/


















































































































































































































































Author: Смилянский З.Г.
Tags: инженерия машиностроение станки инженерное дело машгиз допуски контроль размеров
Year: 1959




Text
1
j ОСНОВЫ ТЕХНИКИ КОНТРОЛЯ РАЗМЕРОВ
ОСНОВЫ ТЕХНИКИ
КОНТРОЛЯ РАЗМЕРОВ
3. г. смилянский
КОНТРОЛЯ РАЗМЕРОВ
В МАШИНОСТРОЕНИИ
I
Тех. библиотека
Угличский час. з-д
ИНВ. №________
/
МАШГИЗ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1959
В книге излагаются материалы, которые должны
помочь работникам производства овладеть навы-
ками в обращении с контрольными инструмен-
тами, приемами контроля и методами измерения.
Книга предназначается для рабочих-машино-
строителей и может быть использована при обу-
чении на курсах повышения квалификации контро-
леров механических цехов.
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Должно быть
Напечатано
Строка
Стра-
ница
30 14-я снизу винта, на винта на
126 7-я „ • плиты. плиты
136 11-я сверху (два ролика (два ролика).
136 12-я так как Е равно так как ДЕ равно
146 5-я (фиг. 140) (фиг. 140) с
184 4-я снизу вступает вступил
195 3-я являются пятна , являются: пятно
« контакта или контакта или
210 5-я сверху сцеплении > зацеплении
Смнлянский 3. Г., зак. 438
Рецензент канд. техн, наук А. Н. Малов
Редактор инж. Б. В. Смирнов
Редакция литературы по металлообработке и станкостроению
Зав. редакцией инж. Р. Д. БЕЙЗЕЛ ЬМАН
ПРЕДИСЛОВИЕ
Наряду с крупными машиностроительными предприятиями,
имеющими свои измерительные лаборатории, достаточно оснащенные
контрольно-измерительной аппаратурой и приборами, в нашей
стране действует значительное количество предприятий, не имеющих
развитых измерительных лабораторий и располагающих весьма
ограниченными средствами измерительной техники. Такие пред-
приятия должны тем не менее выпускать детали, достаточно точ-
ные для обеспечения взаимозаменяемости, гарантирующие правиль-
ное взаимодействие машины или механизма в целом.
Контроль размеров изготовленной детали должен обеспечиваться
наиболее доступными средствами измерения и контроля, имеющимися
в распоряжении предприятия или цеха, а пользоваться ими должны
уметь нс только контролеры, но. и производственные рабочие, уча-
ствующие в изготовлении деталей или сборке машин и механизмов.
Обучение основам измерительной техники при отсутствии спе-
циальной измерительной лаборатории — в этом главное назначение
настоящего руководства.
В отличие от имеющейся литературы по технике измерения
деталей, где знакомство с этой областью метрологической науки
является в известной степени умозрительным, в настоящем руко-
водстве, в дополнение к изложению теоретических основ, принят
практический метод, заключающийся в выполнении ряда упраж-
нений в условиях, близких к цеховым. Обучающийся, выполняя
эти упражнения, получает не только понятие об измерительном
инструменте, знакомится с приемами измерения, но и приобретает
особенно важные в контрольном деле навыки в умении держать
измерительный инструмент, пользоваться им для получения пра-
вильных замеров и делать окончательные выводы о годности той
или иной детали. С этой целью в книге помещен ряд упражнений
по измерению (а в некоторых случаях и по разметке) деталей заданной
конфигурации. Подходящих деталей — из брака или изношенных,
а иногда из фонда запасных частей, — можно на любом предприятии
найти достаточно. Иногда одну деталь можно использовать для ряда
измерительных операций. Необходимо только заранее наметить,
какие упражнения можно выполнить на том или ином образце,
расчленив операции контроля по элементам. При этом целесообразно
сосредоточить внимание на небольшом числе измерений, но зато
1* 3
изучить их основательно, обеспечив выполнение упражнения
необходимыми измерительными и вспомогательными средствами.
Метод практических упражнений не распространен на последний
раздел книги — о контроле зубчатых и червячных передач. Объяс-
няется это тем, что к моменту издания книги еще не были выпущены
ведомственные нормали по новым ГОСТ 1643-56 и 3675-56 на эти
передачи. Поэтому книга только знакомит читателя с новыми стан-
дартами.
Доступное изложение этих стандартов является задачей не
простой. Это может быть сделано только на основе подробно раз-
работанных ведомственных нормалей и инструкционных материалов,
с учетом опыта внедрения указанных стандартов в производство,
что потребует некоторого периода времени.
ВВЕДЕНИЕ
Развитие машиностроения, особенно таких отраслей, как авто-
тракторостроение, сельскохозяйственное машиностроение, станко-
строение, приборостроение и др., было бы невозможно без развития
науки об измерениях —метрологии. Только осуществление комплекса
мероприятий, обеспечивающих взаимозаменяемость де-
талей машин, дало возможность из большого количества разно-
образных деталей, изготовляемых в разных цехах одного и того же
завода, а иногда и на разных заводах и даже в разных городах,
собирать сложные машины.
В этот комплекс мероприятий, обеспечивающих взаимозаменяе-
мость деталей машин (т. е. такую их идентичность, при которой
любая из большой партии одинаковых деталей может быть заменена
любой другой), входят следующие мероприятия: разработка системы
допусков, конструирование контрольно-измерительных инструментов
и приборов, обеспечивающих получение размеров в пределах задан-
ных допусков, разработка системы проверки и аттестации кон-
трольно-измерительных средств и т. д.
Настоящая книга преследует цель ознакомить читателей с устрой-
ством и применением только наиболее употребительных контрольно-
измерительных инструментов и приборов, имеющихся в индивидуаль-
ном или мелкосерийном производстве.
Современный уровень измерительной техники обеспечивает возмож-
ность получения размеров с точностью в несколько микронов, а в неко-
торых случаях и в долях микрона (одной тысячной доли миллиметра).
Однако такая высокая точность требуется в весьма редких случаях.
Большинство измерений в машиностроении по точности лежит в пре-
делах от 0,1 до 0,01 мм. В соответствии с этим разработаны и конструк-
ции измерительных инструментов и приборов, так как чем выше
точность, тем сложнее и дороже измерительный инструмент и во
многих случаях уже диапазон размеров, охватываемых данным
инструментом. Поэтому основным правилом для каждого контролера
является использование для данного конкретного измерения только
того инструмента, который обеспечивает точность, достаточную
для этого измерения. А из двух или более инструментов, обладающих
одинаковыми «метрологическими» возможностями, надо выбирать
тот, который проще и дешевле. Следует помнить, что для измеритель-
ного инструмента ни один случай измерения не проходит без следа:
каждое измерение вызывает износ инструмента и в конечном счете
5
выход его из строя. Вот почему, для удлинения срока службы
измерительного инструмента, не следует применять приборы высокой
точности там, где в этом нет «метрологической» необходимости.
Измерения можно производить абсолютным или отно-
сительным методом.
При абсолютном методе измеряемый размер определяют непосред-
ственно по шкале измерительного инструмента; при относительном
или сравнительном методе получают только величину отклонения
размера от номинальной его величины, на которую прибор настроен.
Абсолютные измерения производят при помощи так называемых
универсальных измерительных инструментов: штангенинструментов,
микрометрических инструментов, универсальных микроскопов и т. д.
Относительные измерения производят при помощи приборов
с большими или меньшими ограничениями пределов измерения
по шкале (индикаторов, миниметров, оптиметров и т. д.).
Особую группу измерительных инструментов составляют калибры,
т. е. меры, предназначенные для ограничения, в пределах поля
допуска, одного какого-либо размера. Сюда относятся так называемые
нормальные и предельные калибры-пробки и кольца, конусные
калибры и т. д. Благодаря высокой точности и удобству пользования
ими, калибры на предприятиях серийного и массового производства
являются наиболее распространенным видом измерительного инстру-
мента.
На тех предприятиях, где применение калибров является зна-
чительным, помимо калибров рабочих, непосредственно применяемых
станочниками, имеются калибры контрольные, находящиеся в рас-
поряжении контрольного аппарата предприятия, и калибры-эталоны,
предназначенные для периодической проверки рабочих и контроль-
ных калибров. На мелких предприятиях схема применения калибров
может быть проще, в зависимости от степени обеспеченности пред-
приятия измерительным инструментом.
Температура при производстве измерений. В тех случаях, когда
измерения производят с наибольшей точностью, их следует произ-
водить в помещении, температура которого является стандартной,
а именно 20°С*.
При невозможности обеспечения такой температуры следует
в расчеты размера вводить поправки, вызываемые температурными
изменениями металла. Это в особенности относится к калибрам.
Погрешность, вызываемая отклонением от нормальной температуры,
является следствием неравенства температур измеряемого объекта
и измерительного средства, а также различием коэффициентов
линейного расширения разных материалов. Так например, коэффи-
циент линейного расширения имеет следующие значения:
Для стали а = 11,5- 10-в;
л бронзы . = 17,5-10-6;
( и чугуна . = 10,5-10-®;
Л алюминия „ = 23,8-10~6.
* По ОСТ 85002-39.
6
По причине большого расхождения коэффициентов линейного
расширения (по сравнению с коэффициентом линейного расширения
для стали) не применяется для изготовления корпусов измерительных
скоб такой материал, как алюминий, хотя он был бы очень удобен
в обращении благодаря своей легкости. Погрешность из-за отклоне-
ния от нормальной температуры выражается формулой
ДI = / (а ХД^ — а 2&t2),
где Д/—погрешность измерения в мм;
I — контролируемый размер в мм;
ос1 — коэффициент линейного расширения контроли-
руемого объекта;
а 2 — коэффициент линейного расширения измеритель-
ного средства;
Д t°i = (20° — /j) — разность между нормальной температурой и тем-
пературой контролируемого объекта;
Д t2 = (20° — /о) — разность между нормальной температурой и тем-
пературой измерительного средства.
Формула действительна как при наружных, так и при внутренних
измерениях.
Пример. Предположим, что в помещении с температурой 22°
измеряется штангенциркулем алюминиевый диск диаметром 500 мм,
имеющий после обработки температуру 35°. Температурная погреш-
ность будет
А/ — 500 [23,8 • 10"6 (35 — 20)— 11,5 -10~в (22 — 20)] =
= 167 • 10~8 мм = 167 Л1/С,
следовательно, поправка для компенсации погрешности будет
составлять 167 мк.
Для снижения температурных погрешностей рекомендуется про-
водить измерения при температуре, близкой к нормальной (для
этого при измерительных лабораториях на крупных предприятиях
имеются помещения, где поддерживается постоянная температура
20° С + 0,5), а если это невозможно, то хотя бы выравнивать тем-
пературу изделия и измерительного прибора.
Хранение измерительного инструмента. Контактные элементы
(рабочие поверхности) измерительного инструмента должны вся-
чески охраняться от повреждений и периодически контролироваться.
Инструмент необходимо ежедневно очищать от пыли, а в случае
редкого использования — покрывать легким слоем нейтрального
масла для предохранения от коррозии. Инструктаж рабочих и кон-
тролеров также играет немалую роль в сохранении долговечности
измерительного инструмента и калибров.
Проверка измерительного инструмента на точность. Измери-
тельным инструментом, находящимся на складе, пользуется большое
количество работников завода — как рабочих, так и технического
персонала. Одни из них являются квалифицированными мастерами,
7
другие — малоквалифицированными рабочими. Иногда инструмент
возвращается в кладовую без предупреждения о повреждении или
нарушении его точности. Поэтому необходимо инструмент, особенно
высокоточный, проверять на точность до того, как он выдается на
руки для использования. Во многих случаях такая проверка является
несложной и может при надлежащем инструктаже производиться
персоналом инструментальной кладовой Т В случаях более серьез-
ного повреждения инструмент должен быть дан специалисту-инстру-
ментальщику для ремонта или регулировки. Только при такой
системе можно быть уверенным в исправности инструмента, взя-
того из кладовой для целей точного измерения.
1 Персонал инструментальной кладовой обязан также исправлять мелкие
повреждения инструмента и делать простые регулировки.
Глава I
СРЕДСТВА ПРОВЕРКИ ПЛОСКОСТНОСТИ И ПРЯМОЛИНЕЙНОСТИ
ПЛИТЫ ПОВЕРОЧНЫЕ
Базой для большинства контрольных операций является повероч-
ная (контрольная) плита (фиг. 1); она служит также основным
средством проверки плоскостности деталей на краску. Такая плита
после механической обработки должна пройти длительное старение
и шабрение с числом пятен 25 (на площади квадрата со стороной
25 мм) цля плит 0- и 1-го клас-
сов, 20 пятен для плит 2-го ------
класса и 12 пятен для плит
3-го класса точности из готов-
ления \
Плиты обычных размеров
имеют три опорные точки.
Плиты больших размеров
(750 X 1000 мм И 1000Х 1500 мм) Фиг. 1. Плита поверочная,
могут иметь по четыре опор-
ные точки. После установки плита проверяется на плоскостность
и горизонтальность при помощи уровня и линейки. Материал
плит — мелкозернистый чугун твердостью Нв= 150-н 210.
Деление поверочных плит на классы точности производится
по основному признаку — отклонению от плоскостности рабочей
поверхности.
Допустимые отклонения плит от плоскостности приведены
в табл. 1.
Плиты 3-го класса точности уже не являются поверочными,
а используются как разметочные.
Проверка плит на плоскостность ведется по образцовым плитам,
изготовляемым комплектно по 3 шт. Попарная проверка плит
в комплекте в любом их сочетании дает возможность доводки плит
до необходимой точности в отношении плоскостности.
Поверочная плита не должна иметь коррозийных пятен или рако-
вин. В периоды, когда плитой не пользуются, ее поверхность должна
1 Согласно ОСТ 20149-39, плиты 3-го класса могут быть не шабренными, а только
чисто строганными.
9
Таблица 1
Допустимые отклонения плит от плоскостности в мк
(по ОСТ 20149-39)
Размер плит в мм Класс точности
0-й 1-й 2-й З-й
100X200 £3 ±6 ±12 ±30
200x200 ±3 ±6 ±12 ±30
200x300 ±3,5 ±7 ±12,5 ±35
300x300 ±3,5 ~4~7 ±13 ±35
300x400 ±3.5 -1-7 ±14 ±35
400x400 ±3.5 ±7 ±14 ±40
450x600 ±4 ±8 ±16 ±40
500x800 ±4 ±8 ±18 ±45
750x1000 ±5 ±10 ±20 ±50
1000x1500 ±6 ±12 ±25 ±60
быть смазана нейтральным маслом и накрыта деревянной крышкой.
Плиты необходимо периодически проверять, так как постоянное
перемещение по плите индикаторных стоек и проверяемых деталей
ведет к местному износу поверхности плиты и появлению на ней
вогнутости. В этом случае требуется перешабривание плиты.
ЛИНЕЙКИ ПОВЕРОЧНЫЕ
Большую группу средств проверки прямолинейности и плоско-
стности представляют поверочные линейки по ГОСТ 8026-56. По
типам линейки подразделяются на:
1. Линейки лекальные с двусторонним скосом. [ЛД ]
2. Линейки лекальные трехгранные. 1ЛТ ]
3. Линейки лекальные четырехгранные. [ЛЧ ]
4. Линейки с широкой рабочей поверхностью прямоуголь-
ного сечения. [ШП]
5. Линейки с широкой рабочей поверхностью двутавро-
вого сечения. [ШД]
6. Линейки с широкой рабочей поверхностью — мостики. [ШМ]
7. Линейки угловые трехгранные (клинья). [УТ]
Примеры применения условных обозначений линеек при заказе
приведены в табл. 2.
Проверку линеек производят:
а) методом световой щели (на просвет);
б) методом линейных отклонений;
в) методом «на краску».
При проверке на просвет лекальную линейку кладут на проверяе-
мую плоскость рабочим ребром и наблюдают зазор (световую щель)
между линейкой и изделием. Для создания образца световой щели
лекальную линейку кладут на две концевые меры (плитки) одного
10
Таблица 2
Линейки поверочные и преимущественный метод проверки ими изделий
(по ГОСТ 8026-56)
Условное
обозначе-
ние
Чертеж
Класс
точности
Размеры линеек
в леи
Преимущест-
венный' метод
проверки
изделий
О и 1
лд
лт
лч
шп
О, 1 и 2
1 и 2
1 и 2
УТ
1 и 2
250
500
750
1000
175X16
225x20
300x25
(400x30)
(500x35)
LxHxB
300x40x6
500x50x10
750x55x12
L Ха
125X18
175X22
225X26
300x30
LxHxB
25x20x5
75x22x6
125x27x6
175x27x8
225x30x8
300x40x8
(400x45x8)
(500x50x10)
Методом
световой
щели
ШД
ШМ
О. 1 и 2
LxHxB
1000x60x16
1500х75х 18
2000x90x19
2500x100x20
3000x120x22
4000x160x30
500x40
750x45
1000x50
1500x60
2000x70
2500x80
3000x90
4000x110
5000x130
1. Методом
световой
щели (ШП и
ШД —кл. 0
и ШП кл. 1
длиной
300 мм)
2. Методом
линейных
отклонений
(ШП, ШД
и ШМ кл. 1
и 2, кроме
ШП кл. 1
длиной
300 мм)
Методом
„на краску
11
размера. Между ними кладут плитки, как показано на фиг. 2, разной
высоты (с разницей 2—3 мк). По характеру просвета можно сравнить
зазор между линейками и проверяемой плоскостью с зазором на
эталоне. При наличии хорошей подсветки с задней стороны и неко-
тором навыке можно обнаружить просвет в 0,003 мм, чего никаким
о другим способом невозможно
Фиг. 2. Получение образца просвета посред-
ством лекальной линейки и концевых мер
(плиток)
/ — брусок; 2 — лекальная линейка; 3 — конце-
вые меры (плитки).
достигнуть.
Лекальные линейки изго-
товляют из инструменталь-
ной углеродистой или легиро-
ванной сталей и подвергают
термообработке до твердости
Rc = 58 ч- 64. В соответ-
ствии с отклонениями от
прямолинейности лекальные
линейки подразделяются на
два класса точности: 0-й и
1-й (табл. 3).
Линейки 0-го класса точ-
ности применяют для особо
точных лекальных работ и для проверки измерительного инструмента.
Линейки с широкой рабочей поверхностью применяют для про-
верки методом линейных отклонений и методом «на краску». Первый
метод заключается в том, что зазор между рабочим ребром линейки
и проверяемой плоскостью измеряют с помощью щупа (минимальная
\ Таблица 3
Допустимые отклонения от прямолинейности рабочих поверхностей
лекальных линеек типа ЛД, ЛТ и ЛЧ и отклонения от параллельности линеек
типа ЛЧ (по ГОСТ 8026-56)
Длина линеек в мм Допустимые отклонения в мк
от прямолинейности от параллельности
Класс 0 Класс 1 Классы 0 и I
25 х 75 125 175 225 300 (400) (500) П р и м е ч а н и бому заказу. 0,75 0,75 1,50 ' 2,00 е. В скобках обозн. 1,50 1,50 3.00 4,00 ачены размеры, выш 2,0 3,0 4,0 6,0 элняемые по осо-
12
толщина пластинки щупа 0,03—0,05 мм). С помощью прокладок
папиросной бумаги, полоски которой подкладывают равномерно
в нескольких местах под линейку, можно по силе зажатия полосок
при вытягивании судить о прямолинейности проверяемой плоскости.
Поскольку толщина папиросной бумаги не более 0,02 мм, этот спо-
соб более точен, чем проверка щупом.
Способ проверки «на краску» заключается в том, что рабочую
плоскость линейки покрывают тонким слоем краски и перемещают
по проверяемой плоскости. При
этом на изделии остаются пятна
краски. По равномерности распо-
ложения этих пятен, а также
по числу пятен В квадрате С ДЛИ- Фиг. 3. Линейка угловая,
ной стороны 25 мм судят о пря-
молинейности изделия.
Линейки с широкой рабочей поверхностью типов ШП и ШД
изготовляют из инструментальной или углеродистой сталей с твер-
достью на рабочей поверхности не ниже Rc = 50. Линейки типов ШМ
и УТ изготовляют из чугуна с твердостью на поверхности ЯБ = 170-н
-т- 229 с шабреными рабочими плоскостями. Линейки типа УТ
(фиг. 3) применяются для проверки плоскостности и угла между
двумя плоскостями, образующими острый угол (например, в про-
филе «ласточкин хвост», где угол обычно равен 55 и 60°). Допуск
на угол для 1-го класса точности + 5', для 2-го класса точности + 10'.
Условия приемки по краске те же, что и для поверочных плит,
т. е. 25 пятен в квадрате с длиной стороны в 25 мм для угловых
линеек 1-го класса и 20 пятен — для линеек 2-го класса.
ПЛИТЫ КОРОБЧАТЫЕ, ПЛАНКИ ПАРАЛЛЕЛЬНЫЕ И ПРИЗМЫ
Коробчатые плиты (фиг. 4) используют в качестве
опор в тех случаях, когда измеряемая деталь не может быть уста-
новлена на плоскость поверочной плиты, т. е. когда между опорными
Фиг. 4. Плиты коробчатые.
поверхностями детали, лежащими в
одной плоскости, находится выступаю-
щая часть. Такие коробчатые плиты
изготовляют парными. Противополож-
ные плоскости плиты должны быть
параллельны друг другу, а прилегаю-
щие перпендикулярны между собой.
Коробчатые плиты удобно исполь-
зовать также в качестве подставок под
рейсмас — для измерения высоких из-
делий Ч Эти плиты необходимо также
периодически проверять на плоскост-
ность и размер между параллельными плоскостями. Даже если пар-
ные плиты имеют маркировку одного размера, следует проверить
1 Описание рейсмасов дано далее.
13
эти размеры, особенно если плоскость устанавливаемой^ них де-
тали должна быть строго параллельна плоскости поверочной плиты.
Фиг. 5. Планки параллельные.
Для той же цели применяют параллельные планки
небольшой высоты (фиг. 5). которые изготовляют из стали и после
закалки и шлифования подвергают старению с последующей доводкой
Фиг. 6. Призма.
до точного размера. Эти планки
также изготовляют парными и
применяют главным образом
в инструментальных цехах,
благодаря высокой точности их.
Аналогично коробчатым пли-
там в качестве опор приме-
няют призмы (по ГОСТ
5641-51), которые могут служить
опорой также для деталей ци-
линдрической формы (например,
валов) при контроле положения
шпоночной канавки, лыски
расположения отверстий и т. п.
(фиг. 6). Опорные наклонные
плоскости должны быть расположены симметрично по отношению
к боковым сторонам и основанию и должны быть перпендикулярны
к торцам. Призмы изготовляют как из стали, так и из чугуна,
обязательно парными.
ПЛИТКИ КЛИНОВЫЕ РЕГУЛИРУЕМЫЕ И УГОЛЬНИКИ С ПАРАЛЛЕЛЬНЫМИ
ПЛОСКОСТЯМИ 1
Приборы регулируемого типа дают возможность быстрого замера.
По точности измерения эти приборы примерно соответствуют микро-
метрам. Во многих случаях такая точность вполне достаточна,
например при измерении ширины пазов и шпоночных канавок,
измерении расстояния между отверстиями, в качестве опорных
столбиков в синусных линейках (взамен блоков из концевых мер
и т. д.).
Плитки клиновые регулируемые с параллель-
ными плоскостями представлены на фиг. 7. Набор таких клиновых
1 Применяются в зарубежной измерительной технике.
14
плиток дает возможность измерения пазов в пределах от 9 до 60 мм.
Удобство этих плиток с параллельными плоскостями в том, что их
можно заранее установить микрометром на нужный размер и поль-
Фиг. 7. Плитки клиновые регулируемые с параллель-
ными плоскостями.
зоваться ими как размерными плитками или же раздвигать их в пазу
и затем измерять микрометром.
Несколько больший диапазон расхода имеют регулируемые
угольники с параллельными плоскостями (фиг. 8). Применение
Фиг. 8. Регулируемые угольники с параллельными'
плоскостями.
их довольно разнообразно: а) для установки под нужным углом
синусной линейки; б) со штангенрейсмасом с индикатором для
переноса размеров по вертикали с верхней плоскости планок на
изделие; в) для контроля ширины пазов. В нижнем (опорном) уголь-
нике имеется ампула для проверки горизонтальности установки
угольника.
Глава 11
ИЗМЕРИТЕЛЬНЫЕ ЛИНЕЙКИ И ШТАНГЕНИНСТРУМЕНТЫ
ИЗМЕРИТЕЛЬНЫЕ ЛИНЕЙКИ И РУЛЕТКИ
Для измерения длин с точностью, не превышающей 0,5 мм,
применяются стальные рулетки и измерительные линейки. Рулетки
шириной 5—20 мм, толщиной 0,1—0,3 мм и длиной 1—20 м приме-
няются для измерения больших длин и диаметров, где они неза-
менимы. Для сравнительно небольших длин — до 1000 мм — при-
Jililililil^iii’ii'iiliiiiiiilffiftiiliiiiiiiliiiiiiiliiihiiliiiiiliklilililililililililffi
Фиг. 9. Линейка измерительная.
меняют стальные линейки с миллиметровыми делениями, имеющие
иногда еще дополнительные дюймовые деления (фиг. 9). Для изме-
рения отливок, поковок, а также обработанных деталей, где точность
размера не оговорена допусками, стальная линейка представляет
большие удобства. В соединении с кронциркулем (фиг. 10) или
нутромером (фиг. 11) линейку можно использовать для измерения
наружных и внутренних диаметров, пазов и т. п.
При измерении рулеткой или гибкой линейкой деталей по окруж-
ности диаметр детали в мм определяют по формуле
-гс
где I — отсчет по линейке в мм, а — число, приблизительно
равное 3,14.
При более тщательном измерении следует также учесть толщину
линейки или рулетки. В этом случае определяемый диаметр равен
( \ D = -----2S,
где S — толщина ленты, из которой изготовлена линейка или
рулетка, в мм.
16
Для измерения деталей следует выбирать линейки и рулетки
с одинаковой шириной штрихов, у линеек обычно равной 0,1 л/ж,
а у рулеток — до 0,3 мм. Ширину штрихов лучше всего проверить
увеличительным стеклом или лупой. По ГОСТ 427-56 погрешности
линеек не должны превышать следующих величин.
Общая длина линеек и расстояния от любого штриха до начала или конца шкалы в мм Допустимые отклонения в мм
До 300 +0,10
Свыше 300 до 500 ±0,15
. 500 „ 1000 ±0.20
При точных измерениях линейкой
упереть в планку, которая прижата
детали (фиг. 12), или, если это невоз-
можно, поместить штрих сантимет-
рового деления линейки заподлицо
с кромкой детали. В последнем слу-
чае из снятого по линейке размера
следует, конечно, вычесть размер от
нулевого деления до штриха, от
которого велся отсчет.
Неаккуратное или неосторожное
обращение с линейками вызывает
их повреждение. Поэтому линейки
требуют такой же аккуратности в
обращении, как и всякий другой
инструмент.
2 Смилянский 436
рекомендуется торец линейки
к одной стороне измеряемой
Фиг. 12. Измерение линейкой
с упором:
/—линейка измерительная; 2 — планка
упорная; 3 — измеряемая деталь.
17
Тех. библио гена
Угличский час. з-д I
ИНВ. №_
ШТАНГЕНИНСТРУМЕНТЫ
В штангенинструментах применяют нониус, изобретение которого
относят к XVII столетию. Нониус — это вспомогательная короткая
шкала на подвижной части инструмента, на которой отсчитываются
дробные доли делений основной шкалы.
Наиболее распространенными штангенинструментами являются:
штангенциркуль, штангенрейсмас, штангенглубиномер и штанген-
зубомер.
Фиг. 13. Штангенциркуль:
а — с величиной отсчета 0,1 мм\ б — с величиной отсчета 0,02 мм.
Штангенциркуль (фиг. 13) применяют для измерения
наружных и внутренних размеров деталей с непосредственным
отсчетом по шкале. На фиг. 13, а изображен карманный штанген-
циркуль с пределами измерений 0—125 мм, с величиной отсчета
0,1 мм.
Основными частями штангенциркуля являются: штанга / с нане-
сенными на ней делениями, с одной или двумя измерительными
губками, составляющими одно целое со штангой; подвижная рамка 3,
также с одной или двумя губками 2, с нониусом, нанесенным на
скосе рамки; зажимной винт 4 — для закрепления губок после замера
и глубиномерная линейка 5. Нижние губки служат для наружного
измерения, верхние губки — для внутреннего измерения, причем
губки заходят одна за другую, что дает возможность при измерении
внутренних размеров вести отсчет от нуля.
18
Фиг. 14. Штангенрейсмас.
На фиг. 13,6 изображен штангенциркуль с величиной отсчета
0,02 мм, с пределами измерений 0—300 мм. Заостренные верхние
губки служат для наружных измерений и для разметки. Нижние
губки могут служить для наружных и для внутренних измерений.
При внутренних измерениях приходится к полученному по шкале
размеру добавлять толщину губок (обычно этот размер гравируют
на передней плоскости губок). При ответственных замерах рекомен-
дуется толщину губок проверить микро-
метром, поскольку радиусные профили
губок изнашиваются по мере работы.
Основная шкала нанесена на штанге 7,
нониусная шкала — на рамке 3, состав-
ляющей одно целое с губками 2. Хому-
тик 6 дает возможность микрометриче-
ской подачи рамки гайкой 7 и винтом 8.
В этом случае зажим 5 хомутика дол-
жен быть затянут, а зажим 4 рамки
ослаблен.
После установки рамки в требуемое
положение винт 4 также должен быть
затянут.
Аналогичную конструкцию имеют и
штангенциркули с величиной отсчета
0,05 мм.
Наименьшая возможная величина
отсчета по нониусу составляет 0,02 мм.
При наблюдении столь мелких делений
целесообразно иметь увеличительное
стекло (лупу). Это не так утомляет
глаза и уменьшает ошибки от парал-
лакса (т. е. кажущегося смещения штрихов, расположенных не
на одном уровне).
Однако точность, получаемая по штангенциркулю с отсчетом
0,02 мм, при самых благоприятных условиях — у опытного кон-
тролера и при пользовании лупой, не достигает 0,02 мм, а составляет
примерно 0,04 мм — вследствие трудности отсчета и различия в уси-
лии, с которым губки прижимаются к измеряемому предмету. Поэтому
для получения точности свыше 0,04 мм целесообразно пользоваться
другим измерительным инструментом, например микрометром.
Штангенциркули изготовляют (по ГОСТ 166-51) длиной от 125 мм
до 2 м, а в специальных случаях — и до 4 м.
Штангенциркуль, как и другой нониусный инструмент, следует
проверять на точность, поскольку этот часто применяемый инструмент
может быть поврежден при неаккуратном обращении и подвержен
износу. Для этого торцы обеих губок надо свести вместе и проверить
на просвет. Если обе губки параллельны — просвета между ними
не будет, если же между губками имеется клиновидная щель, это
указывает на износ губок и на необходимость ремонта инструмента.
Если губки параллельны, следует затем проверить, показывает ли
2* 19
нуль нониуса на нуль штанги при сведенных губках. Общая ширина
губок сверяется микрометром с размером, выгравированным на
передней плоскости губок. Расхождение в размерах указывает
на износ губок или на то, что они погнуты.
Штангенрейсмас предназначен для измерения высот
и для разметки вертикальных расстояний от плоской поверхности
(например, от плоскости поверочной плиты или стола станка).
От штангенциркуля этот измерительный прибор отличается только
иным конструктивным исполнением некоторых элементов. Штанген-
рейсмас имеет следующие детали (фиг. 14): основание 4 с плоской
опорной поверхностью, штангу 1 и перемещающуюся по штанге
рамку 3 с нониусом 2. Кронштейн 5, жестко соединенный с рамкой,
служит для установки на нем сменных коленчатых губок: губки 6
с острой кромкой (чертилкой), предназначенной служить не только
для измерения, но и для разметки, и губки 7 для измерения высот,
имеющей плоскую поверхность снизу и цилиндрическую сверху.
Размер А этой губки обязательно гравируется на ней, так как должен
прибавляться к размеру, полученному при пользовании верхней
(цилиндрической) поверхностью губки 7. Коленчатая губка может
совмещаться своей нижней плоскостью с опорной плоскостью
основания («база» при замерах штангенрейсмасом и нулевая точка
шкалы). Микрометрический винт 8 служит для точной установки
рамки. На том же кронштейне 5 может быть установлено глубино-
мерное приспособление, что дает возможность использовать крон-
штейн в качестве глубиномера. Установка на том же кронштейне
универсального рычажно-зубчатого индикатора типа ИР с ценой
деления 0,01 мм (см. фиг. 41) дает возможность проверки параллель-
ности плоскостей, пазов и т. п. Штангенрейсмас с индикатором
является одним из наиболее часто применяемых при измерении дета-
лей на поверочной плите приборов.
Штангенрейсмасы изготовляются для измерений в пределах
от 200 до 1000 мм. Величины отсчетов по нониусу штангенрейсмасов,
аналогично штангенциркулям, составляют 0,1; 0,05 и 0,02 мм
(по ГОСТ 164-52). В тех случаях, когда диапазон измерений штан-
генрейсмаса достаточен, но по высоте подвижная губка не достигает
измеряемых точек, пользуются подставкой из коробчатых плит
или параллельных планок.
Штангенглубиномер служит для измерения глубины
или расстояния по вертикали между двумя измеряемыми плоскостями
(фиг. 15). Как и в штангенрейсмасе, здесь имеется микрометрический
винт. Верхние пределы измерения штангенглубиномеров обычно
составляют от 100 до 500 мм (по ГОСТ 162-41). Величины отсчета
по нониусу штангенглубиномеров приняты те же, что и для других
штангенинструментов.
Штангензубомер (фиг. 16) по ГОСТ 163-41 служит
для измерения зубьев колес, витков трапецеидальной резьбы и т. д.
При измерении зубьев колес этим инструментом измеряют толщину
зуба по хорде делительной окружности. При этом расстояние от
верхушки зуба до хорды определяют по положению высотной
20
линейки /, упирающейся в верхушку зуба. Аналогично этому штан-
генз\бомер применяют для проверки витков трапецеидальной резьбы.
Более подробно о применении штангенз^бомера сказано в разделе
о контроле зубчатых колес \
Фиг. 15. Штангенглубиномср:
1 — штанга; 2 — траверса.
Фиг. 16. Штангензубомер
Применение нониуса для отсчета
На стальной штанге любого из штангенинструментов нанесена
основная шкала инструмента, каждое деление которой обычно равно
одному миллиметру. По этой штанге скользит подвижная рамка
с прорезью или окошком, через которое видна основная шкала.
На нижней скошенной кромке окошка помещен нониус — вторая
маленькая шкала, в большинстве случаев имеющая 10 делений,
соответствующих девяти делениям основной шкалы, т. е. 9 мм.
Следовательно интервал делений шкалы нониуса или цена каждого
9
деления шкалы нониуса составляет уу = 0,9 мм, а разность делений
основной шкалы и нониуса составляет 0.1 мм. Если длина шкалы
нониуса соответствует 19 делениям основной шкалы, то цена каждого
деления шкалы нониуса (при количестве делений, равном 10) состав-
19
ляет -уу = 1,9 мм. В этом случае разность делений основной шкалы
и нониуса составляет также 0,1 мм. Такой нониус дает ту же точность
отсчета, но величина деления его вдвое больше, что удобнее для
наблюдения. На фиг. 17, а и б показаны схемы нониуса с величиной
отсчета 0,1 мм. Если нулевые штрихи нониуса и шкалы совпадают,
1 Штангензубомером также измеряют толщину зуба по так называемой постоян-
ной хорде (см. раздел зубчатых передач).
21
то последний (десятый) штрих нониуса совпадает с девятым (при
цене деления 0,9 мм) или с девятнадцатым (при цене деления 1,9 мм)
делением штанги. Если нониус сдвинут вправо на 0,1 мм, то его
первый штрих 1 совпадает с первым делением шкалы штанги, при
сдвиге на 0,2 мм совпадут вторые штрихи, при сдвиге на 0,3 мм —
третьи штрихи и т. д. Следовательно, смещение в пределах до 1 мм
Фиг. 17. Схемы отсчета по нониусам.
соответствует по величине числу десятых долей миллиметра, равное
номеру штриха нониуса, совпадающего с каким-либо делением
основной шкалы. Например, совпадение четвертого штриха нониуса
с четвертым делением основной шкалы указывает, что смещение но-
ниуса (или, что то же, расстояние между губками), составляет 0,4 мм.
При сдвиге больше, чем на 1 мм необходимо добавить число целых
миллиметров левее нулевого штриха нониуса. Таким образом, если
1 Не смешивать первый штрих с нулевым'
22
при измерении левее нулевого штриха нониуса находится 13 мил-
лиметровых делений основной шкалы, а совпадающим с восемнадца-
тым делением основной шкалы является пятый штрих нониуса,
величина смещения нониуса, или расстояние между губками штанген-
циркуля, равно 13,5 мм (фиг. 17, а). На фиг. 17,6 показан размер
33,7 мм. При удлиненной нониусной шкале (длиной 19 мм, фиг. 1,7 в
и г; принцип отсчета точно такой же; расстояние между губками
равно целому числу миллиметров основной шкалы левее нулевого
штриха нониуса, а число десятых долей — номеру совпадающего
штриха нониуса. На фиг. 17, в показан размер 10,4 мм; на фиг. 17, г —
размер 31,7 мм. Очевидно, что пользование нониусом при относитель-
ной простоте конструкции представляет большие удобства. Необхо-
димо только, чтобы во избежание параллакса взгляд был направлен
на совпадающий штрих не сбоку, а непосредственно спереди (т. е.
перпендикулярно плоскости штриховой линейки); иначе говоря,
искомый штрих должен находиться приблизительно посередине между
правым и левым глазами.
На фиг. 17, д — з показаны схемы нониусов с величиной отсчета
0,05 и 0,02 мм. При числе делений нониуса, равном 20 (в первом
случае), порядковый номер совпадающего штриха (считая от нулевого
штриха) нониуса нужно умножить на 0,05 мм (или 72о и эту
величину прибавить к числу миллиметров левее нулевого штриха
нониуса. Если, например, левее нулевого штриха находится 11 мм
и совпадает десятое деление нониуса, значит, измеряемый размер
равен 11,50 мм, где 0,50 = 0,05 X 10 (фиг. 17, д). На фиг. 17, е
показан размер 36,65 мм.
При числе делений 50 (во втором случае) необходимо по аналогии
порядковый номер совпадающего штриха нониуса умножить на
0,02; если, например, совпадает 14-е деление нониуса, к числу
целых миллиметров нужно добавить 0,02 X 14 = 0,28 мм, и размер
будет равен 2,28 мм (фиг. 17, ж). На фиг. 17, з показан размер
49,60 мм. Для простоты отсчета над штрихами нониусов поставлены
значения сотых долей миллиметра, которые и отсчитываются непо-
средственно. При пользовании более точным нониусом желательно
применять лупу.
Точность отсчета по нониусу. Следует иметь в виду, что погреш-
ность, которая все-таки имеет место при пользовании штанген-
инструментом, зависящая от неточности нанесения делений, непарал-
лельности поверхностей губок, перекоса рамки и т. п., не обеспечивает
получения той отсчетной или номинальной величины, какая указы-
вается на шкале. Фактический размер отличается от номинального
на величину, примерно равную удвоенной точности отсчета по нониусу
(по ГОСТ 166-51) и имеет следующие значения (табл. 4 и 5).
Размер сдвоенных губок, прибавляемый к величине отсчета при
измерении внутренних диаметров, вносит дополнительную погреш-
ность при измерении отверстий по сравнению с наружными изме-
рениями. Поэтому опытный контролер старается размер отверстия,
полученный непосредственным измерением, проверить косвенным
путем посредством наружных измерений, хотя для этого требуется
23
большее количество замеров (например, внутренний диаметр трубы
можно определить по наружному ее диаметру и толщине стенки
и т. п.).
Таблица 4
Суммарные погрешности штангенциркулей
при наружном измерении
Верхний номинальный предел измерения в мм Наименьшая величина отсчета по нониусу в мм
0,02 0,05 0,1
Допускаемые отклонения в мм
До 300 Св. 300 до 500 „ 500 „ 1000 я 1000 „ 2000 ±0,02 ±0,05 ±0,05 / / 7 г ; ±10 1 ±0,1 ±0,1 ±0,2
Таблица 5
Допускаемые отклонения размера сдвоенных губок
штангенциркуля при внутреннем измерении
Наименьшая величина отсчета по нониусу в мм Допускаемые отклонения в мм
0,02 ±0,01
0,05 ±0,02
0,1 ±0,03
Установка на размер в нониусных инструментах. Подвижная
рамка нониусных инструментов должна быть пригнана так, чтобы
перемещение подвижной губки по штанге происходило достаточно
легко, без заедания, однако без какой-либо игры или люфта. При
пользовании винтом микрометрической подачи винты, зажимающие
подвижную губку (рамку), должны быть ослаблены во избежание
порчи винта, в то время как зажимной винт хомутика, от которого
идет вращение микрометрического винта, должен быть затянут.
После установки рамки с подвижной губкой в окончательное поло-
жение винт зажима рамки должен быть затянут, а винт хомутика
ослаблен.
При большом перемещении рамки все зажимные винты должны
быть ослаблены.
7 УПРАЖНЕНИЯ
1. Отсчеты по нониусу
Необходимый инструмент — штангенциркули с величиной от-
счета 0,1; 0,05 и 0,02 мм.
24
Содержание упражнения
1. Определить показания нониуса в каждой из восьми схем
на фиг. 17 и записать их в форме таблицы.
2. Установить штангенциркули на следующие показания: 2,8;
3,7; 15,8; 2,85; 37,75; 70,15; 4,48; 20,72; 60,04; (соответственно на
трех штангенциркулях с разной ценой деления).
2. Измерение наружных размеров штангенциркулем
Объект измерения —деталь по фиг. 18. Измеряемые размеры Д,
Необходимый инструмент: 1) плита поверочная; 2) штангенцир-
куль со шкалой длиной 300 мм, с хомутиком для микрометрического
перемещения рамки; 3) увеличительное стекло; 4) микрометр;
5) калибр-пробка диамет-
ром 20—25 мм, не ниже
2-го класса точности.
Содержание упражнения
1. Очистить поверх-
ность обеих губок штан-
генциркуля.
2. Привести подвижную
губку в соприкосновение
с неподвижной и прове-
рить, будет ли показание
равно нулю.
3. Проверить точность
штангенциркуля, измерив
цилиндрический калибр-
пробку (предварительно
проверенный микромет-
ром).
4. Очистить
ность
поверх-
поверочной плиты.
Установить измеряемую деталь на плите.
Освободить зажимные винты рамки и хомутика штангенцир-
куля.
Раздвинуть губки штангенциркуля немного больше размера Д,
подлежащего контролю.
8. Зажать винт хомутика для микрометрической подачи
рамки.
9. Вращать микрометрический винт подачи рамки до контакта
губок с деталью.
10. Зажать винт подвижной губки (рамки).
11. Снять штангенциркуль с изделия.
12. Сделать отсчет по нониусу и записать размер.
13. Проверить таким же образом остальные размеры детали
(В, В).
25
3. Измерение внутренних размеров штангенциркулем
Объект измерения —деталь по фиг. 19. Измеряемые размеры: Д,
5, В, Г и Д.
Необходимый инструмент: 1) плита поверочная; 2) штангенцир-
куль со шкалой 300 мм\ 3) увеличительное стекло; 4) микрометр;
5) калибр-кольцо или скоба размером 20—50 мм\ 6) линейка стальная
длиной 200—300 мм.
Содержание упражнения
1. Очистить поверхность губок штангенциркуля.
2. Проверить штангенциркуль на точность измерения отверстий,
измерив калибр-кольцо или скобу (не ниже 2-го класса точности).
Фиг. 19. Деталь для измерения внутренних размеров
штангенциркулем.
3. Установить детали на плиту.
4. Проверить размер А и записать показание по нониусу.
5. Проверить остальные размеры, для которых требуется при-
менение губок для внутреннего измерения и записать ответы.
6. Закрыть губки штангенциркуля и измерить толщину губок
посредством микрометра. Сравнить с цифрой, выгравированной на
одной из губок (обычно размер выражен в целых миллиметрах).
7. Прибавить к измеренным величинам толщину губок и составить
таблицу окончательных размеров величин Д, Б, В, Г и Д.
8. Проверить размеры, измеренные губками для внутренних
измерений, стальной линейкой и сравнить, с полученными ранее
значениями, не было ли грубых ошибок.
/
X
4. Измерения посредством штангенглубиномера
Объект измерения —деталь по фиг. 20. Измеряемые размеры: Д,
Б, В, Г, Д и Е.
Необходимый инструмент: 1) плита поверочная; 2) штанген-
глубиномер; 3) увеличительное стекло.
26
Содержание упражнения
1. Очистить поверхность плиты от пыли и заусенцев.
2. Проверить на точность штангенглубиномер; для этого: а) осла-
бить зажимные винты; б) установить основание (корпус) глубиномера
на поверочную плиту; в) плотно прижимая корпус глубиномера
к плите, опустить штангу до соприкосновения с зеркалом плиты; г) за-
тянуть нижний стопорный винт; д) проверить делениеъониуса; он
Фиг. 20. Деталь для измерения размеров штангснглубиномером.
должен показать нуль; е) если глубиномер имеет погрешность
вычесть (или прибавить) величину погрешности от каждого показания
полученного при измерении.
3. Проверить глубину каждого уступа на измеряемой детали.
4. Развить чувствительность момента касания дна выемки при-
бором, повторяя несколько раз соприкосновение.
5. Контроль плоских поверхностей на плоскостность
и параллельность
Объект измерения — параллельные планки (комплект из 2 шт.),
фиг. 21.
Необходимый инструмент: 1) плита поверочная; 2) штанген-
рейсмас; 3) индикатор типа ИР *.
Фиг. 21. Планка параллельная для проверки плоских
поверхностей.
Содержание упражнения
1. Очистить контрольную плиту и проверить отсутствие метал-
лических частиц и заусенцев.
2. Проверить отсутствие заусенцев и повреждений на кромках
или углах параллельных планок.
* В особо точных проверках целесообразно применять микромер. Описание
индикатора типа ИР и микромера см. в главе IV.
27
3. Положить одну из параллельных планок па поверочную плиту
и проверить на плоскостность; при этом следует: а) с небольшим
усилием перемещать планку по плите, пока не почувствуется хорошее
прилегание планки к шабреной поверхности плиты (при наличии
заусенцев или царапин на планке, они будут царапать поверхность
поверочной плиты); б) большими пальцами обеих рук прижать планку
по концам и проверить, достаточно ли плотно она прилегает к поверх-
ности поверочной плиты; в) перевернуть параллельную планку
и проверить плотность прилегания противоположной стороны
к поверхности поверочной плиты.
4. Установить индикатор на подвижную губку штангенрейсмаса.
5. Отрегулировать положение подвижной губки штангенрейсмаса
так, чтобы наконечник индикатора вошел в соприкосновение с верх-
ней плоскостью параллельной планки; при этом следует: а) устано-
вить циферблат индикатора на нуль; б) проверить индикатором
плоскость у четырех углов и посередине параллельной планки.
Отклонение индикатора указывает, что деталь покоробилась или
верхняя плоскость не параллельна плоскости плиты.
6. Проверить прилегающие боковые стороны на параллельность
и прямолинейность.
7. Проверить плоскости второй параллельной планки на прямо-
линейность и параллельность.
8. Проверить, являются ли обе планки парными (т. е. совпадают
ли верхние плоскости обеих планок при установке па поверочной
плите); для этого следует: а) установить обе планки на поверочную
плиту; б) опустить подвижную губку штангенрейсмаса с индикатором
так, чтобы наконечник индикатора касался верхней плоскости одной
из планок; в) в том же положении подвижной губки штангенрейсмаса
перенести наконечник индикатора на верхнюю плоскость второй
параллельной планки. Показания индикатора должны быть одина-
ковыми для обеих параллельных планок; г) проверить размер тол-
щины и ширины обеих планок.
Г лава III
МИКРОМЕТРИЧЕСКИЕ ИНСТРУМЕНТЫ
Изобретение микрометра относится к середине прошлого столетия.
Первоначально точность измерения микрометром была невысока
и применялся он в основном для измерения толщины листового
металла. В настоящее время микрометр, обеспечивающий величину
отсчета 0,01 и даже до 0,005 мм, получил широкое применение, осо-
бенно в инструментальных цехах.
ТИПЫ МИКРОМЕТРИЧЕСКИХ ИНСТРУМЕНТОВ
В зависимости от назначения микрометрических инструментов
конструкция некоторых элементов его видоизменяется. Так, имеются
специальные микрометры для листового материала, для измерения
резьбы, для измерения толщины зуба колеса. Микрометрические
инструменты универсального назначения можно разделить по кон-
струкции на: 1) микрометры для наружных измерений; 2) микрометры
для вп\тройных измерений; 3) микрометрические глубиномеры;
4) микрометрические нутромеры для измерения отверстий.
Микрометры для наружных измерений
На фиг. 22 показан распространенный микрометр для наружных
измерений конструкции завода «Калибр» (по ГОСТ 6507-53). Сверху
показан общий вид микрометра с пределом измерения 75—100 мм.
Ниже показан механизм микрометра в увеличенном масштабе.
В скобу 1 микрометра запрессована пятка 2 (с левого конца) и сте-
бель 4 (с правого конца). Микрометрический винт 3 высокой точности
ввертывается в гайку, образованную внутренней резьбой стебля
(в правом конце). Этот конец стебля имеет разрез (подобно цанге)
и наружную конусную резьбу. Гайкой 5 можно стягивать губки
разрезного конца, т. е. уменьшать диаметр внутренней резьбы.
Это бывает необходимо для устранения зазоров в резьбе между
микровинтом и гайкой, которые могут появиться в результате
износа. Следует иметь в виду, что такая регулировка возможна
только тогда, когда износ винта является равномерным по всей
длине.
Левый конец стебля имеет гладкое отверстие, служащее точным
направлением для винта. На правом хвостовике микровинта насажен
29
барабан 6, на конусной части которого нанесены деления. На резьбе
правого конца барабана сидит корпус трещотки 7, в отверстие
которого вставлена тарированная пружинка 10 и зуб трещотки 9.
Свободно вращающаяся на корпусе 7 трещотка 8, имеющая с торца
зубцы, при вращении передает винту крутящий момент определенной
величины, обеспечивающий осевое усилие 500—900 г. Когда такое
усилие достигнуто, трещотка перестает вращать винт и начинает
Фиг. 22. Микрометр с пределом измерения 75—100 мм.
вращаться вхолостую. Это предохраняет винт от деформации из-за
чрезмерного усилия, которое может развить неопытный рабочий.
На стебле нанесены вдоль оси деления через каждые 0,5 мм и про-
дольный штрих. На конусной же части барабана кругом нанесено
50 делений. Поворот барабана на одно деление равен осевому пере-
0 5
мещению винта, на величину ~ = 0,01 мм (поскольку шаг резьбы
винта равен 0,5 мм). После установки винта в нужное положение,
поворотом рукоятки стопора 11 он зажимается в этом положении,
после чего микрометр можно снять для отсчета. Часто такая фикса-
ция винта в точно измеренном положении дает возможность поль-
зоваться микрометром как жесткой размерной скобой. Для установки
микрометра, а также для его проверки служит установочная мера 12.
Микрометры выпускаются со следующими пределами измерений
в м м:
0—25 100—125 200—225 300—400 800—900
25—50 125—150 225—250 400—500 900—1000
50—75 150—175 250—275 500—600 1000—1200
75—100 175—200 275—300 600—700 1200—1400
* я 700—800 1400—1600
30
При измерении микрометром необходимо проверить его установку
на нуль. При завертывании винта через трещотку до отказа продоль-
ная риска на стебле должна совпадать с нулевой риской барабана,
а торец барабана должен совпадать с нулевой риской стебля. Если
такого совпадения нет, необходимо поставить барабан в нужное
положение. Для этого винт зажимают стопорной рукояткой 11,
осторожно отвертывают на пол-оборота корпус трещотки 7, после
чего барабан можно повернуть до совпадения нулевой риски с про-
дольной риской на стебле 4. Вслед за этим корпус 7 снова затяги-
Фиг. 23. Схемы проверки неплоскостности губок микрометра.
а — измерением блока плиток; б — измерением калибра-пробки;
в — измерением шарика.
вают. После регулировки точную проверку микрометра желательно
повторить. Конечно, регулировка должна производиться мастером
или лицом, специально ведающим ремонтом приборов.
Проверка на точность. При проверке микрометра для наруж-
ных измерений на точность необходимо прежде всего очистить
измерительные губки. Простым средством для устранения пыли
и грязи с торцов винта и пятки служит кусочек бумаги, зажатый
между губками так, как если бы требовалось измерить ее толщину.
Завернув трещотку до отказа, надо затем вытянуть бумагу. Если
между губками имелась пыль или грязь, они обычно удаляются
бумагой, оставляя губки чистыми.
Следующим этапом является проверка неплоскостности губок
микрометра блоком концевых мер (плиток), имеющих известный
размер в диапазоне измерений данного микрометра (фиг. 23, а).
Микрометр следует проверить четыре раза: на нуле, на длине 0,25
диапазона, 0,5 диапазона и 0,75 диапазона. Например, если микро-
метр имеет диапазон измерений 0—25 мм, то сначала надо проверить
микрометр на нуле, затем посредством набора плиток в 6 мм (при-
близительно), в 12 мм и в 18 мм. Такая проверка необходима, так
как частое применение микрометра в пределах одного какого-либо
участка микрометрического винта вызывает местный износ именно на
этом участке винта.
31
Можно также выявить неплоскостность (вогнутость или выпуК'
лость) губок микрометра, образовавшихся в результате износа,
путем измерения калибра-пробки известного диаметра (фиг. 23, б).
При измерении следует повертывать калибр-пробку под разными
углами. Такую проверку можно сделать и путем измерения шарика
известного диаметра (фиг. 23, в). Измеряя его разными точками
торцов винта и пятки и наблюдая показания шкалы, определяем,
параллельны ли торцы губок. Опасность непараллельности появляется
особенно в тех случаях, когда микрометр непрерывно используют
для измерения цилиндрических или сферических предметов. Если
обнаружена непараллельность, инструмент подлежит ремонту
(в новых микрометрах параллельность губок определяют специаль-
ным плоско-параллельным стеклом, через которое наблюдаются
интерференционные полосы).
Допустимые погрешности микрометров даны в табл. 6.
Таблица 6
Допустимые погрешности микрометров
(по ГОСТ 6507-53)
Верхний предел измерения в мм Допусти- мая' по- грешность показаний в мк Допусти- мая непа- раллель- ность из- меритель- ных по- верхностей в мк Допусти- мый изгиб скобы при усилии в 1 кг ; в мк Верхний предел измерения в мм Допусти- мая по- грешность показаний в мк Допусти- мая непа- раллель- ность из- меритель- ных по- верхностей в мк Допусти- мый изгиб скобы при усилии в 1 кг в мк
5, 10 и 25 ±4 2 2 600 ±12 14 12
50 ±4 2.5 2 / 700 ±14 16 14
75 и 100 ±4 3 3 \ 800 ±16 J8 16
125 и 150 ±5 4 4 900 ±18 20 18
175 и 200 ±6 6 5 1000 ±20 22 20
225, 250, 1200 ±24 26 24
275 и 300 -4-7 8 \ 6 1400 ±28 30 28
400 ±8 10 8 1600 £32 34 32
500 ±10 12 10
Микрометры для внутренних измерений
Нутромер микрометрический (по ГОСТ 10-58) или штихмас
(фиг. 24) по конструкции принципиально мало отличается от микро-
метра для наружных измерений, однако не имеет тех измерительных
диапазонов, какие имеет микрометр для наружных измерений:
диаметр отверстия должен быть не менее 50 мм, точность же его
ниже из-за отсутствия механизма для регулирования измерительного
усилия. Микрометрический нутромер состоит из следующих деталей:
микрометрического винта 1, барабана 2, гильзы 3, стопора 4, мери-
тельного наконечника 5. Барабан 2 насаживается на цилиндрическую
часть винта 6 до упора в буртик (с правой стороны) и затягивается
гайкой 7. На гильзе 3 нанесены деления вдоль оси через 0,5 мм
32
Фиг. 24. Нутромер микрометрический.
и продольный штрих, а на конусе барабана '2 по окружности 50 деле-
ний (как в обычном микрометре). Конец гильзы 3 с внутренней резь-
бой также разрезной, для возможности регулировки резьбы насажен-
ной снаружи гайкой (при износе).
Радиус кривизны наконечника 5 должен быть всегда меньше'
радиуса измеряемого отверстия, иначе размеры получатся неправиль-
ными. Размеры радиусов
кривизны приводятся в
ГОСТ 10-58.
Регулировка для уста-
новки на нуль такая же,
как в обычном микрометре.
Отвертывая гайку 7, свя-
зывающую барабан 2 с
микровинтом, получаем
возможность поворота ба-
рабана относительно винта
на нужную величину, после чего гайку 7 вновь надо затянуть.
Нутромеры изготовляют со следующими пределами измерения:
50—75; 75—175, 75—600, 150—1250; 800—2500; 1250—4000; 2500—
<6000 и 4000—10 000 мм *.
К нутромеру прилагают удлинители (фиг. 25), которые надевают
на наружную резьбу гильзы 3 (обычно закрыта колпачком). На
конец удлинителя с наружной резьбой можно надеть второй удли-
Фиг. 25. Удлинитель к микрометрическому нутромеру.
нитель и т. д.; это даст возможность при наличии набора удлинителей
измерять размеры длиной до 1500 мм. Удлинитель представляет
собой специальный штифт, заключенный в трубку и поджимаемый
пружиной к стороне, надевающейся на микрометрическую головку.
В нутромерах конструкции завода «Калибр» расход головки состав-
ляет 13 мм. Размер удлинителя указывается на трубке. Обычно
к микрометрическим нутромерам поставляется набор удлинителей
следующих размеров: 13, 25, 50, 100 (2 шт.), 150 и 200 (2 шт.). Это
дает возможность производить измерения в пределах 75—900 мм,
а при использовании дополнительных удлинителей (по особому заказу)
до 10 000 мм, при этом отдельные удлинители могут быть длиной
2000 мм и более.
При соединении удлинителей следует к головке присоединять
самый длинный, а к нему в убывающем порядке присоединять
* Для размеров 1250—4000 мм и более нутромеры должны поставляться с двумя
головками: микрометрической и микрометрической с индикатором.
3 Сьшлянский 438 33
остальные. Такая последовательность крепления Дает наименьшее
искривление оси набора и поэтому наименьшую погрешность изме-
рения.
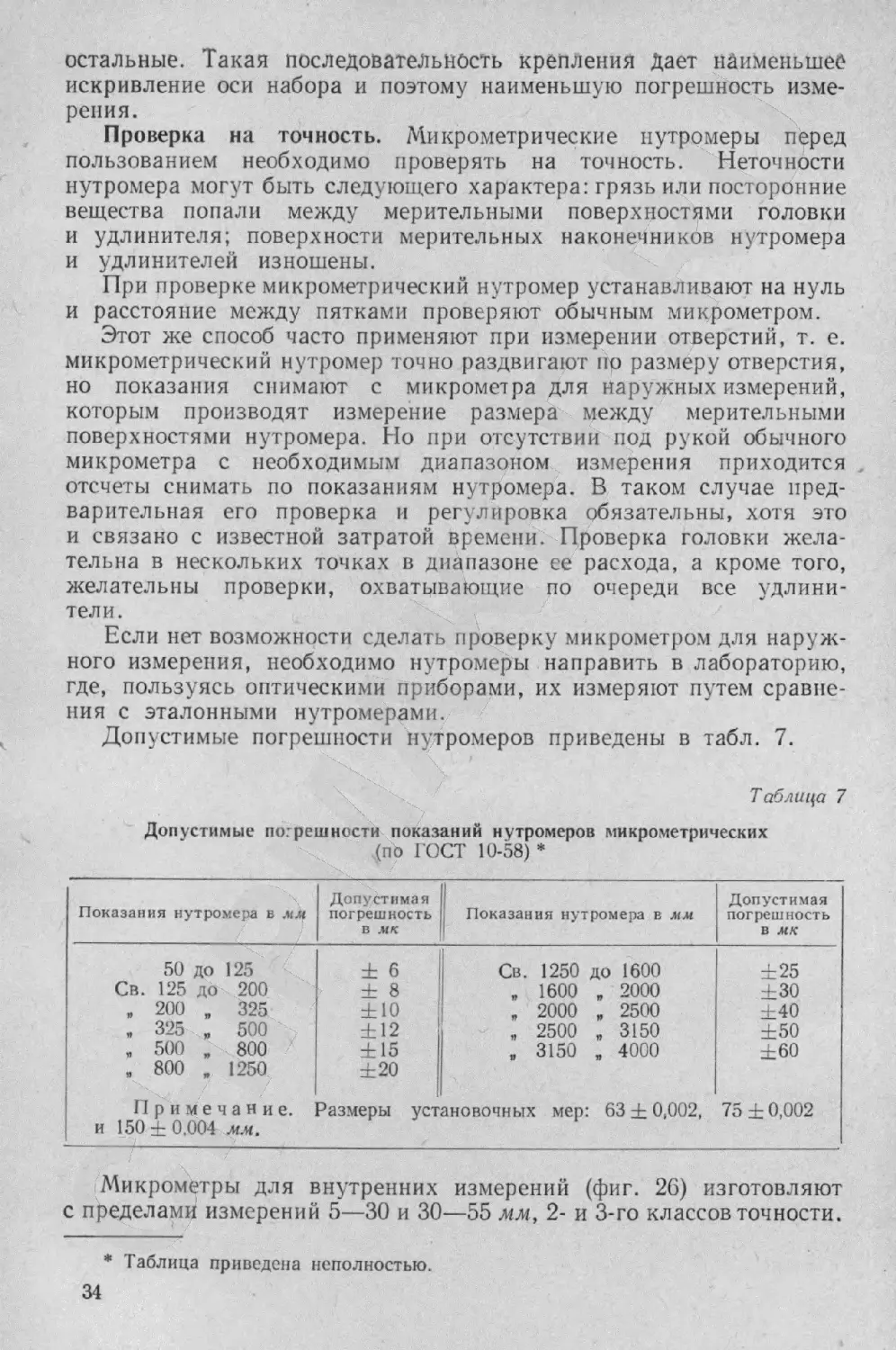
Проверка на точность. Микрометрические нутромеры перед
пользованием необходимо проверять на точность. Неточности
нутромера могут быть следующего характера: грязь или посторонние
вещества попали между мерительными поверхностями головки
и удлинителя; поверхности мерительных наконечников нутромера
и удлинителей изношены.
При проверке микрометрический нутромер устанавливают на нуль
и расстояние между пятками проверяют обычным микрометром.
Этот же способ часто применяют при измерении отверстий, т. е.
микрометрический нутромер точно раздвигают по размеру отверстия,
но показания снимают с микрометра для наружных измерений,
которым производят измерение размера между мерительными
поверхностями нутромера. Но при отсутствии под рукой обычного
микрометра с необходимым диапазоном измерения приходится
отсчеты снимать по показаниям нутромера. В таком случае пред-
варительная его проверка и регулировка обязательны, хотя это
и связано с известной затратой времени. Проверка головки жела-
тельна в нескольких точках в диапазоне ее расхода, а кроме того,
желательны проверки, охватывающие по очереди все удлини-
тели.
Если нет возможности сделать проверку микрометром для наруж-
ного измерения, необходимо нутромеры направить в лабораторию,
где, пользуясь оптическими приборами, их измеряют путем сравне-
ния с эталонными нутромерами.
Допустимые погрешности нутромеров приведены в табл. 7.
Таблица 7
Допустимые погрешности показаний нутромеров микрометрических
(по ГОСТ 10-58) *
Показания нутромера в мм Допустимая погрешность в мк Показания нутромера в мм Допустимая погрешность в мк
50 до 125 ± 6 Св. 1250 до 1600 ±25
Св. 125 до 200 ± 8 „ 1600 „ 2000 ±30
, 200 , 325 ±10 п 2000 „ 2500 £40
„ 325 „ 500 ±12 „ 2500 „ 3150 £50
„ 500 „ 800 ±15 „ 3150 „ 4000 ±60
, 800 „ 1250 ±20
Примечание. Размеры уст ановочных мер: 63 ± 0,002, 75 ± 0,002
и 150 + 0.004 мм.
Микрометры для внутренних измерений (фиг. 26) изготовляют
с пределами измерений 5—30 и 30—55 мм, 2- и 3-го классов точности.
* Таблица приведена неполностью.
34
co
•X
измерений:
/ — измерительные губки; 2—стебель; 3—барабан.
Фиг. 27. Глубиномер микрометри-
ческий.
Co
Cn
Фиг. 28. Схемы отсчетов на микрометре.
Глубиномер микрометрический
’ "'X !
Так же, как и микрометрический нутромер, глубиномер (фиг. 27)
имеет сменные измерительные стержни, вставляющиеся в отвер-
стие полого микрометрического винта. Он представляет собой
обычную микрометрическую головку; стебель 2 запрессован в тра-
версу J, в которой нижняя плоскость доведена с большой точностью;
микрометрический винт с измерительным стержнем 3 движется
перпендикулярно плоскости траверсы и имеет стопор 4. При измерении
траверсу следует прижать к плоскости изделия, глубина которого
определ яется гл уб и номером.
Глубиномеры микрометрические по ГОСТ 7470-55 выпускаются
1- и 2-го классов точности; глубиномеры завода «Красный инстру-
ментальщик» с помощью трех дополнительных удлинителей, выпол-
ненных с градацией размеров в 25 мм, имеют предел измерения 0—
100 мм при расходе головки в 25 мм.
Микрометрические глубиномеры имеют сравнительно узкую
область применения.
ИЗМЕРЕНИЕ ПОСРЕДСТВОМ МИКРОМЕТРОВ
Отсчеты по микрометру. Как указывалось ранее, измерительное
перемещение винта микрометра обычно равно 25 мм. Перемещение
винта за один оборот составляет 0,5 мм\ соответственно с этим сте-
бель 4 (см. фиг. 22) имеет вдоль осн всего 50 делений, расположенных
по обе стороны от продольного штриха, — внизу 25 делений через
1 мм и вверху также 25 делений через 1 мм, причем верхняя шкала
смещена относительно нижней на 0,5 мм. Такое расположение
целений дает наибольшую отчетливость при наблюдении отсчетов
(фиг. 28).
На конусе барабана нанесено по окружности 50 делений,
с удлиненными штрихами и нумерацией через каждые пять делений.
Очевидно, цена одного деления на конусе равна = 0,01 мм.
Для получения навыков в пользовании микрометром необходима
некоторая тренировка в отсчете.
При отсчете изделие надо поместить между пяткой и винтом микро-
метра и вращать винт через трещотку до тех пор, пока не вступит
в действие и не станет провертываться трещотка. После этого отсчи-
тывается расстояние от нулевого штриха на стебле до торца барабана
с округлением до целого деления (т. е. до 0,5 мм). Величину неполного
деления отсчитывают по делениям на окружности барабана, считая
ту риску па барабане, которая совпадает с продольным штрихом
на стебле. Складывая оба показания, получаем полную величину
определяемого размера.
Правильное применение микрометров и их хранение. Микрометр
как и всякий инструмент, изнашивается при употребление особенно
при неправильном применении. Точность и долговечность микро-
метра зависят от надлежащего ухода за ним и правильного приме-
нения его. Поэтому необходимо соблюдать следующие правила:
36
1. Перед пользованием микрометр следует проверить установкой
на нуль, как указано выше. В случае необходимости регулировки
микрометр нужно передать опытному мастеру, так как конструкция
того или иного микрометрического инструмента может значительно
отличаться от описанной ранее. В неопытных же руках возможность
разладки инструмента более вероятна, чем правильная его регу-
лировка. Поэтому, даже на самом небольшом предприятии необхо-
димо иметь специалиста, хорошо знакомого с конструкцией точного
мерительного инструмента, и необходимую регулировку и ремонт
сосредоточить только в руках этого квалифицированного специа-
листа.
2. Микрометры следует оберегать от абразивной пыли при
шлифовальных и притирочных операциях.
3. Не следует пользоваться микрометром, если руки в масле
или тавоте, так как следы жира способствуют прилипанию к микро-
метру пыли, которая проникает в наиболее чувствительные места
микрометра — на витки резьбы, вызывая их ускоренный износ.
Поэтому руки при пользовании микрометром должны быть сухими
и чистыми.
4. Не следует забывать перед вращением винта ослабить зажим,
чтобы не вызвать чрезмерный износ и деформацию резьбы
винта.
5. Витки микрометрического винта и гайки легко деформируются
и изнашиваются при чрезмерном нажиме во время обмера изделия.
Поэтому надо вращать винт обязательно через трещотку.' Если
трещотки нет (в микрометрическом нутромере), вращение винта
должно производиться с большой осторожностью, без нажима. Как
только пальцы начинают скользить по накатке барабана, необходимо
вращение прекратить. Особенно опасно падение микрометра даже
с небольшой высоты, ибо в этом случае винт погнется и показания
его станут неправильными.
6. В случае пользования микрометром потными руками, инстру-
мент следует тщательно вытереть перед сдачей на хранение, так как
пот вызывает ржавчину и может вызвать заедание барабана при
перемещении вдоль стебля. .
Обращение с микрометром при измерении. Обучающийся кон-
трольному делу должен научиться правильно держать микрометр.
Напряжение в руках при пользовании микрометром и отсутствие
опыта в умении держать инструмент способствуют получению
неверных результатов измерения.
Микрометр следует держать свободно и таким образом, чтобы
не было перекоса мерительных губок по отношению к измеряемым
плоскостям.
Если соответствующие отсчеты показывают больше или меньше
на несколько сотых миллиметра, это означает, что микрометр пере-
кошен и что плоскости губок непараллельны плоскостям, которые
контролируются. На фиг. 29, а, б и в показано, как нужно пра-
вильно держать микрометр при измерении изделий, различных
по профилю и размерам.
37
Фиг. 29. Правильное по-
ложение микрометра при
измерении различных
изделий.
38
УПРАЖНЕНИЯ
1. Отсчеты по микрометру
Необходимый инструмент—микрометр с пределами измере-
ний 0—25 мм.
Содержание упражнения
1. Определить размер, на который установлен микрометр в каждой
из задач на фиг. 28, а — ж (7 задач) и записать ответы.
2. Установить микрометр так, чтобы он показывал 4,45; 18,58;
13,65 мм.
3. Сличить ответы по п. 1 с решениями.
(Решения: 10,05; 6,35; 14,72; 18,58; 20,25; 6,64; 3,55 мм.)
Фиг. 30. Ступенчатый вал.
2. Измерение микрометром наружных диаметров деталей
Объект измерения —ступенчатый вал (фиг. 30); размеры /,
2, 3, 4, 5, 6, 7 и 8.
Необходимый инструмент —микрометры с пределами измерений
0—25 и 25—50 мм.
Содержание упражнений
1. Очистить торцы пятки и винта микрометров.
2. Проверить нулевое положение каждого из микрометров.
3. Если микрометры в порядке, проверить размер каждой ступени
измеряемого объекта.
Кроме того: а) проверить каждую ступень на конусность, б) про-
верить каждую ступень на овальность и огранку х.
3. Измерение микрометрическим нутромером диаметров отверстий
Объект измерения — цилиндр со ступенчатыми отверстиями
(фиг. 31); размеры: /, 2, 3, 4 и 5.
Необходимый инструмент: 1) нутромер микрометрический с пре-
делами измерений 75—175 мм\ 2) сменные удлинители, подобранные
по размерам отверстий; 3) микрометр для наружных измерений
с пределами измерений 50—75 мм.
1 См. главу VIII, раздел «Отклонения от правильной геометрической формы».
39
Содержание упражнений
1. Наметить ориентировочно для каждого отверстия необходимые
удлинительные стержни и составить схему их присоединения к го-
ловке (последовательно от наибольшего к наименьшему).
2. Установить микрометрический нутромер на нуль и проверить
его точность наружным микрометром.
3. Отрегулировать микрометрический нутромер, если он неточен.
Если нутромер не регулируется, записать погрешность и вычесть
ее из каждого показания нутромера.
/
Фиг. 31. Цилиндр со ступенчатыми отверстиями.
4. Отобрать, протереть и вставить необходимые удлинители
в головку в намеченном порядке, закрепив их в окончательном поло-
жении.
5. Проверить размеры отверстий от 1 до 5 по фиг. 31.
6. Проверить каждое из отверстий на овальность в четырех
положениях (под 45°).
4. Измерение микрометрическим глубиномером
Объект измерения —цилиндр со ступенчатыми отверстиями
(фиг. 31).
Необходимый инструмент: 1) плита поверочная; 2) планки парал-
лельные (пара); 3) глубиномер микрометрический.
Содержание упражнения
1. Наметить ориентировочно для каждого из размеров необхо-
димые удлинительные стержни (если не хватает длины расхода самой
головки).
2. Проверить глубиномер на точность (посредством параллельных
планок с известным размером).
3. Проверить торцы измеряемой детали в отношении чистоты
поверхности (отсутствия забоин, рисок и т. д.), предварительно
очистив поверхность от пыли.
40
4. Проверить размер А сначала в двух, а затем еще в двух точках
под углом 90°.
5. Проверить таким же образом остальные размеры (Б, Б и Г).
5. Регулировка микрометра
Назначение упражнения — приобретение навыков в проверке
микрометра на точность и в его регулировке.
Необходимый инструмент: 1) микрометр для наружных изме-
рений с пределами измерений 0—25 ,w,w; 2) набор плоско-параллель-
ных концевых мер (плиток); 3) цилиндрический калибр-пробка
диаметром 12—16 мм; 4) стальной шарик диаметром ориентировочно
9—15 мм.
Содержание упражнения
1. Отрегулировать микрометр в нулевом положении (па совпаде-
ние нулевых рисок на стебле и барабане).
2. Проверить резьбу микрометра на износ, посредством измерения
блока плиток в четырех точках по длине расхода микрометра (напри-
мер, для 6, 12, 18 и 24 мм).
3. Выбрать зазоры между винтом и гайкой, затягивая гайку 5
(см. фиг. 22), если только износ винта является равномерным,
в противном случае затягивание гайки в ослабленном месте приведет
к торможению винта на неизношенном участке.
4. Проверить плоскости губок (т. е. торцы винта и пятки) на откло-
нение от плоскостности и параллельности по фиг. 23, бив.
Глава IV
РЫЧАЖНО-МЕХАНИЧЕСКИЕ ПРИБОРЫ
ОБЩИЕ СВЕДЕНИЯ
Рычажно-механические приборы в основном предназначены для
относительных измерений, т. е. для замера отклонений от номиналь-
ного размера. Эти отклонения, в зависимости от типа прибора, могут
замеряться в пределах от 0,02 до 0,0005 мм. Однако некоторые из
этих приборов (например, индикаторы часового типа с диапазоном
измерений 5 и 10 мм) могут служить и для абсолютных измерений
величин в пределах указанного диапазона. Благодаря высокой точ-
ности показаний, наглядности и удобству пользования во многих
случаях, когда никакой другой измерительный инструмент нельзя
применить, эти приборы получили большое распространение и явля-
ются незаменимыми в работе всякого контролера.
Конструкции этих приборов довольно многочисленны и различны.
Они делятся на: а) приборы рычажного типа (миниметры, индика-
торы рычажные); б) приборы зубчатые (индикаторы часового типа);
в) приборы рычажно-зубчатые (микромеры, скобы рычажные,
индикаторы рычажно-зубчатые); г) пружинные приборы (микро-
каторы); д) комбинированные приборы — представляющие собой
сочетание рычажно-зубчатого механизма с микрометрической парой
или с индикатором часового типа (рычажные микрометры, индикатор-
ные скобы, индикаторные нутромеры и т. д.).
Во всех этих приборах посредством того или иного механизма
осуществляется передача от измерительного наконечника к стрелке,
дающей показания по шкале прибора. В зависимости от цены деления
по шкале, передаточное отношение составляет от 100—150 (у приборов
с ценой деления 0,01 мм) до 1000 (у приборов с ценой деления 0,001 мм)
Будучи инструментами весьма чувствительными и точными, эти
приборы требуют особенно аккуратного обращения, а при хранении
их надо предохранять от сырости и резких изменений температуры.
При малейшей коррозии затрудняется перемещение измерительного
стержня и индикатор начинает давать неправильные показания.
На фиг. 32, а показано, что в случае перемещения измерительного
стержня индикатора при измерении с увеличенным трением вначале
происходит некоторое отклонение кронштейна стойки, и только
после этого начинает двигаться стержень. Конечно, показания
42
такого индикатора будут неправильными. При определении величины
биения (фиг. 32, б) наконечник стержня под действием пружины
должен непрерывно касаться изделия. Однако затрудненное пере-
мещение стержня из-за значительного трения не обеспечивает такого
непрерывного контакта, и стрелка тоже даст неправильные пока-
зания.
Применяя индикаторы, у которых контактная поверхность
наконечника изношена, нельзя получить правильных показаний.
Поэтому термически обработанные наконечники должны хорошо
Фиг. 32. Схемы работы индикатора при перемещении измерительного стержня с повы-
шенным трением:
а — вертикальное отклонение индикатора вследствие деформации державки при движении
стержня вверх: / — державка; 2 — измерительный стержень индикатора; 3 — величина
отклонения; б — образование радиального зазора между наконечником измерительного
стержня и проверяемой на биение деталью при движении стержня вниз под действием пру-
жины: / — траектория максимально удаленной точки детали, проверяемой на биение;
2 —радиальное биение детали в точке А, которое не отражается индикатором.
закрепляться на стержне и заменяться, как только начнут появляться
«пятна износа». В тех случаях, когда обычный сферический профиль
наконечника неудобей для измерения, следует применять профиль,
наиболее пригодный для контроля данной детали.
Для проверки индикатора на точность его закрепляют неподвижно,
а по отношению к наконечнику перемещают шаблон с уклоном.
Если показания стрелки индикатора соответствуют величине пере-
мещения, которое должен иметь измерительный стержень па данной
длине шаблона, значит индикатор исправный. Двигая шаблон
в обратном направлении, следует проверить, правильно ли наконеч-
ник «следит» за профилем шаблона.
Ошибочным является метод проверки на точность, заключаю-
щийся в том, что на наконечник индикатора нажимают, отпускают
его и наблюдают, возвратится ли он в исходное положение. Слишком
легкое перемещение стержня благодаря излишнему зазору между
стержнем и направляющей втулкой — такой же недостаток, как
и заедание вследствие повышенного трения.
Индикаторы устанавливают на стойки различных видов с исполь-
зованием специальных принадлежностей. Это дает возможность
применять индикаторы для самых разнообразных контрольно-
проверочных работ на производстве.
43
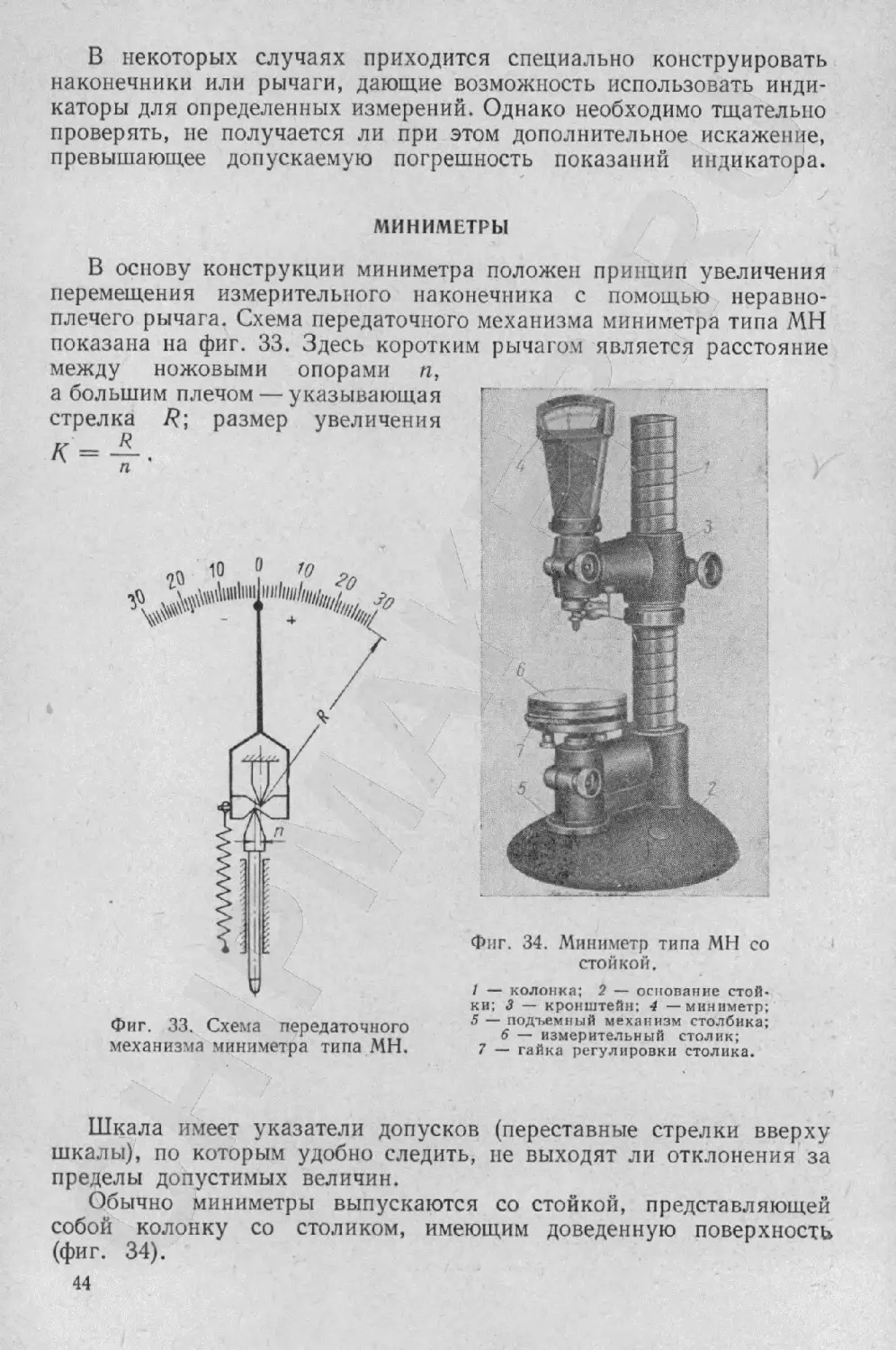
В некоторых случаях приходится специально конструировать
наконечники или рычаги, дающие возможность использовать инди-
каторы для определенных измерений. Однако необходимо тщательно
проверять, не получается ли при этом дополнительное искажение,
превышающее допускаемую погрешность показаний индикатора.
МИНИМЕТРЫ
В основу конструкции миниметра положен принцип увеличения
перемещения измерительного наконечника с помощью неравно-
плечего рычага. Схема передаточного механизма миниметра типа МН
показана на фиг. 33. Здесь коротким рычагом является расстояние
между ножовыми опорами п,
а большим плечом — указывающая
стрелка /?; размер увеличения
«-4-
W
5
Фиг. 34. Миниметр типа МН со
стойкой.
/ — колонка; 2 — основание стой-
ки; 3 — кронштейн; 4 — миниметр;
5 — подъемный механизм столбика;
6 — измерительный столик;
7 — гайка регулировки столика.
7
Фиг. 33. Схема передаточного
механизма миниметра типа МН.
Шкала имеет указатели допусков (переставные стрелки вверху
шкалы), по которым удобно следить, не выходят ли отклонения за
пределы допустимых величин.
Обычно миниметры выпускаются со стойкой, представляющей
собой колонку со столиком, имеющим доведенную поверхность
(фиг. 34).
44
Основные данные миниметров (по ОСТ 20102)
Модель.............................. МН-1 МН-2
Степень увеличения...................... 1000: 1 500: 1
Цена деления в мм.................. 0,001 0,002
Пределы измерения по шкале в мм .... ±0,03 ±0,06
Гарантированная точность показаний (допу-
скаемая погрешность) в мм...... ±0,0005 ±0,001
Максимальное измерительное давление в г 400 400
Проверку миниметра производят по концевым мерам (меритель-
ным плиткам) 3—5-го разряда, в зависимости от цены деления.
ИНДИКАТОРЫ РЫЧАЖНЫЕ
К приборам рычажного типа отно-
сится так называемый индикатор
рычажный (фиг. 35) с ценой деле-
ния 0,02 мм (ранее изготовлялся заво-
дом «Калибр»).
Наконечник, сидящий на оси с пру-
жинной шайбой, может туго поворачи-
ватья в любом направлении, что делает
его универсальным, поскольку дает
возможность измерять в направлении,
перпендикулярном к оси прибора. Пре-
дел измерений не более 0,2 мм. Такой
небольшой диапазон объясняется тем,
что по мере увеличения отклонений от
оси возрастает погрешность измерений.
По этой причине прибор не рекомен-
дуется применять в тех случаях, когда
требуется повышенная точность. Преи-
мущество прибора — возможность из-
мерений в труднодоступных местах
(внутренние выточки, биение внутрен-
них отверстий малых диаметров и т. п.).
--/^5—^1
Фиг. 35. Индикатор рычажный
с ценой деления 0,02 мм (вид
со снятой крышкой).
ИНДИКАТОРЫ ЧАСОВОГО ТИПА
По габаритным размерам эти индикаторы (по ГОСТ 577-53)
разделяются на нормальные (мод. ИЧ-10 и ИЧ-5, фиг. 36, а) мало-
габаритные (мод. ИЧ-2, фиг. 36, б) и малогабаритные торцовые
(мод. ИЧТ-2, фиг. 36, в). Малогабаритные индикаторы применяются
в тех случаях, когда из-за недостатка места нельзя применить инди-
катор нормального размера. Цена деления указанных индикаторов
0,01 мм. Шкала индикатора имеет 100 делений, причем полный оборот
стрелки соответствует перемещению измерительного наконечника
на 1 мм. Индикаторы нормальных размеров имеют еще вторую
шкалу и маленькую стрелку для отсчета целых миллиметров. Пре-
делы измерений индикаторов мод. ИЧ-10 и ИЧ-5 соответственно 10
45
й 5 мм, а мод. ИЧ-2 и ЙЧТ-2 два миллиметра. Циферблаты этих
индикаторов устроены так, что могут поворачиваться по окружно-
сти на нужную величину, а затем закрепляться в этом положении*
Это удобно для установки на нуль, в исходное положение для
отсчета.
Схема механизма индикатора нормального размера приведена
на фиг. 37. На измерительном стержне 1 нарезана зубчатая рейка,
Фиг. 36. Индикаторы часового
типа:
а—мод. ИЧ-10 и ИЧ-5; б—мод. ИЧ-2;
в — мод. ИЧТ-2.
сцепляющаяся с колесом 2, имеющим 16 зубьев. На одной оси с ним
сидит зубчатое колесо 3 со 100 зубьями (на этой же оси сидит малень-
кая стрелка для отсчета целых миллиметров). Колесо 3 сцепляется
с колесом (трибом) 4, имеющим 10 зубьев, на оси которого сидит
стрелка 5, а с другой стороны с ним же сцепляется зубчатое колесо 6
со 100 зубьями, на оси которого закреплена спиральная пружинка
(волосок) 7. Другой конец волоска закреплен в корпусе. Назначение
46
пружинки — выбирать люфт в зубчатой передаче и этим устранять
мертвый ход стрелки.
Осевое натяжение измерительного наконечника создается пру-
жиной 8, один конец которой прикреплен к ушку 9, а другой — к кор-
пусу индикатора. Для сохранения постоянного натяжения этой
пружинки (т. е. измерительного усилия наконечника) второй конец
иногда крепится к качающемуся рычажку, который обеспечивает
постоянство длины пружинки 8 независимо от перемещения изме-
рительного наконечника.
Фиг. 37. Схема механизма индика-
тора нормального размера.
Фиг. 38. Схема механизма
малогабаритного индика-
тора.
Схема механизма малогабаритного индикатора приведена
на фиг. 38. Измерительный стержень 1 с зубчатой рейкой сцепляется
с колесом 2\ на оси этого колеса сидит зубчатый сектор 3, сцепляю-
щийся с колесом (трибом) 4\ на оси триба сидит указательная стрелка 5.
С этим же трибом сцепляется зубчатый сектор 6, на оси которого
закреплен волосок 7; назначение волоска — устранение мертвого
хода в зубчатой передаче. Измерительное усилие создается пружи-
ной 8.
По точности перечисленные индикаторы делятся на три класса:
О, 1 и 2.
Максимальная допустимая погрешность индикаторов дается
в табл. 8.
Таблица 8
Гарантированная точность показаний индикаторов часового тина
(максимальная допустимая погрешность) в мм
В пределах всего интервала измерений В пределах одного оборота стрелки В пределах нормирован- ного участка в 0,1 мм Вариации показаний
ич-ю ИЧ-5 ИЧ-2 ИЧТ-2
0,025 0,020 0,015 ' 0,015 0,015 0,008 0,003
47
К этому же типу зубчатых приборов относится индикатор повы-
шенной точности мод. ИЧМ-2. Цена деления шкалы этого индикатора
0,002 мм при пределах измерения по шкале 0—2 мм. Гарантирован-
ная точность показаний индикатора мод. ИЧМ-2: в пределах любого
одного оборота стрелки 0,01 мм; в пределах нормированного участка
± 30 делений + 0,002 мм; вариации показаний 0,001 мм.
Механизм индикатора выпол-
нен на камнях. Зубчатые колеса
имеют высокую твердость в ре-
зультате термообработки.
Фиг. 40. Схема механизма микромера
типа ММ.
/ — арретир, 2 — зубчатый сектор; 3 — опор-
ный штифт; 4 — компенсатор; 5 — стопор
ободка; 6 — рычаг; 7 — триб со стрелкой;
8 — эксцентрик.
Фиг. 39. Микромер рычажно-
зубчатый типа ММ мод. ММ 1.
Микромер (микронный индикатор) типа ММ относится
к приборам с рычажно-зубчатой передачей (фиг. 39). Благодаря
добавлению рычага с передаточным отношением 1 : 10 цепа деления
шкалы равна 0,001 мм. При этом величина колебания стрелки, как и
пределы измерения по шкале равны +0,05мм; допускаемая погреш-
ность на всем пределе измерения равна +0,001 мм, а на участке
шкалы +30 делений от нулевого штриха +0,0005 мм.
Указанные данные относятся к микромеру мод. ММ-1. Аналогично
изготовляется микромер мод. ММ-2 с увеличением, вдвое меньшим,
имеющий цену деления шкалы 0,002 мм. Его пределы измерения
по шкале равны +0,1 мм, а показатели допустимой погрешности
вдвое крупнее.
На фиг. 40 показана схема механизма микромера типа ММ.
Проверку микромеров производят по мерительным плиткам
III разряда.
48
ИНДИКАТОРЫ РЫЧАЖНО-ЗУБЧАТЫЕ ТИПА ИР КОНСТРУКЦИИ ЗАВОДА
«КАЛИБР»
Эти индикаторы (фиг. 41), аналогично рычажным индикаторам,
имеют наконечник, который может повертываться в любое положение
в пределах 180°. Это — более совершенная конструкция универсаль-
ного индикатора, чем рычажный индикатор.
На фиг. 42 показана схема устройства
этого индикатора, имеющего большие пре-
имущества для измерений в таких случаях,
когда наконечник не может быть установ-
лен вдоль осн прибора.
Фиг. 41. Индикатор рычажно-зубчатый типа ИР.
Фиг. 42. Схема передаточного
механизма рычажно-зубча-
того индикатора типа ИР:
/ — измерительный рычаг;
2 — волосковая пружина;
3 —переключатель хода;
7 — стрелка; 5 — триб; 6—зуб-
чатый сектор.
Основные данные индикатора типа ИР:
Цена деления в мм................................... 0,01
Пределы измерения в мм.............................. ±0,5
Измерительное усилие в а ........................... 50—150
Усилие поворота измерительного рычага в г .......... 400—1000
Гарантированная точность показаний (максимально допустимая
погрешность): па любом участке в 0,1 мм 0,007 мм; в пределах всей
шкалы 0,015 мм\ вариации показаний 0,003 мм.
МИКРОКАТОРЫ (ПРУЖИННЫЕ МИКРОМЕРЫ) КОНСТРУКЦИИ ЗАВОДА
«КАЛИБР»
Эти приборы обладают большой чувствительностью и служат для
измерений высокой точности (цена деления 0,0005 и 0,001 мм).
Устройство прибора основано на принципе, редко встречающемся
в других измерительных приборах. Указательная стрелка укреплена
на середине плоской пружины (ленты) прямоугольного сечения из
фосфористой бронзы, концы которой закручены по отношению к сред-
ней части на некоторый угол так, что левая и правая части образуют
4 См ил я некий 438 49
Фиг. 43. Схема микрокатора конструкции
завода «Калибр».
винты разного направления (фиг. 43). Если с каким-то усилием
вдоль оси растягивать лепту, то средняя часть ленты будет стремиться
выпрямиться, а закрепленная на ней стрелка будет при этом пово-
рачиваться. Левый конец пружины 1 закреплен в корпусе прибора,
а правый прикреплен к плоской пружине 3, связанной с измеритель-
ным стержнем 2 (сечение ленты от 0,004 X 0,3 до 0,01 X 0,25 мм).
При перемещении изме-
рительного стержня вверх
правый конец пружины 3
будет перемещаться впра-
во по дуге окружности и
растягивать ленту, кото-
рая при этом повернет из-
мерительную стрелку. На-
тяжение пружины регу-
лируется винтом 5. Осе-
вое натяжение измеритель-
ного стержня создается
пружиной 6, которая при-
жимает его к упору, слу-
жащему также гайкой,
удобной для установки
стрелки на нуль. Для того
чтобы стержень переме-
щался без трения, он за-
креплен в пружинящем
диске 4 с прорезями, а
верхним ограничителем
его служит угольник 7
Преимуществом этого прибора является высокая точность, отсут-
ствие зазоров — благодаря замене шарниров плоскими пружинами,
незначительное колебание усилий при прямом и обратном ходе.
Наконечник прибора должен тщательно оберегаться от ударов, так
как измерительный стержень связан непосредственно с главной
пружиной, что может при случайном толчке привести к порче всего
механизма.
Микрокаторы изготовляются с пределами измерения 0,03 и 0,06,нм.
Измерительное усилие равно 170—230 г.
ПРИБОРЫ КОМБИНИРОВАННЫЕ
Приборы комбинированные, представляющие собой сочетание
рычажно-зубчатого механизма с микрометрической парой или регу-
лируемой скобы с индикаторным механизмом, получили в последнее
время широкое распространение благодаря большому удобству
и быстроте, с которой осуществляется на них как относительное,
так и абсолютное измерение.
На фиг. 44 показан рычажный микрометр типа МР
с ценой деления 0,002 мм, а па фиг. 45 — схема механизма этого
50
микрометра. Как видно из схемы, подвижная пятка при перемещений
поворачивает рычаг с зубчатой рейкой, вращающей триб с указа-
тельной стрелкой. На оси триба сидит волосок, закрепленный другим
концом в корпусе. Он служит для устранения мертвых ходов стрелки.
Фиг. 44. Микрометр рычажный
типа МР.
Фиг. 45. Схема механизма микро-
метра рычажного типа МР.
Прибор годится как для абсолютных, так и для относительных
измерений. Винт арретира служит для установки стрелки па нуль.
Микрометры рычажные, согласно ГОСТ 4381-57, изготовляются
с пределами измерения 0—50 мм — со встроенным в корпус отсчет-
ным механизмом и с пределами измерения 50—1000 мм — в виде
микрометров, оснащенных изме-
рительными головками с ценой
деления 0,005 и 0,01 мм.
Скобы рычажные (пассаметры)
типа СР. Эти скобы имеют ту же
принципиальную схему, что и
рычажные микрометры, но они
годятся только для относительных
измерений. На фиг. 46 показана
такая скоба с ценой деления
0,002 мм. Установка (настройка)
прибора производится по плоско-
параллельным концевым мерам
длины.
Согласно ГОСТ 4731-53, рычаж-
ные скобы изготовляются шести
моделей с характеристиками, при-
веденными в табл. 9.
Фиг. 46. Скоба рычажная (пассаметр):
1 — скоба; 2—пятка подвижная; 3 — пят-
ка переставная; 4 — стопор; 5 — колпачок
механизма перестановки пятки; 6 — от-
водка пятки (арретир); 7 — указатели
пределов поля допуска; 8 — шкала;
9 — стрелка; 10 — крышка; 11 — колпа-
чок механизма перестановки указателей.
Нутромеры индикаторные типа НИ. Эти приборы предназначены
для относительных измерений внутренних диаметров с предвари-
тельной установкой посредством блока концевых мер, микрометра,
калибрового кольца и т. п. Точность этих приборов выше, чем микро-
метрических нутромеров (штихмасов); пользование ими весьма
удобно и осуществляется с минимальной затратой времени.
На фиг. 47 показана схема устройства такого прибора. Приборы
эти изготовляются для отверстий диаметром 6—1000 мм. В зависимо-
4*
51
Таблица 9
Характеристики рычажных скоб
Наименование характеристик Модель скобы
СР-25 СР-50 СР-75 СР-100 СР-125 СР-150
Пределы измерений в мм 0—25 25—50 50—75 75—100 100-125 125-150
Цена деления шкалы в мм ...... 0,002 0.002 0,002 0,002 0,005 0,005
Пределы измерения по шкале в мм . . ±0,08 ±0.08 ±0,08 ±0,08 ±0.15 ±0.15
Максимальная допу- стимая погреш- ность в мм: в пределах всей шкалы от ну- левого штриха ±0,002 ±0,002 ±0.002 ±0,002 ±0,005 ±0,005
в пределах ±10 делений от ну- левого штриха ±0,001 ±0,001 ±0,001 ±0,001 ±0,0025 ±0,0025
Вариации показаний в мм ±0,0005 ±0,0005 ±0,001 ±0,001 ±0,0025 ±0,0025
сти от размера конструкция прибора несколько видоизменяется.
Индикаторы для диаметров до 35 мм малогабаритные — для умень-
шения веса.
В табл. 10 приведены основные данные нутромеров индикаторных.
Скобы индикаторные типа СИ. Эти скобы (по ГОСТ 5701-51)
служат для относительного измерения наружных размеров. Они
несложны по конструкции и весьма удобны для применения в цехо-
вых условиях при серийном производстве, обеспечивая высокую
точность показаний. Обычная величина отсчета 0,01 мм при инди-
каторе с ценой деления 0,01 мм и 0,002 мм при использовании микро-
мера с ценой деления 0,002 мм.
Как видно из фиг. 48, скоба индикаторная состоит из жесткого
корпуса с теплоизоляционными накладками, в котором расположены
переставная неподвижная пятка и подвижная измерительная пятка,
находящаяся в постоянном контакте с наконечником индикатора.
Наличие подвижной пятки, воспринимающей все толчки и боковые
давления от измеряемой детали, предохраняет от них наконечник
индикатора, на который действуют только осевые усилия. Это
гарантирует высокую точность и устойчивость показаний. Регулируе-
мый упор обеспечивает измерение детали в диаметральной плоскости.
Неподвижную пятку можно перестанавливать для установки на 50 мм
(при пределах измерений до 100 мм) и на 100 мм — у скоб с большим
пределом измерений, причем после установки пятку закрывают
защитным колпачком. Индикатор также закрывают предохранитель-
ным кожухом. Характеристика скоб индикаторных дана в табл. 11.
52
Фиг. 47. Схема нутромера индикаторного типа НИ:
1 — измерительный стержень: 2 — передаточный рычаг;
3 — сменная вставка; 4 — трубка; 5 — ручка; 6 — кожух
индикатора; 7 — центрирующий мостик; 8 — сменные
вставки.
Фиг. 48. Скоба индикаторная типа СИ с арретирую-
щим устройством:
1 — упор; 2 — измерительная подвижная пятка;
3 — пружина; 4 — кожух индикатора; 5 — винт крепле-
ния индикатора; 6 —рычаг арретира; 7 —винт крепления
упора; 8 — теплоизоляционные накладки; 9 — корпус;
10 — винт крепления переставной пятки; 11— защитный
колпачок; 12 — переставная неподвижная пятка.
53
Таблица 10
< л
Характеристика нутромеров индикаторных (по ГОСТ 868—57)
Наименование характеристик Модели нутромеров индикаторных
НИ-10 НИ-18 НИ-35 НИ-50 НИ-100 НИ-160 НИ-250 НИ-450 НИ-700 НИ-1000
Цена деления индикато- ра в мм ...... Пределы измерения в мм Наименьшая величина перемещения измери- тельного стержня в мм Наибольшая глубина из- мерения в мм .... Гарантированная точ- ность показаний при- бора на всем пределе перемещения измери- тельного стержня от нулевого положения в мм: нутромер без инди- катора нутромер с индика- тором Вариации показаний в мм Измерительное усилие без индикатора в г . . 0,01 6—10 ±0,3 50 ±0,005 ±0,015 0,0025 150—250 0.01 10—18 ±0,4 130 ±0,005 ±0,015 0,0025 150—250 0,01 18-35 ±0,5 135 ±0,005 ±0,015 0,0025 150—250 0,01 35—50 ±1.5 150 X / ±0,005 ±0,015 0,0025 300—400 0,01 50—100 ±2 200 ±0,008 ±0,020 0,0025 300—500 0,01 100—160 ±2 255 « • а" ±0,008 ±0,020 0,0025 400—700 0,01 160—250 ±2 355 ±0,008 ±0,020 0,0025 400—700 0,01 250—450 ±2 455 • / ±0,008 ±0,025 0,0025 400—700 0,01 450—700 ±3 Нутро- мером не ограни- чивается ±0,008 ±0,025 0,005 400—700 0,01 700—1000 ±4 Нутро- мером не ограни- чивается ±0,008 ±0,025 0,005 400—700
Таблица 11
у
Характеристика скоб индикаторных (по ГОСТ 5701—51)
Наименование характеристик Модели скоб индикаторных
СИ-50 / СИ-100 СИ-200 СИ-300 СИ-400 СИ-500 СИ-600 СИ-700 СИ-800 СИ-900 СИ-1000
Пределы измере- ний в мм 0—50 ±0,01 50—100 100—200 200 300 300-400 400—500 500—600 600-700 700—800 800—900 900—1000
Гарантированная точность пока- заний ±0,01 1 ±0,012 ±0,015 ±0,015 ±0,020 ±0,020 ±0,025 ±0,025 ±0,025 ±0,025
Величина рабоче- го хода подвиж- ной пятки в мм Не менее 3
Измерительное усилие в г 700 ± 200
Глава V
ФОРМА И ЧИСТОТА ПОВЕРХНОСТЕЙ
ОТКЛОНЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ И РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ
Допустимые отклонения геометрической формы деталей, а также
отклонения во взаимном расположении поверхностей являются,
наравне с основными размерами, важными параметрами, по которым
определяется годность детали. Эти отклонения могут оговариваться
в технических условиях или же указываться на поле чертежа.
В последнее время, однако, принята система условных обозначений,
иногда сопровождаемых краткими пояснительными надписями,
с которыми начинающему контролеру следует внимательно озна-
комиться.
В табл. 12 (из ГОСТ 3457-46) на эскизах а — р показаны эти
условные обозначения, применяемые на чертежах. При этом следует
иметь в виду, что если не указана длина, к какой относится соответ-
ствующее отклонение, подразумевается вся длина детали. Па эски-
зах б, в, г, н и р даны условные обозначения отклонений от правиль-
ного расположения плоских поверхностей. Здесь стрелки обращены
к базовой поверхности, по отношению к которой определяется поло-
жение другой поверхности, обозначенной двумя черточками. При
обозначении неперпендикуляркости короткий отрезок проводится
параллельно базовой плоскости (или оси), по отношению к которой
определяется положение другой плоскости (эскизы м и н).
Таблица 12
Предельные допустимые отклонения формы и расположения поверхностей
Наименования
отклонений
Обозначения и надписи
на чертеже детали
Примеры записей на поле
чертежа
Непрямолиней-
ность
Отклонение от прямолиней-
ности образующих по 0 25 В
не более 0,01 мм на всей
длине
Просвет при контроле лекаль-
ной линейкой образующих
по 0 10 не более 0,005 мм
56
Прсдолжение таблицы 12
Наименования
отклонений
Обозначения надписи
на чертеже детали
Примеры записей на поле
чертежа
11еплоскостность
Овальность
Конусность
Отклонение от плоскостности
поверхности А не более
0,02 мм на длине 100 мм
Для поверхности А допу-
скается вогнутость не более
0,02 мм на длине 1000 мм
Для поверхности А допу-
скается вогнутость не более
0,02 мм на длине 1000 мм
и не более 0,01 мм по всей
ширине
Отклонение от параллельности
плоскости А относительно
опорной плоскости В не
более 0,02 мм
Непараллель-
ность
0 реальность (1,U7
Конусность не более 0,07
Отклонение от параллельно-
сти плоскости А относительно
плоскости В на длине 300 мм
не более 0,02 мм
Непар ал дельность осей
нс более 0,02 мм
1 и 2
Овальность по 0 25 не
более 0,07 мм
Конусность не более 0,05: 100
Разность диаметров шейки в
крайних сечениях не более
0,01 мм\ допускается толь-
ко уменьшение диаметра в
направлении к торцу
57
IIродолжение таблицы 12
Примеры записей на поле
чертежа
Наименован ия
отклонений
Обозначения и надписи
на чертеже детали
0,01100'
Неперпендику-
лярность '
/
Биение при контроле в цент-
рах на участках А и С не
более 0,1 мм, на участке В
не более 0,2 мм
Радиальное бие-
ние
Биение наружной поверхно-
сти относительно внутрен-
ней не более 0,2 мм
Биение поверхностей А и С
относительно В не более
0,05 мм
Торцовое биение
Биение торца А при провер-
ке на оправке в центрах
не более 0,05 мм
Отклонение от перпендику-
лярности поверхности В
к поверхности Л по уголь-
нику не более 0,01 : 100
58
Продолжение таблицы 12
Наименования
отклонений
Обозначения и надписи
на чертеже детали
Примеры записей на поле
чертежа
Несоосность
Несимметричность
Отклонение от соосности (экс-
центрицитет) отверстий нс
более 0,02 мм
Отклонение от соосности (экс-
центрицитет) ступеней отно-
сительно диаметра D:
dx не более 0,008 мм
d2 » » 0,006 „
d3 „ „ 0,005 „
d4 . „ 0,003 „
Отклонение от симметричного
расположения паза относи-
тельно цилиндра не более
0,1 мм
Примечание. Стрелка на эскизе з указывает в каком направлении
диаметр может уменьшаться.
ЧИСТОТА ПОВЕРХНОСТЕЙ И ЕЕ ОПРЕДЕЛЕНИЕ
При проверке любой изготовленной детали контролю подлежат
не только размеры, определяющие геометрическую форму детали,
не только материал и его термообработка, но и чистота поверхности,
обозначаемая на рабочем чертеже треугольниками (от одного до
четырех) с цифровыми обозначениями (от 1 до 14). Эти обозначения
по ГОСТ 2789-51 охватывают весь диапазон чистоты поверхности,
получаемой при механической обработке различными видами инстру-
мента, начиная от пилы для разрезания металла, обдирочных резцов
и кончая шлифовальными кругами с самым мелким зерном — для
отделочного шлифования и притирочной пастой тончайших номеров,
обеспечивающими зеркальную поверхность обработанного изделия.
Что же является основным мерилом при отнесении той или иной
обработанной поверхности к определенному виду чистоты поверхно-
сти ?
Всякая механическая обработка оставляет на обрабатываемой
детали следы в виде гребешков, впадин и более или менее глубоких
59
рисок, глубина и ширина которых зависят от метода обработки детали,
режимов резания, вибрации станка, обрабатываемой детали, инстру-
мента и пр. Даже поверхность, кажущаяся совершенно гладкой, —
после таких чистовых операций, как шлифование, развертывание,
притирка, хонингование и т. д., — шероховатая и имеет мелкие
неровности, не всегда обнаруживаемые невооруженным глазом,
но отчетливо различаемые в микроскоп даже при небольшом увели-
чении. Эти микронсровности колеблются в значительных пределах —
от десятых долей миллиметра до сотых долей микрона.
Фиг. 49. Увеличенный профиль обработанной
поверхности.
Величина микронеровностей имеет большое значение для получе-
ния нужных размеров изделия. В особенности это касается деталей,
находящихся в сопряжении друг с другом, в частности в подвижных
соединениях. Чтобы такие соединения правильно работали, средние
размеры микронеровностей должны составлять небольшую долю
допуска на размер.
Состояние поверхностного слоя детали имеет значение и в смысле
устойчивости против коррозии, в отношении усталостной прочности
материала и т. д.
На фиг. 49 приведен увеличенный профиль обработанной поверх-
ности. Средняя горизонтальная линия делит контур профиля таким
образом, что площади, образованные этой линией с контуром про-
филя по обе стороны от нее, равны. Чистота поверхности оцени-
вается по величине выступов и впадин. Согласно ГОСТ 2789-51,
установлено 14 классов чистоты поверхности, причем основным
признаком для отнесения к тому или иному классу служат два пара-
метра: во-первых, среднее квадратичное отклонение микронеровно-
стей Нск; во-вторых, средняя высота микронеровностей Нср. Сред-
няя высота микронеровностей определяется как среднее арифмети-
ческое высот микронеровностей И от гребня до дна впадины
) Hcp = -L(Ht + H2+...+H„),
где измерены п высот — от до Нп.
60
Среднее квадратичное отклонение микронеровностей определяется
как квадратный корень из суммы квадратов расстояний h точек
профиля неровности до средней линии:
+ Но + • • +
где измерены п расстояний Zz2, /?3, ..., hn, равномерно расположен-
ных от контура профиля до средней линии. Этот метод, применяемый
в статистике, дает усредненную величину микронеровности. Чем
больше замеров производится на одном и том же участке, тем точнее
определяется величина Нск.
Все поверхности по чистоте можно примерно разделить на четыре
группы: 1) грубые (\7)> 2) получистые (V\7), 3) чистые (WV)>
4) весьма чистые (\7\7\7\7)-
Номер класса чистоты указывается цифрой рядом с треугольни-
ками с правой стороны. Например, знак V\7\7? обозначает 3-ю
группу, 7-й класс чистоты.
Значения Иск и Нс для разных классов чистоты поверхности
приведены в табл. 13.
Таблица 13
Классы чистоты поверхности
Класс чистоты Обозначение класса Н г.. в мк II rr. в мк
1 VI 1 ? Свыше 125 до 200
2 V2 —А 63 „ 125
3 V3 — л 40 „ 63
4 W4 — . 20 . 40
5 VV5 Св. 3,2 до 6,3 —
6 VV6 .1,6 , 3,2 —
7 VVV7 . 6,8 . 1,6 —
8 . 0,4 . 0,8 —
9 VW . 0,2 , 0,4 —
10 VWV10 л 0,1 „ 0,2 —
И WWH л 0,05 „ 0,1 —
12 WVV12 „ 0,025 , 0,05 —
13 WWI3 — Св. 0,06 до 0,12
14 VWV14 — До 0,06
При необходимости более мелкой градации ступеней чистоты
следует пользоваться табл. 14, где 6—14-й классы чистоты разделены
на разряды. При этом 14-й класс разделен на два разряда, а осталь-
ные — на три. Разряды обозначаются строчными буквами русского
алфавита — а, б, в.
61
Таблица 14
Разряды чистоты поверхности
Раз- ряд Обозначение CK ° MK Hcp B — -1 MK
6а W6a Св. 2,5 до 3,2 L—- / /
66 W66 « 2 v 2,5 — f -
6в „ 1,6 v 2
7а VVV^a » 1,25 ,, 1,6 — —
76 WV'W ₽ 1 „ 1.25
7в VVV7d „ 0,8 „ 1
8а WW „ 0,63 „ 0,8 —
86 WW „ 0,5 „ 0,63 / “
8в VW8b . 0,4 „ 0,5 —
9а VW9a . 0,32 » 0,4 —
96 WV96 .. 0,25 . 0,32 —
9в VW^ „ 0,2 . 0,25 —
10а WWlOa „ 0,16 0,2
106 WW106 0,125 „ 0,16 —
10в VWV>0b „ 0,1 . 0,125 —
Па WWHa . 0,08 „ 0,1 —
116 WWH6 „ 0,063 . 0,08 —
Ив WWI1B . 0,05 „ 0,063 —
12а WWI2a „ 0,04 „ 0,05
126 WW126 „ 0,032 „ 0,04 —
12в WVV12B „ 0,025 „ 0,032 до 0,12
13а WW13a — Св. 0,1
136 WW136 /— „ 0,08 „ 0,1
13в WW13b „ 0,06 „ 0,08
14а VWVHa — w 0,03 я 0,06
146 VVVV146 — , o . 0,03
Для тех случаев, когда чистота поверхности должна быть ограни-
чена определенными пределами, ГОСТ предусмотриваст двойное
обозначение, например: VW 96 — WW ^а. Это значит, что
НСк может быть более 0,16 мк, но не выше 0,32 мк. Иногда обозначение
чистоты поверхности связывается со способом ее получения, например:
опиливание развертывание
W 6 "’VW 9 и Т. п.
Критерий Нск служит для оценки чистоты поверхностей классов
от 5 до 12-го включительно, критерий Нср — для классов от 1 до
4-го включительно и для 13 и 14-го классов. При этом допускается
по соглашению сторон оценка поверхностей классов от 5 до 12-го
по Нср в соответствии со следующими данными:
62
Класс чистоты 5-й 6-й 7-й 8-й
Н ср В МК Св. 10 до 20 Св. 6,3 до 10 Св. 3,2 до 6,3 Св. 1,6 до 3,2
Класс чистоты • 9-й 10-й 11-й 12-й
Нср в мк Св. 0,8 до 1,6 Св. 0,5 до 0,8 Св. 0,25 до 0,5 Св. 0,12 до 0,25
Поверхности, к которым особых требований в отношении чистоты
не предъявляется, обозначаются знаком со. Этот знак относится
к необрабатываемым механическим путем «черным» поверхностям
заготовки.
Рассмотрим теперь, как производится определение чистоты
поверхности.
В настоящее время существует большое количество приборов
и способов для определения чистоты поверхностей; в зависимости
от принципа измерения, их можно разделить на две основные группы:
1) приборы для непосредственного замера чистоты поверхности;
2) приборы для косвенного определения чистоты поверхности.
Непосредственное измерение осуществляется контактным спосо-
бом — при помощи ощупывающей иглы. Косвенное определение
осуществляется без непосредственного прикосновения — при
помощи наблюдения через микроскоп, замером воздушного потока
через зазоры между гребешками и т. д. Этот последний способ осо-
бенно удобен при замере поверхностей высокого класса чистоты.
С точки зрения результатов измерения следует различать методы,
дающие численное значение Нск или Нс , и методы относительные
(сравнительные), при которых оценка чистоты поверхности произ-
водится сравнением с образцом, имеющим определенную чистоту
поверхности. Как в первом, так и во втором случае наиболее точные
определения осуществляются посредством оптических приборов
с различными оптическими схемами. Приборы, основанные на методе
ощупывания, называются профилометрами или профилографами.
На фиг. 50 показан профилометр Киселева. Алмазная иголочка
с небольшим радиусом закругления у вершины (1,5—15 мк), движу-
щаяся в ощупывающей головке, перемещается, с постоянной ско-
ростью по контролируемой поверхности. Колебания иглы передаются
электромагнитным способом через ламповые усилители и опреде-
ляются по шкале электроизмерительных приборов (фиг. 50, б).
Профилометр рассчитан на измерение чистоты поверхностей
с 5 по 12-й класс и дает числовое значение Нск. Большое распростра-
нение имеет профилограф Левина и Аммона, основанный па оптико-
механическом принципе, фиксирующий результаты перемещений
иглы на фотопленке (фиг. 51). При этом профиль поверхности дается
увеличенным по вертикали в 250—5000 раз, а по горизонтали в 25—
63
Фиг. 50. Профилометр Киселева:
а — общий вид; б — схема проверки чистоты
поверхности на профилометре.
Фиг. 51. Диаграмма результа-
тов проверки чистоты поверх-
ности профилографом Левина
и Аммона.
Фиг. 52. Двойной микроскоп Лин-
ника:
а — общий вид; б — схема прохожде-
ния света в микроскопе; в — световое
сечение в окуляре микроскопа.
Фиг. 53. Схема работы
пневматического прибора.
50 раз. Радиус конца иглы составляет 1—4 мк, высота измеряемых
гребешков 60—0,2 мк, что соответствует 3—12-му классам чистоты.
К наиболее распространенным приборам бесконтактного дейст-
вия, удобным в цеховых условиях, принадлежит двойной микроскоп
акад. В. П. Линника (фиг. 52). Он может быть использован для изме-
рения чистоты поверхности от 3 до 9-го класса. Действие его основано
на так называемом методе светового сечения
(фиг. 52, а). Свет через узкую щель в одной
трубке микроскопа падает под углом на из-
меряемую поверхность (фиг. 52, б) и дает
резкие контуры сечения, образуемого тонким
световым пучком. Эти контуры наблюдаются
через вторую трубку микроскопа, располо-
женную под утлом 90° к первой (фиг. 52, в),
с увеличением от 50 до 250 раз.
Особенно удобны в цеховых условиях не-
большого предприятия выпускаемые нашей
промышленностью пневматические измерительные приборы с голов-
ками для измерения чистоты поверхности с 4-го по 9-й классы. Дей-
ствие их основано на учете расхода воздуха через неровности поверх-
ности под торцом сопла головки. Чем больше гребешки, тем выше
Фиг. 54. Набор образцов чистоты поверхности
для плоского шлифования.
расход воздуха, измеряемый по специальной шкале (фиг. 53). Набор
содержит две головки для плоских поверхностей и две головки
для цилиндрических поверхностей диаметром 25—90 мм. Для срав-
нения требуется набор образцов чистоты поверхности (фиг. 54).
Эти наборы образцов, изготовленные из разных материалов,
необходимы для определения чистоты поверхности даже в условиях,
небольшого предприятия и служат как для глазомерного сравнения,
так и для сравнения с помощью приборов пневматических, опти-
ческих и т. д. Обыкновенное увеличительное стекло с увеличением
5 Смилянскнй 438 65
в 5—10 раз дает возможность сравнения поверхностей до 8—9-го
классов чистоты (невооруженным глазом можно сравнивать поверх-
ности не выше 6-го класса).
Вообще же при сравнении чистоты обработанных поверхностей
с образцовыми необходимо иметь ввиду следующее:
1. Поверхности, обработанные одинаковым способом, одного
и того же класса чистоты, но из разных материалов (сталь, чугун,
бронза, алюминий), имеют разные следы обработки. Поэтому для
сравнения следует брать образцы из того же материала, что и прове-
ряемая деталь.
2. Поверхности, изготовленные из одинакового материала одного
и того же класса чистоты, но отличающиеся по форме (цилиндрическая
наружная, цилиндрическая внутренняя, плоская), имеют различный
вид. Поэтому форма образца должна быть одинаковой с формой
проверяемой детали.
3. Поверхности, одинаковые по форме, по классу чистоты, изго-
товленные из одного и того же материала, но обработанные разным
способом (например, обтачиванием на токарном станке или шлифо-
ванием), имеют разные следы обработки. Поэтому метод обработки
образца должен быть тот же, что и у контролируемой детали.
По указанным соображениям, образцовые детали должны пред-
ставлять собой набор поверхностей разной формы (цилиндрических—
наружных и внутренних, плоских), разных классов чистоты, а обра-
ботка образцов должна быть произведена способами, применяемыми
на данном предприятии. Только в этом случае метод сравнения
с образцами может дать результат, близкий к истинному.
Глава VI
ПРИБОРЫ ИЗМЕРИТЕЛЬНЫЕ ПОВЫШЕННОЙ СЛОЖНОСТИ
В этом разделе даются краткие сведения о современных измери-
тельных приборах повышенной сложности, имеющих применение
как в цеховых условиях, так и в измерительных лабораториях маши-
ностроительных предприятий.
Развитие измерительной техники последних лет шло~по двум
линиям: 1) повышения точности отсчета, необходимой для изготовле-
ния приспособлений и инструмента в условиях инструментальных
цехов крупных машиностроительных предприятий; 2) повышения
производительности измерительных процессов и их автоматизации
с целью применения в цехах массового производства, в автомати-
ческих станках и, наконец, в автоматических линиях, где ручной
труд, как в производстве, так и при измерении, сведен к минимуму.
К первой группе измерительных приборов следует отнести в основ-
ном универсальный и инструментальный микроскопы. Ко второй
группе следует отнести приборы рычажно-оптические, пневмати-
ческие и электрические.
ПРИБОРЫ ОПТИЧЕСКИЕ
Универсальный измерительный микроскоп УИМ-21
Этот микроскоп с дополнительными приспособлениями к нему
является одним из важнейших приборов лабораторного типа для
особо точных измерений. Он снабжен точными стеклянными шкалами
с миллиметровыми делениями, по которым с помощью спиральных
микроскопов (называемых также окулярными микрометрами)1
можно вести измерение длин с величиной отсчета 1 мк. Для измере-
ния углов служит круговая шкала с делениями через 1°, имеющая
свой отсчетный микроскоп с нониусом.
Универсальный микроскоп дает возможность осуществлять сле-
дующие измерения:
а) измерение резьбовых изделий, с контролем всех основных
параметров резьбы: угла профиля, наружного и внутреннего диа-
метров, шага, положения профиля относительно оси изделия и т. д.;
1 Описание дано далее.
5*
67
б) измерение углов и специальных профилей, встречающихся
при контроле режущего инструмента, шаблонов, конусных калибров
и т. д.;
в) измерение взаимного расположения отверстий, заданных
в прямоугольных или полярных (угловых) координатах;
г) проверку некоторых элементов зубчатых зацеплений.
На фиг. 55 показано устройство универсального измерительного
микроскопа УИМ-21.
Установка прибора по уровню производится регулировкой трех
винтов И, помещенных внизу станины 12. Перемещение поперечной
Фиг. 55. Микроскоп универсальный измерительный
мод. У ИМ 21.
и продольной кареток в направляющих станины (на шариковых
опорах) осуществляется соответственно маховичками поперечной
подачи 1 и продольной подачи 2. На продольной! каретке ставится
плоский измерительный стол (на фиг. 55 не показан) или центровые
бабки 3 с центрами 13 для зажима деталей в центрах.
На поперечной каретке закреплена стойка 8, по которой может
перемещаться вертикально кронштейн 9 с центральным микроско-
пом 10. Для оптического отсчета по стеклянным шкалам 4 перемеще-
ния кареток служат микроскопы 5 и 7 со спиральными сетками (оку-
лярными микрометрами, описание которых дано далее).
Стойку 8 с микроскопом 10 можно рукояткой 6 поворачивать
относительно оси, параллельной винту поперечной подачи, на неболь-
шой угол (Нд^^ЗО7)» что приходится делать при измерении резьб.
Спиральный микроскоп. Это весьма распространенный отсчетный
оптический механизм, являющийся составной частью многих измери-
тельных приборов — универсального микроскопа, длиномера, изме-
рительных машин и т. д. Он дает возможность отсчета 1 мк и даже
долей микрона при диапазоне измерения 1 мм. В соединении с линей-
68
кой, имеющей миллиметровые деления, он дает широкий диапазон
измерений.
Спиральный микроскоп состоит из окуляра 3 (через который
ведется наблюдение глазом) и двух стеклянных плоско-параллель-
ных пластинок 7 и 9, установленных одна над другой (такие пластинки
называются сетками). На нижней неподвижной сетке 9 (фиг. 56)
нанесена шкала с десятью штрихами на расстоянии 0,1 мм (т. е.,
вся длина между крайними штрихами равна 1 мм). Верхняя сетка 7
Поле зрения спирального
микроскопа
Фиг. 56. Схема спирального микроскопа:
1 —головка; 2 — конус фрикциона или коническое зубчатое колесо;
3 — линзы окуляра: 4 — прижим; 5 — обойма верхней сетки; 6 — ша-
рик; 7 — верхняя сетка; 8 — ось вращения верхней сетки; 9— нижняя
неподвижная сетка; 10 — архимедова спираль; // — круговая шкала.
имеет архимедову спираль 10, нанесенную тонкими двойными
линиями, фактическое расстояние между которыми равно 0,012 мм,
а кажущееся (благодаря увеличению) расстояние между ними
равно 0,7 мм, и круговую шкалу 11, имеющую 100 делений. Расстоя-
ние между витками архимедовой спирали 10 равно расстоянию между
штрихами на сетке 9.
Вращая сетку 7 при помощи головки 1 и конуса фрикциона или
конического зубчатого колеса 2, можно любую видимую в микроскопе
риску миллиметровой шкалы, проектирующуюся в окуляр и нахо-
дящуюся в поле зрения микроскопа, поместить между обеими линиями
спирали, после чего можно вести отсчет. Если в начальном положе-
нии стрелка сетки 9 стоит на нуле круговой шкалы И сетки 7, то после
поворота сетки 7 стрелка будет показывать какое-то другое деление
на круговой шкале. В показанном на фиг. 56 положении 46-я риска
миллиметровой шкалы находится внутри 4-го витка архимедовой
спирали 10, повернутой на 62 деления. Следовательно, размер
равен 46,362 мм. Так как шаг спирали равен 0,1 мм и шаг одного
69
деления круговой шкалы равен окружности, то цена деления
круговой шкалы равна:
——- • —— = 0 001 чч
10 100 ’
Инструментальные микроскопы
Для измерения деталей небольших размеров применяются микро-
скопы с меньшими габаритами, часто используемые и в цеховых
условиях, так как они несложны в обслуживании. Это инструмен-
тальные микроскопы — большой БМИ и малый ИТ.
Фиг. 57. Микроскоп большой инструментальный.
На фиг. 57 показан большой инструментальный микроскоп.
Перемещение тубуса (цилиндрической части) микроскопа 7 вместе
с кронштейном 5 по вертикальной стойке 4 дает возможность уста-
навливать объектив микроскопа по отношению к изделию, располо-
женному на круглом столе 11 — для предварительной фокусировки.
Тонкая фокусировка осуществляется кольцом 8. Сменные объек-
тивы 9 дают возможность получить желаемое увеличение при наблю-
дении через окулярную головку 6. Поворотом маховичка 14 можно
вращать круглый стол 11 на 360°, определяя угол поворота по кру-
говой шкале 17 и нониусу 16 с величиной отсчета 3'. Подсветка 2,
закрепленная на станине /, освещает/изделие снизу. Кроме того,
на тубусе микроскопа имеется еще подсветка для наблюдения в отра-
женном свете (т. е. отражаемом наблюдаемой поверхностью), Винты 13
и 16 служат для микрометрического перемещения стола 3 в продоль-
ном и поперечном направлениях, причем величина такого переме-
70
щения (в пределах 25 мм) отсчитывается по шкалам микровинтов.
Дополнительные перемещения стола измеряются при помощи кон-
цевых мер длины (плиток) 12.
Стойка 4 с микроскопом может наклоняться по отношению к ста-
нине 1 поворотом маховичка 10 (для измерения резьбы).
В малом инструментальном микроскопе стол имеет те же переме-
щения, что и в большом, но в более ограниченных пределах.
Применение микроскопов позволяет получить максимальную точ-
ность при замерах особенно углов, профилей и т. д., но требует
от контролеров достаточной квалификации для использования всех
возможностей этих приборов.
ПРИБОРЫ РЫЧАЖНО-ОПТИЧЕСКИЕ
Эти приборы со встроенной оптической системой имеют большие
преимущества в сравнении с приборами с механической передачей:
во-первых, точность отсчета повышается до величины, недостижимой
Фиг. 58. Измерительный прибор микролюкс (а) и его принципиальная схема (б).
в чисто механических приборах; во-вторых, почти не применяются
или совсем отсутствуют трущиеся или находящиеся в контакте детали,
довольно быстро изнашивающиеся и вызывающие потерю точности
прибора.
М и к р о л ю к с основан на сочетании механического и опти-
ческого рычагов. Принципиальная схема его следующая: измери-
тельный наконечник 2 (фиг. 58) отклоняет короткое плечо рычага Л
длинное плечо которого заставляет повертываться зеркало <3, На это
71
зеркало от лампы 4 падает пучок света, проходящий через конден-
сор 5 (систему линз, преобразующих расходящиеся лучи в парал-
лельные), плоско-параллельную пластинку с нанесенной на ней
риской 6 и объектив 7. Изображение риски падает на зеркало,
отражающее его на экран 8 (из матового стекла). Шкала градуи-
рована на измерение в пределах +100 мк. Часто шкала отсут-
ствует, а предельные положения риски определяются передвиж-
ными указателями 9, которые ставятся по установочным мерам,
для верхнего и нижнего предела отклонений от номинального
размера.
Цена деления этих приборов от 0,0001 до 0,005 мм (по данным
фирмы Шеффильд, изготовляющей эти приборы).
Прибор оригинальной конструкции, также с открытой шкалой,
разработан Московским автомобильным заводом им. Лихачева и носит
название «микрозис».
Оптиметры служат для относительных измерений. Они
имеют цену деления 0,001 мм, при диапазоне измерений +0,1 мм.
Погрешности измерений от 0,2 до 0,3 мк (в зависимости от участка
шкалы).
На фиг. 59 показан вертикальный оптиметр.
Принципиальная схема основного узла прибора — коленчатой
трубки, состоящей из горизонтального и вертикального участков,
показана па фиг. 60. Горизонтальная часть имеет окуляр /, в который
ведется наблюдение, и плоско-параллельную прозрачную пластинку 2
с нанесенной на ней шкалой. Луч от источника света падает на зер-
кало 3, которое направляет его через призму 4 и через пластинку
со шкалой 2 в оптическую ось прибора. Далее луч проходит через
трехгранную призму и поворачивает вниз под углом 90°. Пройдя
через объектив 6, луч отражается от зеркала 7 и, двигаясь в обрат-
ном направлении, дает на пластинке 2, находящейся в фокальной
плоскости объектива, изображение шкалы, смещенное (вправо)
по отношению к наблюдателю. Такое смещение происходит потому,
что действительная шкала находится не в главной вертикальной
плоскости оптической системы, а смещена в сторону на некоторую
величину; поэтому на такую же величину симметрично относительно
главной вертикальной плоскости смещено изображение шкалы,
наблюдаемой через окуляр J (принцип автоколлимации). Настоящая
шкала при этом закрыта от глаза наблюдателя, кроме указателя-
стрелки.
Положение изображения шкалы по высоте t зависит от угла а
наклона зеркала 7, на которое нажимает измерительный штифт 8.
Положение штифта определяется размером детали, установленной
на столике 9.
На фиг. 61 видно положение изображения шкалы по отношению
к неподвижному указателю-стрелке, что дает представление о методе
отсчета.
При общем увеличении прибора в 960 раз кажущаяся величина
деления равна — 1 мм, при цене деления 1 мк. Общее число деле-
ний + 100.
72
Фиг. 60. Схема оптической системы вертикального
Фиг. 59. Оптиметр вертикальный оптиметра.
На фиг. 62 показан горизонтальный оптиметр, на котором можно
производить также измерение внутренних диаметров.
Установка оптиметра производится по плоско-параллельным кон-
цевым мерам (мерительным плиткам).
Фиг. 61. Вид на шкалу
и указатель верти-
кального оптиметра.
Фиг. 62 Оптиметр горизонтальный.
Вертикальный оптиметр имеет предел измерения 0—180 мм для
длин и 0—150 мм аля диаметров (наружных). Горизонтальный опти-
метр имеет пределы измерения для наружных диаметров 350 мм,
а для внутренних 150 мм.
ПНЕВМАТИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
Эти приборы применяются для измерения диаметров валов и отвер-
стий. Они дают возможность широкой автоматизации измерительных
процессов бесконтактным способом. Будучи несложными по конструк-
ции, пневматические приборы обладают большой точностью и неза-
менимы, например, в автоматических линиях. Принцип работы при-
боров — измерение величины расхода воздуха при изменении раз-
мера щели между соплом измерительной головки и поверхностью
контролируемой детали. Как известно, воздух, вытекающий из
какой-либо камеры, куда он подается из воздушной сети при
постоянном давлении, сохраняет постоянство давления, если размер
выходного отверстия остается постоянным. Если же при выходе
из сопла воздух из-за уменьшения зазора испытывает торможение
или дросселирование, вызываемое уменьшением сечения выходной
щели, давление в камере соответственно подымается, а расход воз-
духа падает. Измеряя давление воздуха в камере или расход воз-
духа, проходящего через сопло, можно получить зависимость размера
зазора между изделием и соплом от давления или расхода воздуха
и, следовательно, величину отклонения от номинального размера
74
диаметра изделия с точностью 5—0,2 мк (в зависимости от конструк-
ции прибора).
По принципу измерения давления в камере пневматические при-
боры делятся на: 1) приборы с манометром — для определения дав-
ления воздуха (водяным или пружинного типа с пружиной Бур-
дона); 2) приборы для измерения расхода воздуха, поплавкового
типа (при наличии постоянного давления в камере).
Фиг. 63. Схема пневматического измерительного прибора
с последовательным включением ротаметра.
В приборах поплавкового типа расход воздуха определяется
положением специального поплавка в конусной трубке (называемой
ротаметром). При увеличении или уменьшении расхода воздуха
подымается или опускается поплавок по оси трубки.
На предприятиях наиболее распространены пневматические изме-
рительные приборы с ротаметрами (фиг. 63). Воздух из сети под
давлением 1—3 кг/см- поступает через фильтр в стабилизатор давле-
ния и в ротаметр 1 с поплавком 2. Динамическое воздействие струи
воздуха заставляет поплавок приподниматься вверх до тех пор, пока
величина кольцевой щели вокруг поплавка не будет соответствовать
тому расходу, а следовательно, и давлению ниже поплавка, которое
достаточно для создания устойчивого равновесия поплавка
на каком-то уровне. По этим уровням положения поплавка можно
градуировать шкалу, находящуюся рядом с ротаметром. Дальше
воздух выходит из сопла и проходит через зазор между соплом 3
и измеряемой деталью 4 в атмосферу. Приборы с ротаметрами отли-
чаются высокой стабильностью своих показаний. Отклонения не пре-
вышают +0,1 мк. На фиг. 64 показан общий вид пневматического
измерительного прибора конструкции завода «Калибр».
ЭЛЕКТРИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
Электрические измерительные приборы в последние годы полу-
чили большое распространение в связи с удобством их применения.
Основными элементами таких приборов являются специальные
головки, называемые датчиками. По принципу действия приборы
75
Фиг. 64. Пневматический измерительный
прибор конструкции завода «Калибр»:
1 — корпус; 2 — шкала; 3— коническая стеклян-
ная трубка; 4 — указатели пределов поля допус-
ков: 5 — штуцер; 6 — винт стабилизатора;
7—измерительная бесконтактная головка.
Фиг. 65. Схема электрокоптактного датчика.
76
делятся на электроконтактные, индуктивные, емкостные, фотоэлект-
рические (с применением фотоэлементов), пневмоэлектрические
и т. д. Наиболее надежными в цеховых условиях оказались электро-
контактные и индуктивные приборы.
На фиг. 65 показана принципиальная схема электрокон-
такт н о г о датчика. Он состоит из следующих частей: изме-
рительного стержня 2, перемещающегося вместе с измерительным
наконечником 1 в направляющей
гильзе 3, помещенной в корпусе 4.
Верхний конец стержня с надетым
на него хомутиком нажимает на
короткое плечо коленчатого рычага 5.
При перемещении стержня вдоль оси
длинный конец рычага входит в со-
прикосновение с одним из двух кон-
тактов 6, вызывая замыкание элек-
трической цепи. В цепь включены
электрические реле 8, управляющие
перемещением станка или сортиро-
вочного механизма, или включаю-
щие сигнальные лампочки (в так
называемых светофорных приборах).
Ушко 9 служит для крепления
прибора.
Винты 7 служат для микрометри-
ческой регулировки положения кон-
тактов. Настройка их производится
по плоско-параллельным концевым
мерам (плиткам). Измерительное уси-
лие в пределах 100—200 г. Макси-
мальный установочный ход измери-
тельного стержня 4 мм при рабочем
ходе 1 мм.
Точность срабатывания электроконтактных датчиков 1-го класса
±0,001 мм, 2-го класса ±0,003 мм. Эта точность гарантируется
для 25 000 переключений (без перенастройки) согласно ГОСТ 3899-58.
Вес датчика равен приблизительно 400 г.
Электроконтактные датчики обычно не имеют шкалы и обеспечи-
вают срабатывание без указания числовых размеров.
На фиг. 66 показана принципиальная схема датчика
индуктивного типа. Эти приборы несколько сложнее при-
боров электроконтактного типа, но зато обладают большей чувст-
вительностью и имеют шкалу, по которой можно определить вели-
чину отклонений.
В датчиках индуктивного типа перемещение измерительного
стержня 8 вызывает смещение железного якоря 3, закрепленного
в корпусе на плоской пружине 4, между сердечниками двух электро-
магнитов 1 и 2. Изменение зазоров между якорем и сердечниками
вызывает изменение сопротивления катушек, включенных вместе
77
с постоянными сопротивлениями 5 в так называемую мостиковую
схему. Питание катушек от сети переменного тока происходит через
трансформатор 6 и стабилизатор напряжения 7.
При некотором среднем положении якоря ток в диагонали равен
нулю. Однако малейшее отклонение в ту или иную сторону приводит
к появлению тока, измеряемого гальванометром 9, градуировка
которого может быть выполнена в микронах.
Эти приборы называются также индуктивными микромерами
и имеют цену деления 0,001 и 0,002 лш, причем погрешности не пре-
вышают половины цены деления. Пределы показаний +0,1 мм.
Индуктивные датчики можно устанавливать на стойках и оформ-
лять в виде измерительной скобы или пробки, что весьма удобно
для использования в цеховых условиях.
Г лава VII
ПЛОСКО-ПАРАЛЛЕЛЬНЫЕ КОНЦЕВЫЕ МЕРЫ ДЛИНЫ
(ПЛИТКИ)
ОБЩИЕ СВЕДЕНИЯ
Плоско-параллельные концевые меры длины, или, сокращенно,
плитки, являются наиболее точными из средств измерения, приме-
няемых в цеховых условиях1.
Благодаря своей высокой точности (отклонение от номинального
размера в пределах долей микрона), плитки эти применяются в пер-
вую очередь — для контроля и градуировки измерительных средств—
штангеиинструмента, микрометров, индикаторов и других измери-
тельных инструментов и приборов, а также для особо точных разме-
точных работ, наладки станков и т. д. Измерительные плоскости
плиток строго параллельны, что дает возможность применять их
в виде комплекта или блока для получения необходимого точного
размера. Как видно из табл. 75, плитки по точности изготовления
делятся на пять классов (0, 1, 2, Зи 4), а по точности аттестации
(т. е. определения фактической погрешности отклонения от номи-
нала) — на шесть разрядов (1, 2, 3, 4, 5 и 6) (табл. 16). При этом
аттестация учитывает отклонение срединного размера и отклонение
от плоско-параллельности. Под срединным размером
подразумевается длина перпендикуляра, опущенного из середины
верхней свободной измерительной поверхности на плоскую опор-
ную поверхность, к которой притерта плитка (фиг. 67, д). Под
отклонением от плоек о-п араллельности
в любой точке свободной измерительной поверхности понимается
разность длины плитки в данной точке и ее срединной длины.
Смысл двойного деления на классы и разряды заключается в сле-
дующем. При применении плиток по классам их действительный раз-
мер принимается равным номинальному, помеченному на торцовой
стороне плитки. При особо точных измерениях отсутствие плиток
высокого класса может привести к довольно большой погрешности
окончательного результата измерения. В таком случае при приме-
1 Более высокую точность измерения можно получить лишь с помощью опти-
ческих приборов. Так, интерферометр, служащий для проверки и аттестации мери-
тельных плиток, дает возможность отсчета размеров до 0,02 мк.
79
Таблица 15
Распределение плоско-параллельных мер длины по классам по ОСТ 85000-39
(Предельные отклонения в мк ±)
0-й класс 1-й класс 2-й класс 3-й класс 4-й класс
Номинальный размер меры в мм Предельные отклоне- ния от срединной длины Предельные отклоне- ния от плоско-парал- лельностн Предельные отклоне- ния от срединной длин ы Предельные отклоне- ния от плоско-парал- лельност и Предельные отклоне- ния от срединной длины Предельные отклоне- ния от плоско-парал- лельности Предельные отклоне- ния от срединной длины Предельные отклоне- ния от плоско-парал- лельное ти Предельные отклоне- ния от срединной длины Предельные отклоне- ния от плоско-парал- лельности
До 3 Св. 3 до 6 , 6 „ 10 , ю , 18 „ 18 „ 30 „ 30 „ 50 , 50 „ 80 „ 80 , 120 „ 120 „ 180 „ 180 „ 250 300 400 500 600 700 800 900 1000 0.10 0,10 0,10 0,15 0.15 0,20 0,25 0,30 0,40 0,5 0,7 0,8 1,0 1,2 1,4 1,6 1,8 2.0 0,10 0,10 0,10 0.10 0.10 0,12 0,12 0,15 0,15 0,20 0,20 0,25 0Д5 0,30 0,30 0,30 0,30 0,30 0,20 0,20 0,20 0,25 0,30 0 35 0,45 0,60 0 75 1,0 1,2 1.5 1,8 2,2 2.5 3,0 3.5 \ 4,0 0,20 0,20 0,20 0,20 0.20 0,25 0,25 0.3 0,3 0,4 0,4 0,5 0,5 0.6 0,6 0.6 0,6 0,6 0,5 0,5 0,5 0,6 0,6 0.7 0,8 1,0 1,2 1.6 2,0 2.4 28 3,5 4,0 4,5 5 6 0,20 0.20 0,20 0,20 0.20 0 25 0.25 0.3 0,3 0,4 04 0.5 0.5 0,6 0,6 0,6 0,6 0,6 1,0 1,0 1,0 1.0 1,0 1,5 1,5 2,0 2,5 3,5 4,0 4,5 5 7 8 9 10 11 0,4 0,4 0,4 0.4 0,4 0.5 0.5 0,6 0,6 0,8 0.8 1,0 1,0 1,2 1.2 1.2 1,2 1,2 2 2 2 2.5 3 3,5 4 5 6 7 8 9 10 12 13 14 15 16 0,4 0,4 0,4 0.4 0 4 0,5 0.5 0,6 0.6 0.8 0,8 1,0 1,0 1,2 1 2 1.2 1,2 1,2
нении плиток по разрядам с учетом их действитель-
ных размеров, точность результата измерения может быть
значительно выше, несмотря на низкий класс плиток, применяемых
для данного измерения. При этом, однако, приходится провести
дополнительные расчеты, что несколько усложняет пользование
плитками.
Плитки наиболее высокого класса, из имеющихся на предприя-
тии, целесообразно применять только в качестве эталона — для
проверки измерительных средств. Плитки следующих классов при-
меняются как контрольный комплект. Наконец, плитки низших
классов используются как рабочий комплект — непосредственно
на производстве, для измерения особо точных деталей, в наладочных
операциях, разметке и т. д.
80
Таблица 16
Распределение плоско-параллельных мер длины по разрядам по ОСТ 85000-39
(Предельные погрешности и отклонения в мк +)
1-й разряд 2-й разряд З-й разряд 4-й разряд 5-й разряд 6-й разряд
Номи- нальный размер меры в мм Предельные погрешно- сти определения сре- динной длины Предельные отклоне- ния от плоско-парал- лельности Предельные погрешно- сти определения сре- динной длины Предельные отклоне- ния от плоско-парал- лельности Предельные погрешно- сти определения сре- динной длины Предельные отклоне- ния от плоско-парал- лельности Предельные погрешно- сти определения сре- динной длины Предельные отклоне- ния от плоско-парал- । дельности Предельные погрешно- сти определения сре- динной дли ны Предельные отклоне- ния от плоско-парал- лельности Предельные погрешно- сти определения сре- динной длины Предельные отклоне- ния от плоско-парал- лельности
До 3 Св. 3 до 6 » 6 „ 10 w Ю , 18 , 18 „ 30 „ 30 „ 50 „ 50 „ 80 „ 80 , 120 „ 120 „ 180 „ 180 „ 250 300 400 500 600 700 800 900 1000 0,05 0,05 0,05 0,06 0,06 0,07 0,08 0,10 0,12 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,5 0.6 0,10 0,10 0,10 0,10 0,10 0,12 0,12 0,15 0,15 0,20 0,20 0,25 0,25 0,30 0,30 0,30 0,30 0,30 0,07 0,07 0,08 0,08 0,09 0,10 0,12 0,15 0,20 0,30 0,35 0,45 0.5 0,6 0,7 0.8 0,9 1,0 0,10 0,10 0,10 0,10 0,10 0,12 0,12 0,15 0.15 0,20 0,20 0,25 0.25 0,30 0,30 0,30 0,30 0,30 0 10 0,10 0,10 0,15 0,15 0,20 0,25 0,30 0,40 0.5 0,7 0.8 1,0 1,2 1,4 1.6 1,8 2,0 0,20 0,20 0,20 0,20 0,20 0,25 0,25 0,3 0,3 0,4 0,4 0,5 0,5 0,6 0,6 0,6 0,6 0,6 0,20 0,20 0,20 0,25 0.30 0,35 0,45 0,60 0,75 1.0 1,2 1.5 1.8 2,2 2,5 3,0 3.5 4,0 0,20 0,20 0,20 0,20 0,20 0,25 0,25 0,3 0,3 0,4 0,4 0,5 0.5 0.6 0,6 0,6 0,6 0,6 0,5 0,5 0,5 0.6 0,6 0,7 0,8 1,0 1,2 1.6 2,0 2.4 2,8 3,5 4,0 4,5 5 6 0,4 0.4 0,4 0,4 0,4 0,5 0,5 0,6 0,6 0,8 0,8 1,0 1.0 1.2 1.2 1,2 1,2 1.2 1.0 1.0 1.0 1,0 1,0 1,5 1,5 2,0 2,5 3,5 4,0 4,5 5 7 8 9 10 И 0,4 0,4 0,4 0,4 0.4 0,5 0,5 0,6 0,6 0,8 0,8 1.0 1,0 1,2 1,2 1.2 1.2 1,2
Исключительно цепной особенностью плиток является их способ-
ность «притираться» друг к другу, сцепляться. Это свойство есть про-
явление сил молекулярного сцепления, заметно обнаруживающегося
при особо высокой плоскостности и чистоте поверхности (чистота
поверхности плиток \7V\7\714), а также при наличии тончайшего
слоя смазочной пленки толщиной примерно 0,02 мк, сохраняющейся
на плитках даже после промывки их в бензине. Свойство притирае-
мости и дает возможность комплектования блоков из любых плиток
набора, причем точность блока незначительно отличается от точ-
ности отдельных плиток, понижаясь по мере увеличения числа пли-
ток в блоке. Вот почему необходимо стремиться к составлению блока
из наименьшего числа отдельных плиток.
6 Смилянский 438 81
Наборы концевых мер (плиток)
Согласно ОСТ 85000-39, плитки могут выполняться в виде пласти-
нок с габаритами 30 X 9 мм для размеров до 10 мм (фиг. 67, а)
и 35 X 9 мм для размеров свыше 10 мм (фиг. 67, а), а также в виде
цилиндров с поясками (фиг. 67, б).
Как видно из табл. 17, наборы концевых мер выпускаются из
37, 83 плиток и т. д. Согласно тому же стандарту концевые меры
Фиг. 67. Плоско-параллельные концевые меры длины (плитки):
а — плитка с номинальным размером 1,005 мм; б — концевая мера в виде цилиндра с пояс
ками; в — блок плиток с размером 17,105 л/,м; г — плитка с номинальным размером 10 мм;
d — срединная длина А; е — способ соединения плиток при наборе в блок.
изготовляются с рабочими размерами от 0,3 до 1000 мм со следую-
щей градацией размерных величин:
0,001 мм при рабочих размерах 0,990—1,009 ММ
0,01 да \ да да да 1—1.5 да
0.1 П да X да да 0,3—2 да
0.5 >да да да да 0,5—10 да
10 да да да 10—100 да
25 да да да да 100—200 да
50 да да да да 50—300 да
100 да да да да 100—1000 да
В целях уменьшения износа к наборам прилагаются защитные
плитки размером 0,5 и 1 мм, устанавливаемые по концам блока.
Защитные плитки притираются к остальным плиткам только одной
стороной. Они имеют особую маркировку и срезанные углы для
их распознавания и определения места в комплекте.
На фиг. 68 показан набор принадлежностей к концевым мерам
(плиткам) для измерительных, разметочных и других работ,
а на фиг. 69 показаны эти принадлежности в собранном виде для
разметки, внутренних измерений и т. д.
82
Фиг. 68. Комплект принад-
лежностей к плоско-парал-
лельным концевым мерам:
1 — державка; 2 — трехгранная
лекальная линейка; 3 —центро-
вой боковик; 4 — чертильный
боковик; 5 — радиусный боко-
вик 2 мм; б — радиусный боко-
вик 5 мм; 7 — радиусный боко-
вик 10. 15 и 20 мм; 8 — плоско-
параллельный боковик;
9 — плитка с рисками (прила-
гается по особому заказу).
00
Co
Фиг. 70. Сличение штриховых мер
с концевыми при помощи плиток с рисками.
в)
Фиг. 69. Рабочие приспособления в сборе
с измерительными плитками:
а — для разметки прямых линий; б — для внутренних
измерений; в — для разметки окружностей.
Таблица 17
Наборы концевых мер (плиток)
—
1 Число плиток в наборе Размеры плиток в мм !
87 (83+4) 1,01 1,11 1.21 1,31 1,41 1,1 1 1,5 10 100 1,02 1,12 1,22 1,32 1,42 1,2 2 2,5 20 Защь 0.5 1,03 1,13 1,23 1,33 1,43 1.3 3 3,5 30 ггные п 1,005 1,04 1,14 1 24 1,34 1,44 1,4 4 4.5 40 литки: 1,05 1,15 1,25 1,35 1,45 5 5.5 50 2 шт. п 1,06 1,16 1,26 1,36 1,46 1,6 6 6,5 60 о 0,5 м 1,07 1,17 1,27 1,37 1 47 1.7 7 7,5 70 м и 2 и 1,08 1,18 1,28 1,38 1,48 1,8 8 8,5 80 IT. по 1 1,09 1,19 1,29 1,39 1,49 1,9 9 9,5 90 0 мм
41 (37+4) 1,01 1,1 1 10 100 1,02 1,2 2 20 Заир 1,03 1,3 3 30 иные п 1,04 1,4 4 + 40 литки: 1.05 1.5 5 50 2 шт. г 1,06 1.6 6 60 io 0,5 м 1,07 1,7 7 70 м и 2 п 1,08 1,8 8 80 IT. по 1, 1,09 1,9 9 90 0 мм
9 (плюсовые) 1,001 1,002 1,003 1,004 1,005 1,006 1,007 1.008 1,009
9 (минусовые) 0,991 0,992 0,993 0.994 0,995 0,996 0,997 0.998 0,999
8 425 х 150 175 200 250 300 400 500 —
17 0,405 0,49 0,41 0,3 0,42 0,4 0,43 0,5 0,44 0,6 0,45 0,7 0,46 0,8 0.47 0,9 0,48
На фиг. 70 показано использование плиток с рисками, включае-
мых в комплект по особому заказу. На этих плитках риска нанесена
на расстоянии 1 мм от измерительной плоскости, которой плитка
притирается к торцу блока. Это дает возможность сличать концевые
меры со штриховыми на приборе с двумя микроскопами (компара-
торе).
84
ПРИМЕНЕНИЕ ПЛИТОК
Плитки, как и всякий другой мерительный инструмент, изнаши-
ваются по мере пользования ими, поэтому их надо периодически про-
верять и заменять. Из опыта известно, что на каждые 200 комбина-
ций средний износ плиток составляет 0,05—0,1 мк при обычном
их совмещении для получения того или иного блока. Если окру-
жающий воздух насыщен абразивной пылью, износ больше.
С целью обеспечения долговечности мерительных плиток надо
соблюдать следующие условия:
Предупреждать коррозию плиток. Лежащие на складе плитки
должны быть покрыты тонким слоем бескислотного вазелина или
вазелинового масла. Не следует оставлять на ночь две плитки в сцеп-
ленном состоянии, ибо сырость в соединительной пленке может вы-
звать пятна ржавчины.
Надо снимать заусенцы и мелкие металлические осколки. Если
плитки упали или ударились друг о друга, могут образоваться
заусенцы и небольшие осколки, поскольку плитки имеют высокую
твердость (7?с не менее 62). Такие заусенцы или осколки должны
быть удалены немедленно, так как при совмещении плиток могут
появиться царапины на целых плитках. Царапины и заусенцы могут
быть удалены посредством легкого поглаживания поврежденной
поверхности твердым мраморным оселком, что может быть поручено
только специалисту, ведающему ремонтом измерительных инстру-
ментов или опытному слесарю-лекальщику, во избежание порчи
плитки [20].
Необходимо обеспечить максимальную чистоту как измеряемых
деталей, так и плиток. Если деталь подвергалась шлифованию или
притирке, проверить, достаточно ли она очищена от пыли. В запасе
должно быть достаточное количество чистых тряпочек или мягких
лоскутков для обтирания измеряемых деталей и плиток.
Плитки имеют точный номинальный размер при температуре 20°.
При отклонении от этой температуры на 1° величина отклонения (уве-
личения или уменьшения размера) составляет 11,5 мк на метр длины.
Даже теплота руки вызывает изменение размера плиток. Поскольку,
однако, большинство деталей, подлежащих точному измерению плит-
ками, изготовляют из стали с тем же коэффициентом расширения,
что и для плиток, искажения результата при измерении не полу-
чается, если только плитки и измеряемая деталь имеют одинаковую
температуру. Поэтому при точных измерениях необходимо выпол-
нять следующие требования:
1) работать при температуре, наиболее близкой к нормальной
(20°);
2) при измерении деталей из алюминия, латуни, бронзы с более
высоким, чем в плитках коэффициентом расширения или из твердых
сплавов с более низким коэффициентом расширения подсчитать раз-
ницу в размере, происходящую от температурного отклонения раз-
мера, если только нет возможности обеспечить нормальную темпе-
ратуру;
85
3) после составления блока (комплекта) плиток из набора необхо-
димо выждать некоторое время для остывания плиток, нагревшихся
от прикосновения рук, имеющих температуру на 15—16° выше нор-
мальной (т. е. 20°).
Для получения минимального количества плиток в комплекте
следует придерживаться следующего правила: при размере блока,
выражающегося числом с десятичными знаками, плитки надо подби-
рать так, чтобы каждая входящая в набор плитка уменьшила бы коли-
чество десятичных знаков в суммарном размере, хотя бы на один
знак.
Пример 1. Требуется составить размер 43,346 мм.
Размер блока 43,346 мм
Размер первой плитки 1,006 »
Разность 42,34 мм
Размер второй плитки 1,04 мм
Разность 41,3 мм
Размер третьей плитки 1,3 мм
Разность и размер 40,0 \ »
последней плитки
В этом случае пришлось применить микронный набор помимо
набора в 87 плиток.
Пример 2. Требуется составить размер 75,325 мм.
Размер блока 75,325 мм
Размер первой плитки 1,005 »
Разность ч 74,32 »
Размер второй плитки 1,32 »
Разность \ \ 73,0 »
Размер третьей плитки 3,0 мм
Разность и размер —~~~--------
последней плитки *
В этом случае удалось ограничиться только первым набором
(87 плиток).
Если требуется соединить плитки в блок, надо предварительно
протереть их и промыть в бензине. Затем надо сложить две плитки
вместе крестообразно и повернуть их друг относительно друга до пол-
ного совмещения, как показано на фиг. 67, е. Таким же способом
надо присоединить следующие плитки блока.
Чтобы приобрести необходимый опыт применения блока плиток
для измерения расстояния между пробками или между сторонами
паза и определить, с каким усилием следует вводить блок, лучше
всего воспользоваться деталью с двумя отверстиями, точное расстоя-
ние между которыми известно. Для этого надо вставить калибры-
пробки в эти отверстия, после чего составить комбинацию плиток,
86
точно соответствующую центровому расстоянию, за вычетом полу-
суммы диаметров обоих отверстий. Осторожно вставляя блок между
пробками, повторить этот прием несколько раз. После этого надо уве-
личить комплект на 2—3 мк и вновь попробовать вставить блок
между теми же пробками. Затем сделать величину блока меньше
на 4—5 мк и опять проверить расстояние между пробками. Такими
приемами можно добиться получения навыков в определении вели-
чины усилия нажима руки при пользовании блоком плиток для изме-
рения.
УПРАЖНЕНИЕ
1. Составление блока (комплекта) плиток
Необходимый инструмент: набор из 87 плиток и один микрон-
ный набор в девять плиток.
Содержание упражнения Рассчитать комбинацию плиток для каждого из нижеследующих
примеров; при этом обеспечить наименьшее количество плиток в ком-
плекте (блоке), не применяя дважды одну и ту же плитку при раз-
ных комбинациях: 1) 10,347 мм; 5) 47,398 мм;
2) 45,525 » ; ; ' 6) 96,991 » ;
3) 74,405 » ; \ \ 7) 101,998 » ;
4) 82,36 » ; Ч 8) 67,003 » .
Глава VIII
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
КАЛИБРЫ
Бесшкальные~измерительные инструменты жесткого (нерегули-
руемого)’’типа', предназначенные большей частью для одного опре-
деленнбго размера, — калибры, являются наиболее распростра-
нённым видом измеритель но го инструмента на современных машино-
бтритггелЪГГых предприятиях. Калибры ограничивают отклонения
размеров, формы и взаимного расположения поверхностей изделия.
Важное преимущество калибров заключается в сравнительной про-
стоте конструкции и высокой точности, которая с их помощью может
быть обеспечена.
Калибры подразделяются на^1) калибры-пробки для проверки
гладких цилиндрических и конусных отверстии; 2) калибры-скобы
и калибры-кольца — для проверки цилиндрических и конических
валов; 3/комплексные калибры для проверки резьбы, шлицевых
соединении и т. д.; сюда же можно отнести и шаблоны для проверки
высот, глубин, радиусов, углов, специальных профилей и т. д.
Калибры бывают нормальные и предельные. Нормальные калибры
имеют номинальный размер измеряемого элемента и ограничивают
размер только в одном направлении. Например, диаметр отвер-
стия, измеряемого таким калибром, не может быть меньше того
размера, при котором пробка еще может войти в отверстие. Что
касается зазора, который может при этом иметь место, величина
его ничем по существу не ограничивается и определяется по инди-
видуальному ощущению контролера. Применение таких калибров
по мере повышения точности размеров изготовляемых деталей все
более ограничивается, а в крупносерийном или массовом производстве
они почти не встречаются.
Предельные калибры имеют две измерительные поверхности,
из’которых одна имеет минимальный, а другая максимальный раз-
мер (в пределах заданных допусков) измеряемого элемента. Результат
измерения таким калибром является уже объективным, т. е. не зави-
сящим от субъективных качеств и квалификации контролера, по-
скольку размер ограничен в двух направлениях. Проходной конец
имеет сокращенное обозначение ПР, а непроходной — НЕ. Обычно,
проходная сторона имеет большую длину контактного участка,
88
благодаря чему назначение каждого из концов (или участков в ско-
бах) легко определить. При измерении проходная сторона калибра-
пробки должна входить в отверстие, а проходная сторона скобы
или кольца проходить через вал. Если проходная сторона калибра-
Фиг. 71. Калибр-кольцо
цилиндрический.
пробки не входит в отверстие, деталь
должна быть обработана дополнительно.
Если же непроходная сторона калибра-
пробки входит в отверстие, то это озна-
чает как правило, неисправимый брак,
Фиг. 72. Калибр-пробка цилиндрический
двусторонний.
ибо диаметр отверстия оказался больше, чем это требуется согласно
допуску. Если диаметр вала оказался меньше настолько, что на него
можно надеть скобу с непроходной стороны, это также брак, ибо
диаметр вала меньше размера, обусловленного допуском.
На фиг. 71 показан кольцевой
калибр для измерения наружных
гладких цилиндрических поверх-
ностей по диаметру; на фиг. 72
Фиг. 73. Калибры конусные:
а — пробка; б — кольцо.
показан калибр-пробка двусторонний с проходной и непроходпой
сторонами для измерения цилиндрических отверстий. На фиг. 73,
а и б показаны конусные калибр-пробка и калибр-кольцо. Они
служат для контроля соответственно внутренних и наружных
конусов как по диаметру, так и по углу конуса. Резьбовые калибры-
пробки и кольца (фиг. 74, а и б) применяются соответственно для
контроля внутренних и наружных резьб. Калибры-скобы одно-
и двусторонние служат для измерения наружного размера валов,
а также деталей с параллельно измеряемыми плоскостями; на
фиг. 75 показано измерение диаметра наружной цилиндрической по-
верхности калибром-скобой.
89
Хотя для измерения цилиндрических деталей могут применяться
и скобы и кольца, однако скобы имеют преимущественное распро-
странение для указанных измерений. Объясняется это не только
тем, что изготовление скобы значительно проще, но и тем, что при
этом возможно измерение детали,
установленной на станке; при измере-
нии кольцевым калибром требуется
снятие детали со станка.
Фиг. 74 Калибры резьбовые:
а — пробка двусторонняя; б — кольцо.
Наряду с жесткими предельными калибрами-скобами изгото-
вляются также регулируемые предельные калибры-скобы (фиг. 76);
губки регулируемой скобы могут быть установлены так, чтобы
Фиг. 75. Приемы измерения калибром-скобой:
а — проходной стороной; б — непроходной стороной.
получить проходной и непроходпой размеры. Обычно отверстия, где
помещаются регулировочные винты, заполняются пломбой. При
отсутствии пломбы необходимо перед применением проверить калибр
с помощью плиток. Вообще же регулируемые скобы в эксплуатации
менее надежны, так как быстрее разлаживаются.
По назначению калибры делятся на: а) рабочие калибры, пред-
назначенные для проверки изделий на рабочем месте; б) калибры
90
браковщика — для контроля изделий работниками ОТК; в) прием-
ные калибры — для контроля изделий заказчиком; г) контрольные
калибры — для проверки рабочих и приемных калибров.
Для контроля калибров-пробок в настоящее время контрольные
калибры не применяют, так как такую проверку можно более точно
осуществить универсальными измерительным средствами, папр.,
микроскопами. При этом рабочие
калибры должны быть с наимень-
шим износом для обеспечения необ-
ходимой точности раз еров деталей.
Калибры для браковщика специ-
ально не изготовляют, а отбирают
из частично изношенных (прибли-
зительно до 2/3 допуска) рабочих
калибров или из новых рабочих
калибров, выполненных с наиболее
свободными размерами (т. е., с наи-
меньшими размерами для пробок и
наибольшими для скоб).
В качестве приемных калибров,
как правило, применяют изношен-
ные рабочие проходные калибры,
с исправленными рабочими поверх-
ностями, но находящиеся в пределах
допуска.
Фиг. 76. Калибр-скоба регулируе-
мый предельный.
Основные требования, предъявляемые к калибрам
1. Размеры калибров должны находиться в пределах полей допу-
сков, установленных соответствующими стандартами.
2. Должны быть обеспечены твердость, износоупорность и нужное
качество отделки измерительных поверхностей. По ГОСТ 2015-53
твердость измерительных поверхностей гладких калибров устанавли-
вается в пределах /?с = 56 -н 64. Широко применяется хромиро-
вание и нитрирование измерительных поверхностей калибров, что
повышает твердость и улучшает антикоррозийное качество поверх-
ности. Чистота поверхности гладких калибров (по ГОСТ 2789-51)
от 9 до 12-го класса для диаметров до 100 мм. Окончательной опе-
рацией при изготовлении калибров должна являться доводка, дающая
наивысшую чистоту поверхности. Это одновременно обеспечивает
и наилучшую износоустойчивость.
3. Постоянство рабочих размеров достигается дополнительной
термической обработкой, называемой искусственным старением (на-
грев при температуре 130—150° в течение нескольких часов).
Стабильность размеров, как мы указывали ранее, зависит еще
от изменения рабочих размеров калибров при отклонении от нор-
мальной температуры во время измерения. Поэтому рекомендуется
для уменьшения местного нагрева калибров руками применять тепло-
изолирующие ручки к калибрам, особенно для скоб и штихмасов.
При хранении калибров на складе покрытие их бескислотным
91
Фиг. 77. Калибры для отверстий:
а — предельная двустороняя полная пробка;
б — неполная одностронняя пробка; в — сфери-
ческий нутромер или штихмас.
вазелином или специальной антикоррозийной смазкой является
надежным способом предохранения от коррозии.
4. С целью облегчения
применения калибров, жест-
кие калибры для отверстий
изготовляют в виде полных
пробок только до диаметра
100 мм (фиг. 77, а)\ для от-
верстий диаметром от 100 до
250 мм применяют неполные
пробки (фиг. 77, 6), а для
отверстий свыше 250 мм —
жесткие сферические нутро-
меры (фиг. 77, в), так как
свыше 100 мм полные пробки
тяжелы и неудобны в обра-
щении. Для проверки отвер-
стий диаметром свыше 100 мм,
выполненных ниже номи-
нального размера, изгото-
вляют непроходные калибры
только в виде жестках ну-
тромеров. Для измерения валов диаметром до 315 мм применяют
скобы. Свыше этого размера рекомендуется применять индика-
торные скобы.
Маркировка, определяющая назначение калибра, согласно
ГОСТ 2015-53, должна включать поминальный размер и условные
Фиг. 78. Специальный калибр
для проверки расстояния
между осями отверстий.
Фиг. 79. Специальный калибр
для проверки расстояния от оси
отверстия до плоскости.
обозначения класса точности и посадки, величины предельных
отклонений изделия в миллиметрах и, наконец, обозначения про-
ходной (ПР) и непроходной (НЕ) сторон калибра.
На фиг. 78 показан специальный калибр для более сложного
случая контроля — проверки расстояния между осями отверстий,
на фиг. 79 — специальный калибр для проверки расстояния от оси
92
отверстия до плоскости. Для определения линейных размеров,
а также профилей широкое распространение имеют листовые калибры
или ш а "б л он ы (фиг. 80, а—д).
ПР
а для
Фиг. 80. Шаблоны:
а — для проверки ширины пазов; б —для проверки глубины; в — для
проверки радиуса; г — с риской для проверки длины; д — для проверки угла. '
К, калибрам для проверки линейных размеров могут быть также
отнесены щ у п ы (фиг. 81) для измерения узких щелей и про-
светов. Каждая пластинка в наборе имеет определенную толщину
в диапазоне 0,03—"1 мм (по
ГОСТ 882-41).
Тонкие пластинки (до 0,1 мм)
отличаются по толщине на
0,01 мм\ при толщине от 0,1 до
1 мм — па 0,05 мм. Складывая
вместе по две или более пласти-
нок, можно подбирать их общую
толщину для измерения щелей
в сравнительно большом диапа-
зоне. Допускаемые отклонения
по толщине щупов установлены
по двум классам точности. По
1-му классу отклонения составляют
2-го класса от +8 до +25 мк, в зависимости от размера щупа.
К шаблонам серийного производства относятся резьбовые и радиус-
ные шаблоны.
Шаблоны резьбовые (фиг. 82) * предназначены для
измерения шага, а также для проверки профиля наружной и вну-
* По ГОСТ 519-41.
93
трепней резьб и имеют большое распространение при ремонте машин.
Часто с одной стороны державки крепятся набор пластинок под
метрическую (60°), а с другой — под дюймовую (55°) резьбы.
На каждой пластинке имеется клеймо, соответственно указывающее
шаг резьбы или число ниток на дюйм (по ГОСТ 519-41). Метрический
Фиг. 82. Набор резьбовых шаблонов.
Шаблоны радиусные
набор состоит из 20 резьбо-
вых шаблонов с шагом: 0,4;
0,45; 0,5; 0,6; 0,7; 0,75; 0,8;
1,0; 1,25; 1,5; 1,75; 2,0; 2,5; 3,0;
3,5; 4,0; 4,5; 5,0; 5,5; 6,0 мм.
Дюймовый набор состоит
из 16 шаблонов с числом
ниток на 1": 28, 20, 19, 18,
16, 14, 12, 11, 10, 9, 8, 7, 6,
5, 41/, и 4.
(фиг. 83) представляют собой
стальные пластинки, концы которых
очерчены по радиусу и служат
для определения радиусов закруглений или галтелей на изделиях.
Фиг. 83. Набор радиусных шаблонов.
Радиусные шаблоны комплектуются в три набора с радиусами:
1—6,5, 7—14,5 и 15—25 мм. Каждый набор состоит из 16 выпук-
лых и 16 вогнутых шаблонов. Способ проверки — на просвет.
ИЗМЕРЕНИЕ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ
Почти каждая изготовляемая деталь имеет отверстия. В зависи-
мости от назначения отверстия определяется точность его размера
по диаметру, отклонение от точной геометрической формы, чистота
поверхности, координаты расположения и т. д. Отверстия, пред-
назначенные для болтов, делаются с широким допуском на диаметр.
Точность геометрической формы их не имеет значения и не контро-
лируется. Для отверстий под цилиндрические штифты важны и точ-
ность по диаметру, и чистота поверхности. Еще большие требования
предъявляются к отверстиям в цилиндрах автомобильных или авиа-
94
ционных двигателей, где, кроме высокой точности по диаметру
и чистоте поверхности, строго ограничиваются конусность, эллип-
тичность, огранка, бочкообразность или корсетность и т. д.
Весьма высокие требования предъявляются к отверстиям в под-
шипниковых кольцах и местам посадки под них, а также меритель-
ным калибрам-кольцам, изготовляемым по 1-му классу точности.
Поэтому рассмотрение вопроса об измерении отверстий и опреде-
лении их взаимного расположения является очень важным разделом
техники измерения. Практически измерение отверстий является
иногда делом довольно сложным, требующим известного навыка
и сообразительности; в особенности это касается измерения взаим-
ного расположения группы отверстий высокой точности.
При контроле отверстий следует принимать во внимание ряд
факторов: диаметр, взаимное расположение, отклонения от геомет-
рической формы (конусность, овальность, огранка, бочкообразность,
корсетность), чистоту поверхности и т. д.
Диаметр отверстия, заданный чертежом, может быть проверен
посредством следующих инструментов: 1) циркуля нутромерного,
2) штангенциркуля (фиг. 13), 3) микрометра для внутренних измере-
ний (по фиг. 26), 4) микрометрического нутромера (штихмаса, по
фиг. 24), 5) калибра-пробки с проходной и непроходной сторонами
(фиг. 73), 6) нутромера индикаторного (фиг. 47).
Точность измерения диаметра отверстий посредством нутромер-
ного инструмента зависит в большой степени от квалификации
работника, снимающего размер. Инструмент должен точно устана-
вливаться при измерении, а затем фиксироваться в этом положении,
в особенности при переносе размера на микрометр.
Одним из наиболее распространенных инструментов для изме-
рения отверстий, благодаря своей дешевизне и удобству, является
обыкновенный нутромерный циркуль. При правильном применении
он дает достаточную в ряде случаев точность измерения (до
0,05 мм).
При измерении отверстия нутромерным циркулем следует держать
циркуль одной рукой вверху у пружины, в то же время пальцем
второй руки слегка прижимая наконечник одной ножки к стенке
отверстия, как показано на фиг. 84, а. После того как вращением
гайки расстояние между концами ножек циркуля отрегулировано
по диаметру отверстия, проверяют этот размер микрометром, как
показано на фиг. 84, б (пользуясь им как скобой).
При этом не следует держать циркуль так, как показано на
фиг. 84, в, ибо малейшее сжатие ножек изменяет величину раствора
циркуля.
Для определения положения центра отверстия относительно
какой-либо базы или нахождения взаимного положения центров двух
или более отверстий применяются следующие инструменты (в зави-
симости от требуемой точности измерения): 1) штангенциркуль с губ-
ками для внутренних измерений; 2) штангенциркуль и калибр-
пробка; 3) планка параллельная (по фиг. 5), калибр-пробка и микро-
метр; 4) плитки и калибры-пробки.
95
в).
Фиг. 84. Пользование
нутромерным циркулем:
а — измерение отверстия;
б — перенос размера с нут-
ромерного циркуля на мик-
рометр; в — неправильное
применение нутромерного
циркуля.
96
Если положение отверстия задано от плоскости (параллельной
оси отверстия), параллельная планка может быть прижата струб-
циной к плоскости, относительно которой задан размер; в отвер-
стие вставляется калибр-пробка (проходной стороной), после чего
размер может быть определен штангенциркулем или микрометром
(как показано на фиг. 85). Для определения точного размера остается
только вычесть размер, равный половине диаметра и толщину планки
из показания микрометра.
Тот же размер может быть получен набором мерительных плиток,
которые вставляются между калибром-пробкой и планкой. В этом
Фиг. 85. Определение микрометром положения
отверстия.
случае к полученному размеру следует прибавить размер, равный
половине диаметра пробки.
При измерении расстояния между осями двух отверстий следует
вставить в отверстия соответствующие калибры-пробки, а затем
измерить снаружи расстояние между пробками микрометром или
штангенциркулем (фиг. 86). Расстояние между осями будет равно
полученному размеру, за вычетом размера, равного полусумме
диаметров обеих пробок.
В случае применения набора плиток измерение следует произ-
водить определением расстояния между пробками изнутри. В этом
случае к полученному размеру следует прибавить размер, равный
полусумме измеренных диаметров обеих пробок.
Для повышения точности измерение следует производить как
можно ближе к плоскости изделия, в котором находятся отверстия,
так как в случае непараллельности осей отверстий результат изме-
рения будет неправильным тем больше, чем больше расстояние
от плоскости.
Пробки в отверстиях должны сидеть плотно. В противном случае
наличие зазора при нажиме со стороны губок измерительного инстру-
мента вызовет перекос пробок и, следовательно, неправильный
замер. Так, например, если пробка свободно сидит в отверстии,
.7 Смилянский 438 97
замер, полученный микрометром, будет меньше истинного, в то время
как земер, полученный набором плиток, будет слишком большим.
Вот почему в ответственных случаях необходимо производить замер
и снаружи и изнутри.
Пробка должна войти в отверстие достаточно глубоко (не менее
чем па величину диаметра), чтобы обеспечить совпадение осей пробки
и отверстия.
Фиг. 86. Измерение микрометром расстояния между
двумя отверстиями.
Если имеется возможность выбора, надо брать наименее изно-
шенные пробки для получения наиболее плотного сопряжения.
Перед измерением они должны быть проверены в отношении точ-
ности диаметра, отсутствия царапин и прилипших металлических
частиц, которые могут появиться, если калибр вставлялся с усилием
в сухое отверстие.
Вставлять калибр-пробку в отверстие следует осторожно, чтобы
кромки калибра не царапали стенки отверстия. Пробка должна
войти достаточно глубоко, чтобы обеспечить соосность с отверстием.
Хорошее сопряжение получается, если калибр входит в отверстие
с небольшим усилием, без заметных зазоров или люфтов. Если
пробка входит слишком туго, рекомендуется смазать ее жидким
маслом, чтобы избежать заедания или прилипания к стенкам
отверстия.
Заколачивать калибр-пробку в отверстие другими предметами
недопустимо, так как это может вызвать заедание и порчу калибра
и отверстия. Калибр-пробка должен вставляться в отверстие только
усилием руки.
ОТКЛОНЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАЛОВ И ОТВЕРСТИЙ)
ОТ ПРАВИЛЬНОЙ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ
При контроле диаметра вала или отверстия следует иметь в виду,
что в ответственных случаях определение диаметра должно произ-
водиться в нескольких точках, как в осевой, так и в диаметральной
98
Плоскостях, чтобы определить, являются ли вал или отверстие цилин-
дрическими или имеют отклонения от правильной цилиндрической
фоомы.
Наиболее частыми отклонениями являются:
а) отклонения контура поперечного сечения от окружности:
овальность и огранка;
Фиг. 87. Схемы отклонения цилиндрических поверхностей
от правильной цилиндрической формы:
а — овальность: б — огранка: в — конусность; г — бочкообразность;
д — вогнутость: (корсетность); е — изогнутость.
б) отклонения в плоскости, проходящей через ось цилиндра: конус-
ность, бочкообразность, вогнутость или корсетность, изогнутость.
Овальность определяется проверкой диаметра в нескольких точ-
ках в одном и том же поперечном сечении. Причиной овальности
большей частью является изношенность или зазоры в подшипниках
шпинделя станка, а также местные включения повышенной твер-
дости в материале изделия. Величина овальности определяется как
разность наибольшего и наименьшего диаметров, измеренных в одном
сечении: Д — D — d (фиг. 87, а).
7* 99
Огранка вызывается аналогичными причинами. В этом случае
контур сечения в плоскости, перпендикулярной к оси цилиндра,
представляет собой ряд сопряженных дуг с разными центрами.
Величиной огранки считается разность между диаметром описанной
окружности и расстоянием между касательными к поверхности
изделия: Д = D — d (фиг. 87, б).
К отклонениям в осевом сечении изделия относятся:
1. Конусность. У вала причиной конусности может быть
смещение или недостаточная жесткость одного из центров станка.
У отверстия она может появиться в результате затупления сверла,
пружинения расточной оправки или же по причине износа режущей
кромки расточного инструмента (фиг. 87, в). Определяется конус-
ность разностью диаметров в двух сечениях, перпендикулярных
„ . D—d
к оси, отнесенной к расстоянию между этими сечениями: Д — —у-
2. Бочкообразность. У вала она может появиться
в результате нежесткости обрабатываемого изделия, получающего
отклонения во время обработки в средней части. Определяется как
разность диаметров в среднем и крайнем сечениях плоскостями,
перпендикулярными к оси: Д = D —d (фиг. 87, г).
3. Вогнутость или корсетность. У отверстия она
вызывается в основном наличием более тонких стенок обрабатывае-
мого изделия по краям отверстия, что вызывает их деформацию под
нажимом инструмента (фиг. 87, д). Определяется как разность диа-
метров в крайнем и среднем сечениях плоскостями, перпендикуляр-
ными к оси: Д = D — d.
4. Изогнутость или криволинейность оси.
У вала причиной этого могут явиться местные включения повышен-
ной твердости, деформация оси изделия в результате термообработки
и т. п. Определяется как разность между максимальным (габарит-
ным) диаметром и диаметром в любой плоскости, перпендикулярной
к оси: Д = D — d (фиг. 87, е).
Перечисленные отклонения от правильной цилиндрической формы,
при отсутствии специальных указаний в чертежах, должны быть
ограничены полем допуска основного размера.
В тех случаях, когда эти отклонения должны быть еще более
ограничены, это должно быть оговорено специальными указаниями
или условными обозначениями на чертеже. Например, для поршне-
вых пальцев тракторных двигателей допуск диаметра составляет
15 мк, а конусность, овальность и огранка пальцев не должна пре-
вышать 4 мк каждая [1 ]. В точных ходовых винтах допуски на конус-
ность и овальность не превышают У3—допуска на диаметр.
Чистота поверхности в отверстиях зависит от технологии его
изготовления (развертывания, протягивания, растачивания, шли-
фования, притирки и хонингования) и определяется на глаз.
Технологическими являются отверстия, которые служат для
правильной обработки и измерения других отверстий или плоско-
стей. Положение и размер таких отверстий определяются при раз-
работке технологии обработки изделия и проставляются на чертеже
100
детали. В некоторых случаях изготовление технологических отвер-
стий является единственным средством, дающим возможность пра-
вильно установить изделие при обработке и затем проверить пра-
вильность размеров, которые при этом должны быть выдержаны.
В случае обработки плоскостей или отверстий, расположенных
под двумя или несколькими углами к базовой поверхности, опреде-
ление расположения технологических отверстий представляет извест-
ную сложность и должно быть тщательно продумано с точки зрения
удобства осуществления необходимых замеров.
ИЗМЕРЕНИЕ КОНУСНЫХ ОТВЕРСТИЙ
Размеры и угол конусного отверстия проверяются конусным
калибром-пробкой. Для этого на калибр наносится слой синьки;
этот слой должен быть весьма тонким, иначе результат будет неточным.
Вставленный в отверстие калибр поворачивается сначала направо,
потом налево, после чего его вынимают из отверстия и осматривают.
Если углы измеренного отверстия и калибра совпадают, краска
должна быть стерта равномерно по всей длине пробки. Если краска
стерлась только внизу пробки и осталась нетронутой вверху \ отвер-
стие имеет угол больший, чем требуется. Если же краска стерлась
в верхней части калибра и осталась нетронутой внизу, отверстие
имеет меньшую конусность, чем требуется. Размер отверстия мо-
жет быть проверен или конусным калибром-пробкой или посредством
стального шарика с выверкой положения шарика относительно верхней
плоскости изделия. При проверке размера конусного отверстия
посредством конусного калибра-пробки следует калибр и отвер-
стие тщательно очистить, лучше всего кусочком замши. Не следует
применять для этой цели концы или какую-либо ткань, так как они
могут оставить прилипшую ворсинку или нитку. После установки
калибра нижняя плоскость пробки должна быть заподлицо с дном
отверстия или же верхняя плоскость калибра должна быть на уровне
плоскости детали (если па чертеже нет других указаний).
Если конусное отверстие должно быть прошлифовано, остав-
ляется припуск на шлифование 0,2—0,6 мм.
Величина припуска определяется в зависимости от диаметра
отверстия, его длины, термообработки и т. д.
Дополнительные сведения об измерении конусов и конусных
отверстий приведены в главе IX.
ПРОВЕРКА ВЗАИМНОГО РАСПОЛОЖЕНИЯ ГРУППЫ ОТВЕРСТИЙ
При наличии в детали группы отверстий, положение которых
задано расстоянием от взаимно-перпендикулярных осей, контроль
можно производить двумя способами:
1. Изделие прижимают к угловой плите, а расположение отвер-
стий измеряют штангенрейсмасом с индикатором, сначала от одной
оси (например, от оси абсцисс), а затем, повернув на 90°, от другой
оси (оси ординат).
1 Предполагается, что калибр расположен рукояткой кверху.
101
2. Измерение производится посредством калибров-пробок и ми-
крометра или посредством тех же калибров и комплекта плиток \
В обоих случаях сначала изготовляется эскиз расположения
отверстий (фиг. 88), в который с чертежа обрабатываемой детали
заносятся размеры положения всех отверстий от осей координат.
Затем изготовляется второй эскиз (фиг. 89), в который из первого
эскиза переносятся уже размеры не от осей, а взаимные расстояния
отверстий друг от друга. При этом из первого эскиза (фиг. 88)
Фиг. 89. Эскиз взаимного
расположения отверстий.
Фиг. 88. Эскиз расположения
отверстий в системе координат.
используются те размеры, которые подчеркнуты короткой жирной
линией. Для отверстий Б и Г при этом способе диагональные раз-
меры необходимы, так как без них нельзя определить положение
этих отверстий. Но и для остальных отверстий такая дополнительная
проверка полезна, так как если отверстия, находящиеся на взаимно
перпендикулярных осях, имеют проверенные расстояния от центра
координат, то этим еще не определяется правильность их взаимного
расположения под прямым углом. Проверка межцентровых расстоя-
ний между соседними отверстиями позволяет решить и вопрос
о взаимной перпендикулярности осей. Так, пап имер, для отвер-
стия Е, помимо размера ОЕ, придется еще проверить размеры АЕ
и ЕД, которые определяются решением прямоугольных треуголь-
ников. Таким образом, появляются дополнительные размеры, от 1
до 8, которыми все отверстия связаны друг с другом не только
по осям координат, по и по диагоналям. При этом из треуголь-
ника АБС определяется гипотенуза А Б, из треугольника Б ВТ —•
гипотенуза БВ и т. д.
Следует иметь в виду, что в случае наличия допусков на катеты
прямоугольного треугольника допуск на гипотенузу определяется
как квадратный корень из суммы квадратов сторон треугольника,
сначала с минимальными допусками (положим, минусовыми), а затем
с максимальными допусками (плюсовыми). Разность между вторым
1 Применяется в более ответственных случаях,
Ю2
Фиг. 90. Треугольник
допусков.
и первым результатом и дает предельный размер допуска (или так
называемое поле допуска) для гипотенузы. Если отклонения не выхо-
дят из поля допуска, значит, положение отверстий правильное.
Этот способ, однако, довольно сложен.
Проще определить величину допуска для гипотенузы построе-
нием так называемого треугольника допусков. Для этого строят
треугольник со сторонами а, Ьис. У одной из вершин строят вспо-
могательный маленький треугольник со сторонами и
соответствующими (в каком-либо масштабе) величинам допусков
на размеры основных сторон (фиг. 90); так как эти треугольники
подобны, зная допуск одной какой-либо стороны треугольника,
можно определить допуск любой другой стороны. Если, например,
известен допуск стороны а, то из уравнения
а _ %а_ / /
с Sc
можно определить допуск гипотенузы с:
ьс = — •
с а
Аналогично этому, зная допуск 3 гипотену-
зы с (случай, наиболее часто встречающийся
на практике при определении координат рас-
положения осей сцепляющихся зубчатых ко-
лес), можно определить допуск или
ъ ___________________ ^>са .
а с *
»„ = —•
° с
При решении прямоугольных треугольников и определении
гипотенуз следует окончательный результат брать с таким же числом
знаков, как и заданные координатные размеры х.
Можно вместо центрального отверстия взять для расчета какое-
либо из периферийных отверстий, но всегда необходимо определить
положение каждого отверстия в зависимости, по крайней мере, от двух
других отверстий. Применяя калибры-пробки, можно взаимное
расположение отверстий определить с точностью, вполне достаточной
для самых ответственных случаев.
УПРАЖНЕНИЯ
1. Проверка внутренних диаметров отверстий посредством
нутромерного циркуля и микрометра
Назначение: развитие необходимых навыков в измерении внут-
ренних диаметров с помощью нутромерного циркуля и перевода
размеров на микрометр.
1 Рекомендуется в этом случае применять таблицы Барлоу для подсчета квад-
ратов, кубов, квадратных и кубических корней для чисел до 12 500.
103
—-------@-------------
Фиг. 91. Втулка (объект измерения).
Объект измерения —втулка по фиг. 91.
Необходимый инструмент: 1) циркуль нутромерный; 2) ли-
нейка стальная длиной 150—200 мм; 3) микрометры с пре-
делами измерений 0 — 25 и 25—50 мм;
Содержание упражнения
1. Проверить мерительные нако-
нечники нутромера — они должны
быть сферическими (шаровидными).
2. Проверить размер 1 нутромер-
ным циркулем. Необходимо при этом
избегать нажима для предотвраще-
ния пружинения ножек циркуля.
3. Измерить раствор ножек мик-
рометром и записать размер.
2. Измерение расстояния между двумя отверстиями
Объект измерения —плита для кондукторных втулок (фиг. 92).
Необходимый инструмент: 1) микрометры, соответствующие про-
веряемым размерам; 2) калибры-пробки, соответствующие диамет-
рам отверстий.
Фиг. 92. Плита для кондукторных втулок.
Содержание упражнения
1. Проверить размеры пробок.
2. Вставить пробки в отверстия для проверки размера 1.
3. Определить расстояние между пробками снаружи. Измерение
произвести микрометром как можно ближе к плоскости изделия.
4. Вычесть полусумму диаметров обеих пробок из величины
показания микрометра. Сравнить полученный результат с разме-
ром 1 (на чертеже).
5. Определить еще раз тот же размер снаружи пробок, но изме-
рение произвести у верхушки пробок. Если существует разница
Ю4
в обоих показаниях, значит, отверстия между собой не параллельны.
Эта погрешность не должна выходить за пределы допуска.
6. Проверить точно так же остальные размеры между центрами
отверстий.
7. Записать все показания и свести их в таблицу.
3. Проверка расстояния между центрами двух отверстий (аналогично
упражнению 2, но другим мерительным инструментом)
Объект измерений — та же плита, что и в предыдущем упраж-
нении (фиг. 92).
Необходимый инструмент: 1) набор плиток; 2) микрометры
соответствующие проверяемым размерам; 3) калибры-пробки, соот-
ветствующие размерам отверстий.
Содержание упражнения
1. Проверить размеры пробок.
2. Вставить пробки в отверстия для проверки размера /.
3. Составить блок концевых мер (плиток), соответствующий
по размеру внутреннему расстоянию между пробками.
4. Попробовать, входит ли блок плиток между пробками. Если
блок входит свободно или, наоборот, слишком туго, заменить неко-
торые плитки блока так, чтобы блок входил между пробками доста-
точно плотно.
5. Прибавить к полученному размеру полусумму диаметров
и сравнить полученный результат с размером 1 на чертеже.
6. Проверить остальные размеры между центрами отверстий
посредством плиток.
4. Проверка расстояний между центрами отверстий, расположенных
на одной окружности
Объект измерения —деталь—диск с шестью отверстиями
(фиг. 93).
Необходимый инструмент: 1) микрометры с пределами изме-
рений 25—50 и 50—75 мм\ 2) калибры-пробки диаметром
13 мм — 2 шт. и диаметром 8 мм — 1 шт.
Содержание упражнения
1. Сделать эскиз детали на отдельном листе по схеме на фиг. 94.
Использовать этот эскиз при расчете размеров по хорде. При выпол-
нении эскиза: а) показать все отверстия и углы между ними; б) про-
вести хорду от центра каждого отверстия до центра соседнего ли-
ниями А Б, БВ, В Г и т. д.; в) начертить биссектрисы каждого
из углов (на фиг. 94, например, показана линия ОК). Биссектриса,
делящая угол пополам, делит пополам и хорду, образуя с ней прямой
угол.
2. Рассчитать длину каждой из хорд.
Пример. Для определения длины хорды рассмотрим треуголь-
ник АО К’, в нем
' " - АК — АО sin
105
где а — центральный угол между отверстиями А и Б. Так как вся
хорда равна 2Л/(, можно написать уравнение:
АБ = 2АО sin
отверстий на одной окружности.
подставляя значения для
АО — -у- = 45 мм и а = 50°,
X I /
где D — диаметр окружности расположения отверстий, получим
АБ = 2-45 sin 25° = 90-0,42262 = 38,036 мм.
3. Этот размер поместить над хордой А Б на эскизе.
Фиг. 94. Схема расчета расстояний
между центрами отверстий, располо-
женных согласно фиг. 93.
4. Проверить расстояния от
центра всех отверстий, пользуясь
технологическим отверстием 0 8А.
Записать полученные величины
центровых расстояний О А, ОБ,
ОВ и т. д.
5. Измерить расстояния отвер-
стия А от соседних отверстий
Е и Б.
6. По формуле D sin -^-опре-
делить размеры остальных хорд
и написать их на эскизе.
7. Измерить взаимное распо-
ложение каждого из остальных
отверстий по отношению к сосед-
ним и записать данные на эскизе.
106
Примечание. В более сложных случаях расположения отверстий расчет
в цеховых условиях затруднителен и должен быть выполнен в конструкторском
или технологическом бюро с последующей графической проверкой в увеличенном
масштабе.
5. Проверка расположения отверстий посредством
штангенрейсмаса с индикатором
Фиг. 95. Деталь для измерения штангенрейс-
масом расположения отверстий от базовой
плоскости.
Объект измерения —деталь с размерами А, Б, В, Г, Д, Е, Ж
(фиг. 95).
Необходимый инструмент: 1) плита поверочная; 2) угловая плита;
3) штангенрейсмас; 4) индикатор типа ИР; 5) щуп; 6) две струб-
цины; 7) параллельная планка размером 25 X 50 X 250 мм; 8) брон-
зовый молоток.
Содержание упражнения
1. Очистить поверочную
плиту от пыли и проверить,
нет ли царапин, забоин и т. д.
2. Сделать то же с угло-
вой плитой.
3. Поставить угловую
плиту на поверочную.
4. Проверить чистоту по-
верхности параллельной
планки и отсутствие конус-
ности (проверка делается
микронным индикатором).
5. Параллельную планку
положить на поверочную
плиту и придвинуть вплот-
ную к угловой плите.
6. Поставить измеряемую
деталь на планку (чтобы
приподнять деталь и сделать
более удобным обмер штан-
генрейсмасом) и прижать
деталь вместе с планкой к
угловой плите струбцинами.
7. Проверить перпендикулярность измеряемой детали к планке
(или, что то же, к поверочной плите). Для этого: а) попробовать
переместить планку в иное положение относительно детали; б) вста-
вить щуп между нижним торцом детали и планкой; попробовать
это сделать с обоих углов; в) осадить деталь слегка бронзовым мо-
лотком, пока она не сядет на планку всеми точками.
8. Установить индикатор на подвижную губку штангенрейсмаса.
9. Ослабить оба винта на хомутике и на рамке.
10. Опустить подвижную губку с хомутиком, пока наконечник
индикатора почти коснется планки (нижняя база измерения).
И. Зажать винт хомутика.
12. Микрометрическим винтом опустить подвижную губку на
0,02—0,03 мм, а затем установить циферблат на нуль.
IQ7
13. Зажать винт подвижной губки (рамки).
14. Взять отсчет по нониусу и записать его.
15. Ослабить все винты и поднять подвижную губку с инди-
катором так, чтобы наконечник индикатора находился чуть выше
нижней кромки отверстия (\.
16. Зажав випт хомутика, опустить микрометрическим винтом
рамку с подвижной губкой, пока наконечник индикатора не коснется
нижней кромки отверстия, а стрелка не станет опять на нуль. При
этом, передвигая штангенрейсмас то вправо, то влево, стараться
нащупать наиболее низкую точку отверстия.
17. Взять отсчет по нониусу, затем прибавить половину диа-
метра отверстия к этому отсчету. Полученный размер показывает
положение центровой линии отверстия.
18. Вычесть размер, полученный в п. 14, из размера, получен-
ного в п. 17. Сравнить полученный результат с размером А на рабо-
чем чертеже.
19. Освободив винты, поднять подвижную губку так, чтобы
наконечник индикатора мог коснуться нижней кромки отверстия 02
и чтобы стрелка индикатора опять стояла на нуле.
20. Так же, как и ранее, взять показания по шкале, а затем
прибавить к отсчету размер, равный половине диаметра отверстия.
21. Вычесть размер, полученный в п. 14, из размера, полу-
ченного в п. 20. Остаток должен равняться размеру Б.
22. Найти тем же способом размеры В, Г, Д и Е и записать их.
6. Измерение расстояния между центрами отверстий посредством
штангенрейсмаса с индикатором
Объект измерения —деталь по фиг. 96.
Необходимый инструмент: 1) плита поверочная; 2) плита короб-
чатая по фиг. 4; 3) штангенрейсмас; 4) индикатор типа ИР; 5) ка-
либры-пробки, соответствующие размерам отверстий.
Содержание упражнения
1. Очистить поверочную плиту от пыли, проверить, нет ли
забоин, царапин и т. д.
2. Очистить и проверить коробчатую плиту.
3. Поставить коробчатую плиту на поверочную плиту.
4. Поставить деталь плоскостью А на коробчатую плиту.
5. Установить индикатор на подвижную губку штангенрейсмаса.
6. Освободить зажимные винты на подвижной губке (рамке)
и хомутике микровинта штангенрейсмаса.
7. Опускать подвижную губку штангенрейсмаса до тех пор,
пока контактная точка индикатора не коснется верхней плоскости
детали.
8. Зажать хомутик мйкровинта зажимным винтом и вращать
винт микрометрической подачи до тех пор, пока стрелка не сдви-
нется с места и пройдет два-три деления. После этого поставить
циферблат индикатора на нуль.
9. Зажать винтом подвижную губку (рамку) в данном положении.
108
Если при зажиме стрелка индикатора отклоняется, нужно поло-
жение циферблата исправить так, чтобы он показывал нуль после
зажима подвижной губки.
10. Проверить параллельность верхней плоскости детали опорной
плоскости А. Проверить, имеются ли отклонения стрелки при пере-
мещении индикатора по верхней плоскости.
11. Снять отсчет показания штангенрейсмаса и записать его.
12. Вставить калибр-пробку в большее отверстие изделия (обо-
значенное цифрой 7).
Фиг. 96. Деталь для измерения расстояний между
центрами отверстий штангенрейсмасом с индикатором.
13. Освободить зажимные винты и опустить подвижную губку,
до соприкосновения наконечника индикатора с пробкой.
14. Зажать винт хомутика и начать вращение винта микрометри-
ческой подачи, пока стрелка индикатора не будет показывать нуль
на высшей точке пробки.
15. Зажать подвижную губку (рамку).
16. Снять отсчет показаний штангенрейсмаса, затем вычесть
размер, равный половине диаметра пробки; этот результат вычесть
из показания по и. 11. Остаток должен дать размер 1.
17. Таким же способом определить размеры 2 и 3.
18. Поставить деталь на плоскость Б.
19. Проверить остальные размеры (4, 5 и 6).
7. Проверка расположения группы отверстий (первый вариант)
Объект измерения —плита кондукторная (фиг. 97).
Необходимый инструмент: 1) плита поверочная; 2) плита угло-
вая; 3) штапгепрейсмас; 4) индикатор типа ИР; 5) калибры-пробки
по размеру отверстий; 6) две струбцины.
Содержание упражения
1. Составить эскиз, как на фиг. 88, для использования при
контроле размеров.
2. Очистить и проверить поверхность поверочной плиты.
109
3, Проверить поверхность угловой плиты и установить ее на пойё3
рочную плиту.
4. Прикрепить деталь струбцинами к угловой плите таким обра-
зом, чтобы центровая линия, т. е. линия, соединяющая центры отвер-
стий А и Д была параллельна плоскости поверочной плиты; распо-
ложение струбцин должно быть таким, чтобы угольник можно было
повернуть на 90°.
5. Установить индикатор на подвижную губку штангенрейсмаса.
6. Проверить, является ли центровая линия отверстий А и Д
параллельной плоскости поверочной плиты, коснувшись наконеч-
Фиг. 97. Кондукторная плита для измерения
расстояний между отверстиями.
ником индикатора самых
низких точек отверстий А
и Д. При этом, если диа-
метры отверстий равны,
штангенрейсмас должен
показывать одинаковый
размер при касании нако-
нечником индикатора ниж-
них точек обоих отверстий.
Если диаметры отвер-
стий не равны, показание
штангенрейсмаса в ниж-
нем положении меньшего
отверстия должно быть
больше, чем показание в
нижней точке большего
отверстия. Разница пока-
заний равна величине по-
луразности большего и
Желательно перед окончательным
меньшего диаметров.
закреплением детали дать
опытному контролеру проверить правильность установки.
I 7. Определить положение центра отверстия О. Установить штан-
генрейсмас с индикатором на нижнюю точку отверстия О. Снять
показание штангенрейсмаса и прибавить размер, равный половине диа-
метра отверстия. Полученный результат есть величина, определяющая
положение центровой линии детали; от этой линии будут опреде-
ляться положения всех остальных отверстий (в вертикальном напра-
влении), или так называемые вертикальные координаты отверстий.
8. Окончательно проверить положение нижних точек отвер-
стий А и Д и к каждому размеру прибавить размер, равный поло-
вине диаметра соответствующего отверстия. Полученные значения
должны равняться величине, полученной в п. 7. Если положение
отверстий А и Д по вертикали не равны в точности положению
отверстия О, эти три точки не находятся на одной прямой. Ответы
записать на эскизе.
9. Установить наконечник индикатора в нижнюю точку отвер-
стия Б. Снять показание штангенрейсмаса и прибавить к нему
размер, равный половине диаметра отверстия.
110
10. Вычесть результат отсчета по п. 7 от результата отсчета
по п. 9. Результат должен равняться 25 + 0,05 мм.
11. Таким же способом проверить центровое расстояние (верти-
кальные координаты) остальных отверстий.
12. Повернуть угольник с прижатой к нему деталью на 90° так,
чтобы осевая линия отверстий А и Д была перпендикулярна пло-
скости поверочной плиты;
13. Поставить индикатор в нижнюю точку отверстия О. Снять
показания штангенрейсмаса и прибавить к нему размер, равный
половине диаметра отверстия.
В результате получим положение осевой линии детали, от
которой будут отсчитываться положения остальных отверстий (или
горизонтальные координаты).
14. Таким же способом, как в п. 11, проверить положение осталь-
ных отверстий.
8. Проверка расположения группы отверстий (второй вариант)
(применяется при более точных подсчетах)
1. Сделать эскиз (фиг. 89) по фиг. 88.
2. Определить размеры от 1 до 8.
Для этого следует произвести расчеты прямоугольных треуголь-
ников: АОЕ, АБС и т. д. на фиг. 89. В треугольнике АОЕ сторона АО
равна 40 ± 0,02 мм\ сторона ОЕ равна 27 + 0,02 мм. Зная два катета
треугольника, можно определить гипотенузу 1 как корень квад-
ратный из суммы квадратов катетов (расчет допусков указан
ранее).
В треугольнике А БС сторона БС равна 25±0,05л!уИ, а сторона АС
равна 40—28,3 = 11,7 мм (допуски следует взять равными ±0,01 мм,
примерно пропорционально размерности этой стороны треугольника).
Определить гипотенузу и этого треугольника, соответствующую
размеру 2. Таким же способом определить и остальные размеры
от 3 до 8.
3. Все определенные расчетом (и желательно проверенные гра-
фически) размеры, а также взятые из основного чертежа записать
во второй эскиз. Эти размеры нужны для контроля расположения
отверстий.
4. Вставить калибры-пробки в отверстия А и О; измерить рас-
стояние между центрами отверстий и записать их на эскизе под раз-
мерами, полученными расчетным путем (желательно карандашом
другого цвета).
5. Вставить пробки в отверстия А, Б, и О. Проверить расстоя-
ния А Б и БО. Записать ответ.
6. Поместив пробки в отверстия Б, В и О, определить расстояния
БВ и ВО. Записать ответы.
7. Аналогичным образом проверить расположение остальных
отверстий.
Ill
9. Проверка цилиндрических поверхностей на биение
Объект измерения — калибр-пробка по фиг. 98.
Необходимый инструмент: 1) верстачные центры; 2) индикатор
часового типа; 3) штангенрейсмас с зажимом для индикатора.
Содержание упражнения
1. Очистить центровые отверстия изделия, а также верстачные
центры.
2. Установить изделие на центры.
Фиг. 98. Калибр-пробка для проверки на биение.
3. Установить штангенрейсмас с индикатором на плитку вер-
стачных центров.
4. Установить наконечник индикатора на высшую точку цилин-
дрической ступени диаметром 7 и установить циферблат индикатора
на пуль.
5. Вращая деталь от руки, вести наблюдение за отклонением
стрелки индикатора и записывать его величину при повороте
на 90, 180 и 270°. \
6. То же проделать в отношении ступени диаметром 4.
7. Установив наконечник индикатора на торце Л, а затем на
торце Б, проверить биение и записать величину отклонений.
8. Проверить остальные размеры.
9. Сравнить полученные отклонения с допусками на чертеже
и сделать заключение о годности детали.
Глава IX
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
ОБЩИЕ СВЕДЕНИЯ
Измерение углов и конусов деталей производится значительно
реже, чем измерение линейных размеров. Поэтому средства изме-
рения углов менее распространены, чем средства для определения
линейных размеров. Однако конструкции инструмента и приборов
для угловых измерений сложнее и требуют от контролера более
высокой квалификации.
Большей частью при измерении углов результат получается
непосредственно в дуговой мере (гониометрический метод). В неко-
торых случаях измерение углов заменяется измерением линейных
отклонений (тригонометрический метод). Например, неперпендику-
лярность сторон угольников по ГОСТ 3749-47 дается в микронах
на длину стороны угольника.
В клиньях и конусах часто вместо угла дается уклон или конус-
ность; например, уклон клина 1 : 20 — означает, что толщина раз-
ных концов клипа отличается на единицу при расстоянии между
измеряемыми точками в 20 каких-то единиц. Неперпендикулярность
торца валика к его оси часто определяется по биению торца, изме-
ряемому индикатором и отнесенному к радиусу расположения
индикатора относительно оси детали. Измерение углов посредством
синусной линейки также сводится к замеру линейной величины
отклонения по вертикали одного конца линейки относительно дру-
гого при определенной базе (расстоянии между роликами).
В настоящей главе рассматриваются следующие средства изме-
рения углов: угольники, угломеры, синусные линейки, угловые
плитки, уровни.
УГОЛЬНИКИ
Угольники 90° (по ГОСТ 3749-47) бывают шести типов.
В зависимости от типа угольники изготовляются разных классов
точности в пределах 0, 1, 2 и 3-го классов точности (табл. 18).
Применяемые классы точности для каждого из типов угольников
приведены в той же таблице.
8 Смилянский 438 ИЗ
Таблица 18
Типы угольников для проверки и разметки прямых углов (по ГОСТ 3749—47)
Наименова- ния уголь- н ЯКОВ № типов угольников Эскизы Классы точности Размерь Н в I сторон В мм
• Угольник плоский лекальный I 0 И 1 1 (50) (32)
1 а /? 63 (80) 100 (125) 160 (200) 40 (5Ф_ 63 («0) 100 (125)
— В—-
Угольник лекальный с широким основанием II з: зк 1 \ . —J 1 / у \ У \ Л t 1 0 и 1 63 (80) 100 40 (50) 63
(125) (80)
160 (200) 100 (125)
—я — 7 / Т7 250 (315) 160 (200)
Угольник цилиндри- ческий III Iе-; г1 т -V X W 1 --4-Ц Я 1 да, -в—“ 0 и 1 (125) (80)
160 (200) 250 315 90 (100) по 125
Угольник цельный лекальный IV Чр < 2; <х Ни — nVVVV4A^- Ж'Х'Х‘ XXX/C’QOQQ - 8 0 и 1 63 (80) 40 (50)
100 63
114
Продолжение табл. 18
8*
115
Назначение этих угольников — проверка и разметка прямых
углов, проверка перпендикулярности поверхностей деталей при
монтаже и сборке, проверка точности станков и т. д. Угольники
изготовляются из инструментальных легированных сталей марокХГ
и X, инструментальной углеродистой стали марки У8, конструкцион-
ной углеродистой стали марки 50 и цементуемых углеродистых ста-
лей марок 10, 15 и 20.
При этом угольники 0-го класса точности
только закаленными, угольники других
изготовляются
классов точности —
закаленными и сырыми.
Предельные погрешности стальных угольников приведены в
ГОСТ 3749-47.
Фиг. 100. Проверка прямых углов методом
трех угольников.
Фиг. 99. Плиты угловые
поверочные.
Обычно при пользовании угольниками просвет между стороной
угольника и проверяемой плоскостью изделия оценивается на глаз
и реже — с помощью щупа.
В практике работы на поверочной плите большое распростра-
нение имеют угловые поверочные плиты (фиг. 99), изготовленные
из чугуна, с двумя шабренными плоскостями, расположенными
под углом 90°.
По технологии изготовления угловые плиты имеют много
общего с поверочными (контрольными) плитами. Угловые плиты
применяются для крепления обрабатываемой детали в положение
для контроля.
Аналогично проверке плоскостности поверочных плит методом
трех плит, проверка прямых углов может производиться методом
трех угольников (фиг. 100). Сущность этого метода заключается
в том, что при доводке угольники сличаются друг с другом попарно,
посредством наблюдения просвета между их длинными сторо-
нами.
Доводка прекращается при отсутствии просвета в любом сочетании
угольников. Поскольку предел видимости просвета приблизительно
равен шести микронам, этот способ является пригодным для полу-
чения точных образцовых угольников не только для контроля
в цеховых условиях, но и для центральных измерительных лабора-
торий.
116
УГЛОМЕРЫ С НОНИУСОМ
Для точных измерений углов наиболее удобным средством
являются универсальные угломеры типа УГ с нониусом
(по ГОСТ 5378-50).
Угломер мод. УГ-1 конструкции завода «Красный инструмен-
тальщик». Угломер мод УГ-1 (фиг. 101) обеспечивает измерение
наружных углов в интервале 0—180°. Он состоит из полукруглого
основания 1 с градусной шкалой, скрепленного с линейкой 2. По-
Фиг. 101. Универсальный угломер конструкции завода
«Красный инструментальщик», мод. УГ-1.
движная линейка 3 вращается на оси 5 вместе с сектором 6, на кото-
ром закреплен нониус 8. Микрометрическая подача линейки 3 с сек-
тором 6 осуществляется гайкой 9, после чего линейка закрепляется
стопором 7. Измерение в интервале 0—90° производится при уста-
новленном угольнике 4, а свыше 90° — без угольника. Величина
отсчета по нониусу составляет 2' (две минуты). На фиг. 102 пока-
заны примеры применения универсального угломера мод. УГ-1.
У гломер универсальный мод. У Г-2 конструкции Семенова. Угло-
мер мод. УГ-2 (фиг. 103) дает возможность измерения наружных
углов в пределах 0—320° и внутрешшх углов в интервале 40—180°.
Он состоит из основания /, па "котором закреплена линейка 2. Сек-
тор 3 с нониусом 8 имеет вращательное перемещение на основании 1.
Микрометрическая подача сектора 3 производится винтом 9, после
чего закрепляется стопором 4. К сектору 3 державкой 7 крепится
угольник 5. К нему такой же державкой можно прикрепить съемную
линейку 6.
117
Фиг. 103. Универсальный угломер конструкции Семенова,
мед. УГ-2.
1 18
Применяя угольник и линейку в разных комбинациях, можно
измерять наружные и внутренние углы в указанных выше пределах.
На фиг. 104 показаны различные комбинации использования
универсального угломера мод. У Г-2, с помощью которых достигается
Фиг. 104. Схемы измерения углов с помощью универсального
угломера мод. УГ-2.
измерение углов в интервале 0—320°, хотя шкала основания имеет
всего 130 делений.
Величина отсчета по нониусу составляет 2 минуты.
Способ отсчета показаний по угломеру с нониусом
На фиг. 105 показаны две шкалы: неподвижная шкала угломера
и подвижная нониусная шкала. На нониусной шкале сектора нане-
сены 30 делений, причем эти 30 делений в угловом измерении соот-
10 ' 7 J° ао
О 1 I /
Фиг. 105. Схемы отсчета углов по шкалам угломера с нониусом.
ветствуют 29° шкалы угломера (фиг. 105, а). Следовательно, каждое
деление нониуса составляет 29/30 градуса, т. е. каждое деление
нониуса короче одного деления основной шкалы на 1/30 или 2/60 гра-
дуса, т. е. на 2 минуты. Это и есть величина отсчета по данному
119
нониусу. Поэтому для определения, какое число минут требуется
добавить к целому числу градусов, помещающемуся между нулевой
риской нониуса и нулевой риской основной шкалы, нужно заметить,
которое по счету деление нониуса совпадает с делением основной
(градусной) шкалы, и номер деления помножить па 2 минуты. Для
облегчения отсчета нанесенная на шкале нониуса нумерация яв-
ляется порядковым номером деления, помноженным на 2, что дает
сразу добавочное число минут сверх целого числа градусов.
Пример. В положении нониусной шкалы на фиг. 105, б между
нулем нониусной шкалы и нулем основной шкалы помещается целое
число градусов (28°) и еще небольшая угловая величина. Для опре-
деления этой величины находим риску нониуса, которая по счету
совпадает с риской основной шкалы. Это девятая риска шкалы
нониуса, соответствующая числу 18. Следовательно, полная вели-
чина искомого угла равна 28°18'.
МЕРЫ УГЛОВЫЕ (ПЛИТКИ)
Образцовыми мерами жесткого (нерегулируемого) типа являются
угловые плитки, представляющие собой пластинки толщиной 5 мм
из стали марок ХГ или X со сторонами, образующими определенный
угол. Благодаря высокой точ-
ности эти плитки применяются
для проверки (или установки)
Фиг. 106. Плитки
угловые конструкции
завода «Калибр».
Фиг. 107. Принадлежности для
соединения угловых плиток в блоке.
универсальных угломеров, проверки*"углов в угловых шаблонах и
(значительно реже) для проверки изделий непосредственно (фиг. 106).
Наборы угловых плиток состоят из 19, 36 и 94 шт. Для углов
от 10 до 79° применяются плитки треугольной формы с одним рабо-
чим углом, для углов от 80 до 100° — четырехугольной формы
с четырьмя рабочими углами. Составляя блок плиток, можно изме-
120
рять углы от 10 до 350°. При этом наибольшее количество плиток,
которое может потребоваться в блоке из набора в 36 шт.— пять
плиток, а при наборе из 94 шт. — три плитки. Выпускаются также
наборы плиток с часто встречающимися на
15, 30, 45, 55 и 60°.
Для более удобного соединения плиток
в блоки служат специальные державки, а также
лекальная линейка (фиг. 107, а — в), входящие
в комплект принадлежностей к угловым плит-
кам.
Угловые плитки выпускаются двух классов
точности: 1-го и 2-го. Погрешности угловых
плиток (по ГОСТ 2875-45) по 1-му классу
+ Ю", по 2-му классу +30". Отклонения от
плоскостности сторон угла не должны превы-
шать 0,3 мк.
практике углами:
Фиг. 108. Схема пре-
дельной проверки
углов угловыми плит-
ками.
Проверка углов угловыми плитками производится на просвет.
В некоторых случаях угловыми плитками можно пользоваться и для
предельной проверки углов, подобно проверке отверстия предель-
ными калибрами, в зависимости от расположения просвета (фиг. 108).
При надлежащей квалификации
контролера погрешность измерения
плитками не превышает 15".
УРОВНИ
Уровни служат для определения
отклонения обрабатываемых поверх-
ностей, главным образом, от гори-
зонтального положения. На фиг. 109
показан рамный уровень завода
«Калибр» (по ГОСТ 3053-45), позво-
ляющий контролировать установку
поверхностей как в горизонтальном,
Фиг. 109. Уровень рамный кон- так и в вертикальном положении,
струкции завода «Калибр». ПрИ монтаже, а также при проверке
точности станков и других видов
оборудования. На фиг. НО показан слесарный уровень, пригодный
для контроля только горизонтального расположения поверхностей.
Основной частью всякого уровня является . вмонтированная
в корпус ампула, заполненная жидкостью с пузырьком воздуха.
В уровне рамном имеется еще установочная (поперечная) ампула.
Все стороны корпуса рамного уровня выполнены точно под углом 9+
друг к другу. На рабочих поверхностях (верхней и нижней) рамных
уровней имеются призматические выемки, позволяющие устанавли-
вать их на цилиндрических поверхностях (на шейках валов и тому
подобных деталях).
По точности рамные и слесарные уровни разделяются на четыре
группы, приведенные в табл. 19.
121
Группа точности уровней
Таблица 19
Группа точности I п ш IVх
Цена деления основной ампулы в мм на 1 м . . То же в угловой мере . . 0,02—0,05 4"—10" 0,06—0.10 12"—20" 0,12-0,2 24"—40" 0,25—0,3 50"—1'
Помимо уровней слесарных с жестко фиксированной ампулой,
изготовляются также уровни микрометрические, с ценой деления
0,1 мм на 1 м. Эти уровни применяются для измерения уклонов
Фиг. 110. Уровень слесарный.
плоских и цилиндрических поверхностей путем определения вели-
чины подъема в миллиметрах на 1 м. Предел измерения уклонов
этими уровнями 30 мм на 1 м.
Фнг. 111. Перемещение
пузырька уровня
на длину L.
Рассмотрим устройство ампулы /, закреп-
ленной в корпусе 2 (см. фиг. 109). Она пред-
ставляет собой стеклянную трубку, заполнен-
ную эфиром или спиртом с таким расчетом,
чтобы внутри трубки остался пузырек воздуха.
Благодаря тому, что трубка имеет форму дуги
определенного радиуса, пузырек всегда стре-
мится занять наивысшее положение. Если пу-
зырек переместится на длину L (фиг. 111),
то очевидно, что L = Rq (где ср— в радианах)
или L = R, где R — в мм, а число
206 265 — число секунд в 1 радиане
/ 360° \
(т. е. угле, равном —Q— 1.
Цена деления уровня — это угол, на который нужно наклонить
уровень, чтобы пузырек переместился на одно деление. Уровни
рамные обычно изготовляют с ценой деления от 4" до Г, а слесар-
ные— от 4 до 1'40". Расстояние между штрихами принимается
обычно равным 2 мм. Если взять минимальную цену деления 4", полу-
чим для R значение
122
Уровни рамные изготовляются с корпусом размером 200 X 200
и 300 X 300 мм. Слесарные уровни изготовляются с корпусом дли-
ной 200 и 300 мм.
Общим недостатком уровней является малый предел измерений,
поскольку максимальное отклонение не превышает + 16' (кроме
микрометрических, пригодных для измерения отклонений до +Г45').
ЛИНЕИКА СИНУСНАЯ
Линейка синусная применяется для точного измерения углов
или для установки детали под заданным углом в пределах неболь-
ших отклонений (угловых допусков). Она состоит из стальной зака-
ленной планки с точно отшлифованными плоскостями, к которой
Фиг. 112. Схема установки синусной линейки.
крепятся два закаленных шлифованных ролика. Эти ролики должны
иметь совершенно одинаковый диаметр, а расстояние между ними
должно иметь удобную для подсчетов величину (обычно 100 или
200 мм), выдержанную с большой точностью. Оси роликов должны
быть параллельны измерительной поверхности планки.
При контроле синусная линейка устанавливается па заданный
угол на поверочной плите с помощью концевых мер (плиток, фиг. 112).
Зависимость между углом а установки линейки, расстоянием L
между осями роликов и размером Н блока плиток выражается фор-
мулой И = Asin а, где синус угла определяется по таблицам нату-
ральных тригонометрических функций. Синусные линейки могут
иметь, в зависимости от деталей, которые с их помощью проверяются,
разные габаритные размеры. Как размер L, так и ширина линейки
могут меняться в широких пределах. Естественно, чем больше
размер А, тем выше точность углового размера, определяемого
линейкой, при тех же допусках на диаметр роликов и на расстояние
между ними. Следует иметь в виду, что чем меньше угол, тем погреш-
ности размера А сказываются меньше. Вот почему следует избегать
установки синусной линейки под углом больше 45° *.
* Согласно ГОСТ 4046-48, должна обеспечиваться возможность установки
синусных линеек на любой угол в пределах от 0 до 80°.
123
Согласно ГОСТ 4046-48, линейки синусные делятся на узкие
(шириной 25 и 50 мм) и широкие (шириной 100 и 150 мм).
Погрешности рабочих элементов линеек не должны выходить
за пределы, указанные в табл. 20.
Таблица 20
Погрешности линеек синусных в мк
Наименование отклонений При расстоянии между роликами L
100 мм 200 мм
Предельные отклонения расстояния между осями ' \ /
роликов: линейки широкие ±3 ±5
» узкие ±2 ±3
Предельные отклонения от параллельности осей ро- ликов на длине ролика: линейки широкие 3 5
„ узкие /. . 1 2
Предельная разность диаметров парных роликов . . 3 3
Предельные отклонения от правильной геометриче- ской формы роликов \ о 2
Предельные отклонения от параллельности рабочей поверхности линейки и плоскости, касательной /
к нижним образующим роликов 2 3
Предельные отклонения от плоскостности рабочей! поверхности линейки и верхней рабочей поверх- ности опорной плиты 2 3
Предельные отклонения от параллельности верхней и нижней рабочих поверхностей опорной плиты 3 5
Линейка синусная может быть применена для контроля угла
на детали двумя способами. Первый способ состоит в установке
детали на линейке (как показано на фиг. 113). Линейка устанавли-
вается таким образом, чтобы измеряемая плоскость при проверке
штангенрейсмасом с индикатором (или просто индикатором на стойке)
была бы горизонтальной (т. е. параллельной плоскости поверочной
плиты).
Бывает, однако, что деталь нельзя установить на синусной
линейке из-за больших габаритов или потому, что она закреплена
на собранном узле машины. В таком случае линейка закрепляется
на детали струбцинами (как показано на фиг. 114), а положение
роликов по высоте измеряется штангенрейсмасом с индикатором.
В этом случае размер // определяется как разность положений
верхних точек обоих роликов. Если обозначить первое и второе
положение роликов через Hi и Я2, то формула будет иметь вид
Н.-Н, Н
sin а = —Ч—- = -г-:
по таблицам, зная синус угла, определяем самый угол.
124
Фиг. ИЗ. Установка детали на синусной
линейке.
Фиг. 114. Установка синусной линейки на детали.
125
Этот способ отличается меньшей точностью по той причине,
что вместо одного размера приходится замерять два; при этом погреш-
ности примерно удваиваются. Можно для повышения точности от-
отсчета определять разность высот не по шкале штангенрейсмаса,
Фиг. 115. Измерение микрометром
регулируемых угольников с парал-
лельными плоскостями.
а составить соответствующий блок
плиток сначала по высоте одного
ролика, а затем по высоте вто-
рого. Сразу, возможно, не удастся
составить нужный блок. Тогда
надо такой блок подбирать в не-
сколько приемов, пока наконечник
индикатора на ролике и на блоке
не даст совершенно одинаковых
показаний.
Вместо плиток весьма удобно
применять регулируемые уголь-
ники с параллельными плоско-
стями (см. фиг. 8). На фиг. 115
показано, как затем микрометром
проверяется установленный раз-
мер. Можно применить и обрат-
ный прием, пользуясь микромет-
ром как скобой, и по нему уста-
новить регулируемые угольники.
Этот способ имеет преимущество в том, что регулировка уголь-
ников производится быстрее, чем замена плиток в блоке, которую
приходится всегда делать в несколько приемов.
УПРАЖНЕНИЯ
1. Проверка угловой плиты на точность
(взаимную перпендикулярность обеих плоскостей плиты)
Объект измерения — угловая поверочная плита по фиг. 99.
Необходимый инструмент: 1) плита поверочная; 2) штангенрейс-
мас; 3) индикатор типа ИР; 4) инструментальный угольник с
широким основанием.
Содержание упражнения
1. Очистить и проверить поверхность поверочной плиты.
2. Поставить угловую плиту на поверочную.
3. Поставить инструментальный угольник с широким основа-
нием на поверочную плиту.
4. Проверить перпендикулярность вертикальной плоскости угло-
вой плиты, ее нижней плоскости (или плоскости поверочной плиты).
Для этого следует:
а) придвинуть инструментальный угольник вплотную к угловой
плите и проложить между ними две полоски бумаги, как показано
на фиг. 116;
б) попробовать вытянуть каждую из полосок, прижимая ребро
инструментального угольника к угловой плите; если плоскости
126
угловой плиты перпендикулярны одна другой, обе бумажки при-
дется вытягивать с одинаковым усилием.
Фиг. 116. Проверка угловой поверочной плиты
на перпендикулярность обеих плоскостей
5. Прижать струбциной инструментальный угольник с широким
основанием к угловой плите, как показано на фиг. 117; при этом
между губкой струбцины и ребром
инструментального угольника про-
ложить бумажную или картонную
прокладку.
6. Проверить индикатором, уста-
новленным на штангенрейсмас, верх-
ний край тонкого ребра инструмен-
тального угольника в двух наиболее
удаленных точках. Если плоскости
угловой плиты перпендикулярны
друг к другу, показания индикатора
будут одинаковыми.
7. Снять инструментальный
угольник.
8. Повернуть угловую плиту и
поставить ребрами на поверочную
Фиг. 117. Проверка взаимной
перпендикулярности плоскостей
угловой плиты.
плиту.
9. Тем же способом, что и в пп.
5 и 6, проверить перпендикулярность
плоскостей угловой плиты к торцам
(сначала к одному, затем к другому).
10. Проверить поверхности угловой плиты на плоскостность.
Для этого следует:
а) очистить, затем покрыть плоскости угловой плиты тонким
слоем синьки;
127
б) поставив угловую плиту одной плоскостью на поверочную
плиту, перемещать угловую плиту по кривой в форме восьмерки —
для лучшего прилегания к поверхности поверочной плиты;
в) снять угловую плиту и осмотреть пятна синьки па притирав-
шейся поверхности; если поверхность плоская, пятна равномерно
располагаются по всей поверхности;
г) тем же способом проверить вторую сторону угловой плиты.
2. Проверка углов детали посредством синусной линейки
Объект измерения —деталь по фиг. 118.
Необходимый инструмент: 1) плита поверочная; 2) плита угло-
вая; 3) линейка синусная длиной 200 мм\ 4) штангенрейсмас с ин-
дикатором типа ИР; 5) набор концевых мер (плиток); 6) угломер
универсальный.
Фиг. 118. Деталь для измерения углов с помощью синусной линейки.
Содержание задания
1. Очистить поверочную плиту и проверить, нет ли на ней цара-
пин, заусенцев и т. д.
2. Предварительно измерить углы 1—3 детали, подлежащие
контролю, посредством универсального угломера.
3. Зная приблизительное значение угла /, найти его синус
и умножить на длину линейки (200 мм). Результат представляет
собой приблизительную величину комплекта (блока) плиток, кото-
рый следует поместить под одним концом синусной линейки.
4. Составить блок плиток, согласно расчету в п. 3.
5. Поместить составленный блок под один из концов синусной
линейки.
6. Установить деталь на линейке, упирая в струбцину, закреп-
ленную на синусной линейке (во избежание перемещения детали
по наклонной плоскости).
7. Установить индикатор на подвижную губку штангенрейсмаса.
8. Проверить индикатором плоскость А детали у обоих концов.
Если показания индикатора одинаковы, измеряемая плоскость
параллельна поверочной плите, а угол, определенный угломером,
будет вполне точным.
9. Если индикатор с обоих концов плоскости А не дает одина-
ковых показаний, блок плиток следует увеличить или уменьшить.
Проверить еще раз индикатором верхнюю плоскость.
128
10. Если требуется, повторять указания и. 9 до ТеХ Пор, Нокй
показания индикатора не станут одинаковыми.
11. Снять деталь с линейки. Сосчитать комплект плиток и опре-
делить точный угол детали.
12. Таким же способом проверить плоскости Б и В.
РАСЧЕТ РАЗМЕРОВ ПРОФИЛЯ «ЛАСТОЧКИН
ХВОСТ» ДЛЯ КОНТРОЛЯ ПО РОЛИКАМ
Профиль «ласточкин хвост» весьма распространен в машино-
строении, особенно в станкостроении и приборостроении. Соединения
с таким профилем подразделяются на сопряжение по наружной
плоскости пазовой детали (фиг. 119, а) и сопряжение по внутренней
плоскости пазовой детали (фиг. 119,6)*.
Угол призмы а принят равным 55° в станкостроении и 60° в при-
боростроении.
Контроль профиля «ласточкин хвост» весьма удобно и с большой
точностью можно осуществить с помощью роликов и микрометра
или же штангенциркуля (при меньших требованиях к точности
детали).
Диаметры цилиндрических роликов dp выбираются в зависи-
мости от высоты паза /7 по следующим данным:
Н в мм 10—16 18—20 25—35 40
dp в мм 10 15 20 25
Для случая измерения снаружи (фиг. 120) размер А (фиг. 121)
определяется по следующей формуле:
А = т + d ' (1 4- ctg • (а)
Если вместо т задано л, то т определяется из формулы
т — и — 2Н ctg а. (б)
Для а = 55° формулы приобретают вид
А = m4-dp-2,921; (а')
m = n —2/7-0,70021. (б')
Для а = 60°
4 = т + 2,732; (а")
п — 2/7-0,57735. (б")
* Допуски па эти сопряжения см. [9], стр. 219—222.
9 Смилянекий 438
Фиг. 119. Сопряжение профилей «ласточкин
хвост».
Фиг. 120. Измерение профиля «ласточкин хвост»
снаружи.
Фиг. 121. Схема расчета измерения профиля
«ласточкин хвост» снаружи.
Для случая измерения по роликам изнутри (фиг. 122) имеем
В = п — dp (1 +c*g-£-). (в)
Если вместо п задан размер т, то
п = т + 2Н ctg а. (г)
Для а = 55°
В = п — dp-2,921; (в')
п = т + 2/7-0,70021. (г')
Для а = 60°
В = п — 2,732; (в")
п = т -J- 2/7-0,57735. (г")
Формулы (а) и (б) легко выводятся из построения на фиг. 121. Из треуголь-
СС
ника abc катет Ьс = «б-ctg . Так как размер А = т -}- 2bc~ydp, то, заменяя Ьс
его значением, получаем формулу (а):
dp а [ а \
А = т + 2-~2~ ctg + dp — т + dp -Д-ctg у J .
Из треугольника cde имеем de = се ctg а. Так как се = Н, а п — tn 2 de,
то, заменяя, получаем формулу (б):
т — п — 2Н ctg а.
Фиг. 122. Схема расчета измерения профиля
«ласточкин хвост» изнутри.
Формула (в) аналогичным образом выводится из треугольника abc, показан-
ного на фиг. 122.
a dp а
Катет Ьс = ас ctg -% = ctg •
Так как В~ п — 2Ьс— dp, то, заменяя Ьс его значением, получаем фор-
мулу (в):
в = п — 2 ctg — dp = п — dp f 1 + ctg .
9*
131
УПРАЖНЕНИЯ
3. Проверка профиля «ласточкин хвост» по роликам
(для случая сопряжения «по внутренней плоскости пазовой детали»)
Объект измерения —деталь с профилем по фиг. 123.
Необходимый инструмент: 1) микрометр или штангенциркуль;
2) штангенглубиномер; 3) угломер универсальный; 4) ролики цилин-
дрические диаметром 15 ± 0,01 мм 2 шт.
Содержание упражнения
1. Проверить размер 20 мм.
2. Проверить углы 55°.
шабрить (10-13 пятен.
Фиг. 123. Деталь для измерения профиля «ласточкин
хвост» снаружи.
3. Определить диаметр роликов по данным на стр. 129; для
данного случая следует применить ролик с dp = 15 мм.
4. Рассчитать размер по роликам (фиг. 122). По формуле (а')
имеем размер снаружи А = т + dp- 2,921 мм.
Так как задан размер п — 100 мм, находим размер т из фор-
мулы (б'):
т = п — 2/7-0,70021 = 100-2-20-0,70021 = 71,992 мм;
отсюда
Л =/п + dp-2,921 = 71,992+ 15-2,921 = 115,807 мм.
5. Проверить размер по роликам, как показано на фиг. 120.
Номинальный размер по- роликам должен равняться расчетному.
4. Проверка профиля «ласточкин хвост» по роликам
(для случая сопряжения «по наружной плоскости пазовой детали»)
Объект измерения —деталь с профилем по фиг. 124.
Необходимый инструмент: 1) штангенглубиномер; 2) универ-
сальный угломер; 3) набор концевых мер (плиток); 4) ролики цилин-
дрические диаметром 15 + 0,01 мм 2 шт.
Содержание упражнения
1. Проверить угол 60°.
2. Проверить размер 21 мм.
3. Определить диаметр ролика по приведенным выше табличным
данным. Наиболее подходящим является диаметр, равный 15 мм.
132
4. По формуле (в") находим размер В:
В = п— dp-2,732 мм.
Так как задан размер т (70 мм), нужно сначала рассчитать
размер п. Из формулы (г")
п = т + 2Я-0,57735 = 70 + 2-21-0,57735 = 94,249 мм;
отсюда
В = 94,249 — 15-2,732 = 53,269 мм.
5. Собрать блок плиток с размером, полученным в п. 4;
6. Посредством блока плиток измерить расстояние между роли-
ками.
Если размер неточен, определить величину отклонения.
Фиг. 124. Деталь для измерения профиля «ласточкин
хвост» изнутри.
5. Проверка конусного калибра-пробки
Объект измерения — конусный калибр-пробка Морзе № 3 по
фиг. 125.
Необходимый инструмент: 1) конусный калибр-кольцо для конуса
Морзе № 3; 2) тюбик берлинской лазури (синьки).
Фиг. 125. Конусный калибр-пробка для проверки.
Содержание упражнения
1. Очистить отверстие кольцевого калибра замшевой полоской,
(не применять для этой цели ткань, так как остающиеся ворсинки
доещают проверке).
2. Таким же образом очистить конусную поверхность изделия.
3. Наложить немцого синьки на конусную поверхность изделия.
139
4. Распределить краску равномерно, так чтобы покрыть весь конус
очень тонким слоем (слой краски должен быть не более 4—5 мк).
5. Вставить изделие в калибр-кольцо без усилия.
6. Держа калибр-кольцо в одной руке, без особого нажима,
поворачивать изделие сначала вправо, потом влево, повторяя эту
операцию шесть-восемь раз.
7. Вынуть изделие из кольца и проверить, в каких местах синька
стерлась. Если краска осталась по всей длине конической части,
то конус правильный. Если краска стерлась с узкого конца, значит,
конус меньше, чем требуется.
8. Определить размер конусной части. Для этого: а) удалить
краску с изделия и калибра-кольца; б) вставить обратно изделие
в кольцо и проверить, выходит ли конец изделия за пределы коль-
цевого калибра. Если изделие заподлицо с торцом кольцевого
калибра, значит, конус выполнен правильно.
Для выполнения следующих упражнений приводим табл. 21
значений конусности и углов уклона (т. е. половины углов конуса)
для конусов Морзе, наиболее распространенных.
Таблица 21
Характеристика конусов Морзе
№ конуса Морзе 0 1 2 3
Конусность 1 : 19, 212 = =0,05205 1 :20,048= =0,04988 1 : 20,020 = =0,04995 1 : 19.922 = =0,050196
Угол а (половина угла конуса) 1°29'26" 1°25'44* ггзчэ" i°26'i5"
№ конуса Морзе 4 \ / 5 6
Конусность 1 : 19.254 = , =0,051938 1 : 19,002 = =0,052626 1 : 19.180 = =0,052138
Угол а (половина угла конуса) 1°29'15" lo30z25" 1О29'35"
6. Проверка конусного калибра-пробки посредством синусной
линейки
Объект измерения — конусный калибр-пробка Морзе № 3 по
фиг. 125.
Необходимый инструмент: 1) плита поверочная; 2) линейка
синусная с размером между роликами, равным 200 мм\ 3) штанген-
рейсмас с индикатором (или индикатор на стойке); 4) набор кон-
цевых мер (плиток); 5) струбцина.
Содержание упражнения
1. Очистить и тщательно проверить плоскость поверочной плиты.
2. Определить величину конусности для проверяемого конуса.
3. Определить величину блока плиток, который необходимо
поместить под один из роликов синусной линейки (для нашего
случая — конуса Морзе № 3 — эту величину определяем по конус-
134
ности в табл. 21; она равна 1 : 19,922 = 0,050196. Умножая рас-
200-1
стояние между роликами на это отношение, получаем -foonn- =
= 10,0392 мм\ это и есть размер блока плиток.
4. Подобрать комплект плиток блока.
5. Зажать струбциной нижний конец синусной линейки, чтобы
создать упор для детали и избежать перемещения изделия по линейке.
6. Установить блок плиток под один из роликов синусной
линейки.
Фиг. 126. Проверка конусности посредством синусной линейки.
7. Установить конусный калибр-пробку на синусной линейке
так, чтобы верхняя образующая конуса расположилась горизон-
тально.
8. Установить индикатор на штангенрейсмас и проверить парал-
лельность верхней образующей конуса поверочной плите (фиг. 126).
Если индикатор не дает одинаковых показаний, значит угол конуса
неправильный.
9. Определить, является ли конусность большей или меньшей,
чем требуемая.
Перед выполнением следующих упражнений рассмотрим пример
на определение диаметра конуса на заданном от торца расстоянии,
применяя ролики и микрометр.
Пример. Проверить размер 31,267 мм конуса Морзе № 4, на рас-
стоянии 104 мм от торца конуса со стороны меньшего диаметра
(фиг. 127). Для этого определяем наименьший диаметр конусной
части А Б:
АБ = 31,267 — 104-0,051938 = 25,865 мм\
здесь 0,051938 — конусность для конуса Морзе № 4 (по табл. 21).
135
Угол а по той же таблице равен Г29'15". Дополнительный угол
равен
90° — а = 90° — 1°29'15" = 88°30'45\
’ . -V. Л ...
Затем определяем угол 7, т. е. половину дополнительного угла:
7 = 88°30'45" : 2 == 44°15'22,5".
Фиг. 127. Схема проверки разме
ров наружного конуса с по-
мощью роликов:
/ — конус Морзе № 4; 2 — калибр-
пробка или ролик; 3 — поверочная
плита.
Из треугольника Б ДЕ определяем
сторону БЕ для определения размера
по роликам М:
БЕ = ДЕ
Применяем ролики диаметром 12 мм
(два ролика
Так как Е равно радиусу ролика,
„ Л dp iz с
т. е. -^ = =6 мм, следовательно,
БЕ = 6 ctg 44О15'22,5" = 6-1,0263 =
= 6,1578 мм.
Таким образом, размер М по роли-
кам будет равен
Л4 = d + 2БЕ + dp = 25,865 +
+ м,1578+ 12 = 50,181 мм.
Это теоретически полученный раз-
мер. По величине отклонения от этого
размера можно сделать заключение
о годности детали х.
7. Проверка наружного конуса (угла и диаметра на заданном
расстоянии от торца)
Объект измеренияконусный калибр-пробка, конус Морзе № 3
(фиг. 128).
Необходимый инструмент: 1) плита поверочная; 2) два ролика
диаметром 12_0 00Я и длиной 20 мм; 3) микрометр с пределами изме-
рений 25—50 мм; 4) набор концевых мер [плиток].
Содержание упражнения
1, Очистить поверочную плиту и проверить, нет ли царапин,
заусенцев и т. д.
2. Поставить деталь (конусный калибр) на поверочную плиту,
как показано на фиг. 129.
3. Определить конусность калибра, для чего:
а) установить ролики на поверочную плиту у основания конус-
ного калибра;
б) определить размер А по роликам и записать размеры;
I Основные размеры и допуски калибров-пробок и калибдор-ртулок для уретру »
ментальны* конусов уклады 9 ГОСТ
130
в) собрать два блока (столбика) концевых мер (плиток) высотой
81,6 мм каждый;
г) установить ролики на блоки мерительных плиток так, чтобы
они касались конусной части калибра;
д) измерить размер Б по роликам.
е) вычесть размер А из размера Б\
расстояние между центрами роликов в
на высоту столбика; это и есть конус-
ность нашего изделия;
ж) проверить по табл. 21 вели-
чину конусности для конуса Морзе № 3.
Если полученная измерением величина
конусности не совпадает с указанной
в таблице, угол конусной детали не-
правилен.
4. Проверить диаметр 23,826 мм
аналогично тому, как это сделано
в предыдущем примере для диаметра
31,267 мм конуса Морзе № 4.
разность или, что то же,
обоих сечениях разделить
Фиг. 128. Конусный калибр-пробка.
Фиг. 129. Схема проверки раз-
меров наружного конуса с по-
мощью плиток:
1 — конус; 2 — блок плиток;
3 — калибр-пробка или ролик;
4 — поверочная плита.
8. Контроль конусной переходной втулки (с внутренним
и наружным конусом)
Объект измерения —втулка по фиг. 130 (переходная втулка
с наружным метрическим конусом № 40 и внутренним конусом
Морзе № 3).
Необходимый инструмент: 1) верстачные центры; 2) индикатор
на стойке; 3) оправка или конусный калибр-пробка с конусом
Морзе № 3.
Содержание упражнения
Определить биение наружного конуса по отношению к внутрен-
нему конусу.
1. Тщательно очистить внутренние центры конусной оправки
или же конусного калибра-пробки с конусом Морзе № 3.
2. Очистить верстачные центры и установить конусный калибр-
пробку в центры.
3. Проверить биение наружного диаметра конусного калибра
относительно центров, устанавливая наконечник индикатора в не-
скольких точках по оси калибра и вращая калибр от руки. При
вращении калибр не должен отклонять стрелки индикатора.
137
4. Снять калибр-пробку с центров и вставить его во внутренний
конус проверяемой втулки.
5. Поставить вновь конусный калибр-пробку со втулкой на цен-
тры, как показано на фиг. 131.
Метрический конус №40
конусность 0,05
Конус Морзе №3 Ьиение наружного конуса
--------------- относительно внутреннего -
не б опер 0.01мп
Фиг. I30. Конусная переходная втулка.
6. Установить наконечник индикатора на верхнюю точку про-
веряемой втулки и, вращая калибр с изделием в центрах, наблюдать
за индикатором.
7. Проверить втулку еще в нескольких точках вдоль оси.
Фиг. 131. Проверка биения переходной втулки.
9. Контроль размера внутреннего конуса посредством шарика
Объект измерения — конусный калибр-кольцо с внутренним кону-
сом Морзе № 3 (фиг. 132).
Необходимый инструмент: 1) плита поверочная; 2) штангенрейс-
мас; 3) индикатор универсальный; 4) стальной шарик с диаметром б/,
равным 22 мм\
138
Содержание упражнения
1. Проверить правильность угла внутреннего конуса калибра
посредством калибра-пробки, на который нанесен тонкий слой
синьки.
2. Подобрать стальной шарик для проверки большего диаметра
конусного отверстия. Центр шарика должен быть утоплен ниже
торца большего отверстия, а верхушка шарика должна выступать
выше торца.
3. Очистить и проверить
поверхность поверочной
плиты.
4. Проверить торец изме-
ряемого изделия со стороны
меньшего диаметра конусного
отверстия в отношении чи-
стоты поверхности, отсут-
ствия царапин, заусенцев
и т. д.
5. Опустить шарик в от-
верстие со стороны большего
диаметра и поставить изде-
лие вертикально на повероч-
ную плиту.
Фиг. 133. Контроль размера внутреннего
конуса посредством шарика:
1 — поверочная плита; 2 — конусный калибр-
кольцо; 3 — стальной шарик диаметром d^.
Фиг. 132. Конусный калибр-
кольцо.
6. Установить индикатор на штангенрейсмас.
7. Определить диаметр L) отверстия с широкого конца калибра
(фиг. 133) в следующем порядке:
а) определить размер К.
1) Установить штангенрейсмас так, чтобы наконечник инди-
катора касался высшей точки шарика. Записать показания шкалы
штангенрейсмаса. Циферблат индикатора должен быть установлен
на нуль.
2) Передвинуть подвижную губку штангенрейсмаса так, чтобы
наконечник индикатора с показанием «нуль» находился на верхнем
торце изделия. Записать показания шкалы штангенрейсмаса.
3) Вычесть из первого показания второе. Остаток равен вели-
чине К по схеме.
139
б) определить размер АВ (от торца до центра шарика); этот
размер равен ------К\
в) найти по табл. 21 угол а, равный половине угла конуса;
г) рассчитать размер L; из треугольника ОВС следует, что сто-
рона
L = OB = ।
sin a 2sin а
(jaK как ВС — ;
д) рассчитать высоту конуса ОА; из треугольника ОАЕ следует,
что
ОЛ = ОБ + Л В = L 4- ф- — К \
е) определить диаметр D по формуле
£) = 2OXtga.
10. Контроль отверстия, расположенного под углом к плоскости
детали
Объект измерения —деталь по фиг. 134.
Необходимый инструмент: 1) плита поверочная; 2) линейка си-
нусная с расстоянием между центрами роликов, равным 100 мм\
Фиг. 134. Деталь для проверки отверстия, расположенного
под углом.
3) штангенрейсмас; 4) индикатор типа ИР; 5) набор концевых
мер (плиток); 6) калибр-пробка к отверстию диаметром 25А мм
(2 шт.)
Содержание упражнения
1. Проверить правильность расположения оси отверстия под
углом 27°30' к оси ЛХ (нормали И плоскости М детали), Для этого:
140
а) очистить и проверить поверхность поверочной плиты;
б) рассчитать высоту столбика концевых мер (плиток) для уста-
новки синусной линейки под углом 27°30z;
в) установить синусную линейку под углом 27°30', подложив
под один из роликов блок концевых мер (плиток), подобранный
по размеру в п. 16;
г) проверить у нижней плоскости детали чистоту поверхности,
отсутствие заусенцев и т. д.;
Фиг. 135. Проверка расположения наклонного
отверстия калибром и роликом.
д) установить деталь на синусную линейку так, чтобы отверстие
расположилось горизонтально;
е) установить индикатор на штангенрейсмас;
ж) проверить наконечником индикатора отверстие в наиболее
низкой точке с обеих сторон — спереди и сзади. Если показания
индикатора одинаковы, следовательно, отверстие расположено гори-
зонтально, а угол, который оно образует с нормалью к плоскости М
детали, действительно равен углу, на который повернута плоскость
синусной линейки.
2. Проверить размер 50 мм до пересечения оси отверстия с перед-
ней плоскостью М. Для этого:
а) снять деталь с синусной линейки и установить непосред-
ственно на поверочной плите;
б) вставить в отверстие калибр-пробку (для отверстия диамет-
ром 25А мм);
в) поставить ролик диаметром 25 мм или точную оправку того же
диаметра в угол, образованный калибром-пробкой и плоскостью М
детали, как показано на фиг. 135;
г) установить ролик в положение, параллельное плоскости
поверочной плиты, посредством проверки индикатором верхней
141
точки ролика посередине и по концам; после установки ролика зажать
его в этом положении струбциной.
д) рассчитать расстояние L от поверочной плиты до верхушки
ролика по элементам. Обозначим диаметр ролика через dp, угол
отверстия с плоскостью через а (27°30'). Найдем:
А — sin а = 12,5 «0,46175 — 5,772 мм\ \
5 = A cos а = 12,5'0,88701 = 11,088 мм;
Л*
в= А + 5,772 + 12,5 = 18,272 мм;
Г = ВЛ&а = 18,272-0,52057 = 9,512 мм;
Д = = 14,092 мм;
2 cos а 0,88701 ’
L = 50 + Д + Г + Б + = 97,192 мм;
е) составить блок концевых мер (плиток), равный размеру L,
полученному в пункте 2д, и поставить его на поверочную плиту;
ж) установить подвижную губку штангенрейсмаса так, чтобы
наконечник индикатора упирался в верхнюю точку столбика кон-
цевых мер (плиток); циферблат индикатора поставить на нуль;
з) переместив штангенрейсмас, перенести наконечник индика-
тора на верхнюю точку ролика d . Если при этом индикатор пока-
жет то же положение стрелки и отсчеты по шкале штангенрейсмаса
те же, следовательно, отверстие диаметром 25 мм расточено пра-
вильно; записать все отклонения, имеющие место;
и) проверить размер 25 мм — расстояние оси отверстия от боко-
вой плоскости (фиг. 134, левая проекция);
11. Контроль отверстия, расположенного под углом к плоскости
детали, с использованием технологического отверстия
Объект измерения —деталь по фиг. 134.
Необходимый инструмент: 1) плита поверочная; 2) линейка си-
нусная; 3) штангенрейсмас; 4) индикатор типа ИР; 5) набор мери-
тельных плиток; 6) калибр-пробка к отверстию диаметром 25А мм\
7) калибр-пробка к отверстию диаметром 6А мм.
Содержание упражнения
1. Проделать те же операции, что и в предыдущем упражнении
пп. 1, а — ж, для определения правильности угла а, равного 27°30'.
2. Проверить правильность координат расположения техноло-
гического отверстия диаметром 6А мм.
3. Проверить размер 50 мм пересечения оси наклонного отвер-
стия с плоскостью детали.
142
Примечание. В предыдущем упражнении расположение отверстия про-
верялось посредством ролика, расположенного касательно к плоскости детали
и калибра-пробки, вставленного в отверстие. В этом упражнении та же задача ре-
шается с помощью технологического отверстия, показанного на чертеже (фиг. 136).
Для определения искомого размера:
а) вставить пробки в наклонное от-
верстие и технологическое отверстие;
б) поставить деталь на синусную
линейку;
в) рассчитать центровое расстояние
между технологическим и наклонным
отверстиями (размер АО на фиг. 136).
Угол АБО = 27°30';
ОБ = 32 мм;
АО = ОБ sin а = 32.0,46175 = 14,776 мм;
г) установить штангенрейсмас с инди-
катором так, чтобы наконечник индикатора
касался высшей точки калибра-пробки,
вставленной в технологическое отверстие;
д) из показания шкалы штангенрейс-
маса вычесть величину, равную половине
диаметра калибра-пробки для отверстия
диаметром 6А мм; записать результат;
е) установить штангенрейсмас так
чтобы наконечник индикатора касался
высшей точки калибра-пробки, вставлен-
ного в наклонное отверстие диамет-
ром 25А;
ж) из показания шкалы при втором замере вычесть величину, равную половине
диаметра наклонного отверстия (25А лш); записать результат;
з) из величины, полученной в п. Зд, вычесть величину, полученную в пункте Зж.
Остаток должен равняться подсчитанной ранее величине АО из треугольника ЛОБ.
Если расхождений нет, отверстие расточено правильно.
Фиг. 136. Проверка расположения
наклонного отверстия с помощью
технологического отверстия:
1 — деталь; 2 — технологическое отвер-
стие; 3 — калибр-пробка; 4 — синусная
линейка; 5 — поверочная плита; 6 — блок
концевых мер (плиток).
4. Проверить размер 25 мм; проверить остальные размеры.
Глава X
РАЗМЕТКА ПЛОСКИХ ДЕТАЛЕЙ. ПРОВЕРКА
РАСПОЛОЖЕНИЯ ПАЗОВ НА ВАЛУ
В данной главе приводятся два упражнения по разметке, являю-
щиеся дополнением к ранее приведенным упражнениям по конт-
ролю.
Поскольку для разметочных операций требуются некоторые
дополнительные приборы, приводим их описание.
В конце главы дается упражнение по проверке расположения
пазов, являющееся комбинированным в отношении применения ранее
описанных средств измерения.
На фиг. 137 показан рейсмас, применяемый для проверки поло-
жения плоскостей, осей отверстий и т. д. по отношению к рабочей
поверхности плиты, на которой детали установлены. Особенно он удо-
бен при разметке отливок и грубых заготовок — для нанесения гори-
зонтальных рисок и для переноса горизонтальных отметок. На мас-
сивном основании 1 закреплена на шарнире стойка 2, по которой
перемещается хомутик 3 с закрепленной в нем чертилкой 4. Зажим
хомутика в заданном положении на стойке производится гай-
кой 5.
Стойка может поворачиваться на некоторый угол и закрепляться
в нужном положении винтом 6, вращающим планку 7.
Заменив чертилку рейсмаса стержнем, можно на нем закрепить
индикатор и пользоваться им для относительных измерений, а также
для проверки биения цилиндрических деталей, отклонений от парал-
лельности и т. д.
На фиг. 138 показан разметочный циркуль для измерения рас-
стояний и нанесения окружностей при разметке, а на фиг. 139 —
разметочный штангенциркуль, дающий возможность наносить риски
и производить разметку окружностей с большой точностью (прибли-
зительно до 0,05 мм). Он состоит из штанги 1 с миллиметровой шка-
лой и двух ножек: неподвижной 3 и подвижной 2 с нониусом. Обе
ножки снабжены сменными иглами 4, посредством которых и нано-
сятся тонкие риски на размечаемых деталях.
144
Фиг. 137. Рейсмас. Фиг. 138. Циркуль
разметочный.
Разрез по
Фиг. 139. Штангенциркуль разметочный.
Ю Смиля некий 438
145
УПРАЖНЕНИЯ
1. Разметка плоской плиты с отверстиями и пазами
Назначение—приобретение навыков в разметке изделий с по-
мощью рейсмаса.
Объект разметки —лист 150 X 210 X 12 мм (фиг. 140) боко-
выми сторонами, обработанными предварительно в размер 150 мм.
Фиг. 140. Лист для разметки рейсмасом.
Необходимый инструмент: 1) плита поверочная; 2) плита угло-
вая (размером 200—250 мм); 3) рейсмас; 4) планка параллельная
(по фиг. 5) толщиной 25 мм; 5) струбцины (2 шт.); 6) молоток сле-
сарный; 7) кернер разметочный; 8) циркуль разметочный.
Содержание упражнения
1. Очистить поверочную и угловую плиты и проверить, пет ли
заусенцев, забоин и т. д.
2. Установить заготовку нижним ребром на параллельную
планку, и прижать вместе с планкой струбцинами к угловой плите
(в вертикальном положении), причем закрепить так, чтобы угловую
плиту с деталью можно было повернуть на 90°.
Примечание. Если необходимо провести риску в нижней части заготовки,
ее удобнее ставить на параллельную планку, чтобы приподнять на некоторое рас-
стояние от поверочной плиты—для удобства пользования чертилкой рейсмаса,
3. Выравнить и проверить боковые плоскости заготовки с тем,
чтобы они были перпендикулярны к поверочной плите. Для этого:
а) поместить две бумажные полоски между стенкой угловой плиты
146
й Прилегающей плоскостью заготовки; одна полоска поместится
в верхней части угловой плиты, другая — в нижней части;
б) в то время как заготовка слегка прижата к угловой плите,
потянуть полоски бумаги; если плоскость заготовки плотно приле-
гает к угловой плите и, следовательно, перпендикулярна повероч-
ной плите, обе бумажки должны быть плотно зажаты между угловой
плитой и заготовкой.
4. Если необходимо, переставить заготовку так, чтобы торцы
ее К и Л стали перпендикулярно поверочной плите.
5. Установить острие чертилки рейсмаса на уровне 30 мм,
от поверочной плиты по вертикальной линейке \
6. Сделать риску на заготовке на этом уровне. Это будет нижняя
кромка изделия.
7. Установить острие чертилки на уровень 65 мм от поверочной
плиты и прочертить центровую линию А А. Это будет центровая линия
паза шириной 16+ 0-03 мм.
8. Прочертить все оставшиеся линии и центровые линии, которые
параллельны центровой линии АА, а также линию верхнего края
плиты па расстоянии 200 мм от базовой.
9. Повернуть угловую плиту вместе с заготовкой так, чтобы осе-
вая линия А А стала под прямым углом к поверочной плите.
10. Прочертить главную осевую линию на расстоянии 75 мм
от края заготовки, находящейся в горизонтальном положении.
И. Прочертить все остальные центровые линии.
12. Спять заготовку с угловой плиты.
13. Точки пересечения центровых линий, показывающие распо-
ложение отверстий, набить кернером. Применить увеличительное
стекло для лучшего определения точек пересечения линий.
14. Посредством разметочного циркуля прочертить соответствую-
щие окружности с центрами в точках, отмеченных кернером.
2. Разметка плиты с отверстиями, наклонным пазом и дуговой
прорезью
Назначение—приобретение навыков в разметке изделий с по-
мощью штангенрейсмаса и универсального угломера.
Объект разметки — лист 150 X 210 X 12 мм (по фиг. 141) с боко-
выми сторонами, обработанными предварительно в размер 150 мм.
Необходимый инструмент: 1) плита поверочная; 2) плита угло-
вая размером 200—250 мм\ 3) штангенрейсмас; 4) угломер универ-
сальный по фиг. 101; 5) угольник инструментальный с широким осно-
ванием; 6) планка параллельная толщиной 25 мм\ 7) циркуль разме-
точный; 8) струбцины (2 шт.); 9) кернер разметочный; 10) молоток
слесарный.
Содержание упражнения
1. Очистить и проверить поверочную и угловую плиты.
1 На фиг. 140 показан размер 200 между нижней и верхней рисками. Заготовка
снизу и сверху имеет припуски по 5 мм,
10* 147
2. Установить заготовку нижним ребром на параллельную планку
и вместе с планкой прижать струбцинами к угловой плите (в верти-
кальном положении) так, чтобы можно было угловую плиту с деталью
повернуть на 90е.
3. Проверить вертикальные края заготовки на перпендикуляр-
ность поверочной плите; при этом, если края заготовки не перпенди-
кулярны поверочной плите, повернуть ее в надлежащее положение,
а затем вновь прижать к угловой плите.
4. Установить чертилку на штангенрейсмас.
Фиг. 141. Лист для разметки штангенрейсмасом
и универсальным угломером.
5. Провести риску близко к основанию заготовки — как базу
для дальнейшей разметки.
6. Записать положение подвижной губки по нониусу.
7. Прибавить 25 мм к полученному размеру и провести центровую
линию ББ в новом положении подвижной губки — для разметки
осевой линии паза.
8. Прочертить все другие центровые линии, параллельные базо-
вой, в том числе линию на расстоянии 200 мм от базовой.
9. Повернуть угловую плиту с изделием на 90°, с тем чтобы все
риски стали перпендикулярны поверочной плите.
10. Установить подвижную губку штангенрейсмаса так, чтобы
чертилка касалась верхнего края плиты. Записать показания штан-
генрейсмаса.
148
11. Опустить подвижную губку на 75 мм и прочертить главную
центровую линию АА.
12. Прочертить все остальные центровые линии соответственно
чертежу.
13. Снять заготовку с угловой плиты и накернить все пересече-
ния центровых линий (оси отверстий).
14. Очертить циркулем расположение отверстий, а также габарит
дуговой прорези соответственно чертежу.
15. Пользуясь угломером, провести через точку пересечения
вертикальной осевой и центровой линии Б Б осевую линию паза под
углом 15°20'.
3. Проверка расположения паза на валу
Объект измерения —вал по фиг. 142.
Необходимый инструмент: 1) верстачные центры; 2) штанген-
рейсмас; 3) индикатор типа ИР; 4) набор плиток; 5) струбцины (2 шт.).
Смещение центрового пази в* 0,016
по отношению к оси изделия
не долее 0,02 мм
Фиг. 142. Вал для проверки расположения паза.
Примечая и с. Проверка паза должна выяснить параллельность плоскостей
паза между собой и по отношению к оси изделия а также симметричность положения
плоскостей паза по отношению к той же оси. Такая проверка может быть сделана
двумя способами: а) деталь может быть установлена на призму и проверка произ-
ведена штангенрейсмасом с индикатором; б) деталь может быть установлена в цен-
трах и проверена аналогичным способом — посредством штангенрейсмаса с инди-
катором. В данном упражнении предусматривается установка детали для контроля
в центрах.
Содержание упражнения
1. Очистить центровые отверстия детали, а также центры верстач-
ной установки.
2. Установить вал в центрах. Зажать деталь с некоторым уси-
лием, для устранения проворачивания детали при измерении.
3. Вставить в паз блок плиток; при этом подобрать блок таким
образом, чтобы крайние плитки достаточно плотно касались стенок
паза.
4. Выравнять положение детали так, чтобы плоскости плиток
были приблизительно параллельны направляющим верстачной уста-
новки (опорной плите).
149
5. Установить индикатор на подвижную губку штангенрейсмаса.
6. Поставить штангенрейсмас таким образом, чтобы наконечник
индикатора касался верхней части плитки и проверить индикатором
эту плоскость для определения параллельности паза опорной плите
или оси верстачных центров (как показано на фиг. 143).
7. Переставить подвижную губку штангенрейсмаса так, чтобы
наконечник индикатора касался высшей точки наружного диаметра
вала. Зажать губку в этом положении.
Фиг. 143. Проверка параллельности сторон паза.
8. Снять отсчеты штангенрейсмаса и записать их.
9. Вычесть из последнего результата размер, равный половине
диаметра детали. Остаток показывает положение центровой линии
детали.
10. Переставить подвижную губку с индикаторами так, чтобы
наконечник индикатора касался верхней плитки блока. Снять пока-
зания штангенрейсмаса и записать их.
11. Проверить толщину блока плиток для определения ширины
паза.
12. Вычесть из размера, полученного в п. 10, размер, равный
половине ширины паза. Остаток должен равняться размеру, полу-
ченному в п. 9.
13. Если результаты измерений в пп. 9 и 12 не равны, найти их
разницу. Эта величина представляет смещение оси паза от оси детали.
14. Повернуть деталь на 180° и сделать аналогичную проверку
смещения оси паза. Результат должен быть такой же, как в п. 13
(по абсолютной величине; знаки будут разные, т. е. смещение теперь
направлено в другую сторону).
15. Проверить паз в отношении параллельности осевой линии де-
тали. Для этого проверить наконечником индикатора нижнюю плос-
кость паза, а затем и верхнюю (после повертывания детали на 180°).
16. Проверить остальные размеры 1—8,
Глава XI
СРЕДСТВА КОНТРОЛЯ РЕЗЬБЫ
ВИДЫ РЕЗЬБ. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ
Резьбовые соединения можно подразделить на две большие
группы: цилиндрические и конические.
К первой группе, наиболее распространенной, относятся все виды
резьб крепежных и специальных, как например, основная и мелкие
метрические резьбы, дюймовая резьба, а также большое количество
специальных резьб: трубная, трапецеидальная, прямоугольная, упор-
ная, круглая и т. д. К коническим резьбам, получившим распростра-
нение только недавно вследствие несколько большей сложности
изготовления, относятся резьба трубная коническая, а также кони-
ческие резьбы для нефтяной промышленности.
Следует иметь в виду, что трубные резьбы, в отличие от осталь-
ных, характеризуются не наружным диаметром резьбы, а диаметром
отверстия трубы, на которой резьба нарезана. В этом случае как
наружный диаметр, так и остальные элементы резьбы должны опре-
деляться по дополнительным таблицам.
Резьба характеризуется пятью основными элементами, определяю-
щими тип резьбы. Эти элементы и подлежат проверке при контроле
резьбовых соединений:
1) наружный диаметр (фиг. 144) d0 — расстояние между* край-
ними внешними точками резьбы;
2) внутренний диаметр dL — расстояние между крайними внутрен-
ними точками резьбы;
3) средний диаметр dcp — расстояние между боковыми сторо-
нами профиля в любом сечении, перпендикулярном к оси; измерение
всех диаметров производится в плоскости, перпендикулярной к оси
резьбы;
4) половина угла профиля резьбы ----угол между боковой
стороной профиля резьбы и перпендикуляром, опущенным из вер-
шины остроугольного профиля симметричной резьбы на ось резьбы;
5) шаг резьбы S — расстояние между параллельными сторонами
двух рядом лежащих витков, измеренное вдоль оси резьбы.
Помимо шага резьбы, существует ход резьбы, — это расстояние,
на которое переместится вдрль оси. винт, ввертываемый в неподвиж-
ную гайку, при одном полном обороте. При одноходовой резьбе (кре-
пежные резьбы, например, как правило, одноходовые) эти величины
совпадают. При многоходовой (или многозаходной) резьбе ход
резьбы равен произведению шага на число ходов (заходов). Такие
резьбы часто встречаются в винтовых механизмах, где винт и гайка
взаимно перемещаются в процессе работы. На фиг. 145 показаны
схематически одно-, трех- и пятиходовой винты. Так, например, если
Фиг. 144. Основные элементы резьбы.
1 — гайка; 2 — винт.
шаг резьбы равен 6 мм, причем винт трехзаходный, перемещение или
ход такого винта за один полный оборот составляет 6X3=18 мм.
Лучший способ определения заходности — проверка винта
с торца: число витков, начинающихся с торца винта и равномерно
расположенных по окружности, равно его заходности. Следует иметь
в виду, что резьбы бывают правые и левые (фиг. 146).
При завертывании винта с правой резьбой по направлению часо-
вой стрелки винт начнет перемещаться вперед — от руки, а с левой
резьбой — в обратную сторону, к руке.
Одним из существенных элементов резьбы, хотя и редко подвер-
гающимся контролю, является угол подъема винтовой линии резьбы.
Этот угол, образованный винтовой линией резьбы и перпендикуля-
ром к оси нарезанной детали, определяется по формуле (фиг. 147)
где S — шаг резьбы (при многоходовой резьбе — ход оезьбы);
г = 3,14*;
dcp — средний диаметр резьбы;
dQ — наружный диаметр резьбы;
dL — внутренний диаметр резьбы.
* Более точно число к = 3,14159.
•152
Фиг. 145. Винты с разным числом заходов резьбы:
а — однозаходный; б — трехзаходный; в — пятизаходный.
Фиг. 146. Винты с разным направлением резьбы:
а — левая резьба; б — правая резьба.
Фиг. 147. Схема для расчета угла подъема винтовой линии.
153
Как ясно из фигуры, угол подъема винтовой линии по наружному
или по внутреннему диаметру имеет соответственно меньшее или
большее значение. Поэтому принято этотугол определять по среднему
диаметру. Определив тангенс угла по тригонометрическим табли-
цам, определяем и величину самого угла. Значение этого угла осо-
бенно необходимо при образовании резьбы методом шлифования,
получившим широкое распространение. Установка шлифовального
круга под углом подъема винтовой линии шлифуемой резьбы дает
возможность получить при шлифовании правильный профиль, что
особенно важно при изготовлении резьбовых калибров, метчиков
и других точных инструментов и деталей, поскольку правильный
профиль резьбы после термообработки (закалки) может быть получен
только резьбошлифованием.
РЕЗЬБЫ ЦИЛИНДРИЧЕСКИЕ
Как указано ранее, цилиндрические резьбы делятся в основном
на крепежные и специальные. К крепежным резьбам относятся
метрические с крупными и мелкими шагами, а также часовая и дюймо-
вая резьбы. Как известно, дюймовая резьба определяется не шагом
резьбы, а числом витков или ниток на 1 дюйм длины (равный
25,4 мм).
Резьбы, стандартизованные в СССР, сведены в табл. 22.
Таблица 22
Резьбы цилиндрические, стандартизованные в СССР
Наименование резьбы ОСТ и гост Диаметр в мм или в дм' Шаг в мм или число ниток на 1"
Метрическая Основная крепежная То же и 1-я мелкая 2-я 3-я 4-я ОСТНКТП 94 ОСТ Н кт П 32 ОСТНКТП 193 ОСТ НКТП271 ОСТНКТП 272 ОСТНКТП 4120 ОСТНКТП 4121 1 —5 мм 6-68 я 72—600 „ 1-400 „ 6—300 „ 8—200 „ 9—150 „ 0,25—0,8 мм 1—6 . 6 0,2 -4 „ 0,5 -3 „ 0,5 -2 „ 0,35—1,5 „
Дюймовая ССТНКТП 1260 3/i6 - 4" 25—3 нитки на Г'
Трубная цилиндрическая ГОСТ 6357-52 V8 - 6* 28—11 ниток на 1"
Трапецеидальная крупная „ нормаль- ная Трапецеидальная мелкая ОСТ 2409 ОСТ 2410 ОСТ 2411 22—300 мм 10—300 „ 10—300 „ 8—40 мм 3-24 „ 2-12 ,
Упорная крупная „ нормальная „ мелкая ОСТ ВКС 7739 ОСТ ВКС 7740 ОСТ ВКС 7741 22—400 мм 22—300 „ 10—650 „ 8—48 мм 5-24 „ 2-24 .
J54
Резьбы метрические. До 1937 г. нормализованным профилем
считался профиль метрической резьбы с закруглениями у внутрен-
него и наружного диаметров. С 1937 г. радиусные закругления заме-
ло
нены плоскими срезами на расстоянии — от вершины исходного
треугольника (фиг. 148). Как видно из профиля, между вершиной
ег
резьбы винта и внутренним диаметром гайки существует зазор
гарантирующий хорошее сопряжение даже в том случае, если
из-за износа инструмента впадина получилась не прямолинейной.
Фиг. 148. Профиль стандартной метрической резьбы:
1 — гайка; 2 — винт; d0 — наружный диаметр резьбы;
d(.p = d0 — ta—средний диаметр резьбы; dt — dQ — 2/2 — внут-
ренний диаметр резьбы; S — шаг резьбы; t0 = 0,866s — высота
з
теоретической остроугольной резьбы; = 0.G495S —
высота профиля;
/2 а /2---у—~ ^2 — у-----рабочая высота витка.
а радиусной. Как видно из геометрического построения, величина
0 1 у
— = -ту- = 0,054 S, где S— шаг резьбы. Мелкие метрические
zS 1 о
резьбы (первая, вторая, третья и четвертая мелкие резьбы) имеют
шаги с измельчением, связанным с шагом основной резьбы определен-
ной пропорцией (величины шагов даны в ОСТ и ГОСТ, перечислен-
ных в табл. 22). Несмотря на существование многочисленных наиме-
нований резьб, полная номенклатура их шагов сводится к следующим
величинам: 0,2; 0,25; 0,3; 0,35; 0,4; 0,45; 0,5; 0,6; 0,7; 0,8; 0,9; 1,25;
1,5; 2; 2,5; 3; 3,5; 4; 4,5; 5; 5,5 и 6 мм. Ограничение числа шагов резьб
дает большую экономию в изготовлении как резьбонарезного, так
и резьбоизмерительного инструмента, поскольку один и тот же шаг
может применяться для различных диаметров.
Учитывая сложность изготовления комплекта резьбового инстру-
мента для каждой отдельной резьбы (куда входят метчики, плашки,
резьбовые и контрольные калибры), следует в каждом отдельном
дредприятии предельно ограничивать число применяемых резьб.
155
Фиг. 149. Профиль дюймовой резьбы
по ОСТ НКТП 1260:
1 — гайка: 2 — винт; = 0,96049S;
0.6403S; / = ta - (± + -Cj.
Резьба дюймовая. Профиль дюймовой резьбы по ОСТ НКТП 1260
изображен на фиг. 149. Главная особенность дюймовой резьбы — это
угол профиля 55°, в отличие от метрической, имеющей угол про-
филя 60°*. Профиль дюймовой резьбы из технологических соображе-
ний также оформлен с плоскими срезами вместо радиусного закругле-
ния вершин и впадин, существо-
вавшего до 1932 г. Зазор по
/ е'
внутреннему диаметру -у
^0,0745, где S — шаг резьбы.
Зазор по наружному диа-
7SQ Д_ SCI
метру принят ,
где S в мм, а результат выра-
жается в микронах. Дюймовые
резьбы охватывают диаметры
от 3/16 до 4" с числом ниток
на Г от 24 до 3. В настоящее
время в некоторых отраслях
промышленности дюймовые
резьбы еще применяются, однако
при проектировании новых
изделий применение дюймовых резьб запрещено, а изготовляемая
продукция с такой резьбой постепенно переводится на метрическую.
Резьба трубная цилиндрическая. Эта резьба применяется в тру-
бах, трубной арматуре и соединительных частях и охватывает диа-
метры от х/8 до 6" при числе
ниток на один дюйм от 28
до 11. Как указывалось ра-
нее, размер диаметра в дюй-
мах выражает внутренний
диаметр трубы, а наружный
диаметр резьбы больше на
величину удвоенной толщины
стенок. Так, например, при
номинальном диаметре 1" на-
ружный диаметр резьбы ра-
вен 33,250мм; номинальному
диаметру 1/2" соответствует
наружный диаметр резьбы
20,956 мм и т. д.
С целью увеличения герметичности резьбовых соединений в труб-
ной резьбе введены радиусные закругления вершин и впадин.
На фиг. 150 показан профиль трубной цилиндрической резьбы
по ГОСТ 6357-52.
Резьбы трапецеидальная и прямоугольная. Эти резьбы приме-
няются в основном в механизмах станков, прессов и других машин,
Фиг. 150. Профиль трубной цилиндрической
резьбы по ГОСТ 6357-52:
1 — муфта; 2 — труба; /0 == 0.96049S;
t2 = 0.6403S; г = 0.13733S.
* В странах с дюймовым измерением (в США, Англии) применяется резьба
Селлерса, имеющая угол профиля 60°.
156
_S
2
151.
va|C4i
Профиль
Фиг.
прямоугольной резьбы.
относительно гаики.
5
5 _
преобразующих вращательное движение в прямолинейное для пере-
движения суппортов, кареток, подъема грузов в домкратах и т. д»
Коэффициент трения при вращении винта прямоугольного профиля
по фиг. 151 наименьший. Прямоугольная резьба имеет следующие
недостатки по сравнению с трапецеидальной резьбой:
1) прямоугольную резьбу труднее изготовить, чем трапецеидаль-
ную, которую легче нарезать резцом и значительно удобнее шлифо-
вать;
2) в точных механизмах, где недопустимы холостые перемещения
или люфты, при наличии трапецеидальной резьбы зазоры легко устра-
няются стягиванием разрезной гайки; в случае применения прямо-
угольной резьбы это осуществить невозможно;
3) по прочности трапецеидальная резьба
предпочтительнее прямоугольной, так как
основание витка у нее шире за счет более
узкой вершины.
По этим причинам прямоугольная резьба
не стандартизована и заменяется трапецеидаль-
ной (фиг. 152). По наружному и внутреннему
диаметрам трепецеидальной резьбы предусмот-
рены необходимые зазоры для размещения смаз-
ки, поскольку обычно эти винты перемещаются
Трапецеидальные резьбы по ОСТ 2409-2411 (крупная, нормальная
и мелкая) охватывают диапазон диаметров 10—300 мм.
Резьба упорная (пилообразная). Эта резьба применяется в меха-
низмах, где большие давления по оси винта направлены только
в одну сторону, как например, в винтовых прессах, в нажимных
винтах прокатных станов, винтовых домкратах и т. д.
В СССР профиль упорной резьбы по ОСТ ВКС 7739-7741 выпол-
няется в виде крупной, нормальной и мелкой упорной резьб, в диапа-
зоне диаметров от 22 до 650мм (фиг. 153). Как видно из профиля резьбы,
рабочий угол профиля равен 3°, а задний угол равен 30°. Закругле-
ния у основания витков имеют целью уменьшение напряжений
в наиболее нагруженном сечении, а также предохранение от образо-
вания трещин, которые могут возникнуть при наличии угловой про-
точки с небольшим радиусом или совсем без радиуса.
Резьба круглая. Эта резьба применяется в деталях, где форма
профиля должна обеспечить длительную сохранность резьбы в самых
неблагоприятных в смысле износа условиях. Такой профиль резьбы
применяется для вагонных сцепок, арматуры для пожарных трубо-
проводов и некоторых других деталей. Профиль этот (фиг. 154)
образован дугами, сопряженными с небольшими прямолинейными
участками Угол между прямолинейными участками ра-
вен 30°.
Эта резьба не стандартизована ввиду ее ограниченного применения
в промышленности. С некоторым видоизменением эта резьба нашла
применение для цоколей и патронов электрических ламп и других
деталей, где резьба выполняется на тонкостенных полых изде-
лиях.
157
Фиг. 152. Профиль трапецеидальной резьбы
по ОСТ 2409—2411:
1 — гайка; 2 — винт; t0 = 1,8665; dcp = d0 — 0,55; = / =
= 0,55 4- z; = d0 — 2^; iг = 0,55; d^ = d0 4- 2z; z = a';
d'^d'-s. 4 /
\
Фиг. 153. Профиль упорной резьбы по ОСТ ВКС 7739—7741.
1 — гайка: 2 — винт: /0 = 1.73205S; I = 0.525075; Г. = ta 4~ z;
i\ = 0.45698S; /2 = 0.75S; Z= 0.11777S; e=0,2G384S; r=0.12427S.
Фиг. 154. Профиль круг-
лой резьбы:
/0 = 1,866035; b = 0.683015;
ta = 0.55; г = 0.238515;
4 = 0.083505; R = 0.255975;
с = 0,055; = 0,221055.
158
Допуски на резьбы цилиндрические
Вопрос обеспечения необходимых допусков для резьбовых соедй-*
нений представляет задачу более сложную, чем для гладких соеди-
нений, где допуск дается па один параметр — диаметр детали.
В резьбовых соединениях приходится иметь дело по крайней мере
с тремя параметрами: диаметром, шагом и углом профиля, а в особо
точных случаях — еще с наружным и внутренним диаметрами.
Фиг. 155. Схемы соединений винта и гайки.
Определение точного размера шага и профиля резьбы требует
довольно сложных приборов, в основном оптических, вследствие
этого такой контроль трудно обеспечить в цеховых условиях неболь-
шого предприятия \
Как сказано выше, резьбы (за исключением трубной), имеют
зазоры по вершинам и впадинам. Это сделано для того, чтобы кон-
такт между болтом и гайкой происходил по боковому профилю
резьбы (фиг. 155, а). В этом случае хорошее соприкосновение витков
1 На некоторых резьбошлифовальных станках установлены небольшие микро-
скопы, дающие возможность непосредственно на станке проверять профиль полу-
чаемой резьбы.
159
будет обеспечено при правильном изготовлении (в заданных преде-
лах) среднего диаметра резьбы, шага и профиля. Точность наружного
и внутреннего диаметров имеет меньшее значение, поскольку сопри-
косновения поверхности резьбы по этим диаметрам не проис-
ходит.
Посмотрим, как отразятся погрешности среднего диаметра резьбы
на контакте по профилю, что определяет свинчиваемость резьбы.
При слишком большом зазоре по среднему диаметру касание профи-
лей происходит лишь по одной стороне (фиг. 155, б). При слишком
малом зазоре по среднему диаметру и несовпадении шагов резьбы
свинчивание может произойти только при врезании витков одной
из сопрягаемых деталей в витки другой. Если, например, шаг болта
(или винта) больше требующегося, т. е. растянут, витки болта
должны врезаться в витки гайки (фиг. 155, в). Так как это недопу-
стимо, свинчиваемость этих деталей может быть достигнута только
уменьшением среднего диаметра болта (фиг. 155, г) или соответствен-
ным увеличением среднего диаметра гайки.
Тем же способом — изменением среднего диаметра — можно
обеспечить свинчиваемость, если угол профиля одной из деталей или
положение этого профиля неправильно. Так, если угол профиля
болта меньше угла профиля гайки (фиг. 155, д), то уменьшением
среднего диаметра болта можно обеспечить свинчиваемость
(фиг. 155, е). Конечно, контакта по всему профилю уже не будет.
При неправильном расположении профиля (так называемая
«пьяная резьба», фиг. 155, ж) свинчиваемость может быть также
достигнута уменьшением среднего диаметра резьбы болта (фиг. 155, з),
однако величина контактной поверхности получается совершенно
недостаточной для качественного резьбового соединения.
Отсюда ясно, что основную роль играет средний диаметр резьбы,
поскольку погрешности шага и профиля, как показано, могут ком-
пенсироваться изменением среднего диаметра резьбы. По этой при-
чине допуски на резьбовые изделия задаются для среднего диаметра
резьбы, с учетом величины максимально допустимых погрешностей
шага и профиля.
Допуски на наружный и внутренний диаметры болта и гайки,
как имеющие второстепенное значение, взяты примерно в 2 раза
большими, чем допуски на средний диаметр.
Основные крепежные резьбы (метрическая и дюймовая), а также
трубная резьба имеют два класса точности: 2-й и 3-й *. Мелкие метри-
ческие резьбы (при длине свинчивания в восемь витков) — имеют
три класса точности: 1-й, 2-й и 3-й и, кроме того, три дополнитель-
ных класса для резьб с длиной свинчивания от 24 витков и выше.
Основные классы точности мелких резьб (1-й, 2-й и 3-й) обозна-
чаются буквами: для гайки соответственно С, Е и Н (прописные),
для болта —с, е и h (строчные). Дополнительные классы обозначаются
аналогично буквами D, F и К и d, f и к **.
* Метрические резьбы от 1 до 68 мм имеют 1-й, 2-й и 3 й классы точности.
** По ОСТ НКТП 1256.
160
Для трапецеидальных резьб установлены: для гаек две степени
точности — М и N, а для винтов три степени точности — m, п и р (по
ОСТ ВКС 7714)*.
Точность резьбы указывается на чертеже детали условным обозна-
чением после размера резьбы; например, М12—3 кл. обозначает
основную метрическую резьбу диаметром 12 мм 3-го класса точности;
обозначение 10 X 1С означает резьбу первую мелкую, 1-го класса
точности, и т. п.
Наиболее распространенной посадкой для резьбовых сопряжений
является скользящая. Для шпилек применяются прессовые и плот-
ные посадки. Для резьб, передающих движение, применяются
посадки с гарантированным зазором по среднему диаметру. Ниже
приводится табл. 23, в которой перечислены стандарты по допускам
на цилиндрические резьбы.
Таблица 23
Общесоюзные стандарты по допускам на цилиндрические резьбы
Наименование резьбы № стандарта па резьбу № стандарта на допуски резьбы Класс и степени точности
Метрическая основ- ная резьба диа- метром 2—5 мм ОСТ НКТП 94 ост нктм 1250-39 1-й
То же 1—<5 мм ОСТ НКТП 94 ОСТ НКТП 1254 и 1255 2-й и 3-й
„ 6—68 „ ОСТ НКТП 32 ост нктм 1250-39, ОСТ нктп 1251 и 1252 1-й, 2а, 2-й и 3-й
„ 72-600 , ОСТ НКТП 193 ост нктп 1253 Степени точности Е, F, II, К
Все мелкие метриче- ОСТ НКТП 271, ост нктп Степени точности С,
ские резьбы 272, 4120 и 4121 ГОСТ 8724-58 1256 D, Е, F, Н, К
Резьба метрическая ОСТ НКТП 32 ГОСТ 4608-49 Степени точности
тугая диаметром 6—48 мм и 271 Ащп Ац12» Дшз (для гнезда), Т1, Г1, Т2 и ТЗ (для шпилек)
1 Дюймовая резьба диаметром 3/i6—4" ОСТ НКТП 1260 ОСТ нктп 1261, 1262 2-й и 3-й
Трубная цилиндри- ческая резьба i/8 - 6" ГОСТ 6357-52 ГОСТ 6357-52 2-й и 3-й *
Т р апецеи д альные ОСТ 2409, 2410 ОСТ ВКС 7714 Степени точности
резьбы (все раз- меры) и 2411 ш, пир для вин- тов, М и N для гаек
Упорная резьба (все ОСТ ВКС 7739, По нормалям Степени точности
размеры) 7740 и 7741 Бюро взаимо- заменяемости М (т) и N (п)
* Для станкостроения разработан специальный стандарт по трапецеидальной
резьбе с четырьмя степенями точности: f, g, h и к (в убывающем порядке), с более
жесткими допусками по всем элементам резьбы.
И Смиля некий 438 161
Измерение цилиндрических резьб
Резьбовые изделия (крепежные детали, детали машин и меха-
низмов) по отдельным элементам резьбы не проверяются. Контроль
резьбы для обеспечения взаимозаменяемости изделий производится
предельными резьбовыми калибрами, т. е. резьбовыми скобами
и резьбовыми пробками, имеющими проходную и непроходную сто-
роны. Это обеспечивает наиболее быстрый комплексный метод конт-
троля, при котором контролируются сразу все элементы резьбы.
При проверке инструмента для нарезания резьбы и для ее кон-
троля (метчики и резьбовые калибры-пробки), приходится прибегать
к поэлементному контролю, хотя такая поэлементная проверка свя-
зана с применением сложных оптических приборов (например, для
проверки угла и профиля, определения точного шага). Тот же способ
проверки (по элементам) приходится применять и к некоторым еди-
ничным изделиям, к которым предъявляются повышенные требова-
ния в отношении точности основных элементов и для которых изго-
товление мерительного инструмента является нерентабельным.
К наиболее распространенным средствам контроля резьбы
по отдельным элементам относятся микрометры со вставками (резьбо-
вые микрометры), проволочки для измерения среднего диаметра
резьбы в сочетании с микрометром, а для определения угла профиля
и шага резьбы — инструментальный и универсальный микроскопы,
являющиеся наиболее совершенными приборами для проверки всех
элементов точных резьб. Грубая проверка шага резьбы, как указы-
валось ранее, производится резьбовыми шаблонами (фиг. 156).
Наборы таких шаблонов охватывают широкий диапазон как метриче-
ских, так и дюймовых резьб и являются незаменимыми в условиях
ремонта.
Измерение резьбы посредством микрометра со вставками. Микро-
метры со вставками (резьбовые микрометры по ГОСТ 4380-48)
применяются для измерения средних диаметров метрических и дюй-
мовых резьб. Схемы применения вставок показаны на фиг. 157.
Резьбовые микрометры отличаются от обычных микрометров тем, что
в пятке и в конце микрометрического винта имеются глухие отвер-
стия для сменных вставок, причем каждая пара вставок пригодна
для измерения интервала шагов, например, 1 — 1,75 1,75—2,5 мм
и т. д. >
В соответствии с профилями резьбы наконечники вставок для
измерения профиля по среднему и внутреннему диаметрам имеют
угол 55, 60° или другой, в зависимости от угла профиля.
Одна из этих вставок имеет вид конуса, другая — вид призмы,
самоустанавливающейся по углу подъема витка резьбы. Призмати-
ческая вставка вставляется в пятку микрометра, коническая —
в отверстие микрометрического винта.
Поскольку вставки нарущают установку микрометра на нуль,
барабан резьбового микрометра делается из двух частей, соединяе-
мых вместе цанговым зажимом при затягивании специальной гайкой.
Из-за значительных погрешностей (до 0,1 мм) микрометр со встав-
162
ками не может применяться для точных резьбовых изделий — резь
бовых калибров и точных метчиков. Наилучшие показания резьбе
вого микрометра можно получить тогда, когда его установку предва
рительно производят по аттестованным резьбовым калибрам
приложенным к комплекту
вставок. Если затем измерить
резьбу с тем же средним диамет-
ром и шагом, то показания бу-
дут достаточно правильными.
Наконечники вставок довольно
быстро изнашиваются; поэтому
резьбовые микрометры целесо-
Фиг. 157. Схемы вставок к микрометру
для измерения резьбы:
а — по среднему диаметру; б — по внутрен-
нему диаметру; в — по наружному диаметру.
Фиг. 156. Проверка шага резьбовыми
шаблонами.
образно применять для резьбовых заготовок, для измерения мет-
чиков, не требующих высокой точности и т. п.
Фиг. 158. Микрометр резьбовой:
/ — скоба; 2 — пятка; 3 — микрометрический винт; 4 — стебель;
5 — барабан; 6 — призматическая вставка; 7 — коническая вставка;
8 — установочная мера (шаблон).
На фиг. 158 показан резьбовой микрометр со вставками, а также
шаблон для предварительной установки.
11*
163
Измерение среднего диаметра резьбы посредством проволочек.
Этот способ измерения среднего диаметра резьбы является наиболее
Точным, надежным и удобным. Схема измерений по методу трех про-
волочек показана на фиг. 159.
Во впадины резьбы закладывают три проволочки одного диаметра
и микрометром измеряют размер М. При этом средний диаметр
резьбы определяют (из фиг. 159) таким образом:
где d— диаметр проволочки, определяемый по формуле:
dnp > 0,5775;
знак > означает, что левая часть равенства должна
быть больше или\ равна правой части;
5 — шаг резьбы;
----половина угла профиля резьбы.
При = 30° (для метрической резьбы) формула принимает вид
dcp = M-3dnp + 0,8665,
поскольку sin 30° == , a ctg 30° = 1,732.
) * .
При у = 27 30' (для дюймовой резьбы)
dcp = М — З,1657б/Яр + 0,96055,
где dnp > 0,56375; шаг 5 = мм;
п — число ниток на 1".
Для трапецеидальной резьбы = 15° J без учета угла подъема
винтовой линии (при угле, не превышающем 3°).
dcp = М - 4,864^р + 1,866S; (а)
при угле подъема винтовой линии более 3° '
dcp = M- d„„ /' 1 + —+ 1.866S; (б)
\ S1D -у-1
164
здесь — — половина угла профиля резьбы в сечении, нормальном
к витку. Очевидно, этот угол равен углу у , взятому в осевом сече-
нии, помноженному на cos®, где ср — угол между обоими сече-
ниями (осевым и нормальным к витку), или, что то же, угол подъема
винтовой линии резьбы. Его находят по следующей формуле:
Р .а
-j-= tg COS <р;
зная tg у , по тригонометрической таблице, находят sin у и, под-
ставляя в формулу (б), определяют drp.
Угол подъема винтовой линии резьбы, как указывалось в начале
данной главы, определяют из формулы
где dcp — берется по чертежу или определяется расчетом. Часто
угол ср непосредственно указывается в чертеже детали, резьба кото-
рой шлифуется.
Диаметр проволочки для трапецеидальной резьбы (а = 30°)
определяют по формуле dnp = 0,51765. Этот диаметр не всегда обес-
печивает выступание проволочки выше наружного диаметра, без
чего пользование микрометром невозможно. Поэтому диаметр про-
волочки проверяют по формуле: 1,2588 dn >0,55 + 0,4. Если
левая часть окажется меньше правой, находят разность между обеими
частями неравенства и умножают эту разность на 0,5176; на эту вели-
чину и увеличивают диаметр проволочки. Поскольку размер может
оказаться нестандартным, надо взять ближайший больший диаметр
(с условием, чтобы разница не превышала 0,1—0,15 мм). В против-
ном случае приходится специально изготовлять проволочки нужного
диаметра.
Для практических целей имеются заранее составленные таблицы
для подсчета среднего диаметра, в которых приняты номинальные
величины 5, dn и а . При особо точных измерениях следует учиты-
вать отклонения от этих номинальных величин и вносить соответ-
ствующие поправки. Ниже даются табл. 24, 25 и 26 для измерения
среднего диаметра трапецеидальных резьб (крупной, средней и мел-
кой) [7 1.
В скобках указаны размеры диаметров, которые не рекомендуется
применять.
Влияние погрешностей отдельных элементов резьбы сказывается
па размере среднего диаметра следующим образом. Если обозначить
погрешность шага одного витка резьбы через 35, то погрешность
размера среднего диаметра, вызываемая этой погрешностью шага
резьбы, будет .
»,<₽=+4-ctg-У 8S; г
Л* Лл
165
Таблица 24
аз Измерение посредством трех проволочек среднего диаметра трапецеидальной крупной резьбы (а = 30°); размеры в мм
Номиналь- ный диа- метр Шаг резь- бы S Диаметр прово- лочки или ролика d Размер Af । Номиналь- ный диа- метр Шаг резь- бы S Диаметр проволочки или ро- лика d Размер М Номиналь- ный диа- метр Шаг резь- бы S Диаметр проволочки или ро- лика d Размер М
22 8 4,141 23,353 70 16 8.282 72,527 150 24 12,423 153,641
24 8 4,141 25,334 (72) 16 8,282 74,527 (155) 24 12 423 158,641
26 8 4,141 27,317 75 16 8,282 77,494 160 24 12.423 163,641
28 8 4 141 29,301 (78) 16 8,282 80,494 (165) 24 12 423 168,641
30 10 5,176 31,666 80 16 8,282 82,494 170 24 12,423 173 641
32 10 5,176 33,645 (82) 16 8,282 82,494 (175) 24 12,423 178,641
(34) 10 5,176 35,625 85 20 10,353 88,161 180 32 16.565 184,860
36 10 5,176 37,604 (88) 20 10,353 91,161 (185) 32 16,565 189,860
(38) 10 5,176 39,604 90 20 10,353 93,161 190 32 16,565 194,860
40 10 5,176 41,578 (92) 20 10,353 95,120 (195) 32 16,565 199.860
(42) 10 5,176 43,578 95 20 10,353 98,120 200 32 16.565 204,860
44 12 6212 45,929 (98) 20 10,353 101,120 210 32 16,565 214,860
(46) 12 6,212 47,929 100 20 10,353 103,120 220 32 16,565 224,860
48 12 6,212 49,898 (105) 20 10,353 108,120 230 32 16,565 234.860
50 12 6,212 51,898 110 20 10,353 113,120 240 40 20,706 246,074
52 12 6.212 53,898 (Н5) 20 10,353 118,077 250 . 40 20,706 256.074
55 12 6,212 56,873 120 24 12,423 123,741 260 40 20.706 266,074
(58) 12 6,212 59.873 (125) 24 12 423 128,741 270 40 20,706 276,074
60 12 6,212 61,873 130 24 12,423 133,741 280 40 20,706 286,074
(62) 16 8,282 64.568 (135) 24 12,423 138,641 290 40 20.706 296,074
65 16 8,282 67 527 140 24 12,423 143,641 300 40 20,706 306,074
68 16 8,282 70,527 (145) 24 12,423 148,648 ~ - 1 "
Таблица 25
Измерение посредством трех проволочек среднего диаметра трапецеидальной нормальной резьбы (а = 30°); размеры в мм
Номиналь- ный диа- метр Шаг резь- бы S Диаметр прово- лочки или ролика d Размер М Номиналь- ный диа- метр Шаг резь- бы S Диаметр проволочки или ро- лика d Размер М Номиналь- ный диа- метр Шаг резь- бы 3 Диаметр проволочки или ро- лика d Размер М
10 3 1,553 10,488 (58) 8 4,141 59,214 (135) 16 8,282 137,428
12 3 1,553 12,474 60 8 4,141 61.214 140 16 8.282 142,428
14 3 1,553 14,468 (62) 10 5.176 63.516 (145) 16 8,282 147,428
16 4 2,071 16,634 65 10 5,176 66,516 150 16 8,282 152,428
18 4 2,071 18,634 (68) 10 5,176 69,516 (155) 16 8,282 157,428
(19) 4 2 071 19,626 । 70 10 5,176 71,516 160 16 8,282 162,428
20 4 2,071 20.626 (72) 10 5,176 73,516 (165) 16 8,282 167,428
22 5 2,595 22,823 75 10 5,176 76.516 170 16 8,282 172,428
24 5 2,595 24,813 (78) 10 5,176 79,516 (175) 16 8 282 177,428
26 5 2,595 26,813 80 10 5,176 81,516 180 20 10,353 183,037
28 5 2,595 28,813 (82) 10 5,176 83,516 (185) 20 10,353 188,037
30 6 3,106 30,936 85 12 6,212 86,823 190 20 10.353 193,037
32 6 3,106 32,936 (88) 12 6,212 89,823 (195) 20 10,353 198,037
(34) 6 3,106 34,924 (90) 12 6,212 91,823 200 20 10,353 203,037
36 6 3,106 36,912 (92) 12 6,212 93,823 1 210 20 10,353 213,037
(38) 6 3,106 38,912 95 12 6.212 96.823 220 20 10,353 223,037
40 6 3,106 40,912 (98) 12 6.212 99,823 230 20 10,353 233.037
(42) 6 3,106 42,912 100 12 6,212 101,823 240 24 12,423 243,641
44 8 4,141 45,214 (Ю5) 12 6.212 106,823 250 24 12,423 253,641
(46) 8 4,141 47,214 НО 12 6,212 111,823 260 24 12,423 263,641
48 8 4,141 49,214 (И5) 12 6,212 116,823 270 24 12,423 273,641
50 8 4,141 51.214 120 16 8,282 122.428 280 24 12,423 283,641
52 8 4,141 53.214 (125) 16 8,282 127.428 290 24 12,423 293,641
55 8 4,141 56 214 130 1 16 8,282 132 428 300 1 24 12 423 303.641
Таблица 26
Измерение посредством трех проволочек среднего диаметра трапецеидальной мелкой резьбы (а = 30е); размеры в мм
Номиналь- ный диа- метр Шаг резь- бы 3 Диаметр прово- лочки или ролика d Размер М Номиналь- ный диа- метр Ша г резь- бы S Диаметр проволочки или ро- лика d Размер М Номиналь- ный диа- метр Шаг резь- бы 5 Диаметр проволочки или ро- лика d Размер М
10 2 1,047 10,369 60 3 1,553 60,456 140 6 3.106 140,912
12 2 1,047 12.361 (62) 4 2,071 62,609 (145) 6 3,106 145,912
14 2 1,047 14.361 65 4 2,071 65,609 150 6 3,106 150,912
16 2 1,047 16,361 (68) 4 2,071 68,609 (155) 8 4.141 156,214
18 2 1,047 18,361 70 , 4 2,071 70,609 160 8 4,141 161.214
20 2 1,047 20,361 (72) 4 2,071 72,609 (165) 8 4,141 166,214
22 2 1,047 22.361 75 4 2.071 75,609 170 8 4,141 171,214
24 2 1,047 24,361 (78) 4 2,071 78,609 (175) 8 4,141 176,214
26 2 1,047 26.361 80 4 2,071 80,609 180 8 4.141 181.214
28 2 1,047 28,361 (82) 4 2 071 82,609 (185) 8 4,141 186,214
30 3 1,553 30,456 85 5 2,595 85,792 190 8 4.141 191,214
32 3 1,553 32,456 (88) 5 2,595 88,792 (195) 10 5 176 196,516
(34) 3 1.553 34.456 90 5 2,595 90,792 200 10 5,176 201,516
36 3 1.553 36,456 (92) 5 2 595 92,792 210 10 5,176 211,516
(38) 3 1,553 38.456 95 5 2,595 95.792 220 10 5,176 221,516
40 3 1,553 40.456 (98) 5 2,595 98.792 230 10 5,176 231,516
(42) 3 1,553 42,456 100 5 2.595 100,792 240 12 6.212 241,823
44 3 1,553 44,456 (Ю5) 5 2,595 105,792 250 12 6.212 251,823
(46) 3 1,553 46.456 ПО 5 2,595 110,792 260 12 6.212 261,823
48 3 1,553 48 456 (П5) 5 2.595 115.792 270 12 6,212 271,823
50 3 1,553 50 456 120 6 3,106 120,912 280 12 6,212 281.823
52 3 1,553 52.456 (125) 6 3,106 125,912 290 12 6.212 291,823
55 3 1,553 55 456 130 6 3,106 130,912 300 12 6,212 301,823
(58) 3 1,553 58,456 (135) 6 3,106 135,912 ——• — —
при = 30° (метрическая резьба)
8,d,„ = + 0,8668S.
Знак плюс имеет место, если погрешность положительная,
т. е. приводит к увеличению шага, а знак минус — если погрешность
отрицательная.
Отклонения диаметра проволочек от номинала вызывают погреш-
ность среднего диаметра
82dcp = -1,5(5^+ Мг + Мзу
где bdy — отклонение от номинала одиночной проволочки;
%d2 и %d3 — отклонения проволочек, работающих в паре.
Знак минус указывает, что проволочки изношены, т. е. их диа-
метр меньше номинального. Например, если одиночная проволочка
износилась на 1,8 мк, а обе другие, работающие в паре, —одна
на 1,6 мк, а другая на 2 мк, то общая погрешность от неточных раз-
меров проволочек составляет
\dco = — 1,5 ( 1,8 + —= — 5,4 мк.
* \ “ /
Эту величину нужно добавить к размеру, определенному микро-
метром.
Из этого примера ясно, что износом проволочек пренебрегать
не следует. На предприятиях с хорошо организованным инструмен-
тальным хозяйством проверка проволочек производится два-три
раза в месяц.
Погрешности угла профиля также могут вызвать отклонения вели-
чины среднего диаметра. Однако эти отклонения учитываются только
в том случае, если при измерении применялись проволочки не наивы-
годнейшего диаметра. По этим соображениям следует применять
проволочки наивыгоднейшего диаметра, при котором касание
цилиндра проволочки со стенками профиля происходит в точках,
лежащих на среднем диаметре резьбы. Наивыгоднейшее значение
диаметра проволочки определяется из формулы
А _ S
а ’
2 cos -у-
Наивыгоднейшие значения диаметров проволочек для метрической
и дюймовой резьб приведены в табл. 27.
Влияние угла подъема винтовой линии при обычных резьбах
(с углом ср < 30°) на искажение величины среднего диаметра неве-
лико и не превышает 1 мк.
Наконец, источником искажения размера среднего диаметра
может служить деформация проволочек из-за значительного измери-
тельного усилия от микрометра. Поэтому следует отобрать или отре-
гулировать измерительный инструмент на минимально возможное
169
Таблица 27
Наивыгоднейшие значения диаметров проволочек для измерения среднего диаметр?,
метрической и дюймовой резьб (ио ГОСТ 2475-44)
Метрическая резьба Дюймовая резьба
Шаг в мм Диаметр проволочек в мм Шаг в мм Диаметр проволочек в ММ Число ниток на 1 дюйм Шаг в мм Диаметр прбволочек в мм
0.2 0,118 1,25 0,724 24 1.058 0,572
0,25 0,142 1,5 0,866 20 1,270 0,724
0,3 0,170 1,75 1,008 18 1,414 0,796
0,35 0,201 2,0 1,157 16 1,583 0,866
0,4 0,232 2,5 1,441 14 \ 1,814 1,008
0,45 0,260 3,0 1,732 12 2,117 1,157
0,5 0,291 3,5 2,020 11 2,309 . 1,302
0,6 0,343 4,0 2,311 10 < 2,540 1,441
0,7 0,402 4,5 2,595 9 2,822 1,591
0.75 0,433 5.0 2,886 8 3,175 1,732
0,8 0,461 5.5 3.177 7 / 3,629 2,020’
1,0 0,572 6.0 3,468 6 4,233 2,311
—- —- — 1м . 5 5,080 2,886
— — — —!— 4,5 5,644 3,177
— —— — 1 4 6,350 3.580
— — — \ 35 7,257 4,091
— — — \ 3,25 7,815 4,400
— — 3 8,467 4,773
усилие (величины отклонений по этой причине лежат в пределах
1—3 мк).
Типы проволочек и роликов показаны на фиг. 160. Один конец
проволочки имеет ушко или крючок для крепления бирки с указан-
ными на ней размерами проволочки и класса точности.
Проволочки для определения среднего диаметра резьбы изготов-
ляют по двум классам точности: по 0-му классу — при допуске
на средний диаметр резьбы 4—8 мк и по 1-му классу — 8 мк и более.
Проверку проволочек производят по диаметру, конусности,
овальности, искривленности и огранке с помощью оптических при-
боров измерительных лабораторий.
Измерение внутренних резьб. Измерение основных элементов
внутренней резьбы является задачей довольно сложной, до сих пор
не имеющей удовлетворительного решения. Эта задача особенно
усложняется при измерении внутренней резьбы малых диаметров.
Наиболее простым методом измерения внутренней резьбы является
свинчивание детали с соответствующим контр-калибром.
В ограниченных случаях, для лабораторных целей, применяют
получение отпечатка из легкого сплава (например, смеси из 15% гра-
фита и 85% серы) с температурой плавления около 115°. При осты-
вании сплав расширяется и хорошо заполняет форму.
170
Для измерения малых диаметров внутренних резьб с помощью слепков с резьбы,
более подходящим средством является амальгама, состоящая из двух частей ртути
и одной части меди. Амальгама нагревается в тигле до тех пор, пока на ее поверх-
ности не выступят мелкие капли ртути. Затем смесь растирают в фарфоровой ступке,
пока она не превратится в мягкую массу серебристого цвета. Этой массой заполняют
форму (калибр-кольцо или резьбовое отверстие). Окончательное остывание насту-
Фиг. 160. Типы проволочек и роликов для измерения среднего диаметра резьбы:
а — диаметром d до 0.75 мм\ б —диаметром d свыше 0,75 до 2,02 мм; в — диаметром d
свыше 2,02 до 8 мм; г — ролики диаметром d свыше 8 мм.
пает примерно через 4 часа, после чего пробка вывертывается и проверяется, как
деталь с наружной резьбой. Поскольку пары ртути ядовиты, нагревание следует
производить в специальном вытяжном шкафу.
По точности слепка амальгама дает наиболее удовлетворительные результаты.
Для шагов резьбы не менее 2,5—3 мм можно применить гипсовые
: гипс медицинский 65% по весу,
(получается
слепки по следующему рецепту
азотистокислый натрий NaNO2 5%-ный
растворением 5 г порошка в 100 мм2
воды). Такой слепок удобен тем, что,
не требуя нагревания, устраняет темпе-
ратурные искажения резьбы.
35% по весу
о
Фиг. 161. Резьбы конические.
РЕЗЬБЫ КОНИЧЕСКИЕ
Резьбы, нарезаемые на конусе,
имеют только треугольный профиль,
который может быть выполнен двояким
образом.
На фиг. 161, а показана коническая
резьба, ось профиля которой перпен-
дикулярна оси резьбы. Шаг этой резьбы измеряется параллельно
оси. Такие резьбы применяются в СССР (по ГОСТ 6211-52 и 6111-52).
На некоторых деталях встречаются резьбы, у которых ось профиля
расположена перпендикулярно образующей конуса (фиг. 161, б).
Шаг таких резьб измеряется по образующей конуса.
171
Соотношение между шагом по оси конуса и шагом по образующей
определяется следующими формулами:
S = Sj cos ср;
1 cos у
где S — шаг резьбы, измеренный параллельно оси конуса, в мм;
Si — шаг резьбы, измеренный параллельно образующей конуса,
в мм;
<р — половина угла при вершине конуса.
Средний диаметр конической резьбы является постоянным только
для заданного (на определенном расстоянии от торца) сечения и опре-
деляется как расстояние, измеряемое перпендикулярно оси резьбы
между противолежащими линиями, проходящими через середину
высоты теоретического профиля резьбы.
В резьбе трубной конической по ГОСТ 6211-52 (фиг. 162, а)
конусность (21g <р) принята равной ’/16, что соответствует углу
уклона = 1°47'24" с закруглением без зазоров по вершинам и впа-
динам. Угол профиля равен 55°.
Резьбы трубные конические применяются, в основном, для уплот-
нения в трубопроводах.
Контроль конических резьб, как правило, производится резьбо-
выми кольцами и пробками, дающими комплексную проверку всех
элементов резьбы.
Для уяснения способа применения калибров при измерении кони-
ческой резьбы следует ввести понятие об основной плоскости,
т. е. плоскости сечения трубы, в которой диаметры конической
резьбы — наружный, средний и внутренний, —соответственно равны
тем же диаметрам цилиндрической резьбы труб с таким же номиналь-
ным диаметром.
Расстояния основной плоскости до торца трубы /2 приведены
в ГОСТ 6211-52 (табл. 1).
Основная плоскость у муфты совпадает с одним из ее торцов.
Точность конической резьбы определяется по отклонению положения
основной плоскости, заданной расстоянием от торца (для тр’ бы).
Это расстояние проверяется калибром-пробкой с конической резьбой,
имеющим уступ в основной плоскости. Предельные отклонения
от размера совпадения уступа на пробке с торцом м'фты &/2
не должны превышать величин, указанных в табл. 28 (по ГССТ
6211-52).
Таблица 28
Предельные отклонения расстояния основной плоскости трубы от ее торца (8/2)
Размер резьбы ‘/4-78' ‘/«-•Л* 1—2" 2V.-6"
Предельные отклонения размера /2 в мм .... ±0.75 ±1 ±1 5 ±2 ±2,5
172
Му ср mu
Ось трубы
Фиг. 162. Резьба трубная коническая по ГОСТ 6211-52:
а —профиль резьбы; б — схема проверки наружной резьбы калиб-
ром-кольцом: 1 — при номинальном диаметре резьбы: 2 — при наи-
большем допустимом диаметре резьбы; 3 — при наименьшем допусти-
мом диаметре резьбы; в — схема проверки внутренней резьбы калиб-
ром-пробкой; / — при номинальном диаметре резьбы; 2 — при
наибольшем допустимом диаметре резьбы; 3 — при наименьшем
допустимом диаметре резьбы.
Наружная коническая резьба труб проверяется по среднему диа-
метру калибром-кольцом с конической резьбой, ширина которого
равна /о- Основная плоскость резьбы совпадает с торцом кольца;
при навинчивании на трубу второй торец кольца должен совпадать
с торцом трубы. Отклонения от совпадения- торцов трубы и кольца
(3/2) не должны превышать значений, указанных в табл. 28.
На фиг. 162, б показаны три положения калибра-кольца и трубы:
Допусками —з/2 и отмечены отклонения торца кольца от торца
трубы.
Фиг. 163. Резьба коническая дюймовая с углом профиля 60° по ГОСТ 6111-52.
На фиг. 162, в показана проверка муфты резьбовым калибром-
пробкой. На пробке имеется уступ, совпадающий с положением основ-
ной плоскости. Величины отклонений отмечены тем же способом,
что и при измерении трубы.
Допускаемые погрешности по углу уклона имеют следующие
значения: для номинальных размеров до 3-х дюймов отклонения раз-
решаются до 20', выше 3-х дюймов — до 30'. При этом отклонения
у труб должны быть положительные (в сторону увеличения угла),
у муфт — отрицательные (в сторону уменьшения угла).
Если для муфт применяется цилиндрическая резьба, она должна
быть с закругленным профилем по 2-му классу точности
(ГОСТ 6357-52).
Кроме конической трубной резьбы, применяется коническая дюй-
мовая резьба по ГОСТ 6111-52, имеющая ту же конусность, что
и трубная (1 : 16) и тот же угол уклона (1°47'24"), однако с углом
профиля 60° (фиг. 163). При измерении наружной дюймовой резьбы
трубы основная плоскость резьбы также совпадет с торцом калибра-
кольца и находится на определенном расстоянии /2 от торца трубы.
Контроль этой резьбы производится так же, как и резьбы по ГОСТ
6211-52. Отклонения от совпадения торцов &/2 как для трубы,
так и для муфты не должны превышать +S (S — шаг резьбы).
174
УПРАЖНЕНИЯ
1. Проверка правильности расположения резьбовых отверстий
и их перпендикулярности к плоскости детали
Объект измерения —деталь по фиг. 164.
Необходимые инструменты: 1) микрометры с пределами измерений
О—25, 25—50, 50—75 мм; 2) метчики Мб, М8 и М10 (по 2 шт. каждого
Фиг. 164. Деталь для проверки расположения резьбовых отверстий.
Фиг. 165. Проверка перпендикулярно-
сти резьбового отверстия к плоскости.
размера); 3) резьбомер для метрической резьбы; 4) угольник с широ-
ким основанием (160 X 100 мм); 5) стальная линейка длиной 150 мм.
Содержание упражнения
1. Проверить каждое отверстие в детали по диаметру и шагу
резьбы. Применить для этого линейку и резьбомер.
2. Проверить перпендикуляр-
ность резьбовых отверстий к плос-
кости А детали. Для этого:
а) ввернуть метчик в одно из
нарезанных отверстий:
б) поставить угольник на верх-
нюю плоскость А детали и подви-
нуть его к метчику так, чтобы вер-
тикальная стенка угольника кос-
нулась резьбы метчика, как пока-
зано на фиг. 165.
в) проверить, является ли
хвостовик метчика параллельным
стенке угольника (на просвет);
г) поставить угольник в другое
положение по отношению к мет-
чику—под прямым углом (в плане)
к первоначальному положению;
д) проверить таким же способом все остальные нарезанные отвер-
стия;
е) проверить расстояния (1—8) между центрами нарезанных
отверстий по схеме, показанной на фиг. 164.
Примечание. Расстояния между центрами нарезанных отверстий опре-
деляют тем же способом, что и между просверленными и развернутыми затем отвер-
175
стиями, причем метчики здесь заменяются калибрами-пробками, вставленными
в отверстия.
Если измерения производятся снаружи микрометром на уровне хвостовиков
метчиков, следует из полученного размера вычесть размер, равный полусумме диа-
метров этих хвостовиков.
2. Проверка биения наружного диаметра цилиндрической детали
по отношению к нарезанному отверстию
Объект измерения —деталь по фиг. 166.
Необходимые инструменты: 1) плита поверочная; 2) призма с опор-
ными поверхностями под углом 90°; 3) индикатор часового типа
Биение наружного диаметра относительно
оси отверстия М!0 не долее 0.025мм
Фиг. 166. Деталь для проверки биения наружного
диаметра относительно нарезанного отверстия.
на стойке; 4) штангенглубиномер или штангенциркуль с глубиноме-
ром (см. фиг. 13, а)\ 5) микрометр с пределами измерений 25—50 мм\
6) резьбомер для метрической резьбы; 7) метчик соответственно наре-
занному отверстию.
Содержание упражнения
1. Очистить поверхность поверочной плиты и проверить, нет ли
на ней царапин, заусенцев и т. д.
2. Установить на плите индикатор часового типа на стойке.
3. Проверить отверстие в детали по глубине, диаметру и шагу
резьбы.
4. Ввернуть в нарезанное отверстие метчик с соответствующей
резьбой.
5. Проверить призму в отношении чистоты опорных плоскостей.
6. Положить деталь на призму и установить индикатор так, чтобы
наконечник индикатора касался высшей точки хвостовика метчика
(фиг. 167).
7. Двигая призму с деталью вперед и назад вдоль оси детали под
наконечником индикатора, наблюдать показания индикатора.
8. Поставить циферблат индикатора на нуль.
9. Повернуть деталь на 1/1 оборота на призме и, перемещая призму
вдоль оси детали, наблюдать показания индикатора.
10. Подвинуть призму с деталью вперед (для определения наивыс-
шей точки), наблюдая за индикатором.
176
11. Повторить пп. 9 и 10 по крайней мере четыре раза, пока
не будет уверенности в правильном контроле детали.
12. Записать отклонения показания индикатора при контроле
детали в разных положениях по окружности и при разных положе-
ниях вдоль оси детали.
Фиг. 167. Проверка биения наружного диаметра вала
по отношению к резьбовому центровому отверстию.
3. Измерение метрической резьбы посредством проволочек
и микрометра
Объект измерения—винт по фиг. 168, а с резьбой М24и 20 X 1,5 мм
Необходимые инструменты: 1) микрометр с пределами измерений
0—25 мм; 2) набор проволочек; 3) линейка стальная длиной 250 мм;
4) резьбомер для метрической резьбы; 5) калибр-кольцо для резьбы
М24; 6) калибр-кольцо для резьбы 20 X 1,5 мм; 7) эталоны чистоты.
Содержание упражнения
А. Проверить резьбу М24 в следующем порядке:
1. Измерить число витков на какой-либо длине, например на
длине 100 мм.
2. Определить шаг и проверить его резьбомером или резьбовым
калибром-кольцом.
3. Измерить наружный диаметр винта в нескольких точках для
определения отклонений от цилиндричности.
4. Определить размер проволочек для измерения среднего диа-
метра (по табл. 27).
5. Рассчитать размер М показания микрометра по проволочкам
(фиг. 168, б).
6. Установить проволочки во впадинах резьбы.
12 Смилянский 438 ^77
7. Проверить микрометром размер М и определить средний диа-
метр измерением в нескольких точках для выявления конусности
среднего диаметра.
£Л/\/7 Л Г ТЛЛкНПР
и притереть а)
6)
Фиг. 168. Проверка резьбы
посредством проволочек
и микрометра;
а — деталь для проверки;
б — схема измерения резьбы:
/ —пятка микрометра; 2 — стер-
жень микрометра; <3 — прово-
лочки для измерения среднего
диаметра резьбы.
8. Проверить чистоту обработки
по эталонам чистоты.
Б. Проверить резьбу 20 X 1,5 мм в том же порядке, как в п. А.
и определить класс чистоты
4. Измерение трапецеидальной резьбы штангензубомером
Объект измерения —деталь по фиг. 169 (винт с трапецеидальной
резьбой).
Необходимый инструмент: 1) микрометр с пределами измерений
О—25 мм; 2) штангензубомер; 3) шаблоны для измерения шага;
4) эталоны чистоты; 5) универсальный микроскоп.
Содержание упражнения
1. Определить шаг резьбы винта посредством шаблона или на уни-
версальном микроскопе х.
2. Проверить микрометром наружный диаметр резьбы в несколь-
ких точках для определения его цилиндричности.
3. Проверить штангензубомером глубину резьбы (в нескольких
точках по длине). ,
1 Методика измерения шага на микроскопе здесь не приводится, поскольку
описание этого прибора дано только в общих чертах.
178
4. Рассчитать размер от вершины витка до средней линии резьбы.
5. Рассчитать толщину витка по среднему диаметру (с учетом
допусков на утонение витка).
6. Установить губки штангензубомера на толщину витка по раз-
меру, определенному в п. 5.
7. Установить высотную линейку штангензубомера на размер,
определенный в п. 4.
Профиль резьбы
?лп
Фиг. 169. Деталь для проверки трапецеидальной резьбы
зубомером.
8. Проверить толщину витка в нескольких местах, чтобы опреде-
лить отклонения от номинального размера и, следовательно, откло-
нения среднего диаметра от цилиндричности. При этом губки штан-
гензубомера должны касаться боковых сторон витка, в то время
как высотная линейка должна упираться в вершину резьбы.
9. Проверить чистоту поверхности витков резьбы по эталонам
чистоты.
5. Измерение среднего диаметра трапецеидальной резьбы методом
трех проволочек
Объект измерения —деталь по фиг. 169 (винт с трапецеидаль-
ной резьбой).
Необходимый инструмент: 1) проволочки (комплект из 3 шт.);
2) микрометр с пределами измерений 25—50 мм\ 3) линейка сталь-
ная длиной 150 мм\ 4) эталоны чистоты.
Содержание упражнения
1. Измерить число витков на длине 100 мм.
2. Определить шаг резьбы в миллиметрах.
12* 179
। 3. Подобрать по формуле, а затем проверить по табл. 27 диаметры
наивыгоднейших проволочек или роликов.
4. Рассчитать размер М по проволочкам для среднего диаметра
резьбы (с учетом допусков на этот размер).
5. Проверить микрометром наружный диаметр резьбы по размеру
и конусности на определенной длине (например, 250 мм).
6. Проверить по роликам средний диаметр резьбы по размеру
и конусности.
7. Проверить чистоту поверхности профиля витка по эталонам
чистоты.
Глава XII
СРЕДСТВА КОНТРОЛЯ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
ОСНОВНЫЕ ЭЛЕМЕНТЫ ЗУБЧАТЫХ КОЛЕС
Назначение зубчатых колес — передача крутящего момента
от одного вала к другому с постоянным передаточным отношением
и при этом равномерно. Зубчатые механизмы — наиболее распро-
страненные из всех видов механизмов, имеющих применение в маши-
ностроении.
Наиболее распространенными типами зубчатых колес являются
цилиндрические зубчатые колеса с прямыми, косыми и шевронными
зубьями, а также конические и червячные зубчатые колеса.
На фиг. 170 схематически показан профиль эвольвентного зубча-
того зацепления т, применяемого в подавляющем большинстве зуб-
чатых колес (по ОСТ В КС 8089).
Для правильного контроля зубчатых колес принятые термины
и обозначения должны быть совершенно ясны и понятны, а приме-
нение их к реальным деталям не должно вызывать никаких сомне-
ний 1 2 3.
Межцентровое расстояние — расстояние между центрами О,
и сопряженных зубчатых колес, измеренное по линии центров
(по прямой, соединяющей и О2).
Полюс зацепления Р —точка, вокруг которой одно из сопря-
женных зубчатых колес поворачивается относительно другого.
В полюсе зацепления окружные скорости обоих сопряженных
колес равны между собой и, следовательно, скольжение между
зубьями отсутствует.
Начальная или делительная окружность’ — окружность, описан-
ная вокруг центра зубчатого колеса и проходящая через полюс зацеп-
ления Р. При работе зубчатой пары начальные окружности сопря-
женных колес взаимно перекатываются без скольжения.
1 Помимо эвольвентного, применяется еще циклоидальный профиль, но -он
имеет весьма ограниченное применение, главным образом в часовых механизмах.
2 Более подробно теория зубчатых зацеплений изложена в курсах теории меха-
низмов, а также в большинстве курсов по деталям машин.
3 Строго говоря, эти термины не равнозначны. Подробнее об этом см. КИНГУ*
К. А. Корнилов, Производство зубчатых колес, Машгиз, 1947, стр 8$
181
Профиль зуба — кривая, по которой построена боковая поверх-
ность зуба. В эвольвентном зацеплении такой кривой является эволь-
вента или развертка окружности. Представим себе неподвижно
укрепленный на листе бумаги диск, на который навернута гибкая
/—окружность впадин; 2— основная окружность; 3— начальная окруж-
ность; 4 — окружность выступов; 5 — профиль зуба; 6 — глубина
захода Л.,; 7 — линия центров; 8 — линия зацепления; 9 — рабочий
профиль; 10 — длина зацепления; // — активный профиль; 12 — ко-
рень зуба; 13 — радиальный зазор; 14 — дуга зацепления.
нерастяжимая нить (фиг. 171). Если натянутую нить развертывать
с диска, то точка А на нити будет описывать кривую, называемую
эвольвентой окружности, или разверткой окружности. Точка А
последовательно займет положения Б, В, Г и т. д. Окружность
радиуса ОА носит название основной окружности.
Основная окружность (как явствует из предыдущего) — это
окружность, при качении по которой производящей прямой полу-
чаются эвольвентные профили зубьев. Производящая прямая — это
182
171. Схема образования
эвольвенты.
прямая, касательная к основной окружности, перемещением своей
точки как бы образующая профиль кривой.
Линия зацепления —линия, по которой перемещается при зацеп-
лении точка касания профилей зубьев сопряженных колес (совпа-
дает с производящей прямой, изображенной на фиг. 171). Участок I
этой линии (см. фиг. 170), определяющий начало и конец фактиче-
ского касания зубьев сопряженных колес, называется длиной зацеп-
ления.
Угол зацепления а —угол между
линией зацепления и перпендикуляром
к линии центров.
По ГОСТ 3058-54 стандартным яв-
ляется угол зацепления а =20°; однако
в некоторых случаях применяется и
зацепление с углом а = 15°.
Шаг зацепления t—расстояние
между одноименными, т. е. обращен-
ными в одну сторону, профилями двух
смежных зубьев колеса, взятое по дуге
делительной окружности.
Основной шаг t0—расстояние
между одноименными профилями двух
смежных зубьев, взятое по дуге основ-
ной окружности.
В непрямозубых колесах различают
етце торцовый шаг ts, взятый на торцовой плоскости колеса, пер-
пендикулярной к оси колеса, и нормальный шаг /я, взятый в плос-
кости, перпендикулярной к длине зуба.
Окружность выступов —окружность, описанная из центра зуб-
чатого колеса и ограничивающая вершины зубьев. ,
Окружность впадин —окружность, описанная из центра зубча-
того колеса и ограничивающая впадины между зубьями.
Головка зуба —часть зуба, выступающая за начальную окруж-
ность. Высоту головки зуба принято обозначать через
Ножка зуба — часть зуба, лежащая между телом колеса и началь-
ной окружностью. Высоту ножки зуба принято обозначать через /г2-
Высота зуба h (или глубина впадины) — радиальное расстояние
между окружностью выступов и окружностью впадин; h — + h2.
Для обеспечения радиального зазора (т. е. зазора между верши-
ной зуба одного колеса и дном впадины сопряженного колеса) высота
головки /?! берется всегда меньше высоты ножки зуба h2. Обычно
высота головки берется равной модулю зацепления, а высота ножки
1,17—1,2 модуля. Полная высота зуба, следовательно, равна 2,17—
2,2 модуля. Нерабочая часть ножки зуба называется корнем зуба.
Толщина зуба S —длина дуги окружности между противопо-
ложными сторонами одного зуба. Если толщина зуба S будет равна
ширине впадины Se, то при работе у сцепленных колес не окажется
бокового зазора. Между тем, для правильной работы такой зазор
между нерабочими профилями зубьев необходим (во время работы
183
касание между зубьями происходит только по одной стороне про-
филя, другая сторона является нерабочей). Зазор этот зависит
от характера работы зубчатого зацепления. Для обычных условий
работы зубчатых колес в станках, автомобилях и других аналогич-
ных механизмах этот зазор должен гарантировать нормальную
работу зацепления при разности температур колеса и корпуса 25°*.
При значительных скоростях, например, в турбинах, авиационных
двигателях и т. д., требуется значительно больший зазор.
В зубчатых зацеплениях колес, вращающихся с небольшой ско-
ростью и имеющих реверсивное движение, зазоры должны быть мини-
мально возможными.
Модуль т зубчатого колеса — отношение диаметра делительной
(начальной) окружности в миллиметрах к числу зубьев, т. е.
т = —.
z
где Dd — диаметр делительной окружности, а г — число зубьев-
Поскольку Dd = — , можно предыдущее уравнение написать
в другом виде?
Da \ tz t
т — —— —------— —,
, г тсг гс
V г
где t — шаг по делительной окружности, а тс — отношение длины
окружности к диаметру.
Последняя формула является более распространенной. Модуль
выражается в миллиметрах.
Угловой шаг 7 — центральный угол, соответствующий окруж-
ному шагу колеса.
Аналогично tn и ts различают нормальный модуль тп и торцовый
модуль tns. Между тп и ms существует зависимость:
тп = tns cos
где — угол между осью зуба и осью колеса (в косозубых коле-
сах).
КОНТРОЛЬ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
До 1/1 1959 г. допуски на цилиндрические зубчатые колеса
были регламентированы ГОСТ 1643-46; согласно этому ГОСТ допуски
определялись в зависимости от класса точности. Таких классов было
четыре (в порядке убывания точности).
С 1/1 1959 г. вступает в действие новый ГОСТ 1643-56, имеющий
значительные отличия как в отношении градаций точности, именуе-
мых степенями точности, так и в характере тех проверок, какие
* Такой зазор по ГОСТ 1643-56 обеспечивается при сопряжении X.
184
4b 1 Ча ft
Mb I
'носта по ГОСТ
о <= части no!
Г с- ъош /яз:
5 £ is
KflQL 'О «.
aua< 3 O-
6
1
r
- 4
J
Фиг. 172. Сравнитель-
ная диаграмма града-
ций точности зубчатых
колес по отмененному
ГОСТ 1643-46 и новому
ГОСТ 1643-56.
должны иметь место при контроле зубчатого колеса. Приводим основ-
ные сведения о ГОСТ 1643-56 *.
1. ГОСТ 1643-56 охватывает колеса с внешним и внутренним
зацеплением с прямыми, косыми и шевронными зубьями с диаметром
делительной окружности до 5000 мм и модулем от 1 до 50 мм.
2. Устанавливается 12 степеней точности зубчатых колес и пере-
дач, обозначаемых в порядке убывания точности. При этом наиболее
точные 1- и 2-я степени являются перспективными, — на них вели-
чины допусков не приводятся, поскольку совре-
менные возможности производства и контроля
не могут обеспечить изготовление таких точ-
ных колес. Отсутствуют также допуски на 12-ю
степень точности, так как механически обрабо-
танные колеса выполняются не грубее 11-й сте-
пени точности. На фиг. 172 дана сравнитель-
ная диаграмма расположения классов точности
по ГОСТ 1643-46 и степеней точности по
ГОСТ 1643-56.
3. Для каждой степени точности устанав-
ливаются нормы (или допускаемые отклонения):
1) кинематической точности колеса; 2) плавно-
сти работы колеса; 3) контакта зубьев.
Все три вида норм степеней точности могут
взаимно комбинироваться и назначаться по
разным степеням точности. Это значит, что
можно предъявить повышенные требования
к одним показателям, существенным с точки
зрения эксплуатации, и выполнять остальные
показатели по более грубым допускам. При
комбинировании норм разных степеней точности
основной является норма кинематической точ-
ности. Норма плавности работы колеса может
быть не более, чем на две степени точнее или на одну степень грубее
степени кинематической точности. Нормы контакта зубьев не могут
быть грубее степени плавности колес. Нормы точности и плавности
работы колес даны разные: 1) для прямозубых и узких косозубых
колес с шириной венца не более 1,25 осевого шага и 2) для шев-
ронных и широких косозубых колес с большой шириной венца.
В косозубых колесах шаг по оси колеса равен шагу в плоскости,
нормальной к направлению зуба, деленному па синус угла
(т. е. угла между направлением зуба и осью колеса) на диаметре
делительного цилиндра (фиг. 173).
* К моменту издания настоящего руководства методика проверок по новому
ГОСТ еще не закончена оформлением, а ведомственные нормали по применению
ГОСТ в разных отраслях промышленности еще не оформлены в окончательном виде.
Приборы для контроля также еще находятся в стадии освоения их инструменталь-
ной промышленностью. Поэтому описания даются только по тем материалам, какие
были закончены и опубликованы к моменту издания настоящего руководства.
185
Фиг. 173. Схема определения
осевого шага косозубого колеса:
ts — торцовый шаг; t — нормаль-
ный шаг; t — осевой шаг.
Выбор степени точности определяется чертежом в зависимости
от назначения зубчатого колеса согласно ведомственным нормалям,
а также технологическими возможностями завода-изготовителя.
По наиболее высоким степеням точности изготовляются зубчатые
колеса точных кинематических цепей станков, точных приборов,
делительных механизмов. Еще более жесткие требования в отноше-
нии кинематической точности предъявляются к измерительным
зубчатым колесам по ГОСТ 6512-58, которые должны использоваться
в приборах для комплексной проверки
колес начиная с 5-й степени точности
(описание таких приборов дано далее).
Эти колеса изготовляются по 3-й сте-
пени точности. Высокие степени кине-
матической точности, а также плавно-
сти работы требуются при изготовлении
колес для скоростных редукторов тур-
бин, авиационных двигателей и т. д.
Наоборот, тихоходные зубчатые колеса,
несущие силовую нагрузку, могут изго-
товляться с меньшей степенью кинема-
тической точности, но зато к ним по-
вышаются требования в отношении
контакта зубьев, так как в этих коле-
сах нагрузка более равномерно рас-
пределяется по длине зуба.
точности установлено деление колес
Независимо от степени
по видам сопряжений, где за основу приняты величины гарантиро-
ванного бокового зазора. Основным является сопряжение X,
обеспечивающее нормальную работу передачи при разности темпера-
тур зубчатой передачи и корпуса 25° (при равных коэффициентах
линейного расширения).
Установлены четыре градации величин гарантированного боко-
вого зазора: 1) с нулевым боковым зазором С\ 2) с уменьшенным боко-
вым зазором Д\ 3) с нормальным боковым зазором X; 4) с увеличен-
ным боковым зазором Ш *.
В условном обозначении точности зубчатого колеса в случае ком-
бинирования норм разных степеней точности должны быть отражены
последовательно степени кинематической точности, плавности и кон-
такта зубьев, а также вид сопряжения, например: Ст. 8—7—7Ш,
ГОСТ 1643-56 означает: 8 — степень
7 — степень плавности, 7 — степень
сопряжения. При отсутствии комбинирования, обозначение является
более кратким, например: Ст. 7—X ГОСТ 1643-56.
Поскольку, как это выше указано, комбинирование норм точности
и вид сопряжения, характеризующего боковой зазор, являются
специфическими для того или иного вида зубчатой передачи, указан-
кинематической точности,
контакта зубьев, Ш — вид
* Так как большинство передач в машиностроении работает при зазоре X,
в дальнейшем таблицы приводятся только с учетом сопряжения X.
186
ные нормы и сопряжения регламентируются ведомственными нор-
малями.
В табл. 29 даются основные определения и обозначения
по ГОСТ 1643-56. Эти определения, схематически отражающие
погрешности в зубчатых колесах, следует внимательно разобрать,
а также запомнить их условные обозначения, поскольку в литера-
туре по зубчатым передачам они неоднократно будут повторяться.
Таблица 29
Основные определения и обозначения1 по ГОСТ 1643-56
Устанавливаются следующие определения и обозначения для отклонений колес
и передач внешнего и внутреннего зацепления
Отклонения и допуски
Обоз-
наче-
ния
Определения
1. Кинематическая погрешность колеса
Допуск на кинематическую погрешность
колеса
Наибольшая погрешность
угла поворота зубчатого
колеса в пределах одного
оборота при однопро-
фильном зацеплении с
точным колесом
5R
L
погрешность
2. Накопленная
шага
Наибольшее
. отклонение
\ 6 плюс
Наибольшее
отклонение
минус
окружного
3Дейстбитель-
' Jное расположение
^Точное расположение
4 tz Uhs~(-^ it нм)
Наибольшая погрешность
во взаимном расположе-
нии любых двух одно-
именных профилей зубьев
по одной окружности
колеса
и
Допуск на накопленную погрешность
окружного шага
1 Здесь даны обозначения допусков на все проверки, указанные ГОСТ. Однако
в дальнейшем уточнена методика только тех проверок, которые обеспечены при-
борами и могут уже в настоящее время иметь применение в мелкосерийном
производстве.
187
Продолжение табл. 29
Отклонения и допуски
Обоз-
наче-
ния
Определения
3. Радиальное биение зубчатого венца
е0
Наибольшее колебание рас-
стояний от постоянных
хорд зубьев (или впадин)
колеса
щен и я
до оси его вра-
Допуск на радиальное биение зубчатого
венца
4. Колебание длины общей нормали
Д0Д
Разность между наиболь-
шей LH$ и наименьшей LHM
длинами общей нормали
в одном и том же колесе
Допуск на колебание длины общей нормали
0
5. Погрешность обката
Допуск на погрешность обката
/
Составляющая кинемати-
ческой погрешности коле-
са, определяемая при
исключении радиального
биения зубчатого венца,
а для прямозубых колес
и погрешностей основного
шага. Определяется в уг-
ловых секундах
188
Продолжение табл. 29
Отклонения и допуски Обоз- наче- ния Определения
6. Номинальное измерительное межцентро- вое расстояние Точное колесо Измеряемое колесо \ _ -Г*~—а —— / «в Предельные отклонения измерительного межцентрового расстояния: верхнее нижнее Колебание измерительного межцентрового расстояния: за оборот колеса на одном зубе Допуск на колебание измерительного межцентрового расстояния: за оборот колеса на одном зубе а ^ва ^на \а Межцентровое расстояние плотного сопряжения точного колеса с измеряе- мым зубчатым колесом, имеющим наименьшее смещение исходного кон- тура ДлЛ (см. определе- ние 19) Разность между измеритель- ными межцентровыми расстояниями — наиболь- шим и наименьшим — за полный оборот колеса или, соответственно, при пово- роте колеса на один уг- ловой шаг
7. Циклическая погрешность * °П ЬГ Составляющая кинемати- ческой погрешности ко- леса, периодически мно- гократно повторяющаяся за его оборот. Определяется как средняя величина размаха колеба- ний кинематической по- грешности колеса, взятая по всем циклам за оборот колеса.
Допуск на циклическую погрешность ZF Примечание. Допу- скается устанавливать границу числа повторений погрешности за оборот, „ к которой не относится допуск на циклическую погрешность, например, допуск не относится к циклической погреш- ности с числом повторе- ний меньше (указывается число повторений, не вызывающее опасных ко- лебаний в передаче)
189
Продолжение табл. 29
Отклонения и допуски
Обоз-
наче-
ния
Определения
8. Разность окружных шагов
Д/
Разность между двумя лю-
быми окружными шагами
по одной окружности
колеса
Допуск на разность окружных шагов
9. Отклонение основного шага
Разность между действи-
тельным и номинальным
расстояниями между дву-
мя взаимно параллельными
касательными к двум со-
седним одноименным про-
филям зубьев колеса.
Определяется в сечении,
перпендикулярном к на-
правлению зубьев в пло-
скости, касательной к ос-
новному цилиндру
Предельные отклонения основного
верхнее
нижнее
шага
10. Погрешность профиля
Основная окружность
/
Допуск на профиль
Расстояние по нормали
между двумя теоретиче-
скими профилями зуба
колеса, ограничивающими
действительный профиль
в пределах его рабочего
участка. Определяется
относительно оси враще-
ния колеса в сечении,
перпендикулярном к ней.
Допуск на профиль в
пределах участка, имею-
щего срез, располагается
в тело зуба колеса от
точки пересечения дей-
ствительного профиля
с окружностью начала
среза. Для зубчатых колес
без среза погрешность
профиля у головок и но-
жек допускается только
в тело зуба
190
Продолжение табл. 29
Отклонения и допуски
Обоз-
наче-
ния
Определения
11. Пятно контакта
Часть боковой поверхности
зуба колеса, на которой
располагаются следы при-
легания его к зубьям
парного колеса после
вращения собранной пере-
дачи при легком тормо-
жении (см. п. 16). Опре-
деляется относительными
размерами контактного
пятна (в процентах): по
длине зуба — отношением
расстояния между край-
ними точками следов при-
легания, за вычетом раз-
рывов, превосходящих
величину модуля в мил-
лиметрах, к полной длине
зуба:
100% ) ;
по высоте зуба — отноше-
нием средней высоты
пятна прилегания по всей
длине зуба к рабочей
высоте зуба:
100%
12. Отклонение осевых шагов
Предельные отклонения осевых шагов:
верхнее
нижнее
Разность между действи-
тельными и номинальным
расстояниями между дву-
мя любыми одноименными
поверхностями зубьев на
одной образующей цилин-
дра, соосного оси враще-
ния колеса и проходящего
примерно посередине вы-
соты зуба. Погрешность
отсчитывается по нормали
к направлению винтовой
линии зубьев. Относится
к широким косозубым
колесам (с шириной венца
или полушеврона более
4
-т-тг—тп, где тп— мо-
sin Ра
дуль нормальный; Ра —
угол наклона на делитель-
ном цилиндре)
191
Продолжение табл. 29
Отклонения и допуски Обоз- наче- ния Определения
13. Погрешность формы и расположения контактной линии ^-Направление у. оси кялеса fe\ V \ ^Направление номинальной \V\\ Л \ ч контактной \%л\ \\ линии \V\\j \ \ \М Л 4 V- К h \ \ \ \ Допуск на форму и расположение кон- тактной линии ЬЬ0 ъь0 \ Расстояние по нормали между двумя прямыми, лежащими в плоскости, касательной к основному цилиндру, параллельными номинальной контактной линии и ограничивающи- ми действительную кон- тактную линию. Отно- сится к широким косо- зубым колесам (см. опре- деление 12) / 'А 7
14. Непрямолинейность контактной линии Допуск на непрямолинейность контактной линии 4k ЬЬп Расстояние по нормали между двумя ближайшими друг к другу параллель- ными прямыми, лежащими в плоскости, касательной к основному цилиндру, и ограничивающими дей- ствительную контактную линию. Относится к ши- роким косозубым колесам (см. определение 12)
15. Погрешность направления зуба “7 Допуск на направление зуба ьв0 ъв0 Расстояние между двумя прямыми или винтовыми линиями номинального направления, лежащими на цилиндре, проходящем примерно посередине вы- соты зуба и ограничи- вающими действительное направление зуба на всей его длине. Относится к прямозубым колесам и узким косозубым коле- сам (с шириной венца или полушеврона до —yr-tnn) sin Ра
192
Продолжение табл. 29
Отклонения и допуски
Обоз-
наче-
ния
Определения
16. Непараллельность осей
Дх
Непараллельность проекций
осей вращения колес на
общую теоретическую их
плоскость, выраженная
в линейных единицах па
длине, равной ширине
колеса или ширине полу-
шеврона
Допуск на непараллельность осей
6х
17. Перекос осей / i Допуск на перекос осей Ьу Ъу Непараллельность проекций осей вращения колес на плоскость, перпендику- лярную к теоретической их плоскости и линии их центров, выраженная в линейных единицах на длине, равной ширине колеса или ширине полу- шеврона
18. Отклонение межцентрового расстояния Предельные отклонения межцентрового расстояния: верхнее нижнее ' s 1 дд двд М Разность между действи- тельным и номинальным межцентровыми расстоя- ниями в средней пло- скости передачи
13 Сми ля некий 438
193
Продолжение табл. 29
Отклонения и допуски Обоз- наче- ние Определение
19. Номинальное положение исходного контура Смещение исходного контура 1» ф 3 j, к * 1 .Номинальное 1 / положение /г Л\ исходного // Х\ контура Л F Наименьшее смещение исходного контура Допуск на смещение исходного контура X s' / Д/г \ 1 / Д „А 8/г Условное положение исход- ного контура относительно оси вращения колеса, соответствующее плотному зацеплению в передаче при номинальном поло- жении исходного контура второго колеса и номи- нальном межцентровом расстоянии. Смещение исходного кон- тура от ето номинального положения в тело колеса / ч и» / Наименьшее предписанное смещение, осуществляемое с целью обеспечения в передаче гарантирован- ного бокового зазора Разность предельных сме- щений исходного контура
20. Боковой зазор
Гарантированный боковой зазор
сп
Зазор между зубьями со-
пряженных колес в пере-
даче, обеспечивающий
свободный поворот одного
из колес при неподвиж-
ном втором колесе. Опре-
деляется в сечении, пер-
пендикулярном к напра-
влению зубьев, в пло-
скости, касательной к ос-
новным цилиндрам
Примечание к определениям 1, 2, 7 и 8, Предельные откло-
нения определяются по окружности, проходящей по середине высоты зуба,
с центром на оси вращения колеса, в сечении, перпендикулярном оси колеса.
194
Методы контроля
Контроль зубчатых колес может производиться как комплексным
методом (описание соответствующих приборов дано далее), так
и по элементам. ГОСТ 1643-56 устанавливает для каждой из норм
несколько комплексов (или групп) показателей точности, причем
каждый из комплексов показателей точности является равноправным.
В соответствии с основными определениями приняты следующие
условные обозначения:
bFz — допуск на кинематическую погрешность колеса;
—допуск на накопленную погрешность окружного шага;
£0 — допуск на радиальное биение зубчатого венца;
b0L — допуск на колебание длины общей нормали;
80а — допуск на колебание измерительного межцентрового рас-
стояния за оборот колеса;
— допуск на погрешность обката.
Показателями кинематической точности колеса по ГОСТ
являются:
ДГз или Д/Б (соответственно для степеней точности 3—би 3—8),
а также один из следующих комплексов:
е0 и Д<?Б —для степеней точности 3—6;
е0 и До£ —для степеней точности 3—9;
Доа и Д<?Б — для степеней точности 5 и 6;
Доа и Д0Л —для степеней точности 5—9;
е0—для степеней точности 9—11.
В табл. 30 даны нормы кинематической точности прямозубых
и узких косозубых колес (с шириной венца не более 1,25 осевого
шага) Г
Показателями плавности работы колеса являются для прямозу-
бых и узких косозубых колес Д/7 или один из следующих комплек-
сов: Д t0 и Д f; Дт а; Д 10 и Д /; Д t (для степеней точности 10 и 11):
Принятые обозначения:
ДГ — погрешности профиля; — допуск на циклическую
погрешность;
Д/— разность окружных шагов; bi— допуски на разность
окружных шагов;
Дt0 — отклонение основного шага; Дй^0 и Д„^о — предельные
отклонения основного шага;
Д^ — погрешность профиля; bf — допуск на профиль;
b/i — допуск на колебание измерительного межцентрового рас-
стояния на одном зубе.
В табл. 31 приводятся нормы плавности работы прямозубых
и узких косозубых колес (с шириной венца до 1,25 осевого шага).
Показателями, определяющими контакт зубьев колес в передаче
(т. е. при сцеплении измеряемого колеса с парным или измеритель-
ным колесом), при легком торможении являются пятна контакта или
1 В дальнейших таблицах значения допусков даны, в основном, для степеней
точности 6, 7 и 8, как наиболее ходовых, и для диаметров колес не более 800.
13* 195
Таблица 30
Нормы кинематической точности прямозубых и узких косозубых колес
(с шириной венца не более 1,25 осевого шага)
Степень точности Обозначение откло- нений и допусков гль нормальный мм Размерность Диаметр колеса в мм
До 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 200 Св. 200 до 320 Св. 320 до 500 Св. 500 до 800
о S д С S
Св. 1 до 2,5 МК 40 50 55 65 80 100 120
яг „ 2,5 9 6 9 42 52 58 65 80 100 120
ог „ 6 9 10 9 — 55 60 70 85 105 120
- . ю и 16 9 — — 65 75 90 ПО 130
/ /
✓ Z
, 1 п 2,5 МК 45 \ 50 52 58 65 75 85
. 2,5 9 6 9 48 \ 52 58 60 75 85 90
6 80cz . 6 9 10 9 — \60 65 75 85 90 95
, 10 9 16 9 —• 85 90 95 100 105
\
8/б Св. 1 ДО 16 МК 25 32 40 48 55 70 90
Ео , 1 И 16 9 20 26 32 38 45 50 58
V • 1 9 16 9 10,5 15 19 22 30 40 50
б?Б . 1 9 16 сек. 150 / 95 75 58 48 38 30
Св. 1 ДО 2,5 мк 70 80 85 95 105 115 130
. 2,5 9 6 „ \ 75 85 95 100 115 130 140
. 6 9 10 9 — 100 105 115 130 140 150
„ ю 9 16 9 — — 130 140 150 160 170
7
8/б Св. 1 ДО 30 мк 40 50 60 75 90 110 140
Ео . 1 9 30 9 32 42 50 58 70 80 95
SoL . 1 9 30 9 17 24 30 36 48 60 80
Св. 1 До 2,5 мк ПО 120 130 150 170 190 210
s л . 2,5 6 W 115 130 150 160 190 210 220
, 6 / 9 10 9 — 160 170 190 210 220 240
я Ю 9 16 9 — 210 220 240 250 260
о
о • /
Св. 1 ДО 50 мк 60 80 100 115 140 180 220
Ео . 1 9 50 9 50 65 80 95 НО 120 150
Z0L , 1 9 50 9 26 38 48 55 75 100 120
196
Таблица 31
Нормы плавности работы прямозубых колес и узких косозубых колес
Диаметр колеса в мм
Обозначение отклонений Модуль нормаль- ный в мм S , 50 80 оо СО сч 120 200 200 320 320 500 о оо ю о оо
и допусков п о О о а о я о И о я о Я о
и Ч и Ч О ч О Ч О Ч О Ч
Степень точ-
ности
Микроны
6 8Д Св. 1 до 2,5 . 2,5 , 6 . 6 , 10 .10 ,16 10 11 14 19
. 1 . 2.5 г, 2,5 „ 6 „6 ,10 .10 ,16 ±10 ±11 ±14 ±19
V . 1 . 2,5 . 2,5 , 6 „6 ,10 . Ю , 16 10 11,5 10,5 12 16 11 13 17 20 12 14 18 21 14 16 19 22 17 18 20 24 20 21 24 28
. 1 .2,5 . 2,5 , 6 . 6 , 10 .10 ,16 22 28 40 50
7 Ьв*о', . 1 , 2,5 . 2,5 , 6 . 6 , 10 .10 ,16 .16 ,30 ±16 ±18 ±22 ±30 ±45
if .1 .2,5 . 2,5 „ 6 . 6 , 10 .10 ,16 . 16 , 30 16 19 17 20 25 18 21 26 32 20 22 28 34 45 22 25 30 36 48 26 28 32 38 50 32 34 38 45 58
Ъ^а .1 .2,5 . 2,5 . 6 . 6 . 10 .10 ,16 36 45 60 80
8Z .1 .2,5 . 2,5 , 6 . 6 , 10 ,10 ,16 ,16 ,30 14 17 15 18 21 16 19 22 26 17 20 24 28 38 19 22 25 30 40 22 24 28 34 45 26 30 32 38 48
197
Продолжение табл. 31
1 т о н л S <у s к н Ф о Обозначение отклонений и допусков Модуль нормаль- ный т в мм Диаметр колеса в мм
До 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 200 Св. 200 до 320 Св. 320 до 500 Св. 500 до 800
н о О х Микронь
Св. 1 до 2,5 ± 25
2,5 W 6 ± 28
л 6 W 10 ± 36
п 10 W 16 ± 48
* 16 м 30 ± 70
30 W 50 ±105 ;V"
1 г 2,5 25 26 28 32 36 42 50
* 2.5 г 6 30 32 34 36 40 45 52
V п 6 W 10 — 40 42 45 48 50 58
V 10 и 16 50 52 55 58 70
8 W 16 W 30 —— —— 70 75 80 95
1 л 2,5 \ \ 55
а 99 2.5 6 р 6 10 \ / 70 100
10 19 16 ч \ 120
1 И 2,5 22 24 25 26 30 36 42
» 2,5 Л 6 26 28 30 32 36 38 48
м 6 Я 10 34 36 38 40 45 50
Zt п 10 W 16 —- — — 42 45 48 52 58
* 16 О 30 — —— —— 58 60 70 75
30 V 50 — — — — 95 100 105
для прямозубых и узких косозубых колес ДВ0; для передач с нерегу-
лируемым расположением осей Дх и Az/.
Принятые обозначения:
АвВа и — верхнее и нижнее отклонения осевых шагов
(для косозубых колес);
%Ь0 — допуск на форму и расположение контактной
линии;
%Ьп — допуск на непрямолинейность контактной
линии;
3#0 — допуск на направление зуба прямозубого
и узкого косозубого колеса;
U и Ъу — допуски на непараллельность осей и перекос
осей.
Допуски ЪЬО и §Ьп назначаются в зависимости от длины контакт-
ной линии.
В табл. 32 даны нормы контакта зубьев в передаче с мерным или
измерительным колесом, а также для индивидуального замера для
прямозубых и узких косозубых колес.
198
Таблица 32
Нормы контакта зубьев в передаче (для прямозубых и узких косозубых колес)
Степень точ- ности Обозначения откло- ненений и допусков Модуль нормальный тп в мм п Размерность Ширина колеса (или длина контактной линии) в мм
До 55 Св. 55 до 110 Св. НО до 160 Св. 160 до 220—^' Св. 220 до 320 Св. 320 до 450 Св. 450 до 630 Св. 630 до 900
6 Пятно контакта % % По высоте не менее 50 по длине не менее 70
5В0, бх, Ъу, СВ. 1 ДО 16 МК 13 15 17 19 22 26 32 40
7 Пятно контакта % % По высоте не менее 45 по длине не менее 60
ЪВ0, бх, бу св. 1 до 30 мк 17 19 21 24 28 34 40 50
8 Пятно контакта % % По высоте не менее 40 по длине не менее 50
6ВО, бх, бу св. 1 до 50 мк 21 24 26 30 36 42 50 60
Определение накопленной погрешности окружного шага М
и разности окружных шагов Д/. Для этих проверок (см. табл. 29,
пп. 2 и 8) применяются приборы, называемые шагомерами типа КШ
(изготовляются Московским инструментальным заводом МИЗ
и Ленинградским ЛИЗ). Для той же цели могут применяться и угло-
мерные приборы, например теодолиты, делительные головки или
делительные лимбы в сочетании с индикаторным устройством.
Проверка колебаний окружного шага, т. е. разности соседних
шагов и накопленной погрешности окружного шага за полный обо-
рот колеса — одна из основных проверок, в особенности для колес
высокой точности, например для зубчатых колес, входящих в кине-
матические цепи особо точных станков, поскольку равномерность
передаточного отношения невозможна при значительных погрешно-
стях окружного шага. Неравномерность шага в быстро вращающихся
зубчатых колесах вызывает на зубьях дополнительные динамические
нагрузки, являющиеся причиной шума и быстрого износа колеса.
Измерительной базой приборов для контроля окружного шага
может служить посадочное отверстие колеса, окружность выступов
и окружность впадин. Наиболее точными являются приборы, бази-
рующиеся на ось колеса (т. е. на посадочное отверстие), ибо при этом
отпадают дополнительные погрешности биений наружного диаметра
или окружности впадин колеса.
199
Нашей промышленностью выпускаются шагомеры типоразмеров
КШ-15 для модуля 3—15 мм и КШ-26 для модулей 10—26 мм, прин-
ципиально одинаковые по конструкции для цилиндрических и кони-
ческих зубчатых колес с базой по наружному диаметру колеса.
Как видно из схемы проверки № 2 (см. табл. 29), в точках 3 и 7
по сравнению с точкой 1 имеются максимальные отклонения разного
знака, которые, складываясь, составляют предельную накопленную
погрешность окружного шага.
Шагомер типа КШ благодаря компактности, жесткости конструк-
ции и отсутствию шарнирных элементов, замененных гибкими пла-
стинками, обеспечивает точность измерения, начиная с 5-й степени
точности \
Шагомер может применяться с креплением на измеряемое колесо
(измерение накладкой), а также с установкой на поверочной плите.
Последовательность измерения следующая (фиг. 174, а). Предва-
рительно переставной движок перемещается по шкале корпуса
в зависимости от модуля. Измерительный наконечник самоустанавли-
вается по профилю зуба, действуя в это время на рычаг, связанный
с индикатором (с ценой деления 0,005 мм). При этом базой являются
переставные опорные ножки, опирающиеся на окружность выступов
зубчатого венца, с тем, чтобы измерительные поверхности перестав-
ного движка и измерительного наконечника касались двух одно-
именных профилей двух смежных зубьев примерно на уровне дели-
тельной окружности (фиг. 174, б). У шагомера имеются опорные
ножки с торцовыми упорами, которые служат базой при измерении
накладкой. При работе на плите эти упоры поворачиваются и шаго-
мер ставится на плиту на три установочных штыря сзади корпуса.
На фиг. 174, в показана схема механизма шагомера.
При измерении накопленной ошибки окружного шага угломер-
ным прибором (главным образом оптического типа) зубчатое колесо
устанавливается на прибор и поворачивается на угол соответственно
( 360° \ гт
угловому шагу (= -j—) • При этом наконечник индикаторного
устройства упирается в боковую сторону какого-либо зуба. Устанав-
ливая при вращении от зуба к зубу индикатор каждый раз на одно
и то же показание, получим угловые отклонения по шкале прибора;
складывая алгебраически крайние отклонения, получим накоплен-
ную погрешность окружного шага в угловых величинах. Перевод
этих величин в линейные производится по формуле
л/ -
2 ~ 206,3 ’
где в сек.;
Д /в — наибольшая накопленная погрешность в мк\
R — радиус окружности в мм.
1 Согласно ГОСТ 5368-58, приборы для измерения зубчатых колес должны изго-
товляться в двух вариантах: повышенной и нормальной точности (приборы группы А
группы Б).
200
a — общий вид: б — схема измерения «накладкой»: 1 — корпус; 2 — винт крепления
движка; 3 — индикатор; 4 — винт крепления индикатора; 5 — опорные ножки;
6 — винты крепления опорных ножек; 7—измерительный наконечник; 8 — перестав-
ной движок; 9 — шкала; в — схема механизма шагомера: 1 — угловой рычаг;
2 — пружинная подвеска углового рычага; 3 — пружинная подвеска измеритель-
ного наконечника.
201
В табл. 30 даны допуски накопленной погрешности угловых откло-
нений &<р2 в секундах.
Для измерения особо точных колес (выше 6-й степени точности)
вместо индикатора обычного типа применяется микромер с ценой
деления 0,001 мм.
Ниже дается графический способ определения накопленной
погрешности 1 по данным относительных измерений, произведенных
с помощью шагомера. Этот способ удобен благодаря минимальной
затрате времени и имеет большое распространение.
В табл. 33 дана обработка результатов относительных измерений
окружного шага зубчатого колеса z = 20 и т = 6 мм. В графе
«Измеренные относительные отклонения окружного шага» даны
фактические отклонения, полученные при замере шагомером одно-
именных профилей соседних зубьев. В графе «Суммарные значения
относительных отклонений»даныалгебраическиесуммы соответствую-
щих отклонений. Для данного случая это значение равно +20 мк
всего колеса.
Таблица 33
Обработка результатов относительных измерений окружного шага
для определения наибольшей накопленной погрешности окружного шага
Данные: зубчатое колесо — z — 20, т = 6, профиль — левый.
№ зубьев Измеренные относительные отклонения окружного шага ^отн. в мк Суммарные зна- чения относи- тельных откло- нений “ мк № зубьев Измеренные относительные отклонения окружного шага ^отн. в мк Суммарные зна- чения относи- тельных отклонений ^отн. змк
1 0 0 11 +2 + з
2 Д-2 +2 12 + 4
3 + 1 +3 13 +1 + 5
4 -Н +4 14 +2 + 7
5 +2 +6 15 +2 + 9
6 —2 +4Х 16 +2 4-11
7 — 1 \ +з ) 17 +2 4-13
8 —2 18 +2 + 15
9 — 1 \ 0- 19 +2 4~ 17
10 + 1 + 1 20 +3 4-20
Примечав и е. Наибольшая разность соседних окружных шагов рав-
на 4 мк (при измерении шага на о-м и 6-м зубьях). Наибольшая накопленная
погрешность окружного шага составляет 1С мк (по диаграмме па фиг. 17о).
На фиг. 175 показана диаграмма, построенная по этой таблице.
На сетке по горизонтальной оси откладываются в каком-либо мас-
штабе номера зубьев, а по вертикальной оси — величины относи-
тельных отклонений окружного шага в микронах (обычно поль-
зуются для указанной цели миллиметровкой). По вертикальной
оси на последнем зубе откладывается наибольшее суммарное значе-
ние, но с обратным знаком (в нашем случае это будет —20 мку кото-
1 Предложен д-ром техн, наук проф. Б. А. Тайцем.
202
рые откладываются вниз от линии ОА). Полученную точку соеди-
няем с началом координат (точкой О) и получаем наклонную пря-
мую ОБ. Далее на каждом зубе откладываем по вертикали от пря-
мой ОБ соответствующие величины из графы суммарных значений
соответственно знаку. Если теперь определить расстояние между
крайними по высоте точками кривой, то оно и даст величину накоп-
ленной погрешности, в нашем случае — максимальное отклонение
вверх от линии ОБ составляет 1 мк, а вниз 9 мк, что в сумме дает
10 мк — величину накопленной погрешности.
Фиг. 175. Диаграмма накопленных погрешностей окружных шагов.
Наибольшая разность соседних шагов определяется из просмотра
средней графы табл. 33. В нашем случае наибольшая разность полу-
чается для 5- и 6-го зуба: Д-2 — (—2) = + 4 мк.
Поскольку по ГОСТ 1643-56 табл. 2 допустимая погрешность
3/а равна 16 мк для 3-й степени точности (при диаметре начальной
окружности колеса не более 120 мм), проверяемое колесо по вели-
чине накопленной погрешности можно отнести к 3-й степени точ-
ности.
Допустимые значения разности окружных шагов, что является
характеристикой плавности зацепления (для степеней точности
7 и 8) даны в табл. 31, в строке 3/.
Определение радиального биения зубчатого венца е0. Эта проверка
(см. табл. 29, п. 3) производится прибором, называемым биениеме-
ром, и служит для определения расстояния исходного контура
от оси колеса (фиг. 176). Индикатором отмечается положение измери-
тельного стержня со сменными наконечниками в зависимости
от модуля. Колебание расстояния контура от оси колеса косвенно
определяет биение нарезающего инструмента относительно оси
изделия,
203
На фиг. 177 изображен биениемер МИЗ, оснащенный кониче-
скими измерительными наконечниками (4 шт. для модулей 1 —10 мм)
и индикатором с ценой деления 0,01 мм. Он имеет измерительный суп-
порт и центры, на которых устанавливается оправка с зубчатым коле-
сом. Разность показаний индикатора при различных угловых поло-
Фиг. 176. Схема прибора для измерения
радиального биения венцов зубчатых
колес.
Фиг. 177. Прибор для контроля
радиального биения зубчатых колес:
1 — станина; 2 — кронштейн; 3— верхний
центр; 4 — нижний центр; 5 — сменное
гнездо для нижнего центра; 6—маховичок
для перемещения каретки; 7 — каретка;
8 — измерительный шток с наконечником.
жениях проверяемого колеса принимается за величину биения. При-
бор служит для измерения цилиндрических зубчатых колес диамет-
ром 40—240 мм и конических колес с тем же диапазоном диаметров.
Для конических колес применяется специальная шарнирная оправка.
Для диаметров 200—2000 мм (только цилиндрических зубчатых
колес) применяется крупногабаритный биениемер с двумя наконеч-
окружностъ
Фиг. 178. Схема определе-
ния длины обгцей нор-
мали.
никами.
Допуски на радиальное биение обозначены
в табл. 30 в строке Ео.
Определение длины’общей нормали и про-
верка колебания длины общей нормали. Сущ-
ность этого способа контроля (см. табл. 29 п. 4)
заключается в определении длины касатель-
ной к'основной окружности между точками а
и b касания измерительных поверхностей
инструмента с эвольвентным профилем зубьев
(фиг. 178). Основные преимущества этого
способа следующие:
1) измерение общей нормали не связано с определенной базой;
2) измерение может производиться: а) обычным инструментом
(например, штангенциркулем с ценой деления 0,02 мм) — для колес
8—9-й степеней точности; б) специальным микрометром с дисковыми
пятками (фиг. 179) с ценой деления 0,01 мм для колес от 6-й степени
точности и более грубых; в) индикаторной скобой (фиг. 180) с ценой
деления индикатора 0,005 мм; г) микромером с ценой деления
0,002 мм для колес всех степеней точности \ Точность отсчета равна,
примерно, удвоенному значению цены деления.
1 Описание микромера было дано в главе IV.
204
В отличие от штангенциркуля и микрометра, дающих абсолют-
ное значение длины общей нормали, индикаторная скоба, как инстру-
мент для относительных измерений, дает только величины отклоне-
Фиг. 179. Микрометр типа МЗК для контроля
цилиндрических зубчатых колес по общей нормали.
НИЙ по
блоком
10
индикатору от размера настройки, которая производится
концевых мер (плиток).
т 1-10
0,005 I'M
0-15D
_г 0,005м/*>
ссы«аган
15
25
Фиг. 180. Схема измерения (контроля) индикаторной скобой типа КН
цилиндрического зубчатого колеса по общей нормали:
1 — индикатор; 2 — винт крепления индикатора; 3 — кнопка арретира;
4 — мерительная головка; 5 — труба; 6 — ключ пробка; 7 — гнездо для
ввода ключа; 8 — разрезная втулка; 9 — неподвижная измерительная губка;
10 — подвижная чувствительная измерительная губка.
Помимо определения длины общей
нормали, характеризующей толщину
зубьев, этот способ пригоден для харак-
теристики колебаний длины общей нормали (До£), что определяет
точность взаимного расположения зубьев колеса; из этих сообра-
жений Д0Д входит в комплексы показателей кинематической точности.
205
Число зубьев, захватываемых губками измерительного инстру-
мента, а также номинальные значения длины общей нормали приве-
дены в табл. 34, составленной для модуля 1. Для любого другого
модуля значение длины общей нормали из таблицы следует умно-
жить на соответствующее значение модуля.
Число измеряемых зубьев можно также определить по формуле
п — 0,11 \z 4- 0,5,
а затем округлить до ближайшего целого числа.
Значения отклонений и допусков на среднюю длину общей нор-
мали даны в табл. 35.
Обозначения: A ML — наименьшее отклонение средней длины общей
нормали;
3L — допуск на среднюю длину общей нормали.
Пример. Если Au L = 130л!К, а ВЛ = 50 мк, то средняя длина
общей нормали должна лежать в пределах Z|§o мк от теоретиче-
ской (номинальной) величины.
Примечание. Поскольку правые и левые профили получают в процессе
обработки разные искажения, длина общей нормали будет разная на различных
участках колеса, что регламентируется допусками на колебание длины общей нор-
мали (50А). Поэтому следует найти среднюю длину общей нормали и проверить не
выходят ли ее отклонения за пределы допусков, указанных в настоящей таблице.
Пример. Определить размер общей нормали L для цилиндрического
зубчатого колеса по следующим данным: z = 55; т = 2,5; степень
точности 7.
Определяем по табл. 34 размер L для 55 зубьев: L — 19,9591 мм\
для нашего модуля L — 19,9591 X 2,5 = 49,898 мм\ по табл. 35
определяем соответствующий допуск для диаметра гт = 55-2,5 —
= 137,5 мм и 7-й степени точности. A vfL = 150 мк, 3L = 55 (два
значения допуска в минус), что дает окончательный размер, равный
49,8982?:^ мм.
В тех случаях, когда измеряется корригированное зубчатое колесо (коррекция
со смещением профиля), длина общей нормали определяется по формуле:
L = т XKi) ММ’
где т — модуль зубчатого колеса в мм;
—табличная величина (из табл. 34) длины нормали для модуля 1;
X — коэффициент сдвига профиля (указывается на чертеже);
Ki — коэффициент, равный 0,684 для колес с углом зацепления 20° и 0,5176
для колес с углом зацепления 15°.
В общем случае как для прямозубых, так и для косозубых колес размер L опре-
деляется по следующей формуле:
г п Q Г Т . 2% . , ч , 2 inv а
L == R cos а cos £ 4-----(п — 1) 4----2-г, ,
R z ' cos2 р ’
где R — радиус начальной окружности в торцовой плоскости;
а — угол зацепления
Р — угол наклона зубьев к оси колеса (для косозубых колес);
Т — теоретическая толщина зуба по делительной окружности в торцовой
т, D
плоскости; этот размер равен -у "= 1,5708 т. Для цилиндрических прямозубых
колес cos р = 1 (так как угол ₽ = 0).
206
Таблица 34
Длина общей нормали при а — 20° и модуле 1
Число зубьев колеса Длина общей нормали в мм Число изме- ряемых зубьев Число зубьев колеса Длина общей нормали в мм Число изме- ряемых зубьев Число зубьев колеса Длина общей нормали в мм Число изме- ряемых зубьев
9 10 11 12 13 14 15 16 17 18 4,5542 4,5683 4,5823 4,5963 4,6103 4,6243 4,6383 4,6523 4,6663 4,6803 2 55 56 57 58 59 60 61 62 63 19,9591 19,9732 19.9872 20,0012 20,0152 20,0292 20,0432 20,0572 20,0712 7 100 101 102 103 104 105 106 107 35,3500 35,3632 35,3772 35,3912 35,4052 35,4192 35,4332 35,4472 12
19 20 21 22 23 24 25 26 27 7,6464 7,6604 7,6744 7,6884 • 7,7025 7,7165 7.7305 7,7445 7,7585 3 64 65 66 67 68 69 70 71 72 23.0373 23,0513 23,0653 23,0793 23.0933 23,1074 23,1214 23,1354 23,1494 .8 / 108 109 НО 111 112 113 114 115 116 38,4133 38,4273 38,4413 38,4553 38.4693 38,4633 38,4973 38.5113 38,5253 13
28 29 30 31 32 33 34 35 36 10,7246 10,7386 10,7526 10,7666 10,7806 10,7946 10.8086 10,8226 10,8367 4
73 74 75 76 77 78 79 80 81 26,1155 26,1295 26,1435 26,1575 26,1715 26,1855 26.1995 26.2135 26,2275 9 117 118 119 120 121 122 123 124 125 41,4914 41,5054 41.5194 41,5334 41,5474 41,5614 41,5754 41,5894 41,6034 14
37 38 39 40 41 42 43 44 45 13,8028 13,8168 13,8308 13,8448 13,8588 13,8728 13,8868 13,9008 13,9148 • ! 5
82 83 84 85 86 87 88 89 90 29.1937 29,2077 29.2217 29.2357 29,2497 29,2637 29,2777 29,2917 29,3057 10 126 127 128 129 130 131 132 133 134 44,5695 44.5835 44,5975 44,6115 44.6255 44,6395 44,6535 44,6675 44,6815 15
46 47 48 49 50 51 52 53 54 16,8810 16,8950 16,9090 16,9230 16.9370 16,9510 16,9650 16,9790 16,9930 6
91 92 93 94 95 96 97 98 99 32,2719 32,2859 32,2999 32,3139 32,3279 32,3419 32,3559 32.3699 32.3839 11
135 136 137 138 139 140 47.6476 47.6616 47.6756 47,6896 47,7036 47,7176 16
207
Таблица 35
Отклонение и допуск средней длины общей нормали (сопряжение X)
Сте- пень точно- сти Обозначе- ние от- клонений и допу- сков Модуль нормальный тп в мм 1 Диаметр колес в мм
До 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 200 Св. 200 до 320 Св. 320 до 500 Св. 500 до 800
Микроны
6 Св. 1 до 2,5 . 2,5 „ 6 „ 6 „ 10 п Ю „ 16 80 80 95 95 95 115 115 120 120 140 140 140 140 160 160 160 160 210 210 210 210 250 260 260 260
ЪЬ Св. 1 до 16 34 40 40 45 50 50 55
7 дЛ£ Св. 1 до 2.5 . 2.5 . 6 . 6 . 10 . 10 . 16 . 16 . 30 85 85 105 105 ПО \ — \ 130 130 130 130 150 150 160 160 160 170 190 190 190 190 220 220 240 240 240 280 280 280 280 300
8£ Св. 1 до 30 38 50 50 55 70 70 80
8 &м^ Св. 1 до 2,5 „ 2,5 „ 6 . 6 w 10 „ 10 , 16 , 16 й>30 95 100 115 115 120 140 140 140 150 170 170 170 180 180 200 200 210 210 210 240 240 240 240 260 300 300 300 320 320
ъь Св. 1 до 50 48 70 70 80 90 90 115 -
inv а — инволюта угла а; берется по специальной таблице, имеющейся в литературе
по зубчатым колесам (например в [4]); для угла а = 20° значение inv а = 0,014904.
для угла а = 15° значение inv а = 0,0061498;
п — число зубьев между губками измерителя.
В некоторых случаях приходится прибегать к расчетам по этим формулам,
если нет данных в таблице.
Для цилиндрического зубчатого колеса с прямым зубом формула приобретает
следующий вид:
[1,476 (2л—1)4-2.0,014005] мм.
Определение предельных отклонений измерительного межцентро-
вого расстояния La. Эта проверка (см. табл. 29, п. 6) связана с так
называемой комплексной проверкой зубчатых колес на специальном
обкаточном приборе.
Такая проверка называется комплексной, поскольку здесь выяв-
ляются погрешности по нескольким отдельным элементам. Этот метод
проверки обладает значительными преимуществами. Дело в том, что
208
контроль зубчатого колеса по отдельным элементам не всегда харак-
теризует эксплуатационные качества колеса, ибо отдельные погреш-
ности, складываясь, могут друг друга компенсировать, а иногда,
наоборот, усиливать. Кроме того, проверка по отдельным элементам
требует времени, что снижает производительность контрольных опе-
раций. Поэтому в серийном и массовом производстве метод комплекс-
ной проверки получил преимущественное распространение как бла-
годаря производительности, так и по методике, весьма близкой
к реальным условиям работы зубчатого колеса в машине.
Проверяемое зубчатое колесо устанавливается на обкаточном
приборе и сцепляется с другим точно изготовленным измерительным
колесом. Под действием пружины оси обоих колес стремятся прибли-
зиться одна к другой. При этом колеса находятся в плотном (двух-
профильном) зацеплении, зуб работает обеими сторонами профиля1.
Колебания межцентрового расстояния отмечаются индикатором,
а также самописцем, наносящим на ленту диаграмму колебаний. При-
чиной этих колебаний являются отклонения по толщине отдельных
зубьев, колебания основного шага и отклонения в направлении зуба.
Измеряемое колесо сцепляется с измерительным точным колесом
(по ГОСТ 6512-58) для исключения лишних погрешностей.
Комплексная проверка применяется для колес от 5-й степени точ-
ности и более грубых — для диаметров до 300 мм (прибор КДП-300)
и до 600 мм (прибор КДП-600). Каждый из этих приборов может
быть использован как для цилиндрических колес, — прямозубых
и косозубых (в том числе и валковых колес, т. е. представляющих
одно целое с валом), — так и конических зубчатых колес и червяч-
ных пар. Для всех этих измерений к прибору прилагаются специаль-
ные сменные узлы, что делает его универсальным.
На фиг. 181, а показан общий вид прибора конструкции завода
«Калибр» для двухпрофильной проверки, и на фиг. 181,6 часть схемы
устройства прибора. На станине 10 по направляющим перемещаются
две каретки. Каретка 11 устанавливается маховичком 12 в опреде-
ленное положение, в зависимости от межцентрового расстояния
и зажимается стопорной рукояткой 13. Величина перемещения
отсчитывается по шкале 1 с нониусом 3 с точностью до 0,02 мм.
Вторая каретка 9 (плавающая) имеет небольшое перемещение,
всего 4 мм (соответствующее расходу индикатора), и находится под
постоянным давлением пружины 8, отжимающей ее по направлению
к неподвижной каретке. Маховичком 5 можно каретку 9 отводить
в сторону, обратную действию пружины. Перемещение каретки 9
через установочный винт 6 передается на индикатор 7. При установке
проверяемого колеса (на оправке 4) и точного измерительного колеса
(на оправке 2) каретка 11 устанавливается на величину теоретиче-
ского межцентрового расстояния, считая каретку 9 находящейся
1 Поскольку характер искажений по обеим сторонам профиля зуба разный,
наиболее правильные результаты можно получить на приборе для однопрофильного
зацепления. Однако пока еще инструментальной промышленностью выпуск таких
приборов не налажен, в связи с трудностью конструктивной разработки механизма,
который был бы несложен по конструкции и достаточно надежен в эксплуатации.
14 См иля некий 438 209
в среднем положении. При установке маховичком 5 каретка 9 отво-
дится назад до упора, а затем под действием пружины 8 приближается
к каретке И. При этом стрелка индикатора, установленная на нуль
при точном межцентровом расстоянии, отклонится от нуля в минус,
так как при беззазорном сцеплении выбираются боковые зазоры,
обязательные в нормальном зацеплении. После этого, медленно вра-
щая точное колесо, наблюдают за показаниями индикатора, отме-
чающего колебания межцентрового расстояния. Построив график
Фиг. 181. Прибор конструкции завода «Калибр» для проверки
зубчатых колес по комплексному методу.
отклонений, можно определить, лежат ли отклонения в пределах
допуска или выходят за эти пределы. При наличии самописца диа-
грамма отклонений в увеличенном масштабе получается на ленте
сразу, благодаря чему измерение одного колеса продолжается
не более 1—3 мин.
Допустимые колебания измерительного межцентрового расстоя-
ния за один оборот колеса даны в табл. 36.
Определение погрешности профиля зуба Af. Эта проверка (см.
табл. 29, п. 10) — одна из основных, характеризующих плавность
работы зубчатого колеса. Заключается она в определении правиль-
ности рабочего профиля зуба, его соответствия теоретическому
профилю—эвольвенте. Имеется несколько способов проверки про-
филя: а) проверка шаблоном; б) проверка профиля посредством
сцепления с точным измерительным колесом — «по краске»; в) про-
верка посредством оптического прибора, дающего увеличенное изо-
бражение профиля на экране. Однако все эти способы пригодны
лишь для колес 8—9-й степени точности и более грубых.
210
Таблица 36
Отклонения измерительного межцентрового расстояния Да (сопряжение X)
Диаметры колес в мм
Сте-
пень Модуль До 50 Св. 50 Св. 80 Св. 120 Св. 200 Св. 320 Св? 500
точно- нормальный до 80 до 120 до 200 до 320 до 500 до 800
сти шп в мм
Микроны
Св. 1 ДО 2,5 + 17 + 17 + 17 + 17 + 17 + 17 + 17
—70 —90 —90 — 105 —120 — 120 —140
„ 2,5 W 6 +22 +22 +22 + 22 + 22 + 22 + 22
и —70 —90 —90 —105 — 120 —120 — 140
V „ 6 19 10 + 32 +32 +32 + 32 + 32 + 32 + 32
—70 —90 -90 — 105 — 120 —120 —140
„ 10 99 16 +40 +40 +40 + 40 + 40 + 40 + 40
-70 —90 —90 — 105 — 120 — 120 — 140
Св. 1 ДО 2,5 +28 + 28 + 28 + 28 + 28 + 28 + 28
—90 —120 —120 — 140 —180 — 180 —210
. 2,5 И 6 +36 + 36 + 36 + 36 + 36 + 36 + 36
7 —90 — 120 — 120 — 140 — 180 — 180 —210
„ 6 99 10 +48 + 48 + 48 + 48 + 48 + 48 + 48
—90 —120 — 120 — 140 — 180 — 180 —210
„ ю 99 16 + 64 + 64 + 64 + 64 + 64 + 64 + 64
—90 — 120 — 120 — 140 — 180 — 180 —210
Св. 1 ДО 2,5 + 44 + 44 + 44 + 44 + 44 + 44 —250 + 44
— 120 — 180 —180 —210 —250 —320
„ 2,5 И 6 + 56 + 56 + 56 + 56 + 56 + 56 + 56 —320
о — 120 — 180 —180 —210 —250 —250
о • 6 99 10 + 80 + 80 + 80 + 80 + 80 + 80 + 80
— 120 — 180 — 180 —210 —250 —250 —320
, ю 99 16 + 96 + 96 + 96 + 96 + 96 + 96 + 96
— 120 — 180 — 180 —210 —250 —250 —320
Для более точных колес целесообразно применять специальный
прибор — эвольвснтомер \ Нашей промышленностью изготовляется
эвольвентомер индивидуальный дисковый (с индивидуальными
дисками для каждого размера зубчатого колеса). Эти диски должны
иметь точный диаметр основной окружности проверяемого колеса.
Эвольвентомер пригоден для измерения зубчатых колес диаметром
60—240 мм. Погрешность прибора составляет +0,003 мм. На фиг. 182
показана схема индивидуального дискового эвольвентомера. Прове-
ряемое зубчатое колесо 2 и соответствующий ему сменный диск 1 с
диаметром равным диаметру основной окружности зубчатого колеса,
устанавливаются на общей оправке. Диск прижимается к линейке 3,
которая закреплена на каретке 4\ эта каретка вращением винта 5
1 Для наиболее точных колее эвольвентомеры имеют записывающее устройство,
дающее увеличение от 500 до 1000.
14*
211
с маховичком перемещается по своим направляющим, в то время как
линейка 3, плотно прижатая к диску, заставляет его вращаться без
скольжения вместе с зубчатым колесом. Такое взаимное качение
линейки и диска соответствует теоретическому образованию эволь-
венты (качение образующей прямой по основной окружности), при-
чем каждая точка линейки описывает свою эвольвенту. Зуб рычага 6,
расположенный в одной плоскости
с
Фиг. ]82. Схема индивидуального
дискового эвольвентомера.
рабочей поверхностью линейки,
касается профиля зуба. Этот
рычаг вращается вокруг оси,
а другой конец его касается на-
конечника индикатора 7.
Зуб рычага, перемещаясь от-
носительно зубчатого колеса,
так же как и любая другая точка
линейки, описывает по отноше-
нию к колесу эвольвенту. По-
скольку зуб рычага находится
в контакте с профилем зуба ко-
леса, он свое относительное
перемещение как бы «согласо-
вывает» с профилем зуба колеса.
Если профиль зуба отклоняется
от эвольвенты, рычаг поворачи-
вается в ту или иную сторону
(в зависимости от того, в какую
сторону направлено отклонение
от теоретической кривой). Этим
способом проверяется весь про-
филь — от основания до вер-
шины головки. По окончании
измерения одного зуба карет-
ка 4 возвращается, происходит
деление колеса на один зуб
и все повторяется снова.
Для проверки другой стороны профиля — зубчатое колесо пере-
вертывается, т. е. устанавливается другим торцом на оправку.
Если к эвольвентомеру присоединить записывающий аппарат,
регистрирующий на ленте все полученные отклонения в увеличенном
масштабе, можно будет определить не только величину отклонений,
но также и характер их, что даст возможность найти причину погреш-
ности.
Недостаток такого эвольвентомера для индивидуального или
мелкосерийного производства — необходимость в специальном диске
для каждого размера колеса. Этого недостатка лишен универсальный
эвольвептомер (фиг. 183). Устройство его следующее: на оси 1 сидит
измеряемое зубчатое колесо и кулак 2 с эвольвентным профилем.
При вращении оси 1 кулак 2 толкает прямолинейную планку 4
и через нее — каретку 5, давая ей перемещение, пропорциональное
углу поворота оси 1. Перемещение каретки 5 через рычаг 6 передается
212
измерительном каретке, которая имеет поворотный равноплечий
рычаг с наконечником 8 и индикатор 9, Если ось 1 с насаженным
на ней колесом 3 и кулаком 2 заставить вращаться, это движение
сейчас же передается через рычаг 6 каретке 7. Предварительно плечо а
рычага 6 устанавливается так (перемещая точку контакта ролика 10
каретки 7 вдоль рычага 6), чтобы скорость перемещения каретки рав-
нялась окружной скорости основной окружности колеса. Если
Фиг. 183. Схема универсального
эвольвентомера.
профиль зуба — правильная
эвольвента, наконечник не
будет получать угловых пе-
ремещений при вращении
зубчатого колеса и стрелка
индикатора будет стоять на
нуле. При отклонении про-
Фиг. 184 Схема измерения
тангенциальным зубомером.
филя зуба от теоретической кривой стрелка индикатора сейчас же
начнет давать показания, характеризующие отклонения профиля
зуба от эвольвенты.
Этот эвольвентомер пригоден для измерения зубчатых колес
диаметром до 300 мм. Погрешность прибора ±0,003 мм. Допусти-
мые отклонения профиля of даны в табл. 31.
Определение смещения исходного контура Д/i. Это одна из основ-
ных проверок (см. табл. 29, п. 19) по нормам бокового зазора. Смеще-
ние исходного контура цилиндрических зубчатых колес относительно
окружности выступов удобно определять так называемым танген-
циальным зубомером типа КТ (завода ЛИЗ), схема измерения кото-
рым дана на фиг. 184.
Как известно из теории зубчатых зацеплений, исходным контуром
эвольвентного зацепления является зубчатая рейка, зуб которой
очерчен прямыми линиями. Эти линии наклонены под углом а
(углом зацепления) к оси симметрии зуба. Такая рейка теоретически
правильно сцепляется с любым зубчатым колесом того же модуля
213
и с тем же углом зацепления, независимо от числа зубьев. На этом
свойстве зубчатой рейки и основано устройство тангенциального
зубомера, губки (или опорные призмы) которого очерчены прямыми
линиями, наклоненными под углом а к оси симметрии контура зубо-
мера.
Как видно из схемы на фиг. 184, боковые плоскости измеритель-
ных губок 1 и 3 образуют угол 2а. Удлиненный стержень индика-
тора 2, расположенного по оси сим-
метрии контура, касается головки
зуба в его вершине, лежащей
Фиг. 185. Схема настройки тангенци-
ального зубомера типа КТ.
1 — корпус; 2 — измерительные губки;
3 — гайки крепления измерительных гу-
бок: 4 —винт перемещения измерительных
губок; 5— винт крепления индикатора;
6 — измерительный стержень; 7 — инди-
катор; 8 — мерный ролик; 9 — стойка для
роликов.
на окружности выступов колеса.
При помощи винта с правой и ле-
вой резьбой измерительные губки
могут одновременно сближаться
или раздвигаться, что необходимо
для предварительной установки
губок. Поскольку прибор служит
для сравнительного измерения
смещения исходного контура, на-
стройка его на нужный размер
производится либо по зубьям из-
мерительного образцового колеса,
либо по установочным призмам,
а удобнее всего — по мерным ро-
ликам, закладываемым в специ-
альную призматическую стойку.
На фиг. 185 показана схема на-
стройки зубомера типа КТ с приз-
мой и мерным роликом. Диа-
метр dp такого ролика опреде-
ляется по формуле
1 — Sin а
sin а
= Кт,
здесь К — коэффициент, зависящий от угла а;
гп — модуль колеса в мм.
При а — 20° коэффициент К — 1,2037, и в этом случае
dp — 1,2037 т. Таким образом, диаметр мерных роликов зависит
только от модуля и угла исходного контура. Поскольку базирование
производится по наружному диаметру колеса, необходимо техноло-
гически обеспечить концентричность наружного диаметра относи-
тельно оси детали. Это может быть сделано в соответствии с табл. 37.
Тангенциальный зубомер особенно ценен при проверке правильности
установки зубообрабатывающего инструмента относительно нарезае-
мого колеса. Более подробное описание применения тангенциальных
зубомеров имеется в книге А. Л. Маркова [18].
214
Таблица 37
Допуски гладких цилиндрических изделий для посадки скольжения
по ОСТ НКМ 1011, 1017 и ГОСТ 2689-54
Посадка Номинальный диаметр в мм Примечание
Св. 10 До 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180 Св. 180 до 260 Св. 260 до 360 Св. 360 до 500 Св. 500 до 630 Св. 500 до 800
Микроны
Ct 8 9 11 13 15 18 20 22 25 30 35 Верхнее отклоне-
С 12 14 17 20 23 27 30 35 40 45 50 пне равно нулю
С2а 18 21 25 30 35 40 47 54 62 70 80 Нижнее отклоне-
С3 35 45 50 60 70 80 90 100 120 140 150 ние со знаком минус.
Тангенциальные зубомеры типа КТ изготовляются следующих
типоразмеров: КТ-10 — для модулей от 2,5—10 мм, КТ-36 — для
модулей 8—36 мм, КТ-50 — для модулей 30—50 мм.
В соответствии с ГОСТ 4446-48, к тангенциальным зубомерам
прилагаются наборы роликов, указанные в табл. 38.
Наборы роликов к зубомерам
Таблица 38
кт-ю кт-зб КТ-50
Модуль Диаметр ролика в мм Модуль в мм Диаметр ролика в ММ Модуль в мм Диаметр ролика в мм
2,5 3,009 8 9.630 30 36,112
3 3,611 9 10.833 33 39,723
3,5 4,213 10 12,037 36 43,334
4 4,815 11 13,241 39 46,944
4,5 5,417 12 14,445 42 50,555
5 6.019 13 15,648 45 54,166
5.5 6,620 14 16,852 50 60,185
6 7.222 15 18,056 -—
6,5 7,824 16 19,260 —— • —
7 8,426 18 21,667 — —
8 9,630 20 24,074 — —
9 10 833 22 26.482 — - —
10 12,037 24 28,889 —— —
— - ——- 26 31,297 — —
-— — 28 33,704 " * * —
-— 30 36,112 — —
— —И— 33 39,723 ' —
— 36 43,334 W"j 1 - " '
Примечание. Точность роликов по диаметру 2,5 -г- 24 мм и ± 0,003 мм для больших модулей. ±0,002 мм для модулей
215
Таблица 39
Смещение исходного контура при контроле на базе наружного цилиндра
и отклонение наружного диаметра 3De (сопряжение X)
Степень точ- ности Обозначение отклонения допусков 1. Модуль нормаль- ный tn в мм Диаметр колес в мм
До 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 200 Св. 200 до 320 Св. 320 до 500 Св. 500 до 800
Микроны
6 ADe Св. 1 до 16 Сга
. 1 . 16 18 23 23 26 30 30 36
. 1 . 2,5 . 2,5 „ 6 . 6 „ 10 , 10 „ 16 115 115 140 140 140 160 160 170 170 200 200 200 200 240 240 240 240 300 300 300 300 360 380 380 380
8Л . 1 « 16 40 50 50 60 65 65 65
7 XD е . 1 , 30 Са
Ed . 1 . 30 23 30 30 36 45 45 52
^мЬ- . 1 . 2,5 . 2,5 „ 6 . 6 „ 10 . 10 „ 16 . 16 „ 30 120 120 150 150 160 ? / / —; 180 180 180 180 210 210 220 220 220 240 260 260 280 280 300 300 320 320 320 380 380 380 380 400
Zh . 1 . 30 42 ( 55 55 65 80 80 85
8 bDe . 1 .50 ч / Сз
Ed . 1 .50 30 45 45 52 65 65 80
. 1 . 2.5 . 2.5 „ 6 . \6 ,/„ 10 . Ю „ 16 , 16 , 30 130 140 160 160 170 180 190 190 200 220 220 220 240 250 280 280 280 280 300 340 340 340 340 360 400 400 400 420 450
Zh . 1 . 50 55 75 80 НО 120 130 170
Принятые обозначения: LDe— отклонения наружного диаметра колеса; Е&—допуск на радиальное биение окружности выступов; — наимень- шее смещение исходного контура; SA — допуск на смещение исходного кон- тура. Пример. Если 3Mh = 150 мк, а 8/г = 55 мк, то смещение исходного кон- 1 1КЛ тура, должно лежать в пределах _9Q5 мк от номинального значения.
216
е.
от наименьшего смещения
щины зуба кромочным зубоме-
ром по постоянной хорде.
1 — делительная окружность;
2 — основная окружность.
Тангенциальные зубомеры применяются для зубчатых колес всех
степеней точности. Величины допускаемых смещений исходного
контура при контроле на базе наружного цилиндра даны в табл. 39.
Отклонения наружного диаметра берутся по табл. 37.
Взамен смещения исходного контура по ГОСТ разрешается опре-
делять толщину зуба по постоянной хорде. Наименьшее уменьшение
толщины зуба kmS = 0,73 (т.
исходного контура), а допуск на толщину зуба по постоянной хорде
8S = 0,73 bh (от допуска на смещение исходного контура).
Определим значение термина «постоянная хорда». Как было пока-
зано на фиг. 184, при описании тангенциального зубомера, точки
контакта губок зубомера с профилем
зуба лежат на пересечении линий за-
цепления с профилем, причем линия
зацепления в этих точках перпендику-
лярна профилю зуба. При этом длина
хорды, т. е. расстояние между точками
контакта, остается неизменной для ко-
лес данного модуля, вне зависимости
от числа зубьев. Поэтому эта хорда и
названа постоянной. На фиг. 186 пока-
зано построение постоянной хорды,
обозначаемой а также показано
расстояние этой хорды от окружности
выступов, обозначаемое hx п. Все эти
измерения производятся штангензубомером (см. фиг. 17), называе-
мым также кромочным зубомером. Хотя эти зубомеры имеют весьма
существенные недостатки, однако они могут применяться для изме-
рения толщины зуба колес больших размеров не выше 9-й степени
точности. Во многих случаях, например, при измерении косозубых
колес с крутым углом подъема, кромочные зубомеры являются
единственно приемлемым средством измерения в условиях неболь-
шого предприятия.
Штангензубомер (см. фиг. 17) состоит из угловой штанги с двумя
масштабными линейками — горизонтальной и вертикальной. По вер-
тикальному плечу штанги перемещается рамка с линейкой, регу-
лирующейся по высоте и базирующейся на головку зуба. По гори-
зонтальному плечу штанги перемещается рамка с подвижной губкой,
непосредственно определяющей толщину зуба по хорде. Обе рамки
снабжены нониусами и движками с микрометрической подачей.
Точность отсчета по обоим нониусам составляет 0,02 мм. В пределах
диапазона модулей от 1 до 18 нашей промышленностью выпускаются
штангензубомеры типа ЗМ-18, а для модулей от 5 до 36 — типа 3M-36.
При измерении толщины зуба по постоянной хорде Sx п (некор-
ригированных зубчатых колес) величина установки высотной линейки
штангензубомера производится на размер
( TZ \
п = h' — (“g~sln 2а J m,
217
где II — высота головки зуба в мм (равная обычно т)\
а — угол зацепления (или угол исходного контура).
Для прямозубых колес с а = 20° величина установки высот-
ной линейки hx п = 0,7476т.
Теоретическая величина постоянной хорды Sv п определяется
по формуле
п — 0,7гкт cos2 а.
При а = 20° величина постоянной хорды Sx п~ 1,387m.
В табл. 40 приведены величины п и п для значений модулей
от 1 до 12 (по ОСТ 1597).
Таблица 40
Данные для измерения толщины зуба штангензубомером
по постоянной хорде, в мм
Модуль т Толщина зуба по по- стоянной хорде Sx. п Высота го- ловки до постоянной хорды ЛА., п Модуль т Толщина зуба по по- стоянной хорде Sx, п Высота го- ловки до постоянной хорды /1 Модуль тп Толщина зуба по по- стоянной хорде Sx. „ Высота го- ловки до постоянной хорды Лх. п
1 1,387 0,748 3,25 4,507 2,430 6,5 9,016 4,859
1,25 1,733 0,935 3,5 4,854 2,616 7 9.710 5,233
1,50 2,080 1,121 3,75 5,200 2,803 8 11,097 5,980
1,75 2,426 1,308 4 5.548 2,991 9 12,484 6,728
2 2,774 1,495 4,25 6,096 3,179 10 13,871 7,475
2,25 3,120 1,683 4,5 6,242 3,366 11 15,258 8.223
2,5 3.467 1,869 5 6,936 3,738 12 16,645 8,970
2,75 3,813 2,056 5,5 7 629 4,111
3 4,161 2.243 6 8,323 4,485
Величины отклонений толщины зуба по постоянной хорде при
контроле на базе наружного цилиндра даны в табл. 41.
В некоторых случаях постоянная хорда может находиться вне
высоты зуба или на фланкированной (закругленной) части головки.
В этом случае применение кромочного зубомера целесообразно
только для измерения толщины зуба по хорде делительной окруж-
ности Sxd.
В случае корригирования, т. е. изменения профиля с целью устра-
нения подрезания ножки зуба, или же при занижении высоты головки
зуба (которая может быть равна 0,8m), необходимо эти изменения
учесть при определении установочных размеров.
В табл. 42 даны расчетные данные для установки высотной
линейки hx д и-толщины зуба по хорде делительной окружности Sx д
для модуля 1.
Следует учесть, что при применении кромочного зубомера с бази-
рованием по окружности выступов следует технологически обеспе-
чить более жесткие допуски на биение наружного диаметра, а также
218
Таблица 41
Отклонение толщины зуба по постоянной хорде при контроле на базе
наружного цилиндра и отклонение наружного диаметра SDe (сопряжение X)
о К Я М Диаметр колеса в мм
X X Ф К Ф чности Обозначен отклонени и допуске: Модуль нормальный в мм тп До 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 200 Св. 200 до 320 Св. 320 до 500 Св. 500 до 800
f- о о н Микроны
Св. 1 до 16 Cga
Ed . 1 . 16 18 23 23 26 30 30 36
6 » 1 и „ 2,5 „ П 0 „ „ 10 „ 2,5 6 10 16 85 85 100 100 100 115 115 120 120 150 150 150 150 180 180 180 180 220 220 220 220 260 280 280 280
zs Н 1 » 16 30 36 36 45 48 48 48
г 1 » 30 V С3
Ed 30 23 30 30 36 45 45 52
7 » 1 » 2 5 » о „ „ ю „ • 16 ,, 2,5 6 10 16 30 90 90 110 но 115 130 130 130 130 150 150 160 160 160 180 190 190 200 200 220 220 240 240 240 280 280 280 280 300
8S , 1 • 30 30 \ 40 40 48 58 58 60
ДЛе „ 1 . 50 I 7 ? Сз
Ed 1 я * н 50 30 45 45 52 65 65 60
8 , 1 , „ 2,5 „ » 6 , „ ю „ „ 16 „ „ 30 „ 2,5 6 10 16 30 50 95 100 115 115 120 130 140 140 150 160 160 160 180 180 200 200 200 200 220 240 250 250 250 250 260 280 300 300 300 300 320 320
83 » 1 1> 50 40 55 58 80 90 45 120
Обозначения: У1)е — отклонения наружного диаметра колеса; — допуск на радиальное биение окружности выступов; Ди5—наименьшее утонение толщины зуба по постоянной хорде; 5S — допуск на толщину зуба по постоянной хорде. Пример. Если Ди5== 130, a 8S — 40, следовательно, толщина зуба должна 130 лежать в пределах от номинального значения по постоянной хорде.
219
Таблица 42
Расчетные данные для установки высотной линейки hx. д
и толщины зуба по хорде делительной окружности Sx,g для модуля 1
Число зубьев колеса hx.d х. д Число зубьев колеса hx.d Sx.d Число зубьев колеса hx. д sx,d Число зубьев колеса hx. д sx.d
6 1,1022 1,5529 51 1,0121 1,5706 96 1,0064 1.5707 141 1,0044 1.5708
7 1,0878 1,5576 52 1,0119 1.5706 97 1.0064 1.5707 142 1,0044 1.5708
8 1,0789 1,5607 53 1,0117 1,5706 98 1,0063 1.5707 143 1,0043 1,5708
9 1,0684 1,5628 54 1,0114 1,5706 99 1.0062 1 5707 144 1.0043 1,5708
10 1,0616 1.5644 55 1,0112 1,5706 100 1,0062 1.5707 145 1,0043 1,5708
И 1,0560 1,5653 56 1,0110 1.5706 101 1.0061 1,5707 146 1,0042 1,5708
12 1,0513 1,5663 57 1,0108 1.5706 102 1,0061 1.5707 147 1.0042 1,5708
13 1,0474 1.5670 58 1,0106 1,5706 103 1,0060 1,5707 148 1,0042 1,5708
14 1,0440 1,5675 59 1,0105 1,5706 104 1,0059 1,5707 149 1,0041 1,5708
15 1,0411 1,5679 60 1,0103 1,5706 105 1,0059 1,5707 150 1,0041 1,5708
16 1.0385 1.5682 61 1,0101 1,5706 106 1.0058 1,5707 151 1,0041 1,5708
17 1.0363 1.5685 62 1,0099 1.5706 107 1,0058 1.5707 152 1,0041 1,5708
18 1.0343 1 5688 63 1,0098 1.5706 108 1.0057 1,5707 153 1,0041 1,5708
19 1.0324 1.5689 64 1,0096 1,5706 109 1 0057 1,5708 154 1,0040 1.5708
20 1,0305 1.5692 65 1,0095 1,5706 ПО 1.0056 1,5708 155 1,0040 1,5708
21 1.0292 1,5693 66 1,0093 1 5707 111 1.0056 1,5708 156 1,0040 1,5708
22 1,0280 1,5695 67 1,0092 1.5707 112 1 0055 1,5708 157 1,0039 1.5708
23 1,0268 1.5696 68 1,0091 1.5707 113 1.0055 1 5708 158 1,0039 1,5708
24 1.0257 1.5697 69 1.0089 1.5707 114 \ 1 0054 1 5708 159 1,0039 1,5708
25 1,0247 1.5698 70 1.0088 1,5707 115 I 0054 1,5708 160 1,0038 1,5708
26 1,0237 1,5699 71 1,0087 1,5707 116 1,0053 1.5708 161 1.0038 1.5708
27 1,0228 1,5699 72 1.0086 1.5707 117 1.0053 1,5708 162 1,0038 1,5708
28 1,0219 1,5700 73 1.0084 1.5707 118 1,0052 1.5708 163 1.0038 1,5708
29 1,0212 1,5700 74 1.0083 1.5707 119 1,0052 1,5708 161 1,0038 1,5708
30 1,0206 1,5701 75 1,0082 1,5707 120 1,0052 1,5708 165 1,0037 1,5708
31 1,0199 1,5701 76 1,0081 1.5707 121 1,0051 1,5708 166 1,0037 1,5708
32 1,0193 1,5702 77 1,0080 1.5707 122 1,0051 1,5708 167 1,0037 1.5708
33 1,0187 1,5702 78 1.0079 1.5707 123 1,0050 1,5708 168 1,0037 1,5708
34 1,0181 1,5702 79 1.0078 1.5707 124 1,0050 1.5708 169 1,0036 1,5708
35 1,0176 1,5703 80 1,0077 1,5707 125 1,0050 1,5708 170 1,0036 1,5708
36 1,0171 1.5703 <81 1,0076 1,5707 126 1,0049 1.5708 171 1,0036 1,5708
37 1,0167 1,5703 82 1,0075 1,5707 127 1,0049 1,5708 172 1,0036 1,5708
38 1,0162 1,5704 83 1 0074 1,5707 128 1.0048 1,5708 173 1,0036 1,5708
39 1,0158 1,5704 84 1,0073 1,5707 129 1.0048 1,5708 174 1,0035 1,5708
40 1,0154 1,5704 85 1,0073 1.5707 130 1,0048 1,5708 175 1,0035 1,5708
41 1,0150 1,5704 86 1,0072 1.5707 131 1,0047 1,5708 176 1,0035 1 5708
42 1,0147 1,5704 87 1,0071 1.5707 132 1,0047 1.5708 177 1,0035 1,5708
43 1,0144 1.5705 88 1,0070 1,5707 133 1,0047 1,5708 178 1,0035 1,5708
44 1,0140 1,5705 89 1,0069 1.5707 134 1,0046 1,5708 179 1,0034 1.5708
45 1,0137 1,5705 90 1,0069 1,5707 135 1,0046 1,5708 180 1,0034 1,5708
46 1,0134 1 5705 91 1,0068 1,5707 136 1.0045 1,5708 Рейка 1,0000 1,5710
47 1,0131 1,5705 92 1,0067 1,5707 137 1,0045 1,5708
48 1,0129 1,5705 93 1,0067 1,5707 138 1,0045 1,5708
49 1,0126 1,5705 94 1,0066 1.5707 139 1,0044 1 5708
50 1,0123 1,5705 95 1.0065 1,5707 140 1,0044 1,5708
220
учесть отклонение размера по наружному диаметру при установке
высотной линейки.
Допуски на отклонения по хорде делительной окружности можно
брать такие же, как для постоянной хорды, по табл. 41.
Расчет толщины зуба по хорде делительной окружности
На фиг. 187 представлена схема измерения толщины зуба кромоч-
ным зубомером по хорде делительной окружности.
Здесь R — радиус начальной окружности;
Re — радиус окружности выступов;
р — половина центрального угла, соответствующего толщине
зуба;
q — стрелка хорды (максимальное отклонение хорды от дуги);
hx д — расстояние от хорды до окружности выступов;
Sх д — толщина зуба по хорде.
Из построения видно, что угол
? = V.
где z — число зубьев в колесе.
q = R — R cos р — R (1 — cos р) =
mz
= — (1 —cos₽),
так как 7? = ~ , a D = mz, где m —
модуль зацепления, то
Фиг. 187. Схема измерения тол-
щины зуба кромочным зубоме-
ром по хорде делительной
окружности.
hx.3 = Re— R + q-
Так как у нормальных зубчатых
колес Re — R = т, то предыдущее
выражение примет следующий вид:
= m + <7 = m +(1 — соз р) = m 1 +-f-(i — cos₽)] • (а)
Толщина зуба по хорде:
Sxd = 2R sin р = /nz sin р. (б)
Как видно из формул (а) и (б), величины hx д и д представляют
собой модуль, умноженный на величины, целиком зависящие только
от числа зубьев z. Значения hx d и Sx д при т — ^вычислены
и сведены в табл. 42 для чисел зубьев от 6 до 180.
Установочные размеры для штангензубомера получаются умно-
жением значений, взятых из таблицы, на модуль измеряемого колеса.
Размеры, полученные по этой таблице или по формулам (а) и (б),
являются только номинальными, т. е. соответствующими толщине
зуба, равной половине шага. Чтобы обеспечить минимально необхо-
димый боковой зазор, следует, очевидно, толщину зуба взять не-
сколько меньше, а именно на минусовые допуски согласно табл. 41.
221
Расчет толщины зуба косозубых колес
При пользовании табл. 42 для расчета толщины зуба косозубых
колес следует число зубьев взять не фактическое, а фиктивное, равное
г
?факт cos3 р
где р — угол подъема винтовой линии колеса.
Пример. Рассчитать толщину зуба косозубого колеса 7-й степени
точности; z = 30; тн — 3; р = 45° (тн — модуль в сечении, нор-
мальном к вилку).
Определяем диаметр начальной окружности:
Фиг. 188. Схема измерения основ-
ного шага зубчатых колес танген-
циальными наконечниками.
D = = 3-30 = ]27 278 мм.
cos 3 0.707
Фиктивное число зубьев
z 30 о,1 <
?фикт ~ “ 0534 ~ 84 3уб3;
отсюда по табл. 42 при т = I
значение Лхд= 1,0073 мм; Sx d =
= 1,5707 мм; фактические значения
для зубомера hx д = 3,022 мм;
Sx д = 4,712 мм.
Допуски (оба допуска в минус)
следует взять по нормалям для по-
стоянной хорды по табл. 41.
Определение отклонений основного шага Эта проверка
(см. табл. 29, п. 9) характеризует равномерность последовательного
включения рабочих профилей зубьев колеса в зацепление и является
показателем плавности работы колеса. Измерение производится
нормально (перпендикулярно) к одноименным профилям двух сосед-
них зубьев, т. е. определяется размер между двумя эвольвентами
по линии зацепления е (см. фиг. 170). Такой метод измерения основан
на том, что эвольвентпые профили являются эквидистантными, т. е.
равноотстоящими по направлению нормалей к этим профилям, как
видно из фиг. 188. Если к таким профилям провести касательные А Б
и ВГ, параллельные между собой, то расстояние между касательными
будет равно основному шагу. Это геометрическое свойство исполь-
зовано в устройстве шагомеров типа КС с тангенциальными наконеч-
никами, пригодными для измерения цилиндрических колес с прямым
и косым зубом. Шагомеры КС-10 (до модуля 10) и КС-20 (для моду-
лей 8—20) имеют универсальную настройку, а КС-36 (для моду-
лей 18—36)имеет сменные призмы для каждого проверяемого модуля.
Настройка наконечников производится блоком концевых мер
(плиток), и при измерении отклонения от номинального размера
основного шага передаются на индикатор через неравноплечий рычаг.
На фиг. 189, а показана настройка шагомера по блоку плиток, а на
222
фиг. 189, б — способ измерения основного шага зубчатого колеса.
Теоретическая величина основного шага определяется по формуле
to = тти cos а,
где а — угол зацепления; при а = 20° величина основного шага
/0 == 3,1416.0,9397 m = 2,9521 т.
В табл. 43 даны размеры основных шагов при угле зацепления 20°.
Фиг. 189. Шагомер типа КС для измерения основного шага:
а — настройка шагомера по блоку плиток; 1 — корпус; 2 — гайка установки планки; 3 —
индикатор; 4 — винт крепления индикатора; 5 — винт крепления планки; 6 — планка с ме-
ханизмом; 7 — гайка установки упорной губки; 8 — упорная губка; 9 — подвижная изме-
рительная губка; 10 — неподвижная измерительная губка; II — рамка для настройки;
12 — боковинки; 13 — плитки; б — измерение шагомером основного шага зубчатого колеса.
Величины основных шагов при а == 20°, в мм
Таблица 43
Модуль Основной шаг Модуль Основной шаг Модуль Основной шаг Модуль Основной шаг
2 5.904 5 14,761 10 29,521 18 53,138
2.25 6,642 5,5 16,237 11 32,473 20 59,043
2,5 7,380 6 17,713 12 35,426 22 64,947
3 8,856 6,5 19,189 13 38,378 26 76,755
3,5 10,332 7 20,665 14 41,330 28 82,660
4 11,809 8 23,617 15 44,282 30 88,564
4,5 13,285 9 26,569 16 47,234 33 97,420
36 106,277
В табл. 44 даны характеристики шагомеров типа КС.
223
Таблица 44
Характеристика шагомеров типа КС
Наименование характеристик Типы шагомеров
КС-10 КС-20 КС-36
Модули проверяемых колес Передаточное отношение от подвижной губки к индикатору Цена деления индикатора в мм Гарантированная точность показаний в мм (суммарная погрешность прибора с индика- тором на участке 0,1 мм) Вариации показаний в мм 2—10 1:5 0,002 ± 0,005 0.002 8—20 1 :2 0.005 ± 0,007 0,005 18—36 1 :2 0,005 ±0,013 0,005
Допускаемые отклонения основного шага от номинального раз-
мера и Дн/О, даны в табл. 31 (верхние и нижние пределы
отклонений от номинала).
Выше были приведены описания наиболее важных проверок,
обеспеченных в основном имеющимися приборами. Приводим вкратце
описания еще некоторых проверок.
Непосредственное определение циклической погрешности ВЛ,
являющейся важной характеристикой плавности работы колеса,
возможно по диаграмме комплексного прибора для однопрофиль-
ного зацепления, снабженного самопишущим прибором. При этом
на ленте получается запись в увеличенном масштабе диаграммы
кинематической погрешности за полный оборот колеса. Такая диа-
грамма показана на схеме в табл. 29, п. 1. Она в целом имеет вид
синусоиды, с периодом, соответствующим полному обороту зубчатого
колеса. Однако синусоида эта как бы составлена из отдельных зуб-
цов, сравнительно небольших по высоте. Участок этой диаграммы
в несколько большем увеличении показан на схеме в табл. 29., п. 7
(циклическая погрешность).
Причиной этих колебаний, многократно повторяющихся за один
оборот колеса, являются в основном биение червяка делительного
устройства зуборезного станка, а для прямозубых колес — и неточ-
ность зуборезного инструмента. Косвенное определение циклической
погрешности возможно посредством ходомера и волномера Л Схема
работы ходомера показана на фиг. 190. Он служит для определения
направления зуба и волнистости следа сечения зуба цилиндрической
поверхностью, что выявляется перемещением чувствительного нако-
нечника вдоль оси зуба на радиусе, приблизительно равном радиусу
делительной окружности. Ходомер снабжается записывающим
устройством с увеличением, примерно, 500 : 1.
Большее увеличение применяется при записи измерения волно-
мером (фиг. 191). Он служит для определения волнистости боковой
поверхности зуба, которую записывает с увеличением 2000 : 1
1 Приборы осваиваются инструментальной промышленностью.
224
и 1000 : 1. При этом для определения циклической погрешности ДГ
применяется формула
2 cos рд
где ДI/ — показания по волномеру;
— угол подъема винтовой линии косозубого колеса на диа-
метре делительной окружности.
Фиг. 190. Схема работы ходомера
Фиг 191. Схема работы волномера.
Допуски на циклическую погрешность &F (для степеней точности
3—6) даны в табл. 31.
Определение погрешности направления зуба ДЯ0. Эта проверка
(см. табл. 29, п. 15), характеризующая контакт зубьев в передаче
Фиг. 192. Схема контроля прибором МИЗ направления зуба
и радиального биения цилиндрического зубчатого колеса:
1 — проверяемое зубчатое колесо; 2 — измерительный наконечник;
3 — индикатор, фиксирующий отклонение угла наклона зуба;
4 — индикатор, фиксирующий радиальное биение; 5 — а — угол от-
клонения зуба от номинального.
для прямозубых и косозубых колес, может производиться различ-
ными приборами. Наиболее распространенным является комбини-
рованный прибор завода МИЗ для контроля направления зуба
и радиального биения зубчатых колес. Схема его показана на фиг. 192.
Контроль осуществляется с помощью измерительного наконеч-
ника в виде зуба рейки. Отклонения от номинального положения
наконечника во впадине колеса, т. е. угла, образуемого им с осью
15 Смилянекий 433 225
колеса, а также в радиальном направлении измеряются двумя
индикаторами.
Основные данные прибора завода МИЗ
Модуль измеряемых колес в мм......................1—10
Наибольший диаметр проверяемого колеса в мм........400
Наибольшая ширина проверяемого колеса в мм.........200
Наибольшая длина изделия в мм .............. 300
Наибольший угол проверяемого зуба в град........... 45
Высота центров прибора в мм........................230
Вес в кг...........................................150
С прибором поставляются четыре наконечника с углом про-
филя 20° для модулей 1 —1,5; 1,75—3; 3,25—6; 6,25—10. Цепа
деления индикаторов 0,002 мм для контроля направления зуба
и 0,01 мм для контроля радиального биения.
Для косозубых колес наконечник устанавливается в специальной
головке под номинальным углом с помощью блока плиток. Недостат-
ком прибора такого типа является то,что направление зуба измеряется
по двум контактным линиям (правой и левой стороне профиля),
в то время, когда в работе участвует только одна из сторон.
Величины допустимых отклонений от номинального положе-
ния и by (допуски на непараллельность и перекос осей)
даны в табл. 32. Эти допуски по ГОСТ определяются в зависимости
от длины контактного участка.
Определение величины бокового зазора сп. Эту проверку
(см. табл. 29, п. 20) в собранной передаче можно произвести
с помощью щупов или индикатором. Для этого одно из колес закреп-
ляется, а в боковую поверхность сопряженного колеса упирается
измерительный наконечник индикатора. Поворачивая второе колесо
то в одну, то в другую сторону до упора, отмечают расход стрелки
индикатора, что и определяет величину наибольшего бокового
зазора. Следует обратить внимание на положение наконечника
индикатора. Он должен перемещаться нормально к профилю зуба,,
а контактная точка должна быть расположена примерно на делитель-
ной окружности. Допустимые величины боковых зазоров сп в мк
в сопряжении X даны в табл. 45.
ч'х
Таблица 45-
Гарантированные боковые зазоры сп в мк
Межцентровое расстояние в мм
До 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 200 Св. 200 до 320 Св. 320 до 500 Св. 500 до 800 Св. 800 до 1250 Св. 1250 до 2000
85 105 130 170 210 260 340 420 530
226
КОНТРОЛЬ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС 1
Подобно тому, как цилиндрические зубчатые колеса имеют началь-
ные цилиндры и цилиндры выступов и впадин, аналогично кониче-
ские зубчатые колеса имеют катящиеся друг по другу без скольжения
начальные конусы и конусы выступов и впадин.
Хотя в общем случае угол между коническими колесами может
сильно отличаться от 90°, однако подавляющее число конических
зубчатых передач относится к передачам с углом между осями в 90°.
Нафиг. 193 углы АОВ и ВОС являются углами начальных конусов
с общей вершиной в точке О. Углы АО^В и ВО2С соответствуют допол-
нительным конусам, обра-
зующие которых перпендику-
лярны к образующим началь-
ных конусов.
Угол & является межосе-
а 4- а.
вым углом, равным ——1
(при любом угле между
осями), где а и — углы
начальных конусов.
Расчет размеров, в ча-
стности, начальных диамет-
ров конических зубчатых
колес DH о и DH 01 произво-
дится так же, как в цилин-
дрических колесах, т. е.
DH 0 = тг.
Особенностью кониче-
ского колеса является то, что
по длине зуба модуль не
является постоянным, что
затрудняет его измерение по
сравнению с цилиндричесь
модуль конического зубчатого колеса считать его модуль на макси-
мальном диаметре начального конуса. По этому месту и следует
производить основные измерения толщины зуба, шага зацепления,
биения начального конуса, проверять правильность эвольвснтного
профиля и т. д.
Допуски для контроля конических зубчатых колес регламенти-
рованы ГОСТ 1758-56, охватывающим колеса с прямым, косым и кри-
волинейным зубом, с диаметром делительной окружности до 2000 мм
и модулем 1—30 мм. По аналогии с цилиндрическими зубчатыми
передачами, количество установленных степеней точности 12, но до-
пуски приводятся только для степеней точности 5—11. Таким же
образом установлены нормы кинематической точности колеса, плав-
ности работы и контакта зубьев. Помимо норм точности, установлено
четыре вида сопряжений, в зависимости от величины гарантирован-
1 ГОСТ 1758-56 Передачи зубчатые конические. Допуски
15*
227
Фиг. 194. Прибор для кон-
троля конических зубчатых
колес по комплексному ме-
тоду.
ного бокового зазора, а именно: С, Д, X и Ш, причем основным счи-
тается сопряжение X.
Аналогично цилиндрическим зубчатым передачам, в ГОСТ 1758-56
приводятся комплексы для поэлементной проверки колес: для про-
верки кинематической точности, плавности работы и контакта зубьев
в передаче (т. е. в собранном виде).
Средства контроля по элементам в основном аналогичны таковым
для цилиндрических зубчатых колес.
Ввиду большей сложности проверки конического зубчатого колеса
в сравнении с цилиндрическим, до последнего времени в серийном
производстве применялся в основном ме-
тод комплексной проверки. Вообще говоря,
метод комплексной проверки для кониче-
ских колес менее удобен, чем для цилин-
дрических колес с прямым зубом. В то
время как парным колесом для прямозу-
бого цилиндрического колеса может слу-
жить любое измерительное прямозубое
цилиндрическое колесо с тем же модулем,
для конического колеса парным может
явиться только колесо с определенным
углом начального конуса, поскольку по-
лусумма углов начальных конусов для
конической передачи — величина постоян-
ная (обычно 90е). Следовательно, изме-
рительным (точным) колесом может слу-
жить только колесо, специально изготов-
ленное для данной передачи, что в мел-
косерийном производстве, тем более в
индивидуальном производстве, недостижимо.
С целью ознакомления приведено устройство одного из прибо-
ров, имеющего распространение в автотракторной промышленности
благодаря сравнительной простоте конструкции и удобству в экс-
плуатации. На фиг. 194 изображена схема такого прибора.
Па оправке 2, находящейся в корпусе /, имеются зубья, образующие
рейку. В верхней части оправки закрепляется точное коническое
колесо 3. Вращением маховичка 5, сидящего на валу 4, предста-
вляющем собой длинное цилиндрическое колесо, можно оправку 2
вместе с сидящим на ней точным колесом 3 приподнимать до сцепле-
ния с измеряемым колесом 5, которое сидит на оправке 7 и вращается
в кронштейне 6. Колесо 3 приподнимается до тех пор, пока получится
достаточно плотное сцепление, оставляющее минимальные зазоры
между колесами (это делается по усмотрению контролера). Если
затем положение оправки 2 зафиксировать па этой высоте и колесо 3
сделать неподвижным, то покачиванием измеряемого колеса 8 можно
обнаружить на ощупь наличие зазора между зубьями. Установив
индикатор 10, можно по отклонениям стрелки индикатора проверить
и величину максимального зазора. Если теперь для колеса 3 создать
тормозящее усилие, а зубья этого колеса покрыть легким слоем
228
краски (например, берлинской лазури), то, вращая рукоятку 9
вместе с колесом 8, получим на зубьях последнего следы краски.
По расположению пятен контакта, можно сделать заключение о каче-
стве измеряемого колеса в отношении профиля и направления зубьев.
На фиг. 195 показаны такие пятна контакта. На фиг. 195, а показан
отпечаток у правильно изготовленных зубьев: он располагается
Фиг. 195. Пятна контакта на зубьях конических колес после обкатки.
на значительной высоте зуба и несколько сдвинут к его вершине.
По мере изнашивания (в эксплуатации) пятно контакта будет увели-
чиваться по направлению к основанию и распространяться по всей
длине зуба, что улучшает условия зацепления. На фиг. 195,6—д
показаны случаи неправильного расположения пятен контакта,
аналогичные как для цилиндрических, так и конических колес.
Комплексную проверку можно производить также на описанных
ранее приборах КДП-300 и КДП-600. Для указанной цели к этим
приборам специально прилагается кронштейн, а также оправки
с конусным хвостом, на которые устанавливают измерительную
деталь. Установку взаимного положения колес на приборе произво-
дят по блоку плиток. Приборы могут снабжаться самописцем, даю-
щим диаграмму отклонений осевого смещения вершины делительного
конуса (Дк по ГОСТ 1758-56).
КОНТРОЛЬ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Основные понятия о зацеплении червячных передач
В основном в червячных передачах профиль червяка является
прямолинейным с половиной угла профиля ~ = 15-н20°. В зави-
229
симости от того, в каком сечении сохраняется прямолинейный про-
филь, различают три вида червяков:
1. Архимедов червяк с прямолинейным профилем в осевом сече-
нии. В сечении, перпендикулярном к оси червяка, получается вин-
товая линия или архимедова спираль (фиг. 196, а).
2. Червяк с прямолинейным профилем в сечении, нормальном
(перпендикулярном) к витку (конволютный, фиг. 196, б). В осевом
сечении виток имеет криволинейный профиль, а в сечении, перпен-
дикулярном к оси червяка, — удлиненную эвольвенту.
3. Эвольвентный червяк, имеющий в сече-
нии, перпендикулярном к оси червяка, про-
филь эвольвенты. В сечении, касательном
Фиг. 196 Виды червяков
6
Фиг. 197. Схемы изготовления червяков.
к основному цилиндру 1, он имеет с одной стороны прямолинейный
профиль, с другой — криволинейный (фиг. 196, в), причем оба этих
профиля меняются местами в зависимости от того, выше или ниже
оси взята касательная плоскость.
Все эти червяки образуются при точении резцом прямолинейного
профиля, но с различным расположением прямолинейной кромки
по отношению к оси червяка, а именно: в плоскости оси детали
(фиг. 197, а, архимедов червяк); под углом к оси детали (фиг. 197, б,
конволютный червяк); со смещением резцов так, что один резец
устанавливается выше оси червяка, а другой — ниже, с тем чтобы
1 Под основным цилиндром подразумевается теоретический цилиндр того диа-
метра, который своей разверткой образует данную эвольвенту.
230
режущая кромка каждого из них была направлена по касательной
к основному цилиндру и обрабатывала бы только одну сторону
витка (фиг. 197, в, эвольвентный червяк).
В большинстве случаев червяки изготовляются архимедовыми —
при небольшом угле подъема винтовой линии (не более 8—10°) или,
конволютными—при больших углах (более 10°), ибо условия резания
при повороте резца более благоприятны. Эвольвентные червяки
изготовляются редко.
Фиг 198. Основные элементы зацепления червячной
передачи:
а? — диаметр начальной окружности червяка; D— диаметр
начальной окружности червячного колеса; t—шаг зацепления;
А — межцентровое расстояние.
/ •
Особенности каждого из червяков следует иметь в виду для того,
чтобы при контроле правильно воспользоваться прямолинейным
элементом профиля *.
Основные элементы зацепления в червячной передаче показаны
па фиг. 198.
О допусках на червячные передачи
Допуски на червячные передачи регламентированы ГОСТ 3675-56*,
охватывающим червячные передачи с цилиндрическими червяками
диаметром до 400 мм и червячными колесами диаметром до 2000 мм
(по делительной окружности), с осевыми модулями от 1 до 30, а для
кинематических (точных) передач с червячными колесами диаметром
до 5000 мм, с осевым модулем от 1 до 16 — независимо от числа захо-
дов.
1 Более подробно этот вопрос рассматривается в пособиях по инструментальному
делу.
* Вводится в действие с 1/1 1959 г.
231
Для червячных передач, как и для зубчатых передач, устанавли-
вается 12 степеней точности. Допуски даны только для степеней
точности 3—9; из них степени 3—6 охватывают кинематические пере-
дачи с регулируемым взаимным положением червяка и колеса * *,
а степени 5—9 охватывают силовые передачи с нерегулируемым
взаимным положением червяка и колеса.
Для каждой степени точности кинематических передач устана-
вливаются нормы (или допускаемые отклонения) для элементов чер-
вяка, элементов червячного колеса и точности передачи в собранном
виде. В последние входят: величина кинематической погрешности
передачи за полный оборот колеса; величина циклической погреш-
ности за один оборот червяка, характеризующая плавность пере-
дачи; полнота контакта боковых поверхностей зубьев колеса и вит-
ков червяка. Для силовых передач также даны нормы точности для
червяков и червячных колес. Для передач в собранном виде эти
нормы включают отклонения элементов монтажа передачи, опреде-
ляющие точность взаимного положения червяка и червячного колеса
и полноту контакта боковых поверхностей витков червяка и зубьев
колеса. Кроме того, независимо от точности, устанавливаются
нормы бокового зазора, которые, по аналогии с зубчатыми переда-
чами, обозначаются, по видам сопряжений, буквами С, Д, X и UJ.
При нормальном зазоре X обеспечивается компенсация уменьшения
бокового зазора от температурного расширения элементов передачи
при нагреве корпуса до 5р°, нагреве червяка и колеса до 80° и коэф-
фициентах линейного расширения материала корпуса 10,5-10 G,
червяка 11,5-10~6 и колеса 17,5-10~6*.
Не повторяя всех терминов из таблицы раздела II «Основные
определения и обозначения» по ГОСТ 3675-56, приводим перечисле-
ние комплексов проверок, а также таблицы норм точности на чер-
вяки, червячные колеса и передачи как кинематические (регулируе-
мые), так и силовые (нерегулируемые).
Показателями точности червяков являются комплексы Д?в
и или комплекс Д/ — Д/2 — Д/ — е'в **.
Принятые обозначения:
Д^в — отклонение винтовой линии червяка в пределах
оборота;
— допуск на отклонение винтовой линии червяка в пре-
делах оборота;
1 Для кинематических передач основным условием является идентичность вин-
товой поверхности червяка и зубообразующего инструмента (червячной фрезы или
шевера) при одинаковом относительном положении червяка или режущего инстру-
мента по отношению к колесу Такое требование может быть выполнено только в кон-
струкции, где возможна регулировка положения червяка относительно колеса
и контроль положения червяка по пятну контакта боковых поверхностей червяка
и колеса. По этой причине различаются нормы точности на передачи для кинемати-
ческих и отдельно для силовых червячных редукторов
* Следует учесть, что в основном боковой зазор может быть получен только
за счет утонения витков червяка
** Аналогично зубчатым передачам, для червячных передач все комплексы при
приемке являются равноправными
232
— отклонение винтовой линии червяка на длине червяка;
3/вБ — допуск на отклонение винтовой линии червяка на длине
червяка;
Дв/ и kHt— предельные (верхнее и нижнее) отклонения осевого шага;
Д8/б и Дя/б—предельные (верхняя и нижняя) накопленные погреш-
ности осевого шага;
Д/ — погрешность профиля червяка;
8/ — допуск на профиль червяка;
ев — радиальное биение витков червяка;
Ев — допуск на радиальное биение витков червяка.
Показателем точности червячных колес является один из следую-
щих комплексов:
а) для регулируемых (точных) передач для степеней 3 и 4: Дcps,
Дер, е и Др или Д/лб, Дер и Др; для степеней 5—9: Дс/ и Д/л-е, или Дс/
и е, или Д./z и До« (только для степеней 8 и 9);
б) для нерегулируемых передач для степеней 5—9: Дг/, Д/кб,
ЕАО и или Д^о и Д£о, или Д^, Доа, ДДО и Д#о (для степе-
ней 8 и 9).
Принятые обозначения:
Дсрг — кинематическая погрешность обработки;
3<?б — допуск на кинематическую погрешность обработки;
Д<? — циклическая погрешность обработки;
3<р — допуск на циклическую погрешность обработки;
е — радиальное биение зубчатого венца;
Е — допуск на радиальное биение зубчатого венца;
Д4б — накопленная погрешность окружного шага колеса;
— допуск на накопленную погрешность окружного
шага колеса;
Др — погрешность производящей поверхности инструмента;
Зр — допуск на погрешность производящей поверхности
инструмента;
Дс/ — разность соседних окружных шагов колеса;
Zct — допуск на разность соседних окружных шагов колеса;
ДаЛ0; Д„Л0 — предельные отклонения (верхнее и нижнее), межосе-
вого расстояния в обработке;
Дв£0; kHgo — предельные смещения средней плоскости колеса в обра-
ботке;
— колебание измерительного межосевого расстояния на
одном зубе;
З^ц — допуск на колебание измерительного межосевого рас-
стояния па одном зубе;
До« — колебание измерительного межосевого расстояния за
оборот колеса;
Ъ()а — допуск на колебание измерительного межосевого рас-
стояния за оборот колеса.
Показателями точности кинематических (регулируемых) червяч-
ных передач являются пятно контакта &Fnz и Д/7, причем нормы точ-
ности могут назначаться из разных степеней точности по правым и ле-
вым профилям, в зависимости от условий работы.
15 438 233
Фиг. 199. Схема прибора конструкции завода
МИЗ для проверки идентичности хода червя-
ков и фрезы.
Показателями точности монтажа силовых (нерегулируемых) чер-
вячных передач являются пятно контакта и комплекс ДЛ, kg и Дг/.
Принятые обозначения:
ДГпа — кинематическая погрешность передачи;
8FnE — допуск на кинематическую погрешность передачи;
Д/7 — циклическая погрешность передачи;
ZF— допуск на циклическую погрешность передачи;
ДвЛ и Д„Л — предельные отклонения межосевого расстояния;
k3g и kHg— предельные смещения средней плоскости колеса;
Дг/ — перекос осей;
8у — допуск на перекос осей.
Определение отклонений винтовой линии червяка Д/в и Д4а.
(п. 1 таблицы раздела II «Основные определения и обозначения»
по ГОСТ 3675-56).
У наиболее точных чер-
вяков 3- и 4-й' степеней точ-
ности должно контролиро-
ваться отклонение направле-
ния винтовой линии червяка:
в пределах оборота Д/в и па
длине червяка Д/еЕ от теоре-
тического направления. Для
этого могут применяться как
универсальные приборы, на-
страиваемые на номиналь-
ный ход винтовой линии,
подобно описанным ранее
ходомерам для цилиндриче-
ских зубчатых колес, так и
специальные, в которых сопо-
ставляется ход образцового
червяка с ходом проверяе-
мого. Таким является специальный прибор для проверки идентично-
сти хода червяков и фрез, их шага и профиля, изготовляемый заво-
дом МИЗ. На фиг. 199 показана схема проверки хода червяка.
После установки образцового и измеряемого червяка в центрах
прибора, во впадину образцового червяка вводят неподвижный на-
конечник, а во впадину изделия — измерительный наконечник,
качания которого около неподвижной оси передаются на миниметр.
Поворачивая маховик, от которого вращение передается на оба
шпинделя, заставляют перемещаться стол с передней бабкой отно-
сительно измерительного наконечника. При этом неподвижный
наконечник (внизу) как бы представляет гайку, в которую вверты-
вается образцовый червяк. Если оба червяка имеют совершенно
одинаковый ход, измерительный наконечник не сдвинется с места.
При наличии погрешности наконечник придет в движение, а цифер-
блат миниметра покажет величину ошибки. Величины допус-
тимых отклонений 8 te и &/eS винтовой линии червяка даны
в табл. 46
234
Таблица 46
Нормы точности червяков
Степень точности Обозначения отклонений и допусков Диаметр червяка в мм Модуль осевой т$ в мм
Св. 1 ДО 2,5 Св. 2,5 ДО 6 Св. 6 до 10 Св. Ю ДО 16 Св. 16 до 30
Микроны
3 И 4 its 12—400 12—400 4 8 5,2 10,5 7 14 9,5 19 —
5 12—400 ±4,5 ±5,5 ± 7,5 ± Ю ± 14
12—400 ± 8 ± 10 ) ± 12 ± 17 ± 26
*7 12—400 6,5 9 11.5 16 25
Ев 12—25 Св. 25 до 50 „ 50 „ 100 „ 100 , 200 „ 200 „ 400 6 7 8 10,5 15
6 ‘~вЕ, 12—400 ± 7 ±9 ± 11,5 ± 16 ± 22
12—400 12 ± 16 ±20 ± 26 ± 42
S/ 12—400 10,5 14 19 25 40
Ев 12—25 Св. 25 до 50 „ 50 „ 100 „ 100 „ 200 „ 200 „ 400 10 11 12 17 22
7 12—400 ± И ± 14 ± 19 ±25 ±36
12—400 ±20 ± 25 ± 32 ± 42 ±65
У 12—400 17 i 22 30 40 60
Ев 12—25 Св. 25 до 50 „ 50 „ 100 „ 100 „ 200 , 200 „ 400 16 18 20 26 36
8 ^rE} &Ht 12—400 ± 18 ± 22 ± 30 ±40 ± 55
^e'Si 12—400 ± 32 ± 40 ± 50 ±65 ± 105
8/ 12—400 26 36 48 60 100
Ев 12—25 Св. 25 до 50 . 50 „ 100 „ 100 „ 200 . 200 , 400 25 28 32 42 55
235
Определение отклонений осевого шага червяка Д/ и накопленной
погрешности осевого шага Д/2 (пп. 2 и 3 таблицы раздела 11 «Основ-
ные определения и обозначения» по ГОСТ 3675-56). Эта проверка
может производиться на описанном выше приборе (см. фиг. 199).
Для этого измеряемый червяк устанавливается в центрах и изме-
рительный наконечник приводится в соприкосновение с боковой
поверхностью витка примерно на половине его высоты (с установкой
по упору). После установки червяка поперечные салазки с измери-
тельным наконечником отводятся перпендикулярно оси червяка
до выхода измерительного наконечника из зацепления с червяком,
размером t \
Фиг. 200. Схема прибора для проверки
осевого шага червяка.
а затем стол перемещается
параллельно оси червяка на
величину теоретического раз-
мера шага (или нескольких
шагов). Если подачей попе-
речных салазок вновь ввести
измерительный наконечник
в соприкосновение с боковой
поверхностью витка червяка,
то при правильном размере
осевого шага стрелка индика-
тора будет стоять на нуле
Если же шаг не равен теоре
тическому, стрелка откло
нится в ту или иную сторону. Перемещение стола производится
на расстояние, определяемое блоком плиток, с неподвижным или
чувствительным упором.
На фиг. 200 изображена схема специального прибора, на котором
измерения производятся по описанному принципу.
В некоторых приборах применяются два индикаторных устрой-
ства, расстояние между которыми определяется по блоку плиток.
Перемещая поперечный суппорт, на котором установлены индика-
торы, до ввода в соприкосновение с червяком обоих наконечников
примерно на половине высоты одноименных витков, дополнительно
регулируют продольное перемещение стола, пока один из индика-
торов не станет на нуль. Отклонение от нуля второго индикатора
и будет соответствовать ошибке шага.
Контроль осевого шага червяков может быть произведен также
с помощью универсального или инструментального микроскопа
(аналогично контролю шага резьбы).
Для этого составляют таблицу отклонений соседних шагов чер-
вяка и по ней определяют величину накопленной погрешности осе-
вого шага Д/v. Допускаемые предельные отклонения осевого шага Дв/
и bHt (верхнее и нижнее), а также допустимые предельные накоплен-
ные погрешности Ae/S и Д„/Е (верхняя и нижняя) даны в табл. 46.
Определение погрешности профиля червякаД/ (п. 4 таблицы раз-
дела II «Основные определения и обозначения по ГОСТ 3675-56). Эта
проверка должна производиться в сечении, имеющем прямолинейный
профиль, а именно: для архимедовых червяков — в осевом сечении;
236
для конволютных — в сечении, нормальном к винтовой линии витка
на делительном цилиндре, и для эвольвентных — в сечении, парал-
лельном осевому, по отстоящему от пего па величину радиуса основ-
ного цилиндра. При этом определяется как погрешность угла (т. е.
отступление от общего направления прямой линии), так и непрямо-
линейность самого профиля. Проверку эту можно производить на опи-
санном выше специальном приборе (для червяков) конструкции за-
вода МИЗ, путем поворачивания круговой каретки с лимбом, служа-
щей основанием для поперечных салазок; отсчет при этом ведут по
шкале лимба, а окончательную настройку — по блоку плиток. За-
крепив каретку в установлен-
ном положении, вводят наконеч-
ник во впадину червяка и уста-
навливают миниметр на нуль.
Вращая рукоятку попереч-
ного суппорта, перемещают из-
мерительный наконечник вдоль
профиля червяка. Имеющиеся
погрешности через коленчатый
рычаг передаются на миниметр.
На фиг. 201 показана схема
прибора, представляющего со-
бой синусную линейку с цен-
трами, между которыми зажи-
мается измеряемый червяк.
Фиг. 201. Схема прибора для проверки
профиля червяка.
Устанавливая линейку посредством блока плиток на половину угла
профиля витка, можно затем измерительный наконечник направ-
лять вдоль боковой поверхности витка и по стрелке индикатора
наблюдать имеющиеся погрешности. В случае необходимости пере-
счета линейных отклонений профиля Д/ в микронах в угловые
единицы Да можно воспользоваться формулой
Аа = -4- 206,3;
здесь I — длина профиля в мм, к которой относятся линейные откло-
нения А/.
Обычно длина Z приблизительно равна
. _________________________ 2т
COS а ’
где а — половина угла профиля;
2m — высота рабочего участка профиля витка.
На фиг. 202 показано устройство с использованием угловых
плиток, применяемое для контроля угла и формы профиля червяка
при модулях выше 4 мм. При этом червяк устанавливается в центрах,
а наконечник с индикаторным устройством — на плите, на которой
параллельно оси центров установлена линейка. По этой линейке
устанавливается угловая плитка с углом 90°— а, где а —поло-
вина угла профиля червяка. К плитке примыкает стойка с ипдика-
237
Фиг. 202. Схема применения угло-
вых плиток для проверки угла и
прямолинейности формы профиля
червяка.
торным устройством, которая может перемещаться вдоль грани
плитки. Высота расположения измерительного наконечника устана-
вливается точно по оси центров с помощью блока плиток (для архи-
медового и конволютного червяков) или на высоту центров плюс
или минус радиус основного цилиндра для эвольвентпых червяков
(здесь плюс для одной стороны профиля, минус — для другой).
Допускаемые величины отклонений профиля 8/ даны в табл. 46.
Проверку угла и формы профиля можно выполнять посредством
универсального и инструментального микроскопов, аналогично кон-
тролю угла и профиля резьб.
Определение радиального биения
витков червяка ев (п. 5 таблицы
раздела II «Основные определения и
обозначения» по ГОСТ 3675-56).
У червяков небольших модулей и
диаметров эта проверка удобнее всего
производится на микроскопах —
универсальном и инструментальном.
Червяк устанавливается в центрах
и при различных его угловых пере-
мещениях определяется радиальное
биение линии, где толщина витка
равна половине шага.
Для более крупных модулей и
диаметров применяется шарик, за-
крепленный на рукоятке. Размер ша-
рика должен быть таким, чтобы при
его установке во впадине он немного
выступал поверх витка. Устанавливается червяк в центрах или на
призмах (при наличии базовых шеек), а шарик закладывается во
впадину. Нажимая на шарик плоским наконечником индикатора и
поворачивая червяк под разными углами, определяют максимальную
разность показаний индикатора, что и принимается за величину
биения витков червяка.
Нужно проследить за тем, чтобы центр шарика и ось наконечника
лежали в общей плоскости с осью червяка (удобнее — в вертикаль-
ной плоскости).
Допускаемые отклонения радиального биения Ев см. в табл. 46.
Определение наименьшего утонения витка (от номинальной тол-
щины его) (п. 19 таблицы раздела II «Основные определения
и обозначения» по ГОСТ 3675-56). Эта величина связана с величиной
гарантированного бокового зазора и, следовательно, находится в за-
висимости от вида сопряжения. Для наиболее распространенного
вида сопряжения X гарантированный боковой зазор определяется
по табл. 47 в зависимости от межоссвого расстояния.
Этот боковой зазор должен быть обеспечен для нормальной
работы передачи.
Измерение толщины витка может быть произведено разными
способами: штапгензубомером (или кромочным зубомером), танген-
238
Таблица 47
Гарантированный боковой зазор сп в мм (для сопряжения X)
Межосевое расстояние в мм
До 40 Св. 40 до 80 Св. 80 до 160 Св. 160 до 320 Св. 320 до 630
55 95 130 190 260
циальным зубомером, предельными шаблонами (для более грубых
степеней точности), а для наиболее точных червяков — косвенным
путем — методом трех роликов (или одного ролика), закладываемых
в пазы червяка.
Измерение кромочным зубомером производится нормально
к витку; номинальная толщина при этом подсчитывается по формуле
о 7Г/72
cos ср,
/ f •
где ф — угол подъема витка па делительном цилиндре.
При измерении методом трех проволочек, если общий угол про-
филя а = 40°, диаметр проволочки определяется по формуле
dnp = 0,5325,
где 5 — шаг червяка \
При правильно подобранном диаметре проволочки должны
немного выступать выше наружного диаметра червяка — для воз-
можности измерения микрометром или штангенциркулем 1 2. Проверка
производится по следующей формуле:
dnp 1,34202 > 2т ф 0,4,
где т — модуль червяка । или — J. Если проволочка выступает недо-
статочно и левая часть выражения меньше правой, увеличиваем
диаметр проволочки следующим образом: вычитаем из полученного
значения правой части равенства левую, умножаем разность на
0,68404 и на полученную величину увеличиваем диаметр проволочки.
Размер по проволочкам при угле подъема витка менее 3°:
М = dcp + dnp • 3,9238 -5-1,3735;
при угле подъема витка более 3°:
44 — dcp 4" dnp ( 1 -|-— 5-1,37375;
\ sln4
\ J
1 Для червяков с углом а = 30° формулы имеются в разделе о трапецеидаль-
ной резьбе.
2 При крутых углах подъема резьбы микрометр должен иметь специальную
пятку большого диаметра захватывающую оба ролика.
239
здесь угол р определяется по формуле:
3 а
tg-g- = tg-2-cos<?(
где ® — угол подъема витка, определяемый по формуле:
Наименьшее утонение витка и допуски па толщину витка 6S
даны в табл. 48 и 49. Допуски па размеры для измерения по роликам
в ГОСТ отсутствуют и должны быть даны в ведомственных нор-
малях.
Таблица 48
Наименьшее утонение витка Дв5 силовых (нерегулируемых) передач (сопряжение X)
Степень точности Модуль осевой ms в мм Межосевое расстояние в мм
До 40 Св. 40 v до 80 Св. 80 до 160 Св. 160 до 320 Св. 320 до 630
Микроны - - - -S ' -
6 Св. 1 до 1,5 „ 2,5 „ 6 „ 6 „ 10 85 90 130 140 140 180 180 190 250 250 250 340 340 340
7 » 1 „ 2,5 , 2,5 „ 6 „ 6 „ 10 105 110 Т50 160 170 200 210 220 280 280 280 360 380 380
8 . 1 , 2,5 » 2,5 „ 6 „ 6 , 10 130 / J40 190 200 210 250 250 260 320 320 340 420 420 450
\ Таблица 49 Допуск толщины витка SS (сопряжение X, поле допуска —в тело червяка)
Предельное радиальное биение витков червяка в мк
Св. 12 ДО 16 Св. 16 до 20 Св. 20 до 25 Св. 25 до 32 Св. 32 до 40 Св. 40 до 50 Св. 50 до 60 Св. 60
к 75 75 80 85 90 100 110 130
Пример. Если (по табл. 48) равно 140, a &S (по табл. 49)
равно 75, следовательно, толщина витка должна лежать в преде-
— МО
лах_21'5 от номинального значения.
Прочие проверки. Кроме перечисленных проверок, приводим крат-
кое описание еще нескольких проверок
1 Приводим их в порядке нумерации в таблице раздела II «Основные определе-
ния и обозначения» по ГОСТ 3675-56.
240
условиях, тем более в условиях не-
Фиг. 203. Схема проверки червячных пар
на приборе типа КДП-600 на зацепление.
Определение кинематической ДсрЕ и циклической Дер погреш-
ностей обработки колеса (пп. 6 и 7таблицы раздела II «Основные опре-
деления и обозначения по ГОСТ 3675-56) выявляет точность кинема-
тического процесса окончательной обработки зубьев червячного
колеса; эти погрешности могут быть выявлены в основном
только посредством контроля кинематической цепи зуборезного
станка.
Хотя этому вопросу в последнее время уделяется большое внима-
ние, однако существующие для этой цели приборы пока недоступны
для использования в цеховых
больших предприятий.
Проверки радиального
биения е, накопленной по-
грешности окружного шага
Д//се, а также разности окруж-
ных шагов колеса ДД
(пп. 8, 9 и II таблицы раз-
дела II «Основные определе-
ния и обозначения» по
ГОСТ 3675-56) можно осуще-
ствить теми же приборами,
которые служат для контроля
цилиндрических колес. Сле-
дует иметь в виду, что кон-
троль всех элементов червяч- '
ного колеса производится
в среднем его сечении.
Определение погрешности
мента Др (п. 10 таблицы раздела II «Основные определения и обозна-
чения» по ГОСТ 3675-56) вызвано в основном невозможностью
контроля профиля червячного колеса. Так как равномерность пере-
дачи зависит, в частности, от идентичности винтовой поверхности
зуборезного инструмента (червячной фрезы или шевера) винтовой
поверхности червяка, то такая проверка может быть осуществлена
на приведенном выше приборе МПЗ для контроля идентичности
червяков и фрез.
Отклонение межосевого расстояния ДЛО и смещения средней
плоскости колеса Д^о в обработке должны контролироваться при
нарезании колеса на зуборезном станке и могут осуществляться
или отсчетными механизмами станка или же блоком плиток—для
проверки расстояния между оправкой фрезы и оправкой стола
станка.
Для определения отклонений межосевого расстояния ДЛ в пере-
даче, а также для определения колебаний измерительного межосевого
расстояния за оборот колеса Доа и на одном зубе (пп. 12 и 14
таблицы раздела II «Основные определения и обозначения» по
по ГОСТ 3675-56) можно применить приборы для комплексной двух-
профильной проверки колеса с точным (измерительным) червяком
типа КДП-300 или КДП-600, описанные ранее, в разделе контроля
16 Смилянский 438 241
производящей поверхности инстру-
цилиндрических зубчатых колес. К каждому из этих приборов при-
лагается специальный кронштейн для проверки конических зубча-
тых колес и червячных пар.
На фиг. 203 показана схема проверки червячных пар. Соответ-
ствующие колебания салазок с червячным колесом отмечаются
индикатором, а также пером самописца на бланке вращающегося
«столика.
УПРАЖНЕНИЕ
1. Проверка штангензубомера на точность
Объект измерения —Диск диаметром 12 мм, шириной 6—8 мм^
’гермообработанный до 7?с > 40-4-45; наружный диаметр шлифован-
ный.
Необходимый инструмент: 1) плита поверочная; 2) небольшая
угловая поверочная плита; 3) штангензубомер; 4) штангенрейсмас;
5) индикатор типа ИР; 6) набор концевых мер; 7) струбцина.
Содержание упражнения
1. Очистить и проверить поверхность поверочной плиты.
2. Очистить и проверить поверхность угловой поверочной плиты.
3. Установить подвижную (горизонтальную) губку штангензубо-
гмера на размер 11,28 мм.
Примечание. Наилучший результат проверка дает тогда, когда угол а
между хордой и радиусом в точке касания равен углу зацепления (угол EBD на
фиг. 204). В нашем случае размер по хорде должен быть равен
d cosa = 12-cos 20°^ 12’0,94 = 11,28 мм,
здесь d — диаметр диска в мм.
Если условия меняются — диаметр ролика другой, угол зацепления другой —
.следует установочный размер по хорде пересчитать.
4. Проверить промежуток между губками штангензубомера
посредством блока плиток. При этом надо переставить подвижную
губку в соответствие с блоком плиток, если необходимо.
5. Установить упор штангензубомера на размер, примерно рав-
ный диаметру диска (12 мм).
6. Прижать штангензубомер к угловой поверочной плите, как
/показано на фиг. 205.
Не забыть проложить прокладку из бумаги или картона между
струбциной и штангензубомером — для предотвращения поврежде-
ния последнего.
7. Установить индикатор в штангенрейсмас.
8. Проверить индикаторОхМ верхние плоскости губок штанген-
зубомера в отношении параллельности к плоскости поверочной
плиты. Если необходимо, переставить штангензубомер в новое поло-
жение.
9. Поместить диск между губками штангензубомера, как показано
на фиг. 204.
.242
10. Рассчитать размер х, определяя элементы треугольника BDE:
ВС 11,28 с сл
BL) = — = —— = 5,64 мм.
DE = VBE2 — BD2 = /б2 — 5ГбТ2 = 2,047 мм;
х = AE + DE = 6 + 2,047 = 8,047 мм.
И. Установить штанген-
рейсмас так, чтобы индика-
тор касался верхней обра-
зующей диска. Записать по-
казание штангенрейсмаса.
Фиг. 205. Проверка штангензубомера
на точность.
Фиг. 204. Схема проверки
штангензубомера.
12. Установить штангенрейсмас в новое положение так, чтобы
наконечник индикатора касался верхнего торца штангензубомера.
Снять показания штангенрейсмаса.
13. Из показания в п. И вычесть показание в п. 12. Разность
должна быть равна размеру х, полученному в п. 10. Отклонение
одного размера от другого будет свидетельствовать о том, что губки
штангензубомера изношены. Разность между теоретическим разме-
ром и фактическим должна быть прибавлена к показаниям штанген-
.зубомера — для компенсации износа.
Пример. Теоретический размер х получился равным 8,047 мм;
Предположим, что фактически этот размер получился равным 8,02 мм,
следовательно, фактическое расстояние по хорде
ВС = 2BD = 2 1/(47 — \х~ 4-V = 2]/62 — 2,022 = 11,299 мм.
Поскольку установка велась на размер 11,28 мм, а фактически
этот размер равен 11,299 мм, т. е. больше на 0,019 мм, последняя
величина есть износ губок и ее нужно прибавлять к показанию
штангензубомера для определения истинного размера.
16*
ЛИТЕРАТУРА
1. Апарин Г. А. и Городецкий И. Е., Допуски и технические изме-
рения, Машгиз, 1953.
2. Григорьев И. А., Технические измерения в машиностроении, Ajarn-
гиз, 1948.
3. Г о р о д е ц к и й Ю. Г., Конструкции и эксплуатация средств измерения
размеров в машиностроении, Машгиз, 1951.
4. Э й д е с И. Г., Л р х и п о в Г. И., В ы ш к и н д Л. Я- и М а р к о в А. М.
Технический контроль деталей в приборостроении, Судпромгиз, 1952.
5. 3 и м и н А. П. и Игнатов А. В., Техминимум контролера машино-
строителя, Машгиз, 1955.
6. Контроль качества продукции в машиностроении, сборник под ред. В. И. Гос-
тева и А. В. Белоусова, Машгиз, 1955.
7. Похоровский А. Д., Отсчетные механизмы координатно-расточных
станков, Машгиз, 1955.
8. М а к и е н к о Н. И., Кролик Е. М., Остапенко Н. Н., П е ш-
ковЕ. О., Рябов II.Ф. и Юдин С. Т., Слесарное дело с основами металло-
ведения, Сельхозгиз, 1954.
9. М я г к о в В. Д., Допуски и посадки (справочник), Машгиз, 1954.
10. Сб. каталогов измерительного инструмента и приборов, ЦБТИ ММ СССР,
1954.
11. П и м к и н Н. В., Измерение зубчатых колес, ОНТИ, 1935.
12. Лесо хин А. Ф., Допуски и технические измерения, Машгиз, 1951.
13. Энциклопедический справочник «Машиностроение», т. 5, Машгиз, 1947.
14. Т у х в а т у л и н Г. А., Сборник задач по допускам, посадкам и калибрам,
Машгиз, 1955.
15. 3 я б р е в а И. II. и Ш е г а л М. Я-, Лабораторные занятия по курсу
«Основы взаимозаменяемости и технические измерения», Машгиз, 1965.
16. Справочник по производственному контролю в машиностроении (под ред.
А. К- Кутай), Машгиз, 1956.
17. Рубинов А. Д. и А б а д ж и К. И., Цеховой контрольно-измеритель-
ный инструмент, Машгиз, 1957.
18. Марков А. Л., Измерение цилиндрических зубчатых колес, Машгиз, 1953.
19. Инструкционные материалы по применению ГОСТ на допуски для цилин-
дрических, конических и червячных зубчатых передач, составил Б. А. Тайц,
ЦНИИТМАШ, 1957.
20. О с н а с Я. В. и Соловьев В. А., Ремонт плокопараллельиых кон-
цевых мер длины, жури. «Измерительная техника» № 4, 1957.
21. Wesley Mollard, «Essentials of precision inspection, Me—Crow-Hill
book Company Inc., New York and London.
ОГЛАВЛЕНИЕ
Предисловие ........................................................... 3
Введение .............................................................. 5
Глава I. Средства проверки плоскостности и прямолинейности............. 9
Плиты поверочные................................................... 9
Линейки поверочные ................................................ 10
Плиты коробчатые, планки параллельные и призмы..................... 13
Плитки клиновые регулируемые и угольники с параллельными плоско-
стями ............................................................ 14
Глава II. Измерительные линейки и штангенинструменты.................. 16
Измерительные линейки и рулетки................................... 16
Штангенинструменты ............................................... 18
Упражнения ....................................................... 24
Глава III. Микрометрические инструменты............................... 29
Типы микрометрических инструментов................................ 29
Измерение посредством микрометров................................. 36
Упражнения........................................................ 39
Глава IV. Рычажно-механические приборы..........•..................... 42
Общие сведения .................................................. 42
Миниметры ...................................................... 44
Индикаторы рычажные............................................... 45
Индикаторы часового типа.......................................... 45
Индикаторы рычажно-зубчатые типа ИР конструкции завода «Калибр» 49
Микрокаторы (пружинные микромеры) конструкции завода «Калибр» 49
Приборы комбинированные........................................... 50
Глава V. Форма и чистота поверхностей................................. 56
Отклонения геометрической формы и расположения поверхностей 56
Чистота поверхностей и ее определение............................. 59
Глава VI. Приборы измерительные повышенной сложности.................. 67
Приборы оптические................................................ 67
Приборы рычажно-оптические........................................ 71
Пневматические измерительные приборы.............................. 74
Электрические измерительные приборы............................... 75
Глава VII. Плоско-параллельные концевые меры длины (плитки)........... 79
Общие сведения ................................................... 79
Применение плиток................................................. 85
Упражнение ....................................................... 87
245
Глава VIII. Средства измерения валов и отверстий..................
Калибры ...............................и......................
Измерение гладких цилиндрических отверстий....................
Отклонения цилиндрических поверхностей (валов и отверстий) от пра-
вильной геометрической формы..................................
Измерение конусных отверстий..................................
Проверка взаимного расположения группы отверстий..............
Упражнения ...................................................
Глава IX. Средства измерения углов и конусов......................
Общие сведения ......................................... . . .
Угольники ....................................................
Угломеры с нониусом ..........................................
Меры угловые (плитки)..........................
Уровни .......................................... • • ./. . . .
Линейка синусная ........................./........./;........
Упражнения ..............................6 ...................
Расчет размеров профиля „ласточкин хвост*4 для контроля по роликам . .
Упражнения ............................ч......................
Глава X. Разметка плоских деталей. Проверка расположения пазов на валу
Упражнения .......................................................
Глава XI. Средстава контроля резьбы...............................
Виды резьб. Основные определения..............................
Резьбы цилиндрические.................._ .....................
Резьбы конические......................../....................
Упражнения ........................\..........................
Глава XII. Средства контроля зубчатых и червячных передач.........
Основные элементы зубчатых колес .............................
Контроль цилиндрических зубчатых колес........................
Контроль конических зубчатых колес ...........................
Контроль червячных передач ...................................
Упражнение ....................- >............................
Литература ................. ...... . ............................
88’
88
94
101
103
113
113
113
120=
121
123
126-
129
132
144
146
151
151
154
171
175
181
181
184
227
229
242
244
Залман
ОСНОВЫ ТЕХНИКИ КОНТРОЛЯ РАЗМЕРОВ В МАШИНОСТРОЕНИИ
Гершевич Смилянский
Редактор издательства А. Ф. Баландин
Технические редакторы: А. Д. Тиханов и В. Д. Элькинд
Переплет художника А. В. Петрова Корректор А. М. Усачева
Сдано в производство 17/1 1959 г. Т-05373 Подписано к печати 25/V 1959 г.
Тираж 18 000 экз. Печ. л. 15.5. Уч.-изд. л. 15,5. Бум. л. 7,75. Формат 60x92/16. Зак. 438.
Типография № 6 УПП Ленсовнархоза, Ленинград, ул. Моисеенко, 10.
ГОСУДАРСТВЕННОЕ
НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
МАШГИЗ
ВЫЙДУТ ИЗ ПЕЧАТИ в 1959 г.
УЧЕБНИКИ И УЧЕБНЫЕ ПОСОБИЯ ДЛЯ ТЕХНИКУМОВ
АРШИНОВ В. А. и АЛЕКСЕЕВ Г. А. Резание металлов. Изд. 3-е.
30 л.» ц. И р. 50 к.
БАТАКОВ А. Т. и РОЗЕНФЕЛЬД П. Я. Полиграфические машины.
30 л., ц. 11 р. 50 к.
БАТУРИН А. Т. Детали машин. Изд. 4-е. 26 л., ц. 9 р. 10 к.
БОКОВ К. Н. и др. Курсовое проектирование деталей машин. 29,5 л.,
ц. 11 р. 35 к.
БРЮХАНОВ А. И. и др. Технология металлов. Изд. 2-е, 30 л.,
ц. И р. 50 к.
БУЛАВИН И. А. и СИЛЕНОК С. Т. Машины для производства
строительных материалов. 28 л., ц. 9 р. 90 к.
ВАСР1ЛБЕВ Н. Н. и ДРОБЯЗКО С. Ф. Расчет электроприводов
производственных механизмов. 11 л., ц. 5 руб.
ВЛАСОВ Н. И. и САУТИН И. А. Организация и планирование мате-
риально-технического снабжения и сбыта машиностроительных предприятий.
30 л., ц. 12 руб.
ВРАШЕВ С. П. и др. Машиноведение. 27 л., ц. 10 р. 50 к.
ДЕМЯНЦЕВИЧ В. П. и ДУМОВ С. П. Технология электрической
дуговой сварки. 22 л., ц. 7 р. 70 к.
ИЦКОВИЧ Г. М. и др. Сборник задач и примеров расчета деталей
машин. 16,0 л., ц. 6 р. 60 к.
КОРШИКОВ Н. П. Технология станкостроения. 25 л., ц. 10 р. 75 к.
КУНЯВСКИЙ М. Н. и САМОХОЦКИЙ А. И. Лабораторные работы
по металловедению. 12 л., ц. 5 р. 20 к.
ЛЕСОХИН А. Ф. Допуски, посадки и технические измерения. Изд. 3-е.
22 л., ц. 8 р. 70 к.
ЛИВШИЦ М. Л. Техническая эксплуатация и ремонт дизелей. 10 л.,
ц. 4 руб.
ЛОКТЕВ Д. А. Сборник задач по настройке металлорежущих станков.
Изд. 2-е. 20 л., ц. 7 руб.
ЛЬВОВ М. А. Приборы теплотехнического контроля. 30 л.,
ц. 11 р. 50 к.
МАСЛОВ Ю. И. Сварочное производство. 20 л., ц. 9 руб.
МИЛЛЕР Э. Э., УНГЕРМАН А. И. и ФАТКИН П. Ф. Экономика,
организация и планирование машиностроительного предприятия. Изд. 2-е.
20 л., ц. 8 руб.
МОРГУЛИС Ю. Б. Двигатели внутреннего сгорания (теория, кон-
струкция и расчет). 20 л., ц. 7 р. 50 к.
ПАВЛОВ Я. М. Детали машин. 30 л., ц. 10 р. 50 к.
ПАРАЩУК В. А. и ЮДЕЛЬСОН Н. А. Строительные и дорожные
машины. 20 л., ц. 7 р. 50 к.
ПЕТРОВ Г. А. и БУРОВ Н. Г. Оборудование и технология газовой
сварки и резки. 16 л., ц. 5 р. 60 к.
ПОКРОВСКИЙ А. А., КИВАТИЦКИЙ М. М. и КУЧЕР А. М. Кине-
матические схемы металлорежущих станков. Плакаты, серия 1-я, 11 л.,
ц. 22 руб.
ПОКРОВСКИЙ А. А., КИВАТИЦКИЙ М. М. и КУЧЕР А. М. Кине-
матические схемы металлорежущих станков. Плакаты, серия 2-я. 12 л.,
Ц. 24 руб.
ПОКРОВСКИЙ А. А., КИВАТИЦКИЙ М. М. и КУЧЕР А. М. Кине-
матические схемы металлорежущих станков. Плакаты, серия З я, 13 л.,
ц. 26 руб.
РАБИНОВИЧ О. М. Сборник задач по технической термодинамике.
Изд. 4-е, перераб. и доп. 22 л., ц. 11 р. 60 к.
РОЗОВ С. В. Курс черчения. Изд. 6-е испр. и доп. 30 л.,
ц. И р. 50 к.
РОЗОВ С. В. Руководство к преподаванию черчения. 10 л., ц. 5 руб.
РОЗОВ С. В. Сборник задач по черчению. Изд. 2-е. 27 л., ц. 9 руб.
СОКОЛОВ А. А. и СТЕП/\НОВ А. Л. Финансирование и кредитование
промышленнности. 16 л., ц. 6 р. 60 к.
ЯБЛОНИК Р. М. Газовые турбины. Теория, конструкция и расчет.
25 л., ц. 9 руб. \ V.
'X - - ’>
Продажа книг и прием предварительных заказов на издания Машгиза
производятся во всех книжных магазинах книготоргов.
Книги высылаются также по почте наложенным платежом отделами
«Книга — почтой» республиканских, краевых и областных книготоргов.
При отсутствии книг (вышедших из печати) в местных магазинах
заказ можно направить по адресу:
Москва, Ж-10'J, 2-я Фрезерная, дом JV° 14,
Ассортиментный отдел Центральной оптовой книжной базы
КНИГИ БУДУТ ВЫСЛАНЫ НАЛОЖЕННЫМ ПЛАТЕЖОМ