/













































































































































































































































































































































































































































































































































































































































Text
СПРАВОЧНИК МОНТАЖНИКА
СВАРКА И РЕЗКА
В ПРОМЫШЛЕННОМ
СТРОИТЕЛЬСТВЕ
ПОД РЕДАКЦИЕЙ
КАНД. ТЕХН. НАУК Б. Д. МАЛЫШЕВА
1£М МОСКВА СТРОИИЗДАТ 1977
6С6.5
С 24
УДК 693.814.25 : 621.791] (031)
Авторы: Б. Д. Малышев, А. И. Акулов, Е. К. Алексеев,
A. Н. Блинов, К. А. Грачева, Н. А. Гринберг, И. Е. Евгеньев,
К. И. Зайцев, В. А. Книгель, В. И. Мельник, А. В. Муравьев,
Ю. В. Попов, | А. В. Руссиян |, Б. А. Смирнов, В. М. Сагалевич,
М. А. Тылкин, В. В. Шип.
Главная редакционная коллегия: А. К. Волнянский
(гл. редактор), Г. Г. Судаков (зам. гл. редактора), А. Н. Батенчук,
B. Я. Копейко И. И. Марков, В. И. Мельник, Е. #. Николаевский,
В. М. Орлов, А. К. Онкин, И. Г. Староверов, А. В. Чернов.
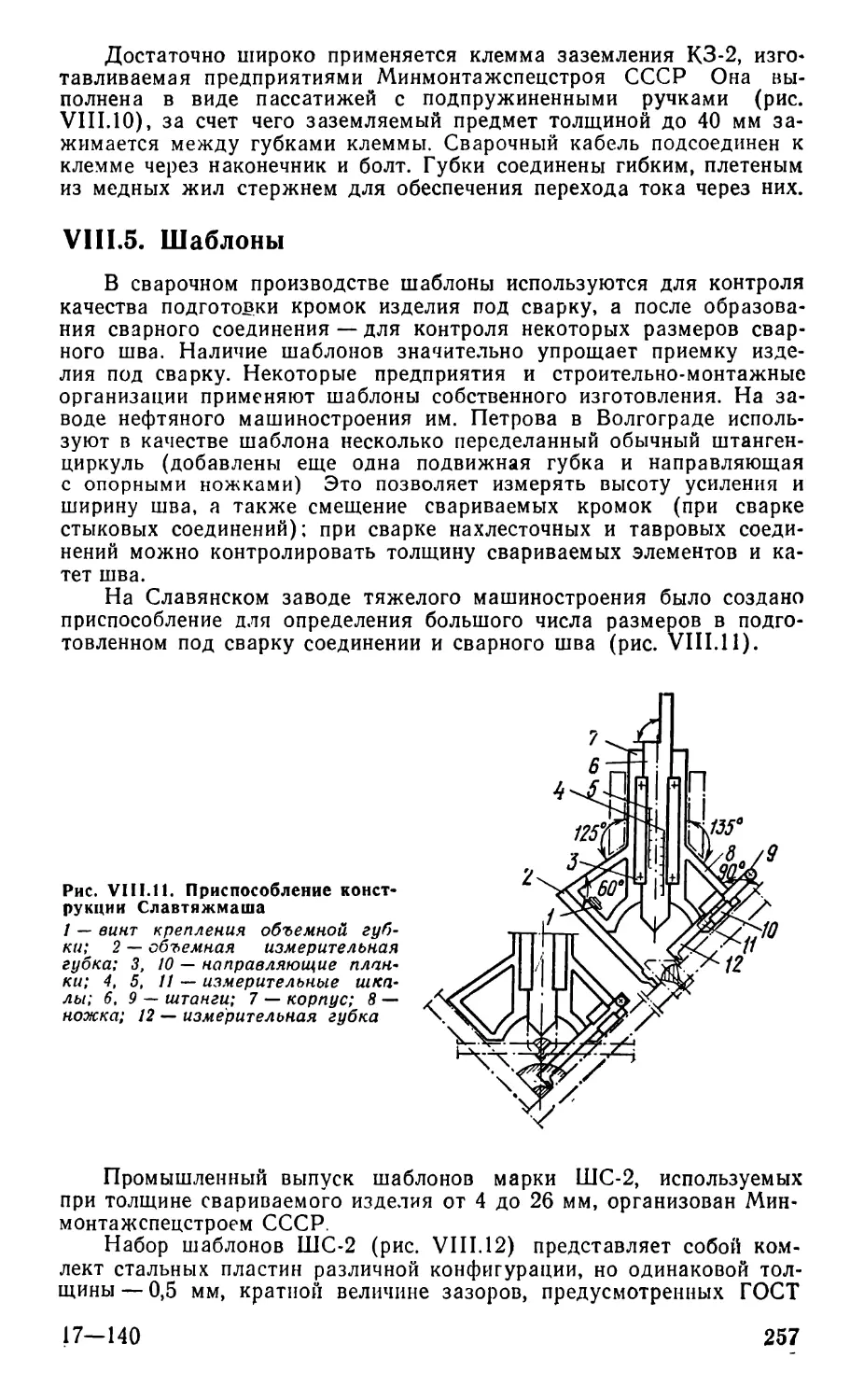
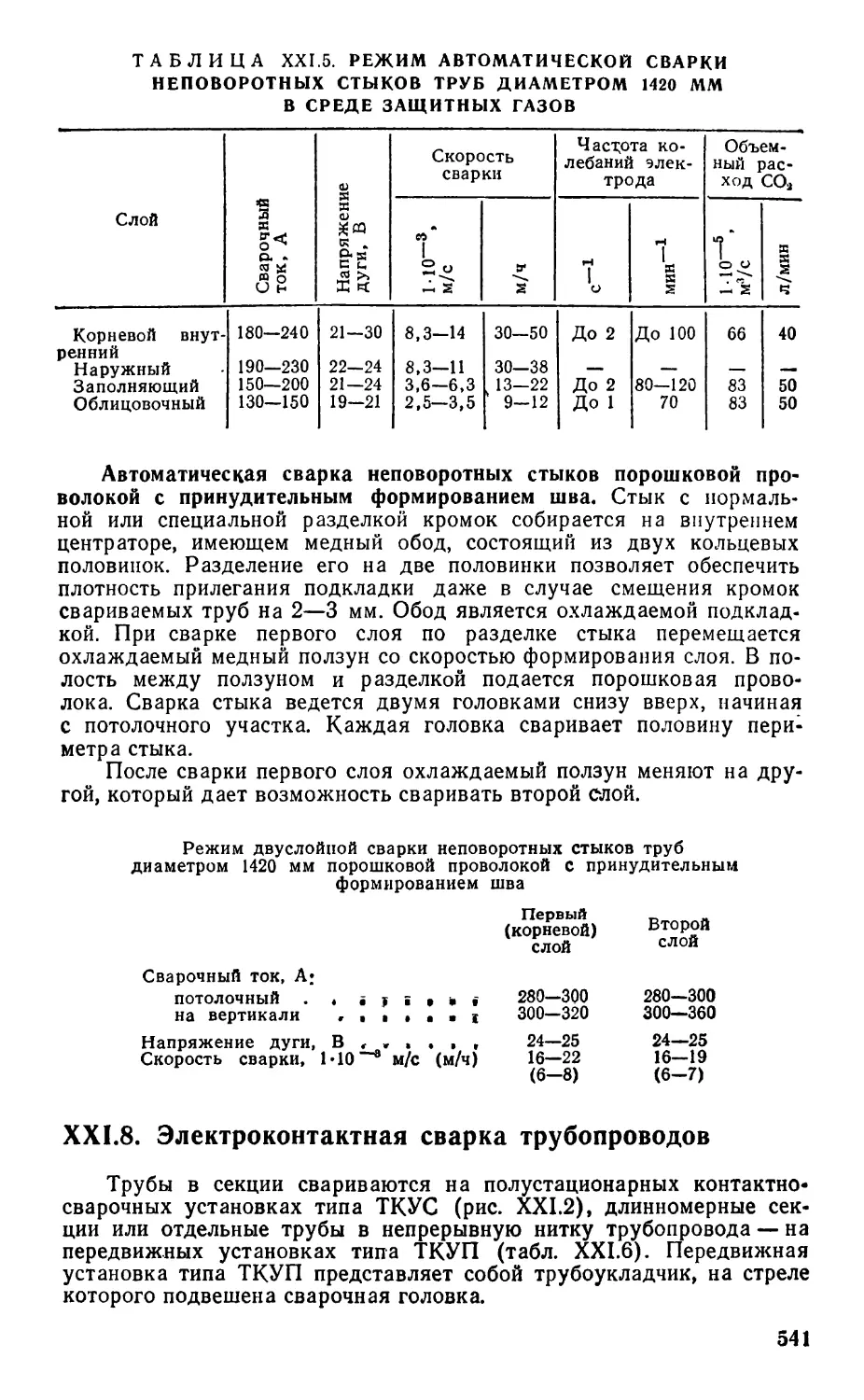
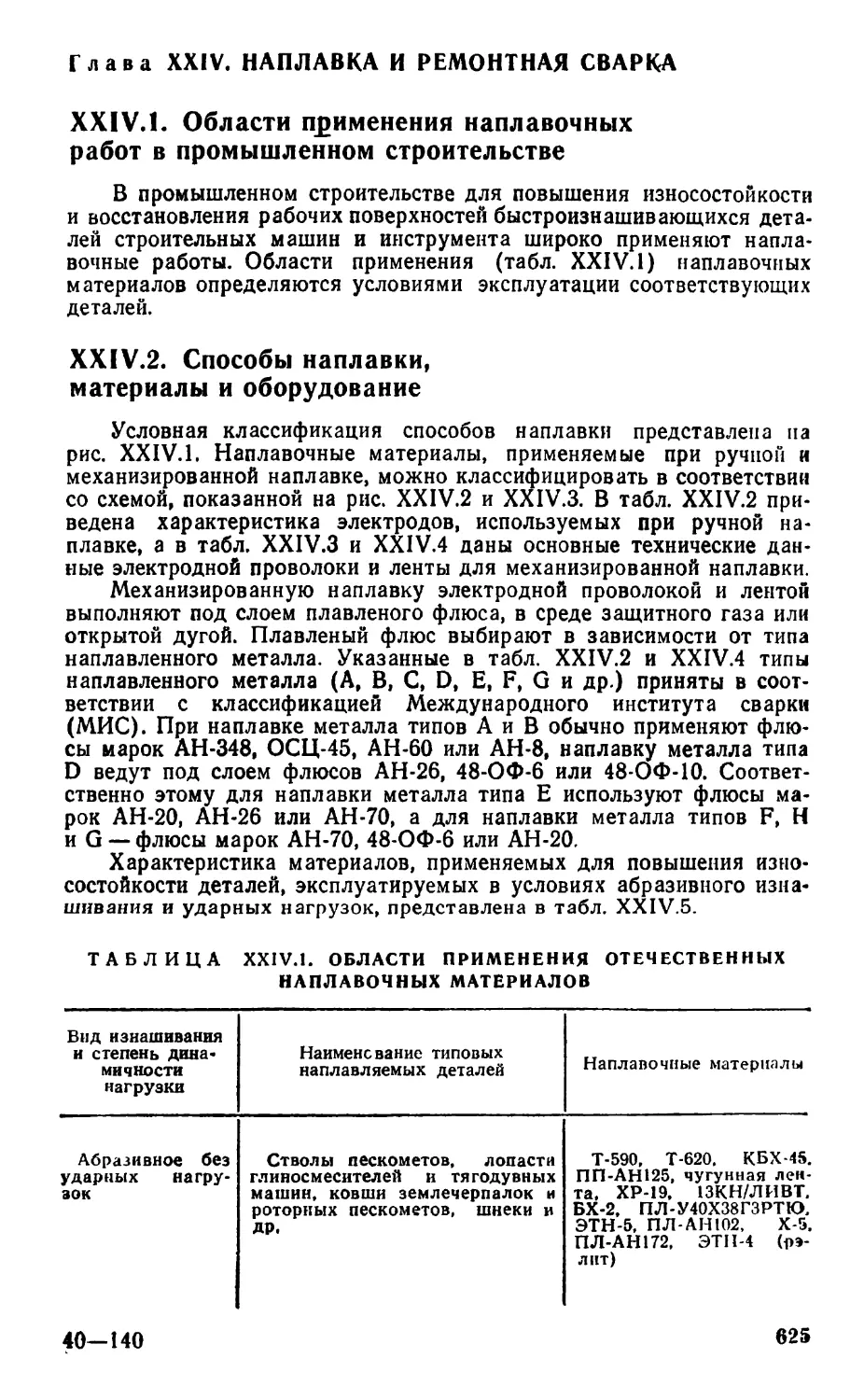
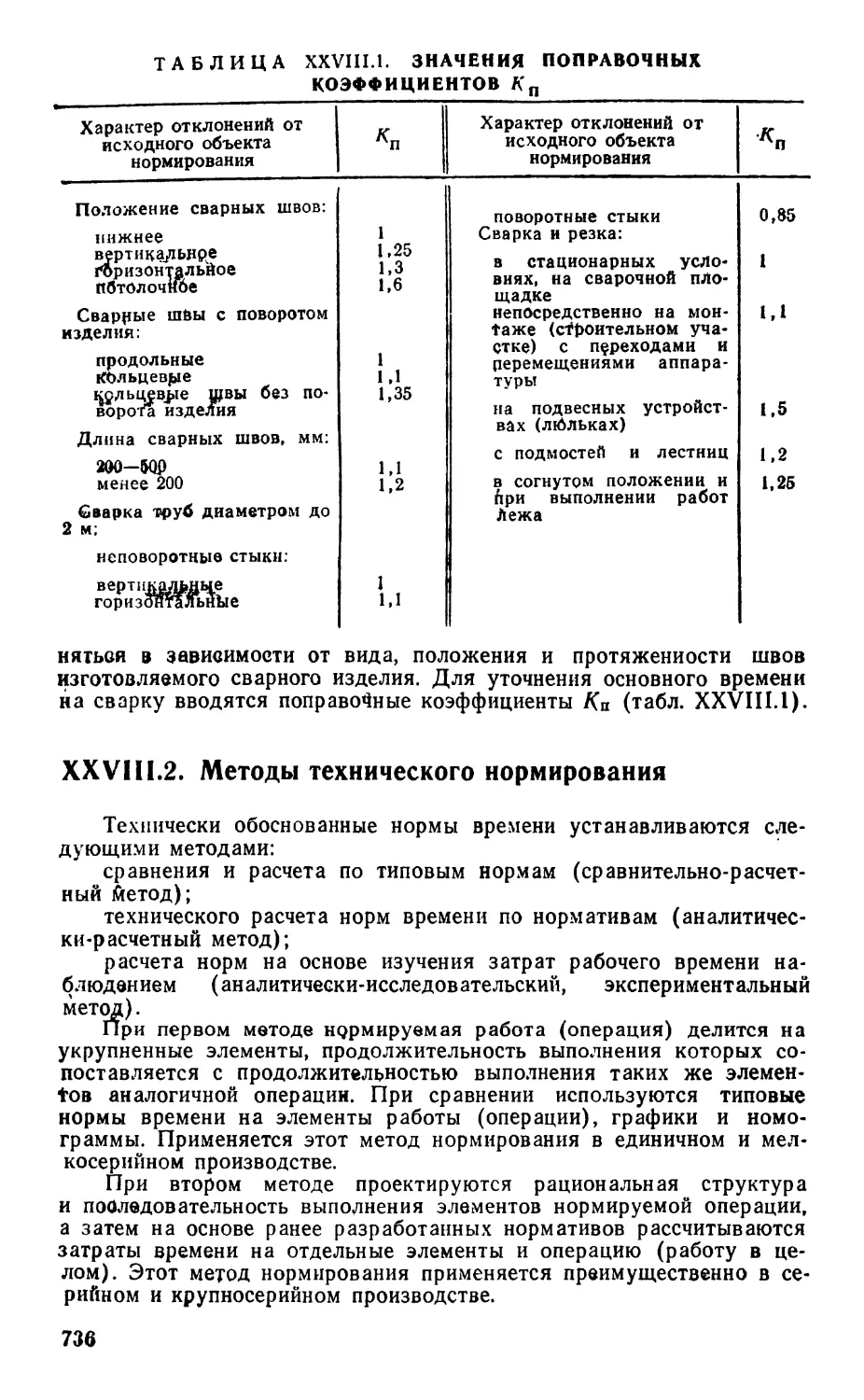
Сварка и резка в промышленном строительстве.
С 24|Подред. Б. Д. Малышева. М., Стройиздат, 1977.
780 с. с ил. (Справочник монтажника)
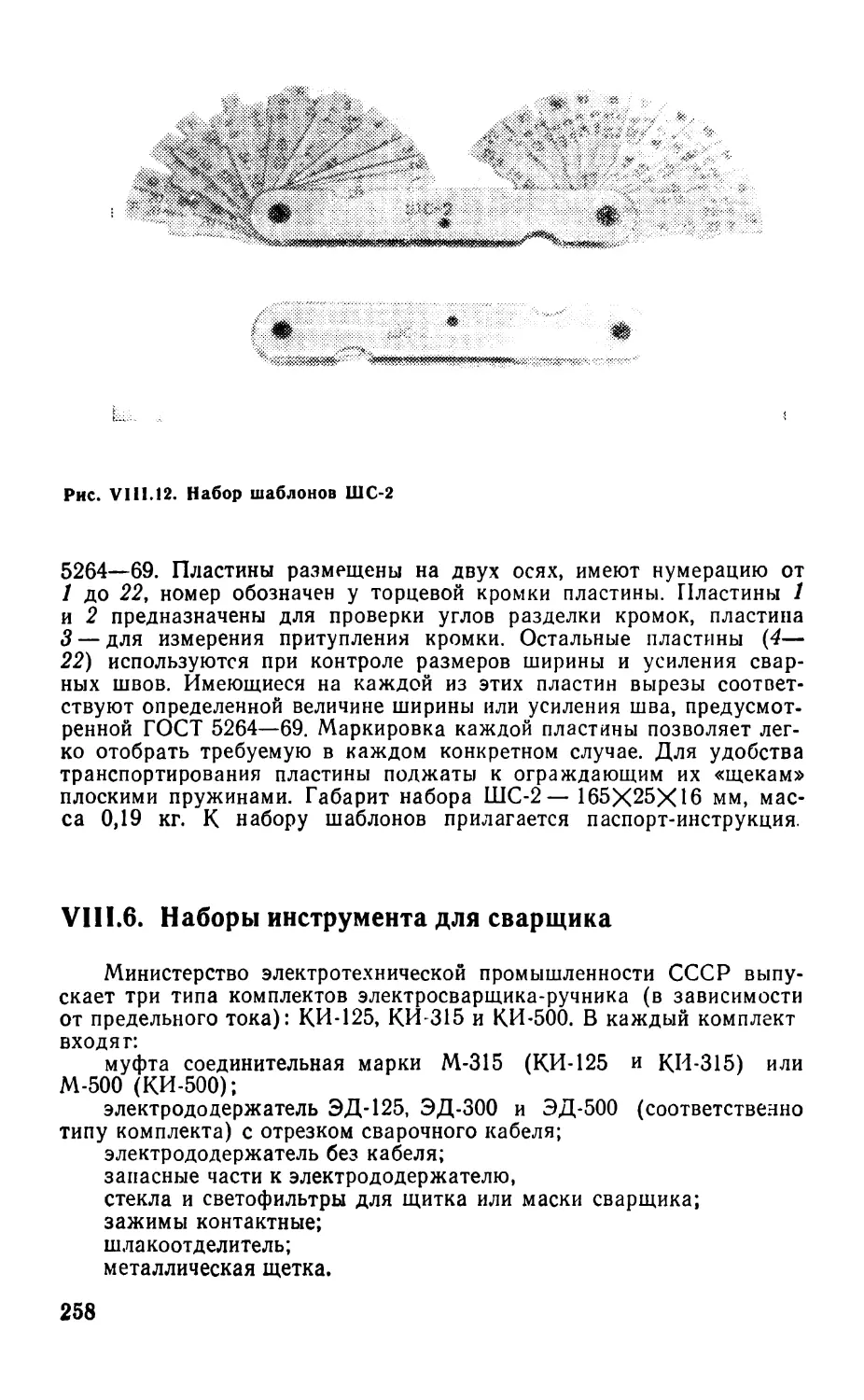
На обороте тит. л. авт.: Б. Д. Малышев, А. И. Акулов,
Е. К. Алексеев и др.
Справочник содержит сведения по свариваемости материалов, теп¬
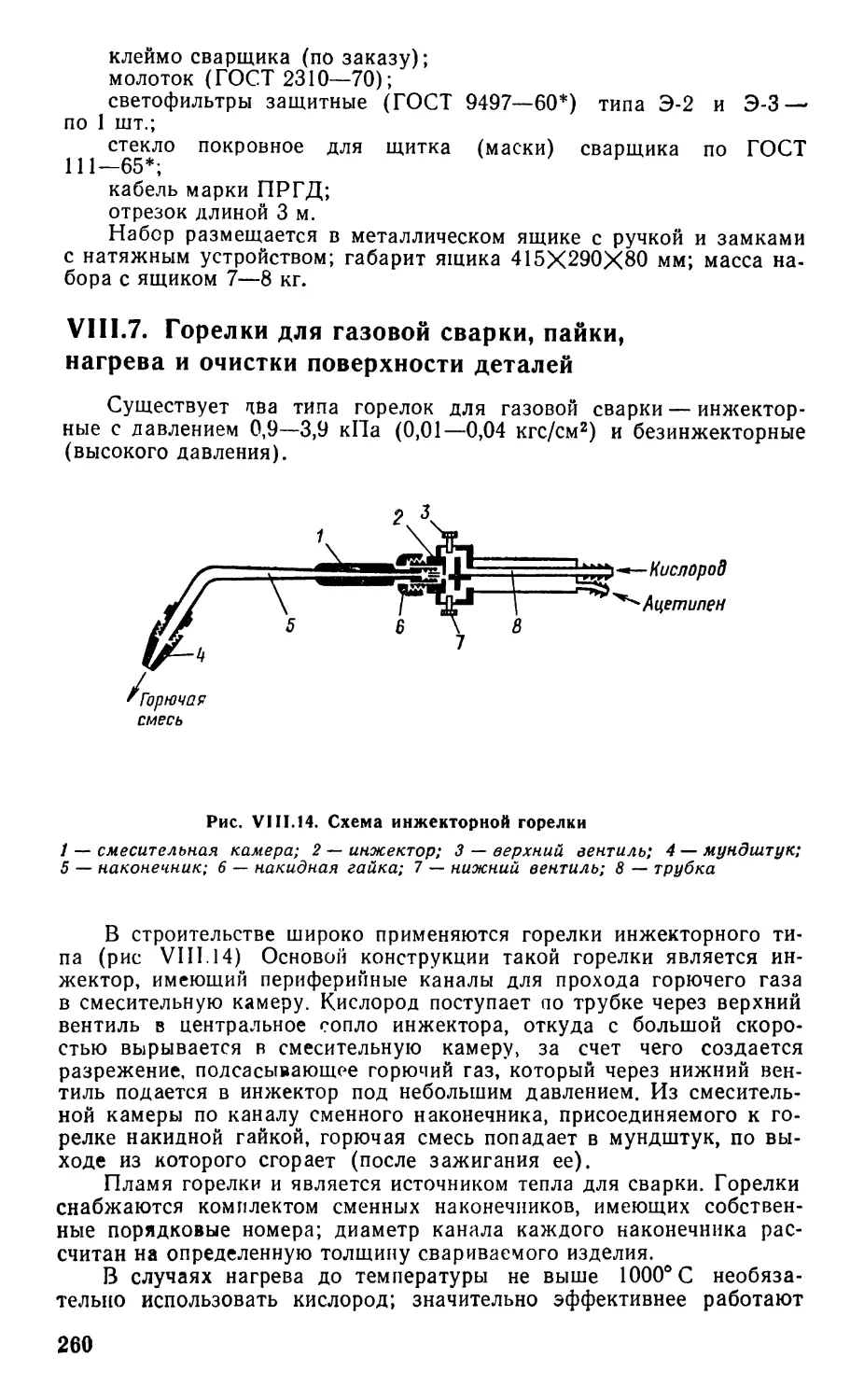
ловым процессам, сварным соединениям и швам. Приведены основы
расчета сварных конструкций, оборудование для сварки и резки, клас¬
сифицированы виды сварки. Рассмотрены организация сварочного про¬
изводства, техническое нормирование сварочных работ, техника безопас¬
ности и охрана труда при резке и сварке.
Справочник предназначен для инженерно-технических работников
строительно-монтажных организаций.
С 80207—665 61_7?
047(01)—77
ВСв.5
© Стройиздат, 1977
ПРЕДИСЛОВИЕ
В статье 15 новой Конституции СССР говорится о том, что опираясь на
творческую активность трудящихся, социалистическое соревнование,, дости¬
жения научно-технического прогресса, совершенствуя формы и методы руко¬
водства экономикой, государство обеспечивает рост производительности труда,
повышение эффективности производства и качества работ.
В «Основных направлениях развития народного хозяйства СССР на
1976—1980 годы», принятых XXV съездом КПСС, определено повышение тем¬
пов научно-технического прогресса, как одна из основных задач, стоящих
перед народным хозяйством. Предлагается на основе проведения единой тех¬
нической политики во всех отраслях народного хозяйства ускорять техниче¬
ское перевооружение производства, широко внедрить прогрессивную технику
и технологию, обеспечивающие повышение производительности труда и ка¬
чества продукции. Кроме того. Основными направлениями предусматривают¬
ся всемерный рост материальных "ресурсов, снижение материалоемкости про¬
дукции, в том числе путем увеличения выпуска экономичных видов ма¬
териалов.
В промышленном строительстве одними из главных материалов являют¬
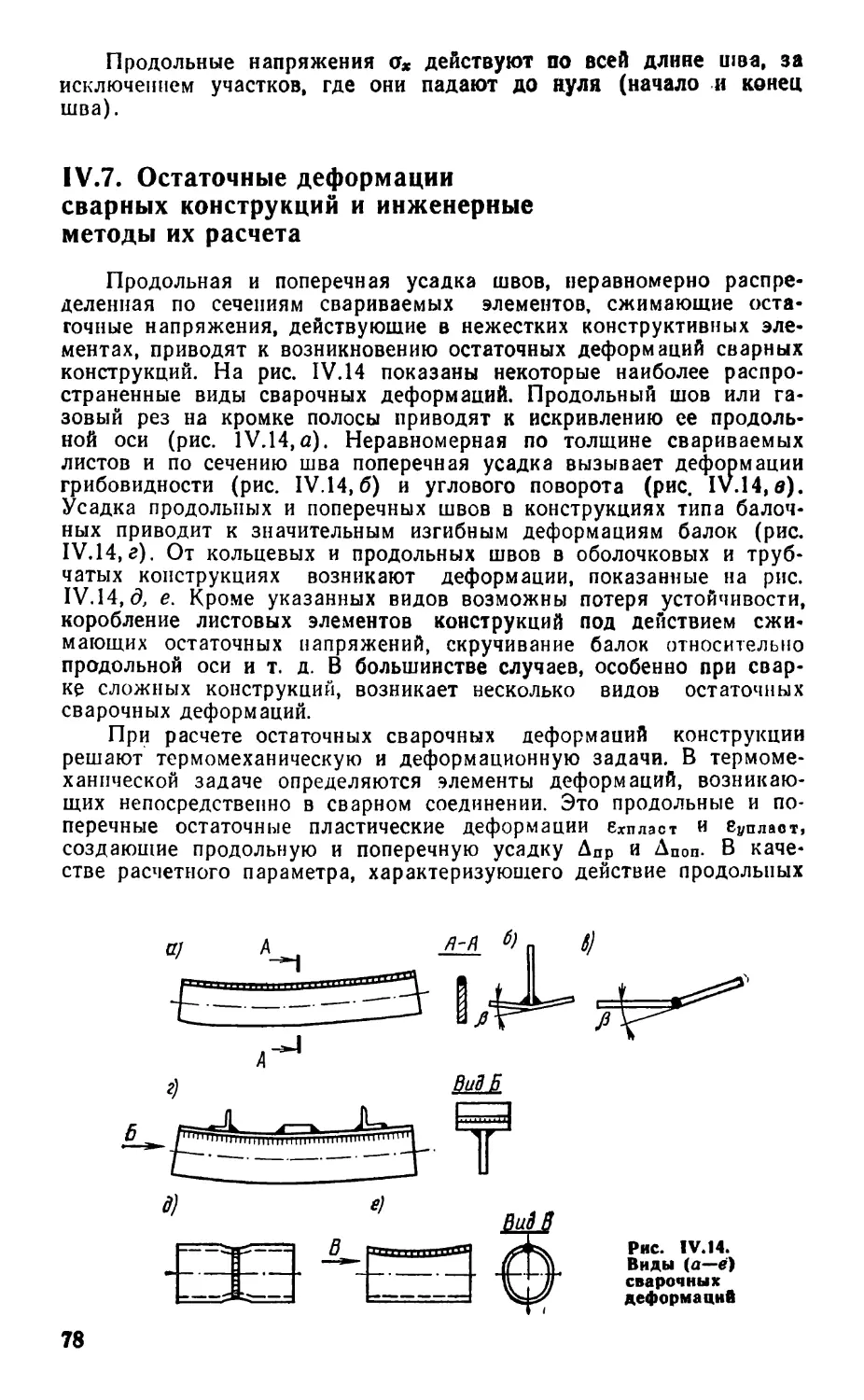
ся металлопрокат и различные сплавы металлов. В десятой пятилетке в еще
более широком масштабе будет происходить переход от использования низ¬
коуглеродистых сталей к применению низколегированных и высокопрочных
сталей. Возрастет объем внедряемых в промышленное строительство изделий
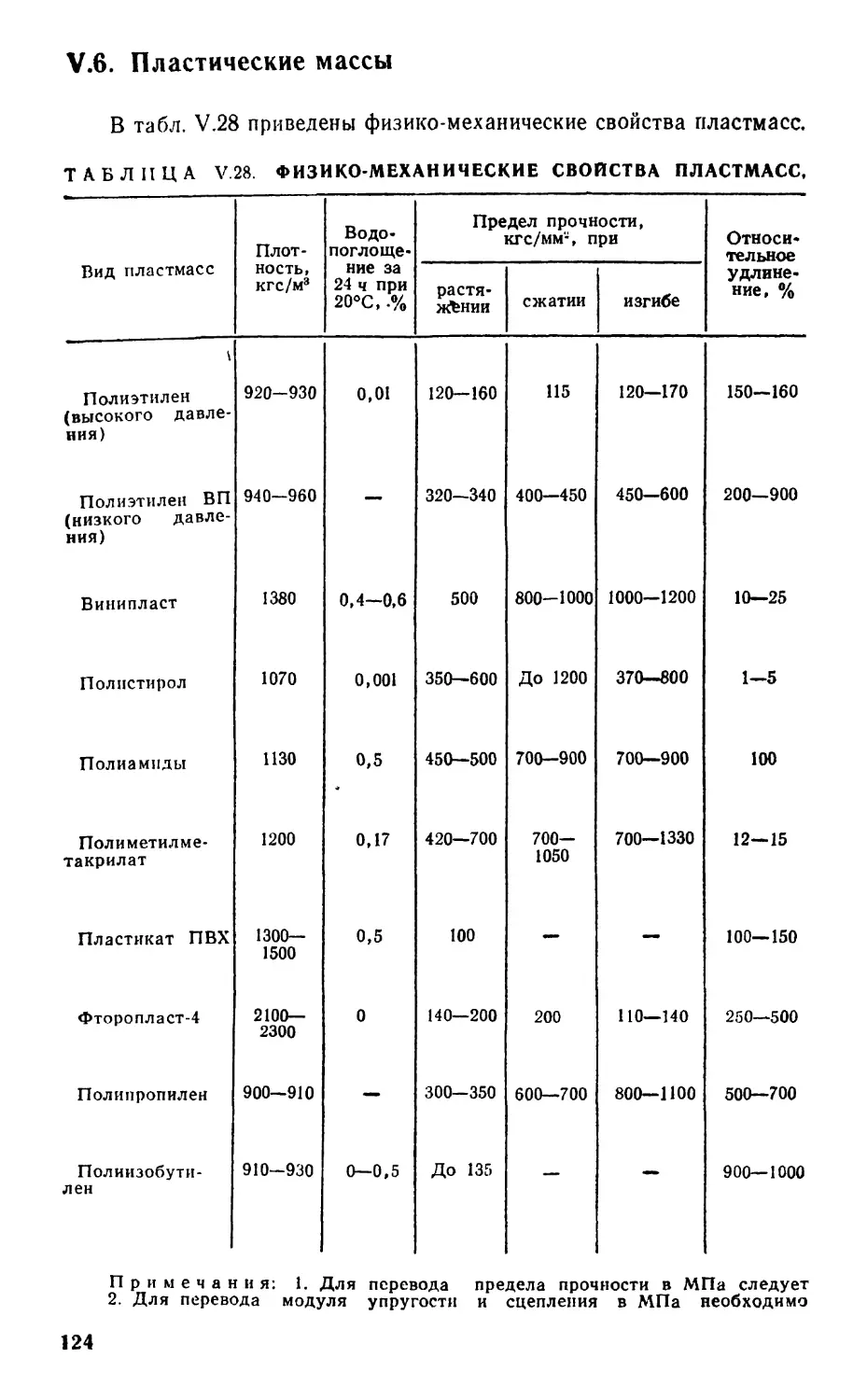
из пластических масс.
Основным технологическим процессом неразъемного соединения дета¬
лей и конструкций в современном промышленном строительстве является
сварка, объемы применения которой непрерывно растут.
Дальнейшее совершенствование и повышение эффективности строитель-
но-монтажных работ предусматривает увеличение объема производства свар¬
ных конструкций при непрерывном росте степени механизации их монтажа
и автоматизации сварки.
IIo-прежнему способы электродуговой сварки (покрытыми электродами,
под флюсом, в защитных газах, порошковой и голой легированной проволо¬
ками) остаются основными при строительно-монтажных работах; только не¬
прерывно повышаются уровень механизации сварочных процессов и произво¬
дительность труда сварщиков. Созданы и серийно выпускаются высокопроиз¬
водительные электроды для ручной дуговой сварки в различных пространст¬
венных положениях, низкотоксичные электроды, улучшающие условия труда
Ьварщиков-монтажников. Новые возможности для механизации электродуго¬
вой сварки штучными электродами открывают способы сзарки наклонным н
лежачим электродом.
Совершенствование оборудования и технологии сварки плавящимся элек¬
тродом в среде СОг и различных газовых смесях позволяет значительно по¬
высить уровень механизации сварочных работ. Разработка новых и совер¬
шенствование существующих марок порошковых проволок, дающих возмож¬
ность успешно осуществлять вертикальную сварку открытой дугой, 'создают
перспективу повышения уровня механизации сварочных работ непосредствен¬
но на строительных площадках.
Наряду с развитием способов электродуговой сварки расширяется об¬
ласть применения контактной сварки труб и электрошлаковой сварки толсто¬
листовых конструкций, что обеспечивает высокую производительность и га¬
рантирует хорошее качество сварного соединения. Вышли из стадии лабора¬
торных исследований плазменно-дуговые способы резки различных сталей и
сплавов. Разработаны и успешно внедряются прогрессивные методы термиче¬
3
ской обработки и контроля сварных соединений применительно к строитель¬
ным конструкциям.
Широкое внедрение прогрессивных способов резки, сварки, термической
обработки, контроля сварных соединений при строительно-монтажных рабо¬
тах требует умелого и грамотного использования вновь выпускаемого обору¬
дования и передовой технологии; знания характерных особенностей и техно¬
логических приемов при сварке различных новых марок сталей и сплавов,
применяемых в строительных конструкциях.
В связи с этим возникла необходимость обобщить и систематизировать
результаты разработок различных научно-исследовательских и проектно-тех¬
нологических институтов, производственный опыт строительно-монтажных ор¬
ганизаций, накопленный за последние годы в промышленном строительстве.
Результатом этого обобщения является настоящий справочник.
Справочник рассчитан на инженерно-технических работников, занятых в
промышленном строительстве и связанных с проведением сварочных работ,
их технологией и сварочным оборудованием, применяемым при изготовлении
и монтаже строительных металлоконструкций, и т. д. Авторы ставили
своей целью оказать квалифицированную техническую помощь специалистам-
сварщикам в выборе оптимального способа сварки, высокоэффективного обо¬
рудования, качественных режимов сварки и в решении других специфических
инженерных задач. Кроме того, справочник может быть использован работ¬
никами научно-исследовательских, проектно-конструкторских организаций и
учащимися учебных заведений соответствующих профилей.
Авторами справочника являются: канд. техн. наук Б. Д. МАЛЫШЕВ
(главы I, III, VII, VIII); канд. техн. наук Б. А. СМИРНОВ (главы II,
XII, XVII); д-р техн. наук. В. М. САГАЛЕВИЧ и канд. техн. наук
В. В. ШИП (глава IV); инженеры В. И. МЕЛЬНИК и А. В. МУ¬
РАВЬЕВ (главы V, XIX); инж. В. А. КНИГЕЛЬ (главы VI, XXIII,
кроме п. 23.4); инж. Е. К. АЛЕКСЕЕВ (главы IX, XIII, XIV, XXIX); д-р
техн. наук А. И. АКУЛОВ (главы X, XI, XVI); канд. техн. наук
А. Н. БЛИНОВ (главы XV, XX, XXIII, п. 23.4, XXVII); канд. техн. на¬
ук К. И. ЗАЙЦЕВ (главы XVIII, XXI); канд. техн. наук И. Е. Е В •
Г Е Н Ь Е В (глава XXII); д-р техн. наук М. А. Т Ы Л К И Н, канд. техн.
наук Н. А. ГРИНБЕРГ (глава XXIV); канд. техн. наук | А. В. Р У С-
С И Я Н | (глава XXV); канд. техн. наук Ю. В. ПОПОВ (глава XXVI);
канд. техи. наук К. А. ГРАЧЕВА (глава XXVIII).
Глава I. СВАРКА МЕТАЛЛОВ
ОСНОВНЫЕ ПОНЯТИЯ И КЛАССИФИКАЦИЯ
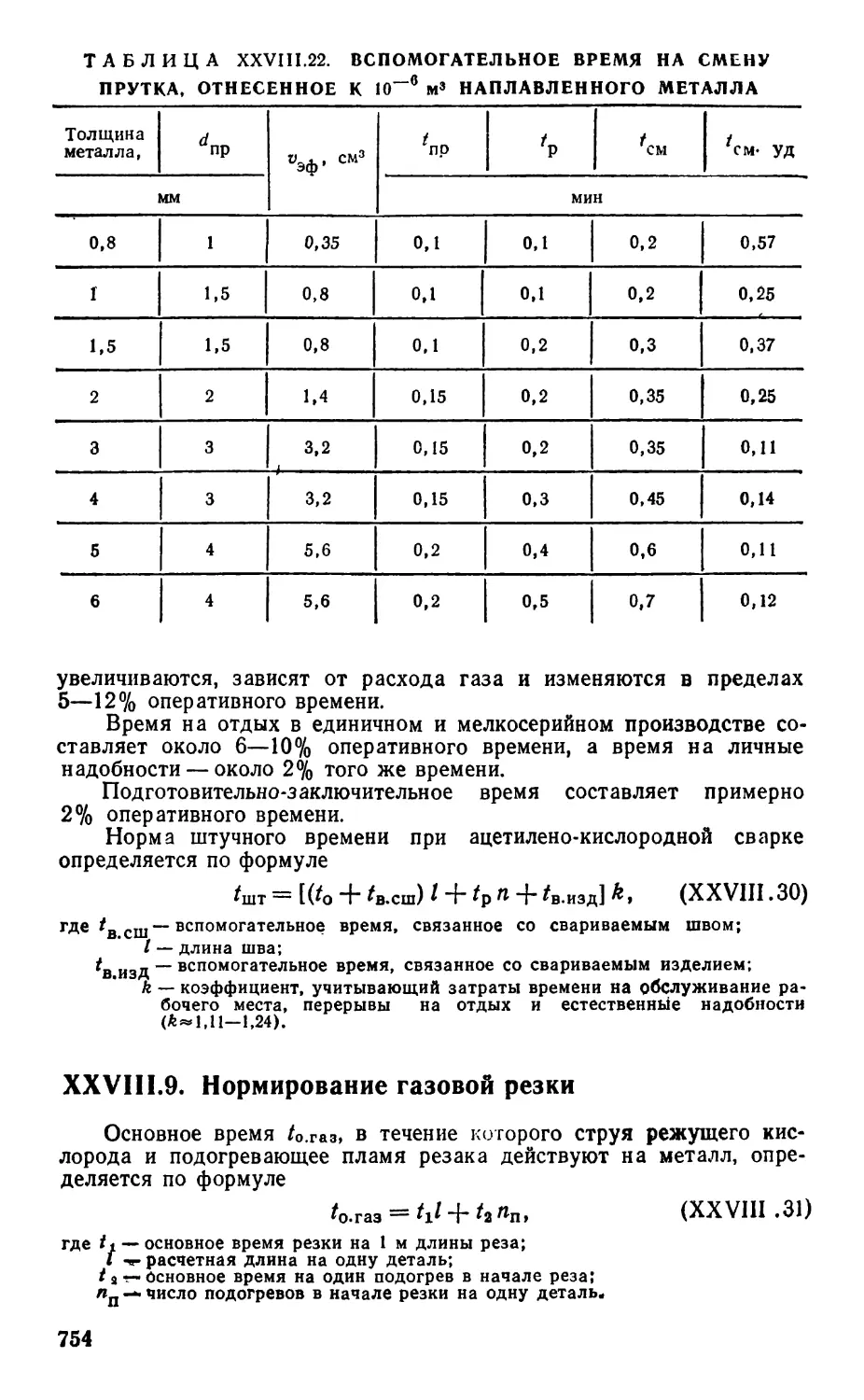
1.1. Основные понятия.
Термины и определения
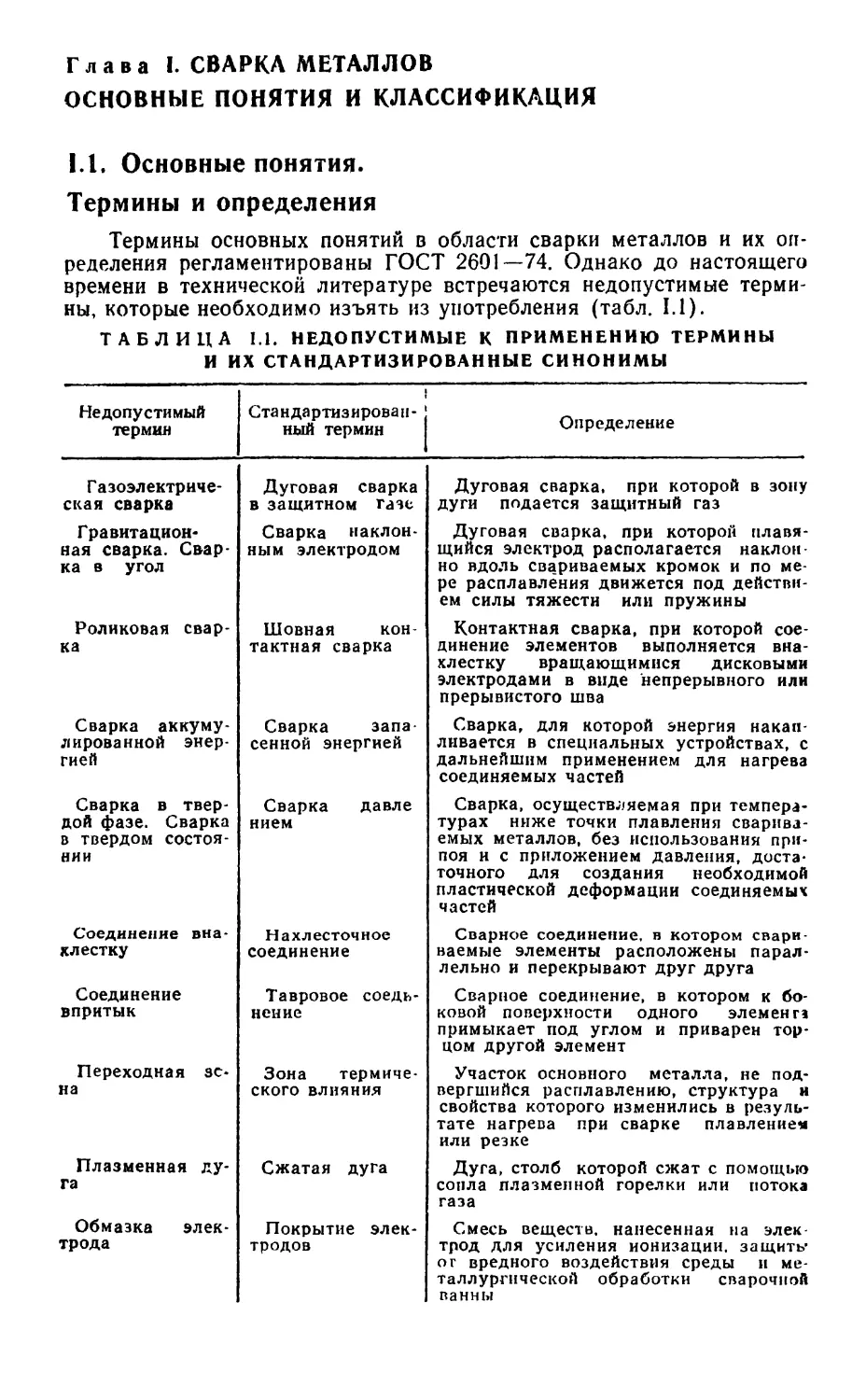
Термины основных понятий в области сварки металлов и их оп¬
ределения регламентированы ГОСТ 2601—74. Однако до настоящего
времени в технической литературе встречаются недопустимые терми¬
ны, которые необходимо изъять из употребления (табл. 1.1).
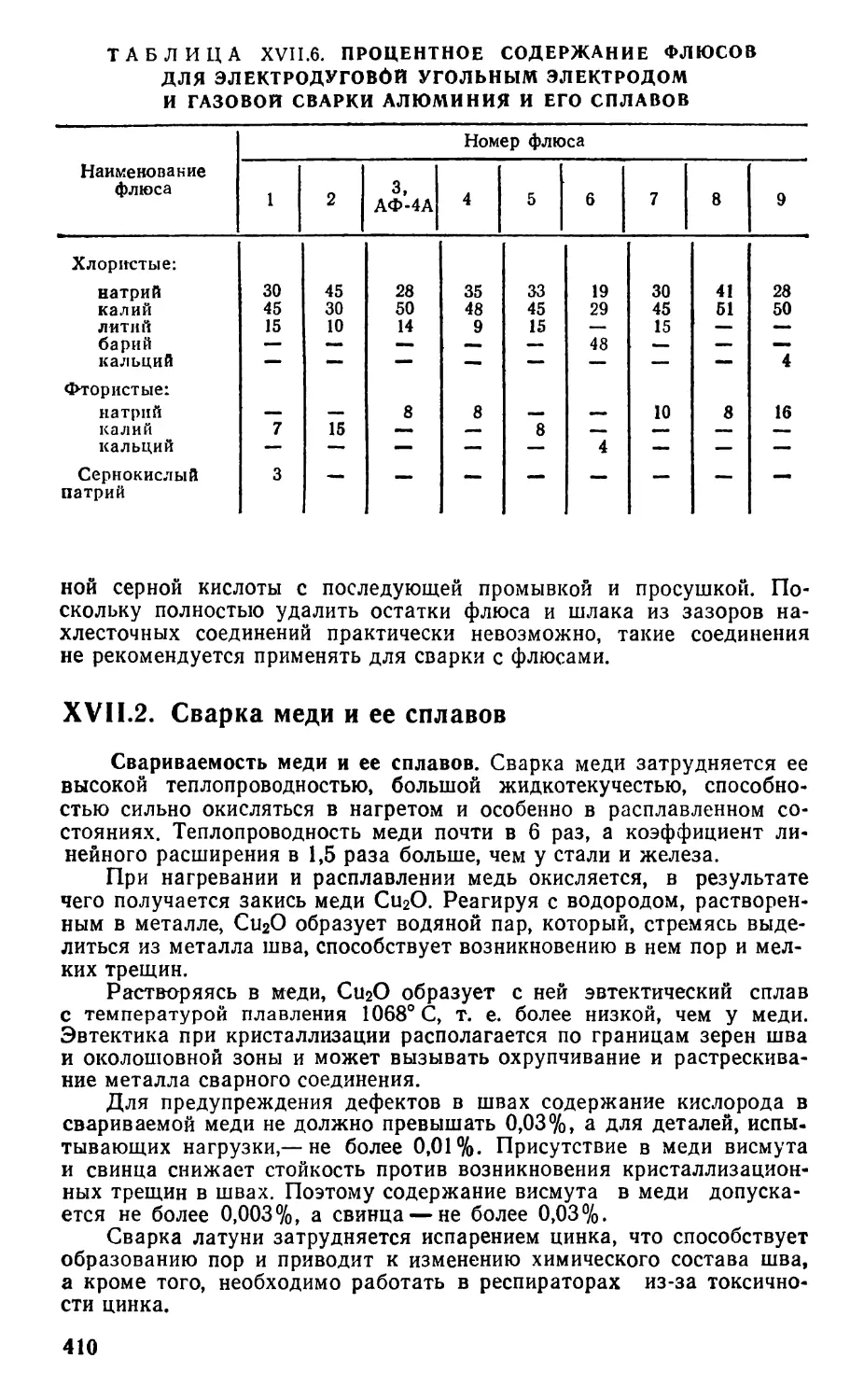
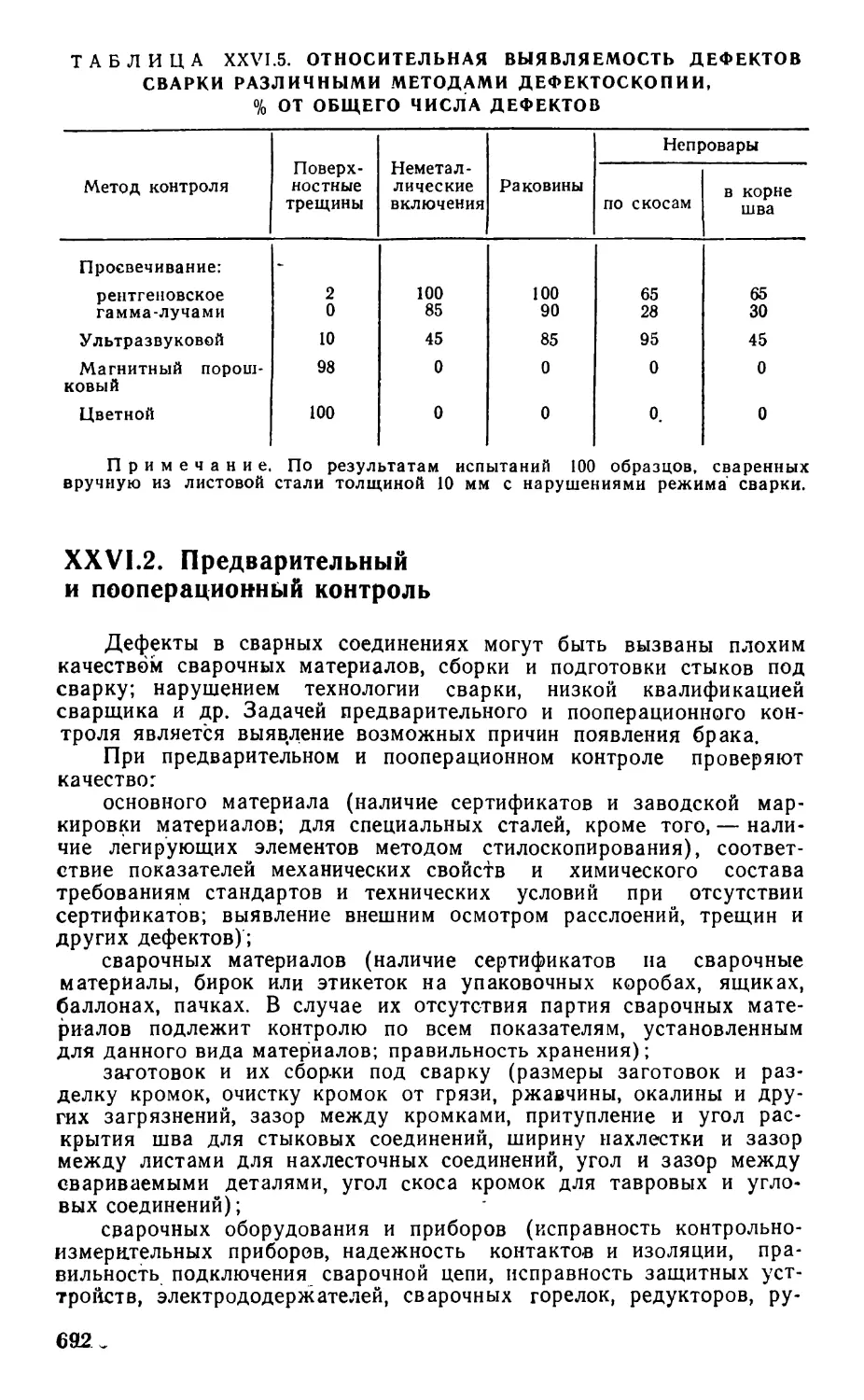
ТАБЛИЦА 1.1. НЕДОПУСТИМЫЕ К ПРИМЕНЕНИЮ ТЕРМИНЫ
И ИХ СТАНДАРТИЗИРОВАННЫЕ СИНОНИМЫ
Недопустимый
термин
Стандартизирован¬
ный термин
Определение
Газоэлектриче¬
ская сварка
Г равитацион-
ная сварка. Свар¬
ка в угол
Роликовая свар-
Сварка аккуму¬
лированной энер¬
гией
Сварка в твер¬
дой фазе. Сварка
в твердом состоя¬
нии
Соединение вна¬
хлестку
Соединение
впритык
Переходная зс-
Плазменная ду-
Обмазка
трода
Дуговая сварка
в защитном газе
Сварка наклон¬
ным электродом
Шовная кон¬
тактная сварка
Сварка запа
сенной энергией
Сварка давле
нием
Нахлесточное
соединение
Тавровое соедь-
нение
Зона термиче¬
ского влияния
Сжатая дуга
Покрытие элек¬
тродов
Дуговая сварка, при которой в зону
дуги подается защитный газ
Дуговая сварка, при которой плавя¬
щийся электрод располагается наклон
но вдоль свариваемых кромок и по ме¬
ре расплавления движется под действи¬
ем силы тяжести или пружины
Контактная сварка, при которой сое¬
динение элементов выполняется вна¬
хлестку вращающимися дисковыми
электродами в виде непрерывного или
прерывистого шва
Сварка, для которой энергия накап¬
ливается в специальных устройствах, с
дальнейшим применением для нагрева
соединяемых частей
Сварка, осуществляемая при темпера¬
турах ниже точки плавления сварива¬
емых металлов, без использования при¬
поя и с приложением давления, доста¬
точного для создания необходимой
пластической деформации соединяемых
частей
Сварное соединение, в котором свари¬
ваемые элементы расположены парал¬
лельно и перекрывают друг друга
Сварное соединение, в котором к бо¬
ковой поверхности одного элеменп
примыкает под углом и приварен тор¬
цом другой элемент
Участок основного металла, не под¬
вергшийся расплавлению, структура и
свойства которого изменились в резуль¬
тате нагрева при сварке плавлением
или резке
Дуга, столб которой сжат с помощью
сопла плазменной горелки или потока
газа
Смесь веществ, нанесенная на элек
трод для усиления ионизации, защить*
ог вредного воздействия среды и ме¬
таллургической обработки сварочной
панны
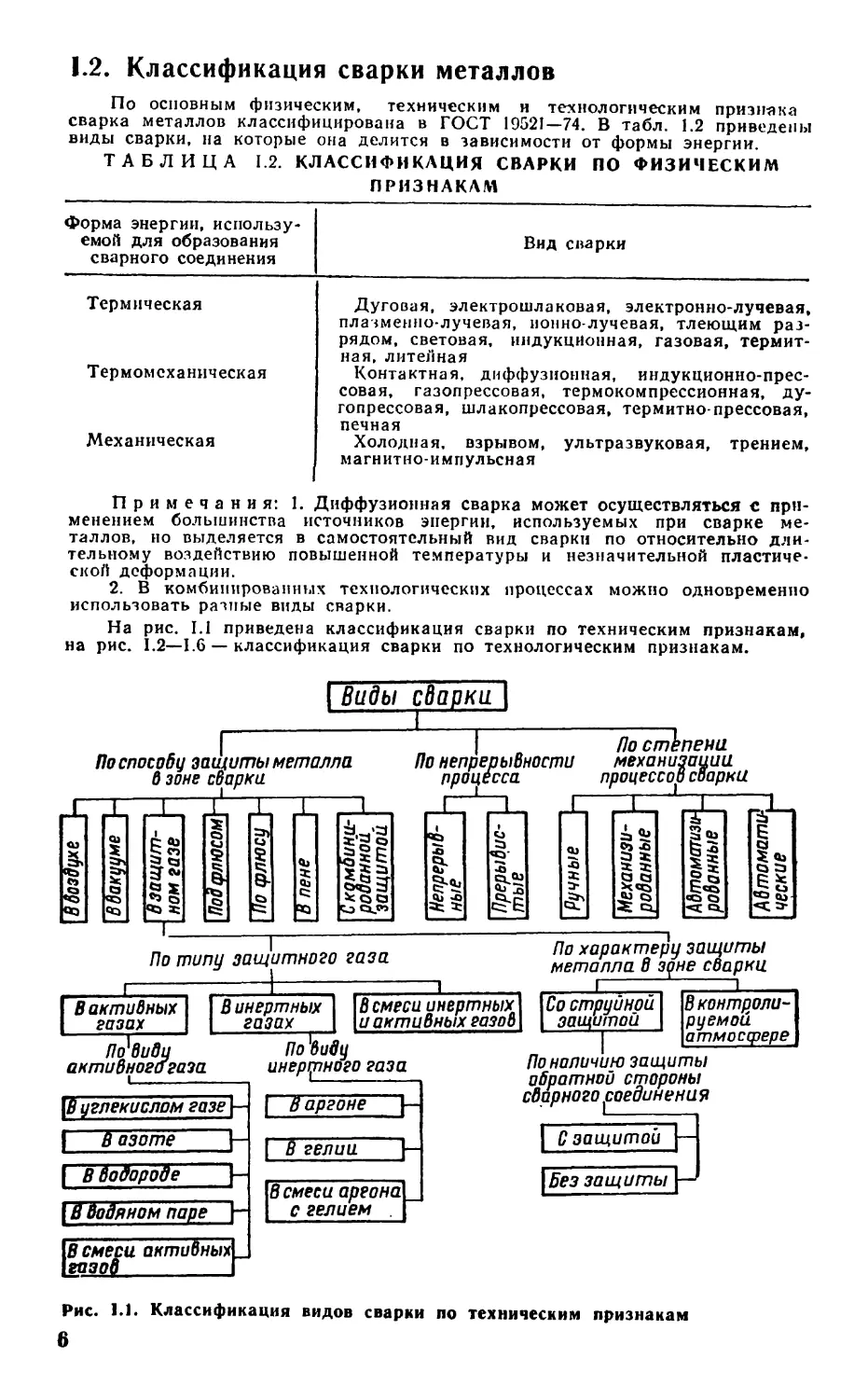
1.2. Классификация сварки металлов
По основным физическим, техническим и технологическим признака
сварка металлов классифицирована в ГОСТ 19521—74. В табл. 1.2 приведены
виды сварки, на которые она делится в зависимости от формы энергии.
ТАБЛИЦА 1.2. КЛАССИФИКАЦИЯ СВАРКИ ПО ФИЗИЧЕСКИМ
ПРИЗНАКАМ
Форма энергии, использу¬
емой для образования
сварного соединения
Вид сварки
Термическая
Термомсханическая
Механическая
Дуговая, электрошлаковая, электронно-лучевая,
плазменно-лучевая, ионно-лучевая, тлеющим раз¬
рядом, световая, индукционная, газовая, термит¬
ная, литейная
Контактная, диффузионная, индукционно-прес¬
совая, газопрессовая, термокомпрессионная, ду¬
гопрессовая, шлакопрессовая, термитно-прессовая,
печная
Холодная, взрывом, ультразвуковая, трением,
магнитно-импульсная
Примечания: 1. Диффузионная сварка может осуществляться с при¬
менением большинства источников энергии, используемых при сварке ме¬
таллов, но выделяется в самостоятельный вид сварки по относительно дли¬
тельному воздействию повышенной температуры и незначительной пластиче¬
ской деформации.
2. В комбинированных технологических процессах можно одновременно
использовать ратные виды сварки.
На рис. 1.1 приведена классификация сварки по техническим признакам,
на рис. 1.2—1.6 — классификация сварки по технологическим признакам.
Виды сборки
По способу защиты металла
в зоне сборка
г
68
5.CS
СЗ X
£ о
а:
г
По непрерывности
процесса
По стЬпени
механизации
процессов сварки
Sg’S.
£11
*00
Со cxw
=3 *
3 £
^ a:
§J
il
«О О
cl
Pb
O Cl
CO
По типу защитного газа
В активных
газах
В инертных
газах
В смеси инертныхл
и активных газов
По характеру защиты
металла 8 здне сварки
I 1
Со струйной
защитой
По вив и
активногог
<?ат
|В углекислом газе j
| в азоте \
| В водороде f
паре 1
В смеси активный
газов
По виду
инертного газа
В контроли¬
руемой
атмоссрере
[ В аргоне |—
1 В гелии j—
В смеси аргона
с гелием
По наличию защиты
обратной стороны
сварного соединена я
| С защитой [
\Без защиты \
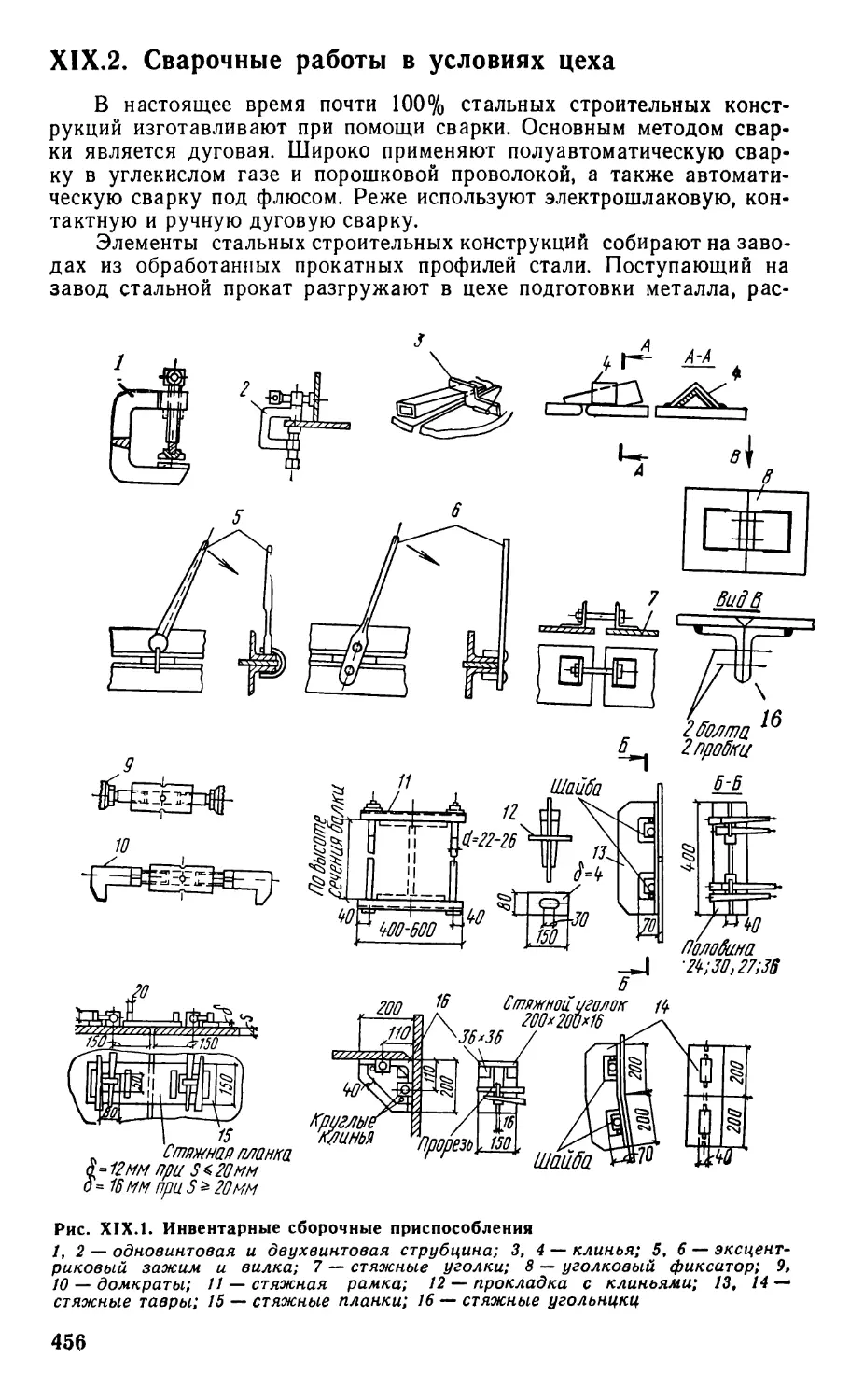
Рис. 1.1. Классификация видов сварки по техническим признакам
6
Д у ? о В а я сварка
По Виду По Виду
зпен- дуги
трода I
-СХ д~и
По характеру
воздействия
дуги на основ¬
ной металл
По роду
сварочного
тока
X
р
О ftj
cvjctb
О
а:
JZ
По наличию
внешнего
доздейстдия
насрормиро-
вание шВа
г 1
По полярности
сварочного
тока
По числу дуг
с раздельным
питанием
тока,
5 .
2) tJ
fg'g.g
!&з
^ & л
Со S^.Qj
8§3
t С5
S|b
111
«5^5 a:
^ 3 СЭ
«о
•gg
S.C3
If
II
X
*3 I
£ £
J-g
is-
li
tr.
о
CVj
cscx:
5:^
По числу электрс
дов с общим
подсодсм
сварочного
тскjz
По наличию и нал*
раВленик/ колеба¬
ний электрода
относительно оси
шВа I
§!
«ь g*
CD 5
1§
Co ex
si
5-S
XT
5 §
cx <b
U С;
СЭ ^
ISLS.
X
* 5
P
Stg
По Виду плавящегося
электрода
По Виду неплаВяще-
гося электрода
По применению
присадочного
Ленточ¬
ным
ПроВо
лочным
Т
г
По степени погру¬
жения дуги В
сварочную Ванну
По характеру внеш¬
него Воздействия
По частоте тока на формирование
шва I
Метал¬
личес¬
ким
Неметал¬
личес¬
ким
Без
приса
дочного
металла
Спрйса-
дочным
метал¬
лом
Г
Нормаль¬
ной .
дугой
Погру¬
женной
дугой
X
Тсками
промыш¬
ленной
частоты
Токами
позы-.
шеннаа
частоты
По виду лен- По виду право-
точного „ лочного „
электрода электрода
X
С односто
ронним при¬
нудитель¬
ным фор¬
мировани¬
ем шва
X
С дву с то-
ранним при
нудитель-
ным (pop-
миравани-
ем шж_
Лентой сплош■
нога сечения
Пороакобоч
лентой
Проволокой сплош-
ного сечения
ПорошкзЬоа I
проволокой |
Рис. 1.2. Классификация дуговой сварки
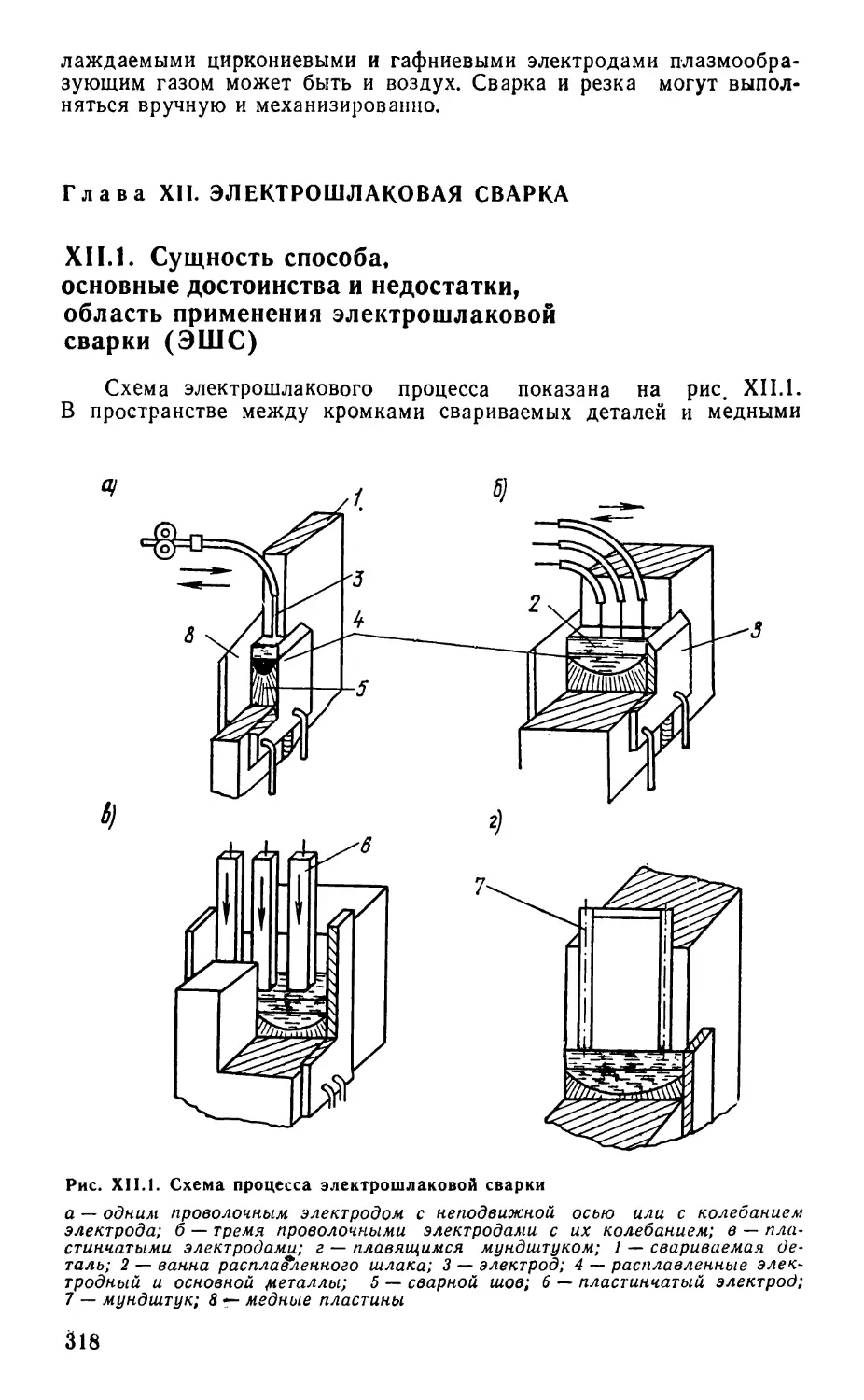
Рис. 1.3. Классификация алсктротлаковой сварки
Газодая сварка
По Виду горючего газа
| Ацетилено - кислородная
— Природного |
«о
о
1 Водородно - кислородная |—
СО
13
1 Светильного |
tb
| Керосино-кислородная |—
о
1 Пиролизного |
о
| бензина - кислородная |
О
1 Несртяного ]
5
| Метано - кислородная |—
1 Коксового |
о
\Пропан-бутано-киспоройная|—
О
1 Сланцевого |
<0
§
Смесь горючего газа с
0Q
1 Горючих |
кислородом
Рис. 1.4. Классификация газовой сварки
8
Контактная сварка\
По форме сварного
соединения
pL
_L
JL
_L
§
о;
т
at
§
ча
со
о
>с
а:
1
а
1
1
1
1
V
=L
По роду
сварочного тока
1
-L
5
3
а*
JL
5
_L
ш
1|
Оо £
О Oj
о?
о
а
а:
1
Qj
О.
1
Со
§
cs^s:
§
iL
По Виду источника
энергии
58
.а*§§
а С; ^ 0J
iliii
ill
&§5
э
ас ^
5П
\
0.0
Q t
SIS
По числу одновременно свариваемых точен
По характеру протеканий процесса
\Одноточечная\ ^Двухточечна^ Многоточечна^ [,Оплавлением\ Сопротивлением
По характеру оплавления
| Прерывистое | | Непрерывное |
Рис. 1.5. Классификация контактной сварки
Рис. 1.6. Классификация ультразвуковой сварки
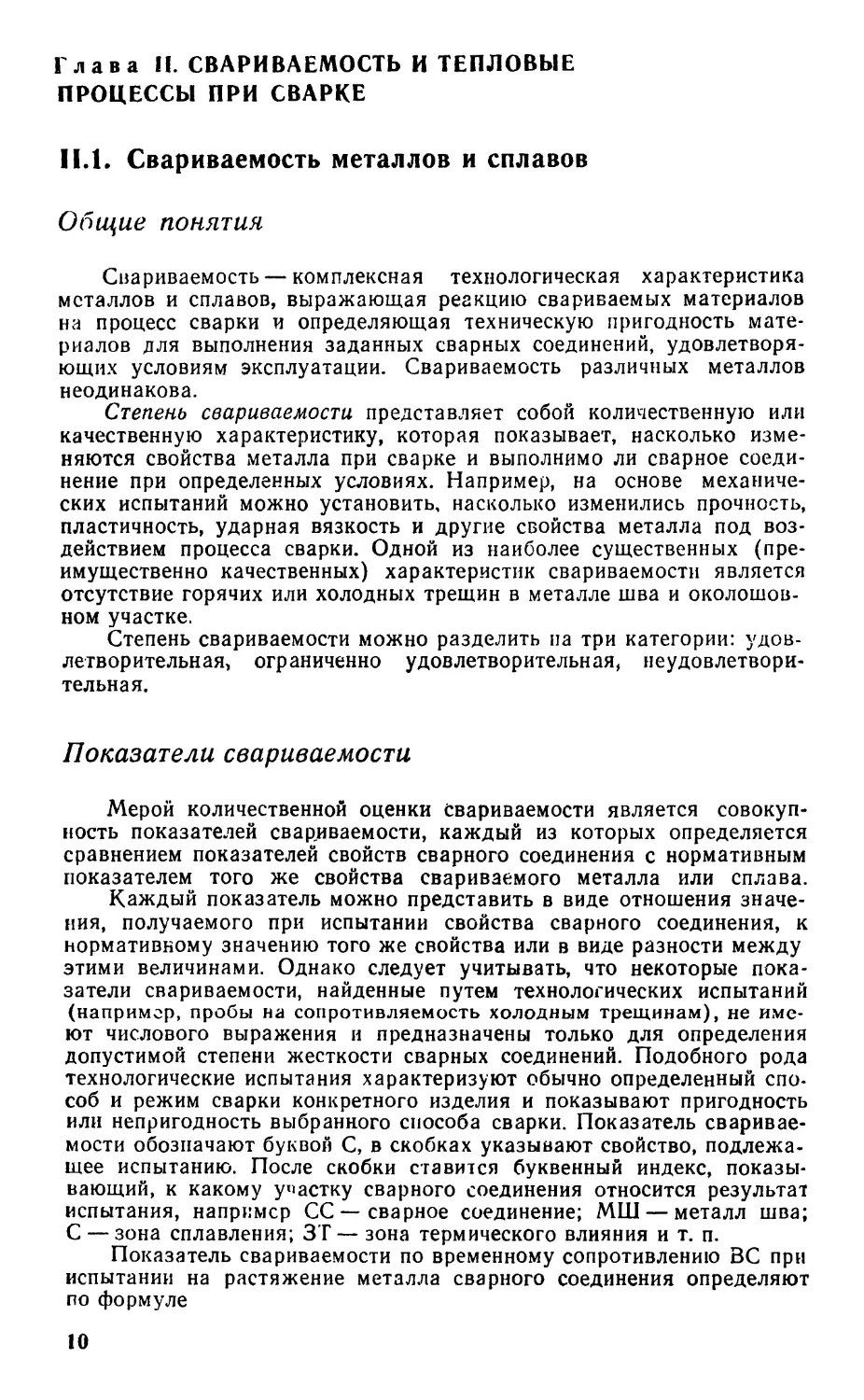
Глава II. СВАРИВАЕМОСТЬ И ТЕПЛОВЫЕ
ПРОЦЕССЫ ПРИ СВАРКЕ
II.1. Свариваемость металлов и сплавов
Общие понятия
Свариваемость — комплексная технологическая характеристика
металлов и сплавов, выражающая реакцию свариваемых материалов
на процесс сварки и определяющая техническую пригодность мате¬
риалов для выполнения заданных сварных соединений, удовлетворя¬
ющих условиям эксплуатации. Свариваемость различных металлов
неодинакова.
Степень свариваемости представляет собой количественную или
качественную характеристику, которая показывает, насколько изме¬
няются свойства металла при сварке и выполнимо ли сварное соеди¬
нение при определенных условиях. Например, на основе механиче¬
ских испытаний можно установить, насколько изменились прочность,
пластичность, ударная вязкость и другие свойства металла под воз¬
действием процесса сварки. Одной из наиболее существенных (пре¬
имущественно качественных) характеристик свариваемости является
отсутствие горячих или холодных трещин в металле шва и околошов-
ном участке.
Степень свариваемости можно разделить на три категории: удов¬
летворительная, ограниченно удовлетворительная, неудовлетвори¬
тельная.
Показатели свариваемости
Мерой количественной оценки свариваемости является совокуп¬
ность показателей свариваемости, каждый из которых определяется
сравнением показателей свойств сварного соединения с нормативным
показателем того же свойства свариваемого металла или сплава.
Каждый показатель можно представить в виде отношения значе¬
ния, получаемого при испытании свойства сварного соединения, к
нормативному значению того же свойства или в виде разности между
этими величинами. Однако следует учитывать, что некоторые пока¬
затели свариваемости, найденные путем технологических испытаний
(например, пробы на сопротивляемость холодным трещинам), не име¬
ют числового выражения и предназначены только для определения
допустимой степени жесткости сварных соединений. Подобного рода
технологические испытания характеризуют обычно определенный спо¬
соб и режим сварки конкретного изделия и показывают пригодность
или непригодность выбранного способа сварки. Показатель сваривае¬
мости обозначают буквой С, в скобках указывают свойство, подлежа¬
щее испытанию. После скобки ставится буквенный индекс, показы¬
вающий, к какому участку сварного соединения относится результат
испытания, например СС — сварное соединение; МШ — металл шва;
С — зона сплавления; ЗТ — зона термического влияния и т. п.
Показатель свариваемости по временному сопротивлению ВС при
испытании на растяжение металла сварного соединения определяют
по формуле
10
С<ВС)сс-= — 100%,
^в.и
где сгв и’ °вн~ временное сопротивление соответственно образцов сварных
соединений и основного металла.
Оценка свариваемости
и классификация испытаний
В зависимости от требований, предъявляемых к конструкции, и
условий ее эксплуатации, а таю$е qt свойств металла, из которого
она изготавливается, свариваемость оценивается по совокупности ха¬
рактеристик.
Чем сложнее условия эксплуатации конструкций, тем больше
число характеристик, по которым оценивается свариваемость. Комп¬
лекс испытаний на свариваемость определяют в соответствии с кон¬
кретными требованиями, предъявляемыми к сварной конструкции.
В указанный комплекс входят следующие испытания сварного соеди¬
нения:
на сопротивляемость образованию трещин:
горячих при сварке (пробы на горячие трещины);
холодных (замедленное разрушение, пробы на холодные тре¬
щины) ;
на статическое растяжение сварного соединения или металла
шва;
на стойкость против искусственного старения;
на ударный изгиб металла шва или околошовного участка;
На выносливость при циклических нагрузках;
на твердость;
на стойкость против коррозии;
на длительную прочность при рабочих температурах.
Кроме того, в комплекс испытаний включают исследования мак-
ро- и микроструктуры сварного соединения и химический анализ ме¬
таллов основного и шва.
В зависимости от назначения и условий эксплуатации изделия
устанавливается комплекс испытаний (табл. II. 1), которые делятся
на три группы: исследовательские И, технологические Т, приемо-сда¬
точные К.
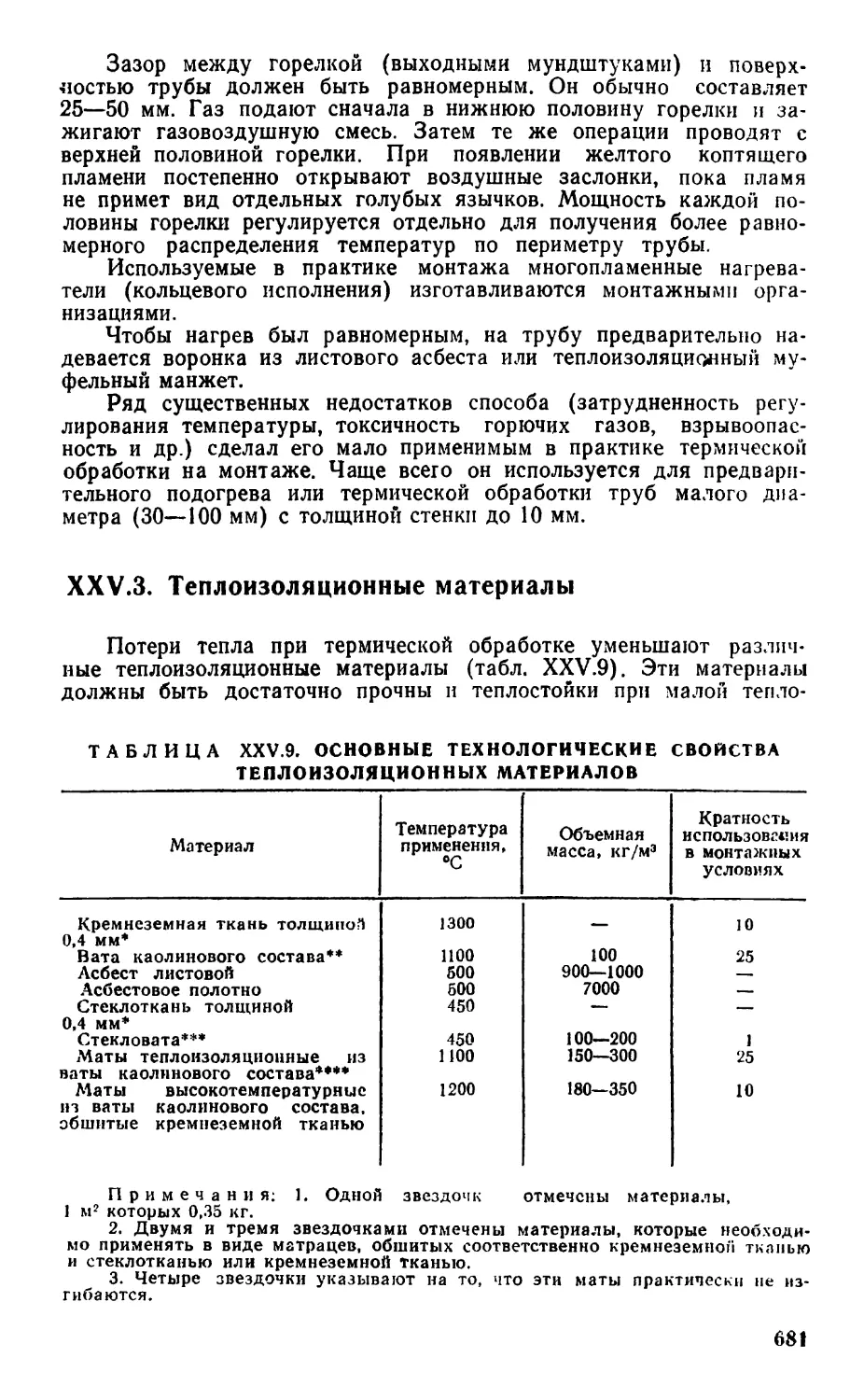
ТАБЛИЦА II.1. ХАРАКТЕРИСТИКА КОМПЛЕКСНЫХ ИСПЫТАНИЙ
МЕТАЛЛА
Группа
Под¬
группа
Назначение испытаний
Описание испытаний
И1
Выполняются при разработке
новых марок сплавов и при ис¬
следовании марок, освоенных
в производстве
Всесторонние лаборатор¬
ные испытания образцов ме¬
талла основного и зоны тер¬
мического влияния, образо¬
ванной при различных ре¬
жимах сварки (наплавки),
в результате чего устанав¬
ливаются химический состав,
механические свойства, мик-
II
Продолжение табл. П.1
Г руппа
Под¬
группа
Назначение испытаний
Описание испытаний
И1.1
И1.2
Определяются изменения
свойств металла при сварке в
результате тепловых, механиче¬
ских и химических воздействий
Изучаются химическое и фи¬
зическое взаимодействия соеди¬
няемых металлов при опреде¬
ленных тепловых и механичес¬
ких условиях
роструктура, коррозионная
стойкость соединения. Усло¬
вия испытаний должны со¬
ответствовать условиям ра¬
боты сварных соединений
при эксплуатации
Разрабатывается оптимальная
технология сварки типовых кон
струкций конкретного назначе¬
ния
Выявляется технологическая
пригодность данной марки ста¬
ли для изготовления конкрет¬
ных конструкций
Устанавливаются нормативные
значения показателей сваривае
мости данной марки стали i
определенных конструкциях
Испытания проводятся по
нормалям и типовым про¬
граммам изготовителей свар¬
ных конструкций. Кроме ла¬
бораторных стандартных
образцов испытывают натур¬
ные узлы или их модели
KI
KI.1
KI.2
Определяется качество про
дукции
Устанавливаются показатели
свариваемости металла и дей¬
ствительные свойства сэарных
соединений, кондиционность по¬
ставляемой продукции и данные
вносятся в сертификат (испыта¬
ние проводит поставщик метал¬
ла или изготовитель конструк¬
ции)
Определяется соответствие по¬
казателей свариваемости дан¬
ным технологических условий
(испытания проводит потреби¬
тель металла по мере надобно¬
сти)
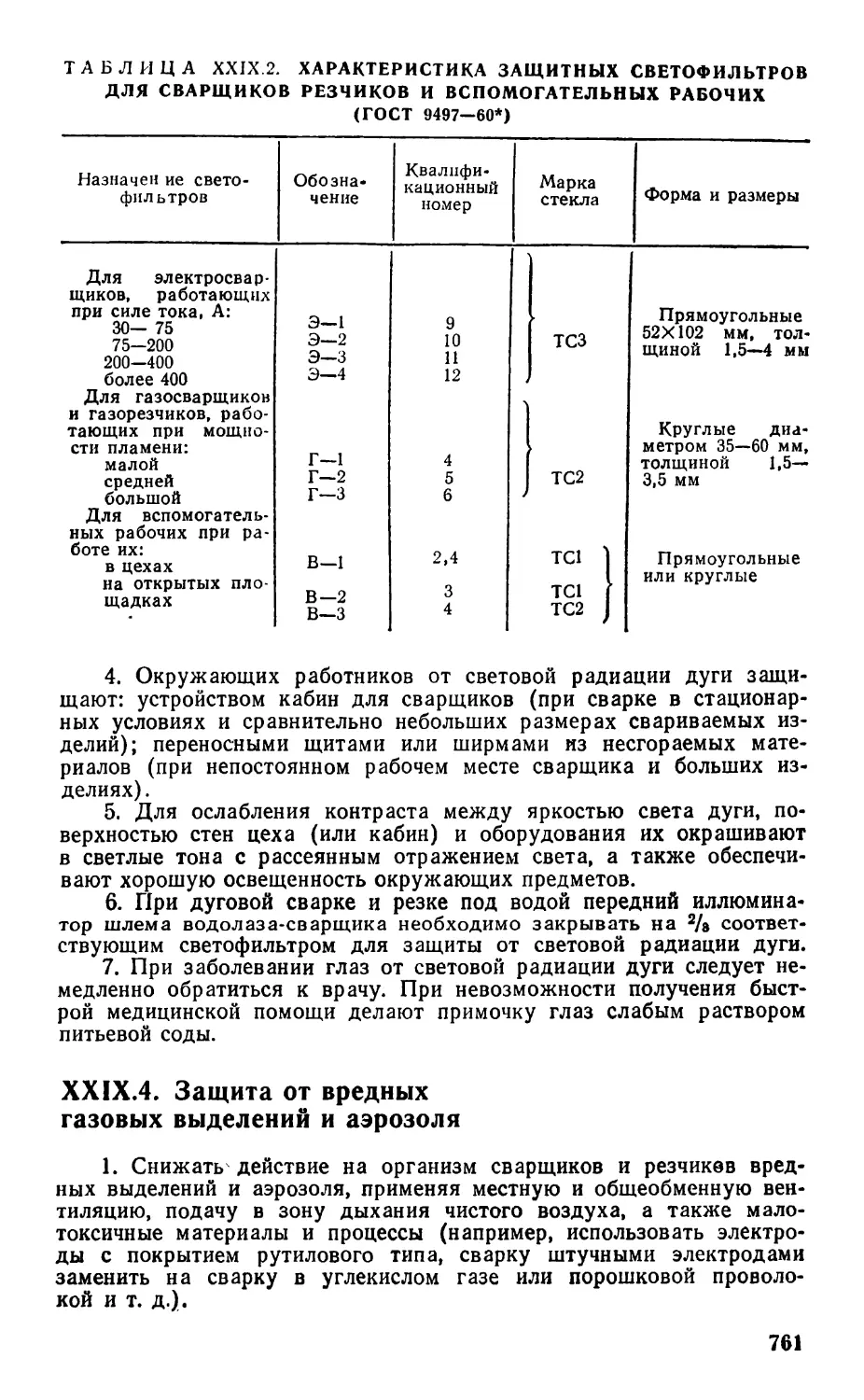
Испытания проводятся по
сокращенной программе,
учитывающей результаты
предшествующих испытаний
по группе И. В программу
входят лабораторные испы¬
тания стандартных сварных
образцов и технологических
проб с учетом наиболее не¬
благоприятных условий ра¬
боты сварных соединений
12
11.2» Изменения в зоне термического влияния
сталей при сварке
Теория тепловых процессов при сварке, разработанная Н. Н. Ры-
калиным, позволяет с достаточной степенью точности рассчитывать
термические циклы для разных сечений сварного соединения в зави¬
симости от метода и режима сварки, толщины свариваемого метал¬
ла, формы сварного соединения.
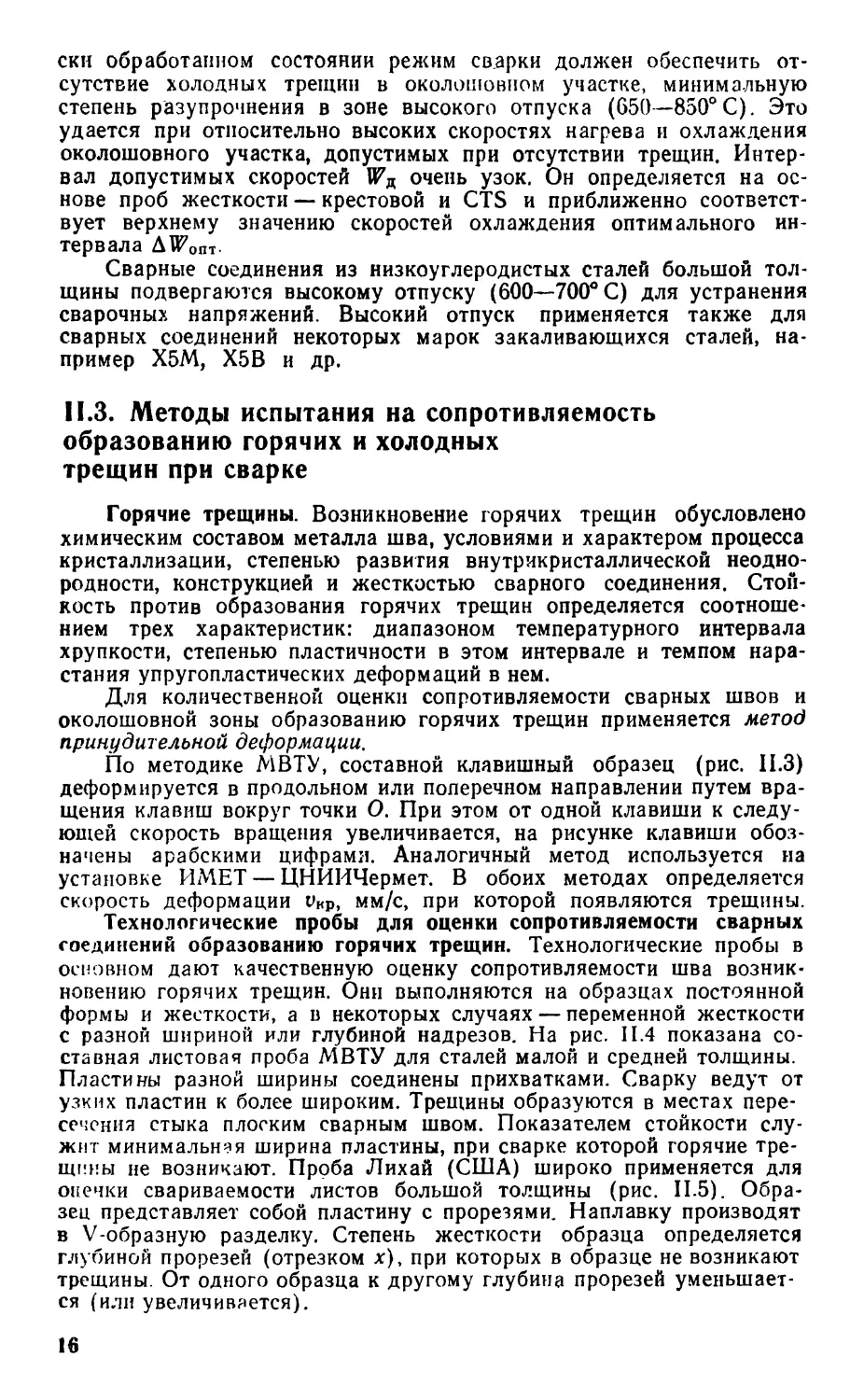
Термический цикл (рис. II.1) характеризуется максимальной тем¬
пературой Гщах, длительностью нагрева /н при температуре Т и ско¬
ростью охлаждения W0. В зависимости от мощности источника теп¬
ла, степени его концентрированности и скорости движения, длитель¬
ности нагрева и охлаждения зоны термического влияния изменяются
от долей секунды до нескольких минут. Таким же образом меняется
ее ширина — от 1—3 мм при ручной дуговой сварке до 10—20 мм
при электрошлаковой сварке.
Зона термического влияния ЗТВ характеризуется неравномерным
распределением максимальных температур нагрева; в этой зоне мож¬
но различать участки; старения 200—300° С; отпуска 250—650° С;
неполной перекристаллизации примерно 700—870° С; нормализации
840—1000° С; перегрева 1000—1250° С и околошовный участок — не¬
сколько рядов зерен, непосредственно примыкающих к линии сплав¬
ления,—от 1250° С до температуры плавления. На этом участке наи¬
более резко изменяется структура металла, понижающая качество
сварного соединения.
В период нагрева стали в интервале температур 700—900° С про¬
исходит превращение феррита и перлита в аустенит. При температу¬
рах выше 900° С (около 1000° С) начинается интенсивный рост зерна
аустенита и его гомогенизация. Размер зерна аустенита (средний
диаметр) на околошовном участке при ручной дуговой сварке со¬
ставляет 0,1—0,15 мм; при однопроходной сварке под флюсом ста¬
лей толщиной 15—
20 мм — 0,2—0,3 мм; при
электрошлаковой свар¬
ке сталей больших тол¬
щин (100—200 мм) —
0,4—0,8 мм. На других
участках зоны термиче¬
ского влияния размер
зерна постепенно умень¬
шается, приближаясь к
минимальному в зоне
температур, близких к
900° С.
Рис. II.1. Схема термичес¬
кого цикла при однопроход¬
ной сварке или наплавке
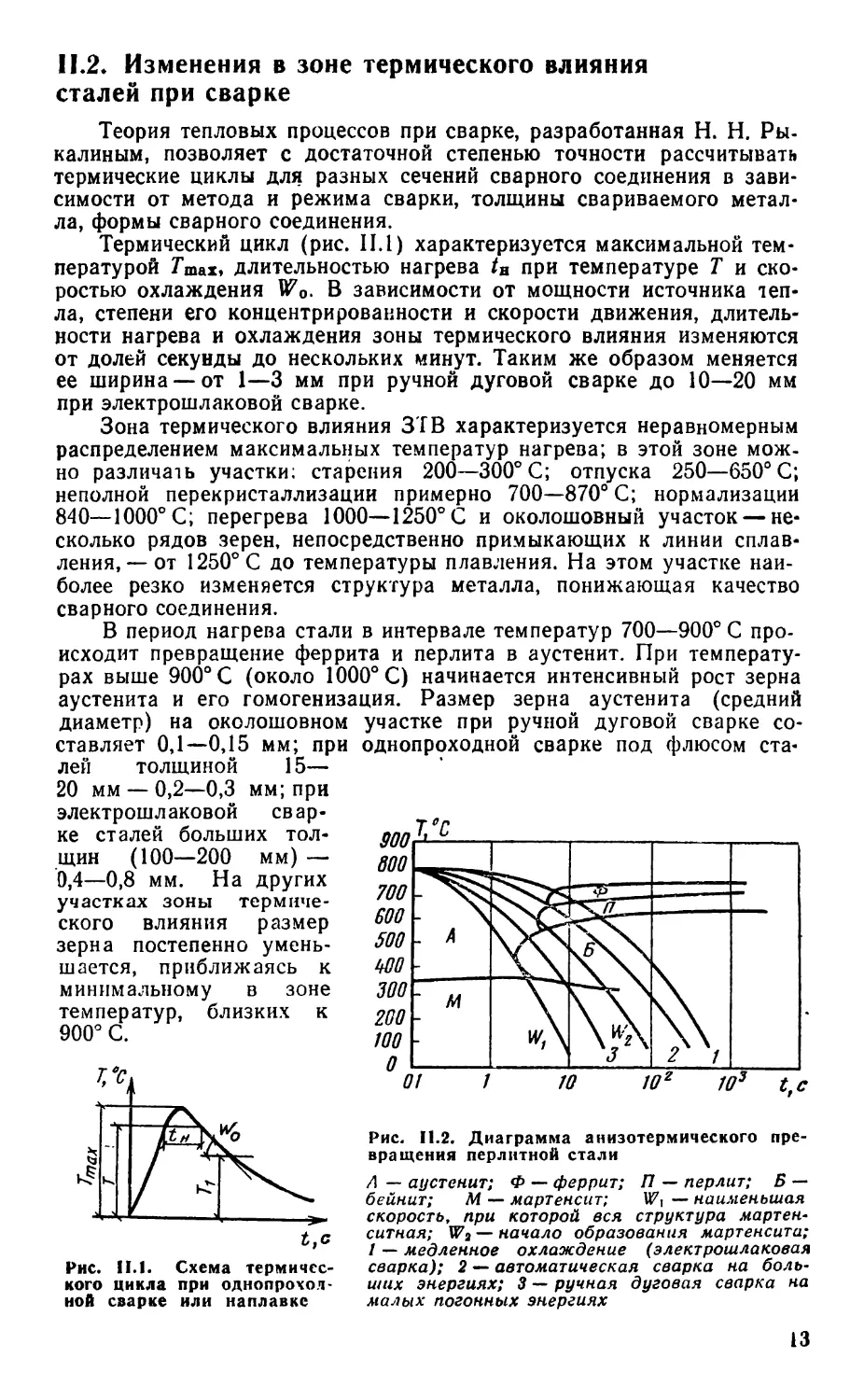
Рис. 11.2. Диаграмма анизотермического пре¬
вращения перлитной стали
А — аустенит; Ф — феррит; П — перлит; Б —
бейнит; М — мартенсит; W} — наименьшая
скорость, при которой вся структура мартен-
ситная; Wa — начало образования мартенсита;
1 — медленное охлаждение (электрошлаковая
сварка); 2 — автоматическая сварка на боль¬
ших энергиях; 3 — ручная дуговая сварка на
малых погонных энергиях
13
В зависимости от метода сварки и погонной энергии возможны
два предельных случая: резкая закалка при быстром охлаждении
околошовного участка или перегрев при медленном охлаждении. Для
оценки характера превращений, протекающих в зоне термического
влияния при охлаждении, пользуются анизотермическими (термоки-
н^ическими) диаграммами превращения аустенита (при непрерыв¬
ном охлаждении), которые построены для большинства марок угле¬
родистых и легированных сталей. На диаграмму (рис. И.2) превра¬
щения аустенита наложен ряд кривых охлаждения, соответствующих
термическим циклам различных способов сварки. Скорость охлажде¬
ния обычно оценивается в интервале наименьшей устойчивости аусте¬
нита (600—500°С). При малых скоростях охлаждения, соответству¬
ющих электрошлаковой сварке, превращение начинается с образова-
нйя феррита и заканчивается образованием перлита.
При средних скоростях охлаждения (автоматическая сварка под
флюсом) образуются перлит и бейнит, при большой скорости охлаж¬
дения — мартенсит и бейнит. При скорости более Wi структура пол¬
ностью мартенситная. Мартенситное превращение, протекающее с
увеличением объема стали, обусловливает резкое повышение внут¬
ренних напряжений. При этом могут возникнуть зародыши трещин
на границах зерен. Трещины постепенно раскрываются под влиянием
остаточных сварочных напряжений в течение минут, часов и даже
суток после сварки (замедленное разрушение). В зависимости от
жесткости конструкции и величины напряжений холодные трещины
могут образовываться при высоком (60—70%) или низком (30—40%)
содержании мартенсита в структуре зоны термического влияния.
Критерии выбора технологии и режимов
сварки углеродистых
и низколегированных сталей
Основным критерием свариваемости, определяющим эксплуата¬
ционную надежность сварных соединений, является сопротивляемость
образованию горячих и холодных трещин. Возникновение горячих
трещин связано с химическим составом и условиями кристаллизации
металла шва, что зависит от типа электродов, флюсов, защитных
газов, типа сварного соединения, а также от числа проходов при
сварке. Образование холодных трещин в первую очередь связано с
химическим составом, толщиной свариваемых элементов, жесткостью
сварного соединения и температурными условиями сварки.
Свариваемость основного металла можно предварительно оце¬
нить по его химическому составу посредством эквивалента углерода
(Сэ), подсчитываемого по формуле
г , Ni , Сг + Mo + V
э + 20 15 + 10
Значения Сэ для некоторых марок низколегированной стали при¬
ведены в табл. 11.2. Стали с содержанием Сэ = 0,2 — 0,35% хорошо
свариваются, при Сэ = 0,45—0,5% допускают сварку без подогрева
при толщине свариваемых элементов до 10 мм; при более высоком
содержании Сэ необходима различная степень подогрева.
Для более обоснованного выбора технологии сварки применяют
валиковую пробу и методику ИМЕТ-1.
14
ТАБЛИЦА II.2. ПРОЦЕНТНОЕ
СОДЕРЖАНИЕ Сэ
В НИЗКОЛЕГИРОВАННЫХ СТАЛЯХ
Марка стали
Макси¬
мальное
Сред¬
нее
Свойства сварных соеди¬
нений низкоуглеродистых и
низколегированных сталей, не
подвергаемых предварительной
термической обработке, опре¬
деляются степенью роста зер¬
на аустенита и закалочными
явлениями в околошовной зо¬
не. Режимы их сварки выби¬
рают на основе расчетов ско¬
рости охлаждения Wn и соот¬
ветствующих им величин по¬
гонной энергии (Дж/м) по
данным валиковой пробы или
методики ИМЕТ-1 (табл. II.3).
Интервал AW0m устанавлива¬
ют исходя из того, что удар¬
ная вязкость в зоне термиче¬
ского влияния должна быть при отрицательных температурах не ни¬
же 0,3 мДж/м2 (3 кгс-м/см2). Для легированных сталей в термиче-
10Г2С, 09Г2
14Г, 15Г
15ГС, 10ХСНД
14Г2
20Г, 15Х, МГХГС
15ХСНД, 18Г2С
0.26
0,28
0,3
0.31
0,34
0,36
0,2
0,23
0,24
0,26
0,23
0,29
Примечание. Максимальное
значение Сэ соответствует содержанию
углерода и легирующих элементов на
верхнем пределе.
ТАБЛИЦА II.3. ХАРАКТЕРИСТИКА СВАРИВАЕМОСТИ ПРОКАТА
НИЗКОЛЕГИРОВАННЫХ КОНСТРУКЦИОННЫХ СТАЛЕЙ
Показатель
Марки стали
09Г2
| 14Г2
24Г
15ХГН
35ХГСА
Сэ
0,225
0,32
0,34
0,35
0,56
Состояние
После прокат¬
ки
Улуч¬
шенное
После
прокатки
Улу'ыпен-
ное
Толщина листа, мм
12
20
16
20
16
Пределы оптимального значе¬
ния погонной энергии,
мДж/м
560-160
720—240
360—240
480—360
600—520
ккал/см
14—4
18—6
9-6
12—9
15-13
А№опт’ гРад/с
1 — 15
1-12
3,5—7
1,3-6
1-1,4
Ударная вязкость,
мДж/м2
1
0,6—0,8
0,7—0,74
1
0,35-0,4
кгс*м/см2
10
С-8
7—7,4
10
3,5—4
Температура перехода в хруп¬
кое состояние 7’к, СС
От—50
до—60
-
—50
-70
-
Твердость околошовного уча¬
стка НВ
190—216
220—270
230—270
250—265
390-440
15
ски обработанном состоянии режим сварки должен обеспечить от¬
сутствие холодных трещин в околошовном участке, минимальную
степень разупрочнения в зоне высокого отпуска (650—850°С). Это
удается при относительно высоких скоростях нагрева и охлаждения
околошовного участка, допустимых при отсутствии трещин. Интер¬
вал допустимых скоростей очень узок. Он определяется на ос¬
нове проб жесткости — крестовой и CTS и приближенно соответст¬
вует верхнему значению скоростей охлаждения оптимального ин¬
тервала Д^опт.
Сварные соединения из низкоуглеродистых сталей большой тол¬
щины подвергаются высокому отпуску (600—700° С) для устранения
сварочных напряжений. Высокий отпуск применяется также для
сварных соединений некоторых марок закаливающихся сталей, на¬
пример Х5М, Х5В и др.
II.3. Методы испытания на сопротивляемость
образованию горячих и холодных
трещин при сварке
Горячие трещины. Возникновение горячих трещин обусловлено
химическим составом металла шва, условиями и характером процесса
кристаллизации, степенью развития внутрикристаллической неодно¬
родности, конструкцией и жесткостью сварного соединения. Стой¬
кость против образования горячих трещин определяется соотноше¬
нием трех характеристик: диапазоном температурного интервала
хрупкости, степенью пластичности в этом интервале и темпом нара¬
стания упругопластических деформаций в нем.
Для количественной оценки сопротивляемости сварных швов и
околошовной зоны образованию горячих трещин применяется метод
принудительной деформации.
По методике МВТУ, составной клавишный образец (рис. II.3)
деформируется в продольном или поперечном направлении путем вра¬
щения клавиш вокруг точки О. При этом от одной клавиши к следу¬
ющей скорость вращения увеличивается, на рисунке клавиши обоз¬
начены арабскими цифрами. Аналогичный метод используется на
установке ИМЕТ — ЦНИИЧермет. В обоих методах определяется
скорость деформации 1>кр, мм/с, при которой появляются трещины.
Технологические пробы для оценки сопротивляемости сварных
соединений образованию горячих трещин. Технологические пробы в
основном дают качественную оценку сопротивляемости шва возник¬
новению горячих трещин. Онн выполняются на образцах постоянной
формы и жесткости, а в некоторых случаях — переменной жесткости
с разной шириной или глубиной надрезов. На рис. 11.4 показана со¬
ставная листовая проба МВТУ для сталей малой и средней толщины.
Пластины разной ширины соединены прихватками. Сварку ведут от
узких пластин к более широким. Трещины образуются в местах пере¬
сечения стыка плоским сварным швом. Показателем стойкости слу¬
жит минимальная ширина пластины, при сварке которой горячие тре¬
щины не возникают. Проба Лихай (США) широко применяется для
опечки свариваемости листов большой толщины (рис. II.5). Обра¬
зец представляет собой пластину с прорезями. Наплавку производят
в V-образную разделку. Степень жесткости образца определяется
глубиной прорезей (отрезком х), при которых в образце не возникают
трещины. От одного образца к другому глубина прорезей уменьшает¬
ся (или увеличивается).
16
Рис. 11.3. Схема испытания на сопротивляемость образованию го¬
рячих трещин по методике МВТУ
последовательный изгиб клавиш при наплавке таврового соедине¬
ний (а) и поперек валика (б); график изменения скоростей враще¬
ния клавиш (в); Dx и D2 — максимальная и минимальная деформа¬
ции; 1—10— число клавиш
f
Рис. П.4. Составная про¬
ба МВТУ
/ — прихватки
Рис. 11.5. Проба Лихай (США)
(1-й вариант)
6 — толщина образца (листа)
2—140
17
Холодные трещины. С увеличением содержания мартенсита и
околошовном участке возрастает вероятность образования холодных
трещин. Эти трещины раскрываются постепенно под воздействием
растягивающих напряжений. Сопротивляемость образованию трещин
(разрушению) оценивается по величине критического напряжения
(Jmin, при котором со временем происходит
разрушение. Для исследовательских целей
используются методика ИМЕТ-4 и лабора¬
торная технологическая проба ЛТП
(МВТУ).
Для сравнительной оценки склонности
перлитных и мартенситных сталей к обра¬
зованию холодных трещин применяются
различные пробы жесткости. Среди них
наибольшее практическое значение имеют
пробы крестовая и Кировского завода.
Технологическую прочность оценивают
по наличию или отсутствию трещин, отно¬
сительной протяженности трещин, скоро¬
сти охлаждения околошовного участка и
по времени, прошедшему до появления
первой трещины. Технологические пробы
позволяют детально моделировать весь
процесс сварки и судить о сопротивляемо¬
сти образованию трещин в условиях, близ¬
ких к реальным.
Крестовая проба получила широкое
распространение в СССР и США. Образец
пробы (рис. 11.6) собирают из одной пла¬
стины размером 180X150 мм и двух пла¬
стин размером 180X70 мм каждая, вы¬
резанных из исследуемой стали. Прихва¬
ченные по торцам пластины сваривают
«в лодочку» в последовательности, указан¬
ной на рис. 11.6. Ввиду большой жестко¬
сти пробы часть образцов подогревают до
100—250° С, контролируя температуру
термопарой. Результаты испытания счи¬
тают удовлетворительными, если на первых двух швах не обнару¬
жено трещин. Если сталь менее стойка в отношении тоещип, то об¬
разцы подогревают и оценивают результаты по температуре подо¬
грева, при которой не образовалось трещин.
Проба Кировского завода представляет собой пластину с ци¬
линдрической выточкой в центре (рис. 11.7), на которую наплавляют
валик по диаметру выточки. Скорость охлаждения регулируют, пони¬
жая температуру нижней части пластины водой, воздухом или допол¬
нительно подогревая ее до 100—150° С, с последующим охлаждением
на воздухе. После сварки и выдержки в течение двух суток пластину
разрезают, шлифуют и травят кислотой для выявления трещин. По
результатам испытаний стали делят на четыре группы: хорошо сва¬
ривающиеся, не дающие трещин при охлаждении водой; удовлетво¬
рительно сваривающиеся, не образующие трещин при охлаждении на
воздухе; ограниченно сваривающиеся, требующие предварительного
подогрева до i00—150° С с охлаждением на воздухе, и плохо свари¬
вающиеся, для которых необходим подогрев до более высоких темпе¬
ратур.
Рис. 11.6. Образец кре¬
стовой пробы
1 — 4 — последователь¬
ность наложения швов;
б —- толщина образца
А-А
Рмс. И.7. Проба Киров¬
ского завода
18
11.4. Механические испытания и комплексные
методы испытаний сварных соединений
Для оценки свариваемости наряду с другими методами исполь¬
зуются механические испытания (см. гл. XXVI настоящего справоч¬
ника), которые проводят по ГОСТ 6996—66.
Испытания на статическое растяжение. Эти испытания проводят
на цилиндрических или плоских образцах, вырезанных из металла
шва или сварного соединения. Испытания могут провс^диться при
нормальной, пониженной и повышенной температурах и служат для
определения прочности и пластичности металла шва или сварного
соединения.
Испытание на ударный изгиб. В комплексе механических испы¬
таний, выполняемых для оценки свариваемости, испытание на удар¬
ный изгиб имеет особо важное значение. Оно является основным по¬
казателем для выбора параметров режима сварки (погонной энер¬
гии) при валиковой пробе, для оценки стойкости сварных соединений
при низких температурах (порог хладноломкости) и в других слу¬
чаях. В зависимости от цели испытания надрез делается (на предва¬
рительно протравленных образцах) по металлу шва, линии сплавле¬
ния, околошовному участку или другим участкам зоны термического
влияния. Для определения ударной вязкости в зависимости от тол¬
щины основного металла применяются образцы разного сечения с
полукруглым или острым надрезом (см. гл. XXVI). Для получения
порога хладноломкости используют стандартные образцы с полу¬
круглым надрезом (образцы Менаже). На каждое значение темпера¬
туры испытывается 3—5 образцов. Результаты испытаний наносятся
на график. Порог хладноломкости можно также оценить по виду из¬
лома ударных образцов. В этом случае определяется процент кри¬
сталличности в изломе. Установлено, что соотношение площадей
кристаллической и волокнистой структуры в изломе изменяется про¬
порционально ударной вязкости.
Испытание на твердость сварного соединения. Определение ло¬
кальной твердости различных участков сварного соединения позволя¬
ет оценить те изменения, которые произошли в зоне термического
влияния, на линии сплавления, и сравнить твердость металлов основ¬
ного и шва. Наиболее существенным является определение твердо¬
сти околошовного участка для обнаружения возможных закалочных
явлений; при сварке термоупрочненных сталей выявляются участок
разупрочнения, его протяженность и степень разупрочнения.
Испытание на твердость выполняется по Виккерсу или Роквел¬
лу на поперечных образцах, вырезанных таким образом, что они
охватывают все участки (зоны) сварного соединения.
Испытание сварного соединения на изгиб (загиб). При испыта¬
нии на изгиб устанавливается степень пластичности металла шва и
сварного соединения в целом. Пластичность оценивается величиной
угла загиба до образования первой трещины в любом месте образца.
Если при испытании образец не дает трещин, испытание доводится
до параллельности сторон. Образны, в которых появились надрывы
глубииой до 0,5 мм по кромкам соединения и по шву, не считаются
бракованными. Размеры и форма образцов приведены в гл. XXVI.
Чаще образцы испытываются на изгиб поперек шва, реже — вдоль
оси шва. Результаты этих двух видов испытаний несравнимы между
собой.
2*
19
Комплексные методы испытания. Эти методы предназначены
для оценки изменений механических свойств и структуры основного
металла в зоне термического влияния. Их можно разделить на две
группы: образцы сварных соединений; образцы, на которых имитиру¬
ется термическое воздействие сварки. К первой группе можно отне¬
сти валиковую пробу (ГОСТ 13585—68), ко второй — методику
ИМЕТ-1 и торцовую пробу (метод Кузмака).
Валиковая проба. Для испытания наплавляется валик на сплош¬
ные или составные (рис. II.8) пластины, при различной погонной
энергии q/V мДж/м (ккал/см). Основной параметр режима—«ско¬
рость охлаждения околошовного участка W0 при Г = 600—500° С,
связанная с величиной погонной энергии, толщиной свариваемого ме¬
талла и температурой подогрева Т0. Валиковая проба позволяет
определить оптимальный интервал скоростей охлаждения AWonr для
исследуемой стали. На основе данных об этом интервале может быть
подсчитана погонная энергия сварки для соответствующей толщины
стали и формы сварного соединения. При наплавке валика на сталь
постоянной толщины при малых погонных энергиях возможна под¬
калка металла околошовного участка, при слишком высокой возмо¬
жен перегрев. Оптимальный интервал погонных энергий , устанавли¬
вается испытанием на ударный изгиб образцов, сваренных при раз¬
ных погонных энергиях, а также другими методами испытания. Над¬
рез образцов располагается по околошовному участку.
Составные пластины собираются из брусков с помощью специ¬
ального кондуктора. Их применяют при толщине стали ^5 мм. Чис¬
ло брусков (размером SXSiX^) определяется из расчета необходи¬
мого числа образцов для испытаний при одном режиме наплавки.
Длина брусков L, предназначенных для исследования свойств метал¬
ла околошовного участка, 200—250 мм. При испытании разных уча¬
стков зоны термического влияния (в том числе участка старения при
7=350—250° С) длина брусков зависит от скорости охлаждения сле¬
дующим образом:
при Wy > 10 град/с
» = 5—10 »
Wo <5
L =* 250 мм
L = 350 »
L = 150 »
Рис. II.8. Образцы валиковой
МВТУ
пробы
а — составная пластина с наплавлен¬
ным валиком; б — образец для испы¬
тания на статический изгиб; в — схема
испытания; А — околошовный участок;
1 — валик; 2 — прямоугольные бруски;
3 — приставная планка
А
Ь/
'J
L
20
7Т\
=F
7Т\
20
После наплавки и охлаждения составная пластина разламывает¬
ся или разрезается на части. Из каждого бруска изготавливается об¬
разец для испытаний на ударную вязкость. Дно надреза располага¬
ется по оси валика ниже границы сплавления на расстоянии не более
0,5 мм в сторону основного металла.
Образцы для испытания на статический изгиб вырезаются из
сплошных пластин (рис. II.8, б) поперек валика с таким расчетом,,
чтобы в растянутой зоне образца средней части находился околошов-
ный участок. Образцы изгибаются до появления первой трещины,
после чего измеряется угол изгиба. Величина угла изгиба устанавли¬
вается для серии образцов, валики на которых наплавлены при раз¬
личной погонной энергии. Кроме того, может определяться твердость
(по Виккерсу или Роквеллу) для различных участков зоны термиче¬
ского влияния, а также исследоваться микроструктура.
11.5. Оценка структуры сварного соединения
Наряду с механическими испытаниями и методами комплексных
испытаний исследование макро- и микроструктуры служит для оцен¬
ки свариваемости сталей и правильного выбора режима сварки.
Макроструктура. При травлении образцов (темплетов), выре¬
занных поперек или вдоль оси шва, могут быть выявлены: форма и
размеры шва, глубина провара; направление осей кристаллитов, фор¬
ма и размеры кристаллитов; ширина зоны термического влияния;
размеры наиболее крупных зерен на околошовном участке; распре¬
деление и относительное количество серы в металле основном и шва.
К дефектам сварного соединения относятся непровары, горячие
и холодные трещины, шлаковые включения значительных размеров.
Для выявления макроструктуры шлифы, изготовленные из образцов,
подвергаются травлению 10—25%-ным водным раствором азотной
кислоты. Шлифы погружаются или смачиваются ватным тампоном,
промываются и высушиваются.
Для выявления серы пользуются способом Баумана, который за¬
ключается в том, что на темплет накладывается (на свету) фотогра¬
фическая бумага, предварительно смоченная в 5%-ном растворе сер¬
ной кислоты в течение 5—10 мин и выдерживается 3 мин. При этом
бумага на темплете не должна смещаться, пузырьки газа под бума¬
гой удаляются проглаживанием ее резиновым валиком. В результа¬
те реакции между сульфидами железа FeS, марганца MnS и серной
кислотой на фотобумаге бромистое серебро переходит в сернистое
Ag2S темно-коричневого цвета. Степень интенсивности окрашивания
фотобумаги в коричневый цвет указывает на характер распределения
серы. Для повторения отпечатка необходимо снять слой металла на
глубину 1—2 мм.
Микроструктура. Микроструктура исследуется после полировки
и травления. Обычно для травления применяется 2—4%-ный рас¬
твор азотной кислоты в этиловом спирте. Микроструктура изучается
с помощью микроскопов МИМ8, МИМ7, МИМ6 и др. при увеличе¬
ниях от 30 до 1000 раз. Стандартными увеличениями считаются 100,
200, 500 и 1000 раз.
До травления на полированной поверхности шлифа исследуются
распределение и характер неметаллических включений (FeO, FeS,
MnO, MnS, Si02, FeSi02, MnSi02 и др.) В основном прокатном ме¬
талле часть включений имеет вытянутую форму (MnS), часть —
21
округлую. Количество включений оценивается ло балльной системе
по ГОСТ 1778—70. В металле шва включения имеют преимуществен-
но округлую форму. Их размеры (диаметр) могут быть оценены по
балльной системе, а количество включений, наблюдаемое в поле зре¬
ния при увеличении в 100 раз не менее чем в десяти точках, позво¬
ляет определить общее содержание неметаллических включений, их
суммарную площадь в процентах к площади металла шва (табл.
11.4). Допустимое количество включений в металле шва пока не рег¬
ламентировано.
ТАБЛИЦА II.4- ПЯТИБАЛЛЬНАЯ ШКАЛА ДЛЯ ОЦЕНКИ РАЗМЕРОВ
И КОЛИЧЕСТВА НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ
Балл
Диаметр, мм
Средняя пло¬
щадь, мм2
средний
наименьший
наибольший
1
0,005
0,003
0,008
0,00002
2
0,01
0,003
0,015
0,0008
3
0,02
0,015
0,025
0,003
4
0,04
0,03
0,05
0,0013
5
0,08
0,06
0,01
0,005
После травления изучается характер структуры сварного соеди¬
нения. В основном металле оценивается размер действительного зер¬
на по ГОСТ 5639—65, относительное количество (в процентах)
структурных составляющих (феррита, перлита и др.) по ГОСТ 8233—
56, наличие или отсутствие полосчатой структуры по ГОСТ 5640—68,
наличие видманштеновой структуры по пятибалльной системе по
ГОСТ 5640—68. Если сталь подвергалась термической обработке (за¬
калке и отпуску), то оценивается характер структуры в связи с этим.
Исследование микроструктуры полезно сопоставлять с результа¬
тами измерения твердости, что особенно важно при изучении зоны
термического влияния, в которой прежде всего исследуется около-
шовный участок (4—5 рядов зерен от линии сплавления). В около¬
шовном участке оцениваются действительный размер зерна (срсдний
диаметр, мм), характер структурных составляющих (феррит, перлит,
бейнит, мартенсит и т. п.), их количественное соотношение (%),
определяемое визуально, пользуясь указаниями ГОСТ 8233—56.
Очень важно знать твердость околошовного участка, так как обычно
допускается твердость не более 350 ИВ. Если основной металл под¬
вергался термоупрочнению, то должны быть тщательно исследованы
участок разупрочнения, характер структуры, ширина участка, вели¬
чина твердости (степень разупрочнения).
В металле шва оцениваются фор*ма и размеры кристаллитов
(столбчатые или равноосные), характер и форма структурных состав¬
ляющих (феррит, перлит, бейнит, мартенсит, кар-биды, аустенит
и т. п.), их количественное соотношение. При изучении микрострукту¬
ры необходимо тщательно проверить отсутствие таких дефектов, как
трещины в околошовном участке или металле шва, закалочные явле¬
ния на околошовном участке, явление сильного перегрева. Степень
перегрева следует оценивать в соответствии с технологией сварки.
Как было указано выше, каждый вид технологии и способ сварки
обусловливают определенную степень роста зерна: допустимую и нор¬
22
мальную. Поэтому оценка микроструктуры сварного соединении
должна базироваться на достоверных сведениях по технологии свар¬
ки. Когда «история» сварного соединения неизвестна, необходимо
опираться на нормативные требования, технические условия на из¬
делие и т. п. Во всех случаях исследование структуры сварного со¬
единения должно сопоставляться с результатами механических ис¬
пытаний.
11.6. Химический состав. Испытание сварного
соединения на коррозию
При анализе химического состава основного металла (количест¬
венном химическом или спектральном) устанавливается соответствие
заданной марки стали ГОСТу или ТУ. Химический состав металла
шва должен отвечать типу и марке выбранного для сварки электро¬
да, марке электродной проволоки, требованиям, предъявляемым свар¬
ному соединению, определенным соответствующими нормативами.
Существенное значение имеет равномерность распределения химиче¬
ских элементов в металле шва, на линии сплавления (в переходной
зоне) и других участках, где возможна химическая неоднородность.
В таких случаях выполняется локальный спектральный анализ
(в точке), в основном для исследовательских целей.
На оценку свариваемости влияет эквивалент углерода, который
может быть определен на основе нормативного состава стали (по
ГОСТу) или ее химическим анализом. Существенное значение для ос¬
новного металла и шва имеет соотношение серы и марганца. Послед¬
ний связывает серу, образуя соединение MnS, более тугоплавкое, чем
FeS, и препятствующее возникновению горячих трещин в металле
шва и зоне сплавления.
Необходимо выдерживать следующие соотношения:
[Мп]/[5]>22 при С = 0,06 — 0,11%; [MnJ/[SJ>30 при
G= 0,11 — 0,13%; lMn]/[S]>60 при € = 0,15 — 0,16%.
Кроме того, в основном металле и шве должно ограничиваться содер¬
жание газов (0СО,005; N<0,0005; НСО,005%) во избежание старе¬
ния сварного соединсиия и снижения сопротивления его хрупкому
разрушению.
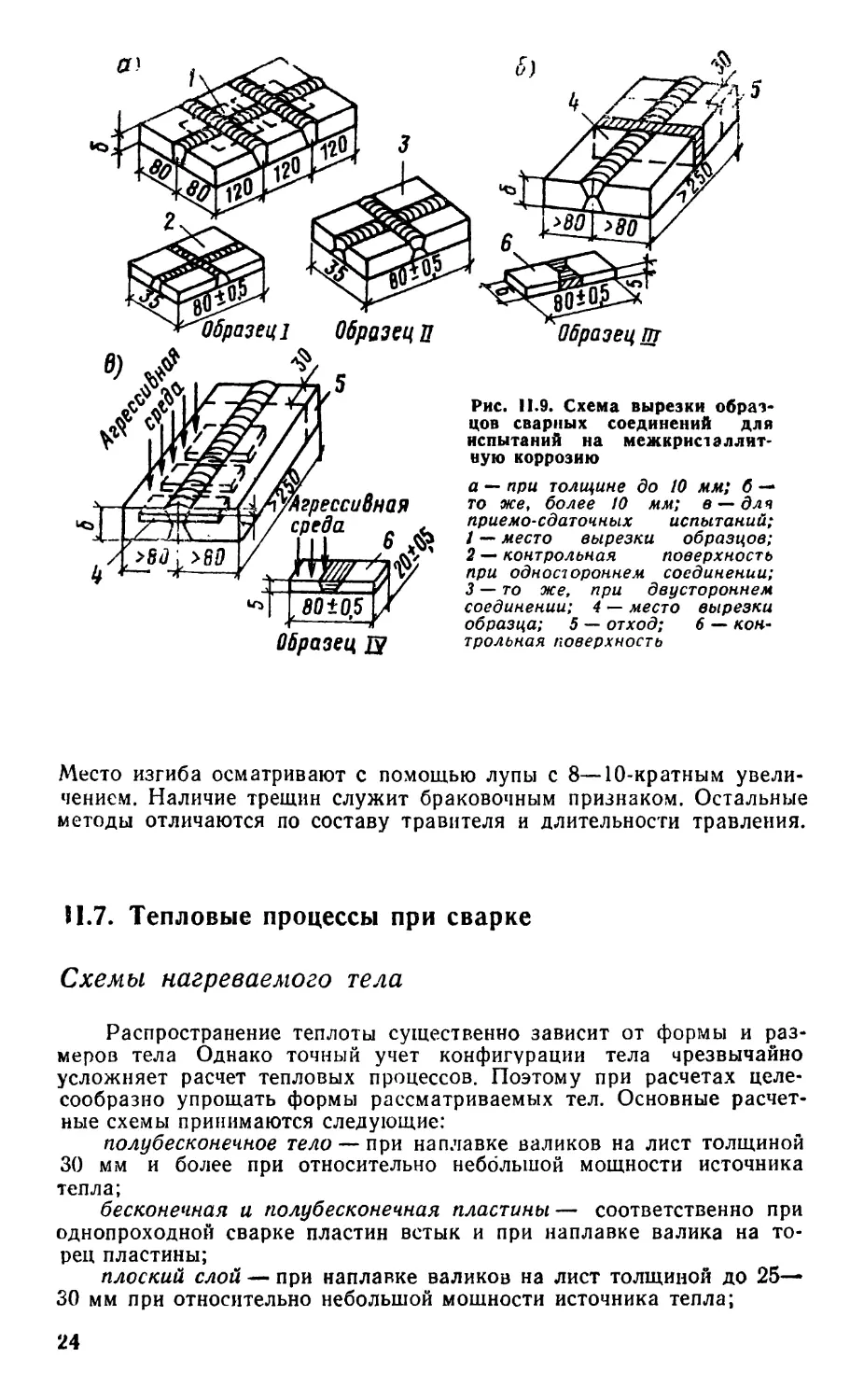
Испытанию на межкристаллитную коррозию подвергаются свар¬
ные соединения из аустенитных и аустенитно-ферритных нержавею¬
щих сталей по методике, изложенной в ГОСТ 6032—58*. Для испы¬
тания изготавливаются образцы с перекрещивающимися односторон¬
ними или двусторонними швами (рис. 11.9), из которых вырезаются
темплеты длиной 80 мм, толщиной 5 мм. Контрольная поверхность
темплета зачищается до чистоты 1,25. В зависимости от состава ста¬
ли и нормативных требований используются методы А, AM, В и Г.
Наиболее распространенным является метод AM. Он применяется
для сварных соединений сталей 0Х18Н9, 1XI8H9, Х23Н18, 0Х18Н9Т,
1Х18Н9Т, IX18H12T, Х18Н11Б. Образцы непрерывно кипятят в тече¬
ние 24 ч в растворе: 0,16 кг CuS04*5H20-i-100 мл серной кислоты+
+ 1 л воды4-медная стружка. После кипячения образцы промывают,
просушивают и изгибают по зоне сплавления под углом 90°. При ис¬
пытании на изгиб радиус закрепления губки тисков или оправки дол¬
жен быть не менее трехкратной толщины образца, но не более 10 мм.
23
Образец и
Агрессивная
у
Образец &
Образец т
Рис. 11.9. Схема вырезки образ-
цов сварных соединений для
испытаний на межкрис1аллит-
ную коррозию
а — при толщине до 10 мм; б —
то же, более 10 мм; в — для
приемо-сдаточных испытаний;
/ — место вырезки образцов;
2 — контрольная поверхность
при одностороннем соединении;
3 — то же, при двустороннем
соединении; 4 — место вырезки
образца; 5 — отход; 6 — кон-
трольная поверхность
Место изгиба осматривают с помощью лупы с 8—10-кратным увели¬
чением. Наличие трещин служит браковочным признаком. Остальные
методы отличаются по составу травителя и длительности травления.
11.7. Тепловые процессы при сварке
Схемы нагреваемого тела
Распространение теплоты существенно зависит от формы и раз¬
меров тела Однако точный учет конфигурации тела чрезвычайно
усложняет расчет тепловых процессов. Поэтому при расчетах целе¬
сообразно упрощать формы рассматриваемых тел. Основные расчет¬
ные схемы принимаются следующие:
полу бесконечное тело — при наплавке валиков на лист толщиной
30 мм и более при относительно небольшой мощности источника
тепла;
бесконечная и полу бесконечная пластины — соответственно при
однопроходной сварке пластин встык и при наплавке валика на то¬
рец пластины;
плоский слой — при наплавке валиков на лист толщиной до 25—
30 мм при относительно небольшой мощности источника тепла;
24
бесконечный и полубесконечный стержень — при контактной сты¬
ковой сварке стержней, стыковой сварке арматуры и т. д.
Помимо названных, в практике тепловых расчетов используются
также и другие простейшие схемы.
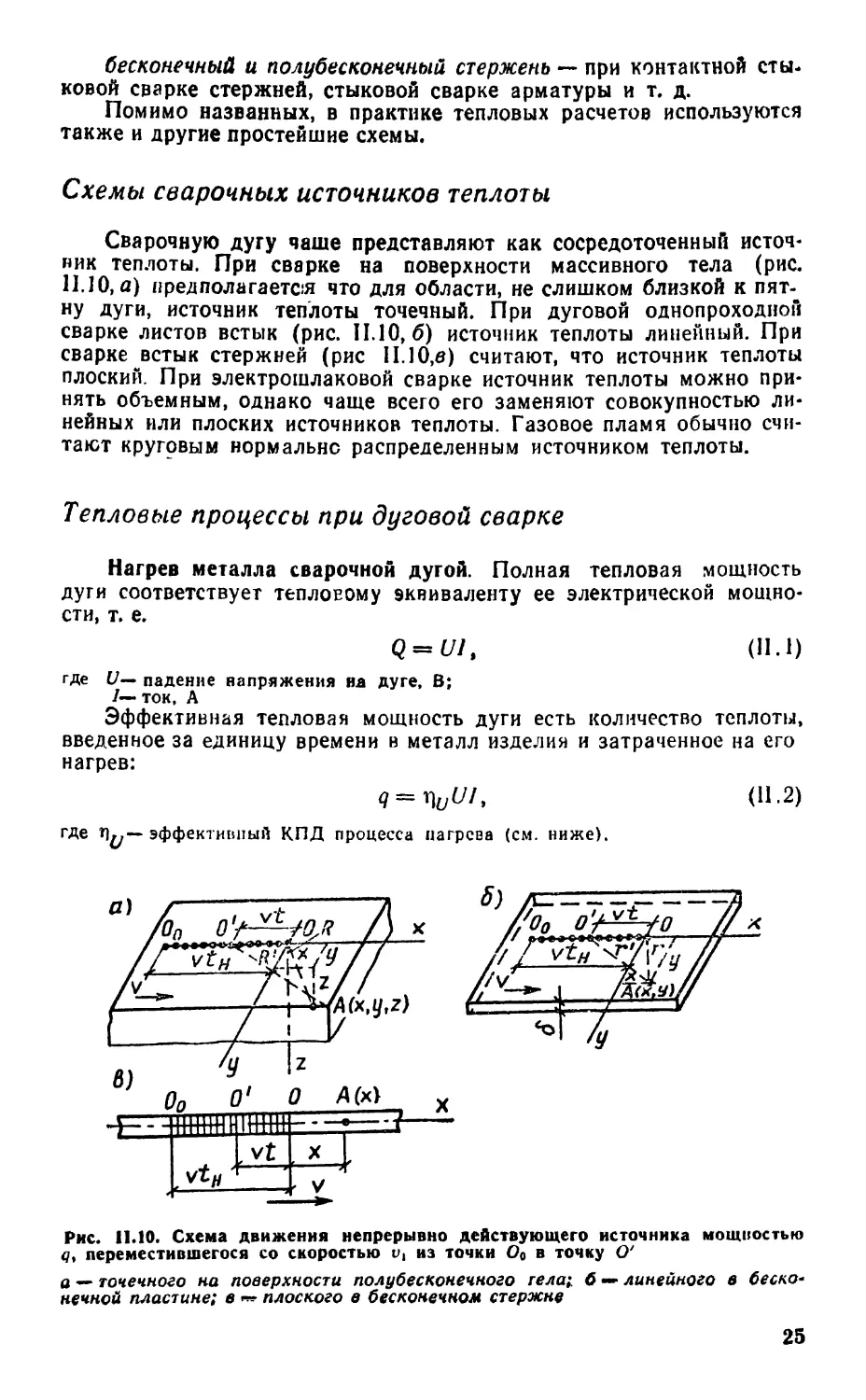
Схемы сварочных источников теплоты
Сварочную дугу чаше представляют как сосредоточенный источ¬
ник теплоты. При сварке на поверхности массивного тела (рис.
11*10, а) предполагается что для области, не слишком близкой к пят-
ну дуги, источник теплоты точечный. При дуговой однопроходной
сварке листов встык (рис. 11.10, б) источник теплоты линейный. При
сварке встык стержней (рис II. 10,в) считают, что источник теплоты
плоский. При электрошлаковой сварке источник теплоты можно при¬
нять объемным, однако чаще всего его заменяют совокупностью ли¬
нейных или плоских источников теплоты. Газовое пламя обычно счи¬
тают круговым нормально распределенным источником теплоты.
Тепловые процессы при дуговой сварке
Нагрев металла сварочной дугой. Полная тепловая мощность
дуги соответствует тепловому эквиваленту ее электрической мощно¬
сти, т. е.
Q = (J11 (II.I)
где С/— падение напряжения на дуге. В;
/— ток, А
Эффективная тепловая мощность дуги есть количество теплоты,
введенное за единицу времени в металл изделия и затраченное на его
нагрев:
= (Н.2)
где эффективный КПД процесса нагрева (см. ниже).
6) л .—:
&
ш
шш\
!НШ
yt
X
- V
Рис. 11.10. Схема движения непрерывно действующего источника мощностью
q, переместившегося со скоростью и, из точки О0 в точку О"
а — точечного на поверхности полубесконечного re/tat б — линейного в беско¬
нечной пластине; в плоского в бесконечном стержне
25
Сварка Цу
Электродами:
металлическими 0,7—0,85
угольными . . 0,5—0,7
Под флюсом 0*8—0,95
В газе:
углекислом . . , . 0,7—0,9
аргоне электродом:
вольфрамовым . * . 0,67—0,75
плавящимся и,7—-0,8
Порошковой проволокой .
Газовым пламенем . • • • 0*3—0,8
Электрошлаковая сварка:
обычная при толщине листов, мм:
50 0,55
100 0,8
200 0,9
с порошкообразным присадочным металлом при
толщине листов, мм:
50 . . . ... i у ,, s ....... . 0.75-0.8
100 . , - 0,9
В расчетах тепловых процессов, при назначении технологических
режимов и в ряде других случаев пользуются значением погонной
энергии (Дж/м) сварки (qa), представляющей собой отношение эф¬
фективной мощности дуги q к линейной скорости сварки v:
q„ = q/v. (II .3)
Расчет температуры при дуговой сварке. Располагая характерна
стиками источников генлоты (эффективной мощностью и ее распре¬
делением по поверхности или объему изделия), можно рассчитать
процесс распространения теплоты в металле, который имеет три
стадии:
теплонасыщение характерно для начала сварки, когда температу¬
ры в поле, перемещающемся вместе с источником теплоты, продолжа¬
ют нарастать;
предельное квазистационарное состояние, когда подвижное тем¬
пературное поле практически устанавливается;
выравнивание температуры по окончании сварки.
Наплавка дугой валика на массивное изделие описывается схе¬
мой точечного источника теплоты мощностью q, перемещающегося по
поверхности полубесконечного тела со скоростью v (см. рис. 11.10, а).
Температура предельного состояния процесса выражается соотно¬
шением
у u-ffl)
“ • <"'4’
где R, х, у, г — координаты рассчитываемой точки, начало координат совпада¬
ет с мгновенным местопоаожением источника (то:ки О', О
и т. д.);
/?2 в *2 + + j* (II.5)
г— основание натурального логарифма;
Я—коэффициент теплопроводности, Вт/(м*К);
а— коэффициент температуропроводности, м2/с.
26
В случае применения мощных быстродвижущихся источников
теплоты (автоматическая сварка под флюсом, сварка мощным газо¬
вым пламенем и т. д.) уравнение для расчета температуры предель¬
ного состояния процесса распространения тепла точечного источника
в полубесконечном теле имеет вид
Т ? е * (И*6)
2л Xvt
X
где /= время, прошедшее после пересечения дугой плоскости, в которой
v
расположена рассматриваемая точка.
Температура предельного состояния процесса распространения
тепла при нагреве пластины^ мощным быстродвижущимся линейным
источником (см. рис. 11.10, б) определяется по формуле
Г = (II.7)
иб YAnkcyt
где б — толщина листов, мм;
2а
b — коэффициент температуроотдачи, 1/с (зависит от толщины
суб
листа);
с —удельная массовая теплоемкость, Дж/(кг*К);
V — плотность тела, кг/м3;
су— удельная объемная теплоемкость, Дж/(м3*К);
а — коэффициент теплоотдачи, Вт/(м2*К).
Начальная температура тела То учитывается путем ее сложения
с величинами, полученными из правой части уравнений 11.4, II.6, 11.7.
Значения теплофизических коэффициентов для различных метал¬
лов приведены в табл. II.5.
ТАБЛИЦА II.5. ТЕПЛОФИЗИЧЕСКИЕ КОЭФФИЦИЕНТЫ
ДЛЯ НЕКОТОРЫХ МЕТАЛЛОВ
Материал
V °к
с V»
МДж/(м3-К)
я,
Вт/(мК)
а,
м2/(с-10 )
Низкоуглеродистые и низколе¬
гированные стали
773-873
5—5.24
37,7-41,9
0,075—0,03
Аустенитные стали
873
4,73—4,8
25—33,5
0,053—0,07
Медь
673
3,85—4
368—377
0,95 -0,96
Латунь
623—673
3,47
117
0,34
Алюминий
573
2,72
272
1
Технический титан
973
2,85
16,8
0,06
Влияние ограниченности размеров изделия по толщине, ширине
или длине на процесс распространения теплоты сварочной дуги учи¬
тывается по методу отражения. При этом предполагается, что огра¬
ничивающие поверхности не пропускают теплоты. Этот метод дает
возможность вычислить температурные поля в листах средней тол¬
щины, у ребер, краев и углов изделий типа балок, коробок и др.
Термический цикл при дуговой сварке и наплавке. Термический
цикл, т. е. изменение температуры в данной точке шва или околошов-
ной зоне во время сварки, является основой для оценки влияния па¬
27
раметров режима сварки на изменения структуры и свойств металла
сварного соединения.
Основные параметры термического цикла околошовной зоны при
однопроходной сварке или наплавке — это максимальная темпера¬
тура Гшах, мгновенная скорость охлаждения W0, К/с, при данной
температуре и длительность нагрева ta выше данной температуры Т
(см. рис. II.1).
Для массивного тела при наплавке валика мощной быстродви-
жущейся сварочной дугой
1 q
ттаЛг0) = - —-
«ту Z
где rQ — расстояние от оси перемещения точечного источника до рассматри¬
ваемой точки.
Для тонкой пластины при сварке встык мощной быстродвижу¬
щей ся дугой
Гтах (У) = v^2y (‘ ~ М ) ’ (П '9)
где у — расстояние от точки до оси шва.
При дуговой наплавке валика на массивное изделие скорость
охлаждения
Wo_**SL=l£ (IU0)
q/o
где Т0 — начальная температура изделия или температура сопутствующего
подогрева.
При сварке листов встык за один проход или при наплавке ва¬
лика на лист малой толщины
2яА су (Г-Г,)8
° (q/v 6)я
При наплавке валика на массивное тело
'н = /».,г Ф Tt. (И.12)
М* max — * о)
При однопроходной сварке листов встык
(q/v)2
tn = h яДГ/Т т ■ <П • 13>
лсу (Гщах — Т0)2
Коэффициенты /г и /з выбирают в зависимости от безразмерной
температуры 0 = Т—То/Тта*—Т'о, изменяющейся в пределах от 0 до I
по номограмме (рис. 11.11).
При многослойной сварке сталей, склонных к закалке и образо¬
ванию холодных трещин, проверяют условия охлаждения первого
слоя. Последующие слои при одинаковом поперечном сечении, как
правило, остывают медленнее первого слоя, поэтому условия их
охлаждения можно не проверять.
Скорость охлаждения первого слоя многослойного шва рассчиты¬
вают по соотношению (II 10) для наплавки валика. Различные усло-
28
г-Тс
Рис. 11.11. Номо¬
грамма для рас¬
чета длительности
нагрева выше за¬
данной темпера-
туры T
Рис. 11.12. Значение расчетной толщины
бр н расчетной погонной энергии (q/v)^
для определения скорости охлаждения пер¬
вого слоя многослойного шва
а—д — виды сварных соединений
5) Ъ
гЛ-
Jtli
-Vi
4i >
1»
'■з<-
Рис. 11.13. Схема нагрева металла при
электрошлаковой сварке
а — три плоских источника тепла; б — три
линейных источника тепла: q\ = <73=0,25<7Зф5
</2=0,5</эф
вия теплоотвода учитывают; вводя в расчет
вместо истинных значений толщины свариваемых
листов и погонной энергии дуги qjv их расчетные
значения, взятые по рис. 11.12.
Пример. Пластины из низколегированной стали толщиной 6=8 мм сва¬
ривают дуговой сваркой под флюсом при токе 250 А, напряжении дуги £/=»
= 34 В и скорости и = 18 м/ч = 0,005 м/с. Эффективный КПД источника 11=0,8,
70=0. Определить: температуру точки околошовной зоны с координатами от¬
носительно движущегося источника х=—0,2 м, «/=0,03 м; длительность нагре¬
ва tH выше 900° С точек пластины, находящихся у границы плавления; мгно¬
венную скорость охлаждения W0 при 7’=650°С.
По табл. II.5 принимаем: а=0,08*104 м2/с; А,=»40 Вт/(м-К); cv=5 МДж/
/(м3*К)=5*10в Дж/(м3*К); величина а для углеродистой стали при 7Ср состав¬
ляет 60 Вт/(м2-К).
Эффективная мощность дуги <7=r|/t7=0,8*34-2o0=6800 Вт.
Определяем коэффициент температуроотдачи:
2а 2-60
6==су6 = 5-10«-0,008!
= 3-10—3 1/с
и время t, необходимое для расчета температуры Т:
х —0,2
v ~ ~~ 0,005
t =
40 с.
29
Температуру в точке с координатами *=-0,2 м, у~0,03 м вычисляем по
зависимости (II.7):
6800 0,032
0,005-0,008^4-3,14-40-5-10_6-40 4.0,008-104*
— 3-10_3-40= 530е_0,703~0,|20 = 240*С.
При графическом построении термического цикла какой либо точки око-
лошовной зоны с координатой у (например, (/*0,03 м, как в рассматриваемом
случае), времени t дают различные значения в необходимых пределах.
Длительность нагрева *н определяем по формуле (11.13).
По номограмме (см. рис. 11.11) для
900-0
® = ^ пп л = ^^ /2 составляет 0,19, тогда
1500•0
6800 \2
к<
„ , .,005-0,008/
/н= 0,19—1— —= 2,2 с.
н 40-5-106( 1500—О)2
Скорость охлаждения WQ получаем по зависимости (11.11):
w = 2-3,14-40-5-10° (650-0)3 =
6800
(т.
005-0,008
Предположим, что максимально допустимая скорость охлаждения этой
стали 7°/с.
Тогда для обеспечения требуемой скорости охлаждения нужно либо по¬
догреть изделие, либо увеличить погонную энергию сварки. Из уравнения
(11.11) найдем необходимую температуру подогрева То:
Го1^г1 42
(jlY ( 6800 )2
[v& ) А 0,005-0,008 /
(Г-TJ>- W - Г2.3.Ц.40,5.10. - -С,
т — Г0 = 544° С; Т0 = 650 — 544= 106° С.
Требуемую погонную энергию сварки, обеспечивающую Wv=7°/c, опреде-
пм также из уравнения (11.11):
6-28-40.5-10«-6503
= 1,7* IQ** Дж/м.
В примере qlv=6800/0,00&-1.36-10е Дж/м.
Погонную энергию сваркет можно увеличить либо за счет снижения ско¬
рости сварки, либо за счет увеличения мощности дуги.
Расчет размеров сварочной ванны. Теоретически очертание ван¬
ны расплавленного металла должно соответствовать очертанию изо¬
термы температуры плавления ТПл. Однако этого- не происходит, по¬
скольку действительное очертание ванны зависит от параметров, ко¬
торые не учтены при выводе уравнений распространения тепла по
свариваемому изделию (распределенность тепла дуги, конвективные
потоки жидкого ме1алла, скрытая теплота плавления и др.).
Вследствие этого очертания металлической ванны, длину и шири-.
30
«у ее рассчитывают по зависимостям, в которые входят коэффициен¬
ты, получаемые опытным путем.
НалуДОи&, /1ля случая, однопроходной сварки длина ванны рас-
й^галла определяется соотношением
L =0,05034"rZ^F" • (1Ь14>
т XcyvbT
пл
Ширина ванны
В = 0,242— J—-. (И .15)
я vcybl пл
Для случая электродуговой сварки стали СтЗ коэффициенты ш =
=0,0007 q/v\ /2 = 0,00049 q/v — 0,2.
Эти же зависимости пригодны для соответствующих расчетов
при электрошлаковой сварке низкоуглеродистых и низколегирован¬
ных сталей. Для электрошлаковой сварки т = 1Д «=0,95. С помсь.
щью зависимости (11.15) можно рассчитывать глубину проплавлештя
основного металла лри электрошлаковой сварке Япр, если от полу¬
ширины В/ 2 ванны вычесть половину сварочного зазора Ь/2
(рис. 11.13, б):
Япр= 0,242- (П>16)
п vcybTn„ 2
Особенности тепловых процессов
при других видах сварки
Электрошлаковая сварка. Одной из наиболее характерных осо-
бенностей тепловых процессов при электрошлаковой сварке является
значительная распределенность источника тепла. Схему нагрева
обычно представляют приближенно как движение трех распределен¬
ных (плоских) источников тепла, двух шлаковых и одного металли¬
ческого (см. рис. 11.13, а) или как движение трех линейных источни¬
ков тепла, движущихся по свариваемой кромке на определенных
расстояниях друг от друга (см. рис. 11.13, б).
Температура любой точки основного металла н(см. рис. 11.13, б)
определяется суммой температур трех линейных источников, движу¬
щихся в пластине. Мощность источников и их взаимное положение
показаны на рис. 11.13, б.
При электрошлаковой сварке с порошкообразным присадочным
металлом (ППМ), которая находит все большее применение в про¬
мышленности вследствие резкого увеличения скорости сварки по
сравнению с обычной электрошлаковой сваркой, термические циклы
рассчитываются по схеме одного линейного источника тепла, движу¬
щегося в пластине. Этот линейный источник тепла следует распо
лагать по оси шва на глубине 15—20 мм от поверхности шлаковой
ванны, в тепловом центре процесса с температурой 2100—2150° С
Скорость охлаждения и длительность нагрева определяются по урав¬
нениям (II.11), (11.13).
При электродуговой сварке критерием выбора оптимального ре¬
жима сварки служит главным образом скорость охлаждения, при
электрошлаковой сварке таким критерием является в основном дли-
31
цельность перегрева (время пребывания при температуре выше 900° С)
металла околошовной зоны.
Скорость охлаждения при температуш> 500—600° С дла электро¬
шлаковой сварки составляет обычно 0,ЗнЧь!!/с. т. Г ттпгтпшм i
длительность перегрева исключительно велика^50---68б с), что спщ
собствует росту зерна околошовной зоны, образованию грубокристал¬
лической структуры шва и понижению вследствие этого ударной
вязкости соединения, особенно при отрицательных температурах.
Длительность перегрева при электрошлаковой сварке можно су¬
щественно снизить (до 90—150 с), например, применяя присадочный
металл (см. гл. XII). При этом значительно повышается ударная вяз¬
кость металла соединения при отрицательных температурах.
Нагрев металла газовым пламенем. Эффективная мощность пла¬
мени q в зависимости от номера наконечника и расхода ацетилена
Представлена в табл. II.6.
Температура любой точки основного металла определяется по
следующим формулам:
при нагреве тонких листов
Т(у, 0 = "Т ИяЯсу U + /0)]~'/а е~ ш‘+и) <Н •,7)
VO
при нагреве поверхности массивного тела мощным быстродви-
жущимся пламенем
— Уг
Т {у, г, t) — q е Ш 4a(f.+t), (11.18)
2nvXV t (t + t„)
где »ремя t отсчитывают от момента, когда центр пламени пересек рассмат*
рипасмую плоскость
ТАБЛИЦА 116. ТЕПЛОВАЯ ХАРАКТЕРИСТИКА
АЦЕТИЛЕНО-КИСЛОРОДНОГО ПЛАМЕНИ
Расход ацетилена
№ нако¬
нечника
т)и
д, Вт
Постоянная
времени для
стали t0
1-10—4 м3/с
л/ч
0,42
150
1
0,72
1670
8
0,7
250
2
0,63
2500
9
1,1
400
3
0,51
3140
10
1.7
600
4
0,44
4000
11
2.8
1000
5
0,36
5230
14
4.7
1700
6
0,3
7300
15
7.2
2600
7
0 25
9400
19
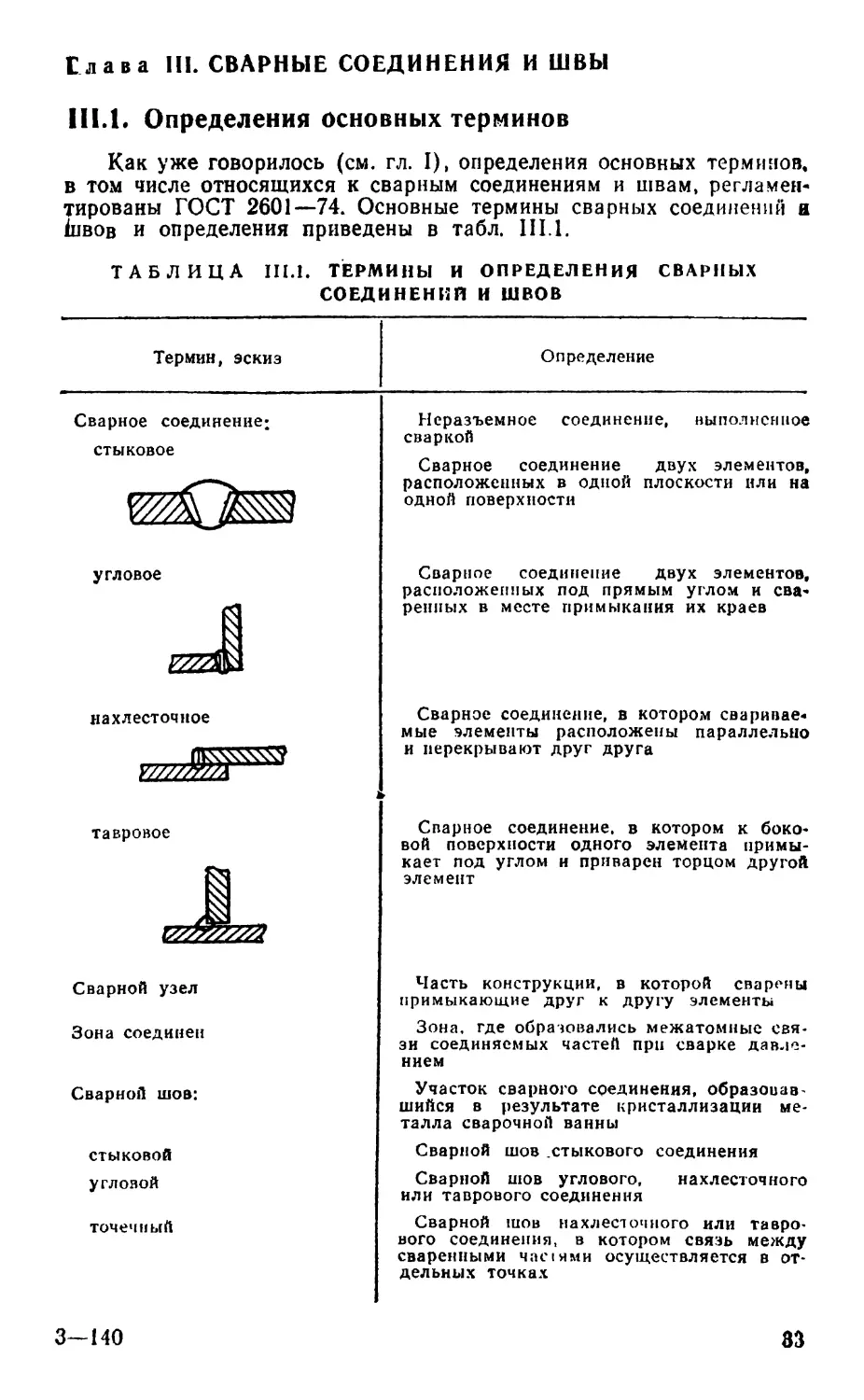
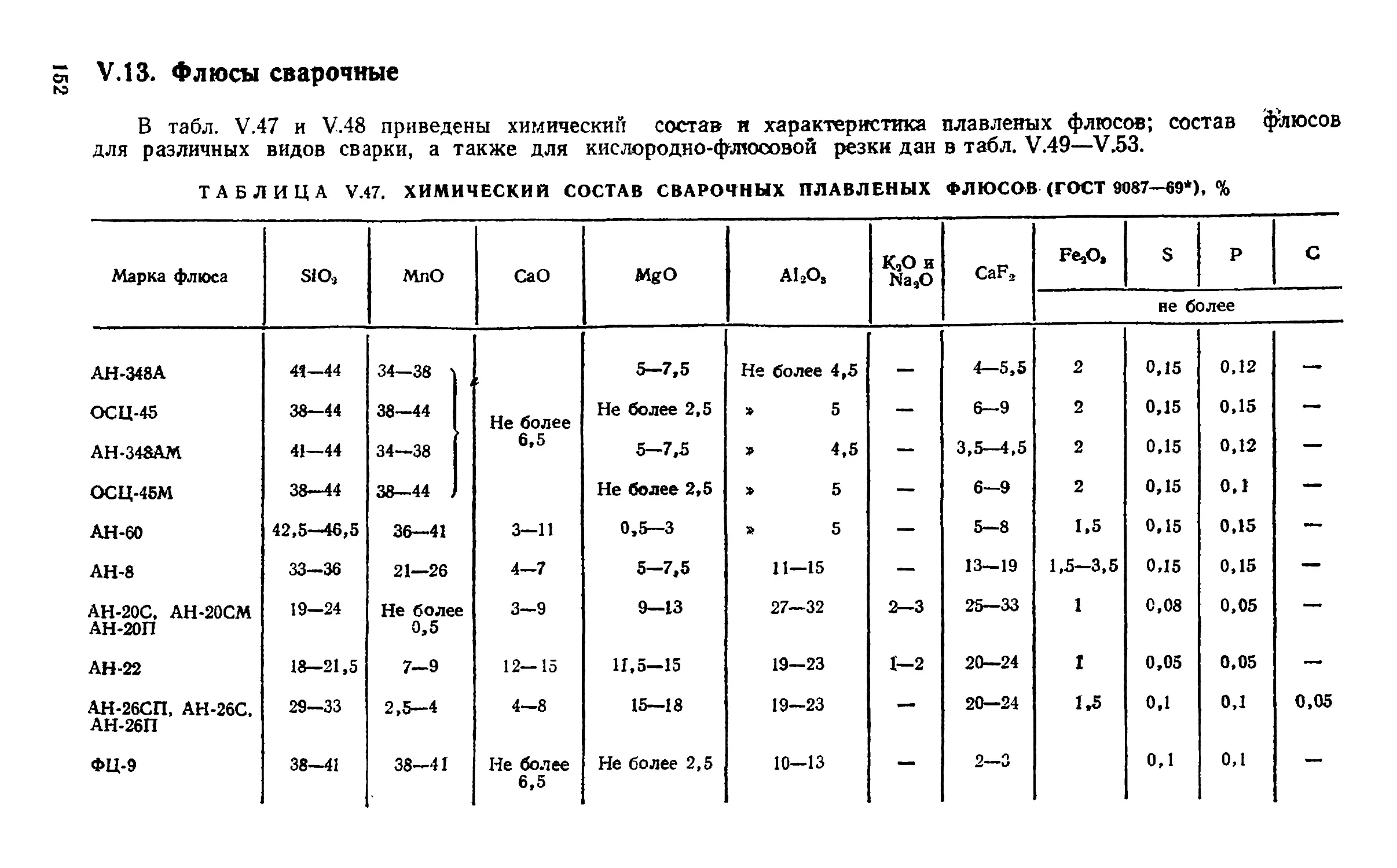
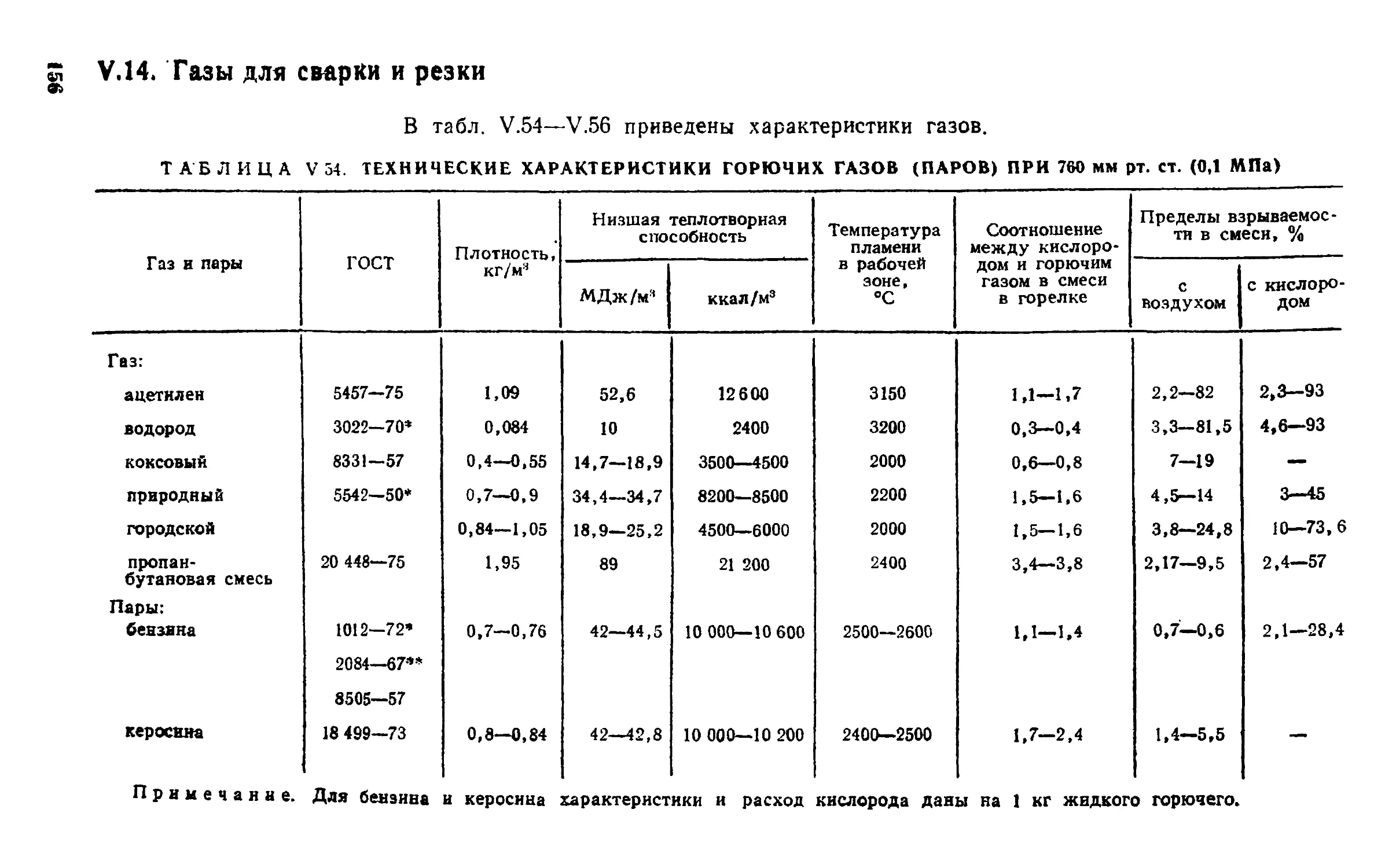
Слава III. СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ
III. 1. Определения основных терминов
Как уже говорилось (см. гл. I), определения основных терминов,
в том числе относящихся к сварным соединениям и швам, регламен¬
тированы ГОСТ 2601—74. Основные термины сварных соединений в
Ьвов и определения приведены в табл. II 1.1.
ТАБЛИЦА III.1. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ СВАРНЫХ
СОЕДИНЕНИЯ И ШВОВ
Термин, эскиз
Определение
Сварное соединение:
стыковое
Неразъемное соединение, выполненное
сваркой
Сварное соединение двух элементов,
расположенных в одной плоскости или на
одной поверхности
угловое
J
Сварное соединение двух элементов,
расположенных под прямым углом и сва*
ренных в месте примыкания их краев
нахлесточное
Сварное соединение, в котором сваривае¬
мые элементы расположены параллельно
и перекрывают друг друга
тавровое
Спарное соединение, в котором к боко¬
вой поверхности одного элемента примы¬
кает под углом и приварен торцом другой
элемент
Сварной узел
Часть конструкции, в которой сварены
примыкающие друг к другу элементы
Зона соединен
Зона, где образовались межатомные свя¬
зи соединяемых частей при сварке давле¬
нием
Сварной шов:
Участок сварного соединения, образоиав
шийся в результате кристаллизации ме¬
талла сварочной ванны
стыковой
Сварной шов .стыкового соединения
угловой
Сварной шов углового, нахлесточного
или таврового соединения
точечный
Сварной шов нахлесточного или тавро¬
вого соединения, в котором связь между
сваренными чаем ими осуществляется в от¬
дельных точках
3—140
83
Продолжение табл. 11 Li
Термин, эскиз
Определение
прерывистый:
цепной
непрерывный
многослойный
подварочный
монтажный
Ядро точки
Прихватка
Валик
Слой
Кореш» шва
Норень шва
Сварной шов с лромежугками по .длине
Двусторонний лрераяиКгтый шов тавро¬
вого соединения, у которого промежутки
расположены по обеим сторонам стенки
один против другого
Двусторонний прерывистый шов таврово¬
го соединения, у которого промежутки на
одной стороне стенки расположены против
сваренных участков шва ее другой сторо-
JUJ
Сварной шов без промежутков по дли¬
не
Сварной шов, состоящий из нескольких
слоев
Меньшая часть двустороннего шва, вы¬
полняемая предварительно для предотвра¬
щения прожогов при последующей свар¬
ке или накладываемая в последнюю оче¬
редь в корень шва для обеспечения высо¬
кого качества шва
Сварной шов, осуществляемый на месте
монтажа конструкции
Зона сварной точки, металл которой
подвергался расплавлению
Короткий сварной шов, применяемый
для фиксации взаимного расположения,
размеров и формы собираемых под сварку
элементов
Металл, наплавленный или переплавлен¬
ный за один проход
Часть металла сварного шва, образован¬
ная одним или несколькими валиками,
располагающимися на одном уровне попе¬
речного сечения шва
Часть сварного шва, где дно сварочная
ванны пересекает поверхность основного
металла
Часть металла стыкового шва, возвышаю¬
щаяся над поверхностью свариваемых
частей
34
Продолжение табл. Ill Л
Термин,
Определение
Усиление углового шва
W//S/A
Ослабление углового шва
Толщина углового шва
Расчетная
шва
углового
Катет углового шва
К V7\
Расчетный катет углового шва
V/sTt/j
Часть металла, образующая выпуклость
углового шва
Расстояние между плоскостью проходя¬
щей через видимые линии сплавления шва
с основным металлом и поверхностью
сварного шва, измеренное ъ месте наиболь¬
шей вогнутости углового шва
Наибольшее расстояние от поверхности
углового шва до точки максимального про-
плавлення основного металла
Длина перпендикуляра, опущенного из
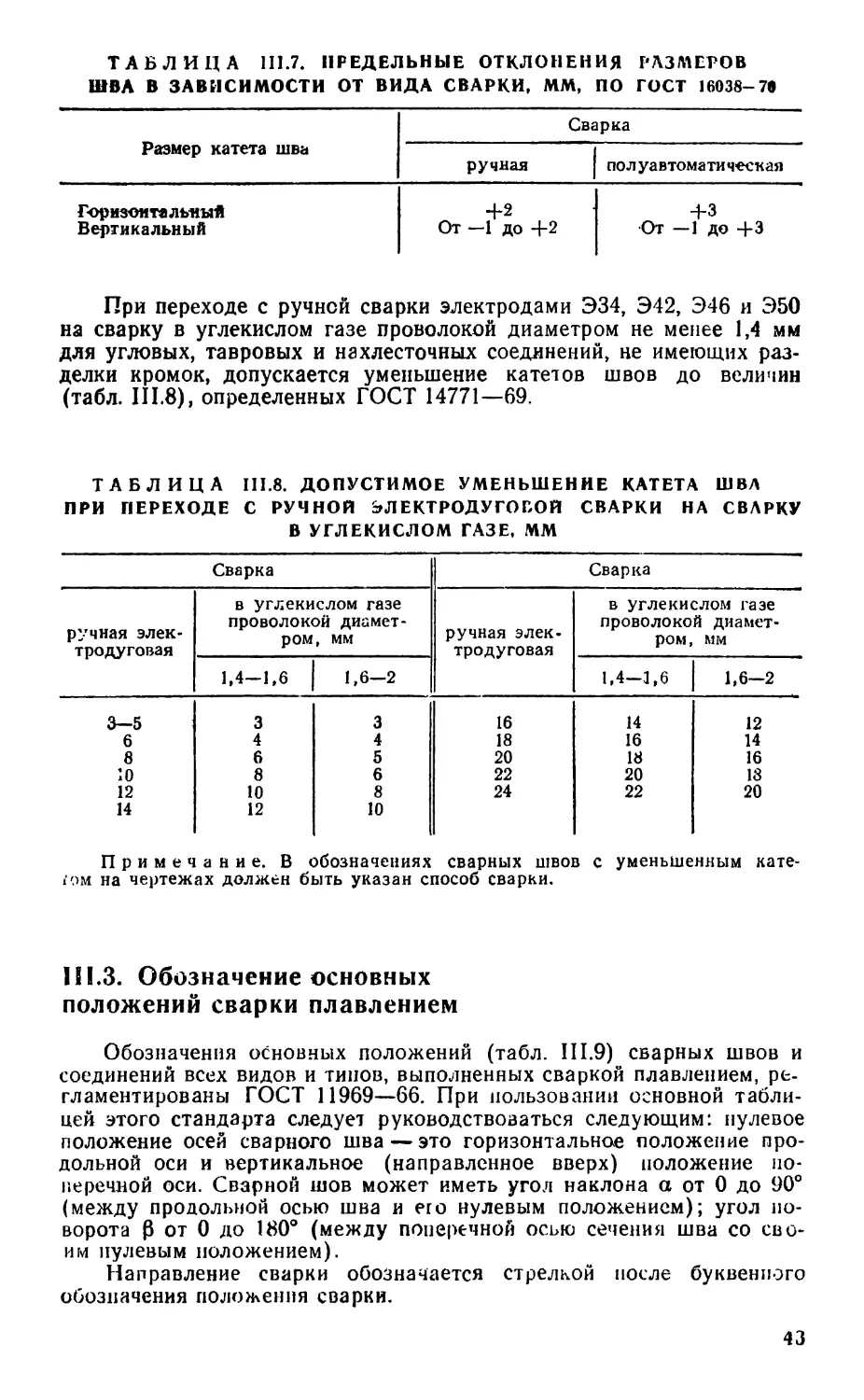
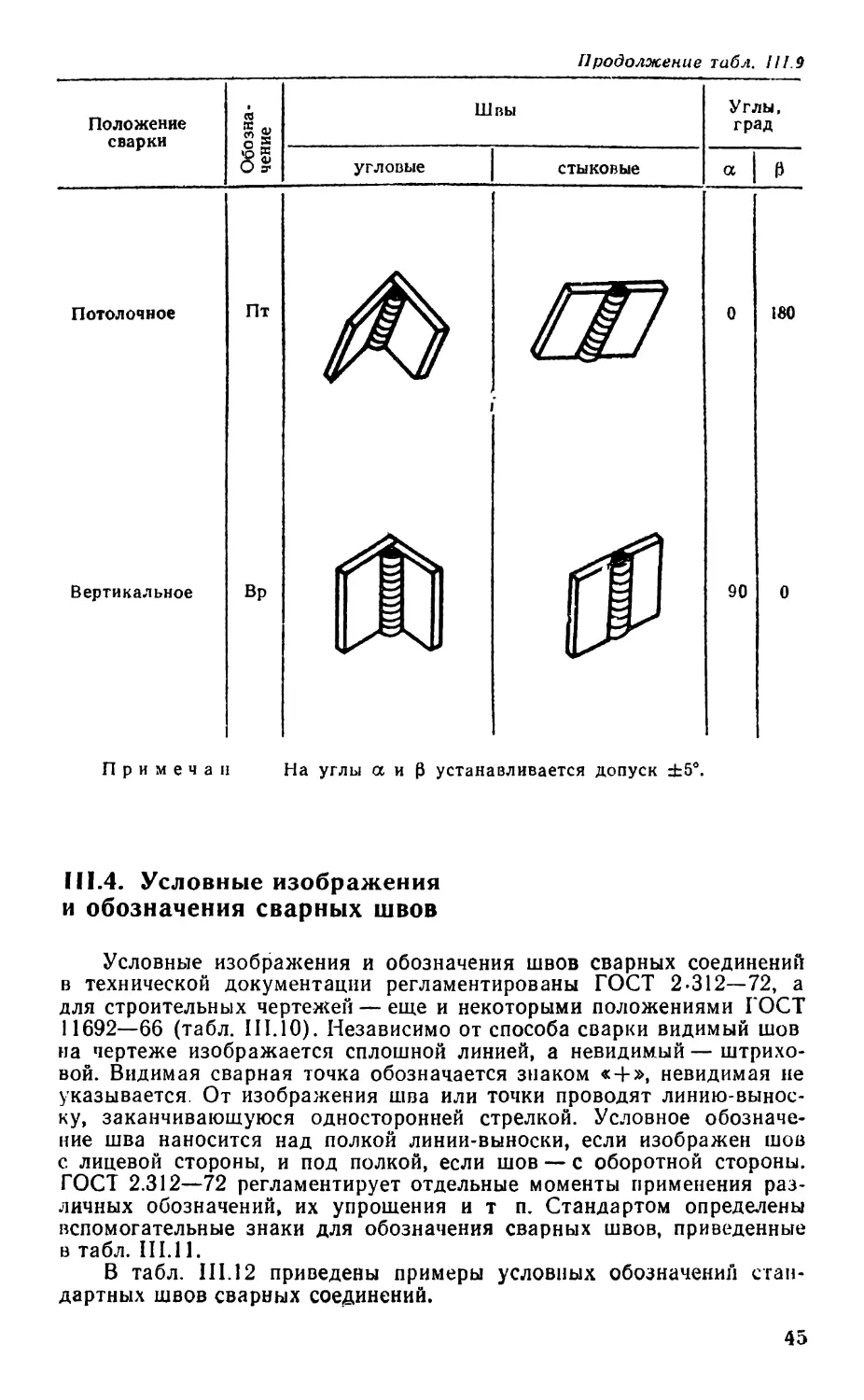
точки максимального проплавления в ме¬
сте сопряжения свариваемых частей на
гипотенузу наибольшего вписанного во
внешнюю часть углового шва прямо¬
угольного треугольника
Кратчайшее расстояние от поверхности
одной из свариваемых частей до границы
углового шва на поверхности второй сва¬
риваемой части
Переходящий через зазор катет наи¬
большего прямоугольного треугольника,
вписанного во внешнюю часть углового
шва. При симметри-гиом шве за расчетный
катет принимается любой из равных ка¬
тетов, при несимметричном шве — меньший
35
111.2. Основные типы швов
и сварных соединений;
конструктивные элементы
Приведенные ниже (табл. III.2) стандарты устанавливают основ¬
ные типы сварных соединений; в них приведены характеристики и
взаимосвязь вида соединения, формы подготовительных кромок, ха¬
рактера выполненного шва, формы поперечного сечения кромок и
шва, пределы толщин свариваемых деталей, а также условные обо¬
значения способа сварки и шва сварного соединения. Примеры таких
характеристик даны в табл. III.3.
ТАБЛИЦА III.2. ОБЛАСТЬ ПРИМЕНЕНИЯ ГОСТа НА СВАРНЫЕ
СОЕДИНЕНИЯ И ШВЫ
гост
Область действия
5264—69
Швы сварных соединений из углеродистых и низколегирован¬
ных сталей, выполняемые ручной электродуговой сваркой ме¬
таллическим плавящимся электродом во всех пространственных
положениях. Стандарт не распространяется на швы сварных
соединений труб и швы, выполняемые методом сварки глубо¬
кого проплавлення
11534—75
Сварные соединения из углеродистых и низколегированных
сталей, выполняемые ручной дуговой сваркой плавящимся
электродом во всех пространственных положениях при толщине
свариваемого металла до 60 мм включительно с расположением
свариваемых деталей под острыми и тупыми углами
8713—70
Швы сварных соединений из углеродистых и низколегирован¬
ных сталей, выполняемые автоматической или полуавтоматиче¬
ской сваркой под флюсом
11533—75
Сварные соединения из углеродистых и низколегированных
сталей, выполняемые автоматической и полуавтоматической
сваркой под флюсом с расположением свариваемых деталей
под острыми и тупыми углами
14771-69
Швы сварных соединений из сталей, выполняемые сваркой в
защитных газах. Стандарт не распространяется на сварные
соединения труб
15164—69
Швы сварных соединений, выполняемые электрошлаковой
сваркой в конструкциях из низкоуглеродистой, низколегиро¬
ванной и легированной сталей
15878—70
Расчетные сварные соединения конструкции из низкоуглеро-
.диетой и низколегированной стали, выполняемые контактной
электросваркой. Стандарт не устанавливает основные типы и
конструктивные элементы сварных соединений, выполняемых
контактной Т-образной электросваркой
14776—69
Швы 'злектрозаклепочных сварных соединений конструкций
из углеродистой и низколегированной стали, выполняемые пла¬
вящимся электродом под флюсом (без подачи электрода), в уг¬
лекислом газе (с подачей электрода) и в аргоне (Плавящимся
и неплавящимся электродом)
3 ь
Продолжение табл. 111.2
ГОСТ
Область действия
16037—70
16038—70
14806-69
16098-70
14098-68
19292—73
19293—73
19249-73
Швы сварных соединений трубопроводов из сталей марок
БСт2сп, БСтЗсп, СтЗ, БСт4сп, Ст4 по ГОСТ 380—71, сталей ма¬
рок 10, 20, 25 по ГОСТ 1050—60*, марки 15ХМ по ГОСТ 4543—71
и марки 12МХ по ГОСТ 10500—63*, выполняемые при сварке
способами, установленными в стандарте, и из сталей марки
15Х1М1Ф по техническим условиям, утвержденным в уста¬
новленном порядке, и марки 16ГС по ГОСТ 5058—65 при руч¬
ной электродуговой и комбинированной сварке
Швы сварных соединений трубопроводов из меди марки МЗр
по ГОСТ 859—66 и медно-никелевого сплава марки МНЖ5 1,
осуществляемые по техническим условиям, утвержденным в ус¬
тановленном порядке
Швы сварных соединений конструкций из алюминия и алюми¬
ниевых деформируемых термически неупрочняемых сплавов при
толщине кромок свариваемых деталей от 0,8 до 60 мм включи¬
тельно
Швы сварных соединений из двухслойной коррозионностой¬
кой стали по ГОСТ 10885—75, выполняемые электродуговой и
электрошлаковой сваркой
Сварные соединения, выполняемые с помощью контактной или
дуговой ванной сварки в инвентарных формах при изготовле¬
нии ненапрягаемой арматуры железобетонных изделий и кон¬
струкций, а также при монтаже арматуры монолитного желе¬
зобетона и сборных железобетонных конструкций
Сварные соединения, выполняемые контактной или автомати¬
ческой сваркой плавлением на закладных деталях, предназна¬
чаемых для железобетонных конструкций
Сварные стыковые соединения стержней, предназначаемых
для армирования предварительно напряженных железобетон¬
ных изделий и конструкций, выполняемые контактной или
плавлением (дуговой) сваркой
Паяные соединения
* ГОСТ 1050—60 заменен на ГОСТ 1050—74; ГОСТ 10500—63 для стали
12МХ заменен на ГОСТ 20072—74.
Стандартами регламентированы конструктивные элементы подго¬
товленных кромок свариваемых деталей, их размеры, размеры выпол¬
ненных швов и предельные отклонения по ним. Так, ГОСТ 5264—69
определяет для каждого типа сварного шва, имеющего собственное
условное обозначение, предельные толщины свариваемых изделий, ве¬
личины и предельные отклонения зазора b, ширины е и высоты q
усиления шва, катетов швов, углов скоса кромок, величины притуп¬
ления с, радиусы галтелей (закруглений), шаг прерывистых швов и
др. Такие же параметры определяются ГОСТ 8713—70, 14771—69,
16098—70, 14806—69, 14776—69, 16037—70, 16038-70. ГОСТ
15164—69 регламентирует, кроме некоторых из вышеуказанных вели¬
чин, еше ширину m и высоту п подкладки, а ГОСТ 16037—70 и ГОСТ
16038—70— предельные отклонения по толщине стенки свариваемых
труб.
37
ТАБЛИЦА III.3. НЕКОТОРЫЕ ОСНОВНЫЕ ТИПЫ ШВОВ СВАРНЫХ СОЕДИНЕННА
Форма поперечного сечения
Обоз¬
Пределы
Условное
обозначе¬
Вид соеди¬
нения
Форма подготов¬
ленных кромок
Характер выпол¬
ненного шва
подготовленных
кромок
выполненного шва
начение
способа
сварки
толщин
сваривае¬
мых дета¬
лей, мм
ние шва
сварного
соедине¬
ния
По ГОСТ 5264—69
Стыковое
Со скосом двух
кромок
Двусторонний
-
3—50
Угловое
Без скоса кро¬
ток
Односторонний
г
-
1—30
Тавровое
1
С двумя сим¬
метричными ско¬
сами одной
кромки
Двусторонний
1
д
-
12—100
По ГОСТ 8713—70
Стыковое
Со скосом дву\
Двусторонний с
Апк
14-30
кромок
предварительной
Ппк
подваркой корня
шва
Внахлестку
Стыковое
Тавровое
Стыкоеос
Без скоса кро¬
мок
Со скосом од¬
ной кромки
Без скоса кро¬
мок
То же
Двусторонний
Односторонний
замковый
Односторонний
По ГОСТ 14771-89
По ГОСТ 15164-69
т\\ш
А
1—20
П
ИНп
3—10
ИП
3—10
УП
8—30
ИНп
1—5
ИП
2—40
УП
2—40
шэ
16—500
шм
Не менее
300
шп
30-80J
<St
О
Вид соеди¬
нения
Угловое
Форма подготов¬
ленных кромок
Со скосом
мок
кро-
Ларактер выпол¬
ненного шва
Тавровое
Со скосом од¬
ной кромки по
ломаной линии и
снятием плаки¬
рующего слоя
Двусторонний
Внахлестку
Однорядный
отбортовков
Продолжение гав л. TtJ.S
Форма поперечного сечения
Обоз¬
начение
способа
сварки
Пределы
толщин
сваривае¬
мых дета¬
лей» мм
Условное
обозначе¬
ние ШРЯ
сварного
соедине¬
ния
подготовленных
кромок
выполненного шва
«л
ШЭ
16—500
Ечг
ШМ
Не менее
i
30
)
По ГОСТ 16098—70
При сварке встык листов
(деталей) неодинаковой тол¬
щины без выполнения скоса на
толстом листе допустимая наи¬
большая разность толщин сты¬
куемых листов приводится в
табл. II 1.4. В этом случае кром¬
ки под сварку подготавливают
так же, как для листов одина¬
ковой толщины. Конструктив¬
ные элементы подготовленных
кромок и размеры выполненно¬
го шва сварного соединения
выбирают по большей толщи¬
не Si.
При разности толщин сты¬
куемых листов, превышающей
пределы, указанные в табл.
II 1.4, делается скос на толстом
листе с одной или с обеих сто¬
рон на длине L в соответствии
с табл. III.5.
При сварке конструкций и
изделий (за исключением труб)
для стыковых соединений до¬
пускаются по ГОСТ 5264—69,
ГОСТ 8713—70, ГОСТ 14771—
69 следующие смещения свари¬
ваемых кромок относительно
друг друга:
«л 1ш1ш,ип элехпспluu ди i 1*1 их . . 0,5 ММ
» » * ОТ 4 ДО 10 ММ 1 »
» » * более 10 мм 0,1S мм, но не
более 3 мм
ТАБЛИЦА III.5. ВЕЛИЧИНА СКОСА ТОЛСТОГО ЛИСТА
ПРИ СТЫКОВОМ СОЕДИНЕНИИ ЕГО С ТОНКИМ
ГОСТ
Односторонний гкос
Двусторонний скос
t~t ч
-ГИ22з1^Ж<
5264—69
8713—70,
14771—69
14806—69
16098—70
L = S,-S
Z.-5(S,— S)
L —5(Sj—S) со стороны основ
иого слоя до толщины ТОНКО'о
листа S
L-2,5(S,—S)
L=2,5(S,—S)
£-2,5(S,—2>)+?
41
ТАБЛИЦА III.4. ДОПУСТИМАЯ
НАИБОЛЬШАЯ РАЗНОСТЬ ТОЛЩИН
СТЫКУЕМЫХ ЛИСТОВ,
СВАРИВАЕМЫХ БЕЗ СКОСА КРОМОК
ГОСТ
Толщина
тонкого
листа, мм
Максимальная
разность тол¬
щин
5264—69
До 3
4—8
9—11
12—25
>25
0,7 S
0,6 S
0,4 S
5 мм
7 »
8713—70
2—3
4—30
32-40
>40
14806—69
0,84
5—10
12—25
26—54
0,5
1,2
2
3
16098—70
4—7
8-20
22—36
>40
Примечания: I. Буквой S
обозначена толщина тонкого листа,
мм.
2. По ГОСТ 14771—69 разрешается
не делать скос при разности толщин
стыкуемых листов до 30% S, но не бо¬
лее 5 мм.
ппа Tnniimu апоиритпп пл d мм
Такие же смещения свариваемых кромок по ГОСТ 16098—70 Со¬
ставляют до 10% толщины листа, но не более 3 мм со стороны основ¬
ного слоя и не более 0,5 толщины плакирующего слоя.
За катет шва К (рис. III.1) принимается меньший катет вписан¬
ного в сечение шва сварного соединения неравнобедренного или ка¬
тет равнобедренного треугольника. Швы могут иметь усиление (вы¬
пуклость) g или вогнутость Дг допускаемые величины которых при¬
ведены в табл. II 1.6.
Рис. III.1. Катеты, выпуклость (усиление) и вогнутость углового шва
ТАБЛИЦА Ш.6. ДОПУСТИМЫЕ ВЕЛИЧИНЫ ВЫПУКЛОСТИ
И ВОГНУТОСТИ СВАРНЫХ ШВОВ
гост
Выпуклость (усиление) g
Вогнутость Д
5264—69,
14806—69,
16037—70,
16038—70
Не более 2 мм для швов, вы¬
полненных в нижнем простран¬
ственном положении
Не более 3 мм для других
положений
Не более 3 мм для швов,
выполненных, л любых про¬
странственных положениях
8713—70,
16098-70
До 1 мм при К<5 мм
» 2 * » К~о—10 мм
* 3 » * /С> 10 мм
Не более 3 мм
14771-69
0,3 К, но не более 3 мм
-
ГОСТ 5264—69 допускает увеличение предельных отклонений
усиления шва, выполняемого в горизонтальном, вертикальном и пото¬
лочном положениях на 1 мм для 5 не более 26 мм и на 2 мм при
большем значении S.
Ниже приведены предельные отклонения катетов швов К от но¬
минальных размеров.
Размер катета, мм
Меньше 6 . . .
Больше или равен 6
Меньше Ь
» 12
Больше 12
Предельное
отклонение, мм
±1
—1; 4-2
+2 'j
4-3 I ГОСТ 16037—70
ГОСТ 8713—70
В табл. II 1.7 даны предельные отклонения размеров катета иша.
42
ТАБЛИЦА 111.7. ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ РАЗМЕРОВ
ШВА В ЗАВИСИМОСТИ ОТ ВИДА СВАРКИ, ММ, ПО ГОСТ 16038-76
Сварка
Размер катета шва
ручная
полуавтоматическая
Горизонте льный
+з
Вертикальный
От —1 до +2
От —1 до 4-3
При переходе с ручней сварки электродами Э34, Э42, Э46 и Э50
на сварку в углекислом газе проволокой диаметром не менее 1,4 мм
для угловых, тавровых и нахлесточных соединений, не имеющих раз¬
делки кромок, допускается уменьшение катетов швов до величин
(табл. II 1.8), определенных ГОСТ 14771—69.
ТАБЛИЦА III.8. ДОПУСТИМОЕ УМЕНЬШЕНИЕ КАТЕТА ШВА
ПРИ ПЕРЕХОДЕ С РУЧНОЙ ЭЛЕКТРОДУГОСОЙ СВАРКИ НА СВАРКУ
В УГЛЕКИСЛОМ ГАЗЕ, ММ
Сварка I
Сварка
ручная элек-
тродуговая
в углекислом газе
проволокой диамет¬
ром, мм
ручная элек-
тродуговая
в углекислом газе
проволокой диамет¬
ром, мм
1,4—1,6 |
1,6-2 1
1,4—1,6
1,6-2
3-5
3
3
16
14
12
6
4
4
18
16
14
8
6
5
20
18
16
10
8
6
22
20
18
12
10
8
24
22
20
14
12
10
Примечание. В обозначениях сварных швов с уменьшенным кате¬
ром на чертежах должен быть указан способ сварки.
Ш.З. Обозначение основных
положений сварки плавлением
Обозначения основных положений (табл. 1II.9) сварных швов и
соединений всех видов и типов, выполненных сваркой плавлением, ре¬
гламентированы ГОСТ 11969—66. При пользовании основной табли¬
цей этого стандарта следует руководствоваться следующим: нулевое
положение осей сварного шва — это горизонтальное положение про¬
дольной оси и вертикальное (направленное вверх) положение по¬
перечной оси. Сварной шов может иметь угол наклона а от 0 до 90°
(между продольной осью шва и его нулевым положением); угол по¬
ворота Р от 0 до 180° (между поперечной осью сечения шва со сво¬
им нулевым положением).
Направление сварки обозначается стрелкой после буквенного
обозначения положения сварки.
43
ТАБЛИЦА III.9. ОБОЗНАЧЕНИЯ ОСНОВНЫХ ПОЛОЖЕНИЙ СВАРКИ
ПЛАВЛЕНИЕМ
Положение
сварки
я
53 D
S *
Швы
Углы,
град
о 5Р.
1
угловые
1 стыковые
а 1
! р
Нижнее
Л/1
«в лодочку»
Нл
NT
0
0
угловое
Ну
-
У
43
стыковое
Не
-
о-
0
Г оризонталь-
ное
Гр
0
0
90
Полупотолоч-
иое
ППт
0
135
44
Продолжение табл. 111.9
Примечал На углы а и Р устанавливается допуск ±5°.
II 1.4. Условные изображения
и обозначения сварных швов
Условные изображения и обозначения швов сварных соединений
в технической документации регламентированы ГОСТ 2-312—72, а
для строительных чертежей — еще и некоторыми положениями ГОСТ
11692—66 (табл. III.10). Независимо от способа сварки видимый шов
на чертеже изображается сплошной линией, а невидимый — штрихо¬
вой. Видимая сварная точка обозначается знаком « + », невидимая не
указывается. От изображения шва или точки проводят линию-вынос¬
ку, заканчивающуюся односторонней стрелкой. Условное обозначе¬
ние шва наносится над полкой линии-выноски, если изображен шов
с лицевой стороны, и под полкой, если шов — с оборотной стороны.
ГОСТ 2.312—72 регламентирует отдельные моменты применения раз¬
личных обозначений, их упрощения и т п. Стандартом определены
вспомогательные знаки для обозначения сварных швов, приведенные
в табл. III.11.
В табл. III. 12 приведены примеры условных обозначений стан¬
дартных швов сварных соединений.
45
ТАБЛИЦА ШЛО. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ В СТРОИТЕЛЬНЫХ ЧЕРТЕЖАХ ПО ГОСТ 11692-66
Заводской шов
Монтажный шоп
Вид шва и сварного соединения
с лицевой стороны
(видимый)
с оборотной стороны
(невидимый)
ицевой стороны
(видимый)
с оборотной стороны
(невидимый)
Сплошной шов соединения:
W УГ УУ V/ У/ V/
7V7V 7wv 7w\
углового, таврового или нахлесточного
Прерывистый шов углового, таврового
■ 11111111 ■ 111111111
ШЦ
ХХХХХ^,
* у ж у V
1 1 1 1 1 Min
X X У XXX
«Mate мвв шм
JL& JU.
или нахлесточного соединения
шиив
Условные обозначения точечного шва нахлесточного соединения,
электрозаклепочного соединения (с круглым отверстием) и выносная
линия для надписи по ГОСТ 11692—66 показаны ниже.
Точечный шов нахлесточного сварного со- ^/фу- -Уфу— -Уфу*»
единения
Электрозаклепочное соединение
Оформление выносной линии для надпи¬
си при обозначении шва сварного соеди¬
нения:
с лицевой стороны (видимого)
с оборотной стороны (невидимого)
двустороннего
Г
Г
^СсОеих с тора ft
ТАБЛИЦА III.lt. ВСПОМОГАТЕЛЬНЫЕ ЗНАКИ ДЛЯ ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ
В спомогательный
знак
Значение вспомогательного знака
Расположение вспомогательного знака относи¬
тельно полки линии-выноски, проведенной от
изображения шва
с лицевой стороны
(видимой)
с оборотной стороны
(невидимой)
_Q_
Усиление шва снять
-Д-
/
Г*
Наплывы и неровности шва обработать с плавным
иереходом к основному металлу
Г
1
Шов выполнить при монтаже изделия, т. е. при уста
новке его по монтажному чертежу на месте применения
?-
/
Шов прерывистый или точечный с цепным расположе
нием. Угол наклона линии -60°
/
/
/'
Z
Шов прерывистый или точечный с шахматным рас
жением
N
\
П~
О
Шов по замкнутой линии. Диаметр знака от 3 до 5 мм
л—
Шов по незамкнутой линии. Знак применяют, если рас¬
положение шва ясно из чертежа
1=3
г
J ZZJ
Примечание. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой ведут свар¬
ку; двустороннего шва с несимметрично подготовленными кромками — сторону, с которой накладывают основной шов, и двусто¬
роннего шва с симметричной подготовкой кромок — любую сторону.
ТАБЛИЦА III.12. ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИИ ШВОВ
Условное обозначение швг,
изображенного на чертеже
Характеристика шва
Форма поперечного
сечения шва
с лицевой стороны (види¬
мой)
С оборотной стороны (неви¬
димой)
Шов стыкового соединения со скосом
двух кромок, двусторонний, выполняемый
электродуговой ручной сваркой при мон¬
таже изделия. Усиление снято с лицевой
стороны. Шероховатость лицевой поверх¬
ности шва R9
=20
Шов углового соединения со скосом кро¬
мок осуществляемый электрошлаковой
сваркой плавящимся мундштуком. Катет
шза 48 мм
Однорядный точечный шов нахлесточно¬
го соединения с отбортовкой, выполняемый
контактной точечной электросваркой, Рас¬
четный диаметр точки 5 мм
1Г
-W-C18Q. Rg 20
ГОСТ15878-70-Н2-КГ -5
Глава IV. ОСНОВЫ РАСЧЕТА СВАРНЫХ КОНСТРУКЦИЙ
СВАРОЧНЫЕ НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ
IV.1. Концентрация напряжений
в сварных соединениях
Стыковые швы. Концентрация нормальных напряжений возникает
от искажений формы поперечного сечения, вызванных сваркой (рис.
IV.1). Чем больше смещение сварного сечения относительно ней¬
тральной оси, по которой действует усилие, чем резче переход от уси¬
ления шва к основному металлу (радиус R), тем выше теоретический
коэффициент концентрации напряжений.
Наибольшая концентрация напряжений имеет место в области
перехода от сечения пластины к сечению шва.
Концентрацию напряжений в стыковых швах снижают до К= 1,
устраняя изменения формы и размеров поперечного сечения в зоне
сварных швов. Этого можно достигнуть снятием излишков металла в
зоне усиления и корня шва (фрезерованием, шлифованием, срезкой
и т. д.) или пластическим деформированием, которое осуществляется
заглаживанием выпуклостей (усиления и проплава) прокаткой свар¬
ных швов или проковкой пневматическими ручными машинами типа
отбойного молотка.
Лобовые швы. Концентрация напряжений возникает от смеще¬
ния линии действия усилия при переходе с одной детали на другую.
На рис. IV.2 приведены эпюры нормальных or, Gq и касательных
Ттах напряжений. Напряжение Ттах определяется по формуле
где при р=45с
Здесь а—среднее напряжение в листе;
h — катет шва.
Наибольший теоретический коэффициент концентрации напряже¬
ний при Р = 45° составляет /С=3,32.
Величина К зависит от очертания шва (рис. IV.3). Особенно бла¬
гоприятным является профиль шва Е (рис. IV.3).
При соединении внахлестку распределение усилий одинаково
только в швах одного и того же очертания при равной толщине де¬
талей (рис. IV.4). При увеличении Толщины s хотя бы одной из де¬
талей коэффициент концентрации напряжений снижается в обоих
сварных швах. Отношение усилий в деталях (рис. IV.4, а) Р\ и Рг
связано с толщинами деталей s4 и s2 и длиной нахлестки / следую¬
щим соотношением:
(IV. 1)
s2 — Si 0,66/
(IV.2)
st 0,66/ + 2s2
Отношение Pi/Pz в безразмерных параметрах приведено в
табл. IV.1.
K=tf-2,2
Рис. IV.1. Распределение напряже¬
ний в стыковом шве. Пунктиром
показано очертание сварного шва.
соответствующее большему значе*
яию теоретического коэффициента
концентрации напряжений
Рис. IV.2. Распределение напряжений в лобовом шве при (5 = 45°
а — шов и элемент dF; б—г — эпюры соответственно а.» а/л* [
Г у шах
52
ТАБЛИЦА
IV.1. ОТНОШЕНИЕ УСИЛИЙ Р,/Р2, ПРИЛОЖЕННЫХ,
КАК ПОКАЗАНО НА РИС. IV.4, а
\ tfl
sjl
6i/$l
0,05
0,1
0,3
0,5
0,7
0,9
1
2
3
5
1
0,9
1
1,09
1
1,08
1
1,05
1
1,04
1
1,03
1
1,03
1
1,02
1
1,01
1
1,01
1
1,01
0,8
1,17
1,15
1,1
1,08
1,06
1,05
1,05
1,03
1,02
1,01
0,7
1,26
1,23
1,16
1,12
1,1
1,08
1,07
1,04
1,03
1,02
0,6
1,35
1,31
1,21
1,16
1,13
Ы1
1,1
1,06
1,04
1,03
0,5
1,43
1,38
1,26
1,2
1,16
1,13
1,12
1,07
1,05
1,03
0,4
1,52
1,46
1,31
1,24
1,19
1,16
1,15
1,08
1,06
1,04
0,3
1,61
1,54
1,37
1,28
1,22
1,19
1,17
1.1
1,07
1,04
0,2
1*7
1,61
1,42
1,32
1,26
1,21
1,2
1,11
1,08
1,05
0,1
1,78
1,69
1,47
1,36
1,29
1,24
1,22
1,13
1,09
1,06
0,05
1,82
1,73
1,5
1,38
1,3
1,25
1,23
1,13
1,09
1,06
о I Д
Л' -dtf А
111Г
1,6 0,75
0f66T 0J9V
Рис. &V.3. Коэффициенты концентрации напряжений х в зависимости от очер¬
таний лобовых швов
а - вид соединения; 6 — очертание швов и коэффициенты концентрации на-
пряжений
mm
i
Рис. IV.4. Сварные нахлесточные соединения с двумя лобовыми швами
а, б — схемы приложения усилий
В случае приложения усилий по схеме, показанной на рис. ХУЛ,6:
Pi 1,32/ So
Концентрацию напряжений можно снизить, увеличивая толщину
одной из деталей, в частности устанавливая накладки при соединении
двух деталей через третью, выбирая рациональное очертание шва,
увеличивая длину нахлестки.
Фланговые швы. Максимальное усилие qx во фланговом шве на
единицу длины при равных сечениях деталей определяется соотно¬
шением (рис. IV.5)
qx = aP/4ctha/. (IV.4)
При условии
= 0,6[a]p; a = \/ J£;G = 0,38£
V EF
теоретический коэффициент концентрации напряжений во фланго¬
вом шве
/(=0,57 -I/ J-,
V 0,7h
(IV.5)
где / — длина шва.
В табл. IV.2 приведены наибольшие усилия, действующие во
фланговых швах.
При неравновеликих площадях F\ и F2 свариваемых элементов
(см. рис. IV.5)
Я х~~
аР (Fj + F2)chal
2 (Fx+F2) shal
(IV.6)
a)
Рис. IV.5. Распределение усилий о соединении с фланговыми швами
а— общий вид соединения; б, в —* распределение q хпо длине шва
сгвенно при и Fi<Fi
54
ГДе
Здесь G и Е -
2Q(F1 + Ft)
EF\ F2
■ модули упругости второго и первого рода.
Теоретический коэффициент концентрации напряжений К зави¬
сит от отношения ширины более узкой детали b к длине нахлестки
/. Например (см. рис. IV.5), при отношении Ь/l = 0,2 /С = 1,45; при
Ы1= I К=2,01; при ЬЦ = 2 /С = 3,37 и при ЬЦ = 4 /(=6,61.
Таким образом, концентрация напряжений тем выше, чем коро¬
че швы и чем больше ширина одного из листов.
ТАБЛИЦА IV.2. МАКСИМАЛЬНЫЕ УСИЛИЯ ВО ФЛАНГОВЫХ ШВАХ
В ЗАВИСИМОСТИ ОТ ДЛИНЫ ШВА I И ПАРАМЕТРА а
(ДЕЙСТВУЮЩЕЕ УСЛОВНОЕ УСИЛИЕ Р=1)
1
мм
а, м м А
10
30
50
80 |
100
150
0,001
0,25
0,083
0,05
0,031
0,025
0,017
0,003
0,25
0,083
0,05
0,031
0,026
0,018
0,005
0,25
0,083
0,05
0,033
0,027
0,02
0,007
0,25
0,083
0,051
0,034
0,029
0,022
0,01
0,253
0,086
0,054
0,038
0,033
0,028
Применение соединений с лобовыми и фланговыми швами од¬
новременно позволяет выравнять напряжение по ширине листов,
значительно снизить коэффициент концентрации напряжений.
Шовные соединения. Концентрация напряжений возникает
вследствие неравномерного распределения напряжений в зоне шва
по толщине деталей и изгиба деталей при растяжении. Приближен¬
но К определяется следующей формулой:
К = 2,3 -г~ ctftl • 3
1 +
Зор
Е
где s — толщина детали;
b — ширина шовного соединения.
С увеличением напряжения растяжения о0 теоретический коэф
фиииснт концентрации напряжений уменьшается (табл. IV.3).
ТАБЛИЦА IV.3. КОЭФФИЦИЕНТЫ
КОНЦЕНТРАЦИИ НАПРЯЖЕНИЙ
В ШОВНЫХ СВАРНЫХ СОЕДИНЕНИЯХ
s/b
OJE
10—3
5- 1Э~3
10 2
5-10—3
0,7
4,53
4,3
4,16
3,68
0,5
4,11
3,82
3,64
3,1
0,3
3,69
3,28
3,05
2,46
0,1
2,94
2,35
2,1
1,62
0,05
2,2
1,64
1,44
1Л1
55
Точечные соединения. Концентрация напряжений возникает й
результате сгущения силовых линий в зоне точки (рис. IV.6, а) и в
результате изгиба (рис. IV.6, в, г). Приближенно К находят по фор¬
муле
K = 0,38 + 0,62f/d-f — (IV.7)
X+d/sVZaJE
В многорядных соединениях усилия между точками распреде¬
лены неравномерно. В табл. IV.4 приведены значения усилий, прихо-
Т А БЛИЦА IV.4. УСИЛИЯ В МНОГОТОЧЕЧНЫХ
СВАРНЫХ СОЕДИНЕНИЯХ
№ точки
Число
точек в продольном ряду
3
4
5
1
0,444 Р
0,436 Р
0,435 Р
2
0,112 Р
0,064 Р
0,058 Р
3
0,444 Р
0,064 Р
0,014 Р
4
0,4 36 Р
0,058 Р
5
—
—
0,435 Р
Рис. 1V.6. Точечное соединение
а — общий вид соединения; б, в — распределение усилий соответственно
в продольном сечении и по толщине элемента у точки; г — изгиб соединений;
д—ж —- многорядные соединения
.Р
ш.
1р
чр-
*
Рис. IV.7. Виды (а—г) нахлесточных соединений; д — расчетная схема к оп¬
ределению К
56
дящихся на каждую точку в трех-, четырех- и пятирядном швах
(рис. IV.6, д, е\ ж), подсчитанные при условиях /=3д, b*=3d.
Коэффициент концентрации напряжений в многорядном шве
можно снизить на 25—30%, располагая точки в разных рядах в
шахматном порядке.
Концентрация напряжений в соединениях на подкладке и двух¬
рядных. Соединения на подкладке могут быть одно- и двусторон¬
ними (рис. IV.7). Такие соединения могут выполняться с помощью
сварки плавлением с присадочным материалом (рис. 1V.7, а, б) и то¬
чечной электросваркой (рис. IV.7, в, г). Для случаев, показанных на
рис. IV.7,a,6, концентрация напряжений определяется как в лобо¬
вых швах.
В точечных соединениях коэффициент концентрации напряжений
зависит от взаимного расположения точек в рядах. При несмещен¬
ных точках коэффициент концентрации напряжений в опасных ме¬
стах 1 и 2 подкладки рассчитывается по формуле
(IV. 8)
где
ch Кп
А‘-‘~ shsh('-'>-
Коэффициент концентрации напряжений в соединениях со сме¬
щенными точками (т. е. поставленными на противоположных сторо¬
нах накладки в шахматном порядке) определяется следующим вы¬
ражением:
(IV.9)
причем значения А те же, что в предыдущей формуле.
За счет смещения точек снижаются максимальные напряжения
в местах концентрации на величину
ch (kn) sh \k (n +
Aa=apil- L_\ t±L.% (IV.10)
d* sh [k (/p + 2/i)J
где о — среднее растягивающее напряжение вне зоны концентрации;
— диаметр ядра сварной точки
При большой ширине подкладки смещение точек будет мало
сказываться на изменении коэффици¬
ента Кс.о по сравнению с /Се.о. ^
Для частных случаев коэффици- р я
енты концентрации напряжений /Сс.с, -—туг
г
/Се.в и К (для лобовых соединений) при- С
ведены в табл. IV.5.
В случае двурядных точечных
“““• аь."*
57
ТАБЛИЦА IV.5. КОЭФФИЦИЕНТЫ КОНЦЕНТРАЦИИ НАПРЯЖЕНИЯ
Длина подкладки
п, мм
tT, мм
«6.0
*сс
15
1,32
1,2о
1,22
20
1,79
1,6
1,42
30
2,91
2,37
2,2
10
4,21
3,28
3,08
1о
1,31
1,25
1.21
20
1,77
1,58
1,48
8
30
2,85
2,32
2,14
40
4,02
3,15
2,97
15
1,3
1,24
1.2
20
1,75
1,58
1,45
10
30
2,67
2,17
2,01
40
3,95
3,03
2,85
15
1,2«
1,23
1,19
20
1,73
1,53
1,41
12
30
2,55
2,12
1,93
40
3,77
2,91
2,72
в то время, как в однорядном шве
= • (IV .12)
т. е. снижение рабочих напряжений в двурядном точечном шве
(с нахлесточными точками) по сравнению с однорядным составляет
всего 26%.
IV.2. Основы расчетов
сварных соединений на прочность
Статическая прочность. При расчете по допускаемым напряже¬
ниям условие прочности имеет вид
<*<М,
где о — напряжение в опасном сечении элемента;
[а] — допускаемое напряжение, которое обычно составляет (0,6—0,8)от,
Условие прочности сварных швов в их опасном сечении опреде¬
ляется допускаемыми напряжениями на срез, а условие прочности
в сечении по основному металлу — допускаемыми напряжениями на
растяжение. Условие прочности в сечении по шву выражается сле¬
дующим образом:
Р= 1,4/Щт], (IV. 13)
где К и Ь— катет шва и ширина элемента;
Я—усилие, воспринимаемое сварным соединением;
[т] — допускаемое напряжение на срез.
Принимается [т]=0,7[о].
При условии равнопрочности соединения по отрыву и срезу
должно существовать соотношение
''“{77м=в- <1VU)
При расчете нахлесточных соединений условие прочности запи¬
сывается в виде
Р = 0,7/С 2 / [т], (IV. 15)
где 21 — суммарная длина швов.
Основные расчетные формулы для проверки прочности сварных
стыковых соединений при работе на изгиб те же, что и для про¬
верки прочности основных элементов, т. е.
<>=-£■< [О], (IV. 16)
где Af— изгибающий момент в сечении;
W— момент сопротивления соединяемого элемента в месте сопряжения
Соединения, выполненные впритык угловыми швами без пол¬
ного провара, рассчитываются по допускаемым напряжениям на
срез
М
т=-^7«[т], (IV. 17)
где W ' — момент сопротивления сечения по швам.
При действии па соединение кроме момента поперечной силы
касательные напряжения определяются от силы и момента, и проч¬
ность соединения проверяется для главных и суммарных напряже¬
ний. Например, в случае крепления ребра высотой h угловыми шва¬
ми напряжения равны
от изгибающего момента
т
=
от поперечпои силы
1 t4kh2
Q
1,4 kh'
суммарные
~=уГ т^ + тI < [т]. (IV. 18)
Поясные (связующие) швы изгибаемых элементов при наличии
поперечных сил нагружены касательными напряжениями
где Q— поперечная сила в сечении;
J — момент инерции сечения;
S — статический момент полки относительно оси, проходящей через центр
тяжести всего сечения; 1
k’ — суммарная расчетная толщина швов; для двух поясных швов ft'—
— 1,4 к.
При расчленении соединений на составляющие (рис. IV.9, а)
М ~ Л1верт
шва + МГОр. шва>
(IV.20)
т « - < [т]. (IV.2I)
0,7ka (h + k) + 0,7 —
6
Из формулы (IV.20) -определяются требуемая длина и катет шва.
При расчете по способу полярного момента инерции (рис.
IV.9, б)
М = \ xdFr. (IV.22)
F
Полярный момент инерции
Jv = Jz + Jy (IV.23)
Наибольшее напряжение
М
Тшах— . гтах» (IV. 24)
•'Р
1
Рис. IV.9. Схемы расчета по принципам
и полярного момента инерции (о)
расчленения на составляющие (а)
wmt
Ж g
Ч !
х' i
f
m
Рис. IV.Ю, Соединения (а—г), сваренные угловыми швами по периметру
60
Для сечений, приваренных по периметру (рис, IV. 10), работа¬
ющих на изгиб, касательные напряжения определяются по формуле
М
— момент сопротивления;
(IV. 25)
У max
/с — расчетный момент инерции периметра швов, составляющий
0,7 момента инерции сечения швов.
Для круглого поперечного сечения
d
У max = h Л.
Средние напряжения в швах от поперечной силы Q
Q Q
т«~ Рь -2-0,7khb
где FB — расчетная площадь вертикальных швов.
При расчете точечных соединений на основании общего расчета
конструкции определяется растягивающее усилие Q, по которому в
зависимости от допускаемых напряжений [а] устанавливается пло¬
щадь соединения F:
F = Q/[<t] . (IV. 28)
Число односрезных сварных точек получается из условия равнопроч-
(IV. 26)
(IV.27)
ности соединения, т. е.
4Q
nd2[T] *
(IV.29)
где [т] — допускаемое напряжение в сварной точке при срезе;
а — диаметр ядра точки.
При расчете сварной точки на отрыв расчетные нормальные на¬
пряжения ар не должны превышать 0,7 допускаемых напряжений
[а] сварного соединения:
4 Q
ар=^<0>7[а5-
(IV.30)
При совместном действии отрыва и среза определяется допуска¬
емое усилие на точку, которое должно быть не более 0,5 [Рср]:
Р= V Р%тр + Р2ср < [Рср] 0,5, (IV.31)
где Рср= [т] — допускаемое усилие при чистом срезе;
PQ7p и Рср—усилия отрыва и среза.
Соединение, сваренное в двух точках, работающее на изгиб
(рис. IV.11, а), рассчитывают, определяя усилие по формуле
Т= M/h с последующим вычислением напряжений среза.
61
Напряжения в точке, наиболее удаленной от нейтральной оси,
находят по формуле
Ш
^тах ^ i/тах» (IV .32)
nd2 2 у2
Напряжения, вызванные поперечной силой (рис. IV.11,б, в), вы¬
числяют из уравнения
4 Q
0 tind2
(IV.33)
где п — число точек в вертикальном ряду.
Стыковые сварные швы, работающие на изгиб и срез одновре¬
менно, рассчитываются из неравенства
V Т^М'-Т^г) <[а]' (,v,34)
где о— напряжение в шве от изгиба;
т— то же, от среза;
[ст| — допускаемое напряжение.
При расчете сварных балок на изгиб нормальные и касательные
напряжения находят из следующих выражений
М
QS
(IV. 35)
где Q— нагрузка;
5—статический момент сдвигающейся части сечения относительно ней¬
тральной оси;
J — момент инерции;
6— толщина стенки.
При расчете стенок балок должно выполняться следующее ус¬
ловие:
V 'Ta2+s%ii-T^)<iah
(iv. 36;
Рис. IV.11. Точен
ные соединения
работающие нг
О момент (в) и по
перечную сил]
(б, в)
62
где о — наибольшее краевое напряжение в стенке, вычисленное в предполо¬
жении упругой работы материала.
Напряжения а их определяются для одного и того же сечения
и загружения.
Угловые поясные швы в сварных балках рассчитываются по сле¬
дующим формулам:
при неподвижной нагрузке (распределенной и сосредоточенной)
'-гтТ<М: <IV'37’
при подвижной сосредоточенной нагрузке
т
где 0=1 — для однопроходной полуавтоматической и автоматической сварки;
fi=0,7 — для ручной сварки и многопроходной автоматической и полу¬
автоматической сварки;
Л—катет шва;
5П— статический момент пояса балки относительно нейтральной оси;
/2=1,5—для подкрановых балок в зданиях и сооружениях с тяжелым
режимом работы при кранах с жестким подвесом; для тех же
условий, но ipn кранах с гибким подвесом « = 1,3, для прочих
подкрановых балок я = 1,1;
Р — расчетный сосредоточенный груз, равный для подкрановых балок
расчетному давлению колеса крана без учета коэффициента дина¬
мичности;
z— условная длина распределения давления сосредоточенного груза.
При подвижной нагрузке
z=CprJJd, (IV.39)
где С—коэффициент (С=3,2 для сварных и прокатных балок);
Jn— сумма моментов инерции пояса балки и кранового рельса (при
приварке рельса швами, обеспечивающими совместную работу рель¬
са и пояса).
При непосредственном опирании на верхний пояс поперечной
прокатной балки или другой неподвижной конструкции
г = 6 +2/i, (IV ,40)
где Ь— ширина полки поперечной балки;
h — толщина верхнего пояса балки, если нижняя балка сварная.
Ниже приведены предельные прогибы изгибаемых балочных
конструкций.
Предельный
_ прогиб
Элементы конструкций D долях
от пролета
Подкрановые балки и фермы при кранах:
ручных 1/500
электрических грузоподъемностью, т:
до 50 1/600
50 и более . 1/750
Пути:
кран-балок . . , , . 1/500
монорельсовые ( . . » 1/400
63
Балки рабочих площадок промышленных зданий прр отсут¬
ствии рельсовых путей:
главные . » 1/400
прочие • • * 1/250
То же, при наличии путей колеи:
широкой 1 v « • 1/600
узкой . . . «.»»...«.»• 1/400
Балки междуэтажных перекрытий:
главные i г 1/400
прочие 1/250
Балки покрытий и чердачных перекрытий:
главные . 1/250
прогоны ..г*..,, 1/200
Элементы фахверка:
стойки, ригели 1/300
прогоны, остекления (в вертикальной и горизонтальной
плоскостях) 1/200
Устойчивость элементов конструкций. Устойчивость стенок ба¬
лок симметричного сечения, укрепленных поперечными ребрами же¬
сткости, проверяется по формуле
V (о/а„)г + (т/т0)а <1, (IV.41)
где
0о=*(т): (,V-42)
/ 0,95 \{Nb\
то = (! .25 —) (—) , (IV.43)
8десь Л7=102 — при размерности тс/см2;
N=10* — при размерности Па;
р. — отношение большей стороны участка стенки к меньшей;
й ~ меньшая сторона выделенного ребрами жесткости участка
стенки.
Коэффициент К для сварных балок принимается по табл. IV.6
в зависимости от величины у, равной
где 6П и 6П — ширина и толщина сжатого пояса балки;
С — величина, принимаемая по табл. IV.7.
ТАБЛИЦА IV.6. КОЭФФИЦИЕНТ К ДЛЯ СВАРНЫХ БАЛОК
V
<0,8
1
2
4
6
10
30
к
6,3
6,62
7
7,27
7,32
7,37
7,46
64
4 ТАБЛИЦА IV.7. ЗНАЧЕНИЯ С
Тип бплок
Условия работы сжатого пояса
С
Подкрановые балки
Рельсы не приварены
2
Рельсы приварены
оо
Прочие балки
При непрерывном опирании на
сжатый пояс жестких плит
оо
Примечание. Для подкрановых балок, где сосредоточенная нагрузка
приложена к растянутому поясу, при вычислении коэффициента К принимает¬
ся С=0,8.
Устойчивость центрально-сжатых элементов проверяется по
формуле
QApF^fo], (IV. 45)
где ф— коэффициент продольного изгиба, принимаемый по табл. IV.8, яв¬
ляющийся функцией наибольшей гибкости К;
— площадь сечения элемента.
ТАБЛИЦА IV 8. КОЭФФИЦИЕНТ ф ПРОДОЛЬНОГО ИЗГИБА
ЦЕНТРАЛЬНО-СЖАТЫХ ЭЛЕМЕНТОВ
Гибкость
элементов
Элементы из стали марок
Г ибкость
элементов
Элементы из стали марок
СтЗ, Ст4
lO
и
14Г2, 15ГС,
09Г2С,
1СГ2С1,
15ХСНД
ЮХСНД
СтЗ, Ст4
н
и
14Г2, 15ГС,
1 09Г2С
1 10Г2С1,
15ХСНД
ЮХСИД
0
1
1
1
1
120
0,45
0,37
0,33
0,31
10
0,99
0,98
0,98
0,98
130
0.4
0,32
0,29
0,27
20
0,97
0,96
0,95
0,95
140
0,36
0,28
0,25
0,23
30
0,95
0,93
0,92
0,92
150
0,32
0,25
0,23
0,2
40
0,92
0,89
0,89
0,88
160
0,29
0,23
0,21
0,18
50
0,89
0,85
0,84
0,82
170
0,26
0,21
0,19
0,16
60
0,86
0,8
0,78
0,77
180
0,23
0,19
0,17
0,14
70
0,81
0,74
0,71
0,68
190
0,21
0,17
0,15
0,12
80
0,75
0,67
0,63
0,59
200
0,19
0,15
0,13
0,11
90
0,69
0,59
0,54
0,5
210
0,17
0,14
0,12
0,1
100
0,6
0,5
0,46
0,43
220
0,16
0,13
0,11
0,09
НО
0,52
0,43
0,39
0,36
Примечание. Гибкость элементов Я,—//г, где I — расчетная длина
Элемента, г — радиус инерции сечения.
Для балок двоякосимметричного двутаврового сечения коэффи¬
циент для проверки общей устойчивости
Фб = <Р (“Т")2'03 • <1V46>
Значения <р принимаются по табл. IV.9 и IV. 10 в функции от
параметра а.
Для прокатных двутавров
(IV'471
где ^к—момент инерции при кручении;
I — расчетная длина балки.
Для сварных двутавров, составленных из трех листов, а так че
Клепаных двутавровых балок:
5—140
65
(IV. 48)
где для сварных балок:
б|, Ь — толщина и ширина пояса балки;
h — полная высота сечения балки, cf—0,5Л;
6— толщина стенки балки.
Составные элементы из уголков, швеллеров и т. д., соединен¬
ные через прокладки, рассчитывают как имеющие сплошную стен¬
ку. Расстояние / между прокладками не должно превышать для
сжатых элементов 40 г, для растянутых 80 г; г — здесь радиус
инерции уголка или швеллера относительно оси, параллельной пло¬
скости расположения прокладок.
В пределах сжатого элемента должно быть не менее двух про¬
кладок.
Прочность при переменных нагрузках определяется в том слу¬
чае, если характер нагрузок повторяется более 1000 раз.
При расчете по методу допускаемых напряжений
о=-у<у[о]. (IV.49)
ТАБЛИЦА IV.9. КОЭФФИЦИЕНТЫ ф ДЛЯ ДВУТАВРОВЫХ БАЛОК
а
Балки без закреплений в пролете,
имеющие нагрузку
Балки, имеющие
не менее двух проме*
жуточных закреп¬
лений верхнего
пояса, делящих
пролет на равные
части, независимо Of
места приложения
нагрузки
сосредоточенную,
приложенную к поясу
равномерно распре¬
деленную, прило¬
женную к поясу
верхнему
нижнему
верхнему |
нижнему
0,1
1,73
5
1,57
3,81
2,17
0,4
1.77
5*03
1.6
3,85
2,2
1
1,85
5,11
1,67
3,9
2,27
4
2,21
5,47
1,98
4,23
2,56
8
2,63
5,91
2,35
4,59
2,9
16
3,37
6,65
2,99
5,24
3,5
24
4,03
7,31
3,55
5,79
4
32
4,59
7,92
4,04
6,25
4,45
48
5,6
8,88
4,9
7,13
5,23
64
6,52
9,8
5,65
7,92
5,91
80
7,31
10,59
6,3
8,58
6,51
96
8,05
11,29
6,93
9,21
7,07
128
9,4
12,67
8,05
10,29
8,07
160
10,59
13,83
9,04
11,3
8,95
240
13,21
16,36
11,21
13,48
10,86
320
15,31
18,55
13,04
15,29
12,48
400
17,24
20,48
14,57
16,8
13,81
Примечание. При одном закреплении балки в середине пролета раз¬
личаются следующие случаи:
сосредоточенная сила приложена в середине пролета, тогда независимо
от уровня приложения ф=1,75ф*;
сосредоточенная сила в четверти пролета или равномерно распределенная
магрузка, приложенные к верхнему поясу, тогда ф=1,14ф*;
сосредоточенная сила приложена в четверти пролета к нижнему поясу,
при этом ф= 1,6 ф *;
равномерно распределенная по нижнему поясу нагрузка, тогда ф=1,3ф*.
Здесь под ф* понимается значение ф, взятое из последней графы табл. IV.9*
•6
ТАБЛИЦА IV.1Q. КОЭФФИЦИЕНТЫ <р ДЛЯ КОНСОЛЕЙ
ДВУТАВРОВОГО СЕЧЕНИЯ ПРИ СОСРЕДОТОЧЕННОЙ НАГРУЗКЕ,
ПРИЛОЖЕННОЙ К КОНЦУ консоли
a
Нагрузка приложена к поясу
Нагрузка приложена к поясу
верхнему |
нижнему
a
верхнему
| нижнему
4
1,57
6,52
16
3,6
7,5
6
1,98
6,7
24
4,5
8,1
8
2,32
6,87
32
5,3
8.6
10
2,67
7,03
40
5,9
9
12
3
7.19
100
9
12
14
3,3
7,35
Примечания: 1. Для сталей классов С44/29—С85/75 значения долж¬
ны быть умножены на отношение 2,1//?, где R, т/см2.
2. Г1ри_ равномерно распределенной нагрузке по верхнему поясу консоли
Ф-1,42 J^a.
При расчете по методу предельных состояний
— (IV. 50)'
F
где у =—^— коэффициент снижения разрушающих напряжений при перемен-
as
ной нагрузке;
р,— предел выносливости элементов конструкций, определяемый эк¬
спериментально при характеристике цикла г и концентраторе К.
Связь между пределами выносливости при различных циклах
выражается следующим образом:
2ст !
°ГЛ = p(1_,) + lKi +г) '
где — предел выносливости основного металла при г—1;
г — характеристика цикла;
р = — эффективный коэффициент концентрации;
°—
о — предел выносливости при характеристике цикла г
—1 ,А
центраторе К\
°_i
= коэффициент свойств материала;
ав
ав — предел прочности.
Для сталей г|? = 0,27—0,34.
Коэффициент у определяется но формуле
Y= (0,6р +0.2)-(0,6(5-0,2)/- < U
При Р= 1
Y== 1/(0,8 — 0,4г).
5*
(IV.51)
1 и
(IV. 52)
(IV. 53)
67
Для угловых швов и для основного металла у лобовых угловых
швов (без механической обработки) (5 = 3,
7= 1/(2 — 1,6г). (IV. 54)
Для основного металла без концентраторов напряжений
7= 1/(1 — 0,5г). (IV.55)
Для сварных стыковых соединений с механической обработкой
поверхности
У= 1/(1 — 0,6г). (IV.56)
Для сварных стыковых соединений, выполненных косым швом
без обработки поверхности:
у= 1/(1,3 — 0,8г). (IV.57)
IV.3. Особенности расчета сварных
трубопроводов, резервуаров и сосудов,
работающих под давлением
При расчете труб, штуцеров и коллекторов с отношением тол¬
щины стенки к наружному диаметру не более 0,2 номинальная тол¬
щина стенки должна быть
,IV-58»
где Р — внутреннее давление;
DH — наружный диаметр трубы;
п — минимальный коэффициент прочности элемента, ослабленного свар¬
ным швом;
С=0 26 - увеличение толщины, компенсирующее коррозию и возможное
уменьшение толщины по технологическим, монтажным и другим
соображениям проектирующих организаций-изготовителей, а также
увеличение толщины в местах швов труб и трубопроводов.
При расчете конических переходных участков сварных труб
pD
6=— г ЬС, (IV.59)
2n[a]cosa — р
где D — внутренний диаметр большей трубы;
a — угол конуса.
Допускаемое давление в коническом переходном участке
М-МУ (IV .60)
Толщина стенки сварных цилиндрических сосудов, изготавлива¬
емых из вальцованных или штампованных листов, определяется по
формуле
PD
6= —fz +С. (IV.61)
2п [а] — р
Для шаровых сосудов
б =7-77 + С. (IV.62)
4 п[о] — р
68
Допускаемое давление в изготовленном сосуде вычисляется по
формулам:
для цилиндрических сосудов
г 26 fa] п
|р|—о+Т: <IV'63’
для сферических сосудов
46 [а] п
W-D + 6- (IV‘64)
При расчете выпуклых днищ сосудов номинальная толщина
стенки получается из выражения
pD2
6= ТТ7Т+С» <IV*65>
8nh [a]
где h — высота выпуклой части днищ по внутренней поверхности.
Допускаемое давление в изготовленном выпуклом днище опре¬
деляют по формуле
Snhd [a]
"'-ода + й-
Толщина стенки плоского днища (крышки) глухого или имеюще¬
го центральное неукрепленное отверстие должна быть
6>iD/w {ПЛ7)
Где К — коэффициент, учитывающий особенности конструкции днища: для
днищ с отбортованными краями, привариваемыми к сосуду кольцевым швом.
/(“>0,35; для кованых днищ с цилиндрическим участком /(«0,35—0,45; для
плоских днищ, привариваемых к обечайке по всей толщине: с обеих сторон
/(*=0,5, с одной стороны К=0,6.
Значения коэффициента Ко принимаются следующими:
для днищ и крышек без ослаблений (штуцеров, отверстий)
/Со=1;
для днищ или крышек с отверстием диаметром d:
при d/D^ 0,35 /Со = 1—0,43;
при 0,35^d/D^0,75 /Со = 0,85.
Допускаемое давление для плоского днища с известными раз¬
мерами определяют в случае необходимости по формуле
1р,“@".[оЬ (IV,68)
Гладкие цилиндрические элементы, находящиеся под действием
бокового или всестороннего наружного давления, рассчитывают из
следующих условий:
0,005 < (б — C)/Dc < 0,2; DJL < 2;
а < 8%
по формулам
г 1 лп , / Ос ,
[р] = -^-£р;
(JV.70)
(IV.71)
где D^— средний диаметр;
L, LKр — длина расчетная и критическая;
а — овальность сечения оболочки;
\ — поправочный коэффициент, определяемый как наименьшее из двух
значений:
где Е — модуль упругости;
предел текучести.
При расчете вертикальных цилиндрических резервуаров толщина
листа вычисляется по формуле
где p=yh — давление, которое определяется на расстоянии 300 мм от ниж¬
ней кромки рассчитываемого пояса;
h — расстояние от расчетного уровня залива до низа рассматривае¬
мого пояса;
V — плотность жидкости;
Л — запас на коррозию и неравномерность толщины прокатного
Чем меньше давление р, тем тоньше листы пояса. Наименьшую
толщину пояса в резервуарах задают равной 4 мм. Поперечные швы
в резервуарах напряжены значительно меньше При определении
толщины стенок по методу предельных состояний допускаемое на¬
пряжение в сварном шве принимается
где [о]—расчетное сопротивление;
п — коэффициент условий работы, равный обычно 0,8;
т — коэффициент перегрузки: для гидростатического давления жидко¬
сти т=1,1; для избыточного давления газов и вакуума га = 1,2; для
снеговой нагрузки т — \,4.
Сферические и эллиптические оболочки, находящиеся под дей¬
ствием наружного давления, для которых
£ = 0,7 и £ = Я/(1+Л),
где
Здесь аКр — критическое напряжение, равное:
для L>LKр
для
Dc/2 <С L <1 Ьцр
6 = pD/(2 fal + Д),
(IV,72)
металла.
[<ТСВ] = [0]т/п,
(IV. 73)
/д>77(6— С)+ l,63T^Dc(fi — С),
0,005 < (6— C)/Dc < 0,1;
70
рассчитываются по формулам
l/И = -у £ркР: (IV.74)
/в_С\2
Ркр = 4,84 £ I ——I —для сферических оболочек}
ГЬ (б — СЛ2
Ркр = 1,21 £ —— —для эллиптических оболочек,
где /д — длина дуги по меридиану срединной поверхности;
а, ь — соответственно большая и малая полуоси эллипса;
|р], Р^ — допускаемое наружное и критическое давления.
Поправочный коэффициент | определяется как наименьшее из
значений
5 = 0,15 и б = я/(1+Я),
где *=%у°кр.
Критическое напряжение для оболочек:
сферических
б—С
акр = 1 >2 Е ,
и с
b (б—С)
эллиптических
JKp
= 0,6 Е
IV.4. Механические свойства,
расчетные сопротивления
Характеристиками механических свойств сварных швов и соеди¬
нений являются предел прочности ав, предел текучести ат, относи¬
тельное удлинение б, коэффициент поперечного сужения \|), угол
изгиба а, пределы выносливости о_ц, ао при различных циклах на¬
гружения. За расчетное сопротивление о при условии достижения
металлом конструкции и сварного соединения предела текучести
ат принимается
о = отКт1т2, (IV.75)
где К = 0,8—0,85 — коэффициент однородности металла;
mt, — коэффициенты условий работы соответственно материа¬
ла и элементов конструкции.
Ниже приведены значения коэффициента условий работы эле¬
ментов стальных конструкций ш2.
Элементы конструкции т,
1. Сплошные балки и сжатые элементы ферм перекры¬
тий под заглами театров, клубов и кинотеатров, под
трибунами и т. п. при массе перекрытий, равной илн
большей нагрузки Qf9
2. Сжатые основные элементы (кроме опорных) решет¬
ки ферм покрытий и перекрытий (например, стро¬
пильных и аналогичных им ферм) при гибкости их
А>60 . . . . о,&
7!
3. Сжатые рлскосы пространственных решетчатых кон¬
струкций из одиночных уголков, прикрепленных к
поясам одной полкой при помощи сварных швов:
при перекрестной решетке с совмещенными в смеж¬
ных гранях узлами 0,9
при елочной и перекрестной решетке с несовмещсн*
ными в смежных гранях узлами ........ 0,8
4. Подкрановые балки для кранов грузоподъемностью
более 5 т с режимом работы тяжелым, весьма тяже¬
лым и тяжелым непрерывным 0.9
5. Колонны гражданских зданий и опор водонапорных
башен 0,9
6. Сжатые элементы из одиночных уголков, прикрепляе¬
мых одной полкой (для неравнополочных уголков
только узкой полкой), за исключением элементов кон¬
струкций, указанных в п. 3, и плоских ферм из оди¬
ночных уголков 0,75
В табл. IV.11—IV.17, где указаны механические свойства, для
перевода значений из кгс/мм2 в МПа необходимо приведенные дан¬
ные умножить на 10.
ТАБЛИЦА IV.il. РАСЧЕТНЫЕ СОПРОТИВЛЕНИЯ СВАРНЫХ ШВОВ
В КОНСТРУКЦИЯХ ПРИ МЕХАНИЗИРОВАННОЙ
И РУЧНОЙ СВАРКЕ, кгс/мм?
СО
СО
В
О
о
к
о.
<0
Вид напряженного
состояния
8
о
СтЗ, Ст4,
эды Э42 и
Сталь 14 Г2,
15ГС, электро¬
ды 350А при
толщине про¬
ката, мм
Сталь
09Г2С,
10Г2С1,
15ХСНД
Сталь
ЮХСНД
ю
о
Е
S
н
SC
Si
Сталь
электр<
Э42А
до 20
21—32
электроды Э55
Сжатие
RCB
2100
2900
2800
2900
3400
Растяжение при
сварке:
автоматической
пСв
*p
2100
2900
2800
2900
3400
Сты¬
ковой
полуавтоматиче¬
ской и ручной
с применением
для контроля ка¬
чества швов спо¬
собов:
повышенного
(гамма-просве¬
чивание, уль¬
тразвук и др.)
PCD
Rp
2100
2900
2800
2900
3400
обычного (на¬
ружный осмотр,
измерение швов
и др.)
pCB
*cp
1800
2500
2400
2500
2900
Срез
г>СВ
*cp
1300
1700
1700
1700
2000
Угло¬
вой
Сжатие, растяже¬
ние и срез
pCB
У
1500
2000
2000
2000
2400
Примечание. Расчетные сопротивления сварных швов встык соот¬
ветствуют соединениям, выполненным двусторонней сваркой или односторон¬
ней с подваркой шва. Для соединений встык, в которых невозможно подва¬
рить корень шва, расчетные сопротивления снижают умножением на коэффи¬
циент 0,7.
72
ТАБЛИЦА IV. 12. СВОЙСТВА МЕТАЛЛА ШВОВ В СТЫКОВЫХ
СВАРНЫХ СОЕДИНЕНИЯХ
Металл или сварное
ат
1 ав
6
1 *
соединение
кгс /мм“
%
МСтЗ без термиче¬
ской обработки, об¬
разцы 0 6 мм
29,3
45,5
36,7
65,9
Сварное соединение
на стали МСтЗ под
керамическим флю*
сом, сварка в три
слоя, б=* 13 мм, об¬
разцы 0 6 мм выре¬
заны поперек шва
32,4
47
22,1
62,1
Сталь 15ХСНД без
термической обработ¬
ки
35
50
21
Металл шва, полу¬
ченный при автома¬
тической сварке в
среде углекислого га¬
за пластин из стали
15ХСНД, 6-14 мм
46
65
22,2
ТАБЛИЦА IV. 13. МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА
НАПЛАВЛЕННОГО И СТЫКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ
Тип
электрода
Металл шва или наплавленный
при ^э>2,5 мм
Сварное соединение
при 2,5 мм
V
кгс/мм2
V
кгс • м/мм2
6, %
V
кгс/мми
а, град
Э34
34
.
34
30
Э42
42
8
18
42
120
Э42А
42
14
22
42
180
Э46
46
8
18
46
120
Э46А
46
14,6
22
46
150
Э50
50
6
16
50
90
Э50А
50
13
20
50
150
355
55
12
20
55
140
Э60
60
6
16
—
—
360А
60
10
18
—
—
370
70
6
12
—
—
Э 85*
85*
5*
12*
—
—
Э100*
100*
5*
10*
—
—
Э125*
125*
4*
6*
—
—
Э145*
145*
4*
5*
Примечания: 1. Звездочкой обозначены механические свойства
талла после термической обработки.
2. Для перевода значений ан в Дж/ма необходимо данные, приведенные
в таблице, умножить на 10Б.
73
ТАБЛИЦА IV.14. ПРЕДЕЛЫ ВЫНОСЛИВОСТИ СВАРНЫХ
СОЕДИНЕНИЙ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ, кгс/мм2
Марка стали
°-i
Марка стали
а-1
о,
14Г2
9,7
ЮГ2С1 ) Термически
6,8
15ГС
10,8
__
10Г2СД f обработан-
6,8
11
14ХГС
9,1
10ХСНД » ная сталь
8
16
19Г
8,9
—
15*<СНД (горячека¬
7
9,8
10Г2СД
7
1.5
таная)
09Г2С
7,8
15
15ХГ2СМФ
7,2
—
М16С
7
12,8
Примечание. Толщина испытываемых материалов равна 20 мм.
ТАБЛИЦА IV,15. РАСЧЕТНЫЕ СОПРОТИВЛЕНИЯ
ДЛЯ ДЕФОРМИРУЕМОГО АЛЮМИНИЕВОГО СПЛАВА,
УПРОЧНЯЕМОГО ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ, кгс/мм2
Марка
сплава
к
Листы тол¬
щиной, мм
Плиты тол¬
щиной, мм
Профили тол¬
щиной, мм
Т рубы
X
PQ
S
о
С
0,5—
0,4
5—10
10,1—
25
10
26—40
10,1—
20
20,1—
40
АД31-Т
7
7
7
7
7
7
7
7
7
АД31-Т1
12
12
12
12
12
12
12
12
12
АДЗЗ-Т
9,5
8,5
9,5
9,5
9,5
9,5
9,5
9,5
9,5
АДЗЗ-Т1
16
16
16
16
16
16
16
16
16
АД351-Т
10
10
10
10
10
10
10
10
10
АД35-Т1
19
17
17
17
17
17
19
19
19
АВ-Т
11,5
10
11
10
10
9
10
10
10
АВ-Т1
17,5
16
17
17
17
16
17
17
17
В92-Т
24
—
19
19
19
19
24
25
26
Д1-Т
18,5
16
16*
16*
19
18*
18,5
19,5
21
Д16-Т
23
—
24*
24*
24*
24
25
26
27
В95-Т1
30
30
29
30*
29
29*
30
32
34
АВ-М (без
термооб¬
работки)
7
7
7
7
7
7
7
7
7
Примечание. Звездочкой отмечены расчетные сопротивления
для плакированных листов и плит.
ТАБЛИЦА IV.16. РАСЧЕТНЫЕ СОПРОТИВЛЕНИЯ ДЕФОРМИРУЕМЫХ
АЛЮМИНИЕВЫХ СПЛАВОВ, НЕ УПРОЧНЯЕМЫХ
ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ, кгс/мм*
Сплав
Листы толщиной, мм
Плиты
Трубы
Поковки
0,5—4
5—10
АД1-М
2,5
2,5
2,5
2,5
2,5
АМц-М
4
4
4
4
4
АМц-П
10
10
10
10
10
АМг-М
7
7
7
7
в
АМгЗ-М
8
8
7
7
6
АМг-П
14
14
12
12
11
АмгЗ-П
14
14
12
12
И
АМг5-М
13
11
10
13
10
АМгб-М
14
14
14
14
14
АМг61-М
16
16
16
18
16
74
ТАБЛИЦА IV.17. РАСЧЕТНОЕ СОПРОТИВЛЕНИЕ МЕТАЛЛА
СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ, ВЫПОЛНЕННЫХ
АРГОНОДУГОВОЙ СВАРКОЙ, кгс/мм*
Марка
Сварной шов
стыковой
угловой
свариваемого
сплава
присадочного
материала
Сжатие, рас¬
тяжение,
изгиб
Срез
АД1
АД!
2,5
1,5
2
АМц
АМц
4
2,5
3
АМг
АМгЗ
АМгЗ
АМгб
7
4,5
5
АМгб
АМгб, АМгб
И
6,5
6
АМгб
АМгб, АМг7
14
8,5
7
АМг61
АМг7, АМг61
16
10
8
АД31-Т
Св-АК5, Св-АКЗ,
Св-АКЮ. Св-АК12
7
7
4
4
АД31-Т1
8
8
5
4,5
АДЗЗ-Т, АДЗЗ-Т,
АВ-Т
10
10
1
6
1
5
АДЗЗ-Т1, АД35-Т1,
АВТ1 при толщи¬
не, мм:
Св-АК5, Св-АКЮ.
Св-АК12
3
11
6,5
5,5
4—10
11
9
6
5,5
В92-Т при толщи¬
не, мм:
4
Св-В92
17
10
9
Св-АК5
16
17
9
7
5—12
Св-В92
15
15
10
9
Св-АКб |
1 15 1
1 9
7
Примечание. В числителе и знаменателе приведены сос.тветственно
расчетные сопротивления металла при сварке плавящимся и нег,давящимся
электродами.
75
IV.5. Классификация сварочных
напряжений и деформаций
Сварочные напряжения и деформации относятся к собственным
напряжениям и деформациям, существующим в конструкции при
отсутствии внешней нагрузки. Пластические деформации металла
и сварочные напряжения приводят к образованию перемещений в
сварных конструкциях, в результате которых искажаются их фор¬
ма и размеры. Под термином «сварочные деформации» понимаются
перемещения различных точек сварного изделия (укорочение, изгиб,
поворот сечений, потеря устойчивости листовых элементов и др.), а
не деформации металла, как это принято в теории упругости и пла¬
стичности.
Напряжения и деформации в сварном изделии, вызванные его
неравномерным нагревом в процессе сварки, называются временны¬
ми. Собственные напряжения и деформации, имеющие место в свар¬
ной конструкции после ее остывания, называются остаточными. По¬
ле остаточных напряжений может быть одноосным, двухосным и
трехосным. Продольные напряжения а* действуют вдоль шва. Пер*
пендикулярно оси шва в плоскости свариваемых пластин действуют
поперечные остаточные напряжения ау. Напряжения, действующие в
направлении, перпендикулярном плоскости пластин, обозначают аг.
Значительные по величине напряжения ог возникают, как правило,
лри толщине металла более 40—50 мм, поэтому для большинства
строительных конструкций характерны поля одноосных и двухосных
остаточных напряжений.
IV.6. Особенности распределения
остаточных напряжений в элементах
сварных конструкций
Максимальные растягивающие напряжения ох в низкоуглероди¬
стых сталях обычно достигают в шве и околошовной зоне значений
предела текучести. Далее в околошовной зоне они уменьшаются,
еще дальше от шва падают до нуля и затем переходят в сжимаю¬
щие напряжения в основном металле. На рис. IV. 12, а и IV.13 по¬
казано распределение остаточных напряжений а* и оу в средней
части сварной пластины толщиной 8 мм из стали марки СтЗ в на¬
правлении, перпендикулярном шву (распределение а*), и по длине
шва (распределение ау). Поперечные напряжения оу по величине
меньше напряжений ох• В начале и конце шва напряжения оу сжи¬
мающие, в средней части шва растягивающие. Характер распреде¬
ления остаточных напряжений в конструктивных элементах подобен
их распределению в пластинах. На рис. IV.12, б показано распре¬
деление напряжений ох по ширине полки от продольного двусторон¬
него шва в тавровой балке (размеры полки и стенки 12X 200X 200
мм, материал — сталь СтЗ), а на рис. IV. 12, в — распределение
этих же напряжений по высоте стенки (данные Б. П. Азимова).
В перлитных, аустенитных сталях, титановых и алюминиевых
сплавах распределения остаточных напряжений имеют, как прави¬
ло, одинаковый характер. Однако в титановых сплавах максималь¬
ные напряжения а* в шве достигают (0,5—0,8) ат, а в алюминиевых
сплавах — (0,6—0,8) ат. При сварке среднелегированных сталей, ис~
76
6) У, мм
Рис. IV.12. Распределение на¬
пряжений ох
а — в пластине; б — в полк4
балки; в — в стенке балки
*5
>ОиСцЬ\>^
«ч
у
ф\
'0 2L
10 21
W зь
л
Щ ММ
л
пытывающих на используемых
режимах структурные превращен
ния в низкотемпературной обла¬
сти, знак остаточных напряже¬
ний о% в шве и зоне термическо¬
го влияния может быть различ¬
ным. Когда химический состав
присадочного металла и основного
совпадает, в шве образуются
сжимающие, а в околошовной
зоне — растягивающие напряже¬
ния Ох, переходящие в основном
металле в небольшие по величи¬
не сжимающие напряжения.
В случае сварки этих сталей
аустенитным присадочным металлом, позволяющим избежать обра¬
зования холодных трещин, в шве образуются растягивающие напря¬
жения Ох- Вблизи линии сплавления имеет место узкая зона сжи¬
мающих напряжений. В остальной части зоны термического влия¬
ния действуют растягивающие напряжения а*, которые переходят в
сжимающие напряжения в основном металле.
Рис. IV.13. Распределение на¬
пряжений о, в пластине
77
Продольные напряжения ах действуют по всей длине шва, за
исключением участков, где они падают до нуля (начало и конец
шва).
IV.7. Остаточные деформации
сварных конструкций и инженерные
методы их расчета
Продольная и поперечная усадка швов, неравномерно распре¬
деленная по сечениям свариваемых элементов, сжимающие оста¬
точные напряжения, действующие в нежестких конструктивных эле¬
ментах, приводят к возникновению остаточных деформаций сварных
конструкций. На рис. IV. 14 показаны некоторые наиболее распро¬
страненные виды сварочных деформаций. Продольный шов или га¬
зовый рез на кромке полосы приводят к искривлению ее продоль¬
ной оси (рис. 1V.14,а). Неравномерная по толщине свариваемых
листов и по сечению шва поперечная усадка вызывает деформации
грибовидности (рис. IV.14, б) и углового поворота (рис. IV.14, в).
Усадка продольных и поперечных швов в конструкциях типа балоч¬
ных приводит к значительным изгибным деформациям балок (рис.
IV.14,г). От кольцевых и продольных швов в оболочковых и труб¬
чатых конструкциях возникают деформации, показанные на рис.
IV. 14, ^ е. Кроме указанных видов возможны потеря устойчивости,
коробление листовых элементов конструкций под действием сжи¬
мающих остаточных напряжений, скручивание балок относительно
продольной оси и т. д. В большинстве случаев, особенно при свар¬
ке сложных конструкций, возникает несколько видов остаточных
сварочных деформаций.
При расчете остаточных сварочных деформаций конструкции
решают термомеханическую и деформационную задачи. В термоме¬
ханической задаче определяются элементы деформаций, возникаю¬
щих непосредственно в сварном соединении. Это продольные и по¬
перечные остаточные пластические деформации е*плзст и Буплаот,
создающие продольную и поперечную усадку АПр и ДПоп. В каче¬
стве расчетного параметра, характеризующего действие продольных
А Л-Л 6К 6)
-*1
А
2) Вид В
Рис. IV.14.
Виды (а—ё)
сварочных
деформаций
78
пластических деформации, используется фиктивная продольная
усадочная сила Яус. В деформационной задаче с помощью мето¬
дов сопротивления материалов рассчитываются деформации всей
конструкции по известным из решения термомеханической задачи
величинам Рус и АПоп. Термомеханическая задача учитывает влия¬
ние на сварочные деформации погонной энергии сварки, теплофизи¬
ческих и механических свойств свариваемого металла, а также тех
характеристик жесткости, которые влияют на образование дефор¬
маций. При решении деформационной задачи учитывается влияние
на остаточные деформации конструктивных факторов (размеры и
форма изделия, число швов и их взаимодействие).
Определение тепловых параметров процесса сварки. Эффектив¬
ная тепловая мощность сварочной дуги, если известны параметры
режима сварки, определяется по формуле
q = r\IU, (IV. 76)
где л — эффективный КПД процесса сварки;
/ — сварочный ток;
U — напряжение на дуге.
Погонная энергия сварки в этом случае находится из выраже¬
ния
= qlve, (IV.77)
где vc — скорость сварки.
Если режим сварки не известен, но задано поперечное сечение
наплавляемого за один проход металла шва (стыкового или угло¬
вого), погонную энергию можно получить из уравнения
<7п ~ QvFш» (IV. 78 J
где Fw — площадь поперечного сечения наплавленного металла шва;
Qp— коэффициент, определяемый по табл. IV.18.
ТАБЛИЦА IV.18. ЗНАЧЕНИЯ Qv
ДЛЯ РАЗЛИЧНЫХ СПОСОБОВ СВАРКИ
Способ сварки
Сварочные материалы
Qv
Дж/мм3
кал/мм3
Ручная электроду-
Электроды:
говая
УОНИ-13/45
65
15,5
ЭА395/9, ЭА606/10,
ЭА400/10
42
10
ЭА606/11, 48Н-1
46
11
ЭА981/15
48
1.1,5
Полуавтоматиче¬
ская в С03
Проволока Св-08ГС
38
9,1
Автоматическая и
полуавтоматическая
Проволока Св-08А, флюс
ОСЦ-45
65
15,5
под флюсом
Проволока Св-ЮГСМТ,
флюс АН-42
71
17
При сварке угловых сварных соединений (тавровых, нахлесточ-
ных) часть погонной энергии, вводимая в свариваемый элемент, оп¬
ределяется в зависимости от соотношения толщин. Так, в случае
79
приварки стенки толщиной б0 к полке толщиной бп, в результате
чего образуется тавровое сварное соединение, погонная энергия, вво¬
димая в полку qn.u, и стенку qn.с» может быть приближенно вычис¬
лена по формулам:
26п
Яа.п ~ Яп ос I с 5 (IV.79)
2оп + ос
?п.с — Яп 5]Г%Т" • (IV.80)
2оп +ос
Формулы (IV.79 и IV.80) дают наиболее точные результаты
при 6п/6с ^ 1,7. Они справедливы для низкоуглеродистых, низколе¬
гированных и аустенитных сталей, а также для титановых и алюми¬
ниевых сплавов толщиной примерно до 16 мм.
Расчет продольной усадочной силы и деформаций от продоль¬
ных швов. Действие продольной усадки от продольных швов в ба¬
лочных конструкциях заменяется действием фиктивной продольной
усадочной силы Рус. Усадочная сила пропорциональна площади зо¬
ны пластической деформации и прикладывается к центру тяжести
этой площади. Величина Р10 в общем случае определяется в зави¬
симости от погонной энергии, удельной погонной энергии сварки,
жесткости свариваемого конструктивного элемента. Вследствие до¬
вольно высокой жесткости балок, применяемых в строительстве, и
относительно умеренных удельных погонных энергий, используемых
при их сварке, влияние этих двух факторов на Рус в данном слу¬
чае не очень велико, и Ру0 может быть вычислена по формуле
р = в—: (IV.8i)
о»
Величина коэффициента В при расчетах берется в зависимости
от размерности погонной энергии q/v0. Ниже приведены значения
коэффициента В дЛя случая, когда погонная энергия выражена в
Дж/мм, при этом усадочная сила, определяемая по формуле (IV.81),
получается в ньютонах, и для случая, когда погонная энергия вы¬
ражена в кал/см (значения в скобках), при этом усадочная сила
получается в килограммах.
Для однопроходных стыковых, нахлесточных и тавровых свар¬
ных соединений из низкоуглеродистых и низколегированных сталей
В = 170 (7,1); для однопроходных соединений листов из сплава
АМгб толщиной 5—12 мм, по данным А. В. Евстифеева, .В = 140—
150 (5,8—6,3) — стыковые швы и В «160—170 (6,7—7,1) — тав¬
ровые соединения с одним угловым швом.
Усадочная сила при однопроходной сварке двусторонних про¬
дольных швов с одинаковой величиной погонной энергии в тавровых
балках, по данным Б. П. Азимова, определяется по следующей фор¬
муле:
РУс2 = (1.3— 1,44) Рус,
где ЯуС—значение усадочной силы для одностороннего шва, определен:
по формуле (IV.81).
Для упрошенных инженерных расчетов можно считать, что при
многопроходных сварных соединениях, если зона пластических де¬
формаций от последующего прохода частично перекрывает зону
пластических деформаций от предыдущих проходов, добавочная
80
Рус от каждого прохода составляет ~ 15% Рус, вычисленной по
формуле (IV.81). Аналогичная схема расчета принимается и для
швов, расположенных рядом. Расчетная сила в этих случаях будет
равна сумме Рус от всех проходов или швов.
Для прерывистого шва Ру0 определяется по формуле
Руспр = pyctui/t, (IV .82)
где tm — длина участка шва;
t — шаг прерывистого шва.
При ручной дуговой сварке продольных швов в балках в слу¬
чаях сварки «на проход» или «вразброс» Руо практически одина¬
кова и может быть получена по формуле (IV.81). Когда сварка вы¬
полнена «от середины», Руо на 15—20% меньше, чем в первых двух
случаях.
Продольное укорочение балки от сварки продольных швов вы¬
числяется по формуле
Апр = PycLfEFt (IV.83)
где L — длина балки;
Е — модуль упругости;
F — плошадь поперечного сечения балки.
Сварка продольных швов вызывает угловой поворот <р концов
балки и ее прогиб /, которые определяются по следующим форму¬
лам:
ф = PyzeLJEJ\ (IV.84)
f = PyceL48EJt (IV.85)
где J — момент инерции балки;
е— расстояние между точкой приложения усадочной силы и центром
тяжести поперечного сечения балки
В тавровых, двутавровых и коробчатых балках можно считать,
что усадочная сила приложена на линии контакта свариваемых эле¬
ментов, например, на линии стыка полки со стенкой.
При сварке продольных швов в тавровых и нахлесточных сое¬
динениях возникают угловые деформации (рис. IV. 15), которые
складываются из деформаций изгиба полки р вследствие неравно¬
мерного поперечного сокращения металла по толщине полки и по¬
ворота полки тавра со как жесткого целого в результате усадки шва
в направлении гипотенузы.
При однопроходной односторонней сварке деформация изгиба
полки pi (см. рис. IV.15) может быть определена по номограмме,
представленной на рис. IV.16, в зависимости от отношения <7п.п/6п*
В случае однопроходной двусторонней сварки тавровых соеди¬
нений деформация изгиба полки рп+2) вычисляется по следующей
формуле:
Р<]+2) = 2?1 + Рк*
где Эк—деформация изгиба от усадки катета шва, определяемая по формуле
Рк = е7 D,
ет— относительная деформация, соответствующая пределу текучести метал¬
ла шва;
Z>— коэффициент, зависящий от величины катета К, толщины полки бп и
стенки 6С Коэффициент D определяется по номограмме, представленной
на рис. IV. 17.
6—140 81
Деформация изгиба полки Р при однопроходной односторонней
и однопроходной двусторонней сварке продольных швов практически
постоянна по длине балки для случаев сварки в среде СОг, иод флю¬
сом и ручной дуговой сварки. Угол поворота полки тавра <о зависит
от предварительного закрепления полки со стенкой. Если они пред¬
варительно сварены ниточным швом, угол (о мал, и им можно пре¬
небречь. Если элементы балки собраны на прихватках, угол поворо¬
та полки тавра от однопроходного одностороннего шва определяется
по формуле
со j = — 2а Тхт — 0,0008*,
где а—коэффициент линейнего расширения;
Тх— характерная температура, равная для низкоуглеродистых и низколеги¬
рованных сталей 750—800° С;
т=0,7— коэффициент, учитывающий сопротивляемость изгибу сборочных швов;
х— расстояние от начала шва до сечения, где определяется угловая де¬
формация.
Угол поворота принимается отрицательным, когда соответствующая
половина полки пригибается к стенке.
Суммарная угловая деформация полки, вызванная ее изгибом и
поворотом, выражается через углы поворота Yu и Y21 левой и пра¬
вой половин полки относительно их исходных положений. Из
рис. IV. 15 видно, что
Yii = — щ— Pi/2;
Tal = (oj — Pi/2.
Если элементы балки предварительно сварены ниточными шва¬
ми, углы Yu и Y21 практически постоянны по длине балки при одно¬
проходной односторонней сварке. Если балка собрана на прихватках,
эти углы по длине балки непостоянны, что приводит к винтообраз-
ности полки. При однопроходной двусторонней сварке тавровых и
двутавровых балок для уменьшения винтообразности полки, вызван¬
ной укладкой первого шва, второй продольный шов следует свари¬
вать в том же направлении, что и первый. В противном случае вин-
тообразность полки возрастает.
Расчет поперечной усадки и деформаций от поперечных швов.
Поперечные швы в балках, приваривающие различные конструктив¬
ные элементы и ребра жесткости на полках и стенках, сваривающие
стыки полок, смещены относительно центра тяжести сечения балок.
Поперечная усадка таких швов вызывает продольное укорочение
сварной балки в направлении ее длины и деформации изгиба балки.
При сварке поперечных швов на полках балок основное влияние на
поперечную усадку Дп<ш и про¬
гибы f балок оказывает глубина
проплавления полки. Поперечные
по отношению к сварному шву
элементы жесткости (стенка, реб¬
ра) несколько уменьшают ДПоп и
/. Остаточные напряжения от
продольных швов, выполненных
до сварки поперечных швов, уве-
Рис. IV.1S. Угловая деформация личивают деформации балок от-
полки тавра крытого профиля от поперечных
82
швов. В инженерных расчетах деформаций балочных строитель¬
ных конструкций можно ограничиться учетом влияния глубины
проплавления на Адов и f.
При однослойной сварке сварных соединений на пластинах или
на конструктивных элементах балок поперечная усадка определяется
по формуле
Я
-А — -
I — /1
су £\)б
(IV.86)
Рис. IV. 16. Номограмма для определения уг¬
ловой деформации при сварке встык и в
тавр
где А — безразмерный коэффициент, учитывающий влияние глубины проплав¬
ления на Д поп;
cv— объемная теплоемкость;
о— толщина пластины.
При расчете по формуле (IV.86) поперечной усадки от таврово¬
го или нахлесточного
сварного соединения не¬
обходимо учитывать
только ту часть погон¬
ной энергии, которая
вводится в рассчитывае¬
мый элемент, т. е. погон¬
ную энергию, определяе¬
мую по формулам
(IV.79 и IV.80).
Коэффициент А за¬
висит от способа свар¬
ки, погонной энергии qn,
удельной погонной энер¬
гии q0. Коэффициент А
определяется по зависи¬
мостям, приведенным в
табл. IV. 19 (данные ре¬
зультаты получены под
руководством д-ра техн.
наук проф. В. А. Вино¬
курова).
Если погонпая энер¬
гия, вводимая в рассчи¬
тываемый конструктив¬
ный элемент, находится
между указанными в
табл, IV.19 диапазона¬
ми qп, коэффициент А
определяется интерполя¬
цией его величин, вычис¬
ленных по формулам
Для соседних диапазонов
погонных энергий в за¬
висимости от конкрет¬
ной величины удельной
погонной энергии qaf б.
При сварке много¬
слойных поперечных уг¬
ловых швов в балках
слои, смещенные на ^ IVI7. Номограмма
для определения кб-
привариваемый конст- эффициента D
6*
83
ТАБЛИЦА IV 14 ФОРМУЛЫ ДЛЯ ОПРЕДЕЛЕНИЯ
КОЭФФИЦИЕНТА А
Способ сварки
Дж/мм(кал/см)
</о- Qn. б»
Дж/мм2(кал/см2)
А = т -f- п q0, выра¬
женный в системе СИ
(о системе СГС)
Под флюсом
(переменный ток)
5 460—5 880
(13 000—14 000)
<464
(<11 050)
>464
(>11050)
0,06+2,02-10—3<?0
(0,06+0,85-10—4 <?0)
1
(1)
! 050—2 230
(2 500—5 300)
<314
(<74 30)
>314
(>7450)
0,15+2,72- 10—1\
(0,15+1,14* 10-4<7о)
1
(1)
1400—1460
(3350—3450)
<84
(< 2000)
84-193
(2000—4600)
>193
(>4600)
0,15+2,72-10—\
(0,15+1,14.10—40о)
-0,12+5,83.10—8<7о
(—0,12 +2,45-10—*00
1
(1)
В среде СОа и
под флюсом (по¬
стоянный ток)
1100—1140
(2600—2700)
<38
«900)
38-168
(900—4000)
>168
(>4000)
0,15+2,72* 10—8<7о
(0,15+1,14.10—4</0
0,02+5,83*10—3<7о
(0,02+2,45* 10—4<?о)
1
(1)
860—900
(2050—2150)
<12,5
«300)
12,5—150
(300—3600)
>150
(>3600)
0,15+2,72-10—3<70
(0,15+1,14 • 10 4</0
0,12+5,83-10—3<7о
(0,12+2,45-10—Vo)
1
(1)
руктивный элемент, практически не дают приращения поперечной
усадки. Приращение поперечной усадки от каждого слоя, смещен¬
ного на полку или стенку, определяется по формуле
ДП = (0,5-0,7)ДПОП1, (IV .87)
где Дпоп — поперечная усадка от первого слоя.
Коэффициент 0,7 относится к стенкам и полкам балок, собран¬
ных на прихватках или предварительно сваренных односторонними
продольными швами с малым катетом. Коэффициент 0,5 относится
к полкам балок, предварительно сваренных двусторонними продоль¬
ными швами с большим катетом.
84
Суммарная поперечная усадка от многослойного углового по¬
перечного шва будет равна:
k
Ацоп =*= Дпогц 4“ 2 &rti i (IV .88)
i=l
где число слоев, смещенных на полку или стенку;
пРиРащение усадки от очередного слоя;
I— порядковый номер слоя.
При сварке коротких многослойных поперечных швов на узких
пластинах или полках балок с увеличением числа слоев значительно
возрастает неравномерность распределения поперечной усадки по
длине шва. Усадка в начале шва намного больше, чем в его конце.
Эта неравномерность усадки вызывает изгиб пластины или балки в
плоскости свариваемого элемента (пластины или полки), и прогиб
при этом может достигать большой величины. Для уменьшения не¬
равномерности поперечной усадки и вызванных ею прогибов в плос¬
кости свариваемого элемента следует изменять направление сварки
последующего слоя по сравнению с предыдущим. При наличии не¬
скольких поперечных швов на полке балки или на узкой пластине
целесообразно сваривать рядом расположенные швы в противопо¬
ложном направлении. Общая кривизна балки при этом уменьшается.
Зная поперечную усадку, можно определить угол излома и про¬
гиб балки от поперечного шва. Так, например, от сварки поперечного
шва на полке угол излома балки вычисляется по формуле
Ф = д vojSIJ, (IV. 89)
где S — статический момент части сечения, где расположен поперечный шов,
т. е. статический момент полки, относительно центра тяжести сечения
балки;
/ — момент инерции поперечного сечения балки.
Прогиб балки от поперечного шва находится из выражения
/= , (IV.90)
Ц
L— расстояние от конца балки до поперечного шва;
длина балки.
Если поперечный шов расположен посередине длины балки, про¬
гиб будет равен:
/ = ф^б/4- (IV.91)
Прогиб балки от двух одинаковых поперечных швов, симмет¬
рично расположенных относительно середины длины балки и нахо¬
дящихся на расстоянии Li от ее концов, определится формулой
/ = Ф^, (IV.92)
где ф — угол поворота балки от одного шва.
Если таких пар швов несколько, то суммарный прогиб от них бу¬
дет равен:
п
/=» 2 ФiU, (IV.93)
1=\
где п — число пар симметрично расположенных швов.
85
Помимо прогиба балки, по известной величине ДПоп можно вы¬
числить продольное укорочение балки от поперечной усадки полки
fto формуле
Апр = Апопки/^<5» (IV.94)
где Fn, Fg—площади поперечных сечений полки и балки.
Суммарные остаточные деформации балки от продольных швов
и от различно расположенных поперечных швов определяются мето¬
дом суперпозиции. При этом продольное укорочение балки находит¬
ся арифметическим сложением укорочений от отдельных швов, по¬
лученных по формулам (IV.83) и (IV.94). Суммарный прогиб балки
находится геометрическим суммированием прогибов от отдельных
швов, вычисленных по формулам (IV.85), (IV.90) — (IV.93).
Примеры расчета 1. В системе СГС. Требуется определить прогиб тав¬
ровой балки из стали СтЗ от сварки одностороннего двухслойного продоль¬
ного шва катетом 10 мм, сваривающего полку со стенкой. Сварка ведется
в среде СОа, погонная энергия сварки одного слоя <7П=2500 кал/см. Размеры
поперечных сечений полки и стенки 12X200 мм, длина балки 10 м. Площадь
поперечного сечения тавра F=>48 см2, статический момент поперечного сече¬
ния полки относительно центра тяжести сечения балки 5*127 см3, момент
инерции сечения балки /«2153 см4. Расстояние между линией стыка полки
со стенкой и центром тяжести поперечного сечения балки е=4,7 см.
Определяем по формуле (IV.81) фиктивную усадочную силу от первого
слоя:
/> =7,1-2500= 17 750 кгс.
yCi 1
Усадочная сила от двухслойного шва будет равна:
Яуо = 1,15 PyCi = 1,15-17 750 = 20 400 кгс.
По формуле (IV.85) находим прогиб балки от одностороннего двухслой¬
ного продольного шва катетом 10 мм:
в 20 400.4,7.10002
/ = = 2,8 см = 28 мм.
8-2-10в-2153
2. В системе СИ. Требуется определить поперечную усадку полки и про¬
гиб тавровой балки из стали СтЗ от приварки к полке двумя поперечными
швами накладки размерами 10X300X300 мм. Накладка расположена посере¬
дине длины балки симметрично относительно ее концов. Длина балки 12 м.
размеры поперечного сечения полки 10X300 мм, стенки —8 X 300 мм. Статиче¬
ский момент поперечного сечения полки относительно центра тяжести сече¬
ния балки S—2.6Ы05 мм3. Момент инерции сечения балки / = 5,184-107 мм4.
Поперечные швы угловые однослойные катетом 10 мм свариваются под флю¬
сом на переменном токе; погонная энергия сварки ^п=2630 Дж/мм.
Определяем по формуле (IV.79) часть погонной энергии, приходящуюся
на полку:
2-10
Яп.п = 2 ю _|_ jq2630 = 1750 Дж/мм.
Удельная погонная энергия будет равна:
<7о= 1750:10= 175 Дж/мм2.
По формуле из табл. IV. 19, соответствующей случаю сварки под флюсом
на переменном токе в диапазоне погонных энергий 1050—2230 Дж/мм, нахо¬
дим коэффициент А:
А = 0,15+2,72-10-3-175 = 0,63.
По формуле (IV.86) определяем поперечную усадку полки от одного по¬
перечного шва [при расчете принимаем а= 12-10 в 1/сС; С7=4,83-10““® Дж/
/(mm3*°C)J:
86
12-IQ"6
4,83 -10—а
Дпоп = 77^з = мм>
Угол излома белки от одного поперечного шва получаем по формуле
(IV. 89):
2,61-10*
0,00141 рад-
Прогиб балки от двух поперечных швов, приваривающих накладку к
полке, симметрично расположенных относительно середины длины балки и
находящихся на расстоянии 5850 мм от ее копцов, определяем по формуле
(IV.92):
/ = 0,00141-5850 = 8,3 мм.
Поперечная усадка полки от двух поперечных швов катетом 10 мм бу¬
дет равна:
Дпопд = 2*0,28 = 0,56 ММ.
3. В системе СГС. Требуется определить прогиб тавровой балки из ста¬
ли СтЗ от однопроходной сварки продольного двухстороннего шва катетом
9 мм, сваривающего полку со стенкой, а также от сварки двух однопроход¬
ных поперечных швов катетом 9 мм, приваривающих к полке поперечное реб¬
ро толщиной 9 мм, расположенное посередине длины балки. Сварка ведется
в среде С02, погонная энергия сварки <7П=3600 кал/см. Геометрические ха¬
рактеристики балки такие же, как и в примере 1. Определяем по формуле
(IV.81) усадочную силу от одного однослойного продольного шва:
Рус = 7,1 -3600 = 25 560 кгс.
Усадочная сила от двухстороннего продольного шва будет равна:
русз = 1,35 Рус = 1,35*25 560 = 34 500 кгс.
По формуле (IV.85) вычисляем прогиб балки от двухстороннего продоль¬
ного шва:
34 500-4,7-10002
/по = ^ ^ ——— = 4,7 см = 47 мм.
/пр 8-2-10°-2153
Определяем по формуле (IV.79) часть погонной энергии, приходящуюся
на полку при сварке одного поперечного шва катетом 9 мм, приваривающего
к полке толщиной 12 мм поперечное ребро толщиной 9 мм:
2-1 2
апп = 1 3600 = 2620 кал/см.
4 п 2-1,2+ 0,9
Удельная погонная энергия будет равна:
q0 = 2620:1,2 = 2200 кал/см2.
По формуле из табл. IV. 19, соответствующей случаю сварки в среде СО»
в диапазоне погонных энергий 2600—2700 кал/см, находим коэффициент Л:
А = 0,02 + 2,45-10-4.2200 = 0,56.
По формуле (IV.86) определяем поперечную усадку полки от одног
перечного шва катетом 9 мм:
12*10“6
^попх = ^»56 — | —— 2200 = 0,013 см = 0,13 мм.
87
Поперечная усадка полки от двух поперечных швов катетом 9 мм, при¬
варивающих к ней поперечное ребро, будет равна:
Дпоп = 2ДПОП, = 2-°.°13 = °.°26 см = °-26 мм-
Угол излома балки от приварки к полке поперечного ребра определяем
по формуле (IV.89);
127
Ф = 0,026 — = 0,00154 рад.
Прогиб балки от приварки к полке поперечного ребра, расположенного
посередине длины балки, находим по формуле (IV.91):
0,00154-1000 Л
/поп = : = 0,39 см = 3,9 мм.
4
Суммарный прогиб балки от продольных и поперечных швов будет
равен:
U = f + /=47 + 3,9 = 50,9 мм.
1 L #Пр 1 'ПОП 1 * ’
IV.8. Методы уменьшения сварочных
напряжений и деформаций
Методы уменьшения и устранения остаточных сварочных напря¬
жений и деформаций основаны на трех принципах, которые исполь¬
зуются при построении различных технологических приемов:
уменьшение пластических деформаций укорочения на стадии на¬
грева;
искусственное создание пластических деформаций удлинения на
стадии охлаждения или после сварки;
компенсация возникающих остаточных деформаций за счет соз¬
дания предварительных обратных деформаций, симметричного рас¬
положения швов, рациональной последовательности сборки и сварки.
Методы снижения остаточных
напряжений при сварке
Общий высокий отпуск сварных конструкций. Этим методом мо¬
гут быть снижены остаточные напряжения на 85—90%. Операция
отпуска состоит из четырех стадий: нагрева, выравнивания темпера¬
туры по объему детали, выдержки и охлаждения. Продолжитель¬
ность нагрева выбирается в зависимости от мощности печи и допус¬
каемой скорости возрастания температуры. Для пластичных метал¬
лов скорость нагрева может достигать нескольких сотен градусов
в 1 ч. Продолжительность выравнивания температуры зависит от раз¬
меров детали. Наиболее распространенная температура выдержки
550—680° С. Продолжительность выдержки выбирается в соответст¬
вии с необходимой степенью снижения остаточных напряжений. При
высоких температурах отпуска остаточные напряжения эффективно
снижаются в процессе нагрева. Для конструкционных сталей сниже¬
ние одноосных напряжений в процессе нагрева может быть описано
уравнением
О'нач == KGqi (IV .95)
где °нач ~ напряжение после окончания стадии нагрева в момент начала
выдержки;
К — коэффициент, зависящий от достигнутой температуры нагрева И
марки стали (табл. IV.20);
oQ — исходное напряжение.
88
ТАБЛИЦА IV.20. ЗНАЧЕНИЯ КОЭФФИЦИЕНТА К
Марка стали
Температура, °С
500
550
600
650
15Г2СМФ
0,58
0,38
0,27
15ГН4М
—
0,33
0,19
0,13
30Х2ГМТ
—
0,5
0,36
—
МСтЗ (закалка)
0,32
—
—
—
МСтЗ (нормали¬
зация)
0,21
В процессе выдержки остаточные напряжения снимаются менее
иитенсивно. Этот процесс можно описать зависимостью
Of = Она, (-г)В (IV.96)
\ ч> /
где Of — напряжение через время t после начала выдержки;
t — время выдержки, мин;
tQ — 10 мин;
В — показатель степени, значения которого приведены в табл. IV.21.
ТАБЛИЦА IV.21. ЗНАЧЕНИЯ ПОКАЗАТЕЛЯ СТЕПЕНИ В
Марка стали
Температура отпуска °С
500 |
550 |
600
650
15Г2СМФ
_„
—0,073
—0,08
-0,12
15ГН1М
—
—0,16
-0,185
—0,082
30Х2ГМТ
—
—0,062
-0,081
—
МСтЗ (закалка)
—0.175
—
—
—
МСтЗ (нормали¬
зация)
-0,16
Для большей эффективности и экономичности снижения остаточ¬
ных напряжений при отпуске целесообразно повышать температуру
отпуска, а не увеличивать время выдержки. Независимо от толщины
металла достаточно после выравнивания температуры дать выдерж¬
ку около 3 ч, после чего можно начинать охлаждение.
В табл. IV.22 приведены менее эффективные методы снижения
остаточных напряжений.
Методы уменьшения остаточных
сварочных деформаций
Все мероприятия по уменьшению сварочных деформаций можно
разделить на три группы в зависимости от того, применяются ли они
до сварки, в процессе сварки или после сварки.
Мероприятия, применяемые до сварки. Рациональное конструи¬
рование сварного изделия. Необходимо назначать минимально допу¬
скаемые по расчету сечения швов, использовать сварные соединения
и виды сварки, осуществляемые с малыми погонными энергиями. Це¬
лесообразно избегать одностороннего расположения поперечных швов
в балках. Предпочтительны нахлесточные соединения, допускающие
компенсацию возникающих сокращений за счет беспрепятственного
перемещения свариваемых элементов. При сварке конструкций,
включающих тонколистовые элементы, для уменьшения вероятности
потери устойчивости необходимо располагать швы на жестких кар¬
касах, чтобы разгрузить тонкие листы от напряжений сжатия.
89
ТАБЛИЦА IV.22. МЕТОДЫ СНИЖЕНИЯ
ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
Наименование
метода
Характеристика метода
Дополнительные
сведения
Местный отпуск
Нагревается часть конструк¬
ции в зоне сварного соединения.
Необходимо добиваться более
плавного изменения температур
в зоне перехода от ненагретой
к нагретой части детали
После остывания снова
возникают остаточные
напряжения, меньшие по
величине, чем исходные
Поэлементный
отпуск
Отпускаются отдельные узлы
конструкции, включающие зоны,
где необходим отпуск. Отпу¬
щенные узлы конструкции сва¬
риваются между собой швами,
не содержащими резких концен¬
траторов
Необходимо высокое
качество технологии
сварки
Предваритель¬
ный и сопутству¬
ющий подогревы
при сварке
С увеличением температуры
подогрева остаточные напряже¬
ния снимаются эффективнее.
Низкотемпературный подогрев
до 200—250° С снижает остаточ¬
ные напряжения в стали не бо¬
лее чем на 30—40%
Улучшается структура
металла сварного соеди¬
нения
Термомехани¬
ческий
По обе стороны от шва ин¬
дукторами или движущимися
газовыми горелками создаются
два пятна нагрева до темпера¬
тур 150—200° С. Вслед за пятна¬
ми нагрева движутся душевые
охладители
Снижаются максималь¬
ные остаточные напря¬
жения
Перераспреде¬
ление напряже¬
ний местным на¬
гревом
После остывания в окружаю¬
щих пятно нагрева зонах воз¬
никают напряжения сжатия, ко¬
торые уменьшают растягиваю¬
щие напряжения, действующие
в зонах концентраторов
Повышается вибраци¬
онная прочность сварной
конструкции
Проковка ме¬
талла
Выполняется непосредственно
после сварки по горячему ме¬
таллу или после полного осты¬
вания конструкции
В случае малопластич¬
ных металлов возникает
опасность чрезмерного*
наклепа
Прокатка свар¬
ного соединения
Зона сварного соединения про¬
катывается цилиндрическими
роликами шириной 5—15 мм.
Усилия на ролики передаются
приводом давления от гидрав¬
лических и пневматических ци¬
линдров давления
Необходимо довольно
сложное специализиро¬
ванное оборудование
№
Продолжение табл. IV. 22
Наименование
метода
Характеристика метода
Дополнительные
сведения
Приложение на¬
грузок к сварным
соединениям
Нагрузки прикладываются во
время сварки или после полного
остывания. Свариваемый эле¬
мент растягивается или изгиба¬
ется с образованием растягива¬
ющих напряжений в зонах мак¬
симальных остаточных напря¬
жений
Полное снятие остаточ¬
ных напряжений воз¬
можно, если нагрузка
вызывает текучесть всего
сечения. В крупногаба¬
ритных конструкциях это
условие практически
обеспечить трудно
Вибрация свар¬
ной конструкции
Осуществляется на специаль¬
ных вибростендах
Применяется для тон¬
колистовых конструкций
Назначение размеров и сборка заготовок с учетом величины и
характера ожидаемых деформаций. Возможны использование угло¬
вого излома, обратного сварочному (рис. 1УЛ8, а), сборка листов
с переменным зазором по длине для компенсации угловых деформа¬
ций в плоскости свариваемых элементов (рис. IV.18,,6), раскрой
стенки тавра с начальной кривизной (рис. IV.18, в) и т. п. Назнача¬
ются увеличенные размеры конструктивных элементов для компен¬
сации их укорочений от продольной и поперечной усадки. Сюда же
относятся подогрев листов с целью их удлинения перед сборкой на
прихватках, а также на¬
тяжение листов перед
сваркой, если они могут
Потерять устойчивость
вследствие деформаций
укорочения, вызываемых
усадкой. Деформации
конструктивных элемен¬
тов, обратные свароч¬
ным, могут создаваться
и путем пластического
деформирования загото¬
вок. Методы расчета ве¬
личин ожидаемых де¬
формаций -были рассмот¬
рены выше.
Создание напряже¬
ний растяжения в зоне
шва изгибом или рас¬
тяжением детали в при¬
способлении. При свар¬
ке по растянутому ме¬
таллу (рис. IV.18, г) возникает меньшая усадочная сила. Если при¬
кладываемые начальные напряжения в зоне сварки близки к преде¬
лу текучести металла, усадочная сила, а следовательно, и вызыва¬
емые ею деформации будут незначительны. При сварке тонкого ме¬
талла ограничиваются раётяжейием лишь в зоне шва, упруго изги¬
бая лист в двух направлениях.
Мероприятия) применяемые в процессе сварки и после нее, пред¬
ставлены в табл. IV.23 и IV.24.
91
ш
*)
■ъ - уЗона нагреба
* , —
Рис. IV.18. Способы {а—е) уменьшения
сварочных деформаций
ТАБЛИЦА IV.23. МЕТОДЫ УМЕНЬШЕНИЯ СВАРОЧНЫХ
ДЕФОРМАЦИЙ ВО ВРЕМЯ СВАРКИ
Наименование
метода
Характеристика метода
Дополнительные сведения
Рациональная
технология сбор¬
ки и сварки
1. При сборке максимальное
использование клиновых и цент¬
ровочных приспособлений, по
возможности исключение скреп¬
ления деталей прихватками, со¬
здающими жесткое закрепление
2. При сварке выбор последо¬
вательности выполнения швов,
обеспечивающей минимальные
суммарные деформации. На¬
пример в двутавровой несим¬
метричной балке (рис. IV.18, д)
сначала собирают и сваривают
швы 1, 2, а затем швы 3, 4. При-
сварке листовых конструкций
сначала выполняют поперечные
швы отдельных поясов, а затем
сваривают пояса между собой
Рациональная последо¬
вательность сварки швоэ
устанавливается расче¬
том ожидаемых свароч¬
ных деформаций (см. п.
IV.7)
Регулирование
Погонной энергии
сварки
1. Уменьшение погонной энер¬
гии сварки за счет использова¬
ния более экономичных режи¬
мов и способов сварки
2. Увеличение погонной энер¬
гии сварки с целью компенса¬
ции деформаций. Например, в
балке (см. рис. IV.18, д) швы 1
и 2 целесообразно варить на
больших погонных энергиях,
чем швы 3 и 4
Предпочтительно при¬
менять автоматическую
и полуавтоматическую
сварку вместо ручной
Искусственное
охлаждение кон¬
струкции
В процессе сварки металл
вблизи зоны сварного соедине¬
ния дополнительно охлаждает¬
ся с использованием охлаждае¬
мых прижимов, подкладок, не¬
посредственно водой
Использование
жестких приспо¬
соблений
Изделие во время сварки за¬
креплено в приспособлении. Эф
фективно уменьшаются времен¬
ные и частично остаточные де¬
формации
Остаточный прогиб
сварных балок уменыпа*
ется незначительно
Проковка свар¬
ного соединения
Металл проковывается непо¬
средственно за сваркой. При
электродуговой сварке проковка
производится молотком, при то¬
чечной сварке прикладывается
ковочное усилие
Метод эффективен для
пластичных металлов
92
ТАБЛИЦА IV.24. ‘МЕТОДЫ УМЕНЬШЕНИЯ СВАРОЧНЫХ
ДЕФОРМАЦИЙ ПОСЛЕ СВАРКИ
Наименование
метода
Характеристика м'етода
Дополнительные сведения
Термическая
равка
Производится местный нагреа
тех зон, усадка которых умень¬
шает или устраняет остаточныс-
деформации (рис. IV.18, е). Уг¬
леродистые стали нагревают га¬
зовым пламенем до 600—800° С.
Зоны нагрева имеют форму кру¬
гов, полос, клиньев. В табл.
IV.25 приведены оптимальные
режимы нагрева листовых эле¬
ментов газовыми горелками при
термической правке
Нагрев по возможно¬
сти должен быть ло¬
кальным и концентриро¬
ванным
Высокий отпуск
жестких зажим-
ых приспособ-
1СННЯХ
После сварки конструктивный
элемент упруго деформируется,
приобретает правильную форму
и зажимается в приспособлении.
После отпуска при 550—650° С
конструкция сохраняет форму,
которая была ей придана в за¬
жимном приспособлении
Необходимо использо¬
вать достаточно жесткие
зажимные приспособле¬
ния
Создание пла-
гических дефор
!аций удлинения
зоне сварного
оединения
Для тонколистовых
конструкций наиболее
эффективно применять
прокатку сварных соеди¬
нений
В зоне шва путем пластиче¬
ского деформирования за счет
изгиба детали, ее растяжения,
проковки, прокатки роликами,
осадки под прессом создают
деформации металла, противо¬
положные по знаку сварочным.
Остаточные деформации при
этом уменьшаются
ТАБЛИЦА IV.25. ОПТИМАЛЬНЫЕ РЕЖИМЫ ТЕРМИЧЕСКОЙ
ПРАВКИ (ДАННЫЕ Д-РА ТЕХН. НАУК ПРОФ. Г. А. БЕЛЬЧУКА)
Показатель
Толщина металла, мм
2
1 3 I
1 4 |
5
6
Номер накоиеч-
ика
„ л/с
Расход газа— ♦
л/ч
3
4
5
6
6
ацетилена
0,14
500
0,21
750
0,33
1200
0,47
1700
0,47
1700
кислорода
0,15
550
0,23
820
0,36
1300
0,51
1850
0,51
1850
Скорость нагре-
10—з м/с
7
6
4,5
4
3
см/мин
42
36
27
24
18
Примечание. Объемный расход газа, м3/с, может быть получен ум¬
ножением расхода, л/с, взятого из данной таблицы, на 10
—з
93
Глава V. МАТЕРИАЛЫ ДЛЯ СВАРКИ И РЕЗКИ,
ПРИМЕНЯЕМЫЕ В ПРОМЫШЛЕННОМ
СТРОИТЕЛЬСТВЕ
V.I. Углеродистые стали
Сталь углеродистая обыкновенного качества (ГОСТ 380—71 *).
В зависимости от назначения и гарантируемых характеристик сталь
подразделяется на три группы:
по механическим свойствам — А (табл. V.1);
по химическому составу — Б (табл. V.2);
по механическим свойствам и химическому составу — В.
В табл. V.3 приведены нормируемые показатели для этих групп
сталей.
ТАБЛИЦА V.I. МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ГРУППЫ А
(ГОСТ 380-71*)
Времен¬
Предел текучести,
кгс/мм2, для
толщины, мм
Относительное
удлинение 6В, %
для толщины, мм
Марка
стали
ное сопро¬
тивление
разрыву,
кгс/мм2
о
см
о
1
о
о
7
о
о
1'
ч
о
см
о
■'Г
J,
о
<и
0)
Изгиб на 180°
для толщины
до 20 мм
а
см
'О
5
см
VO
СтО
Не менее 31
-
-
-
-
23
22
20
d=2 а
Ст1
31—40
-
-
-
-
35
34
32
d=0
Ст1пс,
Ст1сп
СПГпс
32—42
32—43
—
—
—
—
34
34
33
33
31
31
1 Без оправ-
1 ки
Ст2кп
33-42
22
21
20
19
33
32
30
d= 0
Ст2пс,
Ст2сп
Ст2Гпс
34—44
34—45
23
23
22
22
21
21
20
20
32
32
31
31
29
29
1 Без оправ-
1 ки
СтЗкп
37—47
24
23
22
20
27
26
24
СтЗпс,
СтЗсп
38—49
25
24
23
21
26
25
23
■ d=0,5 а
СтЗГ пс
38—50
25
24
23
21
26
25
23
Ст4кп
41-52
26
25
24
23
25
24
22
Ст4пс,
Ст4сп
Ст4Гпс
42—54
42-55
27
27
26
26
25
25
24
24
24
24
23
23
21
21
d=2 а
94
Продолжение i лбл. V.I
Времен¬
Предел 1екучести,
кгс/мм2, для тол¬
щины, мм
Относительное
удлинение 6*. %
для толщины, мм
Изгиб на 180°
для толщины
до 20 мм
Марка
стали
ное сопро¬
тивление
разрьту,
кгс/мм2
До 20
21—40
41—100
более 100
до 20
21—40
| более 40
Стбпс,
Стбсп
50—64
!9i
Г
27
26
20
19
17
1 d=3a
СтбГпс
46—60
29
28
27
26
20
19
17
1
Стбпс,
Стбсп
Не менее
60
32
31
30
30
15
14
12
-
Примечания: 1. Допускается превышение верхнего предела времен¬
ного сопротивления на 30 МПа (3 кгс/мм2) по сравнению с указанным в таб¬
лице при условии выполнения остальных норм, а при согласии заказчика —
без ограничения верхнего предела.
2. Для листовой и широкополосной стали всех толщин и фасонной стали
толщиной свыше 20 мм значение предела текучести допускается на 10 МПа
(1 кгс/мм2) ниже, чем приведено в таблице.
3. Для листовой стали толщиной 8—4 мм допускается снижение относи¬
тельного удлинения на 1% на каждый миллиметр уменьшения толщины.
Нормы относительного удлинения для листов толщиной менее 4 мм устанав¬
ливаются соответствующими стандартами.
4. Допускается снижение относительного удлинения для листовой, ши¬
рокополосной и фасонной стали всех толщин на 1%.
5. Для арматурной стали периодического профиля марок ВСтбпс, ВСтбсп
толщиной до 40 мм предел текучести должен быть не менее 300 МПа
($0 кгс/мм2).
6. Для получения временного сопротивления и предела текучести, выра¬
женных в МПа, необходимо соответствующие значения, указанные в таблице,
умножить на 10.
7. Буквой d обозначен диаметр оправки, мм; буквой а обозначена тол¬
щина образца, мм.
8. Для изгиба на 180е при толщине металла более 20 мм диаметр оправ¬
ки увеличивается на толщину образца.
ТАБЛИЦА V.2. ХИМИЧЕСКИЙ СОСТАВ СТАЛИ ГРУППЫ Б, %
(ГОСТ 380—71*)
Марка стали
Углерод С
Кремний Si
Марганец Мп
БСтО
Не более 0,23
-
-
БСт1кп
Не более 0,05
БСт1пс
0,06—0,12
0,05—0,17
0,25-0,5
БСт1сп
0,12—0,30
БСт1Гпс
Не более 0,15
0,7—1,1
БСт2кп
0,09—0,15
» » 0,07
0,25—0,5
95
Продолжение табл. V.2
Марка стали
Углерод С
Кремний Si
Марганец Мп
БСт2пс
0,09—0,15
0,05-0,17
0.25—0,5
БСт2сп
0,12—0,30
БСт2Гпс
Не более 0,15
0,7—1,1
БСтЗкп
0,14—0,22
» 0,07
0,3—0,6
БСтЗпс
0,05—0,17
0,4—0,65
БСтЗсп
0,12-0,30
БСтЗГ пс
Не более 0,15
0,8—1,1
БСт4кп
0,18—0,27
» » 0,07
0,4-0,7
БС1пс
0,05—0,17
БСт1сп
0,12—0,30
БСт 1Гпс
Не более 0,15
0,8—1,2
БСт5пс
0,28—0,37
0,05—0,17
0,5—0,8
БСт5сп
0,15—0,35
БСтбГпс
0,22—0,3
Не более 0,15
0,8—1,2
БСтбпс
0,38—0,49
0,05—0,17
0,5—0,8
БСтбсп
0,15—0,35
Примечания: 1. В стали марки БСтО не должно быть более 0,07%
фосфора, 0,06% серы.
2. Во всех марках стали, указанных в таблице, кроме БСтО, содержание
фосфора не должно превышать 0,04%; серы — 0,05%; хрома, никеля, меди—
0.3% каждого элемента; мышьяка — 0,08%.
По химическому составу сталь группы В должна соответствовать
нормам, указанным для стали группы Б, за исключением нижнего
предела по содержанию углерода. Верхний предел содержания мар¬
ганца допускается на 0,2% выше приведенного в табл. V.2 для всех
марок стали, кроме ВСт1Гпс, ВСт2Гпс, ВСтЗГпс, ВСт4Гпс и ВСтбГпс.
В стали марки ВСтЗсп категорий 4, 5 и 6, раскисленной алюми»
нием, остаточное количество алюминия должно быть не менее 0,02%.
В стали марки ВСт5пс для арматуры периодического профиля
диаметром 10—28 мм содержание углерода должно быть 0,30—
0,39%, марганца — 0,6—0,9%, а диаметром более 28 мм — соответ¬
ственно 0,28—0,37% и 0,8—1,1%.
В табл. V.4 приведена ударная вязкость некоторых марок сталей.
96
ТАБЛИЦА V.3. НОРМИРУЕМЫЕ ПОКАЗАТЕЛИ ДЛЯ СТАЛИ
Груп-
па
стали
Кате¬
гория
стали
Марки стали
всех степеней
раскисления
и с повышенным
содержанием
марганца
Времен -
ное со¬
противле¬
ние раз¬
рыву
Пре¬
дел
теку¬
чести
Относи¬
тельное
удлинение
Изгиб
в холод¬
ном состо¬
янии
Химический состав
Ударная вязкость
С, Mn, Si,
Р, S, As.
N
Сг, Ni,
Си
при температуре, °С
после
механи¬
ческого
старения
+20
—20
1
+
+
СтО—Стб
2
+
—
+
—
—
—
А
3
Ст2—Стб
+
+
+
+
-
-
-
1
1
1
БСтО—БСтб
—
_
—
—
+
С
2
БСт1—БСтб
-
-
-
-
+
+
-
-
1
ВСт1—ВСт5
+
+
+
+
+
_
2
ВСт2—ВСт5
+
+
+
+
+
+
—
—
в
3
ВСтЗ—ВСт4
+
+
+
+
+
+
+
—
—
4
1
+
+
+
+
+
+
—
+
—
5
? ВСтЗ
+
+
+
+
+
+
—
+
+
6
J
+
+
+
+
+
+
—
—
+
П р и м е ч а н и я: 1. Для стали марки БСтО нормируется только содержание углерода, фосфора и серы
2. Для стали марки Стб изгиб в холодном состоянии не нормируется.
3. Для сталей категорий 1, 2 и 3, идущих на изготовление труб, изгиб в холодном состоянии не нормируется.
аль катег°Ри“ 3—6 выпускается полуспокойной и спокойной. Допускается изготовление кипящих сталей марок ВСтЗ
иг 9 категории 3, при этом нормы ударной вязкости при -Ы?0Э С принимаются для спокойной и полуспокойной стали марок
ttLTj И OLT4.
5. Знаком «+» обозначены нормируемые показатели.
ТАБЛИЦА V.4. УДАРНАЯ ВЯЗКОСТЬ СТАЛИ МАРОК ВСтЗсп, ВСтЗпс,
ВСтЗГпс КАТЕГОРИЙ 3—в И СТАЛИ МАРОК ВСт4пс, ВСт4сп, ВСт4Гпс
КАТЕГОРИИ 3 (ГОСТ 380-71*)
Ударная вязкость,
кгс*м/см2, не менее
Марка
стали
Вид проката
Расположение
образца относи¬
тельно проката
Тол¬
щина,
мм
при темпера«
туре, °С
и *
а о
СО н
к и
Sg
а) о к
ч * а
о и и
01)11
С S* о.
+20
—20
ВСтЗпс,
ВСтЗсп
Листовой
Широкополос¬
ный
Сортовой н фа¬
сонный
Поперек
Вдоль
5—9
10—25
26—40
5-9
10—25
26—40
5—9
10—25
26—40
8
7
5
10
8
7
И
10
9
4
3
*б
3
5
3
4
3
~5
3
5
3
ВСтЗГпс
Листовой
Широкополос¬
ный
Поперек
Вдоль
5—9
10—30
31—40
5—9
10—30
31—40
8
7
5
10
8
7
4
3
5
3
4
3
б
3
ВСтЗГпс
Сортовой и фа¬
сонный
5—9
10—30
31—40
11
10
9
5
3
5
3
ВСт4пс,
ВСт4сп,
ВСт4Г пс
Листовой
Сортовой и фа¬
сонный
Поперек
Вдоль
5—9
10—25
26—40
5—9
10—25
26—40
7
6
4
10
9
7
-
-
Примечания: I. Знак «—» означает, что испытание проката на
ударную вязкость не производится.
2. Для получения ударной вязкости выражений в МДж/ма необходимо
данные таблицы разделить на 10.
Сталь термически упрочненная (ГОСТ 14637—69*). Ниже приве¬
дено процентное содержание химических элементов: С, Мп, Р и S
в стали марки ВСтТ.
С 0,09—0,22
Мп . . 0,4—0,65
Р не более 0,045
S » » 0,055
Кремния Si в стали марки ВСтТкп содержится не более 0,07%,
в марке ВСтТпс — от 0,05 до 0,15% и в марке ВСтТсп —от 0,12 до
0,3%. Марганца Мп в стали марки ВСтТкп должно быть от 0,3 до
0,6%.
98
Механические свойства листовой стали толщиной 10—40 мм мар¬
ки ВстТ по ГОСТ 14637—69* приведены ниже.
Временное сопротивление разрыву
о0 кгс/мм2 не менее 44 (440 МПа)
Предел текучести ат кгс/мм2 .... » » 30 (300 МПа)
Относительное удлинение 65, % . . • * » 16
Ударная вязкость, кгс-м/см2:
при температуре —40° С .... » » 3 (0,3 МДж/м2)
после механического старения
(20° С) » » 3 (0,3 МДж/м2)
Для листов толщиной 10—16 мм диаметр оправки при испыта¬
нии на загиб на 180° в холодном состоянии должен быть равен 2,5 а,
для листов толщиной свыше 16 мм — За, где а — толщина листа.
Допускается снижать ударную вязкость одного образца на
0,05 МДж/м2 (0,5 кгс-м/см2) по сравнению с нормой, указанной вы¬
ше. Ударная вязкость при температуре —40° С и после механического
старения определяется по требованию потребителя.
Ударная вязкость при минусовой температуре находится для ли¬
стов толщиной 10—25 мм, а после механического старения — для ли¬
стов толщиной 12—25 мм.
Сталь углеродистая и низколегированная конструкционная для
мостостроения (ГОСТ 6713—75). Сталь изготавливается с гарантией
свариваемости следующих марок: 16Д, 10Г2С1Д, 15ХСНД, и 10ХСНД.
Сталь марок 10Г2С1Д, 15ХСНД и 10ХСНД в зависимости от вида
термообработки выпускается трех категорий: 1—без термообработ¬
ки; 2 — в нормализованном состоянии; 3 —в термически улучшенном
состоянии после закалки и высокого отпуска. Категория указывается
после наименования марки. При отсутствии указаний поставляется
сталь категории 1. Химический состав стали приведен в табл. V.5,
механические свойства даны в табл. V.6.
ТАБЛИЦА V.5. ПРОЦЕНТНОЕ СОДЕРЖАНИЕ ХИМИЧЕСКИХ
ЭЛЕМЕНТОВ В СТАЛИ ПО ГОСТ 6713—75*
Марка
стали
Углерод
С
Кремний
Si
Марганец
Мп
Хром
Сг
Никель
Ni'
Медь,
Си
16Д
о
т
о
ОО
0,12—0,25
о
I
о
До 0,3
До 0,3
0,2—0,35
10Г2С1Д
До 0,12
0,8—1,1
1» 3—1,65
» 0,3
» 0,3
0,2—0.35
15ХСНД
0,12—0,18
0,4—0,7
0,4—0,7
0,6—0,9
0,3—0,6
о
А
о
10ХСНД
До 0,12
0,8-1,1
0,5—0,8
0,6—0,9
0,5—0,8
0,4—0,6
Примечания: 1. В стали марки 16Д фосфора не более 0,035%, серы —
0,04%. Во всех остальных марках стали, указанных в таблице, содержание се¬
ры и фосфора не должно превышать 0,035% каждого элемента.
2. В стали для мостовых конструкций северного исполнения содержание
серы не более 0,03%, фосфора не более 0,026%,
7* 99
ТАБЛИЦА V.6. МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ УГЛЕРОДИСТОЙ
И НИЗКОЛЕГИРОВАННОЙ ДЛЯ МОСТОСТРОЕНИЯ (ГОСТ 6713-75)
Марка
стали
Толщина,
мм
Времен¬
ное со¬
противле¬
ние раз¬
рыву,
кгс/мм2
Предел
текучести,
кгс/мм8
Относи¬
тельное
удлине¬
ние, б5, %
Уда1
кгс*м/
—40
эная вяз
см2, при
ратуре
| -60
кость,
темпе**
—70
Категория стали
1
1 2
1 3
не менее
16Д
До 20
38—52
24
26
21—40
38—52
23
26
—
41—60
38—52
22
26
—
—
10Г2С1Д
8—10
50—70
35
21
3
3
2,5
11-20
50-70
35
21
3
2,5
2,5
21-32
50—70
35
21
3
2,5
2,5
33—60
48—68
34
21
3
2,5
2,5
15ХСНД
8—32
50—70
35
21
3
3
3
33—50
48—68
34
19
—
3
3
10ХСНД
8—15
54-70
40
19
4
3
3
16—32
54—68
40
19
3
3
33—40
52—66
40
19
—
3
3
Примечания: 1. Ударная вязкость стали марки 16Д всех толщин при
температуре —20° С и после механического старения ( + 20° С) должна быть:
листовой стали не менее 3,5 кгс-м/см2; сортовой, широкополосной и фасониой
стали не менее 4 кгс*м/см2.
2. Ударная вязкость стали марок 10Г2С1Д, 15ХСНД, 10ХСНД всех тол¬
щин 1 и 2 категории после механического старения при температуре +20° (I
и стали 3 категории после механического старения при температуре —20° G
должна быть не менее 3 кгс-м/см2.
3. Сталь марки 16Д толщиной до 25 мм испытывается на изгиб в холод¬
ном состоянии до параллельности сторон вокруг оправки rf—0, свыше 25 мм —
вокруг оправки, диаметр которой равен толщине образца а. Сталь марок
10Г2С1Д, 15ХСНД, 10ХСНД испытывается на изгиб вокруг оправки d-2a.
4. Для перевода предела текучести и временного сопротивления разрыву в
МПа (в систему СИ) необходимо соответствующие данные таблицы умножить
на 10, для перевода ударной вязкости в МДж/м2 данные таблицы следует раз¬
делить на 10,
Сталь углеродистая качественная конструкционная (ГОСТ
1050—74). В табл. V.7 приведен химический состав стали, в
табл. V.8 указаны категории стали, в табл. V.9 — механические свой¬
ства этой стали 2-й категории. Категория стали обычно указывается
в заказе; если в заказе нет такой отметки, то транспортируется
сталь 2-й категории.
ТАБЛИЦА V.7. ХИМИЧЕСКИЙ СОСТАВ УГЛЕРОДИСТОЙ
КАЧЕСТВЕННОЙ КОНСТРУКЦИОННОЙ СТАЛИ, %
Марка
стали
с
SI
Мп
Сг, не более
05 кп
С8кп
Не более 0,6
0,05-0,11
Не более 0,03
» » 0,03
Не более 0,4
0,25—0,5
op
100
Продолжение табл. V.7
Марка
стали
С
Si
Мп
Сг, не более
08пс
0,05—0,11
0,05—0,17
0,35—0,65
0,1
08
0,05—0,12
0,17—0,3 7
0,35—0,65
0,1
Юкп
0,07—0,14
Не более 0,07
0,25—0,5
0,15
Юпс
0,07—0,14
0,05—0,17
0,35—0,65
0,15
10
0,07—0,14
0,17—0,37
0,35—0,65
0,15
15кп
0,12—0,19
Не более 0,07
0,25—0,5
0,25
15пс
0,12—0,19
0,05—0,17
0,35—0,65
0,25
15
0,12—0,19
0,17—0,37
0,35—0,65
0,25
20кп
0,17—0,24
Не более 0,07
0,25—0,5
0,25
20пс
0,17—0,24
0,05—0,17
0,35—0,65
0,25
20
0,17—0,24
0,17—0,37
0,35—0,65
0,25
25
0,22—0,3
0,17—0,37
0,5—0,8
0,25
30
0,27—0,35
0,17—0,37
0,5—0,8
0,25
35
0,32—0,4
0,17—0,37
0,5—0,8
0,25
40
0,37—0,45
0,17—0,37
0,5—0,8
0,25
45
0,42—0,5
0,17-0,37
С, 5—0,8
0,25
50
0,47—0,55
0,17—0,37
0,5—0,8
0,25
55
0,52—0,6
0,17—0,37
0,5—0,8
0,25
58 (55пп)
0,55—0,63
0,1—0,3
Не более 0,2
0,15
60
0,57—0,65
0,17—0,37
0,5— 0,8
0,25
65
0,62—0,7
0,17—0,37
0,5—0,8
0,25
70
0,67—0,75
0,17—0,37
0,5—0,8
0,25
75
0,72—0,8
0,17—0,37
0,5—0,8
0,25
80
0,77—0,85
0,17—0,37
0,5—0,8
0,25
85
0,82—0,9
0,17—0,37
0,5—0,8
0,25
60 Г
0,57—0,65
0,17—0,37
0,7—1
0,25
65 Г
0,62—0,7
0,17—0,37
0,9—1,2
0,25
70 Г
0,67—0,75
0,17—0,37
0,9-1,2
0,25
ТАБЛИЦА V.8. КАТЕГОРИИ УГЛЕРОДИСТОЙ КАЧЕСТВЕННОЙ
КОНСТРУКТИВНОЙ СТАЛИ В ЗАВИСИМОСТИ ОТ ИСПЫТАНИЙ
МЕХАНИЧЕСКИХ СВОЙСТВ
Ка-
гего-
рия
Вид испытаний
механических
свойств
Материал образца
Размер
образца, мм
Вид обработки
стали
1
Без испытаний
—
—
Горячеката¬
ная. кованая, ка¬
либрованная и се¬
ребрянка
2
На растяжение
н ударную вяз¬
кость
Нормирован¬
ная заготовка
25 (диаметр
или сторона
квадрата)
То же
3
На растяжение
То же
Не более 100
Горячеката¬
ная, кованая и
калиброванная
4
На растяжение
и ударную вяз¬
кость
Термически об¬
работанная заго
товка (закалка +
+ отпуск)
» 100
То же
I0i
Продолжение табл.
Ка¬
тего¬
рия
Вид испытаний
механических
свойств
Материал образца
Размер
образца, мм
Вид обработки
стали
б
На растяжение
Нагартован-
ная или термиче¬
ски обработанная
заготовка (отож¬
женная или вы-
сокоотпущен-
ная сталь)
Калиброван*
ная
ТАБЛИЦА V.9. МЕХАНИЧЕСКИЕ СВОЙСТВА УГЛЕРОДИСТОЙ
КАЧЕСТВЕННОЙ КОНСТРУКЦИОННОЙ СТАЛИ 2-Й КАТЕГОРИИ
Предел
текучес¬
ти,
кгс/мм2
Времен¬
Относительное
Ударная
вязкость,
кгс-м/см*
Марка
стали
Термичес¬
кая обра¬
ботка
заготовок
ное сопро¬
тивление
разрыву,
кгс/мм2
удлине¬
ние, % \
сужение,
%
не менее
08
20
33
33
60
10
21
34
31
55
—
15
23
38
27
55
—
20
25
42
25
55
—
26
28
46
23
50
9
30
30
50
21
50
В
35
32
54
20
45
7
40
34
58
19
46
6
45
Нормали¬
36
61
16
40
5
60
зация
38
64
14
40
4
55
39
66
13
35
—
60
41
69
12
35
—
65
42
71
10
30
—
70
43
73
9
30
—
60Г
42
71
И
35
—
65Г
44
75
9
—
—
70Г
46
ЬО
8
75
Закалка
90
110
7
30
80
85
+отпуск
95
100
110
115
6
6
30
30
-
Примечания: 1. Для перевода предела текучести и временного со¬
противления в МПа (в систему СИ) необходимо соответствующие данные таб¬
лицы умножить >ia 10.
2. Для перевода ударной вязкости в МДж/м? (в систему СИ данные таб¬
лицы следует разделить на 10.
V.2. Легированные стали
Сталь низколегированная толстолистовая л широкополосная
универсальная (ГОСТ 19^82—73). В табл. V.10 приведены нормиру¬
емые механические свойства стали, в табл. V.l 1 — химический со¬
став стали и в табл. V.12 — механические свойства стали.
102
ТАБЛИЦА V.10. НОРМИРУЕМЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ
Нормируемые
характеристики
Категория
1
2
3
*\
5 1
6 1
hi
1 9
1 10 |
11
|12
13
"1
115
Механические
свойства при рас¬
тяжении и изгиб
в холодном со¬
стоянии
Ударная вяз¬
кость при темпе¬
ратуре, *С:
+
+
+
+
+
+
+
+
+
+
+
+
~г
■Ь
+20
+
—
—
-20
—40
-
-
—
-
-
+
—
-
-
-
-
-
—
—
-50
-60
—70
Ударная вяз¬
кость после ме¬
ханического ста
рения и при тем¬
пературе, °С:
+ 20
-20
-40
-50
-G0
+
—
-70
+
Ударная вяз
КОСТЬ после ме¬
ханического ста¬
рения
Примечания: I. Химический состав определяется для всех категорий
стали (с 1 по 15).
2. Сталь категорий 1—6 и 10—12 выпускается б$з термической обработки,
категорий 7—9 и 13—15 — в термически обработанном сосТоянтг (после норма¬
лизации или закалки с отпуском).
3. Допускается изготовление стали категорий 1—6 в 10—12 в термически
обработанном состоянии.
4. Листы из стали марок 14ХГС, 17Г1С, 14Г2АФ, 14Г2АФД, 16Г2АФ,
16Г2АФД, 15Г2АФДпс, 18Г2АФпс, 18Г2АФДпс всех Толщин, из стали марок
09Г2, 09Г2Д, 10Г2С1 и 10Г2С1Д толщиной брлее 20 мм» марки ЮХСНД толщи¬
ной более 15 мм 4—15 категорий выпускаются в нормализованном или улуч¬
шенном состоянии (вид термической обработки выбирает изготовитель). При
условии обеспечения механических свойств допускается изготовление сталей
без термической обработки. Свариваемость стали обеспечивается технологией
ее изготовления и химическим cdcfaBOM. Ударная вязкость листовой и уни¬
версальной стали при температуре +20° С после механического старения долж¬
на быть не менее 3 кгс-м/см2 (0,3 МДж/м2).
гоз
104
ТАБЛИЦА V.11. ХИМИЧЕСКИИ СОСТАВ СТАЛИ, %
Марка стали
Углерод
С
Кремний
Si
Марганец
Мп
Хром
Сг
Никель
Ni
Медь Си
Ванадий U
Другие элементы
09Г2
<0,12
0,17—0,38
1.4—1,8
<0,3
09Г2Д
<0,12
0,17—0,37
1.4—1.8
0,15—0,3
—
—
14Г2
0,12—0,18
0,17—0,37
1.2—1,6
<0,3
—
—
12ГС
0,09—0,15
0,5—0,8
0.8—1,2
<0,3
—
—
16ГС
0.12—0,18
0,4—0,7
0.9—1.2
<0,3
—
—
17ГС
0,14—0.2
0,4—0,6
1.0—1.4
<0,3
■—
—
17Г1С
0,15—0,2
0,4—0,6
1.15—1.6
Q
<0,3
—
—
09Г2С
<0,12
0,5—0,8
1.3—1,7
<0,3
—
—
09Г2СД
<0,12
0,5—0,8
1.3—1.7
<0,3
0,15-0,3
—
—
10Г2С1
<0,12
0,8—1,1
1.3—1,6-1
<0,3
—
—
10Г2С1Д
<0,12
0,8—1,1
1,3—1,65
0,15—0,3
—
—
15ГФ
0,12—0,18
0,17—0,37
0,9—1,2
<0,3
0,05—0.12
—
15ГФД
0,12—0,18
0,17—0,37
0.9—1,2
0,15—0,3
0,05—0.12
—
15Г2СФ
0,12—0,18
0,4—0,7
1.3—1,7
<0,3
0,05—0,1
—
15Г2СФД
0,12—0,18
0,4—0,7
1.3—1.7
0,15—0,3
0,05—0,1
14Г2АФ
0,12—0,18
0,3—0,6
1,2—1,6
<0,4
<0,3
0,07—0,12
14Г2АФД
0,12—0,18
о.а-о,б
1,2—1,6
1 0 4
0,15—0,3
0,07—0.12
Азот
16Г2АФ
0,14—0,2
0,3—0,6
1»3—1.7
<0,3
0,0^-0,14
0,015—0,025
16Г2АФД
0,14—0,2
0,^-0,6
1,3—1,7
<0,4
0,15—0,3
0,08—0,14
18Г2АФпс
0,14—0,22
До 0,17
1,3—1,?
<0,3
. л я
<0,3
0,08—0,15
\ Азот
18Г2АФДпс
0.14—0,22
До 0,17
1.3—1,7
<0.3
■ и,о
0,15—0,3
0,08-0,15
I 0.015—0,03
10Г2Б
<0,12
0,17—0,37
1,2—1,6
<0,3
<0,3
_
\ Ниобий
10Г2БД
<0,12
0,17—0,37
1,2—1,6
<0,3
0,15—0,3
—
) 0,02—0,05
14ХГС
0,11—0,16
0,4—0,?
0,9—1,3
0,5—0,8
<0,3
—
—
10ХСНД
<0,12
0,8—1,1
0,5—0,8
0,6— 0,9
0,5— 0,8
0,4—0,6
—
—
15ХСНД
0,12—0,18
0,4—0,7
0,4—0,7
0,6— 0,9
0,3—0,6
0,2—0,4
—
—
15Г2АФДпс
0,12—0,18
До 0,17
1,2—1,6
<0,3
<0.3
0,2—0,4
0,08—0,15
Азот 0,015—0.3
ЮХНДП
<0,12
0,17—0,37
0.3-0.6
0,5— 0,8
0.3—0,6
0,3-0,5
—
Фосфор 0,07—0,1
Алюминий
0,08—0,15
ТАБЛИЦА V.12. МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ
Марка стали
Толщина
проката,
мм
Временное
сопротивле¬
ние разрыву
кгс/мм2
Предел
текучести,
кгс/мм2
Относитель¬
ное удлине¬
ние, бБ, %
Ударная вязкость,
кгс-м/см2, при
температуре, °С
+20
-40
-70
Не менее
09Г2, 09Г2Д
4
5—9
10—20
21—32
45
31
31
31
30
21
—
3,5
3
4
—
14Г2
4
47
34
5—9
47
34
21
—
3,5
—
10—20
46
33
—
3
21—32
46
33
—
3
—
12ГС
4
_.
5—9
47
32
26
—
—
—
10
—
16ГС
4
50
33
__
_
5—9
50
33
6
4
3
10—20
49
32
21
6
3
2,5
21—32
48
30
6
3
2,5
33—60
47
29
6
3
2,5
61-160
46
28
6
3
2,5
17ГС
4
52
35
5—9
52
35
23
—
4,5
—
10—20
50
34
3,5
—
17Г1С
4
36
_
5—9
52
36
23
—
4,5
—
10—20
35
4
09Г2С, 09Г2СД
4
50
35
—
—
5—9
50
35
6,5
4
3,5
10—20
48
33
6
3,5
3
21—32
47
31
21
6
3,5
3
33—60
46
29
6
3,5
3
61—80
45
28
6
3,5
3
81—160
44
27
6
3,5
3
10Г2С1» 10Г2С1Д
4
50
36
5—9
50
35
6,5
4
3
10—20
49
34
21
6
3
2,5
21—32
48
33
6
3
2,5
33—60
46
33
6
3
2,5
61—80
44
30
6
3
2,5
80—100
44
30
6
3
2,5
15ГФ, 15ГФД
4
52
38
__
5—9
52
38
21
—
4
—
10—20
52
36
—
3
«—
21—32
48
34
3
105
Продолжение табл. V.12
Марка стали
Толщина
проката,
мм
Временное
сопротивле¬
ние разрыву
кгс/мм2
Предел
текучести,
кгс/мм2
Относитель¬
ное удлине¬
ние, б5, %
Ударная вязкость,
кгс-м/см2, при
температуре, °С
+20
—40
—70
Не менее
15Г2СФ, 15Г2СФД
5—9
10—20
21—32
56
56
56
40
18
-
4
3.5
3.5
—
14Г2АФ.
14Г2АФД
4
5—9
10—32
33—50
55
55
55
55
40
20
—
4?5
4
4
3,5
3
3
16Г2АФ,
4
60
45
__
16Г2АФД
5—9
60
45
20
—
4,5
3
10—32
60
45
—
4
3
33—50
58
42
4
3
18Г2АФпс,
4
18Г2АФДпс
5—9
60
45
19
—
4,5
3,5
10-20
—
4
3
21—32
—
4
3
10Г2Б, 10Г2БД
4
__
5~"9
52
38
21
—
4
—
10
““
3
14ХГС
4
_
__
5—9
50
35
22
4
—
10
—
3,5
ЮХСНД
4
54
_
5—9
54
—
5
3,5
10—15
54
40
19
4
3
16—32
54
5
3
33—40
52
—
5
3
15ХСНД
4
_
_
_
5—9
50
35
21
4
3
10—20
—
3
3
21—32
—
3
3
15Г2АФДпс
4
5—9
55
40
19
—
4,5
3,5
10—20
—
4
3
21—32
—
4
3
10ХНДП
4
I
I I
1 ~ 1
1 - 1
5—9
48
35 1
1 20 1
1 ~ 1
1 4 |
—
Примечание. Для перевода временного сопротивления и предела те¬
кучести в МПа необходимо соответствующие данные таблицы умножить на
10. Чтобы получить ударную вязкость в МДж/м2, следует значения ударной
вязкост* разделить на 10
106
Сталь низколегированная сортовая и фасонная (ГОСТ 19281 —
73). Химический состав стали должен соответствовать нормам, ука¬
занным в ГОСТ 19282—73.
В зависимости от нормируемых механических свойсте (табл.
V.13) сталь выпускается по категориям, указанным в табл. V.10.
ТАБЛИЦА V.13. МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ
Марка стали
Толщина
проката,
мм
Временное
сопротивле¬
ние разрыву,
кгс/мм8
Предел
текучести,
кгс/мм3
Относитель¬
ное удлине¬
ние, 65, %
Уда!
кг<
тем!
+20
эная вяз
:-м/см-,
пературе
-40
кость,
при
*. сс
—70
не менее
09Г2, 09Г2Д
4
45
31
__
5—9
45
31
21
4
3
10—20
45
31
—
3
3
21—32
45
30
3
—
14Г2
4
47
34
5-9
47
34
21
—
3,5
3,5
10—20
46
33
—
3
3
21—32
46
33
—
3
—
09Г2С,
4
50
35
__
_
09Г2СД
5—9
50
35
6,5
4
3,5
10—20
48
33
6
3,5
3
21—32
47
31
21
6
3,5
—
33—60
46
29
6
3,5
—
61—80
45
28
6
3,5
—
81—160
44
27
6
3,5
10Г2С1.
4
50
36
_
10Г2С1Д
5—9
50
35
6, 5
4
3
10—20
49
34
6
3
2,5
21—32
48
33
21
6
3
—
33—60
46
33
6
3
—
61—80
44
30
6
3
—
81—100
44
30
6
3
“
15ГФ, 15ГФД
4
52
38
21
5—9
52
38
—
4
—
10—20
49
35
—
3
—
21—32
47
33
3
15Г2СФ
15Г2СФД
10Г2Б
4
5—9
10—20
56
40
18
—
4
3,5
—
10Г2БД
4
5—9
10
52
38
21
—
Г
3
-
10ХСНД
4
5—9
10—15
54
40
19
—
5
4
зТб
3
107
Продолжение табл. V.13
Марка стали
Толщина
проката,
мм
Временное
сопротивле¬
ние разрыву,
кгс/мм5
Предел
текучести,
кгс/мм2
Относитель¬
ное удлине¬
ние. 65, %
Ударная вязкость,
кгс-м/см5, при
температуре, °С
+20
—40
-70
не менее
15ХСНД
4
50
35
5-9
50
35
21
—
4
3,5
10—20
48
33
—
3
3
21—32
48
33
—
3
10ХНДП
4
5—9
48
35
20
~
4
Примечания: 1. Для перевода временного сопротивления разрыву
и предела текучести в МПа необходимо соответствующие данные таблицы
умножить на 10.
2. Для получения ударной вязкости в МДж/м2 следует ее значения, при
веденные в таблице, разделить на 10.
3. Значение ударной вязкости при +20° С после механического старения
должно быть не менее 0,3 МДм/м2 (3 кгс*м/см2).
4. Для фасонных профилей толщиной 8 мм (швеллер), И мм (балка)
и 20 мм (угловая сталь) из стали марок 09Г2, 09Г2С, 10Г2С1, ЮХСНД н
15ХСНД 6 й категории дополнительно определяется ударная вязкость при
—40° С.
Сталь горячекатаная для армирования железобетонных конст¬
рукций (ГОСТ 5781—75). Сталь горячекатаная круглая гладкого и
периодического профиля для армирования обычных и предваритель-
но>напряженных конструкций (сокращенное название — стержневая
арматурная сталь) в зависимости от механических свойств подразде¬
ляется на пять классов: А-I, A-II, A*III, A-IV, А-V (табл. V.14).
ТАБЛИЦА V.14. МЕХАНИЧЕСКИЕ СВОЙСТВА АРМАТУРНОЙ СТАЛИ
ПО КЛАССАМ
Класс арма¬
турной стали
Диаметр
сгержня, мм
Марка стали
Предел
текучести,
кгс/мм-
Времен¬
ное со¬
противле¬
ние раз¬
рыву,
кгс/мма
Относитель¬
ное удлине¬
ние, % 6,
Испытание
на изгиб
в холод¬
ном со¬
стоянии
A-I
6—40
6—18
СтЗкпЗ, СтЗпсЗ,
СтЗспЗ, ВСтЗкп2,
ВСтЗпс2, ВСтЗсп2
ВСтЗГ пс2
24
38
25
На 180°
с=0,5 d
A-II
10—40
4Э—80
ВСт5сп2, ВСт5пс2
18Г2С
30
50
19
На 180е
с=3 d
Ас-И
10—32
10ГТ*
30
45 | 25
На 180°
с=1 d
108
Продолжение табл. V.I4
Класс арма¬
турной стали
Диаметр
стержня, мм
Марка стали
Предел
текучести
кгс/мм3
Времен¬
ное со¬
противле¬
нце раз¬
рыву,
кгс/мм3
Относитель¬
ное удлине¬
ние, % 65
Испытание
га изгиб
в холод¬
ном сос¬
тоянии
А-Ш
6—40
35ГС, 25Г2С
40
60
14
На 90е
с=3 d
А-IV
10—18
10—22
80С
20ХГ2Ц
60
90
6
На 45°
с=5 d
A-V
10—22
23Х2Г2Т
80
105
7
На 45°
с=5 d
Примечания: I. Для перевода предела текучести и временного со¬
противления разрыву в МПа следует соответствующие данные таблицы ум¬
ножить на 10.
2. Буквой с обозначена толщина оправки, буквой d — диаметр стержня.
3. Ас-11 — арматурная сталь класса A-II специального назначения.
4. Арматурная сталь классов А-I, A-II, A-III, А-IV изготавливается б?э
термической обработки, класса А V — после низкотемпературного отпуска
(250±50° С).
5. Звездочкой отмечена сталь, ударная вязкость которой при температу¬
ре — 60°С , равна 0,5 МДж/м2 (5 кгс*м/см2).
Стержни арматурной ста¬
ли класса А-I должны выпус¬
каться круглыми гладкими;
стержни классов A-II, A-III,
A-IV и A-V — периодического
профиля. Каждому классу
арматурной стали (A-II, A-III,
A-IV, А-V) должен соответст¬
вовать определенный вид пе¬
риодического профиля (рис.
V. 1, а, б), установленный
ГОСТ 5781—75.
Химический состав арма¬
турных углеродистых сталей
должен соответствовать
ГОСТ 380—71*; низколегиро¬
ванных сталей — нормам, при¬
веденным в табл. V.15.
Сталь стержневая арматурная термически упрочненная периоди-
(еского профиля (ГОСТ 10884—71). Арматурные стержни должны
изготавливаться из углеродистой и низколегированной стали. Марки
ггали, химический состав, способ выплавки и режим термической об-
эаботки устанавливаются иредприятиями-изготовителями. Арматур-
ше стержни в зависимости от механических свойств подразделяют
ia классы (табл. V.16); их выпускают с профилями, утвержденными
{ля арматуры классов A-II и A-1II по ГОСТ 5781—75. Концы стерж-
1ей каждого класса должны быть окрашены: Ат-IV — белой, Ат-V —
иней, At-VI — желтой и Ат-VII — зеленой краской. Концы стержней.
Рис. V.I. Профили арматурной сталн
а, б — класса соответственно А-II,
А-Ш
109
не подвергавшихся термической обработке (сырые), должны быть от-
мечены красной краской.
ТАБЛИЦА V.15. ХИМИЧЕСКИЙ СОСТАВ НИЗКОЛЕГИРОВАННЫХ
АРМАТУРНЫХ СТАЛЕЙ, %
Марка
стали
Углерод
С
Кремний
S;
Мар¬
ганец
Мп
Хром
Сг
Титан
Ti
Сера
S
Фос¬
фор
р
Не более
ЮГТ
Не более
0,45—0,65
1-1,4
0,015—
0,04
0,03
18Г2С
35ГС
25Г2С
0,13
0,14—0,23
0,3—0,37
0,2—0,29
0,6—0,9
0,6-0,9
0,6—0,9
1,2—1.6
0,8—1,2
1,2—1,6
Не более
0,3
0,03
0,045
0,045
0,045
0,04
0,04
0,04
20ХГ2Ц
0,19—0,26
0,4—0,7
1,5—1,9
0,9—1,2
-
0,045
0,04
80С
23Х2Г2Т
0,74—0,82
0,19—0.26
0,6—1
0,4—0,7
0, "—0,9
1,4-1,7
Не более
0,3
1,35—1,7
0,015—
0,03
0,02—
0,08
0,045
- 0,04
0,04
0,035
Примечания: 1. Во всех марках стали, указанных в таблице, кро¬
ме марки 10ГТ, содержание никеля в меди яе должно быть более 0.3%
каждого элемента, а в стали марки ЮГТ — меди (Gu) не более 0,3%, никеля
(N1) — нет.
2. Количество циркония (Zr) в стали марки 20ХГ2Ц должно быть 0,05—
0,14%.
3. Количество алюминия (AI) в стали марки 23Х2Г2Т должно быть
0,015—0,05%.
ТАБЛИЦА V.16. МЕХАНИЧЕСКИЕ СВОЙСТВА АРМАТУРНЫХ
СТЕРЖНЕЙ БЕЗ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Класс
стержней
Темпера¬
тура
электро*
нагрева
(контро¬
лируе¬
мая), °С,
не ниже
Номиналь¬
ный диа¬
метр
стержня
d, мм
Времен¬
ное сопро¬
тивление
разрыву,
кгс/мм9
Условный
предел
текучести
кгс/мм8
Относител
нение nocj
0
6,
ьное удли-
ie разрыва,
'о
ер
не менее
Ат-IV
350
10—18
90
60
8
20—40
7
At-V
400
10-14
100
80
7
16—40
6
2
At-VI
450
10—14
120
100
6
16—32
5
Ат-VII
500
10—32
140
120
5
Примечания; !. Для перевода временного сопротивления разрыву
в предела текучести в МПа следует соответствующие данные таблицы умно¬
жить на 10.
2. Стержни испытывают на загиб на 45° в холодном состоянии вокруг
оправки толщиной Бd (d — диаметр арматуры).
Сталь легированная конструкционная (ГОСТ 4543—7!). В табл.
V.17 приведены группы и марки этой стали.
Сталь листовая легированная конструкционная общего назначе¬
ния (ГОСТ 1542—71). Листовая легированная конструкционная
ПО
сталь выпускается толщиной до 4 мм включительно в листах или ру¬
лонах. Химический состав стали указан в табл. V.18. Механические
свойства стали приведены в табл. V.19.
Листы и рулоны изготавливаются из стали марок 60Г, 65Г, 70Г,
20Х, ЗОХ, ЗбХ, 40Х, 10Г2, 12Г2, 16Г2, 38ХА, ЗОХМ, ЗОХМА, 20ХГСА,
26ХГСА, 30ХГС, ЗОХГСА, 35ХГСА и 25ХГФ. Химический состав ста¬
ли должен соответствовать указанному в ГОСТ 1050—74 и ГОСТ
4543—71.
ТАБЛИЦА V.17. ГРУППЫ И МАРКИ ЛЕГИРОВАННОЙ
КОНСТРУКЦИОННОЙ СТАЛИ
Группа стали
Марка стали
Временное сопро¬
тивление разрыву
после термической
обработки,
кгс/мм-, не менее
Хромистая
15Х, 15ХА, 20Х, ЗОХ
70-90
ЗбХ, 38ХА, 40Х. 45Х, 50Х,
ЗОХРА
93—110
Марганцовистая
15Г, 20Г, 25Г, ЗОГ. 35Г, 40Г,
45F, 50Г, 10Г2
42-66
30Г2, 40Г2, 45Г2, 50Г2
60-75
Хромомарганцовая
18ХГ, 18ХГТ, 20ХГР, 35ХГФ,
40ХГТР
90-100
27ХГР, 25ХГТ, ЗОХГТ,
25ХГМ
120—150
Хромокремнистая
35ХС, 38ХС,
90-95
40ХС
125
Хромомолибденовая
и хромомолибденованадис-
вая
15ХМ
20ХМ, ЗОХМ, ЗОХМА
45
35ХМ, 38ХМ, ЗОХЗМФ,
40ХМФА
80—105
Хремованадневая
15ХФ, 40ХФА
75-90
Цикельмолибденовая
15Н2М (15НМ),
20Н2М (20НМ)
85—90
Хромоникелевая и хромо¬
никелевая с бором
20ХН, 12ХН2, 12ХНЗА,
v 20ХНЗА
80—95
40ХН, 45ХН, 50ХН, 20ХНР,
12Х2Н4А, 20Х2Н4А, ЗОХНЗД
100—130
111
Продолжение табл. V.I7
Группа стали
Марка стали
В ременное сопро¬
тивление разрыву
после термической
обработки,
кг с/мм3, не менее
Хромокремнемарганцовая
я хромокремнемарганцово-
никелевая
20ХГСА. 25ХГСА, ЗОХГС,
ЗОХГС А
80—110
35ХГСА,
30ХГСН2А (30ХГСНА)
165
Хромомарганцовоникеле¬
вая и хромомарганцовонике*
левая с титаном и бором
15ХГН2ТА (15ХГНТА),
20ХГНР, 20ХГНТР, 38ХГН
95—130
Хромоникельмолибдено-
вая
14Х2НЗМА,
20ХН2М (20ХНМ), 30ХН2МА
(ЗОХНМА), 38Х2Н2МА
(38ХНМА), 40ХН2МА
(40ХНМА), 40Х2Н2МА
(40Х1НВА), 38XH3MA,
18Х2Н4МА (18Х2Н4ВА),
25Х2Н4МА (25Х2Н4ВА)
90—115
Хромоннкельмолибдено-
ваиадиевая и хромоникель-
30ХН2МФА, 20ХН4ФА
90
ванадиевая
36Х2Н2МФА (36ХН1МФА),
38ХНЭМФА. 45ХН2МФА
(45ХНМФА), 20ХН1ФА
120—145
Хромоалюминиевая и
хромоалюмнниевая с молиб¬
деном
38X2Ю (38ХЮ), 38Х2МЮА
(38ХМЮА)
90—100
Примечания: 1, Для аеревода временного сопротивления в МПа
необходимо данные таблицы умножить на 10.
2. В скобках указаны старые обозначения марки стали.
ТАБЛИЦА V.18. ХИМИЧЕСКИЙ СОСТАВ СТАЛИ (ГОСТ 1542-71), %
Марка
стали
Углерод
С
Мар¬
ганец
Мп
Кремний
S1
Хром Сг
Ни¬
кель
N1
Хера
S
Фос- ,
фор Р
Вана¬
дий V
не более
12Г2
0,08—0,17
1,2-1,6
0,17—0,37
Не более
0,3
-
16Г2
0,12—0,2
2—2,4
0,17—0,37
Не более
0,3
► 0,3
' 0,03
'0,035
-
25ХГФ
©
to
со
1
р
ОО
1—1,3
0,17—0,37
0,6-0,9
0,08—
0,2
112
ТАБЛИЦА V.19. МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ
В ОТОЖЖЕННОМ ИЛИ ОТПУЩЕННОМ СОСТОЯНИИ (ГОСТ 1542—71)
Марк.) стали
Временное сопротив¬
ление разрыву,
кгс/мм2
Относительное удлинение, %,
не менее
в» |
60Г
55—80
12
14
65Г
60—85
10
12
70Г
65—90
8
10
10Г2, 12Г2
40—58
20
22
25ХГСА
50—70
15
18
ЗОХГС, ЗОХГСА
50—75
14
16
16Г2
50—65
16
18
Примечание. Для перевода временного сопротивления разрыву в
МПа следует данные таблицы умножить на 10.
Стали высоколегированные и сплавы коррозионно-стойкие, жа¬
ростойкие и жаропрочные (ГОСТ 5632—72**). К высоколегирован-
ным сталям условно отнесены сплавы, которые более чем на 45%
состоят из железа, а суммарное содержание легирующих элементов
в них не менее 10%, считая по верхнему пределу, если одного из эле¬
ментов имеется не менее 8% — по нижнему пределу. В табл, V.20
приведены марки высоколегированных сталей и сплавов.
ТАБЛИЦА V.20. МАРКИ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
И СПЛАВОВ (ГОСТ 5632—72**)
X
ч
со
н
Обозначение марки стали и сплава
1 руппа стали
и сплава
Номер марки с
и сплава
старое
Класс
стали
или вид
сплава
I—коррози-
онно-стойкая
II—жаро¬
стойкая
Ill—жаро¬
прочная
1—1
15X5
Стали
Х5
+
1—2
15Х5М
Х5М
—
—
+
1—3
15Х5ВФ
Х5ВФ
—
—
+
1—4
12Х8ВФ
1Х8ВФ
—
—
+
1—5
40Х9С2
4Х9С2
—
++
+
1—6
40X10С2М
4Х10С2М (ЭИ 107)
—
++
+
1—7
15Х11МФ
1Х11МФ
—
+
1—8
18X11МНФБ
2X11МФБН (ЭП291)
—
—
+
1—9
20Х12ВНМФ
2Х12ВНМФ (ЭП428)
—
—
+
1-10
1JX11Н2В2МФ
Х12Н2ВМФ (ЭИ962)
Мартен—
—
—
+
1—11
16ХПН2В2МФ
2Х12Н2ВМФ (ЭИ962Л)
—
—
+
1-12
20X13
2X13
С1.ТНЫЙ
++
—
+
1—13
30X13
3X13
+
—
1—14
40X13
4X13
+
—
—
1—15
30Х13Н7С2
3X13H7C2 (ЭИ72)
+
—
1—16
13Х14НЭВ2ФР
Х14НВФР (ЭИ736)
—
+
1—17
25X1ЗН2
2Х14Н2 (ЭИ474)
■f
—
1 — 18
20X17112
2Х17Н2
+
—
—
1—19
95X18
9X18 (ЭИ229)
+
—
—
1—20
09Х16Н4Б
1Х16Н4Б (ЭП56)
+
—
—
1—21
13Х11Н2В2МФ
1Х12Н2ВМФ (ЭИ961)
—
+
8-140
ИЗ
Продолжение табл. V.20
Номер марки стали
и сплава
Обозначение марки стали и сплава
Класс
стали
или вид
сплава
Группа стали
и сплава
старое
к
, СО
s£
ау
9 о
II
о
&0!
CO to
¥ М
If
ИИ О
0
я ш
1 v
с* С
2—1
2—2
2—3
2—4
2-5
15Х6СЮ
15Х12ВНМФ
18Х12ВМБФР
12X13
14Х17Н2
Х6СЮ (ЭИ428)
1Х12ВНМФ (ЭИ802)
2Х12ВМБФР (ЭИ993)
1X13
1Х17Н2 (ЭИ268)
Мартен-
ситофер-
ритный
it
+
+
1
+
3—1
3—2
3—3
3—4
3—5
3—6
3—7
3—8
10Х13СЮ
08X13
12X17
08X17Т
15Х18СЮ
15Х25Т
15X28
08X18Т1
1Х12СЮ (ЭИ404)
0X13 (ЭИ496)
Х17
0X17Т (ЭИ645)
Х18СЮ (ЭИ484)
Х25Т (ЭИ439)
Х28 (ЭИ349)
0Х18Т1
Феррит-
ный
t
+
+
+
+
+
4—1
4—2
4—3
4—4
4—5
4-6
20Х13Н4Г9
09X15Н8Ю
07Х16Н6
09Х17Н7Ю
09Х17Н7Ю1
08Х17Н5МЗ
2Х13Н4Г9 (ЭИ 100)
Х15Н9Ю (ЭИ904)
Х16Н6 (ЭП288)
0Х17Н7Ю
0Х17Н7Ю1
Х17Н5МЗ (ЭИ925)
Аустени-
томартен-
ситный
-
-
-
5—1
5-2
6—3
б—4
6-5
5—6
6—7
б—8
08Х20Н14С2
20Х20Н14С2
08Х22Н6Т
12Х21Н5Т
08Х21Н6М2Т
20Х23Н13
08Х18Г8Н2Т
15Х18Н12С4ТЮ
0Х20Н14С2 (ЭИ732)
Х20Н14С2 (ЭИ211)
0Х22Н5Т (ЭП53)
1Х21Н5Т (ЭИ811)
0Х21Н6М2Т (ЭП54)
Х23Н13 (ЭИ319)
0Х18Г8Н2Т (КО-3)
ЭИ654
Аустени-
тоферрит-
ный
+
Ф
+
+
+
+
+
-
6—1
6—2
6-3
6-4
6—5
6-6
6—7
6-8
6—9
6— 1®
6-11
6—12
6—13
6—14
6—15
6-16
6-17
6—18
6—19
6—20
6—21
08Х10Н20Т2
10X11Н20ТЗР
10X11H23T3MP
37Х12Н8Г8МФБ
10Х14Г14НЗ
10Х14ГГ14Н4Т
10Х14АГ15
45Х14Н14В2М
09Х14Н16Б
09X14 Н19В2БР
99Х14Н19В2БР1
40Х15Н7Г7Ф2МС
08Х16Н13М2Б
08Х15Н24В4ТР
03X16H15M3
ОЗХ16Н15МЗБ
09Х16Н15МЗБ
15Х17АГМ
12Х17Г9АН4
03Х17Н14М2
08Х17Н13М2Т
ОХ10Н20Т2
' Х12Н20ТЗР (ЭИ696)
Х12Н22ТЗМР (ЭПЗЗ)
4Х12Н8Г8МФТ (ЭИ481)
Х14Г14НЗ (ДИ-6)
Х14Г14НЗТ (ЭИ711)
Х14АГ15 (ДИ-13)
4Х14Н14В2М (ЭИ69)
1Х14Н16Б (ЭИ694)
1Х14Н18В2БР (ЭИ695Р)
1Х14Н18В2БРУ (ЭИ726)
IX15Н7Г7Ф2МС (ЭИ388)
1Х16НТЗМ2Б (ЭИ680)
X15II24B4T (ЭП164)
00XI6H16M3 (ЭИ844)
00Х16Н16МЗБ (ЭИ844Б)
Х16Н15МЗБ (ЭИ847)
Х17АГ14 (ЭП213)
Х17Г9АН4 (ЭИ878)
000Х17Н13М2
0Х17Н13М2Т
Аусте-
нитный
+
i
+
+
1
+
+
+
+
+
$
+
+
t
114
Продолжение табл. V.10
Номер марки сталк
и сплава
Обозначение марки стали и сплава
Класс
стали
или вид
сплава
Группа стали
и сплава
старое
I—коррози¬
онно-стойкая
II—жаро¬
стойкая
III—жаро¬
прочная
6-22
I0X17H13M2T
Х17Н13М2Т (ЭИ448)
+
_
6—23
10X17H13M3T
X17H13M3T (ЭИ432)
+
—
—
6—24
08Х17Н15МЗТ
0Х17Н16МЗТ (ЭИ580)
4*
—
—
6-25
12Х18Н9
Х18Н9
++
+
—
6—26
I7X18H9
2X18Н9
—
6-27
12Х18Н9Т
Х18Н9Т
++
+
+
6-28
04Х18Н10
00Х18Н10
+
(ЭИ842, ЭП550)
6—29
08Х18Н10
0Х18Н10
+
+
+
—
6—30
08Х18Н10Т
0Х18Н10Т (ЭИ914)
+
t
+
+
6—31
12Х18Н10Т
Х18Н10Т
+
+
+
+
6—32
12Х18Н10Е
Х18Н10Е (ЭП47)
6—33
03Х18Н11
ОООХ18Н11
—
—
6—34
06Х18Н11
0X18HU (ЭИ684)
—
—
6—35
03Х18Н12
000Х18Н12
Аусте-
—
—
6—36
08Х18Н12Т
0Х18Н12Т
нитный
—
—
6—37
12Х18Н12Т
Х18Н12Т
++
—
—
6—38
08Х18Н12Б
0Х18Н12Б (ЭИ402)
+
—
—
6-39
31Х19Н9МВБТ
ЗХ19Н9МВБТ (ЭИ572)
—
—
6—40
36Х18Н25С2
4Х18Н25С2
—
+
—
6-41
55Х20Г9АШ
5Х20Н4АГ9 (ЭПЗОЗ)
—
+
+
6—42
07X21Г7АН5
Х21Г7АН5 (ЭП222)
н
h
6—43
UX2IН21М4ГБ
00Х20Н20М4Б (ЭИ35)
н
h
—
—
6—44
45Х22Н4МЗ
4Х22Н4МЗ (ЭП48)
“Ь
—
6—45
I0X23H18
0Х23Н18
—
++
+
6—46
20Х23Н18
Х23Н18(ЭИ417)
—
++
+
6—47
20Х25Н20С2
Х25Н20С2ОИ283)
—
+
6—48
12Х25Н16Г7АР
Х25Н16Г7АР (ЭИ835)
—
++
+
6—49
10X11Н20Т2Р
XI2H20T2P (ЭИ696А)
+
Сплавы
7—1
ХН35ВТ
ЭИ612
+
7—2
ХН35ВТЮ
ЭИ787
—
—
+
7—3
ХН32Т
Х20Н32Т (ЭП670)
—
+
7—4
ХН38ВТ
ЭИ 703
—
-4-
7—5
ХН28ВМАБ
Х21Н28В5МЗБАР
(ЭП126)
—
+
7-6
06ХН28МДТ
0Х23Н28МЗДЗТ
На желе¬
+
—
—
(ЭИ943)
7—7
03ХН28МПТ
ОООХ23Н28МЗДЗТ
зоникеле¬
+
—
(ЭП516)
вой
7—8
06ХН28МТ
0Х23Н28М2Т (ЭИ628)
основе
+
—
8—1
Н70МФ
Н70М27Ф (ЭП496)
+
—
—
8—2
ХН65МВ
0Х15Н65М16В (ЭП567)
+
—
8—3
ХН60ВТ
ЭИ868
8—4
ХН60Ю
ЭИ559А
—
8—5
ХН70Ю
ЭИ652
—
8—6
ХН78Т
ЭИ435
—
8—7
ХН75МБТЮ
ЭИ602
8—8
ХН80ТБЮ
ХН77ТЮР
ЭИ607
На нике¬
н
h
8—9
ЭИ437Б
левой
—
н
г
8—10
ХН70ВМЮТ
ЭИ765
основе
н
ь
8*
1(5
Продолжение табл. V.20
Номер парки стали
и сплава
Обозначение r/арки стали и сплава
Класс
стали
или вид
сплава
Группа стали
и сплава
старое
1—коррози-
онно-стойкая
11—жаро¬
стойкая
»
2
со
1
\ прочная ]
8—11
ХН70ВМТЮ
ЭИ617
д—12
ХН67МВТЮ
ЭП202
—
—
8—13
ХН70МВТЮБ
ЭИ598
—
—
8—14
ХН65ВМТЮ
ЭИ893
—
—
8—15
ХН56ВМТЮ
ЭП199
—
—
8—16
ХН70ВМТЮФ
ЭИ 826
На нике¬
—
8-17
ХН57МТВЮ
ЭП590
левой
—
—
8—18
ХН55МВЮ
ХН55М6ВЮ (ЭП545)
основе
—
—
8—19
ХН75ВМЮ
ЭИ827
—
—
8—20
ХН62МВКЮ
ХН62ВМКЮ (ЭИ867)
—
—
8—21
ХН56ВМКЮ
ЭП109
—
—
8—22
ХН55ВМТКЮ
ЭИ929
—
Примечания: 1. В первой графе таблицы цифра, стоящая перед
тире, представляет собой порядковый номер класса стали (1—6) или вида
сплавов (7—8); цифры после тире — порядковые номера марок в каждом иэ
классов стали или видов сплавов.
2. Знак «+» обозначает использование стали по данному назначению;
знак «++» — преимущественное применение, если сталь имеет несколько
применений.
3. В скобках указаны обозначения марок стали по ранее действующим
техническим условиям.
В зависимости от основных свойств стали и сплавы подразделя¬
ют на три группы (I, II и III):
коррозионно-стойкие (нержавеющие) стали и сплавы, имеющие
стойкость против коррозии межкристаллитной, электрохимической и
химической (атмосферной, почвенной, щелочной, кислотной, солевой);
жаростойкие (окалиностойкие) стали и сплавы, устойчивые про¬
тив химического разрушения поверхности в газовых средах при тем¬
пературах выше 550° С, работающие в ненагруженном или слабона-
груженном состоянии;
жаропрочные стали и сплавы, способные работать в нагружен¬
ном состоянии при высоких температурах в течение определенного
времени и имеющие при этом достаточную жаростойкость.
По структуре стали подразделяют на следующие классы:
мартенситный — стали с основной структурой мартенсита;
мартенситно-ферритный — стали, содержащие в структуре, кроме
мартенсита, не менее 10% феррита;
ферритный — стали, имеющие структуру феррита;
аустенито-мартенситный— стали со структурой аустенита и мар¬
тенсита, количество которых можно изменять в широких пределах;
аустенито-ферритный — стали, имеющие структуру аустенита и
феррита (феррит более 10%);
аустенитный — стали со структурой аустенита.
По химическому составу сплавы делятся на два класса (по глав¬
ному составляющему элементу): на железоникелевой и никелевой
основе.
116
Основная структура сплавов на железоникелевой основе преду¬
сматривает собой твердый раствор хрома и других легирующих эле¬
ментов в железоникелевой основе (сумма никеля и железа более
65% при приблизительном отношении никеля к железу 1 : 1,5).
Основной структурой сплавов на никелевой основе является
твердый раствор хрома и других легирующих элементов в никелевой
основе (содержание никеля не менее 55%).
Сталь листовая горячекатаная двухслойная коррозионно-стой-
кая (ГОСТ 10885—75). Двухслойная коррозионно-стойкая сталь из¬
готавливается толщиной 4—160 мм с основным слоем из углероди¬
стой или низколегированной стали и плакирующим слоем из коррози¬
онно-стойких сталей и сплавов, никеля и монель-металла (табл. V.21).
В табл. V.22 приведены сочетания марок сталей, основного и плаки¬
рующего слоев двухслойных листов.
ТАБЛИЦА V.21 ОБЩАЯ ТОЛЩИНА ЛИСТОВ И ТОЛЩИНА
КОРРОЗИОННО-СТОЙКОГО СЛОЯ (ГОСТ 10885—75), мм
Общая толщина листов
Толщина коррозионно-стойкого слоя
4; 5
1—1,5
6; 7
1,5—2
8; 9; 10; 11; 12; 14
2—3
16; 18; 20
2,5-3,5
22; 24; 26
3—4
28; 30
3,5—5
32; 34; 36; 38; 40; 42
45; 48; 50
1 4-6
53; 55; 60
/
Примечание. Для листов толщиной свыше 60 мм толщина коррочи-
онпо-стойкого слоя устанавливается по согласованию изготовителя с потреби¬
телем.
ТАБЛИЦА V.22. МАРКИ СТАЛЕЙ ОСНОВНОГО И ПЛАКИРУЮЩЕГО
СЛОЕВ ДВУХСЛОЙНЫХ ЛИСТОВ
Марка стали
плакирующего
слоя
Марка
стали
основного
слоя
с
о
н
и
0Q
О
*
8
<N
U
о>
о
О
<3
и
<N
U
О)
о
3
и
X
о
: з
X
у
><
о
X
1
2
X
см
1
X
08X13
+
—
+
+
+
+
—
-
+
+
—
08X17Т
+
-
+
15Х25Т
+
-
+
08Х18Н10Т
+
*“■*
+
—
+
+
—
+
+
-1-
117
Продолжение табл. V.22
Марка стали основного слоя
Марка стали
плакирующего
слоя
ВСтЗсп
о
о
<м
09Г2
16ГС
09Г2С
ЮХСНД
10ХГСН1Д
12МХ
12ХМ
1Х2М1
12Х18Н10Т
+
-
+
+
+
+
+
+
+
+
-
03Х18И11
10Х17Н13М2Т
+
-
+
-
+
-
-
-
-
-
—
10X17H13M3T
+
-
+
-
+
-
-
-
-
-
-
08X17H16M3T
+
-
+
-
+
-
-
-
-
-
-
06ХН28МДТ
+
-
+
-
+
-
-
-
-
-
-
©ЗХ16Н15МЗ
ХН65МВ
Н70МФ
XH78T
+
Монель НМЖМ
28—2,5—1,5
+
-
+
Никель НП-2
+
+
Примечания: 1. Знаком «+» отмечены сочетания марок сталей ос¬
новного и плакирующего слоев двухслойных листов.
2. Двухслойные листы с сочетанием слоев, не отмеченных знаком «+»,
изготавливаются по соглашению с потребителем.
Химический состав стали основного и плакирующего слоев двух¬
слойных листов должен соответствовать нормам действующих стан¬
дартов для данной марки.
V.3. Чугун
В табл. V.23 и V.24 приведены механические свойства серого и
высокопрочного чугуна.
118
ТАБЛИЦА V.23. МЕХАНИЧЕСКИЕ СВОЙСТВА ОТЛИВОК ИЗ СЕРОГО
ЧУГУНА (ГОСТ 1412—70)
Марка чугуна
Предел прочности,
кгс/мм2
Стрела прогиба, мм,
при расстоянии
между опорами мм
Твердость
по Бринеллю
НВ
при рас¬
тяжении
при
изгибе
600
300
не менее
СЧ-00
_
СЧ-12-28
12
28
6
2
143-229
СЧ-15-32
15
32
163-229
СЧ-18-36
18
36
8
2,5
170—229
СЧ-21-40
21
40
170—241
СЧ-24-44
24
44
9
3
170-241
СЧ-28-48
28
48
170-241
СЧ-32-52
32
52
187—255
СЧ-36-56
36
56
197-269
СЧ-40-60
40
60
207—269
СЧ-44-64
44
64
10
3,5
229—289
Примечание. Для перевода предела прочности в МПа необходимо
данные таблицы умножить на 10.
ТАБЛИЦА V.24. МЕХАНИЧЕСКИЕ СВОЙСТВА ОТЛИВОК
ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ
(ГОСТ 7293-70)
Марка чугуна
Временное
сопротивле¬
ние разрыву,
кгс/мм5
Предел
текучести,
кгс/мм2
Относи¬
тельное
удлине¬
ние, %
Ударная
вязкость,
кгс*м
Трердость
по Бри¬
неллю НВ
см2
не менее
ВЧ-38-17
38
24
17
6
140—170
ВЧ-42-12
42
28
12
4
140—200
ВЧ-45-5
45
33
5
3
160—220
ВЧ-50-2
50
38
2
2
180—260
ВЧ-60-2
60
40
2
2
200—280
ВЧ-70-3
70
40
3
3
229—275
ВЧ-80-3
80
50
3
2
220—300
ВЧ-100-4
100
70
4
3
302—369
«4-120-4
120
90
4
3
302-369
Примечания: 1. Для перевода временного сопротивления разрыву
и предела текучести в МПа следует соответствующие данные таблицы умно¬
жить на 10.
2. Ударная вязкость будет выражена в МДж/м2, если значения, приве¬
денные в таблице, разделить на 10.
119
V.4. Медь и ее сплавы
В табл. V.25 приведен химический состав меди, в табл. V.26 — механические свойства медноцинковых сплавов.
ТАБЛИЦА V.25. ХИМИЧЕСКИЙ СОСТАВ МЕДИ (ГОСТ 859-66*)
Содержание примесей
, %, не
более
Марка
меди
Содержание меди,
% не менее
висмута В1
сурьмы Sb
мышьяка As
железа Fe
никеля N1
свинца РЬ
олопа Sn
серы S
кислорода О
цинка Zn
фосфора Р
серебра Ag
всего
МООбк
90,99
(медь+серебро)
0,0005
0,001
0,001
0,001
0,001
0,001
0,001
0,002
0,001
0,001
0,0005
-
0,01
МО
99,95
0,001
0,002
0,002
0,004
0,002
0,004
0,002
0,004
—
0,004
—
0,003
0,05
Моб
99,97
0,001
0,002
0,002
0,004
0,002
0,003
0,002
0,004
0,001
0,003
0,002
0,003
0,03
Ml
99,9
0,001
0,002
0,002
0,005
0,002
0,005
0,002
0,005
-
0,005
—
0,003
0,1
Mlp
99,9
(медь+серебро)
0,001
0,002
0,002
0,005
0,002
0,005
0,002
0,005
-
0,005
0,005—
0,06
-
0,1
М2
99,7
(медь+серебро)
0,002
0,005
0,01
0,05
0,2
0,01
0,05
0,01
0,08
—
—
—
0,3
М2р
99,7
(медь+серебро)
0,002
0,005
0,01
0,05
0,2
0,01
0,05
0,01
—
—
0,013—
0,06
—
0,3
М3
99,5
(медь+серебро)
0,003
0,05
0,05
0,05
0,4
0,05
0,05
0,01
0,1
—
—
—
0,5
МЗр
99,5
0,003
0,05
0,05
0,05
0,4
0,05
0,05
0,01
—
—
0,02—
0,06
—
0,5
М4
99
0,005
0,2
0,2
0,1
0,3
0,02
0,15
1
ТАБЛИЦА V.26. МЕХАНИЧЕСКИЕ СВОЙСТВА МЕДНО-ЦИНКОВЫХ
СПЛАВОВ (ГОСТ 17711—72)
Марка латуни
Способ
литья
Плот¬
ность,
г/см3
Временное
сопротив¬
ление
разрыву,
кгс/мм2
Относи¬
тельное
удлинение
65> %
Твердость
по Бринел-
лю НВ
не менее
ЛК80-ЗЛ
К
8,3
30
15
НО
3
30
15
100
ЛКС80-3-3
К
8,6
30
15
100
3
25
7
90
Л АЖМ ц66-6-3-2
К
65
V
160
3
8,5
60
7
160
Ц
70
7
—
ЛА67-2.5
К
8,5
40
15
90
3
30
12
2
ЛАЖ60-МЛ
К
8,5
42
18
90
3
38
20
80
ЛМцС53-2-2
к
35
8
80
3
25
10
70
ЛМцНЖАбО-2-1-1-1
К
8,4
40
18
85
3
35
20
100
ЛС59-1ЛД
Д
8,5
20
6
70
ЛС59-1Л
ц
8,5
20
20
30
ЛМцОС58-2-2-2
к
8,5
30
4
100
3
30
6
90
ЛМЦ58-2Л
к
3
8,5
35
20
100
ц
ЛМцЖ55-3-1
к
50
10
100
3
8,5
45
18
90
д
40
10
90
ЛВОС
3
8,5
15
8
60
Примечания: 1. Способы литья расшифровываются следующим об¬
разом: 3 — в землю; К — в кокиль; Ц — центробежное; Д — под давлением.
2. Для получения временного сопротивления разрыву, выраженного в
ЛПа, необходимо значения его, приведенные в таблице, умножить на 10.
121
V.5. Алюминий и его сплавы
Алюминий и его сплавы (табл. V.27) делятся на две основные,
группы: деформируемые, применяемые в прессованном, катанном и
кованом состояниях, и литейные (недеформируемые), используемые
в виде литья. Деформируемые сплавы в свою очередь подразделяют¬
ся на термически неупрочняемые (технический алюминий и сплавы
его с марганцем и магнием) и термически упрочняемые (сплавы алю¬
миния с медью, цинком и другими элементами). К литейным отно¬
сятся сплавы со значительным содержанием кремния или меди.
Большинство сварных конструкций выполняется из деформируемых
термически неупрочняемых сплавов алюминия в нагартованном виде.
В последние годы для изготовления сварных конструкций все в боль¬
шем объеме начинают применять термически упрочняемые сплавы.
ТАБЛИЦА V.27. МЕХАНИЧЕСКИЕ СВОЙСТВА АЛЮМИНИЯ И ЕГО
СПЛАВОВ (ГОСТ 8617—75)
Марка
сплава
Состояние испытываемых
образцов
Толщина
стенки
профиля,
мм
Временное
сопротив¬
ление
разрыву,
кгс/мм2
Предел
текуче¬
сти,
кгс/мм2
Относи¬
тельное
удлине¬
ние
не менее
АДО
АД1
АМц
АМц С
Без термической обра¬
ботки
Все
размеры
6 —
10 —
10 —
20
16
16
АД31Т
Закаленные и естест¬
венно состаренные
13
7
13
АД31Т1
Закаленные и искусст¬
венно состаренные
20
15
8
АД31Т5
Неполностью закален¬
ные и искусственно со¬
старенные
16
12
8
АДЗЗТ
Закаленные и естест¬
венно состаренные
18
11
15
АДЗЗТ1
Закаленные и искусст¬
венно состаренные
25
21
6
АМг2
АМгЗ
АМг5
Без термической обра¬
ботки
15
18
26
6
8
13
13
12
13
АМг5М
Отожженные
26
1S
13
АМгб
Без термической обра¬
ботки
32
16 <
15
АМгбМ
Отожженные
32
16
15
ABT
Закаленные и естест¬
венно состаренные
18
-
14
ABT1 Закаленные и искусст-
1 венпо состаренные
30
23
10
122
Продолжение табл. VJ7
Марка
сплава
Состояние испытываемых
образцов
Толщина
стенки
профиля,
мм
Временное
сопротив¬
ление
разрыву,
кгс/мм-
Предел
текуче¬
сти,
кгс/мм2
Относи¬
тельное
Удлине¬
ние
не менее
Д1Т j Закаленные и естест¬
венно состаренные
До 10
10—20
Свыше 20
34
36
37
19
20
21
12
10
10
Д1М
Отожженные
Все
размеры
Не более
30
-
10
Д1Т
Закаленные и естест¬
венно состаренные
До Ю
10-20
Свыше 20
34
36
37
21
22
23
12
Ю
10
Д16Т
Закаленные и естест¬
венно состаренные
До 5
5-10
Свыше 10
38
40
41
27
27
29
10
10
10
Д16М
Отожженные
Все
размеры
Не более
30
-
10
Д16Т
Закаленные и естест¬
венно состаренные
До 5
5—10
Свыше 10
38
40
42
28
28
29
10
10
10
В95Т1
Закаленные и искусст¬
венно состаренные
До 10
Свыше 10
52
53
47
46
6
6
В95М
Отожженные
Все
размеры
Не более
28
10
В95Т1
Закаленные и искусст¬
венно состаренные
До 10
Свыше 10
52
54
47
47
6
6
1915
Естественно состарен¬
ные в течение 30 сут
До 12
32
20
10
1915М
Отожженные
Все
размеры
Не Солее
28
Не более
18
12
1915Т
Закаленные и естест¬
венно состаренные в те¬
чение 30 сут
35
22
10
1915Т1
Закаленные и искусст¬
венно состаренные
38
25
8
1925
Естественно состарен¬
ные в течение 30 сут
До 12
35
20
9
1925М
Отожженные
Все
размеры
Не более
30
-
12
1925Т
Закаленные и естест¬
венно состаренные в те¬
чение 30 сут
35
20
10
Примечание. Для перевода временного сопротивления разрыву н
предела текучести в МПа необходимо соответствующие значения таблицы
умножить на 10,
12Э
V.6. Пластические массы
В табл. V.28 приведены физико-механические свойства пластмасс.
ТАБЛИЦА V.28. ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ПЛАСТМАСС,
Плот¬
Водо*
поглоще¬
Предел прочности,
кгс/мм-, при
Относи¬
тельное
Вид пластмасс
ность,
кгс/м3
ние за
24 ч при
20°С,.%
растя¬
жении
сжатии
изгибе
удлине¬
ние, %
V
Полиэтилен
(высокого давле¬
ния)
920-930
0,01
120-160
115
120—170
150—160
Полиэтилен ВП
(низкого давле¬
ния)
940—960
-
320—340
400—450
450—600
200—900
Винипласт
1380
0,4—0,6
500
800-1000
1000—1200
10—25
Полистирол
1070
0,001
350—600
До 1200
370-800
1-5
Полиамиды
1130
0,5
450-500
700-900
700—900
100
Полиметилме-
такрилат
1200
0,17
420—700
700-
1050
700—1330
12-15
Пластикат ПВХ
1300—
1500
0,5
100
-
-
100—150
Фторопласт-4
2100—
2300
0
140—200
200
110—140
250—500
Полипропилен
900—910
-
300—350
600—700
800—1100
500—700
Полиизобути¬
лен
910—930
0—0,5
До 135
-
-
900—1000
Примечания: 1. Для перевода предела прочности в МПа следует
2. Для перевода модуля упругости и сцепления в МПа необходимо
124
ПРИМЕНЯЕМЫХ В СВАРНЫХ КОНСТРУКЦИЯХ И ИЗДЕЛИЯХ
Твер¬
дость ПО
Модуль
упруго¬
Тепло¬
стойкость
Удельная
теплоем¬
кость,
Сцепле¬
ние со
сталью
Интер¬
вал
сварки
Предел при¬
менения
Бринел-
лю, НВ
сти,
кгс/см2
по Мар¬
тенсу, °С
ккал (КГ‘°С)
(адге¬
зия),
кДж/(кг-к)
кгс/см2
температурный, °С
25
1500-2500
55-60
0,5—0,68
10-1,5
160—200
От—70 до+108
2,09—2,84
5000—8000
75
0,5—0,7
220—240
От—70 до+12
2,09—2,93
15—16
4000
65
0,32—0,51
1,34—2,14
25—40
220—270
От—20 до+60
20
29 000
80
0,31—0,4
1,3—1,68
200—220
200—240
До+80
15
10 000—
15 00
60
0,6
2,51
-
160—230
От—30 до + 50
13—15
18 000
50
0,35
1,46
-
200—220
До +50
40—70
0,36—0,48
3—4
180—220
От—15 до4-55
1.51—2,01
3—4
4700—
8500
95
0,25
1,05
180—210
380—285
От—269
до4-2б0
85—95
-
100—110
-
-
220—260
От—35 ДО4-150
-
-
-
0,45
1,88
-
160—200
От—55 до4-Ю0
иачения его, приведенные в таблице, умножить на 10.
эответствующне данные таблицы разделить на 10,
125
V.?. Проволока стальная сварочная
В табл. V.29 приведен процентный химический состав проволоки, в табл. V.30 даны размеры массы мотков
ПРОВОЛОКИ.
ТАБЛИЦА V.29. ХИМИЧЕСКИЙ СОСТАВ СТАЛЬНОЙ СВАРОЧНОЙ ПРОВОЛОКИ (ГОСТ 2246-70*), %
Марка проволоки
Углерод
С
Кремний
Si
Марганец
Мп
Хром Сг
Никель
Ni
Молибден
Мо
Титан Ti
Сера
S
Фос¬
фор Р
Прочие
элементы
не более
Низкоуглеродистая проволока
Не более:
\
Не более:
Не более:
Св-08
0,1
0,36—0,6
0,15
0,3
—
—
0,04
0,04
Не более
Св-08А
0,1
0,35—0 6
0,12
0,25
—
—
0,03
0,03
алюминия
Св-08АА
0,1
Не
0,35—0,6
0,1
0,25
—
—
0,02
0,02
Св-08ГА
0,1
более
0,8—1,1
0,1
0,25
—
—
0,025
0,03
—
0,03
Св-ЮГА
0,12
1,1—1,4
0,2
0,3
0,025
0,03
—
СВ-10Г2
0,12
1,5—1,9
0,2
0,3
—
0,03
0,03
Легированная проволока
Не более:
Не более:
Св-08ГС
0,1
0,6—0,85
1,4—1,7
0,2
0,25
—
—
0,025
0,03
_
Св-12ГС
0,14
0,6—0,9
0,8—1,1
0,2
0,3
—
—
0,025
0,03
—
Св-08Г2С
0,05-0,11
0,7—0,95
1,8-2,1
0,2
0,25
—
—
0,025
0,03
—
Св-ЮГН
Не более
0,15—0,35
0,9—1,2
0,2
0,9—1,2
Не более:
—
—
0,025
0,03
0,12
СВ-08ГСМТ
0,06—0,11
0,4—0,7
1—1,3
0,3
0,3
о
т
о
0,05—0,12
0,025
0,03
—
СВ-15ГСТЮЦА
0,12—0,18
0,45—0,85
0,6—1
0,3
0,4
—
0,05—0,2
0,025
0,025
0,2—0,5 алюми¬
ния, 0,05—0,15
циркония, не ме¬
нее 0,04 дёрия
ш
°£? ° & nn ооо ооооо о о оооп по о
СВ ю W t0 И W W шее 0 Ю СО V to to IS Р Ю Ш В) О) V V В) со 0
~ ^ 'Х о Ogo О — ООО -oioo jr О О-оО ^ ~ to
ОМ О сг> ОО 00 оо оор оо ОО 4ь СО ОО р оо 00 О О0 ooooooge ООО о
X* * Я **Х XX X X X ХХХХХ X X XXXS XX ^
~~ a w псяд ^а: д 2 ^ ^ aissS >*“) о
Si s 3gg S| 1 | f SSgS* 3 I ” t" 3
I» sll s* I
д д ООО *£ о ^ О д o ООО О О о jOoo о о
~ ООО <Т> О п о п> • ООО© ООП) 1-00 о«
gg <="о" ssso”4o” So” vs^as ч 3s
II -»*о& I J I bo I = o I og1 I I I I I I l-e?lll I I
00 ЮЦ 0OJ4 OOOOlb О —«а 0 0)1ц О О О О О о Оме ООО оо —
- - — 5Й » » • — * *5 >• «».««•<• <• >• Я**'» ш -ч »
П> 2 П> _ 2 _L л *-*_►— •— н- 2 н-ю о
(D Я) ^ — П> ю П> сп to >—* to ^ to to to со
о О HrI о О О О ООО мО о О О О О О о
о* * мн о-,» - - * » - и> О. од»»- » «. » о о
* Ю * tO ^ •—* ►-* Л) 4ь<* »U» л ^ ►“* ^-ь « •
Со СП ^ О 4ьСл*чЭ СП ю io to to о СлО) СЛ-sJO ю tOtOtOtO to ю Ф
1 I I «? I I I I I I I I г,§ч I I I «г I и I I м Г
оо Р ООО о о о о рсл g poopo^g р о op о о*— о
спел J*3 2 VlOlCO *^СО со со 00 2 N СО N W 2 СО 0503000 со То to
сл Сп П> Сл Сл СлГО СП л СЛ СЛ СО Сл
оо о о —
* - оо — о о * •* о о — - — о о оооо оо о
со со » » « « to« сл со - .. » » |—•« т » »».» »» ,
СЛ СЛ 4ь 4*. сл*—00 | ОС СП Ol 4*. 4^ Ю СП -Ч) 4Ь СО СП 4^ СО СО 4^00 со
м I I I I I ii Т 1 I 11 I I I | г I Iтт м I
ОО о О •—*-*- - ►- О о о О ~ to •— to о I о О I I О •— м
* » >• » »» » гл« » <• * ««<>«, „ О » - О О -- »
05 05 to *sj »sj СО ^ и 00 О) S -^1СЛ*— 4k. — -vj - 00^1- - ‘ to
— — о
оо л
СП г п Р
рр *
^ X
0
0 0-
о о
| . t .
О О
• О* О
о
0 Ш
ooov P
1 °л
ся'соо
rrr
fr Г
r t
rfrri r
To
Vj 00 со сп ллоо о
мм £gT ь
“ I
_*-o
coo JL
« KD
«•«W* w
PrrP *Sr
3
Сл
05
To
МГ5 00
To
to *—* м e> 2 *—*
СП <t>
V® § р! I У^ — о"» f* Si о оооооо”о" 0врррл |Р О
I I со о » Ю Ю I СО о i I | То Со СО "со "со То со о со I СО СО со »-1 СО
. 0 а ^ cn--to^to — слйь*- ^
-Ь? I "“О. 8Ь оо ^ 8 | м ft 01
сь .
р
^ О О Оо _
о о о ^°Ь° оооо ОООО о о |0- ОО о
ТГ° Г I rrrr Г г г V Г ГГ ГI г г тГтг ti 1
•“ о о О О о о о о •— О ОООО О О ОООО о
w<o о о>а>^сл сп ф. *si а> ci о о ^ ^-оэ^о сл
я- _ р s а о 5
I I I Тип f I 1111 м Г
ОО
ю ю
Сл Сл
0
о
ООО о
о
о
о
о
ооооо
о
о
оооо
О о
о
0
Ю
Сл
о
м
СП
оооо
СО СО ю со
о
to
сл
о
to
СЛ
о
ю
сл
о
to
ОО ООО
со to to to to
Ol Сл СЛ сл
о
09
о
ю
сл
оооо
ю to to ю
Сл сл сл СЛ
о о
КЭМ
О) сл
о
м
СП
о
о
оооо
о
о
о
0
ооооо
о
о
оооо
оо
о
о
со
о
со
оооо
СО со to со
Сл
о
со
о
со
о
N3
СЛ
S
сл
О о оо о
со м to to со
СЛ сл сл
о
09
о
to
сл
ООО о
со to со со
сл
оо
м со
S
СП
ТРР я р О О О О р -о BJ р
мм SO *—> to То to ^ к Я м
— Ol с/1 Sai II | 1 сп м «I
4L I Я-i i i I -i
ш«ъ, £ 8Й й S Ь я01
gwa, II I 11 I e 11 III „III* lit
MS £ g » g к
e?g § 55 S * и g wg
Продолжение табл. V.29
Марка проволоки
Углерод
С
Кремний
Si
Марганец
Мп
Хром Сг
Никель
Ni
Молибден
Мо
Титан Ti
Сера
S
Фос¬
фор р
Прочие элементы
не более
Св-12Х13
0,09—0,14
0,3—0,7
0,3— 0,7
12—14
Не более
0,6
—
—
0,025
0,03
—
Св-20Х18
0,16—0,24
Не более:
Не более
0,6
Не более
0,6
12—14
—
—
0,025
0,03
—
Св-06Х14
0,08
0,3—0,7
0,3—0,7
13—15
Не более
0,6
0,4—0,9
—
—
0,025
0,03
—
СВ-08Х14ГНТ
0,1
0,25—0,65
0,9-1,3
12,5—14,5
0,6—1
0,025
0,035
—,
Св-10Х17Т
0,12
Не более
0,8
Не более
0,7
16—18
Не более
0,6
—
0,2—0,5
0,025
0,035
—
СВ-13Х25Т
0,15
Не более
1
Не более
0,8
23—27
Не более
0,6
—
0,2—0,5
0,025
0,035
—
Св-01Х19Н9
Не более
0,03
0,5— 1
1—2
18—20
8—10
—
—
0,015
0,025
—
Св-04Х19Н9
Не более
0,06
0,5—1
1—2
18—20
8—10
—
—
0,018
0,025
—
Св-08Х16Н8М2
0,05-1
Не более
0,6
0,3-0,7
Не более
1,5—2
15—17
7,5—9
1,5—2
—
0;, 018
0,025
—
СВ-08Х18Н8Г2Б
0,05—1
Не более:
1,8—2,3
Не более
17,5—19,5
8-9
-
-
0,018
0,025
1,2—1,5 ниобия
СВ-07Х18Н9ТЮ
0,С9
0,8
2
17—19
8—10
—
1—1,4
0,015
0,03
0,6—0,95 алюмини:
СВ-06Х19Н9Т
0,08
0,4—1
1—2
18—20
8-10
—
0,5—1
0,015
0,03
Св-04Х19Н9С2
0,06
2—2,75
1—2
18—20
8—10
—
—
0,018
0,025
Св-08Х19Н9Ф2С2
0,1
1,3-1,8
1—2
18—20
8—10
—
—
0,025
0,03
1,8—2,4 ванадш
СВ-05Х19Н9ФЗС2
0,07
1,3—1,8
1—2
18—20
8—10
—
—
0,025
0,03
2,2—2,7 ванадии
СВ-07Х19Н10Б
0,05—0,09
Не более
0,7
0,2—0,45
1,5—2
18,5—20,5
9—10,5
-
0,018
0,025
1,2—1,5 ниобия
СВ-08Х19Н10Г2Б
Св*06Х19Н10МЗТ
0,05-0,1
Не более:
1,8—2,2
18,5—20 5
9,5—10,5
-
0,02
0,03
0,9—1,3
Св-08Х 19Ш0МЗБ
0,08
Не более:
0,3—0,8
Не более
1—2
18—20
9-11
2-3
0
1
О
Оо
0,018
0,025
—
СВ-04Х19Н11МЗ
0,1
Не более
0,6
Не более
1—2
18—20
9—11
2—3
0,018
0,025
0,9—1,3 ниобия
0,06
0,6
1—2
18—20
10—12
2—3
—
0,018
0,025
—
Св-05Х20И9ФБС
0,07
0,9-1,5
1.12
19-21
8-10
-
-
0,02
0,03
1—1,4 ниобия.
0,6—0,9 ванадия
Св-06Х20Н 11МЗТБ
0,08
0,5—1
Не более
0,8
1,2
19—21
10—12
2,5—3
0,6-1,1
0,018
0,03
0,6—0,9 ниобия
Св-10Х20Н15
0,12
Не более
0,8
0,3-1
19—22
14—16
-
-
0,018
0,025
-
Св-07Х25Н 12Г2Т
0,09
1,5—2,5
24—26,5
11—13
0Г6—1
0,02
0,035
СВ-06Х25Н12ТЮ
0,08
0,6—1
Не более
0,8
1—2
24—26,5
11,5—13,5
—
0,6—1
0,02
0,03
0,4—0,8 алюминия
СВ-07Х25Н13
0,09
0,5-1
23—26
12—14
—
0,018
0,025
GB-08X25H1ЗБТЮ
0,1
0,6—1
Не более
0,55
24—26
12—14
0,5—0,9
0,0 2
0,03
0,7—1,1 ниобия,
0,4—0,9 алюминия
Св-13Х25Н18
0,15
Не более
0,5
1—2
24—26,5
17—20
-
—
0,015
0,025
-
СВ-08Х20Н9Г7Т
0,1
0,5—1
5—8
18,5—22
8—10
0,S—0,9
0,018
0,035
_.
Св-08Х21Н10Г6
0,1
0,2—0,7
5—7
20—22
9—11
.—
0,018
0,035
—■
СВ-30Х25Н16Г7
0,25—0,33
Не более
0,3
Не более
0,6
Не более
0,4
6—8
24,5—27
15—17
—
—
0,018
0,03
—
Св- 10X16Н25АМ6
0,08—0,12
1—2
15—17
24—27
5,5—7
—
0,018
0,025
0,1—0.2 азота
Св-09Х16Н25М6АФ
0*07—0,11
1—2
15—17
24—27
5,5-7
—
0,018
0,018
0,7—1 ванадия,
0,1—0,2 азота
Св-01 Х23Н28МЗДТ
Не более
0,03
0,55
Не болег
0,55
22—25
26—29
2,5—3
0,5—0,9
0,018
0,03
2,5—3,5 меди
Св- ЗОХ 15Н 35В ЗВЗТ
0,27—0,33
0,6
0,5—1
14—16
34—36
0,2—0,7
0,0Г5.
0,025
2,5—3,5 вольфра¬
ма, 2,8—3,5 нио¬
бия
Св-08Н50
Не более
0,1
0,5
Не более
0,5
Не более
0,3
48—53
■—
—
0,02
0,03
—
CB-06X15H60M15
Не более
0,08
0,5
1—2
14—16
Основа
14—16
0,015
0,015
Не более 4 желе¬
за
Примечания: 1. В марке проволоки буквы Св означают, что проволока сварочная; цифры, следующие за Св, показыва¬
ют среднее содержание углерода в сотых долях процента.
2. Химические элементы, содержащиеся в металле проволок, обозначены следующими буквами: А — азот (только в высоко¬
легированных проволоках); Б — ниобий; В — вольфрам; Г — марганец; Д — медь; М — молибден; Н — никель; С — кремний; Т —
титан; Ф — ванадий; X — хром; Ц—цирконий; Ю — алюминий. Цифры, следующие за буквенными обозначениями химических эле¬
ментов, представляют собой среднее содержание элемента в процентах. После буквенного обозначения элементов, которых мало со¬
держится в проволоке, количество их не проставлено.
3. Буква А на конце условных обозначений марок низкоуглеродистой и легированной проволоки указывает на повы¬
шенную чистоту металла по содержанию серы и фосфора. В проволоке марки Св-08АА сдвоенная буква А указывает на пони¬
женное содержание серы и фосфора по сравнению с проволокой марки Св»08А.
ТАБЛИЦА V.30. РАЗМЕРЫ И МАССА МОТКОВ ПРОВОЛОКИ
(ГОСТ 2246—70*)
Диаметр
проволоки,
мм
Внутренний диа¬
метр витков мотка
проволоки, мм
Масса мотка проволоки, кг, не менее
низкоугле¬
родистой
легированной
высоколеги¬
рованной
0,3—0,5
150—300
2
2
1,5
0,8
200—350
5
5
3
1—1,2
200—400
20
15
10
1.4
300—600
25
15
10
1,6—2
300—600
30
20
15
2,5-3
400—600
4-10
500—750
40
30
20
12
600-800
ТАБЛИЦА V.31. ХИМИЧЕСКИЙ СОСТАВ ПРОВОЛОК ДЛЯ СВАРКИ
Основные компоненты
Марка
сплавов
«
к
1
1<
г
?
я
U
СЗ
22
гг
0)
S
я
1т
Си —
sS
о
со
а»
Ч
а <и
К
К
S
V
«с/э
Н
X
СО
н
н
«а
Я
ч
1
\о PQ
Св-А97
Не менее
99,97
-
-
-
-
-
-
Св-А85Т
Остальное
—
—
—
—
0,2—
0,6
—
Св-А5
Не менее
99,5
-
-
0,2—
0,35
0,1—
0,25
-
-
Св-АМц
—
1—1,5
0,3—
0,5
0,2—
0,4
—
—
Св-АМг4
3,2—
3.8
4—
4.8
0,3—
0,6
0,5—
0,8
-
0,5—
0,8
Хром
0,05-
0,25
0,05—
0,15
0,002—
0,005
Св-АМг5
4,8—
5,8
0,5—
0,8
—
—
0,1—
0,2
0,002—
0,005
Св-1557
4,5—
5,5
0,2—
0,6
—
Хром
0,07—
0,15
0,002—
0,005
Св-АМгб
Остальное
5,8—
6,8
0,5—
0,8
—
—
0,1—
0,2
0,002—
0,005
Св-АМгбЗ
5,8—
6-8
0,5-
0,8
—
—
—
0,002—
0,005
Св-АМгб 1
5,5—
6,5
0,8—
1.1
-
—
—
0,0001—
0,0003
Св-АК5
—
—
4,5-6
0,1—
0,2
—
Св-АКЮ
—
—
_
7-10
—
—
Св-1201
Медь
0,6—
6,8
0,2—
0,4
Вана¬
дий
0,05—
0,15
0,1 —
0,2
0,0001—
0,0008
130
В случае загрязнения сварочной проволоки ее очищают опеско-
струиванием, травлением или протягиванием через очистные устрой*
ства. Каждая партия проволоки снабжена сертификатом завода-изго-
товителя, в котором указаны марка проволоки, результаты химиче¬
ского анализа и других испытаний, масса и номер партии и т. д.
Проволоку смазывают консервирующими маслами. Ее следует
хранить и транспортировать в условиях, предотвращающих наруше¬
ние целостности упаковки и предохраняющих поверхность проволо¬
ки от коррозии, загрязнений и механических повреждений.
V.8. Проволока для сварки алюминия и его сплавов
В табл. V.31 указан химический состав проволоки, в табл. V.32
даны предельные отклонения проволоки по диаметрам.
АЛЮМИНИЯ и ЕГО СПЛАВОВ (ГОСТ 7871-75), %
Примеси, не более
цирконий
Zr
железо
Fe
кремний
Si
цинк Zn
медь Си
магний Mg
прочие
примеся
сумма
примесей
-
0,015
0,015
0,005
-
0,01
0,03
-
0,04
0,04
0,02
0,01
0,01
-
0,08
-
-
-
-
0,015
-
0,05
0,5
-
-
-
0.1
0,2
0,05
0.1
1.35
—
0,5
—
0,2
0,05
-
0.1
0,85
-
0,4
0,4
0,2
0,05
-
0,1
1,15
—
0,4
0,4
0,2
0,05
-
0,1
1.4
а, 2—0,35
0,3
0,15
-
0,05
-
0,1
0,6
-
0.4
0,4
0,2
0,1
—
0,1
t,2
0,15-0,35
0,05
0,05
0,05
0,05
-
0,001
0,15
а, 002—0,12
0,4
0,4
0,2
0,05
-
0.1
1,15
—
0,6
-
Цинк и
олово
0,1
0,2
-
0,1
1
-
0,6
—
0,2
0,1
0,1
0,1
1Л
0,1—0,25
0,15
0,08
0,05
0,02
0,001
0,3
131
ТАБЛИЦА V.32. ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ПО ДИАМЕТРАМ
АЛЮМИНИЕВОЙ ПРОВОЛОКИ, мм
Диаметр
проволоки,
мм
Тянутая
проволока
Прессован¬
ная прово¬
лока
Диаметр
Проволо¬
ки, мм
Тянутая
проволока
Прессован¬
ная про¬
волоки
0,8
—0,06
— 1
3,15
-0,08
0,9
—0,06
3,55
—0,096
—
1
—0,06
—
4
—0,096
—
1,12
-0,06
—
4,5
—0,096
—0,3
1,25
■^О.пб
-0,06
_
5
—0,096
-0,3
1,4
—
5,6
—0,096
—0,3
1.6
-0,06
— 1
6,3
—5,090
—0,3
1.8
—0,08
—
7,1
■«*0,116
**0,36
2
—0,08
—
8
*•0,116
—0,36
2,24
-0,08
—
9
*-Q,116
—0,36
2,5
-0,08
10
**0,14
—0,36
2,8
- 0,08
***
11,2
12,6
—
—0,7
-0,7
Примечание. Условное обозначение сварочной проволоки диаметром
2 мм из алюминиевого сплава марки АМц: 2-Св-АМц, ГОСТ 7871—75»
V.9. Проволока для сварки меди
и ее сплавов
Сварочная проволока и прутки из меди и сплавов на медной ос¬
нове выпускаются по ГОСТ 16130—72 диаметром 0,8—8 мм.
Сварочная проволока изготавливается следующих марок: Ml;
MCpl; МНЖ5-1; МНЖКТ5-1-0,2-0,2; Бр. КМцЗ-1; Бр. ОЦ4-3;
Бр. АМц9-2; Бр. 006,5-0,15; Бр. АЖМц 10-3-1,5; Бр. Х0,7; Бр.ХИТ;
Бр.НЦр; Бр.НЦрТ; Л63; Л060-1; ЛК62-0.5; ЛКБ062-0,2-0,04-0,5.
Сварочные прутки выпускаются следующих марок: М1р; МЗр;
Бр. 0фо,5-0,15; Бр. ОЦ4-3; Бр. АМц9-2; Л060-1; ЛК62-0,5; Л63;
ЛМц58-2; ЛЖМц59-1-1; ЛОК59-ЬО,3; ЛКБ062-0,2-0,04-0,5.
Химический состав проволоки и прутков из сплавов марок
MCpl; МНЖКТ5-1 -0,2-0,2; Бр. Х0,7; Бр. ХНТ; Бр. НЦр; Бр. НЦрТ;
ЛК62-0,5; ЛКБ062-0,2-0,04-0,5 и Л0К59-1-0,3 должен соответство¬
вать указанному в табл. V.33; меди марок Ml; М1р, МЗр — ГОСТ
859—66*; бронз марок Бр. КМцЗ-1; Бр. АМц9-2; Бр. АЖМцЮ-3-1,5—
ГОСТ 18175—72, марок Бр. ОЦ4-3; Бр.ОФб,5-0,15 — ГОСТ 5017—74;
латуней марок Л63; ЛМц58-2; Л060-1; ЛЖМц-59-1-1— ГОСТ
15527—70; сплава МНЖ5-1 — ГОСТ 17217—71*.
V.10. Прутки чугунные для сварки
и наплавки
Чугунные прутки (табл. V.34) для газовой сварки и наплавки се¬
рого чугуна и электродные стержни для дуговой сварки и наплавки
выпускаются по ГОСТ 2671—70 диаметром 4, 6, 8, 10, 12, 16 мм,
длиной 250, 350 и 450 мм.
По назначению чугунные прутки делятся на следующие марки:
А — для горячей газовой сварки;
Б — для газовой сварки с местным нагревом и для элек¬
тродных стержней;
НЧ-1, НЧ-3 —для низкотемпературной газовой сварки соответст¬
венно тонкостенных и толстостенных отливок;
БЧ и ХЧ — для износостойкой наплавки,
132
ТАБЛИЦА V.33. ХИМИЧЕСКИЙ СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ И ПРУТКОВ ИЗ МЕДИ И СПЛАВОВ
НА МЕДНОЙ ОСНОВЕ (ГОСТ 16130—72), %
Марка
Медь Си
iSo
5С§2
Марганец
Мп
to
S
X
1
о.
Железо
Fe
Олово Sn
Серебро
Ag
Титан Ti
Хром Сг
Цирконий
Zr
Бор В
Цинк Zn
MCpl
98,5—99
-
-
-
-
-
0,8—1,2
—
-
-
-
-
МНЖКТ5-1-0,2-0,2
Остальное
5-0,5
0,3—0,8
0,15-0,3
1-1,4
-
-
!
о
—
—
-
-
Бр.Х0,7
-
-
-
-
-
-
0,4—1
-
-
-
Бр.НХТ
0,5—0.8NI
-
-
-
-
-
0,05—
0,15
0,15—
0,35
—
—
—
Бр.НЦр
0,3—0,6Ni
-
-
-
-
-
—
-
0,04—
0,08
-
—
Бр.НЦрТ
0,5—0,8Ni
-
-
-
-
0,1—0,2
—
1.4-
1.6
-
-
ЛК62-0.5
60,5—63,5
-
-
0,3-0,7
-
-
-
-
—
-
-
Остальное
Л КБ062-0,2,04-05
60,5—63,5
-
-
©
1
о
"со
-
о
1
со
о
-
-
—
0,03—
0,1
»
ЛОК59-1-0,3
5S—60
-
1 -
0,2—0,4
-
0,7-М
-
-
—
-
1
1 •
Примечание. Условное обозначение чугунного прутка марки НЧ-1 диаметром 12 мм: пруток 12*НЧ-1, ГОСТ 2671—70.
Ш
БЧ
ХЧ
НЧ-2
НЧ-1
СП |>
Марка
прутка
3-3,5
3—3,5
углерод С
Основые компоненты
1,2—1,5
т
Сл
сл
1
г
оо
V
со
Г
3-3,4
кремний
Si
о
Г
р
оо
0,2—0,6
0
СП
1
©
00
о
г
р
00
марганец
Мп
0,05
1
0,05
80*0
сера S,
не более
Не более
0,1
0,2—0,4
0,3—0,5
0,2—0,4
фосфор Р
1
о
о
Г
о
8
1
титан Ti
Т
to
1
I
хром Сг
1
0,4—0,6
1
никель Ni
1
0,05
о
о
сл
хром Сг
Примеси, не более
1
1
о
со
никель Ni
ТАБЛИЦА V.34. ХИМИЧЕСКИЙ СОСТАВ ЧУГУННЫХ ПРУТКОВ (ГОСТ 2671—70), %
V.1I. Сварочная порошковая проволока
ТАБЛИЦА V.3S. СВЕДЕНИЯ О ПОРОШКОВОЙ ПРОВОЛОКЕ ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ
Марка
Разработчик
Диаметр,
мм
Тип сердечника
Способ защиты
Соответствие
типу элект¬
рода
Производи¬
тельность
наплавки,
кг/ч
Технологическая характе¬
ристика
ПП-АН1
2,8
Рутилоргани¬
ческий
Самозащитная
Э50
2-5
Сварка в нижнем и на¬
клонном положениях
ПП-АНЗ
Институт элект¬
3
Карбонатно-
флюоритный
>
Э50А
5—9
То же
ПП-АН7
росварки им.
Е. О. Патона
2; 2,3
То же
»
Э50А
3—6
Сварка в нижнем, верти¬
кальном и горизонтальном
положениях
ПП-АН11
2; 2,4
>
»
Э50А
7—9
Сварка во всех положе¬
ниях
ПП-1ДСК
Трест Днепро-
стальконструк-
ция
1,8; 2,2;
2,5; 3
Рутилоргани-
ческий
Самозащитная
Э50
2—5
Сварка в нижнем (диаметр
2,5—3 мм), вертикальном и
горизонтальном положениях
ЭПС-15/2
ВНИИМонтаж-
спецстрой
2,5
Карбонатно-
флюоритный
*
Э50
Б—8
Сварка в нижнем и на¬
клонном положениях
ЭПС-15М
2,1
То же
»
Э50А
5—8
Сварка в нижнем, верти¬
кальном и горизонтальном
положениях
ПП-2ДСК
Трест Днепро-
стальконструк-
ция
2,3
Флюоритный
»
Э50А
I 6-8
Сварка в нижнем и на¬
клонном положениях
Продолжение табл. V.J5
Марка
Разработчик
Диаметр.
мм
Тип сердечника
Способ защиты
Соответствие
типу элект¬
рода
Производи¬
тельность
наплавки,
кг/ч
Технологическая характе¬
ристика
ПП-АН8
Институт элек¬
тросварки им.
Е. О, Патона
2; 2,2
2,3; 3;
Рутиловый
В среде угле¬
кислого газа
Э50А
До 12
Сварка в нижнем, наклон-
ном и горизонтальном поло¬
жениях
ГШ-АН10
ПП-АН4
2; 2,3
То же
То же
Э50А
До 12
Сварка в нижнем, верти¬
кальном и горизонтальном
положениях
ю
"Jo
Рутилфлюо-
ритный
Э50А
8—10
Сварка в нижнем, наклон*
ном и горизонтальном по¬
ложениях
ПП-АН9
2,2; 2,6
То же
Э50А
6—9
Сварка в нижнем и на¬
клонном положениях
ПП-АНЗС
3
Карбонатно-
флюоритный
Самозащитная
Э50А
5—9
Сварка вертикальных швов
с принудительным формиро¬
ванием
ПП-АН5
3
Рутилфлюо-
ритный
В среде угле¬
кислого газа
350
6—9
ппз-пск
ПИ Промсталь-
конструкция
2; 2,5;
2.8; 3
Карбонатно-
| флюоритный
Самозащитная
Э50
—
Для сварки электроза¬
клепками листовой низкоуг¬
леродистой стали толщиной
от 0,5+0,5 до 6+6 мм
СП-2
ВНИИМоитаж-
спецстрой
2,5 | То же
То же
Э50А
6—8
Сварка в нижнем, наклон¬
ном и горизонтальном поло¬
жениях
V.12. Электроды металлические (плавящиеся)
для ручной дуговой сварки и наплавки
Электроды для ручной дуговой сварки классифицируются по на*
значению (для сварки стали, чугуна, алюминия и т. п.), по виду по¬
крытия, по физико-химическим и механическим свойствам металла
шва.
Электроды покрытые металлические для сварки и надлав^и ста¬
лей по ГОСТ 9466—75 систематизируются следующим обозом;
по назначению:
для сварки углеродистых и низколегированных конструкционных
сталей с временным сопротивлением разрыву до 600 МПа
(60 кгс/мм2) — У (условное обозначение) ;
для сварки легированных конструкционных сталей с временным
сопротивлением разрыву свыше 600 МПа (60 кгс/мм2) — Л;
для сварки легированных теплоустойчивых сталей — Т;
для сварки высоколегированных сталей с особыми свойства¬
ми — В;
для наплавки поверхностных слоев с особыми свойствами — Н|
по толщине покрытия;
тонкое — М;
среднее — С;
толстое — Д;
особотолстое — Г;
по качеству изготовления, состоянию поверхности покрытия,
сплошности металла шва, содержанию серы и фосфора на группы;
1, 2 и 3;
по видам покрытия;
кислое — А;
основное — Б;
целлюлозное — Ц}
рутиловое — Р;
смешанное — соответствующее двойное условное обозначение;
прочее — П;
по допустимым пространственным положениям сварки или на¬
плавки:
для всех положений — 1;
для всех положений, кроме вертикального сверху вниз, — 2\
для нижнего, горизонтального на вертикальной плоскости и вер¬
тикального снизу вверх — 3;
для нижнего и нижнего «в лодочку» — 4;
по роду тока, полярности постоянного тока и номинального на-
тряжения холостого хода источника питания сварочной дуги пере¬
менного тока частотой 50 Гц—в соответствии с табл. V.36.
Тип электродов регламентирован ГОСТ 9467—75, ГОСТ 10051-
га и ГОСТ 10052—75.
Структура условного обозначения электродов приведена на
же. V.2.
Условное обозначение должно быть указано на этикетках или в
«аркировке коробок, пачек и ящиков с электродами.
В табл. V.37 приведены механические свойства металлов шва,
[аплавленного и сварного соединения, при дуговой сварке металли-
(ескими электродами для конструкционных сталей. Механические
войства установлены при нормальной температуре. В табл. V.38
казано предельное содержание серы и фосфора в наплавленном
1еталле.
137
ТАБЛИЦА V.36. КЛАССИФИКА¬
ЦИЯ ЭЛЕКТРОДОВ ПО РОДУ И
ПОЛЯРНОСТИ ТОКА
1 2 3 к 5 В
Т
7 8 3 10 11 12
Рис. V.2. Условное обозна¬
чение электродов
1 — тип; 2 — марка; 3 — диа¬
метр, мм; 4 — обозначение
назначения электродов; 5 —
обозначение толщины по¬
крытия; 6 — группа электро¬
дов; 7 — группа индексов,
указывающих характери¬
стики наплавленного метал¬
ла и металла шва по ГОСТ
9467—75, ГОСТ 10051—75 или
ГОСТ 10052—75; 5 —обозна¬
чение вида покрытия; 9 —
обозначение допустимых
пространственных положений
сварки или наплавки; 10 —
обозначение рода применяе¬
мого при сварке или наплав¬
ке трка, полярности постоян¬
ного тока и номинального
напряжения холостого хода
источника питания свароч¬
ной дуги переменного тока
частотой 50 Гц; 11 — ГОСТ
94G6—75; 12 — обозначение
стандарта на типы электро¬
дов
ТАБЛИЦА V.37. МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ ШВА,
НАПЛАВЛЕННОГО И СОЕДИНЕНИЯ ПРИ ДУГОВОЙ СВАРКЕ
МЕТАЛЛИЧЕСКИМИ ЭЛЕКТРОДАМИ (ГОСТ 9467—75) ДЛЯ
КОНСТРУКЦИОННЫХ СТАЛЕЙ
Рекомендуе¬
мая поляр¬
ность
постоянного
тока
Напряжение холосто¬
го хода источника
переменного тока, В
Обозна¬
чения
номиналь¬
ное
предельные
отклоне¬
ния
Обратная
-
-
0
Любая
50
±5
1
Прямая
2
Обратная
3
Любая
70
±10
4
Прямая
5
Обратная
6
Любая
90
±5
7
Прямая
8
Обратная
9
Тип
электрода
Металл шва и
относительное
удлинение 6в, %
наплавленный
ударная вязкость,
кгс • м/см2
Угол загиба для металла
соединения, сваренного
электродами диаметром г.:енее
3 мм, град
Э38
14
3
60
Э42
18
8
150
Э46
18
8
150
Э50
16
7
120
Э42А
22
15
180
Э46А
22
14
180
Э50А
20
13
150
Э55
20
12
150
Э60
18
10
120
Э70
14
6
—
Э85
12
5
—
ЭЮО
10
5
—
Э125
8
4
—
Э150
6
4
Примечания: 1. Цифры, стоящие в типе электрода, представляют
собой временное сопротивление разрыву, выраженное в кгс/мм2. Для перево¬
да в МПа необходимо эти значения умножить на 10. Например, для ЭЗв и
Э46А временное сопротивление разрыву соответственно равно 380 МПа
(38 кгс/л*м2) и 460 МПа (46 кгс/мм2),
138
Продолжение примеч.
2. Для электродов Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55 и Э60 ме¬
ханические свойства металлов шва, наплавленного и соединения получены
Сразу после сварки, т. е. без термической обработки, а для электродов Э70,
Э85, ЭЮО, Э125 и Э150 для металлов шва и наплавленного механические
свойства установлены после термической обработки.
3. Механические свойства металла соединений, сваренных электродами
Э70, Э85, ЭЮО, Э125 и Э150, диаметр которых меньше 3 мм, должны соответ¬
ствовать требованиям технических условий или паспортов на электроды кон¬
кретных типов.
4. Для перевода ударной вязкости в МДж/м2 следует соответствующие
данные таблицы разделить на 10.
ТАБЛИЦА V.38. ПРЕДЕЛЬНОЕ СОДЕРЖАНИЕ В НАПЛАВЛЕННОМ
МЕТАЛЛЕ СЕРЫ И ФОСФОРА, %
Тип электрода
Сера | Фосфор
Группа электродов по ГОСТ 9466—75
1
2
3
1
2
3
Э38, Э42, Э46, Э50
0,045
0,04
0,035
0,035
0,045
0,04
342А
Э46А
Э50А
Э55
Э60
0,035
0,03
0,025
0,04
0,035
0,03
Э75
Э80
ЭЮО
Э125
Э150
0,035
ТАБЛИЦА V.39. МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ ШВА
И НАПЛАВЛЕННОГО ПРИ ДУГОВОЙ СВАРКЕ МЕТАЛЛИЧЕСКИМИ
ЭЛЕКТРОДАМИ ДЛЯ (ГОСТ 9467-75) ЛЕГИРОВАННЫХ
ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
Тип электрода
Временное сопротивление
разрыву, кгс/мм2
Относительное
удлинение
65, %
Ударная
вязкость,
кгс-м/см2
Э09М
45
18
10
Э09МХ
46
18
9
Э09Х1М
48
18
9
Э05Х2М
48
18
9
Э09Х2М1
50
16
8
Э09Х1МФ
50
16
8
Э10Х1М1НФБ
60
15
7
£10ХЗМ1БФ
55
14
а
Э10Х5МФ
55
14
в
Примечания: 1. Временное сопротивление разрыву, выраженное
в МПа, можно получить, умножив значения его, приведенные в таблице, на 10.
2. Для перевода ударной вязкости в МДж/м2 необходимо данные табли¬
цы разделить на 10.
3. В таблице даны механические свойства металла после термической
обработки по режимам, регламентированным техническими условиями или
паспортами на электроды конкретных марок.
4. Механические свойства соединений, сваренных электродами, диаметр
которых меньше 3 мм, должны соответствовать техническим условиям и пас¬
портам на электроды конкретных марок.
139
ТАБЛИЦА V.40. ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ ЛЕГИРОВАННЫХ
ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ, °/
Тип электрода
Углерод
С
Кремний
Si
Марганец
Мп
Хром
Сг
Никель
Ni
Молибден
Мо
Ванадий
V
Ниобий
Nb
Сера
S
Фосфор
р
не более
Э09М
0,06-0,12
0.15—0,35
0
л»
1
о
—
—
0,35-0,65
—
—
0,03
0,03
Э09МХ
0,06—0,12
0,15—0,35
0,4—0,9
0,35—0,65
-
0,35—0,65
-
-
0,025
0,035
Э09Х1М
0,06-0,12
0,15—0,4
о
?
о
tO
0,8—1,2
-
о
1
о
-
0.025
0,035
Э05Х2М
0,03-0,08
0,15—0,45
0,5—1
1,7—2,2
-
0,4—0,7
-
-
0,02
0,03
Э09Х2М1
0,06-0,12
0,15—0,45
0,5—1
1,9—2,5
-
0,8—1,1
-
-
0,025
0,035
Э09Х1МФ
0,06—0,12
0,15—0,4
0,5—0,9
0,8—1,25
0
1
о
V)
0,1—0,3
-
0,025
0,03
Э10Х1М1НФБ
0,07—0,12
0,15—0,4
0,6—0,9
1—1,4
0,6—0,9
0,7—1
0,15—0,35
0,07—0,2
0,025
0,03
Э10ХЗМ1БФ
0,07—0,12
0,15—0,45
0,5—0,9
2,4—3
-
0,7-1
0,25—0,5
0,35—0,6
0,025
0,03
Э10Х5МФ
0,07—0,13
0,15—0,45
0,5—0,9
4—5,5
—
0,35—0,65
0,1-0,35
—
0,025
0,035
В табл. V.39 приведены механические свойства металлов шпа и
наплавленного при дуговой сварке металлическими электродами для
легированных теплоустойчивых сталей. Механические свойства уста¬
новлены при нормальной температуре. В табл. V.40 дан химический
состав наплавленного металла.
В табл. V 41 приведены механические свойства металлов шва и
наплавленного при дуговой сварке электродами для высоколегиро¬
ванных сталей с особыми свойствами, В габл. V.42 указан химиче¬
ский состав наплавленного металла.
В табл. V.43 приведен химический состав наплавленного метал¬
ла и твердость по Роквеллу металлических электродов для дуговой
наплавки поверхностных слоев с особыми свойствами.
В табл. V 44—V.46 даны характеристики электродов соответст¬
венно для сварки различных сталей, наплавки чугуна, для сварки
цветных металлов и их сплавов.
ТАБЛИЦА V.41. МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ ШВА И
НАПЛАВЛЕННОГО ПРИ ДУГОВОЙ СВАРКЕ МЕТАЛЛИЧЕСКИМИ
ЭЛЕКТРОДАМИ (ГОСТ 10052-75) ДЛЯ ВЫСОКОЛЕГИРОВАННЫХ
СТАЛЕЙ С ОСОБЫМИ СВОЙСТВАМИ
Тип электрода
Временное сопро¬
тивление разры¬
ву, кгс/мм2
Относительное
удлинение б5, %
Ударная вяз¬
кость, кгс* м/см2
Тип электрода
Временное сопро-
1 тивление разры-м
ву, кгс/мм2
Относительное
удлинение б5, %
Ударная вяз¬
кость, КГС'М/СМ2
не
менее
не
менее
Э12Х13
60
16
5
Э09Х19Н11ГЗМ2Ф
58
22
5
Э06Х13Н
65
14
5
Э07Х19Н11МЗГ2Ф
55
25
8
Э10Х17Т
65
—
—
Э08Х24Н12ГЗСТ
55
25
9
Э12Х11НМФ
70
15
5
Э10Х25Х13Г2
55
25
9
Э12Х11НВМФ
75
14
5
Э12Х24Н14С2
60
24
6
Э14Х11НВМФ
75
12
4
Э10Х25Н13Г2Б
60
25
7
Э10Х16Н4Б
100
8
4
Э10Х28Н12Г2
65
15
5
Э08Х24Н6ТАФМ
70
15
5
Э03Х15Н9АГ4
60
30
12
Э04Х20Н9
55
30
10
Э10Х20Н9Г6С
55
25
9
Э07Х20Н9
55
30
10
328X24Н16Г6
60
25
10
Э02Х21Н10Г2
55
30
10
Э02Х19Н15Г4АМЗВ2
65
30
12
Э06Х22Н9
65
20
—
Э02Х19Н18Г5АМЗ
60
30
12
908X16Н8М2
55
30
10
Э11Х15Н25М6АГ2
60
30
10
Э08Х17Н8М2
55
30
10
Э09Х15Н25М6Г2Ф
65
30
10
906X19Н11Г2М2
50
25
9
Э27Х15Н35ВЗГ2Б2Т
65
20
5
Э02Х20Н14 Г2М2
55
25
10
Э04Х16Н35Г6М7Б
60
25
8
Э02Х19Н9Б
55
30
12
Э06Х25Н40М7Г2
60
30
12
308Х19Н10Г2Б
55
24
8
Э08Н60Г7М7Т
45
20
10
Э08Х20Н9Г2Б
55
22
8
308Х25Н60М10Г2
65
24
12
Э10Х17Н13С4
60
15
4
Э02Х20Н60М15ВЗ
70
15
7
Э08Х19Н10Г2МБ
60
24
7
Э04Х10Н60М24
60
15
—
Э09Х19Н10Г2М2Б
60
22
7
Э08Х14Н65М15В4Г2
65
20
10
Э08Х19Н9Ф2С2
60
25
8
Э10Х20Н70Г2М2В
—
—
Ю8Х19Н9Ф2Г2СМ
60
22
8
Э10Х20Н70Г2М2Б2В
65
25
—
Ю9Х16Н8ГЗМЗФ
65
28
6
Примечания: 1. Механические свойства металлов шва и наплавлен¬
ного для электродов типов Э12Х13, Э10Х17Т, Э12Х11НМФ, Э12Х11ВМФ,
Э14Х11НВМФ, Э10Х16Н4Б, Э08Х24Н6ТАФМ приведены после термической об¬
работки по режимам, регламентированным паспортами или техническими ус¬
ловиями на электроды конкретных марок, а для электродов остальных ти¬
пов—в состоянии после сварки (без термической обработки).
2. Для перевода временного сопротивления разрыву в МПа необходимо
соответствующие данные таблицы умножить на 10.
3. Для перевода ударной вязкости в МДж/м2 следует соответствующие
значения таблицы разделить на 10.
141
ТАБЛИЦА V.42 ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА ЭЛЕКТРОДАМИ (ГОСТ 10052—72) ДЛЯ ДУГОВОЙ
СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ С ОСОБЫМИ СВОЙСТВАМИ, %
Тип электрода
Углерод
С
Крем¬
ний
Si
Мар¬
ганец
Мп
Хром
Сг
Никель
Ni
Молибден
Мо
Ниобий
Nb
Ванадий
V
Прочие
элзмензы
Сера
S
Фосфор
р
не более
Э12Х13
Э06Х13Н
Э10Х17Т
Э12Х11НМФ
Э12Х11НВМФ
Э14Х11НВМФ
Э10Х16Н4Б
Э08Х24Н6ТАФМ
Э04Х20Н9
Э07Х20Н9
Э02Х21Н10Г2
Э06Х22Н9
Э08Х16Н8М2
Э08Х17Н8М2
Э06Х19Н11Г2М2
Э02Х20Н14 Г2М2
Э02Х19Н9Б
Э08Х19Н10Г2Б
Э08Х20Н9Г2Б
Э10Х17Н13С4
Э08Х19Н10Г2МБ
Э09Х19Н10Г2М2Б
Э08Х19Н9Ф2С2
Э08Х19Н9Ф2Г2СМ
0,08—0,16
До 0,08
* 0,14
0,09—0,15
0,09—0,15
0,11—0,16
0,05—0,13
До 0.1
* 0,06
» 0,09
» 0,03
» 0,08
0,05—0,12
0,05—0,12
До 0,08
» 0,08
* 0,04
0,05—0,12
0,05—0,12
До 0,14
0,05—0,12
До 0,12
До 0,1
» 0,1
0,3—1
0,5—1,5
11—14
До 0,6
—
0,03
До 0,4
0,2—0,6
11,5—14,5
1—1,5
—
—
—
—
0,03
v 1
До 1,2
15—18
До 0,6
—
—
—
0,05—0,2
0,03
0,3—0,7
0,5—1,1
10—12
0,6—0,9
0,6—0,9
0,2—0,4
титана
0,03
0,3—0,7
0,5—1,1
10—12
0,6—0,9
0,6—0,9
—
0,2—0,4
0,8—1,3
0,03
До 0,5
0,3—0,8
10—12
0,8—1,1
0,9—1,25
0,2—0,4
вольфрама
0,9—1,4
0,03
» 0,7
' До 0,8
14—17
3—4,5
0,02—0,12
вольфрама
0,03
До 0,7
До 1,2
22—26
5—6,5
0,05—0,1
—
0,05—0,15
0,02—0,08
0,02
0,3—1,2
1—2
18—22
7,5—10
титана,
до 0,2
азота
0,018
0,3—1,2
1—2
12—21,5
7,5—10
—
—
—
—
0,02
До 0,1
1—2,5
18—24
9—11,5
—
—
—
—
0,02
0,2—0,7
1,2—2
20,5—23,5
7,5—9,6
—
—
—
—
0,02
До 0,6
1
1—2
14,6—17,5
7,2—9
1,4—2
—
—
—
0,02
0,8—2
15,5—19,5
7,2—10
1,4—2,5
—
—
—
0,02
» 0,8
1,2—2,5
16,5—20
9—12
1,2—3
—
—
—
0,02
1
1—2,5
17,5—22,5
13—15,5
1,8—3,2
—
—
—
0,02
» 0,6
0,8—2
17—20
8—10
—
0,35—0,7
—
—
0,02
* 1,3
1—2,5
18—20,5
8,5—10,5
—
0,7—1,3,
—
—
0,02
» 1,3
1—2,5
18—22
8—10,5
но не ме¬
нее 8 С
То же
_
0,02
3,5—5,5
0,8—2
15,5—20
11—15
—
—
—
—
0,03
0,25—
1,6—2,5
17,5—20,5
8,5—10,5
0,4—1
о
Г
СО
—
—
0,025
0,7
До 1,2
1—2,5
17—20
8,5—12
1,8—3
но не
менее 8 С
То же
_
0,02
1—2
1—2
17,5—20,5
7,5—10
—
—
1,5—2,3
—
0,03
0,7—1,5
1—2,5
17—20,5
7,5—10
0,2—0,6
—
2—2,6
0,03
0,035
0,035
0,04
0,035
0,035
0,035
0,035
0,035
0,03
0,03
0,025
0,03
0,03
0,03
0,03
0,03
0,03
0,03
0,03
0,04
0,035
0,03
0,035
0,035
т
Cl> s*;
§X *X
S3
> to СЛ
5
Ъ+4 NH
-s4 MH
8 й
8 88
$ Яй
i
3t^
4S
bO<J
01
8g $
■ag g
is
sS
2>|*
3§
s*
2 ^
Я сл
§1
pi 1
><XX xx
*is Is
2o^ >»o
238 23
5)Ш
o to 5
XXX
555
со X co
BS§3
ЯЖЯ$
5==2
8gi
h36S
ee*
— — О О
- *
■— о
¥ V ¥ V tl
ООО op
s ~ ~ gs
11 I •
оо о -
«- V s
to to
Гв
¥ ¥
oo
о о
ООО
fff'f
p-ftoe
^ ” toco
tO rf* tO >_ CO >— ►-*
¥ V ¥ ¥
*- О о о
¥ ¥ ¥ ¥ ¥
ООО оо
V ¥ ¥ ¥
О О о р
vj VJ сл
о о
00 СЛ'
Т о®
0 —
VVt*
1 I О
J-t0 _
to to
<¥
-РРГ*
,a>oi«
joto
ел сл
§ 'г 'г 'гг
to оо to о>
ГГ т Г
to со to VI
rrr fr
сл сл со
сл <i
СЛ СЛ
rrr
to to Ю
to Оо
Сл СП
оо оо ^
U JLI
Ю tS Сл S3
! ? I ff
Ю КЭ ION-
to ОТ СП ^1
оо со со
tt I i
^Зйоо
rrr
to N3
— to
to-
cjn ^ y> to yi
I 11
4
o
*
сл СО СО
Т ft
со to to -
ГГ Г Г
CP to to ►-
5> *Nl CO
*tk 00
1 Сл сл
ь- Ь- о СО
III II III 1Гг£
05 о 4^ ф^СЛфк COtO*-*
>— —■ 00
- - * to
to to СП *-•
II II
to to -* to
. - 0)0)
05 00 СЛ O)
Г Г Г ГГ |Г V Г I" 11
M I- N OON VJ | | O0
~ VJ 00 VJ
СЛ Oi СП
iii irrr
CO to CO
i ir
11 I I
11
1111
1 1 1 1 II
о
to
III 1 1 1 1 III
0,4-
0,35-
0,35-
Mil II
III 1 jL I I 1 1 1
ООО
w-'—-
o>
Vj о» о»
СЛ Сл
CD Ш О w
gpg.w ^§.мч^ЬнЙ
Ф , g o&V’S ° 5 *?§ °
I *9* I I (X 0*0 T no Oca | DJ о
Этз 4»- w» D) ^SqX ОЯ»
P о
sit
—'*2 <
To 2 с
сл»
ъ P POM
SoS5S5iV,
ъ:
pi
CO 3!
I I I ol II I
о о
оо
о
о
о
о о
оо
о
о
ООО
оо
о о о
оооо
о о
СЛ СЛ
о о
— to
00 СП
8
о
СЛ
о
to
оо
N- to
СЛ
оо
~to
00
о
to
о
to
сл
ООО
-to to
о о
to to
Я1
ООО
to to to
оооо
to to to to
СП
ро
О о
^>LO
0,025
0,02
Р
0,02
0,025
6,02
0,025
0,02
0,03
о
8
0,03
0,04
0,035
0.025
оо
8S
сл
0,03
0,03
0,03
0,03
0,03
0,03
0,035
ТАБЛИЦА V.43. ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА
ДЛЯ ДУГОВОЙ НАПЛАВКИ ПОВЕРХНОСТНЫХ СЛОЕВ С ОСОБЫМИ
Тип электрода
Углерод
С
Кремний
Si
Марганец
Мп
Хром
Сг
Никель
N1
ЭЮГ2
0,08-0,12
До 0,15
2-3,3
_
ЭПГЗ
0,08-0,13
» 0,15
2,8—4
—
_
Э12Г4
0,09-0,14
» 0,15
3,6-4,5
—
_
Э15Г5
0,12—0,18
» 0,15
4,1—5,2
—
—
Э16Г2ХМ
0,12—0,2
0,8-1,3
1,2-2
0,9-1,3
_
Э30Г2ХМ
0,22—0,38
До 0,15
1,5—2
0,5-1
—
Э35Г6
0,25-0,45
» 0,6
5,5-6,5
—
—
Э37Х9С2
0,25-0,5
1,4-2,8
0,4-1
8-11
Э70ХЗСМТ
0,5—0,9
0,8—1,2
0,4-1
2,3—3,2
Э80Х4С
0,7-0,7
1-1,5
0,5—1
3,5—4,2
Э95Х7Г5С
0,8-0,1
1,2-1,8
4-5
6—8
—
Э65Х11НЗ
0,5-0,8
До 0,3
До 0,7
10-12
2,5—3,5
Э24Х12
0,18-0,3
» 0,3
0,4-1
10,5—13
Э20Х13
0,15—0,25
ж 0,7
До 0,8
12—14
До 0,6
Э35Х12Г2С2
0,25—0,45
1,5-2,5
1,6—2,4
10,5-13,5
ЭЭ5Х12ВЗСФ
0,25—0,45
1—1.6
До 0,5
10,5—13,5
_
ЭШ0Х12М
0,85-1,15
До 0,5
До 0,5
11-13
—
Э120Х12Г2СФ
1—1,4
1-1,7
1,6-2,4
10,5—13,5
—
Э300Х28Н4С4
2,5-3,4
2,8—4,2
До 1
25-31
3-5
Э320Х23С2ГТР
2,9-3,5
2—2,5
1-1,5
22—24
Э320Х25С2ГР
2,9—3,6
2—2,5
1-1,5
22—27
Э350Х26Г2Р2СТ
3,1—3,9
0,6-1,2
1,6-2,5
23—29
—
Э225Х10Г10С
2-2,5
0,5—1,5
8-12
8-12
Э08Х17Н8С6Г
0,05—0,12
4,8—6,4
1-2
15-18,4
7—9
Э09Х16Н9С6Г2М2ФТ
0,06—0,12
4,5-5,3
1,6—2,4
15-16,8
8,4—9,2
Э09Х31Н8АМ2
0,06-0,12
До 0,5
До 0,5
30—33
7-9
Э13Х16Н8МС5Г4Б
0,08—0,18
3,8-5,2
3-5
14-19
6,5—10,5
Э15Х15Н10С5МЗГ
0,10-0,2
4,8— 5,8
1-2
13-17
9—11
Э15Х28Н10СЗГТ
0,1-0,2
2,8—3,8
1-2
25-30
9—11
Э15Х28Н10СЗМ2ГТ
0,1-0,2
2,5—3,5
1-2
25—30
9—11
Э200Х29Н6Г2
1,6-2,4
0,3-0,6
1,5-3
26—32
5—8
Э30В8ХЗ
0,2-0,4
До 0,3
До 0,4
2—3,5
380В18X4 Ф
0,7—0,9
» 0,5
» 0,5
3,8—4,6
__
Э90В10Х5Ф2
0,8-1
» 0,4
» 0,4
4—5
Э30Х5В2Г2СМ
0,2-0,4
1-1,5
1,3—1,8
4,5-5,5
$65Х25ПЗНЗ
0,5—0,8
До 0,8
11-14
22—28,5
2—3,5
Э105В6Х5МЗФЗ
0,9-1,2
» 0,4
До 0,5
4-5,5
Э90Х4М4ВФ
0,6-1,2
» 0,8
* 0,7
2,8—4,3
310М9Н8К8Х2СФ
0,8—0,12
1,2—1,8
0.6-1,2
2—2,6
6,6—9,5
ЭЮК15В7М5ХЗСФ
0,08—0,12
0,8-1,6
0,3-0,7
2—4,2
—
Э10К18В11М10ХЗСФ
0,08-0,12
<о
7
оо
о
0,3-0,7
1,8-3,2
-
31ЮХ14В13Ф2
0,9-1,3
0,3-0,6
0,5—0,8
12-16
__
3175U8X6CT
1,6-1,9
0,7—1.5
0,6-1,2
5-6
—
Э190К62Х29В5С2
1,6-2,2
1,5—2,6
—
26—32
—
Примечания: 1. Обозначения типов электродов состоят из индекса Э
цифр и букв. Две или три цифры, следующие да индексом, указывают сред
Химические элементы, входящие в наплавленный металл, обозначены еле
кобальт; М — молнбдеи; Н — никель; Р — бор; С — кремний; Т — титан: Ф —
чески* элементов, указывают среднее содержание элемента в процентах,
наплавленном металле не более 1,5%, цифры не поставлены. При среднем
буквы С и Г не проставлены. •
2. Вид и режимы термической обработки наплавленного металла должны
троды конкретных марок.
144
И ТВЕРДОСТЬ ПО РОКВЕЛЛУ ЭЛЕКТРОДОВ
СВОЙСТВАМИ (ГОСТ 10051-76), %
Твердость по Роквел¬
лу (шкала С)
Молибден
Мо
Вольфрам
W
Ванадий
V
Титан
Ti
Прочие
элементы
без терми¬
ческой
обработки
после
наплавки
после
термичес¬
кой
обработки
20—28
-
-
—
—
—
20—35
35—40
—
—
40-44
0,7—0,9
—
—
—
35-39
—
0,3-0,7
_
—
—
31-41
—
—
—
50—57
—
—
—
52—58
—
0,3-0,7
—
—
До 0,3
56-62
52-60
—
—
25—32
—
—
—
25-33
—
—
40—48
—
—
—
33-48
—
—
54-62
2,5—3,5
0,5-1
—
—
—
50—58
0,4—0,6
—
—
—
—
53—60
1-1,5
—
—
54—62
—
48-54
—.
0,5—1,5 \
0.5—0,5
55—62
- )
бора
57—63
—
-
—
—
0,2—0.4
1,8—2,5
бора
58—63
—
—
40—50
—
—
—
—
28-37
1,8—2,3
0,5—0,9
0,1-0,3
—
—
29-34
1,8-2,4
—
—
—
0,3—0,4
азота
—
40—48
3,5-7
—
—
—
0,5—1,2
ниобия
—
38—50
2,3—4,5
—
—
35-45
—
0,1—0,6
—
—
35—40
1—2,5
0,1—0,3
—
—
40—45
—
—
—
40—50
—
7-9
—
—
—
40-50
17—19,5
1-1.4
—
—
—
57—62
8,5—10,5
2—2,6
—
—
—
57—62
0,4-0,6
1,5—2,5
—
—
—
50—60
—
—
—
——
23—35
—
2.5—4
5—6,5
2—3
—
—
—
60—64
2,4—4,6
0,9—1,7
0,6-1,3
—
—
—
58-63
7—11
—
0.3—0,7
—
6,5—9,5
кобальта
—
55-60
3,8-6,2
5-8
0,5—1,1
*—
12,7-16.3
кобальта
—
52-58
7,8-12,2
8,8—12,2
0,4—0,8
—
15.7—19,3
кобальта
—
62-66
11—15
1,4—2
—
50—55
—
—
—
До 0,4
7—8 ниобия
52—57
—
—
4-5
—
—
59—65
кобальта
40—50
(электроды для ручной дуговой сварки и наплавки) и следующих за и им
нее количество углерода в наплавленном металле в сотых долих процента,
дующими буквами: А — азот; Б —ниобий; В — вольфрам; Г — марганец; К —
ванадий; X — хром. Цифры, следующие за буквенными обозначениями хими-
После буквенного обозначения химических элементов, в среднем которых в
содержании в наплавленном металле кремния до 0,8% и марганца до 1®*
соответствовать указанным в паспортах или технических условиях на элек-
10—140 145
врем
мин
60
60
60
60
60
60—£
60
60
60
60
60
60
40
40
90
60
60
90— ]
90—1
90
60
60
60
60
A V.44. ХАРАКТЕРИСТИКА ЭЛЕКТРОДОВ ОБЩЕГО НАЗНАЧЕНИЯ ДЛЯ
Марка электрода
Марка сварочой
проволоки
по ГОСТ 2246—70*
Ток и полярность
Положение
сварки
зродистые и низколегированные конструкционные стали (тип электрода по ГОСТ \
АНО-5
АНО-6
АНО-1
ОМА-2
ВСП-1
ВСП-2
ВСЦ-4
УОНИ-13/45
СМ-11
УП-1/45
УП-2/45
ОЗС-2
АНО-3
АНО-4
МР-3
ОЗС-4
ОЗС-6
РБУ-4
РБУ-5
ЗРС'2
ОЗС-З
ЗРСЧ
ОЗС-9
ОЗСМ2
Св-08, Св-08А
Постоянный и
Все положения
переменный
То же
То же
То же
»
»
Нижнее
»
>
Все положения
»
»
То же
»
Постоянный
»
»
Постоянный, на
»
электроде (+)
То же
Постоянный и
переменный
»
То же
>
»
Св-08, Св-08А
Постоянный, на
электроде (+)
То же
Постоянный и
переменный
То же
»
*
»
*
*
»
»
»
»
»
>
Нижнее
»
Все положения
»
То же
Э46А
Э50
Э50
Э50А
Э55
Э60А
Э70
Э85
Э138/45Н
ВСЦ-3
ВСН-3
УОНИ-13/55
ДСК-50
СК2-50
УП-1/55
АНО-11
Э138/50Н
АНО-Ю
УОНИ-13/55У
УОНИ-13/65
Л КЗ-70
АНП-2
УОНИ-13/85
УОНИ-13/85У
Св-08, Св-08А
То же
Св-08, Св-08А
То же
Э09М
Э09МХ
ЦУ-2М
ЦЛ-14
ОЗС-11
ГЛ-14
Теплоустойчивые стали
Св-08А
То же
Св*08МХ
Постоянный, на
8,5
330—350
электроде (+)
Постоянный
9,5—13
100—110
Постоянный, на
>
9
300
электроде (+)
350
То же
»
9
Постоянный н
»
10
350—370
переменный
350—360
То же
»
9,5
»
»
10
350
>
»
10
350
Постоянный на
>
9
320—380
электроде (+)
12
350—400
Постоянный и
Нижнее, верти¬
переменный
кальное
Постоянный, на
Горизонталь¬
9,5
300—350
электроде (+) и
ные и вертикаль¬
переменный
ные стыки арма*
туры ванным спо¬
собом
Постоянный на
Все положения
9
400
электроде (+)
Постоянный, на
Нижнее
9,5
320—350
электроде (+)
420—450
То же
Все положения
9
>
То же
9,5
370
Постоянный и
Все положения
10
300—350
переменный
с,тыков рельсов и
Стержней арма¬
туры ванным спо¬
собом
электрода по ГОСТ
9457—75)
Постоянный, на
Все положения
9—10
300—350
электроде (+)
Постоянный ■
То же
10,5
150—200
переменный
То же
8—9
300—350
Постоянный, на
8
300—350
электроде (+)
30
90—120
60
60
60
60
30
60
60
№
60
60
60
120
60
60
60
60
60
90
Продолжение табл. V.44
Тип электрода
Марка электрода
Марка сварочной
проволоки
по ГОСТ 2246—70*
Ток и полярность
Положение сварки
Коэффициент
наплавки.
г/(А-ч)
Режим пр
темпера¬
тура,
град.
окалки
время,
мин
Э09Х1М
ЦЛ-30-63
Св-08ХМ
Постоянный, на
Нижнее и вер¬
10,4
350
60
электроде (+)
тикальное
Э09Х1МФ
ЦЛ-20-63
Св-08ХМФА
То же
Все положения
10,3
330—350
45
ЭЮХ1М1НФБ
ЦЛ-27Б
То же
»
То же
10,5
150—200
60
Э10ХЗМ1БФ
ЦЛ-26М-63
Св-08А
>
»
10,5
330—350
60
Э10Х5МФ
ЦЛ-17-63
Св-10Х5М
»
>
10,5
300—350
45
Коррозионно-стойкие аусте
титные и нержавеющие
хромистые стали (тш
г электрода по ГОСТ
10052-7
5)
Э04Х20Н9
ОЗЛ-14
СВ-01Х19Н9
Постоянный и
Все положения
И
200—250
60
переменный
Э07Х20Н9
03 Л-8
Св-01Х19Н9,
Постоянный, на
То же
13
270
40
Св-04Х19Н9.
электроде (+)
Св-06Х19Н9Т
Л-39
Св-04Х19Н9
То же
Нижнее и вер¬
Ю,?
200—250
90
тикальное
Э08Х19Н10Г2Б
ЦЛ-11
СВ-04Х19Н9,
Все положения
12,5
320—350
90
СВ-07Х19Н10Б
Л-38
СВ-07Х19Н10Б
Нижнее и вер¬
10,5
320—380
90
тикальное
03 Л-7
Св-01Х19Н9
Все положения
11,5
270
40
Л-40М
CB-01X19H9.
Нижнее и вер¬
10,5
320—380
90
CB-04X19H9
тикальное
UT-15'l
СВ-07Х19Н10Б
Все положения
12
350—450
90
ЦТ-15
СВ-07Х19Н10Б
То же
12
350—450
90
ЗИО-З
Св-07ХД9Н10Б
э
12,5
300—320
90
908Х19Н10Г2МБ
ЭА-898/19
Св-07Х19Н10Б
11,5
325—350
60
Э12Х13
Э10Х17Т
Э09Х16Н8ГЗМЗФ
Э08Х17Н8М2
Э09Х19Н10Г2М2Б
Э08Х19Н9Ф2С2
Э10Х25Н13Г2
Э08Х20Н9Г2Б
Э07Х20Н9
УОНИ/ЮХ13
УОНИ/ЮХ17Т
ЭА-400/10У
НИАТ-1
ЭНТУ-ЗМ
ЦЛ-4
С Л-28
ЭА-400/13
НЖ-13
ЭА-606/И
ГЛ-2
Св-06Х14
СВ-10Х17Т
СВ-04Х19Н11МЗ
СВ-06Х19Н9Т
СВ-04Х19Н11МЗ
СВ-06Х19Н9Т
СВ-08Х19Н10МЗБ
СВ-04Х19Н11МЗ
СВ-04Х19Н11МЗ
СВ-08Х19Н9Ф2С2
Св-08Х19Н9Ф2С2
Нижнее и вер¬
тикальное
Все положения
То же
Нижнее и на¬
клонное
Все положения
Нижнее и вер¬
тикальное
Все положения
Нижнее и вер*
тикальное
11
11
12
10» 5
11.5
11
10,7
12
12.5
12
10.5
300
300
320—380
150—350
270
350—450
350—380
320—380
300
300—350
320—380
Жаростойкие стали и сплавы (тип электрода по ГОСТ 10052—75)
Э10Х28Н12Г2
ОЗЛ-6
СВ-07Х25Н13
Постоянный* на
Все положения
11,5
300
60
электроде (+)
ЦЛ-25
СВ-07Х25Н13
То же
То же
10,5
350—400
90
03 Л-4
СВ-10Х20Н15
»
»
12
300
60
Э28Х24Н16Г6
ОЗЛ-9А
Св-30Х25Н16Г7
»
Нижнее и вер¬
13,5
300
60
тикальное
Э12X24 Н14С2
03 Л-5
Св-10Х20Н15
»
Все положения
12,5
300
60
ЦТ-17
Св-10Х20Н15
»
То же
10,5
350—400
90
Жаропрочь
ше стали и сплавы (т
ип электрода по ГО
СТ 10052—75)
Э09Х16Н8ГЗМЗФ
ЦТ-1
Св-04Х19Н9
Постоянный, на
Все положения
13
350—450
90
Св-06Х19Н9Т
электроде (+)
ЦТ-7-1
Св-04Х19Н11МЗ
То же
То же
10,5
350—400
90
Э07Х19Н11МЗГ2Ф
ЦТ-7
CB-04X19H1IM3
Нижнее
12
350—400
90
КТИ-5-62
СВ-04Х19Н11МЗ
Все положения
12
300—350
120—180
Э28Х24Н16Г6
03 Л-9
Св-13Х25Н18
То же
13,5
300
60
ОЗЛ-9-1
CB-13X25H18
Нижнее
13,5
300
60
Э27Х15НЭ5ВЗГ2Б2Т
КТИ-7-62
СВ-ЗОХ15НЭ5ВЗБЗТ
То же
11,2
300-350
120
Э12Х11НВМФ
КТИ-10-62
Св-ЮХПНВМФ
>
Все положения
9,2
350
60
Двухслойные стали (тип электрода по ГОСТ 10052—75)
ЗИО-8
Св-07Х25Н13
Постоянный, на
Все положения
13,5
300—320
электроде (+)
ЦЛ-9
СВ-07Х25Н13
То же
Нижнее
11,5
350—400
ЦЛ-25
Св-07Х25Н13
Нижнее и вер¬
тикальное
ТАБЛИЦА V.45. ХАРАКТЕРИСТИКА ЭЛЕКТРОДОВ ДЛЯ СВАРКИ И НАПЛАВКИ ЧУГУНА
Коэффи¬
Режим прокалки
Характеристика
наплавленного метал¬
ла
Марка
электрода
Материал сердечника
Ток и полярность
Положение сварки
циент
наплавки,
г/(А-ч)
темпера¬
тура,
град-
время,
мин
ОМЧ-1
Прутки марки Б
(ГОСТ 2671—70)
Постоянный, на
электроде (+) и
переменный
Нижнее
15,2
150—200
180—240
Серый чугун
МНЧ-1
НМЖМц 28-2,5-1,5,
МНМц 40-1,5 (ГОСТ
492—73)
Постоянный, на
электроде (+)
Нижнее, верти¬
кальное и полу-
потолочное
—
150—200
90—120
Железоникелемед-
ный сплав
МНЧ-2
НМЖМц 28-2,5-1,5
(ГОСТ 492—73)
То же
То же
11—12
150—200
90—120
То же
ОЗЧ-1 |
ОЗЧ-2 /
Медная проволока
(ГОСТ 2112-71*)
Нижнее и вер¬
тикальное
13-14
220
220
30 Ч
60 )
Железомедный
сплав
АНЧ-1
Св-04Х19Н9 в обо¬
лочке из меди М2 или
М3 по ГОСТ 859—66*
То же
13-14
300—350
60
Медно-хромонике¬
левый сплав
ЦЧ-4
Св-08 и Св-08А
Нижнее
200—220
90—120
Хорошо обрабаты¬
вается режущим ин¬
струментом
ЦЧ-ЗА
CB-08H50
То же
200—220
90—120
Удовлетворитель¬
но поддается меха¬
нической обработке
ТАБЛИЦА V.46. ХАРАКТЕРИСТИКА ЭЛЕКТРОДОВ ДЛЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ
Коэффициент
наплавки,
г/(А-ч)
Режим прокалки
Марка электрода
Материал сердечника
Ток и полярность
Положение
сварки
температура,
град.
время,
мин
Алюминий и его сплавы
ОЗА-1
Св-А91
6,32
150—200
60
АФ-4аКр
Св-А97
1 ГОСТ
Постоянный, на
7,5—7,8
150—200
60
А-2
Св-АМц или
Нижнее
7,5—7,8
150—200
60
Св-АК5
( 7871-75
электроде (+)
ОЗА-2
Св-АК5
)
6,25—6,5
150—200
60
Медь и ее сплавы
«Комсомолец-100»
Медная проволока
(ГОСТ 2112—71*)
14
350
МН-5
Проволока. МНЖ5-1
(ГОСТ 16130-72)
Постоянный, на
электроде (+)
Нижнее
12
150—200
АНМц/ЛКЗ-АБ
Проволока
МНЖКТ5-1-0.2-0.2
(ГОСТ 16130—72)
Сплавы на основе *
шквля
16,5
150—200
МЗОК
НМЖМц28-2,5-1,5
)
13
350
(ГОСТ 492-73)
1
L Постоянный, на
Нижнее
I
электроде (+)
14
ХН-1
НМц5 (ГОСТ 492—73)
J
1
350
g V.13. Флюсы сварочные
В табл. V.47 и V.48 приведены химический состав и характеристика плавленых флюсов; состав флюсов
для различных видов сварки, а также для кислородно-флюсовой резки дан в табл. V.49—V.53.
ТАБЛИЦА V.47. ХИМИЧЕСКИЙ СОСТАВ СВАРОЧНЫХ ПЛАВЛЕНЫХ ФЛЮСОВ (ГОСТ 9087—69*), %
Марка флюса
Si О,
МпО
СаО
MgO
А12о8
КаО и
NaaO
CaF 2
Fe*jOj
S
Р
С
не более
АН-348А
41—44
34—38 '
5-7,5
Не
более 4,5
—
4—5,5
2
0,15
0,12
—
ОСЦ-45
38-44
38—44
Не более
Не более 2,5
»
5
-
6—9
2
0,15
0,15
—
АН-34&АМ
41—44
34—38
6,5
5-7,5
4,5
-
3,5—4,5
2
0,15
0,12
—
ОСЦ-45М
38—44
38-44 ,
Не более 2,5
»
5
-
6-9
2
0,15
0,1
—
АН-60
42,5-46,5
36—41
3—11
0,5—3
»
5
-
5—8
1.5
0,15
0,15
—
АН-8
33-36
21—26
4-7
5-7,5
11—15
-
13—19
1,5-3,5
0,15
0,15
—
АН-20С, АН-20СМ
АН-20П
19-24
Не более
0,5
3-9
9—13
27—32
2—3
25—33
1
0,08
0,05
—
АН-22
18—21,5
7—9
12-15
11,5-15
19-23
1-2
20—24
1
0,05
0,05
—
АН-26СП, АН-26С,
АН-26П
29-33
2,5—4
4—8
15—18
19-23
—
20—24
1,5
0,1
0,1
0,05
ФЦ-9
38—41
38-41
Не более
6,5
Не более 2,5
10-13
—
2 3
0,1
0,1
ТАБЛИЦА V.48. ХАРАКТЕРИСТИКА ПЛАВЛЕНЫХ ФЛЮСОВ
Марка флюса
Размер зерен,
мм
Вид флюса и цвет зерен
АН-348А
0,35—3
0,26—1
Стекловидный; желтый и коричневый
всех оттенков
ОСЦ-45
ОСЦ-45М
0.35-3
0,25-1
Стекловидный; светло-серый, желтый и
коричневый всех оттенков
АН-60
0,35—4
Пемзовидный; белый, желтый всех от¬
тенков и светло-коричневый
ФЦ-9
0,25-1
Стекловидный; светло-желтый и коричне¬
вый всех оттенков
АН-8
0,25-2,5
Стекловидный; желтый и коричневый
всех оттенков
АН-20С
АН-20СМ
0,35-3
0,25-1
Стекловидный; светло-серый и светло-го¬
лубой
АН-20П
0,35—4
Пемзовидный; белый и светло-серый
АН-22
0,25—2,5
Стекловидный; желтый всех оттенков и
светло-коричневый
АН-26С
0,25—2,5
Стекловидный; серый всех оттенков и
светло-зеленый
АН-26П
0,35—3
Пемзовидный; светло-серый
АН-26СП
0,25-4
Смесь стекловидных и пемзовидных зе¬
рен; серый всех оттенков и светло-зеленый
Примечания: 1. Стекловидный флюс с размером зерен не более 2,5
вли 3 мм и пемзовидный с размером зерен до 4 мм предназначены для авто¬
матической сварки проволокой диаметром не менее 3 мм.
2. Стекловидный флюс с размером зерен не более 1,6 мм используют для
автоматической и полуавтоматической сварки проволокой диаметром до 3 мм.
3. Буквы, стоящие в марке флюса, имеют следующие значения: М —
мелкий, С — стекловидный, П — пемзовидный.
4. Флюс марки АН-26СП может быть изготовлен смешиванием выплавлен¬
ных отдельно флюсов марок АН-26С, АН-26П в соотношении 1 : 1 по массе.
5. Флюсы марок АН-348А, АН-348АМ и ОСЦ-45 могут выплавляться в
пламенных и электрических печах, флюсы остальных марок — в электрических.
ТАБЛИЦА V.49, СОСТАВ ФЛЮСОВ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ
АЛЮМИНИЯ И ЕГО СПЛАВОВ, % ПО МАССЕ
Марка флюса
Хлористый
Криолит
калий
натрий
А.Н-А1
50
20
30
/ФОК-А1
40
30
30
МАТИ-1
34
43
23
ТАБЛИЦА V.50. СОСТАВ ФЛЮСОВ ДЛЯ ГАЗОВОЙ СВАРКИ
АЛЮМИНИЯ И ЕГО СПЛАВОВ, % ПО МАССЕ
Марка
флюса
Хлористый
Фтористый
Криолит
калий |
натрий
литий
барий
натрий
литий
\Ф-4А
55
28
14
3
Ш-А201
—
—
15
70
—
15
—
VH-4A
—
—
___
70
30
—
ЗАМИ
50
30
—
—
—
20
1М1
45
20
—
20
15
—
—
153
О Cl rfk. OJ to
№ флюса
35
25
50
100
Борная кислота
1
50
75
50
56
100
Бура прокаленная
1 1 1 1 1 5
Кислый фосфорно¬
кислый натрий
1 1 8 1 1 1
Хлористый натрий
1 1 8 1 1 1
Углекислый калий
ТАБЛИЦА V.52. СОСТАВ ФЛЮСОВ ДЛЯ ГАЗОВОЙ СВАРКИ МЕДИ
И ЕЕ СПЛАВОВ, % ПО МАССЕ
<3> СЯ о® ю ►-
№ флюса
1 * 1 1 s 1
о
Борная кислота
100
50
60—-70
50
94
96
Бура прокаленная
1 1 £ 1 1 1
Кислый фосфорно¬
кислый натрий
1 1 £ 1 1 1
Кремниевая кислота
1 1 ё 1 1 1
Древесный уголь
20—30
Поваренная соль
* о 1 ! J 1
Магний металличес¬
кий
.
ТАБЛИЦА V.51. СОСТАВ ФЛЮСОВ ДЛЯ ДУГОВОЙ СВАРКИ МЕДИ
УГОЛЬНЫМ ЭЛЕКТРОДОМ, % ПО МАССЕ
ТАБЛИЦА V.53. СОСТАВ (% ПО МАССЕ) И ОБЛАСТИ ПРИМЕНЕНИЯ ФЛЮСОВ ДЛЯ КИСЛОРОДНО-ФЛЮСОВОЙ
РЕЗКИ
Группа флюсов
Железный поро¬
шок
ПЖ2М-ПЖ5М
(ГОСТ 9849—74)
Кварцевый песок
Алюминиевый по¬
рошок АПВ
Алюминиево-маг-
ниевый порошок
ПАМ-2 или
ПАМ-3
Силикокальиий
марки КаСи-1
или КаСи-2
Ферросилиций
Си-45
Феррофосфор ФФ
Назначение
I
100
80—90
100
20-10
—
-
—
—
Для разделительной резки высоколегиро¬
ванных, хромистых и хромоникелевых ста¬
лей и сплавов
—
—
—
60—80
—
40—20
—
65—75
35—25
II
65-75
25-20
10-5
-
Для разделительной резки чугуна
70—80
—
30—20
—
III
70-80
20—15
10-5
—
—
—
—
Для разделительной резки меди, латуни,
бронзы
70—75
—
20-15
—
—
—
15-10
IV
100
-
—
25—30
75—70
-
-
Для поверхностной резки высокохроми¬
стой и хромоникелевой стали
V.14. Газы для сварки и резки
В табл. V.54—V.56 приведены характеристики газов.
Т А Б ЛИЦА V 54. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГОРЮЧИХ ГАЗОВ (ПАРОВ) ПРИ 760 мм рт. ст. (0,1 МПа)
Газ и пары
ГОСТ
Плотность,
Низшая теплотворная
способность
Температура
пламени
Соотношение
между кислоро¬
Пределы взрываемое*
ти в смеси, %
кг/мч
МДж/м*
ккал/м3
в рабочей
зоне,
°С
дом и горючим
газом в смеси
в горелке
с
воздухом
с кислоро¬
дом
Газ:
ацетилен
5457—75
1,09
52,6
12600
3150
1,1—1,7
2,2—82
2,3—93
водород
3022—70*
0,084
10
2400
3200
0,3—0,4
3,3—81,5
4,6—93
коксовый
8331-57
0,4—0,55
14,7—18,9
3500—4500
2000
0,6—0,8
7-19
—
природный
5542—50*
0,7—0,9
34,4—34,7
8200—8500
2200
1,5—1,6
4,5—14
3—45
городской
0,84—1,05
18,9—25,2
4500—6000
2000
1,5—1,6
3,8—24,8
10—73,6
пропан-
бутановая смесь
20 448—75
1,95
89
21 200
2400
3,4— 3,8
2,17—9,5
2,4—57
Пары:
бензина
1012—72*
2084—67**
8505—57
0,7—0,76
42—44,5
10 000—10 600
2500—2600
1,1—1,4
0,7—0,6
2,1—28,4
керосина
18 499-73
0,8-0,84
42—42,8
10 000—10 200
2400—2500
1,7—2,4
1,4—5,5
—
Примечание. Для бензина и керосина характеристики и расход кислорода даны на 1 кг жидкого горючего.
ТАБЛИЦА V.55. ХАРАКТЕРИСТИКА КИСЛОРОДА ГАЗООБРАЗНОГО
ТЕХНИЧЕСКОГО (ГОСТ 5583—68*)
Показатель
Сорт кислорода
Содержание:
кислорода в объеме, %, не менее
водяных паров, г/м3, при нормальных
условиях 2(гС и давлении 0,1 МПа
(760 мм рт. ст.), не бОЛее
Температура насыщения кислорода при
давлении 0,1 МПа (760 мм pfr. etf.)> °С, йе
менее
99,7
0,07
-43
99,6
0,07
-43
99,2
0,07
—43
ТАБЛИЦА V.56. ХАРАКТЕРИСТИКА ЗАЩИТНЫХ ГАЗОВ,
ПРИМЕНЯЕМЫХ ДЛЯ {'АЗОЭЛЕКТРИЧЕёКОЙ СВАРКИ Й РЕЗКИ
Газ
Транспортирование
к рабочим местам
Аргон:
высшего сорта
1-го »
2-го
Гелий:
высокой чисто¬
ты
технический
Азот:
высшего сорта
1-го »
2-го »
3-го *
особой чисто¬
ты
Водород:
А
Б
В
1-го сорта
2-го »
Углекислый:
пищевой
технический
Сварочный:
1-го сорта
2-го »
ГОСТ 10157-73*
ГОСТ 20461-75
ГОСТ 9293-74
ГОСТ 3022—70*
ГОСТ 8050—64*
99,99
99,98
99,95
99,985
99,8
99,994
99,5
99
97
99,996
99,8
98
98.5
97.5
95
98,5
99,6
99
В баллонах под рабочим
давлением 115 ±0.6 МПа
(150±5 кгс/см2) в Газообраз¬
ном виде (Может перево¬
зиться в смесй с кислоро¬
дом, гелием, водородом или
азотом в соотношении, пре¬
дусмотренном ТУ)
В баллонах под рабочим
давлением 1б±0,5 МПа
(150±5 кгс/сма) £ газообраз¬
ном виде
По газопроводу или в
► баллонах под рабочим дав¬
лением 7,5 МПа (75 кгс/см3)
в жидком виде
157
Глава VI. ИСТОЧНИКИ ЭЛЕКТРОПИТАНИЯ
VI.1. Электрические свойства сварочной дуги,
определяющие требования к источникам
питания для электродуговой сварки
Электрическая сварочная дуга является разновидностью мощно¬
го дугового разряда в сильно ионизированной среде газов и паров
различных материалов. Общие свойства различных видов сварочных
дуг характеризуют следующие параметры: напряжение t/д, ток /д и
длина 1д дуги. Дуга — нелинейный элемент электрической цепи,
у которого отсутствует пропорциональная зависимость между током
и напряжением. Статическая вольт-амперная характеристика дуги,
т. е. зависимость (рис. VI.1)
= / (/д) при /д = const,
Рис. VI. 1. Статические характе¬
ристики дуги
1ч.
Рис. VI.2. Характеристика рабо¬
ты системы «источник пита¬
ния — дуга»
А, Б — точки устойчивой и не*
устойчивой работы; 1 — внеш-
н.чя характеристика источника
питания; 2 — статическая харак¬
теристика дуги
Рис. VI.3. Характер измене¬
ния напряжения и тока ду¬
ги в цепи с индуктивным со¬
противлением
U3 — напряжение зажига¬
ния дуги; <р — угол сдвига
тока по фазе; / — напряже¬
ние холостого хода источ¬
ника питания; 2 — ток дуги;,
3 — напряжение дуги
имеет три основных участка, наклон которых определяется главным
образом физическими явлениями, протекающими в приэлектродных
областях и столбе дуги. Приблизительно описать эти явления можно,
рассматривая напряжение дуги как сумму падений напряжения в ка-
тоднон UR и анодной Ua областях и столбе дуги £/с. Крутопадающая
158
характеристика дуги (участок /, см. рис. VI. 1) имеет место при плот¬
ности тока в электродах на более 12-10е А/м2 (12 А/мм2). При такой
плотности тока площади активных пятен дуги на аноде и катоде ра¬
стут пропорционально току, а падение напряжения в приэлектродных
областях U& и Uн остаются практически неизменными. Напряжение
дуги меняется в основном за счет падения напряжения в столбе ду¬
ги Uс. Но поскольку увеличение сечения электропроводности стол*
ба дуги в этих условиях опережает рост тока, то при повышении
последнего уменьшается Uc. При дальнейшем увеличении плотности
тока (участок II) площади активных пятен и столба дуги продолжа¬
ют расти пропорционально току, а падение напряжения в приэлект¬
родных областях и столбе дуги остаются практически неизменными
и не зависят от тока. Это характерно для дуг с плотностью тока в
электродах от 12• 106 до 80-10® А/м2 (12—80 А/мм2), т. е. во всем
диапазоне режимов сварки штучными электродами, неплавящимся
электродом и под флюсом. При сварке плавящимся электродом в за¬
щитных газах и на форсированных режимах под флюсом, когда
плотность тока в электродах более 80* 10е А/мм2 (80 А/мм2), вслед*
ствие ограниченных размеров электрода дуга у его торца сжимает*
ся, что приводит к увеличению приэлектродного падения напряжения
с ростом тока. На таких режимах статическая характеристика дуги
становится возрастающей (участок III). В реальной сварочной цепи
дуга и источник ее питания образуют взаимосвязанную систему, ра*
ботающую в статическом и динамическом (переходном) режимах. В
статическом режиме устойчивость системы, «источник питания — ду¬
га» будет обеспечена при выполнении следующего условия в точке
пересечения характеристик
Это означает, что если форма характеристики дуги соответствует
участку /, то характеристика источника питания должна быть более
крутопадающей, на участке II она должна быть пологопадающей
или жесткой, но в Меньшей степени, чем характеристика дуги, а на
участке III — жесткой или возрастающей (рис. VI.2). В этом случае
внезапное малое отклонение тока дуги, вызванное случайной причи¬
ной, будет с течением времени уменьшаться, т. в. режим сварки не
будет нарушаться, и система вернется вновь в исходное состояние
равновесия. Выполнение условия (VI. 1) особенно важно при ручной
сварке и плазменной резке, когда манипуляции электродом и переме¬
щение анодного пятна в процессе резки приводят к значительным из¬
менениям длины дуги, а режим сварки при этом не должен заметно
меняться. В этом случае чем круче характеристика источника пита¬
ния, тем более устойчива сварочная дуга, т. е. меньше величина изме¬
нения тока при изменении длины дуги. При автоматической и полу¬
автоматической дуговой сварке плавящимся электродом имеет место
явление саморегулирования, при котором длина дуги После ее изме¬
нения восстанавливается автоматически за счет изменения скорости
плавления электрода.
Явление саморегулирования наиболее сильно проявляется при
повышении плотности тока в электроде и уменьшении крутизны внеш¬
ней характеристики источника питания. Перечисленные свойства при¬
сущи дугам постоянного и переменного тока. Однако особенности ду¬
гового разряда на переменном токе в первую очередь определяются
периодическим изменением величины и направления тока и напряже-
т
ния дуги. В условиях периодической смены полярности в момент пе¬
рехода тока через нулевое значение дуга угасает и дуговой промежу¬
ток деионизируется. Для повторного зажигания дуги необходимо
вновь ионизировать дуговой промежуток, что может быть достигну¬
то различными способами, основанными на механизмах автоэлектрон*
ной и термоэлектронной эмиссий.
При сварке неплавящимся электродом дуга зажигается повторно
при напряжении £/3, большем, чем напряжение £/л. Значение U3 мо¬
жет быть различно и зависит от материала электрода и изделия, со¬
става среды, в которой горит дуга, и от многих других факторов.
В общем случае необходимо, чтобы после перехода тока через нуле¬
вое значение и угасания дуги напряжение на электродах как можно
быстрее стало равно U9. Практически 9fo достигается повышением
напряжения холостого хода источника питания £/*-х и включением в
сварочную цепь индуктивности, обеспечивающей нужный сдвиг фаз
между сварочным током и напряжением источника питания (рис,
VI.3). Для обычных условий сварки наиболее приемлемы угол сдвига
фаз ф, при котором cos ф=0,35—0,45, и отношение t/xx/i/д, равное
1,8—2,5. С увеличением сварочного тока и разогревом электродов
повышается устойчивость дуги и термоэлектронная эмиссия, улуч¬
шающая условия повторного зажигания. При уменьшении тока же¬
лательно увеличивать напряжение холостого хода источника питания
или другими средствами улучшить повторов зажигание дуги.
В динамическом (переходном) режиме сварки особое значение
имеет способность источника питания быстро реагировать на изме¬
нения, происходящие в дуге. Динамические свойства источников пи¬
тания можно оценивать временем восстановления напряжения при
переходе от режима короткого замыкания к рабочему режиму или
холостому ходу; кратностью установившегося значения тока корот¬
кого замыкания /к и рабочего тока /Р; скоростью нарастания тока
короткого замыкания. Первые две характеристики в основном ис¬
пользуются для оценки динамических свойств источников питания
ручной дуговой сварки. Оптимальными величинами являются: время
восстановления напряжения до 30 В не более 0,05 с и кратность уста¬
новившегося тока короткого замыкания и рабочего в пределах
1,25 < /к//р < 2.
Скорость нарастания тока короткого замыкания зависит от ин¬
дуктивности сварочной цепи и характеризует динамику источников
питания для сварки плавящимся электродом в защитных газах и в
первую очередь в углекислом газе. При большой индуктивности ско¬
рость нарастания тока мала. В моменты короткого замыкания сран-
нительно медленно разогревается конец электродной проволоки на
большом участке, который нерасплавленным попадает в сварочную
ванну.
Процесс переноса металла в дуге при увеличении индуктивности
сварочной цепи становится крупнокапельным, что затрудняет или де¬
лает практически невозможной сварку в потолочном, горизонтальном
и вертикальном положениях. При малой индуктивности скорость на¬
растания может быть чрезмерной. В этом случае из-за взрывообраз¬
ного перегорания перемычки между электродной проволокой и каплей
расплавленного металла, переходящей в ванну, увеличивается разб¬
рызгивание и ухудшается формирование шва.
Возможность менять динамику источника питания путем измене¬
ния индуктивности сварочной цепи предсумотрена в конструкциях
160
почти всех существующих выпрямителей для сварц# в защитных га¬
зах. Для этой же цели разработаны стабилизирующие дроссели,
речь о которых пойдет ниже. Источники питания сварочной дуги
должны удовлетворять следующим основным требованиям:
напряжение холостого хода источников питания должно быть
достаточным для легкого зажигания и устойчивого горения дуги, ио
не превышать максимальных значений, указанных ГОСТом или тех¬
ническими условиями на соответствующее оборудование;
источники питания должны быть рассчитаны на работу при пе¬
риодических коротких замыканиях сварочной цепи, имеющих место в
процессе сварки и при зажигании дуги. Установившийся ток корот¬
кого замыкания должен быть в пределах 1,25—2 значений рабочего
тока;
источники питания для сварки плавящимся электродом в защит¬
ных газах должны обеспечивать такую скорость нарастания тока
короткого замыкания, при которой процесс сварки происходит с ми¬
нимальным разбрызгиванием;
внешние характеристики источников питания должны быть: кру¬
топадающими— для сварки штучным и неплавящимся электродом и
плавящимся электродом с зависимой от напряжения дуги скоростью
подачи;
пологопадающими, жесткими или возрастающими—для сварки
плавящимся электродом с независимой скоростью подачи.
VI.2. Источники переменного тока
Широкому применению дуговой сварки на переменном токе в
значительной степени способствуют простота изготовления и высокая
надежность в эксплуатации источников питания, в качестве которых
в основном используют сварочные трансформаторы. В зависимости
от используемого способа регулирования режима сварки и получения
падающей внешней характеристики различают трансформаторы с
нормальным и повышенным магнитным рассеянием. У первых транс¬
форматоров благодаря тому, что вторичная обмотка наматывается
непосредственно поверх первичной, весь магнитный поток, создавае¬
мый первичной обмоткой, охватывает и вторичную.
Принципиальная конструктивная схема трансформаторов типа
СТЭ с отдельной реактивной катушкой-дросселем типа РСТЭ приве¬
дена на рис. VI.4, а. Из-за малого магнитного рассеяния, а следова¬
тельно, и индуктивного сопротивления обмоток трансформатора
внешняя характеристика собственного трансформатора жесткая. Для
регулирования режима сварки и получения падающей внешней ха¬
рактеристики в сварочную цепь последовательно с дугой включается
отдельная реактивная кагушка-дроссель.
Индуктивное сопротивление дросселя изменяется регулировани¬
ем воздушного зазора в ярме его сердечника путем плавного переме¬
щения подвижного пакета. При уменьшении зазора индуктивное со¬
противление дросселя возрастает, а сварочный ток уменьшается, при
увеличении зазора сварочный ток повышается. Недостатком источни¬
ков питания этого типа является неустойчивая работа при сварке на
малых токах, когда имеет место вибрация подвижного пакета дрос¬
селя, вызываемая значительными электродинамическими усилиями.
Эти усилия возникают при замыкании дугового промежутка в момен¬
ты перехода капли расплавленного металла с электрода в сварочную
ванну. На рис. VI.4, б показана принципиальная кокструктивная схе-
11—140
161
3)
Рис. VI.4. Конструктивные схемы
(а—ж) сварочных трансформаторов
1 — обмотка дросселя; 2 — подвижной
сердечник дросселя; 3 — магнитопро-
вод дросселя; 4 — магнитопровод транс-
форматора; 5, 6 — первичная и вторич-
ная обмотки; 7 — подвижная вторич¬
ная обмотка трансформатора; 8 — под¬
вижной магнитный шунт; 9 — охваты¬
вающая обмотка; 10 — обмотка уп¬
равления; 11 — неподвижной магнит¬
ный шунт; 12 — секция вторичной об¬
мотки
:вг?
Iступень
180 А
г?
Цступт
160 А
ГоГ?
Ш ступень
' /Ш
ozd
о о
о
-*-о
о
IVcmynetib
Ю5А
Рис. VI.5. Схема сварочного трансформатора ТСП-1
162
ма сварочных трансформаторов типа СТН и ТСД. Трансформаторы
этого типа, как и типа СТЭ, имеют нормальное магнитное рассеяние,
однако дроссель для регулирования режима сварки и получения па¬
дающей внешней характеристики выполнен на совмещенном ярме с
магйитопроводом трансформатора. К преимуществам трансформато¬
ров этого типа относятся меньшие габарит и масса по сравнению с
трансформаторами типа СТЭ двухкорпусного исполнения. Однако
они не лишены недостатков, присущих трансформаторам с отдель¬
ным дросселем. Трансформаторы типа СТН предназначены для руч¬
ной дуговой сварки и снабжены винтовым механизмом с рукояткой
для перемещения подвижного пакета дросселя.
Трансформаторы типа ТСД рассчитаны для питания автомати¬
ческих и полуавтоматических установок и снабжены электромехани¬
ческим приводом для дистанционного регулирования режима сварки.
Сварочные трансформаторы с повышенным магнитным рассеянием,
как правило, имеют разнесенные обмотки. Это приводит к тому, что
часть магнитного потока первичной обмотки замыкается, помимо
контура, вторичной обмоткой, создавая так называемый поток рас¬
сеяния. Эти трансформаторы имеют также несколько модификаций,
различающихся по способу регулирования режима.
К наиболее распространенному типу трансформаторов с повышен¬
ным магнитным рассеянием относятся трансформаторы типа ТС-ТД
(рис. VI.4,в). У трансформаторов этого типа за счет изменения по¬
тока рассеяния при перемене расстояния между первичной и вторич¬
ной обмотками регулируется режим сварки и обеспечивается падаю¬
щая внешняя характеристика. Существенным преимуществом транс¬
форматоров этого типа по сравнению с трансформаторами СТЭ,
СТН-ТСД является значительное снижение усилий, действующих на
подвижные узлы системы регулирования режима трансформатора.
Так, например, если в трансформаторах типа СТЭ, СТН-ТСД на под¬
вижный пакет дросселя действует усилие, достигающее 4—5 кН
(400—500 кгс), то нагрузки на подвижные элементы трансформато¬
ров типа ТС-ТД не превышают 0,4—0,6 кН (40—60 кгс). Подвижная
обмотка в трансформаторах типа ТС-ТД перемещается вручную. При
разведении обмоток сварочный ток уменьшается, при сближении
увеличивается. Специально для работы в монтажных условиях создан
трансформатор типа ТД-304 с дистанционным регулированием режи¬
ма сварки. Обмотки у этого трансформатора перемещаются с помо¬
щью приставки типа РТД-2 с электромеханическим приводом, соеди¬
няемой с винтовым механизмом передвижения обмоток трансформа¬
тора. Для расширения диапазона регулирования сварочного тока в
трансформаторах типа ТС-ТД предусмотрена возможность переклю¬
чения катушек вторичной обмотки с последовательного соединения
на параллельное.
Следующим типом трансформаторов с повышенным магнитным
рассеянием являются трансформаторы типа СТАН-СТШ и трансфор¬
матор ТС-350, принципиальная конструктивная схема которых пока¬
зана на рис. VI.4, г. В этих трансформаторах увеличение магнитного
рассеяния создается за счет подвижного магнитного шунта, помещен¬
ного между стержнями трансформатора. При выдвижении магнитно¬
го шунта за пределы магнитопровода рассеяние уменьшается, что
приводит к снижению индуктивного сопротивления обмоток транс¬
форматора и увеличению сварочного тока. Магнитный шунт в транс¬
форматорах типа СТАН-СТШ перемещается вручную. В трансформа¬
торах типа СТАН шунт выдвигается за пределы магнитопровода в
одну сторону. В трансформаторах типа CT11I шунт, состоящий из
11*
163
двух половин, разводится в обе стороны, что уменьшает габарит
трансформатора.
Принцип регулирования режима за счет подмагничнвания шунта
заложен в основу конструктивной схемы трансформаторов типа ТДФ
(рис. VI.4, е)у предназначенных для питания дуги при автоматиче¬
ской дуговой сварке под слоем флюса. При увеличении тока подмаг-
ничивания магнитное сопротивление шунта возрастает, поток рассея¬
ния уменьшается и сварочный ток увеличивается.
На рис. VI.4, ж показана принципиальная конструктивная схема
трансформаторов с регулируемой магнитной коммутацией (ТРМК).
У этих трансформаторов вторичная обмотка секционирована, боль¬
шая часть ее витков (60—70%) расположена, как у трансформаторов
с нормальным рассеянием, а около 30—40% витков находятся между
верхним и средним ярмами трансформатора. Плавная регулировка
режима достигается подмагничиванием среднего и верхнего ярма.
Положительная особенность этих трансформаторов — это отсутствие
подвижных частей, что повышает надежность их работы, а наличие
подмагничиваемого шунта позволяет сделать управление режимом
сварки дистанционным.
Кроме перечисленных основных типов трансформаторов находят
применение облегченные малогабаритные трансформаторы типа
ТСМ-250 и ТСП-1, рассчитанные для работы в монтажных условиях
при пониженном значении продолжительности работы (ПР). Они
также относятся к группе трансформаторов с повышенным магнит¬
ным рассеянием. Режим в трансформаторах типа ТСМ-250 регулиру¬
ется ступенчато путем включения дополнительных витков встречно¬
согласно со вторичной обмоткой. Плавная регулировка внутри каж¬
дой ступени производится намоткой от 1 до 5 витков сварочного про¬
вода вокруг корпуса трансформатора (см. рис. VI.4, д).
Режим в трансформаторах типа ТСП-1 регулируется ступенчато
за счет изменения магнитной связи между его обмотками (рис.
VI.5). Минимальный сварочный ток обеспечивается при работе толь¬
ко той части вторичной обмотки, которая расположена на втором
стержне, отдельно от первичной обмотки. По мере отключения витков
вторичной обмотки, размещенной на втором стержне, и увеличения
числа подключаемых витков вторичной обмотки на первом стержне
магнитная связь между первичной и вторичной обмотками повыша¬
ется, магнитное рассеяние и индуктивное сопротивление уменьшает¬
ся, в результате чего сварочный ток возрастает. Техническая харак¬
теристика перечисленных типов трансформаторов приведена в
табл. VI.1.
VI.3. Источники постоянного тока
К источникам постоянного тока относятся генераторы и выпря¬
мители. Генераторы, как правило, имеют привод от электродвигателя
или от двигателя внутреннего сгорания и бывают однопостовыми и
многопостовыми. Существующие однопостовые генераторы в зависи¬
мости от схемы соединения их обмоток разделяются на три основные
группы:
с независимым питанием намагничивающей обмотки и последо¬
вательной размагничивающей или подмагничивающей обмоткой (рис.
VI.6, а);
с питанием намагничивающей обмотки от дополнительной щетки
164
Of
'Ei'fl V|
~Q~| KJb' {-O-
Рис. VI.6. Принципиальные схемы (а—г) сварочных генераторов
(с самовозбуждением) и последовательной размагничивающей или
подмагничивающей обмоткой (рис. VI.6, б);
с расщепленными полюсами и самовозбуждением (рис. VI.6,г).
У генераторов с независимым питанием намагничивающей об¬
мотки Фн и последовательной размагничивающей Фп или подмагни¬
чивающей обмоткой результирующий магнитный поток, обусловлива¬
ющий напряжение на выходе генератора, складывается из потоков
этих обмоток:
Фоб = Фн ± Фп-
При постоянном потоке намагничивающей обмотки Фн, определяе¬
мом током возбуждения, результирующий поток Ф0с у генераторов
с последовательной размагничивающей обмоткой будет зависеть в
основном от потока этой обмотки Фп, направленного навстречу пото¬
ку Фн. Поскольку поток Фп при неизменном числе витков обмотки
зависит от протекающего по ней тока, то с увеличением нагрузки
результирующий поток Фоб, а следовательно, и напряжение на выхо¬
де генератора будет уменьшаться. Характеристика такого генератора
будет падающая, причем тем круче, чем больше витков в последова¬
тельной обмотке.
В генераторах, последовательная обмотка которых создает маг¬
нитный поток Фп, совпадающий по направлению с потоком Фн, кон¬
структивные элементы последовательной обмотки выбраны таким
образом, что при повышении тока нагрузки падение напряжения в
якоре генератора компенсируется увеличением общего потока Фоб
за счет возрастания потока Фп. С некоторым приближением можно
считать, что результирующий поток генератора Ф0б, а следователь¬
но, и напряжение на его клеммах зависят в основном от потока Фп.
Характеристика такого генератора в зависимости от параметров пос¬
ледовательности обмотки может быть пологопадающей, жесткой или
возрастающей. Холостой ход в генераторах этой группы регулиру¬
ется изменением тока намагничивающей обмотки, а наклон характе¬
ристики — секционированием последовательной обмотки.
Генераторы второй группы отличаются от первой только тем, что
питание их намагничивающей обмотки осуществляется от двух ще¬
ток, одна из которых основная, другая дополнительная. Напряжение
между щетками благодаря подмагничивающей составляющей реак-
165
ТАБЛИЦА VI. 1. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СВАРОЧНЫХ ТРАНСФОРМАТОРОВ
Напряжение, В
%
Пределы ре¬
гулирования
сварочного
тока, А
Режим рабо¬
ты ПВ, %
g со
СО fe.
Н
X
Тип трансфор¬
матора
номиналь¬
ное
холосто¬
го хода
Номинальн
сварочный
ток, А
Номинальн
потребляел
мощность,
кВ А
кпд, %
Коэффицие
мощности
Габарит, мм
Масса, кг
Трансформаторы с нормальным магнитным рассеянием и реактивной катушкой
СТЭ-24
30
65
350
70—500
65
24
83
0,52
646X314X660
140
РСТЭ-24
594X320X545
90
СТЭ-34
30
60
500
150—700
65
34
85
0,52
690X370X660
200
РСТЭ-34
669 X 320 X 545
120
СТН-450
220,380
30
70—90
450
80—800
65
40
85
0,40
840X420X850
320
СТН-500
30
60
500
150—700
65
38,5
85
0,54
796X410X840
270
СТН-700
35
60
700
200—900
60
43,5
85
0,66
796 X 429X 840
380
ТС Д-500-1
40
80
500
200—600
60
48,5
85
0,55
950X818X1215
420
ТСД-1000-4
42
69 и 78
1000
400—1200
60
78
87
0,62
950X818X1215
510
ТСД-2000-2
380
53
72 и 84
2000
800—2200
50
186
89
0,64
1050X900X1300
675
Трансформаторы с
увеличенным магнитным рассеянием и
подвижными катушками
ТС-300
30
63
300
30—395
60
20
84
0,51
765X524X1010
180
ТС-560
30
60
500
40—650
60
32
85
0,53
845X600X1100
250
ТСК-500
’ 220,380
30
60
500
165-650
60
27
дз
0,65
872X566X1090
280
ТД-300
30
61—79
300
60—380
60
19,4
86
0,51
640X490X715
137
ТД-304
35
61—79
300
60—350
50
19,4
87
0,6
640X490X885
157
ТД-500
30
60—76
500
90—650
60
32
87
0,53
720X580X850
210
V
ТДП-1
26,4
68
160
55—175
20
и,з
72
0,5
435X290X535
ТСП-2
30
62
300
90—$00
20
19,4
78
0,6
510X370X590
CL
0
6".
а
1
*
«К
£
я q увеличенным магнитным рассеянием и п
офвижным
магнитным шунтом
СТАН*0
220, 380
30
63—83
140
25—150
65
10
83
0,51
698X429X483
СТАН-1
m Зво
30
60-70
350
60—480
66
24
83
0,52
870X520X800
СТЦ1^50
380
28
61
250
00
0
1
ьо
а>
о
20
15,3
72
0,57
420X310X425
стш-аоо
220| 380
30
63
300
110—405
60
20,5
88
0,52
545X720X750
СТЩ-бОО
220, 380
30
60
500
145—650
60
33
90
0,53
670X666X753
стш^боо-ао
380
50
60
500
60—800
60
44,5
92
0,53
965X762X750
ТФД-1800
380
40 и 70
94 и 113
1800
500—1850
100
215
94
—
900Х 1300X1350
ТС*35р
220
3Q
60—70
350
60—450
65
24
85
0,52
—
Трансформаторы с
увеличенным магь
штным
рассеянием
и подмагничиваемым магнитным
шунтом
ТФД-lPQl
220, 380
I 44
68—71
1000
400—1200
100
82
87
—
1200X830X1200
ТФД-lWl
380
60
9§—105
1600
600—1800
100
182
88
—
1200X820X1200
Трансформаторы с ярмовым рассеянием
ТСМ-250
| 380
| 2$
60
250
92—250
20
j 14,5
77
0,55
480X360X400
Трансформаторы со ступенчатым
регулированием магнитной связи обмоток
ТСЦ-1
220, 380
25
65—70
160
105—180
20
12
75
0,46
254X424X435
ции якоря практически не связано с нагрузкой. В остальном принцип
действия этих генераторов не отличается от генераторов с независи¬
мым возбуждением.
Генераторы с расщепленными полюсами являются разновидно¬
стью генераторов с самовозбуждением, у которых питание намагни¬
чивающей обмотки осуществляется от одной основной и дополнитель¬
ной щеток. Однако в отличие от них падающая характеристика в ге¬
нераторах с расщепленными полюсами создается за счет взаимодей¬
ствия магнитных потоков поперечных полюсов Ф„ и размагничиваю¬
щей составляющей реакции якоря Фр. Подмагничивающая (продоль¬
ная) составляющая реакции якоря Ф„, совпадая по направлению с
потоком Ф н главных полюсов, не сказывается существенно на уве¬
личении общего продольного потока Ф"§» а определяемое им напря¬
жение Vac между щетками а я с остается постоянным. Размагничи¬
вающая составляющая реакции якоря Ф £ направлена навстречу по¬
току поперечных полюсов ФЦ, приводя к значительному ослаблению
общего поперечного магнитного потока Ф"б и уменьшению напряже¬
ния ись между щетками с и Ъ. В результате при увеличении свароч¬
ного тока напряжение на выходе генератора и аъ—U ac+U съ будет
уменьшаться, т. е. характеристика генератора будет падающей. Ре¬
жим генераторов этой группы регулируется изменением тока возбуж¬
дения намагничивающей обмотки поперечных полюсов и сдвигом ще¬
ток. При сдвиге щеток от нейтрали в сторону вращения якоря уве¬
личивается магнитный поток реакции якоря и напряжение генерато¬
ра снижается, при сдвиге против вращения якоря поток реакции яко¬
ря уменьшается, а напряжение возрастает.
Кроме перечисленных основных типов однопостовых генераторов
следует отметить модификацию генераторов ГСГ-500-1, намагничи¬
вающая обмотка которого питается от основных щеток генератора.
Необходимая жесткость внешних характеристик обеспечивается за
счет последовательной подмагничивающей обмотки и конструкции
магнитной системы генератора. Техническая характеристика генера¬
тора ГСГ-500-1 с самовозбуждением не отличаются от характеристи¬
ки генератора ГСГ-500-i с независимым возбуждением.
Однопостовые генераторы типа ГД-308 и ГД-312 представляют
собой индуктор повышенной частоты с выпрямительным блоком. Нак¬
лон их внешней характеристики достигается за счет падения напря¬
жения в обмотках и вентильном блоке генератора.
Генераторы с универсальными характеристиками, как и генерато¬
ры первой группы, имеют независимое возбуждение. Падающие и
жесткие внешние характеристики этих генераторов получаются при
соответствующем подключении витков последовательной обмотки,
создающей магнитный поток, направленный навстречу или параллель¬
но основному потоку намагничивающей обмотки независимого воз¬
буждения. В табл. VI.2 приведена техническая характеристика одно-
постовых и многопостовых генераторов.
Многопостовые генераторы сконструированы по принципу одно¬
постовых генераторов первой группы с последовательной подмагни¬
чивающей обмоткой, но с питанием намагничивающей обмотки от
основных щеток генератора (рис. VI.6,в). Ток на каждом сварочном
посту регулируется последовательным включением балластного рео-
168
стата. Техническая характеристика сварочных преобразователей и
агрегатов, приведена в табл. V 1.3 и VI.4.
В настоящее время все более широкое применение в качестве ис¬
точников питания постоянного тока находят сварочные выпрямители.
ТАБЛИЦА VI.2. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ГЕНЕРАТОРОВ
ПОСТОЯННОГО ТОКА
9
i os
Напряжение, В
,
к
Тип генератора
ц
1о<
2 я о
5|&а
2
X
V §■
$
а*
я
5 о
33 2
Ssg
ir>> д о
С и о н
1ё
SS
Л н
SS9
Генераторы однопостовые с падающей характеристикой, независимым
возбуждением и последовательной размагничивающей обмоткой
ГСО-120
ГСО-ЗООА
ГСО-ЗОО-З
ГСО-500
ГС-1000-Ц
ГС-1000-Ш
СГ-1000-II
ПГС-300*
120
300
315
500
1000
1000
1000
300
30—120
75—300
115-315
120-600
300—1200
300—1200
300-1000
75—340
25
30
32
40
45
45
45
30
48-65
65
90
62—80
90
90
90
65
65
65
60
65
65
65
100
65
9,6
20
45
45
45
9
Генератор однопостовой с оюесткой характеристикой, независимым
возбуждением и последовательной подмагничивающей обмоткой
ГСГ-500-1 I 500 I 60—500 I —ii— I 18-42 I 60 I 20
I I I 16—40 | I I
Генераторы однопостовые с универсальной характеристикой и независимым
ГД-304
ГД-502
ГСУ-300
ХУ-500-2
"СУМ-400
300
15-350
32
76-80
65
80—300
16—45
60
500
15—500
40
90
65
—
15—50
60
300
75—300
30
48
65
—
10-35
16—36
60
500
120—500
40
65
65
60—500
16-40
60
60
400
100—400
70
100
65
25—70
9,6
20
9
20
28
Генераторы однопостовые с падающей Характеристикой и самовозбуждением
от дополнительной щетки
'Д-101
’Д-303
’Д-307
’Д-310
’С-500
’СО-120-2
СО-ЗОО
СО-ЗООМ
СО-ЗОО-4
СО-ЗОО-5
СО-ЗОО-8
СО-ЗОО-12
ХП-3-VI
ХП-3-VIII
125
315
250
315
500
120
300
300
300
300
300
300
400
500
15—135
15—350
100—250
60—350
120—600
30—120
75—320
80—300
75—320
100—300
100—300
100—300
120—600
120-600
25
32
30
33,6
40
25
30
32
30
32
32
32
40
40
80
60
76—80
60
60
90
60
62—80
65
40—85
65
75
65
6$
65
65
62—80
60
62—80
60
90
60
100
65
80
65
3,}2
ц
2Q
9.6
9.6
9.6
9.6
9.6
16
20
169
Продолжение табл. VI. 2
Тип генератора
1
II
s« “
►2 я о
X- о н
Напряжение, В
Н&
о|
ч *
о о
х 2
а®
3fC
ЙЙ
* %
в»
о OCQ
X s *
Генераторы однопостовые с падающей характеристикой, с расщепленными
полюсами и самовозбуждением от дополнительной щетки
11,9
9
СГ-ЗООМ
300
80-340
35
72
65
СМГ-2М-УГ
300
75-340
30
65
65
ГСГМ-500*
ГСМ-500
ГСМ-1000-4
СГ-1000
500
500
1000
1000
Генераторы многопостовые
Два поста
до 250 А
Два поста
до 300 А
До 6 постов
по 300 А
То же
30
16-35
60
15
50
55
100
27,5
60
60
100
60
60
60
100
60
ГД-308
315
40-315
33
60
ГД-312
315
40—350
32
85
60
Генераторы однопостовые с падающей характеристикой, вентильные,
индукторного типа
‘ ' ' 10,5
10 д
Примечания: 1. Звездочкой отмечены генераторы, имеющие незави¬
симое возбуждение от дополнительного источника питания.
2. В числителе приведены значения при падающих характеристиках, в
знаменателе — при жестких.
Они состоят из трансформатора и блока вентилей. Существующие
сварочные выпрямители подразделяются на однопостовые с падающи¬
ми, жесткими, пологопадающими и универсальными характеристика¬
ми и многопостовые с жесткими характеристиками. В сварочных вы¬
прямителях применяют селеновые или кремниевые вентили, собран¬
ные по трехфазной мостовой или шестифазной схеме выпрямления
(рис. VI.7).
Ряс. VI.7. Прин¬
ципиальная схе¬
ма сварочного
выпрямителя
а — трех фазная
мостовая; б — ше
стифазная <
уравнительным
дросселем
m
ш
Тип
•
s со
О. с_
с S
1
СО ^
н
X
преобразователя
или агрегата
генератора
приводного
двигателя
Мощность
ВОДНОГО Д1
ля, кВт
кпд, %
Частота в|
ния, мин-
Коэффицш
мощности
Габарит, мм
Масса, кг
Исполнение
ПД-Ю1
ГД-101
АВ2-42-2В
7,5
60
2910
806X490X625
222
'j
ПД-303
ПС-300М
СГ-300М
АВ2-51-2
А-62/4
14
60
57
2890
1450
0,87
1031X608X996
1200Х755Х 1170
331
570
I Однокорпусный
1 передвижной, на ко-
[ лесах
ПС-500
ГС-500
А-72/4
28
55
1450
0,88
1400X770X1140
940
J
ПС-1000-III
ГС-1000-II,
ГС-1000-III
АВ-82/74
55
0,69
1460
0,87
1465X770X910
1600
Однокорпусный
стационарный, на ла¬
пах
ПСО-120
ГСО-120
АВ-42/2
7,3
55
2900
0,83
1055X550X730
155
ПСО-ЗОО
гсо-зоо
АВ2-62-4
14
70
1450
0,88
1015X590X980
400
ПСО-ЗОО-З
ПСО-ЗООА
гсо-зоо-з
ГСО-ЗООА
АВ2-61-4
А-62/4
13
12,5
60
1450
2890
1069X590X800
1020X608X996
400
305
Однокорпусный
передвижной, на ко¬
лесах
ПСО-ЗООМ
гсо-зоом
-
14
70
2920
-
550Х 645Х 1150
300
П СО-500
ГСО-500
АВ2-71-2
30
54
2930
0,89
1075X650X1085
540
ПСГ-500-1
ГСГ-500-1
АВ2-71 -2
30
2930
—
1050X590X870
460
172
Тип
преобразователя
или агрегата
генератора
приводного
двигателя
ПСМ-1000-II
С Г-1000
АД-91/4
ПСМ-1000-4
ГСМ-1000-4
А2-82/2
ПСУ-300
ГСУ-300
АВ2-82/2
ПСУ-500-2
ГСУ-500-2
АВ2-52/2
ПС-1000
СГ-1000-II
АВ2-82-4
АСУМ-400
ГСУМ-400
АМ-82-2
АСО-2000
СГ-1000-И (2 шт.)
А101-4
САМ-300
ГСО-ЗООМ
П62М
СДАУ-1
ГСГ-500-1
А-71/2
я £
Ou и
С Я
е*
« о t
11“
Iss
с*
С
75
75
10
30
55
125
16
28
74
73
63
63
69
90
60
68
Продолжение табл. VI.3
Частота враще¬
ния, мин"”1
Коэффициент
мощности
Габарит, мм
Масса, кг
Исполнение
1450
2925
0,89
0,9
1520X820X910
1430X620X820
1600
950
| Однокорпусный
стационарный, на ла-
J пах
2890
2930
0,83
0,9
1160X490X740
1075X1085X650
300
545
\ Однокорпусный
f передвижной, на ко-
) лесах
1470
0,89
1465X770X910
1600
Однокорпусный
стационарный, на ла¬
пах
2925
0,84
1860X620X920
875
Двухмашинный на
общей раме
1460
0,89
4000Х935Х 1190
4000
Трехмашинный
стационарный, на ра¬
ме
1560
—
1435X600X832
635
Двухмашинный на
общей раме
2930
1950X900X1500
1000
Однокорпусный
преобразователь
ПСГ-500-1 на одной
раме с двумя полуав¬
томатами А-547. Уста¬
новка имеет крышу
и откидные стенки
ДВИГАТЕЛЯМИ
Тип
-1
«sis
о. S
са я
приводного
двигателя
Мощное
приводи
двигател
кВт
2
Габарит, мм
Исполнение
агрегата
генератора
Часто1
щения
Масса
АБ-8-АСБ-300М
ПГС-300
407-Д1
14,7
3000
1690X810X1080
515
АД-301
ГСО-ЗОО-12
Д-37М
29,4
1600
1914X895X1250
900
АД-302
ГСО-ЗОО-12
Д-22
22
1600
1915Х895Х 1250
840
На общей раме с
АДБ-306
ГСО-ЗОО-5
320-01
29,4
2000
1915X895X1250
650
. крышей и съемными
А ДБ-309
ГД-303
320Б
29,4
2000
1890X880X1200
750
стенками
АДБ-318
ГД-312
320-01
29,4
2000
1895X880X1655
710
АДД-303
ГСО-ЗОО-12
Д-37Е
29,4
1600
1915X895X1250
900
АДД-Э04
ГД-307
1Р2-10
13,2
1800
1820Х930Х 1450
850
На общей раме с
крышей и съемными
стенками. Смонтиро¬
ван на двухколесном
прицепе
АДД-305
ГД-310
Д-37Е
29,4
1600
1915X895X1140
900
На общей раме с
крышей и съемными
стенками
АСБ-120
ГСО-120-2
УД-2
6,6
2900
1290X 645X935
300
На общей раме с
крышей
АСБ-300М
АСБ-300-7
АСБ-300-8
ГСО-ЗООМ
ГСО-ЗОО-5
ГСО-ЗОО-8
408
ГАЭ-320
ГАЗ-320
14,7
29.4
29.4
3000
2000
2000
1660X1095X935
1915X 895X1250
1915X895X1250
565
640
640
)
На общей раме с
крышей и съемными
АСБГ-300
ГСО-ЗОО-5
ГАЭ-320Ж
18,4
2000
1915X895X1655
86 0
)
СТ 6НКЗ ми
АСД-3-1
СГП-3-VIII
ЯАЗ-М69-204Г
44
1500
2820X1100X2115
2500-
1
На общей рамс с
крышей и откидными
стенками
Продолжение табл. VI.4
Яип
агрегата
генератора
приводного
двигателя
Мощность
приводногс
двигателя,
кВт
Частота вр
щения, мин
Габарит, мм
Масса, кг
Исполненн
АСД-300
гсо*зоо
5П4'44-8,5/11
17,7
1500
1885X875X1470
980
] На общей раме с
АСД-300М
ГСО-ЗОО
5П4-44-8.5/11
17,7
1300
1885X875X1470
980
1 крышей и откидными
' стенками
АСДП-500
СГП-3-VIII
ЯАЗ-М204Г
44
1500
5380X1930X2600
4400
Л На общей раме с
АСДП-500Г-ЗМ
ГСМ-500
ЯАЗ-М204Г
44
1500
6400X2500X2800
5000
[ крышей и съемными
АСДП-ЮООГ
ГС-1000-Ш
У1Д-6-С2
121
1500
6350X2250X2900
6250
I стенками. Смонтиро-
1 ван на четырехколес-
' ном прицепе
ПАС-400-VII
СГП-3-VI
ЗИЛ-164А
48
1600
2950X1900X880
1900
На общей раме с
ПАС-400-VIII
СГП‘3-У1
ЗИЛ-164А
48
1600
2950Х1920X880
1900
1 крышей и откидными
J стенками
ПЭГП-2Х250
ГСГМ-500
ГАЗ-320
29,4
200
На общей раме с
крышей и съемными
стенками. Смонтиро¬
ван на прицепе
CAK-2MVI
СМГ-2М-У1
ГАЗ-МК
22
1430
2080X 810X1730
900
На общей раме с
крышей и откидными
стенками
СДУ2В
ГСО-ЗОО-5 (2 шт.)
Д-108
79,5
2000
5235X 2460X 3040
13 500
На общей раме с
крышей и откидными
стенками. Смонтиро¬
ван на базе трактора
Т-100М
СДУ2Б-1
ГСО-ЗОО-5 (2 шт.)
Д-108
79,5
2000
5730X3250X3040
15 400
То же, на базе
трактора Т-100МБ
С4УА
ГСО-ЗОО-5 (4 шт.)
Д-108
79,5
2000
5770X2460X 3040
14 600
То же, на базе
трактора Т-100М
Выпрямители типа ВСС, ВКС и ВД имеют падающие внешние
характеристики, создаваемые силовым трехфазным трансформатором
Тр с повышенным магнитным рассеянием. Регулирование режима в
этих выпрямителях смешанное. При соединении обмоток трансфор¬
матора «звезда — звезда» — диапазон малых токов, при соединении
«треугольник — треугольник» — диапазон больших токов. Плавная
регулировка внутри каждого диапазона обеспечивается изменением
расстояния между первичными и вторичными обмотками трансфор¬
матора.
Выпрямители с пологопадающей характеристикой типа ВС и
ВЖ-2М имеют трансформаторы с нормальным магнитным рассеяни¬
ем. Режим регулируется переключением числа витков первичной и
вторичной обмоток трансформатора.
Выпрямители ВС-200, ВС-300, ВС-500 и ВС-600 имеют дополни¬
тельный дроссель Др, включенный в сварочную цепь.
У выпрямителей с пологопадающей характеристикой типа ВСК
есть основной трансформатор с нормальным рассеянием и четыре
вольтодобавочных трансформатора: один трехфазный и три однофаз¬
ных. Режим регулируется путем различных комбинаций включения
обмоток вольтодобавочных трансформаторов согласно или встречно
с основным трансформатором. Динамические характеристики регули¬
руются включенным в сварочную цепь секционированным дросселем.
Выпрямители типа ИПП, как и ВСК, имеют основной и вольто¬
добавочный трехфазные трансформаторы и дроссель в сварочной це¬
пи, Регулирование режима смешанное: ступенчатое — включением об¬
моток вольтодобавочного трансформатора встречно или согласно со
вторичной обмоткой основного трансформатора и плавное — при по¬
мощи трехфазного автотрансформатора, питающего обмотки вольто¬
добавочного трансформатора.
Выпрямители типа ВДГ с пологопадающими характеристиками
снабжены трансформатором с нормальным магнитным рассеянием и
дросселем насыщения, рабочие обмотки которого включены в плечи
выпрямительного блока. Регулирование напряжения выпрямителя
смешанное: ступенчатое — переключением числа витков вторичных
эбмоток трансформатора и плавное — изменением тока подмагничи-
вания дросселя насыщения. Скорость нарастания тока в сварочной
цепи регулируется секционированным дросселем.
Выпрямители типа ВСЖ с пологопадающими внешними характе¬
ристиками имеют трансформаторы с регулируемой магнитной ком¬
мутацией (см. рис. VI.4, ж). Регулирование напряжения смешанное:
ггупенчатое—переключением числа витков вторичных обмоток
трансформатора и плавное—подмагничиванием среднего и верхнего
фма. Скорость нарастания тока в сварочной цепи регулируется
акционированным дросселем.
Универсальные сварочные выпрямители типа ВСУ имеют жесткие
I крутопадающие характеристики. Режим этих выпрямителей регу-
[ируется также ступенчато переключением числа виткг.в первичных
>бмоток трансформатора и дросселем насыщения. Переход с жестких
характеристик на падающие выполняется переключателем, соединяю¬
щим рабочие обмотки дросселя насыщения последовательно.
Выпрямители типа ВДУ также являются универсальными. Они
остоят из силового трехфазного трансформатора и выпрямительного
•лока, собранного из тиристоров по шестифазной схеме с уравни-
ельным реактором. Режим регулируется изменением угла открытия
иристоров выпрямительного блока. Скорость нарастания тока в сва-
очной цепи регулируется дросселем с отпайками.
175
ТАБЛИЦА VI.5. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ОДНОПОСТОВЫХ СВАРОЧНЫХ ВЫПРЯМИТЕЛЕЙ
С ПАДАЮЩИМИ ХАРАКТЕРИСТИКАМИ
Тип выпрямителя
Номинальный
сварочный
ток, А
Пределы ре¬
гулирования
тока, А
Нап
ряжение
номи¬
наль¬
ное
В
холо¬
стого
хода
сС
С
Номинальная
потребляемая
мощность,
кВА
кпд, %
Коэффициент
мощности
Габарит, мм
Масса, кг
ВД-101
125
20-125
25
65—68
60
9
62
0,53
1200X756X830
170
ВД-301
300
45—300
32
65—68
60
21
72
0,58
1200X756X830
230
ВД-302
300
40-320
32
50—60
60
21
67
0,67
1200X756X830
220
220, 380
ВКС-120
120
15-130
25
55—65
65
9
73
—
785X628X953
142
ВКС-300
300
30—340
30
55—65
60
22
63
0,65
785X628X953
235
ВКС-500
500
60—550
40
65-74
60
36
75
0,74
785X528X953
410
ВКС-500-1
500
80-550
380
40
78
60
37
74
0,65
870X650X1215
385
ВКСУ-500-1
500
75—595
40
78
60
36
74
0,75
870Х870Х 1220
420
ВКСУ-500-2
1000
150—1150
40
78
60
65
74
0,75
1850X870X1220
850
ВПС-300
300
35-350
. 220, 380
25—30
58—64
65
-
-
-
850X 550X 972
.220
ВСС-120-4
120
15—130
25
57—63
65
8,6
68
0,58
805X 630 X 953
380
ВСС-300-3
300
40—320
30
58—61
65
21,5
66
0,6
805X 630X 953
240
Многопостовые выпрямители имеют силовой трансформатор с
нормальным магнитным рассеянием и выпрямительный блок. Внеш¬
няя характеристика этих выпрямителей жесткая. Ток на каждом по¬
сту регулируется при помощи балластных реостатов типа РБ у вып¬
рямителей типа ВКСМ и ВДМ; балластными реостатами типа РБГ и
разделительными стабилизирующими дросселями у выпрямителей
типа ВМГ и ВДГМ. Технические характеристики сварочных выпря¬
мителей приведены в табл. VI.5 — VI.8.
VI.4. Источники питания для дуговой сварки
в защитных газах, электрошлаковой
и плазменной резки
Для дуговой сварки плавящимся электродом в защитных газах
используют источники питания с жесткими и пологопадающими
внешними характеристиками, такие, как однопостовые преобразовате¬
ли ЦС Г-500-1, ПСУ-300 и ПСУ-500-2, агрегаты АСУМ-400,
АСДП-500Г-ЗМ, СДАУ1 и ПЭГП-2Х250 (см. табл. VI.4), выпрями¬
тели ВС-300, ВДГ-301 и др. (см. табл. VI.6, VI.7). Для этой же цели
предназначены многопостовые выпрямители ВМГ-5000 типа ВДГМ-
1602 и ИДГМ-1001/1601 (см. табл. VI.8).
При сварке вольфрамовым электродом в защитных газах на по¬
стоянном токе применяют однопостовые источники питания с пада¬
ющими внешними характеристиками (см. табл. VI.2 — VI.5) или
многопостовые с балластными реостатами типа РБ. Сварку вольфра¬
мовым электродом в защитных газах на переменном токе рекоменду¬
ется выполнять с применением установок типа УДАР, УДГ и ИПК
(см. гл. VII и VIII). Для питания электрошлаковых установок в ос¬
новном используются специальные трансформаторы с нормальным
магнитным рассеянием. Режим этих трансформаторов регулируется
ступенчато. С помощью трансформаторов типа ТШС-1000-1, ТШС~
3000-1, TIUC-1000-3. ТШС-3000-3 возможно регулирование напряже¬
ния в выбранном диапазоне под нагрузкой. Для электрошлаковой
сварки предназначен и трансформатор ТРМК-3000-1 с регулируемой
магнитной коммутацией. Регулирование напряжения у этого транс¬
форматора смешанное: ступенчатое — за счет изменения числа вит¬
ков вторичной обмотки и плавное — подмагничиванием верхнего и
среднего ярма магнитопровода. Плавная регулировка напряжения в
выбранном диапазоне осуществляется под нагрузкой. Техническая ха¬
рактеристика трансформаторов для электрошлаковой сварки приведе¬
на в табл. VI.9.
Для плазменной резки разработаны специальные выпрямители с
повышенным напряжением холостого хода и крутопадающей внешней
характеристикой. Трансформаторы этих выпрямителей имеют нор¬
мальное магнитное рассеяние. Режим регулируется при помощи дрос¬
селя насыщения. Техническая характеристика источников питания
для плазменной резки приведена в табл. VI. 10. При питании дуги от
многопостовых источников ток регулируют балластными реостатами
типа РБ при сварке штучными электродами и типа РБГ при сварке
плавящимся электродом в углекислом газе. Техническая характери¬
стика балластных реостатов дана в табл. VI.11.
В табл. VI. 12 приведена техническая характеристика стабилизи¬
рующих и разделяющих дросселей, используемых при сварке плавя¬
щимся электродом в углекислом газе для получения требуемых ди¬
намических характеристик источников питания.
12—140
177
tu
те
О
О
l_
210
275
47
190
250
350
490
600
650
220
72
135
400
180
255
450
850
VI.6. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ОДНОПОСТОВЫХ СВАРОЧНЫХ
С ПОЛОГОПАДАЮЩИМИ И ЖЕСТКИМИ ХАРАКТЕРИСТИКАМИ
35
&
Eg
40—300
50—315
30—200
30—300
50—500
100—500
50-315
15—200
75—400
50—400
125-675
50—300
40—120
50—300
80—500
100—1000
X
сети я
43
sa
*
(V
к
п>
холостого хода
Пределы регулирования
рабочего напряжения, В
Число ступеней регулиро¬
вания напряжения
&
Номинальная потребляемая
мощность, кВА
С
X
Коэффициент мощности
Индуктивность дополни¬
тельного дросселя, мГ
380
15—32
3
60
72
0,88
0,16—0,56
220/380
—
16—38
3
60
18
75
0,16—0,56
21—40
11—29
9
25
8,5
70
—
—
17—21
5
100
70
—
0,22—0,26
—
20—40
24
65
70
0,9
0,25—0,35
21—53
16—4-1
27
65
31
75
—
0,25—0,35
21—53
20—40
27
65
31
75
0,95
0,22—0,43
28—63
17—48
4
60
75
78
0,85
38—85
20—65
4
60
92
78
0,85
18—44
9—33
5
60
76
0,78
_
380
70
17—23
—
—
67
0,82
.
70
14—34
—
75
0,82
70
15—51
—
100
—
0,82
70
26—38
—
—
—
76
0,82
—
9—32
5
—
—
76
0,78
0,3
25
14—24
2
65
3
73
0,94
40
16—40
2
65
13
75
0,9
50
17—50
4
65
30
76
0,91
66
20—60
55
6(5
81
0,92
ТАБЛИЦА VI.7. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ОДНОПОСТОВЫХ СВАРОЧНЫХ ВЫПРЯМИТЕЛЕЙ
С УНИВЕРСАЛЬНЫМИ ХАРАКТЕРИСТИКАМИ
Тип 9ЫПр#МИ-
Номинальный
сварочный ток
при /7Р=60%,А
Пределы ре¬
Напряжение, В
кпд.
Коэффи¬
Габарит, мм
Масса, кг
теля
гулирования
тока, А
сети
номиналь¬
ное
холостого
хода
%
циент
мощности
ВСУ-300
240
40—260
220/380
30
60
63
0,62
910X612X960
300
300
50—330
18—35
40—60
68
0,72
ВСУ-500
ЗБО
50—360
220/380
30
67
60
0,63
1186X953X1017
440
500
100—550
20—40
49—68
67
0,75
ВДУ-504
500
70-500
220,380
45
72—76
82
1275X816X940
400
100—500
18—50
—
Примечание. В числителе приведены значения для выпрямителей с падающими характеристиками, в знаменателе — с
жесткими характеристиками.
ТАБЛИЦА VI.8. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА МНОГОПОСТОВЫХ СВАРОЧНЫХ ВЫПРЯМИТЕЛЕЙ
Тип выпрямителя
Номинальный
сварочный
ток при
/7Я=100%, А
Число сва-
рочпых по¬
стов, до
Номинальный
ток одного
поста, А
1
1апряжение.
номина¬
льное
В
холостого
хода
Номинальная
потребляемая
мощность.
кВА
п
с
*
Коэффициент
мощности
Габарит, мм
Масса, кг
ВКСМ-1000-1
1000
6
300
220. 380
60
70
76,5
88
0,89
10,55X820X1500
550
ВДМ-1601
1000
9
300
60
70
122
88
0,89
1035X820X1630
750
ВДМ-3001
3000
18
300
60
70
230
88
0,8^
2175X835X1650
1750
ВМГ-5000*
5000
30
300
30. 35, 40
30, 35, 40
317
94
—1-
1850Х 1150X1880
3200
50, 60
50, 60
ИДГМ-1001/1601**
ВДГМ-1001
1000
9
200
- 380
26
24—28
—
—
0,97
1035X820X1630
520
ВДГМ-1601
1600
9
300
40
37—43
—
—
0,73
1035X820X1630
700
ВДГМ-1602
1600
10
250
30
1
—
—
—
750
ВДГМ* 1602-1
1600
6
400
50
—
! —
—
—
—
1000
ВДГМ-1602-2
1600
4
630
60
—
—
—
—
—
1000
Примечание. Одной звездочкой обозначен выпрямитель, для охлаждения вентиля которого необходима вода. Двумя звез¬
дочками отмечен выпрямитель, состоящий из двух выпрямителей: ВДГМ-1001 и ВДГМ-1601.
ТАБЛИЦА VI.9. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ТРАНСФОРМАТОРОВ ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
соединение обмоток
|
к
,
v к
i
СП
со
•& -
о.
с
со
В
о
о.к
§*
4>
ft а
“1
в 35
<и гг
§ Б
с о
к В
Тип
<0
Охлаждение
Номинальны
ток ПВ= 101
о
Е
Ц к
О. (X
Габарит, мм
трансформатора
-I-
О
ч
о
X
гг
первичной
вторичной
Номиналь
жен не, В
- с
из СО
С? К
О)
< SS
-
а*
1—1 со
С а
Число ст;
гулирова*
жения
Номиналь
ляемая мс
кВА
ТШС-600-3
3
В треуголь¬
ник
В звезду
600
1 М
38—62
18
100
1160X1010X1382
Воздушное при¬
Однофазное
1200
J
67
ТШС-1000-1
1
нудительное
»
1000
56
38—62
18
56
980X 690X1150
ТШС-1000-3
3
В треуголь¬
ник
В звезду
1000
1 56
38—62
18
170
1470X900X1715
Однофазное
2000
J
112
ГШС-3000-1
1
j
3000
46
13—46
10
138
960X706X780
6000
23
13—23
ТШС-3000-3
3
1
В треуголь¬
ник
В звезду
3000
1 56
8—63
48
500
340
J360X1335X1505
Водяное
Однофазное
6000
J
ТШ С-10000-1
1
1
10000
28—41
28—41
4
410
1370X1300X900
ТШН-15/1
__
15000
—
20-65
13
980
1680X1310X1940
ТШП-10-1
ТШП-15-3
1
з
В треугольник
В звезду
10000
10000
15000
72
61
30
40—72
36—61
14—50
} 4
10
724
610
1370
1740X1100X1840
1450X1300X1300
ТШП-20-1
А-1006 ‘
1
21000
36
21—54
10
760
1800X1050X1380
з
__
5125
41—69
4
615
1345X1380X1651
ТРМК-3000-1
1
Воздушное при¬
—
3000
18—57
—
3
190 .
1060Х1040X1050
нудительное
*
1160
510
1400
600
2200
1050
2850
3050
3250
3100
2200
110U
ТАБЛИЦА VI.10. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ИСТОЧНИКОВ
ПИТАНИЯ ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ
Тип источника
питания
Номинальный
ток при
Я£=100%, А
Пределы ре¬
гулирования
тока, А
Напряжение, В
номиналь¬
ное
холосто¬
го кода
ВПР-401
320
100—450
380
130
180
ВПР-402
450
100—450
380
200
300
ВПР-602
630
200—700
380
200
300
ИПГ-500-1
500
100-600
380
200
300
Продолжение
Тип источника
питания
Номинальная
потребляемая
мощность,
кВА
кпд,
%
Коэффи¬
циент
мощности
Габарит, мм
Масса,
кг
ВПР-401
72
_
_
990X1048X1390
1200
ВПР-402
120
—
—
1049X1060X1430
1700
ВПР-602
190
92
0,71
1460X1150X1150
2500
ИПГ-500-1
150
80
0,75
1128Х 870Х 1462
2000
ТАБЛИЦА VI. 11. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА БАЛЛАСТНЫХ
РЕОСТАТОВ
Тип реостата
Номинальный
ток при
ПБ=60%, А
Пределы
регулирова¬
ния тока, А
Габарит, мм
Масса, кр
РБ 201
200
10—200
550X355X635
30
РБ 300
300
10—300
550X370X700
38
РБ-301
300
10—300
‘ 580X410X635
35
РБ-501
500
10—500
580X465X635
40
РБГ-301
300
До 315
600X410X390
32
РБГ-502
500
До 500
580X465X648
40
ТАБЛИЦА VI.12. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
СТАБИЛИЗИРУЮЩИХ РАЗДЕЛИТЕЛЬНЫХ ДРОССЕЛЕЙ
Тип дросселя
Номинальный
ток, А
Индуктив¬
ность, мГ
Число сту¬
пеней регули¬
рования ин¬
дуктивности
Габарит, мм
Масса, кг
А-780М
450
4,7—0,8
810X335X655
217
А-885
400
4,7—0,8
1 2
670X341X762
192
ДР-301
300
0,3—0,15
J
400X252X482
47
181
Рис. VI.8. Принципиальная схема генератора импульсов
а — на конденсаторах; б — на управляемых вентилях; Б У — блок управлен ия
поджиганием вентилей; П1 — переключатель напряжения (регулировка ампла•
туды импульса); П2 — переключатель емкостей (регулировка длительности
импульса)
Рис. VI.9. Принципиальная схема подключения генератора импульсов
а, б — при работе со сварочными генератором и выпрямителем; Г И — гене-
ратор импульсов; СГ — сварочный генератор; СВ — сварочный выпрямитель;
Д — вентиль
Техническая характеристика генераторов для импульсно-дуговой
сварки плавящимся электродом в инертных газах дана в табл. VI.43.
Принципиальные схемы генераторов импульсов на конденсаторах и
управляемых вентилях показаны на рис. VI.8, а схемы их включения
для работы с генераторами или выпрямителями — на рис. VI.9. В
табл. VI. 14 приведена техническая характеристика осцилляторов.
VI.5. Эксплуатация источников питания
Правильный уход и обслуживание источников питания гаранти¬
руют длительный срок их работы, хорошее качество сварки и умень¬
шают затраты на ремонт. Основные правила по уходу и обслужива¬
нию приводятся в соответствующих технических описаниях и инст¬
рукциях по эксплуатации, прилагаемых к каждому источнику пита¬
ния. В настоящей главе приводятся только наиболее общие рекомен¬
дации.
При эксплуатации источников питания необходимо:
ежедневно осматривать его для выявления случайных повреж¬
дений и проверять состояние и надежность соединения всех контак¬
тов в сварочной и заземляющей цепях;
периодически один раз в месяц очищать источник питания от
грязи и пыли продувкой сухим сжатым воздухом или протиркой чи¬
стой ветошью и контролировать состояние и надежность контактных
соединений силовых обмоток и цепей управления источника;
периодически один раз в три месяца проверять сопротивление
изоляции и состояние контактов пускорегулирующей аппаратуры.
182
ТАБЛИЦА VI.13. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ГЕНЕРАТОРОВ ИМПУЛЬСОВ
Тип генератора
импульсов
Пределы регули¬
рования ампли¬
туды импульса
тока, А
Частота импуль¬
сов» Гц
Длительность им¬
пульса или пре¬
делы его регули¬
рования, мс
Номинальная
потребляемая
мощность, кВА
Напряжение, В
Емкость конден¬
саторов, мкФ
Число ступеней регу¬
лирования парамет¬
ров импульса
Габарит, мм
Масса, кг
сети
холостого
хода
по току
по длитель¬
ности
ИИП-1
450^-850
50
1,5-2
5
84, 96, 105, 117
4
3
470X660X750
95
ИИП-2
5QQtt,150Q
50
0,8; 1,2;
5
96, 100, 124,
5120
4
4
825X485X886
235
60
1,5; 2
11,3
138
ГИ-ИДС-1
400—1200
100
—
15,2
. 380
—
—
—
—
520X512X800
160
ГИ-ИДС-2
400—1200
100
1-2,5
-
-
4
1 (плавно)
56 4 X 483 X 700
100
ГИД-1
450—1200
50
1,8—3,5
42,2
48
3(плавно)
3 (плавно)
610X620X805
200
100
ТАБЛИЦА VI.14. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ОСЦИЛЛЯТОРОВ
Тип осциллятор®
Напряжение, В
Потребляе¬
мая мощ¬
ность, В А
Частота, кГц
Даннуе колебательного
контура
Масса, кг
Габарит, мм
первичное
вторичное
емкость конден¬
сатора, мкФ
индуктив¬
ность, мГ
ОСПЗ-1
65
2500
200
250—300
0,0025
_
14,5
230X340X310
ОСЦВ-2
220
2300
80
260
4700—5000 (пФ)
—
16
300X215X296
М-3
40-65
2500
150
250
0,0025
0,17
15
350X290X240
ОС-1
65
2500
130
250
0,0025
0,16
15
350X290X240
ОСПЗ-2М-1
220
6000
20
440
0,25
3,8
110X176X250
При эксплуатации преобразователей и агрегатов с генераторами
дополнительно следует:
проверять состояние коллектора. Протирать коллектор раз в не¬
делю мягкой тряпкой, смоченной в бензине. При появлении следов
нагара на коллекторе надо найти и устранить причину его появления
и затем прошлифовать коллектор стеклянной шкуркой. При длитель¬
ной эксплуатации пластины коллектора изнашиваются сильнее, чем
слюдяные прокладки между ними. Это приводит к появлению силь¬
ного искрения под щетками и ухудшению работы генератора. Для
устранения указанной неисправности коллектор необходимо продо-
рожить;
контролировать состояние щеток. Они должны свободно (но без
зазоров) передвигаться в щеткодержателях и быть пришлифованы к
коллектору по всей поверхности. Щетки, расположенные в одном
ряду, должны одновременно сбегать с коллекторной пластины и так¬
же набегать на следующую пластину. Раз в неделю проверять вели¬
чину нажатия щеток на коллектор. Разница в величине нажатия
должна быть не более 15%. На одном коллекторе нельзя использо¬
вать щетки разных марок;
периодически 1 или 2 раза в год промывать и смазывать под¬
шипники.
Глава VII. ОБОРУДОВАНИЕ ДЛЯ СВАРКИ
И РЕЗКИ
VII.1. Оборудование для ручной дуговой
и механизированной сварки
Некоторое узкоспециализированное оборудование, применяемое
для выполнения каких-то особых видов сварного соединения, наплав¬
ки или резки, а также вспомогательное оборудование характеризует¬
ся и описывается в главах справочника, посвященных вопросам тех-
йологии (см. главы XVIII, XX, XXIV).
При ручной дуговой сварке используются устройства УСНП-1
и УСНТ-4 (табл. VII.1) для автоматического снижения напряжения
холостого хода сварочных преобразователей постоянного тока,
трансформаторов и выпрямителей.
ТАБЛИЦА VII. 1. УСТРОЙСТВА ДЛЯ АВТОМАТИЧЕСКОГО
СНИЖЕНИЯ НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА
ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ
Марка
Напряжение пи¬
тающей сети, В
Номинальный
сварочный ток
при Л£=60 %, А
Пределы регули¬
рования тока, А
Продолжитель¬
ность цикла свар¬
ки, с
Габарит» мм
Масса,
УСНП-1
220/380
315
40-315
300
32
УСНТ-4
380
85 (первичный ток
—
300
530X230X396
23
трансформатора)
184
Устройство УСНП-1 применяется при работе от преобразовате¬
лей и выпрямителей, устройство УСНТ-4 — при работе от сварочного
трансформатора для сварки, резки и наплавки.
При механизированной сварке используется оборудование (сва¬
рочные аппараты), которое классифицируется по следующим при¬
знакам:
виду сварки (дуговая, электрошлаковая, контактная, газовая,
ультразвуковая, холодная и т. п.);
методу сварки (электродуговая под флюсом, электродуговая в
активных газах, электрошлаковая пластинчатым электродом, газовая
пропан-бутано-кислородная, холодная стыковая и т. п.);
степени механизации сварочного процесса (автоматический или
полуавтоматический);
возможности перемещения аппарата (самоходные или стационар¬
ные). Самоходные подразделяются на перемещающиеся по специ¬
альным направляющим (самоходные головки) или непосредственно
по свариваемому изделию (сварочные тракторы);
виду сварочного электрода (плавящийся или неплавящийся);
способу регулирования электрической дуги;
числу электродов; виду электрода (проволочный, ленточный, с
плавящимся мундштуком; плавящийся или неплавящийся);
способу формирования металла шва (свободное, принуди¬
тельное) .
Возможно совмещение в одном сварочном аппарате разных клас¬
сификационных признаков одной и той же группы. Например, полу¬
автомат для сварки под флюсом может без всякой переделки исполь¬
зоваться и при сварке в защитных газах; одиоэлектродный аппарат
без существенного изменения трансформируется в двуэлектродпый
и т. п.
VI 1.2. Конструктивные особенности аппаратов
для электродуговой и электрошлаковой сварки
Конструирование сварочного оборудования (аппаратов) для
электродуговой и электрошлаковой сварки базируется на ряде прин¬
ципиальных положений, общих для этих видов сварки, что позволя¬
ет нам рассмотреть часть предпосылок в общем виде, без разделе-
тя оборудования строго по видам и методам сварки.
Способы регулирования электрической дуги. Для устойчивого
юрения сварочной электрической дуги необходимо обеспечить равен¬
ство скоростей плавления электрода vd и подачи его в зону дуги vn>
по конструкторами достигается по одному из трех вариантов:
саморегулирование дуги (см. гл. VI). Обязательным условием
•того варианта регулировки является постоянство скорости подачи
электрода (ип). Изменение скорости подачи возможно при наладке
шпарата перед работой путем смены шестерней привода механизма
юдачи либо с помощью механического вариатора в процессе работы;
регулирование напряжения дуги или сварочного тока, а следо-
1ательно, и скорости плавления электрода изменением скорости по¬
дачи электрода либо изменением электрических параметров свароч-
[ой цепи — напряжения (ЭДС) источника питания дуги или сопро-
ивления цепи;
регулирование сразу двух электрических параметров — напря¬
жения дуги и сварочного тока — путем одновременного воздействия
185
Овна пара роликов
Две пары ротков
ВеЗущий \ '^ведущих | 12ЬеВущих\ ^ведущих ~|
Ведущий ролик
с большим уг/ГбЙ'
обхбата
Рис. VI 1.1. Роликовые устройства подачи проволоки
рп — усилие прижатия; В, П — ролики ведущий и прижимной; Qn усилий
Joanna механизма: ЦН — ролик цилиндрический с насечкой; КГ — гладкий ро-
ык с конаекойГкН - ролик с насеченной канавкой; КШ - ролик с канавкой
шестеренчатый; ЦР — ролик цилиндрический обрезиненныи
Рис. VI 1.2. Токоподводящне мундштуке
а — роликовый; б — колодочный; в — сапожковый; г — трубчатый.; 1 — контал
роликовый; 2 — штырь; 3 — корпус; 4 — пружина; 5,8 — колодки контактньи
6. 7 — вставки; 9 — сменная направляющая; — гайка накидная; и — накс
нечнак; П— труба
ш
на них. Два последних варианта предусматривают в обязательном
порядке переменную скорость подачи электрода va и используют
свойства статических характеристик источников питания сварочной
цепи и характеристики электрической дуги, о которых сказано в гла¬
ве VI.
Аппараты с постоянной скоростью подачи электрода отличаются
простотой конструкции и надежны в эксплуатации, что дает им нео¬
споримые преимущества. К числу их недостатков относится некото¬
рая нестабильность работы при значительных колебаниях напряже¬
ния в питающей сварочную цепь сети.
Как правило, все сварочные полуавтоматы снабжены механизма¬
ми с постоянной скоростью подачи электрода. Это объясняется тем,
что в полуавтоматах используется сварочная проволока небольшо¬
го диаметра, а сварка ведется при большой плотности тока; это обе¬
спечивает легкость саморегулирования сварочной дуги и, следова¬
тельно, требует постоянной скорости подачи.
Подача электрода (проволоки или пластины) в зону сварки.
Основу любого механизма подачи составляют привод и система по¬
дающих роликов. Различные сочетания роликов (принципиальная
схема) в современных механизмах и раббчая поверхность их пред¬
ставлены на рис. VII.1. В механизмах подачи порошковых проволок
рекомендуется применять варианты компоновки с двумя парами ро¬
ликов или с большим углом обхвата (см. рис. VII.1) для роликов
КШ. Ролики КН и КШ используются при необходимости создания
повышенных усилий подачи, однако наличие насечки приводит к по¬
явлению заусенцев на проволоке, а это в свою очередь — к быстро¬
му износу мундштука.
По принципу действия механизмы подачи делятся на три типа:
толкающие, тянущие и комбинированные (толкакмце-тянущие).
В первом варианте ролики проталкивают сварочный электрод в зону
дуги, будучи расположенными на значительном удалении от токопод-
вода; во втором ролики тянут электрод и находятся в непосредствен¬
ной близости к токоподводу; в некоторых случаях (для ряда моде¬
лей полуавтоматов) целесообразно использовать комбинацию пер¬
вых двух вариантов, при которой часть роликов расположена около
5ухты с проволокой и толкает электрод, а часть роликов находится
з районе токоподвода и тянет электрод.
Электрод в зону сварки подается через мундштук; в современ¬
ных аппаратах применяются мундштуки роликовые, колодочные, са-
южковые и трубчатые (рис. VII.2, а—г). У роликовых мундштуков
гок подводится через токоведущий корпус и роликовые контакты, в
юлодочных мундштуках — через неподвижную колодку, а подвиж-
[ая может перемещаться на штыре.
Принцип устройства двух последних конструкций весьма прост
понятен из рисунка. Трубчатые мундштуки используются для срав-
ительно тонких проволок (диаметром до 2,5 мм), и контакт в них
осуществляется за счет небольшого эксцентриситета осей отверстий
рубки и наконечника, через которые проходит проволока.
Наиболее распространены мундштуки роликовые, надежные, и
.остаточно долговечные при токах 800—1300 А, однако малопригод-
ые в узких разделках. Колодочные мундштуки еще более долговеч-
ые, применяются в аппаратах для токов 1300 А и выше. Сапожко-
ые используются при токах, меньших 800 А, небольшой плотности
ока, в наплавочных и электрошлаковых аппаратах и за счет малого
абарита нижней части очень удобны для труднодоступных мест.
187
Токоподводящие мундштуки аппаратов для электрошлаковой
сварки ЭШС должны обеспечить ввод электрода в глубокий зазор
между свариваемыми кромками, сами при этом должны быть вне за¬
зора либо непосредственно в зазоре. Все аппараты для ЭШС имеют
постоянную скорость подачи электрода.
Перемещение электрода вдоль соединения. При автоматической
сварке электрод перемещается без затрат мускульной энергии чело¬
века, причем возможны два варианта перемещения: либо движется
свариваемое изделие, либо — сварочный аппарат. Возможна комби¬
нация обоих движений, в этом случае скорости движений должны
быть равны, а направление движений должно быть встречное (на¬
пример, сварка шаровой емкости на манипуляторе).
В промышленном строительстве значительное распространение
среди автоматов для электродуговой сварки получили сварочные
тракторы — самоходные аппараты, перемещающиеся не по специаль¬
ным направляющим приспособлениям, а непосредственно по свари*
ваемому изделию.
При электрошлаковой сварке электрод перемещается вертикаль*
но или наклонно, снизу вверх, что определенным образом влияет на
принцип перемещения аппарата и конструкцию механизма его пере
движения. При движении по вертикальной поверхности собственные
вес аппарата не помогает сцеплению колес с поверхностью сваривае
мого металла, как это имеет место в тракторах, а наоборот, способ
ствует отрыву аппарата от изделия. Поэтому аппараты для ЭШС
перемещаются с помощью механизмов либо по рельсам (направляю
щим), либо непосредственно по изделию, либо частично по рельсу
а частично по изделию.
Дополнительные перемещения электрода при сварке. В процес
се сварки электрод всегда перемещается по направлению оси швг
Однако это не всегда единственное движение, сообщаемое конц;
электрода. Для более качественного заполнения разделки кромо1
электроду иногда сообщают колебательное движение поперек ос
шва с заданной амплитудой и частотой колебания.
В последнее время делаются попытки1 создания механизма слож
ного перемещения электрода в процессе сварки, имитирующего ка
бы движение руки сварщика-ручника при сварке толстого металл
за один проход. Здесь электроду передаются три движения: колебг
тельное поперек шва, возвратно-поступательное по глубине разделк
Вид А
Рис. VI 1.3. Гибкие направляющие рукава
а — тип КШПЭ; б — тип КИ; 1 — трубка; 2 — защитный слой; 3 — токовед
щие жилы; 4 — провода управления; 5 — оболочка; 6 — наружный защиты
слой
1 Авторское свидетельство № 278920.
188
й поступательное по оси шва. Разработка таких механизмов — дело
довольно трудное, и пока широкого распространения способ сварку
со сложными колебаниями (названный авторами «методом CK»j
еще не получил, однако его перспективность для выполнения верти¬
кальных или наклонных швов электродуговой сваркой на сравни¬
тельно толстом металле не вызывает сомнений.
Гибкие направляющие рукава для сварочной проволоки. Кон¬
струкция гибких направляющих рукавов, используемых в полуав¬
томатах, несложна (рис. VII.3). Основой такого рукава является
трубка, изготавливаемая либо из металла с малым коэффициентом
трения, либо из полимерных материалов. Трубка может быть выпол¬
нена в виде спирали из соответствующей проволоки. Трубку покры¬
вает внутренний защитный слой, оболочка и наружный защитный
слой. В рукавах типа КШПЭ в оболочке размещены токоведущне
жилы и провода управления, чего нет в рукавах типа КН. Для умень¬
шения трения в рукава, трубка которых выполнена из обычной ста¬
ли, вводится нейтральный смазочный материал (например, дисуль¬
фид молибдена), значительно облегчающий проталкивание прово¬
локи.
VI 1.3. Автоматы для электродуговой сварки
Сварочные головки. Для сварки под слоем флюса используются
автоматы (сварочные головки), состоящие из собственно сварочной
головки с механизмом подачи и токоподводящим мундштуком; флю-
соаппарата для подачи и отсасывания флюса с подъемным механиз¬
мом всей головки; самоходной тележки.
Сварочные головки для сварки в защитных газах или порошко¬
вой проволокой, а также комбинированные отличаются от вышена¬
званных только отсутствием флюсоотсоса. Сварочная головка соеди¬
нена с подъемным механизмом устройством, позволяющим совершать
часть корректировочных движений при сварке. Поэтому головку мож¬
но использовать как стационарный, неперемещающийся сварочный
аппарат. Самоходная тележка (обычно велосипедного типа), присое¬
диняемая к головке (или к флюсоаппарату), создает возможность
перемещения всего аппарата. Некоторые сварочные аппараты (типа
головок) не имеют самоходных тележек и применяются как стацио*
нарные, например при сварке поворотных стыков трубопроводов, ко¬
ротких труб с деталями трубопроводов (АДК-500-6) или при свар¬
ке анкерных стержней с плоскими пластинами и т. п. В частности,
для сварки анкерных стержней диаметром 10—40 мм с пластинами
толщиной до 40 мм используется головка АДФ-2001. Сварка может
вестись на постоянном и переменном токе силой до 2000 А от сети
напряжением 220/380 В путем осадки стержня в сварочную ванну с
максимальной скоростью 15*10“3 м/с (54 м/ч). Дуга зажигается меж-
д^у стержнем и пластиной при их разведеиии в момент замыкания
сварочной цепи. Осадка осуществляется сжатым воздухом с давлени¬
ем 0,4—0,5 МПа (4—5 кгс/см2). Габарит аппарата 1150Х950Х
Х1850 мм, масса 430 кг.
Стационарный аппарат АРК-2 радиально-консольного типа пред¬
назначен для сварки прямолинейных и кольцевых швов в среде за¬
щитных газов плавящимся или неплавящимся электродом. Свароч¬
ная головка при сварке прямолинейных швов перемещается по кон¬
соли длиной до 2500 мм, а при сварке кольцевых швов при диаметре
180
кольца до 3000 мм головка с кареткой стопорится на консоли. Ап*
и арат выпускается четырех типоразмеров, электрическая схема по*
з«оляет вести сварку на переменном и постоянном токе, причем
управление его может осуществляться с пульта каретки или с ду¬
блирующего переносного пульта. Консоль автомата полноповорот¬
ная. Толщина свариваемых материалов: плавящимся электродом —
сплавы алюминия от 2 мм и сталь от 1,5 мм, вольфрамовым — от 0,5
и 0,3 мм соответственно.
Сварочные головки с помощью самоходных тележек перемеща-.
ются по направляющим (рейке, консоли, рельсу и т. п.).
В некоторых аппаратах, используемых при сварке с принуди¬
тельным формированием сварного шва, имеются специальные фор¬
мирующие ползуны.
В настоящее время сварочные головки (табл. VII.2) отечествен¬
ного производства изготавливаются десятками типоразмеров: для
сварки под флюсом —типа А-1185, А-1215 (рис. VII.4), А-639 и др.,
для сварки в защитных газах или порошковой проволокой — типа
А-1237, А-1325, УДГ-502, ТСГ-7, ОКА, ТАМ (рис. VII.5) и др. При
сварке под флюсом и в среде защитных газов используются свароч¬
ные головки типа АДФГ. Головки могут быть однодуговыми, напри¬
мер АБС, А-1215, АДФГ-501, ИК-47, или двухдуговыми, напри¬
мер А-639, А-1185, А-1156.
Для сварки поворотных стыков труб большого диаметра при со¬
оружении магистральных газопроводов и др. применяются сварочные
головки ПТ-56, СГФ-601, СГФ-1003, СГФ-1004 и др. Эти головки
имеют четырехколесную тележку, на которой смонтированы осталь¬
/ — сварочная головка; 2 — суппорт;
3 — тележка; 4 — катушка для про-
ъ&локи; S — бункер для флюса
суппорт;
Рис. VJI.i Сверенная годоввд ТАМ
Ш
ные узлы сварочного аппарата. Тележка устанавливается на трубу
и движется со скоростью вращения трубы в обратную повороту тру¬
бы сторону. Удерживается головка на трубе (например, ПТ-56) съем¬
ной штангой. Скорость подачи проволоки регулируется сменными
шестернями механизма подачи.
В настоящее время выпускаются сварочные головки типа СГФ
(взамен ПТ-56), в их конструкцию и электрическую схему внесены
изменения, облегчающие управление процессом сварки. Мундштук
новой конструкции обеспечивает надежный контакт с электродной
проволокой и большую долговечность. Объем кассеты открытого типа
для проволоки в 3 раза больше, чем у головки ПТ-56, увеличен и
объем бункера для флюса. Головки имеют дистанционное регулиро¬
вание напряжения источника сварочного тока. Все головки этой груп¬
пы одноэлектродные.
Сварочные тракторы. В отличие от сварочных головок тракторы
(табл. VI 1.3) перемещаются непосредственно по изделию и благодаря
этому маневреннее головок. В промышленном строительстве для ав¬
томатической сварки металлоконструкций тракторы используются в
большем объеме, чем головки, а при сварке трубопроводов — в не¬
сколько меньшем объеме. Значительное число моделей сварочных
тракторов для сварки под флюсом относятся к серии ТС, разраба¬
тываемой ИЭС им. Е. О. Патона. В эту серию входит трактор
ТС-17МУ (рис. VII.6)—легкий мобильный аппарат для сварки пря¬
молинейных и криволинейных швов стыковых, нахлесточных и тав¬
ровых соединений вертикальным или наклонным электродом. Как и у
ТАБЛИЦА VII.2. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СВАРОЧНЫХ ГОЛОВОК ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ
сс
ес
о
о,
н
X
<и
Скорость подачи
электродной
(или сварочной
ПрОЕОЛОКИ)
Скорость
снарки
h
sg
а £
2
н
Я
с
o)0Q
Г абарит,
мм
Назначение
Марка
(Л
О.
н
а;
те
1 • 10—3
м/с
м/ч
1 - ю—3
м/с
м/ч
2 * -
те о -.©
= НС'
£11
Напряжем
щей сети,
те
X
X
5
те
X
X
о.
К
3
н
о
о
3
а
Масса, кг
аппарата
Однодуговь
>ie головки <
для сварк
и под флн
эсом
710
1750
I Для сварки про¬
дольных и кольцевых
АБС
2-6
8-60
29—220
4—30
14—110
1500
380/220
760
160
>швов стыковых, угло-
А-1215
2—5
14-136
50—490
3,3-33
12—120
1000
380
975
850
1730
270
I вых и нахлесточных
I соединений толщиной
' 5-30 мм
АДК-500
1.6-2,5
25—267
90—960
5.6—20
20—70
500
220, 380
1747
2200
1300
650
Для сварки на по¬
стоянном токе коль¬
цевых швов диамет¬
ром 150—600 мм в
стационарных усло¬
виях
ПТ-56
1,6—2
28-140
100—500
600
380
400
480
400
34,5
Для сварки пово¬
ротных стыков труб
диаметром 325—
1020 мм
СГФ-601
2
53—160
192-572
—
—
600
380
800
380
520
37
То же, диаметром
325—1420 мм
СГФ*1003
3-5 '
12,5-74
45—265
—
—
1200
380
885 ‘
430
530
50
То же, диаметром
820—1620 мм
СГФ-10О4,
2—3
53—160
192—572
—
—
1000
380
825
380
660
40
То же, диаметром
325-1420 мм
13—140
ИК-47
3
53—160
192—572
-
-
1000
380
870
470
620
55
Двухдуговые головки для сварки под флюсом
А-1185
2-5
14-136
50—490
7—67
24—240
1600X2
380
975
920
1725
До 400
Л-1156
3—5
43-180
155—650
22—70
80—250
1500X2
380/220
3175
820
820
985
А-639
2—5
8—60
29—220
4—30
14—110
1000X2
380
550
1375
1965
250
Однодуговые головки для сварки в защитных газах плавящимся электродом
А-1150У
2.5—3,5
50—60
180—220
о
1°
to
00
3—10
500
220, 380
470
280
875
31,6
А-1237
3-5
14—11 1
50-400
0,28—2,8
1—10
380
540
325
740
85
А-138!
2-4
42—83
150—300
1,12—3,4
4—12
500
(при
ПВ=
= 100%)
380
800
445
440
58
193
То же, диаметром
530—1420 мм
Для сварки стыко¬
вых, угловых и на-
хлесточных соедине¬
ний на плоских и ци¬
линдрических поверх¬
ностях
Для сварки внут¬
ренних продольных
швов цилиндрических
изделий диаметром
более 1000 мм
Для сварки прямо¬
линейных швов и на¬
плавки
Для сварки сплош¬
ной или порошковой
проволокой с прину¬
дительным формиро¬
ванием вертикальных
и наклонных под уг¬
лом до 30° к верти¬
кали швов ' металла
толщиной 8—30 мм
Для сварки верти¬
кальных и наклон¬
ных швов металла
толщиной 50—100 мм
Для сварки порош¬
ковой проволокой с
принудительным фор¬
мированием стыко¬
вых швов на криво¬
линейной поверхно¬
сти
Продолжение табл. VI 1.2
а
ё
а>
Ч
Скорость подачи
электродной
(или сварочной) про¬
волоки
Скорость сварки
э*
I1*
5§
I 5
2
н
Я
с
oj 0Q
Габарит,
мм
Назначение
Марка
m
о.
н
S
со
S
1-ю—3
м/с
м/ч
МО”3
м/с
м/ч
Номинальн
ный ток г
=65 %, А
Напряжен!
щей сети,
длина
| ширина
высота
Масса, кг
аппарата
А-1325
3
39-78
140—280
4—12,5
14—45
1000
380
850
500
1200
150
Для сварки порош¬
ковой проволокой с
принудительным фор¬
мированием горизон¬
тальных швов на
вертикальной плоско¬
сти
УДГ-502
1-2,5
28—500
100—1800
500
220
260
330
470
17
Для сварки пово¬
ротных стыков труб
из низкоуглеродистых
и нержавеющих ста¬
лей
ТСГ-7
1-2,5
70—240
250—850
450
220/380
270
230
600
20 (с
кассе¬
той)
Для сварки пово¬
ротных стыков труб
диаметром 56—
1020 мм
Однодуговые головки для сварки в защитных газах неплавящимся электродом
Для сварки про¬
дольных и кольцевых
швов неплавящимся
и плавящимся элек-
АРК-1
АРК-2
1—6
1—6
2.8—140
2.8—222
10—500
10—800
2,8—28
2,8—24
10—100
10—85
400-
500=
400-
500=
220/380
220/380
3800
4780
1400
2700
3100
4865
2520
2900
■
тродом на постоян¬
ном и переменном
/токах. Консольного
типа стационарный
автомат на фунда¬
ментной плите, пол¬
ноповоротный
АТВ
1—3
4—25
15-90
2,8—11
10—40
250
220, 380
12—26
Для сварки непово¬
ротных стыков труб
диаметром 15—219 мм
с подачей присадоч¬
ной проволоки диа¬
метром 1—2 мм
ТАМ-3
3—4
2,8—14
10-50
1,4—4
5—14
250
220
Радиус враща¬
ющихся частей
155 мм
35
То же, диаметром
133—219 мм при тол¬
щине стенки до
20 мм
ОКА
3-4
1,4—5,6
5—20
250
220
То же,
180 мм
11,5
(ОКА-1)
18
(ОКА-2)
Для сварки непово¬
ротных стыков труб
из специальных ста¬
лей диаметром 76—
133 мм (ОКА-1) и
и 133—219 мм (ОКА-2)
в аргоне без приса¬
дочной проволоки
АДФГ-501
1—2,5
25—266
Головки дли сварки под флюсом и в защитных газах
90—960 5.6—20 20—70 500 220/380 1350 850 145П
400
Для сварки в гори¬
зонтальной, верти¬
кальной и наклонной
плоскостях кольцевых
соединений диамет¬
ром 150—600 мм
<£>
сл
ТАБЛИЦА VII.3. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СВАРОЧНЫХ ТРАКТОРОВ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ
Марка
чс
о
о,
н
х
8
Скорость подачи
электродной
(или сварочной) про¬
волоки
Скорость сварки
6^
&2
ч О
>.х
U г*
<и о
Габарит, мм
Назначение аппарата
л
а.
н
(U
s
га
*2
^ 2
М0~3
м/с
м/ч
МО"3
м/с
м/ч
O.Q.
_ «3
23 ш
ч «
пЗЗ
СО
X
X
5
СО
X
X
о.
3
св
Н
О
о
3
со
и
X
сз
о
о
<я
Однодуговые тракторы для сварки под флюсом
ТС-17МУ
ТС-17Р
1.6—5
1.6-5
14-112
16-128
52—403
57—440
4.4-35
4.4-35
16—126
16—126
200—1200
400—1200
740
740
350
300
520
520
42
42
Для сварки стыковых, уг¬
ловых и нахлесточных пря¬
молинейных и кольцевых со¬
единений. Трактор ТС-17Р
может вести сварку вне ко¬
лесной базы
ТС-32
2-5
30-80
137—284
6,6—14
24—50
400—1000
765
500
550
77
Для сварки стыковых со¬
единений тонколистового ме¬
талла за один проход на
скользящей медной площад¬
ке
ТС-33
1,2-3
21-186
86—668
2,2-17
8—60
120—500
800
400
465
45
Для сварки продольных и
кольцевых швов изделий из
алюминия и его сплавов
А-1370 (ТС-42)
2-5
17—2 77
60—1000
3,3—33
12-120
До 1000
700
310
450
40
Для сварки продольных
стыковых и кольцевых швов,
а также угловых соединений
«в лодочку* и тавровых
АДС-1000-2
АДС-1000-4
АДФ-500
3-6
2-5
1,6-2,5
8.3-33
8.3—33
30—120
30—120
150—720
4.3-19,5
3.3—33
15—70
12—120
15—70
До 1000
400—1200
До 500
1010
1010
590
344
370
265
662
665
425
65 )
65 }
28 J
Для сварки стыковых, уг¬
ловых и нахлесточных соеди¬
нений, в том числе вне ко¬
лесной базы трактора
АДФ-1601 | 3—6 j 17—100 | 60—360 | 3,3—33 | 12—120 | 600—1800 | — | — | — | 70
Двухдуговые тракторы для сварки под флюсом
ТС-41
2—3,5
39-390
140—1400
3,1—31
11,2—112
200—800
800
400
770
ДТС-24М
1,6—4
13,2—114
47,6—410
4,3—23,6
15,3—85
До 1000
1070
375
670
ДТС-38
2—5
16,1—161
58—£80
4,4—44
16—160
1500
900
410
930
Тракторы для сварки в защитных газах плавящимся электродом
АДСП-1
1-3
28—280
100—1000
3,3—28
12—100
До 400
710
560
600
38,5
АДСП-2
1-3
28—222
100—800
3,3—22
12—80
» 400
560
600
480
63
ТС-49
0,8—1,2
60—90
210—320
14—21
50—75
50—250
500
230
440
21
АДПГ-500
0,8—2,5
41,7—200
150—720
4,2—19,5
15—70
До 500
570
265
425
22
Т\
оакторы дль
i сварки в 3(
ащитных га
зах неплавя
щимс
я элеь
с тродс
ш
АД СВ-2
1-6
2,8-21,7
10—78
2,8—22
10-80
До 400
560
600
480
70
(Для сварки изделий из
низкоуглеродистой стали
Для сварки алюминчя
и его сплавов расщеплен¬
ным электродом
Для сварки стыковых, на*
хлесточных и угловых сое¬
динений и наплавки
Для сварки стыковых и
угловых соединений, в том
числе с расщепленным элек¬
тродом и колебанием его
Для сварки продольных
и кольцевых швов на посто¬
янном токе изделий из ста¬
ли, алюминиевых сплавов
и других материалов
Для сварки нахлесточ-
ных соединений тонкого ме¬
талла на катящейся медной
подкладке
Для сварки стыковых и
угловых соединений при
толщине металла более
1 мм
Для сварки в аргоне не¬
ржавеющих, жаропрочных
и конструкционных сталей
толщиной 0,8—4 мм, алю¬
миниевых и магниевых
сплавов толщиной 1—G мм
Продолжение табл. VII.3
Марка
i
о
(X
н
*
0)
с;
Скорость подачи
электродной
(или сварочной) про¬
волоки
Скорость сварки
о*
0.0
X и
ч $
<и о
Габарит,
мм
Назначение аппарата
СП
о.
н
(U
2
СО
>4 2
1 • 10~3
м/с
м/ч
мо-3
м/с
м/ч
О. О.
СО
38
tk*<
О) 5
0.35 *
Zm СО Я
С со X
длина
ширина
высота
Масса, кг
АДСВ-5
1—4
2,8—280
10—1000
2,8—25
10—90
До 300
825
450
790
65
Для сварки в аргоне коль¬
цевых швов диаметром
2000 мм, продольных — до
5000 мм на титановых спла¬
вах
АДН-300
2-6
5—7,3
18—26,4
4,2—22
15—80
До 300
740
420
550
37
Для сварки алюминия и
его сплавов толщиной от
2 мм
Тракторы для сварки под флюсом и в защитных газах
ТС-35
ТС-35П
1,6-5
14—140
50—500
3,3—33
12—120
400—1000
850
365
490
48
Для сварки стыковых,
угловых и нахлесточных
соединений, в том числе вне
колесной базы. У трактора
ТС-35П электродвигатель
постоянного тока с плав¬
ным регулированием режи¬
мов
А-1181 (ТС-42)
1,2-3
27,7—277
100—1000
3,3—33
12-120
До 500
570
310
440
36
Для сварки продольных
стыковых и кольцевых
швов, а также угловых сое¬
динений «в лодочку» и тав¬
ровых
Примечание. В скобках указаны старые марки тракторов.
Рис. VII.8. Сварочный трактор АДС-1000-2
199
Рис. VII.9. Сварочный трактор АДПГ-500
большинства тракторов этой серии, механизмы подачи электрода и
перемещения трактора имеют один электродвигатель; скорость пода¬
чи проволоки изменяется с помощью сменных шестерен. Работой
трактора управляет оператор с кнопочного пульта. Большое число
сменных узлов и деталей делает эту модель одной из наиболее уни¬
версальных для сварки плавящимся электродом.
В этой же серии выпускаются следующие тракторы:
ТС-32 для однопроходной односторонней сварки листовых кон¬
струкций толщиной от 3 до 12 мм;
ТС-33 и ТС-41 для сварки алюминия и его сплавов, причем трак¬
тор ТС-41 работает расщепленным электродом с расстоянием меж¬
ду дугами 8—12 мм;
ТС-35 (рис. VII.7) для сварки под слоем флюса и в защитных
газах; работает от электродвигателя переменного, а трактор ТС-35П
постоянного тока, где скорость подачи меняется плавно потенцио¬
метром;
ТС-42 для сварки под флюсом (А-1370) и в защитных газах
сплошной или порошковой проволокой (А-1181);
двухдуговые тракторы ДТС-24М для сварки и наплавки под
флюсом и ДТС-38 — только для сварки.
ВНИИЭСО разработаны и заводом «Электрик» изготавливают¬
ся тракторы серии АДС, имеющие раздельный привод (два электро¬
двигателя) к механизмам подачи проволоки и перемещения, что по¬
зволяет плавно автоматически регулировать скорость подачи прово¬
локи, хотя и несколько увеличивает массу трактора. Модель
АДС-1000-2 (рис. VII.8) выпускается давно; модель АДС-1000-4
сравнительно новая, дает возможность сваривать стыкование, нахле-
200
сточные и угловые соединения, в том числе «в лодочку», на горизон¬
тальной и наклонной плоскостях.
Для сварки плавящимся электродом в среде защитных газов
служат сварочные трактора АДПГ-500 (рис. VI 1.9), АДСП и др.
Электрическая схема тракторов АДСП позволяет плавно регулиро¬
вать скорость подачи электродной проволоки и скорость перемеще¬
ния трактора за счет изменения числа оборотов двигателя постоян¬
ного тока. Скорость подачи проволоки не зависит от напряжения
дуги.
Для сварки неплавящимся электродом в среде защитных газов
промышленностью выпускаются автоматы АДСВ (рис. VII. 10), АДН
и др. Конструкция механизмов подачи проволоки и перемещения
аппарата у этих тракторов аналогична конструкции этих механизмов
у тракторов, используемых для сварки плавящимся электродом.
Особенность электрической схемы аппаратов с неплавящимся элек¬
тродом заключается в зажигании дуги пробоем дугового промежут¬
ка высокочастотной дугой осциллятора и заварке кратера по окон¬
чании сварки за счет постепенного уменьшения силы сварочного
тока.
VI 1.4. Полуавтоматы для электродуговой сварки
К основным узлам полуавтоматов (табл. VI 1.4) относятся: ме¬
ханизм подачи сварочной проволоки, шкаф управления с электроиз¬
мерительной и пускорегулирующей аппаратурой, горелка с рукавом
для подачи электродной проволоки, а также устройство для защиты
зоны дуги, зависящее от вида защиты. В полуавтоматах для сварки
под флюсом на держателе установлена воронка для засыпки флюса
вручную (ПШ-5-1, ПШ-54) либо флюс в держатель подается из от¬
дельного бункера при помощи сжатого воздуха (ПДШМ-500). Флюс
подается по отдельной резиновой трубке либо по рукаву вместе с
электродной проволокой. Полуавтоматы для сварки в защитных га¬
зах комплектуются баллоном для газа, редуктором, осушителем, га¬
зовым клапаном и рукавом для подачи газа.
Для подачи электродной проволоки в полуавтоматах использу¬
ются следующие типы механизмов: толкающий, тянущий (ПШП-10)
и толкающетянущий (ПДА-300).
Сварочные полуавтоматы можно классифицировать не только по
принципу действия механизма подачи проволоки, но и по назначе¬
нию— специальные или общего применения, по диаметру используе¬
мой проволоки — малого (0,5—1,4 мм) и большого (более 1,6 мм),
по характеру перемещения в .процессе сварки — стационарные, пере¬
носные или передвижные.
Стационарные полуавтоматы имеют различные механизмы пода¬
чи проволоки и пульт управления. Масса единовременно заряжаемой
проволоки и механизма подачи ее у стационарных полуавтоматов
может достигать 100 кг. Стационарные полуавтоматы предназначе¬
ны для сварки мелкогабаритных узлов.
У переносных полуавтоматов легкие механизмы подачи прово¬
локи; масса сварочной проволоки, намотанной на кассету, неболь¬
шая. Механизм подачи проволоки и кассета могут размещаться в пор¬
тативном ящике. Полуавтоматы этой группы достаточно транспор¬
табельны и маневренны. сБольшинство выпускаемых промышленно¬
стью полуавтоматов типа А-547У, А-537, ПДПГ-500, А-1114М,
А-1230М и др. имеют переносные механизмы подачи, которые успеш¬
но используют в стационарных и передвижных полуавтоматах.
Передвижные полуавтоматы могут быть двух исполнений: с лег¬
кими механизмами подачи, свободно отделяющимися от других уз¬
лов (А-765), либо установленными на тележках (А-1035, А-1197) и
смонтированными вместе с источником питания и баллоном с угле¬
кислотой на платформе с колесами.
Легкие передвижные полуавтоматы рассчитаны на перекатыва¬
ние их с одного места на другое. Пульт управления этих полуавтома¬
тов устанавливается стационарно на рабочем месте в некотором от¬
далении от механизма подачи проволоки рядом с источником пита¬
ния или монтируется в него. Такое размещение узлов полуавтомата
затрудняет регулирование или контроль режима сварки.
Большинство сварочных полуавтоматов имеют скорость подачи
проволоки от 60 до 900 м/ч и рассчитано на сварку токами силой
до 500 А.
Полуавтоматы А-825М, А-765, А-920М, А-1035М, А-1197 состоят
из унифицированных узлов, компоновка которых обеспечивает воз¬
можность работы на стационарных постах (механизм подачи и «фи¬
гурка» с проволокой крепятся на тележке) и в монтажных услови¬
202
ях (механизм подачи снимается с платформы и снабжается неболь¬
шой катушкой для электродной проволоки).
Полуавтомат А-825М предназначен для сварки тонкой проволо¬
кой в среде С02. Пульт управления, в котором размещена вся пу¬
скорегулирующая аппаратура, монтируется на источнике питания.
Аппаратура питается от сварочной цепи и обеспечивает плавпое ре¬
гулирование скорости подачи электродной проволоки в каждом диа¬
пазоне. Переключение диапазонов механическое. Полуавтомат ком¬
плектуется источником постоянного тока типа ВС-300 с жесткой
внешней характеристикой и держателем А-705Р. Проволока подается
одной парой роликов.
Полуавтомат А-929 — усовершенствованная модель полуавтома¬
та А-825М. Он предназначен для сварки в монтажных условиях тон¬
кой и толстой электродной проволокой. Особенностью электросхемы
полуавтомата А-929 является возможность переключения режимов
сварки в процессе работы без обрыва дуги. Это позволяет использо¬
вать полуавтомат для сварки в различных пространственных поло¬
жениях или при больших колебаниях зазоров между кромками сва¬
риваемых деталей.
У полуавтоматов марок А-765, А-920М, А-1035М, А-1197 проволо¬
ка подается двумя парами роликов, и есть возможность размещения
шкафов управления в источнике питания (например, в ВС-500).
Наибольшее распространение в монтажных условиях для сварки
сплошной и порошковой проволокой получил полуавтомат А-765
(рис. VI 1.11), электрическая схема которого обеспечивает постоян¬
ную скорость подачи проволоки в зону дуги независимо от напря¬
жения.
Универсальные полуавтоматы А-1035М и А-1197 (рис. VII.12)
предназначены для сварки под флюсом, в С02 и открытой дугой (без
внешней защиты), сплошной и порошковой проволокой. Полуавтоматы
независимо от компоновки и способа сварки состоят из следующих
основных узлов: механизма подачи, шкафа управления, сварочного
рукава и рукава цепей управления.
Полуавтомат А-1035М комплектуется держателем легкого типа
А-836Р для сварки открытой дугой сплошной и порошковой прово¬
локой 01,6—2 мм на токе до 850 А и держателем тяжелого типа
А-921М с набором сменных рукавов и узлов для сварки открытой
дугой порошковой проволокой 02,3—3 мм, а также для сварки в сре¬
де С02 и под слоем флюса электродной проволокой 01,6—2 мм на
токе до 450 А.
В зависимости от условий работы полуавтомат А-1197 комплек¬
туется тележкой и «фигуркой» для большого объема проволоки (ста¬
ционарный вариант) или кронштейном и катушкой для малого объе¬
ма электродной проволоки (переносной вариант).
Скорость подачи электродной проволоки в этих полуавтоматах
изменяется ступенчато, сварка и наплавка ведутся на постоянном
токе.
Полуавтомат А-547У (рис. VII. 13) толкающего типа предназна¬
чен для сварки проволоками диаметром до 1,4 мм. В комплект по¬
луавтомата входят: четыре держателя с рукавами (два малых и два
больших), переносной механизм подачи проволоки, пульт управле¬
ния, газовая аппаратура и выпрямитель типа ВС-300. Механизм по¬
дачи электродной проволоки малогабаритный, смонтирован вместе с
катушкой для проволоки в небольшое чемодане. На катушке поме¬
щается 3,5 кг проволоки.
203
ТАБЛИЦА VII.4. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ПОЛУАВТОМАТОВ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ
Марка
Диаметр
электрод¬
ной про¬
волоки, мм
Номиналь¬
ный сва¬
рочный
Скорость подачи элек¬
тродной проволоки
Длина
рукава, м
Габарит механизма
подачи, мм
Масса
механизма
подачи,
кг
Дополнительные
сведения
ток при
ПВ=65%.
МО-3 м/с
м/ч
длина
ширина
| высота
Пс
луавтоматы
для сварки под флюсом
ПШ-5-1
1,6—2
630
22—166
80-600
3,5
440
300
340
20
ПШ-54
ПДШМ-500,
1,6—2
500
22—166
80—600
3,5
330
280
325
23
—
ПДШР-500
1,6-2,5
500
Полуав
27,7—117
томаты для
100—420
сварки в за
4
щитных газ
400
\ах плав
345
ящимся
343
электрод
13
дом
А-537У,
А-537Р
j 1,6—2
520
22—166
80-600
3,5
330
280
325
25
-
А-547У
0,8-1,1
200
27,7—70
100—250
1,5
350
118
245
6
—
А-825
1—1,2
250
33—172
120—620
2,5
900
660
420
20
А-929
1—2
350
33—172
120—620
3,1
900
660
420
20
—
А-920М
1,6-2
450
16,5—161
60—580
3,5
900
660
420
25,5
—
А-1230М
0,8-1,2
315
39—186
140—670
3
'64
280
130
11
—
А-1503П
1,6—3
630
25—255
90—920
3
960
660
560
25,5
—
ПШП-10
1-2,5
300
44—180
160—650
—
325
85
200
1,7
—
ПШП-21
0,8-2
300
27,7—277
100—1000
—
650
180
398
14,5
—
ПШП-31
0,4—0,8
120
83—277
300—1000
—
295
56
160
0,8
Механизм подачи
шпулечный
ПДА-300
1,6—2
300
33-117
120—420
3
625
425
350
10,4
—
ПДГ-301
0,8—1,2
300
50—200
180—720
3
450
240
275
6
—
ПДГ-302
0,8—2
300
50—200
180—720
3
380
330
100
5
Механизм подачи
ранцевый
ПДГ-303
0,8—1,2
300
50—200
180—720
3
450
240
275
7
—
ПДГ-304
0,8—1,6
300
50—200
180—720
3
380
330
100
7
Механизм подачи
ранцевый
ПДП Г-300
0,8—2
500
25—266
90—960
—
—
—
—
—
—
ПДПГ-500
0,8—2
500
41,6—200
150—720
3
625
425
350
10,5
—
ПРМ-2
0,8-2,8
420
27,7—194
100—700
0,8
—
—
—
—
1 Механизм подачи
ПРМ-4
0,8—2
500
27,7—222
100—800
5
(с ранцем)
J ранцевый
205
Полуавтоматы для сварки в защитных газах неплавящимся электродом
А-533
1,6-2*
150
3,6—11,1
13,2—40,2
-
350
85
190
5,5
АП-4
_
0,5—30
565
300
340
35
(Т =600 с)
(аппарата)
1,5—100
АП-5
—
(7\=600 с)
—
—
—
660
350
385
50
ц
5—300
(аппарата)
АП-6
—
(Г^бОО с)
—
—
—
850
410
485
100
ц
(аппарата)
ПШВ-1М
1-2*
400
2,8—22
10—80
—
—
—
3,8
(с ранцем)
ПШВ-3
1-2,5*
300
2,8—22
10—80
—
—
—
23
Полуавтоматы для сварки под флюсом и в защитных газах
А-1035
1,6-3,5
450
16,1—161
58—580
3,5
900
!
660 I
420
25,5
А-1197П
1,6—3
500
25—250
90—900
3
960
660
560
35
А-1197С
1,6—3
500
25,5—255
92—920
3
960
660 1
560
35
Полуавтоматы для сварки без внешней защиты
А-765
1,6—2
450
16,1—161
58—580
3,5
760
500
550
52
А-1114М
1,6—2
500
30—119
106—428
2,5
364
290
130
10,5
А-1234
1,6—2
350
30—119
106—428
364
290
130
10,5
«Луч»
0,6-1
80
(ЛВ=25%)
3
370
180
320
2
Полуавтоматы для сварки чугуна
А-1072М
2,8—3,5
1200
(
25,5-256 I
92—926
3,5
1132
560
1300
54
А-1072С
2,8—3,5
2000
25,5-256
92—926
3,5
1132
560
1250
100
Примечание. Звездочкой отмечен диаметр сварочной проволоки.
Толщина сваривае¬
мого металла 0,1—
1 мм
То же, 0,1—3 мм
То же, 1—5 мм
Механизм подачи
ранцевый
Габарит и масса
всего аппарата
То же
T рехэлектродный
полуавтомат
Рис. VII.11. Полуавтомат А-765 со шкафом управления
Рис. VII.12. Переносной полуавтомат А-1197
1 — держатель; 2 — механизм подачи; 3 — катушка для проволоки с тормозом;
4 — редуктор-расходомер; 5 — подогреватель газа; 6 — шкаф управления;
7 — кронштейн
Рис. VII.13. Полуавтомат А-547У со шкафом управления
206
Особенностью электросхемы является то, что вся аппаратура
полуавтомата питается непосредственно от сварочной цепи и в ап¬
паратуре управления нет высокого напряжения. В механизме пода¬
чи проволоки установлен газовый клапан, который совместно с ре¬
дуктором-расходомером дроссельного типа обеспечивает надежную
защиту места сварки газом в начальный период процесса сварки.
Электрическая схема задержки отключения контактора дает возмож¬
ность подавать газ после обрыва дуги всего за 0,8 с. При сварке в
углекислом газе с малой силой тока этого достаточно. При сварке
со средней силой тока, а также в аргоне эта продолжительность за¬
держки уже мала. Поэтому газовый клапан необходимо подключать
непосредственно к источнику питания через реле времени, обеспечи¬
вающее в течение почти 2 с задержку отключения газового клапана
после обрыва дуги.
Пульт управления полуавтомата малогабаритный (350Х250Х
Х90 мм), монтируют его обычно на передней стенке выпрямителя
ВС-300 в специальном окне. При этом вентилятор выпрямителя
охлаждает и элементы электросхемы полуавтомата.
Полуавтоматы А-1114М и А-1230М, смонтированные в неболь¬
ших металлических ящиках, состоят из полностью унифицирован¬
ных узлов: держателя с рукавом, механизма подачи, катушки с элек¬
тродной проволокой.
Полуавтомат А-1114М предназначен для сварки открытой дугой
активированной проволокой стыков арматурных стержней 06—70 мм,
закладных деталей и листовых конструкций. Особенность полуав¬
томата А-1114М заключается в том, что питание механизма подачи
осуществляется от источника сварочного тока, т. е. у полуавтомата
нет шкафа управления.
Полуавтомат А-1230М предназначен для сварки тонкой проволо¬
кой в СОг низкоуглеродистых и конструкционных сталей. Малая мас¬
са и габарит переносных узлов, отсутствие пульта управления, воз¬
можность регулирования скорости подачи сварочной проволоки не¬
посредственно на рабочем месте позволяет применять полуавтомат
для сварки в монтажных условиях.
Для сварки в С02 разработаны и изготовлены заводом «Элек¬
трик» полуавтоматы серии ПДГ. В комплект полуавтомата ПДПГ-500
(рис. VII.14) входят два держателя типов ГДП-5 и ГДП-6 на токи
д,о 150 и 500 А, механизм подачи проволоки, аппаратный шкаф, газо¬
вая аппаратура и преобразователь типа ПСГ-500. Механизм подачи
проволоки переносной малогабаритный; электрическая схема полуав¬
томата обеспечивает постоянную независимую от напряжения дуги
скорость подачи электродной проволоки. Скорость подачи проволоки
регулируется автотрансформатором, переключателем и установкой
сменных шестерен. Включение и выключение сварки осуществляется
кнопкой. Электросхема обеспечивает предварительную подачу газа
за 1—2 с до начала сварки, а также подачу газа в течение 2—3 с
после обрыва дуги.
Основным узлом полуавтомата ПДГ-302 является ранцевое по¬
дающее устройство, включающее в себя механизм подачи электрод¬
ной проволоки, открытую кассету с тормозным устройством, колодку
с ниппелем для токогазоподвода. Механизм подачи снабжен двумя
ведущими роликами, сварочной горелкой с естественным охлаж¬
дением.
Ранцевые полуавтоматы ПРМ-2 (рис. VII. 15) и ПРМ-4 разрабо¬
таны НИКИМТ для сварки плавящимся электродом в среде защит¬
207
ных газов стальных, медных и алюминиевых конструкций в монтаж¬
ных условиях. Полуавтомат ПРМ-2 дает возможность вести сварку
с силой тока до 420 А стальной проволокой 00,8—2 мм, алюминие¬
вой или медной 01—2 мм и порошковой проволокой 01,6—2,8 мм.
В комплект полуавтомата входят держатель с рукавом, меха¬
низм подачи проволоки ранцевого типа, аппаратный ящик, газовая
аппаратура и источник питания (ВС-300, ПСГ-500, ВСК-300 или
ИПП-300). Механизм подачи электродной проволоки размещен в не¬
большом чемодане. Корпус механизма подачи изготовлен из стекло¬
пластика. Скорость подачи электродной проволоки регулируется рео¬
статом, находящимся на ремне механизма подачи. Механизм подачи
проволоки имеет две пары гладких подающих роликов с канавками.
Катушка с запасом электродной проволоки размещена в чемодане
рядом с механизмом подачи. Электрическая схема полуавтомата
Рис. VI 1.14. Полуавтомат ПДПГ-500
Рис, VII. 15. Ранцевый полуавтомат ПРМ-2
208
обеспечивает предварительную, до начала сварки, и последующую,
после обрыва дуги, подачу защитного газа. Включение и выключе¬
ние сварки осуществляется кнопкой «Пуск». К ранцу полуавтомата
ПРМ-4 прикреплены механизм подачи проволоки и кассета с элек¬
тродной проволокой. Две пары синхронно вращающихся подающих
роликов и механизм подрессоривания позволяют уменьшить давле¬
ние на проволоку (мягкую и жесткую). В комплект полуавтомата
входят две горелки: одна пистолетного типа массой 0,35 кг для
сварки толстыми проволоками, другая малогабаритная для сварки
тонкими проволоками 00,8—1,2 мм.
Переносной полуавтомат «Луч» разработан ИЭС им. Е. О. Па-
тона для сварки без внешней защиты (проволокой СВ-15ГСТЮЦА)
или в среде С02 с питанием от однофазной (осветительной) сети на¬
пряжением 220 В. Он скомпонован в двух переносных блоках, где
размещены весь полуавтомат, запасные кассеты и провода. Перед
сваркой блоки состыковываются и фиксируются защелками в одно
целое. Этот механизм очень удобен для производства санитарно-тех-
нических и других монтажных работ, при ремонтной сварке в дейст¬
вующих цехах (помещениях) и т. п.
Для аргонодуговой сварки неплавящимся (вольфрамовым)
электродом применяются полуавтоматы А-533 и серии АП. Аппараты
серии АП — полупроводниковые транзисторные, имеют в комплекте
источник питания постоянного или импульсного тока и горелку. Им¬
пульсный ток обеспечивает высокое качество сварки тонколистовых
металлов и сплавов. Возможность регулирования сварочного тока в
широком диапазоне (0,5—300 А) позволяет вести сварки самых раз¬
ных материалов толщиной от нескольких микрон до нескольких мил¬
лиметров. В комплекте с плазмотронами аппараты АП дают возмож¬
ность вести сварку сжатой дугой (плазменную). Аппараты имеют
выносной пульт управления, малогабаритны и легко встраиваются в
специализированные установки для сварки. Ступенчатое переключе¬
ние напряжения холостого хода аппаратов обеспечено в пределах
25—40 В, коэффициент мощности аппаратов 0,85, а коэффициент по¬
лезного действия 0,5—0,7.
VI 1.5. Аппараты для электрошлаковой сварки
Аппараты для электрошлаковой сварки (табл. VI 1.5), подключен¬
ные к специальным или обычным источникам питания (см. гл. VI),
содержат механизмы подачи и перемещения электродов; механизмы
перемещения аппарата вертикально, вдоль стыка; устройства для
принудительного удержания сварочной ванны в зазоре между сва¬
риваемыми кромками. По способу перемещения вдоль свариваемых
кромок (вертикально или наклонно к горизонту) эти аппараты под¬
разделяются на самоходные (рельсовые и безрельсовые) и подвес¬
ные (рис. VII. 16). В аппаратах всех типов могут быть применены
проволочные либо пластинчатые электроды, либо плавящийся мунд¬
штук.
Механизмы подачи электродов при электрошлаковой сварке име¬
ют постоянную скорость подачи, не зависящую от напряжения на
дуге, т. е. полностью используют явление саморегулирования. Кон¬
структивно они мало отличаются от механизмов подачи при механи¬
зированной электродуговой сварке, исключение составляют только
мундштуки, которые вводятся в зазор либо располагаются вне его.
14—140
209
210
ТАБЛИЦА VII.5. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА АППАРАТОВ ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
0)
5 s
Вид и размеры
электрода, мм
Скорость подачи
электродной про¬
волоки или
Скорость сварки
о
t§
гг
о
о,
(Я
0
2
(Я
н
я
Габарит,
мм
Марка
я 2
ш Ч
пластина
пластины
t- ar
а» о
is*
с
«OQ
о Ч
сз
SS
1е
н i
диаметр
проволоки
ширина
толщина
1-10—8 м/с
м/ч
1-10—3 м/с
м/ч
Пределы р
вания свар<
тока, А
§J*
2о°
х Зс
Напряжени
щей сети,
длина
ширина
высота
1 Масса, кг
А-820М
А-820К
А-736
А-681
А-433Р
Самоходные аппараты рельсового типа одноэлектродные проволочлы
19-50
2,5—3
16,1—161
58—580
1,1—4,17
4—15
700
220/380
350
250
650
До 70
2,5—3
—
—
16,1—161
58—580
Ы—4,17
4—15
—
700
220/380
350
250
650
16—50
2,5—3
—
44,4—88,8
160—320
0,28—1,39
1—5
—
750
380
340
240
490
14-60
2,5—3
—
—
16,1—161
58—580
0,28—1,39
1—5
—
450
380
240
—
350
10—150
3
16,6—116,6
60—420
0,72—5,83
2,6—21
120—1000
1000
380, 220
392
440
800
20
20
7,5
75
Самоходные аппараты рельсового типа многоэлектродные проволочные или пластинчатые
А-372Р
85-180
10
А-401
’ До 450
3
-
-
А-535
о
о
СЧ
1
о
00
10
Проволоки
41.6—140
Пластины
0,28—2,8
41.6-13,3
Проволоки
18-13,3
Пластины
0,11-2,5
150-500
1-10
150-480
65—480
0,4—9
0,28—2,8
0,28-2,8
0,11-2,5
1—10
1-10
0,4—9
400—1000
300-1000
1000
380
1200
730
1560
1000
380
2600
2750
3200
1000
380
1600
820
1070
320
900
380
Продолжение табл. VII.5
Марка
и
Вид и размеры
электрода, мм
Скорость подачи
электродной про¬
волоки или
Скорость сварки
о
5 U
^ о
а*
О
о.
со
п
i
Габарит,
мм
з ч
Пластина
пластины
Ф о
саз
4)
W со
11
12
£ S
диаметр
проволоки
ширина
толщина
Ы0—8 м/с
м/ч
1-10—3 м/с
м/ч
Пределы \
вания свар
тока, А
й
X р2
1* II
Лн я*-.
Напряжеш
ющей сети
длина
ширина
высота
А-1150М
А-671Р
А-612
Самоходные аппараты безрельсового типа одноэлектродные
8—30
2,5—3,5
1
8,3-2,8
3-10
500
220/380
470
220
16—50
2,5—3
—
—
70—110 250—400
—
—
300—700
—
380
370
150
20—100
3
—
—
35,8—123,3;129—444
0,11—1,1
0,4—4
—
1000
380
750
370
87б!з1,6
200:10,2
920] 70
Самоходные аппараты безрельсового типа многоэлектродные
А-501
А-550У
А-645 (плавя¬
щийся мунд¬
штук, шесть про¬
волок)
А-1304 (плавя¬
щийся мунд¬
штук, четыре
проволоки)
До 90
2,5
-
-
28—83
100—300
0,28-2,5
1—9
-
750
220/380
220
280
420
Поде
лесные ai
ппараты
До 200
_
200
20
0,22—2,8;
0,8—10;
_
3000—10 000
380
1200
575
3800
0,7—8,3
2,5—30
» 450
3
16,6—33
60—120
2000—6000
380
380
440
500
* 400
3-6
3,9—38,33;
14—138;
3000—4000
220, 380
500
400
600
8,3—83,1
30—306
440
35
46
Рис. VII. 16. Принципиальные схемы устройства аппаратов для электро*
шлаковой сварки
а, б — рельсовые аппараты для сварки проволочным и пластинчатым элек¬
тродом; в — безрельсовый аппарат; г — подвесной аппарат для сварки плавя¬
щимся мундштуком; 1, 7, 8 — тележка ходового механизма; 2 — приводная
шестерня; 3 — рейка рельсового пути; 4 — рельс; 5 — свариваемые кромки;
6 — прижимная пружина
Ввод мундштука в зазор вы¬
зывается необходимостью
уменьшить вылет электрода и
повысить точность направления
его, что достигается с помощью
механизма корректировки на¬
правления. Механизмы воз¬
вратно-поступательного пере¬
мещения электродов в зазоре
по толщине свариваемого ме¬
талла также аналогичны опи¬
санным ранее, причем механиз¬
мы перемещения электрода с
переменной скоростью приме¬
няют в аппаратах для сварки
сравнительно небольших тол¬
щин, а с постоянной скоро¬
стью — в аппаратах тяжелого
типа.
Вертикальное (наклонное)
перемещение аппаратов для
электрошлаковой сварки до¬
стигается с помощью механиз¬
мов, движущихся по рельсу
(см. рис. VII.16,а,б), установ¬
ленному параллельно сваривае¬
мым кромкам, либо непосред¬
ственно по изделию (см рис. VII.16, б), либо комбинированно
(см. рис. VII.16, г), когда часть аппарата движется по рельсу,
а часть — по изделию и между обеими частями существует гибкая
связь. У аппаратов рельсового типа связь между тележкой
и рельсом чаще всего жесткая: тележка имеет приводную
шестерню, находящуюся в зацеплении с рейкой рельса. У без¬
рельсовых аппаратов эта связь достигается за счет наличия
мощной пружины, прижимающей с обеих сторон свариваемых
Рис. VII. 17. Аппарат А-1304 для элек-
трошлаковой сварки плавящимся мунд¬
штуком
J — механизм подачи электродов; 2 —
струбцина; 3 — токопровод; 4 — пульт
управления
212
кромок тележки ходового механизма, либо за счет магнитных присо-
сов. Однако магнитные присосы являются менее удачным решением,
поскольку они небезопасны (при электромагнитах любое случайное
отключение тока грозит аварией), создают сравнительно слабое тя¬
говое усилие и весьма чувствительны к различного рода препятстви¬
ям на пути движения. Из всех схем механизмов перемещения аппа¬
ратов для электрошлаковой сварки предпочтение следует отдать ме¬
ханизмам с прижимной пружиной.
Устройство для принудительного удержания сварочной ванны в
зазоре между свариваемыми кромками обычно называют формирую¬
щими ползунами. Выполняются они из меди (чаще всего), графита
(или стали (например, при сварке сплавов алюминия). Все ползуны
охлаждаются водой, конфигурация их соответствует сварному со¬
единению (стыковому, угловому или нахлесточному). Аппараты с
пластинчатым электродом или плавящимся мундштуком применяют
для сварки более толстого металла. Аппараты с проволочным элек¬
тродом наиболее универсальны и мобильны, поскольку аппараты с
плавящимся мундштуком (рис. VI 1.17) вообще лишены механизма
перемещения вдоль свариваемых кромок, а имеют механизм подачи
электродов, струбцину для закрепления аппарата на изделии, токо-
подвод, пульт управления и катушки для сварочной проволоки
(в данном случае четыре). Струбцина электрически изолирована от
аппарата и имеет пять степеней свободы для точной установки мунд¬
штука в зазоре и направления проволок при сварке. Если аппарат
невозможно укрепить на изделии, то его можно закрепить на кон¬
сольной или портальной стационарной установке.
VI 1.6. Машины для электроконтактной сварки
Машины общего назначения (для стыковой, точечной, шовной и
рельефной сварки) выпускаются серийно, а небольшими партиями —
машины специального назначения (для сварки арматуры сборного
железобетона, магистральных трубопроводов и т. п.). Технические
требования к машинам общего назначения регламентированы ГОСТ
297—73, введенным с 1 января 1976 г. Машины специального назна¬
чения выпускаются с соблюдением требований этого стандарта и
особых технических условий, создаваемых на каждую из таких ма¬
шин (или на партию).
Согласно ГОСТ 297—73, все машины должны изготавливаться
на номинальное напряжение питающей сети 380 В при частоте 50 Гц
и лишь по особым заказам может быть изготовлена машина мощ¬
ностью 50 кВ*А на напряжение 220 В, а большей мощности — на
напряжение 660 В. Главными параметрами всех машин считаются:
сварочный ток — для точечных, рельефных и шовных машин и для
стыковых, работающих по методу сварки сопротивлением; усилие
осадки — для стыковых машин, работающих по методу сварки оплав¬
лением. ГОСТом обусловлены ряды номинальных длительных вто¬
ричных токов, номинальных усилий сжатия и осадки, номинальных
вылетов электрода, а также ряд других важнейших требований к кон¬
струкции и работе машины. Кроме того, ГОСТом установлены комп¬
лектность поставки, правила приемки, методы испытаний и правила
маркировки, упаковки, транспортирования и хранения машин.
Под длительным вторичным током понимается условный ток, при
непрерывном прохождении которого через вторичный контур состав¬
213
ные части последнего будут нагреты до той же температуры, что и
при прохождении реального тока в повторно-кратковременном режи¬
ме. Определяется длительный вторичный ток по формуле
/ПВ
100 *
где /д — длительный вторичный ток;
/с — реальный ток во вторичном контуре;
ПВ — продолжительность включения.
Все контактные машины работают с часто повторяющимися цик¬
лами «включение-выключение». Величину повторно-кратковременного
режима работы (ПВ) по этому циклу получают по общеизвестному
уравнению
ПВ = т~~г Ю0(%),
*СВ “Г *п
где *св — время сварки (включения машины);
?п— время паузы (машина выключена).
Контактные электросварочные машины рассчитываются на раз¬
личную продолжительность включения. Она максимальна (ПВ =
= 60%) у роликовых машин и меньше у стыковых (ПВ^20%) и то¬
чечных (ЯБ = 15—25%), а в машинах старых моделей /75 = 8—10%.
В цепи первичной обмотки сварочного трансформатора контактные
машины имеют игнитронные контакторы — устройство для включе¬
ния и выключения сварочного тока (прерыватели, табл. VII.6).
ТАБЛИЦА VII.6. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
ИГНИТРОННЫХ КОНТАКТОРОВ (ПРЕРЫВАТЕЛЕЙ)
Марка
Мощность,
кВА
Ток, А
пв, %
Расход
охлаждаю¬
щей воды,
л/с
Масса, кг
прерывателя
лампы
ПИТ-50-4
И1-70/0.8
0,25
500
20
0,07
120
ПИТ-100-4
И1-140/0,8
0,25
1000
20
0,1
120
ПИТ-200-4
И1-350/0,8
0,25
2000
20
0,2
120
ПИШ-50-4
И1-70/0,8
0,25
250
50
0,07
120
ПИШ-100-4
И1 -140/0,8
0,25
400
50
0,1
120
ПИШ-200-4
И1-350/0,8
0,25
800
50
0,2
120
КИА-20
И-20/1,5
73
200
20
0,02
7
КИА-50
И-70/0,8
180
500
20
0,05
12
КИА-100
И-140/0,8
380
1050
20
0,07
24
КИА-200
И-350/0,8
650
1800
20
0,14
38
Часть контактных машин имеет электронный регулятор времени
РВЭ-7-1А-2, с помощью которого можно устанавливать время вы¬
держки в пределах 0,04—6,75 с согласно имеющейся шкале
(табл. VII.7)
В настоящее время машины для контактной сварки, выпускае¬
мые по разработкам ВНИИЭСО, маркируются следующим образом:
первая буква означает А — агрегат, автомат, М—машина; вторая
буква — вид сварки (С — стыковая, Т — точечная, Ш — шовная); две
пары цифры — сварочный ток в кА и две последние — номер модели
машины. Например, МШ-1001 — машина шовная с номинальным сва¬
рочным током 10 кА, модель первая. Разработки ИЭС им. Е. О. Па-
214
ТАБЛИЦА VII.7. ВРЕМЯ ВЫДЕРЖКИ, УСТАНАВЛИВАЕМОЕ
С ПОМОЩЬЮ ЭЛЕКТРОННОГО РЕГУЛЯТОРА РВЭ-7-1А-2, с
Операции
Сварка по диапазонам
Операции
Сварка по диапазонам
(сжатие, про¬
I
11
(сжатие, про¬
1
I
ковка, пауза)
ковка, пауза)
1 1
1 и
0,04
0,04
0,23
0,51
0,51
2,63
0,06
0,06
0,44
0,59
0,59
3,1
0,1
0,1
0,75
0,67
0,67
3,47
0,15
0,15
1,07
0,78
0,78
4,02
0,22
0,22
1,32
0,9
0,9
4,47
0/28
0,28
1 ,58
1,02
1,02
5,04
0,36
0,36
1,98
1,15
1,15
5,8
0,43
0,43
2,37
1,4
1,4
6,75
тона в области оборудования для контактной сварки маркируются
буквой К (контактная) и цифрой, обозначающей номер модели, на¬
пример машина К-600 — для стыковой сварки, К-526-—для точечной
конденсаторной сварки, К-491—для контактной шовной сварки
и т. п.
Машины общего назначения для стыковой сварки. Схема прос¬
тейшей машины для стыковой сварки с ручным рычажным приводом
осадочно-подающего механизма приведена на рис. VI 1.18. Зажимное
приспособление машины состоит из неподвижной и подвижной плит,
на которых расположены зажимы. Подвижная плита перемещается
по направляющим поворотом рычага с передачей усилия через регу¬
лировочную гайку. Цепь замыкается контактором, который включа¬
ется при нажатии на рукоятку, после чего ролик опускается, нажи¬
мает на сегмент и приводит в действие систему тяг, идущих к кон¬
тактору. Ток выключается через определенное время, заданное
величиной осадки (после поворота рычага осадочного механизма на
определенный угол), когда ро¬
лик сойдет с сегмента и контак¬
тор разомкнет цепь.
Более совершенные и мощ¬
ные стыковые машины обору¬
дованы электромеханическим
либо гидравлическим приводом
осадочно-подающего механизма
и пневматическими или пневмо-
гидравлическими зажимами.
На сварочных стыковых
машинах с пружинным или ры¬
чажным приводом осадочно-
подающего механизма (табл.
VII8) можно выполнять свар¬
ку сопротивлением, непрерыв¬
ным оплавлением и оплавлени¬
ем с подогревом изделий в ин¬
дивидуальном или мелкосерий¬
ном производстве, поскольку
эти машины не создают высо¬
ких скоростей осадки и не
могут вести сварку оплав¬
лением строго по заданному
режиму.
Рис. VII.18. Схема стыковой маши¬
ны с ручным рычажным приводом
д 4 _ неподвижная и подвижная
плиты; 2, 3 — зажимы; 5 — направ¬
ляющие подвижной плиты; 6 — ре¬
гулировочная гайка; 7 — ролик;
8 — сегмент; 9 — рычаг подающе-
осадочного механизма; Ю — рукоят¬
ка включения тока; II — контактор
215
91А
ТАБЛИЦА VII.8. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТЫКОВЫХ МАШИН
С ПРУЖИННЫМ ИЛИ РЫЧАЖНЫМ ПРИВОДОМ
<
m
03
п
Максимальное
Марка
ка
ев *
3.0
Ч Н
Напряжение
питающей сети
т<
1“
сечение сва¬
риваемых из¬
делий, мм-
усилие, даН
или кгс
*
о
D.
03
со
о
Габарит,
мм
X
X о
Я X
1§
s
р
Я О
—. а.
йз
стали
из
меди
зажа¬
тия
осад¬
ки
о
ч у
о
к—<
3- и
03
о
о
03
£
АСИФ-5
5
20
220, 380
3 200
60
25
—
125
120
660X400X670
100
МС-301 (взамен
АСП-10)
5
12,5
220/380
3 200
50
20
500
120
200
970Х755Х 1180
170
МС-501 (взамен
АСП-10)
10
12,5
380
5 000
78
28
500
240
200
1170Х955Х
XI180
180
МСР-25
25
20
220, 380
—
300
—
150
2000
110
880Х1250Х
Х1270
260
МС-1202 (взамен
МСР-50
и МСР-75)
55
20
220/380
12 500
600
5000
3200
100
1000Х775Х
X1700
720
МС-1602 (взамен
МСР-100)
96,5
20
220/380
16 000
1000
-
7500
5000
60
1000Х775Х
X 1700
750
Назначение
Для сварки сопро
тнвлением изделий
из низкоуглероди
стой стали и цвет¬
ных металлов
Для сварки изде
лий из низкоуглеро¬
дистой стали сечени¬
ем до 600 мм2 при
непрерывном оплав¬
лении и сечением до
900 мм2 при оплавле¬
нии с предваритель¬
ным подогревом
То же, соответст¬
венно до 1000 н
1400 мм2
Машины для стыковой сварки с механизированным приводом
осадочно-подающего механизма (табл. VI 1.9) способны выполнять
значительно более сложные операции сварки непрерывным оплавле¬
нием или оплавлением с подогревом по заданному циклу и в широ¬
ком диапазоне скоростей, размеров сечений и свариваемых мате¬
риалов.
Машины общего назначения для точечной и шовной сварки.
В зависимости от назначения и конструктивного решения точечные
машины могут быть нескольких типов: стационарные одно и много¬
точечные, одноточечные подвесные и передвижные. Кроме того, они
отличаются приводом механизма сжатия (педальный, пневматиче¬
ский и др.), силой сварочного тока, направлением перемещения (хо¬
да) одного из электродов, максимально допустимой толщиной свари¬
ваемых изделий.
Рис. VII.19. Схема точечной ста¬
ционарной машины с пневматиче¬
ским приводом
1 —корпус; 2, 4 — консоли; 3 —
алектрододержатели; 5 — механизм
сжатия; 6 — сварочный трансфор¬
матор; 7 — переключатель ступе¬
ней; 8 — аппаратура управлениям
9 — педаль включателя механизма
сжатия в цепи сварочного тока
Схема стационарной одноточечной машины с пневматическим ме¬
ханизмом сжатия приведена на рис. VI 1.19. В корпусе помещены
сварочный трансформатор, переклхчатели ступеней и аппаратура
управления. На консолях расположены электрододержатели, один из
которых вместе со сменным электродом связан с механизмом сжатия,
приводимым в действие педальным включателем механизма сжатия
и сварочной цепи, причем сжатие деталей происходит до включения
цепи сварочного тока, а разведение электродов — после выключения
тока, что является обязательным условием для получения сварного
соединения хорошего качества. Усилие сжатия и сила сварочного то¬
ка могут быть стабильными на протяжении всего процесса сварки
одного соединения, а могут быть заданы в виде цикла переменных
величин (табл. V 11.10)
Электроды прямые электросварочных контактных точечных ма¬
шин (кроме специальных) должны соответствовать ГОСТ 14111—69.
Кроме стационарных контактных точечных машин (табл. VII. 11 и
VII. 12) используются подвесные одноточечные («сварочные клещи»,
табл. VII.13), удобные для сварки крупногабаритных изделий, перс-
217
ТАБЛИЦА VI1.9. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
СТЫКОВЫХ МАШИН С МЕХАНИЗИРОВАННЫМ ПРИВОДОМ
<
Напряжение пи¬
тающей сети, В
Максимальное
к
Тип,
марка, модель
со *
сечение
усилие, даН
или кгс
Наибольшая ci
рость осадки
МО”3 м/с
*
о
О.
со
ш
и
Габарит,
мм
U
*
Назначение
So
свариваемых
изделий, мм2
зажа¬
тия
осадки
Число
в 1 ч
03
0
CJ
1
МС-50-1
50
220, 380
600
2 000
3 000
—
180
2060Х750Х
X 1050
550
I Для сварки труб, стерж-
> ней и других заготовок из
I низкоуглеродистой стали
АСАМ-100
100
380
300
—
—
60
—
1360
МС-1604
100
380
1500
10 000
5 000
100
1928Х1IC0X
X 1415
1750
Для сварки непрерывным
оплавлением и с предвари¬
тельным подогревом низко-
углеродистой стали, легиро¬
ванной стали сечением до
500 мм2 и цветных сплавов
сечением до 300 мм2
МСМУ-150
150
380
2 000
10 000
6 500
30
80
2000Х1580Х
Х1300
2000
То же, и модель
МС-50-1
МС-200
150
380
1 000
10 000
6 300
80
100
1467X2378Х
Х1247
2860
Для сварки змеевиков из
труб диаметром 25—42 мм
К-135
150
380
10 000
120 000
45 000
-
20
2370Х 1000Х
Х2300
7300
Для сварки рельсов в ста¬
ционарных условиях
К-228
150
380
Труба
(100X10) мм
—
—
К-600
150
380
4 ООО
26 000
13 000
К-190ПА
170
380
18 000
180 000
80 000
МСТ-200
200
380
1 ООО
20 000
15 000
МС ГА-300
300
380
5 000
35 000
25 000
МСЛ-300-2
300
380
3 000
50 000
22 000
К-340
300
380
10 000
115 000
50 000
К-163
500
380-500
25 000
200 000
100 000
МС ГА-500
500
380
8 000
35 000
25 000
МСЛ-500-2
500
380
4 000
50 ООО
22 000
-
50
5025Х1950Х
X 1175
3350
Для сварки чугунных труб
канализационных систем
40
60
1660Х3000Х
Х2020
3000
Для сварки непрерывным
оплавлением изделий из
низкоуглеродистых и лег;
рованных сталей
25
12
2200Х 1060Х
Х2330
7500
Для сварки непрерывным
оплавлением профильного
проката, труб, рельсов
50
-
Для сварки труб
20
—•
7500
Для сварки арматурных
стержней и других изделий
из низкоуглеродистых ста¬
лей
200
70
4200Х2035Х
Х2500
6700
Для сварки лент и листо¬
вого проката
200
18
2220X1150Х
Х2850
7890
Для сварки непрерывным
оплавлением изделий из
чугуна и низколегированной
стали, цветных металлов и
сплавов сечением до
2500 мм2
30
12
3067Х1000Х
Х2395
7000
Для сварки профильной
и широкополосной стали
20
—
8000
То же, и модели
МСГА-300
200
70
4200Х2035Х
Х2500
7000
То же, и модели
МСЛ-300-2
ТАБЛИЦА VII.10. НАИБОЛЕЕ ПРОСТЫЕ И ШИРОКО
ПРИМЕНЯЕМЫЕ ЦИКЛЫ ТОЧЕЧНОЙ СВАРКИ
Характеристика
сварки
Схема цикла
Свариваемый металл
Одноимпульсная с по¬
стоянным давлением
При постоянном давле¬
нии с последующей тер¬
мической обработкой
Многоимпульсная с пе¬
ременным давлением
Импульсом меняюще¬
гося тока с переменным
давлением
О
Низкоуглеродистая
сталь толщиной до 4-
6 мм
Закаливающиеся
Сталь толщиной более
6 мм
Сплавы алюмнн*1ч
толщиной более 1,5 мм
Примечание. Обозначения, указанные на схемах: / — сила сва¬
рочного тока; Я —усилие сжатия заготовок; /п—сила тока подогрев*а при
термической обработке; t — время.
ТАБЛИЦА VII.П. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ТОЧЕЧНЫХ
МАШИН С ПЕДАЛЬНЫМ ПРИВОДОМ
Марка
Показатель
АТП-25
АТА-40-8
АТП-50
АТП-75
Номинальная мощность,
кВ А
25
40
50
75
Напряжение питающей се¬
ти, В
220, 380
220, 380
220, 380
220, 380
Номинальный сварочный
ток, А
9000
9500
11 500
14 000
соответственно при /73,
%
Максимальные:
20
12,5
12,5
12,5
толщина свариваемых
деталей из низкоуглеро
дис*ой стали, мм
3+3
2+2
4+4
5+5
диаметр стержней при
крестовом соединении,
мм
12+12
8+8
16+16
20+20
усилие сжатия электро¬
дов, даН или кгс
155
250
250
350
Полезный вылет электро¬
дов, мм
Габарит, мм
250
360
350
350
длина
980
1040
1025
1025
ширина
460
690
635
635
высота
1110
1750
1290
1290
Масса, кг
220
225
720
450
500
I zz
ТАБЛИЦА VII. 12. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
ТОЧЕЧНЫХ МАШИН С МЕХАНИЗИРОВАННЫМ ПРИВОДОМ
zzz
s
a
«<
£
н
Я
§
s
H
3:
DO
4
Номинальная мощ¬
ность, кВ-A
Напряжение питаю¬
щей сети, В
Сварочный ток, кА
Режим работы ПВ, %
£¥о ° 5+Q 5?0
+=* + +? +•*
r*w ** ~сл
^ о
СЛ
±+
)э
о
+
Толщина свариваемых
изделий, мм
Максимальное усилие
сжатия электродов,
даН или кгс
Полезный вылет
электродов, мм
00 Л
£ *
2 ь*
* о
X X
Х°
to X
to —*
Og
$ г
ю §
СО SA
ts
5 о
й (tt
5 5 Vh
3*Ь
i«"
W О
О 00
н Д вз
о
*8 8
о ?
о Л )Э й
gsssv. „ re о
gggst. *gBg
SO w-
n 2
rc H я g
0} 5.
+ a?«S
5йч:
s 2s
S £ О n>
S*e*s.
H ^ о
logs
gee*
si*
Продолжение табл. VI1.12
223
МТП-400
400
37
20
До 8+8
3 250
МТПТ-400
МТПР-500/3100
400
500
78,5
8
20
От
0,8+0,8
до 2,5+2,5
До
2,Е+2,5
850
МТВ-63
500 '
• 380
63
32
До 12+12
МТВ-80
80
20
От
0,8+0,8
до 5+5
6 300
МТВ-160
-
160
12,5
От 3+3
до 8+8
16 000
МТПТ-600
600
100
8
От
1,5+1,5
до 4+4
2 600
500
0,6
40
1610Х840Х
Х2550
1 360
1500
0,6
40
3820 X 1240Х
Х3190
7 200
3100
-
-
4900Х1000Х
Х2160
2 950
1200
3910Х1440Х
Х3430
8 700
1500
-
20
3750X1150Х
Х3455
8 000
1500
-
10
4000Х1160Х
Х3635
15 000
1500
-
20
—
13 500
Для сварки изде¬
лий из низкоуглеро¬
дистой стали
Для сварки спла¬
вов алюминия
Для сварки изде¬
лий из низкоуглеро¬
дистой стали
Для сварки посто¬
янным током крупно¬
габаритных изделий
из низкоуглероди
стых сталей толщи¬
ной от 4+4 до 12+
+12 мм и нержавею¬
щих сталей толщи¬
ной от 2+2 до 8+
+8 мм, а также ти¬
тана
Для сварки посто¬
янным током изде¬
лий из легких спла¬
вов толщиной от 1 +
+ 1 до 4,5+4,5 мм и
из нержавеющих, жа¬
ропрочных сталей и
титановых сплавов
толщиной от 0,8+0,8
до 5+5 мм
Для сварки посто¬
янным током изделий
из легких сплавов,
нержавеющих, жа¬
ропрочных и титано¬
вых сплавов толщи¬
ной от 3+3 до 8+
+8 мм
Для сварки изде¬
лий из легких спла¬
вов
\zz
К-201М
МТПП-75
Клещи:
КТП-1
КТП-2
МТПГ-75-6
Клещн;
КТГ-75-1-1
КТГ-75-2
КТГ-75-3-1
КТГ-75-5
К-243В
Марка
25
75
73
90
Номинальная мощ¬
ность, кВ* А
220
и 380
220
и 380
380
Напряжение питаю¬
щей сети, В
1 1 1 1 1 -00 II 00 Г*
Ю СП
Номинальный свароч»
ный ток, к А
20
20
20
8
Режим работы ПВ, %
1 1 1 1 1 5 II II
Число ступеней регу¬
лирования вторич¬
ного напряжения
5,06—
19
1
3,05—
6,36
Пределы регулиро¬
вания вторичного
напряжения, В
2+2
От 0,5+0,5
до 1,5+1,5
Пруток от 5+5
до 16+16
Пруток
I от 5+5
ДО 10+10
1,5+1,5
1.5+1,5
1,5+1,5
1.5+1,5
Прутки
14+40
или 18+18
Толщина
свариваемых
изделий,
мм
220
320
250
275
200
260
325
750
Максимальное усилие
сжатия электродов,
даН или кгс
50
140
42
125
140
42
Вылет электродов, мм
1300Х660Х
Х2050
512X150X316
365X 296X 285
Трансформатор
1300Х660Х
Х2050
433X390X120
460Х325Х125
315X212X255
472X275X100
895X265X 360
Габарит,
мм
Клещи
22
350
10.4
9,3
350
12.5
12.5
9
14.5
75
Масса,
кг
Номинальные
данные по маши
не даны для кле
щей КТП-2
1 Клещи
1 КТГ-75-3-1 имею*
Г радиальное дви
1 женне электрод®
Дополнительные
сведения
ТАБЛИЦА VII.13. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ПОДВЕСНЫХ ТОЧЕЧНЫХ МАШИН
он—SI
МТПГ-150-2
МТП-1202
МТП-1203
Клещи:
КТГ-12-3-1
КТГ-12-3-2
МТПГ-200
МТП-1601
МТГА-500
Марка
150
170
170
200
220
500
Номинальная мощ*
ность, кВ-А
380
380
380
Напряжение питаю¬
щей сети, В
1 о III ? ? \
СЛ сл
Номинальный
сварочный ток, кА
20
20
20
25
20
6
Режим работы ПВ, %
1с» III 1 03 1
Число ступеней регу¬
лирования вторично¬
го напряжения
5,85—
21,1
4,44—
13,5
Пределы регулиро-
вания вторичного
напряжения, В
4-И
Пруток
от 44*4
до 10+10
От 0,6+0,5
ДО 4+4
От 0,5+0,5
до 2,5+2,5
Лист 6+6,
пруток
20+20
Пруток
604-60
Толщина
свариваемых
изделий,
мм
800
500
250
800
12 800
Максимальное усилие
сжатия электродов,
даН или кгс
280
150
300
280
35
160
Вылет электродов, мм
340X50
270X 90
Габарит,
мм
475
480
20
25
Масса,
кг
I I
I r I
о
8 °
© я
о 3.
»s
m
Продолжение табл. Vfl./З
ТАБЛИЦА VII.14. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА МАШИН
ДЛЯ РЕЛЬЕФНОЙ И ТОЧЕЧНОЙ СВАРКИ
Марка
Номинальная мощ¬
ность, кВ* А
Напряжение питаю¬
щей сети, В
Номинальный сва¬
рочный ток, к А
Режим работы ПВ, %
Толщина детали, мм
Число одновременно
свариваемых релье¬
фов на деталях из
низкоуглеродистой
стали
Максимальная тол¬
щина деталей при
точечной сварке, мм
Число сварок
в 1 мин
Вылет электродов,
мм
Максимальное усилие
сжатия электродов,
даН или кгс
Габарит, мм
Масса, кр
МР-1607
70
—
16
—
—
2,5+2,5
160
300
800
___
430
МР-2507
131
220/380
25
20
—
4,5+4,3
150
300
1600
500X1470X2100
615
МРП-150
130
—
20
—
—
5+5
65
350
1400
—
885
МРП-200
180
—
25
—
—
—
6+6
65
350
1400
—
910
МРП-300
260
—
32
—
—
—
7+7
40
320
3500
—
1280
МРП-400
370
-
40
—
—
—
8+8
40
320
3500
1350
МРВ-63
450
380
63
32
6+6
4+4
2+2
1+1
2
3
5
8
От 2+2
ДО 8+8
'
3130X1090X3375
7000
МР-6303
500
63
4 .
2-
1-
[-4
-2
hi
5
10
15
—
—
300
3200
—
МР-8002
800
>380
80
—
4+4
2+2
1+1
7
12
19
—
—
300
5000
—
МР-10003
1200
1G0
4+4
2+2
1+1
9
15
23
300
8000
—
LZZ
♦SI
£
В
в
в
ЕЕ
спР
ЕЕ
Номинальная мощ¬
ность, кВ А
Напряжение питаю¬
щей сети, В
Номинальный сва¬
рочный ток, кА
Режим работы ПВ, %
+
+
+
S Я
и 33
Эч Р5
4*
Вылет электродов,
мм
Максимальное усилие
сжатия электродов;
даН или кгс
Масса, кг
ТАБЛИЦА VII. 15. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА МАШИН
ДЛЯ ШОВНОЙ СВАРКИ
228
ТАБЛИЦА VII.16. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
СПЕЦИАЛИЗИРОВАННЫХ МАШИН ДЛЯ СВАРКИ АРМАТУРЫ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Марка
гГ
о
2
05
8*?
•9 со
5 *
«Э
3
I
аз
а
s
я
*
а;
а
Пределы
регулирования
вторичного
напряжения, В
Диаметр
свариваемых
прутков, мм
Максимальное
усилие сжатия
электродов,
даН или кгс
я S
О --
ю £
п Я
Я я
° 3
X S
Габарит, м i
Машины для сварки сеток
МТМ-32
200
20
20
4
От 4,6 до 5,8
1000
—
МТМС- 10X35
225
8
12,5
8
—
От 3+6 до 3+8
200
2
2950X1400X1650
К-567
300
—
—
8
—
2+2,5
3240
(суммарное)
0,25
2750X2000
АТМС-14Х75-7
1350
12,5
8
8
От 2,87 до 6,31
От 3+10 до 3+12
460
4,5
5200X3432X1716
Машины для сваркиГ каркасов
3800
800
МТ-603
—
6,3
20
—
—
—
250
—
—
МТМ-33
100
16
12,5
-
—
—
630
—
—
МТМ-0,9
175
12,5
20
8
От 2,87 до 6,31
3+10
500
—
—
МТМК-ЗХ100-3
270
12,5
20
16
От 2.32 до 7,25
От 4+12 до 5+25
1250
6
3400X1340X1970
МТМК-2Х150
300
-
20
16
—
24
700
3
3285X2150X1650
МТМ-35
1000
25
32
8
От 4,85 до 9,71
От 6+12 до 14+40
1000
—
—
2700
3500
Примечание. Напряжение питающей сети для приведенных машин равно 380 В.
ТАБЛИЦА VII. 17. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
СПЕЦИАЛИЗИРОВАННЫХ МАШИН ДЛЯ СВАРКИ
ТРУБОПРОВОДОВ
Марка
Номиналь¬
ная мощ¬
Макси¬
мальная
площадь
Диаметр
Время
Усилие,
даН или кгс
Скорость
осадки.
Габарит, мм
Масса,
ность,
кВА
сваривае¬
мого
сечения,
мм2
свариваемых
труб, мм
сварки
1 стыка, с
осадки
зажатия
труб
МО”3
м/с
кг
К-152
(КТСА-1)
90
4 000
114—158
60
20 000
-
-
1600X860X1452
1 000
СГС-1
(ТКУ.С-1)
125
5 000
108, 114, 168,
219
60
27 000
110 000
30
1990X800X800
1 000
СГС-2
(ТКУС-1)
250
10 000
273, 325, 377
70
60 000
250 000
25
3200X1100X1420
5 000
СГС-3
(ТКУС-2)
250
13 000
426, 529
80
70 000
280 000
25
3480X1550X1400
>000
СГС-5
(ткус-3)
800
35 000
1020
100
185 000
590 000
25
16 665X2110X2110
21 000
Примечания: 1. В скобках указан тип установки, в состав которой входит данная машина.
2. Напряжение питающей сети для приведенных машин равно 380 В.
мещение которых в зажиме одной машины невозможно или нецелесо¬
образно, и в ряде других случаев.
В подвесных точечных машинах рабочим органом являются сва¬
рочные клещи, имеющие пневматический, гидравлический или пнев-
могидравлический механизм сжатия и связанные со сварочным транс¬
форматором гибкими кабелями, а гибкими рукавами — с насосными
станциями или с магистралью сжатого воздуха.
Аналогичными по конструкции являются машины для рельефной
сварки (табл. VI 1.14), на которых возможно вести также и рельеф¬
но-точечную сварку, когда на одной из частей свариваемого изделия
имеются рельефные выступы (точки), свариваемые последовательно.
Значительно меньше в строительно-монтажном производстве рас¬
пространены машины для шовной сварки (табл. VII. 15), которые
применяются только при производстве заготовок из тонколистового
материала.
Машины специального назначения. Из числа таких машин наи¬
больший удельный вес имеют точечные машины для сварки армату¬
ры (первая группа) сборных железобетонных конструкций (табл.
VII.16). Следует отметить, что при сварке заготовок арматуры доста¬
точно широко используются и точечные машины общего назначения.
Вторая группа специальных контактных машин — головки для стыко¬
вой сварки трубопроводов, особенно магистральных и межцеховых
(табл. VII. 17). Их применение ограничено из-за того, что у места
сварки {чаще всего в полевых условиях) необходим мощный источ¬
ник электропитания, поскольку контактная сварка весьма энергоемка,
а также из-за нарушений геометрических и размерных показателей
подлежащих сварке труб (эксцентричность, разностенность и т. п.);
все это не позволяет в достаточных объемах использовать контакт¬
ную сварку.
Машины специального назначения применяются в строительно¬
монтажном производстве при сварке электрических кабелей и про¬
водов, а также при выполнении специальных работ.
VI 1.7. Оборудование для газовой сварки и резки
К оборудованию для газовой сварки и резки относятся машины,
установки и аппаратура для газопламенной обработки, ацетилено¬
вые генераторы, баллоны для хранения и транспортировки сжатых
газов, сварочные горелки и резаки, а также регулирующая и комму¬
никационная аппаратура — редукторы, вентили, рукава и др.
Технические характеристики сварочных горелок и резаков приве¬
дены в главе VIII настоящего справочника.
Баллоны для сжатых газов. Газообразный кислород хранят и
транспортируют в стальных баллонах (ГОСТ 949—73) под давлени¬
ем 15 МПа (150 кгс/см2). Наиболее распространены баллоны вмести¬
мостью 40 л. Такие же баллоны применяются для хранения водоро¬
да, азота, метана, сжатого воздуха и инертных газов. В баллоне вме¬
стимостью 40 л при давлении 15 МПа содержится 6 м3 газа (при ат¬
мосферном давлении).
Для ацетилена, аммиака и других газов с давлением до
10 МПа (100 кгс/см2) используются баллоны типа 100.
230
Баллоны для ацетилена (ГОСТ 5948—60) имеют те же размеры,
что и баллоны для кислорода. Баллоны заполнены высокопористой
массой, пропитанной ацетоном, в котором ацетилен хорошо растворя¬
ется.
Нормальное давление растворенного ацетилена в баллоне
1,9 МПа (19 кгс/см2) при температуре 20° С. При этом в баллоне
содержится около 5,5 м3 ацетилена (при атмосферном давлении).
Баллоны для пропан-бутана изготавливаются по ГОСТ
15860—70* сварными из спокойной или полуспокойной стали. Зме-
стимость баллонов от 2,5 до 80 л.
Баллоны окрашиваются в цвет, условно присвоенный данному
газу: для кислорода — в голубой, для ацетилена — в белый, для угле¬
кислого газа и воздуха—в черный, для водорода — темно-зеленый,
для прочих горючих газов — в красный.
На неокрашенном участке в верхней части баллона выбиваются
паспортные данные баллона, а также клейма при периодических ос¬
мотрах и испытаниях, которые проводятся каждые 5 лет (для балло¬
нов под ацетилен — каждые 3 года).
Газовые редукторы. Редукторы (табл. VII. 18) служат для пони¬
жения давления газа,, отбираемого из баллона или питающей сети,
и автоматического поддержания рабочего давления постоянным.
Рукава (шланги). Рукава служат для подвода газа в горелку
или в резак Они изготавливаются из вулканизированной резины с
тканевыми прокладками (ГОСТ 9356—75). Рукава (табл. VI 1.19)
предназначены для работы при наружной температуре от +50 до
—35° С.
Ацетиленовые генераторы. Ацетиленовые генераторы (табл.
VI 1.20), согласно ГОСТ 5190—67, различаются по производительно¬
сти (от 0,14 до 88,8 л/с), подавлению [низкого давления — до
10 кПа, (0,1 кгс/см2), среднего давления —от 10 до 150 кПа (0,1—
1,5 кгс/см2)], по роду установок (передвижные и стационарные), по
принципу действия («карбид в воду», «вода на карбид», «вытеснение
воды» и др.).
Все передвижные генераторы снабжаются водяными затворами
низкого или среднего давления (в зависимости от типа генератора)
для предотвращения взрыва ацетилена в генераторе при обратных
ударах.
Стационарные генераторы снабжаются регулятором газа, обрат¬
ными газовыми клапанами и обратным водяным затвором.
Установки для газовой сварки, наплавки, пайки и резки. Для га¬
зовой сварки, наплавки, пайки и немеханизированной резки исполь¬
зуются переносные или передвижные установки и аппараты, в состав
которых входят ручные горелки и резаки, регулирующая аппаратура
и баллоны с газом (табл. VII.21).
Для работы в условиях строительства широко применяются пе¬
реносные машины и приборы для механизированной кислородной
резки металла (табл. VII.22, рис. VI 1.20).
Для работ по раскрою листов и вырезки фигурных деталей в
заготовительных цехах целесообразно использовать стационарные
машины с различными системами копирования (табл. VII.23, рис.
VII.21).
Механизация процессов кислородной резки позволяет повысить
ее производительность и точность реза, улучшить чистоту поверхно¬
сти реза и исключить последующую механическую обработку кро¬
мок заготовок,
2М
232
ТАБЛИЦА VII.18. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
РЕДУКТОРОВ ДЛЯ СЖАТЫХ ГАЗОВ
Марка
Назначение
Давление
наибольшее
на входе
газа, кгс/см*
рабочее
Наибольший
расход газа, л/с
Габарит, мм
Масса,
Кислородные
ДКП-1-65
200
1—15
16,6
195X160X170
2,4
ДКМ-1-70
1
200
0,2—0,3
0,3
160X172X195
2,3
ДКД-8-65
( Баллонный
200
0,5—8
6.9
190X180X225
3,6
ДКД-15-63
J
200
1—15
16,6
180X177X225
3,3
дк:с-бб
Сетевой
16
0,1-5
3
190X230X84
2
ДКР-250
1 п
200
3-16
69,4
320X245X255
18
ДКР-500
) Рамповый
200
3—16
139
320X245X255
18
Я/
юпан-бутановы
ДПП-1-63
Баллонный
25
0.1—0,3
1,39
195Х172Х 170
2
ДПС-66
Сетевой
3
0,2—1,5
1,66
190X230X84
2
ДПР-1-64
Рамповый
25
0,2—3
6,94
400X240X325
11.4
Ацетиленовые
ДАП-1-65
30
0,1-1,2
1,39
260X160X170
2 ^
ДАМ-1-70
;• Баллонный
30
0,2-1
0,139
160X170X260
2*"
ДАД-1-65
L J
30
0,1—1,2
1,39
250X180X230
з’,“
ДАС-66
Сетевой
1,2
0,1-1
3
190X230X84
2
ДАР-1-64
Рамповый
30
0,2-1
4,16
400X240X325
It
233
Продолжение табл. VII18
Давление газа, кгс/см2
Наибольший
расход
газа,- л/с
Мерка
Назначение
наибольшее
на входе
рабочее
Габарит, мм
Масса,
ДМС-66
Сетевой
3
Метановые
0.2—1,5
9,7
190X230X84
2
ДВП-1-65
Баллонный
200
Водородны
1—15
22,2
195X160X170
| 2,3
В-50
1 г
200
Азотные
1—5,4
0,083—0,83
255X235X190*
3,8
А-30
[• С показывающим
200
1—15
0,0083—0.5
255X235X190
3.8
А-90
J расходомером
200
1—3,9
0,25—1,5
255X235X190
3,8
PC-250-58
} Балонный, сетевой
250
Воздушные
65
16,6
205X185X210
2,3
СЗ-1404Ф
150
1—8
80X 150Х130
1.2
АР-10
\ С показывающим
200
Аргоновые
1—9
0,0083—0,166
255X235X190
3,8
АР-40
200
1—4,6
0,083—0,66
255X235X190
3.8
АР-150
) расходомером
200
1—7
0,166—2,5
255X235X190
3,8
Примечание. Давление газа, выраженное в МПа, можно получить, разделив соответствующие данные таблицы на 10.
234
ТАБЛИЦА VII.19. КРАТКАЯ ХАРАКТЕРИСТИКА РУКАВОВ
Тип
Назначение
Рабочее
давление,
кгс/см2,
не более
Цвет
наружного
слоя
Внутрен¬
ний
диаметр
рукавов,
мм
Тип
Назначение
Рабочее
давление,
кгс/см2,
не более
Цвет
наружного
слоя
Внутрен-
ний
диаметр
рукавов,
мм
I
Для ацетилена и
6
Красный
6, 9, 12,
II
Для жидкого топ¬
6
Желтый
городского газа
16
лива (керосин, бен¬
1 6,9,
зин)
| 12, 16
III
Для кислорода
15
Синий
J
Примечание. Для получения рабочего давления в МПа необходимо данные таблицы разделить на 10.
ТАБЛИЦА VII.20. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА АЦЕТИЛЕНОВЫХ ГЕНЕРАТОРОВ
Тип
генератора
Производитель¬
ность
л/с
м®/ч
Давление
ацетилена, кгс/см-
пре дельное
в генераторе
рабочее
Единовремен¬
ная загрузка
карбида
кальция, кг
Г рануляция
карбида
кальция, мм
Габарит, мм
Масса
генератора
без воды
и карбида,
кг
Передвижные генераторы
ГВР-1.25М
0,35
1,25
0,7
0,08—0,15
4
15/25 и 25/80
1000X480
50
АНВ-1,25-72*
0,35
1,25
0,1
0,015—0,02
5
25/80
1330X446
42
ACM-1,25-3
0,35
1,25
1,5
0,1—0,7
3
25/80
—
19
АСВ-1,25-4
0,35
1,25
1,5
0,1-0,7
3
25/80
380X400X905
19
Стационарные генераторы
УАС-5
1.4
5
До 0,7
0,15—0,3
12—16
15/25; 25/80
1560X1530X900
190
УСН-2-70
2,8
10
До 1,5
—
25
25/80
—
—
УАС-20
5,55
20
—
0,04
240
15/25; 25/80
—
—
УАС-40
11.1
40
—
0,044
240
15/25; 25/80
—
УАС-80
22,2
80
0,06
0,05
300
15/25; 25/80
—
—
Примечания: 1. Для получения давления ацетилена в кПа необходимо соответствующие данные таблицы разделить
на 100.
2. Звездочкой отмечен морозоустойчивый генератор, предназначенный для работы при температуре —20° С.
ТАБЛИЦА VII.21. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ПЕРЕНОСНЫХ И ПЕРЕДВИЖНЫХ УСТАНОВОК
ДЛЯ РУЧНОЙ ГАЗОВОЙ СВАРКИ, ПАЙКИ И РЕЗКИ
Толщина
Расход, л/с
НдИМбНОВЗНИб |
тип
установки
Назначение
и область применения
обрабатывае¬
мого металла
или материа¬
ла, мм
кислорода
горючего
Масса,
кг
Комплектация
Примечание
ПГУ-3
Сва,рка и пайка
низкоуглеродистых
сталей и цветных ме¬
таллов; резка при
монтажных и ава¬
рийных работах
До 4
при сварке,
До 12
при резке
До 0,23
при сварке,
до 0,83
при резке
До 0,067
пропан-бутана
22
Редуктор
ДКП-1-65, горелка
ГЗМ-2-62М,
вставной резак
РГМП-1-67, регу¬
лятор давления
«Балтика»
Вместимость
кислородного
баллона 5 л, про¬
пан-бута нового
4 л
ПУРС
Резка низкоуглеро¬
дистой стали при
аварийных работах
До 12
0,56—0,84
0,084—2,2
ацетилена
Установ¬
ки—65,
ящиков
с балло¬
нами— 140
-
Длина реза без
перезарядки бал
лонов не менее
5 м
Газосвароч¬
ный комплек
КГС-1-72
Сварка, наплавка,
пайка и нагрев де¬
талей из черных и
цветных металлов
(кроме меди)
0,5—7
До 0,4
при сварке,
До 1,6
при нагреве
До 0,11
^пропан-бутана
1,7
Горелка
ГЗУ-2-62-1 с на¬
конечниками
№ 1, 2, 3 и 4;
ГЗУ-2-62-П с на¬
конечниками
№ 5, 6, 7
9tZ
Продолжение табл. VI/.V/
Наименование,
тип
установки
Назначение
и область применения
Толщина
обрабатывае¬
мого металла
или материа¬
ла, мм
Расход, л/с
кислорода
горючего
Масса,
кг
Комплектация
Примечание
КГФ-3
УРХС-5
УФР-5
БУПР-61
Высокотемпера¬
турная пайка и свар¬
ка меди, никеля и их
сплавов, наплавка
медно-цинковых
сплавов; для газо¬
флюсовых процессов
Для кислородно¬
флюсовой резки вы¬
соколегированных
хромистых и хромо¬
никелевых сталей
Для кислородно -
флюсовой и порош-
ково-копьевой резки
железобетона и дру¬
гих неметаллических
материалов
Для кислородной
резки низкоуглероди¬
стой стали под водой
на глубине до 30 м
10—200
1,4—11,1
При резке резаком
До 300 | До 17
При резке копьем
До 1500 До 34
5-100
4,8 режущего,
5,2 подогре¬
вающего
0,17—0,5
ацетилена
До 0,7
пропан-бутана
при резке
резаком,
до 3 сжатого
воздуха
2,2 г/с
бензина
45
17,24
72
140
Флюсопита-
тель ФГФ-3-71,
осушитель
ОАФ-3-71; сва¬
рочная горелка
ГС-3
Возможна комп
лектация машин¬
ным резаком
Баллоны
бензина
для
Вместимость
флюсопитателя
7,1 л
Скорость рез¬
ки — (12,6—2,33)
1 -10 3 м/с; вме¬
стимость флюсо¬
питателя — 20 кг;
расход флюса до
5 г/с
Расход флюса
при резке реза¬
ком до 10 г/с,
копьем до
16,6 г/с
ТАБЛИЦА VII.22. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
ПЕРЕНОСНЫХ МАШИН И УСТАНОВОК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ СТАЛИ
Модель
Назначение
Толщина
обрабаты¬
ваемого
листа, мм
Скорость перемещения
резака
Число
Потреб¬
ляемая
Габарит,
мм
Масса
ходовой
МО-3 м/с
мм/мин
резаков
мощность,
Вт
части
машины,
кг
«Радуга»
Для прямолинейной резки
листов и вырезки фланцев
5—100
1,5—26,6
90—1600
1—2
90
405X250X245
16
«Спутник*2»
Для резки труб перпенди¬
кулярно образующей или со
скосом кромки и вырезки
колец
5—50
3,33—11,33
200—680
1—2
80
555X430X300
18
ПМР-1000
Для резки низкоуглероди¬
стой и высоколегированной
стали кислородом низкого
давления
300—1000
0,67-1,67
40—100
1
100
370
Рис. VI 1.20. Автомат «Радуга» для кислородной рез¬
ки листовой стали
Рис. VI 1.21. Автомат «Спутник-2» для кислородной
резки труб
238
ТАБЛИЦА VII.23. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
СТАЦИОНАРНЫХ МАШИН ДЛЯ КИСЛОРОДНОЙ РЕЗКИ СТАЛИ
Наименование,
Назначение и область
Толщина
обрабаты¬
Масштаб
Скорость перемещения
резака
Число
Потреб¬
ляемая
Масса,
тип, модель
применения
ваемых
листов,
мм
копиро¬
вания
Ы0“3 м/с
мм/мин
реза¬
ков
мощность,
кВт
машины
с рельсо¬
вым путем
ходо¬
вой
части
Машины порталь¬
ного типа с мас¬
штабным фотоэлек¬
тронным контурным
управлением:
ЮГ-2,5К1,6
Для вырезки фи¬
гурных деталей и
прямолинейной резки
листов
5—100
о
СЛ
1,67-26,67
100—1600
2—6
3
3340
1900
ЮГ-8К4
Для одновремен¬
ной вырезки деталей
из нескольких ли¬
стов, фигурной и
прямолинейной рез¬
ки листов
100
1:10; 1:20
1,67—66,67
100—4000
4—12
4
5290
3716
Машины порталь¬
ного типа:
«Днепр-2,5К2»
Для прямоугольно¬
го, продольного и по¬
перечного раскроя
листов в заготови¬
тельных цехах
5-160
1,67—33,3
100—2000
До 6
До 2
2896
1500
240
Продолжение табл. VI 1.2
Наименование,
Назначение и область
Толщина
обрабаты¬
Масштаб
Скорость перемещения
резака
Число
Потреб¬
ляемая
Масса,
тип, модель
применения
ваемых
листов,
мм
копиро¬
вания
МО”3 м/с
мм/мчи
реза¬
ков
мощность»
кВт
машины с
рельсовым
путем
ходо¬
вой
части
«Днепр-8К2»
Для прямолиней¬
ной резки листов и
полос
5—160
-
1,67—33,3
100—2000
До 12
2,5
4850
3300
Машины с магнит¬
ным контурным уп¬
равлением:
СГУ-1-60 порталь-
но-консольного
типа
Для вырезки фи¬
гурных деталей по
стальному копиру,
вырезки фланцев и
прямолинейной резки
5—100
-
1,3—66,67
80—4000
1-4
0,45
1866
350
АСШ-70 шарнир¬
ного типа
Для прямолиней¬
ной и фигурной рез*
ки листов
5—100
-
1,67—26,67
100—1600
1—3
0,055
380
-
Машина с магнит¬
ным и фотоэлектрон-
ным контурльчя уп¬
равлением* «Одесса-
70»
Для фигурной рез¬
ки листов
До 300
1:2; 1:5;
1:10
0,83—16,7
50—1000
До 5
2
2800
1500
VII.8. Оборудование для плазменной обработки
Плазменно-дуговая резка металлов — один из эффективных тех¬
нологических процессов, при котором могут быть достигнуты более
высокие качество вырезаемых заготовок и производительность, чем
при других способах резки.
В комплект оборудования (табл. VII.24, VII.25, рис. VII.22 и
VII.23) для плазменно-дуговой резки входят режущий плазмотрон
(резак), блок управления процессом, источники питания дуги элект¬
рическим током и плазмообразующей рабочей средой, механизм для
перемещения плазмотрона вдоль линии реза.
Плазмотрон состоит из двух основных узлов — электродного и
соплового. Эти узлы снабжены устройствами для подачи рабочей
среды и подвода тока, а также системами охлаждения, регулирова¬
ния электрода, крепления плазмотрона и т. д.
Блок управления содержит приборы для включения тока и ре¬
гулирования его, для регулирования подачи и измерения режима по¬
тока газа, для контроля наличия воды, для измерения параметров
резки и т. д.
Источники питания для плазменно-дуговой резки имеют напряже¬
ние холостого хода до 500 В и силу подаваемого тока до 1000 А при
крутопадающей внешней характеристике.
При небольших объемах работ применяются серийные сварочные
генераторы, выпрямители или трансформаторы с выпрямительным
блоком, которые обычно соединяются последовательно для обеспече¬
ния необходимого напряжения холостого хода.
Рис. VII.22. Установка УРПД-67 для Рис. VII.23. Машина ПРП-1 для
плазменно-дуговой резки плазменно-дуговой резки
16—МО
241
ТАБЛИЦА VII.24. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
УСТАНОВОК ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ РАЗДЕЛИТЕЛЬНОЙ РЕЗКИ
Наибольшая
Напряжение, В
Скорость резки
Тип
установки
Плазмо¬
трон
толщина
разрезаемого
металла, мм
Рабочий
ток, А
рабочее
холо¬
стого
хода
Рабочий газ
МО”3
м/с
мм/мин
Источник
питания
УРПД-67 с руч¬
ным резаком
УРПД-67 с ма¬
шинным резаком
УРДП-67
УРДП-67
60 алюминий,
50 сталь.
30 медь
80 алюминий,
60 сталь,
30 медь
До 450
» 500
80—110
80—110
150
До 180
1 Аргон, водород,
I азот, воздух
33,3
2000
ПСО-500
ПСО-500
УВПР «Киев»
ВПР-9
60 алюминий,
50 сталь
» 300
—
» 320
Воздух
—
—
СТШ-500
УГР-2 ручная
—
50 сталь
» 500
—
150
Аргон, водород,
азот
—
—
—
УПР-503
ОПР-62М {
ГПР-501
РПМ-6
РПР-6
100
220
60
» 600
750
450
300
300
180
Аргон, азот + во¬
дород
1 Аргон, азот + воз-
J дух
-
-
-
АПР-401 для ме¬
ханизированной
резки
80 черные, цвет¬
ные металлы и
их сплавы
До 400
200
300
Воздух
0,67—66,7
40—4000
ППД-1-65 (полу¬
автомат)
100 сталь
» 500
75—120
180
Кислород, водо¬
род, азот
0,67—66,7
40—4000
«Алтай» (полу¬
автомат)
80 алюминий,
60 сталь,
30 медь
» 500
СО
7
о
Аргон, водород*
азот
УПР-601
ГПР-601
160 алюминий,
150 сталь
о
о
200
300
Аргон, водород,
азот+воздух
0,8-80
50—5000
ВПР-602
Примечание. Во всех установках используется водяное охлаждение.
ш
а>
*
ТАБЛИЦА VII.25. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА МАШИН
ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ
Тип
машины
Плазм енно-режу-
щая оснастка
Система
управления
Максимальные
размеры
разрезаемых
листов, мм
Наибольшая
толщина
разрезаемого
Максимальная
скорость
резки
!ляемая
эй частью)
:ть, кВт
Г абарит,
мм
(ч
*
Я
X
X
а
се
г
длина
шири¬
на
материала,
мм
МО-3
м/с
мм/мин
43 m г
<и о О
Ш
са
CJ
CJ
се
£
УПЛ-1.6/2Ф
I УВПР «Киев»
Фотокопиро¬
вальная, мае
штаб 1 : 1
8000
2000
50 сталь,
60 алюминий
66,6
4 000
1
5400Х2015Х
X1500
320С
ЮГ-2,5Пл6
)
Фотокопиро¬
вальная, мас¬
штаб |:5; 1 : 101
8000
2500
50 сталь.
60 алюминий
100
6 000
3
4060Х 2400Х
X 1570
-
«Днепр- 2,5Пл 10»
—
-
8000
2500
120 сталь,
160 алюминий
166,6
10 000
-
43G0X 2600X
X 1800
289(
СГУ
УВПР «Киев»
> Магнитно-
1 копировальная
6000
2000
50 сталь,
60 алюминий
66,6
4 000
—
—
—
АСШ-4
УРПД-67
1000
1000
60 сталь,
80 алюминий
30 медь
66,6
4 000
ПРП-1
Специальная,
резак РМП-1
Механическая
Неограни¬
ченная
60 сталь,
80 алюминий
66,6
4 000
180X254X445
160
Глава VIII. СВАРОЧНЫЙ ИНСТРУМЕНТ
VIII.1. Электрододержатели для ручной
электродуговой сварки
плавящимся электродом
Основные параметры и технические требования, предъявляемые
к электрододержателям (табл. VII 1.1), маркировка, методы испыта¬
ния их установлены ГОСТ 14651—69, согласно которому электродо¬
держатели должны выпускаться на номинальный ток 125, 315 или
500 А с продолжительностью рабочего цикла 5 мин и ПВ-60%. Мас¬
са электрододержателя соответственно приведенным токам должна
быть 0,35; 0,5 и 0,7 кг Основные требования, предъявляемые к кон¬
струкции электрододержателя (рис. VIII.1), изложенные в ГОСТе,,
относятся к условиям работы при температуре окружающего воздуха-
от —40 до +40° С и при относительной влажности воздуха не более
95% при температуре 20° С. В соответствии с токами назначены и ди¬
аметры электродов* для электрододержателя на ток до 125 А диаметр
электродов 1—3 мм, на ток до 315 А —3—6 мм и на ток до 500 А —
6—8 мм. Долговечность электрододержателя установлена в 8000 за¬
жимов электродов, в комплект его должны входить запасные дета¬
ли, подвергающиеся при эксплуатации непосредственному тепловому
воздействию дуги.
Электрододержатели серии ЭП (рис. VIII.2) пассатижного типа
предназначены для использования при сварочных токах 250 и 500 А,
244
Усилием цилиндрической пружины электрод зажимается между ниж¬
ней губкой, по которой к нему подводится электрический ток, и ры¬
чагом. Канавки в зажиме, расположенные под различными углами,
позволяют закрепить электрод под двумя углами к продольной оси
электрододержателя. Огарок освобождается нажатием на рычаг. Сва¬
рочный кабель подсоединяется к электрододержателю путем механи¬
ческого зажатия кабеля с расклиниванием конца его между корпусом
нижней губки и конусом втулки. Электрододержатель изолируется
теплостойкими полимерными деталями.
Рис. VII 1.2. Электрододержатель ЭП
1 — защитный колпачок пружины; 2 — пружина; 3 — рычаг с верхней губкой;
4 — теплоизоляционная защита; 5 — нижняя губка; 6 — конус резьбовой
втулки
Электрододержатели серии ЭД-1 также пассатижного типа рас¬
считаны на токи до 500 А, позволяют закреплять электрод нажатием
рычага в положениях, удобных сварщику для производства работ.
Огарок удаляется аналогично описанному выше, сварочный кабель
присоединяется через кабельный наконечник, изоляция выполнена
теплостойкими полимерами.
Электрододержатели серии ЭД-2 зашелочного типа предназначе¬
ны для работы ня токах 125, 300 и 500 А.
Электрододержатели серии ЭУ* («Луч») также защелочного ти¬
па. Модель ЭУ 300 рассчитана для работы на токах до 315 А, а
модель ЭУ-500 — до 500 А. В электрододержателях этой серии
электрод закрепляется по принципу «вилки» («трезубца») Электрод
вставляется в отверстие и поворотом на требуемый угол (три поло¬
жения) фиксируется в держателе. Усилие прижатия создает разме¬
щенная в надежно изолированном корпусе цилиндрическая пружина,
расположенная по оси рукоятки и корпуса держателя.
Авторское свидетельство № 197824.
жг
ТАБЛИЦА VIII.1. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ЭЛЕКТРОДОДЕРЖАТЕЛЕЙ ДЛЯ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ
СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Марка электрододержателей
Показатель
ЭП-2
ЭП-3 |
ЭД-125-1 |
ЭД-300-1 |
ЭД-500-1 |
ЭД-125-2 |
ЭД-300-2
ЭД-500-2
ЭУ-300 |
ЭУ-500
Допустимый
сварочный ток,
А
250
500
125
300
500
125
300
500
315
500
Диаметр ме¬
таллического
стержня элек¬
трода, мм
До 5
6—8
1,6-3
2-6
4—10
1,6—3
2—6
4—10
3—6
5-8
Сечение сва¬
рочного кабеля,
подсоединенно¬
го к держателю,
мм2
Габарит, мм;
50
70
25
50
70
25
50
70
50
70
длина
250
325
250
266
293
-
-
-
198
198
ширина
40
37
32
36
40
-
-
-
42
42
80
95
74
84
92
-
-
-
80
80
Масса,
0.43
0,8
0,32
0,48
0,67
0,2
0,35
0,57
0,4
0,42
Изготовитель
Серийно
скается
не выпу-
Электромашиностроительный завод, г. Коканд
Минмон-
тажспец-
строй
СССР
Серийно
не выпус¬
кается
VIII.2. Горелки и держатели
для электродуговой сварки
Электродуговая сварка может вестись плавящимся и неплавя*
шимся электродом. Принципиальное различие методов сказывается
на конструкции применяемого рабочего инструмента — горелок и дер¬
жателей.
Горелки и держатели для сварки плавящимся электродом. Кон¬
струкция горелки для полуавтоматической сварки плавящимся элект¬
родом ясна из рис. VIII.3. Сварочная проволока подается в корпус
через наконечник и спираль, затем выходит из мундштука. Защит¬
ный газ поступает в рукав через штуцер, а через отверстия во втулке
в полость корпуса и через сопло — в зону сварки. Кроме защиты
сварочной дуги и ванны газ отводит тепло от корпуса и токоведущих
проводов. Диаметр используемой в данной горелке проволоки 0,8—
1 мм, номинальный сварочный ток при ПВ = 65% — 150 А, расход
защитного газа (аргон или смесь аргона с углекислым газом) 0,2—
0,3 л/с. Масса горелки 1,5 кг.
Рис. VII 1.3. Горелка для сварки плавящимся электродом в защитных газах
(конструкции ВПКТИатоммаш)
1 — мундштук; 2 — сопло; 3 — выходная спираль для проволоки; 4, 11, 15 —i
втулка; 5 — корпус; 6, 7 — рукоятка горелки; 8 — переключатель; 9 — контр¬
гайка; 10 — штырь — ограничитель поворота; 12 — токоведущйе провода; 13 —
резиновая трубка; 14 — газовый штуцер; 16 — входная спираль; 17 — наконеч¬
ник для входа проволоки
Рис. VIII.4. Держатель ЭЗР-4-68
1 — электрод; 2 — наконечник; 3 — соединительная гайка; 4 — корпус; 5 — кол.•
пачок; 6 — защитный щиток; 7 — вентиль подачи газа; 8 — рукоятка; 9, 10 —
трубки для газа и охлаждающей воды; И — кабель-рукав
247
Образующиеся при сварке брызги расплавленного металла при¬
липают к мундштуку и соплу и могут привести к закорачиванию
сварочной цепи Во избежание этого целесообразно использовать
керамические сопла, составные с изоляционной прокладкой, металло¬
керамическое или металлические водоохлаждаемые, которые, однако,
отличаются большей массой и размерами. Хорошие результаты дает
применение защитных смазок, например силиконовых, при нанесении
которых на защищаемую поверхность брызги, попавшие на нее, легко
удаляются
Держатели (горелки) в большинстве своем имеют собственное
наименование (обозначение типа, модели). Например, полуавтомат
А-765 комплектуется держателем молоткового типа А-765, пистолет¬
ного типа А-793М и облегченным А-836Р. Полуавтомат А-547 имеет в
комплекте большие и малые держатели. Малый используется для
сварки с силой тока до 150 А без водяного охлаждения. Масса дер¬
жателя 0,15 кг Сопло и наружные части изолированы от токопод-
вода, длина гибкого рукава 1,5 м. Большой держатель применяется
для сварки на токах до 300 А также без водяного охлаждения, его
масса 0,25 кг.
Держатель А-725 для полуавтомата А-537У комплектуется двумя
токоподводами: неохлаждаемым для сварки на токе до 300 А и ох¬
лаждаемым (совместно с мундштуком) для сварки на токе до 500 А;
держатель модификации этого полуавтомата А-537Р комплектуется
только одним неохлаждаемым токоподводом на ток до 500 А. На
рукоятке держателя находится кнопка для включения двигателя ме¬
ханизма подачи проволоки. ИЭС им. Е. О. Патона разработаны уни¬
версальные держатели, рассчитанные на работу с различными полу¬
автоматами. К их числу относится держатель А-921М для сварки
проволокой 0 1,6—2 мм в защитных газах. Он пришел на смену
держателю А-725 и предназначен для работы с полуавтоматами
А-537, А-920М, А-1035М и др. на токе до 500 А без водяного охлаж¬
дения. Длина рукавного провода 3,5 м, габарит держателя 314Х
XI10X150 мм, масса 6 кг.
Держатель ДШГ-1 используется для сварки проволокой 0 0,8—
1,2 мм с силой тока до 300 А без водяного охлаждения. Рукав дли¬
ной 2,5 м составной, имеет стальной гуммированный канал типа КН-1
для подачи электродной проволоки, токоведущий кабель, газоподво¬
дящие трубки и провода кнопки «Пуск» Применяется, в частности, с
полуавтоматами А-825М, А-929 и др Держатель ДШГ-2 предназна¬
чен для сварки проволокой 0 1,6—2 мм с силой тока до 350 А, имеет
рукав длиной 3 м, конструктивно схожий с ДШГ-1. Используется с
полуавтоматами А-929 и др. Находят применение и более ранние мо¬
дели держателей ИЭС им Е. О Патона — А-855Р (к полуавтомату
А-920М), А-836Р (к полуавтомату А-1035М) и др.
Полуавтомат ПДПГ-500 комплектуется держателями ГПД-5 и
ГПД-6. Держатель ГПД-5 предназначен для сварки проволокой
0 0,8—1,2 мм на токах до 150 А без водяного охлаждения, рукав
длиной 3 мм конструктивно близок рукаву полуавтомата А-547У;
держатель ГПД-6 — для сварки проволокой 0 1,6—2 мм на токах до
500 А с водяным охлаждением (расход воды 0,07—0,08 л/с), рукав
составной, длина его также 3 м.
Полуавтоматы серии ПРМ комплектуются держателями писто¬
летного типа без водяного охлаждения. Ручка держателя выполнена
поворотной, что дает возможность изменять угол между ручкой и
держателем до 60° В результате этого существенно облегчается вы¬
полнение швов сложной конфигурации во всех пространственных по¬
248
ложениях. На ручке установлены газовый вентиль, позволяющий ре¬
гулировать расход защитного газа, и кнопка «Пуск». Канал для по¬
дачи электродной проволоки в держателе выполнен из кварцевой
трубки. Сменный канал для подачи алюминиевой проволоки изготов¬
лен из толстостенной фторопластовой трубки, а для другой проволо¬
ки— из стальной спирали. Длина гибкого цельного рукава 800 мм.
Для сварки открытой дугой (порошковой проволокой) использу¬
ются держатели А-792М, рассчитанные на применение проволоки
0 2,3—3,5 мм на токах до 500 А без водяного охлаждения. Габарит
держателя со щитком и мундштуком 290X110X130 мм, масса 6 кг.
Длина рукава 3,5 м. Держатели А-792М используются при работе с
полуавтоматами А-765, А-1035М и др. Полуавтоматы для сварки под
флюсом ПИ1-5, ПШ-54 и др. имеют собственные держатели, а также
допускают применение держателя ДШ-30 (А-685), предназначенного
для приварки ребер жесткости высотой 80—200 мм и толщиной 10—
25 мм двумя угловыми швами. Держатель состоит из скобы, надевае¬
мой на привариваемое ребро, механизма зажима ручного держателя
и механизма ручного перемещения вдоль шва. В комплект держате¬
ля входят две скобы: правая и левая, масса каждой 2,6 кг. Масса
собственно держателя невелика: так, у держателя ДШ-54 (А-390)
она составляет всего 0,75 кг.
Горелки и держатели для сварки неплавящимся электродом.
Держатель ЭЗР-4-68 (рис. VIII.4) для сварки неплавящимся (вольф¬
рамовым) электродом в среде защитных газов разработан ВНИИав-
тогенмашем. Колпачок служит для закрепления вольфрамового элект¬
рода в головке держателя. На пластмассовой рукоятке расположены
вентиль регулировки подачи газа и щиток, предохраняющий руку
сварщика от брызг расплавленного металла и излишнего тепла. Дер¬
жатель рассчитан для работы на постоянном и переменном токах с
водяным охлаждением. Подача электрода, как и во всех других ти¬
пах держателей и горелок для сварки неплавящимся электродом, не
механизирована, поскольку расход электрода очень мал (порядка со¬
тых долей грамма на 1 м шва).
Серия горелок АР разрабатывается НИАТ. Комплект АР-10 сос¬
тоит из малой, средней и большой горелок, причем малая имеет воз¬
душное, а средняя и большая — водяное охлаждение. Для токов до
160 А имеется керамическое сопло, для больших токов — металличе¬
ский наконечник. Горелка работает на постоянном и переменном то¬
ках. Горелки ГРАД отличаются высокой надежностью, небольшими
размерами и малой массой. Они имеют алюминиевый корпус, в кото¬
ром смонтирован газовый клапан, комплект керамических сопел и
сменных цанг; работают на постоянном и переменном токах. 1 орел-
ки МГ-3 и МГВ-1 разработаны НИКИМТ, широко используются в
строительно-монтажных организациях. Горелка МГ-3 имеет естест¬
венное (воздушное) охлаждение и изолированное сопло. Горелка
МГВ-1 с водяным охлаждением работает на токах до 400 А. Горел¬
ки РГА предназначены для сварки стыковых и угловых швов изделий
из нержавеющих, жаропрочных сталей и легких сплавов в любом
пространственном положении, со сварочной проволокой и без нее, на
переменном и постоянном токах. Горелки оснащены керамическими
соплами, а горелка РГА-400 дополнительно снабжена металличе
ским изолированным соплом с водяным охлаждением. Горелка
ГРСТ-1 предназначена для ручной трехфазной сварки деталей из
алюминия и его сплавов толщиной до 8 мм. Конструкция горелки
предусматривает замену наконечников, цанг и вольфрамовых элек-
249
ТАБЛИЦА VIII.2. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ГОРЕЛОК
И ДЕРЖАТЕЛЕЙ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
В ЗАЩИТНЫХ ГАЗАХ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Марка
Диаметр
электрода, мм
Сварочный
ток, А
Охлаждение
Длина кабель-
рукава, мм
Г абарит,
мм
Масса,
кг
ГДС-150
1,5—3
150
> Воздушное
5000
245X22X113
0,4
2,2*
АР-3
1,5—3
180
J
0,5
АР-9
1-6
400
Водяное
—
230X140
0,45
АР-10-1
1—3
120
Воздушное
1750
260X34X110
0,35
АР-10-2
2-4
200
N
2000
296X34X150
0,4
АР-10-3
3-8
400
2000
300X34X170
0,5
ГРАД-200
2—4
250
j Водяное
2000
0,2
ГРАД-400
3-7
400
2000
0,4
ЭЗР-4-61
4—6
500
—
325X35X190
0,7
ЭЗР-4-68
4-6
500
>
—
325X35X190
0,8
ЭЗР-5-2
1 — 1,5
80
} Воздушное
3000
210X18X120
0,95*
МГ-3
1-1,5
300
3000
0,45
МГВ-1
2—6
400
Водяное
3000
0,55
РГА-150
0,8—3
150
Воздушное
—
260X30X85
0,3
1,65*
РГА-400
4-6
400
| Водяное
-
270x34x105
0,43
2,9*
ГРСТ-1
1—4
200
)
—
285x45x95
0,65
Примечание. Звездочкой отмечена масса с токогазоподводящим ка¬
бель-рукавом.
Рис. VIII.5. Горелка типа «Вулкан»
1 — цанга; 2 — сетчатый вкладыш; 3 — пере¬
ходная втулка; 4 — корпус; 5 — токоподвод;
6 — маховичок; 7, 8, 9 — успокоительные ка¬
меры; 10 — рабочая камера; 11 — мундштук
тродов. Горелка работает от источника
питания ИТД 600/1000 М; дуга зажига¬
ется от осциллятора, который отключа¬
ется после возбуждения дуги; охлажде¬
ние водяное.
Горелки для сварки неплавящимся
электродом (табл. VIII.2) выпускаются
и для комплектации специальных уста¬
новок. Их устройство ясно из рассмот¬
рения конструкции горелки типа «Вул¬
кан», отличающейся от более прими¬
тивных наличием приспособления для
стабилизации газового потока и газо¬
проницаемых вкладышей, повышающих защитные свойства газово¬
го потока при уменьшении расхода газа, а также позволяющих уве¬
личить вылет электрода от 5 до 15 мм. В горелке типа «Вулкан»
250
(рис. VIII.5) вольфрамовый электрод крепится цанговым зажимом,
токоподвод обеспечивает подключение электрода к сварочной цепи.
Для охлаждения корпуса используется проточная вода. Защитный
газ подается через три успокоительные газовые камеры с опреде¬
ленным соотношением объемов и сетчатый газопроницаемый вкла¬
дыш в рабочую камеру и далее в зону сварки. Горелка снабжена
комплектом переходных втулок с соплами различной конфигурации.
Вылет электрода регулируется маховичком. Горелка «Вулкан-1» ис¬
пользуется на токах до 150 А, а «Вулкан-2» — до 300 А.
VIII.3. Установки для ручной аргоно¬
дуговой сварки неплавящимся электродом
*Для ручной аргонодуговой сварки неплавящимся электродом
используются специализированные установки (табл. VII 1.3) серий
УДАР, УДГ, а также ряд других, например сварочный пост ПАРС.
Установки УДАР комплектуются серийно выпускаемыми источника¬
ми тока — трансформатором с дросселем, шкафом управления, горел¬
ками с водяным охлаждением и газовым баллоном с редуктором.
ТАБЛИЦА VIII.3. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА УСТАНОВОК
ДЛЯ РУЧНОЙ АРГОНОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ
ЭЛЕКТРОДОМ
е
Напряжение
3
са <
Тип
питания, В
S’S
с *
са *
ш
3 2 я
с & «
Габарит, мм
Масса, кг
вторич¬
X
s 9-.г
m 5 о
г гг
первичное
ное
Hoi
сва
ток
A и к
Sms
Сах
Шкаф управления
УДАР-300
60
300
50—300
710X1670X722
Сварочный транс¬
245
форматор
140
314X651X666
Дроссель
250
725X684X480
УДАР-500
Шкаф управления
220,380
65
500
о
о
ю
1
о
СО
710X1670X722
Сварочный транс
290
форматор
160
314X651X666
Дроссель
260
755X465X470
УДГ-301
70
300
15—310
1590X860X730
550
УДГ-501
220
70
500
40-520
1590X860X730
570
ПАРС-1
50-70
250
15 (без
источника
питания)
Дроссель имеет две ступени регулирования сварочного тока; плав¬
ное регулирование тока в пределах каждой ступени достигается из¬
менением тока подмагничивания реостатом, включенным в цепь об¬
мотки подмагничивания дросселя. Дуга возбуждается с помощью ос¬
циллятора, включение и отключение газа автоматическое, с помощью
газового клапана. Сварочные горелки для установок УДАР выпу¬
скаются комплектно: малая и средняя для установки УДАР-300, а
251
для установки УДАР-500 к ним добавляется еще и большая. Горел¬
ки имеют набор сменных цанг и керамических сопел, токоподвод
выполнен внутри рукава подачи охлаждающей воды. Установки се¬
рии УД1 разработанные ВНИИЭСО и заводом «Электрик», явля¬
ются более совершенными. Они выпускаются в однокорпусном ис¬
полнении, имеют устройство для заварки кратеров, трансформатор
и дроссель у них выполнены на одном магнитопроводе. Для их комп¬
лектации также используется серийное оборудование. Кроме того,
установки УДГ комплект) ются горелками с водяным охлаждением
на токи 150 и 300 А (УДГ-301) и еще на ток до 500 А (УДГ-501).
Пост аргонодуговой сварки ПАРС-1 предназначен для сварки
изделий из нержавеющих сталей, тигана, меди и других металлов
неплавящимся электродом при работе в труднодоступных местах.
В комплект поста, кроме стандартного оборудования и горелки,
включено зеркальце, позволяющее наблюдать за сваркой невидимой
части стыка трубопровода или конструкции. Питается пост от сва¬
рочного преобразователя типа ПС-300 (ПСО-ЗОО) или ПС-500
(ПСО-500)
В табл VIII.4 приведена краткая техническая характеристика
горелок установок для ручной аргонодуговой сварки.
ТАБЛИЦА VIII-4. КРАТКАЯ ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
ГОРЕЛОК
Марка
Диаметр
электрода, мм
Сварочный
ток, А
Охлаждение
Длина кабель-
рукава, МО
Габарит, мм
Масса,
кг
Для установки
УДАР:
малая
2-4
200
\
2500
300X44X90
0,42
средняя
3—6
400
f Водяное
2500
320X45X 140
0,87
большая
5—10
550
2500
350X58X200
1,1
ПАРС-1
2—3
250
Воздушное
1,54*
Примечание. Звездочкой отмечена масса с токогазоподводящим
кабель-рукавом.
VI11.4. Сварочные кабели. Муфты и клеммы
В сварочном производстве при строительно-монтажных работах
используются главным образом кабели (табл. VII 1.5, VIII.6) марок
КРПТ, АКРПТ, КРПТН и АКРПТН по ГОСТ 13497-68*, а также
марок ПРГД, ПРГДО и АПРГДО по ГОСТ 6731—68*. Это гибкие
кабели с медными либо алюминиевыми жилами, заключенными в
резиновую изоляцию и оболочку, рассчитанные для подключения к
источникам сварочного тока либо к электрическим сетям на номи¬
нальное напряжение до 660 В (но ГОСТ 13497—68*) или 127 В пе¬
ременного тока, или 220 В постоянного тока (ГОСТ 6731—68*) при
частоте 50 Гц. Длительно допускаемая температура жил не должна
превышать 65° С.
Сечение сварочною кабеля подбирается в зависимости от сва¬
рочного тока. Для наиболее распространенных при ручной электроду-
- говой сварке токов ниже приведены площади сечений сварочных ка¬
белей (по рекомендациям Международного института сварки).
252
Сварочный ток,
А
240
300
о
о
600
Площадь сече¬
25
35
50 j
70
ния кабеля, мм2
I
Кабели должны выпускаться заводом намотанными на деревян¬
ные барабаны (по ГОСТ 5151—71*) или в виде бухт, перевязанных
не менее чем в трех местах. Намотка кабеля на барабан с ослабле¬
ниями и перепутыванием витков, разной марки или площади сечения,
а также с числом отрезков большим трех не допускается. Концы ка¬
беля должны быть защищены от проникновения влаги. Масса бухты
не должна превышать 50 кг.
На барабане или на ярлыке, прикрепленном к бухте, необходимо
указывать товарный знак завода-изготовителя; марку кабеля; число
жил и номинальную площадь сечения, мм2; длину кабеля, м; массу
брутто, кг; номер барабана завода-изготовителя; дату выпуска (год
и месяц); номер ГОСТа.
Для разъемного соединения отрезков сварочных проводов между
собой применяются соединительные муфты, а для неразъемного —
соединители, заменившие существующие «скрутки» проводов. Рабо¬
тать с соединительными муфтами и соединителями можно при тем¬
пературе окружающей среды от —40° С до +50° С. Соединение сва¬
рочного провода с муфтой (полумуфтой), а также полумуфт между
собой должно выполняться быстро и без больших усилий. Муфты и
соединители должны иметь надежную электро- и теплоизоляцию, до¬
статочную механическую прочность.
Соединительная быстроразъемная муфта марки МС-2*
(рис. VII 1.6) состоит из двух полумуфт, соединение и разъем кото¬
рых осуществляют вручную поворотом одной из полумуфт относи¬
тельно другой.
Сварочный ток с токоподвода одной полумуфты без существен¬
ных потерь переходит на токоподвод другой полумуфты, и цепь за¬
мыкается. Место контакта надежно закрыто теплостойким электро¬
изоляционным материалом. К каждой полумуфте крепится отрезок
сварочого кабеля сечением площадью 35, 50 или 70 мм2, конец кото¬
рого с распущенными жилами вводится в зазор между конусом и
резьбовой гайкой и затем этой гайкой плотно и прочно зажимается.
2 3 US
Рис. VII 1.6. Соединительная быстроразъемная муфта МС-2
1 — корпус из теплостойкого электроизоляционного материала; 2 — гайка;
3, 4 — полумуфты; 5 — конус
Авторское свидетельство № 282473.
253
N
OI
ТАБЛИЦА VIII.5. ОСНОВНАЯ ХАРАКТЕРИСТИКА КАБЕЛЕЙ ПО ГОСТ 13497—68* И ГОСТ 6731-68*
Марка
Материал жил
Изоляция
Радиус изгиба,
не менее
Температура окружа¬
ющей среды, °С
Дополнительные сведения
КРПТ
АКРПТ
КРПТН
АКРПТН
ПРГД
ПРГДО
АПРГДО
Медь
Алюминий
Медь
Алюминий
Медь
Алюминий
Резиновая в рези¬
новой оболочке
Резиновая в рези¬
новой маслобензино-
\ стойкой оболочке,
| не распространяю¬
щей горение
Резиновая в рези¬
новой оболочке
Резиновая изоля¬
ционно-защитная
оболочка
Резиновая изоля¬
ционно-защитная
оболочка
8 диаметров кабеля
12 » »
8 »
12 »
От —40 до +50
} От —30 до +50
От —50 до +50
Безопасно попадание на
оболочку масла, бензина и
других нефтепродуктов
Безопасно действие удар¬
ных и раздавливающих на¬
грузок, трение о металл, аб¬
разивные материалы и т. д.
Не подвергать значитель¬
ным механическим воздейст¬
виям, применять (с жила¬
ми управления) для дистан¬
ционного регулирования
процесса сварки
Не подвергать значитель¬
ным механическим воздей¬
ствиям
ТАБЛИЦА VIII.6. НОМИНАЛЬНЫЕ НАРУЖНЫЕ ДИАМЕТРЫ
КАБЕЛЕЙ, ММ
к
к
X
ч>
сг
<и
0
й а
1 .
§ я
С*
Марки КРПТ, АКРПТ, АКРПТН
Марка ПРГД
Марки ПРГДО
и АПРГДО без
жил управления
Марка ПРГДО
с жилами уп¬
равления
одна основ¬
ная жила
две основные
жилы
две основные
жилы и жила
заземления
три основные
жилы
три основные
жилы и жила
заземления
25
15,5
30
30
31,6
32,4
13,4
12
15,3
35
16,8
32,6
32,6
34,6
35,3
16,2
13,7
16
50
20
37
40,1
41,2
41,2
17,8
15,7
18,5
70
23,8
43,6
43,6
46,1
47,5
20,3
17,9
20,2
95
25,6
47,2
47,2
50,1
51,5
23,5
19,8
22,9
120
30,2
52,4
52,4
55,6
57,3
25,7
22,3
24
150
28,3
25,8
26,6
Несколько другую конструкцию представляет собой соедини¬
тельная быстроразъемная муфта МСБ-2 (рис. VIII.7). В ней свароч¬
ный кабель к полумуфтам присоединяется с помощью винтов, име¬
ющих сферическую торцевую поверхность и прижимающих оголен¬
ное сечение кабеля к токоподводу.
-f-
Ий
s3S*t
"~Br
270
Рис. VIII.7. Соединительная быстроразъемная муфта МСБ-2
1 — зажимной винт; 2 — токоподвод; 3 — гайка; 4 — корпус из теплостойкою
электроизоляционного материала
255
Для неразъемных соединений сварочных кабелей можно исполь¬
зовать соединитель ССП-2 (рис. VIII.8), состоящий из токоподвода^,
укрытого изоляционным материалом, и винтов, крепящих сварочный
кабель площадью сечения 35, 50 или 70 мм2 при токах до 500 А.
Масса соединителя ССП-2 — 0,4 кг.
Соединительные муфты и соединители МСБ-2 и ССП-2 изготав¬
ливаются предприятиями Минмонтажспецстроя СССР.
Предприятиями Минэлектротехпрома СССР выпускаются муфты
соединительные марки М 315 и М-500, предназначенные для соедине¬
ния сварочных кабелей сечений, соответствующих применяемым сва¬
рочным токам.
Рис. VII 1.9. Присоединительная муфта МС-3
Сварочный кабель к источнику питания сварочной дуги может
присоединяться с помощью присоединительной муфты МС-3
(рис. VIII.9), одна из полумуфт которой аналогична полумуфтам
МС-2 или МСБ-2, з другая вместо конца провода имеет выходную
деталь с отверстием, надеваемую на контактный болт источника пи¬
тания.
Клемма заземления предназначена для присоединения сварочно¬
го провода к заземляемому предмету.
Рис. VIII.10. Клемма заземления КЗ-2
/ — проушина; 2 — стержень; 3 — наконечник; 4 — болт; 5,7 — губки; 6 — за¬
земляемый предмет
256
Достаточно широко применяется клемма заземления КЗ-2, изго¬
тавливаемая предприятиями Минмонтажспецстроя СССР Она вы¬
полнена в виде пассатижей с подпружиненными ручками (рис.
VIII.10), за счет чего заземляемый предмет толщиной до 40 мм за¬
жимается между губками клеммы. Сварочный кабель подсоединен к
клемме через наконечник и болт. Губки соединены гибким, плетеным
из медных жил стержнем для обеспечения перехода тока через них.
VIII.5. Шаблоны
В сварочном производстве шаблоны используются для контроля
качества подготовки кромок изделия под сварку, а после образова¬
ния сварного соединения — для контроля некоторых размеров свар¬
ного шва. Наличие шаблонов значительно упрощает приемку изде¬
лия под сварку. Некоторые предприятия и строительно-монтажные
организации применяют шаблоны собственного изготовления. На за¬
воде нефтяного машиностроения им. Петрова в Волгограде исполь¬
зуют в качестве шаблона несколько переделанный обычный штанген¬
циркуль (добавлены еще одна подвижная губка и направляющая
с опорными ножками) Это позволяет измерять высоту усиления и
ширину шва, а также смещение свариваемых кромок (при сварке
стыковых соединений); при сварке нахлесточных и тавровых соеди¬
нений можно контролировать толщину свариваемых элементов и ка¬
тет шва.
На Славянском заводе тяжелого машиностроения было создано
приспособление для определения большого числа размеров в подго¬
товленном под сварку соединении и сварного шва (рис. VIII.11).
Рис. VI 11.11. Приспособление конст¬
рукции Славтяжмаша
/ — винт крепления объемной губ¬
ки; 2 — объемная измерительная
губка; 3, 10 — направляющие план¬
ки; 4, 5, 11 — измерительные шка¬
лы; 6, 9 — штанги; 7 — корпус; 8 —
ножка; 12 — измерительная губка
Промышленный выпуск шаблонов марки LLIC-2, используемых
при толщине свариваемого изделия от 4 до 26 мм, организован Мин-
монтажспецстроем СССР.
Набор шаблонов ШС-2 (рис. VIII.12) представляет собой ком-
лект стальных пластин различной конфигурации, но одинаковой тол¬
щины — 0,5 мм, кратной величине зазоров, предусмотренных ГОСТ
17-140
257
Рис. VI 11.12. Набор шаблонов ШС-2
5264—69. Пластины размещены на двух осях, имеют нумерацию от
1 до 22, номер обозначен у торцевой кромки пластины. Пластины 1
и 2 предназначены для проверки углов разделки кромок, пластина
3 — для измерения притупления кромки. Остальные пластины (4—
22) используются при контроле размеров ширины и усиления свар¬
ных швов. Имеющиеся на каждой из этих пластин вырезы соответ¬
ствуют определенной величине ширины или усиления шва, предусмот¬
ренной ГОСТ 5264—69. Маркировка каждой пластины позволяет лег¬
ко отобрать требуемую в каждом конкретном случае. Для удобства
транспортирования пластины поджаты к ограждающим их «щекам»
плоскими пружинами. Габарит набора ШС-2— 165X25X16 мм, мас¬
са 0,19 кг. К набору шаблонов прилагается паспорт-инструкция.
VIII.6. Наборы инструмента для сварщика
Министерство электротехнической промышленности СССР выпу¬
скает три типа комплектов электросварщика-ручника (в зависимости
от предельного тока): КИ-125, КИ-315 и КИ-500. В каждый комплект
входят:
муфта соединительная марки М-315 (КИ-125 и КИ-315) или
М-500 (КИ-500);
электрододержатель ЭД-125, ЭД-300 и ЭД-500 (соответственно
типу комплекта) с отрезком сварочного кабеля;
электрододержатель без кабеля;
запасные части к электрододержателю,
стекла и светофильтры для щитка или маски сварщика;
зажимы контактные;
шлакоотделитель;
металлическая щетка.
Рис. VIII.13. Набор инструмента типа ЭН И для сварщика, вы*
полняющего ручную дуговую сварку
Инструменты уложены в ящике, габарит которого 385Х340Х
XI15 мм; масса инструментов с ящиком соответственно типу комп¬
лекта — 6,5; 7 и 9 кг.
Предприятиями Минмонтажспецстроя СССР и других ведомств
изготавливаются разработанные ВНИИМонтажспецстроем наборы
инструмента типов ЭНИ-300 и ЭНИ-300/1 (рис. VIII. 13).
В каждом наборе имеется:
электрододержатель и запасные части к нему;
соединительная муфта;
клемма заземления;
щетка-зубило (комбинированная);
отвертка с диэлектрической ручкой;
ручка диэлектрическая — 2 шт.;
плоскогубцы комбинированные (ГОСТ 5547—52);
ключ гаечный разводной (ГОСТ 7275—62);
17* 259
клеймо сварщика (по заказу);
молоток (ГОСТ 2310—70);
светофильтры защитные (ГОСТ 9497—60*) типа Э-2 и Э-3 —
по 1 шт.;
стекло покровное для щитка (маски) сварщика по ГОСТ
111—65*;
кабель марки ПРГД;
отрезок длиной 3 м.
Набор размещается в металлическом ящике с ручкой и замками
с натяжным устройством; габарит ящика 415X290X80 мм; масса на¬
бора с ящиком 7—8 кг.
VI11.7. Горелки для газовой сварки, пайки,
нагрева и очистки поверхности деталей
Существует ива типа горелок для газовой сварки — инжектор¬
ные с давлением 0,9—3,9 кПа (0,01—0,04 кгс/см2) и безинжекторные
(высокого давления).
Рис. VI 11.14. Схема инжекторной горелки
1 — смесительная камера; 2 — инжектор; 3 — верхний вентиль; 4 — мундштук;
5 — наконечник; 6 — накидная гайка; 7 — нижний вентиль; 8 — трубка
В строительстве широко применяются горелки инжекторного ти¬
па (рис VIII. 14) Основой конструкции такой горелки является ин¬
жектор, имеющий периферийные каналы для прохода горючего газа
в смесительную камеру. Кислород поступает по трубке через верхний
вентиль в центральное сопло инжектора, откуда с большой скоро¬
стью вырывается в смесительную камеру, за счет чего создается
разрежение, подсасывающее горючий газ, который через нижний вен¬
тиль подается в инжектор под небольшим давлением. Из смеситель¬
ной камеры по каналу сменного наконечника, присоединяемого к го¬
релке накидной гайкой, горючая смесь попадает в мундштук, по вы¬
ходе из которого сгорает (после зажигания ее).
Пламя горелки и является источником тепла для сварки. Горелки
снабжаются комплектом сменных наконечников, имеющих собствен¬
ные порядковые номера; диаметр канала каждого наконечника рас¬
считан на определенную толщину свариваемого изделия.
В случаях нагрева до температуры не выше 1000° С необяза¬
тельно использовать кислород; значительно эффективнее работают
260
горелки на воздухе из окружающей среды, сжатом до определенно¬
го предела.
ВНИИавтогенмашем разработаны и серийно выпускаются про¬
мышленностью горелки типа ГВП (горелка воздушно-пропановая).
Это инжекторные горелки, так что принцип получения смеси для го¬
рения такой же, разница в конструктивном исполнении. Ранее вы¬
пускавшиеся горелки ГВП-2 имели просто подсос воздуха, а в го¬
релку ГВП-3 (рис. VIII 15) воздух подается под давлением.
Горелки типа ГВП, лающие возможность нагрева до температур
800—1000° С, применяются для пайки и нагрева деталей.
!
Рис. VIII.15. Горелка газовоздушная ГВП-3
Вместо горючего газа иногда используют пары керосина, посту¬
пающего под давлением для смешения с кислородом. На таком прин¬
ципе получения горючей смеси построена горелка ГКР-1-67.
Для очистки поверхности металла от ржавчины, окалины, старой
краски и т. п. служит горелка ГАО-2-72, а иногда применяют и обыч¬
ные газовые горелки (ГС или ГВП). Преимущество горелки ГАО-2-72
в том, что она создает пламя значительной ширины, а это позволяет
за один проход очищать широкую полосу металла. В табл. VIII.7
дана краткая характеристика упомянутых горелок.
VIII.8. Резаки
С помощью резаков выполняют разделительную резку металлов,
вырезку корня сварного шва и удаление дефектов сварного соедине¬
ния или стального литья и проката. По виду нагрева удаляемого ме¬
талла резаки классифицируются на газовые и электродуговые. По¬
следние по принципу резки подразделяются на воздушно-дуговые и
плазменные.
261
ГС
05
to
ТАБЛИЦА VIII.7. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ГОРЕЛОК ДЛЯ ГАЗОВОЙ СВАРКИ. ПАЙКИ, НАГРЕВА
И ОЧИСТКИ ПОВЕРХНОСТИ ДЕТАЛЕЙ
Толщина
металла,
мм
Расход, л/с
Давление, кгс/см2
Длина го¬
релки (в
Наименование,
тип, марка
Назначение и область
применения
кислорода
ацети¬
лена
пропан¬
бутана
кислорода
горючего
газа
зависимос¬
ти от №
наконечни¬
ка), мм
Масса, кг
ГС-2
ГС-3
«Звездочка»
«Звезда»
ГЗУ-2-62
ГЗМ-2-62М
ГПВ-3
ГВП-ЗМ
Ручная ацетилено¬
кислородная сварка,
пайка и подогрев де¬
талей из черных и
цветных металлов и
их сплавов
Ручная газовая
сварка, наплавка,
пайка и нагрев де¬
талей из черных и
цветных металлов и
сплавов (кроме ме¬
ди)
Пайка и нагрев де¬
талей
0,25—4
0,5—30
0,2—4
0,5—30
0,5—7
0,2—4
0,01—0,12
0,015—0,87
0,01—0,12
0,015—0,87
0,03—0,39
(с наконеч¬
ником
№ 1—4)
0,38—1,61
(с наконеч¬
ником
№ 5—7)
0,01—0,23
0,56—3,33
(сжатый
воздух)
0,01—
0,12
0,01—
0,78
0,01 —
0,12
0,01—
0,69
0,01—0,11
0,11—0,07
0,004—0,07
0,00005—
0,0004
0,06—0,4
(пропан),
0,14—0,69
(природ¬
ный газ)
0,5—4
1—4
0,5—4
1—4 при
сварке
2—4 при
нагреве
0,5—4
(сжатый
воздух)
0,01—0,35
Не менее
0,01
1—4 при
сварке
2—4 при
нагреве
0,5-4
0,1-1
0,1-1
310—425
380—620
315—425
404—618
540 (с нако¬
нечником
№ 4)
585 (с нако
нечником)
№ 7) i
450 (с нако¬
нечником
№ 3)
475
590 (с нако¬
нечником
№ 2)
0,516 (с
наконеч¬
ником № 3)
0,836 (с
наконеч¬
ником № 4)
0,54 (с
наконеч¬
ником № 3)
0,56—0,85
1,7 (с нако¬
нечником
№ 1—4)
1,5 (с нако¬
нечником
№ 5—7)
1,06
1.2
0,91 (с
наконеч¬
ником № 2)
ГВП-4
Пайка и нагрев
деталей малых раз¬
меров
4
Не более
1,39
(сжатый
воздух)
0,02-
0,1
0,01—0,06
(пропан),
0,02—0,14
(природный
газ)
Не более
5 (сжатый
воздух)
Не менее
0,01
455
0,68
ГПВМ-0,07
Сварка алюминие¬
вых проводов
Площадь
сечения
10 мм2
—
—
0,006—0,02
—
—
175
0,655
ГПВМ-0.1
Сварка и пайка
алюминиевых про¬
водов и кабелей
Площадь
сечения
35 мм2
-
-
0,028
-
-
190
1,1
ГВПН
Низкотемператур¬
ный нагрев деталей
перед сваркой, оп¬
лавление поверхно¬
сти гидроизоляцион¬
ного материала
0,28—0,33
1—1,5
630
1,5
ГАО-2 72
Пламенная очистка
поверхности метал¬
ла от ржавчины, ока¬
лины и старой крас¬
ки со скоростью пе¬
ремещения горелки
от 0,008 до 0,17 м/с
Ширина
полосы за
один про¬
ход 110 мм
0,61
0,56
4
Не менее
0,01
1290
2,035
ГКР-1-67
Наплавка, пайка,
подогрев и сварка
деталей из черных
и цветных металлов
0,14—0,89
—
0,3-2,3
(кг/ч керо¬
сина)
3—5
СО
1
LO
550
0,95
^ Примечание. Для получения давления газа, выраженного в МПа, необходимо соответствующие данные таблицы разде-
со лить на 10.
TO
C5
ТАБЛИЦА VIII.8. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА РЕЗАКОВ ДЛЯ КИСЛОРОДНОЙ РАЗДЕЛИТЕЛЬНОЙ РЕЗКИ
Наименование,
тип, марка
Назначение и область
применения
Толщина
металла,
мм
Расход, л/с
Давление, кгс/см2
Габарит
или длина,
мм
кислорода
ацетилена
пропан-1
бутана|
природного
газа
кисло¬
рода
горючего
газа
Масса,
кг
3-300
0,83—11,1
0,11—0,33
-
-
3-12
Не менее
0,01
535X72x159
1,783
3—300
0,47—11,1
0,11—0,33
—
—
3—12
Не менее
0,01
515
1,05
3—300
0,69—11,1
—
0.0S—
0,22
0,17—0,53
3-12
Не менее
0,02
565
1,07
3—200
7,78—7,8
0,5-1,5
(кг/с керо¬
сина)
—
—
3-6
Не менее
1,5
580X160X70
1,57
3—70
0,83—2,78
0,11—0,17
-
—
3—6
Не менее
0,01
282
0,611
3—50
0,83—2,2
0,08—0,17
—
—
3-5
Не менее
0,01
262
0,594
3—20
(стенка
трубы)
0,56—0,83
0,08—0,11
-
-
2-3
Не менее
0,01
302
0,605
5—50
0,08—2,2
0,08—0,17
—
—
3-5
Не менее
0,01
290
0,683
3-300
0,83—11,7
0,17—0,33
3,5—14
0,01-0,1
550X160X65
1,4
3—300
0,69-11,1
-
0,11-
0,19
0,3—0,5
2-11
0,05-0,1
545X155X70
1,3
3—300
0,83—10
0,17—0,33
0,1-0,2
0,26—0,53
3,5-12
Не менее
0,01
545
1,6
«Факел»
«Ракета-1*
«Ракета-2»
РК-71 (кероси¬
норез)
РГС-70
(вставной)
РГМ-70
(вставной)
РАТ-70
(вставной)
РАО-70
(вставной)
«Пламя-62»
РЗР-62
РУ-66
Для ручной резки
углеродистых и низ-
> колегированных ста¬
лей
Для ручной прямо¬
линейной и фигур
ной резки стали
Для ручной резки
низкоуглеродистых
сталей
Для ручной резки
труб с внутренним
диаметром более
45 мм
Для ручной вырез
ки в стальных ли
стах отверстий диа¬
метром 25—100 мм
Для ручной резки
низкоуглеродистых и
низколегированных
сталей
Примечание. Давление газа будет выражено в МПа, лч соответствующие данные таблицы разделить на 10.
Газовые резаки для кислородной разделительной резки. В основ¬
ном это резаки (рис. VIIIЛ6, табл. VII 1.8) инжекторного типа, отли¬
чаются от газовых горелок наличием дополнительного канала для
подачи струи режущего кислорода. Промышленностью выпускается
значительное число моделей резаков, в которых в качестве компонен¬
та подогревающей смеси используются ацетилен, пропан-бутан, при¬
родный газ либо пары керосина.
Строительно-монтажной сварочной лабораторией треста Восток-
металлургмонтаж разработан на базе резака «Пламя-62» сдвоенный
резак, выполняющий разделительную резку с одновременным сняти¬
ем фаски под сварку на обеих кромках. На Невском машинострои¬
тельном заводе имени В. И. Ленина создан универсальный газовый
резак для стали толщиной до 600 мм, работающий на пропан-бута¬
не и на природном газе и используемый для разделительной резки и
для удаления дефектов сварных соединений, литья и т. п.
Для разделительной резки можно применять серийно выпускае¬
мые вставные (сменные) резаки к сварочным газовым горелкам. Ре¬
заки РГС-70, РАТ-70, РАО-70 — к горелкам «Звезда» и ГС-3; резак
РГМ-70 — к горелкам «Звездочка» и ГС-2.
Рис. VIII.16. Резак инжекторный ацетилено-кислородный (а) и разрез его (б)
1 — головка; 2 — дополнительный кислородопровод; 3, 4, 5 — вентиль; 6 —
инжектор; 7 — смесительная камера; 8 — отверстия для выхода горячей смеси;
9 — отверстие для режущего кислорода
Конструкция керосинорезов (рис. VIII. 17) отличается от описан¬
ных выше резаков. Керосин, подаваемый через вентиль и трубку, по¬
ступает в испаритель, подогревается пламенем, образуемым допол¬
нительным соплом; его пары засасываются кислородом, выходящим
из инжектора, и поступают в смесительную камеру. Режущий кисло¬
род подается через вентиль и трубку в центральное отверстие головки
и сопло.
Газовые резаки для удаления корня шва или некоторых дефектов
сварного соединения отличаются от вышеупомянутых наличием от¬
верстия, через которые выходит струя режущего кислорода большего
265
диаметра — до 9,5 мм. К числу таких относятся наиболее распростра¬
ненные резаки РАП-62, РПА-62 и РПК-62 (табл. VIII.9).
Резаки для воздушно-дуговой резки. Совершенно иными по кон¬
струкции являются резаки для воздушно-дуговой резки (рис. VIII.18).
Сварочный электрод прижимается рычагом к соловке с контактными
губками и отверстиями для подачи сжатого воздуха; воздух через
ниппель и вентиль попадает в канал, расположенный внутри рукоят¬
ки, и оттуда в головку. Ток к электроду подводится от любого ис¬
точника сварочной дуги. Наиболее распространен универсальный ре¬
зак РДВ-1 (повышенной надежности) для ручной воздушно-дуговой
поверхностной строжки и разделительной резки стали толщиной до
20 мм. Расход потребляемого воздуха б л/с с давлением: при рабо¬
те на постоянном токе — 0,4—0,6 МПа (4—6 кгс/см2), при работе иа
переменном токе — 0,25—0,4 МПа (2,5—4 кгс/см2). Наибольший ра¬
бочий ток при ПВ = 60%—500 А. Габарит резака 285X130X30 мм;
масса его без кабель-рукава 0,7 кг, с кабель-рукавом 3,9 кг.
Резаки для ручной плазменной резки. В строительстве чаще ис¬
пользуются резаки с воздушным (рис. VII 1.19), а не с водяным
охлаждением.
Рис. VIII.17. Керосинорез (а) и его разрез (б)
/ — наконечник резака; 2 — головка; 3 — трубка режущего кислорода; 4, 6 —
вентили; 5 — трубка подогревающего кислорода; 7 — трубка керосина; 8 —
маховичок; 9 — испаритель; 10 — инжектор; И — смесительная камера; 12 —
дополнительное сопло
266
ТАБЛИЦА VIII.9. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА РЕЗАКОВ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ ДЛЯ КИСЛОРОДНОЙ
РЕЗКИ
Размеры выре-
о> о
Расход, л/с
Давление, кг с/см2
Марка
Назначение
вок,
мм
С
Л S s
но»
со
еС
та
X
2
о
а
еС
О
я
X
а)
2
о
Габарит, мм
Ъ
ширина
глуби¬
на
о Э" 5
9 s п
« 4) V
U ао.
О.
о
Ч
Я
X
К
н
ф
х
<я
со
о
о я
^ СП
§2
о
о
ч
и
X
X
Ч
Я
н
El
а
СП
о
й а
О m
к £
о
о
я
5
РАП-62 с мунд¬
штуком № 1
То же, № 2
Для удаления кор¬
ней сварных швов и
небольших дефектов
стального литья и
проката
6—12
11—20
2—6
2—5
0,017—0,041
0,017-0,1
1.53—
2,08
2,5—5
0,48—
0,55
0,48
0,55
4—6
Не ме¬
нее 0,01
'
690X120X70
1,2
РПА-62
РПК-62
Для удаления де¬
фектов стального
литья, проката,свар¬
ных швов, подготов¬
ки кромок сварного
соединения сложной
формы
15—50
15—50
2—20
2—20
-
5—20,83
5—20,83
0,25—
0,28
1,11—
1,39
8—12
8-12
0,02-
0,5
0,0008
1400X150X150
1400X150X150
2,6
2,6
Примечание. Давление газа будет выражено в МПа, если соответствующие данные таблицы разделить на 10.
ТАБЛИЦ \ VIII.10. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА РЕЗАКОВ ДЛЯ РУЧНОЙ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ
Комплектующее оборудование
Режущая
дуга
Разрезаемый
металл
Расход рабочих (плазмо¬
образующих) газов, л/с
, CQ
а
О.
тип, марка
резака
марка
аппарата
Система
охлажде¬
ния
X сз
О) =Г
К о
х *
* 2
к о
а н
с о
2<
х .
5 °
1 н
X «в
к
5 s
X JE
Л 2
4 я"
К *
5 я
аргона
Масса
резака, кг
X =г
£ 4
= Ч
I Ю
i 2
РДП-1
КДП-1
ВДГ-500
Водяная
180
400
Высоколегиро¬
ванная сталь
Алюминий
Медь
60
80
30
| 0,33—0,55
0,7—0,97
7,25 с
РДП-2
КДП-2
ВДГ-500
1 Воздушная
180
250
Сталь
Алюминий
Медь
40
50
20
| 0,33—0,55
0,7—0,97
1 рукавами
СА-97
РПР-5м
РПР-6
РПВ-1
Резак конст¬
рукции Мо¬
сковского кок¬
ОПР-7м
ОПР-6-2м
В установке
ОПР-7м
ПС-500 (2 шт.)
ИПР 140/700
ПС-500 или
ПСО-500 (2 шт.)
1
Воздушная
Водяная,
антифриз
| Воздушная
180
160
180
160
150
300
360
450
500
300
Нержавеющая
сталь
Алюминий
Нержавеющая
сталь
Алюминий
Сталь, латунь,
бронза
Медь
Алюминий
Сталь, латунь
бронза
Сталь
Алюминий
50
40
50
50
50
20
60
50
40
50
| 0,55—0,7
М
0,55
0,8—1,1
0,55
0,25—0,42
} 0,33—0,5
0,55—0,6
0,3—0,7
| 0,8-1,1
0,6—1
2,2 с
рукавами
) 1,46 без
/■ рукавов
5 с рукава¬
ми
0,9 без
рукавов
согазового за¬
вода
ВПР-10
АВПР-3
В установке
АВПР-3
Водяная
220
100
Сталь, алю¬
миний
Медь
10
2
1 -
0,04-0,06
1,2 без
рукавов
Рис. VIII. 18. Резак воздушно-ду¬
говой
1 — головка; 2 — рычаг; 3 — вен¬
тиль; 4 — рукоятка; 5 — ниппель
Рис. VIII.19. Резак РДП-2 с воздушным охлаждением
1 — наконечник; 2 — корпус; 3 — колпак; 4 — рукоятка; 5 — узел управления
Рис. VI11.20. Резак плазменный СА-97
/ — наружное сопло; 2 — изолятор; 3 — плазмообразующая вставка; 4 — соп¬
ловой узел; 5 — катодный узел с вольфрамовым электродом; 6 — заглушка
Уколпачок)
269
Резак РДП-2 имеет головку, рукоятку с опорным приспособле¬
нием и щитком, а также узел управления, крепящийся в конце руко¬
ятки. В корпусе головки расположено цанговое зажимное устройство
для крепления с помощью колпака регулируемого вольфрамового
электрода. К нижней части головки с помощью накидной гайки кре¬
пят наконечник с сопловой частью, который изолирован от цанго¬
вого зажима (куда подключен катод) и через балластное сопротив¬
ление подключен к положительному полюсу источника питания.
В узле управления имеется вентиль с маховичком для подачи рабо¬
чего газа (аргона), необходимого для зажигания дуги, а также кноп¬
ка для дистанционного включения и выключения источника питания.
Охлаждение осуществляется воздухом от сети или компрессора с
давлением на выходе не менее 0,45 МПа (4,5 кгс/см2). Возбуждение
дуги в данной схеме предусмотрено специальной «зажигалкой» про¬
стейшей конструкции — токопроводящий стержень (вольфрам, гра¬
фит, уголь) в цанговом зажиме с изолированной рукояткой.
Однако имеются резаки более сложных конструкций с самовоз¬
буждением дуги.
Для ручной резки металлов толщиной 5—50 мм в условиях
строительно-монтажной площадки рекомендуется резак СА-97
(рис. VIII.20) в комплекте установки ОПР-7м, который отличается
большой надежностью в работе. Вставка с конусным креплением в
сопловом узле позволяет быстро сменить сопло, тангенциальная по¬
дача плазмообразующего газа обеспечивает высокое качество кромок
реза, а изолированное наружное сопло дает возможность вести резку
с опиранием резака на изделие, что несколько компенсирует недоста¬
ток резака — относительно большую массу (2,2 кг) и жесткость ка¬
бель-рукавов.
Достаточно хорошо зарекомендовали себя резаки для ручной
резки с водяным охлаждением типа РПР (модели РПР-5м, РПР-6),
резак РПВ-1, работающий от серийных сварочных преобразователей
ПС-500 или ПСО-500 с двумя балластными реостатами РБ-300, резак
конструкции Московского коксогазового завода. В табл. VIII. 10 при¬
ведены основные технические данные резаков для плазменно-дуговой
резки.
Глава IX. РУЧНАЯ ДУГОВАЯ СВАРКА
IX.1. Сущность процесса
Ручной дуговой называют сварку штучными электродами, при
которой подача электрода и перемещение дуги вдоль свариваемых
кромок производятся вручную.
При ручной дуговой сварке сталей преимущественное примене¬
ние имеют плавящиеся металлические покрытые электроды (см. гл. V
справочника).
Основной объем работ при ручной дуговой сварке выполняется
электродами диаметром 3—6 мм при токе 120—350 А и напряже¬
нии дуги 18—30 В. Ручной дуговой сваркой можно выполнять швы
различного вида, назначения и во всех пространственных положе¬
ниях.
При дуговой сварке штучными электродами металл шва фор¬
мируется в основном за счет электродного металла, и этим опреде¬
ляется производительность процесса.
Возбуждение и поддержание горения дуги. Возбуждение (зажи¬
гание) дуги осуществляют кратковременным замыканием электри¬
ческой сварочной цепи, для чего сварщик прикасается к сваривае¬
мому металлу концом электрода и быстро отводит его на расстоя¬
ние 2—4 мм (рис. IX. 1, а). В этот момент возникает электрическая
дуга, устойчивое горение которой поддерживают поступательным
движением электрода (вдоль оси) по мере его плавления. Дугу воз¬
буждают также скользящим движением конца электрода по поверх¬
ности свариваемого металла (чирканием) с быстрым отводом его на
необходимое расстояние (рис. IX. 1,6).
В процессе сварки электрод перемещают:
по направлению к изделию по мере плавления электрода;
вдоль соединения;
поперек соединения по мере выполнения шва необходимых фор¬
мы и сечения.
В процессе сварки поддерживают устойчивое горение дуги, не
допуская значительных колебаний ее длины. Длина дуги, в значи¬
тельной степени определяющая качество сварного шва, должна быть
короткой, так как при этом электрод плавится спокойно с неболь¬
шим разбрызгиванием и обеспечивается наилучшее проплавление
основного металла. Нормальная длина дуги обычно не превышает
0,5—1,1 диаметра электрода.
При длинной дуге повышается окисление электродного металла,
увеличивается разбрызгивание, снижается глубина проплавления ос¬
новного металла, шов получается со значительным включением
окислов.
Электрическая сварочная цепь. На процесс ручной дуговой
сварки существенное влияние оказывают протяженность и состоя¬
ние электрической сварочной цепи (рис. IX.2), а также организация
рабочего места сварщика (см. гл. XXVII).
На заводах и в мастерских рабочее место сварщика преимуще¬
ственно стационарное. Для размещения свариваемого изделия в
удобное для сварки положение используется рабочий стол (или
стеллаж), к которому присоединен один из проводов электрической
цепи. Вместо рабочего стола часто используют сборочно-сварочные
271
приспособления, кондукторы, кантователи и т. д., в которых разме¬
щают свариваемые детали или конструкции.
На строительных площадках обычно рабочее место меняется по
мере перехода сварщика от одной свариваемой конструкции к
другой.
В условиях строительства длина сварочных проводов может до¬
стигать 50 м. Падение напряжения в такой цепи, превышающее до¬
пустимые пределы (4—5%), будет оказывать отрицательное влия¬
ние на технологические свойства сварочной дуги. В таких случаях
выполняют проверочный расчет на падение напряжения в сварочной
цепи или устанавливают источник тока ближе к рабочему месту
сварщика.
Род й полярность тока. Для питания сварочной дуги использу¬
ют источники постоянного тока (сварочные преобразователи, выпря¬
мители) или переменного тока (сварочные трансформаторы одно¬
фазные и трехфазные).
Источники постоянного тока обеспечивают возможность вести
сварку при прямой или обратной полярности. При прямой полярно¬
сти электрод присоединяется к отрицательному полюсу источника
питания дуги (см. рис. IX.2), а объект сварки — к положительному.
При обратной полярности электрод подключают к положительному
полюсу, а объект сварки — к отрицательному.
При сварке на переменном токе порядок присоединения прово¬
дов к клеммам источника питания дуги не имеет значения, так как
полярность непрерывно меняется.
Большинство современных электродов общего назначения при¬
годно для сварки на любой полярности тока, вместе с тем имеется
ряд марок электродов, предназначенных для сварки на какой-либо
одной полярности. В паспортах на электроды указывается преиму¬
щественное применение их при той или иной полярности.
Электроды, с которыми работают на переменном токе, также
обеспечивают достаточную устойчивость горения дуги.
В табл. IX. 1 приведены технологические особенности примене¬
ния постоянного и переменного тока при ручной дуговой сварке.
Рис. 1Х.2. Электрическая цепь при руч¬
ной дуговой сварке
Рис. IX. 1. Способы зажи¬
гания дуги
а — впритык; б — чирканием
I _ рабочий стол; 2 — свариваемое изделие;
3 _ электрод; 4 — электрододержатель;
5 — изолированный сварочный провод; 6 —
источник питания дуги; 7 — сварочны
провод; 8 — струбцина
3 — электрод;
272
ТАБЛИЦА IX.1. ОСНОВНЫЕ ОСОБЕННОСТИ ПРИМЕНЕНИЯ
ПОСТОЯННОГО И ПЕРЕМЕННОГО ТОКА ПРИ РУЧНОЙ ДУГОВОЙ
СВАРКЕ
Показатель
Полярность постоянного тока
Переменный ток
прямая
обратная
Относительная ско¬
100
110-140
100-120
рость плавления
электрода, %
Длина дуги
Нормальная
(0,5-1,1) d
Короткая, до
2,5 мм
2—4 мм
Магнитное дутье
Сильное
Отсутствует
Электроды с по¬
крытием:
руднокислым, ру*
тнловым, рутил-
карбонатным,
органическим
Применяется
При наплавке,
сварке тонкого
металла, сварке
сверху вниз и др.
Применяется
без ограничений
фторнстокальцие-
Не применяет¬
При сварке
При сварке
11ЫМ
ся
электродами
УОНИ 13/45,
У П-1/45, УП-2/45
и др.
электродами
СМ-И, УЛ-1/15,
УП-2/45
Примечание.^ э— диаметр электрода.
ТАБЛИЦА IX.2. ФОРМА ПОДГОТАВЛИВАЕМЫХ КРОМОК
И ВЗАИМНОЕ РАСПОЛОЖЕНИЕ ИХ ПРИ СВАРКЕ СТЫКОВЫХ
СОЕДИНЕНИЙ (ГОСТ 6264-69), НАИБОЛЕЕ ЧАСТО ИСПОЛЬЗУЕМЫХ
В СТРОИТЕЛЬНЫХ СТАЛЬНЫХ КОНСТРУКЦИЯХ
Форма кромок
Выполняемый шов
Толщина
свариваемых
деталей, мм
Угол скоса
одной кром¬
ки, град
Притупле¬
ние, мм
SE
2
СХ
О
п
о
со
С отбортовкой двух
кромок
Односторон¬
ний
1—3
-
-
0
Без скоса кромок
Односторон¬
ний
Двусторон¬
ний
Односторон¬
ний и двусторон¬
ний
1—6
*—
С—3
2-8
-
-
0—3,5
Со скосом двух
кромок (У-образная
разделка)
з—:о
27± 3
0-3
0—3
С двумя симмет¬
ричными скосами од¬
ной кромки (К-об-
разная разделка
кромок)
Двусторон¬
ний
12—60
50±5
1—3
1—3
С криволинейным
скосом двух кромок
(U-образная раздел¬
ка)
Двусторон¬
ний
15-100
10±2
1,5—3,5
0,5-3,5
С симметричным
скосом двух кромок
(Х-образная раздел¬
ка)
Двусторон¬
ний
12-60
27±3
0—2
1-3
18—140
273
1Х.2. Подготовка металла под сварку
Подготовка кромок (табл. IX.2), заключающаяся главным об¬
разом в создании требуемого скоса (разделки) на металле толщи¬
ной более 3—5 мм, обусловливается сравнительно небольшой глуби¬
ной провара (2—3 мм), достигаемой при ручной дуговой сварке
штучными электродами. Эта же технологическая особенность вызы¬
вает необходимость предусматривать притупление кромок, а при
сборке элементов создавать между кромками зазор примерно таких
же размеров, как притупление.
Кромки обрабатывают механическими способами с использова¬
нием кромкострогальных, продольно-строгальных, торцефрезернык и
других станков, а также ручной или механизированной кислородной
резкой (см. гл. XIV).
Иногда в проектах предусматривают механическую обработку
кромок для снятия слоя наклепа после резки на ножницах, а также
для удаления закалочного слоя, образующегося при кислородной
резке.
IX.3. Техника и общая технология
выполнения швов
Особенности техники выполнения швов при ручной дуговой
сварке обусловливаются процессом капельного переноса в дуге рас¬
плавленного электродного металла.
Для получения швов различной формы и сечения сварщик пе¬
ремещает конец электрода вдоль и поперек свариваемых кромок.
Скорость движения, устанавливаемая в зависимости от силы тока,
диаметра электрода, его марки и положения шва в пространстве,
должна обеспечивать надлежащую глубину проплавления сваривае¬
мых кромок без прожогов и излишних натеков металла.
При перемещении конца электрода вдоль линии соединения без
колебательных поперечных движений ширина валика шва не превы¬
шает 0,8—1,5 диаметра электрода. Для получения уширенного вали¬
ка и наилучшего прогрева свариваемых кромок выполняют сложные
движения концом электрода (табл. IX.3).
При уширенном валике в расплавленном состоянии находится
значительное количество металла, который застывает медленнее, чем
при узком шве. Это существенно влияет на газонасыщенность ме¬
талла шва, а также на структуру шва и зоны термического влияния.
Наилучшие результаты получаются при ширине валика шва, равной
2—3 диаметрам электрода.
Основные параметры режима ручной дуговой сварки. При ду¬
говой сварке штучными электродами решающим параметром явля¬
ется сила сварочного тока, которую подбирают с учетом толщины
свариваемого металла, диаметра и вида покрытия электрода, вида
сварного соединения, положения шва в пространстве, рода и поляр¬
ности тока.
Силу тока часто определяют в зависимости от диаметра элек¬
трода ddt пользуясь формулами
/Св = 50 d3
или
/св = (20 + 6^)<*э.
274
ТАБЛИЦА Х1.3. ТРАЕКТОРИИ ДВИЖЕНИЯ КО № ЦА ЭЛЕКТРОДА
т*и ручной дуговой сварке
Траектория
Характеристика и назначение
ГВЧ£ иод
ЛЛДАДД
/WWW
/WYVYY>
rmomr
vwvwv
Прямолинейное движение без поиеречных ко¬
лебаний для наложения узких (ниточных) ва¬
ликов шва. Ширина валика (0,8—1,5) d3. При¬
меняется при сварке тонкого металла, заварке
первого слоя многослойного шва и подварке де¬
фектов
Возврятни-поступательные дви-жеияя-. Короткие
колебания, используемые для некоторого увели¬
чения ширины шва, способствуют дегазации ван¬
ны и улучшению внешнего вида шва. Длинные
колебания необходимы ори сварке а потолочном
и вертикальном положениях
Движения, используемые для увеличения ши¬
рины шва. Применяются при- сварке в нижнем
положении стыковых соедиЕ1ений без разделки
кромок и при наплавке
Движения, способствующие прогреву одной из
кромок, например при сварке металла разной
толщины
Движения, обеспечивающие усиленный вдогрев
корня шва
Движения, способствующие усиленному про¬
греву кромок и корня шва. Используются при
сварке стыковых соединений со скосом двух кро¬
мок и угловых соединений в нижнем и верти¬
кальном положениях
Движения, обеспечивающие усиленный прогрев
обеих кромок. Применяются при сварке угло¬
вых швов
Петлеобразные движения, способствующие
хорошему прогреву кромок. Используются при
сварке стыковых и угловых швов за один про¬
ход
Однако при толщине S свариваемого металла меньше 1,5с/» /св
уменьшают на 10—15% по сравнению с рассчитанной по формулам,
а при S больше М9 /св увеличивают на 10—15%.
В табл. IX.4 приведены ориентировочные данные по выбору диа¬
метра электрода и силы тока при ручной дуговой сварке низкоугле¬
родистой стали.
18*
21%
ТАБЛИЦА IX.4. ДИАМЕТР ЭЛЕКТРОДА И СИЛА ТОКА
ПРИ СВАРКЕ МЕТАЛЛА РАЗЛИЧНОЙ ТОЛЩИНЫ
Толщина свариваемого
металла, мм
Диаметр электрода, мм
Сварочный ток, А
1-2
1,5
25—40
2
60—70
3.
3
100—140
4—5
3
100—140
4
160—200
6—12
4
160—200
5
220—280
5
220—280
13 и более
6
280—340
7
350—400
8
420—480
ТАБЛИЦА IX.5. ОСОБЕННОСТИ РУЧНОЙ ДУГОВОЙ СВАРКИ
ШВОВ В РАЗЛИЧНЫХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЯХ
Положение
шва в про¬
странстве
Эскиз
Особенности
процессов сварки
Диаметры
электро¬
дов, мм
Относи¬
тельная
величина
тока, %
Нижнее
ю-h
Iй
ютгО
Наиболее удобное
положение. Капли
электродного метал¬
ла переходят в сва¬
рочную ванну под
действием силы тя¬
жести, при этом
шлак и другие за¬
грязнения всплыва¬
ют на поверхность.
Сварку выполняют
дугой нормальной
длины. Шов имеет
мелкочешуйчатую
поверхность. Каче¬
ство швов наилучшее,
производительность
наибольшая
Процесс сварки за¬
труднен, так как
капли расплавлен¬
ного металла стре¬
мятся стекать вниз.
Сварку ведут корот¬
кой дугой
До 6—8
100
V//A
777Л
Вертикальное
Не более 4
85—90
276
Продолжение табл. IX.5
Почожение
Эскиз
Особенности
Диаметры
Относи¬
тельная
шва в про¬
процессов сварки
электро¬
величина
странстве
дов, мм
тока, %
Вертикальное
Горизонталь-
мое
Потолочное
15-го0
Используются два
способа:
сварка снизу вверх,
которая обеспечива¬
ет глубокое проплав¬
ление кромок и по¬
лучение швов значи¬
тельного сечения. По*
верхность швов круп¬
ночешуйчатая. При¬
меняется при сварке
металла средней и
большой толщины
сварка сверху
вниз, создающая не¬
глубокое проплавле¬
ние кромок. Исполь¬
зуется при сварке
первого слоя шва и
при тонком металле
(до 3 мм)
Процесс сложнее
сварки в вертикаль¬
ном положении из-
за необходимости
удерживать ванну в
наклонном положе¬
нии и опасности под¬
реза верхней кром¬
ки. Сварку ведут
короткой дугой
При стыковом сое¬
динении скос кром¬
ки делают обычно у
верхнего листа
Применяют также
иахлесточные соеди¬
нения
Наиболее трудное
для выполнения.
Для уменьшения объ¬
ема сварочной ванны
и предотвращения
вытекания из нее
жидкого металла
сварку выполняют
максимально корот¬
кой дугой. Произ¬
водительность про¬
цесса наинизшая
Не более 4
То же
85-90
80—85
277
Сварка швов в различных пространственных положениях. Раз¬
личают следующие основные положения швов в пространстве: ниж¬
нее, вертикальное, горизонтальное (на вертикальной плоскости) и
потолочное (табл. IX.5).
В зависимости от положения шва в пространстве резко изменя¬
ются процесс образования валика шва, его внешний вид и качество,
а также производительность сварки.
Наилучшее качество и наивысшая производительность дости¬
гаются при сварке в нижнем положении и наименьшая производи¬
тельность будет при сварке швов в потолочном положении. Поэто¬
му потолочная сварка должна применяться только в крайних
случаях (при монтаже конструкций, сварке неповоротных стыков
трубопроводов, отсутствии возможности кантования конструкций и
изделий и т. п.).
Сварка стыковых швов. При сварке встык без скоса кромок шов
накладывается с небольшим уширением с одной стороны или с двух
сторон стыка.
При сварке стыковых соединений с У- и V-образной разделкой
кромок в зависимости от толщины металла шов может выполняться
однослойным (рис. IX.3, а) или многослойным. В последнем случае
в одном сечении шва (продольном) может быть несколько слоев
(рис. 1Х.З, б) или один слой (рис. IX.3, в) . Толщина отдельного
слоя не должна превышать 4—5 мм.
О)
Рис. IX.3. Сварка стыковых швов
а—г — виды разделки кромок; 7—7 — поря¬
док выполнения слоев шва; 0 — подвароч-
ный шов
Сварку многослойных швов начинают, тщательно проваривая
корень шва электродом диаметром не более 4 мм, а последующие
швы наплавляют уширенными валиками, используя электроды боль¬
шего диаметра.
В ответственных*конструкциях корень шва удаляют вырубкой
зубилом или газовым резаком для поверхностной резки
(см. гл. XIV), а затем накладывают подварочный шов (см. рис. IX.3,
а, в).
ТАБЛИЦА IX. 6. РЕКОМЕНДУЕМОЕ ЧИСЛО СЛОЕВ
' ПРИ СВАРКЕ СТЫКОВЫХ ШВОВ
Толщина свари¬
ваемого металла,
км
1-5
6
8
10
12
14
16
18—20
Число слоев
1
2
2-3
3—4
4
4-5
5-6
5-6
278
В табл. IX.6 приведены
рекомендации по числу сло¬
ев (проходов) при сварке
встык.
Соединения с У- и X-
образной (рис. 1Х.Э,г) раз¬
делкой кромок сваривают
одинаково с той только раз¬
ницей, что подварочный шов
у последних будет в середи¬
не сечения шва.
При сварке всех видов
соединений, помимо обеспе¬
чения надлежащего качест¬
ва, необходимо принимать
меры к уменьшению оста¬
точных сварочных деформа¬
ций и напряжений (см. гл.
по.
Сварка угловых швов. В нижнем положении сварку угловых
швов (рис. IX.4) рекомендуется выполнять в положении «в ло¬
дочку», так как при этом достигается наилучшее проплавление сте¬
нок соединяемых элементов без опасности подреза или непровара,
а также имеется возможность наплавлять за один проход швы
большого сечения. Однако не всегда можно установить детали в
положение «в лодочку» (рис. IX.4, а). В большинстве случаев тав¬
ровые соединения сваривают в положении, когда одна плоскость
соединения расположена юризонтально, а вторая — вертикально.
Сварка угловых швов при таком положении представляет опреде¬
ленные трудности, так как возможны непровары вершины угла или
нижней плоскости, а также подрезы на вертикальной плоскости в
связи со стеканием жидкого металла вниз под действием силы тя¬
жести. В таких случаях в один сЛой может быть выполнен угловой
шов с катетами не более 8 мм. Для получения необходимого про¬
вара вершины шва и по кромкам электроду сообщают колебатель¬
ное движение (рис. IX.4, б). При наплавке швов с катетами более
8 мм сварку ведут в два слоя и более (рис. 1Х.4,в). В табл. IX.7
приведены данные о числе слоев при сварке угловых швов.
ТАБЛИЦА IX.7. РЕКОМЕНДУЕМОЕ ЧИСЛО СЛОЕВ ПРИ СВАРКЕ
УГЛОВЫХ ШВОВ
Толщина свари¬
ваемого металла,
мм
1—5
6
8
10
12
14
16
18
20
22
Число слоев
1
1
1
2
2—3
1
со
5
5—6
5—6
6—7
Угловые швы при одностороннем или двустороннем (рис. IX.4, г)
скосе кромок вертикального элемента сваривают в один слой или в
несколько слоев в зависимости от толщины свариваемого металла.
Технология сварки угловых швов в вертикальном и потолочном
положениях существенно не отличается от сварки стыковых швов
с У-образной разделкой кромок. Для обеспечения необходимого про¬
Рис. IX.4. Сварка угловых швов
а—г — виды угловых соединений; 1—4 —•
порядок выполнения слоев шва
279
вара вершины угла первый слой выполняют электродами диамет¬
ром 3—4 мм.
Сварка тонколистового металла. При сварке листовой стали
толщиной 0,5—3 мм возможно сквозное проплавление металла элек¬
трической дугой (прожог) с образованием отверстий, нелегко под¬
дающихся последующей заварке. Вместе с тем из-за трудности ре¬
гулирования нагрева кромок, помимо прожогов, в таких швах об¬
разуются непровары, свищи и т. п.
Для обеспетенип необходимого качества сварки тонколисто¬
вой стали применяют: отбортовку кромок, временные теплоотводя¬
щие подкладки, остающиеся стальные подкладки или расплавляе¬
мые элементы, электроды со специальным покрытием, специальное
сварочное оборудование.
Сварку с отбортовкой кромок выполняют главным образом на
постоянном токе, металлическим или угольным электродом. Хоро¬
шие результаты достигаются при установке кромок в полуверти-
кальное положение (45—65°) и сварке на спуск.
Для подбора диаметра металлического электрода и силы тока
при сварке тонколистовой стали можно пользоваться данными
табл. IX.8.
Угольный электрод применяют диаметром 6—10 мм, сварочный
ток 120—140 А, полярность прямая.
В качестве временных теплоотводящих подкладок используют
массивные медные и бронзовые плиты (бруски). Сборку встык осу¬
ществляют без зазора, обеспечивая плотное прилегание сваривае¬
мых листов к подкладке.
ТАБЛИЦА IX.8. ДИАМЕТР ЭЛЕКТРОДА И СИЛА ТОКА
ПРИ СВАРКЕ СТЫКОВЫХ СОЕДИНЕНИЯ ТОН КОЛ ИСТОВОЙ СТАЛИ
Толщина металла, мм
Диаметр электрода, мм
Сварочный ток, Л
0,5
1
10—20
1
1,6—2
30—35
1,5
2
35—45
2
2,5
50-65
2,5
2,5—3
65—100
Примечание. При сварке листов внахлестку ток увеличивают на
10—15%; при сварке втавр—иа 15—20%.
При сварке встык можно использовать стальную остающуюся
подкладку, если эю допускается проектом. Сварку ведут с про¬
плавлением элементов из тонколистовой стали и приваркой их к
стальной подкладке. Применяют также присадочный пруток или
стальную полосу, укладываемые вдоль свариваемых кромок, кото¬
рые расплавляют дугой вместе с кромками основного металла.
Для сварки на малых токах используют электроды со специ¬
альным покрытием марок ОМА-2 и МТ-2 (см. гл. V) и постоян¬
ный ток обратной полярности. При этом применяются источники
питания дуги с повышенным напряжением холостого хода, допус¬
кающие регулирование малых токов (например, преобразователь
ПСО-120, выпрямители ВКСГ-30, ВД-101 и др.).
280
Сварка швов различной протяженности. По протяженности швы
разделяют на короткие (300—350 мм), средние (350—1000 мм) и
длинные (свыше 1000 мм).
Короткие швы сваривают напроход, т. е. при неизменном на¬
правлении сварки, от одного конца шва к другому (рис. 1Х.5,а);
швы средней длины — от середины соединения к концам
(рис. IX.5, б); длинные швы — обратноступенчатым способом, при
котором сварной шов выполняется следующими один за другим
участками в направлении, обратном приращению шва (рис. IX.5, в).
Длина ступени (участка) принимается в пределах 100—350 мм,
причем более короткие ступени назначаются при сварке тонкого
металла и более длинные — при сварке толстого металла.
Обратноступенчатая сварка ведется преимущественно при об¬
щем направлении А от середины к концам и может выполняться
а) 6)
в)
7 5 3 1 2 if 6 8
Рис. IX.5. Сварка швов различной протяженности
а — короткий шов; б — средний шов; в—д — длинные швы; /—/0 — порядок и
направление сварки участков шва; Л — общее направление сварки; /—// — слои
шва
одним или двумя сварщиками (рис. IX,5, г, участки / и 1а, 2 и 2а
и т. д.).
При многослойных швах (рис. IX.5, д) также используется об¬
ратноступенчатый способ, при этом смежные участки вышележащих
слоев выполняют в направлении, обратном сварке нижележащих
швов. Концы швов смежных участков должны быть смещены между
собой на 25—30 мм.
Сварка металла большой толщины. С увеличением толщины ме¬
талла (свыше 15—20 мм) в сварных соединениях возрастают объ¬
емные сварочные напряжения (см. гл. IV), которые создают опас¬
ность возникновения и развития в швах трещин. Во избежание та¬
ких явлений сварку толстолистовой стали ведут следующими
способами (рис. IX.6).
261
Шсемцкя Есснция I секция
6)
i
1 ш 1
б)
шш-
Л 1 1 1
д
Рис. IX.0. Сварка ме¬
талла большой толщины
а — двойным слоем; б —
блоками; в — каскадом;
\—Ш — участки швав
— последовательность
сварки
Рис. IX.7. Последова¬
тельность сварки вер¬
тикальных швов (а, б,
в) и юризонтальных
швов (г, д) большой
толщины
1св и 2св — первый и вто¬
рой сварщики; 1'—4' —
прокладки; 1—3 и Id-
За — порядок выполнения
слоев
Металл толщиной 15—20 мм сваривают способом двойного
слоя. На участке / (рис. IX.6, а) длиной 250—300 мм наплавляют
первый слой шва, немедленно счищают с него шлак и по горячему
металлу (не ниже 150—200° С) первого слоя накладывают второй
слой. В такой же последовательности сваривают шов на участках
//, III и последующих.
Металл толщиной 20—25 мм и более сваривают блокамй или
каскадом (секциями). При сварке блоками (рис. IX.6, б) много¬
слойный шов выполняют отдельными участками, а промежутки
между ними заполняют до того, как будет завершена сварка всего
шва. При сварке каскадом (рис. IX.6, в) каждый последующий
участок многослойного шва перекрывает весь или часть предыду¬
щего участка.
При каскадной сварке для У-образной подготовки кромок дли¬
ну секции назначают 300—400 мм, при Х-образной подготовке —
500—800 мм. При этом каждый слой секции делят на ступени
длиной 150—200 мм и выполняют обратноступенчатым способом. При
увеличении толщины металла длину секций уменьшают.
Металл толщиной 30 мм и более сваривают одновременно два
сварщика, находящихся с каждой стороны соединения.
Вертикальные швы на толстом металле с Х-образной подготов¬
кой кромок сваривают, начиная с верхней части швов (рис. IX.7,
а, б). Когда работают два сварщика, один выполняет первый слой
секции и сразу после этого с обратной стороны соединения выру¬
бают корень шва, а другой сварщик накладывает все слои секции
на своей стороне. В это время первый сварщик выполняет все слои
шва секции, находящиеся на его стороне. В такой же последова¬
тельности сваривают все последующие секции шва. Сварку ведут
без перерывов по горячему предыдущему слою.
Горизонтальные швы большой протяженности (рис. IX.7, г, д)
при К-образной подготовке кромок (два симметричных скоса од¬
ной кромки, обычно верхней) делят на участки с таким расчетом,
чтобы два сварщика могли сваривать двусторонний шов на таком
участке в течение одной смены.
IX.4. Способы повышения производительности
труда при ручной дуговой сварке
Сварка электродами с повышенным коэффициентом наплавки.
При увеличении в рутиловом покрытии электродов содержания же¬
лезного порошка с 20% до 50—60% (см. гл. V) производительность
сварки в нижнем положении возрастает примерно в 1,5—2 раза.
К таким электродам относятся АН-1, ОЗС-З, ЗРС-1 и др., исполь¬
зование которых существенно повышает производительность сва¬
рочных работ.
Сварка с глубоким проплавлением. При этом способе (табл. IX.9)
сварку ведут при опирании козырька покрытия электрода на
кромки свариваемого металла (рис. IX.-8). Электроды используются
с повышенной толщиной покрытия (например, марки ОЗС-З). Мас¬
са покрытия составляет 60—80% массы стержня при отношении
диаметра электрода к диаметру стержня 1,5—1,6.
Положение электрода при сварке угловых и стыковых швов
приведено на рис. IX.8, а, б. Наклон электрода к линии шва под
углом 70—80° обеспечивает вытеснение жидкого металла из свароч-
№
ТАБЛИЦА IX.9. ХАРАКТЕРИСТИКА СВАРКИ С ГЛУБОКИМ
ПРОПЛАВЛЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ БЕЗ СКОСА КРОМОК
ЭЛЕКТРОДАМИ ОЗС-З
Вид сварки
Толщина
металла
Зазор
Диаметр
электрода
Глубина
проплав¬
ления
Сварочный
ток, А
мм
Односторон¬
няя
4
6
8
1
1.5
2
5
6
6
4-5
8
6
200
250
350
Двусторон¬
8
1
6
5—7
380—420
няя
12
1,5-2
6—7
7—9
450—550
16
1.5-2,5
6-7
9-12
450-550
коп ванны в сторону валика давлением дуги, давая возможность
теплу дуги воздействовать на более глубокие слои основного метал¬
ла. В результате глубина проплавления возрастает, уменьшается до¬
ля электродного металла в металле шва, чем и обеспечивается по¬
вышение производительности.
Процесс позволяет выполнять одностороннюю сварку встык
без разделки кромок металла толщиной до 8—10 мм и двусторон¬
нюю сварку металла толщиной до 16—18 мм.
Сварка трехфазной дугой (рис. IX.8, в). Такая сварка заклю¬
чается в том, что к двум электродам и свариваемому металлу под¬
водится ток от трех фаз источника переменного тока. В процессе
сварки действуют три одновременно горящие сварочные дуги: две
между электродами и основным металлом и одна между электро¬
дами. Количество выделяемого при этом тепла и соответственно
производительность возрастает по сравнению со сваркой однофаз¬
ной дугой в 2—3 раза.
Для сварки трехфазной дугой используют электроды, состоя¬
щие из двух параллельно расположенных стержней с общим покры¬
тием. Конструкция электрододержателей обеспечивает подвод тока
раздельно к каждому стержню электрода.
Ниже приведены диаметр электрода и сила тока, используемые
при сварке стыковых и тавровых соединений трехфазной дугой.
Толщина свариваемого металла, мм 10 25—30 более 30
Диаметр электродов, мм . . . 5+5 6+6 8+8
Сила тока на один электрод, А , 200—250 300—350 380—400
Сварку выполняют ручным и механизированным способами. Ме¬
талл шва имеет достаточно хорошие механические свойства. Пи¬
тание трехфазной дуги обычно осуществляют от специальных транс¬
форматоров (см. гл. VI и VII).
Сварка наклонным электродом (рис. IX.9,а). При этом способе
используется приспособление, состоящее из штанги, электрически
изолированной от свариваемого металла, и обоймы, к которой под¬
водится ток от источника питания сварочной дуги. Обойма может
свободно скользить по штанге.
Плавящийся покрытый электрод устанавливают наклонно вдоль
свариваемых кромок и закрепляют в обойме, которая во время
284
плавления электрода ^кользит под действием силы тяжести тто
штанге, при этом дуга перемещается в направлении к штанге, об¬
разуя шов.
Обычно дугу зажигают замыканием стержня электрода со сва¬
риваемым металлом при помощи дополнительного угольного элек¬
трода, после чего горение дуги и плавление электрода происходят
произвольно без участия сварщика.
При этом способе сварки применяют также пружинные при¬
способления или комбинированные устройства. Для фиксирования
базы штанги или пружинного приспособления используют струбци¬
ны или постоянные магниты.
Электроды имеют следующие размеры: при диаметре 4—8 мм
длину 450—1000 мм; при диаметре 6—10 мм длину 700—1200 мм,
Рис. 1Х.9. Схемы сварки наклонным (а) и лежачим электродом (б, в)
t —шов; 2 — дуга; 3 — электрод; 4 — обойма; 5 — штанга; 6 — контакт; 7*
бумага; 8 — слой меди; 9 стальная накладка
285
Угол наклона электрода при штативном приспособлении 25—
30°, при. пружинном — 5—10°. Сварочный ток подбирают из расче¬
та 40—45 А на 1 мм диаметра электрода.
Длинномерные швы выполняют несколькими приспособлениями,
установленными вдоль свариваемых кромок.
Один сварщик может одновременно обслуживать до 3—4 пос¬
тов, при этом производительность по сравнению с ручной сваркой
возрастает в 2,5—3 раза.
Сварка лежачим электродом (рис. IX.9, б). При этом способе
покрытый плавящийся электрод укладывают вдоль свариваемых
кромок. Дуга зажигается дополнительным угольным электродом
или другим способом. Устойчивое горение дуги обеспечивается за
счет яжления саморегулирования электрического режима в свароч¬
ной цепи (см. гл. VI). По мере плавления электрода образуется
сварной шов.
Применяемые при этом способе электроды состоят из металли¬
ческого стержня, нанесенного на него слоя покрытия и наружней
оболочки круглой или другой формы с продольным пазом, служа¬
щим для стабилизации процесса. При диаметре электрода 4 и
и 8 мм толщина покрытия составляет соответственно 1,5 и 3 мм;
длина электродов 700—900 мм.
Ток подводится при помощи контактов, устанавливаемых через
каждые 500—800 мм. В местах установки контактов на электродах
зачищают верхний слой покрытия. Для получения длинных швов
стержни электродов соединяют между собой металлическими встав¬
ками.
Многослойную сварку выполняют, укладывая три или более
электродов в разделку кромок или в угол при положении «в ло¬
дочку». Ток к электродам подается от нескольких источников. Для
устойчивости процесса электроды покрывают стальной накладкой,
облицованной слоем листовой меди (рис, IX.9,в), под которую
укладывают слой бумаги, предохраняющий накладку от подгора¬
ния. При сварке одиночными электродами со стандартным покры¬
тием также необходимо пользоваться указанными накладками.
Лежачим электродом можно вести сварку под флюсом, для
чего электродную проволоку укладывают вдоль свариваемых кро¬
мок на слой флюса толщиной 3—6 мм с последующей засыпкой
слоем флюса нормальной толщины. Ток подводят к проволоке при
помощи контактных устройств.
При сварке лежачим электродом сварщик имеет возможность
обслуживать одновременно несколько постов, чем обеспечивается
повышение производительности труда.
IX.5. Технология сварки и резки под водой
Подводная дуговая сварка. Такая сварка выполняется преиму¬
щественно стальными электродами, например марок АНО-1, ОЗС-З
и др., с увеличенным слоем покрытия, достигающими 140—170%
массы стержня электрода. Во избежание попадания влаги в основ¬
ное покрытие на электроды наносят сверху слой парафина или два
слоя лака из целлулоида, растворенного в ацетоне.
Вследствие увеличенного слоя покрытия на конце электрода при
сварке образуется кольцевой козырек, из внутренней полости ко¬
торого вода вытеснятся давлением газов дуги, чем достигается
устойчивое ее горение под водой.
28G
Сварку ведут, опирая козырек электрода на основной металл,
без поперечных колебаний электрода. Ток применяют постоянный,
прямой полярности, сила тока в зависимости от диаметра электро¬
дов 4, 5 и 6 мм будет соответственно 200—240, 250—360 и 300—
380 А. Для подводной сварки используют источники тока, обеспе¬
чивающие повышенное напряжение: холостого хода до 75—95 В, ра¬
бочее 30—40 В.
При подводной сварке видимость ограничена только зоной ду¬
ги (в радиусе 10—15 мм) в связи с присутствием мутных рас¬
творов окисла железа и аэрозоля, образующихся при сварке, что
затрудняет наблюдение за процессом выполнения шва. Получаемый
при этом металл шва имеет повышенную прочность, но значительно
сниженную пластичность. Поверхность шва грубочешуйчатая.
Для сварки под водой применяют специальные электрододержа-
тели с повышенной изоляцией поверхности во избежание утечки
тока, которая в морской воде может достигать нескольких десятков
ампер и отрицательно влиять на устойчивость горения дуги и сва¬
рочный режим.
В качестве источников питания используются сварочные агре¬
гаты ПАС-400, САМ-400, универсальный сварочный агрегат
АСУМ-400 и др.
Применяют также подводную полуавтоматическую сварку. Ин¬
ститутом электросварки им. Е. О. Патона разработан способ по¬
луавтоматической сварки с использованием специальной порошковой
проволоки. Способ дает возможность получить плотные швы, металл
которых соответствует нормам для швов, выполненных на воздухе
электродами типа Э42.
Подводная дуговая резка. Резка осуществляется дуговым, кис¬
лородно-дуговым или воздушно-дуговым способами (см. гл. XIV)
электродами со специальным водонепроницаемым покрытием. Наи¬
большее применение имеет кислородно-дуговой способ. При этом
используются трубчатые стальные электроды марок ЭП-35, ЛПС-3,
ЛПС-5 и др. с покрытием повышенной толщины и верхним гидро¬
изоляционным слоем. Обычно применяют электроды с трубчатым
стержнем, наружный диаметр которого 5—7 мм и внутренний око¬
ло 2 мм, длина 350—450 мм. Резку выполняют при силе тока 250—
350 А, расход кислорода составляет 6—10 м3/ч (1,7—2,8 л/с). Пре¬
имущественно используют постоянный ток прямой полярности, но
иногда применяют и переменный ток.
Начиная и заканчивая процесс резки, соблюдают следующий
порядок операций: при зажигании дуги подают кислород в канал
электрода, э затем коротким замыканием зажигают дугу; при окон¬
чании процесса сначала обрывают дугу, а затем прекращают подачу
кислорода.
Указанная последовательность обусловливается тем, что газы,
образующиеся при горении дуги, находятся под давлением окружаю¬
щей воды и при отсутствии противодавления в канале электрода
устремляются в него, увлекая капли расплавленного металла и на¬
рушая этим нормальный процесс резки.
Резку выполняют, опирая на металл козырек покрытия элек¬
трода. Электрод держат под углом 10—15° к вертикали в сторону
направления резки. Для повышения производительности ток приме¬
няют до 500 А.
При подводной резке используют резаки специальной конст¬
рукции.
?87
Глава X. ЭЛЕКТРОДУГОВАЯ
МЕХАНИЗИРОВАННАЯ СВАРКА ПОД ФЛЮСОМ
Х.1. Сущность способа
При сварке под флюсом (рис. Х.1) дуга горит между концом
электродной проволоки и свариваемым металлом. Ролики механизма
подачи продвигают электродную проволоку в дугу. Сварочный ток
от источника подводится скользящим токоподводом к электродной
проволоке и постоянным контактом — ь изделию. Сварочная дуга
горит в газовом пузыре, возникающем между расплавленным флю¬
сом и поверхностью расплавленного металла сварочной ванны. Ме¬
талл шва образуется в результате кристаллизации совместно рас¬
плавленных дугой металлов электрода и изделия (основного ме¬
талла). Расплавленный флюс, затвердевая, создает на поверхности
шва шлаковую корку. Используемый для сварки флюс засыпается
впереди дуги из бункера слоем толщиной 40—80 мм и шириной
40—100 мм (чем больше ширина шва, тем больше юлщина и ши¬
рина слоя флюса). Масса флюса, идущего на образование шлаковой
корки, по весу обычно равна массе расплавленной электродной про¬
волоки. В результате горения дуги под слоем флюса потери метал¬
ла на угар и разбрызгивание не превышают 3%. Для сварки ис¬
пользуется переменный и постоянный ток прямой или обратной по¬
лярности. Сварочный ток по электродной проволоке проходит толь¬
ко в ее вылете (место от токоподвода до дуги), поэтому можно
использовать повышенные плотности сварочного тока и скорости
подачи электрода без значительного перегрева концевой части вы¬
лета электродной проволоки. Отсутствие на проволоке покрытия,
как при ручной сварке, снимает ограничение и по максимальной тем¬
пературе нагрева вылета. Выссхие значения силы сварочного тока
определяют повышенную глубину проплавления основного металла.
В результате при сварке под флюсом без разделки свариваемых
кромок можно сварить металл большей толщины, чем при ручной
дуговой сварке покрытыми электродами. Это определяет то, что
металл сварного шва обычно состоит приблизительно на ‘/з нз рас¬
плавленного электродного металла и на % из переплавленного ос¬
новного металла. В последнее время для повышения количества на¬
плавленного металла (стыковые соединения и угловые швы на тол¬
стом металле) засыпают в зазор собранного соединения до начала
и в процессе сварки рубленую проволоку (крупку) (подробнее свар¬
ку с ППМ см. в главах XV и XIX). Этой же цели служит и сварка
с увеличенным вылетом электрода. При таких способах сварки сни¬
жается глубина проплавления основного металла, что при сварке с
ППМ компенсируется повышенными режимами сварки.
Наиболеее широкое применение в промышленности находит спо¬
соб сварки проволочными электродами. Однако в некоторых случаях
сварку целесообразно вести ленточными электродами (рис. Х.2), ко¬
торые используются и для наплавки. Лента, применяемая для этих
электродов, имеет толщину до 2 мм и ширину до 40 мм. Дуга, пере-
мещаясь от одного края ленты к другому, равномерно оплавляет ее
торец и расплавляет основной металл. Изменяя форму ленты, мож¬
но изменить и форму поперечного сечения шва, достигая повышен¬
ной глубины проплавления по его оси (рис. Х.2, б) или получая бо¬
лее равномерную глубину проплавления по всему сечению шва
268
Рис. Х.1. Схема сварки под флюсом
„под - скорость подачи; v св —скорость сварки; / — свариваемый металл;
2 — дуга; 3 — электродная проволока; 4 — токоподвод; 5 — источник тока; 5 —
подающий ролик; 7 — расплавленный шлак; 8 — флюс; 9 — шлаковая корка;
10 — металл шва; 11 — металл сварочной ванны
a) S) б) _
□ шо
«=| С=т>
Ряс. Х.2. Схема (а, б, в) ленючных элек¬
тродов и поперечных сечений швов, вы¬
полненных этими электродами
6)
Рис. Х.З. Схемы сварки под флюсом
а — сдвоенным электродом; б — положений
сдвоенных электродов относительно сва¬
риваемого стыка; в — двухдуговая сварка;,
стрелками показано направление сварки
19—140
289
(рис. Х.2, а, в). Ленточный электрод целесообразно использовать при
сварке последних слоев широкой части разделки при сварке толсто¬
го металла или последнего облицовочного слоя многопроходного шва
(см. рис. Х.2,а, в).
Сварка под флюсом наиболее часто выполняется одним электро¬
дом или одной дугой. Однако в некоторых случаях применяют и дру¬
гие способы. Для сварки сдвоенным (расщепленным) электродом
(рис. Х.З, а) используют две электродные проволоки, рдновременно
подаваемые в зону сварки обычно одним механизмом подачи. От ис¬
точника ток одного полюса подводится к изделию, а другого — одно¬
временно к двум электродам. При расстоянии между электродами до
20 мм две дуги горят в одном газовом пузыре (плавильном про¬
странстве), образуя единую сварочную ванну. Электроды могут рас¬
полагаться поперек (рис. Х.З, б), вдоль стыка кромок или занимать
промежуточное положение. В первом случае возможна сварка при
увеличенных зазорах в стыке между кромками. Удобна эта схема и
при сварке отдельных слоев в многослойных швах, при наплавке. При
последовательном расположении электродов глубина проплавления
может увеличиться. Использование сдвоенных электродов повышает
и производительность за счет увеличения количества наплавленного
металла.
При двухдуговой сварке (рис. Х.З, в) каждый электрод присоеди¬
нен к отдельному источнику постоянного, переменного тока или дуги
питаются разнородными токами. Образовавшиеся две дуги могут го¬
реть в одном газовом пузыре. Электроды располагаются перпендику¬
лярно свариваемой поверхности (углы ai = a2=0) или наклонено в
плоскости, параллельной направлению сварки. При отклонении пер¬
вой дуги на угол o&i растет глубина проплавления, определяемая этой
дугой; при отклонении второй дуги на угол 0&2 увеличивается шири¬
на шва, определяемая этой дугой, благодаря чему можно избежать
подреза по кромкам шва (подробнее см. ниже). Сварка по такой схе¬
ме дает возможность резко повысить скорость, а значит и производи¬
тельность сварки. При увеличенном расстоянии между электродами
дуги горят в раздельные сварочные ванны. Обычно в таком случае
электроды располагаются перпендикулярно поверхности изделия.
Сварка по этой схеме позволяет уменьшить вероятность появления
закалочных структур в металлах шва и околошовной зоны при свар¬
ке закаливающихся сталей и толстого металла. Это объясняется тем,
что первая дуга не только формирует шов, но и выполняет как бы
предварительный подогрев, который уменьшает скорость охлаждения
металлов шва и околошовной зоны, после прохода второй дуги. Вто¬
рая дуга частично переплавляет первый шов и термически обрабаты¬
вает его. Варьируя необходимый сварочный ток для каждой дуги и
расстояние между ними, можно получать требуемый термический
цикл сварки и таким образом регулировать структуры и свойства
металла сварного соединения. Сварка под флюсом может выполнять¬
ся автоматически или полуавтоматически.
Х.2. Преимущества и недостатки
сварки под флюсом
Особенности процесса сварки под флюсом определяют и его пре¬
имущества по сравнению с ручной дуговой сваркой, главные из ко¬
торых следующие:
290
повышение производительности;
высокое качество металлов шва и сварного соединения1;
экономичность и механизация процесса.
Производительность по сравнению с ручной сваркой покрытыми
электродами увеличивается; в 5—12 раз. Это достигается за счет ис¬
пользования больших токов, а значит и повышения плотности свароч¬
ного тока в электроде (табл. Х.1), в связи с чем резко возрастает
глубина проплавления и появляется возможность сварки металла по¬
вышенной толщины без разделки кромок. При сварке с разделкой
кромок уменьшается угол разделки и можно больше притупить кром¬
ки. С повышением плотности тока в электроде возрастет и коэффи¬
циент расплавления до 18 г/А-ч, а значит и общее количество рас¬
плавляемого электродного металла. В результате этого и повышен¬
ной глубины проплавления растут скорость и производительность
сварки.
ТАБЛИЦА Х.1. ПЛОТНОСТЬ СВАРОЧНОГО ТОКА Ь ЭЛЕКТРОДЕ
Диаметр электро¬
да или электрод¬
ной проволоки,
мм
Сила тока,
А
Плотность
тока, МА/м2
или А/мм2
Сила тока,
А
Плотность
тока, МА/м2
или А/мм2
Сварка ручная покрытыми
Сварка под флюсом
электродами
5
190—350
10—18
700—1000
35—50
4
160—240
13-19
500—800
40-63
3
80—130
11-18
350—600
50—85
2'
50—65
16—20
1 200—400
63—125
Высокому качест&у металлов шва и сварного соединения способ¬
ствует надежная защита зоны сварки, в которой металл находите»
в расплавленном состоянии, от взаимодействия с воздухом. Улучше¬
ние формы шва и стабильность его размеров но длине обеспечивают
постоянным его химический состав, Это уменьшает вероятность об¬
разовании дефектов в шве и, в частности, горячих трещин.
Экономичность процесса определяется снижением расхода сва¬
рочных материалов за счет сокращения потерь металла на угар и
разбрызгивание до 1—3% (ари ручной сварке потери достигают
15%), отсутствием потерь ка огарки. Лучшее использование тепла
дуги при сварке под флюсом по сравнению с ручной сваркой умень¬
шает расход электроэнергии на 30—40%. Повышению экономичности
сварки под флюсом способствует и снижение трудоемкости работ по
разделке кромок под сварку.
Механизация процесса сварки заключается в отсутствии необхо¬
димости применения щитков для защиты глаз и лица сварщика. Это
облегчает условия работы сварщика и повышает культуру произ¬
водства.
Недостатком сварки под флюсом является повышенная жидко-
текучесть расплавленного металла и флюса. Поэтому сварка воз¬
можна только в нижнем положении при отклонении плоскости шва
от горизонтали не более чем на 10—15°. В противном случае нару¬
шится формирование шва, могут образоваться подрезы и другие де¬
фекты. Это одна из причин,, почему сварку под флюсом не применяют
19*
291
для сварки поворотных кольцевых стыков труб диаметром менее
150 мм. Кроме того, такой способ сварки требует и более тщательной
сборки кромок под сварку и использования специальных приемов
сварки. При увеличенном зазоре между кромками возможно вытека¬
ние в него расплавленного металла и флюса и образования в шве
дефектов.
Х.З. Влияние параметров режима сварки
на размеры и форму швов
Обычно рассматривается поперечпое сечение шва и его размеры,
которые указаны на рис. Х.4. Площади Fu и Fup являются условны¬
ми, так как металл шва образуется кристаллизацией расплавленного
металла единой сварочной ванны. Размеры и форма сварного шва
оказывают большое влияние на его стойкость против возникновения
кристаллизационных трещин, на вероятность появления в шве де¬
фектов и прочность сварного соединения, особенно при динамических
нагрузках (см. главы II, IV). Например, при коэффициенте формы
провара = b/h = 1,3—6 вероятность образования в шве кристаллиза-
F пр
ционных трещин уменьшена. Отношение п — -- —(доля основно-
Fa 4- г пр
го металла, участвующая в формировании всего шва) дает некото¬
рое представление о свойствах шва. Например, при сварке высоко¬
углеродистой стали низкоуглеродистой электродной проволокой при
увеличении п в шве будет повышаться содержание углерода, а зна¬
чит и возрастать его прочность.
Размеры и форма шва характеризуются режимом сварки, т. е.
совокупностью факторов (параметров), определяющих условия про¬
ведения процесса сварки.
Различные параметры режима сварки зависят от толщины и
свойств свариваемого металла и обычно приводятся в специальных
таблицах режимов сварки или в технических условиях на сварку кон¬
кретного изделия. Главным условием для успешного ведения процес¬
са сварки является поддержание стабильной дуги. Для этого ско¬
рость подачи электродной проволоки определенного диаметра долж¬
на соответствовать и определенной силе сварочного тока (рис. Х.5).
Скорость подачи должна возрастать с увеличением вылета электро¬
да и уменьшением напряжения дуги. При использовании легирован¬
ных проволок, имеющих повышенное электросопротивление, скорость
подачи должна расти. Ниже приведены рекомендуемые пределы пе¬
ременного тока в зависимости от диаметра электродной проволоки.
Диаметр электрод¬
ной проволоки, мм
2
3
4
5
6
Пределы свароч¬
ного тока, А
190-250
250—600
350-800
47 -1000
625—1350
В табл. Х.2 описано влияние изменения основных параметров
режима сварки на форму и размеры шва (рис. Х.6, Х.7). Показанные
на рис. Х.6 закономерности относятся к случаю, когда глубина про¬
292
вара не превышает 0,8 толщины основного металла. При большей
глубине провара ухудшение теплоотвода от нижней части шва при¬
водит к резкому росту провара вплоть до получения прожога. Диа¬
метр электродной проволоки оказывает значительное влияние на
форму и размеры шва, особенно на глубину проплавления. Как вид¬
но из данных, приведенных в табл. Х.З, при отсутствии источников,
обеспечивающих необходимый сварочный ток, требуемая глубина
проплавления может быть достигнута при уменьшении диаметра ис¬
пользуемой электродной проволоки. Однако резкое возрастание при
этом глубины проплавления при одновременном уменьшении ширины
шва снижает и коэффициент формы провара; вероятность образова¬
ния кристаллизационных трещин возрастает.
Род и полярность тока также оказывают существенное влияние
на глубину провара. По сравнению с постоянным током прямой по¬
лярности сварка на постоянном токе обратной полярности на 40—
50%, а на переменном токе на 25—30% увеличивает глубину про¬
плавления. Изменение температуры изделия в пределах от —60 до
4-350° С практически не влияет на размеры и форму шва. При по-
Рис. Х.4. Основные размеры шва в попереч¬
ном сечении
Ь — ширина шва; а — высота усиления; h —
глубина проплавления; FH и Г Пр —площа¬
ди шва, образованные за счет расплавления
электродного металла и проплавления основно-
го металла
Рис. Х.5. Зависимость скорости подачи элек¬
тродной проволоки от силы сварочного тока
(сварка под флюсом АН-348А сварочной про¬
волокой марки Св-08. Вылет электрода 50 мм,
напряжение дуги 40—42 В).
Рис. Х.6. Влияние силы сварочного тока /св(я), напряжение дуги V д (б),
скорости сварки v св (в) и вылета электрода L (г) на основные размеры шва
293
294
ТАБЛИЦА Х.2. ХАРАКТЕРИСТИКА ВЛИЯНИЯ ИЗМЕНЕНИЯ ОСНОВНЫХ ПАРАМЕТРОВ РЕЖИМА СВАРКИ
НА РАЗМЕРЫ И ФОРМУ ШВА
Параметр режима
Глубина проплавле¬
Ширина шва
Высота
Коэффициент
Доля основного
ния h
Ъ
усиления шва
формы шва
металла в метал¬
а
ле шва п
Увеличение:
сварочного тока
(рис. Х.6, а)
диаметра электрода
напряжения дуги
(рис. Х.6, б)
скорости сварки
(рис. Х.6, в)
Сварка углом:
вперед (рис. Х.7, б)
назад (рис. Х.7, а)
Сварка:
на спуск (рис. Х.7, г)
на подъем (рис. Х.7, в)
Увеличение вылета элек¬
трода диаметром до 3 мм
(рис. Х.6, г)
Интенсивно увели¬
Немного увели¬
Интенсивно
Интенсивно
чивается
чивается
увеличивается
уменьшается
Уменьшается осо¬
Увеличивается
Уменьшается
Увеличивается
бенно интенсивно на
малых токах
Незначительно
Интенсивно
уменьшается
увеличивается
Увеличивается
Интенсивно
Уменьшается
при скорости сварки
уменьшается
до 7*10~'3м/с
(25 м/ч) и интенсив¬
но уменьшается при
скорости сварки
более 7*10 3 м/с
(25 м/ч)
Интенсивно умень¬
Интенсивно
Уменьшается
Увеличивает¬
шается
увеличивается
ся
Увеличивается
Уменьшается
Несколько уве¬
Уменьшается
личивается
Уменьшается
Увеличивается
Уменьшается
Увеличивает¬
ся
Немного увеличи¬
Немного умень¬
Увеличивает¬
Уменьшается
вается
шается
ся
Немного уменьша¬
Немного уве¬
Немного увели¬
Увеличивает¬
ется
личивается
чивается
.
ся
Интенсивно
увеличивается
Немного увели¬
чивается
То же
Увеличива¬
ется
Уменьшается
Увеличивает-
Уменьшается
Немного уве¬
личивается
Уменьшается
догреве изделия до более высокой температуры возрастает глубина
и особенно ширина шва. Увеличение угла разделки кромок и зазора
между ними уменьшает долю участия основного металла в форми¬
ровании шва я.
ТАБЛИЦА. Х.З. ЗНАЧЕНИЯ СВАРОЧНОГО ТОКА, А* ПРИ КОТОРЫХ
ДОСТИГАЕТСЯ ОДИНАКОВАЯ ГЛУБИНА ПРОПЛАВЛЕНИЯ ШВА
ПРИ РАЗЛИЧНЫХ ДИАМЕТРАХ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ
Диаметр электродной
проволоки, мм
Глубина проплавления, мм
3 1
1 * |
1 ■ 1
1 6 1
1 8 1
1 ю
12
5
450
500
550
600
725
825
930
4
375
425
500
550
675
800
925
3
300
350
400
500
625
750
875
2
200
300
350
400
500
600
700
Примечание. Использовались флюс АН-348А и проволока марки
Св-08.
Рис. Х.7. Положение электрода
и изделия при сварке
а, б — сварки углом назад а
вперед; в, г — сварка на подъем
и спуск; а — угол наклона элек¬
трода: vсв — скорость сварки;
стрел кой указано направление
сварки
X 4. Подготовка кромок деталей и сборка
конструкций под сварку
Глубокий провар и жидкотекучесть расплавленного металла и
флюса требуют соблюдения с высокой точностью размеров разделки
кромок и равномерности зазора между ними. Поэтому подготовка
деталей и сборка конструкции для сварки под флюсом должны вы¬
полняться более тщательно. Тип разделки кромок и их размеры, а
также условия их сборки и сварки зависят от конструкции сварного
соединения, состава (марки) свариваемого материала, условий свар¬
ки и т. д. и обычно указываются в технических условиях на изготов¬
ление конструкции или должны соответствовать ГОСТ 8713—70.
После разметки деталей их вырезают, используя механические спо¬
собы, газовую или плазменную резку. После этого, если необходимо,
разделывают кромки согласно чертежу. Иногда операции вырезки
детали и подготовки кромок совмещают. Кромки подготавливают
также механическими способами, газовой или плазменной резкой.
Перед сборкой деталей свариваемые кромки зачищаются по всей
20.>
длине на ширину 25—30 мм от грата, масла и других загрязнений
металлическими щетками, шлифовальными кругами и т. д. до метал¬
лического блеска. Влага и образующийся при пониженных темпера¬
турах конденсат должны удаляться подогревом или обдувкой горя¬
чим воздухом. Особенно тщательно следует предупреждать попада¬
ние в зазор между кромками остатков шлаковой корки, грязи и др.
При сборке соединения под сварку используют струбцины, скобы и
другие приспособления для фиксации кромок в требуемом положе¬
нии. Для сборки стыка на прихватках их длина должна быть 50—
80 мм, а сечение должно быть около 1/з сечения шва, но не более
25—30 мм2. Расстояние между прихватками 300—800 мм.
Прихватки можно заменять сплошным швом небольшого сечения
(«беглым» швом), выполняемым вручную электродом хорошего каче¬
ства или механизированно в среде защитных газов или под флюсом.
Сварку желательно начинать со стороны, обратной беглому шву.
После сварки поверхность прихваток и беглого шва, а также кро¬
мок зачищается и осматривается. Не допускаются подрезы и трещи¬
ны, которые следует исправлять выплавкой или вырубкой и подвар¬
кой. При сварке прихватки и беглый шов должны полностью пере¬
вариваться.
В начале шва, где возможен непровар, и в его конце, где обра¬
зуется кратер, если они находятся на краю изделия, устанавливаются
заходные и выходные планки размером до 100X150 мм с толщиной,
равной толщине свариваемого металла. При сварке с разделкой кро¬
мок в заходной и выходной планках кромки также разделываются.
Требуемый режим сварки необходимо проверять сваркой опытных
образцов и контролем размеров полученного шва.
Перед началом автоматической сварки желательно на холостом
перемещении автомата проверить правильность направления электро¬
да относительно свариваемых кромок. В процессе сварки положение
электрода корректируют с помощью указателей или копиров.
Приемы полуавтоматической сварки различных типов сварных
соединений показаны на рис. Х.8. Держатель полуавтомата может
находиться на весу или опираться костылем на изделие. Поперечные
колебания электрододержателем позволяют получить уширенные швы,
но глубина провара при этом уменьшается. Качество шва зависит от
умения сварщика равномерно перемещать электрододержатель со
скоростью, обеспечивающей необходимые размеры шва.
Рис. Х.8. Сварка углового шва наклонным электродом (а) и «в лодочку» (б).
Сварка стыкового шва «на себя» (в) и сбоку (г)
296
Х.5. Техника сварки стыковых швов
Получение шва хорошего качества при односторонней сварке с
хорошим формированием обратного валика представляет собой слож¬
ную задачу, так как проплавление металла на всю толщину может
привести к его вытеканию из сварочной ванны и образованию про¬
жога. Для предупреждения этого применяют специальные меры. При
двусторонней сварке задача облегчается тем, что глубина провара в
каждом шве меньше толщины металла и расплавленный металл от
вытекания из сварочной ванны удерживается нерасплавившейся
частью кромок. Однако при этом необходима кантовка изделия для
сварки второго шва, что не всегда возможно.
Сварка на весу (рис. Х.9,а), широко используемая при ручной
сварке, редко применяется при сварке под флюсом из-за прожогов
или неполного провара кромок в нижней части.
Сварка тонколистового металла на медной подкладке (рис. Х.9,б),
удаляемой после сварки, весьма распространена. Подкладку необхо¬
димо плотно поджимать к стыку, а для провара корня шва ввиду
интенсивного теплоотвода и формирования обратного валика в под¬
кладке следует делать канавку. В этом случае затрудняется установ¬
ка стыка вдоль формирующей подкладки. Для улучшения формиро¬
вания обратного валика и предупреждения подплавления подкладки
в канавку (обычно треугольной формы) предварительно засыпают
флюс. Подкладка может быть неподвижной или скользящей. В неко¬
торых случаях можно использовать остающуюся стальную подклад¬
ку (рис. Х.9, в). Ее толщина составляет до 40% толщины сваривае¬
мого металла (но не более 4—5 мм) при ширине 30—50 мм. Обра¬
зующийся сварной шов должен частично проплавлять и подкладку.
Зазор между подкладкой (медной или стальной) и кромками не дол¬
жен превышать 1 мм, т. е. необходима тщательная сборка стыка под
сварку. Стальная подкладка под стыком обычно закрепляется на
прихватках, а это требует кантовки изделия. Кроме того, увеличива¬
ется расход металла. Зазор между подкладкой и деталью может слу¬
жить причиной образования трещины в шве при переменных на¬
грузках.
VAV/| 1 Jy/)z t-rrAb7T-J ' *Жг 1
Рис. Х.9. Схема сварки односторонних стыковых швов
а--на весу; б —на медной подкладке; в —на остающейся подкладке; г — по
подборочному шву
а)
г)
а)
1 6)
1 — ьоиривиемые лит ы;
2 — флюсовая подушка;
3 — лоток; 4 — брезенто¬
вый рукав; 5 — ременная
передача
а — сварка стыка; б —
сварка кольцевого шва;
1 — свариваемые листы;
Рис. Х.10. Схемы сварки
на флюсовой подушке
297
Технологически более удобной является сварка с предваритель¬
ной подваркой корня шва (рис. Х.9,г). Подварочный шов может вы¬
полняться электродами или в защитном газе. Глубина провара дости¬
гает 7з толщины свариваемого металла. При этом требование к рав¬
номерности зазора по длине стыка может быть понижено.
Сварка на флюсовой подушке (рис. X.fO, а) допускает меньшую
точность сборки стыка под сварку, чем сварка на подкладке. Свари¬
ваемые листы укладывают на стеллаж, в котором смонтирована
флюсовая подушка. Воздух, подаваемый в брезентовый рукав, под¬
жимает лоток с флюсом. Поджатие может осуществляться с по¬
мощью эксцентриков, рычагов и т. д. Для предупреждения отжатия
свариваемых кромок от стеллажа на листы укладывают грузы или
используют электромагниты, устанавливаемые снизу вместе с флю¬
соподжимающим приспособлением. При сварке кольцевых швов из¬
нутри флюс снаружи поджимается ременной передачей (рис. Х.10, б),
движение которой обеспечивается за счет трения о поверхность из¬
делия. Высокое качество шва обеспечивается при плотном поджатии
флюса. Если поджатый флюс лежит неплотно, то в шве образуются
протеки и прожоги.
За рубежом применяются съемные подкладки одно- или много¬
разового использования из спрессованного флюса или другого фор¬
мирующего материала. Подкладки закрепляются эксцентриками, ры¬
чажными, винтовыми поджимами и другими способами. При недо¬
статочно хорошем формировании обратного валика при сварке на ве¬
су или съемных подкладках корень шва вырубают или выплавляют
и заваривают подварочным швом.
Основным методом получения стыковых швов высокого качества
является двусторонняя сварка. При этом режим сварки обоих слоев
обычно одинаков и обеспечивает равную глубину проплавления, со¬
ставляющую 60—70% толщины основного металла. При сварке на
весу зазор между кромками не должен превышать 1 мм. При повы¬
шенных зазорах следует применять флюсовые подушки или подвар¬
ку вручную электродами или механизированным способом в среде
защитных газов. Подварочный шов при сварке основного слоя дол¬
жен полностью перевариваться.
Металл повышенной толщины обычно сваривают с разделкой
кромок многослойными швами с одной или двух сторон. При сварке
с одной стороны наибольшую сложность представляет собой пер¬
вый проход, техника сварки которого такая же, как и односторонне¬
го однослойного шва. Режим сварки последующих слоев должен
обеспечивать почти полную переплавку первого слоя. Сварка перво¬
го слоя многослойного двустороннего шва проще, так как он, по су¬
ществу, является подварочным и при сварке последующих слоев с
этой стороны должен полностью перевариваться. При сварке первых
двух слоев электрод должен направляться точно по оси разделки во
избежание подрезов. Последующие слои сваривают со смещением
электрода с оси так, чтобы каждый последующий слой перекрывал
предыдущий на 7з ширины.
Х.6. Техника сварки угловых швов
В зависимости от площади поперечного сечения шва и положе¬
ния сварки угловые швы могут свариваться без скоса или со скосом
одной из кромок с одной или двух сторон как однопроходными, так
298
и многопроходными швами Сварку можно выполнять (рис. Х.11) в
положении «в лодочку» или наклонным электродом. При сварке «в ло¬
дочку» можно получить односюйный шов или каждый шов в много¬
слойном шве большего сечения, чем при сварке наклонным электро¬
дом, где возможен подрез по вертикальной стенке или на верхнем
листе. Однако сварка лодочку» ведется практически на весу, так
как применение медных подкладок и флюсовых подушек затруднено.
Поэтому зазор между деталями не должен превышать 1,5 мм. При
сварке наклонным электродом зазор может быть повышен до 3 мм.
При увеличенных зазорах выполняется ручная или механизированная
подварка швом, который переплавляется при сварке основного шва.
При положении «в лодочку» техника сварки не отличается от сварки
стыковых швов с разделкой кромок; за один проход можно сварить
шов с катетом до 14 мм.
При сварке наклонным электродом образование подреза ограни¬
чивает возможность получения шва с катетом более 6 мм. В этом
случае необходимо особенно точно направлять электрод в разделку
кромок. Для обеспечения провара при различной толщине сваривае¬
мых элементов сварка может выполняться в несимметричную «ло¬
дочку» или несимметрично наклонным электродом. Для предупреж¬
дения подреза при сварке наклонным электродом его смещают как
показано на рис. Х.11, б и в. Последовательность сварки многопро¬
ходных швов указана на рис. Х.11, г. В нахлесточных соединениях
при толщине верхнего листа до 8 мм сварку можно вести вертикаль¬
ным электродом с оплавлением верхней кромки (рис Х.11,д). Угло¬
вые соединения можно сваривать вертикальным электродом с медной
подкладкой (рис. Х.11, е).
Рис. Х.11. Схемы сварки угловых швов
а, д — сварка вертикальным электродом таврового соединения «в лодочку» а
нахлесточного соединения; б, в — сварка наклонным электродом таврового и
нахлесточного соединений; г — последовательность (1, 2) сварки многопроход¬
ных швов; е — установка подкладки П в угловом соединении
i§°-20°
m
Х.7. Техника сварки электрозаклепок,
прорезных швов и приварки шпилек
Прорезные швы и электрозаклепки обычно выполняются в соеди¬
нениях внахлестку. Конструкция подобных соединений и подготовка
кромок под сварку приведена в ГОСТ 8713—70. Основной трудностью
сварки подобных соединений является обеспечение плотного прилега¬
ния поверхностей свариваемых деталей. Для предупреждения выте¬
кания расплавленного флюса и металла величина зазора не должна
превышать 1 мм. Сварка электрозаклепок может осуществляться с
предварительно полученным отверстием в верхнем листе толщиной
до 10 мм (рис. Х.12, а) или с проплавлением верхнего листа толщи¬
ной до 4 мм (рис. Х.12, б). При сварке с отверстием диаметр элек¬
трода должен быть равен lU—Vs диаметра отверстия. Сварка может
выполняться с подачей электрода в процессе,сварки или без его по¬
дачи до естественного обрыва дуги. В первом случае используются
обычные полуавтоматы для сварки под флюсом, во втором — специ¬
альные электрозаклепочники. При сварке электрозаклепками на полу¬
автоматах перемещают держатель от одной точки к другой рывком
без выключения подачи и сварочного тока.
Рис. Х.12. Схемы электрозаклепок
а, б — выполненные через отверстие в верхнем листе и с проплавлением верх-
него листа; в, г — прорезные швы; 11 — медная подкладка
Прорезные швы также могут выполняться с предварительно по¬
лученными отверстиями удлиненной формы или при проплавлении
верхнего листа при его толщине до 10 мм. К тому же типу швов мож¬
но отнести и швы, показанные на рис. Х.12, в, а. По существу, сварка
прорезных швов является сваркой на остающейся подкладке. Общим
недостатком рассмотренных типов швов является трудность контро¬
ля их качества и, в частности, провара
нижнего листа.
Для приварки шпилек (рис. Х.13)
используются специальные установки и
флюсовые шайбы высотой 6—10 мм и
наружным диаметром 15—20 мм. При
диаметре шпильки более 8 мм для облег¬
чения возбуждения дуги привариваемый
конец затачивают на угол 90° С. При
приварке шпилек в вертикальном и пото¬
лочном положениях силу сварочного тока
снижают на 25—30% по сравнению со
сваркой в нижнем положении. После об¬
рыва дуги и образования достаточной
сварочной ванны шпилька быстро подает,
ся до упора.
Рис. Х.13. Схема приварки
шпилек
/ — шпилька^ 2 — флюсовая
шайба
300
Глава XI. СВАРКА ОТКРЫТОЙ ДУГОЙ.
ПЛАЗМЕННАЯ РЕЗКА
Сварка под флюсом, несмотря на целый ряд положительных ка¬
честв (см. гл. X), имеет существенный недостаток: она практически
выполнима только при нижнем расположении сварного соединения и
вследствие этого недостаточно мобильна. Значительно удобнее для
сварки в различных пространственных положениях сварка открытой
дугой, в первую очередь в среде защитных газов, а также порошко¬
вой проволокой и проволокой сплошного сечения без дополнитель¬
ной защиты дуги.
XI.1. Сварка в среде защитных газов
Этот способ сварки в последние годы находит широкое примене¬
ние в промышленности и при строительно-монтажных работах. Суще¬
ствует несколько разновидностей дуговой сварки в защитных газах,
классификация которых приведена на рис. XI. 1.
Сущность способа. Сварка может выполняться неплавящимся,
обычно вольфрамовым, или плавящимся электродом (рис. XI.2).
В первом случае сварной шов получается за счет расплавления кро¬
мок изделия и, если необходимо, подаваемой в зону дуги присадоч-
Рис. XI. 1. Классификация способов дуговой сварки в среде защитных газов
30!
ной проволоки. Плавящийся электрод в процессе сварки расплавля¬
ется и участвует в образовании металла шва. Для защиты применя¬
ются три группы газов: инертные (аргон, гелий); активные (углекис¬
лый газ, азот, водород и др.); смеси газов инертных, активных или
первой и второй группы. Выбор защитного газа (табл. XI. 1) опреде¬
ляется химическим составом свариваемого металла; требованиями,
предъявляемыми к свойствам сварного соединения; экономичностью
процесса и другими факторами. Защитный газ в зону сварки может
подаваться центрально (см. рис. XL2 и XI.3, а,в), а при повышенных
скоростях сварки плавящимся электродом — сбоку (рис. XI.3, б).
Для экономии расхода дефицитных и дорогих инертных газов ис¬
пользуется защита двумя раздельными потоками газов (см. рис.
XI.3, в); наружный поток —обычно углекислый газ. При сварке ак^
тивных материалов для предупреждения контакта воздуха не только
с расплавленным, но и с нагретым твердым металлом применяют
удлиненные насадки на сопла (подвижные камеры, рис. XI.3,г). Наи¬
более надежная защита достигается при размещении изделия в ста¬
ционарных камерах, заполненных защитным газом. При сварке круп¬
ногабаритных изделий камеры выполняются переносными из мягких
пластичных, обычно прозрачных материалов, устанавливаемых ло¬
кально над свариваемым стыком. Теплофизические свойства защит¬
ных газов оказывают большое влияние на технологические свойства
дуги, а значит на форму и размеры шва. При равных условиях дуга
в гелии по сравнению с дугой в аргоне является наиболее «мягкой»,
имеет более высокое напряжение, а образующийся шов имеет мень¬
шую глубину проплавления и большую ширину (рис. XI.4). Углекис¬
лый газ по влиянию на форму шва занимает промежуточное по¬
ложение.
Преимущества и недостатки способа. Широкий диапазон ис¬
пользуемых защитных газов обусловливает большую область при¬
менения этого способа в отношении как свариваемых металлов, так
и их толщин (от 0,1 мм до десятков миллиметров). Основными преи¬
муществами рассматриваемого способа сварки являются следующие:
высокое качество сварных соединений на разнообразных метал¬
лах и их сплавах разной толщины;
возможность сварки в различных пространственных положениях;
отсутствие операций по засыпке и уборке флюса и удалению
шлака;
возможность наблюдения за образованием шва, что особенно
важно при полуавтоматической сварке;
высокая производительность и легкость механизации и автомати¬
зации процесса;
низкая стоимость при использовании активных защитных газов.
Рис. XI.2. Схемы сварки * среде за¬
щитных газов
а, б — неплавящимся, плавящимся
электродом; 1 — сварочная дуга; 2 —
электрод; 3 — защитный газ; 4 — газо¬
вое сопло (горелка); 5 — присадочная
проволока
302
ТАБЛИЦА XI.1. ЗАВИСИМОСТЬ МЕТОДА СВАРКИ, ЗАЩИТНОГО ГАЗА И РОДА ТОКА ОТ СВАРИВАЕМЫХ
МЕТАЛЛОВ И ИХ ТОЛЩИН
Свариваемый
металл
Ориентиро¬
вочная тол¬
щина металла,
мм
Наиболее распространен¬
ная область применения
в строительстве и монтаже
Сварка
Защитный газ
Род тока
Углеродистые
и низколегиро¬
ванные стали
Более 1
Решетчатые и листо¬
вые конструкции, трубо¬
проводы и монтажные
швы негабаритной ап¬
паратуры
Автоматическая по¬
луавтоматическая пла¬
вящимся электродом
Углекислой газ.
Смесь углекислого
газа с кислородом
(до 30%). Смесь ар¬
гона с углекислым га¬
зом (90+10%). Аргон
2-го сорта
Постоянный обрат¬
ной полярности
0,5—3
Тонколистовые конст¬
рукции и трубы
Автоматическая, по¬
луавтоматическая и руч¬
ная ' угольным электро¬
дом
Углекислый газ
Постоянный прямой
полярности
Нержавеющие
и жаропрочные
стали
1 и более
Листовые конструкции
из материала толщиной
до 3 мм, трубопроводы
Ручная и механизиро¬
ванная неплавящимся
электродом
Нержавеющие: ар¬
гон 2-го сорта, гелий,
смесь аргона и гелия.
Жаропрочные: аргон
1-го сорта, гелий
Постоянный пря¬
мой полярности и
переменный
Листовые конструк¬
ции, трубопроводы и
монтажные швы негаба¬
ритной аппаратуры
Автоматическая и по¬
луавтоматическая пла¬
вящимся электродом
Нержавеющие: ар¬
гон 2-го сорта, гелий,
углекислый газ, смесь
аргона и углекислого
газа (90+10%). Жа¬
ропрочные: аргон 2-го
сорта, гелий
Постоянный обрат¬
ной полярности
Продолжение табл. XIJ
Свариваемый
металл
Ориентиро¬
вочная тол¬
щина металла,
мм
Наиболее распространен¬
ная область применения
в строительстве и монтаже
Сварка
Защитный газ
Род тока
Медь в ее спла¬
вы
0,5 и более
Листовые конструкции
и трубопроводы
Ручная и механизиро¬
ванная неплавящимся
электродом
Аргон 2*го сорта,
гелий
Постоянный пря¬
мой полярности и
переменный
3 и более
Автоматическая н по¬
луавтоматическая пла¬
вящимся электродом
Аргон 2-го сорта,
гелий, азот, смесь
аргона и азота (20—
30%)
Постоянный обрат¬
ной полярности
Алюминий н его
0,5—15
Решетчатые и листовые
конструкции, трубопрово¬
ды и монтажные швы не¬
габаритной аппаратуры
Ручная и механизиро¬
ванная неплавящимся
электродом
Аргон 1-го сорта
Переменный
сплавы
2 и более
Автоматическая и по¬
луавтоматическая пла¬
вящимся электродом
Аргон 1-го и 2-го
сорта. Смесь аргона
и гелия (35+65%)
Постоянный обрат¬
ной полярности
Титан и его
сплавы
0,5 и более
Листовые конструк¬
ции, трубопроводы н
монтажные швы нега¬
баритной аппаратуры
Ручная и механизиро¬
ванная неплавящимся
электродом
Аргон высшего сор¬
та
Постоянный пря¬
мой полярности
3 и более
Листовые конструк¬
ции, монтажные швы
негабаритной аппарату¬
ры
Автоматическая и по¬
луавтоматическая пла¬
вящимся электродом
Аргон высшего и
1-го сорта
Постоянный обрат¬
ной полярности
К недостаткам способа относятся необходимость применения за¬
щитных мер против световой и тепловой радиации дуги; возможность
нарушения газовой защиты при сдувании струи газа движением воз¬
духа или при забрызгивании сопла; потери металла на разбрызгива¬
ние, при котором брызги прочно соединяются с поверхностями шва
и изделия, наличие газовой аппаратуры (баллоны, газовые редукторы
и т. д.) и в некоторых случаях необходимость водяного охлаждения
горелок.
Подготовка кромок и их сборка под сварку. Способы подго¬
товки кромок под сварку (механические, газовые и т. д.) такие же,
как и при других методах сварки. Вид разделки кромок и ее геоме¬
трические размеры должны соответствовать ГОСТ 14771—69 или
техническим условиям на изготовление изделия. При полуавтомати¬
ческой сварке плавящимся электродом можно получить полный про¬
вар без разделки кромок и без зазора между ними при толщине ме¬
талла до 8 мм. При зазоре или разделке кромок полный провар до¬
стигается при толщине металла до 11 мм.
При сварке в углекислом газе многослойных швов на сталях пе¬
ред наложением последующего слоя поверхность предыдущего слоя
следует тщательно очищать от брызг и образующегося шлака. Для
уменьшения забрызгивания поверхности детали из углеродистой
стали ее покрывают специальными аэрозольными препаратами типа
«Дуга». Сварка может выполняться при непросохшем препарате.
Детали собираются с помощью струбцин, клиньев, скоб или на при-
2)
ИапрадлениесВарка
л
J1B
Рис. XI.3. Схемы подачи защитного газа в зону сварки
а — центральная; б — боковая; в — двумя концентрическими потоками; г — в
подвижную камеру (насадку); 1 — электрод; 2 — защитный газ; 3, 4 — наруж¬
ный и внутренний потоки защитных газов; 5 — насадка; 6 — распределитель¬
ная сетка
Рис. XI.4. Формы шва при сварке
плавящимся электродом
а — в аргоне; б — в гелии; в — в угле¬
кислом газе
20-140
хватках. Прихватки лучше выполнять в защитных газах тем же спо¬
собом, которым будет проводиться и сварка. Прихватки перед свар¬
кой осматриваются, а при сварке перевариваются.
Общие рекомендации по технике сварки. Ручную и полуавтома¬
тическую сварку обычно ведут на весу. Автоматическую сварку мож¬
но выполнять так же, как и при сварке под флюсом, на остающихся
или съемных подкладках и флюсовых подушках. Однако во многих
случаях наиболее благоприятные результаты достигаются при ис¬
пользовании газовых подушек (рис. XI.5). Они улучшают формиро¬
вание корня шва, а при сварке активных металлов способствуют и
защите нагретого твердого металла от взаимодействия с воздухом.
Подаваемые в подушку газы по составу могут быть такие же, как и
используемые для защиты зоны сварки.
Качество шва в большой степени определяется надежностью от¬
теснения от зоны сварки воздуха. Необходимый расход защитного
газа устанавливается в зависимости от состава и толщины сваривае¬
мого металла, конструкции сварного соединения, скорости сварки,
состава защитного газа.
Влияние скорости сварки на надежность защиты зоны сварки
видно из рис. XI.6. Ветер и сквозняки также снижают эффективность
газовой защиты. В названных случаях рекомендуется на 20—30%
повышать расход защитного газа, увеличивать диаметр выходного
отверстия сопла или приближать горелку к поверхности детали. При
сварке на повышенных скоростях полезно также наклонять горелку
углом вперед, а при автоматической сварке применять боковую по¬
дачу газа (см. рис. XI.3,6). Для защиты от ветра зону сварки за¬
крывают щитками. Для достаточной защиты соединений, указанных
на рис. XI.7, в, г, необходим повышенный расход газа. При их сварке
рекомендуется устанавливать сбоку и параллельно шву экраны, за¬
держивающие утечку защитного газа. При равных условиях расход
Рис. XI.5. Схемы газовых
подушек
а, б — односторонняя и дву¬
сторонняя сварка; 1 — защит-
ный газ; 2 — медная под¬
кладка
Рис. XI.6. Влияние скорости сварки на эф¬
фективность газовой защиты
а—в — сварка на скоростях соответственно
малой, средней и очень большой
б)
6)
Д. "А
Рис. XI.7. Схемы (а—г) расположения границы защитной струи при сварке
различных типов соединений
506
гелия ввиду его меньшей плотности должен быть увеличен по срав¬
нению с аргоном или с углекислым газом.
Техника сварки неплавящимся электродом. В настоящее время
в качестве неплавящегося электрода используются преимущественно
стержни из чистого вольфрама или вольфрама с активирующими
присадками окислов тория, лантана и иттрия, которые облегчают за¬
жигание и поддерживают горение дуги, повышают стойкость элек¬
трода (табл. XI.2). Функцию защитных в этих случаях выполняют
ТАБЛИЦА XI.2. РЕКОМЕНДУЕМАЯ СИЛА СВАРОЧНОГО ТОКА
В ЗАВИСИМОСТИ ОТ РОДА ТОКА И ДИАМЕТРА ЭЛЕКТРОДА, А
Марка
электрода
Диаметр электрода,
мм
Род тока
2
1 3
4
5
6
1 г
ЭВЧ
(чистый
вольфрам)
Постоянный
прямой поляр¬
ности
50
170
370
470
560
—
Постоянный
обратной поляр¬
ности
30
40
55
65
85
110
Переменный
20
50
80
220
260
310
ЭВЛ
(вольфрам
с окислами
лантана)
Постоянный
прямой поляр¬
ности
100
250
500
710
1000
—
Постоянный
обратной поляр¬
ности
35
45
60
80
100
125
Переменный
70
180
210
280
340
410
инертные газы и их смеси или смеси инертных газов с азотом и во¬
дородом. Применение газов, содержащих кислород, недопустимо вви¬
ду окисления вольфрама и его быстрого разрушения. При сварке
в аргоне допустимая сила сварочного тока выше, чем при сварке в
гелии. При сварке в среде углекислого газа в качестве неплавящегося
электрода можно использовать угольные или графитовые стержни.
Но этот способ сварки находит ограниченное применение из-за низкой
производительности.
При сварке вольфрамовым электродом в зависимости от типа
свариваемого металла используют постоянный или переменный
ток. При сварке на переменном токе рабочий конец электрода за¬
тачивают в виде полусферы. При сварке на постоянном токе конец
электрода затачивают под углом 60° на длине 2—3 диаметров или в
виде четырехгранной пирамиды. Работа с активированными элек¬
тродами и их хранение должны учитывать требования санитарных
правил работы с радиоактивными веществами.
20*
307
ТАБЛИЦА XI.3. РАСХОД ВОЛЬФРАМОВЫХ ЭЛЕКТРОДОВ НА
100 м ШВА, г
Свариваемый материал
Толщина
материа¬
ла, мм
Диаметр
электро¬
да, мм
Ручная
сварка
Механизиро¬
ванная сварка
Конструкционные не-
1
1.5
8,3
3,9
ржансющие и /кароирочные
2
2
23,4
10,9
сплавы
3
3
83,3
39
4
4
132,2
125
5 и более
5
165
156
Алюминиевые и магниевые
2
2
23,4
10,9
сплавы
4
3
83,3
39
5—6
4
132,2
125
7 и более
5
165
156
Расход вольфрамовых электродов невелик (табл. XI.3). Для его
уменьшения подачу защитного газа следует начинать до возбужде¬
ния дуги, а заканчивать через 5—10 с после обрыва дуги для ох¬
лаждения электрода в струе газа. С этой же целью сварочную ду¬
гу возбуждают, используя осцилляторы, без касания концом элек¬
трода изделия.
Рис. XI.8. Асимметрия дуги пере¬
менного тока при сварке вольф¬
рамовым электродом в среде за¬
щитных газов
Рис. XI.9. Схема сварки в защит¬
ных газах вольфрамовым электро¬
дом погруженной дугой
а — выход плазмы на обратную
сторону соединения; б — бочкооб¬
разная форма шва; 1 — расплав¬
ленный металл сварочной ванны;
2 — защитный газ; 3 — основной ме¬
талл; 4 — дуговая плазма. Стрелкой
указано направление сварки
Рис. XI.10. Схемы изменения силы и напряжения сварочного тока при им*
пульсной сварке вольфрамовым электродом (а) и формы шва в плоскоетй
(б) и поперечном сечении (в)
308
Технологические свойства дуги зависят от рода тока. При пря¬
мой полярности на изделии выделяется около 70% тепла, что и
обеспечивает более глубокое проплавление основного металла по
сравнению с обратной полярностью тока, где наблюдается повы¬
шенный разогрев электрода и поэтому допустимая сила сварочно¬
го тока уменьшена (см. табл. XI.2). При использовании перемен¬
ного тока ввиду физических особенностей электропроводимость
дуги неодинакова в различные полупериоды полярности переменно¬
го тока. Она выше, когда катод на электроде (прямая полярность),
и ниже, когда катод на изделии (обратная полярность). В соответ¬
ствии с этим и сила сварочного тока (рис. XJ.8) больше при прямой
и меньше при обратной полярности, т. е проявляется выпрямляю¬
щий эффект сварочной дуги, связанный с различными теплофизиче¬
скими свойствами электрода и изделия.
Одной из разновидностей сварки вольфрамовым электродом
является сварка погруженной дугой (рис. XI.9). При повышении
расхода защитного газа дуга обжимается, а ее температура повы¬
шается. Давление защитного газа и дуги, оттесняя из-под дуги
расплавленный металл, способствует заглублению дуги в основной
металл. В результате глубина провара резко увеличивается. При
толщине металла до 10 мм поток плазмы образует в металле отвер¬
стие и может выходить на обратную сторону соединения (рис.
XI.9, а). Металл, оплавленный на передней кромке, перемещается
в хвостовую часть ванны и, кристаллизуясь, образует шов. Ввиду
горения дуги ниже верхней поверхности основого металла шов имеет
бочкообразную форму (рис. XI.9,б). Этим способом без разделки
кромок за один проход можно сваривать металл толщиной до 50 мм
при зазоре между кромками 6—10 мм. При сварке вольфрамовым
электродом дуга может гореть как при практической постоян¬
но!) силе сварочного тока, так и по определенной програм¬
ме— импульсная дуга. Этот способ находит применение при
сварке тонкого металла толщиной от долей миллиметров до
3—4 мм. В этом случае требуется небольшая сила сварочного тока,
при которой дуга неустойчива. Повышение тока увеличивает и раз¬
меры сварочной ванны, что часто приводит к прожогам. Использо¬
вание тока, по величине достаточного для стабильного горения дуги
и включаемого периодически, импульсами (рис. XI.10), уменьшает
размеры сварочной ванны, образующейся из отдельных точек
(рис. XI.10,б). В перерыве между импульсами тока сварочная ван¬
на успевает частично закристаллизоваться, что снижает вероят¬
ность прожогов. Однако при больших перерывах между импульса¬
ми tп дуговой промежуток деионизируется и повторное возбужде¬
ние дуги затрудняется. Для предупреждения этого в паузах меж¬
ду импульсами поддерживается дежурная дуга уменьшенным сва¬
рочным током /д. Регулируя соотношение между /св и /д, tn и tcв,
а также скорость сварки, изменяют форму и размеры шва. Этот
способ позволяет сваривать стыковые соединения на весу во всех
пространственных положениях.
Дуговой сваркой вольфрамовым электродом можно сваривать
все типы сварных соединений в различных пространственных по¬
ложениях. Этот способ обычно целесообразен для соединения ме¬
талла толщиной до 5—6 мм. Однако его можно использовать и для
металла большей толщины. Сварка выполняется без присадочного
металла, когда шов формируется за счет расплавления кромок, и
с присадочным металлом, подаваемым в зону дуги в виде свароч¬
309
ной проволоки (рис. XI.11). Как правило, сварку ведут при напря¬
жении дуги 22—34 В, при этом длина дуги должна быть 1,5—3 мм.
Вылет конца электрода из сопла не должен превышать 3—5 мм, а
при сварке угловых швов и стыковых с разделкой — 5—7 мм. При
соединении металла толщиной до 10 мм вручную сварку выполняют
справа налево (см. рис. XI.11). Поток защитного газа должен на¬
дежно охватывать всю область сварочной ванны и разогретую
часть сварочной проволоки. При уменьшении толщины свариваемо¬
го металла угол между горелкой и изделием уменьшают. Для свар¬
ки материала толщиной свыше 10 мм следует применять правый
способ сварки, а угол между горелкой и изделием должен быть
близким к 90°. Такое положение горелки относительно изделия ре¬
комендуется и при сварке угловых соединений. Сварочная прово¬
лока .годится не в столб дуги, а сбоку (рис. XI. 12) возвратно-по¬
ступательными движениями при сварке тонколистового металла
(рис. XI.13, а) и поступательно-поперечными движениями при
сварке толстолистового металла (рис. XI.13, б). При полуавтомати¬
ческой и автоматической сварке электрод располагается перпенди¬
кулярно поверхности изделия. Угол между ним и сварочной про¬
волокой приближается к 90° При сварке многослойных швов от¬
дельные валики рекомендуется выполнять не на всю ширину раз¬
делки (рис. XI. 14). При сварке вертикальных швов на спуск при
значительных размерах сварочной ванны расплавленный металл мо¬
жет, подтекая под электрод, уменьшить глубину проплавления и
1 2 J
Рис. XI.11. Схема располо¬
жения горелки и сварочной
проволоки при ручной арго-
но-дуговой сварке
Рис. XI.12. Схема располо¬
жения сварочной проволоки
относительно сварочной
ванны
1 — сварочная проволока;
2 — защитный газ; 3 — сопло
горелки; 4 — электрод
1 — сварочная проволока;
2 — сварочная ванна; 3 —
электрод; 4 — граница струи
защитного газа. Стрелкой
указано направление сварки
й)
А
б)
А
Рис. XI.13. Схемы подачи
присадочного прутка при
сварке тонколистового (а) и
толстолистового металла с
разделкой кромок (б).
Стрелкой А указано на¬
правление сварки
Рис. XI.14. Схема наложе¬
ния отдельных валиков в
многослойном шве
1—8 — последовательность
сварки валиков
310
привести к закорачиванию дуги. Дугу следует обрывать пониже¬
нием сварочного тока, а при ручной сварке — ее постепенным уд¬
линением.
Техника сварки плавящимся электродом. В зависимости от
свариваемого материала, его толщины и требований, предъявля¬
емых к сварному соединению, в качестве защитных газов исполь¬
зуют инертные, активные газы или смеси защитных газов (см.
табл. XI.1). Ввиду более высокой стабильности дуги применяется
преимущественно постоянный ток обратной полярности от источ¬
ников с жесткой внешней характеристикой. Помимо параметров
режима на стабильность горения дуги, форму и размеры шва боль¬
шое влияние оказывает характер расплавления и переноса элект¬
родного металла в сварочную ванну. Характер переноса электрод¬
ного металла зависит от материала и диаметра электрода, состава
защитного газа и ряда других факторов. Рассматривая процесс
сварки в углекислом газе, можно отметить, что при малых диамет¬
рах электродных проволок (до 1,6 мм) и небольших сварочных то¬
ках при короткой дуге с напряжением до 22 В процесс идет с пе¬
риодическими короткими замыканиями, во время которых элект¬
родный металл переходит в сварочную ванну. Частота замыканий
достигает 450 в 1 с. При этом потери на разбрызгивание обычно
не превышают 8% (область А на рис. XI.15). При значительном
возрастании сварочного тока и увеличении диаметра электрода
(область В на рис. XI.15) процесс идет при длинной дуге с обра¬
зованием крупных капель без коротких замыканий. Область Б яв¬
ляется переходной, в которой возможно появление крупных ка¬
пель и их переход с короткими замыканиями и без них. При сварке
на режимах областей Б и В обычно ухудшаются технологические
свойства дуги и, в частности, затрудняется переход электродного
металла в сварочную ванну при сварке в потолочном положении.
Дуга недостаточно стабильна, а разбрызгивание повышено.
Несколько иная картина наблюдается при сварке в аргоне.
Увеличение тока при данном диаметре электрода сверх определен¬
ной величины (выше критического) приводит к мелкокапельному
(струйному) переносу электродного металла (рис. XI.16). При этом
резко повышаются стабильность дуги в различных пространственных
положениях и глубина проплавления по оси шва. Величина критиче¬
ского тока уменьшается при активировании электрода легкоионизи-
рующимися элементами, увеличении вылета электрода и при до¬
бавке к аргону до 5% кислорода.
Для улучшения переноса электродного металла в сварочную
ванну за счет уменьшения размера капель и их направленного
сбрасывания в ванну периодически изменяют силу тока (рис. XI.17).
При увеличении тока во
время импульса резко воз¬
растающие электродинами¬
ческие силы сбрасывают
каплю с торца электрода.
Импульсы могут быть оди¬
ночными или составлять
группу. Их форма также
может быть различной.
Основными параметра¬
ми режима сварки являют¬
ся сила и полярность сва¬
рочного тока, напряжение
% °/о
0/,/-
ТОО 200 300 т S00 Эс$,л
Рис. XI.15. Зависимость потерь метал¬
ла на разбрызгивание от силы сва¬
рочного тока и диаметра электродной
проволоки. Сварка в углекислом газе
зц
дуги, диаметр и скорость подачи электродной проволоки, расход и
состав защитного газа, вылет электрода и др. Расстояние от сопла
горелки до изделия во избежание ухудшения защиты и повышенно¬
го разбрызгивания должно выдерживаться в пределах 8—15 мм. То¬
коподводящий наконечник должен находиться на уровне краев сопла
или утапливаться в сопло на глубииу до 3 мм. При сварке угловых
швов и стыковых с глубокой разделкой токоподводящий наконечник
Рис. XI.16. Зависимость скорости подачи уПОд электродной проволоки от ее
диаметра йэл и силы сварочного тока /св. Сварка в аргоне, постоянный ток
обратной полярности. Сварочная проволока типа Х18Н9. Кружочками обо¬
значена критическая сила тока
4Bi
Та
Jet,А
Рис. XI.17. Изменение силы
сварочного тока и напряжения
при импульсно-дуговой сварке
/и, Un — ток и напряжение во
время импульса; /п, U П~~ 70
же, во время паузы; Т ы. Т п—
время импульса и паузы; t —
время
312
3-20.
JT\ П_
Рис. XI. 18. Схемы переме¬
щения конца электрода при
полуавтоматической сварке
плавящимся электродом
может выступать из сопла на 5—10 мм. Стабильность горения дуги
достигается соответствием скорости подачи электродной проволоки
силе сварочного тока (см. рис. XI. 16).
Для повышения производительности процесса вылет электрода
может быть увеличен до 40 и 60 мм при электродных проволоках
диаметром 1,2 и 1,6 мм соответственно. Рост производительности
может быть достигнут и применением металлических добавок (руб¬
леной проволоки и т. д.), засыпаемых предварительно или в про¬
цессе сварки в разделку. Сила тока регулируется скоростью пода¬
чи электродной проволоки. Напряжение дуги, обычно перед свар¬
кой, устанавливается примерно равным напряжению холостого хо¬
да источника тока. Закономерности изменения формы и размеров
шва от основных параметров режима примерно такие же, как и прй
сварке под флюсом (см. рис. Х.6).
Поперечные колебания электрода при полуавтоматической
сварке расширяют технологические возможности способа, позволяя
улучшить формирование корня шва при сварке на весу и получить
уширенные валики. Характер поперечных колебаний электрода за¬
висит от толщины металла и формы разделки, а также от навыков
сварщика (рис. XI.18).
Полуавтоматическая сварка в нижнем положении может вы¬
полняться правым и левым методами. При сварке слева направо
держатель отклоняется от вертикали на 5—15°. Для предупреж¬
дения прожогов при полуавтоматической сварке соединения из тон¬
колистового материала рекомендуется периодически кратковремен¬
но обрывать дугу. Во время перерывов часть металла сварочной
ванны кристаллизуется.
Положение электрода и изделия при автоматической сварке в
нижнем положении стыковых и угловых швов такое же, как и при
сварке под флюсом. Минимальная толщина свариваемого металла
1—1,5 мм. Тонкий металл предпочтительнее сваривать в наклон¬
ном или вертикальном положении на спуск электродными прово¬
локами диаметром до 1,2 мм. Сварку вертикальных угловых и сты¬
ковых швов с разделкой кромок можно вести снизу вверх с попе¬
речными колебаниями электрода. Качество швов, выполняемых в
вертикальном и потолочном положениях, выше при сварке со
струйным переносом электродного металла или с короткими замы¬
каниями. Изменение наклона электрода, как и при сварке под
флюсом, изменяет форму и размеры шва, а при сварке швов на
вертикальной плоскости может способствовать удержанию расплав¬
ленного металла сварочной ванны от стекания. Подтекание метал¬
ла под дугу при сварке вертикальных швов на спуск резко умень¬
шает глубину проплавления. При их сварке на подъем глубина
провара, наоборот, резко возрастает. При сварке горизонтальных
швов электрод для удержания расплавленного металла от стека¬
ния располагают снизу и перемещают по шву с поперечными коле¬
баниями.
Техника сварки электрозаклепок. Сварка электрозаклепок мо¬
жет выполняться в любом пространственном положении. Для по¬
лучения нахлесточного соединения хорошего качества необходимо
обеспечить плотное прилегание листов с зазором не более 0,5 мм.
Места сварки следует тщательно зачищать, так как вероятность
образования в заклепке пор и трещин повышена. Для предупреж¬
дения прожога в нахлесточных соединениях с обратной стороны
возможна установка медных подкладок. Сварку электрозаклепок
313
/ 2
можно вести вольфрамовым
или плавящимся электро¬
дом. Состав защитного газа
зависит от типа электрода и
состава металла (см. табл.
XI.1). Размеры электроза¬
клепки и ее свойства зави¬
сят главным образом от си¬
лы сварочного тока, напря¬
жения и времени горения
дуги. При применении воль¬
фрамового электрода ис¬
пользуются сварочные пис¬
толеты, конструкция кото¬
рых позволяет поджать
верхний лист к нижнему.
Хорошее качество сварки
заклепок достигается при
толщине верхнего листа до
Рис. XI.19. Типы газовых насадок для
сварки электрозаклепок
1 — электрод; 2 — газ
2 мм. Во избежание загрязнения рабочего конца электрода дугу
возбуждают с помощью осциллятора. При увеличении сварочного-
тока и времени горения дуги глубина проплавления и диаметр за¬
клепки растут.
Для обеспечения хорошей защиты зоны сварки применяются раз¬
личные типы газовых насадок (рис. XI. 19). Время протекания сва¬
рочного тока регулируется с помощью реле. Образование подрезов,
трещин и пор в заклепке предупреждается повторным кратковре¬
менным возбуждением дуги и плавным уменьшением тока.
При использовании плавящегося электрода заклепки сварива¬
ют без пробивки отверстия в нижнем положении при толщине
верхнего листа до 6 мм, а в вертикальном и потолочном — до
1,5 мм. Сварку в вертикальном и потолочном положениях рекомен¬
дуется вести с короткими замыканиями импульсно-дуговым спо¬
собом. Размеры заклепок регулируют, изменяя силу сварочного
тока и напряжение дуги, диаметр электрода и время горения дуги.
Для увеличения размеров точки сварку можно вести с круговым
перемещением электрода. Наиболее целесообразно сварку вести
полуавтоматами с реле времени, регулирующими время подачи
электродной проволоки. Для сварки следует использовать сопла,
как и при сварке вольфрамовым электродом (см. рис. XI. 19), но с
отверстиями для выхода газа. В процессе сварки металла толщиной
свыше 2 мм рекомендуется изменять ток и напряжение дуги (к кон¬
цу сварки ток уменьшают и увеличивают напряжение дуги).
XI.2. Сварка порошковой проволокой
и проволокой сплошного сечения
без дополнительной защиты дуги
Сущность первого способа. Применение сварки под флюсом
затруднено ограниченностью положения шва в пространстве (пре¬
имущественно нижнее) и невозможностью наблюдения за образо¬
ванием шва. При сварке в защитных газах надежность защиты мо¬
жет нарушаться воздействием движения воздуха и засорением
газового сопла брызгами. Сварка порошковыми проволоками в зна¬
чительной степени сочетает положительные стороны механизирован¬
314
ных и ручного способов сварки. Конструкция порошковой прово¬
локи (см. гл. V) определяет некоторые особенности ее расплавле¬
ния. Сердечник проволоки на 50—70% состоит из неметаллических,
неэлектропроводных материалов, поэтому проволока плавится ду¬
гой, горящей и перемещающейся по металлической оболочке. Ввиду
этого плавление сердечника может отставать от плавления оболоч¬
ки, и он может частично переходить в сварочную ванну в нерас¬
плавленном состоянии, особенно при касании сердечника поверхно¬
сти сварочной ванны, что может привести к образованию в метал¬
ле шва пор и засорению его неметаллическими включениями.
Малая жесткость порошковых проволок требует применения специ¬
альных механизмов подачи с двойным приводом и малым давле¬
нием поджатия.
Металлургические особенности процесса сварки порошковы¬
ми проволоками определяют повышенную чувствительность метал¬
ла шва к образованию пор при отклонении напряжения дуги и вы¬
лета электрода от рекомендуемых.
В настоящее время в СССР налажен промышленный выпуск
проволок больших диаметров (2,6 мм и выше), требующих повы¬
шенной силы сварочного тока, что затрудняет их применение для
сварки в вертикальном и потолочном положениях. Однако многими
организациями ведутся работы по созданию порошковых проволок
для сварки во всех пространственных положениях, что резко по¬
высит удельный вес их применения, особенно в условиях строи¬
тельно-монтажного производства. Промышленностью выпускаются
проволоки для сварки без дополнительной защиты (самозащитные)
или с дополнительной защитой углекислым газом. В зависимости
от типа проволоки (рутил-органический, карбонатно-флюоритовый
и др) используется постоянный ток прямой или обратной поляр¬
ности от источников с крутопадающей или жесткой внешней ха¬
рактеристикой.
Техника сварки. Выпускаемая проволока должна иметь серти¬
фикат завода-изготовителя, без которого ее использование недо¬
пустимо. В сертификате указываются марка и диаметр проволоки,
коэффициент заполнения, механические свойства и 'другие ее ха¬
рактеристики. Обычно сварка ведется полуавтоматами, но может
выполняться и автоматами. Ввиду возможности наблюдения за
образованием шва техника сварки порошковыми проволоками мало
отличается от сварки плавящимся электродом в защитных газах.
Однако появление на поверхности сварочной ванны шлака, зате¬
кающего при некоторых условиях в зазор между кромками впереди
шва, затрудняет провар корня шва и может привести к непровараг*
кромок. Необходимо следить за равномерным покрытием всей сва¬
рочной ванны шлаком. При многослойной сварке поверхность пре¬
дыдущих швов рекомендуется тщательно очищать от шлака.
Подготовка кромок, их очистка и сборка под сварку выполня¬
ются такими же методами, как и при других способах сварки. При¬
хватки делают вручную покрытыми электродами или механизиро¬
ванно порошковой проволокой. Перед началом сварки следует
проверить полярность тока и исправность аппаратуры, а также уста¬
новить параметры режима применительно к изделию. При заправ¬
ке проволоки в рукав конец ее должен быть завальцован, нако¬
нечник с мундштука снят, а рукав не должен иметь перегибов.
После этого на отдельной пластине наплавляют короткий шов для
расплавления конца проволоки, где шихта при заправке могла вы¬
сыпаться. В процессе сварки необходимо следить за равномерно¬
стью расплавления проволоки.
При сварке стыковых швов проволока должна быть перпенди¬
кулярна поверхности изделия или расположена углом назад с от*
клонением от вертикали до 15°. При сварке угловых швов «в лодоч¬
ку» или наклонным электродом угол между электродом и поверх¬
ностью изделия 45—60°. Проволоки рутил-органического типа
(ПП-АН 1, ПП-1ДСК, ПВС-1Л) имеют удовлетворительные свароч¬
но-технологические свойства, мало чувствительны к изменению на¬
пряжения дуги. Однако сварка на большом токе и при низком на¬
пряжении на повышенной скорости может привести к образованию
в швах подрезов. Вылет электрода должен быть 15—20 мм. Про¬
волоки карбонатно-флюоритового типа (ПП-АНЗ, АП-АН7,
ПП-АН11, ЭПС-15М, СП-2) чувствительны к изменению напряже¬
ния дуги и более, чем проволоки рутил-органического типа, — к
загрязнению кромок. Для надежного возбуждения и горения дуги
и предупреждения в швах пор вылет электрода должен устанав¬
ливаться в пределах 25—30 мм.
Увлажнение сердечника при хранении проволоки может при¬
вести к появлению в шве пор. Для предупреждения этого проволо¬
ку следует прокаливать при 230—250° С в течение 2—3 ч. После
прокалки уменьшается жесткость проволоки и требуется тщатель¬
ная настройка механизма ее подачи.
Для сварки в углекислом газе рекомендуются порошковые
проволоки: рутиловые (ПП-АН8, ПП-АН 10) и ругил-флюоритовые
(ПП-АН4, Г1П-АН9). Применение этих проволок повышает произ¬
водительность сварки по сравнению с ручной в 2—4 раза, а со
сваркой проволокой сплошного сечения марки Св-08Г2С — на
10—15%. При сварке в углекислом газе себестоимость наплавлен¬
ного металла возрастает на 20—25% по сравнению со сваркой без
внешней защиты, что частично компенсируется снижением трудо¬
затрат на очистку поверхности швов и деталей от брызг металла.
Находит некоторое практическое применение и сварка прово¬
локой сплошного сечения без дополнительной газовой или другой
защиты дуги. Введение в состав проволок (Св-20ГСТЮА и
Св-15ГСТЮЦА) раскислитслей и элементов, снижающих раство¬
римость азота в жидком металле, позволяет обеспечить требуемое
качество шва. Техника сварки этими проволоками такая же, как и
в защитных газах. Ограничивает их применение пока высокая
стоимость и недостаточная стабильность качества сварного соеди¬
нения, выполненного этими проволоками.
XI.3. Сущность и техника сварки
и резки плазменной дугой
Дуговую плазму получают по двум схемам (рис. XI.20). При
плазменной дуге прямого действия изделие включено в сварочную
цепь, а активные пятна дуги располагаются на вольфрамовом
электроде и изделии. Газ, подаваемый в сопло плазматрона, про¬
ходя столб дуги, нагревается и увеличивается в объеме. Кроме
того, он ионизируется. Эти процессы зависят от температуры, до
которой нагревается газ. Газ, подаваемый в сопло, сжимая столб
дуги, повышает его температуру.
316
В плазменной дуге косвенного действия одно из активных пя¬
тен дуги находится на сопле плазмотрона, а плазма выдувается че¬
рез отверстие сопла. Это позволяет использовать такой тин плазмы
для сварки и резки неэлектропроводных материалов. Температура
плазменной струи косвенного действия достигает 16 000° С, а пря¬
мого действия — 30 000° С. Форма поперечного сечения плазменной
струи определяется формой выходного отверстия сопла. При свар¬
ке плазмообразующий газ может быть и защитным. Однако иногда
необходима подача отдельной струи защитного газа. Защитный газ,
омывая столб плазмы и интенсивно его охлаждая, уменьшает диа¬
метр струи. В результате возможна высокая концентрация плаз¬
менного потока — микроплазма — при малых токах дуги (до 30А).
Плазменная струя имеет широкий диапазон технологических
свойств. Ее тепловая эффективность определяется обычными и спе¬
цифическими параметрами дуги.
Обжатие дуги, повышающее ее температуру, увеличивается с
ростом скорости протекания газа, т. е. зависит от диаметра и дли¬
ны канала плазматрона и расхода газа. Тепловое воздействие ха¬
рактеризуется также расстоянием от торца сопла до поверхности
изделия, составом плазмообразующего газа, силой тока и др. Дуга
возбуждается при помощи осциллятора. В дуге прямого дейст¬
вия непосредственное возбуждение дуги между электродом и из¬
делием затруднено. Поэтому возбуждают маломощную вспомога¬
тельную дугу между соплом и изделием. После касания плазмой
изделия возбуждается дуга прямого действия. Дуга питается по¬
стоянным током при минусе на электроде. Источники питания дол¬
жны иметь крутопадающую или вертикальную характеристику с
напряжением холостого хода до 120 В при сварке и до 300 В и
выше при резке.
Существенным недостатком плазменной сварки и резки явля¬
ется малая стойкость сопел плазматрона, которые разрушаются от
тепловой нагрузки или от двойной дуги, возникающей в плазматро-
не прямого действия (между соплом и изделием).
При сварке в качестве плазмообразующих используют инертные
газы. Шов создается за счет расплавления свариваемых кромок
и, если необходимо, присадочного металла. Без разделки кромок
за один проход можно сваривать стыковые швы на металле тол¬
щиной до 15 мм. В некоторых случаях сварка выполняется с обра¬
зованием сквозного отверстия в
основном металле (см. рис. XI.9).
Плазменная резка представля¬
ет собой, по существу, расплавле¬
ние и выдувание основного метал¬
ла плазменной струей. Поэтому
плазменной струей можно резать
практически все металлы толщи¬
ной до 100 мм и выше. Скорости
резки в зависимости от толщины
могут достигать 0,6 км/ч при ши¬
рине реза от десятых долей мил¬
лиметра до 8—10 мм. В качестве
плазмообразующих применяются
азот, водород, аргоно-водородные
азотно-водородные и другие газп
и смеси. При пользовании водоол *
Рис. XI.20. Схемы получения плаз¬
менной дуги прямого (а) и кос¬
венного (б) действия
1 — источник тока; 2 — вольфрамо¬
вый электрод; 3 — газ; 4 — сопло
плазматрона; 5 — плазменная струя
317
лаждаемыми циркониевыми и гафниевыми электродами плазмообра¬
зующим газом может быть и воздух. Сварка и резка могут выпол¬
няться вручную и механизированно.
Глава XII. ЭЛЕКТРОШЛАКОВАЯ СВАРКА
XI 1.1. Сущность способа,
основные достоинства и недостатки,
область применения электрошлаковой
сварки (ЭШС)
Схема электрошлакового процесса показана на рис. XII.1.
В пространстве между кромками свариваемых деталей и медными
Рис. XII.1. Схема процесса электрошлаковой сварки
а — одним проволочным электродом с неподвижной осью или с колебанием
электрода; б — тремя проволочными электродами с их колебанием; в — пла¬
стинчатыми электродами; г — плавящимся мундштуком; 1 — свариваемая де¬
таль; 2 — ванна расплавленного шлака; 3 — электрод; 4 — расплавленные элек¬
тродный и основной металлы; 5 — сварной шов; 6 — пластинчатый электрод;
7 — мундштук; 8 г- медные пластины
318
пластинами в начальный период сварки создается замкнутая ванна
расплавленного шлака, в которую погружается металлический стер¬
жень-электрод. Ток, подведенный к электроду и свариваемому ме¬
таллу, проходя через жидкий шлак, нагревает его до температуры,
достаточной для плавления электрода и кромок свариваемого ме¬
талла. Расплавленный электродный и основной металлы, смешива¬
ясь, образуют общую металлическую ванну, которая после осты¬
вания создает сварной шов. Шлаковая ванна, постоянно находясь
в верхней части расплава, за счет меньшей, чем у расплавленного
металла, плотности исключает воздействие окружающего воздуха
на жидкий металл и очищает капли электродного металла, прохо¬
дящие через ванну, от вредных примесей.
К преимуществам электрошлаковой сварки относят:
возможность получения за один проход сварных соединений
практически любой толщины;
отсутствие необходимости специальной подготовки кромок
свариваемых деталей;
уменьшение расхода флюса в десятки раз по сравнению с
электродуговой сваркой под слоем флюса; сокращение расхода
электроэнергии;
возможность получения сварных соединений с малой вероят¬
ностью дефектов типа пор, шлаковых включений, трещин, подрезов;
уменьшение содержания газов в металле шва.
Недостатками электрошлаковой сварки являются:
возможность производства сварки только в вертикальном или
в близком к вертикальному положению (отклонение от вертикали
не более 30°) свариваемых плоскостей;
крупнозернистая структура в металле шва и зоне термического
влияния и связанная с этим низкая ударная вязкость металла
сварного соединения при отрицательных температурах;.
необходимость изготовления и установки перед сваркой тех¬
нологических деталей (планки, «стартовые карманы», формирующие
устройства и др.).
Электрошлаковая сварка применяется при сварке прямолиней¬
ных, криволинейных и кольцевых швов. Минимальная толщина
деталей, образующих стыковое соединение при ЭШС без технологи¬
ческих затруднений, находится в пределах 25—30 мм. Экономиче¬
ски целесообразнее использовать ЭШС при изготовлении толсто¬
стенных конструкций, а также при изготовлении конструкций из
низко- и среднеуглеродистых, низко-, средне-- и высоколегированных
сталей, чугуна и цветных металлов (алюминия, титана). Кроме
того, ЭШС применяют для наплавки различных сплавов на низко¬
углеродистые и низколегированные стали.
XI 1.2. Технология сборки и сварки
Сварка проволочными электродами (ШС, рис. XII. 1, а, б) может
осуществляться одной, двумя, тремя и более проволоками, которые
подаются с постоянной скоростью к шлаковой ванне с колебаниями
их в зазоре или без колебаний.
Сварка пластинчатыми электродами (ШП, рис. XII.1, в) харак¬
теризуется тем, что пластины или ленты толщиной 1—2 мм непре¬
рывно подаются в зону сварки.
319
Сварка плавящимся мундштуком (ШМ, рис. XII.1, г) отличает¬
ся тем, что мундштук, неподвижно установленный в сварочном за¬
зоре, плавится вместе с подаваемой в процессе сварки электродной
проволокой.
Контактно-шлаковая сварка применяется при сварке стержней
значительных диаметров, при приварке торцов стержней к плоским
поверхностям. Ток пропускают между свариваемыми деталями, по¬
груженными в жидкий шлак. После расплавления свариваемых
кромок их осаживают, выдавливая из зоны соединения шлак и
жидкий металл.
Типы и конструктивные элементы сварных соединений и швов.
В табл XI 1.1 приведены основные типы сварных соединений, вы¬
полняемые ЭШС (ГОСТ 15164—69), типы и виды швов, конструк¬
тивные элементы кромок на заготовках, их размеры.
В сварных соединениях СЗ, УЗ и ТЗ привариваемая подкладка
может быть выполнена как часть одной из деталей.
Отклонение от прямолинейности плоскости реза свариваемых
кромок должно быть не более 15°.
При толщине свариваемых элементов до 80 мм и для соедине¬
ний У1 расчетный зазор 6Р при ШЭ и ШМ принимают 26 мм, при
большей толщине 6Р = 28 мм. В зависимости от квалификации свар¬
щиков, вида конструкции и свариваемого материала зазор 6Р
уменьшают иногда до 18—20 мм.
Материалы и оборудование для ЭШС (табл. XII.2, XII.3). При
всех способах ЭШС электродная проволока, пластины, ленты и
мундштуки, как правило, имеют тот же химический состав, что и
свариваемые заготовки, или близкий к нему.
Для ЭШС используют следующие марки флюса: АН-8, АН-8М,
АН-22, АН-25, АН-348А, ФЦ-7, АНФ-1П, АНФ-5 и 48-ОФ-6.
Флюсы для ЭШС алюминия и титана указаны в гл. XVII настоя¬
щего справочника.
Для начала электрошлакового процесса применяют электро¬
проводный флюс АН-25 в твердом состоянии.
Отсыревший флюс перед употреблением должен быть прокален
в электрической печи при температуре 300—700° С в течение 1 —
2 ч и толщина слоя флюса при этом должна составлять 80—100 мм.
Подготовка и сборка кромок. При толщине свариваемых ме¬
таллов до 200—400 мм кромки подготавливаются машинной огне¬
вой резкой. При большей толщине металлов, а также для кольце¬
вых швов кромки обрабатываются механическим способом.
Смещения кромок в плане (депланация) при сборке стыковых
соединений не должны превышать 2—3 мм. Для определения раз¬
меров отдельных элементов конструкции необходимо знать разме¬
ры зазоров между ними. Следует различать расчетные 6Р, свароч¬
ные и сборочные зазоры. Сварочный зазор обычно принимают на
2—3 мм больше расчетного.
Сборочный зазор в нижней части стыка должен равняться сва¬
рочному. В верхней части стыка зазор следует увеличивать на 2—
4 мм на каждый метр длины стыка.
При сборке под сварку для выравнивания депланации листов
обычно используют шайбы-пластины с двумя круглыми отверсти¬
ями или другие приспособления. Эти пластины пропускаются в за¬
зор между листами, а в отверстия (диаметром d«40 мм) забива¬
ются цилиндрические клинья со скосом.
320
ТАБЛИЦА XII. 1. ОСНОВНЫЕ ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ,
ВЫПОЛНЯЕМЫХ ЭШС, РАЗМЕРЫ ШВА И КОНСТРУКТИВНЫХ
ЭЛЕМЕНТОВ КРОМОК
Условные обозначения
соединений
Форма поперечного сечения
Тавровых:
T1
21—140
321
Продолжение табл. XI1-1
.. ^ Форма поперечного сечения
Условные обозначения _ _
соединений I
подготовленных кромок шва
ЪР
Примечания: 1. Толщина S\ для соединений С1 и С2 равна толщине
S. Для остальных соединений 5|^0,55, но не более 80 мм.
2. Для соединений С и У усиления <7 = 4—10 мм или эти соединения дела¬
ют без усиления; предельное отклонение составляет ±1,5 мм.
3. Ширина подкладки т = 100 мм для соединения СЗ, для остальных сое¬
динений т = 80 мм; толщина подкладки п= 40 мм принята для всех соединений.
4. Для соединения T сумма rf+5^600 мм при сварке ШЭ, при сварке
ШМ эта сумма не имеет ограничений.
ТАБЛИЦА XII.2. МАТЕРИАЛЫ И РЕЖИМЫ СВАРКИ СТАЛИ ШЭ
ДЛЯ ПРЯМОЛИНЕЙНЫХ СТЫКОВ
Марка стали
Скорость
подачи прово¬
локи для диа¬
метра ее 3 мм
Рекомендуемая .
марка электродной
Марка флюса
2
<v
н
oU
а a
ыо-3
м/с
м/ч
проволоки
и >>
о *-
h
М16С, СтЗ. 20,
16ГС. 22К, 25 Л,
092ГС
69
250
Св 10Г2, Св-08Г2
АН-8М, АН-8
-
25ГС, 25ГСЛ,
ЮХСНД.
ЮХГСНД
69
250
Св-093Г2СМ
АН-8М, АН-8,
АН-22, ФЦ-7
35, 35Л, Ст5
62
225
Св-08ХГ2СМ
АН-8М, АН-8,
АН-22
200
20Х2МА
14ГХ2ГМР,
62
225
Св-08ХЗГ2СМ
АН-8, АН-22
350
14ХМНДФР
55
200
Св-10ХГН2МЮ
АН-8, АН-8М,
АН-22
—
Перед сваркой сборочные приспособления должны удаляться и
заменяться закрепляющими устройствами, которыми чаще всего
служат скобы, привариваемые с тыльной стороны стыка
(рис. XII.2, а, б). При большой толщине листов, когда скорость
сварки невелика, вместо скоб можно применять пластины, привари¬
ваемые односторонними швами с лицевой стороны и удаляемые в
процессе сварки.
322
ТАБЛИЦА XII.3. ОБОРУДОВАНИЕ ДЛЯ ЭЛЕКТРОШЛАКОВОЙ
СВАРКИ
Наименование
Марки
Полуавтоматы для сварки
проволочными электродами
А-671Р, А-681
Автоматы для сварки:
проволочными электродами:
рельсовыми
А-820К, А-820М, А-535, А-433Р
безрельсовыми
А-612, А-501М, А-1150М
А-550-У
плавящимся мундштуком
А-1304, А-645
Трансформаторы
ТШС-1000-1, ТШС-1000-3-3, ТШС-3000-1,
ТШС-3000-3, ТШС-10000-1, ТШП-10-1,
ТШП-15-3, ТШП-20-1, ТРМК-3000-1
Преобразователи
ПС-1000, ПСМ-1000
Выпрямители
ВКСМ-1000-1, ВС-1000, ВДМ-3001, ВДМ-1601,
ВМ Г-5000
Электрошлаковые швы формируют с помощью водоохлажда¬
емых ползунов или медных подкладок, а также приваривающимися
подкладками или замковыми соединениями.
Для начала наплавления электрошлакового шва и выведения
конца его за пределы сварного соединения используются входные
и выходные планки (рис. XII.2, в, г).
Техника электрошлаковой сварки. В производстве находят
применение следующие способы наведения шлаковой ванны: «Твер¬
дый старт» (рис. XII.3), когда сварочный флюс вначале плавится
теплом электрической дуги во входной планке, а затем шунтирует¬
ся подсыпаемым и расплавляющимся флюсом, и «жидкий старт»,
когда в пространство, образуемое свариваемыми деталями и фор¬
мирующими водоохлаждаемыми устройствами, заливают жидкий
флюс, который предварительно расплавляют в отдельной печи.
При «твердом старте» желательно принимать более высокое
сварочное напряжение (в процессе горения дуги), чем при стабиль¬
ном электрошлаковом процессе. Для более легкого возбуждения
дуги на дно входной планки засыпают металлический порошок,
стружку, термитные смеси или устанавливают металлические
вставки.
При сварке кольцевых швов в качестве устройства для форми¬
рования обратного валика применяют медное, охлаждаемое про¬
точной водой кольцо, остающиеся стальные подкладки (кольцо ши-
21*
323
сэ
to
Скорость подача электродной *
проволоки, 110'3м/с [м/ч)
ь«я
s X rt
» Э
•• £
2 °
3 * ся
I s 09
» -о
' х о
s*:
§з1
»S1
о I *
sss
£
g
® * аз
s j:
w а
У* о*
<?х
5 я 2 чэ
о я я
I*
£■§2
о сг * £
rt S
а а
п о я П
- * 5 2
ssg§
ssls
Н ш * Е
S S 2 S
г s *
X s s
О н 2 о
н и J S
3- S2
О Э -о *
а "О Т Уа
О Я Я Ч!
5 *
К РЧ
I1 п
^ Г>
05
* °*'5 > ® I §\ * *
> I i 5 л 1 5* CD **
2 1 §§-§^ ■ =
ь
О о '
-сэ £
О о
л со
3: о
о *
S'53
to £
^ § I R'
.R
а
Со О ,
Г 1
ё-1 * 2 §
5 ч 5 ~
г “
51 $ О
"О *
0*54
Ш й R
О А
^ ГК ^
О 04 Г>
* I 5
О ■ О
50
<с с»
л о
as
Со о
:!!;
R Ч
N3 * О
гчэ
Сл to
Х I
NO I
* 2?
° £
fa Р
ег
п **
Е О
° £
§ о о\
N0 1 ZT
'"is6!
s- ^ а *
Qia с
02-02
з j=-o О Ф •о
fa 5
gSSoigP
g 5 I -О X
8 =
о °ь о\ Е •
о\3-2 ь “
.*5 * ~
£ о О
К S 03 о\
№ г о о
* о * *«
СЬ 0> п ®
0^3 о ш *
О тзЕ
£ £ о\ ж л
£ г г s
|§I I
5 ь S. 2
£ со о\ a
£<с о о
J: * 2
* § ° J
871 1
l§s *
£ 9 о Z
-о
Со ^ 1$
«г» ^ ка
[ 210
150 150
риной 80—100 мм и толщиной 25—30 мм) и обратные ползуны.
Разделка кромок имеет V-образную форму, корень шва предвари¬
тельно проваривают на 10—15 мм.
Сварку кольцевого шва начинают при сближенных электродах
на квадрате сечением 25X25 мм («карман»), выгнутом по шаблону
и прихваченном к одному из торцов свариваемого изделия
(рис. XII.4). По мере заполнения кармана электроды раздвигают.
Дальше процесс сварки выполняют так же, как и при сварке пря¬
молинейных швов. В процессе сварки вырезают дуговой или газо¬
вой резкой начало шва — карман. Шов замыкают на 20—30° выше
горизонтального диаметра изделия в два этапа:
при положении шва II—II выключают вращение изделия и
включают вертикальное перемещение сварочного аппарата до уровня
III, после чего выключают подъем, затем включают вращение из¬
делия до окончания замыкания шва.
Основные параметры электрошлаковой сварки. Сварочный ток
может быть переменный и постоянный. Диаметр электродной прово¬
локи 2—5 мм, однако чаще применяется проволока диаметром
3 мм, скорость подачи которой подбирают в диапазоне 0,055—
0,11 м/с (200—400 м/ч). С увеличением скорости подачи проволоки,
толщины изделия и силы сварочного тока возрастает опасность по¬
явления горячих трещин в шве. Напряжение сварки подбирается в.
диапазоне 32—56 В из условия необходимого проплавления кро¬
мок в зависимости от толщины свариваемого металла, марки стали,
флюса, скорости подачи электродной проволоки (рис. XII.5).
Повышение напряжения увеличивает глубину проплавления.
Во время сварки глубина шлаковубй ванны (30—60 мм) должна
быть постоянной. Для этого в нее периодически подсыпают флюс.
С уменьшением глубины шлаковой ванны ухудшается устойчи¬
вость процесса сварки. «Сухой/ вылет электродов обычно поддер¬
живаю! 70—90 мм.
Скорость колебаний электродов принимают 0,005—0,015 м/с
(20—60 м/ч), время остановки электродов в крайних положениях—
до 6 с, расстояние от электрода до ползуна в крайнем положении—
10 мм. Кинематическая скорость, на которую настраивают свароч¬
ные аппараты, должна превышать среднюю скорость сварки в
1,5—2 раза.
В табл. XI 1.4 и XII.5 приведены режимы различных способов
сварки.
ТАБЛИЦА XII.4. РЕЖИМЫ СВАРКИ ШЭ КОЛЬЦЕВЫХ СТЫКОВ
ДЛЯ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
(СтЗкп, 20ГС, 22К, 25ГС, 25, 35, 35Л)
Толщина
металла, мм
Число электродных
проволок
Расстояние между
проволоками, мм
Напряжение
сварки, В
40—110
1
46—54
110—250
2
62—132
46—54
250—500
3
88-172
46—58
При сварке пластинчатым электродом изделия толщиной до
100—150 мм сваривают одним электродом, при большей толщине—
тремя электродами. Ширина сварочного зазора при этом составляет
30—35 мм, а толщина электродных пластин— 10—12 мм.
326
ТАБЛИЦА XII.5. РЕЖИМЫ СВАРКИ ПЛАВЯЩИМСЯ МУНДШТУКОМ
(ШМ) СТАЛИ ТОЛЩИНОЙ 100 мм, С ЗАЗОРОМ МЕЖДУ КРОМКАМИ 24 мм,
ПРОВОЛОКОЙ МАРКИ Св-10Г2 ДИАМЕТРОМ 3 мм
Показатель
СтЗ, 20, 22К
30, 25К
СтЗ, 20, 22К
30, 25
Площадь сечения
мундштука, мм2
[00
500
420
420
Число проволок
3
3
2
2
Скорость подачи
проволок, 1 • 10 ~3 м/с
(м/ч)
33 (120)
28 (100)
40 (144)
33 (120)
Напряжение свар¬
ки, В
32
30
38
36
Сварочный ток, А
1200—1400
1050—1300
900-1 150
800—1050
Количество рас¬
плавленного метал¬
ла в 1 ч, кг
Скорость сварки,
1-10 3 м/с (м/ч)
25
20,7
19,1
16
0,36 (1,3)
0,3 (1,1)
0,28 (1)
0,24 (0,85)
Плотность сварочного тока при ШП для флюса АН-8 при¬
нимают 0,5—0,6 МА/м2 (А/мм2), а глубину шлаковой ванны—не
более 20—35 мм, так как при большей глубине возможно образо
вание непроваров.
XI 1.3. Особенности сварного соединения,
выполненного ЭШС
При электрошлаковой сварке обеспечивается равнопрочность
металла шва и сварного соединения после сварки и термической
обработки (табл. XII.6).
Ударная вязкость металла шва и участка перегрева околошов¬
ной зоны после сварки при комнатной температуре находится на
нижнем уровне требований, предъявляемых к основному металлу,
а при отрицательных температурах обычно не удовлетворяет этим
требованиям. Это связано с образованием крупнозернистой вид-
манштеттовой структуры сварного соединения (рис. XII.6, а), имею¬
щей пониженную ударную вязкость. Ударная вязкость основного ме¬
талла достигает первоначального значения только после нормали¬
зации сварной конструкции.
Для повышения ударной вязкости сварного соединения приме¬
няют ЭШС с пониженной погонной энергией, ЭШС с сопутствую¬
щей нормализацией газовым или индукционным нагревом, а также
термическую обработку в интервале температур 750—950° С.
Для предотвращения образования видманштеттовой структуры
при ЭШС используют также основной металл с наследственно мел¬
ким аустенитным зерном или легированный элементами, снижаю¬
щими способность стали к перегреву.
Наиболее распространенные дефекты при ЭШС — это горячие
трещины в металле шва и в околошовной зоне (отколы). Встреча¬
ются также шлаковые включения, непровары.
Для обеспечения высокой стойкости металла шва против обра¬
зования горячих трещин с увеличением содержания углерода в ос¬
новном металле должна снижаться скорость подачи электродной
проволоки (рис. XI 1.7).
326
ТАБЛИЦА XII.6. ЗАВИСИМОСТЬ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛА ШВА ОТ СОДЕРЖАНИЯ УГЛЕРОДА В
СТАЛИ И СОСТАВА СВАРОЧНОЙ ПРОВОЛОКИ (ТОЛЩИНА МЕТАЛЛА 60 мм, флюс АН-8)
Содержание
углерода в сва¬
риваемом металле,
%
Марка
проволоки
Предел
текучести
Временное
сопротивле¬
ние разрыву
Относи¬
тельное
удлине¬
ние, %
Относи¬
тельное
сужение,
%
Ударная вязкость металла центра шва,
кг*м/см2, при температуре, °С
—20
| +20
—20 |
+20
-20 |
+20
кгс/мм2
после сварки
после отпуска
после нормализа¬
ции с отпуском
До 0,14
Св-08
22
38
24
55
1,5
7
1,5
7
5
14
Св- 10Г2
26
42
26
55
1,5
8
1,5
8
6
14
0,15—0,2
Св-08
23
40
24
55
1,5
7
1,5
7
4
12
Св-10Г2
27
44
22
50
1,5
7
1,5
7
5
12
0,21—0,26
Св-08
26
42
23
55
1
4,5
1
4,5
3,5
8
Св-10Г2
30
48
22
50
1
5
1
5
4
10
0,27—0,32
Св10Г2
33
54
20
45
0,5
3
1
3
3
7
0,33—0,4
Св10Г2
34
57
18
40
0,5
2
0,5
2
2,5
6
Примечание. Временное сопротивление и предел текучести будут выражены в МПа, если соответствующие данные
таблицы умножить на 10.2. Чтобы получить ударную вязкость в МДж/м2, необходимо соответствующие значения таблицы разде¬
лить на 10.
Рис. XII.6. Микроструктура (ув. 50) металла околошовной зоны при
ЭШС. Сварка стали 10ХСНД толщиной 40 мм
а —обычная сварка: 1=850 A; U=40—42 В; v св=0,5-10~3 м/с (1,8 м/ч);
б —сварка с ППМ: 1=950—1000 А; Ц=44-46 В; t>C0 =1,25-Ю~* м/с
(4,5 м1ч)
328
Рис. XII.7. Изменение критической
скорости подачи электродной проволо¬
ки (d э= 3 мм) при ЭШС в зависимо¬
сти от содержания углерода в основ*
ном металле
Для предупреждения отколов
применяют предварительный подо¬
грев начального участка или всего
шва до температуры 150—200° С,
уменьшают скорость сварки или
применяют высокий отпуск сразу
же после сварки. Образованию пор
при ЭШС способствуют толстый
слой окалины на кромках изделия,
большая влажность и загрязненность флюса, снижение в металле
шва содержания марганца и кремния при примеиении несоответству¬
ющих электродных проволок. Шлаковые включения и непровары при
ЭШС обычно связаны с нарушениями режима сварки (несплавления,
остановка процесса). Непровары обычно являются следствием низко¬
го напряжения сварки.
XII.4. Электрошлаковая сварка с порошкообразным
присадочным металлом (ППМ)
В последние годы широко внедряется в производство метод
сварки плавлением с применением ППМ. В качестве ППМ обычно
используется рубленая сварочная проволока, близкая по составу
свариваемому металлу, диаметром 1—2 мм, причем длина крупки
обычно равна ее диаметру.
Достоинством метода является то, что он позволяет повысить
производительность более чем в 2 раза (табл. XI 1.7) и улучшить
ТАБЛИЦА XII.7. РЕЖИМЫ ЭШС С ППМ
Толщина
металла, мм
Сварочный
зазор, мм
Скорость подачи
электродной про¬
волоки (d=4 мм)
Свароч¬
ный ток,
А
Напряжение
сварки, В
Количество
ППМ, расхо¬
дуемое в I с, г
Средняя скорость
сварки
Ь Ю“3
м/q
м/ч
ыо-3
м/с
м/ч
30
25
44
159
900—1000
43—45
5—6
1,6
5,7
40
26
44
159
900-1000
48—50
6,7
1.25
4,5
50
26—27
52
188
1000—1100
50—52
6,7—7,5
1,25
4,5
60
27—28
62
183
1000—1100
52—54
7,5—8,4
1Л
4
качество сварного соединения. Сварка выполняется на стандартном
сварочном оборудовании, комплектуемом приставками для дозиро¬
вания и подачи ППМ.
ППМ подается непосредственно в шлаковую ванну, в зону
вхождения в нее электрода (рис. XII.8, а), или на электрод за пре¬
делами сварочного зазора (рис. XII.8, б). В первом случае ППМ
может быть как с ферромагнитными свойствами, так и без них.
Второй вариант предназначен только для ферромагнитного ППМ.
С,Vo
0,38
0,3k
0,3
0,26
0,22
0,18
0,1b
0,1
\
\
Трещины
V
ч
V
\
V
нет трещин
N
0,0 0,83(3) 1,1(4) fJ(S) 110'5m/chcl fMM
(м/ч на 1мм)
329
ТАБЛИЦА XII.8. УДАРНАЯ ВЯЗКОСТЬ ПОСЛЕ ЭШС С ППМ,
кг-м2/см2
Марка стали
Толщина
стали, мм
Исследуем
зона
Температура, °С
+20 | -20
—40
09Г2С
60
Центр шва
11,8
4,4
2,5
Околошовная
зона
10,2
4,7
2,7
16ГС
50
Центр шва | 12,2
4,4
3,6
Околошовная
зона
9,8
4
2,5
ЮХСНД
40
Центр шва
10,4
4,9 | 2,6
Околошовная
зона
9,5
3,4
2,7
Примечание. Ударная вязкость выразится в МДж/м2, если данные
таблицы разделить на 10.
Рис. XI1.8. Схемы подачи ППМ в шлаковую ванну
а — в зону вхождения электрода в шлаковую ванну; б — на электрод за пре¬
делами сварочного зазора; 1 — бункер для ППМ; 2 — приводное колесо для
подачи ППМ; 3 — направляющая трубка; 4 — изоляционная втулка; 5 — фор¬
мирующие ползуны; 6 — подающие ролики
330
Для транспортирования ППМ используется магнитное поле, суще¬
ствующее вокруг электрода.
Отличительными особенностями метода сварки с ППМ по срав¬
нению с обычной ЭШС являются: улучшение термического цикла,
заключающееся в повышении скорости нагрева и охлаждения,
уменьшении длительности перегрева металла сварного соединения;
снижение температуры перегрева металлической ванны. Это приво¬
дит к улучшению структуры (рис. XII.6, б) и механических свойств
соединения.
Ударная вязкость возрастает при отрицательных температурах
(табл. XI 1.8), что позволяет для некоторых низколегированных ста¬
лей рекомендовать ЭШС с ППМ без последующей нормализации,
которая выполняется при обычной сварке.
Деформации при ЭШС с ППМ (поперечные) на 60—80% мень¬
ше, чем при обычной сварке.
Глава XIII. Контактная сварка
Х111.1. Сущность процессов,
основные преимущества и недостатки
Контактной называют сварку с применением давления, при ко¬
торой нагрев производится теплом, выделяемым при прохождении
электрического тока через находящиеся в контакте соединяемые
части.
Отличительные особенности основных видов контактной свар¬
ки даны в табл. XIII.1 Принципиальные схемы процессов контакт¬
ной сварки и типов сварных соединений приведены на рис. XIII.1.
Хорошее качество соединения при контактной сварке достига¬
ется нагревом металла в плоскости сварочных контактов до пла¬
стического состояния или расплавления. При этом прилегающие к
месту соединения зоны металла также должны быть нагреты до
высоких температур, обеспечивающих необходимую пластическую
деформацию под действием прикладываемого давления.
ТАБЛИЦА XIII.1. ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ ОСНОВНЫХ
ВИДОВ КОНТАКТНОЙ СВАРКИ (НА ОСНОВЕ ГОСТ 2601-74)
Виды контактной сварки
Отличительная особенность
Стыковая
Свариваемые части соединяются по по¬
верхности стыкуемых торцов
В том числе:
сопротивлением
Металл нагревается без оплавления сое¬
диняемых торцов
оплавлением (непрерывным
и с подогревом)
Нагрев металла сопровождается оплав¬
лением соединяемых торцов
Точечная
Элементы соединяются на участках, ог¬
раниченных площадью торцов электродов,
подводящих ток и передающих усилие
сжатия
Шовная
Элементы соединяются внахлестку (в ви¬
де непрерывного или прерывистого шва)
вращающимися дисковыми электродами
331
Количество теплоты, выделяемой электрическим током в зоне
сварки, определяют по формуле Ленца—Джоуля:
Q = I*Rt,
где Q — количество тепла, Дж (кал);
/ — сварочный ток, Л;
R — общее активное сопротивление зоны сварки, Ом;
t — время действия тока, с.
Общее активное сопротивление зоны сварки R складывается в
основном из следующих сопротивлений:
контактного между торцами свариваемых деталей;
металла деталей;
между электродами и деталями.
Сопротивление R обычно не превышает 0,1—0,2 Ом. Во избе¬
жание излишних тепловых потерь время протекания тока t назна¬
чается небольшим и исчисляется минутами, секундами и долями
секунд.
гч
Рис. XIII.1. Схемы основных процессов и сварных соединений контактной
сварки
а — стыковая; б — точечная; в — шовная; 1 — сварной сты 2 — литое ядро
точки; 3 — периферийная зона; 4 — литая зона шва
332
При контактной сварке основное влияние на нагрев оказывает
сварочный ток /, который обычно находится в пределах 5—50 кА.
В связи с небольшим значением R напряжение в сварочной цепи не
превышает 30 В.
Контактная сварка отличается высокой производительностью,
легко допускает механизацию и автоматизацию процессов изготов¬
ления деталей, обеспечивает снижение расхода основных и вспомо¬
гательных материалов. Указанные преимущества особенно сильно
проявляются при массовом и крупносерийном производстве в ста¬
ционарных условиях.
К недостаткам контактной сварки, затрудняющим применение
ее в строительстве, следует отнести: большие установочные элек¬
трические мощности машин (до 1000 кВ-А и более), требующие
подключения к отдельному фидеру; узкую специализацию машин
по видам сварных соединений (стыковые, точечные и др.); необхо¬
димость в большинстве случаев доставки деталей к машинам; слож¬
ность контроля качества сварных соединений.
XIII.2. Области и перспективы применения
контактной сварки в промышленном строительстве
Примерные области использования основных видов контактной
сварки, исходя из их технической возможности, приведены в
табл. XIII.2.
ТАБЛИЦА XIII.2. ОБЛАСТИ ПРИМЕНЕНИЯ ОСНОВНЫХ ВИДОВ
КОНТАКТНОЙ СВАРКИ
Вид сварки
Свариваемые металлы
Вид металлопроката,
размеры сраринаемых сече¬
ний или толщин металла
(низкоуглеродистая сталь)
Стыковая:
сопротивлением
непрерывным оп
лавлением
оплавлением
подогревом
Точечная
чечная и
чечная)
Шовная
(одното-
многото-
Сталь, алюминий,
медь, сплавы меди и
алюминия
Сталь низкоуглероди¬
стая, углеродистая, низ¬
колегированная и леги¬
рованная, алюминий,
медь, сплавы меди и
алюминия
Сталь низкоуглероди¬
стая, углеродистая, низ¬
колегированная, легиро¬
ванная, цветные металлы
и сплавы алюминия
Стержни с площадью сече¬
ния до 300 мм2, трубы диа¬
метром до 40 мм (с газо¬
вой защитой), проволока
диаметром до 6—8 мм
Стержни, рельсы, толсто¬
стенные трубы с площадью
сечения до 3000 мм2. Про¬
фильный и листовой прокат,
тонкостенные трубы с пло¬
щадью сечения до 6000 мм2
и выше
Профильный прокат, рель¬
сы, трубы и т. д. Площадь'
сечения этих элементов в
мелкосерийном производст¬
ве — более 300 мм2, в массо¬
вом производстве — более
1000 мм2
Листовой прокат толщиной
до 16+16 мм, крестообраз¬
ные соединения арматуры
железобетона
Листовой прокат толщиной
до 3+3 мм
333
В настоящее время контактная сварка широко применяется для
выполнения стыковых и крестообразных соединений арматуры же¬
лезобетона (см. гл. XXII). Точечная сварка используется в метал¬
лических конструкциях градирен из открытых профилей стального
проката (уголки и др.) с толщиной стенок до 6 мм. На ряде заво¬
дов строительной индустрии стыковой сваркой соединяют коротко¬
размерные элементы из отходов профильного проката для дальней¬
шего применения их в конструкциях.
На заводах алюминиевых конструкций технологией производ¬
ства предусмотрена стыковая сварка угловых соединений рам окбн,
витражей из профильных элементов. Стыковой сваркой соединяют
медные и алюминиевые провода при электромонтажных работах.
Благодаря высокой производительности контактная сварка в
ближайшее время найдет в промышленном строительстве (помимо
сварки арматуры) более широкое применение при выполнении в
стационарных условиях следующих основных работ:
соединение крупноразмерных стержневых элементов из про¬
фильного металлопроката и рельсов, включая использование их от¬
ходов; сварка стыков труб, угловых соединений рам окон, дверей,
витражей и т. д. из стальных и алюминиевых профилей; производ¬
ство режущего инструмента из разнородных (быстрорежущих и
низкоуглеродистых) сталей—стыковая сварка;
приварка листовых элементов из углеродистой стали или алю¬
миниевых сплавов в окаймляющих рамах трехслойных стеновых
панелей; соединения элементов стальных несущих решетчатых кон¬
струкций (фермы, мачты, башни, градирни и др.) при толщине ме¬
талла каждого элемента до 12—16 мм; сварка площадок и лест¬
ниц— точечная сварка;
изготовление газовоздуховодов с плотнопрочными швами из
листового металла толщиной до 3 мм; сварка тонкостенных труб
и др. — шовная сварка.
XII 1.3. Подготовка элементов к сварке
Перед сваркой обрезают, правят и взаимно подгоняют элемен¬
ты, а также очищают поверхности металла от ржавчины, окалины,
смазки и других загрязнений.
Для стыковой сварки сопротивлением необходима тщательная
обработка и подгонка торцов перпендикулярно оси заготовок, не-
допуская местных зазоров. При сварке труб торцы их совместно
фрезеруют одной дисковой фрезой с последующей зачисткой на¬
пильником.
Для стыковой сварки оплавлением допускается менее тщатель¬
ная подготовка торцов. Элементы могут нарезаться на пресс-нож¬
ницах, механической пилой или кислородной резкой, после чего по¬
верхности реза очищают от окалины и шлака.
Обработка элементов для точечной и роликовой сварки обычно
заключается в обрезке кромок (при налични неровностей) и правке
листового металла.
Металл под сварку очищают ручными или приводными метал¬
лическими щетками, пескоструйными или дробеструйными спосо¬
бами, а также травлением в растворах кислот с последующей ней¬
трализацией в щелочной среде и промывкой в проточной воде.
334
При подготовке элементов, подлежащих стыковой сварке, за¬
чищают торцовые поверхности и участки металла в местах закреп¬
ления в зажимах сварочной машины. Листовые элементы перед
точечной и роликовой сваркой зачищают с двух сторон на ширине
не менее 30—50 мм в местах расположения сварных точек или
швов.
При недостаточно очищенной поверхности металла заметно сни¬
жается качество сварных соединений и резко повышается износ
электродов машин.
При сборке заготовок для точечной или шовной сварки необ¬
ходимо обеспечить плотное взаимное прилегание элементов и не
допускать зазоров более 0,5 мм на длине 100 м, которые могут
привести к возникновению дефектов сварки.
XIII.4. Стыковая контактная сварка
Технология сварки
Технология стыковой сварки существенно отличается в зави¬
симости от применяемого способа сварки — сопротивлением или
оплавлением, в том числе непрерывным оплавлением и оплавлением
с подогревом.
При сварке сопротивлением вначале приводят в соприкоснове¬
ние торцы свариваемых деталей с приложением небольшого давле¬
ния и после этого включают электрический ток. Давление в процес¬
се нагрева остается без изменения, но к концу нагрева возрастает
для создания необходимой пластической деформации и сварки. До¬
стигаемая широкая зона нагрева позволяет вести сварку при срав¬
нительно низком давлении.
Сварку непрерывным оплавлением осуществляют, приводя в
соприкосновение детали, находящиеся под напряжением сварочной
цепи, при этом возбуждают и поддерживают процесс непрерывного
оплавления торцов, сближая детали с постоянной или возрастаю¬
щей скоростью. После необходимого нагрева прилежащих к торцам
слоев металла сдавливают (осаживают) контактные зоны деталей.
При этом расплав с окислами выдавливается из плоскости соеди¬
нения, а перегретый металл околостыковой зоны деформируется,
образуя усиление и грат (окислы и капли расплавленного металла).
При сварке оплавлением с подогревом детали предварительно
подогревают периодическими короткими замыканиями и после до¬
стижения высокой температуры концы деталей оплавляют и сжима¬
ют (осаживают). Предварительный подогрев, расширяя зону на¬
грева металла позволяет уменьшить потребляемую электрическую
мощность, сократить припуски на оплавление, а также снизить ско¬
рость осадки и давление.
Конструктивное оформление деталей, подлежащих контактной
стыковой сварке, должно обеспечивать: одновременный и равномер¬
ный нагрев их по сечению в плоскости торцов и в прилежащих зо¬
нах, одинаковую пластическую деформацию концов обеих деталей,
наиболее благоприятные условия для удаления из стыка окислов.
На рис. XIII.2 приведены примеры подготовки деталей к
сварке.
Плоскости контактных торцов должны быть перпендикулярны
оси деталей. Различие деталей в диаметрах не должно превышать
15%, а по толщине—10% (для полосовых деталей и труб}.
335
а)
;П2)
В)
е)
ЕЗ
осз
Рис. XII 1.2. Подготовка деталей к стыковой сварке
а, б — стержней, отличающихся диаметрами; в — трубы со стержнем; г, д —
трубы с фланцем и заглушкой; е — стержней с торцами, обработанными на
конус; г — припуск на оплавление и осадку
<*)
Ш
h,it
4— -Н 1 ■’г
' \
: Шл
, г,
. 1г
ш
1 :
—~f
1
а
г ,
■ ■■■* t
Ъ
1
а
Д
£
Рис. XIII.S. Схемы установки стержней при стыковой сварке
а — сварка сопротивлением; б — сварка оплавлением; I — суммарная устано-
вочная длина; l\, I% — установочная длина для каждой детали; а, в — припуски
на осадку и оплавление
При установке и закреплении деталей в зажимах учитывают
способ сварки и род свариваемого металла.
Установочная длина /, т. е. величина выступающих из губок
машины концов деталей перед сваркой (рис. XIII.3), влияет на
устойчивость деталей при сдавливании, а также на интенсивность
их нагрева и охлаждения. При сварке сопротивлением установоч¬
ная длина назначается с учетом припуска на осадку торцов; при
сварке оплавлением учитывается припуск на оплавление и осадку.
Режимы сварки
Сварка сопротивлением. Режим сварки определяют следующие
основные параметры: установочная длина, припуск на осадку, сила
сварочного тока или его плотность; время действия тока; усилие или
давление осадки.
336
Ниже приведены ориентировочные данные средних режимов
стыковой сварки сопротивлением круглых стержней с площадью сече*
ния до 200 мм2 из низкоуглероДиСтой стали.
Установочная длина (на обе детали), мм 0,7—1,5 D*
Прииуск на осадку (на обе детали), мм 0,2—0,3 D
Плотность тока, Л/мм2 . 20—60
Время действия тока, с . . . . 0,3—0,8
Давление осадки, МПа (кгс/мм2):
в начале нагрева , Ю—16(1—1,5)
в конце нагрева , 20—25(2—2,5)
* D — диаметр заготовки.
Сведения о режиме сварки сопротивлением стержней из углеро¬
дистой стали даны ниже.
Площадь сечения стержней, мм2
Установочная длина (суммарная),
Припуск на осадку, мм:
общий .
под током
без тока
Плотность тока, МА/м2
Время действия тока, с
Давление осадки, МПа (кгс/мм2) 10—30 (1—3)
25
50
100
12
16
20
2,5
2,7
3
1,7
1,8
2
0,8
0,9
1
200
160
140
0,6—0,8
0,8-1
1-1,5
Контактную сварку выполняют при «мягких» (средних) режимах
или «жестких», высокопроизводительных режимах. В первом случае
время действия тока назначают допустимо увеличенное, а силу то*
ка умеренную. Во втором случае применяют повышенный ток при
соответственном снижении времени его действия. Мягкие режимы
применяют в мелкосерийном производстве, а жесткие — в массовом
и крупносерийном производстве.
При стыковой сварке сопротивлением цветных металлов и алю¬
миния плотность тока увеличивают по сравнению со сваркой низколе¬
гированной стали, а давление снижают до 10—15 МПа (1 —
1,5 кгс/мм2).
Сварка оплавлением. Основными параметрами режимов сварки
являются: установочная длина, припуск на оплавление, скорость
оплавления, припуск на осадку, скорость осадки, сила тока оплавле¬
ния и осадки или напряжение, давление осадки.
Суммарная установочная длина (на обе детали), обычно прини¬
маемая для низкоуглеродистой стали 0,7—1,5 D, при сварке низко¬
легированной стали увеличивается до 2—2,4 D.
В табл. XII 1.3 приведены установочные длины стержнем и труб
из разнородных металлов при сварке оплавлением.
В табл. XIII.4 приведены основные параметры режима сварки
оплавлением деталей из низкоуглеродистой стали.
Скорость и длительность оплавления зависят от напряжспн
плотности тока, степени подогрева и вида материала.
Скорость (табл. XIII.5) оплавления, обычно в начале процесса
незначительная, должна достигать максимальной величины перед
осадкой.
В табл. XIII.6 приведена плотность тока при оплавлении и осад¬
ке. В табл. XIII.7 дана удельная мощность, потребляемая при сварке
бплавлением.
22—140
337
ТАБЛИЦА XIII.3. МАТЕРИАЛ ДЕТАЛЕЙ
И УСТАНОВОЧНАЯ ДЛИНА ИХ
Материал деталей
Установочная длина
деталей
первой
второй
первой
второй
Низкоуглероди¬
стая сталь
Углеродистая сталь
ID
Q,5D
Углеродистая сталь
Быстрорежущая
сталь
0.75D
0,5 D
Низкоуглероди¬
стая сталь
Медь
2,5 D
ID
ТАБЛИЦА XII 1.4. ДЛИТЕЛЬНОСТЬ СВАРКИ ОПЛАВЛЕНИЕМ
И ПРИПУСКИ (НА ОБЕ ДЕТАЛИ)
Показатель
Сварка оплавлением
непрерывным
с подогревом
Диаметр дета¬
лей, мм
5
10
15
20
30
40
15
20
30
40
50
70
90
Время, с:
на подогрев
3
5
8
20
30
70
120
на оплавле¬
ние
2
3
6
10
20
40
4
6
7
8
10
15
20
Припуск, мм:
общий
6
8
13
17
25
40
9
11
16
20
22
26
32
на подогрев
на оплавление
4,5
6
10,5
14
21,5
35,5
| 6,5
7,5
12
14,5
15,5
29
24
на осадку
1,5
2
2,5
3
3,5
4,5
2,5
3,5
4
5,5
6,5
7
8
ТАБЛИЦА XIII.5. СКОРОСТИ ОПЛАВЛЕНИЯ И ОСАДКИ, Ы0““?м/с
Материал свари¬
Средняя скорость оплавления
Скорость осадки
ваемых деталей
непрерывного |
с подогревом
Сталь:
низкоуглероди¬
стая
0,5—1,5
1,5—2,5
50-60
легированная
2,5—3,5
3,5-4,5
—
сложнолегиро¬
ванная
—
—
80—100
Окисляющиеся ме¬
таллы и сплавы
“
"
200
В табл. XII 1.8 приведены значения давления при стыковой свар¬
ке оплавлением.
Сварка меди, алюминия и их сплавов может осуществляться
сопротивлением и оплавлением. Вследствие большой теплопроводно¬
сти и малого удельного сопротивления сварку выполняют при боле®
338
ТАБЛИЦА XIII.6. ОРИЕНТИРОВОЧНЫЕ ЗНАЧЕНИЯ ПЛОТНОСТИ
ТОКА ОПЛАВЛЕНИЯ И ОСАДКИ
Плотность тока, МА/м*
Деталь
Материал сварива*
емых деталей
оплавления
средняя
максималь¬
ная
осадки
Высокопроизводительные (жесткие) режимы
Полоса
толщиной
пруток
Ь—30 мм
Полоса,
пруток
и труба
2—6 мм,
диаметром
труба,
Сталь:
низкоуглероди¬
15-10
20—15
стая
хромистая
20—15
25—20
Сплавы:
алюминиевые
35—20
45—25
медные
4о-25
50-30
Номинальные (мягкие)
| режимы
Сталь:
низкоуглероди¬
2-4
6-8
стая
хромистая
6-8
12-15
Сплавы:
алюминиевые
5—12
10-20
медные
20-15
15-25
60—40
55—35
170—130
300—200
25—30
50—40
80-60
200-100
ТАБЛИЦА XII 1.7. УДЕЛЬНАЯ МОЩНОСТЬ, ПОТРЕБЛЯЕМАЯ
ПРИ СВАРКЕ ОПЛАВЛЕНИЕМ КОНСТРУКЦИОННОЙ СТАЛИ, ГВ А/м2
Способ сварки
Производство
стали
малосерийное
массовое
Непрерывным оплавлением
Оплавлением с подогревом
0,15—0,25
0,05—0,08
0,25—0,4
0,12—0,16
ТАБЛИЦА XIII.8. ОРИЕНТИРОВОЧНЫЕ ЗНАЧЕНИЯ ДАВЛЕНИЯ
ПРИ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ РАЗЛИЧНЫХ МЕТАЛЛОВ,
кгс/мм2
Металл
Оплавление
непрерывное
с подогревом
Сталь:
низкоуглеродистая
среднсуглеродистая
высокоуглеродистая
низколегированная
Алюминиевые сплавы
Медь
Примечание. Давление будет выражено в МПа, еслн данные таблн*
ды умножить на 10.
8—10
4—6
10—12
4—6
12-14
4—6
10—12
4-6
13—20
—
25-40
—
22*
339
высоких значениях плотности тока и мощности, чем при сварке ста¬
лей.
Удельная мощность при сварке меди и латуни составляет
0,5—2,5 ГВ*А/м2, при сварке алюминия — 0,2—0,7 ГВ*А/м2,
XIII.5. Точечная контактная сварка
Технология сварки
При точечной сварке листовые элементы, собранные внахлестку,
устанавливают и сжимают между электродами контактной машины
(см, рис. XIII.1,6). Затем включают электрический ток, который на¬
гревает металл, находящийся между электродами. Наибольшее вы¬
деление тепла при этом происходит в контакте между свариваемы¬
ми элементами, в результате чего поверхностные слои металла ра¬
сплавляются, образуя литое ядро, общее для обоих элементов. Пос¬
ле появления литого ядра электрический ток выключают, давление
выдерживают до полной кристаллизации металла расплавленной
зоны, затем электроды разжимают и детали перемещают для сварки
последующей точки.
Сила тока и давление в зависимости от толщины и вида метал¬
ла свариваемых элементов могут быть постоянными или изменяться
в течение цикла сварки одной точки. Схемы наиболее распростра¬
ненных циклов точечной сварки приведены в табл. XIII.9.
Точечная сварка применяется для соединения внахлестку листо¬
вых элементов одинаковой или разной толщины, пересекающихся
стержней, листовых элементов со стержнями или профильным про¬
катом и т. д. Наиболее распространенные типы точечных соединений
приведены на рис. ХИ1.4.
Конструкция элементов и узлов, предназначенных для точечной
сварки должна обеспечивать, применение наиболее простых по фор¬
ме электродов, выполнение сварки без введения больших участ¬
ков заготовок п сварной контур машины переменного тока (во избе¬
жание повышенных индуктивных потерь); сварку точек в последова¬
тельности, предусматривающей минимальную деформацию изделия.
Конструктивное оформление сварных соединений, выполняемых
точечной контактной сваркой, регламентируются ГОСТ 15878—70,
которым предусматривается (рис. XII 1.5): v
нахлестка при однорядном шве а = 2,5—3d;
расстояние от края детали и = 1,2—1,5d\
расстояние между точками £=3,5—4d\
диаметр литого ядра точки d=2,5—4s;
глубина проплавления одной детали Л = 0,2—0,85;
глубина вмятины (не более) /t0=0,2s.
Точечной сваркой соединяют детали из угелордистых, низколе¬
гированных высоколегированных нержавеющих и жаростойких ста¬
лей, разнородных металлов, а также цветных металлов и сплавов.
В зависимости от числа свариваемых точек и способа подвода
тока к электродам применяют одноточечную двустороннюю сварку
(см. рис. XIII.1,6), двуточечную одностороннюю сварку, двуточеч¬
ную двустороннюю и многоточечную одностороннюю сварку,
Рельефная сварка как разновидность точечной сварки, основанная
на нагреве в местах предварительно выштампованных на деталях
выступов (рельефов), в условиях строительства не находит примене¬
ния из-за сложности подготовки деталей*.
340
ТАБЛИЦА XIII.9. СХЕМЫ ЦИКЛОВ ТОЧЕЧНОЙ СВАРКИ
Цикл
Характеристика
сварки
Схема цикла
Спариваемый
металл
III
IV
VI
Одноимпульсная с
давлением:
постоянным
переменным
повышенным в
начале и конце
Двухимпульсная
для сварки и терми¬
ческой обработки с
постоянным или
переменным давлени¬
ем
Многоимпульсная
с удалением током
окалины и предвари¬
тельным подогревом,
с переменным давле¬
нием
Импульсы меня¬
ющего тока с пере¬
менным давлением
j.p j
rrh\
3,Р J
т
3,Р /3 Jt.o
tlJju
%
to
Низкоуглероди¬
стая сталь толщиной
до 6 мм
Низкоуглероди¬
стая сталь толщиной
свыше 6 мм, алюми¬
ниевые сплавы тол¬
щиной до 1,5 мм
Низкоуглероди¬
стая сталь большой
толщины (более
10 мм), сталь повы¬
шенной прочности
Закаливающиеся
стали толщиной до
6 мм (при постоян¬
ном давлении) и тол¬
щиной более 6 мм
(при переменном
давлении)
Низкоуглероди¬
стые стали большой
толщины (до 20+20+
+ 20 мм)
Алюминиевые спла¬
вы толщиной более
1,5 мм
Примечание. На схемах приняты следующие обозначения: I — сва¬
рочный ток; /т>0—ток термической обработки; IQ — ток удаления окалины;
'„-ток подогрева; Р — давление; t — время.
341
Рис. XIII.4. Типы точечных соединений
о—г — нахлесточные; д—ж — с отбортовкой; з — крестообразные соединения
стержней
а)
6)
а
i 1
1! e Jk
a? >
ь
•f ^ &
Рис. XIII.5. Конструктивные элементы точечных (а) и шовных (б) соеди¬
нений
Режимы сварки
Размер и структура сварной точки, определяющие прочность
соединения, зависят от формы и размеров контактной поверхности
электродов, силы сварочного тока, времени его действия и усилия
сжатия.
342
Наиболее широко используются при точечной сварке большинст¬
ва марок сталей электроды с плоской поверхностью, при сварке алю¬
миниевых и медных сплавов — со сферической рабочей поверх¬
ностью. При выборе электродов можно пользоваться данными табл.
XIII. 10.
ТАБЛИЦА XIII. 10 РАЗМЕРЫ РАБОЧЕЙ ЧАСТИ ЭЛЕКТРОДОВ
ДЛ# ТОЧЕЧНОЙ СВАРКИ, мм
Свариваемые металлы
Толщина
деталей
S, мм
углеродистые и высоколегиро¬
ванные стали и сплавы
алюминий, медь
и их сплавы
Эскиз
рабочей
части
электрода
D
“э
R
D
R
0,5
12
4
25—50
16
50
в 1
1
12
5
75—100
16
75
1,5
16
7
100—150
20
75—100
Щ
2
20
8
100—150
20
100
3
25
25
10
150—200
25
32
100—150
1
4
12
200—250
200
г и
5
25
12—14
200—250
32
200
Примечание. При сварке строительных металлоконструкций
d, =4-&s.
ТАБЛИЦА XIII.И. РЕЖИМЫ ТОЧЕЧНОЙ СВАРКИ УГЛЕРОДИСТЫХ
СТАЛЕЙ
Толщина деталей,
мм
Сварочный ток,
кА
Время сварки, с
Усилие сжатия
электродов, кгс
0,5
6—6,5
0,05—0,1
120— 180
1
7—8
0,12—0,16
250—300
1.5
9—10
0,16—0,22
400—500
2
10-11,5
0,18—0,24
600—700
3
11,5-14
0,24—0,3
900—1000
4
17—19
0,4—0,56
1300—1500
При расплавлении ядра точки жидкий металл удерживается от
вытекания слоями, нагретыми до температуры пластического
состояния. Чрезмерная выдержка под током может привести к
перегреву ядра, образованию внутреннего или внешнего выплесков
металла и продавливанию электродами наружных слоев детали, что
приведет к снижению прочности соединения.
В табл. XIII.11—XIII.14 приводятся данные о режимах точечной
сварки. Усилия сжатия электродов, данные в табл. XIII.И, XIII.12
и XIII. 14, при переводе в систему СИ (кН) необходимо разделить на
100.
343
ТАБЛИЦА XIII.12. РЕЖИМЫ ТОЧЕЧНОЙ СВАРКИ
ЗАКАЛИВАЮЩИХСЯ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ С ТЕРМИЧЕСКОЙ
ОБРАБОТКОЙ
Толщина
деталей,
мм
Сварка
Длитель¬
ность
паузы, с
Термическая
обработка
Усилие
сжатия
электро¬
дов, кгс
сила
тока, кА
время
сварки,
с
сила
тока, кА
время
действия
тока, с
0,5
5-6
0,32-0,4
0,3—0,5
4—5
0,5—0,6
200—300
1
6,2—6,7
0,42—0,5
0,6—0,7
4,8—5,5
0,68—0,78
400—500
1.5
8,7—9,2
0,52—0,64
0,8—1,1
6,2—7,4
0,68—0,96
600—800
2
10—11
0,74—0,84
1—1,4
7—8
1.1—1,3
800—1000
2,5
11,5—12,5
1—1,1
1,1—1.5
8—9
1,3—1,9
1000—1200
3
13-14
1.2—1,4
1,3-1,6
9—10
1,8—2,2
1100—1400
ТАБЛИЦА XIII.13. ОРИЕНТИРОВОЧНЫЕ (ОПЫТНЫЕ ДАННЫЕ ИЭС
ИМ. Е. О. ПАТОНА) РЕЖИМЫ ТОЧЕЧНОЙ СВАРКИ ДЕТАЛЕЙ
БОЛЬШОЙ ТОЛЩИНЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ
Толщина
свариваемых
элементов,
мм
Диаметр элек¬
тродов, мм
Продолжительность техноло¬
гических операций, с
Необходимый свароч¬
ный ток, кА, для
операций
сжатие
электро¬
дов
удаление
окалины
прогрев
сварка
охлажде¬
ние
проковка
удаление
окалины
прогрев
сварка
6+12+6
18
2
3-4,5
3,5
5,5
3
2,5
12
18
37
8+16+8
22
2
3—4,5
5
7,5
5
3,5
18
28
44
10+20+30
30
2
4-5,5
6,5
8,1
6
4,5
20
37
62
Примечания: 1. Сварка велась при давлении электродов 100 MITa
(10 кгс/мм2); все остальные операции выполнялись при давлении 200 МПа
(20 кгс/мм2).
2. Окалина удалялась током повышенного напряжения; подогрев осущест¬
влялся низкочастотным током.
ТАБЛИЦА XIII. 14. РЕЖИМЫ ТОЧЕЧНОЙ СВАРКИ
АЛЮМИНИЕВЫХ СПЛАВОВ
Толщина детали,
мм
Сварочный
ток, кА
Время сварки, с
Усилие сжатия
электродов, кгс
Магниевые
сплавы
0,8+0,8
20
0,1
300
1+1
24
0,12
400
1.5+1,5
27
0,14
500
24 2
30
0,18
700
Сплавы типе
i АМгАМ
0,8+0,8
18
0,1
190
1+1
22
0,12
250
1,5+1,5
27
0,14
350
2+2
32
0,18
500
344
XI11.6. Шовная контактная сварка
Технология сварки
Шовная сварка во многом подобна точечной и отличается тем,
что в качестве электрода используются вращающиеся ролики, обес¬
печивающие возможность последовательной сварки точек без снятия
давления с электродов. При вращении роликов и перемещении меж¬
ду ними деталей сваривается последовательно сплошной ряд точек,
образующих сварной шов.
Шовной сваркой наиболее часто выполняют соединения внахлест¬
ку (см. рис. XI11.4, а) и по отбортовке (см. рис. XIII.4, д—ж) анало¬
гично применяемым при точечной сварке.
При шовной сварке применяют дисковые (роликовые) электроды
диаметром от 40 до 400 мм с плоскоцилиндрической поверхностью
(для сварки сталей) или сферической рабочей поверхностью (для
сварки цветных металлов).
Плотнопрочные швы при шовной сварке осуществляются двумя
способами:
при непрерывном вращении роликов и непрерывной подаче на
них сварочного тока (непрерывная сварка);
при непрерывном вращении роликов и прерывистой (импульсной)
подаче на них тока (прерывистая сварка).
Процесс непрерывной шовной сварки весьма неустойчив, так
как постепенно металь перегревается и в него внедряются ролики.
Способ применяется для сварки деталей толщиной до 0,5—1 мм.
Прерывистый режим обеспечивает образование отдельных свар¬
ных точек, перекрывающих друг друга при достаточной стабилиза¬
ции длительного процесса сварки. Этот способ обеспечивает возмож¬
ность шовной сварки деталей из углеродистых сталей толщиной до
3+3 мм и деталей из алюминиевых сплавов толщиной до 5+5 мм.
При сварке низкоуглеродистой стали наилучшие результаты дости¬
гаются при ширине рабочей поверхности ролика 4—10 мм, отноше¬
нии времени действия тока tcв ко времени всего цикла /ц сварки от¬
дельных точек tсв/^ц == 0,4—0,7 и усилиях сжатия электродов 3—4 кН
(300—400 кгс) на 1 мм толщины детали.
Скорость шовной сварки в зависимости от толщины элементов
меняется в пределах от 0,008 до 0,08 м/с.
Режимы сварки
Режимы шовной прерывистой сварки низкоуглеродистой стали
приведены в табл. XIII. 15, сварки алюминиевых сплавов —в табл.
XIII.16.
ТАБЛИЦА XIII. 15. РЕЖИМЫ ПРЕРЫВИСТОЙ ШОВНОЙ СВАРКИ
НИЗКОУГЛЕРОДИСТОЙ СТАЛИ
Толщина
деталей,
мм
Длительность, с
Усилие
сжатия,
кгс
Скорость сварки
Сила
тока, ьА
действия
тока
пауз
1-ю—3
м/с
м/мин
0,5+0.5
1+1
1,5+1,5
2+2
3+3
7-8
10.5—12
13-14,5
15.5—17
18—22
0,02—0.04
0,06—0,08
0,12—0,14
0,16—0,18
0,24—0,32
0,04—0,06
0,08—0,1
0,12-0,14
0,18—0,22
0,28—0,34
150—200
300—400
500—600
700—800
1000—1100
20—23
13,3—15
10-11,7
8,3-10
6,7—8/5
1,2—1,4
0,8—0,9
0,6-0,7
0,5—0,6
0,4-0,5
345
ТАБЛИЦА XIII.16. РЕЖИМЫ ПРЕРЫВИСТОЙ ШОВНОЙ СВАРКИ
АЛЮМИНИЕВЫХ СПЛАВОВ
Толщина дета¬
лей, .мм
Ширина роли¬
ков, мм
Сила тока, кА
Длитель¬
ность, с
Усилие сжатия,
кгс
Скорость
сварки
Примерный шаг
точек, мм
действия
тока
СП
>»
<0
С
со
. ^
-Н S
м/мин
0,6+0,6
2,8
26
0,04
0,08
270
11,7
0,7
1.4
1+1
3,6
32
0,06
0,1
340
12,5
0,75
2
1,5+1,5
4,8
38
0,06
0,18
430
10,8
0,65
2,5
2+2
6,6
41
0,08
0,24
490
8,8
0,5
2,5
Усилие сжатия в этих таблицах при переводе в систему СИ (кН)
следует разделить на 100.
Глава XIV. ГАЗОВАЯ СВАРКА
И ТЕРМИЧЕСКАЯ РЕЗКА
XIV.1. Сущность способов
газопламенной обработки.
Основные преимущества и недостатки,
область применения
К газопламенной обработке относят группу процессов, в кото¬
рых металлы нагреваются и плавятся высокотемпературным газо¬
вым пламенем, образующимся при сгорании горючих газов или паров
горючих жидкостей в струе технически чистого кислорода.
Б качестве горючих газов и паров при газопламенной обработке
металлов используют ацетилен, водород, природные газы, пропан,
бутан, их смеси и другие газы, а также пары горючих жидкостей.
Данные об основных свойствах горючих газов и паров, применяемых
при газопламенной обработке металлов, приведены в г л .V.
Технический кислород выпускается, согласно ГОСТ 5583—68*,
трех сортов, отличающихся количеством допускаемых примесей
азота и аргона. Чистота кислорода 1, 2, 3-го сортов соответственно
99,7; 99,5 и 99,2%, не ниже Выпускается кислород и более низкого
качества (чистотой 98,5—99%).
К видам газопламенной обработки металлов, используемых в
промышленном строительстве, относятся: газовая сварка, раздели¬
тельная и поверхностная кислородная резка, пайка мягкими и твер¬
дыми припоями (см. гл. XXIII), местная термическая обработка
(см. гл. XXV), очистка поверхности металлов от окалины, краски,
ржавчины и других загрязнений. Наиболее широко в строительстве
применяют кислородную резку и газовую сварку.
Газовая сварка — сварка плавлением, при которой кромки соеди¬
няемых частей нагреваются пламенем газов, сжигаемых на выходе
346
горелки для газовой сварки. В зависимости от используемых газов
температура сварочного пламени достигает 2100—3200° С. Сварочное
пламя образует вокруг ванны расплавленного металла газовую зону,
защищающую жидкий металл от воздействия кислорода и азота воз¬
духа. В процессе сварки регулируют в широких пределах количество
вводимого в изделие тепла, что обеспечивает незначительное выго¬
рание различных элементов металла и позволяет соединять элементы
конструкций и изделий небольшой толщины.
К недостаткам газовой сварки следует отнести меньшие по срав¬
нению с дуговой сваркой скорость и концентрацию нагрева и более
обширную зону теплового воздействия на металл, создающую по¬
вышенные остаточные напряжения и деформации.
Газовая сварка менее производительна, чем дуговая, и обычно
используется для сварки стали толщиной не более б мм. В необхо¬
димых случаях газовой сваркой можно соединять детали толщиной
25—30 мм.
В промышленном строительстве газовая сварка используется
при выполнении следующих оновных работ: соединение стыков труб
малых и средних диаметров; сварка цветных металлов, алюминия и
свинца; сварка стыковых соединений стальных элементов толщиной
до 6 мм; ремонтная сварка чугуна.
Термическая резка основана на свойстве некоторых металлов,
нагретых^до высокой температуры, сгорать (интенсивно окисляться)
в струе кислорода. Образующиеся при этом окислы и шлаки удаля¬
ются динамическим напором той же струи. Нагрев поверхности ме¬
талла до температуры воспламенения обеспечивается подогреваю¬
щим пламенем резака. В качестве горючих газов используются аце¬
тилен, его заменители, а также пары керосина, бензина.
По характеру резов кислородную резку подразделяют на два ос¬
новных вида:
разделительную, образующую сквозные разрезы;
поверхностную, создающую на поверхности металла углубления
(вырезка канавок, строжка и т. д.).
Процесс позволяет выполнять разделительную резку углеродис¬
той стали толщиной до 1000 мм и более и не требует применения
сложного и дорогостоящего оборудования.
К основным недостаткам кислородной резки следует отнести:
меньшую точность и чистоту резки, чем при холодой обработке; из¬
менения химического состава металла на кромках реза и повышенная
их твердость, образование грата (окислы и расплавленный металл)
на кромках реза.
В промышленном строительстве кислородную резку применяют
при следующих работах: разделительной прямолинейной и фигурной
резке листового металла: раскройной прямолинейной резке листового
металла на полосы; прямолинейной резке концов труб различных
трубопроводов; фигурной резке концов тонкостенных труб трубча¬
тых конструкций: односторонней и двусторонней разделке кромок;
зачистке корня шва и вырезке дефектных участков швов (поверхно¬
стная резка).
XIV.2. Газовая сварка стальных изделий
Сварочное пламя. При газовой сварке преимущественно поль¬
зуются кислородно-ацетиленовым пламенем, которое в зависимости
от соотношения в смеси количеств составляющих газов может быть
нормальным, окислительным или науглероживающим.
347
Краткая характеристика видов ацетилено-кислородного пламе¬
ни и их применения даны в табл. XIV. 1.
ТАБЛИЦА XIV.1. ХАРАКТЕРИСТИКА ВИДОВ
АЦЕТИЛЕНО-КИСЛОРОДНОГО ПЛАМЕНИ И ИХ ПРИМЕНЕНИЕ
Вид пламени
Соотношение
кислород
Краткая характеристика
пламени и отличительные
Основная область
применения
ацетилен
признаки
Нормальное
(восстанови¬
тельное)
1,1-ЬЗ
Четко очерченные ядро
пламени, восстановительная
зона и факел. Длина вос¬
становительной зоны до
20 мм в зависимости от но¬
мера наконечника. Макси¬
мальная температура на
расстоянии 2—6 мм от кон¬
ца ядра. Пламя восстанови¬
тельное
Сварка стали
всех видов. Свар¬
ка меди, бронзы
и алюминия
Окислитель¬
ное
Более 1,3
Укороченное, заостренное
ядро с нечетким очертани¬
ем. Пламя имеет бледную
окраску, окисляет сваривае¬
мый металл
Сварка латуни
(3-1,4)
Наутлеро*
живающее
Менее 1}1
Ядро увеличенное, рас¬
плывчатого очертания, на
конце его образуется зеле¬
ный венчик. Восстановитель¬
ная зона почти сливается с
ядром. Пламя имеет же1тую
окраску, науглероживает
свариваемый металл
Сварка чугуна
(с небольшим из¬
бытком ацетиле¬
на)
Газовую сварку большинства металлов и сплавов выполняют
нормальным (восстановительным) ацетилено-кислородным пламенем.
Распределение температур в таком пламени, а также в метано¬
кислородном и пропан-бутано-кислородном пламени приведено на
рис. XIV. 1.
В зависимости от угла а наклона мундштука горелки к поверх¬
ности свариваемого металла эффективность передачи тепла свароч¬
ным пламенем изменяется, достигая наибольшего значения при угле
наклона 90°.
На рис. XIV.2 приведены рекомендуемые углы наклона мунд¬
штука горелки при сварке металла различной толщины.
Подготовка металла к сварке. К подготовке металла для газо¬
вой сварки предъявляются примерно такие же требования, как и при
дуговой сварке.
Во избежание образования в швах пор и шлаковых включений
торцевые поверхности кромок и прилегающие к ним участки металла
шириной 25—30 мм должны быть перед сваркой зачищены от ржав¬
чины, масла, краски и других загрязнений. Зачистку выполняют ме¬
ханическим путем или газопламенной обработкой. В последнем слу¬
чае пользуются обычными сварочными горелками или специальными
горелками для очистки металла. При быстром нагреве газовой го¬
релкой поверхности детали имеющаяся на ней окалина отслаивается,
348
Рис. XIV.I. Распределение температур по зонам сварочного пламени
а — нормальное ацетилено-кислородное; б — метано-кислородное; в =- пропан¬
бутан-кис лородное; 1 — ядро; 2 — восстановительная зона; 3 — факел; 4 — сва¬
риваемый металл; I — длина ядра
ржавчина обезвоживается, краска и масляные загрязнения сгорают.
Остатки окислов и других загрязнений удаляют металлической щет¬
кой.
При сборке элементов конструкций и изделий неизменное поло¬
жение соединяемых кромок обычно фиксируется наложением корот¬
ких швов (прихваток).
В зависимости от вида изделия, толщины металла и протяжен¬
ности швов длина прихваток и расстояние между ними могут
быть приняты согласно данным табл. XIV.2.
Подготовка кромок и виды сварных соединений. При газовой
сварке применяют в основном стыковые соединения и значительно
реже угловые. Тавровые соединения используют преимущественно
при сварке деталей толщиной до 3 мм, например при приварке тру¬
бопроводных муфт, косынок и т. д. при этом накладывают вогнутые
швы.
Газовой сваркой за один проход можно выполнять стыковые
соединения металла толщиной до 4 мм, при большей толщине метал-
ТАБЛИЦА XIV.2. РАЗМЕРЫ ПРИХВАТОЧНЫХ ШВОВ (ПРИХВАТОК)
И РАССТОЯНИЯ МЕЖДУ НИМИ, мм
Характеристика собираемых изделий
Длина
прихваток
Расстояние между
прихватками
Несложная конфигурация изделий из
стали толщиной до 3 мм
Детали толщиной 3, 4 мм и более при
значительной протяженности швов
Не более 5
20—30
50—100
300-500
Пр имечание. Высота прихваток для указанных изделий равна
0,5—0,7 s, где s — толщина металла.
349
ТАБЛИЦА XIV.3. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ КРОМОК
И ШВОВ ПРИ ГАЗОВОЙ СВАРКЕ СТЫКОВЫХ
СОЕДИНЕНИЙ
Форма кромок
Тип шва
Конструктивные элементы кромок и шва
Размеры, мм
толщина
металла
S
притупле¬
ние с
зазор
Ь
шири¬
на шва
1
высота
усиления
шва g
С отбортовкой
двух кромок
Односторонний
Г-7 ^
0,5-1
-
0,1
1-2
-
Без скоса кро¬
мок
1-5
-
0,5-2
5-7
1-1,5
Со скосом:
двух кромок
(V-образная)
Односторонний
ю] Y///\
ъ
lip
6-15
СЛ
1
со
2—4
12-20
1,5-2
одной кромки
(К-образная)
5-10
1—2
1,5-3
8-12
1-2,5
Без скоса кро»
мок
Двусторонний
е
3—6
-
1-2
6—8
1-2
С двумя скоса¬
ми двух кромок
(Х-образная)
*
35-1)5° е
15-25
2—4
2—4
20—34
2—2."
ла необходима специальная разделка кромок и сварка с двух сторон
или в несколько проходов (слоев).
Конструктивные элементы подготовленных кромок и выполнен¬
ных швов при газовой сварке основных видов стыковых соединений
приведены в табл. XIV.3.
Рис. XIV.2. Углы наклона
мундштука при сварке металла
различной толщины
8) ПроВолока^,
к 1у1 м м VI м
УмУм/А'/иА'Д
Л Kv г v Vv rv 1Л/у|
Горелка
Про&олока.
г) \
чи И г1 о 110 *
I V/ U W w1 с/
Горелка fjp0g0/10KCL
'МАШ
Горелка
Рис. XIV.3. Способы газовой сварки
а — левый; 6 — правый; в — траектории движения сварочной проволоки и г
релки при левом способе; г» д —• то же, при правом способе
352
Технология и техника сварки
Газовую сварку ведут левым или правым способами (рис.
XIV.3)
При левом способе горелку перемещают справа налево. Пламя
направляют на кромки металла, находящиеся непосредственно перед
швом, а конец сварочной проволоки держат впереди горелки. При
этом способе обеспечивается хороший внешний вид шва, так как
пламя не препятствует наблюдению за его формированием. Траекто¬
рии движений горелки и прутка зигзагообразные, встречно-пересека-
ющиеся. Этот способ применяют для сварки металла толщиной до
4—5 мм.
При правом способе горелку перемещают слева направо, а сва¬
рочной проволокой следуют за горелкой. Пламя направляют на шов,
благодаря чему обеспечивается медленное его остывание и более
высокое качество. Сварочная ванна закрыта пламенем горелки, что
затрудняет наблюдение за формированием шва, в связи с чем внеш¬
ний вид швов при правом способе хуже, чем при левом.
Сварку выполняю^ при прямолинейном движении горелки и спи¬
ральном перемещении сварочной проволоки (рис. XIV.3, г) или при
зигзагообразном согласном их движении (рис. XIV.3, д).
Сварка швов в различных пространственных положениях Наи¬
более простой является сварка швов в нижнем положении. Пламя
горелки направляют с таким расчетом, чтобы кромки свариваемого
металла находились в восстановительной зоне на расстоянии 2—6 мм
от ядра. Конец сварочной проволоки держат также в восстанови¬
тельной зоне сварочного пламени или в ванне расплавленного ме¬
талла.
a) S)
Рис. XIV.4. Сварка швов в различных пространственных положениях
а —снизу вверх (обычная); б — снизу вверх сквозным валиком; в — горизон¬
тальных швов; г — потолочных швов. Направление сварки показано стрелками
23—140 353
Швы в вертикальном положении выполняют, ведя сварку свер¬
ху вниз при толщине металла до 3 мм, левым способом. Горелку
располагают под углом 45—60° к шву, а проволоку — под углом 90°
к пламени.
При толщине металла более 3—4 мм сварку вертикальных швов
ведут снизу вверх правым способом (рис. XIV.4, а) с зигзагообраз¬
ным движением горелки и сварочной проволоки (см. рис. XIV.3) или
применяют сварку сквозным (двойным) валиком (рис. XIV.4, б).
В последнем случае элементы собирают с зазором, равным половине
толщины металла. Сварку начинают проплавлением отверстия, ниж¬
нюю часть которого заплавляют (используя сварочную проволоку) на
всю толщину свариваемого металла. Затем оплавляют верхнюю
кромку отверстия и наплавляют металл на нижнюю кромку и та¬
ким способом выполняют весь шов. Усиление образуется с обеих
сторон стыка. При толщине металла более 6 мм сварку ведут одно¬
временно два сварщика.
Сварку горизонтальных швов (рис. XIV.4, в) осуществляют
правым способом, препятствующим стеканию жидкого металла на
нижнюю кромку за счет давления газов пламени.
Потолочные швы (рис. XIV.4, г) выполняют также правым спосо¬
бом, так как при этом давление газов пламени удерживает ванну
жидкого металла от стекания. Сварочную проволоку при этом дер¬
жат полого.
Режимы газовой сварки
Режимы газовой сварки зависят от толщины свариваемого ме-
талла и определяются в основном следующими факторами: мощ¬
ностью сварочного пламени горелки (по расходу горючего газа),
диаметром сварочной проволоки (табл. XIV.4), скоростью сварки,
углом наклона мундштука горелки (см. рис. XIV.2).
ТАБЛИЦА XIV.4. МОЩНОСТЬ ПЛАМЕНИ ГОРЕЛКИ И ДИАМЕТР
СВАРОЧНОЙ ПРОВОЛОКИ ПРИ СВАРКЕ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ
Способ
сварки
Формула опреде¬
ления мощности
пламени
Удельный расход газа к на 1 мм
л/с
толщины s металла, ^
Диаметр
сварочной
проволоки,
мм
ацетилена
метана
1
пропан¬
бутана
Лепый
Правый
A—k s
0,028
0,07
0,021
-т+‘
S
2
100
0,042
250
75
0,028
150
100
Скорость сварки можно определить, пользуясь формулой
а
^св= \
S
354
где vQB — скорость, сварки , м/с (м/ч);
а—коэффициент, зависящий От свойств свариваемого металла и его
толщины; для углеродистой стали средней толщины этот коэффици¬
ент равен 0,0033—0,0042 м-м/с (12—15 м-м/ч).
XIV.3. Термическая резка
К термической резке металлов относят в основном следующие:
кислородную (газовую), дуговую металлическим электродом, воз¬
душно-дуговую, кислородно-дуговую и плазменную (материалы о
плазменной резке см. в гл. XI).
Кислородной резкой обрабатываются металлы, у которых:
температура плавления металла выше температуры воспламене¬
ния его в кислороде и выше температуры плавления окислов, обра¬
зующихся в процессе резки;
тепловыделение при образовании окислов металла достаточное
для прогрева глубинных слоев металла (до температуры воспламе¬
нения), так как подогревающее пламя резака выделяет только 5^**
30% теплоты от всего количества, необходимого для процесса резки;
жидкотекучесть окислов и шлаков достаточна для удаления их
из полости реза динамическим напором режущей струи кислорода;
теплопроводность металла невысокая, чем обусловливается
быстрый и концентрированный его нагрев.
Указанными свойствами в значительной степени обладает низко¬
углеродистая сталь. Температура плавления стали около 1500° С, а
температура воспламенения ее 1350—1360° С. Температура плавле¬
ния, образующихся при резке, окислов и шлаков около 1350—
1400° С, при этом выделяемое количество теплоты достаточно для
необходимого нагрева участков металла по всей глубине реза;
жидкотекучесть окислов и шлаков позволяет удалять их из по¬
лости струей кислорода.
С повышением в стали содержания углерода кислородная рез¬
ка усложняется. При резке конструкционных сталей, наиболее рас¬
пространенных в строительстве, необходимо учитывать следующее:
низкоуглеродистая сталь с содержанием углерода до 0,2—0,25%
режется хорошо, и при этом не требуется какой-либо предваритель¬
ной или последующей термической обработки;
среднеуглеродистая сталь, содержащая 0,25—0,5% углерода,
режется удовлетворительно, но возможны подкалка кромок или об¬
разование на них трещин. Поэтому режут такую сталь с предвари¬
тельным или сопутствующим подогревом до 300° С.
Глубина зоны термического влияния при резке низкоуглероди¬
стой стали толщиной 5 мм составляет 0,1—0,3 мм, а толщиной
100— мм—1,5—2 мм. При резке углеродистой стали с содержанием
углерода 0,5—1 % глубина зоны термического влияния для тех же
толщин составляет соответственно 0,3—0,5 мм и 2,5—3,5 мм.
С повышением в стали содержания углерода и легирующих
элементов процесс резки значительно осложняется. Обычная кислород¬
ная резка не пригодна для высоколегированной стали, чугуна и цвет¬
ных металлов. Эти металлы режут кислородно-флюсовым способом.
Для приближенной оценки разрезаемости конструкционной ста¬
ли пользуются эквивалентом углерода Сэк (см. главу II). В зависи¬
мости от Сок конструкционная и инструментальная стали по разре¬
заемости делятся на четыре группы (табл. XIV.5).
23*
355
ТАБЛИЦА XIV.5. УСЛОВНОЕ ПОДРАЗДЕЛЕНИЕ
КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
ПО ИХ ПРИГОДНОСТИ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
Группа стали
Сэк
Режимы резки
I
До 0,54
Резка возможна без технологических ог¬
раничений. В зимнее время при вырезке
деталей сложной конфигурации требуется
предварительный или сопутствующий по¬
догрев до 150° С
II
0,54-0,7
Необходим предварительный или со¬
путствующий подогрев до 150—250° С, ох¬
лаждение на воздухе
III
0,7-0,94
Требуются предварительный подогрев до
250—350° С и последующее медленное ох*
лаждение
IV
Более 0,94
Резка возможна только при предвари¬
тельном подогреве не ниже 350° С с по¬
следующим медленным охлаждением в
печи
ТАБЛИЦА XIV.6. СРЕДНИЕ ЗНАЧЕНИЯ И ХАРАКТЕРИСТИКА
ПАРАМЕТРОВ РУЧНОЙ РАЗДЕЛИТЕЛЬНОЙ КИСЛОРОДНОЙ РЕЗКИ
НИЗКОУГЛЕРОДИСТОЙ СТАЛИ
Показатель
Среднее значение
показателя
Толщина
разрезае¬
мого ме¬
талла, мм
Характеристика показателя
Мощность подо¬
гревательного
пламени,
I • 10—3м3/с
0,08-0,4
(см. табл. XIV. 7)
СО
L
о
о
Определяется расходом
горючего газа
Продолжитель¬
ность предвари¬
тельного подо¬
грева, с
5-10
7—25
2С-40
10-20
20—100
100—200
Зависит от толщины ме¬
талла и чистоты поверхно¬
сти
Давление режу¬
щего кислорода.
МПа
кгс/см2
0,3-1,5
3-15
3-300
Зависит от толщины ме¬
талла, чистоты кислорода
н формы режущего сопла
Объемный рас¬
ход режущего
кислорода,
10~3 ад3/с
м3/ч
Скорость резки,
МО-3 м/с
мм/мин
0,84—11,7
3-42
9,2—1,3
550-80
3-300
3-300
Зависит от толщины раз¬
резаемого металла и чисто¬
ты кислорода1
Ширина рсзэ,
мм
3—10 (см. табл.
XIV. 7)
6-300
Увеличивается с повыше*
нием толщины металла
1 На скорость резки большое влияние оказывает чистота режущего кис¬
лорода, с уменьшением которой на 1% увеличивается время резки на 10^
15%. а расход кислорода на 25—35%.
356
Ручная разделительная кислородная резка. Режимы кислород¬
ной резки определяются мощностью подогревательного пламени,
давлением и расходом режущего кислорода, скоростью резки, ши¬
риной реза. В табл. XIV.6 и XIV.7 даны средние значения парамет¬
ров ручной кислородной резки низкоуглеродистой стали.
ТАБЛИЦА XIV.7. МОЩНОСТЬ ПОДОГРЕВАТЕЛЬНОГО ПЛАМЕНИ
И ШИРИНА РЕЗА ПРИ КИСЛОРОДНОЙ РЕЗКЕ СТАЛИ
РУЧНЫМ РЕЗАКОМ
Показатель
Толщина разрезаемого металла, мм
3-25
5—25 |
25—50
СЛ
0
1
о
о
100—200
200—300'
Мощность пла¬
мени (ацети¬
ленокисло¬
родного) ,
М0~3 м*/с
0,084—0,15
—
0,15—0,2
0,2—0,28
0,28—0,33
0,33—0,36
мУч
0,3—0,55
0,55-0,75
0,75-1
1—1,2
1 ,2-1,3
Средняя ши¬
рина реза, мм
—
3—4
4—5
6—6
6—8 (до 10)
8—Ю
(до 15)
Механизированная резделительная кислородная резка. Механи-
зированая кислородная резка, обеспечивающая равномерное переме¬
щение резака, позволяет получить поверхность реза, высоких точ¬
ности и качества (ГОСТ 14792—69). Основные параметры реза по¬
казаны на рис. XIV.5.
Качество поверхности реза определяется сочетанием двух по¬
казателей: неперпендикулярностью и шероховатостью (глубиной
бороздок) поверхности реза (табл. XIV.8).
На качество реза большое влияние оказывает также отставание
линий реза, происходящее вследствие того, что верхние слои металла
окисляются и выносятся кислородной струей раньше, чем глубинные
и нижние. Отставание опреде¬
ляется расстоянием по вертика¬
ли между бороздками реза на
верхней и нижней кромках раз¬
резаемого металла (размер Д
см. на рис. XIV.5).
Механизированная резка
углеродистой стали толщиной
от 5 до 100 мм может выпол¬
няться с высокой скоростью,
достигающей (4—14) 10~3 м/с.
Однако при таких скоростях на
нижних кромках реза остаются
приваренными часть шлаков,
состоящих из основного метал¬
ла и окислов (грат). На удале¬
ние грата затрачивается значи¬
тельное время, составляющее
20—70% машинного времени
резки, что существенно снижа¬
ет эффективность процесса.
Рис. XIV.5. Параметры реза
В н шиРина Реза вверху а
внизу; f — перпендикулярность ре¬
за; е — глубина бороздок; А — от¬
ставание; г — радиус оплавленач
верхней кромки
357
ТАБЛИЦА XIV.8. ПОКАЗАТЕЛИ КАЧЕСТВА ПОВЕРХНОСТИ РЕЗЛ
ПРИ КИСЛОРОДНОЙ РЕЗКЕ (ГОСТ 14792—69)
Показатель
Класс
качества
Норма при толщине разрезаемого
металла, мм
5—15 |
16—30
31—50
Неперпенди-
1
0,2
0,3
0,4
Пулярность
2
1
1,2
1,6
3
1,2
1,6
2
Шерохова¬
1
0,04
0,08
0,16
тость
2
0,08
0,16
0,32
3
0,16
0,32
0,64
Для получения резов без грата на нижних кромках при резке
стали толщиной до 100 мм применяют кислород 1-го и 2-го сорта
(ГОСТ 5583—68). В табл. XIV.9 приведены режимы резки стали
без образования грата кислородом чистотой 99,5% (2-й сорт).
Резы без грата или с легко отдельным гратом при использова¬
нии кислорода чистотой 98,5% можно получить, соблюдая опреде¬
ленные требования, предьявляемые к параметрам процесса резки
(табл. XIV. 10).
Резка кислородом низкого давления (табл. XIV.11) осущест¬
вляется при увеличенных сечениях сопла и проходных отверстий
в редукторе, а также в рукавах (9—12 мм), в результате чего дав¬
ление кислорода перед резаком снижается, а эффективность ис¬
пользования режущей струи кислорода возрастает. При этом давле¬
ние кислорода перед резаком составляет 0,05-—0,2 МПа (0,5—
2 кгс/см2).
Однако при резке этим способом металла толщиной до 100 мм
производительность снижается на 20—30%, а ширина реза и расход
кислорода увеличиваются.
При резке стали толщиной свыше 100 мм расход кислорода и
скорость резки примерно соответствуют процессу резки с высоким
давлением кислорода.
Пакетная резка, состоящая в том, что несколько листов метал¬
ла, уложенных друг на друга, разрезают одновременно за один про¬
ход, обеспечивает значительное повышение производительности рез¬
ки. Число листовых элементов в пакете может составлять: при тол¬
щине листов 4 мм — от 12 до 25; при толщине 10 мм — от 8 до 12;
при толщине 20 мм — от 3 до 6.
Наилучшие результаты достигаются при пакетной резке кислоро¬
дом низкого давления в отличие от резки кислородом высокого
давления, при которой необходимо плотное прилегание листов; кро¬
ме того, полость реза внизу всегда расширяется и нижние заготовки
получаются меньших размеров.
Смыв-процесс. Новый способ высококачественной прямолиней¬
ной кислородной резки, так называемый смыв-процесс, не требует
последующей механической обработки кромок. При этом процессе,
кроме основной режущей струи кислорода, параллельно ей и не¬
сколько ниже подаются две дополнительные струи кислорода, на¬
правленные под острым углом (по ходу резки) к поверхности обра-
358
359
ТАБЛИЦА XIV.9. РЕЖИМЫ БЕЗГРАТОВОЙ МЕХАНИЗИРОВАННОЙ КИСЛОРОДНОЙ РЕЗКИ
Толщина
разрезае¬
мой стали,
мм
Размеры отверстий
в мундштуке, мм
Давление ре¬
жущего кис¬
лорода перед
резаком,
к г с/см2
Объемный расход
Скорость резки
кислорода
ацетилена
Ы0“3 м/с
мм/мин
горло¬
вого
выходного
Ы0“3 м3/с
м3/ч
1 • 10“3 м3/с
ма/ч
5
0,7
0,7
1,8
0.28-0.31
1—1,2
0,07—0,1
0,25-0,35
7-9,2
420-Б50
10
0,95
0,95
2
0,47—0.5
1,7-1,8
0,07—0,1
0,25—0,35
6-7,8
360—470
20
1
1.3
6.5
1,06—1,1
3,8—4
0,08—0,11
о
1
со
о
4,7-6,1
280—370
30
1.3
1,7
5.5
1,47—1,53
5,3-5,5
0,08-0,11
0,3—0.4
4,2-5,5
250—330
40
1.3
1,7
7
1,78—1,83
6,4—6,6
0,08—0,11
0,3—0,4
3,8-5
230-300
60
1,8
2,3
5
2,47—2,53
8,9-9,1
0,1—0,12
0.35—0,45
3,3—4,5
200—270
80
1,8
2,3
6.5
3—3,1
11-11,2
0,1—0,12
0,35-0,45
3-4,2
150-250
100
1,8
2,3
8
3,6—3,7
13,1—13,3
0,1—0,12
0,35—0,45
2,8-3,8
170-230
Примечание. Давление режущего кислорода будет выражено в МПа, если соответствующие данные таблицы разделить
на 10.
360
ТАБЛИЦА XIV.10. РЕЖИМЫ КИСЛОРОДНОЙ РЕЗКИ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ БЕЗ ГРАТА ИЛИ С ЛЕГКО
ОТДЕЛИМЫМ ГРАТОМ
Толщина разре¬
заемой стали, мм
Размеры от¬
верстий в
мундштуке, мм
Давление режу¬
щего кислорода
перед резаком,
кгс/см2
Резка
б?з грата
Резка с легко отделимым гратом
Объемный расход
Скорость резки
Объемный расход
Скорость резки
горлового
выходного
кислорода
ацетилена
кислорода
ацетилена
1-10—3
м3/с
м3/ч
мо—3
м3/с
м3/ч
МО”*3
м/с
мм/мин
МО-3
м3/с
м3/ч
мо-3
м3/с
м3/ч
мо—3
м/с
мм/
15
5
0,92
3,3
0,11
0,4
4,3—5,7
260—340
0,94
3,4
0,12
0,45
6,5—7,2
390—430
20
1
1,3
6,5
1,25
4,5
0,11
0,4
4—5,2
240—310
1,14
4,1
0,12
0,45
5,8—6,8
350—400
25
8
1,3
4,7
0,11
0,4
3,8—4,8
220—290
1,33
4,8
0,12
0,45
5,5—6,2
330-370
30
5,5
1,53
5,5
0,11
0,4
3,5—4,7
210—280
1,56
5,6
0,12
0,45
5,2-5,7
310—340
40
1,3
1,7
7
1,83
6,6
0,11
0,4
3,2—4,2
190—250
1,86
6,7
0,12
0,45
4,8—5,3
290—300
50
8,5
2,14
7,7
0,11
0,4
3—4
180—240
2,17
7,8
0,12
0,45
4,5—5
270—300
60
5
2,52
9,1
0,12
0,45
2,8—3,8
170—230
2,56
9,2
0,14
0,5
4,2-4,7
250-280
80
1,8
2,3
6,5
3,1
11,2
0,12
0,45
2,5—3,5
150—210
3,14
11,3
0,14
0,5
4-4,3
240—260
100
8
3,7
13,3
0,12
0,45
2,3—3,2
140-190
3,73
13,4
0,14
0,5
3,7-4
220—240
Примечания: 1. Давление режущего кислорода будет выражено в МПа,
делить на 10.
2. Соотношение газов в кислородно-ацетиленовой смеси 0е 1,7.
етствующие данные таблицы раз-
ТАБЛИЦА XIV.11. РЕЖИМЫ РЕЗКИ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ
КИСЛОРОДОМ НИЗКОГО ДАВЛЕНИЯ
Толщина
металла,
мм
Давление
кислорода,
кгс/см2
Диаметр
выходного
отверстия
сопла, мм
Расстояние
резака от
поверхности
металла, мм
Скорость резки
М0~3 м/с
мм/мин
6
0,6—0,8
1
5
7,3—8
410—480
10
0,8—1
1
7
5—5,9
300—350
20
0,8—1
1,7
8
3,3—3,8
200—230
50
0,9—1
2,5
9
3—3,3
150—200
80
1,3—1,5
2,5
10
2,5—2,8
150—170
100
1,4—1,7
2,5
10
2,2—2,5
130—150
Примечание. Давление кислорода будет выражено в МПа, если со¬
ответствующие данные таблицы разделить на 10.
батываемой детали. Дополнительные струи кислорода обеспечивают
благоприятные условия для удаления шлака с обеих кромок реза.
Смыв-процесс применяют для механизир >ванной прямолинейной
резки углеродистой и низколегированной стали толщиной до 50 мм
с использованием для подогревательного пламени ацетилена или его
заменителей.
Схема процесса и расположения отверстий для режущего кисло¬
рода представлена на рис. XIV.6. Оптимальные параметры установки
резака: А =4,1 мм; 5 = 4,3 мм; а=25°; /i = 4—5 мм.
Направление
резки '
Овальная канадка Плоская канадка
Грубая резни '
7/.
Рис. XIV.6. Схема смыв процесса
/ — мундштук резака; 2 — каналы за-
чищающих (смывающих) струй кисло-
рода; 3 — канал основной струи кисло¬
рода
Чистая резка.
Рис. XIV.7. Схема поверхностной
кислородной резки и формы вы¬
плавляемых канавок
361
Режимы резки смыв-процессом с газами-заменителями ацетиле¬
на приведены в табл. XIV. 12.
ТАБЛИЦА XIV.12. РЕЖИМЫ РЕЗКИ СМЫВ-ПРОЦЕССОМ
(ЧИСТОТА КИСЛОРОДА 98,5-990/,)
«в
Скорость
резки
Расход
*81
кислорода
природного газа
пропан-бутана
Толщи]
разрез;
стали,
1*10—3
М/с
мм/мин
л/с
м®/ч
л/с
м3/ч
л/с
мУч
6—15
21,8—
12,5
1300—
750
2,8—4,2
10—15
0,36—0,45
1,3—1,6
0,14-0,17
0,5—0,6
15—25
12,5—
8,4
750—
500
3,9—6,1
14—22
0,45—0,5
1,6—1,8
0,17—0,19
0,6—0,7
25—35
8,4—
6,3
500—
380
5,6—7,5
20—27
0
СП
1
о
ст>
1,8—2,2
0,19—0,25
0,7—0,9
35—50
6,3-
4,5
380—
270
6,9—8,9
25—32
0,61—0,73
2,2-2,6
0,25—0,28
о»9—1
Поверхностная кислородная резка используется для снятия
слоя металла с поверхности обрабатываемой детали посредством
режущей струи кислорода, направленной под углом 10—30° к этой
поверхности.
Поверхностная резка (рис. XIV.7), так же как и разделительная,
осуществляется при действии подогревающего пламени резака. Струя
режущего кислорода имеет меньшую скорость, чем при разделитель¬
ной резке. Этим обеспечивается сгорание только поверхностных
слоев металла. В зависимости от перемещения резака можно полу¬
чить выплавку отдельных канавок или снятие слоя со всей обраба¬
тываемой поверхности.
Способ используется при вырезке дефектных участков шва, раз¬
делке корня шва, обработке поверхности леталей. В табл. XIV.13
приведены ориентировочные режимы поверхностной резки.
ТАБЛИЦА XIV.13. РЕЖИМЫ ПОВЕРХНОСТНОЙ РЕЗКИ СТАЛИ
№ мундшту¬
ка
Давление
кислорода,
кгс/см2
Скорость резки
Расход
Размеры
канавок, мм
1 -10—3
м/с
мм/мин
кислорода
ацетилена
л/с
м3/ч
л/с
мУч
шири¬
на
глу¬
бина
1
3-6
0,025—
1,5—8
5—11
18-40
15—30
2—12
0,13
2
3-8
0,025-
1,5-10
5,6-
20—55
0,25-
0,9-
18-35
2—16
0,17
13,3
0,28
1
3
3,5-10
0,025—
1,5—10
8,3—
30-75
30-50
2—20
0,17
20,8
Примечание. Давление кислорода будет выражено в МПа, если со¬
ответствующие данные таблицы разделить на 10.
Кислородно-флюсовая резка. Высоколегированные хромистые и
хромоникелевые стали, чугун и цветные металлы не поддаются
обычной кислородной резке. При окислении указанных сталей обра¬
362
зуются тугоплавкие и густотекучие окислы, зашлаковывающие зону
резки и затрудняющие доступ кислорода к поверхности обрабаты¬
ваемого металла. Температура плавления чугуна ниже температуры
его воспламенения, а появляющиеся тугоплавкие окислы кремния
препятствуют нормальному процессу резки. Цветные металлы не ре¬
жутся в связи с высокой температурой плавления образующихся
окислов и значительной теплопроводностью.
Для резки перечисленных металлов применяют кислородно-флю¬
совый способ (табл. XIV.14), сущность которого состоит в том, что
ТАБЛИЦА XIV.14. РЕЖИМЫ РАЗДЕЛИТЕЛЬНОЙ КИСЛОРОДЛО-
ФЛЮСОВОЙ РЕЗКИ ХРОМИСТОЙ И ХРОМОНИКЕЛЕВОЙ СТАЛИ
НА УСТАНОВКЕ УРХС-5
а» ^
Скорость резки
и -
£ я
ГО сг
3С
г.рямоли-
нейной
фигурной
г<и;лид на i м
£ЛШ1Ы
реза
Массовый расход
флюса
11
О *
н
1-10—1
м/с
мм/мин
1* 10—3
м/с
мм/мин
кисло¬
рода, м3
ацети¬
лена, л
Ы0—3
кг/с
кг/мин
10
12,6
760
7,9
475
0,2—0,3
20—30
2,5-4,2
0,15-0,25
20
9,4
560
5,8
350
0,35-0,5
25-40
3,3—5,8
0,2-0,35
40
6,8
400
4,2
250
0,65—1,05
40-65
5—8,4
0,3—0t5
60
5,5
330
3,5
210
0,95—1,5
50—75
6,7-10
0,4-0,6
100
4,5
270
2,8
170
1,5—1,35
65—105
7,5—12,5
0,45—0,75
в струю режущего кислорода подается порошкообразный флюс (см.
гл. V), интенсивно окисляющийся или плавящийся в реакционной
зоне и разжижающий появляющиеся при резке окислы и шлаки.
Способ применяется для разделительной и поверхностной резки
хромистых и хромоникелевых сталей, а также разделительной резки
чугуна, меди, латуни и бронзы.
Дуговые способы резки. Резка выполняется стальным электродом
с повышенной толщиной покрытия или проволокой под флюсом и
заключается в плавлении обрабатываемого металла теплом электри¬
ческой дуги.
Электрическая дуговая резка стальным покрытым электродом
используется для грубой разделки металла. Электрическую дугу за¬
жигают на верхней кромке металла, а затем перемещают ее вниз по
лобовой стенке реза. При этом образовавшиеся капли расплавленно¬
го металла удаляют из полости реза козырьком покрытия электрода.
Процесс резки малопроизводителен и качество резки невысокое.
В табл. XIV. 15 приведены ориентировочные режимы резки сталь¬
ным электродом низкоуглеродистой и нержавеющей сталей.
Резку ведут на постоянном или переменном токе, используя
стандартное сварочное оборудование для дуговой сварки.
Лучшее качество и более высокая производительность достига¬
ются при автоматической дуговой резке под флюсом. В частности,
363
ТАБЛИЦА XIV.15. РЕЖИМЫ ДУГОВОЙ РЕЗКИ СТАЛЬНЫМ
ЭЛЕКТРОДОМ
Сталь
Диаметр
электрода,
мм
Ток, А
Скорость резки, 1 • 10—:J м/с,
для толщин г/еталла, мм
6
12 |
1 25
Низкоуглеродистая
2,5
140
3.4
2
0,5
3
190
3,8
2,2
1
4
220
4,2
2,6
1.2
5
325
5,7
3,6
1,9
Нержавеющая
2,5
130
3,3
1.2
0,83
3
195
5,2
2,4
1,25
4
220
6,3
2,8
1,5
5
300
5,3
3,2
1,86
Примечание. Для перевода скорости резки в мм/мин следует при¬
веденные значения умножить на 60.
нержавеющую сталь толщиной 20 мм можно резать этим способом
со скоростью 8,3*10-3 м/с (500 мм/мин), используя проволоку Св-08
диаметром 4 мм и флюс АН-348А при напряжении дуги 42-44 В и
Токе 1200 А.
Воздушно-дуговая резка. При этом способе резки (рис. XIV.8,
табл. XIV. 16) металл расплавляется в месте реза теплом электри-
864
ТАБЛИЦА X1V.1G. РЕЖИМЫ ВОЗДУШНО-ДУГОВОЙ РЕЗКИ
Скорость
резки стали
Толщина
разреза¬
емого ме¬
талла, мм
Диаметр
Ток, А
низкоуглеродистой
нержавеющей
электрода,
мм
МО—3
м/с
м/ч
МО-3
м/с
м/ч
6
270—300
16,6—17,2
60—62
17,4-18
63-65
8
360—400
7,2—7,8
26—28
8,3-8,9
30—32
10
10
450—500
8,3-8,9
5,5—6,2
30—32
20—22
8,9—9,4
6,2-6,7
32-34
22—24
12
12
540-600
6,2—6,7
22—24
6,7—7
24—26
10
450—500
2,8—3,3
10-12
3,3-3,9
12-14
20
12
540-600
3,3-3,9
2,2—2,8
12—14
8—10
3,9—4,2
2,8—3,3
14-15
10—12
25
14
630—700
2,7—3,1
10-11
3,3—3,6
12-13
ческой дуги, горящей между неплавящимся электродом (угольным
или графитизированным) и обрабатываемым металлом, при непре¬
рывном удалении жидкого расплава струей сжатого воздуха.
Способ применяют для разделительной резки углеродистых и
высоколегированных сталей, цветных металлов, алюминия, чугуна и
трудноокисляемых сплавов толщиной 5—25 мм, а также поверхно¬
стной резки-вырезки дефектных участков швов, пробивки отверстий
и пр.
Согласно ГОСТ 10796—74, резаки для воздушно-дуговой резки
выпускаются на токи от 300 до 1500 А при максимальном давлении
воздуха 0,6—0,8 МПа (6—8 кгс/см2).
В качестве электродов применяют омедненные угли, выпускаемые
по ГОСТ 10720—64, диаметром 6, 8, 10 и 12 мм и длиной 300 мм.
При резке углеродистой и нержавеющей стали используется
преимущественно постоянный ток обратной полярности, п^ i резке
цветных металлов — постоянный ток прямой полярности или пере¬
менный ток (с осциллятором).
Резку ведут ручным (например, с использованием резака типа
РВД) или механизированным способом.
Количество выплавляемого металла достигает 0,006—0,007 кг/с
(20—25 кг/ч).
Недостатками этого способа являются: науглероживание метал¬
ла на поверхности кромок реза, большой удельный расход электро¬
энергии, необходимость применения повышенного напряжения хо¬
лостого хода источника тока.
Кислородно-дуговая резка. При этом способе резки (табл.
XIV. 17) между электродом и обрабатываемым металлом возбуж-
365
ТАБЛИЦА XIV.17. РЕЖИМЫ КИСЛОРОДНО-ДУГОВОЙ РЕЗКИ
НИЗКОУГЛЕРОДИСТОЙ СТАЛИ
Толщина
металла,
мм
Диаметр
электрода,
мм
Ток, А
Скорое-
Ы0—8
м/с
гь резки
мм/мин
Расход кислорода
на 1 м длины реза, мэ
10
4
160
8,7
520
0,1
15
4
170
7,7
460
0,13
20
4
180
7,2
430
0,16
25
5
200
6,7
400
0,2
30
5
220
6
360
0,29
40
5
240
4,7
280
0,37
60
5
260
3,3
200
0,4
дают электрическую дугу, которая нагревает поверхность металла
до расплавления. Одновременно на нагретый участок подают струю
технически чистого кислорода, который выдувает расплавленный
металл и окисляет нагретый. Продукты сгорания и неокисленный
расплавленный металл удаляются из зоны реза струей кислорода.
При резке применяют трубчатые стальные и тугоплавкие неме¬
таллические электроды, а также обычные стальные покрытые элект¬
роды.
При использовании покрытых стальных электродов применяют
резак типа РГД, в головке которого имеются кислородный наконеч¬
ник и направляющая втулка для электрода. Пуск кислорода осу¬
ществляется рычажным устройством кислородного клапана, который
расположен на рукоятке резака. Для резки используют покрытые
электроды марок ЦМ-7, ОММ-5, МЭЗ и др. Обычно одной рукой
резчик держит электрододержатель с электродом, а другой — кис¬
лородный резак.
Резку можно вести на постоянном и переменном токе.
Применяют также механизированную кислородно-дуговую рез¬
ку, используя резак соответствующей конструкции, угольные элект¬
роды и постоянный ток.
Глава XV. СВАРКА НИЗКОУГЛЕРОДИСТЫХ
И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
XV.1. Общие сведения.
Области применения. Классификация
К низкоуглеродистым конструкционным относятся стали, угле¬
рода в которых до 0,25%. Кроме того, в них присутствуют постоян¬
ные примеси, содержание которых обычно не превышает 0,8% Мп;
0,35% Si; 0,04% Р; 0,05% S, а также некоторое остаточное коли¬
чество водорода и азота.
К низколегированным относятся стали, легированные одним или
несколькими элементами, если содержание каждого из них не
366
превышает 2%, а суммарное к§личестрр^легирующих не превышает
5%. В свою очередь, низколегированное^ стали, Применяемые для
изготовления сварных конструкций, делятся на низколегированные
низко- и среднеуглеродистые, низколегированные теплоустойчивые
(табл. XV. 1)
ТАБЛИЦА XV.1. ОБЛАСТИ ПРИМЕНЕНИЯ НАИБОЛЕЕ
РАСПРОСТРАНЕННЫХ В СТРОИТЕЛЬСТВЕ НИЗКОУГЛЕРОДИСТЫХ
И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
Группа стали
Марка стали
Области применения
Класс
стали по
СНиП
Н-В.3-72
Низкоугле¬
родистые
В18Гпс, ВСтЗсп,
ВСтЗпс, ВСтЗГпс,
ВСтЗкп
Строительные металли¬
ческие конструкции, воз¬
духоводы, технологиче¬
ские конструкции
С 38/23
Ст08, СтЮ, Ст20,
ВСт2сп, ВСт2кп,
ВСтЗсп, ВСтЗпс,
ВСтЗкп
Трубопроводы различ¬
ного назначения, вклю¬
чая паропроводы и теп¬
лопроводы
Низолегиро-
ванные низко-
углеродистые
09Г2С, 10Г2С1,
10Г2С1Д, 14Г2,
15ХСНД
10ХНДП (типа сКор-
тен»)
14Г2АФ,
Строительные металли¬
ческие конструкции
Строительные металли¬
ческие конструкции, ра¬
ботающие в слабоагрес-
сивных средах
]
С 46/33
С 46/33
15Г2АФД,
10ХСНД
16Г2АФ, 18Г2АФпс
14Г2СМФ, 14ГСМФР
1 Строительные металли-
| ческие конструкции
С 60/45
14Х2ГМР
Мостовые конструкции
С 70/60
09Г2С, 09Г2, 18ХГ,
14ХГС, 15ГС, 16ГС
Трубопроводы различ¬
ного назначения, вклю¬
чая паропроводы и теп¬
лопроводы
Низколеги¬
рованные те¬
плоустойчи¬
вые
12ХМ, 15ХМ,
12Х1МФ, 15Х1М1Ф
Трубопроводы, рабо¬
тающие при высокой
температуре среды и
давлении
Низколеги¬
рованные сред¬
неуглероди¬
стые
ЗОХМ
Трубопроводы, рабо¬
тающие при высоких
температуре среды и
давлении
Примечание. Цифры в классе стали обозначают: числитель — ми¬
нимальное временное сопротивление разрыву (кгс/мм2), знаменатель — мини¬
мальный предел текучести (кгс/мм2).
XV.2. Сварка низкоуглеродистых сталей
Низкоуглеродистые стали относятся к числу хорошо свариваю¬
щихся сталей. Технология их сварки обычно выбирается из условий
равнопрочности сварного соединения основному металлу и отсутст¬
вия^ нем дефектов. При этом сварное соединение должно быть
стойким против перехода в хрупкое состояние а деформации кон¬
367
струкций при сварке должны находиться в допустимых пределах.
Металл шва при сварке низкоуглеродистых сталей отличается по
составу от основного металла более низким содержанием углерода и
несколько повышенным содержанием марганца и кремния.
Влияние скорости остывания на механические свойства метал¬
ла шва в наибольшей степени проявляется при сварке однослойных
угловых, а также многослойных стыковых и угловых швов, поэтому
для повышения пластических свойств наплавленного металла в этих
случаях следует сечение углового шва или слоя при многослойной
сварке назначать в зависимости от толщины свариваемого металла,
выбранного вида и способа сварки.
Металл околошовной зоны при сварке низкоуглеродистых ста¬
лей незначительно упрочняется в зоне перегрева. Необходимо учиты¬
вать, что при сварке кипящих и полуспокойных низкоуглеродистых
сталей наблюдается снижение ударной вязкости на участке рекри¬
сталлизации околошовной зоны. При этом металл околошовной зоны
охрупчивается более интенсивно при многослойной сварке, чем при
однослойной, за счет интенсификации процессов старения.
Для снятия сварочных напряжений конструкции из низкоуглеро¬
дистых сталей (в первую очередь, толстостенные) могут подвер¬
гаться термической обработке после сварки (высокому отпуску).
Для выравнивания свойств и улучшения структуры используется
нормализация (с температурой 900—940° С) с последующим высоким
отпуском. Во всех случаях необходимость термической обработки
указывается в проектно-технологической документации на изготавли¬
ваемые конструкции. Термическая обработка снижает прочностные
и повышает пластические свойства металла шва и сварного соедине¬
ния.
Для сварки низкоуглеродистых сталей в строительстве применя¬
ются ручная дуговая сварка, автоматическая и полуавтоматическая
сварка под флюсом и в углекислом газе, сварка порошковой прово¬
локой (самозащитной и в углекислом газе), электрошлаковая и в
меньшей степени газовая сварка. В некоторых случаях, например
при сварке корневых швов трубопроводов высокого давления, исполь¬
зуется также аргонодуговая сварка неплавящимся электродом. При
сварке трубопроводов широкое применение получили также комби*
нированные способы сварки (см. гл. XX).
В табл. XV.2 приведены данные по выбору сварочных материа¬
лов для сварки строительных металлоконструкций из низкоуглероди¬
стых сталей.
Наиболее широко используются при сварке металлоконструкций
из низкоуглеродистых сталей электроды типа Э46 (МР-3, АНО-3,
АНО-4) с рутиловым покрытием и электроды типа Э42А и Э50А с
фтористо-кальциевым покрытием марок УОНИ 13/45, СМ-11 и
УОНИ 13/55. Для высокопроизводительной сварки вертикальных
швов способом сверху вниз рекомендуются электроды АНО-9 (тип
Э50А). Для сварки металла толщиной до 5 мм, а также корневых
швов при многослойной сварке толстого металла применяются элект¬
роды диаметром 3 мм, при толщине металла до 10 мм и более
электроды диаметром соответственно 4 и 5 мм.
При сварке угловых швов на толстом металле, а также при
сварке первого слоя многослойных швов (при толщине свариваемого
металла свыше 30 мм) рекомендуется предварительно подогревать
Свариваемые кромки до температуры 120—150° во избежание появле¬
ния кристаллизационных трещин.
ТАБЛИЦА XV.2. РЕКОМЕНДУЕМЫЕ СВАРОЧНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ СТРОИТЕЛЬНЫХ
МЕТАЛЛОКОНСТРУКЦИЙ ИЗ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ (КЛАСС С 38/23)
>> те
х
0|cU
p-Sc
^ и *
£ Ь 5.
£ о
к
ч
Pt
§8
СХ t-
н >»
* се
<и
5og
Сварка под флюсом
марка сва»
рочной про¬
волоки
марка флюса
Марка проволоки
для сварки
в среде
углекис¬
лого газа
порошковой
Электрошлаковая
сварка
марка
сварочной
проволо¬
ки
марка
флюса
Область применения сварки
Выше О
Ниже О
Ниже О
Э42А,
Э46А
Э42А,
Э50А
Э42А,
Э50А
Св-08АА,
Св-08А,
Св-08ГА
Св-ЮНМА
Св-ЮНМА,
Св-08ХНМ
АН-348А,
АН-348АМ
ОСЦ-45,
ОСЦ-45М
АН-22
АИ-348А,
АН-348АМ,
ОСЦ-45,
ОСЦ-45М
Св-08Г2С
Св-08Г2С
Св-08Г2С
ПП-АНЗ,
ПП-АН4,
ПП-АН8,
ПП-2ДСК,
СП-2
ПП-АНЗ,
ПП-АН8,
ПП-2ДСК
ПП-АНЗ.
ПП-АН4,
ПП-АН8.
ПП-2ДСК,
СП-2
Св-08ГА,
СВ-10Г2
Св-08ГА,
Св-10Г2
СВ-08ГА,
СВ-10Г2
АН-8,
ФЦ-7
АН-8,
ФЦ-7
АН-8,
ФЦ-7
Для сварки конструкций,
не подвергающихся воздей¬
ствию вибрационных и ди¬
намических нагрузок, разре¬
шается применять электро¬
ды Э42 и Э46, проволоки
Св-08 для сварки под флю¬
сом и Св-08ГС — в углекис¬
лом газе
Для сварки конструкций,
работающих под воздейст¬
вием динамических и вибра¬
ционных нагрузок, и конст¬
рукций перекрытий и по¬
крытий
Для сварки конструкций,
не подвергающихся воздей¬
ствию динамических или
вибрационных нагрузок, и
вспомогательных конструк¬
ций
ТАБЛИЦА XV.3. ТИПИЧНЫЕ РЕЖИМЫ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ СТЫКОВЫХ ШВОВ
МЕТАЛЛОКОНСТРУКЦИЙ НА ФЛЮСОВОЙ ПОДУШКЕ
щ
<
Напряжение дуги, В
cd
S
5
S2
Тип шва и подготовка
кромок
S
S
CQ
О
а.
е
S1
к
X
о
н
2
к
1
и
X
0>
постоянный
ток (обрат¬
ная поляр¬
ность)
Скорость сварки
1.Ю—5 м/с м/4
|i
§«
н ч
а
о
«
«я
со
а> «
|б
§
и
£
о
а.
3
S
а *
а> о
с н
10 *
Односторонний без раздел¬
ки кромок
2—4
5
-
700—750
34—38
30—32
7,8—8,3
28—30
14 1
4—6
5
-
850—900
36—40
30—34
7—7,5
25—27
16 J
5-7
5
-
900-950
38—42
30—34
5,6-6,1
20—22
14
Двусторонний без раздел*
ки кромок
2—4
5
-
700—750
36—40
30—34
7,8—8,3
28—30
’
2—4
4
-
675—725
36—40
30—34
7.8—8,3
28—30
16
2—4
5
-
725—775
36—40
30—34
7,5-8,1
27—29
Более 17
Многослойный, односто¬
ронний и двусторонний, с У-
и X-образной подготовкой
кромок
3—1
4-5
4—5
1
2
и после¬
дующие
750—800
825—875
36-38
38—40
33-35
33—35
5.6-6,1
5.6—6,1
20-22
20—22
ТАБЛИЦА XV.4. ТИПИЧНЫЕ РЕЖИМЫ АВТОМАТИЧЕСКОЙ
И ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ
УГЛОВЫХ ШВОВ МЕТАЛЛОКОНСТРУКЦИЙ «В ЛОДОЧКУ»
Катет
шва,
мм
Диаметр
проволо¬
ки, мм
Сварочный
ток, А
Напряжение дуги, В
Скорость сварки
перемен¬
ный ток
постоян¬
ный ток
(обратная
поляр¬
ность)
ыо—3,
м/с
м/ч
6
2
360—390
32—34
30—32
7,2—7,8
26—28
4
575—600
34—36
30—32
14,2-15
52-64
8
2
420—440
32—34
32—34
6,1-7
22—25
4
575—625
34—36
32—34
8,3—8,9
30-32
5
675—725
34—36
32—34
8,3—8,9
30—32
10
2
420—440
34—36
32—34
3,3—i, 2
12-15
4
650—700
34—36
32—34
6,4—7
23—25
5
725-775
34—36
32—34
6,4—7
23-25
12
2
420—440
34—36
32—34
2,2—2,8
8—10
4
600—650
34—36
32—34
5-5,6
18-20
5
775—825
36—38
32—34
5—5,6
18-20
Автоматическая и полуавтоматическая сварка (табл. XV.3, XV.4)
металлических конструкций осуществляется сварочной проволокой
диаметром соответственно 3—5 мм и 0,8—2 мм.
Для интенсификации процесса автоматической сварки под флю¬
сом металлоконструкций рекомендуется способ сварки с порошко¬
образным присадочным металлом (ППМ). В качестве ППМ приме¬
няется крупка (сечка), приготавливаемая из сварочной проволоки
диаметром 0,8—2 мм с размером гранул 0,5—2 мм. Интенсификация
процесса достигается за счет лучшего использования тепла сварочной
дуги. Сварка с ППМ позволяет выполнять стыковые соединения на
листовой стали толщиной до 50 мм без скоса кромок за два прохода
при двухсторонней сварке, кроме того, отпадает операция зачистки
корня после наплавления первого шва, в среднем в 2 раза уменьша¬
ется расход флюса и в 1,5 раза — расход электроэнергии, повыша¬
ются качество и производительность сварки (в 2 раза). Экономичес¬
кий эффект от применения I т ППМ составляет около 450 руб.
Сварка с ППМ используется при автоматической сварке под флюсом
стыковых и тавровых соединений металлоконструкций, корпусов вра¬
щающихся обжиговых печей, сферических резервуаров и т. д.
ППМ может подаваться в зону сварки тремя способами:
вводится в разделку кромок предварительно перед сваркой.
Рекомендуется при двусторонней сварке стыковых соединений тол¬
щиной 20—50 мм без разделки кромок, а также при сварке тавро¬
вых соединений «в лодочку»;
с ферромагнитными свойствами подается на вылет электрода со
стороны хвостовой части сварочной ванны. Рекомендуется для свар¬
ки кольцевых швов в поворотном положении, а также плоских сты¬
ковых соединений толщиной металла 3—20 мм;
24*
371
представляет собой комбинацию первых способов. Рекомендует¬
ся при сварке стыковых и тавровых соединений с большими сечения¬
ми шва, требующими большое количество наплавленного металла и
высокое качество сварного соединения.
При автоматической сварке под флюсом стыковых соединений
практически отсутствуют угловые деформации, а поперечные дефор¬
мации уменьшаются в среднем на 80%
Для сварки низкоуглеродистых сталей толщиной до 4 мм а
также поворотных и неповоротных стыков труб в среде углекислого
газа применяется сварочная проволока диаметром 0 5—1,2 мм, для
сварки металла больших толщин — прово чока диаметром 1,4—2 мм.
В табл. XV.5 приведены примеры режимов сварки в углекислом
ТАБЛИЦА XVБ. ПРИМЕРНЫЕ РЕЖИМЫ АВТОМАТИЧЕСКОЙ
И ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ В УГЛЕКИСЛОМ ГАЗЕ
УГЛОВЫХ ШВОВ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
Катет
шва, мм
Диаметр
сварочной
проволо¬
ки, мм
Число
слоев
Сварочный
ток, А
Напря¬
жение
дуги, В
Вы¬
лет,
мм
Расход газа на
один слой
л/с
л/мин
1,2—2
0,6
1
60—70
18-20
8—10
0,08-0,1
5—6
1,2—3
0,8
1
80—120
18—22
8—12
0,1—0,13
6—8
2—4
1,2
1
90—180
20—24
10—15
0,13—0,17
8—10
Б—6
1.6
1
230—360
26—35
16—25
0,27—0,3
16—18
5-6
2
1
250—380
27—35
20—30
0,27—0,3
16—18
7—9
2
1
320—380
30—36
20—30
0,3—0,33
18—20
9-11
2
2
320—380
30—36
20—30
0,3—0,33
18—20
11-13
2
3
320—380
30—36
20—30
0,3—0,33
18—20
Примечание. При сварке в положениях, отличных от нижнего, диа¬
метр сварочной проволоки не более 1,4 мм; значения тока и напряжения ду¬
ги — минимальные.
газе угловых швов металлоконструкций.
При сварке в среде углекислого газа используют также порош¬
ковые проволоки, в частности марок ПП-АН4 и ПП-АН8 диаметром
2; 2,3 и 3 мм. Сварка выполняется в нижнем и наклонном располо¬
жении швов на постоянном токе обратной полярности от источни¬
ков с жесткой внешней характеристикой, а для проволоки ПП-АН8
диаметром 3 мм — также и на переменном токе. Для диаметров
проволоки 2 и 2,3 м сварочный ток колеблется от 180 до 500 А при
напряжении дуги 25—47 В, а для диаметра проволоки 3 мм свароч¬
ный ток находится в пределах от 400 до 600 А при напряжении ду«
ги от 25 до 38 В.
Режимы электрошлаковой сварки устанавливаются конкретно
для данной конструкции в зависимости от толщины металла, кон¬
фигурации стыка и способа электрошлаковой сварки (одноэлектрод¬
ная, многоэлектродная, плавящимся мундштуком и т. д.). Примене¬
ние ППМ при электрошлаковой сварке позволяет интенсифициро¬
вать процесс сварки, повысить механические свойства сварного со¬
единения, в особенности ударную вязкость, и отказаться в некоторых
случаях от последующей нормализации.
Особенности и режимы сварки трубопроводов из низкоуглеро¬
дистых сталей изложены в главах XX и XXI.
372
XV.3. Сварка низколегированных сталей
Низколегированные низкоуглеродистые стали содержат углеро¬
да не более 0,23%, в качестве легирующих элементов — марганец,
хром, кремний, ванадий, молибден никель и др. Эти стали использу¬
ются для изготовления сварных конструкций, которые подвергаются
действию вибрационных и динамических нагрузок.
В отличие от низкоуглеродистых сталей указанные стали имеют
несколько большую склонность к образованию закалочных структур
в металле шва и околошовной зоне при повышенных скоростях
охлаждения. При увеличении погоннной энергии сварки количество
мартенсита, бейнита и остаточного аустенита резко снижается. При
повышении доли закалочных структур в металле шва и околошовной
зоне пластичность металла и его стойкость против хрупкого разру¬
шения ухудшается. Поэтому режим сварки большинства низколеги¬
рованных низкоуглеродистых сталей (табл. XV.6) должен быть огра¬
ничен более узкими значениями по погонной энергии.
Равнопрочность металла шва основному металлу обеспечивается
за счет легирования его элементами, переходящими из основного
металла и вводимыми через сварочные материалы. Так как низко¬
легированные стали имеют меньшую стойкость против образования
кристаллизационных трещин, чем низкоуглеродистые, необходимо
применять сварочную проволоку с пониженным содержанием угле¬
рода и серы правильную последовательность выполнения сварных
швов, а в некоторых случаях термическую обработку в том числе
предварительный и сопутствующий подогр'евы.
При ручной дуговой сварке низколегированных низкоуглероди¬
стых сталей применяются в основном электроды с фтористокальцие¬
выми покрытиями для обеспечивания стойкости против образования
кристаллизационных трещин при достаточно высокой пластичности
наплавленного металла. Рекомендуемые марки электродов У011И
13/45, СМ-11, АНО-8 (тип Э42А), УОНИ 13/55, ДСК-50, СК-2-50,
АНО-7, ВСН-3 (тип Э50А), УОНИ 13/65 (тип Э60А).
Подготовка кромок, режимы сварки и порядок наложения швов
практически не отличаются от используемых при сварке низкоуглеро¬
дистых сталей. Прихватки выполняются теми же электродами, что
и сварка, и накладываются они только в тех местах, где накладыва¬
ется шов. Зажигать дугу, а также выводить кратеры на поверхность
свариваемых деталей (вне кромок) запрещается.
Технология и режимы сварки низколегированной стали под флю¬
сом практически не отличаются от сварки низкоуглеродистой стали.
При сварке под флюсом микролегированных сталей сварочными
проволоками Св-08ХМ и Св-ЮНМА в сочетании с флюсом АН-22
стойкость металла швов против образования трещин снижается, по¬
этому сварку рекомендуется выполнять с предварительным подогре¬
вом.
Сварка металлоконструкций из низколегированных сталей в уг¬
лекислом газе выполняется сварочной проволокой Св-08Г2С или по¬
рошковыми проволоками ПП-АН4 и ПП-АН8, технология и режимы
идентичны со сваркой низкоуглеродистых сталей.
Низкоуглеродистые теплоустойчивые стали имеют повышенную
механическую прочность при высоких температурах и при длительных
постоянных нагрузках, а также жаростойкость. Наиболее широкое
применение эти стали находят в теплоэнергетике. Характерными ле-
373
ТАБЛИЦА XV.6. РЕКОМЕНДУЕМЫЕ СВАРОЧНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ СТРОИТЕЛЬНЫХ
МЕТАЛЛОКОНСТРУКЦИЙ ИЗ НИЗКОЛЕГИРОВАННЫХ НИЗКОУГЛЕРОДИСТЫХ КОНСТРУКЦИОННЫХ СТАЛЕЙ
С
Я
X
и
о, X
к
§
CQ з£
Сварка под флюсом
Марка проволоки
Электрошлаковая
сварка
Класс стали пс
11-8.3-72
О
«О .
й Е а
® ^ о
g 2 я
ЗЯо.
Н * с
о О
4 К
О о
н >»
М К
0)
*
Л о йй
„Ей
£ Р* я
5 >* со
h йи
марка сва¬
рочной про¬
волоки
марка флюса
для сварки
в углекислом
газе
порошковой
марка
свароч¬
ной про¬
волоки
марка
флюса
Дополнительные
сведения
С 44/29
С 46/33
Выше
0
Э46А,
Э50А
Св-08ГА,
СВ-10Г2
АН-348А,
АН-348АМ,
ОСЦ-45,
ОСЦ-45М
Св-08Г2С
ПП-АНЗ,
ПП-АН8,
ПП-2ДСК,
СП-2
Св-08ГС
СВ-10Г2
АН-8
—
С 44/29
С 46/33
Ниже
0
Э46А,
Э50А
Св-ЮНМА,
СВ-08ХНМ
АН-348А,
АН-348АМ,
ОСЦ-45,
ОСЦ-45М,
АН-60,
АН-22
СВ-08Г2С
ПП-АН8,
ПП-2ДСК
Св-08 ГС,
СВ-10Г2
АН-8
Сварка под флю¬
сом конструкций, ра¬
ботающих под воз¬
действием динамиче¬
ских и вибрационных
нагрузок, конструк¬
ций перекрытий, по¬
крытий, зданий вы¬
полняется проволокой
Св-ЮНМА под флю¬
сом АН-22
С 52/40
Выше
0
Э60А
Св*08ХМ,
СВ-18ХМА
АН-22,
АН-348А,
АН-348АМ
СВ-06Г2С
-
—
—
—
С 52/40
Ниже
0
Только
выше
0
Э50А
Св-ЮНМА
АН-22
СВ-08Г2С
—
—
—
—
С 60/45
Э60А
Св-08ХН2М,
СВ-08ХМ,
СВ-18ХМА
АН-22,
АН-17М
СВ-10ХГ2СМА
—
Св-ЮНМА
АН-8
ТАБЛИЦА XV.7. РЕКОМЕНДУЕМЫЕ СВАРОЧНЫЕ МАТЕРИАЛЫ
ДЛЯ СВАРКИ НЕКОТОРЫХ НИЗКОЛЕГИРОВАННЫХ
ТЕПЛОУС^ЙЧИВЫХ СТАЛЕЙ
X
Тип электро¬
дов для руч¬
ной дуговой
сварки
Сварка под флюсом
33
н
о
<я
X
сц
а
2
Марка
сварочной
проволоки
Марка
флюса
Марка прово¬
локи для свар¬
ки в угле¬
кислом газе
Дополнительные
сведения
12ХМ,
15ХМ
ЭМХ
Св-08ХМ
АН-22
Св-10ХГ2СМА
Необходим пре¬
дварительный по¬
догрев до 250—
300° С, для ручной
дуговой сварки
стали 12ХМ — до
200° С
12Х1МФ,
15Х1М1Ф
ЭХМФ
Св-
08ХМФА,
Св-ОЗХГ-
СМФА
АН-22,
АН-17М
Св-
08ХГСМФА
При ручной ду¬
говой сварке и
сварке в углекис¬
лом газе требует¬
ся предваритель¬
ный и сопутст¬
вующий подогрев
цо 250—350° С, при
гварке под флю-
гом — предвари¬
тельный подогрев
тирующими элементами для этой группы сталей являются хром мо¬
либден и вольфрам. В табл. XV.7 приведены рекомендации по вы¬
бору сварочных материалов для сварки конструкций из теплоустой¬
чивых сталей.
Особенности, технология и режимы сварки трубопроводов из
низколегированных сталей, включая среднеуглеродистые, приведены
в главах XX и XXI.
XV.4. Особенности сварки конструкций
из сталей высокой прочности
Совершенство металлических конструкций определяется, в част¬
ности, удельным расходом металла на единицу полезной нагрузки.
Для снижения удельного веса конструкций, йх металлоемкости в
строительстве увеличивается объем применения сталей высокой проч¬
ности, сочетающих высокую прочность с достаточной пластичностью,
вязкостью, убталостной прочностью и свариваемостью. Примерами
таких сталей являются стали 16Г2АФ (класс С 60/45) с минималь¬
ным пределом текучести 4,5 МПа (45 кгс/см2) и 14Х2ГМР (класс
С 70/60) с минимальным пределом текучести 6 МПа (60 кгс/см2).
Высокие механические свойства стали 16Г2АФ достигаются исполь¬
зованием в качестве легирующих элементов ванадия и азота (нит¬
ридное упрочнение), а в стали 14Х2ГМР — бора.
Технология сварки сталей высокой прочности должна предуп¬
реждать образование холодных трещин в сварном соединении,
375
обеспечивать наименьшие возможные снижения пластичности и удар¬
ной вязкости металла шва и околошовной зоны вследствие роста
зерна, а также уменьшение прочности основного металла в зоне тер¬
мического влияния. Наиболее опасный дефект сварных соединений
этих сталей—возникновение холодных трещин в процессе мартенсит-
ного превращения, которому способствует растворенный в металле
водород. Исходя из этого при разработке технологии сварки этих
сталей необходимо уменьшать скорость охлаждения металла шва
ч околошовной зоны и принимать меры к сокращению количества
растворенного водорода в металле.
С другой стороны, для ограничения роста зерна в металле шва
и околошовной зоне и разупрочнения металла в зоне термического
влияния необходимо увеличивать скорость охлаждения металла при
сварке. Оптимальными величинами мгновенных скоростей охлажде¬
ний на границе сплавления при температуре 500—600° С являются:
для стали 16Г2АФ интервал 4,5 —30°С/с, а для стали 14Х2ГМР-ин-
тервал 3,5 — 13,5 °С/с.
Для обеспечения хорошего качества сварных соединений высоко¬
прочных сталей используются две группы технологических меро¬
приятий:
подогрев свариваемых кромок, просушка и прокалка сварочных
материалов, применение окислительных флюсов, тщательная очистка
поверхности основного металла и сварочной проволоки (для преду¬
преждения образования холодных трещин);
увеличение числа проходов при сварке, использование легирован¬
ных сварочных проволок, ППМ и других способов модификации ме¬
талла шва, уменьшение погонной энергии сварки (для ограничения
роста зерна в околошовной зоне).
Сварка стали 16Г2АФ. Для выполнения прихваток, а также для
ручной дуговой сварки рекомендуются электроды типа Э60А-Ф
(УОНИ 13/65) и Э50А-Ф (УОНИ 13/55, СК-2-50, АНО-Ю). Для ав¬
томатической и полуавтоматической сварки под флюсом рекоменду¬
ется применять сварочную проволоку Св-ЮНМА и флюсы АН-22,
АН-17М, а в качестве ПГ1М — рубленую сварочную проволоку марки
Св-ЮНМА или Св-08Г2С.
Для полуавтоматической сварки в углекислом газе используется
сварочная проволока марки Св-08Г2С, а для выполнения прихваток,
поясных швов, а также для приварки ребер жесткости возможно
применение порошковой проволоки марки ПП-АН8. При электро¬
шлаковой сварке используется проволока Св-ЮНМА и флюс АН-8М.
Допускаются и другие сварочные материалы, обеспечивающие необ¬
ходимые свойства сварных соединений.
Порошковая проволока прокаливается в течение 2 ч при темпе¬
ратуре 240—250 °С, флюс в течение 1 ч при температуре 350—380 °С,
электроды прокаливаются в течение 2 ч при температуре 400—450 °С.
Сварочные материалы должны подаваться на рабочее место в специ¬
альной упаковке (например, флюс*-в бидонах, электроды — в тер¬
мосах) в количествах, дающих возможность сварщикам работать в
течение 2—4 ч. Неиспользованные к концу смены сварочные мате¬
риалы должны возвращаться на повторную прокалку.
Кромки деталей должны быть обработаны под сварку механиче¬
ским путем или машинной газовой или плазменной резкой. Кромки
и поверхность стыкуемых деталей должны быть тщательно очищены
на расстоянии не менее 20 мм от ширины шва.
376
Детали под сварку фиксируются при помощи прихваток и раз¬
личных сборочных приспособлений. Приварки сборочных приспособ¬
лений к изделию рекомендуется по возможности избегать. В против¬
ном случае необходимо тщательно зачищать поверхность основного
металла в местах приварки приспособлений, перед зачисткой необ¬
ходим подогрев до 120—160°С. Временные крепления должны быть
сняты преимущественно механическим путем, категорически запре¬
щается делать это посредством ударов. После удаления временных
креплений места их приварки зачищаются шлифовальной машинкой
заподлицо с поверхностью основного металла. Если при снятии вре¬
менных креплений имели место выхваты на основном металле, онд
заплавляются с предварительным подогревом и последующей зачи¬
сткой.
Ручную дуговую многослойную сварку конструкций из стали
16Г2АФ толщиной более 16 мм рекомендуется выполнять с исполь¬
зованием так называемой «мягкой прослойки». При этом первые слои
наплавляются электродами УОНИ 13/45, а последующие—электро¬
дами УОНИ 13/55 или УОНИ 13/65. При двусторонней сварке сты¬
ковых соединений первый шов следует накладывать со стороны, про¬
тивоположной прихваткам, в этом случае при обязательной подруб¬
ке корня шва прихватки удаляются.
При сварке металла толщиной свыше 16 мм необходимы пред¬
варительный и сопутствующий подогрев свариваемых кромок до
120—160°С. Рекомендуется для улучшения термического режима и
избежания сопутствующего и предварительного послойного подогре¬
ва ручную дуговую сварку стали 16Г2АФ вести одновременно не¬
сколькими сварщиками. В табл. XV.8 приведены режимы многослой¬
ной ручной дуговой сварки стыковых соединений.
ТАБЛИЦА XV.8. ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ МНОГОСЛОЙНОЙ
РУЧНОЙ ДУГОВОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ
Марка элек¬
трода
Диаметр элект¬
рода, мм
Сила сварочного
гока. А
Длина валика, выпол¬
няемого одним элек¬
тродом, мм
УОНИ 13/45
4
130-160
120—160
УОНИ 13/55
170—200
200—250
Сварка под флюсом элементов больших толщин осуществляется
с увеличенным числом проходов; для повышения сопротивления свар¬
ного соединения образованию холодных трещин многослойную свар¬
ку деталей толщиной свыше 40 мм можно выполнять с «мягкой» про¬
слойкой, для чего первые слои наплавляются сварочной проволокой
марки Св-08ГА. Предварительный подогрев перед сваркой на метал¬
ле толщиной свыше 20 мм обязателен.
В табл. XV.9 приведены ориентировочные режимы автоматиче¬
ской сиарки под флюсом стали 16Г2АФ.
Применение ППМ при автоматической сварке поД флюсом обес¬
печивает повышение производительности и более благоприятный теп¬
ловой режим, что позволяет в ряде случаев отказаться от предвари¬
тельного подогрева. В табл. XV. 10 даны ориентировочные режимы
автоматической сварки под флюсом с применением ППМ.
377
ТАБЛИЦА XV.9. ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ
ДВУСТОРОННЕЙ СВАРКИ ПОД ФЛЮСОМ СТЫКОВЫХ СОЕДИНЕНИЙ
ИЗ СТАЛИ 16Г2АФ
Толщина сва
ривае.уых де¬
талей
Вид разделки
кромок
Число прохо¬
док с каждой
стороны
Сварочный
ток, А
Напряжение
дуги, В
Скорость сварки
•
О
1
09
2
м/ч
10 \
Без раз¬
1/1
650—700
36-40
10
36
16 \
делки
1/1
800—850
36—40
7,8
28
20 )
1/1
850—900
38—42
6,4
23
25 ^
1/1
850—900
38—42
5
18
30 1
X-образ¬
2/2
850—900
38—42
5
18
40 (
ная
3/3
850—900
38—42
5
18
50 )
5/5
850—900
38-42
5
18
Примечали е. Проволока диаметром 5 мм; ток постоянный обрат*
й полярности.
ТАБЛИЦА XV.10. ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ
ДВУСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ
С ПРИМЕНЕНИЕМ ППМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ СТАЛИ 16Г2АФ
Диаметр про¬
волоки, мм
Толщина ме¬
талла, мм
Зазор, мм
Сварочный
ток, А
Напряжение
дуги, В
Скорость сварки
Расход ППМ,
г на 1 м шва
МО-? м/с
м/ч
4
10
4
550—650
39—41
13,8
50
0,22
4
20
6
800—900
42—45
9,7
35
0,5
4
30
7
850—950
42—46
5,3
19
0,8
.4
40
8
850—950
43—48
3,9
14
1,2
4
50
9
1100—1200
44—49
3,9
14
1,6
5
10
5
800—825
38—40
13,8
50
0,2
5
20
6
850—950
40—44
9,7
35
0,5
5
30
7
850—950
42—45
5,4
19,5
0,8
5
40
8
1200—1300
43—48
4,5
16
1,2
5
50
9
1300—1400
44—48
3,9
14
1,6
Примечание. Сборка стыка — без скоса кромок с зазором.
ТАБЛИЦА XV.11. УСЛОВИЯ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ
В УГЛЕКИСЛОМ ГАЗЕ УГЛОВЫХ НЕРАСЧЕТНЫХ ШВОВ
КОНСТРУКЦИЙ ИЗ СТАЛИ 16Г2АФ
Катет шва, мм
Значение наибольшей толщины из свариваемых деталей, мм, при
которой
не требуется допол¬
нительных мер пре¬
досторожности
дополнительно про¬
веряется ударная вяз¬
кость в околошовной
зоне при —40°С
необходим пред¬
варительный по¬
догрев до 120—
160°С
6
10
8
12
13—17
18—22
10
—
23—26
27—32
12
33—39
40-50
378
Полуавтоматическая сварка стали 16Г2АФ осуществляется при
толщине деталей до 16 мм по обычной технологии (диаметр прово¬
локи 2 мм, сварочный ток 430—450 А, напряжение дуги 30—34 В);
при сварке деталей толщиной более 16 мм требуется предваритель¬
ный, а в необходимых случаях (многослойная сварка с полным осты¬
ванием каждого слоя) сопутствующий подогрев свариваемых кромок
до 120—160 °С.
При многослойной двусторонней сварке в углекислом газе пер¬
вый слой следует накладывать со стороны, противоположной при¬
хваткам, которые в этом случае удаляются при подрубке корня шва.
При полуавтоматической сварке в углекислом газе нерасчетных
угловых швов необходимо либо периодически на образцах контроли¬
ровать ударную вязкость металла в околошовной зоне при темпера¬
туре —40 °С, либо предварительно подогревать металл до температу¬
ры 120—160 °С. В табл. XV.11 приведены условия подогрева угловых
швов в зависимости от катета шва й толщины металла.
Сварные соединения из стали 16Г2АФ, выполненные любым из
перечисленных выше способов, в первую очередь больших толщин
или жестких конструкций, непосредственно после сварки рекоменду¬
ется подогревать в течение часа, не давая шву и околошовной зоне
остывать до температуры ниже 200° С.
Электрошлаковая сварка стали 16Г2АФ осуществляется прово¬
локой Св-ЮНМА с флюсом АН-8. Режимы устанавливаются исходя
из конкретных конструкций. Так, при сварке кожуха доменной печи
из стали 16Г2АФ толщиной 45 мм были приняты следующие режи¬
мы: диаметр проволоки 3 мм, зазор между кромками 20 мм, ско¬
рость подачи проволоки 337—385 м/ч (0,094—0,107 м/с), ток посто¬
янный обратной полярности, силой 450—480 А.
Сталь 14Х2ГМР сваривается с соблюдением всех мер предосто¬
рожности, описанных выше для стали 16Г2АФ.
Ручную дуговую сварку рекомендуется выполнять электродами
марки АНП-2, которые перед сваркой должны прокаливаться при
температуре 430—480° С. Автоматическая и полуавтоматическая
сварки осуществляются под флюсом АН-17М проволокой
Св-10ХГ22МЮ, сварка в углекислом газе («ли в смесях газов) —
проволокой Св-10ХГСН2МЮ. Разрешается использовать также и
другие сварочные материалы, обеспечивающие заданные свойства
сварных соединений, при условии их предварительной проверки. Ре¬
жимы дуговых способов сварки сталей 14Х2ГМР и 16Г2АФ анало¬
гичны.
XV.5. Особенности сварки оцинкованных
низкоуглеродистых сталей
Оцинкованная сталь широко используется в строительстве. Из нее
изготавливают трубы, профилированный настил, закладные детали,
листы, а также конструкции, в том числе крупногабаритные. Оцинко¬
ванная сталь выпускается толщиной до 50 мм, однако наибольшее
применение имеет сталь толщиной 0,8—8 мм. Толщина цинкового по¬
крытия колеблется от 30 до 120 мкм.
Основные трудности' при сварке оцинковапной стали возникают
из-за токсичности паров цинка, выделяющихся при сварке (меры
предосторожности см. в гл. XXIX), а также из-за возникновения де¬
379
фектов (пор и трещин) в сварном соединении при попадании цинка
в сварочную ванну.
Чтобы избежать образования дефектов, необходимо свариваемые
кромки на расстоянии J0—20 мм от шва (в зависимости от толщины
металла) тщательно очищать от цинкового покрытия (механическим
или термическим способом). Так как следы цинка после очистки все
еще остаются, следует: увеличивать зазор при сборке для повыше¬
ния объема электродного металла в сварочной ванне, сварку вести
с колебаниями электрода вдоль шва, а также снижать содержание
кремния в металле шва для увеличения его стойкости против обра¬
зования трещин. Поэтому из всех видов сварки рекомендуются руч¬
ная дуговая электродами с рутиловым покрытием, в углекислом газе
и самозащитной сплошной проволокой. В табл. XV. 12 приведены ре¬
жимы сварки оцинкованной стали.
ТАБЛИЦА XV.12. ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ
ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ ОЦИНКОВАННОЙ
НИЗКОУГЛЕРОДИСТОЙ СТАЛИ
Толщина
металла,
мм
Полуавтома¬
тическая свар¬
ка
Проволока
Сварочный
ток, А
Напряжение
ДУГИ, В
марка
(диаметр, мм
1,6
В углекислом
0,8-1
80—100
20
3
газе
Св-08Г2С
1—1,2
110—150
19—20
1,6
Самозащитной
0,6— 0,8
60—90
20—21
3
проволокой
Св-15
1
100—130
21—23
6
ГСТЮЦА
1
110—140
20—23
Примечание. Полуавтоматическая сварка в углекислом газе вы¬
полняется на постоянном токе обратной полярности, сварка самозащитной
проволокой — на постоянном токе прямой полярности.
Ручная дуговая сварка оцинкованной низкоуглеродистой стали
осуществляется рутиловым и электродами диаметром 2,5—3 и 3—
4 мм; применяемый сварочный ток соответственно будет 90—125 А
и 110—120 А.
Глава XVI. СВАРКА ВЫСОКОЛЕГИРОВАННЫХ
СТАЛЕЙ И СПЛАВОВ
XVI.1. Общие сведения
Высоколегированные стали и сплавы (см. гл. V) по сравнению
с углеродистыми и низколегированными имеют следующие свойства
(каждое в отдельности или их комплекс): высокую хладостойкость,
жаропрочность, коррозионно-стойкость и жаростойкость. Все эти
свойства определяются составом легирования. В зависимости от мар¬
ки они используются для изготовления трубопроводов, химической
и энергетической аппаратуры, работающих в широком диапазоне
температур и газовых или жидких сред.
380
В соответствии с преобладающими элементами легирования вы¬
соколегированные стали разделяют на хромистые, хромоникелевые,
хромомарганцевые, хромоникель-марганцевые, хромомарганце-азотн-
стые. По структуре высоколегированные стали разделяют на мартен-
ситные, мартенситно-ферритные, ферритные, аустенитно-мартенсит-
ные, аустенитно-ферритные и аустенитные.
Высоколегированные сплавы делятся на две группы: сплавы на
железоникелевой (суммарное содержание железа и никеля более
65%) и никелевой (содержание никеля более 55%) основах. Они
имеют стабильно аустенитную структуру.
При сварке сталей мартенситного и мартенситно-ферритного
класса в околошовной зоне, а при составе шва, близком к составу
основного металла, и в шве могут создаваться закалочные мартен-
ситные структуры, имеющие высокую твердость и малую пластич¬
ность. При определенных условиях это может привести к появлению
в шве и околошовной зоне холодных трещин. Образование трещин
исключается предварительным и сопутствующим подогревом до
200—450° С, снижением содержания в металле шва водорода и при¬
менением последующего высокого отпуска. Для получения высокой
прочности сварного соединения до и во время сварки выполняется
предварительный и сопутствующий подогрев. При невозможности по¬
догрева, а иногда и при его наличии после сварки осуществляется
соответствующая термическая обработка. При отсутствии (по каким,
либо причинам) подогрева и последующей термической обработки
используются сварочные материалы, дающие металл шва с аустенит-
ной структурой.
Сварка ферритных сталей, помимо возможности образования хо¬
лодных трещин, затрудняется укрупнением зерна в околошовной зо¬
не и в металле сварного шва. Рост зерна увеличивается с повыше¬
нием погонной энергии сварки и уменьшением тепловой сосредоточен¬
ности источника сварочного тепла. Подобная реакция этих сталей на
нагрев осложняет применение сопутствующего или предварительного
подогрева и последующего отпуска для предотвращения появления
холодных трещин.
При сварке аустенитных сталей и сплавов в металле шва и око¬
лошовной зоне могут образовываться горячие трещины. Их предот¬
вращение достигается несколькими путями. Создание в шве двух¬
фазной структуры, способствуя ее измельчению, повышает стойкость
швов к горячим трещинам. В большинстве случаев для этого в струк¬
туре шва достаточно иметь 2—3% первичного 6-феррита, чего доби¬
ваются легированием шва ферритообразующими элементами (тита¬
ном, молибденом, кремнием и др.).
В стабильно аустенитных сталях и сплавах двухфазность струк¬
туры создается за счет выделения в металле шва карбидов или бо-
ридов. Для получения аустенитно-карбидной структуры шов легиру¬
ют углеродом и карбидообразующими элементами — ниобием или
титаном. Однако углерод резко повышает склонность швов к межкри-
сталлитной коррозии. Поэтому этот способ применим при сварке
только жаропрочных и жаростойких сталей. Получения аустенитно-
боридной структуры достигается легированием шва бором в коли¬
честве 0,2—0,7%. При больших содержаниях бора в швах могут об¬
разовываться холодные трещины, для предупреждения которых тре¬
буется предварительный или сопутствующий подогрев до 250—300° С.
При сварке чисто аустенитных швов в них ограничивают содержание
вредных примесей (сера, фосфор, висмут и др.) и элементов, способ¬
ствующих появлению легкоплавких эвтектик (кремний, титан, алю¬
381
миний и ниобий). Положительное действие оказывает легирование их
молибденом, вольфрамом, танталом и замена части никеля мар¬
ганцем.
Измельчение структуры швов на высоколегированных сталях и
сплавах достигается применением для сварки фторидных флюсов и
электродов с фтористо-кальциевым покрытием. Большое влияние на
возможность образования в швах горячих трещин оказывают техни¬
ка и режимы сварки, определяющие форму шва и характер кристал¬
лизации его металла. Увеличение коэффициента формы шва
(см. гл. X), малые, непроверенные зазоры между кромками повыша¬
ют вероятность появления горячих трещин. С использованием элек¬
тродных проволок малого диаметра (до 2 мм) и умеренных режимов
сварки возрастает стойкость швов к горячим трещинам.
Склонность основного металла к образованию в околошовной
зоне горячих трещин и трещин, возникающих в процессе длительной
эксплуатации при температурах 550—700° С (локальных разруше¬
ний), зависит от состава и структуры стали и определяется металлур¬
гическим способом ее получения.
При работе изделия в интервале температур 350—500° С в фер-
ритных и аустенитно-ферритных швах, содержащих 15—20% слож¬
нолегированного феррита, может появиться 475-градусная, или теп¬
ловая хрупкость. Она не сопровождается заметными структурными
изменениями, и поэтому причины ее до сих пор не выяснены. Пред¬
отвращение охрупчивания швов подобного типа достигается ограни¬
чением в металле феррита. Выдержка аустенитных и аустенитно-
ферритных сталей при температурах 550—875° С приводит к охруп¬
чиванию в результате выпадения о-фазы, представляющей собой
интерметаллид. Предупреждение этого вида охрупчивания достигает¬
ся закалкой при температуре 1050—1100° С, а при двухфазных аусте¬
нитно-ферритных швах ограничением первичного феррита (менее
20%).
В аустенитных швах следует также снижать содержание молиб¬
дена, ванадия, хрома, кремния и вольфрама и повышать концентра¬
цию углерода и азота. Необходимо отметить, что ввиду высокого
коэффициента теплового расширения значительно возрастает сум¬
марная пластическая деформация металла шва и околошовной зо¬
ны при сварке высоколегированных сталей. В результате самонакле-
па на жестких соединениях (при многослойных швах) количество
феррита в металле может повышаться. При длительной эксплуата¬
ции сварное соединение стареет ввиду выделения по границам зерен
карбидов и интерметаллидов. Для уменьшения старения следует сни¬
жать содержание в металле углерода. Этому же служит термическая
обработка с нагревом выше температур распада карбидов и интер¬
металлидов (выше 900—950° С).
Большинство высоколегированных сталей и сплавов широко ис¬
пользуются и как коррозионно-стойкие материалы. Однако под дей¬
ствием агрессивной среды в сварных соединениях могут наблюдать¬
ся различные виды коррозионного разрушения. Под действием кри-
тй^ёских температур (500—800° С) по границам зерен из твердого
раствора могут выпадать карбиды, обогащенные хромом. Обеднение
в результате этого пограничных слоев зерен хромом ведет к потере
ими стойкости к действию агрессивной среды и появлению межкри-
сталлитной коррозии (см. гл. II). В металле, пораженном этим видом
коррозии, наблюдается потеря механической связи между отдельны¬
ми зернами или кристаллитами. Межкристаллитная коррозия может
происходить в металле шва, захватывая его весь или частично* в ме¬
382
талле околошовной зоны различной протяженности или в узкой зо¬
не на границе оплавления (ножевая коррозия). Появление ножевой
коррозии может быть связано с условиями эксплуатации изделия в
интервале названных выше температур. При сварке околошовная зо¬
на какое-то время находится под действием критических температур.
Увеличение этого времени при сварке многослойных или перекре¬
щивающихся швов, при смене электродов и т. д. повышает вероят¬
ность появления межкристаллитной коррозии сварных соединений.
Предупреждение склонности металла к межкристаллитной кор¬
розии достигается:
снижением в нем содержания углерода и легированием сильными
карбидообразующими элементами — титаном и ниобием, имеющими
большее сродство с углеродом, чем хром. Обычно должно выдержи¬
ваться соотношение Ti^ (С—0,02)5 и Nb=10C;
получением двухфазной аустенитно-ферритной структуры с со¬
держанием феррита до 20—25%;
термической обработкой (закалка для сталей типа 18—10, тем¬
пература 1050—1100° С или стабилизирующий отжиг 2—3 ч при
температурах 850—900° С для сталей типа 18—10 и 700—780° С для
хромистых сталей).
При нагреве под закалку карбиды растворяются, и при быстром
охлаждении углерод фиксируется в твердом растворе (аустените).
Однако повторный нагрев может вызвать снова межкристаллитиую
коррозию швов. При стабилизирующем отжиге происходит более
полное выпадение карбидов и выравнивание концентрации хрома по
объему зерна. Однако практическое использование термической обра¬
ботки иногда бывает затруднено. Предотвращение ножевой корро¬
зии достигается приемами, снижающими перегрев металла в око¬
лошовной зоне (сварка короткой дугой, ускоренное охлажде¬
ние и др.).
При общей коррозии металл химически растворяется в агрессив¬
ной среде. Для уменьшения этого вида коррозии следует применять
технику и технологию сварки, обеспечивающие идентичные химиче¬
ские составы шва и основного металла.
Коррозионное растрескивание наблюдается в сварных соедине¬
ниях на аустенитных сталях под совместным действием агрессивной
среды и растягивающих напряжений. Снижение уровня остаточных
растягивающих напряжений и получение двухфазной аустенитно-
ферритной или аустенитио-боридной структуры — один из способов
борьбы с этим видом разрушений сварных соединений.
Высокая коррозионная стойкость сталей при повышенных тем¬
пературах в газовых средах (жаростойкость) определяется возмож¬
ностью образования и сохранения на их поверхности плотных и проч¬
ных пленок окислов. Это достигается их легированием кремнием и
алюминием. Требуемую жаростойкость металла шва обычно обеспе¬
чивают за счет максимального приближения химических составов
шва и основного металла.
Общие указания по свариваемости. Характерные для высоколе¬
гированных сталей и сплавов теплофизические свойства определяют
следующие особенности их сварки:
высокое удельное электросопротивление рассматриваемых ста¬
лей по сравнению с углеродистыми требует применения уменьшенных
вылетов проволоки при механизированных способах сварки, укоро¬
ченных электродов и меньшей плотности сварочного тока при руч¬
ной дуговой сварке;
пониженная теплопроводность увеличивает глубину проплавле¬
383
ния и коробление изделий. Для снижения коробления следует ис¬
пользовать способы, режимы и технику сварки, обеспечивающие мак¬
симальную концентрацию тепловой энергии;
для уменьшения угара легирующих элементов (титана и ниобия
как карбидообразующих в коррозионно-стойких швах; хрома, крем¬
ния, молибдена и др. как ферритизаторов) ручную сварку необходи¬
мо вести короткой дугой без поперечных колебаний, а при сварке в
защитных газах принимать меры, предупреждающие подсос воздуха
в зону сварки;
насыщение металла шва водородом при сварке высокохроми¬
стых мартенситных и мартенситно-ферритных сталей может привести
к образованию холодных трещин и во всех случаях сварки вы¬
соколегированных сталей —к появлению в швах пор. Для преду¬
преждения этого требуется не допускать попадания влаги на свари¬
ваемые кромки и удалять влагу из газов, флюсов и покрытий элек¬
тродов. Электроды и флюсы прокаливают при 450° С в течение 2 ч
не ранее чем за 2—3 ч до сварки. Использование постоянного тока
обратной полярности, фторидных флюсов и электродов с фтористо¬
кальциевым покрытием служит этой же цели;
применение сварочных проволок из стали вакуумного или элек-
трошлакового переплава, содержащих минимальное количество вред¬
ных примесей, снижает вероятность образования в шве горячих тре¬
щин при сварке стабильно аустенитных сталей. Этому же способ¬
ствует использование режимов и приемов сварки, снижающих долю
участия основного металла в металле шва;
повреждение поверхности шва или основного металла остатками
шлака и в результате попадания брызг, возбуждения дуги, подгара
от подводимого кабеля, плохо заваренных кратеров и др. может при¬
вести к появлению коррозии. Следует избегать подобных повреж¬
дений;
остающиеся подкладки и непровары в корне шва, обращенном
к агрессивной среде, могут быть очагами коррозии, что недопустимо
при изготовлении коррозионно-стойкой аппаратуры. Поэтому при ис¬
пользовании для подготовки кромок кислородно-флюсовой и плаз¬
менной резки для изготовления кислотостойкой аппаратуры необхо¬
димо следить за тщательным удалением грата в местах реза. Обра¬
зующаяся при этих способах подготовки и при применении шлифо¬
вальных кругов зона нагрева или подготовки и при применении шли¬
фовальных кругов зона нагрева или термического влияния может
снизить коррозионную стойкость сварного соединения. Ввиду наугле¬
роживания кромок недопустимы воздушно-дуговая резка для под¬
готовки кромок и удаления дефектов шва;
высоколегированные стали и сплавы имеют широкий комплекс
положительных свойств. Поэтому одна и та же марка стали может
применяться для изделий, работающих в различных условиях (кор¬
розионно-стойкая, жаропрочная и т. д.). Однако в этих случаях тре¬
бование, предъявляемое к сварному шву, а значит, и технология
сварки (сварочные материалы, режимы сварки и др.) не будут оди¬
наковыми.
Стали и сплавы различного состава и структурного класса имеют
некоторые специфические особенности сварки. Металл сварных швов
на высокохромистых сталях мартенситного и мартенситно-ферритно-
го типа под действием термического цикла сварки может закаливать¬
ся с образованием мартенсита. Это может повести к появлению хо¬
лодных трещин. Поэтому их сваривают по двум вариантам. При пер¬
вом варианте используются сварочные материалы, обеспечивающие
384
максимальное приближение состава шва к составу основного метал¬
ла. Такое сварное соединение является структурно-однородным и
после соответствующей термической обработки имеет свойства, при¬
ближающиеся к свойствам основного металла. Для предупреждения
высокой вероятности образования холодных трещин сварка выпол¬
няется с предварительным или сопутствующим подогревом до 200—
450° С. Температура подогрева тем выше, чем выше в стали содер¬
жание углерода, жесткость узлов и толщина металла (подогрев не
требуется при электрошлаковой сварке). Обычно не позже чем через
2 ч после сварки необходим высокий отпуск при 750—860° С (в за¬
висимости от состава стали). При сварке в условиях, когда невоз¬
можен подогрев или последующий отпуск, применяют сварку по вто¬
рому варианту с использованием сварочных материалов, дающих в
шве хромоникелевый металл аустенитного или аустенитно-ферритно-
го класса. В этом случае металл шва имеет высокие пластические
свойства, но сварное соединение структурно неоднородно. Неодно¬
родность увеличивается с течением времени, когда изделие эксплуа¬
тируется при повышенных температурах. При этом не достигается
и равнопрочность сварного соединения.
При сварке высокохромистых ферритных сталей основная труд¬
ность— интенсивный рост зерна в околошовной зоне, вызывающий
хрупкость и снижение ударной вязкости. Сварка таких сталей так¬
же возможна по двум рассмотренным выше вариантам. При сварке
по первому варианту хрупкость может наблюдаться и в металле
шва. Этого можно частично избежать, применяя сварку по второму
варианту и получая металл шва с мартенситно-ферритной структурой,
легируя его аустенитообразующими элементами (никель, марганец,
углерод).
Если допустима пониженная пластичность сварного соединения,
для предупреждения холодных трещин сварку выполняют с предва¬
рительным и сопутствующим подогревом до 120—180° С. На сталях
с высоким содержанием хрома (25—30%) получают двухфазную
аустенитно-ферритную структуру, используя хромоникелевые элек¬
троды и проволоки. Хромоникелевые аустенитные стали и сплавы в
отожженном состоянии и аустенитно-мартенситные стали обычно сва¬
ривают двухфазными аустенитно-ферритными швами.
XVI.2. Газовая сварка
Газовая сварка приводит к значительному разогреву сваривае¬
мых кромок, после чего металл шва и околошовной зоны на высоко¬
хромистых ферритных сталях в результате укрупнения зерна охруп-
чивается. Сварные соединения на этих и хромоникелевых аустенит¬
ных сталях и сплавах имеют пониженную коррозионную стойкость.
При этом способе сварки наблюдается повышенный угар легирую¬
щих элементов. Увеличенная ширина зоны разогрева приводит к силь¬
ному короблению изделий. Таким образом, при газовой сварке ка¬
чество сварных соединений ниже, чем при других способах сварки.
Мощность наконечника горелки при газовой сварке подбирается из
расчета 0,02А/с (75 л/ч) на 1 мм толщины свариваемой стали. Сталь
толщиной до 1,5 мм сваривается без разделки кромок, но желатель¬
но с отбортовкой кромок. При толщине до 6 мм делается V-образ¬
25—140
ная, а при большей толщине — Х-образная подготовка кромок. Свар¬
ку длинных швов начинают на расстоянии 25—100 мм от края дета¬
ли при толщине металла до 5 мм и на 100—150 мм при большей
толщине. Оставшиеся участки заваривают в последнюю очередь.
В процессе сварки не следует перемешивать расплавленный ме¬
талл сварочной проволокой. Металл толщиной до 5 мм рекоменду¬
ется сваривать правым способом. При сварке сталей (кроме мартен-
ситных и мартенситно-ферритных) необходимы меры, увеличиваю¬
щие скорость охлаждения металла сварных соединений, например
массивные медные подкладки, накладка мокрого асбеста, обрызгива¬
ние или полив металла водой и т. д.
Хромоникелевые и хромистые кислотостойкие стали сваривают¬
ся нейтральным пламенем, а хромистые жаропрочные и жаростой¬
кие— нейтральным или с небольшим избытком ацетилена пламенем.
Рекомендации по выбору сварочных материалов приведены в табл.
XVI. 1—XVI.3. Флюсы в виде пасты на жидком стекле и воде нано¬
сятся на лицевую и обратную стороны свариваемых кромок.
ТАБЛИЦА XVI. 1. СОСТАВ ФЛЮСОВ ДЛЯ ГАЗОВОЙ СВАРКИ, %
Тип свариваемого
металла
Бура
Борная
кислота
Двуокись
титана
Плавиковый
шпат
Фтористый
натрий
Ферротитан
Феррохром
Двуокись
кремния
Ферромарга¬
нец
Хромоникеле¬
60
35
15
вые стали
—
—
—
75
25
—
—
—
—
Хромистые ста¬
—
—
—
80
—
20
—
—
—
ли
55
5
5
5
10
10
10
ТАБЛИЦА XVI.2. ДИАМЕТР СВАРОЧНОЙ ПРОВОЛОКИ
В ЗАВИСИМОСТИ ОТ ТОЛЩИНЫ СТАЛИ, мм
Толщина стали
До 1,5
1,5-2,5
2,5-3
3-5
6 и более
Диаметр свароч¬
ной проволоки
1,5
1,5—2,5
2,5—3
2,4
б-е
XVI.3. Ручная дуговая сварка
покрытыми электродами
Сварка (табл. XVI.4, XVI.5) выполняется яа постоянном токе
обратной полярности. Кромки подготавливаются и собираются под
сварку так же, как и при сварке на углеродистых сталях. Выбор
марки электрода зависит от марки свариваемой стали и конкретных
условий эксплуатации конструкции (табл. XVI.6).
386
ТАБЛИЦА XVI.3. СОСТАВ ПРИСАДОЧНОГО МЕТАЛЛА ПРИ ГАЗОВОЙ
СВАРКЕ В ЗАВИСИМОСТИ ОТ МАРКИ СТАЛИ
Марка стали
Рекомендуемые марки сварочной проволоки
(ГОСТ 2246-70*)
08Х18Н10
12Х18Н9Т
08Х18Н12Б
10Х17Н13М2Т,
10X17H13M3T,
36Х18Н25С2
45Х14Н14В2М
20Х23Н13
10Х23Н18
12X13, 14Х17Н2, 20X13, 30X13,
40X13
Св-01Х19Н9 или Св-04Х19Н9
CB-06X19H9T или Св-04Х19Н9
СВ-07Х19Н10Б или Св-04Х19Н9
CB-04X19HUM3 или Св-04Х19Н9
Св-04Х19Н9С2
Св-06Х19Н9Т или СВ-07Х19Н10Б
Св-07Х25Н13 или Св-06Х19Н9Т
Св-13Х25Н18 или Св-06Х19Н9Т
Св-06Х14, Св-12Х13 или Св-06Х19Н9Т
ТАБЛИЦА XVI.4. ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ РУЧНОЙ ДУГОВОЙ
СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ (ДЛИНА ЭЛЕКТРОДОВ
ПО ГОСТ 9466—60)
Толщина
металла, мм
Электрод
Сварочный ток, А, при поло¬
жении сварки
диаметр, мм
длина, мм
нижнем
верти¬
кальном
потолоч¬
ном
До 2
2
225 или 25J
30—50
—
—
2,5—3
3
250
70—100
50—80
45—75
3—8
3—4
250 или 350
85—140
75-130
65—120
8—12
4—5
350 или 450
85—160
75—150
65—130
25* 387
ТАБЛИЦА XV1.5. ТИПИЧНЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИ
КОМНАТНОЙ ТЕМПЕРАТУРЕ МЕТАЛЛОВ ШВОВ, ВЫПОЛНЕННЫХ НА
ВЫСОКОЛЕГИРОВАННЫХ СТАЛЯХ
Марка
электродов
Предел теку¬
чести, кгс/мма
Предел
прочности,
кгс/мма
Относитель¬
ное удлине¬
ние, %
Ударная
йязкость,
кгс -м/см*
Коррозионно-стойкие стали
ЦЛ-11
36
60
24
7
ОЭЛ-7
40
64
25
10
Л-38М
‘30
60
30
9
Л-40М
35
60
24
7
СЛ-28
-
60
38
12
НЖ-13
45
60
26
10
Жаростойкие стали
ОЗЛ-б
35
60
25
6
ОЗЛ-6
35
57
33
10
ОЗЛ-9-1
50
65
12
5
Примечания: 1. Пределы текучести и прочности будут выражены
в МПа, если соответствующие данные таблицы умножить на 10.
2. Для перевода ударной вязкости в Дж/ма необходимо значения ее,
приведенные в таблице, разделить на 1000,
388
389
ТАБЛИЦА XVI.6. НЕКОТОРЫЕ МАРКИ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ
Марка свариваемой стали и характеристика
Тип электродов по
ГОСТ 10052—75
Марка
электродов
I Наплавленный металл
шва
| тип |
структура
, Коррозионно-стойкие конструкции
Мартенситные 20X13 и мартенситно-ферритные
12X13
Э-12ХЗ
УОНИ 13/Х13,
НЗЛ/Х1Э
12X13
Мартенситная или
мартенситно-фер-
ритная
Мартенситные типа 14Х17Н2
Э-10Х17Т
УОНИЮХ17Т
14Х17Н2
Мартенситная
Аустенитно-ферритные типа 08Х22Н6Т
Э-08Х24Н6ТАФМ
Н-48
12Х25Н5МФ
Аустенитно-фер-
ритная с 4—6% а-фа-
зы
12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б,
12Х21Н5Т, 12Х18Н2АГ5 и подобные, работающие в
агрессивных средах, когда к металлу шва предъ¬
являются требования по стойкости к межкристал¬
литной коррозии
Э-08Х19Н10Г2Б
ЦЛ-11
12Х20Н9Б
Аустенитно-фер-
ритная с 2—5,5°/
а-фазы
То же, когда к металлу шва предъявляются
жесткие требования по стойкости межкристаллит¬
ной коррозии
Э-08Х19Н10Г2Б
ОЗЛ-7
08Х20Н9Б
Аустенитно фер-
ритная с 5—10%
а-фазы
12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б,
12Х21Н5Т, 12Х18Н2АГ5 и подобные, работающие
при температурах до 600° С в жидких агрессивных
средах, когда к металлу шва предъявляются тре¬
бования по стойкости к межкристаллитной корро¬
зии
Э-08Х19НОГ2Б
Л-38М
09Х19Н9СБ
Аустенитно-фер-
ритная с 3—5% а-фа¬
зы
То же, когда к металлу шва предъявляются
жесткие требования по стойкости к межкристал¬
литной коррозии
Э-08Х19Н10Г2Б
Л-40М
08Х19НСБ
Аустенитно-фер-
ритная с 2—5% а-фа¬
зы
10Х17Н13М2Т, 10X17H13M3T, 08Х18Н12Б,
08X21Н6М2Т и подобные, работающие при темпе¬
ратурах до 700° С, когда к металлу шва предъяв¬
ляются требования по стойкости к межкристал¬
литной коррозии
Э-09Х19Н10Г2М2Б
С Л-28
09Х19Н11М2СЕ
Аустенитно-фер-
ритная с 4—5% а*фа-
зы
390
Продолжение табл. XVI.6
Марка свариваемой стали и характеристика
шва
Тип электродов по
ГОСТ 10052-75
Марка
электродов
Наплавленный металл
тип |
структура
То же, когда к металлу шва предъявляются
жесткие требования по стойкости к межкристал-
литной коррозии
Э-09Х19Н10Г2М2Б
Жаропрочные констру1
НЖ-13
щии
07Х18Н10М2Б
Аустенитно-фер-
ритная с 4—8% а-фа-
зы
Мартенситно-ферритные 15ХИМФ, 15Х12ВНМФ
Э-14ХИНВМФ
КТИ-10-62,
ЦЛ-32
15Х11ВМНФ
Мартенситно-фер-
ритная
12Х18Н9, 12X18H9T, 12X18H12T, работающие при
температурах до 800е С
Э-06Х19Н11Г2М2
ЦТ-26
Х16Н9М2
Аустенитно-фер-
ритная с 2—4% Фер¬
рита
20Х23Н18, 20Х23Н13 и подобные, работающие
при температурах выше 850° С
Э-10Х25Н13Г2
ОЗЛ-4, ОЗЛ-6
1Х25Н13
Аустенитно-фер-
ритная с содержани¬
ем феррита не менее
2,5%
XH35BT и подобные, работающие при темпера¬
турах до 750е С
Э-27Х15НЭ5ВЗГ2Б2Т
КТИ-7
ЭХ13Н35В2Б2
Аустенитная
Жаростойкие констру,
кции
—
08Х20Н14С2, 20Х25Н20С2, рабо*аЙщй£ При Тем¬
пературах 900—1100° С
Э-10Х25Н13Г2
ОЗЛ
1Х24Н14С2
Аустенитно-фер-
ритная с 3—10% а-
фазы
20Х25Н20С2, 36Х18Н25С2, работающие при тем¬
пературах до 1050° С, когда к металлу предъявля¬
ются тоебования жаростойких и жаропрочности
Э-28Х24Н14Г6
ОЗЛ-9-1
40Х25Н17Г6
Аустенитно-кар-
бидная
XVI.4. Сварка под флюсом
Этот способ сварки является ведущим при изготовлении изделий
из металлов толщиной 5—50 мм. Постоянство глубины провара по
всей длине шва, а значит, и состава металла шва, отсутствие крате¬
ров, вызванных сменой электродов, и чешуйчатости поверхности
швой, их благоприятная форма являются большим преимуществом
сварки под флюсом по сравнению с ручной дуговой сваркой покры¬
тыми электродами. Однако применение этого способа сварки затруд¬
нено при предварительном или сопутствующем подогреве и при свар¬
ке кольцевых стыков труб диаметром менее 250 мм. Подготовка и
сборка кромок под сварку, а также техника их сварки незначитель¬
но отличаются от этих же операций при сварке низкоуглеродистых
сталей (см. гл. X и XV).
Ввиду более низкой температуры плавления и теплопроводности
при остальных идентичных условиях для получения одинаковой глу¬
бины проплавления при сварке высоколегированных сталей и спла¬
вов сила сварочного тока должна быть уменьшена на 10—30%. Из-
за повышенного электросопротивления, а поэтому и нагрева электро¬
да его вылет уменьшают в 1,5—2 раза по сравнению со сваркой низ-
коуглеродиСтой стали. Поскольку для предупреждения образования
горячих трещин сварку желательно выполнять швами небольшого
сечения, рекомендуется применять электродную проволоку диамет¬
ром 2—3 мм. При использовании фторидных флюсов сварку ведут
на постоянном токе обратной полярности, при высокоосновных бес-
фтористых флюсах — токе прямой полярности. В табл. XVI.7—
XVI. 12 приведены данные о сварочных материалах и режимах
сварки.
ТАБЛИЦА XVI.7. ОРИЕНТИРОВОЧНЫЕ СИЛА СВАРОЧНОГО ТОКА
И НАПРЯЖЕНИЕ ДУГИ ПРИ СВАРКЕ ПОД ФЛЮСОМ
Диаметр электродной
проволоки, мм
Сварочный ток, А
Напряжение дуги, В
2
180—300
26—30
3
250—350
28—35
4
350—450
30-36
ТАБЛИЦА XVI.8. ФЛЮСЫ ДЛЯ ЭЛЕКТРОДУГОВОЙ
И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
Назначение
Марка флюса
Метод
изготовления
Автоматическая электродуговая свар*
ка сталей:
аустенитно-ферритными швами
АНФ-14, АНФ-16,
48-0Ф-10
Выплавка
К-8
Спекание
с небольшим запасом аустенитно-
сти аустенитно-ферритными швами
АН-26
Выплавка
с большим запасом аустенитности
АНФ-5
»
чисто аустенитными швами
ФЦК
Спекание при
750° С
391
Продолжение табл. XV 1.8
Назначение
Марка флюса
Метод
изготовления
Автоматическая электродуговая и
электрошлаковая сварка сталей с боль¬
шим запасом аустенитности чисто ау-
стенитными швами
48-0Ф-6
Выплавка
Электрошлаковая сварка сталей с
АНФ-1
Грануляция ми*
большим запасом аустенитности чисто
АНФ-6, АНФ-7,
АН-29, АН-292
нерала
аустенитными швами
Выплавка
ТАБЛИЦА XVI.9. РЕЖИМ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ
СВАРКИ ПОД ФЛЮСОМ АУСТЕНИТНОЙ СТАЛИ 12Х18Н9Т (СВАРКА БЕЗ
РАЗДЕЛКИ КРОМОК, СВАРОЧНАЯ ПРОВОЛОКА ДИАМЕТРОМ 5 мм)
Толщина
металла,
мм
Максимальный
зазор между
кромками, мм
Сварочный
ток, А
Напряжение
дуги, В
Скорое!
м/с ч
гь сварки
м/ч
6
1,5-2
650-700
34—38
0,011
40
8
2—3
750-800
36-38
0,013
46
10
2,5—3,5
850-900
38—40
0,0089
31
12
3-4
900—900
38-40
0,007
25
Примечание. Сварка ведется на флюсо-медной подкладке.
ТАБЛИЦА XVI.10. ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ ДВУСТОРОННЕЙ
АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ АУСТЕНИТНОЙ СТАЛИ
12Х18Н9Т (СВАРКА БЕЗ РАЗДЕЛКИ КРОМОК, СВАРОЧНАЯ ПРОВОЛОКА
ДИАМЕТРОМ 5 мм)
Толщина
металла,
мм
Максимальный
зазор между
кромками, мм
Сварочный
ток, А
Напряжение
ДУГИ, В
Скороет
м/с
ь сварки
м/ч
6
1-1,5
400—500
30—34
0,011
40
8
1,5
500-600
32—34
0,013
46
10
1,5
600—650
34-36
0,012
42
12
1,5
650—700
36—38
0,01
36
16
2
750—800
38-40
0,0089
31
20
3
850—900
40—42
0,007
25
30
6—7
850-900
38—40
0,0038
16
40
8-9
1050-1150
40—42
0,0033
12
Примечание. Сварка первого слоя шва выполняется на флюсовой
подушке.
ТАБЛИЦА XVI. 11. РЕЖИМ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ ПОД
ФЛЮСОМ АУСТЕНИТНОЙ СТАЛИ 12Х18Н9Т (СВАРОЧНАЯ ПРОВОЛОКА
ДИАМЕТРОМ 2 мм)
Толщина
металла,
мм
Скорость подачи проволоки
Сварочный
ток, А
Напряжение
дуги, В
м/с
м/ч
4—6
0,028
101
200—220
30—32
В
0,043
156
280—300
32—34
10
0,07
250
340—360
34—36
12
0,104
378
400—420
36—38
392
ТАБЛИЦА XVI.12. НЕКОТОРЫЕ МАРКИ СВАРОЧНЫХ ПРОВОЛОК
ДЛЯ ЭЛЕКТРОДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
I Марка свариваемой стали и характеристика
Марки по ГОСТ
шва
2246—70*
Коррозионно-стойкие стали
12X18H9, 08X18Н10, 04Х18Н10, 12X18H10T,
12X18H9T, 08Х18Н12Т и подобные, когда к ме¬
таллу шва предъявляются требования стойко¬
сти к межкристаллитной коррозии
Св-01Х19Н9,
Св-04Х19Н9.
Св-06Х19Н9Т,
СВ-07Х18Н9ТЮ.
Св-04Х19Н9С2,
Св-05Х19Н9ФЗС2
12Х18Н10Т, 08Х18Н10Т, 08Х18Н12Т, 08Х18Н12Б
и подобные, работающие при температурах
выше 350° С или в условиях, когда к металлу
шва предъявляются требования стойкости к
межкристаллитной коррозии
08Х16Н13М2Б, 10Х17Н13М2Т, 10X17H13M3T,
08Х17Н15МЗТ, 04Х18Н10, 08Х18Н12Б и подоб¬
ные, когда к шву предъявляются жесткие тре¬
бования стойкости к межкристаллитной кор¬
розии
12Х18Н9, 08Х18Н10, 12Х18Н10Т, 12Х18Н9Т и
подобные при сварке в углекислом газе, ког¬
да к металлу шва предъявляется требование
стойкости к межкристаллитной коррозии
Св-07Х19Н10Б,
Св-05Х20Н9ФБС
СВ-06Х19Н10МЗТ,
Св-06Х20Н11МЗТВ
СВ-08Х20Н9С2БТЮ,
Св-08Х25Н 1ЗБТЮ
Жаропрочные стали
12Х18Н9 аустенитно-ферритными швами
08Х18Н9Б, 12Х18Н12Т и другими аустенитно-
ферритными швами
Сплав ХН77ТЮР
Св-04Х19Н9,
Св-07Х19Н10Б
ХН77ТЮР
Жаростойкие стали
20Х23Н13, 08Х20Н14С2 и подобные Св*07Х25Н13
20Х23Н18, 36Х18Н25С2 и подобные, работаю- Св-06Х25Н12ТЮ,
щне при 900—1100° С Св-08Х25Н13БТЮ,
ХН35ВТЮ, 20Х25Н20С2 и подобные, работа* Св-08Н50
ющие при температурах до 1200° С
XVI.5. Электрошлаковая сварка
Специфические особенности этого способа сварки (малая ско¬
рость перемещения источника нагрева и характер кристаллизации
металла сварочной ванны) понижают вероятность образования в шве
горячих трещин и уменьшают угловые коробления изделия. Однако
увеличенная ширина околошовной зоны и длительное пребывание ее
металла и металла шва при повышенных температурах приводят к
необратимым изменениям в структуре и свойствах сварных соеди¬
нений. В результате снижаются прочностные и пластические свойства
металла, а на теплоустойчивых сталях fr околошовной зоне могут воз¬
никать локальные разрушения. При сварке коррозионных сталей в
околошовной зоне может наблюдаться ножевая коррозия, для пред¬
отвращения которой следует выполнять термическую обработку из¬
делий (закалку или стабилизирующий отжиг). Применение флюсов не
393
394
ТАБЛИЦА XVI.14. КРАТКОВРЕМЕННЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИ ТЕМПЕРАТУРЕ 20° С
МЕТАЛЛА ШВОВ И СВАРНЫХ СОЕДИНЕНИЙ НА ВЫСОКОЛЕГИРОВАННЫХ СПЛАВАХ
Марка сплава
Толщина, мм
Тип сварочной
проволоки
Вид сварки
Испытуемый
образец
Предел
текучести,
кгс/мм2
Предел
прочности,
кгс/мм2
Относитель¬
ное удлине¬
ние, %
ХН65МВ*
12
ХН65МВ
Электродуговая
под флюсом
АНФ-5
Металл шва
66,5
79,7
5,9
XH35BT
XH35BT**
-
Х15Н35Г7М9Т
Х15Н35Г7М9Т
J То же, АНФ-17
46.3
47.4
65.4
78.4
24.7
15.8
ХН77ТЮР*
XH78T
100
125
ХН77ТЮР
XH78T
Электрошлако-
вая пластинчатая
электродом под
флюсом АНФ-7
То же, под
флюсом АНФ-1
58.7
28.8
76,2
63,8
18
17,4
ХН80ТБЮ
ХН80ТБЮ
0,9
1,6
ХШ0ТБЮ 1
ХН80ТБЮ J
Аргонодуговая
вольфрамовым
электродом
Сварное
соединение
-
82,2
85,5
27
9
Примечания: 1. Одной звездочкой отмечены сплавы, металл шва которых подвергался термической обработке (аустени-
зация при 1080° С в течение 2 ч на воздухе и старение при 700° С в течение 16 ч на воздухе).
2. Двумя звездочками отмечен сплав, металл шва которого подвергался следующей термической обработке: старение при
800° С в течение 10 ч на воздухе.
3. Для перевода в МПа пределов текучести и прочности необходимо их значения, приведенные в таблице, умножить на 10.
предупреждает угар легирующих элементов. Поэтому в ряде случаев
необходимо поверхность шлаковой ванны обдувать защитным газом.
Сварку коротких швов на толстом металле рекомендуется осуще¬
ствлять пластинчатым электродом, а протяженных швов — проволоч¬
ным. Некоторые данные о сварочных материалах, режимах сварки и
свойствах сварных соединений приведены в табл. XVI.13—XVI. 15.
ТАБЛИЦА XVI.13. ТИПОВОЙ РЕЖИМ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ
2
2
(0 «
к о
Вид
сз
и
е
•е
*2
л о ^
Скорость
подачи
электрода
«в
а
ЕС
а»
S
к
<и
£
8 ч
II
О CU
Н 2
электрода
са
ъс
&
ко3‘
>, л я
U. в S
м/с
м/ч
Свароч
ток, А
к
а
с
W
Еаэ
Зазор,
100
Проволока
0 3 мм
Пластина, мм:
АНФ-7
25—35
0,093
330
600—800
40—42
28-32
100
10X100
АНФ-7
15—20
0,0069
2,4
1200—13С0
24—26
28-32
200
12X200
АНФ-1
15—20
0,0061
1,9
3500—4000
22—24
38-40
200
12X200
АНФ-6
15—20
0,0061
1.9
1800—2000
26—28
38-40
ТАБЛИЦА XVI.15. ДЛИТЕЛЬНАЯ ПРОЧНОСТЬ СВАРНЫХ
СОЕДИНЕНИЙ НА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЯХ И СПЛАВАХ
Марка стали
или сплава
Способ сварки
Марка
гварочной
проволоки
Темпера¬
тура
испыта¬
ния, °С
Посто¬
янное
напря¬
жение,
кгс/мм2
Время
до раз¬
рушения,
ч
12Х18Н9Т
Под флюсом
В аргоне
В углекислом
газе
Св-01Х18Н9
600
30
1,5
3
4
12XI8H9T
Под флюсом
В аргоне
В углекислом
газе
Св-ОбХ 19Н9Т
600
30
35
21
218
12ХI8H9T
Под флюсом
В аргоне
В углекислом
газе
Св-07Х19Н10Б
600
30
33
т
820
12Х18Н9Т
Электрошла¬
ковая пластин¬
чатым электродом
Св-ОбХ 19Н9Т
700
18 ;
42
ХН77ТЮР
Под флюсом
ХН77ТЮР
700
40 <
46—7$
395
Продолжение табл. XVI. IS
Марка стали
или сплава
Способ сварки
Марка
сварочной
проволоки
Темпера¬
тура
испыта¬
ния, °С
Посто¬
янное
напря¬
жение»
кгс/мм2
Время
до раз¬
руше¬
ния, ч
ХП77ТЮР*
Электрошлако-
вая пластинчатым
электродом
ХН80ТБЮ
700
40
116
ХН80ТБЮ**
Аргонодуговая
вольфрамовым
электродом
—
750
21
125-161
Примечания: 1. Одной звездочкой отмечен сплав, сварное соедине¬
ние которого подвергалось следующей термической обработке: при 1080° С в
течение 8 ч на воздухе, старение при 700° С в течение 16 ч на воздухе.
2. Двумя звездочками отмечен сплав, сварное соединение которого имело
следующий режим термической обработки: при 1050° С в течение 15 мин на
воздухе, старение при 700° С в течение 16 ч на воздухе.
3. Для перевода в МПа необходимо соответствующие данные таблицы
умножить на 10.
XVI.6. Дуговая сварка в защитных газах
Состав применяемых защитных газов приведен в гл. XI. Сварка
в инертных газах отличается минимальным угаром легирующих эле¬
ментов, что важно для сварки высоколегированных сталей. При
этом способе сварки вероятности изменения состава металла шва
более ограничены, чем при других способах сварки. Они возможны
за счет выбора соответствующей марки сварочной проволоки, изме¬
нения долей участия основного и электродного металлов в формиро¬
вании шва и применения смеси газов, содержащих химически актив¬
ные газы. Сварка в защитных газах возможна в различных простран¬
ственных положениях.
Сварка плавящимся электродом выполняется на постоянном то¬
ке обратной полярности, а сварка вольфрамовым электродом — на
постоянном токе прямой полярности (за исключением сталей, содер¬
жащих повышенное количество алюминия, когда используется пере¬
менный ток). Состав сварочных проволок можно выбирать согласно
табл. XVI.12.
Сварка вольфрамовым электродом осуществляется преимуще¬
ственно в инертных газах или их смесях, она целесообразна для ма¬
териала Толщиной до 5—7 мм. Хорошее формирование обратного
валика позволяет рекомендовать вольфрамовый электрод для сварки
корневых швов на сталях повышенных толщин (остальные валики
могут выполняться под флюсом, покрытыми электродами или в за¬
щитных газах). Сварка может вестись непрерывно горящей или им¬
пульсной дугой, вручную, полуавтоматически или автоматически, на
режимах, приведенных в табл. XVI. 16.
Сварка плавящимся электродом выполняется полуавтоматически
или автоматически в инертных газах, активных или смесях газов.
При сварке сталей, содержащих легкоокисляющиеся элементы (алю¬
миний, титан и др.), в качестве защитного газа рекомендуется ис¬
пользовать аргон. Для сварки в инертных газах рекомендуется вы¬
бирать силу тока, обеспечивающую струйный перенос электродного
396
ТАБЛИЦА XVI.16. ПРИМЕРНЫЕ РЕЖИМЫ АРГОНОДУГОВОЙ СВАРКИ ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ
ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
ч
Расход аргона
Скорость сварки
Толщина металла,
мм
Тип соединения
Сварочный
ток, А
л/с
л/мин
м/с
м/ч
Ручная сварка
1
2
3
С отбортовкой
35-60
75—120
100—140
0,06—0,07
0,08-0,1
0,1—0,12
5-4
5—6
6—7
1 1 I
-
1
Стыковое без
40—70
0,06—0,07
3,5—4
разделки с при¬
80—130
0,08—0,1
5-6
—
—
садкой
120—160
0,1—0,12
6-7
Автоматическая сварка
1
2
4
Стыковое с при¬
садкой
80—140
140—240
200—280
0,07
0,1—0,12
0,12—0,14
4
6—7
7—8
0,0089, 0,018
0,0055, 0,0089
0,0038, 0,0089
30—60
20—30
13—30
1
Стыковые без
60—120
0,07
4
0,01—0,018
35—60
2,5
присадки
110—200
0,1—0,12
6—7
0,007—0,0089
25—30
4
130—250
0,12-0,14
7—8
0,007—0,0089
25—30
Са)
СО
^ Примечание. Диаметр сварочной проволоки 1,6—2 мм; ток постоянный прямой полярности.
металла (см. гл. XI), что особенно полезно при сварке в вертикаль¬
ном и потолочном положениях. Однако при этом на тонколистовом
материале возможно образование прожогов.
При использовании углекислого газа наблюдается повышенный
угар легкоокисляющихся легирующих элементов (титан до 50%) и
возможно науглероживание металла шва. Вредное действие наугле¬
роживания на коррозионно-стойких сталях нейтрализуется увеличе¬
нием содержания в металле шва титана, ниобия и ферритизаторов
(кремний, алюминий, хром). Рекомендуется выбирать режимы, обе¬
спечивающие минимальное разбрызгивание расплавленного металла.
Недостатком швов, выполненных в углекислом газе, является обра¬
зование на их поверхности прочной пленки окислов. В табл. XVI.17—
XVI. 19 приведены режимы дуговой сварки.
ТАБЛИЦА XVI.17. ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ
ПОЛУАВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ВСТЫК
ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
В НИЖНЕМ ПОЛОЖЕНИИ
Толщина
металла., мм
Подготовка
кромок
Число слоев
Диаметр сва¬
рочной про¬
волоки, мм
Сварочный
ток, А
Расход {
л/с
эргона
л/мин
1,5
Без разделки
1
о
Г
90—110
0,1—0,14
6—8
2,5
1
1
140—180
0,1—0,14
6—8
3
1
1—1,6
150—260
0,1—0,14
6—8
4
1
1-1,6
160—300
0,12—0,16
7—9
6
С V-образной
1.2
1,6—2
220—320
0,16—0,2
9—12
8
разделкой
2
1,6—2
240—360
0,2—0,25
11—15
10
2
2
290—300
0,2—0,3
12—17
ТАБЛИЦА XVI.18. ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ АВТОМАТИЧЕСКОЙ
АРГОНОДУГОВОЙ СВАРКИ ВСТЫК ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ В НИЖНЕМ ПОЛОЖЕНИИ ,
Толщина металла, мм
Подготовка
кромок
Число слоев
Диаметр сварочной
проволоки, мм
Сварочный ток, А
Скорость
сварки
Расход аргона
м/с
м/ч
л/с
л/мин
1
1
0,5
30—40
0,0089—
30—45
0,1
6
0,013
2
Без разделки
1
1
200—210
0,02
70
0,;14—0,16
«-9
3
1
1
220—230
0,016—
55—60
0,14—0,16
8-9
0,018
'4
1
1
230—240
0,015
50
0,;14—0,16
8г- 9
398
Продолжение табл. XV 1.18
Тблщина металла, мм
Подготовка
кромок
Число слоев
Диаметр сварочной
проволоки, мм
Сварочный ток, А
Скорость сварки
Расход аргона
м/с
м/ч
л/с
л/мин
5
С V-образной
1
1
260—275
0,013
44
0,14—0,16
8-9
6,5
разделкой
1
1
250—280
0,0091
34
0,14—0,16
8-9
под углом
0,0044—
8
50<?
2
2
300—380
0,0089
15—30
0,2—0,25
11-15
0,0044—
10
2
2
330-440
0,0089
15-30
0,2—0,3
12-17
ТАБЛИЦА XVI.19. ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ ДУГОВОЙ
СВАРКИ БЕЗ РАЗДЕЛКИ КРОМОК ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
В УГЛЕКИСЛОМ ГАЗЕ
I Толщина металла, м
Тип шва
Диаметр сварочной
проволоки, мм
Вылет электрода, мм
Сварочный ток, А
Напряжение дуги, В
Скорость
сварки
Расход углекис¬
лого газа
и
s'
tr
а*
о
ч
к
я
2
ч
1
Одно¬
1
80
16
0,022
80
0,16
10-12
сторонний
0,2
3
2
15
230—240
24—28
0.013—
45
0,2
12—15
0,015
50
0,25
6
2
15
250—260
28—30
0,0089
30
0,2—0,25
12—15
3
15
350—360
30—32
-
-
-
15—20
8
2
15—20
380—400
30—32
0,0089
30
0,2—0,25
12-15
20—25
430—450
33—35
-
—
—
15 —20
Двусто¬
ронний
10
2
15—20
420—440
30—32
0,0089
30
0,2—0,25
12—15
3
25—30
530—560
34—36
-
-
-
15—20
399
XVI.7. Сварка двухслойных сталей
При использовании двухслойных сталей достигается значитель¬
ная экономия высоколегированных сталей. Для облицовочного кор¬
розионно-стойкого слоя, расположенного внутри аппаратуры, приме¬
няются хромоникелевые (12Х18Н10Т, 08Х18Н10Т, 12Х18Н12Т,
08Х18Н12Б и др.) и хромистые (08X13) стали. Основной слой воспри¬
нимает силовые нагрузки и изготавливается из низкоуглеродистых
или низколегированных сталей (ВСтЗ, 10, 15ХМ и др.). Слои свари¬
вают раздельно, используя различные сварочные материалы. Сварка
основного слоя обычно не представляет трудностей и выполняется
с применением соответствующих флюсов, электродов и т. д.
(см. гл. VI).
Наибольшую трудность представляет сварка перехода от основ¬
ного слоя к легированному. Разбавление легированного слоя метал¬
лом основного, нелегировэнного слоя резко снизит его коррозионные
свойства. Поэтому при его сварке (слой 1 на рис. XVI.1) используют¬
ся сварочные проволоки и электроды с повышенным содержанием
никеля и хрома, компенсирующим разбавление металла шва основ¬
ным металлом (табл. XVI.20 и табл. XVI.21).
ТАБЛИЦА XVI.20. СВАРОЧНАЯ ПРОВОЛОКА, ПРИМЕНЯЕМАЯ
ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННОГО СЛОЯ ДВУХСЛОЙНЫХ СТАЛЕЙ
Марка проволоки
(ГОСТ 2246—70*)
Марка
флюса
Число слоев при
сварке высоколе¬
гированного слоя
Марка проволоки
(ГОСТ 2246—70*
Марка
флюса
Число слоев при
сварке высоколе-
ГИрОВсиного слоя
СВ-07Х25Н13
АН-26,
АНФ-14,
48-ОФ-Ю
2
Св-06Х25Н12ТЮ
48-ОФ-6,
АНФ-14
2
Св-07Х25Н12Г2Т
АН-26,
48-ОФ-ДО
2
Св-08Х25Н13БТЮ
АН-26,
48-ОФ-Ю,
48-ОФ-6,
АНФ-14
1—2
в; g) В)
Рис. XVI.1. Подготовка кромок (а) и последовательность (1—3) наложении
слоев (б) и (в) при сварке двухслойных сталей
400
ТА'Б ЛЗДЦ'А'ХФкЗД. МАРКИ If ТИП ЭЛЕКТРОДОВ ДЛЯ СВАРКИ ВЫСОКШЕГИРОВАННОГО СЛОЯ ДВУХСЛОЙНОГО
МЕТАЛЛА
Электрод
Наплавленный металл
марка
тип по ГОСТ
10 052—75
тип
структура
Марка высоколегированного слоя
и характеристика металла шва
ЗИО-7
Э-ЮХ25Н13Г2Б
08Х24Н13Б
Аустенитно-феррнт-
ная; до 2,5% а-фазы
18—10, когда к металлу шва предъявляются тре¬
бования стойкости против межкристаллитной кор¬
розии
С Л-25
Э-10Х25Н13Г2
09Х25Н12Т,
09Х25Н12ТЮ
Аустенигно-фер-
ритная; 4—5% а-фа¬
зы
12Х18НЮТ, 08X13, когда к металлу шва не предъ¬
являются требования стойкости против мел^кри-
сталлитной коррозии. Сварка неаустенитных ста¬
лей с аустенитной 12Х18Н10Т, а также хромистой
08X13
ЗИО-8
Э-10Х25Н13Г2
07Х24Н12
Аустеиитно-фер-
ритная; 2,5—5% а-фа¬
зы
18—10, когда к металлу шва не предъявляются
требования стойкости против межкристаллитной
коррозии. Сварка ненагруженных конструкций из
стали 08X13 без последующей термической обра¬
ботки, а также сварка стали 12Х18Н10Т с низко-
углеродистымн неаустенитными сталями
ЦЛ-9
Э-10Х25Н13Г2Б
12Х21Н11Б
Аустенитно-фер-
ритная; более 2,5%
а-фазы
12Х18Н10Т, 08X13 и им подобные, работающие
в агрессивных средах, когда к металлу шва
предъявляются требования стойкости против меж-
кристадлнтной коррозии. Используются для сЕар-
кн стада 15Х25Т и ей подобных
Следует также применять технологические приемы, обеспечиваю-
щие уменьшение проплавления основного металла (см. гл. X), такие,
как сварка ленточным и сдвоенным электродом, сварка на спуск, уг¬
лом вперед и др. При сварке толстого металла для предотвращения
трещин в переходном слое (1 на рис. XVI. 1) его сваривают низко-
углероди^гой проволокой Св-08 в сочетании с флюсом АН-348 или
ОСЦ-45Гь некоторых случаях переходной слой, наоборот, сварива¬
ют проволокой (Св-10Х16Н25 АМ6) или электродами типа
Э-11Х15Н25М6АГ2, имеющими повышенное содержание хрома и ни¬
келя. В табл. XVI.22 приведены режимы сварки сдвоенной проволо¬
кой коррозионно-стойкого слоя двухслойного металла.
ТАБЛИЦА XVI.22. РЕЖИМЫ СВАРКИ СДВОЕННОЙ ПРОВОЛОКОЙ
КОРРОЗИОННО-СТОЙКОГО СЛОЯ (ТОЛЩИНОЙ 3—5 мм) ДВУХСЛОЙНОГО
МЕТАЛЛА
Диаметр
одной
проволо¬
ки, мм
Расстоя¬
ние между
электрод¬
ными про¬
волоками
в -свету,
мм
Вылет
нлектро-
да, мм
Сварочный
ток, А
Напряже-,
ние дуги
В
Скорость подачи
электрода
м/с
м/ч
3
4
9—10
10—11
35—38
40—45
450—600
480—600
38-40
38—40
0,02—0,025
0,01—0,016
70—-95
35—55
Примечание. Скорость сварки 0,004—0,005 м/с (16—18 м/ч),
Рис. XV 1.2. Последовательность (1—4) наложения отдельных слоев при одно¬
сторонней сварке двухслойных сталей
а — низкоуглеродистый слой; б — облицовочны" коррозионностойкий слой
При односторонней ручной сварке с заполнением разделки со
стороны основного низкоуглеродистого слоя (рис. XVI.2, а) слой ft
а при сварке с заполнением со стороны облицовочного коррозионно-
стойкого слоя (рис. XVI.2, б) слои 3 и 4 свариваются с использова¬
нием электродов типа Э-11Х15Н25М6АГ2.
Глава XVII. СВАРКА КОНСТРУКЦИЙ
И ТРУБОПРОВОДОВ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ
И СПЛАВОВ
XVII.1. Сварка алюминия и его сплавов
Особенности сварки алюминия и его сплавов. Алюминий и его
сплавы имеют низкую температуру плавления (у чистого алюминия
660° С), высокую теплопроводность и электрическую проводимость,
повышенный по сравнению со сталью коэффициент линейного расши¬
рения и более низкий модуль упругости.
При сварке алюминия и его сплавов возникают следующие за¬
труднения:
на поверхности расплавленного металла постоянно образуется
тугоплавкая пленка окиси алюминия AI2O3, препятствующая сплав¬
лению жидкого металла и насыщающая металл шва неметаллически¬
ми включениями;
высокая температура плавления окиси алюминия (2050° С) и низ¬
кая температура плавления алюминия, не изменяющего своего цвета
при нагревании, осложняет управление процессом сварки;
в связи с высокой теплопроводностью алюминия и его сплавов
необходимо использовать специальные технологические приемы, а
для массивных деталей — предварительный подогрев;
большие трудности при сварке алюжиния и его сплавов вызыва¬
ет образование пор в металле шва.. Водород принято считать основ¬
ным возбудителем пор в алюминиевых швах, источником его являют¬
ся влага и жировые загрязнения на свариваемых кромках.
Серьезные затруднения при сварке алюминия и его низколегиро¬
ванных сплавов создаются из-за возникновения кристаллизационных
трещин, характерных для сплавов АМц, АМг2, В95, Д16. Эги тре¬
щины устраняются подбором сварочных материалов и другими тех¬
нологическими мероприятиями.
Дополнительные осложнения при сварке легированных цинком и
магнием сплавов происходят из-за образования холодных трещин.
Для борьбы с ними применяется предварительный подогрев до 200—
220° С (перестаривание).
Подготовка под сварку. Алюминий и его сплавы сваривают с
помощью электродуговой, электрошлаковой, аргонодуговой и газо¬
вой сварки. Независимо от способа сварки алюминиевые изделия пе¬
ред сваркой должны проходить специальную подготовку.
Такой же подготовке необходимо подвергать сварочную прово¬
локу и электродные стержни перед нанесением на них покрытия.
Поверхность металла обезжиривают растворителями, бензином
авиационным или экстракционным, ацетоном техническим, ацетоно¬
вой или авиационной смывкой, а аатем удаляют окисную пленку ме¬
ханической зачисткой или химическим травлением. Пленка окислов
удаляется по всей длине шва ка ширину не менее 30 мм. Механи¬
ческую зачистку выполняют металлическими щетками из проволок
диаметром не более 0,5 мм.
Химический способ предусматривает травление в течение 30—
60 с раствором в 1 л воды 45—55» г натрия едкого технического и
40—50 г натрия фтористого технического, промывку в проточной во¬
де, нейтрализацию в 25—30*%;-ном водном растворе азотной кислоты
26*
403
в течение 60—120 с, снова промывку в проточной воде, а затем в
горячей воде, сушку до полного испарения влаги. Обезжиривание и
травление рекомендуется делать не более чем за 3 ч до сварки.
В процессе сварки остатки пленки окислов удаляются под дейст¬
вием флюсов или покрытий, а при дуговой сварке в среде инертных
газов на переменном токе (и постоянном обратной полярности) за
счет эффекта катодного распыления.
Листовой металл толщиной до 5 мм сваривают без разделки кро¬
мок. При толщине металла б до 15 мм применяют U-образную раз¬
делку кромок и при толщине свыше 15 мм выполняют Х-образную
разделку с углом раскрытия кромок в обоих случаях 60°. При тол¬
щине металла до 2 мм используют отбортовку кромок высотой 1—
1,56. Детали толщиной до 20—25 мм сваривают без предварительно¬
го подогрева, а при большей толщине рекомендуется детали предва¬
рительно подогревать до температуры 300—400° С, литые силумино-
вые детали подогревают до 250—300° С.
Для предупреждения протекания жидкого металла сварочной
ванны в зазор и «проваливания» шва применяют остающиеся или
съемные подкладки. Остающиеся подкладки изготавливают в виде
полосок шириной 10—J5 мм, толщиной до 2 мм. В съемных подклад¬
ках из нержавеющей или углеродистой стали делается канавка ши¬
риной 5—10 мм и глубиной до 2 мм. Сборочно-сварочные приспособ¬
ления должны обеспечивать свободную усадку сварных швов. Мас¬
сивные части приспособлений не должны увеличивать теплоотвод от
шва. Прихватки (длиной до 80 мм) выполняются такой же свароч¬
ной проволокой или электродом, что и сварка. После прихватки по¬
верхность деталей следует зачистить от окислов. В процессе сварки
прихватки полностью переплавляются.
Сварка вручную угольным или графитовым электродом сохра¬
нилась для сварки изделий, которые при эксплуатации не будут ис¬
пытывать больших нагрузок. Сварку ведут на постоянном токе пря¬
мой полярности (табл. XVII. 1). Концы электродов со стороны дуги
ТАБЛИЦА XVII.1. РЕЖИМЫ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ
ГРАФИТОВЫМ ЭЛЕКТРОДОМ
Толщина
металла, мм
Диаметр графитового
электрода, мм
Сварочный ток,
А
Диаметр свароч¬
ной проволоки,
мм
3—4
8
120—200
4—5
4—7
10
200—280
4—5
7—10
15
280—370
6—8
10—15
15
370—500
8—12
затачивают на конус под углом 60—70°. Поверхность электродов
должна быть гладкой, без трещин.
Для сварки угольной дугой можно использовать флюсы, приме¬
няемые для газовой сварки (см. табл. XVII.6). Металл толщиной до
2 мм обычно сваривают без разделки кромок и без сварочной про¬
волоки. Стыковые соединения толщиной более 2 мм сваривают с обя¬
зательным зазором, составляющим 0,5—0,7 толщины свариваемых ли¬
стов, или с разделкой кромок. Зазор или разделку заполняют расплав¬
ленной сварочной проволокой. Марка сварочной проволоки выбира*
404
ется обычно соответствующей марке свариваемого металла по ГОСТ
7871—63.
Для большинства деформируемых сплавов можно применять
присадочный металл из сплава АК. Дуговая сварка алюминия и его
сплавов угольным электродом по технике выполнения не отличается
от сварки стали.
Механические свойства сварных соединений такие же, как и при
газовой сварке.
Недостатками сварки угольным и графитовым электродами яв¬
ляются тяжелые условия труда сварщика вследствие мощного излу¬
чения ярко горящей дуги, значительная деформация изделий.
Сварка вручную покрытыми электродами. В настоящее время
этот способ сварки вытесняется более производительным. Он находит
применение при сварке технически чистого алюминия, сплавов АМц,
АМг, содержащих не более 5% Mg, а также деталей из силумина.
Ручную дуговую сварку выполняют при толщине листов от 4 мм и
более. Металл толщиной 10 мм и выше предварительно подогревают.
Температуру подогрева выбирают в зависимости от толщины метал¬
ла в интервале 100—400° С. Сварку ведут на постоянном токе обрат¬
ной полярности, как правило, без колебаний конца электрода. Сва¬
рочный ток при выборе режима сварки принимают из расчета 60 А
на 1 мм диаметра электрода. Электроды используют диаметром 4—
10 мм. С увеличением толщины свариваемого изделия увеличивается
диаметр электрода.
Металл толщиной до 20 мм сваривают без разделки кромок.
В отличие от сварки угольным электродом зазор в стыке не должен
превышать 0,5—1 мм. Сварку осуществляют, как правило, с двух
сторон. Угловые швы имеют катеты не менее 6X6 мм, что вызвано
трудностями сварки электродами малого сечения (менее 5 мм)
вследствие высокой скорости их плавления.
В тавровых и нахлесточных соединениях швы накладывают при
режимах, рекомендуемых для данной толщины металла при дву¬
сторонней стыковой сварке. При сварке в вертикальном положении
сварочный ток уменьшается на 15—20% по сравнению с током, при¬
меняемым для нижнего положения.
Прихватку кромок следует выполнять после подогрева их до
200—250° С.
При смене электродов кратер выводят в сторону, а последующее
зажигание дуги осуществляют на уложенном шве. При многослой¬
ных швах поверхность первого слоя тщательно зачищают от окис¬
лов и шлака.
Основу электродных покрытий для сварки алюминия, сплава
АМц и силумина составляют галоидные соли щелочных и щелочно¬
земельных металлов и криолит (табл. XVII.2). Наибольшее рас¬
пространение получили два типа покрытия — АФ1 и № 5.
Толщина покрытий в зависимости от диаметра стержня элект¬
рода (4 мм и более) применяется в пределах 0,35—1,6 мм.
Для сварки чистого алюминия наиболее целесообразно исполь¬
зовать металлические стержни из алюминия или сплава АК с по¬
крытиями МАТИ-1, МАТИ-2, АФ1, № 1, 5.
Изделия из дюралюминия, не подвергающиеся последующей
термической обработке, лучше сваривать электродами со стержнем
из алюминия или из сплава однородного химического состава со
свариваемым металлом. Для сварки силумина обычно применяют
стержни из силумина (АК5, АЛ4, АЛ5). Сплавы типа АМц свари-
405
1 АБЛИЦА XVi 1.2. СОСТ\1?Ы ЭЛЕКТРОДНЫХ ПОКРЫТИЙ
ДЛЯ ДУГОВОЙ СВАРКИ АЛ ЮЛ1.ИН ИЯ И ЕГО СПЛАВОВ, %
Марка покрытии
Компоненты
покрытия
МАТИ-1
МАТИ-2
<
АФ1
%
CN
£
со
%
■'1*
%
ю
£
Хлористые:
натрий
43
40
18,2
—
6,5
27,2
12,5
50
15
30
калий
34
32
32,5
—
63,5
—
50
50
магний
—
—
—
—
—
9,1
—
—
—
литий
—
—
9,1
—
30
18,2
—
—
—
Фтористые:
алюминий
—
6
—
—
—
—
—
—
криолит
23
22
35
35
—
45,5
35
35
20
натрий
—
—
5,2
—
—
—
—
—
—
Однохлористая
0,1
0,1
— ■
—
—
—
—
—
медь
Флюс АФ-4а
—
—
—
65
—
2,5
—
—
Сернокислый
—
—
—
—
—
2,5
—
—
натрий
вают электродами с покрытием АФ1 и № 5. Химический состав
стержня электрода аналогичен составу основного металла.
Автоматическая сварка по флюсу. Этот способ наиболее эко¬
номичен и производителен при сварке толстолистового алюминия и
его сплавов и применяется при толщинах изделий 8—35 мм.
Сварочная дуга вследствие электрической проводимости флюса
торит не под слоем флюса, а над ним. Сварка может выполняться
рдной электродной проволокой или расщепленным электродом, т. е.
двумя сварочными проволоками, одновременно подаваемыми в сва¬
рочную ванну. Проволоки имеют общий подвод тока и расположены
поперек оси шва.
Применение расщепленного электрода позволяет сваривать од¬
но- или двусторонние сварные соединения без стальной подкладки,
обязательной в подобных случаях при сварке одной электродной
проволокой. Помимо этого, сварка расщепленным электродом дает
возможность повысить стойкость металла шва против образования
пор. Расщепленный электрод рационально использовать при сварке
стыковых соединений металла толщиной более 12 мм двусторонними
однопроходными швами: Сварка ведется на постоянном токе обрат¬
ной полярности. Кромки под сварку собираются без зазора и скоса
на прихватках.
Для автоматической сварки алюминия и сплавов (не содержа¬
щих магния) применяют флюс АН-А1 (50% хлористого калия, 20%
поваренной соли и 30% криолита). Перед сваркой этот'флюс дол¬
жен прокаливаться при температуре 180—200° С не ранее чем за
2 ч до сварки.
Для сварки сплава АМгбТ может использоваться флюс МАТИ-10
(68% хлористого бария, 30% хлористого калия и 2% криолита).
При автоматической сварке алюминия количество флюса, пода¬
ваемого в зону дуги, должно бьпь строго лимитировано (табл.
XVII.3), с тем чтобы при расплавлении он покрывал шов тонким
слоем.
406
ТАБЛИЦА XVII.3. РЕЖИМЫ АВТОМАТИЧЕСКОЙ СВАРКИ СТЫКОВЫХ
ДВУСТОРОННИХ ОДНОПРОХОДНЫХ ШВОВ АЛЮМИНИЯ
Расстояние
. Скорость сварки
Слой флюса, мм
между осями
О
Толщина
Диаметр
электродов
Свароч¬
Ж
металла,
электро¬
при сварке
ный ток,
СО'.
&
св
ас
мм
да; мм
расщепленным
А
1
§
S
электродом*
о
ВТ
и
з
я
мм t
и
а
А
3
Сварка одним электродом
8-10
1,4—1,6.
200—250
6
20—22
9
27
12—14
1,8—2,3
280—300
5
17—19
10
29
16—20
2,5-3
370—450
4
14—17
12
40
28-25
3,2—3,7
470—550
3
12—14
16
46
Сварка расщепленным электродом
12
1.6
8—10
320—360
5
16—18
9
14
1,8
8—10
340—400
4
15—16
10
16
2
8—10
400-450
4
14,7—16
И
В начале и конце шва во избежание образования пор и трещин
рекомендуется применять выводные планки, привариваемые вручную
с подогревом. Сварочная проволока по составу должна соответство¬
вать основному металлу. Главный недостаток этого способа — необ¬
ходимость удалять шлак после сварки, поэтому в основном этим спо¬
собом сваривают стыковые соединения.
Электрошлаковая сварка. Практически электрошлаковым спо¬
собом сваривают металл толщиной 50—200 мм. Скорость сварки не¬
зависимо от толщины металла составляет 1,7*10”3 м/с (6—8 м/ч).
Сварка выполняется пластинчатым электродом или плавящимся
мундштуком с применением флюсов АН-А301, АН-А302 и АН-А304,
обеспечивающих хорошее качество сварки изделий без тщательной
подготовки поверхности соединяемых кромок. Сварку ведут на пере¬
менном или постоянном токе на автоматах А-550М и А-1304. Источ¬
ником сварочного тока служат трансформаторы ТШС-3000-1,
ТШС-10000-1, выпрямители ВДМ-3001. Швы, полученные при элект¬
рошлаковой сварке, характеризуются плотной структурой и достаточ¬
но высокими механическими свойствами. Коэффициент прочности швов
на алюминии равен 1, на сплаве АМц— 0,9—0,95, на сплаве АМгб —
0,8—0,9.
Сварка в инертных газах. Алюминий и его сплавы в инертных
газах сваривают неплавящимся вольфрамовым электродом или пла¬
вящимся электродом. Сварку вольфрамовым электродом выполняют
со сварочной проволокой или без нее. Состав электродной или свароч¬
ной проволоки принимается близким к составу свариваемого металла.
В качестве защитного газа используют в основном аргон.
При сварке неплавящимся вольфрамовым электродом в воль¬
фрам входят добавки тория марки ВТ-15, лантана ВЛ-10, иттрия ВИ
и др. Применение чистого вольфрама (ВЧ) не рекомендуется ввиду
его низкой стойкости.
Питание дуги при сварке вольфрамовым электродом осуществ¬
ляют от источника переменного тока, обеспечивающего разрушение
407
ТАБЛИЦА XVII.4. РЕЖИМ ОДНОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ
АРГОНОДУГОВОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ
АЛЮМИНИЕВЫХ СПЛАВОВ ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ
1 Толщина метал¬
ла, мм
Диаметр вольфра¬
мового электро¬
да, мм
Диаметр свароч¬
ной проволоки,
мм
Сварочный ток, А
Скорость подачи
проволоки
Скорость сварки
Расход аргона,
л/с
1
ss о
.
~ а
м/ч
«1
1
о
м/ч
1
2
40-70
_
7-14
25—50
0,1
1.5
4
2
80-100
11—12
40—45
4—5,5
15—20
0,13
2
4
2
100—120
11—12
40-45
4—5,5
15-20
0,13
3
4
2
150-170
10—11
36—40
2,8—4
10—16
0,2—0,27
5
6
2
240—260
8,3—10
30—35
2,8—3,9
10-14
0,2-0,27
8
10
2-3
480—490
—
3,3
12
0,47—0,5
10
10
2-3
480—520
—
—
2,5
9
0,47—0,5
14
10
2-3
550-600
—
—
1,7
6
0,47—0,5
16
10
2-3
640-660
и
6
0,47—0,5
окисных пленок. Сварка вольфрамовым электродом ведется вручную
или автоматом (табл. XVII.4). Для ручной сварки используются
меньшие значения тока, сварка выполняется в один, два и более про¬
ходов в зависимости от толщины металла.
При сварке в среде гелия напряжение повышается на 7—10 В,
сила тока снижается на 10—15%, расход газа увеличивается в 1,8—
2,2 раза.
В настоящее время при сварке вольфрамовым электродом доби¬
ваются наиболее высоких механических свойств сварных соединений.
Так, например, временное сопротивление разрыву сварного соедине¬
ния сплава АМгб достигает (30—32)107 Па (30—32 кгс/мм2), что
соответствует коэффициенту прочности 0,9—0,95.
Металлы толщиной более 4 мм сваривают плавящимся электро¬
дом. Сварку ведут на постоянном токе обратной полярности на под¬
кладке полуавтоматом или автоматом (табл. XVI 1.5) При сварке
ТАБЛИЦА XVII.5. РЕЖИМЫ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ
СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Подготов¬
ка кромок
Толщина
металла,
мм
Сварочный
ток, А
Диаметр
прово¬
локи, мм
Скорость сварки
Расход арго¬
на, л/с
Число слоев
09’
1
~ О
~ а
а*
а"
Без
4
140—200
1,6—2
5,6—10
20—36
0,14
1
разделки
6
140—200
1,6—2
5,6—10
20—3 3
0,17
1
V-образ¬
4—5
190—220
1,5—1,6
12—13
42—46
0,1
1
ная
6—8
200—240
1,5—1,7
8—11
30—40
0,12
1
9-10
210—240
1,5—1,7
3,6—6,1
13—22
0,13
1
11—12
210—270
1,5—2
4,2—5,5
15—20
0,15
1—2
13-15
250-300
1,7—2,5
3,3—4,7
12—17
0,2
2
X«образ¬
20
290—390
2—3
4,2—5,8
15—21
0,26
3-4
ная
Более 20
300—420
2-3
2*2—5
8—18
0,26
2-3
408
в горизонтальном, потолочное положениях ток уменьшается на 10%.
При сварке полуавтоматом ток понижается на 15—20%.
Для сварки в различных пространственных положениях приме¬
няется наложение импульсов тока заданных параметров на основной
сварочный ток. При этом процесс сварки устойчив и происходит при
относительно малом среднем значении тока, составляющем 75—80%
значений, приведены в табл. XVII.5.
Электронно-лучевая сварка. Применяется при сварке алюминие¬
вых сплавов повышенной прочности, обеспечивает высокую скорость
сварки. Например, при сварке сплава АМгб толщиной 10 мм ско¬
рость сварки 0,2 м/с (72 м/ч), ускоряющее напряжение 20 кВ, сила
тока луча 140 мА, разупрочнение околошовной зоны и коробление
изделия вследствие малой ширины шва — минимальные.
Сварка выполняется на весу или на подкладках, причем сварка
на весу предпочтительнее для сплавов, содержащих легкоиспаряю-
щиеся элементы (магний, цинк и др.), так как в этом случае облегча¬
ется удаление паров металла и повышается плотность швов.
Механические свойства соединений, полученных электронно-лу¬
чевой сваркой, либо превышают, либо равны соответствующим свой¬
ствам при аргонодуговой сварке.
Применяется для стыковых, угловых, тавровых и нахлесточных
соединений, а также соединений с отбортовкой кромок.
Газовая сварка. Этот способ сварки алюминия и его сплавов ма¬
лоэффективен и используется для малонагруженных деталей. Основ¬
ной его недостаток — необходимость применения флюсов и малая
концентрация гепла по сравнению с дуговой сваркой. Мощность го¬
релки для ацетилено-кислородной сварки подбирается из расчета
28 • 10—3 л/с (100 л/ч) ацетилена на 1 мм толщины свариваемого ме¬
талла. Пламя должно быть строго нормальным с незначительным из¬
бытком ацетилена. Для растворения и перевода в шлак окиси алюми¬
ния при сварке используют флюсы (табл. XVII.6).
Ниже приведены диаметры сварочной проволоки, выбираемые в
зависимости от толщины металла.
Толщина метал¬
ла, мм
1,5
1,5—3
3—5
5-7
7-10
Диаметр прово¬
локи, мм
1,5—2
2—3
3—4
4-4,5
4,5—5,5
Для сварки литых сплавов применяют проволоку диаметром не
менее 8 мм. При сварке литья следует предупреждать попадание
флюса в поры, трещины и др. во избежание разъединения основного
металла.
Обработка сварных швов. Сварные швы, выполненные газовой
и дуговой сваркой электродами с покрытиями или с применением
флюсов, подвергают последующей обработке. Оставшийся после
сварки на поверхности швов шлак способен интенсивно разъедать ме¬
талл, поэтому шлак необходимо тщательно удалять промывкой го¬
рячей водой с помощью волосяной щетки. Для создания на поверхно¬
сти шва и околошовной зоны искусственной защитной пленки шов
после сварки промывают 5%-ным раствором азотной кислоты с хром¬
пиком (2%), нагретым до 50—60° С, или 10%-ным раствором холод-
409
ТАБЛИЦА XVI1.6. ПРОЦЕНТНОЕ СОДЕРЖАНИЕ ФЛЮСОВ
ДЛЯ ЭЛЕКТРОДУГОВбЙ УГОЛЬНЫМ ЭЛЕКТРОДОМ
И ГАЗОВОЙ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ
Наименование
флюса
Номер флюса
1
2
3,
АФ-4А
4
5
6
7
8
9
Хлористые:
натрий
30
45
28
35
33
19
30
41
28
калий
45
30
50
48
45
29
45
51
50
литий
15
10
14
9
15
—
15
—
—
барий
—
—
—
—
—
48
—
—
—
кальций
4
Фтористые:
натрий
—
—
8
8
—
10
8
16
калий
7
15
—
8
_
—
—
кальций
—
—
—
—
—
4
—
—
—
Сернокислый
3
патрий
ной серной кислоты с последующей промывкой и просушкой. По¬
скольку полностью удалить остатки флюса и шлака из зазоров на¬
хлесточных соединений практически невозможно, такие соединения
не рекомендуется применять для сварки с флюсами.
XVI 1.2. Сварка меди и ее сплавов
Свариваемость меди и ее сплавов. Сварка меди затрудняется ее
высокой теплопроводностью, большой жидкотекучестью, способно¬
стью сильно окисляться в нагретом и особенно в расплавленном со¬
стояниях. Теплопроводность меди почти в 6 раз, а коэффициент ли¬
нейного расширения в 1,5 раза больше, чем у стали и железа.
При нагревании и расплавлении медь окисляется, в результате
чего получается закись меди Си20. Реагируя с водородом, растворен¬
ным в металле, СигО образует водяной пар, который, стремясь выде¬
литься из металла шва, способствует возникновению в нем пор и мел¬
ких трещин.
Растворяясь в меди, С112О образует с ней эвтектический сплав
с температурой плавления 1068° С, т. е. более низкой, чем у меди.
Эвтектика при кристаллизации располагается по границам зерен шва
и околошовной зоны и может вызывать охрупчивание и растрескива¬
ние металла сварного соединения.
Для предупреждения дефектов в швах содержание кислорода в
свариваемой меди не должно превышать 0,03%, а для деталей, испы¬
тывающих нагрузки,— не более 0,01%. Присутствие в меди висмута
и свинца снижает стойкость против возникновения кристаллизацион¬
ных трещин в швах. Поэтому содержание висмута в меди допуска¬
ется не более 0,003%, а свинца — не более 0,03%.
Сварка латуни затрудняется испарением цинка, что способствует
образованию пор и приводит к изменению химического состава шва,
а кроме того, необходимо работать в респираторах из-за токсично¬
сти цинка.
410
Бронза в нагретом состоянии очень хрупка и малопрочна. Выго*
ранне ее примесей также может приводить к появлению пор и изме¬
нению состава швов.
Медь и ее сплавы сваривают электродуговой сваркой угольным и
плавящимся покрытым электродом, под флюсом и в защитных га¬
зах, а также газовой сваркой.
В последнее время для тонколистового металла применяют элек¬
тронно-лучевую сварку, а для толстолистового — сварку сжатой
дугой.
Дуговая сварка угольным электродом. Ручная дуговая сварка
угольным электродом используется преимущественно для сварки из¬
делий, не испытывающих в дальнейшем значительных нагрузок.
При сварке меди угольным или графитовым электродом (табл.
XVII.7) в качестве сварочной применяют проволоку марок Ml, М2,
ТАБЛИЦА XVII.7. РЕЖИМЫ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ
МЕДИ И ЕЕ СПЛАВОВ ГРАФИТОВЫМ ЭЛЕКТРОДОМ
Толщина ме¬
талла, мм
Диаметр, мм
Длина дуги,
мм
Сварочный ток
прямой полярь
ности, А
электрода
сварочной
проволоки
2
6-7
4
5—8
125-200
5
8
6
10-15
200-350
8
10-12
8
15—20
300—450
13
15
12
25-30
500-700
М3, Бр.КМцЗ-1, литые стержни из латуни Л90 и бронзы Бр.0ф4-0,25,
При сварке латуни используют проволоку из латуни JIK62-Q,§*
ЛМц40-4,5, ЛК80-3, ЛМц58-2. Бронзу сваривают литыми стержн$де$
диаметром 5—12 мм того же химического состава, что и свариваемый
металл.
Флюсы (табл. XVI 1.8) перед сваркой наносят на сварочную про¬
волоку, кроме того, их можно подсыпать в разделку.
Латунь сваривают во избежание выгорания цинка погруженной
дугой.
ТАБЛИЦА XVII.8. СОСТАВ ФЛЮСОВ ДЛЯ РУЧНОЙ ДУГОВОЙ
СВАРКИ МЕДИ И ЕЕ СПЛАВОВ УГОЛЬНЫМ ИЛИ ГРАФИТОВЫМ
ЭЛЕКТРОДОМ, %
Компоненты
Номер флюса
1 1
2 1
3
4
5
б
Бура (прокаленная)
94
96
68
50
.
70
Магний металлический
6
4
—
—
68
—
Кислый фосфорнокислый нат¬
рий
Кремниевая кислота
—
—
15
15
—
—
15
15
Поваренная соль
—
—
—
20
—
Древесный уголь
Борная кислота
-
-
2
20
2
10
30
411
При толщине металла до 5 мм стыковые соединения меди ее
^плавов сваривают без разделки кромок, при большей толщине—
с разделкой кромок под углом 70—90°, зазор 0—0,5 мм.
Углоные и тавровые соединения сваривают в положении «в ло¬
дочку». Изделия толщиной более 5 мм подогревают до температуры
200—300° С.
Сварку рекомендуется выполнять на графитовой или асбестовой
подкладке. В процессе сварки электрод наклоняют углом вперед на
10—20° к вертикали. Стыковые швы во избежание разупрочнения со¬
единения следует сваривать в один слой с одной стороны.
Сварка вручную покрытыми электродами. Для сварки применя¬
ть^ электроды с покрытиями ЗТ, «Комсомолец-100» и ММЗ-2 (табл.
ТАБЛИЦА XVII.9. СОСТАВ ПОКРЫТИЙ ДЛЯ ДУГОВОЙ СВАРКИ
МЕДИ И МЕДНЫХ СПЛАВОВ ТОЛСТОПОКРЫТЫМИ
ЭЛЕКТРОДАМИ, %
-
Компоненты покрытия
«Комсомо¬
лец- 100»
ММЗ-2
зт
Ферромарганец
50
Ферросилиций
8
—
32
Плавиковый шпат
10
30
32
Полевой шпат
12
14
—
Марганцевая руда
—
—
17.5
Графит серебристый
—
8
16
Алюминий (порошок)
—
—
2,5
Симанал
—
43
—
Поташ
—
5
—
Жидкое стекло в % массы сухой шихты
20
45-55
55—60
Для электродов используют стержни, по составу идентичные ос¬
новному металлу, или такие же, как при сварке угольным электро¬
дом. При сварке раскисленной меди (кислорода не более 0,01%)
применяют электродные стержни из бронзы БрКМцЗ—1 с покрытием
ЗТ. Толщина слоя покрытия в зависимости от марки покрытия и
стержня, а также диаметра стержня составляет 0,3—0,9 мм на сто¬
рону. После нанесения покрытия электроды просушиваются при
комнатной температуре в течение 4—6 ч, а затем прокаливаются при
200—400° С в течение 3—4 ч.
Сварка ведется на постоянном токе обратной полярности или на
переменном токе, но на переменном токе повышается разбрызгива¬
ние металла.
Без подогрева и разделки кромок сваривают металл толщиной
до 4 мм. При толщине металла 5—10 мм его предварительно подо¬
гревают до 250—300° С и выполняют одностороннюю разделку кро¬
мок под углом 60—70° и притупление кромок 1,5—3 мм. При боль¬
ших толщинах для меди рекомендуется Х-образная, а для латуни —
рюмкообразная разделка кромок. При толщине меди более 20 мм
ее следует подогревать до 700—750° С. Сварку ведут короткой дугой
электродами диаметром 4—6 мм без колебаний конца электрода. Сва¬
рочный ток принимают из соотношения /св—50^э. Стыковые соеди¬
нения сваривают на графитовых или металлических подкладках.
Механические свойства соединений из меди при сварке покрыты¬
ми электродами достаточно высокие, однако электрическая проводи¬
412
мость шва составляет лишь 20—22% такого же показателя для ос¬
новного металла. Значительное повышение электропроводимости (до
9С—35% уровня основного металла) достигается при сварке в среде
инертного газа с присадкой, а также под флюсом.
Сварка под флюсом металлическим электродом (табл. XVI 1.10).
Медь и ее сплавы сваривают на постоянном токе обратной полярно¬
сти с применением плавленых флюсов АН-26, АН-26, а также
АН-348-А и ОСЦ-45 (для металла толщиной до 20 мм, кроме того4
керамического флюса ЖМ-1 и сварочной проволоки Ml, М2,
Бр.КМцЗ-1). Для сварки латуни используют проволоку из бронзы
БрОЦ4-3 и флюс АН-20. При сварке бронз применяют проволоку,
соответствующую по составу основному металлу, и флюс АН-20.
ТАБЛИЦА XVII.10. РЕЖИМЫ АВТОМАТИЧЕСКОЙ СВАРКИ МЕДИ
ПОД ФЛЮСОМ
Толщина
металла,
мм
Диаметр
электро¬
да, мм
Расстоя¬
ние между
электро¬
дами, мм
Свароч¬
ный ток,
А
Напряже¬
ние, В
Скорость сварки
МО-3
м/с
м/ч
2
1,4
140-160
7
25
4
2
—
250—280
6,5
20
6
4
—
520-540
40—42
11
40
8
4
—
600-620
40-42
11
40
10
5
—
700—720
42—44
6,4
23
12
5
—-
800—820
42—44
4,5
16
18
4
12
1050—1100
44—46
3
10,8
22
4
18
1200—1250
46—48
2,6
9,3
30
4
24
1650-1700
46-48
1,8
6,3
Стыковые соединения сваривают без разделки кромок и без зазо¬
ра за один проход с полным проваром. При толщине металла более
15 мм рекомендуется применять сдвоенный (расщепленный) электрод.
Сварку выполняют без подогрева на флюсовой или графитовой
подушке, стальной или медной подкладке.
После сварки латуней рекомендуется провести низкотемператур¬
ный отжиг при 300° С, снимающий внутренние напряжения и преду¬
преждающий растрескивание шва.
При сварке бронз во избежание образования пор используют
флюс крупной грануляции или сваривают по слою флюса.
Дуговая сварка в защитных газах. Сварку меди и ее сплавов
выполняют неплавящимся и плавящимся электродами. В качестве
защитных газов для сварки меди служат аргон, гелий, азот и их
смеси.
Возможна также сварка меди в среде водорода. Наибольшее
распространение получила сварка меди (табл. XVII.11) неплавящим¬
ся вольфрамовым электродом в аргоне высшего или 1-го сорта по
ГОСТ 10157—73.
Сварку ведут на постоянном токе прямой полярности. Металл
толщиной более 4 мм сваривают с предварительным подогревом до
800° С, причем температуру подогрева повышают с увеличением тол¬
щины металла. Металл толщиной до 4 мм сваривают без разделки
кромок и без зазора, При толщине металла 6—16 мм выполняют
ИЗ
ТАБЛИЦА XVII.11. РЕКОМЕНДУЕМЫЕ РЕЖИМЫ СВАРКИ
СТЫКОВЫХ СОЕДИНЕНИЙ МЕДИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
В АРГОНЕ
Толщина
металла,
мм
Диаметр
сварочной
проволоки,
мм
Число про¬
ходов, кроме
подварочного
Сварочный
ток, А
Ра сход
аргона
л/с
л/мин
2
3
1
200—230
0,07—0,1
4—6
3
1
250—280
0,07—0,1
4-6
4
3
1
260—300
0,1 —0,14
6—8
6
3—4
2
250—350
0,1 —0,14
6—8
10
3—5
3
300—400
0,14—0,17
8—10
16
3-5
4-5
300-400
0,14-0,17
8—10
разделку кромок под углом 70—90° и притупление 1,5—2 мм. При
большей толщине металла применяют Х-образную разделку.
Основной и присадочный металлы очищают травлением в раство¬
ре, состоящем из 0,075* 10“3 м3/л азотной, 0,100* 10~3 м3/л серной и
0,001 • 10~3 м3/л соляной кислоты.
Для повышения качества шва рекомендуется применять флюсы
на основе борного ангидрида с добавками раскислителей (алюминие*
вый порошок, феррофосфор, ферромарганец и др.).
В качестве присадочного металла для сварки меди используют
проволоку Бр.Х07 или Бр.КМцЗ-1, для сварки латуни — проволоку
йз бронзы Бр.ОЦ4-3, Бр.КМцЗ-1, а также проволоку ЛК62-0,5.
Для сварки бронз присадочный металл должен иметь состав,
идентичный составу основного металла.
Сварку плавящимся электродом ведут на постоянном токе об¬
ратной полярности, Широкое распространение для меди толщиной
4—5 мм и более получила многослойная полуавтоматическая сварка
проволокой диаметром 1,2—2,4 мм марки Бр.КМцЗ-1 (для меди) или
такой же проволокой, как при сварке неплавящимся электродом. Си¬
ла сварочного тока при этом достигает 400 А.
Для металла толщиной более 10 мм выполняется предваритель¬
ный и сопутствующий подогрев.
Сварка сжатой дугой. Это эффективный способ соединения де¬
талей из меди больших толщин (30—40 мм и более). Сварку осуще¬
ствляют без разделки кромок с двух сторон. Ориентировочный режим
для металла толщиной 40 мм: сила тока 1100—1200 А, напряжение
сжатой дуги 55—60 В, скорость сварки 0,83-10—3 м/с (3 м/ч).
Электронно-лучевая сварка. Применяется в основном при изго¬
товлении электровакуумных приборов (табл. XVI 1.12). Сварку меди
толщиной до 2—3 мм выполняют перефокусированным лучом (фокус
пучка располагают несколько выше уровня поверхности изделия).
Газовая сварка. Кромки для газовой сварки меди подготавлива¬
ются так же, как и при сварке малоуглеродистой стали. При одно¬
временной сварке двумя горелками металла толщиной более 10 мм
используется только Х-образная разделка кромок.
Сварку меди выполняют строго нормальным пламенем. Мощ¬
ность пламени горелки выбирается из расхода 55*10-3 л/с (200 л/ч)
ацетилена на 1 мм толщины свариваемого металла.
Сварка должна проводиться только в один слой с максимальной
быстротой во избежание образования пор и роста зерна.
414
ТАБЛИЦА XVII.12. РЕЖИМЫ СВАРКИ МЕДИ ЭЛЕКТРОННО¬
ЛУЧЕВЫМ СПОСОБОМ
Толщина меди,
мм
Ускоряющее
напряжение,
кВ
Сила тока
луча, мА
Скорость сварки
Ы0“9 м/с
м/ч
1
14
70
5,5
20
2
16
120
5,5
20
4
18
200
5
18
6
20
250
5
18
Рекомендуется сварку вести на графитовой или стальной под¬
кладке с формирующей канавкой. В качестве присадочного материа¬
ла при сварке металла толщиной до 5 мм применяют прутки из меди
марок Ml, М2, М3. При сварке металла большой толщины следует
использовать медную проволоку, содержащую 0,2% фосфора и 0,15—
0,3% кремния или только 0,2—0,7% фосфора.
Наиболее распространенные флюсы, применяемые при сварке
меди, латуни и бронзы, приведены в табл. XVII. 13; режимы сварки
меди и латуни — в табл. XVII.14.
ТАБЛИЦА XVII.13. СОСТАВ ФЛЮСА ДЛЯ ГАЗОВОЙ СВАРКИ МЕДИ
И ЕЕ СПЛАВОВ, %
Компоненты
Номер флюса
1 |
2
з 1
4
5
6
Бура
50
75
60
56
100
Борная кислота
35
25
50
—
100
Фосфорнокислый натрий
15
—
—
—
—
Хлористый натрий
—
—
—
22
Углекислый калий
•4*
22
■
ТАБЛИЦА XVII.14. РЕЖИМЫ СВАРКИ МЕДИ И ЛАТУНИ
Толщина
металла, мм
Диаметр
сварочной
проволо¬
ки, мм
Номер
наконеч¬
ника сва¬
рочной
горелки
Толщина
металла, мм
Диамет ■»
сварочной
проволо¬
ки, мм
Номер
наконеч¬
ника сва¬
рочной
горелки
До 1
1
0
4—8
5
4-5
» 1,5
1.5
1
8—15
6
6
1,5—2,5
2
2
Более 15
8
6—7
2,5—4
3
3
При сварке бронзы мощность наконечника горелки берут из рас¬
хода (28—42) 10“3 л/с (100—150 л/ч) ацетилена на I мм толщины ме¬
талла.
При сварке латуни наилучшие результаты получают при исполь¬
зовании проволоки ЛК62-0,5. Для уменьшения испарения цинка ла¬
тунь сваривают окислительным пламенем с избытком кислорода (до
30—40%).
415
При сварке бронз состав сварочной проволоки выбирают близ¬
ким составу свариваемого металла. Для сварки алюминиевых бронз
можно использовать также флюсы, предназначенные для сварки
алюминия. Газовую сварку бронз рекомендуется вести с предвари¬
тельным подогревом до 350—400° С.
Обработка сварных швов. После сварки меди любым способом
сварные швы для улучшения структуры и повышения механических
свойств следует подвергать проковке. При толщине свариваемых ли¬
стов до 5 мм медь проковывают в холодном состоянии, при большей
толщине — в горячем состоянии при 250—350° С.
При проковке меди, нагретой до 400° С, могут появляться
трещины. Для улучшения пластических свойств сварного соединения
применяют отжиг, при этом соединение нагревают до 500—600° С, а
затем охлаждают в воде.
При сварке латуни толщиной более 10 мм выполняется предвари¬
тельный подогрев до 300—500° С. После сварки осуществляется про¬
ковка, а затем — отжиг при 600—700° С с последующим медленным
охлаждением.
Бронзовые детали (катаные) после сварки проковывают. Отжигу
(при 500—600° С с охлаждением в воде) подвергают катаную и ли¬
тую бронзу.
XVI 1.3. Сварка титана и его сплавов
Область применения. Титан и сплавы на его основе имеют
два главных преимущества по сравнению с другими материалами:
высокую удельную прочность (т. е. прочность, отнесенную к плотно¬
сти) вплоть до температур 450—500° С и хорошую коррозионную
стойкость во многих агрессивных средах. Эти преимущества обеспе¬
чивают непрерывное расширение области применения титана и его
сплавов в химическом машиностроении и некоторых других отраслях
промышленности.
Особенности сварки титана и его сплавов. Большим затрудне¬
нием при сварке титана и его сплавов является высокая активность
их к кислороду и азоту воздуха. Кислород, азот, а также водород .и
углерод отрицательно влияют на свариваемость и являются вредны¬
ми примесями. Для получения хорошего качества сварки необходимо,
чтобы свариваемый и присадочный металлы содержали вредные при¬
меси в следующих пределах: кислорода 0,12—0,15%, азота 0,04—
0,05%, водорода 0,01—0,015%, углерода 0,1%.
При сварке плавлением для получения соединения хорошего ка¬
чества необходима надежная защита от газов атмосферы (О2, N2, Н*)
металла сварного соединения, нагретого до температуры выше
400° С с обеих сторон шва. Дополнительным затруднением при свар¬
ке является склонность титана и его сплавов к росту зерна при наг¬
реве до высоких температур (выше 880°С). Рост зерна усугубляет¬
ся низкой теплопроводностью титана, увеличивающей время пребыва¬
ния металла сварного соединения при высоких температурах. Для
преодоления указанных трудностей сварку выполняют при минималь¬
но возможной погонной энергии.
Наиболее частые дефекты швов — это поры и холодные трещи¬
ны. Возбудителями пор являются газы и среди них в первую очередь
водород. Для устранения пористости необходимо обеспечить требуе¬
мую чистоту основного металла и сварочных материалов.
416
Г.,;:вная причина возникновения холодных трещин — также во¬
дород» выделяющийся из твердого раствора и образующий гидриды
титана. Эти процессы приводят к охрупчиванию титана и появлению
больших внутренних напряжений.
Титан и его сплавы можно сваривать дуговой в защитных газах,
автоматической под слоем флюса и электрошлаковой сваркой. В по¬
следнее время применяется сварка электронно-лучевая и сжатой
дугой.
Сварка в защитных газах. Сварка может выполняться не¬
плавящимся или плавящимся электродом. Сварку неплавящимся элек¬
тродом ведут обычно в аргоне вручную или автоматом. Используется
аргон высшего сорта (ГОСТ 10157—73), очищенный от влаги. Сварку
вольфрамовым электродом, обычно лантанированным, осуществляют
на постоянном токе прямой полярности (табл. XVII.15).
ТАБЛИЦА XVI 1.15. РЕЖИМЫ АРГОНОДУГОВОЙ СВАРКИ ТИТАНА
И ЕГО СПЛАВОВ ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ
Толщина метал¬
ла, мм
Диаметр элек¬
трода, мм
Длина дуги, мм
Сварочный
ток, А
1
Напряжение, В
Скорость сварки
Расход аргона
для защиты,
л/с
ео
L
. ^
- X
м/ч
зоны
сварки
обратной
стороны
1
1,5—2
1,5—2
60—80
8—10
7—8,3
25—30
0,27
0,06
1,5
1,5—2
1,5-2
80—Ю0
10—12
7—8,3
25—30
0,28
0,06
2-2,5
2-2,5
2—2,5
120-200
12—14
5,5-7
20—25
0,33
0,08
2,5—3
2,5-3
2—2,5
200—220
12—14
5,5—7
20—25
0,41
0,08
4
2,5-3
2—2,5
220-260
12—14
4,2-5.5
15—20
0,45
0,08
10
2,5-3
2—2,5
220—260
12-14
4,2-5,5
15—20
0,45
0,08
Примечание. Диаметр сварочной проволоки 1,5—2 мм.
Свариваемые кромки и присадочный металл должны быть очище¬
ны от окислов и загрязнений травлением в течение 5 мин в растворе,
содержащем 0,35 л соляной кислоты, 0,055—0,06 л азотной кислоты,
5-10~2 кг фтористого калия, 0,06 л воды или 0,35 л соляной кислоты,
0,5 -10~"2 кг фтористого натрия, 0,65 л воды.
При толщине металла до 3 мм кромки не разделываются, при
толщине 3—5 мм выполняется V-образная разделка кромок с углом
70° без притупления и без зазора, при толщинах 5—10 мм делается
V- или V-образная разделка с притуплением кромок и при толщинах
свыше 10—15 мм применяют Х-образную разделку кромок.
При толщине металла до 3—4 мм сварку обычно осуществляют
за один проход, при большей толщине требуется многопроходная
сварка.
В качестве присадочных материалов при сварке плавлением ис¬
пользуют холоднотянутую проволоку и прутки, изготовленные из ос¬
новного материала. Состав проволоки должен быть близок составу
основного металла. Проволоку электродную и сварочную перед свар¬
кой подвергают вакуумному отжигу для предохранения шва от за¬
грязнения водородом. Защиту корня шва при дуговой сварке осуще¬
ствляют при небольшой протяженности стыковых соединений — плот¬
ным поджатием кромок к медной или стальной подкладке; подачей
27— 140
417
инертного газа в подкладку с отверстиями или изготовленную из по¬
ристого материала, При сварке сосудов или труб инертный газ по¬
дают внутрь изделий (поддувают).
Вместо поддува аргона в последнее время применяют специаль¬
ные флюсы-пасты для защиты обратной стороны шва. При сварке
изделий сложной конфигурации осуществляют общую защиту свар¬
ного соединения и изделия в камерах (типа ВКС-1, ВЧАС, ЧСКА-Ч
и др.) с контролируемой атмосферой и в специализированных боксах
(обитаемых камерах) с обеспечением в них условий для работы
сварщиков.
Применение фтористых флюсов-паст (АНТ-15А, АНТ-17А, АНТ-
19А) при аргонодуговой сварке титановых сплавов позволяет значи¬
тельно снизить погонную энергию сварки (в 1,4—1,6 раза) по срав¬
нению с аргонодуговой сваркой без флюса.
Сварка плавящимся электродом используется для стыковых, тав¬
ровых, нахлесточных соединений из металла толщиной более 4 мм в
нижнем положении. Сварку выполняют на постоянном токе обратной
Полярности (табл. XVI 1.16).
ТАБЛИЦА XVII.16. РЕЖИМЫ СВАРКИ ТИТАНА ПЛАВЯЩИМСЯ
ЭЛЕКТРОДОМ В АРГОНЕ (БЕЗ РАЗДЕЛКИ КРОМОК)
Толщина
металла» мм
Сварочный
ток, А
Напряже¬
ние, В
Скорость
сварки
Вылет элек¬
трода, мм
Расход газа,
л/с
&
V O'
s £
* ё 2
а) 2
МО”8 м/с
м/ч
4—В
150—250
■ 22—24
8,3-11
30—40
10-14
0,33—0,5
0,6—0,8
8-12
340—520
30—34
5,5-7
20—25
20—25
0,6 —0,75
1,6—2
14-34
480—750
32—34
5—6
18—22
30—35
0,67—0,83
3
16—36
630-920
32—36
4,5—5
16—18
35—40
0,83—1
4
16—36
780-1200
34-38
4—4,5
14-16
40—45
0,83—1
5
При сварке в гелии напряжение дуги увеличивают по сравнению
сданными табл. XVII.16 на 8—12В, расход газа — в 1,5—2 раза.
Способы защиты, материалы, сварочная оснастка те же, что и при
сварке вольфрамовым электродом.
Сварка под флюсом. Основным преимуществом является вы¬
сокая производительность процесса. Этим способом можно выполнять
стыковые, угловые и нахлесточные соединения при толщине металла
3 мм и более ( табл. XVIL17). Защита обратной стороны шва осуще¬
ствляется применением остающейся флюсомедной подкладки или
флюсовой подушки. Ток постоянный обратной полярности. Исполь¬
зуются флюсы марок АН-Т1, АН-ТЗ, АН-Т5, АН-Т7 (табл. XVII.18).
Флюс перед употреблением необходимо тщательно высушить при
200—300° С. Высота слоя флюса должна быть не меньше вылета
электрода.
Электрошлаковая сварка. Применяется для соединения заго¬
товок (поковок) и деталей толщиной свыше 40 мм. Сварка может
выполняться электродными проволоками диаметром 3—5 мм, пла¬
стинчатым электродом толщиной 8—14 мм и шириной, равной шири¬
не свариваемого металла, или плавящимся мундштуком. Защита
сварочной ванны осуществляется тугоплавкими фторидными флюса-
418
ТАБЛИЦА XVII.17. РЕЖИМЫ АВТОМАТИЧЕСКОЙ СВАРКИ
ПОД ФЛЮСОМ СТЫКОВЫХ ШВОВ ТИТАНА
Толщина
металла,
мм
Диаметр
электрод¬
ной про¬
волоки,
мм
Сварочный ток,
А
Напря¬
жение, В
Скорость подачи
электродной проволоки
Ы0“3
м/с
м/ч
2,5
2
180—200
30-32
47
165
4
2,5
270—290
30-32
52
190
6
3
390-420
30—32
48
176
8
3
310—330
30—32
38
140
10
3
340—360
30—32
42
Ш
15
3
390—420
30—32
50
160
Примечания: 1. Скорость сварки 14*10 м/с (50 м/ч). 2. При толщи¬
не металла 6—8 мм швы на остающейся или медной подкладке — одНосторой-
ние, при большей толщине металла швы — двусторонние.
ТАБЛИЦА XVII.18. СОСТАВ ШИХТЫ ФЛЮСОВ AH-T1, AH-T3, %
Компоненты
AH-T1
AH-T3
Фтористые:
кальций
19,5
85,5
натрий
1,5
4,5
Хлористый барий
19
10
ми АН-Т2, АН-Т4 и дополнительно (поверх шлаковой ванны) аргоном
состава А.
Сварку ведут на переменном токе минимальной погонной энер¬
гии, обеспечивающей устойчивый электрошлаковый процесс и необхо¬
димое проплавление свариваемых кромок (табл. XVII.19).
ТАБЛИЦА XVII.19. РЕЖИМЫ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
Толщина
металла,
мм
Сварочный
зазор, мм
Число
электро¬
дов
Сварочный
ток, А
Напря¬
жение, В
Расход
аргона, л/ с
Сварка пластинчатым электродом
30-50
23—25
1600—2000
14—18
0,083—0,11
50—80
23-25
2000—2400
14—18
0,12—0,17
80-100
24—26
—
2000—2400
14—18
0,17-0,2
100—120
24—26
—
2400—2800
14—18
0,2—0,23
Сварка проволочным электродом cl=
4; 5 мм
40
30—32
1
680—1350
29—30
0,67
70
30—32
1
680—1350
32—35
0,83
100
32—34
2
1360—2700
28—30
1
150
32—34
2
1360—2700
32—35
1,15
Сварка плавящимся мундштуком
70 I
—
1 2
1300
22
0,15
100
—
—
1700
25
0,2
Примечание. Сухой вылет при пластинчатом электроде 450—600 мм,
|1ри проволочном — 50—70 мм.
$7* 419
Механические свойства сварных соединений при всех видах
сварки достаточно высокие и близки к свойствам основного металла.
При электрошлаковой сварке образуется крупнозернистая макро-
и микроструктура, вызывающая понижение пластических свойств.
Применение флюса АН-Т4 способствует повышению пластичности.
XVII.4. Сварка свинца
Область применения. Свинец имеет высокую коррозионную
стойкость во многих средах, особенно в серной кислоте, поэтому он
применяется для внутренних обкладок сосудов и аппаратов.
Особенности сварки свинца. Свинец плавится при температу¬
ре 327° С, а окисная пленка, покрывающая поверхность свинца,— при
850° С. Это создает трудности при сварке, связанные с необходимо¬
стью удаления окисной пленки. Для сварки используется бессурьмя-
нистый свинец, так как сурьма в свинце придает металлу шва хруп¬
кость.
Пары свинца чрезвычайно ядовиты, поэтому необходимо любой
процесс сварки вести в респираторе.
Свинец сваривают электродуговой сваркой угольным электродом
и газовой сваркой.
Сварка угольным электродом. Непосредственно перед сваркой
кромки металла следует зачищать до металлического блеска на ши¬
рину не менее 30 мм от оси шва. Эта операция выполняется шабе¬
ром-скребком.
В качестве флюсов, защищающих свинец от окисления в процес¬
се сварки, применяют стеарин, смесь стеарина с канифолью в равных
частях или воск. Флюсом натирают зачищенные кромки и поверх¬
ность присадочного металла.
При сварке с флюсами качество швов лучше, особенно при не¬
большой толщине свариваемого металла. Присадочным материалом
служат полоски и прутки из основного металла толщиной или диа¬
метром, равными толщине основного металла, но не. более 8 *мм.
Сварку осуществляют и без флюсов. При этом окисную пленку
необходимо снимать в процессе сварки механическим путем (сталь¬
ным крючком).
Сварку выполняют на постоянном токе прямой полярности и на
переменном токе (табл. XVII.20), Сварочный ток не должен превы-
ТАБЛИЦА XVI 1.20. РЕЖИМЫ ДУГОВОЙ СВАРКИ СВИНЦА
УГОЛЬНЫМ ЭЛЕКТРОДОМ
Толщина свинца,
мм
Диаметры
электрода, мм
Сварочный ток,
А
Длина дуги, м
1—5
6—12
25—40
6-8
6—10
10—15
40—65
6—8
10—12
15—20
65—95
8—12
15—30
15-20
95-100
8—12
шать 100 А во избежание прожогов.
Листы толщиной до 10 мм сваривают без разделки кромок. При
толщине металла больше 4 мм сварка многопроходная.
420
При сварке с присадочным металлом, укладываемым на стык,
дуга направляется на него и свариваемые листы проплавляются вме-»
сте с присадочным металлом на всю толщину. Во время сварки кон-
дом электрода короткими перемещениями вперед сгоняют пленку,
окиси и при этом сообщают электроду небольшие колебательные
движения поперек шва, При сварке со сварочной проволокой, пода*
ваемой в шов, ее перемещают по шву вслед за электродом и распо¬
лагают под углом 30—40° к направлению сварки.
При сварке методом касания угольный электрод, заточенный ло¬
паточкой, прижимают к свариваемым кромкам и перемещают вдоль
них. Расплавление происходит за счет контактного сопротивления, а
также от нагретой поверхности электрода.
Газовая сварка. Применяется ацетилено-кислородная и водо-
родно-кислородная газовая сварка. Вместо ацетилена могут исполь¬
зоваться газы-заменители.
Флюсы, присадочные металлы, разделка и подготовка кромок к
сварке такие же, как при сварке угольным электродом.
Мощность нормального ацетилено-кислородного пламени прини¬
мается из расчета 0,3 6 л/с, где 6 — толщина металла, мм.
Для полного проплавления кромок сварку стыковых соединений
металла толщиной 10—12 мм необходимо вести с зазором 2 мм на
подкладках.
Прочность стыковых соединений при дуговой и газовой сварке
практически не ниже прочности основного металла.
Глава XVIII. СВАРКА КОНСТРУКЦИИ
И ТРУБОПРОВОДОВ ИЗ ПЛАСТМАСС
XVII 1.1. Основные определения
Пластмассы фактически являются смесями, свойства которых, в
том числе и свариваемость, определяет их основа — полимер.
В полимер с различной целью могут вводиться добавки: стабили¬
заторы, пластификаторы, пигменты, наполнители и др. Пластифика¬
торы обычно благоприятно влияют на свариваемость.
В зависимости от поведения при нагреваиии полимеры и пласти¬
ческие массы на их основе делятся на две группы: термопластичные
(термопласты) и термореактивные (реактопласты).
Термопласты при нагревании размягчаются (плавятся), т. е. пе¬
реходят в вязкотекучее сосюян-иэ. При многократном нагреве они
не претерпевают заметных химических изменений.
При нагреве реактопластов в них происходят реакции образова¬
ния трехмерных структур, что исключает их повторное размягчение.
Важнейшей характеристикой полимера является зависимость де¬
формации от температуры — термомеханическая кривая. Она позво¬
ляет оценить, при каких температурах полимер находится в стеклооб¬
разном, высокоэластичном и вязкотекучем (расплавленном) состо¬
янии.
У ряда полимеров макромолекулы образуют не только ближний,
но и дальний порядок. Такие полимеры получили название кристал¬
лических, Атомы макромолекул в полимерах связаны между собой
прочными химическими связями при расстояниях между ними 1 —
421
о
1,Б А. Между макромолекулами действуют более слабые силы, про-
о
являющиеся на расстояниях 3—5 А {силы Ван-дер-Ваальса). Способ¬
ность макромолекул под воздействием напряжений изменять форму
обеспечивает протекание в полимерах релаксационных процессов.
XVIII.2. Механизм образования сварного
соединения
В основе сварки пластмасс лежит процесс взаимодействия мак¬
ромолекул в зоне контакта свариваемых деталей, который может
быть диффузионным (флуктуационным) либо химическим (радикаль¬
ным). В зависимости от этого различают сварку способами плавле¬
ния и химическую.
Сварка плавлением (диффузионная). Она основана на свойст¬
ве полимерных материалов при нагреве выше определенных темпе¬
ратур или в набухшем состоянии (при введении растворителя) пере¬
ходить в вязкотекучее состояние, которое при наличии плотного кон¬
такта соединяемых деталей способствует возникновению межмолеку-
лярного взаимодействия и реализации диффузионного механизма.
Для обеспечения плотного контакта свариваемых поверхностей
и удаления из зоны сварки прослоек, препятствующих взаимодейст¬
вию макромолекул, необходимо, помимо нагрева или введения раст¬
ворителя, прикладывать усилие.
При этом в зоне контакта протекают реологические процессы
(перемешивание расплава, ориентация и др.), которые в значитель¬
ной степени определяют качество сварного соединения.
Основными параметрами режима сварки принято считать темпе¬
ратуру и время нагрева свариваемых деталей, а также давление при
сварке и время его действия.
Режимы сварки определяются путем варьирования температуры
нагрева в интервале выше температуры текучести, но ниже темпера¬
туры деструкции, при различной продолжительности и удельном дав¬
лении.
При сварке, под воздействием нагрева и прилагаемых усилий
осадки, в процессе охлаждения, в шве и околошовной зоне возника¬
ют местные напряжения и могут образоваться трещины. Поэтому
сварные швы нерационально подвергать нагрузкам сразу же после
сварки. Однако спустя некоторое время (обычно 10—20 ч) собствен¬
ные напряжения релаксируются. Процесс релаксации может быть ус¬
корен термической обработкой стыка.
Этим способом сварки соединяются термопласты и эластотермо-
пласты.
Химическая сварка. В основе химической сварки лежит про¬
цесс возникновения химических связей между макромолекулами. Она
может быть осуществлена за счет функциональных групп сваривае¬
мых полимеров или с помощью мостикообразующих веществ, вводи¬
мых в сварной шов. Например, дополнительным нагревом до темпе¬
ратур, превышающих температуру отверждения, заставляют прореа¬
гировать между собой оставшиеся в поверхностных слоях деталей
реакционноспособные группы реактопластов на основе фенолофор-
мальдегидных, анилиноформальдегидных и других смол.
Присадку в виде резольной смолы добавляют при сваркпе пласт¬
масс на основе эпоксидных полимеров. Нагрев осуществляется при
помощи токов высокой частоты (ТВЧ) или ультразвука.
422
Способ применяется для соединения отвержденных реактопла-
стов, резин, термопластов с поперечными связями и некоторых термо¬
пластов кристаллической и ориентированной структуры.
Сшитый поливинилхлорид (ПВХ), в котором поперечные связи
получены с участием триаллилцианурата, может химически свари¬
ваться либо с помощью теплового воздействия, либо с присадкой
диаминов, наносимых в растворителях, вызывающих набухание по¬
ливинилхлорида.
Химическая сварка эффективна при соединении ориентированных
Термопластичных пленок и волокон, сварные швы которых должны
сохранять исходные физико-механические свойства основного мате¬
риала, утрачиваемые при плавлении.
В таком случае, для соединения, например, полиамидных пленок
присадочными реагентами являются многоосновные кислоты и их
хлорангидриды. В качестве присадки при соединении полиэтиленте-
рефталатной пленки используются ангидриды многоосновных кислот
или органические перекиси, наносимые на свариваемые поверхности
из раствора в кетоне или в смеси с низкомолекулярным полиэфиром
из раствора в полиметиленхлориде.
Химическая сварка-сшивка может быть выполнена и без присад¬
ки в результате действия нейтронного или рентгеновского излучения.
XVIII.3. Способы сварки пластмасс
В основу классификации способов сварки плавлением положен
способ нагрева свариваемых деталей.
Сварка газовым теплоносителем — способ, при котором тепло
на свариваемые поверхности подается нагретой струей газа. Сварка
газовым теплоносителем может выполняться с присадочным материа¬
лом и без него. Присадочный материал при сварке листов может быть
в виде прутка круглого (0 2—6 мм) или другого сечения, а при свар¬
ке пленок — в виде ленты шириной 10—15 мм. Присадочный мате¬
риал обычно содержит 3—10% пластификатора. Жесткие пластики
толщиной менее 2 мм могут свариваться без разделки кромок и без
зазора. Большие толщины свариваются с разделкой кромок, угол
раскрытия которых составляет обычно 45—70°, зазор — 0,5—1,5 мм
(рис. XVIII.1).
Листы и трубы толщиной 4 мм и более свариваются прутком за
несколько проходов (несколькими слоями). Необходимо подваривать
корень разделки с обратной стороны, предупреждая этим непровар
(рис. XVIII.2). В качестве газа теплоносителя чаще всего используют
воздух. Можно применять азот, углекислый газ или аргон. Основны¬
ми параметрами режима сварки газовым теплоносителем являются
температура газа на выходе из сопла, его расход, а также связанные
с этим скорость сварки и давление на присадочный пруток.
Температура газовой струи на выходе из сопла определяется по
формуле 7’=7Пл+(50 ... 100)° С (табл. XVIII.1). Давление газовой
струи в зависимости от скорости сварки составляет 0,04—0,09 МПа
(0,4—0,9 кгс/см2). Скорость сварки однослойного шва равна (2,5—
4,2) 10_3 м/с (9—15 м/ч). Усилие, действующее на пруток, 8—15 Н
для полиамидов и полиолефинов и 1,5—20 Н для жесткого ПВХ.
Мягкий пруток прикатывается дополнительно роликом с усилием
15—30 Н.
423
ТАБЛИЦА XVIII. 1. РЕЖИМЫ СВАРКИ НАГРЕТЫМ ГАЗОМ
НЕКОТОРЫХ ТЕРМОПЛАСТОВ
Термопласт
Расход газа,
л/с
Температура газа
на Еыходе из сопла,
°С
Винипласт
0,66
200—270
Ударопрочный ПВХ
0,5-0,6
250—280
Перхлорвиниловая смола
0,8
280—325
Полиэтилен ВП
1,1
250—320
Полиэтилен НП
1,3
220—270
"Полипропилен
0,58
250—300
Полибутен
0,5
450—480
Полиамид-12
0,3
330—400
Ударопрочный полистирол
0,65
210-290
Полиметилметакрилат
0,65
220—380
ТАБЛИЦА XVII 1.2, РЕЖИМЫ СВАРКИ НАГРЕТЫМ ГАЗОМ
С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ПРИСАДОЧНОГО ПРУТКА
И РАЗДЕЛКИ
Показатель
Полиэтилен
Полипро¬
пилен
Вини¬
Полифор¬
ВП |
НП
пласт
мальдегид
Температура газа,
*С
Скорость сварки,
см/с
250=±=10
0,5=Ь0,1
220=Ь10
0,6±0,1
260=±=10
0,6=±=0,1
250=fcl0
0,6±0,1
230=fc250
0,4±0,1
Для повышения производительности применяют прутки треуголь¬
ного или квадратного сечения по площади, близкой к площади сече¬
ния разделки, а также сдвоенный- пруток. Эффективно используется
предварительный подогрев прутка и разделки. Специальный наконеч¬
ник горелки (рис. XVIII.2, в) позволяет увеличить скорость сварки в
несколько раз (табл. XVI11.2).
Многие технологические приемы, используемые при дуговой свар¬
ке металлов, в значительной степени приемлемы и при этом способе
Рис. XVIII. 1. Подготовка кромок деталей
перед сваркой
а — без разделки; б, в — соответственно с
V- и Х-образной разделкой; г — разделка
кромок углового соединения; д, е — то же,
таврового соединения
424
ТАБЛИЦА XVJII.3. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СВАРОЧНЫХ
ГОРЕЛОК
Показатель
Марка горе&ки
ГГП-1
ггк-1
| ГЭП-1Б-67
Газ-теплоноситель
Продукт
Любой
Рабочее давление газа-тепло-
горения
0.1+1
0,15—1
До 5
носителя, кгс/см2
Расход горючего газа, л/с:
пропана
0,42—0,67
2
—
природного газа
0f5“2
6
—
Рабочее напряжение на спи¬
—
—
36
рали, В
Мощность, кВт
—
—
0,5
Диаметр присадочного прутка,
3—5
3—5
3—5
мм
Габарит, мм
260X70X85
260X70X85
200X180X40
Масса, кг
0,6
0,85
0,68
Примечание. Для получения давления газотеплоноейтеля в МПА
необходимо соответствующие данные таблицы разделить на 10.
Рис. XVII 1.2. Схемы сварки тер¬
мопластов горячим газом
а — присадка — сварочная проволо¬
ка; б — присадка в виде ленты; в
сопло горелки с подогревом прут¬
ка и разделки; г, д — порядок (1—7)
наложения проволоки при V- и X-
образной разделке; е — сварное
соединение без присадочного мате*
риала
Рис. XVIII.3. Горелки для сварке
пластмасс с электроподогревом газо¬
вой струей
J — сопло; 2 — нагреватель; 3 — корпус;
4 — рукоятка; б, € — воздухо- и толо-
лодвод
425
арки пластмасс. Например, порядок укладки слоев при сварке сты-
Гов с Х-образной разделкой (рис. ХУШ.2,г, д). Для сварки с при-
сЬдочным прутком созданы специальные сварочные горелки (табл.
XVIII.3). В СССР крупными сериями выпускаются горелки с электри¬
ческим нагревом газовой струи типа ГЭП-1-67 (рис. XVIII.3), с
Рис. XVII 1.4. Газопламенная
ГГП-1 прямого действия
/ — рукоятка; 2—5 — трубки со штуцерами
для горячего газа и кислорода; 6 — корпус
горелки; 7 — вентили; 8 — инжектор-зави-
хритель; 9 — смесительная камера; 10 —*
наконечник
Рис. XVIН.Б. Полуавтомат для сварки струей горячего газа ПГП-1
1 суппорт горелки; 2 — шарнир; 3 — упор для горелки при ее опрокидывании;
4 «£► самоходная тележка; 5 — рукоятка; 6 — регулятор скорости; 7,8 — тумбле-
ры, для включения нагревателя (нагрева и подачи газа); 9, И — опорные ро¬
лики тележки; 10 — ведущие ролики тележки; 12 — штырь для подвески груза
на прижимной ролик; 13 — пластина фторопластовая против гофрообразования;
14 — штанга с формирующим роликом15 — подогреватель; 16 — горелка
426
нагревом газосгорающими смесями, так называемые горелки косвен¬
ною действия ГГК-1 и горелки прямого действия ГГП-1 (рис.
XVI11.4). Для сварки прямолинейных швов в нижнем положении
разработан полуавтомат ПГП-1 (рис. XVIII.5) и сварочный автомат
«Пчелка» (табл. XVIII.4).
ТАБЛИЦА XVIII.4. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
ПОЛУАВТОМАТОВ
Показатель
ПГП-1
«Пчелка»
Напряжение, В:
сети
нагревательной горелки
мотора тележки
220
36, 30, 24
24
220
Мощность устройства, Вт
До 750
1200
Максимальная толщина свариваемого
материала, мм
4
—
Скорость сварки треугольным прутком,
МО-3 м/с
До 1,5
до 6
До 2,8
до Ю
м/ч
Минимальное давление воздуха, идуще¬
го через нагреватель, кгс/см2
0,5
—
Максимальная температура воздуха, °С
+500
—
Масса, кг:
полуавтомата
блока питания
14
30,5
—*
Габарит, мм
190X310X500
—
Примечание. Давление воздуха будет выражено в МПа, если со*
ответствующие данные таблицы разделить на 10.
Прочность сварных соединений, выполненных газовым теплоно¬
сителем с присадочным прутком, составляет для винипласта 0,4—0,6*
полиметилметакрилата 0,3—0,4, полистирола 0,4—0,5 прочности ос¬
новного материала. С помощью газового теплоносителя без присадо¬
чного материала свариваются преимущественно нахлесточные соеди¬
нения из пленок и листов из мягких термопластов.
Имеется положительный опыт сварки листов толщиной до 16 мм
из винипласта, этот процесс полностью механизирован. Поверхность
скошенных под острым углом кромок листов (см. рис. XVII 1.2, е)
нагревается струей горячего газа, поступающего из щелевого сопла,
до оплавления. Кромки роликами сдавливаются, при этом один лист
перекрывает на ширину, зависящую от толщины свариваемых листов
и угла скоса, но не менее чем 16—18 мм.
Скорость механизированной сварки листов из ПВХ составляет
(4,2—5,6) 10_3 м/с (15—20 м/ч). Щелевые горелки (см. рис.
XVII 1.2, б) широко применяются для сварки тары из пленок в раз¬
личных упаковочных автоматах. При этом можно получать как пре¬
рывистые, так и непрерывные швы.
Контактная сварка (сварка нагревателем). Этот способ под-
разделяется на два вида: сварку оплавлением и проплавлением. В
427
пс'Р'зом случае нагреватель соприкасается непосредственно со свари-
ваемымм поверхностями, во втором — тепло к свариваемым поверх¬
ностям поступает сквозь толщу деталей, а нагреватель контактирует
с внешней поверхностью свариваемых деталей. Первый способ ис¬
пользуется для сварки деталей значительной толщины, второй спо¬
соб — для сварки тонких листов и пленок, образующих нахлесточное
соединение. При этом используются различные схемы нагрева свари¬
ваемых деталей (рис. XVIII.6). Нагреватели могут быть в виде пла¬
стин, полос, дисков, профилированных планок, нитей и игл.
Температурное поле в зоне нагрева изменяется со временем, т. е.
Г*=/(/). При оплавлении кромок плоским нагревателем зона про-
Ряе. XVII 1.6. Основные схемы контактной сварки
й—е — оплавлением; ж, з — проплавлением; и, к — с закладным нагревателещ
t — нагреватель; 2, 3 — свариваемые деталиi 4 •— прикатывающие ролики
428
плавления имеет параболическую форму (рис. XVIII.7,а). Наиболь¬
шая глубина проплавления наблюдается в поверхностных слоях
вследствие тепла, идущего от выступающих кромок нагревателя
(теплоизлучение и конвекция), и вытекания перегретого расплава в
грат. При сварке проплавлением температурное поле в зоне сварки
нарастает постепенно (рис. XVIII.7, д).
Механические свойства шва отличаются не только от свойств
основного материала, но и разнятся по сечению швов (рис.
XVIII.7,в, г). Причем если в сварном стыковым шве, выполненном
контактной сваркой оплавлением, максимальная прочность соответст¬
вует центральной части шва, то при сварке нахлесточного соедине¬
ния в центре она минимальна (рис. XVIlL7,e).
Реологические процессы, протекающие в шве, имеют решающее
значение в получении шва высокого качества. Эти процессы зависят
л
/и
е) d
dmtn dmax
Рнс. XVIII.7. Анизотропия тепловых полей и механических свойств сварных
швов, выполненных контактной сваркой
а — форма зоны проплавления при нагреве плоским инструментом; б — схема
формы сварного стыкового шва, полученного плавлением; в — изменение проч-
ности по сечению стыкового шва; г — изменение твердости по поперечному се-
чению шва (пики по линии проплавления); д — схема изменения теплового по¬
ля при сварке проплавлением; е — изменение прочности нахлесточного соеди¬
нения, полученного проплавлением; 1, 2 — свариваемые детали; 3 — нагрева¬
тель; 4 — грат; 5 — линия проплавления; 6 — граница грата с поверхностью;
m — ширина зоны проплавления шва; Н — твердость; а — прочность; Т — тем¬
пература; i — время; 6 — толщина свариваемых деталей; Q — радиационны"
тепловой поток
429
ТАБЛИЦА XVIII.5. ОСНОВНЫЕ ПАРАМЕТРЫ РЕЖИМА
КОНТАКТНОЙ СВАРКИ ПЛАСТМАСС ОПЛАВЛЕНИЕМ
Температура
нагревателя,
°С
Давление, кгс/см2
Термопласт
нагрева
(начальное)
осадки
Время нагре¬
ва, С
ПЕШ
пнп
Винипласт
Пластифициро¬
ванный
пвЙ
Полипропилен
Полна цета левая
сМола
230—250
190—220
230-250
180—200
190—240
220
0,2—0,4
0,3—0,4
3—4
0,1—0,3
0,3—0,4
0,1—0,2
1.5—3
1.5—2
5-9
1-1,5
1.5—2
Около L
30—180
30—80
40—60
20—60
30—120
10—40
Примечание. Давление нагрева и осадки будет выражено в МПа,
если соответствующие данные таблицы разделить на 10.
не только от свойств материала, геометрических параметров, но и от
режима сварки. Режим сварки некоторых термопластов приводится
Э 1габл. XVllI.5. Указанное в табл. XVIII.5 давление нагревателя яв¬
ляется начальным, и по мере оплавления неровностей на кромках
свариваемого материала оно должно снижаться (рис. XVIII.8), чтобы
Pjic, XVII 1.8. Изменение основных параметров режима при контактной свар¬
ив оплавлением
ТН' Гт, Т 1~ соответственно температура нагревателя, торца (нагреваемой
кромки), в зоне плавления; Роп, Р00 —усилия прижатия инструмента и осад-
ки; и0П. v ос — скорости оплавления и осадки; SQn, S ос — укорочение иэделшя
при оплавлении и осадке; tQn, tn, t ос “ время оплавления, технологического
Перерыва и осадки
уменьшить количество вытекающего из зоны контакта расплава. Пос¬
ле нагрева и осадки охлаждение по всей площади сварки должно
происходить равномерно под постоянным давлением.
Трубы диаметром свыше 50 мм с толщиной стенки более 2 мм
обычно соединяются стыковым швом, трубы диаметром менее 50 мм
свариваются враструб.
Торцы труб, соединяемые стыковыми швами, нагреваются плос¬
ким нагревателем, имеющим форму диска (для труб малых диамет¬
ров) и форму кольца (для труб большого диаметра свыше 200^
250 мм). Эти нагреватели в зависимости от конструкции могут нагре¬
ваться газовыми горелками, в муфельных печах либо встроенными
нагревателями (обычно электросилраль, стальная лента большого
омического сопротивления или трубчатые электронагревательные эле¬
менты — ТЭНы).
Электрическая мощность нагревателей зависит от диаметра труб
и составляет 600 Вт для труб диаметром до 100 мм и до 10 кВт для
труб диаметром более 1000 мм. Нагреватель, как правило, снабжает¬
ся терморегуляторами, обеспечивающими стабильную температуру с
погрешностью не более ±5° С.
В табл. XVIII.6 приведена характеристика дисковых нагревате-
ТАБЛИЦА XVIII.6. ХАРАКТЕРИСТИКА НАГРЕВАТЕЛЕЙ
ДЛЯ КОНТАКТНОЙ СВАРКИ ТРУБ ОПЛАВЛЕНИЕМ
Максималь¬
ный диаметр
свариваемых
труб, мм
Мощ¬
ность,
кВт
Напря¬
жение
рабочее, В
Диапазон
регулирова¬
ния темпера¬
туры, °С
Габарит, мм
Масса, КР
110
0,45
36
20-250
165X260
1,3
160
1
220
20-250
210X170
2
225
1.6
36
20—250
360X280
5,4
лей конструкции Киевского филиала ВНИИМонтажспецстроя (КФ
ВНИИМСС).
При сварке винипласта иногда применяют нагреватели, имеющие
ребристую поверхность; высота и шаг пилообразных ребер составля¬
ет 0,5—1,5 мм.
Технологический цикл получения хорошего качества сварного
соединения труб складывается из следующих операций:
точной центровки концов труб, чтобы была устранена их эллипс-
ность и смещение кромок не превышало 10% толщины стенок труб;
механической обработки кромок с целью удаления окисленных и
загрязненных слоев материала, а также обеспечивания параллельно¬
сти кромок, подлежащих нагреву и сварке. Разность по зазору в сты¬
ке не должна превышать 0,8—1,5 мм;
оплавления кромок нагревателем. Температура и время оплавле¬
ния зависят в основном от материала, геометрических параметров
труб. По характеру они должны соответствовать указанному на рис.
XVIII.8;
удаления нагревателя и осадки;
выдержки после осадки для обеспечивания остывания кромок
под давлением, предупреждающим снижение качества стыка при
431
TAB Л И ПА XVIИ .7. ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ КОН ТАКТ Н OFT СТЫКОВОЙ СВАРКИ
ОПЛАВЛЕНИЕМ ТРУБ ДИАМЕТРОМ 100—800 мм
Материал труб
Толщина
стенки,
мм
Давление
, кгс/см2
Время
оплав¬
ления,
с
Температура
нагревателя,
°С
Техноло¬
гическая
пауза, с
Время ох.
рат:
—20
лажления стыка, мнн, пои темпе*
при
оплавле¬
нии
осадки
/ре окружар
1 0
ощей среды
+20
, °с
+40
Полиэтилен вы¬
2—6
0,2—0,3
1,2—Г,3
45
250drI0
2
3
4
4
5
сокой плотности
7—10
0,4—0,5
1,4—1,6
55
250=tl0
3
5
6
8
10
11-15
0,6
1,8—2
65
250:3= 10
5
8
10
п
12
Полиэтилен ниэ>
2-6
0,2—0,3
1,2—1,3
35
200dbl0
2
3
4
4
5
кой плотности
7—12
0,4—0,5
1.4—1,7
50
200±10
3
5
6
8
10
Полипропилен
2,5-5
0,3
U
45
240d=10
3
3
4
4
5
6—8,5
0.4
М
55
240±Ю
3
5
6
9
10
Полипропилен
2,5—5
0,3
U
45
240=Ы0
3
3
4
4
5
6-8,5
0,4
м
55
240=tl0
3
5
6
8
10
Винипласт
7-Ю
er6
4—5
30—40
240—260
2
Не реко
мендуется
10
12
Фторопласт >4
2—10
0,8
5—8
60—90
340—380 \
Без
Не рекомендуется
Охлажде:
ние под
10-20
0,9
15—18
90—100
340—380 J
паузы
давлением
до темпе-
ратуры 300° С в тече¬
ние 90—120 с
Примечания: 1. При сварке труб в зимних условиях температуру сварного инструмента рекомендуется повысить
12%.
2. Давление при оплавлении и осадке будет выражено в МПа, если соответствующие данные таблицы разделить на 10.
ТАБЛИЦА XVIII.8. ПАРАМЕТРИЧЕСКИЙ РЯД СВАРОЧНЫХ УСТАНОВОК ДЛЯ КОНТАКТНОЙ СВАРКИ
ПЛАСТМАССОВЫХ ТРУБ ОПЛАВЛЕНИЕМ
Дифферен¬
циация диа¬
Диаметр
труб, мм
метров ин¬
вентарными
сменными
вкладышами,
мм
Тип
установки
Мобильность
Привод
Тип и мощность
нагревателя, кВт
Масса
установ¬
ки, кг
Разработчик
10—20
10; 12; 16
Легчайший
Переносная
Ручной
Клещевой 0,5
0,5—2
2—10
ВНИИСТ
ниикимт
25—50
25; 32; 40; 50
Рычажный
Легкорамные
-
0,6
-
НИИМосстрой
50-160
63; 5; 90; 110;
125; 140; 160
Легкий
Переносная
Ручной
Рычажный, винто¬
вой, клиновый
0,75
20—50
КФ ВНИИМСС,
ВНИИСТ,
НИИСТ
80—250
90; 110; 125;
140: 160; 180;
200; 225
Средний
Передвижная к
стационарная
Гидравлический
0,9—1,5
60-80
НИИМосстрой,
ВНИИСТ
125—400
160; 180; 200;
225; 250; 280;
315
На колесном ходу
То же
1—2
До 100
ВНИИСТ,
НИИМосстрой.
МВТУ им. Баумана
225—630
250; 280; 315;
365; 400; 450,
500
1
1
2—4
» 200
ВНИИСТ
365-1020
400; 450; 500,
630; 820; 960
Тяжелый
—
3—6
Свыше
500
ВНИИСТ,
НИИМосстрой
630—1600
630; 820; 960;
1020
До 10
Свыше
1000
ВНИИСТ,
НИИМосстрой
Рис. XVIII.9. Установки для
контактной сварки пластмассо¬
вых труб (конструкция
ВНИИСТ)
а — МСП с ручным приводом;
б — ПСП-5 с гидроприводом
протекании релаксационных про¬
цессов после осадки. Ориентиро¬
вочные параметры режима кон¬
тактной стыковой сварки труб
приведены в табл. XVIII.7.
Все эти операции осуществля¬
ются при помощи сварочных уст¬
ройств и трубосварочных машин,
параметрический ряд которых при¬
водится в табл. XVIII.8.
Трубосварочные машины со¬
стоят, как правило, из следующих
главных сборочных единиц; осно¬
вания или станины, на которой
крепятся захваты или наружные
центраторы, предназначаемые для
закрепления концов труб; нагре¬
вателя с температурным датчиком,
терморегулирующим устройством
и таймером. Один или оба захва¬
та подвижны, их привод может
быть механическим, гидравличе¬
ским или пневматическим Для
сварки труб при обсадке скважин
захваты располагаются по верти¬
кальной оси.
434
На станине сварочной установки или отдельно от нее находится
пульт управления, в станине находятся моторы, насосы, рессиверы и
разводка.
В установках конструкции ВНИИСТ на станине располагается
следящая система, обеспечивающая полуавтоматический нагрев и
осадку согласно графику, приведенному на рис. XVII 1.8. На рис.
XVIII.9 показаны установки с ручным и электрическим приводом.
Производительность установок при сварке труб диаметром 100—
200 мм составляет обычно 5—7 стыков в 1 ч.
При контактной сварке труб враструб одновременно оплавляет¬
ся внутренняя поверхность раструба и наружная поверхность конца
трубы. После оплавления на заданную глубину конец трубы быстро
вдвигается в раструб. Сварка враструб выполняется на таких же ус¬
тановках, что и стыковая сварка. Однако нагреватель в этом случае
состоит из двух элементов: гильзы для оплавления конца трубы и
дорна для оплавления внутренней поверхности раструба. Дорн и
раструб могут иметь цилиндрическую или слегка коническую поверх¬
ность (конусность Vie — V12). Разность между диаметром гильзы и
дорна у цилиндрического инструмента должна составлять 0,5—1 мм.
Режим сварки враструб приведен в табл. XVII 1.9.
ТАБЛИЦА XVI11.9. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ
СВАРКИ ВРАСТРУБ ПОЛИЭТИЛЕНА
Показатель
ПНП с цилиндри¬
ческими поверхно¬
стями
ПВП с конусны¬
ми поверхностями
Температура сварки, °С
Время оплавления, с, при толщи¬
не стенки, мм:
300±20
250—270
до 4
5—10
7—12
» 5
6—15
10—15
» 8
8—18
15-20
свыше 8
10-20
Примечания: 1. Технологическая пауза — не более 2 с. 2. Время вы¬
держки под осевой нагрузкой до частичного отвердения оплавленного мате¬
риала 5—15 с,
Сварка закладными нагревателями осуществляется путем нагре¬
ва свариваемых поверхностей током, пропускаемым по металличе¬
скому проводнику.
Усилие в зоне плавления, необходимое для сварки, создается
вследствие теплового расширения нагреваемого и расплавляемого
материала.
Этим методом очень удобно сваривать трубы (раструбные со¬
единения) в труднодоступных местах.
Для сварки труб спираль из проволоки повышенного электриче¬
ского сопротивления располагается обычно в раструбной части фа¬
сонной детали (муфты, тройника, угольника и т. д.; рис. XVIII.10).
Спираль заделывается при формовании или отливке фитингов.
28*
m
Режим нагрева может регулироваться изменением напряжения на
концах проводника. Для сварки закладным нагревателем труб диа¬
метром 25—110 мм КФ ВНИИМСС создано переносное устройство,
питающееся от сети переменного тока напряжением 220 В. Потреб¬
ляемая мощность 750 Вт, ток до 30 А, рабочее напряжение на зак¬
ладной спирали 5—28 В, время нагрева регулируется в диапазоне
20—400 с. Размеры всей установки 450X250X260 мм при массе
20 кг.
При контактной сварке проплавлением детали могут нагреваться
с одной стороны или одновременно с двух сторон. При двустороннем
нагреве скорость сварки увеличивается. Проплавлением свариваются
пленки и листы толщиной не более 5 мм, образуя нахлесточное сое¬
динение. Пленочные материалы перед сваркой очищаются от загряз¬
нений на шерховальных станках При сварке мягких пленок давле¬
ние составляет 0,5—1,4 МПа (5—14 кгс/см2). При сварке жестких
пластмасс давление равно 2—4 МПа (20—40 кгс/см2). Поэтому свар¬
ку веду г на прессах, снабженных нагревателями сопротивления —
стальными лентами, нитями либо плитами со встроенными ТЭНами.
На прессах сварка выполняется циклически, поэтому длина шва
обычно получается равной длине нагревателя. Равномерное давление
по длине рабочей части нагревателя обеспечивается эластичными и
упругими подкладками, располагающимися под нагревателями. Про¬
кладкой может быть силиконовая резина, наполняемый воздухом
(жидкостью) рукав или подушка из резинотканевого материала
(рис. XVIII.11). Во избежание прилипания нагревателей к сваривае¬
мому материалу между ними помещается антиадгезионная прокладка
из фторопласта, целлофана или ацетатной пленки толщиной 0,1 мм.
Для исключения деформаций околошовной зоны при нагреве вокруг
нагреваемого участка предусматривается зона охлаждения, так на¬
зываемый «холодный замок». Шов должен охлаждаться под давле¬
нием. Это предупреждает деформацию шва.
Рис. XVIII.10. Схема сварки
труб закладным электро¬
нагревательным элементом
1,4 — свариваемые трубы;
2 — электронагреватель; 3 —
литая муфта
Рис. XVII 1.11. Конструкция малоинерционного
нагревателя для контактной сварки нахлесточ-
ных соединений пленок
1 — нагревательная лента; 2 — охлаждающие
каналы; 3 — упругая прокладка; 4 — сваривае¬
мая пленка; 5 — антиадгезионная прокладка;
6 — рабочая среда; 7 — ложе мягкой подушки;
8 — оболочка мягкой подушки
Режим контактной сварки некоторых термопластичных пленок
приводится в табл. XVIIIЛ0.
Для соединения пленок из полиолефинов, полиамидов и др. тол¬
щиной менее 100 мкм используется термоимпульсная сварка — раз¬
новидность контактной сварки проплавлением. В этом случае нагре¬
ватель, имеющий малую теплоемкость, получает кратковременный
436
ТАБЛИЦА XVIII. 10. РЕЖИМ КОНТАКТНОЙ СВАРКИ
ТЕРМОПЛАСТИЧНЫХ ПЛЕНОК
Материал
пленки
Толщина,
мкм
Температура
нагревателя,
°С
Давление,
кгс/см2
Время сварки,
с
Полиэтилен низ¬
кой плотности
ПНП
30—45
130—140
0,5—0,6
2-8
60—80
140-160
0,5—0,6
2-8
150—200
160—180
0,5—0,6
2-8
300-500
160—180
0,5—0,6
3-5
600—800
160—180
0,5—0,6
5-10
ПВП
50-150
200—220
0,6—0,8
2—3
150-800
160—!7р
0,8-0,9
2—3
200-600
170—i 80
0,8—0,9
2—3
Полипропилен
60—150
230—240
До 1
2-3
150-300
180—200
0,09
2—3
Сополимер эти¬
лена с пропиле¬
ном СЭП-10
60-150
200—220
0,6-0,8
2-3
200—600
160—170
0,8-0,9
2-3
Полиамид
60—150
185—200
0,6—0,8
5-6
130—200
210—220
0,4-0,5
10-15
Фторопласт-4
100—200
390—400
0,2—0,5
120—150
150—180
Примечание. Давление можно получить
ствующие данные таблицы на 10.
в МПа, разделив соответ-
импульс тока. Пронлавление происходит за счет выделившегося теп¬
ла, а охлаждение — за счет теплоотвода в подложку или в тело
электрододержателя.
Армированные пленки свариваются на сварочных прессах, как
правило, образуя только нахлесточные соединения (рис. XVIII.12).
о)
в)
е)
Рис. XVI 11.12. Типы сварных соединений армированных пленок
а — нахлесточное; б—д — с накладками; е — рантовое (Т-образное)
4.37
Рис. XVIII.13. Портальный сварочный пресс ПС-12
Рис. XVI 11.14. Консольный свароч¬
ный пресс ПС-1,6
Рис. XVIII.15. Переносная струб¬
цина ССП-5 для сварки пленок
Рис. XVIII.16.
ПСП-15
Полуавтомат
1 — нагреватели; 2 — рычаг разведе¬
ния нагревателей; 3 — охладители;
4.*р замкнутые ленты; б — корпус
Для изготовления сварных оболочковых конструкций из армирован¬
ных пленок (пневматические здания, резервуары, бассейны, контей¬
неры, цистерны, речные плотины, рукава и т. д.) применяются стацио¬
нарные консольные и портальные сварочные прессы (табл. XVIII.11,
ТАБЛИЦА XVIII.II. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ПРЕССОВ
ДЛЯ КОНТАКТНОЙ СВАРКИ ТЕРМОПЛАСТИЧНЫХ ПЛЕНОК
Показатель
Марка прессов
ПС-1,5
ПС-4
| ПС-12
ССП-2
| ССП-5
Условия работы
Максимальная дли¬
Стационарный (цех)
Нестационарные (на
монтаже)
на шва за цикл, мм
1500
4000
12000
300
550
Ширина шва, мм
Давление, кгс/см2
До 70
До 50
До 50
До 30
До 30
» 30
* 30
* 40
» 20
» 50
Суммарное усилие
на рабочих поверхно¬
35
180
300
стях, кН
4,2
4,5
Максимальная тем¬
пература на рабочих
230
230
230
поверхностях. °С
230
230
Напряжение на то-
60
коподводе, В
60
60
36
36
Габарит, мм
1800X2250
4830X2130
13500X3600
590Х435Х
940Х470Х
Х650
Х980
Х1300
Х80
Х90
Масса, кг
350
4000
11000
12
28
Примечание. Давление будет выражено в МПа, если соответствую
щие данные таблицы разделить на 10.
рис. XVIII.13, XVIII.14). В качестве нагревателя на этих прессах
служат ленты толщиной 0,5—0*8 мм из нержавеющей или жаропроч¬
ной стали, располагающиеся на гидравлической подушке. Наличие
малоинерционных нагревателей позволяет вести сварку практически
с любым термическим циклом от импульсного (при сварке пленок
малых толщин 400—500 мкм) до длительного (при сварке толстых и
резинонаполненных пленок толщиной 2—5 мм, в которых должны за¬
вершаться вулканизационные процессы). Для сварки пленок в мон¬
тажных условиях применяются переносные прессы (струбцины) типа
ССП (рис. XVIII.15)
В Литовской ССР выпускаются прессы М6-АП-2С с ножным при¬
водом для термоимпульсной сварки пленок, техническая характери¬
стика которых приведена ниже. Пресс имеет сменный рабочий ор¬
ган — нагреватель в виде ленты или проволоки, обеспечивающий
сварку и одновременно резку пленки. Короткие швы единичных изде¬
лий можно сваривать ручными клещами, позволяющими получить за
цикл шов длиной 100—200 мм.
Техническая характеристика пресса М6-АП-2С
Число циклов в 1 ч при сварке;
проволокой . ♦ «
300—400
лентой . .
350
Максимальная длина шва за цикл, мм ...
500
Наибольшая толщина пленки, мкм • . «
250
Время нагрева, с ...
1-6
Напряжение на нагревателе, В
0—36
Габарит, мм . «...
. 1020X720X800
Масса, кг * • « * •
76
439
Для непрерывной сварки неармированных пленок могут приме¬
няться роликовые нагреватели, которые используются при ручной
сварке.
Для полуавтоматической сварки созданы переносные и стацио¬
нарные сварочные полуавтоматы ленточного типа, которые имеют
две ленты, непрерывно движущиеся навстречу друг другу. Между
лентами зажимаются и свариваются пленки.
В полуавтомате ПСП-15 (рис. XVIII. 16) использован двусто¬
ронний контактный нагрев. Две замкнутые металлические ленты, на¬
тянутые на четыре ролика и приводимые в движение электродвига¬
телем ДР-1, 5Р, перемещают свариваемый материал последовательно
между двумя нагревателями и двумя гребенчатыми охладителями.
Сварочное давление осуществляется тарированными пружинами.
Скорость сварки плавно регулируется в пределах 0,03—0,083 м/с
(2—5 м/мин).
Сварка экструдируемой присадкой. Сварка выполняется по
двум схемам:
расплавленный присадочный материал (расплав) непрерывно по¬
ступает в зону соединения из сопла экструдера, находящегося на не¬
котором расстоянии от свариваемых кромок; как разновидность
этого способа нагретое сопло может касаться кромок, добавочно наг¬
ревая их. Это так называемая контактно-экструзионная сварка (рис.
XVIII.17, а, б);
при третьем способе — сварке литьем — присадочный материал
подается в зону соединения непосредственно из литьевой машины.
Таким образом, например, свариваются заранее отштампованные
скорлупы в собранном виде в форме, которая имеет каналы, распо¬
ложенные вдоль линии разъема. По этим каналам продавливается
расплав. Часть тепла расплавленного присадочного материала пере¬
дается свариваемым деталям, в результате чего они плавятся и сое¬
диняются по линии разъема. Этот способ целесообразно использо¬
вать для сварки пластмасс, имеющих сравнительно невысокую темпе¬
ратуру плавления (полиэтилен, полипропилен, пластифицированный
поливинилхлорид, полистирол и др.).
В первых двух случаях экструдируемой присадкой можно свари¬
вать стыковые, нахлесточные и угловые соединения. При сварке сты¬
ковых соединений можно применять V- и Х-образную разделки.
При сварке полиолефинов угол раскрытия кромок составляет
при V-образной разделке 70—100°, при Х-образной разделке 60—80°.
Зазор должен быть 0,5—1,5 мм, диаметр струи расплава — 3—4 мм,
температура присадочного материала должна быть 220—280° С.
Прочность сварного соединения увеличивается при сопутствующей
Рис. XVIII.17. Схемы
сварки термопластов эк¬
струдируемой присадкой
а, б — экструзионная и
контактно-экструзионная
сварка; I — кассета со
сварочной проволокой;
2 — корпус; 3 — экстру-
дат; 4 — сварной шов;
5 — свариваемые детали;
6—-ролик для прикатки
440
прикатке формируемого шва роликом. Усилие прикатки должно быть
10-80 Н (1—8 кг).
В табл. XVIII. 12 приведен расход присадочного материала, кото¬
рый зависит от толщины свариваемого материала и разделки кромок.
Для сварки экструдируемой присадкой полиолефинов разработа*
ТАБЛИЦА XVIII.12. РАСХОД ПРИСАДОЧНОГО МАТЕРИАЛА
ПРИ ЭКСТРУЗИОННОЙ СВАРКЕ
Толщина свариваемых
деталей, мм
Тип разделк
кромок
Расход присадочного мате¬
риала, г, на 1 м шва
1
2
3
4
5
Без разделки
} V-образная
} Х-образная
7,7
14,8
23
13,2
22
ны полуавтоматы типа ПСП-39, ПСП-4 и ПСП-5. Наиболее типичный
для этой серии полуавтомат ПСП-5 имеет ручной пистолет массой
1,5 кг, подсоединенный к переносному пульту управления электриче¬
ским кабелем.
К корпусу пистолета крепится катушка с присадочным прутком.
Пистолет выдавливает плавящийся конец присадочного прутка, не¬
прерывно подаваемый с помощью роликов, приводимых в движение
электродвигателем МН-145, расположенным в рукоятке пистолета.
Цилиндр пистолета обогревается электроспиралью. Производитель¬
ность полуавтомата ПСП-5 — 7,8-10-5 кг/с (0,28 кг/ч).
Сварка трением. Механическая энергия трения деталей отно¬
сительно друг друга переходит в тепловую, за счет которой детали
свариваются. В зависимости от кинематики различают три схемы
процесса сварки трением: вращение свариваемых деталей или встав¬
ки между ними; вибрация свариваемых деталей или промежуточного
элемента; комбинация этих двух схем.
Для сварки массивных деталей необходимо, чтобы соединяемые
поверхности имели сферическую или коническую форму. Скорость
вращения деталей относительно друг друга зависит от геометриче¬
ских размеров свариваемых поверхностей и составляет 1,3—33 м/с.
Рабочее давление (давление при трении) равно 0,1 —1,5 МПа (1 —
15 кгс/см2), время от начала контакта до окончания вращения зани¬
мает 3—25 с. Термопласты могут свариваться вращением на различ¬
ных металлообрабатывающих станках (токарных, сверлильных) или
на сварочных установках.
Перед сваркой труб трением их концы обрабатываются механи¬
ческим способом для выравнивания кромок и удаления фаски. Далее
концы труб центруются, приводятся в соприкосновение и включается
устройство для вращения одной из труб, обеих труб или вставки ме¬
жду ними. Требуемая температура сварки косвенно мвжет опреде¬
ляться по изменению цвета околошовной зоны на ширине 1 —1,5 мм
в стороны от поверхности контакта. Прилагаемое давление увеличи¬
вается постепенно, достигая перед остановкой максимума. После ос¬
тановки, которая должна произойти мгновенно, сваренный стык дол¬
жен остывать под осевым давлением в течение 5—8 мин.
441
При сварке вибротрением свариваемым деталям, находящимся в
ллотном контакте, сообщается возвратно-поступательное движение
яизкой частоты с определенной амплитудой. Частота колебаний при
вибротрении составляет 50—400 Гц, амплитуда—1—2 мм при давле¬
нии 1,5—16 МПа (15—150 кгс/см2).
Вибротрением свариваются пластмассовые детали, не имеющие
форму тел вращения.
Сваркой трением соединяются термопласты, вязкость которых
выше температуры плавления меняется плавно. Обычно это полиоле-
фииы, поливинилхлорид жесткий, полиацетали, акриловое стекло, по¬
листирол и его модификации.
Сварка током высокой частоты (ТВЧ). Сварка осуществляет¬
ся о переменном электромагнитном поле высокой частоты. С этой
целью свариваемые детали помещаются между пластинами конден¬
сатора, на которые подается напряжение высокой частоты.
В свариваемой зоне выделение тепла обусловлено в основном
током поляризации, возникающим за счет смещения в ограниченных
пределах макромолекул и их ассоциаций. Поэтому в поле ТВЧ нагре¬
ваются только полярные пластмассы
Способность пластмасс к нагреву в поле ТВЧ характеризуется
произведением fc = tg6e, называемым фактором диэлектрических по-
1ерь (табл. XVIII.13). Чем он выше, тем интенсивнее разогрев.
Интенсивность теплообразования при высокочастотной сварке
может быть повышена за счет увеличения частоты либо напряжения.
Однако во избежание пробоя свариваемого пакета напряжение на
конденсаторе не должно превышать 60—70% пробивного напряжения
материала.
ТАБЛИЦА XVIII 13. ЗНАЧЕНИЯ ТАНГЕНСА УГЛА ФАКТОРА
ДИЭЛЕКТРИЧЕСКИХ ПОТЕРЬ ДЛЯ НЕКОТОРЫХ ПЛАСТМАСС
Материал
Диэлектри-
ческая прони¬
цаемость е
Тангенс yi ла
диэлектриче¬
ских потерь
tg6
Фактор диэлектри¬
ческих потерь k
Поливинилхлорид:
жесткий
2,8—3,4
0,015—0,08
0,042—0,272
пластифицированный
3,3—4,5
0,04—0,10
0,132-0,72
Поливинилиденхлорид
3—5
0,05—0,08
0,15-0,4
Поливинилбутираль
3,3—3,9
0,06
0,198—0,234
Поливинилацеталь
2,7
0,016
0,042
Поливинилформаль
4,8
0,023
0,11
Полиамиды (нейлон, кап¬
3,8-4,5
0,025—0,04
0,025—0,18
рон)
Поликапролактам
4—5
0,06—0,03
0,24—0,4
Канролон
5,9
0,028
0,161
Ацетилцеллюлоза
3,2—7
0,01—0,1
0,032—7
Ацетобутират целлюлозы
3,2-6,2
0,01—0,04
0,032—0,248
Полиметил метакрилат
2,9—3,2
0,02—0,03
0, 058—0.С96
Пенопласт
2,38
0,01
0,028
Поликарбонаты
3
0,01
0,03
Политриф горхлорэтилен
2,5—3
0,01
0,025—0,03
Политетрафторэтилен
1,9—2,2
0,00025
0,000475—0 , С0055
Полиэтилентерефталат
3
0,002
0,006
(лавсан)
Полиэтилен
2,2-2,4
0,0001—0,0004
0,00022—0, 0009
Полипропилен
2
0.0001
0,0002
Полистирол
2,4—2,7
0,0001—0,0002
0,00024—0,0064
Полиизобутилен
2,4-2,9
0,0005
0,0012—0,00145
44?
Частота тока определяется характеристикой генератора и физи¬
ческими свойствами свариваемого материала. Чем меньше фактор
диэлектрических потерь пластмассы, тем выше должна быть часто¬
та тока.
При сварке пленок для уменьшения интенсивности теплоотвода
в электроды применяют прокладки из термоизоляционного материа¬
ла, например прессшпана.
Продолжительность сварки зависит от длины свариваемого шва
и толщины пакета. При толщине пленки из пластифицированного
ПВХ 0,1; 0,3; 1 мм площадь шва составляет 20, 25, 50 см2, время их
сварки —3—12 с, давление 0,1—0,5 МПа (1—5 кгс/см2). Сварка
пленки совмещается обычно с обрезкой готовых деталей. Для этой
цели используются электроды различной формы фис. XVIII. 18).
Поперечные стыки труб из винипласта при толщине стенок не бо¬
лее 6—8 мм свариваются на частотах 40—75 МГц путем нагрева
кольцевыми индукторами до температуры 150—160° С, но не выше,
во избежание значительного снижения прочности винипласта. Вслед¬
ствие этого напряженность электрического поля не следует подни¬
мать выше 1,4—1,5 В/м (1400—1500 В/мм) при удельной мощности
1—6 Вт/мм2 (100—600 Вт/см2). Время сварки (разогрева) составля¬
ет 0,2—10 с. Продольные швы труб из винипласта длиной не более
1000—1200 мм также могут свариваться на прессах ТВЧ за один
цикл на тех же режимах, образуя нахлесточное соединение.
При сварке ТВЧ материалов из полиамидов термомеханический
режим необходимо выдерживать в узких пределах потому, что ин¬
тервал вязкотекучего состояния полиамидов составляет 3—5° С. Рас¬
ширение рабочего температурного диапазона сварки достигается до¬
бавкой в зону шва пластификатора, например трикрезола.
Для сварки ТВЧ в стационарных условиях используются прессы
либо переносные клещи с ручным, пневматическим или гидравличе¬
ским приводом, а также стационарные роликовые установки для не¬
прерывной шовной сварки.
Устройства для сварки ТВЧ состоят из конденсатора и механиз¬
ма привода. Их конструктивное оформление и кинематическая схема
могут быть различными, они обеспечивают работу с ограничением по
зазору между электродами к концу цикла сварки либо постоянное
давление на протяжении всего цикла, но имеются сварочные машины,
у которых давление изменяется по определенной программе в зави¬
симости от термического цикла.
Основные технические характеристики отечественных сварочных
установок и высокочастотных генераторов приведены в табл.
XVIII.14.
Область применения сварки ТВЧ расширяется за счет повышения
частоты электрического поля до уровня сверхвысоких частот (около
2000—3000 МГц) —сварка СВЧ.
СВЧ могут свариваться пленки из фторопластов: Ф-2М, Ф-ЗБ,
Ф-30, Ф-40, Ф-40ЛД; Ф-42, Ф-4НА.
Сварочная установка для сварки СВЧ состоит из генератора на
основе магнетронов (например, М-57 мощностью 2,5—5 кВт) и из
сварочного устройства, состоящего из протяжного механизма для пе¬
ремещения свариваемой пленки.
Сварка ультразвуком (УЗ). Сварка ведется на частотах 20—
50 кГц, создаваемых ультразвуковым электрическим генератором.
Электромагнитные колебания в специальном устройстве (рис.
XVIII. 19) при помощи магнитострихтора или электростриктора пре-
443
ТАБЛИЦА XVIII.14. ХАРАКТЕРИСТИКА ОТЕЧЕСТВЕННЫХ
УСТАНОВОК ДЛЯ СВАРКИ ТЧВ
Установка
потребляемая от ^
сети В • А £
-Г!
колебательная, о
Вт 5*
Рабочая частота,
Гц
Площадь шва,
мм-
Усилие прижима, Н
Дополнительные
сведения
ВЧС-0,2
600
200
3910в±Ы0в
200
147
1
ЛС2-0.3
800
250
40,68-10«±1- 10е
200
200
{
► Ручные свароч-
ЛС1-0.3
60
250
39-104:1 10е
300
300
J
1нЫе клещи
ЛГС-0,2
1100
200
39-10в±Ы0в
—
20—200
1
I Устройство ДЛЯ
кроликовой шов-
J
'ной сварки
ЛГСП-0,4
2000
400
39* 10в+1 -10е
1000
50—600
'
В4Д-0.4/40
СП-Л02
1200
400
40,68-10в+1%
260
—
ВЧС-0,4
1100
400
39 10"+М0в
1000
1500
ЛГС-0,6
—
600
39 10е
1500
2000
Сварочный пресс
ЛСП1-0,6
—
630
40,68-10в+1%
1600
900
ЛСП1-2
5500
1600
40,68-10в±1%
4000
образуются в механические колебания сварочного инструмента — вол-
новода и вводятся в свариваемый материал, где часть энергии меха¬
нических колебаний переходит в тепловую. Для увеличения амплиту¬
ды колебаний, создаваемых магнитостриктором, к нему подсоединя¬
ется трансформатор упругих колебаний.
Рис. XVII 1.18. Электроды для сварки
ТВЧ
а — плоский; б — фигурный для сварки
и одновременно разрезания; в — коль¬
цевой; 1, 3 — верхний и нижний элек¬
троды; 2 — свариваемые детали; 4 —
предохранительная прокладка
Рис. XVIII.19. Схема устройства для
ультразвуковой сварки пластмасс с
односторонним подводом энергии
1 — корпус магнитостриктора; 2 — маг-
нитостриктор; 3 — трансформатор (уси¬
литель); 4 — волновод (инструмент);
5 — свариваемые детали; 6 — опора
444
S)
м20*1£
Рис. XVI11.20. Конструкция водновода
для сварки полиэтилена
а — точечного (экспоненциального); б —
контурного, 1 — резьбовое соединение;
2 — стержень; 3 — канал для охлажде¬
ния; 4 — ножка; 5 — демпфирующая
масса; 6 — рабочий торец
Рис. XVIII.21. Ультразвуковая дистан- КЧЧЧЧ\Э
ционная сварка жестких термопластов
Для большинства пластмасс оптимальной амплитудой смещения
конца волновода является 30—40 мкм. Амплитуда регулируется из¬
менением коэффициента усиления и настройки генератора на собст¬
венную частоту системы «волновод — магнитостриктор», подбором
напряжения на обмотке преобразователя.
Давление волновода на свариваемые детали обеспечивает не
только акустический контакт, но и формирование сварного соедине¬
ния. Время сварки (время пропускания ультразвука) также влияет
на прочность сварных соединений.
445
Магнитострикционные преобразователи изготавливаются из фер¬
ромагнитных материалов: никеля, пермендюра, альфера, а волново¬
ды — из упругих материалов с малой плотностью: титана, алюминия.
Волноводы могут быть для точечной и контурной сварки (рис.
XVI 11.20). КПД ультразвуковой установки повышается, если к маг-
нитостриктору подсоединяется два трансформатора с волноводами.
В зависимости от способности рассеивать ультразвуковую энер¬
гию различают три группы пластмасс, каждую из которых характери¬
зует коэффициент затухания УЗ-колебаний р.
Первая группа включает пластмассы с малым коэффициентом
затухания Э <0,35. Это полистирол, оргстекло, сополимеры СНП,
СН-28 и др., т. е. пластмассы, имеющие высокую жесткость (£>ЗХ
XIО3 МПа) и хорошо приводящие ультразвуковые волны, вследствие
чего сварные соединения могут образовываться вдали от волновода
(рис. XVI11.21).
Ко второй группе относятся полужесткие термопласты (2*103<3
<£<3*103 МПа), полипропилен, полиэтилентерефталат, аминопла-
сты, поликарбонаты и др., коэффициент затухания у которых 0,35<3
< р <0,55 см-1.
Третья группа включает мягкие пластмассы (£<1,5* 10s МПа),
коэффициент затухания которых р>0,55 см-1. Это полиэтилен высо¬
кой и низкой плотности, поликапроамид (капрон), фторопласт, пла¬
стифицированный поливинилхлорид и др. Последние в значительной
степени рассеивают ультразвуковую энергию, поэтому их можно сва¬
ривать в виде листов и пленок толщиной не более 1—2 мм. Эти тер¬
мопласты могут свариваться только ультразвуковым методом на
прессах. С помощью контактной ультразвуковой сварки получают то¬
чечные, прямолинейные и замкнутые швы различного контура в за¬
висимости от конфигурации волновода.
Оптимальный диаметр точки составляет 10 мм, длина прямоли¬
нейных швов, сваренных за один шаг, — 240 мм. Максимальный пе¬
риметр в случае квадратного или фигурного электрода может быть
200—240 мм.
При сварке изделий из пленки и синтетических тканей можно
получать непрерывные швы за счет перемещения волновода или сва¬
риваемого изделия. При сварке пленок повышенной толщины во избе¬
жание продавливания пленки ведут сварку с фиксированным за¬
зором.
Перед сваркой жестких термопластов необходима правильная
подготовка кромок на месте сопряжения (рис. XVIII.22). Подготовка
кромок увеличивает точность геометрических размеров сваренной де¬
тали, повышает прочность сварного шва и облегчает процесс сварки.
При оптимальном режиме ультразвуковой сварки жестких термопла¬
стов (полистирола, полиметилметакрилата и др.) амплитуда смеще¬
ния конца волновода составляет 25—30 мкм, усилие прижатия —
150—200 Н, продолжительность сварки — 2 с.
Синтетические ткани свариваются ножевыми и точечными вол¬
новодами экспоненциальной и катетоидальной формы из алюминие¬
вых сплавов, стали 45 и титана.
Режимы ультразвуковой сварки капроновой, лавсановой и поли¬
пропиленовой ткани приводятся в табл. XVIII.15.
Прочность при ультразвуковой сварке во многих случаях выше,
чем при термоимпульсной (табл. XVIII. 16).
В МВТУ им. Баумана под руководством чл.-кор. АН СССР
Г. А. Николаева разработана ультразвуковая сварка биологических
446
447
ТАБЛИЦА XVIII.15. ОСНОВНЫЕ РЕКОМЕНДАЦИИ ПО СВАРКЕ
КАПРОНОВОЙ, ЛАВСАНОВОЙ И ПОЛИПРОПИЛЕНОВОЙ ТКАНЕЙ
Ручной
—
80 Вт
РУСУ-28
30—40
10—14
1 — 1,5
Опора — шлифо¬
ванная стальная
плита; прижим ли¬
нейкой
2—4
5—10
80—150
Шовный и
шовно-ша¬
говой
РУФ 28/40
100 Вт
УПШ-12
головка СГ-12
—
6—8
0,6—0,8
Опора — стальной
шлифованный ролик;
волновод Д16Т
—
—
УЗМ-1,5
УЗГ6-1,6
1—2 кВт
УПШ-12,
УАП-И,
никелевый
преобразова¬
тель
25—30
18—20
5,5—8,5
(при шовно-шаго¬
вой с длиной точ¬
ки 4 мм — 11,5)
Опора при шовно¬
шаговой сварке —
стальной стержень
длиной А,/4
200—450
Шовный
ГУФ 28/40
УЗМ-1,5,
УЗГб-1,6
100 Вт
1—2 кВт
УПШ-12
40
30—35
<6
20—25
0,6-0,7
5,5—7
Опора — стальной
шлифованный ролик;
волновод Д16Т
4—8
10—16
400—1000
ГУФ 28/40,
УЗМ-1,5,
УЗГ6-1.6
100 Вт
1—2 кВт
40—45
30—35
<6
25-30
0,4—0,6
3—4
—
8—13
12—25
Примечание. Давление будет выражено в МПа, если соответствующие данные таблицы разделить на 10.
Источник питания
«К-
Н/м
ЕГ
си
S
.и
3
марка
мощность
Марка
сварочной
установки
Амплитуда cn
ни я, мкм
о
*
с?
S
X
<и
ч
я
СО
Рч
Скорость
сварки,
1. ю—3 м/с
Дополнительные
параметры режима
стачные швы
накладные шв
ТАБЛИЦА XVIII.16. РЕЖИМ УЛЬТРАЗВУКОВОЙ СВАРКИ
НЕКОТОРЫХ ПЛЕНОК И ПРОЧНОСТЬ ШВОВ
К
S3
х
<ь
3"
<и
<и
к
1II
Прочность при раздире,
% от прочности основно¬
го материала при сварке
Материал пленки
Толщина плен
мкм
а
л
PQ
О
н
о
о
о.
Амплитуда см(
ния, мкм
Статическое у
прижима (5К
=8 мм2, Н
ультразву¬
ковой
термоимпульсной
Полипропилен
30
0,088
30
5
57
45
Полиамид ПК-4
60
0,03-0,05
30—40
8
32
8
Полиэтилен + цел¬
60
0,08
30—40
8
80
73
лофан
Бум ага + поли¬
250
0,02
40
4
13
10
этилен
150
0,03—0,05
30
15
30-35
27
Полиэтилентере-
фталат
20
0,05
30
5
12—17
Не сваривается
* 5 — площадь торца инструмента.
тканей. При помощи ультразвука можно соединять пластмассы с ме¬
таллами.
Оборудование для ультразвуковой сварки, разработанной отече¬
ственными организациями, указано в табл. XVIII.17.
Сварка светом. Соединяемые кромки соединяются нагревом
инфракрасными ИК или когеррентными лучами, получаемыми от
мощного электрического источника.
Различают два метода сварки ИК-излучением: проплавлением
(рис. XVIII.23, а) и оплавлением (рис. XVIII.23, б). В качестве ис¬
точника ИК-излучения при сварке термопластов используются сили-
товые стержни (керамический материал, содержащий карбид крем¬
ния) либо трубчатые кварцевые лампы с вольфрамовой нитью, напри¬
мер КГ-220-1000, стальные пластины или кольца (для сварки труб).
Достоинством этого способа сварки является бесконтактный на¬
грев свариваемых деталей, вследствие чего при непрерывной сварке
и не требуются антиадгезионные прокладки.
Для сварки пленок ИК-излучением созданы отечественные уста¬
новки МСП-5у, СПК-М, МП-2 и др.
На установке МСП-5у, сварочная головка которой имеет силито-
вый стержень длиной 250 мм, скорость сварки пленок толщиной 45—
60 мкм составляет около 0,05—0,07 м/с, а пакета толщиной 2—
2,5 мм — 0,085 м/с. Сварка пленок из полиолефинов толщиной 45—
60 мкм занимает 2—4 с, а пленок толщиной 2—2,5 мм увеличивается
до 20—30 с.
Время сварки пленки из фторопласта-3 при толщине ее 60 мкм
составляет 10—12 с.
Для сварки стыковых соединений из линолеума из ПВХ в мон¬
тажных и заводских условиях в СССР разработано устройство типа
«Пилад-220» (рис. XVII1.24). Ниже приведена техническая характе¬
ристика устройства «Пилад-220».
В табл. XVIII 18 указаны размеры диаметров стальных ИК-излу-
чателей для сварки труб.
448
29—140 449
ТАБЛИЦА XVIII.17. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА НЕКОТОРЫХ УЛЬТРАЗВУКОВЫХ УСТАНОВОК
Марка
установки
Привод
Продол¬
житель¬
ность
сварки
изделия,
с
Произво¬
дитель¬
ность
сварки,
м/с
Максималь¬
ная толщина
свариваемого
пакета, мкм
Свароч¬
ное уси¬
лие, Н
Мощность
преобра¬
зователя,
кВт
Частота
преобра¬
зователя,
кГц
Расход
воды
охлажде¬
ния, л/с
Масса,
кг
УП-20
Ручной
0,5—5
-
100
0—500
1.6
19,6
0,33
85
УПТ-14
Пневматический
0,8—8
-
-
50—2000
1,2
19,6
0,33
250
УПК-15М1
Механический
0,05—16
-
-
10—700
2—3
19
0,33
200
МТУ-0,4
Пневматический
1
-
-
60—600
0,4
22
0,33
76
АУС-1,5
Пневмо- и электро¬
привод
1
-
-
450
1,5
22
0,33
УПШ-12 (шов¬
ная)
Механический
-
0,14—0,17
200—1000
0—300
0,4
22
0,33
32
УПШ-19
То же
-
0,028—0,17
60—100
0—300
0,9
19,5
0,33
80
РУСУ-28
Ручной пистолет
0,17
200
0—150
0,08
-
-
1,5
РУСУ-50
То же
-
0,17
20
-
-
-
0.8
Рис. XVIII.23. Схема сварки инфракрасным лучом
а — сварка пленки проплавлением; б — то же, оплавлением; в ~ нагрев ли¬
стов оплавлением; 1 — источник света; 2 — рефлектор; 3, 4 — свариваемые де•
тали; 5 — подкладка; 6 — опорная плита; 7 — прижимные ролики
Рис. XVI 11.24. Сварочное устройство «Пилад-220» для сварки линолеума из
термопластов
Источник ИК-излучен » Кварцевая лампа КИ
220-1000
220
2
2200
Более 30 (0,3)
0,5—1
11 (40)
0,072
80-95
Напряжение, R *
Мощность сварочной головки, кВт
Температура нагрева спирали, °С . . . .
Интенсивность излучения, Вт/см2 (Вт/мм2)
Технологический зазор, мм * . . . ¥
Скорость сварки, ЫСГ^* м/с (м/ч) . ,
Расход электроэнергии, Вт/ч . « .
Прочность шва на растяжение, %
Нейтронная сварка. Этот способ заключается в облучении зоны
сварного шва локальным потоком нейтронов. На свариваемые по¬
верхности пластмассовых деталей предварительно наносится тонкий
слой соединений лития или бора. Детали собираются под давлением
и облучаются нейтронным лучом. При этом в зоне контакта проте¬
кают ядерные реакции с выделением значительного количества тепла.
Как следствие, реакции происходят не только диффузионные про-
450
£
Диа:.етр труб,
мм
ТАБЛИЦА XVIII.18. РАЗМЕРЫ
СТАЛЬНЫХ (НИХРОМОВЫХ)
ИК-ИЗЛУЧАТЕЛЕЙ ДЛЯ СВАРКИ
ТРУБ
Диаметр излучателя,
мм
внутренний | наружный
/ — лазер; 2 — луч; 3 — отклоняю¬
щее зеркало; 4 — фокусирующая
линза; 5 — прижимной ролик; 6 —
Рис. XV. 111.25. Схема сварки по*
пимерных пленок лучом лазера
125
150
200
250
300
100
112
186
254
290
156
173
242
2Л
330
транспортирующий ролик; 7 — сва¬
риваемые пленки
цессы, но и рекомбинация химических связей по границе контакта,
ведущая к образованию неразъемного соединения. Этот способ при¬
меним для сварки пластмасс с низкой вязкостью при повышенных
температурах, например для сварки фторопласта-4 или разнородных
материалов (керамика, кварц, алюминий, медь с фторопластом-4).
Холодная сварка. Сущность способа состоит в обеспечении
взаимного течения и перемешивания свариваемого материала в зоне
контакта за счет и приложения соответствующего давления.
Этим способом могут свариваться лишь термопласты, имеющие
повышенную пластичность при температуре окружающей среды, на¬
пример пластифицированные поливинилхлориды.
Основным типом соединения в этом случае является нахлесточ-
ное. Перед сваркой не более чем за 10—80 мин с поверхностей
деталей в зоне шва строжкой удаляется слой пластмассы (окислен¬
ный и загрязненный) толщиной 100—200 мкм.
Иногда для увеличения пластичности в зону контакта вводятся
растворители или присадочный материал того же типа, но содержа¬
щий большее количество пластификатора.
Сварка лазером. Пластмассы этим способом свариваются при
помощи молекулярных лазеров мощностью более 1 кВт при КПД=»
= 15—20%. Эффективно используется этот вид сварки для соедине¬
ния пленок с высокими скоростями (рис. XVI 11.25). Пленки из по-
лиолефинов толщиной 50—150 мкм свариваются СОг лазером со ско¬
ростью 33—67 м/с. Пленки из ПВХ лазером свариваются плохо
вследствие деструкции поверхностных слоев в фокусе луча.
ГЛАВА XIX. СВАРКА СТАЛЬНЫХ СТРОИТЕЛЬНЫХ
КОНСТРУКЦИЙ
XIX.1. Группы стальных конструкций,
классы стали для них и материалы для их сварки
В табл. XIX 1 приведены характеристика и перечень стальных
строительных конструкций, в табл. XIX.2 — классы стали для этих
конструкций и в табл XIX.3 — рекомендуемые материалы для свар¬
ки стальных конструкций.
При соответствующей технико-экономическом обосновании могут
быть применены и другие сварочные материалы, обеспечивающие
требуемое качество сварных стальных конструкций.
29*
451
ТАБЛИЦА XIX.1. ХАРАКТЕРИСТИКА ГРУПП
СТАЛЬНЫХ КОНСТРУКЦИЙ ПО СНиП 11-3-72
№ 1
группы Характеристика конструкций \ Примерный перечень
III
IV
VI
VII
VIII
IX
Работающие в особо тя¬
желых условиях и подвер¬
гающиеся непосредственно¬
му воздействию динамиче¬
ских или вибрационных на¬
грузок
Находящиеся под непо¬
средственным воздействием
динамических или вибраци¬
онных нагрузок, кроме пере¬
численных в группе I
Конструкции перекрытий и
покрытий
Не подвергающиеся непо¬
средственному воздействию
динамических или вибраци¬
онных нагрузок
Связи, элементы фахверка, лест¬
ницы, площадки, опоры светильни¬
ков и т. п.
Конструкции I—III групп
Конструкции IV группы
Монтируемые при расчет¬
ной температуре ниже —40° С
и эксплуатируемые в отап¬
ливаемых помещениях
Вспомогательные конст¬
рукции зданий и сооруже¬
ний и слабонагруженные
конструкции и элементы с
напряжением менее 0,4 рас¬
четного
Клепаные конструкции
Клепаные конструкции и
элементы конструкций, не
имеющие сварных соединений
Конструкции, не имеющие
сварных соединений
Примечания: 1. В перечисленные группы не входят стальные кон¬
струкции специальных сооружений: магистральные и технологические трубо¬
проводы, резервуары для хранения нефтяных и других продуктов, кожухи
доменных печей и воздухонагревателей, мачты и башни сооружений связи,
опоры линий электропередач и контактных сетей и т. п.
2. За расчетную температуру при возведении конструкций в районах с тем¬
пературой наружного воздуха минус 40°С и выше принимается температура,
при которой конструкции эксплуатируются; ниже минус 40°С принимается
температура данного района
ТАБЛИЦА XIX.2. КЛАССЫ СТАЛИ ДЛЯ СТРОИТЕЛЬНЫХ
КОНСТРУКЦИЙ ПО СНиП 11-3-72
Балки рабочих площадок главных
зданий мартеновских и конвертор¬
ных цехов; элементы конструкций
бункерных и разгрузочных эстакад,
непосредственно воспринимающие
нагрузку от подвижных составов;
подкрановые балки; фасонки стро¬
пильных и подстропильных ферм
и т. п.
Пролетные строения наклонных
мостов доменных печей; пролетные
строения и опоры транспортных га¬
лерей и т. п.
Фермы, за исключением фасонок;
ригели рам; главные балки пере¬
крытий и т. п.
Колонны, стойки, прогоны покры¬
тий, опорные плиты; конструкции,
поддерживающие технологическое
оборудование и трубопроводы;
сварные балки, бункера
Конструкции I—IV групп
Конструкции VI группы
Класс
стали
Временное сопротив¬
ление кгс/см*
Предел текучести
о , кгс/см-
т
Относительное удли¬
нение 6б, %
не менее
С 38/23
3800
2300
25
С 44/29
4400
2900
21
С 46/33
4600
3300
21
С 62/40
5200
4000
19
С 60/45
6000
4500
16
С 7i/50
7000
6000
12
С 85/75
8500
7500
10
Примечания 1. При отсутствии выраженной площадки текучести
за предел текучести принимается напряжение, соответствующее остаточному
относительному удлинению 0,2%(6о,2)-
2. Временное сопротивление и предел текучести будут выражены в МПа,
если соответствующие данные таблицы разделить на 10.
452
453
ТАБЛИЦА XIX.3. МАТЕРИАЛЫ, РЕКОМЕНДУЕМЫЕ ДЛЯ МЕХАНИЗИРОВАННОЙ И РУЧНОЙ СВАРКИ СНиП 11-3-72
Группа
конструк¬
ций
Класс
стали
Расчетная
температура,
°С
Температу¬
ра при
сварке,
°С
Сварка
под флюсом
в углекислом газе
ручная дуговая
Марки флюсов
по ГОСТ 9087—69*
Марки сварочной проволоки
по ГОСТ 2246—70*
Тип
электродов
по ГОСТ
9467—75
Марки
электродов
I. и
С 38/23
/>-40
t>0
АН-348А
Св-08АА,
Св-08А
Св-08Г2С,
ПП-АН8
Э42А, Э46А
Все марки
данных типов
С 44/29,
С 46/33
АН-348АМ,
ОСЦ-45,
ОСЦ-45М
Св-08ГА,
Св-10Г2
Э46А,
Э50А
С 52/40
АН-22,
АН-348А,
АН-348АМ
Св-08ХМ,
Св-18ХМА
Э60А
С 60/45
АН-22,
АН-17М
Св-08ХН2М,
Св-08ХМ,
Св-18ХМА
Св-10ХГ2СМА
III, IV. VI
С 38/23
АН-348А,
АН-348АМ,
ОСЦ-45,
ОСЦ-45М,
ФЦ-9
Св-08
Св-08ГС,
ПП-АН8
Э42, Э46
Все марки
Данных типов*
С 44/29,
С 46/33
Св-08ГА,
Св-10Г2
Св-08Г2С,
ПП-АН8
Э46, Э50
Э60А
С 52/40
АН-22,
АН-348А,
АН-348АМ
Св-ЮГА
Продолжение табл. XIX.3
Сварка
Группа
конструк¬
ций
Расчетная
температура,
°С
Темпера¬
тура при
сварке,
°С
под флюсом
в углекислом газе
ручная дуговая
Класс
стали
Марки флюсов
по ГОСТ 9087—69*
Марки сварочной проволоки
по ГОСТ 2246—70*
Тип
электродов
по ГОСТ
9467—75
Марки
электро¬
дов
III, IV, VI
С60/45
АН-22,
АН-348А,
АН-17М
Св-08ХМ,
Св-08ХМА
Св-ЮХГ2СМА
Э60А
Все марки
данных типов*
С 70/60
АН-22,
АН-17М
Св-08ХН2ГМЮ,
Св-08ХМФА
Св-08ХН2Г2СМЮ,
Св-08ХГСМФА
Э70
I, II, III
С 38/23,
С 44/29,
С 46/33,
С 52/40
—40>/>—65
УОНИ 13/45,
СМ-11**,
УП 2/55**,
УОНИ 13/55
IV
С 44/29,
С 46/23
—50>/>—65
/>—50
АН-22
Св-ЮНМА
Св-08Г2С, ПП-АН8
Э50А,
С 52/40
—40 >/>—65
Э42А
IV
С 44/29
—40>/>—50
АН-348А,
АН-348АМ,
ОСЦ-45,
ОСЦ-45М
V
С 44/29,
С 46/33
—40>/>—65
t> 0
СВ-08АА** %
Св-08А***,
Св-08ГА
УОНИ 13/55,
УОНИ 13/45,
СМ-11,
УП 2/55
>
С 38/23
С 44/29,
С 46/33
—40>*>—65
—40>*>—50
С 44/29,
С 46/33
С 38/23
С 44/29,
С 46/33
С 44/29,
С 4 6/33
—40>*>— 65
40>*>—65
0>/>—35
—40>/>—50
—40>*>—65
С 38/23
—40>/>—65
—35>*>
>-50
АН-348А,
АН-348АМ,
ОСЦ-45.
ОСЦ-45М,
АН-60
Св-ЮНМА,
Се-08ХНМ ,
Св—08ГА
Св—10НМА,
Св—08ХНМ
УОНИ 13/55,
УОНИ 13/45
СМ-И***
УОНИ-13/55,
УОНИ-13/45,
СМ-11
Примечания: 1. Одна звездочка означает, что для конструкций III группы электроды марок ОММ-5 и СМ-5 не при¬
меняются.
2. Двумя звездочками отмечены марки электродов, используемые только для сварки при положительных температурах.
3. Тремя звездочками отмечены марки сварочной проволоки и электродов, применяемые лишь для сварки конструкций
IV группы.
4. Для конструкций всех групп необходимо руководствоваться указаниями пунктов 1.42—1.47 СНиП III-18-75.
5. В конструкциях IV—VI групп при расчетных температурах ниже минус 40° С для стыковых соединений применяются
электроды только марки УОНИ 13/55.
6. При сварке порошковой самозащитной проволокой используются следующие ее марки: ПП-АНЗ, ПП-2ДСК; ПП-АН7, СП-2.
XIX.2. Сварочные работы в условиях цеха
В настоящее время почти 100% стальных строительных конст¬
рукций изготавливают при помощи сварки. Основным методом свар¬
ки является дуговая. Широко применяют полуавтоматическую свар¬
ку в углекислом газе и порошковой проволокой, а также автомати¬
ческую сварку под флюсом. Реже используют электрошлаковую, кон¬
тактную и ручную дуговую сварку.
Элементы стальных строительных конструкций собирают на заво¬
дах из обработанных прокатных профилей стали. Поступающий на
завод стальной прокат разгружают в цехе подготовки металла, рас-
Рис. XIX.1. Инвентарные сборочные приспособления
1,2 — одновинтовая и двухвинтовая струбцина; 3, 4 — клинья; 5, 6 — эксцент¬
риковый зажим и вилка; 7 — стяжные уголки; 8 — уголковый фиксатор; 9,
10 — домкраты; 11 — стяжная рамка; 12 — прокладка с клиньями; 13, 14 —
стяжные тавры; 15 — стяжные планки; 16 — стяжные угольнцкц
456
Рис. XIX.2. Схема
стенда для сборки
габаритных резерву¬
аров
1 — рама стенда; 2 —
полотнище; 3 — дни¬
ща; 4 — кольца жест¬
кости; 5 — временная
распорка; 6 — канат;
7 — лебедка
сортировывают по маркам стали, профилям, размерам и укладыва¬
ют в штабеля. Металлопрокат, если необходимо, предварительно
правят на вальцах, кулачковых или горизонтальных прессах.
Затем металл поступает в цех обработки, где производят раз-
метку, резку и обработку деталей для последующей сборки элемен¬
тов стальных конструкций. На современных заводах получили рас¬
пространение автоматические поточные линии по обработке деталей
без предварительной разметки. После обработки детали поступают
на склад полуфабрикатов, а затем в сборочные и сварочные цеха.
Элементы конструкций собирают из полуфабрикатов на специ¬
ально оборудованных стеллажах, кондукторах или стендах. На со¬
временных заводах сборка и сварка балок двутаврового, коробча¬
457
того или крестового сечения, стальных оконных переплетов и неко¬
торых других конструкций осуществляется на сборочно-сварочных
автоматических поточных линиях.
Кроме обычных молотков, ключей, кувалд, ломиков, пневмати¬
ческих молотков, оправок и т. п. при сборке сварных конструкций
широко применяют инвентарные сборочные приспособления
(рис. XIX.1)
Технология сборки и сварки листовых конструкций. К листовым
конструкциям, кроме балок и колонн составного сечения технология
сборки и сварки которых рассматривается ниже, относятся:
габаритные конструкции цилиндрической формы (трубы, гори-
зонтальыне и вертикальные резервуары, газгольдеры постоянного
объема диаметром до 3,25 м и т. п.);
габаритные конструкции конической и сферической формы;
негабаритные конструкции цилиндрической, сферической или
конической формы, изготавливаемые отдельными габаритными ча¬
стями из толстолистовой стали;
rL
/
/■*
ПпП - f
Рис. XIX.4. Схема стенда с роликовым кантователем
1, 2 — пневмоприжимные скобы; 3 — роликоопоры; 4 — электромотор; б — /
правляющая лента; 6 — упор
458
конструкции с плоскими гранями (габаритные бункера и течки,
плоские элементы негабаритных бункеров, тормозных настилов,
стальных панелей и т. п.)
Габаритные резервуары цилиндрической формы со стенками не¬
большой толщины (4—6 мм) собирают методом наворачивания. На
стенде (рис. XIX.2) выкладывают полотнище корпуса резервуара,
при этом по коротким кромкам подгоняют стыковые соединения, ко¬
торые заваривают ручной дуговой сваркой, а по длинным кромкам
(поперечные в резервуаре) подгоняют нахлесточные соединения и
закрепляют их прихватками. Затем устанавливают конусные или сфе¬
рические днища, кольцевые жесткости и приваривают их к полотни¬
щу. После этого при помощи лебедки постепенно наворачивают по¬
лотнище на днища и кольца и приваривают к ним. По окончании на¬
ворачивания резервуар устанавливают на роликовый кантователь и
сваривают сначала продольные, а затем поперечные швы автомати¬
ческой сваркой под флюсом или полуавтоматической в углекислом
газе. Режимы сварки приведены в табл. XIX.4—XIX.8.
Трубы, цилиндрические газгольдеры и резервуары со стенками
большей толщины собирают методом полистовой сборки из свальцо¬
ванных листов. Сначала собирают в вертикальном положении обечай¬
ки на плоском стенде (рис. XIX.3) и закрепляют стыки прихватками.
Затем на стенде (рис. XIX.4), оборудованном роликовым кантовате¬
лем с пневматической или гидравлической скобой, передвигающейся
по рельсовому пути между роликами, направляющей лентой и упо¬
рами, собирают элемент трубы или цилиндрический резервуар. Пер¬
вую обечайку устанавливают на кантователе до упора, вторую ста¬
вят рядом, после чего при помощи скобы и направляющей ленты го¬
ризонтальным пневмоприжимом прижимают ее к первой и верти¬
кальным пневмоприжимом подгоняют стык между ними, постепенно
поворачивая обечайки на кантователе и закрепляя стык прихватка¬
ми. Так же монтируют все обечайки. При наличии сферических днищ
их предварительно собирают с первой и последней обечайкой в вер¬
тикальном положении. Сборку резервуара начинают на стенде с пер¬
вой обечайкой, при этом последнюю обечайку, соединенную с дни¬
щем, подгоняют при помощи горизонтального прижима скобы и
стяжных приспособлений (см. рис. XIX.1).
Швы сваривают на этом же кантователе или при необходимости
переносят собранный резервуар на другой роликовый кантователь.
Сначала сваривают продольные швы обечаек, а затем — поперечные
кольцевые швы. Сварку выполняют автоматами под флюсом по руч¬
ной подварке, на флюсовой подушке или по полуавтоматической
подварке в углекислом газе. В указанном порядке сваривают швы
сначала внутри резервуара или трубы, а затем снаружи.
Габаритные конструкции конической и сферической формы
(трубные переходы, конусы, патрубки, днища и т. п.) собирают в
вертикальном положении на горизонтальных стендах из отдельных
свальцованных или штампованных листов при помощи инвентарных
сборочных приспособлений, стыки закрепляют прихватками. Сварку
выполняет автоматами под флюсом по ручной или полуавтоматиче¬
ской подварке или вручную. При автоматической сварке применяют
специальные кантователи или манипуляторы.
Негабаритные конструкции цилиндрической, конической и сфе¬
рической формы (элементы кожуха доменной печи, воздухонагрева¬
телей, пылеуловителей, мокрых газгольдеров и т. п.) при толщине
стенок более 16 мм изготавливают отдельными габаритными частями,
состоящими из одного, двух или трех листов. Листы предварительно
459
ТАБЛИЦА XIX.4. ПРИМЕРНЫЕ РЕЖИМЫ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ
СТАЛЬНЫХ КОНСТРУКЦИЙ
Условное обозначение
по ГОСТ 8713—70
Толщина
металла,
мм
Диаметр
сварочной
проволоки,
мм
Число
проходов
No
прохода
Сварочный
ток, А
Напряжение
дуги, В
Скорость, 1-
10~3 м/с
шва
способа
сварки
подачи
электродной
проволоки
сварки
С2
Аф
8
5
2
I, II
625—675
32—34
16
И
16
5
2
I, II
825—875
36—38
23
9
20
5
2
I, II
925—975
36—38
27
8
С17
Аф
8
5
1
I
850—900
35—37
24
10
16
5
1
I
950—1000
40—42
31
6
24
5
3
I
900—950
38—40
29
7
5
II, III
850—900
36-38
24
7
С31
Аф
24
5
2
I. II
850—900
38—40
27
9
30
5
4
I, III
900—950
40—42
29
8
30
5
4
II, IV
850—900
38—40
27
10
40
5
6
I, II, IV, V
900—950
40—42
29
8
40
5
6
III, VI
850—900
38—40
27
8
С7
Ас
4
2
1
I
375—400
30—32
69
11
8
4
1
I
725—775
30—36
29
10
10
5
1
I
800—850
32—36
23
10
С18
Ас
8
4
1
I
750—800
30—32
31
10
16
5
2
I
850—900
32-34
24
9
16
5
2
II
850—900
34—38
24
9
30
5
5
I
900—950
36—38
29
8
30
5
5
II—V
850—900
36—40
24
7
8
9
8
9
8
9
9
8
8
6
б
It
10
б
8
7
8
7
б
Толщина
металла,
мм
Диаметр
сварочной
проволоки,
мм
Число
проходов
№
прохода
Сварочный
ток, А
Напряжение
дуги, В
10
5
1
I
850—900
36—38
16
5
2
I
850—900
38—40
16
5
2
II
800—850
36—38
20
5
3
I
850—900
38—40
20
5
3
II, III
800—850
36—38
20
5
2
I
850—900
38—40
20
5
2
II
800—850
36—38
30
5
4
I. И
850—900
38—40
30
5
4
III, IV
800—850
36—38
40
5
6
I—IV
900—950
38—40
40
5
6
V, VI
850—900
38—40
10-16
5
I
I*
650—700
34—36
10—16
4
1
500—550
32—34
16
5
2
I, п
650—700
34—36
20
5
2
I, И
800—850
36—38
30
5
4
I, III
900-950
38—40
30
5
4
II, IV
800—850
36—38
40
5
6
I, II, IV, V
900—950
38—40
40
5
6
III, VI
850—900
34—38
Одной звездочкой обозначена сварка «в лодочку», двумя звездочками —
462
ТАБЛИЦА XIX.5. РЕЖИМЫ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ С ПРИМЕНЕНИЕМ ПОРОШКООБРАЗНОГО
ПРИСАДОЧНОГО МЕТАЛЛА (ППМ)
Толщина металла,
мм
Диаметр свароч¬
ной проволоки,
мм
Оптимальный
зазор,
мм
Сварочный
ток, А
Напряжение
дуги, В
Скорость 1*10 Зм/с
Расход ППМ,
г/мм
подачи
электродной
проволоки
сварки
10
5
5
800—825
38—40
21
13,9
0,2
20
5
6
850—95 J
40—44
29
9,7
0,5
30
5
7
850—950
42—45
29
5,4
0,8
40
5
8
1100—1200
44—48
36
4,4
1.2
50
5
9
1200—1300
45—50
39
3,3
1,6
60
5
11
1350—1450
45—50
45
3,3
1,8
20
4
6
800—900
42—45
43
9,7
0,5
30
4
7
850—950
42—46
45
5,3
0,8
40
4
8
850—950
43—48
45
3,9
1.2
50
4
9
1100—1200
44—49
58
3,9
1.6
60
4
11
1300—1400
45—50
67
3,3
1.8
Примечание. По ГОСТ 8713—70 получающийся сварной шов условно обозначается С2.
ТАБЛИЦА XIX.6. РЕЖИМЫ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ В УГЛЕКИСЛОМ ГАЗЕ
СТАЛЬНЫХ КОНСТРУКЦИЙ
Первые
(корневые) проходы
Последующие проходы
Типы швов
по ГОСТ
14771—69
Толщина
металла,
мм
Диаметр
электро¬
да, мм
Число
проходов
сварочный ток,
А
1
1
напряже- j
ние <
дуги, В
скорость
подачи
[ электрода,
[ М0“3 м/с
сварочный ток,
А
напряже¬
ние
ДУги, В
скорость
подачи
электрода,
1-10—3 м/с
С12, С21
10-16
1,6
2
280—300
28—30
83—89
320—380
30—32
117—125
2
2
280—300
28—32
67—70
400—450
30—34
89-100
18—24
1,6
2—8
280—300
28—30
83—89
320—380
30—32
117—125
2
2—8
280—300
28—32
67—70
400—450
30—34
89—100
С19
10-16
1,6
1—5
280—300
28—30
83—89
320-380
30—32
117—125
2
1—5
280—300
28—32
67—70
400—450
30—34
89—100
18—24
1,0
2—10
280—300
28—30
83—89
320—380
30—32
117—125
2
2—10
28Г—ЗСО
28—32
67—70
400—450
30-34
89—100
26—30
1,6
3—6
280—300
28—30
83—89
320—380
30—32
117—125
2
3—6
280—300
28—32
67-70
400—450
30-34
89—100
С15, С25
16—32
1,6
2—8
280—300
28—30
83—89
320—380
30—32
117-125
2
2—8
280—300
28—32
67—70
400—450
30—34
89—100
34-40
1,6
3-8
280—300
28—30
83—89
320—380
30—32
117—125
2
3—8
280—300
28—32
67—70
400—450
30—34
89-100
Примечания: 1. Вылет электрода диаметром 1,6—2 мм находится в пределах 20—25 мм.
2. Расход углекислого газа при сварке электродом диаметром 1,6—2 мм — 0,28—0,34 л/с.
3. Первые корневые валики с обеих сторон необходимо выполнять с «перевязкой», причем перед сваркой с обратной стороны
корень шва должен быть удален.
ТАБЛИЦА XIX.7. РЕЖИМЫ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ (В НИЖНЕМ
ПОЛОЖЕНИИ И «В ЛОДОЧКУ») В УГЛЕКИСЛОМ ГАЗЕ СТАЛЬНЫХ КОНСТРУКЦИЙ
Катет
шва, мм
Диаметр
электро¬
да,
мм
Число проходов при
сварке
Сварка в нижнем положении
Сварка «в лодочку»
в нижнем
положе¬
нии
«в лодоч¬
ку»
сварочный
ток, А
напряже¬
ние дуги,
В
скорость подачи
электрода,
МО-3 м/с
сварочный
ток, А
напряжение
дуги, В
скорость подачи
электрода,
М0—3 м/с
4—6
1,6
1
1
300—320
30—32
89—94
340—360
30—32
94—100
2
1
1
360—380
31—33
80—84
340—360
30—32
89—94
8
1,6
1
1
320—380
30—32
117—125
340—380
30—32
117—125
2
1
1
380—420
30—34
89—97
400—450
30—34
89—100
10
1,6
2
1
320—380
30—32
117—125
340—380
30—32
117—125
2
2
1
380—420
30—34
89—97
400—450
30—34
89—100
12
1,6
2
1—2
320—380
30—32
117-125
340—380
30—32
117—125
2
2
1—2
380—420
30—34
89—97
400—450
30—34
89—100
14
1,6
3
1—3
320—380
30—32
117—125
340—380
30—32
117—125
2
3
1—3
380—420
30—34
89—97
400—450
30—34
89—100
16-18
1,6
3-6
2—6
320—380
30—32
117—125
340—380
30—32
117—125
2
3-6
2—6
380—420
30—34
89—97
400—450
30—34
89—100
20
1,6
5-7
2—7
320—380
30—32
117-125
340—380
30—32
117—125
2
5—7
2—7
380—420
30—34
89-97
400—450
30—34
89—100
Примечания. 1. Вылет электрода диаметром 1,6—2 мм находится в пределах 20—25 мм.
2. Расход углекислого газа при сварке электродом диаметром 1,6—2 мм — 0,28—0,34 л/с.
3. Получающиеся сварные швы по ГОСТ 14771—69 обозначаются Т1, ТЗ, НЗ.
30—140 465
ТАБЛИЦА XIX 8. РЕЖИМЫ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ ПОРОШКОВОЙ ПРОВОЛОКОЙ
СТАЛЬНЫХ КОНСТРУКЦИЙ
Марка
проволоки
Диаметр
Вид соединения
Толщина
Число
Вылет
Сварочный
Напряже¬
Скорость
подачи
Расход
углекисло¬
проволоки,
мм
металла,
мм
проходов
электрода,
мм
ток, А
ние дуги,
В
проволоки,
МО—3 м/с
го газа,
л/с
ПП-2ДСК
2,35
Угловое
5—8
1
240—270
22—27
52—58
10—16
1—2
270—300
24—27
65—74
—
Угловое «в лодочку»
8—12
14—18
1—2
2-3
> 40—60
280-320
360—400
25—28
28—32
65—74
106—120
—■
Стыковое с V-образной
8—12
1—2
270—300
24—27
65—74
—
разделкой кромок
14—18
2—3
300—340
25—28
65—83
ПП-АНЗ
3
Угловое
5-8
I
270—350
22—28
39—52
—
10—16
2—3
350—380
24—29
58
—
Угловое «в лодочку»
8—12
14—18
1
2—3
[ 30—40
370—400
380—400
25—30
26—30
74—83
83
—
Стыковое с V-образной
8—12
1—2
320—380
24—29
52-58
—
СП-2
2,5
разделкой кромок
Угловое
14—18
3—7
2—3
1
370—400
220—260
25—30
24—27
74
52-65
8—10
1
340—360
30—32
94—106
—
Угловое «в лодочку»
8—10
12—18
1
2—3
' 40—50
340—360
380—400
30—32
30—32
94—106
106—120
—
Стыковое с V-образной
разделкой кромок
8—10
12—16
1
2
1
240—260
380—400
240—260
25-27
30—32
25—27
58—65
106—120
58—65
-
2—3
380—400
30—32
106—120
—
ПП-АН8
3
Угловое
5-8
1
300—350
26—30
52
0,2—0,23
10—16
1—2
400—450
27—35
74
0,23—0,27
Угловое «в лодочку»
8—12
14—18
1—2
2
400—450
450—500
27—35
30—35
74
S3
0,2—0,23
0,23—0,2 7
Стыковое с V-образной
8—12
2
■ 35—40
350—400
27—30
58
0,23—0,27
разделкой кромок
12-18
20
2
2
400—450
400—450
27—35
27—35
74
74
0,27—0,3
0,27—0,3
25
4
400—450
27—35
74
0,27—0,3
Стыковое с Х-образной
40 и более
12 и более
500—600
30—38
94
0,33—0,37
разделкой кромок
обрабатывают, состыковывают между собой, сваривают ав¬
томатами на флюсовой подушке и вальцуют. Свальцованные и обра¬
ботанные элементы подвергают контрольной сборке при помощи сбо¬
рочных приспособлений, в процессе которой у их кромок приварива¬
ют уголковые фиксаторы (см. рис. XIX.1). При монтаже фиксаторы
обеспечивают точную сборку конструкций.
Габаритные конструкции с плоскими гранями (бункера, течки
и др.) обычно собирают на горизонтальном стенде в вертикальном
положении из плоских элементов и листов и стыки закрепляют при-,
хватками. Стыки сваривают полуавтоматами в углекислом газе по¬
рошковой проволокой или проволокой сплошного сечения (см. табл.
XIX.8).
Технология сборки и сварки решетчатых конструкций. К решет¬
чатым конструкциям относятся плоские (стропильные и подстропиль¬
ные фермы, плоскости пространственных решетчатых конструкций,
фонари и т. п.) и пространственные конструкции (опоры линии элек¬
тропередач, решетчатые колонны, мачты, башни и т. п.).
Плоские решетчатые конструкции собирают с применением кон¬
дуктора или по копиру. Используют специализированные кондукторы
для сборки ферм наиболее распространенных типов или же инвен¬
тарные кондукторы, состоящих из универсальных сборочных элемен¬
тов для фиксации стержней и деталей ферм. Универсальные сбороч¬
ные элементы можно легко перестроить на строганой поверхности
стеллажа для сборки ферм того или иного типа.
Распространена, но более трудоемка сборка ферм по копиру
(рис. XIX.5), который является простейшим сборочным кондукта-
ром-шаблоном. Копир выкладывают на стеллаже по осевым лини¬
ям элементов фермы и по линиям обушков верхнего и нижнего поя¬
сов. На горизонтальные полки поясов устанавливают и закрепляют
прихватками фасонки, прокладки и уголки решетки. Для сборки
опорных частей к стеллажу прикрепляют опорные плитки.
На готовом копире собирают половину фермы, закрепляют ее
прихватками и перекантовывают. На перекантованной полуферме со¬
бирают вторую половину, прихватывают и получают собранную пол¬
ностью ферму, которую затем подают на стеллаж для сварки в угле¬
кислом газе. Стеллаж оборудован двойной или одинарной консолью
для перемещения подвесок с кассетами и подающими механизмами
полуавтоматов.
Л рост ранет венные решетчатые конструкции, как правило, соби¬
рают в кондукторах-кантователях (рис. XIX.6). Конструкции с парал¬
лельными поясами собирают, начиная с поясных уголков, которые
укрепляют фиксаторами в планшайбы кондуктора. Затем при помощи
подъемного копира укладывают элементы решетки и закрепляют
прихватками. Конструкции пирамидальной формы обычно собирают
в два приема. Сначала на копире монтируют две боковые плоскости
(фермы), а затем в специальный кондуктор-кантователь укладывают
собранные плоскости и соединяют их решеткой. Собранные на при¬
хватках конструкции подают на сварочный стеллаж для сварки в
углекислом газе.
Элементы решетчатых трубных конструкций с фланцевыми сое¬
динениями собирают в кондукторе, обеспечивающем точную фикса¬
цию положения фланцев и труб. После прихватки собранные эле¬
менты подают на сварочный манипулятор, где сваривают фланцы и
трубы в углекислом газе.
Технология сборки и сварки балок и колонн сплошного сечения.
Эти конструкции могут иметь двутавровое, крестовое и коробчатое
466
ЗвШг'
б).
77777777777.
г) J
н
V7777777777T77,
TU =5гТ
777777777777,7Z
V77777777777777777Z777777777777?.
Рис. XIX.5. Схема сборки ферм по копиру
а, 6, г — схемы сборки копира, полуфермы по копиру, фермы; в — кантовка
полуфермы; д — фиксатор; / — копир; 2 —полуферма; 3 —ферма; 4 — опор¬
ные плитки
30*
Рис. XIX.6. Кондуктор-кантователь
для сборки пространственных ре¬
шетчатых конструкций
/ — опора с редуктором; 2 — план¬
шайбы; 3 — стойки; 4 — передаточ¬
ный вал; 5 — станина; 6 — подвиж¬
ная опора; 7 — электропривод; 8 —.
копир; 9 — фиксаторы; 10 — воздуш¬
ный цилиндр
467
Pf?\S,, ,
. . . - - - - ; г - , ~ II 12 13 to] 18 l<t 11 И 171
I Участок обрШтни cmenQK и попок I Участок I Шеток (Варки I Участок доделки
сооркц, балок баппк
:йорнч
балок
Рис. XIX.7. Схема поточной линии для изготовления балок
1 — станки для обрезки торцов стенок балок; 2 — автоматы для сварки
и подварки стыков стенки; 3 — рычажные кантователи; 4 —■ листоправйльные
машины; 5 — дисковые ножницы; 6 очистка стенок и полок; 7 — мостовой
кран; 8 — сборочный стан; 9 -т питатель;, 10 — установка для очистки шлака;
И — электромагнитный кантователь; 12 — подъемник; 13 — сварочные много-
дуговые установки; 14 — шлепперы; 15 — рольганг; 16 — машины для правки
грибовидности полокt 17«— торцефрезерные станки; 18 ~ продольные роль¬
ганги
сечения из листовой или широкополосной стали. Наиболее распро¬
страненную конструкцию балок и колонн составного двутаврового и
крестового сечения изготавливают на механизированных поточных
линиях. На поточной линии стыкуют и сваривают листовую заготов¬
ку для стенок и полок балок. Стыковые односторонние швы
сваривают под флюсом автоматами на флюсовой подушке
без разделки кромок при толщине детали до 10 мм и с V-об¬
разной разделкой при толщине до 24 мм, при этом обеспечивается
полный провар и формирование обратного валика. При большей
толщине предусмотрена автоматическая кантовка листов для возмож¬
ности двусторонней сварки под флюсом. Участок сборки и сварки
листов помимо флюсовых подушек снабжен электромагнитными и
пневматическими прижимами, обеспечивающими сборку хорошего ка¬
чества и поджатие листов к флюсовой подушке. После сварки ли¬
сты по рольгангам поступают на обрезку и роспуск по требуемым
размерам, после чего выполня¬
ется правка листов и строжка
кромок. Затем заготовки попа¬
дают на участки сборки, свар¬
ки, правки и фрезерования тор¬
цов балок.
Стыковые швы сваривают¬
ся однодуговыми автоматами
типа ТС-17, а поясных — двух¬
дуговыми. Поточные линии
оснащены значительным числом
сборочно-сварочных приспособ¬
лений. Схема поточной линии
Днепропетровского завода ме¬
таллоконструкций им. Бабуш¬
кина для изготовления балок
приведена на рис. XIX.7.
Ребра, консоли, фасонки и
подобные детали приваривают
к балкам и колоннам в отдель¬
ном кондукторе или на стелла-
Рис. XIX.8. Винтовой кондуктор
для сборки двутавров
J, 2 — балки; 3, 13 — вертикальные
винты; 4, И — упоры; 5, 10 — листы
полок балки; 6 — лист стенки бал¬
ки; 7,9 — швеллеры; 8 — диафраг¬
ма; 12 — горизонтальные винтовые
прижимы
468
в 7
Рис. XIX.9. Схема двухъярусной установки
1 — готовые рулоны; 2 — сворачивающее устройство; 3 — контрольная пло¬
щадка; 4 — стеллаж второго яруса; 5 — монорельс; 6 — кантовочный бара*
бан; 7 — стенд первого яруса; 8 — магнитный захват; 9 — стеллаж для гото¬
вых рулонов; 10 — железнодорожная платформа
Л ш
от
ш
12 П Ц 7 j
\А^_\ \ \ ЬпПЛ-
Рис. XIX. 10. Схема высокопроизводительного двухъярусного стана
/—X — рабочие участки стана; I — станина; 2 — кран-листоукладчик; 3, 4 —
продольный и боковой толкатели; 5 — верхняя поперечная тележка; б — сва-
рочные автоматы; 7 — боковой толкатель; 8 — полотнище; 9 — кантовочный
барабан; 10 — приямок для контроля качества; И — сворачивающее устрой¬
ство
469
жах, где устанавливают и прихватывают указанные детали, а затем
приваривают их полуавтоматами в углекислом газе.
В небольших цехах балки собирают в кондукторах, а сваривают
в кантователях. Простейший кондуктор приведен на рис. XIX.8.
Технология сборки и сварки рулонных заготовок резервуаров и
газгольдеров. Днища и корпусы вертикальных цилиндрических ре¬
зервуаров изготавливают на заводах из отдельных листов в виде
полностью собранных и сваренных полотнищ, свернутых в рулоны,
а кровлю — в виде отдельных габаритных щитов.
Так же изготавливают днища и стенки телескопа, колокола и ре¬
зервуара мокрых газгольдеров. Максимальный объем вертикальных
цилиндрических резервуаров и мокрых газгольдеров из рулонной за¬
готовки составляет 30 тыс. м3. В настоящее время начаты работы по
сооружению из рулонной заготовки резервуаров большего объема
(50 тыс. м3).
Рулонную заготовку изготавливают на двухъярусной установке,
схема которой приведена на рис. XIX.9. На ней собирают и сварива¬
ют корпусы резервуаров в основном объемом до 5000 м3. Ширина
сворачиваемого полотнища соответствует высоте резервуара и не
превышает 12 м, толщина стенок не более 14 мм.
Установка оборудована магнитами и медными подкладками для
сборки и сварки стыковых продольных и поперечных соединений ли¬
стов. На первом ярусе выполняется сборка и автоматическая сварка
листов с одной стороны, затем собранная и сваренная часть полот¬
нища перекантовывается через кантовочный барабан на второй ярус,
где сваривают швы с другой стороны. На контрольной площадке про¬
веряют качество сварки и огрунтовывают полотнища, после чего его
наматывают на шахтную лестницу резервуара или на инвентарные
кольцевые каркасы.
В последнее время в связи с модернизацией технологии сборки
и сварки рулонных заготовок, а также в результате проведенных ис¬
следований, показавших возможность увеличения толщины листов
рулонной заготовки (более 14 мм) и ширины полотна (высоты ре¬
зервуара) до 18 м, введены в эксплуатацию более мощные установки.
На рис. XIX.10 показана схема высокопроизводительного стана для
изготовления крупногабаритных рулонных полотнищ.
На этих установках на верхнем ярусе собирают листы и сварива¬
ют стыки с одной стороны, после чего полотнище перекантовывают
на нижний ярус, где сваривают стыки с другой стороны, проверяют
качество, выполняют огрунтовку и затем сворачивают готовое полот¬
нище в рулон.
Все операции механизированы: сборка осуществляется при по¬
мощи листоукладчика с пневмоприсосками, продольного и бокового
толкателей и пневмоприжимных установок, обеспечивающих доста¬
точное прижатие стыков к медным подкладкам. Скоростная сварка
под флюсом АН-60 выполняется двухдуговыми сварочными аппара¬
тами со скоростями 0,008—0,012 м/с.
На установках этого типа изготавливают рулонную заготовку
для резервуаров и газгольдеров объемом до 30 000 м3.
XIX.3. Сварочные работы на монтажной площадке
Сварке на монтажной площадке присущи следующие специфиче¬
ские особенности:
соединяемые элементы имеют широкий диапазон толщин — от 3
до 60 мм;
470
сварку выполняют в различных пространственных положениях;
сварку ведут при различной температуре окружающего воздуха.
При монтаже стальных конструкций распространены следующие
методы сварки:
ручная дуговая;
автоматическая под флюсом;
эл ектрош л аков ая;
с принудительным формированием шва;
полуавтоматическая порошковой, самозащитной проволоками и
в углекислом газе;
полуавтоматическая и автоматическая аргоно-дуговая для кон¬
струкций из высоколегированной стали.
Технология сборки и сварки вертикальных цилиндрических ре-
зервуарЪв, мокрых газгольдеров и бункеров. Вертикальные цилин¬
дрические резервуары (рис. XIX.11, табл. XIX.9, XIX. 10) для хране¬
ния нефтяных и других жидких продуктов имеют объем от 100 до
50 000 м3 и более. Резервуары сооружают в основном из рулонных
заготовок днища и корпуса и щитовой кровли. Корпусы крупных ре¬
зервуаров со стенками толщиной более 16 мм, а также резервуары,
расположенные в труднодоступных местах, куда нецелесообразно или
невозможно доставить тяжелую рулонную заготовку, сооружают
методом полистовой сборки. При толщине листов более 16 мм затруд¬
нено сворачивание заготовки корпуса в габаритные рулоны, корпус
Рис. XIX.11. Схемы вертикальных цилиндрических резервуаров, сооружае¬
мых
а — из рулонной заготовки \со щитовой кровлей (5000 м3); б — из рулонной
заготовки со сферической кровлей (10 000 ж3); в — методом полистовой сбор¬
ки с плавающей крышей (50 000 м3); 1 — плавающая крыша, верхнее поло¬
жение; 2 — стенка; 3 — короб; 4 — днище резервуара; 5 — плавающая крыша,
нижнее положение; 6 — стойка
471
монтируют из отдельных листов, а днище и полотно плавающей кры¬
ши, имеющие толщину листов 4—8 мм, —из рулонной заготовки.
ТАБЛИЦА XIX.9. ТЕХНОЛОГИЯ СВАРКИ ВЕРТИКАЛЬНЫХ
ЦИЛИНДРИЧЕСКИХ РЕЗЕРВУАРОВ, МОКРЫХ ГАЗГОЛЬДЕРОВ,
БУНКЕРОВ И СИЛОСОВ
Эскизы
Технология сварки
Полистовая сборка и сварка днища
Длина шда L MMecmth
но не менее 150мм
днцщф
Но месту, но
не менее ?50мМ
1*й этап — сварка, поперечных
швов полотна;
2-й этап — сварка участков
стыковых швов окрайков на
длине L не менее 150 мм от
края;
3-й этап — сварка продольных
швов, не доходя до окрайков
на 700—803 мм;
4-й эгап •— сварка кольцевого
таврового шва, которую ведут
от 4 до 8 сварщиков, работаю¬
щих попарно одновременно с
двух сторон. Сварщики, нахо¬
дящиеся внутри, должны опе¬
режать сварщиков, работающих
снаружи на 300—500 мм;
5-й этап — окончание сварки
стыковых швов окрайков и на¬
хлесточных швов поперечных
окрайков;
6-й этап —сварка замыкаю¬
щего контура: сначала зава¬
ривают все поперечные швы,
соединяющие окрайки с полот¬
ном, затем доваривают про¬
дольные швы. Все швы выпол¬
няют в два слоя обратносту-
пепчатым способом от середины
прямолинейного стыка к краям.
Сварку ведут вручную электро¬
дами Э42А на постоянном токе
обратной полярности или полу¬
автоматами самозащитной по¬
рошковой проволокой марки
ПП-АНЗ
Сварка днища и корпуса резервуара, собранных из рулонных заготовок
1-й этап — сваривают стыки
окраек на расстоянии 150—
200 мм от края. Зачищают уси¬
ление шва в месте опирания
корпуса и контролируют каче¬
ство шва;
2-й этап — сваривают пахлес-
точные швы полотна днища,
обратноступенчатым способом
вручную или полуавтоматами
порошковой проволокой от
центра к краям;
3-й этап — разворачивают и
прихватывают рулон корпуса
к окрайкам. Собирают при по¬
мощи приспособления и при¬
хватывают замыкающий шов
472
Продолжение табл. XIХ.9
Эскизы
Технология сварки
корпуса. Сваривают вручную
участок вертикального шва,
примыкающий к днищу. Сва¬
ривают кольцевой тавровый
шов. При сегментных окрайках
сварку начинают изнутри, при
прямых — снаружи. Полуавто¬
матическую сварку порошковой
проволокой марки ПП-АН7,
ПП-АНЗ или ПП-2ДСК выпол¬
няют 4 сварщика, ручную — 6—
8 сварщиков, равномерно стоя¬
щих по окружности;
4*й этап — повторно собирают
недоваренную часть стыков ок-
райков и сваривают вручную
или полуавтоматами порошко¬
вой проволокой;
5-й этап — повторно собирают
замыкающий или кольцевой
шов между прямыми а, сег¬
ментными б окрайками и по¬
лотном днища. При прямых ок¬
райках сначала сваривают по¬
перечные швы, а затем довари¬
вают продольные. Сварку вы¬
полняют обратноступенчатым
способом вручную или полуав¬
томатами порошковой проволо¬
кой одновременно 2—\ свар¬
щика, равномерно расставлен¬
ных по периметру стыка;
6-й этап — окончание ручной
сварки замыкающего стыка
корпуса
Автоматическая сварка вертикальных стыков стенок крупных резервуаров
при полистовой сборке
Вертикальные стыки резервуа¬
ра при толщине листов из ста¬
ли 09Г2С 12—26 мм сваривают
с принудительным формирова¬
нием (а) шва. Зазор в стыках
(б) устанавливают 12 мм±2.
Стыки закрепляют монтажны¬
ми скобами и в верхней части
размещают выводные планки.
Сварку ведут автоматом
А-820М проволокой Св-08ГА под
флюсом АНКФ-28. При этом
методе необходимо следить за
деформацией после сварки и
при необходимости принимать
меры к исправлению недопус¬
тимых отклонений
473
Продолжение табл. XIX.9
Эскизы
Технология сварки
Двухслойный шо5
О.’э
ПШарить'^*'
{7-т
Однослойный шо8
И
Ручная сварка вертикальных стыков стенок резервуаров
Швы стенки резервуара вы¬
полняют обратноступенчатым
способом. При толщине стенки
4—6 мм сварку ведут без раз¬
делки кромок, при толщине
7—10 мм делают V-образную
разделку. Число слоев при
этом два и более. Обязатель¬
ной является зачистка (выруб--
ка или вышлифовка) корня шва
и подварка. При толщине стен¬
ки более 10 мм выполняют
Х-образную разделку кромок.
Замыкающий шов стенки при
рулонном методе образует сты¬
ковое либо нахлесточное со¬
единение.
Для резервуаров с плаваю¬
щей крышей, корпус которых
должен быть выполнен очень
точно, практикуется ручная
сварка вертикальных стыков
вразброс, что обеспечивает бо¬
лее равномерную усадку и де¬
формацию стыка. На эскизе
цифрами указан порядок свар¬
ки швов ступенями
Автоматическая, полуавтоматическая и ручная сварка горизонтальных швов
при полистовой сборке
Сварку выполняют с двух ка¬
бин 2, имеющих ходовую при¬
водную тележку 1 и передвиж¬
ной пункт питания 4. Кабина
навешивается на кромку смон¬
тированного пояса. Сварка ве¬
дется двумя автоматами 3 ли¬
бо полуавтоматами с двух сто¬
рон. Автоматическая сварка вы¬
полняется порошковой проволо¬
кой ПП-АНЗС диаметром 3,2 мм
или импортной проволокой
АРКОСАРК-51 диаметром 4 мм
в углекислом газе с полуприну¬
дительным формированием шва*
Производительность автомати¬
ческой сварки в 8—10 раз вы¬
ше ручной
Полуавтоматическая послой¬
ная сварка осуществляется го¬
лой или порошковой проволо¬
кой в углекислом газе; произ¬
водительность ее на 10—20%
выше ручной сварки
Ручная обратноступенчатая
сварка ведется несколькими
сварщиками, равномерно пере¬
двигающимся по кольцевому
шву
474
Продолжение табл, XIX. 9
Эскизы
Технология сварки
Сварка конструкций крыши
Сварка нахлесточных соеди¬
нений щитового покрытия ре¬
зервуаров выполняется в основ¬
ном вручную. Ввиду небольшой
толщины листов (3—4 мм) при
ручной сварке достигается вы¬
сокая производительность. При¬
меняют полуавтоматическую
сварку порошковой проволокой,
что увеличивает производитель¬
ность труда почти в 2 раза.
Наиболее производительной яв¬
ляется автоматическая сварка
порошковой проволокой диа¬
метром 2,5 мм трактором TC-35
с приставкой Н-1, разработан¬
ной во ВНИИМонтажспецстрое.
С помощью приставки направ¬
ляют электрод вдоль соедине¬
ния, т. е. не нужна утоми¬
тельная ручная корректировка.
Автоматическая сварка крыши
резервуара более чем в 3 раза
производительней ручной
Сварка элементов мокрого газгольдера
Сварка резервуара газгольде¬
ра, стенок телескопа и колоко¬
ла почти не отличается от свар¬
ки конструкции вертикальных
цилиндрических резервуаров.
Крыша газгольдера, свободно
лежащая на конструкциях пе¬
рекрытия, приваривается по
контуру к кольцевым окрайкам.
Листы крыши толщиной 2,5-г
4 мм собирают, сваривают и
надвигают на перекрытие пово¬
ротом а или надвижкой полос
б. Сварку выполняют вручную,
полуавтоматами или автомата¬
ми порошковой проволокой.
Крыша может монтироваться и
укрупненными элементами —
секторами при помощи травер¬
сы. Все листы крыши образуют
нахлесточные соединения
475
$П(№
Эскизы
Продолжение табл. XIX.9
Технология сварки
Сварка цилиндрических бункеров,
й
2
а
ш
'i
1
силосов, декомпозеров
Конусные части бункеров со¬
бирают в перевернутом по¬
ложении, стыки закрепляют
прихватками, после чего зава¬
ривают с внешней стороны вруч¬
ную сначала продольные, а за¬
тем кольцевые швы. Сварку ве¬
дут в зависимости от толщины
листов в 1—2 и более слоев об¬
ратноступенчатым способом.
После перекантовки конуса за¬
чищают и подваривают швы с
внутренней стороны. Особенно
тщательно заваривают монтаж¬
ные / и заводские 2 швы, со¬
единяющие конус с опорной ча¬
стью. Заводской шов должен
быть обязательно подварен.
Цилиндрическую часть бункера
укрупняют, соединяя сразу не¬
сколько обечаек, и сваривают
вручную сначала продольные,
а затем кольцевые швы. При
значительном числе бункеров
на одной монтажной площадке
цилиндрические части собира¬
ют из рулонных заготовок, ко¬
торые разворачивают на гори¬
зонтальных стендах конструк¬
ции ГПИ Укрпроектстальконст-
рукцни. Замыкающие продоль¬
ные швы сваривают автомата¬
ми под флюсом.
Так же сооружают декомпо-
зеры. Конусно-сферические их
части собирают на прихватках,
а затем сваривают автоматами
под флюсом на стендах конст¬
рукции ПИ Промстальконструк-
ция и лаборатории сварки трес¬
та Уралстальконструкция
476
При полистовой сборке резервуара листы днища укладывают от
центра к краям основания резервуара полосами, перекрывающими
друг друга, и закрепляют сборочными приспособлениями или при¬
хватками.
Днище резервуаров объемов до 5000 м3 имеет прямые окрайки,
а днище резервуаров большего объема — сегментные окрайки. Окрай¬
ки располагают по размеченной на основании окружности. На длине
250—400 мм от края днища между окрайками должны быть стыки
с подкладками (см. табл. XIX.9, эскиз № 1). Эти стыки заваривают
и в местах опирания первого пояса стенки резервуара зачищают уси¬
ление шва, после чего монтируют первый пояс. Сваривают соедине¬
ния листов днища, затем собирают последующие пояса и, начиная с
четвертого пояса, стенку резервуара раскрепляют расчалками. По
окончании монтажа стенки собирают конструкции кровли. По вер¬
тикали листы стенки образуют стыковые соединения, а по горизон¬
тали пояса стенки в небольших резервуарах образуют нахлесточиые
соединения. В более крупных резервуарах соединение листов стыко¬
вое. Соединения листов крыши нахлесточное.
При полистовой сборке корпусов резервуаров объемом 50 000 м3
и более монтаж начинают с сегментных окрайков. Зазоры в стыках
окраек делают клиновидными: па периферии 4—6 мм, а с внутрен¬
ней стороны резервуара 10—12 мм. Это необходимо для предотвра¬
щения закрытия зазора от усадки после сварки кольцевого шва.
Затем раскатывают рулоны и собирают днище, состоящее из несколь¬
ких полотнищ. Заваривают стыки окрайков на длине 150—200 мм от
края, после чего размечают положение первого пояса и собирают его,
предварительно зачистив усиление шва в месте примыкания листов
пояса к окрайкам. Заваривают стыки первого пояса и кольцевой шов,
соединяющий его с днищем, сваривают стыки окрайков и нахлесточ-
ные соединения днища и в таком же порядке раскатывают на нем,
собирают и сваривают полотно плавающей крыши. Монтируют и сва¬
ривают .второй и последующие пояса корпуса. Стыковые соединения
собирают при помощи стяжных планок и прокладок с клиньями.
Для соединения корпуса с днищем применяют стяжные угловые при¬
способления с клиньями.
Наиболее прогрессивно сооружение резервуаров из рулонных за¬
готовок. Днище монтируют из одного
или нескольких рулонов в зависимости
от объема резервуара. Затем выклады¬
вают окрайки и собирают их стыки так
же, как при полистовой сборке. Нахле¬
сточное соединение окраек с полотном
закрепляют прихватками через каждые
50 мм после того, как будут заварены
нахлесточиые соединения полотна днища.
Затем устанавливают рулон корпуса и
разворачивают его, прихватывая к ок¬
райкам. По мере разворачивания монти¬
руют щитовую кровлю тоже на прихват¬
ках. По окончании разворачивания ру¬
лонной заготовки подгоняют замыкаю¬
щий стык (или стыки) корпуса и собира¬
ют его на прихватках. Порядок сварки
см. в табл. XIX.9.
Мокрые газгольдеры (рис. XIX. 12)
предназначены для хранения газообразных продуктов. Они представ¬
Рис. XIX, 12. Схема двух-
звенного газгольдера
1 — кровля; 2 — ролики; 3
направляющие; 4 — колоколу
5 — телескоп; 6 — резерву•
ар; 7 — днище
477
ляют собой емкости с переменным объемом газа, что достигается
подъемом или опусканием подвижных частей газгольдера (колокола
и телескопа). Газгольдеры объемом до 30 000 м3 монтируют из ру¬
лонных заготовок днища, корпуса резервуара, стенок телескопа и
колокола. Корпус газгольдеров большого объема сооружают мето-
Рис. XIX. 13. Параллельное развертывание рулонов газгольдера
478
479
ТАБЛИЦА XIX.10. РЕЖИМЫ СВАРКИ КОНСТРУКЦИЙ РЕЗЕРВУАРОВ
2 &
•§
К
о s
<
a
£
М
Си
со
ш
о
Форма разделки
Вид
Марка сварочной
а «
8
кромок
соединения
проволоки
а s
а§
н ё
|о
3
я
в*
о
Си
5
*
к
Си
с
я 2
аз
О
со
Хса
Скорость, 1*10 8 м/с
Автоматическая сварка вертикальных швов корпуса с принудительным формированием шва
1,25—0,75
12-26
Прямая, зазор
Стыковое
Св-08ГА
3
650—750
34—37
52—74
12±2 мм
Полуавтоматическая сварка порошковой проволокой стыков днища
14
V-образная
подкладкой
с
Стыковое
ПП-2ДСК
2,3
390—410
26—28
83
—
10
Тавровое
ПП-2ДСК
2,3
390—410
26—28
83
—
10
То же
ПП-АН7
2,3
300—320
24—26
67—83
—
6
Нахлесточное
ПП-2ДСК
2,3
340—360
24—27
83
—
4
—
То же
ПП-АН7
2,3
200—240
23—25
50—56
—
10—26 I К-образная
Автоматическая сварка в углекислом газе горизонтальных швов
IАРКОСАРК-51 | 4 | 350—600 | 21—25
Стыковое | ПП-АНЗС
3,2 | 450—500 I 22—24
Автоматическая сварка швов крыши
I 2,5 I 440—460 I 28—30
ЭПС15/2 I I I
133
7,1—2,6
14
12-Ч-26 I К-образнзя
| Нахлесточное |
Полуавтоматическая сварка в углекислом газе горизонтальных швов
| Стыковое | Св-08Г2С I 1*6 I 250—300 I 25—28 I 44—58
Дополнительные
сведения
2—3 прохода
То же
2 прохода
1—2 прохода
1 проход
Расход С02
0,5 л/с
I Расход СО,
I 0,17—0,2 л'/с
дом полистовой сборки, однако не исключено применение рулонного
метода и для более крупных газгольдеров.
Днища газгольдера монтируют так же, как при полистовой или
рулонной сборке днища резервуара. Рулоны корпуса, телескопа и ко¬
локола можно разворачивать поочередно или параллельно
(рис. XIX.13). По мере разворачивания монтируются опорные кон¬
струкции и затворы. Затем устанавливают перекрытие колокола, со¬
бирают крышу, направляющие и другие конструкции. Крышу монти¬
руют и сваривают из отдельных листов в полосы или секторы на
стеллаже, сооруженном на карнизе резервуара. Готовые полосы или
секторы надвигают на перекрытие и сваривают между собой, обра¬
зуя нахлесточные соединения. Возможен также рулонный метод мон¬
тажа крыши.
Бункера сооружаются прямоугольного и круглого сечения и пред¬
назначены для хранения сыпучих материалов. Прямоугольные бун¬
кера монтируют плоскостями, собранными и сваренными из отдель¬
ных листов. Конусные части круглых бункеров монтируют из от¬
дельных листов, цилиндрические части бункеров (если сооружается
на одной монтажной площадке значительное их число) собирают из
рулонных заготовок или укрупненными на стендах монтажными бло¬
ками.
Силосы и декомпозеры по конструкции аналогичны круглым
бункерам.
Технология сборки и сварки шаровых резервуаров и газголь¬
деров. Шаровые сварные резервуары и газгольдеры имеют объем 600,
2000 м3 и более.
Оболочку шаровых емкостей собирают из штампованных или
свальцованных элементов-лепестков. В зависимости от размеров ем¬
кости, листов и применяемого для изготовления оборудования рас¬
крой оболочки может быть меридиональный или экваториально-ме¬
ридиональный (рис. XIX.14). Последний тип раскроя используют
для толстостенных оболочек, выпускаемых методом горячей штам¬
повки. В табл. XIX.11 приведена характеристика наиболее распро¬
страненных шаровых резервуаров и газгольдеров.
ТАБЛИЦА XIX. 11. ХАРАКТЕРИСТИКА ШАРОВЫХ РЕЗЕРВУАРОВ
И ГАЗГОЛЬДЕРОВ
Объем, м3
Диаметр,
м
Давление,
кгс/см8
Толщина
стенки, мм
Ор иентп ровоч н ая
масса оболочки,
т
6
16
44
600
10,5
10
22
62
18
34
95
2,5
16
101
2000
16
2,5
18
112
36
251
Примечания: 1. Давление будет выражено в МПа. если соответст¬
вующие данные таблицы разделить на 10.
2. Марка применяемой стали 09Г2С(М).
Резервуары объемом 600 м3 изготавливают различными метода¬
ми. При сооружении одиночных резервуаров применяют полистовую
Оборку. Для этого устанавливают опоры и в их центре — временную
тумбу, на которой укладывают днище. На днище укрепляют мон¬
тажную стойку из трубы, удерживающую тяжами из уголков мон¬
460
тируемые лепестки в проектном положении. Затем собирают после¬
довательно лепестки первого и других поясов оболочки, закрепляя
стыки стяжными приспособлениями. По окончании монтажа и вы¬
верки оболочки выполняют швы ручной сваркой. Возможно укрупне¬
ние поясов оболочки на горизонтальных стендах и монтаж поясами.
Более прогрессивным методом является сборка оболочки из ук¬
рупненных блоков. При этом лепестки монтируют и а стендах по 2—
3 шт. и сваривают под флюсом швы между ними автоматами. Затем
собирают оболочку из укрупненных блоков и вручную сваривают швы
между ними.
Основной метод сооружения резервуаров — это сборка его обо¬
лочки из лепестков или блоков и автоматическая сварка всех швов
на манипуляторах. В последние годы резервуары объемом 600 м3
изготавливают только этим методом. Применяют манипуляторы раз¬
личных конструкций: пневмоколесный и пневмогидравлический кон¬
струкции СКВ ВНИИМонтажспецстрой, манипулятор Н. М. Кудряв¬
цева и Гипроспецмонтажа с радиально устновленными роликовыми
опорами, манипулятор Г. С. Сабирова с обрезиненными стальными
катками, трех- и шестистоечный манипуляторы треста № 7 Главнеф-
темонтажа. Конструкции оболочки, как правило, монтируются блока¬
ми, которые собирают на стендах из лепестков при помощи сбороч¬
ных приспособлений и соединяют прихватками. Между лепестками
изнутри накладывают тонкие швы электродами Э50А.
Оболочку из блоков собирают несколькими способами: на мани¬
пуляторе, на временной центральной стойке и на опорном кольце.
При монтаже на манипуляторе сначала собирают манипулятор, со¬
вмещая его центр с центром окружности опорных стоек, монтируют
опорные стойки, затем на манипуляторе монтируют первый блок и
пристыковывают к нему второй на сборочных приспособлениях. Вы¬
веренный стык закрепляют прихватками и потом сваривают подва¬
рочным швом. Монтируют и закрепляют последовательно остальные
блоки.
На центральной стойке сборка осуществляется в последователь¬
ности, указанной на рис. XIX.15, а. Стыки между блоками закреп¬
ляют так же, как в первом случае. Монтаж на опорном кольце вы¬
полняют аналогично (рис. XIX. 15, б).
Резервуары объемом 2000 м3 сооружают двумя методами: поли¬
стовым с укрупнением лепестков в монтажные блоки, который при¬
меняют для толстостенных тяжелых оболочек (например, для оболоч*
ки со стенками толщиной 36 мм и массой 251 т), и из блоков с по¬
следующей автоматической сваркой всех швов на манипуляторе.
Второй способ используют для более легких конструкций со стенка¬
ми толщиной 16—18 мм.
При полистовом методе монтаж резервуара начинают с эквато¬
риального пояса, который укрупняют на стенде в монтажные блоки
вместе с опорными стойками и собирают в проектное положение. За¬
тем устанавливают опорную тумбу и на ней монтируют днище. Пос¬
ле этого собирают блоки первого пояса и затем последовательно
третьего и крышу (рис. XIX. 16).
При втором методе резервуар собирают на манипуляторе, на вре¬
менной опоре или на временном опорном кольце (см. рис. XIX. 15)
так же, как резервуар объемом 600 м3. Практикуется сборка блоков
в вертикальном положении на временной опоре.
В последние годы прошли производственную проверку новые ме¬
тоды сооружения резервуаров с автоматической сваркой монтажных
соединений без вращения оболочки. В этом случае оболочку соби¬
31-140
481
рают на постоянных опорах из блоков и стыки между ними закреп-,
дяют скобами для прохода формирующих устройств (табл. XIX. 12).
В табл. XIX. 13 приведены режимы сварки оболочек шаровых ре¬
зервуаров.
?вс. XIX. 15. Схемы сборки оболочки
Бэервуаров объемом 600 м3
а-— на опорной стрйкв1 б — на опор-
ком кольце; цифрами показана оче¬
редность сборки
Рис. XIX.16. Схема полистово¬
го метода монтажа резервуара
объемом 2000 м3
1 — временная тумба; 2 — дни¬
ще; 3 — первый пояс; 4 — эква¬
ториальный пояс; 5 — третий
пояс; 6 — крыша; 7 — временная
стойка; 8 — монтажная лестни¬
ца
ТАБЛИЦА XIX.12. ТЕХНОЛОГИЯ СВАРКИ ШАРОВЫХ СТАЛЬНЫХ
РЕЗЕРВУАРОВ
Эскизы
Технология сварки
Ручная дуговая сварка в проектном положении
Сначала сваривают меридиональ¬
ные швы поясов* а затем экватори¬
альный шов между этими поясами.
Швы сваривают секциями, а при
Х-образной подготовке кромок —
двусторонними секциями. Эквато¬
риальные швы сваривают несколь¬
ко сварщиков, равномерно стоя¬
щих по длине стыка. При толщине
стали 34—38 мм перед сваркой ме¬
талл подогревают до температуры
100—150° С на ширину 100 мм с
каждой стороны стыка. В процессе
сварки обрабатывают каждый
слой шва: удаляют шлак и дефект¬
ные места и вышлифовывают ко¬
рень шва перед подваркой или
сваркой с обратной стороны. При¬
меняют электроды типа Э50А мар¬
ки УОНИ 13/55. Последователь¬
ность сварки указана цифрами
482
Продолжение табл. XIX, 12
Эскизы
Технология сварки
Автоматическая сварка под флюсом, блоков из 2—3 лепестков
Собранные на стенде лепестки
сваривают по ручной подварке или
на флюсомедной подкладке /. Сты¬
ки собирают с помощью сборочных
приспособлений и закрепляют при¬
хватками. Стенд имеет механизи¬
рованный привод поворота блока
для обеспечения необходимого поло¬
жения сварки. Для сварки с обрат¬
ной стороны стенд оснащен смен¬
ной верхней рамой 2. Сварка вы¬
полняется сварочным трактором 3
от преобразователя ПСМ-1000 или
от другого источника постоянным
током обратной полярности. При¬
меняется проволока диаметром 4—
5 мм марки Св-08ГА и флюс
АН-348А.
При автоматической сварке бло¬
ков оболочки с толщиной листов
34—38 мм используют флюс АН-22
и металл предварительно подогре¬
вают до 100° С на ширину 100 мм
с каждой стороны стыка. Для по¬
вышения производительности,
уменьшения угловых деформаций
и улучшения качества применяют
порошковый присадочный матери¬
ал (ППМ — крупку), который при¬
готавливают из проволоки Св-08Г2С
диаметром 1,2 мм. ППМ засыпают
в шов или добавляют в процессе
сварки специальным дозатором
Вертикальная сборка и ручная подварка блоков
Монтажные блоки резервуаров
объемом 600 и 2000 м2 собирают на
стендах из двух (а) или из трех
(б) лепестков в вертикальном по¬
ложении. Элементы лепестка / ус¬
танавливают на стенд и при помо¬
щи сборочных приспособлений под¬
гоняют вертикальный стык между
ними. Стык прихватывают электро¬
дами марки УОНИ 13/55 диаметром
4 мм. Затем на первый лепесток
устанавливают элементы второго
лепестка и также подгоняют и
прихватывают стыки между эле¬
ментами и лепестками. Аналогично
этому собирают третий лепесток.
Вертикальные стыки и концы го¬
ризонтального на длине до 400 мм
сваривают подварочным швом. Ус¬
танавливают распорную трубу для
придания жесткости блоку. Снима¬
ют блок со стенда, укладывают
выпуклостью вниз и подваривают
оставшиеся участки швов, после
чего отправляют блок на сборку
31*
«83
Продолжение табл. XJX.12
Эскизы
Технология сварки
Автоматическая сварка на манипуляторах
Г77Ш7Г777777777777>
Автоматическую сварку выполняют 119
подварочному шву, которым заваривают
швы между блоками изнутри резервуара
после сборки блоков и выверки геометри¬
ческих размеров оболочки 1. Подвароч-
ный шов сваривают вручную электродами
типа Э50А марки УОНИ 13/55 диаметром
4 мм. Возможна подварка полуавтомата¬
ми А-765 или А-1197 порошковой проволо¬
кой. Автоматическую сварку ведут сва¬
рочным трактором 2 сначала с внешней
стороны в верхней точке резервуара, а за¬
тем изнутри — в нижней его точке
по подварочному шву. Сначала зава¬
ривают стыки днищ, затем экватори¬
альный стык, после этого заваривают че¬
рез один или два меридиональные стыки
и в последнюю очередь — кольцевые стыки
днищ. Сварку ведут на постоянном токе
обратной полярности от преобразователя
или выпрямителя. Манипулятор 4 обеспе¬
чивает равномерное с заданной скоростью
вращение оболочки и поворот ее для
сварки последующих швов. Применяют
проволоку марки Св-08ГА и флюс АН-348А,-
Вместо наклонной лестницы 3 использу¬
ют также шахтную лестницу. Для увели¬
чения производительности сварочного про¬
цесса и повышения качества применяют
добавку ППМ
Автоматическая сварка оболочки резервуаров без% ее вращения
В последнее время опробовано два спо¬
соба сварки оболочек резервуаров без ее
вращения:
1*й способ — сварка автоматом СК-1 кон¬
струкции ВНИЙМонтажспецстроя. Для
сварки кромки листов толщиной 10—50 мм
обрезают под прямым углом, стыки соби¬
рают с зазором 18—32 мм в зависимости
от толщины листов и закрепляют скобами
изнутри резервуара. Автомат движется по
направляющему уголку, мундштук вхо¬
дит в зазор стыка. Сварка выполняется в
среде углекислого газа проволокой
Св-08Г2С диаметром 0,8—1,2 мм. Шов
формируется на медной подкладке, а для
обеспечения хорошего качества защиты на
стыке расположена камера;
2*й способ — сварка автоматом А-1381А
конструкции ИЭС им. Е. О. Патона резер¬
вуаров диаметром от 10,5 до 16 м со стен¬
ками толщиной 16—30 мм. Сваривается
оболочка за один или два прохода по?
рошковой проволокой марки ПП-АН12 в
углекислом газе с принудительным фор¬
мированием шва охлаждаемым медным
ползуном, на медной шине или по подвар-
ному шву. Автомат перемещается вдоль
шва по направляющей» закрепленной на
Оболочке резервуара
484
гктрода
мм
30
30
30
30
30
30
40—45
30
30
35
40—45
ТАБЛИЦА XIX.13. РЕЖИМЫ СВАРКИ ОБОЛОЧЕК ШАРОВЫХ РЕЗЕРВУАРОВ
Диаметр
электро¬
да, мм
Разделка
кромок
Число проходов
Сварочный
ток, А
Напряже¬
ние
дуги, В
Скорость
подачи
проволоки,
Ы0 3 м/с
:)
4
Без разделки
V-образная
На манипуляторе
I
II (с другой сторо¬
ны)
I
II (с другой сторо¬
ны)
Наружные:
I—II
III и последующие
Внутренний
700—750
750—800
700—750
800
600—650
750—800
750—800
30—36
36—40
30—36
36—40
36—38
38—40
42—45
24—26
‘Л
24—26
29
22,5
33.3
33.3
4
Х-образная
Наружные:
I—II
III и последующие
600—650
750—800
36—38
38—40
22,5
33,3
Внутренние:
I
II
750—800
750—800
38—40
42—44
33.3
33.3
Сварка блоков на стенде
5
У'образная
I
II
III
С обратной стороны
IV
550
700
900
900
32—35
36—38
45—46
44—48
14—18
19-21
21
19—21
4
Х-образная
Внутренние:
I
II и последующие
500—520
620—650
38—40
40—42
~
Наружные:
I
II и последующие
7:0—750
620—650
38—40
40—42
Технология сварки стальных конструкций промышленных зданий,
конструкций доменных цехов и цементных цечей. Конструкции одно¬
этажных промышленных зданий, доменных цехов и цементных печей
изготавливают из низкоуглеродистой и низколегированной стали.
Конструкции промышленных зданий состоят из следующих эле¬
ментов, части которых сваривают на монтажной площадке: колонн*
подкрановых балок, балок рабочих площадок, стропильных ферм.
Кроме того, в проектном положении сваривают отдельные элементы
между собой. В табл. XIX. 14 описана технология сварки стыков наи¬
более распространенных конструкций, а в табл. XIX.15 приведены
ориентировочные режимы сварки.
ТАБЛИЦА XIX.14. ТЕХНОЛОГИЯ СВАРКИ КОНСТРУКЦИЙ
ПРОМЫШЛЕННЫХ ЗДАНИЙ, ДОМЕННЫХ ЦЕХОВ И ЦЕМЕНТНЫХ ПЕЧЕЙ
Эскизы
Технология сварки
Автоматическая и полуавтоматическая сварка стыков тяжелых
двутавровых балок и ригелей
При значительных высоте ба¬
лок и толщине их стенок в мон¬
тажных соединениях применя¬
ют сварку с принудительным
формированием шва. Предвари¬
тельно заваривают полуавтома¬
том стык полки 6 порошковой
проволокой или в углекислом
газе. Затем сваривают автома¬
том А-681 стык 5. Перед свар¬
кой вставку верхней полки 2
временно снимают и вместо нее
устанавливают выводную план¬
ку 3 для выхода автомата.
После сварки стенки удаляют
выводную планку, ставят встав¬
ку 2, заваривают полуавтома¬
том стыки /. В последнюю оче¬
редь заваривают поясные швы 4
ЗХ
м
>
^ (
\
Монтажный стык с двумя
вставками — в стенке и верх¬
нем поясе — сваривается анало¬
гично вышеописанному
Ручная сварка стыков балок и ригелей
Этот способ применяется для
сварки двутавровых балок не¬
большого сечения (эскиз а),
испытывающих при эксплуата¬
ции статические нагрузки.
Для сварки стыков двутавро¬
вых балок необходима высокая
квалификация сварщика. Наи¬
более распространен стык ба¬
лок составного сечения, приве¬
денный на эскизе б.
480
Продолжение табл. XIX. 14
Эскизы
Технология сварки
Порядок сварки полок и сте¬
нок устанавливается в зависи¬
мости от условий работы стыка
в конструкции и размера эле¬
ментов балки. Например, при
тонкой стенке целесообразнее
заварить сначала стыки полок,
так как в противном случае
стенка выпучится. В послед¬
нюю очередь сваривают пояс¬
ные швы на участке /. Приме¬
няют также стыки полок, рас¬
положенные вразбежку (эскиз
в). Широко используется для
стыков прокатных профилей со¬
единение с накладными, прива¬
ренными угловыми швами. Это
соединение имеет высокую ста¬
тическую прочность и отличает¬
ся простотой исполнения (эскиз
г). Недостаток соединеиия — до¬
полнительный расход металла
Сварка ферм
На монтажной площадке сты¬
ки ферм, как правило, свари¬
ваются в кондукторе, обеспечи¬
вающем вертикальное положе¬
ние фермы. Для сварки стыков
в горизонтальном положении
фермы необходимо ее канто¬
вать, что нередко приводит к
деформации фасонок и появле¬
нию в них трещин.
Сварка выполняется порошко¬
вой проволокой ПП-АНЗ полу¬
автоматами или вручную элек¬
тродами типа Э42А
Автоматическая сь,.о\а кожуха доменной печи
Листы кожуха собирают по
2—3 в скорлупу, закрепляют
стыки скобами 1 и устанавли¬
вают на стенд в вертикальное
положение для .электрошлако¬
вой сварки. Сварку ведут ав¬
томатами А-681, А-820М и им
подобными. Если для кожуха
использована сталь 10Г2С1 или
09Г2С применяют проволоку
марки Св-10Г2; если же кожух
изготовлен из стали 16Г2АФ —
проволоку Св-ЮНМА диамет¬
ром 3 мм и флюс АН-8. Стыки
не имеют разделки и собира¬
ются с зазором 20 мм. Сварку
выполняют постоянным током
обратной полярности от преоб¬
разователя ПС-1000 или
ПСМ-1000
487
Продолжение табл. XIX. 14
Эскизы
Технология сварки
Из сваренных скорлуп на го¬
ризонтальном стенде собирают
монтажные блоки 1 кожуха до¬
менной печи, закрепляют стыки
2 скобами и вертикальные швы
монтажных блоков сваривают
электрошлаковой сваркой ана¬
логично тому, как это делали
со скорлупами. Цилиндриче¬
скую часть горна, состоящую
из крупных скорлуп, обычно
собирают и сваривают не на
стенде, а на фундаменте печи.
Элекгрошлаковую сварку ве¬
дут на форсированных режи¬
мах, а также с ППМ (см. табл.
XIX.15). Горизонтальные коль¬
цевые стыки кожуха печи сва¬
ривают автоматической сваркой
с полупринудительным форми¬
рованием шва с двух сторон
порошковой проволокой ПП-
АНЗС диаметром 3,2 мм
Ручная и полуавтоматическая сварка кожуха доменной печи
Кольцевые швы кожуха до¬
менной печи выполняют ручной
дуговой сваркой двусторонними
секциями. Одновременно рабо¬
тает 6—10 сварщиков (С), по¬
парно и равномерно стоящих по
кольцевому горизонтальному
стыку. Корень шва обязательно
вышлифовывают быстрооборот¬
ными машинками. Электроды
УОНИ 13/55 перед сваркой про¬
каливают. При сварке стали
16Г2АФ толщиной более 30 мм
ее предварительно подогревают
до 150—200°С. Полуавтоматиче¬
скую сварку порошковой про¬
волокой марки ПП-2ДСК или
ПСК-3 ведут двусторонними
секциями несколько сварщиков.
Применяют также полуавтома¬
тическую сварку в СОа прово¬
локой Св-08Г2С. Для сварки ис¬
пользуют преобразователи
ПСМ-1000 или ПСГ'500, а также
типовые полуавтоматы
4 88
Продолжение табл. XIX. 14
Эскиза
Технология сварки
Сварка воздухонагревателей
Мщее
сдпрхц,
иЛ
44
Общеё*
направление
.трнц.
Место опирайся НЦ
днище Но пояса
ШухонагрвбоиШ
Днище из четырех частей /—
IV собирают на фундаменте;
под стыками прихватывают
стальные подкладки. На днище
монтируют первый пояс со сва¬
ренными вертикальными стыка¬
ми. После выверки сваривают
кольцевой шов, соединяющий
днище с поясом. Сварку ведут
порошковой проволокой ПП-
2ДСК или ПП-АНЗ полуавтома¬
том А-765 или другого типа.
Одновременно работает попар¬
но четыре сварщика, стоящих
на диаметрально противопо¬
ложных участках. Они сварива¬
ют шов секционным методом,
не доваривая 500 мм до пересе¬
чения со швами днища. Затем
сваривают одновременно два
крайних стыка днища, а потом
средний. Стыки сваривают об¬
ратноступенчатым способом, но
первые два слоя секциями дли¬
ной 250—300 мм сваривают сра¬
зу. По окончании сварки стыко¬
вых швов днища доваривают
оставшиеся участки кольцевого
шва.
Вертикальные стыки обечаек
корпуса с Х-образной раздел¬
кой кромок сваривают на стен¬
дах автоматом А-1381 порошко¬
вой проволокой ППВ-2ДСК С
принудительным формировани¬
ем шва за два прохода (по од¬
ному с каждой стороны). Свар¬
ку выполняют также вручную
электродами УОНИ 13/55. При
наличии крана значительной
грузоподъемности готовые обе¬
чайки собирают в монтажные
блоки на роликовом стенде по
2—3 шт. и кольцевые швы сва¬
ривают автоматом под слоем
флюса. Затем монтируют блоки
и швы между ними заваривают
вручную двусторонними секция¬
ми
489
Продолжение табл. Х1ХЛ4
Эскизы
Технология сиарки
Сварка корпуса цементной или известковой печи
Продольные стыки обечаек
корпуса выполняют электро¬
шлаковой сваркой в вертикаль¬
ном положении. Сборка стыков
и их сварка такие же, как кон¬
струкций кожуха доменной пе¬
чи. Готовые обечайки перекан¬
товывают и собирают на стен¬
де/в горизонтальном положе¬
нии в монтажных блоки 2.
Кольцевые стыки соединяют
при помощи сборочных приспо¬
соблений и закрепляют при¬
хватками; после окончательной
выверки блока стыки провари¬
вают подварочным швом элект¬
родами УОНИ 13/45 (при изго¬
товлении корпуса из низкоугле¬
родистой стали) или УОНИ
13/55 (в случае применения низ¬
колегированной стали).' Шов
можно не подваривать, а уло¬
жить изнутри в разделку и за¬
крепить прихватками стальной
прут диаметром 10—12 мм. Ав¬
томатическую сварку под флю¬
сом ведут с внешней стороны.
Затем удаляют прут, вышли¬
фовывают корень шва и свари¬
вают шов изнутри.
Готовые блоки с насаженны¬
ми бандажами монтируют на
опорах корпуса печи, собирают
стыки между блоками и, после
тщательной выверки корпуса
проваривают вручную подва¬
рочным швом. Затем устанавли¬
вают на бандаж на катках и
расчалках сварочную кабину 3,
откуда ведут автоматическую
сварку кольцевых швов с
внешней стороны, переставляя
кабину краном. Используют
также лестницу 4 с кабиной.
Сварку выполняют с примене¬
нием ППМ трактором ТС-35,
постоянным током прямой по¬
лярности от ПСМ-1000-4.
Сварка может быть двухду¬
говой (например, трактором
ТС-38). Сварку ведут проволо¬
кой Св-08А диаметром 4—5 мм
под флюсом АН-348А (для низ*
коуглеродистой стали). Затем
подваривают трактором внут¬
ренний шов после тщательной
зачистки корня. Корпус при
сварке вращается от постоянно¬
го или временного привода
490
Продолжение табл. XIX. 14
Эскизы
Технология сварки
Сварка бандажей цементной печи
Стыки бандажей, поступаю¬
щих на монтажную площадку
половинками 1 сечением до
500X1350 мм и с внешним радиу¬
сом до 4225 мм, соединяют эле¬
ктрошлаковой сваркой с ис¬
пользованием плавящихся
мундштуков и 4—6 электродов
одновременно. Половинки бан¬
дажа устанавливают на шести
опорах, снабженных домкрата¬
ми, которыми выверяют взаим¬
ное положение половинок и ре¬
гулируют зазор внизу и вверху
стыка. Для обеспечения необхо¬
димых размеров бандажа свар¬
ка ведется с постоянным проти¬
водействующим моментом, ко¬
торый принимается равным
12506 Н*м, где 6 — толщина
шва. Момент не меняет своей
величины при определенном
расстоянии между опорами.
Расчетный зазор принимают
25 мм, поперечное перемещение,
вызванное сваркой, 5—8 мм и
поворот 0,011 высоты шва. При
соблюдении этих условий для
бандажа диаметром 4700/
/5500 мм и шириной 900 мм на
эскизе указаны установочные
размеры. При предварительном
подогреве увеличивают сбороч¬
ный зазор вверху на 2 мм
Сварку бандажей 1 из стали 30
или 35JI ведут с предваритель¬
ным подогревом до 170—250°С
при помощи электропечей или
горелок.
Два стыка одновременно сва¬
ривают аппаратами А-645 про¬
волокой Св-10Г2 диаметром
3 мм. С помощью подающих
механизмов 2 в зону сварки по¬
ступают одновременно 4—6 про¬
волок. Плавящиеся мундштуки
3 изготавливают из стали MJ6C
или из стали СтЗ толщиной
5 мм, флюс применяют марки
АН-8М. После сварки выполня¬
ется местный отпуск сварных
соединений при 500—600°С с
помощью электропечей или
кольцевых горелок
491
492
ТАБЛИЦА XIX.15. РЕЖИМЫ СВАРКИ КОНСТРУКЦИИ, УКАЗАННЫХ В ТАБЛ. XIX.14
Толщина
металла,
мм
Подготовка
кромок
Марка проволоки
Диаметр
проволоки,
мм
Сила токе, А
Напряже¬
ние
дуги, В
Скорость, ЫО 3, м/с
подачи
проволоки
сварки
22
24
24
Форсирк
| СВ-10Г2
эванные реа
3
жимы электрои<
800
800
800
1лаковой св<
40—43
43—45
46—48
арки
94
94
94
0,83—0,95
0,72—0,83 Ъ
0,61 )
Дополнительные
сведения
30
40
60
Примерные режимы электрошлаковой сварки с ППМ
25
25
750—800
42—44
81
1.9 '
30
25
800—850
43—45
81
1,65
40
25
Св 10НМ
3
900—1000
50—55
106
1,4
50
26
900—1000
50—55
106
1,25
60
26
900—1С00
50—55
106
U .
Сварка ведется от
ПС-1000
При зазоре 20 мм
скорость сварки воз¬
растает
Расход ППМ из
проволоки СВ-10НМ
диаметром 1 мм—
5,8 г/с или 1—1,2 к
массе сварочной про¬
волоки
25-40
Примерные режимы сварки с принудительным формированием вертикальных швов
воздухонагревателей
ППВ-2ДСК
2,3
300
28—30
5,5—7
493
ТАБЛИЦА XIX.16. РЕЖИМЫ СВАРКИ КОНСТРУКЦИЙ, ПРИвДЕННЫХ В ТАБЛ. XIX.14
Толщина
металла,
мм
Подготовка
кромок
Марка проволоки
Диаметр
проволоки,
мм
Сила тока, А
Напряже¬
ние
Дуги, В
Скорость, 1 • 10 3,
м/с
Дополнительные
сведения
подачи
проволоки
сварки
24
36 и более
Автоматы
По ручной под¬
варке:
V-образная
Х-образная
;ческая сварка под 4
| Св-ОЗА
Ьлюсом обе
на рол\
5
чаек корпуса цем!
иковом стенде
800—850
900—950
ентной печи
34—38
32—36
трактором
ТС-17М
7
5
J Флюс AH-34SA
Примерные режимы сварки порошковой проволокой днищ воздухонагревателей и кожуха
доменной печи
22
V-образная с
ПП-2ДСК
2,35
300-330
26—29
73,5
подкладкой
(1—2-й слой)
380—400
29—33
120
(последующие
слои)
22+38
К-образная
ПП-2ДСК
2,35
300—330
26—29.
73,5
-
40
Х-образная не¬
320—400
26—29
71—93,5
—
равнобокая (в
нижнем положе¬
нии)
’ ПСК-3
2,5
30-40
К-образная (в го¬
240—270
23—25
42—48
—
ризонтальном по¬
ложении)
Вылет проволоки
50—55 мм
Вылет проволоки
50—55 мм
Вылет проволоки
35—40 мм
ТАБЛИЦА XIXI.17. ЭЛЕКТРОШЛАКОВАЯ СВАРКА БАНДАЖА
ЦЕМЕНТНОЙ ПЕЧИ
Сечение
бандажа,
мм
Марка проволоки
Диаметр прово¬
локи, мм
Сила тока, А
Напряжение ду¬
ги, В
Скорость,
МО-3 м/с
Дополнителные
сведения
толщина
высота
подачи
проволоки
сварки
600
1300
2400—
45—48
36—
0,13—
Сварка аппа¬
2800
37,5
0,14
ратами с 6 элек¬
Св-10Г2
3
тродами, флюс
АН-8
350
800
1800—
46—48
19,5—
0,15
Сварка аппа¬
2200
36
ратами с 4 элек¬
тродами, флюс
АН-8
Примечание. Зазор между половинками бандажей определяется рас¬
четом.
В комплекс основных конструкций доменного цеха входят кожу¬
хи доменной печи, воздухонагревателей, пылеуловителей, скрубберов
и электрофильтров; газо- и воздухопроводы; конструкции колошни¬
ковых копров, пролетных строений наклонных мостов и балок руд¬
ных бункеров.
Кожух доменной печи (рис. XIX. 17) имеет высоту до 50 м, диа¬
метр более 14 м, стенки толщи¬
ной 30—50 мм из низколегиро¬
ванной стали, состоящие из ци¬
линдрических и конусных ча¬
стей. На заводе собирают и
сваривают из двух-трех частей
«скорлупы» (рис. XIX. 17, Д—
Д), применяя автоматическую
сварку под флюсом. Горизон¬
тальные стыки (рис. XIX.17, Б—
Б) некоторых «скорлуп» под¬
готовлены под электрошлако-
вую сварку, которая выполня¬
ется на монтажной площадке.
Все горизонтальные стыки ме¬
жду поясами (см. рис. XIX.17)
сваривают полуавтоматами
(разрез В—В) либо вручную
штучными электродами (разрез
А—А).
В зависимости от конструк¬
ции доменных печей, а также
от применяемых типов монтаж¬
ных механизмов приведенная
на рис. XIX. 17 схема может
меняться.
Кожух воздухонагревателя
Рис. XIX.17. Схема кожуха домен- имеет высоту более 50 м И диа-
Ной печи метр ю—11 м, изготавливается
1 — скорлупы
494
б)
25
&
ы т м
."-щ ЙТ ^
Рис. XIX.19. Монтаж-
Рис. XIX.18. Схемы пылеуловителя а и скруббе- провода1™ на ^полубанда-
180
Направление монтажа
Рис. XIX.20. Конструктивная схема корпуса цементной печи с разбивкой на
монтажные блоки (размеры даны в сантиметрах)
он из низколегированной листовой стали толщиной 20—40 мм. На за¬
воде обрабатывают листы под сварку и по требованию монтажников,
укрупняют их, сваривая по два листа автоматами. Монтажные соеди¬
нения воздухонагревателя выполняют ручной дуговой сваркой. При
наличии кранов большой грузоподъемности листы воздухонагревате¬
ля собирают в монтажные блоки (по два пояса в каждом блоке) и
сваривают швы блоков вручную. Применяют также сварку верти¬
кальных стыков с принудительным формированием шва.
Пылеуловители и скрубберы (рис. XIX. 18), а также электро¬
фильтры представляют собой устанавливаемые на опорах верти¬
кальные цилиндрические аппараты с конусными днищами и стенка¬
ми толщиной 10—30 мм. На стендах укрупняют конструкции этих
аппаратов в монтажные блоки и сваривают их швы вручную. На
рис. XIX. 18 показано примерное членение на монтажные блоки, ко¬
торое может меняться в зависимости от типа монтажного механизма.
Цилиндрические части этих аппаратов могут изготавливаться из ру¬
лонных заготовок, которые разворачиваются на бескаркасном стенде.
Газовоздухопроводы доменного комплекса могут быть диамет¬
ром от 0,5 до 4 м со стенками различной толщины. Участки труб
собирают на стеллаже в монтажные блоки и сваривают швьг бло-
495
ков вручную или автоматами. Смонтированные блоки, как правило,
имеют монтажные соединения на полубандажах (рис. XIX. 19).
Корпуса вращающихся цементных и обжиговых печей могут
иметь длину до 230 м и диаметр до 7 м. На рис. XIX.20 представле¬
на схема корпуса цементной печи, разделенной на монтажные бло¬
ки. При диаметре корпуса до 3,6 м его делают на заводе в виде го¬
товых монтажных элементов, из которых собирают корпус. При
большем диаметре невозможно транспортировать готовые обечайки
корпуса, поэтому их изготавливают либо из трех частей (третинок)*
либо не заваривают один продольный стык обечайки и сворачивают
ее до габаритного диаметра. Последний способ возможен при тол¬
щине корпуса не более 30 мм.
На монтажной площадке собирают из третинок обечайки в вер¬
тикальном положении и выполняют швы электрошлаковой сваркой
либо кантуют обечайки и автоматами сваривают под флюсом швы
в нижнем положении. Затем готовые обечайки собирают в зоне дей-.
ствия козлового крана большой грузоподъемности в монтажные бло¬
ки и на роликовом стенде сваривают кольцевые стыки под слоем флю¬
са по ручной подварке. Свернутые на заводе обечайки разворачивают
на монтажной площадке и сваривают продольный шов автома¬
том. Затем в выше указанном порядке собирают обечайки в мон¬
тажные блоки и сваривают их. Готовые монтажные блоки вместе с
бандажами монтируют на опорах и затем автоматами сваривают
стыки между блоками под слоем флюса по ручной подварке.
Технология сварки конструкций многоэтажных промышленных
зданий, этажерок, эстакад, лестниц, площадок и т. д. При монта¬
же многоэтажных промышленных зданий свариваются:
стыки колонн;
соединения балок и ригелей с колоннами;
стенки жесткости;
временные или постоянные связи в местах примыкания.
На монтажную площадку поступают колонны длиной на 2—3
этажа, поэтому их укрупняют и сваривают стыки в проектном по¬
ложении. Распространена наиболее простая и надежная конструк¬
ция стыка колонны на фрезерованных торцах. К верхней части ко¬
лонны на заводе приваривают опорную плиту, поверхность которой
так же, как нижний торец колонны, подвергают строжке или фре¬
зеровке. Это обеспечивает хорошее опирание колонны и передачу
вертикальных нагрузок. Колонну устанавливают фрезерованным
торцом на опорную плиту нижней колонны и после соответству¬
ющей выверки закрепляют к плите сварными швами. При плохой
фрезеровке и неудовлетворительном опирании на торце верхней ко¬
лонны снимают резаком одно- или двустороннюю фаску и прива¬
ривают колонну к опорной плите, полностью проваривая шов.
Соединения балок и ригелей с колоннами, как правило, свари¬
вают в проектном положении. Шарнирные узлы примыкания балок
наиболее просты в монтаже и сварке, так как чаще всего обвари¬
вается только опорная часть балки. Более сложны жесткие узлы
примыкания ригелей к колоннам (рис. XIX.21). На крупных объек¬
тах со значительным объемом работ укрупняют конструкции много¬
этажного здания в пространственные блоки, состоящие из 4 колонн
и 8 ригелей. Укрупнение осуществляется на специальном стенде,
обеспечивающем точность сборки и удобство подхода ко всем соеди¬
нениям для закрепления и сварки. Готовые блоки монтируют краном
большой грузоподъемности, а затем устанавливают и приваривают
ригели между блоками.
496
ч
Для уменьшения сварочных работ при монтаже часть швов вы¬
полняют на заводе (рис. XIX.22). В частности, приваривают соеди¬
нительные «рыбки» (рис. XIX.22, поз. 4) к одному концу ригеля,
а также вертикальные планки к колонне. Это дает возможность
сократить сварочные работы при монтаже примерно на 20%.
Соединения на стенде и в проектном положении свариваются
полуавтоматами порошковой проволокой ПП-АНЗ диаметром 2,5—
3 мм. При небольших объемах работ соединения сваривают вруч¬
ную. Монтажный шов примыкания рыбки к колонне выполняют на
остающейся подкладке во избежание потолочной подварки.
Стенки жесткости изготавливают из листовой стали, сборных
железобетонных плит и монолитного железобетона. В сооружениях,
воспринимающих значительные нагрузки, стенки жесткости делают
из стального листа со сплошными сварными швами. Стыки выпол¬
няют ручной дуговой сваркой
в проектном положении обратно¬
ступенчатым способом.
Сборные железобетонные
стенки жесткости присоединяют
к каркасу накладками, которые
сваривают угловыми швами
ручной дуговой сваркой. Стен¬
ки жесткости из монолитного
железобетона могут иметь
жесткую арматуру из угловой
стали или из стали периодиче¬
ского профиля. Стыки армату¬
ры сваривают полуавтоматами
порошковой проволокой или
под флюсом.
Постоянные или временные
связи в местах примыкания
сваривают угловыми швами
ручной дуговой сваркой.
Конструкции эстакад и га-
лерей состоят из ферм и опор
1- ■ ' тцпп) 1,1 I ЭгЦЩЛР j
/l ИкЖ (и
Ч, W/Ш qr
' о
Рис. XIX.21. Соединение ригелей
С колонной
> — колонна; 2 — ригели; 3 — вы¬
равнивающие элементы
Рис. XIX. 22. Соединение, в кото¬
ром 20% сварных швов выполнено
на заводе
1 — колонна; 2 — ригели; 3 — за¬
водские швы; 4 — рыбки
соединенных в пространственную систему балками и связями. Стыки
ферм и балок аналогичны ранее рассмотренным. Поскольку эти
Сооружения испытывают значительные нагрузки к сварке стыков,
82—140 497
а также к сварке мест присоединения элементов, предъявляются
жесткие требования, и выполняться она должна высококвалифици¬
рованными сварщиками.
Конструкции лестниц и площадок крепятся к каркасу зданий
соединительными швами, которые наиболее просты в исполнении.
Для обеспечения надежности конструкций необходимо ежедневно
визуально контролировать качество выполненных швов, применяе¬
мых электродов и квалификацию сварщиков.
В последнее время широкое распространение получил конвей¬
ерный метод монтажа конструкций одноэтажных промышленных
зданий. Этот способ монтажа заключается в следующем: конвейер,
стоящий на строительной площадке в непосредственной близости
от возводимого корпуса, имеет 6—10 постов-стоянок, находящихся
на передвигающихся тележках рельсового пути, где собираются
блоки покрытия здания.
Конвейерный способ позволяет одновременно вести монтаж
конструкций покрытия и возводить фундаменты под оборудование
во всех пролетах вслед за монтажом колонн здания и подкрано¬
вых балок. Большим преимуществом данного метода монтажа яв¬
ляется то, что все работы по сборке конструкций покрытия выпол¬
няются в удобном положении — внизу на конвейере. Сварка всех
соединений и приварка настила осуществляются также на конвейе¬
ре полуавтоматической сваркой порошковой проволокой. Произво¬
дительность труда на монтаже металлических конструкций увели¬
чивается на 40%.
Глава XX. СВАРКА СТАЛЬНЫХ
ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
ХХ.1. Общие сведения о трубопроводах.
Классификация. Нормативные документы
К технологическим относятся трубопроводы промышленных
предприятий, служащие для транспортирования сырья; полуфабри¬
катов и готовой продукции; материалрв, обеспечивающих ведение
технологических процессов и эксплуатацию оборудования (пар, во¬
да, топливо, реагенты); отработанных промежуточных продуктов
и отходов производства.
Выбор материалов для изготовления трубопроводов и техноло¬
гия производства сборочно-сварочных работ зависят от назначения
трубопроводов, характера транспортируемой по ним среды, терри¬
ториального расположения и рабочих параметров, в первую оче¬
редь давления температуры.
В СНиП Ш-Г.9-62* по рабочим параметрам транспортируемого
продукта технологические трубопроводы делятся на пять категорий
(табл. XXI. 1) и на шесть групп в зависимости от свойств продукта.
Наиболее тщательно необходимо выполнять сборочно-сварочные
работы на трубопроводах I категории.
Конструкции технологических трубопроводов состоят из соеди¬
ненных между собой прямых участков труб, деталей, запорно-регу-
лирующей арматуры, контрольно-измерительной аппаратуры,
средств автоматики, опор, подвесок и прокладок. Участки труб с
деталями и арматурой могут образовывать неразъемные (сварные)
либо разъемные соединения (на фланцах, резьбе, байонетные и
т. д.).
Вне зависимости от назначения, сложности конструкции любой
технологический трубопровод состоит из следующих частей:
линия — участок трубопровода, предназначенный для тран¬
спортирования продукта с постоянными рабочими параметрами.
Линия соединяет между собой трубопроводы, аппараты, цехи и
установки и может состоять из труб одного и нескольких типораз¬
меров. Длина линий может быть от нескольких до сотен метров,
каждой линии в проекте присваивается отдельный индекс;
деталь (рис. ХХ.1) — элементарная часть трубопровода: отре¬
зок трубы, отвод, переход, тройник, седловина, фланец, заглушка,
а также отдельные изделия, входящие в конструкцию трубопровода;
элемент (рис. ХХ.2) — две и более сваренные между собой де¬
тали, причем все швы лежат в параллельных плоскостях, что поз¬
воляет сваривать их механизированными способами с одной уста¬
новки на вращателе;
узел — часть линии, состоящая из нескольких элементов, со¬
бранных между собой на разъемных или неразъемных (сварных)
соединениях. Размеры узлов ограничены возможностями транспор¬
тирования и монтажа. Узлы подразделяются на плоские и прост¬
ранственные. В плоских узлах оси элементов расположены в од¬
ной плоскости, в пространственных — в двух и более плоскостях,
секция — прямолинейная часть трубопровода, состоящая из
нескольких сваренных между собой труб одного диаметра. Длина
секции зависит от типа сварочного стенда и возможностей тран¬
спортирования, но обычно она не превышает 36 м;
32*
499
ТАБЛИ.ЦА ХХ.1. КЛАССИФИКАЦИЯ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ ПО СНиП Ш-Г.9-62*
2
<
Категория трубопроводов
а
о
Наименование среды
I
II
III
IV
V
s
>»
о.
U
Давление,
кгс/см-
Темпера¬
тура, °С
Давление,
кгс/см*
Темпера¬
тура, °С
Давление,
кгс/см-
Темпе¬
ратура,
°С
Давление,
кгс/см2
Темпе¬
ратура,
°С
Давле¬
ние,
кгс/см3
Темпе¬
ратура,
°С
А
Продукты и горю¬
чие газы с токсиче¬
скими свойствами:
сильнодейст¬
вующие ядвитые
вещества, сжи¬
женные газы »
дымящиеся кис-*
лоты
Независи¬
мо
От —150
До +700
прочие продукты
и газы
Свыше 16
Ниже 0,8
До 0,01
(абс.)
От 350
до 700
От 0,8
ДО 16
От —150
до +700
—
—
—
—
—
Б
Горючие и активные
газы, легковоспла¬
меняющиеся ЖИД-|
кости, не имеющие;
токсических свойств:|
сжиженные raiUj
с упругостью па-;
ров при 20° С:
более 0,6 МПа
(6 кгс/см2 абс.)
Свыше 25
Свыше 250
До 25
От —150
до +250
—
—
“*
—
—
менее 0,6 МПа
(6 кгс/см2 абс.)
То же
То же
Свыше 16
| От +120
до +250
До 16
От -150
ДО +120
-
-
-
-
501
со
ND
Вода горячая, пар
насыщенный
Свыше S0
Свыше 115
Свыше 39
до 80
Свыше 115
Свыше 16
до 39
Свыше
115
До 16
(горячая
вода)
Свыше
115
—
Негорючие газы,
жидкости и пары
Незави¬
симо
Ниже 0,03
До 0,01
(абс.)
От 450
до 700
Незави¬
симо
От 64
до 100
Ниже 0,8
До 0,03
(абс.)
От 350
до 450
Незави¬
симо
От 250
до 64
Ниже
0,95
До 0,8
(абс.)
От 250
до 350
Незави¬
симо
Свыше 16
До 25
От 120
до 250
До 16
прочие взрыво¬
опасные газы, легко¬
воспламеняющиеся и
горючие жидкости
Незави¬
симо
Ниже 0,£
До 0,01
(абс.)
От 350
до 700
Незави¬
симо
Выше 25
до 64
Ниже 0,95
До 0,8
(абс.)
От 250
до 350
Незави¬
симо
От 16
до 25
От 70
до 250
До 16
От —150
до +120
-
Пар водяной пере¬
гретый
Свыше 39
Незави¬
симо
До 450
Свыше
450
Свыше 22
До 39
Свыше
350
До 450
Свыше 16
До 22
Свыше
250
До 350
До 16
(перегре¬
тый и
насыщен¬
ный пар)
Свыше
115
До 250
—
Фреон
Свыше 16
Незави¬
симо
До 16
Незави¬
симо
*—
—
—
—
От —150
до +120
Примечания: 1. В случае отсутствия в таблице необходимого сочетания параметров следует руководствоваться тем па*
раметром, который требует отнесения трубопровода к более высокой категории.
2. Давление будет выражено в МПа, если соответствующие данные таблицы разделить на 10.
3. В таблице указаны рабочие давления и температура.
плеть — несколько сваренных между собой секций непосред¬
ственно на месте монтажа.
Большинство деталей, входящих в состав технологических тру^
бопроводов, стандартизовано или нормализовано, число их типо¬
размеров строго ограничено ВСН 120-74/ММСС СССР. Введение
ограничительного сортамента применяемых в промышленном строи¬
тельстве труб из низкоуглеродистых сталей и стали 10Г2
(ВСН 186-74/ММСС ССР) уменьшило общее число типоразмеров
сварных соединений, используемых при изготовлении и монтаже
технологических трубопроводов. На рис. ХХ.З представлены типы
сварных соединений, встречающиеся на трубопроводах; наиболее
распрстраненный из них — стыковой кольцевой шов.
ЕЕЕЭ*
Группа 1(Т-Д]
Группа Е(Д-Т-Д)
Группа Ш (4-Д)
-fe fe ^Еэ-
^ Группа /Г(т-д-т)
Группа F (Д-Д-Т)
Группа Цд-д-ц
Рис. XX.2. Классификация
элементов трубопроводов
Т — труба; Д — деталь
JPhc. ХХ.1. Приварные детали стальных
трубопроводов
1 — патрубок (отрезок трубы); 2 — фланец
плоский под приварку; 3 — отвод крутоизо-
ёнутый; 4 — заглушка приварная; 5 — фла¬
нец, приварной встык; 6,7 — переходы кон¬
центрический и эксцентрический; 8, 9 —
Тройник равнопроходньш и неравнопроход-
ный (переходной); 10 — седловина
Основные марки стали, из которых изготавливаются стальные
технологические трубопроводы, приведены ниже.
Низкоуглеродистые СтЮ, Ст20, ВСт2кп, ВСт2сп, ВСтЗсп,
ВСтЗпс, ВСтЗкп
Ферритно-перлитные 10Г2, 15ГС, 12МХ, 15ХМ, ЗОХМА, 14Г,
19ХГ, 10Г2СД, 12Х1МФ, 15Х1М1Ф
15X5, 15Х5М, 15Х5ВФ, 12Х5М—V
Мартенситные
Мартенситно-
ферритные . ,
Ферритные ,
Аустенитные ,
12X13, 12X11В2МФ
08X13, 12X17, 12X25T
08X18H10T, 12Х18НЮТ, 08X18H12T,
12X17H13M2T, 08Х17Н16МЗТ,
08X23 Н28МЗДЗТ
Наиболее распространенными сталями являются низкоуглеро¬
дистые.
Технологические трубопроводу проектируются в соответствие
с требованиями «Инструкции по разработке проектов и смет для
502
промышленного строительства» (СН 202-76) Госстроя СССР, эта¬
лонов выполнения рабочих (монтажных) чертежей технологических
трубопроводов, а также действующих нормативных документов
(см. ниже).
Деталировочные чертежи (рис. ХХ.4) трубопроводов КТД раз¬
рабатываются для централизованного изготовления их узлов с
применением механизированных способов сварки и в соответствии
с эталоном (МСН 183-68/ММСС СССР). В состав деталировочных
чертежей входят пояснительная записка, перечень чертежей на блок,
сводная спецификация труб и деталей, ведомость трубопроводов по
линиям. Линия разбивается на узлы исходя из возможностей тран¬
спортирования и монтажа. Узлы на элементы делятся таким обра-
Рис. XX.3. Типы сварных соединений, применяемых при изготовлении трубо¬
проводов
1, 2 — кольцевые ш угловой; 3 — фасонны"
Рис. ХХ.4. Деталировочный чертеж трубопровода, выполненный в соответст¬
вии с эталоном. Цифры без кружков — номера сварных соединений (стыков);
цифры в малых кружках — номера деталей в соответствии со спецификаци¬
ей; цифры в больших кружках — номера элементов и узлов
503
зом, чтобы максимальное число сварных соединений в узле было
выполнено механизированными способами.
При изготовлении и монтаже стальных технологических тру*
бопроводов, включая заготовительные, сборочно-сварочные и конт*
рольные операции, должны соблюдаться условия, предусмотренные
рядом нормативных документов. В табл. ХХ.2 приведен перечень
основных нормативных документов.
ТАБЛИЦА XX.2. ПЕРЕЧЕНЬ ОСНОВНЫХ ДЕЙСТВУЮЩИХ
НОРМАТИВНЫХ ДОКУМЕНТОВ ОБЩЕГО НАЗНАЧЕНИЯ
НА ИЗГОТОВЛЕНИЕ И МОНТАЖ СТАЛЬНЫХ ТЕХНОЛОГИЧЕСКИХ
ТРУБОПРОВОДОВ (СВАРОЧНЫЕ РАБОТЫ)
Нормативный документ
индекс
наименование
Краткая характеристика,
что регламентируется
СНиП Ш-Г.9-6 2*
Технологические тру¬
бопроводы. Правила
производства и приемки
работ; утверждены Гос¬
строем СССР
Правила устройства и
безопасной эксплуатации
трубопроводов пара и
горячей воды; утвержде¬
ны Госгортехнадзором,
согласованы с ВЦСПС и
Госстроем СССР
Правила устройства и
безопасной эксплуата¬
ции сосудов, работаю¬
щих под давлением; ут¬
верждены Госгортех¬
надзором, согласованы с
ВЦСПС и Госстроем
СССР
Обязательны для капитальней
го строительства. Содержат
классификацию технологических
трубопроводов, общие требова¬
ния к их изготовлению, монта¬
жу и испытанию, общие поло¬
жения по заготовительным,
сборочным и сварочным опера¬
циям и контролю качества свар¬
ных соединений.
Не распространяются па тру¬
бопроводы, подведомственные
Госгортехнадзору и другим спе¬
циальным правилам и техниче¬
ским условиям
Обязательны для всех мини¬
стерств и ведомств. Определяют
требования к устройству, изго¬
товлению, монтажу, эксплуата¬
ции и освидетельствованию тру¬
бопроводов, транспортирующих
водяной пар давлением более
0,07 МПа (0,7 кгс/см2) или го¬
рячую воду с температурой вы¬
ше 115° С.
Регламентируют применяемы*
материалы, вопросы проектиро¬
вания, изготовления и монта¬
жа, включая сварку, термиче¬
скую обработку и контроль ка¬
чества сварных соединений, а
также на содержание трубопро¬
водов
Обязательны для всех мини¬
стерств и ведомств. Определя¬
ют требования к устройству, из¬
готовлению, монтажу, ремонту,
и эксплуатации сосудов, рабо¬
тающих под давлением, в том
числе на обвязочные трубопро*
воды сосудов, работающих под
давлением, на участке от сосу¬
да до первого запорного отклю¬
чающего устройства (арматуры),
а также на трубопроводы труб¬
чатых печей.
504
Продолжение табл. XX.2
Нормативный документ
индекс
наименование
Краткая характеристика,
что регламентируется
ПУГ-бЭ
ГОСТ 1G037—70
ВСН 362-76
/ММСС СССР
Правила устройства
безопасной эксплуатации
трубопроводов для горю¬
чих, токсичных и сжи¬
женных газов; утверж¬
дены Госгортехнадзором
СССР, согласованы с
ВЦСПС и Госстроем
СССР
Швы сварных соедине¬
ний стальных трубопро¬
водов. Основные типы и
конструктивные элемен¬
ты
Инструкция по изготов¬
лению, монтажу и испы¬
танию технологических
трубопроводов различно¬
го назначения с услов¬
ным давлением до
10 МПа (100 кгс/см2),
утверждена Минмонтаж-
спецстроем СССР
Регламентируют применяемые
материалы, требования к коцст*
рукции, вопросы изготовления
и монтажа, включая сварку,
термическую обработку и кон?/
роль качества сварных соедине¬
ний, требования к арматуре ji
приборам КИП, а также регист¬
рацию и освидетельствование
Обязательны для всех мини-
. стерств и ведомств. Распростра¬
няются на проектирование,
монтаж и эксплуатацию сталь¬
ных технологических газопрово¬
дов, транспортирующих нейт¬
ральные мало- и среднеагрес¬
сивные горючие газы в преде¬
лах рабочих давлений от 1 кПа
(0,01 кгс/см2) абсолютных до
250 МПа (2500 кгс/см2) избы¬
точных включительно и рабочих
температур от —150 до +700° С.
Регламентируют, в том числе,
требования, предъявляемые к
трубам и деталям трубопрово-
водов, запорной арматуре, воп¬
росы проектирования, монтажа;
сварки и испытания смонтиро¬
ванных газопроводов, а также
приемки их в эксплуатацию. Со¬
держат рекомендации по выбо¬
ру сварочных материалов в за¬
висимости от материала труб
Обязателен для всех мини¬
стерств и ведомств. Регламен¬
тирует основные типы швов
сварных соединений всех видов
трубопроводов. Приводятся все
типы конструктивных элемен¬
тов, встречающихся на трубо¬
проводах, виды и способы свар¬
ки в зависимости от диаметра,
толщины стенки труб и ПОДГОг
товки кромок. Даются типы и
размеры подготовки кромок под
сварку, допуски на обработку,
а также размеры выполненных
швов и предельные отклонения
по ним
Регламентирует see вопросы,
связанные с изготовлением >№
монтажом (включая сварку,
термическую обработку и конт¬
роль качества сварных соеди¬
нений) технологических трубо¬
проводов из стальных труб,
труб из цветных металлов и ид
сплавов, а также футерованных.
Распространяется на технологи¬
ческие трубопроводы общего
назначения, а также на трубо¬
проводы холодильных установок,
гуммированные и футерованные
винипластом или полиэтиленом',
вакуумные
505
Продолжение табл. XX 2
Нормативный документ
Краткая характеристика,
что регламентируется
индекс
наименование
МСН 163-67/
/ММСС СССР
Инструкция по сварке
и контролю сварных со¬
единений трубопроводов
из легированных сталей;
утверждена Минмбн-
та'жспецстроем СССР
Регламентирует вопросы, свя¬
занные со сраркой легирован¬
ных и разнородных сталей, с
термической обработкой и конт¬
ролем качеотва сварных соеди¬
нений. Кроме того, устанавли¬
вает квалификацию и правила
допуска сварщйКов к работе
Ниже приведен перечень нормативных документов по сварку
стальных технологических Труббйрбводов, утвержденных Минмон-
т&жспецстроем СССР:
МСН 101-65/ММСС СССР «Инструкция по ручной аргонод
Говой сварке технологических трубопроводов из высоколегирован¬
ных сталей с поддувом защитных газов»;
МСН 152-67/ММСС СССР «Временная инструкция по ручной
дуговой сварке и контролю сварных стыков трубопроводов из сталй
ЭИ-943 (0Х23Н2 8М ЗДЗТ)»;
МСН 153-67/ММСС СССР «Временная инструкция по сварке и
контролю стыков трубопроводов из стали ЭП-53 (0Х21Н5Т) й
ЭП-54 (0Х21Н6М2Т)»;
МСН 206-69/iMMCC СССР «Временная инструкция по ручной
дуговой сварке и контролю сварных стыков трубопроводов из ста¬
ли 1X13 электродами ферритного класса при ведении монтажных
работ»;
МСН 212-69/ММСС СССР «Временная инструкция по ручной
дуговой сварке и контролю стыков трубопроводов из сталей ЭИ-578
(18ХЗМВ) и ЭИ-579 (18ХЗМВФ) в монтажных условиях»;
МСН 267-71/ММСС СССР «Временная инструкция по термиче¬
ской обработке сварочных соединений из стали марки Ст20 гибки¬
ми пальцевыми элементами в монтажных условиях»;
ВСН 304-74/ММСС СССР «Инструкция по применению флюса-
пасты ФП-8-2 при сварке трубопроводов из аустенитных корро*
йионно-стойких сталей».
Кроме того, к таким документам относятся «Технические ус¬
ловия на сварку трубопроводов высокого давления» (МРТУ 26-01-
9-67), утвержденные Минхиммашем.
ХХ.2. Подготовка труб под сварку.
Применяемые виды и способы сварки
Для обеспечения хорошего качества сборки и сварных соеди¬
нений концы труб, а также присоединительные части деталей тру¬
бопроводов и приварной запорной арматуры должны быть разде¬
ланы (табл. ХХ.З) для низкоуглеродистых сталей в соответствии с
ГОСТ 16037—70 и в соответствии с МСН 163-67/ММСС СССР для
легированных сталей в зависимости от толщины стенок труб и ви¬
да сварки.
Разностенность и смещение кромок при сборке допускаются
следующие;
506
1) в технологических трубопроводах в соответствии со СНиП
Ш-Г.9-75
толщина стенок стыкуемых
элементов, мм 3—4,5 5—6 7—8 9—14 15 и
более
допускаемые разностенность
или смещение кромок, мм . 1 1,5 2 2,5 3
2) в трубопроводах пара и горячей воды в соответствии с Пра¬
вилами Госгортехнадзора СССР:
толщина стенок стыкуемых
элементов, мм до 3 3—6 6—10 10—12 более 20
допускаемые разностенность
или смещение кромок, мм . 0,2 5 0,15+0,3 0,155 0,055+1 0,15, но
не более 3 мм
3) в трубопроводах горючих, токсичных и сжиженных газов в
соответствии с Правилами Госгортехнадзора СССР (ПУГ-69)
допускаемые разностенность или смещение кромок не должны пре¬
вышать 10% толщины стенок стыкуемых элементов и не быть
оолее 3 мм.
Если разностенность свариваемых деталей превышает величи¬
ны, указанные выше, то должен быть обеспечен плавный переход
от более толстой детали к более тонкой односторонней или дву¬
сторонней механической обработкой конца детали с более толстой
стенкой. При этом конусность расточки (перехода) должна быть
не более 15°.
При разнице в фактической толщине стенок трубы менее 30%
(но не более 5 мм) и при равенстве внутренних диаметров свари¬
ваемых деталей допускается осуществление указанного плавного
перехода за счет наклонного расположения поверхности сварного
шва без дополнительной обработки кромок.
Трубы и детали трубопроводов подготавливаются и обрабаты¬
ваются под сварку любыми способами, обеспечивающими необхо¬
димую форму, размеры, качество кромок и сохранность структуры
металла. Наиболее предпочтительным способом подготовки являет¬
ся механическая резка.
Резку труб рекомендуется выполнять с соблюдением двух ос¬
новных условий:
торец трубы должен быть чистым, без внешних и внутренних
заусениц и грата;
отклонение от перпендикулярности (заданного угла) плоско¬
стей торцевых срезов к оси прохода труб не должно превышать
следующие величины:
при толщине стенок труб, мм:
до 3 s . . 0,5 мм
3—4,5 1 »
5 и более 1,5 »
Кроме механических способов резки используются газопламен¬
ная (преимущественно для низкоуглеродистых сталей), а также кис¬
лородно-флюсовая и плазменно-дуговая резка (в первую очередь
для легированных сталей). При этом кромки реза необходимо зачи¬
щать механическим способом (шлифовальными кругами). После га¬
зопламенной резки труб из низкоуглеродистых и низколегированных
сталей следы резки тщательно зачищают, после кислородно-флюсо¬
вой резки зачистка осуществляется на глубину не менее 0,6 мм от
максимальной впадины реза, а после плазменно-дуговой — на глу¬
бину не менее 0,2 мм.
507
508
ТАБЛИЦА ХХ.З. ОСНОВНЫЕ ВИДЫ РАЗДЕЛКИ КРОМОК
ТРУБ И ДЕТАЛЕЙ ТРУБОПРОВОДОВ ПОД СВАРКУ
ПО ГОСТ 16037—70
Условное
Зазор Ь, мм
Притупление С, мм
обозначение
шва сварного
соединения
Конструктивные
элементы подготовленных
кромок
Толщина
S=Slf мм
номиналь¬
ный
лредель'
ные
отклонения
номиналь¬
ное
! предель-
I ные
| отклонения
Дополнительные
сведения
С-1
2—4
0,5
+0,5
—
-
Для ручной дуговой и по¬
луавтоматической сварки »
защитных газах плавящим¬
ся электродом
W/////y
4-6
1,5
+0,5
—
—
Для сварки под флюсом
2-3
0
+0,3
Для сварки неплавящим¬
ся электродом в защитных
газах
1—1,6
2—3
0,5
1
=£0,3
±0,5
—
-
J Для газовой сварки
С-6
3—5
6—8
9—10
12—20
1
1
2
2
+0,5
+ 1
+1
+ 1,6
0,5
0,5
1
1
+0,5
+0,5
±0,5
±0,5
j Для сварки ручной дуго
1 вой плавящимся электродов
i в защитных газах и комби-
I нированной (ручная + меха-
/ низированная)
]б
3
0
+0,3
0,5
+0,5
Для сварки неплавящим¬
ся электродом в защитных
газах
4—14
0
+0,5
0,5
+0,5
Для комбинированной
сварки, при которой корень
шва проваривается сваркой
неплавящимся электродом в
среде защитных газов
4
5—6
7
1
2
2
±0,5
±0,5
±0,5
1
1
1.5
±0,5
±0,5
±0,5
1“ Для газовой сварки
Если трубы из среднелегированных сталей (в первую очередь
мартенситного класса) подготавливаются к сварке газопламенной
или воздушно-дуговой резкой, то следы резки зачищают на глубину
не менее 3 мм, а затем любым доступным способом (травление,
цветная дефектоскопия и т. д.) проверяют, нет ли трещин. При нали¬
чии трещин их зачищают механическим способом по всей окруж¬
ности трубы до полного удаления.
Механическая резка труб может осуществляться на специали¬
зированных станках и на станках типа К, регламентированных
ГОСТ 5614—74.
На трубозаготовительных предприятиях большой производи¬
тельности (свыше 3 тыс. т в год) рекомендуется применять специа¬
лизированные трубоотрезные станки, одновременно отрезающие
трубы, имеющие фаски и заусенцы. Ниже приведены типоразмеры
станков для резки труб с различным наружным диаметром.
Типоразмеры Диаметр
трубы, мм
91А15. . 10—114
91А52 30—150
91Л25 50—250
91А38 114—380
91Л53 160—530
Для трубозаготовительных баз следует использовать трубона¬
резные станки, на которых можно отрезать трубу, сделать фаски,
а также нарезать резьбу (например, для трубопроводов высокого
давления). Станки этого типа 9Н14С и 1983М предназначены для
обработки труб с условным диаметром соответственно 30—190 и
70—290 мм.
Для отрезки водогазопроводных и бесшовных труб без фаски
гладкими дисками диаметром 10—76 мм служит станок типа
ВМС-35, а абразивными дисками — станок ПМС-80.
Станок СТ 100-350 может быть рекомендован для отрезки труб
и снятия фасок на трубах с условным диаметром 108—377 мм вклю¬
чительно. Станок закрепляется на трубе, резка осуществляется вра¬
щающейся двухрезцовой головкой.
Для механической резки труб могут быть использованы ручные
и приводные труборезы и ножовки, а также шлифовальные ма¬
шинки с абразивными дисками.
При механической машинной резке следует учитывать, что ввиду
некоторой овальности и разностенности труб, в особенности диамет¬
ром более 159 мм, трудно получить необходимое притупление кро¬
мок. Поэтому возникает потребность в дополнительной зачистке
кромок шлифовальным кругом после резки.
Отверстия в трубах из легированных сталей рекомендуется вы¬
резать на вертикально-сверлильных станках с применением фрезер¬
ной головки или специальных сверл.
Для газопламенной резки труб в стационарных цеховых услови¬
ях следует применять полуавтоматическую установку УРТ-630, по¬
зволяющую осуществлять прямую и фасонную резку труб диаметром
80—630 мм газовым резаком (низкоуглеродистые стали) или плаз¬
мотроном (легированные стали), и станок РС-2, выполняющий пря¬
мую и фасонную резку (газовым резаком и плазмотроном) труб
диаметром 300—1200 мм с одновременным снятием фаски.
509
Для вырезки отверстий под штуцера диаметром от 50 до 400 мм
в трубах диаметром от 150 до 500 мм без предварительной разметки
используется головка (переносная или стационарная) ПГР-2.
Механизированная газопламенная резка невращающихся труб
диаметром более 194 мм (в том числе в монтажных условиях) осу¬
ществляется переносной машиной типа «Спутник».
Инжекторные резаки по ГОСТ 5191—69*, кроме того, резаки
«Пламя-62», «Факел», «Ракета», универсальные резаки РУ-66 и
РУ-70, а также вставные резаки РАТ-70 к горелкам «Звезда» и ГС-3
могут быть рекомендованы для ручной газопламенной резки труб.
Для машинной плазменно-дуговой резки разрешается применять
любые аппараты типа Плм по ГОСТ 12221—71, а для ручной резки—
аппараты КДП-1, УРПД-67, ОПР-7, РДМ-2—66 и КДП-2 (первые
два можно использовать в цеховых условиях и для машинной резки,
Последний рекомендуется для ручной резки при монтаже).
Кислородно-флюсовая разделительная резка выполняется уста¬
новкой УРХС-5, а ручная воздушно-дуговая — резаком типа РВД^
4А-66.
Во всех случаях перед резкой труб их поверхность должна быть
рчищена от консервационного масла, краски, грунтовки и загрязне¬
ний, а при разметке мест реза следует учитывать припуск на шири-
ку реза, величина которого зависит от толщины стенки трубы и
способа резки.
При изготовлении, монтаже и ремонте технологических трубо¬
проводов сварка может осуществляться всеми промышленными ме¬
тодами, обеспечивающими хорошее качество сварных соединении,
с учетом требований ГОСТ 16037—70, действующих нормативных
документов и производственных инструкций. При этом должно
быть обеспечено максимальное использование механизированных
видов и способов сварки (табл. ХХ.4).
Выбор вида сварки, порядок контроля, режимы и способы тер¬
мической обработки должны устанавливаться соответствующими
производственными инструкциями или технологическими картами,
разработанными заводами-изготовителями или монтажными органи¬
зациями, за исключением случаев, особо оговоренных в рабочих чер¬
тежах трубопроводов.
Качество сварных стыковых соединений трубопроводов во мно¬
гом определяется качеством корневого шва. При сварке трубопро¬
водов корневой шов должен быть надежно проварен, не должен
иметь каких-либо включений. Для обеспечения надежного провара
корневого шва на трубопроводах используются различные способы,
основные из которых следующие:
1. Ручная дуговая сварка корневого шва на весу штучными
электродами диаметром не более 3 мм. Способ является наиболее
распространенным.
2. Ручная аргонодуговая сварка корневого шва на весу непла¬
вящимся электродом. Способ более надежен, чем первый, так как
аргон, применяемый в качестве защитного газа, благоприятно влияет
на формирование корневого шва, увеличивая поверхностное натяже¬
ние расплавленного металла сварочной ванны.
3. Полуавтоматическая сварка корневого шва на весу плавящим¬
ся электродом в среде защитных газов. Способ широко распростра¬
нен при сварке в углекислом газе трубопроводов из низкоуглеродис¬
тых и низколегированных сталей. Сварка выполняется проволокой
диаметром 0,8—-1,2 мм.
610
ТАБЛИЦА ХХ.4. НАИБОЛЕЕ РАСПРОСТРАНЕННЫЕ ВИДЫ
И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ ИЗГОТОВЛЕНИИ
И МОНТАЖЕ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
Наименование видов
и способов сварки
Условное
обозначение
в соответствии
с ГОСТ 16037—70
Область применения —
Газовая сварка
Ручная дуговая сварка
Ручная дуговая сварка
неплавящимся электро¬
дом в защитном газе
(преимущественно арго¬
нодуговая)
Автоматическая свар¬
ка:
аргонодуговая не¬
плавящимся элек¬
тродом
под флюсом
дуговая плавящимся
Йектродом в защит¬
ных газах
Полуавтоматическая
сварка:
дуговая плавящимся
электродом в защит¬
ных газах
под флюсом
Комбинированная
сварка
А-Ф
А-3
П-3, П-Ф
Р/А-Ф, Р/П-Ф
Р/А-3
Сварка трубопроводов из низ¬
коуглеродистых сталей диамет¬
ром до 108 мм с толщиной стён-
ки труб до 5 мм
Сварка трубопроводов из низ¬
коуглеродистых и легирован¬
ных сталей в монтажных услр-
виях, сварка неповоротных Сты¬
ков в цеховых условиях
Сварка трубопроводов из сред¬
не- и высоколегированных ста¬
лей. Сварка корневых швов
трубопроводов высокого дарлё-
ния, в том числе и из низко-
углерОдистых сталей
(^варка трубопроводов из
средне- и высоколегированных
сталей, в том числе и непоро-
ротных стыков. Сварка корне¬
вых швов трубопроводов ВЫСО¬
КОГО давления, в том числе и
из низкоуглеродистых сталей
Сварка поворотных стыков
секций трубопроводов диамет¬
ром от 219 мм и более
Аргонодуговая — для сварки
поворотных стыков трубопрово¬
дов из средне- и высоколегиро¬
ванных сталей. Сварка в угле¬
кислом газе — для сварки по¬
воротных стыков трубопроводов
из низкоуглеродистых и низко¬
легированных сталей, в отдель¬
ных случаях для сварки средне-
и высоколегированных сталей
То же, что и для сварки А-3.
Кроме того, сварка неповорот-
ных стыков (при высокой ква¬
лификации сварщика) и корне¬
вых швов трубопроводов
Сварка поворотных стыков
элементов трубопроводом диа*
метром от 219 мм и больше
Сварка поворотных стыко^
трубопроводов преимущественно
из низкоуглеродистых и низко¬
легированных сталей. Диаметр
труб от 219 мм и более, тол¬
щина стенки 7 мм и более
Сварка поворотных стыков
трубопроводов преимущественно
из низкоуглеродистых и низко¬
легированных сталей. Диаметр
труб от 108 до 219 мм
511
Продолжение табл. XX.4
Наименование видов
и способов сварки
Условное
обозначение
в соответствии
С ГОСТ 16037—70
Область применения
П-З/А-Ф,
П-З/П-Ф
ря-з/р
Рн-3/А-Ф ,
Р--3/П-Ф
Ан-3/А-3,
Ан-3/П-3
Сварка поворотных стыков
трубопроводов преимущественно
из низкоуглеродистых и низко¬
легированных сталей (для П-3 —
в среде углекислого газа). Диа¬
метр труб от 219 мм и более,
толщина стенок 7 мм и более
Сварка трубопроводов из ле¬
гированных сталей, сварка тру¬
бопроводов высокого давления,
в том числе из низкоуглеродис¬
тых сталей
Сварка поворотных стыкот
трубопроводов высокого дав.
ния, в том числе из низкоуг
родистых сталей. Диаметр тр>
219 мм и более, толщина стенки
7 мм и более
Сварка трубопроводов из
низкоуглеродистой (высокого
давления) и легированной ста¬
ли
Сварка трубопроводов из
средне- и высоколегированных
сталей, сварка трубопроводов
высокого давления из низко¬
углеродистых и низколегирован¬
ных сталей
Сварка трубопроводов из сред-,
не- и высоколегированных ста¬
лей
Примечание. В комбинированной сварке в числителе дано условное
обозначение корневого шва, в знаменателе — остальных слоев.
4. Автоматическая аргонодуговая сварка неплавящимся электро¬
дом корневого шва на весу. Сварка ведется с присадкой сварочной
проволоки или без нее (в зависимости от размера труб), влияние
аргона то же, что и при ручной аргонодуговой сварке.
В первых трех случаях применения сварки на весу требуется
высокая квалификация сварщика, а в последнем — очень высокое
качество сборки стыка под сварку.
5. Комбинированная сварка, когда корень шва выполняется на
весу одним из перечисленных выше способов, а стык заполняется
другими видами и способами сварки (см. табл. ХХ.4).
6. Сварка на съемных, остающихся и расплавляемых подкладках.
Съемные подкладки редко используются при изготовлении и
монтаже технологических трубопроводов. Они находят применение
при сварке магистральных трубопроводов (см. гл. XXI).
Остающиеся подкладки (рис. ХХ.5) предусмотрены ГОСТ
16037—70 и другими нормативными документами, однако конструк¬
ция стыка в этом случае такова, что щелевой зазор между внутрен¬
ней поверхностью стенки трубы и остающейся подкладкой в случае
динамических нагрузок на трубопровод или наличия в нем агрессив¬
ных сред может привести к образованию трещин или интенсивной
коррозии.
512
Подкладные расплавляющиеся кольца (рис. ХХ.6) служат для
получения обратного валика на внутренней поверхности трубы й
обеспечивают центровку собираемых труб. При сварке кольца пол¬
ностью расплавляются, исключая при этом непровар корневого шва
и повышая прочность сварного соединения и его коррозионную
Сбйрибаемые трубы
проточка Подмена
Рис. XX.5. Схема сборки
стыка трубопровода на ос*
тающейся подкладке
стойкость. Материал кольца дол¬
жен соответствовать материалу
труб. Стык с подкладным рас¬
плавляющимся кольцом необхо¬
димо собирать особенно точно —
заплечики кольца должны плотно
прилегать к внутренней поверх¬
ности трубы, зазо£ в замке коль¬
ца (оно является разрезным) не
должен превышать 0,5 мм, а за¬
мок в собранном стыке должен
быть смещен с зенита трубы во
избежание прожога кольца. Расплавляющиеся кольца применяются
преимущественно при сварке труб из средне- и высоколегированных
сталей.
7. Сварка с поддувом защитного газа (в частности, аргона). За¬
щитный газ подается в полость трубы к обратной стороне соединяе¬
мых частей, при этом он защищает их при сварке от воздействия воз¬
духа и способствует формированию обратного валика при сварке
корневого шва на весу. Используется в основном при сварке
трубопроводов из средне- и высоколегированных сталей.
8. Сварка на весу с применением флюса-пасты ФП-8-2 (ВСН
304-74/ММСС СССР) трубопроводов из аустенитных коррозионно-
стойких сталей. Паста наносится на внутреннюю поверхность свари¬
ваемых кромок в соответствии с указанной инструкцией и способст¬
вует надежному формированию корневого шва.
9. Сварка на флюсовой подушке (подкладке в виде приспособ¬
ления, заполненного флюсом) и на флюсомедной подкладке (под¬
кладке с канавкой, заполненной флюсом). Способ используется глав¬
ным образом при прокладке магистральных трубопроводов большого
диаметра (см. гл. XXI).
10. Подварка корневого шва изнутри трубы. В этом случае свар¬
ной шов выполняется снаружи трубы на весу любыми доступными
способами, затем механическим путем (шлифовальными машинками
с дисковыми абразивными кругами, пневмозубилом и т. д.) подру¬
бается корень шва и подваривается. Этот способ применим только
йри сварке трубопроводов большого диаметра (700 мм и более).
Рис. ХХ.6. Подклад¬
ные расплавляющие¬
ся кольца
а — для труб с тол¬
щиной стенок до
4 мм; б — для сты¬
ков с У-образной под¬
готовкой кромок; в —
схема стыка, собран¬
ного с применением
подкладного расплав¬
ляющегося кольца
33—140
513
11. Сварка на съемных эластичных неметаллических подкладках,
выполненных из жаропрочных композиционных материалов (неме¬
таллических). Способ получил распространение за рубежом (Япо¬
ния), в СССР находится в стадии экспериментальной проработки.
ХХ.З. Изготовление и монтаж технологических
трубопроводов из низкоуглеродистых сталей
Основным методом организации производства сборочных еди¬
ниц технологических трубопроводов является централизованное по¬
точное их изготовление в специально оборудованных цехах (мастер¬
ских) с применением механизированных способов сварки. На
рис. ХХ.7 представлена схема трубозаготовительного цеха.
Сборка труб и деталей трубопроводов в элементы, а затем эле¬
ментов в сборочные единицы должна выполняться в соответствии
9 требованиями ГОСТ 16037—70, СНиП Ш-Г.9-62* и других нормам
Тивных документов. Если смещение кромок при сборке превышает
Допускаемые величины, то концы труб правят одним из следующих
способов:
а) для бесшовных труб и деталей из низкоуглеродистой стали
марок 10 и 20:
подбивкой (подкаткой) кромок в холодном состоянии или с на¬
гревом до температуры 850—900° С;
применением центраторов, совмещающих кромки путем измене¬
ния формы концов стыкуемых труб и деталей без изменения их пе¬
риметра;
Рис. ХХ.7. Схема трубозаготовительного цеха
/ _ линия изготовления сборочных единиц (узлов) с условным диаметром
200—500 мм; II — то же, с условным диаметром 50—150 мм; 111 — промежуточ¬
ный склад готовой продукции; 1 — механизированный склад труб с конвейером
подачи труб в цех; 2 — станок УРТ-630 для резки труб; 3 — наклонный стол с
отсекателями; 4 — установка для правки концов труб с рольгангом; 5 — тележ¬
ка для подачи патрубков; 6 — поворотный консольный кран; 7 — сварочный
автомат АДК-500-6; 8 — сварочный манипулятору Т-25М; 9 — сварочный пост с
фрикционным вращателем и сварочной головкой ТСГ-7М; 10 — приспособление
для вырезки отверстий в трубах; 11 — стенд для сборки элементов; 12 — стенд
Ьля сборки плоских сборочных единиц; 13 — транспортная приводная тележке;
J4 _ стенд для сборки пространственных сборочных единиц; 15 — стеллаж для
сварки сборочных единиц; 16 — стенд для монтажа сборочных единиц с арма¬
турой; 17 — насос для гидроиспытания сборочных единиц; 18, 19 — трубонарезг
ные станки 9Н14С и ВМС-ЗЪ; 20 — станок дАя холодного гнутья труб
ТГМ-38-159; 21 — трубоотрезной станок СТ 100-350 для резки нержавеющих стй*
лей; 22 — кран-балка грузоподъемностью до 3 Т
514
ТАБЛИЦА ХХ.5. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К КОНСТРУКЦИИ ОСНОВНЫХ ПРИСПОСОБЛЕНИЙ ДЛЯ СБОРКИ ЭЛЕМЕНТОВ
Сборочный стенд
Приспособления для установки
трубы
(патрубка)
отвода
фланца плоского
под приварку
фланца приварного
встык
1. Горизонталь¬
ность плоскости сто¬
ла
2. Жесткость
3. Возможность пе¬
ремещения и закреп¬
ления сборочных при¬
способлений
4. Соответствие раз¬
мера по длине наи¬
большему размеру
собираемого элемен¬
та
5. Размер по шири¬
не должен позволять
вести одновременную
сборку двух или не¬
скольких элементов
1. Возможность за¬
крепления к стенду
2. Надежный за¬
жим коротких пат¬
рубков с обеспечени¬
ем горизонтальности
их осей
3. Укладка труб
(длинных патрубков)
на двух призмах с
обеспечением гори¬
зонтальности их осей
4. Возможность пе¬
ремещения установ¬
ленных патрубков
вдоль их оси по
стенду (на каретках
или винтах)
1. Возможность
крепления к стенду
2. Надежный зажим
отвода с одновременным
обеспечением взаимной
перпендикулярности пло¬
скости собираемого сты¬
ка и свободного торца
отвода
3. Перемещение отвода
в вертикальной плоско¬
сти для совмещения осей
трубы (патрубка) и от¬
вода
4. Перемещение отвода
в горизонтальной пло¬
скости* Для совмещения
осей трубы и отвода
1. Возможность закрепле¬
ния к стенду
2. Закрепление фланца с
фиксацией по внутреннему
диаметру и обеспечением
перпендикулярности плоско¬
сти зеркала фланца к оси
трубы (патрубка)
3. Обеспечение «недовода»
(расстояния между зерка¬
лом фланца и торцом тру¬
бы или детали) в соответ¬
ствии с ГОСТ 1255—67*
4. Обеспечение симметрич¬
ности расположения отверг
стий под болты фланца От¬
носительно вертикальной
оси
1. Возможность закрепле¬
ния к стенду
2. Закрепление фланца с
фиксацией по болтовым от¬
верстиям и обеспечением
перпендикулярности плоско¬
сти зеркала фланца к оси
трубы (патрубка) и симмет¬
ричности болтовых отвер¬
стий относительно верти¬
кальной оси
3. Перемещение фланца в
вертикальной плоскости дл я
совмещения осей трубы
(патрубка) и фланца
4. Перемещение фланца в
горизонтальной плоскости*
для совмещения осей трубы
(патрубка) и фланца
5. Перемещение фланца в
вертикальной плоскости для
совмещения осей трубы
(патрубка) и фланца
6. Перемещение фланца в
горизонтальной плоскости*
для совмещения осей трубы
(патрубка) и фланца
* Требование к возможности перемещения деталей в горизонтальной плоскости исключается, если точность установка- при-'
способлений ка стенде обеспечивает соосность стыкуемых деталей.
предварительной калибровкой концов труб и деталей или сов¬
мещением их кромок с помощью холодного обжима или раздачи.
При этом .максимальные местные деформации металла не должны
превышать 5%. При больших деформациях сварные соединения долж¬
ны термически обрабатываться (высокий отпуск);
горячей калибровкой обжимом или раздачей с нагревом до тем¬
пературы 850—900° С;
б) для бесшовных труб и деталей из легированных сталей аусте-
нитного, мартенситного и перлитного классов:
любым из указанных в п. «а» способов, за исключением подбив¬
ки (подкатки), при этом, если правка связана с пластическим дефор¬
мированием концов труб и деталей, последние должны подвергаться
термической обработке перед сваркой;
в) для сварных прямошовных труб и сварных деталей из сталей
марок Ст2 и СтЗ любым из указанных в п. «а» способов, за исклю¬
чением холодной раздачи концов труб и деталей;
г) для сварных прямошовных труб и деталей из легированных
сталей аустенитного, мартенситного и перлитного классов любым из
указанных в п. «б» способов, за исключением способов, связанных
с холодным пластическим деформированием.
Для повышения качества сборки, а также для увеличения про¬
изводительности труда элементы монтируют на сборочных стендах с
использованием приспособлений, отличающихся конструкцией и се¬
рийно не выпускаемых. Основными видами элементов в технологи¬
ческих трубопроводах, определяющими конструкцию приспособле¬
ний, являются элементы I и II группы, занимающие 80—90% общего
числа элементов. Самые распространенные сочетания в них следую¬
щие: «труба — отвод», «труба — фланец плоский под приварку»,
«труба — фланец, приварной встык». От 6 до 14% составляют эле¬
менты III группы, в том числе сочетания «отвод—фланец».
Сборочные стенды с приспособлениями должны закреплять и
фиксировать патрубки и детали в заданном положении и позволять
выполнять необходимую регулировку для правильной взаимной уста¬
новки стыкуемых кромок в пространстве. В табл. XX.5 приведены
требования, предъявляемые к конструкции основных сборочных при¬
способлений. В качестве зажимных и фиксирующих устройств при
установке коротких патрубков и отводов могут служить планшайбы
с кулачковыми зажимами, при установке фланцев — электромагниты.
На сборочных стендах осуществляется также прихватка собранных
стыков элементов.
Собранные стыки элементов свариваются, как правило, механи¬
зированными способами. При диаметре труб до 159 мм включитель¬
но наиболее распространены полуавтоматическая и автоматическая
сварка в углекислом газе плавящимся электродом (П-3 и А-3). Эти
способы находят также применение и на трубах большего диаметра,
но, преимущественно, при сравнительно небольших толщинах стенок
<ю— 12 мм). Сварка выполняется сварочной проволокой Св-08Г2С
или Св-08ГС диаметром 0,8—1,2 мм в поворотном положении на
постоянном токе обратной полярности полуавтоматами А-547У,
ПДПГ-500-1, ПШП-10 и др. или автоматами ТСГ-7М, АДПГ, АГП.
Для сварки коротких патрубков с деталями и деталей между собой
рекомендуется использовать установки АДК-500 (АДК-500-3 — для
труб с условным проходом 75—300 мм, АДК-500-6— для труб с
условным проходом 150—600 мм). В табл. ХХ.6 приведены режимы
автоматической сварки труб сварочной головкой ТСГ-7М.
516
ТАБЛИЦА ХХ.6. ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ СВАРКИ fPVB
ИЗ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ
СВАРОЧНОЙ ГОЛОВКОЙ ТС Г-7М
Толщина
стенки трубы,
мм
Притупление,
мм
Зазор, мм
№ прохода
Скорость
сварки
Напряжение
ДУГИ. В
Сварочный
ток, А
Амплитуда
полеречных
колебаний, мм
МО-?
м/с
м/ч
1
19—21
100—120
0
0—1
1—1,5
2
4,2—5
15—18
20-22
120—140
3-4
1
20—21
120—150
0
1,5—2
1 — 1,5
2
5—5,55
18—20
23—25
140—180
6-8
1
20-22
110—130
0
0—1
1—1,5
2
4,2—5
15-18
23—25
150—180
3-5
3
23—25
150—180
8-10
10
1
21—23
130—140
0
1-2
1—1,5
2
4,2—5
15—18
22—24
130—140
3—5
3
22—24
130-140
8—10
Примечание. При сверке сварочная головка смещается от зенита
трубы на 20—30° против направления вращения трубы.
ТАБЛИЦА XX 7. ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ СВАРКИ ТРУБ
ИЗ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ ПОД ФЛЮСОМ
ПО РУЧНОЙ ПОДВАРКЕ КОРНЕВОГО ШВА
Толщина
стенки
труб, мм
Диаметр
сварочной
проволо¬
ки, мм
Про¬
ход
Сварочный
ток, А
Напряже¬
ние
дуги, В
Скорость
сварки
Вылет элек¬
трода, мм
1 • ю—3
м/с
м/ч
7-8
2
1
2
400—480
440—480
40—42
42—45
9,7-10,5
35-38
30—35
8—9
2
1
2
400—450
400—480
42—45
48—50
10,5—11,1
38—40
30-35
11-12
3
1
2
580—650
680—750
46-48
48—50
15,3—16,7
13,9-15,3
55—60
50—55
40—50
Примечание. Приведены данные для проволоки Св-08ГА, флюса
АН-348, диаметра труб более 325 мм, марки стали 20, смещения дуги с зе
нита 50—100 мм.
517
При сварке элементов диаметром от 219 мм и более рекоменду¬
ется применять комбинированную сварку типа Р/А-Ф, Р/П-Ф,
П-З/А-Ф или П-З/П-Ф. Сварку под флюсом ведут полуавтоматами
ПШ-54, ПДШМ-500, А-936 и др., автоматами ТС-17М, ТС-35 и сва¬
рочными головками ПТ-56 и др. При этом используется проволока
Св-08 или Св-08ГА диаметром 2 и 3 мм и флюс АН-348А. При тол¬
щине стенки труб до 6 мм сварка под флюсом ведется в один проход,
до 12 мм — не менее чем в два прохода, свыше 12 мм — в три про¬
хода и более. В табл. ХХ.7 даны ориентировочные режимы сварки
под флюсом труб из низкоуглеродистой стали (комбинированная
сварка).
Вращение элементов трубопроводов при сварке осуществляется
вращателями или манипуляторами, основные типы которых приведе¬
ны на рис. ХХ.8. Наиболее распространены манипуляторы фрикци¬
онный УВТ-1 и торцевой Т-25М.
Перспективными с точки зрения повышения уровня механизации
сварки трубопроводов являются установки двух модификаций
(табл. ХХ.8) для сборки и сварки плоских узлов: для трубопроводов
с условным диаметром 50—200 мм —с применением калиброванных
концов труб и деталей и для трубопроводов с условным диаметром
200—500 мм — с внутренним силовым центратором.
При монтаже элементов трубопроводов из низкоуглеродистых
сталей в узлы, а также при их монтаже основным видом сварки яв¬
ляется ручная дуговая. Тип электродов Э42, Э42А и Э50А указыва¬
ется в чертежах в зависимости от назначения, диаметра и толщины
стенки трубопровода. Наиболее распространенными марками элект¬
родов для этих целей являются МР-3, УОНИ 13/45 и УОНИ 13/55.
т
Рис. ХХ.8. Схема работы вращателей и манипуляторов
а — вращатель роликового типа; б, в — манипуляторы торцевого и фрикционно-
518
ТАБЛИЦА ХХ.8. ОСНОВНАЯ ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
УСТАНОВОК КОНСТРУКЦИЙ ВНИИМОНТАЖСПЕЦСТРОЯ ДЛЯ СБОРКИ
И С&А>КИ ПЛОСКИХ УЗЛОВ
Показатель
Установка для сборки и сварки
трубопроводов с условным
диаметром, мм
50—200
200—500
Собираемые и свариваемые ус¬
ловные диаметры труб, мм
Точность собираемых торцов
труб и деталей
1-10 3 м/ч
Скорость сварки,
м/ч
Прозводительность установки
при двухсменной работе, т/год
Габариты установки, мм:
длина
ширйна
высота
Масса установки, кг
50—200
Необходима пред¬
варительная калиб¬
ровка
2.2—8,35
8-30
1200
9950
1830
1950
6340
200—500
Калибруются на
установке йри помо¬
щи силового центра¬
тора
2,8-8,3&
10-30
800
11300
3359
2160
7340
Примечание. Используется автоматическая сварка в углекислом газе
плавящимся колеблющимся электродом.
ТАБЛИЦА XX.9. ДОПУСКАЕМАЯ ТЕМПЕРАТУРА ОКРУЖАЮЩЕГО
ВОЗДУХА ПРИ СВАРКЕ ТРУБОПРОВОДОВ ИЗ НИЗКОУГЛЕРОДИСТОЙ
СТАЛИ
Содержание
Толщина стенки трубы, мм
углерода,
в стали труб, %
до 16
свыше 16
До 0,2
До —20° С без подогрева
стыка
До 0° С без подогрева;
от 0 до —20° С с подо¬
гревом стыка до 100—
150° С
0,2—0,28
До —10° С без подогрева
стыка; от 0 до —20° С с по¬
догревом стыка до 100—
150 С
Более 0,28
Не ниже —10° С с подогревом стыка до 200—250° С*
* Это условие справедливо и для труб из стали 10Г2 и 17ГС.
Прихватка и сварка первых слоев должны выполняться электродами
диаметром не более 3 мм, последующих слоев—электродами диа¬
метром 3 и 4 мм. Число слоев в сварном шве зависит от толщины
стенки трубы, положения шва в пространстве и колеблется от 1—2
при толщине стенки трубы 3—6 мм, 3—4 при толщине стенки 10—
12 мм до 12—16 при толщине стенки 28—32 мм. Каждый слой шпа
при многослойной сварке должен быть перед наложением следующе¬
го слоя очищен от шлака и брызг металла, кратеры должны быть
519
тщательно заварены, замыкающие участки швов не должны совпа¬
дать друг с другом, при замыкании кольцевых швов начало шва
перекрывается на 20—30 мм.
При сварке горизонтальных стыков начало наплавляемых вали¬
ков должно быть смещено друг относительно друга на XU длины
окружности стыка. При сварке вертикальных неповоротных стыков
наплавку валиков следует вести снизу вверх со смещением начала
сварки отдельных валиков. В потолочной части стыка сварку нужно
начинать, отступив на 10—30 мм от нижней точки.
При ручной дуговой сварке стыков труб диаметром более
219 мм необходимо применять способ уравновешивания деформаций,
для чего длина каждого участка первых трех слоев шва должна
быть равна lU окружности стыка и не должна превышать 200 мм
(для труб диаметром 300 мм и более — 250 мм). Длина участков
последующих слоев шва должна составлять 1/г окружности стыка.
Стыки трубопроводов с толщиной стенки до 12 мм могут сва¬
риваться с поворотом труб на 360 или 180°. Угол поворота зависит
от диаметра трубы и составляет в среднем 70—90°.
Прихватка и сварка стыков трубопроводов (в первую очередь
при монтаже) при температуре воздуха ниже 0° С должна выпол¬
няться с соблюдением условий, приведенных в табл. ХХ.9.
Сварочные работы при температуре наружного воздуха ниже
предусмотренной табл. ХХ.9 разрешается вести либо в отапливаемых
помещениях, либо в специально обогреваемых кабинах, в которых
температура воздуха должна поддерживаться выше 0° С.
ХХ.4. Изготовление секций стальных трубопроводов
Секции являются составной частью технологических трубопрово¬
дов и наиболее широко применяются при прокладке межцеховых
трубопроводов (сварки секций магистральных трубопроводов см. в
гл. ХХ.1).
Секции изготавливаются преимущественно на установках — стен¬
дах с использованием механизированных способов сварки. На стен¬
дах сварочные работы организуются по двум принципам: «сварщик
к стыку» и «стык к сварщику». В первом случае свариваемая секция
только вращается, а сварщик переходит от стыка к стыку, передви¬
гая при этом сварочную головку. Во втором случае предусматрива¬
ется вращение свариваемой секции и поступательное перемещение
ее к месту сварки.
Принцип «сварщик к стыку» осуществляется в передвижных
сборно-разборных стендах (рис. ХХ.9), применяемых в тех случаях,
когда объем работ по изготовлению секции на данном объекте неве¬
лик, а перевозить их к месту монтажа от стационарных стендов либо
технически невозможно (например, по условиям местности), либо
неэкономично.
Принцип «стык к сварщику» заложен в стационарных стендах
(рис. XX. 10), сооружаемых в местах сосредоточения значительного
объема работ по прокладке трубопроводов (нефтеперерабатываю¬
щие, нефтехимические и газоперерабатывающие заводы и т. д.); про¬
изводительность стационарных стендов составляет до 5—10 тыс. сек¬
ций в год при одно-полуторасменной работе.
На передвижных стендах трубы подаются на сборочный стеллаж,
где собираются в секции, стыки прихватываются, а в случае исполь*
зования комбинированных способов сварки (в основном ручной ду¬
620
говой) здесь же сваривается корневой шов. Чтобы уменьшить объем
работ по подгонке концов труб, применяется так называемая селек*
тивная сборка, при которой трубы на складе перед сборкой в секции
отбирают в партии в зависимости от периметра окружности торцов.
Собранная секция по¬
ступает на сварку, в процес¬
се которой вращается на
роликоопорах, установлен¬
ных на сборно-разборной
раме, при помощи торцево¬
го вращателя, который име¬
ет продольное перемещение
вдоль оси рамы в пределах
1—2 м (для подвода враща¬
теля к торцу секции). Сва¬
рочная головка подвешена
на канате и может передви¬
гаться по нему на ролико¬
вой подвеске вдоль сварива¬
емой секции. Питание го¬
ловки осуществляется от
сварочного агрегата по сва¬
рочному кабелю, также под¬
вешенному к канату. Сва¬
ренная секция сбрасывается
с роликоопор, которые вы¬
полняются для этих целей
поворотными. Так как сек¬
ции на передвижных стендах свариваются в полевых условиях, наи¬
более распространенным способом сварки является комбинированная
типа Р/А-Ф или Р/П-Ф Сварка ведется сварочными тракторами
ТС-17 и ТС-35 или сварочной головкой ПТ-56, используются также
полуавтоматы серии Г1Ш.
Труды
Секции л
- -Z*
Ч^-\у\уу/|
Рис. XX.9. Передвижной сборно-раз¬
борный стенд для изготовления сек¬
ций трубопроводов диаметром 159 мм
и более. Стрелками показано направ¬
ление потока
1 — сборочный стеллаж; 2 — сборно¬
разборная рама; 3 — роликоопора; 4 —
канат; 5 — сварочная головка; 6 — соб¬
ранная секция; 7 — торцевой враща¬
тель; 8 — сварочный агрегат
Рис. XX. 10. Схема стационарного стенда для изготовления секций трубопро¬
водов
1 — стеллаж-накопитель; 2 — упоры-отсекатели; 3, 12 — сбрасыватели; 4Ш
J1 — приемные рольганги; 5 — подъемный ролик; 6 — ролик для опирания вра¬
щающейся секции; 7 — центратор-вращатель; 8 — сварочная головка; 9 — пульт
управления стендом; 10 — операторская; 13 «- стеллаж; 14 — погрузочное уст¬
ройство; 15 — автомобиль-плетевоз
521
К достоинствам передвижных стендов относятся простота кон¬
струкции, сравнительно небольшая стоимость и высокая мобильность
(собрать и разобрать стенд можно в течение рабочего дня). Недо¬
статками его являются: применение торцевого вращателя, что вызы¬
вает угловые деформации вращаемой секции (скручивание) сопро¬
вождаемые проскальзыванием стыка при сварке, и большой удельный
вес вспомогательных операций (закрепление вращателя, переходы
сварщика, перемещение сварочного оборудования и т. д.).
На стационарном стенде трубы поступают на приемный стеллаж-
накопитель, имеющий небольшой (до 5°) уклон, благодаря чему тру¬
бы перекатываются по нему под действием собственной массы. Упо-
рььотсекатели служат для остановки труб и регулирования их
поступления на приемный рольганг и механически связаны со сбра¬
сывателями, подающими трубы на рольганг.
Приемный рольганг оборудован подъемными роликами продоль¬
ного перемещения трубы с индивидуальными приводами и роликами
для опирания вращающейся секции, которые подают трубы к центра-
Тору-вращателю. Последний выполняет центровку труб при их сты¬
ковке с помощью трех или четырех пар центрирующих роликов и их
вращение при сварке. Собранный и зажатый в центраторе-вращате-
ле стык сваривается с одной установки сварочной головкой. Наиболее
часто применяемыми видами и способами сварки секций на стацио¬
нарных стендах являются А-3 (в углекислом газе) с головками ТСГ-7
и ТСГ-7М; Р/А-3 (для труб диаметром до 219 мм), а также Р/А-Ф,
Р/П-Ф, П-З/А-Ф, П-З/П-Ф (для труб диаметром 219 мм и более).
Сваренная секция поступает па другой приемный рольганг (так¬
же оборудованный подъемными роликами и роликами опирания
вращающейся секции), с которого сбрасывателем перекладывается
на приемный стеллаж, где контролируется качество сварных соедине¬
ний. Затем готовые к отправке па монтаж секции погрузочным уст¬
ройством укладываются на специально оборудованные автомобили
плетевозы.
Центратор-вращатель, сварочное оборудование и пульт управле¬
ния стендом размещаются в закрытом помещении — операторской,
иЗ которой осуществляется централизованно все управление меха¬
низмами стенда. Помещение операторской обеспечивает хороший
обзор сварщику-оператору, позволяет сваривать секции независимо
от климатических условий.
ХХ.5. Особенности сварки трубопроводов
из легированных и разнородных сталей
При изготовлении и монтаже технологических трубопроводов
применяется свыше 40 марок легированных сталей. Обработка и
сьарка труб из этих сталей затруднена из-за легирующих элементов.
Поэтому для получения сварного соединения хорошего качества не¬
обходимо правильно выбрать вид и способ сварки, сварочные мате¬
риалы, режимы сварки, а также термическую обработку предвари¬
тельный и сопутствующий подогрев, высокий отпуск и отжиг после
сварки и т. д.).
В табл. XX. 10 приведена условная классификация легированных
сталей с точки зрения технологических особенностей их сварки.
Кроме ручной дуговой сварки при изготовлении и монтаже тру¬
бопроводов из легированной стали применяются также автоматиче-
522
ess
fu >Tl
X J
2S
X
* ж
о tr
•п
ч s
п>«
D>
—lb
П)
■8
О
Й
ь
я
Г r
•e-S
P
^5
-i
о
CO
>
OJ 0) CD Ф
s
g
a
x
2 ID
ov Bv
X Я
s a
5 >*
I I I
Sag
углерода
легирующих
элементов
(в сумме)
*s
gs
к E
P g
3h
■§§
5
Предварительный по¬
догрев при газовой
и плазменнной резке
Предварительный и
сопутствующий подо¬
грев при сварке
Термическая обра¬
ботка после сварки
Ja
о
ТАБЛИЦА ХХ.10. УСЛОВНАЯ КЛАССИФИКАЦИЯ
ЛЕГИРОВАННЫХ СТАЛЕЙ, ИСПОЛЬЗУЕМЫХ
ИЗГОТОВЛЕНИИ И МОНТАЖЕ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
cn
to
•fe
Продолжение табл. XX. 10
Группа стали
Предельное
содержание, %
3” ОС ч
о О 0>
>*я 2
>*
Я S о
Марки сталей
Тип
электродов
с; я о
Зах
н е я
5 2
!§з
С с г
О 0)
«г с х
За.
as
я = ®
4 х °
н2«
* >>=■
а, и с
goe
5 н <и
w с и
(2-0 О
Су Ч
св 2d
а а
\о re
о »
V
is
О о
Ǥ
X ев
5 *
Q.H
0) О
f-O
Дополнительные сведения
VI
Высоколегиро¬
ванные — VII
Аустенитные —
УШ
0,25-
0,35
0,1
0,12
0,08-
0,2
1,5—2,5
20
14—25
Свыше
25
20ХЗМФ, 30ХМ
08X13, 08Х17Т
12X13, 12Х25Т
12X18. Н10Т
08Х17Н16МЗТ
ЭХ5М-Ф, ЭХМ
ЭФХ13, ЭФХ17,
ЭА2Б. ЭА1Б
ЭА2Г6
ЭФХ13, ЭФХ17,
ЭА2, ЭА2Б
ЭА1Б
Необходимы
Необходимы
Не тре¬
буется
Не тре¬
буется
Для труб из стали 0X13
при толщине стенки более
18 мм необходима термиче¬
ская обработка
Для труб из стали 1X13
при толщине стенки более
18 мм необходима термичес¬
кая обработка
Подвергаются термической
обработке, если необходима
стойкость против общей и
межкристаллитной коррозии
в жидких средах при повы¬
шенной температуре
ЭА1М2Б, ЭА2М
Примечания; 1. При свар*ке трубопроводов высокого давления независимо от марки стали и используемых электродов
может назначаться термическая обработка, что должно предусматриваться в рабочих чертежах или ТУ на изготовление и мон¬
таж трубопроводов.
2. Более подробные сведения о выборе сварочных материалов и о режимах сварки легированных сталей помещены в Инст¬
рукции МСН 163-67/ММСС СССР,
Необходимы
Не требуются
ская и полуавтоматическая сварка под флюсом, ручная и автомати¬
ческая аргонодуговая и полуавтоматическая и автоматическая в
среде углекислого газа. В табл. XX. 11 указаны данные о выборе
сварочных материалов для механизированного способа сварки под
флюсом труб.
ТАБЛИЦА ХХ.11. ПРИМЕРЫ ВЫБОРА СВАРОЧНЫХ МАТЕРИАЛОВ
ДЛЯ МЕХАНИЗИРОВАННОГО СПОСОБА СВАРКИ ПОД ФЛЮСОМ
ТРУБ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ
Марка стали
Сварочная проволока
Флюс
10Г2, 09Г2С
Св-08Г2С
АН-348А
15ХМ
Св-ЮХМ*
АН-15, АН-22
12Х1МФ
Св-08ХМФ*
АН-22
15Х5М
Св-10Х5М*
АН-15
08X13 {
Св-10Х20Н15
АНФ-6; 48-ОФ-6
Св-10Х13*
АН-70, АНФ-14; АН-26
08X17Т {
Св-10Х17Т
АНФ-6, 48-ОФ-6, АН-70
Св-08Х18Н10Б*
АНФ-6, 48-ОФ-6, АН-70,
АНФ-14, АН-26
15Х25Т
Св-13Х25Н18
АНФ-6, 48-ОФ-6,
Св-07Х25Н13, Св-08Х25Н12Т*
АН-70
08Х18Н10
СВ-04Х19Н9
АН-26, ФЦЛ-2
12Х18Н10Т
СВ-07Х19Н9ТЮ
АН-26, АНФ-16
08X21Н5Т
СВ-07Х18Н9ТЮ,
СВ-08Х19Н10Б**
АНФ-6, АН-26
10X17H13M3T
Св-ОбХ 19Н10МЗТ,
АН-26
Св-0Х20Н 11МЗТБ
АН-26, АНФ-16
* После сварки необходима термическая обработка.
** Подробные сведения о выборе сварочных материалов см. в Инструк¬
ции МСН 163-67/ММСС СССР.
Ниже приведены марки сварочной проволоки, используемой при
аргонодуговой сварке труб из легированных сталей.
Марка стали Марка сварочной проволоки
08X18Н10 , , CB-02X19H9, СВ-04Х19Н9
12X1SH10T * ■ Св-ОбХ 19Н9Т, Св-08Х19Ш0Б
08X21Н5Т . , , CB-06X19H9T, СВ-07Х18Н9Т10, Св-08Х19Н10Б
10X17X13M3T , Св-04Х19Н11МЗ
Марки сварочной проволоки, применяемой для механизирован¬
ной сварки в углекислом газе труб из легированных сталей, следу¬
ющие:
Марка стали
10Г2, 09Г2С . ,
15ХМ . . . , .
12Х1МФ . , .
08Х18Н10,
08X21И5Т
12Х18Н10Т
Марка сварочной проволоки
Св-08Г2С
Св-08Г2СМ, СВ-08ГСМА
Св-08Г2С (корневой шов), Св-08ХГСМФ (ос¬
тальные слои), Св-04Х19Н9, Св-06Х19Н9Т
Св-06Х19Н9Т
СВ-08Х19Н1ОБ
525
При ручной дуговой сварке труб из легированных сталей число
слоев сварного шва (табл. XX. 12) зависит от толщины стенки трубы
и от расположения шва в пространстве.
Первый два слоя накладываются электродами диаметром 2,5—
3 мм, последующие слои — электродами диаметром 4 мм. Сварочный
^ок при сварке поворотных стыков для аустенитных электродов диа¬
метром 3 мм — 80—100 А, диаметром 4 мм — 110—120 А; для пер¬
литных электродов диаметром 3 и 4 мм — соответственно 100—■
120 А и 120—160 А. При сварке неповоротных стыков сила тока
должна быть меньше примерно на 15%. Сварка выполняется, как
правило, постоянным током обратной полярности при короткой дуге.
ТАБЛИЦА XX. 12. ЧИСЛО СЛОЕВ СВАРНОГО ШВА В ЗАВИСИМОСТИ
ОТ ТОЛЩИНЫ СТЕНКИ ТРУБЫ
Положение
Толщина стенки трубы, мм
оси трубы
3-6
6-10
10—13
13-16
17—22
23-27
28—32
Горизонтальное
1-2
2—3
3-4
4-5
5—8
8—12
12—16
Вертикальное
2—3
4—5
5-6
6-7
7-9
9-14
14—18
Режимы сварки поворотных стыков под флюсом подбираются
исходя из диаметра свариваемых труб, толщины их стенки и свой¬
ств свариваемых материалов. Сварка ведется на постоянном токе
обратной полярности. У труб с толщиной стенки до 20 мм все слои
шва должны свариваться на одном режиме; при толщине стенки
более 20 мм после заполнения разделки скорость сварки должна
уменьшаться на 60—70%.
Коррозионно-стойкие стали (хромоникелевые и .хромистые) сле¬
дует сваривать на минимальных режимах тока при максимально
возможных скоростях. Диаметр сварочной проволоки при сварке
под флюсом легированных сталей не должен превышать, как прави¬
ло, 2 мм.
В качестве сварочного оборудования при сварке под флюсом
применяются полуавтоматы серии ПШ (ПШ-5, ПШ-54 и др.) или
автоматы ТС-17М, ТС-35 и др.
При применении аргонодуговой сварки неплавящимся электродом
рационально сваривать трубы с толщиной стенки до 2,5 мм (или вы¬
полнять сварку корневого шва при комбинированной сварке); сварку
плавящимся электродом рекомендуется использовать при толщине
стенок трубы более 2,5 мм.
При ручной аргонодуговой сварке неплавящимся электродом
диаметры вольфрамового электрода и присадочной проволоки долж¬
ны примерно быть равны толщине стенки трубы (до 4 мм) или при¬
526
туплению (при комбинированной сварке). Сварочный ток (А) в этом
случае будет равен 40 диаметрам неплавящегося электрода (мм).
Сварка ведется на переменном и постоянном токе прямой поляр¬
ности при помощи любой серийной сварочной горелки (например,
типа АР).
Для аргонодуговой сварки поворотных стыков труб применяют
серийные автоматы с плавящимся электродом типа АСДП, АДПГ,
АДСВ, полуавтоматы типа ПШП-10, ПДА-300 и др.; сварка непоэд-
ротных стыков может осуществляться на автоматах типа АТВ, АТ,
ТАМ, ОКА и других с неплавящимся электродом.
В среде углекислого газа могут свариваться хромоникелевы^
аустенитные стали (в основном жаропрочные) некоторые средне- И
низколегированные стали. Сваривать трубы в углекислом газе мож¬
но автоматами типа ТСГ (например, ТСГ-7М) и полуавтоматами
А-547У, ПДПГ-300, ПТВ, ПДПГ-500 плавящимся электродом диа¬
метром 0,5—1,2 мм на постоянном токе обратной полярности. При
полуавтоматической сварке швы могут накладываться во всех про¬
странственных положениях.
При толщинах стенок труб 4—8 мм и диаметре сварочной прово¬
локи 0,8—1,2 мм сварочный ток (для поворотных стыков) со¬
ставляет 90—130 А при напряжении 18—22 В для аустенитных сва*
рочных проволок, при сварке неаустенитными проволоками сварочный
ток на 10% выше.
При сварке труб из легированных сталей любыми способами не¬
обходимо учитывать следующие технологические особенности:
трубы из перлитных, мартенсито-ферритных и мартенситных
сталей должны свариваться без перерывов. При Вынужденных пере*
рывах следует обеспечить медленное и равномерное охлаждение ме¬
талла, изолируя его любыми термоизоляционными материалами. Сво¬
бодные концы труб при сварке должны закрываться во избежаний
образования тяги воздуха;
сваренные стыки труб из стали II—VII групп должны остывать
медленно;
в трубах из аустенитных сталей перед сваркой каждого после¬
дующего слоя предыдущий слой (или прихватка) должен полностью
остыть на воздухе;
в процессе сварки поверхность труб должна быть защищена от
попадания брызг расплавленного металла любым надежным спосо¬
бом, а по окончании сварки стыки труб очищаются от шлака, брызг
и окалины. Наплавка клейма запрещается.
В последнее время в практике строительства встречается сварка
труб из разнородных сталей, при которой соединяются между собой
различные по составу и структурному состоянию стали или сталь и
металл шва, отличающиеся по структуре. В табл. XX. 13 приведены
рекомендации по выбору сварочных материалов при сварке разно¬
родных сталей. Применение аустенитных электродов для сварки не-
аустенитных сталей без последующей термической обработки допу*
стимо при толщине стенок труб до 18 мм. Прихватка и сварка пер¬
вых слоев, подварочного шва и облицовка кромок должны выпоЛт
няться электродами диаметром не более 3 мм. Сварку следует про*
водить на умеренных режимах сварочного тока: при диаметре элект¬
рода 3 мм — 60—80 А, при диаметре электрода 4 мм — 100—120 А
на возможно короткой длине дуги. Стали, кромки которых должны
перед сваркой подогреваться, необходимо медленно охлаждать после
сварки, а также при вынужденных перерывах в работе.
527
5 28
ТАБЛИЦА ХХ.13. ТИПЫ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
Груп¬
пы
сталей
I
Па
Пб
III
-
V
VI
VII
VIII
I
Э42А,
Э42
Э42А
Э42А.
Подогрев
кромки стали
116
Э42А.
Подогрев
кромки стали
III
Э42А.
Подогрев
кромки стали
IV
Э42А, ЭХМФ,
Э18ХМ.
Подогрев
кромки стали
V, ТО
ЭА2.
Облицовка
ЭА2,
Облицовка
ЭА2
Па
Э42А
350А
Э42А,
Подогрев
кромки стали
Пб
Э42А.
Подогрев
кромки стали
III
Э42А.
Подогрев
кромки стали
IV
Э42А, ЭХМФ,
Э18ХМ.
Подогрев
кромки стали
V, ТО
ЭА2.
Облицовка
ЭА2.
Облицовка
ЭА2
Пб
Э42А.
Подогрев
кромки
стали 116
Э42А.
Подогрев
кромки
стали 116
а) ЭХМ.
Подогрев,
ТО
б) ЭА2.
Подогрев
а) ЗХМ.
Подогрев, ТО
б) ЭА2.
Подогрев
а) ЭХМ.
Подогрев, ТО
б) ЭА2.
Подогрев
ЭХМ, ЭХМФ
Э18ХМ.
Подогрев, ТО
а) ЭХМ.
Подогрев
кромки стали
116, ТО
б) ЭА2.
Подогрев
кромки стали
Иб
а) ЭХМ.
Подогрев, ТО
б) ЭА2.
Подогрев
ЭА2.
Подогрев
кромки
стали Пб
III
Э42А.
Подогрев
кромки
стали III
Э42А
Подогрев
кромки
стали III
а) ЗХМ.
Подогрев,
ТО
б) ЭА2.
Подогрев
а) ЭХМ.
Подогрев, ТО
б) ЭА2.
Подогрев
а) ЭХМ.
Подогрев, ТО
б) ЗА2.
Подогрев
ЭХМ, ЭХМФ,
Э18ХМ.
Подогрев, ТО
а) ЭХМ.
Подогрев
кромки стали
III, ТО
б) ЭА2.
Подогрев
кромки стали
III
а) ЭХМ.
Подогрев, ТО
б) ЭА2
Подогрев
ЭА2.
Подогрйв
кромки
стали III
34—140 629
со
1 IV
О
342А.
Подогрев
кромки
стали IV
Э42А,
ЭА2.
Подогрев,
кромки
стали IV
а)ЭХМ.
Подогрев, ТО
б) ЭА2.
Подогрев
а) ЭХМ.
Подогрев, ТО
б) ЭА2.
Подогрев
а) ЭХМФ,
ЭХ5МФ.
Подогрев, ТО
б) ЭА2,
Подогрев
а) ЭХМФ,
ЗХ5МФ,
Э18ХМ.
Подогрев, ТО
а) ЭХМФ,
ЭХ5МФ.
Подогрев
кромки стали
IV, ТО
б) ЭА2.
Подогрев
кромки стали
IV
а) ЭХМФ,
ЗХ5МФ.
Подогрев, ТО
б) ЗА2
Подогрев
ЭА2.
Подогрев
кромки
стали IV
V
Э42А,
ЭХМФ,
Э18ХМ.
Подогрев
кромки
стали V,
ТО
342А,
ЭХМФ,
Э18ХМ.
Подогрев
кромки
стали V,
ТО
ЭХМ, ЭХМФ,
Э18ХМ.
Подогрев,
ТО
ЗХМ, ЭХМФ,
Э18ХМ.
Подогрев,
ТО
ЭХМФ,
ЭХ5МФ,
318ХМ.
Подогрев.
ТО
ЭХМФ,
Э18ХМ.
Подогрев,
ТО
ЭХМФ,
318ХМ.
Подогрев
кромки стали
V, ТО
ЭХМФ,
Э18ХМ.
Подогрев,
ТО
ЭА2.
Подогрев
кромки
стали V, ТО
>
529
ЭА2
Обли¬
цовка
ЭА2.
Обли¬
цовка
а) ЭХМ.
Подогрев
кромки стали
116, ТО
б) ЗА2.
Подогрев
кромки стали
116, обли¬
цовка
а) ЭХМ.
Подогрев
кромки стали
III, ТО
б) ЭА-2.
Подогрев,
облицовка
а) ЭХМФ,
ЭХ5МФ.
Подогрев
кромки стали
IV, ТО
б) ЭА2.
Подогрев
кромки стали
ЭХМФ,
Э18ХМ.
Подогрев
кромки стали
V, ТО
а) ЭФХ13,
ТО.
б) ЭА2.
Облицовка
а) ЭФХ13
Подогрев
кромки стали
VII, ТО.
б) ЭА2.
Подогрев
кромки стали
VII, обл и -
ЭА2.
Облицовка
530
Продолжение табл. XX. П
Груп¬
пы
сталей
I
Па
Иб
III
IV
V
VI
VII
VIII
IV, обли¬
цовка
цовка
VII
ЭА2.
Обли¬
цовка
ЭА2.
Обли¬
цовка
а) ЭХМ.
Подогрев,
ТО
б) ЭА2.
Подогрев,
облицовка
а) ЭХМ.
Подогрев,
ТО
б) ЭА2.
Подогрев,
облицовка
а) ЭХМФ,
ЭХ5МФ.
Подогрев,
ТО
б) ЭА2.
Подогрев,
облицовка
ЭХМФ,
Э18ХМ.
Подогрев,
ТО
а) ЭФХ13.
Подогрев
кромки стали
VII, ТО
б) ЭА2.
Подогрев
кромки стали
VII, обли¬
цовка
а) ЭФХ13,
Подогрев,
ТО
б) ЭА2.
Подогрев,
облицовка
ЭА2.
Подогрев
кромки
стали VII,
облицовка
VIII
ЭА2
ЭА2
ЗА2.
Подогрев
кромки
стали Пб
ЭА2.
Подогрев
кромки
стали III
ЭА2.
Подогрев
кромки
стали IV
ЭА2.
Подогрев
кромки
стали V, ТО
ЭА2.
Облицовка
ЭА2.
Подогрев
кромки
стали VII,
облицовка
В зависи-
мости от
марок аус¬
тенитных
сталей
Примечания: 1. Слово «Подогрев», стоящее в таблице без указания группы стали, обозначает, что необходим перед
сваркой предварительный подогрев обеих свариваемых кромок.
2. Буквы «ТО» означают, что сварное соединение должно быть подвергнуто термической обработке.
3. Кромки сталей VI и VII группы облицовываются электродами типа ЭА2, а затем этими же электродами свариваются.
4. Электроды ЭХМФ применяются для сочетаний, где используется сталь 20ХЗМВФ; электроды Э18ХМ —для с4дои ЗОХМ; элек¬
троды ЭХ5М — для стали Х5М.
5. Сварка сталей групп Пб и III между собой, а также со сталями IV, VI и VII групп в случае использования аустенитных
электродов при рабочих температурах трубопроводов менее 450° С выполняется электродами типа ЭА2, при температурах 450—
550е С — электродами Х15Н35, при температурах свыше 550° — электродами Х1БН60. Допускается кромки облицОвЬшать электро*
дами Х15Н35 и Х15Н50 соответственно назначению, а сварку вести электродами ЭА2.
Глава XXI. СВАРКА МАГИСТРАЛЬНЫХ
ТРУБОПРОВОДОВ
XXI.1. Общие сведения
Магистральные трубопроводы (МТ) прокладываются для транс¬
портирования нефти, газа, воды и других продуктов от мест их до¬
бычи крупным потребителям. МТ сооружают из цельнокатаных или
сварных труб диаметром 200—1600 мм, изготавливаемых из низко¬
углеродистых или низколегированных сталей с пределом прочности
570—720 МПа (57—72 кгс/мм2). Максимальное давление в маги¬
стральном нефтепроводе составляет 6,5 МПа (65 кгс/мм2), в газо¬
проводе— 7,5—10 МПа (75—100 кгс/мм2).
По условиям их работы, конструкции и местоположению СНиП
П-45-75 определяет четыре категории участков МТ. В зависимости
от категории устанавливаются требования, предъйвляемые к свар¬
ным стыкам труб, и назначаются условия их испытания и проверки.
По сложившейся в СССР схеме производства сварочно-монтаж¬
ных работ при строительстве МТ трубы, прибывающие с заводов в
порт или на железнодорожную станцию, вывозятся сначала на полу-
стационарные трубосварочные базы, где собираются и свариваются
механизированными способами в секции длиной 36—48 м. В этом
случае дуговая сварка ведется в нижнем положении, для чего сек¬
циям придается вращение, т. е. свариваются поворотные стыки.
Готовые секции доставляются непосредственно на трассу и сое¬
диняются там в нитку сваркой неповоротных стыков дуговыми спо¬
собами, используется также электроконтактная сварка оплавлением.
К сварке стыков МТ могут быть допущены сварщики не моложе
18 лет и имеющие разряд не ниже 5-го после сдачи экзаменов в со¬
ответствии с Правилами испытания электрогазосварщиков Госгор¬
технадзора СССР и получения .удостоверения и допуска к сварочным
работам. Прихватка и сварка первого слоя шва неповоротных сты¬
ков труб иэу сталей повышенной прочности 550 МПа (55 кгс/мм2) и
выше должна выполняться сварщиками 6-го разряда. К сварке за¬
полняющих слоев шва неповоротных стыков труб допускаются свар¬
щики 5-го разряда, к сварке поворотных стыков — сварщики не ни¬
же 5-го разряда. Сварщик, впервые приступающий к сварке стыков
магистральных трубопроводов или имеющий перерыв в работе более
3 мес., а также если применены новые сварочные материалы, обору¬
дование, трубы других диаметров или из новых марок сталей, неза¬
висимо от наличия удостоверения должен заварить допускной стык
в условиях, тождественных тем, в которых ведется сварка трубопро¬
вода. Допускной стык подвергается контролю в соответствии с ВСН
1-24-73 Миннефтегазстроя. Каждому сварщику присваивается шифр
(клеймо), которым он должен маркировать сваренные им стыки.
При сооружении МТ используются электроды, проволока, флю¬
сы и защитные газы, рассчитанные на сварку низкоуглеродистых или
низколегированных сталей (см. гл. V).
XXI.2. Подготовка кромок под сборку и сварку
Форма кромок труб в основном определяется способом их свар¬
ки и толщиной стенок (табл. XXI.I).
34*
531
ТАБЛИЦА XXI.1. ФОРМА КРОМОК, ПРИМЕНЯЕМАЯ
ПРИ СВАРКЕ СТЫКОВ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ
Конструкция кромок
Диаметр
трубы, мм
Толщина
стенки трубы,
мм
Способы сварки
1s’lE
720—1220
7,5-26
1420
Ручная сварка а
автоматическая свар¬
ка под флюсом
16,5 и выше
/сГ«"
лг»
%
el
35°ы
720-1020
720—820
720—820
1020—1420
1020—1420
7,5-11
Свыше 11
До 15
Свыше 18
» 21
ДО 21
Двусторонняя авто¬
матическая сварка
под флюсом поворот¬
ных стыков
//Д
№
ДО
1020—1420
Свыше 11
ДО 21
Автоматическая
сварка неповоротных
стыков в среде за¬
щитных газов
Перед сборкой внутренняя полость труб тщательно очищается.
Дефектные концы труб, поврежденные при перевозке, следует выпра¬
вить и при необходимости обрезать. Вмятины глубиной до 50 мм и де¬
формированные концы труб из сталей с пределом прочности 550 МПа
532
(55 кгс/мм2) и более правят только разжимными приспособлениями
с обязательным местным подогревом трубы до 100—200° С. Вмяти¬
ны глубиной более 50 мм, резкие вмятины любой глубины, а также
вмятины с надрывами вырезаются. Перед электродуговой сваркой
кромки труб и прилегающие к ним поверхности зачищаются до метал¬
лического блеска на ширину не менее 10 мм.
Под электроконтактную сварку на трубах зачищается пояс ши¬
риной 100 мм для контактных башмаков.
Стыки сварных труб соединяют так, чтобы продольные швы бы¬
ли смещены относительно друг друга не менее чем на 100 мм.
При сборке труб, у которых продольный шов сварен с двух сто¬
рон, а также при сборке спирально-шовных труб концы заводских
швов можно не смещать. Зазоры между кромками свариваемых труб
в зависимости от толщины стенки труб и методов сварки приведе¬
ны в табл. XXI.2.
ТАБЛИЦА XXI.2. ЗАЗОРЫ МЕЖДУ КРОМКАМИ
ПРИ СБОРКЕ ТРУБ, ММ
Сварка
Диаметр
электро¬
да, мм
Толщина стенки трубы, мм
до 8 | 8—10
11 и более
Электродами типа:
фтористо-кальциевого
органического
3—3,25
«±0
9
2,5—о
0+0,5
3-0
4
1.6=8’В
Ь5±о
1.5±0
Полуавтоматическая и ав¬
томатическая сварка:
в среде защитного газа
порошковой проволокой
со свободным формиро¬
ванием шва
1,2—1,6
2±0
&
1»6—2
*±i
Автоматическая сварка в
Среде защитного газа изнут¬
ри трубы
1,2—1,6
-
-
1.5±},5
Кромки при сборке совмещают так, чтобы смещение их не пре¬
вышало 25% толщины стенки труб (но не было более 3 мм) на уча¬
стке менее lU длины окружности стыка. Трубы, разность в толщине
стенок которых значительна, необходимо соединять путем вварки
между ними переходников. Стыкуемые трубы при дуговых методах
сварки фиксируют при помощи прихваток, число которых зависит от
диаметра трубы:
Диаметр трубы, мм
529
720
820
1020
1220
1420
Число прихваток
4
5-6
6-7
8-10
9-11
10—12
Прихватки располагают равномерно по периметру стыка. Длина
прихваток 60—80 мм, толщина не менее 4 мм. В условиях низких
температур длина прихватки не должна быть меньше 100 мм.
34*
533
ТАБЛИЦА XXI.3. РЕКОМЕНДУЕМЫЕ РЕЖИМЫ СВАРКИ ТРУБ
f
о.
н
Си
f
ч!
It
ВЗ
й> в
ч о
л О,
ас
Щ
2 « *
Зоя
R а *
Скорость сварки
а
Слой
Сварочный
ток, А
Напряжен*
дуги, В
1-10—3,
м/с
м/ч
5 s
ч .
3 яз
со <=с
3"«
S St
S о
CJ л
Угол наклона
электрода «впе¬
ред»
1 • 10 ,
рад
град
720
820
7—8
8-9
1020
11—12
Автоматическая сварка под флюсом по предварительно сваренному корню шва
2
Первый
400—480
40—42
8,3—10
30—36
30—35
40-45
_
___
Второй
400—480
42—45
8,3—9
30-35
30-40
2
Первый
400—450
42—45
11—12
38—40
30-35
60-80
Второй
400—480
48—50
11—12
38—40
40—50
2
Первый
400—480
40—45
9—12
35—40
30—35
60—80
Второй
480—500
48-50
11—12
38—40
40—50
“
3
Первый
550—650
46—48
17—18
60-65
40
40—60
Второй
680—750
48-50
15—18
55—65
30—40
—
2
Первый
400—420
45—47
8,3—9
30—35
30—35
60—80
Второй
500—580
48-50
12—13
40—45
40—50
—
—
3
Первый
580—650
46—48
15—17
55—60
40
50-80
Второй
680—750
48—50
13—15
50—55
40-60
—
—
535
Первый
Второй
750—800
800—850
44—46
48—50
18—19
15-17
65—70
55—60
40
60—80
40—60
До 50
До 30
1220
12,5
2
Первый
Второй
400—420
500—550
44—48
48-50
8,3—9
9—12
30—35
35—40
30-35
60—80
40—60
-
-
3
Первый
Второй
540—580
560-600
44-48
48-52
12-13
9—12
40—45
35-40
40
80—100
60—80
До 8
До 5
3
Первый
750-80С
800—850
44—46
48—50
18-19
15—17
65-70
55-60
40
80—100
60—80
» 50
» 30
122С
15
3
Первый
Второй
Третий
640—720
700—750
750—800
42—46
44—48
48—52
13-14
13-14
12-13
45—50
45—50
40—45
40
80—100
80—100
60—80
» 8
» 5
1420
17—20,5
3
Первый
750-800
44—46
13—15
50-55
40—50
60—100
Второй и после¬
дующие
800—850
45—47
13—15
50—55
40-50
40—80
1 До 50
До 30
Облицовочный
850—900
46-48
13—14
45-50
40—50
40—80
1
Двусторонняя сварка
под флюсом
1420
17 и бо-
леэ
3
Первый
800—850
43—45
12—13
40—45
40—50
60—80
До 25
До 15
3
Второй (облицо¬
вочный)
750-800
45—47
12-13
40-45
40—50
60—80
» 25
» 15
3
Третий (изнут¬
ри)
700-750
40—46
8,8-9
32—35
40—45
15—25
» 11
> 10
XXI.3. Технология автоматической сварки
стыков труб под флюсом
При этом способе сварки стыки труб при толщине стенки до
12,5 мм соединяют минимум в два слоя; при большей толщине — не
менее чем в три слоя, не считая подварочного.
Во избежание стекания жидкого металла и расплавленного флю-
ся конец электрода смещают с зенита стыка в сторону, противопо¬
ложную направлению вращения секции трубы.
Рекомендуемые режимы сварки поворотных стыков труб раз¬
личных диаметров приведены в табл. XXI.3. Эффективным методом
соединения поворотных стыков труб диаметром 1420 мм является
автоматическая двусторонняя сварка с V-образной разделкой кро¬
мок и большим их притуплением. Для двусторонней сварки стыки
собирают без зазора на внутреннем центраторе.
Автоматическая сварка труб из дисперсионно-твердеющих ста¬
рей выполняется проволокой Св-08ХМ под флюсом АН-47.
XXI.4. Технология ручной сварки
неповоротных стыков
Организационная схема ручной дуговой сварки неповоротных
стыков включает три метода.
Двухэтапный метод заключается в том, что первое звено сва¬
рочной монтажной бригады, состоящее из сборщиков и сварщиков,
прицентровывает к нитке трубопровода 12-метровые секции. Первый
слой шва сваривают одновременно 2—3 сварщика, а остальные свар¬
щики (их может быть от 4 до 6 чел.), работая попарно, сваривают
стык до конца, начиная со второго слоя, следуя за первым звеном.
При поточно-групповом методе каждое звено (из 2—4 сварщи¬
ков) ведет сварку только одного слоя шва. Первый слой должны сва-.
ривать 2—4 сварщика, последующие слои — по 2—3 сварщика.
Поточно-расчлененный метод отличается тем, что каждое звено
сваривает один (определенный) участок всех слоев шва. При этом
сварщики не регулируют режим сварки.
Диаметр электродов с фтористо-кальциевым покрытием для свар¬
ки первого слоя 3 и 3,25 мм, для сварки заполняющих слоев и обли¬
цовочного 4 и 5 мм.
Сварку этими электродами ведут снизу вверх. Сварщики вы¬
полняют сварку, начиная с надира трубы, противоположных полу¬
окружностей периметра трубы. В табл. XXI.4 приведен сварочный
ток, используемый при сварке этими электродами.
ТАБЛИЦА XXI.4. СВАРОЧНЫЙ ТОК, ПРИМЕНЯЕМЫЙ ДЛЯ СВАРКИ
ЭЛЕКТРОДАМИ С ФТОРИСТО-КАЛЬЦИЕВЫМ ПОКРЫТИЕМ, А
Диаметр
электрода, мм
Пространственное положение сварного шва
нижнее
вертикальное
пол у потолочное и пото¬
лочное
3—3,25
140-160
150—170
120—150
4
180-220
160—180
140-160
5
220—260
200—230
Сварку не ведут
536
Первый .(корневой) слой сваривают сверху вниз электродами с
органическим покрытием диаметром 4 мм. Ток в зависимости от про¬
странственного положения шва составляет 120—170 А.
XXI.5. Сварка стыков труб в условиях
отрицательных температур
Трубы из низколегированных сталей марок 10Г2С, 09Г2С, 14ХГС,
17ГС и других аналогичных марок с толщиной стенки до 15 мм мож¬
но сваривать при температуре воздуха до минус 50° С электродами
с фтористо-кальциевым покрытием без предварительного подогрева.
При выполнении первого и последующих слоев без предваритель¬
ного подогрева целесообразно повышать погонную энергию сварки,
исходя из следующих зависимостей:
li = iV 1 + 0,005 Г0; »! = у/1 + 0,005 Т0,
гдеЛ,^ — сила тока соответственно при отрицательной температуре и при
20° С;
То — разность температур с положительным знаком от 20° С до отрица¬
тельной температуры, при которой выполняется сварка;
V— скорости сварки соответственно при отрицательной температуре и
при 20° С.
Условия применения предварительного подогрева и минимальная
температура металла, при которой можно выполнять сварку зависят
от химического состава материала трубы (эквивалента углерода
Сэкв), толщины стенки ее и типа электродов (рис. XXI.1). На рис.
XXI. 1 пунктиром разграничены области /—///, которые отличаются
друг от друга температурой подогрева стыков труб. Так, например,
на рис. XXI. 1, а в области / стыки нагреваются до 150° С, в области
II — до 100° С. На рис. XXI, б показаны три (/—III) области, в ко¬
торых стыки труб подогреваются соответственно до 200, 150 и 100° С.
Если в металле трубы содержатся добавки Nb и Ti, то они в фор¬
муле Сэкв суммируются с V. Во всех случаях при температуре воз¬
духа ниже минус 30° С следует использовать электроды с фтористо¬
кальциевым покрытием. При перерывах в сварке между слоями бо¬
лее 10 мин, а также после сварки для снижения скорости охлажде¬
ния швов сварные стыки целесообразно укрывать сухими теплоза¬
щитными поясами из асбестовых тканей. При скорости ветра более
10 м/с, а также при выпадении атмосферных осадков сварку можно
вести только при наличии инвентарных укрытий.
XXI.6. Сварка стыков труб из дисперсионно-твердеющих
сталей
Стали, имеющие микродобавки ванадия, ниобия, титана, азота,
которые образуют упрочняющие сталь, карбиды или карбонитриды,
относят к дисперсионно-твердеющим. Эти особенности химического
состава накладывают ряд ограничений на технологию сборки и свар¬
ки стыков магистральных трубопроводов.
Трубы диаметром 530 мм и более необходимо собирать только
при помощи внутренних центраторов.
Перед сваркой кромки труб из этих сталей'обязательно подо¬
гревают многопламенной горелкой.
537
# Тощинй mtmu тру$ы, им
ем
Рис. XXI. 1. Схема для определения необходимого предварительного подогре¬
ва и температуры подогрева при сварке первого слоя
а — электродами диаметром 3 мм с фтористо-кальциевым покрытием; б — элек¬
тродами с газозащитным покрытием; А — подогрев не нужен при температуре
воздуха до «—» 500 С; Б — необходим подогрев до 100° С при температуре воз¬
духа ниже 1° С; В — требуется подогрев при любой температуре воздуха
538
Параметры предварительного подогрева определяют в зависи¬
мости от эквивалента углерода, подсчитанного по формуле МИС, и
от толщины металла (см. рис. XXI.1):
г р , Мп Сг + Мо + У , Ni + Cu
экв + 6 + 5 15
При наличии в стали титана и ниобия последние рассматривают
как аналоги ванадия с учетом коэффициента Vs-
Только после полной заварки корневого слоя снаружи и изнутри
трубы центратор перемещают к следующему стыку. Внутренний под¬
варочный шов должен иметь усиление высотой не менее 1 и не бо¬
лее 3 мм, а ширину шва 8—10 мм. Любые видимые дефекты в подва-
рочном шве не допускаются. При сборке секций или отдельных труб
в непрерывную нитку газопровода должны применяться специальные
инвентарные опоры. Нельзя использовать снежные и земляные хол¬
мики, так как вследствие их проседания в стыках, сваренных одним
(первым) слоем, могут образоваться трещины и надрывы.
XXI.7. Сварка стыков в среде
аащитного газа и порошковой проволокой
Технология сварки в С02 поворотных стыков. Прихватку и
сварку первого слоя стыка ведут сверху вниз углом назад с опира-
нием газового сопла полуавтомата на кромки. Сварку выполняют
электродной проволокой типа Св-08Г2С диаметром 1,2 мм при обрат¬
ной полярности тока на режиме, указанном ниже.
Режим полуавтоматической сварки в среде СОа
Тип полуавтомата ... • « А-547У (или ему подобные)
Сила сварочного тока, А . . 120—220
Напряжение дуги, В . » . 20—24
Вылет электрода, мм 12—15
Давление газа по манометру, МПа (кгс/см2) 0,1—0,25(1—2,5)
При соединении трехтрубных секций сваривается одновременно
два стыка двумя полуавтоматами. Толщина накладываемого слоя
должна быть не менее 4 мм.
При автоматической сварке в среде углекислого газа корневой
слой шва может свариваться:
с наружной стороны труб автоматом АСП;
изнутри труб сварочной головкой ИК-6.
Последующие слои в этих случаях накладываются снаружи под
слоем флюса.
Объемный расход углекислого газа при сварке в трассовых ус¬
ловиях обычно выше, чем в цеховых, и в среднем составляет (41—
69)10-5 м*/с (1500—2500 л/ч).
Режимы сварки корневого слоя поворотных стыков в среде СО}
на сварочных установках ИК-6 и АСП
Диаметр электродаr м]
Сварочный ток, А .
Напряжение, В . . .
Скорость сварки, Ы0~
(м/ч)
ИК-6
1*2
290—340
32—35
14—15
(50—55)
АСП
1.2
280—320
24—28
13—14
(40—50)
539
Колебания электрода;
амплитуда, мм
частота, мин--1 , , .
вылет электрода, мм
180-240
15
4-6
0-6
180-200
15
Смещение конца электрода:
с надира по вращению,
мм . .
с зенита на угол от вер¬
тикали, град
150-250
50—55
Сварка поворотных стыков порошковой проволокой. По органи¬
зационной схеме и режиму этот вид сварки аналогичен полуавтома¬
тической сварке поворотных стыков труб в С02.
Сварка ведется проволокой типа ПВС диаметром 1,6—1,7 мм на
постоянном токе обратной полярности «сверху вниз».
Сварка неповоротных стыков труб в среде СОг. Сварка выпол¬
няется специализированными сварочными головками, автоматически
перемещающимися вдоль неподвижного стыка по цепи либо по же¬
стко укрепленной стальной ленте.
Перед сборкой кромки труб подвергаются механической обра¬
ботке специальными переносными устройствами, снабженными мно¬
горезцовыми головками, позволяющими получить кромку сложной
конфигурации. Кромки трубы одновременно обрабатываются с обеих
ее торцов.
После обработки на одну из кромок по шаблону надевается
стальной разъемный пояс, в дальнейшем служащий направляющей
для движения наружных сварочных головок. Затем труба пристыко¬
вывается и центруется в нитку при помощи внутреннего центратора.
Центратор имеет встроенные сварочные головки, каждая из которых
сваривает лишь определенную часть стыка. Снаружи на стальном
поясе закрепляются две сварочные головки, которые сваривают кор¬
невой слой при движении их сверху вниз без колебания конца элек¬
трода. Каждая головка таким образом сваривает половину пери¬
метра стыка.
После сварки по одному слою снаружи и изнутри внутренний
центратор перемещается и первое звено сварщиков с автосварочны¬
ми головками переходит к следующему стыку. При этом сварочные
головки (масса которых 6—8 кг) снимаются с направляющего пояса.
Однако пояс остается на месте. К стыку, сваренному только что сна¬
ружи и изнутри первым слоем, подходит второе звено сварщиков-
автоматчиков. Они надевают на пояс также две автосварочные
головки и сваривают второй слой, после чего снимают автоматы
и идут с ними к следующему стыку. На смену им приходит третье
звено, которое надевает свои автоматы и сваривает третий слой,
и т. д.
При сварке каждого последующего слоя увеличивается ампли¬
туда колебаний электрода. Каждая пара сварочных головок настрое¬
на на свой режим работы (табл. XXI.5).
В качестве защитной среды применяется углекислый газ (сорта
1-й или 2-й) по ГОСТ 8054—72*. Для повышения устойчивости горе¬
ния дуги и стабильности процесса сварки к углекислому газу до¬
бавляется 25—30% аргона высшего или 1-го сорта по ГОСТ
10157—73*.
540
ТАБЛИЦА XXI.5. РЕЖИМ АВТОМАТИЧЕСКОЙ СВАРКИ
НЕПОВОРОТНЫХ СТЫКОВ ТРУБ ДИАМЕТРОМ 1420 ММ
В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
Слой
Сварочный
ток, А
Напряжение
дуги, В
Скорость
сварки
Частота ко¬
лебаний элек¬
трода
Объем¬
ный рас¬
ход СОа
ео *
1
2 о
. ^
~ 2
в*
2
|Ч
1
о
1
я
Я
2
1‘
о о
—
— ъ
л/мин
Корневой внут¬
180—240
21—30
8,3—14
30—50
До 2
До 100
66
40
ренний
Наружный
190—230
22-24
8,3—11
30—38
—
—
Заполняющий
150—200
21—24
3,6-6,3
13—22
До 2
80—120
83
50
Облицовочный
130—150
19-21
2,5—3,5
‘ 9-12
До 1
70
83
50
Автоматическая сварка неповоротных стыков порошковой про¬
волокой с принудительным формированием шва. Стык с нормаль¬
ной или специальной разделкой кромок собирается на внутреннем
центраторе, имеющем медный обод, состоящий из двух кольцевых
половинок. Разделение его на две половинки позволяет обеспечить
плотность прилегания подкладки даже в случае смещения кромок
свариваемых труб на 2—3 мм. Обод является охлаждаемой подклад¬
кой. При сварке первого слоя по разделке стыка перемещается
охлаждаемый медный ползун со скоростью формирования слоя. В по¬
лость между ползуном и разделкой подается порошковая прово¬
лока. Сварка стыка ведется двумя головками снизу вверх, начиная
с потолочного участка. Каждая головка сваривает половину пери¬
метра стыка.
После сварки первого слоя охлаждаемый ползун меняют на дру¬
гой, который дает возможность сваривать второй слой.
Режим двуслойной сварки неповоротных стыков труб
диаметром 1420 мм порошковой проволокой с принудительным
формированием шва
Первый
(корневой)
слой
Второй
слой
Сварочный ток, А;
потолочный . * •*■'•«
280-300
280—300
300-320
300—360
Напряжение дуги, В , . , * , ,
Скорость сварки, 1*10“® м/с (м/ч)
24—25
24—25
16—22
16—19
(6-8)
(6-7)
XXI.8. Электроконтактная сварка трубопроводов
Трубы в секции свариваются на полустационарных контактно¬
сварочных установках типа ТКУС (рис. XXI.2), длинномерные сек¬
ции или отдельные трубы в непрерывную нитку трубопровода — на
передвижных установках типа ТКУП (табл. XXI.6). Передвижная
установка типа ТКУП представляет собой трубоукладчик, на стреле
которого подвешена сварочная головка.
541
Рис. XX 1.2. Схема контактной трубосварочной установки типа ТКУС
1 — приемный стеллаж; 2 — отсекатель; 3 — зачистные машинки; 4 — сбрасыва¬
тель; 5 — остановы; 6 — перегружатели-отсекатели; 7 — склад для упаковки
и хранения готовых секций; 8 — рольганг; 9, 11 — гратосниматели внутренний
U наружный; 10 — сварочная машина; 12 — зачищенные трубы
ТАБЛИЦА XXI.6. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА УСТАНОВОК
+ИПА ТКУС И ТКУП ДЛЯ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА
Установка
Тип сва¬
рочной
головки
Диаметр
свариваемых
труб, мм
Мощность элек¬
тростанции, кВа
Тип
роль¬
ганга
Тип гидро-
пневмо¬
станции
ТКУС-3
СГ-4,
СГ-5
720-820,
1020
500
С-8
ГС-8
ТКУП-432
СГ-1
114-219
Дизель- электро-
спёцтрубоуклад-
чик КСА-250
“
«Север-1»
1220-1420
1000
•—
Техническая характеристика установок ТКУС-1А и ТКУС-2
ТКУС-1А ТКУС-2
Диаметр свариваемых труб,
ми , . . 114, 168, 219, 273, 325, 377,.
273, 326, 377 426 и 530
Сварочные головки для труб
диаметром, км:
114-219 . К377 —
273—377 , К397 К397
426, 530 * К397 К389
Внутренние гратоснимателп
для труб диаметром, мм:
114—219 К 384 —
273-377 К407 К407
426, 530 — К392
542
Наружные гратосниматели
для труб диаметром, мм:
114—219 . .
273—377 . -
426, 530 . ,
Число стыков, свариваемых
за смену .
Установленная мощность
электродвигателей, кВт «
Скорость, м/с:
маршевого перемещения
труб вдоль рольганга
микроподачи труб
Мощность, кВа:
электростанции
трансформатора головки
Напряжение трансформато-
ра, В:
первичное
вторичное
Скорость, Ы0—3м/с (мм/с):
оплавления . .
осадка
Габарит, мм:
длина
ширина
высота
Масса, кг
В состав бригады по обслуживанию установок ТКУС входят
сварщик-оператор электроконтактных установок 4-го разряда, маши¬
нист электростанции электроконтактных установок 5-го разряда и
два слесаря 3-го разряда.
XXI.9. Оборудование для механизации
сварки магистральных трубопроводов
Для сборки и сварки магистральных трубопроводов помимо сва¬
рочного оборудования общего назначения (см. главы VI, VII) раз¬
работано и применяется специализированное в зависимости от вида
сварки и схемы производства работ. Как правило, выпускаются це¬
лые комплексы оборудования для сборки и сварки в полустационар-
ных условиях (на базах) и для сборки и сварки труб в нитку непо¬
средственно на трассе (табл. XXI.7).
ТАБЛИЦА XXI.7. СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
ДЛЯ СБОРКИ И СВАРКИ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ
НП
НГ2
НГ2
—
НГЗ
140
85
53,5
55
0,5-0,8
0,45- 0,69
0,08
0,08 -0,08
125
250
125
250
380
380
5, 6, 7
5, 6, 7
2—3(0,2—0,3)
1,5-2
(0,15-0,2)
250(25)
250(25)
52 480
54 000
22 500
22 500
3 100
3 220
24 600
34 445
Условия и способы сварки
Тип оборудования
Диаметр сва¬
риваемых
труб, мм
Сборка и сварка
поворотных стыков
в полустационарных
условиях
Автоматическая сварка:
под флюсом
в среде углекислоты
Полевые автосварочные уста¬
новки ПАУ-601; ПАУ-602,
ПАУ-1001
Установка для сварки пово¬
ротных стыков УТ-1, УТ-2
325-1420
89—273
Ш
Продолжение табл. XXI.7
Условия и способы сварки
Тип оборудования
Диаметр сва¬
риваемых
труб, мм
Электродуговая ручная
сварка в среде С02 и авто¬
матическая сварка под флю¬
сом
Сочетание механизирован¬
ных дуговых способов свар
ки
Электроконтактная сварка
Сборка и сварка труб
в нитку трубопровода
Ручная дуговая сварка
электродами
Механизиропанная
в защитных газах
сварка
Сварка порошковой про¬
волокой с принудительным
формированием шва
Электроконтактная сварка
Автоматическая сварка
под флюсом поворотных
стыков нитки трубопровода
Механизированные трубосва
рочные линии МТЛ-121, МТЛ-141
Механизированные трубосва¬
рочные базы МТБ, ТСБ,
БТС-142, БТС-143
Стационарные контактно-сва¬
рочные установки ТКУС-1,
ТКУС-2, ТКУС-3
Центраторы звенные ЦЗ
Центраторы наружные эксцен¬
триковые ЦНЭ
Центраторы звенные ЦЗ
Устройство для механизиро¬
ванной обработки кромок ИК-32
Внутренний центратор со сва¬
рочными головками ИК-38-2
Комплекс наружных свароч¬
ных головок ИК-38-1 с установ¬
ками питания и управления
Внутренний центратор с фор¬
мирующей подкладкой, свароч¬
ные головки с направляющими
Передвижные установки
ТКУП, «Север-1»
Передвижная трубосварочная
база БТП-142
720-1420
720—1420
114—1020
529—1420
89—436
529-1420
114, 1420
1020—1420
Техническая характеристика полевых автосварочных установок
ПАУ-601 ПАУ-602
ПАУ-1001
Диаметр свариваемых труб,
мм .
325—630 720—1220
1020—1420
Длина свариваемых секций»
м
до 36
до 36
Сварочный ток, А
» 600
» 1000
Напряжение дуги, В
30-52
50
Диаметр электродной прово¬
локи, мм .... . •
2
2-3
Габарит, мм:
длина .
ширина
высота
42 000
2 000
3 500
50 000
8 000
3 500
Масса полная, кг , . , .
5 700 6795
27 000
544
Рис. XXI.3. Схема трубосварочной базы типа ПАУ
1 — стеллаж для подготовки труб к сборке и сварке; 2 — сварочные агрегаты,jj
3 — лебедки; 4 — сборочный кондуктор; 5 — промежуточный стеллаж; 6 — ра¬
бочие места сборки стыка и сварки его корневого слоя; 7 — роликоопоры для
поворотной сварки под флюсом; 8 — торцевой вращатель; 9 — стеллаж для го¬
товой продукции
Рис. XXI.4. Схема механизированной трубосварочной базы МТБ-121
1 — стеллаж для подготовки труб к сборке и сварке; 2 — механизированная
трубосварочная линия MTJ1-121; 3 — промежуточный стеллаж (сварка в среде
С02 корневого слоя шва); 4 — стенд для поворотной сварки под слоем флюса;
5 — электростанция; 6 — стеллаж для готовой продукции
35—140
545
В комплекс ПАУ (рис. XXI.3) включаются головка для автома¬
тической сварки под флюсом одного из четырех типов (ПТ-56М,
СГФ-601, СГФ-1001, ИК-47), торцевые вращатели типа ВТ-61 или
ВТ-121. Первые для вращения секций из труб диаметром 325—1
630 мм, вторые — секций из труб диаметром 720—1220 мм. Комплект
опрокидывающихся роликовых опор типа ОР-61 и ОР-121.
Для вращения секций из труб диаметром 720—1420 непосред¬
ственно роликовыми опорами выпускается вращатель СВР-142.
На кондукторе комплекса ПАУ для сборки и сварки труб диа¬
метром не более 1020 мм крепят тяговую лебедку типа J1T3B или
JIT3B-1, усилие на стальной канат которой не более 3 т.
Для очистки и намотки электродной (в том числе и омедненной)
проволоки диаметром 1,2—5 мм в кассеты и катушки диаметром до
350 мм выпускаются (для всех трубосварочных баз) машинки
МОН-51.
К установке ПАУ можно подсоединять стенд ССТ-141, который
служит для сборки и прихватки труб диаметром 1020—1420 мм с
применением внутренних центраторов и манипуляторов.
Стягивание труб осуществляется лебедкой ЛТЗВ; зазор устанав¬
ливается электромеханическими манипуляторами; кромки совмеща¬
ются самоходным гидравлическим внутренним центратором СЦВ.
Механизированные трубосварочные линии MTJI-121, MTJI-141
предназначены для сборки труб диаметром 1220 и 1420 мм длиной
10—12 м в трехтрубные секции и сварки первого слоя поворотных
стыков.
Сменное оборудование, изготавливаемое по требованию заказчи¬
ка, позволяет использовать линию для сборки и сварки труб диа¬
метром 720, 820, 1020 мм в трех- и четырехтрубные секции.
На линиях MTJ1-121 и МТЛ-141 можно сваривать все наружные
слои на одном рабочем месте, собирать стыки труб на прихватках с
последующей обваркой всех слоев на дополнительном стенде и авто¬
матически сваривать снаружи корневой шов с дальнейшей
внутренней сваркой его на дополнительном стенде. Весь комплект
назван механизированной трубосварочной базой типа МТБ
(рис. XXI.4).
Техническая характеристика MTJ1-121
Общая установочная мощность агрегата линии для сбор*
ки и сварки труб, кВт , . 50
Сварочный ток . переменный
Напряжение дуги, В. ■ 220—380
Г идрооборудование:
рабочее давление, МПа (кгс/мм2) 8(0,8)
подача насоса НШ-4611, л/мин 60
заправочный объем масла (АМГ-10, ГОСТ 6794—53),
М0“2 м3 (л) 25(250)
Скорость продольного перемещения труб и секций по
рольгангам, м/с 0,6—0,7
Скорость вращения труб, м/с (м/ч), диаметром, мм:
1220, 1420 0,3—3 (18—180)
1020 0,25—2,5(15—160)
720, 820 0,18—2 (11—120)
Допустимый температурный диапазон работы, °С . - • от 4-45 До —40
646
Численность обслуживающего персонала при сборке и
фварке первого слоя в среде ССЬ или электродами, в том
числе:
бригадир сборщиков « J
слесарь » • * * *
сварщик первого слоя * г
Число стыков, свариваемых за 7 ч (производительность
линии в комплекте с МТБ), для труб диаметром, мм:
1220, 1420 * 28“83
1020 * 40
5,45
720, 820* 50
Размеры линии, м:
ширина . . .
длина для сборки и сварки труб в секции:
трехтрубные . » * 44
четырехтрубные * • « • 56
Масса линии для сборки и сварки труб, кг . . , , . 21 7ОС—25 100
Механизированные трубосварочные базы БТС-142 и БТС-143
предназначены для автоматической двусторонней сварки поворотных
стыков труб диаметром 1420 мм. Для сборки и сварки двухтрубных
секций служит БТС-142 (рис. XXI.5), а для трехтрубных — БТС-143.
Стыки под двустороннюю сварку должны иметь специальную
разделку со значительным притуплением. Кромки труб обрабатыва¬
ются одновременно двумя установками ИК-32.
"'И и
ЛЛ
li н-«
5 6
Е
л
/ 7
□ □□
&г
0 &
□3
S п
£—А
ш,
12 13 I
/ /
И р
D / Р
' / /'J ) W
'2 /
4 f ^ 4
-0 У- 4* -А ф У fi¬
ll "If -
[д' 1 г
ТГ
тг
Рис. XXI.5. Схема механизированной трубосварочной базы БТС-142
I — стенд для подготовки кромок; II, III — стенды для наружной и внутренней
автоматической сварки; 1 — сбрасыватель; 2 — будка с кромкострогальным
станком; 3 — труба; 4 — направляющие; 5 — поддерживающие ролика; 6 —
сбрасыватель; 7 — ролики продольного перемещения; 8 — очистное устройство;
9 — внутренний центратор; 10 — штанга; И — привод; 12 — роликовые враща¬
тели; 13 — привод роликов; 14 направляющие; 15 — будки для укрытия свар-
щиков; 16 — сварочная головка
35» 547
Техническая характеристика БТС
Диаметр труб, мм « * . < . 1420
Число стыков, свариваемых за смену ,«>..• 24
Длина труб, 10—12
Число собираемых труб . . « « 2
Численность обслуживающего персонала , , • » . 9
Источник сварочного тока БД-1601
База трубосварочная передвижная БТП-142 служит для сборки
в секции и автоматической сварки под флюсом поворотных стыков
труб диаметром 1020—1420 мм.
В зависимости от природных условий и рельефа местности база
может работать, перемещаясь вдоль трассы, или временно стацио¬
нарно.
Техническая характеристика БТП-142
Длина свариваемых секций, м ...... » до 48
Скорость вращения секции, м/с (м/ч) • , . > 0,55—5,5(20—200)
Источник питания:
тип . « УСТ-601 самоход*
ный
число | 2
база . трактор T-10QM
Сварочный ток, А v , до 600
Габарит, мм:
длина .... * 30 000
ширина . . . . 3 С00
высота 3 500
Масса, кг:
без источников питания .«««(•«. 20 200
полная 49 000
XXI.10. Оборудование для сварки труб
в нитку трубопроводов
В комплекс оборудования, предназначенного, для сварки непово¬
ротных стыков труб, входят центраторы внутренние типа ЦВ (табл.
XXI.8) и наружные центраторы, которые подразделяются на два ти¬
па: эксцентриковые типа ЦНЭ и звенные ЦЗ (табл. XXI.9).
ТАБЛИЦА XXI.8. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
ВНУТРЕННИХ ЦЕНТРАТОРОВ ТИПА ЦВ
Показатель
Марка центратора
ЦВ-5Н
ЦВ-81 |
ЦВ-102
ЦВ-121
ЦВ -142
Диаметр стыкуемых
труб, мм
629
720; 820
1020
1220
1420
Число жимков в од¬
ном ряду
6
9
12
16
16
Общее усилие на
один торец, МО4, Н,
или МО3, кгс
41
60
47,6
60
78
Время разжатия
одного центрируемого
ряда, с
5
7
7
9
9
548
Продолжение табл. XX 1.8
Показатель
Марка центратора
ЦВ-5Н
ЦВ-81
| ЦВ-102
ЦВ-121
ЦВ-142
Размеры (без штан¬
ги), мм:
длина
1700
2380
1950
2900
2930
диаметр
500
800
1000
1200
1400
Масса, кг:
центратора без
280
760
564
1450
1785
штанги
штанги
95
95
95
95
95
Примечания: 1. Число центрирующих рядов для всех центраторов
равно 2.
2. Длина штанги перечисленных в таблице центраторов 37 м.
ТАБЛИЦА XXI.9. ОСНОВНЫЕ ДАННЫЕ ПО ЭКСЦЕНТРИКОВЫМ ЦНЭ
И ЗВЕННЫМ ЦЗ ЦЕНТРАТОРАМ
Марка
центрато¬
ра
Диаметр
стыкуемой
трубы, мм
Масса
центрато¬
ра, кг
Марка
центрато¬
ра
Диаметр
стыкуемой
трубы, мм
4*
о t ^
^ р.
НЦЭ-8-15
89-159
7
ЦЗ-720
720
35
ПНЭ-16-21
168—219
11,7 и 14,7
ЦЗ-820
820
37
ЦНЭ-27-82
273—325
13,9 и 17,7
ЦЗ-1020
1020
44
ЦНЭ-87-42
377—426
15,5 и 19,3
ЦЗ-1220
1220
64
ЦЗ-529
529
27
ЦЗ-1420
1420
80
Преимущество внутренних центраторов перед наружными со¬
стоит в равномерном распределении разности периметров торцов по
всему стыку и приведении торцов к форме правильной окружности,
а также в том, что стык, оставаясь полностью открытым, позволяет
вести сварку непрерывно и использовать сварочные автоматы и по¬
луавтоматы.
Внутренние центраторы имеют электрогидравлический привод.
Центрирующие элементы разжимают независимо один от другого.
При работе в различных климатических зонах и погодных усло¬
виях сварочные бригады применяют передвижные энергетические
агрегаты типа АЭП-51, блоки подготовки сварочных материалов.
Передвижной энергетический агрегат АЭП-51 служит для сварки
неповоротных стыков труб при строительстве магистральных трубо¬
проводов в различных климатических зонах.
В агрегате используются единый источник питания — генератор
переменного тока, который обеспечивает электроэнергией сварочные
посты, инструменты для подготовки кромок и очистки шлака, су¬
шильный шкаф для сушки электродов, электрообогреватель блока
питания, электролампы на рабочих местах при ведении сварочных
работ на трассе.
В состав агрегата входят: электростанция переменного тока, смон¬
тированная на гусеничном тракторе; блок питания, в котором разме¬
щены аппаратура управления электростанцией, выпрямитель, сва¬
рочные посты и вспомогательное оборудование; палатка с электри¬
ческим освещением для работы сварочной бригады в ночное время.
549
Агрегат АЭП-51 можно применять для питания сварочных авто¬
матов при сварке неповоротных стыков труб в углекислом газе или
порошковой проволокой, а также комплекса механизмов, обеспечи¬
вающих механизацию вспомогательных работ.
Техническая характеристика АЭП-51
База трактор T-100M
Мощность электростанции, кВт 50
Напряжение, В 380
Частота тока, Гц . . 50
Тип сварочного тока трехфазный
Число питаемых сварочных постов . , . . . 4
Сварочный выпрямитель . . « ВКСМ-1000
Укрытие * . разборная палатка
Грузоподъемность, кгс 500
Габарит агрегата в рабочем положении, мм 11 500X7450X3500
Масса, кг 16 400
Блок подготовки сварочных материалов предназначен для про¬
калки флюса и электродов, очистки и намотки проволоки, кроме то¬
го, в нем хранят флюс, электроды и проволоку.
Электроэнергией блок питается от промышленной сети перемен¬
ного тока напряжением 220/380 В или от дизельной электростанции.
Блок размещают в специальном вагоне или вагоне-домике типа
КУНГ, который перевозят на санях, автомашине КрАЗ или ходовой
части (тележках) вагона-домика Таллинского машиностроительного
завода.
В блок входит следующее оборудование:
машинка МОН-51 для намотки сварочной проволоки;
электрошкаф для сушки электродов диаметром 3—5 мм, макси¬
мальная температура в котором достигает 350° С;
электрофлюсосушилка объемом 0,125 м3, рабочая температура
в ней 350° С, а максимальная 400° С;
два электрокалорифера ПЗТ10-2;
электроточило Н-138А.
Блок имеет сушильный отсек для одежды, габарит которого
1500X2280X1860 мм, температура воздуха 50° С, число электрона¬
гревателей в нем 12.
Передвижной вагон-пост служит для проведения в полевых усло¬
виях термической обработки сварных стыков трубопроводов.
Оборудование, смонтированное в вагоне, позволяет нагревать
сварные стыки труб электрическими нагревателями с автоматиче¬
ским и ручным управлением режимами термической обработки. Из¬
мерение, запись и регулирование температуры нагрева сварного сты¬
ка ведется согласно заданной программе термической обработки.
При наличии электрических нагревателей типа ПТО можно терми¬
чески обрабатывать сварные стыки труб диаметром 32—1020 мм*
Техническая характеристика вагона-поста
Число точек измерения, записи и регулирова¬
ния температуры 6
Наибольшее число одновременно термически
обрабатываемых сварных стыков труб диа¬
метром 720 мм 2
Пределы измерения, °С ........ . 0—1100 или 0—800
Напряжение, В 220—380
Частота тока, Гц «... 50
Потребляемая мощность, кВт 80—100
Масса, кг 6700
Габарит, мм . 9600X 3000 X 4000
550
XXI. 11. Энергоснабжение сварочных постов
при сварке магистральных трубопроводов
На полевой трубосварочной базе должны быть источники тока,
обеспечивающие питанием;
посты автоматической сварки под слоем флюса;
два поста ручной или полуавтоматической сварки на сборке сты¬
ков труб и сварке первого (корневого) слоя шва;
пост ручной дуговой сварки для подварки корня шва изнутри и
посты ручной дуговой сварки, предназначенные для заварки дефектов
шва.
Для питания сварочных постов на полевой трубосварочной базе
используют следующее оборудование:
для заварки первого слоя шва и подварки корня шва изнутри
трубы вручную электродами — сварочный агрегат АСДП-500Г или
в случае сварки первого слоя в среде углекислого газа — установку
СДАУ-1;
для заварки дефектов первого слоя — агрегат АСБ-300 пли
АСДП-500Г;
для сварки под флюсом — агрегаты АСДП-500 или АСДП-500Г.
Могут быть рекомендованы сварочные кремниевые выпрямители
ВКСУ-500Х2, ВКСМ-1000 и ВДМ-1601, а для ручной дуговой свар¬
ки— выпрямители ВД-301 Вильнюсского завода электросварочного
оборудования. Иногда селеновыми выпрямителями ВС-1000 заменя¬
ют выпрямители ВКСУ-500Х2 или ВКСМ-1000, а выпрямителем
ВСС-800—В Д-601. Эти выпрямители должны быть установлены в за¬
крытых помещениях, в которых возможен электрообогрев в холод¬
ное время года (температура помещения не должна быть ниже 5° С).
При питании одностендовой базы от передвижной электростан¬
ции или ЛЭП переменным током применяются следующие источники
сварочного тока:
для сварки под флюсом — выпрямители ВКСУ-500Х2, ВКСМ-
1000 или ВД-1601;
для ручной дуговой сварки первого слоя шва и для подварки
дефектов корня шва — выпрямитель ВД-301 или преобразователь
ПСО-ЗОО.
Если первый слой шва сваривается полуавтоматами в среде уг¬
лекислого газа, то используется двухпостовая установка газоэлектри¬
ческого питания СДАУ-1 и дополнительно выпрямитель ВД-801 или
преобразователь ПСО-ЗОО.
Электропитание при ручной дуговой сварке электродами осуще¬
ствляется от передвижных и самоходных сварочных агрегатов, как
общего назначения (АСБ-300, АСБ-300МАГ, АСДП-500Г, АСДП-
500-Г-ЗМ), так и специализированных (СКУ, СЧУ, СДУ2В, СДУт
2Б1, СЧУА).
глава ххц.Сварка арматуры железобетона
XXII.1. Общие сведения
Сварку (табл. XXII.1) применяют при изготовлении сварных ар¬
матурных изделий и закладных деталей, при монтаже арматурных
изделий, а также при монтаже сборных железобетонных конструк¬
ций. Производство сварочных работ осуществляется в соответствии
с действующими нормативными документами по сварке соединений
арматуры и закладных деталей железобетонных конструкций.
551
552
ТАБЛИЦА XXII.1. РЕКОМЕНДУЕМЫЕ СПОСОБЫ СВАРКИ АРМАТУРЫ И ОБЛАСТИ ИХ ПРИМЕНЕНИЯ
Положение
Способ сварки и его характеристика
Назначение
стержней при
Вид нагрузки
Место сварки
сварке
Контактная:
стыковая
рельефная
Дуговая:
под флюсом без присадочного
металла, автоматическая и по¬
луавтоматическая
ванная под флюсом в инвентар¬
ных формах, полуавтоматиче¬
ская
ванная одноэлектродная в ин¬
вентарных формах с гладкой
внутренней поверхностью, руч¬
ная
Изготовление арматурных
изделий в виде отдельных
стержней:
одинакового и разного
диаметров
одинакового диаметра с
последующей механичес¬
кой обработкой
Изготовление арматурных
изделий:
соединение двух и трех
пересекающихся стерж¬
ней
Изготовление
деталей:
закладных
нахлесточное соединение
стержней с плоскими
элементами
тавровое соединение
стержней с плоским эле¬
ментом
Стыковое соединение вы¬
пусков одиночных стержней
арматуры в местах сопряже¬
ния арматурных изделий и
сборных железобетонных
конструкций
Горизонтальное
Вертикальное
Статическая, дина¬
мическая и много¬
кратно повторяющая¬
ся
Статическая и ди¬
намическая
Арматурные цеха
заводов сборного же¬
лезобетона, специали¬
зированные цеха и
заводы товарных ар¬
матурных изделий
Горизонтальное
Вертикальное
Горизонтальное
Статическая, дина¬
мическая и много¬
кратно повторяющая¬
ся
Строительно-мон¬
тажные площадки
553
Продолжение табл. XXI 1.1
Способ сварки и его характеристика
Назначение
Положение
стержней при
сварке
Вид сварки
Место сварки
ванная одноэлектродная со
стальной желобчатой подклад¬
кой, ручная
Горизонтальное
одноэлектродная ванно-шовная
со стальной желобчатой наклад¬
кой, ручная
открытой дугой голой легиро¬
ванной проволокой, многослой¬
ными швами со стальной же¬
лобчатой накладкой, полуавто¬
матическая
Горизонтальное
Вертикальное
одноэлектродная многослойны¬
ми швами со стальной желобча¬
той подкладкой или без нее,
ручная
Вертикальное
Статическая и ди¬
намическая
протяженными швами
ванная многоэлектродная в
инвентарных формах с углубле¬
нием для образования усиления
шва
Стыковое соединение в ме¬
стах сопряжений арматур¬
ных изделий и сборных же¬
лезобетонных конструкций
выпусков арматуры:
одиночных стержней
Горизонтальное
Статическая, дина¬
мическая и много¬
кратно повторяющая¬
ся
двух-трехрядных стерж¬
ней
Статическая и ди¬
намическая
При изготовлении арматурных изделий и закладных деталей в
заводских условиях кроме основных материалов, перечисленных в
табл. XXI 1.2, применяются следующие вспомогательные материалы
для изготовления электродов сварочных машин: специальные мед¬
ные сплавы марок ЭВ, БрНБТ, Брх-0,5, МЦ-2, МЦ-3, МЦ-4.
При монтаже арматурных изделий и сборных железобетонных
конструкций сварке подвергают стали, указанные в табл. XXII.2.
Материалом для изготовления инвентарных форм при ванной свар¬
ке служит медь марок М-1, М-2 и М-3.
Вместо медных можно применять графитовые и керамические
формы.
ТАБЛИЦА XXII.2. ОСНОВНЫЕ ВИДЫ СВАРНЫХ
АРМАТУРНЫХ ИЗДЕЛИЙ, ЗАКЛАДНЫХ ДЕТАЛЕЙ И СТАЛИ,
ПРИМЕНЯЕМЫЕ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ
Виды сварных
арматурных изде¬
лии и закладных
деталей
Арматура
марка
Сталь углеродистая
обыкновенного качества
вид
проката
марка по
ГОСТ 380—71*
Сетки:
плоские и ру¬
лонные по
ГОСТ 8478-66
плоские по
ТУ 14-4-556-74
рлоские с рабо¬
чей арматурой:
в двух на¬
правлениях
В-1,
Вр-1
A-I
А-Ш
Вр-1
В-1,
Вр-1
А-И
A-I
Марку стали уста¬
навливает завод-изго¬
товитель по ГОСТ
380—71 *
СтЗсп2, СтЗпсЗ,
СтЗкпЗ, ВСтЗсп2,
ВСтЗпс2, ВСтЗкп2,
ВСтЗГпс
35ГС, 25Г2С
Марку стали уста¬
навливает завод-изго¬
товитель по ГОСТ
380—71 *
А-III 35ГС, 25Г2С
ВСт5сп2, ВСт5пс2
18Г2С, 10ГТ
СтЗспЗ, СтЗпсЗ,
СтЗкпЗ, ВСтЗсп2,
ВСтЗпс2, ВСтЗкп2
ВСтЗГпс2
Не применяется
554
Продолжение табл. XX/I.Q
Виды сварных
арматурных изде¬
лий и закладных
деталей
Арматура
Сталь углеродистая
обыкновенного качества
класс
марка
вид
проката
марка по
ГОСТ 380—71*
в одном на¬
правлении
A-III
35ГС, 25Г2С
Полоса
уголок
СтЗспЗ,
СтЗпсЗ,
СтЗкпЗ,
ВСтЗсп2#
ВСтЗпс2,
ВСтЗкп2
A-II
ВСт5сп2, ВСт5пс2,
18Г2С, ЮГТ
A-I
СтЗспЗ, СтЗпсЗ,
СтЗкпЗ, ВСтЗсп2,
ВСтЗпс2, ВСтЗкп2,
ВСтЗГпс2
Каркасы плос¬
кие и простран¬
ственные
В-1,
Вр-1
Марку стали уста¬
навливает завод-изго
товитель по ГОСТ
380—71 *
Не применяется
A-III
35ГС, 25Г2С
Полоса,
уголок,
лист
СтЗспЗ,
СтЗпсЗ,
СтЗкпЗ,
ВСтЗсп2,
ВСтЗпс2,
ВСтЗкп2
А-И
ВСт5сп2, ВСт5пс2
18Г2С, ЮГТ
A-I
СтЗспЗ, СтЗпсЗ,
СтЗкпЗ, ВСтЗсп2,
ВСтЗпс2, ВСтЗкп2,
ВСтЗГпс2
Отдельные
стержни заданной
длины со сварны¬
ми соединениями
А-III
35ГС, 25Г2С
Не применяется
A-I1
ВСт5сп2, ВСт5пс2,
18Г2С, ЮГТ
А-1
СтЗспЗ, СтЗпсЗ.
СтЗкпЗ, ВСтЗсп2,
ВСтЗпс2, ВСтЗкп2,
ВСтЗГпс2
A-IV
20ХГ2Ц
A-V
23Х2Г2Т
555
Продолжение табл. XXI 1.2
Арматура
Сталь углеродистая
Виды сварных
обыкновенного качества
арматурных изде¬
лий и закладных
деталей
класс
марка
вид
марка по
проката
ГОСТ 380—71*
Закладные де¬
тали: «открытый
столик» и «закры
тый столик» с со¬
единениями ан¬
керных стержней:
тавровыми,
рассчитывае¬
мыми на уси¬
лия от нагру¬
зок:
статических
А-III
35ГС, 25Г20
Лист,
полоса,
уголок,
швеллер,
двутавр
ВСтЗкп2,
ВСтЗпсб
динамических
нахлесточны-
ми:
рассчитывае¬
мыми на уси¬
A-II
ВСт5сп2, ВСт5пс2,
18Г2С, 10ГТ
ВСтЗпсб,
ВСтЗГпсб,
лие от стати¬
ВСтЗсп5
ческих и ди¬
намических
нагрузок
I
нерассчиты-
A-I
СтЗспЗ, СтЗпсЗ,
БСтЗкп2,
ваемые на си¬
СтЗкпЗ, ВСтЗсп2,
ВСтЗкп2
ловое воздей¬
ВСтЗпс2, ВСтЗкп2,
ствие J
ВСтЗГпс2
Примечания: 1. Арматура класса В-I (ГОСТ 6727—53*) и класса
Вр-I (ТУ 14-4-659-75) — проволока низкоуглеродистая холоднотянутая, соот¬
ветственно гладкая и периодического профиля.
2. Арматура класса А-I — горячекатаная гладкая, классов A-II, A-III,
A-IV, A-V, — горячекатаная периодического профиля (ГОСТ 5781—75).
3. Для плоских элементов закладных деталей наряду со сталью марок
по ГОСТ 380—71* допускается применять сталь марок 09Г2, 09Г2С, 10ХСНД,
14Г2, 10Г2С1 по ГОСТ 5058—65*.
4. Арматура из стали всех перечисленных марок используется при расчет¬
ной температуре t до минус 30° С включительно. При минус 30°С</<40°С
не допускается применять кипящие стали и сталь марки ВСт5пс2, диаметром
18—40 мм. При 40° C</s^55° С, кроме того, не допускается использовать сталь
марок СтЗпсЗ, ВСтЗпс2, ВСт5сп2, ВСт5пс2, 35ГС и 20ХГ2Ц. При 55° С</<;70° С
можно употреблять арматурную сталь только марки 10ГТ.
5. Листовой, полосовой и фасонный прокат из сталей всех перечисленных
марок по ГОСТ 380—71 * и ГОСТ 5058—65 * идет на изготовление закладных
деталей, работающих в условиях низких температур (до минус 40° С включи¬
тельно), за исключением стали марки ВСтЗкп2, из которой детали эксплуати¬
руются при минус 30° С.
6. Марки арматуры классов А-I—A-III установлены ГОСТ 5781—75.
7. Сталь углеродистая обыкновенного качества, указанная в таблице,
относится к классу С38/23.
В качестве сварочных материалов при дуговой сварке использу¬
ются стандартные электроды (табл. XXI 1.3) и сварочные проволоки
(табл. XXII.4). Кроме того, при полуавтоматической ванной сварке
употребляются флюсы марок АН-348А, АН-8, АН-14, АН-22 и ФИ-7.
Флюс марки АН-348А применяется и при сварке без присадочного
металла элементов закладных деталей.
556
ТАБЛИЦА ХХИ.З. РЕКОМЕНДУЕМЫЕ ТИПЫ И МАРКИ
ЭЛЕКТРОДОВ ДЛЯ ДУГОВОЙ СВАРКИ АРМАТУРЫ
Способы сварки
Класс
арматуры
протяженными швами
много¬
слойными
швами
ванная
много-
электрод¬
ная
ванная
одноэлек¬
тродная
A-I
Э42А-Ф—УОНИ 13/45,
СМ-11, УП 2/45
Э42-Т—АНО-5, АНО-б,
АНО-1
Э46-Т—АНО-3, АНО-4,
МР-1, МР-3, ОЗС-З, ОЗС-4,
ОЗС-6, ЗРС-2
Э42А-Ф—УОНИ 13/45, СМ-11,
УП-2/45
А-И
Э42А-Ф—УОНИ 13/45,
СМ-11, УП 2/45, ОЗС-2
Э42Т—АНО-5, АНО-6,
АНО-1
Э46Т—АНО-3, АНО-4,
МР-1, МР-3, ОЗС-З, ОЗС-4,
ОЗС-6, ЗРС-2
Э42А-Ф—УОНИ 13/45, СМ-11,
УП 2/45, ОЗС-2
Э50А-Ф—УОНИ 13/55, ДСК-50,
УП 2/55, К-5А
Э.55-Ф—УОНИ 13/55У
А-III
Э42А-Ф—УОНИ 13/45,
СМ-11, УП 2/45, ОЗС-2
Э50А-Ф—УОНИ 13/55
ДСК-50, УП 2/55, К-5А
Э55-Ф—УОНИ 13/55У
Э50А-Ф—УОНИ 13/55, ДСК-50
УП 2/55, К-5А
Э55-Ф—УОНИ 13/55У
Примечания: 1. Типы и марки электродов указаны в порядке, пред¬
почтительном к применению.
2. При сварке элементов с поверхностным цинковым антикоррозионным
покрытием используются электроды типов Э42Т и Э46Т.
3. Для сварки арматуры классов A-IV и А-V применяются электроды типа
Э50А-Ф марок УОНИ 13/55, ДСК-50, УП 2/55, К-5А.
ТАБЛИЦА XXII.4. РЕКОМЕНДУЕМЫЕ МАРКИ СВАРОЧНОЙ
ПРОВОЛОКИ ДЛЯ ДУГОВОЙ СВАРКИ АРМАТУРЫ
Класс
арматуры
Способы сварки
протяженными
швами
многослойными
швами
полуавтоматическая ванная
AI
Св-08А, Св-08ГА, Св-ЮГ2, Св-ЮГА,
ЭП-245, ЭП-439, ПП-2ДСК,
ПП-1ДСК
Св-08А, Св-08ГА, Св-10Г2,
Св-ЮГА, ПП-2ДСК,
ПП-1ДСК
A-II
А- III
Св-08 А, Св-ЮГА, Св-10Г2, Св-08ГА.
ЭП-245, ЭП-439, ПП-АНЗ, ПП-АН7,
СП-2
Св-08А*, Св-ЮГА, Св-ЮГ2,
СВ-08ГА, ПП-АНЗ, ПП-АНГ,
СП-2
Примечания: 1. Марки сварочной проволоки указаны в порядке,
предпочтительном к применению.
2. Диаметр сварочной проволоки сплошного сучения 2—2,5 мм, порошко¬
вой проволоки — 2—3 мм.
3. Звездочкой отмечена марка сварочной проволоки, используемая только
при сварке арматуры класса A-II марки ЮГТ.
Основные типы и конструктивные элементы сварных соединений
арматуры приведены в табл. XXII.5.
Последующую или предварительную механическую обработку
стержней вблизи сварных стыковых соединений № 3 и 4
(табл. XXII.5) производят с целью повышения выносливости соеди¬
нений при воздействии на них динамических нагрузок
557
ess
8»
8?”
A
d»
Ф
H-
33 4
§
r
ip-
Ф*
4х
№ соединения
№ способа сварки
по табл. XXII. 1
(тип соединения)
Обозначения,
указанные на
эскизе
ы 2
о S
•О '
2
J2
И S3
ч; з
Е Я
* 3
Й о
ТАБЛИЦА XXII.5. ОСНОВНЫЕ ТИПЫ И КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ АРМАТУРЫ
iA d'n
до А 1/У^
,/4 v'
/7^7/4 i/\°^
э
-Etefe
г*И-|
-цф^Ьк.
А/<
6—40 I 10—80
hjd\
dId
и н
d Id
н/ н,
0,12-0,2 0,16-0,3
0,25-1
6—16
0,3-1
30°—90°
10—16
0,35 da
1,9 du
/•f 10
0,15<Г
6-40
0,33-0,6
0,4—0,8
0,2—0,4
6—16
1.6 d„
0,4 du
2,2
>0,3
09S
JSTs соединения
№ способа сварки
по табл. XXII.1
(тип соединения)
-1
О
п
ч
1
V
о
о?
Л
Обозначения,
указанные на
эскизе
w 2
в» 3
гз -
SS
«3 g
■g «
Е я
о о
о о
О л
СВ й
Продолжение табл. XXII.S
36—140
10
4
(тав¬
ровое)
5
14098-68
(сты¬
ковое)
■hdг
Ш-
тар-
4^
к-
Ж
8-40
4-20
10—25;
28-40
6-14;
20—30
8*—25;
28—40
5—16;
20-30
(1,5—2) d
3-10
0,5 0,55; 0,75 0,65; 0,75
<20°
20—40
<1,5 du
12—20
5~“12
(0,1-0,15) dK
<0*2 dH + 1, но не менее 5
90°—10°
10°—15°
Продолжение табл. XXII.5
л- §5
я
S*i
О • «J
у 40
0*0 У
с 2 г-
° н а
«2! О н
ГОСТ
Форма
подготовленных элементов
выполненного соединения
к §
я *
я 2
£ 2
m 33
2 я <и
* сз S
2 « я
О со п
8й"
Размеры, мм, элементов соеди¬
нений из арматуры
A-I
А-И
А-III
5
(сты¬
ковое)
14098—68
20—40
<2 dH
5—15
8-20
<0,15 du
£0S
со
05
<0,15 dR
К
<25
а
to
о
£
о
о
Р
10°—15?
Pi
о
Г
СЛ
о
о
0*
20?—25°
-£
20—32;
36-40
9—12;
12—18
20—32;
36—40;
45—60*1
70—80
9—12;
12—18;
12—25;
14—28
20—32;
36—40
9-12;
12-18
*9S
№ соединения
м G
I?'
> о
!gs
№ способа сварки
по табл. XXII. 1
(тип соединения)
—1
О
О
ч
Itl
I
£
ч-
if
f
Н-
Н-
С£> Сл
н-н-
н-
н-
Обозначения,
указанные на
эскизе
*тз
03
5 W
Е
S -
w з
•s.*
* а
Н ►=*
Si
eS
О О
88
Продолжение табл. XXI 1.5
ft,
0,05 dH
а
90°—10°
20—32
-РЦ'+ф
и
(1,5—2) d3
ъ, и б
См. табл. XXII.6
ан
20—40
20—80
20—40
1х
(1,5-2Ц
э; 15—35 при dH >32
ь, 1, 6
С*. табл. XXII.6
566
Продолжение табл. XXFT.9
ox £
2 io
“ C_ r-
гост
Форма
подготовленных элементов
выполненного соединения
§“
Я <D
О) 3
э; я
25 ф
* 2 «
2 n s
О Л ч*
О X *
О л
Размеры, мм, элементов соеди¬
нений из арматуры классов
A-I
A-II
А-Ш
17
18
9
(сты¬
ковое)
б
i/г
^ г-(ГГГУ| W fcfl—*
ЩЩЩГ
20—40 20—80 20—40
12—15
5°—10°
A
См. табл. XX11.6
20—40
20—80
20—40
6—8
0,15 dn
10
(сты¬
ковое)
30°—40°
b, /, б См. табл. XXII.6
20—40
20—45;
50-80
20—40
3—4
5—7
3—4
ос
55°
35°
55°
Р
110°
130°
110°
Эх
140°
160°
140°
?
25°
35°
25°
893
S«-
оЙ-
№ соединения
№ способа сварки
по табл. XXII.1
(тип соединения)
§
н
§
о
§
Sa
в*
о
А
Обозначения,
указанные на
эскизе
я »
Л й
х 2
И
я«
•о -
Is
|S
Ез
§8
о о
о о
о п
® Й
я
Продолжение табл. XXFF.5
569
10—40
10—80 | 10—40
L
CO
4rfH
li
10, HO < 0,5 du
b
0,5 dR, >10
h
0,25 dH, >4
10—40
10—25
L
6<*H
00
X*
b
0,5 dH, >10
h
0,
25 dH, но > 4
Продолжение табл. XXI1.5
| № соединения |
№ способа сварки
по табл. XXII. 1
(тип соединения)
ГОСТ
Форма
Обозначения,
указанные на
эскизе
Размеры, мм, элементов соеди¬
нений из арматуры классов
подготовленных элементов
выполненного соединения
A-I
A-II
А-Ш
23
11
(на-
хле-
сточ-
ное)
-
- . ■$?
10—40
L
6“в
8dB
!н ‘■•■Ир
Ъ
0,5 dH, но > 10
h
0,25 dH, но > 4
Примечания: 1. Номинальный и наименьший диаметры арматуры периодического профиля обозначены соответственно
<fH и d. Для гладкой арматуры dH Диаметр электрода с покрытием обозначен йэ.
2. Номинальный диаметр арматуры классов A-IV и А-V для соединений № 1—4 и 23 равен 10—22 мм; остальные данные сов¬
падают с данными, приведенными для классов арматуры A-II— A-III. Кроме того, значение L для соединения 23 по классам арма¬
туры A-IV и А-V равно 10dH .
3. Номинальный диаметр арматуры классов A-IV и А-V для соединения № 20 равен 10—22 мм; L для этих классов арматуры
равно 10dH; остальные данные совпадают с данными, указанными для классов арматуры A-II—A-III.
4. Для крестообразного соединения № 5 и 6 арматуры классов В-I и Вр-I необходимы следующие данные: ds-3—7 мм (В-1)
и dH -3-5 мм (Вр-1); Л/d' -0,25-0,5 мм; d'jdд -0.25-1; а-30-90*.
Размеры стальных желобчатщх накладок и подкладок, используе¬
мых для ограничения плавильного пространства при сварке соедине¬
ний № 15, 16, 17 и 18 (табл. XXII.5), указаны в табл. XXII.6.
ТАБЛИЦА XXII.6. РАЗМЕРЫ СТАЛЬНЫХ ЖЕЛОБЧАТЫХ НАКЛАДОК
И ПОДКЛАДОК ДЛЯ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ, ММ
Номинальный
диаметр
свариваемых
стержней
^Толщина
заготовки
6+1
Ширина
заготовки
Ь+2
Длина заготовки /
для стержней с про¬
филем
гладким
периоди¬
ческим
Внутренний диа¬
метр накладки
для стержней
с периодическим
профилем
Соединение № 15 по табл. XXII.5
20
30
60
70
22
30
65
75
25
35
75
85
28
6
35
85
95
30
40
90
100
32
40
95
100
Соединение № 16 по табл.
XXII.S
20
6
40
60
65
22
6
40
60
65
25
6
50
75
80
28
6
50
80
90
30
6
50
90
100
32
6
50
100
110
36
6
60
105
115
40
8
80
115
125
45
9
90
130
140
50
10
100
145
155
55
11
110
160
175
60
12
120
175
190
70
15
140
200
220
80
15
160
230
250
Соединения № 17 и 18 по табл. XI 1.5
<*i+4
<*i+6
<*i+7
<*i+8
<*i+8
<*i+10
<*i+3,5
<*i+4,5
<*1+5,5
Примечания: 1. Наружный диаметр арматуры периодического про¬
филя обозначен d\.
2. Ширина заготовок для сварки соединений № 15 и 16 назначается
в соответствии с минимальными зазорами, приведенными в табл. XXI 1.5. Для
сварки с большими зазорами ширину заготовок соответственно увеличивают-
3. Внутренний диаметр накладки для стержней с гладким профилем ра¬
вен d в +2 для всех соединений, указанных в таблице.
Смещение круглых накладок в стыковых соединениях (см. п. И
табл. XXI 1.5) обеспечивает более высокую стойкость соединения про¬
тив хрупких разрушений.
Для круглых накладок используют арматурную сталь,^ одинако¬
вую по классу с арматурной сталью свариваемых стержней.
571
20
6
60
60
75
22
6
60
60
75
25
8
70
75
90
28
8
70
80
90
30
8
70
90
120
32
8
100
100
120
36
8
100
105
120
40
8
120
115
130
45
8
130
130
145
50
10
150
145
160
55
10
150
160
180
60
12
160
175
195
70
15
180
200
225
80
15
180
230
250
Во всех случаях суммарная площадь поперечного сечения на¬
кладок Fb должна превышать площадь поперечного сечения свари¬
ваемых стержней F&, т. е.
FJF^K,
где К>1 (табл. XXII.7),
ТАБЛИЦА XXII.7. ЗНАЧЕНИЕ КОЭФФИЦИЕНТА К В ЗАВИСИМОСТИ
ОТ КЛАССА АРМАТУРЫ И ДИАМЕТРА СВАРИВАЕМЫХ СТЕРЖНЕЙ
Клаоо
арматуры
Диаметр
свариваемых
стержней, мм
К
Класс
арматуры
Диаметр
свариваемых
стержней, мм
К
До 40
1.3
A-II; A-I 11
До 40
1.5
А-1
Более 40
2
Более 40
1,5
A-IV; A-V
10—22
2
XXI 1.2. Сварочное оборудование
и приспособления
Контактная стыковая сварка стержней арматуры выполняется
на сварочных машинах общего назначения, технические характери¬
стики которых приведены в главе VII настоящего справочника.
Наиболее рациональна безотходная контактная стыковая свар¬
ка арматуры. В этом случае сварочная машина входит в состав спе¬
циализированной линии, укомплектованной станком для резки ар¬
матуры, а также подающим, отмеривающим и приемным устройства¬
ми. На линии вся стержневая арматура проходит стыковую сварку
в непрерывную плеть, которая тут же разрезается без остатков на
стержни требуемой длины.
В табл. XXII.8 приведена зависимость между мощностью кон¬
тактных стыковых машин, классом и диаметром свариваемой арма¬
туры.
ТАБЛИЦА XXI 1.8. ЗАВИСИМОСТЬ МЕЖДУ МОЩНОСТЬЮ
КОНТАКТНЫХ СТЫКОВЫХ МАШИН, КЛАССОМ И ДИАМЕТРОМ
СВАРИВАЕМОЙ АРМАТУРЫ
Номинальная мощность
сварочной машины,
кВ-А
Максимальный диаметр стыкуемого стержня
арматуры класса, мм
А-1
А-II, A-III
A-IV, A-V
25
18
14
10
50
25
20
14
75
28
25
18
100
32
28
20
150
36
32
22
500
90
60
—
572
ТАБЛИЦА XXII.9. ТИПЫ И ТЕХНИЧЕСКИЕ ВОЗМОЖНОСТИ СЕРИЙНЫХ СПЕЦИАЛИЗИРОВАННЫХ
МНОГОТОЧЕЧНЫХ МАШИН ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ПЛОСКИХ СЕТОК И КАРКАСОВ
Конструктивные
параметры арма¬
турных изделий
Машины для сварки сеток
Машины для сварки каркасов
АТМС-14Х75-7-1
(7-2)
МТМС-10X35
МТМ-32
МТ-603
МТМ-09
МТМ-33
мтмк-зхюо
МТМ-35
Ширина (габа¬
ритная), мм
800—3800
800—2000
1050-3050
120-320
120—600
80—440
115—775
140—1200
Максимальная
длина (габарит¬
ная), мм
12 000
7200
-
-
-
-
-
-
Число продоль¬
ных стержней
До 36
До 20
До 16
2
2—4
2
2-6
2-8
Шаг стержней,
мм:
продольных
поперечных
100-300
100—250
200
80-280
100—570
40—400
75-725
100-1100
100-300
100—350
100, 200,
300, 600
60—300
80—600
50—400
Ю0—400
100-600
«74
Продолжение табл.-XXI/.9
Конструктивные
параметры арма¬
турных изделий
Машины для сварки сеток
Машины для сварки каркасов
АТМС-14Х75-7-1
(7-2)
МТМС-10Х35
МТМ-32
МТ-603
МТМ-09
мтм-зз
мтмк-зх 100
МТМ-35
Число перемен¬
ных шагов меж¬
ду поперечными
стержнями
2 (модель 7-2)
-
-
3
3
2
2
2
Класс армату¬
ры
В-I, Вр-1,
A-I
A-I, А-II,
А-Ш
В-I, Вр-1, А-1
В-1,
Bp-I, A-I, А-И,
A-III
Диаметр стерж¬
ней, мм:
продольных d
3—12
3—8
12—32
3—6
3—10
3—18
5—25
12—40
поперечных d\
3—10
3-6
8—14
3—6
3—10
3—8
4—12
6-14
Длина свобод¬
ных концов про¬
дольных стерж¬
ней, мм
30—150
50-175
Т' +
+</>20
30—150
30—300
+ d > 20
2
Примечания: 1. При сварке сеток на машине типаАТМС-14X75-7-2 переменный шаг поперечных стержней составляет
60—220 мм или 140—300 мм.
2. Длина свободных концов поперечных стержней на всех указанных в таблице машинах составляет d/2+di^2Q,
575
ТАБЛИЦА XXII.10. СОСТАВ И ПРИНЦИП ВЫПОЛНЕНИЯ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ ПРИ СВАРКЕ ПЛОСКИХ
СЕТОК И КАРКАСОВ НА СПЕЦИАЛИЗИРОВАННЫХ ПОТОЧНЫХ ЛИНИЯХ
Наименование
технологических
операций,
выполняемых
на линии
Тип сварочной машины, входящей в линию
АТМС-14Х
75-7-1 (7-2)
МТМС-10X35
МТМ-32
МТ-603
МТМ-09
мтм-зз
МТМК-ЗХЮО
МТМ-35
Правка стерж¬
ней:
продольных
А
—
—
А
А
—
—
—
поперечных
А
—
—
А
А
-
-
—
Подача стерж¬
ней:
продольных
А—из бухт,
Р—стержни
мерной длины
Р—стержни
мерной длины
Р—стержни
мерной длины
А—из
бухт
А — из
бухт
Р—стержни
мерной длины
А — из бухт,
Р — стержни
мерной длины
Р—стержни
мерной длины
поперечных
А—из бухт
А—из бунке¬
ра
А—из бунке¬
ра
То же
То же
То же
А—из бунке¬
ра
А—из бунке¬
ра
Поперечная
резка изделий
А
-
-
А
А
-
А
-
Пакетирование
изделий
А
Р
Р
А
А
Р
А
А
Примечания: 1. В таблице приняты следующие условные обозначения: А — операция выполняется автоматически; Р —
вручную.
2. Сварка и перемещение изделия в процессе сварки на всех машинах, указанных в таблице, осуществляются автоматически.
3. Товарные сетки кантуются и сворачиваются в рулоны автоматически при изготовлении их только на машине
АТМС-14Х75-7-1 (7-2).
При выборе оборудования для контактной точечной сварки ар¬
матурных сеток и каркасов необходимо учитывать объемы свароч¬
ных работ, номенклатуру арматурных изделий и технические воз¬
можности сварочных машин.
При больших объемах работ широкие плоские и рулонные сет¬
ки, а также плоские каркасы наиболее целесообразно сваривать на
специализированных многоточечных машинах (табл. XXI 1.9) авто¬
матического действия, входящих в поточные линии (табл. XXII. 10).
При сравнительно небольших объемах работ и незначительной ши¬
рине арматурных изделий разнообразной номенклатуры, как прави¬
ло, используют одноточечные сварочные машины (табл. XXII.11) об¬
щего назначения. Эти машины применяются и для контактной рель¬
ефной сварки элементов закладных деталей.
ТАБЛИЦА XXII.II. ТИПЫ И ТЕХНИЧЕСКИЕ ВОЗМОЖНОСТИ
СЕРИЙНЫХ ОДНОТОЧЕЧНЫХ МАШИН ОБЩЕГО НАЗНАЧЕНИЯ,
ПРИМЕНЯЕМЫХ ДЛЯ СВАРКИ ПЛОСКИХ СЕТОК. КАРКАСОВ
И ЗАКЛАДНЫХ ДЕТАЛЕЙ
Конструктивные
параметры арматурных
изделий и закладных
деталей
Машины для сварки сеток и каркасов
Машины для свар¬
ки закладных
деталей
МТ-1210
МТ-1610
МТ-2510
МТМС-150/
1200
МТ-1610
МТ-25Ю
Ширима (габарит¬
<500
<500
<500
<1200
<500
<500
ная), мм
Диаметр стержней,
мм:
продольных d и
5—20
6—25
8—32
4—16
—
—
поперечных d\
икерных
-
-
-
-
6—14
6—16
Минимальное рас¬
стояние, мм, между
стержнями диамет¬
ром, мм:
4—10
25
25
25
25
25
25
10—22
40
40
40
40
40
40
22—32
—
60
60
—
—
Примечания: 1. За ширину закладной детали принимается расстоя¬
ние от сварного соединения до конца анкерного стержня или до боковой гра¬
ни плоского элемента.
2. При сварке арматурных изделий с поворотом на 180® их ширина мо¬
жет быть увеличена в 2 раза.
3. Число поперечных стержней в изделии или анкерных стержней в за¬
кладной детали не определяется конструкцией машины.
4. Длина свободных концов продольных стержней в сетках и каркасах
равна di/2+rf^20, а поперечных стержней — d/2+aj ^20.
Ш
Контактную точечную сварку пространственных каркасов осу¬
ществляют на серийных подвесных сварочных машинах (табл.
XXII. 12) в комплекте с механическими устройствами, обеспечиваю¬
щими перемещение изделий в вертикальной или горизонтальной пло¬
скости либо поворот изделий вокруг продольной оси.
ТАБЛИЦА XXII.12. ТИПЫ И ТЕХНИЧЕСКИЕ ВОЗМОЖНОСТИ
ПОДВЕСНЫХ СВАРОЧНЫХ МАШИН
Перемещение изделия
в процессе сварки
Тип сварочной ма¬
шины
Тип клещей
Минимальный размер
ячеек свариваемого
каркаса, мм
Класс арматурной
стали
Предельные сочета¬
ния диаметров свари¬
ваемых стержней, мм
Горизон¬
тальное
МТПП-75
МТПГ-75
КТП-1
КТГ-75-5
70X110
60X110
A-I
16+16
Верти¬
кальное
МТПП-75
МТПГ-75
КТП-1
КТГ-75-3-1
70X110
60X110
A-I
16+16
КТ-601
-
60X70
A-I, А-И,
А-Ш
10+10
МТП-1202
(1203)
КТГ-12-2-1
КТГ-12-2-3
70X120
А-I. А-II»
A-III
10+10
КТГ-12-3-1
250X300
КТГ-12-2-4
КТГ-12-2-5
60X60
A-I, А-И,
А-III
16+1G
КТГ-12-3-2
200X300
A-I, А-III
6+6
К-243В
МТП«1601
КТГ.16-1
75X75 в верти¬
кальной плос¬
кости, 75X200
в горизонталь¬
ной плоскости
A-I, А-И,
А-Ш
14+40
37—140 577
В состав оборудования и приспособлений, необходимых для ду¬
говой сварки, входят источники питания дуги (табл. XXII. 13)г спе¬
циальные установки, серийные полуавтоматы и инвентарные формы
(табл. XXII.14—XXII.16; рис. XXII.1). Специальной установкой при
дуговой сварке под флюсом элементов закладных деталей служат
серийные автоматы типа АДФ-2001 или полуавтоматические устрой-
стца кустарного изготовления.
—
1*
—
г Ф
/77
Г
А-А
LV
Рис. XXII.1. Конст¬
рукция инвентарных
медных форм
а — для полуавтомат
тической, многоэлек¬
тродной, одноэлект¬
родной ванной свар¬
ки горизонтальных
однорядных стерж¬
ней; 6 — для полу¬
автоматической ван¬
ной сварки одноряд¬
ных вертикальных
стержней; в — для
многоэлектродной
ванной сварки двух¬
рядных стержней
Полуавтоматическую ванную сварку под флюсом и полуавтома¬
тическую сварку открытой дугой следует выполнять с помощью спе¬
циализированного полуавтомата типа А-1530. Для этих же целей
можно применять и полуавтоматы типов A-III 4М, А-537 или А-765,
ПШ-54, ПДШР-500, ПШ-5, А-547У или ПДГ-302 (последние два
лишь для сварки открытой дугой). %
Наиболее приемлемыми при полуавтоматической сварке армату¬
ры являются универсальные держатели или держатели типов А-792М
и А-793М, поставляемые к полуавтомату типа А-765.
578
ТАБЛИЦА XXII.13. ДАННЫЕ ДЛЯ ВЫБОРА ИСТОЧНИКА ПИТАНИЯ, ПРИМЕНЯЕМОГО ПРИ ДУГОВОЙ СВАРКЕ
СОЕДИНЕНИЙ АРМАТУРЫ И ЭЛЕМЕНТОВ ЗАКЛАДНЫХ ДЕТАЛЕЙ
Сварка плавлением
Особенности эксплуатации источников
питания
Тип источников питания
Дополнительные сведения
Автоматическая под флю¬
сом
Стационарное расположение оборудова¬
ТСД-1000, ТДФ-1001
Для сварки закладных де¬
талей с анкерными стерж¬
нями диаметром, мм:
8—16
ния; постоянные рабочие места; сварочная
цепь нормальной (~10 м) длины; возмож¬
на установка устройства для регулирова-
ТСД-2000, ТДФ-2001
8-25
ыия режима на месте размещения основ¬
ного оборудования
ПСМ-1000, ВКСМ-1000
8-40
Ручная протяженными,
швами
ТДП-1, ТД-300, В КС-500,
СТАШ-250, ТД-500, СТШ-500;
ПСО-5О0, ПСУ-500, ВКС-50Ю
Полуавтоматическая:
ванная
ПСУ-500, ПСГ-500,
АСДП-500Г, ВКС-500
Для сварки стыковых со¬
единений горизонтальных и
вертикальных стержней
Места установки источников питания
временные; рабочие места непостоянные,
но источники питания находятся вблизи
рабочих мест
ТСД-БОО, СТШ-500, ТД-500,
(ВКСМ-1000
Для сварки стыковых сое¬
динений только горизон¬
тальных стержней
голой легированной про¬
волокой
ТСД-500, СТШ-500
ТД-500, ВКСМ-1000,
ПСО-500, АСД-3-1,
ПАС-400-УШ. ВС-600,
ВС-600
-
ом
Продолжение табл. XXI 1.13
Сварка плавлением
Особенности эксплуатации источников
питания
Тип источников питания
Дополнительные сведения
Ручная:
многоэлектродная ван¬
ная
ТСД-1000, ВКСМ-1000
Желательно включение на
повышенное вторичное на¬
пряжение 70 В
Временное размещение оборудования;
рабочие места непостоянные и могут
быть расположены вдали от места уста¬
новки источников питания; сварочная цепь
► обычно большой длины, для чего необхо¬
димо оборудование повышенной мощно¬
СТШ-500-80, СТШ-500
-
ная или ванно-шовная
ТД-300, В Д-301, ВДУ-504,
ВСУ-500, ТД-500, СТШ-500
-
сти; желательно устройство для регу¬
лирования режима устанавливать вблизи
рабочих мест
ТСД-500
В случаях необходимости
дистанционного управления
при настройке режима свар¬
ки
протяженными швами
ТДП-1, ТД-300, ПСО'500,
АСД-3-1, ПАС-400-УШ.
СТШ-500
—
ТСД-500
В случае необходимости в
дистанционном управлении
при настройке режима
ТСД-1000, СТШ-500-80
То же, и сварки на форси¬
рованных режимах и длин¬
ных сварочных цепях
ТАБЛИЦА XXII.14. РАЗМЕРЫ ИНВЕНТАРНЫХ МЕДНЫХ ФОРМ (РИС. XXII.1, а, б) ДЛЯ ПОЛУАВТОМАТИЧЕСКОЙ
ВАННОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ОДНОРЯДНЫХ СТЕРЖНЕЙ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ, ММ
Положение стер¬
жней в простран¬
стве
Диаметр
стыкуемых
стержней,
мм
г I
Ь 1
Н
Д
h
1=К
R
6 1
1 ^
не менее
20
65
23,5
26
13
20
—
22
70
25,5
26
14
20
—
25
75
70
80
28,5
28
25
16
20
—
Горизонталь¬
28
80
32,5
30
18
20
—
ное
32
85
36,5
30
19
20
-
36
90
41,5
35
22
20
—
40
95
80
90
45,5
35
30
24
20
—
20
80
80
90
23,5
55
10
20
10
22
80
80
90
25,5
60
10
15
10
25
90
90
100
28,5
65
ОС
12
15
10
Вертикальное
28
90
90
100
32,5
65
*0
14
15
10
32
90
100
НО
36,5
65
14
15
15
36
110
110
120
41,5
75
15
20
15
40
110
110
120
45,5
80
18
20
15
Примечания: 1. В формах для стержней гладкого профиля класса арматурной стали А-I изменяется лишь один размер
Д, который принимают равным Д= dн +п, где dн — диаметр стержня, мм; п — плюсовой допуск на диаметр согласно стандарту.
2. Приведенные размеры, кроме s и R, относятся также к медным формам с гладкой внутренней поверхностью для одноэлек¬
тродной ванной сварки без усиления шва s=0, R=D/2.
3. Следующие размеры, указанные на рис. XXII.1, а, б, имеют постоянные значения: 3 мм; /л=20 мм; s= 4 мм; &i=20 мм.
582
ТАБЛИЦА XXII.15. РАЗМЕРЫ ИНВЕНТАРНЫХ МЕДНЫХ ФОРМ (РИС. XXII.1, а, б) ДЛЯ ДУГОВОЙ ВАННОЙ
МНОГОЭЛЕКТРОДНОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ОДНОРЯДНЫХ ГОРИЗОНТАЛЬНЫХ СТЕРЖНЕЙ
ОДИНАКОВОГО ДИАМЕТРА, ММ
Диаметр
стыкуе¬
мых
стержней,
мм
Т
L
Н
Д для профилей
стержней
h
1
It
б, не
менее
тп
Kt
гладкого
периоди¬
ческого
20
75
70
20,4
23,5
25
20
30
8
5
5
22
70
22,4
25,5
8
5
5
15
25
25,4
28,5
35
10
5
7
28
90
80
28,5
32,5
30
24
40
10
6
7
32
32,5
36,5
45
10
6
7
36
90
36,5
41,5
35
51
10
7
9
40
40,5
45,5
55
10
7
9
110
80
28
45
45,5
51
63
10
8
9
50
100
50,6
56,6
40
68
10
8
9
20
55
55,6
61,5
77
10
10
11,5
60
60,7
66,6
82
10
10
11,5
140
90
125
50
32
70
70,7
76,5
92
10
12
11,5
80
81
86
110
12
14
15
Примечание. Размер, обозначенный буквой 6ь имеет постоянное значение 20 мм.
ТАБЛИЦА XXII.16. РАЗМЕРЫ ИНВЕНТАРНЫХ МЕДНЫХ ФОРМ
(РИС. XXI 1.1, в) ДЛЯ ВАННОЙ МНОГОЭЛЕКТРОДНОЙ ДУГОВОЙ
СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ДВУХРЯДНЫХ ГОРИЗОНТАЛЬНЫХ
СТЕРЖНЕЙ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ
Диаметр
стыкуемых стерж¬
ней, мм
Т
L
Д
h
m
20
70
23,5
30
22
70
25,5
30
8
26
80
70
28,5
35
2»
80
32,5
35
32
100
36,5
45
10
36
100
80
41,5
45
40
100
45,5
45
Примечание. Размеры 6t“6=20 мм.
XXI 1.3. Подготовка к сварке
При выполнении арматурных работ подготовка к сварке вклю¬
чает операции:
по заготовке и предварительной обработке арматуры и плоских
элементов закладных деталей (правка, резка, очистка, выштамповка
рельефов, разделка концов стержней);
по сборке элементов арматуры и закладных деталей под сварку
(подача под электроды машин для точечной сварки, закрепление в
электродах сварочных машин и держателях, установка и закрепле¬
ние медных форм, прихватка стержней, накладок и подкладок).
Правка и резка арматурной стали, поступающей в бухтах, осу¬
ществляется механическим способом на правйльно-отрезных автома¬
тических станках или в соответствующих устройствах поточных ли¬
ний. Отдельные стержни арматуры, как правило, не требуют прав¬
ки. При необходимости их выправляют с помощью станков для
гнутья, прессов и вручную в холодном состоянии или с подогревом.
Стержни режут на механических станках или газовыми резаками.
Очистке от отслаивающихся окалины и ржавчины, а также от
минеральных и органических загрязнений подлежат:
торцы и боковые поверхности стержней на длине 30—100 мм от
торца перед контактной стыковой, ванной сваркой и сваркой много¬
слойными швами;
участки плоских элементов проката в местах соединения с ан¬
керными стержнями. Размер очищаемого участка должен быть на
10—15 мм больше размеров швов или участков сплавления;
вспомогательные элементы: круглые накладки — по всей длине,
желобчатые накладки — по внутренней поверхности;
боковые поверхности стержней по всей длине швов перед ду¬
говой сваркой протяженными швами.
Торцы стержней при тавровых соединениях, выполняемых под
флюсом и ванным способом, должны очищаться и от окисных пленок,
образующихся после газовой резки.
Рельефы на плоских элементах закладных деталей выштамповы-
ваются с применением прессов развивающих усилие не менее 500 кН
(50 т), с использованием штампов, дающих возможность получить
необходимые размеры рельефа (см. табл. XXII.5).
583
Концы стержней разделывают с помощью газовых резаков. Рез¬
ка электрической дугой не допускается. Форма и размеры разделок
должны соответствовать указанным в табл. XXII.5.
При сборке элементов арматуры и закладных деталей под свар¬
ку необходимо обеспечивать:
заданные проектом размеры и расположение элементов относи¬
тельно друг друга;
соосность стержней в контактных губках стыкосварочных
машин;
требуемые (см. табл. XXII.5) технологические зазоры. Если за¬
зор превышает максимально допустимый, например при монтаже ар¬
матурных изделий или сборных железобетонных конструкций, сбор¬
ку стыкуемых стержней под сварку ванную и многослойными швами
можно выполнять с применением промежуточной вставки (отрезка
арматурного стержня длиной не менее 150 мм из той же стали и
того же диаметра, что и основные стержни). Вставки могут быть ис¬
пользованы также и для доступа к стыкам стержней нижних рядов.
При применении вставок необходимо учитывать возможность уста¬
новки форм, накладок или подкладок для двух стыков;
симметричное относительно торцов стержней расположение ин¬
вентарных форм, накладок и подкладок (за исключением сварки со
смещенными круглыми накладками);
доступность и удобство выполнения прихваток.
Ниже приведены допускаемые отклонения размеров и смещение
осей элементов сварных соединений.
Наименование отклонений
Смещение линии, соединяющей центры круг¬
лых накладок, относительно оси стыкуемых
стержней при сварке односторонними швами
стержней арматуры классов:
А-I—A-III
A-IV, A-V .
Отклонение в сварных стыках длины:
накладок • •
подкладок ,
Смещение от оси сварного стыка в продоль¬
ном направлении симметричных:
накладок
подкладок
Несоосность стержней со стыковыми соедине¬
ниям!], выполненными сваркой:
ванной для диаметров стержней, мм:
20—25 • . . .
28—40 - . . •
45-60
70-80 . . . .
полуавтоматической ванной в медных фор¬
мах для диаметров стержней, мм:
20—32
36—40 , .
дуговой с парными круглыми накладками
для стержней арматуры классов;
А-I—A-III (диаметр стержня до 40 мм)
Допускаемая
величина
отклонений
в долях
номинального
диаметра
свариваемых
стержней
не более:
0,5
0,1
±0,5
±0,1
±0,5
±0,1
не более:
0,2
0.1
0,05
0,03
не более:
0,1
0,05
не более:
0,3
584
А-И (диаметр стержня 45—80 мм).. . .
A-IV, A-V
0,2
0,1
контактной для стержней арматуры клас¬
сов:
не более:
A-I—A-III
A-IV, A-V
0,1
0,05
Перелом осей стержней арматуры классов A-I—A-III диаметром
до 40 мм включительно в стыковых соединениях с парными круглы¬
ми накладками не должен превышать 6°, а при прочих способах свар¬
ки — 3°.
XXI 1.4. Режимы сварки
Основными параметрами режима контактной стыковой сварки
(табл. XXII.17) арматуры являются:
установочная длина /ус т — размер выступающего из электрода
конца стержня;
величина оплавления /опл и осадки /0с — длины участков стерж¬
ня, расходуемого соответственно на оплавление (преимущественно
способом оплавления с подогревом) и на осадку;
сварочный ток /св, соответствующий конкретной ступени транс¬
форматора и дающий возможность устойчиво вести процесс сварки;
усилие осадки Рос, обеспечивающее необходимые пластические
деформации металла в околошовных зонах.
К основным параметрам режима контактной точечной и кон¬
тактной рельефной сварки арматуры (табл. XXII.18) относятся: сва¬
рочный ток /св; время выдержки под током tcв; усилие сжатия элек¬
тродами стержней Рэ и диаметр рабочей части электродов Dd.
В случае контактной точечной сварки режим определяют для
более тонкого из свариваемых стержней при отношении его диаметра
к диаметру стержня с большей площадью поперечного сечения —
в пределах до 1 :3.
Сварочный ток, соответствующий данной ступени трансформато¬
ра сварочной машины, получают опытным путем, используя выра¬
жение
где 7,— ток в первичной цепи машины, замеренный, например, клещами типа
Ц91;
г>1— напряжение электросети 220 или 380 В;
£■3—вторичное напряжение, указанное в табличке, прикрепленной к машине.
Кроме того, значение /св может быть замерено амперметрами
(см. примеч. к табл. XXII. 17).
Расчетный или замеренный ток /св должен быть равен или не¬
сколько больше значения /св, выбранного по табл. XXII.18.
Время выдержки под током fCB устанавливается также опытным
путем. Оптимальным будет значение /св, при котором обеспечивается
осадка стержней в пределах, указанных в табл. XXII.5.
Режим сварки под флюсом тавровых соединений элементов за¬
кладных деталей включает следующие регулируемые параметры:
сварочный ток /св, который удобно настраивать по току корот¬
кого замыкания /щ»;
585
ТАБЛИЦА XXI1.17. ОРИЕНТИРОВОЧНЫЕ ЗНАЧЕНИЯ ПАРАМЕТРОВ РЕЖИМА КОНТАКТНОЙ
СТЫКОВОЙ СВАРКИ АРМАТУРЫ
Показатель
Диаметры свариваемых стержней, мм
10
12
14
16
18
20
22
25
28
32
36 40 | 45 | 50 | 55 | 60 70
80
Установочная
длина /уст, мм
15
18
24
27
30
33
37
42
48
54
60
67
75
83
90
105
120
Длина участка
стержня/опл, рас¬
ходуемого на оп
лавление; мм:
непрерывное
с подогревом
10
10
12
13 13
14 —
10
12
13 14
15 15
16
17
17
Длина участка
стержня Zqq, рас
ходуемого на
осадку, мм:
под током
без тока
0,7
0,8
1,3
1,4
1,1
1,2
1,6
1,9
1,4
1,5
2,3
1,6
2,4
1,8
2,7
2,2
2,4 2,7 3
3,6 4,1 4,2
3,2
4,6
3,4 4
4,7 5
_4
5,3
Усилие осадки
PQC для стержней
арматуры клас¬
сов, кН (т):
А-1
A-II, A-III
A-IV, A-V
2,4 3,4
(0,24) (0,34)
4,6
(0,46)
6
(0.6)
7,6 9,4
(0,76) (0,94)
11,5 14,5
(1.15) (1,45)
18,5
(1,85)
3,2
(0,32)
4,5
(0,45)
6,2
(0,62)
I (0.8,
10
(1)
12,5
(1,25)
15
0.5)
20
(2)
24,5
(2,45)
24
(2,4)
32
(3,2)
30
(3)
38
(3,8)
4,7 I
(0.47) 1
6,8
(0,68)
(0,9)
12
(1,2)
15
(1.5)
19
(1,9)
23
(2,3)
29
(2,9)
41
(4,1)
50
(5)
37
(3,7)
48
(4.8)
2,8
3,7
4,8
5,8
7,7
9
11,5
12,5 I 13,7 I 15,5
17 I 24 129,5135,5142,5
58 I 76
Сварочный ток|
/ в» кА I
Примечания: 1. Сварочный ток на каждой из ступеней трансформатора машины может быть замерен импульсными
амперметрами сварочного тока АСТ-2 или АСУ-1.
2. Если сварочный ток на последней ступени трансформатора меньше значения, указанного в таблице, рекомендуется про
вести пробную сварку с подогревом при увеличенной на 20—25% осадке под током.
587
ТАБЛИЦА XXII.18. МИНИМАЛЬНЫЙ СВАРОЧНЫЙ ТОК, УСИЛИЯ СЖАТИЯ ЭЛЕКТРОДАМИ ДВУХ ПЕРЕСЕКАЮЩИХСЯ
СТЕРЖНЕЙ И ДИАМЕТР РАБОЧЕЙ ЧАСТИ ЭЛЕКТРОДОВ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ И РЕЛЬЕФНОЙ СВАРКИ
АРМАТУРЫ
Показатель
Диаметр свариваемых стержней, мм
3
4
5
6
8
10
12
14
16
18
20
22
24
28
32
36
40
Сварочный ток,
кА, для стержней
из арматурной
стали классов:
В-I, Bp-I, A-I
A-II, A-III
1,8
2,2
2.8
3.4
4,5
5,5
6,5
7.5
8,8
9,8
11
11,9
13
15
17
19,5
21,5
—
-
-
5
7
8
'9,8
11,5
13,2
14,8
16,5
18
19,6
23
26
29,5
33
Усилие сжатия
электродами Рэ
кН (т)
1,5
(0,15)
1,5
(0,15)
2
(0,2)
3
(0,3)
4
(0.4)
6
(0,6)
7,5
(0,75)
9
(0,9)
И
(1,1)
12,5
(1,25)
14
(1,4)
16
(1,6)
20
(2)
21
(2,1)
25,5
(2,55)
ео»
31
(3,1)
Диаметр рабо¬
чей части элек
трода D3, мм
25
40
60
Примечание. Приведенные значения параметров режима справедливы и для контактной точечной сварки трех переев*
кающихся стержней арматуры.
величину начального дугового промежутка при отрыве конца
стержня от плоского элемента е;
продолжительность горения дуги tcв при неподвижном стержне
/1 и при подаче стержня t2i tCB — ti + t2;
машинную осадку стержня
Нос == ^ОПЛ — Н ~f* h ,
где //— высота наплавки на плоский элемент, мм;
\к— высота скоса (разделки) конца стержня, мм
глубину погружения торца стержня в наплавленный металл h\
продолжительность осадки стержня под током h\
время выдержки стержня в расплавленном металле /4.
Ток короткого замыкания устанавливают соответствующей на¬
стройкой источника питания (табл. XXII. 19), остальные параметры
режима даны в табл. XXI 1.20.
ТАБЛИЦА XXII.19. РЕКОМЕНДУЕМЫЕ ЗНАЧЕНИЯ ТОКА
Диаметр анкерных
стержней, мм
Сварка на токе
постоянном
переменном
8—12
1—1,8
1,2—1,6
14-22
1,5—2,5
1,6—3,2
25—28
32—40
2—2,5
2—2,5
3-3,6
ТАБЛИЦА XX1I.20. ОРИЕНТИРОВОЧНЫЕ ЗНАЧЕНИЯ ПАРАМЕТРОВ
РЕЖИМА ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ
Диаметр
анкерного
стержня, мм
е, мм
и
^2
Нос, мм
ft, мм
U, с
8
1
1
0,5
17
5
2
10
1,5
1,5
0,5
17
5
2
12
2
2
1
17
5
2
14
2.5
2
1
17
5
2,5
16
3
2,5
1
16
4
2.5
18
3.5
3
1,5
14
4
2,5
20
4
4
1,5
14
3
3
22
б
4,5
2,5
13,5
3
3,5
25
6
6
3
13,5
3
4
28
6,5
10
10
13,5
3
7
32
7
13
13
17,5
2
10
36
7,5
17
16
17,5
2
15
40
8
20
20
17,5
2
20
Примечание. В данном случае продолжительность осадки стерж¬
ня под током U составляет 0,5—1 с.
В табл. XXII.21—XXII.25 приведены ориентировочные режимы
различных способов сварки стержней.
588
ТАБЛИЦА XXII.21. ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ ПОЛУАВТОМАТИЧЕСКОЙ ВАННОЙ СВАРКИ
СТЫКОВЫХ СОЕДИНЕНИЙ ОДНОРЯДНЫХ СТЕРЖНЕЙ
Диаметр
стержней,
мм
Скорость подачи проволоки
Напряжение,
Сварочный
Вылет электрода,
Глубина шлако¬
Продолжитель¬
МО"”3 м/с м/ч
В
ток, А
мм
вой ванны, мм
ность сварки, с
Горизонтальные однорядные стержни
Диаметр электродной проволоки 2 нм
20
77-86
280—310
43-38
300—420
60—30
10—15
45-55
22
77—86
280—310
42-38
300—420
60—30
10—15
55-60
25
77—86
280—310
42—38
300—420
60—30
10—15
65—75
28
102—111
370—400
44—40
350—500
80-30
10—20
75—90
32
102—111
370—400
44—40
350—500
80—30
10—20
95-105
36
127—138
460—500
46—42
400—500
80—40
10—20
110-120
40
127—138
460—500
46—42
400—500
80—40
10—20
120—130
Диаметр электродной проволоки 2,5 мм
20
50—55
180—200
42—40
420—450
60-30
10—15
40-50
22
50—55
180—200
42—40
420—450
60—30
10-15
45—55
25
50-55
180-200
42—40
420—450
60—30
10—15
55—65
28
69—75
250—270
44—42
440—480
80—30
10—20
75—85
32
69-75
250—270
44—42
440—480
80—30
10—20
85-95
36
86—94
310—340
46—44
460—500
80—40
10-20
110-120
40
86—94
310-340
46—44
460—500
80—40
10—20
120—130
20
22
25
28
32
36
40
20
22
25
28
32
36
40
Продолжен
Скорость подачи проволоки
Ы0-3 м/с
м/ч
Напряжение,
В
Сварочный
ток, А
Вылет электрода,
Вертикальные однорядные стержни
Диаметр электродной проволоки 2 мм
280—310
40—36
280—420
60—20
10-15
280—310
40—36
280—420
60—20
10—15
280—310
40—36
280—420
60—20
10—15
370—400
44—40
350—500
80—20
10—15
370—400
44—40
350—500
80—20
10—20
460—500
48—45
420—500
80—30
10—20
460—500
48—45
420—500
80—30
10—20
Диаметр электродной проволоки 2,5 мм
50—55
180—200
42—40
420—450
60—20
10—15
50—55
180—200
42—40
420—450
60—20
10—15
50—55
180—200
42—40
420—450
60-20
10—15
69-75
250—270
44—42
460—480
80—20
10—15
69—75
250—270
44—42
460—480
80—20
10—20
86-94
310—240
48—46
460—500
80—30
10—20
86—94
310—340
48—46
460—500
80—30
10-20
ТАБЛИЦА XXI 1.22. ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ ДУГОВОЙ
ВАННОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ
ОДНОРЯДНЫХ ГОРИЗОНТАЛЬНЫХ СТЕРЖНЕЙ АРМАТУРЫ
Диаметр
стержней,
мм
Зазор между торцами
стержней, мм
Число электродов в гребенке
при рекомендуемых зазоре
и диаметре электрода, мм
Сварочный
ток, А
минималь¬
ный реко¬
мендуемый
максималь¬
ный допу¬
скаемый
4
5
6
20—25
9
12
3
270—300
28—32
9
12
4
4
—
320—350
36-40
10
18
5
5
4
400—450
45
11
18
6
5
500—550
£0-55
12
20
—
7
5
550—600
60
13
25
8
7
600—650
70
14
28
—
9
700-750
80
14
28
—
—
9
700-750
Примечание. Режим сварки двухрядных стержней уточняется опыт¬
ным путем.
ТАБЛИЦА XXII.23. ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ ДУГОВОЙ
ВАННОЙ ОДНОЭЛЕКТРОДНОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ
ГОРИЗОНТАЛЬНЫХ СТЕРЖНЕЙ АРМАТУРЫ В ИНВЕНТАРНЫХ
МЕДНЫХ ФОРМАХ С ГЛАДКОЙ ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ
Диаметр
стержней,
мм
Зазор между торцами стержней, мм
Диаметр
электрода,
мм
Сварочный
ток, А
минимальный
рекомендуемый
максимальный
допускаемый
20
220—230
22
12
14
5
220—230
25
230—240
28
240—250
32
13
15
250—260
36
5-6
250—260
40
14
16
250—260
Ориентировочные режимы дуговой ванной одноэлектродной и
ванно-шовной сварки стыков горизонтальных стержней на сталь¬
ной скобе-подкладке и накладке приведены ниже. При этом высо¬
та фланговых швов должна составлять dH/2,5 мм; диаметр элект¬
рода 5—6 мм для стержней диаметром 36 и 40 мм, для осталь¬
ных стержней диаметр электрода 5 мм.
Диаметр
стержней,
мм
20
22
25
28
30
32
36
40
Сварочный
ток, А
225—230
230—
235
235—
240
240—
250
250—
260
260—
270
275—
300
300—
330
591
ТАБЛИЦА XXII.24. ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ
ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ ОТКРЫТОЙ ДУГОЙ
МНОГОСЛОЙНЫМИ ШВАМИ СОЕДИНЕНИЙ СТЕРЖНЕЙ
НА СТАЛЬНОЙ СКОБЕ-НАКЛАДКЕ
Диаметр
стержней,
мм
Диаметр
сварочной
проволоки, мм
Свароч¬
ный ток,
А
Напряже¬
ние дуги,
В
Сварочный
ток, А
Напряжение
дуги. В
Горизонтальные стер •
Вертикальные
’ стержни
жни
25—40
1.6
240—260
32-34
180-200
25—26
55—40
2
220—260
32—34
180—220
25—26
50—80
1,6
240—280
34-36
200—260
26—281
60-80
2
240-300
34-36
240—280
26-30
ТАБЛИЦА XXII.25. ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ
ОДНОЭЛЕКТРОДНОЙ СВАРКИ ПРОТЯЖЕННЫМИ
И МНОГОСЛОЙНЫМИ ШВАМИ
Диаметр
стержней, мм
Положение швов
в пространстве
Число
слоев
в шве
стыковых
соедине¬
ний
Номер
слоя
Диаметр
элёктро-
да, мм
Сварочный
ток, А
До 20 вклю¬
чительно
Нижнее или
вертикальное
1
1
4
150—175
22—32
Нижнее
1
1
5
220—225
36—10
2
1
4
200
2
2X4
300
45-80
2
1
5
250
2
2x5
400
22—80
Вертикальное | 1
1
5
175
XXI 1.5. Контроль качества сварных соединений
Необходимое качество сварных соединений арматуры и эле¬
ментов закладных деталей должно обеспечиваться следующими
видами контроля:
качества основных (арматурной стали, листового, полосового
или профильного проката) и сварочных (электродов, сварочной
проволоки, флюса) материалов;
592
состояния сварочного оборудования, инструментов и приспо¬
соблении;
текущего;
приемочного выборочного.
Качество материалов и состояния оборудования, инструмен¬
тов и приспособлений контролируется до начала сварочных ра¬
бот. При этом устанавливается:
соответствие материалов требованиям государственных стан¬
дартов и технических условий на них, а также требованиям нор¬
мативных документов по технологии сварки арматуры и элемен¬
тов. закладных деталей;
возможность выполнения с помощью оборудования, инстру¬
ментов и приспособлений заданной технологии сварки.
Текущий контроль осуществляется на всех этапах сварки со¬
единений и включает проверку:
качества подготовки арматуры и плоских элементов заклад¬
ных деталей, подлежащих сварке;
точности сборки элементов сварных соединений арматуры и
закладных деталей, свариваемых при изготовлении и монтаже ар¬
матурных изделий, а также при монтаже сборных железобетон¬
ных конструкций;
правильности выбранного режима сварки;
качества (периодически) соединений элементов арматуры и
закладных деталей в процессе их сварки.
Качество подготовки и точность сборки элементов сварных
соединений проверяются внешним осмотром, и соответствующими
замерами перед выполнением стыковых и нахлесточных соедине¬
ний различными способами дуговой сварки.
Сварка разрешается, если соблюдены следующие условия:
чистота элементов, зазоры между ними, разделка концов
стержней, размеры и размещение накладок, подкладок и форм,
число и место расположения прихваток соответствуют требовани¬
ям действующих норм;
оси стержней, образующих стыковое соединение, расположе¬
ны в пределах допусков на несоосность и излом осей стержней:
все элементы соединений вблизи мест сварки сухие.
Правильность выбора режима сварки определяется:
проверкой настройки сварочного оборудования на выбранный
режим;
внешним осмотром пробных образцов сварных соединений, вы¬
полненных при выбранном режиме;
по результатам механических испытаний на прочность проб¬
ных образцов сварных соединений при удовлетворительных дан¬
ных их внешнего осмотра.
Пробные образцы изготавливают в количестве не менее 3 шт.
из делового материала до начала сварки из него соединений.
При правильно выбранном режиме сварки пробные образцы,
испытываемые на растяжение, срез или отрыв, согласно требова¬
ниям ГОСТ 10922—75, должны выдерживать контрольную на¬
грузку, определяемую по формуле
Р к = Fг. О в,
где Рл — номинальная или фактическая (если арматура имеет отрицательные
допуски) площадь поперечного сечения стержня, м2 (мм2);
— браковочный минимум временйогО сопротивления арматурной стали,
МПа (кгс/мм2).
38—140
593
Класс арматуры
Браковочный минимум
по ГОСТ 5781-75<Тв
МПа (кгс/мм2)
В—I и Bp—I
380 (38)
500 (50)
600 (60)
900 (90)
1050 (105)
550 (55)
При неудовлетворительных результатах механических испыта¬
ний первичных пробных образцов изготавливают удвоенное их
число и повторяют испытания. Если и при повторных испытаниях
не будут получены приемлемые результаты, следует изменить ре¬
жим сварки, изготовить новые образцы и вновь подвергнуть их
внешнему осмотру и испытанию на прочность.
Проверку качества материалов, состояния сварочного оборудо¬
вания и текущий контроль должны осуществлять инженерно-тех¬
нические работники, непосредственно руководящие сварочными
работами, с привлечением лабораторий. Правила контроля каче¬
ства материалов, состояния оборудования и текущего контроля
регламентируются нормативными документами по технологии свар¬
ки соединений арматуры и закладных деталей.
Приемочный выборочный контроль распространяется на свар¬
ные соединения, сделанные каждым сварщиком в течение одной
смены, и выполняется внешним осмотром, обмером сварных со->
единений и механическими испытаниями контрольных образцов
этих соединений на прочность.
Технические требования к сварным соединениям, правила их
приемки и методы испытаний установлены ГОСТ 10922—75. При¬
емочный контроль возлагается на органы технической инспекции
организации-изготовителя и заказчика.
Сварные соединения для внешнего осмотра и обмера, а также
контрольные образцы сварных соединений для механических ис¬
пытаний на прочность отбираются из партий готовых арматурных
изделий, закладных деталей или из партий соединений, выполнен¬
ных при монтаже арматурных и сборных железобетонных из¬
делий.
Внешнему осмотру и обмеру подвергают не менее:
10 сварных стыковых соединений арматуры (из партий го¬
товых соединений), сделанных при монтаже арматурных изделий
и сборных железобетонных конструкций; г‘
все сварные соединения, полученные дуговой сваркой протя¬
женными швами, и не менее 5 соединений, выполненных1 другими
способами сварки, в трех арматурных изделиях или закладных
деталях, отобранных из партии готовых изделий или деталей.
Если в результате внешнего осмотра и обмера свариых со¬
единений хотя бы одно не соответствует требованиями РОСТ
10922—75, повторно проверяют удвоенное число соединений. При
неудовлетворительных итогах повторной проверки все соединения
этой партии готовой продукции подлежат поштучному исправлению
и приемке.
Контрольные образцы (выборка) должны вырезаться из го¬
товой продукции. Допускается вырезать образцы из одной еди¬
ницы продукции, а в некоторых случаях параллельно с деловыми
соединениями изготавливать образцы-свидетели. Объем выборки
594
может колебаться от 2 до 6 образцов в зависимости от результа¬
тов механических испытаний.
Итоги механических испытаний заносятся в контрольную кар¬
ту, которая состоит из четырех частей. Первая часть содержит
общие сведения об изделии и сварном соединении; вторая, третья
и четвертая — результаты соответственно механических испыта¬
ний, вычислений и контроля.
По данным второй части карты определяются и вычисляются
следующие показатели прочности сварных соединений:
<Л, (Гг, , On — напряжение в арматурном стержне (каждого
из испытанных образцов), по оси которого действовала испыта¬
тельная нагрузка;
Отах и Omin — соответственно максимальные и минимальные
значения напряжений из числа ai, 02, оп;
среднее арифметическое значение напряжений
01 + 02+ ...+а„
аср - л
где л — число испытанных образцов (объем выборки),
размах значений напряжений
W == Omax — amin.
ТАБЛИЦА XXII.26. ЗНАЧЕНИЯ ПРИЕМОЧНЫХ ЧИСЕЛ С, И Сг
ПРИ ОЦЕНКЕ ПРОЧНОСТИ СВАРНЫХ СОЕДИНЕНИЙ АРМАТУРЫ
И ЭЛЕМЕНТОВ ЗАКЛАДНЫХ ДЕТАЛЕЙ
Класс арматурной стали
стержня, по оси которого
действовала испытательная
нагрузка
С
'1
С
'2
МПа
кгс/мм2
МПа
кгс/мм*
A-I
260
26
350
35
А-И
410
41
500
50
А-Ш
510
51
600
60
В-1
410
41
550
55
Вр-1
410
41
550
55
A-IV
800
80
900
90
A-V
900
90
1000
100
Независимо от способа сварки соединений на основе сравне¬
ния минимального От in и среднего арифметического аСр значе¬
ний предела прочности образцов в первой выборке с соответству¬
ющими им приемочными числами С* и Сг (табл. XXII.26) могут
быть приняты следующие решения.
Если. Gmin^Ci и сгСр^С2, то сварные соединения и партию
готовой продукции, от которой они отбирались, принять. Объем
выборки‘для последующей партии установить в соответствии с
табл. XXII27.
Если сварные соединения и готовую продукцию за¬
браковать. И, наконец, если amin^Ct и acp<CC2, отобрать и ис¬
пытать повторно контрольные образцы в количестве п = 6 шт.
При повторном контроле сварных соединений решение об их
качестве и качестве контролируемой партии готовой продукции
принимается в аналогичном порядке, но партия готовой продукции
бракуется при <jCp<С2.
38*
595
ТАБЛИЦА XXII.27. ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ОБЪЕМА
ВЫБОРКИ ОБРАЗЦОВ СВАРНЫХ СОЕДИНЕНИЙ ИЗ
КАЖДОЙ ПОСЛЕДУЮЩЕЙ ПАРТИИ ГОТОВОЙ ПРОДУКЦИИ
Размах (0 предела
прочности сварных
соединений в выборке
из предыдущей про¬
контролированной
партии готовой
продукции
Объем выборки из предыдущей проконтролированной
партии готовой продукции, шт.
МПа
кгс/мм2
о
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
В соответствии с ГОСТ 10922—75 качество сварных стыковых,
нахлесточных и тавровых соединений, выполненных дуговой
сваркой протяженными швами, а также крестообразных соедине¬
ний с ненормируемой (монтажной) прочностью допускается конт¬
ролировать только по результатам внешнего осмотра и об¬
меров.
Глава XXIII. СВАРКА И ПАЙКА
ПРИ ЭЛЕКТРОМОНТАЖНЫХ,САНТЕХНИЧЕСКИХ
И ВЕНТИЛЯЦИОННЫХ РАБОТАХ
При выполнении указанных в заголовке работ одним из важ¬
нейших технологических процессов является сварка и в меньшей
степени — пайка. Способы, технология сварки и оборудование для
нее, применяемые при этих работах, различны; они и повторяют
«классические», описанные ранее, и отчасти могут быть оригиналь¬
ными, свойственными только данному виду работ. В этой главе
описываются именно последние, а при использовании широко рас¬
пространенных дается ссылка на соответствующую главу спра¬
вочника.
XXIII.1. Сварка при электромонтажных работах
Применяемые материалы. При электромонтажных работах
используют медные шины марок М-0 и М-1 и из алюминия и его
сплавов марок АЕ, А5, А7, АД0, АД1 и АД31; провода и кабели
с жилами из алюминия, меди и сталеалюминиевые; ленты для ком¬
596
пенсаторов изготавливаются из алюминия и меди; полосы и прутки
для заземляющих устройств — из стали марки СтЗ. Кроме того, для
изготовления различных электромонтажных изделий применяется
прокат из черных металлов и алюминия и его сплавов.
В качестве сварочных материалов используют аргон, азот,
углекислый газ, кислород и пропан-бутан и их смеси, сварочною
проволоку из алюминия, меди и стали, флюсы керамические,
плавленые и в виде порошков из галоидных щелочных метал¬
лов, а также вольфрамовые и угольные электроды, термитные
патроны.
Виды сварки при электромонтажных работах. В табл. XXII 1.1
приведены основные области применения отдельных видов сварки,
которые осуществляются при электромонтажных работах.
ТАБЛИЦА XXIII.1. НАЗНАЧЕНИЕ ОТДЕЛЬНЫХ ВИДОВ СВАРКИ
Область применения
Вид сварки
Соединение алюминиевых жил,
изолированных проводов и кабе¬
лей:
однопроволочных, в скрутке
одно- и многопроволочных,
стыковое
многопроволочных, по торцам
Оконцевание алюминиевых жил
изолированных проводов и кабелей
наконечниками типа:
ЛАТ
IIIAG
ЛА
ЛАС
Оконцевание алюминиевых жил
изолированных проводов и кабелей:
пластинами из алюминиевого
сплава АД31Т1
сплавлением в монолитный:
стержень
Ответвление алюминиевых жил
изолированных проводов и кабе¬
лей:
по торцам
от неразрезанной магистрали
кабелем или шиной
Соединение голых алюминиевых,
сталеалюмпниевых и медных про¬
водов
Ответвление голых алюминиевых
и сталеалюминиевых проводов
ОРУ
Контактный разогрев. Газовая про-
пано-воздушная
Термитная. Газовая пропано-кисло-
родная
Термитная. Газовая пропано-кисло-
родная. Контактный разогрев
Термитная. Газовая пропано-кисло*
родная
Полуавтоматическая аргонодуговая.
Ручная аргонодуговая вольфрамовым
электродом
Полуавтоматическая аргонодуговая.
Ручная аргонодуговая вольфрамовый
электродом
Ручная угольным электродом
Термитная. Газовая пропано-кисло-
родная
Газовая пропано-кислородная
То же
Термитная. Газовая пропано-кнсло«
родная. Контактный разогрев
Газовая пропано-кислородная
Термитная
Газовая пропано-кислородная
597
Продолжение табл. XX И 1.1
Область пршиеиения
Соединение шин:
алюминиевых
медных
Изготовление переходных дета-
лей:
медно-алюминиевых
сталеалюминиевых
Соединение стальных полос и
стержней заземляющих устройств
Изготовление:
электроконструкций из стали
строительных конструкций из
алюминия и его сплавов
Вид сварки
Полуавтоматическая аргонодуговая
сварка с импульсным генератором или
без него
Ручная аргонодуговая вольфрамовым
электродом. Ручная угольным электро¬
дом. Электрошлаковай
Полуавтоматическая аргонодуговая с
импульсным генератором или без него.
Полуавтоматическая под флюсом. Руч¬
ная угольным электродом. Ручная ар¬
гонодуговая вольфрамовым электро¬
дом. Плазменная
Стыковая оплавлением с ударной
осадкой
Ручная угольным электродом, сты¬
ковая оплавлением с ударной осадкой
Ручная, Термитная
Ручная; в углекислом газе; под флю¬
сом; контактная
Аргонодуговая ручная; контактная
Характерные виды соединений, оконцеваний и ответвлений
алюминиевых жил проводов и кабелей показаны на рис. XXIII. 1.
Рис. XXII 1.1. Характерные виды соединений, оконцеваний и ответвлений
алюминиевых жил проводов и кабелей
а, б ^ соединение стыковое; в, д — соединение по торцам; е, ж, и — оконцева-
ние наконечниками типа ЛАТ, ШАС и Л А; з — оконце вание наконечниками
типа ЛАС или пластиной из сплава АД31Т1; м — стержневое оконце вание; г,
к, л — ответвление сваркой соответственно по торцам, пластиной и кабелем;
1 — жила провода или кабеля; 2 — сварное соединение; 3 пластина; 4 — мо¬
нолитный стержень
598
Соединение алюминиевых жил изолированных проводов и кабе¬
лей. Термитная сварка. Сварка стыков жил выполняется с помо¬
щью термитных патронов (табл. XXIII.2) марки ПА.
ТАБЛИЦА XXIII.2. ПАТРОНЫ ДЛЯ ТЕРМИТНОЙ СВАРКИ
И ФОРМЫ ДЛЯ ГАЗОВОЙ ПРОПАНО-КИСЛОРОДНОЙ СВАРКИ
СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ ЖИЛ
Площадь
Марка
Типоразмер
Площадь
Марка
Типоразмер
сечения
термитного
сварочной
сечения
термитно¬
сварочной
жил, мм*
патрона
формы
жил, мм2
го патрона
формы
16
ПА-16
ФС-16
240
ПА-240
ФС-240
25
35
50
ПА-25
ПА-35
ПА-50
ФС-25
ФС-35
ФС-50
300
400
ПА-300
ПА-400
\ ФС-500
70
ПА-70
ФС-70
500
ПА -500
)
95
ПА-95
ФС-95
625
ПА-625
\
120
ПА-120
ФС-120
800
ПА-800
) ФС-800
150
ПА-150
ФС-150
185
ПА-185
ФС-185
1000
1500
-
ФС-1000
ФС-1500
При сварке стыковых соединений жил площадью сечения от 16
до 240 мм2 используют набор принадлежностей типа НТС-2
(табл. XXIII.3).
ТАБЛИЦА XXIII.3. КОМПЛЕКТ ОСНОВНЫХ ПРИНАДЛЕЖНОСТЕЙ,
ВХОДЯЩИХ В НАБОР НТС-2*
Наименование
Число
Назначение
Охладители (клещи) с комплек¬
том сменных вкладышей для жил
площадью сечения, мм2:
16—95
2
| Защита изоляции от пере-
120—240
2
/ грева при сварке
Штатив раздвижной с соедини¬
1
Закрепление охладителей
тельной пландой
1
Державка для термоспички
Защита руки от ожога при
Мешалка из стальной проволоки
2
поджигании термитного пат¬
рона
Перемешивание расплава
Очкй защитные с темным стеклом
1
Защита глаз сварщика от
Губки специальные к клещам
2
излучения и искр
Скусывание литниковой
ПК-1м
прибыли
* Набор НТС-2 изготавливается Московским опытным заводом электро¬
монтажной техники Главэлектромонтажа Минмонтажспецстроя СССР.
Жилы кабелей, соединяемые в герметичных свийцовых или
эпоксидных муфтах, сваривают с флюсом АФ-4А, при сварке про¬
водов используют флюс ВАМИ. Внутренние поверхности стальных
кокилей термитных патронов для предотвращения прикипания
к ним алюминия заблаговременно покрывают мелом, разведенным
водой до пастообразного состояния, и просушивают.
599
Рис. XXI11.2. Последовательность операций при термитной сварке стыков
жил
а — поджигание термитной шашки; б, в — плавление жил и присадки с пере¬
мешиванием ванны; г — скалывание сгоревшей термитной шашки; д — удале¬
ние кокиля; е — откусывание летниковой прибыли; 1 соединяемые жилы,?
2 — экран из листового асбеста; 3 — стальной кокиль; 4 — уплотнение из шну¬
рового асбеста; 5 — присадка; 6 —* алюминиевая втулка; 7 <— шашка термитно¬
го патрона; 8 — охладитель; 9 — термитная спичка; 10 — мешалка; 11 ^ зуби«
ло; 72 — молоток; /5 — отвертка; 14 — режущие губки клещей
; / л
./■ / у' X.
Рис. XXII 1.3. Соединение жил по
торцам термитной сваркой
1 — шашка термитного патрона;
2 — стальной кокиль; 3 — алюминие¬
вая втулка; 4 — соединяемые жилы;
5 —* уплотнение из асбестового шну¬
ра; 6 — экран из листового асбеста
7 — охладитель
Рис. XXII1.4. Соединение
пропано-воздушной сваркой
однопроволочных проводов
600
С концов жил снимают изоляцию, удаляют при необходимо¬
сти маслоканифольный состав и зачищают жилы до металличе¬
ского блеска. На концы жил и присадку наносят тонкий слой
флюса, разведенного водой. Перед установкой термитного патро¬
на на концы жил насаживают алюминиевые колпачки, входящие
в комплект патрона. Термитный патрон надевают на жилы таким
образом, чтобы их стык находился в центре летникового отверстия
патрона. Кокиль патрона уплотняют шнуровым асбестом и на ого¬
ленных участках жил закрепляют охладители. Последовательность
технологических операций при сварке показана на рис. XXI112.
Присадка из сварочной проволоки Св-АК5 или проволок жилы вво¬
дится в литник термитного патрона немедленно после начала его
горения и подается до заполнения летника расплавом алюминия.
Расплав перемешивают мешалкой для удаления шлаков и равномер¬
ного расплавления жил по всему сечению.
Термитные патроны для соединения и ответвления алюмини¬
евых жил сваркой по торцам выбираются по площади сече¬
ния жил, приведенной в табл. XXII 1.4.
ТАБЛИЦА XXIII.4. Марки термитных патронов
Суммарная пло¬
щадь сечения
жил, мм3
70
95
120
150
185
240
Марка патрона
ПАТ.70
ПАТ-95,
ПАТ-120
ПАТ-150
ПАТ-185
ПАТ-240
Зачищенные концы жил складывают в общий пучок, обжимают
для придания ему цилиндрической формы и насаживают на него
алюминиевый колпачок термитного патрона. Кокиль термитного
патрона, надетого на колпачок, уплотняют снизу подмоткой из
асбестового шнура. На оголенные участки жил ниже патрона
устанавливают охладитель (рис. XXII 1.3).
Газовая пропано-воздушная и пропано-кислородная сварка.
При монтаже сетей освещения скрутки однопроволочных прово¬
дов соединяются пропано-воздушной сваркой. Пламя, выходя¬
щее из сопла горелки ГПВМ-0,07, расплавляет торец скрутки
проводов площадью сечения до 20 мм2. Эта горелка входит в на¬
бор ОГК* 19. Провода в сухих помещениях свариваются с флю¬
сом АФ-4А, разведенным на воде до пастообразного состояния;
в сырых помещениях применяют флюс ВАМИ. Скрутка оплавляется
до образования на ее торце шарика из расплавленного металла (рис.
XXIII.4). Жилы проводов и кабелей площадью сечения от 16 до
1500 мм2 соединяют пропано-кислородной сваркой при помощи
наборов типа НСПК (табл. XXII 1.5) и сварочных форм типа ФС
(см. табл. XXIII.2).
Зачищаемые концы жил укладывают в разъемную сварочную
форму, внутренние поверхности которой покрывают мелом, раз¬
веденным водой до пастообразного состояния. Половинки формы
прижимают друг к другу клиновыми сжимами. На оголенные
участки жил за формой устанавливают охладители. Форму нагре¬
вают пламенем горелки до красного цвета, вводя одновременно
присадку из сварочной проволоки Св-АК5 или проволок жилы
через литник. Расплав перемешивают мешалкой для удаления
загрязнений и равномерного расплавления жил по всему сечению.
601
Технологическая последовательность операций при сварке показана
п& рис. XXIH.5.
ТАБЛИЦА XXIII.5. КОМПЛЕКТ ОСНОВНЫХ ПРИНАДЛЕЖНОСТЕЙ,
ВХОДЯЩИХ В НАБОРЫ НСПК*
Наименование
Число в наборе
Назначение
НСПК-1 | НСПК-2
Охладители (клещи) с
комплектом сменных вкла¬
дышей для жил площадью
сечения, мм2:
16—95
120-240
Охладители разъемные с
комплектом сменных вкла¬
дышей для жил площадью
сечения 800—1500 мм2
2
2
2
Защита изоля¬
ции от перегрев
ва при сварке '
Штатив раздвижной с сое¬
динительной планкой
1
1
Закрепление
охладителей
Горелка для газовой
сварки с комплектом рука-
ВФВ.
двухрожковая
трехрожковая
I
Г
1 Нагрев свароч>
} ных форм при
) сварке жил
Формы сварочные типа ФС
для жил площадью сечения,
мм2:
16-240
800—1500
По три
Для
каждого
сечения
По два для
каждого
сечения
Удержание сва¬
рочной ванны и
формирование
соединения
Комплект редуционно-из¬
мерительной аппаратуры
1
—
Снижение дав¬
ления пропан-бу¬
тана и кислорода
до рабочего
Мешалка из стальной про¬
волоки
2
2 1 Перемешивание
I расплава
* Наборы НСПК выпускаются заводами Главэлектромонтажа Минмоч*
тансспецстроя СССР.
При соединении жил газовой сваркой по торцам применяют го¬
релку, газоаппаратуру и охладители из набора НСПК-I. Сварку вы¬
полняют в стальных формах (табл. XXIII.6). Подготовка к соедине¬
ние такая же, как при термитной сварке по торцам. Технология
сварки аналогична технологии сварки стыковых соединений жил.
602
ТАБЛИЦА ХХШ.6. РАЗМЕРЫ ФОРМ ДЛЯ ПРОПАНО-КИСЛОРОДНОЙ
СВАРКИ, СОЕДИНЕНИЙ, ОТВЕТВЛЕНИЙ И ОКОНЦЕВАНИЙ
АЛЮМИНИЕВЫХ ЖИЛ
ч -
Ik
„ Размеры сварочной формы, мм
Плпп^адь сечения жил.
/ | а
Соединение и ответвление жил сваркой по торцам
32
25
8
50, 70
95
30
12
120
16
155
35
18
205
20
256
22
Стержневое оконцевание жил
16, 25, 35
35
8
сл
о
о
40
12
95, 120
45
16
150, 185
55
18
240
22
Сварка методом контактного разогрева. Сварка осуществляется
за счет выделения теплоты в месте контакта угольного электрода и
свариваемых жил (или в месте контакта угольных электродов) при
прохождении тока от трансформатора.
Алюминиевые жилы площадью сечения до 50 мм2 соединяются
на установке УСАП-1, а площадью сечения до 240 мм2 — на установ¬
ке УСАП-2. В каждую из этих установок входят одноэлектродный
держатель для угольного электрода, двухэлектродные клещи для
угольных электродов, охладители (клещи) с комплектом сменных
вкладышей для жил площадью сечения 16—240 мм2. Установка
УСАП-1 имеет трансформатор ТС-150 напряжением 220/8,15 В, мощ¬
ностью около 0,7 кВ*А. В установку УСАП-2 входит трансформатор
ТС-300 напряжением 220/8J5 В, мощность около 1*8 кВ «А.
Ш
Рис. XXII 1.5. Последова¬
тельность операций ори
пропано-кислородной сварке
стыков жил
а, б — установка разъемной
формы; в —нагрев формы и
жил; г — подогрев с введе¬
нием присадки; д — переме-
шивание ванны; е — готовое
соединение перед разборкой;
1 — соединяемые о/силы; 2 —
разъемная стальная формах
3 — клин; 4 — охладитель;
5 — экран из листового ас-
беста; 6 — газовая горелка;
7 — присадка; 8 — мешалка
Для удержания сварочной ванны и формирования соединения
при сварке по торцам используются сварочные формы для жил пло¬
щадью сечения 16—240 мм2. Для таких же целей, но при сварке скру¬
ток применяются формы-обоймы для однопроволочных жил площа¬
дью сечения 2,5—10 мм2.
Соединяются и ответвляются однопроволочные жилы площадью
сечения 2,5—6 мм2 с помощью аппарата ВКЗ-1. Многопроволочные
жилы площадью сечения до 240 мм2 сваривают по торцам в формах
из стали или графитированного угля. Изоляция от нагрева защищена
охладителями, устанавливаемыми на оголенные участки жил за фор¬
мой. Торцы жил и присадку из сварочной проволоки Св-АК5 или про¬
волок жилы покрывают тонким слоем флюса ВАМИ, разведенного
водой. Процесс сварки показан на рис. XXIII.6. Для сварки скруток
однопроволочных проводок при стендовой заготовке сетей освеще¬
ния применяют полуавтоматический аппарат типа ВКЗ-1. Кроме то¬
го, скрутки могут свариваться с помощью клещей с угольными элек¬
тродами (рис. XXIIIJ).
Рис. ХХШ.в. По¬
следовательность
операций при со¬
единении жил
сваркой по тор¬
цам контактным
разогревом
а — подготовка к
соединению; б.
в — разогрев и
расплавление жил
с подачей присад¬
ки; 1 — угольный
электрод; 2 — со¬
единяемые жилы;
3 — стальная или
угольная форма;
4 — уплотнение из
асбестового шну¬
ра; 5 — экран из
листового асбеста)
6 — охладитель•
токоподвод
2 J
604
Рис. XXI11.7. Соединение однопроволочных жил сваркой по торцам контакт¬
ным разогревом
а — угольным электродом; б — аппаратом ВКЗ-1; в — двухэлектродными кле¬
щами; г — в обойме, разогреваемой двухэлектродными клещами; 1 — держа¬
тель электрода; 2 —* угольный электрод; 3 — соединяемые жилы; 4 — охлади-
тель-токоподвод; 5 — угольный электрод с коническим углублением; 6 — сталь¬
ные обоймы
Оконцевание алюминиевых жил изолированных проводов и ка¬
белей. Термитная сварка. Этим видом сварки выполняют оконце¬
вание алюминиевых жил наконечниками типа ЛАТ и ЛАС. Окон¬
цевание жил площадью сечения от 70 до 240 мм2 наконечниками
типа ЛАТ осуществляют с помощью патронов марки ПАН:
Площадь сече¬
ния жил, мм2
70
95
120
150
185
240
Тип наконечни¬
ка
ЛАТ-70
ЛАТ-95,
ЛАТ-120
ЛАТ-150
ЛАТ-185
ЛАТ-240
Марка патрона
ПАН-70
ПАН-95,
ПАН-120
ПАН-150
ПАН-185
ПАН-240
Размеры фор¬
мы, мм:
внутренний
диаметр
длина
Толщина стенки
формы 4 мм
18
25
22
30
24
30
26
30
30
30
При сварке используют набор типа НТС-2. Сварку ведут при верти¬
кальном положении жилы. Подготовка к сварке наконечника ЛАТ
показана на рис. XXIII.8. При сварке используют флюс ВАМИ, тон¬
кий слой которого насыпают на торец жилы после установки нако¬
нечника и термитного патрона. В качестве присадки применяют алю¬
миниевую проволоку диаметром 1,5—2 мм, нарезанную на отрезки
длиной 3—4 мм. После расплавления присадки, торцов жилы и труб¬
чатой части наконечника расплав перемешивают мешалкой. Оконце¬
вание жил площадью сечения 300—800 мм2 наконечниками типа ЛАС
605
проводят так же, как сварку стыковых соединений жил патронами
марки ПА, но вместо одной из жил в кокиль патрона вводят стер¬
жень наконечника.
Газовая пропано-кислородная сварка. Этим способом сварки вы¬
полняют оконцевание алюминиевых жил наконечниками типа ЛАТ*
JIAC, пластинами из алюминиевого сплава АД31Т1 (рис. ХХШ.9)в
а также стержневое оконцевание с добавкой легирующих присадок.
Оконцевание жил площадью сечения 70—240 мм2 наконечниками ти¬
па ЛАТ осуществляют горелкой, входящей в комплект набора
ние жил наконечником
ЛАТ термитной сваркой
/ — жила; 2 — наконеч¬
ник; 3 — экран из листо¬
вого асбеста; 4 — присад¬
ка из нарубленной алю¬
миниевой проволоки; 5 —<
стальной кокиль; 6 -•
термитная спичка; 7 —
шашка термитного пат¬
рона
Рис. XXII 1.9. Оконцевание пластиной из алю¬
миниевого сплава АД31Т1 пропано-кислород-
ной сваркой
/, 3 — экраны из листового асбеста; 2 — охла¬
дитель; 4 — жила; 5 — разъемная стальная
форма; 6 — литниковое отверстие; 7 — пласти¬
на из сплава АД31Т1; 8 — клинья
НСПК‘1. Подготовка к газовой .сварке аналогична подготовке к тер¬
митной сварке, только вместо термитного патрона на трубчатую
часть наконечника надевают цилиндрическую стальную форму, раз¬
меры которой прицедены ниже*
Внутренний диаметр, цм. . . 18 22 24 26 30,,
Длина, Мм ... 25 30 30 30 30;
i
Во всех случаях толщина стенки формы 4 мм.
При сварке используют флюс ВАМИ, водным раствором кото¬
рого покрывают присадку. Расплавленный металл перемешивают
мешалкой для удаления шлаков. Оконцевание жил площадью сече¬
ния 30&—1500 мм2 наконечниками типа ЛАС выполняют в формах
типа ФС горелкой, входящей в комплект набора НСПК-2. Подготов¬
ка к сварке и технология ее аналогичны подготовке и технологии,
применяемым при стыковом соединении жил в сварочных формах
типа ФС, перечисленных выше.
606
Площадь
сечения
жил, мм2
300
400
< 500
625
800
1000
1500
Тип нако¬
нечника
ЛАС-
300
ЛАС-
400
ЛАС-
500
ЛАС-625
ЛАС-800
ЛАС-1000
ЛАС-1500
Типораз¬
мер формы
ФС-500
ФС-800
ФС-1000
ФС-1500
Оконцевание пластинами из алюминиевого сплава АД31Т1 использу¬
ют для жил, площадь сечения которых 50—1500 мм2. Сварку ведут
в стальных сварочных формах типа ФО. Жилы площадью сечения до
240 мм2 и 300—1500 мм2 сваривают горелками соответственно из
наборов НСПК-1, НСПК-2. Технология сварки аналогична техноло¬
гии сварки стыковых соединений жил в формах ФС. Сварочные фор¬
мы для оконцевания жил пластинами из сплава АД31Т1 выбира¬
ются по приведенным ниже данным.
Площадь
сечения
жил, мм2
50, 70, 90
120, 150,
185, 240
300, 400,
500
625, 800
1000
1500
Тип формы
для окон¬
цевания:
продоль¬
ного
ФО-95
Ф0-240
Ф0-500
Ф0-800
ФО-ЮОО
Ф0-1500
флажко¬
вого
—
—
—
—
•ФОФ-ЮОО
ФОФ-1500
Оконцевание алюминиевых жил сплавлением их конца в моно¬
литный стержень с добавкой легирующих присадок выполняется с
помощью набора НСПК-1 и сварочных форм (см. табл. XXII 1.6).
В качестве легирующей добавки используют проволоку марок
Св-АК5, Св-АМг5 и Св-АД35 из алюминиевых сплавов. Технология
сварки не отличается от т^хнойогии сварки соединений жил по
торцам.
Дуговая сварка. Оконцевание алюминиевых жил наконечниками
типа ШАС и ЛА осуществляется дуговой сваркой. Оконцевание жил
проводов и кабелей площадью сечения 16—240. мм2, с пластмассовой
и резиновой изоляцией наконечниками типа ШАС выполняется арго¬
нодуговой полуавтоматической сваркой электродной проволокой
Св-АК5. Сварку (табл. ХХМ1.Г7)-ведут на токе обратной полярности
полуавтоматами типа ПРМ-2 или ПРМ-4 с приставкой для регули¬
рования цикла сварки, источником питания служит ПСГ-500. Зачи¬
щенную жилу с надетым наконечником закрепляют в охладителе-
токоподводе. Сварочная горелка полуавтомата, имеющая специаль¬
ное сопло с ловителями, устанавливается на охладителе (рис.
XXIII.10). При нажатии пусковой кнопки на горелке образуется
электрозаклепочное соединение наконечника с жилой.
607
ТАБЛИЦА XXI11.7. РЕЖИМЫ АВТОМАТИЧЕСКОЙ СВАРКИ
АЛЮМИНИЕВЫХ ЖИЛ ПРОВОДОВ И КАБЕЛЕЙ С НАКОНЕЧНИКАМИ
Площадь
сечения
исил, мм2
Типоразмер
наконечника
Свароч¬
ный ток,
А
Напряжение,
Время свар¬
ки, с
Скорость
подачи
электрод¬
ной про¬
волоки,
м/с
Расход
аргона,
л/с
16
ШАС-25-8,5
180—220
23
0,5
0,07
0,8
25
ШАС-25-8,5
230—270
25
0,5
0,08
0,8
35
ШАС-35-10,5
270—300
26
0,5
0,09
1
50
ШАС-50-10,5
320—350
28
0,6
0,1
1
70
ЩАС-70-12,6
360—390
29
0,8
0,12
0,9
95
ШАС-95-12,5
400—440
30
1,3
0,13
0,6
120
ШАС-120-12,5
440—480
31
1,8
0,14
0,6
150
ШАС-150-17
470-510
35
2,5
0,15
0,6
185
ШАС-185-19
510—560
40
3,5
0,16
0,5
240
ШАС-240-21
550—600
40
4,5
0,17
0,5
Рис. XXIII.10. Оконцевание жил
наконечниками типа ШАС по¬
луавтоматической аргонодуго¬
вой сваркой
1 — сварочная горелка полуавто¬
мата: 2 — ловитель; 3 — токо-
подвод-охладитель; 4 — жила;
5 — наконечник
Рис. XXIII.11. Оконцевание наконеч¬
ником типа ЛА
а — дуговой сваркой угольным элект¬
родом; б — полуавтоматической аргоно¬
дуговой сваркой; 1 — наконечник; 2 —
экран из листового асбеста; 3 — уголь¬
ный электрод; 4 — присадка; 5 — разъ¬
емное кольцо из графитированного уг¬
ля; 6 — сварочная ванна; 7 — жила; 8 —
охладитель'токоподвод; 9 — сварочная
горелка
Наконечник ШАС к жиле можно приваривать полуавтоматиче¬
ской сваркой без регулятора цикла сварки, а также ручной аргоно¬
дуговой сваркой вольфрамовым электродом. В этом случае сварка
должна выполняться на пониженных режимах, которые подбирают
на пробных образцах. Оконцевание жил площадью сечения 300—
1500 мм2 наконечниками типа ЛА может осуществляться полуавто¬
матической аргонодуговой сваркой, ручной аргонодуговой сваркой
вольфрамовым электродом или угольным электродом с флюсом
ВАМИ. Наконечник типа ЛА надевают на зачищенную жилу, а на
венчик наконечника устанавливают формирующее приспособление,
608
состоящее из двух полуколец, изготовленных из графитированного
угля (рис. XXIII.11). Сварку выполняют, перемещая дугу по ок¬
ружности от венчика наконечника к центру жилы.
Ответвление алюминиевых жил изолированных проводов и ка¬
белей. Для этой '"операции может использоваться термитная свар¬
ка по торцам и газовая сварка сплавлением в общий монолитный
стержень. Термитные патроны и сварочные формы выбираются в
зависимости от площади сечения жил (см. табл. XXIII.6). Техно¬
логия сварки такая же, как при аналогичных способах соединения
жил. Алюминиевые жилы кабелей площадью сечения 800, 1000 и
1500 мм2 ответвляют газовой пропано-кислородной сваркой в сталь¬
ных разъемных формах типа ФА горелкой из набора НСПК-2.
Сварочную форму выбирают в соответствии с типом ответвления:
пластиной или кабелем (табл. XXIII.8). Технология сварки ответвле¬
ния аналогична технологии соединения жил пропано-кислородной
сваркой в формах ФС.
ТАБЛИЦА XXIII.8. ТИПОРАЗМЕР СВАРОЧНЫХ ФОРМ
ДЛЯ ПРОПАНО-КИСЛОРОДНОЙ СВАРКИ ОТВЕТВЛЕНИЙ
АЛЮМИНИЕВЫХ ЖИЛ
Площадь
Ответвление
сечения ма¬
гистральной
жилы, мм-
кабелем площадью сечения, мм3
пластиной размером, мм
800
1000
| 1500
10X80X150
10X100X170
800
ФАк-1000
-
-
-
-
1000
ФАк-1000
ФАп-1000
-
1500 |
-
ФАк-1500
-
ФАп-1500
Соединение голых сталеалюминиевых, алюминиевых и медных
проводов. Алюминиевые и сталеалюминиевые провода в петлях воз¬
душных сетей и линий электропередач, площадь сечения которых
16—600 мм2, соединяются термитной сваркой с осадкой. При этом
применяются патроны марки ПАС (табл. XXIII.9) и клещи (табл.
XXIII.10). Сварка ведется без флюса и присадки.
ТАБЛИЦА XXIII.9. МАРКИ ТЕРМИТНЫХ ПАТРОНОВ
ДЛЯ СОЕДИНЕНИЯ ГОЛЫХ АЛЮМИНИЕВЫХ
И СТАЛЕАЛЮМИНИЕВЫХ ПРОВОДОВ
Марка провода
Марка
патрона
Марка провода
Марка
патрона
A-1G, АС-16
ПАС-16
АС-185
ПАС-185
А-25, АС-25
ПАС-25
АС-240
ПАС-240
А-35, АС-35
ПАС-35
АС-300, АСУ-300,
ПАС-300
А-50, АС-50
ПАС-50
АСО-ЗОО
А-70, А-90, АС-70
ПАС-70
АС-400, АСУ-400
ПАС-400
А-120, АС-95
ПАС-95
АСО-500
ПАС-500
А-150, АС-120
ПАС-120
АСО-600
ПАС-600
А-185, АС-150
ПАС-150
39—140
600
Рис. XXIII.12. Последовательность операций при ответвлении проводов ОРУ
пропано-кислородной сваркой
а, б — сборка проводов под сварку; в, г — нагрев и расплавление алюминиевых
проволок; д, е — перемешивание и введение присадки; ж — готовое ответвле¬
ние; 1 — стойка с зажимами; 2 — струбцина; 3 — стальная разъемная форма;
4 — магистральный провод; 5 — ответвляемый провод; 6 — уплотнение из ас¬
бестового шнура; 7 =■= стальные проволокиi 8 — расплав алюминия; 9 « при-
садка
610
ТАБЛИЦА XXIII.10. ТИП КЛЕЩЕЙ ДЛЯ ТЕРМИТНОЙ СВАРКИ
ГОЛЫХ АЛЮМИНИЕВЫХ, СТАЛЕАЛЮМИНИЕВЫХ И МЕДНЫХ
ПРОВОДОВ
Тип клещей
Масса, кр
Назначение
АТСП50-185
~3,5
Сварка алюминиевых и сталеалюминие¬
вых проводов площадью сечения до
185 мм2 и медных проводов до 150 мм2
АТСП240-600
~4,5
Сварка алюминиевых и сталеалюминие-
вых проводов площадью сечения от 240
до 600 мм*
ПСП-3
/^5
Сварка алюминиевых и сталеалюминие¬
вых проводов площадью сечения но
600 мм2 и медных проводов до 150 мм2
Многопроволочные голые медные провода воздушных электросетей
площадью сечения от 25 до 150 мм2 соединяются медно-фосфори¬
стым припоем в медных гильзах, разогреваемых термитными пат¬
ронами с осадкой в клещах (см. табл. XXIII. 10). Ниже приведены
марки термитных патронов для соединения голых медных жил.
Марка
провода
М-25, М-35
М-50
М-95
М-120
М-150
Марка
патрона
М-35
М-50
М-70
М-120
М-150
Ответвление голых алюминиевых и сталеалюминиевых прово¬
дов гибкой ошиновки ОРУ. Гибкая ошиновка ОРУ при площади
сечения проводов от 95 до 600 мм2 может ответвляться пропано¬
кислородной сваркой без флюса с помощью набора НГО (табл.
XXIII.11).
ТАБЛИЦА XXIII.11. КОМПЛЕКТ ПРИНАДЛЕЖНОСТЕЙ,
ВХОДЯЩИХ В НАБОР НГО*
Наименование
Число
Назначение
Горелка для газовой сварки двух¬
рожковая с комплектом рукавов
1
Нагрев сварочных форм
при сварке жил
Устройство зажимное
1
Крепление сварочных форм
на проводах
Стойка
1
Крепление сварочных про¬
водов
39*
611
Продолжение табл. XXIIJ.U
Наименование
Число
Назначение
Форма сварочная для проводов
А, АС, АСУ площадью сечения;
мм2:
95—120
2 1
150 и 185
3
240 и 300
3 1
Удержание сварочной
400 и 500
3 \
ванны и формирование
соединения
Форма сварочная для проводов
о
3
А и АСО площадью сечения
600 мм2
* Наборы НГО изготавливаются Горьковским заводом электромонтажных
пструментов Главэлектромонтажа Минмонтажспецстроя СССР.
Сборка проводов под сварку и последовательность операций
при сварке показаны на рис. XXIII.12. Сварка ведется так же, как
при соединении проводов в стальных формах типа ФС. Сталь¬
ные проволоки проводов не расплавляются, так как они защищены
расплавом алюминия.
ТАБЛИЦА XXIII.12. РЕЖИМЫ СВАРКИ АЛЮМИНИЕВЫХ ШИН
УГОЛЬНЫМ ЭЛЕКТРОДОМ
§
В
СО
ас
>» s
si
2
2
«о
о £
с&
Сварочный
ток, А
Расход
на 100 мм шва,
г
Размеры ка¬
навки в под¬
кладке, мм
1
О Я
Н 2
со
а*
о я
и * i
1&
2
R сп
|о
1"
*=С §: 1
при¬
садки
флюса
шири¬
на
глу¬
бина
3
12
5
150
9
1—2
10
1
4
—
12
5
200
10
2-3
10
1
5
—
15
5
200
18
3-5
12
2
6
—
15
8
250
25
4—6
12
2
8
—
18
10
300
35
5—8
12
2
10
—
20
12
350
46
7—10
12
3
12
—
20
12
400
57
9—12
14
3
20
10
20
15
600
120
11—13
15
3
29
18
25
18
800
280
12—16
20
3
35
20
25
20
900
330
13-15
25
3
50
25
30
23
1300—1700
480
17—20
25
4
60
28
35
25
1500—2000
600
23—25
25
4—5
Примечания: 1. Присадочные прутки, нарезанные из шин или ли¬
стов, должны иметь квадратное сечение со стороной квадрата, равной диа¬
метру круглого прутка, указанного в таблице. В случае применения прутков,
отливаемых в уголках и имеющих в поперечнике форму треугольника, раз¬
мер стороны должен быть равен двойному диаметру круглого прутка.
2. При сварке используется постоянный ток прямой полярности.
Сварка шин из алюминия и его сплавов. Шины из алюминия и
его сплавов можно сваривать следующими способами:
полуавтоматической аргонодуговой сваркой с применением им¬
пульсного генератора или без него;
612
ручной аргонодуговой сваркой вольфрамовым электродов;
ручной сваркой угольным электродом с флюсом ВАМИ.
Типы сварных соединений плоских шин распределительных уст¬
ройств, токопроводов коробчатого и трубчатого профилей показаны
на рис. XXIIU3, XXIII.14, XXIII.15.
Коробчатые токопроводы собираются из корытного профиля
или профиля «двойное Т». Эаектротехнические шины из алюми¬
ния и его сплавов рекомендуется соединять аргонодуговой сваркой,
не требующей применения флюсов и обеспечивающей более высо¬
кое качество соединения по сравнению со сваркой угольным элект¬
родом. Шины толщиной 6 мм и более следует сваривать полуавто¬
матом, шины толщиной менее 6 мм — ручной сваркой вольфрамо¬
вым электродом.
Рис. XXIII.13. Сварные соединения плоских прямоугольных шин между со¬
бой и с проводами
а, б, в, д, е — соединение шин; г — соединение шин с ленточным компенсато¬
ром; ж, з, и, к — соединение шин с проводами
613
Сварку полуавтоматом ПРМ-2 или ПРМ-4 ведут при питании
дуги от однопостового источника постоянного тока с жесткой или
пологопадающей внешней характеристикой. Для повышения произ¬
водительности и качества сварки необходимо параллельно источ¬
нику питания подключать генератор импульсов ГИ-ИДС-2 (см.
гл. VI). Сварку выполняют на токе обратной полярности электрод¬
ной проволокой Св-АК5.
Рис. XXI 11.14. Сварные соединения коробчатых токопроводов
а—ж —из корытного профиля; з—н — из профиля «двойное Т»; 1 — коробча¬
тая шина; 2 — остающаяся подкладка; 3 сварной шов; 4 = ленточный ком¬
пенсатор
614
Технология аргонодуговой полуавтоматической и ручной свар¬
ки вольфрамовым электродом приведена в главах XI и XVII на¬
стоящего справочника. Алюминиевые шины толщиной от 3 до 30 мм
могут свариваться угольным электродом только в крайних случа¬
ях— при невозможности использования аргонодуговой сварки. Ши¬
ны толщиной от 30 мм и более разрешается соединять угольным
электродом наряду с другими способами сварки, обеспечивающими
необходимое качество соединения и производительность труда.
Рис. XXIII. 15. Сварные соединения трубчатых токопроводов
а — стыковое соединение; б, в — соединение с компенсаторов; г — поворот то-
копровода; д, е, ж — ответвление; з. и — оконцевание; / — труба; 2\— прово¬
лочный компенсатор; 3 — обойма компенсатора; 4 — плоская щина; б — пере¬
ходная пластина i
[
Запрещается применять дуговую сварку угольным электродом для
соединения шин любых размеров из сплава АД31Т1.
Сварка угольным электродом (табл. XXIII.12) ведется с флюсом
ВАМИ на постоянном токе прямой полярности. Приспособления для
сварки шин на монтаже показаны на рис. XXIII. 16. Алюминиевые
шины и пакеты шин толщиной от 60 до 200 мм могут соединяться
электрошлаковой сваркой (табл. XXIII.13) пластинчатым электро¬
дом из материала, аналогичного материалу шин, на установке
615
ТАБЛИЦА XXIII.13. РЕЖИМЫ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ АЛЮМИНИЕВЫХ ШИН
Размер
шин,
мм
Зазор
между
кромками
шин,
мм
Размеры
электрода,
мм
Расход
флюса
на стык,
г
Напряже¬
ние холо¬
стого
хода,
В
Скорость
подачи электрода,
м/с
Рабочее
напря¬
жение,
В
Свароч¬
ный ток,
кА
Скорость сварки,
м/с
Расход
электро¬
дов
на стык,
кг
60X430
50
20X50X2200
500
32
0,0069—0,0078
27,5
4
0,002
4,9
70X515
60
20X60X2200
600
32
0,0061-0,0069
28
5
0,002
7,5
120X430
50
20X110X2200
900
32
0,0058—0,0064
28,5
5,5
0,0018
9,1
150X430
50
20X140X2200
1100
36
0,0055—0,0061
29
6,5
0,0016-0.0019
11,2
200X430
50
20X190X2200
1400
38
0,005—0,0055
28-30
8
0,0016-0,0019
14,7
Примечания: 1. На приведенных режимах могут свариваться шины размером до 200X600 мм, при этом изменяется дли¬
на электрода и расход флюса.
2. При сварке по трехфазной схеме применяются два электрода, суммарное сечение которых примерно равно сечению элек¬
трода, указанному в таблице.
А-550У с питанием от трансформатора ТШС-3000-1 или
ТШС-3000-3. Шины устанавливают на ребро и собирают в специаль¬
ном механизме с пневмоприводом и водоохлаждаемыми форму¬
ющими накладками. Сварку выполняют с флюсом АН-А302 или
АН-АЗОЗ.
Сварка шин из меди. Шины из меди соединяют одним из сле¬
дующих способов:
ручной сваркой угольным электродом;
полуавтоматической сваркой под слоем флюса;
полуавтоматической аргонодуговой сваркой с применением им¬
пульсного генератора или без него;
плазменной сваркой. Медные шины в основном сваривают в
-нижнем положении. Ручной сваркой угольным электродом
(табл. XXIII.14) соединяют шины толщиной от 3 до 30 мм. Свар¬
ку ведут на подкладке из графитированного угля. В начале и конце
шва устанавливают бруски из графитированного угля. Кромки со¬
единяемых шин подогревают сварочной дугой непосредственно пе¬
ред началом сварки. Кромки шин толщиной до 12 мм не скашивают,
при большей толщине делается односторонний скос кромок под уг¬
лом 25—30°. Для сварки шин толщиной 30 мм и шириной более
200 мм кромки скашивают под углом 15—20° и оставляют притуп¬
ление 5—8 мм. Для сварки используют флюс «борный шлак», ко¬
торый насыпают на соединяемые кромки перед сваркой. После окон¬
чания сварки швы следует немедленно охладить водой.
Полуавтоматической сваркой под слоем флюса соединяют ши¬
ны толщиной до 14 мм (табл. XXIII.15). Сварку выполняют на
подкладке из графитированного угля, шины толщиной 10 мм и бо-
Рис. XXI11.1 в. Приспособления для сварки шин на монтаже
а, б — одиночных шин; в — пакета шин; 1 — сжимное приспособление; 2
бруски из графитированного угля; д — подкладка из графитированного угля
617
ТАБЛИЦА XXIII.14. РЕЖИМЫ СВАРКИ МЕДНЫХ ШИН
УГОЛЬНЫМ ЭЛЕКТРОДОМ
Толщина
шин,
мм
Зазор
между
кромками
шин,
мм
Диаметр
электро¬
да,
мм
Диаметр
присадоч¬
ного
прутка,
мм
Свароч¬
ный ток,
А
Расход на 1
]
присадки
100 мм шва,
г
флюса
3
_
12
4
250
29
1—2
4
—
12
4
300
35
2—3
б
2
12
6
350
65
3—5
6
3
14
6
350
105
4—6
а
3
16
8
400
150
5—8
10
4
18
8
600
210
7—9
12
6
20
Ю
600
290
9—-11
20
15
25
15
1000
450
12—14
30
20
30
18
1500
620
13—16
Примечание. Сварка ведется на постоянном токе прямой поляр*
воет и.
ТАБЛИЦА XXIII.15. РЕЖИМЫ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ
МЕДНЫХ ШИН ПОД ФЛЮСОМ
Размеры
шин,
мм
Свароч¬
ный ток,
А
Напря¬
жение
ДУги,
В
Скорость
подачи
электрод¬
ной про¬
волоки,
м/с
Время, с
Расход на один
стык, г
подогрева
сварки
электрод¬
ной про¬
волоки
флюса
40X4
250
28—30
0,33
_
10
14
50
50X5
270
29-31
0,21
—
12
17
70
60X6
320
31-32
0,26
—
15
27
100
80X8
350
33-34
0,19
—
22
48
120
100X10
400
35-37
0,15
—
30
63
150
120X14
500
40—42
0,09
30
60
230
300
300X12
500
40-42
0,07
40
75
400
600
Примечание. Для сварки используется постоянный ток обратной
полярности.
лее перед сваркой подогревают. При сварке применяют флюсы
ОСЦ-45, АН-348А, АН-26, АН-10 или АН-5 и электродную проволо¬
ку диаметром 2 мм из меди марки Ml Т.
Полуавтоматической аргонодуговой сваркой (табл. XXIII. 16) за
один проход соединяют шины толщиной до 10 мм. При этом нет
необходимости в разделке кромок, зазор между кромками- должен
быть равен толщине шины. Перед сваркой шин толщиной более 6 мм
следует предварительно подогревать кромки. Сварка ведется на под¬
кладке из графитированного угля электродной проволокой диаметром
1,6—2 мм из меди Ml Т.
Полуавтоматической импульсно-дуговой сваркой (табл.
XXIII. 17) в среде аргона электродной проволокой диаметром
1—1,2 мм можно соединять одиночные шины толщиной до 12 мм
618
ТАБЛИЦА XXIII.16. РЕЖИМЫ АРГОНОДУГОВОЙ СВАРКИ
Толщи¬
на
шин,
мм
Сварочный
ток,
А
Напряжение
дуги,
В
Скорость
подачи элект¬
родной про¬
волоки, м/с
Расход на 10
электродной
проволоки,
г
Ю мм шва
аргона,
л
3
240-280
37—39
0,06—0,07
12
50
4
280—320
38—40
0,07—0,08
22
55
5
320—360
39—41
0,07—0,09
33
60
6
360—400
40—42
0,08—0,1
47
65
7
400—440
41—43
0,09—0,11
64
70
8
440—480
42—44
0,1—0,11
84
75
9
480—520
43—45
0,11—0,12
106
80
10
520—560
44—46
0,11
130
85
Примечание. Сварка выполняется на постоянном токе обратной
полярности.
при вертикальном и горизонтальном положениях шва. Шины тол¬
щиной до 4 мм собирают под сварку без разделки кромок, при
толщине шин 5 мм и более необходим односторонний скос кромок
под углом 30° с притуплением около 2 мм. Зазор между кромками
не должен превышать 3 мм. Шины перед сваркой подогревают.
Первый проход выполняют «ниточным» швом снизу вверх. После¬
дующие проходы также осуществляют снизу вверх, но с поперечны¬
ми колебаниями горелки. Облицовочный шов можно сваривать сверху
вниз.
ТАБЛИЦА XXIII.17. РЕЖИМЫ ИМПУЛЬСНО-ДУГОВОЙ
ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ МЕДИ В СРЕДЕ АРГОНА
ПРИ ВЕРТИКАЛЬНОМ И ГОРИЗОНТАЛЬНОМ ПОЛОЖЕНИЯХ ШВА
Свароч¬
ный ток,
А
Напряже¬
ние дуги,
В
Скорость
Параметры импульса
Номер
прохода
подачи
электродной
проволоки,
м/с
амплитуда,
А
длительность,
мс
1
2 и после¬
дующие
131—140
120—130
26-27
24—26
0,09—0,11
0,07—0,09
400—500
400—500
1,8-2,2
1,8—2,2
Примечанне. Сварка ведется на постоянном токе обратной поляр¬
ности.
Шины толщиной до 16 мм соединяются за один проход плаз¬
менной сваркой, технология которой подобна технологии сварки
угольным электродом. Однако при плазменной сварке не употреб¬
ляют флюсы. В качестве защитного газа может быть применен аргон
или азот.
Сварка разнородных металлов. Медно-алюминиевые переходные
изделия: пластины типа МА, наконечники типов ТАМ и ШП изго¬
тавливаются стыковой контактной сваркой оплавлением с ударной
осадкой. Пластины МА свариваются на специально переоборудо¬
ванной машине МСМУ-150. Медно-алюминиевые наконечники сва¬
риваются на машине типа МС-2006. Сталеалюминиевые переходные
619
изделия — троллейные планки — изготавливаются ручной сваркой
угольным электродом на постоянном токе (табл. XXIII.18).
Т А Б Л ИЦ А XXIII.18. РЕЖИМЫ СВАРКИ СТАЛЬНЫХ АЛИТИРОВАННЫЧ
ПЛАСТИН С АЛЮМИНИЕВЫМ УГОЛЬНЫМ ЭЛЕКТРОДОМ
Размеры
пластин,
мм
Зазор между
кромками,
мм
Диаметр элект¬
рода, мм
Сварочный ток,
А
Число проходов
Диаметр приса¬
дочного прутка,
мм
Ра 31
кана]
подк;
м
шири¬
на
меры
зки в
1адке,
[М
глу¬
бина
Ориенти¬
ровочная
продол жи«
тельность
сварки,
с
30X3
15
150
1
5
15
3
20
40X4
—
15
200
1
5
20
3
25
50X5
—
18
200
1
5
25
3,5
30
60X6
—
18
250
1
8
30
6
45
80X8
2
18
300
1
10
35
7
80
100X10
3
20
350
2
12
40
8
130
100X12
3
20
350
2
12
40
8
180
Примечание. При сварке используется постоянный ток прямой по¬
лярности.
Стальные пластины перед сваркой алитируются погружением на
1—4 мин в расплав алюминия, нагретый до 750—800° С. Перед по¬
гружением в алюминий алитируемая поверхность зачищается наж¬
дачным кругом и покрывается разведенным водой флюсом ВАМИ.
Сварка выполняется на подкладке из графитированного угля с ка¬
навкой. В процессе сварки дугу следует направлять только на кром¬
ку алюминиевой пластины. Стальная пластина должна нагреваться
натекающим на нее слоем расплава алюминия. Необходимая проч¬
ность соединения обеспечивается размерами шва, определяемыми
формирующей канавкой (см. табл. XXIII.18). Пакет алюминиевых
лент к стальным блюмсам электролизеров алюминия приваривается
стыковой сваркой оплавлением с ударной осадкой на машине
МС-3201.
Сварка заземляющих устройств. Стальные полосы и стержни
заземляющих устройств соединяются термитной сваркой в песчано¬
смоляных формах или ручной дуговой сваркой (см. гл. IX).
При любом виде сварки стальных полос и стержней заземляющих
устройств выполняется нахлесточное соединение. Характерные ти¬
пы соединений, выполняемых термитной сваркой в песчано-смоля¬
ных формах, показаны на рис. XXIII. 17, а последовательные стадии
сварки — на рис. XXIII.18. Места соединения полос или стержней
перед сваркой зачищают напильником. На дно тигля уйладывают
стальной кружок диаметром 19 и толщиной 1 мм, который рас¬
плавляется под воздействием температуры жидкой стали, выплав¬
ленной из термитной смеси. Горение термита и образование свар¬
ного соединения происходит за несколько секунд. Через 4—5 мин
после окончания горения термита молотком скалывают тигель и
сбивают прибыль со сварного соединения.
620
Рис. XXI 11.17. Виды соедипе-
ния заземляющих устройств
термитной сваркой
а — полос; б — стержней
Рис. XXII 1.18. Последовательность операций при соединении заземляющих
устройств термитной сваркой
а — сборка соединения под сварку; б, в — поджигание и горение термитной
смеси; г, д — пролив жидкой стали в изложницу и сплавление стержней; е%
ж — готовое соединение; 1 — сжимное приспособление; 2 — стержень заземля¬
ющего устройства; 3 — песчано-смоляная форма; 4 термитная спичка; 5 —
термитная смесь; 6 — стальная пластина; 7 — крышка; 8 — расплавленная
сталь; 9 — шлак; 10 — литниковая прибыль
XXI11.2. Сварка при санитарно-технических работах
Технология сварки при изготовлении и монтаже трубопрово¬
дов внешних водопроводных и газопроводных сетей, а также се¬
тей теплоснабжения, включая монтаж насосных станций, бойлерных
установок, котельных и газораспределительных пунктов, не имеет
621
принципиального отличия от технологии, принятой при изготовлении
и монтаже технологических трубопроводов (см. гл. XX). Трубопро¬
воды внутренних сетей отопления, горячего и холодного водоснаб¬
жения, а также газоснабжения составляют особую группу вслед¬
ствие специфичности конструкций, размеров применяемых труб,
условий монтажа и сварки. Для этих трубопроводов в основном
используются трубы малых диаметров (до 40 мм) из низколегиро¬
ванных сталей, в том числе оцинкованные, с малыми толщинами
стенок (до 3 мм) и небольшими рабочими давлениями
До последнего времени самым распространенным видом сварки
этих трубопроводов была газовая (см. гл. XIV), отличающаяся низ¬
кой производительностью В связи с увеличением производства
электродов малых диаметров 2,5—3 мм ручная дуговая сварка вы¬
тесняет газовую, производительность труда при этом возрастает на
30—50% с одновременным улучшением качества сварного соедине¬
ния. Сварка выполняется электродами типа Э42 или Э42А рутило-
выми или фтористо-кальциевыми диаметром не более 3 мм
(см. гл. V).
Перспективными видами сварки при изготовлении и монтаже
внутренних санитарно-технических систем являются полуавтомати¬
ческая сварка в углекислом газе и самозащитной проволокой
(см. главы X и XI).
ТАБЛИЦА XXIII.19. ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ
ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ ТРУБОПРОВОДОВ
В УГЛЕКИСЛОМ ГАЗЕ ВНУТРЕННИХ САНИТАРНО¬
ТЕХНИЧЕСКИХ СИСТЕМ
Толщина
стенки трубы,
мм
Диаметр свароч¬
ной проволоки,
мм
Сварочный
ток,
А
Напряжение
ДУГИ,
В
Вылет
электрода,
мм
1
0,7
70
17
8—10
1,5
0,7
95—100
18—19
8—10
2,5
0,7
150
20—22
8—10
2
1
140—180
20—22
10—14
4
1
180—270
22—28
10-12
Полуавтоматическая сварка (табл. XXIII 19) в углекислом га¬
зе осуществляется при помощи ранцевых переносных сварочных
полуавтоматов типа ПРМ, «Луч» или полуавтомата А-547У свароч¬
ной проволокой марок Св-08ГС или Св-08Г2С, а в случае примене¬
ния труб из спокойных марок стали — также проволокой Св-12ГС
на постоянном токе обратной полярности.
Для полуавтоматической сварки самозащитной проволокой тру¬
бопроводов внутренних санитарно-технических систем могут быть
рекомендованы ранцевые переносные полуавтоматы типа А-1114М
или «Луч». Сварка ведется самозащитной проволокой
Св-15ГСТЮЦА в любом пространственном положении шва постоян¬
ным током прямой полярности силой 60—90А при напряжении дуги
20—21 В (проволока диаметром 0,6—0,8 мм). Для проволоки диа¬
метром 1 мм сила тока 120—150 А и напряжение 22—23 В.
Для сварки трубопроводов с диаметром условного прохода
15 и 20 мм без разделки кромок с зазором 1,8—2 мм используются
головки для дугопрессовой сварки типа УДК-204.
622
Принцип действия этих головок основан на предварительном ра¬
зогреве торцов труб электрической дугой, вращающейся в магнит¬
ном поле по периметру свариваемых труб, и последующем механи¬
ческом сдавливании (осадке) их с получением сварного соединения
хорошего качества. Сварочный ток при этом составляет 260 А, на¬
пряжение дуги—28 В. Время сварки одного стыка—1,2 с, время
установки и снятия головки на трубопроводе—2,5—3 мин. Сред¬
няя производительность установки составляет 24 сварки в 1 ч.
XXIII.3. Особенности методов контроля
качества сварных соединений
при выполнении электромонтажных работ
Основным методом контроля является внешний осмотр соеди¬
нений, который осуществляется после удаления шлака, брызг ме¬
талла и остатков флюса. Поверхность сварных швов соединений
шин должна быть равномерно чешуйчатой без наплывов с плавным
переходом к основному металлу. Швы не должны иметь трещин,
прожогов, непроваров длиной более 10% длины шва, но не более
30 мм, незаплавленных кратеров и подрезов глубиной, превышающей
0,1 толщины шины, но не больше 3 мм. Сварные соединения компен¬
саторов также не должны иметь подрезов и непроваров на лентах
основного пакета. Дефекты сварки шин из алюминия и сплава
АД31Т1 устраняются подваркой. Соединения медных шин с дефек¬
тами разрезаются и завариваются вновь. Если качество швов вызы¬
вает сомнение или механические свойства металла шва должны от¬
вечать повышенным требованиям, сваривают образцы-свидетели на
тех же режимах и в тех же условиях, при которых свариваются
токопроводы для проведения механических испытаний. В особых
случаях для испытания вырезают образцы из готовых соединений.
После исправления дефектов соединения повторно принимаются ма¬
стером.
При термитной и газовой сварке жил сварное соединение счи¬
тается удовлетворительным, если отсутствуют подплавление или
пережог проволочек наружного повива, изломы при перегибах, ра-
ковцны в монолитной части соединения глубиной более 2—3 мм.
Прилегающие к соединению проволоки наружного повива не долж¬
ны иметь следов подплавления и пережога и ломаться при переги¬
бах. Качество сварки контролируется также при выполнении опера¬
ции перемешивания плавки в сварочной форме или кокиле термит-
rioroi патрона. При этом следует убедиться, что концы жил при сты¬
ковом соединении расплавились на участке, равном диаметру литни¬
кового отверстия патрона, а при оконцевании наконечниками ЛАТ
и при сварке по торцам концы жил, а также трубчатой части нако¬
нечника или алюминиевой втулки термитного патрона расплавились
на глубину не менее 5—8 мм.
XXII 1.4. Пайка при электромонтажных работах
При выполнении электромонтажных работ пайка применяется
для соединения, оконцевания и ответвления медных и алюминиевых
жил проводов и кабелей. Медные жилы соединяются пайкой, как
623
правило, оловянисто-свинцовыми припоями типа ПОС в медных со¬
единительных гильзах по ГОСТ 5676-51. Ответвления жил пайкой
осуществляют в гильзах по ГОСТ 6107—52. Место соедине¬
ния нагревают пропано-воздушной горелкой или паяльной лампой.
В качестве флюса при пайке используется канифоль или раствор
канифоли в спирте. Зачищенные жилы вставляются в предваритель¬
но облуженную гильзу, на жилы по краям гильзы устанавливаются
экраны, защищающие изоляцию кабеля или провода от пламени.
При пайке жил площадью сечения 120 мм2 и более на оголенные
участки жил за гильзой дополнительно размещают охладители,
предохраняющие изоляцию жил от перегрева. Припой вводится через
прорезь в гильзе. Оконцевание медных жил медными наконеч¬
никами типа П выполняется пайкой по такой же технологии, как
и при их соединении. Припой сплавляется через отверстие в верхней
части гильзы наконечника. Алюминиевые жилы соединяются пайкой
с применением припоев (табл. XXIII.20), которые сплавляются в
специальные стальные разъемные формы. Концы жил разделывают
ТАБЛИЦА XXIII.20. ХАРАКТЕРИСТИКА ПРИПОЕВ ДЛЯ ПАЙКИ
АЛЮМИНИЕВЫХ ЖИЛ
Температура
плавления,
°С
Содержание элементов
(по массе), %
Наименование
припоя
Марка
олово
цинк
медь
алю¬
миний
Оловянно-
медиоцинковый
А
400—425
40
58—
58,5
1,5—
2
-
Цинко-
оловянистьГ
ЦО-12
500—550
12
88
-
Цинкоалюми¬
ниевый
ЦА-15
550-600
—
85
—
15
ступенями или обрезают под углом 55°, после чего зачищают до ме¬
таллического блеска и облуживают припоем А. Полудку осуществля¬
ют натиранием нагретой поверхности проволок жилы подогретой па¬
лочкой припоя. Облуженные концы укладывают в форме, которую
закрепляют на жилах бандажами. После установки защитных эк¬
ранов и охладителей (для жил площадью сечения 120 мм2 и более)
выполняют пайку сплавлением припоя в форму. Расплавленный при¬
пой перемешивается для устранения шлаков. После застывания при¬
поя форма удаляется. При соединении пайкой алюминиевых жил
между собой, а также с медными жилами в медных соединительных
гильзах используют припой ПОС-40. Алюминиевые жилы перед пай¬
кой облуживают припоем А. Технология пайки та же, что и при
соединении медных жил.
624
Глава XXIV. НАПЛАВКА И РЕМОНТНАЯ СВАРКА
XXIV.1. Области применения наплавочных
работ в промышленном строительстве
В промышленном строительстве для повышения износостойкости
и восстановления рабочих поверхностей быстроизнашивающихся дета¬
лей строительных машин и инструмента широко применяют напла¬
вочные работы. Области применения (табл. XXIV. 1) наплавочных
материалов определяются условиями эксплуатации соответствующих
деталей.
XXIV.2. Способы наплавки,
материалы и оборудование
Условная классификация способов наплавки представлена на
рис. XXIV. 1. Наплавочные материалы, применяемые при ручной и
механизированной наплавке, можно классифицировать в соответствии
со схемой, показанной на рис. XXIV.2 и XXIV.3. В табл. XXIV.2 при¬
ведена характеристика электродов, используемых при ручной на¬
плавке, а в табл. XXIV.3 и XXIV.4 даны основные технические дан¬
ные электродной проволоки и ленты для механизированной наплавки.
Механизированную наплавку электродной проволокой и лентой
выполняют под слоем плавленого флюса, в среде защитного газа или
открытой дугой. Плавленый флюс выбирают в зависимости от типа
наплавленного металла. Указанные в табл. XXIV.2 и XXIV.4 типы
наплавленного металла (А, В, С, D, Е, F, G и др.) приняты в соот¬
ветствии с классификацией Международного института сварки
(МИС). При наплавке металла типов А и В обычно применяют флю¬
сы марок АН-348, ОСЦ-45, АН-60 или АН-8, наплавку металла типа
D ведут под слоем флюсов АН-26, 48-ОФ-6 или 48-ОФ-Ю. Соответ¬
ственно этому для наплавки металла типа Е используют флюсы ма¬
рок АН-20, АН-26 или АН-70, а для наплавки металла типов F, Н
и G — флюсы марок АН-70, 48-ОФ-6 или АН-20.
Характеристика материалов, применяемых для повышения изно¬
состойкости деталей, эксплуатируемых в условиях абразивного изна¬
шивания и ударных нагрузок, представлена в табл. XXIV.5.
ТАБЛИЦА XXIV.1. ОБЛАСТИ ПРИМЕНЕНИЯ ОТЕЧЕСТВЕННЫХ
НАПЛАВОЧНЫХ МАТЕРИАЛОВ
Вид изнашивания
и степень дина¬
мичности
нагрузки
Наименование типовых
наплавляемых деталей
Наплавочные материалы
Абразивное без
ударных нагру¬
зок
Стволы пескометов, лопасти
глиносмесителей и тягодувных
машин, ковши землечерпалок и
роторных пескометов, шнеки и
ДР.
Т-590, Т-620. КБХ-45.
ПП-АН125, чугунная лен¬
та, ХР-19, 13КН/ЛИВТ.
БХ-2, ПЛ-У40Х38ГЭРТЮ,
ЭТН-5, ПЛ-АН102, X-S.
ПЛ-АН 172, ЭТП-4 (рэ-
лит)
40—140
625
Продолжение табл. X X / V. J
Вид изнашивания
и степень дина¬
мичности
нагрузки
Наименование типовых
наплавляемых деталей
Наплавочные материалы
Абразивное при
ударной нагруз¬
ке:
незначитель¬
ной
Отвалы и ножи бульдозеров,
лопатки (ножи) грунтосмеси¬
тельных машин, ковши земле¬
черпалок, катки, ведущие ше¬
стерни, ножи бурильных машин,
детали грязевых насосов, ков¬
шовые цепи экскаваторов, при¬
емные бункера и-течки камне¬
дробильных установок, детали
ленточных прессов кирпичных
заводов и др.
ПП-У10Х4Г2Р-0,
ПЛ-У10Х7ГР, ЭН-60М,
ВСН-8, сталинит (порош¬
кообразная смесь),
ПП-АН131, сплавы на
основе никеля, содержа¬
щие бориды и карбиды,
ВИСХОМ-9,
ВИСХОМ-10, ЭТН-2,
Т-268, ПЛ-АН111
умеренной
Зубья роторных экскаваторов,
козырьки черпаков, зубья и ков¬
ши одноковшовых экскаваторов,
ножи автогрейдеров, скреперов
и фрезерных канавокопателей,
колеса землесосов, пики отбой¬
ных молотков, била для размо¬
ла сланца, зубья кирковщиков
и др.
ОЗИ-1, сормайт-1,
сормайт-2 с термической
обработкой, 03H-350,
ПЛ-УЗОХЗОГЗТЮ,
ПЛ-У25Х25ГЗФ2РН,
ПЛтАН101, 03H-400,
ВСН-6, ГН-1, ЦН-5,
ЦН-11, ЛМ-70ХЗМН
большой
Резцы машин для мерзлых
грунтов, зубья роторных машин
с большой скоростью резания,
зубья ковшей экскаваторов, би¬
ла дробилок ударного действия
и шахтных мельниц, бандажи
валковых дробилок, конусы и
щеки дробилок, лопатки дробе-
метных аппаратов, долота удар¬
ного бурения, черпаки драг
и др.
ОМГ (для 110Г13Л},
ОМГ-Н, сормайт-2
(ЦС-.2) (без термиче¬
ской обработки),
ПЛ-У25Х25ГЗФЗ,
МВТУ-1, МВТУ-2, ЦН-10,
ЭТН-1, 12АН/ЛИВТ
Гидроабразив¬
ное
Рабочее колесо и другие де¬
тали землесосов, диафрагмы и
рабочие колеса насосов, ковши
землечерпалок, пульпопроводы,
улитка насосов, водяные коле¬
са, лопасти щ камеры гидротур¬
бин и др,
Сталинит М (порошко¬
образная смесь), сор'
майтн1 (ЦС-1),
ЛМ-20Х10Г10Т
626
Продолжение табл. XXIV./
Вид изнашивания
и степень дина¬
мичности
нагрузки
Наименование типовых
наплавляемых деталей
Наплавочные материалы
Схватывани¬
ем:
1-го рода
Ковшовые цепи экскаваторов,
проушины траков гусеничных
машин, задние оси конических
роликов, оси катков мостового
крана, роликов роторных экска¬
ваторов и рабочих колес земле¬
сосов и др.
03Н-400, ЦН-5, Ш-1.
ЭН-40
2-го рода
Гильзы автотракторных стро-
ительно-дорожных машин, ко
вочный, штамповый и обрезной
инструмент, штампы горячей
штамповки, подшипники сколь¬
жения и шипы силовых валов,
цилиндры тепловых машин и др.
Ц111-1, Х-53, ЦН-4,
НЖ-3, Ш-16
Окислительное
Рабочие поверхности измери¬
тельных инструментов
ЭН-60М, 13КН/ЛИВТ,
Ш-7
Осповидное
Ведущие шестерни бурильных
машин, бандажи валковых дро
билок, подшипники качения си
ловых валов, концы рельсов,
крестовины, катки бурильных
машин и др.
К-2-65, 03Н-250,
ОЗН-ЗОО. 03Н-350.
ЦН-350
Коррозионное
Уплотнительные поверхности
арматуры котлов и трубопровод
дов, нефтяной арматуры и дру¬
гих деталей, работающих при
нормальной и повышенной тем¬
пературе в агрессивных средах
ЦН-6, ЦН-8, ЦН-7,
ЛМ-25Х25Н16Г7Т, ЦН-2,
ЦН-1, ЦН-3
40*
027
to
00
Низкоишрр&истой
проболош л do ке¬
рамическим флюсом
Легироданной про-
волокоа под плав¬
ленным флюсом
Рис. XXIV. 1. Условная классификация способов наплавке
НаплаВочные материалы
X
Группа I
Литыеиспе-
ченные каодиды
а сплавь/
1%
II
,§$
Is
II
&
&
if
гЦ
1|
§§
ii
II
.4
||
Я
т
*\i>^
ii
§5
V.-K
>^>>4
■*6^'
X
I
Группой
Литые
твердые
сплавы
j:
ц
fi
IS
i§§5$
k§S^
Itl
hi
Is 'I
,t?
I
Г
41
ill
I||j
alt
Группам
Порошкообраз¬
ные
материалы
ш
t№
tP1'
х
Группа F
Стержневые
электроды с ле¬
гирующим пок¬
рытием
Группа Ш
Трувчато/е
электроды
Рнс. XXIV.2. Условная классификация износостойких наплавочных материалов для ручной наплавки
Рис. XXIV.3. Условная классификация износостойких наплавочных материалов для механизированной наплавки
ТАБЛИЦА XXIV.2. ХАРАКТЕРИСТИКА МАТЕРИАЛОВ ДЛЯ РУЧНОЙ НАПЛАВКИ ПО ГОСТ 10051—73
(РАЗМЕРЫ И ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ ПО ГОСТ 9466-75)
Группа
электрода
Тип электрода
(обозначение
МИС)
Марка
электрода
Твердость
наплав¬
ленного
металла
hrc150
Микроструктура
Условия
эксплуатаций
Детали, ^подвергаемые
наплавке
Э-225Х10Г10С
ЦН-11
40—50
Аустенит и ледебурит
Изношенные поверхности
деталей из высокомарганцо¬
вистой стали типа 110Г13Л
(цепи дробилок. железно¬
дорожные крестовины, эле¬
I
Э-65Х25ПЗНЗ
Э-65Х11НЗ(Е)
ЦНИИН-4
ОМГ-Н
25—30
22—29
Аустенит с карбидами
Износ, смятие
и большие удар¬
ные нагрузки
Э-175Б8Х6СТ
ЦН-16
52—57
Аустенит, мартенсит и кар¬
биды
менты драг)
Э-10Г2(А)
Э-ИГЗ(А)
ОЗН-250У
ОЗН-ЗООУ
22—28
27—36
Перлит
Э-12Г4(А)
ОЭН-350У
35—40
11
Троостосорбит
Э-15Г5(А)
ОЗН-400У
39-47
Э-30Г2ХМ(А)
НР-70
32—34
Сорбит
Oi
с*
Износ, смятие
и интенсивные
ударные нагруз¬
ки
Концы рельсов, оси, авто¬
транспортные детали и др.
Железнодорожные кресто¬
вины, паровозные и вагон¬
ные детали, оси и др.
Детали машин (оси и ва¬
лы)
Концы рельсов, желез¬
нодорожные крестовины из
углеродистых сталей, де¬
тали автосцепки
632
Продолжение табл. XXIV „
Группа
электрода
Тип электрода
(обозначение МИС)
Марка
электрода
Твердость
наплав¬
ленного
металла
hrc15„
Микроструктура
Условия
эксплуатации
Детали, подвергаемые
наплавке
Э-24Х12(Е)
ЦН-5
33—48
Троостомартенсит и аусте-
нит
Э-100Х12М
ЭН-Х12М
38—44
III
Э-120Х12Г2СФ(Е)
Ш-1
48—54
Аустенит и карбидная эв¬
тектика; после термической
обработки аустенит, мартен¬
сит, карбидная эвтектика
Износ и умерен¬
ные ударные на¬
грузки
Штампы холодной штам¬
повки
Э-70ХЗСМТ
ЭН-60М
56—62
Мартенсит, остаточный
аустенит, немного мелких
карбидов
Э-37Х9С2(Е)
Э-2Х13(Е)
Э-10М9Н8К8Х2СФ
Э-35Х12Г2С2(Е)
ОЗШ-З
48Ж-1
ОЗШ-4
НЖ-3
52—60*
54—62*
55—60*
50—58*
После термической обра¬
ботки мартенсит
IV
Э-95Х7Г5С(В)
*-30Х5В2Г2СМ(Е)
12АН/ЛИВТ
ткз-н
25—33
25—32
) Аустенит
Интенсивные
ударные нагруз
ки, высокое дав¬
ление и абразив¬
ный износ
V
Э-ЗОВ8ХЗСН)
ЦМ-1
40-50
Троостомартенсит и оста¬
точный аустенит
Интенсивный
износ при повы¬
шенных темпера¬
турах — до
550° С
Изношенные штампы горя¬
чей штамповки и рабочие
поверхности новых штампов
из легированных сталей
633
Э-35Г6(А)
ЦН-4
52-58
Троостомартенсит
То же, до
600—650° С
Чеканочные штампы
Э-16Г2ХМ
ОЗШ-1
31—41
Перлит и сорбит
-
V
Э-35Х12ВЗСФ(Н)
Ш-16
45—48
53-60*
Троостомартенсит; после
термической обработки мар¬
тенсит
Интенсивный
износ при темпе¬
ратурах до
Штампы горячей обрезки
Э-Э0Х4М4ВФ(Н)
ОЗИ-З
43—48
58—63*
Аустенит с карбидами:
после термической обра¬
ботки мартенсит
То же, до 500—
550° С
Штампы из легированных
сталей для горячего прессо¬
вания
VI
Э-Ю5В6Х5МЗФЗ
Э-90В10Х5Ф2
Э-80В18Х4Ф
Э-10К15В7М5ХЗСФ
Э-10К18ВИМ10ХЗ
И-1
ЦИ-2У
ЦИ-1М
ОЗИ-4
ОЗИ-5
57-62
62—65
Мартенсит, остаточный
аустенит, карбиды
Износ при по¬
вышенных темпе¬
ратурах до 600—
650° С
Кузнечно-прессовый и ре¬
жущий инструмент, штампы
горячей штамповки в тяже¬
лых условиях (осадка, вы¬
тяжка, прошивка)
VII
Э-110Х14В13Ф2
ВСН-6
50—55
Аустенит, мартенсит и
карбидная эвтектика
Интенсивный
абразивный изнсг.
с ударными на¬
грузками
Детали из углеродистых и
марганцовистых сталей
(зубья роторных экскавато¬
ров, резцы машин для мерз¬
лого грунта)
Группа
электрода!
Продолжение табл. XXIV.2
Тип электрода
(обозначение МИС)
Марка
электрода
Твердость
наплав¬
ленного
металла
hrc150
Микроструктура
Условия
эксплуатации
Детали, подвергаемое
наплавке
Э-300Х28Н4С4 (G)
ЦС-1
(сормайт-1)4
48-54
Карбиды и ледебурит
Интенсивный
абразивный износ
с небольшими
ударными нагруз¬
ками
Зубья и ковши одноков¬
шовых экскаваторов, ножи
автогрейдеров и др.
Э-320Х23С2ГТР (G)
Т-620
55—62
Карбиды, карбобориды и
ледебурит
Интенсивный
абразивный из¬
нос
Била мельниц, щеки
камнедробилок, зубья ков¬
шей экскаваторов и др.
Э-320Х25С2ГР(О
Т-590
57—63
Лопатки дымососов, рабо¬
чие колеса дымососов
3-80X4C(G)
13КН/ЛИВТ
50—60
Мартенсит участками
троостита
Ножи дорожных машин,
зубья черпаков
Э-350Х26Г2Р2СТ (G)
Х-5
58—63
Карбиды, карбобориды и
ледебурит
Ножи торфокопателей,
матрицы и штеппеля торфо¬
брикетных прессов
Примечание. Звездочкой отмечена твердость наплавленного металла, полученная после его термической обработки.
ТАБЛИЦА XXIV.3. КРАТКАЯ ХАРАКТЕРИСТИКА
НАПЛАВОЧНОЙ ПРОВОЛОКИ ПО ГОСТ 10543-75
Наплавленный металл
Марка
проволоки
тип по клас¬
сификации
МИС
твердость
НВ и HRC
Типичные объекты
Нп-30
160—220
] Оси, шпиндели, валы
Нп-40
170—230
Нп-50
180-240
Натяжные колеса, скаты
220—300
тележек, опорные ролики
Нп-65
Опорные ролики, оси
Нп-80
260—340
Коленчатые валы, кресто¬
180—240
вины карданов
Нп-40Г
Оси, шпиндели, ролики,
валы
Нп-50Г
200-270
Натяжные колеса, опор¬
ные ролики гусеничных ма¬
шин
НП-65Г
230-310
Крановые колеса, оси
опорных роликов
Нп-ЮГЗ
А
250-330
Железнодорожные баи-
дажи, крановые колеса
Нп-ЗОХГСА
220—300
Обжимные прркатмые
валки, крановые колеса
Нп-ЗОХЗВА
33—40
Трефы прокатных валков,
детали автосцепки, шлице¬
вые валы
Нп-30Х5
37-42
Прокатные валки сорто¬
прокатных станов
Нп-40ХЗГ2ВФ
38-44
Тяжелонагруженные крано¬
вые колеса, ролики ропь-
гангов
НП-35Х2Г2В
А
37—42
Детали, испытывающие
удары и абразивный износ
НП-5ХНМ
40—50
40—50
1 Штампы горячей штампов-
Нп-бХНТ
| ки, валки ковочных машин
НП-5ХНВ
40—50
J
НП-45Х4ВЗФ
Н
38—45
Валки листо- и сортопро¬
катных станов, штампы го¬
рячей штамповки
НП-45Х2В8Т
40—46
Ножи для резки горячего
металла, прессовый инст¬
румент
Нп-бОХЗВЮФ
42—50
Валки трубо- и сортопро¬
катных станов, штампы го¬
рячей штамповки
Нп-50ХФА
43-50
Шлицевые валы, коленча¬
тые валы двигателей внут¬
В
32-38
реннего сгорания
НП-105Х
Обрезные штампы холод¬
ной штамповки, валы смеси¬
телей
НП-2Х14
32—38
Уплотнительные поверх¬
ности задвижек для пара
и воды
НП-ЗХ13
Б
38—45
Плунжеры гидравлических
прессов, шейки коленчатых
валов, штампы
Нн-4Х13
45—52
Опорные ролики тракторов
и экскаваторов, детали кон¬
вейера
635
О)
*
ТАБЛИЦА XXIV.4. НАЗНАЧЕНИЕ НАПЛАВОЧНЫХ ПОРОШКОВЫХ ПРОВОЛОК И Л'ЕЛТ
Марка проволоки
или ленты
. Тип наплавленного
металла (обозначе¬
ние МИС)
Микроструктура
Твердость
после наплап-
кй НВ, HRC
Способ на¬
плавки (Ф—
Под флюсом,
О—открытой
ДУГОЙ)
Флюс
Типичные объекты наплавки
ПП-АН120
ПП-АН121
20Х2Г2М(А)
20ХГТ(А)
Феррит и перлит
300—350
280—350
Ф
О
АН-348А
Ролики рольгангов, тор¬
мозные шкивы, ролики, кат¬
ки и натяжные колеса гу¬
ПП-АН122
30Х5Г2М<В)
Мартенсит
50—56
о
—
сеничных машин, посадоч¬
ные места различных валов.
; восстановление размеров
других деталей из углеро-
дистыхсталей
ПП-АН105
Г13Н4(С)
Аустенит
20—25
о
Крестовины стрелочных
переводов, восстановление
размеров и исправление по¬
роков литья деталей из ста¬
ли ШГ13Л
ПП-АН133
10Х18Н9С6Г2(Д)
28—34
ф
АН-28
48-ОФ-Ю,
АН-20
Уплотнительные поверх¬
ности энергетической арма¬
туры, работающей при 500—
540° С и высоком давлении
ПП-АН106
10Х14Т (Е)
Мартенсит и фер¬
рит
42—48
о
Уплотнительные пояерх*
ности газовой и нефтяной
арматуры, эксплуатируемой
при температуре до 450° С;
плунжеры гидросистем
ПП-АН138
08Х15Н2Ш)
Феррит
220—250
О
Рабочие колеса, камеры
проточного тракта гидро¬
турбин и другие детали,
подвергающиеся кавитаци¬
онной эрозии. Возможна
наплавка на вертикальные
поверхности
ПП-АНЮЗ
ПП-АН104
У20Х12М(Е)
У20Х12ВФ(Е)
Аустенит и карби¬
ды
40—44
40—44
Ф
Ф
АН-20
АН-20
Ножи холодной резки ме¬
таллов, рабочие элементы
смесителей и другие детали,
испытывающие абразивный
износ и ударные нагрузки
ПП-АН 124
ПП-АН125
y25X17T(G)
y20X15CTP(G)
Карбиды в леде¬
бурите
То же, и бориды
42—48
50—58
О
О
Зубья, козырьки и стенкн
ковшей экскаваторов, колод¬
ники грохотов, ножи грей¬
деров и бульдозеров, била
дробилок, грунтозацепы
звеньев и звездочки ходо¬
вой части гусеничных ма¬
шин, лопасти дымососов и
другие детали, работающие
в абразивной среде. Наплап-
ка износостойкого слоя на
детали из стали 110Г13Л
ПП-АН170
ПП-АН171
70X20P3T(G)
yi0X20P4T(G)
Карбиды и бориды
в ледебурите
60—65
60—65
О
О
Рабочие колеса и улитки
грунтовых насосов и рабо¬
чие органы землеройных
машин при эксплуатации на
песчаных грунтах, шнеки,
козырьки многоковшовых
экскаваторов, драг и дру¬
гие детали, испытывагюшие
интенсивный абразивный ич-
нос без сильных ударов
ш
Продолжение табл. XXIV4
Марка проволоки
или ленты
Тип наплавленного
металла (обозначе¬
ние МИС)
Микроструктура
Твердость
после наплав¬
ки НВ, HRC
Способ на¬
плавки (Ф —
под флюсом,
О—открытой
дугой)
Флюс
Типичные объекты наплавки
ПЛ-АН101
УЗОХ25НЗСЗ(0
Карбиды в леде
бурите
50—55
О. Ф
АН-15М
Валки дробилок, била,
футеровка конусных дроби¬
лок, броневые плиты течек.
ПЛ-АН102
y25X20C3P(G)
То же, и карбобо-
риды
52—56
О, Ф
АН-15М
рештаки конвейеров, плиты
скипов, ножи бульдозеров,
гильзы шнековых насосов и
другие детали, работающие
в условиях абразивного из¬
носа при нормальных и по¬
вышенных температурах.
Возможна наплавка на
сталь 110Г13Л
ПЛ-У25Х25, ГЗФ2РН
УГ25Х25ГЗФРН(С)
Карбиды и карбо-
бориды в ледебурите
52—56
Ф
АН-20
АН-70
Ножи бульдозеров, авто-
грейдеров и другие детали,
испытывающие абразивный
износ с умеренными удар¬
ными нагрузками
ПЛ-У25Х25ГЗРЮ
У25Х25ГЗФЮ(С)
Карбиды в леде¬
бурите
48—52
Ф
АН-20
АН-70
Ножи торфокопателей, би¬
ла дробилок и другие дета¬
ли, подвергающиеся абра¬
зивному износу с сильными
ударными нагрузками
ПЛ-АН 112
V25X15B8PT(G)
48—52
Ф
АН-20
АН-70
Шнеки, ковши землечер¬
палок и др.» испытывающие
интенсивный абразивный из¬
нос без ударов
т
ЛМ-70ХЗМН
70ХЗМН(В)
Троостомартенсит,
остаточный аустенит
54—58
Ф
АН-60
Сухари рессор, катки и но¬
жи бульдозеров и грейде¬
ров, подвергающиеся абра¬
зивному износу и умерен¬
ным ударным нагрузкам
ЛМ-20Х10Г10Т
20Х10Г10Т
32—48
Ф
АН-20
Плунжеры гидропрессов,
лопасти гидротурбин, каме¬
ры насосов и др., испыты¬
вающие гидроабразивный
износ
ЛМ-10Х12Н2В2Ф
10Х12Н2В2Ф(Е)
Аустенит
41—45
Ф
АН-20
Тормозные шкивы, штам¬
пы холодной и горячей
штамповки и другие детали,
работающие при трении ме¬
талла по металлу
Л М-25Х25Н16Г7Т
25Х25Н16Г7Т(Д)
28—35
Ф
АН-28
Детали химического и
нефтехимического, а также
кузнечно-прессового обору¬
дования, работающие в ус¬
ловиях коррозии и износа
ПП-АН131
90Х7СМЗ-50(Е)
Мартенсит, карби¬
ды и остаточный ау¬
стенит
48—54
Ф
АН-20
Рабочие элементы смеси¬
телей, ролики рольгангов и
другие детали, работающие
в условиях циклической тер¬
мической нагрузки и износа
Продолжение табл. XXIV.4
«>
Марка проволоки
или ленты
Тип наплавленного
металла (обозначе¬
ние МИС)
Микроструктура
Твердость
после наплав¬
ки НВ, I IRC
Способ на¬
плавки (Ф —
под флюсом,
О—открытой
дугой)-
Флюс
Типичные объекты наплавки
ПЛ-У40Х38ГЗРТЮ
У40ХЭ8ГЗРТЮ-52 (G)
Карбиды и карбо¬
бориды в ледебурите
50—54
ф
АН-60
Лопатки дорожных фрез,
ножи бульдозеров, козырь
ки ковшей, зубья траншей¬
ных экскаваторов, испыты¬
вающие интенсивный абра¬
зивный износ без сильных
ударных нагрузок
ПП-У10Х4Г2Р
ЛМ-У10Х7ГР
У10Х4Г2Р-60(Е)
У10Х7ГР-60(В)
Мартенсит, аусте¬
нит с карбидами
56—62
58—62
О
Ф
АН-60
Катки гусеничного хода
тракторов, поддерживающие
и направляющие ролики ро¬
тора и другие детали, под¬
вергающиеся абразивному
износу и умеренным удар¬
ным нагрузкам
ПЛ-УЗОХЗОГЗТЮ
УЗОХЗОГЗТЮ(О)
Карбиды в леде¬
бурите
56-60
Ф
АН-60
Зубья экскаваторов, ножи
бульдозеров и скреперов,
испытывающие интенсивный
абразивный износ с умерен¬
ными ударными нагрузками
Иногда наплавку рабочих поверхностей деталей строительных
машин осуществляют электродной проволокой марки Св-08 под сло¬
ем легирующего наплавленного флюса. В этом случае легирование
наплавленного металла выполняют за счет компонентов, входящих
в его состав. Наиболее совершенный тип легирующих флюсов — это
керамический (табл. XXIV.6, XXIV.7).
Основным оборудованием, применяемым для наплавочных ра¬
бот, являются однодуговые и многодуговые наплавочные аппараты
автоматического и полуавтоматического действия (табл. XXI V.8—
XXIV.11).
Питание наплавочных аппаратов осуществляется от сварочных
трансформаторов, преобразователей и выпрямителей, технические
данные которых приведены в главе VI, а по трехфазным трансфор¬
маторам для сварки и наплавки — в табл. XXIV.12.
ТАБЛИЦА XXIV.6. ХИМИЧЕСКИЙ СОСТАВ КЕРАМИЧЕСКИХ
ФЛЮСОВ СЕРИИ КС, %
Состав¬
ляющие
флюса
KC-X12T
KC-X12M
KC-X14P
KC-3X2B8
КС-Р18Б
i
КС-Р9Б
CaCOj
40—43
38—42
37-40
40—43
25—28
31,5—33,5
CaF9
5-6
5—6
8—10
8—9,5
8,5—9
8—10
TiO.,
5-6
5-6
—
13,5—14,5
8,5—9,8
8-9
sio:
8,6-10
8,6—10
8,6—10
3-5
3-5
4-5,5
MgO
—
—
12—14
—
—
—
Na.20
1,5—1,7
1,5—1,7
1,5-1,7
1,5-2
1,5-2
1,4-1,6
С
2,3—3
2—2,4
2—2,3
0,4—0,55
1,2-1,4
1,5-1,8
Si
0,7
0,7
2,1—2,4
2—2,5
0,7
0,7
Mn
0,7
0,7
0,7
0,7-1
0,7
0,7
Cr
16,5—18
16,5-18
17—18,5
3—3,6
4,9—6,2
4,9-6,2
W
—
—
—
10—12
20—22,5
13-15
V
—
—
—
0,4-0,7
2,2—3
4—5.5
Mo
—
0,8-1,4
—
—
—
—
AI
0,7—1,1
0,7—1,1
—
0,2-0,3
0,6-0,9
0,6-0,9
TI
3,5-4
3,5—4
—
1—1,5
0,7-1
0,7-1
S
<0,1
<0,1
<0,1
<0,1
<0,15
<0,15
P
<0,1
<0,1
<0,1
<0,i
<0,15
<0,15
Карбид
бора
Fe (из фер¬
росплавов)
—
—
2,8-3
—
QO
о
1
N-
О
0
00
1
о
л»
14—19
14-19
7-10
10-14
17,5-19
17-20
ТАБЛИЦА XXIV.7. ШИХТА КЕРАМИЧЕСКИХ ФЛЮСОВ СЕРИИ КС, %
Материалы
КС-Х12Т
КС-Х12М
КС-Х14Р
КС-ЗХ2В8
КС-Р18Б
КС-Р9Б
Мрамор
43,9
41,5
40
43
28,7
35,6
Плавиковый шпат
6
6
10
10
10
10
Двуокись титана
6
6
—
15
9
9
Кварцевый песок
5
5
5
—
—
—
Магнезит
—
—
14
—
—
Ферросилиций
—
—
3
3
—
—
Ферромарганец
—
—
—
1
—
—
Феррохром
24
24
25
5
8
8
Ферровольфрам
—
—
—
17
31
20
Феррованадий
—
—
—
1
6
10
Ферромолибден
—
2
—
—
—
Ферротитан
14
14
—
5
5
5
Ферроалюминий
—
—
—
—
1
1
Карбид бора
—
—
3
—
0,8
0,4
Графит
1,1
0,5
0,5
0,5
1
41—140 '641
ТАБЛИЦА XXIV.5. ХАРАКТЕРИСТИКА НАПЛАВОЧНЫХ
ИЗНОСА И УДАРНЫХ НАГРУЗОК (РАЗМЕРЫ
Группа и
подгруппа
ГОСТ или ТУ
Тип электрода
(обозначение МИС)
Марка
электрода
я
ч
(SgS
|.§!,
R Я J?
СО я о«
Н ас кЕ
I. Высоколегиро¬
ванные специаль¬
ные чугуны
1. Хромоборид-
ные
ТУ ВНИИСТ
Э-300Х25РС2Г (G)
Э-300Х30РС2Г
Э-500Х30Р8Г
КБХ-45
ХР-19
БХ-2
66—68
60—62
66—70
2. Хромистые
Э-300Х25Т
Т-268
58—60
3. Вольфрамовые
ТУ мктс
№ 596-65
Э-200В30
Трубчатые (Р)
УЗОВЗО смесь (Р)
ЭТН-4
60—63
4. Хромоникеле¬
вые
ГОСТ
10051-75
Э-300Х28С4Н4
ЦС-1
48—54
Э-170Х15Н2Г(Е)
ЦС-2
39—45
56—62*
ТУ ВНИИСТ
Э-260Х15НЗМ2
ВСН-11
642
МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ В УСЛОВИЯХ АБРАЗИВНОГО
И ОБЩЕТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ ПО ГОСТ 9466—75)
Микроструктура
Условия
эксплуатации
Применение
(наплавка)
Дополнительные
сведения
Карбиды и кар-
бориды в леде¬
бурите
Интенсивный
абразивный износ
без ударных иа-
грузок
Ковши земле¬
черпалок, шнеки,
ковши роторных
пескометов
Ковши земле¬
черпалок, шнеки,
козырьки ковшей
К 1-й подгруппе
относятся элек¬
троды Т-590, Т-620,
Х-5 (см. табл.
XXI V.2), ЭТН-5,
наплавочные сме¬
си КБХ, БХ,
115ФС, порошко¬
вые проволоки й
ленты АН 125,
АН170, ПЛ-АН102,
ПЛ-400ХЭ8ГЗРТЮ,
ПЛ-АН171
Карбиды, кар-
бориды и бориды
в ледебурите
драг и др.
Шнеки, ножи
грунтосмеситель¬
ных машин, мат¬
рицы и пуансоны
Карбиды в ле¬
дебурите
Интенсивный
износ с ударны¬
ми нагрузками
незначительной
силы
Ковшовые цепи
экскаваторов, ко¬
зырьки черпаков,
отвалы и ножи
бульдозеров
Ко 2-й подгруп¬
пе относятся лен¬
ты
ПЛ-250Х25ГЗФЗ,
ПЛ-ЗООХЗОГЗТЮ
Интенсивный
абразивный из¬
нос без ударных
нагрузок
Наплавка вто¬
рым слоем по
слою сталинита
для ковшей без
зубьев, ножей
машин и др.
К 3-й подгруп¬
пе относятся на¬
плавочные смеси
рэлит-ТЗ, рэлнт-Э
Карбиды в ле¬
дебурите
Интенсивный
абразивный из¬
нос со средними
ударными на¬
грузками
Ремонт и уп¬
рочнение новых
деталей центро¬
бежных насосов,
деталей засып¬
ных аппаратов
доменных печей
и др.
Аустенит с кар¬
бидной эвтекти¬
кой.
После термиче
ской обработки
мартенсит и кар¬
биды, остаточный
аустенит
После наплавки
незначительный
износ и большие
ударные нагруз¬
ки; после терми
ческой обработки
абразивный износ
и умеренные
ударные нагрузки
Без термиче¬
ской обработки —-
прессовые инст¬
рументы, штам¬
пы после терми¬
ческой обработки,
как ЦС-1
К 4-й подгруппе
относятся элек¬
троды ЦС-1 (см.
табл. XXIV.2),
прутки С-27, на¬
плавочная смесь
сормайт-1, порош¬
ковая проволока
ПП-АН101 и др.
Аустенит н ле¬
дебурит
Интенсивный
абразивный износ
с большими удар¬
ными нагрузками
Детали из
среднеуглероди¬
стых и высоко¬
марганцовистых
сталей (зубья од¬
ноковшовых экс¬
каваторов)
41* 643
Группа и
подгруппа
ГОСТ или ТУ
Тип электрода
(обозначение МИС)
Марка
электрода
Твердость
наплавлен¬
ного металла
HRC150
5. Хромомарган¬
цевые
ГОСТ
10051—75
Э-225Х10Т10С
ЦН-11
40—50
ТУ ВНИИТС
У40Х8Г10( смесь)
Сталинит
50—60
6. Хромониобие-
вые
ГОСТ
10051-75
Э-175Б8Х6СТ
ЦН-16
52—57
II. Высоколеги¬
рованные хромо¬
вольфрамовые
стали
ГОСТ
10051-75
Э-80В18Х4Ф
ОЗИ-1
54—58
ТУ МОСЗ
Э- 120В13Х7Р
ВСН-8
60—64
644
Продолжение табл. XXIV.3
Микроструктура
Условия
эксплуатации
Применение
(наплавка)
Дополнительные
сведения
Аустенит и ле¬
дебурит
Абразивный из¬
нос и удары
средней интенсив¬
ности
Для восстанов¬
ления деталей из
стали 110Г13Л
(черпаки драг н
Др.)
К 5-й подгруп¬
Карбиды в ле¬
дебурите
Гидроабразив¬
ный и абразив¬
ный износ при не¬
значительных
ударах
Детали земле¬
сосов, лопатка
битумоварных
котлов, ножи
бульдозеров и
грейдеров, ковши
экскаваторов н
драг и др.
пе относятся элек¬
троды ЦН-5 (см.
табл. XXIV.2),
ЭТН-2, смесь ста¬
линит и др.
Аустенит, мар¬
тенсит и карбиды
Абразивный из¬
нос и удары
средней интенсив¬
ности
Детали, изго¬
товленные из ста¬
ли марки
110Г13Л (черпаки
драг, зубья од¬
ноковшовых эк¬
скаваторов)
—
Мартенсит и
аустенит с мелки¬
ми карбидами
Абразивный ич-
нос со средними
ударными на¬
грузками. Износ
при температу¬
рах до 450° С
Ножи автогрей¬
деров, зубья ро¬
торных экскавато¬
ров, штампы ка¬
либровочные (до
температуры
450° С), режущий
инструмент
Электроды
ОЗИ-1, ОЗИ-2 на¬
ряду с использо¬
ванием для на¬
плавки штампов
горячей штампов¬
ки, режущего ин¬
струмента по
ГОСТ 10051-75,
успешно применя¬
ют при абразив¬
ном износе. Элек¬
троды ВСН-8 с
подслоем ВСН-6
(см. табл.
XXIV.2) могут
работать при ин¬
тенсивном износе
и ударах. Ко II
группе относятся
также электроды
ЦИ-1М, ИТ-10
Мартенсит, ау¬
стенит, карбидо-
боридная эвтекти¬
ка
Абразивный из¬
нос при незначи*
тельных ударах
Отвалы и ножи
бульдозеров, ло¬
патки дорожных
фрез, резцы ма¬
шин для мерзлых
грунтов с под¬
слоем электрода¬
ми ВСН-6
645
Группа и
подгруппа
ГОСТ или ТУ
Тип электрода
(обозначение МИС)
Марка
электрода
Твердость
наплавлен¬
ного металла
hrc150
III. Высоколеги¬
ГОСТ
Э-250Г20
ЦН-10
35—43
рованные аусте-
10051-75
нитные стали, уп¬
ТУ МВТУ
Э-300Г35
МВТУ-1
41—46
рочняющиеся при
ТУ МВТУ
Э-120Г14(С>
МВТУ-2
35—40
наклепе
IV. Высоколе¬
ТУ ВНИИСТ
Э-60Х14НЗМЗ
ВСН-10
35—45
гированные хро¬
мистые стали с
легирующими до¬
бавками
ТУ ВНИИСТ
и МОСЗ
Э-100Х12НЗАТ(Е)
ВСН-9
ВСН-9
(с бором)
45—51
58-62
V. Среднелеги¬
рованные стали
ТУ МОСЗ
Э-50Х2М(В)
Ш-7
38—44
56*
Примечание. Звездочкой отмечена твердость наплавленного
646
Продолжение табл. XXIV. 5
Микроструктура
Условия
эксплуатации
Применение
(наплавка)
Дополнительные
сведения
Аустенит и кар¬
биды
Аустенит
Абразивный из¬
нос, смятие и
большие ударные
нагрузки
Восстановле¬
ние изношенных
деталей из мар¬
ганцовистых ста¬
лей типа 110Г13Л
(зубья одноков¬
шовых экскавато
ров, рейки ро¬
торных экскава¬
торов и др.)
К III группе
относятся элек¬
троды марок
12АН/ЛИВТ
(табл. XXIV.2),
ПП-АН105,
ПП-АН104
Аустенит и кар
бпды
Абразивный из¬
нос, смятие, уда¬
ры при нормаль¬
ных и отрица¬
тельных темпера¬
турах до —60° С
Опорная часть
наземных трубо¬
проводов, колеса
ходовой части
машин в северном
исполнении
К IV группе
относятся элек¬
троды марок
ОМГ-Н, ЦН-5,
ЭН-Х12М
(табл. XXIV.2),
порошковая про¬
волока ПП-АН106
и лента
ЛМ-ЮХ12Н2В2Ф
Аустенит, кар¬
биды
Аустенит, маг>-
тенсит и карбиды
Абразивный из¬
нос и большие
ударные нагрузки
при нормальных и
отрицательных
температурах до
-60° С
Наконечники
рыхлителей на¬
весного оборудо¬
вания бульдозе¬
ров, била молот¬
ковых дробилок,
буровые долога
и др.
Электроды
ВСН-9 по требо¬
ванию заказчика
изготавливают с
добавкой до 1%
В; при этом обес¬
печивается высо¬
кая износостой¬
кость при уме¬
ренных ударах в
условиях отрица¬
тельных темпера¬
тур
Сорбит, после
термообработки
мартенсит и оста¬
точный аустенит
Умеренный аб¬
разивный износ и
удары средней
интенсивности
Штампы, рабо¬
тающие при тем¬
пературах до
400° С
К V группе от¬
носятся электро¬
ды марок
ЭН-60М, ТКЗ-Н.
13КН/ЛИВТ,
ЛМ-У10Х7ГР,
ЛМ-70ХЗМН,
ПП-АН131
металла, полученная после его термической обработки.
647
ТАБЛИЦА XXIV.8. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
МНОГОДУГОВЫХ АППАРАТОВ ДЛЯ НАПЛАВОЧНЫХ РАБОТ
Диаметр
электрод¬
ной про¬
волоки,
мм
Скорость,
МО—3 м/с
Тип аппарата
Сварочный
ток в од¬
ном элект¬
роде, А
подачи
электрод¬
ной про¬
волоки
наплавки
Род свароч¬
ного тока
Трехэлектрод¬
ный самоходный
А-330
Двухэлектрод¬
ный подвесной:
А* 382
До 1500
» 1500
3—5
3—5
17—83
17—83
11—33
Перемен¬
ный или
постоян¬
ный
ТФД-1000
400—1200
3-4
65—175
5—14
Универсаль¬
ный двухдуговой
трактор:
Перемен¬
ный
АДСД-500
ТЗФ-УЗТМ
До 500
» 1000
1,6—2
3—5
42—166
56—175
2—11
2—13
ТАБЛИЦА XXIV.9. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
НАПЛАВОЧНЫХ АППАРАТОВ
в
А О Я
Скорость, Ы0“~8 м/с
(0
Тип
Сварочный
ток, А, до
Диаметр элек!
родной провол
(ширина ленть
мм
подачи элект¬
родной прово¬
локи (ленты)
наплавки
Масса аппарат
кг
А-384
1000
3—5
(20—100)
8-63
-
135
А-409
400
1,5—2
22—166
—
60
А-580
600
1—3
13-114
—
84
А-513
1500
2-4
8—42
—
270
А-482
500
1,6-2
26—89
5-10
72
А-674
600
(40—70)
8—72
2—3
25
А-511
—
—
—
6—11
—
АНД-500
600
3-6
8—33
4—14
400
МА-7
500
1,6-2
10—27
2—12
20
Назначение
Универсальные го¬
ловки для наплавки
Двухдуговая на¬
плавка гребней бан¬
дажей железнодо¬
рожных колес
Наплавка лентой
концов железнодо¬
рожных рельсов
Наплавка железно¬
дорожных колес
Наплавка кольце¬
вых поверхностей
стальных деталей
Наплавка гребен¬
кой электродов
(6 проволок)
Примечания: 1. Род сварочного тока для аппаратов всех типов по-
с терянный»
2. Аппарат типа АНД-500 разработан ВНИИЭСО, МА-7 — ЦНИИ МПС,
остальные . аппараты, указанные в таблице, созданы в Институте электро¬
сварки им. Е. О. Патона.
Ш
649
ТАБЛИЦА XXIV.10. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СВАРОЧНЫХ ПОДВЕСНЫХ ГОЛОВОК ДЛЯ ОДНОДУГОВОП
НАПЛАВКИ
Показатель
А-80
СГ-6
УСА-2
А
АБ
АГЭ-25
АГЭ-4
АГЭ-5-2
Б
Г
В
Допустимый
350-
300—1500
5С0—
350—
350—
До 1500
500—2000
До 1200
300—1300
300—2000
60С—3000
сварочный ток, А
1000
1000
2000
2000
Допускаемый
5-6
5-6
5—6
2-6
2-6
8
4—12
6
3—6
3—8
6—10
диаметр свароч¬
ной проволоки, мм
Скорость подачи
10-28
6—45
4—33
8—63
12—42
14—42
14—42
14—42
5—28
10—80
8—33
проволоки,
МО—3 м/с
Поперечное кор¬
±30
±75
±100
±75
±75
±30
±30
±20
—
±75
—
ректирование, мм
Наклон мунд¬
штука к вертика¬
ли, град:
поперек шва
±45
-Ь45
±35
±45
+45
—
—
—
—
—
—
вдоль шва
—
35—60
—
60
60
—
—
—
—
—
—
Вертикальная
160
200
230
—
200
—
—
200
—
—
—
настройка, мм
Правйльный ме-
Нет
Имеется
Нет
Имеется
Нет
Имеется
хзнизм
Копирное уст¬
Нет
Имеется
Нет
Имеется
Нет
Имеется
ройство
Способ наст¬
СР
СШ
СР
сш
СШ
А(ТУ)
А
А
ЭДШ
MB
MB
ройки на задан¬
ную скорость по¬
дачи проволоки
Тип электродви¬
Аси
нхроннь
1Й
Постоянного
Постоян¬
ГБТ-454
УМ-22,
ДТЗФ,
И-194,
гателя
тока, четы¬
ного тока
коллек¬
асинхрон¬
асинхрон¬
рехполюсный
торный
ный
ный
Частота враще¬
- I
1460 I
1460 I
1450 I
1450
600
—
—
250—2250
1450
1450
ния, мин ~~1
Мощность, Вт
-
100 1
1С0 1
100 1
100
70
70
65
55
100
250
Примечание. Для краткого написания способа настройки на заданную скорость подачи проволоки в таблице использо¬
ваны следующие условные обозначения: СР — сменными роликами, СШ — сменными шестернями, А(ТУ) — автоматически (тира-
тронное управление), А — автоматически, ЭДШ — изменением частоты вращения электродвигателя и парой сменных шестерен,
Мб — механическим вариатором.
650
ТАБЛИЦА XXIV.11. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ОДНОДУГОВЫХ ТРАКТОРОВ, ИСПОЛЬЗУЕМЫХ
ДЛЯ НАПЛАВОЧНЫХ РАБОТ
Показатель
У Т-1200
УТ-1250-1
УТ-1500
УТ-2000
УТ-2000-М-1
ССГ-3
МАГ-2
ОГРЭС
Допустимый сварочный
300—1200
300—1250
300—1500
300—2000
300—2000
300—1000
300—1100
300—700
ток, А
Диаметр сварочной прово¬
3-6
2,5—6
3-6
3—8
3—8
3—6
3—5
3—5
локи, мм
Скорость подачи проволо¬
5,3—28
8,3—50
10—80
10—80
9,25—77
8,3—50
15—45
До 50
ки, 1*10 ~“3 м/с (м/ч)
(19—100)
(30—180)
(36—288)
(36—288)
(33—276)
(30—180)
(54—162)
(до 180)
Способ настройки на за¬
эдш
MB
MB
MB
МВШ
MB
ЭД
ЭД
данную скорость подачи
проволоки
Скорость наплавки,
1,66—23
3,6—23
2,8—22,2
2,8—89
2,8—23,3
2,8—16,7
4,18—25
4,18—13,9
Ы0""“ м/с (м/ч)
(6—83)
(13—83)
(10—80)
(10—320)
(10—84)
(10—60)
(15—90)
(15—50)
Способ настройки на за¬
СШ
MB
MB
МВШ
MB
MB
ЭД
ЭД
данную скорость наплавки
Вертикальная настройка, мм
—
150
170
—
390
30
—
85
Масса флюса в бункере, кг
9
9
9
9
9
8
—
2,5
Масса, кг:
проволоки, заряжаемой
8—12
10
10
8—12
18
6
12
9
в катушку
трактора без флюса и
135
44
75
130
80
32
81
70
проволоки
Число электродвигателей
2
2
2
2
2
1
2
2
Электродвигатель головки:
тип
УМ-22 кол¬
Асинхронный
МАФ асин¬
ДТЗФ
ДТЗФ
Асин¬
—
—
лекторный
хронный
асинхронный
асинхронный
хронный
частота вращения, мин-1
950—2250
2800
1450
1450
1400
2800
мощность, Вт
55
75
100
100
250
100
—
Электродвигатель каретки:
тип
ШО/4 асинх¬
Асинхронный
МАФ
ДТЗФ
Асинхронный
—
—
—
1
ронный
асинхронный
асинхронный
частота вращения, мин
1450
2800
1450
1450
1400
мощность, Вт
250
75
100
100
250
—
—
—
Примечания: 1. В таблице встречаются следующие новые условные обозначения: ЭД — изменением частоты вращения
электродвигателя, МВШ — механическим вариатором и сменными шестернями.
2. Подача проволоки у всех сварочных тракторов, указанных в таблице, регулируется плавно.
ТАБЛИЦА XXIV.12. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
ТРЕХФАЗНЫХ ТРАНСФОРМАТОРОВ ДЛЯ СВАРКИ И НАПЛАВКИ
Тип
Напряжение, В
первичног
вторичное
номинальное
первичное
номинальное
вторичное
ТТСД-1000
380
69-78
60
42
ТТС-400
380
60
50
30
з-ст
220, 380
50-68
60
30
СТ-2Д
380
74
50
Продолжение табл. XXIV. 12
Тип
Номинальный ток
в фазе, А
Пределы ре¬
гулирования
вторичного
тока в фазе, А
Номиналь¬
ная пер¬
вичная
мощность,
кВ-А
КПД
Cos ф
первич¬
ный
вторич¬
ный
ТТСД-1000
196
1000
400-1200
150
0,9
0,67
ТТС-400
68
400
130-550
62
0,86
0,57
З-СТ
250—440
100-5J0
45
0,85
0,7
СТ-2Д
—
680
200-800
100
—
—
XXIV.3. Технология наплавки
Технологический процесс восстановления и упрочнения изношен¬
ных деталей методом наплавки может быть представлен схемой, по¬
казанной на рис. XXIV.4. При наплавке новых деталей применяют
такую же технологическую схему, но при этом отсутствуют опера¬
ции отжига, очистки и подготовки деталей к наплавке.
Особенности подготовки деталей к наплавке определяются их
конструкцией и степенью износа. При износе детали, превышающем
возможную толщину наплавки специальными материалами, ее пред¬
варительно наплавляют иизкоуглеродистыми сталями. В ряде случа¬
ев детали перед наплавкой подогревают для предупреждения обра¬
зования трещин. Температура подогрева зависит от химического со¬
става основного и наплавляемого металлов.
После наплавки и соответствующей механической обработки для
получения заданных эксплуатационных свойств детали подвергают
термической обработке. Объемной термической обработке, как пра¬
вило, подвергают детали, прошедшие восстановительную наплавку,
при которой составы основного и наплавленного металлов практиче¬
ски одинаковы.
Иногда для повышения износостойкости поверхностного слоя ис¬
пользуют закалку с нагревом деталей токами высокой частоты. При
наплавке деталей высоколегированными сплавами термическую об¬
работку осуществляют очень редко. При разработке технологии тер¬
мической обработки учитывают разнородные свойства основного и
наплавленного металлов и зоны их соединения.
651
Способ и технологию наплавки выбирают в соответствии с кон¬
структивными особенностями наплавляемых изделий (рис. XXIV.5),
по которым изделия можно разделить на цилиндрические (тела вра¬
щения), плоские и сложной формы.
В ряде случаев тела вращения наплавляют вручную штучными
электродами или на полуавтоматах открытой дугой. Более произво¬
дительны и рациональны механизированные методы наплавки, их ве¬
дут по винтовой линии или кольцевыми валиками. Для деталей не¬
большого диаметра (менее 100 мм) следует применять наплавку по
винтовой линии самозащитными проволоками либо наплавку в сре¬
де защитных газов. При среднем диаметре деталей (100—400 мм)
наплавку выполняют самозащитной проволокой или проволокой под
слоем флюса с поперечными колебаниями электрода, а при диамет¬
ре 400 мм и более — электродной лентой. Трудность наплавки тел вра¬
щения обусловлена главным образом опасностью стекания свароч-
| Отжиг закаленных деталей перед напладкой
Очистка
Подготовка под наплавку
Подогрев перед наплавкой
Установка детали на рабочее место ила 6 приспособление
[ Наплавка |
[ Термическая одрадотка до механической обработки [
\/Со#троль качества наплавки j
|' Механическая одрадотка |
Термическая одрадотка для получения заданных эксплуа¬
тационных свойств наплавки
[ Окончательный контроль качества наплавки
Ряс. XXIV.4. Технологическая схема иаплавки
65?
НапдаЪлясмые детали промышленного строительства.
I
I
'ч
*§
цц/ншйриуес/ше |
ГГЦ
I
?с
Г
I
I
1|
^ *ч
I"4
8'1
*1
II
|1
I
§
1
1
1
I
г§
I'
I
ц.
]
Плоскостные
-II
I&
ч ^
11
"1ч
II
II
I
!<§
I!
1
I
Г
I
I
I
j Сложной |
т
<*5
I
\
га
о> Рис. XXIV.5. Классификация деталей промышленного строительства по конструктивным особенностям
ной ванны. Эта опасность тем больше, чем меньше диаметр изделия
и длиннее сварочная ванна. При равных параметрах режима широ¬
кослойная наплавка (многоэлектродная, лентой, поперечным коле¬
банием электрода) дает более короткую сварочную ванну и меньшее
проплавление основного металла.
При восстановительной наплавке тел вращения малого диаметра
успешно используют вибродуговую наплавку. Сравнительно неболь¬
шие тепловложения позволяют избежать деформации изделий. При
вибродуговой наплавке в струе жидкости возможны дефекты в виде
мелких пор и трещин. Разработаны и внедрены следующие разновид¬
ности вибродуговой наплавки: под флюсом, в среде защитных газов,
водяного пара и в потоке воздуха.
При восстановлении и упрочнении плоских поверхностей наплав¬
ку осуществляют проволокой и лентой под флюсом; иногда выполня¬
ют наплавку открытой дугой. При необходимости наплавки большо¬
го объема металла пользуются электрошлаковой наплавкой; ее при¬
меняют и для плоских изделий, и для тел вращения.
При наплавке деталей сложной формы большое значение имеет
возможность непосредственного наблюдения за дугой. Поэтому, не¬
смотря на ряд технических преимуществ наплавки под флюсом, от¬
дают предпочтение наплавке самозащитными проволоками и лента¬
ми или в среде защитных газов. При особо сложной конфигурации
детали выполняют ручную дуговую наплавку штучными электро¬
дами.
Особенности технологии наплавки различных сплавов в большой
мере определяются составом наплавленного металла, который разде¬
лен на типы в соответствии с проектом классификации МИС.
Для восстановления размеров деталей и образования подслоя
при последующей наплавке износостойкими сплавами в качестве на¬
плавленного металла применяют низколегированные стали типа А.
Типичные составы наплавленного металла: 15ХГ2С, 20Х2Г2М,
25ХЗГ2, 08Г, 08ГС и 15Г2С; способы наплавки при этом следующие:
ручная дуговая, механизированная под флюсом и в среде защитных
газов. При наплавке на среднеуглеродистые стали во избежание по¬
явления кристаллизационных трещин следует добиваться минималь¬
ного проплавления и тщательно регулировать скорость охлаждения.
Повышенная скорость охлаждения вызывает образование мартенсит-
ных участков в околошовной зоне и наплавленном слое, пониженная
скорость охлаждения приводит к образованию перлита, что умень¬
шает износостойкость наплавленного слоя. Массивные детали при на¬
плавке обычно подогревают до 200—250° С.
Среднелегированные наплавочные материалы типа В используют
при восстановлении и упрочнении деталей ходовой части гусеничных
машин, а также для наплавки посадочных мест различных валов.
Типичные составы наплавленного металла: 45Х5Г, 70ХЗМН, 80Х4СГ.
При наплавке металла этого типа во избежание появления трещин
рекомендуют предварительный подогрев до 350—400° С. Аустенитный
высокомарганцевый металл типа С обычно наплавляют на стали та¬
кого же состава, работающие при изнашивании и сильных ударах,
вызывающих мартенситное превращение аустенита. Твердость в де¬
формированной зоне возрастает до HRC 50; соответственно этому
повышается стойкость. Для обеспечения аустенитной структуры на¬
плавленного слоя процесс наплавки следует вести с минимальным
тепловложением: малые силы тока и напряжения дуги, узкие вали¬
ки, повышенная скорость наплавки и т. д. При этом обеспечивается
664
большая скорость охлаждения и не происходит охрупчивания метал¬
ла, т. е. распада аустенита с выделением цементитных карбидов по
границам зерен. Применяют следующие способы наплавки: ручную
дуговую, механизированную самозащитной проволокой или под
флюсом.
Для повышения износостойкости деталей пользуются высоколеги¬
рованными сталями: хромистыми типа Е и хромовольфрамованадие¬
выми типа F. Типичные составы наплавленного металла:
У12В13Х15Ф, 80В18X4Ф, У12Х12Н2, Х12М, Х12ВФ и др. Эти спла¬
вы широко применяют при абразивном изнашивании в сочетании с
ударными нагрузками. Хромовольфрамовые наплавочные материалы,
кроме того, используют для изготовления биметаллического режу¬
щего инструмента. Высоколегированные стали при наплавке на сред¬
не- и низколегированные стали склонны к обрааованию холодных и
кристаллизационных трещин. Во избежание появления трещин на¬
плавку необходимо вести с минимальным проплавлением, с подогре¬
вом до 400—550° С и медленным охлаждением.
Часто для повышения износостойкости деталей применяют спла¬
вы типа G — специальные легированные чугуны. Типичные составы
наплавленного металла: У30Х28С4Н4, У30Х20Р, У20Х15М и др. На¬
плавленный металл этого типа склонен к возникновению холодных
трещин; скорость охлаждения практически не влияет на температуру
образования трещин. При абразивном изнашивании без ударных на¬
грузок для некоторых деталей можно использовать наплавленный
слой с трещинами. Предварительный подогрев до 400—600° С и по¬
следующее медленное охлаждение в печи устраняют опасность по¬
явления холодных трещин, однако это приемлемо лишь для неболь¬
ших деталей. Использование подслоя из низколегированной стали с
малым пределом текучести способствует уменьшению числа холод¬
ных трещин в слое чугуна. Наплавку сплавов типа G следует вести
с минимальным проплавлением; электродом с поперечным колебани¬
ем или лентой.
В табл. XXIV. 13 и XXIV.14 приведены режимы ручной и механи¬
зированной наплавки деталей различными материалами.
ТАБЛИЦА XXIV.13. РЕЖИМЫ РУЧНОЙ НАПЛАВКИ
Марка
электрода
Диаметр
электрода,
мм
Ток, А
Род тока
Типичный
коэффициент
наплавки,
г/А-ч
ОЗН-ЗОО, 03H-350,
03H-400, К2-55
4
5
170—220
210—240
Постоянный об¬
ратной полярно¬
сти и переменный
8,2—8,6
ОМГ, ОМГ-Н
4
5
120—140
160—180
9-9,2
ЭН-60М
4
5
110—140
140—180
Постоянный об¬
ратной полярно¬
сти
8,9—9
НЖ-2, ЦН-5
4
5
130—160
160—200
Постоянный об¬
ратной полярно¬
сти и переменный
13
«55
Продолжение
табл. XX Г V 13
Марка
электрода
Диаметр
электрода,
мм
Ток, А
Род тока
Типичный
коэффициент
наплавки,
г/А-ч
НЖ-3, Ш-16
4
5
130—160
160—200
11—13
ЦН-7
1
140—160
11—13
ЦН-4
5
160—200
Постоянный об¬
ратной полярно¬
сти и переменный
10,5—13
ЭН Р-62, ЦИ-2У.
ЦИ-1М
4
110—130
11.5—12
140—160
12КН/ЛИВТ
4
5
150—160
200—210
Постоянный об¬
ратной полярно¬
сти
8,1—8,3
ЦС-1
6
7
180—200
200—220
Постоянный
прямой полярно*
сти
-
вкн/ливт
4
5
140—150
190—200
Постоянный об¬
ратной полярно¬
сти и переменный
6,5
Т-590, Т-620
4
5
200—220
250—270
8,5
ЦН 2, ЦН-6
4
5
120—140
180—200
12,2
10,4
ЦН 3
4
5
120—140
170—200
Постоянный об¬
ратной полярно¬
сти
10—12
ЦН 8
4
5
120—140
170—200
10—12
656
ТАБЛИЦА XXIV.14. РЕЖИМЫ МЕХАНИЗИРОВАННОЙ НАПЛАВКИ
Вид наплавочного
материала
Диаметр,
размеры
сечения
электрода,
мм
Ток, А
Напряже¬
ние, В
Скорость
наплавки,
МО—3 м/с
Типичный
коэффи¬
циент
наплавки,
г/А-ч
Порошковая про¬
волока:
самозащитная
(АН125,
У10Х4Г2Р,
АН 106, АН 105
и др.)
2.5
2,8
3
3.6
200—250
220—300
300—350
380—400
22—24
22—25
24—28
28—32
| 6—8
20—23
под флюсом
(АН 131,
110Г13 и др.)
2.5
2,8
3
3.6
210—280
200—350
350—400
320—420
22—24
22—25
24—28
28—32
| 6—8
15—17
Порошковая лента:
самозащитная
(АН101 и др.)
(21—28) 4
45X4
800—850
900—1000
30—35
30—35
5—7
4—5
} 20—28
под флюсом
(У40Х38ГЭРТЮ,
УЗОХЗОГЗТЮ,
У25Х25ГЗФ2РН
и др.)
45X4
1000
26—28
3—4,4
23-30
Спеченная лента:
(70ХЗМН,
20Х10Г10Т,
У10Х7ГР и др.)
(0,8—1,2)Х
Х25
(0,8—1,2)Х
Х45
(0,8—1,2)X
Х60
(0,8—1,2)Х
Х75
(0,8—1,2)Х
Х90
200—600
360—900
480—1000
600 и выше
900 и выше
. 28—33
4,4—8
30—36
Примечание. Для данных режимов механизированной наплавки ис¬
пользуется постоянный ток обратной полярности.
XXIV.4. Контроль качества наплавки
Качество наплавки зависит от качества исходных материалов,
исправности наплавочной аппаратуры, выбранного режима наплавки
и квалификации наплавщика. Поэтому при наплавочных работах осу¬
ществляют предварительный, текущий и последующий контроль.
Предварительному контролю подвергают: исходные материалы,
соответствие наплавленного металла металлу изделия и условиям
эксплуатации, исправность наплавочной аппаратуры и приспособле¬
ний, установленный режим наплавки, температуру предварительного
подогрева, наличие деформации в изделии, подготовку изделия под
наплавку.
При текущем контроле, выполняемом в процессе наплавки, про¬
веряют режим и технологию наплавки, размеры наплавленного слоя,
42—140
657
658
ТАБЛИЦА XXIV.15. РАЗРЕШАЮЩАЯ СПОСОБНОСТЬ И
ОБЛАСТЬ ПРИМЕНЕНИЯ РАЗЛИЧНЫХ МЕТОДОВ КОНТРОЛЯ
КАЧЕСТВА НАПЛАВКИ
Метод контроля
Способ
наплавки
Выявляемые дефекты
Примерные размеры
выявляемых дефектов
Рекомендуемая область
применения
Внешний осмотр шва
Любой
Дефекты формирования
наплавленного материала,
подрезы, наружные трещины
и поры, прожоги
0,3—0,5 мм и выше
Проверка всех наплавлен¬
ных деталей
Проверка размеров на¬
плавленного металла
Плавлением
Недостаточная или из¬
лишняя толщина слоя, его
смещение
Согласно техническим
условиям
Контроль расчетных на¬
плавок деталей машин
Люминесцентный ме¬
тод
Любой
Наружные трещины, поры
и рыхлости
По высоте шва 0,03—
0,04 мм, по ширипе
0,01 мм
Контроль высоколегиро¬
ванных аустенитных напла¬
вок, меди и ее сплавов,
алюминия и алюминиевых
сплавов
Технологические пробы
на излом, загиб и скру¬
чивание; контроль швов
засверловкой
Любой
Внутренние макродефекты
швов (трещины, несплавле-
ния, поры, шлаковые вклю¬
чения, непровары и др.)
0,3—0,5 мм
Проверка квалифика¬
ции наплавщиков, вы¬
бранной технологии (ре-
‘ жима) наплавки, напла¬
вочных материалов
(электродов, флюса,
защитных газов)
Механические испыта¬
ния наплавленных об¬
разцов на различные ви¬
ды нагрузок
Внутренние макродефекты
наплавленного слоя
Согласно техническим
условиям
Металлографические
исследования структуры
наплавленного металла
Внутренние микро-, и мак¬
родефекты наплавленного
слоя. Структурная неодно¬
родность в шве или около¬
шовной зоне
При исследовании мак¬
роструктуры — дефекты
более 0,5 мм, микро¬
структуры — более мел¬
кие дефекты, неоднород¬
ность строения и струк¬
тура закалки
Проверка выбранной тех¬
нологии (режима) наплавки
и последующей термической
обработки. Проверка сва¬
рочных материалов. Выбо¬
рочные исследования конт¬
рольных образцов
659
Продолжение табл. XXIV.15
Метод контроля
Способ
наплавки
Выявляемые дефекты
Примерные размеры
выявляемых дефектов
Рекомендуемая область
применения
Испытание коррозион¬
ной стойкости наплав¬
ленных образцов
Любой способ
наплавки сплавов
и алюминия, ра¬
ботающих в аг¬
рессивных средах
Степень стойкости на¬
плавки против коррозии
Согласно техническим
требованиям
Проверка квалификации
наплавщиков, сварочных ма¬
териалов и выбранной тех¬
нологии наплавки
Магнитографический
Плавлением
Наружные и внутренние
трещины, непровары, под¬
резы, цепочки и скопления
газовых пор и шлаковые
включения
Макротрещины, осталь¬
ные дефекты глубиной
3—5% толщины наплавки
Сплошной или выбороч¬
ный контроль наплавленных
деталей
Просвечивание наплав¬
ленных металлов:
рентгеновскими лу¬
чами
гамма-лучами радио¬
активных изотопов
Плавлениеы
>
I Внутренние макроде-
> фекты (трещины, непро-
I вары, подрезы, поры,
) шлаковые включения)
1—3% толщины наплав¬
ки
3—6% толщины
плавки
j Сплошной или выбо-
1 рочный контроль каче-
? ства наплавки деталей
I ответственного назна-
J чения
Ультразвуковой
Плавлением и
точечный электро-
контактный
Внутренние трещины, не¬
провары, газовые поры и
шлаковые включения
3—5% толщины на¬
плавки
Сплошной или выбо¬
рочный контроль плос¬
ких наплавленных дета¬
лей
Электромагнитный
Плавлением
Непровары, цепочки газо¬
вых пор и шлаковые вклю
чения
Около 10% толщины
наплавки
характер плавления присадочного металла, наличие видимых дефек¬
тов, отделимость шлака, перегрев изделия.
При последующем контроле (после наплавки) проверяют нали¬
чие внешних и внутренних дефектов (раковин, шлаковых включений,
пор, трещин, недоливов, непроваров и др.), деформацию, твердость,
прочность, однородность структуры, химический состав, износостой¬
кость.
Допустимость того или иного дефекта регламентируется техни¬
ческими условиями для данного изделия. В табл. XXIV. 15 даны све¬
дения о методах контроля качества наплавки, их разрешающей спо¬
собности и области применения.
XXIV.5. Ремонтная сварка стальных изделий
Для ремонта стальных изделий применяют разнообразные спо¬
собы и приемы сварки, важнейшие из которых дуговая ручная, элек¬
трошлаковая, автоматическая и полуавтоматическая в углекислом
газе и под флюсом, ацетилено-кислородная.
Наиболее распространенными ремонтно-сварочными работами яв¬
ляются: заварка трещин и вварка заплат в стенки сосудов, котлов
и различных стальных конструкций, сварка поломанных деталей ма¬
шин (коленчатых валов, спиц шкивов и маховиков и др.), элементов
строительных и подъемно-транспортных машин и т. д.
Способ ремонта сваркой определяется в каждом конкретном слу¬
чае с учетом технологического признака ремонтируемой детали и ви¬
да дефекта. Главное условие при выборе способа сварки — высокая
производительность процесса и выполнение требований технических
условий на ремонт.
Трещины в стенках котлов, сосудов, резервуаров и тому подоб¬
ных емкостях предварительно подготавливают к заварке. Концы
трещины засверливают на всю глубину сверлом диаметром 4—6 мм и
вырубают на всю глубину фаски; после этого трещину заваривают.
Во всех случаях, если это возможно, заваренную трещину необходи¬
мо проварить с противоположной стороны, предварительно вырубив
подтеки и шлак.
Кромки трещины разделывают механическими способами (фрезе¬
рованием, строганием, рубкой пневматическим или ручным зубилом,
проточкой на станках) и способами разделительной и поверхностной
резки (кислородной, воздушно-дуговой, дуговой плазменной, элек¬
трической дугой). Наиболее удобна кислородно-газовая резка, выпол¬
няемая обычно резаками типа РР-53, «Пламя», РВП и др.
Для вварки заплат поврежденное место вырезают газовым ре¬
заком, придавая отверстию форму круга, овала или прямоугольника
с закругленными углами. По кромке выреза снимают фаски с рас¬
крытием их в удобную для сварки сторону. Заплата-вставка выреза¬
ется точно по контуру подготовленного отверстия с фасками по кром¬
кам. Вставке придается слегка выпуклая форма для компенсации
усадки наплавленного металла.
При ремонте сосудов со стенками толщиной менее 8—10 мм за¬
плата может со стенкой образовать нахлесточное соединение. В этом
случае заплата вырезается с таким расчетом, чтобы нахлестка была
не менее пятикратной толщины листа. Заплата по периметру должна
обвариваться угловым швом с двух сторон.
Для ремонта плоских деталей используют следующие способы
наплавки: электродуговой под флюсом порошковыми проволоками,
660
лептами, трубчатыми электродами, электрошлаковый. При ремонте
сваркой цилиндрических деталей целесообразна наплавка автомати¬
ческая под флюсом, в углекислом газе, в водяном паре и электроим-
пульсным способом. Деталц сложной формы ремонтируют преиму¬
щественно ручной наплавкой (для обеспечения необходимого визу¬
ального наблюдения за дугой). Из механизированных способов в
этом случае наиболее приемлема сварка порошковой проволокой с
внутренней защитой, в защитных газах, в водяном паре и лежачим
электродом.
Для ремонтной сварки применяются электроды (см. гл. V), вы¬
пускаемые для сварки углеродистых сталей. Как правило, этими же
электродами ремонтируют детали строительных машин из углероди¬
стых и низколегированных сталей. Детали дорожных и строительных
машин из легированных сталей восстанавливают электродами, харак¬
теристика которых приведена в табл. XXIV.5. Так, например, для
восстановления деталей из стали 110Г13Л используют электроды ма¬
рок ОМГ, ОМГ-Н и др.; для нанесения на эти детали упрочняющего
слоя наплавку выполняют электродами ЦН-16, ВСН-6 и др.
Ремонтные работы можно осуществлять и стандартным свароч¬
ным оборудованием. Для сварки на переменном токе наиболее удоб¬
ны трансформаторы СТЭ-24 и СТЭ-34 с отдельной дроссельной ка¬
тушкой. Можно применять также трансформаторы ТС-300, ТС-500,
ТСК-300, ТСК-500 и СТН-500. При ремонте деталей из легированных
сталей, а также при использовании электродов с покрытиями типа Ф
сварку ведут с помощью полупроводниковых сварочных выпрямите¬
лей ВСС-300 и ВСС-500 или сварочных преобразователей ПС-300,
ПС-500, ПСО-ЗОО, ПСО-500, ПСО-800 и др. Для сварки тяжелых из¬
делий пользуются сварочными многопостовыми преобразователями
ВСКМ-1000 и ПСМ-1000.
Изделия большой толщины (50 мм и более) и жесткости из ста¬
ли с содержанием углерода более 0,23% сваривают, как правило, с
общим или местным подогревом до 200—450° С. Подогрев может
быть индукционным, осуществляться в электропечах, пальцевыми
нагревателями, многопламенными горелками.
При ремонте сваркой различных изделий необходимо предупреж¬
дать появление новых трещин от усадочных напряжений, создавая
облегчающие усадку металла условия. Например, при заварке лоп¬
нувшей спицы стального шкива следует в разделанную трещину
вбить' стальной клин для разведения трещины на 2—3 мм. При за¬
варке трещины клин проваривается, а его выступающая часть сре¬
зается заподлицо со спицей. Разводку трещины перед заваркой мож¬
но выполнить нагревом соседних спиц и частей обода жаровней, го¬
релками и т. д. Можно разводить трещины домкратом, который уби¬
рается после заварки.
Уменьшения внутренних напряжений и коробления при ремонт¬
ной сварке стальных изделий большой толщины и жесткости дости¬
гают:
накладывая многослойные швы «каскадом» или «горкой» при их
наклонном или вертикальном расположении;
применяя двустороннюю разделку кромок (особенно при верти¬
кальном положении шва) и сварку «горкой» одновременно двумя ду¬
гами одинаковой мощности;
выполняя сварку за один тепловой цикл;
используя послойную проковку (чеканку) металла швов.
661
662
ТАБЛИЦА XXIV.16. ХАРАКТЕРИСТИКА МАТЕРИАЛОВ ДЛЯ
СВАРКИ И НАПЛАВКИ ЧУГУНА (РАЗМЕРЫ И ОБЩИЕ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ ПО ГОСТ 9466—75)
Тип
наплавленного
металла
Марка электрода
Твердость на¬
плавленного
металла НВ
Обрабатываемость
наплавленного
металла
Назначение
Применение
У35С4Г, осталь¬
ное Fe
ОМЧ-1 (пруток мар¬
ки Б с покрытием)
180—
200
Для сварки и наплавки
изделий из чугуна с пред¬
варительным подогревом до
400—600° С
Ремонт чугунных изделий,
заварка пороков литья ме¬
тодом горячей дуговой свар¬
ки; ремонт больших изде¬
лий с тонкими стенками
(рамы, станины и др.) по*
лугорячей сваркой
Д35ГЖЭ, осталь¬
ное Ni + Co
МНЧ-1 (проволока
марки НМЖМц с по¬
крытием)
130—
140
Хорошо обрабаты^
вается режущим ин¬
струментом
'
Для сварки и наплавки
чугуна без подогрева
Для ремонта и сварки чу¬
гунных изделий, когда допу¬
скается наличие разнород¬
ных материалов (чугуна и
медно-никелевого сплава).
В целях экономии применя¬
ют для сварки первого (обе¬
спечивающего плотность) и
последнего (обрабатываемо¬
го) слоя
Д89ЖП
ОЗЧ-1 (пруток из ме¬
ди марок МТ, М-2,
М-3 с покрытием)
Возможна обра¬
ботка инструментом
из твердого сплава
и абразивным
Холодная дуговая заварка
трещин на изделиях, тре¬
бующих герметичности швов
При малой толщине стенок
(до 15—20 мм); заварка уча¬
стков поверхности для ме¬
ханической обработки, часто
в комбинации с электрода¬
ми МНЧ-1
Продолжение табл. XXIV. 15
Тип
наплавленного
Металла
Марка электрода
* Ел
лох
£ * «
Ошв
35 Ч
as ш
Si £ S
ш в;
Н С 2
Обрабатываемость
наплавленного
металла
Назначение
Применение
10ХЗНЗ, осталь¬
ное СйЧ-Fe
\нч-1 (проволока
CB-04X19H9 или
Св-04Х19Н9Т в обо¬
лочке меди и с по¬
крытием)
Хорошо обрабаты¬
вается режущим ин¬
струментом
Для сварки серого чугуна
без подогрева
Заварка трещин на чугун¬
ных изделиях при ремонте
отливок, заварка несквозных
раковин небольших размеров
на механически обработан¬
ных поверхностях
ЮФЮ,
Ft
остальное
ЦЧ-4 (проволока
Св-08 или Сй-08А
покрытием)
Возможна обработ¬
ка инструментом из
твердого сплава
Для сварки конструкций
из высокопрочного чугуна с
шаровидным графитом и
серого чугуна с пластинча¬
тым графитом, а также
этих чугунов со сталью
Сварка поврежденных де¬
талей и заварка дефектов
небольшого размера в от¬
ливках из высокопрочного
и серого чугунов; предвари¬
тельная наплавка первых
одного-двух слоев изношен¬
ных чугунных деталей с
последующей наплавкой спе¬
циальными электродами
30G5H3Q,
ное Fe
оста л ь-
ЦЧ-ЗА (проволока
CB-08H5Q с покрыти¬
ем)
Хорошо обрабаты¬
вается режущим ин¬
струментом
Для сварки высокопрочно¬
го магниевого чугуна со сфе¬
роидальным графитом и се¬
рого чугуна с пластинчатым
графитом
Холодная сварка повреж¬
денных деталей и заварка
дефектов в отливках
У40СЗМТ
ППЧ-2
160—.
2Q0
То же
Для сварки и наплавки
изделий из чугуна
О*
о»
Ремонт изделий из чугуна,
заварка пороков литья мето¬
дом горячей дуговой сварки
XXIV.6. Сварка чугунных изделий
Сварку чугуна (рис. XXIV.6) широко применяют при исправле¬
нии литейных дефектов отливок и ремонте чугунных деталей, вы¬
шедших из строя вследствие износа или аварийного разрушения.
Перед началом ремонта чугунных деталей выявляют дефектные
участки и устанавливают вид чугуна, из которого изготовлена де¬
таль. Трещины и другие дефекты обычно выявляют визуально, а у
ответственных деталей — гидравлическим испытанием на плотность
или с помощью керосина. При подготовке кромок к сварке концы
трещин засверливают, кромки их скашивают односторонней или дву¬
сторонней разделкой с углом 70—90°. Скашивание кромок выполня¬
ют вручную слесарным или пневматическим зубилом, переносным
наждачным кругом с гибким валом, а также обработкой на строгаль¬
ном или фрезерном станке. Чугун вырубают тонкими слоями во
избежание отколов, толщина стружки не должна превышать
0,8—1 мм.
Во время подготовки кромок с места сварки тщательно удаляют
свинец, олово, медь и т. п. Предварительной механической очистке
подвергают поверхности ремонтируемой детали не только в месте
расплавления металла, но и на расстоянии 30—50 мм по обе стороны
от кромки шва.
При ацетилено-кислородной сварке в качестве присадочного
металла используют чугунные прутки марок А и Б.
Детали сложной формы с тонкими стенками из металла мелко¬
зернистой структуры рекомендуется сваривать прутками марки А
диаметром 6—10 мм. Для тяжелых толстостенных деталей, подвер¬
гающихся длительному нагреву, следует применять прутки марки Б
диаметром 8—16 мм.
В качестве флюса употребляют техническую безводную буру,
флюс ФН4-1 и др. Для изделий, требующих получения особо плотно¬
го шва с гарантированным отсутствием пор в наплавленном метал¬
ле, рекомендуется использовать газообразные флюсы БМ-1, БМ-2
и т. п.
При газовой сварке чугуна по способу, разработанному
ВНИИАвтогенмашем (низкотемпературная сварка), флюс изготавли¬
вают в виде пасты. Пасту предварительно подогревают до 700° С и
наносят на участок сварки. Присадочный пруток также покрывают
пастой. Паста очищает свариваемый участок детали от окислов, за¬
грязнений и обеспечивает соединение основного металла, не доведен¬
ного до состояния плавления, с расплавленным металлом чугунного
прутка. Этот способ позволяет получить сварные соединения удов¬
летворительной плотности, небольшие внутренние напряжения и поч¬
ти полное отсутствие трещин.
Электродуговую сварку чугуна выполняют специальными элект¬
родами (табл. XXIV.16) с подогревом до 400—600° С (горячая свар¬
ка) или без подогрева (холодная сварка). Режимы сварки и на¬
плавки этими электродами приведены в табл. XXIV. 17.
Заварку раковин или трещин в ковком чугуне более целесооб¬
разно осуществлять в исходном состоянии до отжига (томления)
отливок из белого чугуна в печи. При этом можно применять газо¬
вую и дуговую горячую сварку металлическими или угольными
электродами. Изделие после сварки отжигают. Ковкий чугуп после
отжига заваривают газовой горелкой или электрической дугой элект¬
родами из медно-никелевого сплава или УОНИ 13/55.
664
Рис. XXIV.6. Классификация способов сварки чугуна
S99
Чугунной присадкой под порошковым
флюсом
Чугунной присадкой под газообразным
флюсом
Присадками из цветных металлов под
' флюсом
Низкотемпературная сварка -гшйка специаль-
ной чугунной присадкой под флюсом
угольным злектродом с чугунной присадкои
под флюсом
Чугунными электродами с покрытием
чугунными, тк/рродами по сло/о гранулиро¬
ванной Гшихты
Автоматическая и полуавтоматическая
порошковой проволокой {лентой)
длектрошлакова я
Контактная стыковая
Трением
Литейная сварка способом промежуточного
угитьр
Термитная сварка
Лайка-сварка сплавами на медной основе
1
1
f
t
1
t
I
1
Пайка сплавами на цинковой основе
Стальным злектродом с тонким ставили-
зирующим покрытием
Стальным зле/гтродом с качественными пок-
рь/тиями,применяемыми для сварки стали
Стальным злектродом со специальным
покрытием для чугуна
Электродами из медно-железных
сплавов
Электродами из медно - никелевых
сплавов
t
I
!■
!
I
1
ТАБЛИЦА XXIV.17. РЕЖИМЫ СВАРКИ И НАПЛАВКИ ЧУГУНА
Марка
электрода
Диаметр
электроду,
мм
Сила тока,
А
Род тока
Положение швов
при сварке
и наплавке
Дополнительные сведения
ОМЧ-1
6
8
10
250—350
350—450
450—550
Переменный и по¬
стоянный ток обрат¬
ной полярности
Нижнее
Сварку следует вести с подогре¬
вом до 400—000° С короткими ва¬
ликами длиной 85—30 мм и шириной,
равной 2—3 диаметрам электрод.*,
с перекрытием на 0,5 ширины пре¬
дыдущего валика
МНЧ-1
3
4
б
90—110
120—140
160—190
Постоянный тот;
обратной полярности
Нижнее, вертикаль¬
ное и полупотолочное
Сварку необходимо выполнять
предельно короткой дугой, неболь¬
шими участками. Каждый участок
сразу после обрыва дуги рекомен¬
дуется проковывать. Возобновлять
сварку только после охлаждения
шва до 50—60° С
ОЗЧ-1
3
4
5
90—110
120—140
160—190
Сваривать следует предельно ко¬
роткой дугой, небольшими участка¬
ми длиной 30—60 мм. Возобновлять
сварку после охлаждения шва ;ю
50—60° С. Каждый участок сразу
после обрыва дуги необходимо про¬
ковывать
667
Марка
электрода
Диаметр
электрода,
мм
Сила тока,
А
Род тока
АНЧ-1
3,5
100-120
Постоянный ток об¬
ратной полярности
ЦЧ-4
3
4
5
60-80
90-110
120-150
Переменный ток и
постоянный ток пря¬
мой полярности
ЦЧ-ЗА
4
5
110-130
140—160
Постоянный ток об¬
ратной полярности
ППЧ'2
3
250—280
Продолжение табл. XXIV.I7
Положение швов
при сварке
и наплавке
Дополнительные сведений
Нижнее и верти¬
кальное
Сварку ведут короткими участ¬
ками с проковкой в горячем состоя¬
нии сразу же после обрыва дуги;
перед заваркой следующего участ-
ка деталь охлаждают до 40—50° С
Сварку следует выполнять с ми¬
нимальным проваром для умень¬
шения отбела в зоне сплавления и
получения лучшей обрабатываемо¬
сти шва. Сварку ведут короткими
участками 30—60 мм. Возобновлять
сварку можно после охлаждения
шва до 50—60° С. Рекомендуется
наплавленный металл проковывать
Сваривать необходимо предельно
короткой дугой небольшими участ¬
ками 30—60 мм. Возобновлять свар¬
ку можно после охлаждения шва
до 50—60° С. В горячем состоянии
рекомендуется металл проковывать.
Сварку следует вести с минималь¬
ным проваром для уменьшения от¬
бела в зоне сплавления; швы на¬
кладывают повторно-возвратными
движениями электрода через каж¬
дые 20—30 мм
Сварку следует вести с защитой
дуги углекислым газом. Для изде¬
лий большой жесткости необходи¬
мо выполнять местный или общий
предварительный подогрев
Горячую сварку чугуна можно вести угольным электродом с
присадочным металлом в виде чугунных прутков типа А или Б,
Для шлакования в качестве флюсов применяют следующие виды
буры: кристаллическую, обезвоженную, с борной кислотой в соотноше¬
нии 1 1 и буру с содой в соотношении 1:1. Сварку ведут на по¬
стоянном токе обратной полярности. Режимы сварки угольными
электродами приведены в табл. XXIV. 18.
При автоматической и полуавтоматической сварке порошковой
проволокой (метод разработан ИЭС им. Патона) используют прово¬
локу марок ПП4-1 и ПП4-2.
Электрошлаковую сварку выполняют пластинчатыми электрода¬
ми из серого чугуна и чугунными плавящимися мундштуками, через
которые подается стальная проволока. Сварочную ванну заполняют
металлом, образуемым при расплавлении обычной стальной проволо¬
ки. Для получения нормальной структуры металла сварного шва
необходимо увеличить содержание углерода и кремния в металле
мундштука. Для электрошлаковой сварки чугуна применяют фторсо-
держащне флюсы, а также флюсы марок АН-22 и АН-10. Режимы
электрошлаковой сварки чугуна приведены в табл. XXIV. 19.
При холодной сварке чугуна, выполненной различными метода¬
ми, в переходной зоне образуется разнородная структура. Слои чу¬
гуна, прилегающие к зоне шва, сильно отбеливаются; переходная
зона шва делается твердой и хрупкой, склонна к растрескиванию
и отслаиванию, с трудом обрабатывается режущим инструментом.
Поэтому при холодной сварке стальными электродами часто свари¬
ваемой участок усиливают при помощи шпилек и анкеров. В ряде
случаев рекомендуется минимальное проплавление. Например, при
сварке высокопрочного чугуна с шаровидным графитом и серого
чугуна электродами марок ЦЧ-4 и ЦЧ-ЗА минимальное проплавление
необходимо для избежания отбеливания в зоне сплавления. С этой
же целью применяют комбинированную сварку или наплавку двумя
видами электродов. Первый и второй слои сваривают электродами
марки МНЧ-1 с высоким содержанием никеля, а последующие —
электродами марки ОЗЧ-1. Используют также предварительную на¬
плавку чугуна в один-два слоя электродами ЦН-4 с последующей
наплавкой электродами ЦЧ-4 и т. д.
При холодной сварке чугуна электродами из никелевых сплавов
металл сварочного шва имеет повышенную пластичность. Никель не
образует карбидов и хорошо сплавляется с железом. Это предотвра¬
щает появление в зоне шва хрупких составляющих.
Прочность сварного соединения ниже, чем после сварки сталь¬
ными электродами, но возможна механическая обработка поверх¬
ности шва (отсутствует отбеленная прослойка).
ТАБЛИЦА XXIV. 18. РЕЖИМЫ СВАРКИ УГОЛЬНЫМИ ЭЛЕКТРОДАМИ
Толщина металла,
мм
Диаметр угольного
электрода, мм
Сварочный ток, А
6—10
10—20
20—30
30 н более
8-10
10-12
12—16
16—18
280—350
300—400
350—600
350—600
.668
ТАБЛИЦА XXIV.19. РЕЖИМЫ ЭЛЕКТРОШЛАКОВОЙ СВДРКИ ЧУГУНА
Толщина, мм
Напря¬
жение
дуги, В
Глубина
шла коной
ванны,
мм
Способ сварки
сваривае¬
мого
металла
плас¬
тины
Зазор,
мм
Сварочный
ток, А
Пластинчатым
электродом из се¬
рого чугуна
30-50
55—65
100—105
130—135
16—17
17-18
16—18-
16—-18
36—40
35-42
37—40
37—40
600-900
850-900
750—1050
1600—2000
34-36
46—47
34—36
45—46
25—30
30—35
25—30
30-35
Плавящимся
мундштуком
60
18
38—40
900-950
45—47
-
Примечание. При сварке плавящимся мундштуком используют про¬
волоку Св-ЮГС.
Глава XXV. ТЕРМИЧЕСКАЯ ОБРАБОТКА
СВАРНЫХ СОЕДИНЕНИЙ
XXV.1. Общие положения
В условиях строительно-монтажного производства местная
термическая обработка сварных соединений снижает уровень оста¬
точных сварочных напряжений и улучшает структуру металла шва
и околошовной зоны с повышением и стабилизацией механических
и специальных (жаропрочность, коррозионностойкость н др.)
свойств стали.
Процесс термической обработки состоит из нагрева сварного
соединения до определенной температуры, выдержки его при этой
температуре в течение определенного времени и охлаждения. При¬
меняются главным образом следующие виды термической обработ¬
ки: высокий отпуск, нормализация и аустенизация.
Высокий отпуск заключается в нагреве сварного соединения до
температур, близких к нижней критической точке свариваемой ста¬
ли ЛС1(650—750°С в зависимости от марки), выдержке его при
этой температуре в течение 1—5 ч и последующем медленном ох¬
лаждении, при этом уменьшается и выравнивается твердость, по¬
вышаются пластичность и ударная вязкость. Уровень остаточных
напряжений снижается на 70—80%.
Нормализация включает нагрев сварного соединения до темпе¬
ратур выше критической точки АСз (900—950° С для углеродистой
и низколегированной стали), выдержку в течение нескольких минут
и охлаждение на воздухе. При нормализации удается получить
более мелкое зерно металла шва, улучшить механические свойства
и снизить остаточные напряжения сварного соединения, повысить
прочность, пластичность и ударную вязкость.
Аустенизация (закалка на аустенит) проводится для сварных
соединений из аустенитных сталей. При аустенизации сварное сое¬
динение нагревают до 1075—1125° С, выдерживают при этой тем¬
пературе около 1 ч и затем быстро охлаждают на воздухе. Аусте-
иизация приводит к повышению пластичности сварного соединения,
009
ТАБЛИЦА XXV.1. ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ ТЕРМИЧЕСКОП
ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ
В МОНТАЖНЫХ УСЛОВИЯХ
Марка сталей, свари¬
ваемых между собой
Электроды
Толщина эле¬
ментов, ММ (
Температура
обработки, °С
Время
выдержки,
мин
Ст2, СтЗ, Ст4, 25, 15Л,
20Л, 10, 15, 20
Э42, Э42А
Э46, Э50А
Более 36 до 45
Более 45
650—680
60
120
10Г2С1, 14ХГС, 201',
17ГС, 25Л, 16ГН.
14ГН, 09Г2С(М),
20 ГС Л, 15Г2С, 10Г2,
15ГС, 16ГС (эти ста¬
ли могут сваривать¬
ся ещё и со сталями,
укачанными в преды¬
дущем пункте)
Э42, Э42А,
Э46. Э50А
Более 32 до 45
Более 45
650—680
60
120
16М. 15ХМ, 12МХ,
20ХМЛ
ЦЛ-14
11—20
21—45
Более 45
680—710
60
120
180
12Х1МФ, 20ХМФЛ
ЦЛ-20,
ЦЛ-39
11—20
21—45
Более 45
710—740
60
120
180
12X1МФ, 15Х1М1Ф,
20ХМФЛ, 15X1М1ФЛ
ЦЛ-20
ЦЛ-39
11—20
11-20
21-60
Более 60
710—740
60
120*
180
300
Сочетания стали
марок 10. 20Л, 25Л,
20, 25, 15ГС, 16ГС,
20ГСЛ со сталью ма¬
рок 15ХМ, 12МХ,
12Х1МФ
Э42, Э46
21—45
Более 45
670—700
120
180
08Х18Н10Т, 08Х18Н12Т
ЦТ-15, ЦТ-23
и др.
Более 20
1075—1125
60
Примечания: 1. Звездочкой отмечено время выдержки при терми-
ческой обработке сварных соединений, включающих литую деталь.
2. Соединения из стали марок 08Х18НЮТ и 08Х18Н12Т охлаждают на
воздухе, соединения иэ остальных указанных в таблице марок стали и г<х
сочетаний охлаждают до 300° С с печью или под слоем асбеста толщиной
не менее 8 мм, а затем на воздухе.
выравниванию структуры шва и Околошовной зоны, улучшению его
эксплуатационных свойств.
Поскольку наибольший объем термической обработки в мон¬
тажных условиях падает на сварные соединения трубопроводов,
технология этого процесса рассмотрена применительно к сварным
соединениям труб.
670
При проведении местной термической обработки необходимо
обращать особое внимание на следующие факторы:
общую ширину нагреваемого участка;
равномерность распределения температуры по толщине стенки
трубы и ширине нагреваемого участка;
скорость нагрева до температуры выдержки;
время выдержки;
скорость охлаждения.
Общая ширина нагрева для стыков трубопроводов с толщиной
стенок до 20 мм равна четырем толщинам стенки трубы плюс ши¬
рина усиления, но не менее 70 мм. Для стыков трубопроводов с
толщиной стенки более 20 мм общая ширина нагрева должна быть
равна трем-четырем толщинам стеики, но не менее 100 мм.
Равномерность нагрева зависит от способа нагрева, размеров
нагревателя и теплоизоляции, от соблюдения режимов работы и ис¬
точников питания. Нагрев сварного соединения обычно начинают на
пониженных режимах нагревающих устройств. Затем режимы
плавно форсируются. Это позволяет получить более равномерное
распределение температуры по толщине стенки трубы.
Скорости нагрева назначают такими, чтобы возникающие
вследствие разности температур напряжения и деформации не ока¬
зались опасными для прочности и точности детали. В диапазоне
температур нагрева 600—700° С во избежание охрупчивания для
gr—Mo—V перлитной стали скорость нагрева должна составлять
более 100° С.
Продолжительность выдержки при температуре отпуска долж¬
на быть прямо пропорциональна толщине металла. Перерывы в на¬
греве при проведении местной термической обработки не допуска¬
ются. При вынужденных перерывах (например, отключение элек¬
троэнергии, выход из строя оборудования) нагревающее устройст¬
во оставляют на стыке. При повторном нагреве время пребывания
при требуемой температуре суммируется, но оно не должно быть
менее указанного в технологической карте.
Скорость охлаждения влияет на разность температур по сече¬
нию соединения, т. е. на собственные временные напряжения. Обыч¬
но для массивных сварных соединений назначают следующий ре¬
жим: охлаждение под слоем теплоизоляции до 250—350° С с после¬
дующим охлаждением на воздухе.
Ориентировочные режимы термической обработки сварных сое¬
динений трубопроводов из наиболее часто применяемых марок ста¬
ли указаны в табл. XXV. 1.
XXV.2. Способы нагрева сварных соединений
Сварные соединения в монтажных условиях нагревают элек¬
трическими нагревателями (печами) сопротивления, индукционным,
комбинированным (сопротивления плюс индукционный) или газо¬
пламенным способами. При выборе способа нагрева следует учиты¬
вать конкретные местные условия монтажа, достоинства и недо¬
статки каждого способа, наличие оборудования и энергетических
ресурсов.
Нагревательные устройства и теплоизоляция не должны быть
тяжелыми, должны легко устанавливаться на сварной стык,
равномерно прогревать его по толщине и длине, иметь высокий
КПД. Нельзя использовать водяное охлаждение частей термичес¬
671
кого оборудования в монтажных условиях. Источники питания для
нагревательных устройств должны быть универсальными для спе¬
цифических монтажных работ (сварки, резки) и безопасными. Наи¬
более высокий эффект дает оборудование многоразового действия.
Перед началом нагрева для термической обработки сварного
стыка трубопровода следует очистить поверхность шва от шлака,
удалить концентраторы напряжений (непровары, подрезы и т. п.),
устранить все внешние нагрузки на стык.
На расстоянии 1—1,5 м по обе стороны от сварного соедине¬
ния, подлежащего термической обработке, необходимо установить
дополнительные опоры и обеспечить свободное перемещение труб
вдоль оси. Для предотвращения движения воздуха внутри трубы и
уменьшения теплоотвода на концы труб (или на один конец) ста¬
вят временные заглушки. При термической обработке сварных сое-
Ш$?32 2 J
Рис. XXV. 1. Гибкий пальцевый нагреватель сопротивления
1. 10 — керамические изоляторы соответственно основной и фасонный; 2 — ни
хромовая перемычка; 3 — нихромовая плоская спираль; 4 — скоба для крепле
ния пояса на втулке нагревателя; 5 — пояс для крепления нагревателя и Мата
на трубе; 6 — втулка из стали марки СтЗ; 7 — шпилька М8Х16; 8, 9 — керами¬
ческие изоляторы для контактной муфты и для выводов
672
динений сосудов нагреваемые участки следует разделить внутрен¬
ними теплоизоляционными перегородками для предупреждения ох¬
лаждения сварного соединения за счет конвективного теплообмена.
При работе в условиях монтажной площадки место проведения
термической обработки защищается переносной кабиной от дождя,
снега, ветра.
Перед термической обработкой горячий спай термопары за¬
крепляют вблизи сварного шва, теплоизолируют его от непосред¬
ственного воздействия нагревателя. Свободные концы термопары
подсоединяют к записывающему или показывающему прибору.
Устройства для регулирования процесса термической обработки
при небольших объемах работ могут быть ручными. В отдельных
случаях необходимо применять многоточечные самописцы, регуля¬
торы с программным управлением. Индикацию температуры осу¬
ществляют с помощью термокарандашей или термокрасок.
Нагрев гибкими нагревателями сопротивления. Наиболее удоб¬
ны для термической обработки сварных соединений в монтажных
условиях гибкие электрические нагреватели сопротивления, кото¬
рые просты по конструкции, технологичны в изготовлении и эко¬
номичны. Они выпускаются ММСС СССР по ТУ 36-1837-75. Таки¬
ми нагревателями проводят предварительный (и сопутствующий)
подогрев и термическую обработку сварных соединений трубопро¬
водов, аппаратов и листовых конструкций толщиной до 100 мм.
Эти нагреватели отличаются большой удельной мощностью (45—
50 кВт на 1 м2 поверхности), возможностью использования свароч¬
ных источников питания (трансформаторов и преобразователей),
большим КПД (около 50%) за счет хорошей теплоизоляции и теп¬
лопередачи, высокой надежностью.
Процесс нагрева такими нагревателями легко автоматизиро¬
вать. Ими можно нагреть сварное соединение до 1050° С.
Гибкий нагреватель (рис. XXV. 1) состоит из двойной плоской
спирали (нихромовая проволока диаметром 3,6—4 мм). Каждый
виток (палец) спирали защищен керамическими изоляторами из
спеченой окиси алюминия, выдерживающей температуру до
1600° С. Общая длина нагревателя из 40 пальцев около 1200 мм,
ширина—100 мм, площадь—около 0,12 м2. Такой нагреватель
имеет мощность 5 кВт, массу 5—6 кг.
При необходимости можно увеличить или уменьшить ширину
нагревателя за счет изменения длины пальца. При термической об¬
работке сложных сварных соединений (типа круто загнутых отво¬
дов, коллекторов и др.) можно изменять высоту пальцев по длине
нагревателя.
В табл. XXV.2 приведена основная технологическая характе¬
ристика гибких нагревателей (рис. XXV.2) в сочетании с теплоизо¬
ляционными матами, выпускаемыми ММСС СССР по ТУ 36-1846-75,
для основных типоразмеров трубопроводов.
Число нагревателей, необходимых для термической обработки
сварного стыка трубопровода, рассчитывается следующим образом:
длина одного пояса нагревателя
L= л (0Тр-|-/)вт),
где Е>чр~~ наружный диаметр трубы,
DBт - 30 мм —диаметр втулки;
43—140
673
ТАБЛИЦА XXV.2. ХАРАКТЕРИСТИКА ГИБКИХ НАГРЕВАТЕЛЕЙ
(ГЭН)
Наружный
диаметр
трубы, мм
Длина на¬
гревателя,
мм
Число
пальцев
Мощность
нагревате¬
ля, кВт
Наружный
диаметр
трубы, мм
Длина на¬
гревателя,
мм
Число
пальцев
Мощность
нагревате¬
ля, кВт
108
448
14
15,6
300
1035
32
44,8
133
512
16
21,8
325
1120
34
47,6
159
608
18
25,2
356
1215
38
63,2
168
622
19
26,6
377
1280
40
56
180
672
20
28
426
1410
44
61,5
194
703
22
30,8
465
1538
48
67,2
219
800
24
33,2
510
1730
54
75,6
245
865
27
37,8
530
1792
56
78,4
260
910
28
39,2
560
1858
58
81,2
273
960
29
40,6
630
2110
64
89,6
720
2400
72
101
Примечание. Расчет дан для напряжения источника 65 В.
число поясов определяется по табл. XXV.3;
число пальцев в одном поясе нагревателя
n=sL//f
где / = 32 — шаг пальцев в нагревателе, мм.
Для работы нагревателя источник питания должен обеспечи¬
вать напряжение 1,3—1,5 В на каждый палец длиной 100 мм. Ток,
длительно протекающий по нагревателю, не должен быть более
110 А. Ток, необходимый для быстрого нагрева лри предваритель¬
ном подогреве, не должен превышать 120 А, так как при большем
Рис. XXV.2. Гибкий нагреватель, теплоизоляционный мат и пояс для креп¬
ления на сварном стыке трубы
674
ТАБЛИЦА XXV.3. ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ЧИСЛА ПОЯСОВ
НАГРЕВАТЕЛЕЙ
Толщина
стенки
трубы,мм
Минимальная
ширина зоны
равномерного
нагрева, мм
II S
Минимальное я s
число ПОЯСОВ 5-^2
шириной | X 'э
100 мм она
Нин
Минимальная
ширина зоны
равномерного
нагрева, мм
Минимальное
число поясов
шириной
100 мм
20
70
2 41—45
180
3
21-25
100
2 45—50
200
4
26—30
120
2 50—55
220
4
31—35
140
3 55—60
240
4
36—40
160
3
токе спираль нагревателя может выйти из строя. В табл. XXV.4
указаны данные для выбора источника питания в зависимости от
числа поясов.
Пример подбора гибких нагревателей сопротивления для термической
обработки сварного стыка труб с наружным диаметром 245 мм и толщиной
стенки 45 мм:
число поясов нагревателей по табл. XXV.3 — четыре;
длина одного пояса нагревателя
L = я (DTp + DBT) = 3,14 (245 + 30) = 860 мм = 0,86 м;
число пальцев в одном поясе
п = L/t — 860/36 = 28;
мощность, потребляемая нагревателями
Р = 50-0,86-0,1-4 = 17,2 кВт,
где 50 — удельная мощность нагревателя, кВт/м2;
0,1 — ширина нагревателя, м;
суммарное напряжение холостого хода
иХяХ = 1,5-28-4 = 168 В,
где 1,5 —падение напряжения на одном пальце, В.
При. соединении четырех поясов в две параллельные ветви (по
два пояса в каждой) можно выбрать источник питания с t/x.x=*
= 60—80 В и током 500 А (см. табл. XXV.4).
Источник питания с нагревателями соедин/лют изолированным
проводом (например, кабелем марок ПРГДО и ПРГД для электро¬
дуговой сварки по ГОСТ 6731—68*), сечение которого рассчитано
по допустимой силе тока.
Для тепловой изоляции при местной термической обработке
сварных соединений трубопроводов оборудования и строительных
металлоконструкций используют стеганые маты из ваты каолино¬
вого состава, обшитые кремнеземной безусадочной тканью. Тепло¬
изоляционные маты имеют толщину 10—20 и ширину 400—420 мм.
Длину матов выбирают такой, чтобы закрыть нагреватель без на-
хлеста.
Нагреватели устанавливают на сварном соединении и плотно
закрепляют с помощью стяжного пояса из жаростойкой стали. На
сварном соединени насосу да нагреватели могут крепиться с по¬
мощью временных шпилек (рис. XXV.3).
Поверх нагревателей равномерно накладывают теплоизоляцион¬
ный мат. Толщина теплоизоляционного слоя должна составлять 40—
43*
676
676
ТАБЛИЦА XXV.4. ДАННЫЕ ДЛЯ ВЫБОРА ИСТОЧНИКА ПИТАНИЯ
Марка источников питания
Напряжение
холостого хо¬
да источника
питания, В
Максимально
допустимое
падение на¬
пряжения на
клеммах
ГЭН, В
Сила тока
источника пи¬
тания, А
Режим повторно¬
го включения
(ПР) источника
питания, %
Максимальное
число пальцев
ГЭН, питаю¬
щегося от дан¬
ного источни¬
ка питания
Максимально до¬
пустимое число
электронагрева-
телей, параллельш
подключаемых
к источнику пи¬
тания
СТШ-500-80, ТД-500,
ВСО-500, ВСТ-500, ПАС-400
80
65
350—400
100—80
43
3-4
АСБ-300, ПС-300М, ВД-303
80
65
250—300
100—80
43
2—3
ТСД-2000
79
64
1200—1600
100—80
43
10—14
ВКС-500
74
59
300—400
100-80
40
3-4
ТСД-1000
71
56
700—1000
100-80
37
6—8
ТДФ-1001
68
53
1000
100
35
8
ВД:301, В Д-302
68
53
200—250
100-80
35
2—3
СТЭ-34, ТСД-500
65
50
400—500
100—80
33
4—5
ВСС-300, ВПС-300, ВКС'ЗОО
65
50
200—250
100—80
33
2—3
ТРМК-1000-1
63
48
1000
100
32
8
ТШС-1000-1
62
47
800—1000
100—80
31
7—8
ТШ С-1000-3
62
47
1600—2000
100—80
31
14—17
СТН-500, ТС-500, ТСК-500,
CTIU-500
60
45
300—400
100—80
30
3—4
СТН-1М, ТД-300
60
45
250—300
100—80
30
2—3
Примечание. Допустимое число электронагревателей рассчитывалось с учетом того, что расстояние от источника пита¬
ния до электронагревателя не более 50 м.
50 мм. Ширина его зависит от толщины теплоизолируемого металла
и температуры термической обработки.
Теплоизоляционный мат на сварном соединении закрепляют
стяжными поясами или при помощи временных шпилек.
Электронагреватели комбинированного действия (сопротивле¬
ния плюс индукционный) выполнены в виде провода из пяти нихро-
мовых проволок марки Х20Н80Т или Х20Н80 диаметром 3,6—4 мм,
длиной 6,5 м, на которые надеты керамические изоляторы типа
ИКН-3 или ИКН-4. Электронагреватель наматывается на сварное
соединение трубы как индуктор с 6—7 витками (для труб диамет¬
ром 245—273 мм). Рабочий ток 250 А, что позволяет использовать
в качестве источников питания сварочные трансформаторы типа
ТС-500, ТД-500 и др. Поверх электронагревателя укладывают теп¬
лоизоляционные маты.
Сварные соединения нагреваются за счет тепла, выделяющего¬
ся при прохождении электрического тока по нихромовой проволоке,
а также за счет индуктирования в металле трубы вихревых токов.
Нагрев муфельными печами. До последнего времени для терми¬
ческой обработки сварных соединений применяли разъемные му¬
фельные печи сопротивления (табл. XXV.5), представляющие собой
составной металлический кожух, футерованный огнеупорной тепло¬
изоляцией. На внутренней поверхности футеровки прикреплен на¬
гревательный элемент из нихромовой проволоки или ленты.
Рис. XXV.3. Порядок крепления нагревателя и мата на вертикальной стенке
а — приварка шпилек; 6 — установка нагревателя; в — навешивание мата:,
г — крепление мата
677
678
ТАБЛИЦА XXV.5. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
ЭЛЕКТРИЧЕСКИХ МУФЕЛЬНЫХ ПЕЧЕЙ СОПРОТИВЛЕНИЯ
Марка
печи
Наружный
диаметр нагре¬
ваемых труб,
мм
Напряже¬
ние на
клеммах,
В
Рабочий ток, А, при
нагреве трубы до
температуры, °С
Максималь¬
ная потреб¬
ляемая мощ¬
ность печи,
кВт
Число комп¬
лектов устано¬
вочных полу¬
колец
Размеры нагрева¬
тельного элемента,
мм
Наруж¬
ный диа¬
метр печи,
мм
Масса
печи с
комплек¬
том колец,
кг
300
750
сечение
длина (на
одну поло¬
вину печи)
ЭП-2
76—168
28-35
220—240
360—400
15
2
25X1,5
3800
497
59
эп-з
194-273
30-40
340—390
400—420
18
1
25X2
4765
617
79
ЭП-4
325
40-45
350—400
400—450
20
-
25X2
6680
667
82
ЭП-5
426—550
40-45
400—450
450—500
25
2
32X3,5
6050
984
132
Примечание. Ширина печей, указанных в таблице, по образующей 278 мм.
Режимы работы электрических муфельных печей выбирают та¬
кими, чтобы обеспечить требуемые скорости нагрева.
Нагревательные элементы печи включаются в электрическую
цепь последовательно (при диаметре нагреваемых труб 108—
159 мм) или параллельно — при большем диаметре труб.
При установке муфельной печи на трубу необходимо следить
за тем, чтобы нагрев сварного шва был равномерным по всему пе¬
риметру. Это достигается эксцентричной установкой печи со сме¬
щением на 30—40 мм вверх при горизонтальном расположении тру¬
бы. Равномерный нагрев горизонтальных стыков при вертикальном
расположении труб обеспечивается при концентричном расположе¬
нии муфельной печи. Для уменьшения потерь тепла в атмосферу
прилежащие к печи участки длиной 200—300 мм теплоизолируются
листовым асбестом, асботканью и тому подобными материалами
слоем толщиной 20—40 мм. С помощью муфельных печей молено
нагревать группу сварных стыков. Ток в этом случае регулируется
трансформатором. В отдельных ветвях цепи ток регулируется до¬
полнительно с помощью балластного реостата РБ или дросселя.
Индукционный нагрев. Этот способ, широко используемый до
настоящего времени при монтаже трубопроводов, состоит в нагре¬
вании изделия электрическим током (промышленной или повышен¬
ной частоты), индуктированным в нем переменным магнитным по¬
лем. При этом нагревателем служит соленоид-индуктор из меди или
алюминия.
Для местного нагрева в монтажных условиях применяют гиб¬
кие индукторы из многожильного медного кабеля с воздушным
охлаждением, по которому пропускается ток промышленной ча¬
стоты.
Выбор типа индуктора (табл. XXV.6) для местной термической
обработки зависит от диаметра и толщины стенки труб, от частоты
тока.
ТАБЛИЦА XXV.6. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ГИБКИХ
МЕДНЫХ ИНДУКТОРОВ
Диаметр X тол¬
щина стенки на¬
греваемых труб,
мм
Индуктор с 12 витками,
площадь сечения 240 мм2
Индуктор с 16—24 витками,
площадь сечения 90 мм1
напряжение,
В
ток на клем¬
мах, А
напряжение, В
ток на клем¬
мах, А
133X17
20—22
1200
43-44
600
159X16
22—25
1200
44—46
600
219X30
25—28
1400
48—52
600
215X45
28—30
1400
56—58
700
273X62
30—32
1300
55—57
800
426X47
41—42
1100
55-57
800
560 X30
55—57
1100
Примечание. В процессе выдержки при температуре высокого от¬
пуска электрические параметры режима на 20—30% меньше по сравнению с
указанными.
При установке индуктора на трубе необходимо учитывать, что
зазор между индуктором и трубой должен быть как можно мень¬
ше. Это' уменьшает потери мощности на рассеяние магнитного по¬
679
тока. Зазор, кроме того, должен быть по возможности одинаковым
для более равномерного нагрева по периметру трубы. На трубу по
всей ширине нагреваемого участка плюс 200—300 мм с каждой
стороны накладывают теплоизоляцию из асбеста толщиной 10—
12 мм. Теплоизоляция должна покрывать весь нагреваемый участок
по периметру трубы и по длине участка.
Зазор между витками индуктора должен быть минимальным,
шаг витков — строго выдержан. У гибкого индуктора оптимальный
зазор между витками 10—20 мм, а если индуктор изолированный,
то его витки располагаются вплотную друг к другу. При индукци¬
онном нагреве токами промышленной частоты вертикальных сты-
ков труб большого диаметра (более 400 мм) имеет место перегрев
верхней части стыка. В связи с этим наматывать витки индуктора
в верхней части рекомендуется с большим зазором, чем в нижней
части стыка.
Газопламенный нагрев. Нагрев этим способом предусматривает
использование сварочных и специальных многопламенных газовых
горелок. Принцип действия всех газовых нагревателей заключается
в том, что тепло выделяется при сгорании смеси горючего газа с
воздухом или кислородом. Свойства горючих газов, применяемых
при газопламенном нагреве, указаны в табл. XXV.7. В табл. XXV.8
приведены технические данные по многопламенным кольцевым го¬
релкам конструкции Мосэнергомонтаж.
При термической обработке трубы кольцевой горелкой сварное
соединение вначале теплоизолируют, т. е. на участке 300—400 мм
по ойе стороны от горелки накладывается слой листового асбеста
толщиной 20—30 мм. Затем устанавливают горелку, соединяют и
закрепляют обе ее половины. Центрируют горелку на трубе с по¬
мощью штырей.
ТАБЛИЦА XXV.7. СВОЙСТВА ГОРЮЧИХ ГАЗОВ
Наименование горючего
газа и его химическая
формула
Максимальная темпера¬
тура горения в кисло¬
роде, °С
Низшая теплотворная
способность, кДж/м*
Ацетилен CsHa
3200
53
Метан СН4
2200
33
Пропан СзНв
2700
S7
бутан C4II10
2700
120
Природный газ
2000—220Э
34
ТАБЛИЦА XXV.8. ОСНОВНАЯ ХАРАКТЕРИСТИКА
МНОГОПЛАМЕННЫХ КОЛЬЦЕВЫХ ГОРЕЛОК
Номер
горелки
Наружный
диаметр на¬
греваемых
труб, мм
Размеры корпуса
горелки, мм
Масса,
кг
Расход пропан-бута-
новой смеси и* терми¬
ческую обработку
стыка труб, кг
ширина
наружный
диаметр
1
До 70
100
300
16
8—12
2
108—159
120
450
24
15—20
3
194—219
120
484
42
26—30
4
245—273
140
550
44
35—40
5
327—377
150
599
50
40-45
680
Зазор между горелкой (выходными мундштуками) и поверх¬
ностью трубы должен быть равномерным. Он обычно составляет
25—50 мм. Газ подают сначала в нижнюю половину горелки и за¬
жигают газовоздушную смесь. Затем те же операции проводят с
верхней половиной горелки. При появлении желтого коптящего
пламени постепенно открывают воздушные заслонки, пока пламя
не примет вид отдельных голубых язычков. Мощность каждой по¬
ловины горелки регулируется отдельно для получения более равно¬
мерного распределения температур по периметру трубы.
Используемые в практике монтажа многопламенные нагрева¬
тели (кольцевого исполнения) изготавливаются монтажными орга¬
низациями.
Чтобы нагрев был равномерным, на трубу предварительно на¬
девается воронка из листового асбеста или теплоизоляционный му¬
фельный манжет.
Ряд существенных недостатков способа (затрудненность регу¬
лирования температуры, токсичность горючих газов, взрывоопас¬
ность и др.) сделал его мало применимым в практике термической
обработки на монтаже. Чаще всего он используется для предвари¬
тельного подогрева или термической обработки труб малого диа¬
метра (30—100 мм) с толщиной стенки до 10 мм.
XXV.3. Теплоизоляционные материалы
Потери тепла при термической обработке уменьшают различ¬
ные теплоизоляционные материалы (табл. XXV.9). Эти материалы
должны быть достаточно прочны и теплостойки при малой тепло-
ТАБЛИЦА XXV.9. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
Материал
Температура
применения,
°С
Объемная
масса, кг/мэ
Кратность
использования
в монтажных
условиях
Кремнеземная ткань толщиной
1300
10
0,4 мм*
100
Вата каолинового состава**
1100
25
Асбест листовой
500
900—1000
—
Асбестовое полотно
500
7000
—
Стеклоткань толщиной
450
—
—
0,4 мм*
Стекловата***
450
100—200
1
Маты теплоизоляционные из
1100
150—300
25
ваты каолинового состава****
Маты высокотемпературные
1200
180—350
10
из ваты каолинового состава,
обшитые кремнеземной тканью
Примечания: 1. Одной звездочк отмечены материалы,
1 м2 которых 0,35 кг.
2. Двумя и тремя звездочками отмечены материалы, которые необходи¬
мо применять в виде матрацев, обшитых соответственно кремнеземном тканью
и стеклотканью или кремнеземной тканью.
3. Четыре звездочки указывают на то, что эти маты практически не из¬
гибаются.
681
т,°с
проводности. Кроме этих свойств
теплоизоляционные материалы долж¬
ны быть достаточно легкими, гибки¬
ми, износостойкими и безопасными
для термистов-монтажников.
В практике для определения
толщины слоя теплоизоляции можно
пользоваться линейной зависимостью
изменения температуры (рис. XXV.4).
Зная допустимую температуру при¬
менения данного материала, можно
найти толщину каждого слоя при
комбинировании различных тепло¬
изоляционных материалов (вата као¬
линового состава + шлакоминераль¬
ная вата, шлакоминеральная вата +
+ асбестовое полотно и т. д.).
Ширина теплоизолированного
участка изделия обычно оговарива¬
ется в инструкции и составляет 300—
900 мм.
XXV.4. Организация работ
по термической обработке
Суммарные затраты и трудоемкость термической обработки в
первую очередь зависят от общего технического уровня производ¬
ства монтажных работ. Современные рациональные способы и хо¬
рошая организация работ позволяют значительно сократить про¬
должительность и трудоемкость этой операции и снизить ее стои¬
мость. К реальным путям в этом направлении следует отнести:
нагрев с использованием гибких нагревателей и теплоизоляци¬
онных матов;
управление режимом термической обработки с автоматических
многоточечных пультов;
применение передвижных комплектных установок (рис. XXV.5)
для термической обработки сварных стыков в монтажных усло¬
виях.
Большие резервы времени заключены в подготовительных опе¬
рациях. Используя типовое серийное оборудование и источники
питания, можно в несколько раз сократить время, идущее на тер¬
мическую обработку сварного стыка трубопровода из стали, тре¬
бующей предварительного и сопутствующего подогревов.
Гибкие пальцевые нагреватели сопротивления, установленные
на стык для подогрева, могут быть применены сразу после сварки
для термической обработки.
Автоматические программные пульты управления позволяют
одному термисту-оператору обслуживать несколько групп сварных
соединений, подвергаемых термической обработке.
При работе в три смены и пользовании гибкими пальцевыми
нагревателями, а также соответствующим регулирующим и сило¬
вым оборудованием состав группы термической обработки из
32 чел. на объекте с большим объемом работ (более 2,5 тыс. сты¬
ков)^ примерно следующий:
0 50ШЛ
Рис. XXV.4. Распределение
температуры по толщине
слоя теплоизоляции со
средней теплопроводностью
0,14 Вт/(м°С) в зависимо¬
сти от времени выдержки
682
Числен- Разряд
ность
группы
Старший термист-оператор * * » * . ? , , . »
Термист-оператор . , , . v
Подсобные термиста-оператора (слесари) ....
Электромонтер по обслуживанию и ремонту элек¬
трооборудования и аппаратуры передвижных
термических установок
Водитель спецмашины 1
1
5
9
3-4
18
3-5
3
5-6
1
—
Старший термист-оператор, термисты-операторы и электромон¬
теры должны пройти обучение по специальной программе, рассчи¬
танной на 3 мес. Руководство работами должен осуществлять мас¬
тер по термической обработке, который подчиняется руководителю
сварочных работ управления. Оператор-термист работает с обору¬
дованием и приборами, контролирующими режим термической об¬
работки. Он проверяет правильность ведения подготовительных ра¬
бот, выполняемых слесарями, заполняет необходимые фор¬
муляры.
Слесари подготавливают стыки труб к термической обработке,
устанавливают на них термопары и нагреватели, теплоизоляцион¬
ные маты, подсоединяют кабели. После проведения термической об¬
работки они снимают теплоизоляцию, нагреватели и транспортиру¬
ют или переносят их к следующему стыку.
Обязательным требованием, несмотря на то что питание на¬
гревателей может осуществляться от сварочных источников пита¬
ния, свободных от сварки (2 и 3 смены), является наличие специ¬
ального кабельного ввода необходимой мощности для одновремен¬
ного проведения термической обработки на заданном числе уча¬
стков.
Потребность в нагревателях определяется из расчета одновре¬
менной работы всех постов на полную мощность с учетом того, что
некоторая часть (обычно 50—60% находящихся в работе) подго-
Рис. XXV.?. Передвижная комплектная установка для термической обработ¬
ки сварных соединений в монтажных условиях
ТАБЛИЦА XXV.10. РАСХОД МАТЕРИАЛОВ ДЛЯ НАГРЕВАТЕЛЕЙ
И ТЕПЛОИЗОЛЯЦИОННЫХ МАТОВ НА 1 М ШВА
Материалы
Толщина металла, мм
12
25
37
50
Пнхромовая проволока диа¬
1,5
2,5
4
5
метром 3,6 мм, кг
о
Рулонный материал марки
3
6
6
9
ВКР-150, кг
7,5
Ткань кремнеземная, кг
2,5
5
5
Нмть кремнеземная (круче¬
60
100
150
18Э
ная), г
Лента (для кольцевых швов)
4,5
9
13,5
18
сечением 0,5X20 мм из жаро
прочной стали марки X20H80, м
Керамические изоляторы, шт.:
ИКН-ЗУ2 (основные)
124
248
372
496
НКН-4У2 (фасонные)
31
62
93
124
Примечание. Кроме того, для каждого нагревателя независимо
от его размера необходимы 120 изоляторов ИКН-2У2 и два изолятора
ИКН-7У2.
тавливается для работы или остывает после термической обработ¬
ки. Кроме этого, следует иметь запас, равный 30%. Количество
нагревателей, теплоизоляционных матов и других необходимых
материалов для каждого конкретного случая можно рассчитать, ис¬
пользуя данные табл. XXV.10 и XXV.11.
ТАБЛИЦА XXV.11. ДОЛГОВЕЧНОСТЬ НАГРЕВАТЕЛЕЙ
И ТЕПЛОИЗОЛЯЦИОННЫХ МАТОВ
Температура нагрева, °С
Показатель
300
700
1000
Число нагревов, выдерживаемых:
иихромовой спиралью
теплоизоляционным матом
Выход из строя электроизоляторов
каждый нагрев, %
100
50
12
50
25
10
0,1
0,5
1
XXV.5. Сварка при низких температурах
При отрицательных температурах дуговая ручная и автомати¬
ческая сварка должна выполняться в соответствии с рекомендаци¬
ями табл. XXV. 12.
При необходимости подогрев конструкций перед сваркой
(предварительный) или в процессе ее (сопутствующий) выполня¬
ется с использованием оборудования и приспособлений, приведен¬
ных в табл. XXV. 13.
684
ТАБЛИЦА XXV. 12. РЕКОМЕНДАЦИИ ПО СВАРКЕ ПРИ НИЗКИХ
ТЕМПЕРАТУРАХ
Вид, материал свариваемого
объекта и способ сварки
Толщина
металла,
мм
Минимальная температура, при
которой может выполняться евпрка
без подогрева, °С
Решетчатые и сплошно*
стенчатые конструкции из
углеродистой и низколегиро¬
ванной стали, автоматиче¬
ская сварка
До 30
Свыше 30
До -30
До -20
Решетчатые конструкции,
ручная сварка
До 30
30—40
Свыше 40
До —30 для углеродистой стили,
до —10 для низколегированной ста¬
ли
До —10 для углеродистой стали,
до 0 для низколегированной стали
До 0 для углеродистой стали, до
5 для низколегированной стали
Листовые объемные и
сплошностенчатые конструк¬
ции, ручная сварка
До 16
16-30
30-40
Свыше 40
До —30 для углеродистой стан и.
до 0 для низколегированной стал.!
До —20 для углеродистой стал»,
до 0 для низколегированной стали
До —10 для углеродистой стали,
до 5 для низколегированной стали
До 5 для углеродистой стали, по
10 для низколегированной стали
Трубопроводы сантехниче¬
ские (СНиП Ш-Г.1-62*)
Независимо
от толщины
До —20 по обычной технологии.
От —20 до —30 с использование,
специальных приемов сварки (с
главы IX, XI, XIV)
Трубопроводы водоснаб¬
жения и теплоснабжения из
низкоуглеродистой стали
(СНиП II1-30-74)
До 16
Трубопроводы газоснаб¬
жения (СНиП П1-Г.7-66)
Независимо
от толщины
Примечание. Рекомендации по сварке при низких температурах
трубопроводов технологических и магистральных следует смотреть cootbcict-
веино в главах XX и XXI настоящего справочника.
6S5
ТАБЛИЦА XXV.13. ОБОРУДОВАНИЕ И ПРИСПОСОБЛЕНИЯ,
РЕКОМЕНДУЕМЫЕ ДЛЯ ПОДОГРЕВА СТАЛЬНЫХ КОНСТРУКЦИЙ
И ТРУБОПРОВОДОВ
Наименование оборудо¬
Краткая характеристика
Область применения
вания
Гибкие нагреватели со¬
противления и теплоизо¬
ляционные маты в соот¬
ветствии с инструкцией
ВСН 267-73/ММСС СССР
Однофазный, ток 100 А,
частота 50 Гц, напряжение
60—80 В^ удельная мощность
нагревателя 45 кВт/м2. Мас¬
са нагревателя из 10 секций
площадью 1 м2 70 кг
Сушка, предвари¬
тельный, сопутствую¬
щий подогрев и тер¬
мическая обработка
любых конструкций
Форсунка конструкции
Сварочно-монтажного
треста Мингазпрома
СССР
Сушка и предва¬
рительный подогрев
стыков трубопрово¬
дов диаметром 300—
800 мм
Индуктор ИНА-9 кон¬
струкции Уральского от¬
деления АН СССР и
треста Уралстальконст-
рукция
Однофазный, ток 150 А
частота 50 Гц, напряжение
60 В, мощность 9 кВт (и«1-
тание током от сварочного
трансформатора СТЭ-34),
масса 30 кг. Длина нагре¬
ваемого участка за 1,5 мин
300 мм
Предварительный
подогрев листовых,
конструкций и стыкоз
трубопроводов
Индуктор конструкции
треста Союзпроммон-
таж
Однофазный, ток 50 А, ча¬
стота 50 Гц, напряжение
65 В, мощность 3 кВт, мас¬
са 20 кг. Одновременно на¬
гревает участок трубы диа¬
метром 300 мм на длине
100 мм
Предварительный
подогрев стыков труб
диаметром 200 —
300 мм
Глава XXVI. КОНТРОЛЬ КАЧЕСТВА
СВАРНЫХ СОЕДИНЕНИЙ
XXVI.1. Дефекты сварных соединений
и методы их выявления
К дефектам (табл. XXVI. 1, XXVI.2) сварных соединений по
ГОСТ 19232—73 относится каждое отдельное несоответствие их
характеристик требованиям, установленным нормативной докумен¬
тацией. Дефекты в сварных соединениях приводят к уменьшению
686
ТАБЛИЦА XXVI.1. ДЕФЕКТЫ СОЕДИНЕНИЙ, ВЫПОЛНЕННЫХ
СВАРКОЙ ПЛАВЛЕНИЕМ, И СПОСОБЫ ИХ ВЫЯВЛЕНИЯ
Дефект
Характеристика дефекта
Способ выявлен
В форме шва
Занижение сечения шза
уменьшает его прочное ib.
Превышение усиления шва
увеличивает внутренние на¬
пряжения
Внешний осмотр и замеры
швов с применением мери¬
тельного инструмента, в том
числе шаблонов
Неэаваренные
кратеры
Появляются при обрыве
дуги. Могут служить кон¬
центраторами напряжений и
очагами образования тре¬
щин
Внешний осмотр
Подрезы
Уменьшают сечение шва,
вызывают концентрацию на¬
пряжений, могут быть прн-
чипой разрушения швов
Внешний осмотр, металло¬
графические исследования
Прожоги
Могут возникать при
сварке тонкого металла м
при первом проходе много¬
слойного шва
Внешний осмотр
Внутренние н
поверхностные
поры
Поры могут быть в виде
сплошной сетки, в виде скоп¬
лений, цепочек, а также еди¬
ничными. Поры снижают
прочность и нарушают гер¬
метичность сварного соеди¬
нения
Внешний осмотр поверхно¬
сти н излома шва, просве¬
чивание рентгеновскими или
гамма-лучами, ультразвуко¬
вая дефектоскопия, магнито
графия
Шлаковые
включения
Макроскопические включе¬
ния вызывают концентрацию
напряжений и снижают проч¬
ность сварных соединений.
Микроскопические включе¬
ния в виде нитридов, фос¬
фидов, легкоплавких эвтек-
тик, окиси железа снижают
пластические характеристи
ки сварных швов
Внешний осмотр излома
шва, металлографические
исследования, просвечиплниг
рентгеновскими и гамма-
лучами, ультразвуковая де¬
фектоскопия, магнитография
Непровары
Представляют собой мест¬
ные нссплавления в сварном
соединении вследствие не¬
полного расплавления кро¬
мок или поверхностей ра¬
нее выполненных валиков.
Создают концентрацию на¬
пряжений, снижают проч¬
ность шва
Внешний осмотр, просве¬
чивание рентгеновскими и
гамма-лучами, магнитогра¬
фия, ультразвуковая дефек¬
тоскопия
Трещины
Трещины могут быть мак-
ро- и микроскопическими,
продольными и поперечны¬
ми. Могут располагаться в
металле шва или в около¬
шовной зоне. Резко увели¬
чивают концентрацию на¬
пряжений и ухудшают пла¬
стические свойства сварных
соединений
Внешний осмотр, просвечи¬
вание рентгеновскими и
гамма-лучами, магнитные
методы контроля, ультразву¬
ковая дефектоскопия, цвет¬
ная дефектоскопия, метал¬
лографические исследования
Ш
ТАБЛИЦА XXVI.2. ДЕФЕКТЫ СОЕДИНЕНИИ, ВЫПОЛНЕННЫХ
СВАРКОЙ ДАВЛЕНИЕМ И КОНТАКТНОЙ
Дефект
Внешние признаки дефекта
Способ выявления
Пережог, пере¬
грев
Стыковая сварка
Чрезмерный разогрев де¬
тали (определяется по зоне
цветов побежалости); окис¬
лы и трещины на поверхно¬
сти соединения; раковины,
трещины и крупнозернистая
структура поверхности из¬
лома
Внешний осмотр
Непровар
Расслоение в виде полос¬
ки на выдавленном метал¬
ле; малая зона нагрева;
пленка окислов по поверх¬
ности излома стыка
Внешний осмотр, ультра¬
звуковая дефектоскопия, ме¬
таллографические исследо¬
вания
Трещины и
рыхлоты
Пережог
Кольцевые и продольные
трещины, выходящие на по¬
верхность и скрытые
Точечная и шовная сва{
Большая и глубокая вмя¬
тина. значительная зона
цветов побежалости, губча¬
тая поверхность. сильное
окисление, краевой наруж¬
ный выплеск; раковины,
трещины. выплески и ук¬
рупненное зерно на поверх¬
ности излома
Внешний осмотр, магнит¬
ные методы, ультразвуковая
дефектоскопия, металлогра¬
фические исследования
ока
Внешний осмотр. метал¬
лографические исследования
Непровар
Отсутствует или слишком
мала зона цветов побежа¬
лости, отсутствует вмятина
Внешний осмотр, ультра¬
звуковая дефектоскопия,
рентгеновское просвечивание
с применением контрастных
веществ
Трещины (при
сварке закали¬
вающихся ста¬
лей)
Во вмятине видны трещи¬
ны, расходящиеся в виде
паутины от середины точки
или в виде серпа по окруж¬
ности точки
Внешний осмотр, магнит¬
ная и ультразвуковая де¬
фектоскопия
ш
ТАБЛИЦА XXVI 3. МЕТОДЫ КОНТРОЛЯ В ЗАВИСИМОСТИ
ОТ КОНТРОЛИРУЕМОГО ОБЪЕКТА
Объект контроля
Метод контроля
Сварочные материалы и ос¬
новной металл: электроды, сва¬
рочная проволока, флюс, защит¬
ные газы. Свариваемость и ка¬
чество металла свариваемых де¬
талей
Квалификация сварщиков
Испытания на свариваемость с опреде¬
лением технологических свойств материа¬
лов; механические испытания; металлогра¬
фические исследования макро- и микро¬
структуры сварного соединения; проверка
стойкости металла шва против межкри¬
сталлитной коррозии; определение сплош¬
ности металла шва физическими методами
контроля
Механические испытания; металлографи¬
ческие исследования; проверка сплошности
сварных соединений физическими метода*
ми контроля сваренных пробных образцов
Сварные соединения:
качество подготовки и сбор¬
ки изделий под сварку; ис¬
правность сварочного обору¬
дования; правильность ре¬
жима сварки и соблюдение
технологии сваркн
сплошность металла шва
контрольные стыки, выреза¬
емые из готового изделия
Осмотр и измерение собранных стыков;
внешний осмотр и измерения сваренных
швов
Радиационные, ультразвуковой и маг¬
нитографический
Механические испытания на растяжение,
изгиб и т. д.; испытания на коррозионную
стойкость сварных соединений на выре¬
занных образцах
Плотность сварных соедине¬
ний (герметичность прочноплот¬
ных швов)
Испытания швов на плотность кероси¬
ном, вакуумметодом, галоидным тече-
искателем; пневматическое или гидравли¬
ческое испытание сварных резервуаров,
трубопроводов, аппаратов и других объ¬
ектов
прочности и снижению эксплуатационной надежности сварных кон¬
струкций.
В табл. XXVI.3 определены методы контроля в зависимости от
объекта контроля, в табл. XXVI.4—неразрушающие методы кон¬
троля, в табл. XXVI.5 приведена относительная выявляемость де¬
фектов сварки методами дефектоскопии.
44—140 689
ТАБЛИЦА XXVI.4. НЁРАЗРУШАЮЩИЁ МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
Характеристики выявляемых трещин
Метод контроля
минимальная
глубина
минимальное
раскрытие
Основные достоинства
Важнейшие недостатки
Толщина материала,
мм
Просвечива¬
ние:
рентгенов¬
ское
2% толщины
контролируе¬
мого изделия
В зависимости
от ориентации по
отношению к пуч¬
ку излучения от
0,1 мм и более
Высокая чувствитель¬
ность метода и четкость
снимков; возможность
определения характера
дефектов и их размеров;
наличие документа о ка¬
честве контролируемого
соединения
Вредность рентгенов¬
ских лучей для челове¬
ка; громоздкость аппара¬
туры (за исключением
импульсных рентгенов¬
ских аппаратов); зави¬
симость от источников
питания; трудоемкость и
высокая стоимость ра¬
бот, выполненных этим
методом
До 40—60 (по стали)
для портативных ап¬
паратов; до 100 для
стационарных аппа¬
ратов
гамма-
лучами
3% толщины
контролируемого
изделия
-
Широкая область при¬
менения в связи с пор¬
тативностью и маневрен¬
ностью аппаратуры, не¬
зависимость от источни¬
ков питания. Возмож¬
ность выявления харак¬
тера дефектов и их раз¬
меров, наличие доку¬
мента о качестве конт¬
ролируемого соединения
Вредность гамма-лу¬
чей для человека; огра¬
ниченная чувствитель¬
ность при выявлении
трещин и узких непро-
варов; трудоемкость и
высокая стоимость ра¬
бот, выполненных этим
методом
До 60—80 (по стали)
для портативных
гамма-дефектоско¬
пов
Ультразвуко¬
вой
0,1 мм
0,001 мм
Возможность контроля
деталей больших толщин
и определения глубины
залегания дефектов; от¬
сутствие вредных излу¬
чений
Трудность или невоз¬
можность контроля
аустенитных сталей и
материалов с крупнозер¬
нистой и литой струк¬
турой; затруднения при
контроле соединения
толщиной менее 8—
12 мм; трудность опре¬
деления характера и
размеров дефектов;
отсутствие документа о
качестве контролируемо¬
го соединения
До 500-1000
Магнитографи¬
ческий
5—10% толщины
контролируемого
изделия
—
Высокая производи¬
тельность и низкая сто¬
имость; хорошая чувст¬
вительность при выявле¬
нии трещин, узких не-
проваров и поверхност¬
ных дефектов
Малый диапазон конт¬
ролируемых толщин;
трудность контроля
швов с грубой чешуйча-
тостью; зависимость вы¬
являемое™ дефектов от
глубины их залегания
До 16
Цветной
0,02 мм
0,002 мм
Высокая чувствитель¬
ность выявления поверх¬
ностных дефектов, до¬
статочно высокая произ¬
водительность при ис¬
пользовании материалов
в аэрозольной упаковке
Трудность контроля
швов с грубой чешуйча-
тостью; огнеопасность и
токсичность материалов
Примечания: I. При цветном методе контроля выявляются только наружные дефекты; при остальных методах, пере¬
численных в таблице, определяются внутренние и наружные дефекты сварных соединений.
2. Магнитографическим методом проверяются только магнитные материалы; всеми остальными методами контролируются
магнитные, немагнитные и другие материалу.
ТАБЛИЦА XXVI.5. ОТНОСИТЕЛЬНАЯ ВЫЯВЛЯЕМОСТЬ ДЕФЕКТОВ
СВАРКИ РАЗЛИЧНЫМИ МЕТОДАМИ ДЕФЕКТОСКОПИИ,
% ОТ ОБЩЕГО ЧИСЛА ДЕФЕКТОВ
Метод контроля
Поверх¬
ностные
трещины
Неметал¬
лические
включения
Раковины
Непровары
по скосам
в корне
шва
Просвечивание:
-
рентгеновское
2
100
100
65
65
гамма-лучами
0
85
90
28
30
Ультразвуковой
10
45
85
95
45
Магнитный порош¬
98
0
0
0
0
ковый
Цветной
100
0
0
0.
0
Примечание. По результатам испытаний 100 образцов, сваренных
вручную из листовой стали толщиной 10 мм с нарушениями режима сварки.
XXVI.2. Предварительный
и пооперационный контроль
Дефекты в сварных соединениях могут быть вызваны плохим
качеством сварочных материалов, сборки и подготовки стыков под
сварку; нарушением технологии сварки, низкой квалификацией
сварщика и др. Задачей предварительного и пооперационного кон¬
троля является выявление возможных причин появления брака.
При предварительном и пооперационном контроле проверяют
качество:
основного материала (наличие сертификатов и заводской мар¬
кировки материалов; для специальных сталей, кроме того, — нали¬
чие легирующих элементов методом стилоскопирования), соответ¬
ствие показателей механических свойств и химического состава
требованиям стандартов и технических условий при отсутствии
сертификатов; выявление внешним осмотром расслоений, трещин и
других дефектов);
сварочных материалов (наличие сертификатов на сварочные
материалы, бирок или этикеток на упаковочных коробах, ящиках,
баллонах, пачках. В случае их отсутствия партия сварочных мате¬
риалов подлежит контролю по всем показателям, установленным
для данного вида материалов; правильность хранения);
заготовок и их сборки под сварку (размеры заготовок и раз¬
делку кромок, очистку кромок от грязи, ржавчины, окалины и дру¬
гих загрязнений, зазор между кромками, притупление и угол рас¬
крытия шва для стыковых соединений, ширину нахлестки и зазор
между листами для нахлесточных соединений, угол и зазор между
свариваемыми деталями, угол скоса кромок для тавровых и угло¬
вых соединений);
сварочных оборудования и приборов (исправность контрольно¬
измерительных приборов, надежность контактов и изоляции, пра¬
вильность подключения сварочной цепи, исправность защитных уст-
тройств, электрододержателей, сварочных горелок, редукторов, ру¬
692. „
кавов, проводов и т. д., а также надежность обеспечения заданных
режимов сварки);
технологии сварки (используемые марки и диаметры электро¬
дов и электродной проволоки, марки флюса или род защитного га¬
за, род сварочного тока и его полярность, напряжение, скорость
сварки, вылет электродной проволоки, число слоев в многослойном
шве и порядок их наложения, тщательность зачистки слоев от шла¬
ка и т. д.).
XXVI.3. Неразрушаемые методы контроля
качества сварных соединений
Рентгеновское и гамма-просвечивание. Рентгеновское и гамма-
излучение представляют собой разновидность электромагнитных из¬
лучений весьма высокой частоты — от 0,5» 1011 до 6-1019Гц. Примене¬
ние рентгеновских и гамма-лучей для просвечивания материалов
основано на их свойстве проникать через непрозрачные тела, воз¬
действовать на фотоматериалы, вызывать люминесценцию некото¬
рых химических соединений, а также изменять электрическую про¬
водимость некоторых полупроводниковых материалов. Область
применения радиационных методов дефектоскопии устанавливается
ГОСТ 20426—75.
Для контроля сварных соединений используется главным обра¬
зом фотографический способ регистрации дефектов, при котором
дефекты шва изображаются на рентгеновской пленке. Изображение
можно получить и на полупроводниковой селеновой пластине с по-
Рис. XXVI. 1. Рентгеновский аппарат РАП-160-10Н
693
ТАБЛИЦА XXVI.6. ОСНОВНАЯ ХАРАКТЕРИСТИКА РЕНТГЕНОВСКИХ
АППАРАТОВ ДЛЯ ПРОСВЕЧИВАНИЯ СВАРНЫХ СОЕДИНЕНИЙ
В ПОЛЕВЫХ И МОНТАЖНЫХ УСЛОВИЯХ
Модель
Напряже¬
ние, кВ
Номиналь¬
ный ток
трубки, мА
Номиналь¬
ное напря¬
жение сети,
В
Масс;
пульта
управле¬
ния
а, кр
блока
трансфор¬
матора
Максималь¬
ная толщи¬
на просве¬
чиваемой
стали, мм
РУП-120-5-1
50—120
5
220/380
30
45
25
РАП-160-6П
80—160
6
220
29
46
40
РАП-160-10Н
80—160
10
220
29
46
40
РУП-200-5-2
до 200
5
220/380
35
88
60
РУП-300-5Н
100-300
5
220
29
70
70
Рис. XXVI.2. Рентгеновский аппарат РИНА-1Д
следующим переносом его на писчую бумагу (электрорентгеногра-
фическое просвечивание изделий).
На рис. XXVI.1 показан рентгеновский аппарат РАП-160-10Н.
В табл. XXVI.6 приведена характеристика рентгеновских аппаратов
для просвечивания сварных соединений.
ТАБЛИЦА XXVI.7. ХАРАКТЕРИСТИКА РЕНТГЕНОВСКИХ АППАРАТОВ
ФИРМЫ «МЕДИКОР*
Модель
Напряже¬
ние, кВ
Номиналь¬
ный ток
трубки,
мА
Угол
раствора
пучка, град
Масса блока
трансфор¬
матора, кг
Максимальная
толщина про¬
свечиваемой
стали, мм
SL-141
50—140
2-5
38
35
40
ВХ-150
10—150
2—5
40
48
40
КХ-160
60—160
2-5
40; 360
55
45
МХ-150
30—150
1-5
37
16
40
МХ-200
70—200
1—8
40
20
60
Примечание. Аппараты SL-141, ВХ-150, КХ-160 снабжены пультом
управления XR-1 (масса 20 кг). Аппараты MX-150, МХ-200 имеют пульт уп¬
равления MXR-2 (масса 16 кг).
694
ТАБЛИЦА XXVI.8. ХАРАКТЕРИСТИКА ПОРТАТИВНЫХ ИМПУЛЬСНЫХ
РЕНТГЕНОВСКИХ АППАРАТОВ
Модель
Амплитуда
импульса
на трубке,
кВ
Частота
импульсов,
Гц
Максимальная
толщина про¬
свечиваемой
стали, мм
Масса рент¬
геновского
блока кг
РИНА-ОД
120
25
5
2
РИНА-1Д
220
15—25
25
7
РИНА-2Д
300
10
40
12
РИНА-ЗД
400
5
80
60
Примечания: 1. Для всех перечисленных в таблице аппаратов на¬
пряжение питания 220 В, гарантийный срок службы 200 тыс. импульсов, мас¬
са пульта управления Б кг.
2. В таблице указана предельная толщина просвечивания стали при ис¬
пользовании усиливающих флуоресцирующих экранов.
ТАБЛИЦА XXVI.9. ОСНОВНАЯ ХАРАКТЕРИСТИКА НЕКОТОРЫХ
УНИФИЦИРОВАННЫХ ГАММА-ДЕФЕКТОСКОПОВ
Источник излучения
Масса, кг
ii
Модель
мощность
экспозицион¬
ной дозы на
расстоянии
1 м, Р/с
радиаци¬
онной
головки
привода
управле¬
ния
Толщина
просвечива
мой стали,
Гаммарид-20 (вза¬
мен «Газпрома»)
Cs137
1г192
5-10—4
5-10 3
12=tl
2 rfcl
15—60
7—60
Гаммарид-21 (вза¬
мен РИД-11)
Cs137
1г192
1,2-10—i
1,510—3
6=1=1
2=1=1
15—40
Гаммарид-22
Cs137
1г192
1,2-10—4
1,5-10—3
6=1=1
25*
7-40
Гаммарид-23 (вза¬
мен РИД-21М)
]г192
Cs137
5 • 10 3
5 • 10 4
12=Ы
2=hl
15—60
Гаммарид-24 (вза¬
мен «Лабиринта»)
Cs137
IГ I®2
5-10—4
5 * 10—3
12=±=1
25*
7—60
Гаммарид-25
lr192
Cs137
1,5-10 2
5-10—4
15=±=1
2=Ы
15—60
Гаммарид-26
Cs137
lr192
5-10“4
1,5-10—2
15=1=1
25*
7—80
Примечание. Звездочкой отмечен электромеханический привод уп¬
равления, пульт которого вынесен на 10 м.
695
ТАБЛИЦА XXVI.10. ОБЛАСТЬ ПРИМЕНЕНИЯ ОСНОВНЫХ
ИСТОЧНИКОВ ГАММА-ИЗЛУЧЕНИЯ
Источник
гамма-
излучения
Период
полураспада
Энергия
излучения,
мэВ
Толщина просвечиваемого
материала, мм
железо
титан
алюминий
Тулий-170
Селен-75
Иридий-192
Цезий-137
Кобальт-60
127 дней
127 дней
74,4 дня
33 года
5,37 лет
0,084
0,136; 0,255
0,296; 0,486
0,661
1,17; 1,33
1—20
5-30
5-80
10—120
30—200
2—40
7-50
10—120
20—150
60—300
3-70
20—200
40—350
50—350
200—500
ТАБЛИЦА XXVI.11. ОСНОВНАЯ ХАРАКТЕРИСТИКА РЕНТГЕНОВСКИХ
ПЛЕНОК
Тип
пленки
Время проявления,
мин
Фотографиче<
с экранами
:кие свойства
без экранов
Оптическая плот¬
ность вуали эмуль¬
сионного слоя D0
Разрешающая спо¬
собность, линий/мм
чувствитель¬
ность Р 1
коэффициент
контрастно¬
сти V
чувствитель¬
ность Р 1
коэффициент
контрастно¬
сти V
РТ-1
10
100
3,5
50—60
3,5
0,1
68—73
РТ-2
10
350
3
25
3
0,15
73-78
РТ-3
6—12
35—45
3
20—30
3,9
0,15
111
РТ-4
6—12
—
—
9—12
3,5
0,1
134
РТ-5
6-12
13
3,5
3—5
3,5
0,05
178
РМ-1
10
300
3
18
2,5
0,13
73—78
РМ-2
10
400
2,8
20
2,8
0,15
73—78
РМ-3
10
300
2,7
12
2,7
0,13
78
РНТМ-1
4—8
13
3,5
0,12
100
ТАБЛИЦА XXVI.12. ОБЛАСТЬ ПРИМЕНЕНИЯ РЕНТГЕНОВСКИХ
ПЛЕНОК В ЗАВИСИМОСТИ ОТ ЭНЕРГИИ ИЗЛУЧЕНИЯ
И ТОЛЩИНЫ ПРОСВЕЧИВАЕМОГО МАТЕРИАЛА
Толщи-
Напряжение на рентценовской трубке, кВ
на стали,
мм
50—80
80—120
120—150
150—180
180—200
200—400
400—1300
РТ-1
РТ-1
РТ-3
РТ-4
РТ-4
РТ-4
РТ-2
РТ-3
РТ-4
РТ-5
РТ-5
РТ-5
—
1—5
РТ-3
РТ-4
РТ-5
—
—
—
—
РТ-4
РТ-5
—
—
—
—
—
РТ-1
РТ-1
РТ-1
РТ-4
РТ-4
РТ-4
РТ-4
5—10
РТ-2
РТ-3
РТ-3
РТ-5
РТ-5
РТ-5
РТ-5
РТ-3
РТ-4
РТ-4
—
—
—
РТ-2
РТ-1
РТ-1
РТ-3
РТ-3
РТ-4
РТ-4
10—20
—
РТ-2
РТ-3
РТ-4
РТ-4
РТ-5
РТ-5
РТ-3
—
—
РТ-5
—
—
«96
Продолжение табл. XX VI. 12
Толщина
стали,
мм
Напряжение на рентгеновской трубке, кВ
50—80
80—120
120—150
150—180
180—200 |
200—400 |
400—1300
РТ-2
РТ-2
PT-1
PT-1
РТ-1
РТ-3
РТ-1
20—40
—
—
РТ-2
РТ-3
РТ-3
РТ-4
РТ-3
-
-
PT-3
-
РТ-4
РТ-5
РТ-4
РТ-5
_
РТ-2
РТ-2
РТ-1
РТ-1
РТ-1
РТ-1
40-80
—
—
—
РТ-2
РТ-2
РТ-3
РТ-3
-
-
-
-
РТ-3
РТ-4
РТ-4
РТ-5
РТ-2
РТ-2
РТ-1
РТ-1
РТ-1
80—100
—
РТ-2
РТ-2
РТ-3
РТ-3
РТ-4
1
РТ-5
Примечание. Вместо пленки РТ-2 можно применять пленк
РМ-1, РМ-2 и РМ-3.
ТАБЛИЦА XXVI.13. ОСНОВНАЯ ХАРАКТЕРИСТИКА
ФЛУОРЕСЦИРУЮЩИХ ЭКРАНОВ
Тип экрана
Нагрузка свето¬
состава, 1 -10 2
мг/мм2
Коэффициент усиления с пленкой
передний
экран
задний
экран
РТ-1
РТ-2,
экранная
РТ-3
РТ-4
РТ-5
«Стандарт»
60
60
1,3
14
3
3,5
2,2
УФДМ
40
120
2
22
4,7
5,5
3,5
УФДП/2
200
200
2,6
28
6
7
4,4
УФДП/3
200
200
3,9
42
9
10,5
6,6
ПРС
40
40
1,4
15
3,3
3,8
2,4
СБ
70
70
2,2
23
5
5,9
3,7
Примечание. Для экрана типа СБ используют люминофор (ВаРЬ)*
• S04, для остальных экранов, указанных в таблице, — люминофор CaWO*.
Для контроля сварных соединений в строительстве получили
распространение рентгеновские аппараты (табл. XXVI.7) фирмы
«Медикор» (Венгерская Народная Республика).
Наиболее удобны для работы в монтажных условиях портатив¬
ные импульсные рентгеновские аппараты (рис. XXVI.2,
табл. XXVI.8). В табл. XXVI.9 приведена характеристика гамма-
дефектоскопов.
При контроле сварных соединений гамма-просвечиванием при¬
меняются гамма-дефектоскопы типа РИД-11, РИД-21М, ГУП-Тш-
0,5-3, ГУП-1г-5-2, ryn-Cs-2-l, «Газпром», «Стапель-5», «Трасса»,
«Магистраль» и др.
В настоящее время проведена унификация гамма-дефектоско¬
пов. Новые дефектоскопы серии «Гаммарид» (рис. XXVI.3, табл.
XXVI.9) имеют общую конструктивную базу. Моделям, имеющим
697
источник излучения с эффективной энергией не менее 400, 800 и
1500 кэВ, даны обозначения соответственно «Гаммарид-10—19»,
«Гаммарид-20—29» и «Гаммарид-30—39».
В табл. XXVI.10 и XXVI.11 указаны материалы для рентгенов¬
ской и гамма-дефектоскопии, в табл. XXVI. 12 дана область приме¬
нения рентгеновских пленок, в табл. XXVI. 13 — характеристика
флуоресцирующих экранов.
Для сокращения времени экспозиции при просвечивании мате¬
риалов большой толщины используются усиливающие флуоресци¬
рующие экраны, но при этом понижаются контрастность и четкость
снимков. Флуоресцирующие усиливающие экраны целесообразно
применять в сочетании с экранными пленками типа РТ-2, РМ-1,
РМ-2, РМ-3.
Металлические усиливающие экраны улучшают качество сним¬
ка и сокращают время экспонирования пленки в 1,5—3 раза.
Рекомендуемая толщина свинцовой фольги усиливающих ме¬
таллических экранов в зависимости от энергии излучения приведе¬
на ниже.
Рис. XXVI.3. Унифицированный дефектоскоп типа «Гаммарид» с ручным
приводом управления
698
Источник излучения
Рентгеновские лучи, кВ:
100—300 .
свыше 300
Тулий-170 .
СЬлен-75 .
Иридий-192
Цезий-137
Кобальт-60
Толщина
фольги, мм
0,06—0,09
0,09-0,16
0,09-0,16
0,16-0,2
0,16—0,2
0,2-0,5
0,5—1
Для оценки чувствительности радиографического контроля при»
меняют проволочные (табл. XXVI. 14), канавочные (табл. XXVI.15)
или пластинчатые (табл. XXVI. 16) эталоны чувствительности по
ГОСТ 7512—75, которые изготавливают из того же материала, что
и просвечиваемое изделие.
ТАБЛИЦА XXVI.14. ДИАМЕТРЫ ПРОВОЛОК ПРОВОЛОЧНОГО
ЭТАЛОНА ЧУВСТВИТЕЛЬНОСТИ, ММ
Номер
Диаметр проволок эталона
эталона
dt
d-2
d3
1 *
d»
1 *
1
1
0,2
0,16
0,125
0,1
0,08
0,063
0,05
2
0,4
0,32
0,25
0,2
0,16
0,125
0,1
3
1,25
1
0,8
0,63
0,5
0,4
0,32
4
4
3,2
2,5
2
1,6
1,25
1
ТАБЛИЦА XXVI.15. ГЛУБИНА КАНАВОК КАНАВОЧНОГО ЭТАЛОНА
ЧУВСТВИТЕЛЬНОСТИ
Номер
эталона
Глубина канавок, мм
Толщина
эталона
h, мм
К
h.2
К |
К
К
К
1
0,6
0,5
0,4
0,3
0,2
0,1
2
2
1,75
1.5
1,25
1
0,75
0,5
4
3
4
3,5
3
2,5
2
1,5
ё
По ГОСТ 7512—75 чувствительность К радиографического
контроля определяется в миллиметрах или в процентах по изобра¬
жению на снимке одного из эталонов чувствительности. Рассчиты¬
вается чувствительность по следующим формулам:
при использовании проволочного эталона
К = <*min мм;
/С = — 100%;
•S
при применении канавочных или пластинчатых эталонов
К = hm\n мм;
hn
К =
S + h
100%,
^mln — диаметр видимой на снимке наименьшей проволоки:
5 — контролируемая толщина в месте установки эталона;
^mjn—глубина на снимке наименьшей канавки канавочного эталона
или наименьшая толщина пластинчатого эталона, при которой
на снимке видно отверстие, равное удвоенной толщине.
699
ТАБЛИЦА XXVI.16. ОСНОВНЫЕ РАЗМЕРЫ ПЛАСТИНЧАТЫХ
ЭТАЛОНОВ ЧУВСТВИТЕЛЬНОСТИ С ОТВЕРСТИЯМИ, ММ
Место маркиробиа
Ш /
Со
_ 1 !
|Я j v\\v///////////s
Номер
эталона
h
D
L
1
0,1
0,2
0,1
2
0,2
0,4
0,2
3
0,3
0,6
0,3
10
25
4
0,4
0,8
0,4
5
0,5
1
0,5
6
0,6
1,2
0,6
7
0,75
1,5
0,75
8
1
2'
1
12
35
9
1,25
2,5
1,25
10
1,5
3
1,5
И
1,75
3,5
1,75
12
2
4
2
13
2,5
5
2,5
14
45
14
3
6
3
15
3,5
7
3,5
16
4
8
4
Экспозицию при радиографическом просвечивании определяют
по специальным номограммам или подбирают опытным путем; при
гамма-просвечивании необходимо учитывать снижение активности
источников излучения во времени (рис. XXVI.4).
Параметры контроля выбираются таким образом, чтобы на
снимке выявлялись дефекты, размеры которых в 2 раза меньше
максимальных, допускаемых техническими условиями или другими
нормативными документами на сварную конструкцию.
ТАБЛИЦА XXVI.17. РЕЦЕПТЫ ПРОЯВИТЕЛЕЙ
ДЛЯ РЕНТГЕНОВСКОЙ ПЛЕНКИ, Г НА 1 Л ПРОЯВИТЕЛЯ
Номер
прояви¬
теля
Ментол
Фени-
дон
Сульфит
натрия
кристал¬
лический
Гидро¬
хинон
Натрий
углекис¬
лый
кристал¬
лический
Калий
бромистый
Бензо-
триазол
1
3,5
120
9
108
3,5
2
2
180
8
118
5
—
3
—
0,5
75
8
50
2
0,3
Примечание. Проявитель 2 рекомендуется для проявления пленок
типа РТ-1, РТ-2 и РМ-1.
700
Рис. XXVI.4. Относительное
озг огг
Отношение £ для данного изотопа
Возможные схемы просвечивания сварных соединений различ¬
ных типов показаны на рис. XXVI.5.
Для экспонированных пленок применяют проявители, рецепты
которых приведены в табл. XXVI. 17; можно использовать и дру¬
гие составы проявителей.
Рецепты фиксажей, приведенные ниже, рассчитаны на 1 л фик¬
сажа. В жаркую погоду, когда температуру раствора не удается
понизить до 20° С, следует применять кислый дубящий фиксаж 6.
Фиксаж № 1
Гипосульфит, г 250
Фиксаж №2
Гипосульфит, г 400
Сульфид натрия кристаллический, г 50
Борная кислота, г 40
Фиксаж №3
Гипосульфит, г 400
Сульфид натрия кристаллический, г 50
Серная кислота концентрированная, см3 5
Фиксаж №4
Гипосульфит, г 400
Сульфид натрия кристаллический, г . 50
Уксусная кислота 30%-ная, см3 40
Фиксаж №5
Гипосульфит, г 260
Аммоний хлористый, г 50
Натрий метабисульфат, г 16
Фиксаж №6
Гипосульфит, г 250
Сульфид натрия кристаллический, г . 40
Уксусная кислота 30%-ная, см3 . . , 45
Квасцы алюмокалиевые, г 15
Сварные соединения оцениваются только по снимкам, качество
которых удовлетворяет требованиям ГОСТ 7512—75.
На основании рентгеновских и гамма-снимков составляется за¬
ключение, в котором указываются характер, размеры, число дефек¬
тов и длина проконтролированного участка.
Электрорентгенографический способ получения рентгенограмм.
Электрорентгенография — это процесс получения рентгеновских
снимков при просвечивании изделий и сварных соединений, при
котором в качестве фоточувствительного материала используется
не фотопленка, а полупроводниковый слой. Проявление и фикси¬
рование изображений представляют собой чисто физические процес¬
сы. При применении электрорентгенографии не требуется затемнен¬
ного помещения, водоснабжения и химикатов; значительно сокра¬
щается время изготовления снимка и в 5—7 раз снижается его
стоимость.
В настоящее время разработано несколько типов электрорент-
генографических аппаратов для промышленного просвечивания, ко¬
торые изготавливались в единичных экземплярах. Селеновые элек-
трорентгенографические пластины СЭРП-100П1 и СЭРП-100П2
чувствительностью 100 обратных рентген предназначены для про¬
свечивания стали толщиной до 16 и до 30 мм соответственно.
В табл. XXVI. 18 приведено сравнение затрат времени на получение
электрорентгенограммы и рентгенограммы на пленке.
702
ТАБЛИЦА XXVI.18. ХАРАКТЕРИСТИКА И ДЛИТЕЛЬНОСТЬ ЭТАПОВ
ПОЛУЧЕНИЯ ЭЛЕКТРОРЕНТГЕНОГРАММЫ И РЕНТГЕНОГРАММЫ
НА ПЛЕНКЕ
Этапы
получения
снимка
Электрорентгенография
1 Пленочная рентгенография
Характеристика
процесса
Продолжитель-1
ность, мин I
Характеристика
процесса
Продолжи*
тел ьно ст ь
мин
Зарядка
Осаждение ио¬
нов воздуха на
электрографиче¬
скую пластину
0,5
Нет
—
Экспони¬
рование
Образование
скрытого электро¬
статического изо¬
бражения на по¬
верхности слоя
До 10—15 в
зависимости
от конкретных
условий
Фотохимиче¬
ское действие на
галогенид серебра
В зависи¬
мости от
конкретных
условий
Проявле¬
ние
Осаждение на¬
электризованно¬
го порошка на
скрытое элек¬
тростатическое
изображение
0,5—1
Усиление скры¬
того изображения
химическим воз¬
действием на слой
8
Промывка
Нет
—
Промывка
пленки водой от
остатков прояви¬
теля
2
Перенос
Электростати¬
ческий перенос
порошкового изо¬
бражения на бу¬
магу
0,5
Нет
—
Закрепле¬
ние
Воздействие на
проявитель пара¬
ми растворителей
0,5—1
Химическое
воздействие на
проявленное изо¬
бражение
8
Промывка
Нет
Промывка
пленки водой от
остатков закрепи¬
теля
12
Сушка
»
-
—
30
Очистка
Механическое
удаление остат¬
ков проявителя с
поверхности пла¬
стины
0,3
Нет
Итого общая продолжи¬
тельность процесса без уче¬
та времени экспонирования,
мин
До 2—3
—
До 60
7оа
Ультразвуковой метод контроля. Метод ультразвуковой дефек-
скопии основан на способности ультразвуковых колебаний прямо¬
линейно распространяться в металле и отражаться от границы раз¬
дела сред, имеющих разные акустические свойства. Методы ультра¬
звукового контроля сварных соединений устанавливает ГОСТ
14782—76.
Для получения ультразвуковых колебаний используется пьезо¬
электрический эффект, при котором электрические колебания, при¬
ложенные к пьезометрической пластине, превращаются в механиче¬
ские.
Ультразвуковые колебания в контролируемое изделие вводят¬
ся при помощи плоских или призматических искателей через слой
жидкости, необходимой для обеспечения акустического контакта
искателя с металлом проверяемого соединения. Применяются иска¬
тели, рассчитанные на частоту 0,6—10 мГц.
Дефектоскопию швов сварных соединений осуществляют эхо¬
импульсным, теневым или эхо-теневым методами. Наиболее рас¬
пространен эхо-импульсный метод, при котором в шов посылаются
кратковременные импульсы ультразвуковых колебаний, а в паузах
между ними отраженные от дефектов колебания поступают на при¬
емный пьезоэлемент, усиливаются усилителем дефектоскопа и по¬
даются на электронно-лучевую трубку, на экране которой наблю¬
даются импульсы от дефектов.
Основными измеряемыми характеристиками дефектов при за¬
данной чувствительности дефектоскопа являются: амплитуда эхо-
сигнала, условная протяженность дефекта, условное наименьшее
расстояние между дефектами, а также число дефектов на опреде¬
ленной длине шва и расположение их по длине, высоте и ширине
шва.
Основные параметры контроля измеряются и дефектоскоп на¬
страивается на заданную чузствительность при помощи специальных
эталонных образцов. К основным параметрам контроля относятся
частота ультразвуковых колебаний, чувствительность контроля,
угол ввода ультразвукового луча в металл сварного соединения,
стрела искателя, точность работы глубиномера, разрешающая спо¬
собность в направлении прозвучивания и размеры преобразователя
в искателе.
Выбор параметров контроля и методика его проведения регла¬
ментируются специальными инструкциями по ультразвуковому кон¬
тролю, которые разрабатываются для отдельных видов сварных
соединений, толщин проверяемого металла или для конкретных
изделий.
Швы сварных соединений лучше проверять в нижнем положе¬
нии. Для контроля швов на вертикальных стенках и в потолочном
положении необходимо применять более вязкую контактную жид¬
кость. Скорость ручного ультразвукового контроля обычно состав¬
ляет 0,5—1,66 м/с (2—6 м/ч). Повышение производительности до¬
стигается при применении полуавтоматического или автоматическо¬
го ультразвукового контроля. На рис. XXVI.6 показан дефектоскоп
ДУК-66П, в табл. XXVI. 19 приведена краткая характеристика де¬
фектоскопов.
Магнитографический метод контроля. Сущность магнитографи¬
ческого метода контроля состоит в фиксации на магнитной ленте
полей рассеяния, возникающих над дефектными участками шва при
704
ТАБЛИЦА XXVI.19. ОСНОВНАЯ ХАРАКТЕРИСТИКА
УЛЬТРАЗВУКОВЫХ ДЕФЕКТОСКОПОВ
Тип
дефектоскопа
Максимальная
глубина
прозвучива-
ния, мм
Рабочие частоты,
мГц
Потреб¬
ляемая
мощность,
Вт
Масса, кг
УДМ-1
2500
0,6; 1,8; 2,5; 5
130
19
УДМ-3
2500
0,6; 1,8; 2,5; 5
180
19
ДУК-13-ИМ
250
1,8; 2,5
20
4
(без блока пита¬
ДУК-66П
1200
1,25; 2,5; 5; 10
10
ния)
9,5
УД-10У
5000
0,5-12
10,5
(со встроенным
блоком аккуму¬
ляторов)
Примечание. Минимальная площадь выявляемых дефектов 1—2 мм2.
его намагничивании, с последующим воспроизведением этих полей
при помощи магнитографической аппаратуры.
Магнитографический метод может применяться для контроля
сварных соединений листовых конструкций и трубопроводов из фер¬
ромагнитных материалов при толщине основного металла до 16 мм.
Поля рассеяния от дефектов записываются в процессе намаг-
Рис. XXVI.6. Дефектоскоп ДУК-66П
45—140
705
ничивания сварного соединения, на которое наложена магнитная
лента. Применяются магнитные ленты типа 1, МК-1, МК-2.
Магнитографическому контролю могут подвергаться сварные
соединения с небольшой чешуйчатостью при высоте валика усиле¬
ния шва не более 3—4 мм. Ниже приведены назначение и типы
намагничивающих устройств для магнитографического контроля
сварных соединений.
Для плоских листовых конструкций ПНУ
Для труб диаметром, мм:
325-1020 ПНУ—1М
219—325 ПНУ—2М
102—1G8 ПНУ—ЗМ
168—1200 и листовых конструкций ..... УНУ
57—80 НВ
820—1420 и листовых конструкций МУН—1 ( «Ша-
гун».)
Импульсное устройство ИНУ-1 позволяет намагничивать про¬
тяженный участок шва (600—700 мм) или весь параметр шва
трубы.
Записи полей от дефектов воспроизводят при помощи магнито¬
графических дефектоскопов с импульсной или телевизионной инди¬
кацией дефектов.
При импульсной индикации о характере и размере дефекта су¬
дя г по форме и амплитуде импульсов при отклонении луча на эк¬
ране электронно-лучевой трубки. При телевизионной индикации на
экране электронно-лучевой трубки образуется видимое изображе¬
ние магнитных полей, форма которых приблизительно соответству¬
ет очертанию дефектов.
Для контроля сварных соединений применяются магнитографи¬
ческие дефектоскопы типа МД-9, МД-11, МГК, МДУ-1, МДУ-2.
Основные технические данные магнитографического
дефектоскопа МДУ-2У
Чувствительность прибора ... . не менее 5% толщи¬
ны шва
Скорость подачи магнитной ленты,
мм/с 55
Способ индикации дефектов . • . • . импульсный и теле¬
визионный на экране
двухлучевой трубки
Диапазон рабочих температур, °С . , от —10 до +30
Относительная влажность, % . . . » до 80
Напряжение питания, В 127/220
Потребляемая мощность, В А . . . . не более 100
Маса, кг . . . » » 25
Габарит, мм «... 266X410X515
Контроль непроницаемости сварных соединений. Испытания на
непроницаемость выполняются после внешнего осмотра и применя¬
ются для промежуточного контроля и для сдачи готовой продук¬
ции.
При испытании керосином обильно промазывается или опрыс¬
кивается им одна сторона шва. Предварительно другая сторона
шва покрывается меловым раствором (350—450 г мела или каоли¬
на на 1 л воды). О наличии дефектов свидетельствуют пятна керо¬
сина на покрытой мелом поверхности. Для улучшения индикации
дефектов применяется окрашенный керосин (2,5—3 г краски
«Судан-Ш» на 1 л керосина).
706
Длительность, испытания при положительных температурах —
3—6 ч, при отрицательных — до 24 ч и более. Эффективность кон¬
троля можно повысить, продувая швы сжатым воздухом под давле¬
нием 300—350 кПа (3—3,5 кгс/см2) со стороны нанесения кероси¬
на; создавая перепад давления при помощи вакуум-камеры, уста¬
новленной со стороны мелового покрытия; создавая вибрацию шва,
а также подогревая соединение до 60—70° С.
Контролю вакуум-методом могут подвергаться стыковые, на-
хлесточные и угловые швы конструкций, в том числе при односто¬
роннем доступе к шву. Накладную вакуум-камеру с прозрачной
крышкой располагают на участке шва, предварительно смоченном
мыльным раствором. С помощью вакуумного насоса в камере соз¬
дается перепад давлений до 6—7 кПа (500—600 мм рт. ст.). При
наличии в сварном шве несплошностей на мыльной эмульсии обра¬
зуются стойкие пузырьки.
Применяют три состава мыльного раствора (на 1 л воды):
состав А содержит 50 г туалетного мыла, состав Б — 50 г 65%-
ного хозяйственного мыла, состав В — 15 г экстракта лакричного
корня.
Для работы при отрицательных температурах в состав В до¬
бавляется 100—300 г хлористого калия или хлористого натрия.
Сжатым воздухом испытывают сварные швы сосудов и свар¬
ные стыки трубопроводов различного назначения. Наличие дефек¬
тов определяется следующим образом:
при испытании сосудов и трубопроводов — по падению давле¬
ния при выдержке 10—100 ч. Испытательное давление—1—1,2 от
рабочего;
при испытаниях уложенного в траншею трубопровода — по
звуку выходящего через неплотности воздуха или по запаху добав¬
ляемого в воздух одоранта, который вводится в трубопровод в про¬
цессе закачки воздуха;
нанесением на сварной шов индикатора (100 г хозяйственного
мыла на 1 л воды);
добавкой в воздух небольшого количества галоидных газов
под малым избыточном давлением и выявлением утечки при помо¬
щи галоидных течеискателей.
Крупногабаритные изделия могут испытываться струей сжато¬
го воздуха, продуваемого через шов под давлением не менее 400 кПа
(4 кгс/см2), перпендикулярно шву при расстоянии от конца рукава
до поверхности шва не более 30 мм. Неплотности шва определяют¬
ся по пузырькам в пенном растворе, покрывающем обратную сто¬
рону шва.
Гидравлические испытания приводятся для проверки плотности
и частично прочности сварных соединений. Испытания гидростати¬
ческим давлением (наливом воды) выполняются для открытых со¬
судов и резервуаров. Время выдержки изделия, заполненного во¬
дой, от 1—2 ч до начала осмотра и более. Утечка воды обнаружи¬
вается по струйкам и отпотеванию, а также по снижению уровня
воды. При испытании струей воды швы обливают из рукава. Не¬
плотности определяют по появлению капель, струй или намокания
швов с обратной стороны. Гидравлические испытания плотности и
прочности сварных швов приводят под давлением 1,1 —1,5 наиболь¬
шего рабочего давления.
Цветная дефектоскопия. При этом методе на контролируемую
поверхность наносится слой окрашенной жидкости. После выдерж¬
45*
707
ки в течение нескольких минут поверхность промывается и проти¬
рается, затем она покрывается тонким слоем проявителя, например
каолина. После просушки проявителя выделившаяся из дефектов
красящая жидкость окрашивает проявитель в ярко-красный цвет.
Материалы могут наноситься кистью или пульверизатором, однако
наиболее удобны дефектоскопические материалы в аэрозольной
упаковке.
Передвижные лаборатории для неразрушающего контроля ка¬
чества сварных соединений. Передвижная лаборатория PMJJ2B,
смонтированная на автомобиле, предназначена для контроля каче¬
ства сварных соединений магистральных трубопроводов при темпе¬
ратуре воздуха от -j-35 до —40° С. Лаборатория снабжена обору¬
дованием, позволяющим выполнять рентгеновское просвечивание
стыков трубопроводов диаметром 720—1420 мм, гамма-просвечива¬
ние и магнитографический контроль стыков трубопроводов диамет¬
ром до 1420 мм. Производительность контроля составляет: при
рентгеновском просвечивании 12, при просвечивании гамма-лучами
6 и при магнитографическом контроле 15—20 стыков в смену. Мас¬
са лаборатории 5000 кг.
Передвижная лаборатория легкого типа (совместная разработ¬
ка СССР—НРБ) служит для радиографического и ультразвукового
контроля сварных соединений в условиях монтажа. Лаборатория
смонтирована на автомобиле УАЗ-452 с закрытым кузовом. В со¬
став лаборатории входит гамма-дефектоскоп серии Гаммарид, им¬
пульсный рентгеновский аппарат, ультразвуковой дефектоскоп
ДУК-66П, а также комплект оборудования и принадлежностей для
обработки и расшифровки радиографических снимков и встроенное
хранилище для гамма-дефектоскопа.
Передвижная лаборатория среднего типа (разработка СССР—
НРБ) смонтированная на автоприцепе, состоит из трех отделений:
фотолаборатории, рабочего помещения для хранения аппаратуры и
бытового помещения для работы и отдыха двух операторов (пло¬
щадь его 7 м2). Лаборатория имеет следующее оборудование: гам¬
ма-дефектоскоп серии Гаммарид, импульсный рентгеновский аппа¬
рат, переносной рентгеновский аппарат SL-140, ультразвуковой де¬
фектоскоп ДУК-66П, а также дозиметрическую аппаратуру, ком¬
плект принадлежностей для радиографического контроля и для об¬
работки и расшифровки радиографических снимков.
XXVI.4. Методы контроля
с разрушением сварного соединения
Механические испытания. Определение механических свойств
сварного соединения в целом, отдельных его участков, наплавлен¬
ного металла при всех видах сварки проводят по ГОСТ 6996—66.
В табл. XXVI.20 указаны виды испытаний и область их применения.
Образцы для механических испытаний (табл. XXVI.21) выреза¬
ют непосредственно из проверяемой конструкции или контрольных
соединений, специально сваренных для этой цели теми же сварщи¬
ками при таких же условиях и режимах, что и контролируемая кон¬
струкция. Заготовки для образцов вырезают ножницами или приме¬
няют кислородную и электродуговую резку. Образцы из заготовок
изготавливают только механическим способом.
708
ТАБЛИЦА XXVI.20. ВИДЫ ИСПЫТАНИЙ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Вид испытания
Область применения
На статическое растяжение (металл раз¬
личных участков сварного соединения и
наплавленный металл)
На ударный изгиб (металл шва и зоны
термического влияния)
На стойкость против механического ста¬
рения* (металл различных участков свар¬
ного соединения)
1. Проверка сварочных мате¬
риалов (электродов, проволоки,
флюса, защитных газов)
2. Определение свариваемости
различных марок стали
На статическое растяжение, статический
изгиб (загиб) и ударный разрыв
1. Определение механичесьич
свойств сварных соединений на
образцах, взятых из контроль¬
ных стыков (пластин)
2. Проверка квалификации
сварщиков, допускаемых к от¬
ветственным сварочным рабо¬
там
Измерение твердости металла различных
участков сварного соединения и наплав¬
ленного металла
Контроль качества сварочных
материалов и сварных соедине¬
ний, преимущественно на зака¬
ливающихся сталях
Примечание. Звездочкой отмечено испытание, которое наиболее
часто проводится при сварке закаливающихся сталей.
Контрольные соединения правке не подлежат. Стрела прогиба
f (рис. XXVI.7) на длине 200 мм не должна превышать 10% тол¬
щины металла и быть более 4 мм. Величина h несовпадения плос¬
костей листов в стыковых соединениях допускается до 15% толщи¬
ны листа, но не более 4 мм.
Металлографические исследования сварных соединений. Такие
исследования проводят при проверке технологии сварки, режимов
последующей термической обработки, качества сварочных материа¬
лов. Металлографические исследования выполняют также при вы¬
борочном изучении контрольных образцов, в которых определяют:
по виду излома наличие пор, шлаковых включений, непрова-
ров, трещин, флокенов и пластичность или хрупкость металла шва;
при проверке макроструктры (макроанализ) — границы зон
сварного соединения, ширину зоны термического влияния, строение
металла шва и околошовной зоны, внутренние дефекты, скопления
серы и фосфора в металле;
при контроле микроструктуры (микроанализ) — микрострукту¬
ру сварного шва и дефекты сварки: микропоры, микротрещины,
нитридные и кислородные включения, перегрев, пережог.
Рис. XXVI.7. Прогиб (а) и несовпаде¬
ние плоскостей, (б) контрольных со¬
единений
709
ТАБЛИЦА XXVI.21. ТИПЫ НАИБОЛЕЕ ЧАСТО ПРИМЕНЯЕМЫХ
ОБРАЗЦОВ ДЛЯ МЕХАНИЧЕСКИХ ИСПЫТАНИЙ
Свойства металла,
Вид испытания
Эскиз образца
определяемые
при испытании
Испытание металла различных участков
сварного соединения и наплавленного
На статическое
растяжение
На ударный из¬
гиб
На стойкость
■против механиче¬
ского старения
(деформация рас¬
тяжения из рас¬
чета получения
10±5% остаточ¬
ного удлинения;
нагрев в течение
1 ч при 250° С с
последующим ох¬
лаждением на
воздухе)
Измерение
твердости
На статическое
растяжение
G
а)
6)
ж
Испытание сварного соединения
а)
I
D
6)
С=г^]0
Предел теку¬
чести, временное
сопротивление
разрыву, Па. От¬
носительное уд¬
линение и суже¬
ние, %, После
разрыва
Ударная вяз¬
кость, Дж/м2
Изменение
ударной вязкости
металла, под¬
вергнутого ста¬
рению, по сравь
нению с ударной
вязкостью метал¬
ла в исходном по¬
ложении
Твердость ме¬
таллов шва, око¬
лошовной зоны
и основного
Прочность на¬
иболее слабого
участка стыкового
или нахлесточно¬
го соединения.
Прочность метал¬
ла шва в стыко¬
вом соединении
710
Продолжение табл. XX VI.21
Вид испытания
Эскиз образца
Свойства металла,
определяемые
при испытании
На статический
изгиб
На ударный
разрыв (для сты¬
ковых соедине¬
ний листов тол¬
щиной до 2 мм)
а)
б)
-Е
е
Пластичность
соединения, ха¬
рактеризуемая
углом изгиба да
появления первой
трещины в растя¬
нутой зоне об¬
разца
Сопротивле¬
ние ударному
разрыву,
Дж/м3 (кгс* м/см3)
Испытание труб малого диаметра
На сплющива¬
ние
Пластичность
соединения, ха¬
рактеризующая¬
ся просветом
между сжимае'
мыми поверхно¬
стями при обра¬
зовании первой
трещины
Образец для изготовления макрошлифа вырезают таким обра¬
зом, чтобы в него входили все зоны сварного соединения. После
обработки образца режущим или абразивным инструментом его
шлифуют наждачной бумагой (№ 120—270), затем протирают ва¬
той, смоченной спиртом, просушивают фильтровальной бумагой и
травят специальными реактивами (табл. XXVI.22).
Микроструктуру контролируют на образцах, обработанных по
одному из методов, приведенных в табл. XXVI.23.
Отполированные образцы изучают под микроскопом. При этом
определяется наличие дефектов (поры, трещины, пережог) и неме¬
таллических включений. Для выявления более мелких дефектов и
структуры шлифы, предварительно промытые и обезжиренные, тра¬
вят специальными реактивами (табл. XXVI.24).
Методы отбора проб для химического и спектрального анали¬
зов устанавливаются ГОСТ 7122—75.
711
ТАБЛИЦА XXVI.22. СОСТАВ И НАЗНАЧЕНИЕ РЕАКТИВОВ
ДЛЯ ОБРАБОТКИ МАКРОШЛИФОВ
Состав реактива
Условия травления
Назначение
Водный раствор азот¬
ной кислоты:
10%-ный
25%-ный
Погружение на 1—
2 мин при комнатной
температуре
Выявление границ шва
и зоны термического
влияния, расположения
слоев и валиков в швах,
характера кристаллиза¬
ции, дефектов на угле¬
родистых и низколегиро¬
ванных сталях
То же, для средне¬
легированных сталей
На 1 л воды хлористо¬
го аммония NH4CI —
53 г, хлористой меди
СиС12 — 85 г
Погружение на 30 —
60 с при комнатной тем¬
пературе (затем смыть
слой меди)
Определение характе¬
ра кристаллизации шва,
перегрева околошовной
зоны; выявление дефек¬
тов на углеродистых и
среднелегированных ста¬
лях
Концентрированная со¬
ляная кислота; НС1 —
50 мл, вода Н2О — 50 мл
Погружение на 15—
25 мин для углеродис¬
тых и низколегирован¬
ных сталей, на 25—
30 мин для среднелеги¬
рованных сталей при
60-70° С
Глубокое травление
для определения кри¬
сталлизации в плотных
швах и обнаружения
мелких дефектов
Концентрированная
соляная кислота —
200 мл, концентрирован¬
ная азотная кислота —
20 мл, двухромовокис¬
лый калий — 50 г, во¬
да — 20 мл
Погружение на 5—
40 мин при 60—70° С
Выявление границ шва
и слоев шва, границ зо¬
ны термического влия¬
ния, характера кристал¬
лизации, дефектов, на
аустенитных и феррит¬
ных нержавеющих ста¬
лях
ТАБЛИЦА XXVI.23. ПРИМЕРНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ
ОПЕРАЦИЙ ПОДГОТОВКИ МИКРОШЛИФОВ
Метод
Материал
ускоренный
нормальный
особокачествен¬
ный
Сталь:
углеродистая
и низколегирован¬
ная
высоколегиро¬
ванная
гш-эп
тш-эп-оп,
ТАП
ТШ-ОП,
ЭП-ТАП
ТШ-ОП, ТАП
ТШ-ОП,
ГАП-ТАП
ТШ-ГАП,
ОП-ТАП
Алюминий и его
сплавы
ТШ-ГАП-ЭП
ТШ-ПП-ОП
ТШ-ГАП-ТАП-
ОП
Примечание. В таблице использованы следующие условные обозна¬
чения: ГШ — грубая шлифовка (до № 3); ТШ — тонкая шлифовка (мельче
№3); ПП — полировка на пасте; ГАП, ТАП — грубая и тонкая алмазная по¬
лировка; ОП — полировка на окислах; ЭП — электролитическая полировка.
712
ТАБЛИЦА XXVI.24. СОСТАВ И НАЗНАЧЕНИЕ РЕАКТИВОВ
ДЛЯ ОБРАБОТКИ МИКРОШЛИФОВ
Состав реакции
Условия травления
Назначение
Раствор (2—4%-ный) азот¬
ной кислоты в этиловом
спирте
Спиртовой раствор (4%-
ный) пикриновой кислоты
Погружение на
1 мин при комнатной
Выявление микрострук¬
туры углеродистых, низ¬
колегированных и сред¬
нелегированных сталей
Соляная кислота концент¬
рированная — 3 части, азот¬
ная кислота концентриро¬
ванная — 1 часть. Употреб¬
ляется через 29—30 ч после
смешения
температуре
Красная кровяная соль —
10 г, едкий натр — 10 г, во¬
да — 100 мл
Кипячение 2—
2,5 мин
Выявление феррита в
аустенитных сталях
Щавелевая кислота — 10 г,
вод — 100 мл
Электролитическое
травление при напря¬
жении 3—6 В, шлиф-
анод
Определение структу¬
ры нержавеющих сталей
Глава XXVII. ОРГАНИЗАЦИЯ СВАРОЧНОГО
ПРОИЗВОДСТВА
XXVII.1. Планирование и учет
сварочного производства
Развитие сварочного производства в строительстве регламенти¬
руется следующими плановыми показателями:
объемом производства сварных конструкций;
строительством и вводом в действие новых, реконструкцией и
расширением действующих предприятий по производству сварных
конструций;
объемом производства основных и вспомогательных сварочных
материалов (электроды, порошковая проволока, инертные газы и
смеси газов, флюсы и т. д.), а также исходных компонентов для
из изготовления;
объемом применения эффективных профилей проката для изго¬
товления сварных конструкций;
объемом наплавочных работ;
уровнем комплексной механизации и автоматизации сварочных
работ;
заданиями по разработке, изготовлению и испытанию опытных
образцов и внедрению нового основного и вспомогательного обо¬
рудования для производства сварочных работ, а также оборудова-
713
ния для изготовления сварочных материалов, в частности элек¬
тродов;
перечнем и сроками выполнения важнейших научно-исследо¬
вательских и опытно-конструкторских работ в области сварки, вклю¬
чая фундаментальные исследования, направленные на разработку
новых технологических процессов и способов сварки, наплавки и
пайки, новых методов расчета и типов сварных конструкций, а
также контроля качества сварных соединений.
Объем производства сварных конструкций исчисляется по их
массе в тысячах тонн, при этом учитывается масса блоков и дета¬
лей всех машиностроительных, строительных и других металлокон¬
струкций и изделий, при изготовлении и монтаже которых исполь¬
зуется сварка. При этом принимается в расчет масса только тех
частей конструкций и изделий, которые соединялись сваркой. При¬
менительно к строительству в объем производства сварных кон¬
струкций включается масса:
сварных строительных металлоконструкций, трубопроводов
различного назначения, изготавливаются и монтируются которые
при помощи сварки;
сварных вентиляционных систем и воздуховодов, сварных элек¬
троконструкций;
арматуры, свариваемой при изготовлении железобетонных кон¬
струкций и изделий.
Строительные организации, изготавливающие и монтирующие
сварные конструкции на строительной площадке, учитывают их
массу только 1 раз в размере массы смонтированных конструкций.
Промышленные предприятия стройиндустрии, имеющие свой ба¬
ланс, отчитываются самостоятельно. Масса трубопроводов опреде¬
ляется без массы оборудования, опор и запорной арматуры, если
они не соединяются с трубопроводами при помощи сварки.
Наплавочные работы планируются в тоннах наплавленного ме¬
талла, при этом принимается во внимание наплавка, выполненная
для повышения износостойкости изделий, восстановления размеров
изношенных деталей, а также устранения дефектов литья и механи¬
ческой обработки.
Расход сварочных материалов планируется и учитывается по
их видам, в том числе покрытых электродов для сварки и наплавки,
сварочной проволоки для наплавки сварки в среде углекислого га¬
за, под флюсом и открытой дугой, а также порошковой проволоки
для сварки и наплавки.
В число учитываемых прогрессивных материалов, применяемых
при изготовлении сварных конструкций, входит прокат из высоко¬
прочных сталей, алюминия и его сплавов, а также гнутые профили
проката.
Учет трудоемкости работ и численности рабочих ведется раз¬
дельно по сварочным работам, в том числе выполняемым вручную
и механизированными способами (по видам сварки — под флюсом,
электрошлаковой, в среде защитных газов, контактной и другими),
по резке металлов (машинной и ручной), а также наплавочным
работам, в том числе механизированным. При этом трудоемкость,
исчисленная в нормо-часах, учитывается как по нормативам на
фактически законченный объем работ так и приведенная к ручной
сварке и резке. Трудоемкость сварочных работ, сделанных при по¬
мощи автоматов, полуавтоматов и других машин, приводится к
трудоемкости ручной сварки путем умножения трудоемкости по
действующим на предприятии нормам времени на коэффициенты при-
714
веления. Для предприятий и организаций строительной индустрии ис¬
пользуются следующие значения коэффициентов приведения /Сп:
Автоматическая сварка под флюсом на режимах:
обычных 3
форсированных (скорость более 70 м/ч) 5
Сварка;
полуавтоматическая под флюсом 1,5
электрошлаковая 4
автоматическая и полуавтоматическая в среде за¬
щитных газов и порошковой проволокой 2
контактная на универсальных машинах с ручным
приводом 3,5
Коэффициент приведения машинной резки к ручной равен 1,5.
Трудоемкость в нормо-часах определяется по нормам, дейст¬
вующим на данном предприятии (организации) и учитывающим
подготовительно-заключительное, основное и вспомогательное вре¬
мя, а также время, необходимое для обслуживания рабочего мес¬
та, на отдых и личные надобности. Трудозатраты на заготовитель¬
ные и сборочные операции в этом случае в расчет не принимаются.
Данные о фактической списочной численности рабочих-сварщи-
ков и резчиков приводятся на конец отчетного года. Когда одни и
те же рабочие заняты на различных операциях, к соответствующей
группе их относят по преимущественно выполняемой работе.
На основании данных отчета по форме № 1-нт (сварка) опре¬
деляются уровни механизации сварочных работ, которые подсчиты¬
ваются по двум показателям: нормативной трудоемкости и наплав¬
ленному металлу.
Уровень механизации сварочных работ по нормативной трудо¬
емкости Ут выражается формулой
п
2 Tni
Ут = *-=^ 100 %, (XXVII. 1)
тр.д 2 т ni
1=1
где i — применяемый вид (способ) механизированной сварки на данном пред¬
приятии (организации);
7'nt- — трудоемкость законченного объема работ i-м видом (способом) сварки
в нормо-часах, приведенная к ручной сварке;
п — число используемых на данном предприятии (организации) видов
(способов) механизированной сварки;
7"р д—трудоемкость в нормо-часах выполненного объема работ ручной дуго¬
вой сваркой.
Пример расчета применительно к предприятиям и организациям строи¬
тельной индустрии на основе данных отчета № 1-нт (сварка) (см. табл. на
стр. 716).
В этом случае уровень механизации по нормативной трудоемкости со¬
ставит
26 500
У^ 34 500 + 26 500- 100% = 37’7%-
Уровень механизации сварочных работ по наплавленному ме¬
таллу Ун определяется отношением массы металла, наплавленного
всеми видами механизированной сварки, к общей массе наплавлен¬
ного металла, т. е.
Ун = D P“D 100%, (XXVII .2 )
•*м г * р
715
где Рм — масса металла, наплавленного механизированным способом сварки;
Рр — масса металла, наплавленного ручной сваркой.
Исходные данные для подсчета Ун в целом по организации
(предприятию) принимаются из отчета по форме № 1-нт (сварка).
В случае подсчета Ун для данного изделия (группы изделий) бе¬
рутся фактические данные по расходу сварочных материалов.
ТАБЛИЦА XXVII. 1. РАСЧЕТ ТРУДОЕМКОСТИ
Коэффици¬
ент при¬
ведения
к ручной
сварке Кп
Трудоемкость выпол¬
ненного объема работ
в нормо-часах
Виды (способы) сварки, применяемые
на данном предприятии (организации)
по нормам
времени
приведен¬
ная к руч¬
ной сварке
Tni
Механизированные
Под флюсом:
автоматическая
полуавтоматическая
3
1.5
1000
5000
3000
7500
Полуавтоматическая:
в среде углекислого газа
порошковой проволокой
2
2
4500
2500
9000
5000
Электрошлаковая
4
500
2000
п
Итого 2
1=1
—
—
25 500
Ручные
Ручная дуговая Т р д
1
34 500
—
Масса металла, наплавленного ручной сваркой Рр, определяет¬
ся из фактического расхода электродов и присадочного металла,
при этом масса наплавленного металла для ручной дуговой сварки
принимается в размене 50% массы израсходованных электродов, а
в случае использования высокопроизводительных электродов с же¬
лезным порошком в покрытии — 60%. Для ручной газовой сварки
масса наплавленного металла берется из расчета 93% массы изра¬
сходованной сварочной проволоки.
Масса металла, наплавленного механизированными способами
сварки Рм, определяется также по расходу Сварочных материалов,
при этом для всех видов автоматической и полуавтоматической
сварки, плавящейся сплошной проволокой, количество наплавленно¬
го металла принимается равным 93% массы израсходованной на
эти цели сварочной проволоки; при сварке порошковыми проволо¬
ками — соответственно 80%.
Для механизированных способов сварки, осуществляемых без
присадочной проволоки (контактная, дуговая неплавящимся элек¬
тродом без присадочного металла и др.), в расчет принимается ус¬
ловная масса наплавленного металла, полученная ча 1 м шва по
716
данным «Единых норм времени и расценок на строительные, мон¬
тажные и ремонтно-строительные работы» (сб. № 22 — «Сварочные
работы»).
При анализе деятельности предприятий и организаций в обла¬
сти механизации сварочных работ следует рассматривать совмест¬
но оба показателя уровней механизации — YT и Ун.
Уровень механизации газорезательных работ YKr, задания по
которому также устанавливаются министерствам и ведомствам
Советом Министров СССР, подсчитывается исходя из трудоемкости
этих работ по формуле
^М.п = 100%, (XXVII .3)
I р.г “Г * п.г
где Тп г~ трудоемкость объема работ в нормо-часах, выполненного механизи¬
рованными способами резки, приведенная к трудоемкости ручной
резки;
Тр г — трудоемкость ручной газовой резки в нормо-часах на завершенный
объем работ.
XXVII.2. Аттестация сварщиков
К ведению ответственных сварочных работ допускаются свар¬
щики соответствующие по квалификации выполняемой работе,
прошедшие аттестацию и получившие удостоверение. Разряд рабо¬
ты, а следовательно, и квалификация (разряд) сварщика устанав¬
ливаются согласно «Единым тарифно-квалификационным справоч¬
ником профессий» (ЕТКС), утвержденным Государственным коми¬
тетом по труду и заработной плате при Совете Министров СССР.
В табл. XXVII.2 приведены разряды сварщиков в зависимости от
характера выполняемой работы и вида свариваемых конструкций.
К выполнению сварочных работ при изготовлении, монтаже и
ремонте объектов котлонадзора, газового надзора и подъемных со¬
оружений допускаются сварщики, прошедшие аттестацию в поряд¬
ке установленном «Правилами аттестации сварщиков, утвержден¬
ными Госгортехнадзором СССР 22 июня 1971 г. Указанными Пра¬
вилами предоставлено право министерствам и ведомствам распро¬
странять их действие на сварщиков, допускаемых к проведению
сварочных работ на других объектах (технологические трубопрово¬
ды, несущие конструкции зданий и сооружений и т. д.), что прак¬
тически выполняется и предусматривается действующими норматив¬
ными документами на производство ответственных сварочных работ
почти во всех отраслях промышленности и строительства.
«Правила аттестации сварщиков» устанавливают требования,
предъявляемые к теоретической и практической подготовке свар¬
щиков, порядок образования аттестационных комиссий и проведе¬
ния аттестации, объем и методы контроля качества контрольных
сварных соединений, порядок и нормы оценки их качества, формы
протокола заседания квалификационной комиссии и удостоверения
сварщика. Правилами предусмотрена повторная проверка комис¬
сиями знаний и практических навыков сварщиков периодически, не
реже одного раза в 12 мес; при перерыве в работе по своей специ¬
альности свыше 6 мес; перед допуском к работе после временного
отстранения сварщика за нарушение технологии и низкое качество
работ. Кроме того, Правилами определен дополнительный конт-
717
718
ТАБЛИЦА XXVI1.2. ПРИМЕРЫ ЗАВИСИМОСТИ РАЗРЯДА СВАРЩИКОВ ОТ ВИДА СВАРИВАЕМЫХ КОНСТРУКЦИЙ
*
Электросварщик на машинах
Сварщик
Разряд
сварщи
полуавтомати¬
ческих
Электросварщик
ручной сварки
Газосварщик
на машинах кон¬
тактной сварки
термитной
сварки
Свариваемые конструкции
3-й
Аппараты, сосуды
и емкости из углеро¬
дистой стали, рабо¬
тающие без давления
Трубопроводы тех¬
нологические V кате¬
гории
Простые конструкции строитель¬
ные и технологические из углеро¬
дистых сталей (стойки, бункерные
решетки, площадки, лестницы, пе¬
рила, обшивка и т. д.)
Трубы дымовые высотой до 30 м
и вентиляционные из листовой уг¬
леродистой стали
Трубопроводы безнапорные для
воды (кроме магистральных)
Трубопроводы наружных и внут¬
ренних сетей водоснабжения и
теплофикации (сварка в цеховых
условиях)
Трубы вентиляци¬
онные
Трубопроводы без¬
напорные для воды
(кроме магистраль¬
ных)
Трубопроводы на¬
ружных и внутрен¬
них сетей водоснаб¬
жения и теплофика¬
ции (сварка в цехо¬
вых условиях)
Трубопроводы
наружных и
внутренних сетей
водоснабжения и
теплофикации
Трубопроводы
технологические
V категории
4-й
Колонны, бункера,
балки, эстакады и
т. п.
Блоки строитель¬
ных и технологичес¬
ких металлоконст¬
рукций из листового
металла (воздухона¬
греватели, скруббе¬
ры, кожухи домен¬
ных печей, реакто¬
ры, газоходы и т. п.)
Аппараты, емкости из углероди¬
стой стали, работающие без давле¬
ния
Каркасы промышленных печей и
котлов типа ДКВР
Резервуары для нефтепродуктов
вместимостью менее 1000 м3
Трубопроводы наружных и внут¬
ренних сетей водоснабжения и теп¬
лофикации (сварка на монтаже)
Газопроводы низкого давления
(сварка в цеховых условиях)
Трубопроводы технологические V
категории
Колонны, бун- Фахверки, свя-
кера, фермы, бал- зи, фонари, про-
ки, эстакады гоны, монорельсы
Пылегазовоз-
духоттроводы, уз¬
лы топливопода-
чи и электро¬
фильтров
Трубопроводы на¬
ружных и внутрен¬
них сетей водопрово¬
да и теплофикации
(сварка на монтаже)
Трубопроводы тех¬
нологические V кате¬
гории
Газопроводы низ¬
кого давления (свар¬
ка в цеховых усло¬
виях)
Газопроводы
низкого давления
Технологиче¬
ские трубопрово¬
ды III и IV ка¬
тегории
Трубопроводы
пара и воды III
и IV категории
Кабели элект¬
рические и про¬
вода линий элек¬
тропередач
Балки рабочих пло¬
щадок мартеновских
цехов, бункерные и
разгрузочные эстака¬
ды черной металлур¬
гии, балки подкрано¬
вые под краны тя¬
желых режимов ра¬
боты
Газгольдеры и ре¬
зервуары вмести мо
стью свыше 1000 м8
(сварка на стане)
Емкости, колпаки,
сферы и трубопрово¬
ды криогенные
Конструкции из
алюминиево-магние¬
вых сплавов
Конструкции из
двухслойной стали и
других биметаллов
Пролетные строе¬
ния металлических
мостов
Трубопроводы тех¬
нологические, а так¬
же пара и воды I—
IV категории
Аппараты и сосуды из углероди¬
стых сталей, работающие под дав¬
лением, из легированных сталей,
работающие без давления
Арматура несущих железобетон¬
ных конструкций
Блоки строительных и технологи¬
ческих конструкций из листового
металла (воздухонагреватели,
скрубберы, кожухи доменных пе¬
чей, реакторы, газоходы и т. п.)
Газонефтепродуктопроводы (свар¬
ка на стеллаже)
Колонны, бункера, фермы, балки,
эстакады
Радиомачты, телебашни, опоры
ЛЭП
Резервуары для нефтепродуктов
вместимостью свыше 1000 и менее
5000 м3 (сварка на монтаже)
Стыки выпусков арматуры эле¬
ментов несущих сборных железобе¬
тонных конструкций (сварка на мон¬
таже)
Газопроводы низкого давления
(сварка на монтаже)
Газопроводы среднего и высокого
давления (сварка в цеховых усло¬
виях)
Трубопроводы технологические, а
также пара и воды III и IV кате¬
гории
Шины, ленты, компенсаторы из
цветных металлов
Трубки импульсные
КИП и автоматики
Газопроводы низ¬
кого давления (свар¬
ка на монтаже)
Наружные газопро¬
воды среднего и вы¬
сокого давления
(сварка на монтаже)
Трубопроводы тех¬
нологические, а так¬
же пара и горячей
воды III и IV кате¬
гории
Трубы свинцовые
Сетки арматур¬
ные особо ответ¬
ственных конст¬
рукций
Газопроводы
среднего и высо¬
кого давления
Трубопроводы
технологические,
а также пара и
горячей воды I
и II категории
Провода элект¬
рические (сварка
в зоне высокого
напряжения)
Провода линий
электропередач
(сварка на высо¬
те)
720
Продолжение табл. XXVII.2
<а
Электросварщик на машинах
Сварщик
Разряд
сварщ*
полуавтомати¬
ческих
Электросварщик
ручной сварки
Газосварщик
на машинах кон¬
тактной сварки
термитовой
сварки
6-й
Балки рабочих площадок марте¬
новских цехов, бункерные и раз¬
грузочные эстакады черной метал¬
лургии, подкрановые балки с тяже¬
лыми режимами работы
Газгольдеры и резервуары вме¬
стимостью 5000 мэ и более (сварка
на монтаже)
Г азонефтепродуктопроводы маг:
стральные (сварка на монтаже)
Емкости, колпаки, сферы и трубо¬
проводы криогенные
Емкости и покрытия сферические
и каплевидные
Радиомачты, телебашни и опоры
ЛЭП (сварка на монтаже)
Конструкции из двухслойных ста¬
лей и других биметаллов
Ванная сварка стержней армату¬
ры железобетонных конструкций
Пролетные строения металличе¬
ских и железобетонных мостов
Напорные трубопроводы и каме¬
ры спиральные и рабочего колеса
турбин гидроэлектростанций
Газопроводы среднего и высокого
давления (сварка на монтаже)
Трубопроводы технологические, а
также пара и воды I и II катего¬
рии
Блоки разделения
воздуха — трубопро¬
воды и детали из
цветных металлов
Проводки импульс¬
ные турбин и котлов
Газопроводы сред¬
него и высокого дав¬
ления (сварка на
монтаже)
Трубопроводы тех¬
нологические, а так¬
же пара и воды I и
II категории
роль знаний и навыков сварщика при переходе на новые для него
способы сварки или виды работ, а также при сварке изделий из
новых материалов или при существенном изменении технологии
сварки.
При допуске сварщиков к ответственным сварочным работам
и их аттестации должны совмеотно учитываться требования «Пра¬
вил аттестации сварщиков» и ЕТКС, так как первые предусматри¬
вают только возраст, образование и стаж работы, а вторые, как
указывалось выше, кроме того, и квалификацию сварщика.
XXVI 1.3. Материально-техническое обеспечение
Фонды на сварочные материалы выделяются органами Госснаба
СССР на основании представляемых министерствами и ведомствами
заявок с обоснованными расчетами. Между предприятиями и орга¬
низациями фонды распределяются главными управлениями мате¬
риально-технического снабжения. Количество материалов, сроки до¬
ставки и изготовители определяются утверждаемым министерством
или ведомством планом материально-технического снабжения. При
этом обеспечение электродами и сварочной проволокой для сварки
конструкций и трубопроводов из нержавеющих сталей, цветных ме¬
таллов, их сплавов, а также из других специальных материалов ле¬
жит на обязанности организаций и предприятий-заказчиков. Во всех
остальных случаях электроды и сварочная проволока, а также флю¬
сы и защитные газы для сварки доставляются организациями, веду¬
щими строительно-монтажные работы.
Потребность в сварочных материалах определяется укрупненным
или детальным методами расчета. Расчет по укрупненному методу
в зависимости от массы изготавливаемых изделий или конструкций
либо от объема промышленного производства и строительно-монтаж¬
ных (подрядных) работ (как правило, исходя из расхода на 1 млн.
руб.). При этом за норму принимается удельный фактический годо¬
вой расход сварочных материалов с учетом изменения структуры
производства и заданного снижения норм расхода.
При детальном методе расчета нормой является максимально
допустимый расход материалов на изготовление единицы готовой
продукции установленного качества с учетом организационно-техни¬
ческих условий производства. Расчет ведется в соответствии с дей¬
ствующими государственными и ведомственными нормативными до¬
кументами, заданиями по снижению материалоемкости и планами
разработки и внедрения новой техники, имея в виду применение
прогрессивных технологических процессов, материалов и методов
расчета. При детальном методе расчета потребности в сварочных
материалах следует руководствоваться «Инструкцией по нормирова¬
нию расхода материалов в машиностроении», разработанной научно-
исследовательским институтом планирования и нормативов
(НИИПИН) Госплана СССР, учитывая при этом специфику строи¬
тельно-монтажного производства.
Нормы расхода сварочных материалов определяются по формуле
H = QyK, (XXVII. 4)
где 0у — удельное количество наплавленного металла;
К — поправочный коэффициент.
Нормы расхода сварочных материалов могут быть составлены
(по условиям производства и виду сварных конструкций) на раз¬
46—140
721
личные показатели, например на 1 т металлоконструкций, нБЧ т тру¬
бопроводов, на 1000 м2 сварных воздуховодов, на одно конкретное
изделие (кран, трайлер, резервуар и др.) и т. д. В соответствии с вы¬
бранным показателем подсчитывается удельное количество наплав¬
ленного металла Qy. Значение поправочного коэффициента К зави¬
сит от вида сварки.
Так, для газовой и ручной дуговой сварки штучными электро¬
дами
К = (XX VII. 5)
где К\ — коэффициент перехода сварочных материалов в сварной шов (по мас¬
се). Для высокопроизводительных электродов с железным порошком
в покрытии Ki=l,7, для остальных электродов с толстым покрытием
/Ci=2, для газовой сварки /Ci = 1,07—1,08;
/Са — коэффициент, учитывающий условия производства. Для промышлен¬
ных предприятий и баз строительно-монтажных организаций /Сг*!.
для условий строительной площадки Яг—Ы—1.2;
Ка — коэффициент, учитывающий положение свариваемого шва в прост¬
ранстве. Для сварки в нижнем положении Лэ—1, в наклонном —/Сз™
= 1,05, в вертикальном — /Сз=*1.1 в потолочном — /Сзв 1.2.
Для механизированных видов дуговой сварки плавлением
K = KiK2. (XX VII. 6)
Коэффициент К\ для автоматической и полуавтоматической
сварки под флюсом составляет 1,03; для сварки порошковой прово¬
локой— 1,22—1,27, для сварки сплошной проволокой в среде угле¬
кислого газа—1,1. Коэффициент /Сг для механизированных видов
дуговой сварки плавлением и ручной сварки одинаков.
Коэффициент К для аргонодуговой сварки неплавящимся элек¬
тродом с присадочным металлом приведен в табл. XXVII.3. Нормы
расхода вольфрамовых электродов на 100 м шва для этого случая
указаны в табл. XXVII.4.
ТАБЛИЦА XXVII.3. ЗНАЧЕНИЯ КОЭФФИЦИЕНТА К ДЛЯ
АРГОИОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Свариваемый материал
Сварка
автоматичес¬
кая
полуавтома¬
тическая
ручная
Сталь
1,08
Ы
1,15
Алюминий и его сплавы
1,23
1,25
1,3
Медь и ее сплавы
1,15
ТАБЛИЦА XXVI 1.4. НОРМЫ РАСХОДА ВОЛЬФРАМОВЫХ
ЭЛЕКТРОДОВ НА 100 и ШВА, г
Толщина свар вае-
Диаметр электро¬
Сварка
мого металла, мм
да, мм
ручная
механизированная
1; 1.5
1,5
8,3
3,9
2
2
23,4
10,9
3
3
83,3
39
4
4
132,2
125
5 и более
5
165
156
722
Норм? расхода флюса рассчитывается по формуле (XXVII.4)
в зависимости от удельного количества наплавленного металла. При
этом #С=1,2 при сварке без флюсоудерживающих приспособлений,
/(=1,35 при сварке на флюсовой подушке и /(=1,3 при сварке на
флюсо-медной подкладке.
Годовые ресурсы сварочных материалов определяются по фор¬
муле
Р = 77 + 3 — О, (XXVII.7)
где Р — годовые ресурсы;
Я — потребность, рассчитанная на основе нормативов на годовой объем
работ;
3 — нормативный переходящий запас;
О — фактические остатки материалов на начало планируемого года.
В свою очередь,
3 = Д„ВС, (XX VII. 8)
где £>н — нормативный переходящий запас, учитывающий период подготовки
производства, текущий и страховой запас, дн;
BQ — среднедневной расход материалов.
XXVII.4. Управление сварочным производством
Техническое руководство сварочным производством на предприя¬
тиях и в организациях (включая министерства и ведомства) осуще¬
ствляет главный сварщик. Указанная должность вводится в штатное
расписание предприятий и организаций, изготавливающих в год
20 тыс. т и более сварных конструкций или имеющих в своем спи¬
сочном составе 200 и более сварщиков.
В обязанности главного сварщика предприятия или организации,
как правило, входит работа по повышению технического уровня
сварочных работ и внедрению новой техники, организации контроля
за качеством сварки, участие в согласовании технической и техноло¬
гической документации, касающемся сборки и сварки, осуществление
связи с научно-исследовательскими, проектными и конструкторскими
организациями, а также подготовка сварочного производства. Кон¬
кретные права и обязанности главных сварщиков определены ин¬
струкциями, утверждаемыми в установленном порядке.
Типовыми штатами строительно-монтажных и специализирован¬
ных предприятий предусмотрена организация в их составе сварочных,
лабораторий, в обязанности которых, кроме контроля качества свар¬
ки и аттестации сварщика, может входить также решение вопросов,
связанных с технологической подготовкой производства. Аналогич¬
ные лаборатории создаются также на промышленных предприятиях,
изготавливающих сварные конструкции. Сварочные лаборатории на¬
ходятся в оперативном подчинении у главных сварщиков.
На промышленных предприятиях соответствующие подразделе¬
ния или отдельные специалисты имеются в заводских конструктор¬
ских бюро и отделах главного технолога.
Производительность труда и качество сварочных работ при вы¬
полнении строительно-монтажных работ во многом предопределяется
организацией и управлением работой слесарей-сборщиков и сварщи¬
ков. На практике используется несколько форм организации труда,
основными из которых являются следующие:
высококвалифицированные сварщики-одиночки входят в состав
46*
723
монтажных участков и выполняют сварку по мере подрфовки: им;
фронта работ монтажными бригадами. Начальник участка (прораб)
определяет их рабочие места и выдает задания, он же принимает за¬
конченную работу. Каждый сварщик имеет индивидуальный наряд
на выполнение работ. Это наиболее распространенная форма органи¬
зации труда при производстве монтажных работ на объектах со
сравнительно небольшими объемами или при недостаточном фронте
ответственных сварочных работ;
высококвалифицированные СЕарщики объединены в сварочные
бригады, подчиненные мастеру по сварке, который принимает соб¬
ранные под сварку конструкции, обеспечивает сварщиков рабочими
местами и принимает законченные сварочные работы. Работа оплачи¬
вается по бригадному наряду. Указанная форма организации труда
применяется при выполнении большого сосредоточенного объема от¬
ветственных сварочных работ (крупногабаритные листовые конструк¬
ции, сложные конструкции из сборного железобетона и др.);
высококвалифицированные сварщики включены в состав ком¬
плексных монтажных бригад и работают по бригадному наряду. Та¬
кой вариант оправдывает себя главным образом на монтаже ответ¬
ственных линейных сооружений, в частности трубопроводов. В этом
Случае необходимо принимать за основу при расчете состава ком¬
плексных бригад время сварки стыков с тем, чтобы не допускать
выполнения сварщиками работ, связанных с физическими нагрузка¬
ми, кроме сварочных, так как иначе не может быть гарантировано
качество сваркж
в состав монтажных бригад включены сварщики сравнительно
низкой (не выше 4-го разряда) квалификации, выполняющие при¬
хватку и сварку (как вариант — некоторые слесари-монтажники 6
бригаде имеют вторую квалификацию сварщика). Работы ведутся
по бригадному наряду. Это наиболее распространенная форма орга¬
низации труда при монтаже неответственных конструкций;
высококвалифицированные сварщики монтажного управления
объединены в составе специализированного сварочного участка, вы¬
полняющего сварочные работы на всех объектах данного управле¬
ния. Руководят сварочными работами инженерно-технические работ¬
ники, имеющие специальное образование. Сварочный участок ведет
работы по принципу внутреннего субподряда у монтажных участков.
Планирование объемов работ и взаиморасчеты сварочного участка
с монтажными осуществляется по единичным расценкам в соответ¬
ствии с «Указаниями по производству расчетов за сварочные рабо¬
ты, выполняемые сварочными участками» (МСН 155-67/ММСС
СССР). Сварочные участки организуются при больших объемах от¬
ветственных сварочных работ на отдельных объектах (например, со¬
оружение комплекса доменной печи) и в целом в монтажных управ¬
лениях;
специализированный сварочный участок является ответственным
исполнителем сборочных и сварочных работ на объекте; в состав
сварочного участка включаются монтажные бригады или монтажный
участок выступает как внутренний субподрядчик у сварочного, нахо¬
дясь у него в оперативном подчинении. Эта форма организации
производства может быть рекомендована на монтаже ответственных
объектов с особыми требованиями, предъявляемыми к качеству свар¬
ных соединений (например, комплекс трубопроводов высокого дав¬
ления, химических крупнотоннажных производств аммиака).
Выбор той или иной формы организации труда и управления
сварочными работами зависит от конкретных объема и условий про¬
724
изводства, ^ также характера сварочных работ и либо решается
в составе ППР перед начаЛом строительства объектов, либо опреде¬
ляется руководителями мойтажного управления (треста).
XXVII.5. Определение экономической
эффективности
Одним из важнейших этапов в подготовке и организации сва¬
рочного производства является определение экономической эффек¬
тивности различных организационно-техническнх мероприятий по его
совершенствованию. Расчеты и обоснования экономической эффек¬
тивности в строительстве выполняются в соответствии с «Инструкци¬
ей по определению экономической эффективности капитальных вло¬
жении в строительстве» (СН 423-71), утвержденной Госстроем
СССР 31 мая 1971 г.
Применительно к вопросам сварки в строительстве указанной
Инструкцией следует руководствоваться при подсчете эффективно¬
сти капитальных вложений в сварочное производство на стадии про¬
ектирования поточных линий, комплексной механизации и автомати¬
зации сварочйы^ процессов, при использовании новых сварочных
материалов и оборудований, на стадий внедрения передовых техно¬
логических пррцессов, а тафке осуществления других организацион¬
но-технических мероприятий, направленных на повышение произво¬
дительности труда и качества, снижение себестоимости qgapo45Hx
работ, сокращение продолжительности строительства и улучшение
условий труда. Положения этой Инструкции необходимо Соблюдать
при расчете премии за создание и внедрение новой техники.
При определении экономической эффективности применяются
два метода расчета: общей (абсолютной) и сравнительной эффектив¬
ности. При этом общая экрномическая эффективность измеряется
отношением получаемого эффекта ко вс$и сумме капитальных вло¬
жений или стоимости производственных фондов. Общую экономиче¬
скую эффективность определяют главным образом при расчете
укрупненных показателей. Сравнительная эффективность характери¬
зует, насколько один вариант тех или иных мероприятий или капи¬
тальных вложений эффективнее другого. Экономическая эффектив¬
ность сварочного производства определяется, как правило, по мето¬
ду сравнительной эффективности.
Сравнительная эффективность оценивается по значениям приве¬
денных затрат, подсчитанных для каждого из сопоставляемых ва¬
риантов. Более эффективным признается вариант, по которому при¬
веденные закаты будут наименьшими. Годбвые Приведенные затра¬
ты рассчитывают по формуле
Щ = Ci + Ен Ki, (XXVII.9/
где Ci — текущие издержки по сравниваемым вариантам;
К j — единовременные затраты (капитальные вложения или стоимость
производственных фондов) по сравниваемым вариантам;
#н — нбрматиё^ый ко&ффйЦЬ&Тт эКЪнбййЧёёкой эффективности капиталь¬
ных вложений, равный 0,13 — величина, Обратная нормативному
сроку окупаемости
Приведенные затраты могут определяться на полный годовой
объем работ или на объем внедрения (количество тонн сварных
725
конструкций, сварочных материалов, число сварочных автоматов
и т.д.) и в виде удельных затрат (на 1 т сварных конструкций, на
1 кг наплавленного металла, на 1 автомат и т.д.).
Годовой экономический эффект подсчитывается как разность
приведенных затрат, т. е.
Э=Я3—Ян, (XXVI 1.10)
где Пэ и Пн — приведенные затраты соответственно по заменяемому и ново¬
му вариантам.
При определении годового экономического эффекта в качестве
базы сопоставления (эталона) при подсчете Яэ следует принимать
на стадии научно-исследовательских, проектных и конструкторских
работ по созданию новой техники лучшую в СССР по экономическим
показателям технику аналогичного назначения, а на стадии исполь¬
зования новой техники в строительно-монтажных организациях и
предприятиях — заменяемую технику.
Так, если конструкторское бюро разрабатывает автомат для
сварки стыков труб, то при подсчете Яэ берутся показатели наибо¬
лее производительного и эффективного автомата, предназначенного
для тех же целей, применяемого, разработанного или испытанного
в опытных образцах в СССР. Если строительно-монтажная органи¬
зация заменяет при изготовлении трубопроводов ручную дуговую
сварку на автоматическую, то при подсчете Яэ принимаются пока¬
затели ручной сварки.
Основные показатели, используемые в расчете экономической
эффективности, определятся следующим образом.
Величина Сг- в формуле (XXVI 1.9) подсчитывается как сумма
прямых затрат и накладных расходов. Для получения прямых затрат
по эталонному варианту пользуются производственными калькуля¬
циями, составленными исходя из условий работ в данной организа¬
ции, или фактическими показателями, если они ниже затрат, преду¬
смотренных калькуляциями. При расчетах могут быть также лриме-
нены единичные расценки, привязанные к местным условиям. Для
определения прямых затрат по варианту новой техники пользуются
либо производственными калькуляциями, составленными с учетом
ожидаемых показателей новой техники (для предварительных расче¬
тов), либо калькуляциями, в основе которых лежат фактические ре¬
зультаты внедрения (для уточненных расчетов). Производственные
калькуляции включают следующие статьи прямых затрат: основная
Заработная плата рабочих, затраты на материалы, детали, полуфаб¬
рикаты и конструкции, расходы по эксплуатации машин и прочие
прямые затраты.
Основная заработная плата рабочих исчисляется по Единым
нормам времени и расценкам с учетом территориальных коэффици¬
ентов, местным нормам, утвержденным в установленном порядке,
а в случае предварительных расчетов — расчетным нормам, разра¬
ботанным применительно к данному мероприятию.
Затраты на материалы, детали, полуфабрикаты и конструкции
определяются на основе производственных норм их расхода и плано-
но-расчетных цен франко-приобъектный склад, включающих отпуск¬
ную цену промышленности, наценки сбытовых и снабженческих ор¬
ганизаций, транспортные, погрузо-разгрузочные, заготовительно¬
складские расходы, затраты на тару и реквизит.
726
Расходы по эксплуатации строительных машин и оборудования
получают на основе производственных нормативов чиело машино-ча¬
сов работы отдельных машин, а также установленных стоимостей
машино-смены, ставок арендной платы или планово-расчетных цен
на их эксплуатацию. Расходы по эксплуатации стационарных машин
и оборудования подсчитывают по производственным калькуляциям.
Прочие прямые затраты включают расходы по перевозке строи¬
тельных материалов, деталей и конструкций от приобъектного скла¬
да до места их установки.
Расчет экономии накладных расходов на основе расчетов по
статьям затрат или по факторам, от которых зависят накладные
расходы по отдельным организационно-техническим мероприятиям,
довольно сложен, поэтому предусматривают вариант упрощенного
расчета накладных расходов, который сводится к следующему.
Сокращение затрат на основную заработную плату рабочих
уменьшает накладные расходы в размере 15% суммы этих сокра¬
щений.
Снижение трудоемкости строительно-монтажных работ приво¬
дит к уменьшению накладных расходов из расчета 0,6 руб. на
1 чел.-день.
При подсчете К% в формуле (XXVII.9) учитывается стоимость
всех видов строительных и монтажных работ; стоимость технологи¬
ческого, энергетического, подъемно-транспортного в другого обору¬
дования, предусмотренного сметами и а строительство; стоимость ин¬
струмента и инвентаря, включенных в сметы строек и зачисляемых
в основные фонды; стоимость машин и оборудования, не входящая
в сметы строек, если эти машины и оборудование приобретаются за
счет капитальных вложений; затраты на проектные и прочие капи¬
тальные работы.
Затраты на оборудование и средства механизации и автомати¬
зации определяются по инвентарно-расчетной и балансовой стоимо¬
сти. Если оборудование изготавливается или модернизируется самой
организацией или предприятием, то затраты определяются по сметам
или фактическим затратам этих организаций и предприятий.
Когда необходимо найти наиболее экономичный вариант ком¬
плексной механизации сварочного производства с использованием
комплекта различных сварочных мажин и вспомогательного свароч*
ного оборудования, формула (XXVII.9) принимает следующий вид:
п
Я^Су + Ян (XXVII.il)
Г=1 rl
где С j — текущие затраты (себестоимость работ) по j-му варианту;
— балансовая стоимость i-й машины комплекта, принятого по /-му
варианту;
Tqi — число смен (часов) работы t-й машины комплекта, принятого по /-му
варианту;
Tfi — годовое число смен (часов) работы i-й. машины по нормативу;
п — число машин в комплекте.
Если внедрение в производство новых видов материалов и кон¬
струкций сопряжено с дополнительными капитальными вложениям^
в их изготовление, приведенные затраты по сравниваемым вариан¬
там рассчитываются по формуле
П( = Cf-i~ Еа К[ + ЕаК{ + М{Т, (XXVII. 12)
727
где К. — сопряженные капитальные вложения на изготовление материалов
и конструкций в строительстве по сравниваемым вариантам;
Mi — среднегодовые эксплуатационные затраты по сравниваемым вари¬
антам;
Т — расчетный период, в течение которого учитываются эксплуатацион¬
ные расходы.
Примеры расчетов экономической эффективности приводятся
ниже.
Пример 1. Определить годовой экономический эффект от применения
110 т самозащитной порошковой проволоки марки СП-2, предназначенной для
сварки ответственных строительных металлоконструкций, в том числе в мон¬
тажных условиях, в нижнем положении (новая техника).
За эталон (базу) сравнения принимается порошковая самозащитная про¬
волока аналогичного назначения, использующаяся в СССР, ЭПС 15/2. Расчет
выполняется с привлечением формул (XXVII.9.) и (XXVII. 10) по удельным
приведенным затратам на 1 кг наплавленного металла. Расчет текущих за¬
трат сйедей в fa6n. XXVII.5.
Удельные капиталовложения К рассчитываются по формуле
Kt (XXVII. 13)
где Ф0£ — стоимость оборудования;
Ttf — время наплавки L кг металла;
Tfi— годовой плановый фонд времени работы оборудования1
0—коэффициент использования оборудования.
Для проволоки ЭПС 15/2
„ 1290-0,215 Л „
К = —“ = 0,182 руб. •
9 2024-0,76
для проволоки СП-2
1290-0,178 „
/Сн = " ~" = 0Д52 руб.
н 2024-0,75 ’
Далее определяются приведенные затраты:
У7Э= 1,346 + 0,15*0,182 = 1,619 руб.*
/7„= 1,113+ 0,15 0,152= 1,341 руб.
Удельный годовой экономический эффект от применения порошковой
проволоки СП-2 (на 1 кг наплавленного металла) составит
ЭуА = Пэ — /7Н = 0,278 руб.
При использовании 110 т порошковой проволоки количество наплавлен¬
ного металла будет
НО
G„ = —= 88т = 8,8-10* кг.
Годовой экономический эффект от применения 110 т порошковой прово¬
локи СП-2 взамен порошковой проволоки ЭПС 15/2 составит
Э — 9yGH = 0,278-8,8-104 = 24 464 руб.
728
ТАБЛИЦА XXVII.5. РАСЧЕТ ТЕКУЩИХ ЗАТРАТ
Марка прово¬
№
Показатель
локи
Дополнительные
п.п.
ЭПС
15/2
СП-2
сведения
10
11
Сварочный ток (оптималь¬
ный), А
Напряжение дуги, В
Коэффициент наплавки,
г/(А-ч)
Коэффициенты:
расхода сварочного мате¬
риала
горения дуги
полезного действия обору¬
дования
использования оборудования
Годовой плановый фонд рабо¬
ты оборудования, ч
Стоимость, руб.:
1 кг порошковой проволоки
оборудования
Разряд сварщика
| данные
360
360
28
21,5
28
26
1,5
1,25
0,6
0,7
0,6
0,7
0,75
2024
0,76
2024
0,648
1290
4
0,648
1290
4
Паспорт и ТУ на
проволоку
Данные ИЭС им.
Патона
Плановый
тив
норма*
Калькуляция
Единый тарифно*
квалификационный
справочник (ETKC)
12
13
И
Тарифная часовая ставка, руб. 0,675 0,675
Расчетные данные
а) Заработная плата:
время наплавки 1 кг метал¬
ла, ч:
1000
0,215
0,145
0,178
0,12
п.1Хп.ЗХп.5
основная зарплата рабочих,
п. 12 X п. 13, руб.
Итого по п. «аэ, руб.
б) Стоимость материалов и
электроэнергии, руб.:
0,145
0,12
порошковой проволоки,
п. 4 X п. 9
0,972
0,81
электроэнергии,
1000Хп.2Х0,02
0,066
0,051
ЮООХп.ЗХп.бХп.6
Итого по п. «б», руб.
в) Текущие затраты на обо¬
рудование, руб.:
1,038
0,861
амортизационные отчисле¬
ния,
п.ЮХп.13X0,344
0,063
0,052
п.7Хп.8
текущий ремонт и обслужи¬
вание,
п.ЮХ 13X0,2
п.7Хп.8
0,036
0,03
ЕНВнР,
часть, ft-1,08
1000 г-1 кг
общая
15
16
1000 Вт=1 кВт
1000 г«1 кг
0,02 руб. — стои¬
мость 1 кВт-ч
17
18
34,4% (0,344) — раз¬
мер годовых aMoptJf-
заоионных отчисле¬
нии
20% (0,2) — годовой
норматив на текущий
ремонт и обслужива¬
ние
729
Продолжение табл. XXVII.5
№
п.п.
Показатель
Марка прово¬
локи
Дополнительные
сведения
ЭПС
15/2
СП-2
Итого по п. «в», руб.
0,099
0,082
19
г) Накладные расходы, руб.:
от основной зарплаты —
0,022
0,015
—
п. 14X0,15
20
от трудоемкости —*
0,016
0,013
Деление на 8 для
п.13X0,6
приведения к челове¬
8
ко-дням
Итого по п. «г», руб.
0,38
0,028
—
Всего текущих затрат Ср руб.
Снв
—
= 1,346
= 1,113
Пример. 2. Определить удельный экономический эффект (на 1м длины
сварного шва) от применения сварки под флюсом с порошкообразным при¬
садочным металлом (ППМ) стыковых соединений листового металла из низ¬
коуглеродистой стали толщиной 36 мм при изготовлении строительных метал¬
локонструкций.
Сварка выполняется проволокой Св-08А диаметром 5 мм с использовани¬
ем флюса АИ348А. В качестве ППМ применяется сетка из сварочной прово¬
локи Св-08ГА диаметром 2 мм.
Исходные предпосылки
При сварке под флюсом (эталон) выполняются следующие операции: ма¬
шинная ацетилено-кислородная разделительная резка по IV классу чистоты,
обработка Х-образных кромок (ГОСТ 8713—70) на кромкострогальном станке
типа 7306, автоматическая сварка под флюсом за пять проходов.
При сварке с Г1ПМ (новая техника) осуществляются машинная ацетиле-
но-кнслородная разделительная резка без скоса кромок по II классу чистоты,
автоматическая сварка под флюсом с ППМ за два прохода.
ТАБЛИЦА XXVII.6. РАСЧЕТ МАШИННОГО ВРЕМЕНИ СВАРКИ,
РАСХОДА СВАРОЧНЫХ МАТЕРИАЛОВ И ЭЛЕКТРОЭНЕРГИИ НА 1 м
ДЛИНЫ ШВА
№
Показатель
Эталон
Новая
п.п.
техника
1
Диаметр сварочной проволоки Св-08А,
5
5
мм
2
Число проходов
5
2
3
Сварочный ток, А
920—970
1100—1150
4
Напряжение дуги, В
36—40
43—47
5
Скорость сварки каждого прохода, м/ч
16
16
6
Машинное время сварки, ч: 7'Маш=
0,3125
0,12
7
8
9
= п.2 : п.5
Расход, кг:
4,6
",4
М
3,8
сварочной проволоки ППМ
5,8
флюса: п. 7X0,93X1,35 [см. формулу
10
(XXVII.1)]
Расход электроэнергии (ток постоянный),
кВт-ч: п.ЗХп.4Хп.6
11,3
6,1
Определяются расчетное машинное время сварки, расход сварочных ма¬
териалов и электроэнергии (табл. XXVII.6). Принимая за основу машинное
время, находят расчетное время сварки (табл. XXVII.7).
730
ТАБЛИЦА XXVI1.7. ОПРЕДЕЛЕНИЕ РАСЧЕТНОГО ВРЕМЕНИ СВАРКИ
1 м ДЛИНЫ ШВА
№ п. п.
Показатель
Эталон
Новая
техника
Число:
1
проходов
5
2
2
кантовок
1
1
3
наладок автомата
5
2
4
Машинное время (из табл. XXVII.6),
мин
Вспомогательное время, мин:
18,8
7,6
б
на хронометраж
1,97
1,97
6
на зачистку кромок, корректировку
электрода после каждого прохода,
очистку от шлака
14,55
5,8
7
Дополнительное время, мин: (п.4+п.5+
+ п.6) 0,1
3,5
1,5
8
Штучное время, мин: п.4+п.5+п.6+
+п.7
38,7
16,8
9
Подготовительно-заключительное время
на получение задания, ознакомление с ра¬
ботой, сдачу работы, мин
0,12
0,12
10
мин
Расчетное время, ч : п.8+п.9
38,8
0,647
16,9
0,282
ТАБЛИЦА XXVI 1.8. РАСЧЕТ ВРЕМЕНИ АЦЕТИЛЕНО-КИСЛОРОДНОЙ
РАЗДЕЛИТЕЛЬНОЙ РЕЗКИ МЕТАЛЛА НА 1 м ДЛИНЫ
№ п. п.
Показатель
Эталон
(IV класс
чистоты)
Новая тех¬
ника (11
класс
чистоты)
1
Скорость резки, мм/мин
Время, мин:
435
335
2
на подогрев кромок перед резкой
Р,02
0,02
3
машинное на резку
2,3
2.98
4
на установку детали
2.12
2,12
5
на переходы
0,15
0,15
6
на обслуживание рабочего места
0,4
0,4
7
на отдых
0,6
0,6
8
на естественные надобности
0,2
0,2
9
на подготовительно-заключительные
работы
0,2
0,2
мин
4,99
5,77
10
Расчетное время, : п.2+...+п.9
0,087
0,096
Примечание. Пункты с 4 по 9 рассчитывались по «Нормативам вре¬
мени на сварочные работы», выпущенным Металлургиздатом в 1962 г.
Время строжки 1 м кромок на кромкострогальном станке берется из
паспортных данных станка — 0,225 ч.
Время, ацетилено-кислородной разделительной резки рассчитывается в
соответствии с табл. XXVII.8. В табл. XXVII.9 приведен расчет расхода кар¬
бида кальция и кислорода для ацетилено-кислородной разделительной резки.
73.1
ТАБЛИЦА XXVII.9. РАСЧЕТ РАСХОДА КАРБИДА КАЛЬЦИЯ
И КИСЛОРОДА ПРИ АЦЕТИЛЕНО-КИСЛОРОДНОЙ РАЗДЕЛИТЕЛЬНОЙ
РЕЗКЕ (НА 1 мм ШВА — 2 м ОБРАБОТАННОЙ КРОМКИ)
Показатель
Эталон (IV
класс чистоты)
Новая техника
(II класс чистоты)
Ск9рость резки, мм/ми
435
335
Раскол:
кислорода, м3
0,544
0,706
карбида кальция, кг
0,115
0,143
Примечания: 1. Расчет выполнен в соответствии с «Техническим
нормированием технологических процессов в сварочных цехах», выпущенным
Машгизом В 1962 г.
2. Выход аЦЬтилеиа — 280 л/кг карбида кальция.
ТАБЛИЦА XXVII.10. РАСЧЕТ ОСНОВНОЙ ЗАРАБОТНОЙ ПЛАТЫ
НА СВАРКУ 1 м ДЛИНЫ ШВА
№ и. п.
Показатель
Эталон
Новая
техника
1
Разряд сварщика
4
4
2
Тарифная часовая ставка, руб.
0,675
0,675
3
Расчетное время сварки, ч (из табл.
XXVII.7)
0,647
0,282
4
Затраты времени на строжку кромок, ч
0,225
-
5
Расчетное время кислородно-ацетилено¬
вой резки, ч
0,087
0,096
ч
0,959
0,377
6
Трудоемк общая, чел.дн : п.3+
+ п.4 + п.5
0,12
0,047
7
Основная заработная плата, руб.: п.2Х
Хп.6
0,647
0,254
По данным табл. XXVI 1.6—XXVI 1.9 рассчитываются текущие затраты на
сварку, в том числе: основная заработная плата (табл. XXVII.10), стоимость
материалов (таб#. XXVII.11), электроэнергии (табл. XXVII.12) и эксплуата¬
ция механизмов (табл. XXVII.13).
Полученные из табл. XXVI 1.10—XXVI 1.13 данные влужат основой для
расчета сум^ы текущих затрат С (см. табл. XXVII.14).
Удельные к^Гтаталовложения определяются по формуле (XXVI 1.13), в
этом случае (данные из табл. XXVI 1.13):
для сварки под флюсом (эталон
29900,647
Кл = ! = 0,64 руб.;
1 4048-0,75 *
для сварки с ППМ (новая техника)
2990-0,282
= 4048-0,75 ==°'28 РУ6'
Далее рассчитываются приведенные затраты по формуле (XXVII.9):
tfi = 2,836 + 0,15-0,64 = 2,932 руб.;
/7,= 1,741 + 0,15-0,28 = 1,783 руб.
732
Отсюда удельный экономический эффект (на 1 м шва) при еварке сты¬
ковых соединений под флюсом с ППМ листовой пизкоуглеродистОй стали тол¬
щиной 36 мм составляет
Зу = tfi — Л2 = 2,932 — 1,783 = 1,149 руб.
Годовая производительность одного автомата ТС-17 при двухсменной ра¬
боте будет
Гб 4048-0,75 |лппл
= —= ——- - — = 10 800 м,
где Т — годовой плановый фонд времени;
0 — коэффициент использования планового фонда времени;
t — расчетное время сварки на 1 м шва.
Тогда годовой экономический эффект
Э = Эу А — 1,149-10 800= 12 409 руб.
ТАБЛИЦА XXVII. 11. РАСЧЕТ СТОИМОСТИ МАТЕРИАЛОВ НА
СВАРКУ 1 м ДЛИНЫ ШВА
№ п. п.
Показатель
Эталон
Новая
техника
Расход, кг:
1
сварочной проволоки (из табл. XXVI 1.6)
4.6
2,4
2
ППМ (из табл. XXVII.6)
—
1,1
3
флюса (из табл. XXVII.6)
5,8
3
4
карбида кальция (из табл. XXVI 1.9)
Расход кислорода (из табл. XXVII.9), м8
Стоимость 1 кг, руб.:
0,115
0,143
5
0,544
0,706
6
сварочной проволоки
0,155
0,155
7
ППМ
*—
0,22
8
флюса
0,087
0,08
9
карбида кальция
0,14
0,14
10
Стоимость 1 мэ кислорода, руб.
Затраты, руб.:
0,383
0,383
11
на сварочную проволоку, п.1Хп.6
0,713
0,372
12
на ППМ, п.2Хп.7
—
0,242
13
на флюс, п.ЗХп.8
0,505
0,261
14
на карбид кальция, п.4Хп.9
0,015
0,02
15
на кислород, п.5Хп.10
0,2
0,27
Итого стоимость материалов, руб.:
п.11 + ... + П.15
1,434
1,165
Примечание. Стоимость для пунктов 6—10 взята по Прейскуранту,
ТАБЛИЦА XXVII.12. РАСЧЕТ СТОИМОСТИ ЭЛЕКТРОЭНЕРГИИ
(НА СВАРКУ 1 м ДЛИНЫ ШВА)
М
п.п.
Показатель
Эталон
Новая техника
1
Стоимость 1 кВт-ч электроэнергии, руб.
Расход электроэнергии, кВт«ч:
0,02
0,02
2
при сварке (из табл. XXVII.6)
11,3
6,1
3
при строжке
4,6
—
4
общий, п.2+п.З
15,8
6,1
0)122
5
Стоимость электроэнергии, руб.:
п.1Хп.4
0,316
733
ТАБЛИЦА XXVII.13. РАСЧЕТ СТОИМОСТИ ЭКСПЛУАТАЦИИ
МЕХАНИЗМОВ НА СВАРКУ 1 м ДЛИНЫ ШВА
№
п.п.
Показатель
Эталон
Новая техника
1
Стоимость трактора ТС-17 с источником
питания ВДМ-1601, руб.
2990
2990
2
Плановый годовой фонд рабочего време¬
ни оборудования при двухсменной ра¬
боте, ч
4048
4048
3
Коэффициент использования оборудова¬
ния
0,75
0,75
4
5
Расчетное время сварки, мин
Амортизационные отчисления, руб.:
0,647
0*282
6
ПЛ * П'4 0.344
п.2 х п.З |
Стоимость текущего обслуживания и ре¬
монта оборудования, руб.:
п.1 х п.4 л _
0,17
0,084
0,2
п.2 х п.З
0,1
0,05
Итого стоимость эксплуатации меха¬
низмов, руб.
0,27
0,134
Примечания: 1. Расходы на эксплуатацию станка для изготовления
ППМ и кромкострогального в расчет не приняты.
2. Амортиаационные отчисления брались из расчета 34,4% в год.
3. Стоимость текущего обслуживания и ремонта оборудования составляет
20% стоимости эксплуатации его в год.
ТАБЛИЦА XXVII.14. РАСЧЕТ ТЕКУЩИХ ЗАТРАТ ПРИ СВАРКЕ
1 м ДЛИНЫ ШВА
N9
п.п.
4
Показатель
Эталон
Новая техника
1
Прямые затраты, руб., в том числе:
основная заработная плата (из табл.
XXVII.10)
сварочные материалы (из табл.
XXVII.11)
электроэнергия (из табл. XXVI 1.12)
эксплуатация механизмов <из табл.
XXVII.13)
0,647
1*434
0,316
0,57
0,254
1,165
0,122
0,134
Итог
2
' о прямых затрат, руб.
Накладные ратаоды, руб. в том числе,
зависящие:
от основной заработной платы
от трудоемкости (табл. XXVII. 10,
л.6Х0,6)
2,667
0,647*0,15=
=0,097
0,072
1,675
0,254-0,15=
=0,038
0,028
Итого накладных расходов, руб.
0 Д 69
0,066
В с «то текущих затрат С, руб,
| 2*836 ■
1,741
734
Глава XXVItl. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
СВАРОЧНЫХ РАБОТ
XXVIII.1. Нормы затрат труда
и их характеристика
Под технически обоснованной нормой времени понимается уста¬
новленное для определенных организационно-технических условий
время на выполнение заданной работы исходя из рационального
использования средств производства и с учетом передового произ¬
водственного опыта. Величина, обратная норме времени, называется
нормой выработки (число стыков, метров шва, сварных деталей
в единицу времени). Техническая норма оборудования — это опти¬
мальная для конкретных условий производства его эксплуатацион¬
ная отдача.
Технические нормы времени (нормы выработки) назначаются
в соответствии с техническими нормами оборудования, указанными
в его паспорте. Технически обоснованные нормы времени складыва¬
ются из времени: подготовительно-заключительного /п.э, основного
t0, вспомогательного /в, на обслуживание рабочего места t0бС, на от¬
дых и личные надобности (регламентированные перерывы в ра¬
боте) *п.
Сумма основного (технологического) и вспомогательного не
перекрываемого времени /в.в называется оперативным временем /опер*.
^опер = + *■. н- (XXVIII. I)
Норма штучного времени /Шт при изготовлении значительного
числа одинаковых сварных конструкций (массовое и крупносерийное
производство) равна:
/шт = to + *в.н + /обе + tn (XXVIII .2)
или
<шт='опер (l + (XXVIII .3>
где а, б •— соответственно процент, который составляет в tn от оператив¬
ного времени.
В условиях единичного и серийного производства сварных конструк¬
ций норма времени определяется с учетом подготовительно-заключи¬
тельного времени и называется штучно-калькуляционным ^шт.к:
1шт.к = tan + , (XXVIII .4>
где п — число сварных деталей в партии (стыков, участков шва).
Норма времени на партию /пар вычисляется по формуле
*»p = *uiT« + *n.3- (xxvm.5)
Исходным объектом нормирования для получения основного време¬
ни на сварку обычно являетея участок (1 м длины) прямолинейного
шва1 выполненного в нижнем положении. Поэтому t0 должно уточ-
735
ТАБЛИЦА XXVIII.1. ЗНАЧЕНИЯ ПОПРАВОЧНЫХ
КОЭФФИЦИЕНТОВ А'п
Характер отклонений от
исходного объекта
нормирования
Характер отклонений от
исходного объекта
нормирования
Положение сварных швов:
нижнее
вертикальнее
горизонтальйое
Пбтолочнбе
Сваррые швы с поворотом
изделия:
продольные
КОльцев^е
1^льцев>1е mi
воро'П! издели
Длина сварных швов, мм:
200-500
менее 200
Сварка труб диаметром до
2 м;
[вы без по-
Гия
неповоротные стыкн:
‘ьТые
вертик
ГОрИЗ'
1
1,25
1,3
1,6
1
1 Л
1,35
1,1
1,2
1,1
поворотные стыки
Сварка и резка:
в стационарных уело*
виях, на сварочной пло¬
щадке
непосредственно на мон¬
таже (строительном уча¬
стке) с переходами и
перемещениями аппара¬
туры
на подвесных устройст¬
вах (люльках)
с подмостей и лестниц
в согнутом положении и
йри выполнении работ
Лежа
0,85
1
1,1
1.5
1,2
1,25
няться в зависимости от вида, положения и протяженности швов
изготовляемого сварного изделия. Для уточнения основного времени
на сварку вводятся поправочные коэффициенты Кп (табл. XXVIII.I).
XXVIII.2. Методы технического нормирования
Технически обоснованные нормы времени устанавливаются сле¬
дующими методами:
сравнения и расчета по типовым нормам (сравнительно-расчет¬
ный Аетод);
технического расчета норм времени по нормативам (аналитичес-
ки-расчетный метод);
расчета норм на основе изучения затрат рабочего времени на¬
блюдением (аналитически-исследовательски», экспериментальный
метод).
При первом методе н<?рмируемая работа (операция) делится на
укрупненные элементы, продолжительность выполнения которых со¬
поставляется с продолжительностью выполнения таких же элемен-
tOB аналогичной операции. При сравнении используются типовые
нормы времени на элементы работы (операции), графики и номо¬
граммы. Применяется этот метод нормирования в единичном и мел¬
косерийном производстве.
При втором методе проектируются рациональная структура
и последовательность выполнения элементов нормируемой операции,
а затем на основе ранее разработанных нормативов рассчитываются
затраты времени на отдельные элементы и операцию (работу в це¬
лом). Этот метод нормирования применяется преимущественно в се¬
рийном и крупносерийном производстве.
736
При третьем методе, как и при втором, устанавливаются рацио¬
нальная структура и порядок выполнения элементов нормируемой
операции, определяются затраты времени на отдельные элементы
и операцию (работу) в целом. В отличие от второго метода здесь
используются более точные данные по затратам времени, получен¬
ные с помощью хронометража и фотографии рабочего дня. Расчеты
технических норм на основе изучения затрат рабочего времени на¬
блюдением в сочетании со специальными исследованиями операций
непосредственно в производственных условиях позволяют сделать
нормирование более точным. Однако этот метод нормирования свя¬
зан со значительными затратами времени на его осуществление и
поэтому целесообразен в массовом и крупносерийном производстве.
XXVIII.3. Нормирование электродуговой сварки.
Ручная дуговая сварка
Основное время t0 при этом виде сварки определяется по фор¬
муле
Fly
t0 — ч (XXVIII.6)
/ан
или
60 Fly
t0 = —r мин, (XXVIII.7)
1 ан
где —основное время (время образования сварного шва путем н
ния электродного металла), т. е. время горения дуги;
F — площадь поПёречного сечения наплавленного металла шва;
I — длина шва;
V — плотность наплавленного металла;
/ — сварочный ток:
а н — коэффициент наплавки;
Fly — масса наплавленного металла шва G.
Массу наплавленного металла шва G можно получить также по
формуле
G = осн ft, (XXVIII.8)
где t — время горения дуги, ч.
Площадь поперечного сечения F, существенно зависящая от ви¬
да сварки, может быть определена по ГОСТ 5264—69, заводским
нормалям и расчетом как сумма площадей треугольников, прямо¬
угольников и других элементарных геометрических фигур, на кото¬
рые разбивается сечение наплавленного металла. Плотность наплав¬
ленного металла шва у принимается равной плотности основного
металла.
Сила тока I при ручной дуговой сварке устанавливается в соот¬
ветствии с маркой и диаметром электрода, толщиной металла, ви¬
дом шва и положением его при сварке.
Коэффициент наплавки ан — это масса металла в граммах, на¬
плавленного за 1 ч горения дуги, отнесенная к силе тока в 1 А. Зна¬
чение ан зависит от рода сварочного тока, его полярности и плотно¬
сти, от свойств электродной проволоки и покрытий электрода, а так¬
же от марки флюса*
aa = G/tI, г/А-ч. (XXVIII.9)
47—140
737
Ниже приведены коэффициенты наплавки для наиболее распро¬
страненных марок электродов.
Марка
электрода
ОММ-5
1
ЦМ-7С
УОНИ-13/
/45
ЦЛ-6
ЦЛ-14
ЦЛ-11
УОНИ-13/
/55
ЭНТУ-3
ю
£
и
СМ-11
Коэффици¬
ент нап¬
лавки,
г/Ач
7,25
11
11—12,5
9
10,5
10,6
12,5
8
10-И
8—9
9-10
Для ручной дуговой сварки ан для каждой марки электрода указы¬
вается в паспортах электродов.
При многопроходной сварке основное время /0 определяется по
формуле (в индексе стоит номер прохода)
t0 = 60у
72ана
+ I мин/1 м длины шва.
Vh п)
(XXVIII. 10)
Основное время на сварку шва длиной 1 м за один проход рас¬
считывается по формуле
ТАБЛИЦА XXVIII.2. ВСПОМОГА¬
ТЕЛЬНОЕ ВРЕМЯ НА СМЕНУ ЭЛЕК¬
ТРОДОВ ПРИ ДЛИНЕ ИХ 450 мм И
to =
60 yF
мин. (XXVIII. 11)
ПРИ НАПЛАВКЕ 10 ~
мин
МЕТАЛЛА,
Диаметр
электрода,
мм
Положение шва
нижнее, верти¬
кальное, гори¬
зонтальное
верхнее
(потолоч¬
ное)
4
0,4
0,59
5
0,27
0,38
6
0,18
0,26
/ан
Вспомогательное время
уходит на смену электродов
(табл. XXVII 1.2)', осмотр и
очистку кромок свариваемых
элементов; очистку швов от
шлака и брызг расплавленно¬
го металла; измерение и клей¬
мение швов и т. д., а также на
установку, повороты, закреп¬
ление и снятие сварных изде¬
лий и перемещение сварщика с
инструментом и т. д.
Время на смену электродов вычисляется по формуле
F
ta = t~ — мин на 1 м длины шва, (XXVIII.12)
э 1 т
где t —время на смену одного электрода;
Э1
гэф — эффективный объем одного электрода.
Время на измерение и осмотр шва определяется умножением
длины ёго на 0,35 для нижнего, вертикального и горизонтального
швов и на 0,5 для потолочного шва. Время на зачистку швов и кро¬
мок /3 получают по формуле
/э = /[0,6+ 1,2 (лс- 1)] мин, (XXVIII.13)
где / — длина шва;
л _ — число слоев.
738
ТАБЛИЦА XXVIII.3. ВРЕМЯ НА УСТАНОВКУ, ПОВОРОТ И СНЯТИЕ
ДЕТАЛЕЙ, мин
Наименование
операций, выпол¬
няемых с деталями
Масса деталей, кг, не более
5
10
15
25
50
J 100
| 250
СП
о
о
| 1000
Подвоз и ук¬
0,2
0,3
0,4
0,1
0,9
2,1
2,3
2,4
2,8
ладка
Снятие и пере¬
0,1
0,15
0,2
0,3
0,45
2
2,2
2,3
2,7
движение
Поворот
0,1
0,12
0,13
0,17
0,2 2
2,1
2,3
2,4
2,8
Время на очистку промежуточного слоя составляет 1,2 мин на
1 м длины шва; время на очистку 1 м длины шва последнего слоя —
0,6 мин. При использовании пневматического зубила для очистки
швов время, рассчитанное по формуле (XXVIII.13), необходимо
умножить на поправочный коэффициент 0,6.
В табл. XXVIII.3 приведено время на установку, поворот и сня¬
тие деталей в зависимости от их массы.
При массе деталей до 25 кг эти операции осуществляются вруч¬
ную, а при массе деталей больше 25 кг — краном.
Время на установку клейма принимается равным 0,03 мин на
один знак.
Время на переходы сварщика устанавливается на основе хроно¬
метража (табл. XXVII 1.4).
ТАБЛИЦА XXVII 1.4. ОРИЕНТИРОВОЧНОЕ ВРЕМЯ НА 1 ПЕРЕХОД
СВАРЩИКА, мин
Характер перехода
Длина перехода, м
до 2
4
6
8 1
1 10
Свободный
0,11
0,16
0,2
0,25
0,3
Затрудненный (перешагивание свар¬
щиком свариваемых изделий, посторон¬
них предметов и т. д.)
0,31
0,46
0,6
Время на обслуживание рабочего места при ручной дуговой
сварке составляет в среднем 3—5% оперативного времени tonep,
дифференцированные значения которого приведены в трудах ЦБПНТ.
Время на отдых и личные надобности при ручной сварке может
быть принято в размере 5—15% оперативного времени. При сварке
в удобном положении оно составляет 5—7%. в неудобном положе¬
нии— около 9% и в напряженном положении — около 13% опера¬
тивного времени. При ведении сварки в закрытых сосудах с одним
и двумя днищами при площади сечения сосудов 0,75 м2 указанное
время берется в размере 15% оперативного времени.
Удобное положение — шов находится не выше уровня груди
сварщика, работа выполняется при нормальном освещении, хорошем
доступе воздуха, в положении сидя или стоя около свариваемого
изделия.
Неудобное положение — шов расположен выше уровня груди
сварщика или в труднодоступном месте, сварщик сваривает его
в согнутом состоянии.
47*
739
Напряженное положение — швы свариваются на значительной
высоте или в согнутом состоянии при плохом притоке воздуха и не¬
достаточном теплоотводе.
Подготовительно-заключительное время в серийном производ¬
стве занимает около 2—4% оперативного времени. В единичном про¬
изводстве подготовительно-заключительное время довольно велико
и колеблется в широком интервале. Фактическое его значение может
быть определено с учетом имеющихся нормативов и данных
табл. XXVIII.5.
ТАБЛИЦА XXVIII 5. СРЕДНИЕ НОРМАТИВЫ ПОДГОТОВИТЕЛЬНО¬
ЗАКЛЮЧИТЕЛЬНОГО ВРЕМЕНИ ПРИ СВАРКЕ НА СБОРОЧНОЙ
ПЛОЩАДКЕ, мин
Элементы работы
Сложность подготовки к сварке
простая |
средняя
сложная
Получение производственного задания и
5
7
12
инструктажа
Ознакомление с работой
3
5
8
Подготовка приспособлений
-
3
б
Сдача работы
2
2
2
Всего
10
17
27
Примечание. Под простой подготовкой к работе понимаются усло¬
вия, при которых сварщику не нужно подготавливать приспособления, знако¬
миться с технологической документацией и чертежами; под подготовкой сред¬
ней сложности понимаются условия, при которых сварщик знакомится с тех¬
нологической документацией и подготавливает простые приспособления. Под
сложной подготовкой понимается такая, при которой сварщик знакомится
с чертежами и технологической документацией на сварку сложных деталей
(предварительный подогрев, определение порядка наложения швов и др.) и
налаживает приспособления.
Норму штучного времени на дуговую электросварку выражают
формулой
*шт = W0 + tBj) I + tBJ \ мин, (XXVIII. 14)
где t — вспомогательное время, связанное со сварным швом;
®i
fa, ■ вспомогательное время, связанное со сварной конструкцией и за¬
висящее от типа оборудования;
А?1 — коэффициент, учитывающий время на обслуживание рабочего мес¬
та, отдых у личные надобности (fe, изменяется в пределах 1,11—1.27).
XXVII 1.4. Нормирование полуавтоматической
и автоматической сварки под флюсом
Основное время определяется по приведенным выше формулам
(XXVIII.7) и (XXVIII.10). Для сварки однопроходных швов при за¬
данной скорости сварки оно может быть рассчитано по формуле
60 /пп
<0 = 23 мин (XXVIII. 15)
^св
740
или
60
t0 — — мин/1 м длины шва, (XXVIII. 16)
^св
где /оп —длина швов данного размера, свариваемых за операцию;
t»CB — скорость сварки шва данного размера.
Для многопроходных швов
/о=60 ( — + —— -f- + _L\ (XXVIII. 17)
^ усв, усв, VCBn J
v — скорость сварки соответствующего прохода.
свп
Скорость подачи (м/ч) электродной проволоки v3 определяется
по формуле
4/ап
V3=-ZT, (XXVIII. 18)
ndry
где ап — коэффициент плавления;
d — диаметр проволоки;
V — плотность электродной проволоки.
При полуавтоматической и автоматической сварке под флюсом
коэффициент плавления ап ввиду малых потерь на угар и разбрыз¬
гивание может быть принят равным коэффициенту наплавки ак
(табл. XXVIII.6).
ТАБЛИЦА XXVIII.6. КОЭФФИЦИЕНТЫ НАПЛАВКИ ПРИ
АВТОМАТИЧЕСКОЙ СВАРКЕ НА ПЕРЕМЕННОМ ТОКЕ ПОД ФЛЮСОМ
ОСЦ-45, ОСЦ-45А, ФЦ-3 ДЛЯ НИЗКОУГЛЕРОДИСТОЙ ПРОВОЛОКИ, г/А ч
Сварочный
ток, А
Напряжение
дуги, В
Диаметр электродной проволоки, мм
4 1
5
e 1
8
400
24-28
11,5
_
450
24—28
12
—
—
500
24—28
12,6
13,3
—
550
24—28
13,2
13,7
—
—
600
32—36
13,8
14
—
—
650
32—36
14,4
14,4
—
—
700
32—36
14,8
14,8
—
750
32—36
15
—
800
36—38
—
15,6
14,3
850
36—38
—
15,9
14,5
900
36-38
—
16,3
14,8
—
950
36—38
—
16,7
15
—
1000
38—44
—
17
15,2
14,8
1100
38—44
—
—
15,7
14,9
1200
38—44
—
—
16,1
15,1
1300
38—44
—
—
16,7
15,3
Примечания: 1. При сварке на постоянном токе обратной полярно¬
сти полученные значения ан для переменного тока нужно умножить на коэф¬
фициент 0,8.
2. Для полуавтоматической сварки на переменном токе коэффициент ан
1000
может быть подсчитан по формуле а„ =6,0+0,04076 . , где dB — диаметр
э
электродной проволоки, мм.
741
Площадь поперечного сечения наплавленного
прохода Fпр, мм2, находят по формуле
F -F h
пр — ГЭ »
VCB
где Fэ — площадь сечения электродной проволоки.
Вспомогательное время
/в = ^в.ш ^в.к» (XXVIII.20)
где tB ш, tB к — вспомогательное время, зависящее соответственно от длины
свариваемого шва, сварной конструкции и типа оборудования.
Вспомогательное время /в.ш затрачивается на зачистку сварива¬
емых кромок от налета ржавчины, сборку флюса со шва и засыпку
его в бункер; зачистку шва от шлака после каждого прохода;
осмотр, промеры и клеймение шва; смену кассеты с электродной
проволокой; проверку правильности установки головки автомата по
оси шва с прокаткой автомата вхолостую; откатку автомата в ис¬
ходное положение при многопроходной сварке; переходы сварщика
к началу шва при многопроходной сварке; подтягивание проводов;
откусывание огарка проволоки. В зависимости от толщины свари¬
ваемого металла б, вида соединений и сварных швов вспомогатель¬
ное время /в.ш колеблется в широких пределах. При изменении б от
3 до 50 мм /в.ш меняется от 1,2 до 22,2 мин на 1 м длины шва.
Вспомогательное время /в.п расходуется на установку головки
полуавтомата в начале шва; перемещение сварщика с полуавтома¬
том (автоматом) и инструментом от шва к шву (при работе с пере¬
носными автоматами и полуавтоматами); установку, поворот и сня¬
тие изделия; перемещение сварщика (при работе на стационарных
автоматах); клеймение шва.
Время на заправку кассет /З.к при автоматической сварке, если
сварщик выполняет сам эту работу, определяется по формуле
Ga
/З.к = /0§3—— мин /1 м длины шва, (XXVIII.21)
@пр
где /о э- время на одну заправку кассеты,
С?н — масса 1 м длины наплавленного шва;
С?пр — масса электродной проволоки, заправляемой в одну кассету.
При ручной заправке кассет закрытого типа массой 8—20 кг
t0.в составляет 5,5—7,2 мин. При механизированной заправке кассет
такой же массы t0.э равно 6,4 мин. Вспомогательное время /в.ш, за¬
трачиваемое при автоматической и полуавтоматической сварке, при¬
ведено ниже.
Выполняемая работа Время на
1м длины
шва, мин
Зачистка стальной щеткой вручную и осмотр сва¬
риваемых кромок 0,5
Корректировка электродной проволоки относительно
оси разделки (шва) по длине:
в неудобном положении, на высоте более 2 м
внутри емкости • • 0,7
в удобном положении « » 0,4
Передвижение вручную к месту начала сварки:
портала, консоли (при сварке многослойных
швов это время умножается на число слоев) . 0,2
трактора, головки (0,12 умножается на число сло¬
ев) при передвижении самоходом это время опре-
деляется по формуле 1
vn.Q
742
металла одного
(XXVIII .19)
где УПС"скорость передвижения
Сборка флюса со шва или слоя после сварки (вклю¬
чается в норму времени при работе без флюсоотсоса):
с уборкой 0,5
без уборки (при длине шва более 2 м время на
сбор флюса перекрывается основным временем
на 50%) ....... 0,2
Засыпка флюса в бункер для работы:
на ПШ-5 0,4
на ПДШ-500 ...» 0.2
Засыпка флюса по длине шва вручную 0,15
Зачистка шлака, осмотр или промер шва или слоя*
наружные слои стыковых и угловых соединенна
(зачистка шлака зубилом и стальной щеткой) . 0.4
промежуточные слон многослойных швов соеди¬
нений с разделкой кромок под сварку (время До*
но на зачистку одного слоя шва) 0,8
Зачистка шва от шлака с подрубкой пневмозубилом:
наружные слои стыковых и угловых соединений
(время дано на зачистку одного слоя шва) ... 1,4
промежуточные слои многослойных швов соедине¬
ний с разделкой кромок под сварку (при за¬
чистке швов одновременно со сваркой время за¬
чистки перекрывается временем сварки на 50%) 3
Ниже приведены нормативы вспомогательного времени, мин, на
установку сварочного трактора ТС-17М и его управление:
Перемещение флюса, трактора к изделию (расстоя¬
ние до 3 м). Установка трактора и подача прово¬
локи в разделку шва. Включение трактора в работу
■и выключение его по окончании работы 2,1
Опускание постели или перемещение направляющих 0,7
Установка, выверка направляющих длиной, м:
ДО 5 I • 3,4
более 5 4,3
Подготовка флюсовой подушки длиной, м:
2 . . , 1,5
3-5 ...... г 2,8
Нормативы вспомогательного времени на перемещение флюса
и аппаратов ПШ-5 и ПДШ-500 к изделию (расстояние до 3 м), уста¬
новку их и подачу проволоки в разделку шва, а также на включение
аппаратов в работу и выключение их по окончании работы соответ¬
ственно равны 1,3 и 1 мин.
При многослойной сварке указанные выше данные для ТС-17М,
ПШ-5 и ПДШ-500 следует умножить на число слоев.
ТАБЛИЦА XXVIII.7. ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА,
НА ОТДЫХ И ЛИЧНЫЕ НАДОБНОСТИ ПРИ АВТОМАТИЧЕСКОЙ СВАРКЕ
В УДОБНОМ ПОЛОЖЕНИИ
Оборудование
Время на об¬
служивание
рабочего места
Время на от¬
дых и личные
надобности
Коэффициент
к оперативному
времени
% от оперативного времени
* Стационарные установки
5
4
1,09
Переносные автоматы
6
5
1.11
в
10
1,18
9
12
1,21
743
ТАБЛИЦА XXVIII.8. ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА,
НА ОТДЫХ И ЛИЧНЫЕ НАДОБНОСТИ ПРИ ПОЛУАВТОМАТИЧЕСКОЙ
СВАРКЕ
Условия выполнения сварки
Время на
обслужи¬
вание pa-i
бочего вре¬
мени
Время на
отдых и
личные
надобности
Коэффици*
ент к one*
ративному
времени
% от оперативного
времени
В удобном положении
7
6
1,13
В неудобном положении
9
И
1,2
В закрытых свободных или полуоткры¬
тых тесных емкостях
12
18
1,3
Сварка конструкций с применением
переносных лестниц высотой свыше 3 м
15
20
1,35
Сварка крупногабаритных объемных и
полуобъемных конструкций с использова*
ннем постелей, кондукторов и кантователей
18
27
1,45
ТАБЛИЦА XXVIII.9. СРЕДНИЕ НОРМАТИВЫ ПОДГОТОВИТЕЛЬНО-
ЗАКЛЮЧИТЕЛЬНОГО ВРЕМЕНИ, мин
Содержание и режим работы
Сложность работы
простая
средняя
сложная
Получение:
производственного задания
3
3
3
инструктажа и указаний
3
4
6
Ознакомление с работой, технологией,
3
4
6
чертежами
Подготовка приспособлений
—
3
5
Установка кассет с проволокой, зарядка
б
6
6
проволоки в мундштук и засыпка флюса
в бункер
Выбор режима сварки:
силы тока
2,8
2,8
2,8
скорости сварки и подачи проволоки:
перестановкой сменных шестерен
9
9
9
изменением положения рукоятки
0,2
0,2
0,2
заменой подающего ролика
1,3
1,3
1,3
заменой ходовых бегунов
5,5
5,5
6,5
Сдача и оформление работ
3
4
5
Примечания: I. Норма подготовительно-заключительного времени
на партию изделий определяется суммированием времени, затрачиваемым из
отдельные элементы работы.
/ 2. К работе простой сложности относится сварка и наплавка малоответст¬
венных конструкций в нижнем положении и «в лодочку», прямолинейных швов
при толщине листов до 16 мм.
3. К работе средней сложности относится сварка ответственных конст¬
рукций в нижнем положении и «в лодочку», прямолинейных и криволинейных
швов длиной до 4 м, при толщине листа до 40 мм, когда сварщику приходит¬
ся знакомиться с чертежами и технологией, подготавливать простое приспо¬
собление.
4. К сложной работе относится сварка ответственных конструкций в раз¬
личном положении при толщине листов более 40 мм и длине шва более 4 м.
744
Под временем на обслуживание рабочего места понимается вре¬
мя, затрачиваемое на регулирование заданного режима, включение
и выключение оборудования и механизмов, раскладку и уборку ин¬
струмента, установку и смену кассеты с электродной проволокой,
заправку флюса в начале смены и удаление его после окончания
работы, промывку и продувку рукава при полуавтоматической свар,
ке, уборку рабочего места и т.д. Это время и время на отдых и лич¬
ные надобности рассчитывается по нормативам, приведенным в
табл. XXVII 1.7, XXVII 1.8.
Подготовительно-заключительное время (табл. XXVIII.9) в зави¬
симости от типа производства, конструктивной и технологической
сложности изготавливаемых сварных конструкций может быть при¬
нято в размере 2—4% оперативного времени.
XXVIII.5. Нормирование электрошлаковой сварки
Основное время при электрошлаковой сварке затрачивается на
расплавление кромок свариваемого изделия и присадочного метал¬
ла, а также на формирование шва свариваемого соединения. Это
время определяется по формуле
t0 = — мин на 1 м длины шва, (XXVIII.22)
^св
где v св — скорость сварки, рассчитываемая с учетом конструктивной харак¬
теристики шва и вида электродов.
В табл. XXVIII.10 приведены нормативы вспомогательного вре¬
мени, в табл. XXVIII.11—подготовительно-заключительного време¬
ни и в табл. XXVIII.12 — нормативы времени на обслуживание ра¬
бочего места, отдых и личные надобности.
ТАБЛИЦА XXVIII.10. НОРМАТИВЫ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ
ПРИ ЭЛЕКТРОШЛАКОВОЙ СВАРКЕ
Нормативы на 1 м длины ш
Зачистка свариваемых
кромок от окалины, шлака,
ржавчины вручную, зубилом
ы щеткой
Обмазка медных подкла¬
док огнеупорной глиной, ас¬
бестом в положении:
удобном
неудобном
1
Зачистка шва от шлака,
глины, асбеста (с одной
стороны) после сварки вруч¬
ную зубилом и щеткой; ос¬
мотр шва
Передвижение аппарата в
исходное положение для
сварки прямолинейных швов
2
(сверху вниз), корректиров¬
3,5
ка положения мундштука в
зазоре по длине шва
0,4
745
Продолжение табл. XXVIII. 10
Элементы работы
Время,
мин.
Элементы работы
Время,
мин
Нормативы времени, связанные с изделием и работой оборудования
(на операцию)
Установка:
направляющей рейки с
аапарат&М на изделие и
снятие их после сварки
аппарата типа А-340 на
изделие, крепление и
снятие его после сварки
кассеты (снятие) массой
до 2SO кг ria стойки
стенда:
на полу
на балконе краном
т<Жол©дввд& к изделию
Размещение, крепление и
снятие стойки, штанги и
внутреннего ползуна при
ёварке кольцевых швов
Установка и крепление:
пластинчатого электрода
плавящегося мундштука
в зазор с лостановкой
изолятора по длине шва
й гибкого рукава с про¬
волокой; -снятие рукава
после Сварки. Все опера¬
ции для длины йундшту-
кй, м:
до 1
свыше 2
12
6-9
2
4,5
2—3,5
50
12
15
20
Зарядка аппарата (мунд-
I штука) электродной прово¬
локой, поперечная корректи-
I ровка мундштука по зазору
Установка концевика воз-
II вратно-поступательного двн-
I жения по зазору
Размещение и крепление
медных подкладок для свар¬
ки прямолинейных швов,
подключение к ним рукавов
с охлаждающей водой, сня¬
тие их после сварки. Все
операции для подкладок
длиной, м:
до 1
до 3 (из двух частей)
Установка:
кармана и двух выход¬
ных планок, прихватка
их, обмазка глиной н за*
сыпка флюсом с метал¬
лической стружкой перед
сваркой
ползуна на подвеску,
поджатне его к изделию,
обмазка глиной, снятие
ползуна после сварки
Опробование схемы работы
оборудования в соответствии
с инструкцией
2,5
2,2
7.5
2,5
ТАБЛИЦА XXVIII.11. НОРМАТИВЫ ПОДГОТОВИТЕЛЬНО-
ЗАКЛЮЧИТЕЛЬНОГО ВРЕМЕНИ ПРИ ЭЛЕКТРОШЛАКОВОЙ СВАРКЕ
НА 1 м ДЛИНЫ ШВА
Элементы работы
Время,
мин
Элементы работы
Время,
мин
Получение производствен¬
6
Правка мундштука перед
2,5
ного задания и инструктажа
установкой на аппарат
3,5
Ознакомление с работой ■
5
Размещение мундштука
Получение и сдача инст¬
4
на аппарате и снятие с него
18
румента 1
Смена (перестановка) на
Осмотр и подготовка стен¬
5
аппарате кронштейна под¬
да к работе
вески ползунов
Перестановка пары смен¬
Сдача работы
2
ных шестерен, отработка ,
скорости м: ,
4,2
сварки или подачи элек¬
трода
3,3
возвратно-поступатель¬
ного движения мундтту- •
ка
746
ТАБЛИЦА XXVIII.12. НОРМАТИВЫ ВРЕМЕНИ НА ОБСЛУЖИВАНИЕ
РАБОЧЕГО МЕСТА, ОТДЫХ И ЛИЧНЫЕ НАДОБНОСТИ,
% К ОПЕРАТИВНОМУ ВРЕМЕНИ
Время, %
Ьч
Вид сварного шва
и 'свариваемых
сечений
Условия выполнения
работы
на обслужи¬
вание рабо¬
чего места
на отдых и
личные на¬
добности
Всего
Коэффициент
к оперативном;
времени
Сварка швов про¬
Сварка изделий:
10
1Д
волочными электро¬
в удобном положении
4
6
дами:
8
14
прямолинейных
в неудобном положе¬
нии (затруднен до¬
ступ к шву)
6
1,15
с балкона» лестниц
8
10
18
1,18
кольцевы
изделий, предвари¬
тельно подогретых
до 150—250° С
Сварка изделий:
10
12
22
без предварительного
подогрева
7
8
15
1,15
предварительно подо¬
гретых до 150—250° С
12
15
27
1,27
Сварка прямоуголь¬
ных сечений:
Пластинчатыми
Сварка изделий без
предварительного подо¬
грева
5
7
12
1,12
электродами
То же
8
9
17
1,17
плавящимся
мундштуком
в неудобном положе¬
нии (затруднен до¬
ступ к свариваемому
шву) и на высоте
свыше 2 м
10
12
22
1,22
предварительно подо¬
гретых до 150—250° С
12
15
27
1,27
XXV1II.6. Нормирование газовой сварки
Основное время t0, аатрачиваемое на сварку металла и разогрев
его в начале сварки, определяется по формуле
to = —г * (XXVIII.23)
«н
где F — площадь поперечного сеченяя шва;
/ — длина шва;
V — плотность наплавленного металла (для чугуна 6,6—7,4; меди 8,9; ла-
г туни 8,5; алюминия 2,7), г/см3;
— коэффициент наплавки (масса металла, наплавленного в I мин о
учетом времени ва подогрев; табл. XXVI ПДЗ>,
В табл. XXVIII. 14 приведено основное время* необходимое на
одну прихватку.
Вспомогательное время на уход за сварочной горелкой состав¬
ляет 12% оперативного времени; время на смену баллона прини¬
мается равным 0,3 мин на 1 м длины шва для каждых 4 мй тол¬
747
щины металла; время на смену сварочной проволоки определяется
4 зависимости от объема наплавленного металла. Время на смену
сварочной проволоки для наплавки 10~в м3 металла приведено ниже.
Диаметр
сварочной
продолоки, мм
1
1,5
2
2,5
3
4
5
6
7
8
Время, мин
0,32
0,26
0,1
0,09
0,06
0,04
0,03
0,24
0,22
0,016
ТАБЛИЦА XXVIII 13 МАССА МЕТАЛЛА, НАПЛАВЛЯЕМОГО В 1 мин
ац, г/мин
Толщина
металла, &м
№ наконеч¬
ника ropejffoi
Сталь низко-
углероДЙстая
Чугун
Медь
Латунь
Алюми*
ний
2-3
2
7,7
5,8
8
9
12,8
4—6
3
9,8
7,7
11.8
12,6
16.3
1 5-7
4
12,6
?’8
14,8
16
21
7—12
б
Ц.7
17,7
19,3
25
13—18
6
Id,5
14,6
21,8
23,6
30.8
18—30
7
20,5
16
24,4
26,5
34,2
ТАБЛИЦА XXVIII.14. ОСНОВНОЕ ВРЕМЯ НА ОДНУ ПРИХВАТКУ
РАЗЛИЧНОЙ ДЛИНЫ В ЗАВИСИМбСТИ ОТ ТдлЩИЙЫ СВАРИВАЕМОГО
МЕТАЛЛА, мин
Толщица сваривае¬
мого металла, мм
Длина прихваток
, мм
10
15
1 20
25
| 30
0,5
0,14
0.18
0,22
0,25
0,3
1
0,18
2,23
2,28
0,32
0,37
2
0,25
0,4
0,55
0,7
0,8
3
Q.3
0,45
0,6
0,75
0,9
4
0,35
0,5
0,65
0,8
1
5
0,4
0,55
0.7
0,85
1Д
6
0,45
0,6
0,75
0,9
1.2
При j49 ч а н и я: 1. В норму времени на прихватку включено время на
нагред ктшки, сварку, переход от одной прихватки к другой, время на взя¬
тие горёлкй и ее отвод, а также время на приварку прутков в процессе при-
хзатки.
* 2. При толщине металла более в мм норму времени на прихватку следует
брать по толщине 6 мМ.
Время на очистку кромок на 1 м длины шва в нижнем поло¬
жении составляет примерно 0,6 ййн, в B^ptnkajfefiOM и Горизонталь¬
ном полржениях — 0,6 мин и в потолочном положении — 0,8 мин.
бремя на осмотр и промеры шва на 1 м длины шва равно при¬
близительно 1—2 мин.
бремя обслуживания рабочего места, затрачиваемое на подклю¬
чение и продувку рукавов, проверку водяного затвора, зажигание и
регулирование пламени, отключение рукавов, уборку рабочего места
748
й т. д., принимается (по данным практики) равным примерно 4-*
6% оперативного времени.
Время на отдых и личные надобности определяется в процента^
от /опер в зависимости от положения сварщика при работе: для
удобного положения 7%; для неудобного 10% и для очень неудоб¬
ного ~ 13%.
Подготовительно-заключительное время устанавливается в соот¬
ветствии со сложностью выполняемой работы (простая, средняя и
сложная). К работе простой сложности относят сварку прямолиней¬
ных швов неответственных конструкций, имеющих простое очерта¬
ние, с числом мест соединений не более 10, при толщине сваривае¬
мого металла не более 10 мм.
Работой средней сложности считают сварку нижних, горизон¬
тальных, вертикальных непрямолинейных швов, приварку фасонных
частей с общим числом мест соединений не более 20 при толщине
свариваемого металла не более 10 мм.
К сложной работе относят сварку ответственных конструкций
в любом положении с непростыми очертаниями и большим числом
мест соединений при толщине свариваемого металла от 10 мм
и более.
При укрупненных расчетах норм времени можно пользоваться
данными, приведенными в табл. XXVIII. 16.
ТАБЛИЛА XXVIII. 15. ОРИЕНТИРОВОЧНЫЕ НОРМЫ
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОГО ВРЕМЕНИ, мин
Сложность работы
Элементы работы
простая
средняя
сложна я
Оформление и получение производствен¬
ного задания и инструктажа, ознакомле¬
ние с работой
Подготовка кислородного баллона к
сварке
Надевание и снятие рукавов с горелки
Подготовка и уборка приспособления,
подключение и отключение газов
Подключение и отключение рукавов:
от магистрали и от водяного затвора
от редуктора баллона
Регулирование рабочего давления газов,
продувка горелки
Включение и выключение кислорода и
ацетилена
Подготовка и установка наконечника го¬
релки, зажигание, регулирование и убор¬
ка горелки
Оформление и сдача работы
6,5
8,2
10
4
4
4
1,8
1.8
1.8
4,5
$
12
2,1
2.1
2,1
1,2
1,2
1.6
2
2
2
1
1
1
1,5
1.5
1,6
3
3
3
XXVIII.7. Нормирование контактной электросварки
Норма штучного времени при контактной сварке может быть
рассчитана по формуле (XXVIII.3).
Основное время при контактной сварке затрачивается непосред¬
ственно на сварку точки, шва, стыка (соответственно при точечной,
Шовной и стыковой сварке).
749
ТАБЛИЦА XXVIII. 16. ОРИЕНТИРОВОЧНЫЕ НОРМАТИВЫ
ОСНОВНОГО ВРЕМЕНИ (НА 1 ТОЧКУ) ТОЧЕЧНО» СВАРКИ
НИЗКОУГЛЕРОДИСТОЙ СТАЛИ, им
Тип сварочной
машины
Толщина1 свариваемых листов, мм
1
2
3
4
5 [ 6
МНТ'ИЮ
МПТ-150
МПТ-200
1 1 1
* о>оьа
! O^OLi
0,015)
(MIS
0,015>
Продаж
0'rai8 0,020
0>018 I 0.020
0,018 | 0,020
жение табии 2ULVHI.I6
Тнв сварочной
мзогиш»
Толщина свариваемых листов» мм
1 7 [ а
a f ю
11
мпт-юа
МПТ-150
МПТ-200
Q.Q23
f O', 022
ff, 021
0*26
' 0,24
0,23
0,26 I 0.028
0,25 J a,08
0,027
ТАБЛИЦА XXVIII.L7. ОРИЕНТИРОВОЧНЫЕ НОРМАТИВЫ
ОСНОВНОГО ВРЕМЕНИ (НА 1 ТОЧКУ) ТОЧЕЧНОЙ СВАРКИ
НИЗКОУГЛЕРОДИСТОЙ СТАЛИ С ПОМОЩЬЮ СВАРОЧНЫХ КЛЕЩЕЙ
С ПНЕВМОУПРАВЛЕНИЕМ,, мин
Мощность клеще*, кВ -А
Толщина свариваемых листов, мп
1
2
3
150
0,012
0,015
100
—
0,0*5
—
150
—
—
0,02
Основное время точечной сварки низкоуглеродистой стали мо¬
жет быть получено ориентировочно по нормативам,, приведенным в
табл. XXVIII.16, XXVIII.17.
Основное время шовной сварки вычисляют по формуле
to ш= — мин, (X XVIU. 24)
V
где I — длина шва ;
v — скорость сварки.
Это время при сварке низкоуглеродистой стали может быть опреде¬
лено ориентировочно по нормативам, указанным в табл. XXVIII. 18.
Основное время стыковой сварки (табл. XXVIII.19, XXVIII.20)
зависит от способа и режима сварки, площади поперечного сечения
стыка, механических свойств и конфигурации свариваемого мате¬
риала.
Вспомогательное время расходуется:
при точечной сварке на стационарных м-ашинах—ка сборку де¬
талей в приспособлениях по рискам, кромкам, отверстию и шабло¬
ну, установку деталей в электродах машины, включение машины, пе¬
ремещение и снятие деталей;
750
ТАБЛИЦА XXVIII.18. ОРИЕНТИРОВОЧНЫЕ НОРМАТИВЫ ОСНОВНОГО
ВРЕМЕНИ (НА 1 м ДЛИНЫ ШВА) ШОВНОЙ СВАРКИ
НИЗКОУГЛЕРОДИСТОЙ СТАЛИ
Мощность
машины,
кВт
Суммарная
толщина ме¬
талла, мм
Скорость сварки
Норма
времени,
мин
Ь 10-—2 м/с
м/мин
60
1,6
9
1,2
0,83
2
1,3
0,8
1,25
100
2
1,6
1
1
3
1,3
0,8
1,25
2
2,9
1,75
0,57
150
3
2,5
1.S
0,66
4
1,5
0,3
1,12
2
4,1
2,5
0,4
200
3
2,9
1,75
0,57
4
1,6
1
1
ТАБЛИЦА XXVIII.1-9. ОРИЕНТИРОВОЧНЫЕ НОРМАТИВЫ ОСНОВНОГО
ВРЕМЕНИ СТЫКОВОЙ СВАРКИ (НА 1 СТЫК) ОПЛАВЛЕНИЕМ
ИОЗКООТЛЕРОДИСТОЙ СТАЛЯ, япт
Площадь
сечения сты¬
ка, мм3
Номинальная
мощность
машины,
кВ-А
Сварка деталей
с подогревом
без подогрева
сплош¬
ного сече¬
ния
с разви¬
тым -пери¬
метром
сплошного ,
сечения
с разви¬
тым пери¬
метром
зо !
10
0,05
50
10
0,06
J.
оТТб
—
80
It)
0,08
—
0,18
—
120
30
0,10
_
0,2 ;
—
150
30
0„ 12
0,23 з
—
200
30
0,15
—
0,25
—
250
60
0,17
—
0,26
—
300
60
0,19
0,13
0,31
0,21
400
60
0,21
0,14
0,34
0,24
500
100
0,25
0,17
0,4
0,29
600
100
0,28
0,2
0,46
0,34
700
100
0,31
0,22
0,52
0*38
800
109
0,34
€,24 >
0,58
0,4 6
1000
250
0,39
0,23
0,72
0,53
1200
250
—
0,34
—
0,6
2000
350
—
“
0,68
.
при точечной сварке переносными машинами — на перемещение
и установку машины в начале сварки, включение машины, перенос
ее к следующей точке и возвращение в исходное положение;
при шовной сварке — на подноску детали и установку ее на
нижний ролик, включение и выключение машшш* поднятие верхне¬
го ролика, снятие и перемещение детали;
251
ТАБЛИЦА XXVIII 20. ОСНОВНОЕ ВРЕМЯ (НА 1 СТЫК) ПРИ
СТЫКОВОЙ СВАРКЕ НА МАШИНАХ С РУЧНОЙ ОСАДКОЙ
Размеры свариваемого
сечения
Норма времени,
мин
Размеры свариваемого
сечения
Норма времени,
мин
диаметр,
мм
сторона
квадрата*
мм
площадь
сечения,
мм-
диаметр,
мм
сторона
квадрата,
мм
площадь
сечения,
мм2
3
7
49
0,45
32
28
783
Г,22
11
10
100
0,5
34
30
900
1,35
14
12
144
0,54
36
32
1024
1,48
16
14
196
0,6
38
34
1155
1,61
18
16
268
0,66
40
36
1295
1,76
20
18
324
0,74
42
38
1442
1,93
22
20
400
0,82
44
40
1600
2,09
25
22
484
0,92
48
42
1763
2,25
27
24
576
1
52
46
£118
2,62
30
26
676
1,12
56
50
2500
3,02
при стыковой сварке —на подноску деталей и закрепление их
в губках машины, опускание защитного щитка, раскрепление губок,
снятие и перемещение деталей.
бремя, затрачиваемое на перечисленные выше работы, опреде¬
ляется по нормативам, а при стыковой сварке сплошного сечения мо¬
жет быть принято по табл. XXVIII.21.
ТАБЛИЦА XXVIII.21. ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ ПРИ СТЫКОВОЙ
СВАРКЕ СПЛОШНОГО СЕЧЕНИЯ, мин
Площадь свариваемого
сечения, мм8
Гидравлические, пнев¬
матические, механиче¬
ские зажимы
Ручные рычажные
и винтовые зажимы
100—200
0,6
0,7—0,8
£р0—600
0,7
0,8—1
eOO-jOQO
0,75
1—1,2
1 рОО—1500
0,8
1,2—1,4
1500—2500
1
1,4—1,7
Время обслуживания рабочего места устанавливается по дан¬
ным фотографии рабочего дня, а при укрупненных расчетах — в ви-
д$ коэффициентов к оперативному времени. Так, в зависимости от
конструкции машины для стыковой сварки /0бсл составляет 11—15%
оперативного времени.
Подготовительно-заключительное время, затрачиваемое на ин¬
структаж, Получение задания, подготовку машины, установку и ре¬
гулирование бёжимов сварки, сдачу работы и т. д., принимается рав¬
ным ~30—40 мйн (при укрупненных расчетах иногда принимают
сумму значений: /п-з, /обсл, tв, ^п, равную для стыковой сварки
~25—40%, точечной ~20—50% и шовной ~ 10—30% оперативно¬
го времени).
752
XXVII 1.8. Нормирование
ацетилено-кислородной сварки
Основное время при ацетилено-кислородной сварке t0 зависит
от толщины свариваемого металла, вида соединения, подготовки сва¬
риваемых кромок, режима и способа сварки:
G Fy
to = — = -Т» (XX VIII.25)
ан ан
где G — масса наплавленного металла на 1 м длины шва?
F — площадь поперечного сечения шва;
V — плотность наплавленного металла.
Основное время сварки шва заданного размера /0.шв подсчиты¬
вается по формуле
где tQ — основное время сварки 1 м длины шва;
I — длина свариваемого шва;
fp — время на один разогрев свариваемых кромок;
п р — число разогревов.
Вспомогательное время подразделяется на время, связанное со
свариваемым швом [осмотр и очистка кромок, смена присадочного
металла (прутков), осмотр, очистка и измерение шва], и со свари¬
ваемым изделием (на выполнение элементов работы, аналогичных
ручной дуговой электросварке). Вспомогательное время на осмотр,
очистку и измерение шва составляет 0,6 мин на 1 м длины шва.
Вспомогательное время на смену /см прутков при сварке I м
длины шва заданного сечения определяется по формуле
tnр — время на приварку одного прутка к огарку?
tр — время на один разогрев шва;
иэФ ~~ эффективный объем одного прутка с учетом потерь на угар и раз¬
брызгивание (последние равны —10%);
^пр “ диаметр сварочной проволоки;
/ п — длина сварочной проволоки;
/п « 500 мм.
В табл. XXVIII.22 приведены значения указанных величин при
сварке металла от 0,8 до 6 мм.
Время обслуживания рабочего места при централизованной по¬
даче газов от магистрали составляет 3—4% оперативного времени.
При питании сварочного поста от баллона затраты этого времени
^о.шв — ^О ^ /р Яр »
(XXVIII.26)
^см — F/ ^см.уд»
где 'см>уд- время на смену прутка, отнесенное к 10~в
металла шва;
м3 наплавленной*
(XX VIII. 27)
^см 4» 1000 (/пр~Мр)
РэФ 0,9я^р /п
(XXVIII. 28)
<Wnp *п
Рэф 4-1000 '
(XX VIII. 29)
где *см“" время на смену одного прутка;
48—140
753
ТАБЛИЦА XXVI11.22. ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА СМЕНУ
ПРУТКА, ОТНЕСЕННОЕ К Ю“° м» НАПЛАВЛЕННОГО МЕТАЛЛА
Толщина
металла,
^пр
*эф’ см3
*пр
'р
*см
'см- уд
мм
мин
0,8
1
0,35
0,1
0,1
0,2
0,57
I
1,5
0,8
0,1
0,1
0,2
0,25
1,5
1,5
0,8
0,1
0,2
0,3
0,37
2
2
1,4
0,15
0,2
0,35
0,25
3
3
3,2
0,15
0,2
0,35
0,11
4
3
3,2
0,15
0,3
0,45
0,14
5
4
5,6
0,2
0,4
0,6
0,11
6
1 4
5,6
0,2
| 0,5
0,7
0,12
увеличиваются, зависят от расхода газа и изменяются в пределах
5—12% оперативного времени.
Время на отдых в единичном и мелкосерийном производстве со¬
ставляет около 6—10% оперативного времени, а время на личные
надобности — около 2% того же времени.
Подготовительно-заключительное время составляет примерно
2% оперативного времени.
Норма штучного времени при ацетилено-кислородной сварке
определяется по формуле
^шт = + (в.сш) l + tptl + /в.нзд] k, (XXVIII.30)
где *в сш“вспомогательн°е время, связанное со свариваемым швом;
/ — длина шва;
*в изД вспомогательное время, связанное со свариваемым изделием;
к — коэффициент, учитывающий затраты времени на обслуживание ра¬
бочего места, перерывы на отдых и естественные надобности
(£«1,11—1,24).
XXVIII.9. Нормирование газовой резки
Основное время /о.газ, в течение которого струя режущего кис¬
лорода и подогревающее пламя резака действуют на металл, опре¬
деляется по формуле
^о.газ ^ t\L -f* t% пп* (XXVIII .31)
где *1 — основное время резки на 1 м длины реза;
I -ч- расчетная длина на одну деталь;
/ а г-Основное время на один подогрев в начале реза;
пп —>. число подогревов в начале резки на одну деталь-
754
Причем ti= 1/ур мин на 1 м длины реза,
где Up — скорость резки, устанавливаемая по паспортным данным оборудо¬
вания и аппаратуры.
Вспомогательное время, зависящее от длины реза, затрачивает¬
ся на осмотр и очистку металла вдоль линии реза, регулировку дви¬
жения резака по отношению к линии реза, осмотр и проверку каче¬
ства обрезаемых кромок, зачистку кромок от шлака.
Вспомогательное время, связанное с изделием и работой обору¬
дования, расходуется на установку, повороты и снятие изделий, пе¬
реходы газорезчика, подвод суппорта с резаком и закрепление ре¬
зака в исходном положении, установку и переустановку полуавтот
мата, копирного пальца и направляющей линейки, передвижение и
выверку копира, настройку резака на заданный режим и клеймение
изделия.
Время обслуживания рабочего места в зависимости от вида
оборудования, условий выполнения работы, толщины разрезаемого
металла составляет при машинной резке 4—6% и при ручной рез¬
ке— 3—12% оперативного времени.
Время перерывов на отдых и личные надобности при машинной
резке составляет 5—6% и при ручной резке —7—10% оперативного
времени.
Подготовительно-заключительное время при единичном и мелко¬
серийном производстве по элементам работ приведено в
табл. XXVIII.23.
ТАБЛИЦА XXVIII.23. ОРИЕНТИРОВОЧНЫЕ НОРМАТИВЫ
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОГО ВРЕМЕНИ, мин
Резка
Элементы работ
механизиро¬
ванная
ручная
Получение производственного задания и инст¬
руктажа
5
5
Ознакомление с работой
3
3
Получение и сдача инструмента и приспособ¬
лений
Установка и снятие:
3
2
копира, шаблона
5,2
_
циркуля
—
1
Подключение рукавов к резаку, магистрали,
бйллонам
3
3
Отключение рукавов от магистрали и баллонов
и уборка их
Установка:
3
3
давления газов
0,8
0,98
скорости резки
0,1
_
резака типа УР, РМР
0,8
0.8
керосинореза к работе
1,5
Установка и снятие катков к резаку
0,25
Сдача работы
2
2
Подготовительно-заключительное время в серийном и крупносе¬
рийном производстве составляет 2% оперативного времени.
48* 755
Норма штучного времени /шт.газ при газовой резке определяет¬
ся по формуле
^шт.газ ==
l(ti -f- /в,р) / + t% п Н“ ^в.н.о] (XXVIII. 32)
или
/шт = [{Н + /в.р) I 12 ^ + ^в.изд] ^2» (XXVIII .ЗЗ)
где tB р — вспомогательное время на 1 м длины реза, зависящее от длины
реза;
*в.и.о “ вспомогательное время (на 1 деталь), связанное с изделием и ра¬
ботой оборудования;
hi — коэффициент, учитывающий время на обслуживание рабочего
места, отдых и личные надобности и изменяющийся при машин¬
ной резке от 1,09 до 1,16; при ручной — от 1,11 до 1,32;
— коэффициент, учитывающий те же затраты времени, что и ku а
также подготовительно-заключительное время. При ручной резке
равен 1,12—1,24, при машинной резке — 1,12—1,19.
Глава XXIX. ТЕХНИКА БЕЗОПАСТНОСТИ
И ОХРАНА ТРУДА ПРИ СВАРКЕ И РЕЗКЕ
XXIX.1. Основные виды травматизма
при сварке и резке
Производственный травматизм при выполнении сварочных работ
и вредное влияние сварки и термической резки на человека, вызы¬
ваемые различными причинами (табл. XXIX.1), могут привести к
временной потере трудоспособности, а при неблагоприятном стече¬
нии обстоятельств — к более тяжелым последствиям.
Электрический ток (постоянный и переменный) опасен для че¬
ловека, однако переменный ток в 3—5 раз опаснее постоянного. Сте¬
пень опасности поражения электрическим током зависит в основном
от условий включения человека в цепь и напряжения в ней, так как
сила тока, протекающего через организм, обратно пропорциональна
сопротивлению (по закону Ома). За минимальное расчетное сопро¬
тивление человеческого организма принимают 1000 Ом.
Различают два вида поражения электрическим током: электри¬
ческие удары и травмы. При электрическом ударе поражаются нерв¬
ная система, мышцы грудной клетки и желудочков сердца; возмож¬
ны паралич дыхательных центров и потеря сознания. К электриче¬
ским травмам относят ожоги кожи, тканей мышц и кровеносных
сосудов.
Поражение электрическим током наиболее опасно при включе¬
нии человека в двухфазную цепь, когда на организм действует пол¬
ное напряжение цепи, при сравнительно малом сопротивлении. Ме¬
нее опасным является включение человека в однофазную цепь, при
котором цепь замыкается через землю (или воздух) при общем уве¬
личенном сопротивлении.
Световая радиация дуги, воздействуя на незащищенные органы
зрения в течение 10—30 с в радиусе до 1 м от дуги, может вызвать
сильную резь, слезотечение и светобоязнь. Длительное действие све¬
та дуги при таких условиях может привести к более тяжелым забо¬
леваниям (электрофтальмия, катаракты). Действие лучей сварочной
756
ТАБЛИЦА XXIX.1. ОСНОВНЫЕ ВИДЫ ПРОИЗВОДСТВЕННОГО
ТРАВМАТИЗМА ПРИ СВАРОЧНЫХ РАБОТАХ И ХАРАКТЕР ВРЕДНОГО
ВЛИЯНИЯ НА ЧЕЛОВЕКА СВАРКИ И РЕЗКИ
Вид травматизма
н характер вред¬
ного влияния
Основные причины
Последствия
Поражение
электрическим
током
Действие лучи¬
стой энергии ду¬
ги и газового пла¬
мени
Воздействие
токсичных ве¬
ществ
Взрывоопас¬
ность при рабо¬
тах:
с газообраз¬
ными горючи-
с сосудами
под давлением
при ремонте
сосудов из-под
горючего
Протекание через
человеческий орга¬
низм электрическою
тока силой 0,002—
0,05 А вызывает боль;
ток силой 0,05 А яв¬
ляется опасным; ток
силой 0,1 А может
привести к смертель¬
ному исходу
Выделение электри¬
ческой дугой мощ¬
ных потоков видимых
световых и невиди¬
мых (ультрафиолето¬
вых и инфракрасных)
лучей и воздействие
их на незащищенные
органы зрения и кож¬
ный покров
Действие лучей вы¬
сокотемпературного
газового пламени на
незащищенные орга¬
ны зрения
Образование ток¬
сичных газов, паров
и аэрозоля, состоя¬
щих из окислов ме¬
таллов и их примр-
сей, а также продук¬
тов сгорания и испа¬
рения защитных по¬
крытий основного
металла (цинк, сви¬
нец и др.), компо¬
нентов покрытий
эледстродов, флюсов
и паст
Образование взрыв¬
чатых смесей с воз¬
духом и кислородом
ацетилена и его за¬
менителей, взрывча¬
тых химических сое¬
динений ацетилена;
обратные уДары в
газовой сети
Ударные воздейст¬
вия, неправильные
транспортирование
или эксплуатация,
перегрев кислород¬
ных, ацетиленовых и
других баллонов
Образование сме¬
сей с воздухом парэв
горючих веществ (в
замкнутом простран¬
стве), взрывоопас-
Электричес-
кие удары и
травмы
Электроофта¬
льмия, ката¬
ракты, ожоги
кожи
Заболевание
внутренних
органов, от¬
равление, пне-
вмокониоз
Последствия
взрывов
То же
Виды сварки и резки
Все виды сварки и
резки с использова¬
нием электроэнергии
Дуговая сварка в
защитных газах и от¬
крытой дугой. Газо¬
вая сварка и резка
Дуговая сварка по¬
крытыми электрода¬
ми и под флюсом.
Сварка и резка пла¬
кированных и цвет¬
ных металлов
Газовая сварка н
термическая резка
Сварка газовая,
дуговая в защитных
газах и термическая
резка
Дуговая и газовая
оварка, термическая
резка
757
Продолжение табл. XXIX I
Вид травматизма
В характер вред¬
ного влияния
Основные причины
Последствия
Виды сварки и резки
Тепловые ожоги
Метереологи-
ческие условия
Пожарная опас¬
ность
ных при воздействии
высокой температуры
или открытого пла¬
мени
Воздействие на не¬
защищенный кожный
покров рабочего вы¬
сокой температуры
дуги, газового пла¬
мени, искр, нагретого
металла, флюсов и
т. д.
Низкая и высокая
температура воздуха,
сильные воздушные
потоки, осадки
Воздействие на ог¬
неопасные мате¬
риалы открытого пла¬
мени, искр, раскален¬
ного металла, флюса
и т. д.
Ожоги разной
степени
Переохлаж¬
дение, пере¬
грев, просту¬
дные явления
Последствия
пожаров
Все виды сварки с
нагревом, термиче¬
ская резка
Сварка и термиче¬
ская резка на строи¬
тельных площадках
Все виды сварки с
нагревом, термиче¬
ская резка
дуги на органы зрения сказывается на расстоянии до 10 м от места
сварки.
Повышенная яркость лучей дуги наблюдается при сварке в за¬
щитных газах, особенно при сварке плавящимся электродом алюми¬
ния в аргоне.
Вредные вещества (газы, пары, аэрозоль) при сварке выделяют¬
ся в результате физико-химических процессов, возникающих при
плавлении и испарении свариваемого металла, компонентов покры¬
тий электродов и сварочных флюсов, а также за счет рекомбинации
газов под действием высокой температуры источников сварочного
тепла.
Воздушная среда в зоне сварки и окружающем пространстве
может загрязняться сварочным аэрозолем, состоящим в основном из
окислов свариваемых металлов (железа, марганца, хрома, цинка,
свинца и т. д.), газообразных фтористых соединений, а также окиси
углерода, окислов азота и озона.
Длительное воздействие сварочного аэрозоля может привести
к появлению профессиональных интоксикаций и пневмокониоза, раз¬
витие и тяжесть течения которых зависят от химического состава и
концентрации вредных веществ.
Взрывоопасность обусловливается применением при сварке и
резке кислорода, защитных газов, горючих газов и жидкостей, ис¬
пользованием газогенераторов, баллонов со сжатыми газами и т. д.
Взрывоопасны химические соединения ацетилена с медью, серебром
и ртутью. Опасность представляют собой обратные удары в газовой
сети при работе с горелками и резаками низкого давления. При ре¬
монте резервуаров и другой тары для хранения горючих жидкостей
необходимы специальные меры для предотвращения взрывов.
Тепловые ожоги, ушибы и ранения вызваны высокой темпера¬
турой источников сварочного тепла и значительным нагревам метал¬
ла при сварке и резке, а также ограниченной возможностью обзора
758
рабочими окружающего пространства в связи с производством ра¬
бот с использованием щитков, масок и очков со светозащитными
стеклами.
Неблагоприятные метеорологические условия воздействуют на
сварщиков (резчиков)-строителей более половины времени года, по¬
скольку работать им приходится преимущественно на открытом
воздухе.
Повышенная пожарная опасность при сварке и резке обуслов¬
ливается тем, что температура плавления металла и шлаков значи¬
тельно превышает 1000° С, а жидкие горючие вещества, дерево, бу¬
мага, ткани и другие легковоспламеняющиеся материалы загорают¬
ся при 250—400° С.
Сварщикам и резчикам, занятым в строительстве, часто прихо¬
дится работать вблизи действующих строительно-монтажных машин,
в стесненных условиях, на временных подмостях и лесах, на боль¬
шой высоте, в котлованах и траншеях, что значительно увеличивает
опасность травматизма.
XXIX.2. Меры обеспечения
электробезопасности
1. Необходимо надежно заземлять корпусы сварочных машин,
аппаратов и установок, зажимы вторичной цени сварочных транс¬
форматоров, служащие для подключения обратного провода, а так¬
же свариваемые изделия и конструкции.
2. Не касаться голыми руками (без диэлектрических перчаток)
токонесущих частей сварочных установок, а также проводов без
изоляции или с поврежденной изоляцией.
3. Перед началом работ проверять исправность изоляции сва¬
рочных проводов, сварочного инструмента и оборудования, а так¬
же надежность всех контактных соединений сварочной цепи.
4. При длительных перерывах сварочного процесса отключать
источник сварочного тока.
5. Применять в качестве обратного провода сварочной цепи ме¬
таллические конструкции и трубопроводы (без горячей воды или
взрывоопасной среды) только в случаях, когда их сваривают. За¬
прещается использовать в качестве обратного провода сварочной це¬
пи контуры заземления, трубы санитарно-технических устройств, ме¬
таллоконструкции законченных зданий и технологического обору¬
дования.
6. При прокладке сварочных проводов и при каждом их пере¬
мещении не допускать: повреждения изоляции; соприкасания про¬
водов с водой, маслом, стальными канатами, рукавами (шлангами)
и трубопроводами с горючими газами и кислородом, с горячими тру¬
бопроводами.
7. Гибкие провода электроуправления сварочной установки при
значительной их протяженности помещать в резиновые или брезен¬
товые рукава. Защищать сварочные провода от повреждений и при
необходимости дополнительно обматывать их брезентовой лентой.
8. Надежно заземлять металлический корпус осциллятора, кон¬
струкция которого должна обеспечивать автоматическое выключение
тока при открывании его дверцы.
9. Не ремонтировать сварочное оборудование и установки, на¬
ходящиеся под напряжением.
769
10. При сварке в особо опасных условиях (внутри металличе¬
ских емкостей, трубопроводов, в туннелях, на понтонах):
оснащать электросварочные установки устройством автоматиче¬
ского отключения напряжения холостого хода или ограничения его
до напряжения 12 В с выдержкой не более 0,5 с;
выделять подсобного рабочего, который должен находиться вне
емкости (в частности), для наблюдения за безопасностью работы
сварщика. Сварщик снабжается поясом с веревкой, конец которой
длиной не менее 2 м должен быть в руках подсобного рабочего.
11. Не допускать к дуговой сварке или резке сварщиков в мок¬
рых рукавицах, обуви и спецодежде.
12. Шкафы, пульты и станины контактных сварочных машин,
внутри которых расположена аппаратура с открытыми токоведущи¬
ми частями, находящимися под напряжением, должны иметь блоки¬
ровку, обеспечивающую снятие напряжения при их открывании.
13. Педальные пусковые кнопки контактных машин необходимо
заземлять и контролировать надежность верхнего ограждения, пре¬
дупреждающего непроизвольные включения.
14. До начала производства сварочных работ под водой элект¬
ромонтер должен проверить: исправность сварочной установки, пра¬
вильность подключения и полярность сварочной цепи.
При поражении электрическим током необходимо:
срочно отключить ток ближайшим выключателем или отделить
пострадавшего от токоведущих частей, используя сухие подручные
материалы (шест, доску и др.), после чего положить его на теплую
подстилку и по возможности согреть;
немедленно вызвать медицинскую помощь, учитывая, что про¬
медление свыше 5—6 мин может привести к непоправимым послед¬
ствиям;
при бессознательном состоянии пострадавшего освободить его
от стесняющей одежды, очистить рот от посторонних предметов
(включая съемные зубные протезы), принять меры против запада¬
ния языка и немедленно приступить к выполнению искусственного
дыхания, продолжая его до прибытия врача или восстановления
нормального дыхания.
XXIX.3. Защита от световой радиации
1. Для защиты глаз и лица сварщика от световой радиации
электрической дуги применять шлемы или щитки (ГОСТ 1361—69*),
в смотровые отверстия которых вставляют защитные стекла-свето¬
фильтры, поглощающие ультрафиолетовые лучи и значительную
часть световых и инфракрасных лучей. От брызг, капель расплавлен¬
ного металла и других загрязнений светофильтр защищают обыч¬
ным прозрачным (оконным) стеклом, устанавливаемым в смотровое
отверстие перед светофильтром. Светофильтры подбирать в зависи¬
мости от вида работ, пользуясь данными табл. XXIX.2.
2. При сварке в защитных газах (особенно сварке алюминия
в аргоне) использовать более темный светофильтр, чем при сварке
открытой дугой при той же силе тока.
3. При газовой сварке и резке применять очки-консервы с со¬
ответствующими светофильтрами (см. табл. XXIX.2). Такими же
светофильтрами можно пользоваться при электрошлаковой сварке.
При контактной сварке обычно применяют светофильтры для вспо¬
могательных рабочих.
760
ТАБЛИЦА XXIX 2. ХАРАКТЕРИСТИКА ЗАЩИТНЫХ СВЕТОФИЛЬТРОВ
ДЛЯ СВАРЩИКОВ РЕЗЧИКОВ И ВСПОМОГАТЕЛЬНЫХ РАБОЧИХ
(ГОСТ 9497—60*)
Назначен не свето¬
фильтров
Обозна¬
чение
Квалифи¬
кационный
номер
Марка
стекла
Форма и размеры
Для электросвар¬
щиков, работающих
при силе тока, А:
Э—1
9
Прямоугольные
30— 75
75-200
200—400
Э—2
Э-3
10
11
тез
52X102 мм, тол¬
щиной 1,5—4 мм
более 400
Э—4
12
Для газосварщиков
и газорезчиков, рабо¬
Круглые диа¬
тающих при мощно¬
сти пламени:
метром 35—60 мм,
малой
Г—1
4
TC2
толщиной 1,5—
средней
Г—2
5
3,5 мм
большой
Г—3
6
Для вспомогатель¬
ных рабочих при ра¬
боте их:
в цехах
В—1
2,4
ТС1 1
Прямоугольные
на открытых пло¬
з
TCI г
или круглые
щадках
В—2
В—3
4
ТС2 J
4. Окружающих работников от световой радиации дуги защи¬
щают: устройством кабин для сварщиков (при сварке в стационар¬
ных условиях и сравнительно небольших размерах свариваемых из¬
делий); переносными щитами или ширмами из несгораемых мате¬
риалов (при непостоянном рабочем месте сварщика и больших из¬
делиях).
5. Для ослабления контраста между яркостью света дуги, по¬
верхностью стен цеха (или кабин) и оборудования их окрашивают
в светлые тона с рассеянным отражением света, а также обеспечи¬
вают хорошую освещенность окружающих предметов.
6. При дуговой сварке и резке под водой передний иллюмина¬
тор шлема водолаза-сварщика необходимо закрывать на 2/в соответ¬
ствующим светофильтром для защиты от световой радиации дуги.
7. При заболевании глаз от световой радиации дуги следует не¬
медленно обратиться к врачу. При невозможности получения быст¬
рой медицинской помощи делают примочку глаз слабым раствором
питьевой соды.
XXIX.4. Защита от вредных
газовых выделений и аэрозоля
1. Снижать действие на организм сварщиков и резчиквв вред¬
ных выделений и аэрозоля, применяя местную и общеобменную вен¬
тиляцию, подачу в зону дыхания чистого воздуха, а также мало¬
токсичные материалы и процессы (например, использовать электро¬
ды с покрытием рутилового типа, сварку штучными электродами
заменить на сварку в углекислом газе или порошковой проволо¬
кой и т. д.).
761
Рис. XXIX.1. Неподвижный боковой
отсос (высота решетки 0,5—0,6 м)
Рис. XXIX.2. Подвижной отсос с двух-
шарнирным сочленением
/ — заборная решетка; 2 — гиб¬
кий рукав; 3 — шарнирные соч¬
ленения
Рис. XXIX.3. Вытяжной
шкаф с откидными боковы¬
ми щитами
Рис. XXIX.4. Наклонная па¬
нель равномерного всасыва¬
ния (расстояние от поверх¬
ности сварочного стола
200 мм)
Ряс. XXIX.5. Наклонный панельно-щелевой отсос
2. При сварке и резке на постоянных местах в цехах (мастер¬
ских) изделий средних размеров рекомендуется использовать мест¬
ную вентиляцию с неподвижным боковым отсосом (рис. XXIX.1).
При работах на нефиксированных местах и при больших размерах
изделий применять местную вентиляцию с подвижным отсосом. При¬
мер такого устройства, выполненного двухшарнирным с заборной
воронкой, закрепленной на гибком рукаве, приведен на рис. XXIX.2.
3. При сварке мелких и средних изделий на фиксированных мес¬
тах в цехах или мастерских в зависимости от условий работ ис¬
пользовать местные отсосы следующих типов: вытяжной шкаф
(рис. XXIX.3), вертикальную или наклонную панель равномерного
всасывания (рис. XXIX.4), наклонный панельно-щелевой отсос
(рис. XXIX.5), а также столы с нижним подрешетчатым отсосом
и т. д. При пользовании кондукторами, кантователями и другими
приспособлениями следует встраивать в них соответствующие мест¬
ные отсосы.
4. Создаваемая местными отсосами скорость движения воздуха
у источников выделения вредных веществ должна соответствовать
данным, приведенным ниже.
Виды работ
Скорость
движения
воздуха,
м/с, не
менее
Сварка:
ручная дуговая <.#•««*••««■■•, 0,5
в углекислом газе 0,5
в инертных газах 0,3
Резко низкоуглеродистых и низколегированных ста¬
лей:
газовая . 1
плазменная « 1,4
Плазменная резка высоколегированных сталей и алю¬
миниево-магниевых сплавов 1.8
5. Общеобменную вентиляцию следует выполнять приточно-вы¬
тяжной с подачей свежего воздуха в основном на несварочные участ¬
ки и подогревом его в холодное время. Скорость движения воздуха
в рабочей зоне должна составлять 0,3—0,9 м/с при ручной дуговой
сварке и наплавке и не более 0,5 м/с при других видах сварки.
6. При общеобменной вентиляции количество воздуха, м3 на
1 кг расхода сварочных материалов в цехах, необходимое для рас¬
творения вредных веществ до предельно допустимых концентраций,
принимается по данным, приведенным ниже.
I. Ручная дуговая сварка
Углеродистых и низколегированных
электродами с покрытием:
рутилового и рутилкарбонатного типа:
АНП-1 ОЧГ'-Ч
АНО-3, МР-3, ЗРС-З, РБУ-4, ОЗС-4
фтористокальциевого типа:
УОНИ 13/45, СК2-50
УОНИ 13/55, АНО-1
руднокислого и ильменитового типа ЦМ-7,
ОММ-5, СМ-5
Теплоустойчивой стали электродами ЦЛ-26м,
ЦЛ~7 « | | в « J. • • а
сталей
. 1800—3400
. 2000—6200
2800—3400
4300—5400
5700—8000*
8500—16 600*
763
Нержавеющей и жаростойкой стали электро¬
дами ОЗЛ-9А, ОЗЛ-14 •
У/. Полуавтоматическая сварка углеродисты
стали
В углекислом газе электродной проволоко
Св-08Г2С, СВ-10Г2Н2СМТ
Порошковой (самозащитной) проволокой ма
рок:
ПП-ДСК-1, ПСК-3, ЭПС-15/2
ПП-АНЗ
III. Автоматическая и полуавтоматическая
сварка стали
Под плавленым флюсом АН-348А, АН-26
ОСЦ-45
Под керамическим флюсом К-1, АМК-18, К-1
IV. Сварка меди и алюминия
Дуговая сварка меди электродами «Комсо
молец-100»
Сварка алюминия и его сплавов:
ручная дуговая электродами 03 А-
ОЗА-2/АК
в защитном газе проволокой Д-20, AML
АМГ-6
под флюсом:
плавленым АН-А1
керамическим ЖА-64
27 800-46 ООО*
2000
1900—2900*
5400*
40—400
80-300
13 000
10 000—14 000*
3800—14 000*
15 600*
150
Примечание. Звездочкой отмечены случаи, когда не¬
обходимо дополнительно применять респиратор или подавать
воздух под маску.
Ниже приведено количество воздуха, м3, в цехах, необходимое
для растворения вредных веществ при контактной и газовой сварке
и термической резке.
Контактная сварка стали:
стыковая (на 75 кВ*А номинальной мощности маши¬
ны) 4000
точечная (на 50 кВ-А номинальной мощности) . 400
Газовая сварка стали:
ацетилено-кислородным пламенем (на 1 кг ацети¬
лена) 4400
с использованием пропан-бутановых смесей (на 1 кг
газовой смеси) 3000
Газовая резка сталей (на 1 м длнны реза металла
Толщиной 1 мм):
углеродистых и низколегированных * . . . . . . 75
высокомарганцовистых . * , , . , 400
7. При работах в замкнутых и полузамкнутых пространствах
(резервуары, баки, трубы, отсеки листовых конструкций и т. д.)
необходимо применять местный отсос на гибком рукаве для вытяж¬
ки вредных веществ непосредственно от места сварки (резки) или
обеспечивать общеобменную вентиляцию. При невозможности осу¬
ществить местное или общее вентилирование чистый воздух прину¬
дительно подают в зону дыхания рабочего в количестве (1,7—
2,2) 10“3 м3 в 1 с, используя для этой цели щиток или шлем спе¬
циальной конструкции.
8. При предварительном обезжиривании металла и сварочных
материалов от масляных загрязнений не следует применять трихлор-
этилен, дихлорэтан и другие хлорированные углеводороды, так как
при соединении их с озоном, присутствующим в атмосфере при ду¬
говой сварке, возможно образование удушливого газа (фозгена).
764
ТАБЛИЦА XXIX.3. МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ
ВОЗДЕЙСТВИИ НА ОРГАНИЗМ РАБОЧЕГО ВРЕДНЫХ ВЕЩЕСТВ,
ОБРАЗУЮЩИХСЯ ПРИ СВАРКЕ И РЕЗКЕ
Вредные вещества, ус¬
ловия образования
Окислы марганца
Сварка и резка марган¬
цовистых сталей, сварка
электродами с руднокис¬
лым покрытием (ЦМ-7,
ОММ-5 и др.)
Фтористые соединения
Сварка под флюсом
ОСЦ-45, сварка электро¬
дами с фтористокальцие¬
вым покрытием
Окись углерода
Неполное сгорание аце¬
тилена в пламени газо¬
вой горелки, сварка в
углекислом газе в замл-
нутых пространствах
Окись цинка
Сварка и резка медно¬
цинковых сплавов и
оцинкованных сталей
Окись свинца
Сварка (пайка) свин¬
ца, сварка и резка ме¬
талла, покрытого свин¬
цовыми красками
Признаки отравления
1-я стадия — головная
боль, слабость, сонли¬
вость, головокружение,
боли в конечностях, из¬
жога; 2- и 3-я стадии —
хроническое состояние,
появление начальных
форм органического по¬
ражения центральной
нервной системы
Сладкий привкус во
рту, головокружение.
После окончания рабо¬
ты — озноб, повышение
температуры, иногда
тошнота, рвота
Повышенное утомле¬
ние, головная боль,
тошнота, рвота, потеря
сознания
Литейная лихорадка —
сладковатый привкус t*o
рту, потеря аппетита,
жажда, повышенное
утомление, сухой ка¬
шель. Приступы лихо¬
радки — озноб, повыше¬
ние температуры, тош¬
нота, рвота
Металлический привкус
во рту, отрыжка, потере
аппетита, упадок сил.
Появление свинцовой
(лилово-серой) каймы
вокруг десен после 2,5—
3,5 мес непрерывной ра¬
боты. При тяжелой фор¬
ме — колики, сильные го¬
ловные боли
Меры предупреждения
Эффективная вентиля¬
ция рабочих пространств.
Применение электродов
с рутиловым покрытием
(АНО-4. МР-3 и др.)
Применение флюсов
АН-348А, ФЦ-9. Усилен¬
ная вентиляция рабочих
пространств
Усиленная вентиляция
рабочих пространств.
Подвод чистого воздуха
в зону дыхания сварщи¬
ка
Присадочный металл в
виде проволоки из сплава
АК-62-05. Усиленная вен¬
тиляция, применение рес¬
пираторов. Сварка оцин¬
кованной стали рутнло-
выми электродами или
в углекислом газе
Усиленная вентиляция,
удаление краски из зоны
нагрева. Соблюдение чи¬
стоты кожи, рта, одеж¬
ды. Прием пищи и ку¬
рение в нерабочих ме¬
стах
765
9. При сварке и резке металлов предусматривать меры пред¬
осторожности при воздействии на человека вредных веществ, наи¬
более характерных для этих процессов, перечисленных в табл. XXIX.3.
XXIX.5. Предупреждение возможных взрывов
1. Карбид кальция необходимо хранить в сухих, проветривае¬
мых, несгораемых складах с легкой водонепроницаемой кровлей.
2. При перевозке предохранять барабаны с карбидом от толч¬
ков, ударов и накрывать брезентом, а при разгрузке с транспорт¬
ных средств осторожно снимать или скатывать по наклонно уложен¬
ным доскам (бревнам). При погрузке и разгрузке барабанов с кар¬
бидом курение не допускается. Для раскупорки барабанов следует
пользоваться латунными молотком и зубилом во избежание искро-
образования. Стальной инструмент применять запрещается.
3. Передвижные газогенераторы устанавливают преимуществен¬
но на открытом воздухе, стационарные — в специальных поме¬
щениях.
4. Перед началом работы каждой смены следует контролиро¬
вать техническое состояние газогенератора. Проверять и заряжать
газогенератор должен сварщик (резчик) или специально обученный
подсобный рабочий под наблюдением сварщика (резчика).
5. Загружать газогенератор карбидом только той грануляции,
которая предусматривается паспортом генератора.
Не допускается работа генератора с неисправным водяным за¬
твором или без затвора.
6. В процессе работы газосварщикам (резчикам) запрещается:
оставлять газогенератор, баллоны, бочки с горючим без надзора;
работать несколькими горелками (резаками) от однопостного
газогенератора;
располагать баллоны, бачки с горючим и резиновые рукава
вблизи электрических приборов и нагретых предметов, а также
оставлять без наблюдения горящие горелку или резак.
7. Газогенераторы, кислородные и ацетиленовые баллоны уста¬
навливать на расстоянии не менее 10 м от рабочих мест газосвар¬
щиков (резчиков). На таком же расстоянии от указанного обору¬
дования не допускается разводить открытый огонь, зажигать спички
и курить.
8. Транспортировать кислородные баллоны следует на автомо¬
билях или повозках, снабженных рессорами. При перевозке на вен¬
тилях баллонов должны быть заглушки и предохранительные кол¬
паки. Укладывать баллоны следует поперек кузова на деревянные
рамы с овальными гнездами, обитыми войлоком или другим мяг¬
ким материалом. Запрещено перевозить кислородные баллоны вме¬
сте с горючими газами и другими горючими веществами.
9. При разгрузке с транспортных средств не допускается сбра¬
сывать баллоны, ударять их друг о друга, а также переворачивать
их вентилями вниз.
Переносить баллоны на небольшие расстояния следует с по¬
мощью специальных носилок или тележек.
10. Хранить баллоны необходимо в специальных помещениях
или под навесом в вертикальном положении и закрепленном состоя¬
нии. Запрещено хранить вместе кислородные баллоны и с горючи¬
ми газами.
766
Не допускать нагрев баллонов солнечными лучами и другими
источниками тепла.
И. Запрещено пользоваться редукторами с неисправными мано¬
метрами или с истекшим сроком их проверки. Следует особо тща¬
тельно предохранять редукторы, клапаны и вентили кислородных
баллонов от загрязнения их маслом и жирами.
12. Газовую сварку и резку в колодцах, резервуарах, трубах
и других замкнутых пространствах допускать, убедившись в отсут¬
ствии в них взрывоопасных газов.
13. Запрещена сварка и термическая резка при ремонте сосу¬
дов, находящихся под избыточным внутренним давлением.
14. Ремонтировать емкости, используемые под горючие жидко¬
сти, только после двух-трехкратной промывки их водным раствором
каустической соды или тринатрийфосфата, кипячения или продувки
острым паром.
Ремонт емкостей после хранения в них авиационного бензина
или керосина (даже с остатками горючего) допускается при усло¬
вии создания в них взрывобезопасной газовой среды путем запол¬
нения емкости углекислым газом, азотом или аргоном под давлени¬
ем не более 0,01 МПа (0,1 кгс/см2) с таким расчетом, чтобы содер¬
жание кислорода в такой газовой среде не превышало 5%.
15. В зимнее время помещать переносной газогенератор в утеп¬
ленные будки на полозьях или укрывать от замерзания теплым чех¬
лом. Для залива водяного затвора можно пользоваться незамерза¬
ющими до минус 40° С жидкостями, например 60%-ным водным
раствором этиленгликоля (по объему) или 30%-ным водным рас¬
твором хлористого кальция (по массе).
При замерзании воды в затворе, газогенераторе или рукавах
нагревать их следует только чистой горячей водой, не допуская на¬
личия открытого огня на расстоянии не менее 10 м.
При воспламенении газогенератора огонь тушить песком или су¬
хим огнетушителем.
XXIX.6. Меры безопасности от тепловых ожогов
1. Во избежание тепловых ожогов электросварщик должен ра¬
ботать в брезентовых спецодежде и рукавицах. Ботинки носить с
боковыми застежками, брюки (без отворотов) носить только навы¬
пуск. Карманы куртки закрывать клапанами, концы рукавов реко¬
мендуется завязывать тесьмой. Голову укрывать обычным головным
убором (желательно без козырька) или фибролитовой каской.
2. Следить за состоянием спецодежды, учитывая, что нормами
ее выдачи элетросварщикам, газосварщикам и резчикам предусмат¬
риваются определенные сроки носки. Для сварочных работ исполь¬
зуются костюмы из брезентовой парусины с комбинированной про¬
питкой, артикул 11 110 и И 119 по ГОСТ 9398—68*, тип А.
3. Соблюдать осторожность при обращении с нагретым метал¬
лом, шлаком, огарками электродов. При сбивании шлаковой корки
(при сварке под флюсом) защищать глаза очками с простами
стеклами.
4. Не допускать перегрева электрододержателей и горелок для
полуавтоматической сварки, а также другого сварочного инструмен¬
та, находящегося под током.
767
5. При потолочной дуговой сварке пользоваться асбестовыми
нарукавниками и плотно завязывать их у кистей рук.
При горячей сварке чугуна использовать асбестовый фартук,
а также закрывать асбестом нагретые части изделия, кроме места
сварки.
6. При электрошлаковой сварке во избежание возможных вы¬
бросов и вытекания жидкого металла и шлака строго следить за
уровнем ванны и состоянием системы охлаждающей воды. Во вре¬
мя сварки категорически запрещается находиться под ползуном, на¬
кладкой или формой.
7. При контактной сварке для защиты от ожогов применять
фартук, рукавицы и очки с простыми стеклами. Для защиты от искр
и брызг расплавленного металла при стыковой сварке оплавлени¬
ем следует оборудовать сварочные машины соответствующими
щитами.
XXIX.7. Особенности обеспечения
безопасности работ по сварке и резке
на строительно-монтажных площадках
1. Сварщикам (резчикам) следует выполнять работы в фибро¬
литовых касках и при необходимости пользоваться брезентовыми
наплечниками для защиты шеи и плеч.
2. Для переноски инструмента, электродов и других сварочных
материалов, а также сбора электродных огарков использовать спе¬
циальные инструментальные ящики или цилиндрические пеналы из
несгораемого материала. Не допускать разбрасывания электродных
огарков.
3. На высоте работать с предохранительным поясом и прикреп¬
ляться им к неподвижным и прочным конструкциям.
4. Выполнять работы по сварке и резке на высоте с лесов, под¬
мостей и люлек только после проверки этих устройств мастером или
производителем работ. Леса и подмости должны быть сплошными
шириной не менее 1 м, с прочными и устойчивыми ограждениями.
Как исключение допускается кратковременные работы выпол¬
нять с приставных лестниц, с упорами в виде металлических шипов,
резиновых наконечников и других тормозных устройств. Верхние
концы лестниц закреплять к прочным неподвижным конструкциям*,
а также предусматривать меры против случайного сдвига лестниц
проходящими людьми и перемещающимися механизмами.
5. При производстве работ в несколько ярусов необходимо пре¬
дусматривать устройство навесов или настилов для защиты рабо¬
тающих внизу от искр и капель расплавленного металла и шлака,
а также от падения инструмента и других предметов.
6. Во время дождя работы на открытом воздухе, сварку (рез¬
ку) следует вести только при наличии соответствующих защитных
устройств (навесы, козырьки и т. д.).
7. При гололедице или ветре более 6 баллов выполнять сварку
или резку на высоте не допускается.
8. Не разрешается производство работ по сварке и резке на от¬
крытом воздухе при температуре ниже минус 30° С.
9. В зимнее время сварщики и резчики, работающие на строи¬
тельно-монтажных площадках, должны иметь возможность обогре¬
768
в а в непосредственной близости от рабочих мест. При температурах
от минус 20 до минус 25° С сварщик имеет право обогреваться в
течение 10 мин через каждый час работы.
XXIX.8. Противопожарные мероприятия
1. О прёдстоящих работах по сварке и резке на строительной
площадке необходимо заблаговременно сообщать лицу, ответствен¬
ному за пожарную безопасность.
2. Рабочие места сварщиков (резчиков) следует предваритель¬
но очистить от древесных стружек, пакли, сгораемого мусора в ра¬
диусе не менее 10 м, а также удалить из этой зоны другие взры¬
воопасные и огнеопасные вещества.
3. Соблюдать осторожность при перемещении сварочных прово¬
дов. Особую опасность при этом представляет собой искрение про¬
водов (при недостаточной или нарушенной их изоляции) в местах,
удаленных от сварщика или недоступных его наблюдению.
4. Не допускать перемещений рабочего с зажженной, горелкой
или резаком за пределами его рабочего места, а также подъем его
по лестницам, лесам и т. п.
5. Запрещается выполнять газопламенные работы в замкнутых
и полузамкнутых пространствах при использовании жидких горю¬
чих (керосин, бензин, их смеси).
6. При ведении работ по сварке и резке в опасных зонах пре¬
дусматривать специальные пожарные посты.
7. При длительном или концентрированном воздействии искр
и капель расплавленного металла, образующихся при сварке и рез¬
ке, на деревянные настилы или подмости защищать их от возго¬
рания листовым железом или асбестом, а в жаркое время поливать
водой.
8. По окончании смены тщательно проверять рабочую зону и
не оставлять открытого огня, нагретых до высокой температуры
предметов, а также тлеющих сгораемых материалов, мусора и т. д.
XXIX.9. Охрана труда
сварщиков и резчиков
1. Существующее законодательство по вопросам охраны труда
сварщиков и резчиков, так же как и других рабочих, предусматри¬
вает комплекс правовых, технических и санитарно-гигиенических
мероприятий, направленных на обеспечение здоровых и безопасных
условий труда.
Ответственность за организацию и состояние охраны труда и
техники безопасности в строительно-монтажных управлениях и трес¬
тах лежит на административно-техническом персонале этих подраз¬
делений. На строительно-монтажных участках ответственность за
технику безопасности несут начальники, прозводители работ, мас¬
тера, а также специальные работники по технике безопасности.
2. Государственный контроль за выполнением норм и правил
по технике безопасности осуществляют инспекция Госгортехнадзора
СССР, инспекторы по технике безопасности ЦК профсоюза рабочих
строительства и промышленности строительных материалов и обще¬
ственные инспекторы. За соблюдением санитарных условий труда
49—140
769
следит Государственная санитарная инспекция, за нормами пожар¬
ной охраны—Государственная инспекция пожарной охраны.
3. Важнейшей задачей техники безопасности и противопожарной
техники в строительстве является предупреждение возможных ава¬
рий при производстве строительно-монтажных работ.
4. В соответствии с действующими положениями к сварочным
работам всех видов допускаются лица не моложе 18 лет. Для обуче¬
ния этой специальности в школах и училищах принимаются лица
в возрасте 17 лет.
5. К сварке и резке допускаются рабочие, прошедшие специаль¬
ное обучение с дополнительной проверкой знаний по правилам тех¬
ники безопасности и оформлением результатов указанной проверки
в журнале установленной формы.
Повторный инструктаж должен проводиться администрацией
ежеквартально и перед каждой новой работой.
6. Для рабочих, занятых на сварке и термической резке, совет¬
ским законодательством предусмотрены дополнительные отпуска по
вредности различной длительности в зависимости от конкретно вы¬
полняемой работы.
7. Согласно «Единым нормам выдачи спецодежды и спецобуви
рабочим, занятым на строительных и монтажных работах», утверж¬
денных Госстроем СССР и ВЦСПС, сварщикам и резчикам бесплат¬
но выдаются спецодежда и спецобувь, а также предохранительные
приспособления.
8. К сварке и резке на высоте допускаются рабочие, прошедшие
дополнительный медицинский осмотр и специальное обучение мето¬
дам верхолазных работ.
Женщины к производству сварочных работ на высоте и в замк¬
нутых пространствах не допускаются.
9. Сварщики, работающие в замкнутых пространствах или заня¬
тые сваркой цветных металлов, должны ежегодно проходить меди¬
цинский осмотр с обязательной рентгенографией грудной клетки и
соответствующими лабораторными исследованиями.
10. Обязанностью каждого сварщика (резчика) является твер¬
дое знание и неуклонное выполнение существующих требований по
безопасным методам работ, а также соблюдение норм и условий по¬
жарной безопасности.
СПИСОК ЛИТЕРАТУРЫ
1. Алексеев Е. К-, Мельник В. И. Сварка в промышленном строительстве.
М., Стройиздат, 1977.
2. Алексеев Е. К., Мельник В. И. Сварка при строительных и монтажных
работах. М., Стройиздат, 1969.
3. Анучкин М. П. Сварка при низких температурах. Изд. ВНИИСТ, 1959.
4. Азимов Б. П., Винокуров В. А., Григорьянц А. Г. Влияние жесткости
конструкций и погонной энергии сварки на усадочную силу. «Сварочное произ¬
водство», 1973, № 2.
5. Азимов Б. П., Винокуров В. А., Григорьянц А. Г. Определение усадоч¬
ной силы при многопроходной сварке балок. «Сварочное производство», 1973,
№ 5.
6. Бельфор М. Г., Патон Б. Е. Оборудование для дуговой и шлаковой
сварки и наплавки. М., «Высшая школа», 1974.
7. Бондарь В. X., Шкуратовский Г. Д. Справочник сварщика-строителя.
Киев, «Буд1вельник», 1974.
8. Бродский А. Я. Состояние и перспектива развития контактной стыко¬
вой сварки железобетонных конструкций. Информэнерго, М., 1970 (гл. XXII).
9. Быков Б. Ф., Поволоцкий А. М. Сварка шин. М., «Энергия», 1967.
10. Ведомственные нормы и расценки на строительные и монтажные ра¬
боты. Сооружение магистральных стальных газо- и нефтепроводов. М., «Хи¬
мия», 1969.
11. Винокуров В. А. Сварочные деформации и напряжения. М., «Маши
строение», 1967.
12. Винокуров В. А., Григорьянц А. Г., Азимов Б. П., Шип В. В. Новая
методика расчета сварных балочных металлоконструкций. Сб. трудов МВТУ
№ 182, М., 1974.
13. Васильев К. В. Плазменно-дуговая резка. М., «Машиностроение», 1974.
14. Васильев К. В. Плазменно-дуговая резка в машиностроении. Руково¬
дящие материалы по газопламенной обработке металлов № 24. ВНИИАвтоген-
маш. М., ЦИНТИХимнефтемаш, 1967.
15. Волков С. С., Орлов Ю. Нм Астахова Р. Н. Сварка и склеивание
пластмасс. М.. «Машиностроение», 1972.
16. Волков С. С., Орлов Ю. Н., Черняк Б. Я. Сварка пластмасс ультра¬
звуком. М., «Химия», 1974.
17. Волченко В. Н., Маслов Б. Г. Контроль качества сварных соединений.
М., «Машиностроение», 1967.
18. Волжин Г. Н., Ровках С. Е., Вердников В. Г. Восстановление изно¬
шенных деталей строительных машин. М., Стройиздат, 1968.
19. Вощанов К. П. Ремонт оборудования сваркой. М., «Машиностроение»,
1967.
20. Варанецкас И. П. и др. Электрорадиография. М., Атомиздат, 1974.
21. Глизманенко Д. JI. Сварка и резка металлов. «Высшая школа», 1975.
22. Гитлевич А. Д., Животинский JI. Ф., Жмакин Д. Ф. Техническое нор¬
мирование технологических процессов в сварочных цехах. М., Машгиз, 1962.
23. Глебов JI. В,, Филиппов Ю. И., Чулошников П. J1. Установка и экс¬
плуатация машин контактной сварки. Л., «Энергия», 1973.
24. Думов С. И. Технология электрической сварки плавлением. Л., «Ма¬
шиностроение», 1970.
25. Дорофеев А. Н. Расчет прочности сварных точечных соединений. М.,
«Машиностроение», 1963.
26. Денель А. К. Дефектоскопия металлов. М., «Металлургия», 1972.
27. Ерохин А. А. Основы сварки плавлением. М., Машгиз, 1973.
49*
771
28. Евсеев Г. Б., Глизманенко Д. J1. Оборудование и технология
пламенной обработки металлов. М., «Машиностроение», 1974.
29. Евсеев Р. Е. Термитная сварка в электромонтажном производстве. М.,
Стройиздат, 1968.
30. Единые нормы и расценки на строительные, монтажные и ремонтно-
строительные работы. Сборник 22. Сварочные работы. М., Стройиздат, 1974.
31. Золотарев Б. Б., Сагалевич В. М. Распределение напряжений под на¬
грузкой в точечных соединениях на подкладке и двухрядных. Прочность свар¬
ных конструкций. М., «Машиностроение», 1966.
32. Золотарев Б. Б., Сагалевич В. М. Изгиб плоских сварных соединений
внахлестку. Материалы по металлическим конструкциям, № 10. М., Стройиз¬
дат, 1965. 7
33. Зайцев К. И., Истратов И. Ф., Лященко В. Ф. Сварка пластмассовых
трубопроводов. М., «Недра», 1974.
34. Искольдский И. И. Наплавочные боридные твердые сплавы. М., «Ма¬
шиностроение», 1965.
35. Ивочкин И. И., Соседов А. Ф. Об эффективности применения порошко¬
образного присадочного металла при электрошлаковой сварке. «Сварочное
производство», 1969, № 11.
36. ИЭС им. Е. О. Патона АН УССР. Экономическая эффективность новой
сварочной техники. Киев, «Техшка», 1976.
37. Инструкция по электродуговой сварке шин из меди, алюмин
сплавов. МСП 162-67/ММСС СССР. М., «Энергия», 1968.
38. Инструкция по оконцеванию и соединению алюминиевых и медных
жил изолированных проволокой и кабелей. МСН 139-67/ММСС СССР. М.,
«Энергия», 1968.
39. Инструкция по технологии сварки стыков магистральных трубопрово¬
дов при отрицательных температурах до минус 50° С. Изд. ВНИИСТ, 1967.
40. Инструкция по термической обработке сварных соединений гибкими
пальцевыми нагревателями в монтажных условиях. ВСН 267-73/ММС СССР.
М., ЦБНТИ, 1974.
41. Кузьминов С. А. Сварочные деформации судовых корпусов конструк¬
ций. Л., «Судостроение», 1974.
42. Киселев С. Н. и др. Газоэлектрическая сварка алюминиевы
М., «Машиностроение», 1972.
43. Кулагин И. Д. Плазменная обработка металлов. М., «Машинострое¬
ние», 1969.
44. Кабанов Н. С. Сварка на контактных машинах. М., «Высшая шко¬
ла», 1973.
45. Кочергин К. А. Сварка давлением. Л., «Машиностроение», 1972.
46. Компан Я. Ю., Гуревич С. М. Электрошлаковая сварка титана прово¬
лочными электродами. «Автоматическая сварка», 1968, № 9.
47. Клячкин Я. Л. Сварка цветных металлов и сплавов. М., «Машиност¬
роение», 1964.
48. Корниенко В. С., Поповский Б. В. Сооружение резервуаров. М.,
Стройиздат, 1971.
49. Лесков Г. И. Электрическая сварочная дуга. М., «Машиностроение»,
1970.
50. Лившиц Л. С., Гринберг Н. А., Куркумелян Э. Г. Основы легирования
наплавленного металла. М., «Машиностроение», 1969.
51. Ляхов В. С. и др. Сооружение стальных сферических резервуаров.
Татарское книжное изд-во, 1971.
52. Машины, установки и аппаратура для газопламенной обработки
таллов. Каталог, изд. I и II. ЦИНТИХимнефтемаш, 1969, 1973.
53. Медовар Б. И. Сварка хромоникелевых аустенитных сталей. М., Маш,
гиз, 1958.
772
54. Медовар Б. И. Сварка жаропрочных аустенитных сталей и сплавов.
М., Машгиз, 1966.
55. Макаренко А. А. и др. Инструмент для замера конструктивных эле¬
ментов сварных соединений. «Сварочное производство», 1974, № 5.
56. Малышев Б. Д., Кольдерцев И. С. Инструмент и устройства для руч¬
ной электродуговой сварки. Изд. ЦБНТИ Минмонтажспецстроя СССР, 1975.
57. Малышев Б. Д. и др. Сварка в строительстве. М., Стройиздат, 1966.
58. Навроцкий Д. И. Прочность сварных соединений. М., Машгиз, 1961.
59. Николаев Г. А., Куркин С. А., Винокуров В. А. Расчет, проектирова¬
ние и изготовление сварных конструкций. М., «Высшая школа», 1971.
60. Николаев Г. А. Расчет сварных соединений и прочность сварных кон¬
струкций. М., «Высшая школа», 1965.
61. Номенклатурный перечень оборудования, разработанного ВНИИЭСО
и его отделениями, выпуск к выставке «Сварка-73». Рига, 1973.
62. Новожилов Н. М. Основы металлургии дуговой сварки в активных
защитных газах. М., Машгиз, 1972.
63. Назаров С. Т. Методы контроля качества сварных соединений. М.,
«Машиностроение», 1964.
64. Нормативы для технического нормирования работ при автоматической
электродуговой сварке под слоем флюса. Всесоюзный проектно-технологиче-
ский институт тяжелого машиностроения. Главниипроект при Госплане СССР.
М., Машгиз, 1958.
65. Нормативы расхода сварочных материалов. Главное технологическое
управление, институт Укрмонтажоргстрой, Киев, 1973.
66. Николаенко М. Р., Кортелев Г. А., Энкин В. Н. и др. Наплавка лен¬
точным электродом деталей машин. М., ЦНИИТЭстроймаш, серия V, 1972.
67. Нейфельд И. Е., Фанькевич А. С., Лившиц Л. С. Контроль качества
сварных соединений в строительстве. М., Стройиздат, 1968.
68. Окерблом Н. О. и др. Проектирование технологии изготовления свар¬
ных конструкций. Л., Судпромгиз, 1963.
69. Петров И. В., Домбровская И. К. Повышение долговечности рабочих
органов дорожных машин наплавкой. М., «Транспорт», 1970.
70. Прохоров Н. Н. Физические процессы в металлах при сварке. Т. I.
Машгиз, 1968.
71. Потапьевский А. Г. Сварка в защитных газах плавящимся электродом.
М., Машгиз, 1974.
72. Патон Б. Е., Лебедев В. К. Электрооборудование для контактной
сварки. М., «Машиностроение», 1969.
73. Пешковский О. И. Технология изготовления металлических конструк¬
ций. М., Стройиздат, 1971.
74. Рыкалин Н. Н. Расчеты типовых процессов при сварке. М., Маш¬
гиз, 1951.
75. Рощупкин Н. П., Смирнов Б. А., Ивочкин И. И. Расчет схемы кри¬
сталлизации и глубины проплавления при электрошлаковой сварке. Сб. тру¬
дов ВНИИМСС, 1974, № 11.
76. Рощупкин Н. П. и др. Расчет термических циклов ври электрошлако¬
вой сварке с порошкообразным присадочным металлом. Сб. трудов ВНИИМСС,
1975, JSfe 13.
77. Румянцев С. В. и др. Справочник рентгено- и гаммадефектоскописта.
М., Атомиздат, 1969.
78. Румянцев С. В. Радиационная дефектоскопия. М., Атомиздат, 1974.
79. Разинов М. И., Толстое И. А. Справочник мастера наплавочного уча¬
стка. М., «Машиностроение», 1965.
80. Справочник по сварке. Т. 3. М., «Машиностроение», 1970. Под ред.
В. А. Винокурова.
81. Сагалевич В. М., Кондаков Г. Ф., Милехин Е. С. Сварочные деформа¬
773
ции и напряжения в конструкциях из алюминиевых и магниевых сплавов,
НИИинформтяжмаш, № 10-71-9.
82. Строительные нормы и правила, ч. II, разд. В, гл. Э. М., Стройиз¬
дат, 1974.
83. Справочник по специальным работам, ч. I «Сварочные работы в строи¬
тельстве». М., Стройиздат, 1971.
84. Справочник по сварке. Т. 1, 2. Под ред. Е. В. Соколова. М., Машгиз,
1960, 1961.
85. Сварочное оборудование ИЭС им. Е. О. Патона АН УССР. Каталог-
справочник, ч. I и II. Киев, «Наукова думка». 1968.
86. Сварочное оборудование ИЭС им. Е. О. Патона АН УССР. Каталог-
справочник, ч. III. Киев, «Наукова думка», 1972.
87. Справочник сварщика. Под ред. В. В. Степанова. М., «Машинострое¬
ние», 1974.
88. Сварочное оборудование. Каталог НИИ технологии и организации
производства. М., Машгиз, 1965.
89. Сварочные работы в строительстве. Справочник под ред. В. Д. Тарана.
М., Стройиздат, 1971.
90. Симонов В. П., Тулупов В. П. Горелка для автоматической сварки в
защитных газах неплавящимся электродом. «Сварочное производство», 1972,
№ 6.
91. Смирнов Б. А., Ивочкин И. И., Рощупкин Н. П. и др. Особенности
структуры и механических свойств соединений, выполненных электрошлаковой
сваркой с применением порошкообразного присадочного металла. «Автомати¬
ческая сварка», 1973, № 9.
92. Справочник по сварке. Т. 4. Под ред. А. И. Акулова. М., Машгиз, 1971.
93. СН 393-69. Указания по сварке соединений арматуры и закладных де¬
талей железобетонных конструкций. М., Стройиздат, 1970.
94. Санитарные правила при сварке и резке металлов. Минздрав СССР,
1973.
95. Сугробов Н. П., Поляков В. И., Балашов Г. М., Бубырь Н. Ф. Охрана
труда в строительстве. М., Стройиздат, 1975.
96. Сагалевич В. М. Методы устранения сварочных деформаций и напря¬
жений. М., «Машиностроение», 1974.
97. Теоретические основы сварки. Под ред. В. В. Фролова. М., «Высшая
школа», 1970.
98. Технология электрической сварки металлов и сплавов плавлением.
Под ред. Б. Е. Патона. М., «Машиностроение», 1974.
99. Транзисторные аппараты для дуговой сварки серии АП. Пристендо-
вый листок ИЭС им. Е. О. Патона АН УССР на ВДНХ, 1968.
100. Трофимов А. А., Сухинин Г. К. Машинная кислородная резка. М.,
«Машиностроение», 1974.
101. Тылкин М. А. Повышение долговечности деталей металлургического
оборудования. М., «Металлургия», 1971.
102. Тарлинский В. Д., Гринберг Н. А., Рогова Е. М. и др. Проектирова¬
ние и строительство трубопроводов и газонефтепромысловых сооружений.
Современные сварочные и наплавочные материалы для трубопроводного
строительства. М., ВНИИЭгазпром, 1972.
103. Тростянская Е. Б., Комаров Г. В., Шишкин В. А. Сварка пластмасс.
М., «Машиностроение», 1967.
104. Фанькевич А. С. Сварка магистральных и заводских (технологиче¬
ских) трубопроводов. М., Государственное издательство нефтяной и горнотоп¬
ливной литературы, 1962.
105. Фридман А. М., Зборовский J1. А. Контактная сварка стержней арма¬
туры железобетонных конструкций. М., ЦБТИ, 1969.
106. Хренов К. К. Сварка, резка, пайка. М., Машгиз, 1973,
774
107. Хромченко Ф. А. Термическая обработка сварных соединений труб
электростанций. М., «Энергия», 1972.
108. Хромченко Ф. А., Корольков П. М. Технология термической обработ¬
ки сварных соединений. Информэнерго. М., 1974.
109. Хрущев М. М., Бабичев М. А. Абразивное изнашивание. М., «Наука»,
1970 (гл. XXIV).
110. Ханапетов М. В., Блинов А. Н. и др. Организация и технология сва¬
рочно-монтажного производства. М., Стройиздат, 1972.
111. Чеканов Н. Н. Сварка при низких температурах. М., Машгиз, 1957.
112. Шоршоров М. X. Металловедение сварки стали и сплавов титана. М.,
«Наука», 1965.
113. Шоршоров М. X., Белов В. В. Фазовые превращения и изменения
свойств стали при сварке. Атлас. М., «Наука», 1972.
114. Шоршоров М. X., Назаров Г. В. Сварка титана и его сплавов. М.,
«Машгиз», 1959.
115. Шип В. В., Винокуров В. А., Григорьянц А. Г. Исследование дефор¬
маций сварных балок от поперечных швов. «Сварочное производство»,
1973, № 6.
116. Шип В. В., Винокуров В. А., Григорьянц А. Г. Особенности попереч¬
ной усадки пластин, подкрепленных элементами жесткости. Известия вузов,
№11. М., «Машиностроение», 1972.
117. Электросварочное оборудование и автоматизация сварочных работ в
строительстве. Под ред. С. Г. Сарафанова. JI. — М. Государственное изд-во
литературы по строительству, архитектуре и строительным материалам, 1962.
118. Электросварочное оборудование. Каталог выставки «Электро-72». М.,
Машгиз, 1972.
119. Электрошлаковая сварка. Под ред. Б. Е. Патона. М., Машгиз, 1959.
120. Электроды для дуговой сварки и наплавки. Каталог. Киев. «Наукова
думка», 1967.
ОГЛАВЛЕНИЕ
Стр.
Предисловие 3
Глава I. Сварка металлов. Основные понятия и классификация 5
1.1. Основные понятия. Термины и определения 5
1.2. Классификация сварки металлов 6
Глава II. Свариваемость и тепловые процессы при сварке Ю
11.1. Свариваемость металлов и сплавов 10
Общие понятия 10
Показатели свариваемости 10
Оценка свариваемости и классификация испытаний 11
11.2. Изменения в зоне термического влияния сталей при сварке 13
Критерии выбора технологии и режимов сварки углеродистых 14
и низколегированных сталей
11.3. Методы испытания на сопротивляемость образованию горячих 16
и холодных трещин при сварке
11.4. Механические испытания и комплексные методы испытаний 19
сварных соединений
11.6. Оценка структуры сварного соединения 21
11.6. Химический состав. Испытание сварного соединения на корро- 23
зию
11.7. Тепловые процессы при сварке 24
Схемы нагреваемого тела 24
Схемы сварочных источников теплоты 25
Тепловые процессы при дуговой сварке 25
Особенности тепловых процессов при других видах сварки 31
Глава III. Сварные соединения и швы зз
111.1. Определения основных терминов 33
111.2. Основные типы швов и сварных соединений; конструктивные 36
элементы
111.3. Обозначение основных положений сварки плавлением 43
111.4. Условные изображения и обозначения сварных швов 45
Глава IV. Основы расчета сварных конструкций. Сварочные 51
напряжения и деформации
IV.1. Концентрация напряжений в сварных соединениях 51
IV.2. Основы расчетов сварных соединений на прочность 58
IV.3. Особенности расчета сварных трубопроводов, резервуаров и 68
сосудов, работающих под давлением
IV.4. Механические свойства, расчетные сопротивления 71
IV.5. Классификация сварочных напряжений и деформаций 76
IV.6. Особенности распределения остаточных напряжений в элемен- 76
тах сварных конструкций
IV.7. Остаточные деформации сварных конструкций и инженерны 78
методы их расчета
IV.8. Методы уменьшения сварочных напряжений и деформации 88
Методы снижения остаточных напряжений при сварке 88
Методы уменьшения остаточных сварочных деформаций 89
Глава V. Материалы для сварки и резки, применяемые в про- 94
мышленном строительстве
V.I. Углеродистые стали 94
V.2. Легированные стали 102
V.3. Чугун 118
V.4. Медь и ее сплавы 120
V.5. Алюминий и его сплавы 122
V.6. Пластические массы 124
V.7. Проволока стальная сварочная 126
V.8. Проволока для сварки алюминия и его сплавов 131
V.9. Проволока для сварки меди и ее сплавов 132
V.10. Прутки чугунные для сварки и наплавки 132
776
Стр.
V.11. Сварочная порошковая проволока 135
V.12. Электроды металлические (плавящиеся) для ручной дуговой 137
сварки и наплавки
V.13. Флюсы сварочные 152
V.14. Газы для сварки и резки 156
Глава VI. Источники электропитания 158
VI. 1. Электрические свойства сварочной дуги, определяющие тре- 158
бования к источникам питания для электродуговой сварки
VI.2. Источники переменного тока 161
VI.3. Источники постоянного тока 164
VI.4. Источники питания для дуговой сварки в защитных газах, 177
электрошлаковой и плазменной резки
VI.5. Эксплуатация источников питания 182
Глава VII. Оборудование для сварки и резки и 4
VII.1. Оборудование для ручной дуговой и механизированной сварки 184
VII.2. Конструктивные особенности аппаратов для электродуговой 185
и электрошлаковой сварки
VI 1.3. Автоматы для электродуговой сварки 189
VII.4. Полуавтоматы для электродуговой сварки 202
VII.5. Аппараты для электрошлаковой сварки 209
VII.6. Машины для электроконтактной сварки 213
VII.7. Оборудование для газовой сварки и резки 230
VII.8. Оборудование для плазменной обработки 241
Глава VIII. Сварочный инструмент 244
VIII.1. Электрододержатели для ручной электродуговой свар*ки пла- 244
вящимся электродом
VII 1.2. Горелки и держатели для электродуговой сварки 247
VI11.3. Установки для ручной аргонодуговой сварки неплавящимся 261
электродом
VIII.4. Сварочные кабели. Муфты и клеммы 252
VIII.5. Шаблоны 257
VIII.6. Наборы инструмента для сварщика 258
VIII.7. Горелки для газовой сварки, пайки, нагрева и очистки по- 260
верхности деталей
VIII.8. Резаки 261
Глава IX. Ручная дуговая сварка 271
IX. 1. Сущность процесса 271
IX.2. Подготовка металла под сварку 274
IX.3. Техника и общая технология выполнения швов ?74
IX.4. Способы повышения производительности труда при ручной 283
дуговой сварке
IX.5. Технология сварки и резки под водой 286
Глава X. Электродуговая механизированная сварка под флюсом 288
X.1. Сущность способа 288
Х.2. Преимущества и недостатки сварки под флюсом 290
Х.З. Влияние параметров режима сварки на размеры и форму швов 292
Х.4. Подготовка кромок деталей и сборка конструкций под сварку 295
Х.5. Техника сварки стыковых швов 297
Х.6. Техника сварки угловых швов 298
X.7. Техника сварки электрозаклепок, прорезных швов и приварки 300
шпилек
Глава XI. Сварка открытой дугой. Плазменная резка 301
XI. 1. Сварка в среде защитных газов 301
XI.2. Сварка порошковой проволокой и проволокой сплошного се- 3)4
чения без дополнительной защиты дуги
XI.3. Сущность и техника сварки и резки плазменной дугой 316
Глава XII. Электрошлаковая сварка 318
XI 1.1. Сущность способа, основные достоинства и недостатки, об- 318
ласть применения электрошлаковой сварки (ЭШС)
XI 1.2. Технология сборки и сварки 319
777
XI 1.3. Особенности сварного соединения, выполненного ЭШС
XI 1.4. Электрошлаковая сварка с порошкообразным присадочным
металлом (ППМ)
Глава XIII. Контактная сварка
XIII.1. Сущность процессов, основные преимущества и недостатки
XIII.2. Области и перспективы применения контактной сварки в
промышленном строительстве
XIII.3. Подготовка элементов к сварке
XIII.4. Стыковая контактная сварка
Технология сварки
Режимы сварки
XIII.5. Точечная контактная сварка
Технология сварки
Режимы сварки
XII 1.6. Шовнай контактная сварка
Технология сварки
Режимы сварки
Глава XIV. Газовая сварка и термическая резка
XIV.I. Сущность способов газопламенной обработки. Основные
преимущества и недостатки, область применения
XIV.2. Газовая сварка стальных изделий
Технология и техника сварки
Режимы газовой сварки
XIV.3. Термическая резка
Глава XV. Сварка низкоуглеродистых и низколегированных
сталей
XV.I. Общие сведения. Области применения. Классификация
XV.2. Сварка низкоуглеродистых сталей
XV.3. Сварка низколегированных сталей
XV.4. Особенности сварки конструкций из сталей высокой прочности
XV.5. Особенности сварки оцинкованных низкоуглеродистых сталей
Глава XVI. Сварка высоколегированных сталей и сплавов
XVI.1. Общие сведения
XVI.2. Газовая сварка
XVI.3. Ручная дуговая сварка покрытыми электродами
XVI.4. Сварка под флюсом
XVI.5. Электрошлаковая сварка
XVI.6. Дуговая сварка в защитных газах
XVI.7. Сварка двухслойных сталей
Глава XVII. Сварка конструкций и трубопроводов из цветных
металлов и сплавов
XVI 1.1. Сварка алюминия и его сплавов
XVI 1.2. Сварка меди и ее сплавов
XVII.3 Сварка титана и его сплавов
XVII.4. Сварка свинца
Глава XVIII. Сварка конструкций и трубопроводов из пласт¬
масс
XVII 1.1. Основные определения
XVIII.2. Механизм образования сварного соединения
XVIII.3. Способы сварки пластмасс
Глава XIX. Сварка стальных строительных конструкций
XIX.1. Группы стальных конструкций, классы стали для них и ма¬
териалы для их сварки
XIX.2. Сварочные работы в условиях цеха
XIX.3. Сварочные работы на монтажной площадке
Глава XX. Сварка стальных технологических трубопроводов
XX. 1. Общие сведения о трубопроводах. Классификация. Норматив¬
ные документы
Стр.
XX.2. Подготовка труб под сварку. Применяемые виды и способы 506
сварки
ХХ.З. Изготовление и монтаж технологических трубопроводов из 514
низкоуглеродистых сталей
ХХ.4. Изготовление секций стальных трубопроводов 520
XX.5. Особенности сварки трубопроводов из легированных и раз- 522
нородных сталей
Глава XXI. Сварка магистральных трубопроводов 531
XXI.1. Общие сведения 531
XX 1.2. Подготовка кромок под сборку и сварку 531
XXI.3. Технология автоматической сварки стыков труб под флюсом 536
XXI.4. Технология ручной сварки неповоротных стыков 536
XXI.5. Сварка стыков труб в условиях отрицательных температур 537
XXI.6. Сварка стыков труб из дисперсионно-твердеющих сталей 537
XXI.7. Сварка стыков в среде защитного газа и порошковой про- 539
волокой
XXI.8. Электроконтактная сварка трубопроводов 541
XXI.9. Оборудование для механизации сварки магистральных тру- 643
бопроводов
XXI. 10. Оборудование для сварки труб в нитку трубопроводов 543
XXI.11. Энергоснабжение сварочных постов при сварке магистраль» 548
ных трубопроводов
Глава XXII. Сварка арматуры железобетона 55!
XXII.1. Общие сведения 551
XXII.2. Сварочное оборудование и приспособления 572
XXI 1.3. Подготовка к сварке 583
XXII.4. Режимы сварки 585
XXI 1.5. Контроль качества сварных соединений 592
Глава XXIII. Сварка и пайка при электромонтажных, сантех- 596
нических и вентиляционных работах
XXIII.1. Сварка при электромонтажных работах 596
XXIII.2. Сварка при санитарно-технических работах 621
XXIИ.3. Особенности методов контроля качества сварных соедине- 623
ний при выполнении электромонтажных работ
XXIII.4. Пайка при электромонтажных работах 623
Глава XXIV. Наплавка и ремонтная сварка 625
XXIV.1. Области применения наплавочных работ в промышленном 625
строительстве
XXIV.2. Способы наплавки, материалы и оборудование 625
XXIV.3. Технология наплавки 651
XXLV.4. Контроль качества напяавки 65,7
XXIV.5. Ремонтная сварка стальных изделий 660
XXIV.6. Сварка чугунных изделий 064
Глава XXV. Термическая обработка сварных соединений 669
XXV. 1. Общие положения 669
XXV.2. Способы нагрева сварных соединений 671
XXV.3. Теплоизоляционные материалы 681
XXV.4. Организация работ по термической обработке 682
XXV.5. Сварка при низких температурах 681
Глава XXVI. Контроль качества сварных соединений 686
XXVI.1. Дефекты сварных соединений и методы их выявления 686
XXVI.2. Предварительный и пооперационный контроль 692
XXVI.3. Неразрушаемые методы контроля качества сварных соеди- 693
нений
XXVI.4. Методы контроля с разрушением сварного соединения 708
Глава XXVII. Организация сварочного производства 713
XXVI 1.1. Планирование и учет сварочного производства 713
XXVI 1.2. Аттестация сварщиков 717
XXVII.3. Материально-техническое обеспечение 721
779
XXVI 1.4. Управление сварочным производством
XXVII.5. Определение экономической эффективности
Глава XXVIII. Техническое нормирование сварочных работ
XXVIII.1. Нормы затрат труда и их характеристика
XXVIII.2. Методы технического нормирования
XXVIII.3. Нормирование электродуговой сварки. Ручная дуговая
сварки
XXVIII.4. Нормирование полуавтоматической и автоматической
сварки под флюсом
XXVII 1.5. Нормирование электрошлаковой сварки
XXVIII.6. Нормирование газовой сварки
XXVIII.?. Нормирование контактной электросварки
XXVIII.8. Нормирований ацетилено-кислородной сварки
XXVII 1.9. Нормирование газовой резки
Глава XXIX. Техника безопасности и охрана труда при сварке
и резке
XXIX. 1. Офювные виды травматизма при сварке и резке
XXIX.2. М§]Ш обеспечения электробезопасности
XXIX.3. Зашита от световой радиации
XXIX.4. Защита от вредных газовых выделений и аэрозоля
XXIX.5. Предупреждение возможных взрывов
XXIX.6. Меры безопасности от тепловых ожогов
XXIX.7. Особенности обеспечения безопасности работ по сварке и
Шкб на строительно-монтажных площадках
отрвопожарные мероприятия
рана труда сварщиков и резчиков
Список литературы
Борис Дмитриевич Малышев, Александр Иванович Акулов, Евгений Кон¬
стантинович Алексеев, Алексей Николаевич Блинов, Клавдия Андреевна Гра¬
чева, Игорь Евгеньевич Евгеньев, Конкордий .Иванович Зайцев, Владимир Ав-
тустович Книгель, Владимир Иосифович Мельник, Алексей Владимирович Му¬
равьев, Юрий Васильевич Попов, Аркадий Владимирович Руссиян, Борис
Алексеевич Смирнов, Валерий Михайлович Сагалевич, Владимир Викторович
Шип, Михаил Аркадьевич Тылкин, Нинель Аркадьевна Гринберг
СВАРКА И РЕЗКА
В ПРОМЫШЛЕННОМ СТРОИТЕЛЬСТВЕ
Редакция литературы по технологии строительных работ
Зав. редакцией Е. А. Л а р и н а
Редактор А. Ф. Тарасова
Мл. редактор И. Н. Смирнова
Внешнее оформление художника А. А. Бекназарова
Технические редакторы В. Д. П а в л о в а, Р. Т. Никитина
Корректоры Л. С. Лелягина, Н. О. Родионова
ИБ № 460
Сдано в набор 10/VI 1977 г. Подписано в печать 21/XI 1977 г. Т-18194. Формат
84Х1087з2 Д. л. Бумага типографская № 2. 39,72 уел. печ. л. (56,08 уч.-изд. л.).
Тираж 40.000 экз. Изд. № АХ—5440. Заказ № 140. Цена 3 р. 10 к.
Стройиздат
103006, Москва, Каляевская, 23а.
Владимирская типография Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
600000, г. Владимир, Октябрьский проспект, д. 7
ТАБЛИЦА СООТНОШЕНИИ МЕЖДУ НЕКОТОРЫМИ ЕДИНИЦАМИ ФИЗИЧЕСКИХ ВЕЛИЧИН,
ПОДЛЕЖАЩИМИ ИЗЪЯТИЮ, И ЕДИНИЦАМИ СИ
Единица
Наименование
подлежащая изъятию
СИ
Соотношение единиц
величины
наименование
обозначе¬
ние
наименование
обозначе¬
ние
Сила; нагрузка; вес
килограмм — сила
тонна — сила
грамм — сила
кгс
тс
ГС
J ньютон
н
1 кгс — 9,8 Н~10 Н
1 тс~9,8*103 Н-10 кН
1 гс~9,8.10-3Н~10 мН
Линейная нагрузка
Поверхностная нагрузка
килограмм—сила на метр
килограмм — сила
на квадратный метр
кгс/м
кгс/м2
ньютон на метр
ньютон на квад¬
ратный метр
Н/м
Н/м2
1 кгс/м — 10 Н/м
1 кгс/м2 — 10 Н/м2
Давление
килограмм — сила на
квадратный сантиметр
миллиметр водяного
столба
миллиметр ртутного
столба
кгс/см2
мм вод.
ст.
мм рт.
ст.
паскаль
Па
1 кгс/см2 —9,8* 104 Па—,
-105 Па-0,1 МПа
1 мм вод. ст. —9,8 Па —
-10 Па
1 мм рт. ст.— 133,3 Па
Механическое напряже¬
ние
Модуль продольной упру¬
гости; модуль сдвига;
модуль объемного сжа¬
тия
килограмм — сила на
квадратный миллиметр
килограмм — сила на
квадратный сантиметр
кгс/мм2
кгс/см2
‘ паскаль
Па
1 кгс/мм2 —9,8* 10б Па —
-107 Па-10 МПа
1 кгс/см2 —9,8* 104 Па —
-105 Па -0,1 МПа
Продолжение
Наименование
величины
Единица
Соотношение единиц
подлежащая изъятию
СИ
наименование
обозна¬
чение
наименование
обозна¬
чение
Удельная теплоемкость
калория на грамм —
градус Цельсия
килокалория на кило¬
грамм — градус Цельсия
кал/
/ (г • °С)
ккал/
/(кг • °С)
джоуль на ки¬
лограмм —
кельвин
Дж/(кгХ
хк)
1 кал/(г*°С) ~4,2Х
ХЮ3 Дж/(кг-К)
1 ккал/(кг*°С) —
— 4,2 кДж/(кг*К)
Теплопроводность
калория в секунду на
сантиметр — градус
Цельсия
килокалория в час на
метр — градус Цельсия
кал/
/(с-см-*С)
ккал/
/(ч-м-°С)
ватт на метр —
кельвин
Вт/(м-К)
#
1 кал/(с*см-°С) —
-420 Вт/(м-К)
1 ккал/(ч-м»°С) —
-1,16 Вт/(м.К)
Коэффициент теплообме¬
на (теплоотдачи); ко¬
эффициент теплопере¬
дачи
калория в секунду на
квадратный сантиметр —
градус Цельсия
килокалория в час на
квадратный метр — гра*
дус Цельсия
кал/
/(с-см2Х
Х°С)
ккал/(чХ
Хм2-°С)
ватт на квад-
■ ратный метр —
кельвин
Вт/(м2Х
ХК)
1 кал/(с-см2-°С) —
— 42 кВт/(м2«К)
1 ккал/(ч*м2°С) —
-1,16 кВт/(м2«К)
П родолжение
Наименование
величины
Единица
Соотношение единиц
подлежащая изъятию
си
обозна¬
чение
обозна¬
чение
Момент силы; момент
пары сил
килограмм — сила —
метр
кгс*м
ньютон — метр
Н-м
1 кгс*м —9,8 Н-м —
-10 Н-м
Работа (энергия)
килограмм — сила —
метр
кгс-м
джоуль
Дж
1 кгс-м —9,8 Дж —
-10 Дж
Количество теплоты
калория
килокалория
кал
калл
джоуль
Дж
1 кал —4,2 Дж
1 ккал —4,2 кДж
Мощность
килограмм — сила —
метр в секунду
лошадиная сила
калория в секунду
килокалория в час
кгс «м/с
л. с.
кал/с
ккал/ч
’ ватт
Вт
1 кгс-м/с —9,8 Вт —
-10 Вт
1 л. с.-735,5 Вт
1 кал/с —4,2 Вт
1 ккал/ч —1,16 Вт