора.
Давление воды, которое может создать мультипликатор, составляет 40—50 МПа.
Если область качения бойка пресса должна быть смещена вниз, то в рабочий цилиндр через клапан / подводится вода из аккумулятора (положение / рукоятки). Возвратные цилиндры соединены с аккумулятором постоянно. Постоянное усилие возвратных цилиндров преодолевается при ходе вниз усилием рабочего плунжера, которое выбирается с соответствующим избытком относительно номинального. Смещение бойка вверх осуществляется сливом воды из рабочего цилиндра в насосный бак (положение III рукоятки). При этом открыт клапан 2. Вода от аккумулятора для смещения зоны качения бойка при работе мультипликатора во время вдавливания бойка в металл обычно не подводится. При положении II рукоятки обратный клапан 3 302
Рис. 23.1. Схема управления прессом с кривошипным мультипликатором: 1—з — клапаны распределителя; 4 — кривошипный мультипликатор; 5 — насосный бак; S — беспоршневой аккумулятор (обычно рассчитывается иа давление 6—7 МПа); 7 — кривошипно-плунжерный насос для зарядки аккумулятора; 8 — муфта включения мультипликатора; 9 — маховнк; 10 — электродвигатель; 11 — распределитель
распределителя 11 не допускает перепуска воды высокого давления из рабочего цилиндра в аккумулятор.
Насос 7 заряжает аккумулятор, выключение насоса осуществляется автоматически действующим разгрузочным клапаном.
Включением и выключением муфты 8 можно получить единичные ходы пресса. При протяжке мощность приводного электродвигателя, кВт,
N = Реп/(60ц), (23.1)
где Р — наибольшее рабочее усилие при протяжке, кН; е — глубина обжатия, соответствующая принимаемому ходу и составляющая 40—50 % качательного хода, м; п — число ходов в минуту, равное числу оборотов коленчатого вала; т) — КПД, учитывающий потери трения, гидродинамические потери, утечки, объемный КПД; в приближенных расчетах принимается равным 0,8.
Часто допускается перегрузка электродвигателя, так как в большинстве случаев пресс работает с пониженной мощностью. Методика расчета и применяемые материалы для изготовления
303
деталей кривошипного мультипликатора аналогичны таковым для соответствующих деталей кривошипно-плунжерного насоса.
Рассмотренный привод применяется для ковочных прессов, осуществляющих преимущественно вытяжные и отделочные работы, которые требуют большого числа ходов в единицу времени и определенного положения бойка в конце рабочего хода.
23.2. ГИДРАВЛИЧЕСКИЕ МУЛЬТИПЛИКАТОРЫ
Гидравлические мультипликаторы обеспечивают подачу в цилиндр пресса жидкости повышенного давления по сравнению с жидкостью, поступающей в него из аккумулятора или насоса. Указанные мультипликаторы выпускают двух основных типов: разового (рис. 23.2, а) и непрерывного действия (рис. 23.2, б).
Если возвратные цилиндры управляемые, коэффициент мультипликации
/МЖ. (23.2)
гДе Лм — механический КПД, равный ~0,95; £)н — диаметр плунжера низкого давления; DB — диаметр плунжера высокого давления.
Ход мультипликатора Нм и диаметр плунжера высокого давления определяют исходя из объема жидкости V, необходимого для единичного хода плунжера пресса, питаемого мультипликатором. При определении V необходимо учитывать упругую деформацию системы пресса:
’/ = По-^Ям, (23.3)
гДе "По — объемный КПД, принимаемый 0,90—0,95.
а) б)
Рис. 23.2. Гидравлические мультипликаторы: '
/ — цилиндр низкого давления; 2 — плунжер низкого давления, совмещенный с цилнн* дром высокого давления; 3 — плунжер высокого давления; 4 — неподвижные поперек чины; 5 — подвижная поперечина; 6 — возвратные цилиндры; 7 — поршень с плунже» рами; 8 — всасывающий клапан; 9 — цилиндр высокого давления; 10 — нагнетательный клапан; 11 — конечный выключатель; 12 — штанга управления, соединенная с порш» нем 7; 13 — четырехходовой трехпознцнониый золотниковый распределитель с управле» нием от электромагнитов. Трубопроводы; Н -= от насоса; С « в систему
304
Способы расчета деталей мультипликатора и применяемые для их изготовления материалы те же, что и для аналогичных деталей пресса.
Недостатки гидравлического мультипликатора разового действия привели к созданию мультипликаторов непрерывного действия, широко используемых в маслонасосном приводе.
Схема мультипликатора непрерывного действия, работающего на минеральном масле, приведена на рис. 23.2, б.
При перемещении поршня 7 с плунжерами в крайнее положение поршень с помощью штанги 12 и конечного выключателя 11 включает электромагнит или Э2. После этого поток масла от насоса перемещает поршень в обратном направлении. Плунжеры попеременно засасывают масло через всасывающие клапаны 8 и нагнетают его в систему через клапаны 10. Подача масла высокого давления происходит непрерывно. Обычно такие мультипликаторы развивают давление 40—60 МПа.
Мультипликатор непрерывного действия позволяет применять простые дешевые насосы невысокого давления, повышать использование электродвигателя и уменьшать время холостого и рабочего ходов.
23.3. УПРУГАЯ ДЕФОРМАЦИЯ В СИСТЕМАХ ГИДРАВЛИЧЕСКИХ ПРЕССОВ
При выполнении прессом технологической операции в нем накапливается энергия упругого деформирования металлических частей и жидкости.
В некоторых случаях энергия, накапливаемая в системе гидравлического пресса и теряющаяся после осуществления им рабочего хода, становится сравнимой с полезной работой, произведенной прессом, или превышает ее.
Определим объем, жидкости, величину хода плунжера и накопленную энергию, обусловленные деформацией металлических частей и жидкости.
На рис. 23.3 изображена расчетная схема пресса; жесткость верхней и нижней поперечин принята равной бесконечности. Пренебрегая относительным ускорением в направлениях, перпендикулярных к направлению действия соответствующих усилий, не имеющих практического значения, получим:
приращение объема цилиндра за счет увеличения его внутреннего диа-мётра под действием давления жидкости
ДУ. = —- D2!
UF1— 2Е
Рис, 23.3. Расчетная схема гидравлического пресса
305
так как
ц .
р — El — д г) —D
^t — Е — рц » — Е
nDa L^ = AVi;
увеличение объема цилиндра от удлинения вдоль его оси
так как
ДУ2 = PPl Е Ец F с. ц ’
(Т Л£ц РЕц .
Е ~ ’ ^с.ц’
pF а ЕГС. -Еа. ц
Дополнительный объем жидкости в цилиндре, компенсирующий сжатие штока или плунжера,
AV
3 Е Fc. п
где Д£)ц — приращение диаметра цилиндра; ALa — приращение длины цилиндра; а “—тангенциальное напряжение на внутренней стенке цилиндра; Е — модуль упругости стали; £>ц — внутренний диаметр цилиндра; — длина рабочего цилиндра; р — давление рабочей жидкости; Еа — внутренняя площадь рабочего цилиндра; Ln — длина штока или плунжера; Fc. н — площадь сечения штока или плунжера; Fc_ ц — кольцевая площадь сечения рабочего цилиндра.
Суммарное приращение объема труб и цилиндров за счет увеличения их внутреннего диаметра находим из выражения
ж=4 (ож+ом
где oj — тангенциальное напряжение в подводящей трубе;
и Кг — соответственно внутренние объемы цилиндров и труб (длиною Lm).
Дополнительный объем жидкости в цилиндре, компенсирующий растяжение колонн,
а1/« = т-£.
где L„ и FK — соответственно длина и площадь колонн.
Для упрощения вычислений вместо площади плунжера взята площадь рабочих цилиндров, так как обычно разница между этими величинами незначительна.
306
Объем, компенсирующий сжатие жидкости в трубах и в цилиндре,
Д/в==-£(171 + Го+Их + Ир), *-ж
где £;к — модуль упругости жидкости *; Vp — вредный объем цилиндра, т. е. объем рабочей жидкости в цилиндре при крайнем верхнем положении подвижной поперечины; Vx и — соответственно объемы, обусловленные холостым и рабочим ходом плунжера.
Объем рабочей жидкости, необходимый для компенсации деформации металлических частей пресса и жидкости,
= 4- WVT+оХ) + + £ + ^) +
+ ^_(1/t + Vo + ^ + Vp). (23.4)
Длина хода плунжера, необходимая для компенсации изменения объема, вызванного деформацией металлических частей и жидкости,
Ад=^яДц. (23.5)
Потенциальная энергия, накопленная в системе гидравлического пресса,
мд = РнЬд/2, (23.6)
где Ра — номинальное усилие, развиваемое прессом.
Можно считать, что формула (23.4) применима при изотермическом сжатии жидкости до р 40 МПа.
Расчеты, проведенные для четырехколонных прессов по этим формулам, показывают, что наибольшее количество энергии, накапливаемое в гидропрессе, идет на сжатие рабочей жидкости, заполняющей его цилиндры (~66 %), объем которой определяется в основном длиной хода приближения, а также величиной вредного пространства. Значительное количество энергии затрачивается также на растяжение колонн (~15 %) и расширение рабочих цилиндров (~10 %). Полученные данные характерны для многих прессов.
Установим случаи, когда упругость пресса становится решающим фактором при его проектировании.
Характеризовать жесткость системы пресса величиной усилия, соответствующего единичной упругой деформации стоек или колонн, недостаточно, так как при этом не будет учтена деформация рабочей жидкости. Можно отнести рабочее усилие, развиваемое
1 В реальных условиях цилиндр заполняется не чистой жидкостью, а смесью жидкости и газа, модуль упругости которой значительно ниже £;к (см. [5]).
307
прессом, к длине хода Плунжера, необходимом для компенсации деформации его металлических частей и рабочей жидкости, од*
нако это также не позволяет ответить на вопрос — достаточна ли
жесткость пресса. Технологические процессы, осуществляемые на гидравлических прессах, разнообразны по степени заполнения силового графита и длине рабочего хода (см. рис. 21.9). -
Такие процессы, как горячая штамповка, формовка листового
материала, гибка, брикетирование стружки и другие характеризуются небольшим заполнением площади графика усилий при значительной величине рабочего хода. При этом жесткость одного
и того же пресса, на котором будет произведено выдавливание
трубы из цилиндрической заготовки и горячая штамповка, при одинаковой длине рабочего хода в первом случае может быть вполне достаточной, а во втором случае малой.
Критерием достаточной жесткости гидравлического пресса может служить отношение совершенной им работы Аи по пластической деформации изделия к работе Дд, затрачиваемой на де-
формацию его системы:
1 _ ^нф^р Ф^р
Ая СР н^д CLa
(23.7)
где <р — степень заполнения графика усилий; Lp — длина рабочего хода плунжера; С — постоянная; для безаккумуляторного насосного привода С = 1/2, а для аккумуляторного С = 1.
Величина Лд не всегда равна пд. Значения <р и Lp выбирают из наиболее часто встречающихся параметров силового режима работы пресса, поэтому вычисление А обусловливается типом технологических процессов, осуществляемых на гидравлических прессах.
Для рассматриваемого горячештамповочного пресса усилием 100 МН длина рабочего хода составляет около 80 мм (Кд = 2,4 см, С = 1). Степень заполнения графика усилий при штамповке изделий со сложным профилем составляет 0,15, при этом X = 0,5, т. е. потери на упругое деформирование пресса в 2 раза превышают полезную работу.
Если бы этот же пресс использовали для свободной ковки, в частности для вытяжки (<р = 0,6 и Lv = 8 см), то для этого случая А = 2, т. е. работа по упругой деформации в 2 раза меньше полезной работы. Последнее обстоятельство обязывает строить штамповочные прессы более жесткими, чем ковочные.
Из выражения (23.7) следует, что прессы для выполнения операций с коротким рабочим ходом и малой степенью заполнения силового графика должны обладать повышенной жесткостью.
Для выявления способов снижения потерь, обусловленных деформацией системы гидравлического пресса, рассмотрим выражение для определения величины хода плунжера, необходимого для компенсации сжимаемости рабочей жидкости:
Ъ + (Ио + Ит)/Ец] $р, (23.8)
.308
где Lx — длина холостого хода; 0 — сжимаемость рабочей жидкости.
Потери на деформацию системы пресса, обусловленные объемом жидкости, относящимся к рабочему плунжеру и равным (Ух 4- Vp + Vo + VT), можно уменьшить сокращением холостого хода и осуществлением части рабочего хода при малой нагрузке (лри значительной величине Lp) с помощью вспомогательного механического привода.
23.4. КПД ГИДРОПРЕССОВЫХ УСТАНОВОК
В элементах гидропрессовой установки имеют место потери энергии при передаче ее от электросети до бойка (штампа) пресса. Определим КПД каждого элемента гидропрессовой установки.
Гидравлический пресс. Такой пресс воспринимает потенциальную энергию рабочей жидкости, подаваемую в рабочие или возвратные цилиндры, и расходует ее на пластическое деформирование поковки.
Энергию, подаваемую с рабочей жидкостью на вход в рабочий или возвратный цилиндры, называют располагаемой энергией. Располагаемую энергию рабочего хода обозначим Лр. р, а располагаемую энергию обратного хода Лр. 0. Полезная работа, совершенная бойком пресса за рабочий ход, обозначается Лпл. Различают следующие эффективные КПД гидравлического пресса: мгновенный т]э. м, за рабочий ход г]э. f и за цикл ц.
При определении эффективного КПД пресса за цикл нет необходимости рассматривать холостой ход. Потери, связанные с холостым ходом, учитываются при обратном ходе.
Эффективным КПД цикла гидравлического пресса лэ. и называют отношение полезной работы пластической деформации за один рабочий ход к энергии, израсходованной за полный цикл работы пресса (двойной ход поперечины).
Лэ. ц = Лпл/Лр = Лпл/(ЛР. р -{- Лр. 0). (23.9)
Работа веса подвижных частей при расчете КПД за цикл не учитывается, так как она накапливается за время обратного хода, за счет располагаемой для обратного хода гидравлической энергии.
Эффективным КПД пресса за рабочий ход т^. р в общем случае называют отношение совершенной полезной работы к работе веса подвижных частей Аа плюс располагаемая энергия рабочих цилиндров;
Пэ. р = ^пл/(Д? + ^р. р)- (23.10)
Во многих случаях вес подвижных частей незначителен по сравнению с усилием, развиваемым прессом:
Лэ. р = А1л/А>. ₽ (23.11)
309
Выражение (23.11) справедливо для прессов с горизонтальным расположением плунжеров.
Энергия рабочей жидкости, находящейся внутри рабочего, или возвратного цилиндров, называется цилиндровой энергией Аа, а соответствующая мощность — цилиндровой мощностью Na. Цилиндровую энергию рабочего хода обозначим Дц. р. Тогда -<
ДР. г — '4. р + 4. п> (23.12)
где Дг. п —гидравлические потери на входе в рабочий цилиндр.
Отношение цилиндровой энергии к располагаемой называется гидравлическим КПД т)г, для рабочего хода
Пг = ДЦ.Р/ДР.Р. (23.13)
Энергия рабочей жидкости в цилиндре, уменьшающаяся из-за потерь на упругую деформацию жидкости и металлических частей пресса и утечки ее из цилиндра, называется индикаторной энер- • гией Ди. Индикаторную энергию рабочего и обратного ходов пресса обозначим соответственно Ди. р и Ди. 0. Тогда для рабочего • хода имеем
Дц. р = 4. р 4 Ддеф 4 4> (23.14)
где Адаф — работа, затрачиваемая на упругую деформацию жид- . кости в рабочем цилиндре и металлических частей пресса; Ду — । энергия, определяемая утечкой жидкости из цилиндра.
Отношение индикаторной энергии Ди к цилиндровой Дц на- зывают объемным КПД т]0- Для рабочего хода ’
По = 4. р/Дц. ₽ (23.15) I
Потерями жидкости обычно можно пренебречь, их величина не j превышает 0,01Дц. р. Объемный КПД т]Р резко снижается для прессов, осуществляющих процессы, характеризующиеся корот- ) ким рабочим ходом. Для рабочего хода •
4. ₽ = 4Л + 4. ь, (23.16) J
где Дм.п —работа преодоления сил трения и сопротивления со 1 стороны возвратных цилиндров. |
Отношение полезной работы пресса Дпл к индикаторной ра- | боте Дц р называют механическим КПД т]м. Для рабочего хода 1
Нм = 4л/4. р- (23.17) |
Эффективный КПД пресса за рабочий ход, если пренебречь pa- 1 ботой подвижных частей пресса, ]
Нэ. р 41 л/Др. р — НгНоНм" (23.18) I
Эффективный КПД пресса за цикл 1
Пэ. ц ~~ Дпл/(Др. р ~Др. о)=== НгПмНо> (23.19) а
310 I
где т)Р, т]о> tlM — соответственно гидравлический, объемный и механический КПД пресса за цикл Та.
Аккумуляторы. В поршневых воздушно-гидравлических аккумуляторах имеют место механические, объемные и гидравлические потери, определяемые аналогично потерям в гидравлических прессах.
К{)оме указанных потерь в поршневых аккумуляторах имеются потери, связанные с утечкой воздуха из пневмосистемы аккумулятора, оцениваемые пневматическим КПД т]и, и термодинамические потери, оцениваемые термодинамическим КПД т]т. Для определения термодинамического КПД полагаем начальную температуру воздуха в аккумуляторе равной температуре окружающей среды, а процесс сжатия воздуха по мере наполнения аккумулятора жидкостью — изотермическим.
Расширение воздуха при разрядке аккумулятора происходит сравнительно быстро, поэтому процесс расширения считаем адиабатическим. В этом случае давление воздуха в конце расширения будет меньше давления при изотермическом расширении в результате снижения температуры. Следовательно, работа расширения будет меньше работы сжатия вследствие термодинамических потерь.
Отношение энергии расширения ДраС(и к энергии сжатия Аст за цикл называют термодинамическим КПД:
Пт = А-асшМсж- (23.20)
Полный КПД поршневого аккумулятора
Па = ПсПмПоПп11т- (23.21)
Для беспоршневого аккумулятора т]м = 1, но здесь возникают потери, связанные с растворением воздуха в воде.
Трубопроводы. В трубопроводах имеют место гидравлические и объемные потери при нагнетании рабочей жидкости в аккумулятор, рабочий цилиндр, возвратный цилиндр и т. д.
Полный КПД трубопровода
nTp = Vlo- (23.22)
Промежуточный мультипликатор. Его КПД определяется аналогично КПД гидравлического пресса. Полный КПД мультипликатора
Пму = ПгПмПо- (23.23)
Насос. Имеет гидравлические, объемное и механические потери, которые приводятся в каталогах для каждого типа насоса.
Полный КПД насоса
Пн = ПгПмПо- (23.24)
Эффективный КПД гидропрессовой установки определяется произведением КПД ее отдельных элементов.
ЗН
Например^ эффективный КПД гидропрессовой установки с насосно-аккумуляторным приводом без промежуточного мультипликатора
Пэ = Пэ. цПдПтрПпПэл, (23.25)
где Лэл — КПД электродвигателя.
23.5. РАЗЛИЧНЫЕ ТИПЫ ПРИВОДОВ
Если принять КПД котельной установки 0,75, паропровода 0,905 и прессовой установки 0,02, то общий или экономический КПД пресса с приводом от парогидравлического мультипликатора, равный произведению отдельных КПД, составит около 1,5 %. Малая величина экономического КПД главным образом определяется недостаточным использованием отработавшего пара.
Механические мультипликаторы применяют в приводе ковочных прессов, так как они обеспечивают относительно большое число повторяющихся ходов и определенную глубину проникновения бойка в металл. Их недостаток — громоздкость привода вследствие его тихоходности.
Перспективно использование привода ковочных прессов небольших усилий (до 15 МН) от кривошипного мультипликатора, работающего на минеральном масле.
В современных гидропрессовых установках широко применяют насосный привод. Он обычно работает на эмульсии или минеральном масле, что определяет конструктивные особенности всей гидропрессовой установки. При работе насосного безаккумуляторного привода необходимо иметь в виду, что снизить мощность насосов и электродвигателей можно использованием привода со ступенчатым изменением подачи жидкости от насосов; прессов с несколькими рабочими цилиндрами, позволяющими при их включении получать ряд ступеней усилий; привода от насосов переменной нодачи или комбинаций указанных способов.
Улучшить экономичность насосно-аккумуляторного привода можно применением прессов со ступенями усилий, с промежуточными мультипликаторами или с насосно-аккумуляторными станциями, которые могут подавать к прессу рабочую жидкость под несколькими давлениями.
Насосно-аккумуляторный привод наиболее эффективно использовать в случае, если время рабочего хода tP значительно меньше времени цикла Та (как у прессов для прессования стали), а так^ке для получения больших скоростей рабочего хода — горячая штамповка стали и толстолистового материала.
Применение насосно-безаккумуляторного привода целесообразно для процессов с малой степенью заполнения графика усилий (брикетирование, пакетирование, неглубокая вытяжка тонколистового материала, гибка профилей из тонкого листа); процессов, требующих короткий рабочий ход (чеканка, калибровка, вырубка),
312
и процессов, не требующих больших скоростей рабочего хода (прессование алюминиевых сплавов, вытяжка изделий из тонкого листа).
Тип привода также определяется номинальным усилием, развиваемым прессом. В отдельных случаях трудно отдать предпочтение аккумуляторному или безаккумуляторному приводу. Тогда целесообразно определить расход энергии приводами за время цикла и выбрать более экономичный вариант привода.
Г лава 24
КЛАПАНЫ, РАСПРЕДЕЛИТЕЛИ И ТРУБОПРОВОДЫ ГИДРОПРЕССОВЫХ УСТАНОВОК
24; 1. КЛАПАНЫ
По назначению клапаны гидравлических прессов бывают впускные и выпускные, дроссельные, наполнительные, обратные, предохранительные, запорные, комбинированные.
По способу действия клапаны подразделяют на управляемые (впускные, выпускные), автоматически действующие (обратные, предохранительные) и смешанного действия (наполнительные, некоторые запорные).
Седла клапанов обычно выполняют с коническим пояском, угол подъема которого 45°; давление на коническом пояске принимают 80—100 МПа. Клапаны должны иметь направление, обеспечивающее стабильную посадку на седло. Высота клапана h принимается равной (1,5—2) d. Зазор между клапаном и направляющим отверстием принимают около 0,1 мм.
Схема впускного управляемого клапана без разгрузки изображена на рис. 24.1, а.
Клапан прижат к седлу усилием
Р = ^-ра + П, (24.1)
Рис. 24.1. Клапаны гидравлических прессов:
/, 8, 9 — клапаны; 2 — пружина;
3, 10 — рубашка клапана /; 4, 12 — шток клапана; 5, 11 — корпус; 6 —уплотнение; 7 —воздухоспускная пробка; 13 — втулка;
— отверстия; 15 — уплотнения;
16 крышка; 17 — пружина; 18 *= указатель
/8
17
16
а
8
Я 1Й 11
15 1Я 13-
313
где d — диаметр клапана; ра—давление воды или эмульсии; П — усилие пружины.
Если принять передаточное число между рукояткой и штоком клапана 1/25 и усилие на рычаге управления 80 Н (8 кгс), то, пренебрегая усилием пружины и полагая ра = 20 МПа (200 кгс/см2), по выражению (24.1) получим предельное значение диаметра клапана без разгрузки:
Схема действия клапана водораспределителя с предварительной разгрузкой показана на рис. 24.1, б. Основной клапан 8 открывается штоком клапана 12, который вначале приподнимает разгрузочный клапан 9, а затем основной клапан за втулку 13. Отверстия 14 диаметром около 2 мм усиливают действие зазора между клапаном и его рубашкой.
Если суммарное сечение Д, через которое подводится вода высокого давления в полость над клапаном, относительно мало, клапан открывается самопроизвольно. Если сечение Д намного больше суммарного сечения Д> через которое отводится вода высокого давления в полость под клапаном, то эффект разгрузки снижается.
Шток клапана часто выполняют заодно с разгрузочным клапаном и уплотняют с двух сторон уплотнениями 15. Рубашку клапана 10 вставляют в кованый корпус клапана 11, прикрываемый крышкой 16. Для регулирования и наблюдения за подъемом клапана служит указатель 18, прижимаемый к штоку клапана пружиной 17.
Для клапана с разгрузкой усилие подъема штока
P^2L{d\-^pa-\-T + n, (24.2)
где dx — диаметр разгрузочного клапана, см; d2 — диаметр штока клапана, см; Т — сила трения в манжетах, Н.
Проходное сечение клапана
fK = , (24.3)
где Епл — площадь плунжера цилиндра, обслуживаемого данным клапаном; uUJi — скорость плунжера; ик — скорость движения жидкости через клапан.
При давлении жидкости р = 204-30 МПа ик для впускных клапанов принимают до 20—30 м/с, а для выпускных клапанов — до 10—15 м/с.
Высоту подъема клапана выбирают из условия равенства площади прохода жидкости между седлом и клапаном и площади проходного сечения под клапаном.
314
В начальный момент открытия клапана скорость жидкости ; между клапаном и седлом очень большая. Поэтому перекрытие потока осуществляют с помощью конической поверхности и зазора между цилиндрической частью и рубашками клапана. Благодаря этому уменьшается износ конической поверхности клапана.
, Обычная величина подъема разгрузочного клапана 2—4 мм. Корпус клапана, как правило, изготовляют кованым из стали 45, клапан и толкатели — из коррозионно-стойкой стали, а рубашки клапана — из бронзы.
Дроссельные клапаны применяют для регулировки скорости движения плунжера. Часто рубашка клапана снабжается сеткой отверстий, позволяющих плавно регулировать сопротивление протеканию жидкости через клапан. Это будет управляемый дроссельный клапан.
Обратные клапаны действуют автоматически, пропуская жидкость только в одном направлении.
Если обратный клапан снабдить отверстием небольшого диаметра, то получится автоматически действующий дроссельный клапан.
Если обратный клапан снабдить открывающим его сервомотором, то получится управляемый обратный клапан. Такие клапаны могут быть использованы как наполнительные, для предупреждения произвольного опускания поперечины и т. д. Наполнительные клапаны описаны выше.
Предохранительные клапаны сбрасывают напорную жидкость, если давление превышает установленный предел. Их регулируют на давление, превышающее номинальное на 20—30 %.
Запорные клапаны применяют, для отсоединения различных элементов гидравлической и воздушной систем. Клапаны малых и средних сечений выполняют без разгрузки, а клапаны больших сечений — с разгрузкой.
24.2. РАСПРЕДЕЛИТЕЛИ
Распределитель обычно состоит из клапанной коробки с клапанами /, стойки 2, узла привода толкателей клапанов 3, рукоятки управления 4 (рис. 24.2).
Подъем толкателей осуществляется коромыслами или кулачками. За последние годы все большее применение находит кулачковый подъем клапанов.
Распределитель с подъемом клапанов кулачками имеет следующие преимущества: допускает любую комбинацию открытия и закрытия клапанов, легок в управлении, прост в обслуживании, допускает возможность унификации отдельных узлов.
Существуют следующие типы управления распределителями; ручное, с сервоприводом и дистанционное. К недостаткам ручного управления относятся быстрая утомляемость машиниста и необходимость устанавливать все распределители близко от пульта, что
315
Рис. 24.2. Распределитель гидравлического пресса
Рис. 24.3. Сервопривод управления ковочным прессом усилием 120 МН
осложняет доступ к сети труб в случае их ремонта. На рис. 24.3 изображена схема действия сервопривода управления прессом усилием 120 МН. При повороте рукоятки управления 1 смещается золотник управления 2, сжатый воздух поступает в левую полость воздушного цилиндра 3, а правая полость воздушного цилиндра соединяется с атмосферой через золотник управления. Масляный демпфер 4 предупреждает возможные рывки поршня воздушного цилиндра. Рычаг 5 и тяга 6 поворачивают вал распределителя. Рычажная передача 7 осуществляет роль обратной связи. Благодаря ей вал распределителя поворачивается на угол, пропорциональный углу поворота рукоятки управления.
Определим размеры тяг и рычагов обратной связи управления из подобия треугольников СгСВ и 4j40B, ВВ1С1 и Л1ЛОСХ (см. рис. 24.3):
4 — Iq (/ц 4" 4 “ 4 (^1 4" где /0 — величина смещения золотника управления.
На рис. 24.4 изображена схема масляного следящего сервомотора.
Следящий сервопривод управляется золотником 1, связанным
(24.4)
(24.5)
Рабочий ход Обратный, ход
Рис. 24.4. Следящий масляный сервомотор:
1 — золотинк; 2 — ротору 3 — активная площадь; 4 —» уплотнения; 5 — корпус сле« дящего сервомотора
316
кинематически с рукояткой управления прессом. Усилие для перемещения золотника не превышает 10 Н даже для сервомоторов, развивающих большие усилия. За золотником перемещается ротор 2 сервомотора. Масло фг насоса или аккумулятора поступает в полость Н. Ч.
При движении золотника влево ротор 2 п^рчшещается на то же расстояние влево. При движении золотника впртщ^ротор также перемещается вправо. Для улучшения слежения золскни£-ад»ол*'" няют с нулевым перекрытием. /
Усилие, развиваемое сервомотором: (
при ходе вправо •.
Ра = -J-(DH2-$₽)/>; (24.6>^
при ходе влево
Рл=-^(Г>с2р-4)р, (24.7)
где р — давление масла.
В новейших конструкциях гидравлических прессов предусматривают дистанционное управление. Дистанционное управление позволяет установить распределители около их гидроцилиндров, что значительно уменьшает длину напорных и сливных трубопроводов. При дистанционном управлении вместо валов с коромыслами в приводе штоков клапанов применяют кулачковые валы.
Для регулирования поворота распределительного вала электродвигатель или муфту включают в диагональ моста Уитстона. Потенциометр одного плеча связывают с рукояткой управления, а потенциометр другого плеча — с распределительным валом.
При повороте рычага управления происходит дисбаланс моста, в диагонали идет ток, который усиливается электронным усилителем и подается на клеммы электродвигателя или муфты, последние включаются, и вал распределителя поворачивается. Поворот распределительного вала сводит к нулю разность между сопротивлениями плеч моста, муфта или двигатель выключаются.
24.3. ГИДРАВЛИЧЕСКИЙ УДАР В ТРУБОПРОВОДАХ
При резком изменении скорости движения жидкости в трубопроводе (быстрое закрытие или открытие клапанов распределителя) возникает ударная волна повышенного давления, называемая гидравлическим ударом.
Максимальное давление ударной волны найдем исходя из того, что при торможении столба жидкости вся кинетическая энергия переходит в работу растяжения стенок трубы н сжатия жидкости:
К = Д,Т + ДЖ, (24.8)
где К — кинетическая энергия движущегося столба жидкости; Дс. т — работа по растяжению стенок трубы; Дж — работа по сжатию жидкости в трубе.
317
В случае, если трубопровод имеет постоянный диаметр d и длину I, \
(24.9)
где р — плотноср/"жидкости; v — скорость движения жидкости ' * трубе.
Дзпг-определен и я Ас, т рассмотрим случай растяжения тонкостенной трубы, часто встречающийся в линиях наполнения и слива жидкости. Замена в расчете тонкостенной трубы толстостенной ш5 изменит принципа расчета:
J 2
= (24.10)
( где ру — ударное давление; 6 — толщина стенки трубы; Е — 1 модуль упругости материала трубы.
Работа по сжатию столба жидкости в трубе
2
= (24.11)
где Еж — модуль объемной упругости жидкости.
После подстановки выражений (24.9)—(24.11) в выражение
(24.8) и проведения соответствующих преобразований получим
ру — apv, (24. Г2)
где а — скорость распространения ударной волны в трубопроводе;
______У Еж/Р________ ГТ + [Еж<1/(Еб)] ’
(24.13)
Формула (24.12) Н. Е. Жуковского для определения наибольшего давления от гидравлического удара справедлива при прямом гидравлическом ударе, длительность фазы которого 0 = 21/а больше времени закрытия трубопровода t3, т. е. 0 (I — длина трубопровода).
В общем виде выражение (24.12)
Дру — ар До, (24.14)
где Дру — соответствующее ударное повышение давления; До — потерянная скорость жидкости, движущейся в трубе.
Прямой гидравлический удар возможен при быстром закрытии клапанов распределителя, если магистраль от аккумулятора до пресса имеет значительную длину; при соприкосновении бойка с поковкой во время хода приближения; при резком перекрытии клапанов распределителя во время холостого хода; при резком росте или спаде нагрузки и т. д.
318
Рис. 24'. 5. Компенсаторы гидроударов
Принцип действия компенсаторов гидравлического удара состоит в том, что при повышении давления жидкость перемещает поршень, сжимая упругий элемент (воздух или пружину), в результате чего ударный процесс переходит в колебательный. Последний быстро затухает без значительного повышения давления бла
годаря рассеиванию энергии.
На рис. 24.5 показаны наиболее часто применяемые компенсаторы гидроударов. Компенсаторы, изображенные на рис. 24.5, а, б, применяют в линиях высокого давления. Компенсатор, показанный на рис. 24.5, в, используют в линии наполнения и заряжают сжатым воздухом давлением 0,8—1,0 МПа.
Расчет компенсаторов производится приближенно исходя из условия поглощения ими всей энергии движущегося столба жидкости от аккумулятора или наполнительного бака до компенсатора. . Кинетическую энергию жидкости, движущейся в трубе, к моменту перекрытия трубопровода найдем из выражения (24.9). Процесс сжатия воздуха в компенсаторе принимают адиабатическим (показатель адиабаты п ~ 1,4), тогда энергия, поглощаемая компенсатором, может быть выражена уравнением
= РЛ Г/PkV" 1)/л
Л — 1 Ро /
(24.15)
где рд — начальное давление воздуха в компенсаторе; qg — начальный объем воздуха в компенсаторе.
Задаваясь qg и принимая р0 = ра или р0 = рн (где рн — номинальное давление в гидросистеме пресса), найдем конечное давление рк воздуха в компенсаторе.
В пружинном компенсаторе кинетическая энергия движущейся жидкости расходуется на сжатие пружины:
(24.16)
где D — средний диаметр пружины; п — число витков; Рк и Рд — конечное и начальное усилия, действующие на пружину; G — модуль упругости материала пружины на кручение; d — диаметр поперечного сечения витка.
Зная К, задаваясь D, п, G, d и Рд по выражению (24.16), определим Рк и величину осадки пружины по формуле
8РКО3 СД1 П
(24.17)
319
24.4. ТРУБОПРОВОДЫ И АРМАТУРА
Трубопроводы гидропрессовых установок бывают высокого (напорный,'низкого и переменного давлений. Трубопроводы переменного давления пропускают попеременно рабочую жидкость высокого и низкого давлений.
Проходные сечения труб рассчитывают исходя из допустимой скорости движения жидкости. Для трубопроводов высокого давления (20—32 МПа) допускается скорость движения воды или эмульсии до 8—10 м/с и минерального масла до 5—6 м/с. В трубопроводах низкого давления допускается скорость движения воды 3—4 м/с и минерального масла 2,5—3 м/с.
При проектировании и монтаже трубопроводов желательно уменьшать до минимума число разъемных соединений и заменять их сварными соединениями. Сварные соединения не требуют постоянного наблюдения и ухода. Материал труб — углеродистая сталь с ов = 4004-550 МПа и относительным удлинением 6 = = 15-4-30 % обладает высокой или очень высокой свариваемостью. Для изготовления трубопроводов низкого давления (до 1,6 МПа) применяют тонкостенные трубы, а их разъемное соединение осуществляют с помощью фланцев. На рис. 24.6 показаны варианты соединения труб.
В качестве уплотнений трубопроводов низкого давления применяют прокладки из паронита, фибры и листовой резины. Поверхности под прокладки должны быть тщательно обработаны. Часто для обеспечения герметичности уплотнения на поверхностях фланцев, соприкасающихся с прокладкой, протачивают канавки (глубиной. 0,5—1,5 мм), в которые затекает деформированная прокладка.
Усилие, развиваемое болтами,
P6>FyPp + FnpPy, (24-18)
где Fy — площадь сечения трубы, находящаяся под рабочим дав. лением; рр — рабочее давление; Fnp — площадь прокладки, подвергающаяся обжатию; ру — давление на прокладку (для мягких прокладок ~2/7р, для металлических прокладок давление равнр пределу текучести материала прокладки).
Напряжение, допускаемое при расчете болтов, изготовляемых из стали 35 и Ст5, принимают не более 80 МПа.
Фланцевое соединение в зависимости от диаметра трубопровода и рабочего давления выполняют на двух (прямоугольные фланцы), четырех (квадратные фланцы) и шести или восьми болтах (круглые фланцы).
Для больших диаметров прохода (100 мм и выше) применяют цельнотянутые трубы высокого давления, а также кованые. Расчет труб производят по формуле, используемой для цилиндров гидравлических прессов. Допускаемые напряжения [ст ] выбирают с учетом ослабления труб соединительными резьбами и возмож-320
Рис. 24.6. Соединение труб низкого (а) и высокого (б) давлений:
I — с приварным плоским фланцем; II, IV — с приварными раструбами и накиднымй фланцами; III — с резьбовыми фланцами; V — с резьбовыми гайками, накидными флан* цами и самоустанавливающейся линзой; VI — промежуточное,, фланцевое с уплотни* тельными кольцами; / — фланец; 2 — штуцер; 3 — шпильки; 4 уплотнительное кольцо; 5 —• кольцо; 6 *= полукольцо
ности гидравлических ударов. При давлении 20—30 МПа (а] сс 85 МПа. При давлении 30—40 МПа [а] = 115 МПа. Для соединения труб высокого давления (р = 32-4-40 МПа) раньше применяли преимущественно резьбовые фланцы (рис. 24.6, 77/). Их. недостатком является частый обрыв резьбы за фланцем вследствие резкого изменения жесткости и концентрации напряжений. Конструкция свободно сидящих фланцев, соединяемых с трубами резьбовыми кольцами, является более совершенной.
На рис. 24.6, IV показано распространенное в настоящее время соединение труб, находящихся под высоким давлением, с предварительно приваренными раструбами и свободно сидящими фланцами. Материал раструбов, фланцев и шпилек — сталь 35. Уплотнительные кольца изготовляют из меди.
Опыт эксплуатации прессовых установок показал, что в соединениях с медной прокладкой за короткое время появляется течь вследствие вибраций и гидроударов. В связи с этим созданы фланцевые соединения (рис. 24.6, И/) с применением резиновых уплотнительных колец круглого сечения по ГОСТ 9833—73 [51. Они не чувствительны к осевым перемещениям соединяемых труб в отличие от соединений с медными прокладками. Соединения испытаны на рабочие давления 32 и 63 МПа.
Хорошо зарекомендовали себя линзовые соединения трубопроводов (рис. 24.6, V). При отсутствии затяжки и внутреннего давления линзовая прокладка имеет линейное касание со скошенной
* И А. Н. Банкетов и др. ' 321
поверхностью трубы; под действием усилия затяжки создается уплотняющая кольцевая полоска, являющаяся поверхностью соприкосновения линзы и трубы. Линзы обычно выполняют из того же материала, что и соединяемые трубы.
К достоинствам линзового соединения относятся допустимая значительная неперпендикулярность торцов соединяемых труб (1—1,5°) и возможность повторной разборки и сборки соединения без повреждения линзовой прокладки. Линзовое соединение применяется для давлений 70—100 МПа.
Трубопроводы прокладывают в канавах и прочно закрепляют накладками и болтами, чтобы исключить возможность обрыва труб в случае вибрации и гидравлического удара.
К трубопроводной арматуре относятся блоки разветвления, представляющие собой кованые кубики из стали 35 с просверленными каналами, и запорные вентили. Запорные вентили обычно применяют только в сетях, питаемых от аккумулятора.
Под условным проходом арматуры и трубопроводов понимают их номинальный внутренний диаметр. Условные проходы регламентированы ГОСТом.
При проектировании трубопроводов надо учитывать необходимость спуска воздуха (установка воздухоспускных пробок); температурные расширения труб (компенсация); вибрации труб (крепление труб) [4 ]; возможность улучшения условий монтажа труб; возможность возникновения гидроударов; необходимость смены уплотнительных элементов.
Глава 25
ОСНОВНЫЕ ДЕТАЛИ ГИДРАВЛИЧЕСКИХ ПРЕССОВ
25.1. ЦИЛИНДРЫ И ПЛУНЖЕРЫ
Цилиндры бывают следующих типов: плунжерные, дифференциально-плунжерные, поршневые с вертикальным (верхним и нижним) и горизонтальным расположением, подвижные и неподвижные, с опорой на фланец и на дно. *
Число рабочих цилиндров (один, два, три, четыре и более) зависит от технологического назначения; усилия, развиваемого прессом, и требуемого числа ступеней усилий. Наиболее часто в гидравлических прессах используют неподвижные цилиндры (см. рис. 20.3, 6). За последнее время стали строить прессы с подвижным рабочим цилиндром, например ковочные с нижним расположением цилиндров и подвижной станиной.
В прессостроении применяют цилиндры с опорой на дно и на опорный фланец. Опора цилиндра на дно является рациональной с точки зрения прочности, так как в этом случае исключаются напряжения, вызванные изгибом стенок от опорных реакций на 322
Рис. 25.1. Цилиндры с опорой на фланец (а), узел цилиндра и его крепление к верхней поперечине (6):
1 — цилиндр; 2 — дроссель тор-моза; 3 — плунжер; 4 — направляющая втулка; 5 — уплотнение 6кольцо; 7 — нажимное кольцо;
8 — нажимная втулка
фланце. Кроме того, стенки цилиндра не подвергаются осевым растягивающим напряжениям.
Часто при опоре цилиндра на дно усложняется конструкция пресса, увеличиваются его масса и габаритные размеры. В
связи с этим наибольшее распространение в прессостроении получили цилиндры с опорой на фланец (рис. 25.1, а).
По особенностям напряженного состояния цилиндр можно
условно разбить на три зоны: цилиндрическую А, опорного фланца Б и купольную или днище В.
Цилиндрическую зону, достаточно удаленную от купола и опорного фланца, допустимо рассматривать как толстостенную трубу и рассчитывать по формулам Ляме [37].
Если на цилиндр действует только внутреннее давление, в его
стенках возникают напряжения;
радиальные
(25.1)
тангенциальные
(25.2)
осевые от влияния дна
(25.3)
где at > ог > ог.
Наибольшие напряжения возникают на внутренней поверхности цилиндра (г = гв).
По энергетической теории прочности эквивалентное напряжение определяется по уравнению
оэ = И (О/ - + (ог - ог)2 + (ог - (25.4)
11*
323
Максимальное напряжение на внутренней стенке
°э max = —J Р- (25.5)
гн г&
Допускаемое напряжение находим из выражения
lATr2
= <25'6) гн Лв
где от — предел текучести при растяжении; п— запас -прочности по пределу текучести, откуда *
= (25.7)
J/l°l - ^Зр
Величина допускаемого напряжения [о ] для литых цилиндров 80—100 МПа, для кованых цилиндров из стали (0,3—0,35 % С) ПО—150 МПа, для кованых цилиндров из низколегированной стали (1,5—2 % Ni) 150—180 МПа.
Определим соотношение между [о ] и р, при котором наружный диаметр цилиндра будет наименьшим:
Я,==^р, (25.8)
где Ри — номинальное усилие, развиваемое цилиндром, откуда
= ' (25-9)
Подставляя выражение (25.9) в выражение (25.7), получим
'н=1/-7Г~пЦг/ (25-Ю)
|/ яр ([о] — V 3 р)
Из полученного выражения следует, что,гн будет минимальным при максимальном значении выражения
и — пр ([о] — У Зр), в котором [о] постоянна, а р изменяется.
Тогда
= л [о] — л У 3 • 2р = 0,
откуда
Ропт = М/(2КЗ). (25.11)
1 Эта формула пригодна лишь для давлений средней величины (для р <J < 0,6 [ о]). При давлениях р > 50 МПа рекомендуется применять формулу
_ ( 2р
Гн Гв к 2,3 [о] - р + 1)
324
Давление р из формулы (25.11) называется оптимальным. Подставляя значение р из выражения (25.11) в выражение (25.10), получим
гн mln 1 УРн/[о]. . (25.12)
При выборе давления рабочей жидкости надо иметь в виду, что при приближении величины р к значению рот (начиная с какого-либо давления) имеет место незначительное уменьшение размеров цилиндра при повышении давления.
Поэтому принимают
р = (0,70 4-0,75) роат. (25.13)
Это давление р называют рациональным.
Формулы Ляме справедливы для сечений цилиндра, достаточно удаленных от участков, где происходит изменение толщины стенки. В сечениях цилиндра, расположенных близко к фланцу или купольной части цилиндра, возникают дополнительные напряжения от изгиба, которые соизмеримы с напряжениями, подсчитанными ранее с помощью формул Ляме. В связи с этим размеры стенок купольной части цилиндра и фланца выбирают по установившимся на практике соотношениям.
Толщина днища в средней части цилиндра должна составлять не менее двух толщин стенки и иметь плавный переход от цилиндрической части к днищу (Д 0,4/).
Размер бурта фланца проверяют по удельному усилию, принимаемому около 80 МПа. Обычно ширина фланца b = 0,7/; толщину его h проверяют на срез, допускаемое напряжение принимают до 40 МПа или выбирают в зависимости от толщины стенки t, равной h (1,24-2,0) t. Для уменьшения концентрации напряжений углы, образуемые наружной стенкой цилиндра и поверхностью фланца, необходимо скруглять радиусами
г (0,204-0,25) t.
Узел рабочего цилиндра с креплением его к верхней поперечине показан на рис. 25.1, б.
Плунжеры рабочих цилиндров выполняют сплошными или пустотелыми. Плунжер передает усилие на подвижную поперечину и работает на сжатие. Соединение плунжера с подвижной поперечиной может быть жестким (заделка конца плунжера в подвижную поперечину), через шаровую пяту и через пест шаровыми головками.
При жестком соединении плунжер испытывает нагружение от момента, возникающего при эксцентричном нагружении пресса. Это может привести к сильному износу направляющей втулки и повреждению уплотнения. Жесткое крепление применяют в одноцилиндровых прессах и для среднего плунжера в трехцилиндровых прессах.
325
Плунжеры обычно изготовляют коваными из углеродистой стали 45 или 60, поверхность их подвергают закалке и тщательной шлифовке (шероховатость поверхности не более 0,63 и точность, соответствующая 2-му классу ходовой посадки в направляющей втулке). Плунжеры, жестко скрепленные с подвижной поперечиной, часто изготовляют из легированных хромоникелевых и хромомолибденовых сталей; твердость рабочей поверхности плунжера HRC 48—60.
25.2. УПЛОТНЕНИЯ ЦИЛИНДРОВ И МЕТОДЫ ИХ ИСПЫТАНИЯ
Существуют три типа уплотнений подвижных соединений: набивочное, манжетное и поршневыми кольцами.
Набивочное уплотнение затягивают и тем самым предотвращают утечку жидкости. Манжетное уплотнение действует автоматически под действием давления жидкости.
В гидравлических прессах наибольшее распространение получило набивочное уплотнение.
Манжетные уплотнения обычно применяют для плунжеров диаметром до 100—150 мм при работе пресса на минеральном масле.
Поршневыми кольцами уплотняют цилиндры с внутренним диаметром до 600 мм при использовании масла как рабочей жидкости.
Из набивочных уплотнений наиболее распространены уплотнения резинотканевые шевронные многорядные. Их используют для работы на воде, эмульсии и минеральных маслах при давлениях до 500 МПа и температуре в зоне уплотнения до 50 °C (кратковременно до 70 °C). Створ манжет всегда направлен в сторону действия давления. Установка шевронного уплотнения в цилиндре гидравлического пресса показана на рис. 25.2, а.
Большое значение для работоспособности набивочного уплотнения имеет состояние поверхности плунжера, направление, обеспечивающее стабильность его положения относительно набивки, и применяемая смазка. *
Нажимное кольцо крепят к цилиндру с помощью резьбовых шпилек. Материалом для нажимного кольца и резьбовых шпилек служит сталь 45. Направляющую втулку изготовляют из высококачественной бронзы. Высоту нажимного кольца 6 (рис. 25.2, а) обычно принимают равной 2—2,5 диаметрам резьбовых шпилек с помощью которых его крепят к цилиндру, или (0,7-?1) b (Ь — ширина кольца). Резьбовые шпильки рассчитывают на усилие Р:
р = М(р+2^-р21Р) (25.i4)
где р — номинальное давление рабочей жидкости.
Допускаемое напряжение для шпилек 60—100 МПа (600— 1000 кгс/см2).
326
Рис. 25.2. Уплотнения плунжеров:
1 — цилиндр; 2 — плунжер; 3 — направляющая втулка; 4 — набивка; 5 — нажимная втулка; 6, 7 — нажимное и грязесъемное кольцо; 8, 9 — мягкая н твердая резина; д —• ширина; D — диаметр плунжера
Комплект резинотканевого шевронного многорядного уплотнения показан на рис. 25.2, б.
Шевронные манжеты изготовляют из прорезиненной и програ-фиченной хлопчатобумажной ткани. Резина, применяемая при этом, должна иметь следующие механические свойства: поверхностную твердость по Шору 80—90 единиц, сопротивление разрыву не менее 8 МПа, относительное удлинение не менее 100 %; остаточное удлинение не более 5 %,. маслостойкость за 24 ч при 20 °C (т. е. увеличение массы) не более 3 %, бензостойкость при тех же условиях 20 %.
Число колец набивки зависит от диаметра плунжера и давления рабочей жидкости и выбирается по ГОСТу. Силу трения, в Н, при использовании эластичных набивок рассчитывают по формуле
К — 0,15/kDbp, (25.15)
где f — коэффициент трения (0,05 для шевронной .набивки; 0,20 для других типов набивок); D — диаметр плунжера, см; b — высбта уплотнения, см; р — давление жидкости, МПа.
Коэффициент 0,15 учитывает уменьшение давления по высоте уплотнений.
327
Однорядные V-образные самоуплотняющиеся манжеты обычно изготовляют из резины. На рис. 25.2, в показана V-образная манжета диаметром 100 мм. Ее устанавливают так, чтобы усы были направлены в сторону действия давления жидкости. Манжеты под давлением жидкости автоматически обеспечивают уплотнение. Уплотнение плохо работает при низких давлениях, так как жидкость не прижимает усы к металлу. Этот недостаток можно исключить созданием предварительного натяга манжеты и армированием ее (рис. 25.2, г) металлической пружиной или мягкой резиной. Мягкая резина 8 создает предварительный натяг, а твердая резина'Р обеспечивает увеличенное сопротивление продавливанию опорной части манжеты в зазор. Износ V-образ-ных уплотнений происходит в опорной части манжеты, где имеется выдавливание материала в зазор. В связи с этим для давлений более 32 МПа часто применяют манжеты увеличенной высоты.
В последние годы большое распространение для уплотнения подвижных соединений получили резиновые кольца круглого сечения. Такие кольца должны иметь внутренний диаметр, примерно на 10 % меньший диаметра установочного паза. Если давление достаточно высокое — более 20 МПа, выдавливание резинового кольца в зазор можно уменьшить установкой опорных колец по боковым сторонам круглого кольца. Опорные кольца изготовляют из материалов типа нейлон, имеющих небольшой коэффициент трения.
Цилиндры подвергают испытанию пробным давлением жидкости, превышающим номинальное рабочее давление в 1,5 раза; мелкие цилиндры — с помощью ручного насоса, крупные — небольшим приводным насосом, смонтированным на тележке для передвижения. По достижении пробного давления следует дать выдержку под этим давлением, затем снять его и так повторить несколько раз.
25.3. УПЛОТНЕНИЯ НЕПОДВИЖНЫХ СОЕДИНЕНИЙ
Принцип действия уплотнений неподвижных соединений основывается на упругопластическом деформировании уплотняющего элемента, благодаря чему на уплотняемых поверхностях создаются давления, превышающие максимально возможные давления рабочей жидкости. Уплотняющими элементами неподвижных соединений обычно являются кольца различных поперечных сечений, устанавливаемые в замкнутом пространстве между уплотняемыми поверхностями. Кольца изготовляют из красной меди, алюминия, мягкой стали, фибры, капрона и резины.
На рис. 25.3, а приведены основные размеры капроновых прокладок для неподвижных соединений (рабочие давления до 40 МПа).
Прокладки из мягких металлов используют главным образом для уплотнения разъемных соединений, например для монтажа трубопроводов. В ряде случаев эти прокладки заменяют капроновыми. 328
Рис. 25.3. Уплотнения неподвижных соединений:
о — трапецеидального сечения;
D d h D d h
50 40 5 125 по 8
60 50 5 160 140 10
80 60 5 200 180 10
100 85 8
б — круглого сечения
D
D d
.6-0.2 2+0,30
io—°.4 2+о,зо
22 — 0,5 4+0,30
42 —О-6 5+0,40
62 —°.8 64-0,40
80—1,0
>55-!, о 220-2,0 300_2 8
5+0,40 7,5+0,50 10,о+9’6 10,о+0-6
В качестве уплотняющих элементов неподвижных соединений широко применяют резиновые кольца круглого сечения. Резиновые кольца для уплотнения подвижных (р < 10 ЛШа) и неподвижных соединений (р < 32 МПа) показаны на рис. 25.3, б.
Кольца изготовляют из масло-бензостойкой резины 3826, ТУ 233-54р.
При установке следует предохранять резиновые кольца от перекосов, механических повреждений и порезов.
Для неподвижных соединений шероховатость поверхностей, соприкасающихся с кольцами, должна быть не ниже 7-го класса, а шероховатость поверхности канавки для посадки кольца — не ниже 6-го класса.
Уплотнения неподвижных соединений резиновыми кольцами круглого сечения показаны на рис. 25.4.
329
25.4. СТАНИНЫ
На рис. 25.5 приведена классификация станин гидравлических прессов. В качестве первого признака классификации принято направление перемещения рабочего инструмента: горизонтальное^ вертикальное или комбинированное (наличие инструмента, пере-1 мещающегося горизонтально и вертикально, и вертикально и наклонно и т. п.). Прессы вертикального исполнения в зависимости от направления действующего рабочего усилия (вниз или вверх) подразделяют на прессы с верхним и нижним приводом.
Различают станины одностоечные, двухстоечные, колонные (двухколонные, трехколонные, четырехколонные и многоколонные и специальной конструкции.
Каждая из станин может быть цельной или разъемной, литой (сталь 35Л) или сварной (сталь СтЗ). Станины мощных прессов иногда изготовляют железобетонными.
Для изготовления изделий больших габаритов применяют наборные станины из нескольких одностоечных, двухстоечных или четырехколонных секций.
В зависимости от технологического назначения пресса и величины изготовляемой партии изделий конструктивное оформление станин может изменяться. На рис. 25.6 приведены варианты исполнения станин гидравлических двухстоечных прессов и наборных станин из двухстоечных секций.
Расчет разъемных и неразъемных станин одностоечных и двухстоечных прессов может быть осуществлен по аналогии с расчетами подобных станин механических прессов (см. гл. 5, а также работу [13]).
Станины гидравлических прессов
330
ft
Рис. 25.6. Варианты исполнения станин гидравлических прессов:
а — двухстоечные; б — наборные нз двухстоечиых секций; 1 — разъемные со стяжными болтами; 2 — сварные нлн сборные (стойкй-пластины); 3 — из листов, параллельных фронту пресса; 4 — станины бандажи; 5 — станины с обмоткой нз проволоки; 6, 7 —• сборные на болтах с общей верхней траверсой-балкой; 8 — без общей верхней траверсы-балкн
Расчет станин колонных прессов имеет свою специфику. Расчет вертикальных станин прессов аналогичен расчету рам двухстоечных станин (за высоту рамы принимается длина колонн между внутренними плоскостями неподвижных траверс). Для вертикального пресса рассчитывать раму от горизонтальных нагрузок нецелесообразно из-за малой жесткости колонн по сравнению с жесткостью поперечин. Обычно вертикальные колонны, находящиеся под действием горизонтальных нагрузок, рассматривают как балки, концы которых заделаны в неподвижных поперечинах. При этом предполагается наличие равномерной передачи нагрузки по колоннам (возможная неравномерность нагрузки в начале нагружения затем выравнивается, так как происходит перераспределение нагрузки).
Напряжения в колоннах
о = N/F + Ми/(0,14?) <5 [о], (25.16)
где F — площадь поперечного сечения колонны; d — диаметр колонны.
Для четырехколонных прессов усилие N, действующее на колонну,
N = Р (1 + 2elL)U. (25.17)
Величина изгибающего момента Л1и, действующего на колонну, зависит от схемы исполнения станины пресса. Предполагаем, как указано ранее, что работают все четыре колонны. .
331
Для схемы на рис. 25.7, а (соединение плунжера пресса с подвижной поперечиной шарнирное)
Мп = PezK (25.18)
Для схемы на рис. 25.7, б (жесткое соединение плунжера с подвижной поперечиной или наличие специального направляющего хвостовика)
Мп = Ре/[32 (у + k)]. (25.19)
Для двухколонного пресса (рис. 25.8) наиболее опасен эксцентриситет в направлении оси у. При этом напряжение в колоннах двухколонного пресса
£(1+v + -z); <25'20>
F = лсР/4; I = лсР/32; HF = d/8.
Для трехколонного пресса можно приближенно принимать [26
Р
а 3F
0+81)-
(25.21)
Колонны специальных прессов (при их разной жесткости, длине и несимметричном расположении и т. п.) удобно рассчитывать методом деформаций [33].
Рис. 25.7. Четырехколонные прессы:
ZH ~ расстояние от верхней плоскости нижнего основания до нижнего торца направляющей втулки подвижной поперечины; Н — расстояние от нижней плоскости верхней неподвижной поперечины до верхней плоскости и нижней поперечины; а — общая длина направляющих втулок подвижной поперечины; (у k) Н — расстояние от середины направляющей втулки подвижной поперечины до середины направляющей грундбуксы плунжера
Рис. 25.8. Двухколонный пресс
332
25.5. ПОПЕРЕЧИНЫ
Нижние поперечины представляют собой конструкции коробчатого типа и имеют внутренние ребра жесткости. Высота их обычно составляет 2,5—3,5 диаметра колонн. Нижнюю поперечину устанавливают на фундамент консольными частями или с помощью башмаков под гайками и торцами колонн [1, 34].
В прессах с номинальным усилием более 40 МН нижние поперечины выполняют составными и стягивают болтами, воспринимающими только растягивающие усилия.
В качестве материала для изготовления нижней поперечины обычно используют стальное литье с ов = 4504-550 МПа. В утолщениях отливки часто возникают термические напряжения, которые могут быть опасней напряжений от рабочих нагрузок. В связи с этим чертеж отливки необходимо’ разрабатывать совместно с литейщиками.
В последние годы применяют сварные поперечины, которые при той же прочности, что и литье, имеют меньшую массу и продолжительность цикла изготовления. Поперечины рассчитывают на изгиб так же, как балку на двух опорах с симметрично приложенными нагрузками. При этом расчет является приближенным из-за сложности формы поперечины. За расстояние между опорами принимается расстояние между осями колонн. Допускаемое напряжение для стального литья составляет 45—60 МПа. В нижней поперечине предусматривают направляющие для стола, лапы для крепления к фундаменту, отверстия под колонны, отверстия и приливы для крепления выталкивателя. В верхней поперечине закрепляют рабочие цилиндры пресса, поперечину крепят на колоннах. На рис. 25.9, а показана верхняя поперечина ковочного пресса усилием 30 МН, Основой ее конструкции являются трубчатые гнезда для- цилиндров и колонн. Гнезда соединяются
А-А 5-5 в-в в-г
Рис. 25.9. Поперечины: а верхняя; б подвижная
333
ребрами; при, этом образуется единая деталь, имеющая в плане форму прямоугольника.
Из технологических условий наряду с одним цилиндром в гидравлических прессах могут применяться два, три и более цилиндров, с соответствующим изменением конструкции поперечин.
Верхние поперечины выполняют литыми или сварными; в качестве материала для их изготовления используют стальное литье или толстолистовую сталь с пределом прочности не менее 450 МПа.
Высота верхней поперечины может быть по всей длине одинаковой, равной высоте подколонных гнезд или увеличенной в центральной части. Высота верхней поперечины в подколонных гнездах обычно составляет 2,5—3,5 диаметра колонн. Верхние поперечины прессов больших усилий выполняют составнымж Плоскость разъема составных поперечин обычно параллрЛьна фронту пресса; стяжные болты составных поперечин воспринимают только растягивающие усилия. При давлении/рабочей жидкости до 20 МПа верхнюю поперечину . иногда—отливают совместно с рабочим цилиндром. Верхнюю поперечйну рассчитывают так же, как балку на двух опорах, в которой расстояние между опорами принимается равным расстоянию между осями колонн по фронту пресса. Половину усилия от каждого плунжера прикладывают в центре тяжести полуколец, представляющих опорную поверхность фланца соответствующего цилиндра. Допускаемое напряжение для стального литья составляет 50— 70 МПа.
Подвижные поперечины в гидравлических прессах служат для крепления верхнего рабочего инструмента и передачи усилий от рабочих плунжеров на деформируемую поковку (рис. 25.9, б). Их изготовляют цельными н составными, литыми и сварными. В качестве материала для их изготовления используют стальное литье или стальной лист с ов не менее 450 МПа.
Высоту средней части поперечины определяют исходя из предположения посадки ее на ограничители хода под полным давлением пресса.
Подвижные поперечины рассчитывают так же, как балки на двух опорах при расстоянии между ними, равном расстоянию между колоннами. Допускаемое напряжение на изгиб при опирании на ходоограничители 120—150 МПа.
В нижней поверхности подвижной поперечины предусмотрены Т-образные пазы для крепления бойков или штампов. Направление подвижной поперечины по колоннам обеспечивается разрезными направляющими втулками, изготовляемыми из высококачественной бронзы или специального чугуна и вставляемыми в цилиндрические гнезда поперечины. Внутреннюю поверхность втулок обрабатывают по 8-му классу шероховатости. В ковочных прессах между втулкой и колонной должен быть предусмотрен односторонний зазор, составляющий не менее 1 мм, который посте-334
Рис. 25.10. Варианты крепления плунжеров к подвижной поперечине
пенно уменьшается при работе пресса вследствие теплового расширения поперечины.
Чтобы не допустить появления кромочных давлений и чтобы в работе участвовала вся поверхность направляющих втулок, их внешнюю поверхность часто выполняют сферической формы. Иногда для этой цели увеличивают высоту гнезд под направляющие втулки колонн (по сравнению с рассмотренной выше конструкцией), что, в свою очередь, увеличивает плечо передачи момента, возникающего в результате эксцентричной нагрузки, на колонны пресса. Крепление плунжеров к подвижной поперечине может быть жестким (в гидравлических прессах с одним рабочим плунжером — рис. 25.10, я, б); с помощью сферической пяты (для крепления боковых плунжеров к подвижной поперечине, при этом средний плунжер соединяется с ней жестко — рис. 25.10, в) и с помощью полуколец (для цилиндров поршневого типа в прессах с небольшим усилием, когда опускание и подъем поперечины осуществляются одним и тем же штоком — рис. 25.10, г).
Направление подвижной поперечины в прессах с двухстоечной станиной обычно осуществляется призматическими направляющими, как в кривошипных прессах. Такое направление позволяет по мере износа направляющих поверхностей выбирать полученный зазор и поэтому наиболее подходит для прессов, от которых требуется повышенная точность совпадения половинок штампа (например, вырубные или штамповочные прессы).
25.6. КОЛОННЫ И ГАЙКИ
Колонны служат для соединения верхней и нижней поперечин с помощью гаек в единую станину пресса. Их используют для направления подвижной поперечины. Колонны диаметром до 500—700 мм обычно изготовляют цельными. Колонны большего диаметра выполняют пустотелыми сверлением в них осевого канала диаметром 150—300 мм. Пустотелая колонна при такой же площади сечения, что и сплошная колонна, имеет больший момент сопротивления изгибу.
Поверхность колонн, по которой происходит скольжение подвижной поперечины, тщательно шлифуют. Шероховатость такой
335
Рис. 25.11.^ Крепление и резьба колонн
поверхности должна быть не менее 7-го класса, остальные noi-верхности колонн обрабатывают без рисок. Переходы от одного сечения к другому должны быть плавными.
В качестве материала для изготовления ко-
лонн обычно применяют вязкую углеродистую сталь, содержащую 0,30—0,45 % С, и легированную, содержащую 1,5—2 % Ni.
Работоспособность станины гидравлического пресса в значительной степени зависит от типа соединения верхней и нижней
поперечин с колоннами.
Наибольшее применение нашло крепление колонн к каждой поперечине с помощью гаек (рис. 25.11, а). Такое крепление не гарантирует смещения колонн в поперечинах на величину зазора между ними и гнездами (зазор бывает до 2 мм), но упрощает изготовление и Монтаж колонн и поперечин. Чтобы предотвратить проворачивание нижних гаек, на нижней поперечине предусмотрены упоры. На колоннах верхние гайки сТопорят с помощью > врезной планки. Предотвращать внутренние гайки от развинчивания не обязательно. Указанное крепление применяют в прессах усилием ~1 МН и выше. Недостаток крепления — концентрация напряжений в резьбе колонны в месте выхода их из верхней и ниж-нейщеподвижных поперечин, где приложен максимальный момент.
Нарис. 25.11,6 показано крепление колонн к поперечинам с помощью конического бурта и гаек. Крепление требует высокой точности расположения буртов на колоннах и отверстий под них в поперечинах, иначе возникнут дополнительные напряжения и осложнится равномерная затяжка колонн с поперечиной. Чтобы обеспечить предварительный натяг, в колонне имеются отверстия для установки в них нагревателей. Колонна в результате нагрева удлиняется, что обеспечивает затяжку колонны и поперечины после остывания. В прессах усилием менее 10 МН часто применяют плоские бурты на колоннах. Крепление верхней части колонны, исключающее концентрацию напряжений из-за наличия резьбы или бурта, показано на рис. 25.11, в. Жесткость соединения колонны и'поперечины обеспечивается длинными анкерными тягами, воспринимающими массу верхней поперечины, инерционные усилия и в некоторых случаях усилие, возникающее при обратном ходе подвижной поперечины.
На колоннах применяют упорную резьбу. Наружный диаметр резьбы на колонне для прессов усилием около 10 МН (1000 тс)
336
должен быть примерно на 1 мм меньше посадочного размера в гнездах колонн.
Гайки колонн обычно имеют цилиндрическую форму. Гайки больших размеров выполняют из стального литья с ов = 450 МПа цельными или составными. Наружный диаметр гаек принимают равным l,5d (d— диаметр колонны), высота их составляет 1,04-4-1,5) d. Резьбу гаек рассчитывают на давление до 80 МПа; на напряжение среза витков до 55 МПа, на напряжение изгиба витков до 80 МПа. Опорную плоскость гайки, соприкасающуюся с поперечиной, рассчитывают на давление до 80 МПа.
25.7. ПЕРЕДВИЖНЫЕ СТОЛЫ И ВЫТАЛКИВАТЕЛИ
Передвижные столы служат для установки инструмента, перемещения обрабатываемых заготовок, подачи их в рабочую зону пресса и для. удаления отштампованных изделий. Передвижной стол опирается на нижнюю поперечину пресса и ее консольные части.
Материалом для изготовления выдвижных столов служит стальное литье сов = 450 МПа. При этом постель нижней поперечины выполняют с чугунными накладками. Направляющие, имеющие плоскую форму, должны быть прикрыты щитами, прикрепленными к торцам стола, и перемещаться вместе с ним. Регулировку направляющих стола осуществляют сменой чугунных накладок.
Усилие перемещения стола
Р = fN, (25.22)
стола, или одного поршневого ци-
где N — сумма весов выдвижного стола, наибольшей заготовки и инструмента; f — коэффициент трения, принимаемый равным 0,5—0,6.
Стол перемещается с помощью двух плунжерных цилиндров, расположенных по обе стороны л индр а.
Плунжеры цилиндров могут быть соединены со столом непосредственно или с помощью промежуточного звена. Непосредственное соединение применяют для относительно коротких ходов (до 2—3 м). При длинном ходе стол выдвигается ступенями; для полного выдвижения стола плунжер должен совершить несколько ходов.
Для выталкивания поковок из штампов в центре нижней поперечины или на расстоянии от нее, равном ходу выдвижного стола, устанавливают выталкиватель.
Распространенная конструкция выталкивателя показана на рис. 25.12. Здесь ци-
Рис. 25.12, Выталкиватель
. Ч>160
337
линдр подвижен, а плунжер неподвижен. При этом исключается возможность попадания грязи и окалины в уплотнения.
Цилиндр выталкивателя рассчитывают как толстостенный цилиндр, поперечину — на изгиб, а тяги — на растяжение. Выдвижной стол и тяги для его привода должны быть снабжены отверстиями для прохода штока выталкивателя.
Возвратный ход выталкивателя осуществляется двумя возвратными цилиндрами, действующими на траверсу выталкивателя. I
При использовании масла в качестве рабочей жидкости применяют цилиндр выталкивателя поршневого типа; поршень часто уплотняют с помощью поршневых колец. /
\ /
Глава 26, /
ОСНОВНЫЕ ТИПЫ ГИДРАВЛИЧЕСКИХ ПРЕССОВ. ПЕРСПЕКТИВЫ РАЗВИТИЯ ПРЕССОСТРОЕН ИЯ
Ввиду большого разнообразия типов гидравлических прессов (см. рис. 20.2) подробно остановимся лишь на некоторых из них [1,6,8,34]. *
26.1. КОВОЧНЫЕ ПРЕССЫ
На гидравлических ковочных прессах производят различные операции свободной ковки (вытяжку, осадку, проглаживание, прошивку, рубку и т. д.), а также объемную штамповку в подкладных штампах.
Наибольшее распространение получила конструкция пресса с четырьмя колоннами, неподвижной станиной и с верхним расположением рабочих цилиндров (рис. 26.1, а). Такая конструкция обеспечивает свободное манипулирование поковкой во время ее обработки на прессе и устойчивость последнего при нагружении эксцентричными силами.
Узкую верхнюю поперечину можно получить при использовании конструкций пресса с подвижной станиной (рис. 26.1,6). Достоинствами такой компоновки являются незначительная высота пресса над уровнем пола и лучший доступ к поковке.
Одностоечные прессы (рис. 26.1, в), отличающиеся доступностью обслуживания, строят усилием до 12 МН.
Основные параметры и размеры гидравлических ковочных четырехколонных прессов общего назначения регламентированы ГОСТ 7284—80, которым предусмотрены прессы с номинальным усилием 5—50 МН при ходе поперечины 800—2500 мм.
В настоящее время наиболее распространенным приводом ковочных прессов является водяной насосно-аккумуляторный привод. Парогидравлический привод, как малоэкономичный, во вновь строящихся прессах не применяется.
338
Для прессов усилием до 30 МН получил распространение базаккумуляторный маслонасосный привод. Применяемое давление масла 30—35 МПа. При использовании масла в качестве рабочей жидкости обычно применяют компоновку пресса с подвижной станиной и нижним расположением рабочих цилиндров.
На рис. 26.2 приведена принципиальная гидравлическая схема управления трехцилиндровым ковочным прессом усилием 20 МН. В данной схеме поперечина пресса копирует движение рукоятки управления не только по направлению и длине хода, но и по скорости.
Рассматриваемая схема обеспечивает (рис. 26.2): I — нор-, мальную-ковку [ход приближения — питание от наполнительного бака, рабочий ход — от насосно-аккумуляторной станции; р = = 32 МПа]; II — проглаживание (питание цилиндров пресса осуществляется только от насосно-аккумуляторной станции, возвратные цилиндры находятся под постоянным давлением); III — работу под действием рабочей жидкости из наполнительного бака и массы подвижных частей.
Режим нормальной ковки устанавливается оператором путем перевода переключателя режимов 11 в положение, при котором обе полости цилиндра поршня-ограничителя соединены со сливом.
339
Рие. 26.2. Гидравлическая схема трехцилиндрового ковочного пресса:
7 — коробка наполнительно-сливных клапанов; 2 — наполннтельно-слнвной клапан среднего цилиндра; 3 — возвратные цилиндры; 4 — боковые цилиндры; 5 — средний цнлнндр: 6 — ресивер; 7 обратная связь — тросик; 8 — воздушный цнлнндр для натяжения троснка; 9 — дифференциальный механизм; 10 -у рукоятка управления; 11 — переключатель режимов работы пресса; 12 — золотник; 13 — поршень-ограничн-тель положения золотника 12; 14 — главный вал распределителя; 15 — аккумулятор сервоуправления; 16 — маслонасос сервоуправления распределителя; 17 — наполнительный бак; 18 — запорный вентиль; 19 — распределитель; 2& — клапан управления включением боковых цилиндров пресса; 21 — клапан соединения линии возвратных цилиндров с рабочими цилиндрами и впуска жидкости высокого давления в рабочие цилиндры пресса; 22 — дроссель; 23 — клапан впуска жидкости высокого давления в распределитель; 24 — сервоцнлиндр клапана 23; 25 — усилитель; 26 — цилнидр автоматического включения рабочего хода; А — подвод жидкости от насосно-аккумуляторной станции; Б — подвод сжатого воздуха от цеховой воздушной сети; 1 — Ill — установка режимов ковки
Тогда при соприкосновении бойка с поковкой давление в линии возвратных цилиндров снижается до давления в наполнительном баке 17, и плунжер цилиндра 26 под действием пружины опускается вместе с золотником 12. .Поршень сервоцилиндра 24 открывает доступ жидкости высокого давления в цилиндры пресса. Происходит рабочий ход. При достижении установленного усилия с помощью клапана 20 жидкость высокого давления автоматически поступает и в боковые цилиндры 4. Пресс при этом может развить полное усилие.
Для получения режима проглаживания переключатель режимов 11 устанавливают в положение, при котором масло от насосной установки подается в верхнюю полость цилиндра поршня ограничителя 13, а нижняя полость его соединяется со сливом. Цри работе под действием жидкости из наполнительного бака 17
340
и массы подвижных частей переключатель режимов направляет масло от насосной установки в нижнюю полость цилиндра поршня-ограничителя 13 и соединяет верхнюю полость со сливом. Золотник 12 не может опуститься и находится в крайнем верхнем положении.
26.2. ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ
Штамповкой на гидравлических прессах получают стальные поковки, например поковки колес железнодорожных вагонов, тепловозов, паровозов и т. д.
Штамповка в закрытых штампах на гидравлических прессах получила широкое применение при изготовлении крупногабаритных поковок из легких металлов: алюминия, магния и их сплавов, имеющих относительно низкую температуру ковки (~450 °C).
Штамповочные прессы при одинаковом номинальном усилии с ковочными прессами имеют меньшие ход и высоту штампового пространства.
Прессы усилием до 50 МН строят с приводом от насосноаккумуляторной станции или от маслонасосной установки, так как средние скорости рабочего хода составляют 1—5 см/с.
Рис. 26.3. Гидравлический штамповочный пресс усилием 650 МН
341
Для прессов усилием более 50 МН применяют насосно-аккумуляторный привод. Давление рабочей жидкости до 60 МПа повышаю? з? счет использования промежуточного мультипликатора.
Гидравлический штамповочный пресс усилием 650 МН (рис. 26.3) предназначен для изготовления крупногабаритных точных изделий; в том числе с вертикальными и боковыми полостями, из жаропрочных, титановых сплавов и стали, а также из алюминиевых сплавов.
Конструкция пресса позволяет создавать в гравюре штампа высокие удельные усилия (10 МПа и более). Пресс отличается системой синхронизации движения подвижной поперечины, обеспечивающей малые перекосы последней относительно стола пресса; наличием вертикальной и двух боковых прошивных систем; способностью. создавать шесть ступеней усилия (от 270 до 650 МН).
Размеры стола пресса 3500 X 6000 мм, открытая высота 4500 мм, наибольший ход 1500 мм, максимальная скорость рабочего хода 50 мм/с, давление рабочей жидкости 32 МПа (от аккумулятора) и 63 МПа (с помощью мультипликатора).
26.3. ТРУБОПРУТКОВЫЕ И ПРУТКОВО-ПРОФИЛЬНЫЕ
ПРЕССЫ
Прутки, трубы, проволока и профили из цветных металлов и их сплавов изготовляют прессованием на гидравлических прессах.
В последнее время в связи с освоением новых смазок, стойких при высоких давлениях и температурах, методом прессования начали получать изделия из стали, жаропрочных сплавов и других малопластичных материалов.
На рис. 26.4 изображен гидравлический горизонтальный трубопрутковый пресс усилием 120 МН конструкции Уральского завода тяжелого машиностроения. Назначение пресса — горячее прессование профилей и труб из алюминиевых сплавов. Станина пресса колонного типа, расположенная горизонтально, Имеет неподвижные поперечины 3 и 6, которые крепят на сварной раме.
В литой неподвижной поперечине 6 установлены два кованых рабочих цилиндра 7, плунжеры которых соединены с подвижной поперечиной 5. На торце подвижной поперечины 5 монтируют пресс-штемпель. Возвратные цилиндры находятся внутри рабочих цилиндров 7. Для прошивки заготовок при получении труб используют прошивной цилиндр 8, расположенный сзади рабочих цилиндров и укрепленный на специальной поперечине. Усилие прошивного цилиндра передается через штангу, направляемую неподвижной поперечиной 6. Обратный ход прошивной оправки осуществляется от возвратного цилиндра, размещенного в рабочем прошивном цилиндре.
342
Рис. 26,4. Гидравлический горизонтальный трубопрутковый пресс усилием 120 МН
343
Для увеличения усилия пресса при прессовании прутков или профилей усилие прошивного цилиндра может быть объединено с усилием рабочих цилиндров соединением штанги с подвижной поперечиной 5. Прошивной цилиндр развивает усилие до 50 МН (5000 тс). 4
Передняя неподвижная поперечина 3 состоит из трех стальных отливок, стянутых болтами. В середине поперечины 3 расположен мундштук с набором колец и матрицей. При выдавливании мундштук упирается в затворы, имеющие гидравлическое подъемное устройство. Между неподвижной 3 и подвижной 5 поперечинами находится контейнер 4 в контейнеродержателях.
Особенностью конструкции пресса является наличие независимой прошивной системы, дающей прессовой установке расширенные технологические возможности. Пресс оснащен вспомогательным и транспортным оборудованием, подающим слиток из электрической печи в контейнер 4. Ножницы 2 служат для отделения пресс-остатка от изделия. Имеются механизмы для удаления пресс-остатка из рабочего пространства, механизмы для удаления готовых изделий и устройство для передачи пресс-шайб. Готовые профили или трубы попадают на приемный стол пресса 1.
Управление основными и вспомогательными операциями осуществляют с главного пульта с помощью электромеханической следящей сервосистемы.
Привод пресса — насосно-аккумуляторный. Рабочая жидкость — вода с добавлением 2—4 % эмульсола. Наличие трех рабочих цилиндров дает возможность прессу работать с тремя ступенями усилий: 50 МН, 70 МН и 120 МН со скоростями рабочего хода до 30 мм/с.
А-
26.4. ПРЕССЫ ДЛЯ ВЫДАВЛИВАНИЯ РЕЛЬЕФА
ШТАМПОВ
В качестве примера рассмотрим пресс усилием 20 МН (2000 тс), предназначенный для холодного выдавливания рельефных полостей в штампах, матрицах и пресс-формах. Станина пресса сборная, состоит из двух стоек и верхней неподвижной поперечины, в нижней части ее замыкает гидравлический цилиндр. Верхняя поперечина соединена со стойками шарнирными клиновыми соединениями. Они же использованы для соединения цилиндра со стойками станины. На стойках установлены клиновые направляющие стола пресса. Цилиндр уплотнен набором шевронных манжет.
Основные технические данные
Номинальное усилие пресса, МН.................. 20
Номинальное давление масла, МПа...................... 32
Ход стола, мм........................................ 500 '
Скорость стола, мм/с: рабочая, регулируемая................................ 0—0,14
ускоренного подъема................................ 3,1
344
Размер в свету между стойками, мм........................ 1090
Открытая высота, мм ...................................... 800
Высота над уровнем пола, мм.............................. 2880
После установки инструмента и изделия на стол пресса закрываются боковые щиты. Затем выбирается режим работы.
‘ Нажатием на кнопку «вверх» поднимается стол до соприкосновения инструмента с изделием. Переход с холостого на рабочий ход происходит автоматически. Рабочий ход ограничивается ЭКМ или высотомером, после чего происходит выдержка под давлением. Реле времени дает команду на сброс давления и опускание стола в исходное положение.
Гидравлическая система пресса обеспечивает (рис. 26.5) ускоренный подъем; прессование в режимах «по пути» или «по давлению»; подпитку системы при выдержке под давлением; опускание.
В исходном положении насосы неподвижны, разгрузочный клапан 5 прижат пружиной к верхнему седлу, главный клапан 3, занимая промежуточное положение, отделяет цилиндр от сливной магистрали цилиндрическим пояском, золотник клапана 7 — напорную магистраль насоса от слива.
Кнопкой «вверх» включают электродвигатель насосов. Масло от насоса 10 через клапан 1 поступает в цилиндр. Происходит ускоренный подъем стола пресса. При достижении столом упора давление в системе возрастает. Когда оно достигнет 0,2—ОД МПа, клапан 3 прижимается к седлу. При давлении 1,0—1,3 МПа клапан 7 открывает проход маслу из насоса 10 на слив. Положение золотников у клапанов 7 фиксируется толкателями 3, под торцы которых подведена рабочая жидкость высокого давления. Обратный клапан 1 закрывается, разъединяя магистрали высокого и низкого давлений. При заданном давлении или величине подъема стола двигатель насосов отключается. Происходит выдержка изделия под давлением. В режиме «по давлению» насос 9 автоматически включается, когда давление Рис. 26.5. Гидравлическая схема пресса для выдавливания рельефа
штампов усилием 20 МН: 1 — обратный клапан; 2 — слнвной клапан; 3 — главный клапан слив-ного клапана; 4 — электромагнит; 5 — разгрузочный клапан; 6 — предохранительный клапан; 7 — предохранительно-разгрузочный клапан; 8 — толкатель; 9 — эксцентриковопоршневой насос; 10 — шестеренвый насос
345
падает до минимума, установленного ЭКМ, и автоматически подкачивает масло до установки максимального давления.
По окончании выдержки включается электромагнит 4, открывающий с помощью пружинно-рычажного механизма разгрузочный клапан 5, соединяющий полость Б, связанную с цилиндром, со сливом. Происходит плавное снижение давления в системе. Клапаны 1, 3 и 5 расположены на специальной панели 2. При достижении давления ниже 1,3 МПа золотники клапанов 7 занимают исходное положение. При достижении давления 0,2—0,4 МПа клапан 3 верхней пружиной перемещается в промежуточное положение, отсоединяя полость В от слива, разъединяя полости А и В. Полость А продолжает быть соединенной со сливом. Под давлением масла в полости В клапан 3, сжимая нижнюю пружину, перемещается в крайнее нижнее положение, соединяя полость В со сливной полостью Б. Происходит быстрое снижение давления и опускание стола. В крайнем нижнем положении подвижных частей электромагнит 4 отключается, разгрузочный клапан 5 закрывается, главный клапан 3 перемещается в промежуточное положение.
Предохранительный клапан 6 состоит из ряда последовательно соединенных клапанов, что позволяет точнее ограничивать развиваемое давление.
26.5. ПРЕССЫ ДЛЯ ОБРАБОТКИ ПЛАСТМАСС
Для обработки пластмасс широко используют гидравлические прессы. В качестве индивидуального привода широкое применение нашел маслонасосный привод.
Технологические процессы переработки различных пластмасс имеют особенности, требующие резкого сокращения времени смыкания пресс-форм, что возможно только при повышении рабочих скоростей движения ползуна пресса до 160—200 мм/с.
В связи с этим созданы прессы с плунжерными цилиндрами, клапанами наполнения и возвратными цилиндрами, что позволило при движении ползуна под действием силы тяжести в период холостого хода вниз и установке в системе привода пневмогидравлического аккумулятора резко повысить скорости движения рабочих органов пресса без увеличения, а в некоторых случаях при снижении мощности привода.
Гидросхема привода к прессам-полуавтоматам (рис. 26.6, а) обеспечивает работу в режимах прессования и литья.
В исходном положении электромагниты распределителей обесточены, а золотники последних находятся в положении, показанном на рис. 26.6, а. Насос 1 (2) разгружен. Ползун 6 удерживается в верхнем положении возвратными цилиндрами 7. Пресс начинает работать при включении электромагнитов 2Э и 5Э распределителей 15 (/) и //.'Распределитель 11 направляет масло из системы управления к клапану наполнения 9 и гидрозамку 12, распределитель 15 (/) открывает слив масла из возвратных цилиндров.
346
Рис. 26.6. Пресс-полуавтомат:
а — гидросхема прессовой установки; б — гндросхема блока аккумулятора
~Слинией слива
распределителя
15(2) 1—
Масло вытесняется силой тяжести ползуна из возвратных цилиндров 7 через открытый гидрозамок 12 н дроссель 13. Освобождаемый объем главного цилиндра 8 заполняется через клапан наполнения 9 насосом 1 (2). Скорость холостого хода ползуна определяется настройкой дросселя 13.
Холостой ход ползуна ограничивается выключателем BKJ, переключающим пресс на медленный ход. При этом отключается магнит 5Э распределителя 11. Клапан 12, закрываясь, отключает дроссель 13, а клапан наполнения 9 — полость главного цилиндра 8 от бака 10.
Скорость ползуна определяется подачей насоса 1 (2), нагнетающего масло в цилиндр через распределитель 15 (/) и обратный
347
клапан 14. Масло из возвратных цилиндров вытесняется через поддерживающий клапан 16.
После предварительного прессования материала в пресс-форме и повышения давления в главном цилиндре до 8—16 МПа реле давления РД дает команду на подпрессовки,, отключая электромагнит 23 и включая электромагниты 13 и 53 распределителей 15 (1) и 11. При этом распределитель 15 (1), перемещаясь влево, направляет масло от насоса 1 (2) через дроссель 13 и гидрозамок 12 в возвратные цилиндры 7. Из главного цилиндра 8 масло через клапан наполнения 9 вытесняется в бак наполнения 10.
Плавная разгрузка главного цилиндра от давления в период реверса ползуна на подъем осуществляется декомпрессионным клапаном, смонтированным в клапане наполнения 9.
Движение ползуна вверх при подпрессовках ограничивается конечным выключателем ВК2, который, отключая электромагниты 13 и 53 и включая электромагнит 23, дает команду на ход ползуна вниз.
Число подпрессовок определяется настройкой реле времени. После подпрессовок ползун пресса совершает рабочий ход, при котором давление в системе повышается до предельного, определяемого настройкой электроконтактного манометра ЭКМ1. В конце рабочего хода манометр ЭКМ1 дает команду на включение реле выдержки под давлением и отключает электромагнит 23 распределителя 15 (7), а при продолжительной выдержке и электродвигатель привода насоса.
Золотник распределителя 15 (/) возвращается в исходное положение, соединяя линию насоса со сливом. При падении давления в главном цилиндре в период выдержки ниже допустимого второй контакт электроконтактного манометра ЭКМ.1 дает команду на включение магнита 23 и электродвигателя насоса (в случае его отключения) для подпитки главного цилиндра.
По окончании выдержки под давлением реле времени дает команду на включение электромагнитов 13 и 53, т. е. на подъем ползуна.
Ход ползуна вверх ограничивается конечным выключателем ВДЗ, отключающим электромагниты 13 и 53. Выключатель В КЗ дает команду на ход выталкивателя 5 вверх, включая электромагнит 43 распределителя 15 (2). Ход выталкивателя вверх ограничивается конечным выключателем ВК4, отключающим электромагнит 43 распределителя 15 (2). В исходное положение выталкиватель возвращается при нажатии кнопки «Выталкиватель вниз» на пульте управления.
Остановка выталкивателя в нижнем положении осуществляется \ конечным выключателем ВК5, отключающим электромагнит 33 распределителя 15 (2).
Для защиты насоса высокого давления от перегрузок предусмотрен предохранительный клапан 2 (7). Предохранительный клапан 2 (2) предотвращает возможность мультипликации давления в возвратных цилиндрах.
348
Система управления питается пластинчатым насосом 1 (/), установленным на насосе высокого давления 1 (2). Пластинчатый насос используется для фильтрации масла, для чего в системе установлен фильтр 3. Давление в системе управления определяется настройкой золотникового клапана 4.
Для перевода пресса из режима прессования в режим литья реле давления РД переключается из системы главного цилиндра 8 на бесштоковую полость цилиндра выталкивателя 5.
Пуск пресса в работу, ускоренный и замедленный ходы ползуна вниз выполняются так же, как и в режиме прессования, за исключением подпрессовок, которые при литье отсутствуют.
При достижении максимального давления в главном цилиндре манометр ЭК.М1 дает команду на впрыскивание материала в пресс-форму. При этом включается электромагнит ЗЭ распределителя 15 (2), и золотник последнего, перемещаясь влево, открывает подвод масла от насоса 1 (2) в поршневую полость цилиндра выталкивателя. После впрыскивания материала в пресс-форму реле давления РД дает команду на выдержку материала под давлением, при которой электромагнит ЗЭ распределителя 15 (2) отключается. После окончания выдержки реле времени дает команду на подъем ползуна. В верхнем положении ползун, воздействуя на. конечный выключатель ВКЗ, дает команду на выталкивание изделия. Возврат выталкивателя в исходное положение осуществляется как в режиме прессования.
Гидросхема пресса-полуавтомата прямого ускоренного прессования и литья отличается от описанной схемы базового пресса наличием аккумулятора. Линия слива распределителя 15 (2) (см. рис. 26.6, а) соединяется с подводом распределителя 4 блока аккумулятора, гидросхема которого показана на рис. 26.6, б.
При работе пресса в режиме ускоренного прессования аккумулятор (точка А блока аккумулятора) подключается в полость главного цилиндра, при литье — в бесштоковую полость цилиндра выталкивателя. Аналогично подключается и реле давления базового гидроагрегата. При запуске электродвигателя насоса электромагниты при заряженном аккумуляторе обесточены. Насос разгружен. При разряженном аккумуляторе электроконтактный манометр ЭКМ дает команду на включение электромагнита 6Э и распределителя 4, который, смещаясь влево, направляет нагнетаемое насосом масло в аккумулятор. После зарядки аккумулятора манометр ЭКМ дает команду на отключение электромагнита 63, т. е. на разгрузку насоса. Для защиты аккумулятора от перегрузки служит предохранительный клапан 3. В дальнейшем аккумулятор заряжается автоматически во время выдержки изделия под давлением.
При литье материал впрыскивается в пресс-форму при помощи штока цилиндра выталкивателя по команде ЭК.М1. Давление в цилиндре выталкивателя в период дожатия определяется на
349
стройкой реле давления. Команда на подъем ползуна и выталкивание изделия подается от реле времени и конечного выключателя ВКЗ.
26.6. ПЕРСПЕКТИВЫ РАЗВИТИЯ ПРЕССОСТРОЕНИЯ
Гидравлические прессы позволяют сравнительно легко получать большие усилия и значительные ходы поперечины, создавать полное усилие в любой точке хода, исключать перегрузки, осуществлять контроль за величиной развиваемого усилия, выдерживать изделие под давлением, относительно просто регулировать скорость рабочего хода.
Однако по быстроходности гидравлические прессы в обычном исполнении значительно уступают механическим прессам из-за обычно завышенных ходов подвижной поперечины, больших потерь времени на подъем и сброс давления в рабочих цилиндрах, замедленных переключениях распределительных устройств и недостаточно высоких скоростей при холостых ходах. Повысить эффективность гидравлических прессов можно путем оптимального выбора их параметров и соответствующего им конструктивного оформления.
Задача оптимального выбора основных параметров решается использованием системного подхода в сочетании с методологией динамического программирования [37 ]. Этот метод служит для создания эффективного гидропрессового оборудования, учитывающего окружение выделенной системы, требования технологического процесса и отдельных элементов прессовой установки, кроме того, метод позволяет наметить перспективы развития гидро-прессостроения.
Перспективные направления развития гидропрессостроения приведены ниже.
1. Углубление специализации гидравлических прессов.
( 2. Разработка и создание новых типов станин, цилиндров и других базовых деталей.
3. Широкое внедрение экономичного маслонасосного привода.
4. Создание новых типов насосов с более высокими параметрами против существующих.
5. Освоение н разработка гидроаппаратуры, обеспечивающей создание более чувствительного, быстродействующего и компактного управления гидропрессами.
6. Внедрение новых систем дистанционного и программного управления.
350
Раздел III
МОЛОТЫ
Глава 27
ОБЩИЕ СВЕДЕНИЯ
27.1. ПРИНЦИП ДЕЙСТВИЯ
Молотами называются технологические кузнечно-штамповочные машины ударного действия, в которых энергия привода перед ударом преобразуется в кинетическую энергию линейного движения рабочих масс с закрепленным на них инструментом, а во время удара — в полезную работу деформирования поковки. Для привода молотов используются пар, сжатый воздух или газ, жидкость под давлением, горючая смесь, взрывчатые вещества, электромагнитное и гравитационное поля (тепловая, упругостиая, химическая, электродинамическая, гравистатическая виды энергии).
Принцип действия молотов заключается в разгоне рабочих масс до скорости v с затратой работы привода Дп во время холостого хода по направлению к поковке с целью накопления кинетической энергии Тэ (которая называется эффективной энергией молота) и использования ее для полезной работы деформирования поковки Ад во время рабочего хода: Ап -> Тэ -> Ад или
Ло = Тэ/т1Р = Дд/^Яд). (27.1)
где Лр — КПД разгона; т]д — КПД ударного деформирования.
Работа привода, переходящая в кинетическую энергию,
sp
Дп = JP (5)^ = 7^, (27.2)
о
где «р — путь разгона; Р (s) — разгоняющаяся сила.
Кинетическая энергия, переходящая в работу деформирования поковки,
Тэ = М 4- т2ц2)/2 = Дд/Пд, (27.3)
где tn1 и т2 — рабочие массы; vt и v2 — скорости; Дд — работа деформирования поковки, которую требуется выполнить за один Удар,
5д
ЛД= Рд(зЖ (27.4)
о
.351
где 5Д— абсолютная деформация поковки в направлении движения рабочей массы; Рп (s) — сила сопротивления деформированию поковки.- С учетом выражений (27.1)—(27.4) уравнение
sp sp
J Р (S) ds Tip = 4 + m2^2) = 4 I Рд (S) dS (27'5)
0 0
связывает главные конструктивные параметры молота и технологические параметры поковки и называется основным конструктивным уравнением молота.
При проектировании специального молота с неподвижным шаботом (v2 — 0) требуется определить методами теории обработки давлением наибольшую работу деформирования за один удар Лд, задаться приближенным значением КПД деформирования цд 0,74-0,8 и рассчитать кинетическую энергию удара и наибольшую скорость v± (которая в зависимости от конструкции молота обычно составляет 5—7 м/с, иногда достигая 9 м/с и в высокоскоростных молотах — 20 м/с и более). Используя правую часть уравнения (27.5) можно вычислить массу т1 рабочих частей, величина которой должна быть откорректирована в соответствии со стандартом (ГОСТ), а используя левую часть уравнения (27.5), определить путь разгона sp и наибольший ход Нт = sp + 5Д, если задаться КПД разгона (в зависимости от конструкции молота т]р а*. 0,5—0,9) и величиной среднего разгоняющего усилия sp
Рср (s) = J Р (s) ds/sp. Величину Нт sP следует откорректи-о
ровать по стандарту и назначить размеры штампового пространства. Конструктивные размеры приводных устройств, например пневмоцилиндра, гидроцилиндра, надо определять в соответствии с особенностями различных конструкций молотов, которые будут обсуждены далее.
При проектировании стандартного молота с неподвижным шаботом главным параметром является рабочая масса ть которой соответствуют стандартные значения кинетической энергии одного удара Тэ, наибольшего хода, размеров штампового пространства и числа последовательных ударов в минуту. Из уравнения (27.5) можно определить скорость у,, среднее усилие энергоносителя Рср (s) и приступить к расчету конструктивных параметров приводного устройства.
27.2. КЛАССИФИКАЦИЯ
Механическим ударом называется однократное явление, возникающее при столкновении твердых тел, сопровождающееся полным или частичным переходом кинетической энергии тел в энергию деформации. К кузнечно-штамповочным машинам удар-
352
Таблица 27.1
Классификация взаимодействия рабочих масс
Взаимодействие Диапазон измерения относительной величины взаимодействия
максимальной скорости времени
Статическое тт<10’3 |о| Ю3 < 1 0
Квазистатическое 10-3 < Т7Г <1(И 102 < _1_ < 103 1 0
Квазиударное 1(И < тт < 1 10<-4- < 10» * 0
Ударное 1<:тт<5 |у| 7 0
Квазиимпульсное 5 <-±-<10 |о| 1 z 2 < Т9
Импульсное 10 <-±| |и| t 1 Го 2
ного действия относятся такие машины, в которых взаимодействие рабочих масс происходит со скоростью 1 [о] v s; 5 [о] и сопровождается полным или частичным переходом их кинетической энергии в энергию деформирования, а время взаимодействия больше одного периода, но меньше десяти периодов наиболее медленных колебаний взаимодействующих масс То (т. е. Г < < t/T0 < 10). Если v < 1 [о] или ИТй > 10, то взаимодействие квазиударное, а если v > 10 [о] или 1/Т0 <1/2, то импульсное (табл. 27.1).
К ударному взаимодействию относят импульсные процессы, если к моменту возникновения очередного импульса система возвращается в практически невозмущенное состояние.
Эталонной (базовой) скоростью ударного взаимодействия является такая, при которой в поковке из низкоуглеродистой стали в холодном состоянии (р = 7,8-103 кг/м3, с = 5,2-Ю3 м/с) создаются контактные напряжения, равные пределу текучести (as = 300 МПа):
[ v] = Vj — v2 = os/pc ~ 7 м/с, (27.6)
где Vi и v2 — векторы скорости взаимодействующих рабочих масс; с скорость упругой волны.
12 А. Н. Банкетов и др.
353
При взаимодействии масс со скоростью 0,1 [о] (нижняя граница диапазона квазиударного нагружения) в стали, нагретой до ковочной температуры 1200 °C, возникнут напряжения текучести (os = 25 МПа), а при взаимодействии со скоростью 10 Ы (верхняя граница квазиимпульсного нагружения) — контактные напряжения в десять раз большие, чем предел текучести для низкоуглеродистой стали в холодном состоянии, т. е. 3000 МПа. Штамповых материалов, способных работать с такими напряжениями пока нет. Лучшие современные инструментальные стали характеризуются os ==* 2000 МПа, поэтому наибольшая скорость в высокоскоростных молотах достигает «7 [ц] = 50 м/с. В основном же для штампов высокоскоростных молотов применяют стали с допускаемым напряжением по пределу текучести [os J 800 МПа, и поэтому максимальная скорость взаимодействия <20 м/с (см. табл. 27.1),
Ударное деформирование начинается с момента встречи взаимодействующих масс с поковкой и заканчивается в момент прекращения взаимодействия. Полное время ударного деформирования состоит из продолжительности двух этапов: нагрузочного, когда усилие деформирования в зоне контакта возрастает от нуля до.максимального значения и разгрузочного, когда в результате упругой разгрузки усилие снова падает до нуля.
Время ударного деформирования на молотах изменяется в зависимости от скорости деформирования и и величины деформации 5Д. Приблизительно можно считать /д =: 2«д/у. Для молотов со скоростью рабочих частей v = 1 м/с можно принять ta/sB ai 0,3 -КГ3 с/мм. Период наиболее медленных свободных колебаний получается при двойном пробеге упругой волны- по штампу и шаботу. Например, для паровоздушных молотов с массой рабочих частей (1—5) 103 кг, высотой штампа н шабота I 1—2,5 м
То 21/с = 2 (1—2,5)/5200 ~ (0,4—1,0) Ю’3 с. (27.7)
Из сравнения /д и То видно, что при штамповке в окончательных ручьях штампов с деформацией 5Д — 1^-3 мм продолжительность ударного деформирования близка к То, а при осадке и штамповке в предварительных ручьях она больше То, но обычно меньше 107”о.
Класс молотов характеризует дополнительные три признака: энергетический, кинематический и силовой. К началу рабочего хода эффективная энергия рабочей массы, несущей инструмент, превышает работу деформирования поковки (7/,/Лд) >1 [7); изменение скорости рабочей массы в процессе рабочего хода кинематически произвольно от наибольшей в начале нагрузочного этапа до нуля в конце этого этапа [9]; усилие, воспринимаемое станиной в направлении движения рабочей массы, в процессе рабочего хода меньше усилия деформирования (Рс/Р^) < 1 и не зависит от него [2].
354
Рис. 27.1. Классификация молотов
Молоты- классифицируют по трем основным признакам: технологическому назначению, типу и кратности действия привода и конструктивному исполнению.
. По технологическому назначению молоты подразделяют на ковочные (для свободной ковки), штамповочные (для объемной штамповки) и листоштамповочные (для штамповку из листовых заготовок), К последним отнесены также выколоточные молоты (рис. 27.1). Выколоточные молоты используют для местного деформирования листовых заготовок по шаблону.
По типу привода молоты подразделяют на восемь конструктивных групп (подклассов), рассмотренных ниже.
К первой группе относятся паровоздушные молоты (рис. 27.2, а). Подвижные части молотов приводятся в движение паром или сжатым воздухом давлением (7—9) 105 Па. Пар или сжатый воздух являются энергоносителями. Максимальная скорость рабочих масс 6—7 м/с.
Рис. 27.2. Принципиальные схемы молотов 12* 355
Ко второй группе молотов относятся приводные' пневматические молоты (рис. 27.2, б). Рабочие массы молотов приводятся в движение сжатым до 0,4—0,6 МПа воздухом от компрессора, являющегося частью конструкции машины. Воздух, поступающий из атмосферы, представляет собой упругую среду (пружину) между поршнем компрессора и рабочим поршнем и является рабочим телом.
К третьей группе относятся электрические молоты (рис. 27.2, в), в которых для привода рабочих масс используют бегущее электромагнитное поле линейных статоров с удельным тяговым усилием 0,1—0,5 МПа. Такие молоты разрабатываются в лабораториях и в промышленности пока не применяются. В учебнике они не рассматриваются.
К четвертой группе относятся приводные электромеханические молоты (рис. 27.2, г). В них для подъема рабочих масс используются электродвигатели и передаточные механизмы с фрикционными, гибкими и упругими звеньями, а для деформирования металла — кинетическая энергия падения рабочих масс со скоростью 4—5,5 м/с, полученная под действием гравистатической энергии поля земли.
К этой группе относятся фрикционные молоты с доской (рис. 27.2, г, поз. /), с канатом, ремнем, цепью (рис. 27.2, г, поз. 2), пружинно-рессорные молоты (рис. 27.2, г, поз. 3).
Пятую группу составляют газогидравлические молоты (рис. 27.2,6). Для разгона рабочих масс до скорости 5—6 м/с и получения кинетической энергии используется внутренняя энергия предварительно сжатого до 1—5 МПа азота или воздуха, а для возвращения этих масс в исходную позицию и сжатия газа — жидкость под давлением 2—10 МПа. К этой же группе относятся и высокоскоростные газогидравлические молоты (рис. 27.2, е), в которых азот сжат до 10—15 МПа, а рабочие массы разгоняются до скорости 12—20 м/с и более.'
Шестую . группу составляют гидравлические молоты (рис. 27.2, ж)-, энергоносителем в них служит жидкость, сжатая до 6—20 МПа и поступающая от насоса или аккумулятора. Энергия жидкости используется для получения кинетической энергйи рабочих масс и для возвращения их в исходную позицию. Скорость рабочих масс перед ударом 4—6 м/с.
Седьмую группу представляют газовые (тепловые) молоты (рис. 27.2, з), работающие по принципу двигателей внутреннего сгорания. Энергоносителем служит горючий газ или горючая смесь, при сгорании которых в рабочей камере давление повышается до 10—20 МПа, а скорость рабочей массы достигает 10 м/с и более.
Восьмую группу составляют взрывные молоты (рис. 27.2, з), в которых энергоносителем служат твердые взрывчатые вещества и их смеси. При быстром сгорании их в рабочей камере давление повышается до 20 МПа и более, а скорость рабочей массы достигает 20 м/с и более.
356
В зависимости от использования энергоносителя для одного или двух направлений движения ударных масс различают молоты простого и двойного действия.
У вертикальных молотов простого действия движение рабочей массы вниз осуществляется за счет гравистатической энергии поля земли (силой тяжести), а энергоноситель используется только для подъема. У молотов двойного действия энергоноситель нужен для движения рабочей массы вниз и вверх. В связи с этим кинетическая энергия рабочих масс молотов двойного действия больше энергии молотов простого действия с той же величиной массы и с тем же ходом. Подавляющее большинство паровоздушных, приводных пневматических, гидравлических и газогидравлических молотов, включая высокоскоростные и все газовые, относятся к молотам двойного действия.
Дальнейшее подразделение молотов осуществляется по конструктивному исполнению шабота или детали, воспринимающей удар рабочей массы. Молоты с неподвижным перед ударом шаботом (жестким или виброизолированным) называют шаботными, а с подвижным, двигающимся навстречу шаботом, массой, равной массе бабы, — бесшаботными. К бесшаботным молотам относятся, например, импакторы — молоты с горизонтальным встречным движением двух масс.
По конструкции станины молоты- могут быть одностоечные и двухстоечные. Последние подразделяют на арочные и мостовые. У мостовых молотов станина представляет собой горизонтальный стальной (обычно клепаный) мост, находящийся на двух стойках.
Типоразмеры молотов обусловливаются массой и кинетической энергией подвижных частей. Самые крупные шаботные молоты выпускают массой 25 000 кг и кинетической энергией 400 кДж, а бесшаботные — массой до 100 000 кг и кинетической энергией 1000 кДж. Разрабатываются и более крупные молоты.
27.3. СИЛЫ В ПРОЦЕССЕ УДАРНОГО ДЕФОРМИРОВАНИЯ поковки
В процессе ударного деформирования поковки импульс движения переходит в импульс силы. Принимая удар массы mlt по неподвижному шаботу т2 центральным на основе закона сохранения импульса имеем
— (27 Д)
о
где vx — скорость "совместного движения масс т± и т2 в конце нагрузочного этапа удара;
357
Принимая Ря (0 dt Р amta, можно оценить в первом при-
0
ближении величину.максимальной силы из (27.8) с учетом (27.9):
(27.10)
Р ~ mivi (1 _ mi А дт ta \ /п, + т2 / ’
Время нагрузочного этапа можно приближенно приняв линейный характер изменения скорости
# _ . 2 (sa -|- Sjjj)_ 2 (8д + 5Ш)
1Д —
определить,
«1
(27.11)
1 \ ' -J- т2 )
где 5Д и sUI — деформация поковки и смещение шабота в направлении удара.
Подставляя значение ta из (27.11) в (27.10), получим после преобразований максимальное деформирующее усилие молота
Р те1(р1~^) mivi г- ' т- '21 ------
=___________ ____________ ± _ mi
1 дт 2 («д + 5ш) 2 (5д + sm) L1 \тг + т2
Влияние конструктивных параметров молота на максимальное усилие при ударном нагружении поковки можно выяснить, рассмотрев двухмассовую динамическую модель шаботного молота (рис. 27.3). Приведенную жесткость конструкции молота и поковки можно определить по формуле
* = (27.13)
Условная жесткость поковки (работает только на сжатие)
k (27.14)
п ds 5Д '
Жесткость конструкции (системы) молота
l dP Р т
м — ds ~ sy ’
где Рт — максимальная сила; sy — максимальная упругая деформация конструкции (системы) молота в направлении удара:
Шабот массой т2 > т1 представим для упрощения задачи свободным телом, а действие опорной реакции Рш = /гшх2 компенсируем удвоением массы 2/и2 шабота 113]. В начальном по-
(27.15)
%i = Vi, х2 = О, х2 — перемещения и
ложении t = 0, Ху = 0, х2 = 0 (хп хг и скорости рабочей массы и шабота).
Уравнения движения масс:
( тлх, 4- k(x, ~ х2) =0;
„ 1 ' ч ’ (27.16)
( 2т2х2 — k(xl — х2) = 0.
Рис. 27.3. Схема соударения рабочих масс молота
358
Обозначив деформацию упругого звена х = хг — х2, после вычитания второго уравнения (27.16) из первого и преобразований получим уравнение
х + = О,
решением которого с учетом начальных условий t0 = 0, х — О, х = будет
х =-^-sin(o0t (27.17)
<£>0
Круговая частота и период собственных незатухающих колебаний системы двух масс т1 и 2/и2:
<27-18>
<27|9>
Приближенное время нагрузочного этапа (четверть периода)
'» = + = ? <2720>
Сила в процессе ударного нагружения поковки
Рд (f) = kx = k-^- sin <aot.
Максимальная сила при = я/2
<27-2»
Для технологических расчетов обычно рекомендуется конечное усилие деформирования (в Н) на молоте принимать приближенно в зависимости от массы рабочих частей (в кг):
P^W/щ (27.21а)
О. Г. Власовым и др. (1975 г.) рекомендуется поправка +10 % для молотов с /Их < 1000 кг и —10 % для молотов с /И1 > 1000 кг.
Следует учитывать, что при Ря -> Рат КПД ударного деформирования г)д -> 0, поэтому целесообразно при штамповке ограничивать конечное усилие величиной, меньшей Рдт.
Из выражений (27.12) и (27.21) следует, что максимальная сила в процессе ударного нагружения поковки получается большей при увеличении скорости соударения, приведенной жесткости к конструкции молота в направлении удара и отношения mjrrii. Кратность масс оказывает заметное влияние только при -- < 3. При постоянной жесткости наибольшее влияние на Рт оказывает скорость соударения.
359
С увеличением скорости возрастает усилие, с которым штамп воздействует на поковку при ударе, уменьшается коэффициент трения металла поковки о стенки штампа, что способствует лучшему заполнению гравюры штампа, сокращается время силового контакта штампа с поковкой, что важно для уменьшения передачи теплоты от поковки к штампу, для повышения стойкости штампов. Вместе с тем возрастает сопротивление металла деформированию, увеличиваются напряжения, которые испытывают детали молота, и прежде всего шток, детали штампов, усиливаются вибрации системы и шум при ударе, уменьшается надежность. Максимальная скорость в современных паровоздушных штамповочных молотах 5—8 м/с, гидравлических и газогидравлических 4—6 м/с, газогидравлических высокоскоростных 18—20 м/с и иногда 50—100 м/с.
С целью повышения надежности конструкции молотов наблюдается тенденция к снижению скоростей.
27.4. КПД УДАРНОГО ДЕФОРМИРОВАНИЯ
В технической литературе последних лет уделялось большое внимание уточнению понятия и определению КПД ударного деформирования на молотах (Ю. В. Беляев, О. Г. Власов, Г. Я. Зай-денберг, И. В. Климов и др., В. А. Примак и др.).
В условиях работы молота происходит упруго-пластический удар, в результате которого поковка деформируется пластически и упруго, ударные массы и детали молота — упруго. Эффективная энергия молота Тв расходуется на полезную работу пластического деформирования поковки Ад, работу упругой деформации поковки Ау. п и деталей молота Ау. м, на трение в подвижных элементах конструкции молота и штампов (уплотнениях, направляющих, замках и т. п.) Ат, смещение центра.взаимодействующих масс Асм.
В этих условиях необходимо рассматривать не КПД удара, а КПД ударного деформирования поковки на молотах, сопровождающегося сложными процессами и затратами энергии в элементах конструкции молота.
Итак, баланс затрат энергии в процессе ударного деформирования -
7\ = Ад + Ау + Л + 4м- (27.22)
КПД ударного деформирования определяют отношением полезной работы пластического деформирования поковки к затрачиваемой эффективной энергии молота:
г)д = Ад/Тэ = 1 - (Ау + Ат + Лсм)/Т9 (27.23)
Расхождение результатов, полученных на основе теории соударения абсолютно твердых массивных тел и теории предлагаемых различными исследователями, объясняется различием трак-'зео
товки затрат энергии на полезную работу Ад и составляющие потерь.
При использовании теории соударения абсолютно твердых массивных тел предполагают, что Лт + Лсм = 0 и вся' потенциальная энергия упругой деформации поковки переходит в энергию отражения А\. — Т1. Выражение (27.23) заменяется приближенным
^1-T'/T3. (27.24)
Кинетическая энергия отражения масс после удара
Т' = Ш1 (vJ)2/2 + /и2 (и072. (27.25)
Скорости отражения щ и v'% можно определить, если предположить, что соударяющиеся массы абсолютно твердые, удар центральный, а шабот — свободное тело, не имеющее реакций.
На основе закона сохранения импульса движения
m\vi -)- — (^i Ч- ^г) исм — Ч- /^2^ (27.26)
получим
(uj _ и;)=—/п2 (ц2 - <4);
_ m1v1 + m2z>3 см «t+ma ’
(27.27)
(27.28)
Используя понятие коэффициента восстановления скорости при ударе как абсолютное значение отношения относительной скорости масс после удара к относительной скорости перед ударом:
~ f 2 fl —
е =
(27.29)
получим из (27.27) и (27.29) скорости отражения масс:
(27.30)
(27-31>
Для молотов с неподвижным шаботом = 0, и выражения принимают вид
- __ mi(l +е) и2 = ~~ ~Т m— U1
(27.33)
Подставляя значения гЧ и п2 из (27.32) и (27.33) в (27.25) и затем В (27.24), получим приближенное выражение КПД ударного деформирования для молотов с неподвижным шаботом-:
^-^-(1 (27.34)
361
Аналогично, можно получить выражение КПД для молотов с подвижным шаботом:
п ~ т1от2 (vi Pg)8 /1 „2\ /97 OCX
Пд (т, + ^2Тэ V1 “6 )’ (2/-db)
Расчеты по полученным формулам (27.34) и (27.35) удовлетворительно совпадают с экспериментальными данными только для относительно длительных (или мягких) ударов при 1Д > (3—5) То, где То — период наиболее медленных собственных колебаний одного из соударяющихся тел 1см. (27.7) ], которые получаются при осадке высоких заготовок и штамповке в подготовительных ручьях штампов.
Объясняется это тем, что волны напряжений и деформаций распространяются в шаботе с конечной скоростью с — УEJp (для стали с 6200 м/с), и поле скоростей смещения частиц вначале неоднородное. Спустя (3—5) То поле скоростей успевает выровняться и стать однородным, а потенциальная энергия упругих волн переходит в кинетическую энергию отскока с учетом которой и получены формулы (27.34) и (27.35). Для расчетов т]д «жестких» ударов при 1Д < (3—5) То этими формулами пользоваться нельзя.
Коэффициент восстановления скорости при ударе е зависит от материала, формы и размеров соударяющихся масс и поковки, от величины скоростей. Величина коэффициента изменяется в широких пределах при штамповке в нескольких ручьях штампов на одном и том же молоте, а также при штамповке на разных молотах. Это создает трудности и приводит к ошибкам при расчетах. Обычно принимают приближенные средние значения е. Для свободной ковки и подготовительных операций штамповки е = 0,154-0,4, а для штамповки в окончательных ручьях штампов е 0,5-г-ч-0,65. При ударе же штампов без поковки.е « 0,754-0,8.
27.5. СООТНОШЕНИЕ УДАРНЫХ МАСС
Соотношение ударных масс m2/tn1 в молоте с подвижным шаботом и соотношение масс шабота и ударной массы молота с неподвижным шаботом называется кратностью масс. Кратность масс влияет на КПД ударного деформирования и на степень ударного воздействия молота с неподвижным шаботом на основание.
Из выражения (27.34) видно, что при т]м = 1 влияние соотношения масс на КПД ударного деформирования можно представить так:
п2
2^- (27'36>
При постоянном значении отношения Рд/(2кТэ) в формуле (27.36) или е в формуле (27.34) влияние mjnii на КПД (рис. 27.4) 362
Рис. 27.4. Зависимость КПД ударного деформирования от соотношения масс
непостоянно. При отношениях /и2//и1<10 КПД резко снижается, а при > 10 повышается незначительно. В связи с этим при конструиро
вании ковочных молотов обычно принимают т21тх = 10ч-15.
Дальнейшее увеличение т21ту не приводит к существенному возрастанию КПД, но способствует уменьшению вибраций и не-
которому увеличению жесткости удара, что важно для более
интенсивного затекания металла в полости штампа, качественной штамповки деталей с тонкими полотнами, ребрами и стенками. Поэтому в современных штамповочных молотах с неподвижным шаботом т2!тх = 20ч-25.
В молотах с подвижным шаботом и бесшаботных молотах влияние кратности масс на КПД ударного деформирования очень мало, так как ударное деформирование происходит при встречном перемещении ударных масс и импульсы движения преобразуются в одинаковые, но противоположно направленные импульсы сил. В молотах с подвижным шаботом обычно sg 3.
27.6. ГЛАВНЫЕ РАЗМЕРНЫЕ ПАРАМЕТРЫ МОЛОТОВ
Основные размеры и параметры молотов регламентируются государственными стандартами. Например, для паровоздушных штамповочных молотов имеется ГОСТ 7024—75, для ковочных ГОСТ 9752—75 (последние две цифры изменяются каждые пять лет и означают год пересмотра стандарта).
За главный размерный параметр конструкций молотов с неподвижным шаботом принята масса рабочих подвижных частей или ударная масса mv Размерные ряды молотов составлены по геометрической прогрессии со знаменателем 1,6 (например, паровоздушные штамповочные молоты с ударной массой 630—25 000 кг).
Эффективная кинетическая энергия Тэ, развиваемая рабочей массой перед ударом, является вторым основным параметром молотов с неподвижным шаботом. Например, предельные значения энергии для паровоздушных штамповочных молотов с неподвижным шаботом составляют 16—630 кДж (1,6—63 тм).
Скорость рабочих частей (рабочей массы) перед ударом является зависимым параметром, определяемым так:
= (27.37)
Для молотов с подвижным шаботом главным размерным параметром является эффективная кинетическая энергия Тэ. Предел fa-
363
ные значения энергии 20—800 кДж. Вторым основным параметром является скорость каждой рабочей массы перед ударом. Обычно эта скорость v = 3,1-ь3,3 м/с. В этом случае масса каждой из двух рабочих масс становится зависимым параметром: т ,= TJv1 = 7э/10. (27.38)
Предельные значения массы (2—80) Ю3 кг.
Глава 28
ПАРОВОЗДУШНЫЕ МОЛОТЫ
28.1. ПРИНЦИП ДЕЙСТВИЯ. КЛАССИФИКАЦИЯ И ЭНЕРГОНОСИТЕЛИ
Принцип действия. Паровоздушный молот представляет собой термомеханическую систему. Для привода рабочих подвижных частей (рабочей массы) применяют пар или сжатый воздух. Пар поступает по трубам от паровых котлов паросиловых установок, а воздух — от групповых компрессорных станций. Пар и воздух несут термическую энергию и передают ее механической системе молота, воздействуя на поверхности раздела, на крышку и стенки цилиндра и на поршень. В связи с этим пар и воздух называются энергоносителями. Поршень с помощью штока передает воздействие энергоносителя рабочей массе, которая называется бабой. На ней закреплена одна половина штампа или боек, а на массе, .воспринимающей удар — шаботе, закреплена вторая половина штампа или боек. -
В зависимости от характера распределения рабочих периодов энергоносителя молот может работать на нескольких режимах.
Последовательные автоматические удары. Это удары, при которых движение подвижных частей вверх и вниз не разделяется паузами (рис. 28.1, а). Баба при движении вверх, достигнув верхней точки хода, немедленно устремляется вниз.
Одиночные удары с верхней паузой. В отличие от последовательных
Рис. 28.1. Схема режимов работы паровоздушного молота:
а — последовательные удары; б — одиночные удары; . в *<— качание; t — время машинного цикла; *н, — соответственно время хода
вниз и вверх подвижных частей; tn «— время паузы; tT — “ время технологического
цикла
364
одиночные удары разделяются паузами в верхнем положении подвижных частей (рис. 28.1, б). Одиночные удары с максимальной энергией всегда сопровождаются паузой и в нижнем положении.
У штамповочных молотов наряду с удерживанием подвижных частей в верхнем положении имеется цикл качания (рис. 28.1, в), происходящий автоматически. При движении вниз баба должна иметь недоход sH = (0,2-=-0,3) sm.
Классификация. По технологическому назначению паровоздушные молоты классифицируют: на ковочные (для свободной ковки), штамповочные (для объемной штамповки), листоштамповочные (для штамповки из листовой заготовки), выколоточные (для локальной формовки листовой заготовки по шаблону серией ударов).
Паровоздушные молоты по конструкции станин подразделяют на вертикальные и горизонтальные, одностоечные, двухстоечные, арочные и мостовые, а по схеме соударения рабочих масс — с неподвижным шаботом (шаботные), с нижним ударом (движением рабочей массы вниз) и с верхним ударом (с движением вверх); с подвижным шаботом (с встречным движением разных по величине ударных масс) и бесшаботные (с встречным движением одинаковых масс). Наибольшее распространение в промышленности получили шаботные паровоздушные штамповочные молоты с нижним ударом и с вертикальной двухстоечной станиной (см. рис. 28.4, а).
Энергоноситель. Энергоносителем, или рабочим телом, служит пар или сжатый воздух, состояние которого характеризуется давлением р, температурой Т и объемом V.
При проектировании паровоздушных молотов давление пара принимается равным 0,7—0,9 МПа, а давление воздуха 0,6— 0,8 МПа. Температура перегрева пара не должна превышать 573 К, а подогрева воздуха 473 К (для предупреждения вспышки распыленных смазочных масел).
Пар. В молотах применяют сухой насыщенный, влажный насыщенный и перегретый пар. Работа молота с применением только сухого насыщенного пара исключается. Такое состояние пара может получаться лишь в отдельные моменты работы молота. Как правило, применяется влажный насыщенный пар.
Рабочие процессы влажного пара (расширение и сжатие) близки к адиабатическим. Эти процессы характеризуются приближенным уравнением Цейнера при 1 х > 0,7:
pVk — const, (28.1)
где k — 1,035 + 0,lx;' -х — содержание пара (сухость пара) в начальном состоянии.
Для сухого насыщенного пара х = 1 и k — 1,135, для перегретого пара k = 1,3. Для упрощения тепловых расчетов паровоздушных молотов, работающих на паре, принимают k = 1.
365
Ошибка при этом составляет менее 8 % [9 ], что вполне допустимо при технических расчетах.
Воздух. Паровоздушные молоты могут работать на сжатом воздухе. Для этого необходима компрессорная станция. Изменение состояния воздуха при рабочих процессах определяется поли-тропой (28.1) с показателем степени k = 1,4.
Применение в молотах пара или воздуха отражается на их . работе. Периоды расширения и сжатия для пара и воздуха протекают по-разному. Если применяют сухой насыщенный пар и подогретый воздух, то расширение пара происходит по политропе pV = const, а расширение воздуха по политропе pVk = рУ1-4 = — const. В результате 1 кг сухого насыщенного пара произведет работу, значительно большую, чем 1 кг сжатого воздуха [91. Это объясняется тем, что удельный объем сухого насыщенного пара в его начальном состоянии больше удельного объема сжатого воздуха и, кроме того, при одинаковой степени расширения пара и воздуха конечное давление пара получается выше, чем конечное давление воздуха.
28.2. ОСНОВЫ ТЕОРИИ ПАРОВОЗДУШНЫХ МОЛОТОВ
Основоположником теории расчета паровоздушных молотов является наш соотечественник проф. И. А. Тиме (1899 г.). Разработку этой теории продолжали профессора А. П. Гавриленко, П. К. Мукачев (1902 г.), Н. С. Верещагин, Я. Н. Маркович (1913 г.), А. И. Зимин (1937, 1940, 1953 гг.), И. В. Климов (1969 г.) и др.
Экспериментальные исследования паровоздушных молотов, проведенные в производственных и лабораторных условиях под руководством А. И. Зимина в МВТУ им. Н. Э. Баумана и ЦНИИТмаше, а также под руководством Я. Н. Марковича в Горьковском индустриальном институте, были использованы для уточнения термомеханических расчетов. В работах А. И. Зимина [9], В. Ф. Щеглова 120}, И. В. Климова 131] и П. А. Дунаева были разработаны способы. составления предположительных индикаторных диаграмм, отражающих закономерности, выявленные экспериментами. А. И. Зимин в 1937—1940 гг. внес коренное усовершенствование в теорию паровоздушных молотов, перейдя от теоретических к уточненным, близким к реальным и названным им предположительными индикаторными диаграммами.
И. В. Климов разработал методы оптимизации параметров распределения энергоносителя [31 ], Ю. В. Беляев, Г. Я. Зайден-берг, О. Г. Власов, Л. И. Живов [7 ] исследовали динамику механической системы молота в процессе ударного деформирования поковок^ разрабатывали отдельные вопросы теории расчета конструктивных параметров, прочности и долговечности деталей молотов.
Построениепредположительных диаграмм. Работа пара в верхней и иижней полостях цилиндра сопровождается определенными 366
рабочими процессами, которые можно в первом приближении изобразить с помощью индикаторных диаграмм.
Примем обозначения, введенные А. И. Зиминым [9] и используемые в современной теорий молбтов:
Нт — наибольший ход поршня при отсутствии поковки;
Sj — верхняя площадь поршня;
S2 = aSj — нижняя кольцевая площадь поршня;
(1 — a) — площадь сечения штока;
р — давление свежего энергоносителя;
Pi — давление отработавшего энергоносителя в цилиндре;
ра — давление наружной атмосферы;
Фи^Лп — полная высота нижнего вредного пространства (с учетом объема канала и трубопровода), <ри cs .0,09;
Фо^/п — полная высота верхнего вредного пространства (с учетом объема каналов и трубопровода), <р0 ~ 0,12.
Нижнее вредное пространство применяется для устранения возможных ударов поршня о нижнюю крышку цилиндра. Полная высота нижнего вредного пространства составляет
Ч>иНт = (фи + Фи) Нт, (28.2)
где фи/7/n—высота нижнего вредного пространства цилиндра; фи^т — приведенная высота нижнего вредного пространства;
фи#т= ViK/(aSi). (28.3)
Полная высота верхнего вредного пространства
(РоНт = (фо + Фо) Нт, (28.4)
где <(>ъНт — высота верхнего вредного пространства цилиндра; ФоЯт — приведенная высота верхнего вредного пространства;
Фо^/п = Vzk/Si, (28.5)
V1K, Угк — объемы нижнего и верхнего каналов.
Монтажный ход бабы молота s отсчитывается от верхней крышки цилиндра до верхней плоскости поршня в его нижнем положении при отсутствии поковки:
s = Um (1 + Фо). (28.6)
Рабочий процесс энергоносителя в нижней полости цилиндра при движении поршня вверх характеризуется тремя участками (рис. 28.2): впуска уНт, расширения $Нт и предварения выпуска (1 — у — Р) Нт, а при движении поршня вниз — двумя участками: выпуска (1 — у — Р) Н,п и сжатия оставшегося в нижней полости энергоносителя (Р + у) Нт.
Аналогично, в верхней полости цилиндра при движении поршня вниз рабочий процесс энергоносителя характеризуется тремя участками (рис. 28.2): впуска у'Нт, расширения $'Нт и предварения выпуска (1 — у' — ₽') Нт, а при движении вверх— двумя участками: выпуска (1 — у' — Р') Нт и сжатия оставшегося энергоносителя (Р' + у') Нт.
367
й
Рис. 28.2. Индикаторные диаграммы работы энергоносителя в нижней (а) и верхней (б) полости рабочего цилиндра
Ниже приведен приближенный способ построения предположительных индикаторных диаграмм, который разработан А. И. Зиминым для паровоздушных молотов [9].
На основе эксперимента установлено, что уже в процессе^ впуска на участке впуска уЯт энергоноситель расширяется, чему способствует увеличение скорости поршня и дросселирование 368
4
потока во впускных окнах. Основное научное положение теории А. И. Зимина состоит в замене сложного процесса впуска энергоносителя упрощенным процессом расширения. При построении диаграммы рабочего процесса энергоносителя в нижней полости цилиндра принято, что начало кривой расширения энергоносителя находится на середине отрезка lai) b (рис. 28.2). Проводя из этой точки кривую pV = const до точки с± и плавно сопрягая ее с прямолинейным отрезком а [а± ] через точку [а± ], получим кривую давлений пара а 1а±] на участках впуска уНт и расширения $Нт во время хода подвижных частей вверх.
На следующем участке хода (1 — у ~ 0) Нт происходит предварение выпуска энергоносителя из нижней полости цилиндра. Процесс представляет собой истечение энергоносителя из резервуара ограниченной переменной вместимости через переменное сечение (нижние окна золотниковой втулки) в полость постоянного давления и неограниченного объема (выпускной трубопровод). На основе экспериментальных данных можно принять, что параметры энергоносителя, оставшегося в нижней полости цилиндра, в процессе истечения продолжают изменяться по кривой расширения pV = const, которая будет продолжением ранее проведенной кривой Ь^.
Конечное давление в точке ег для этого случая находим по выражению
Рк. н = Рь^к + ?)/(<₽« + 1), (28.7)
где pbt — давление энергоносителя снизу поршня в точке bt. При движении поршня вниз давление оставшегося в нижней полости энергоносителя становится равным давлению рг отработавшего энергоносителя; это происходит после того, как поршень сместится немного вниз от крайнего верхнего положения. Падение давления при этом изобр-ажают кривой плавно сопряжен-.
ной с прямой ed.
По мере дальнейшего опускания поршня вследствие его ускоряющегося движения и постепенного закрытия нижних окон энергоноситель, вытесняемый поршнем из цилиндра, будет испытывать сопротивление, вследствие чего кривая давления при выпуске около точки d должна немного подняться над линией de. Однако с некоторым приближением на основе экспериментальных данных можно принять, что линия выпуска будет совпадать с прямой de, по которой давление р± устанавливается равным l,5pOi (Poi — давление в выпускной трубе; р01^1,2 р0).
На участке сжатия $Нт давление от точки d до точки f изменяется по кривой pV = const. }
В начале периода предварения впуска нижнего энергоносителя на участке уНт резкого подъема давления не произойдет, так как в момент начала впуска в точке f впускные окна только начинают открываться, и находящийся в полости золотника свежий энергоноситель, давление которого больше давления
369
в точке f, должен поступать под поршень через узкую щель этих окон.
Из термодинамики известно, что при втекании, например, насыщенного пара из резервуара неограниченного объема (паровой котел) в полость переменного давления и объема (рабочий цилиндр) через переменное сечение окон золотниковой втулки изменение параметров пара в цилиндре принимают по кривой pV = const, что хорошо подтверждается экспериментом.
При построении кривая fa± (см. рис. 28.2) может пересечь линию давления р. Тогда в конце хода подвижных частей вниз давление Рк. н будет больше р. При этом, как показывают экспериментальные исследования, всегда образуется петля, срезающая кривую far с максимальным превышением давления р на 0,1 — 0,2 МПа. На рис. 28.2 ветвь кривой pV — const над линией давления р проведена штриховой линией, а петля изображена сплошной линией.
Аналогично строят предположительную индикаторную диаграмму работы энергоносителя в верхней полости цилиндра (см. рис. 28.2, б).
Рассмотренным способом строят предположительные индикаторные диаграммы для ковочных и штамповочных молотов. Для ковочных молотов получают диаграммы последовательных и одиночных ударов, а для штамповочных — диаграммы последовательных, одиночных ударов и циклов качания.
При построении диаграмм для последовательных ударов штамповочного молота принимают рг = 1,5р01, а ковочного pr = l,lpOi-Параметры, необходимые для построения предположительных диаграмм, определяют расчетом, который применительно к штамповочным молотам приведен ниже.
Расчет параметров предположительных диаграмм работы энергоносителя в цилиндре штамповочного молота. Рассмотрим расчетные уравнения при работе молота последовательными ударами. Примем, что полный ход подвижных частей осуществляется при отсутствии поковки, что соответствует удару верхнего штампа о нижний.
Следует учесть, для последовательного удара [Тэ = (0,65н-0,75) Т’гост — энергии одиночного удара, обусловливаемого ГОСТом.
Расчет параметров диаграмм следует осуществлять для режима работы молота последовательными ударами, а затем проверить полученные результаты для режимов цикла качания и одиночных Ударов.
Рассмотрим систему подвижных частей молота при движении вверх. При последовательных ударах сумма работ всех сил, действующих на систему, должна быть равна нулю, что обеспечит остановку подвижных частей в верхнем положении без удара о верхнюю крышку цилиндра:
AH-AB + Ao-(G + P)Wm = 0, (28.8)
370
где Лн — работа нижнего энергоносителя; Ав — работа сопротивления верхнего энергоносителя; Ао — работа внешней атмосферы; G — сила тяжести подвижных частей молота; R — сила трения в сальниках и направляющих; Нт — полный ход подвижных частей. ’
Работа расширения энергоносителя складывается из работы на участке впуска с постоянным давлением ухн (см. рис. 28.2) и работы расширения на участке (1 — ухн) Нт:
Лв = 4-paSj (<ри + ухи$тInj-1 , (28.9)
Фи “Г гхн
f ; •-
где aSj — нижняя кольцевая площадь поршня; р — давление свежего энергоносителя. ♦
Работа сопротивления складывается из работы вытеснения энергоносителя в выпускную трубу на участке (1 — у — Р') Нт и работы сжатия оставшегося энергоносителя на участке у + Р':
Лв = pxSx(1 - у' - Р')Нт + pxSx(Фо + у' + Р') НтIn Ф0+/+.Р'.}
I Фо
(28.10)
где Si — верхняя площадь поршня; рх — давление отработавшего энергоносителя, которое принимается на 50 % больше давления в выпускном трубопроводе, т. е. рх = 1,5р01.
Работа внешней атмосферы, действующей на неуравновешенную площадь штока,
Ло = р0 (1 - a) SjHm. (28.11)
Подставляя выражения (28.9), (28.10) и (28.11) в уравнение (28.8), получим
paSxyxaHm + paSx (фй + УлН) И™ In 1-----
Фи “h Тхн
~~ P1S1(1 — у' — $')Нт — PXSX ((р0 + у' +P')#m х
X In Ё _ GHm _ RHm + ро (1 _ a) SiHm _ 0 (28 !2)
Фо
Рассмотрим движение системы подвижных частей вниз. Сумма работ активных сил и сил сопротивления должна быть равна эффективной кинетической энергии Тэ вследствие того, что подвижные части в конце хода вниз развивают скорость v:.
Ai-A^(G-R)Hm-Ao = mi)2h = T3, (28.13)
где Лв — работа верхнего энергоносителя; ЛЬ — работа сопротивления нижнего энергоносителя, во время хода вниз; v — скорость подвижных частей в конце хода вниз.
371
Работа верхнего энергоносителя при движении вниз
Ав = рЗгухвНт 4* pSi (<ро + Ухв) Нт In J • (28.14)
Фо ~г Ухв
Работа сопротивления нижнего энергоносителя
Ав = piaSi (1 — у — 0) Нт — piaSt (фи + у + 0) Нт X
X In фи + т+Р . (28.15)
Фи
' Подставляя значения А'в, Ан, Ло из выражений (28.14), (28.15) и (28.11) в уравнение (28.13), получим
pStfxnHm + pSt (ф0 + ухв) Нт In ’------
Фо “Г ГХВ
— (1 — у — Р) Нт — p^Sj. (фн + у + Р) нт In Фн + у+Р -I-
фи
+ GHт — RHm — р0 (1 — a) Sx Нт — Тэ. (28.16)
В полученные два уравнения (28.42) и (28.16) входят шесть неизвестных параметров распределения энергоносителя: yXH, yf 0', Ухв. у и 0. Другие соотношения, необходимые для расчета, найдем, рассматривая рабочие процессы нижнего и верхнего энергоносителя.
Работа энергоносителя в нижней полости цилиндра. Расширение энергоносителя при условии pV = const на участке 0Дт может происходить таким образом, что конечное давление рк.н получается больше, равно или меньше, чем давление в выпускном трубопроводе (см. рис. 28.2).
При расширении до рк, и > р± энергоноситель совершит наибольшую работу при подъеме подвижных частей. Однако необходимо отметить, что в начальный момент следующего хода подвижных частей вниз конечное давление рк. н > р, нижнего энергоносителя должно быть снижено до рг. Поскольку плотность энергоносителя pj в точке gj больше плотности р в точке е, то перепад давлений будет сопровождаться непроизводительным расходом энергоносителя массой и — aSj (1 + фи) Нт (рх — р).
Для общего случая примем, что расширение произойдет до конечного давления рн. н > Pt- Тогда, продолжая кривую elbl до пересечения в точке а± с прямой а [аг ] участка впуска уНт, получим отрезок aalt который ранее был обозначен через ухаНт. Используя выражение pV = const, имеем р (фи + уХ11) Нт = = Ре, (Фи + 1) Нт = Рк.н (Фи + 1) Нт. (28.17)
Отсюда при проектном расчете
Ухи = -^п(Фи+1)—фн- (28.18)
Обычно у¥Н — 0,3 4-0,35 [9 J, но для наибольшей работоспособности молота рекомендуется у\н я» 0,54-0,55 [31 ].
372
Например, при рк.н = Pi + Ро = 1>5Poi+Po = 1,5-1,2р0 + р0 = 2,8р0, р = 7р0 и <ри = 0,09 получим из (28.18) Ухн = 0,346.
При поверочном расчете можно из (28.18) определить рк н.
Аналогично, при движении подвижных частей вниз нижний энергоноситель может иметь конечное давление рк.п разной величины (см. рис. 28.2) в зависимости от траектории кривой сжатия.
При рк. и > р и pV = const имеем рг (<ри + у + Р) = рк. ифи.
Отсюда при проектном расчете
• v + P = (28.19)
При поверочном расчете из (28.19) можно определить рк. н.
Недостающие для решения уравнения (28.16) выражения найдем, рассматривая построение предположительной индикаторной диаграммы (см. рис. 28.2). При условии, принятом при построении диаграммы, начало кривой pV — const в случае хода подвижных частей вверх расположено по середине участка (у — ум) Нт, откуда имеем
уНт = у,КНт = (уНт — ум#т)/2 (28.20)
или
у = 2уЛН — ?м- (28.21)
Необходимо найти ум — относительную величину перемещения поршня, при котором начнется мятие энергоносителя.
Сначала определим величину открытия нижних окон золотниковой втулки в момент начала мятия энергоносителя. Из уравнения неразрывности потока имеем
«н.м^ = ^ма51, (28.22)
где ан. м&н — площадь нижних окон золотниковой втулки в момент начала мятия энергоносителя; w — скорость энергоносителя, при которой начинается мятие; для влажного насыщенного пара w 80 м/с, а для воздуха w 60 м/с; ом — скорость подвижных рабочих частей в момент мятия.
Считая движение на участке умНт равноускоренным, имеем ]/^Ум^ =
= J/4[paSt — рД + р0 (! — «) Si — G + /?] уыНт. (28.23)
Решая совместно уравнения (28.22) и (28.23), получим величину открытия окон в момент начала мятия энергоносителя:
У . '28-24>
373
f
Эта величина связана с перемещением поршня линейной зависимостью
«н. м = т3 (у - Тм) Нп, (28.25)
где тя — кратность хода золотника.
Подставляя в это уравнение значение у из уравнения (28.21) и приравнивая правые части уравнений (28.24) и (28.25), получим выражение
2/n3(bH-VM)/7m = g-]/^-TM/7m, (28-26)
из которого можно определить ум решением квадратного уравнения
= (28.27)
где
а = 2w2H2mblml; b = 2аухн + a2S2 — Нт-1 т
с=аухн.
Теперь можно определить у из уравнения (28.21), подставив значение уАН и ум из (28.18) и (28.27):
• у=2[^(Фи + 1)-Фи] + (28.28)
Обычно у = 0,3 4-0,35.
Работа энергоносителя в верхней полости цилиндра. Во время .хода подвижных частей вверх (см. рис. 28.2) конечное давление-pi. в энергоносителя при сжатии (pV = const) на участке хода (₽' + у ) Нт не должно быть ниже р. В случае pi. в < р может получиться, что при последующем движении вниз давление сверху не успеет подняться до полного давления свежего энергоносителя, вследствие чего уменьшится его полезная работа при ходе подвижных частей вниз. В связи с этим необходимо выполнение условия pi. в > р.
При сжатии (pV'= const) имеем /?, (ф0 + / + ₽') = pi. вфо, откуда
А. В = А -??•-+?'+--£ = А (1 + ' (28.29)
Фо \ Фо /
Решая это равенство относительно (у' + рг), получим
у'+р' = Фо(А. в/А- 1). (28.30)
Давление верхнего энергоносителя поддерживается постоян-• ным от точки е' до точки [ап] начала мятия (см. рис. 28.2). Про-374
цесс расширения верхнего энергоносителя может происходить так, Что в конце участка (1 —уг— 0') Нт получим рк. в pt или рк. в <3 Для получения возможно большей энергии удара желательно, чтобы конечное давление сверху рк, в было больше рг; в этом случае из-за перепада давлений (рк.ъ — Pi) в начале последующего подъема подвижных частей будет непроизводительный расход энергоносителя массой и' — Sx (<р0 + 1) Нт (рк — рх), где рк и pj — плотности энергоносителя соответственно при давлении /?к. в и рг.
При расширении по закону pV = const получим р (<р0 + + 7хв) = Рк. в (Фо + О-
Отсюда
Рк.в = Р(Фо + Кв)/(фо+О (28.31)
или
7хв = (Фо + 1) - Фо = "V - *0 (1 - V) • (28-32)
Обычно 7ХВ = 0,12-i-0,15.
Дополнительные выражения, необходимые для расчета, получим как и в предыдущем случае, из рассмотрения предположительной индикаторной диаграммы работы верхнего энергоносителя (см. рис. 28.2). По условию, принятому при построении предположительной диаграммы, начальная точка ап кривой рУ — = const находится в середине отрезка, заключенного между (Точкой начала мятия [ап ] и точкой, соответствующей концу участка впуска у'Нт, откуда
у'= 27хВ —7м- (28.33)
Обычно 7' = 0,16-^0,18.
Вследствие кратности хода золотника и поршня отрезок е [пц ] связан с высотой верхних окон золотниковой втулки следующей зависимостью:
Пв. м = (у 7м) Нщ' (28.34)
Величину 7м найдем аналогично 7М, как рассмотрено выше.
Вернемся к рассмотрению уравнений работ всех сил, действующих на систему подвижных частей при движении вверх [см. (28.12)] и при движении вниз [см. (28.16)]. Подставляя в (28.12) значение 7ЛН из (28.18) и (у- + 0') из (28.30) и сокращая затем все члены уравнения на Нт, получим после 'соответствующих преобразований
«31 |рк.н(фи + 1) (1 + In ) — РФ„] —
L \ Рк.н / J
— 3i I Pl (1 -]- фо) 4“ фоРк. в ( In—-------1
I \ Pl
— R — G + Po (1 — a) St = 0.
(28.35)
375
Перенесен в правую часть постоянные члены уравнения (28.35) и обозначим их сумму через Л;
А = G 4* R — р0 (I — a) Sx 4-
+ aSi/хрн + Sjpj (1 + ф0), (28.36)
тогда для хода подвижных частей вверх получим
<хрк. и (фи 4" 1) (1 4" 1п - — — фоРк. в \ In—--1 ) = .
\ Рк. н / \ Р1 / °1
(28.37)
Подставляя в (28.16) значение ухв из (28.32) и у 4* Р из (28.19), получим после преобразования
Si Грк. в (Фо 4- 1) (1 4- 1л — РФо] — L • \ Рк. в / J
— aSj Pl (Г 4-фи) 4- Рк. ифи^п^у21— 1
4- G — R — Ро (1 — a)^i — ТjHm.
(28.38)
Выделим из уравнения (28.38) постоянные члены и обозначим их сумму через Б, тогда
Б = Т jHm — G 4- R 4* Ро (1 — a) 4“ РФо^г 4- a$iPi (1 4" Фи)-
(28.39)
Для хода подвижных частей вниз имеем
Рк. в (Фо 4" 1) (1 4- 1л 0 ₽ ) —
\ Рк. в /
— афиРк. н (1п^т-— 1 J = B/Sv \ Pi )
(28.40)
В результате получены два расчетных уравнения: (28.37) и (28.40). Неизвестными являются величины рк. н, Рк. и, Рк. в, Рк в. От них зависят не только характер движения подвижных частей, но и величины тех параметров, которые влияют на распределение рабочих периодов: у, у', 0, 0'.
Уравнения (28.37) и (28.40) решают методом подстановки и последовательных приближений. При этом получают несколько парных значений параметров рк. н, рк. н, рк. в, рк. в и анализируют каждый вариант решения.
Согласно А. И. Зимину [9], наилучшим считается тот вариант расчета, который обеспечивает при заданном числе последовательных ударов в минуту п с заданной энергией Та наибольший КПД и наименьший расход энергоносителя. Молот, спроектированный по такому варианту расчета, должен работать наиболее экономично. По методике И. В. Климова, наилучшим считается
376
вариант расчета, который обеспечивает наибольшую производительность молота, характеризуемую произведением пТэ [311. При расчете действующих и вновь проектируемых молотов большую помощь могут оказать расчетные графики и номограммы. По ним устанавливают оптимальные соотношения параметров распределения энергоносителя [31 ].
Проектировочный расчет молотов. При проектировании параметры Тэ, tn, Hm, R, ро, р, plt <рн, фо являются заданными, и некоторые из них, такие как Тэ, tn, Hm, определены стандартами.
Расчетом определяют основные конструктивные параметры молотов: размерные, силовые и энергетические. Расчету предшествует изучение технической документации, производственного опыта и данных экспериментальных исследований молотов. Масса подвижных частей, кинетическая энергия удара, а также размеры, характеризующие штамповое пространство молота, определяются ГОСТом на паровоздушные штамповочные молоты.
Определение размеров рабочего цилиндра. В результате работы энергоносителя и силы тяжести на перемещении Sj = Hm — — 8Д рабочие подвижные части молота развивают кинетическую энергию, необходимую для штамповки:.
Пг J (s) ds = Тэ = nw2/2 = (0,65 — 0,75) Тгост = АД/цД. (28.41) о
Результирующая сила, действующая на поршень, переменна. На основе предположительной индикаторной диаграммы хода вниз при последовательных ударах начальное значение силы можно определить так [7j:
/’ho = /’S1[1 -Аа_А(1-а) + 2^=А]. (28.42)
Поскольку для молотов пг = 10004-16 000 кг, величина (mg — R)/pSt 1, то конечное значение этой силы вследствие сжатия энергоносителя в нижней полости цилиндра будет отрицательным:
р. . - pSt - Л (1 - «) + < 0. (28.43)
На основе обработки экспериментальных данных результирующую силу можно аппроксимировать:
/>H(s)=PB0[l-(s/SxH- (28.44)
Выполнив интегрирование уравнения (28.41), после необходимых преобразований -получим
-тттНЬт-Пттт-1 <28-45)
“ но77 m п m \ * -р 1 / \ Пщ / * -j- 1
377
При sjHn — 0,9 и х = >/2 левая часть уравнения (28.45) kp. н = 0,3. Подставляя в это уравнение значение Ри0 из (28.42), нолучим необходимую площадь поршня
S, =-----.------------—------;----!Г^----• (28.46)
L Р Р \ Р^1 ' J
Приближенно для стандартных молотов т = 6304-16 000 кг, km = (mg — R)/(pSj 0,25 + 4,6-10-6 т
и ks = 0,8 + 5,2- 10-6щ.
Величина а оказывает слабое влияние на Sn но от правильного назначения а зависит быстроходность молота [9], его производительность, выражаемая произведением пТа [31 ], нормальная работа во время хода подвижных частей вверх. Необходимо уточнить величину а. Рассмотрим работу всех действующих сил при движении на двух участках хода вверх; чтобы избежать недохода или удара в буферное устройство, необходимо
s,
\PB(s)ds + J PB(s)ds = 0. (28.47)
0 s.
Начальное значение результирующей силы, действующей на поршень,
Р во ~ (Р Ро) а^1 Р1$1 “Ь
+ Ро (1 — «) <$i — (mg + R). (28.48)
Конечное значение этой силы при работе последовательными ударами должно равняться начальной результирующей силе при движении вниз [см. (28.42) 1:
Рв. к = Ры = pSt — p1a,S1 — p0Sl (1 — а) + (mg — R). (28.49)
Изменение результирующей силы можно аппроксимировать [7 ]:
Рв ® = Рв0 [1 ~ МИ. (28.50)
Выполнив интегрирование уравнения (28.49) после необходимых преобразований, получим
(—(28-51>
По данным работы [7], в которой обобщены также рекомендации [31 ] и [20 ] для современных быстроходных молотов с массой подвижных частей (0,63 4-16) 103 кг, sJHm = 0,67—0,74, из уравнения (28.51) следует, что показатель степени у 44-6,76. Подставляя эти значения в уравнение (28.50) и принимая при 378
определении конечного значения результирующей силы s — Нт, получим
1^о1 = ^.в|Лю1, (28.52)
где kp.B = 0,252 и 0,150 для молотов ст — 630 кг и 1000 кг. Для приближенных вычислений можно принять kp. в = 0,252— —7,87- 10 6т. Подставляя значения Рв0 и Ра0 в (28.52) из выражений (28.48) и (28.42), получим
(Р — Ро) a — P1SX + р0 (1 — а) —
— (mg + R) = kv. B [pSi — — p0 (1 — a) +
+ (mg — R) ]. (28.53)
Отсюда после преобразований
• feprn (Р - Ро) + (Pl - Ро) + mg/s1 [(1 + R/mg) + йР, B (I — R/mg)] p — 2p0 4- feP. в (Pi — p0)
(28.54)
Пример. Для штамповочного молота с массой рабочих частей т = 1000 кг р = 0,7 МПа, pi = 1,5рв1 = 0,18 МПа, р01 = 1,2р0 = 0,12 МПа, Si = 0,063 м2, R/mg = 0,1, й₽. в = 0,252 — 7,87-10'6-1000 ~ 0,244
0,244 (0,7 — 0,1) + (0,18 — 0,1) 4-
4- 9.81 • 10-3/0,063 [(1 4- 0,1) 4- 0,244 (1 - 0,1)] _ 0,435
0,7 — 0,2 4-0,244(0,18 — 0,1) 0,519 ’
Особенности расчета бесшаботных молотов. Кинетическая энергия бесшаботных молотов определяется гю. выражению (27.3). Для того чтобы соударение масс произошло йа расстоянии,, равном половине начального расстояния между ними, необходимо равенство импульсов движения /j I.
mlvi = m2v2. (28.55)
Это условие соблюдается при проектировании горизонтальных молотов типа импактор. При тг — т2 = т и = у2 = v кинетическая энергия молота
Тэ = mv2. (28.56)
В большинстве конструкций бесшаботных молотов с ленточным и рычажным механизмами связи v = J/10 = 3,13 м/с, и численная величина кинетической энергии молота (в Дж) приблизительно равна десятикратной массе, т. е. Тэ = \0т.
В вертикальных молотах, чтобы обеспечить возвращение подвижных частей в исходное положение, нижняя масса со штампом должна быть в среднем на 10 % больше верхней массы. Это создает при одинаковых скоростях в момент удара неравенство импульсов m2v2 > пщ, вызывает движение системы двух масс вверх в момент удара и обеспечивает ц' > ц' в момент, следующий непосредственно за ударом, что ослабляет напряженное состояние механизма связи.
379
В случае неодинаковых перемещений верхняя и нижняя массы могут быть найдены из условия равенств работ сил тяжести: /TijgSi = m2gs2 и mjm2 — s^/Si. (28.57)
Отношение масс и величины ходов для бесшаботных молотов с независимым и совмещенным приводом составляет */3—*/6 [9].
Общая величина хода двух масс обычно меньше величины хода массы молота с неподвижным шаботом. При этом меньше и число ходов в минуту.
Отношение площадей штока и поршня для бесшаботных молотов, по данным Мошнина Е. Н., составляет 0,2 sj (1 — а) 0,5.
Эффективная кинетическая энергия молота при впуске верхнего и выпуске нижнего энергоносителя на протяжении всего хода вниз и постоянном давлении верхнего энергоносителя рассчитывается по выражению
Тэ = sB [pSj - + (G„ — GB) - (#„ + RB) — pQ (1 — a) SJ,
(28.58) где p! — давление в выпускном трубопроводе; р0 — атмосферное давление; GH и GB — силы тяжести нижней и верхней баб; RB и RH — силы трения в направляющих нижней и верхней баб; (RH + RB) 0,1 (GH + GB); a<$i — кольцевая площадь поршня.
Возвратный ход верхней массы вверх осуществляется при нажатой педали под действием нижнего энергоносителя, работающего с двумя периодами (впуском и расширением), и силы тяжести нижней бабы. Верхний энергоноситель на протяжении всего хода работает на выпуск. Допускается также сжатие верхнего энергоносителя для уменьшения избыточной энергии в конечный момент подъема верхней бабы [9].
Начальная подъемная сила в этом случае
Рв. о = PaSi — св — Pr$i ~ +
4-р0(1 — a) Si 4-Рв = «гвхв, (28.59)
где р — давление свежего энергоносителя в нижней полскти; тв — масса верхней бабы; ха — ускорение верхней бабы. \ Дополнительная сила Р'в, действующая на верхнюю бабу, определяется из выражения
Р'в = GH — RB — твха. (28.60)
Подставляя это выражение в уравнение (28.59), получим paS1 — 4- р0 (1 — a) Si + (GH — GB) — (RH 4- RB) =
, =/nuxH4-'mBxB, (28.61)
где (R„ + RB) — сила трения в направляющих и механизме связи. Эта сила для молотов с механизмом связи ленточным со-380
ставляет 0,22GH, с рычажным — 0,2GH и с гидравлическим — 0,6Сн, а для импакторов —0,1Сн.
Каждая масса бесшаботных молотов, энергия удара которых эквивалентна энергии удара шаботных штамповочных молотов, примерно в 2 раза больше массы обычного штамповочного молота с неподвижным шаботом вследствие разницы в скоростях. Однако общая масса конструкции бесшаботных молотов значительно меньше массы обычных штамповочных молотов, так как отсутствует шабот, масса которого была бы в 20—25 раз больше массы бабы.
Анализ динамики движения рабочих частей. Движение рабочих частей молота происходит под действием переменного давления энергоносителя. Из-за трудностей точного решения дифференциального уравнения движения и получения аналитических выражений для расчета скорости, перемещения и времени обычно пользуются трудоемким графоаналитическим методом. Для этого вычерчивают в крупном масштабе предположительные индикаторные диаграммы для верхнего и нижнего энергоносителей и, разделив их на участки, решают последовательно уравнения движения, составленные для каждого участка в предположении линейной зависимости давления от перемещения [9, 20, 7, 2h
Для динамического анализа движения рабочих частей в МВТУ им. Баумана разработаны аналитические методы, которые с различной степенью приближения, зависящей от располагаемой информации, дают возможность раскрыть влияние основных конструктивных параметров на процесс разгона масс паровоздушных молотов.
Движение рабочих частей вниз. Уравнение движения (см. рис. 28.2)
ms = pBSx — paS2 -\-mg — R — p0 (Sx — S2). (28.62)
На первом участке 0 sg 5 Ъ^Нт, PB — Ph = pi, скорость получим интегрированием уравнения (28.62) при начальных условиях t = 0, s = 0, s = 0:
5 = 0 = -^ - P1S2 }- mg — R — p0(S1 — S2)] t = t. (28.63)
Перемещение s = (Pn?)l2m и время t = К2mslPB найдем интегрированием уравнения (28.63) при s = уХвНт.
Время движения на первом участке
(28.64)
- Подставляя найденное значение t в уравнение (28.63), получим скорость рабочих частей молота в зависимости от перемещения.’
о=1/2Р^/т. (28.65)
381
При s = ухвНт получим скорость в конце первого участка о1 = И2Рп'ухвЯт//и.
На втором участке ухвНт < s Нт давление энергоносителя сверху поршня -
Рв = Р ( Ии + S1S ) = Р (1 + (Фо + Ъв^Ят) =
= Р (1 4
S (Фо + Тхв) нт
—п
(28.66)
Снизу поршня в начале рассматриваемого участка давление примерно постоянно, а затем возрастает в результате сжатия оставшегося энергоносителя. На основе экспериментальных данных можно предположить,' что энергоноситель начинает сжиматься в конце предыдущего участка и что начальное давление рпо — kHpi, где kn = 0,74-0,8. Тогда
^-М1 -(т.+ 1-,ь.)^)"‘- <2М7>
Подставляя эти значения рв и рв в уравнение движения (28.62) dv ds dv i,,
и выполнив замену переменной s = = v~^> получим
после разделения переменных \
j vdv=^4 f (1 + (%+;хв-)н^-)~я -
Н1 - (фи+1-Ухв)Я«) +
+ (G - Я) j ds - р0 (8, - S2) J ds. (28.68)
Интегрирование можно выполнить численным методом на ЭВМ.
Для сухого насыщенного пара п — 1,135, т. е. можно принять п 1 и получить в результате интегрирования уравнения (28.68) при начальных условиях s = 0;
»=„, = у
сх = о,/2 — выражение для расчета скорости:
v = 1/^1 + 2р^- (фо + ?хв) Нт In (1 4- +
г т • \ (фо -f гхв) ntn /
*----------S - - --- • • • ->
+ 2М1^(Фи+1-Ухв)/Лп1п{1 - (фи+1_-ЬвГЯот) +
+ —т~~S ~ Р° <S1 ~S^S- (28’69>
382
Для сжатого воздуха п — 1,4, и непосредственно проинтегрировать выражение (28.68) не удается. Чтобы получить приближенные выражения при п > 1, разложим подынтегральные функции этого уравнения в степенные ряды н ограничимся тремя членами разложения:
+-етжг)‘“~<1 +Л5>-”“ 1 + AM-...;
(1 - <«, О-Bs)-" 1 +nBs + ^±1Lb2s2 + ....
\ (фи+1 —Ьв) лт)/ ' 21 '
Подставляя эти значения в уравнение (28.68), получим после группировки членов
j v dv = a j s2 ds — b j s ds — c j ds, (28.70)
где a, b, c — коэффициенты;
a = ~ k-P>S^ =
— ”(”+ 0 PSl__________________k^S-2 1\ __ _
2m [ (Фо + Tjcb)2 (Фи+1-W^J
ь = (ns.я + knp,s2B) = — f— , 2 1;
m 1 Л Hrl 2 m [(ф0 + ТхВ)Я,п (фи -f- 1 — VXB) Hm J ’
(28.72)
c = A- [pSx - kaPlS2 - po (Si - S2) + G - S /?] = (28.73)
'•<’ fit
После интегрирования уравнения (28.70) при начальных условиях s = 0, v = fj получим приближенное уравнение для скорости
v^y+ -b 4- + cs • (28.74)
При s — ffm скорость приобретает наибольшее значение vm. Кинетическая энергия подвижных частей молота
Z 7/3 f]2 »
Тэ = — ^1 + а — b + сНmJ. Функцию времени в зависи
мости от перемещения найдем, подставив v — в выражение (28.74) и разделив переменные
J| z/c |
~ ~2--------v72- [Л + г (s)]~V2ds. (28.75)
J (021+0±__/,±. + сЛ 7 J \ О Z /
3§3
Разложим подынтегральную функцию в степенной ряд и ограничимся двумя'членами разложения:
(Л + г (s)]-i/2 = Л-1/2 (1 + 2А1)-1/2 « Л-х/2 (1 _ ± + ... ).
(28.76)
После подстановки этого выражения в уравнение (28.75) и интегрирования при начальных условиях s = 0, t — 0 получим при s = Нт время движения на втором участке:
/2 = — Г1 _ > ,бЛ_ + с')1. (28.77)
* L 4sv| \ о 3 1 7 J
Полное время движения вниз
, (1 -ухъ)Нт L _ g/6 (1 - Ухв)2 - »/з (1 - Ухв) Нт + с Vl «О-М'М
(28.78)
Лучше согласуются ное при s = Нт:
с экпериментальным время, подсчитдн-
ta^^2rnHm/PH. (28.79)
Движение рабочих частей вверх. Уравнение движения
т§ = Рн52 ~ Рв51 + Ро (5i — 5г) -mg — R. (28.80)
Рассуждая аналогично вышеприведенному, получим уравнение (28.70), в котором постоянные коэффициенты
а, _ _ М.М) _
__ п (Р 4~ О __pS'i_____________^bPi^i___ , /ро qi \
2т [ (Фн + Ухн)2^ (Фо+1-Ухн)2Ят]’
^1 = ~ (/’52Л1 4“ —
= — [-Г—/ ^nP|S' а»- 1 ; (28-82)
т L (Фи + Ухи) Нт (Фо + 1 — Ухн) J
ci — [pS2 ^ВР1^14* Ро (Si S2) G /?]. (28.83)
Скорость и время движения на втором участке движения.
= j/u-i)’4 “ у-+ ’ (28.84)
<28-85>
384
Полное время движения вверх
^-^ + /2 = /^//от- +
(1 — ?ун) Нт | _ ~6~ С1 ~ Н^т~~з(Х~ V*H) Нт + Cj
4 (‘ ~Ух»)Нт(и1У -Г
(28.86)
Приближенное значение tu можно получить, считая движение вверх равноускоренным на всем ходе вверх:
/в~И2/пЯт,/Рв. (28.87)
Время цикла и частота ударов молота. Время одного машинного цикла молота
*м = /н + /в + *д. Л (28.88)
где время деформирования ta можно рассчитать по уравнениям (27.11) и (27.20) или принять 0,003 с на 1 мм деформации. Наибольшая частота последовательных ударов молота V минуту
(28.89)
Технологический цикл работы молота /т будет зависеть от принятой технологии штамповки и числа требуемых последовательных ударов г, а также от числа пауз у между ударами (tn 0,5-4-! с), необходимых для кантовки или перекладки заго-.товки в ручьях штампа, затрат времени на очистку от окалины и смазку штампов (/0 1 ~2 с), укладку заготовки (t3 1 -4-2 с);
= VH:J~zVN'‘n- (28.90)
Например, для технологического цикла штамповки цилиндрических заготовок шестерен можно принять время на очистку и смазку штампов /0 = 1 с, на укладку заготовки /3= 1 с, осадку и сбивку окалины 1/м, перемещение заготовки в ручей штампа ta = 1 си штамповку тремя последовательными ударами 3/м. Получим технологический цикл = 4/м 4- 3 с. При расчете целесообразно считать, что каждый удар производится с полной кинетической энергией рабочих частей и использованием полного хода. В практике штамповки с ручным управлением энергия .каждого удара неодинакова и зависит от квалификации штамповщика и состояния молота. При этом допущении расчетный технологический цикл несколько больше действительного. При механизированной с помощью роботов-перекладчиков штамповке технологический цикл должен быть задан программой, рассчитанной по оптимальным критериям технологии или записанной в последовательности приемов наиболее квалифицированного штамповщика. Производительность молота
п( = 60//т 1/мин. (28.91)
13 а. н. Б анкетов н др. 385
Расчет КПД молотов. Свежий пар, или воздух, поступая в цилиндр молота, имеет давление р и энтальпию (теплосодержание) i0. Отработавший пар характеризуется давлением р{ и энтальпией tv
При работе молота в его цилиндре происходит сложный термодинамический процесс, в результате которого при переходе пара из начального состояния в конечное изменяется его влажность:
io = 'o + xoro; (28.92)
ii == ij —j— x\r i, (28.93)
где i'o и и — расход теплоты на нагрев воды до температуры кипения при давлении р и pi, х0 и хл — начальное и конечное паро-содержание; г0 и г, — начальная и конечная скрытая теплота парообразования. В молоте используется теплота, определяемая по выражению i = i0 — i\.
Степень использования входной энергии определяется идеальным термическим КПД:
Л/ — Go. Ч)/г'о- (28.94)
Теплота, поступающая в цилиндр, претерпевает изменение, вызванное тем, что цилиндр теряет часть ее через теплопроводя-щие стенки. Температура в цилиндре ниже температуры свежего пара. Это приводит к образованию конденсата.
Следовательно, действительный термический КПД ниже идеального:
Л/ = Л<Ло> (28.95)
где ц0— относительный КПД.
Индикаторная работа затрачивается на получение эффективной энергии и преодоление всех сил сопротивления. Это определяется механическим КПД т)м.
Во время удара часть эффективной энергии переходит в работу пластического деформирования поковки, что учитывает КПД ударного деформирования т];1 (см. 27.4).
Таким образом, входная энергия Е, претерпевая изменения, превращается в работу пластического деформирования поковки
£Л/Лс.ЛмЛд = Е Лэ = Л- (28.96)
где я» — эффективный КПД молота;
Лэ = Л/ЛоЛмЛд- (28.97f
Определим тр молота; При работе сухим насыщенным паром с относительной влажностью х0= 0,98 и давлением р = 0,75 МПа и параметрах отработавшего пара Хх = 0,95 и рг = 0,15 МПа КПД молота по формуле (28.94) тр гы 0,053.
Снижение давления отработавшего пара, а также увеличение давления свежего пара способствует некоторому повышению тр- Однако небольшая величина щ свидетельствует о несовершенстве парового молота как тепловой машины 19].
386
Величина относительного КПД, учитывающего долю вносимой свежим паром теплоты, переходящей в индикаторную работу, может быть подсчитана по формуле
По= (28.98)'
где Qj — количество теплоты, вносимой свежим паром; Q2 — количество теплоты, уносимой отработавшим паром; Qt — количество теплоты, переходящее в индикаторную работу.
Величина т]0 примерно составляет 0,90—0,95.
Механический КПД, обычно не превышающий 0,9, находят из выражения
. Пм = 7’э/Л, (28.99)
где А, — индикаторная работа.
КПД т]д, найденный по формуле (27.34), в среднем равен 0,7.
Подставляя приведенные выше числовые значения КПД в выражение (28.97), получим эффективный КПД 1% 0,034.
Использование теплоты отработавшего пара не\ влияет на эффективный КПД молота, но может привести к значительному увеличению экономического КПД паросиловой установки. Практически пока не удается получить эффективный КПД молота больше 0,035—0,037, а КПД, равный 0,02—0,025, считается достаточно высоким [9, 20].
Показатели работы молотовых установок на воздухе подробно рассмотрены А. И. Зиминым в работе [9] и В. Ф. Щегловым в работе [20 ]. Основные выводы сводятся к следующему.
Для небольших молотовых кузниц единичного производства при работе в одну смену с коэффициентом использования молотов по времени не выше 0,4 работа на воздухе является более экономичной. Капитальные затраты на компрессорное оборудование окупаются за два года. При работе молотов в таких кузницах получают до 40 % экономии энергии по сравнению с работ й на паре и использовании 40 % отработавшего пара для отопительно-вентиляционных нужд.
Условия труда при работе молотов на воздухе лучше, чем при работе на паре.
Для больших 'кузнечных цехов мелкосерийного и единичного производства (например, тяжелого и транспортного машиностроения), а также для штамповочных цехов крупносерийного и массового производства (преимущественно автотракторного машиностроения) с коэффициентом использования по времени 0,6—0,7 работа молотов на паре экономичнее работы на воздухе при условии, что отработавший пар используется для отопления и выработки электроэнергии.
28.3. КОНСТРУКЦИЯ ПАРОВОЗДУШНЫХ молотов
Паровоздушные ковочные молоты. Типовая конструкция паровоздушного ковочного молота с двухстоечной арочной станиной показана на рис.- 28.3. Типовая конструкция паровоздушного
•13* 387
V
штамповочного молота двойного действия показана на рис. 28.4, а. Параметры паровоздушных ковочных и штамповочных молотов регламентирует ГОСТ. Ударная масса 630—25 000 кг, кратность масс 20—25, эффективная энергия 16—630 кДж, полный ход 1000—1600 мм. В отличие от ковочных молотов шабот*штамповочного молота является основанием всей машины.
В современных штамповочных и ковочных молотах отечественной конструкции применяют однотипные литые из стали 35Л рабочие цилиндры 2 (см. рис. 28.4, в), имеющие в днище сквозное отверстие значительного диаметра, что облегчает механическую обработку внутренней поверхности.
Цилиндры снабжены внутренними втулками 14 из чугунов СЧ 20, СЧ 30 (желательно легированные хромом и никелей) толщиной 0,051?! 20 мм (Z?! — внутренний диаметр цилиндра).
Посадку втулок осуществляют с натягом посредством разогрева цилиндра паром или охлаждения втулки в жидком азоте. Втулки улучшают условия работы поршневых колец, которые могут быть заменены при ремонте.
388
Рис. 28.4. Паровоздушный штамповочный молот: общий вид; б — детали ударной массы; в — рабочий цилиндр;
Для увеличения жесткости толщина стенок цилиндра увеличена против расчетной обычно до О,\DX > 30 мм; цилиндры с наружной поверхности снабжены ребрами, что, кроме того, улучшает внешний вид молота. Шток 18 рекомендуется уплотнять при помощи манжет по нормам КА 58-3 (ЭНИКмаш) из асбестовой ткани с теплостойкой вулканизацией. Паровоздушный предохранитель 13 штамповочного и ковочного молота аналогичны (см. рис. 28.4, в).
Расчет паровоздушного предохранителя производится для случая обрыва штока и движения поршня с основной частью штока (без бабы) вверх под действием пара или воздуха, находящегося снизу поршня. Правильно выполненный предохранитель должен погасить энергию подвижных частей при обрыве штока.
Шток 6 паровоздушного молота является деталью передаточного механизма. Энергия пара или сжатого воздуха передается с помощью штока рабочему механизму молота — ударной массе (бабе) 3 с закреплением на ней с помощью шпонки 11 и клина-5 бойком или штампом 12. \
Штоки ковочных молотов изготовляют из сталей 45, 40ХН, ЗОХНЗМ. Штоки штамповочных молотов из-за особо тяжелых условий работы изготовляют из сталей ЗОХНЗМ, 40ХН, ЗОХНЗА, 40ХНМА, 18ХНВА.
Поршни 7 современных молотов соединяют со штоками горячей посадкой на верхний конус штока с последующей расчеканкой конца (см. рис. 28.4, б). Материал поршня — сталь 45 или 40ХН. Для уменьшения tnjtnui рекомендуется использовать резинометаллические поршни [36]. Зазор между втулкой цилиндра и поршнем 0,7—3 мм. Уплотнением для поршней служат разрезные поршневые кольца 8 из стали 20. Применяют поршни с двумя — четырьмя кольцами.
По конструктивной форме ударные массы (бабы) 3 штамповочных и ковочных молотов должны представлять собой прямоугольные поковки с отверстиями в центре для крепления штока без выступов и приливов (см. рис. 28.4, б). Центр массы должен находиться на оси отверстия под шток.
Условия работы ударных масс штамповочных молотов значительно тяжелее условий, в которых работают массы ковочных, молотов. Для изготовления ударных масс (баб) штамповочных молотов применяют высококачественные стали 40Х, 40ХН, 40ХНЗ, 40ХНМА. Массы тяжелых штамповочных и ковочных молотов иногда изготовляют литыми. После обдирки кованые и литые массы подвергают объемной закалке. Конусное отверстие под шток наклепывают (угол конуса 1,1—1,2°). Для уменьшения нагрузки при ударе между нижним конусом штока и массой рекомендуется устанавливать упругоподатливую втулку 9 из чугуна с медной прокладкой 10.
Высота ударной массы (бабы) штамповочного молота в среднем (0,5—0,7) Нт (Нт — наибольший ход). Остальные габаритные 390
размеры устанавливают так, чтобы с учетом расстояния между направляющими и размеров нижней плоскости для крепления бойков и штампов обеспечивалась требуемая величина массы. Элементы крепления бойков и штампов в бабе и подушке регламентирует ГОСТ 6039—71.
Направляющие поверхности ударных масс современных молотов выполняют в виде впадин с трапециевидным хсечением (см. рис. 28.4, г). Такая форма сечения при достаточно развитой контактной поверхности направляющих обеспечивает возможность термического расширения ударной массы. Регулировка направляющих 25 осуществляется с помощью клиньев 24, регулировочных болтов 28 и гаек 29.
Станину молота образуют две стойки /: правая 30 и левая 26, связанные подцилиндровой плитой 27 и шаботом 4.
Стойки крепят на шаботе 4 шпильками 20, наклоненными под углом 12—13° к вертикали, с амортизационными пружинами 23 для смягчения ударных нагрузок на шпильки при раскрытии стыка между стойками и шаботом (рис. 28.4, г).
Для увеличения жесткости конструкции молота в поперечном направлении и лучшего направления бабы при штамповке шаботы современных молотов изготовляют вместе со стойками или с U-образнымн : приливами для стоек. Плоскость стыка стоек и шабота должна быть выше плоскости соударения штампов.
Стойки станины штамповочного молота изготовляют коробчатой формы с массивными ребрами жесткости вследствие больших нагрузок, которые возникают при.нецентральных ударах. Сечение стоек переменное, уменьшающееся кверху. Стойки имеют приливы, охватывающие шабот, которые служат для направления стоек при вертикальном смещении при ударе. Для монтажного перемещения стоек в двух горизонтальных направлениях и для компенсации износа применяют клинья: продольные с уклоном 1 : 16 и поперечные с уклоном 1 : 24. Эти клинья удерживают стойки от продольного и поперечного смещения на шаботе во время удара; сверху шпоночные выступы стоек входят в пазы подцилиндровой плиты.
Стойки станин штамповочных молотов изготовляют литыми из стали (содержание углерода 0,3—0,4 %), а стойки станин ковочных молотов — литыми из чугуна и стали.
В шаботе 4 штамповочного молота с помощью клина 21 (см. рис. 28.4, а) крепят штамподержатель 22 (одна боковая сторона которого в плане образует угол 160°), входящий в соответству-ющее углубление шабота. Это способствует надежному удержанию штамподержателя от сдвига во время работы молота. Шаботы штамповочных молотов изготовляют литыми из качественной стали. Масса шаботов штамповочных молотов равна 20—25-кратной массе подвижных частей. Шаботы молотов с массой подвижных частей до 6 т изготовляют цельными, а свыше 6 т — составными. Шабот устанавливают на подушках из дерева твердых
391
S)
Рис. 28.5. Схемы механизма распределения энергоносителя
паровоздушных молотов:
а — ковочных; б — штамповочных;
1 — золотник; 2 — дроссель; 3 — рукоятка дросселя; 4 _ управление золотника;
5 — контроллер
из прорези-транспортерной
пар
пород (дуба, бука) или на прокладках ненной
ленты. С фундаментом он ничем не скреплен. На фундаменте расположена система смазки.
Парораспределение осуществляется посредс^ом золотника 15 и дроссе-подается по трубе 19, а отработанный пар рт-
ля 16. Свежий водится по трубе 17.
Конструкция механизмов распределения энергоносителя. Распределительный механизм ковочного молота имеет постоянную кинематическую связь с ударной массой при любом характере ударов (рис. 28.5, а).
Распределительный механизм штамповочного молота показан на рис. 28.5, б. При работе на штамповочном молоте управление осуществляется штамповщиком ножной педалью. Во время пауз и манипулирования поковкой подвижные части подняты в верхнее положение. Они могут быть неподвижными или совершать цикл качания. Педаль свободна и занимает строго фиксированное положение. Золотник находится в верхнем положении; при этом верхние окна золотниковой втулки должны быть немного открыты (рис. 28.6, д). Подвижные части идут вниз и отклоняют криволинейный рычаг (способ профилирования криволинейного рычага описан в работе [9]). Золотник опускается, перекрывает верхние окна золотниковой втулки и открывает нижние окна (рис. 28.6л е). Свежий энергоноситель поступает под поршень и возвращает подвижные части вверх. Цикл повторяется до тех пор, пока пе-
даль не нажата.
Для совершения первого хода вниз необходимо нажать педаль в то время, когда подвижные части находятся в самой верхней части хода. Золотник, переместившись на величину ha, займет крайнее верхнее положение, (рис. 28.6, в), осуществляя впуск верхнего энергоносителя и выпуск нижнего. Далее золотник автоматически перемещается на величину hm вниз, обеспечивая все периоды распределения (рис. 28.6, г). Начальное монтажное положение золотника характеризуется отрезком ab. Рабочие части должны занимать при этом нижнее положение (рис. 28.6, а).
При нажатии педали открывается дроссель 2 (см. рис. 28.5, б). Он регулирует величину сечения впускного канала в зависимссти
392
Рис. 28.6. Схемы положений золотника в золотниковой втулке при последовательных ударах:
/, 4, 5, 6 — баба внизу; 2, 3 — баба вверху
от величины перемещения педали при нажатии. Распределительный механизм, снабженный дросселем, имеет контроллер (эксцентрик 5), соединенный с этим дросселем посредством тяги. При неполном отпускании педали получается неполное открытие нижних окон (рис. 28.6, е).
При повороте рукоятки эксцентрика изменяется проходнсе сечение дросселя — это наладочное регулирование. Во время работы молота прй нажатии педали дроссель поворачивается так, чтобы увеличивать проходное сечение и уменьшать сопротивление потоку энергоносителя. Когда педаль свободна (не нажата), дроссель перекрывает отверстие, увеличивает местное сопротивление потоку, что вызывает понижение его давления на выходе из дросселя. Это уменьшает расход энергоносителя во время цикла качания и хода вверх.
Еесшаботные паровоздушные молоты (с подвижным шаботом). Принцип работы бесшаботных молотов описан ниже (рис. 28.7).
Две ударные массы—верхняя 1 и нижняя 2 — движутся навстречу друг другу. В большинстве конструкций ударные массы имеют примерно равную массу и одинаковый ход. Существуют также молоты с подвижным шаботом, у которых массы существенно раз-„ личаются. Величины ходов обратно пропорциональны массам. Ёнешнее усилие, развиваемое паровоздушным, газовым или гидравлическим рабочим цилиндром, действует на одну из масс, а движение другой осуществляется в результате наличия специального- механизма связи 3, которым обе массы связаны кинематически. Имеются также конструкции молотов с независимым приводом обеих масс [20].
393
ф ft
Рис. 28.7. Принципиальная схема (а) и классификация (б) бесшаботных молотов
В большинстве конструкций движение масс происходит в вертикальной плоскости. Известны также молоты с горизонтальным движением масс, которые называются импакторами.
На схеме (рис. 28.7, б) приведена классификация бесшаботных паровоздушных молотов по типу механизма связи, а также по типу привода.
При соударении масс, движущихся во встречном направлении, большая часть накопленной ими кинетической энергии расходуется на работу деформирования поковки (см. п. 27.4). Импульсы деформирующей силы при штамповке на фундамент почти не передаются, исключение составляют случаи наладки молотов с независимым приводом масс. В связи с этим размеры и масса фундаментов бесшаботных молотов в 8—10 раз меньше соответствующих характеристик фундаментов молотов с неподвижным шаботом. Колебаний грунта и вибрации зданий и оборудования не наблюдается .
Молоты с ленточным механизмом связи (рис. 28.8, а) имеют составную стальную станину, состоящую из четырех стоек 2 и нижней плиты 1. Сверху стойки скреплены подцилиндровой плитой, на которой установлен рабочий цилиндр 4. Сварные стойки крепятся соединением в замок с помощью болтов 5 с пружинами 6. Для повышения жесткости стойки дополнительно стянуты в средней части в обеих поперечных направлениях стяжными болтами с распорными втулками.
Нижняя плита является основанием молота. Ее устанавливают на фундамент, заливают бетоном и крепят к фундаменту болтами.
Верхняя и нижняя бабы перемещаются в четырех отдельно регулируемых направляющих. Направляющие расположены по углам баб.
Ленточный механизм связи 3 является наиболее ответственным узлом. Ленты изготовляют составными из 20—30 стальных полос толщиной 0,3—0,8 мм и шириной 120—130 мм. В качестве мате-394
Рис. 28.8. Бесшаботные молоты с механическим ленточным механизмом связи (а), с гидравлическим плунжерным механизмом связи (б), с горизонтальным встречным движением ударных масс («)
риала для лент применяют качественную сталь (например, 50А), подвергаемую закалке. Ленты из незакаленного материала служат не более трех месяцев [20].
Молоты с ленточным механизмом связи^ изготовляют с энергией удара до 500 кДж.
Бесшаботные молоты с рычажным механизмом связи менее надежны в работе, чем молоты с ленточным механизмом связи. В связи этим в промышленности применяют относительно легкие молоты с рычажным механизмом связи и энергией удара до 160 кДж (16 тм).
Молоты с гидравлическим механизмом связи. Для повышения надежности работы крупных бесшаботных молотов применяют 395
гидравлический механизм связи (рис. 28.8,6). Конструкция паровоздушных бесшаботных молотов с гидравлическим механизмом связи подобна описанным выше конструкциям молотов с механическими связями. Главное конструктивное отличие состоит в гидравлическом механизме связи. В корпусе 1 имеются три сообщающихся цилиндра с соответствующими плунжерами. Боковые плунжеры 3 связаны с верхней массой посредством штоков 4 и резиновых амортизаторов 5, а средний плунжер 2 связан с нижней массой с помощью короткого штока 6 и резинового амортизатора. Чтобы устранить влияние переколов на работоспособность механизма связи, плунжеры соединены со штоками посредством шаровых опор.
При движении верхней бабы вниз под действием' сжатого воздуха или пара боковые плунжеры вытесняют жидкость из боковых цилиндров в средний. Под действием жидкости происходит перемещение нижней бабы вверх. Чтобы скорости обеих баб были одинаковыми, необходимо с учетом сжимаемости жидкости выбирать площадь среднего плунжера несколько большей суммарной площади двух боковых плунжеров.
Резиновые амортизаторы служат для смягчения ударных нагрузок на штоки. В гидравлической системе предусмотрены пружинные компенсаторы, предназначенные для гашения гидравлических ударов и для погашения кинетической энергии верхней бабы в случае внезапной утечки жидкости.
Небольшие утечки жидкости через уплотнения пополняются ручным насосом. Гидравлический механизм связи более надежен в работе, чем ленточный и рычажный, поэтому бесшаботные молоты с таким механизмом изготовляют с энергией удара 200— 1000 кДж (20—100 тм).
Молоты с горизонтальным встречным движением ударных масс (импакторы). Такие молоты применяют в промышленности зарубежных стран для штамповки и свободной ковки небольших поковок массой менее 1 кг. Принцип действия этих молотов показан на рис. 28.8, в. Две массы — левая 1 и правая 2 — движутся в горизонтальной плоскости навстречу друг другу под действием сжатого воздуха, который подается одновременно в левый и правый рабочие цилиндры 3. Распределение сжатого воздуха осуществляется синхронно управляемыми золотниками 5 и 4. Плоскость соударения находится в середине исходного расстояния между бабами. В этой плоскости должна находиться заготовка. Движение обеих масс должно быть строго синхронизировано, в этом состоит основная трудность наладки и эксплуатации импакторов. Заготовку обычно закрепляют в специальных клещевых захватах, которые в автоматизированных установках перемещаются с помощью специального конвейера.
Штамповочные импакторы изготовляют в США с энергией удара 8,3—550 кДж.
396
Система смазки молотов. Система смазки молотов комбинированная: от приводной смазочной станции и ручная. Для смазки цилиндра, золотника и дросселя применяется жидкая смазка, поступающая непрерывно от плунжерного насоса с электродвигателем. Смазочная станция устанавливается на стойке вблизи молота.
Направляющие и площадку контакта криволинейного рычага механизма распределения с бабой смазывают вручную смесью, состоящей из 70 % цилиндрового масла, 10 % цинковых белил и 20 % коллоидного графита. Контактные плоскости стоек и шабота, стоек и подцилйндровой плиты смазывают солидолом марки УС-3 от ручной пресс-масленки, подшипники качения — константаном УТ-1, а подшипники скольжения — жидким цилиндровым маслом.
28.4. МЕТОДЫ РАСЧЕТА ОСНОВНЫХ ДЕТАЛЕЙ НА ПРОЧНОСТЬ
Детали молота подвергают интенсивным ударным нагрузкам. Расчет на максимальную нагрузку (и максимальные напряжения) необходим для разработки прочной конструкции деталей молота. Максимально возможное усилие при ударе штампа о штамп без учета местных упруго-пластических деформаций
Рт = <WIU = рси/ш. (28.100)
где р — плотность материала штока; с — скорость упругой волны; v — скорость соударения; — площадь сечения штока.
Шток. Оптимальный диаметр ‘штока выбирается из условий минимальных продольных напряжений й напряжений изгиба в нем, а также из условий устойчивости (d > 0,04/) и максимальной передачи энергии массой штока [36]:
d = /w + w <28.ioi>
где Уп — объем поршня, см3; / — длина штока без верхнего и нижнего конусов см; /к — длина нижнего конуса, штока, см.
Действительные нагрузки при штамповке обычно меньше величины, определяемой по формуле (28.100), и это учитывается введением коэффициента восстановления скорости е < 1 и других, иногда сложных по структуре, коэффициентов, отражающих условия нагружения той или /иной деталй. Подставляя р = •= m/V6 == m/(S6h6), где т — масса бабы, V5, So и /i6 — 'объем, площадь сечения и высота бабы, в формулу (28.100), получим, вводя е и фазовый коэффициент л/10, выражение, подобное рекомендуемому, например О. Г. Власовым и др., при е = 1 для определения максимальной нагрузки:
п л о л тс
Рт ~ To EOmS^ — Чо"6 ТГ и'
(28.102)
397
Расчет на рабочую циклическую нагрузку, возникающую при штамповке, необходим для обеспечения долговечности конструкции молота. Низшую частоту (в Гц) свободных продольных коле-баний (изменения напряжений) можно приблизительно определить для стержня длиной I:
а0 = с/(21).- (28.103)
В деталях молота наблюдаются пять-шесть амплитуд напряжений с интервалом То = 1/ив, величина которых соизмерима с максимальным значением напряжения. Напряженное состояние в штоке при ударе подвижных частей можно анализировать двумя методами — волновым и энергетическим — на основе задачи волновой механики об ударе стержня о жесткую преграду со скоростью v и на основе равенства кинетической энергии и работы упругой деформации штока.
Согласно волновому методу при рассмотрении, колебаний с низкой частотой наибольшее напряжение следует ожидать ’ в месте заделки штока в бабу к концу первой четверти периода свободных колебаний. В условиях упруго-пластического соударения бабы молота с шаботом, когда между ними имеется поковка, а не жесткая преграда, на упругую деформацию штока затрачивается только часть энергии, и напряжения уменьшаются, что можно учесть введением коэффициента восстановления скорости: om = рсие O4(1~cosy. | о |, (28.104)
2«Л — sm 2(uui!i I I’ ' ’
где р— плотность материала штока, для стали р = 7,8 X X 103 кг/м3; с — скорость упругой волны, для стали с ~ 5000-ь -т-5250 м/с; е=-0,65-ь0,7 для ударов в окончательном ручье; <й0 — наименьшая угловая частота свободных колебаний системы поршень — шток; = 1т/с — время пробега упругой волны по штоку. Для распространенных отношений тп/тш фазовый угол <о04 имеет следующие значения:
тп''ягш............................... 0 0,1 0,17 0,2 0,25
«Ж.................................... 1,57 1,42 1,35 1,32 1,27
Для снижения напряжения следует принимать malmia -,ь 0,2. Тогда
/?ю = -4 (1 ~ cos = 1,27 — 1,39 ~ 1,3 “ 2ши1] — sm 2(0^! ’
и максимальные напряжения (для стального штока р = 7,8 -103, с = 5000 м/с)
ат ~ 1,3pcve ~ 50ие. (23.105)
Допускаемое напряжение соответствует пределу выносливости при сжатии-растяжении с симметричным циклом:
| о | = о_1Р (0,7 — 0,9) o_v
.398
Допустимая скорость соударения при условии ат | а | |п| | о|/(рсе). (28.106)
Максимальные напряжения сжатия (в МПа) в штоке без учета жесткости удара определяют по формуле Е. П. Унксора с поправочным коэффициентом 1,5:
от = 1,5-30о(1 ф-О,3тя/тш), (28,107)
первый член которой, полученный решением уравнения продольных колебаний стержня, аналогичен первому члену уравнения (28.105), а второй учитывает влияние инерционных сил поршня.
Расчеты по обеим формулам (28.105) и (28.107) дают близкие результаты, подтверждаемые экспериментами [361.
Напряжение изгиба в штоке определяют из уравнения баланса кинетической энергии поворота подвижных частей при эксцентричном ударе и потенциальной энергии упругой деформации штока, станины и направляющих выступов бабы:
аи = £4^(4 + 3-^-), (28.108)
где и I — диаметр и длина штока; йб — высота направляющих бабы; % — угол поворота бабы, зависящей от йб, величины зазора 1, эксцентриситета е, контактных упругих деформаций;
<f~arctg-^-. (28.109) .
Напряжения изгиба в штоке возрастают с увеличением зазора в направляющих и эксцентриситета приложения нагрузки. Для штамповочных молотов с т = 630ч-315(> кг рекомендуется зазор на сторону в пределах 0,07—0,1 мм, что меньше рекомендуемого ГОСТ 8662—69 для небольших и средних молотов (0,20—0,35 мм) • и для крупных молотов (0,40—0,50). Для всех ковочных молотов по ГОСТ 6724—77 рекомендуются зазоры 0,25—0,375 мм на сторону. Наибольший допустимый эксцентриситет не должен превышать половины ширины ударной массы (бабы) [161.
Баба. Контактное, давление на поверхности конуса можно определить приближенно по формуле
а ~ репе ~~ рсие-------—г-------I q I, (28.110)
где /ш, <1Ш — площадь сечения и диаметр штока; fK, hK — площадь и высота усеченной конической поверхности штока; |9|—допустимое контактное давление для материала втулки.
399
Глава 29
ПРИВОДНЫЕ ПНЕВМАТИЧЕСКИЕ МОЛОТЫ
29.1. ПРИНЦИП ДЕЙСТВИЯ И КЛАССИФИКАЦИЯ
Принцип действия. Приводные пневматические молоты работают с помощью воздуха, поступающего из окружающей атмосферы в компрессорный цилиндр и подвергающегося попеременному сжатию и разрежению при возвратно-поступательном движении поршня компрессора. Компрессор получает движение от электродвигателя через редуктор и кривошипно-шатунный механизм. Воздух, являясь рабочим телом, осуществляет только упругую связь между компрессорным и рабочим поршнями, обеспечивающую движение рабочего поршня в определенной зависимости от движения поршня компрессора. При работе молота число ходов в единицу времени рабочего и компрессорного поршней одинаково. Максимальное число ударов молота равно числу оборотов кривошипного вала (224 и 95 об/мин соответственно для мелких и крупных молотов).
Отечественная промышленность выпускает двухцилиндровые молоты двустороннего действия с двумя горизонтальными рабочими и одним холостым кранами (рис. 29.1) с энергией удара 0,8—28 кДж и массой подвижных частей 50—1000 кг (согласно ГОСТ 712—75). Скорость перед ударом соответственно 5—7,5 м/с, кратность масс иц/т^ = 12.
Движение поршня компрессора является движением с одной степенью свободы, определяемой углом поворота кривошипа (рис. 29.2). Рабочий поршень занимает самое нижнее положение;
при этом боек находится на поковке, а компрессорный поршень — в самом верхнем положении. В этом положении верхняя и нижняя полости компрессорного цилиндра соединены с атмосферой, и начальное давление в них устанавливается равным атмосферному (ро— 0,1 МПа).
Рис. 29.1. Приводной пневматический двухцилиндровый молот с двумя горизонтальными кранами: а — общий вид; б — схема расположения рукояток управления; 1—3 — положения рукояток
400
Рис. 29.2. Схема движения поршней рабочего и компрессорного цилиндров:
I — начальное положение; б — движение рабочего поршня вверх; в — движение рабочего поршня вниз
Такое же давление устанавливается в верхней и нижней полостях рабочего цилиндра, поскольку эти полости сообщаются с помощью кранов с соответствующими полостями компрессорного цилиндра.
При движении поршня компрессорного цилиндра вниз от начального положения давление в нижних полостях обоих цилиндров увеличивается, а в верхних уменьшается. При возрастании давления в нижних полостях до величины, достаточной для преодоления силы тяжести подвижных частей, сопротивления трения и давления верхнего воздуха, рабочий поршень начнет движение вверх.
Угол поворота кривошипа, соответствующий моменту отрыва бойка от поковки, обозначен cz1 (рис. 29r3f
Принято, что изменение давления в нижних и верхних полостях будет в дальнейшем происходить по политропе в соответствии с изменениями объемов нижних и верхних полостей обоих цилиндров.
При угле поворота кривошипа а2 = л, когда поршень компрессора займет нижнее положение, происходит соединение верхней полости компрессорного цилиндра с атмосферой (рис. 29.2, б); в этот момент нижняя полость с атмосферой не соединяется.
Дальнейшее движение обоих поршней происходит в одном направлении — вверх. При а = а3, в момент включения буфера (см. рис. 29.2, в, 29.3), рабочий поршень закрывает верхний канал и разобщает верхние полости цилиндров. В результате возрастания сопротивления воздуха в буфере и падения давления в нижних полостях движение рабочего поршня замедляется. Мгновенный оста- / \ нов поршня происходит при а = ав. После этого —4-
У
Рис. 29.3. Круговая цикловая диаграмма машинного цик- '
ла молота -
401
под действием воздуха, сжатого в буфере, рабочий поршень начнет немедленно двигаться вниз.
Давление воздуха в буфере, изменяясь по политропе, отличается от давления воздуха в верхней полости компрессорного цилиндра. При опускании рабочего поршня давление в буфере понижается, и в момент, когда оно становится равным давлению в верхней полости компрессорного цилинда, происходит соединение обеих полостей через обратный клапан (см. рис. 29.2, в). Угол а4, при котором это происходит, называется углом выхода поршня из буфера.
При дальнейшем вращении кривошипа поршень компрессора приближается к крайнему верхнему положению, а рабочий поршень подходит к крайнему нижнему. Удар бойка по поковке обычно происходит при угле а6, который немного меньше 2л. При повороте кривошипа на угол от а5 до al рабочий поршень остается короткое время внизу в неподвижном состоянии, осуществляя так называемый прилипающий удар. Далее цикл повторяется.
В соответствии с приведенным принципом работы для пневматических молотов строят круговую цикловую диаграмму (см. рис. 29.3), на которой обозначены следующие четыре участка: ctj — а2 — подъем рабочего поршня с момента, отрыва бойка от поковки до момента соединения верхней полости компрессорного цилиндра с атмосферой; — а3 — подъем рабочего поршня от предыдущего момента до момента включения буфера; а3 — а4— подъем и последующее движение поршня вниз с момента включения буфера до момента выхода из него; сс4—а5— движение рабочего поршня вниз по выходе из буфера до момента удара. Угол поворота кривошипа («1 — ав) — соответствующий подъему рабочего поршня, значительно больше угла поворота (ав — а6) при движении вниз.
В молотах отечественного производства аг г=« 40°, ав 270° и ,а6 3404-360° [9]. Рациональнее иметь а5 = 360°, так как
при этом выше КПД.
Не требуя больших капитальных затрат на установку и отличаясь простотой в управлении и обслуживании, пневматические молоты нашли широкое применение в кузницах небольших металлообрабатывающих заводов и мастерских, где их используют для изготовления широкой номенклатуры поковок.
Классификация. По характеру воздействия воздуха на рабочий поршень пневматические молоты классифицируют на молоты одностороннего и двустороннего действия. Молоты подразделяют по! числу цилиндров на одноцилиндровые и двухцилиндровые; по способу направления движения бабы — без направляющих и с направляющими; по расположению буфера — с верхним и нижним; по конструкции воздухораспределительного устройства — с кранами и золотниками; по типу станины — одностоечные и двухстоечные.
402
20.2. РЕЖИМ РАБОТЫ И ВОЗДУХОРАСПРЕДЕЛЕНИЕ
Молоты отечественного производства могут осуществлять следующие режимы работы: автоматические последовательные удары, удерживание на весу, прижим поковки, холостой ход (табл. 29.1). В некоторых конструкциях молотов имеются одиночные удары. Для осуществления режимов применяют механизм воздухораспре-деления, состоящий из трех горизонтальных кранов (см. рис. 29.1): верхнего, среднего и нижнего. Верхний и нижний служат гдля управления работой молота, а средний — для перевода компрессора на. холостой режим. Между верхним и нижним кранами в станине молота имеется камера с обратным клапаном.
На рис. 29.4 изображена развернутая схема механизма воздух ораспределения отечественных молотов. Верхний кран имеет два, а. нижний три сечения.
Автоматические последовательные удары. Краны соединяют верхние и нижние полости рабочего и компрессорного цилиндров попарно между собой. Для этого в сечениях I — нижнего и II — верхнего кранов соответствующие каналы 1 и 2, 10 и 8 должны быть открытыми. Молот будет совершать п ударов в минуту, равное числу оборотов вала компрессора.
Автоматические удары могут совершенствоваться с различной энергией (от наибольшей до нуля) при простсж/боприкоснове-нии бойков. Это осуществляется поворотом верхнего' и нижнего кранов и дросселированием воздуха, проходящего через каналы 10 и 8, 1 и 2 (см. рис. 29.4). Оба крана кинематически связаны одной рукояткой и поворачиваются на одинаковый угол (см. рис. 29.1, 6).
Удерживание бабы на весу. Краны поворачивают на 40° по часовой стрелке. Сверху рабочего поршня должно быть атмосферное давление, а снизу давление, необходимое для удержания подвижных частей на весу. Это давление должно быть сохранено вне
зависимости от положения поршня компрессорного цилиндра. Воздух, направляющийся из нижней полости компрессорного цилиндра (к. ц.), поступает по каналу 10 сечения I нижнего крана и открытому каналу И в камеру через обратный клапан, а из камеры по каналам б и 7 сечения III — в нижнюю полость рабочего цилиндра (р. ц.). При движении поршня компрессорного
цилиндра вверх обратный клапан закрывается. Верхние полости обоих цилиндров соединены с атмосферой открытым каналом 3 верхнего крана (см. рис. 29.4).
Рис. 29.4. Схема кранового воздухо-распределения молотов (развертка сечений кранов)
Таблица 29.1
Положение рукояток управления, соответствующее режиму работы
Режим работы Положение рукояток управления кранамн (по рнс. 29.1, б)
средним верхним н ннжним
Холостой ход компрессора I —
Удерживание бабы на весу II 1
Автоматические последовательные удары I или II 2
Прижим поковки I 3
Прижим поковки. Этот режим осуществляется давлением воздуха, поступающего из нижней полости компрессорного цилиндра через каналы 10, 11 и 5 в верхнюю полость рабочего цилиндра. Под поршнем рабочего цилиндра через открытый канал 9 устанавливается атмосферное давление. Каналы 8, 2 и 6 закрыты. Канал 3 открыт, он обеспечивает соединение верхней полости компрессорного цилиндра с атмосферой (см. рис. 29.4).
Холостой ход компрессора. Чтобы не перегревать компрессор при длительных паузах, он переводится на холостую работу. Это осуществляется поворотом среднего крана и соединением обеих полостей компрессорного цилиндра с атмосферой через открытый канал 4.
Отличительной особенностью режима работы молотов типа «Массей» по сравнению с молотами отечественной конструкции является возможность дополнительно получать одиночные удары. Механизм воздухораспределения этих молотов состоит из одного вертикального золотника, управляемого рукояткой.
29.3. ОСНОВЫ ТЕОРИИ
В развитие теории расчета пневматических молотов значительный вклад внесли отечественные ученые. В 1932 г. Я. Н. Маркович опубликовал первую работу по исследованию пневматического молота. В 1935 г. Е. П. Унксов разработал основы общей теории пневматических молотов, дальнейшее развитие которой проводилось П. А. Дунаевым, В. М. Бочеровым, В. П. Вяткиным. ’ Движение поршня компрессора, осуществляющего расширение и сжатие воздуха, является заданным, оно определяется кинематикой кривошипно-шатунного механизма. Это позволяет наг метить общий путь аналитического расчета: составление уравнений движения, нахождение функциональной связи между движением рабочего поршня и поршня компрессора, решение и анализ уравнений движения. Поскольку пневматический молот представляет собой колебательную систему, необходимо учитывать условия, при которых система находится в резонансе, так как это 404
обеспечивает максимальную амплитуду колебаний и создает оптимальные условия работы молота [33].
Ниже приведен расчет по методике Е. П. Унксова [33] применительно к отечественным конструкциям молотов, имеющим этап покоя и четыре этапа движения рабочего поршня за время одного оборота кривошипного вала компрессора. Уравнения равновесия и движения удобнее рассматривать отдельно для каждого этапа.
Определение угла at при отрыве бойка от поковки (см. рис. 29.2, 29.3). От а = 0 до а = «! рабочий поршень остается в покое в нижнем положении. Уравнение равновесия для этого случая (см. рис. 29.2, а) имеет вид
Pifi + Ро (h — fi) — Pjz — (1 + Фо) mg = 0, (29.1)
где pi и р2 — абсолютное давление воздуха в верхних и нижних полостях цилиндров в произвольный момент; р0 — давление атмосферы; Ди/, — нижняя кольцевая и верхняя площадь рабочего поршня; w0 — коэффициент, учитывающий трение при неподвижном состоянии рабочих частей.
Изменение давления в нижних и верхних полостях определяется по политропе показателем п = 1,4 с учетом изменения суммарных объемов в этих полостях только в результате перемещения поршня компрессора:
Pi — PoEoi/(Voi — $/з)"; (29.2)
Р2 = PoVог/(Уо2 sf4)",
(29.3)
где Voi — нижний начальный объем (объем нижних полостей цилиндров, включая объем нижних каналов); V02 — верхний начальный объем (объем верхних полостей цилиндров, включая объем верхних каналов); s — путь поршня компрессора; /3 и /4 — нижняя кольцевая и верхняя площадь компрессорного поршня.
Подставляя значения рг и р2 в уравнение (29.1), получим
/0^1
(Уо1 — S/s)”
ft ' Р0^02
(I702 + sf 1)‘
-Фо^- = 0. (29.4)
Так как уравнение, полученное при определении угла отрыва аь в общем виде не разрешимо, составим приближенное уравнение, в котором первый и третий члены заменены двумя первыми членами разложения их в биноминальный ряд:
<2М>
405
Приближенное уравнение (29.4) имеет вид
Ро 0 "КГS^8) + Ро ("УТ “ 1) ~
-#Р0(1 -^^)-(1+<P0)tS- = 0. (29.7)
/1 \ V 02 / II
Разделив левую часть уравнения на р0 и произведя соответствующие преобразования, получим
+ <29-8’ отсюда
Перемещение поршня компрессора с достаточной точностью может быть определено по выражению
$ = Д [(1 — cos ос) -J- X (1 cos 2а)/4], (29.10)
где X = R/L — коэффициент шатуна компрессора.
Подставив в выражение (29.10) а = аг (угол при отрыве бойка от поковки) и преобразовав второе слагаемое в круглых скобках, получим
1 — cos 2aj = 2 sin2 а, — 2 (1 — cos2 aj. (29.11)
Подставив в уравнение (29.9) значение s из выражения (29.10) с учетом выражения (29.11), получим после преобразований
cos2 К1 + 2. COS - Г1 + 4------------------V1 = °, (29.12)
обозначая
Pt>Rn / f1/л । /2/4 \ mg \ Vo, ' И02 / ’
получим решение уравнения (29.12) относительно аг:
ах = arccos — -у + -1 ]/ (1 + X)2 — .
(29.13)
(29.14) '
Из полученного выражения видно, что угол «1 зависит от массы рабочих частей т и параметров молота Vol, К02, Л, /2, fa, ft, R, п, а также от трения в направляющих и уплотнениях (чем больше трение, тем больше at). Кроме того, как показывают исследования П. А. Дунаева, величина aL зависит от частот собственных и вынужденных колебаний системы.
Давление нижнего и верхнего воздуха в момент отрыва бойка от поковки определяют по выражениям (29.2) и (29.3), подставляя в них величину s из выражения (29.10) при а = av 406
Первый период хода рабочего поршня вверх. Угол поворота кривошипа изменяется в этом периоде от а = 04 до а2 = л. Поскольку отрыв бойка происходит при а == ах изменение объемов будет зависеть не только от смещения поршня компрессора, но и от смещения рабочего поршня.
Уравнение движения подвижных рабочих частей вверх на этом этапе имеет вид
Pi/i + Ро (fz - /1) - Pzfz - (1 “Г ф) mg = тх, (29.15)
где т — масса рабочих подвижных частей; х — перемещение рабочих подвижных частей, отсчитываемое от линии поковки. Текущий объем нижних и верхних полостей обоих цилиндров:
V. = + xf, - sf3; (29.16)
V2 = V02 - xf2 + sf,.
(29.17)
* Текущее давление в нижней и верхней полостях цилиндров изменяется по политропе, которую аналогичнр/ предыдущему представим приближенно:
Р<У 01
(1х 01 + — Vs)'1
— р° f1 ~ ;
(29.18)
Ро^О2„ / ] - I — Xf'l \ ~П .
t1 (29Л9)
Подставляя точные значения ру и р2 в уравнение (29.15), получим уравнение движения, которое можно решить численным методом на ЭВМ. Используя приближенные значения рх и рг [см. (29.18) и (29.19)], из уравнения (29Л5) получим
тх + х + (1 + <р) mg = прй +-^) s.
\ 41 k 02 / \ V 01 ’02 /
(29.20)
Подставляя в выражение (29.20) s из выражения (29.10), заменив в нем а = at и, разделив обе части уравнения (29.20) на т, получим линейное неоднородное дифференциальное уравнение, описывающее колебательные движения рабочей массы поршня. х 4- ®qX ± (1 <p)g — bR |jl — cosw/) + -у (1 -p cos 2w/)J , (29.21)
где <в0 — частота собственных колебаний системы;
fi)o = /-^L(vL+vL); (29.22)
г т \ у 01 v оз '
407
b — постоянный коэффициент;
i. __ пРа / /Уз I fift а т I VU1 И03 ,
(29.23)
Возмущающая сила в системе создается движением компрессорного поршня и действует в течение всего времени движения. Она обусловливает так называемое кинематическое возбуждение с частотой вращения вада компрессора со.
Амплитуда колебаний упругой колебательной системы пневматического молота ограничена величиной полного хода рабочего поршня с бойком. Поскольку полный ход рабочего поршня ограничен снизу поковкой, а сверху буфером, то это обеспечивает условия, при которых система будет нормально работать даже при резонансном состоянии (оо = со при условии, что давление в буфере будет сравнительно невелико: ~0,7 МПа [9].
При расчете пневматических молотов анализируют параметры, обеспечивающие резонансное совмещение частот, при которых можно получить максимальную скорость рабочего поршня; а следовательно; и максимальную кинетическую энергию.
Для проектировочного расчета и оптимизации конструктивных, скоростных и энергетических параметров молотов по двум критериям: максимуму кинетической энергии и КПД — .В. М. Бочеровым (ЭНИКмаш) предложено преобразовать уравнение (29.21) к виду
х + о4х±(1 +ф)£ = 0 (29.24)
Ь
и заменить в этом уравнении переменную у = х-^ s (перемещение рабочего поршня относительно поршня компрессора). Тогда подставляя в уравнение (29.24) х = у + ys и s из выражения (29.10), получим
у + ®о// ± (1 4~ ф) g = —(cos со/ ф- Л cos 2w/). (29.25)
Полагая, что полости рабочего и компрессорного цилиндров герметичны во время автоматических последовательных ударов, можно применить уравнение (29.25) для анализа всего рабочего цикла. После интегрирования уравнения (29.25) при начальных условиях t = 0; у = 0 получим
__ b D 2(cos<o0Z — Cost»/ , X (cos wot — cos 2<ot) 1_
| — coj г 4co- — J+
+ -4- (1 + ф) (COS 0>0/ 4-1). (29.26) •
<u0
Поскольку поршень Компрессора воздействует на рабочий поршень через упругую связь силой Р = ту, найдем ускорение у из уравнения (29.25), подставив в него значение у из выражения
408
sm .
(29.26). Интегрируя затем выражение Ак = | tny(s) о делим полезную работу компрессора за один цикл: д = 19 65 w Wa)>>R')2ma^ н ’ (1 + w0/«)z ’
ds, опре-
(29.27)
(29.28) воздуха,
и кинетическую энергию удара
== ЛЛмПи, где w — коэффициент, учитывающий объемные утечки (w = 0,95-4-0,98); т]м и т]и— механический и индикаторный КПД рабочего цилиндра (г]м 0,7; г]и = 0,75);
Мощность компрессора
мк = 4®Пк,
(29.29)
где т]к — КПД компрессора, цк — 0,75.
Согласно исследованиям, проведенным в ЭНИКмаше, для оптимальной работы молота необходимо, чтобы ю0 = ю и во время цикла рабочий поршень не входил в буферное пространство; к моменту объединения полостей цилиндров с атмосферой давление в них должно быть как можно ближе к атмосферному. Из уравнений (29.27) и (29.28) можно.-определить радиус кривошипа (без учета утечек воздуха):
21\
(29.30)
Из выражения (29.22) и условия резонанса ®0 = ® найдем площадь рабочего поршня:
+ WD
*02 “Г *01 X А'О71 '
Здесь
/от = ~ г01' = 2^17? йп; /о2 = г?_ = Рг5т1 — hn', 11 12
fm — 0,95 (й-б bg),
Pj и р2 — коэффициенты, учитывающие вредные объемы нижних и верхних полостей цилиндров; hn — высота поковки; и Ьб — размеры верхнего бойка в плане; sml — монтажный ход бабы:
smi = sm + /lu + /i6~l,15(l±f^ y^ + hn\ (29.32) \ & т iihuq j
где /ig 0,15sm] — высота буфера.
Площадь поршня компрессора
h = (fl У + М - /з >. (29.33)
\ »01 / *01
469
Экспериментами, проведенными в ЭНИКмаше, выявлено существенное влияние отношения частот ©о/со на величину индикаторного КПД. При <Оу/со -> 1 индикаторный КПД молота повышается до 0,8—0,85.
29.4. РАСЧЕТ КПД МОЛОТА
Электрическая энергия, потребляемая электродвигателем,, последовательно преобразовывается в механическую энергию электродвигателя, индикаторную работу воздуха в цилиндре компрессора, индикаторную работу воздуха в рабочем цилиндре, механическую работу подъема подвижных частей и эффективную энергию удара.
Эффективная энергия Тэ, отдаваемая молотом за один двойной ход рабочих подвижных частей, получается в результате затраты индикаторной работы, совершаемой воздухом в рабочем цилиндре молота.
Индикаторная работа воздуха за один двойной ход поршня равняется сумме индикаторных работ верхнего и нижнего воздуха;
Л.р = Д₽.н + Др.в, (2 9.34)
где Ар. н и Ар. в —индикаторная работа нижнего и верхнего воздуха, определяемая по индикаторным диаграммам.
Индикаторная работа воздуха расходуется на создание эффективной кинетической энергии и преодоление трения;
4. р = т., + 2(pmg-sm, (29.35)
где ф — коэффициент потерь на трение; m — масса подвижных рабочих частей; sm — ход рабочего поршня.
По данным [7], коэффициент потерь на трение зависит главным образом от упругости поршневых колец, которая уменьшается с увеличением размера молота. Для молотов с массой подвижных рабочих частей 50—450 кг, ф = 0,5 4-0,3, а для молотов с массой подвижных рабочих частей свыше 650 кг ф = 0,25.
Отношение эффективной энергии Та к индикаторной работе 4. р воздуха называется механическим КПД рабочего цилиндра молота;
Пм. р = Та/Аа. ₽ = 1/(1 4 (fmgSm/T^. (29.36)
Величина этого КПД составляет примерно 0,7.
Индикаторная работа в компрессорном цилиндре
' 4.« = 4. н + 4. в- (29.37)
где Дк. н и Ак. в.— индикаторная работа воздуха в нижней и верхней полости компрессорного цилиндра, определяемая по индикаторным диаграммам.
410
Отношение индикаторной работы воздуха в компрессорном цилиндре к энергии, подводимой к кривошипному валу компрессора Ак, называется механическим КПД компрессора:
। t
^.^An.jAK=.An.j\NK(t)dt, (29.38)
/о '
где NK— мощность компрессора; г]м. к = 0,76ч-0,8.
Отношение индикаторных работ воздуха в рабочем и компрессорном цилиндрах называется относительным индикаторным КПД:
9 р. и = Аг. рМи. к- (29.39)
Относительный индикаторный КПД характеризует потерю энергии воздуха при перетекании его из компрессорного цилиндра в рабочий; г]ги 0,98.
Механический КПД молота
I t
Пм = Л/4 = та / J (/) dt
I о
(29.40)
зависит от степени совершенства конструкции молота, правильности выбранных параметров при проектировании и в значительной степени от культуры производства завода-изготовителя. Средние значения механических КПД отечественных молотов составляют 0,55—0,65.
Если учесть все потери энергии в электродвигателе, редукторе, электрической сети, генераторной паротурбинной установке тепловой электростанции и КПД удара, то получим экономический КПД молотовой установки. Величина этого коэффициента, по данным [9], составляет примерно 0,06 при условии, что молот изготовлен качественно и находится в хорошем состоянии. При несоблюдении этих условий в практике получают еще более низкие значения экономического КПД (~0,03).
Глава 30
ГИДРАВЛИЧЕСКИЕ И ГАЗОГИДРАВЛИЧЕСКИЕ ШТАМПОВОЧНЫЕ МОЛОТЫ
30.1. ПРИНЦИП ДЕЙСТВИЯ и КЛАССИФИКАЦИЯ
Принцип действия. Гидравлические молоты по принципу дей-. ствия и назначению аналогичны паровоздушным. Для перемещения рабочих масс применяется сжатый азот или воздух и рабочая жидкость: минеральное масло с вязкостью при рабочей температуре 10—50 Ст, синтетические невоспламеняемые жидкости, водно-масляные эмульсии с различными антикоррозийными присадками (например, ВНИИНП-117, атол). Применение гидропривода дает
411
Рис. 30.1. Классификация гидравлических и газогидравлических молотов
возможность существенно увеличить эффективный КПД — до 30—35 %, использовать гидравлические выталкиватели, программное управление и точное дозирование эффективной энергии, что позволяет повысить качество штампованных заготовок, увеличить производительность и улучшить санитарно-технические условия труда штамповщика.
Классификация. Молоты подразделяют по типу энергоносителя: газогидравлические и гидравлические, по кратности использования энергоносителя — простого и двойного действия, по типу привода — с насосным и насосно-аккумуляторным приводом, по характеру механического воздействия на поковку — молоты и пресс-молоты (рис. 30.1).
В газогидравлических молотах энергия сжатого газа (азота, воздуха) используется для разгона рабочих масс вниз (по направлению к поковке), а энергия сжатой жидкости — для возвратного хода (рис. 30.2, а). В гидравлических молотах для разгона и возвратного хода используется жидкость.-
Молоты оказывают ударное или квазиударное механическое воздействие на поковку, расходуя на ее пластическую деформацию кинетическую энергию рабочих масс. В гидравлических пресс-молотах квазистатическое усилие гидроцилиндра используется для осадки и других подготовительных операций, а окончательное формоизменение осуществляется ударным воздействием на поковку (см. табл. 27.1).
Гидравлические молоты и пресс-молоты нашли применение в промышленности СССР, ЧССР, ФРГ, Англии последние 10— 15 лет. На их основе разрабатываются автоматизированные и роботизированные технологические комплексы для изготовления -штампованных заготовок повышенной точности. Первый в СССР гидравлический штамповочный молот спроектирован и построен в МВТУ им. Н. Э. Баумана [23]. Промышленные образцы разрабатываются Воронежским ПО по выпуску кузнечно-прессового
412
a) V
Рис. 30.2. Газогидравлический молот двойного действия: а — принципиальная схема; б — расчетная динамическая модель
оборудования им. М. И. Калинина (ВПО КПО им. М. И. Калинина) совместно с МВТУ им. Н. Э. Баумана и ИМИ.
В гидравлических молотах простого действия для разгона рабочей массы вниз используется гравистатическая энергия поля земли. Жидкость из-под поршня вытесняется в сливной бак через сливной клапан 4 и обратный клапан. Клапан 4 закрывается в процессе ударного деформирования. При последующем отскоке поршень 3 удерживается жидкостью, поступившей из компенсатора 1, а затем рабочая масса 8 возвращается в исходное положение подачей жидкости от насоса (или от насоса и аккумулятора 7, если привод насосно-аккумуляторный) через напорный клапан 5, который должен закрыться в определенный момент движения поршня вверх. Далее движение продолжается за счет кинетической энергии рабочей массы. Жидкость под поршень поступает из бака через обратный клапан 9 (см. рис. 30.2, а).
В газогидравлических молотах двойного действия (рис. 30.2, а) верхняя часть рабочего цилиндра сообщена с газовым ресивером 2, поэтому разгон рабочей массы вниз осуществляется гравитационным полем и сжатым газом. Для возвратного хода используется жидкость под давлением от насоса или насоса и аккумулятора, как рассмотрено выше. Штоки обычно соединены -с бабами посредством упругих амортизаторов 10.
В гидравлическом пресс-молоте двойного действия осадка заготовки и другие подготовительные операции выполняются усилием гидроцилиндра в результате подачи жидкости от насоса через напорный клапан. Ход приближения и возвратный ход выполняют от насоса как в гидропрессах. В процессе рабочего хода напорный клапан выключается, и при отскоке рабочая масса
413
разгоняется вверх под действием жидкости, поступающей из аккумулятора под поршень. Для торможения рабочей массы в определенный момент напорный клапан должен быть закрыт и оставшаяся кинетическая энергия будет израсходована на вытеснение жидкости под давлением из поршневой полости цилиндра в аккумулятор через обратный клапан.
30.2. ОСНОВЫ ТЕОРИИ ГИДРАВЛИЧЕСКИХ ШТАМПОВОЧНЫХ МОЛОТОВ
Основы теории гидравлических штамповочных молотов разработаны Ю. А. Бочаровым и А. А. Хорычевым в МВТУ им. Н. Э. Баумана на основе теоретического и экспериментального исследования гидравлических кузнечно-штамповочных машин ударного действия в лабораториях. и производственных условиях. Установлено, что для определения главных видов движения ударной массы можно применять жесткую модель гидромеханической системы, не учитывая упругие свойства жидкости и каналов, но принимая во внимание упругие свойства сжатого газа и переменный характер давления в ресиверах и аккумуляторах. Переходные процессы в гидросистеме необходимо анализировать на основе упругой модели, считая возможным не учитывать волновые процессы [22] (см. рис. 30.2, а. б).
Расчет основных конструктивных параметров гидравлических молотов. При проектировании гидравлических штамповечных молотов эффективная энергия Тя и масса рабочих частей m назначаются так же, как и для паровоздушных молотов, а размеры мест крепления штампов — поГОСТ 6039—71. Остальные конструктивные параметры необходимо определить или выбрать.
Основное конструктивное уравнение газогидравлического молота получим, рассматривая баланс работ и энергии во время движения ударной массы вниз. Для вертикального молота (см. рис. 30.2, а)
(РРоЛ 4- mg) spt]p = Тэ = mu2/2 = Ад/т]п, (30.1) где рт — начальное давление газа в ресивере; S, — верхняя площадь поршня; Sp — перемещение разгона; г]р — гидромеханический КПД этапа разгона, г]р 0,8; v — скорость перед ударом; Ад — полезная работа деформирования за один удар; г]д — КПД ударного деформирования, г]п о,7-4-0,2 при штамповке в предварительном и окончательном ручьях штампа; $ — коэффициент
Г’р \ I
расширения газа, p1(s)ds| p0lsm, р = 0,6-?-0,7.
Скорость перед ударом определим из правой части уравнения:
v = J/ 2Та/т = К 2АД/(Ш1)Д). (30.2)
414
Обычно для гидравлических молотов v = 54-6,5 м/с. Если скорость задана, то из (30.2) легко определить массу.
Наибольший ход рабочих частей на основе отечественного и зарубежного опыта проектирования гидравлических молотов Sm = (0,74-1,4) м. Большие значения относятся к более мощным молотам. Наименьший ход разгона рабочих частей, на котором должна быть накоплена кинетическая энергия, можно определить с учетом относительного перемещения штока в амортизаторе: sa = (0,024-0,03) srn, и перемещения поршня, при котором жидкость вытесняется в гидрокомпенсатор: sK = (0,054-0,08) s.n, т. е. sp =
Sm Д,, sa 0,9s,n.
Вследствие изменения хода разгона при ремонте штампов и уменьшения их высоты в конструкции молота следует предусматривать возможность соответствующего снижения давления газа в ресивере. Конечное усилие от давления газа на поршень найдем из (30.1):
0РоД = ТЭ/5Р1]Р — mg. (30.3)
Нижняя площадь поршня должна быть достаточной, чтобы создать ускорение во время возвратного хода, необходимое для получения заданного числа ударов в минуту:
!в== (60/n-2sm,'vg ’ (30-4)
и, кроме того, обеспечить удержание рабочих частей в верхнем положении:
5 = Ppqisi + w О'в + g) Potsi + т8 /30 5)
2 klPH "" . У» ’ ( >
здесь pti— давление насоса; рн = 0,64-2,0 МПа; — коэффициент, учитывающий понижение давления, для насосного привода kr = 1, для насосно-аккумуляторного kA — 0,854-0,75.
Площадь поперечного сечения штока определим приближенно для случая жесткой заделки его в бабу:
дш —dj d2s3 ~ [а)] , (dU.b)
где Рт — максимальное усилие молота; [o.j ] — предел выносливости для материала штока (стали 40Х, 40ХН, 38ХМА и др.) при симметричном цикле нагружения растяжение-сжатие; А — коэффициент нагрузки штока при ударе, А = 0,1 4-0,12.
Из условий динамической устойчивости длина штока /ш 25йш.
Площадь рабочего поршня
$х = 52 + Sin. (30.7)
Начальное давление газа в ресивере рабочего цилиндра
415
Давление газа в ресивере в нижнем положении рабочих частей (давление запитки ресивера газом)
PKi = Poi ( Voi + slSp ) ’ <30’9)
Установочную мощность электродвигателя для насосно-аккумуляторного гидропривода найдем из средней мощности за машинный цикл;
Мэ = = ДДм, (ЗЭ.10)
где rjj — КПД электродвигателя; т]м — эффективный КПД молота, по экспериментальным данным. г)м = 0,44-0,5; k— коэффи-2
циент загрузки молота по энергии ударов, k = "^-T-JzT^z— число 1
ударов для одной поковки, Тэ — эффективная энергия каждого удара); — коэффициент, учитывающий переменную нагрузку электродвигателя, = 0,9.
Мощность насоса
(30.11)
где г]н — КПД насоса.
Подача насоса
Qh-^/Ph- (30.12)
Величина маневрового объема жидкости в аккумуляторе зависит от технологического назначения молота и его загрузки по-энергии и числу ударов. Минимальный маневровый объем
К3 = QhtUm = Qn^oSO/n, (30.13)
где г)о — объемный КПД гидропривода, г]0 = 0,84-0,9.
Объем газа в гидропневматическом аккумуляторе К0з определяем из выражения
1§ 0 = . (3014)
Прих 1,5-5-1,7 и р3/р0з *=* 0,7 получим Коа <=« (3,75-4-4,30) К3. Начальное давление газа в аккумуляторе, заполненном жидкостью,
Роз = ДА, (30.15)
где г]а — КПД заполнения аккумулятора, т]а = 0,964-0,98.
Давление начального заполнения аккумулятора газом
<30|6>
Маневровый объем жидкости в гидрокомпенсаторе
0,04S2sm<VM.r^0,lS2sm. (30.17)
416
Для насосного безаккумуляторного гидропривода подача насоса должна обеспечить время возвратного хода tB — 60/п— 2sm/v, тогда подача насоса
<?н = S2 = S, (30.18)
2 tB 1 bO/n — 2sm/v '
Установочная мощность насоса
^ = pHQB. (30.19)
Установочная мощность электродвигателя
Уэ^Ун/Лн. (30.20)
Для гидравлического молота простого действия в уравнениях (30.1) и (30.5) следует считать р01 = 0 и для определения основных конструктивных параметров использовать уравнения (30.2); (30.4—7).
Основное конструктивное уравнение гидравлического молота двойного действия найдем, рассматривая баланс работ и энергии аналогично рассмотренному ранее:
[(рД — p2S2) 4- mg] svr]p = Тэ = mn2/2 == Дд/г]д. (30.21)
Скорость к моменту удара и массу найдем из (30.2). Учитывая, что поршневая полость постоянно сообщена с аккумулятором, считаем — р03 и из левой части равенства найдем площадь штока
= $i - $2 = (-£- - mg) , (30.22)
которая должна быть не меньше площади, определяемой из равенства (30.6).
Нижнюю площадь поршня найдем из условия обеспечения ускорения (30.4) и удержания рабочих частей в верхнем положении при снижении давления в аккумуляторе на 30 %:
S2 mjB/p03 mg-/(0,7pO3). (30.23)
Площадь поршня можно найти из (30.22) и (30.23):
Si = Sm + S2 = —-------------• (30.24)
1 ш Г 2 V SpT]p Рвз ' ’
Параметры аккумулятора, насоса и электродвигателя можно определить аналогично параметрам газогидравлического молота.
30.3. КОНСТРУКЦИЯ ГИДРАВЛИЧЕСКИХ молотов
Существенные преимущества газогидравлических и гидравлических молотов перед паровоздушными состоят в экономии энергии, уменьшении капитальных затрат, улучшении условий труда. Индивидуальный гидропривод в отличие от группового паро-
14 А. Н. Б анкетой и др. 417
Рис. 30.3. Схема газогидравлического молота двойного действия с встречным движением шабота
воздушного обеспечивает неизменность начальных параметров энергоносителя и создает условия для программного управления работой молотов. В связи с этим конструкции гидравлических молотов непрерывно усовершенствуются. В настоящее время на основе гидравлических молотов разработаны
автоматизированные технологические комплексы для штамповки деталей, оснащенные системами программного дозирования эффективной энергии с адаптивной связью по измеряемым в начале цикла массе (объему) и температуре заготовки.
Завод им. Шмераля в Брно (ЧССР) выпускает гидравлические молоты с энергией удара 20—30 кДж с подвижным перед ударом шаботом (рис. 30.3). Рядом с молотом, устанавливаемым на бетонный пол цеха без фундамента, монтируется гидроагрегат, состоящий из электродвигателя, насоса, гидравлического распределителя и воздушного охладителя масла. Управление молотом элек-трогидравлическое от педали или кнопки.
В U-образной станине 3 помещена баба 4, приводимая в движение поршнем 6. Станина установлена на плунжерах 1 подъемных цилиндров 2, полости которых соединены со штоковой полостью рабочего цилиндра 5 гидролинией 7, в которой установлены сливной 8 и обратный 9 клапаны. Полости подъемных цилиндров 2 соединены гидролинией 15 с всасывающей гидролинией насоса 13 в точке между обратным клапаном 14 и насосом. При подаче жидкости от насоса в штоковую полость цилиндра 5 баба 4 движется вверх, сжимая воздух в поршневой полости цилиндра и, достигнув верхнего положения, управляющим воздействием открывает разгрузочный клапан при этом насос 13 по трубопроводу 10 перекачивает жидкость в бак 12. Разгон бабы вниз совершается при открытии сливного клапана 5, через который жидкость под действием массы бабы 4 и давления азота или воздуха на поршень 6 вытесняется из рабочего цилиндра 5 по гидролинии 7 в подъемные цилиндры 2. Под действием давления газа на крышку цилиндра 5 и давления жидкости на плунжеры 1 станина 3 перемещается навстречу бабе 4. Площади плунжеров 1 подъемных цилиндров 2 подобраны таким образом, чтобы скорости движения станины 3 и бабы 4 были обратно пропорциональны их массам. При равенстве импульса движения соударяющихся масс ударное воздействие на основание отсутствует.
418
Энергия отражения соударяющихся масс используется в начале возвратного хода, когда жидкость из цилиндров 2 вытесняется через обратный клапан 9 в штоковую полость рабочего цилиндра 5. После удара сливной 8 и разгрузочный 11 клапаны автоматически закрываются и происходит возвратный ход от насоса. Молоты применяют в медико-инструментальной промышленности для штамповки хирургического инструмента.
Глава 31
ГАЗОГИДРАВЛИЧЕСКИЕ ВЫСОКОСКОРОСТНЫЕ МОЛОТЫ
31.1. ПРИНЦИП ДЕЙСТВИЯ и КЛАССИФИКАЦИЯ *
Принцип действия высокоскоростных молотов состоит в интенсивном разгоне рабочей массы импульсом силы, полученным в результате давления газа (воздуха), продуктов сгорания или взрыва на поршень и в использовании реактивного импульса для встречного движения цилиндра, скрепленного с шаботом (рамой)— рис. 31.1. Для возвращения рабочих масс в исходную позицию и сжатия газа применяется гидропривод.
Как следует из выражений (27.12) и (27.21), деформирующее усилие прямо пропорционально скорости соударения рабочих масс, поэтому в высокоскоростных молотах стремятся увеличить эту скорость до 12—20 м/с, в некоторых конструкциях до 50— 100 м/с. При этом сокращается время нагрузочной фазы удара, уменьшаются контактное трение, рассеивание теплоты, нагретой до ковочной температуры поковки, в окружающую среду и в деформируемом металле преобладают разупрочняющие процессы, а течение металла становится более равномерным. Это способствует улучшению условий деформирования не только трудно-деформируемых металлов (молибдена, титана, урана, циркония, ниобия), но и углеродистых конструкционных, низко- и высоколегированных сталей и сплавов.
Поскольку с увеличением скорости возрастают также контактные напряжения в материале штампов [см. (28.100)1 и пиковые значения напряжений в соударяющихся элементах конструкции [см. (28.104) и (28.107)], то с целью повышения стойкости штампов и надежности молота наибольшую скорость соударения обычно ограничивают величиной 18—20 м/с (см. п. 27.2).
Высокоскоростные молоты появились в промышленности в 60-х годах в связи с развитием технологии точной штамповки деталей из труднодеформируемых металлов и сплавов [41 ].
Высокоскоростные молоты классифицируют по виду энергоносителя: газогидравлические, пневматические, газовые, взрывные; конструкции рабочих камер: однокамерные и двухкамерные;
14* 419
a) 6)
Рис. 31.1. Газогидравлический высокоскоростной молот:
а общий вид; б — принципиальная и расчетная схема; 1 — рабочий цилиндр; 2 подвижная рама; 3 — станина; 4 — рабочий шток с поршнем; 5 — рабочая масса (баба);
6 — направляющие; 7 — возвратные цилиндры; 8 — амортизаторы; 9 — торцовое уплот-» иеиие поршня; 10 — отверстие для управления
по направлению движения ударной массы: с верхним и нижним ударом, по расположению станины: вертикальные и горизонтальные.
Большинство конструкций предназначено для работы одиночными ударами. Машинный цикл продолжительностью до 10—16 с включает следующие этапы: пуск (поджиг), разгон, удар, пауза в нижнем (рабочем) положении, возвратный холостой ход; пауза в верхнем (исходном) положении. Время разгона и нагрузочной фазы .удара очень короткое: сотые и тысячные доли секунды, но относительно большие промежутки времени в несколько секунд требуются для переключений и набора давления в гидросистеме для возвратных перемещений и сжатия газа в рабочей или аккумуляторной камере газогидравлических молотов, продувку рабочей камеры и заполнение ее горючей (взрывной) смесью в газовых и взрывных молотах.
31.2. ОСНОВЫ ТЕОРИИ
Теория газогидравлических высокоскоростных молотов разрабатывается учеными в ЭНИКмаше, МВТУ им. Н. Э. Баумана, а также Л. И. Живовым [7 ], Ю. П. Согришиным и др.
420
Проектировочный расчет. Для газогидравлических молотов (рис. 31.1, 6) вследствие кратковременности процесса разгона рабочей массы можно принять процесс расширения газа адиабатическим [7]. При небольшой степени расширения 0,3—0,4 изменение температуры незначительно (7\ — Т2 204-30 К), и показатель адиабаты (отношение теплоемкостей) п = сР/са1,6 = = const. При этих условиях работа, совершаемая газом при расширении в цилиндре,
л = П _ /= 2L, П - 1 L \ v2 / J Т]м ’
где V01 и V2 — объемы газа в начале и в конце расширения,
К2 = У01
Отсюда необходимый объем газа
<311’
где Лм — механический КПД, т]м = 0,9; Тэ — эффективная энергия молота.
В конструкциях молотов с одной и двумя камерами пуск рабочей массы молота осуществляется подачей небольшого объема газа под давлением в управляемую полость над поршнем. Равновесие поршня нарушается, поршень смещается вниз, отрываясь от торцового уплотнения. С этого момента (I = 0) на полную площадь штока S2 действует газ давлением
Р1 = 1ро [«Кот + ЗДр, (31.2)
где £ — коэффициент, учитывающий потери давления при перетекании газа; для однокамерных конструкций £ = 1, для двухкамерных £ = 0,84-0,9; р0 — начальное давление газа; К01 — начальный объем; п — показатель адиабаты, для технического азота п 1,6.
На поршень действует разгоняющий импульс силы
= S1j^dv. (31.3)
o-o
Поршень (рабочая масса mJ разгоняется давлением газа до заданной скорости и развивает часть Тг эффективной кинетической энергии Тя, необходимой для штамповки,
Тэ = 7*1Т2 =/njUi/2Щ2Цг/2. (31.4)
Другую часть энергии Т2 развивает масса т2 (цилиндр — рама — шабот), двигающаяся навстречу массе т1 в результате воздействия реактивного импульса:
«2
J2 = Jl== т2 |dv. (31.5)
о"
421
В горизонтальных симметричных конструкциях молотов mlv1 = m2v2. (31.6)
В вертикальных конструкциях из-за различия сил, действующих на массы тг и т2, равенство импульсов не соблюдается.
Определение основных конструктивных параметров рассматривается ниже. При проектировочном расчете заданы Та, v и следует дополнительно задаться р0, mlt kM — т2/пг1 = 3-4-5, ka = = pjippig) = 0,3 -4-0,5.
Уравнения импульсов сил и движения . fpi
т1 j dv = j (31.7)
о о
К2 *Р2
т2 J dv = j Р2 (t) dt, (31.8)
о о
где tpi, tp2 — время разгона масс и т2, Pt (t) и Р2 (t) — импульсные силы, действующие на массы,
Л (0 = S1P1 (0 + mlg - r01; (31.9)
Р2 (t) = S1P1 (/) - m2g + Pa (0 - R02, (31.10)
где Pa (t) — усилие амортизатора, которое можно принять
средним: Ра (/) Ра = &am2g; 7?Oi и — силы трения в напра-
вляющих, R01 Ra2.
Учитывая, что степень расширения газа в высокоскоростных молотах е < 0,4 и предполагая линейную зависимость х (/), силу SjPj (/) можно представить двумя членами разложения функции (31.2) в степенной ряд:
S1Pi (f) S£p0 - SLkt, (31.11)
где k = nlSlv1P0/{2V0).
С учетом (31.11) и замены Ра ~ kam2g выражения (31.9) и (31.10) можно представить так:
Pi (0^-Ш, 4- mlg - R01 - Srkt = P0l - Stkt, (31.12)
P2 (0 s^po — т<£ (1 — ka) — Ro2 — Sykt = P02 — Sykt.
(31.13)
Интегрируя выражения (31.7) и (31.8), с учетом (31.12) и (31.13)
получим /щг?! = /Wpi - Srkt^/2-, (31.14)
т2ц2 = Ро^Р2 — Sifeip2/2. (31.15)
422
В результате вычитания (31.15) из (31.14) получим при tpl =* ^Р2
v., — — ^ —Р~т te. (31.16)
m2 J т2 1 '
Из уравнений (31.12) и (31.13) определим разницу между силами Р01 и Р()2 при Poi — Яо2‘-
Poi — ро2 = (1 — £а) + myg = mtg Г-J- (1 — £а) + 11.
L '"i J
(31.17)
Время разгона масс найдем из (31.14), пренебрегая величиной Siktp-JZ Poi^pi,
/р] = /Р ~ 2syvx. (31.18)
С учетом (31.17) и (31.18) уравнение (31.16) можно представить так:
<31Л9>
Эффективная кинетическая энергия удара (31.4) с учетом (31.19)
Э 2 + mi v2 J
2
= + pi и _ (ik}+nm
2 l тг L m2 ( P01 \mi v a/ l /JJ J
(31.20)
Полученное выражение связывает требуемые энергетические и скоростные параметры с основными конструктивными параметрами машины и называется главным конструктивным уравнением высокоскоростного молота. Для варьирования конструктивными параметрами оно легко приводится к относительному, безразмерному виду:
= 1 + >& Г1--F(-?(1“Z;a) + 1)]}2- <31-21) тУ I т2 L *01 х "Ч
Из уравнения (31.21) с учетом (31.12) определяем площадь штока:
5 = mig
1 lPo
j — mym-i (1 — fea)
1 - ffla/ffl] [y~‘2T3/mv{ — 1
(31.22)
Общая площадь двух возвратных гидроцилиндров
S2 > (l,lm1g+ PoSJ/p., (31.23)
где pa — давление насоса.
423
Время возвратного хода рабочих масс
j ~ $2sm (1 । Pt>$i \
в - Qh к ' s2x J ’
(31,24)
где х (0,164-0,17) 104 МПа — модуль объемной упругости гидросистемы; QH — подача насоса.
При проектировочном расчете заданы эффективная энергия удара ТА, максимальная скорость встречного движения рабочих масс v = + и2, полный встречный ход sm = sr + s2, закрытая
высота штампового пространства, время технологического цикла /т. ц. Необходимо сначала выбрать р0 0,114-0,12 МПа и относительные величины /гм = mJ tn,! = 34-5, k.A = = 0,34-0,5.
Предполагая равенство импульсов (31.6), можно получить приближенное значение
т, ,'т, V, —-------—-— V.
1 1 + т2/т1
(31.25)
Например, v = 20 м/с, т2/т1 = 3. Тогда v± = 3v/4. Затем определим отношение
* 9
Т тлл 1
К = = ' ’ (31 '26)
э 4- m2t2 j m2/mi —1 j
где V2 = V — V±.
Например:
Tj
Ta
Теперь можно приближенно определить массу =
т1 и т2 —
(31.27)
(27\/Тэ) Тэ
,2
Затем из (31.22) определяем из (31.21) P01/(tn..g), а из (31.19) уточняем v2 и проверяем v = vr + v2.
Необходимо удовлетворить уравнению (31.4). Из (31.18) находим Sj и &, = sm — sb а из (31.1) необходимый объе*м У01 под давлением р0. Для горизонтальных молотов требуемые соотношения масс и скоростей находим из уравнений (31,6) и (31.4). Общую площадь двух возвратных гидравлических (пневматических) цилиндров определяем из (31.23). Сведения о проектировании гидропривода приведены в гл. 21 и работе [3 ].
Анализ движения ударных масс. Динамика разгона рабочих масс. Движение рабочих масс происходит под действием переменного давления газа на площадь штока и сил тяготения (см. рис. 31.1, 6).
424
Уравнения движения:
тЛ = РА — — R01 = pxS1 — 1,05/njg; (31.28)
/П2Х2 = plS1 ^28 Pa P02 = Р1$1 Ч- Pa 1,05/n2g.
(31.29)
Начальные условия t = 0, xt = x2 = 0, лу = x2 = 0. Давление газа (31.2) представим так:
P1=^0(i ' (з1-з°)
Подставляя это значение рг в уравнения (31.28) и (31.29), d2x dx dx dv
заменяя переменную х == ДД = ДГ ДГ = w ДГ’ получим после разделения переменных два однотипных уравнения с индексами 1 и 2 для масс тг и т2.
j pdo = gp0 A. J (1 1,05g jdx. (31.31)
Интегрирование уравнения (31.31) можно выполнить численным методом на ЭЦВМ. Чтобы получить приближенное аналитическое решение, разложим подынтегральную функцию в степенной ряд, и ограничимся тремя членами разложения:
(1 + (1 + Ах)'” 1 - пАх + я<п+1} А2х2.
(31.32)
Подставляя это значение в уравнение (31.31), получим после группировки членов
j vdv = а J x2dx — b j xdx -f- c j dx, (31.33) где ,
a= ( 2+Ь = C==^p0~^~' 1,05g’
Решение уравнения (31.33) с учетом нулевых начальных условий дает скорость рабочей массы
о=1/ а А -Ь^+сх. (31.34)
При х = Sj и х= s2 получим наибольшее значение скорости для масс т± и т2. Время найдем численным интегрированием выражения (31.34) после разделения переменных:
Jdt = j dx У j/a ---b/- + сх. (31.35)
Приближенно
/^j/iarsh (2с— 4 х)/х Т"]- С31-36)
425
При х = «х получим время разгона. Перемещение можно найти из (31.36) способом подстановки или графически.
Время машинного цикла состоит из следующих главных компонентов: снятия ограничения движения масс и постановки ограждения tlt разгона рабочих масс tp, деформирования /д, управления ty, возвратного хода tB, фиксации ударных масс в исходном положении 1ф. Технологический цикл длиннее машинного на величину вспомогательного технологического времени tT:
t = hi + h ~h “Ь h + h + h + h + h + h- (31 -37)
Разгон и деформирование занимают сотые и тысячные доли секунды, а остальные компоненты — несколько секунд. Поэтому обычно tM 10+ 20 с, а 20+60 с в зависимости от размеров машины и средств механизации технологического процесса. Штамповка поковок за один удар молота позволяет получать в среднем 50—150 поковок в час, но невысокая стойкость штампов снижает производительность.
31.3. КОНСТРУКЦИЯ молотов
Высокоскоростной однокамерный молот конструкции ЭНИКмаш — ВПО показан на рис. 31.2. Чтобы обеспечить требуемую . прочность и жесткость, раму молота и ударную массу изготовляют цельноковаными из легированной стали 40ХНМА.
В исходном положении камера молота заполнена газом высокого давления. Полость сверху штока под крышкой цилиндра соединена с атмосферой, и давлением газа на кольцевую часть штока подвижные части удерживаются в крайнем верхнем положении. Ползушки фиксаторов выдвинуты под ползун. Штоки подъемных цилиндров и выталкиватели опущены. Доступ к штампам открыт.
После укладки заготовки в полость штампа и нажатия кнопки «удар», пневматические цилиндры ограждения закрывают проем рамы и одновременно нажимают на конечный выключатель, управляющий воздухораспределителем фиксаторов. Фиксаторы освобождают путь рабочей массе (бабе) и нажимают на конечный выключатель системы управления рабочим клапаном.
Под давлением расширяющегося газа рабочие части ускоряются вниз и развивают кинетическую энергию, необходимую для деформирования поковки. Реакция давления воздействует на крышку цилиндра и ускоряет раму молота вверх.
В молоте мод. М7352А использованы шесть соединенных последовательно баллонов азота, сжатого до 15,0 МПа, вместимостью 0,04 м® каждый. При помощи регулятора давление азота в камере молота снижается до расчетного р0 = 11,0 МПа. Рабочее давление воздуха в пневмосистеме 0,4 МПа.
Техническая'характеристика молота: эффективная энергия удара 160 кДж; максимальная скорость встречного движения 426
Рис. 31.2. Высокоскоростной однокамерный молот конструкции ЭНИКмаш и ВЗКПО им. М. И. Калинина
подвижных частей и рамы — 20 м/с; полный встречный ход 450 мм; закрытая высота штампового пространства 490 мм; время цикла 16 с.
Глава 32
ВЗРЫВНЫЕ ВЫСОКОСКОРОСТНЫЕ МОЛОТЫ
32.1. ПРИНЦИП ДЕЙСТВИЯ
Принцип действия взрывных молотов заключается в интенсивном разгоне ударных масс энергией быстрого сгорания (взрыва) твердых, газообразных или жидкостных энергоносителей (взрывчатых веществ), накоплении ими кинетической энергии поступательного движения и использовании ее для деформирования поковки. Такие молоты разработаны в Харьковском авиационном институте им. С.. П. Королева (ХАИ) для резки сортового металла в холодном и горячем состоянии, брикетирования стружки, клепки, пробивки отверстий (рис. 32.1) [12].
427
ние под действием
Рис. 32.1. Принципиальная и расчетная схема взрыв* иого высокоскоростного молота для резки металла
Резка металла на мерные заготовки осуществляется ударной массой 2 с ножом 1, вылетающим из направляющего цилиндра—’ ствола 3, и ножом 8, закрепленным на шаботе 9, который благодаря отдаче перемещается навстречу ударной массе. Конструктивно это обеспечивается тем, что взрывная камера 4 и шабот 9 соединены прочными стяжками 6 и станина машины может перемещаться в направляющих 5. Ножи после резки металла 7 занимают исходное положе-гидроцилиндров 10. Резку можно осущест
вить и одним ножом в паз шабота. В обоих случаях благодаря жестким связям происходит встречное движение подвижных частей машины, вследствие чего усилие деформирования не передается на опорные поверхности (не считая силы тяжести машины), и поэтому требуется только опорный фундамент.
32.2. ОСНОВЫ ТЕОРИИ
Теория взрывных молотов разрабатывается проф. В. Г. Кононенко.
Проектировочный расчет. Уравнение баланса энергии
= Тэ = Лд/т)д, (32.1)
Где Е — энергия взрыва; Та — кинетическая энергия; Ая — работа деформирования; t)t, Лм> Лд— КПД термический, механический и деформирования; т]т = 0,8; т|м 0,95; т|д ~ 0,8.
Например, для резки Лд = фРд«д, где <р = 0,8-^0,85.
Кинетическая энергия (см. рис. 32.1)
Тэ = tnxv\l2 + m2vl/2. (32.2)
С учетом равенства импульсов
mjUj = m2u2 (32.3)
получим
= (32.4)
Z \ ffl2 /
Энергию взрыва можно определить приближенно, считая процесс расширения газов, возникающих при сгорании, адиабатическим:
(32.5)
428
где рг — начальное давление газов; Уг и V2 — объем газов в начале и конце расширения; п = 1,2 — показатель расширения газа; V2 = (Sj — площадь поршня, sm — наибольшее
перемещение).
Подставляя значения Ts и Е в уравнение (32.1), получим основное конструктивное уравнение, . которое позволяет определить основные конструктивные параметры машины:
1 « iz fi ( Vi Vl—1l V, т miui | т1 \ лд
(32.6)
Начальное давление пороховых газов определяется уравнением внутренней баллистики:
о _ РдаЛ....... _ МА /39 71
Hi— v1.(i-aw/V'1) “ 1-аД’
где 0 — коэффициент неполноты сгорания пороха, 0 — 1,08-^ -4-1,1; А = w/Vi-—плотность заряжания; w — масса порохового заряда; А — удельная работа (сила) пороха; а — коволюм пороха (см. ниже):
/4 JTI /кг м3/кг
Пироксилиновый................. , (7,7—9) 105 (0,9—1,1) 10~3
Нитроглицериновый ................ (9—11) 105- (0,75—0,85) 10"8
Дымный............................ (2,8—3) 105- 0,5-1 О*3
Импульс твердого тела массой т1 должен равняться импульсу сопротивления металла резке
mrdv = Padt. (32.8)
Откуда скорость ударной массы с ножом после реза
fiK = V1 — РлИтъ (32.9) ’
где — наибольшая скорость ножа, обычно чд ЗОн-35 м/с. Путь ножа в разрезаемом металле и время резки
/ть -.2 . mi
SH — пр И1> /д = ~р~ И1-
гд
Например, для стальной заготовки сечением 200 X 200 мм при температуре 800 °C и толщине ножа 2а = 15 мм Дд/т)д « 3-105 Дж. Приняв Vj = 30 м/с и m^nii — 6, имеем из правой части уравнения (32.6) = 540 кг, т2 = 3240 кг,
и из уравнения равенства импульсов (34.3) v2 — 5 м/с.
Приняв объем взрывной камеры V2 и определив V2 = V2 + + S^m из лев'ой части уравнения (32.6), определим рг и из (32.7) необходимую массу w порохового заряда.
429
Глава 33
ФУНДАМЕНТЫ МОЛОТОВ
33.1. КЛАССИФИКАЦИЯ И НАЗНАЧЕНИЕ
Фундаменты выполняют в виде массивных железобетонных блоков. Они служат основаниями, на которых устанавливают молот. Опорные фундаменты воспринимают статические и небольшие динамические нагрузки, а шаботные предназначены для восприятия ударных, динамических нагрузок (рис. 33.1). Шабот-ный фундамент воспринимает часть эффективной энергии, которая передается на него при ударе.
Шаботные фундаменты подразделяют на жесткие и виброизо-лированные. Смещение шабота молота, установленного на жесткий фундамент, во время нагрузочного этапа удара вызывает упругую деформацию подшаботной прокладки и грунта под фундаментом. Во время последующего разгрузочного этапа потенциальная энергия упругой деформации переходит в кинетическую. Возникают колебания фундамента. Упругие волны распространяются в грунте, вызывая его неравномерное уплотнение, вибрации строительных сооружений и оборудования.
Для снижения вибраций применяют виброизолированные фундаменты, в которых изолируют массивный железобетонный блок или непосредственно шабот. Система виброизоляции может быть опорной, когда блок или шабот установлены на виброизолирующие опоры, или подвесной,, когда блок или шабот вывешены на виброизолирующих элементах.
Рис. 33.1. Классификация фундаментов молотов
430
33.2. КОНСТРУКЦИЯ ФУНДАМЕНТОВ
Опорные фундаменты. Такие фундаменты применяют для бесшаботных молотов. Они представляют собой железобетонную массу в форме прямоугольного параллелепипеда, залитую в глубокий котлован. В фундаменте предусматривают отверстия для анкерных болтов, с помощью которых крепят стойки станины молота. Если грунт в месте закладки фундамента слабый (песчаный, водянистый и т. д.), то его укрепляют более прочным материалом или забивают железобетонные сваи.
Шаботные жесткие фундаменты. Для ковочных одностоечных и двухстоечных молотов применяют жесткие шаботные сплошные фундаменты под стойки станины и шабот. Под шабот и фундаментные плиты, на которые устанавливают стойки станины, укладывают прокладки из строганых брусьев сухой древесины твердых пород (дуба, бука) или тонкие прокладки из транспортерной тканевой прорезиненной ленты. Чтобы предохранить шабот от смещения, по прокладке между ним и стенками фундамента также помещают брусья из древесины твердой породы. Жесткий шабот-ный фундамент под пневматический ковочный молот представляет собой ешлошной бетонный блок с углублением, предназначенным для установки шабота (см. рис. 29.1). Чтобы предотвратить разрушение массива фундамента от ударов бабы молота, фундамент армирован в продольном и поперечном направлениях двумя-тремя сетками из стальных прутьев диаметром 8—10 мм с квадратными ячейками (сторона квадрата 15—20 см). Между шаботом и фундаментом предусматривают деревянную прокладку.
Жесткие шаботные фундаменты штамповочных паровоздушных* молотов выполняют в виде цельных бетонных массивов, армированных стальной арматурой. Находят применение сдвоенные и ленточные фундаменты для установки двух или нескольких расположенных рядом легких паровоздушных, гидравлических, а также электромеханических молотов с доской, ремнем, канатом и цепью.
На фундамент под шабот настилают амортизирующую деревянную подушку, состоящую из трех рядов дубовых брусьев. В верхнем и нижнем рядах брусья расположены в продольном, а в среднем — в поперечном направлениях. Брусья каждого ряда стянуты стальными болтами. Общая, толщина амортизирующей подушки от 0,4—0,6 м для легких до 1,5—1,8 м для тяжелых молотов с массой рабочих частей 16 000—25 000 кг.
Основным недостатком деревянных амортизирующих подушек является сравнительно малый срок их службы (3—5 лет). Исследования, проведенные в ЭНИКмаше, показали, что вместо деревянных подушек можно применять прокладки толщиной 10— 80 мм из прорезиненной ткани. Допускаемое давление на прорезиненную ткань в 3 раза больше давления на дубовую подушку.
431.
Рнс. 33.3. Фундамент с подшаботной внбронзоляцней
Шаботные виброизолированные фундаменты. Опорные и подвесные виброизолированные фундаменты предназначены для снижения ударного воздействия на грунт и демпфирования упругих волн. В виброизолированных фундаментах с изолированным инерционным блоком применяют амортизаторы и виброгасители 2, устанавливаемые в опорном варианте под железобетонным инерционным блоком фундамента 3 и опирающиеся на железобетонный короб 1 (рис. 33.2), а в подвесном варианте — на концах подвесных тяг. В качестве амортизаторов применяют жесткие кольцевые и тарельчатые пружины, а также резину. Для рассеивания энергии (демпфирования) вибраций применяют виброгасители из резины 4049 (динамический модуль упругости £а = 114-4-11,5 МПа), обладающей большим внутренним трением (коэффициент неупругого сопротивления 0,23).
Фундаменты с изоляцией инерционного блока сложны в изготовлении; в опорных конструкциях затруднено обслуживание упругих и демпфирующих элементов, работа системы виброизоляции нарушается с проникновением грунтовых вод.
Подшаботная виброизоляция (опорная и подвесная) проще в изготовлении. Имеется возможность применять пакеты листовых рессор (рис. 33.3), обладающих хорошими демпфирующими свойствами. Пружинно-рессорные системы подшабоТной виброизоляции разработаны в ЦНИИПромзданий и ГПИ им. Н. А. Жданова для паровоздушных и газогидравлических штамповочных молотов [10].
Шабот 1 опирается на две балки 2 двутаврового сечения, которые подвешены на тягах 3 с гайками 4 и замками 5 на концах. Рессоры корцами вставлены в пазы опорных плит 6, приваренных к подкладкам 7, которые залиты в тумбах фундамента. Шабот молота закреплен: на'балках 2 с помощью шпонок. Рессоры расположены под настилом пола и доступны для обслуживания.
Для крупных штамповочных молотов рекомендуются опорные пружинно-рессорные системы виброизоляции [10].
432
33.3. ОСНОВЫ ТЕОРИИ
Основы общей теории расчета жестких фундаментов разработаны Д. Д. Барканом (1948 г.), О. А. Савиновым (1964 г.) и применительно к молотам А. И. Зиминым [9], а виброизолированных В. А. Ильичевым (1973 г.), В. Ф. Щегловым [20], Л. И. Живовым [6, 7], И. В. Климовым, Б. П. Кошелевым и В. С. Носовым [10]. Результаты .измерения вибрации молотов приведены в работах [10, 20].
Жесткий фундамент. До удара скорость шабота v2 = 0. Во время нагрузочного этапа удара шабот смещается под действием ударного импульса вниз и приобретает скорость [см. уравнение (27.33), в котором следует рассматривать тм вместо т1 + + тг]
= С33-1)
где — наибольшая скорость при одиночном ударе; = 6-^ 4-9 м/с; тм — масса молота; е -- коэффициент восстановления, который принимается для ковочных молотов 0,25, а для штамповочных 0,5.
Вследствие упругой деформации подшаботной прокладки воздействие передается фундаментному блоку, который тоже смещается вниз и упруго деформирует грунт основания. Во время последующего этапа под действием упругой восстанавливающей силы грунта фундаментный блок и шабот отражаются вверх, и затем происходит колебательное движение фундаментного блока, передающееся на основание в виде вибраций. Примем массы шабота т2 и фундаментного блока тф абсолютно жесткими и жесткость грунта kr постоянной, трение незначительным (рис. 33.4). В начальный момент t = 0, х = 0, х = v'2.
Уравнение движения массы, фундаментного блока
/ПфХ + к?х = 0-
С учетом начальных условий получим
х — — sin со/,
(33.2)
(33.3)
где <о = ]/ /гг/тф — частота свободных колебаний фундаментного блока. .
Наибольшая амплитуда при t = л;/(2со)
х,п = ^/(0 = V2 Vm^ikr. (33.4)
Рис. 33.4. Расчетная схема жесткого фундамента
433
Жесткость грунта
fer = c2S<j>, (33.5)
где 5ф — площадь основания фундаментного блока; сг — коэффициент упругого равномерного сжатия грунта, который наряду' с допускаемым напряжением сжатия грунта [?] характеризует механические свойства грунта.
Имеются три категории грунтов — слабый: сг = 30 МН/м3, [7] = 150 КПа, средний: сг = 304-60 МН/м®, [<?] = 1504-350 кПа и прочный: сг = 604-100 МН/м®, [7] = 3504-600 кПа, а также скальные основания.
Подставляя значение v’2 из (33.1), kr из (33.5) в (33.4), получим
П_+£т1/'^Ф. ’ (33.6)
К сг8фГПм ' тм
Принимая для приближенных расчетов тф/тм ==« 1, получим из уравнения (33.6) необходимую площадь основания фундамента при ограничении амплитуды допустимой величины хт «:; |xm|:
(33.7) Ф | хт |2 сгтм
Массу фундаментного блока найдем из (33.7):
тф = сЛл [-тЛ1^1- Г • (33.8)
Ф 2 ф L (1 + е) mit>1 j v
Высота фундаментного блока
Нф = /71ф/(рф5ф), (33.9)
где Рф — плотность фундамента.
Допустимую амплитуду вибраций можно найти исходя из прочности грунта:
I Хт I = = I q |/с2. (33.10)
где kr = 2,5 — коэффициент запаса прочности грунта; Лд 2 — коэффициент динамической нагрузки на грунт.
Обычно исходя из санитарно-технических норм, амплитуду ограничивают величиной (1—2) 10'® м, меньшей по сравнению с расчетом по уравнению (33.10).
Виброизолированный фундамент с изоляцией инерционного блока. Общая теория виброизолированных фундаментов находится в стадии разработки. Приближенный метод расчета основан на допущении об абсолютной жесткости подшаботной прокладки, так как жесткость ее более чем на порядок превосходит полную жесткость виброизоляции под инерционным блоком [10]. На этом основании можно рассматривать единой массу конструкции молота (без массы рабочих частей) и фундаментного блока:
‘ т = тм — mi + тФ- (33.11)
434
По массе т падающие части mt наносят центральный удар, разгрузочная фаза которого характеризуется коэффициентом восстановления скорости е. Скорость блока непосредственно после Удара
^(1+е)-
где г»! — скорость рабочих частей перед ударом.
Дифференциальное уравнение движения массы т
тх + сх + kx = 0, (33.13)
где с — коэффициент демпфирования виброгасителя; k — жесткость пружин амортизатора и виброгасителя.
При начальных условиях х (0) = 0, х (0) = v2 общее решение уравнения (33.13)
х =-у sin (33.14)
где р = с/(2 J/fem) — коэффициент затухания; co = J/fe/m — круговая частота свободных колебаний блока по вертикали;
у = со V1 — р2, а поскольку Р (0,05ч-0,10), у со. Первую производную функции (33.14) приравниваем нулю и наводим время tm, соответствующее максимуму функции:
Zm = ^arctg-^=±arctg-^-=^-4arctgT* (3315>
Подставив tn в формулу (33.14), получим максимальное смещение
хт^ (0,92-4-0,86)^2'со. (33.16) .
Заменим v2 его значением по формуле (33.1) с учетом (33.11)
хт ~ --9,92^M°m86)Oimi (1 + в). (33.17)
Тогда масса инерционного фундаментного блока тф = = т — тм, т. е.
(0,92 0,86) л I , ' zoo 1 о\
тФ = ------ 0 + е) — mM- (33.18)
Наибольшее смещение не должно быть слишком большим, чтобы не затруднить эксплуатацию молота. Чтобы инерционный блок не получился слишком громоздким или не возникло большого давления на грунт, допустимо для . ковочных молотов с т == , = (14-5) 10® кг максимальное смещение хт *=& 1,84-2,4 мм, а для
штамповочных с т = (1ч-25) 103 кг хт = 3,04-5 мм [10].
Незатухание колебаний до очередного удара может привести к возникновению резонансных явлений и наложению амплитуд. Чтобы избежать этого при расчете жесткости виброизоляции, > необходимо учитывать частоту вынужденных колебаний, т. е.
435
периодичность следования ударов молота. Для молотов с т => — (14-5)10® кг число ударов в среднем составляет 60—80 в минуту, т. е. v — 14-1,3 Гц. При отношении частот co/(2nv) = 44-5 резонанс’не наступает, и частота свободных колебаний фундаментного блока может быть принята равной 5—7,5 Гц. Для тяжелых штамповочных молотов с tn = (104-25) 10® кг значения v задаются дифференцированно, исходя из качества грунта: для слабых грунтов v = 2,94-2,4 Гц; для средних грунтов v = 3,74-3,1 Гц.
При заданном числе колебаний v и отношении частот co/(2nv) = = 44-5 требуется круговая частота колебаний фундаментного блока
со = (44-5) 2лv, (33.19)
а суммарная жесткость виброизоляции
k = mo2 = (44-5)2 т (2лу)а. (33.20)
Число пружин системы виброизоляции
п = mg!Plc, (33.21)
где mg — сила тяжести всей установки молота; Р1С — допустимая статическая нагрузка на одну пружину:
Ри = Рт-1,5Р1д, (33.22)
где Рт — наибольшая допустимая нагрузка на пружину; Р1Я — усилие от сжатия пружины при колебании блока:
Ад = k\Xm, (33.23)
где kr — принятая жесткость пружины.
Тогда суммарная жесткость пружинных амортизаторов
k = nklf (33.24)
а жесткость резиновых виброгасителей
ks = k — kv (33.25)
Возмущение фундаментного блока, хотя и демпфировано, передается на короб, и тот начинает совершать колебания на грунте. Условие равновесия короба задается исходя из того, что сила от динамического сжатия виброизоляторов уравновешивается сопротивлением грунта от упругого сжатия:
(xm — ym)k = c2SKym, _ (33.26)
где ут — максимальное перемещение короба вниз по вертикали; сг — коэффициент равномерного упругого сжатия грунта; SK —-площадь основания короба.
Предельное смещение короба ут не должно превышать 0,2— 0,3 мм для молотов с массой рабочих частей 1000—5000 кг и 0,4— 0,5 мм для молотов с массой рабочих частей 10 000—25 000 Кг. Уравнение (35.26) можно решить относительно площади основания короба:
S„ = (хт-ут)1г/(сгут). (33.27)'
436
В заключение необходимо проверить, не превышено ли допустимое давление по прочности грунта:
q = [gm-[-(xm-ym)k]/SK^:\q\. (33.28)
Виброизолированный фундамент с изоляцией шабота. С методикой расчета подшаботной рессорной и пружинно-рессорной виброизоляции можно познакомиться в работе [10]. При расчете необходимо выполнить три условия: уровень колебаний грунта около молота не должен превышать допустимый, шабот не должен отрываться от виброизоляторов при упругой разгрузке и должен прекратить колебания перед нанесением следующего удара.
Отклонение шабота от равновесного состояния при ударе может быть значительным (20—60 мм), так как это не влияет на производительность штамповщика. Соответственно требуемая жесткость элементов виброизоляции в несколько раз (до 80) ниже, чем при изоляции инерционного блока.
Глава 34
ПЕРСПЕКТИВЫ УСОВЕРШЕНСТВОВАНИЯ МОЛОТОВ
Молоты являются наиболее распространенным типом оборудования, составляя до 70—80 % парка машин кузнечно-штамповочного производства нашей и ряда других стран. В настоящее время твердо установлено, что полная замена молотов кривошипными и гидравлическими прессами не всегда возможна и часто неэффективна.
Изучение термомеханических условий деформирования металлов и сплавов подтвердило необходимость ударного воздействия при штамповке сплавов, у Которых в процессе горячего деформирования происходят фазовые превращения, а температурный интервал штамповки очень мал (50—150 К). Кроме того, современные труднодеформируемые материалы, применяемые в промышленности, требуют значительных удельных нагрузок при штамповке, которые легко осуществить с помощью машин ударного действия — молотов.
Основное преимущество молотов состоит в том, что по сравнению с кривошипными и гидравлическими прессами на них можно осуществлять более благоприятный температурно-скоростной режим деформирования [41 ].
Преимущества молотов при штамповке поковок с тонкими элементами (ребрами, полотнами), ковке и штамповке трудно-деформируемых и жаропрочных сплавов объясняются более высокой скоростью деформирования (в 10—20 раз) и меньшим временем силового контакта горячего металла со штампом по сравнению с другим оборудованием. Это создает предпосылки для
437
непрерывного усовершенствования конструкций молотов, устранения недостатков, связанных с шумом и вибрацией оснований.
Основные направления усовершенствования:
1) повышение эффективного КПД молота в 5—10 раз путем замены паровоздушного привода газогидравлическим и гидравлическим;
2) повышение качества и точности поковок, штампованных на молотах, путем применения систем точного дозирования кинетической энергии каждого удара, применением нижних и верхних выталкивателей, датчиков — индикаторов окончания штамповки в момент контакта половин штампа;
3) активная виброизоляция молота путем применения различных виброгасящих систем и динамическое уравновешивание путем встречного движения рабочих масс;
4) снижение уровня шума при работе до санитарных норм применением демпфирующих заполнителей, покрытий и штамповки без избытка кинетической энергии по сравнению с технологически необходимой;
5) применение систем программного управления и точного дозирования эффективной энергии молотов с учетом объема (массы) и температуры заготовки, использование молотов в автоматизированных технологических комплексах со средствами нагрева заготовки, роботами-манипуляторами, транспортными средствами;
6) повышение надежности конструкции молота и его деталей путем применения тонкого штока с облегченным поршнем, амортизаторов в соединении штока с бабой, призматической формы ударной массы, двухклинового крепления штампов, нанесения свинцовых и других покрытий опорных поверхностей штамподержателей, смазки контактных поверхностей стыка стоек с шаботом, перенесения места стыка выше плоскости установки штампов, применения цельной конструкции шабота и стоек;
7) создание комплексного оборудования с программным и дистанционным управлением, позволяющего осуществлять непрерывный процесс нагрева, транспортировки и штамповки поковок.
Замена паровоздушного привода молотов индивидуальным газогидравлическим и гидравлическим позволяет, по данным экспериментальных исследований МВТУ, повысить эффективный КПД молота до 0,3—0,4, т. е. в 8—10 раз, а экономический КПД, отнесенный к энергии тепловой электростанции, до 0,1—0,15, т. е. в 2—3 раза. С применением гидропривода можно повысить точность дозирования энергии каждого удара до ±4 %, программировать и автоматизировать работумолота.
На основе новых конструкций газогидравлических и гидравлических штамповочных молотов создаются автоматизированные технологические комплексы для штамповки ступенчатых валов, шестерен дифференциала с осями, крестовин и других деталей, разрабатываются более долговечные и совершенные конструкции молотов (ВПО КПО им. М. И. Калинина, МВТУ, ИМИ).
438
Раздел IV
ВИНТОВЫЕ ПРЕССЫ
Глава 35
ОБЩИЕ СВЕДЕНИЯ
35.1. ПРИНЦИП ДЕЙСТВИЯ и классификация
Винтовой пресс — это кузнечно-штамповочная машина квази-ударного действия, в которой для деформирования материала используется кинетическая энергия поступательного и вращательного движения рабочих масс, передаваемая исполнительному звену посредством винтового рабочего механизма. Для привода винтовых прессов используют электродвигатели и передаточные механизмы: механические фрикционные, электрические и гидравлические или пневматические. Привод как правило не воздействует на рабочие массы во время рабочего хода, и их движение кинематически произвольно.
Принцип действия винтовых прессов заключается в разгоне рабочих масс (маховик, винт, ползун и верхний штамп) приводом во время холостого хода вниз (или по направлению к поковке) до скорости у ^(0,1—0,2) [у] 0,74-1,5 м/с [см. (27.6)
и табл. 27.11 с целью накопления кинетической энергии вращательного движения и поступательного. Во время рабочего хода кинетическая энергия используется для деформирования поковки Ид):
Ап (То + TJ = шу2/2 + Д(о2/2 = Тэ->- АЛ = j Рд (s) ds. (35.1) о
Обычно кинетическая энергия вращательного движения Та составляет (0,8—0,9) Тэ. Время деформирование /д (10— 20) То 0,014-0,02 с [(см. (27.7) и табл. 27.1 ]. Усилие деформирования Рд создает реакцию в винтовом механизме, воспринимаемую станиной.
Для винтового механизма, без учета упругих деформаций,, характерно постоянное соотношение угловой и поступательной скорости: ' -
2 2л /ос
со = — у = — у (35.2)
dctga h ’ v
439
поэтому эффективную кинетическую энергию рабочих частей пресса можно представить так:
(i)2+7J ¥ =7 -¥ <35-3а)
или
Т, = [т + Л (4/] 4 = Л4 - (35-36)
где I — приведенный осевой момент инерции рабочих частей:
7 = m ("й?)2 + 7i== m ~Т tg2“ + 7ь М — приведенная масса рабочих частей;
l \ h J (d2/4) tg2 a
(35.4a)
(35.46)
Таблица 35.1
Классификация винтовых прессов
Основные признаки Варианты
1 2 3 4
Тип передаточного механизма привода Фрикционный Электрический Пневмати- -ческий Гидравлический
Кратность действия Простого с одним ползуном Двойного с встречным движением ползунов Двойного с попутным движением ползунов Тройного и многократного с комбинированным движением ползунив
Кинематическое состояние винта Неподвижен Линейное движение Вращательное движение Винтовое движение
Приводное воздействие Силой Крутящим моментом — — ,
Объект приводного воздействия Винт Гайка Ползун —
Технологическое назначение Универсальное Объемная штамповка Чеканка (гибка) Прессование
440
В приведенных выше формулах обозначено: Лп — работа привода; Tv и Та — кинетическая энергия поступательно движущихся и вращающихся рабочих частей; m и Ц — масса поступательно движущихся и осевой момент инерции вращающихся рабочих частей; h —ход, винтовой линии резьбы; dc — средний диаметр и а — угол наклона резьбы.
Из рассмотренного принципа действия винтовых прессов следует, что класс винтовых прессов характеризуют три дополнительных признака: эффективная энергия рабочих масс больше работы деформирования (Тэ/А.л > 1); усилие, воспринимаемое станиной в осевом направлении, пропорционально усилию деформирования (PJPn 1); изменение скорости деформирования не зависит от кинематики привода (ид =/= f (77)) [2 ].
Современные винтовые прессы можно классифицировать по следующим основным признакам (табл. 35.1).
Более подробную классификацию можно найти в работе [2].
35.2. КОНСТРУКТИВНЫЕ СХЕМЫ
Винтовые фрикционные прессы. Первый фрикционный пресс изобретен Г. Симоном в Германии (1877 г.).
Наибольшее распространение в промышленности получили фрикционные двухдисковые винтовые прессы с лобовым фрикционным передаточным механизмом (рис. 35.1, а). Привод маховика 6 осуществляется электродвигателем 1 через одноступенчатую клиноременную передачу 2 и диски 3 и 4. С помощью нажимного механизма 5 происходит попеременное нажатие Левым или правым диском на обод маховика 6, оборудованного фрикционными накладками. Винт 7, скрепленный с маховиком, совершает относительно гайки 8 винтовое (рис. 35.1, а) или вращательное (рис. 35.1, 6) движение.
Во время хода ползуна 9 вниз окружные скорости точек контакта маховика и диска (см. рис. 35.1, а), отличаются незначительно (рис. 35.2, а), однако в начале движения ползуна вверх разгон маховика происходит с большим проскальзыванием, т. е. с потерей энергии. Особенно велики потери энергии в прессах (см. рис. 35.1, б) из-за проскальзывания (рис. 35.2, в). Чтобы уменьшить потери энергии при ходе ползуна вверх, разработан трехдисковый передаточный механизм винтовых фрикционных прессов (см. рис. 35.1, в).
Так как маховик при работе пресса перемещается между осями двух дисков (4 и 10) с правой стороны, подъем ползуна начинается при незначительной окружной скорости контактных точек нижнего диска (рис. 35.2, б). По мере подъема ползуна скорости контактных точек нижнего диска и маховика повышаются, а затем одновременно понижаются, в результате чего уменьшается проскальзывание диска по маховику.
В двухдисковом фрикционном прессе (рис. 35.1, г) движение от электродвигателя передается на диск 4 и соединенный с ним
441
Рис. 35.1. Принципиальные схемы винтовых фрикционных прессов: а, б и г -- двухдисковых; в — трехдискового; д „ фрикциоино-муфтового
шлицами диск 3. Нажатием диска 3 на маховик 6 с фрикционными обкладками осуществляется движение ползуна (с винтом 7) вниз, а нажатием диска 4 на маховик 11 — возвратное перемещение. При этом маховик 11 вращается в подшипниках, а верхний конец винта скользит по шлицам в отверстии маховика. Потери энергии на проскальзывание при движении вниз такие же, как в схеме, приведенной на рис. 35.1, а, а вверх, ,как в схеме на рис. 35.1, б.
442
Рис. 35.2. Диаграммы Окружных скоростей и(1 ведущих дисков 1 и маховика фрикционных передаточных механизмов 2 и 3 (2—при ходе вниз; 3— при ходе вверх):
а — двухдискового с винтовым движением винта; б — трехдискового с винтовым движением винта; в — двухдискового с вращательным движением винта
В винтовых прессах с муфтово-гидравлическими передаточ--ными механизмами для хода ползуна вниз маховик соединяется с винтом с помощью дисковой муфты. В некоторых конструкциях маховик с помощью дисковой муфты соединяется с гайкой и, вращая ее, заставляет винт вместе с ползуном перемещаться поступательно вниз. Возвратный ход ползуна происходит под действием гидроцилиндров.
В Запорожском машиностроительном институте им. В. Я. Чу-баря предложена конструкция винтового пресса с комбинированным приводом, в котором использованы фрикционная муфта включения и два маховика (см. рис. 35.1, д). Ведущий маховик 12, предназначенный для обеспечения прямого хода ползуна и разгона рабочих частей пресса, отключается перед рабочим ходом, а ведомый 13 выполняет работу деформирования поковки. Для возвратного хода ползуна используется пневматический или гидравлический цилиндр 14.
Электровиитовые прессы. Первый электровинтовой пресс с круговым статором изобретен в 1932 г. А. Т. Голованом, а с дуговым статором в 1960 г. В. Ё. Сто кодовым.
В конструктивных схемах электровинтовых прессов с непосредственным безредукторным. приводом (рис. 35.3, а—е) разгон маховика 2 с винтом 3 осуществляется силами бегущего электромагнитного поля статора 1. Маховик Служит ротором асинхронного электродвигателя, круговой (замкнутый, рис. 35.3, д) или дуговой (разомкнутый, рис. 35.3, е) статор которого неподвижно закреплен на станине пресса. В электровинтовых прессах с редукторным приводом (рис. 35.3, ж—и) вращательное движение маховику передается от одного (рис. 35.3, ж, з) или нескольких (рис. 35.3, и) асинхронных электродвигателей 6 специального исполнения с помощью зубчатой передачи 7.
В схеме (рис. 35.3, а) электровинтового пресса применено поступательное перемещение винта, жестко скрепленного с пол-
443
Рис. 35.3. Принципиальные конструктивные схемы электровинтовых прессов: а—е — с безредукто'рным приводом; ж—и — с редукторным приводом; а, в, д — с круговым статором; .6, е — с дуговым статором; е — с линейным статором
зуном 5, и вращательное движение гайки 4, скрепленной с ротором-маховиком.
В схеме (рис. 35.3, в) круговой статор смонтирован в средней части станины, а ротор-маховик закреплен в нижней части винта над ползуном и совершает вместе с винтом вращательное и поступательное (винтовое) движение. Гайка установлена в верхней поперечине станины. Высота ротора должна быть больше максимального хода ползуна.
Известны предложения по использованию асинхронных электродвигателей с линейным статором, воздействующим на ползун (рис, 35.3, г), и с торцовым статором, воздействующим на маховик.
Электровинтовые дугостаторные прессы усилием 250— 10 000 МН конструкции ЦБКМ-ЧЗПА (схема на рис. 35.3, б, е) изготовляет Чимкентский завод пресс-автоматов им. М. И. Калинина.
Гидровинтовые прессы. Первый гидровинтовой пресс с приводным гйдроцйлиндром, воздействующим на винт, изобретен в 1914 г. Е. Бьером и с гидромотором вращательного движения, воздей
444
ствующим на винт, — в 1916 г. Г. Конкурандой в Австрии. Первый тидровинтовой пресс с комбинированным воздействием на поковку усилия гидроцилиндра и кинетической энергией рабочих частей изобретен в 1949 г. А. И. Зиминым в СССР.
В конструктивных схемах гидровинтовых прессов с приводными гидроцилиндрами (рис. 35.4, а—г) шток гидроцилиндра 1 воздействует на маховик 2, скрепленный с винтом, совершающим линейное и вращательное движения относительно неподвижной гайки 3 (рис. 35.4, а), или на винт (рис. 35.4, б), или на ползун 4 (рис. 35.4, в) с закрепленной на нем гайкой 3. В последней схеме гайка с ползуном 4 перемещаются линейно, а винт с маховиком вращаются. В схеме на рис. 35.4, г гидроцилиндр 1 воздействует на рейку, которая вращает шестерню и винт с маховиком.
В схемах гидровинтовых прессов с приводными гидромоторами вращательного движения (рис. 35.4, д—ж) гидромотор 1 вращает маховик 2 с винтом непосредственно (рис. 35.4, д) или с помощью зубчатой передачи (рис. 35.4, е, ж). Гайка скрепленная с ползуном 4 (рис. 35.4), перемещается линейно (схемы д, ж), а в схеме е она неподвижна, и винт с маховиком вращаются и движутся линейно. Высота зубчатого обода маховика в схеме е должна превышать наибольший ход ползуна.
Освоение серийного выпуска гидровинтовых прессов усилием до 16 МН осуществляется с 1968 г. ЧЗПА им. М. И. Калинина и усилием до 160 МН Воронежским производственным объединением по выпуску тяжелых механических прессов.
Рис. 35.4. -Принципиальные конструктивные схемы гидровинтовых прессов с приводными гидроцилипдрами (а — г) и с приводньпии гидромоторами (д — ж)
445
35.3. ОСНОВНЫЕ ПАРАМЕТРЫ
Основные параметры и размеры винтовых прессов установлены ГОСТ 713—8.1.
Номинальное и допускаемое усилие пресса. Кинетическая энергия Ту рабочих частей во время рабочего хода расходуется на полезную работу пластического деформирования поковки Ал, упругую деформацию деталей пресса, штампов (и поковки) Ау, преодоление трения в элементах машины и штампа Ат; в случае перегрузки избыточная энергия поглощается предохранительным устройством Ап;
= Л + 4 + 4 + ‘ (35.5)
где а — единичная функция; при работе без предохранителя и при усилии деформирования поковки, меньшем усилия предварительной настройки (затяжки) предохранителя, а = 0, в остальных случаях а — 1.
Выразим работу упругой деформации и трения:
Ау = PS/2 = Р2/(2с), (35.6)
А=(1-ЛМ)П, (35.7)
где 6 — суммарная упругая деформация машины и штампов; с — жесткость системы машина — штамп в направлении движения ползуна, с =; (0,15-4-0,2) ]/ Ра (где с в МН/м, Рн в МН); лм — механический КПД во время деформирования.
Решая совместно уравнения (35.5), (35.6) и (35.7), получим усилие, развиваемое прессом:
р = V 2с(т]мТэ - Ад) - оАп. (35.8)
Максимальное усилие можно определить из (35.8) при Ад = 0 и о = 0:
Рт = (35.9а)
Отношение (35.8) к (35.9а)
Р/Рт = J/1 — Ад/(т)мГэ) = Г1 - Лд/Лм- (35.96)
Из (35.9, б) видно, что при Р1Рт 1 ЛдАм ->-0 (рис. 35.5). Номинальным усилием условно считается усилие Рн = Рт!^, при котором Лд/Лм = 0,8. Штамповка с усилием, большем номинального, приводит к снижению КПД деформирования (<0,$Лм)-Обычно допускаемым усилием является Рдоп = 1,6 Рн — 0,8Рт, при котором ЛбАм = 0,36.
Типоразмерные ряды номинальных усилий винтовых прессов, как и других видов кузнечно-штамповочного оборудования, устанавливают на основе предпочтительных чисел. Для винтовых прессов, изготовляемых в СССР, на основе анализа номенклатуры по-446
ковок, которые возможно и экономически целесообразно получать на этих прессах в различных отраслях, промышленности, техникоэкономических показателей и затрат на изготовление и эксплуатацию установлен типоразмерный ряд усилий по десятичному ряду R5 чисел геометрической прогрессии со знаменателем 1,6 в пределах 0,4—100 МН (40—10 000 тс).
В зарубежной практике используют различные ряды чисел геометрической прогрессии со знаменателями 1,25, 1,3, 1,6.
Эффективная энергия. К числу важнейших параметров винтовых прессов относится эффективная энергия, которая состоит из кинетической энергии, накопленной рабочими частями пресса к началу рабочего хода, и работы, сообщенной приводом ползуну во время рабочего хода. В большинстве конструкций винтовых прессов привод Отключают перед рабочим ходом, и поэтому эффективная энергия равна кинетической. В конструкциях гидровинто-вых прессов А. И. Зимина дополнительная работа привода во время рабочего хода может составлять 10—30 % кинетической энергии и эффективная энергия может быть больше кинетической.
Номинальный ряд эффективной энергии определяют по полезной работе деформирования, которая необходима для энергоемких операций объемной штамповки массивных поковок:
Т3 = Ад/Пд = Ф8б^н/Пд.
(35.10а)
где т)д — КПД процесса деформирования, зависящий от конструкций пресса и технологической операции; при чеканке-калибровке т)д = 0,45-5-0,5, при осадке и высадке цд=± 0,75-5-0,85; при объемной штамповке ориентировочно принимают цд 0,6-5-0,7; ф— коэффициент заполнения диаграммы; для объемной штамповки деталей средней сложности без элементов, получаемых выдавливанием, ф = 0,16-5-0,19, для деталей сложных с элементами, получаемыми выдавливанием, ф = 0,26-5-0,32; $д—абсолютная деформация поковки в направлении движения инструмента; Рп — номинальное усилие. Если известно усилие Р и работа деформи
447
г -
г '*
рования Лд, то при штамповке на винтовом прессе требуемую кинетическую энергию можно найти из (35.8) при ст =: 0:
тэ- (4 + -£-)л1м. (35.106)
Наибольший ход ползуна. Сумма перемещений ползуна, необходимых для разгона рабочих частей — $р (получения кинетической энергии) и для деформирования поковки — $д, составляет наибольший, или полный, ход; sm — sp + «д.
Величина наибольшего хода ползуна должна определяться из требования накопить заданную эффективную энергию и отвечать условиям удобства загрузки и выгрузки отштампованной поковки, возможности использования средств механизации и установки штампов с разъемными матрицами, у которых разъем сопровождается большим ходом ползуна вверх, а также отвечать эргономическим требованиям по обзору рабочей зоны оператором. Требуемый наибольший ход определяют из соотношения
с I s ~ T3dc tgа
/’пНр Гд~ 2Мк11р
где Ра и Мв — усилие привода, например гидроцилиндра, и эквивалентный крутящий момент привода; tim — механический КПД разгона рабочих частей пресса при движении.
Материалоемкость и энергоемкость. Эти параметры винтовых прессов характеризуются удельными показателями. Удельная материалоемкость ;
" ~ " (35.12)
-
(35.11)
Wo/Ра• FG(sж -Т ^i), где т0 — общая масса пресса, Fc — площадь стола.
Удельная энергоемкость оценивается расходом электроэнергий из сети в течение одного машинного цикла /м = 60.7г, отнесенным к единице эффективной энергии пресса:
£ __ ^ЭД^М __ ^Э‘6О ,Э Нэд^э Чэд^э
где NM и т]эд—среднецикловая мощность и КПД электродвигателя .
В винтовых фрикционных и гидровинтовых прессах применяют асинхронные электродвигатели с короткозамкнутым рото-poMj работающие в установившемся режиме с высоким КПД: У1ЭД = 0,8 4-0,85. В электровинтовых прессах применяют специальные электродвигатели, работающие в переходном пусковом режиме. КПД электродвигателей с круговым статором рэд = 0,4 4-0,45, с дуговым т|.д — 0,35 4-0,4.
35.4. ВИНТОВОЙ РАБОЧИЙ МЕХАНИЗМ
К основным параметрам винтовых рабочих механизмов относятся средний диаметр и угол подъема резьбы. Важными параметрами также являются наружный и внутренний диаметры, шаг и число заходов резьбы, ход винта.
448
(35.13)
a — сплошной; б — полый; в — профили резьбы (/ — прямоугольный, 2 — трапецие* видный, 3 — упорный)
В винтовых прессах различных конструкций обычно применяют сплошные или полые (иногда имеющие сквозное центральное отверстие небольшого диаметра) винты (рис. 35.6, а, б).
Средний диаметр. Винты с винтовым движением во время рабочего хода испытывают напряжение сжатия на участке от ползуна до гайки вне зависимости от а:
а=4Ри/(л^)==г|а|, (35.14)
и напряжение кручения на участке от гайки до маховика тем больше, чем больше а:
т = Мк PH^c/2(tgg —р) PH(tga —р) .. г, ,35 j
0,2^3 о,2^ 0,4^ ‘ 1 Ь 1 '
Здесь ] о | и | т | — допускаемые напряжения сжатия и кручения для материала винта; аир — углы подъема резьбы и угол трения в резьбе; р = arctg р (ц — коэффициент трения). Эквивалентные напряжения кручения оэкв = ]/Зт; из (35.15) равны напря-
15 А. Н. Банкетов и др. 449
жениям сжатия из(35.14) при (a—р)е^16° 10'. Если (a—р)^16° 10', то для определения dc можно воспользоваться (35.14), в противном случае — (35.15). Обычно (а — р) < 16°, тогда из (35.14) имеем
<35Л6>
Для стали 40ХН ]о| =* 135 МПа, тогда из (35.16) получим dc « 10“2 ]/ Р~в, (35.16^)
где dc — в см, Ря — в Н. j
Винты с вращательным движением испытывают возрастающие с увеличениема суммарные напряжения сжатия и кручения на участке от гайки, закрепленной обычно в ползуне, до верхней опоры винта:
оэвв- + ~ tgVР) ।gI- (3517>
ас ’
Средний диаметр винта из (35.17)
dc = ]/>н |/ ТЛ2+Т8,75 tg* (a ~7)/| a |. (35.18)
Для (а — р) = 12° 30'—3° = 9° 30' из (35.18) получим
dc= 1,46 ИЛТМ- (35.18а)
• Для стали 40ХН |о| = 135 МПа, тогда из (35.18а) получим для винтов с вращательным движением (dc — в см, Рн — в Н)
4^ 1,27-10-2/Р;, (35.186)
что приблизительно на 25—27 % больше, чем для винта с винтовым движением.
Ходом винта называют то перемещение, которое он получит при повороте в гайке на один оборот. В винтовых прессах используют различные профили резьбы (рис. 35.6, в). С целью измельчения профиля применяют многозаходную резьбу с числом заходов
i = 3 -гб. Ход винта с многозаходной резьбой
h = л -d^ tg a = it, (35.19)
где t — шаг резьбы.
Наружный диаметр резьбы
do dc + h/2i = dc + t/2, (35.20)
внутренний диаметр
dt^dc — h/2i = dc — t/2. (35.21)
Линейное и угловое перемещения и скорость винта связаны соотношениями (без учета упругих деформаций)
s=4<p=<p4tg«; <35-22)
= (35.23)
Коэффициент полезного действия винтового механизма с прямоугольным профилем резьбы при движении винта по направле-450
Рис. 35.7. К оптимизации угла подъема резьбы
нию действия силы во время холостого движения ползуна вниз и вверх
‘ Пв — tg (а — p)/tg а (35.24)
и при движении против силы во время рабочего хода
Пв tg a/tg (a + р). (35.25)
- Для винтов с трапециевидным прюфилем резьбы можно использовать приведенный угол трения
р'= arctg |Г = arctg^L_,
где Р — угол наклона опорной поверхности профиля резьбы.
Угол подъема резьбы. С увеличением угла подъема резьбы до 45° — р повышается КПД, но возрастает металлоемкость конструкции рабочих частей из-за уменьшения доли кинетической энергии вращательного движения в составе эффективной энергии пресса и металлоемкость гайки из-за увеличения диаметра винта. Оптимальное значение а получено Ю. А. Бочаровым (1978 г.) в результате исследования на минимум функции стоимости электроэнергии и материала рабочих частей и гайки, отнесенной к одному циклу работы (рис. 35.7).
Функция стоимости электроэнергии
S£«.C£2k(l_nJ = C£i.(|_!fcl!>), (35.26)
где сЕ — стоимость единицы электроэнергии; — КПД привода.
Функция стоимости материала рабочих частей пресса см1 и гайки см2:
+ Д )]+-^Щг(«), (35.27)
ПЯ V2 d2 tg2 a J J «а М V ’
где па — расчетное число рабочих циклов в течение срока амортизации.
Суммарная функция стоимости S = SE + SM имеет пологий минимум при 10° аопт ?з 13°. Оптимальное значение а смещается в меньшую сторону при увеличении стоимости материала и в большую сторону при удорожании энергии. Применение в прессах винтовых механизмов с углом подъема резьбы 12° а =5 16ч при ц = 0,05 обеспечивает tib = 0,76-ь0,81. Как видно из графика (см. рис. 35.7), это близко к оптимальным значениям. Наиболее распространены винты с а = 12°н-12о30'.
15*
451
35.5. ОСОБЕННОСТИ РАБОЧЕГО ХОДА ВИНТОВЫХ ПРЕССОВ
Во время рабочего хода происходит соударение рабочих частей пресса с поковкой и трансформация кинетической энергии в работу пластического деформирования поковки, упругого деформирования деталей пресса и штампов и преодоления трения. Подвижные части движутся за счет запаса кинетической энергии.
Этот процесс в винтовых прессах характеризуется следующими особенностями: сочетанием ударного характера нагружения поковки (как у молотов) и замыкания технологического усилия в станине (как у прессов), наличием винтового несамотормозящего передаточного механизма, работа которого при динамическом нагружении сопровождается одновременными линейными и угловыми деформациями, явлением перебега зазоров в кинематических парах винтового пресса, обусловливающим появление дополнительной динамической составляющей нагрузки. Сочетание этих особенностей создает трудности в полном аналитическом описании процессов, происходящих в механической системе винтового пресса во время рабочего хода. Теоретические зависимости, полученные из рассмотрения станины пресса как свободной массы, по которой наносит удар масса рабочих частей пресса, с использованием основных соотношений для соударения масс с упруго-пластической прокладкой между ними [2] приводят к слишком приближенным результатам, поскольку при этом не учитываются возникновение упругих крутильных перемещений как винта, так и станины пресса и их взаимосвязь с линейными перемещениями.
Для анализа рабочего хода винтовых прессов необходимо использовать динамическую модель системы и установить уравнение связи между кинематическими характеристиками винтовой пары. Для этого воспользуемся понятием «эквивалентного» сечения, которым, назовем сечение, проведенное через центр тяжести эпюры распределения усилия по виткам резьбы, считая, что в этом сечении сосредоточены все кинематические и силовые характеристики винтовой пары. Развернув винтовую линию винта и гайки на плоскость и рассмотрев изменение положения составляющих эквивалентного сечения для гайки и винта за элементарный промежуток времени dt, из геометрических соотношений с учетом направлений элементарных перемещений (рис. 35.8) и перейдя к мгновенным скоростям, получим следующее соотношение для уравнения связи в винтовой кинематической паре:
для пары с винтовым движением винта (рис. 35.8, а)
vB —Vr = dc(®F —wv)tga/2, (35.28).
для пары с вращательным движением винта (рис. 35.8, б)
vB — уг = 4 (®г — “в) tg «/2, (35.29)
452
Рис. 35.8. Развертка винтовой линии на плоскость:
а *— винтовое движение винта; б — вращательное движение винта; хг, ХВ Н Фв“'пеРемеЩ6НИЯ и углы поворота для гайки и винта
где ув> уГ) <ов, сог — coot- t+cnr. ветственно линейные и
s>
Винт
Гай ни
4-^
угловые скорости эквивалентных сечений винта и гайки; dc —; средний диаметр винтовой нарезки; а — угол наклона винтовой линии.
Теоретическое исследо-
вание процесса рабочего
Ttd'c1
б)
хода электровинтового
пресса Ф1734 при выполнении операции объемной штамповки, проведенное на электронно-вычислительной машине с использованием динамической модели в предположении отсутствия зазоров в кинематических парах, показало, что наблюдаются три основных этапа рабочего хода: этап пластического деформирова-
ния поковки и упругого нагружения системы с монотонным характером нагружения, этап только упругого нагружения системы пресс-штампы и этап упругой разгрузки. Характерным является динамический колебательный процесс, соответствующий моменту соприкосновения нижнего и верхнего штампов после окончания пластического деформирования поковки. Расчеты показывают, что динамические нагрузки даже без учета влияния ударного перекрытия зазоров в кинематических парах пресса на 10—15 % превышают статические значения.
Согласно экспериментальным данным с учетом имеющихся зазоров динамическая нагрузка в различных деталях винтовых прессов может находиться в пределах от —20 до +100 % от статической. Расчеты на прочность и долговечность следует вести с учетом влияния динамики, что позволяет избежать как завыше-
ния прочности, а следовательно, и металлоемкости, так и снижения прочностных характеристик отдельных деталей, а следовательно, снижения надежности и долговечности машины.
35.6. ПЕРСПЕКТИВЫ УСОВЕРШЕНСТВОВАНИЯ КОНСТРУКЦИЙ
Перспективы усовершенствования винтовых прессов связаны с разработкой конструкции с увеличенной единичной мощностью, систем точного дозирования эффективной энергии с учетом температуры и массы поковок, систем программного управления, автоматизированных и механизированных технологических комплек-
453
сов на базе винтовых прессов и роботов-манипуляторов для изготовления точных поковок.
Номинальное усилие крупных винтовых прессов, построенных за последние 15 лет, возросло с 10—16 МН до 63—125 МН; в производстве находятся электровинтовые и гидровинтовые прессы с номинальным усилием 160—250 МН, проектируются еще более крупные прессы.
Перспективным типом привода винтовых прессов малых усилий (до 6,3—10 МН) является прямой электрический, а крупных прессов усилием свыше 10 МН — гидравлический привод с гидромоторами вращательного и линейного движения. Фрикционный передаточный механизм привода винтовых прессов, по-видимому, не перспективен для крупных моделей.
Наряду с усовершенствованием прессов универсального назначения большое внимание уделяется разработке специализированных конструкций винтовых прессов, предназначенных для изготовления определенной номенклатуры поковок; чеканочно-калибровочных колено-винтовых; для двустороннего выдавливания шестерен с прямым зубом; для штамповки в закрытых разъемных матрицах, с активными силами трения, осадкой-высадкой с кручением, с увеличенной скоростью ползуна и т. п. [2].
В МВТУ им. Н. Э. Баумана и ЧЗПА им. М. И. Калинина разработаны винтовые прессы двойного действия для точной объемной штамповки в закрытых штампах с разъемными матрицами.
Применение винтовых прессов двойного действия дает возможность выполнять безоблойную штамповку в закрытых разъемных штампах, используя отсутствие стопорных положений несамотор-мозящего винтового рабочего механизма, и тем самым снизить трудоёмкость наладок и обслуживания. Надежность и долговечность механизма зажима матриц увеличены, так как окалина и охлаждающая штампы среда на него не попадают. Не влияет на его работоспособность и повышенная температура штампов.-
Имеется возможность применять несколько деформирующих пуансонов с попутным, встречным и комбинированным движением ползунов (см. табл. 35.1), использовать матрицы с вертикальной и горизонтальной плоскостями разъема, автоматизировать процесс штамповки.
Глава 36
ТЕОРИЯ ВИНТОВЫХ ПРЕССОВ
36.1. О ТЕОРИИ ФРИКЦИОННЫХ ВИНТОВЫХ ПРЕССОВ
В первой работе по расчету двухдисковых и трехдисковых прессов А. И. Зимин (1931 г.) рассматривал расчетную схему, где направление силы сцепления обода маховика с диском принималось по вектору скорости относительного проскальзывания, а за-454
висимость между окружной скоростью маховика и диска считалась линейной. Позднее, на основе экспериментальных данных О. Георга (1931 г.), А. А. Барташевича (1938 г.), А. И. Зимина и А. Д. Прокофьева (1950 г.), А. И. Зимин (1953 г.), Г. Хаммер-сен (1957 г.), Г. Ватерман (1963 г.), В. И. Залесский (1964 г.) и другие, эту зависимость рассматривали параболической. М. В. Сторожев (1959 г.) рекомендовал считать совпадающими направления силы сцепления и окружного ускорения обода маховика и повысить на 10—12 % угловую скорость дисков по сравнению с расчетной, чтобы увеличить быстроходность пресса.
Проведенное Ю. А. Бочаровым (1970 г.) в МВТУ сравнение результатов расчета параметров винтовых фрикционных двухдисковых прессов, по теории А. И. Зимина [9], В. И. Залесского [8] и М. В. Сторожева, показало, что, несмотря на некоторое различие в принятых расчетных схемах, результаты отличаются незначительно (на 10—15 %). В связи с этим динамический анализ движения рабочих частей фрикционных двухдисковых прессов далее изложен на основе теории [9] с учетом рекомендаций М. В. Сторожева. Энергетический расчет изложен по работе [2].
Проектировочный расчет. При проектировании, согласно ГОСТ 713—81, заданы Рн, Тэ, sm, п, v, площадь стола, ползуна и др.; требуется определить размеры винта, гайки, маховика, дисков, высоту ползуна, угловую скорость и мощность электродвигателя.
Средний диаметр и размеры резьбы винта можно определить из (35.16), (35.18)—(35.21), угол подъема резьбы винта —- из (35.26) и (35.27), из анализа которых следует, что аопт 10 4-13°. Из основного конструктивного уравнения
А1пфтт111цв = 7,3 = ^/?21-^- +^-1-) = -& (36.1)
можно определить средний крутящий момент, передаваемый приводными дисками, и усилие нажатия дисков:
Л4П = РО1НЯМ = —-— = fi-c-tg-; (36.2)
п oir м qpmT]nTjB 2г>„ЩцНв ’ . ' '
Ли 1g а/(211Рм®п»Т1п1}в)>
(36.3)
где Poi — усилие нажатия диска на маховик; р — коэффициент трения диска и фрикционных накладок маховика; Рм — радиус маховика, 7?м 2sm; Лп — КПД фрикционного передаточного механизма, для дискового пресса во время разгона рабочих частей вниз т1п 0,6; Лв — КПД винта 1см. (35.24)].
Принимая /71^/2 =* (0,2-i-0,25) Тя и 1^12 (0,8 4-0,75) Тэ,
можно определить массу ползуна и других линейно перемещающихся деталей;
(0,4 4-0,5) То№
(36.4а)
455
и осезой момент инерции маховика и других вращающихся деталей
Ц & (1,6 4-1,5) Тэ/<о2, (36.46)
где у = <о-у- tga —линейная скорость рабочих частей в конце разгона, v = 0,6 4-0,9 м/с.
Момент инерции винта
. dc/2 '
7В = j mBr dr — тв£/8. (36.5)
о
Момент инерции маховика можно определить как для кольца йысотой //^.наружным и внутренним радиусами и гм (р — плотность материала):
гм
/м^Л — J mxrdr— | 77?2rdr = рл77(лй — г^)/2. (36,6) о о
Среднюю мощность приводного электродвигателя можно определить по формуле, приведенной’в работе [2].
Момент инерции двух дисков
7Д~ (4,5-ьб) /м. (3Q.7)
Наружный радиус диска
/?„^(sm-br0)^(l,3-^2)sm.
Динамический расчет параметров движения рабочих частей приведен в работе [33].
36.2. ТЕОРИЯ ЭЛЕКТРОВИНТОВЫХ ПРЕССОВ
Основы теории безредукторного электропривода разработаны П. А. Фридкиным (1970 г.). Они используются при разработке общей теории электровинтовых прессов. Ю. А. Бочаровым (1975 г.) предложена аппроксимация механической характеристики электродвигателей с круговым и дуговым статором квадратичной параболой и на ее базе разработана теоретическая основа для расчета параметров движения рабочих частей прессов [2].
При разработке проектировочного и энергетического расчетов использованы материалы ЦБКМ и ЧЗПА им. М. И. Калинина.
Проектировочный расчет. При проектировании согласно-ГОСТ 713—81 заданы Ра, Тэ, sm, п размеры стола, ползуна и др.; требуется определить размеры винта, гайки, маховика, средний крутящий момент, синхронную угловую скорость, число пар полюсов и другие параметры, необходимые для проектирования и построения механической характеристики специального электродвигателя для привода пресса.
456
Рис. 36.1. Расчетная схема электровиитового пресса
Средний диаметр dc и размеры резьбы винта можно определить из (35.18)— (35.21), угол подъема резьбы 10° sg ас 13°. —
Из основного конструктивного уравнения (36.1) средний крутящий момент электродвигателя (рис. 36.1)
МСР = —tgK , (36.8) ^рфтЛпНв ^р2«.пТ]пДв
где (рт — наибольшее угловое перемещение маховика, cpm = 2sm/(dc tg а);
kp — коэффициент использования наибольшего перемещения для разгона, kp — (0,6 -г-0,7); т]п — средний КПД электродвигателя при разгоне, т]п 0,30 4-0,35; т]в — КПД винтового механизма 1см. (35.24)]. Пусковой момент электродвигателя должен быть Л4П 1,8Л4ср. Массу т и момент инерции I рабочих частей можно найти из уравнений (36.4а) и (36.46), принимая минимальные значения для т и максимальные для I, а затем из выражений (36.5) и (36.6) определить моменты инерции винта и маховика.
Требуемую наибольшую угловую скорость маховика найдем из (36.46), считая I±со2/2 0,8Тэ: .
(от = ]/1,67’э/Л, (36.9)
а требуемую номинальную угловую скорость электромагнитного поля статора электродвигателя по формуле
®о = ®«/(1 — е), (36.10)
где е — номинальное скольжение электродвигателя, е = 0,12-н 4-0,2. Эта скорость зависит от круговой частоты электрического тока v, числа пар полюсов П и угла охвата статора [3:
(36.И)
откуда необходимое число пар полюсов для кругового статора (₽ = 2л)
П = v (1 — e)/om, (36.12)
или требуемый угол охвата двукя дугами статора для дугостаторного пресса
Р = 2n<f>mn/[v (1 — е) ], (36.13)
где v — круговая частота электрического тока, v = 2л (v^ Гц) => г= 2л-50 = 314 с-1.,
457
Среднюю требуемую мощность электродвигателя во время разгона рабочих масс вниз найдем из (36.8) и (36.11):
АСР = Мсршо = • (36.14)
СР ср ° АР2зт/7т]пт]в-2л v '
Для электродвигателей с круговым и дуговым статорами одинаковой мощности
М7ЛГ = о^/о? = р/(2 л), (36.15)
где Л4° и M>J — номинальные крутящие моменты электродвигателей с круговым и дуговым статорами.
Для электровинтовых прессов без уравновешивателей массы ползуна электродвигатель следует выбирать по средней мощности, требуемой для возвратного хода рабочих частей, которая обычно в 1,5—2 раза больше, чем по (36.14).
Средняя выходная мощность электродвигателя
1^1VCP/(I-sf), (36.16)
где Sf — суммарные относительные потери мощности в роторе-маховике, для дугостаторного электродвигателя, по данным П. А. Фридкина, Sf = 0,15 4-0,17.
Активная средняя мощность, потребляемая электродвигателем из сети, (
Na = A/COStp = АСР/[(1 — S;)COS ф], (36.17)
где ф — угол сдвига фаз; cos ф — коэффициент мощности для пускового переходного режима работы асинхронных электродвигателей (среднее значение ф = 0,35 4-0,4).
Активная поверхность статора
Sc — N/(kp3), (36.18)
где k = 1 для кругового статора й k = 2 для статора с двумя дугами; рэ — удельная электромагнитная мощность, /?э 20 Вт/см2.
Высота статора
Яс = 5с/[2л(/?м + А], (36.19)
Жде /?и — наружный радиус ротора-маховика; А — магнитный зазор между ротором-маховиком и статором, А = 4 4-5 мм.
Полученные данные можно использовать для электротехнического расчета дугостаторного электродвигателя, построения его механической характеристики и эскизно-технического проектирования винтового пресса.
Динамический расчет параметров движения рабочих частей. Ход рабочих частей вниз. Разгон ротора-маховика и других рабо-, чих частей (винта, ползуна с верхней половиной штампа и др.) в прессах без уравновешивателей производится в два этапа. Сначала ротор-маховик разгоняется бегущим магнитным полем электродвигателя до <ох = (1 — е) ш0, а затем после отключения элек-458
Рис. 36.2. Изменение угловой скорости маховика электровин-тового пресса в течение цикла
тродвигателя —до со2 =
за счет сил тяжести поступательно движущихся рабочих частей (рис. 36.2).
Уравнение движения рабочих частей
/-4-Мэ4-М0-Мт,
(36.20)
где А43 — активный крутящий момент электродвигателя; MG — крутящий момент под действием сил тяжести, Мв = (mgdc/2) tg а; Мт— крутящий момент сопротивления при разгоне, М.е = = 7И3+ М4 + М6 (моменты трения: М3 — в резьбе, М4—в упорном подшипнике качения, М6 — в направляющих).
Моменты трения в резьбе и в направляющих определяют при Q == mg.
Момент трения в упорном подшипнике, нагруженном силами тяжести ротора-маховика, винта и ползуна с верхней половиной штампа,
М4 (тм -J- щв 4- та 4- тш) gkD0/d, (36.21)
где k — плечо или коэффициент трения качения, k = 0,001 см; Do — средний диаметр дорожки качения; d — диаметр шарика или ролика.
Активный крутящий момент электродвигателя непостоянен. Функциональную зависимость Мэ (со) можно определить из механической характеристики электродвигателя.
Для дугостаторного электродвигателя с ротором-маховиком, имеющим радиальные неглубокие (6—10 мм) пазы, механическая характеристика (рис. 36.3), аппроксимирована Ю. А. Бочаровым так.
М = Мп - f (36.22)
\ toi /
гдеМп — пусковой момент, Мп=(1,8 4-2)Мср; Mi — крутящий момент электродвигателя в конце разгона, = кхМа (по опытным данным ЦБ КМ, kt 0,25 4-0,26); <»! — угловая скорость маховика в конце разгона, с»] = = (1 — е) со0.
Рис. 36.3. Механическая характеристика дугостаторного электродвигателя с зубчатым ротором-маховиком
459
Подставляя значения активных крутящих моментов и крутящих моментов сопротивления в уравнение (36.20), после некоторых преобразований получим
а + Ьы2 - с = 0, (36.23)
где «--=/=/M + /B + (m„4-mu,)-c tg:!a; Ь = — ~2
“1
с = Л4„ + mg A tga — Мт.
В результате решения этого уравнения, получим приведенные ниже зависимости [2].
Угловая скорость ротора-маховика
7 Г с / VсЪ Л . 7 /Мп 4~ Мд — Мт Кcb Л
ш=У т'Ч—')=(1 У i-k lh(— ч
(36.24)
С увеличением времени угловая скорость ротора-маховика повышается, приближаясь к установившемуся значению, которое получится, если принять в (36.24) tоо:'
соу = (1 - е)со0 ]/-А+АНА = j/'Z. (36.2Й)
В электровинтовых прессах с целью сокращения времени разгон маховика прекращают раньше, чем будет достигнута установившаяся скорость и oij =; (0,8<-0,85) соу.
Линейная скорость ползуна в функции времени
^Atga]/Zth(£Z/). (36.26)
Линейная скорость ползуна в функции перемещения
Atga]/-£- [1 -exp (— ~s)j. (36.27)
Перемещение ползуна
s = A tg a 4 Inch ZA t. (36.28)
2 b a ' '
Ускорение ползуна
/=А[1 _th2(ZAZ)]Atga. (36.29)
Время разгона ротора-маховика до угловой скорости
= -4^ In XЧУ + °1» arth -Д- • (36.30)
2 У cb V с/Ь — <о1 у c/b V с/Ь
460
Рис. 36.4. Относительные параметры . движения ползуна электровинтового пресса
Диаграммы этих параметров в относительной форме (рис. 36.4) дают представление об изменении кинематических параметров электровинтового пресса с дуговым статором (ротор маховика имеет радиальные пазы) при разгоне рабочих
частей и накоплении ими кинетической энергии. Как видно из
диаграммы, движение носит неустановившийся характер с переменным ускорением. Наиболее интенсивный разгон происходит в интервале г = • ==0-Н,0. Обычно этот интервал и исполь
зуют для разгона ротора-маховика.
Движение происходит с большими потерями энергии из-за скольжения ротора от 100 до 15—20 % относительно электромагнитного поля статора.
После отключения электродвигателя при t = tr и sp < (sm — зД интенсивность разгона резко уменьшается, так как движение происходит под действием создаваемого силой тяжести крутящего момента Мв, величина которого постоянна и значительно меньше Л4Э (см. рис. 36.2).
При М3 = 0 из (36.20) следует, что движение на втором этапе разгона происходит с ускорением
do) MQ — Мт /ос о i)
”dT~ 1 (36.31)
Угловая скорость на этом этапе
со2 = Ю1 + (Мв - 7ИТ) t/I. (36.32)
Конечное значение этой скорости должно соответствовать заданной кинетической энергии:
со2к = сот=Г27,э/А
(36.33)
Время движения на втором этапе
t2 = £т~%- I. (36.34)
1 Mq — AfT ' '
Полное время разгона при движении вниз до встречи верхнего штампа с поковкой
ts = ti + t2 + tA. (36.35)
461
Угловое перемещение маховика-ротора определим интегрированием (36.32) при начальных условиях t = 0; ср =а сох^п
= + (3636)
Путь ползуна
s = Sj 4- s2 = A tg а 4- /2) = sm — sa. (36.37)
Рабочий ход. Перед рабочим ходом электродвигатель должен быть отключен. Поковка деформируется кинетической энергией рабочих частей так, как это рассмотрено в п. 35.3 и 35.5.
Ход подвижных частей вверх. При ходе ползуна вверх маховик сначала разгоняется электродвигателем до угловой скорости ы3 (см. рис. 36.2), затем электродвигатель отключается и маховик продолжает движение по инерции, В это время угловая скорость маховика понижается под действием момента сопротивления, после чего включением тормоза осуществляется торможение маховика до его полной остановки.
Уравнение движения рабочих частей
1^.^М3-Мв~МТ." (36.38)
Активный крутящий момент электродвигателя Мэ можно выразить формулой (36.22), приведенный момент от сил тяжести ~ tg а, а крутящий момент сопротивления при раз-
гоне Л4Т — так же, как в формуле (36.20).
Подставляя значения этих моментов в (36.38), после преобразований получим
01^4-^-^ = °, (36.39)
где для сокращения записи обозначено: «х = 7М + /в 4*
4- — tg»a(mn4-mU]),. = > ct = Л4П — MG — MT.
* - ®.-
B результате решения (36.39) получим выражения, аналогичные (36.24)—(36.30), по которым можно определить параметры движения рабочих частей вверх во время разгона.
Время разгона ротора-маховика до угловой скорости ш3
Qi КСГ^| Ч~ юз
2 КZ>xgx КCi/Z>x — <о3 ’
(36.40)
Путь ползуна
S3 = Atgaf tnch^/з. (36.41)
Z UL
462
При отключении электродвигателя (Мэ = 0) из (36.38) имеем движение с постоянным замедлением:
duB _ Мд -у Мт
~1Г~ 1
(36.42)
Угловая скорость на этом участке
(36.43)
Время движения маховика с выключенным электродвигателем до полной остановки при <о4 = 0
/4 = <os//(A4fi + Мт). ’ (36.44)
Обычно торможение осуществляется несколько раньше, при <в я» 0,5<в3, тогда
^ = <V/[2(Mg + Mt)]. (36.45)
Перемещение ползуна s4 с выключенным электродвигателем найдем из уравнения
/<о? . . 9
~~2~ = (Мо + Мт) Лв$4 ,
где &в — коэффициент запаса, kR — 1,1; detga/<o| 4 4ЛВ (Мд 4~ М^) Необходимо, чтобы было выполнено соотношение s3 ~F $4 = Sm.
(36.46)
(36.47)
(36.48)
При включенном тормозе уравнение движения имеет вид
^^Г^-МТ0Р-Мв~Мт. (36.49)
Интегрированием этого уравнения при начальных условиях t = 0, О) = 0)4 получим угловую скорость
Щ __ ^ТОР + Мд -|- Мт
1
Время торможения до угловой скорости w ~ 0 f5 == 7ы4/(Л4,гор 4* 4* Мт)*
Необходимый момент тормоза
Л4Т0Р = /<М5 — Мо — Л4Т.
(36.50)
(36.51)
(36.52)
Полное время машинного цикла найдем суммированием времени по рассмотренным этапам цикла:
(36.53)
463
Рнс. 36.5. Диаграмма потерь энергии прн пуске электродвигателя электровннтового пресса без нагрузки
Если включение электродвигателя на возвратный ход осуществить немедленно после деформирования поковки и использовать энергию упругого отражения рабочих частей, то to=O. Это обычно удается осуществить при чеканке, калибровке и правке.
Наибольшее число последовательных ходов ползуна в минуту
пт = 60//м. (36.54)
Обычно используют меньшее число ходов с паузой между ходами:
п = 60/(/м + (36.55)
где tT — технологическая пауза.
Энергетический расчет и КПД. Применение электрического безредукторного привода исключает потери на трение в ременной, фрикционной или зубчатой передаче, но при этом почти все потери энергии происходят в самом электродвигателе в связи с пусковым режимом его работы.
При разгоне без нагрузки асинхронного электродвигателя диаграмма потерь энергии N = N (t) имеет вид, представленный на рис. 36.5.
В конце разгона (при t = tlt со = coj и е — ej ротор-маховик запасает кинетическую энергию, представленную площадью Аа (см. рис. 36.5). Эта энергия является полезной и выражается уравнением
Ап = /<о?/2. (36.56)
При этом в результате изменения скольжения в роторе будет потеряна энергия:
ДЛР = Ап = 7ш|/2. (36.57)
Кроме того, имеют место потери энергии в с-таторной обмотке электродвигателя ДЛСТ и постоянные потери энергии ДДП, обусловленные гистерезисными процессами в железе, трением в подшипниках и сопротивлением воздушной среды. Потери в статоре выражаются следующим образом:
ДЛст = ДЛрА- = -^-^, (36.58)
где и Т?2 — активное сопротивление первичной цепи (статора) и приведенное активное сопротивление вторичной цепи (ротора). 464
Постоянные потери ДЛП можно считать не зависимыми от нагрузки, угловой скорости ротора двигателя, и значение их несущественным по сравнению с потерями в роторе и статоре.
При разгоне под нагрузкой появляются дополнительные потери энергии, зависящие от крутящего момента нагрузки. Учитывая, что момент нагрузки мал во время разгона рабочих частей вниз и вверх, с целью упрощения анализа потери энергии при пусках под нагрузкой не учитываем.
Потери в статоре можно снизить путем уменьшения отношения R1/R2, что обычно делают только за счет увеличения приведенного вторичного сопротивления Rs, т. е. искусственного повышения скольжения. При этом достигается и некоторое уменьшение нагрева статора.
При дугостаторном исполнении приводного двигателя вторичное сопротивление неизбежно увеличивается из-за применения массивного ротора-маховика, что способствует уменьшению потерь в статоре. В то же время в дугостаторном электродвигателе имеются так называемые краевые потери, обусловленные разомк-нутостью магнитной системы статора и искажением формы тока. Если принять, что дополнительные потери в дугостаторном двигателе компенсируются уменьшением потерь в статоре, то для общей качественной оценки можно считать баланс потерь одинаковым в двигателях кругостаторного и дугостаторного исполнений. Из сказанного выше и рассмотрения диаграммы потерь (см. рис. 36.5) следует, что даже в идеальном случае при ДЛСТ ДЛР и ДЛП < ДЛР полезная запасаемая энергия привода всегда будет меньше 50 %, а активная энергия, затраченная из сети, будет в 1/cos ср больше (где cos ф — коэффициент мощности, cos ф = = 0,35-е-0,4) энергии, подведенной к клеммам электродвигателя.
Цикловой электромеханический КПД привода без нагрузки А А
'Пз- п = Лп + 2 ДЛ = Аа + ДЛР + ДЛСТ + ДЛП • (36-59)
При испытаниях в ЦБКМ и ЧЗПА им. М. И. Калинина получены значения т].эп = 0,19 4-0,29 для дугостаторных прессов и "На. п = 0,22 для пресса PS-180 с круговым статором. Эффективный КПД электровинтовых прессов (с учетом КПД рабочего хода получен в пределах 13—20 % в зависимости от технологической операции.
36.3. ТЕОРИЯ ГИДРОВИНТОВЫХ ПРЕССОВ
Основные вопросы теории гидровинтовых прессов разрабатывались А. И. Зиминым, который принимал давление жидкости в гидросистеме постоянным (1957, 1960 гг.), А. И. Зиминым и Ю. А. Бочаровым с использованием жесткой модели гидросистемы (1960, 1964 гг.). Уточненную общую теорию гидровинтовых прессов на 465
основе сосредоточенной упругой модели гидросистемы разработал Ю. А. Бочаров (1972, 1976 гг.) (2).
При разработке теории и методов проектировочных и гидродинамических расчетов широко использовались данные испытаний и экспериментов по исследованию гидровинтовых прессов отечественных и зарубежных конструкций.
Проектировочный расчет. Основные размеры винтов и гаек для гидровинтовых прессов с приводными гидроцилиндрами определяют по формулам, приведенным в п. 35.4.
Кинетическая энергия подвижных частей гидровинтового пресса создается в результате работы гидроцилиндра с усилием PiSt на пути разгона:
sp
npSj J p1(s)ds = Тэ = m^/2 + Ifi>2/2 = Ад/т|д. (36.60) о
Все принципиальные конструктивные схемы гидровинтовых прессов с приводными гидроцилиндрами (см. рис. 35.4, п—г) можно представить обобщенными расчетными схемами (рис. 36.6).
Эффективную площадь рабочего (отдельного или встроенного) цилиндра или нескольких цилиндров можно определить из (36.60) при (s) рн:
Рис. 36.6. Расчетные схемы гидровинтовых прессов с приводными гидроцилии-драми:
а — с непосредственным воздействием на винт, ползун, гайку; б =» с промежуточной реечно-зубчатой передачей
466
где лг — КПД разгона, учитывающий механические и гидравлические потери энергии на трение при разгоне подвижных частей пресса (по опытным данным цр = 0,6-s-0,7); sp— перемещение подвижного элемента гидроцилиндра при разгоне; рв — давление насоса.
Для схем, приведенных на рис. 35.4, а—в, sp «=> 0,9sm (где sm — наибольший ход ползуна пресса), а для схемы, показанной на рис. 35.4, г,
(36.62)
где т и z — модуль и число зубьев шестерни; h — ход винта.
Площадь возвратного цилиндра, или суммарная площадь нескольких цилиндров,
s2 = (м -дг + тё + s + ри)Дн, (36.63)
где М — приведенная масса рабочих частей пресса [см. (35.46)] dv' dv' (vm)2 /
------ускорение во время возвратного хода, - (где v'm — наибольшая скорость ползуна во время возвратного хода, = (1/2-Ч/3) vm\ yjR' — сумма сил трения, ^R'— Ry + + Rn + Rp (Rv — сила трения в уплотнениях); Ри — сила возможного зажима инструмента (пуансона) в поковке, Ра >==> 0,01 Ps.
С учетом приближенно принятых значений / (vf V \ /
52 = ^-^- + 2mg + °,01PH)/pH. (36.64)
Для приближенных расчетов можно принимать ' .
М (v'm)2/(2sm) 4- 0,01РН mg. (36.65)
Гидровинтовые прессы с приводными гидромоторами. В таких конструкциях гидровинтовых прессов кинетическая энергия подвижных частей создается в результате работы гидромоторов вращательного движения с моментом Мг на угловом перемещении <рр:
Л4гг/<₽Рт]р = Т’э, (36.66)
где i — передаточное отношение зубчатой передачи; / — число параллельно работающих гидромоторов.
Конструктивные схемы (см. рис. 35.4, д—ж) можно представить обобщенными расчетными схемами (рис. 36.7). Для аксиально- и радиально-плунжерных гидромоторов эффективные площади рабочей и сливной полостей
St = S2 = fz/2, (36.67)
где f — площадь одного плунжера; z — число плунжеров.
Размеры винта определяют аналогично изложенному выше (см. п. 35.4).
467
Рис. 36.7. Расчетные схемы гидровинтовых прессов с приводными гидромоторами:
а — с непосредственным воздействием на винт; б, в — с промежуточной зубчатой пере® дачей
Наибольшая угловая скорость в 2vm .
конце разгона
—. 2л т “ dctga ~ h Vm'
Приведенный момент инерции подвижных частей пресса можно определить из (36.46):
(36.68)
/ = 1,6Тэ/ш^. (36.69)
Уравнение вращательного движения рабочих частей во время хода ползуна вниз
f~ = MH + MG-MT,
(36.70)
где Л1Н — средний крутящий момент гидромоторов; Л4Й —приведенный момент от силы тяжести; Мг — суммарный приведенный момент трения в резьбе при Q — mg, подпятнике или подшипнике качения и направляющих.
Потери на трение в резьбе гайки и в пяте (Мр + Л4П) можно учесть приблизительно с помощью КПД разгона. Тогда (36.70) можно записать:
/-^ = nP(MH + MG), (36.71)
где — механический КПД разгона, т)р = 0,654-0,7.
Из механической характеристики гидромотора следует, что пусковой момент составляет 0,85 номинального, а приводной
468
крутящий момент можно принять постоянным: Л4„ = (где Мо — номинальный крутящий момент; р = 0,94-0,95).
Интегрируя (36.71), получим
= Мн^Мв ПЛ- (36.72)
Время движения ползуна вниз
tH = ~ ^60/н, (36.73)
где Л 0,254-0,3.
Из (36.72) и (36.73) определим средний крутящий момент гидромоторов во время хода ползуна вниз:
MH = Zo)mn/(60ripg)-MG. (36.74)
Крутящие моменты Л4Н и Мв на пути разгона ползуна должны обеспечить накопление рабочими частями пресса заданной кинетической энергии:
T3 = (MH + A4G)<Pprlp = (MH + MG) (36.75)
«с ‘•ь а
Отсюда крутящий момент гидромоторов
MH = -r3^ga-MG, (36.76)
Zbpljp
где sp — наибольший путь разгона ползуна, sp 0,9sm.
Уравнение движения рабочих частей во время возвратного хода ползуна
7^1 = МВ-Л4с-М;-Л4и, (36.77)
где Л4В — средний крутящий момент, приложенный к винту или маховику во время возвратного движения ползуна; Мт — суммарный приведенный момент трения в резьбе, подшипнике качения и направляющих; Л4И — приведенный момент от силы сопротивления инструмента, который следует учитывать в случае предназначения пресса для операций выдавливания, прессования, когда возможен зажим пуансона в матрице,
MH^PHAtga^0,01PH^-tga. ' (36.78)
Для приближенных расчетов ЛК 1,5Л1с, тогда
/-^=MB-2,5Mo-°,0iPHA tga, (36.79)
или, не учитывая Л1и,
/4r = (MB-MG)nBj (36.80)
где Вв — механический КПД возвратного хода, т)8 — 0,64-0,65.
469
Интегрируя (36.80), получим наибольшую угловую скорость винта во время возвратного хода:
< = (36.81)
Время разгона при возвратном движении ползуна
/;~[(1 -g)60/n-/J%, (36.82)
где /д — время деформирования поковки (рабочего хода ползуна), (д^0,1 с; % — отношение, времени разгона к полному времени возвратного хода, X = t'p/t' ^0,7-4-0,75.
Из (36.81) и (36.82) определим крутящий момент гидромотора во время возвратного хода:
М _____________________+ MG, (36.83)
в Чв 1(1 - 5) 60/я - у К
где (»'т «=< (0,84-0,9) wm.
Гндромоторы следует выбирать по наибольшему значению из рассчитанных по (36.74), (36.76) и (36.83). Обычно наибольшим бывает Л1Н, тогда
Л40 = М„^-, (36.84)
ч
где i — передаточное отношение зубчатой передачи, i = г2/гг; j — число гидромоторов.
Номинальная частота вращения гидромотора
ш0 = лло/ЗО = сошг. (36.85)
Гидродинамический расчет параметров движения рабочих частей. Основные допущения при рассмотрении жесткой модели гидросистемы: 1) взаимодействия распространяются мгновенно; 2) жидкость обладает постоянной вязкостью, несжимаемая и нетеплопроводная; 3) трубопроводы и все металлические элементы абсолютно жесткие; 4) перемещаемые массы жидкости и рабочих частей постоянны; 5) силы механического трения постоянны; 6) коэффициенты местных сопротивлений элементов гидросистемы по длине гидролиний постоянны, а суммарное сопротивление гидролиний подчиняется принципу наложения потерь; 7) давление в источниках и сливных баках постоянно; 8) распределительные устройства открываются мгновенно; 9) температура жидкости установившаяся.
Гидровинтовые прессы с приводными гидроцилиндрами, воздействующими на винт (см. рис. 36.6, а). Уравнение движения в проекциях сил на ось винта
PA-pA + mg-^R-^M,^-. (36.86)
470
Давление жидкости в рабочей полости гидроцилиндра, по уравнению Д. Бернулли,
Pi = Рз ~ (1 + - М . (36.87)
Давление в сливной полости
P'l = Pi + *2Р/2 (1 -j- £2) у2 4* kiph > (36.88)
где р3 и рц — давления в аккумуляторе и в сливном баке; р — плотность рабочей жидкости; и С2 — приведенные коэффициенты сопротивления трубопроводов; v и -------линейная скорость и
ускорение винта; 1± и /2 — длины напорного и сливного трубопроводов.
Коэффициенты приведения найдем из условия неразрывности потока жидкости: = З/Д и k2 = S2/f2, где Д и /2 — площади сечения трубопроводов.
Приведенные коэффициенты сопротивления трубопроводов: напорного
<36-89>
1 1
сливного
k k
<ЗИ0)
1 1
где 1{ и lj — длины прямых участков труб; /м- и laj — длины труб, эквивалентных местным сопротивлениям. Сумма приведенных сил трения £ 7? = 7?! + R2 + R3.
Приведенная сила трения в резьбе Rt определяется при Q — е= Ра (где Рц — усилие гидроцилиндра).
Сила трения в уплотнениях гидроцилиндров поступательного движения, по данным И. В. Макарова (1955 г.),
R2 = fnDb (q0 -j- рр/(1 — р)), (36.91)
где / — коэффициент трения, / = 0,06 4-0,08; q0 — монтажный натяг манжеты, q3 0,1 4-0,15 МПа; р — коэффициент Пуассона (для резины р = 0,3-?-0,35); р — давление.
Для гидроцилиндров винтового движения с а = 12-4-16°, по данным Ю. А. Бочарова (1960 г.),
^^(k0+4^)^Dbp, , (36.92)
где D и b — диаметр и высота трущейся поверхности уплотнений; k0 и kT — опытные коэффициенты; k0 = 0,0094-0,015; = 0,0274-
4-0,030.
471
Сила трения в направляющих R3 (0,05-4-0,1) mg.
Подставляя значения р\ и p'z в (36.86) и принимая давление в аккумуляторе р3 постоянным, после группировки членов получим
a = с - bv2, (36.93)
где k
а = М + pSA s lt + рЗЛ S (36.94)
6 = Si^p/2(l-Hi) + S2%2(1442); (36.95)
с = S1P3 - + mg - R - • <36’96)
Если сливная полость гидроцилиндра постоянно соединена с аккумулятором и не управляется, то в (36.88) и (36.96) = р3.
Гидровинтовые прессы с приводными гидроцилиндрами и промежуточной реечно-зубчатой передачей (рис. 36.6, б). Уравнение движения винта 1
1 = (РА - рА - R,) - 2 R ТПРГ •
(36.97)
Давление жидкости в полостях гидроцилиндра; рабочей
. Р1 = р3-^р/2(1 (36.98)
1 сливной
Р2 = Р4 + £2р/2 (1 + ;2) О)2 + 62р ^li~, (36.99)
1
где со и da/dt — угловая скорость и угловое ускорение винта. Из условия неразрывности k = (mz/2) (SJfi), k2 = (mz/2) (S2/f2). Подставляя в (36.97) значения рг и р2 из (36.98) и (36.99), после группировки членов получим уравнение
а-^- = с-Ьы2, (36.100)
в котором приняты следующие значения коэффициентов;
a^l + pS.-^k^-i-pS.^-k^lp,
b = Si k\pl2 (1 + СО + S2 ^р/2 (1 + £2);
с = S^p3 - + mg-^ - £ R Mc.
(36.101)
472
Гидровинтовые прессы с приводными гидромоторами, воздействующие на винт (рис. 36.7, а). Уравнение движения винта
I -%- = (Р А - Р А) е + - R М- <36-102>
Давление жидкости в напорной и сливной полостях гидромотора можно определить из (36.98) и (36.99). Коэффициенты приведения найдены из условия неразрывности потока жидкости: = = 9/(2лД); k2 = q/ (2л/2), где q— рабочий объем гидромотора (объем жидкости на один оборот ротора).
Подставляя в (36.102) значения pi и р'% из (36.98) и (36.99), после группировки членов получим уравнение (36.100). Коэффициенты имеют следующие значения:
fl — 1 -j- k^S^ep 4 Ч" />
i ,i
b = k^Siep/2 (1 + £i) + ^2S^p/2 (1 + £2);
c = p3Sie - p^ + mg R ----------2 M-
(36.103)
Гидровинтовые прессы с приводными гидромоторами и зубчатой передачей (рис. 36.7, б и в). Уравнение движения винта
- Р&1Ч + 2 R 2
(36.105)
(36.104)
где е — эксцентриситет статора гидромотора; i — передаточное отношение, i = zjz-^, j — число гидромоторов.
Давление жидкости в напорной й сливной полостях гидромоторов можно определить из (36.98) и (36.99)., Из условия неразрывности потока жидкости
е (On Z
можно найти коэффициенты приведения: = qi/(2nft), k2 = qi/(2af2).
Подставляя в (36.104) значения pi и p’i из (36.98) и (36.99), получим так же, как и выше, уравнение (36.100).
Уравнения (36.93) и (36.100) однотипны, поэтому достаточно рассмотреть решение одного уравнения (36.93) с тем, чтобы полученные результаты можно было использовать и для уравнения (36.100) с заменой s на ср, v да ы и dvldt на dmldt. Перемещение, скорость и ускорение ползуна пресса в этом случае можно определить с помощью параметра винта:
U» £, UI
473
Уравнение (36.93) является частным случаем уравнения Рикка-ти, в котором коэффициент при v равен нулю, а остальные коэффициенты постоянны. Разделив переменные и проинтегрировав, получим при начальных условиях t = 0, v = О
t = °- In ^rc_±+v . (36.106)
2 V cb V c/b —v
По (36.106) можно определить время разгона рабочих частей пресса до заданной скорости.
Скорость рабочих частей в функции времени найдем из (36.106):
—) = /1th О- <36 107>
\ ехр--------— t + 1 у
Из (36.107) видно, что при t -» оо скорость рабочих частей стремится к установившемуся значению vv = ]/c/b.
Практически можно считать скорость рабочих частей установившейся при v = 0,95уу, при этом условии время разгона до v = 95уу можно определить из (36.106):
tP = l,83a/[/'^b (36.108)
Перемещение рабочих частей в функции времени найдем интегрированием (36.107), в которое подставим v = ds/dt;
„ 1 + exp V7b t
s = 4 In--------------= 4 In ch 1. (36.109)
b O 1 1/-Г у 6 a
2 exp — V cb t
Произвольная постоянная C± — 0 определена из начальных условий; при t = 0, s = 0.
Ускорение подвижных частей в функции времени можно найти непосредственно из (38.93), подставив в него значение v из (36.107).
Выражение для определения скорости подвижных частей в функции перемещения можно найти совместным решением (36.107) и (36.109):
У= j/_£-[l-exp(-4-S)]. (36.110)
Полученные выражения позволяют проанализировать движение ползуна при разгоне его до определенной заданной скорости с таким расчетом, чтобы получить в конце разгона кинетическую энергию Тэ, необходимую для деформирования поковки (рис. 36.8).
Для возвратного хода уравнение движения будет
(36.111)
Подставляя значения р% и р{ по уравнениям Д. Бернулли и поступая аналогично рассмотренному выше, получим уравнения 474
(36.106)—(36. ПО) для расчета параметров движения рабочих частей. Значения постоянных коэффициентов а, Ь, с следует определить аналогично рассмотренному выше.
Во время рабочего хода рабочая полость гидравлического двигателя сообщается со сливным баком и не влияет на движение рабочих частей, поэтому применимы приближенные уравнения приведенные в п. 35.3 и 35.5.
Расчет параметров движения и давления жидкости в гидросистеме. Для расчета используем упругую модель гидросистемы [22 J.
Установим следующие параметры динамической двухмассовой модели ги-дровинтового пресса (рис. 36.9) для этапа пуска и разгона рабочих масс.
Для приведения жестких масс гидровинтового пресса (рис. 36.9, а) получим
(36.112)
Приведенная масса жидкости в рабочей гидролинии ft + ft (см. рис. 36.6 и 36.7)
т1 — 2щ];к/3 — 2pf 1 (Zx -р 1з)/3.
Масса жидкости в возвратной гидролинии
т2Ж — р( 2^2-
Для Aft и1ж ~ т2ж приведенная масса
= ~р ^2ж)/3, (36.113)
где mVrK и и2!К — масса жидкости в напорной и сливной гидролиниях.
Жесткость напорной гидролинии определяется из условия равенства потенциальной энергии' последовательно соединенных жесткостей жидкости fef и трубы k.,:
, k,k<> ft и ft „
k ~ k± + k2 ~ V 1 + х/И/б (2 - p) VftV = T” Knp’ (36-114)
где x — адиабатический модуль объ< веденный модуль - упругости жидкост и коэффициент Пуансона материала трубы; ft, d, б — площадь проходного сечения, наружный диаметр и толщина стенки трубы; УТ и V — объем жидкости в трубе и полный объем жидкости в гидролинии от аккумулятора до рабочего поршня.
нои упругости жидкости; хпр — при-и трубы; Дир — модуль упругости
Рис. 36.8. Относительные параметры
а)
ползуна гидровинтового пресса
Рис. 36.9. Расчетная динамическая модель
475
Коэффициент турбулентного демпфирования потока жидкости в однородной трубе ft fj
(п q \
S к + S 7Г/
1 1 1 1 /
/ п , ££ \
I VI '+ ~к~di 1 "
кЛр/2. 2j>-i ----------------- | = /р/2 X /р,/^. (36.115)
\ 1 /
где р — плотность жидкости; — коэффициент гидравлического трения в трубах; It, dit ft—длина, диаметр и площадь сечения прямых участков трубы; с, и fj — коэффициент местного сопротивления и площадь сечения трубы, примыкающей к этому сопротивлению; 1Р/ — расчетная длина трубы.
Коэффициент вязкого демпфирования колебаний жидкости (рис. 36.9, б),
с = 2/Ы₽. (36.116)
Относительный коэффициент демпфирования колебаний можно определить по предложенной Ю. А. Бочаровым (1972 г.) эмпирической формуле [22]:
___ / п \ 2
= Vk , (36.И7)
<о г fe .2я VB \ AJ dt г
\ 1 /
где А — экспериментальный коэффициент, А = 0,1-10~6 для систем с минеральным маслом, А — 0,9-10-6 для систем с водной эмульсией; v и vB — коэффициент кинематической вязкости используемой рабочей жидкости и воды при рабочей температуре.
Движение системы можно описать так:
тгхА-\r с (х, — х2) k (xv —х2) = Ро; (36.118)
и2х2 + £ (х2)2 — k(x^ — х2) — R = 0. (36.119)
Поскольку узел колебаний расположен близко к т2< то колебания массы т± оказывают слабое влияние на движение массы т2, и можно предположить k (%! — х2) Ро pofi- Тогда уравнение- (36.119) становится таким же, как рассмотренное ранее уравнение типа Рикатти (36.93), решение которого аналогично (36.109):
х2 = In ch AAAtAL— (36.120)
£ m2
где to — начальное отставание перемещения от силы, t0 ~ Р^/Ро. Рассматривая дальше совместное решение (36.118) и (36.120) и движение массы относительно узла колебаний после преобразований, получим
%1 = А- (1 + ае-|3ю/ sin (у/ — 2₽ + б))
+ in Ch 1/(/ _ /о)> (36.121)
£ г Шу -f- т2
где <о= Vk/m и у = <оV1 — р2 — частота собственных незатухающих и затухающих колебаний; а—начальная амплитуда;
а = -X- ]/ (ePt0/1 cos — 1)2 -ф (e₽oZ1 sin y/J2;
Lwi
476
6 — начальная фаза,
6= arctg
C₽®G sin
1 _ eP®fi cos •yZi
7 — время линейного возрастания силы при включении клапана,
'-Ут-
(lj + (3) .
/j и l3 — длины участка гидролинии от клапана до гидродвигателя (цилиндра) и от клапана до аккумулятора (см. рис. 36.6 и 36.7).
Давление жидкости в гидролинии аккумулятор — гидродвигатель
р (t) = ...*1(0 у *2 (О k = роз (1 + ee-(W sin _ 2₽ + в)) _
_ (fo ~ Ю th2 -EJfojpfLL- _ t у (36 ]22)
fl mi+«l2
Наибольшее давление найдем из (36.122) для малых [3 < 0,1:
Р'П = Роз [1 + 7^7? ехр у=г)] (36-123)
Демпфирование |3 уменьшает величину максимального давления. Влияние конструктивных параметров выясним при Р = 0:
Pm = Роз (1 + '> Д> ) • (36.124)
\ ‘1 Т ‘3 /
Интересно отметить, что, как это следует из (36.124), для гидравлических прессов желательно рт/роз 1, для этого следует клапан располагать вблизи гидроцилиндра (Zx -> 0). В гидроимпульсных машинах целесообразно рт/р03 -> 2, и клапан должен быть расположен вблизи аккумулятора (Zi/(Zi + /3) 1).
Для гидровинтовых прессов и гидромолотов целесообразны ограниченные по амплитуде колебания рт/рл «£ 1,5, и клапан желательно располагать вблизи середины гидролинии ^/(Zj + Z3) •
Время демпфирования колебаний и уменьшения амплитуды в па = aja, раз 1п па 1/ т 1п па2л 1/ т .
V Т- Л,;,„ (£,„,<,,)* V Т . <36J25)
Колебания прекращаются быстрее с увеличением вязкости жидкости, сопротивления и жесткости гидролинии.
Энергетический расчет и КПД. Для гидровинтовых прессов применяют иасосно-аккумуляторный привод. Мощность насосов и электродвигателей определяют по средней мощности в течение технологического цикла. Мощность насосов для винтового пресса с гидроцилиндрами
ки = РозРи « Роз ’ (36-126)
(гм Т £т/ По
где Но — объемный КПД гидросистемы, т]о « 0,954-0,98.
Мощность насосов для прессов с гидродвигателями вращательного движения
= Роз Qu ~ Роз ) п— = л a ) п— Раз' (36.127)
я.(‘м ~г ‘т/ По п (‘м т 'т/ По
где q — рабочий объем гидродвигателя (объем жидкости, требующейся на один оборот),
477
Мощность электродвигателя
Мдд — ^н/'Пв,
(36.128)
где т]н — КПД насосов, г)н ~ 0,8ч-0,85.
Электродвигатель в насосно-аккумуляторном приводе работает в установившемся режиме с высоким КПД ("Пэд ~ 0,85). Мощность электрического тока, потребляемого из сети,
с “ ^эд/Т1эд-
(36.129)
Приводимый электродвигателем насос создает запас потенциальной энергии сжатой жидкости в аккумуляторе:
4 = (36.130)
где VM — маневровый объем жидкости в аккумуляторе (объем жидкости, требующейся на один цикл работы пресса).
КПД разгона рабочих частей. Передача энергии давления жидкости из аккумулятора в рабочий цилиндр или гидромотор происходит с потерями, обусловленными трением жидкости в гидролиниях и местными сопротивлениями. Рабочая жидкость в период разгона совершает индикаторную работу Л£ = Л₽т)Р«
На основе испытаний гидровинтовых прессов можно принимать т)Р « 0,6ч-ч-0,7 (т)Р а Т9/ЛР).
КПД рабочего хода. Условность этой величины объясняется тем, что в качестве работы движущих сил рассматривается кинетическая энергия рабочих частей пресса (а не привода) и работа сил тяжести и индикаторная работа жидкости;
Лд = « = ^дМ + П+^)- (36.131)
Пренебрегая работой сил тяжести рабочих частей, получим
„ sa Лд _ ФдРд^д
,д Л« + Тэ Л« + 7Э*
Индикаторная работа жидкости
Al = S1 J Pl ds - S2 j Pl (S> ds ~ Л?Р1513д, 0 0
(36.132)
(36.133)
где rjJ — гидравлический КПД во время рабочего хода; по опытным данным, 1]? «0,75ч-0,8.
КПД машинного цикла. Механический КПД пресса в течение цикла
т)м = 7э/ЛЧ. (36.134)
Эффективный КПД цикла гид'ровинтового пресса определяется отношением полезной работы деформирования поковки к работе, затраченной аккумулятором в течение цикла:
т)э=Лд/Да. (36.135)
По данным испытаний, т]э = 0,4ч-0,45,
478
ч Глава 37 >
КОНСТРУКЦИЯ ВИНТОВЫХ ПРЕССОВ И ОСОБЕННОСТИ РАСЧЕТА ИХ ДЕТАЛЕЙ
37.1. ФРИКЦИОННЫЕ ВИНТОВЫЕ ПРЕССЫ
Особенности конструкции винтовых двухдисковых фрикционных прессов можно рассмотреть на примере пресса ЧЗПА им. М. И. Калинина мод. Ф1238 усилием 6,3 МН. (рис. 37.1).
Вращение от электродвигателя посредством клиновых ремней передается шкиву приводного вала 5 из стали 45, на котором укреплены фрикционные диски 4 и 6, отлитые из чугуна СЧ 30. Расстоя-
Рис. 37.1. Двухдисковый винтовой фрикционный пресс
Ob
ние между дисками устанавливается на 3—5 мм больше диаметра маховика. Под действием гидроцилиндра 7 вращающиеся диски поочередно прижимаются к маховику 8 из стали 35, при этом изменяется направление его вращения. Левый диск 4 служит для движения ползуна вниз, а правый 6 — для возвратного хода.
Станина пресса выполнена предварительно напряженной, составной из двух частей: стола со стойками 1 (цельная отливка из чугуна СЧ 30) и верхней поперечины 3 (литье из стали 35). Обе части соединены двумя стяжными болтами 2 (из стали 45). Предварительное напряжение обеспечено подогревом болтов и их удлинением с поворотом гаек на 170° относительно положения, полученного при холодной затяжке. Направляющие станины облицованы . планками из антифрикционного сплава ЦАМ 10-5.
Поперечина фиксируется на стойках двумя цилиндрическими кольцами, препятствующими ее смещению в горизонтальной плоскости. К нижней части поперечины прикреплены резиновые амортизаторы, предназначенные для смягчения удара ползуна о поперечину при ходе вверх, когда тормоз неправильно отрегулирован. В центральной расточке поперечины запрессована гайка 9 винтового рабочего механизма. Винт 10 этого механизма, изготовленный из стали 40ХНМ, имеет несамотормозящую четырехходовую правую резьбу прямоугольного профиля. Обод маховика облицован сменными фрикционными секторами из пресс -асбеста для увеличения силы трения между маховиком и дисками.
37.2. ЭЛЕКТРОВИНТОВЫЕ ПРЕССЫ
На ЧЗПА им. М. И. Калинина изготовляют электровинтовые прессы по схеме, приведенной на рис. 35.3, б, со статором электродвигателя в виде двух дуг (рис. 37.2).
Два дуговых статора 1 (рис. 37.2, б) на верхней плите станины расположены один против другого, благодаря чему происходит уравновешивание сил от действующих электромагнитных полей. Каждый дуговой статор состоит из корпуса 6, набора статорного железа 3, в пазы которого заложена обмотка 4, нажимных секторов 5 и деталей крепления. При подаче напряжения из электросети в статорах возникает бегущее электромагнитное поле, которое, увлекая маховик, заставляет его вращаться вместе с винтом, в результате чего ползун с гайкой получает поступательное движение. Ход ползуна реверсируется переключением фаз на обмотках дуговых статоров. Дуговые статоры относительно оси маховика центрируются шпонками 7. Для более жесткого их фиксирования предусмотрены две стяжки 2..
Более подробные сведения можно найти в работе [2 ].
480
Рис.
а — общий вид; 1 винт; 6 — гайка;
пресс с дуговым статором:
37.2. Эле^тровинтовой
— вентилятор; 2 — маховик; 3 — дуговой статор; 4 — тормоз; 5 7 — ползун; 8 — выталкиватель; 9 — станина; б — дуговой статор
37.3. ГИДРОВИНТОВЫЕ ПРЕССЫ
На ЧЗПА им. М. И. Калинина изготовлен гидровинтовой пресс мод. Ф2738 номинальным усилием 6,3 МН.
Станина 3 (рис. 37.3) состоит из двух стоек и основания, отлитых из серого чугуна, и верхней поперечины из стали, стянутых четырьмя стальными шпильками. Все четыре направляющие планки станины регулируемые, они крепятся к стойкам шпильками. Ползун 4 стальной литой с удлиненными направляющими поверхностями.
• 16 А. Н. Банкетов и др. 481
garni
Винт 2 (винтовой цилиндр) из стали 40ХНМА посредством прямоугольной шестизаходной несамотормозящей резьбы сопрягается с_гайкой 1, закрепленной в верхней поперечине станины. Нижним
концом винт через стальную закаленную пяту и подпятник из антифрикционного сплава соединяется с ползуном. Во время разгона ползуна вниз и возвратного хода между сопрягаемыми поверхностями подпятника должен быть зазор 1,5—2 мм, заполненный жидкой смазкой. В нижней части винта над ползуном смонтирован стальной маховик, закрепленный четырьмя штифтами. В верхней части винта выполнен рабочий
ЛоряОм бианмени.я жктромагшитя
482
цилиндр, с которым через бронзовую втулку и уплотнения сопрягается полый плунжер, шарнирно закрепленный в поперечине станины.
Гайка 1 выполнена составной из внутренней бронзовой втулки и стального наружного корпуса, посадка ее в поперечину предусмотрена с натягом 0,1—0,15 мм.
Два возвратных цилиндра 5 плунжерного типа'установлены в боковых стойках станины, а гидравлический выталкиватель 7 — в столе пресса.
Гидроагрегат 6 состоит из насоса мод. УН100-55 (давление 20 МПа, подача 100 л/мин) с приводом от электродвигателя мощностью 55 кВт, поршневого гидропневматического аккумулятора, клапанного распределителя и поршневого устройства для нагнетания воздуха в аккумулятор подщавлением 20—22 МПа с использованием заводской пневмосети. В качестве рабочей жидкости применяется водная эмульсия на основе эмульсолов ВНИИНП-Г17 или ВНИТОЛ.
Более подробные сведения по конструкции гидровинтовых прессов приведены в работе [2].
37.4. ОСОБЕННОСТИ РАСЧЕТА ДЕТАЛЕЙ ВИНТОВЫХ ПРЕССОВ.
В ГОСТ 713—81 указаны номинальное усилие прессов Рн, по которому технологи выбирают пресс, а также допускаемое рабочее усилие Рр = 1,6РН, с которым пресс может работать длительное время без опасности поломки его основных деталей. На это рабочее усилие проводят расчет на прочность всех деталей пресса, работающих при переменных нагрузках.
При соударении штампов без поковки в системе пресса возникает так называемое усилие холодного удара Рх. у. Его определяют по формуле (35.9, а). Обычно Рх. у = (2,54-3,5) Рн.
Винт. Это элемент пресса, определяющий в основном его размеры (см. рис. 35.6). Наружный диаметр нарезки винта (в см) определяется по эмпирической формуле
Ра = (12ч-13)/А> (37.1)
где Рн — номинальное усилие пресса, МН. Винты изготовляют из стальных поковок (сталь 60С2, 40ХНМА) и подвергают термообработке. После конструктивного оформления деталей и узла винта осуществляют проверочный расчет винта на усталостную прочность от рабочего усилия Рр = 1,6РН.
Рассматривают схему нагружения винта и строят эпюры крутящих моментов и сжимающих сил. Совместное рассмотрение эпюр нагружения с эскизом винта [21 позволяет выявить опасные сечения и максимальный крутящий момент >ИКр.шах, действующий на винт в этом сечении.
16*
483
Напряжения сжатия в винте (при Рр = 1,6РК)
Ошах — 4/Д/лД2. (37.2)
Амплитуда переменных напряжений
(37.3)
Напряжения кручения
ТДах МКР. тах/(0,2сР). (37.4)
Амплитуда напряжений кручения
''-а “ ’'-тах/2. (37.5)
Коэффициент запаса прочности для нормальных напряжений определяют по формуле (2.40), а для касательных — по формуле (2.41). Суммарный коэффициент запаса прочности по усталости находят по формуле (2.42). Необходима также проверка на единичную перегрузку от усилия холодного удара Рх. у для прессов, не имеющих предохранителей. Для этого определяют возникающие от усилия холодного удара максимальные напряжения сжатия и кручения, а затем находят эквивалентные напряжения
Оэкв = К <^(пах Д' Зттах- (37.6)
Коэффициент запаса прочности по временному сопротивлению от перегрузки винта усилием холодного удара
пх. у = оБ1/оэкв> 1,5. (37.7)
Станина (см. рис. 37.1; 37.2, а; 37.3, а). Станины прессов усилием до 2,5 МН рекомендуется изготовлять цельными чугунными со стяжными шпильками, станины прессов усилием 4 МН и выше — разъемными. При этом материалом стоек и стола служит чугун, а траверса выполняется из стального литья. У прессов усилием 10 МН и выше стол рекомендуется изготовлять из стального литья. Станины выполняют как с двумя, так и с четырьмя стяжными шпильками.
Диаметр шпильки, см;
при двух шпильках
dp==(9~-12)J/A, (37.8)
при четырех шпильках
d₽ = (7-b-8)KP;, (37.9)
где Рв— номинальное усилие, МН.
Площадь сечения стойки
FC = (2,5-3)FUI, (37. Ю)
где — площадь сечения шпильки.
Стойки. Хотя на стойки пресса при работе действуют крутящие и изгибающие моменты от усилий, передающихся на стойки 484
со стороны ползуна, можно ограничиться одной проверкой стоек на сжатие при их затяжке. Расчет затянутого соединения проводят по методике, изложенной в 5.1, исходя из усилия Рр — 1,6РН. Усилие затяжки Ра = ф3Рр; ф3 = 1,5ч-1,7.
Траверса. Исходя из рабочего усилия пресса Рр, задавшись высотой траверсы и приняв ее ширину равной глубине стоек, можно на ЭВМ определить оптимальную толщину стенок траверсы, используя формулу для определения касательных напряжений:
р <?
T = (37.11)
Z I T.pt'Tp
где Рр/2 — перерезывающая сила, действующая в траверсе у концевых элементов вблизи стоек; Ь,гр — ширина приведенного сечения траверсы; STP — статический момент площади сечения траверсы, расположенный выше горизонтали, проходящей через опасное сечение; 7ТР — момент инерции сечения траверсы относительно горизонтальной оси, проходящей через центр тяжести траверсы; [т ] — допускаемые касательные напряжения, МПа (табл. 37.1).
При выбранной толщине стенок траверсы с учетом необходимых отверстий по центру траверсы можно определить с помощью ЭВМ минимальную высоту траверсы, которая бы удовлетворяла условию
0Р = Л1й„(//]р-Л<[а], (37.12)
где Л4И. тр — изгибающий момент в опасном сечении траверсы; ЯТР — высота траверсы; ус — расстояние от центра тяжести до нижней кромки сечения; [о ] — допускаемые нормальные напряжения (табл. 37.1).
Стол. Наряду с изгибом стол пресса испытывает и кручение. Высоту затянутых элементов стола выбирают конструктивно. Тогда исходя из допускаемых касательных напряжений с помощью ЭВМ можно определить наименьшую толщину сечения стола с,.т, которая бы удовлетворяла формуле
(37.13)
Z 1СТССТ
Таблица 37.1
Допускаемые напряжения (в МПа) в элементах станины винтового пресса, изготовленных из различных материалов
Вид допускаемых напряжений Стойки Траверса Стол
СЧ 25 . СЧ 25 Сталь 35Л СЧ 25 Сталь 35Л
[о] 45 45 100 25 50
[г] 60 60 80 35 40
0,6 [т] 36 36 48 21 24
485
Пониженные значения допускаемых касательных напряжений принимают для ориентировочного учета кручения, возникающего в сечении стола. Приведенное опасное сечение стола обычно имеет форму тавра (аст — ширина верхней полки, 6СТ — ширина нижней полки, сст — толщина средней части стола).
Величины аст и 6СТ задаются в зависимости от полученной выше величины сст. Для определения высоты средней части стола при принятых аст, Дт и б?ст используют специальную программу для ЭВМ, составленную на основе формулы
Стр = Мй. „УсИю < [ст], (37. 1 4)
где Ми. Ст = 0,4РД (37.15) — максимальный изгибающий момент в середине стола, МНм; I — расстояние между стяжными шпильками, м.
Далее проверяют касательные напряжения от крутящего момента в местах стола, прилегающих к затянутым участкам (вблизи стоек):
где Мкр — крутящий момент, действующий в сечении стола.
Необходимо, чтобы
тИер + ткР<1т]. (37.16)
Определение крутящего момента, действующего на стол, проводится в следующей последовательности (см. схемы на рис. 35.3, б, 37.2, а). Усилие, действующее на направляющую,
Лш = -^со5₽„, (37.17)
где Л4Г — момент трения в гайке, Л4Г = 0,5Рр dcp tg (а + <р); а — угол подъема резьбы; <р — угол трения; (Зн — угол наклона равнодействующей к горизонтали; Дн — расстояние от центра направляющей до оси ползуна.
Усилие, действующее перпендикулярно плоскости рамы в ее верхних углах,
Q = Ма/1, (37.18)
где Мп — момент в гайке; I — расстояние между осями шпилек
2 2
(3719>
/п — коэффициент трения в пяте; и гп — наружный и внутренний радиусы пяты.
Станина пресса рассматривается как рама, каждую ее стойку считают заделанной в столе и траверсе. В раме за боковые стержни принимают оси стяжных шпилек, а за горизонтальные стержни — прямые, проходящие через середины высот стола и траверсы, стя-486
гиваемых стяжными шпильками. Длина (высота) рамы /2 = 1С ф-+ 0,5 (/„ + /тр) (см. рис. 5.8, а), ее ширина = I (I — расстояние между шпильками, 1С — высота стойки, /,.т — высота стола, ZTP — высота траверсы).
Полученную раму разрезаем посредине траверсы и прикладываем в точках разреза единичные нагрузки в двух взаимно противоположных направлениях (перпендикулярных плоскости рамы). Крутящий момент, действующий в столе,
Л4СТ = Ql2 + Р^ + X, (l2 4- /г/2), (37.20)
где XY — усилие, определяемое из уравнения бпХ, + б1р — 0; а2 — высота рамы; at — расстояние от точки приложения равнодействующей к направляющей до нижнего стержня рамы; 5Х1 — перемещение от единичной силы в направлении 1; б1р — перемещение от рабочей нагрузки в направлении 1. Допускаемые напряжения приведены в табл. 37.1.
Динамику нагружения стола учитывают пониженными значениями допускаемых напряжений (динамические деформации столов, как показали эксперименты, вдвое превышают статические деформации). На усилие холодного удара станину не проверяют.
Жесткость пресса. Наряду с прочностью винтовые прессы должны обладать достаточной жесткостью. Нормы жесткости разработаны ЭНЙКмашем.
Номинальное уси-
лие, МН............. 4 6,3 10 16 25 40 63 ' 100
Жесткость, МН/м:
пресса ..... 900 1100 1400 1800 2200 2800 3 600 4 700
станины Сс . . 3000 3700 4700 6000 7500 9300 12 000 15 000
При конструировании деталей станины винтового пресса необходимо помнить, что их суммарная деформация под действием рабочей нагрузки не должна превосходить величины
Раздел V
РОТАЦИОННЫЕ МАШИНЫ
Глава 38
ОБЩИЕ СВЕДЕНИЯ. ПРАВИЛЬНЫЕ И ГИБОЧНЫЕ МАШИНЫ
38.1. КЛАССИФИКАЦИЯ И НАЗНАЧЕНИЕ РОТАЦИОННЫХ МАШИН
Машины ротационного типа по технологическому назначению, как и кривошипные машины, можно подразделить на две группы (рис. 38.1): для листовой и объемной штамповки, ковки и обработки сортового проката. К первой группе относятся дисковые ножницы, некоторые виды правильных и гибочных машин, профилировочные и профиленакатные машины, машины для ротационного выдавливания и для производства днищ обкаткой. Ко второй группе относятся ковочные вальцы, станы для накатки шестерен, резьбонакатные автоматы, станы для раскатки колец, профилей и колесопрокатные станы, мощные машины для ротационного выдавливания (обрабатывающие заготовки в виде отливок и поковок), станы для периодического проката, а также некоторые правильные и гибочные машины. Машины ротационного типа по виду рабочего органа (инструмента) могут быть подразделены на валковые, роликовые, сегментные и дисковые. Несколько обособленную группу составляют гибочные машины с поворотной траверсой (профилегибочные) и поворотным столом.
К валковым относятся некоторые виды правильно-гибочных машин, станы для продольного и поперечного проката. К роликовым относятся отдельные виды правильно-гибочных машин (для сортового проката), раскаточные машины, машины для получения днищ обкаткой роликом, машины для ротационного выдавливания и др. К дисковым машинам относятся дисковые ножницы, а к сегментным — ковочные вальцы.
Все описываемые машины характеризуются тем, что рабочие операции в них совершаются во время транспортировки заготовки, вследствие чего может быть более полно использован цикл их работы (по времени); для этого необходимо лишь автоматизировать подачу заготовок. В отличие от машин ротационного типа молоты и прессы используют в качестве рабочего хода лишь небольшую часть всего хода и, как правило, не используют обратный ход, т. е. в этих машинах используется лишь небольшая часть цикла работы. , •
488
Рис. 38.1.
Классификация машин ротационного типа
Другим очень важным качеством ротационных машин является возможность осуществления непрерывного процесса обработки Заготовки.
Все это будет способствовать более широкому внедрению в кузнечно-штамповочное производство машин, выполненных по ротационному принципу (машин, обеспечивающих высокую производительность). Ротационные машины широко применяют при производстве профилей в машиностроении. Как известно, профили могут быть полученч прессованием, а также на валковых (поперечного
489
и продольного проката) и роликовых ротационных машинах (многороликовых профилировочных).
Если главным силовым параметром прессов является номинальное усилие, то главным силовым параметром ротационных машин —• номинальный крутящий момент на главном валу. Для некоторых машин, например ковочных вальцов, главным параметром является номинальное усилие.
38.2. КЛАССИФИКАЦИЯ ПРАВИЛЬНЫХ И ГИБОЧНЫХ МАШИН
Правильно-гибочные машины получают в машиностроении и металлообработке все большее распространение. . Они нашли применение в массовом, крупносерийном и мелкосерийном производствах. Область их применения расширяется в связи с внедрением сварки в машиностроение и металлообработку.
Основные технологические процессы правки и гибки основаны на деформации поперечного пластического изгиба, на деформации в штампах или деформации в роликах или валках. Кроме того, гибка может быть подразделена на свободную и по шаблону. В последнее время правку и гибку осуществляют с применением деформации растяжения. В некоторых машинах применяют комбинацию из различных процессов: изгиб с растяжением, растяжение с обжатием и т. п. Классификация ротационных машин, применяемых для правки, приведена в табл. 38.1, а для гибки — в табл. 38.2. Как видно из таблиц, имеется очень большая номенклатура правильно-гибочных машин. В настоящей главе рассмотрим лишь наиболее характерные типовые конструкции ротационных гибочных и правильных машин, а именно валковые листогибочные машины, зиг-машины, многороликовые правильные машины с перегибающим устройством. Более подробно все эти машины рассмотрены в работе [14].
Таблица 38.1
Классификация ротационных правильных машин
Кузнечно-штамповочные машины для обработки
листа сортового проката н полос труб
Листоправильные: многовалковые, закрытые с параллельным и непараллельным расположением валков и перегибающим устройством Сортоправильные: многороликовые открытые, закрытые одноплоскостные, двухплоскостные; косовалковые Трубоправильные.- косовалковые, роликовые, с косорасположенными роликами, для особо тонкостенных труб
490
Таблица 38,2
Классификация ротационных гибочных машин
Кузнечно-штамповочные машины для обработки
листа полос и ленты сортового проката труб
Листогибочные: валковые—трехвалковые симметричные и асимметричные; четырехвалковые; роликовые для подгибки кромок. Профи-легибочиые с поворотной траверсой Гибочные: трехроликовые горизонтальные с наклонным расположением роликов и вертикальные для крупных изделий, с поворотным столом и по шаблону с обкаткой роликом. Профилировочные: многор ол и но- вые, парнороликовые открытые (знг-машины) и закрытые Гибочные: трехроликовые горизонтальные с наклонным расположением роликов и вертикальные для крупных изделий, с поворотным столом и по шаблону с обкаткой роликом. Профилировочные: парнороликовые открытые (зиг-машины) и закрытые Трубогибочные роликовые (гибка на большие диаметры) с поворотным столом
38.3. КОНСТРУКЦИЯ ПРАВИЛЬНО-ГИБОЧНЫХ МАШИН
Для гибки листов применяют листогибочные трехвалковые и четырехвалковые машины, валки которых расположены горизонтально. На рис. 38.2 показаны схемы гибки на различных машинах. Подача листа осуществляется в результате трения между листом и валками. В момент прохождения листа под верхним валком участки листа получают равномерную по длине остаточную кривизну. Лист может быть согнут на любой радиус, но не менее радиуса среднего валка. Наибольшая кривизна, получаемая листом за один проход, ограничивается силой сцепления приводных валков и изгибаемым листом. По этой причине гибку на малые радиусы производят за несколько последовательных проходов, причем после каждого прохода листа прогиб увеличивается. Машины этого типа изготовляют трехвалковыми симметричными (рис. 38.2, а), трехвалковыми асимметричными (рис. 38.2, б) и четырехвалковыми (рис. 38.2, в). Кроме того, каждая из машин може.т иметь несколько дополнительных валков. Машины с дополнительными валками называются комбинированными и могут быть использованы не только для гибки, но и для правки листа.
На трехвалковых и четырехвалковых машинах можно изготовлять заготовки типа цилиндров, конусов и в виде дуг. На рис. 38.3 показана трехвалковая симметричная машина. Как видно из рисунка, на сварной раме установлены две стойки, около одной из них расположен привод машины. В подшипниках стоек
491
Рис. 38.2. Расположение валков в гибочных валковых машинах
Рис. 38.3. Трехвалковая симметричная гибочная машина находятся валки — верхний (неприводной) и два нижних (приводных)? Для снятия с машины готового цилиндра правая стойка может откидываться на шарнире, а правый конец верхнего валка — подыматься. Кроме того, верхний валок регулируется но высоте. У асимметричных машин (см. рис. 38.2, б), как правило, приводными являются верхний и нижний валки, а регулируемыми — нижние валки.
При гибке на симметричных машинах передний и задний края листа остаются прямыми на длине, равной приблизительно половине расстояния между осями нижних валков. Хотя асимметричные машины имеют технологическое преимущество перед симметричными машинами (позволяют получать цилиндры с изогнутыми краями), однако конструкция последних более простая, и поэтому они нашли большее распространение. Правда, асимметричные машины все чаще применяют для гибки толстых листов (толщиной 20—60 мм).
Применение четырехвалковых машин (см. рис. 38.2, в) позволяет получать изделие с изогнутыми краями с одной установки его в машину — за два прохода листа (в прямом и обратном направлении). Как правило, верхний валок в таких машинах приводной, иногда приводным выполнен нижний валок. Боковые валки могут регулироваться. В конструкциях валковых машин все чаще для привода вспомогательных механизмов применяют гидравлику. Основные параметры листогибочных трех- и четырехвалковых машин регламентирует ГОСТ. Машины осуществляют гибку листа толщиной 1,6—63 мм и шириной 1250—4000 мм, скорость гибки 8—3 м/мин.
Для гибки сортового металла применяют трехроликовые сортогибочные машины. Гибка происходит между сменными роликами, имеющими специальную форму для каждого профиля.
Машины выпускают с горизонтальным для профилей малого размера и с вертикальным для профилей среднего и крупного размера расположением осей роликов. Машины могут быть симметричными и асимметричными. На рис. 38.4 представлена горизонтальная симметричная сортогибочная машина.
Для зиговки, гибки, отбортовки и рифления листов и полос предназначены зиг-машины (рис. 38.5). Их также применяют для 492
J
Рис. 38.4. Горизонтальная сортогибочная машина:
I «*. станина; 2 — ннжнне ролики; 3 — верхний ролик; 4 — маховик; 5 — винт регу« лировки верхнего ролика
рифления . цилиндрических поверхностей барабанов. На этих машинах выполняют разнообразные уступы, зиги, отбортовки и закаты бортов Основные параметры зиг-машин регламентированы ГОСТом (для листов’ .и полос толщиной 1,6; 2,5 и 4 мм и скорости обработки 10—4 м/мин).
Для правки листов применяют многовалковые листоправильные машины. На рис. 38.6 показан разрез рабочей клети одиннадцати-валковой машины для правки листа размером 10 X 2000 мм (минимальная толщина листа '4 мм).
Лист пропускают между двумя рядами валков, расположенных в шахматном порядке. Каждый участок листа получает многократ
ный изгиб в противоположные стороны, причем напряжений растяжения в листе превышают предел текучести материала листа. С увеличением числа валков, через которые проходит лист, качество правки улучшается. Вращение на правильные валки рабочей клети передается шарнирными шпинделями от шестеренной клети, получающей привод от двухступенчатого редуктора с электродвигателем.
Рис. 38.5. Кинематическая схема зиг-машины мод. ИБ2713
493
4 3
Рис. 38.6. Разрез рабочей клети валковой листоправильной машины:
/ —• стойки; 2 — ивжяяя траверса; 3 — опорные ралнкн; 4 — нижние налкн; 5 —верх* иие валки; & —• нажимной шпиндель; 7 — первичные передачи; 8 — электродвигатель регулировка положения подвижно# траверсы; 5 — верхняя траверса; 10 — недвижная траверса; tt — регулировочные клинья (для установки опорных роликов по отношению к валкам); 12 — шпиндели регулировки направляющих валков
Правильная машина (рис. 38.6) имеет лишь общую регулировку валков по высоте (вместе с верхней траверсой). После правки в таких машинах лист имеет небольшую кривизну, которая возникает от нажима крайних валков.
Иногда машины имеют направляющие приводные валки, окружная скорость которых меньше окружной скорости правильных валков. В связи с этим лист в процессе правки растягивается между направляющими и правильными валками, что приводит к выравниванию листа. Для качественной правки тонких листов применяют так называемые перегибающие валки, осуществляющие перегиб листа в обе стороны (на 180°).
На рис. 38.7 показана кинематическая схема одиннадцативалковой правильной машины с перегибающим устройством мод. ПМ-1 для правки рулонной стали (размером 3 x 2300 мм) со ско-ростью 0,2—1,2 м/с. Правильная машина включает следующие основные узлы: щетки, задающие ролики, перегибающие устройства, правильные валки. В свою очередь, перегибающее устройство состоит из семи валков: одной пары подающей, гибочного валка и двух пар тянущих валков. Все валки машины, кроме гибочного, приводятся от одного электродвигателя постоянного тока мощностью 75 кВт. Движение передается валкам через редуктор и шестеренную клеть. Гибочный валок имеет вертикальное перемещение, осуществляемое посредством коленно-рычажного меха-494
Рис. 38.7. Кинематическая схема правильной машины с перегибающим устрой* ством:
1 — щетки; 2 — гибочный валок; 3 — путевой переключатель; 4, 6 ^-опорные ролики} 5 — электродвигатель; 7 — гайка; 5—правйльнъте ролики; 9 — пневмоцилиндры; tO — тянущие валки; 11 — тюдающае валки; 12 — задающие валки; 13 — маховик;
— червяк; 15 — шестеренная клеть; 16 — упругая муфта; 17 — электродвигателье 18 — редуктор
низма от двух пневмоцилиндров. Регулировка величины подъема гибочного валка на заданную высоту осуществляется вручную от маховика. Управление подъемом валка кнопочное и автоматическое. Регулировку величины раствора правильных валков производят от двух электродвигателей'.
Работа машины происходит следующим образом. Когда лента проходит между подающими валками и поступает в тянущие валки, гибочный- валок автоматически поднимается и перегибает ее. После этого лента проходит через правильные валки и затем поступает на вырубку.
В современных конструкциях правильных и гибочных машин вместо громоздких шестеренных клетей и редукторов с цилиндрическими колесами (см. поз. 18 на рис. 38.7) стали применять планетарные редукторы, что резко снижает массу привода и его габариты.
495,
38.4. СИЛОВЫЕ ФАКТОРЫ, ДЕЙСТВУЮЩИЕ НА ВАЛКИ И РОЛИКИ
Валковые гибочные машины. Для симметричных машин усилия (рис. 38.8, а), действующие на боковом валке,
Рб = -J- /го/60] оэот/К sin а, (38.1)
на среднем валке
п 2 [&J + йо/60] <оот zoo 1 „\
“--------ТГ^--------’ V38’1 а'
где
Sina“ 2 (Л4-Об/2)’ (л+ 60 )®стт — Мп,
а для асимметричных машин (рис. 38.8, б) П 1^1 Ч" ^о/60] ( 1 I 1 \
ср~ R I tga tgp г
(38.2)
где о) — момент сопротивления сечения листа; sin Р — a/(R 4-+ DH/2).
Коэффициент kr имеет следующие значения: для прямоугольника 1,5; для круга 1,7; для двутавра при изгибе относительно оси средней стенки 1,8, а относительно оси, проходящей через центр тяжести сечения и параллельной полке, 1,2.
Коэффициент fe0 = 10 для сталей 10—15, Ст1 и Ст2; kQ = 11,6 для сталей 20—25, СтЗ и Ст4; k0 = 14 для сталей 30—35 и Ст5; k0 = 17,6 для сталей 40, 45, 50, Стб, 15Х—40Х, 20ХН и 40ХН.
Усилия на четырехвалковых машинах определяют аналогично усилиям на трехвалковых машинах. ч
Валковые листоправильные машины. Лист (см. рис. 38.7) рассматривают как многоопорную балку, нагруженную по осям валков сосредоточенными силами Plt Р2, Ps, ...,Рп. Задачу упрощают, считая, что под всеми валками изгибающие моменты одинаковы и равны пластическому моменту A40=fe1©oT, за исключением момента под крайними валками, который принимают = 0.
Усилия на валках определяют из условия равенства изгибающего момента листа сумме моментов сил по одну сторону от рассматриваемого валка. Тогда усилие на первом правильном валке (рассматривается момент, создаваемый силой Р2)
Рг = 2М0Л - (38.3)
Рис. 38.8. К определению усилий гибки на трехвалковых гибочных машинах
496
и на втором валке
Р2 = 6Л40/7.
(38.4)
Усилие на третьем и четвертом валках
Р3 = (38.5)
На остальных валках, кроме двух последних, усилие
Л=-’-=^-2 = 8ад (38.6)
на предпоследнем валке
Рп^ = 6Л40Д, t (38.7)
и на последнем валке
Рп = 2Д40//. (38.8)
Аналогичные формулы используют при расчете роликовых машин.
38.5. ОПРЕДЕЛЕНИЕ КРУТЯЩИХ МОМЕНТОВ И ПОТРЕБЛЯЕМОЙ МОЩНОСТИ
Гибочные валковые и роликовые машины (рис. 38.8, а, б). Для случая чисто пластического изгиба с упрочнением крутящий момент, расходуемый на деформирование на верхнем приводном валу, составляет [14] при гибке прямого бруса (листа)
М’кр = (Мв + Мо) Dcp/(iP), (38.9)
при гибке предварительно согнутого бруса (листа)
Л4'р = (Ми + Л41н)(1/Я - 1/7?,) Г>ср/4, (38.10)
где Л41И — [kr + /г0/(2Г1)) ®от—изгибающий момент (начальный); R — радиус согнутого бруса (листа); /?, — радиус предварительно согнутого бруса; гх = RJh — относительный средний радиус предварительно согнутого бруса (листа); h — толщина или высота бруса; Мв = £о/6О) юот.
Крутящий момент, расходуемый на преодоление трения, ^для случая, представленного на рис. 38.8, а,
А4Кр = k (РСр 2Рб) ср^ср £,6 + Р> (38.11)
где k — 0,8 мм — коэффициент трения качения валков по листу при горячекатаном материале; k = 0,5 при холоднокатаном материале; / = 0,06 — коэффициент трения скольжения цапф валков в подшипниках скольжения (при шариковых или роликовых подшипниках / = 0,02); d№ — средний диаметр подшипников верхнего валка; da — диаметр подшипников боковых валков.
497
Для случая, представленного на рис. 38.8, б, имеем
2Икр = k (Рср + Рп 4~ Рз) 4“
+ + (38.12)
где Рср, Р„ и Р3 — усилия, действующие соответственно на средний, передний и задний валки; dn шаметр подшипников нижнего (переднего) валка; d. — диаметр подшипников заднего валка; Drp — средний диаметр верхнего валка, м.
Общий крутящий момент на приводном валке
МКР = + (38.13)
Мощность привода машины, кВт,
N = Mhpy/(500£)cp,r]llp), (38.14)
где Мкр — крутящий момент, Н-м; v — окружная скорость (скорость правки), м/с; цпр — КПД привода.
Правильные валковые и роликовые машины. Суммарный крутящий момент, необходимый для осуществления правки, находят после определения суммарного усилия, действующего на валки при правке. Усилия, действующие на валки, находят, как и для гибочных машин [14], исходя из условий равенства изгибающего момента бруса, подвергаемого правке, сумме моментов сил, лежащих по одну сторону от рассматриваемого валка.
Для упрощения расчет суммарного усилия на валки проводят исходя из условия Л!о = fepon.j,. Тогда суммарное усилие
£Р = 4Л4, (и — 2)//, (38.15)
где п — число валков (роликов); t — шаг правильных ва'Дков (роликов).
Общий крутящий момент на валках складывается из моментов, затрачиваемых на искривление листа (бруса), на создание его перегиба в валках и на преодоление трения:
М„ = (М.+Я)-^ + '^(л-2) +
+2 р‘к'+-йг+(2 2 «J'-r+2 «'4 <3816> где 1/гпер — кривизна, на которую изгибается лист (брус) в обратную сторону при выпрямлении; Q, — усилие, действующее на соответствующий опорный валок; — угол между вертикальной плоскостью, проведенной через оси правильного и опорного валков; d — диаметр цапфы правильного валка; — диаметр- цапфы опорного валка (ролика). Коэффициент трения качения k' правильных валков по опорным валкам (роликам) при правке горячекатаного проката принимается равным 0,3 мм и при правке холоднокатаного проката 0,2 мм.
Мощность электродвигателя машины определяют по (38.14).
498
38.®. ПРОЧНОСТЬ ВАЛКОВ И ИХ ДЕФОРМАЦИЯ
Поскольку под действием нагрузки и валки подвергаются большим деформациям, иногда валковые машины выполняют с верхней траверсой, на которой укреплены опорные ролики, поддерживающие верхний валок (при длине валков L 9d, где d — диаметр валка). Для получения равномерного удельного усилия по всей длине валки выполняют с небольшой бочкообраз-ностью.
В листогибочных машинах для холодной гибки валки изготовляют из сталей 34XH3M и 34ХН2М термообработанных до твердости поверхности НВ 280—320, а валки больших размеров из сталей 40ХНМА и 35ХМ, термообработанных до НВ 260—300. Допускаемое напряжение на изгиб в бочке валка [оп J == « 120 МПа.
Наибольший прогиб валка по его середине
. '=^И'-4-(Н+ЯЯ].
где Р — общее усилие на валке; L — расстояние между опорами валка, м; b — ширина изгибаемого материала, м; Е — модуль упругости, МПа; I — момент инерции бочки валка, м4.
За наибольший допустимый прогиб валка принимают I/] = — 0,0016, где 6 — ширина листа.
Проверку валков на прочность проводят по обычным формулам сопротивления материалов на основании нагрузок на валки, полученных выше в (38.4}.
Для уменьшения напряженности бочки валков и снижения их деформации в ряде случаев прибегают к предварительному нагружению валков (рис. 38.9). Предварительную нагрузку Рар выбирают так, чтобы момент от нее (рис. 38.9, б) был равен половине
Рис. 38.9. Схемы нагрузки валов и эпюры изгибающих моментов: а — рабочая нагр-узка; б — предварительная нагрузка; в — суммарная нагрузка
499
момента от рабочей равнораспределенной нагрузки (рис. 38.9, а). Таким образом, суммарный изгибающий момент, действующий на валок при работе с предварительной нагрузкой (рис. 38.9, в), уменьшается в 2 раза.
Глава 39
ДИСКОВЫЕ ножницы
Этот вид ножниц характеризуется наличием дисковых ножей, при вращении которых осуществляется резка металла.
Ножницы применяют для продольной резки листового или рулонного материала на полосы (или обрезки кромок), а также для различной фигурной резки. Двухдисковые ножницы, оснащенные вместо ножей профильными роликами, могут быть использованы для отбортовки и гибки материала.
Дисковые ножницы по числу ножей подразделяют на однодисковые, двухдисковые и многодисковые.
39.1. ОДНО- И ДВУХДИСКОВЫЕ ножницы
Однодисковые ножницы имеют неподвижно закрепленный на станине прямой нож и нож-диск, разрезающий материал, который крепят на подвижной каретке. На однодисковых ножницах кроме резки материала под прямым углом можно за счет наклона дискового ножа осуществлять резку под углом 30—35° с подготовкой
кромки под сварку.
Двухдисковые ножницы подразделяют на три группы: с параллельным расположением ножей, с наклонным расположением
нижнего ножа и с наклонными под углом 45° нижним и верхним ножами. Наибольшее распространение получили показанные на кинематической схеме (рис. 39.1) ножницы с наклонным расположением нижнего и верхнего ножей.
Ножницы состоят из следующих основных узлов: С-образной коробча-
Рис. 39.1. . Ножницы двухдисковые:
Mi — электродвигатель регулировки верхнего валка; Мг— многоскоростной электродвигатель главного привода
500
той формы станины, нижней и верхней головок, стола и привода. В задней части станины смонтирован привод от многоскоростного электродвигателя, а спереди находятся нижняя и верхняя головки, служащие для передачи вращения от приводных валов к ножевым дискам. Верхняя головка, перемещаясь по направляющим в вертикальной плоскости, может регулировать взаимное положение ножей в зависимости от толщины разрезаемого материала. В ножницах малого размера для резки листов небольшой толщины (до 2,5 мм) перемещение верхней головки производят вручную с помощью маховичка, а в более крупных (6,3 м и более) — от индивидуального электродвигателя. Нижняя головка имеет механизм регулировки зазора между ножами. Чтобы не было провисания и скручивания листа при резке, ножницы снабжены съемным столом; наличие упора позволяет производить раскрой листов на полосы. Имеется устройство для круговой резки, С-образная скоба с центрами, закрепленными на ней (для фиксации листа), может передвигаться по направляющим в зависимости от радиуса круговой резки.
Отечественная промышленность выпускает двухдисковые ножницы пяти размеров для резки листа толщиной от 1,6 до 20 мм (с сг,, = 500 МПа) с вылетом станины 1000—1250 мм и скоростью резания 0,041—0,118 м/с. Наибольшая толщина листа при отбортовке и гибке соответственно от 1,3 до 12 мм. Параметры ножниц регламентируются ГОСТ 8249—73.
39.2. МНОГОДИСКОВЫЕ НОЖНИЦЫ
Многодисковые ножницы предназначены для продольной резки рулонного и реже листового материала на полосы. Многодисковые ножницы — сложный агрегат, включающий разматывающее устройство I, собственно ножницы II и приемное устройство III с барабаном для намотки ленты (рис. 39.2). Помимо этих основных устройств многодисковые ножницы оснащаются кромкокрошите-
Рис. 39.2. Схема многодисковых ножниц
501
лем, механизмом намотки обрезанной кромки (если она не подвергается крошению), различными загрузочными и разгрузочными тележками и разгрузочной поворотной колонкой. Ножницы, предназначенные для резки листа, не имеют разматывающих и наматывающих устройств и дополнительно оснащены разгрузочным столом и приемным устройством с кассетами для нарезанных полос.
По принципу резки многодисковые ножницы подразделяют на ножницы с приводным резом и ножницы с тянущим резом. Ножницы с приводным резом имеют ограниченную скорость резки, не превышающую 60—80 м/мин, а разрезанные этим методом полосы или ленты обладают повышенной «сабельностью» (непрямолинейный рез). Ножницы с тянущим резом практически не имеют ограничений скорости резки, и в настоящее время их изготовляют со скоростями резки материала 250—300 м/мин. Для первоначальной разрезки конца рулона на полосы эти ножницы также имеют привод, но не высокой скорости резки (до 30 м/мин). Привод после заправки разрезанных полос и закрепления их на наматывающем барабане выключается, а дальнейшая разрезка рулона на полосы происходит за счет протаскивания ленты с помощью намоточных барабанов теперь уже через неприводные дисковые ножи. Разматыватель 1 консольный, барабанного типа, с симметричным разводом секторов, обеспечивает надежное крепление рулонов внутренним диаметром 400—500 мм. Раскрытие и закрытие сектор-ров в ножницах малого размера осуществляется вручную, в крупных — от индивидуального привода. Разматыватель имеет привод от электродвигателя Л4, постоянного тока. Во время резки электродвигатель работает в тормозном режиме, обеспечивая дополнительное противонатяжение для получения плотной намотки.
Величину тормозного момента можно регулировать. При остановке ножниц электродвигатель автоматически переводится в тормозной режим, предотвращая дальнейшую размотку рулона.
Лента режется дисковыми ножами 2, вращающимися за счет протаскивания через них ленты, а во время заправки ленты в барабан — от индивидуального электродвигателя тИ2 переменного тока через клиноременную передачу и редуктор. Вращение на ножевые валы от электродвигателя передается через обгонную муфту. При превышении заправочной скорости резания вращение через обгонную муфту не передается. Приводной электродвигатель ножей через реле времени автоматически отключается, а из заправочного режима с приводным резом ножницы переходят в рабочий режим с тянущим резом. Для определения скорости резки установлен тахогенератор.
Дисковые ножи 2 устанавливают на ножевые валы, предварительно собрав их и выверив на специальных гильзах. Сборку ножей производят на специальных стендах. Такой метод установки предварительно собранных ножей позволяет резко сократить время на переналадку ножниц. Ножевые валы вращаются в кони-502 .
ческих подшипниках. В ножницах предусмотрена возможность быстрой и удобной осевой регулировки верхнего ножевого вала по отношению к нижнему. Намотку всех разрезанных лент производят одновременно на одно приемное устройство (приемные барабаны 5, устанавливаемые на валу приемного устройства, являются сменными). Приемные барабаны рассчитаны на рулоны внутренним диаметром 300—400 мм. Привод приемного устройства осу--ществляется от индивидуального электродвигателя М3 постоянного тока с автоматической регулировкой частоты вращения, обеспечивающей постоянную скорость резки. Для разделения разрезанных рулонов на приемных барабанах предусмотрены разделительные диски. Конструкция приемных барабанов для ленты большой ширины (300—400 мм) обеспечивает автоматический зажим и разжим заправленных полос.
Направляющие вертикальные ролики устанавливают с той стороны ножниц, где подается лента. Между ножами для получения качественного реза устанавливают деревянные проводки. Для очень тонкой ленты рабочая поверхность проводок должна быть покрыта фетром. Со стороны, где лента выходит из ножниц, устанавливают проводки, представляющие собой пару горизонтальных роликов. Над верхним роликом установлены фитильные масленки, подающие масло на ролик, покрытый фетром. Когда лента во время резки проходит между этими роликами, ее поверхность покрывается защитным слоем минерального масла.
Для утилизации отходов, образующихся при обрезке кромок, предусмотрено два устройства: для высокоуглеродистой хрупкой стали — кромкокрошитель, для мягкой стали — механизм для намотки обрези.
Кромкокрошитель представляет собой быстровращающийся барабан с двумя укрепленными на нем ножами. Неподвижный нож крепят к кронштейну станины. Кромки (обрезь) поступают в кромкокрошитель по специальным проводкам. Ножевой барабан приводится от индивидуального электродвигателя через эластичную муфту.
Механизм для намотки обрези представляет собой барабан, состоящий из шести конических штырей с насаженными на них трубами. Кромка при вращении барабана укладывается вдоль него с помощью укладчика обрези, состоящего из ходового винта с правой и левой нарезками и специальной гайки с укрепленной на ней вилкой. При этом вращательное движение ходового винта преобразуется в возвратно-поступательное движение вилки.
После заправки и установки разделительных дисков производят зажим концов лент. Конструкция приемного барабана обеспечивает уменьшение его диаметра при разжиме, чем достигается свободный съем рулонов. Для повышения производительности ножниц и облегчения труда обслуживающего персонала в конструкции ножниц предусмотрены загрузочные механизмы. Загрузку рулона на барабан разматывателя производят специальной
503
загрузочной тележкой, съем рулонов с приемного барабана и барабана намотки обрези — пневматическими съемниками, управляемыми с общего пульта управления. Рулон с обрезью сбрасывается на специальную тележку. Разрезанные рулоны с приемного барабана поступают на специальную разгрузочную колонку.
39.3. РАСЧЕТ ДИСКОВЫХ НОЖНИЦ
Расчет дисковых ножниц сводится к определению сил резания и силовому расчету усталостной прочности и жесткости приводных и ножевых валов и ведется по общеизвестным методикам [17, 34].
Ножевые валы многоножевых ножниц работают с симметричным циклом изгибающего момента и постоянным крутящим моментом A4rt (в Н-м), который определяется по формуле
Л4К = (iPp —• sin а 4- 1klt
где Рр — усилие резки, Н; £>н — диаметр ножевого диска, м; а — угол захвата материала, градусы; 1,5Он/0,17— эмпирическая величина, учитывающая момент трения о разрезаемый материал; i — число ножей на одном валу; h — толщина разрезаемого материала, м; — коэффициент, учитывающий потери в проводках, равный 1,3—1,5.
Изгибающий момент Ми определяется по общеизвестным формулам.
Коэффициент запаса прочности находим из выражения
2т , Г
п = —Г=г=—>1П]<
У "У + ~2~ е1ГЛ'!и V
где т_х— предел выносливости при кручении и знакопеременном цикле, МПа; W — момент сопротивления сечения вала, м3; [я] = = 1,5 — коэффициент запаса прочности (допустимый); — коэффициент;
ew = 2т_1/ст_1и;
ст_1и — предел выносливости при изгибе и знакопеременном цикле, МПа.
Прогиб определяется в средней наиболее нагруженной части вала.
Мощность приводного электродвигателя, кВт,
N = 7Ид/що/9600,
где Мл — момент на двух ножевых валах, приведенный к валу двигателя, Нм;
504
М* — М* '— крутящие моменты на верхнем и нижнем ножевых валах, Н-м; ц® и т)н — соответственно КПД привода верхнего и нижнего ножевых валов (в случае «тянущего» реза учитывается также КПД намоточного устройства); гп — передаточное число цепи привода; k — коэффициент запаса мощности, равный 1,1; п0 — частота вращения вала электродвигателя, мин"1.
39.4. МАШИНЫ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Стремление к созданию гибких в технологическом смысле систем металлообрабатывающего оборудования, т. е. систем, способных к легкой и простой перестройке при переходе к обработке иной партии деталей, привело в последние годы к созданию станков и обрабатывающих центров с числовым программным управлением (ЧПУ).
Кузнечно-штамповочные машины также оснащаются ЧПУ, однако особенности обработки давлением таковы, что оборудование таких машин ЧПУ оказывается более трудным. Это обусловлено, с одной стороны, принципом обработки — формообразование достигается не в результате программирования кинематики движения инструмента, а за счет формы самого инструмента и воздействия на весь объем заготовки, а не на малый участок, как это происходит при резании металлов. С другой стороны, такие особенности обработки давлением, как быстродействие, широкие диапазоны рассеивания исходных технологических параметров заготовки, влияние процессов упрочнения и термических превращений, анизотропии свойств, определяют низкую устойчивость технологических процессов и приводят к большим трудностям как при автоматизации, так и при переналадке. Это и обусловило то, что доля кузнечно-штамповочных' машин с ЧПУ не превосходит 8—10 % от общего числа металлообрабатывающих машин с ЧПУ.
Практика работы показывает, что ЧПУ удается успешно применять в тех кузнечных машинах, где указанные особенности проявляются в меньшей степени. Это прежде всего машины, характеризующиеся последовательным локальным воздействием инструмента на заготовку. ЧПУ в той или иной модификации оснащаются дыропробивные прессы, листогибочные и правильные прессы, листовые ножницы, радиально-обжимные машины и ковочные гидропрессы с комплексом средств механизации, листогибочные двух- и четырехвалковые машины, сортогибочные машины, главным образом трубогибочные, пружинонавивочные автоматы, машины для раскатки колец и токарно-давильные станки, наконец, штамповочные роботизированные комплексы.
В перспективе с развитием электронных логических систем все большее число кузнечных машин будет оснащаться ЧПУ, которое выполняет функции диагностики машины, контроля состояния, смены инструмента и обрабатываемого материала, подачи и удале
505
ния деталей. Такие обрабатывающие штамповочные центры уже эксплуатируются в ряде отраслей.
Машины с ЧПУ подразделяют на три группы. В первую группу входят машины, в которых ЧПУ выполняет функции управления непосредственно процессом формообразования путем изменения расположения деформирующих поверхностей инструмента. Это, как правило, машины с локальным воздействием инструмента на заготовку. Сюда следует отнести листогибочные прессы при гибке по так называемому способу трех точек (V-образная гибка с регулированием расстояния между кромками матрицы и хода пуансона), правильные прессы для правки изделий с длинной осью (регулирование места и величины прогиба), радиально-обжимные машины и все ранее перечисленные ротационные машины. Машины этой группы работают, как правило, с обратной связью, т. е. регулированием расположения инструмента по результатам обработки предыдущего участка.
Ко второй группе относятся машины с ЧПУ, в которых программируются перемещение обрабатываемого материала и смена комплектов штампового инструмента. При этом процесс формообразования, заложенный в конструкцию инструмента, не регулируется. Локальный характер воздействия на заготовку здесь также сохраняется, но он осуществляется разным инструментом. В эту группу входят дыропробивные и перфорационные прессы и ковочные гидропрессы с комплексом средств механизации.
К третьей группе относятся штамповочные обрабатывающие центры и роботизированные штамповочные комплексы, где могут быть запрограммированы разнообразные действия: смена комплекта штампового инструмента или обрабатываемого материала, подача и удаление разных штампуемых деталей, заданное сочетание нескольких деталей для последующей их сборки штамповкой и т. д.
Структура и элементы ЧПУ. Система управления металлообрабатывающего оборудования должна обеспечивать своевременное и заданное перемещение рабочих органов исполнительных механизмов. Таким образом, под программой работы станка или пресса следует подразумевать последовательность и характер воздействия на объект обработки. Кузнечно-штамповочные автоматы и многие прессы всегда снабжаются автоматическим управлением, ибо из-за быстродействия процесса вмешательство человека для корректировки управления в пределах цикла, как правило, невозможно. Роль человека в такдй автоматизированной машине сводится к выполнению рутинных операций загрузки и удаления, что приводит к физической утомляемости и неудовлетворенности нетворческим характером труда. Другим недостатком обычных систем управления кузнечно-штамповочных машин является сложность переналадки для обработки другого изделия, ибо это связано со сменой инструмента, перестройкой цикла и т. д.
506
Современные достижения технической кибернетики и электронного приборостроения подготовили появление новых систем числового программного управления, где информация чертежа преобразуется в программу (алгоритм), зафиксированную на специальном, как правило программно-ориентированном, языке в комплекс символов букв и цифр, записываемых на программоносителе. Импульсы, возбуждаемые
при считывании с программоно-
сителя, преобразуются в системе ЧПУ или ЭВМ в сигналы, переда ваемые на привод исполнительного механизма, чем и обеспечивается заданная последовательность обработки. Таким образом, система ЧПУ подразумевает ввод информации в виде символов для задания последовательности и величины перемещения рабочих органов исполнительных механизмов. Если система управления задает только последовательность работы, то такая система называется цикловым программным управлением (ЦПУ).
Типовая структура системы ЧПУ показана на рис. 39.3. Первые три блока — чисто электронные приборы, которые конструируются соответствующими специалистами и монтируются в отдельном шкафу. Последующие элементы структуры являются частями машины, которые проектирует конструктор машины.
Отметим, что в практике далеко не всегда необходимо использовать три электронных блока в комплекте, как они обычно поставляются, часто функции ЧПУ оказываются более ограниченными, и тогда можно применить лишь часть элементов (аппаратное исполнение ЧПУ).
Блок ввода содержит устройства для считывания программы с программоносителя (перфолента, набор карт и т. д.), контроля, преобразования и адресации кодов программы. Этот блок связан с пультом управления, благодаря чему могут осуществляться задание и корректировка программы средствами преднабора и визуализация информации.
Блок интерполятора (микропроцессора) служит для задания команд движения по заданному контуру и вырабатывает сигналы рабочей программы по перемещению. Обычно скорость перемещения изменяется на трех участках (разгон, перемещение с постоянной скоростью, торможение).
В блоке управления, являющемся выходным блоком ЧПУ, формируются команды управления приводом, здесь же импульсы обратной связи используются для корректировки величины перемещения или скорости.
507
Рис. 39.4. Схема дыропробивного пресса с программным управлением
В качестве привода исполнительных механизмов используются шаговые и высокомоментные двигатели, а также следящие электроприводы с тиристорным управлением. Для механизмов, требующих больших мощностей, используется гидропривод.
Исполнительными механизмами в машинах с ЧПУ обычно являются каретки, пёремещаемые с помощью пары рейка— шестерня или винтовой пары качения, а также пневматические или гидравлические механизмы.
В качестве датчиков обратной связи используются сельсины, вращающиеся трансформаторы, фотоэлектрические импульсные преобразователи и другие аналогичные устройства, определяемые устройствами ЧПУ и контролируемыми механизмами.
Для примера рассмотрим схему дыропробивного пресса с программным управлением (рис. 39.4). Пресс предназначен для последовательной пробивки разнообразных по форме отверстий в листе, а также для контурной обработки листа. При некоторых дополнениях пресс может обеспечить выполнение таких операцйй, как фрезеровка контура и нарезка резьбы в отверстиях. Обработка осуществляется путем заданного перемещения зажатого в прихватах листа, последовательной смены штампового инструмента на рабочей позиции револьверной головки и периодического срабатывания исполнительного механизма ползуна пресса. Таким образом, в прессе предусмотрены четыре исполнительных механизма: механизм ползуна, механизм поворота револьверной головки,
508
механизм перемещения стола вдоль оси и перемещения каретки перпендикулярно оси. Взаимосвязанное управление обеспечивается системой ЧПУ. При этом лист зажимается прихватами 5, закрепленными на каретке, перемещаемой шариковой винтовой парой 7, приводимой от электродвигателя 6. Здесь применен привод постоянного тока, работающий с тиристорным управлением и имеющий встроенный тахогенератор. На конце винта 7 установлен датчик обратной связи 9. Аналогичное устройство имеет стол с винтовой парой 4, двигателем 8 и датчиком обратном связи 3. После совершения заданного движения по двум координатам отрабатывается поворот каретки на заданный угол с тем, чтобы вывести на рабочую позицию штамп, зафиксированный в программе. Привод револьверной головки 10 также Следящий, аналогичный ранее описанному. В пуансонодержателе на ползуне 2 предусмотрен паз, куда входит хвостовик пуансона. Пружины в ползуне служат для прижима листа во время пробивки. Перед совершением рабочего хода головка 10 -фиксируется специальными фиксаторами 11, приводимыми сжатым воздухом. Фиксаторы связаны с конечными выключателями, блокирующими срабатывание муфты 1 на коленчатом валу исполнительного механизма ползуна, приводимого обычным асинхронным двигателем через . клиноременную передачу.
Конструкции аналогичных по назначению прессов могут быть и иными. Так, револьверная головка может быть реверсивной для выбора кратчайшего пути поворота. Вместо головки может применяться магазин для хранения и выдач-и штампов, обычно число Штампов не более 32. Применение таких прессов позволяет в 2— 3 раза повысить производительность при мелкосерийном производстве деталей типа^анелей, плат и т. д.
Существует тенденция замены блоков ЧПУ управляющими мини-ЭВМ или обычными ЭВМ. Применение ЭВМ позволяет наряду с управлением .решать и другие функции, в частности оптимизировать программу, проводить диагностику машины, управлять режимами работы. В ряде случаев применяют групповое управление от центральной ЭВМ отдельными мини-ЭВМ, установленными на машинах.
Глава 40
КОВОЧНЫЕ ВАЛЬЦЫ ДЛЯ ПРОДОЛЬНОЙ И ПОПЕРЕЧНОЙ ВАЛЬЦОВКИ, СПЕЦИАЛЬНЫЕ РОТАЦИОННЫЕ МАШИНЫ
40.1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ КОВОЧНЫХ ВАЛЬЦОВ
У ковочных вальцов рабочий инструмент (штампы-сегменты) расположен на валках, вращающихся в противоположных направлениях. Вальцовка — один из способов горячей обработки металла
509
под воздействием вращающихся штампов. В настоящее время различают четыре основных технологических процесса получения заготовок на ковочных вальцах:
вальцовка (многоручьевая) под последующую штамповку на молотах, горячештамповочных кривошипных прессах (заготовок шатунов, коленчатых валов двигателей, рычагов и т. п.);
вальцовка (многоручьевая) точных заготовок без заусенцев (заготовка сверл, оттяжка носков и хвостовиков напильников и т. д.);
штамповка (как правило, одноручьевая) точных заготовок с образованием заусенца (разводные гаечные ключи, звенья цепей скребковых транспортеров и т. п.).
поперечно-клиновая вальцовка за один проход точных заготовок типа тел вращения: шаровых пальцев, заготовок под гаечные ключи (под последующую штамповку и т. n.)i
Наиболее широкое применение во многих отраслях промышленности нашел первый процесс, а остальные процессы, хотя и имеют меньший удельный вес в общем объеме изготовления заготовок на ковочных вальцах, в последние годы также начинают широко использоваться в инструментальной, автотракторной промышленностях и угольном машиностроении.
Применение ковочных вальцов для заготовительных операций позволяет примерно на 8 % в среднем сократить расход металла по сравнению со штамповкой на молотах. Точная вальцовка заготовок сверл диаметром 15—50 мм обеспечивает до 30—50 % экономии быстрорежущей стали по сравнению с процессом фрезерования.
Применение поперечно-клиновой вальцовки, особенно в сочетании с последующей горячей штамповкой обеспечивает снижение себестоимости в среднем на 20—50 %, экономию материала на 20—60 % и повышение производительности до 400 % по сравнению с обработкой резанием.
40.2. КЛАССИФИКАЦИЯ И ОСОБЕННОСТИ КОНСТРУКЦИИ КОВОЧНЫХ ВАЛЬЦОВ
Существующие в настоящее время ковочные вальцы можно подразделить на три основных вида: закрытые (двухопорные), консольные и для поперечно-клиновой вальцовки. Сочетание в одних и тех же вальцах закрытой клети и консольного расположения валков позволяет строить так называемые комбинированные вальцы (рис. 40.1). Установки, в которых используются последовательно несколько вальцов, называются многоклетьевыми вальцами.
Закрытые ковочные вальцы. Рабочий инструмент (штамп-сегмент для вальцовки) в этих вальцах установлен между двумя опорами, следовательно, такие вальцы могут быть использованы для точных по допускам работ, так как благодаря достаточной жесткости валков почти отсутствует поворот их средних сечений. Закрытые ковочные вальцы изготовляют с диаметром вальцующих 510
Ковочные вальцы
Рис. 40.1. Классификация ковочных вальцов сегментов (межосевое расстояние валов) от 160 до 1000 мм (ГОСТ 16435—80) и номинальным усилием вальцовки от 100 кН до 2,5 МН. Вальцы этого типа иногда снабжаются прессом, который используется либо в качестве ножниц для мерной обрезки заготовки после вальцовки в последнем ручье (вертикальная компоновка пресса), либо дллправки деталей после каждого из проходов вальцовки, в этом случае пресс располагается по фронту вальцов. К недостаткам закрытых ковочнык вальцов следует отнести некоторую сложность смены инструмента (штампов-сегментов), поэтому их применение оправдано только при точной вальцовке деталей в крупносерийном и массовом производствах.
Консольные ковочные вальцы. Такие вальцы предназначены для получения заготовок под последующую штамповку на горячештамповочных кривошипных прессах, молотах и винтовых прессах. Данный тип вальцов получил наибольшее распространение. Вальцовка на консольных вальцах осуществляется за один, два или три перехода. Консольные вальцы выполняют одноклетьевыми (универсальный тип) и многоклетьевыми (от двух до девяти клетей). Двух и более клетьевые ковочные вальцы применяют при непрерывной автоматической вальцовке.
В соответствии с ГОСТ 16434—80 в СССР выпускаются одно-клетьевые ковочные вальцы с диаметром вальцующих сегментов (межосевое расстояние) от 125 — до 400 мм и с номинальным усилием от 125 кН до 1 МН.
На рис. 40.2 показана кинематическая схема консольных ковочных вальцов С1335. Выпускаемая ВПО КПО им. М. И. Калинина гамма консольных ковочных вальцов имеет типовое конструктивное исполнение основных узлов машины: станины, привода, рабочей клети, устройства для регулировки межосеаого расстояния, муфты, тормоза, систем электро- и пневмооборудования.
Крутящий момент от электродвигателя 3 через клиноременную передачу 2 передается на маховик 1 со встроенной в него пневма-
511
Рис. 40.2. Кинематическая схема консольных ковочных вальцов С1335 и принцип вальцовки:
А * подача заготовки до упора; 5 — вальцовка заготовки; В — конец вальцовки
тической фрикционной муфтой включения, а затем на вал 1, откуда посредством зубчатой передачи 4 сообщается валу- 11, который является нижним рабочим валком. Этот вал, в свою очередь, соединяется парой одинаковых зубчатых колес 6 и 11 с валом ///, являющимся верхним рабочим валком, чем обеспечивается точное соответствие углов поворота обоих валков. Это обстоятельство крайне важно, так как строго выполняется условие равного обкатывания инструмента друг относительно друга.
Для компенсации неточности изготовления штамповочного инструмента и возможности его переточки по мере износа на вальцах предусмотрена регулировка расстояния между верхним и нижним рабочими валками, которая осуществляется поворотом эксцентриковых втулок 8, изменяющих вертикальное положение оси верхнего валка. Втулки 8 На консольной части имеют зубчатые венцы, входящие в зацепление с шестернями 5, выполненными заодно с валом IV, проворачиваемым вручную.
Привод диска бесконтактного конечного выключателя (для обеспечения остановки валков вальцов в определенном положении) осуществляется от вала 11 через пару конических зубчатых колес 9 и 10.
Изменение расстояния между валками приводит к изменению бокового зазора между зубьями шестерен 6 и И на верхнем и нижнем валках. Для обеспечения безударной работы зубчатого зацепления при увеличенном боковом зазоре предусмотрено дополнительное зубчатое колесо 7, снабженное специальными пружинами для выборки бокового зазора.
512
Рис. 40.3. Схема расположения рабочих валков в двухклетьевых вальцах
Основным недостатком консольных ковочных вальцов является их низкая жесткость, что частично компенсируется применением специальных стяжек, однако во всех случаях использование их для точной вальцов
ки недопустимо.
В передней или задней части станины установлены регулируемые по высоте столы, на которых крепятся проводки, фиксирующие заготовку. Управление вальцов производится от педали.
Комбинированные ковочные вальцы. Они обладают достоин
ством закрытых и консольных ковочных вальцов, кроме того, консольные части этих вальцов могут быть использованы для привода вспомогательных механизмов (ножниц для отрезки участков отштампованных деталей, пресса для правки плоских заготовок, например напильников, или же для установки привода механизации подачи).
Комбинированные ковочные вальцы особенно широко применяют за рубежом (в частности, возимые, т. е. перемещаемые от одного рабочего места к другому). Возможность быстрого перемещения от одного рабочего места к другому делает их незаменимыми при мелкосерийном и часто переналаживаемом производствах.
В СССР вальцы этого типа выпускает (одну мод. СО636) ВПО КПО им. М. И. Калинина. Вальцы мод. СО636 не имеют муфты, включения и тормоза и предназначены для работы только в автоматическом режиме (вальцовка топоров в консольной части и различных изделий переменного сечения в межопорной части).
Многоклетьевые ковочные вальцы. Такие вальцы позволяют осуществлять непрерывный процесс вальцовки и наиболее легко решают проблему автоматизации этого процесса при массовом и крупносерийном производствах. Простейшими из них являются двухклетьевые ковочные вальцы, выпускаемые ВПО КПО им. М. И. Калинина (рис. 40.3). Особенностью этих вальцов является взаимно перпендикулярное расположение валков, что позволяет передавать заготовки клети 1 к клети 2 самим рабочим инструментом и исключает необходимость их кантовки. По сравнению с одноклетьевыми двухклетьевые ковочные вальцы повышают производительность труда в 1,5—2 раза, кроме того, увеличивается точность поковок, исключается ручной труд (вальцы снабжены автоматической подачей заготовок).
На рис. 40.4 показаны девятиклетьевые ковочные вальцы (имеются вальцы и с меньшим числом клетей), применяемые в автомобильной промышленности для вальцовки усложненных по форме заготовок с весьма значительным перераспределением металла.
А^ногоклетьевые ковочные вальцы отличаются наличием нескольких, расположенных одна за другой рабочих клетей, в каж-
1’7 А, Н. Банкетов и др.
513
Рис. 40.4. Девятиклетьевые автоматические ковочные вальцы
дой из которых устанавливается одна пара валков с инструментом. Оси валков каждой последующей клети повернуты по отношению к предыдущей на 90°, а по отношению к горизонтальной плоскости на 45°, что исключает необходимость кантовки заготовки при пере-даче ее в следующую клеть и обеспечивает подачу заготовок на s валки всех клетей одним толкателем. 1
Указанное расположение клетей позволяет проводить незави- 1 симую регулировку межосевого расстояния валков, угловую и т осевую регулировки (расстояние между клетями регулируется | в зависимости от длины заготовки путем перемещения клетей по 1 шлицевому приводному валу). |
Многоклетьевым ковочным вальцам, как наиболее просто | обеспечивающим автоматизацию процесса, предстоит большое 1 будущее при массовом производстве однотипных поковок. I
Вальцы для поперечно-клиновой вальцовки. Такие вальцы | применяют для получения точных деталей (а также под последую- | щую штамповку) с вытянутой осью с различными ступенчатыми 1 поверхностями вращения (цилиндр, шар, конус). Процесс обра- I ботки на этих вальцах характеризуется вращением обрабатывав- 1 мой заготовки в процессе формообразования [18]. I
В настоящее время применяют три вида машин для поперечно- I клиновой вальцовки: двухвалковые вальцы с вращающимися инет- I
рументами производства ЧССР (рис. 40.5, п); валково-сегментные вальцы
Рис. 40.5. Схемы поперечив клиновой вальцовки: ч а — двухвалковые вальцы; б — плоско-клиновые вальцы и инструмент к ним; в — валково-сегментные вальцы; 1 — приводной валок; 2 — клиновой инструмент; 3 — заготовка; 4 — неподвижный клиновой инструмент; 5 — неподвижный сегмент
514
производства ВПО КПО им. М. И. Калинина (рис. 40.5, в) и вальцы плоско-клиновые с возвратно-поступательно перемещающимися инструментами (рис. 40.5, б) производства ГДР. Каждый из указанных процессов вальцовки и конструкций вальцов имеет свои преимущества и недостатки, однако вальцы всех трех видов обладают равными технологическими возможностями (по аналогии с резьбонакатными автоматами).
Следует отметить, что номинальное распорное усилие для изготовления одних и тех же деталей будет меньше в вальцах первого вида и наибольшим в валково-сегментных вальцах.
Вальцы всех видов снабжаются автоматическими подачами и индукционными нагревательными устройствами.
Вальцы всех видов работают на штучных заготовках, а вальцы первого типа, разработанные в ЧССР, могут работать также на прутке (отделение отвальцованной заготовки от прутка осуществляется в конце вальцовки ножевым инструментом).
Инструмент может выполняться как цельным, так и составным в зависимости от его сложности. Инструмент состоит из направляющего, рабочего и калибрующего участков. Профиль калибрующего участка инструмента соответствует профилю готовой детали. За один оборот (или ход) инструмента получается одна или несколько готовых деталей или заготовок под последующую штамповку.
Диаметр исходной заготовки выбирают таким образом, чтобы после вальцовки он равнялся наибольшему диаметру полученной детали. При вальцовке стальных деталей или заготовок под последующую штамповку возможно уменьшение поперечного сечения до 50 % без ухудшения структуры вальцуемого металла.
Привод плоско-клиновых вальцов гидравлический; валковых и валково-сегментных — механический.
Особенности расчета основных узлов ковочных вальцов. Все вальцы могут работать в автоматическом режиме (непрерывное вращение валков), в режиме наладки и одиночного оборота (некоторые вальцы при малых углах сегмента-штампа имеют еще дополнительный режим полуоборота). В вальцах предусмотрен реверс рабочих валков.
Ковочные вальцы работают в довольно тяжелых эксплуатационных условиях, так как при горячей деформации металла даже небольшое падение температуры заготовки приводит к резкому возрастанию усилий вальцовки, а следовательно, и к повышению напряжений и величины деформации в основных нагруженных деталях вальцов (станин, рабочих валках, зубчатых колесах и приводных валах).
При выборе материала для этих ответственных деталей следует исходить из возможности двух- и трехкратной перегрузки.
Станины ковочных вальцов выполняют сборными (преимущественно из стального литья), состоящими из стоек, установленных на общем основании и скрепленных между собой стяжками, и ’ 17* 515
цельнолитыми коробчатого сечения. Стойки вальцов чугунные (или из стального литья) включают корпус (нижняя часть) и крышки, соединенные стяжными болтами, затяжка которых производится с подогревом.
Расчет станин ковочных вальцов аналогичен расчету статически неопределимых рам прессов [13, 34].
Расчет валков на прочность и жесткость заключается в определении запасов усталостной прочности в опасных сечениях. Расчет на жесткость ограничивается определением прогибов в различных сечениях валов, главным образом в местах установки зубчатых колес и на консоли рабочего валка. Для двухопорных вальцов прогиб следует определять в сечении рабочих валков в месте приложения усилия вальцовки, особенно для тех случаев, когда к допускам заготовок, получаемых на вальцах, предъявляют повышенные требования (точная вальцовка, штамповка и т. п.).
Ковочные вальцы относятся к машинам динамически уравновешенным и могут устанавливаться на полу цеха в непосредственной близости от штамповочного агрегата. Для уменьшения вибраций от основного оборудования вальцы могут монтироваться на виброизолирующих опорах.
40.3. МАШИНЫ ДЛЯ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ (ВЫТЯЖКИ)
Машины для ротационного выдавливания получают все большее распространение. Метод ротационного выдавливания возник на базе использования обычных токарных станков, резец которых заменялся обжимным роликом. Такая обработка называлась токарно-давильной. В используемых машинах для получения готовой детали максимальным диаметром 630—2500 мм применяют гидравлический привод подачи суппорта, на котором укреплен рабочий ролик. Обработке могут быть подвергнуты плоские (вырезанные из листов) и фасонные заготовки, получаемые литьем. Обработку можно проводить без утонения и с утонением стенок. Как правило, обработку производят на специальной оправке, имеющей форму готового изделия. Существует прямой (рис. 40.6, а) и обратный (рис. 40.6, б) способы ротационного выдавливания.
Для проведения силового и энергетического расчета определяют тангенциальное усилие на ролике, МН.
Для прямого и обратного выдавливания
Рт = feffT/osn cos а, (40.1)
где k — коэффициент, k — 0,6 4-1 — для прямого выдавливания, k = 0,64-1,8 — для обратного выдавливания; сгт — предел текучести материала заготовки, МПа; t0 — толщина заготовки, м; — величина подачи ролика, м/об.
В формуле (40.1) меньшие значения коэффициента даны для относительной деформации до 20 %; большие значения коэффи-516
Рис. 40.6. Схема ротационного выдавливания:
а *= прямого; б ^-обратного; Рд, Рр *=* осевое и радиальное усилия
циентов—для относительной деформации 50 %. Промежуточные значения коэффициентов
можно находить интерполяцией;
а — угол наклона образующей заготовки к ее оси.
Приближенно можно принять осевое усилие Ра = Рт. Радиальное усилие определяют по формуле
Рк = kar ]/ dpsn tg ар,
(40.2)
где dp — диаметр ролика; ар — передний рабочий угол ролика. Максимальная длина получаемой готовой детали 400—1600 мм. Наибольшее число оборотов шпинделя 1500—400 в минуту, скорость подачи «4 м/мин, высота центров над станиной 200— 800 мм, усилия подачи при работе без утонения составляют 12— 100 кН. Так как наиболее дорогой частью оснастки при ротационном выдавливании является оправка, то в последнее время для обработки тонкого материала получил распространение процесс ротационного выдавливания без оправки. В этом случае применяют специальный прижим-планшайбу. Воздействуя на ролик различными усилиями нажатия и используя разные частоты вращения заготовки и величины подачи, можно из плоской заготовки получать конусы с различным углом наклона образующей. Для получения поверхностей сложных конфигураций используют специальное копировальное устройство.
В настоящее время в производство внедряют программное управление подобными машинами. Работа в этих машинах будет осуществляться автоматически непосредственно по чертежу детали.
40.4. МАШИНЫ ДЛЯ ПОЛУЧЕНИЯ ДНИЩ ОБКАТКОЙ
Машины для получения днищ обкаткой находят все большее применение (рис. 40.7, а). Гидравлический цилиндр /, к поршню которого крепят формовочную матрицу 2, расположен в верхней неподвижной траверсе-портале 3, закрепленной на четырех колоннах 4. После того как заготовка 5 установлена на формовочном пуансоне 6, зажата и отформована, формовочный пуансон приводится во вращение шпинделем 9 от электродвигателя 8 через редактор 7 и коническую зубчатую пару. Дальнейшая последовательность обкатки днища ясна из рис. 40.7, б.
На подобных машинах изготовляют днища диаметром до 6 м. Заготовки толщиной до 50 мм обрабатывают вхолодную, а толщиной до 200 мм — вгорячую. Заготовки для днищ вырезают из листов автогеном. Если на одну заготовку требуется несколько листов, то их сваривают.
517
Рис. 40.7. Обкатка днищ:
а — общий вид машины; б — последовательные стадии; I — формовка центральной части днища из листа; II — окончательная штамповка центральной части днища с подгибкой его краев; III — закатка борта днища с помощью валка
Оправки, на которых производят обкатку, обычно изготовляют сварными. Эти оправки для большей жесткости снабжают ребрами. На указанных машинах целесообразно получать днища при мелкосерийном производстве. При крупносерийном производстве днища лучше выполнять штамповкой на мощных гидравлических прессах двойного действия. Производительность при изготовлении днищ обкаткой в среднем в 3 раза меньше, чем при изготовлении их штамповкой на прессах. Точность штампованных днищ выше точности днищ, полученных обкаткой.
Если материал днища — сталь СтЗ, то при температуре 800 °C усилие на обжимном ролике (в кН) Р = 1О/о (ta — толщина заготовки, мм). При температуре 1000 °C усилие обжима уменьшается вдвое.
40.5. СТАНЫ ДЛЯ РАСКАТКИ КОЛЕЦ И КОЛЕСОПРОКАТНЫЕ СТАНЫ
Станы для раскатки колец. При раскатке колец происходит как бы бесконечная прокатка с обжатием сечения кольца. При этом увеличиваются наружный
и внутренний диаметры кольца. В качестве заготовок под раскатку используют шайбы, вырубленные на прессах из толстого листа, или кольца, полученные на роликовой гибочной машине из специального прокатного профиля гибкой в холодном и горячем состоянии. Нагретая заготовка 1 устанавливается на ролик 3 (рис. 40.8). Верхний ролик 2 большого диаметра является приводным,'Три нижние ролика 3—5 — неприводными. Верхний ролик 2 может вращаться, а также перемещаться во время работы по вертикали, осуществляя захват кольца и его обжатие. Оси двух нижних неприводных роликов 4 и 5 могут перемещаться при изменении диаметров раскатываемых колец. При этом левый нижний ролик 5 фиксирует окончание технологической операции раскатки (окончание опера- 1
518
Рис. 40.8. Последовательность раскатки колец ।
ции наступает, как только кольцо, увеличиваясь , _______У
в диаметре, начинает касаться этого ролика ''fbr С )
и вращать его).
На рис. 40.9 показана кинематическая схема z-^ О (Ju
машины для раскатки колец. Раскатка происходит 4
между консольными нажимным 1 и центральным 6 роликами. Нажимной ролик может перемещаться в вертикальной плоскости от гидравлического цилиндра 2 усилием 140 кН. Шпиндель верхнего ролика соединен с валом 3, который приводится во вращение от электродвигателя 4 через клиноременную передачу и червячный редуктор. Нижний шпиндель не имеет регулировки, вращение на него передается от верхнего ролика благодаря трению между раскатываемой заготовкой и роликами. Нижний ролик (сменный) имеет конический хвостовик, вставляемый в соответствующее гнездо шпинделя.
Когда нагретая заготовка надета на ролик, поворотом ручки золотника 9 включается от сети сжатый воздух, который, поступая в полость пневматического цилиндра мультипликатора 7 и передвигая его поршень, перегоняет масло по трубопроводу в верхнюю полость нажимного цилиндра 2. Шток этого цилиндра связан с нажимным роликом.
Раскатная машина имеет также направляющий 5 и контрольный 8 ролики с автоматическим гидравлическим механизмом управления. Эти ролики служат
для выравнивания заготовки при их вращении в процессе раскатки и придают им форму правильного цилиндра. Ролики вращаются благодаря трению о поверхность раскатываемой заготовки. Когда диаметр поковки уже близок к заданному, направляющий ролик прижимается к упо'ру. При достижении заданного размера поковки контрольный ролик отключает нажимной цилиндр, и процесс обжатия заканчивается. Направляющий и контрольный ролики автоматически отходят от заготовки, после чего ее свободно снимают с нижнего ролика. Производительность машин 4000—12 000 поковок в смену. Окружная скорость раскатки 3—5 м/с. Раскатке могут быть подвергнуты кольца диаметром 70—1000 мм.
Колесопрокатные стаиы. Раскатке подвергают и изделия, имеющие ступицу (различные диски, колеса и т. п.). Обычно диски, колеса и подобные детали, отштампованные на молоте или прессе, а затем обрезанные на прессе, передаются на колесопрокатный стан (рис. 40.10). Заготовка 2 удерживается направляющими роликами 1 и приводным роликом 3, обжимается одновременно верхним обжимным роликом 4 и нижним роликом 3. Положение верхнего ролика регулируется цилиндром подъема 5 и нажимным цилиндром 6.
Рис. 40.9. Кинематическая схема машины для раскатки колец
519
г
Рис. 40.10. Кинематическая схема колесопрокатного стана
40.6. СТАНЫ ДЛЯ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ
В промышленности используется большое число заготовок с периодически повторяющимся профилем поперечного сечения. Такие заготовки можно получить простым расплющиванием исходного прутка постоянного сечения без предварительного перераспределения металла вдоль продольной оси путем обжима прутка между двумя парами непрерывно вращающихся валков.
К периодической прокатке или штамповке на ковочных вальцах следует отнести процесс получения наружного звена разборной цепи угольных транспортеров и конвейеров, осуществляемый на ковочных вальцах мод. 9КП конструкции ЦНИИТмаша. Указанный процесс отличается от уже известного процесса вальцовки способом подачи заготовки (в направлении вращения валков, а не наоборот, как это имеет место в вальцах) и непрерывностью процесса. При продольной периодической прокатке можно получать неограниченное число однородных деталей.
Поперечно-винтовую прокатку применяют для изготовления заготовок периодического профиля сплошного или полого сечения, а также некоторых деталей вместо штамповки.
Для винтовой прокатки используют станы, состоящие из двух валков с калибрами, нарезанными на них по винтовой линии или из трех конических валков с регулируемым расстоянием между 520
Рис. 40.11. Трехвалковый стан периодической прокатки
ними. На рис. 40.11 показана схема стана для изготовления периодического проката круглого сечения. Стан имеет три конических валка 2. Нагретую круглую заготовку (сплошную или трубу) устанавливают между тремя коническими валками. Валки получают вращение от главного электродвигателя через шестеренную клеть и карданные сочленения (на рисунке не показаны). Валки 2, закрепленные в головках 1, могут с помощью гидравлических цилиндров 9 сближаться или разъединяться. Изменяя расстояние между валками во время работы стана, получают заготовку 10 с разной степенью вытяжки по длине. При выходе из валков конец заготовки захватывается клещами 3 подвижной тележки 4, перемещаемой вдоль линии прокатки с помощью гидравлического плунжера 5. Тележка снабжена копирной линейкой 6, которая имеет контур заданного профиля. Линейка упирается в копирный палец 7, привернутый к станине машины. Система реле, датчики и другие устройства электроавтоматики управляют гидравлическим приводом 8 цилиндров 9, поршни которых перемещают валки 2. К основным преимуществам винтовой прокатки относится возможность получения высокого коэффициента вытяжки за один проход. Винтовая прокатка позволяет на 70 % изменять величину поперечного сечения заготовки по сравнению с первоначальным, что особенно важно при штамповке деталей сложного контура с большим перепадом величин поперечных сече-ний по длине поковки. Станы для винтовой прокатки конструкции и> ВНИИметмаша выполняют для заготовок размером 120x2200 мм с наибольшей скоростью прокатки до 0,5 м/с. Созданы станы, на которых можно не только прокатывать заготовки под последующую штамповку, но и получать детали типа тел вращения (различные распределительные валики, заготовки червячных фрез и другие).
При изготовлении больших партий однотипных заготовок (заготовок шаров, червячных фрез, сверл и т. д.), требующих прокатки с большим общим коэффициентом обжатия за один
521
Рис. 40.12. Стан для поперечно-винтовой прокатки шаров
проход, применяют станы со специально калиброванными валками. В этом случае калибр на валке выполняют не кольцевым, а в виде винтового ручья, у которого изменяются величина поперечного сечения и форма. При этом площадь сечения калибра по спирали постепенно уменьшается.
На рис. 40.12 показана схема стана поперечно-винтовой прокатки шаров из прутка для шарикоподшипниковой промышленности. За каждый оборот валков получают один готовый шар. При прокатке шаров указанным способом отсутствует отход металла в облой, что является бесспорным преимуществом этого способа перед штамповкой таких же шаров на прессах, где отход металла в облой является непременным условием. Затраты труда на производство 1 т шаров диаметром 40 мм снизились при использовании прокатки взамен штамповки с 14,8 до 2 чел.-ч. Кромешаров в винтовых калибрах получают разнообразные цилиндрические заготовки, и в том числе заготовки под холодное выдавливание. При этом необходима лишь дополнительная шлифовка торцов заготовки.
В винтовых калибрах в настоящее время получают оси пластинчатых цепей транспортеров.
Для получения заготовок роликов и штифтов прокатку ведут между верхним валком с винтовым калибром и нижним гладким валком.
В винтовых калибрах может проводиться и горячая прокатка отдельных заготовок. На рис. 40.13 приведена схема прокатки профильных кольцевых заготовок в винтовых калибрах.
Рис. 40.13. Схема прокатки профильных штучных кольцевых заготовок в винтовых калибрах
РазделУ!
РОТОРНЫЕ И ИМПУЛЬСНЫЕ МАШИНЫ. СТАТЫ
Глава 41
РОТОРНЫЕ И РОТОРНО-КОНВЕЙЕРНЫЕ МАШИНЫ-АВТОМАТЫ
Роторные и роторно-конвейерные машины предназначены для широкого класса штамповочных операций (вырубки, пробивки, выдавливания, чеканки и т. п.), требующих усилий до 150—200 кН и рабочих ходов до 0,1—0,2 м. Они применяются при изготовлении мелких деталей в условиях массового и крупносерийного производств. Большое распространение роторные машины нашли в производстве изделий из пластмасс.
Основная особенность роторных и роторно-конвейерных машин — осуществление обработки деталей (заготовок) в процессе их непрерывного транспортирования совместно с обрабатывающим инструментом [111.
Роторные и роторно-конвейерные машины различаются между собой по характеру связи рабочего инструмента с исполнительными органами, сообщающими ему технологическое перемещение. Эта взаимосвязь определяет конструктивные особенности, техникоэкономические показатели и рациональные области применения роторных и роторно-конвейерных машин.
41.1. РОТОРНЫЕ МАШИНЫ-АВТОЛ1АТЫ
Роторная машина отличается тем, что рабочие инструменты и сообщающие им движение исполнительные органы располагаются на жестких транспортных системах (роторах) и постоянно связаны друг с другом.
Роторная машина (рис. 41.1) имеет технологический ротор, смонтированный на вертикальном валу 8, установленном в опорах качения в верхней 9 и нижней 15 плитах станины машины.
На вертикальном валу ротора жестко закреплен барабан 4 с продольными пазами, в которых размещены инструментальные блоки 3. Рабочие инструменты блоков соединены при помощи быстроразъединяемых замков с соответствующими исполнительными органами 5, 11, которые сообщают им требуемое технологическое движение. Привод исполнительных органов может быть, например, кулачковым, состоящим из неподвижно закрепленных
523
ZT
Рис. 41.1. Автоматическая роторная машина
на плитах станины цилиндрических пазовых кулачков 7 и /5, с которыми взаимодействуют ролики 6, 12 исполнительных органов. При транспортном вращении ротора ролики исполнительных органов обкатываются по пазу кулачка и исполнительные органы воспроизводят заданный закон движения рабочих инструментов.
Подача заготовок 1 и прием готовых деталей из инструментальных блоков ротора осуществляются транспортными роторами 2 и 10 в процессе непрерывного синхронного вращения их совместно с технологическим ротором. Заготовки в транспортный ротор 2 подаются из автомата питания (на схеме не показан), а из транспортного ротора 10 выдаются в сборник готовой продукции.
Синхронное вращение технологического и транспортного роторов осуществляется главным приводом роторной машины, состоящим из электродвигателя 16, клиноременной передачи и системы валов и редукторов 14.
Таким образом, непрерывность технологического процесса -в роторных машинах достигается за счет применения многоинструментальных роторов и обработки заготовок в процессе непрерывного транспортирования инструментальных блоков, в которых смонтированы зажимные приспособления и рабочий инструмент.
524
Поскольку инструментальные блоки последовательно вступают в работу с некоторым постоянным фазовым сдвигом, определяемым расстоянием (шагом) между рабочими позициями ротора, то роторная машина (именно машина, а не блок) непрерывно осуществляет обработку последовательно поступающих заготовок. Фазовый сдвиг может быть подобран таким образом, чтобы потребляемая мощность в системе главного привода была относительно постоянной, поэтому на роторных машинах, как правило, не устанавливают маховик.
Точность обработки заготовок определяется только конструкцией инструментального блока, что достигается замыканием всех размерных цепей в самом блоке. Это позволяет настраивать блоки на стороне вне роторной машины.
Технологические усилия замыкаются в роторе, поэтому станины роторных машин воспринимают только усилия, возникающие при вращении роторов, а также их вес.
Машины роторного типа имеют и еще одну важную особенность. Транспортная скорость движения заготовок определяется диаметром ротора (диаметром окружности по осевым линиям инструментальных блоков) и частотой его вращения — угловой скоростью. Рабочая (технологическая) скорость инструмента определяется главным образом характеристиками привода исполнительных органов, например профилем кулачка. В общем случае привод движения исполнительных органов может осуществляться от отдельного силового привода, например гидравлического, пневматического, электромагнитного и др.
Следовательно, необходимая рабочая (технологическая) скорость может быть установлена независимо от транспортной скорости, и наоборот. Это и позволяет создавать оптимальные по технико-экономическим показателям машины с высокой производительностью, не достижимой на других типах оборудования
41.2. ТЕХНОЛОГИЧЕСКИЕ РОТОРЫ
Технологические роторы для штамповочных операций имеют кинематически однородную схему, так как исполнительные органы и инструмент совершают прямолинейное возвратно-поступательное движение. Отличия между роторами различных целевых технологических назначений определяется поэтому только числом подвижных элементов в каждом исполнительном органе ротора и размерносиловыми характеристиками выполняемой операции.
Для операций типа вытяжки, которые выполняются одним подвижным пуансоном и неподвижной матрицей, применяют роторы с односторонним приводом, а для операций типа обжима, прессования, выдавливания, где необходимо использование двух
1 Данное положение справедливо и для роторно-конвейерных машин, где оно нашло свое дальнейшее развитие.
525
подвижных, противоположно расположенных инструментов (пуансона и штампа, или пуансона и выталкивателя) — роторы с двусторонним приводом. Могут применяться трехприводные и многоприводные роторы. Такие роторы необходимы для операций, требующих применения штампов двойного действия, принудительного прижима заготовок и т. п.
Технологические усилия и величины рабочих ходов определяют характер и систему привода рабочего инструмента. Различают четыре основных системы привода рабочего инструмента, нашедшие к настоящему времени широкое распространение в конструкциях роторов:
а) механический привод посредством неподвижных цилиндрических пазовых или торцовых кулачков (роторы с кулачковым механическим приводом); б) механический привод посредством механизма с наклонной шайбой (роторы с наклонной шайбой); в) гидравлический привод (роторы с гидравлическим приводом); г) комбинированный гидромеханический привод (роторы с гйдро-механическим приводом).
Роторы с механическим кулачковым приводом применяют для операций, требующих приложения усилия не более 10—20 кН, если кинематическая цепь привода ротора в конце каждого рабочего хода инструмента не разгружается (штамповка, чеканка и т. п.). Для операций, в которых кинематическая цепь привода инструмента разгружается в конце каждого рабочего хода (вырубка, пробивка, вытяжка), максимальное усилие, передаваемое кулачковым приводом, не должно превышать 4—5 кН.
При таких усилиях размеры элементов привода не влияют на величину шага между рабочими позициями ротора и, следовательно, не увеличивают диаметральные размеры ротора.
Начальный диаметр ротора (диаметр инструментальных блоков) с механическим можно оценить, используя приближенное
£>0 5,33 _-Д-
“ ’ л tg ар
где ф — коэффициент скорости исполнительного органа для выбранного закона движения [11]; sp —величина перемещения исполнительного органа, соответствующая участку рабочей деформации, м; ар — угол подъема профиля кулачка на участке рабочей деформации.
Шаг между позициями ротора в этом случае не будет превышать величины
окружности по осям кулачковым приводом выражение
(41.1)
(41.2)
ftp = 5,33, р ’ Up tgCCp
где «р — число рабочих позиций ротора.
Роторы с механическим приводом исполнительных органов (посредством механизма с наклонной шайбой) могут применяться для операций с максимальным усилием от 20 до 80 кН.
526
12
Рис. 41.2. Технологический ротор с наклонной шайбой:
3 — ползун; 2 — шатун; 3 — наклонная шайба; 4 «• зубчатое колесо; 5, 7 — опори качения; 6 — коническая зубчатая передача; 8 — стакан; 9, //—барабаны; 10 — вал; 12 — цилиндрический кулачок; 13 — верхний ползун; 14 — блокодержательз
15 — инструментальный блок
Конструктивная схема ротора с наклонной шайбой показана на рис. 41.2. На вертикальном валу 10 закреплен барабан 9, в продольных пазах которого размещены исполнительные органы — ползуны 1. Ползуны соединены посредством шатунов 2 с наклонной шайбой 3, установленной в опорах качения 5 и 7 в неподвижном стакане 8 ротора.
От главного привода машины вращение ротору передается через зубчатое колесо 4. Вращение наклонной шайбе передается от вала ротора через коническую передачу 6. В процессе транспортного вращения ротора вращательное движение наклонной шайбы преобразуется в возвратно-поступательное движение ползунов, передающих его пуансонам инструментальных блоков 15, размещенных в продольных пазах барабана-блокодержателя 14. Привод
527
выталкивателей в данном роторе осуществляется от верхнего кулачкового привода.
Механизм с наклонной шайбой обеспечивает движение ползунов со следующими кинематическими характеристиками;
s = /?ш sin а (1 — cos ср) — I (1 — cos у),
v = Г/?ш sin а sin ср — (/?ш~ — 1 ®, (41.3)
I £1 wo у
где s — текущее перемещение ползуна, м; v — текущее значение скорости ползуна, м/с; Rm — радиус шайбы, м; а — угол наклона шайбы к горизонтали, рад; ф — угол поворота ротора, рад; Ro — радиус начальной окружности ротора, м; I — длина шатуна, м; со — частота вращения ротора, с-1.
cos у = 1 — ( sin ф) .
Начальный диаметр ротора с наклонной шайбой
£>0 = H/tg а = Rm cos а, (41.4)
где Н — величина полного хода ползуна, м.
Роторы с гидравлическим приводом рабочего инструмента применяют для операций, выполняемых с усилиями до 100—150 кН и большими ходами. В роторных машинах с гидравлическим приводом перемещение исполнительных органов осуществляется штоками поршней гидравлических цилиндров, индивидуальных для каждой рабочей позиции ротора. Цилиндры монтируются на роторе соосно с соответствующими исполнительными органами.
Специфичность осуществления рабочих движений посредством гидравлических цилиндров состоит в том, что последние находятся в непрерывном транспортном движении. Это вызывает необходимость подачи к ним рабочей жидкости через подвижное сочленение — гидравлический распределитель. В роторных машинах широкое применение нашли плоские дисковые распределители.
Для создания рабочего давления в гидроцилиндрах используются системы насосно-безаккумуляторного привода. В качестве рабочей жидкости применяют индустриальное масло. Давление рабочей жидкости в гидросистеме принимается, как правило, в пределах 15—30 МПа, скорости движения жидкости; при наполнении 3,5—4,5 м/с, при сливе 1,5—2,0 м/с.
Шаг между позициями ротора с гидравлическим приводом йр = + 2а + 6, (41.5)
где Dn — диаметр поршня гидравлического цилиндра, м; а — толщина стенки цилиндра, м; 6 — величина зазора между соседними цилиндрами, определяемая конструкцией цилиндров, м.
Диаметр поршня гидравлического цилиндра
Пц = 1,18 J/PD/(p - 0,9pJ, (41.6)
528
где PD — усилие рабочей деформации, МН; р—давление жидкости в рабочей полости цилиндра, МПа; рх — давление жидкости в нерабочей полости цилиндра, МПа.
41.3. ИНСТРУМЕНТАЛЬНЫЕ БЛОКИ
Основным исполнительным элементом технологического ротора, в котором совершается рабочая операция, является инструментальный блок.
Простейшими по конструкции являются блоки, в которых обработка заготовок происходит при возвратно-поступательных движениях верхнего и нижнего штоков, несущих рабочий инструмент, например, пуансон и выталкиватель, и одного неподвижного инструмента, например, матрицы. Более сложными являются блоки, в которых обработка заготовок происходит при движении штоков, выполненных телескопическими. Каждый такой шток кроме возвратно-поступательного движения может передавать одновременно и вращательное движение.
Поступательные движения штоков могут быть преобразованы в поперечные возвратно-поступательные движения или вращательные с помощью шарнирных, клиновых, цанговых, зубчато-реечных и других механизмов. Таким
Рнс. 41.3. Инструментальный блок для штамповочной операции
1
529
образом, помещенные в блоке инструменты могут получить, в случае необходимости, разнообразные движения без применения дополнительного силового привода в роторе.
Инструментальный блок полностью определяет качество изготовления детали и является автономным устройством «деталь— инструмент—приспособление», обладающим свойством взаимозаменяемости.
На рис. 41.3 показана конструкция типового инструментального блока для штамповочной операции, состоящего из трех инструментов: неподвижной матрицы 2, подвижных пуансона 4, перемещающегося в приемнике 5, и выталкивателя 1. Пуансон закреплен в рабочем штоке 8, который соединяется в роторе с соответствующим исполнительным органом. Шток совершает движение до упора в регулировочную гайку 7, положение которой и определяет точность настройки инструмента. Упорная регулировочная гайка фиксируется от произвольного проворота подпружиненной защелкой 6. Все элементы блока размещены и закреплены в корпусе блока 3.
Корпус инструментального блока рекомендуется изготовлять из стали 40Х с последующей термической обработкой для получения твердости в пределах HRC 48—52.
41.4. ОСНОВЫ ПРОЕКТИРОВАНИЯ РОТОРНЫХ МАШИН
Исходными данными для проектирования роторной машины являются карта технологической операции с эскизами исходной заготовки и готового изделия, необходимыми технологическими параметрами операции (диаграммой изменения технологического усилия, предельно допустимыми скоростями деформации, временем обработки); величина требуемой производительности роторной машины и показатели надежности.
Расчетная цикловая производительность Па (шт/с) роторной машины определяется произведением числа рабочих (инструментальных) позиций на частоту вращения ротора или величину, обратную длительности его кинематического цикла,
Па = ирп = ир/Тк. (41.7)
В более общем виде, справедливом и для роторно-конвейерной машины,
Ha^vTP/hp, (41.8)
где утр — окружная (транспортная) скорость перемещения по-, зиции, м/с. г-
Циклограмма работы одного инструментального блока пока-* зана на рис. 41.4. Весь кинематический цикл состоит из восьми интервалов (/—VIII). Интервал цикла VIII может быть использован для выполнения дополнительных функций: контроля и чистки инструмента, для автоматической смены износившегося инструмента и др.
530 I
Рис. 41.4, Цикловая диаграмма роторной машины:
/ — загрузка; 2 — выгрузка; <pj — передача заготовок нз транспортного ротора в инструментальный блок технологического ротора; <рц — контроль правильности положения, наличия нли отсутствия заготовки перед началом обработки; (рщ — закрепление заготовки и подвод инструмента; <pjy — выполнение технологической операции; <ру — отвод инструмента; Фу1 — раскрепление изделия; Фуц — передача изделия нз технологического ротора в транспортный ротор; Фут — холостое движение инструментального блока
Длительность кинематического цикла определяется суммой длительностей всех интервалов, входящих в его структуру:
Т* — h + 41 + 4и + ^iv ~Hv 4~ tvi 4- tyn + tyul. (41 -9)
Длительность каждого интервала рассчитывается исходя из его функционального назначения и требуемых законов движения исполнительных органов в данном интервале и динамических параметров этих органов.
Прогнозируемая действительная производительность роторной машины /7Л. п (шт/с) может быть рассчитана по формуле
Яд. п — ЯЦТ]П, (41.10)
где Лп — прогнозируемое значение коэффициента использования роторной машины.
На стадии проектирования прогнозируемый коэффициент использования может быть рассчитан по выражению
__ ир
Лвх ^ИН Лтр 4мй Лвн Лпп
(41.11) где tp — длительность рабочего хода исполнительного органа, с; ер = 2л/<росн — коэффициент, характеризующий степень использования кинематического цикла рабочими ходами; <росн — угол поворота ротора, на котором совершается технологическая операция, рад; евх, еин, етр, евн, епп — параметры потоков восстановления, с; Лвх, Хин, /<тр, КвВ, Кип — величины, обратные параметрам потоков отказов, соответственно на входе многоканальной технологической части (отказы автомата питания), в многоканальной технологической части (отказы технологических роторов и инструментальных блоков), в многоканальной транспортирующей части (отказы транспортных роторов), во внешних устройствах (отказы в системе главного привода, гидравлической установки), а также вследствие нарушения плотности
531
Таблица 41.1
Показатели надежности основных элементов роторных машин
Наименование элемента Параметры и нх обратные величины
Обозначение Значение
Ср с Лг1°5
Технологические роторы: с кулачковым приводом с наклонной шайбой с гидравлическим приводом Транспортные роторы Автоматы питания Главный привод Гидравлическая станция Нарушение плотности потока а и я и S . ь о о и ’а ‘й ‘й а ** м м и ф ® ф ф ф 100—300 150—350 200—400 £0—360 60—300 1500—6000 1800—9000 0,1—0,5 0,5—5,0 0,2—0,6 0,1—0,3 2—10 0,2—0,4 15—40 1,5—15 Ю-3—10'2
технологического потока; иТР — число позиций транспортного ротора; т — число технологических роторов.
В табл. 41.1 приведены диапазоны значений прогнозируемых параметров надежности основных элементов роторных машин штамповочного производства, полученные статистическими наблюдениями.
Проектирование роторной машины начинают с выбора ее структурной схемы и схем входящих в нее роторов.
Структурную схему ротора выбирают исходя из выполняемой технологической операции и ее размерно-силовых характеристик (см. п. 41.2). Затем конструируют инструментальные блоки и определяют предварительную величину шага между позициями ротора из конструктивных предпосылок:
+ + (41-12)
где Ршах — максимальный размер инструментального блока в поперечном сечении, м; Ь$ = (15-4-22) 1(Г3 — размер выступающей части фиксатора блока, м; 6 = (2-4-5) 10"3 — зазор между головкой фиксатора и корпусом соседнего блока, м.
Размер инструментального блока в поперечном сечении определяется размерами заготовки, инструмента и элементов крепления. Для большинства операций штамповочного производства, можно приближенно принять Ill]
Птах = (1,3-4- 2,5) DBB = (2,6 - 6,25)Лдет, (41.13)
где Пип, 4д.ет — диаметры поперечных сечений соответственно’ инструмента и детали (заготовки). ;
Строя циклограмму работы блока, рассчитывают длительность: кинематического цикла по формуле (41.9) и формируют переченМ 532 1
и предельные значения параметров для расчетов элементов привода исполнительных органов. По рассчитанным значениям и Тк и заданной величине цикловой производительности /7Ц определяют предварительное число инструментальных блоков по формуле (41.7) и рассчитывают диаметральные размеры ротора.
В процессе расчетов элементов привода исполнительных органов уточняют величину шага и диаметральные размеры ротора, используя выражения (41.1) — (41.6).
После конструктивной проработки машины и уточнения ее параметров оценивают ожидаемое значение коэффициента использования роторной машины по формуле (41.11) и величину ожидаемой действительной производительности по формуле (41.10) и сравнивают с заданными технико-экономическими показателями.
41.5. РОТОРНО-КОНВЕЙЕРНЫЕ МАШИНЫ
Технологические возможности роторных машин могут быть значительно расширены, а их эффективность повышена путем перехода к роторно-конвейерной компоновке. Отличительной особенностью роторно-конвейерных машин является отсутствие постоянной связи между инструментом и исполнительными органами ротора. Это достигается размещением инструментальных блоков (или инструментов) в замкнутом гибком конвейере, огибающем в требуемой последовательности технологические роторы, в которых смонтированы только соответствующие исполнительные органы и элементы их привода.
На рис. 41.5 показана схема простейшей роторно-конвейерной машины для выполнения штамповочной операции, состоящей из трех инструментов, например матрицы, пуансона и выталкивателя. Роторно-конвейерная машина содержит два технологических ротора: А и Б, в которых осуществляется технологическая операция, разделенная на два перехода. В роторе Б осуществляется деформирование исходной заготовки, а в роторе А — выталкивание готового изделия из матрицы и выдача его в сборник готовой продукции. Поэтому ротор А содержит только верхний привод и исполнительные органы 3, сообщающие движение выталкивателям, а ротор Б — только нижний привод и исполнительные органы 9, которые сообщают движение пуансонам. Инструментальные блоки 5 размещены в транспортном конвейере 12, огибающем технологические роторы А и Б.
Таким образом, инструментальные блоки, транспортируемые конвейером, сначала обслуживаются в роторе Б, а затем в роторе А. Загрузка заготовок 14 осуществляется транспортным ротором 13 на свободном участке конвейера между технологическими роторами.
Отделение рабочего инструмента от исполнительных органов и дифференциация технологической операции на переходы, осуществляемые последовательно в различных роторах, и обусло-
533
Рис. 41.5. Автоматическая роторно-конвейерная машина:
I, 1 — вал ротора: 2, 8 — барабан; 3, 9 — исполнительные органы; 4, 10 —кулачки;
5 — инструментальный блок; 12 — конвейер; 13 — транспортный ротор; 14 — заготовка; 6, И — плиты; 15, 16 — редукторы; 17 — электродвигатель
вливает преимущества роторно-конвейерной компоновки перед j роторной схемой. ;
Прежде всего, это дальнейшее повышение производительности^ и улучшение технико-экономических показателей за счет улучше- j ния использования площади поперечного сечения машины, умень-1 шения числа исполнительных органов, металлоемкости и габа-]
ритов.
Роторно-конвейерные машины позволяют эффективно автома-
тизировать обработку одновременно нескольких номенклатур однотипных деталей по групповой технологии в условиях крупно-
серийных, а в отдельных случаях и мелкосерийных производств. !
Дальнейшее развитие роторно-конвейерных машин идет по пути отделения инструментов от инструментальных блоков и размещения их в специальных инструментальных конвейерах. Заготовки внутри машины транспортируются также в специальном конвейере.
Роторные и роторно-конвейерные машины легко компонуются! в автоматические линии, обеспечивающие выполнение всех операций технологического процесса изготовления детали незавц^ симо от их физической сущности и технологических параметров^ (обработка давлением, резанием, термохимическая обработка, контрольные операции и отделка). Другие типы автоматической: оборудования такими свойствами не обладают. В этом смысла роторные и роторно-конвейерные машины являются перспектив-; ным типом автоматического оборудования.
534
Глава 42
ИМПУЛЬСНЫЕ МАШИНЫ И УСТАНОВКИ
42.1. ПРИНЦИП ДЕЙСТВИЯ, КЛАССИФИКАЦИЯ, ОБЩИЕ СВЕДЕНИЯ
К импульсным кузнечно-штамповочным машинам относятся механические (гидромеханические, электромеханические и др.) системы, в которых воздействие энергоносителя или передающей среды на обрабатываемый материал осуществляется со скоростью, зависящей от физических констант среды в течение короткого промежутка времени, в два и более раз короче периода наиболее медленных свободных колебаний системы. Обычно это тысячные и десятитысячные доли секунды.
В импульсных кузнечно-штамповочных машинах источниками энергии импульса (энергоносителями) служат гидроударные волны, химические вещества, электрические заряды. В качестве передающих сред используются твердые тела, жидкость, газ, электромагнитное поле.
По предложению Ю. А. Бочарова и Р. Д. Исковича-Лотоц-кого (1977 г.) машины можно отнести в первом приближении к импульсным, если средний градиент нарастания скорости передающей среды во времени в процессе воздействия на деформируемый материал или промежуточное звено (плунжер, поршень и т. п.) превышает 104 м/с2:
I
grad v — j dv j di (42.1)
0 I 0
где ip — время разряда источника; vm — наибольшая скорость распространения взаимодействий в передающей среде; например, в воздухе она приблизительно равна 300 м/с, в воде — 1500 м/с и стали — 5000 м/с.
Вследствие импульсного характера приложения внешних сил на обрабатываемый листовой или трубчатый материал деформирование может продолжаться под действием инерционных сил и после прекращения внешней нагрузки, т. е. /р sg /д.
Классификация импульсных машин по видам источника энергии импульса, передающей среды и среды,' воздействующей на обрабатываемый материал, представлена на рис. 42.1. В характеристиках импульсных машин используется терминология, заимствованная из импульсной техники.
Главным параметром импульсных машин является энергия импульса.
По форме импульсы разделяют на прямоугольные, трапециевидные, треугольные, синусоидальные, с экспоненциальным срезом, с экспоненциальным фронтом и срезом (рис. 42.2, соответ-
535
Импульсные машины (ИМПЫ)
Рис. 42.1. Классификация импульсных машин
ственно а—е). Импульс характеризуют следующие параметры (рис. 42.2, ж)- фронт — линия Оа, выдержка — линия ab, срез — линия be, амплитуда Рт\ время возмущения выдержки tB, среза tc и полное время импульса /и.
Интенсивность чередующегося импульсного нагружения ха-рактеризуют периодом следования импульсов ^сл и паузой между соседними импульсами tn. Частота следования
v = l//cn. (42.2)’
Скважность импульсного процесса 1
<7ск = ^и. (42.3) j
Рис. 42,2. Формы и параметры импульсов
б5б
42.2. ГИДРОИМПУЛЬСНЫЕ МАШИНЫ
Принцип действия и классификация. К гидроимпульсным относятся машины, в которых для привода промежуточного звена (рабочей массы) или непосредственного деформирования материала используется импульс ударного давления жидкости.
Принцип действия гидроимпульсных машин обоснован впервые А. И. Зиминым (1956 г.). Он заключается в использовании энергии положительной полуволны, возникающей в трубе с начальным давлением р0 — 0 и скоростью и0 > 0 при гидравлическом ударе.
И. Б. Матвеевым (1958 г.) обоснован другой принцип действия гидроимпульсных машин, в которых используется импульс, полученный в результате быстрой и полной разрядки потенциальной энергии, запасенной в жидкостном аккумуляторе [35].
Классификация гидроимпульсных машин приведена на рис. 42.3.
Основы теории. Основы теории гидроимпульсных машин использующих энергию ударной полуволны, разрабатывались А. И. Зиминым (1956, 1960 гг.), Л. М. Тарко (1957, 1963 гг.), А. Ф. Кагармановым (1964, 1978 гг.).
При быстром открытии клапана в переходный период взаимодействуют разобщенные массы жидкости (рис. 42.4, а) и по трубе распространяется упругая волна сжатия со скоростью
с = 1/ХпР/р, (42.4)
Рис. 42.3. Классификация гидроимпульсных машин
537
Рис. 42.4. Схема распространения упругой волны в гидролинии
где хпр — приведенный модуль упругости жидкости и трубы [см. (36.114)]; Р — плотность жидкости.
Если хпр (=« (1,3 4-2)-103 МПа и р « 103 кг/м3, тос« 1140 — 4-1410 м/с.
Со скоростью волны распространяется деформация сжатия жидкости и расширения трубы (рис. 42.4, б). Упругое приращение объема восполняется потоком жидкости, который движется из аккумулятора под действием разности давления рл—р0 со скоростью, возрастающей на фронте волны скачком согласно формуле Н. Е. Жуковского:
- t'o = Уж = (Ра - Ро)/(ру) = Ра/(ру)- (42.5)
При ра = 32 МПа скорость ря? = 22,74-24 м/с.
Через время t = сП фронт волны с давлением ра достигнет поршня, и волна отразится в обратном направлении: во всей трубе будет давление ра, и весь столб жидкости, заключенный в ней, будет двигаться со скоростью глк согласно (42.5). Поток жидкости, встретив преграду, остановится, изменив скорость скачком от глк до о0 = 0, и этот скачок скорости превратится в скачок давления:
РУ(УЖ -У0) = рУУж = ра -Ро = Ра- (42.6)
Скачок давления добавится к давлению ра, которое было в трубе к моменту Ч = 1/с. На фронте отраженной от поршня волны будет давлений (рис. 42.4, в)
(Ра - Ро) + (Ра — Ро) = 2 (ра - р0) = 2ра. (4 .7)
Через время
/2 = /1 + 1/с = 2//с (42.8)
фронт отраженной волны достигнет клапана, и если клапан все еще открыт, — аккумулятора, где давление снова упадет до ра. Чтобы этого не произошло, клапан к моменту /2 должен быть закрыт, тогда можно использовать энергию только положительной полуволны с давлением согласно (42.7).
538
Фронт волны (см. рис. 42.2, ж) формируется за время переходного процесса открытия клапана = /0. время выдержки /Б 21/с и время среза равно времени закрытия клапана tQ = = 4. к. Для эффективного использования энергии положительной полуволны необходимо, чтобьГ
4.к~4.к«ЧД0^//5с. (42.9)
Различают три принципиальные схемы гидроимпульсных машин (рис. 42.5). Схема А используется для импульсного воздействия жидкостной передающей средой на обрабатываемый материал в камере:
Пв£в = 4/Пд> (42.10)
где т]в — КПД волновой передачи энергии; т]в = 0,9.
Схема Б с промежуточным звеном используется для гидроимпульсных молотов и прессов. В молоте ударная волна, отражаясь от поршня, разгоняет рабочую массу машины и сообщает ей кинетическую энергию
nA = Т’э = "А2 = 4/Пд, (42.11)
где i]B «=> 0,8.
В гидроимпульсном прессе для передачи энергии упругой волны используется твердое тело—плунжер со штампом, который находится в контакте с обрабатываемым материалом [см. (42.10) 1. Для гидроимпульсных автоматов удобна схема В, в которой упругая волна может разветвляться на несколько потоков, воздействуя на поршни исполнительных механизмов.
Нужную последовательность их работы можно получить расчетом времени распространения упругой волны, которое прямо пропорционально длинам гидролиний в разветвлениях [см. (42.8)). Энергия положительной полуволны £в складывается из потенциальной энергии П упругой деформации жидкости и трубы и кинетической энергии К потока жидкости:
•12)
Упругая объемная деформация, из закона Гука, для жидкости dV = dp\
к пр после интегрирования этого выражения получим
VTp2a/(xnp2). (42,13) О
Рис. 42.5. Принципиальные схемы гидроимпульсных машин д
539
Приращение массы dm — f dxp‘, после интегрирования получим
2 2
= <42-14>
В этих формулах хпр — приведенный модуль объемной упругости жидкости и трубы [см. (36.114)]; VT = fl — объем жидкости в трубе. Подставляя (42.13) и (42.14) в (42.12), получим полную энергию положительной полуволны;
£в = -^р2а. (42.15)
хпр
Некоторые вопросы проектирования гидроимпульсных машин можно найти в работах [29,35].
Конструкция гидравлического импульсного пресс-молота^ Пресс-молот, показанный на рис. 42.6, состоит из станины 1, устанавливаемой непосредственно на фундамент, демпфирующего устройства 2, на плунжер которого помещается стол 4, подвижной рамы с рабочим цилиндром 5, выталкивателя 3, установленного в полости плунжера демпфирующего устройства, ползуна 6, закрепленного на плунжере рабочего поршня 7, рабочего трубопровода 8, импульсного клапана 10, золотника 9 управления импульсным клапаном, пневмогидравлического аккумулятора И, пневмосистемы с вентилем 13, манометров высокого давления 12, насоса высокого давления 17, предохранительного клапана 15, обратного клапана 14, редукционного клапана 22, золотника 23 сервопривода импульсного клапана, манометра 16, золотника 21 управления выталкивателем, манометра низкого давления 20, предохранительного клапана 19 и насоса 18 низкого давле
ния.
Работа машины в режиме молота. После установления заготовки на неподвижную часть инструмента, смонтированного на столе, включением золотников 9 и 23 быстро открывается импульсный клапан 10. При этом происходит повышение давления на входе трубопровода 8 за счет втекания в него жидкости под давле-
нием ра из аккумулятора.
повышение давления распространяется по трубопроводу со скоростью с в направлении рабочего плунжера и затем в обратном направлении.
Одновременно с процессом распространения отраженной волны будет происходить и процесс разгона подвижных частей все еще продолжающим формироваться
Рис. 42.6. Гидравлический импульсный пресс-молот
540
гидравлическим импульсом. Деформирование заготовки осуществляется накопленной подвижными частями кинетической энергией. Причем начало процесса деформирования заготовки совпадает с моментом закрытия импульсного клапана и соединения трубопровода 8 со сливом. Подвижные части возвращаются в исходное положение за счет давления жидкости, постоянно действующего в подпоршневой полости цилиндра. Одновременно производится выталкивание изделия. Далее цикл повторяется. Удар по заготовке, производимый подвижными частями в период пластического деформирования, воспринимается столом машины. От него этот удар передается на демпфирующее устройство, которое поглощает избыточную энергию машины, предохраняя фундамент.
Работа машины в режиме пресса. Стол машины с уже установленной заготовкой при помощи демпферного устройства поднимается до контакта заготовки с подвижной частью инструмента. Затем машина включается в той же последовательности, как и при деформировании заготовки в молотовом режиме.
Работа машины в режиме пресс-молота. Для обеспечения работы машины по режиму пресс-молота производится разгон подвижных частей на ограниченном ходе; величина хода регулируется за счет подъема стола, при этом только часть энергии импульса трансформируется в кинетическую энергию подвижных частей. В этом случае первоначальное деформирование заготовки будет происходить оставшейся энергией импульса, а затем кинетической энергией.
Управление машиной в данном случае аналогично предыдущему.
42.3. ВЗРЫВНЫЕ ИМПУЛЬСНЫЕ МАШИНЫ
Принцип действия и классификация. К взрывным импульсным относятся машины, в которых импульс быстрого сгорания порохов, метательных и бризантных взрывчатых веществ, газовых и жидкостно-газовых взрывчатых смесей используется для разгона рабочей массы или для деформации материала твердым телом, жидкостной, газовой или сыпучей передающей средой
Рис. 42.7. Классификация взрывных импульсных машин
541
Принцип действия и расчет взрывных молотов, впервые предложенные В. Г. Кононенко (1958 г.), рассмотрены в гл. 32.
Взрывные машины с жидкостной передающей средой. Процесв листовой штамповки взрывом впервые предложен Д. В. Пихтов-никовым (1949 г.).
Метод обработки металлов взрывом, позволяющий получать на несложном и недорогом оборудовании из любых высокопрочных материалов изделия практически неограниченных размеров, является перспективным и высокопроизводительным.
Существуют три основных способа формообразования при штамповке взрывом (рис. 42.8): свободное, когда плоской заготовке 4 придается определенная форма в матрице 5 в виде кольца со свободным выходом (рис. 42.8, а); ограниченное, когда при получении из плоской заготовки куполообразных изделий заданной формы обязательно применяют матрицу, из полости которой удалена вода и откачен воздух (рис. 42.8, б), а также ограниченное радиальное, когда трубные заготовки 4, деформируясь радиально, воспроизводят форму разъемной матрицы 5 (рис. 42.8, в).
Источником энергии при взрывной штамповке являются метательные или бризантные взрывчатые вещества 1 и 2. Взрывчатому веществу обычно придается форма листа, шнура, прутка, трубки и т. д.; применяя различные комбинации из них, удается 542
Рис. 42.9. Взрывная установка инерционного типа
в
получить наиболее желательную направленность воздействия взрывных ударных волн.
Существует бассейновая и безбассейновая 1 штамповка взрывом. В первом случае используют водные бассейны 3, а во втором — стационарные и переносные бронекамеры и куум-камеры, где размещается оснастка и
ва-за-
ряды взрывчатого вещества.
Управление технологическим процессом осуществляется подбором взрывчатого вещества, его дозировкой, установлением оптимальной формы заряда и его расстояния до заготовки, а также подбором передающей среды (вода, воздух, песок) и способа ограничения взрыва в пространстве. Изменяя указанные факторы, получают различные давления, величина которых составляет от нескольких десятков до тысяч МПа.
Различают штамповку взрывом с применением метательных взрывчатых веществ и штамповку ударом (ударными волнами) с применением высокобризантных взрывчатых веществ.
Матрицы для штамповки взрывом изготовляют литьем из
недорогого металла, эпоксидных смол, спеканием керамики. Опыт некоторых заводов показал, что наиболее стойкими оказываются матрицы, изготовленные из легкоплавких сплавов и армированных пластмасс.
Штамповкой взрывом можно получать изделия, диаметр которых может быть от нескольких миллиметров до нескольких метров. Толщина стенок изделий достигает 25 мм.
Давление при штамповке взрывом составляет 14—1400 МПа. Длительность приложения давления измеряется миллисекундами. Скорость перемещения частиц металла достигает 30—300 м/с. Однако относительная скорость частиц металла между соседними участками заготовки составляет несколько миллиметров в секунду, т. е. значительно ниже критической скорости частиц металла.
Внедрение штамповки взрывом в производство осложняется тем, что установки для этого вида деформирования, исходя из соображений техники безопасности, располагают вне цехов, на специально отведенных площадках. В настоящее время изготовляют так называемые инерционные машины. Схема машины для штамповки взрывом листовых заготовок показана на рис. 42.9. Существуют аналогичные машины для штамповки трубных заготовок. Станины заменены инерционными массами /, воспринимающими реактивное усилие при взрыве. Сверху монтируют запальные устройства 2 с бойками, срабатывающими с помощью сжатого воздуха. Заряд пороха, измельченного до величины зерен 0,1 мм, помещают под бойком (позиция 3). Рабочее пространство заполнено водой, являющейся передающей средой 4.
543
Для предотвращения вытекания воды предусмотрены уплотнения 5. Инерционные массы прижимают к заготовке 6 специальными пневматическими цилиндрами (на рисунке не показаны). В машине для листовых заготовок матрица 7 установлена под заготовкой. В машине для трубных заготовок разборную матрицу устанавливают в специальном штамподержателе, смонтированном в поддерживающей станине. При взрыве инерционная масса подается вверх. Продукты сгорания выпускают через образующуюся щель. Чтобы защитить обслуживающий персонал от действия продуктов сгорания, а также для предотвращения выплескивания воды применяют лабиринтные уплотнения. Они значительно уменьшают шум при осуществлении процесса.
Максимальное давление ударной волны приблизительно равно начальному давлению при выходе детонационной волны на поверхность заряда, диаметр которого равен или более предельного (с увеличением которого скорость детонации не возрастает):
Ап~Р^/[2(п+1)], (42.16)
где р — плотность заряда, для порошковых бризантных веществ р = (1,04-1,15) 103, а для прессованных р = (1,25-4-1,6) 103 кг/м3; Од — скорость детонации, для порошковых веществ оя = 36004-4-4500 м/с, для прессованных од = 46004-7000 м/с; п — показатель политропы, для порошков п = 1,684-2.
Например, для порошкового аммонита
рт 1,0-103 - 45002/[2 (2 4- 1)] = 337 МПа.
Давление распространяется со скоростью ударной волны, которая на 15—20% больше скорости звука, т. е. для воды со скоростью (1,154-1,2) 1500 «а 17254-1800 м/с.
Изменение давления в каждой точке жидкой среды после подхода к ней фронта ударной волны
р(0 = рте-^, (42.17)
где 0 — постоянная времени (время падения давления в е раз). Для сферического заряда радиусом г0 = 2 см на расстоянии Юг0 О «=> 82- Ю'с с.
Давление падает приблизительно до нуля на протяжении (54-7) 0 = (0,414-0,57) 10-3 с (рис. 42.2, е). Импульс на единицу поверхности
50 50
? = f Р (0 dt = —Орте~‘'° | Qpm. о о
От заряда заготовке передается приблизительно 0,5—0,6 полной энергии (только активной части заряда, обращенной к заготовке). Остальная энергия распространяется в окружающую среду. Массу заряда, необходимого для штамповки, можно опре-544
делить по формулам, рекомендуемым в работе [39]. Для сфериче* ского заряда и расстояний от него до заготовки 7? > 1Ого
т3 = (8756ZP6/?1’8)0'8, (42.18)
где т3 — масса заряда, кг; а — потребная энергия формообразования единицы поверхности заготовки; например, для штамповки эллиптического днища из стали СтЗ а 0,6< 10е Дж/м2; р — плотность металла заготовки; б — толщина заготовки.
Методы расчета элементов конструкции штамповой оснастки и машин можно найти в работе [39].
Для деформирования металла в горячем состоянии в машинах с сыпучей передающей средой используются речные и кварцевые пески.
42.4. ГАЗОВЫЕ МАШИНЫ ДЛЯ ШТАМПОВКИ ПРОДУКТАМИ СГОРАНИЯ ГАЗОВОЙ СМЕСИ
Воспламеняющаяся газовая смесь как энергоноситель имеет некоторые преимущества перед детонирующими взрывчатыми веществами. Смесь, заполняя все полости заготовки до воспламенения, образует как бы заряд идеальной формы. Легкость получения смеси газов позволяет быстро перезаряжать камеру сгорания. Газовая смесь создает более однородное деформирующее давление по сравнению с детонирующим зарядом взрывчатого вещества. Это давление можно легко изменять изменением
состава смеси.
В рабочей камере газовой машины (рис. 42.10) применена смесь водорода, кислорода и инертного газа. Она предназначена для штамповки и калибровки различного листового материала,
предварительно подвергаемого сварке.
После установки заготовки 4 в матрицу 2 из пространства 3 между заготовкой и матрицей откачивают воздух. Затем полость,
в которую поступает газовая смесь, продувают инертным газом, чтобы избежать окисления заготовки. В эту же полость подают водородно-кислородную смесь (обычно с избытком водорода). В некоторых случаях для уменьшения энергии и возможности управления процессом в водородно-кислородную смесь добавляют инертный газ. Смесь воспламеняется с помощью запальной свечи 1 как в карбюраторном двигателе внутреннего сгорания.
Штамповку энергией сгорания газовой смеси можно осуществлять в помещении и на открытом воздухе, что выгодно отличает этот способ от штамповки детонирующим зарядом.
Рис. 42.10. Газовая машина
545
18 А. Н. Банкетов и др.
42.5. ГИДРОЭЛЕКТРОРАЗРЯДНЫЕ МАШИНЫ ДЛЯ ШТАМПОВКИ ЭЛЕКТРИЧЕСКИМ РАЗРЯДОМ В жидкости
Способ использования энергии электрического разряда в жидкости для деформирования металла открыт Л. А. Юткиным (1955 г.).
Электрическая энергия из сети напряжением ПО—220 В поступает в блок питания 1 (рис. 42.11), где напряжение повышается до 20—25 кВ, а затем выпрямляется с помощью выпрямителя 2. Энергия накапливается в течение определенного промежутка времени в накопителе 3 с импульсными конденсаторами 4 емкостью С. После достижения на электродах конденсаторной батареи напряжения «пр, свидетельствующего о накоплении нужного количества электрической энергии:
2
(42.19)
2 Чд
батарея разряжается с помощью переключателя 5 в искровом промежутке А между электродами 6 в жидкости. Инициатором разряда может служить вольфрамовая проволока, перекинутая через электроды. При импульсном разряде проволока испаряется, создавая источник ударных волн, которые с помощью жидкости 7 передаются заготовке 8 и деформируют ее.
По конструктивной компоновке машина для штамповки металла энергией электрического разряда в жидкости, получившая
t Рис. 42.11. Принципиальная схема ги-_ . дроэлектроразрядной машины
546
название электрогидравлический пресс типа «Удар», прессу. Станина — стальная сварная, имеет С-обр'азную форму. Камера с водой, в которой производят разряд, расположена в основании — столе. Матрица прикреплена к подвижной части — .ползуну. Заготовку устанавливают сверху разрядной камеры на столе. С помощью гидравлического цилиндра ползун опускается и создает усилие, прижимающее матрицу к заготовке и камере. После этого вакуум-насос производит откачку воздуха из полости1 между заготовкой и матрицей и создает разрежение около 530 мм рт. ст. Одновременно производится заряд конденсаторной батареи, расположенной в станине. После достижения определенного напряжения пробоя ипр (см. рис. 42.11,6) происходит разряд. Длительность импульса около 400 мкс (см. рис. 42.11, в). При этом скорость листового металла, движущегося в полости матрицы, достигает нескольких сотен метров в секунду. Давление ударных волн на металл — до 3500 МПа.
Гидропривод, собранный из Стандартных элементов, находится в верхней частй станины. Слева установлен пульт управления.
На машинах с запасаемой энергией (25—150 кДж) производят вытяжку и формообразование различных изделий из листовых заготовок, а также калибровку, чеканку, раздачу, обжим и сборку неразборных соединений.
В настоящее время в качестве электродов используют автомобильные свечи зажигания, которые имеют удовлетворительную стойкость.
Электрогидравлическую штамповку успешно применяют для деформирования листовых и трубных заготовок из трудноформи-руемых металлов и сплавов (молибдена, вольфрама, бериллиевых и титановых сплавов).
42.6. МАГНИТНО-ИМПУЛЬСНЫЕ МАШИНЫ
Силовое воздействие импульсного электромагнитного поля на металл использовалось в экспериментах акад. П. Л. Капицей (1928 г.). Впервые машины применялись в зарубежной промышленности в 1960—1961 гг. В МВТУ им. Н. Э. Баумана (1964 г.), ЭНИКмаше, ХПИ разработаны схемы и конструкции этих машин. В настоящее время выпускают промышленные машины, получившие название магнитно-импульсных установок, с запасаемой энергией 20—400 кДж и более для деформирования металла.
Магнитно-импульсное деформирование металла основано на преобразовании электрической энергии, накопленной в конденсаторной батарее (накопителе) при разряде через индуктор, в энергию электромагнитного поля высокой напряженности (£ = 10вч-109 А/м), которая преобразуется в механическую работу деформирования заготовки (путем взаимодействия с токами, наведенными в заготовке).
•18* 547
Рис. 42.12. Принципиальная схема магнитно-импульсной машины
Принципиальная и эквивалентная электрическая схема магнитно-импульсной установки представлена на рис. 42.12, а, б. Конденсаторная батарея емкостью С заряжается высоковольтным выпрямителем (зарядным устройством) 1 до напряжения и = = 54-10 кВ и разряжается разрядником 2 на индуктор 3. Ток в разрядной цепи (рис. 42.11, в)
(42.20) г V CL
В заготовке как вторичном проводнике индуктируются вихревые токи, взаимодействующие с полем индуктора по правилу левой руки. Электромеханическая сила взаимодействия индуктора и заготовки
(42.21)
где i’i, г2 — силы тока; Llt L2 — индуктивности и Zt, /2 — длины соответственно индуктора и проводника-заготовки.
Магнитное поле напряженностью Н оказывает в среде натяжение (давление), МПа
р= 6,6-1(Г9ц№, (42.22)
где р, — магнитная проницаемость среды; Н — напряженность магнитного поля, А/м.
На машинах для магнитно-импульсной штамповки деформирование заготовок осуществляется несколькими способами
548
(рис. 42.13). Обжим трубных заготовок производят при помощи индуктора 3, охватывающего заготовку 2 (рис. 42.13, а). Заготовка принимает в результате обжима форму оправки 1. Раздача трубных заготовок осуществляется индуктором 3, расположенным внутри заготовки 2 (рис. 42.13, б). Заготовка принимает форму полости матрицы 4. На рис. 42.13, в показана раздача трубной заготовки 2 охватывающим ее индуктором 3 с матрицей 4. В этих случаях импульсы разрядного тока должны иметь пологий фронт и крутой спад. Нарастание электромагнитного поля должно происходить настолько медленно, чтобы перепад его не создал давления, превышающего предел текучести материала заготовки. Напряженность после достижения определенного значения должна быстро упасть до нуля. Так как напряженность внутри проводящей оболочки будет уменьшаться значительно медленнее, поле раздаст трубу изнутри. Импульс необходимой формы можно получить при помощи специальных схем.
Схема формовки листовых заготовок плоскими индукторами показана на рис. 42.13, г. Индуктор 3 в этом случае выполнен плоским в виде спирали Архимеда. Между индуктором и матрицей 4 расположена заготовка 2. По такой схеме можно производить вырубку заготовок и пробивку отверстий в плоских заготовках.
Для изготовления индукторов, работающих в полях, напряженность которых менее 0,16-10е А/м, применяют медь Ml, М2, а для индукторов, работающих в полях с напряженностью 0,32-108А/м,—бериллиевую бронзу. Если индуктор предназначен для работы в очень сильных полях, его изготовляют из высо-' копрочных сталей. Для повышения стойкости индукторы охлаждают водой.
549
КПД машин, в которых используется энергия электромагнитного поля для деформирования металла, составляет 10—40% и принципиально не может быть более 50%.
В настоящее время считают целесообразным штамповать на магнитно-импульсных установках металлы и материалы, проводимость которых не ниже Ч1й проводимости меди. Для штамповки стали и других материалов с низкой проводимостью используют гальваническое покрытие медью или фольгу из алюминия и меди, которой покрывают поверхность заготовки.
Глава 43
ГИДРОСТАТИЧЕСКИЕ И ПНЕВМОСТАТИЧЕСКИЕ МАШИНЫ
43.1. ПРИНЦИП ДЕЙСТВИЯ И КЛАССИФИКАЦИЯ
Принцип действия гидростатических и пневмостатических машин (гидро- и пневмостаты) состоит в относительно медленном (квазистатическом) воздействии на деформируемый материал энергоносителем — жидкостной или газовой средой, давление которой достаточно для получения остаточных деформаций.
Статы можно классифицировать по виду среды, воздействующей на обрабатываемый материал (рис. 43.1).
В гидро- и пневмостатах скорость деформирования составляет 0,001—0,2 м/с, а время деформирования — от нескольких секунд до нескольких часов. Главным параметром является удельное усилие, создаваемое энергоносителем.
Рис. 43.1. Классификация гидро- и пневмостатических машин
550
43.2. ГИДРОСТАТЫ
Штамповка заготовок из листа. В машинах для гидростатической штамповки листовую заготовку устанавливают на матрицу и уплотняют специальным прижимным кольцом. В полость над заготовкой подается рабочая жидкость (вода, эмульсия или минеральное масло) под давлением от насоса Давлением этой жидкости производят пластическое деформирование заготовки, придавая ей форму полости матрицы. После окончания деформирования происходит раскрытие штампа и удаление жидкости.
Раскрытие и закрытие штампа осуществляет рабочий гидравлический цилиндр, конструкция которого аналогична конструкции цилиндра гидравлического пресса. Подачу жидкости под давлением производят от насоса или специального гидравлического цилиндра.
Гидростатическое прессование и выдавливание. Для повышения пластичности малопластичных и хрупких в обычных условиях материалов используют прессы для гидростатического выдавливания (прессования), в которых заготовки находятся в условиях неравномерного всестороннего сжатия. Так, по некоторым данным, относительная деформация вольфрама и молибдена может повыситься соответственно с 0 до 82% и с 33 до 86% при приме-нёнии жидкости под давлением 2700 МПа.
Главным элементом гидростата является рабочая камера, представляющая собой толстостенный многослойный цилиндр, с одной стороны которого имеется матрица с отверстием, а с другой — затвор или крышка для загрузки заготовки. Заготовка уплотняется в месте контакта с матрицей с помощью уплотнительных устройств. В рабочую камеру подается рабочая жидкость под высоким давлением, достигающим 1000—2800 МПа. Заготовка, оказываясь под таким гидростатическим давлением, выдавливается в отверстие матрицы.
Рабочая жидкость в этом случае выполняет функции передающей среды и смазки. При давлении до 2000 МПа применяют минеральное масло, а при более высоких давлениях (до 3000 МПа) — глицерин и гликоль. На рис. 43.2 показана принципиальная схема гидростата для гидростатического выдавливания. Рабочая камера 1 этой установки представляет собой горизонтальную трубу, на одном конце которой находится матрица 2, а на другом — затвор 3 для загрузки заготовки 4. Над камерой расположен азотно-масляный мультипликатор 5, рабочая полость которого соединена с
Рис. 43.2. Принципиальная схема гидростатической машины для выдавливания и прессования
551
полостью рабочей камеры 1. Мультипликатор работает на азоте под давлением 21 МПа. За счет разности площадей поршня и плунжера мультипликатора (коэффициент мультипликации около 35) давление масла в его рабочей полости повышается до 735 МПа. Рабочей жидкостью служит касторовое масло. Скорость движения поршня мультипликатора, достигающую 0,5 м/с, можно регулировать дросселированием слива из кольцевой полости мультипликатора. Под давлением масла производится выдавливание заготовки в отверстие матрицы.
Как показали исследования, толстостенные рабочие камеры можно применять только при давлении жидкости, не превышающей 1800 МПа. В то же время для значительного повышения пластичности обрабатываемого материала необходимо давление 3500 МПа. Чтобы использовать такое давление, применяют специальные контейнеры, в которых устанавливают рабочие камеры. Для компенсации радиальных деформаций рабочей камеры используется высокое наружное давление жидкости, создаваемое в контейнере.
Важным элементом установок для гидростатического выдавливания является уплотнение, в качестве которого используют тефлонные манжеты с кольцами из медно-бериллиевого сплава.
43.3. ПНЕВМОСТАТЫ
В машинах для пневматической штамповки вместо жидкости используют воздух под давлением, который также подается в полость над заготовкой. Источником сжатого воздуха может служить заводская магистраль или специальный компрессор.
В машинах для вакуумной штамповки используют атмосферное давление воздуха. Для этого в полости матрицы (под заготовкой) создается разрежение (вакуум) с помощью вакуум-насоса.
Поскольку давление, создаваемое сжатым воздухом или атмосферой, невелико, машины и установки для пневматической и вакуумной штамповки применяют для деформирования листовых заготовок из пластмасс.
Раздел VII
ЭЛЕМЕНТЫ ТЕОРИИ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ МАШИН
В настоящее время происходит становление общей теории проектирования технологических машин, которая в дополнение к известным теориям конструирования отдельных типов машин рассматривает и сам процесс проектирования этих машин. Основой этой теории являются выбор схем и конструкций, их анализ, принятие решения по выбору схем и конструкций (для выполнения чертежей) и планирования этапов работ.
Вся инженерная деятельность, в том числе и проектирование, должны как правило содержать и элементы прогнозирования будущего: «конструирование — это прыжок от настоящего к возможностям будущего».
Формулирование цели и методы ее достижения. В начале работы необходимо обратить особое внимание на формулирование конечной цели работы. Для этого должны быть тщательно изучены технические требования, функциональное назначение машины, экономические и эргономические условия ее будущей эксплуатации. Необходимо учитывать серийность изготовляемой на машине продукции, ее качество и серийность самой изготовляемой машины и ее точностные параметры. Определение технико-экономической целесообразности выпуска той или иной машины рассматривается с учетом социальных требований.
Проектирование конструктивно-унифицированных гамм машин вместо проектирования одной отдельной машины позволяет шире проводить в конструкциях унификацию деталей и узлов, предусматривать больше типовых конструкций деталей, на которые будет разработана и типовая технология их изготовления.
Конструктору необходимо представлять себе новые проблемы и правильно их формулировать.
Научный подход к работе может быть определен следующими условиями:
не принимать решений без их анализа, опасаясь всякой тороп» ливости и предвзятости мнений;
всякий вопрос расчленять на части так, чтобы решение его облегчалось;
553
начинать всегда с простейшего, легко доступного и постепенно переходить к более сложному;
всюду стремиться устанавливать какие-то закономерности, какой-то порядок даже там, где естественной последовательности не выявляется;
сначала составить макет будущей готовой работы, кинематической схемы и т. п., изучив тонкости возникшего вопроса по имеющемуся техническому заданию (т. е. дать волю своим знаниям и воображению), а затем уже переходить к изучению литературы и уровня, достигнутого в данном вопросе наукой, техникой;
подход к любому вопросу должен быть всеобъемлющим, системным;
всюду необходимо делать подробные перечни литературы и обзоры, чтобы быть уверенным, что ничего не упущено нз вида.
Выбор параметров технологического процесса и оборудования. На основании изучения необходимого технологического процесса составляется типовой ряд поковок или полуфабрикатов, получаемых данным технологическим методом. Исходя из размеров типовых поковок образованного ряда определяются и необходимые параметры технологического процесса — рабочее перемещение инструмента и последовательность применения инструментов в том или ином направлении, усилия деформирования, диапазоны необходимых скоростей деформирования и т. п.
На основе полученных характеристик выбираются и соответствующие параметры оборудования.
Для большинства универсальных кузнечно-штамповочных машин имеются ГОСТы на их основные параметры и размеры. Например, для кривошипных прессов для каждого номинального усилия приводятся ход ползуна, размеры штампового пространства, число ходов ползуна в минуту и т. п. Для машин специальных по принятым параметрам технологического процесса в техническом предложении на проектировании гаммы подобных машин устанавливаются основные параметры.
Выбор схем, структур и конструкций. Такой выбор структур в зависимости от потребностей, требований технического задания и новизны решаемой проблемы может проводиться на следующих уровнях:
компонование машины из готовых структурных элементов, сборочных единиц (узлов) или линий из готовых машин;
компонование машины из готовых сборочных единиц с некоторыми их изменениями;
моделирование — создание машины или сборочной единицы по их аналогу другого типоразмера;
создание машин, структур и сборочных единиц на уровне изобретений.
Применение готовых структурных элементов и конструкций при создании машины позволяет значительно снизить сроки ее 554
•л.: проектирования. Кроме того, применение проверенных ций способствует созданию надежных машин. * ’ *'
В кузнечно-штамповочном машиностроении машины проек4к< руются на разных уровнях, но наиболее распространенным методом является моделирование. При проведении его надо помнить, что моделировать следует не размеры деталей, а процессы, явления, которые происходят в тех или иных механизмах и их элементах. Для облегчения работы изобретателя созданы специальные руководства, которые вводят в действия изобретателя логическую последовательность и тем сужают поле поиска.
Анализ схем и конструкций и их оценка. Анализу подлежат последовательно параметры машины, ее кинематическая схема, цикловая диаграмма, механизмы силовой цепи машины, механизмы цепи управления и т. д.
Анализ удобно производить, пользуясь соответствующими таблицами организующих понятий, Организующие понятия — это основные признаки, которые приняты за основу составления классификационных таблиц: отличительные характеристики механизма по кинематике движения, по осуществляемым функциям и т. п. При составлении таблиц эти организующие понятия классифицируют по степени их важности; сопоставляют между собой лутем критического анализа выделенных признаков и их соответствия требованиям решаемой задачи. Подобные классификационные таблицы содержат указания о преимуществах и недостатках вариантов тех или иных конструкций, анализ их характеристик и рекомендации по целесообразным формам применения тех или иных конструкций и процессов. Такие таблицы составляют для машин, механизмов, деталей. Рассмотрение этих таблиц позволяет выявить технические противоречия той или иной конструкции, того или иного решения и помочь конструктору в проектировании машины с минимальным числом недостатков. Примерами подобных таблиц являются табл. 2.2, 2.3.
Принятие решений и логика конструирования. Процесс разработки чертежей. На основе анализа конструкций и схем проводится их выбор и принимается решение о проектировании. Весь процесс проектирования разбивается на этапы. Составляется план работы, намечаются экспериментальные исследования, выясняется необходимость изготовления макетов, моделей, опытных механизмов. Удобно план выполнения этапов работ представить сетевым графиком.
Объемы отдельных этапов разработки регламентируются соответствующими стандартами: техническое предложение — ГОСТ 2.118.73, эскизный проект — ГОСТ 2.119.73, технический проект — ГОСТ 2.120.73.
На всех этапах конструктор должен осуществлять контроль над процессом обдумывания и очередностью выполнения тех или иных работ. На всех этапах и подэтапах работы надо искать основную цель, т. е. разобраться в требованиях, которые предъяв
555
ляются к проектируемому механизму, детали. При разработке новых идей и решений основной поиск необходимо вести в направлении определенной поставленной цели, методы же ее достижения целесообразно рассматривать позднее. Для лучшего поиска путей достижения цели составляют диаграммы идей, матрицы решений, таблицы организующих понятий. Для поиска новых технических решений разрабатываются специальные алгоритмы.
Важной составляющей логики конструирования является анализ ошибок. Под ошибкой понимается всякое отклонение изготовленной конструкции от проекта — по размерам, параметрам, свойствам и т. п.
Основой анализа ошибок является выявление технических противоречий в конструкции и возможностей их устранения, а в дальнейшем предотвращения появления подобных ошибок или их компенсация. Для проведения подобного анализа необходимо четко представлять себе требования, предъявляемые к машине, механизму, детали и составить ясное представление о тех физических процессах, которые происходят в сопрягающихся, подвижных элементах механизмов.
При проектировании следует предусматривать несколько повышенные требования к проектируемым объектам, поскольку со времени проектирования машины до ее внедрения в производство пройдет несколько лет.
Установление рационального порядка проведения того или иного этапа работ, и в том числе рациональной последовательности выполнения чертежей детали, механизма позволит сократить время на механическое выполнение той или иной работы и освободит время на продумывание творческой части процесса конструирования.
Большое значение для успешной работы имеет совершенствование организации рабочего места конструктора, снабжение конструктора необходимыми приборами и литературой.
Дальнейшим направлением совершенствования проектирования будет постепенная автоматизация конструкторских работ, что позволит сократить сроки проектирования. Уже в ближайшие годы во многих отраслях машиностроения процесс конструирования будет автоматизирован: вместо трудоемких чертежей будут использоваться ленты для изготовления деталей на станках с ЧПУ и ленты микрофильмов чертежей, создаваемые с помощью ЭВМ с телеэкраном (дисплеем).
Для осуществления перехода к такой автоматизации конструкторских работ и использования автоматизированных рабочих мест конструкторов (АРМК) необходимо проведение большой подготовительной работы и применения на первом этапе ЭВМ с графопостроителями.
Подготовительные работы заключаются в методическом и математическом обеспечении конструкторов расчетами отдельных типовых элементов механизмов, так называемых функциональных 556
комплексов деталей. К таким функциональным »”
сятся опоры скольжения валов (вместе с валами),
дачи (вместе с креплением их на валах), кулачковые механизм^-винтовые и ременные передачи и т. п. В памяти машины аячсля-дываются заранее рассчитанные размеры таких комплексов в зависимости от основной характеристики (нагрузки, числа оборотов и т. п.) такого комплекса. Конструктор компонует на телеэкране эти функциональные комплексы в узлы, механизмы.
Переходной ступенью к такому проектированию будет создание расчетных таблиц для различных функциональных комплексов деталей по аналогии с существующими таблицами для выбора подшипников качения.
Уже теперь разрабатывают системы автоматизированного проектирования (САПР). Под этим понятием подразумевается применение ЭВМ для автоматизации проектирования как отдельных элементов и деталей, так и конструкций, подсистем и систем. Процесс проектирования с использованием ЭВМ может быть и не связан с изготовлением чертежей и применением графических устройств. В общем, результатом такого проектирования могут быть и чертежи, и текстовая документация (расчетно-пояснительные записки, отчеты и пр.), и технологическая документация (технологические или операционные карты и т. д.), а также какие-либо программоносители с записью программы для машин с ЧПУ. Таким образом, основой автоматизированного проектирования является система расчетов, позволяющая наиболее целесообразно выбрать конструктивные или иные производственные решения.
Программное обеспечение систем автоматизированного проектирования САПР, как правило, состоит из основной программы — диспетчера, набора расчетных подпрограмм, включая подпрограмму оптимизации, набора графических подпрограмм и банка принимаемых исходных данных.
Программа-диспетчер находится в основной памяти ЭВМ, где хранятся также входная, выходная информация и промежуточные результаты, необходимые для работы последовательно вызываемых подпрограмм. Последние записаны на внешних накопительных устройствах и вызываются в основную память ЭВМ в определенной последовательности.
Существуют жесткие и гибкие диалоговые САПР. В жестких САПР пользователь не может оперативно изменять входную и промежуточную информацию. Только получив все результаты работы САПР, можно проанализировать их и решить вопрос о целесообразности изменения входных данных для получения новых результатов в той же системе. В диалоговых САПР процесс вычисления останавливается в заранее устанавливаемых элементах программы, и система запрашивает пользователя о правильности полученных результатов, о возможных коррективах, дополнениях и т. д. По указанию пользователя система может пропу-
557
стать ту или иную подпрограмму, вызвать из библиотеки новый модуль, работа которого не была предусмотрена в основной программе.
Процесс конструирования является процессом переработки информации, состоящей из геометрических данных при известных функциональных условиях. Такая переработка осуществляется при соответствующем математическом обеспечении средствами интерактивной графики, интегрированными с ЭВМ. Дисплеи и графопостроители с позиционным регулированием служат для графического изображения результатов расчета, в том числе и непосредственно чертежей. Существуют системы, в которых можно дать аксонометрическое изображение; осуществить поворот илн другую корректировку; применение диалоговой системы позволяет соединить результаты расчетов с интуитивными решениями, подсказываемыми пользователю его опытом.
Внедрение САПР позволяет существенно сократить время проектирования, повысить качество разработок за счет выбора оптимального варианта, осуществить механизацию и автоматизацию инженерного труда.
Обеспечение на стадии проектирования высокого качества продукции. В понятие качества машины входит ряд составляющих, и в том числе необходимая надежность и долговечность машин, их механизмов и деталей. В настоящее время без учета этих факторов нельзя проектировать машины, так как должна быть постоянная обратная связь между этапами: конструирования, изготовления, эксплуатации. С помощью этой связи нужно систематически оценивать данные изготовления и эксплуатации машин. Для этой цели необходима хорошо организованная информационная служба, а сами конструкторы должны использовать любую возможность для накопления требуемой им информации. Конструкторы обязаны знать характеристики надежности и долговечности основных механизмов и деталей кузнечно-штамповочных машин.
Рекомендуемая последовательность накопления этой информации и способы ее обработки изложены выше (см. 9.2). Эта методика позволяет выявить в конструкции слабые по надежности элементы, которые лимитируют производительность машины. Для повышения надежности кузнечно-штамповочных машин целесообразно усиление самого слабого по надежности звена как в силовой цепи, так и в цепи управления. Следует помнить также, что если кривошипные прессы, работающие в мелкосерийном производстве, имеют сравнительно большую загрузку по времени (не по усилию), то определенное число гидравлических прессов загружено работой в мелкосерийном производстве неполную смену. В этих условиях роль показателей надежности снижается и на первый план выступает долговечность механизмов и деталей. В этом случае основным показателем работы подобного оборудования является ресурс до капитального ремонта.
558
Вместе с тем для гидравлических прессов и для пругр* кузнечно-штамповочных машин, работающих в крупносерийном производстве, и особенно для машин-автоматов надежность имеет первостепенное значение. При этом основными показателями этой надежности для кузнечно-штамповочных машин являются наработка до первого отказа (средняя и гарантийная), наработка до капитального ремонта и коэффициент использования машины. Оценивать необходимо не только коэффициент технического использования, но и общий коэффициент использования с учетом простоев оборудования. Лишь зная общий коэффициент использования машины и ее теоретическую производительность, можно подсчитать необходимое число единиц оборудования, потребное для выполнения той или иной запланированной для проектируемого цеха программы.
При сборе информации о времени простоя кузнечно-штамповочных машин необходимо помнить, что в зависимости от типа машин в ряде случаев должны учитываться не только существенные отказы *, т. е. отказы, на устранение которых требуется не менее часа времени, но и технологические отказы (смена и подналадка инструмента). Особо важную роль технологические отказы имеют в машинах, где стойкость инструмента невелика и где часты подналадки инструментов и механизмов. К таким машинам, в частности, относятся автоматы для холодной объемной штамповки.
После сбора и обработки информации намечаются пути изменения конструкции тех или иных механизмов с целью повышения производительности.
Как уже указывалось выше, важной составляющей логики конструирования является учет ошибок конструирования, анализ этих ошибок и систематическая разработка мер, устраняющих появление таких ошибок в дальнейшем. Большую роль в этом должны играть общие меры по повышению надежности и долговечности кузнечно-штамповочного оборудования, принимаемые заводами-изготовителями. Обычно ими составляются специальные планы мероприятий, включающие общие мероприятия, мероприятия по совершенствованию конструкций машин, их механизмов и деталей и технологические мероприятия.
Для повышения качества выпускаемых изделий — машин необходимо повышать общую культуру конструирования, изготовления и эксплуатации машин. В это понятие включается и выполнение известных правил конструирования деталей и сборочных единиц, соблюдение технических условий на изготовление (при хорошей технологической дисциплине) и соблюдение основных правил рациональной эксплуатации кузнечно-штамповочных машин [21J.
1 Отказом называется событие, заключающееся в нарушении работоспособности машины.
559
Повышение эффективности творческого процесса конструирования. Известно, что качество машин во многом определяется квалификацией людей, их создающих, а процесс развития техники — это фактически процесс развития людей.
В связи с этим для повышения творческих возможностей конструкторов идут по трем направлениям.
Во-первых, весь процесс проектирования разделяют на этапы и регламентируют наиболее рациональную последовательность и технологию выполнения того или иного этапа. Этим упрощается и ускоряется нетворческая часть работы, освобождая время для творчества.
Во-вторых, учитывают психические особенности мозга человека как при индивидуальной, так и при коллективной работе и создают условия работы, способствующие раскрытию творческих способностей конструкторов.
В третьих, применяют ЭВМ.
Для каждого человека существует предел усвоения новой информации во времени, после которого он уже не может справиться с поступающим потоком информации. Если этот поток информации будет выше его нормы и положительные эмоции, ощущаемые человеком при переработке потока информации, с которым он справляется, переходят в эмоции отрицательные, то успешная работа становится невозможной.
Эффективность труда человека в значительной степени зависит от его эмоциональной напряженности. Эффективность труда мала как при малой его напряженности, так и при эмоциональной напряженности, перешагнувший через допустимый для данного человека порог, когда появляющаяся нервозность значительно снижает эффективность труда.
Последние исследования показывают, что интуиция — это долговременная память подсознания, основанная на опыте человека и хорошо выявляемая при ассоциациях. Поэтому признается полезным конструктору одновременно заниматься двумя работами (вопросами) с поочередной сменой сосредоточения мозга то на одной работе, то на другой. Для того чтобы работало интуитивное мышление, необходимо загружать мозг задачами с четкой постановкой вопроса. Следует помнить, что творчество это не монолог, а диалог, надо самому себе задавать вопросы. Условия в состоянии отдыха, после или до сна признаются наилучшими для ухода за «барьер памяти», для активизации интуиции, когда мозг в состоянии выдавать решения из подсознания. При выполнении человеком механической работы, не Требующей размышлений и выполняемой автоматически (ходьба и т. п.), м<?зг активизируется и процесс мышления при этом ускоряется.
В индивидуальной работе очень важно применение конструктором приемов эффективного мышления:
стараться удерживать в памяти все понятия, связанные с решаемым вопросом;
560
не спешить с выводами, не хвататься за первую мысль; - z
подробно рассмотреть окружающие условия; особенно временная последовательность (в автоматах — цикловая грамма) процесса и пространственное расположение деталей-(взаимное сопряжение и расположение стыкующихся деталей и. соседних механизмов в машине);
применять так называемое обратное, или обходное, мышление. Суть его в том, что к цели идут не путем последовательных рас-суждений, а предполагают, что задача решена; например, следует мысленно представить макет будущего устройства, работы, а потом уже рассматривать пути создания этого устройства. При этом должна быть четко выделена основная идея устройства, работы;
свои идеи следует оценивать критически, а чужие идеи — конструктивно, т. е. искать в чужих идеях рациональное зерно, а в своих решениях слабые места;
если работа не двигается, то необходимо сменить образную систему: от конкретных представлений перейти к абстрактным (т. е. перейти от рассмотрения конструкции механизма, детали к рассмотрению его кинематической схемы, структурной схемы), й наоборот.
Большую роль имеют знания, которыми обладает конструктор, особенно если учесть, что его работа часто протекает в условиях недостатка времени. Любое обучение (слушание лекций, чтение) —• это приобретение необходимого пассивного опыта, а активный опыт конструктор приобретает при практическом конструировании. Этот опыт накапливается быстрее, если конструктор будет внимательно относиться ко всем мелочам, к тому «фону», при котором протекает как сама работа конструктора, так и работа создаваемой им конструкции.
Следует помнить также, что коллективное мышление вносит в процесс творчества ускоряющий элемент. С этой точки зрения полезно проведение совещаний по обсуждению последовательных этапов проектирования, семинаров в отделах по рассмотрению отдельных конструкций механизмов и т. п. Полезно обсуждение возникающих вопросов и проблем непосредственно на рабочем месте конструктора у чертежных досок вместе со своими ближайшими товарищами по работе. Наличие творческой атмосферы в организациях помогает более успешно справляться с плановыми заданиями и успешно разрабатывать новые конструкции машин и механизмов. Сроки на выполнение работ должны быть достаточными для выполнения работы лишь с небольшим перенапряжением. Заведомо невыполнимые сроки вносят нервозность, нарушают нормальную работу и ведут к резкому ухудшению ее качества.
При обсуждении важных и ответственных проблем рекомендуется организация так называемых мозговых штурмов. Мозго
561
вой штурм — это совещание специалистов, на котором при обсуждении какого-то вопроса проводится последовательный опрос каждого из участников совещания. При этом каждый должен давать свои конструктивные предложения и развивать предложения других участников совещания, высказывать критические замечания запрещается. Высказывания и предложения на таком совещании протоколируются, а затем специальная экспертная комиссия классифицирует предложения по их степени важности, после чего подвергает их критическому анализу.
Особенности внедрения ЭВМ при проектировании. Применение ЭВМ в конструкторских разработках, а затем и для автоматизации проектирования могут оказать конструктору значительную помощь. Их внедрение уменьшит трудоемкость работ; позволит проводить расчеты, которые не могут быть выполнены вручную; гарантирует большую надежность проводимых расчетов и исключает возможность появления ошибок. Удобно с помощью ЭВМ исследовать различные варианты какой-то задачи. На ЭВМ выполняют следующие работы: трудоемкие расчеты, часто повторяющиеся расчеты, решение задач по оптимизации параметров, многовариантных задач с перебором вариантов и выбором оптимального решения (выбор кинематических и энергетических параметров) и сложных задач, разрешение которых невозможно без помощи ЭВМ (решение задач динамики); обработку данных экспериментов и данных статистики; поиск рациональных технических решений по конкретному классу объектов на основе разработки специальных эвристических алгоритмов.
При решении задач на ЭВМ можно выделить следующие этапы: постановка задачи и определение конечных целей; математическое описание задачи и представление ее в численной форме; алгоритмирование и программирование — определение последовательности операций, выполняемых машиной (сначала в виде блок-схемы, а затем в виде программы на алгоритмическом языке); отладка программы (имеется столько возможностей допустить ошибку при программировании, что большинство составленных программ работает сначала неверно и требует исправления); проведение вычислений; интерпретация результатов. Необходимо тщательное осмысление полученных результатов расчета: человек, выполнявший расчет на машине, должен понять, что означают полученные результаты с точки зрения критериев, которым должна удовлетворять решаемая задача.
Расширение внедрения ЭВМ в практику конструирования значительно сократит сроки проектирования и даст значительный экономический эффект.
список литературы’
Основная
1. Белов А. Ф., Розанов Б. В., Линц Б. П. Объемная штамповка на гидравлических прессах. М.: Машиностроение, 1971. 214 с.
2. Бочаров Ю. А. Винтовые прессы. М.: Машиностроение, 246 с.
3. Бочаров Ю. А. Гидропривод кузнечно-штамповочных машин. М.: Машиностроение, 1972. 76 с.
4. Власов В. И. Системы включения кривошипных прессов. М.: Машиностроение, 1969. 272 с.
5. Добринский Н. С. Гидравлический привод прессов. М.: Машиностроение, 1975. 222 с.
6. Живов Л. И., Овчинников А. Г. Кузнечно-штамповочное оборудование. Прессы. Харьков: Изд-во Харьковского университета, 1966. 455 с.
7. Живон Л. И., Овчинников А. Г. Кузнечно-штамповочное оборудование. Молоты. Ротационные машины. Импульсные штамповочные устройства. Киев: Вшца школа, 1972. 279 с.
8. Залесский В. И. Оборудование кузнечно-прессовых цехов. М.: Высшая школа, 1973. 630 с.
9. Зимин А. И. Машины в автоматы кузнечио-штамповочного производства. Ч. I. Молоты. М.: Машгиз, 1953. 459 с.
10. Климов И. В., Кошелев В. П., Носов В. С. Виброизоляция штамповочных молотов. М.: Машиностроение, 1979. 133 с.
11. Клусов И. А. Технологические системы роторных машин. М.: Машиностроение, 1976. 231 с.
12. Кононенко В. Г. Высокоскоростное формоизменение и разрушение металлов. Харьков: Изд. ХГУ, 1980. 232 с.
13. Ланской Е. Н., Банкетов А. Н. Элементы расчета детален и узлов кривошипных прессов. М.: Машиностроение, 1966. 380 с. \
14. Мошини Е. Н. Гибка и правка иа ротационных машинах. М.: Машиностроение, 1965. 424 с.
15. Навроцкий Г. А. Кузиечно-штамповочные автоматы. М.: Машиностроение, 1965. 424 с.
16. Навроцкий Г. А., Белков Е. Г. Навивка пружин на автоматах. М.: Машиностроение, 1978. 143 с.
17. Ножницы для резки листового и сортового проката/И. С. Леонов, Г. П. Фуга, Г. Л. Крылов н др. М.: Машиностроение, 1972. 385 с.
18. Трофимов И. Д., Бухер Н. М. Автоматы и автоматические линии для горячей штамповки. М.: Машиностроение, 1981. 320 с.
19. Штейнвольф Л. И. Динамические расчеты машин и механизмов. Киев. Машиностроение, 1967. 340 с.
20. Щеглов В. Ф. Совершенствование кузнечного оборудования ударного действия. М.: Машиностроение, 1968. 224 с.
1976.
.563
Дополнительная
21. Банкетов А. Н. Рациональное использование кузнечно-штамповочных машин. М.: НИИмаш, 1971. 71 с.
22. Бочаров Ю. А. Основы общей теории гидравлических кузнечно-штамповочных машин — Тр. МВТУ, 1980, № 335. Машины и технология обработки металлов давлением. М.: 1980, с. 32—39.
23. Бочаров Ю. А., Хорычев А. А. Гидравлические молоты и пресс-молоты. М.: НИИмаш, 1974. 82 с.
24. Гредитор М. А. Давильные работы и ротационное выдавливание. M.J Машиностроение, 1971. 239 с.
25. Грановский С. П. Новые процессы и станы для прокатки изделий в винтовых калибрах. М.: Машиностроение, 1980. 116 с.
26. Живов Л. И., Клеванский Н. И. Применение ЭВМ для расчета кузнечно-штамповочных машин. Киев: Вища школа, 1974. 64 с.
27. Зимин А. И. Обобщенные показатели и технико-экономическая оценка кузнечно-прессовых машин. — В кн.: Автоматизация и механизация производственных процессов в машиностроении. М.: Машиностроение, 1967, с. 285—305.
28. Зимин А. И. Периодическая система энерготипов кузнечно-прессовых машин. — Кузнечно-штамповочное производство, 1965. № 10, с. 25—28.
29. Зимин А. И., Кагармаиов А. Ф., Коцин И. В. Новые быстродействующие штамповочные гидравлические импульсные машины и установки, М.: НИИмаш, 1978. 44 с.
30. Игнатов А. А., Игнатова Т. А. Кривошипные горячештамповочные прессы. М.: Машиностроение, 1974. 352 с.
31. Климов И. В. Основы теории и теплового расчета паровоздушных молотов. М.: Машиностроение, 1970. 158 с.
32. Инженерные методы исследования ударных процессов/Г. С. Батуев, Ю. В. Голубев, А. К. Ефремов и др. М.: Машиностроение, 1977. 240 с.
33. Кузнечно-штамповочное оборудование/А. Н. Банкетов, Ю. А. Бочаров, Н. С. Добринский и др. М.: Машиностроение, 1970. 600 с.
34. Машиностроение: Энциклопедический справочник. Т. 8. Конструирование машин. М.: Машгиз, 1948. 344—828 с.
35. Матвеев И. Б. Гидропривод машин ударного и вибрационного действия, М.: Машиностроение, 1974. 184 с.
36. Методические рекомендации по прочностному расчету и элементам энергетического расчета штамповочных молотов/О. Г. Власов, М. С. Коган, И. П. Гукин и др. М.: Минстанкопром, 1975. 83 с.
37. Оптнер С. А. Системный анализ для решения деловых и промышленных проблем. М.: Советское радио, 1969. 216 с.
38. Радючеико Ю. С. Ротационное обжатие. М.: Машиностроение, 1972. 176 с.
39. Степанов В. Г., Шавров И. А. Высокоэнергетические импульсные методы обработки металлов. Л.: Машиностроение, 1975. 275 с.
40. Таблицы и графики для расчета реакций линейных систем на импульсные возбуждения/Б. А. Глаговский, А. Г. Козачок, В. С. Пеллинец и др. Новосибирск: Наука, 1971. 237 с.
41. Штамповочное оборудование ударного действия. Ю. А. Бочаров, А. А. Бочаров, Т. Я. Недоповз и др. М.: НИИмаш, 1971. 82 с.
42. Шнейберг В. М., Акаро И. Л. Кузнечно-штамповочное производство Волжского автомобильного завода. М.: Машиностроение, 1976. 302 с.
43. Geleji A. Forge Eguipment. Bolling mills and accessories. Budapest, 1967, 400 p.
44. Impact machining. Verson all steel press company. Chicago, 1969, 389 p.
45. Moldovan V. Utiligue sectular de forja. Bucarest, 1965, 308 p.
46. Lange Kurt und H. Meyer- Nollkemper. Gesenkschmieden. Berlin, Springer, 1977, 412 S.
47. Praca zbiorowa. Prazy mechaniezne. Warszawa, 1969, 523 p.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ’
А
Автоматы кузнечно-штамповочные: для горячей объемной штамповки 190 -------------механизм выталкивания 200 ------------- переноса заготовок 202 ------------- подачи,195 для холодной объемной штамповки 182 -------------однопозиционные 182 -------------двухударные 182 одноударные 182 -----------------------------многопозиционные 185 классификация 180, 181 листоштамповочные 210 — дыропробивные 214 — многопозиционные 185 — с нижним приводом 210 — с плавающим ползуном 211
Аккумулятор воздушно-гидравлический: беспоршневой 286 — схема управления 286 поршневой 284
Б
Баба 399
Балансировка 86
Баланс энергии 125, 360 В
Вал: коленчатый 47, 53, 58 — расчет 53 кривошипный 49
Вальцовка 509
Вальцы ковочные:
закрытые 510, 511
классификация 511 комбинированные 513 консольные 511 многоклетьевые 513 поперечно-клиновой вальцовки 514 расчет 515
Взрывные импульсные машины 541
-------классификация 541
-------с жидкостной передающей средой 542
Винт 448—449, 483
Втулки 45
Г
Газовые импульсные машины 545 Гидроаппаратура 275 Гидроимпульсные машины 537 ----классификация 537 Гидропрессовые установки 255 ----классификация 255
Горизонтально-ковочные машины 231
----классификация 232
---- с автоматической подачей 234
----с горизонтальной плоскостью разъема матриц 234
----с вертикальной плоскостью разъема матриц 233
График рабочих нагрузок 128
Д
Давление среды 8
— рабочей жидкости 257
Динамические нагрузки 120, 123
Динамический расчет 27j 293, 458
565
ж
Жесткость винтовых прессов 487 — кривошипных машин 106 Жуковского формула 538
И
Импакторы см. молоты с горизонтальным встречным движением ударных масс
Импульсные машины (импы) 535 ----классификация 536
К
Клапаны 275, 276, 301, 313 — гидравлических прессов;
дроссельные 315
запорные 315
обратные 315 предохранительные 315 Коленчатый вал, см. вал коленчатый Коэффициент податливости 121 КПД гидропрессовых установок 309 ------- клиноременной передачи 127 —------молотов 386, 410
-------технологической операции 127 -------ударного деформирования 360
М
Машины взрывные импульсные, см. взрывные импульсные машины — газовые, см. газовые машины — гидроимпульсные, см. гидроим-пульсные машины
— импульсные, см. импульсные машины
— обжимные, см. обжимные машины
— ротационные, см. ротационные машины Механизм зажима ГКМ 238 Механизмы исполнительные 11 ----области применения 12, 13 — кривошипно-ползуиные 20, 25, 27, 51
— кривошипно-рычажные 26 Минеральное масло 256, 257 Молоты 351
— бесшаботные 357, 393
----классификация 394
----с гидравлическим механизмом связи 395
----с горизонтальным встречным движением ударных масс (импакторы)
----с ленточным механизмом связи 394
----система смазки 397
— газовые (тепловые) 356
газогидравлические 356, 411
----классификация 412
— гидравлические 356, 411
— взрывные 356, 427
— высокоскоростные газогидравлические 356, 419
— двухстоечные 357
— классификация 352, 355
— одностоечные 357
— паровоздушные 355, 364, 387
----классификация 365
— приводные пневматические 356, 400
-------классификация 402
— принципиальные схемы 355
— расчет 377, 397, 414, 421, 428
— фундаменты 430
— щаботные 357
— электромеханические 356
— электрические 356
Мультипликаторы гидравлические 304
Н
Насосы 260
— аксиальные 267
— клапанные поршневые 268
— одноплунжерные 261
— радиально-поршневые 264, 265
— с автоматическим регулированием подачи 266
— трехплунжерные 262
---- расчет подачи 262
Ножницы:
дисковые 165, 500
— расчет 504
кривошипные 165
— аллигаторные скрапные 179
— арматурные 178
— высечные 165, 175
— комбинированные 176
— с наклонным ножом 166
566
— сортовые 177
расчет 168
О
Обжимные машины 241
----классификация 242
П
Паскаля закон 251
Периодичность смазки прессов 139
Подушки пневматические 110
— гидропневматические 113
Предохранительные устройства 88—95
Пресс-молот гидравлический 540
Прессы:
винтовые 439
— гидравлические (гидровинтовые) 444, 481
— классификация 440
— фрикционные 441, 479
— электрические (электровинтовые) 443, 481
— расчет 455, 456, 458, 466, 483
вытяжные 155
гидравлические 251
— классификация 253
— основные типы 338
— принцип действия 252
— скоростные характеристики 258
— с мультипликаторным приводом 302
---------- схема управления 303
— с насосно-аккумуляторным приводом 283
---------- схема управления 303
— с насосно-безаккумуляторным приводом 259
---------- схема установки 259
кривошипные:
классификация 13, 147
пневматическая система управления 74
расчет 17—20, 32, 35, 39, 42 горячештамповочные 219
Проектирование технологических ма-
шин:
анализ схем и конструкций 555
в н е др
выбор параметров^т?^^^^|ЙИЯ| го процесса и оборудованиями — схем, структур, конструкций 554
Р
Работа холостого хода 130
Раскатка колец 518
Распределитель гидравлического пресса 316
Расчет винтовых прессов 455, 456, 458, 466, 483
— ГКМ 237
— зубчатых передач 78
— мощности электродвигателя 135,239, 245, 262, 266, 269, 458, 477, 498
— ножниц 168
— объема аккумулятора 287
— предохранителей 94
— пресса с насосно-аккумуляторным приводом 293
------------обратный ход пресса 299
----------г- холостой ход пресса 297
— приводных валов 86
— станины 98—110, 172, 173, 331—
332, 484—487
— фрикционных муфт 65
Ротационное выдавливание (вытяжка) 516
— — обратное 516, 517
----прямое 516, 517
Ротационные машины (ротаты) 488
----гибочные 491, 492
----классификация 489
----правильные 490, 493
Роторная машина 523
---- проектирование 530
Роторы технологические 525
---- с гидравлическим приводом 528
----с механическим приводом 526
С
Станы колесопрокатные 519
— периодической прокатки 520
— поперечно-винтовой прокатки 522
Статы 550
567
т
Техника безопасности 140
Технологический признак 13
Тормоз:
дисковый 69, 70
ленточный 69
шарнирно-колодочный 70 У
Управление 71
Упругая волна 537, 538
Уравновешиватели 37 Ф
Фильтр 73, 280
Ц
Цепная динамическая модель 122
Ш
Шпильки стяжные 105
Штамповка взрывом 543
— магнитно-импульсная 549
— электрогидравлическая 546
Шум 143
Э
Элементы ЧПУ 506
Эмульсия 256
Предисловие ......................................................... 3
Введение ............................................................ 5
Раздел I
Кривошипные машины
Глава 1. Классификация кривошипных машин, кинематика и статика кривошипно-рычажных механизмов ................................... 10
1.1. Исполнительные механизмы................................. 10
1.2. Классификация. Элементы кривошипного пресса и их назначение ........................................................ 13
1.3. Кинематические параметры....................... . . . 16
1.4. Статика кривошипно-ползунного механизма.................. 20
1.5. Заклинивание кривошипно-ползунного механизма............. 25
, 1.6. Статика кривошипно-рычажных механизмов................... 26
1.7. Динамика кривошипно-ползунного механизма................. 27
Глава 2. Ползуны, шатуны и коленчатые валы........................ 30
2.1. Типы ползунов и направляющих, их расчет.................. 30
2.2. Уравновешиватели ползунов................................ 37
2.3. Шатуны .................................................. 40
2.4. Конструкция механизмов изменения величины штампового пространства и хода ползуна...................................... 46
2.5. Коленчатые валы.................................. . 47
Глава 3. Муфты и тормоза.......................................... 59
3.1. Классификация н назначение............................... 59
3.2. Жесткие муфты............................................ 60
3.3. Фрикционные муфты..................................... 62
3.4. Тормоза ................................................. 68
3.5. Системы управления....................................... 71
Глава 4. Зубчатые передачи, приводные валы, подшипники и средства защиты машин от перегрузки......................................... 77 '
4.1. Зубчатые передачи....................................... 77
4.2. Построение графика усилий по ползуну..................... 83
4.3. Приводные валы и подшипники.............................. 84
4.4. Средства защиты машин от перегрузки...................... 87
Глава 5. Стаиииы, подушки и фундаменты машин...................... 93
5.1. Станины ................................................. 96
5.2. Подушки ................................................. НО
5.3. Фундаменты ............................................. 114
569
Глава 6. Уравновешивание кривошипно-ползунных механизмов. Динамика кривошипных прессов.......................................... 116
6.1. Уравновешивание кривошипно-ползунных механизмов быстроходных прессов и автоматов.................................... 116
6.2. Расчетные динамические модели прессов...................... 120
6.3. Динамические нагрузки в узлах кривошипных прессов , , . . , 123
Глава 7. Энергетика и КПД кривошипных прессов..................... 125
7.1. Баланс энергетических затрат............................... 125
7.2. Расход энергии за время рабочего хода и типовые графики технологических нагрузок......................................... 127
7.3. Расход энергии за время холостого хода — показатель качества изготовления машины........................................... 130
7.4. Коэффициенты полезного действия пресса (машины)............ 134
7.5. Выбор мощности электродвигателя и момента инерции маховика 135
Глава 8. Система смазки и устройства по технике безопасности........ 137
8.1. Система смазки............................................. 137
8.2. Устройства по технике безопасности......................... 140
8.3. Техническая характеристика и паспорт. Приемка и испытания 143
Глава 9. Монтаж, наладка и исследования машин....................... 145
9.1. Монтаж и наладка........................................... 145
9.2. Методы исследования........................................ 146
Глава 10. Кривошипные прессы общего назначения...................... 147
10.1. Классификация ......................................... 147
10.2. Открытые прессы........................................... 148
10.3. Закрытые прессы........................................... 152
Г лава 11. Вытяжные прессы.......................................... 155
11.1. Назначение и виды прессов................................. 155
11.2. Прессы двойного действия.................................. 156
11.3. Привод наружного ползуна.................................. 158
11.4. Повышение быстроходности прессов двойного действия. . . . 162
11.5. Специальные вытяжные прессы............................... 163
Глава 12. Кривошипные ножницы....................................... 165
12.1. Классификация и назначение................................ 165
12.2. Ножницы для резки листа................................... 165
12.3. Комбинированные ножницы и пресс-ножницы, ножницы для резки заготовок............................................... 176
12.4. Ножницы для резки арматуры и скрапа....................... 178
Г лава 13. Кузнечио-штамповочные автоматы для объемной штамповки . . 180
13.1. Классификация и назначение................................ 180
13.2. Однопозиционные автоматы для холодной объемной штамповки . 182
13.3. Многопозициониые автоматы для холодной объемной штамповки . 185
13.4. Автоматы для горячей объемной штамповки................... 190
13.5. Основные механизмы кузнечно-штамповочных автоматов для объемной штамповки............................................ 195
13.6. Построение цикловых диаграмм кузнечно-штамповочных ав- \
томатов . . .............................................. 205
13.7. Повышение производительности и эффективности использования автоматов для объемной штамповки.......................... 208
Глава 14. Листоштамповочные автоматы................................ 210
14.1. Назначение и виды автоматов............................... 210
14.2. Конструкция многопозиционных автоматов.................... 215
14.3. Требования, предъявляемые к конструкциям автоматов. . . . 218
570
Глава 15. Горячештамповочные кривошипные прессы.................... 219
15.1. Назвачение .............................................. 219
15.2. Особенности конструкции.................................. 220
Глава 16. Чеканочные кривошипно-коленные прессы.................... 225
16.1. Назначение .......................................... 225
16.2. Кинематика и статика кривошипно-коленного механизма . . , 226
16.3. Исполнительный механизм прессов.......................... 229
Глава 17. Горизонтально-ковочные машины............................ 231
17.1. Назначение и конструкция................................. 231
17.2. Особенности расчета ГКМ.................................. 237
Глава 18. Обжимные машины.......................................... 241
18.1. Ротационио-обжимиые машины............................... 243
18.2. Радиально-обжимные машины................................ 246
Глава 19. Перспективы усовершенствования кривошипных прессов . , . 248
Раздел II
Гидравлические прессы
Глава 20. Основные понятия.......................................... 251
20.1. Принцип действия и классификация.......................... 251
20.2. Привод и оборудование гидропрессовых установок............ 255
20.3. Рабочие жидкости и применяемые давления................... 256
20.4. Рабочий цикл.............................................. 257
Глава 21. Гидравлические прессы с насосным безаккумуляторным приводом ............................................................ 259
21.1. Назначение и работа отдельных узлов....................... 259
21.2. Насосы ................................................... 260
21.3. Использование мощности насосов и двигателей гидравлических прессов ...................................................... 269
21.4. Гидроаппаратура для работы на минеральном масле........... 275
21.5. Компоновка гидрооборудования пресса с маслонасосным приводом ........................................................ 280
Глава 22. Гидравлические прессы с насосно-аккумуляторным приводом. 283
22.1. Состав установок и назначение............................ 283
22.2. Классификация и конструкция аккумуляторов................. 284
22.3. Расчет рабочего объема аккумулятора и подачи иасосов . . . 287
22.4. Динамический расчет пресса с насоснФаккумуляторным приводом ........................................................ 293
22.5. Конструкция и расчет элементов системы наполнения .... 300
Глава 23. Гидравлические прессы с мультипликаторным приводом и КПД гидропрессовых установок.......................................... 302
23.1. Типы гидропрессовых установок............................. 302
23.2. Гидравлические мультипликаторы........................... 304
23.3. Упругая деформация в системах гидравлических прессов . . , 305
23.4. КПД гидропрессовых установок.............................. 309
23.5. Различные типы приводов................................... 312
Глава.24. Клапаны, распределители и трубопроводы гидропрессовых установок ........................................................ 313
24.1. Клапаны .................................................. 313
24.2. Распределители............................................ 315
24.3. Гидравлический удар в трубопроводах....................... 317
24.4. Трубопроводы и арматура................................... 320
571
Глава 25. Основные детали гидравлических прессов........... , . . 322
25.1. Цилиндры и плунжеры....................................... 322
25.2. Уплотнения цилиндров и методы их испытания................ 326
25.3. Уплотнения неподвижных соединений......................... 328
25.4. Станины .................................................. 330
25.5. Поперечины ............................................... 333
25.6. Колонны и гайки.......................................... 335
25.7. Передвижные столы и выталкиватели......................... 337
Глава 26. Основные типы гидравлических прессов. Перспективы развития прессостроения............................................... 338
26.1. Ковочные прессы........................................... 338
26.2. Горячештамповочные прессы................................. 341
26.3. Трубопрутковые и прутково-профильные прессы............... 342
26.4. Прессы для выдавливания рельефа штампов................... 344
26.5. Прессы для обработки пластмасс............................ 346
26.6. Перспективы развития прессостроения....................... 350
Раздел III
Молоты
Глава 27. Общие сведения............................................ 351
27.1. Принцип действия........................................ 351
27.2. Классификация............................................. 352
27.3. Силы в процессе ударного деформирования поковки........... 357
27.4. КПД ударного деформирования............................... 360
27.5. Соотношение ударных масс.................................. 362
27.6. Главные размерные параметры молотов....................... 363
Глава 28. Паровоздушные молоты..................................... 364
28.1. Принцип действия, классификация и энергоносители....... 364
28.2. Основы теории паровоздушных молотов....................... 366
. 28.3. Конструкция паровоздушных молотов........................... 387
28.4. Методы расчета основных деталей на прочность . . . . . . 397
Глава 29. Приводные пневматические молоты........................... 400
29.1. Принцип действия и классификация.......................... 400
29.2. Режим работы и воздухораспределение....................... 403
29.3. Основы теории............................................. 404
29.4. Расчет КПД молота......................................... 410
Глава 30. Гидравлические и газогидравлические штамповочные молоты, 411
30.1. Принцип действия и классификация.......................... 411
30.2. Основы теории гидравлических штамповочных молотов .... 414
30.3. Конструкция гидравлических молотов. ...................... 417
Глава 31. Газогидравлические высокоскоростные молоты................ 419
31.1. Принцип действия и классификация.......................... 419
31.2. Основы теории.................;........................... 420
31.3. Конструкция молотов....................................... 426
Глава 32. Взрывные высокоскоростные молоты.......................... 427
32.1. Принцип действия.......................................... 427
32.2. Основы теории............................................. 428
Глава 33. Фундаменты молотов....................................... 430
33.1. Классификация и назначение............................... 430
33.2. Конструкция фундаментов................................... 431
33.3. Основы теории............................................ 433
Глава 34. Перспективы усовершенствования молотов.................... 437
572
Раздел IV
Винтовые прессы
Глава 35. Общие сведения.......................................... 439
35.1. Принцип действия и классификация........................ 439
35.2. Конструктивные схемы.................................... 441
35.3. Основные параметры...................................... 446
35.4. Винтовой рабочий механизм............................... 448
35.5. Особенности рабочего хода винтовых прессов.............. 452
35.6. Перспективы усовершенствования конструкций.............. 453
Глава 36. Теория винтовых прессов................................. 454
36.1. О теории фрикционных винтовых прессов................... 454
36.2. Теория электровинтовых прессов.......................... 456
36.3. Теория гидровинтовых прессов........................... 465
Глава 37. Конструкция винтовых прессов и особенности расчета их деталей ............................................................. 479
37.1. Фрикционные винтовые прессы............................. 479
37.2. Электровинтовые прессы................................. 480
37.3. Гидровинтовые прессы.................................... 481
37.4. Особенности расчета деталей винтовых прессов............ 483
Раздел V
Ротационные машины
Глава 38. Общие сведения. Правильные и гибочные машины............. 488
38.1. Классификация и назначение ротационных машин............. 488
38.2. Классификация правйльных и гибочных машин................ 490
38.3. Конструкция правильно-гибочных машин..................... 491
38.4. Силовые факторы, действующие на валки и ролики........... 496
38.5. Определение крутящих моментов и потребляемой мощности . . 497
38.6. Прочность валков и их деформация......................... 499
Глава 39. Дисковые ножницы......................................... 500
39.1. Одно- и двухдисковые ножницы............................. 500
39.2. Многодисковые ножницы.................................... 501
39.3. Расчет дисковых ножниц................................... 504
39.4. Машины с числовым программным управлением................ 505
Глава 40. Ковочные вальцы, для продольной и по1}еречнон вальцовки, специальные ротационные машины..................................... 509
40.1. Назначение и область применения ковочных вальцов......... 509
40.2. Классификация и особенности конструкции ковочных вальцов 510
40.3. Машины для ротационного выдавливания (вытяжки)........... 516
40.4. Машины для получения днищ обкаткой....................... 517
40.5. Станы для раскатки колец и колесопрокатные станы....... 518
40.6. Станы для периодической прокатки..........................520
Раздел VI
Роторные и импульсные машины. Статы
Глава 41. Роторные и роторно-конвейерные машины-автоматы......... 523
41.1. Роторные машины-автоматы............................... 523
41.2. Технологические роторы................................. 525
41.3. Инструментальные блоки................................. 529
41.4. Основы проектирования роторных машин.............. 530
41.5. Роторно-конвейерные машины............................. 533
573
Глава 42. Импульсные машины и установки .'...................... 535
42.1. Принцип действия, классификация, общие сведения........ 535
42.2. Гидроимпульсные машины................................. 537
42.3. Взрывные импульсные машины............................. 541
42.4. Газовые машицы для штамповки продуктами сгорания газовой смеси ........................................................ 545
42.5. Гидроэлектроразрядные машины для штамповки электрическим разрядом в жидкости........................................... 546
42.6. Магнитно-импульсные машины............................. 547
Глава 43. Гидростатические и пневмостатические машины............ 550
43.1. Принцип действия и классификация. ..................... 550
43.2. Гидростаты ............................................ 551
43.3. Пневмостаты ........................................... 552
Раздел VII
Элементы теории проектирования технологических машин 553
Список литературы................................................ 563
Предметный указатель ........................................... 565