
















































































































































































































































































Author: Гетман А.Ф. Козин Ю.Н.
Tags: испытания материалов товароведение силовые станции общая энергетика детали машин передачи (механические) подъемно-транспортное оборудование крепежные средства смазка инженерия трубопроводный транспорт издательство москва издательство энергоатомиздат
ISBN: 5-283-03151-9
Year: 1997



А. Ф. ГЕТМАН, Ю. Н. КОЗИН
НЕРАЗРУШАЮЩИЙ
КОНТРОЛЬ И
БЕЗОПАСНОСТЬ
ЭКСПЛУАТАЦИИ
СОСУДОВ И
ТРУБОПРОВОДОВ
ДАВЛЕНИЯ
Москва Энергоатомиздат 1997
УДК 620.179.1:621.81
Гетман А. Ф., Козин Ю. Н. Неразрушающий контроль и
безопасность эксплуатации сосудов и трубопроводов давле-
давления. М.: Энергоатомиздат, 1997. — 288 с.
ISBN 5-283-03151-9
Рассмотрены вопросы оптимальной организации неразрушающего де-
дефектоскопического контроля сосудов и трубопроводов давления при их
эксплуатации (НКЭ) с точки зрения обеспечения их максимальной безо-
безопасности по критериям прочности и ресурсоспособности. При этом дано
краткое описание фактического состояния НКЭ в ядерной энергетике в
России и за рубежом, в тепловой энергетике и на нефтегазопроводах. Из-
Изложены методы и результаты исследования достоверности НКЭ, включая
как оригинальные результаты авторов, так и результаты 16 западных
стран, полученные по программе PISC I, II, III. Изложены методы норми-
нормирования дефектов, выявленных при НКЭ, с использованием методов ме-
механики разрушения. Приведены результаты расчета допустимых несплош-
ностей в эксплуатации для главных трубопроводов АЭС и наиболее ответ-
ответственных сосудов давления АЭС — корпусов реакторов. Приведены при-
примеры нормирования дефектов. Дано описание методологии, методов и
конкретных примеров количественного анализа влияния НКЭ на проч-
прочность, ресурс и надежность сосудов и трубопроводов давления (в детерми-
детерминистической и вероятностной постановке). Описаны количественные ме-
методы управления прочностью, ресурсом и надежностью путем специаль-
специальной организации НКЭ.
Для научных и инженерно-технических работников научно-исследова-
научно-исследовательских и проектных организаций и предприятий атомной и тепловой
энергетики и нефтегазовой промышленности, а также для студентов вузов
соотвествующих специальностей.
Табл. 31. Ил. 125. Библиогр.: 69 назв.
ISBN 5-283-03151-9 © Авторы, 1997
ПРЕДИСЛОВИЕ
Как известно, исследования на стыке наук дают, как правило,
интересные результаты. Не стала исключением и предлагаемая
научной и инженерно-технической общественности монография
профессора, доктора технических наук А. Ф. Гетмана и кандида-
кандидата технических наук Ю. Н. Козина.
В ней изложены результаты исследований прочности и нераз-
рушающего контроля конструкций, находящихся в эксплуата-
эксплуатации. Как и следовало ожидать, в этой пограничной области ав-
авторам удалось получить интересные принципиально новые ре-
результаты.
Это прежде всего методы управления прочностью, ресурсом и
надежностью сосудов и трубопроводов давления на основе спе-
специально организованного неразрушающего эксплуатационного
контроля, методы оптимизации неразрушающего контроля кон-
конструкций, находящихся в эксплуатации, методы нормирования
дефектов, выявленных контролем, методы планирования конт-
контроля.
Чрезвычайно важными являются также исследования, связан-
связанные с понятиями остаточной дефектности и достоверностью не-
неразрушающего контроля. Эти направления исследований давно
привлекают внимание специалистов в области неразрушающего
контроля и прочности. Так, например, широко известна про-
программа PIS С, выполняемая в течение примерно двух десятилетий
развитыми западными странами под эгидой межправительствен-
межправительственных организаций ОБСЕ и КЕС. В монографии не только обоб-
обобщены результаты PISC, но и приведены оригинальные результа-
результаты применительно к основным элементам энергетических реак-
реакторов АЭС советского производства.
Последовательные исследования и анализ остаточной дефект-
дефектности и достоверности неразрушающего контроля позволили ав-
авторам разработать методы их учета при анализе надежности и бе-
безопасности эксплуатации сосудов и трубопроводов давления.
Отличительной особенностью монографии является также то,
что она ориентирована на инженерную практику обеспечения
безопасности эксплуатации сосудов и трубопроводов давления
современных крупных промышленных объектов. Именно с этим
связан анализ существующий практики НКЭ, а также ряд при-
примеров решения практических задач на действующих атомных
электростанциях с применением новых методов, описанных в
монографии.
Одним из важных достоинств предлагаемой читателям «книги
является то, что в предельно сжатой форме освещена актуаль-
актуальнейшая для сегодняшней промышленности проблема неразруша-
ющего контроля и безопасности эксплуатации сосудов и трубо-
трубопроводов давления.
Академик Н. П. Алешин
ПРЕДИСЛОВИЕ АВТОРОВ
Связь между неразрушающим контролем дефектов (НК) и
прочностью конструкций очевидна. Так как в подавляющем чис-
числе случаев разрушение конструкции начинается с зарождения и
развития в ней трещины (или развития уже имеющихся техноло-
технологических несплошностей), НК позволяет своевременно диагно-
диагностировать стадию начала разрушения и тем самым предупредить
развитие разрушения и его катастрофические последствия.
Такую очевидную связь между НК и прочностью можно на-
назвать качественной, так как она не содержит точных количест-
количественных требований к НК в зависимости от требований к проч-
прочности конструкции, ее ресурсу и надежности.
С развитием техники, науки о прочности и НК появлялась все
большая потребность количественной конкретизации связи НК
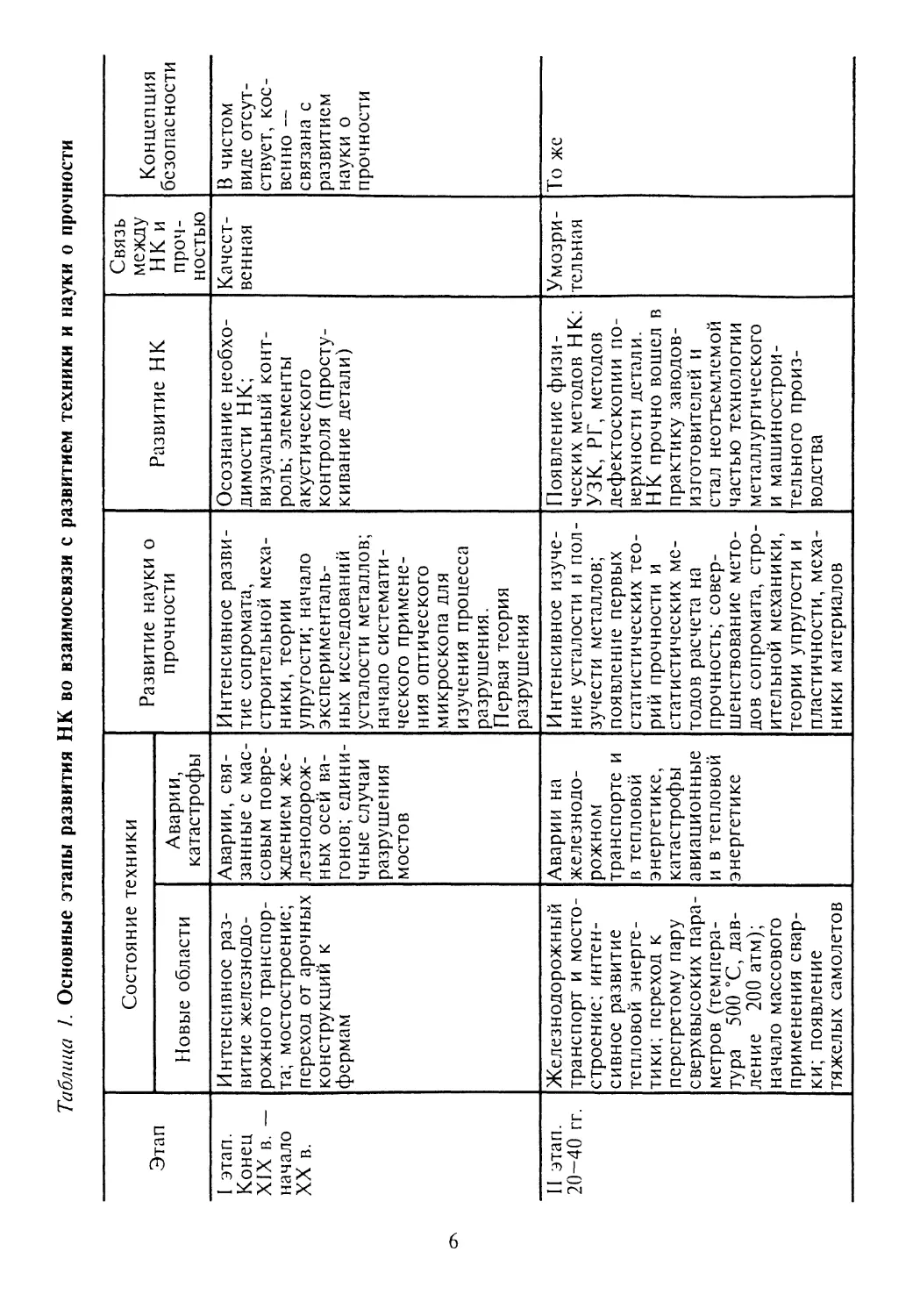
и прочности конструкции. В табл. 1 сделана попытка в концен-
концентрированном и очень схематическом виде проследить развитие
НК во взаимосвязи с развитием промышленности и науки о про-
прочности.
Как следует из таблицы, на первых этапах НК и наука о про-
прочности развивались как бы независимо, и связь между ними ос-
оставалась лишь качественной.
С возникновением прикладной механики разрушения появи-
появилась основа для количественной конкретизации этой связи (этап
III в табл. 1).
Дальнейшие исследования позволили глубже понять достоин-
достоинства и недостатки НК, его влияние на прочность (этапы IV и V).
Задачей настоящей монографии является показать возможно-
возможности и преимущества организации неразрушающего контроля во
время эксплуатации на основе прочностного анализа состояния
контролируемой конструкции. В ней рассмотрены вопросы оп-
оптимальной организации неразрушающего дефектоскопического
контроля сосудог и трубопроводов давления при их эксплуата-
эксплуатации (НКЭ) с точки зрения обеспечения их максимальной безо-
безопасности по критериям прочности и ресурсоспособности. При
этом дано краткое описание фактического состояния НКЭ в
ядерной энергетике в России и за рубежом, в тепловой энергети-
Е
о
Е
|
s
E
|
о
Концепция
безопасности
Связь
между
НКи
проч-
прочностью
Развитие НК
Развитие науки о
прочности
Состояние техники
Аварии,
катастрофы
Новые области
Этап
В чистом
виде отсут-
отсутствует, кос-
косвенно —
связана с
развитием
науки о
прочности
Качест-
Качественная
Осознание необхо-
необходимости НК;
визуальный конт-
контроль; элементы
акустического
контроля (просту-
(простукивание детали)
Интенсивное разви-
развитие сопромата,
строительной меха-
механики, теории
упругости; начало
эксперименталь-
экспериментальных исследований
усталости металлов;
начало системати-
систематического примене-
применения оптического
микроскопа для
изучения процесса
разрушения.
Первая теория
разрушения
Аварии, свя-
связанные с мас-
массовым повре-
повреждением же-
лезнодорож-
лезнодорожных осей ва-
вагонов; едини-
единичные случаи
разрушения
мостов
Интенсивное раз-
развитие железнодо-
железнодорожного транспор-
транспорта; мостостроение;
переход от арочных
конструкций к
фермам
I этап.
Конец
XIX в. -
начало
XX в.
Умозри-
Умозрительная
Появление физи-
физических методов НК:
УЗ К, РГ, методов
дефектоскопии по-
поверхности детали.
НК прочно вошел в
практику заводов-
изготовителей и
стал неотъемлемой
частью технологии
металлургического
и машинострои-
машиностроительного произ-
производства
Интенсивное изуче-
изучение усталости и пол-
ползучести металлов;
появление первых
статистических тео-
теорий прочности и
статистических ме-
методов расчета на
прочность; совер-
совершенствование мето-
методов сопромата, стро-
строительной механики,
теории упругости и
пластичности, меха-
механики материалов
Аварии на
железнодо-
железнодорожном
транспорте и
в тепловой
энергетике,
катастрофы
авиационные
и в тепловой
энергетике
Железнодорожный
транспорт и мосто-
мостостроение; интен-
интенсивное развитие
тепловой энерге-
энергетики; переход к
перегретому пару
сверхвысоких пара-
параметров (темпера-
(температура 500 °С, дав-
давление 200 атм);
начало массового
применения свар-
сварки; появление
тяжелых самолетов
II этап.
20-40 гг.
: О
i ю
?
8,2
WocctoCSI
О
H
¦ :S ^ О
CO ?
CQ Q,
S3§SS Й5
ifii
5 >> я
Я с; e; I Q
°X
И
I8
. о s
о s
§1
к Р
со P
c S W
g si
n- н 2
m , .
О cq s
fe u о
•^ с о
^ о
"#1
I
со
CQ I
1 °
я 2
li
(U CC
S 3 D.i
- 6, со a a ° о о
CQ Си С С S X О
Ч « <u О
«; и г ;
•8.8 |i
^1
с ь 5
s [H s
Я о "
5 S о
0 ^ S
S U3 i
1 ac s
о
. ? со
S 3 =
со
--Is
«4s
N
о
ex
s
CQ S
CQ S Я
ко
q m с
* a?
p 5
IS
H
m
§!-H«
H H 'tr CX CQ
ё#^
S
с
-
X
о
безопасности
Связь
между НК
и проч-
прочностью
Развитие НК
Развитие науки о
прочности
Состояние техники
Аварии,
катастрофы
Новые области
Этап
ческих исследований
достоверности НК
ную среду; появле-
появление первых методов
расчета прочности
деталей с трещинами
в вероятностном ас-
аспекте; возникнове-
возникновение концепции «течь
перед разрушением»
Осознание
несовершен-
несовершенства сложив-
сложившейся на III
этапе кон-
концепции без-
безопасности;
введение в
практику
конструиро-
конструирования кон-
концепции без-
опастности,
основанной
на предполо-
предположении об
обязательном
внезапном
разрушении
ответствен-
ответственных элемен-
элементов кон-
Осознание
необходи-
необходимости на-
научной орга-
организации
НК при
эксплуата-
эксплуатации на ос-
основе проч-
прочностных
исследова-
исследований; на-
накопление
опыта в об- .
ласти коли-
количественных
методов ис-
исследований
прочности с
учетом
особеннос-
особенностей НК
Систематические ис-
исследования в облас-
области достоверности НК
(программа PISC и
др.); превращение
НК в неотъемлемую
часть технологии
эксплуатации ответ-
ответственных объектов
техники, индустри-
индустриальные формы при-
применения автомати-
автоматизированных средств
УЗК, ВТК, РГ
объектов, находя-
находящихся в эксплуата-
эксплуатации
Дальнейшее разви-
развитие методов расчета
и обеспечения проч-
прочности; развитие и
накопление опыта в
области вероятност-
вероятностных методов расчета
прочности, в том
числе с учетом каче-
качества НК; развитие
системных методов
исследования проч-
прочности на этапе экс-
эксплуатации
Учащение
аварий и
катастроф с
большим
ущербом для
окружающей
среды; осо-
осознание невоз-
невозможности
повторения
катастроф
типа Черно-
Чернобыльской
Дальнейшее
развитие отрас-
отраслей техники,
указанных на
III этапе
IV этап.
80-
первая
половина
90 гг.
со к м А х g v
^ locTcl 1 I g aS^ ? i с с
CTpyKl
(Hanpi
0ПБ8
учиты
воз мо
внезаг
разры
НОГО 1
прово.
тора /
практ!
приме
конце
«течь
DC
Я
|разру1
с
с
s
1 Первь
ликац
ее
§
X
ез.
О
С
ного
ё
?
о
s
н-
о
га в обла
3
с
о
о
s
X
(U
с;
с
о
обще-
•8
зГ
ИПВХ1
та
С
о
СО-
СОЧНОСТИ п
а
с
Я
s
X
<и
3*
<и
с
|Наю
обес
гребование
<и
О
чес*
гори
О
Ь
ran.
о необходи-
S
н
о
нно
<и
CD
(-
О
1
о
с
X
о
конце
абсол!
к
s
X
<и
<и
С
обес
s
о?
S
I
§
о
ЕЗ.
СТИ ИССЛ<
03
•8
со
со
С
О
ние
ия техноген-
X
<D
Т
КЛЮ
о
S
S
&
о
рая
овина
о
о
1
и по;
i
н
h
ых объек
>>
S
X
1
к
ущербом дл
о
-9-
о
се
н
се
^
х
<гг.
оо
&*§ к а
НУ
ую
се ние
при
X *Ы и
i = ||
х ^ s s
о о та g
Р»! Н та
о* ч >* о
концепт
ЛЮТНОЙ I
1ВИТИЯ ИЬ
вершенсп
л О ее О
f E 1 ^
сфо1
K0HI
инте
эксг
3
«=t
СХ
О
щей
жаю
S:
О
КОНСТ]
на ось
темно
хода к
истем
с
го в
ерми-
>< о н ^
2 о ^ m
|| Е|
°* Е :§ s
S В* ж s
f_ ПЗ. CD X
се g Я^ се
О t—' О
HQ, S й
се г 2 о
Ясп ? g
?>> | а
^ s w о
с § s^
X ^ =^"^
s о S R.
приг
НК
авто
кот
±&
схю
С 2
ченик:
НОСТИ
>^
иза с
«
о
о
н
ероятнос
ее it
? :§
§ о
1§
с ^г § s "о " | с 1
^яЭхх§х§ю
Концепция
безопасности
Связь
между НК
и проч-
прочностью
Развитие НК
Развитие науки о
прочности
Состояние техники
Аварии,
катастрофы
Новые области
с привлече-
привлечением веро-
вероятностных
методов ана-
анализа без-
безопасности
(ВАБ) и
прочности
(ВАП),
прочностных
обоснований
в рамках
концепции
«течь перед
разрушени-
разрушением», коли-
количественного
учета влия-
влияния НК на
прочность и
ресурс, пере-
переход от экс-
плуатаци-
плуатационного кон-
контроля по
«состоянию
металла» к
«ресурсному
контролю»
10
ке и на нефтегазопроводах. Изложены методы и результаты ис-
исследования достоверности НКЭ, включая как оригинальные ав-
авторские данные, так и данные 16 западных стран, полученные по
программе PISC-I, II, III. Изложены методы нормирования де-
дефектов, выявленных при НКЭ, с использованием методов меха-
механики разрушения. Дано описание методологии, методов и кон-
конкретных примеров количественного анализа влияния НКЭ на
прочность, ресурс и надежность сосудов и трубопроводов давле-
давления (в детерминистической и вероятностной постановке). Опи-
Описаны количественные методы управления прочностью, ресурсом
и надежностью путем специальной организации НКЭ. С пози-
позиций системного подхода введено понятие Комплексной системы
эксплуатационного контроля и показано место НКЭ в этой сис-
системе, связь НКЭ с другими методами эксплуатационного конт-
контроля. Приведены результаты расчета допустимых несплошностей
в эксплуатации для главных трубопроводов АЭС и наиболее от-
ответственных сосудов давления АЭС — корпусов реакторов. При-
Приведены примеры нормирования дефектов.
Рассмотрены вопросы оптимизации характеристик НКЭ по эко-
экономическим критериям (включая время между контролями, объе-
объемы контроля, сочетание методов контроля, распределение объемов
контроля за весь срок эксплуатации, начиная с заводского выход-
выходного контроля, нормы дефектности, и др.). Даны рекомендации по
организации НКЭ с целью достижения оптимального, (или задан-
заданного, или приемлемого или максимально возможного) уровня
безопасности эксплуатации сосудов и трубопроводов давления при
минимальных (или заданных) затратах на НКЭ.
Рассматриваемая в монографии проблема количественной вза-
взаимосвязи НК и прочности актуальна не только потому, что яв-
является одним из важнейших элементом более общей проблемы
обеспечения безопасности объектов современной техники, но
также и в экономическом аспекте.
Так, по некоторым оценкам, затраты на НК и связанные с ним
работы (снятие и установку теплоизоляции, подготовку поверх-
поверхности детали для контроля, установку и демонтаж лесов и т. п.)
во время эксплуатации АЭС составляет не менее 50% всех затрат,
связанных с эксплуатацией АЭС.
Предисловие авторов, разд. 1 (кроме 1.2), 2, 3 (кроме 3.1 и 3.3),
4, 5 (кроме 5.2.4), 6—9 написаны А. Ф. Гетманом. Разделы, каса-
касающиеся средств контроля и их аттестации, а также подготовки
персонала (см. 3.1 и 3.3) написаны Ю. Н. Козиным, разделы 1.2
и 5.2.4 — совместно. Авторы выражают благодарность сотрудни-
сотрудникам ВНИИАЭС, И. В. Буряку, А. Е. Полякову, В. Б. Кириллову,
В. С. Кузнецову, В. Е. Шведову, В. С. Кудрявцеву, В. Ю. Зубову
и другим за помощь в проведении работ, описанных в моногра-
монографии. Особую благодарность авторы выражают А. Ю. Бородиной
и Л. Б. Собольковой за помощь в работе над рукописью.
Некоторые определения и сокращения
Неразрушающий контроль (НК) — неразрушающий контроль
состояния элементов конструкции для обнаружения в ней не-
сплошностей металла; неразрушающий контроль дефектов; де-
дефектоскопия
Неразрушающий контроль во время эксплуатации (НКЭ). НКЭ
включает в себя входной, предэксплуатационный и периодичес-
периодический контроль во время эксплуатации, а также контроль после ре-
ремонта или реконструкции
Дефект — несплошность в металле недопустимого размера.
Иногда несплошность по одному нормативному документу явля-
является недопустимой, по другому — допустимой. Тогда можно го-
говорить о дефекте допустимого размера
Прочность — свойство конструкции (или материала) сопроти-
сопротивляться механическим нагрузкам без разрушения с сохранением
формы и целостности. При определении прочности конструкции
необходимо учитывать влияние среды, температуры, физических
полей, старения материала, время эксплуатации
Ресурс — время, в течение которого конструкция сохраняет
свои технические свойства в заданных пределах, позволяющих ее
эксплуатацию
Надежность — свойство конструкции сохранять свои техниче-
технические характеристики в заданных пределах и на заданном отрезке
времени. Для сосудов давления надежность определяется проч-
прочностью. В вероятностном аспекте мерой надежности является ве-
12
роятность того, что конструкция сохранит свои технические ха-
характеристики в заданных пределах. Сосуд давления является на-
надежным, если он сохраняет прочность (отсутствуют течи, разру-
разрушение металла, деформация недопустимых размеров)
Трещина — несплошность в металле плоской формы, как пра-
правило, с острыми краями
Трещина критического размера — трещина до критического
размера развивается стабильно; при достижении критического
размера рост трещины становится быстрым и неконтролируемым
Трещина допустимого размера — трещина, развитие которой за
весь срок эксплуатации не приведет к разрушению конструкции
Разрушение — процесс в материале (металле) конструкции,
приводящий к потере ею прочности. При однократном нагруже-
нии разрушение может произойти по хрупкому, вязкому или ква-
квазихрупкому механизму
Усталость — процесс накопления в материале повреждений
под действием циклических нагрузок, приводящий в конечном
итоге к появлению трещины усталости и разрушению конструк-
конструкции
Ползучесть — пластическая деформация при длительном дей-
действии механической нагрузки и температуры, вызывающей тер-
термоактивированные процессы, приводящая в конечном итоге к
разрушению конструкции. Свойство конструкции (материала)
сопротивляться ползучести называется длительной прочностью
АЭС — атомная электростанция
ТЭС — тепловая электростанция
АЭУ — атомная энергетическая установка
ВВЭР — водо-водяной энергетический реактор
РБМК — реактор большой мощности канальный
ГЦН — главный циркуляционный насос
ГЦТ — главный циркуляционный трубопровод
КР — корпус реактора
ПГ — парогенератор
ГЗЗ — главная запорная задвижка
Ду — диаметр установленный
УЗК — ультразвуковой контроль
РК — радиографический контроль
13
вк
мпк
ВТК
ГАНРФ
а, с
а
а
т
^Р0,2
К
т
к,
1С
р' р
а9 а,с
— визуальный контроль
— магнитопорошковый контроль
— вихретоковый контроль
— Госатомнадзор России
— линейные размеры плоской несплошности
(дефекта, трещины)
— линейные размеры несплошности, связанной с
чувствительностью метода контроля
— линейные размеры несплошностей, определяю-
определяющие границу между достоверной и вероятностны-
вероятностными частями остаточной дефектности
— коэффициент выявляемое™ дефектов
— напряжение
— общие мембранные напряжения
— предел текучести
— предел прочности
— коэффициент интенсивности напряжений
— критическое значение коэффициента интенсив-
интенсивности напряжений или вязкость разрушения
— вероятность существования в конструкции
дефекта с линейным размером не меньше (а) или
линейными размерами не меньше (а, с),
соответственно
— вероятность разрушения
1. Характеристика сосудов и трубопроводов давления
АЭС, ТЭС и нефтегазопроводов
1.1. Сосуды и трубопроводы давления АЭС
Схематическое изображение реактора с водо-водяным тепло-
теплоносителем (ВВЭР) дано на рис. 1. Одним из наиболее ответст-
ответственных элементов конструкции является корпус реактора.
На рис. 2 показана конструкция корпуса реактора ВВЭР-1000.
Сложнейшим эксплуатационным воздействиям подвергаются
также элементы парогенераторов. На рис. 3, 4 даны изображения
парогенератора реактора ВВЭР-1000.
Пространственная схема главных циркуляционных трубопро-
трубопроводов (ГЦТ) дана на рис. 5. Основные геометрические характе-
характеристики ГЦТ реакторов разных типов даны в табл. 2.
Для крупногабаритных конструкций реакторов АЭС применя-
применяют в основном углеродистые, малолегированные и нержавеющие
хромоникеливые стали. В табл. 3 даны марки основных конст-
конструкционных сталей корпусов и трубопроводов давления первого
контура реакторов типа ВВЭР-440, ВВЭР-1000 и РБМК-1000.
Для вспомогательных трубопроводов первого контура и для кор-
корпусов и трубопроводов второго контура применяют также другие
стали, по составу и свойствам близкие к перечисленным в
табл. 3.
Основные элементы конструкций реакторов, такие как корпу-
корпуса реакторов, парогенераторы, трубопроводные блоки и другие,
изготавливают на заводах и поставляют на площадку АЭС для
дальнейшего монтажа и сборки. Днища сосудов давления штам-
штампованные. Обечайки — катанные, содержащие продольные свар-
Таблица 2. Геометрические характеристики главных циркуляционных
трубопроводов реакторов АЭС
Тип реактора
ВВЭР-440
ВВЭР-1000
РБМК-1000
Марка стали
ГЦТ
0Х18Н10Т
10ГН2МФА
22К
Диаметр, мм
500
850
800
Толщина
стенки, мм
32
70
34
Наличие анти-
антикоррозионной
наплавки
Нет
Есть
15
I
о 3
О I
5
да н
да s
аз О
x I
о ^
о: . ^
л о
^ о
о о
|S
2
X
CD
16
Элементы конструкций
Механические свойства при температуре 20 °С
*>
ОС
Марка стали
Главные трубопроводы и корпуса барабан-се-
барабан-сепаратора РБМК; ПГ, компенсатор объема
реакторов ВВЭР-440
ГЦТ, корпуса ПГ и компенсатор объема
реакторов ВВЭР-1000
Корпуса реакторов ВВЭР-440
Корпуса реакторов ВВЭР-1000
ГЦТ реакторов ВВЭР-440, трубы технологи-
технологических каналов реакторов РБМК, а также
стали типа ОХ18Н10Т применяют для плаки-
плакировки трубопроводов и корпусов на ректорах
всех типов
о «о to in о
OO ЧО ТГ in CO
— -*- —* —^ m
О О — On —
tJ- in -^J" in rt
in m cn — чо
22K
10ТН2МФА
15Х2МФА
15Х2НМФА
OX18H10T
X
s
<u
с
о
с
1
I
17
Рис. 2. Корпус реактора ВВЭР-1000
18
Рис. 3. Парогенератор ПГВ-1000: поперечный разрез:
1 - сепаратор жалюзийный; 2- патрубок Ду 800; 3- коллектор теплоносителя
первого контура; 4- патрубок Ду 1200; 5- трубный пучок теплообменных труб'
6 - номинальный уровень воды; 7—раздаточный коллектор питательной воды'
8— раздаточный коллектор аварийной питательной воды
ные швы. Для корпусов реакторов используют обечайки цельно-
катанные без продольных сварных швов.
Находящееся в эксплуатации оборудование содержит довольно
большое число заводских и монтажных сварных швов. Монтаж-
Монтажными сварными швами соединяют блоки трубопроводов, ГЦТ и
КР, ГЦТ и ПГ, ГЦТ и компенсаторы объема и др.
Главные циркуляционные трубопроводы на реакторах типа
ВВЭР не содержат продольных сварных швов (за исключением
гибов на реакторах первого поколения). В то же время ГЦТ на
РБМК содержат большое количество продольных заводских
сварных швов.
19
Выход пара
Рис. 4. Парогенератор ПГВ-1000, вид сбоку:
/ — опорный лист под гидроамортизатором; 2— раздаточный патрубок питатель-
питательной воды; 3— патрубок аварийной питательной воды Ду 100; 4 — труба отвода
пара; 5 — труба коллектора пара
Сварные соединения выполняются в соответствии с норматив-
нормативным документом ГАНРФ [4].
Типы сварных швов, сварочные материалы и характер сварки
приведены на рис. бив табл. 4 (применительно к реактору типа
ВВЭР-1000).
Температурно-силовые, коррозионные и радиационные усло-
условия эксплуатации для сосудов и трубопроводов давления реакто-
реакторов АЭС приведены ниже.
20
21
i
2
I
В
U
s
i
±8S.
U S ?
si I
О
t3 <u
Щ8§ i
§if*
5^1
s^r
8.
1 1 1
1 1 1
»лооо
www
^^ Г^ On
CN CN CN
§ 5? *n
CN ^^ О
ON t}" On
CO Tt" ^"
О О О
со со со
CN CN CN
ГО СО СО
rf со со
CN СО СО
П 1П CN
www
ON ON OO
со со о
in in vo
— ON
o*«n"
о ^Т **?
S <C "^
со 0) (?)
s
«
e
о
о
о
о
1
ис>
CQ
CQ
|
X
о?
сз
ГОВ
5
о
ж
р
Оч
1 1
1 !
оо in
CN CN
CN CN
^^
Tf СО
CN CO
On m
со со
О in
Tf СО
in in
CN CN
oo^o4
ww
CN CN
in о
ww
—" О
Tf" OS
— о
On On
XX
•tj- oo
о о
CQ CQ
22
Рис. 6А. Заводское сварное соединение трубный блок—колено трубопровода
Ду 850 (размеры даны в миллиметрах)
01050й
06Х12НЗДЛ
ЭА-898/21Б
Рис. в Б. Шов приварки патрубка Ду 850 к улитке ГЦН
23
15Х2НМФА
ПТ-30 10ГН2МФА
/
ТЗИО-8
ЗИО-8 /УОНИИ-13/45А
Рис. вВ. Монтажное сварное соединение патрубок КР — трубный блок Ду 850
Рис. в Г. Кольцевой шов опорная обечайка — нижняя обечайка зоны
патрубков КР
24
10ГН2МФА
ЭА-89В/21Б/ \зИО-8
Рис. 6Д. Заделка теплообменных трубок в коллектор ПГВ-1000
315 ., Jl
0365
02741
Рис. вЕ. Патрубок САОЗ (системы аварийного охлаждения зоны) КР
25
Температура, °С 20—350
Давление, кгс/см2 0—250
Коррозионная среда Воздух, вода, вода высоких параметров,
пароводяная среда, пар
Радиационное воздействие Нейтроны с энергией > 0,5 МэВ и интеграль-
(только для корпусов реак- ным флюенсом >1018 нейтр./см2
торов и технологических
каналов)
Уровень температур таков, что процессы ползучести отсутству-
отсутствуют. Прямому радиационному облучению подвергается кроме
внутрикорпусных устройств только металл КР типа ВВЭР и тех-
технологических каналов РБМК, в которых из-за этого происходит
охрупчивание стали. Коррозионные условия для большинства
элементов конструкций определяются наличием воды специаль-
специальной очистки, а для парогенераторов и барабан-сепараторов ха-
характерны также воздействия пароводяной среды. В паропроводах
рабочим элементом является пар.
Несмотря на то, что АЭС, как правило, работает в базовом ре-
режиме производства электроэнергии, за срок эксплуатации (для
большинства реакторов — 30 лет) сосуды и трубопроводы давле-
давления подвергаются циклам термосилового воздействия A00—1000
циклов и более), что приводит к процессам усталости металла и
возможности зарождения трещин усталости, коррозионной уста-
усталости или развитию уже имеющихся в металле несплошностей
по механизмам усталости. Иногда, при отступлении от номи-
номинальных условий эксплуатации, появляются условия для возни-
возникновения повреждений коррозионного характера, язв коррозии,
коррозионного растрескивания и т. п.
1.2. Сосуды и трубопроводы давления в нефтегазовой
промышленности и на ТЭС
На территории России действуют системы магистральных тру-
трубопроводов общей протяженностью 200 тыс. км. В состав этих
трубопроводов входят:
магистральные газопроводы, конденсатопроводы и продукто-
проводы РАО «Газпром» (около 140 тыс.км.);
26
нефтепроводы АК Транснефть (около 50 тыс. км.);
нефтепродуктопроводы АК Транснефтепродукт (около 13 тыс.
км);
аммиакопровод Тольятти — Одесса (около 1 тыс. км.)
Газопроводы представляют собой стальные трубопроводы диа-
диаметром до 1420 мм и толщиной стенки до 17,5 мм. Технология
изготовления по ТУ 14.3.446.76, основной конструкционный ма-
материал — сталь марки 17Г2АФ по ТУ 14.1.1537-76.
Характеристики стали:
Предел прочности Rm 66-67 кгс/мм2
Предел текучести RP02 46,5—47,5 кгс/мм2
Относительное удлинение А 25%
Ударная вязкость 81 кг • м/см2
Применяют так же другие конструкционные стали.
Давление транспортируемого газа меняется в зависимости
от расстояния до перекачивающей станции и достигает Р = 70
кг • см2.
Температура эксплуатации металла — климатическая.
Разрушение трубопроводов происходит, как правило, в виде
разрыва, сопровождающегося взрывом газа и выбросом его в ат-
атмосферу.
Разрушение часто начинается с развития трещины по механиз-
механизму коррозионного растрескивания с наружной поверхности тру-
трубы в направлении образующей трубы.
Нефтепроводы — стальные трубопроводы с диаметром от 100
до 1200 мм и толщиной стенки до 25 мм.
Основная конструкционная сталь 17Г2АФ.
ТЭС — это объекты, на которых используется вода и пар с вы-
высокими параметрами по давлению и температуре.
Трубопроводы имеют разные размеры, расположены на разли-
различных уровнях и объединены в системы по назначению.
Для изготовления трубопроводов тепловых станций применя-
применяются углеродистые стали (стали типа ст2спЗ, стЗкпЗ, 15Л, 25Л),
низколегированные стали A5ГС, 16ГС, 16ТТ, 17ГС, 16ГН,
09Г2С, 10Г2С1, 15Г2С1, 14ХГС, 20ГСЛ, 12МХ, 13ХМ, 20ХМЛ,
12Х2М1, 12Х1МФ, 12Х2МФБ, 12Х2МФСР, 12МХ, 15ХМ,
20ХМЛ, 12Х1МФ, 20ХМФЛ, 12Х1МФ, 15Х1М1ФЛ), а также вы-
27
соколегированные стали A2Х11В2МФ, 08Х18Н12Т, 12Х18Н12Т,
08Х18Т10Т, 12Х18Т10Т).
Разрушение трубопроводов и сосудов давления на ТЭС может
приводить к травмированию и гибели персонала ТЭС и значи-
значительному материальному ущербу.
1.3. Обеспечение прочности и ресурса сосудов и трубопроводов
давления на стадиях проектирования и изготовления АЭС
На стадии проектирования АЭС марка стали и геометрические
параметры сосудов и трубопроводов давления обосновываются
таким образом, чтобы при эксплуатации была обеспечена проч-
прочность по следующим критериям:
сопротивление разрушению от действия статических нагрузок
(сопротивление разрушению по хрупкому или вязкому механизмам);
сопротивление разрушению от действия циклических нагрузок
(сопротивление зарождению трещин усталости).
При этом обоснование прочности и ресурса проводят с учетом
температуры, коррозионных условий, облучения, а также про-
процессов старения металла [ 1, 2].
Во время изготовления и монтажа ведут тщательный контроль
состояния металла и конструкции в целом. Осуществляют конт-
контроль химического состава, структуры и механических свойств
металла и сварных соединений, геометрических размеров и со-
состояния поверхности, а также дефектоскопический контроль, в
том числе и пооперационный [2—4].
При проектировании и изготовлении нефте- и газопроводов
также дают обоснование их прочности, ведут контроль за качест-
качеством их изготовления. В целом при выполнении всех требований
нормативных документов A—4 и др.) на стадиях проектирования
и изготовления и соблюдении регламента эксплуатации предпо-
предполагается, что прочность в течение всего проектного срока экс-
эксплуатации обеспечена, а дефекты металла во время эксплуатации
не должны появляться.
В действительности результаты дефектоскопического контроля
во время эксплуатации, а также опыт эксплуатации, свидетельст-
свидетельствуют об обратном.
28
2. Дефекты, выявляемые во время эксплуатации
2.1. Общая характеристика дефектов
Во время НКЭ элементов конструкций АЭС дефекты могут
быть выявлены на всех без исключения элементах оборудования,
независимо от марки стали, технологии изготовления, места на
конструкции и срока эксплуатации.
Встречаются дефекты всех типов, указанных в табл. 5 [20].
Основными типами дефектов, выявляемых при эксплуатацион-
эксплуатационном контроле сварных соединений и наплавок оборудования и
трубопроводов, являются трещины, поры, непровары и шлако-
шлаковые включения. Другие типы дефектов встречаются реже.
Из указанных типов дефектов наиболее опасными являются
трещины. По отношению к сварному шву они могут быть про-
продольными, поперечными, разветвленными, либо объединяться в
сетку трещин. Располагаться могут в шве, в зоне сплавления или
в основном металле.
Подразделяются трещины на поверхностные, подповерхност-
подповерхностные и сквозные. Диапазон размеров трещин находится в преде-
пределах от долей миллиметра и миллиметров («горячие» и «холод-
«холодные» трещины) до нескольких метров (в облицовке бассейна вы-
выдержки, например).
Характерными примерами трещин технологического происхо-
происхождения являются «горячие» трещины в сварных разнородных со-
соединениях приварки трубопроводов системы аварийного охлаж-
охлаждения зоны к патрубкам корпуса реактора, располагающиеся в
наплавке кромки, выполненной аустенитными электродами
ЭА-395, а также на границе наплавок, выполненных электрода-
электродами ЭА-395 и ЭА-400.10Т. Длина подповерхностных трещин в ря-
ряде случаев достигала 7 мм.
Коррозионно-усталостный механизм развития имеет трещины
длиной до нескольких миллиметров, расположенные на уплотни-
тельной поверхности корпуса реактора, включая уплотнительные
канавки. Трещины, развившиеся в течение очень короткого про-
промежутка времени с наружной стороны трубопровода дренажа
29
I
3
•е-
30
31
I
3
CX
•е-
8
03
С
С
>
8
S
го
a si
. >< 6 ё
_- S ja e; со
Л О. CL С Н
5С??
^5?
<N Q У
к ю
ё!
32
Рис. 7. Трещина коррозионного растрескивания (xlOO)
0 8x3,5 мм ГЦТ вследствие коррозионных процессов в хлоридо-
содержащей среде, показаны на рис. 7.
Также по коррозионному механизму образуются трещины дли-
длиной 36 мм, обнаруженные на сварном соединении приварки пе-
переходной втулки к патрубку уровнемера КР. Причина — попада-
попадание воды первого контура снаружи (из сквозных дефектов на уп-
уплотняющих швах обварки резьбы отключающих устройств).
Часто встречающимися, но менее опасными по сравнению с
трещинами, являются технологические дефекты — поры и шла-
шлаковые включения. Порами называют заполненные газом полос-
полости в швах, имеющие округлую, вытянутую или более сложную
форму. Поры могут быть микроскопическими (несколько микро-
микронов) и крупными D—6 мм в диаметре). Образование пор обусло-
обусловлено скачкообразным изменением растворимости водорода и
33
азота или других газов при затвердевании. В сварных соединени-
соединениях и наплавках поры встречаются там, где не была обеспечена
достаточная защита сварочной ванны от атмосферы воздуха.
Одними из наиболее распространенных дефектов, в основном
встречающихся при многослойной дуговой сварке, являются
шлаковые включения округлой или вытянутой формы. Эти дефе-
дефекты располагаются в металле шва у границы сплавления или ме-
между отдельными слоями. Они обычно образуются в результате
заполнения сварным шлаком несплошностей, возникающих при
непроварах или подрезах. Одной из причин их образования яв-
является недостаточно тщательная очистка поверхности предыду-
предыдущего слоя от шлаковой корки.
Характерными участками дефектов в виде шлаковых включе-
включений являются сварные соединения приварки участков ГЦТ
Ду 850 к ГЗЗ. Так, например, при УЗК сварного шва № 12 при-
приварки прямого участка ГЦТ Ду 850 петли № 1 к входному пат-
патрубку ГЗЗ на V блоке НВАЭС с использованием пьезоэлектриче-
пьезоэлектрического преобразователя SLF-25 зафиксированы сигналы по всему
периметру шва от несплошностей S3KB= 7-М7 мм2. Несплошности
расположены на расстоянии 32—36 мм от центра шва в сторону
патрубка ГЗЗ на глубине 45—46 мм от наружной поверхности.
Работы ряда предприятий и организаций по металлографическим
исследованиям подобных несплошностей показали, что они
представляют собой, в основном, цепочки шлаковых включений,
имеющих округлую форму. Узкие ответвления, встречающиеся у
некоторых включений, заполнены шлаком и не имеют острых
концов и трещин.
Дефекты типа непровара встречаются наиболее часто при вы-
выполнении многопроходных сварных соединений в местах, наибо-
наиболее неудобных для выполнения сварки на скосах кромки, а так-
также при наплавке покрытий. Линейные размеры таких дефектов
достигают нескольких миллиметров, а по площади они могут за-
занимать до десятков квадратных миллиметров. Подобные дефек-
дефекты зафиксированы в сварном соединении приварки трубопрово-
трубопровода ГЦТ Ду 850 к патрубку ГЗЗ, в зоне сплавления антикоррози-
антикоррозионной наплавки и основного металла корпуса реактора
(^экв=60 мм2) V блока НВАЭС, и т. д.
34
40
32
24
16
А%
100
80
60
40
20
2 4 6 8 10й,мм 0
\
\
1
\
\
\
—
\
\
V
\
\
1
2
к-
/
/г
7
2
6
8
л, мм
Рис. 8. Дифференциальная (а) и интегральная (б) вероятности выявления при
массовом НК дефектов типа подповерхностных трещин в зависимости от
глубины:
1 — экспоненциальное распределение; 2— распределение Вейбулла
Основными способами исправления дефектов являются вышли-
фовка без последующей подварки или с подваркой. В ряде случаев
дефекты не исправляются, а за ними устанавливается наблюдение.
Некоторые обобщения выявленных на АЭС дефектов КР пока-
показаны на рис. 8—11: на рис. 8 — дефекты основного металла КР [5];
на рис. 9 — дефекты наплавки КР ВВЭР-1000; единичный случай;
трещины обнаруживали методом цветной дефектоскопии [6]; на
рис. 10, 11 — дефекты КР II блока Кольской АЭС; подповерхност-
подповерхностные дефекты, выявленные ультразвуком чехословацкими специа-
специалистами установкой «Реактортест».
В общем случае размеры дефектов колеблются от небольших
значений, ненамного превышающих допустимые, до очень боль-
больших, превышающих допустимые размеры в сотни и тысячи раз.
Некоторые дефекты, не выявленные НКЭ, впоследствии приво-
приводят к течам или разрушениям элементов сосудов давления или
трубопроводов.
По данным Госгортехнадзора России [37] в период с 1991 по
35
10
5
Ti
0 2 4 6 8 10 12 /, мм
Nz
4
2
г
—
"I
2 4. 6 8 10 12 /, мм
'з
8
6
4
2
6 8 10 12
2
г
г
8 10 12
/, мм
Рис. 9. Экспериментальные гистограммы выявленных дефектов:
N— число обнаруженных дефектов при контроле 1—4\ /— размер дефекта на
поверхности наплавки
36
д=1,9иа/с=0,5
2,2 ^
4,1
л
140
140
0=5,65 и о/с=0,12
47
^10,35
170
200
.15,8
22,9
175
200
0=6,3 и д/с=0,24
„12,4
J8,7
Рис. 10. Схема расположения выявленных наиболее опасных дефектов в
корпусе II блока Кольской АЭС (размеры даны в миллиметрах):
а — в четвертом шве (дефект 3); б — в шестом шве (дефект 5); в — около
седьмого шва (дефект 8 — слева, дефект 9 — справа)
1994 г. на объектах магистрального трубопроводного транспорта
произошло 199 аварий (т. е. разрушения трубопроводов, повлек-
повлекшие серьезные события), в том числе 138 аварий на объектах
природного газа и 61 авария на объектах опасных жидкостей, к
которым относятся нефть, нефтепродукты, конденсат и широкая
фракция легких углеводородов (табл. 6).
Число дефектов, выявленных в результате одного контроля на
Таблица 6. Распределение аварийности на магистральных трубопроводах по годам
Год
1991
1992
1993
1994
Число аварий
52
35
57
55
На объектах
природного газа
38
25
40
35
На объектах опасных
жидкостей
14
10
17
20
37
200 ,
<Г
Рис. 11. Схема расположения сварных швов и обечаек КР
II блока Кольской АЭС (к рис. 10)):
7 — обечайка 022; 2—сварной шов №6; 3~ обечайка 012; 4 — сварной шов
№5; 5 —обечайка 031; б—сварной шов №4; 7—обечайка 032; #—сварной
шов № 3; 9— обечайка 032
одном ответственном объекте современной техники, может со-
составлять от 0 до сотен и тысяч. Например, по данным МАГАТЭ
на АЭС Доуэл в Бельгии в 1994 г. было выявлено и заглушено
более 2000 поврежденных теплообменных трубок ПГ. После ре-
ремонта блок был пущен в эксплуатацию.
38
2.2. Причины появления дефектов металла
на стадии эксплуатации
Основными причинами возникновения трещин в сварных со-
соединениях и наплавках являются нарушение технологии сбороч-
сборочных и непосредственно сварочных работ (выполнение швов на
форсированных режимах, нарушение термического цикла, при-
применение некачественных сварочных материалов и т.п.), недоста-
недостаточная выявляемость дефектов применяемыми методами контро-
контроля на стадиях изготовления и предэксплуатационного контроля,
а также совместное действие различных эксплуатационных (не-
(неучтенных на стадии проектирования) факторов на фоне остаточ-
остаточных сварочных напряжений, неудачного конструирования и (ви-
(вибрация, гидроудары, ускорение и инициирование коррозионных
процессов и др.).
Классификация дефектов металла сплошности сосудов и
трубопроводов давления АЭС (см. табл. 5) разработана на осно-
основе системного анализа дефектности на действующих АЭС и ох-
охватывает, по видимому, все принципиально возможные типы де-
дефектов, которые могут быть выявлены на стадии эксплуатации.
Представляет интерес проследить распределение числа дефек-
дефектов по причинам и по времени их выявления в эксплуатации.
Ниже для примера приведены результаты эксплуатационного
ультразвукового контроля сварных соединений трубопроводов
Ду 800 главного циркуляционного контура реакторов типа
РБМК.
По данным контроля III блока ЧАЭС за период 1987—1992 гг.
из 258 проконтролированных швов в 38 швах обнаружены дефек-
дефекты, превышающие нормы ПК 1514-72 [8]. Данные по динамике
выявления дефектов в течение указанного срока эксплуатации
показаны на рис. 12.
Видно, что с каждым новым контролем число дефектных швов
уменьшается. Это связано, по-видимому, с технологической при-
природой дефектов и с исчерпанием возможностей методики УЗК, а
также с ремонтом выявленных дефектов.
На рис. 13—14 представлены результаты для сварных соедине-
соединений трубопроводов Ду 800 двух блоков другой АЭС по данным
39
N
20
15
10
25
I
—Millilif
9
i
2
1
iiliilj
0
1
wmmm
1987
1988 1989 1990 1991
Год проведения контроля
1992
Рис. 12. Данные по динамике выявления дефектов на III блоке Чернобыльской
АЭС (N — число дефектов)
эксплуатационного УЗ-контроля в течение 1984—94 гг. Результа-
Результаты контроля даны для каждой из трубопроводных петель. Выяв-
Выявленные протяженные дефекты, превышающие нормы, были от-
отремонтированы. Следует отметить, что в некоторых случаях оди-
одиночные, точечные дефекты, оставленные в эксплуатации, при
последующем контроле не подтверждались. По результатам вы-
выборок установлено, что дефекты, как правило, расположены на
границе раздела перлит-аустенитная наплавка и представляют
собой одиночные поры, шлаковые включения и строчечные за-
зашлаковки. Трещин во всех случаях не обнаружено.
Аналогичная закономерность (уменьшение числа выявленных
дефектов с ростом числа контролей) была установлена также в
работе [7] (рис. 15), что также указывает на технологическую
природу выявленных на АЭС дефектов.
Результаты анализа причин повреждения металла обобщали
многие авторы.
40
N
5
4
3
2
1
О
N
б
5
4
3
2
1
О
N
12
10
8
6
4
2
0
0
4
2
Л/
5
4
3
2
1
0
::
?
ч
1985 1986 1987 1988 1989 1990 1991
а)
1986-1987 1988 1989 1990 1991 1992 1993
б)
6
г.
2
Г;
Ш6-Ш7 1988 1989 1990199119921993 1994
в)
2
г;
л
0
1986-1987
1988 1989 1990 1991
г)
13
2
!;
N
12
10
8
6
4
2
0
4
• f
2
1986 1988 1989 1990 1991 1992 1993
д)
1984 19851986-19871988 1989 1990 1991
е)
Рис. 13. Дефектность сварных швов по результатам эксплуатационного УЗ-кон-
гроля III блока Курской АЭС (оценка по нормам ПК 1514-72); по оси абсцисс —
год проведения контроля:
N — число дефектов; Г—дефект точечный, не превышающий «Нормы...»
ВНИИАЭС; 1994 г. — 100%-ный контроль заводских монтажных швов; а — петля
ГЦН-11; б- петля ГЦН-12; в - петля ГЦН-13; г-петля ГЦН-14 (с перемыч-
перемычкой); д— петля ГЦН-21 (с перемычкой); е— петля ГЦН-22
41
N
5
4
3
2
1
1Т
I
1987 1988 1989 1990 1991 1992 1993
а)
б
1Т
1
0
2
1987 1968 1989
0
0
1987 1988 1989 1990 1991 19921993 1994
б)
1Т
I
0
1887 1988 1989 1990 1991
г)
1992
Так, В. Ф. Злепко сгруппировал причины появления дефектов на
I блоке Нововоронежской АЭС за период с 1964 по 1969 гг. в виде:
Конструкционные недостатки 156
Несовершенство технологии изготовления
и контроля на заводе 23
Монтажный брак 37
Неудовлетворительная эксплуатация 15
Невыявленные причины 31
Итого: 270
Распределение повреждений по причинам на основе данных,
полученных со всех АЭС за период с 1979 по 1980 гг., предста-
представлено в табл. 7.
Анализ результатов определения причин повреждения выявил
также недостатки этого важнейшего этапа в цепи мероприятий,
направленных на повышение надежности оборудования действу-
действующих АЭС.
42
0
1987-1988 1989 1990 1991 1992
д)
1Т
щ
0
0
1987 1988 1989 199019911992 1963 1994
Ж)
5Т
5
Т
1987 19881989 199019911992 1993
е)
1Т
1
0
1987 1988
1989
3)
1990
Рис. 14. Дефектность сварных швов по результатам эксплуатационного УЗ-кон-
троля IV блока Курской АЭС (оценка по нормам ПК 1514-720); по оси обсцис —
год проведения котроля:
N— число дефектов; Т— дефект точечный не превышающий «Нормы...»
ВНИИАЭС; 1994 г. — 100%-ный контроль заводских монтажных швов; а — петля
ГЦН-11; б -петля ГЦН-12; в - петля ГЦН-13; г - петля ГЦН-14 (с
перемычкой); д — петля ГЦН-21 (с перемычкой); в — петля ГЦН-22; ж — петля
ГЦН-23; з - петля ГЦН-24
Основные из них:
причину повреждения установить не удается. Так из 195 слу-
случаев повреждения металла, обнаруженных на АЭС за 2 года и
описанных в табл. 7, причина повреждения указана только в 69
случаях;
вместо причины повреждения указывается характер поврежде-
повреждения, например, «коррозионное растрескивание», «трещина уста-
усталости» и др.;
практически во всех случаях анализа причин повреждения от-
43
§ 5 8 §*
ON OO Г-* Tf ЧО ГЧ 2-
о\ __ —
- - S 2
ГЧ | ЧО |
till
^
|
s
s
о
I I I
I I
I I I
ГЧ СЧ
I I I I - I - I I
ГЛ Г-
11%
I I I I I I I ! I III
X
3
?
I
Щ
йо<
- I I I I o, _ I I I oo
I I I ^ I I
I -
?
g
sg
о ?
S
u
О
|
H **
iu a, o 3S
CQ CQ ГО О
si
I
IS
о
о
5 a
&
6 |s
d ^ a,
о
X
X
о
S <o
II
3
!
О
X
5
° to
О
К
со
S
>s
i§
S
a
с
а
О
tl a.
4c (T) s
II
ISHSli
lll
h о а о « « м
Isilsll
44
to, 103ч~1
О 6 12 18 24 30 42 48 54 60 /,
Рис. 15. Поток отказов I блока Белоярской АЭС
сутствует количественная оценка вклада различных факторов в
процесс повреждения. Это обстоятельство, а также отсутствие
разработанной методологии по анализу причин повреждения
приводит к субъективизму в установлении причин.
Тем не менее, анализ результатов эксплуатационного контро-
контроля позволяет сделать следующие выводы:
1. Причинами повреждения металла являются технологические
дефекты, возникшие при изготовлении и монтаже, а также неко-
некоторые конструкционные недостатки оборудования или недостат-
недостатки эксплуатации.
2. Значительная часть дефектов пропущена заводским контро-
контролем.
В обобщенном виде распределение во времени дефектов, обу-
обусловленных недостатками этапов проектирования, изготовления
и эксплуатации показано на рис. 16. Подавляющее число дефек-
дефектов, выявляемых на АЭС, имеют технологическую природу (кри-
(кривая 7). Эти дефекты устраняются ремонтом.
Дефекты, появившиеся вследствие недостатков конструирова-
конструирования (кривая 2), требуют, как правило, реконструкции. Такие де-
дефекты, появившись на одном элементе оборудования, неизбеж-
неизбежно будут выявлены также и на всех других однотипных элемен-
элементах оборудования.
Недостатки эксплуатации приводят к дефектам, которые так-
45
Время эксплуатации
Рис. 16. Дефекты, выявляемые во время эксплуатации:
/ — дефекты, заложенные на стадии изготовления и пропущенные в эксплуа-
эксплуатацию; 2 —рост числа дефектов, связанных с недостатками конструирования;
3 — рост числа дефектов из-за недостатков эксплуатации; 4 —суммарное число
дефектов
же как и технологические дефекты, могут быть устранены ремон-
ремонтом (кривая 3).
Сходная ситуация имеет место, по-видимому, и в нефтегазо-
продуктопроводной технике. Так, по данным работы [37] причи-
причины аварии распределяются следущим образом:
на первом месте находятся нарушения норм и правил при
строительстве, отступления от проектных решений и низкое ка-
качество изготовления компонентов трубопроводов — 84 аварии,
или 42% общего числа аварий;
на втором месте — повреждения трубопроводов внешними
воздействиями — 62 аварии, или 31% общего числа аварий. В
данную категорию причин аварий включены события, при кото-
которых трубопроводы повреждались различными техническими
средствами или неконтролируемыми подвижками грунта;
на третьем месте — коррозионные повреждения стенок трубо-
трубопроводов — 39 аварий, или около 20% общего числа аварий.
Наблюдается отчетливая тенденция роста аварийности в ре-
результате внешних воздействий землеройной и гусеничной техни-
46
ки, а также не учитываемых в статистике случаев преднамерен-
преднамеренного сверления трубопроводов, транспортирующих нефтепроду-
нефтепродукты.
По данным работы [38] на трубопроводах «Оренбурггазпрома»
(протяженность более 3,5 тыс. км) причины аварий следующие:
70% отказов в виде свищей вызваны дефектами в сварных
швах. Они проявляются в первые годы эксплуатации; 11% отка-
отказов связаны с внешним механическим повреждением трубопро-
трубопроводов; 5% отказов из-за коррозии; остальные отказы из-за дефе-
дефектов, возникших при ремонте и браке при сварке заплат штуце-
штуцеров и т.п.
Одним из недостатков в организации расследования причин
аварий является отсутствие контроля за выполнением мероприя-
мероприятий и рекомендаций комиссий.
В работе [37] отмечены недостатки действовавшей до недавне-
недавнего времени классификации событий на объектах магистральных
трубопроводов.
Так, аварией на магистральном трубопроводе считались толь-
только события, связанные с разрушением трубопроводов, которые
влекли за собой серьезные последствия или длительный простой
трубопровода.
В зарубежной практике аварийным событием считается любое
повреждение или разрушение трубопровода.
Указанные недостатки значительно искажают реальную карти-
картину состояния трубопроводов. Например, в 1994 г. Госгортехнад-
зором России было выявлено 470 неконтролируемых утечек при-
природного газа, нефти, других продуктов. Эти случаи не были клас-
классифицированы как аварии.
2.3. О необходимости индустриальных методов проведения НКЭ
Краткие сведения, изложенные выше о дефектах, выявленных
во время эксплуатации, свидетельствуют о следующем.
Методы и средства неразрушающего контроля, применяемые
на стадиях выходного заводского контроля и входного (предэкс-
плуатационного) контроля на АЭС, а также в других отраслях
техники являются несовершенными. В результате их применения
47
в эксплуатацию пропускается значительное число дефектов тех-
технологической природы (кривая 7, рис. 16).
Вследствие недостатков конструирования или эксплуатации на
элементах конструкций также могут возникать дефекты. Число
таких дефектов по сравнению с дефектами технологического ти-
типа существенно меньше.
Дефекты могут быть обнаружены на любой части конструкции
и на любом этапе эксплуатации. Поэтому требуются большие
объемы НКЭ.
Большие объемы НКЭ и катастрофические последствия, кото-
которые могут быть обусловлены некачественным его проведением,
требуют индустриальных методов организации НКЭ.
Индустриальные методы организации НКЭ на ответственных
объектах современной техники требуют больших материальных
затрат, сравнимых со всеми остальными расходами на эксплуата-
эксплуатацию объекта.
Большие расходы на НКЭ и возможные катастрофические по-
последствия от некачественного его проведения требуют разработ-
разработки научных методов организации НКЭ. Основными направлени-
направлениями при этом следует считать работы по оптимизации мест,
определению параметров контроля, интервалов времени между
контролями, оптимальному распределению объемов контроля на
всем временном отрезке изготовления, монтажа и эксплуатации
объекта, нахождению оптимального сочетания методов НК с
другими методами контроля, реализуемыми во время эксплуата-
эксплуатации. Необходимы также научно обоснованные критерии достато-
достаточности контроля, установление связи НКЭ с прочностью, ресур-
ресурсом и надежностью контролируемого оборудования, рассмотре-
рассмотрение НКЭ во взаимосвязи с ремонтом или реконструкцией обо-
оборудования.
Прежде чем перейти к более детальному рассмотрению указан-
указанных выше вопросов, необходимо оценить современное состояние
НКЭ.
3. Состояние НКЭ сосудов и трубопроводов объектов
современной техники
3.1. НКЭ на отечественных АЭС
Существующая методология НКЭ на АЭС основана на конт-
контроле фактического состояния металла с последующим сравнени-
сравнением фактического состояния с исходным, определенным требова-
требованиями конструкторской, заводской и другой нормативно-техни-
нормативно-технической документации.
Важным элементом существующей методологии контроля яв-
является также учет опыта эксплуатации.
Целью контроля металла оборудования и трубопроводов в про-
процессе эксплуатации является:
1) выявление и фиксация дефектов металла;
2) выявление и фиксация изменения геометрических размеров,
а также физико-механических свойств и структуры металла (по-
(последнее делается как неразрушающими, так и разрушающими
методами и в настоящей работе не рассматривается).
3) оценка состояния металла.
Контроль состояния металла подразделяется на предэксплуа-
тационный, периодический и внеочередной.
Предэксплуатационный контроль проводится до начала экс-
эксплуатации, периодический — в процессе эксплуатации АЭС.
Внеочередной контроль проводится:
1) после землетрясения, соответствующего по бальности про-
проектному или превышающему его;
2) при нарушении нормальных условий эксплуатации или ава-
аварийных ситуациях, приведших к изменению параметров работы
сосудов и трубопроводов до уровня, превышающего расчетный;
3) по решению руководства предприятия — владельца обору-
оборудования и трубопроводов или местного органа ГАНРФ.
Конкретный перечень оборудования и трубопроводов, подле-
подлежащих контролю, устанавливается типовыми программами кон-
контроля, разрабатываемыми организациями министерств (ве-
(ведомств), в ведении которых находится АЭС.
Типовые программы контроля разрабатываются на основе тре-
49
бований нормативных документов [2, 3] и опыта предшествую-
предшествующей эксплуатации.
Обязательному контролю подлежат:
1. Оборудование группы А (КР ВВЭР, ACT) — сварные соеди-
соединения и антикоррозионные наплавки, основной металл в зонах
концентрации напряжений и зонах, расположенных напротив
активной зоны, сварные соединения и радиусные переходы пат-
патрубков присоединения трубопроводов, уплотнительные поверх-
поверхности разъемных соединений корпусов и крышек, сварные швы
присоединения опор, шпильки, металл в резьбовых отверстиях
под шпильки и опорные бурты нажимных колец;
2. Оборудование группы А (КР на быстрых нейтронах) — швы
приварки страховочных корпусов к основному корпусу, а также
все сварные швы КР и швы приварки к нему других элементов в
зоне отсутствия страховочного корпуса;
3. Оборудование группы А (кроме указанного в п. 1 и 2), обо-
оборудование группы В — все сварные соединения корпусов и ос-
основной металл в зонах концентрации напряжений, швы привар-
приварки патрубков к корпусу и крышке, сварные швы коллекторов
или трубных досок ПГ, внутренняя поверхность корпусов в зоне
пар-вода, радиусные переходы патрубков, зоны перемычек меж-
между отверстиями в корпусе, металл в резьбовых отверстиях под
болты и шпильки;
4. Трубопроводы группы В — сварные соединения и антикор-
антикоррозионные наплавки труб и коллекторов, гибы, сварные швы
приварки патрубков и труб в местах отводов, сварные швы трой-
тройников, переходов, присоединение опор (на трубопроводах систем
реакторов на быстрых нейтронах указанный контроль должен
осуществляться в зонах отсутствия страховочных кожухов и зо-
зонах приварки этих кожухов к трубопроводам).
Допускается осуществлять контроль в отдельных участках пе-
перечисленных выше зон оборудования и трубопроводов, указыва-
указываемых в рабочих программах контроля.
Контроль состояния металла в процессе эксплуатации осуще-
осуществляется неразрушающими методами.
При осуществлении контроля состояния металла неразрушаю-
неразрушающими методами применяются:
50
визуальный контроль (ВК);
капиллярный или магнитопорошковый контроль (КК или
МПК);
ультразвуковой контроль (УЗК);
радиографический контроль (РК);
другие методы, обеспечивающие выявление дефектов металла,
регламентированные типовой программой контроля, при нали-
наличии утвержденных в установленном порядке технологических
инструкций и правил их применения.
В местах, где контроль не может быть осуществлен обычными
устройствами по условиям радиационной обстановки или разме-
размещения оборудования, должны быть предусмотрены соответству-
соответствующие дистанционные средства для обследования оборудования в
этих зонах.
Оборудование для рунного ультразвукового контроля на АЭС —
это, прежде всего, серийно выпускаемые ультразвуковые дефек-
дефектоскопы марки УД-2-12 с комплектом пьезопреобразователей.
Некоторые АЭС имеют дефектоскопы Дук-66, Дук-66М. Замеры
толщины проводятся ультразвуковыми толщиномерами марки
УТ-93П, Кварц-6.
Из импортных дефектоскопов можно назвать дефектоскоп
USN50 и USN52 фирмы «Крауткремер» и толщиномеры марки
DM4DL фирмы «Крауткремер».
Применяют следующие методики контроля:
1. Унифицированные методики контроля основных материа-
материалов (полуфабрикатов) сварных соединений и наплавки оборудо-
оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Часть 1.
Контроль основных материалов (полуфабрикатов) ПНАЭГ-7-
014-89.
2. Унифицированные методики контроля основных материа-
материалов (полуфабрикатов) сварных соединений и наплавки оборудо-
оборудования и трубопроводов атомных энергетических установок. Ульт-
Ультразвуковой контроль. Часть 2. Контроль сварных соединений и
наплавки ПНАЭГ-7-030-91.
Радиографический контроль на АЭС проводится в соответствии
с методикой «Унифицированная методика контроля основных
материалов (полуфабрикатов), сварных соединений и наплавки
51
оборудования и трубопроводов АЭУ. Радиографический конт-
контроль ПНАЭГ-7-017-89.
Источниками излучения при радиографическом контроле слу-
служат рентгеновские аппараты и радионуклиидные источники для
гамма-дефектоскопии (селен-75, йридий-192, кобальт-60).
При радиографическом контроле применяется радиографичес-
радиографическая пленка марки РТ-1, РТ-1М, РТ-4М, РТ-5.
Усиливающими экранами являются металлические экраны из
свинцовой фольги.
Цветная дефектоскопия (капиллярный контроль) позволяет
обнаружить дефекты, выходящие на поверхность: трещины, по-
поры, раковины, непровары, межкристаллитную коррозию и дру-
другие несплошности.
При проведении капиллярного контроля применяют аппарату-
аппаратуру в соответствии с ГОСТ 18442-80.
В дефектоскопических материалах, используемых при капил-
капиллярном контроле сварных соединений из аустенитных сталей или
сплавов на железоникелевой основе, содержание хрома и серы в
сухом остатке, полученном после выпаривания 100 г материала
(пенетранта), не должно превышать 1% для каждого из указан-
указанных элементов.
Применение новых наборов дефектоскопических материалов
должно быть согласовано с головной отраслевой материаловедче-
ской организацией.
На АЭС применяются компоненты, обеспечивающие выявле-
выявление дефектов по второму классу чувствительности.
Методика, по которой проводится капиллярный контроль на
АЭС, — «Унифицированная методика контроля основных мате-
материалов (полуфабрикатов) сварных соединений и наплавки обору-
оборудования и трубопроводов АЭС. Капиллярный контроль. ПНАЭГ
7-018-89.
Магнитопорошковый контроль. В зависимости от размеров вы-
выявляемых несплошностей устанавливаются три условных уровня
чувствительности, определяемых минимальной шириной и про-
протяженностью условных дефектов.
При этом под условным дефектом понимается поверхностный
дефект в виде плоской щели с параллельными стенками, ориен-
52
Таблица 8. Характеристики контроля
Условный уровень
чувствительности
А
Б
В
Минимальная
ширина раскрытия
дефекта, мкм
2,0
10,0
25,0
Минимальная
протяженность
условного дефекта,
мкм
0,5
0,5
0,5
Шероховатость
поверхности Ra,
мкм
2,5
10,0
10,0
тированный перпендикулярно к контролируемой поверхности и
направлению магнитного поля и соотношением глубины к ши-
ширине равным 10. Зависимость условных уровней чувствительно-
чувствительности и размеров условных дефектов и шероховатости поверхности
приведена в табл. 8.
Для магнитного контроля используют универсальные (перено-
(переносные) и специализированные магнитопорошковые дефектоско-
дефектоскопы; источники освещения контролируемой поверхности; прибо-
приборы для измерения напряженности магнитного поля и тока с по-
погрешностью измерения не более 10%, а также измерения концен-
концентрации магнитной суспензии, освещенности и облученности
контролируемой поверхности; контрольные образцы; другие
вспомогательные приспособления.
Магнитопорошковые дефектоскопы должны обеспечить воз-
возможность создания напряженности магнитного поля на поверх-
поверхности контроля.
Дефектоскопы, в которых намагничивание изделий осуществ-
осуществляется переменным выпрямленным или импульсным током, при
контроле способом остаточной намагниченности должны обес-
обеспечивать выключение тока в момент времени, при котором зна-
значение остаточной индукции составляет не менее 0,9 ее макси-
максимального значения для данного материала при выбранном ре-
режиме.
Измерительные приборы, применяемые при контроле, подле-
подлежат периодической проверке службами метрологии и стандарти-
стандартизации в установленном порядке.
Магнитопорошковая дефектоскопия проводится по норма-
нормативу:
53
«Унифицированные методики контроля основных материалов
(полуфабрикатов) сварных соединений и наплавки оборудования
и трубопроводов АЭУ. Магнитопорошковый контроль ПНАЭГ-
7-015-89».
Визуальный и измерительный контроль осуществляется с помо-
помощью приборов и инструментов.
Погрешность измерений не должна превышать следующих
значений:
Диапазон измерений Погрешность измерений, мм
величины, мм
До 0,5 0,1
0,5-1,0 .0,2
1,1-1,5 0,3
1,5-2,5 0,4
2,5-4 0,5
4-6 . .0,6
6-10 .0,8
Свыше 10 . . .1,0
Измерительные инструменты и приборы должны периодичес-
периодически проходить проверку в метрологических службах в срок, уста-
установленный нормативной документацией.
Измерительные инструменты, изготовленные на предприятии,
должны быть аттестованы метрологической службой и подлежат
указанной выше периодической проверке.
При измерениях используют: линейку измерительную метал-
металлическую по ГОСТ 427-75; микрометры; штангенциркули по
ГОСТ 166-89; рулетки измерительные металлические по ГОСТ
7502-89; индикаторы по ГОСТ 577-68; лупы измерительные по
ГОСТ 25706-83 и другие приборы и инструменты, предусмотрен-
предусмотренные документацией. Методика проведения контроля изложена в
«Унифицированных методиках контроля основных материалов
(полуфабрикатов) сварных соединений и наплавки оборудования
и трубопроводов АЭУ. Визуальный и измерительный контроль
ПНАЭГ-7-016-89».
Ручной неразрушающий контроль имеет ряд недостатков. В
первую очередь, это низкая производительность, большие дозо-
затраты персонала, недостаточное документирование результатов
и др.
54
Автоматизированный или полуавтоматизированный контроль
частично или полностью устраняет указанные недостатки.
В свою очередь автоматизированный контроль не может пол-
полностью вытеснить ручной контроль. Это обусловлено малой до-
доступностью мест контроля, плохими условиями для работы, дру-
другими причинами.
В настоящее время на АЭС России автоматизированный кон-
контроль составляет ориентировочно 10% общего объема НК в пе-
период останова блока.
Автоматизации НК препятствует не достаточно хорошо разви-
развитая аппаратурная база НК. Это несовершенные системы управ-
управления механическими сканерами, системы обработки результа-
результатов и др.
Несмотря на это на базе разработок НИКИМТ на Российских
АЭС работают следующие системы автоматизированного и полу-
полуавтоматизированного контроля:
СК-213. Система автоматизированного ультразвукового конт-
контроля днища, цилиндрической части корпуса ВВЭР-440 (проект
В-213);
Основные характеристики системы:
Чувствительность, мм2 11
Погрешность измерения координат дефекта, мм ±5
Масса системы, кг 41 000
Особенностью системы СК-213 является необходимость созда-
создания постоянной площадки в подреакторном помещении, являю-
являющейся базой для установки штанг, обеспечивающих сканирова-
сканирование преобразователей по поверхности металла днища и цилинд-
цилиндрической части корпуса реактора.
Этими системами контроля оснащены также блоки ВВЭР-440
в Чехии, Венгрии, Финляндии.
СК-187. Система автоматизированного ультразвукового конт-
контроля металла корпуса реактора ВВЭР-1000.
Предназначена для УЗ контроля днища, цилиндрической час-
части и зоны патрубков корпуса реактора. Система базируется на те-
тележке, закатываемой под реактор, и направляющих, установлен-
установленных на корпусе реактора.
55
Основные характеристики системы (изготовитель — завод
им. С. Орджоникидзе):
Чувствительность при контроле цилиндрической части, мм2 11
Чувствительность при контроле днища и зоны патрубков, мм2 ... .20
Время контроля цилиндрической части и днища, ч 160
Время контроля зоны патрубков, ч 20
Масса системы, кг 57 000
СК-184.04. Система контроля металла корпуса реактора ВВЭР-
1000 изнутри.
Базируется на главном разъеме корпуса реактора, имеет штан-
штангу и 9 ультразвуковых каналов для ввода УЗ луча в металл под
различными углами.
Преобразователи установлены в одном корпусе и работают од-
одновременно.
Технические характеристики системы:
Толщина контролируемого металла, мм 300
Максимальная скорость сканирования, м/с 0,05
Максимальная площадь обнаруживаемых дефектов, мм2:
при толщине контролируемого металла 200 мм 20
при толщине контролируемого металла 300 мм 30
УЗ частота при контроле, мГц 1,8
Масса системы, кг 21 000
СК-33.01. Система УЗ и Вихретокового контроля шпилек и га-
гаек (СК-32.02).
Чувствительность системы — 10 мм2. Система позволяет кон-
контролировать крепеж М36-170.
СК-06. Система изготовлена для контроля каналов АЭС с
РБМК.
Система позволяет контролировать наличие трещин в цирко-
невой части канала, переходниковой части, а также замерять тол-
толщину и диаметр канала. Основана на вводе датчика со стороны
центрального зала через блок с регистрацией расстояния датчи-
датчика от плоскости ввода датчика в канал.
В последние годы на АЭС стали использовать автоматизиро-
автоматизированные установки зарубежного производства: для контроля КР
(Сименс, ФРГ), трубопроводов (Сименс, ФРГ), теплообменных
трубок парогенераторов (Интерконтроль, Франция).
В табл. 9 приведена оценка необходимого числа автоматизиро-
56
Необхо-
2
X
X
CQ
я
со
Я
н
со
о
<
Элементы
С1)
димо
дозаку-
к
о
Имеет
с*
X
О
2
§
о
Я
о
CQ
CQ
is
2
8
QQ
i
ЭР1С
CQ
pa
о
O-
CQ
00
О
•лемент обор>
вания
1 ПИТЬ
2
S
S3
8
о»
(U
со
&
§
чение го,
н
*
о
тг
—
I
ГО
ЧО
WO
I
WO
т
го
ЧО
чо
ОО
CN
чо
ГО
Г:
корпус
С
.о
~*
»п
ГО
ОО
я
см
коллектор
3/0
го
vo
*
*
сч
•п
g
500/50 6
VO
CN
О
о
о
ЧО
о
о
о
о
ОО
о
го
о
о
о
ОО
ON
теплообмен
ные трубки
го
1
ГО
"~*
CN
628
о
Ш
сч
1080
480
шпилечные
гнезда
сч
1
CN
Ti-
Tiro
ГО
чо
омпенсатор
зъема
U о
го
1
CN
—
ЧО
ЧО
ОО
(N
ЧО
го
DC
а
го
I
го
""*
CN
О
СЧ
о
00
ОО
сч
го
го
U
ON
CN
CN
Tf
340
о
«n
го
600
750
варные швы
ЦТ
57
ванных систем ультразвукового контроля для оборудования и
трубопроводов первого контура реакторов типа ВВЭР, находя-
находящихся в эксплуатации.
Эта оценка весьма приблизительна и проведена исходя из сле-
следующих положений:
оборудование и трубопроводы первого контура относятся к
группам А и В и подлежат полному контролю с периодичностью
1 раз в 4 года;
продолжительность ППР на всех АЭС составляет 5 мес. (т. е. в
осенне-зимний период — все блоки работают); продолжитель-
продолжительность ППР на I блоке — 30 сут.;
одна автоматизированная установка на I блоке работает 30 сут.
(включая время доставки, монтажа, наладки и демонтажа);
на пять установок необходима 1 запасная (резервная);
в эксплуатации находится 6 реакторов ВВЭР-440 и 7 реакторов
ВВЭР-1000.
Аттестацию технологий и аппаратуры НК проводят в соответ-
соответствии с государственным стандартом по разработке и постанов-
постановке продукции на производство. К эксплуатации допускается ап-
аппаратура, признанная по результатам аттестации пригодной к
применению. ГОСТ устанавливает следующий порядок аттеста-
аттестации.
Испытательное оборудование должно подвергаться первичной,
периодической и в случае необходимости — внеочередной атте-
аттестации.
Первичная аттестация оборудования по существу соответству-
соответствует метрологической аттестации, а последующие аттестации соот-
соответствуют проверкам оборудования в органах Госстандарта. Про-
Проверки проходит аппаратура:
общепромышленного назначения — в соответствии с государ-
государственными стандартами или методическими указаниями на ме-
методы и средства аттестации;
отраслевого применения — в соответствии с отраслевыми
стандартами или другими отраслевыми НТД на методы и средст-
средства аттестации испытательного оборудования;
импортная аппаратура и аппаратура специального примене-
применения — по методикам аттестации организаций, применяющих это
58
оборудование, утвержденных головной организацией ведомства
по метрологической службе.
При разработке нового средства или технологии (методики)
неразрушающего контроля металла оборудования и трубопрово-
трубопроводов АЭС заказчик находит исполнителя работы.
Исполнитель и заказчик на основе требований НТД разраба-
разрабатывают техническое задание, согласованное с ГАНРФ.
Вопрос о технологии контроля (методике) рассматривается бо-
более подробно.
Во всех случаях эффективность и достоверность методов опре-
определяется выбором физических параметров этих методов. При
УЗК любого оборудования выбирают физические параметры:
способ прозвучивания; тип ультразвуковой волны; частоту про-
звучивания; угол ввода луча в изделие и т.п.
На основании этих параметров формируется методика контро-
контроля. Она включает в себя определенный набор операций УЗК.
Определение и подбор таких операций один из важнейших и
определяющих этапов разработки аппаратуры неразрушающего
контроля. По завершению разработки прибора разработчик со-
составляет инструкцию по эксплуатации установки, в которую со-
составной частью входит методика контроля, технические условия
на установку. Разработчик проводит собственные испытания ус-
установки.
Инструкция по эксплуатации является руководящим докумен-
документом по применению установки. В инструкцию входят:
основные технические характеристики;
квалификация персонала;
требования к аппаратуре и контролируемому объекту;
проверка и калибровка системы на стандартных образцах;
подготовка к контролю;
проведение контроля;
выявление дефектов, регистрация и измерение;
оформление результатов;
техника безопасности;
В технических условиях (ТУ) излагаются требования к уста-
установке, основные параметры и характеристики, требования к об-
обработке и представлению данных, комплектность, требования к
59
маркировке и упаковке, требования техники безопасности, пра-
правила приемки, условия транспортировки и хранения, указания
по эксплуатации и гарантии изготовителя.
Инструкцию по эксплуатации и ТУ утверждает разработчик и
согласовывает заказчик и ГАНРФ.
После изготовления установки НК для ее аттестации прово-
проводятся испытания.
Исполнитель разрабатывает программу и методику приемоч-
приемочных испытаний установки, согласовывает ее с заказчиком, голов-
головной материаловедческой организацией и с ГАНФР.
В программе приводится описание испытываемого объекта,
цель испытаний, как и где проводятся испытания, объем испы-
испытаний, условия и порядок проведения испытаний. По результа-
результатам испытаний составляется отчет.
Объектом испытаний кроме установки является комплект до-
документации:
техническое задание;
технические условия;
руководство по эксплуатации;
методика контроля;
чертежи установки;
программа и методика испытаний;
протоколы предварительных испытаний;
другая документация (по усмотрению разработчика).
Цель испытания состоит в проверке соответствия установки
требованиям технического задания (ТЗ), ТУ, экспериментальной
проверке ее работоспособности на образцах-имитаторах.
В процессе приемочных испытаний проверяется соответствие
характеристик требованиям ТЗ, дается оценка возможных отсту-
отступлений от этих требований.
Проводится проверка правильности, полноты и способа полу-
получения информации, соответствие технической документации.
Оценивается комплектность, достаточность и качество комп-
комплектующих установки, а также качество программного обеспече-
обеспечения.
Результаты проверки операций приемки оформляются прото-
60
колами, а по результатам всех испытаний составляется акт, кото-
который утверждается всеми заинтересованными организациями.
После проведения приемки (при ее положительных результа-
результатах) установку допускают в опытную эксплуатацию. Опытная
эксплуатация состоит в проведении контроля в условиях АЭС.
При положительных результатах испытаний установка получа-
получает сертификат с указанием даты приемки.
ГАНРФ установил порядок применения оборудования нераз-
рушающего контроля иностранного производства на АЭС:
1. До заключения контракта должно быть разработано ТЗ, со-
согласованное ГАНРФ.
2. До заключения контракта в ГАНРФ представляются специ-
спецификации, ТУ и методики контроля.
3. После заключения контракта перед поставкой оборудования
в Россию должны быть проведены приемочные испытания обо-
оборудования, в процессе проведения которых должна уточняться
спецификация, ТУ и методика.
Для применения закупленного оборудования и получения разре-
разрешения в ГАНРФ необходимо представить следующие материалы:
инструкцию по эксплуатации с указанием фирмы изготовителя;
методику контроля;
результаты приемочных испытаний;
результаты апробации методики на образцах, позволяющих
оценить достоверность контроля и влияние параметров контроля
на достоверность;
свидетельство о метрологической аттестации от организации,
имеющей разрешение Госстандарта на право производства работ.
Персонал, работающий на установке, должен сдать экзамены
по документам ГАНРФ и по программе применяемого метода в
одном из центров, имеющих разрешение ГАНРФ.
Аттестация специалистов НК, работающих на АЭС, проводит-
проводится следующим образом.
Все должностные лица, инженерно-технические работники и
другой персонал обязаны выполнять требования «Правил уст-
устройства безопасной эксплуатации АЭС» [2] при проектировании,
изготовлении, монтаже, эксплуатации и ремонте оборудования и
трубопроводов АЭС. Эти должностные лица должны проходить
61
проверку знаний по соответствующим разделам «Правил» и от-
относящейся к ним нормативно-технической документации не ре-
реже одного раза в три года в порядке, установленном «Положени-
«Положением о проверке знаний правил, норм и инструкций по безопасно-
безопасности в атомной энергетике у персонала атомных станций и экс-
эксплуатирующих организаций атомных станций» РД-04-15-94.
Проверке подвергается как персонал, работающий на АЭС, так и
персонал, привлекаемый для выполнения работ на АЭС.
К обслуживанию оборудования и трубопроводов могут быть
допущены лица, достигшие 18 лет, прошедшие медицинское ос-
освидетельствование, обученные и имеющие удостоверение на пра-
право проведения соответствующих работ.
Общие положения по подготовке и аттестации специалистов
неразрушающего контроля устанавливают «Правила контроля
ПНАЭГ-7-10-89» [3].
Уровни квалификации специалистов НК на АЭС отражены в
«Едином тарифно-квалификационном справочнике работ и про-
профессий рабочих» (ЕТКС) (вып.1, 1969 г.), а также в «Сборнике
программ по подготовке и повышению квалификации дефекто-
скопистов». ЕТКС устанавливает шесть уровней квалифика-
квалификации — шесть разрядов для рабочих, осуществляющих НК. Инже-
Инженерно-технические работники по ЕТКС квалифицированию по
разрядам не подлежат.
На каждую рабочую профессию, например «дефектоскопист
по ультразвуковому контролю» (или рентген-гамма-графирова-
нию, или по капиллярным методам контроля и т.п.) с определен-
определенным разрядом имеется своя «квалификационная характеристи-
характеристика». Она характеризует работы, которые выполняет дефектоско-
дефектоскопист, и тот уровень знаний, которым он должен владеть.
Ниже приведены квалификационные характеристики дефекто-
скопистов УЗК 3 и 5-го разрядов.
Квалификационная характеристика. Профессия — дефектоско-
дефектоскопист по УЗК. Квалификация — 3-й разряд. Характеристика работ.
Включение и настройка по эталонам и тест-образцам импульсных
УЗК дефектоскопов всех типов. Проверка дефектоскопов с искате-
искателем на соответствие основным параметрам контроля. Ультразвуко-
Ультразвуковой контроль простых сварных соединений металлоконструкций и
62
трубопроводов из малоуглеродистых и низколегированных сталей
под руководством более опытных дефектоскопистов.
Работа нормальными и призматическими искателями по одно-
щуповой схеме. Определение координат и протяженности выяв-
выявляемых дефектов. Мелкий ремонт искательных головок и соеди-
соединительных кабелей. Ведение учетной технической документации
по результатам контроля. Выполнение более ответственных ра-
работ под руководством более опытных дефектоскопистов.
Должен знать. Основы электротехники и материаловедения; ти-
типы сварных соединений; виды дефектов; основные типы ультразву-
ультразвуковых волн, применяемые при дефектоскопии сварных соединений
и основного металла; физическую сущность ультразвуковых мето-
методов контроля: эхоимпульсного, теневого, зеркально-теневого; спо-
способы обеспечения акустического контакта; устройство ультразвуко-
ультразвуковых дефектоскопов; эталоны и тест-образцы для проверки и на-
настройки ультразвуковых дефектоскопов и искателей. Методики кон-
контроля листового проката, стыковых сварных соединений металло-
металлоконструкций и трубопроводов из малоуглеродистых и низколегиро-
низколегированных сталей различных толщин. Правила оформления учетной
технической документации по результатам контроля. Правила тех-
техники безопасности при проведении НК на АЭС.
Примеры работ.
1. Определение протяженности и координат выявляемых дефе-
дефектов в стальных листах.
2. Измерение стенок толщиной до 10 мм листовой стали и
труб.
3. Подготовка к проведению контроля сварных соединений
металлоконструкций и трубопроводов.
4. Подготовка к проведению контроля аппаратуры для УЗ К
сварных соединений металлоконструкций и трубопроводов.
5. Проверка правильности изготовления искусственных отра-
отражателей типа зарубка.
6. Изготовление простых тест-образцов для настройки чувст-
чувствительности дефектоскопа.
7. Определение угла ввода ультразвукового луча в металле с
помощью эталонов.
8. УЗК простых сварных соединений металлоконструкций с
63
Х-образной разделкой под руководством более опытного дефек-
тоскописта.
9. УЗК простых сварных соединений металлоконструкций и
трубопроводов с V-образной разделкой под руководством более
опытного дефектоскописта.
10. УЗК простых сварных соединений металлоконструкций с
К-образной разделкой под руководством более опытных дефек-
тоскопистов.
11. Мелкий ремонт призматических искателей.
12. Ведение учетной технической документации по результа-
результатам контроля.
Квалификационная характеристика. Профессия — дефектоско-
пист по УЗК. Классификация — 5-й разряд. Характеристика работ.
Настройка режимов работы по эталонам и тест-образцам особо сло-
сложных и точных дефектоскопов и установок автоматического УЗК с
дистанционным управлением, УЗК сварных соединений из сталей
с крупнокристаллической структурой и деталей сложной конфигу-
конфигурации. Изготовление специальных эталонов, составление эскизов.
Обработка результатов контроля. Разработка простых технологиче-
технологических карт УЗК. Настройка чувствительности приборов по АРД-диа-
граммам. Изготовление нормальных и призматических искателей.
Проведение УЗК раздельно-совмещенными искателями. Контроль
и определение координат дефектов сварных соединений сложной
конфигурации. Оценка качества сложных сварных соединений и ос-
основного металла металлоконструкций и трубопроводов по резуль-
результатам УЗК в соответствии с требованиями Правил контроля,
ОСТов, РТМ, технических условий, методик. Ведение учетной до-
документации по результатам контроля. Руководство звеном дефек-
тоскопистов второго — четвертого разрядов при выполнении работ
по УЗК. Выполнение более ответственных работ под руководством
более опытных дефектоскопистов.
Должен знать: законы распространения продольных, поперечных,
нормальных и поверхностных волн в материалах с различной струк-
структурой; основные законы отражения и преломления волн на грани-
границе двух сред; методику распознавания плоскостных и объемных де-
дефектов при УЗК толстостенных сварных соединений. Особенности
УЗК сварных швов аустенитного класса. Способы УЗК аустенит-
64
ных сварных соединений. Методики УЗК угловых и тавровых свар-
сварных соединений. Устройство электровакуумных и полупроводни-
полупроводниковых приборов; принципиальные схемы и конструктивные особен-
особенности особо сложных и точных ультразвуковых дефектоскопов, спо-
способы их регулирования и юстировки; причины возникновения не-
неисправности при работе дефектоскопов. Техническую документа-
документацию по контролю качества сварных соединений и основного метал-
металла АЭС. Правила техники безопасности при работе на АЭС.
Примеры работ:
1—4. УЗК стыковых, угловых, тавровых, нахлесточных свар-
сварных соединений металлоконструкций сложной конфигурации.
5. УЗК аустенитных и перлитных сварных соединений с тол-
толщиной стенки 4-6 мм.
6. УЗК аустенитных сварных швов трубопроводов.
7. УЗК сварных швов металлоконструкций и трубопроводов с
помощью механизированных устройств.
8. УЗК толстостенных соединений трубопроводов с целью оп-
определения характера дефектов.
9. УЗК стыковых сварных соединений плакированных сталей.
10. Определение отрыва при УЗК наплавки и плакирующего
слоя из аустенитных коррозионностойких сталей.
11. УЗК с помощью поверхностных волн сварных соединений тру-
трубопроводов и металлоконструкций с каленым валиком усилия.
12. УЗК с помощью нормальных волн искусственных отража-
отражателей, сварных соединений трубопроводов и металлоконструк-
металлоконструкций с толщиной стенки до 4 мм.
13. УЗК с помощью головных (подповерхностных) волн свар-
сварных соединений трубопроводов и металлоконструкций. Провер-
Проверка правильности изготовления плоскодонных отверстий.
14. Оформление учетной технической документации по ре-
результатам контроля.
Подготовка персонала по контролю проводится в соответствии
со «Сборником программ по подготовке и повышению квалифи-
квалификации дефектоскопистов» и «Учебными планами и программами
для подготовки и повышения квалификации на производстве».
Указанные документы должны согласовываться с головной мате-
материал оведческой организацией.
65
В соответствии со «Сборником...» на курсы подготовки дефе-
ктоскопистов 2-го и 3-го разрядов должны направляться рабочие
с общеобразовательной подготовкой не менее 8 классов средней
школы. На курсы повышения квалификации дефектоскопистов с
3-го на 4-й разряды и с 4-го на 5-й разряды должны направлять-
направляться рабочие с общеобразовательной подготовкой не менее 8 клас-
классов, имеющие объем технических знаний и профессиональных
навыков, необходимых для дефектоскопистов соответственно
3-го и 4-го разрядов, хорошо зарекомендовавшие себя на произ-
производстве и имеющие производственный стаж по этой специально-
специальности не менее 2—3 лет.
Программа подготовки дефектоскопистов УЗ К, радиографии и
гелиевого контроля 2-го и 3-го разрядов с отрывом от производ-
производства рассчитана на 6 мес — 310 ч теоретических занятий и 90
дней производственного обучения; без отрыва от производства
на 6 мес — 200 ч теоретических занятий и 24 дня производствен-
производственного обучения.
По этим специальностям программа повышения квалифика-
квалификации дефекоскопистов с 3-го на 4-й и с 5-го на 6-й разряды с от-
отрывом от производства рассчитана на 3 мес — 164 ч теоретичес-
теоретических знаний и 44 дня производственного обучения, а без отрыва
от производства — на 6 мес — 200 ч теоретических занятий и 24
дня производственного обучения.
Программы подготовки дефектоскопистов по люминесцентно-
люминесцентному и цветному контролю и по магнитным методам контроля 2-го
и 3-го разрядов с отрывом от производства рассчитаны на
5 мес — 259 ч теоретических занятий и 75 дней производствен-
производственного обучения, без отрыва от производства на 5 мес — 180 ч те-
теоретических занятий и 107 дней производственного обучения.
По этим специальностям программа повышения квалифика-
квалификации дефектоскопистов с 3-го на 4-й разряд с отрывом от произ-
производства рассчитана на 2,5 мес — 123 ч теоретических знаний и 39
для производственного обучения, а без отрыва от производства
на 5 мес — 180 ч теоретических знаний и 107 дней производст-
производственного обучения.
Программа подготовки персонала по контролю подлежит пе-
пересмотру или корректировке по мере выхода новой нормативно-
66
технической документации, поступления новых методик и реко-
рекомендаций по контролю от соответствующих головных институ-
институтов, но не реже чем через каждые 5 лет.
Программа теоретического обучения предусматривает приоб-
приобретение теоретических знаний, необходимых дефектоскопистам
2-го — 6-го разрядов для практической работы на АЭС. Пример-
Примерная последовательность изучения тем приведена в программах.
Программы производственного обучения составлены так, чтобы
по ним можно было обучать дефектоскопистов как в учебных ла-
лабораториях, так и непосредственно на рабочих местах в процессе
выполнения ими различных производственных заданий. Програм-
Программами предусмотрено изучение всех операций и видов работ, кото-
которые должны уметь выполнять рабочие 2-го — 6-го разрядов. К кон-
концу обучения каждый обучающийся должен уметь самостоятельно
выполнять все работы, предусмотренные квалификационной хара-
характеристикой в соответствии с техническими требованиями и нор-
нормами, установленными на данном производстве.
Аттестация персонала по контролю согласно «Правилам конт-
контроля ПНАЭГ-7-10-89» осуществляется путем проверки их теоре-
теоретических знаний и практических навыков по контролю конкрет-
конкретными методами.
Перечень должностей контролеров, подлежащих аттестации,
устанавливается предприятием, проводящим аттестацию, по сог-
согласованию с местным органом ГАНРФ.
Аттестация подразделяется на первичную, дополнительную,
периодическую и внеочередную. Первичную аттестацию прохо-
проходят контролеры, не имевшие ранее удостоверения на право не-
непосредственного выполнения соответствующего контроля и про-
прошедшие теоретическую подготовку по специальной программе
обучению практическим навыкам.
Дополнительную аттестацию проходят контролеры, прошедшие
первичную аттестацию, перед допуском их к выполнению работ, не
указанных в их удостоверениях, при введении в действие новых ме-
методических документов по контролю, а также после перерыва в вы-
выполнении соответствующих работ по контролю свыше 6 мес.
Периодическую аттестацию проходят все контролеры в целях
продления срока действия их удостоверений. Периодическая ат-
67
тестация по проверке теоретических знаний проводится не реже
одного раза в три года, а проверка практических навыков — не
реже одного раза в год.
Внеочередную аттестацию проходят контролеры перед допуском
к выполнению контроля после временного отстранения от работы
за нарушение технологии контроля или повторяющееся неудовле-
неудовлетворительное качество выполняемых ими работ, а также по требо-
требованию представителя головной материаловедческой организации,
члена аттестационной комиссии, представителя ГАНРФ, проверя-
проверяющих правильность соответствующего метода контроля и обнару-
обнаруживших нарушение предписанной технологии контроля. При до-
дополнительной аттестации необходимость и объем теоретической
подготовки устанавливается аттестационной комиссией.
Аттестация специалистов и дефектоскопистов НК проводится
постоянно действующими аттестационными комиссиями АЭС
или в специализированных комиссиях организаций, определяе-
определяемых органами ГАНРФ.
Аттестационная комиссия назначается приказом руководителя
предприятия в составе председателя, его заместителя и членов
комиссии.
В состав аттестационной комиссии должны входить высоко-
высококвалифицированные специалисты по тому методу контроля, ко-
которым предстоит заниматься (или продолжить заниматься) атте-
аттестуемым работникам. Члены комиссии должны проходить пери-
периодическую аттестацию в головной материаловедческой организа-
организации по разработанным этой организацией программам не реже
одного раза в три года.
В настоящее время в России создан Национальный аттестаци-
аттестационный комитет по НК.
Комитет разработал новую, единую систему аттестации специ-
специалистов по НК для всех отраслей промышленности. В ней
предусмотрено три уровня квалификации (самый высокий —
третий). Предполагается, что новая система со временем будет
принята также в атомной энергетике.
В приложении 1 дан текст документа, принятого Госстандар-
Госстандартом России «Правила сертификации» [27].
Нормы оценки результатов контроля сосудов и трубопроводов
68
давления реакторов АЭС, находящихся в эксплуатации, в целом
не отличаются от нормативных требований, действующих на ста-
стадии изготовления. Для заводов-изготовителей и для АЭС дейст-
действует один и тот же документ [3]. В то же время для АЭС допус-
допускается применение методов механики разрушения для обоснова-
обоснования неопасности выявленного дефекта. Применяемые при этом
методы расчета описаны в разд. 4.
Несмотря на то, что методы механики разрушения начали
применяться на АЭС для обоснования допустимости дефектов
еще с 70-х годов*, большого распространения на АЭС России
(ранее СССР) данные методы не получили. Такая ситуация при-
приносит большие экономические убытки АЭС. Это обусловлено
тем, что допустимые дефекты, определенные по методам механи-
механики разрушения, имеют существенно большие размеры, чем по
документам [3, 8].
Так, например, для главных трубопроводов реактора РБМК, име-
имеющих установленный диаметр Ду 800, браковочный условный раз-
размер дефекта S= 4 мм2, а допустимые размеры несплошностей ти-
типа трещин, определенные с использованием методов механики раз-
разрушения, по площади в сотни и тысячи раз больше (табл. 10).
Основные нормативно-технические документы (НТД), определя-
определяющие требования к НКЭ компонентов реакторных установок, при-
приведены в табл. 11. Эти документы регламентируют требования к объ-
объему и периодичности контроля, его организации, видам и методам
контроля, методологии контроля и нормам оценки качества.
Технические вопросы безопасности регламентируются основ-
основным документом верхнего уровня ПНАЭГ-1-011-89 под названи-
названием «Общие положения обеспечения безопасности атомных стан-
станций (ОПБ-88)» [9]. Документ устанавливает цели, ориентиры и
основные критерии безопасности, а также основные принципы и
характер технических и организационных мер, направленных на
достижение безопасности.
Объем, полнота и глубина реализации принципов и мер, зало-
заложенных в ПНАЭГ-1-011-89, устанавливаются в документах сле-
* Первые расчеты остаточного ресурса с учетом дефектов были выполнены
автором в 1976-1977 гг. для компенсаторов объема ВВЭР-440 III и IV блоков
НВАЭС и I и II блоков Армянской АЭС.
69
Таблица 10. Результаты расчета допустимых размеров дефектов в эксплуатации
для трубопроводов диаметром 800 мм
Протяженность
дефекта
2 С, мм
Кольцевой
350
170
38
Допустимая глубина подпо-
подповерхностного дефекта с учетом
подрастания за 27 лет
Up ММ
2,6
4,2
4,65
9,2
lap мм
5,2
8,4
9,3
18,4
Допустимая глубина по
нормам ASVE (США)
на 1985 г.
подповерх-
подповерхностный
2ду, мм
6,9
6,9
7,0
10,8
поверх-
поверхностный
Яу, ММ
2,7
2,7
2,7
4,5
дующего уровня. К нему, в первую очередь, относится документ
под названием «Правила устройства и безопасности эксплуата-
эксплуатации оборудования и трубопроводов атомных энергетических ус-
установок» (ПНАЭГ-008-89), в котором содержатся общие требова-
требования к устройству и эксплуатации компонентов АЭС, обеспечива-
обеспечивающие их надежность и безопасность, в том числе требования по
контролю качества, выполнение которых необходимо как при
проектировании и конструировании, так и при изготовлении,
монтаже и эксплуатации АЭС.
Конкретные требования по порядку проведения, видам, объе-
объемам и методам контроля, а также нормам оценки качества свар-
сварных соединений и наплавленных деталей оборудования и трубо-
трубопроводов АЭС изложены в другом документе, имеющем назва-
название — «Сварные соединения и наплавки. Правила контроля»
(ПНАЭГ-7-010-89). Этот документ введен взамен ПК 1514-72 [8].
Следует особо отметить, что ПНАЭГ-7-010-89 устанавливают тре-
требования по контролю при проектировании, конструировании, из-
изготовлении, монтаже, ремонте оборудования и трубопроводов АЭС.
В связи с тем, что для эксплуатации отсутствуют специально разра-
разработанные нормы оценки качества, этот документ в настоящее вре-
время используют, как уже говорилось, и для эксплуатации.
Дополнительные требования по контролю качества могут от-
отражаться также в конструкторской документации на оборудова-
оборудование и трубопроводы; требованиях, программах и инструкциях
Главного конструктора реакторной установки. Например, для ре-
70
=
г
I
2
4>
2
ipye
г
1
?
1
S
ее
s
s
5-
О
с*
К
03
г
l
1
н
оня
s
о
1
¦X,
вания
о
о*
н
0>
S
СП
Ё
О)
О
о>
2
о.
ИХЭ1
СП
методов
(метод]
технол(
контре
нормы
оценки
качеств;
5.-я г
ды
ТОД1
тро.
s v х
со 2 о
of <u
s s s «
СП СП со О
О °
S о о |
° с ^
S
си 2 о
ЗСЗО
ОВН
нци
мер
[асн
XX с
о & Р>
VO
s s
)бозначен
экументац
1
1
1
1
1
+
1-011-89
и,
ПНА
1
1
+
1
7-008-89
ЭГ-
ПНА
4-
+
+
1
7-010-89
эг-
ПНА
+
1
ON
АИЭ
+
4-
4-
+
1
ON
1
ON
АИЭ
+
4-
4-
4-
1
)-96
АТП'
4-
1
1
1
1
1
12-82
и
О
4-
1
1
1
1
1
782-86
Е
о
4-
J
1
1
1
1
442-80
оо
и
О
4-
1
1
1
1
1
105-87
У
4-
1
!
1
1
1
104-75
ГОС1
4-
1
1
I
1
1
ON
оо
7-015-019-
ЭГ-
ПНА
4-
1
1
1
1
1
7-014-89
ЭГ-
ПНА
4-
1
1
1
1
1
ON
00
rs
7-030-...-3
эг-
ПНА
4-
1
1
4-
4-
I
-1709
го
81-У213-7
гч
СП
352-1
4-
1
1
+
1
1
рован-
s
и механиз
троля
S О
Мето
ного
1
I
1
1
1
1
О СП
о о
а расчета ,
жтов в эю
2-92
Мето
МЫХ )
ции I
71
акторных установок типа ВВЭР в «Техническом задании на раз-
разработку систем диагностики оборудования реакторных установок
ВВЭР» C52-ТЗ-281), для парогенераторов к ВВЭР в «Техничес-
«Технических требованиях на разработку устройств для инспекции труб па-
парогенераторов АЭС с ВВЭР» (У213-1709).
Основными документами, определяющими объемы и этапы
эксплуатационного контроля основного металла и сварных со-
соединений оборудования и трубопроводов первого, второго кон-
контуров и вспомогательных систем реакторных установок типа
ВВЭР и РБМК являются:
«Инструкция по эксплуатационному контролю за состоянием
основного металла и сварных соединений оборудования и трубо-
трубопроводов атомных электростанций с ВВЭР-1000 ;
«Инструкция по эксплуатационному контролю за состоянием
основного металла и сварных соединений оборудования и трубо-
трубопроводов атомных электростанций с ВВЭР-440» ;
«Инструкция по эксплуатационному контролю за состоянием
основного металла и сварных соединений оборудования и трубо-
трубопроводов атомных электростанций с РБМК-1000».
Требования к контролю изложены также в соответствующих
государственных стандартах (ГОСТ) и документах ГАНРФ. К ос-
основной нормативно-технической документации этого уровня для
ручного контроля относятся:
ГОСТ 7512-82 «Контроль неразрушающий. Соединения свар-
сварные. Радиографический метод»;
ГОСТ 14782-86 «Контроль неразрушающий. Швы сварные.
Методы ультразвуковые»;
ГОСТ 18442-80 «Контроль неразрушающий. Капиллярные ме-
методы. Общие требования»;
ГОСТ 21105-87 «Контроль неразрушающий. Магнитопорош-
ковый метод»;
ГОСТ 21104-75 «Контроль неразрушающий. Магнито-ферро-
зондовый метод»;
ПНАЭГ-7-014-89 «Унифицированные методики контроля ос-
основных материалов (полуфабрикатов), сварных соединений и на-
наплавки оборудования и трубопроводов атомных энергетических
72
установок. Ультразвуковой контроль. Часть 1. Контроль основ-
основных материалов (полуфабрикатов)»;
ПНАЭГ-7-030-91 «Унифицированные методики контроля ос-
основных материалов (полуфабрикатов), сварных соединений и на-
наплавки оборудования и трубопроводов атомных энергетических
установок. Ультразвуковой контроль. Часть 2. Контроль сварных
соединений и наплавки»;
ПНАЭГ-7-031-91 «Унифицированные методики контроля ос-
основных материалов (полуфабрикатов), сварных соединений и на-
наплавки оборудования и трубопроводов атомных энергетических
установок. Ультразвуковой контроль. Часть 3. Измерение толщи-
толщины монометаллов, биметаллов и антикоррозионных покрытий»;
ПНАЭГ-7-032-91 «Унифицированные методики контроля ос-
основных материалов (полуфабрикатов), сварных соединений и на-
наплавки оборудования и трубопроводов атомных энергетических
установок. Ультразвуковой контроль. Часть 4. Контроль сварных
соединений из стали аустенитного класса»;
ПНАЭГ-7-015-89 «Унифицированные методики контроля ос-
основных материалов (полуфабрикатов), сварных соединений и на-
наплавки оборудования и трубопроводов АЭУ. Магнитопорошко-
вый контроль»;
ПНАЭГ-7-016-89 «Унифицированные методики контроля ос-
основных материалов (полуфабрикатов), сварных соединений и на-
наплавки оборудования и трубопроводов АЭУ. Визуальный и изме-
измерительный контроль»;
ПНАЭГ-7-017-89 «Унифицированные методики контроля ос-
основных материалов (полуфабрикатов), сварных соединений и на-
наплавки оборудования и трубопроводов АЭУ. Радиографический
контроль»;
ПНАЭГ-7-018-89 «Унифицированные методики контроля основ-
основных материалов (полуфабрикатов), сварных соединений и наплав-
наплавки оборудования и трубопроводов АЭУ. Капиллярный контроль»;
ПНАЭГ-7-019-89 «Унифицированные методики контроля ос-
основных материалов (полуфабрикатов), сварных соединений и на-
наплавки оборудования и трубопроводов АЭУ. Контроль герметич-
герметичности. Газовые и жидкостные методы».
Методические требования для механизированного автоматизи-
73
рованного контроля имеются также в методиках и технологиях
механизированного контроля разрабатываемых применительно к
конкретным средствам механизированного (автоматизированно-
(автоматизированного) контроля. В частности, требования по механизированному
(автоматизированному) контролю основного металла и сварных
швов корпусов реакторов, главных циркуляционных трубопрово-
трубопроводов, парогенераторов содержатся в следующих документах:
СК 187 М.00.00.00.00.00.Д1 «Система контроля корпусов реак-
реакторов ВВЭР-1000. Методика автоматизированного ультразвуко-
ультразвукового контроля»;
СК 27.00.00.00.00.00.Д «Система контроля корпусов реакторов
ВВЭР изнутри. Методика ультразвукового контроля»;
СК 187.04.00.00.00.00.Д «Система контроля корпусов реакто-
реакторов ВВЭР. Методика ультразвукового контроля»;
АБВТ430326 «Методика ультразвукового контроля сварных
швов трубопроводов»;
В России документа для механизированного контроля, анало-
аналогичного документу ФРГ —- DIN 25435 Т:11, в настоящее время не
имеется. В заключении следует отметить, что определение досто-
достоверности контроля, уровня выявляемое™ дефектов действующи-
действующими НТД не предусмотрены.
3.2. НКЭ на зарубежных АЭС
В настоящем разделе дан краткий анализ состояния НКЭ на
АЭС Франции, Германии и США. Там, где это существенно,
проводится сравнительный анализ с состоянием на отечествен-
отечественных АЭС.
Нормативные документы. Во Франции НКЭ регулируется до-
документом RSE-M A2] RSE-M введен в действие в июле 1995 г.
Он содержит 500 страниц и состоит из четырех разделов (томов):
том А — Общие правила;
том В — Специальные правила для оборудования 1-го уровня;
том С — Специальные правила для оборудования 2-го уровня;
том D — Специальные правила для оборудования 3-го уровня.
RSE-M действует совместно с RCC-M, который разработан
для стадии изготовления (в RSE-M имеются ссылки на RCC-M).
74
В США требования к НКЭ изложены в правилах ASMP, Х\
том [25]. Дейетвуюиш по сегодня редакция введена в \Ш г Она
содержит 800 страниц, 400 из моторы* отнсштея % реакторам ш-
па BWR И PWR (е водяным теплоносителем). Требования к НКЭ
на ЭТИХ реакторах описаны в следующих разделах:
IWA — общие требования;
IWB = требования ДОЯ оборудования 1 класса;
IWC — Требования Ш1П оборудования 2 класса;
IWD — требования ДЛЯ оборудования 3 класса;
IWE — требования для оборудования МС-класса и металличе-
QKHX КОНСТРУКЦИЙ; СС-Класса;
IWF — требования для опор оборудования 1, 2 и 3 классов и
МС-класса;
JWL — требования для бетонных конструкций СС-класса;
JWP «- требования к испытаниям насосов;
IWV — требования к испытаниям задвижек.
В XI томе ЦЩШП AS ME имеются ссылки на V том этих пра-
§ИД, П0§ШЯтННЫ% Н§р&зрушающему контролю на этапе изготов-
изготовления, В V f QM§ ткт имеются ссылки на другие стандарты.
В ГврЖЖНДйШ'тут правила КТА (в редакции от 1990 г.).
Также ШК И Ш§ ФрпПЖН И США, имеются два основных доку-
М§шт №Я СТЩИЙ тштления и эксплуатации:
КТА 3201-1 — ШгН стадии изготовления оборудования первого
контура— Шстр,;
$201*4 ШЯ СТДДИИ эксплуатации оборудования первого
40 етр,
WTQW иттея правила КТА 3211-4 для находящегося в
бЩГМШМИЯ под давлением, не входящего в пер-
вый контур — 1$ стр,
ПрззИЛД ША евтрШТ ссылки на другие документы, в том чи-
cm m DJN54 If2# ЧШТЬ 2 (цветная дефектоскопия); DIN25 435,
4№Tk 2 (магнИТНО-ИОррщковая дефектоскопия); DIN54111 (pa-
ятграфия); &1Ш4 109, ЧШЬ 2 (радиография — классы изобра-
изображения); DIN25 4.35 (механизированный ультразвуковой конт-
контроль); DIN25 435, ШТЬ 4 (визуальный контроль).
В КТА |юятролируемое оборудование разделено на уровни.
75
1-ый и 2-ой уровни описаны в КТА 3201-4, 3-ий уровень — в
КТА 3211-4.
Таким образом, нормативно-технические документы в области
НКЭ в таких странах, как Франция, Германия, США и Россия
имеют общие черты:
наличие двух основных документов по НК для стадий изгото-
изготовления и эксплуатации;
документы предусматривают разделение контролируемого обо-
оборудования на группы (классы, уровни) в зависимости от их свя-
связи с безопасностью АЭС;
отсутствие единого нормативного документа, охватывающего
все вопросы НКЭ, нуждающиеся в нормативном регулировании
(Франция, Германия, Россия).
Наиболее общим, охватывающим наибольшее число вопросов
эксплуатационного контроля, имеющим хорошо продуманную ло-
логическую структуру, является XI том правил AS ME (США). Этот
документ, как будет показано ниже, содержит новые элементы по
наиболее важным направления совершенствования НКЭ.
Методология, методы, средства и объемы контроля. Методоло-
Методология, методы и технические средства НКЭ на АЭС западных стран
во многих случаях не отличаются от методологии, методов и тех-
технических средств, принятых в России (см. разд. 3.1). Характер-
Характерными для них являются:
оценка состояния конструкции по фактическому состоянию
металла;
отсутствие обоснования мест, параметров и интервала време-
времени контроля методами механики разрушения (прочности);
зависимость инженерно-технического обеспечения НКЭ от
технического уровня развития страны и выделяемых средств;
влияние на организацию НКЭ опыта эксплуатации ответст-
ответственных объектов техники в данной стране.
На имеющиеся различия в НКЭ наибольшее влияние оказыва-
оказывают два последних обстоятельства, а также степень понимания
владельцами АЭС и надзорными органами связи между НКЭ и
безопасностью АЭС.
Наиболее существенные различия НКЭ на АЭС западных
стран и России находятся в области:
76
механизации и автоматизации контроля;
компьютеризации анализа результатов УЗК и ВТК, визуализа-
визуализации дефектов;
интервалов времени между контролями;
применения методов механики разрушения для оценки резуль-
результатов контроля;
применения методов «слепого» контроля и полномасштабных
тест-образцов с искусственными скрытыми дефектами для оцен-
оценки достоверности контроля, аттестации дефектоскопистов, для
выбора наилучших методов и средств НК;
централизации управления НКЭ;
инфраструктуры НКЭ (имеются в виду помещения и стенды
для обработки средств и методов контроля, тренажерные классы,
специализированные контейнеры и транспорт для перевозки
средств контроля, помещения для работы с загрязненным радио-
радиоактивными элементами оборудованием и др.).
В табл. 12 приведены временные характеристики периодичес-
периодического НКЭ на АЭС США, Франции, Германии и России. Здесь не
отражены особенности НКЭ начального этапа эксплуатации, ко-
которые в этих странах различны.
Контроль корпусов реакторов, парогенераторов, главных тру-
трубопроводов первого контура осуществляется автоматизирован-
автоматизированными системами контроля. Управление сканированием, также
как и анализ сигналов при контроле, осуществляется с помощью
компьютеров.
Оценка результатов контроля. В XI томе правил ASME содер-
содержатся таблицы допустимых размеров несплошностей для обору-
оборудования и трубопроводов классов 1 и 2. Для оборудования и тру-
трубопроводов класса 3 таблицы еще не разработаны, а рекомендо-
рекомендовано использовать таблицы для оборудования и трубопроводов
1 класса.
Таблицы разработаны на основе методов механики разруше-
разрушения и существенно отличаются от соответствующих норм оцен-
оценки качества, применяемых на стадии изготовления. Кроме таб-
таблиц правила ASME (XI том) содержат методы расчета критичес-
критических размеров несплошностей для хрупких и вязких состояний
металла элементов конструкций, методы расчета кинетики раз-
77
1шщ% II Шшщ/ш мршшш тш/щ шшртшт КР м Г ЦТ, год» • России,
Германии, Франции и США
М%№№
'"АЭС
ГЦТ
Рееекя,
4
4*
Германия,
ГГАЗШ.4
4
Франция,
10
США.
ASMI XI
10
Полный ъшт хвтрьм мшкет быгь реализован нунем
kOMtp^ii».
** Через 4 пада
вития
мые ш
6feitb реалиэдванв 50% полного объема к
чем I раз ё 2 года
йрй
нагррсенйй, необходи-
необходидт сталей перлитного и
) а Ш1ше коаффйЦйеотй одтзд прочности
да» ойреа^ления допуетемш размеров месплошностей.
RS1M та!ше еедертт таблицы допустимых размеров
в эгаплуатации, oawai^ степень их проработки
^ чем в правила АШЕ: таблицы распространяются только
шряра и трубопроводы класса 1,
RSEM упускается применение методой механики
да» оценки опасности дефекта, если его размеры
табличные значений^ однако, методики анализ пра-
правим RSIM т ^кршг.
На КШ Германии зпоба* ишпиш^ность^ выявленная ш про-
ume MKSV дашм Шпь хтщ>ш$ш а^полнительному аналту.
При тж тшт бы% установлена причина появления не-
й йрбвезены дойолнителшме исследования:
для утчштт фермы, разме-
размерив й раш&шкеййя шсплошн^стй^
исследования для уточнения
am
механики
АЗС
на
17.
78
№ /РР?Ш\ №
3.3. НКЭ на нефтегазопроводах и ТЭС
В процессе изготовления и монтажа металл конструкций неф-
нефтегазопроводов и ТЭС проходит дефектоскопический контроль,
включая рентгеновскую и ультразвуковую дефектоскопию. Кон-
Контроль на этих объектах в процессе эксплуатации до недавнего
времени носил выборочный характер.
Многие нефтегазопроводы имеют срок службы 20—30 лет и
более. Они нуждаются в систематическом дефектоскопическом
контроле. В настоящее время некоторыми компаниями разрабо-
разработаны долгосрочные программы обеспечения ранней диагностики
аварийных ситуаций. Так, РАО «Газпром» разработал «Комп-
«Комплексную систему диагностики и технической инспекции магист-
магистральных газопроводов России» на период с 1995 по 2000 гг.
АК «Транснефть» в 1991 г. создала центр технической диагно-
диагностики. Указанный центр оснаи(ен внутритрубными снарядами
для определения дефектов трубопроводов. Так, электронно-меха-
электронно-механический снаряд-профилемер «Клипер» движется с потоком
нефти и обеспечивает профилеметрию трубопроводов с диамет-
диаметром 426—1220 мм.
Дефекты стенок, связанных с потерей металла, определяются
ультразвуковыми дефектоскопами «Ультраскан», которые пере-
перемещают внутри трубопровода также с потоком нефти. Предпола-
Предполагается, что указанными приборами будут обследованы все неф-
нефтепроводы России к 2000 г.
Систематические проверки состояния дел на объектах прово-
проводят службы Госгортехнадзора России. Представители этой орга-
организации ставят вопрос об ужесточении требований к контролю
состояния нефтегазопродуктопроводов [37].
80
4. Связь НКЭ с прочностью и ресурсом
(детерминистический аспект)
Качественная связь НКЭ с прочностью и ресурсом очевидна. С
возникновением в 1957 г. прикладной механики разрушения поя-
появилась возможность, с одной стороны, устанавливать количествен-
количественные требования к характеристикам НКЭ, а с другой — оценивать
прочность и ресурс элементов конструкций с учетом НКЭ.
Ниже рассмотрены теоретические и практические аспекты
проблемы, обсуждены достоинства и недостатки детерминисти-
детерминистического подхода к ее решению.
4.1. Чувствительность металла и элементов конструкций
к несплошностям
Если взять оконное стекло и такой же формы лист свинца и
на этих листах прочертить прямолинейные царапины (алмазом
на стекле и острием ножа на свинце), а затем приложить к стек-
стеклу и свинцу известным способом небольшие изгибные нагрузки,
то стекло разрушится в месте, где была царапина, а свинец будет
деформироваться так, как будто царапины нет.
Ясно, что стекло чувствительно к несплошностям (в данном слу-
случае царапине), а свинец нет. Конструкционные стали занимают про-
промежуточное положение между стеклом и свинцом и в зависимости
от условий могут находиться в хрупком или вязком состоянии.
На чувствительность к несплошностям конструкционных ста-
сталей влияет большое число факторов: технология изготовления,
температура эксплуатации, способ напэужения, размеры конст-
конструкции, форма и размеры несплошности, окружающая среда,
ионизирующее излучение и др.
На рис. 18 представлены результаты испытаний механических
свойств стали 22 К в зависимости от температуры испытания Т.
В области температуры Гкр1 происходит резкое изменение до-
доли волокнистого излома при испытаниях ударной вязкости.
При температуре Ткр резко меняется вязкость разрушения КХс
и разрушающее напряжение акр.
81
180
140
100
-200
-120 -40
Температура, °С
Рис. 18. Температурные зависимости механических характеристик образца» из стали
22К размером 20x50 мм с боковыми надрезами глубиной 2,5 мм и шириной ОД мм
Область слева от 7^ называют областью хрупкого состояния ста-
стали, область справа от TKpj — областью вязких состояний, а темпе-
температуру Т и Г1ф2 — критическими температурами хрупкости,
Повышение чувствительности сталей к несшюшностям обус-
обусловлено уменьшением запаса пластичности и температуры экс-
эксплуатации; увеличением размеров конструкции, размеров не-
сплошности, коррозионной агрессивности среды (для поверхно-
поверхностных несплошностей), скорости приложения нагрузки, напря-
напряжений, времени эксплуатации; радиационным облучением (на-
(например, нейтронами с энергией Е> 0,5 МэВ); переходом от ста-
статической к циклически повторяющейся нагрузке,
Очевщщо, чем больше чувствительность стали к несплоишо-
стям, тем выше должны быть требования к неразрушаюшшу
контролю дефектов-
4,2. Критические размеры неептшивстен тина трещин
Критическим размером тремданм в мащэшше, мжрушином на-
напряжением 0, яшнзетш такой размер, при мжтшшштш кторот ipe-
шшина оанавтея неустойчивой и м&чтмжт ёмещю
4
L
\
\
\
' t .
f
и
с
L»a
, 1
О
.1
4
ш
m
-2a-*
h
\
t
t ]
¦>
A
h»a
Рис, 19. Схематическое изображение трещины длиной 2а в пластине под
действием растягивающих напряжений о
Впервые переход трещины из стабильного в критическое, не-
нестабильное, состояние математически описал Гриффите в 1920 г.
Если в пластине, которая находится под напряжением от, воз-
возникла трещина длиной 2а (рис. 19), то на ос образование потре-
потребовалась энергия 4оу, где у — энергия, необходимая дяя образо-
образования единицы длины (толщина пластины равна 1).
В то же время в пластине в связи с возникновением трещины
длиной 2п освобождается энергия ihoPcP/E, где к — коэффици-
коэффициент, зависящий от формы трещины. Нестабильное состояние на-
наступает при условии:
шжш
(даа тоншй пластаны К = 1ж),
в нестабильное состояние пока-
ш рте, Ж
№
Энергия'
Рис. 20. Схема перехода трещин в критическое состояние
Коэффициент К = G^fпa впоследствии был назван коэффици-
коэффициентом интенсивности напряжений. Коэффициент К зависит от
формы трещины, что можно учесть коэффициентом /
K=fo<Jna.' B)
Значение К, соответствующее критическому состоянию, назы-
называется критическим коэффициентом интенсивности напряжений
Ккр
Из уравнения C) можно определить разрушающее напряжение
акр для пластины, в которой имеется трещина длиной 2а:
°кр =
D)
В зависимости от величины окр (по отношению к пределу те-
текучести RP02) разрушение можно разделить на хрупкое, квазих-
квазихрупкое и вязкое.
84
s
Ofl
8
o.
о
;:-. •. .v,v.;.-v '-. • Скорость звука
i
J
в металле
2
/Г"»*
Действующее напряжение
Рис. 21. Зависимость скорости развития трещины от действующего напряжения
при хрупком (/), квазихрупком B) и вязком C) состоянии металла
4.3. Типы разрушения
Если акр< 0,8Rp02, то пластические деформации в объеме де-
детали не развиваются и трещина растет без видимых пластических
деформаций. В этом случае говорят о хрупком разрушении. Ана-
Анализ показывает, что размер пластической зоны в вершине трещи-
трещины также невелик. Скорость развития трещины высока и срав-
сравнима со скоростью звука в материале, в котором она развивает-
развивается (рис. 21). Температурная область хрупкого состояния металла
показана на рис. 18.
При акр~ RP0 2 в детали появляются небольшие пластические
деформации (примерно 0,2%), а в вершине трещины зона пла-
пластических деформаций имеет макроскопические размеры. Из-за
пластических деформаций скорость нестабильного развития тре-
трещины снижается (см. рис. 21). Температурная область квазихруп-
квазихрупких разрушений показана на рис. 18.
Вязкое разрушение характеризуется напряжениями акр> Rpo 2.
85
Полному разрушению детали предшествуют развитые пластичес-
пластические деформации (см. рис. 21). Скорость разрушения еще больше
уменьшается, но остается достаточно высокой. Температурная
область вязких состояний металла показана на рис. 18,
При эксплуатации трещина может расти под действием цикли-
циклических нагрузок, вследствие влияния коррозионной среды или
совместного влияния механической нагрузки и коррозионной
среды. В этом случае трещина дорастает (медленно) до критиче-
критических размеров, а затем быстро (за доли секунд) происходит окон-
окончательное разрушение. Несмотря на то что при этом в детали мо-
может не быть заметной макропластическая деформация, долом
(нестабильная стадия |распространения трещины) может проис-
происходить по хрупкому, вязкому или квазихрупкому механизмам,
Практическое применение механика разрушения потребовало
разработки силовых, деформационных и энергетических крте*
риев разрушения, которые используют в зависимости от матери-
материала, условий эксплуатации и вида разрушения,
4,4, Методы оценки сопротивления хрупкому разрушению
Инженерные методики определения прочности деталей с тре-
трещинами при опасности хрупкого разрушения основаны на ли-
линейной механике разрушения и силовом критерии перехода тре-
трещины в нестабильное состояние., .
В соответствии с линейной механикой разрушения ршепреш*
ление напряжений по сечению в плоскости трешины описывает-
описывается уравнением (по Ирвину):
где х — координата поперечного сечения (ем, рис, Щ;
г—х~ а— расстояние от вершины трешины,
При приближении к вершине трещины напряжения стремятся
к бесконечности, однако, величина о^^щг стремится к величи-
величине К =
86
ayj2nr -»Oyf2na = К _ F)
при г-» 0, *-» a.
Величина К — коэффициент интенсивности напряжений, ха-
характеризующий градиент напряжений у вершины трещины,
В момент разрушения детали с трещиной размером 2а (см.
рис. 19) Л'имеет критическое значение:
Таким образом, условие разрушения
К=Ккр. (8)
В общем случае деталь с трещиной может подвергаться растя-
растяжению или сдвигу в двух направлениях (рис. 22). Если размеры
детали достаточно велики, то
для нормального отрыва (см. рис. 22,а) можно записать
для поперечного сдвига (см. рис. 22,6) — Ки = х
для продольного сдвига (см. рис. 22,в) — Кш =
Для всех этих случаев условием перехода трещины в неста-
нестабильное состояние является достижение величинами Kv Кп и Кш
критических значений КЫр, Кпкр, КШкр.
Для практических приложений наиболее важна ситуация, ког-
когда на трещину действуют напряжения, перпендикулярные к ее
плоскости. При этом условие стабильности трещины
*i < *ikp (9)
(часто в литературе индекс «кр» заменяют латинской буквой с,
Условие (9) является основополагающим при разработке нор*
87
I
/ ]
!
r
7
/
II
/!
J
7
|
X
/
in
и
< i
i
z
)
X
Рис. 22. Типы деформаций в вершине трещин:
а— нормальный отрыв; б— поперечный сдвиг; в— продольный сдвиг
мативных документов [1, 10—12] по расчетам прочности деталей
с трещиной.
В соответствии с [1] КХс определяют по ГОСТ 25.506-85 как
минимально гарантированное значение для данной марки стали.
В расчет принимают допустимое значение [Kl]i , где /= 1 для
нормальных условий эксплуатации (НУЭ); / = 2 для гидравличе-
гидравлических испытаний (ГИ) и нарушения нормальных условий эксплу-
эксплуатации (ННУЭ) и /= 3 для аварийных ситуаций (АС). При этом
условие прочности имеет вид
A0)
Величина [Л^], меньше К1с в связи с введением коэффициен-
коэффициентов запаса: для НУЭ п = 2; ДГ= 30 °С; для ННУЭ и ГИ п = 1,5,
АГ= 30 °С; для АС пкр= 1, ДГ= 30 °С.
кр
На рис. 23 приведены зависимости допустимых значений ^
от ^температуры для сталей перлитного класса и высокохроми-
высокохромистых сталей и их сварных соединений с пределом текучести не
выше 600 МПа [1].
Методика [1] содержит также указания, каким образом при
определении [К{]; учитывать размеры расчетного элемента конст-
конструкции, влияние температурного старения, нейтронного облуче-
облучения, циклического нагружения.
МПам1/2
-120
-80
Рис. 23. Зависимость допустимых значений [Kx\f от температуры:
У- НУЭ; 2- ННУЭ и ГИ; 3- АС
Важным элементом расчета на сопротивление хрупкому разру-
разрушению является также определение значений коэффициента ин-
интенсивности напряжений Ку
Для цилиндрических, сферических, конических, эллиптичес-
эллиптических и плоских элементов, нагружаемых внутренним давлением и
температурным воздействием, в соответствии с [1] допускается
использовать формулу:
/
(И)
где ц — коэффициент, учитывающий влияние концентрации на-
напряжений; ор — составляющая напряжений растяжения, МПа;
оь— составляющая изгибных напряжений, МПа; Л/р= 1 +0,12х
хA - а/с); Мь= 1 - 0,64я/Л; Q= [1 + 4,6(я/2сI,65I/2; а - глуби-
глубина трещины, мм; 2с — длина трещины, мм; h — длина зоны, в
пределах которой аь сохраняют положительное значение, мм.
Формула A1) применима при а < 0,255, а/с — 2/3, где S — тол-
толщина стенки.
89
Дальнейшее развитие методики расчета на сопротивление
хрупкому разрушению [ 1 ] дано в «Методике расчета допустимых
дефектов металла во время эксплуатации АЭС» М-2-91 [10], ре-
рекомендованной для практического использования Госатомнадзо-
Госатомнадзором РФ.
В соответствии с методикой [10] коэффициент интенсивности
напряжений К{ для поверхностной полуэллиптической трещины
глубиной а с соотношением полуосей а/с определяется из выра-
выражения
A2)
где Y = -_ *-w*/<> 1ТЧГ. A3)
л/с\Ь5
Распределение напряжений по глубине поверхностной
полуэллиптической трещины изображено на рис. 24.
При равномерном распределении напряжений
При линейно изменяющемся по толщине стенки распределе-
распределении напряжений
(<* + <*); A4)
скр= 0,610л+0,39а5 + [ОД Iа/с-0,2$a/s(\-fifi)\{aA-oB). A5)
При нелинейном, близком к параболическому закону,
распределении напряжений
акр=0Д11(Зсь +a^ + 5oc)+0,4fl/c@,38q4 -0,\7oB -0,21ac)-
) -cB). A6)
90
Рис. 24. Распределение напряжений по глубине поверхностной
полуэллиптической трещины
При произвольном распределении напряжений следует руко-
руководствоваться методическими указаниями [13].
Коэффициент интенсивности напряжений К для подповерхно-
подповерхностной эллиптической трещины шириной 2а и длиной 2с опреде-
определяется из выражения A2).
При определении К в точке А (рис. 25)
У а =
1,79- 0,66 а/с
1-р''8A-0,4о/с-0,8у0'4) '
A7)
где р =
b + a
В точке В
при а < 9Ь;
при b + а < S/2.
1,79 -0,66 а/с
- у1'8^-0,4 я/с-'
91
A8)
в
D
D
Рис. 25. Распределение напряжений для подповерхностной
эллиптической трещины
При равномерном распределении напряжений по толщине
стенки
*л =°в=°с =°кР/1 = <*кРв- A9)
При линейно изменяющихся по толщине стенки напряжениях:
B0)
Ок<-=-4 + 12
а/с(аА -ав)
12
а/с(ов - ал)
12
B1)
При нелинейном, близком к параболическому закону,
распределении напряжений
... о л
+ °с , а/сD°л ~ 3°с ~
а/сDов-3ас -аА)т
30
B2)
B3)
92
При произвольном законе распределения напряжений следует
руководствоваться указаниями методических рекомендаций [13].
Если нормальные к плоскости трещины напряжения в какой-
либо точке превышают предел текучести, следует определить де-
деформацию е в этой точке и при нахождении К использовать ус-
условно упругие напряжения оу= гЕ.
Остаточные напряжения, если нет точных данных, учитывают
прибавлением к условному упругому напряжению ау значения
Температурную зависимость [К\ от приведенной температуры
[Г- Гкр] получают как нижнюю огибающую двух кривых, одну
из которых получают делением ординат исходной кривой К1с —
(Г— Гкр) на коэффициент запаса л., а другую — смещением ис-
исходной кривой вдоль оси температур на значение температурно-
температурного запаса А Г. Для НУЭ принимаются у = 1, пх- 3, А 7^= 30 °С; для
ННУЭ, ГИ и ПЗ* + НУЭ - j = 2, п2= 2, АГ2 = 20 °С; для АС и
МРЗ* + НУЭ -у = 3, л3= М, АГ3= 10 °С.
Границу хрупкой области (рис. 26, температура Г ,) определя-
определяют с использованием температурной зависимости К1с от
{Т— Т ). Температура (Гкр2 — Гкр) соответствует значению К*Хс,
определяемому из условия:
B4)
где для поверхностной трещины У определяется по формуле A3),
KF=\ %S, B5)
п a/S
а для подповерхностной трещины Y определяется по формуле
A7),
* ПЗ — проектное землетрясение; МРЗ — максимальное расчетное землетрясе-
землетрясение.
93
Ос
1Ь
HI
Рис. 26. Определение границ расчета
2a/S
1 +
о/с '
при этом 7?р02 в МПа, «а» в мм.
Граница области Н^ (температура Тв) определяется из соотно-
соотношения
Тв=Ткр2+ 70
\r\KF
B6)
Граница области \1В (температура TKpi) определяется из соот-
соотношения
Тт = Тт + 70 °С. B7)
Критический коэффициент интенсивности напряжения в
хрупкой области I (Т< Ткр2) К{с равен Кес — критическому
значению коэффициента интенсивности деформации.
Температурные зависимости Ки — [Ткр] принимаются
ветствии с разд. 5.8 методики [1].
94
в соот-
соот4.5. Методы оценки сопротивления квазихрупкому разрушению
В квазихрупкой области для описания условий разрушения ис-
используют методы нелинейной механики разрушения. При этом
анализируют деформационные или энергетические критерии
разрушения.
Естественный переход от линейной к нелинейной механике
разрушения осуществляется на основе коэффициента интенсив-
интенсивности деформаций К1е, вводимого по аналогии с Kv Условие пе-
перехода трещины в нестабильное состояние при этом имеет вид
*и ' Кис B8)
где К1ес— критическое значение коэффициента интенсивности
деформаций.
Методы определения прочности деталей с трещинами на осно-
основе коэффициента КХе были исследованы и разработаны Н. А. Ма-
хутовым [14].
Другой деформационный критерий разрушения основан на
анализе раскрытия трещины в устье трещины (рис. 27). При до-
достижении раскрытия трещины 5 критического значения наступа-
наступает разрушение
8 = 8^. B9)
Значение 5 может быть определено по формуле, полученной
В.В. Панасюком [15],
!W^L_. C0)
8
пЕ j0B
Энергетическое условие разрушения исследовали с использо-
использованием /-интеграла, определяемого как поток энергии через
замкнутую поверхность вокруг вершины трещины [16, 17]. Усло-
Условие разрушения при этом имеет вид
J = JC- C1)
Профессор Е. М. Морозов [17] ввел коэффициент трещино-
стойкости
95
Рис. 27. Схема напряжений у концов трещины при растяжении в пластине из
идеально упругопластического материала в ненагруженном (а) и нагруженном
состоянии (б)
C2)
на основе которого им был разработан метод расчета деталей с
трещинами.
Для решения инженерных задач в методике [10] был исполь-
использован критерий B8). В соответствии с методикой [10] в квазих-
квазихрупкой области Н^ (Гкр2 < Т<ТВ) (см. рис. 26):
96
к - к\ Rm
Т f DT
RpO,2 J Rpol
где
т-т
а =
кр2
70
В квазихрупкой области Н^ (Тв< Т< Т )
т Т2/* Rli
А
к
Л
где
-70
70
In
1--
lnKf
-A + 1,4Z)
'/»0,2
In
In-
Л^0|2/? + 0,2-10 1-Z
В вязкой области III (T> T )
C3)
C4)
C5)
C6)
C7)
C8)
При KF>0,9 допускается принимать KF= 1 и для температур-
температурного диапазона Ткр2 < Т< Ткр[
97
Y"/* vT
V AF0,2 J nP0,2
т
При KF < р^2 принимают Тв = Гкр|.
При 7= 7Kpi
Кес=К~Х^- D0)
4.6. Методы оценки сопротивления разрушению в вязкой области
В вязкой области материалы становятся малочувствительными
к несплошностям, что приводит к возможности появления в де-
деталях устойчивых трещин больших размеров, сравнимых с геоме-
геометрическими размерами деталей. Такие большие несплошности
могут обусловить существенное перераспределение напряжений
в макрообъемах детали. При этом лавинообразное разрушение
может начаться в макрообъемах, непосредственно прилегающих
к несплошности, где напряжения становятся сравнимыми с пре-
пределом прочности материала Rm.
В связи с этим появилась возможность создания ряда относи-
относительно простых методик расчета критических значений трещин
(несплошностей) с использованием в качестве характеристик ма-
материала предела текучести RpQ 2 или комбинации Rp0 2 и Rm .
В методике М-02-91 [10] расчет основан на представлении о
предельном пластическом состоянии, когда все сечение детали, в
котором находится трещина, переходит в пластическое состо-
состояние.
При этом для цилиндрических оболочек с несплошностями,
ориентированными в кольцевом направлении (рис. 28), исполь-
используют зависимости
98
2с
Рис. 28. Схематизация продольной (а) и поперечной (б) трещины
где
RF =
,2 R
po 2-
Коэффициенты запаса прочности
для НУЭ; п= 3, п = 2;
99
D1)
D2)
для ННУЭ, ГИ и ПЗ + НУЭ п = 2, лф= 2;
для АС и МРЗ+НУЭ п = 1, иф= 2.
Для цилиндрических оболочек с несплошностями, ориентиро-
ориентированными в осевом направлении (см. рис. 28),
D3)
[a/S]
1 J<p
RTF = l,2RTPo,2- D4)
где для НУЭ па=3, п = 2; для ННУЭ, ГИ и ПЗ+НУЭ, п= 2,
п = 2; для АС и МРЗ + НУЭ, п = 1, п = 2.
В случае если при расчете получается [a/S] > —, то принима-
L Jc 3
В вязкой области могут быть использованы также и другие
методики расчета, основанные на использовании критериев
B8)—C2).
4.7. Оценка подрастания несплошностей во время эксплуатации
Во время эксплуатации ресурс детали определяется интенсив-
интенсивностью процессов повреждения металла. Для большинства случа-
случаев эти процессы связаны с ползучестью (когда температура экс-
эксплуатации превышает температуру начала термоактивационных
процессов), коррозией или усталостью или комбинацией перечи-
перечисленных факторов. При наличии трещины ресурс будет опреде-
100
ляться скоростью роста трещины. В общем виде скорость роста
трещины da/dt зависит от коэффициента интенсивности напря-
напряжений Ку
da/dt = /(*,). D5)
При ползучести чувствительность металла к трещинам не
очень высока и при малых размерах трещин время до оконча-
окончательного разрушения близко времени до разрушения, получаемо-
получаемого при обычных испытаниях гладких образцов на длительную
прочность.
При наличии коррозионно-активной среды скорость роста
трещины также зависит от К{, однако, для многих пар «металл—
среда» имеется пороговое значение коэффициента интенсивно-
интенсивности напряжений Klscc. Если Кх < KXscc, то трещина либо не растет,
либо растет со скоростью, незначимой для практического приме-
применения. С увеличением пластичности стали имеется тенденция к
стремлению KUcc к К1с.
При циклическом нагружении зависимость между скоростью
роста трещины и размахом коэффициента интенсивных напря-
напряжений АК{ имеет вид
D6)
где N — число циклов нагружения; Со и т — константы матери-
материала; R — коэффициент асимметрии цикла.
Влияние коррозионной среды и температуры испытания (экс-
(эксплуатации) может быть учтено с помощью коэффициентов Со и
т. Коэффициент асимметрии цикла определяется максимальным
/Г и минимальным К- значениями коэффициентов интенсив-
Шелл гпп1
ности напряжений в цикле: R = Ктт/К]ШХ.
В литературе известны также другие зависимости da/dN =
/(А*).
В методике М -02-91 [10] использована зависимость D6). При
этом в расчете не учитывают возможное торможение или ускоре-
101
ние развития трещины вследствие перегрузки или пересечения
линий сплавления в сварных швах или наплавках.
Для расчета Ктях и Kmin выделяют циклы нагружения, как при
расчете на сопротивление усталости [1], и для каждого цикла оп-
определяют (опр)тах и (о^.
Значения (опр)тах,, (anp)min,- определяют с учетом остаточных
технологических напряжений, действующих по направлениям
главных напряжений от усилий. При этом остаточные напряже-
напряжения сжатия не учитывают.
Напряжения |(стпр)тах/| в расчете кинетики несплошностей
принимают равными не более Rpo 2 при температуре 20 °С при
сохранении размаха напряжений.
Каждый / цикл из этой группы циклов нагружения характери-
характеризуется максимальным Ктах . и минимальным Aj^ , для заданной
точки контура.
Коэффициент асимметрии /-го цикла ЛДЛ,- ^ — 1) определяется
по формуле:
Л = l°np)min/ = Kmini
Для циклов нагружения, которые характеризуются значениями
R < -1 и R > 1, в расчете принимают 7? = —1.
Для /-го цикла нагружения рост несплошности от значения
а._ , до значения а( рассчитывают по уравнению
0
D7)
где а — в м, А^. — в МПа • м1/2.
В табл. 13 приведены значения характеристик Со, т для
da _з
нескольких классов стали при й 10 м/цикл, R = 0 и темпе-
dN
ратуре до 350 °С.
102
Таблица 13. Коэффициенты
Класс стали
Легированные стали типа
10ГН2МФА, 15Х2НМФА
и их сварные соединения
Нелегированные стали
типа 22К и их сварные
соединения
Коррозионно-стойкие
аустенитные стали типа
08Х18Н10Ти их сварные
соединения
для
т
2,6
2,9
2,9
расчета кинетики трещин
Со
5,8- 10""
з - ю-"
4,02- 10~"
При расчете роста несплошности в деталях из легированных ста-
сталей типа 15Х2НМФА и их сварных соединений с учетом контакта
несплошности с обессоленной водной средой при температуре до
300 °С значения характеристик Со и т выбирают по диаграмме ус-
усталостного разрушения, приведенной в методике М-02-92.
Если для подобного расчета для сталей типа 15Х2НМФА ис-
использовать характеристики из табл. 13, значение коэффициента
Со необходимо увеличивать в 10 раз.
Для хромоникелевых коррозионно-стойких сталей типа
08X18Н ЮТ, их сварных соединений и наплавок, если рабочей
средой является вода, значение коэффициента Со (см. табл. 13) уве-
увеличивают в 2 раза, а для условий контакта несплошности в деталях
из тех же сталей с обессоленной водной средой кипящих реакторов
(вода, пар, пароводяная смесь) коэффициент Со увеличивают в 10
раз. Допускается использование экспериментально обоснованных
диаграмм усталостного разрушения в рабочей среде заданных пара-
параметров с учетом механических факторов R и АК.
Влияние нейтронного облучения при расчете роста несплош-
ностей не учитывается.
Уравнение D6) применимо при AKt > (КГП/СОI//И.
Значение AKt = A0~n/C0I/w следует рассматривать как поро-
пороговое AATth, ниже которого скорость роста трещины становится
либо равной нулю, либо пренебрежимо малой.
При наличии п типов циклов нестационарного нагружения
103
рост несплошностей рассчитывают для последовательности ти-
типовых / блоков нагружения, расположенных в порядке возраста-
возрастания параметра А
А = АК<
4.8. Определение допустимых размеров несплошностей,
выявляемых во время эксплуатации
При допуске к эксплуатации детали с несплошностью должно
быть гарантировано, что данная несплошность в данных кон-
конкретных условиях за данный отрезок времени не вызовет окон-
окончательного разрушения детали.
Существуют несколько основных этапов установления допус-
допустимых размеров несплошностей, выявляемых во время эксплуа-
эксплуатации (см. также рис. 17):
1) оценка качества проектных работ, изготовления и эксплуа-
эксплуатации;
2) определение причин появления несплошности;
3) оценка качества дефектоскопического контроля;
4) оценка погрешности, с которой выявляется данная не-
несплошность;
5) схематизация выявленной несплошности;
6) оценка условий предстоящей эксплуатации;
7) определение допустимых размеров несплошности [а]с и [с]а
с учетом коэффициентов запаса прочности;
8) определение допустимых размеров несплошности с учетом
ее подрастания за время оставшейся эксплуатации [a]N и [c]N
[a]N= [а]с-Аа„, D8)
9) определение допустимых размеров несплошности [а] и [с] с
учетом погрешности метода НКЭ:
104
[а] = [a]c - AaN - Ааш; D9)
[с] = [с]а - AcN - AcHK.
В методике М-02-91 [10] для определения [а] и [с] рекомендо-
рекомендованы следующие выражения:
Н = [а]с - AaN\ [с] = [с]а - AcN.
При этом схематизацию несплошности рекомендовано прово-
проводить в соответствии с методическими рекомендациями МР 108.7-
86, разработанными НПО ЦНИИТМАШ [13]. Некоторое пред-
представление об объемах и характере проводимых работ при обнару-
обнаружении в эксплуатации несплошности дает схема, приведенная на
рис. 17.
Оценка допустимости несплошности при эксплуатации пред-
представляет часть схемы функционирования комплексной системы
эксплуатационного контроля (см. разд. 7).
Кроме того, оценка допустимости несплошности, выявленной
в эксплуатации, является по существу оценкой остаточного ре-
ресурса эксплуатации детали с несплошностью (трещиной)
(рис.29) [6, 18-20]).
Пример определения допустимых размеров дефектов в эксплу-
эксплуатации для главного трубопровода реактора типа РБМК дан в
табл. 10.
4.9. Схематизация несплошностей
Схематизация несплошностей является ответственным эле-
элементом в задаче оценки допустимости выявленной несплошно-
несплошности в эксплуатацию. При схематизации выявленной несплошно-
несплошности необходимо соблюдать два условия: любая выявленная не-
сплошность должна схематизироваться трещиной; схематизация
должна обеспечить возможность консервативного определения
коэффициентов интенсивности напряжений, в том числе в слу-
случае неопределенности.
Первое условие связано с тем, что трещина представляет собой
самый опасный дефект с точки зрения механики разрушения.
105
Обследование функци-
функционального состояния
оборудования
Обследование металла.
Определение мест и
параметров контроля
Сплошность
Оценка эксплуатационных
воздействий
Механические
свойства
±
Структура и
химический состав
Спектры термо-
термомеханических
напряжений
Оценка накопленных повреждений
?
Анализ причин повреждений
Ионизирующее
излучение
Коррозия
Оценка опасности повреждений. Определение остаточного ресурса
при номинальном режиме работы АЭС
I
Или
Г
Или
I
Или
Модернизация
| Ремонт
1
Выбор оптимальных вариантов (технологии)
ремонта или модернизации
\
Г
Оставить оборудование без изменений
г
Проведение ремонта или
модернизации
1
Изменение режимов
эксплуатации
У
г
Оставить режимы эксплуатации
без изменения
Г 1
Определение требований к эксплуатациионному контролю
при дальнейшей эксплуатации
Рис. 29. Обобщенная схема работ при продлении ресурса эксплуатации
106
Даже если по данным дефектоскопии несплошность является
объемной, всегда имеется вероятность того, что на ней сущест-
существуют заострения вплоть до трещин. Второе условие вытекает из
существенной зависимости коэффициентов интенсивности на-
напряжений от формы и места расположения трещин в детали. При
этом из всех возможных вариантов схематизации необходимо
выбирать наиболее опасный с точки зрения статической и (или)
циклической трещиностойкости.
Ниже изложены некоторые рекомендации по схематизации
несплошностей, вытекающие из исследований [21—23 и др.], на
основании которых были разработаны методические рекоменда-
рекомендации МР 108.7-86 [13].
Для схематизации всех видов несплошностей (трещин, пор,
включений, непроваров, надрывов и т. п.) используют эллипти-
эллиптические трещины с полуосями а и с.
В минимальный набор исходных данных для схематизации
подповерхностной несплошности входят две величины: макси-
максимальная площадь проекции несплошности, или площадь не-
несплошности F и минимальное расстояние от контура несплош-
несплошности до ближайшей свободной поверхности, или глубина рас-
расположения несплошности хв.
Коэффициент интенсивности напряжений К для эллиптичес-
эллиптической трещины в бесконечном теле, равномерно нагруженном на-
напряжением а, максимален в вершине малой полуоси а. Его зна-
значение вычисляют по известной формуле типа F), которую мож-
можно записать в виде [21]
К = oJna/E(k), E0)
где Е(к) — полный эллиптический интеграл второго рода, а
к=с^\- {а/сJ.
Эллиптическая трещина фиксированной площади F = пас
имеет малую полуось
107
У
<
-«
h
в
A
(A
f
H
l
\
t
I
<
с
X
X
A
\
\
Л+
4
/
X
—^
б
Рис. 30. Схематизация одиночных несплошностей при одном известном размере
h (а) и двух известных размерах И и А+ (б)
откуда
E1)
Максимального значения К при фиксированной площади F
достигает при а/с- 0,48-Н),5. При известной площади F не-
несплошность следует рассматривать как эллиптическую трещину
(рис. 30) с полуосями
E2)
В отсутствие данных об ориентации несплошности трещину
необходимо расположить так, чтобы она максимально ослабляла
сечение элемента конструкции. Это условие выполняется, если
малая полуось эллипса а располагается по нормали х к ближай-
ближайшей свободной поверхности так, что вершина В малой полуоси
и ближайшая к свободной поверхности точка контура дефекта
совпадают (см. рис. 30). Плоскость трещины располагается нор-
нормально к направлению действия максимальных растягивающих
108
напряжений. При этом, если известно, что трещина ориентиро-
ориентирована нормально ко второму главному напряжению, то в расчет
принимают эту ориентацию.
С учетом циклических нагрузок наиболее опасна трещина, дос-
достигающая наибольшего размера за одинаковое число циклов при-
приложения нагрузки. При этом скорость увеличения полуосей элли-
эллиптической трещины описывается зависимостями Париса типа:
^-~Кт- -^-~Кт(а/с)т/\ E3)
dN dN V
где N — число циклов приложения нагрузки; т — характеристи-
характеристика материала.
Из выражений E1) и E3) было получено выражение для ско-
скорости изменения площади эллиптической трещины в зависимо-
зависимости от соотношения а/с
df Г mil
\ + (ac) 2
dN
т-2 I
(а/с) « /Ет{к). E4)
Анализ выражения E4) показывает, что скорость роста трещи-
трещины с заданной площадью максимальна при а/с = 0,5. Скорость
увеличения площади трещины при этом составляет примерно
95% максимальной. Таким образом, принятое выше соотноше-
соотношение а/с = 0,5 обеспечивает консервативность не только при рас-
расчете на сопротивление хрупкому разрушению, но и при
определении ресурса и долговечности.
Оценки влияния погрешности измерения при неразрушающем
контроле дают следующее. Если измеренная методами неразру-
шающего контроля площадь дефекта в 2 раза превышает истин-
истинную, то эта погрешность обусловливает занижение расчетной
предельной нагрузки приблизительно в 1,2 раза или завышение
скорости роста усталостной трещины в 2 раза (при т - 4). При
той же погрешности измерения линейного размера а расчетная
предельная нагрузка оказывается заниженной в 1,4 раза, а ско-
скорость роста усталостной трещины завышенной в 4 раза.
Дополнительной информацией о подповерхностной несплош-
несплошности может служить протяженность несплошности h
109
(см. рис. 30,а). В этом случае несплошность заменяют эллипти-
эллиптической трещиной с полуосями
2F 4F
а= — - c = h/2; a/c = —. E5)
nh nh
При наличии данных о линейных размерах несплошности схе-
схематизация основывается на максимальном линейном размере не-
несплошности в нормальном h — h+ направлении (см. рис. 30,6).
При этом
o = h+/2; c = h/2; a/c=h+/h. E6)
При схематизации формы трещины важно принимать во вни-
внимание также распределение напряжений. Если по оси х напряже-
напряжения az не возрастают, консервативность расчетной схемы не на-
нарушается. При редко встречающихся, возрастающих по оси х на-
напряжениях (daz/dx > 0), схематизированная трещина может ока-
оказаться вне зоны действия максимальных напряжений. Методика
МР 108.7-86 [13, 21—23] также дает рекомендации сохранения
консервативности в этом случае. Там же даны рекомендации по
схематизации распределения напряжений при ограниченном
объеме данных по напряженному состоянию.
Для несплошностей, расположенных вблизи от свободной по-
поверхности, возникает вопрос об их граничной глубине, при
уменьшении которой подповерхностную несплошность следует
рассматривать как поверхностную. В [24] принято, что все под-
подповерхностные несплошности с глубиной расположения хв < а,
рассматривают как поверхностные полукруговые или полуэллип-
полуэллиптические трещины с размером а > хв + 2а, зависящим от протя-
протяженности несплошности вдоль свободной поверхности.
Поверхностная трещина размером а' = хв + 2а при хв = а име-
имеет коэффициент интенсивности напряжений, на 70—100% пре-
превышающий значение К в точке В подповерхностной трещины.
Таким образом, документ [24] не позволяет сопоставить поверх-
поверхностные и подповерхностные несплошности, так как предусмат-
предусматривает излишний консерватизм при замене в расчетной схеме
подповерхностных несплошностей поверхностными.
по
Значения К для поверхностных и подповерхностных трещин
близки при хв= а/7+а/№. Метод определения К, изложенный в
МР 108.7-86, позволяет корректно вычислять А^при хв > а/9, сле-
следовательно, этот размер целесообразно принять в качестве гра-
граничной глубины расположения несплошности и рассматривать
как поверхностные лишь несплошности с размером хв < а/9.
При расчетах на прочность деталей с несплошностями в неко-
некоторых случаях возникает необходимость учета их взаимодейст-
взаимодействия. Методические рекомендации МР 108.7-86 содержат правила
схематизации несплошности при наличии в детали двух и более
дефектов. Кроме того, в МР 108.7-86 рассмотрены схематизация
поверхностных дефектов и расчеты коэффициентов интенсивно-
интенсивности напряжений для деталей сложной конфигурации.
В [24] схематизации несплошностей и правилам расчета коэф-
коэффициентов интенсивности напряжений уделено большое внима-
внимание; начиная с 1977 г. соответствующие разделы кода ASME по-
постоянно совершенствуются (см. [11, 25]).
4.10. Нормирование дефектов
Разработка таблиц допустимых в эксплуатации несплошностей
(норм дефектов) на основе механики разрушения, анализа прочно-
прочности и ресурса деталей с трещинами и учета качества контроля по-
позволяет повысить надежность находящихся в эксплуатации кон-
конструкций в результате дополнительного анализа их прочности и ре-
ресурса с учетом несплошностей типа трещин, фактического состо-
состояния металла и элементов оборудования, конкретных условий экс-
эксплуатации; получить большой экономический эффект в эксплуата-
эксплуатации вследствие существенного снижения объемов ремонта несплош-
несплошностей, забракованных на основе норм дефектов, разработанных без
применения методов механики разрушения.
Опыт использования методов механики разрушения в атомной
энергетике показал, что можно достигнуть снижения объемов ре-
ремонта загрязненных радиоактивными элементами конструкций
АЭС в 10 раз и более. Этот эффект достигается без ущерба для
безопасности действующей АЭС. При этом существует также по-
111
ложительный социальный эффект, так как снижаются дозозатра-
ты персонала. Кроме того, необходимо учитывать, что ремонт,
проведенный в условиях эксплуатации, не всегда позволяет пол-
полностью восстановить исходное качество детали.
За рубежом работы по нормированию дефектов для АЭС в
эксплуатации на основе методов прочности и механики разруше-
разрушения были начаты в конце 70-х гг. (в США). В СССР эти работы
были начаты во второй половине 80-х гг., однако, вскоре были
прекращены по причинам, не связанным с техническими.
Ниже описаны некоторые результаты этих работ*. Нормирова-
Нормирование дефектов проводили для элементов циркуляционного конту-
контура реактора РБМК, включающего трубопровод диаметром
Ду 800, а также напорный и всасывающий коллекторы. Все эле-
элементы изготовлены из стали типа 22 К и с внутренней стороны
плакированы аустенитной сталью для уменьшения коррозионно-
коррозионного воздействия теплоносителя (воды).
На основе расчетно-экспериментальных работ были получены
допустимые размеры несплошностей типа трещин (табл. 10). Од-
Однако в связи с отсутствием уверенности в высокой достоверно-
достоверности УЗК для практического применения были даны следующие
консервативные рекомендации:
1. Установить контрольный уровень (наименьшая фиксируе-
фиксируемая эквивалентная площадь) SK, равный 6 мм2 для соединений
толщиной 40 мм, и 9 мм2 для соединений толщиной до 80 мм.
Поисковый уровень Sn должен быть установлен равным 0,5SK.
2. Дефект считать компактным, если его условная протяжен-
протяженность /к на уровне контрольной чувствительности равна 20 мм
для толщины 40 мм и 25 мм для толщины 80 мм.
3. Установить наибольшую допустимую эквивалентную пло-
площадь компактного дефекта 5бр, равную 12 мм2 для толщины 40
мм, и 18 мм2 для толщины 80 мм.
4. Протяженная несплошность (/ > /к) бракуется, если она пло-
плоскостная и ее эквивалентная площадь превышает контрольный
уровень.
5. Объемная протяженная несплошность бракуется, если ее эк-
* Работы проводились под руководством и при участии автора.
112
Бивалентная площадь превышает браковочный уровень компакт-
компактного дефекта.
Впоследствии (в 1988 г.) Госатомэнергонадзором СССР были
допущены для практического использования на АЭС «Нормы
оценки качества сварных соединений напорного и всасывающе-
всасывающего коллекторов и трубопроводов Ду 800 КМПЦ РБМК-1000,
РБМК-1500 в эксплуатации», ВНИИ АЭС, 1988 г.
Ниже приведены текст этих норм без сокращений и собствен-
собственно нормированные значения дефектов (табл. 14).
1. Настоящие «Нормы оценки качества...» распространяются на
сварные соединения следующих элементов действующего оборудо-
оборудования КМПЦ РБМК-1000, РБМК-1500: напорный коллектор, вса-
всасывающий коллектор, трубопроводы Ду 800 и патрубки Ду 800.
2. Фактический предел текучести металла контролируемого
шва не должен превышать 320 МПа.
3. Значения размаха приведенных напряжений во всех режи-
режимах эксплуатации не должны превышать 170 МПа, а суммарное
число циклов разогрев—расхолаживание, разогрев—аварийное
расхолаживание и гидроиспытания составляет не более 340.
4. Контакт теплоносителя с перлитной частью КМПЦ не до-
допускается. Поверхностные дефекты расположены на наружной
стороне конструкции.
К «Нормам оценки качества сварных соединений напорного и
всасывающих коллекторов и трубопроводов Ду 800 КМПЦ
РБМК-1000 и РБМК-1500 в эксплуатации» (далее «Нормы...»)
было дано дополнение:
1. Настоящие «Нормы....» разработаны в рамках создания НТД
«Правила контроля сварных соединений и основного металла
оборудования и трубопроводов в процессе эксплуатации АЭС»
(п. 7.18 СППНАЭ, утверждаемых ГАЭН СССР). Создаваемые
«Правила...» и входящие в них «Нормы...» являются аналогом
действующего в США и других странах Кода ASME (Приложе-
(Приложение XI).
2. Область распространения «Норм...» ограничивается только
этапом эксплуатации АЭС. Для стадии изготовления и входного
контроля «Нормы...» не применимы.
3. При контроле сварных соединений методом ультразвуковой
из
СО
О
й
4
I
§
2Г
I
О S
x-e
CQ 3S
О ja
о 5
s s
о w
8*
о 2
н
о Ё
It
о «
I3
со 3S
о 2
о ^
I*
ON^ —^ —• —^ го t—
го" г»" оо" оС о" —"
III!
ON ГО ON ГЧ 1П
ГЧ Г- t^ OO ON о
fN —^ ГО Г— fN fN fN fN fN
OO ON cT —" го" го" ГО^ ro" ro'
°^ "^^ON^ON^fNr^ONfNin
r— oo" oo" on" -^ fsf ro" in" чо"
^ ^ f4 rvl ^ <N '^ ^ fN ^^ ^^
o" —" fN" TJ-" t/ ^f Tf" rr" тг"
OO ON О —- fN ГО 1П \D
OOOOOOOOO —
II
X ?
2^.
Co x X
- о S
? c о
x d о.
s о с
s
X
<u
11
^8
Ю
о
<u щ a
fa I
л «з I
I X С
ю s I
О
Ǥ g
s i= c
i 8s
5 О, С
«r <U S
Ceo
114
дефектоскопии для определения эквивалентных площадей и ли-
линейных размеров дефектов использовать методики по
ОСТ 108.004-80.
4. Ограничение по пределу текучести относится только к пер-
перлитной части трубопроводов и коллекторов. В случае если пре-
предел текучести будет превышать величину, указанную в «Нор-
«Нормах...», решение о допустимости дефектов принимается по сог-
согласованию с ВНИИАЭС.
5. Геометрические характеристики поверхностных и подпо-
подповерхностных дефектов поясняются на прилагаемых схемах. При
этом для подповерхностного дефекта должно сохраняться усло-
условие для меньшей перемычки: хв > а/9.
В первые годы применения «Норм...» за некоторыми из оста-
оставленных в эксплуатации несплошностей, классифицируемыми
как дефекты по правилам контроля ПК 1514 [8], был установлен
ежегодный контроль.
Результаты контроля в период планово-предупредительных ре-
ремонтов (табл. 15)* показали, что оставленные в эксплуатации де-
дефекты практически не развивались, что согласуется с расчетны-
расчетными данными.
Как уже отмечалось, нормирование дефектов в эксплуатации
не получило развития у нас в стране. Однако оценку допустимо-
допустимости дефектов в эксплуатации для сосудов и трубопроводов давле-
давления АЭС с использованием методов механики разрушения про-
проводили во многих случаях.
Далее в дополнение к изложенным выше примерам приведены
два характерных случая: для толстостенных корпусов реакторов и
для тонкостенных трубок парогенераторов.
4.11. Оценка допустимых размеров дефектов для корпусов
реакторов АЭС с ВВЭР
Ниже приведены результаты расчетной оценки допустимых
размеров дефектов в основном металле и металле сварного шва
* В наблюдении за дефектами принимали участие И. В. Буряк, Ю. О. Захаржев-
ский, B.C. Кузнецов и др.
115
ППР-90
ППР-89
ППР-88
Длина,
мм
Глубина,
мм
"Г*
Длина,
мм
Глубина,
мм
Длина,
мм
Глубина,
мм
Номер
шва по
докумен-
документации
АЭС
100
Ю rt OO I
ГО ГО fN I
Ю^ГОЧО
1Й1§
Tj- ON fN OO
ГО fN ГО fN
СО Г- TJ" Г—
|Й 1 1
ТГ ЧО SO О
fN fN fN ГО
fN
?l 1 1
120
fN 1 1 1
120
° 1 1 1
fN 1 1 1
О
ЧО "*¦ "р го
120
34
19-25
19
16-31
П34
| О О
1 го го
о>оо
ГО fN ГО
*п
1 О О
1 го го
О *О О
ГО fN ГО
TJ- «О «О
О О I
чо г- чо
ГО fN ГО
1 1 I
fN Ю О
fN fN го
Л49
1 °
1 fN
fN fN
ГО^
ГО
1 fN
fN fN
СО
fN"
600
26-36
Л53
го тг оо
100
г-- чо оо
fN fN fN
ГО П- OO
100
r^. vo оо
fN fN fN
25-38
28-38
31
П60
o
uo
О
ГО
О
го
о
in
25-32
Л62
116
Сварной шов № 2
Рис. 31. Схема части меридионального сечения корпуса ВВЭР-1000
117
корпуса реактора типа ВВЭР-1000 (рис. 2, 31) [28, 29], а также
корпуса реактора ВВЭР-440. При этом рассмотрены вопросы,
связанные с обеспечением сопротивления хрупкому разрушению
конструкции. Расчет проводили с использованием методов рас-
расчета [1, 10, 28, 29].
Для корпуса реактора ВВЭР-1000 состояние страгивания тре-
трещины может быть обусловлено понижением температуры метал-
металла и последующим снижением пластических свойств материала.
В связи с этим при определении допустимых размеров дефектов
рассмотрены эксплуатационные режимы с разгерметизацией
контуров установки и подачей в корпус реактора борного раство-
раствора из системы аварийного охлаждения зоны (САОЗ). Подобные
режимы эксплуатации наиболее опасны. Вследствие разности
плотностей холодного борированного раствора и горячего тепло-
теплоносителя, затрудняющей их перемешивание, на стенке корпуса
возникают струи («языки») холодного борированного раствора,
обусловливающие местное охлаждение поверхности. В особо тя-
тяжелых условиях оказывается цилиндрическая часть корпуса реа-
реактора в районе активной зоны, где металл корпуса подвергается
наибольшему охрупчиванию.
Уровень температурных напряжений в стенке корпуса опреде-
определяется способом подачи холодной воды в корпус, размерами об-
области охлажденного металла, перемешиванием подаваемой воды
с горячим теплоносителем и ее теплообменом со стенкой корпу-
корпуса, а также временным фактором.
Число сочетаний указанных факторов, а также вариантов осу-
осуществления проектных режимов в конкретных схемных решени-
решениях и временных условиях весьма велико.
Условия работы корпуса в режимах разгерметизации первого и
второго контуров установки можно объединить в две группы.
К первой относятся режимы с большой потерей теплоносите-
теплоносителя и быстрым падением давления в первом контуре до полного
срабатывания гидроемкостей САОЗ. Корпус при этом практиче-
практически мгновенно заполняется холодной водой.
Ко второй относятся режимы с падением уровня воды в ком-
компенсаторе давления вследствие потери теплоносителя или его ох-
охлаждения. В этой группе режимов на внутренней поверхности
118
цилиндрической части корпуса возможно возникновение холод-
холодных языков вследствие работы активных средств САОЗ.
В выполненном анализе учтен наиболее опасный режим вто-
второй группы, эквивалентный течи первого контура при разрыве
трубопровода Ду 850. Время существования холодных языков в
этом режиме составляет 0,5 ч. Температурные поля исследовали
в трехмерной постановке методом элементарных тепловых ба-
балансов. Оценивалось влияние ширины языка на градиент темпе-
температуры металла по окружности. Наибольший градиент по окруж-
окружности достигается при ширине языка, равной 500 мм, ее даль-
дальнейшее увеличение практически не изменяет окружного и ради-
радиального градиентов температур.
При нагружении неосесимметричным температурным полем
напряженное состояние определяли использованием принципа
суперпозиции ряда решений перечисленных ниже задач напря-
напряженного состояния, полученных методами теории упругости.
Первая задача учитывает напряжения от окружного градиента
температуры в пластине, представляющей развертку цилиндри-
цилиндрической части корпуса. Нагружающим фактором служит средне-
интегральное по толщине стенки температурное поле.
Вторая задача учитывает напряжение от радиального градиен-
градиента температуры и внутреннего давления в цилиндре. Нагружаю-
Нагружающие факторы — осесимметричное температурное поле с распре-
распределением температур по толщине стенки, соответствующим вы-
выбранному меридиональному сечению по результатам решения
первой задачи, и внутреннее давление.
Действующие напряжения в районе языка равны сумме ре-
результатов решения первой и второй задач.
При наличии в этой зоне дефекта считается возможным ини-
инициирование разрушения корпуса, если значение коэффициентов
интенсивности напряжений Кх в одной из точек по контуру де-
дефекта превзойдет допустимую вязкость разрушения металла [К]с].
При этом поверхностные дефекты схематизированы как полуэл-
полуэллиптические трещины, а подповерхностные — как эллиптичес-
эллиптические. Для определения К{ использован интерполяционный метод
расчета [23]. Допустимое значение [К[с] определяли, исходя из
119
Таблица 16. Свойства металла корпуса реактора ВВЭР-1000
Материал
Основной
металл сталь
15Х2НМФА-А
Металл свар-
сварного шва
Коэффициент
радиационно-
радиационного охрупчива-
ния Ар
°С
(нейтр./м2I/3
23
20
Ыо'°С
-25
0
Предел
текучести,
МПа, при
п20
*Р0,2
490
п350
ПР0,2
441
Временное
сопротивление,
МПа, при
608
п350
539
зависимостей K[c=f(T- T ), с учетом введенных коэффициен-
коэффициентов запаса л3 = 1,4 и ЛГ3= 10 °С.
В хрупкой области расчетная зависимость [К{с] =f(T— Гкр) по-
получена как нижняя огибающая двух кривых, одна из которых по-
получена делением ординат исходной зависимости на п3, а другая —
смещением исходной зависимости вдоль оси температур на
значение температурного запаса ДГ3.
Для вычисления Kv определения [К1с] и их сопоставления друг
с другом в точках контура трещины на малой и большой полу-
полуосях эллипса была составлена программа для ЭВМ, позволяющая
определять допустимые размеры дефектов.
Расчеты выполняли для материалов, свойства которых приве-
приведены в табл. 16. Толщина основного металла стенки корпуса в
районе активной зоны 192,5 мм, в районе верхнего среза актив-
активной зоны 241,4 мм, антикоррозионной наплавки 7 мм, наружный
радиус корпуса 2267,5 мм.
В расчете учтено ослабление флюенса нейтронов по толщине
стенки корпуса и изменение флюенса по высоте активной зоны.
Результаты расчетной оценки допустимых размеров трещино-
подобных несплошностей приведены на рис. 32-35 и в табл.17.
На рис. 32 показано изменение допустимого размера [а] по-
поверхностных трещин в основном металле в процессе эксплуата-
эксплуатационного режима при различном соотношении полуосей трещи-
трещины а/с. Минимальные размеры допустимых дефектов наблюда-
наблюдаются в момент времени т = 0,5 ч, соответствующий окончанию
существования холодных языков. Для отношений а/с = 0,0-Ю,6
120
Таблица 17. Допустимые размеры дефектов в сварном шве № 4 корпуса реактора
в момент времени % = 0,7 ч
а/с
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
[а], мм
3,6
4,1
4,5
5,1
5,9
6,8
8,0
8,3
8,2
8,2
8,3
X™11, ММ
0,17
0,20
0,23
0,26
0,31
0,37
0,44
0,51
0,60
0,70
0,81
[а]хв, мм
1,5
1,8
2,0
2,4
2,8
3,3
3,9
4,6
5,4
6,3
7,3
°ост ^Я0,2
[а], мм
2,5
2,7
2,9
3,3
3,7
4,2
4,8
5,5
5,7
5,7
5,8
JCJJ1'", ММ
0,13
0,15
0,16
0,19
0,22
0,26
0,31
0,36
0,42
0,49
0,57
[а]хв, мм
1,1
1,3
1,4
1,7
1,9
2,3
2,8
3,2
3,8
4,4
5,1
размер [а] определяется наиболее заглубленной в металл точкой
фронта трещины, а начиная с а/с > 0,7, точкой фронта трещины,
лежащей на свободной поверхности. Это обусловлено тем, что
при а/с > 0,7 значение К} по фронту трещины выравнивается, а в
точке, лежащей на свободной поверхности, температура металла
минимальна и минимально значение [ АГ1с].
На рис. 33 приведены зависимости [а] для подповерхностных
трещин в основном металле от глубины из залегания хв в момент
времени т = 0,5 ч. Значение хв определяется толщиной металла
от внутренней поверхности до ближайшей точки фронта трещи-
трещины. Трещина считалась подповерхностной при выполнения усло-
условия хв > а/9. Наиболее опасным следует признать положение
трещины при минимальных размерах перемычки металла
хв = а/9. Это объясняется тем, что с уменьшением хв значение
температуры и вязкости разрушения металла уменьшаются, а на-
напряжения и Кх увеличиваются.
На рис. 34 показано изменение допустимых размеров [а] поверх-
поверхностных трещин во времени в металле сварного шва № 4, находя-
находящегося в пределах активной зоны, без учета сварочных остаточных
напряжений. Минимальные значения [а] соответствуют наиболее
121
18
16
14
12
10
а/с = 0,6
0,7-H,0
0,5
0,4
0,3
0,3
0,4
0,5
0,6
Рис. 32. Изменение допустимых размеров поверхностных дефектов в сечении
корпуса на уровне верхнего среза активной зоны (основной металл) во времени
позднему из рассмотренных моментов времени х = 0,7 ч, и кривые
зависимостей [а] =/(х) при х > 0,7 ч имеют явную тенденцию к вы-
полаживанию. Резкое уменьшение критических размеров [а] для
всех рассмотренных значений а/с происходит в момент времени
х = 0,5 ч. Это объясняется тем, что в это время холодные языки пре-
прекращают свое существование и корпус полностью заполняется хо-
холодным борированным раствором из САОЗ.
При этом на уровне сварного шва № 4 температура воды в язы-
языке выше температуры воды,-подаваемой активными средствами СА-
САОЗ, и холодного раствора, заполняющего корпус при х > 0,5 ч.
122
[а], мм
50
40
30
20
10
10
20
30
40
1.0 0,9
I 0,6
7и
I I у.З
0,1
0,0
50 хв, ч
Рис. 33. Зависимость допустимых размеров подповерхностных трещин в
сечении корпуса на уровне верхнего среза активной зоны (основной металл) от
глубины их залегания хв
123
0,4
0,5
0,6
0,7 Tf4
Рис. 34. Изменение допустимых размеров поверхностных дефектов в сварном шве
№ 4 корпуса реактора ВВЭР-1000 буз учета остаточных напряжений во времени
На рис. 35 показано изменение допустимых размеров [а] для се-
сечения в основном металле на уровне центра активной зоны. Как и
для сечения, проходящего по металлу шва № 4, минимальные раз-
размеры [а] соответствуют окончанию процесса охлаждения металла
корпуса.
В табл. 17 приведены допустимые размеры [а] для поверхност-
поверхностных и подповерхностных трещин в металле сварного шва с уче-
учетом остаточных напряжений оост= Rjl 2 и без них.
Результаты исследования (см. рис.32—35) свидетельствуют о
124
[а], мм
22
20
18
16
14
12
10
8
6
а/с
07
= 0,4\
0,5 **¦
06 v.
0,3
0,2-.
0,1 ^
0,0 -
N
N
- —
\
N
N
" -^
\\1
t
*
- —
—¦—
— —
— —
-
——'—
—
1 ¦
3,8-1,0
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0,0
0,3
0,4
0,5
0,6
0,7 Т,Ч
Рис. 35. Изменение допустимых размеров подповерхностных дефектов в
сечении на уровне центра активной зоны (основной металл) во времени
том, что элементом, определяющим минимальные допустимые
размеры дефектов в металле корпуса реактора ВВЭР-1000, явля-
является сварной шов № 4, расположенный в районе активной зоны.
В связи с этим дальнейшее совершенствование конструкции кор-
корпуса возможно при увеличении размера обечайки и выносе свар-
сварного шва № 4 из района активной зоны.
Подобные расчеты были также проведены для корпуса реакто-
реактора ВВЭР-440. По результатам расчета были оставлены без ремон-
ремонта дефекты, изображенные на рис. 10 и 11, обнаруженные чехо-
чехословацкими дефектоскопистами на одной из АЭС России систе-
системой контроля Реактортест в 1990 г.
125
4.12. Оценка допустимых размеров дефектов для тонкостенных
трубок парогенераторов реактора ВВЭР-1000
Оценку проводили в связи с повреждениями теплообменных
трубок (ТОТ) парогенераторов (ПГ) II блока Балаковской АЭС,
выявленными во время останова блока в мае 1996 г. (случай опи-
описан в информационном сообщении МАГАТЭ в апреле 1997 г.).
Общий вид ПГ показан на рис. 3 и 4. Количество ТОТ в од-
одном ПГ 11000 шт. Диаметр трубки 16 мм, толщина стенки
1,5 мм. Сталь 08Х18Н10Т. Давление первого контура во время
эксплуатации 16,4 МПа (во втором контуре 6 МПа), максималь-
максимальное давление гидроиспытания 24,5 МПа. Наиболее опасный ава-
аварийный режим — разрыв трубопровода (паропровода) второго
контура с падением давления в ПГ до 0 (при этом давление по
первому контуру равно 16,4 МПа).
Расчеты проводили по методике М-02-91 [10] с коэффициен-
коэффициентами запаса, равными 1, для следующих режимов:
рабочий режим эксплуатации; Р1= 16,4 МПа, Р2= 6 МПа;
гидравлические испытания с давлением по первому контуру
?рИ= 24,5 МПа; по второму контуру Р2И= 0;
аварийный режим с разрывом паропровода с давлением в кон-
контурах Р1= 16,4 МПа; Р2= 0.
Результаты расчета представлены на рис. 36—37.
По горизонтальной оси рисунков отложена относительная
протяженность дефекта C/kR, приведенная к полупериметру
трубки; по вертикальной оси — относительная глубина дефекта
a/S, приведенная к толщине стенки трубки.
Трещины, имеющие размеры в области, находящейся ниже
кривых 1—3 (см. рис. 36, 37), стабильны, выше тех же кривых —
нестабильны и приводят к быстрому разрыву трубки.
Расположение кривых на рис. 36—37 свидетельствует о том,
что критические размеры велики.
Так, для трещин в кольцевом направлении (поперек оси ТОТ)
возможно существование стабильных сквозных трещин протя-
протяженностью несколько меньше 1/2 периметра трубки (в режимах
НУЭ и ГИ).
Результаты расчета критических размеров трещин, ориентиро-
126
1.0
0,8
0,6
0,4
////////
4
' .
^-—¦
1
2
мни
3
/ /// fU/OLJ
0,2 0,4 0,6
Относительная протяженность дефекта c/nR
0,8
1.0
Рис. 36. Поперечные поверхностные трещины (расчет по методике [10]):
1— рабочий режим; 2 — аварийный режим; 3— гидроиспытания; 4— брако-
браковочный уровень для глушения
ванных вдоль оси ТОТ, показали, что необходимо проведение
дополнительного анализа с целью снятия консервативности.
Для более точного определения критических размеров трещин,
ориентированных в продольном направлении, использовали за-
зависимость [30]:
oQ/o* = A - a/S)/{l - l/M • a/S), E7)
где а0 — напряжение в тангенциальном направлении; а*— кри-
критическое напряжение, определяющее предельное состояние
трубки с трещиной; М — коэффициент формы
М =
E8)
где
Экспериментально было показано, что для стали типа
ОХ18Н10Т
На рис. 36 и 37 отмечен 70%-ный уровень браковки при вих-
ретоковом контроле.
Браковочный уровень 70% толщины стенки ТОТ был установ-
127
0,2 0,4 0,6
Относительная протяженность дефекта c/nR
0,8
1,0
Рис. 37. Продольная ориентация поверхностных трещин:
I — учочненные результаты G — рабочий режим; 2— аварийный режим; 3— гид-
гидроиспытания); II — расчеты по методике [10] D — рабочий режим; 5—аварий-
5—аварийный режим; 6— гидроиспытания); III — данные [31] G— рабочий режим; 8 —
аварийный режим); 9— браковочный уровень
лен с учетом результатов дополнительных исследований: анализа
трещиностойкости ТОТ с учетом циклических нагрузок за весь
оставшийся срок эксплуатации в течение 22 лет; анализа вероят-
вероятности разрыва трубки и безопасности эксплуатации трубного пу-
пучка при принятом уровне браковки; анализа влияния успешных
гидроиспытаний на надежность трубного пучка парогенераторов.
На рис. 37 представлены также результаты расчетно-эксперимен-
тальных лабораторных исследований трещиностойкости ТОТ ПГ ре-
реактора ВВЭР-1000, выполненных в Чехии в условиях, максималь-
максимально приближенных к реальным [31]. Сравнение полученных резуль-
результатов свидетельствует об их удовлетворительном совпадении.
4.13. Допустимые и критические размеры несплошностей
как основа при разработке и совершенствовании средств
неразрушающего контроля
Нормы дефектов для стадии изготовления более жестки по
сравнению с научно обоснованными нормами дефектов для стадии
эксплуатации. На практике разработчики новых средств и методов
НКЭ стремятся повысить чувствительность контроля. Обосно-
Обоснованные требования к методам и средствам НК можно представить
128
Брако-
Настро- вочный
вчный 1 уровень
уровень для ста-
\ дии изго-
^] товлвния
\ У
1 /
! /
и
Допустимый
размер дефекта
для стадии
эксплуатации
Критический
размер
несплошности
1
Вероят-
Вероятность
обнару-
обнаружения
дефекта
и Размер дефекта
Рис. 38. Идеальные и реальные технические характеристики методов
и средств НК:
1 — кривая, отражающая идеальные технические характеристики средств и мето-
методов НК, применяемых на стадии изготовления конструкции; 2— кривая, отража-
отражающая идеальные технические характеристики средств и методов НК, приме-
применяемых во время эксплуатации; 3 — в большинстве случаев реальная кривая,
характеризующая качество НК
графически (рис. 38). При выполнении требований, характеризуе-
характеризуемых кривой 7, в эксплуатацию не должны быть пропущены дефек-
дефекты технологической природы, при выполнении требований, харак-
характеризуемых кривой 2, в эксплуатации не должно быть аварий и раз-
разрушений, обусловленных развитием дефектов.
В действительности, как было показано в разд. 2, при эксплу-
эксплуатации обнаруживается существенное число дефектов технологи-
технологической природы, а также происходят аварии или катастрофы,
связанные с развитием дефектов. Это свидетельствует о том, что
реальное качество НК соответствует кривой 3.
Анализ кривых 7—3 на рис. 38 также показывает, что детерми-
детерминистические подходы в области НК недостаточны.
4.14. Об оптимизации НКЭ
Перед оптимизацией необходимо определить критерий опти-
оптимизации и оптимизируемый параметр.
129
Говоря об оптимизации НКЭ, различные авторы имеют в ви-
виду различные параметры и различные критерии оптимизации.
Так, В.Н. Волченко [32] рассматривает возможность определе-
определения экономически оптимальных норм дефектов q, исходя из ана-
анализа затрат на устранение брака (рис. 39). При этом под норма-
нормами дефектов q понимается допустимый процент брака в партии
однотипных деталей (или сварных стыков).
В работах [33, 34] под оптимально организованным эксплуатаци-
эксплуатационным неразрушающим контролем понимают обеспечивающий
требуемый, заданный нормативными документами, уровень безо-
безопасности эксплуатации. При этом уровень безопасности оценива-
оценивают вероятностью разрушения элементов конструкций реактора, рас-
расплавления активной зоны реактора, выброса радиоактивных элемен-
элементов за пределы реактора [33]. Параметры оптимизации, так же, как
и методика оптимизации, в работах [33, 34] четко не определены.
Достоинством работ [33, 34] является то, что в них предпринята по-
попытка количественного рассмотрения НКЭ как элемента системы
обеспечения безопасности.
Методика оптимизации НКЭ по критерию достижения макси-
максимальной надежности контролируемого элемента конструкции
атомного реактора предложена в работе [35]. Оптимизируемый
параметр — интервал времени между контролями. Такая поста-
постановка задачи оптимизации представляется не совсем оправдан-
оправданной, так как очевидно, что чем выше периодичность контроля,
тем более высокую надежность можно обеспечить. Именно с
учетом этой очевидной закономерности на практике часто
уменьшают интервал времени между контролями в целях повы-
повышения надежности эксплуатируемой конструкции.
В рассмотренных работах [32—35 ] при оптимизации НКЭ ис-
используют вероятностные представления о прочности. В действи-
действительности, оптимизацию можно проводить как в детерминисти-
детерминистической, так и в вероятностной постановке [36]. Детерминистиче-
Детерминистические аспекты оптимизации НКЭ рассмотрены в настоящем раз-
разделе, вероятностные — в разд. 8.
Изложенные ниже методология и методы оптимизации осно-
основаны на экономических критериях. В качестве оптимизируемых
параметров рассмотрены: нормы, дефектности; интервал времени
130
f X
/
/
/
\
1
^^
1
-
'0,5
a)
1,0
1
1
1
\
\
\
\
t.
:;Уо
Зд
б)
Рис. 39. К определению оптимальных норм дефектов (оптимальной доли брака):
а — качественная зависимость относительного ущерба У от доли брака Б (Ул —
линейный ущерб; Уо — обобщенный ущерб); б — примерная связь между затра-
затратами на ремонт 3 и нормой дефектов д (Зл, qn — затраты и норма дефектов для
линейного ущерба; Зо, qo — затраты и норма дефектов для обобщенного
(интегрального) ущерба с учетом ликвидации последствий брака или аварий J
131
2.
3
^ ^ Доходы
У
Оптимальное
/ значение
Оптимизируемый параметр
Рис. 40. Графическая схема поиска оптимального значения оптимизируемого
параметра
между контролями (периодичность контроля); места контроля;
объемы контроля на протяжении всего отрезка эксплуатации
объекта контроля; сочетание методов контроля.
В общем случае поиск оптимального значения исследуемого
параметра контроля графически можно изобразить как поиск
экстремального (минимального или максимального) значения на
кривой в координатах экономическая характеристика — оптими-
оптимизируемый параметр (рис. 40).
4.14. 1. Экономически оптимальные нормы дефектов
в эксплуатации
Оптимальными нормами дефектов при эксплуатации служат
нормы, разработанные на основе механики разрушения. Дейст-
Действительно, левая ветвь кривой на рис. 41 отражает убытки эксплу-
эксплуатирующей организации от ремонта неопасных дефектов. Левая
ветвь имеет ниспадающий характер, так как с увеличением раз-
размеров несплошностей их число уменьшается, а следовательно
снижаются затраты на ремонт.
Правая ветвь кривой (см. рис. 41) имеет восходящий характер,
так как с приближением норм дефектов к критическим размерам
несплошностей (уменьшением коэффициентов запаса прочно-
132
Убытки от аварий
Оптимальные ж!рмы
/ дефектов эксплуатации
Нормативный блаковочный размер несплошности
Рис. 41. Обоснование экономической оптимальности норм дефектов в
эксплуатации, определенных с использованием методов механики разрушения
сти) число аварий, обусловленных дефектами, должно увеличи-
увеличиваться, а, следовательно, убытки от аварий должны расти.
Минимальное значение кривой убытков на рис. 41 соответст-
соответствует нормам дефектов, определенным как допустимые дефекты в
эксплуатации (при условии правильно выбранных коэффициен-
коэффициентов запаса прочности).
Как отмечалось выше, на АЭС РФ используют нормы дефек-
дефектов для изготовления. В связи с этим объемы ремонта на АЭС в
10 раз и более для обеспечения безопасной эксплуатации превы-
превышают необходимый уровень.
Введение на действующих АЭС экономически оптимальных
норм дефектов позволит в 10 раз и более сократить трудо- и до-
зозатраты при одновременном повышении их безопасности
(вследствие сокращения ремонта, дополнительного анализа про-
прочности и ресурса, направления освободившихся средств на повы-
повышение безопасности эксплуатации).
133
4.14.2. Экономически оптимальный интервал времени
между контролями
Интервал времени между контролями (или частота контроля,
или периодичность контроля) влияет на экономические показа-
показатели (рис. 42) [6, 36].
На рис. 42 изображена зависимость дохода, получаемого при
эксплуатации конструкций (например, АЭС) Д от частоты конт-
контроля за весь период эксплуатации к.
Кривая 1 соответствует случаю, когда данный элемент конст-
конструкции (или весь объект) контролировать невыгодно, т.е. убытки
от его ненадежной работы невелики и не превышают затрат на
контроль, оптимальная частота контроля при этом равна 0.
Кривая 2 соответствует случаю, когда доход от эксплуатации
при проведении контроля с небольшой частотой растет, но ког-
когда объемы контроля резко увеличиваются, общий доход от экс-
эксплуатации начинает падать. Точка максимума на кривой 2 соот-
соответствует экономически оптимальной частоте контроля.
<
3
-—-—1
vsN1
?j=0 k2 кг к
Частота контроля
Рис. 42. Схема определения оптимальной частоты контроля:
/ — контроль невыгоден; кх- 0; 2 — оптимальная частота контроля &2; 3 — опти-
оптимальная частота контроля к3 соответствует 100%-ной надежности конструкции
(или другой приемлемой величине)
134
Кривая 3 соответствует конструкциям, аварии которых имеют
катастрофические последствия и для общества неприемлемы.
Любые затраты на контроль в этом случае существенно меньше
убытков при аварии. Частота контроля при этом оптимальна та,
при которой достигается 100%-ная надежность конструкции
A00%-ная надежность может быть недостижима и ее можно за-
заменить другой, приемлемой для общества величиной).
Если методами НКЭ или другими методами технического об-
обслуживания в эксплуатации необходимый уровень надежности
достичь невозможно, экономически оптимален отказ от эксплу-
эксплуатации и модернизация конструкции в целях повышения ее на-
надежности (безопасности).
Можно показать (аналогично разд. 4.14.1), что для случаев,
описываемых кривыми 2 и Зна рис. 42, экономически оптималь-
оптимальным интервалом времени между контролями будет такое время
тк, за которое размеры несплошности увеличатся от размеров,
определенных нормами дефектов в изготовлении, до допустимых
размеров дефектов в эксплуатации (рис. 43) [26, 36].
Приведенная на рис. 43 схема определения экономически оп-
оптимального времени между контролями применима только в том
Критические размеры несплошностей
Допустимые размеры дефектов
в эксплуатации >
-ri Нормы дефектов
при изготовлении
/
\
i
i
i
i
i
i
i
~т
1
1
О к
Время эксплуатации
Рис. 43. Схема определения экономически оптимального интервала времени
между контролями хк
135
случае, если средства и методы контроля обеспечивают абсолют-
абсолютную достоверность контроля в соответствии с кривыми 1 и 2,
рис. 38. В действительности, выявляемость дефектов как на уров-
уровне требований норм дефектов в изготовлении, так и на уровне
допустимых размеров дефектов в эксплуатации не является
100%-ной. Реальная кривая выявляемое™ описывается кривой 3
(см. рис. 38), что означает, что определение экономически опти-
оптимального интервала времени между контролями требует знания
вероятностных закономерностей НКЭ, или точнее, вероятност-
вероятностных характеристик выявляемое™ дефектов и достоверности кон-
контроля.
Оптимизация мест контроля, объемов контроля на протяже-
протяжении всего отрезка эксплуатации и сочетания методов контроля
требует также знания вероятностных закономерностей НКЭ и
будет рассмотрена ниже в разд. 8.
136
5. Вероятностные аспекты дефектоскопии
Главные причины, требующие исследования вероятностных
закономерностей дефектоскопии:
недостаточная достоверность контроля на стадиях изготовле-
изготовления, монтажа и эксплуатации, что приводит к пропуску в экс-
эксплуатацию существенного числа дефектов (см. разд. 2), а на ста-
стадии эксплуатационного контроля — к пропуску дефектов опас-
опасных размеров, обусловливающих аварии или катастрофы;
невозможность научной организации НКЭ на основе только
детерминистических представлений;
только на основе знания вероятностных закономерностей де-
дефектоскопии возможен научный подход к управлению надежно-
надежностью и безопасностью эксплуатации ответственных объектов со-
современной техники.
В настоящем разделе изложены оригинальные результаты, по-
полученные авторами применительно к сосудам и трубопроводам
давления АЭС*, а также результаты, полученные другими иссле-
исследователями, в том числе и по зарубежной программе PISC.
5.1. Реальная дефектность металла элементов конструкций
В зависимости от размеров несплошности (дефекты) можно
разделить на три группы: субмикроскопические (сравнимые с
* Необходимоть исследования вероятностных закономерностей дефектоскопии
была осознана нами в 1976 г. после первого нашего опыта практического приме-
применения механики разрушения для обоснования прочности и ресурса компенса-
компенсаторов объема ВВЭР-440 на НВАЭС и АрмАЭС. Определенные нами допустимые
размеры несплошностей для оставшегося срока эксплуатации существенно пре-
превышали размеры по действовавшим нормам дефектов. С учетом специфики
решения задачи требовалось подтвердить, что несплошности допустимых
размеров будут гарантированно обнаружены методами НК. Однако привле-
привлеченные нами эксперты ряда ведущих организаций не смогли это подтвердить.
Этот факт послужил основой для начала наших систематических исследований в
этой области. Тогда же возникла идея экспериментального исследования выявля-
емости дефектов с использованием полномасштабных тест-образцов со
скрытыми, специально заложенными дефектами. Технология внесения в сварные
швы несплошностей заданных размеров была разработана под руководством
проф. д.т.н. В.Ф. Лукьянова при нашем участии. В работах по изготовлению тест-
образцов активное участие принимал доцент, к.т.н. В.П. Головин.
137
размерами атомов), микроскопические (сравнимые с размерами
зерен в металле) и макроскопические (сравнимые с размерами
элементов конструкций.
Число субмикроскопических дефектов в металле (их еще назы-
называют дефектами кристаллической решетки — дислокации, вакан-
вакансии и т.п.) очень велико. В сечение 1 см2 попадает 108—1012 ди-
дислокаций.
Микроскопические дефекты связаны с процессами получения
слитка, его обработки давлением, изготовления полуфабриката
детали. Это в основном микропоры, неметаллические включе-
включения, микронадрывы и т.п.
Число микроскопических дефектов существенно меньше суб-
субмикроскопических, но все еще велико. На 1 см2 может быть от
нескольких дефектов и более.
Макроскопические несплошности характерны, как правило,
для сварных соединений. Вероятность попадания в эксплуата-
эксплуатацию конструкции с макродефектом в основном металле очень
мала, и, возможно, на 3—5 порядков меньше, чем для сварных
соединений*.
В качестве примера ниже приведены характеристики дефект-
дефектности ответственного элемента реактора АЭС — ПГ непосредст-
непосредственно после изготовления. В работе [39] оценивали макроде-
макродефектность количеством дефектов на 10 м сварного шва у^ и на
1 т наплавленного металла у™. При исследовании технологии из-
изготовления парогенераторов из стали 22К были получены коли-
количественные данные для у^ и у™ в зависимости от типа сварки и
размеров свариваемого элемента конструкции (рис. 44).
Очевидно, число дефектов по нормам для изготовления на
единицу длины или массы колеблется от единицы примерно до
1000.
В общем случае можно утверждать, что число дефектов в кон-
конструкции уменьшается с увеличением размеров дефектов
(рис. 45,а). При этом.можно считать, что для конструкции весом
в несколько тонн кривая на рис. 45,а стремится к бесконечности
при стремлении размеров дефектов к нулю.
Исключение составляют литые детали.
138
2
О
600 -
400
200
118
Ду25
Ду100
ДУ250
Ду550 W® ДУ1100
I П 1П
Вид сварки
IV
Рис. 44. Диаграммы удельной дефектности сварных швов корпусов парогене-
парогенераторов (I—III) и приварки патрубков (IV) при различных видах сварки:
I, II — соответственно электрошлаковая, автоматическая под слоем флюса;
III, IV — ручная электродуговая
139
N
Рис. 45. Зависимость числа дефектов Not их размера а:
а— общий вид; б— сосуд давления с толщиной стенки S; в — сосуд давления
после гидравлических испытаний
140
Кривую на рис. 45,а можно выразить в виде уравнений, про-
простейшим из которых является:
N=AcTn, E9)
где а — характерный размер дефекта, например, глубина (в на-
направлении стенки сосуда давления); А, п — постоянные для дан-
данной конструкции, марки стали и технологии изготовления.
Также может быть использовано экспоненциальное уравнение
типа
где X — постоянная.
Недостаток последнего уравнения в том, что оно неадекватно
описывает число дефектов в области малых размеров.
Кривая на рис. 45,а с правой стороны может быть ограничена.
Для сосудов давления и трубопроводов таким естественным ог-
ограничением служит толщина стенки S (см. рис. 45,6).
При проведении успешных гидравлических испытаний в слу-
случае, если якр< S, зависимость N(a) соответствует изображенной
на рис. 45,в.
На зависимость N(a) (см. рис. 45) влияет также ремонт по ре-
результатам дефектоскопического контроля (рис. 46). Величина а0
на рис. 46 соответствует браковочному размеру дефекта.
Рис. 46. Зависимость числа дефектов от их размеров до дефектоскопического
контроля (/) и после контроля и ремонта B)
141
Рис. 47. Выявленная при контроле дефектность
Кривые N(a) (см. рис. 45) можно назвать кривыми, характери-
характеризующими реальную дефектность конструкции. При этом кри-
кривая 2 на рис. 46 соответствует остаточной после контроля и ре-
ремонта реальной дефектности. В дальнейшем для краткости тер-
термин остаточная после контроля и ремонта реальная дефектность
будет заменен термином остаточная дефектность.
Реальную, исходную до контроля дефектность и остаточную
дефектность следует различать между собой, а также отличать их
от выявленной при контроле дефектности, которая в большинст-
большинстве случаев характеризуется кривой, изображеннрой на рис. 47.
Очевидно, если бы все имеющиеся в конструкции дефекты с
размерами а > а0 выявлялись бы со 100%-ной достоверностью,
т.е. все дефекты а > а0 были бы обнаружены и отремонтированы,
тогда бы кривые выявленной и остаточной дефектности соответ-
соответствовали кривым 2 и 3 рис. 48. При этом число дефектов с раз-
размерами а > а0 после контроля и ремонта было бы равно 0.
К сожалению, в подавляющем большинстве случаев, а возмож-
возможно, и во всех случаях дефектоскопии методами НК, достижение
100%-ной достоверности контроля в настоящее время невозможно.
5.2. Вероятностные закономерности выявления дефектов
Вероятностные закономерности выявления дефектов в настоя-
настоящее время изучены недостаточно. Даже программа PISC, одной
из главных целей которой было изучение выявляемое™ дефек-
дефектов, не смогла исчерпывающе осветить все аспекты проблемы
142
N
Рис. 48. Исходная G), выявленная при 100%-ной достоверности контроля B) и
остаточная дефектность C)
(несмотря на продожительность работ почти в течение 15 лет с
участием 16 западных стран, включая США и Японию). В Рос-
России закономерности выявляемое™ дефектов (в том числе и в ве-
вероятностном аспекте) изучали А. К. Гурвич, В. Г. Щербинский,
Н. П. Алешин и другие. Во ВНИИАЭС данную проблему изуча-
изучали с 1977 г.
Для понимания вероятностных закономерностей выявления де-
дефектов необходимо более точно охарактеризовать такие понятия,
как достоверность контроля и вероятность обнаружения дефекта.
5.2.1. Достоверность контроля — понятия и определения
Понятие достоверность контроля и связанные с ним термины, по-
видимому, наиболее полно анализировал В. Н. Волченко [32]. Он
использует термин сравнительная достоверность, понимая его как
объективность контроля, т.е. степень совпадения сигналов о каче-
качестве с реальными значениями его показателей. При этом предпола-
предполагается, что реальное значение показателей качества оценивают эта-
эталонным методом. При дефектоскопии методами НК эталонным ме-
методом может служить металлография дефектов при послойной раз-
разрезке детали (т. е. при разрушении детали).
Количественно сравнительную достоверность можно оценить
143
вероятностью принятия безошибочных решений при оценке ка-
качества объекта или партии изделий.
Определенная таким образом количественная характеристика
достоверности контроля связана с нормами дефектов в отличие
от выявляемое™ дефектов. Выявляемость дефектов — это веро-
вероятность выявления несплошности по заданному ее параметру.
Важный показатель достоверности контроля — воспроизводи-
воспроизводимость его результатов. Эту характеристику можно определять как
частоту совпадения результатов контроля в разных условиях.
Воспроизводимость может служить частной характеристикой до-
достоверности.
С точки зрения прочности решающее значение имеет не отно-
относительная достоверность контроля, а реальная достоверность. Ре-
Реальную достоверность НК можно определить как степень совпа-
совпадения результатов НК с реальными характеристиками несплош-
ностей в конструкции.
Возможность систематически исследовать реальную достовер-
достоверность НК появилась после разработки технологии изготовления
тест-образцов с искусственными несплошностями, в полной ме-
мере имитирующими несплошности технологической и эксплуата-
эксплуатационной природы.
5.2.2. Методы исследования достоверности контроля
Для сопоставления разных методов контроля можно в соответ-
соответствии с [32] выделить априори исходный метод контроля и срав-
сравниваемый с ним пробный метод. Исходный метод должен давать
наибольшую информацию о несплошностях. В тех случаях, ког-
когда исходный метод дает полную информацию о несплошностях,
его можно назвать эталонным [32].
До появления технологий изготовления тест-образцов единст-
единственным, по-видимому, эталонным методом, позволяющим дать
полную информацию о реальной дефектности конструкции, был
метод послойной разрезки конструкции, совмещенный с метал-
металлографическими исследованиями (метод вскрытия дефектов).
Метод вскрытия дефектов является дорогостоящим и трудоем-
трудоемким. К тому же и в этом случае имеется вероятность пропуска
144
трещин. Поэтому иногда целесообразно при оценке сравнитель-
сравнительной достоверности за исходный метод принимать наиболее эко-
экономичный или распространенный на данном предприятии метод
НК. В некоторых случаях можно также в качестве исходного ме-
метода применять тот же метод, что и пробный, но при другой на-
настройке чувствительности аппаратуры, при другой ее комплекта-
комплектации.
Новые возможности в исследовании достоверности НК откры-
открыли тест-образцы с искусственными, т.е. специально заложенны-
заложенными в них, скрытыми несплошностями. При этом в образец мож-
можно заложить дефекты практически любого типа, любого размера,
местоположения и ориентации. При хорошо отработанной тех-
технологии изготовления тест-образцов отпадает необходимость в
эталонном и исходном методах контроля, так как информация о
несплошностях известна заранее.
Исследования с применением тест-образцов также имеют не-
недостатки, так как на практике не всегда удается изготовить дефе-
дефекты по плану. Кроме того, в тест-образцах могут появиться неза-
незапланированные дефекты вследствие несовершенства технологии
сварки. В этом случае информацию о реальной дефектности мо-
можно получить на основании проектных данных о несплошностях,
а также результатов НК, полученных разными методами (напри-
(например, УЗК и РГД) и разными дефектоскопистами.
Достоверность НК можно также оценить на основе анализа
результатов контроля. При этом отпадает необходимость в исход-
исходном методе контроля и предварительной информации о не-
несплошностях в конструкции. Описание используемой при этом
методики анализа дано в разд. 5.3—5.5. Расчетный метод также
имеет недостатки.
Наилучшими методами исследования достоверности являются,
по-видимому, методы, основанные на применении тест-образ-
тест-образцов. Кроме того, эти же тест-образцы могут быть использованы
для оценки квалификации дефектоскопистов, в качестве трена-
тренажеров, для оценки эффективности применяемых методов и
средств НК.
Правила ASME (XI) [25] узаконили применение тест-образцов
для аттестации средств и методов контроля, а также для оценки
145
уровня квалификации дефектоскопистов. Применение тест-об-
тест-образцов предусмотрено проектами европейского стандарта для ат-
аттестации в области НК (ENIQ).
5.2.3. Технологии изготовления тест-образцов
Форму, размеры и материал тест-образцов стремятся макси-
максимально приблизить к реальной конструкции. Существует не-
несколько методов закладки несплошностей. Схема закладки не-
сплошности методом платиков показана на рис. 49. Платик, из-
изготовленный из наплавленного металла из той же партии элект-
электродов, которым должен завариваться сварной шов, устанавлива-
устанавливают на кромку детали и обваривают. Толщину платика выбирают,
исходя из условия, чтобы при данной технологии сварки не про-
произошло его проплавление. После обварки платика заваривают
сварной шов. Размеры платика определяют размеры несплошно-
несплошности (в данном случае плоская несплошность типа несплавления).
Расстояние между дефектами выбирают по закону случайных
чисел.
Макро-и микроизображения указанных типов несплошностей
показаны на рис. 50.
Шов обварки платика
б 1 X у^ Несплошность
Рис. 49. Введение несплошности в сварной шов методом платиков:
а — приварка платика; б — заварка сварного шва с платиком
146
а)
б)
Рис. 50. Макро- (верх) и микрошлифы *100 (низ) однородного сварного шва
(я) и зоны плавления между аустенитной наплавкой и основным металлом —
перлитной сталью (б)
Трещина усталости может быть получена следующим образом.
Сварной шов заваривается частично (рис. 51,6). Затем в наплав-
наплавленном металле делают концентратор напряжений и приложени-
приложением циклически меняющейся нагрузки выращивают трещину ус-
усталости нужного размера (рис. 51,г). После этого сварной шов
заваривают полностью (см. рис. 51,5).
Способы введения дефектов указанными выше методами за-
защищены авторскими свидетельствами [40-42, 67]. Существуют
также другие способы введения несплошностей: вварка отража-
отражателей из тугоплавких металлов; использование платиков, содер-
содержащих несплошности; вварка взрывом элемента металла, содер-
содержащего несплошность (например, технологический дефект); ис-
использование вставки с дефектом.
Последний способ позволяет проводить тестирование при ра-
147
Рис. 51. Последовательность введения в тест-образец трещин усталости:
а — разделка под сварку; б — частичная заварка сварного шва; в — фрезерование
в целях создания концентраторов напряжения 1, г — выращивание механическим
циклическим изгибным нагружением трещин усталости 2; д — полное заплавле-
ние сварного шва; е — трещины усталости 3 внутри сварного шва
диографическом контроле [68]. Схема работ при этом показана
на рис. 52. Тест-образец / изготовляют как полномасштабный
имитатор элемента конструкции (стенки сосуда давления, пат-
патрубка и т. п.). В нем сверлят отверстие под определенным углом.
В отверстие вставляют стержень 2, содержащий трещину или
другой плоскостной дефект. Вращая стержень, можно исследо-
исследовать выявляемость дефекта в зависимости от его ориентации.
Перечисленными выше методами в тест-образец можно вве-
148
сти, в принципе, дефект любого типа. Однако, очевидно, что ти-
типы вводимых дефектов должны зависеть от решаемых задач. Так,
для заводского и входного контроля тест-образцы должны содер-
содержать преимущественно технологические дефекты, для эксплуата-
эксплуатационного контроля наибольший интерес представляют трещины.
Правила ASME(Xl) [25] рекомендуют, чтобы все несплошно-
несплошности в тест-образцах представляли собой трещины, причем разли-
различной природы: трещины механической усталости, межкристал-
литные коррозионные трещины и трещины термической устало-
усталости. Не менее 75% трещин должны быть трещинами коррозий-
коррозийного растрескивания и термической усталости.
Не менее 1/3 дефектов должны иметь размеры от 5 до 30% но-
номинальной толщины стенки трубы и не менее 1/3 дефектов дол-
должны иметь размеры более 30% номинальной толщины стенки
трубы.
От 1 до 10% дефектов должны иметь осевую ориентацию, ос-
остальные должны быть направлены по окружности вдоль сварно-
сварного шва.
При аттестации методов контроля и оценке уровня квалифи-
квалификации персонала в соответствии с правилами ASME (XI) [25] не-
необходимо иметь тест-образцы следующих типов:
I. Трубопроводные сварные швы: кованая аустенитная сталь;
ферритная сталь; литая аустенитная сталь; разнородные металлы;
плакировка.
II. Корпус реактора: зона сплавления наплавки с основным
металлом; участки внутреннего радиуса патрубков; сварные швы
корпуса реактора; сварные швы приварки патрубков к корпусу.
III. Болты и шпильки.
Для реакторов отечественного производства (типа ВВЭР и
РБМК) во ВНИИАЭС были изготовлены тест-образцы, изобра-
изображенные на рис. 53—61. Каждый из указанных образцов содержит
сварные швы, в которые искусственно введены от 10 до 60 не-
сплошностей плоского и объемного типов. Коллектор парогене-
парогенератора содержит несплошности, часть из которых расположена в
основном металле. Некоторые результаты, полученные при ис-
использовании указанных выше тест-образцов, рассмотрены в сле-
следующем разделе.
149
Рис. 53. Тест-образец ГЦТ
Ду 500 реактора ВВЭР-440
Рис. 52. Тест-образец для
радиографического контроля:
/ — тест-образец; 2 — вставляемый
стержень, содержащий дефект 3; 4 —
пленка; 5— источник излучения
150
Рис. 54. Тест-образец ГЦТ Ду 800 реактора РБМК-1000
Рис. 55. Тест-образец ГЦТ реактора ВВЭР-1000
151
Рис. 56. Тест-образец корпусного оборудования из стали 22К
Рис. 57. Тест-образец цилиндрической части корпуса реактора ВВЭР-1000
толщиной 300 мм с наплавкой
152
Рис. 58. Тест-образец тройника Ду 500 и Ду 200 ГЦТ реактора ПВЭР-440
Рис. 59. Тест-образец композитного сварного шва Ду 500 ГЦТ
реактора ВВЭР-440
153
Рис. 60. Тест-образец ГЦТ Ду 300 реактора РБМК-1000
Рис. 61. Тест-образец коллектора парогенератора реактора ВВЭР-1000
154
5.2.4. Результаты исследования достоверности контроля
с использованием тест-образцов
Ниже изложены результаты, полученные по различным про-
программам в области обеспечения надежности элементов реакторов
действующих АЭС. Результаты подобраны таким образом, чтобы
отразить возможность решения следующих задач: исследование
выявляемое™ дефектов при заданных условиях контроля; срав-
сравнительный анализ разных методов контроля; исследование тех-
технологии контроля с целью повышения его эффективности; ис-
исследование влияния «человеческого фактора» на результаты кон-
контроля. Все перечисленные задачи решали применительно к усло-
условиям реакторов типа ВВЭР и РБМК.
Для основных элементов оборудования и трубопроводов пер-
первого контура реакторов АЭС изготавливали полномасштабные
тест-образцы со скрытыми искусственными плоскими и объем-
объемными дефектами типа трещин, непроваров, пор, шлаковых
включений.
Трещины и другие дефекты заданных размеров и ориентации вво-
вводили в сварные швы в заданных местах. Термин полномасштабный
отражает тот факт, что образец приблизительно в масштабе 1:1 со-
соответствует выбранному элементу оборудования АЭС. Например,
представленный на рис. 53 тест-образец главного циркуляционно-
циркуляционного трубопровода (ГЦТ) реактора ВВЭР-440 изготовлен из той же мар-
марки стали и электродов, что и трубопроводы на АЭС. Размеры тру-
трубы (диаметр и толщина стенки) также соответствуют ГЦТ. Данный
тест-образец имеет два сварных шва, в который введены 26 дефек-
дефектов плоского и объемного типов.
Достоверность контроля оценивали по вероятности обнаруже-
обнаружения несплошности (дефекта) (ВОД).
Исследование выявляемое™ дефектов при заданных, постоян-
постоянного условиях контроля. Эти исследования можно проиллюстри-
проиллюстрировать на примере контроля тест-образца элемента корпуса реа-
реактора, в который были введены дефекты несплавления между на-
наплавкой и основным металлом.
Такой трещиноподобный дефект располагается на границе
сплавления и не всегда поддается обнаружению. Основной метод
155
контроля несплавлений — ультразвуковая дефектоскопия. Одна-
Однако она сопряжена со значительными трудностями, которые обу-
обусловлены различными условиями распространения ультразвука в
аустенитном и перлитном металле, а также в зоне сплавления
между ними. В связи с этим выявляемость таких дефектов за-
затруднена и сопряжена со многими объективными и субъектив-
субъективными факторами, такими, как квалификация, утомляемость,
психофизическое состояние операторов и т. п.
Целью работы была оценка выявляемое™ дефектов типа не-
сплавления антикоррозионного слоя с основным металлом кор-
корпуса различными операторами УЗД в условиях, близких к реаль-
реальным. Для оценки выявляемое™ дефектов типа несплавления ан-
антикоррозионного слоя с корпусом необходимо, чтобы при конт-
контроле местоположение, размеры, форма и характер дефектов бы-
были точно известны заранее. С этой целью был изготовлен специ-
специальный тест-образец размером 720x960x100 мм, выполненный
из стали 15Х2НМФА. Поверхность образца плакирована анти-
антикоррозионной наплавкой в 2 слоя в соответствии с технологией
изготовления корпуса реактора ВВЭР-1000. Материал первого
слоя - сталь 07Х25Н13, второго - 04Х20Н13Г2Б.
Координаты расположения несплошностей и их размеры вы-
выбирали случайным образом с помощью датчика случайных чисел.
Площадь несплошностей выбирали таким образом, чтобы иметь
дефекты меньше и больше допустимого размера, составляющего
в соответствии с ПК1514-72 [8] 20 мм2. В тест-образец были за-
заложены несплощности площадью 12, 20, 29, 63, 113 мм2. Число
несплошностей разного типоразмера, шт.: первого 12, второго
12, третьего 16, четвертого 10, пятого 12. Всего 62 дефекта. Че-
Четыре дефекта располагали в зоне,близкой к краю пластины, где
выявляемость затруднена, поэтому они были исключены из рас-
рассмотрения.
Тест-образец был подвергнут контролю во ВНИИАЭС опера-
операторами ультразвуковой дефектоскопии 5—6 разряда, приглашен-
приглашенными с разных АЭС. Контроль проводили с использованием де-
дефектоскопа ДУК66ПМ, принадлежащего одной из станций.
Контроль проводили по правилам, существующим для прозвучи-
вания зоны сплавления корпуса с антикоррозионной наплавкой,
156
и осуществляли со стороны основного металла прямым иска-
искательным щупом с частотой 2,5 МГц.
Операторам не задавали специальные условия контроля, им
было предложено осуществлять его в соответствии с теми же тре-
требованиями, которыми они руководствуются при работе на кор-
корпусе реактора на своей станции. Стаж работы оператора № 1 —
2 года; оператора № 2 — 5 лет; оператора № 3 — 2 года; опера-
оператора № 4 — 6 лет.
Операторы фиксировали все несплошности и разбраковывали
их на допустимые, имеющие площадь до 20 мм2, и недопусти-
недопустимые, т.е. имеющие большую площадь.
В результате оператор № 1 из 9 контролируемых несгоюшно-
стей площадью 12 мм2 обнаружил 3, что составило 33,3%, из 12
несплошностей площадью 20 мм2 выявил также 3 — 26%. Из 15
заложенных дефектов с площадью 29 мм2 обнаружено 6, причем
3 из них оценены как допустимые, т.е. имеющие площадь менее
20 мм2. Общая выявляемость составила 40%, но с учетом пра-
правильной оценки C дефекта) — 20%. Общая выявляемость для де-
дефектов площадью 63 мм2 составила 50% E дефектов из 10 зало-
заложенных), однако, и в этом случае 2 дефекта были оценены как
допустимые, т. е. имеющие площадь менее 20 мм2. Поэтому с
учетом правильной оценки выявляемость составила 30%. Из 12
заложенных дефектов площадью 113 мм2 обнаружено 8, что со-
составило 66,6%, но при таких значительных размерах дефектов 2
были оценены как допустимые и, соответственно, выявляемость
составила 50%. В общей сложности из 58 дефектов выявлено 25,
т.е. 43,1%, но с учетом правильной оценки допустимости дефек-
дефектов выявляемость составила 34,5%. Аналогичные результаты бы-
были получены получены и всеми остальными операторами
(табл. 18).
Полученные результаты можно представить графически
(рис. 62).
По горизонтальной оси на рис. 62 отложен размер дефекта в ви-
виде его площади S, по вертикальной — величина, которую можно
трактовать как вероятность необнаружения дефекта размером S:
fhor l /?обн/7Узал 1 ' вод'
157
8"?
Si
I
1
1
2
Си
g
a
One
2
a,
перато
О
CN
фатор '.
4J
С
О
—
о,
о
н
а
t>
с
О
*
о"
*=; н
ело,
ит
s -
о
^ н
S "^
о"
аг
со"
о
5
S
та,
•8-
i
СО
СО
a
1
1
1
1
-Г
го
го"
го
го
ON
CN
1
1
!
VO
CN
CN
ro
CN
О
CN
О
CN
ro
ro"
CN
o4
ч—^
о
CN
^ ч
ro
«o
ON
CN
О
ro
ro
О
ro
го
О
Г}-
50)
ГО
ГО
W
ГО
О
го
58,3
г-
33,3
ON
чо"
ЧО
о
чо
CN
ГО
¦А
чемост
5
5
СО
о;
Os
5?
Сред]
5^
ГО
26,4
SS
(п
гг"
ГО
го
го"
ио
^f"
О
1
a
'ИМЫХ ,
Г4
с
о
ж
яемоет
3
го
CN
\А E0M
CN
ГО
158
100 S, мм2
Рис. 62. Зависимость выявляемое™ дефектов от их площади S (кривые Хх—Х4
характеризуют результаты соответственно операторов № 1-4; кривая Z — сум-
суммарный результат четырех операторов)
где Л^ал"" число заложенных в образец дефектов данного разме-
размера; А/Обн— число обнаруженных дефектов этого же размера; Рпоп—
величина, которую можно рассматривать как вероятность обна-
обнаружения дефекта.
Полученные результаты свидетельствуют о том, что существу-
существует относительно большая вероятность пропуска дефекта при
ультразвуковом дефектоскопическом контроле, уменьшающаяся
с увеличением размера контролируемого дефекта. /
Различия в кривых Хх— Х4 свидетельствуют о влиянии субъек-
субъективного фактора на результаты контроля. Кривая I характеризу-
характеризует суммарный результат контроля четырех дефектоскопистов.
Во втором эксперименте на том же тест-образце,но при дру-
другом составе дефектоскопистов*, сравнивали результаты контроля
со стороны основного металла и со стороны наплавки (рис. 63).
Как видно, контроль со стороны основного металла приводит к
перебраковке дефектов.
Сравнение разных методик контроля. В этом случае результаты
* Контроль проводили на одном из заводов-изготовителей корпусного
оборудования для АЭС под руководством доцента, к. т. н. В. П. Головина.
159
сизм
120
100
80
60
40
20
Рис
v.-
а . экв'
120-
100
гп
80-
Допустимый сп
: •: по согласова-
согласованию 40-
П~| . Допустимый п^
I I I I I—I размер
б
I—I
••
rl •• n
5ф=113 63 28 20 12,5
5Ф=113 63 28 20 12,5
63. Результаты контроля тест-образца с дефектами несплавления со
стороны основного металла (а) и наплавленного слоя (б)
контроля, осуществленного разными методиками, наносят на
график в единой системе координат вероятность обнаружения
дефекта — размер дефекта. На рис. 64 показаны результаты, по-
полученные пятью различными методиками контроля, причем кри-
кривые 1—3 получены с помощью тест-образцов трубопровода диа-
диаметром 500 мм из аустенитной стали. Тест-образец трубопрово-
трубопроводов Ду 500 выполнен сваркой по штатной технологии для обеча-
обечаек труб из стали 08X18Н9Т сварочными электродами ЭА-400/10Т
диаметром 4 мм (рис. 53, 65).
Кривая 1 (см. рис. 64) получена по методике, разработанной НПО
НИКИМТ. При этом контроль сварного шва проводили двухчас-
тотным методом дефектоскопом марки АДМТ-21УБ с преобразо-
преобразователем с углом призмы 50 град на частотах 1,2—1,8 МГц (рис. 66,а)
и с преобразователем с углом призмы 40 град на тех же частотах (см.
рис. 66,6). Настройку чувствительности для контроля преобразова-
преобразователем с углом призмы 50 град проводили по зарубке 3,5; 2,2 мм на
однократно отраженном луче (рис. 67,а). Настройку чувствительно-
чувствительности для контроля преобразователем с углом призмы 40 град выпол-
выполняли по зарубке 3,5; 2,0 мм в основном металле на прямом луче
(рис. 67,6). Наименьший фиксируемый уровень при контроле пре-
преобразователем с утлом призмы 50 град приведен в табл. 19.
Наименьший фиксируемый уровень при контроле преобразо-
преобразователем с углом призмы 40 град соответствовал сигналу от заруб-
зарубки 8 дБ.
160
100
50
/
-—
^-—
**
-"
^^
-
—
2
\^
5
4
10
15
20
25
а, мм
Рис. 64. Зависимость выявляемое™ дефектов, обнаруженных при контроле с
помощью различных методик, от протяженности дефекта:
/ — методика № 1 в исполнении разработчиков; 2 — методика № 2 в исполнении
разработчиков; 3— методика №2 в исполнении АЭС; 4— контроль 1988 г. на
АЭС; 5— контроль 1991 г. на АЭС
Рис. 65. Схема тест-образца Ду 500 из стали ОХ18Н10Т для исследования
методики УЗК ГЦТ реактора ВВЭР-440
161
л л
С
А.
Рис. 66. Схема контроля преобразователем с углом призмы 50 (а) и 40 град (б)
Методика контроля № 2 (см. рис. 64, кривые 2 и3) разработа-
разработана одним из институтов, обслуживающих тепловую энергетику.
Кривые 2 и 3 получены по методике № 2 разными группами де-
фектоскопистов: кривая 2 — разработчиками методики, кривая
3 — дефектоскопистами одной из АЭС.
Методика № 2 описана в документе МУ 34-70-023-86. Исполь-
Использованный акустический нестандартный преобразователь имеет
слаборасходящийся акустический луч поперечной волны и ос-
основные параметры: частота/= 1,3 МГц; угол ввода <70= 48 град;
ширина углового захвата А — 7; амплитуда эхо-сигнала на уровне
162
Рис. 67. Схема настройки чувствительности для контроля преобразователем с
углом призмы 50 (а) и 40 град (б)
Таблица 19.
Глубина,
0-10
10-24
24-34
Наименьший фиксируемый уровень при контроле преобразователем
с углом призмы 50 град
мм
Точечные дефекты
Сигнал от зарубки 2 дБ
Прямой луч: сигнал от
зарубки 8 дБ
Сигнал от зарубки 8 дБ
Протяженность дефекта
Сигнал от зарубки 4 дБ
Отраженный луч: сигнал от
зарубки 2 дБ
Сигнал от зарубки 2 дБ
6 дБ от цилиндрического бокового отражателя диаметром 6 мм
СОП № 2.
Сварное соединение контролировали с использованием серий-
серийного дефектоскопа УД 2-12 однократно отраженным от внутрен-
внутренней поверхности образца акустическим лучом с двух сторон шва.
Кривые 4 и 5 (см. рис. 64), полученные расчетным методом по
формулам разд. 5.3 и 5.4, интегрально отражают состояние контро-
контроля трубопроводов Ду 500 на АЭС соответственно в 1988 и 1991 гг.
При оценке выявляемое™ дефектов различными методиками ус-
163
Таблица 20. Выявляемость суммарного количества дефектов при контроле
по различным методикам
Параметр
Л'об,,
Методика №1
II
0,81
-
Методика №2
5
0,38
3,6
Методика №3
4
0,307
1,92
Примечание. No6n— число обнаруженных, дефектов, совпадающих по
координате с паспортом на образец; Ка— коэффициент выявления дефектов,
представляющий отношение числа обнаруженных дефектов, совпадающих с
паспортом на образец, к числу заложенный в образце дефектов; Кп—
коэффициент перебраковки при контроле.
тановлено, что шлаки и трещины, а также суммарное число дефе-
дефектов более эффективно выявляются по методике № 1 (табл. 20).
В дальнейшем были проведены дополнительные исследования
с применением автоматизированной системы УЗК «Сумиад» со-
совместно с рентгеновской дефектоскопией.
Автоматизированный ультразвуковой контроль проводили по
штатной технологии автоматизированного контроля системой
«Сумиад», разработанной фирмой Технатом (Испания) с выдачей
распечаток результатов контроля*. Общий вид установки, укреп-
укрепленной на тест-образце, показан на рис. 68. Настройку чувстви-
чувствительности проводили в соответствии с методикой ПНАЭГ-7-032-
91 по сигналу от цилиндрических отражателей № 1, 2 и 3 в СОП
(стандартный образец предприятия) диаметром 3 мм (рис. 69).
Контроль проводили преобразователями продольной волны ма-
марок SEW-45-F2 и SEW-60-F2 производства «Южтехэнерго» с уг-
углами ввода УЗ луча 45 и 60 град.
Ручной контроль осуществляля специалисты ВНИИАЭС с ис-
использованием преобразователей двух типов:
SEW-45-F2, SEW-60-F2 (преобразователи продольной волны
на частоту 2 МГц с углами ввода 45 и 60 град соответственно, из-
изготовитель — «Южтехэнерго» (Львов)); ПЭП60-2,5, ПЭП45-2,5
* В испытаниях принимала участие группа специалистов из Технатома под
руководством Р. Мартинца-Оньи.
164
Рис. 68. Контроль тест-образца Ду 500 автоматизированной установкой
УЗ К «Сумиад» (Испания)
к
CNJ
250
к
\
V №2
/ 3 отверстия 0 3,0
Рис. 69. Стандартный образец предприятия
(преобразователи продольной волны на частоту 2,5 МГц с угла-
углами ввода 45 и 60 град соответственно, изготовитель МВТУ
им. Н. Э. Баумана).
Для проведения контроля использовался серийный дефекто-
дефектоскоп УД-2-12. Фиксировали те несплошности, амплитуда эхо-
сигнала от которых превышала уровень фиксации.
Радиографирование данного тест-образца осуществляли спе-
165
циалисты экспертного центра технической диагностики металлов
(НИКИМТ) под тремя углами к нормали к окружности шва: О,
+20 и —20 град (чувствительность 0,3 мм).
По результатам всех экспериментов были составлены карто-
картограммы обнаружения дефектов в данном сварном шве тест-об-
тест-образца. При анализе результатов учитывали:
1) погрешности координат расположения дефектов, внесенные
при изготовлении образца;
2) погрешности измерения при радиографическом контроле;
например, если снимки радиографии выполняли с перекрытием
размеров секторов, в координаты дефектов на общей картограм-
картограмме также закладывали неточность в интервале ±17 мм;
3) погрешности измерения координат обнаруженных не-
сплошностей при ручном и автоматическом УЗК, например,
влияние толщины стенки образца.
С учетом перечисленных выше погрешностей интервал, в ко-
котором дефект может считаться обнаруженным, в данной работе
принимали меньшим или равным величине (протяженность де-
дефекта + толщина стенки трубы), т.е. для точечных дефектов этот
интервал примерно равен 34 мм.
Кроме дефектов, указанных в паспорте изготовителя, в свар-
Шлак
Поры
Трещины горячего развития
Усталостные трещины
"Суммиад"
(ЮТЭ)
ВНИИАЭС
(МВТУ)
ВНИИАЭС
(ЮТЭ)
Радиография
Рис. 70. Выявляемость несплошностей различного типа с помощью
различных методик
166
ер
о
i 2 7
I
s
I
ё
о
I
1=2
Ь х
ю
СО
*?
2 х
Эх
со
§^
3 х
Методика
1
¦f
+
+
+
+
Радиография
+
+
1
1
+
+
I
ВНИИАЭС (ЮТЭ)
+
+
1
+
+
1
ВНИИАЭС (МВТУ)
+
+
1
1
+
+
«СУМИАД» (ЮТЭ)
Всего
>>о
И™
h x
&2
тг
15-17
?°
СС у
ЭД
Методика
о
J
+
1
+
Радиография
+
1
+
+
+
ВНИИАЭС (ЮТЭ)
ON
+
I
+
+
+
I
ВНИИАЭС (МВТУ)
+
+
+
+
+
+
«СУМИАД» (ЮТЭ)
I
га
S.
167
15
а, мм
Рис. 71. Зависимость выявляемое™ несплошностей от их протяженности
при контроле различными методиками:
/- радиография; 2 - ВНИИАЭС (ЮТЭ); 3- ВНИИАЭС (МВТУ); 4— «Су-
миад» (ЮТЭ)
Таблица 22. Интегральная оценка выявляемости несплошностей
Параметр
"об,,
*.
Радиография
15
0,60
0
ВНИИАЭС
(ЮТЭ)
19
0,76
1
ВНИИАЭС
(МВТУ)
15
0,60
4
"Сумиад"
(ЮТЭ)
20
0,80
4
Примечание. Nobn— общее число выявленных несплошностей; Къ— коэффи-
коэффициент общей выявляемости, определяемый как отношение числа выявленных к
числу имеющихся в образце несплошностей; Nn— число несплошностей, которые
могут быть классифицированы как перебраковка.
ной шов тест-образца могли быть привнесены дополнительные
несплошности. Положительное заключение о наличии таких не-
несплошностей делали, если индикации от несплошностей на бли-
близких координатах фиксировались, по крайней мере, двумя разли-
различными методиками УЗ К и/или радиографией.
Выявляемость несплошностей оценивали с использованием
коэффициента общей выявляемости несплошностей (т.е. отно-
отношения числа обнаруженных несплошностей из числа принимае-
принимаемых в рассмотрение к числу всех учитываемых несплошностей).
В табл. 21 и на рис. 70 приведены результаты обнаружения
различных типов дефектов. В табл. 22 и на рис. 71 даны обоб-
обобщенные результаты контроля. Из приведенных результатов сле-
168
Шов №2
Шов №1
отсчета
Рис. 72. Схема тест-оброазца Ду 800 ГЦТ РБМК-1000
дует, что наибольшая суммарная выявляемость трещин, пор и
шлаковых включений наблюдается при контроле установкой
«Сумиад», коэффициент общей выявляемое™ для которой Кв~
= 0,8. Приведенные в табл. 22 коэффициенты перебраковки яв-
являются ориентировочными и требуют дополнительной проверки.
Следует отметить также, что согласно радиографическому конт-
контролю все обнаруженные несплошности, на место которых закла-
закладывались трещины, определены как шлак, что может сыграть от-
отрицательную роль при оценке опасности дефекта.
Зависимость выявляемое™ несплошностей от протяженности де-
дефекта оценивали следующим образом. В качестве данных по про-
протяженности дефектов использовали данные паспорта тест-образца,
а к рассмотрению принимали несплошности, соответствующие за-
заложенным при изготовлении тест-образца и подтвержденные, по
крайней мере, двумя различными методиками УЗК и/или радиогра-
радиографией. Полученные зависимости изображены на рис. 71.
Анализ выявляемое™ дефектов с использованием различных
методик контроля был проведен также для главного циркулярно-
циркулярного трубопровода Ду 800 реактора РБМК-1000.
В этом случае использовали тест-образец (см. рис. 54, 72), из-
169
Рис. 73. Монтажный шов № 1 (поперечный разрез)
готовленный из трех катушек трубопровода Ду 800. Материал
трубопровода сталь типа 22К, плакированная аустенитной на-
наплавкой (в данном случае использовали сталь импортной постав-
поставки марки крезелсо 330E+JCL47Nb). Тест-образец содержал два
сварных шва: ремонтный и монтажный. В рамках данной рабо-
работы рассматривали только результаты контроля монтажного шва
№ 1, в который закладывали дефекты плоскостного и объемного
характера (непровары корня шва, несплавления с кромкой, шла-
шлаки и поры). Монтажный шов № 1 (рис. 73) выполняли по штат-
штатной технологии ручной электродуговой сваркой электродами
УОНИ 13/55 с подваркой переходного слоя электродами ЗИО-8
и ЭА 898 (плакирующий слой).
На данный шов составлен технически подтвержденный паспорт
с указанием координат расположения дефектов, их размеров и ти-
типов. Ввиду конфиденциальности данных по координатам располо-
расположения заложенных дефектов каждому дефекту присвоен номер.
Ручной УЗ К проводили как «слепое» испытание, т. е. дефекто-
скописту не были известны число и координаты расположения
дефектов. Использовали серийные дефектоскопы УД2-12 и
УДЦ-107. Чувствительность настраивали по стандартному образ-
образцу СО-2 по ГОСТ 14782-86. Использовали преобразователи
«Приз» с углами ввода 0, 50 и 65 град. Контроль осуществляли
штатные дефектоскописты четырех АЭС с реакторами РБМК.
Автоматический УЗК проводили как «слепое» испытание уста-
установкой Томоскан, с последующим анализом данных и сопостав-
170
\
\
Рис. 74. Схема радиофафической просветки монтажного шва № 1
тест-образца Ду 800
лением отчетов на рабочей станции Томольюис (разработка
шведской фирмы TRC)*.
Поперечный шов был проконтролирован непараллельным TOFD-
методом со сканированием по часовой стрелке. Фокусировка была
проведена на 2/3 толщины стенки. Дополнительно для покрытия
всего объема шва был использован эхо-импульсный метод на про-
продольной D5 и 60 град) и поперечной D5 и 60 град) волнах.
Радиографирование образца проводили по трем направлениям
к нормали шва — 0, +13и—13 град. (рис. 74).
Дефект считали обнаруженным, если координата Л'ф, мм, за-
зафиксированная в протоколе, соответствовала интервалу
хср " <V2 - A*cp < Аф < Аср+ аср/2 + Д*ср,
где X — средняя координата фиксации дефекта по паспорту;
аср/2 — средняя протяженность дефекта по паспорту; &Хср— до-
доверительный интервал расположения Хср дефекта по паспорту.
Результаты контроля свидетельствуют, что больше всего не-
сплошностей было выявлено автоматическим УЗ К и рентгено-
рентгенографией. Однако число обнаруженных дефектов не может слу-
служить полной характеристикой выявляемое™, так как при этвм
не учитываются размеры, а, следовательно, и важность обнару-
* Испытания проведены группой фирмы TRC (Швеция) под руководством
Г. Спарва и П. Шауба.
171
Таблица 23. Вероятность обнаружения дефектов различной протяженности
Методика
Радиография
АУЗК
УЗК, № 12
УЗК, № 18
УЗК, № 11
Протяженность, мм
До 15
0,86
0,84
0,58
0,04
0,37
От 15
до 20
1
0,75
0,5
0,25
0,25
От 20
до 25
0,75
1
0,75
0
0,5
От 20
до 30
0,5
0,75
0
1
0,5
От 30
до 35
1
1
1
0
0,5
От 35
до 40
1
1
1
1
1
р
1
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
/*
1
*
J
t
-J
1
<
]
1
^^
i
1
1 t
^=
О
ь С
\ \
*
штат—*
—:
А
D
О
1
?
3
4
5
10 15 20 25
30
35 а, мм
Рис. 75. Зависимость вероятности обнаружения дефекта
от линейного размера дефектов:
7 _ АУЗК; 2 - радиография; 3- УЗК, № 12; 4- УЗК, № И; 5- УЗК, № 18
женных несплошностей. В данном случае радиографией не вы-
выявлены два дефекта.
Вероятность обнаружения дефектов данной протяженности
определяли по формуле:
где лобн, — число обнаруженных дефектов с данной протяженно-
протяженностью; N3UJl. — число заложенных дефектов с данной протяженно-
протяженностью. Результаты расчета по этой формуле представлены в
172
табл. 23 и на рис. 75. Расчет проведен для радиографии, автома-
автоматического УЗК- и трех выборочных ручных УЗК (дефектоскопи-
сты № 12, 18 и 11, обнаружившие максимальное, минимальное
и среднее число дефектов соответственно).
Как видно из рис. 75, выявляемость дефектов автоматической
установкой УЗК наибольшая. Совместное использование TOFD
и эхо-импульсного методов при автоматическом УЗК позволяет
делать выводы о типе обнаруженного дефекта. В заключении, со-
составленном специалистами TRC, указанный тип обнаруженных
дефектов полностью совпадает с паспортными данными тест-об-
тест-образца и подтверждается радиографией.
Исследование технологии контроля в целях повышения его эф-
эффективности. В этом случае исследуют влияние различных эле-
элементов технологии контроля (время контроля, способ сканиро-
0,2
2 4 6
Рис. 76. Зависимость выявляемое™ дефектов от числа контролен (/),
осуществленных разными дефектоскопистами B)
173
вания, частота и др.). В качестве примера на рис. 62 и 76 приве-
приведены данные о влиянии повторного контроля на выявляемость
дефектов.
Кривая I (см. рис. 62) отражает суммарный результат контроля,
осуществленного четырьмя дефектоскопистами. Видно, что кривая
Е лежит существенно ниже каждой из кривых, полученных дефек-
дефектоскопистами Хх— Х4. Это означает, что дефектность элемента обо-
оборудования можно уменьшить в 2 раза и более только организацией
повторного контроля разными дефектоскопистами.
Из рис. 76 следует, что эффективно число контролей до 6 раз.
Последующие контроли G-й — 10-й) не приводят к дополни-
дополнительному выявлению дефектов в контролируемом образце (в дан-
данном случае трубы диаметром 800 мм, выполненной из стали ти-
типа 22К и представляющей модель ГЦТ РБМК). Каждый из кон-
контролей при этом проводился ручным УЗК разными дефектоско-
дефектоскопистами. Кривая 2 на рис. 76 отражает индивидуальные резуль-
результаты каждого из дефектоскопистов.
Исследование влияния «человеческого фактора» на результаты
контроля. Влияние «человеческого фактора» на результаты конт-
контроля видно из рис. 62, где кривые Х}—Х4, полученные разными
дефектоскопистами в одинаковых условиях эксперимента, суще-
существенно различаются.
В другом эксперименте участвовало десять дефектоскопистов
(рис. 77). Исследуемый тест-образец (Ду 800) содержал четыре
типа дефектов^(непровар, несплавление, шлак, поры). Дефекто-
скописты были пръранжированы по результатам контроля одно-
одного типа дефектов (наилучшему присваивается индекс «1», наи-
наихудшему — индекс «10»). Оказалось, что характер ранжирования
не зависит от типа контролируемого дефекта. Наилучший дефе-
ктоскопист демонстрирует наилучшие результаты на всех типах
дефектов. Наихудший демонстрирует соответствующие результа-
результаты также на всех видах дефектов. Таким образом, «человеческий
фактор» при дефектоскопическом контроле в данном экспери-
эксперименте оказался устойчивым и существенным фактором, оказыва-
оказывающим влияние на качество контроля.
В заключение раздела отметим следующее:
1. Полученные и изложенные выше результаты по оценке до-
174
1,0--
0,8--
0,6-
0,4--
0,2--
8
ю N
Рис. 77. Зависимость выявляемое™ дефекта от типа дефекта и порядкового
номера дефектоскоп иста N (тест-образец Ду 800):
/— несплавления; 2— непровар; 3— шлаки; 4— поры
стоверности НКЭ, применяемого на АЭС, указывают на огром-
огромную актуальность этих работ для обеспечения надежности и без-
безопасности эксплуатации сосудов и трубопроводов давления реа-
реакторов атомных электростанций.
2. Исследования закономерностей выявляемое™ несплошно-
стей и достоверности НК следует считать одним из важнейших
направлений работ по совершенствованию НК и обеспечению
безопасности эксплуатации ответственных объектов современ-
современной техники.
3. Приведенные в разд. 5.2.4. результаты нельзя считать исчер-
175
3. Приведенные в разд. 5.2.4. результаты нельзя считать исчер-
исчерпывающими, а следует рассматривать только как первые оценки
качества НКЭ на АЭС. Эти исследования требуют дальнейшего
развития.
4. К сожалению, следует отметить, что в процессе исследова-
исследований достоверности НК с применением тест-образцов с первых
шагов авторы проблемы сталкивались с непониманием со сторо-
стороны некоторых специалистов и администраторов.
5. Дальнейшие исследования достоверности НКЭ целесообраз-
целесообразно проводить с привлечением широкого круга специалистов и
организаций России, стран СНГ, Восточной Европы.
5.2.5. Результаты исследования достоверности контроля
с использованием тест-образцов, полученные по программе PIS С
Программа исследований достоверности контроля элементов
конструкций, находящихся под давлением при эксплуатации на
атомных станциях американского производства (Programme for
the Inspection of Steel Components, PISC) была инициирована
Комиссией по прочности корпусов реакторов (США), которая
поставила вопрос об исследованих в этом направлении в конце
60-х годов.
В 1975 г. участвовать в программе было предложено европей-
европейскому Директорату по безопасности и надежности (SRD) а так-
также комиссии Европейского Сообщества (КЕС). КЕС совместно
с ОБСЕ моментально развернул европейскую программу иссле-
исследований, в которую к моменту ее завершения вошли 34 группы
из 10 западноевропейских стран. В 1976 г. была создана органи-
организационная структура для выполнения работ (рис.78), а в 1979 г.
был выпущен первый отчет.
После завершения программы PISC-1, была разработана и ре-
реализована с участием 13 европейских стран, а так же США и
Японии программа PISC-II, а потом и программа PISC-III. Ре-
Результаты этих работ излагаются в соответствии с публикациями
[43-50].
Задачей программы PISC-I было исследование достоверности
определения линейных размеров дефектов по методике УЗК, ре-
176
КЕС и ОБСЕ
PISC
Организационный комитет
Рабочая группа
по стальным
конструкциям
Председатель R. o'NElL
(Великобритания)
Секретариат из членов
АЕА и SRD)
Руководство AEA/SRD
Технический
комитет
(R. NICHOLS)
Разрушающий
контроль
(A. De
STERKE)
Оценка
результатов
(P. CAUSSIN)
Разработка
программы
(S. CRUTZEN)
Рис. 78. Организация работ по программе PISC-I
комендованной для НКЭ оборудования АЭС правилами AS ME
(XI) [24]. Методика основана на использовании 50%-ной ДАС
калибровки и рекомендована для ручного УЗ К контроля сварных
швов и зоны термического влияния корпусов реакторов с внеш-
внешней стороны.
Для контроля были предложены две плиты и одна плита с па-
патрубком диаметром 18 дюймов с искусственными дефектами
(рис. 79). Все дефекты были введены во время сварки, и после
выполнения программы УЗК были разрезаны в Исследователь-
Исследовательском центре КЕС в Испре (Италия). Части тест-образцов были
переданы также для последующих исследований дефектов мето-
методом вскрытия в МРА (Штутгарт) и другие организации (всего
шесть организаций).
Результаты неразрушающего и разрушающего контролей обра-
обрабатывали в целях получения следующих результатов:
вероятности обнаружения дефектов (ВОД);
качества и ошибок в определении месторасположения дефекта;
177
+
+¦ ¦
+
+
I
с
ОТ
s
с
I
м
О
•а
?2
V©
2
i
178
Таблица 24. Дополнительные методы контроля
Основной метод
Аналогично PISC-I. В дополнение 70°-ный
искатель, оптимизация положения искателя и
контроль с двух сторон. Калибровка на плос-
плоскодонном отверстии диаметром 3—10 мм
Аналогично PISC-I. Калибровка на отверстии
диаметром 2 мм.
Контактные фокусирующие искатели.
Эхо-метод. Угол 0°, 45°, частота 2 МГц.
Тандем. Раздельно совмещенный искатель
Комбинации эхо-методов. Контроль с двух
сторон. Тандем C5°, 45° искатели). Искатели
продольной волны 70° B,4 МГц)
Эхо-метод с иммерсионным фокусируемыми
искателями. Автоматическое сканирование
Тандем. Эхо-метод. Автоматическое
сканирование
Автоматизированный эхо-метод
Иммерсионный фокусируемые искатели (от 5
до 10 МГц). Автоматическое сканирование.
Контроль с двух сторон. Углы 0, 45, 60, 70°;
калибровка на отверстиях от 20 до 13 мм
Вспомогательный метод
Искатели с двойным
кристаллом
Тандем A,2 МГц), голография
для детального анализа
качества и ошибок в определении линейных размеров дефектов;
вероятности принятия правильного или неправильного реше-
решения по результатам контроля в соответствии с требованиями пра-
правил ASME (XI).
Основные результаты, полученные в рамках программы PISC-I,
приведены на рис. 80. Эти результаты свидетельствуют о неприем-
неприемлемой для атомной техники достоверности НК. Экспериментально
было показано, что вероятность принятия неправильных решений
при анализе результатов контроля очень велика. В некоторых слу-
случаях, например, для цепочек дефектов она фактически равна 100%.
В связи с полученными результатами в программу PISC-I бы-
были введены альтернативные коду ASME (XI) методики (табл. 24).
Результаты, полученные с использованием дополнительных ме-
методик, оказались существенно лучше, однако было решено про-
продолжить исследования в рамках программы PISC-II.
Целью программы PISC-II было следующее:
179
ввд
0,5
©
.. o
*
%¦
A
'T-
.1.
1 2 3 4 6 8 10 20 30 40 60 80 100 200 300
а)
ВПБ
0,5
20 30 40 60 80 100
200 300 AZ=2a, мм
Рис. 80. Основные результаты PISC-I:
а— вероятность выявления дефектов (ВВД) в зависимости от их размера; б~
вероятность правильной браковки (ВПБ) дефектов в зависимости от их размера;
+ — допустимые дефекты; • — недопустимые дефекты (вертикальные трещины);
О — цепочки дефектов; П, Л — трудно определимый дефект из-за его места
расположения; /— объемный дефект; 2— дефект типа трещины; 3— цепочки
дефектов
180
оценка эффективности различных альтернативных методов
контроля элементов реакторов, находящихся в эксплуатации;
определение методик, приемлемых для входного контроля,
предэксплуатационного и эксплуатационного контроля;
доведение до сведения надзорных органов результатов иссле-
исследований и разработка на их основе нормативно-технических до-
документов (правил, стандартов).
Один из обобщенных результатов исследований выявляемости де-
дефектов, полученный по программе PISC-II, приведен на рис. 81. Как
видно из рис. 81, выявляемость трещин усталости и цепочек тре-
трещин в ходе исследований была существенно улучшена, однако не
настолько, чтобы считать результаты удовлетворительными. Вслед
за программой PISC-II была разработана программа PISC-III. Эта
программа охватывала более широкий круг проблем, связанных с
достоверностью НКЭ. Было предложено восемь направлений работ:
Направление 1 (реальные дезактивированные элементы конст-
конструкций) предусматривало исследования достоверности контроля
на снятых с эксплуатации поврежденных элементах конструкций
реакторов.
3
1
00
(
с
с
1
Ь
-
А
4
О 20 40 60 80
Размер дефекта, мм
Рис. 81. Вероятность обнаружения дефектов (ВВД) по методике ASME с
использованием 20%-ной DAC в зависимости от размера дефектов в направлении
толщины стенки:
/— трещины усталости; 2— объемно-плоскостные дефекты или дефекты типа
горячих трещин; 3 — объемные дефекты, включая плоскодонные сверления диа-
диаметром 3 мм и калибровочное отверстия 9,5 мм; 4— цепочки дефектов
181
Направление 2 (контроль на полномасштабной модели корпу-
корпуса реактора) являлось прямым продолжением программ PISC-I,
II, однако на этот раз исследования были максимально прибли-
приближенны к реальным условиям. Основной объем работ был прове-
проведен в Институте испытания материалов в Штудгарте (ФРГ). По-
Полномасштабная модель корпуса реактора давала возможность ис-
испытать, в том числе, автоматизированные манипуляторы для
НКЭ корпусов реакторов.
Направление 3 (патрубки и композитные сварные швы) акцен-
акцентировало внимание на контроле патрубков и мест присоедине-
присоединения трубопроводов к корпусному оборудованию. Так как матери-
материалом корпуса является перлитная сталь, а трубопровода — аусте-
нитная, в программе предусматривались исследования на тест-
образцах, содержащих дефекты в композитных сварных швах.
Направление 4 (контроль аустенитных сталей) предусматрива-
предусматривало исследования выявляемое™ трещин коррозионного растрес-
растрескивания с учетом специфики структуры аустенитных сталей.
Направление 5 (контроль трубок парогенераторов) учитывало
специфические вопросы вихретокового контроля трубок пароге-
парогенератора. Исследования проводили как на трубках, вырезанных
из поврежденных в эксплуатации парогенераторов и содержащих
реальные дефекты, так и на трубках, содержащих искусственные
дефекты.
Направление 6 (математическое моделирование НК) включало
комплекс исследований, связанных с математической обработ-
обработкой сигналов и получения максимальной информации о дефек-
дефектах по результатам контроля. К рассмотрению были приняты ма-
математические модели и компьютерные программы, представлен-
представленные 16 организациями из восьми стран.
Направление 7 (человеческий фактор) предусматривало изуче-
изучение роли человеческого фактора при контроле и его влияние на
результаты контроля.
Направление 8 (улучшение нормативно-технических докумен-
документов в области НК стран-участниц программы PISC) включало
следующие работы:
информирование технических комитетов, занятых разработкой
кодов и стандартов, о результатах PISC;
182
критический анализ национальных и интернациональных тех-
технических документов членами PISC;
подготовку технических отчетов по проблемам правил и стан-
стандартов и передача их в органы, ответственные за разработку нор-
нормативных документов.
Программа PISC-III была завершена в 1993 г., и к настояще-
настоящему времени некоторые результаты опубликованы [46—50 и др.].
Ниже очень конспективно изложены основные результаты этих
140
1:120
i 100
60
40
20
1
10
_5
^^
9
ш
Вт
ш
¦
20
40
60 80
а)
100
120
120
15
Г
-5
-10
-15-
-20
-25 -*-
10
1 12
10
20
40
50
60
70
80 90
100
Действительный размер дефекта, мм
б)
Рис. 82. Зависимость погрешности определения размеров дефектов в направ-
направлении толщины стенки корпуса реактора от действительного размера дефекта:
а — измеренные размеры по результатам всех групп и всех дефектов, кроме
дефектов № 3 и № 4
183
Рис. 83. Трепан дефекта № 8. Результат радиографии (к рис. 82)
Рис. 84. Макрографическое изображение дефекта № 9 (к рис. 82)
184
исследований. В работе [46 ] обобщены результаты по достовер-
достоверности определения линейных размеров несплошностей в напра-
направлении толщины стенки при контроле на полномасштабной мо-
модели корпуса реактора. Как следует из рис. 82, погрешности в
определении глубины несплошности могут достигать существен-
существенных значений как в сторону занижения размера, так и в сторону
его завышения. На рис. 83 и 84 изображены дефекты 8 и 9 (см.
рис. 82), для которых получены наибольшие погрешности.
10 12 14
Глубина дефекта, мм
Рис. 85. Зависимость выявляемое™ дефектов от их глубины в направлении
толщины стенки в образцах из аустенитной стали:
¦ — трещина межкристаллитного коррозионного растрескивания;
Л — другие трещины
10
20 30 40 50 60 70
f. Глубина дефекта, % толщины стенки
80
90
Рис. 86. То же, что на рис. 85, но глубина дефектов дана в процентах
от толщины стенки
185
Рис. 87. Исследованные тест-образцы из аустенитной стали
(к рис. 85 и 86) PISC-III
Результаты исследования вероятности обнаружения дефектов в
аустенитной стали приведены на рис. 85, 86, а тест-образцы, на
которых были получены результаты,— на рис.87. Образцы содер-
содержали как трещины межкристаллитного коррозионного растрес-
растрескивания, так и трещины усталости, а также трещины, получен-
полученные электроискровым методом. Из данных на рис. 85, 86 следу-
следует, что трещины МКК выявляются хуже трещин другой приро-
природы. Даже для трещин, составляющих 50-70% толщины стенки,
имеется существенная вероятность их необнаружения.
Некоторое представление о выявляемое™ дефектов, получен-
полученной в направлении 3, дают диаграммы на рис. 88.
Программа PISC завершена, ее результаты опубликованы еще
не полностью, тем более они не полностью осмыслены. Однако
ее значение трудно переоценить. На протяжении 20 лет PISC яв-
являлась двигателем развития средств и методов НК, она позволи-
позволила выявить слабые места НК и четко поставить задачи и опреде-
определить направления исследований для совершенствования контро-
186
2*100
I80
i
I **
| 40
| 20
Семейство дефектов
Рис. 88. Влияние материала, в котором находится дефект:
/ — в кованной стали; 2 — в зоне сплавления основного металла со швом; 3 — в
наплавленной аустенитной стали; 4— в сварном шве
ля. PISC является образцом (примером) международной коопе-
кооперации при решении крупных научно-технических проблем.*
X.
5.2.6. Причины невыявляемости дефектов
На выявляемость дефектов оказывает влияние большое число
факторов, среди которых можно выделить особенности физиче-
физических методов НК и материала, в котором находится дефект, тип
дефекта, характеристики средств и методик контроля, окружаю-
окружающей среды и условий контроля, индивидуальные особенности
дефектоскопистов.
Несмотря на многочисленные исследования причин недостаточ-
недостаточной достоверности контроля, проводимых как у нас в стране, так и
за рубежом, в настоящее время можно дать, по-видимому, только
качественную или полуколичественную характеристику влияния
различных факторов на снижение достоверности контроля.
Известны различные классификации факторов, влияющих на
достоверность контроля. В. Г. Щербинский и Н. П. Алешин [51]
недостаточную достоверность связывают с погрешностями конт-
* Результаты PISC-I, II, III по своей информативности и актуальности требуют
полного перевода на русский язык и опубликования.
187
роля, среди которых выделяют: систематические, случайные и
промахи.
Систематические погрешности вызываются причинами, дейст-
действующими одинаковым образом при контроле в одних и тех же
условиях или закономерно изменяющих результаты при измене-
изменении условий контроля.
Случайные погрешности приводят к разбросу результатов по-
повторных измерений относительно какого-то среднего значения.
Промахи представляют собой грубые погрешности, связанные
либо с поведением оператора, либо с незамеченной неисправно-
неисправностью аппаратуры.
Влияние указанных погрешностей авторы рассматривали во
взаимосвязи с состоянием средств контроля, методами контроля,
типом и ориентацией дефекта.
В. Н. Волченко [32] при анализе достоверности контроля выде-
выделял погрешности первого рода (перебраковка) и второго рода (не-
добраковка). При этом достоверность D оценивал по формуле
где ха ~~ Доля пребраковки, %р — Доля недобраковки.
В программе PISC также делали попытки выделить влияние на
достоверность таких факторов как физический метод контроля,
методики контроля, перебраковка и недобраковка, «человечес-
«человеческий» фактор, тип дефекта, материал.
Ниже обсуждена выявляемость несплошностей в зависимости от:
физических методов контроля;
типа и ориентации дефекта;
методики контроля;
материала;
типа сварного соединения;
«человеческого» фактора.
Сравнительный анализ выявляемое™ несплошностей в зави-
зависимости от физического метода контроля проводили в работах
[49—53 и др.]. На рис. 89 приведены результаты эксперименталь-
экспериментального исследования выявляемое™ несплошностей тремя метода-
методами контроля в зависимости от их линейного размера «а» [53].
Наилучшей выявляемостью обладает УЗ К, наихудшей — РГ.
188
Р,% 100
5 Ю fl'MM
Рис. 89. Сравнение выявляемое™ несплошности тремя методами
неразрушающего контроля:
1 — ультразвуковой; 2 — цветной капиллярный; 3 — радиографический
1,0
0,75
0,5
0,25
ф
ц
2
(ЕЕ
10 20 30
а)
40 50
3
ьр
1,0
0,75
0,5
12 3 4 5
Размер дефекта, мм
б)
Рис. 90. Вероятность обнаружения непроваров и трещин (а), пор и шлаковых
включений (б) различными методами:
/— ультразвуковой; 2— радиографический; 3— магнитнографический
189
Хн 20 30 0 Ю *н 20
а) б)
Рис. 91. Суммарная выявляемость Wz(x) дефектов разной площади в сварных
швах стыковых соединений толщиной 40 мм различными методами:
я_ УЗ-контроль Wz(x)= 1 -ехр [-0,17(х- 9I; б— у-контроль, Wz(x)=\-
-ехр[-0,12(х-6)]
В работе [51] сравнивали УЗ, РГ и МГ методы контроля
(рис. 90). При этом лучшую выявляемость показал УЗК, худ-
худшую — МГК. Результаты были получены в тресте «Сургуттрубо-
проводстрой» при контроле сварных соединений магистральных
трубопроводов диаметром 820—1020 мм.
Лучшие результаты УЗК по сравнению с РГ показаны также в
работе [32] (рис. 91).
В табл. 25 приведены результаты исследования по оценке срав-
сравнительной информативности различных методов контроля сварных
соединений трубопроводов диаметром 50-500 мм с толщиной стен-
стенки 3—10 мм. После контроля (свыше 1000 стыков) проводилось по-
послойное протачивание металла швов с измерением всех дефектов
[54]. Из табл. 25 следует, что радиография обеспечивает бо'лыную
достоверность для объемных дефектов (до 90%), а ультразвуковой
метод — для плоских дефектов с малым раскрытием (до 90%).
Более высокая выявляемость дефектов при УЗК (по сравнению
с РГ) была зафиксирована также в работах по программе PISC-III,
хотя РГ применяли только в единичных случаях. Результаты, при-
приведенные на рис.71 и 75, указывают на то, что УЗК несколько луч-
лучше РГ в том случае, если применять автоматизированный УЗ кон-
контроль (установка «Технатом», см. рис.71, и установка TRC, см.
190
Таблица 25. Информационность методов и достоверность выявления дефектов
сварных соединений трубопроводов
Метод
конт-
контроля
Рг
Гг
УЗК
ЭРГ*
мгк*
Информативность
Различав-
мость
дефектов
по видам и
типам
Хорошая
Удовлетво-
Удовлетворительная
Хорошая
для толщины
40 мм
Удовлетво-
Удовлетворительная
Не различает
Минимально выявляемые
размеры внутренних
дефектов, мм
Высота
2Ь
0,1-0,2
0,2-0,3
0,8
0,3-0,4
2-3
Длина
L
0,1-0,2
0,2-0,5
0,5
0,5-1
5-10
Ширина
т
0,1-0,2
0,3-0,5
ю-5
0,5-1
2-3
Достоверность в
ыявления в сравнении
со вскрытием, %
Объемные
дефекты,
(поры,
шлаки
и др.)
85-90
75-85
65-70
75-80
30-40
Плоскостные
дефекты,
(трещины,
узкие
непровары
и др.)
65-75
60-70
85-90
55-65
45-55
* ЭРГ и МГК для стыков трубопроводов диаметром 57—108 мм, толщиной
3,5-4,5 мм.
рис.75. Ручной УЗК показал худшие результаты по сравнению с ре-
результатами, полученными автоматизированным УЗК, а также РГК.
Оценки выявляемое™ дефектов типа горячих трещин методом
цветной дефектоскопии показали низкую выявляемость дефек-
дефектов при применении этого метода контроля (см. разд. 5.4, 5.5).
Из приведенных выше результатов уже видно, что выявляе-
выявляемость очень существенно зависит от типа несплошности и ее
размеров. Так, для несплошности плоского типа важна ее ориен-
ориентация по отношению к ультразвуковым волнам и направлению
просвечивания. На рис. 92 показана зависимость эхо-сигнала от
угла встречи с дефектом [55].
Большое влияние на выявляемость оказывает объемность дефе-
дефекта. Особенно плохо выявляются трещины, находящиеся под дей-
действием сжимающих напряжений. В. Г. Щербинскими Н. П. Алеши-
Алешиным [51] показано влияние на правильное определение размера де-
191
10
-10
\
\
\
Рис. 92. Зависимость амплитуды эхо-
сигнала от угла встречи с дефектом:
• — пропил глубиной 2 мм; х —
зарубки 3x2 мм; О — трещины
глубиной 1-3 мм; Л — коррозион-
коррозионные язвины, глубина 0,8—2 мм
40 50 60 70 80
е°
фекта его типа и метода контроля. На рис.93 приведена зависимость
истинных ds и эквивалентных йъ размеров реальных дефектов в вер-
вертикальной плоскости. Для объемных дефектов 2 < d < 8 мм эта за-
зависимость аппроксимируется выражением d3= 2df>5S, что свиде-
свидетельствует о возможности определения истинных размеров объем-
объемных дефектов по тарировочной кривой. Измерение одним ПЭП для
плоскостных дефектов дает большую погрешность в оценке их эк-
эквивалентной площади. Применение схемы «тандем» (кривая 3)
обеспечивает более хорошие результаты.
В табл. 26 даны обобщенные ориентировочные оценки выяв-
выявляемое™ несплошностей в зависимости от применяемого физи-
физического метода контроля и типа дефекта.
Зависимость выявляемое™ дефектов от материала в обобщен-
обобщенном виде приведена на рис. 88. График получен по результатам
третьего направления работ PISC-III. В общем случае можно ут-
утверждать, что выявляемость дефектов уменьшается с увеличени-
увеличением неоднородности микро- и макроструктуры материала и с уве-
увеличением размера зерна. Отрицательно влияет на выявляемость
дефектов также конструктивная неоднородность. Увеличение
192
Таблица 26. Обобщенная ориентировочная оценка выявляемости несплошностей
различными физическими методами контроля
Тип дефекта
Трещины усталости
под действием
сжимающих
на пряжен ностей
Трещины
раскрывшиеся
Плоские несплош-
несплошности типа
непроваров
Объемные
несплошности
УЗК
Плохо
Хорошо
«
••
Рг
Плохо
••
Удовлетво-
Удовлетворительно
Хорошо
Мг
Плохо
••
Удовлетво-
Удовлетворительно
Хорошо
ВТК
Плохо
Удовлетво-
Удовлетворительно
Хорошо
••
цд
Плохо
Удовлетво-
Удовлетворительно
Хорошо
Отлично
•
м
•
•
4
х 1
У
щ
•
„ -
— —
У
у
*
1
< >
mm '-
т. т
1
6
8 9 d,,MM
Рис. 93. Корреляционная зависимость между эквивалентным диаметром d0 и его
истинным размером в поперечном сечении ds:
кривизны поверхности детали, усложнение формы сварного шва,
формы конструкции приводит к снижению достоверности НК.
По-видимому, наиболее сильное влияние на достоверность кон-
контроля оказывает «человеческий» фактор. Исследования, выполне-
ные А. К. Гурвичем, В. Ф. Лукьяновым, Б. Маргитройдом и други-
другими показали, что на результаты контроля существенным образом
193
п, шт.
3
2,5
1.5
0,5
2 4 6 8 10 12 14 16 18 20 22 24
а)
8 10 12 14 16 18 20 22 24
6 8 10 12 14 16 18 20 22 24
Рис. 94. Резултаты дешифровки 26 гаммаграмм 24 рентгенографами со стажем
работы от 0,5 до 10 лет в области радиографического контроля:
а — непровары; б— поры; в— шлаковые включения
194
влияют профессиональные навыки, стаж работы, длительные пере-
перерывы в работе, психофизиологические факторы (устойчивость вни-
внимания, темперамент и т.п.), социальные факторы, стимулы к тру-
труду, условия работы, моральные качества дефектоскописта. Разброс
в результатах контроля в лабораторных условиях из-за влияния «че-
«человеческого фактора» достигает десятков процентов. Это хорошо
видно из рис. 62 и 77, относящихся к области УЗ контроля. При ра-
радиографическом контроле также наблюдается существенное отли-
отличие результатов контроля различных операторов, работавших в оди-
одинаковых условиях (рис. 94 [52]).
В некоторых случаях вследствие недобросовестного отноше-
отношения или отсутствия стимула к труду выявляемость дефектов мо-
может опускаться до нуля даже при применении хорошей техники
и методов контроля.
5.2.7. Математическая аппроксимация выявляемости
несплошностей в зависимости от их размеров
В. Н. Волченко [32] со ссылкой на экспериментальные данные
В. Г. Лупачева приводит следующее уравнение для кривой выяв-
выявляемости дефектов
W= 1 -ехрЦх ~х0), F0)
где х0 — граничный наименьший размер выявляемого дефекта,
зависящий от от чувствительности метода контроля; X — посто-
постоянная.
А.Циммер, аспирантка из ГДР, выполнявшая кандидатскую
диссертацию в МЭИ в 1982 году, использовала уравнение такого
же типа, но для вероятности пропуска дефекта Р
Р=г + A -е)ехр(-уя) F1)
где е и у — постоянные.
Смысл постоянной е в том, что предполагается, что при лю-
любом качестве контроля всегда имеется вероятность е пропуска де-
дефекта по вине оператора. По данным работы [53], значение
? = 0,005 установлено на основе опроса большого числа экспер-
экспертов — дефектоскопистов.
195
В работах [6, 36] для описания вероятности обнаружения де-
дефекта использовали уравнение
W= A - е) ~ A - е) ехр [~а(а - я0)], при а > а0, F2)
IV = О, при а< а0,
где е — постоянная, характеризующая принципиальные ограни-
ограниченные возможности данного метода контроля; а — постоянная,
характеризующая выявляемость дефектов в зависимости от их
размеров; а0 —постоянная, связанная с чувствительностью мето-
метода контроля.
С учетом конечных размеров стенок сосудов и трубопроводов
давления, соизмеримых с размерами дефектов, постоянную е мо-
можно опустить, при этом влияние «человеческого» фактора или
приборно-методических недостатков будет учтено коэффициен-
коэффициентом а. В этом случае уравнение F2) трансформируется в уравне-
уравнение F0).
Для учета влияния на выявляемость двух линейных размеров
дефекта: глубины в направление поверхности а и протяженности
с, в работе [57] использовали уравнение
Ж= 1 - ехр [-Ца - ао)/а/с] F3)
Уравнение F3) справедливо в области а > а0 с > а.
Постоянные е, а и а0 назовем постоянными выявляемое™ де-
дефектов при контроле. Каждая из них характеризует, соответст-
соответственно, предельную выявляемость контроля (е), выявляемость в
зависимости от размера дефекта (в дальнейшем коэффициент
выявляемости) и чувствительность метода контроля (а0).
5.3 Остаточная дефектность — важнейшая характеристика
материала конструкции
Из данных, приведенных выше о реальной дефектности
(разд. 2) и о достоверности контроля (разд. 5.2), следует, что, как
правило, после изготовления в материале конструкции имеются
дефекты и что всегда имеется конечная вероятность (во многих
случаях большая) при контроле пропустить дефект. В связи с
196
этим можно утверждать, что после изготовления, контроля и ре-
ремонта обнаруженных дефектов в конструкции могут остаться
невыявленные дефекты.
Совокупность оставшихся не выявленных дефектов в матери-
материале конструкции после изготовления, контроля и ремонта выяв-
выявленных дефектов можно определить термином остаточная де-
дефектность.
Ясно, что с точки зрения прочности и остаточного ресурса
конструкции остаточная дефектность является важнейшей хара-
характеристикой материала данной конструкции. Любой прогноз
прочности, надежности и ресурса конструкции без учета остато-
остаточной дефектности будет неточным.
5.3.1. Уравнения для количественной оценки остаточной
дефектности материала конструкции
Если известна функция исходной дефектности А^исх(а, с),
функция распределения выявленных в результате контроля дефе-
дефектов No6li(a, с), тогда остаточную дефектность jV0CT можно опре-
определить как
W0CT(a, с) = МИСХ(а, с) - #обн(я, с). F4)
Количество обнаруженных дефектов зависит от исходной де-
дефектности Nmx(a, с) и от достоверности контроля, которую мож-
можно характеризовать функцией вероятности обнаружения дефек-
дефектов Ща, с).
с). F5)
Подставив в уравнение F4) последнее выражение, получим
N0CT(a, с) = N^Ja, с) - Nmx(a, с) Ща, с) F6)
или
N0CT(a, с) = N»Ja, с) [1 - Ща, с)]. F7)
Уравнение F8) справедливо для области, где W>0. Эта об-
область определяется минимальными значениями несплошностей
197
я0, с0, которые можно обнаружить данным методом контроля. В
области (а, с) < (я0, с0)
W= О, NOQ1= УУИСХ. F8)
В частном случае можно принять для Nmx выражение E9)
(разд. 6.1), а для ^выражение F0), тогда
N0CT(а) = 4* ехр[-а (а -а0)]. F9)
В случае повторного контроля тем же методом количество вы-
выявленных дефектов будет равно
^оьЛа) - ^осЛа)' W(a) G0)
или
л
- а[а - яо)])ехр[-а@ - ^o)J» К'ч
Сг(⹄(в), G2)
-ехр[1-а(а-а0)]). G3)
Обобщая формулу G3) на k-Vi контроль, можно записать:
или
Kerf =^-ехр[-*а(в-во)]. G5)
С использованием уравнения G4) была получена расчетная
кривая B) (рис. 95). Кривая 1 на рис. 95 — результат экспери-
эксперимента, проведенного на тест-образце Ду 800 из стали 22К (см.
рис. 54).
198
1
Порядковый номер контроля к
Рис. 95. Остаточная дефектность после к контролей:
Л/ост— количество необнаруженных дефектов по результатам контролей; NHCX—
общее количество дефектов в тест-образце Ду 800; 7— экспериментальная
кривая; 2— расчетная кривая при е = 0; 3 — расчетная кривая при ? = 0,05.
На рис. 54 видно удовлетворительное совпадение расчетных и
экспериментальной кривых. Наблюдаемое расхождение в ходе
кривых для номеров контролей к > 6 носит принципиальный ха-
характер. Теоретическая кривая 2 с увеличением числа контролей
стремится к 0, в то время как экспериментальная кривая стре-
стремится к 0,05. Значение е = 0,05 обусловлено ограниченными воз-
возможностями метода контроля. Если при описании выявляемости
дефектов использовать уравнение F2), положив в нем г - 0,05,
то наблюдается лучшее совпадение расчетной кривой C) и экс-
экспериментальной G) в области числа контролей к > 5 (см.
рис. 95). Кривую C) строили с использованием модифицирован-
модифицированного уравнения F2):
- а0)
G6)
199
Уравнение G6) справедливо в области
а > #0 . \'ч
к
5.3.2. Оценка исходной дефектности, остаточной дефектности
и выявляемости дефектов по результатам контроля
Уравнение F5) можно записать в виде ,
G8)
(область действия при а > а0).
Уравнение G8) позволяет прогнозировать результаты дефекто-
дефектоскопического контроля, если известна функция выявляемости
дефектов W{a) и исходной дефектности Nmx{a).
Уравнения W(a) и Nmx{a) могут быть оценены, как показано
выше, на основе анализа дефектности на заводе-изготовителе во
взаимосвязи с конкретной технологией изготовления и прямыми
экспериментальными исследованиями выявляемости дефектов
на тест-образцах.
Однако в большинстве приактических случаях уравнения
Nmx(a) и W(a) неизвестны. Уравнение G8) позволяет решать об-
обратную задачу: по известной левой части уравнения G8) опреде-
определять правую, т.е. определять исходную дефектность 7VHCX и выяв-
ляемость дефектов W.
Действительно, результаты дефектоскопического контроля по-
позволяют вычислить функцию No6H(a). Эта функция может быть
определена как огибающая гистограммы результатов контроля
(рис. 96). Задача определения функций Ww NHCX сводится к оп-
определению неизвестных постоянных А, п и а. Постоянную а0 лег-
легко найти по результатам контроля.
Коэффициенты А, п и а можно определить из условия макси-
максимального приближения расчетной кривой к экспериментальной.
В табл. 27 приведены постоянные А, п и а, полученные на ос-
основании анализа результатов дефектоскопического контроля на
200
Таблица 27. Характеристики исходной дефектности оборудования и выявляемость
дефектов использованными методами контроля
Оборудование
Наплавка корпуса
реактора ВВЭР-1000
Основной металл и свар-
сварные швы ГЦТ ВВЭР-1000
Исходная дефектность
Л, (мм)"
1482
241,7
п
2,17
1,58
Методы контроля
/0, мм
1
2
а, (мм) х
0,034
0,114
тобн
Рис. 96. Построение кривой Л^,, по результатам дефектоскопического контроля
АЭС в период входного контроля и пуско-наладочных работ. На-
Наплавку корпуса реактора контролировали методом цветной дефе-
дефектоскопии, трубопроводы — УЗК.
На рис. 97 показаны результаты анализа исходной и остаточ-
остаточной дефектности в наплавке корпуса реактора. Кривая 1 харак-
характеризует исходную дефектность наплавки после заводского кон-
контроля и перед началом контроля на АЭС. Кривые 2 и 3 характе-
характеризуют остаточную дефектность после двух контролей на АЭС.
5.4. О возможности предсказания результатов
повторного контроля
Обобщая уравнение G8) на случай к-то контроля, можно по-
получить уравнение [6.36]:
)= Аа
- ехр[-а(я - а0)}}. G9)
201
10 20 30
40 ' ' 80
Протяженность трещины, мм
Рис. 97. Количество оставшихся трещин в наплавке сосуда давления:
1 — перед контролем; 2— после 1-го контроля; 3— после 2-го контроля
Определив постоянные А, п, а и а0 по результатам первого
контроля, как описано в разд. 5.3, можно предсказать результаты
последующих контролей.
Сравнение результатов повторных контролей наплавки корпуса
реактора в период пуско-наладочных работ методом цветной дефе-
дефектоскопии с результатами прогноза приведено на рис. 98. На
рис. 98,а представлена функция УУобн для наплавки одного из кор-
корпусов реактора ВВЭР-1000, построенная по результатам входного
контроля. Из условия максимального приближения функции G8) к
экспериментальным данным, определили значения параметров
А = 1482 мм1;17; п = 2; 17; а = 0,034 мм.
На рис. 98,5 нанесены расчетная по уравнению G9) кривая
при (к= 1) и экспериментальная гистограмма, полученная при
2-м контроле наплавки корпуса. Соответствующие построения
проведены также для 3-го (рис. 98,в) и 4-го (рис. 98,г) контролей.
При расчетах учитывали, что обнаруженные дефекты ремонтиро-
ремонтировали, и что площадь контроля от контроля к контрою менялась.
Представляет интерес сравнить расчетное количество обнару-
обнаруженных трещин N^4 с экспериментальными N^n. Для 2-го
контроля эти значения равны соответственно: 13,5 и 12; для 3-го
контроля — 33 и 34; для 4-го контроля — 6, 8 и 5.
202
?1
s
_J—i 1 1 [
2 4 6 8 10 12
6)
Nm _
6 8 10 12 2с,мм
2c, мм
Рис. 98. Экспериментальные гистограммы и расчетные кривые
выявляемости дефектов:
а — 1-й контроль; б — 2-й контроль; в — 3-й контроль; г — 4-й контроль
203
Таким образом, предложенная методика расчета дает удовле-
удовлетворительное совпадение расчетных кривых с эксперименталь-
экспериментальными гистограммами. По существу, процедура предсказания ре-
результатов последующих контролей содержится в алгоритме оцен-
оценки остаточной дефектности (см. рис. 95), которая также хорошо
подтверждается экспериментами на тест-образце.
5.5. Достоверная и вероятностная части остаточной дефектности
В разд. 3 и 5.1 уже говорилось, что в общем случае с увеличени-
увеличением размеров дефектов, их число в конструкции уменьшается. Оче-
Очевидно, что есть области размеров, где число дефектов достоверно
равно 1, больше 1 или значительно больше 1. Очевидно также, что
есть области размеров, где дефект может быть или может не быть.
Область размеров, где дефект (или несплошность) присутствует в
конструкции достоверно в количестве равном или больше 1, мож-
можно назвать достоверной частью остаточной дефектности. Область
размеров, где дефект (или несплошность) может быть или не быть,
можно назвать вероятностной частью остаточной дефектности. Гра-
Границу между этими областями размеров составляют дефекты (не-
сплошности) с размерами (яд; сд).
С точки зрения прочности, надежности и остаточного ресурса
особый интерес представляет вероятностная часть остаточной де-
дефектности, т.е. несплошности с размерами (а; с) > (яд; сд).
Ниже рассмотрены одна из методик определения количествен-
количественных характеристик вероятностной части остаточной дефектности
и примеры их определения для ряда элементов конструкций ре-
реакторов АЭС. Введем функцию интегральной плотности распре-
распределения вероятностей существования несплошностей с размера-
размерами (я; с) в виде:
(80)
204
где NHCX(tf, с) — функция дефектности, если контроль не прово-
проводился, или функция остаточной дефектности, если контроль уже
проведен; (а, с)тах— предельно возможные размеры дефектов в
конструкции; a — размер дефекта в направлении толщины стен-
стенки сосуда давления, ятах= <$ где S — толщина стенки. Для с в ка-
качестве максимального значения смах может быть принято такое,
при котором вероятность существования дефекта с = стах равна
0. Для окружного дефекта стах может быть равным длине пери-
периметра трубы или цилиндрической части сосуда давления.
Знаменатель в выражении (80) имеет смысл нормировочного
коэффициента. Естественно предположить, что интеграл в зна-
знаменателе равен 1, а граничные значения (яд; сд) следует искать из
условия:
(fl'C)max
l (81)
Результаты вычисления функции Рс для наплавки корпуса ре-
реактора и Рп для главных циркуляционных трубопроводов Ду 850
реактора ВВЭР-1000 по данным входного контроля и контроля в
период пуско-наладки можно видеть на рис. 99,а и 99,6", соответ-
соответственно. Функция Ра для сварных швов основного металла кор-
корпуса реактора типа ВВЭР-440 (рис. 100) была определена с ис-
использованием результатов входного и эксплуатационного конт-
ролей корпусов реакторов НВАЭС, а также данных о дефектно-
дефектности корпусов Кольской АЭС [5]. К анализу принимали макси-
максимальный размер дефекта без различия направления.
При вычислений функций Ра и Рс для Nmx использовали урав-
уравнения Nmx(a) = АсГ" или NHCX(c) =Ас~п, соответственно.
Ход зависимостей на рис. 99 и 100 в полулагорифмитическом
масштабе хорошо можно аппроксимировать прямыми. Это озна-
означает, что уравнения Ра, Рс могут быть хорошо описаны уравне-
уравнениями типа
([) [A)} (82)
205
20
40 60
50
C,MM
Рис. 99. Функции вероятности существования дефектов в наплавке корпуса
(а, б) и дефектов в ГЦТ Ду 850 реактора ВВЭР-1000 (в, г):
1 — исходное состояние; 2— после входного контроля; 3— после I, 2, 3-го для
{а, б) и 1-го (для в, г) контроля
206
Рис. 100. Вероятность нахождения в свар-
сварных швах и основном металле КР типа
ВВЭР-440 дефектов глубиной > а
40 а, мм
Для простоты эти уравнения в дальнейшем будут записывать-
записываться в виде:
Ра =
(83)
Рс =ехр[-ус(с-сд)].
Постоянные уа и ус характеризуют скорость уменьшения веро-
вероятности существования несплошностей с ростом их размеров;
назовем эти постоянные вероятностным коэффициентом остато-
остаточной дефектности. Величины ая и сд характеризуют пороговые
значения размеров несплошностей, выше которых несплошности
существуют достоверно, и их можно назвать пороговыми значе-
значениями достоверно существующих несплошностей (дефектов).
207
Количественные оценки вероятностной части остаточной де-
дефектности (рис. 99 и 100), были сделаны в 1982—1983 годах. Все
значения яд, сд, приведенные на этих рисунках, лежат в области
недопустимых размеров несплошностей, если проводить оценку
по ПК1514 [8], разработанных для оценки качества на стадии из-
изготовления и действующих для стадии эксплуатации.
В последующем в ходе эксплуатационного контроля указанных
выше элементов конструкций выявились несплошности, класси-
классифицируемые как дефекты по ПК1514 и лежащие в области
(а, с) > (яд, сд). Так в 1991 г. на II блоке Кольской АЭС в ходе
эксплуатационного контроля корпуса реактора была применена
автоматизированная установка УЗК «Реактортест» чехословацко-
чехословацкого производства. Выявленные 12 дефектов, недопустимые по
ПК1514, лежали в достоверной части остаточной дефектности
корпусов типа ВВЭР-440. В этом можно убедиться, сравнив гео-
геометрические характеристики обнаруженных дефектов, приведен-
приведенных на рис. 10, 11, со значениями яд из рис.100. Выявленные де-
дефекты имели технологическую природу и были пропущенны в
эксплуатацию из-за недостаточной достоверности заводского и
входного контролей. Как отмечалось в разд. 4, эти дефекты ока-
оказались неопасными и были оставлены в эксплуатации без ремон-
ремонта по результатам анализа прочности и остаточного ресурса с ис-
использованием методов механики разрушения.
Случаи, подобные описанному выше для корпуса реактора,
имели место также и для главных трубопроводов ВВЭР-1000.
Они свидетельствуют о правильности описанных выше методик
количественного анализа остаточной дефектности и достоверно-
достоверности неразрушающего контроля.
Количественные характеристики вероятностной части остато-
остаточной дефектности наплавки и основного металла корпусов реак-
реакторов, а также трубопроводов реакторов типа ВВЭР-1000 приве-
приведены в табл. 28.
В заключение следует отметить, что приведенные примеры
оценки aR и сд и сравнения их с допустимыми и критическими
размерами несплошностей показывают, что именно вероятност-
вероятностная часть остаточной дефектности определяет прочность, ресурс
208
Таблица 28. Характеристики остаточной дефектности оборудования и
достоверности методов контроля
Оборудование
Наплавка КР
ВВЭР-1000.
Исходное состояние.
После входного
контроля.
После 1, 2, 3-го
контролей
Основной металл и
сварные швы ГЦТ
ВВЭР-1000.
Исходное состояние.
После входного
контроля.
После 1-го контроля
Основной металл и
сварные швы КР
ВВЭР-440
Трубопроводы ГЦТ
ВВЭР-440 после
входного, предэкс-
плуатационного и
эксплуатационного
контролей
Исходная
дефектность
Л, мм"
1482
241,7
234
п
2,17
1,58
1,37
Метод контроля
а0 или
с0, мм
1
2
0,5
а, мм '
0,034
0,114
0,08
Остаточная
дефектность
дд или
сд, мм
28
17
11
29
14
9,5
10,9
6
у, мм '
0,041
0,061
0,088
0,059
0,150
0,256
0,841
0,5
и надежность всех рассмотренных выше элементов конструкций
и оставшееся время их эксплуатации.
209
6. Связь неразрутающего контроля с прочностью
и ресурсом (вероятностный аспект)
Цель анализа прочности и ресурса в вероятностном аспекте —
получение количественных вероятностных характеристик проч-
прочности и ресурса. Как отмечалось, прочность и ее сохранение во
время эксплуатации (ресурс) является главным условием работо-
работоспособности и безопасности эксплуатации сосудов и трубопрово-
трубопроводов давления. Количественные вероятностные оценки прочности
и ресурса являются, по существу, оценками надежности. Необхо-
Необходимость анализа прочности и ресурса в вероятностном аспекте
(надежности) определяется в общем случае следующим.
1. Такой анализ проводится, как правило, без использования
коэффициентов запаса прочности и требует привлечения допол-
дополнительных данных о факторах, определяющих прочность и ре-
ресурс конструкции. Поэтому анализ прочности и ресурса в веро-
вероятностном аспекте позволяет получить более точную информа-
информацию о состоянии конструкции. Это особенно важно для этапа
эксплуатации.
2. Вероятностный анализ прочности и ресурса позволяет луч-
лучше понять природу прочности данной конструкции, более точно
и адекватно оценить влияние тех или иных факторов на исчер-
исчерпание прочности и ресурса.
3. С учетом вероятностной природы выявляемое™ дефектов,
описанной в предыдущем разделе, можно утверждать, что только
вероятностный анализ прочности и ресурса, проводимый с уче-
учетом вероятностных закономерностей выявления дефектов при
неразрушающем контроле и закономерностей формирования ос-
остаточной дефектности дает возможность правильно организовать
работы в области неразрушающего контроля ответственных объ-
объектов современной техники во время их эксплуатации (начиная
с момента входного контроля). Только на этом пути возможна
полная оптимизация эксплуатационного контроля, а также опти-
оптимизация ремонта и модернизация элементов конструкций, воз-
возможно достижение приемлемого уровня надежности и безопас-
безопасности эксплуатации конструкций ответственных объектов совре-
современной техники.
210
В настоящем разделе описаны основные методологические
подходы при анализе прочности и ресурса с учетом зарождения
новых и развития уже имевшихся несплошностей в конструкции,
вероятностных закономерностей формирования остаточной де-
дефектности и выявляемое™ дефектов. При этом в качестве осно-
основы для дальнейшего изложения будут использованы результаты,
изложенные ранее в разд. 4 и 5.
6.1. Методы расчета прочности и ресурса в вероятностном аспекте
Вероятностные методы оценки прочности начали развиваться
на рубеже 30-40 годов. К настоящему времени имеется достато-
достаточный опыт их разработок и применения. В последние годы в свя-
связи с крупными авариями и катастрофами интерес к этим мето-
методам особенно возрос, о чем свидетельствуют публикации и меж-
международные конференций по этой теме (последняя в 1996 г. в
Стокгольме).
У нас в стране в последнее время эти методы разрабатывали
Н. А. Махутов, Ю. И. Лихачев, В. Т. Трощенко, А. А. Тутнов,
В. В. Болотин, В. А. Ткачев и другие, а за рубежем К. Куссмауль,
Л. Печинко, Ф. Нильсон, А. Лидьярд и др.
По мнению некоторых специалистов, широкому практическо-
практическому применению вероятностных методов оценки прочности и ре-
ресурса препятствуют отсутствие достаточных статистических ис-
исходных данных и неопределенность получаемых результатов, ко-
которая связана с большим разбросом конечных результатов,
получаемых различными авторами.
На наш взгляд, основные причины не достаточно широкого
практического применения вероятностных методов прочности
ел едущие:
1. Отсутствие четкого понимания целей, возможностей, досто-
достоинств, области применения и ограничений вероятностных методов;
2. Отсутствие четких представлений об остаточной дефектности
материала конструкции и количественных методов ее оценки.
Излагаемые ниже методы и результаты отражают опыт разра-
разработки и практического применения вероятностных методов
оценки прочности и ресурса, полученного автором применитель-
211
но к сосудам и трубопроводам давления АЭС [6, 36, 57, 64 и др.].
Эти методы с небольшой корректировкой могут быть применены
также и в других отраслях техники.
На статистический разброс характеристик прочности и ресур-
ресурса конструкции оказывает влияние большое число факторов. Од-
Однако можно выделить несколько факторов, которые оказывают
решающее влияние. К таким факторам можно отнести статисти-
статистический разброс прочностных характеристик материала, характе-
характеристик условий эксплуатации, прежде всего термосиловых и кор-
коррозионных, а также характеристик остаточной дефектности ма-
материала конструкции, если она содержит сварные соединения,
литые или другие элементы, в которых под действием техноло-
технологии изготовления или условий эксплуатации могут возникнуть
несплошности.
Если конструкция находится в состоянии, при котором возмо-
возможно хрупкое разрушение, и имеется вероятность существования
в ней несплошностей, то в этом случае вероятность хрупкого раз-
разрушения такой конструкции можно описать уравнением:
^Icmax О max
^Р= jpKlc(Klc) jpaPa(a>aKP)dadKic, (84)
^Icmin omin
в котором рК{с и ро — функции плотности вероятностей соответ-
соответственно критических коэффициентов интенсивности напряже-
напряжений К]с и эксплуатационного напряжения о; Ра — интегральная
функция вероятностей существования в рассматриваемом обору-
оборудовании трещины размером, не меньше а.
Область интегрирования в выражении (84) определяется усло-
условием
ofiJna>Klc9 (85)
в котором /j — функция, зависящая от формы трещины, места ее
расположения в конструкции и их геометрических размеров. Ис-
Использование условия (85) дает следующие выражения для преде-
пределов интегрирования:
212
V
lcmax =
(86)
При этом o»max— максимально возможное эксплуатационное на-
напряжение; я1ШХ— максимально возможный в рассматриваемом
оборудовании дефект; КХс min — нижняя граница для возможных
значений коэффициента интенсивности напряжений.
Функции рК]с и ро могут быть описаны уравнениями типа нор-
нормального закона Гауса. При стремлении дисперсии к нулю нор-
нормальное распределение стремиться к 5 — функции. В этом слу-
случае из уравнения (84) можно получить более простые выражения
lCf
при отсутствии разброса а;
Рр = Jpo{a)Pa(a>aKp)do
при отсутствии разброса Кк \
(87)
при отсутствии разброса К]с и а.
(88)
(89)
Рассмотрим последнее выражение (89) более подробно, так
как в нем в наиболее простом виде проявляется прямая связь ме-
между неразрушающим контролем, остаточной дефектностью и
прочностью.
Действительно, в соответствии с уравнением (89) вероятность
разрушения Р равна вероятности существования в элементе
213
Вероятность существования дефекта
по нормам изготовления
J
Г
\ Вероятность существования
\ допустимого дефекта
\ / Вероятность хрупкого разрушения
\ / конструкции
Рис. 101. Схематическое изображение решения уравнения (87) с использованием
кривой остаточной дефектности. (На схеме также показаны вероятности су-
существования в конструкции дефектов а>[а], т.е. вероятность ремонта при
использовании норм дефектности при эксплуатации, и а > [я]изг, т. е. вероятность
ремонта при использовании норм дефектности при изготовлении)
конструкции несплошности с размерами а > акр. Вероятность су-
существования в материале конструкции дефекта а > якр определя-
определяется функцией остаточной дефектности Ра, т. е. вероятностной
частью остаточной дефектности. Критический размер несплош-
несплошности определяется по уравнениям разд. 4, или в данном случае
коэффициентом К[с и действующим в рассматриваемом элемен-
элементе конструкции напряжением а. На рис. 101 графически изобра-
изображена схема решения уравнения (89).
В случае необходимости учета двух размеров несплошности
можно использовать уравнения типа F4, 68). Соответствующее
графическое изображение функции Рас (а, с) дано на рис. 102.
Критические значения несплошностей (я, с)кр и допустимые в
эксплуатации значения несплошностей [а, с] находят по уравне-
уравнениям разд. 4.
Уравнения типа (84—89) были получены также для квазихруп-
квазихрупких и вязких состояний материала конструкции. При этом в ка-
качестве основы для описания предельных состояний элементов
214
a= s
Рис. 102. Интегральная плотность распределения вероятностей существования
дефектов с размерами (я, с) > (а', с')
конструкции с трещиной использовали выражения разд. 4.5
и 4.6.
В случае необходимости учета влияния времени эксплуатации на
вероятность разрушения необходимо произвести оценку подраста-
подрастания несплошности с исходными размерами (а, с)исх за время экс-
эксплуатации по формулам разд. 4.7. Для расчета принимают новую за-
зависимость Р с учетом подрастания за время т. Для приближенной
оценки уравнения Р можно использовать выражение
Pax =
-(а-аА -Двд)
(90)
где дтах— максимально возможный дефект в рассматриваемом
элементе конструкции до начала эксплуатации; Лятах— увеличе-
увеличении размера атах во время эксплуатации; Ляд— увеличение раз-
215
мера 0Д во время эксплуатации т. Возможны также другие вари-
варианты определения уравнения для Ра т.
Уравнение (90) в совокупности с уравнением разд. 4.7 и урав-
уравнениями типа (84—89) позволяют оценивать изменение вероят-
вероятности разрушения во время эксплуатации или, другими словами,
оценивать ресурс эксплуатации во взаимосвязи с текущей наде-
надежностью конструкции.
При использовании описанной выше методики расчетов были
разработаны компьютерные программы для расчета вероятности
разрушения с учетом результатов дефектоскопического контроля.
Результаты расчетов с использованием этих программ приведены
ниже.
6.2. Оценка влияния НКЭ на прочность, ресурс и надежность
сосудов и трубопроводов давления
В настоящем разделе приведены примеры оценок прочности,
ресурса и надежности некоторых сосудов и трубопроводов давле-
давления АЭС с учетом штатного дефектоскопического контроля. Эти
результаты в свое время явились основой для принятия техниче-
технических решений о возможности дальнейшей эксплуатации блоков
атомных электростанций.
Прежде чем переходить к изложению результатов оценки вли-
влияния НКЭ на прочностные характеристики, необходимо дать не-
некоторые пояснения об особенностях и критериях оценки проч-
прочности, ресурса и надежности элементов конструкций в вероятно-
вероятностном аспекте.
6.2Л. Об особенностях и критериях оценки прочности, ресурса и
надежности в вероятностном аспекте
При традиционных, детерминистических, расчетах в обоснова-
обоснование прочности, ресурса и надежности элементов конструкций
используют систему коэффициентов запаса прочности. Напри-
Например, при расчете прочности по критерию сопротивления вязко-
вязкому разрушению (без учета остаточной дефектности) используют
216
два коэффициента запаса прочности: коэффициент запаса п02
для предела пластичности RpQ2 и коэффициент запаса пт для
предела прочности Rm [1]. С использованием коэффициентов за-
запаса прочности nQ 2 и пт определяют так называемые допускае-
допускаемые напряжения [а]:
[а] = меньшее из
«0,2
(91)
Критерием прочности (неразрушения по вязкому механизму)
при этом будет условие:
а,„<[а], (92)
где ст — действующее в конструкции так называемое мембран-
мембранное (т.е. среднее по сечению) напряжение. При этом предпола-
предполагается, что ресурс рассматриваемого элемента конструкции по
критерию сопротивления вязкому разрушению обеспечен до тех
пор, пока выполняется условие (92). Надежность этого элемента
конструкции по критерию сопротивления вязкому разрушению
равна 1 (т. е. вероятность разрушения равна нулю) до тех пор,
пока выполняется условие (92).
Аналогичные коэффициенты запаса прочности используют
при расчетах на сопротивление вязкому, квазихрупкому и хруп-
хрупкому разрушению при наличии дефектов сплошности материала
конструкций (см. разд. 4), при расчетах на сопротивление зарож-
зарождению трещин усталости [1] и других расчетах прочности. При
этом коэффициенты запаса применяют не только для определе-
определения допустимых напряжений, но и для определения допускаемо-
допускаемого числа циклов нагружения (при расчетах на сопротивление за-
зарождению трещины усталости), для определения допустимой
температуры эксплуатации (при расчетах на сопротивление хруп-
хрупкому разрушению), и т. д.
При расчетах прочности, ресурса и надежности элементов
конструкций в вероятностном аспекте коэффициенты запаса
217
прочности, как правило, не используются, а, следовательно, не
используются понятия допускаемых напряжений, допускаемых
циклов нагружения, температур, и т. д.
Целью расчетов прочности, ресурса и надежности элементов
конструкций в вероятностном аспекте является определение ве-
вероятности сохранения рассматриваемой конструкцией прочно-
прочности по различным критериям сопротивления разрушению.
Например, при расчетах прочности по критерию сопротивления
вязкому разрушению конструкции, не содержащей трещин, опре-
определяют вероятность событий от > Rpo 2 или от > Rm\ т.е. вероятность
появления в конструкции недопустимых деформаций Ро 2:
= P0,2, (93)
или вероятность разрушения Рт\
Р(ат > RJ = Рт,
Критерием приемлемого уровня прочности может служить ус-
условие типа:
Рт*1рУ, Рроа*[П, (94)
где [Р] — допустимый уровень вероятности разрушения.
Значение [Р] может лежать в диапазоне от 0 до некоторых фи-
фиксируемых конечных значений, определяемых в зависимости от
назначения конструкции, последствий от ее разрушения, затрат
на обеспечение высокого уровня прочности, и т. п.
В настоящее время в атомной энергетике величина [Р] опреде-
определена в нормативных документах только для корпуса реактора ти-
типа ВВЭР. Вероятность разрушения корпуса реактора должна
быть [9]:
РР<[РР] = Ю-\ (95)
В рекомендациях МАГАТЭ предлагается суммарную вероят-
вероятность разгерметизации сосудов и трубопроводов первого контура
и защитной оболочки (контаймента) с выходом газообразных ра-
радиоактивных веществ в атмосферу, принимать на уровне, не бо-
более 10~6 (реактор • год). При этом вероятность разгерметизации
218
1 +
Время эксплуатации
Рис. 103. Определение ресурса эксплуатации
контаймента принимается на уровне 10, что означает, что ве-
вероятность разгерметизации первого контура может быть принята
на уровне ~10~5 (реактор • год), т. е.
PD < [PD] = 10 (реактор • год)
-1
(96)
Ресурс безопасной эксплуатации в вероятностном аспекте мо-
может быть определен как время, в течение которого обеспечива-
обеспечиваются условия прочности в виде (95) или (96). На рис. 103 схема-
схематически показано определение ресурса эксплуатации в вероятно-
вероятностном аспекте.
Если исходный уровень вероятности разрушения равен Рисх,
то во время эксплуатации вследствие развития различного рода
процессов повреждения металла вероятность разрушения рассма-
рассматриваемой конструкции будет увеличиваться. При достижении Рр
значения [Р] конструкцию необходимо либо выводить из эксплу-
эксплуатации, либо проводить технические мероприятия, приводящие
к снижению вероятности ее разрушения. Такие мероприятия мо-
можно назвать техническим обслуживанием (ТО) конструкции (на-
(например, НКЭ + ремонт выявленных дефектов).
После ТО вероятность разрушения конструкции снижается (на
рис. 103 это соответствует времени тТ0A), тТ0B) и tT0C)). Когда
возможность снижения вероятности разрушения за счет ТО ис-
исчерпывается, наступает окончательное исчерпание ресурса экс-
219
плуатации. На схеме рис. 103 ресурс эксплуатации соответствует
времени тэ.
Надежность также можно определить через прочность как ве-
вероятность того, что рассматриваемая конструкция не разрушит-
разрушится или не получит деформаций недопустимых размеров. Обозна-
Обозначая надежность по критерию разрушения символом Яр, можно
записать, что
#р= 1 - РР • (97)
Под разрушением можно понимать не только стадию оконча-
окончательного разрушения конструкции, но также и начальные стадии
разрушения, такие как появление остаточных пластических де-
деформаций, зарождение трещин различной природы (усталости,
коррозионного растрескивания, технологической природы и
т.п.), развитие трещин до образования течи в сосуде давления. В
соответствии с этим можно говорить о надежности конструкции
по различным критериям, например, надежность сосуда давле-
давления по критерию образования в нем течи через устойчивую
сквозную трещину, надежность конструкции по критерию появ-
появления в ней дефекта сплошности недопустимого размера и т. п.
В дальнейшем, говоря о прочности, ресурсе или надежности,
как правило, критерий будет оговариваться.
6.2.2. Оценка влияния НКЭ на прочность, ресурс и надежность
некоторых сосудов и трубопроводов давления, находящихся
в эксплуатации на АЭС
В настоящем разделе изложены результаты расчетов для кор-
корпусов реакторов, трубопроводов главных циркуляционных кон-
контуров реакторов ВВЭР и РБМК, а также трубных пучков (тепло-
обменных трубок) парогенераторов реактора типа ВВЭР-1000.
Корпус реактора (КР) типа ВВЭР. Результаты расчета вероят-
вероятности хрупкого разрушения корпуса реактора в режиме гидрав-
гидравлических испытаний приведены на рис. 104. Расчет проводили
по формулам разд. 6.1 с использованием фактических данных о
радиационном охрупчивании металла КР, разбросе характери-
характеристик вязкости разрушения, данных об остаточной дефектности
220
-16
>лст
О 10 20
Рис. 104. Изменение вероятности хрупкого разрушения КР реактора типа ВВЭР
в режиме гидроиспытания
(см. рис. 100) и выявляемое™ несплошностей при штатном НКЭ
КР в соответствии с данными, приведенными в табл. 28.
Кривая / на рис. 104 отражает изменение вероятности хрупко-
хрупкого разрушения КР в зависимости от времени эксплуатации при
условии, что НКЭ (с соответствующим ремонтом выявленных
дефектов) не проводится. Кривая 2 отражает уровень надежности
КР в случае проведения НКЭ с таким же качеством, как и во
время входного контроля, по результатам которого были опреде-
определены характеристики контроля в табл. 31.
Контур многократного принудительного циркулирования (КМПЦ)
реактора РБМК-1000. Главными элементами КМПЦ являются тру-
трубопроводы Ду 800, напорные и всасывающие коллектора. Результа-
Результаты расчета вероятности разрыва (разрушения) указанных элемен-
элементов конструкций приведены на рис. 105. Снижение вероятности раз-
разрушения достигается за счет ТО: НКЭ, ремонта по результатам НКЭ
и гидравлических испытаний. В действительности, снижение Рр с
каждым ТО будет уменьшаться, так как в расчете не учтены
ограничения использованного метода НК (см. разд. 5.3 и 5.4).
В следующем примере детально исследовали влияние НКЭ и
гидравлических испытаний на прочность избыточным (по срав-
сравнению с рабочим) давлением.
Главные циркуляционные трубопроводы (ГЦТ) реактора
221
0
-2
-4
-6
-8
10
12
14
У
\ г
/
У
Срок эксплуатации,
12 16 20 24 год^'
3
—.
2
-^
1,
-
•
Рис. 105. Зависимость вероятности разрушения от времени эксплуатации и
условий технического обслуживания КМПЦ реактора типа РБМК-1000:
/ — трубопровод Ду 800; 2— напорный коллектор; 3— НКЭ + ремонт дефектов
+ успешные гидроиспытания
ВВЭР-440. Расчет вероятности разрыва трубопровода диаметром
500 мм проводили для условий штатного НКЭ (кривая 4 на
рис. 64) и для гипотетических условий контроля с использовани-
использованием методики 1 (кривая 1 на рис. 64).
Результаты расчета вероятности разрыва трубопровода в зависи-
зависимости от времени эксплуатации (время в данном случае определе-
определено в виде обобщенных циклов термомеханического нагружения
трубопроводов) и условий контроля приведены на рис. 106. Кривая
3 соответствует уровню надежности ГЦТ в эксплуатации при про-
проведении штатного НКЭ с последующим ремонтом выявленных де-
дефектов. Кривая 4 отражает фактический уровень надежности тру-
трубопроводов после НКЭ и гидравлических испытаний. Надежность
трубопроводов резко возрастала бы в случае, если бы была приме-
применена более совершенная методика НК, обеспечивающая более вы-
222
Рис. 106. Зависимость вероятности разрушения трубопровода
от числа рабочих циклов:
1— НК и ГИ не проводили (оценка исходной надежности ГЦТ); 2— НК не
проводили, ГИ проводили; 3— НКЭ проводили, ГИ не проводили; 4— НКЭ и
ГИ проводили; 5 — НКЭ проводили по методике № 1, ГИ не проводили
сокий уровень выявляемое™ дефектов (кривая 5 на рис. 106). Кри-
Кривые 7, 2 на рис. 106 будут обсуждены в разд. 6.4.
На рис. 106 приведены результаты оценки прочности трубо-
трубопроводов по критерию сопротивления полному внезапному раз-
разрушению. Изменение критерия прочности приводит к измене-
изменению характеристик надежности. Так, на рис. 107 приведены ре-
результаты расчета вероятности образования стабильной течи через
сквозную трещину в стенке тех же трубопроводов. Из сравнения
результатов, приведенных на рис. 106 и 107, следует, что вероят-
вероятность образования течи в трубопроводе существенно выше, чем
полное внезапное разрушение трубопровода.
223
Рис. 107. Зависимость вероятности возникновения течи в трубопроводе от
числа рабочих циклов:
/ — исходное состояние трубопроводов до начала эксплуатации, НК не про-
проводили; 2— фактический уровень вероятности возникновения течи; 3— вероят-
вероятность возникновения в случае применения более совершенной методики
неразрушающего контроля
Очевидно, что вероятность обнаружения дефекта сплошности
в трубопроводе будет еще выше (вплоть до 1), т.е. надежность
трубопровода по критерию обнаружения в нем во время эксплу-
эксплуатации несплошностей недопустимых размеров мала (в данном
случае равна 0, так как в эксплуатации на этих трубопроводах
были выявлены несплошности недопустимых размеров).
Теплообменные трубки парогенераторов реактора ВВЭР-1000*.
Настоящий пример интересен тем, что влияние НКЭ на проч-
прочность теплообменных трубок рассматривали совместно с други-
другими техническими мероприятиями, которые предполагалось вы-
выполнить на парогенераторах (ПГ) для обеспечения проектного
* Изложенный ниже анализ проведен с участием Б. И. Лукасевича в рамках
работ межведомственной рабочей группы по ПГ под председательством Н. Н. Да-
виденко.
224
ресурса трубного пучка ПГ. В данном случае рассмотрена ситуа-
ситуация на II блоке Балаковской АЭС, (описана в разд. 4.12) с детер-
детерминистических позиций.
В качестве исследуемых предельных состояний теплообменных
трубок принимали:
появление в трубке сквозной трещины размером, обеспечива-
обеспечивающим течь через нее < 5 л/ч;
появление в трубке сквозной трещины размером, обеспечива-
обеспечивающим течь через нее > 5 л/ч;
внезапное появление большой течи (> 50 л/ч) в результате раз-
разрыва трубки в режиме нормальной эксплуатации;
внезапное появление большой течи в результате разрыва труб-
трубки при наложении на режим нормальной эксплуатации аварии с
разрывом паропровода и падением давления во втором контуре
ПГ до 0.
Вероятность появления перечисленных выше состояний тру-
трубок обозначали, соответственно, Рт; Рбт; Р^уэ', Р™-
В качестве технических мероприятий, направленных на выяв-
выявление поврежденных трубок, их ремонт и обеспечение проектно-
проектного ресурса отремонтированного трубного пучка, рассматривали
следующие:
неразрушающий контроль плотности трубок пневмогидравли-
ческим методом (КПГМ);
неразрушающий контроль трубок вихретоковым методом (ВТК);
глушение дефектных трубок с глубиной повреждения свыше
70% толщины стенки трубки;
химическую и механическую отмывку ПГ по второму контуру
в целях обеспечения штатного воднохимического режима при
последующей эксплуатации;
гидравлические испытания трубок со стороны первого конту-
контура избыточным давлением (два варианта: давление ГИ 20,0 МПа
и 24,5 МПа).
Результаты количественного анализа влияния перечисленных
выше технических мероприятий на прочность (вероятность раз-
разрушения в период предстоящей эксплуатации) приведены на
диаграмме рис. 108.
По вертикальной оси откладывали логарифм вероятности собьт-
225
i Ь*
S
н
1 кпгм
ВТК
ГЛУШЕНИЕ
ОТМЫВКА
CSJ
О
О»
х
S
I
к
S
S
S
1
о
а
S
1 1 1 1—Ь-
226
тия с достижением трубки соответствующего состояния. При этом
отмечены допустимые значения вероятностей, рекомендуемые
МАГАТЭ и российским нормативным документом ОПБ 88 [9].
Случай, когда нарушение прочности по рассматриваемому
предельному состоянию становится невозможным (вероятность
разрушения равна нулю) соответствует на диаграмме значению
—оо (lOg 0 = -оо).
При расчетах принимали, что выявляемость дефектов размерами
по глубине 70% и более от толщины стенки трубки составляет 0,90.
Из данных рис. 108 следует, что неразрушающий контроль с
последующим ремонтом (глушением) дефектных трубок не при-
приводит к повышению надежности трубного пучка и не обеспечи-
обеспечивает необходимый ресурс эксплуатации.
Повышение надежности трубного пучка происходит только
при сочетании НК с другими техническими мероприятиями.
Наибольшая надежность трубного пучка обеспечивается в пос-
последнем варианте (на диаграмме рис. 108 — крайний справа). В
этом случае появление больших течей во время эксплуатации
становится невозможным.
6.3. Влияние различных характеристик достоверности НКЭ
на надежность контролируемых конструкций
Как показано выше в разд. 5 и 6, НК (в сочетании с ремонтом
выявленных дефектов) влияет на остаточную дефектность конст-
конструкции, а остаточная дефектность определяет надежность этой
конструкции.
На рис. 109 приведены результаты расчетов для элемента кон-
конструкции с остаточной дефектностью, описываемой уравнением
УУ0СТ= 1482я~2'17 (кривая 1 на рис. 109). Расчеты остаточной пос-
после контроля дефектности провели для случая контролей со сле-
следующими коэффициентами выявляемое™ дефектов:
до= 0; а = 0,11 мм (кривая 2 на рис. 109);
яо= 5 мм; а = 0,112 мм (кривая 3 на рис. 109);
az = 3 мм; ос= 0,26 мм (кривая 4 на рис. 109).
Из данных, приведенных на рис. 109 видно, что изменение
227
10'
20
60
80 100
Размер дефекта, мм
Рис. 109. Зависимость числа дефектов от их размера:
/ — исходное состояние (NHCX= 1482a'17); 2— после контроля с характеристика-
характеристиками метода контроля, ао= 0, адк= 0,1 мм; J— после конроля с характеристиками
метода контроля а0- 5 мм; ядк= — 0,112 мм; 4— после контроля с характерис-
характеристиками контроля, ао= 3 мм; ядк= -0,26 мм
чувствительности контроля в диапазоне 0—5 мм оказывает малое
влияние на остаточную дефектность. В то же время коэффици-
коэффициент выявляемое™ а оказывает существенное влияние на остато-
остаточную после контроля дефектность конструкции.
Аналогичное влияние оказывают характеристики контроля а0
и а на вероятность разрушения контролируемого элемента кон-
конструкции (рис. 110).
Результаты анализа влияния характеристик вероятностной ча-
части остаточной дефектности на вероятность разрушения сосуда
давления типа корпуса реактора ВВЭР показаны на рис. 111.
Видно, что характеристика дд, служащая границей между досто-
достоверной и вероятностной частями остаточной дефектности, не
оказывает заметного влияния на надежность сосуда давления при
ее изменении в рассматриваемом диапазоне. Не оказывает влия-
влияния на надежность сосуда давления и значение а в диапазоне
228
О 0,1 0,2 «д*>мм 1
Рис. НО. Влияние характеристик дефектоскопического контроля а0 и адк на
вероятность хрупкого разрушения сосуда давления
10
0,5
Y,mm
8
flA, мм
40
50
80
а, мм
60 70
Рис. 111. Влияние характеристик остаточной дефектности
на вероятность разрушения
229
вменения 50—100 мм. (Значение ятах в данном случае определя-
определяется как граничное значение размера дефекта, выше которого ве-
вероятность существования дефектов равна нулю). При
зтах< 50 мм наблюдается тенденция к усилению влияния атах на
надежность сосуда. Сильное влияние на надежность сосуда дав-
тения оказывает характеристика у — вероятностный коэффици-
коэффициент остаточной дефектности.
Очевидно, что описанные в настоящем разделе результаты и
способы анализа могут быть использованы при составлении тех-
технического задания на разработку новых средств и методов конт-
эоля.
6.4. Влияние заводского выходного контроля, входного и
эксплуатационного НК на надежность контролируемых
элементов конструкций
Количество трещин, оставшихся в наплавке одного из сосудов
давления на АЭС после заводского контроля, входного контроля
л после первого контроля, выполненного в начале эксплуатации,
пюказано на рис. 112 (соответственно, кривые 7, 2 и 3). Контроль
[фоводили методом цветной дефектоскопии, поэтому на рис. 112
по горизонтальной оси откладывали размер трещин по их протя-
протяженности на поверхности наплавки. Если предположить, что та-
такие же дефекты есть и в основном металле корпуса реактора, а
качество УЗК такое же, как и качество цветной дефектоскопии,
го влияние заводского контроля, входного контроля и эксплуа-
эксплуатационного контроля на надежность корпуса реактора по крите-
критерию сопротивления разрушению можно представить графически
гак, как показано на рис. 113.
Фактический уровень надежности главного циркуляционного
трубопровода реактора ВВЭР-440 перед входным контролем
(сразу после монтажа) показан на рис. 106 (кривые 7 и 2). При-
Приведенные примеры показывают, что входной контроль, предэкс-
плуатационный контроль и первые контроли во время эксплуа-
эксплуатации существенно (на несколько порядков) повышают надеж-
надежность контролируемых элементов конструкций.
230
60
с, мм
Рис. 112. Количество трещин N^ в зависимости от их длины в сварных швах
ГЦТ Ду 850 I блока НВАЭС:
1 — исходное состояние; 2— после входного контроля; 3 — после 1-го контроля;
4— количество трещин, выявленных при входном контроле; 5 — количество
трещин, выявленных при первом контроле A-5 — расчетные кривые; 6 —
экспериментальная гистограмма)
т.лет
Рис. 113. Влияние на надежность оборудования дефектоскопии и времени
эксплуатации:
А — в момент поступления на АЭС; В — после входного контроля; С — после
1-го контроля; 7 — повышение вероятности разрушения в эксплуатации, если
контроль не производится; 2— повышение вероятности разрушения с учетом
разброса определения температуры вязко-хруп ко го перехода /кр; 3— изменение
вероятности разрушения с учетом последующего эксплуатационного дефекто-
дефектоскопического контроля
231
6.5. Влияние повторных контролей и «человеческого фактора» на
надежность контролируемых элементов конструкций
Повторный контроль. Из предыдущих разделов следует, что с
ростом числа контролей надежность контролируемых элементов
конструкции возрастает. Однако этот рост имеет тенденцию к за-
затуханию и, начиная с некоторого числа кн, последующий конт-
контроль уже не будет оказывать практического влияния на надеж-
надежность (рис. 114). Связано это с тем, что после кн контролей воз-
возможности данного метода контроля для выявления новых дефе-
дефектов будут исчерпаны (см. гл. 5).
При проведении кн контролей следующий контроль целесооб-
целесообразно осуществлять в двух случаях:
возникновение таких непроектных условий эксплуатации, при
которых возможно зарождение и развитие новых дефектов, или
быстрое развитие технологических дефектов;
быстрое развитие несплошностей технологической природы в
штатных условиях эксплуатаци.
На практике нередко в качестве компенсирующего недостаток
безопасности мероприятия назначают более частое проведение
контроля (по сравнению с требованиями нормативных докумен-
Надежность
конструкции
Число контролей
Рис. 114. Зависимость надежности контролируемой конструкции
от числа контролей
232
тов). В некоторых случаях это мероприятие может оказаться бес-
бесполезным.
Правильное назначение периодичности контроля возможно
только на основе количественного анализа надежности конст-
конструкции с учетом данных о достоверности контроля, остаточной
дефектности конструкции, фактического состояния металла кон-
конструкции, предстоящих условий эксплуатации и требований к
уровню надежности конструкции.
«Человеческий фактор». Как уже показано выше (см. разд. 6)
влияние «человеческого фактора» на результаты контроля, а, сле-
следовательно, на надежность контролируемых элементов конструк-
конструкций очень велико, а иногда может оказаться решающим. Для
снижения отрицательного влияния «человеческого фактора» при
контроле необходимо проводить работы в следующих направле-
направлениях:
повышение мотивации труда дефектоскопистов (например,
высокая заработная плата);
отбор дефектоскопистов на основе специальных тестов, учи-
учитывающих психо-физиологические особенности претендента;
тренировка и периодическая аттестация с применением науч-
научно обоснованных методов и программ;
применение механизированных и автоматизированных средств
контроля;
автоматическое документирование результатов контроля;
повышение административной и уголовной ответственности за
невыполнение обязанностей в полной мере.
233
7. Комплексная система эксплуатационного контроля
В предыдущих примерах оценки влияния НКЭ (дефектоско-
(дефектоскопии в сочетании с ремонтом) на надежность элементов конст-
конструкций было показано, что НКЭ является существенным, но не
единственным фактором, способным повысить надежность экс-
эксплуатируемого элемента конструкции. Так в разд. 6.2.2 (см.
рис. 106), кривые 2 и 4 отражают очень сильное влияние на на-
надежность трубопроводов гидравлических испытаний избыточным
(по сравнению с рабочим) давлением. На диаграмме рис. 108 так
же видно сильное влияние гидравлических испытаний. Кроме
того, из этой же диаграммы следует, что дефектоскопия (ВТК +
КПГМ) сама по себе не приводит к заметному повышению на-
надежности трубного пучка и не обеспечивает необходимый ресурс
эксплуатации. Необходимый уровень надежности достигается
только тогда, когда НКЭ (дефектоскопия) сочетается с меропри-
мероприятиями по улучшению водно-химического режима (коррозион-
(коррозионных условий) и гидравлическими испытаниями.
Приведенные примеры показывают, что НКЭ (дефектоско-
(дефектоскопию) не следует рассматривать как изолированное, отдельное и
независимое техническое мероприятие, направленное на повы-
повышение надежности конкретного элемента конструкции.
В том случае, когда сочетаются разные физические, физико-
химические или механические методы контроля (неразрушающе -
го и/или разрушающего), говорят о комплексном контроле каче-
качества. В.Н. Волченко [32] так определяет понятие «комплексный
контроль». «Комплексным можно называть в отдельных случаях
не только контроль с применением методов, отличающихся по
физическим признакам. В понятие «комплекс» могут входить
разновидности (способы) одного и того же физического метода,
существенно различающихся между собой либо по содержанию
получаемой при контроле информации, либо по другим характе-
характеристикам эффективности контроля».
В работах [6, 18, 36] понятие «комплексный контроль» было
рассмотрено с позиции системного подхода к проблеме обеспе-
обеспечения надежности элементов конструкций атомных электростан-
электростанций во время эксплуатации. В этих работах было введено поня-
234
тие «комплексная система эксплуатационного контроля»
(КСЭК). Основное отличие КСЭК от просто «комплексного
контроля» состоит в том, что КСЭК позволяет контролировать
все параметры системы «металл-атомная электростанция» (в бо-
более общем случае — системы «конструкционный материал —
эксплуатируемый объект в целом»), определяющие состояние
металла контролируемой конструкции и ее надежность.
КСЭК — это совокупность технологий, методов, средств и
нормативных документов контроля, методов, критериев и норма-
нормативных документов для оценки результатов контроля, методов и
нормативных документов для планирования контроля, элементов
конструкций, подвергающихся контролю, кадров, проводящих
и(или) участвующих в контроле, включая способы их подготов-
подготовки, аттестации и переподготовки, организационная структура уп-
управления контролем, обеспечивающая контроль всех параметров
другой системы «конструкционный материал — эксплуатируе-
эксплуатируемый объект», определяющих состояние конструкционного мате-
материала и надежность контролируемой конструкции в системе
«конструкционный материал-эксплуатируемый объект».
Структурный разрез КСЭК, разработанный применительно к
элементам конструкций реакторов АЭС, приведен на рис. 115 [6,
18, 36]. Как видно из схемы на рис. 115, КСЭК включает в себя
не только дефектоскопический контроль, но и контроль механи-
механических (прочностных), микроструктурных и химических характе-
характеристик стали (включая процессы старения стали), контроль тех-
технологических характеристик при ремонте (монтаже или реконст-
реконструкции). Предусмотрена также возможность реализации не толь-
только методов периодического контроля состояния металла, но и
методов непрерывного контроля (например, по акустическим
шумам).
Важнейшей отличительной особенностью КСЭК является то,
что она предусматривает контроль параметров эксплуатационно-
эксплуатационного воздействия на металл конструкции и наличие количествен-
количественных методов оценки влияния фактического эксплуатационного
воздействия на состояние металла конструкции.
Последняя особенность КСЭК является принципиальной, так
как позволяет перейти от методологии контроля по фактическо-
235
Планирование объемов, методов и сроков контроля металла оборудования АЭС,
а также факторов эксплуатационного воздействия на металл
Контроль фактического состо
яния металла оборудования
Контроль технологии изго-
изготовления, монтажа, ремонта
Параметры эксплуата-
эксплуатационного воздействия
I
l
CD Ь-
i S
TTTTTTT1 f f T
Сбор информации о состоянии металла оборудования АЭС и факторов
эксплуатационного воздействия на него
Анализ информации о состоянии металла и факторов эксплуатационного воздействия на него
Оценка качества металла и опасности
дефекта
Анализ причин повреждения металла
в эксплуатации
Разработка руководящей технической документации, выдача рекомендаций
Разработка рекоменда-
рекомендаций по планированию
объемов, сроков и ме-
методик контроля металла
оборудования и эксплу-
эксплуатационных факторов
Разработка норматив-
нормативных документов и ре-
рекомендаций принятия
оперативных решений
по контролю и измене-
изменению состояния металла
Т
Разработка реко-
рекомендаций по кор-
корректировке ТУ на
металл и изделие
Разработка рекомен-
рекомендаций по конструк-
конструктивным и техническим
параметрам оборудо-
оборудования АЭС
Используется на АЭС
Используется на за-
заводах-изготовителях
и АЭС (при ремонте)
Используется
конструкторскими
организациями
Рис. 115. Схема комплексной системы эксплуатационного контроля
металла оборудования атомных электростанций
236
му состоянию металла (см. разд. 3) к методологии ресурсного
контроля.
Организация НКЭ на основе методологии ресурсного контроля
открывает новые возможности для снижения трудозатрат на эксплу-
эксплуатационный контроль с одновременным повышением надежности
контролируемого оборудования. Особенно важно применение
КСЭК на труднодоступных для контроля элементах конструкций
современной техники. Например, по нашим оценкам, организация
НКЭ на основе методологии ресурсного контроля и КСЭК на АЭС
позволила бы сократить трудозатраты и дозатраты, связанные с
контролем состояния металла, в 2—3 раза.
Достоинством КСЭК является также то, что на ее основе воз-
возможны полное управление надежностью элементов конструкций
современных технических объектов, а также более полная опти-
оптимизация НКЭ.
237
8. Оптимизация неразрушающего контроля во время
эксплуатации сосудов и трубопроводов давления
8.1. Методы оптимизации
Настоящий раздел является продолжением разд. 4.14. В качестве
оптимизируемых параметров рассматриваются различные характе-
характеристики контроля, указанные в разд. 4.14. Критерием оптимизации
является достижение минимума затрат при максимально возмож-
возможном положительном техническом результате (см. разд. 4.14). В ка-
качестве развития детерминистических подходов к оптимизации НКЭ,
ниже описаны методы оптимизации НКЭ, основанные на учете ве-
вероятностных закономерностей выявления дефектов.
При строгой, математической, постановке задачи оптимиза-
оптимизации НКЭ необходимо создание математической модели контро-
контроля во взаимосвязи с надежностью и экономическими характери-
характеристиками эксплуатации объекта, зависящими от контроля. При-
Примером такого решения задачи оптимизации является разд. 8.1 и,
частично, разд. 8.2. Однако часто оптимальное решение может
быть очевидным и может быть обосновано без построения точ-
точных количественных моделей контроля. Примеры такого подхо-
подхода даны в разд. 8.4 и 8.5.
8.2. Оптимальное время между контролями
Так как проведение эксплуатационного контроля связано с
материальными затратами, то его оптимальная организация дол-
должна предусматривать сохранение определенного соотношения
между общими затратами на контроль и выгодами, получаемыми
от проведения контроля [6, 36].
В качестве конкретной цели оптимизации принимается полу-
получение максимальной прибыли от работы АЭС. Соотношение ме-
между прибылью в единицу времени D, числом контролей /с, сред-
средней продолжительностью контроля тк, средней длительностью
ремонта т^, стоимостью ремонта в единицу времени Ук и стои-
стоимостью контроля в единицу времени Ук, имеет вид:
238
" yR XR^(k) ~ УкТкК' V^o)
где Do — прибыль в единицу времени от эксплуатации оборудова-
оборудования, если отказов оборудования не происходит; Р{к) — среднее чи-
число поломок в единицу времени при частоте контролей, равной к.
Величина Р{к) является, по существу, прочностной характери-
характеристикой контролируемого элемента конструкции, точнее вероят-
вероятностной характеристикой разрушения по критерию возникнове-
возникновения в конструкции дефекта, или по другим критериям, напри-
например, полному разрушению конструкции. Она может меняться в
интервале от некоторой максимальной величины Ртпх, соответст-
соответствующей случаю, когда контроль не производится, т.е. к = 0, до
минимального значения, равного 0 (см. рис. 42 в разд. 4). В по-
последнем случае к принимает максимальное значение ктях.
Изменение функции D(k) в диапазоне 0 < к < кШКС может со-
соответствовать трем случаям:
1-й случай: dD/dk > 0 (99)
2-й случай: dD/dk = 0 A00)
3-й случай: dD/dk < 0 A01)
(На рис. 42 соответственно, кривые 1, 2, 3).
Смысл выражений (99)—A01) заключается в следующем. Обо-
Оборудование, для которого справедливо условие (99), должно экс-
эксплуатироваться со 100%-ной надежностью, т. е. Р{к)= 0.
Для оборудования с условием A00) можно допустить некото-
некоторое число поломок. Для оборудования, для которого имеет мес-
место 3-й случай, контроль невыгоден.
Таким образом, условия (99)—A01) являются критериальными
для разделения оборудования на три класса. Производя диффе-
дифференцирование выражения (98) и используя условие (99) для обо-
оборудования 1-го класса имеем:
_dP_>±t(Do+yk) (Ш2)
R \ О R)
Если операция контроля по времени совмещается с перегруз-
перегрузкой топлива, то выражения (98) и (99) принимают, соответствен-
соответственно, вид
239
Dk > Do\ l—P-\-yR P(k)xR-yR Plk]xk, A03)
A04)
rf/> T* УА-
^ T (/) + У )
Для оборудования 2-го класса, соответственно, имеем:
^|, A05)
dP хк
или, если контроль совмещается с перегрузкой топлива,
A06)
dP _ хк Ук
Для оборудования 3-го класса условие невыгодности контроля
принимает вид:
Пи Т I /) 4- V I
или, если контроль совмещается с перегрузкой топлива,
~^<7"гд+V v A08)
В полученные выше уравнения входит величина Р — вероят-
вероятность разрушения. Так как разрушение может происходить по
разным механизмам (усталости, коррозионное растрескивание, и
др.) анализ по формулам A02)—A08) необходимо производить
для каждого возможного механизма разрушения. В этом случае
условия оптимизации контроля по параметру частоты контроля
можно записать в виде:
240
где индекс «/» обозначает конкретный механизм разрушения (по-
(повреждения).
Полученные уравнения (99)—A02), A04)—A09) являются усло-
условиями оптимальности эксплуатационного контроля по параметру
интервала времени между контролями (или частоты контроля). Они
объединют воедино такие характеристики комплексной системы
эксплуатационного контроля как качество средств и методов конт-
контроля, свойства и состояния металла, уровень надежности (прочно-
(прочности) оборудования, стоимостные и временные характеристики кон-
контроля и ремонта оборудования, эти уравнения дают возможность
оптимально решать ряд задач эксплуатационного контроля. К важ-
важнейшим из них относятся определение мест и параметров контро-
контроля, определение периодичности контроля, определение требований
к чувствительности технических средств контроля, определение
норм дефектов металла, определение уровня надежности оборудо-
оборудования после контроля и ремонта и др.
Ниже приведены два примера определения оптимальной час-
частоты контроля: для корпуса реактора ВВЭР-1000 и корпуса ком-
компенсатора давления реактора ВВЭР-440.
Корпус реактора. Исходные данные для расчета использовали те
же, что и в разд. 4.11, 5 и 6.2. Цель расчетного анализа — опреде-
определить оптимальную частоту контроля цилиндрической части корпу-
корпуса реактора за проектный срок эксплуатации 30 лет. Вероятность
разрушения корпуса реактора оценивали по критерию сопротивле-
сопротивления хрупкому разрушению с учетом охрупчивания металла от ради-
радиационного воздействия. Доход от эксплуатации реактора ВВЭР-1000
в течение 30 лет принимали равным DQ= 4 • 108 руб. (в ценах 1983 г.,
когда проводили анализ). Стоимость контроля за 30 лет определя-
определяли как зарплату 30 человек за 30 лет с учетом накладных расходов
(Ук— 1,8 • 107 руб.). Стоимость ремонта принимали равной Уя= \0Ук
(предполагали, что для корпуса реактора справедлива концепция
«течь перед разрушением» и полного разрушения корпуса не про-
произойдет). Соотношение времени на контроль и ремонт принимали
iR/tk= 10. Анализ проводили для двух случаев: контроль совмещен
с планово-предупредительным ремонтом и перегрузкой топлива; для
проведения контроля реактор специально останавливают.
241
\gdPp/dk
-2-
-3--
Рис. 116. Определение оптимальной периодичности дефектоскопического
контроля корпуса реактора
Результаты анализа приведены на рис. 116. На этом рисунке
кривые 1 и 2 соответствуют значениям
соответственно. Точка пересечения кривых / и 2 с кривой 3 со-
соответствует оптимальной частоте дефектоскопического контроля
цилиндрической части корпуса реактора за 30 лет эксплуатации.
Как видно из рис. 116, в случае специальной остановки реактора
для проведения контроля корпуса реактора частота контроля со-
составляет около 0, т. е. в этом случае контроль проводить эконо-
экономически нецелесообразно.
В случае совмещения контроля с ППР и перегрузкой топлива
оптимальная частота контроля немного больше 1, что означает,
242
что оптимальное время между контролями цилиндрической час-
части корпуса реактора составляет 10 лет. Как следует из табл. 12
разд. 3.2, такой интервал времени между контролями принят в
западных странах (США, Франция и др.). Четырехлетний интер-
интервал времени между контролями корпусов реактора, принятый на
АЭС России, является консервативным и экономически неопти-
неоптимальным.
Корпус компенсатора давления (КО). Анализ проводили для
самых напряженных мест корпуса — перемычек между отверсти-
отверстиями в днищах корпуса. В этих местах уточненный анализ напря-
напряжений выявил повышенный уровень общих мембранных напря-
напряжений и отсутствие запаса прочности по критерию перехода пе-
перемычек в пластическое состояние ( фактический коэффициент
запаса прочности был равен 1 при нормативном 1,5). В связи с
этим в 1976—1977 гг. была проанализирована фактическая наде-
надежность корпусов и условий его контроля во время эксплуатации.
Материал корпуса КО — сталь 22К. Толщина стенки днища —
145 мм. Из анализа условий эксплуатации было установлено, что
надежность КО следует анализировать по критерию сопротивле-
сопротивления пластическим деформациям недопустимого размера, по кри-
критериям сопротивления вязкому, квазихрупкому и хрупкому раз-
разрушению, а также по критерию сопротивления зарождения тре-
трещин усталости.
В результате расчетно-экспериментальных исследований были
выделены основные параметры, определяющие состояние КО и
определены требования к их контролю во время эксплуатации
(табл. 29). В качестве промежуточного результата были получены
характеристики вероятности зарождения трещин усталости и оп-
оптимальная частота их контроля. На рис. 117,а показано измене-
изменение вероятности зарождения трещин усталости в перемычках
днищ КО, а на рис. 117,6 дано графическое решение оптимиза-
оптимизационного уравнения. Оптимальная частота контроля днищ КО в
целях обнаружения трещин усталости — 1 раз в 30 лет. Так как
частота контроля развивающихся технологических дефектов ока-
оказалась выше, то на практике была рекомендована более высокая
частота контроля.
Приведенный выше пример с КО интересен по двум причи-
243
§
о
о
о
X
?
|
СХ
CD
U
(?)
%
сх
U
X
о
ас
со
3
а.
8."
з
а.
SS
? ? О
CD CD л
СХ СХА
CQ CQ
CD СО
5 S «
*&*
CQ СХ
CQ сх
I
I
i
о:
§
сх
н
X
о
сх
I
о
I
о
и
-о w s «с ? о
I!?i>=-
" Л
U
115
О
gS о
is
I Л о
CD
?
2С
О
ас
?
О
О
X
со Э*
а о
DC СХ с^
л) <L> U)
5-§|
>-< CN СП
СО !Т
&а
S ё с
д СХ с;
5^С
?
I ? СО
u 3 2
§ g ё
a
сх
Ё
(D
СО
о -
SCO
о
? X
яе
О О О
g
? *
— : CN U. СП
и
?1
н n a
о <х a
Л8|
I§i
? С >,
Ь >» СХ
О СХ го
О, X со
с си ^ !
о ? >» :
CD
СХ с;
244
Ig (-dP/da)
-3
6)
Рис. 117. Изменение вероятности появления трещины усталости в днище КО
(а) и графическое построение при определении оптимальной периодичности
контрольно-восстановительных работ днища КО (б)
нам. Во-первых, анализ проведен в рамках представлений о ком-
комплексном контроле. Рассмотрены условия оптимального контро-
контроля не только дефектов, но и других параметров, определяющих
состояние и надежность КО. Во-вторых, показано, что дефекто-
дефектоскопический контроль можно оптимизировать не только при на-
наличии остаточной дефектности технологической природы, но и
при опасности зарождения трещин непосредственно в эксплуа-
эксплуатации.
245
8.3. Оптимизация норм дефектов для стадии эксплуатации
В разд. 4.14.1 качественным анализом было показано, что нор-
нормы дефектов для стадии эксплуатации, разработанные на основе
методов механики разрушения, являются оптимальными. При
этом предполагали, что использованные в расчетах коэффициен-
коэффициенты запаса прочности выбраны оптимальным образом. В действи-
действительности, применяемые на практике коэффициенты запаса про-
прочности, по-видимому, хотя и близки к оптимальным (так как от-
отражают очень большой опыт расчетов на прочность в различных
областях техники), все же могут отличаться от оптимальных зна-
значений в ту или иную сторону.
Использование вероятностных закономерностей дефектоско-
дефектоскопии и анализа прочности позволяет также исследовать и опреде-
определять оптимальные значения коэффициентов запаса прочности в
количественной постановке. Использование при разработке
норм дефектов оптимальных значений коэффициентов запаса
прочности приведет к строго оптимальным нормам дефектов. По
существу, задача об оптимизации норм дефектов сводится к по-
поиску оптимальных коэффициентов запаса прочности. Ниже рас-
рассмотрена одна из возможных упрощенных схем поиска опти-
оптимальных коэффициентов запаса прочности.
Оптимизационное уравнение в этом случае можно записать в
следующе виде:
где Уя— убытки от ремонта неопасных дефектов; Уав — убытки
от аварий в связи с потерей конструкцией прочности; [а] — ха-
характеристический допускаемый размер дефекта (несплошности).
Убытки от ремонта напрямую зависят от дефектов в конструк-
конструкции и от достоверности контроля (т. к. ремонтируют только об-
обнаруженные дефекты):
эксп
246
где Л^обн— число обнаруженных дефектов; CR — стоимость ремонта
одного дефекта; DQ— доход от эксплуатации объекта за время тэксп,
если дефектов нет; xR — время ремонта одного дефекта.
Убытки от аварий вследствие потери прочности можно запи-
записать в виде
•^ав^ав + А,^-, (И2)
где Рр — вероятность разрушения конструкции; Сав — стоимость
ликвидации последствий одной аварии; тав — время ликвидации
последствий одной аварии.
Величины #обн и Рр зависят от допускаемого (нормированно-
(нормированного) размера несплошности [а] так как описано в разделах 5.3.1 и
6.1. В частности для Л/обн можно записать
(из)
где S — толщина стенки или максимально возможный размер де-
дефекта.
С учетом уравнений A10)—A13) можно записать
J Мост(а) ¦ W{a)da + Z>0 -^_ j N0CT(a) ¦ W{a)da
[а] ^эксп [а]
d[a]
В полученное уравнение A14) входит характеристика досто-
достоверности контроля W(a). Это означает, что оптимально допусти-
допустимые размеры несплошностей (а значит и коэффициенты запаса
прочности) зависят от достоверности контроля.
Очевидно, что чем ниже достоверность контроля, тем меньше
дефектов будет обнаружено, тем меньше затрат будет на их ре-
ремонт. А это означает, что с понижением достоверности опти-
247
[а; с]
Рис. 118. Графическая схема определения оптимальных норм дефектов в
эксплуатации:
1 — убытки от ремонта дефектов при достоверности контроля W{\ 2— убытки от
аварий при достоверности контроля W{\ 3— сумма убытков по кривым У и 2; 4 —
то же, что и кривая 7, но при достоверности контроля W2 (W2< Wx)\ 5— то же,
что и кривая 2, но при достоверности контроля W2{W2< Wx)\ 6— то же, что и
кривая 3, но при достоверности контроля W2 (W2< Wx)
мально допустимые размеры несплошностей будут смещаться в
сторону их уменьшения. И, наоборот, с повышением достовер-
достоверности контроля оптимальные допустимые размеры несплошно-
несплошностей будут увеличиваться (см. схематическое решение уравнения
A15) для двух значений достоверности контроля на рис. 118).
Увеличение достоверности контроля приведет также к повы-
повышению надежности конструкции, а, следовательно, к уменьше-
уменьшению убытков от аварий, что в свою очередь приведет к еще боль-
большему смещению значений [а] в сторону больших значений. Та-
Таким образом проведенный анализ показывает, что оптимальные
нормы дефектов в эксплуатации существенным образом зависят
от достоверности контроля, Повышение достоверности контроля
является экономически выгодным направлением работ не толь-
248
ко потому, что уменьшает риск разрушения конструкции, но по-
позволяет принять менее консервативные нормы дефектов в экс-
эксплуатации, что также дает положительный экономический эф-
эффект, так как позволяет сократить объемы ремонта и соответст-
соответствующие затраты, связанные с ним.
8.4. Оптимизация объемов контроля на стадиях заводского
выходного, входного, предэксплуатационного и
эксплуатационного контролей
В разд. 2.1, 2.2, 5.3.2, 6.4 показано, что подавляющее количество
дефектов, выявленных и ремонтируемых на этапе эксплуатации, воз-
возникли на этапах изготовления или монтажа и имеют технологиче-
технологическую природу. Причиной такой ситуации служат как объективные,
так и, по-видимому, субъективные факторы. К субъективным мо-
можно отнести стремление заводов-изготовителей или монтажных ор-
организаций как можно быстрее сдать изделие заказчику и отсутствие
материальной и юридической ответственности за заводской брак
(дефекты технологической природы), выявляемый во время после-
последующей эксплуатации. Практически весь ремонт технологических
дефектов АЭС проводит за свой счет. Входной контроль на АЭС до-
доверен часто неопытным дефектоскопистам, так как объект являет-
является новым и коллектив АЭС только формируется. К объективным
факторам можно отнести практическое отсутствие в настоящее вре-
время методов и средств неразрушающего контроля, позволяющих со
100%-ной достоверностью выявлять все дефекты технологической
природы непосредственно на заводе-изготовителе или после окон-
окончания монтажа.
В то же время, как показано в гл. 5, выявляемость дефектов
можно существенно повысить, даже не меняя методов и средств
контроля, в 2—3 раза и более. Для этого необходимо:
более тщательно отбирать дефектоскопистов по психофизиче-
психофизическим, моральным и профессиональным свойствам;
повторно контролировать одни и те же места разными дефек-
тоскопистами.
Как показано в экспериментах, описанных в гл. 5, вследствие
249
двух указанных мероприятий число дефектов, пропущенных в
эксплуатацию, можно сократить в 5—10 раз и более.
С учетом сказанного выше можно предложить следующую
ориентировочную схему контроля ответственных элементов со-
сосудов и трубопроводов.
1. Перед контролем производить отбор дефектоскопистов по
результатам «слепого контроля» на полномасштабных тест-об-
тест-образцах со скрытыми в них дефектами сплошности.
2. На заводе — изготовителе после стадии заводского сдаточ-
сдаточного контроля представители АЭС (заказчика) в составе 2—3 не-
независимых бригад дефектоскопистов следует провести 100%-ный
контроль всех сварных швов. По результатам контроля осущест-
осуществить ремонт на заводе.
3. На стадии входного контроля провести 100%-ный контроль
всех сварных швов. По результатам контроля ремонтировать обо-
оборудование.
4. В период пуско-наладочных испытаний (после холодной и
горячей обкатки оборудования, включая гидроиспытания) необ-
необходим 100%-ный контроль всех сварных швов.
5. В течение первых 20 тыс. часов эксплуатации провести
100%-ный контроль всех сварных швов.
6. Следующий контроль произвести через число лет эксплуа-
эксплуатации, определенное на основании количественного анализа ре-
результатов контроля, надежности оборудования, скорости повре-
повреждения металла в эксплуатации, а также с учетом других факто-
факторов, определяющих состояния конструкции. В случае реализации
указанной схемы контроля число контролей ответственных эле-
элементов реакторов может быть сокращено до 1—2 за весь срок
эксплуатации (а в некоторых случаях до 0) без ущерба для наде-
надежности контролируемого элемента конструкции.
Аналогичная схема контроля может быть применена и для
контроля монтажных сварных швов и может корректироваться в
зависимости от типа конструкции и условий эксплуатации. Дос-
Достоинства описанной выше схемы контроля очевидны.
Во-первых, общее число контролей не превышает числа конт-
контролей за весь срок эксплуатации по действующим нормативным
документам E—7 контролей). При этом стоимость контролей бу-
250
дет ниже, так как контроль проводится на чистой (не загрязнен-
загрязненной радиоактивными элементами и продуктами коррозии) кон-
конструкции. По этой же причине качество контроля также должно
быть выше. Кроме того, качество ремонта, проводимого на заво-
заводе-изготовителе и(или) на чистом оборудовании, также будет вы-
выше, а стоимость — ниже.
Во-вторых, устранить обнаруженные дефекты можно за счет
изготовителя или монтажной организации, так как технологиче-
технологическая природа таких дефектов очевидна.
В третьих, на стадии эксплуатации произойдет резкое сокра-
сокращение (в 5 раз и более) объемов ремонта.
В четвертых, сократятся убытки, связанные с простоем блоков
АЭС для проведения ремонтных работ.
В пятых, повысится надежность сосудов и трубопроводов дав-
давления реакторов АЭС из-за более качественного контроля и ре-
ремонта, проводимого в заводских условиях или на чистых элемен-
элементах конструкции на АЭС.
В практике эксплуатации атомных электростанций имеется
пример, подтверждающий справедливость высказанных выше
предложений. Этот случай проанализирован в одном из отчетов
ВНИИАЭС, выполненного под руководством автора.
В середине 80-х годов на вновь вводимых в эксплуатацию бло-
блоках АЭС с реакторами РБМК стала наблюдаться повышенная де-
дефектность в сварных швах трубопровода Ду 800 контура КМПЦ.
В связи с этим на заводе-изготовителе трубопроводов сотруд-
сотрудниками ЦНИИТМАШ было предложено проводить так называ-
называемый супер-контроль. Результаты контроля на заводе приведены
на рис. 119. Перед началом эксплуатации на АЭС также прово-
проводили усиленный контроль. Последующие результаты эксплуата-
эксплуатационного контроля сварных швов трубопроводов Ду 800 III бло-
блока АЭС, прошедших до эксплуатации супер-контроль, не выяви-
выявили дефектов (см. ниже):
1990 г. Проконтролировано 78 швов (9 монтажных, 18 заво-
заводских, 51 продольных). Дефектов не обнаружено.
1991 г. Проконтролировано 160 швов B6 монтажных, 34 заво-
заводских, 100 продольных). Дефектов не обнаружено.
* В анализе приняли участие И. В. Буряк, В. С. Кузнецов, А. Б. Бабкин и др.
251
Число
дефектов
700
600
500
400
300
200 -
100 -
0
": Hi
'*">№•*
I II III IV
Рис. 119. Количество дефектов в сварных соединениях трубопроводов Ду 800 и
коллекторов КМПЦ реактора РБМК, обнаруженных неразрушающими методами
контроля и отремонтированных на заводе-изготовителе (Джуро Джакович):
I — контроль после сварки (просвечиванием); II — контроль после сварки (УЗК);
III— контроль после термообработки (УЗК); IV— суперконтроль перед
передачей трубопроводов (УЗК)
Таблица 30. Результаты УЗД-контроля Ду 800 КМПЦ I блока АЭС, приведенные
в виде отношения количества выявленных несплошностей к количеству
проверенных сварных швов
Год
кон-
контроля
1989
1990
1991
1992
1994
Итого
Монтажные
сварные швы
кольцевые
1
71
48
86
156
112
524
2
4
13
18
25
25
85
3
0,056
0,27
0,21
0,16
0,22
0,16
Заводские сварные швы
кольцевые
1
46
25
48
46
34
199
2
1
3
И
13
0
28
3
0,08
0,12
0,23
0,28
0
0,14
продольные
1
—
100
97
251
109
557
2
—
2
2
8
9
21
3
—
0,02
0,021
0,032
0,08
0,037
Примечание. 1 — число проконтролированных швов.
2 — из них число дефектных швов.
3 — отношение числа дефектных к числу проконтролированных
швов.
252
Таблица 31. Результаты УЗД-контроля Ду 800 КМПЦ АЭС, приведенные
отношением количества выявленных несплошностей к количеству
проверенных сварных швов
Год
кон-
контроля
1989
1990
1991
1992
1993
1994
1995
Итого
Монтажные
сварные швы
кольцевые
1
19
24
17
43
35
16
25
179
2
0
3
0
2
0
0
2
7
3
0
0,125
0
0,047
0
0
0,08
0,08
Заводские сварные швы
кольцевые
1
35
20
23
38
—
—
36
162
2
2
5
7
3
-
—
1
18
3
0,057
0,25
0,212
0,079
—
-
0,028
0,11
продольные
1
114
96
99
112
—
-
, 100
251
2
6
10
4
3
—
—
1
24
3
0,053
0,104
0,04
0,027
—
—
0,01
0,046
Примечание. 1 — число проконтролированных швов.
2 — из них число дефектных швов.
3 — отношение числа дефектных к числу проконтролированных
швов.
1992 г. Проконтролирован 371 шов (89 монтажных, 71 заво-
заводских, 211 продольных). Дефектов не обнаружено.
1993 г. Проконтролировано 182 шва (89 монтажных, 32 заво-
заводских, 61 продольных). Дефектов не обнаружено.
1994 г. Проконтролировано 191 мест пересечений. Дефектов
не обнаружено.
1995 г. Проконтролировано 179 шва C1 монтажных, 38 заво-
заводских, 110 продольных). Дефектов не обнаружено.
Всего 902 шва B14 монтажных, 193 заводских, 533 продольных),
кроме того, 191 место пересечения продольного шва с кольцевым.
Для сравнения, в табл. 30 и 31 приведены результаты контро-
контроля трубопроводов Ду 800 на I и II блоках той же АЭС, для кото-
которых усиленный контроль до начала эксплуатации не проводили.*
253
8.5. Об оптимальном сочетании методов контроля
Анализ прочности элементов конструкций, проводимый с це-
целью обосновать правильную организации НК во время эксплуа-
эксплуатации, позволяет разрабатывать рекомендации для оптимального
сочетания различных физических методов НК, методов НК с
другими методами контроля, включая контроль параметров экс-
эксплуатационного нагружения конструкции, НК и гидроиспыта-
гидроиспытаний, НК и контроля течей в рамках концепции «течь перед раз-
разрушением». К сожалению, это направление работ практически
не развито, однако некоторые стороны проблемы и ожидаемые
результаты обсудить можно.
НКЭ и контроль параметров эксплуатационного воздействия. В
случае проведения супер-контроля на стадии входного контроля
и начальной стадии эксплуатации и снижения вероятности суще-
ствдвания в конструкции технологических дефектов до приемле-
приемлемого уровня, последующий контроль состояния конструкции мо-
можно осуществлять через контроль параметров эксплуатационных
воздействий на нее (механических, термических, термомеханиче-
термомеханических, коррозионных, радиационных). НКЭ проводить только по
показаниям контроля параметров эксплуатационного воздейст-
воздействия. Такая схема организации контроля уже обсуждалась в гл. 7
в рамках КСЭК, где она была названа «ресурсным контролем».
Преимущества такой организации эксплуатационного контро-
контроля очевидны, так как контроль параметров эксплуатационного
воздействия организовать во многих случаях гораздо проще и де-
дешевле, чем НК. Кроме того, снижаются дозозатраты персонала.
Некоторым прототипом описанной выше организации конт-
контроля может служить организация НКЭ в авиации, где объемы и
периодичность НК определяют в зависимости от часов, прове-
проведенных самолетом в воздухе, число взлетов-посадок и т.п.
Сочетание различных физических методов НК. Прочностной ана-
анализ, проводимый с учетом остаточной дефектности конструкции,
позволяет определять условия оптимального сочетания различных
методов НК. Так, на сосудах и трубопроводах давления АЭС, неф-
нефтегазовой промышленности и других подобных конструкциях но-
новые трещины могут зарождаться только по механизму усталости, тер-
254
мической усталости, коррозионной усталости, коррозионного рас-
растрескивания, межкристаллитной коррозии или от язв коррозии.
Очевидно, что такие трещины в подавляющем числе случаев могут
зарождаться только на поверхности металла конструкции. Отсюда
следует, что во время эксплуатации должны преобладать методы
цветной дефектоскопии, магнитно-порошковый контроль, вихре-
токовый контроль и другие методы, позволяющие выявлять дефе-
дефекты на поверхности металла конструкции.
Методы контроля состояния подповерхностных слоев металла
конструкции должны применяться совместно с методами поверх-
поверхностного контроля на стадиях входного и предэксплуатационно-
го контроля с целью снижения вероятности существования дефе-
дефектов технологической природы до приемлемого уровня. В экс-
эксплуатации эти методы следует применять только по показаниям
прочностного анализа, проводимого с использованием данных о
фактических эксплуатационных воздействиях и об остаточной
дефектности конструкции, когда появляется опасность интен-
интенсивного развития трещин от оставшихся в конструкции техноло-
технологических дефектов.
НК и гидравлические испытания на прочность. В среде специ-
специалистов периодически поднимается вопрос о степени полезности
гидравлических испытаний (ГИ) на прочность давлением, пре-
превышающим рабочее давление. Отрицательное влияние ГИ оче-
очевидно, так как каждый цикл механической нагрузки приводит к
уменьшению ресурса эксплуатации по критерию сопротивления
усталости. В то же время в некоторых случаях ГИ могут быть по-
полезными. Анализ прочности конструкции с применением мето-
методов механики разрушения и с учетом остаточной дефектности
конструкции позволяет точно оценить степень полезности ГИ.
Примером таких оценок служат результаты, приведенные в
разд. 6.2. На рис. 106 приведены результаты расчета вероятности
разрыва трубопроводов Ду 500 после НКЭ, а также после НКЭ,
совмещенного с ГИ. В случае успешных ГИ трубопровод в экс-
эксплуатации имеет высокий уровень надежности (вероятность раз-
разрыва трубопровода равна нулю).
В то же время на надежность трубопроводов по критерию об-
образования течи ГИ не оказывают практического влияния
255
(см. рис. 107). В общем случае можно утверждать, что гидравли-
гидравлические испытания не позволяют выявить дефекты, размеры ко-
которых меньше критических размеров для режима ГИ.
В случае, если критические размеры несплошностей в режиме
гидроиспытаний (а, с)™ оказываются меньше критических раз-
размеров несплошностей в рабочем режиме (а, с)^6
(а, с)" < (a, c)Pf -,
успешно проведенные гидравлические испытания обеспечивают
высокий уровень надежности конструкции. В этом случае ГИ
могут служить заменой НКЭ на время эксплуатации, в течение
которого дефекты с размерами (акр; скр)ги будут расти до разме-
а КР; Скр)раб-
НКЭ и концепция «течь перед разрушением». Если для сосуда
давления или трубопровода возможно существование течи через
стабильную сквозную трещину в стенке сосуда, а убытки в слу-
случае возникновения такой течи невелики (по сравнению со стои-
стоимостью контроля) такую конструкцию выгодней не контролиро-
контролировать, заменив НКЭ установкой приборов для контроля течи.
256
9. Некоторые организационно-технические аспекты
НК во время эксплуатации ответственных объектов
современной техники
Выше было показано, что НКЭ является существенным фак-
фактором, оказывающим влияние на прочность, ресурс и надеж-
надежность сосудов и трубопроводов давления. Правильное примене-
применение НКЭ в сочетании с другими мероприятиями позволяет целе-
целенаправленно управлять надежностью конструкций, добиваясь
приемлемого уровня безопасности их эксплуатации.
Описанные в монографии механизмы влияния НКЭ на проч-
прочность, ресурс и надежность, методы и технологии управления на-
надежностью на основе НКЭ указывают одновременно на то, что
правильно организованный НКЭ должен стать неотъемлемой ча-
частью эксплуатации ответственных элементов конструкций совре-
современной техники.
В этом разделе обсуждены некоторые организационно-техни-
организационно-технические аспекты, важные для оптимальной промышленной реали-
реализации НКЭ.
9.1. Объединение прочностного анализа и НКЭ
Изложенные в монографии методы и технологии предполагают,
что прочностной анализ должен стать неотъемлемой частью опти-
оптимально организованного НКЭ. Определение требований к средст-
средствам и методам контроля, уровню квалификации специалиетов-де-
фектоскопистов, местам, параметрам и периодичности контроля,
оценка результатов контроля, планирование следующего контро-
контроля — все это должно определяться результатами анализа прочности,
остаточного ресурса и надежности контролируемого оборудования.
Как известно из конструкторской практики, обоснование про-
прочности и ресурса конструкции является достаточно дорогостоя-
дорогостоящей и трудоемкой работой. Поэтому нами была разработана спе-
специальная технология анализа [6, 20, 36, 65], позволяющая осуще-
осуществлять оценки в реальном режиме времени фактической проч-
прочности, остаточного ресурса и надежности находящихся в эксплу-
257
Корпус реактора
Парогенераторы
Компенсатор объема
Главные циркуля-
циркуляционные насосы
Главные циркуляци-
циркуляционные трубопроводы
>
>
>»
Сбор и обработка
данных штатных
датчиков
давления и
температуры
Анализ усталости и
остаточного ресурса
Анализ роста трещи-
новидных дефектов
Анализ вероятности
возникновения течей
или разрывов
Рис. 120. Система автоматического контроля остаточного ресурса
атации сосудов и трубопроводов давления. Технология была ре-
реализована в виде системы САКОР (система автоматизированно-
автоматизированного контроля остаточного ресурса) сосудов и трубопроводов дав-
давления первого контура реактора ВВЭР-1000. В середине 80-х го-
годов система САКОР была установлена на I блоке Запорожской
АЭС, а затем была тиражирована на И—VI блоки.
Основными элементами системы САКОР являются штатные дат-
датчики давления и температуры, показания которых фиксируются и
обрабатываются станционной ЭВМ, работающей в реальном режи-
режиме времени. Цель первичной обработки данных от штатных датчи-
датчиков — получение характеристик реальной механической нагружен-
ности элементов конструкций первого контура, выделение циклов
термомеханических напряжений, запоминание истории термомеха-
термомеханического нагружения. Эти результаты являются основой для даль-
дальнейшего анализа прочности, ресурса и надежности элементов кон-
конструкций,, которые проводят по другим вычислительным програм-
программам с использованием данных о состоянии металла конструкции и
данных о коррозионных и радиационных воздействиях на конст-
конструкцию. Структурная схема системы САКОР приведена на рис. 120.
Системы, аналогичные САКОР, начали в настоящее время
разрабатывать и за рубежом (например, система ФАМОС фирмы
Сименс в ФРГ). Однако в этих системах не предусмотрена адап-
адаптация для целей НКЭ.
Система САКОР должна быть установлена на каждом блоке
АЭС, обработка же результатов контроля может проводиться не-
258
Автоматизированная система информации для металла оборудования АЭС
±
Пакет прикладных программ для расчета
прочности, ресурса и надежности
Централизованная база данных для металла
оборудования АЭС
Централизованная база
данных по НДС
±
i
Централизованная база
данных по состоянию
металла на АЭС
База данных по
прочностным
характеристикам
Банк
данных
по НДС
Банк данных
по состо-
состоянию
металла
Автомати-
зирован-
зированная систе-
система конт-
контроля НДС
Система
контроля
состояния
металла
Блок АЭС
Банк
данных
по НДС
Банк данных
по состо-
состоянию
металла
Автомати-
зирован-
зированная систе-
система конт-
контроля НДС
Система
контроля
состояния
металла
Блок АЭС
Блок
АЭС
i i
I
Блок
АЭС
i
Рис. 121. Структура автоматизированной системы информации о состоянии
металла оборудования и трубопроводов (НДС — напряженно-деформированное
состояние). Банк данных по НДС обеспечивается САКОР
большой группой специалистов в отраслевом центре прочности,
куда должны поступать также данные по результатам НКЭ и дру-
другая необходимая информация о состоянии конструкций и АЭС в
целом. Описанная система информационного обеспечения экс-
эксплуатации была предложена в работах [6, 36]. Структурная схема
этой системы показана на рис. 121.
Аналогичные системы легко могут быть разработаны и устано-
установлены на других объектах (нефтегазопроводах, ТЭЦ и т.п.).
259
9.2. Создание отраслевых аттестационных центров на базе
полномасштабных тест-образцов
Каждая отрасль промышленности, в которой поставлена задача
оптимальной организации НКЭ, должна иметь собственный неза-
независимый аттестационный центр. Центр должен быть укомплекто-
укомплектован достаточным количеством полномасштабных тест-образцов со
скрытыми дефектами, отражающими конструктивные особенности
объекта контроля, а также основные типы сварных швов и напла-
наплавок. Аттестационый центр должен решать следующие задачи:
1. Объективная оценка достоверности контроля с использова-
использованием штатных средств и методов контроля;
2. Обучение, повышение квалификации, аттестация и отбор
дефектоскопистов на основе применения тренажеров с тест-об-
тест-образцами и методики «слепого» контроля.
3. Проведение промежуточных и(или) аттестационных испыта-
испытаний достоверности контроля при разработке новых средств и ме-
методов контроля или закупке их за рубежом.
Прототипом такого аттестационного центра может служить ва-
лидационный центр по неразрушающему контролю при АЕА
Технолоджи в Англии.
9.3. Юридические аспекты контроля
НКЭ связан с безопасностью эксплуатации. Аварии, возника-
возникающие из-за невыполнения дефектоскопистами своих обязанно-
обязанностей в полной мере, могут приводить не только к большим мате-
материальным убыткам, но и к человеческим жертвам, к негативным
экологическим последствиям. За несоблюдение технологии кон-
контроля, контроль в нетрезвом виде и т.п. следует ввести серьезную
административную и уголовную меру наказания.
В то же время дефектоскописты должны иметь высокие стимулы
к труду в виде соответствующей заработанной платы, льгот и т. п.
9.4. Финансирование и инфраструктура НКЭ
Как показано в разд. 4.14 и 8, правильная организация НКЭ яв-
является экономически выгодным мероприятием. Важно при этом
260
Рис. 122. Манипулятор для автоматизированного неразрушающего контроля
корпусов реакторов на хранении и профилактическом ремонте в специально
оборудованном помещении фирмы «Интерконтроль» в Кадараше (Франция)
обеспечить развитие инфраструктуры НКЭ. К инфраструктуре НКЭ
можно отнести специально оборудованные помещения для хране-
хранения, ремонта и настройки оборудования для контроля, транспорт и
контейнеры для перевозки средств контроля, учебные классы с тре-
тренажерами, наглядными пособиями, учебниками и т.п. для обучения
и повышения квалификации дефектоскопистов.
Современные средства НКЭ являются сложными установками,
требующими высокой степени квалификации персонала. Поэто-
Поэтому целесообразно централизовать их использование и применять
на различных объектах в зависимости от необходимости. Такое
централизованное использование средств контроля организовано
в ядерной энергетике Франции, Испании, Швеции и некоторых
261
Рис. 123. Управление контролем осуществляется из передвижного контейнера,
который устанавливается на территории АЭС. В таких же контейнерах
перевозится оборудование для контроля
других странах. В качестве примера на рис. 122 показан манипу-
манипулятор для НК корпуса реактора АЭС на базе ЭДФ в Кадараше
(Франция). В случае необходимости манипулятор грузится в
контейнер и транспортируется на АЭС по автомобильной доро-
дороге. Манипулятором, установленном на корпусе реактора, управ-
управляют также из контейнера (рис. 123).
9.5. Централизация управления НКЭ
Необходимость централизованного управления НКЭ в преде-
пределах отрасли определяется следующим.
1. Необходимостью более эффективного использования слож-
сложных автоматизированных систем контроля, требующих квалифи-
квалифицированного персонала. Контроль такими системами может про-
' 262
водиться на разных объектах и планировать объем работ с ис-
использованием этих систем более эффектно из единого центра.
2. Оптимальная организация НКЭ требует мощного инженер-
инженерного сопровождения контроля в виде планирования контроля,
оценки результатов контроля и т. п. Такие работы целесообразно
сосредоточить в едином центре инженерной поддержки (сопро-
(сопровождения) контроля.
3. Как показано в предыдущих разделах, НКЭ не является са-
самостоятельным мероприятием, не связанным с другими меро-
мероприятиями по обеспечению надежности конструкций в эксплуа-
эксплуатации. Наоборот, эффективность НКЭ может быть существенно
повышена, если он будет сочетаться с другими мероприятиями.
И наоборот, НКЭ может оказаться бесполезным, если он не со-
сочетается с другими мероприятиями (см. разд. 6 и 8).
Можно выделить три уровня управления НКЭ.
Первый уровень управления собственно неразрушающим контро-
контролем (средства и методы контроля, нормативные документы, кадры).
Второй уровень — управление неразрушающим контролем во
взаимосвязи с инженерным сопровождением контроля (расчеты
прочности, ресурса и надежности, планирование контроля,
оценка результатов контроля, нормативные документы, кадры).
Третий уровень — управление неразрушающим контролем,
инженерным сопровождением контроля во взаимосвязи с други-
другими работами и мероприятиями по обеспечению надежности кон-
конструкций во время эксплуатации.
В некоторых западных странах организация и управление НКЭ
на АЭС в масштабах страны осуществляется из единого центра
(например, группа лабораторий ЭДФ во Франции). Это обеспе-
обеспечивает высокий технический уровень НКЭ на АЭС этих стран.
Третий уровень управления предполагает, что НКЭ является ча-
частью более общей системы обеспечения надежности элементов кон-
конструкций, находящихся в эксплуатации. Структура такой системы,
разработанная в рамках системного анализа условий обеспечения
надежности сосудов и трубопроводов давления действующих АЭС,
приведена на рис. 124 [6, 19, 20, 36]. Из схемы (см. рис. 124) следу-
следует, что эксплуатационный контроль, составной частью которого яв-
является НКЭ, является центральной, важнейшей и органически
встроенной составляющей более общей системы обеспечения на-
надежности конструкций во время их эксплуатации.
263
Технические
средства
Методики
Технология
С Нормативные
документы
Кадры
Организацион-
Организационная структура
OQ
s
со
о
о
о,
I
S
X
1
is
s
о
<и
о.
и
о
s
264
Список литературы
1. Нормы расчета на прочность оборудования и трубопроводов атомных
энергетических установок. М.: Металлургия, 1989, 525 с.
2. Правила устройства и безопасной эксплуатации оборудования и тру-
трубопроводов атомных энергетических установок. ПН АЭГ-7-008-89.
М.: Энергоатомиздат, 1990, 168 с.
3. Оборудование и трубопроводы атомных энергетических установок.
Сварные соединения и наплавки. Правила контроля. М.: Энергоатом-
Энергоатомиздат, 1991, 114 с.
4. Оборудование и трубопроводы атомных энергетических установок.
Сварка и наплавка. Основные положения. М.: Энергоатомиздат, 1991,
192 с.
5. Карзов Г.П., Леонов В.П., Тимофеев Б.Т. Сварные сосуды высокого
давления. Л.: Машиностроение, 1982, 287 с.
6. Гетман А.Ф. Системный метод обеспечения прочности оборудования
и трубопроводов АЭС во время эксплуатации// Надежность и долго-
долговечность машин и сооружений. 1986. № 10. С. 3-15.
7. Анализ надежности работы оборудования и реально достижимые ко-
коэффициенты готовности АЭС/ Емельянов И.Я., Батуров Б.Б., Клемин
А.И., Сергунов ВТ. и др.// Атомной энергетике — 20 лет. Т.1. Об-
Обнинск. ГКНТ. 1974. С. 33 - 51.
8. Правила контроля сварных соединений и наплавок узлов и конструк-
конструкций атомных электростанций, опытных и исследовательских ядерных
реакторов и установок. ПК 1514-72. М.: Металлургия, 1974, 70 с.
9. Основные положения обеспечения безопасности атомных станций.
ОПБ-88. ПНАЭГ-1-011-89. М.: Энергоатомиздат, 1990, 48 с.
10. Разработка методики определения допускаемых дефектов в металле
оборудования и трубопроводов во время эксплуатации АЭС/ Рив-
кин Е.Ю., Гетман А.Ф., Филатов В.М. и др.// Новости атомной
энергетики. 1989. № 1. С. 3-7.
11. ASME. Boiler and Pressure Vessel Code an American National Standard.
Section III. ASME. N.-Y.: UJC. 1991.
12. RSEM. In-service inspection rules for mechanical components of PWR
nuclear islends. EDF. AFC EN. 1990.
13. Оборудование энергетическое. Расчеты и испытания на прочность.
Расчет коэффициентов интенсивности напряжений. Методические
рекомендации. МР 108.7-86. М.: НПО ЦНИИТМАШ. 1986. С. 69.
14. Махутов Н.А. Сопротивление элементов конструкций хрупкому раз-
разрушению. М.: Машиностроение, 1973, 200 с.
15. Панасюк В.В. Предельное равновесие хрупких тел с трещинами. Ки-
Киев: Наукова думка, 1968, 220 с.
16. Черепанов Г.П. Механика хрупкого разрушения. М.: Наука, 1974,
640 с.
265
17. Морозов Е.М., Партон В.П. Критерии разрушения. М.: Наука, 1974,
416 с.
18. О комплексной системе эксплуатационного контроля металла обору-
оборудования АЭС/ Абрамович М.Д., Гетман А.Ф., Левтонов И.П. и др.//
Атомные электрические станции. Вып. 3. 1983. С. 71 — 73.
19. Getman A. F. Primary Circut Metal State with Require to NPP Life times
Extension. Transactions of the ASME// J. of Pressure Vessel Technoloqy,
February. 1993. P. 85-90.
20. Гетман А.Ф. Вопросы обеспечения ресурса эксплуатации сосудов и
трубопроводов реакторов действующих АЭС// Заводская лаборато-
лаборатория. 1997. №2. С. 37-43.
21. Овчинников А. В., Попов А.А., Васильченко Г.С. Принципиальные
положения для определения расчетных схем элементов конструкций
с несплошностями, определенными методами неразрушающего кон-
контроля. Сообщение 1. Подповерхностные несплошности// Проблемы
прочности. 1988. № 9. С. 74—79.
22. Овчинников А.В., Попов А.А., Васильченко Г.С. Принципиальные
положения для определения расчетных схем элементов конструкций
с несплошностями определенными методами неразрушающего кон-
контроля. Сообщение 2. Поверхностные несплошности// Проблемы
прочности. 1988. № 11. С. 107-110.
23. Овчинников А. В. Интерполяционный метод расчета коэффициентов
интенсивности напряжений// Проблемы прочности. 1988. № 6.
С. 9-15.
24. ASME. Boiler and Pressure Vessel Code an American National Standard,
Section XI. ASME. N.-Y.: UJC. 1977.
25. Ibid., 1995.
26. Абагян А.А., Гетман А.Ф. Вопросы прочности оборудования АЭС на
этапе эксплуатации// Металлургическое производство. Вып. 3.
С. 47-53.
27. О сертификации персонала в области неразрушающего контроля.
Дефектоскопия. 1977, № 8. С. 87-98.
28. Getman A.F., Judin L., Shtentsaiy L. In-service Determination of
Acceptable Defect Sizes in WER-1000 Reactor Vessel Metal// Intern. J.
Pressure Vessels and Piping. 1991. P. 253-261.
29. Определение допустимых размеров дефектов в металле корпуса реа-
реактора типа ВВЭР-1000, находящегося в эксплуатации/ Гетман А.Ф.,
Юдин Л., Штенцайг Л. и др.// Новости атомной энергетики. 1989.
№ 1. С. 8-10.
30. Критерии распространения трещин в цилиндрических сосудах давле-
давления/ Хан Т., Саррат Н. и др.// Новые методы оценки сопротивле-
сопротивления металлов хрупкому разрушению. М.: Мир. 1972. С. 272—300.
31. Анализ несплошности теплообменных трубок парогенераторов ВВЭР
(Чешская Республика)// Бюл. технических предложений.
ИСКО АЭС МХО Интератомэнерго. М.: 1995. С. 41-50.
266
32. Волченко В.Н. Вероятность и достоверность оценки качества метал-
металлопродукции. М.: Металлургия. 1987. С. 88.
33. Ткачев В.В. Методика оценки эффективности и оптимизации конт-
контроля металла сосудов давления и трубопроводов АЭС// Атомная
энергия. 1993. Т. 74. Вып. 5.
34. Ткачев В.В. Методика оптимизации контроля металла и гидроиспы-
гидроиспытаний на базе вероятностного анализа и анализа конструкционной
прочности// Безопасность трубопроводов. Доклады международной
конференции 17-21.09.1995. Т.1, ИАЭ, М., 1995. С. 81-91.
35. Тутнов А.А., Лоскутов О.Д. Подход к оптимизации регламента не-
разрушающих испытаний элементов оборудования реакторных уста-
установок/Дам же. С. 215—225.
36. Гетман А. Ф. Обеспечение прочности и ресурса оборудования реак-
реакторов АЭС в эксплуатации на основе системного подхода// Совер-
Совершенствование уровня эксплуатации АЭС. М.: Энергоатомиздат,
1989. С. 131-145.
37. Мокроусов С.Н. О состоянии технической безопасности магистраль-
магистральных нефтепродуктопроводов// Безопасность трубопроводов. Докла-
Доклады международной конференции. 17—21 сентября 1995. ИАЭ. М.,
1995. Т.1. С. 97-107,
38. Резвых А.И., Полозов В.А. Техническая диагностика — основа тех-
технического обслуживания магистральных и промысловых трубопро-
трубопроводов// Там же. С. 294—303.
39. Жеребенков А.С., Тимофеев Б.Т. Анализ дефектности сварных со-
соединений из стали марки 22К применительно к условиям изготовле-
изготовления парогенераторов// Вопросы судостроения. Сер. Сварка. 1980.
Вып. 29. С. 69-75.
40. А. с. 1420519 СССР. Тест-образец для ультразвукового контроля/
В. Ф. Лукьянов, Ю. Г. Людмирский, В. В. Напрасников, В. П. Голо-
Головин, А. С. Вон, А. Ф. Гетман//Бюл. изобрет. 1992. № 6.
41. А. с. 1420519 СССР. Образец для оценки квалификации оператора
ультразвукового контроля /В. Ф. Лукьянов, В. В. Напрасников,
В. П. Головин, А. Ф. Гетман, В. А. Репин// Бюл. изобрет. 1990.
№32.
42. А. с. 1539026 СССР. Способ создания системы внутренних трещи-
ноподобных дефектов/ В. Ф. Лукьянов, Ю. Г. Людмирский, В.В. На-
Напрасников, Г. С. Васильченко, В. В. Головин, А. С. Коробцов,
А. В. Коршун, В. Е. Белый, А. Ф. Гетман// Бюл. изобрет. 1990. № 4.
43. Crutzen S. PISC I and PISC И. Evolution of NDT Techniques for
the higher of pressure components// Nuclear Engineering and Design.
1985. V. 86. P. 197.
44. Nichols R., Daw G., Crutzen S. NDE in Relation to Structural Integrity//
Intern. J. of Pressure Vessels. 1989. V. 35, N. 1-4.
45. Nichols R., Crutzen S. Ultrasonic inspection of Heavy Section Steel
267
Components. The PLSC II Final Report. L.: Elsevier Applied Science
Publ. Ltd. 1988.
46. Nichols R., Crutzen S., Miller A. PISC III: Status Report// Proceed.
Third International Conference on Material Science Problems in NPP
Equipment Production and Operation. 17—22 June 1994, M. — S.-Pb.:
Prometey - IAEA, 1994. V. 1. P. 1-8.
47. Kyssmaul K. and Mletzko U. Action 2 of PISC III, with Emphasis on
Phase 1 (Advanced Sizing Techniques)// Ibid. P. 9—40.
48. Doktor S.A., Lemaitre P., Crutzen S. Status Report: PISC III Action 4
on Austenitie Steel Testing// Ibid. P. 41—60.
49. Reale S., Tognarelli L. Structural Integrity Approach for PISC Results
Evaluation and Comparison// Ibid. P. 61—75.
50. The European Networks: NTSC, AMES, ENIQ/ Crutzen S., Hemsworth
В., Kussmaul K., Devies M., Lemaitre P., Hurst R., Von Estorff V.//
Ibid. P. 76-86.
51. Щербинский В.Г., Алешин Н.П. Ультразвуковой контроль сварных
соединений. М: Стройиздат, 1989 . С. 320.
52. Гурвич А.К. Надежность дефектоскопического контроля как надеж-
надежность комплекса «Дефектоскоп — оператор — среда»// Дефектоско-
Дефектоскопия. 1992. № 13. С. 5-13.
53. Corbly D.M., Packman P.F., Pearson H.S. The accuracy and precision
of ultrasonic shear wave Flow Measurements as a Function of stress on
the Flow// Materials Evaluation. 1970. V. 28. № 15. P. 103-110.
54. Денисов Л.С. Повышение качества сварки в строительстве. М.:
Стройиздат, 1982, 160 с.
55. Отражение ультразвука от естественных дефектов, развивающихся на
поверхности/ А. Г. Шастин, С. П. Перевалов и др.// Дефектоскопия.
1983. № 11. С. 65-70.
56. Lidiard A.B. A simplified analysis of pressure vessel reliability// J. of the
British Nuclear Energy Society. 1977. V. 16, № 3. P. 207-223.
57. Методика и некоторые результаты по оценке вероятности разрушения
трубопроводов Ду 500 АЭС с реакторами типа ВВЭР-440/ Гетман А.Ф.,
Зубов В.Ю. и др.// Надежность трубопроводов и сосудов высокого дав-
давления АЭС. Обнинск, ГК СССР по НО. 1989. С. 14-21.
58. Трощенко В.Т. Некоторые замечания к построению вероятностных
моделей конструкционной прочности// Probabilistic Structure
Integrity Analysis and its Relationship to Deterministic Analysis OECD
NEA, Stockholm - Paris, 1996. P. 27-43.
59. Бугаенко С.Е., Денисов И.Н. Разработка процедуры анализа вероят-
вероятности разрушения трубопроводов на российских АЭС на основе ме-
метода R6 оценки сопротивления трещинам/ZIbid.
60. Pecinka L., Zdarek I. Assesment of the Probability of the Class 1 and 2
Pipeline Break of WWER Type Reactors// Ibid. P. 241-260.
61. Nilsson F. Is probabilistic modelling a valuable alternative to safety factor
philosophy//Ibid. P. 13-26.
268
62. Григорьев В.Г., Рогов A.M. Применение вероятностных методов ме-
механики разрушения для оценки допустимых дефектов металла теп-
лообменных труб парогенераторов// Безопасность трубопроводов.
Доклады конференции 17—21 сентября 1995 г. М.: ИАЭ. 1995.
С. 272-282.
63. Тутнов А.А., Ткачев В.В. Расчет вероятности начала хрупкого разруше-
разрушения сосудов под давлением//Атомная энергия. 1988. Т. 64. Вып. 3.
64. Гетман А.Ф. Деформационно-статистическая теория усталости с уче-
учетом микроструктурных параметров металлов// Проблемы прочно-
прочности. 1980. №6. С. 31-35.
65. А. с. 1662205 СССР. Способ определения напряженного состояния
конструкций энергетического оборудования/ А.Ф. Гетман, Н.А. Ма-
хутов, Н.А. Дранченко и др.// Открытия. Изобретения. 1996, № 25.
66. Getman A. F. LBB and Absolute Reliability of NPP Equipment,Compo-
Equipment,Components and Pipelines// Proceedings of the International Topical Meeting
on WER Safety, Prague, ENS, 1995, p. 363-369.
67. A. c. 1581521 СССР. Способ создания системы внутренних трещин в
сварных швах/ В. Ф. Лукьянов, Ю. В. Людмирский, В. В. Напрасни-
ков, В. П. Головин, А. С. Коробцов, Г. С. Васильченко, А. П. Корпун,
В. Е. Белый, А. Ф. Гетман, А. С. Вон// Бюл. изобрет., 1990, № 28.
68. А. с. 1636744 СССР. Тест для радиационного контроля/ В. Ф. Лукья-
Лукьянов, Ю. Г. Людмирский, В. В. Напрасников, В. П. Головин, А. С. Вон,
A. Ф. Гетман// Бюл. изобрет., 1991, № 11.
69. Неразрушающий контроль и диагностика. Справочник./ Под ред.
B. В. Клюева. М.: Машиностроение, 1995. 488 с.
269
Приложение
ПРАВИЛА СЕРТИФИКАЦИИ
Введены приказом Госстандарта России № 99 от 11.04.97 г.
1. СХЕМА СЕРТИФИКАЦИИ ПЕРСОНАЛА В ОБЛАСТИ
НЕРАЗРУШАЮЩБГО КОНТРОЛЯ
1. Настоящий документ устанавливает основные принципы, структуру и пра-
правила Системы добровольной сертификации персонала в области не разрушающе-
разрушающего контроля — Система «Персонал НК» (Система ПНК) и является основопола-
основополагающим в данной Системе.
Система ПНК построена в соответствии с действующими международными и
национальными нормами и правилами.
Система ПНК является открытой для участия в ней любых предприятий, орга-
организаций и иностранных государств при условии признания и выполнения ими
правил и процедур Системы.
Формы сертификатов Системы не могут быть использованы другими Система-
Системами.
Обозначение нормативных документов Системы строится по классификацион-
классификационному принципу. Регистрационный номер состоит из буквы, присвоенной комп-
комплексу документов Системы — «П», трехзначного числа, определяющего порядко-
порядковый номер документа и двух последних цифр года утверждения документа.
2. ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
2.1. Соответствие соблюдение всех установленных требований к продукции, про-
процессу или услуге (ИСО/МЭК).
2.2. Стандарт — документ, разработанный на основе консенсуса и утвержденный
признанным Органом, в котором устанавливаются для всеобщего и много-
многократного использования правила, общие принципы и характеристики, каса-
касающиеся различных видов деятельности или их результатов, и который напра-
направлен на достижение оптимальной степени упорядочения в определенной об-
области (ИСО/МЭК 2).
2.3. Сертификация — действие третьей стороны, доказывающее, что обеспечива-
обеспечивается необходимая уверенность в том, что должным образом идентифициро-
идентифицированная продукция (процесс, услуга) соответствует конкретному стандарту
или другому нормативному документу (ИСО/МЭК 2).
2.4. Система сертификации — система, располагающая собственными правилами
процедуры и управления для проведения сертификации соответствия
(ИСО/МЭК 2).
2.5. Квалификация — наличие подготовки, профессиональных знаний, мастерст-
мастерства и опыта, а также соответствующего состояния здоровья, которые дают
270
возможность персоналу надлежащим . образом выполнять задачи по
неразрушающему контролю.
2.6. Сертификация персонала — процедура, используемая для установления уров-
уровня квалификации персонала по какому-либо методу неразрушающего конт-
контроля в определенном производственном секторе с последующей выдачей
сертификата (EN 473-92).
2.7. Орган по сертификации — орган, отвечающий требованиям стандарта
EN 45 013 и осуществляющий сертификацию персонала по неразрушающему
контролю в соответствии с требованиями настоящего стандарта (EN 473-92).
2.8. Уполномоченный орган — орган, независимый в какой-либо отдельной пре-
преобладающей деятельности, уполномоченный независимым органом по сер-
сертификации проводить подготовку экзаменов и осуществлять их, определяя
уровень квалификации персоналав области неразрушающего контроля. Упо-
Уполномоченный орган может относиться к производственному сектору
(EN 473-92),
2.9. Сертификат компетентности — документ, выданный в соответствии с поло-
положениями системы сертификации, определенной настоящим стандартом, удо-
удостоверяющий, что названный в нем специалист компетентен в осуществле-
осуществлении определенной деятельности (Е 45013).
2.10. Экзаменационный центр — центр, утвержденный независимым Органом по
сертификации непосредственно или через уполномоченный Орган, в кото-
котором будут проводиться квалификационные экзамены (EN 473-92).
2.11. Экзаменатор — специалист, имеющий третий уровень квалификации по то-
тому методу, по которому он будет принимать экзамен, уполномоченный не-
независимым Органом по сертификации проводить экзамены, наблюдать за
ними и определять уровень квалификации по неразрушающему контролю
(EN 473-92).
2.12. Эксперт — лица, признанное Органом по сертификации компетентным для
проведения определенных видов работ в области сертификации персонала.
2.13. Инспекционный контроль — периодический и оперативный контроль за де-
деятельностью утвержденных уполномоченных Органов и экзаменационных
центров и сертифицированного персонала с целью оценки возможности со-
сохранения действия ранее выданных аттестатов и сертификатов, осуществля-
осуществляемый Органом, выдавшим эти документы.
2.14. Лицо с правом подписи — лицо, признаваемое Органом по аккредитации,
компетентным подписывать документ по сертификации (ИСО/МЭК 2).
2.15. Кандидат — лицо, добивающееся получения сертификата компетентности от
Органа по сертификации (СТ ИСО 9712-92 EN 473-92).
2.16. Система качества — совокупность организационной структуры, ответствен-
ответственности, процедур, процессов и ресурсов, обеспечивающая осуществление об-
общего руководства качеством (СТ ИСО 8402-86).
2.17. Соглашение по признанию — соглашение, основанное на принятии одной
стороной результатов, представленных другой стороной, которые получены
от применения одного или нескольких установленных функциональных эле-
элементов системы сертификации (ИСО/МЕК 2).
2.18. Производственный сектор — определенная отрасль производства или техно-
технологии, где используются специализированные технические приемы неразру-
неразрушающего контроля, требующие специальных знаний, мастерства, оборудо-
оборудования или подготовки, ориентированных на контролируемую продукцию.
Термин «производственный сектор» может относиться как к продукции
271
(сварные швы, отливки), так и к целой отрасли производства (авиационная,
нефтехимическая... )-
2.19. Квалификационный экзамен — экзамен, который демонстрирует общие спе-
специальные и практические знания и мастерство кандидата и проводится не-
независимым органом по сертификации или уполномоченным органом.
2.20. Работодатель — организация, на которую кандидат работает постоянно; ра-
работодатель может одновременно также быть кандидатом.
3. НОРМАТИВНЫЕ ССЫЛКИ
При разработке настоящих
ния следующих нормативных
Руководство ИСО/МЭК 2
Руководство ИСО/МЭК 16
Руководство ИСО/МЭК 39
Руководство ИСО/МЭК 40
Руководство ИСО/МЭК 56
МС ИСО 10011 (ч.П)
СТ ИСО 8402-36
СТ ИСО 9712
Е 45013
EN 473-92
РД 5.002.-92РБ
Пр ПНК.02
Пр ПНК.ОЗ
Пр ПНК.04
Правил использованы и учтены основные положе-
документов:
«Общие термины и определения в области
стандартизации и смежных видов деятельности».
«Свод правил по Системам сертификации
третьей стороной на основе соответствующих
стандартов».
«Общие требования к приемке Органов конт-
контроля».
«Общие требования к приемке Органов сер-
сертификации».
«Орган по сертификации, методика оценки внут-
внутренней системы обеспечения качества».
«Общие руководящие указания по проверке
систем качества.
Часть 2. Квалификационные критерии для
инспекторов».
«Качество. Словарь».
«Общие критерии, касающиеся органов по серти-
сертификации, занимающихся вопросами сертифика-
сертификации персонала».
«Определение уровня квалификации и сертифи-
сертификации персонала в области неразрушающего кон-
контроля. Общие принципы».
«Определение уровня квалификации и сертифи-
сертификации персонала в области неразрушающего
контроля. Основные положения».
«Система сертификации персоналав области
неразрушающего контроля. Порядок проведения
сертификации персонала».
«Система сертификации персонала в области
неразрушающего контроля. Порядок утвержде-
утверждения уполномоченных Органов».
«Система сертификации персонала в области
неразрушающего контроля, Положение о Цент-
Центральном органе по сертификации персонала и
уполномоченном Органе».
272
4. ЦЕЛЬ СИСТЕМЫ
Главной целью создания и функционирования Системы сертификации персо-
персонала в области неразрушающего контроля (Системы ПНК) является обеспечение
условий для получения объективной информации о состоянии контролируемой
продукции через оценку соответствия квалификации персонала, проводящего не-
разрушающий контроль, установленным уровням компетентности, и выдачу на
этой основе сертификата компетентности, а также признание результатов серти-
сертификации, проведенной в рамках Системы.
5. ВИДЫ ДЕЯТЕЛЬНОСТИ
5.1. Системой предусматриваются следующие виды деятельности:
сертификация персонала в области неразрушающего контроля;
утверждения уполномоченных Органов;
утверждения экзаменационных центров;
инспекционный контроль за сертифицированным персоналом, утвержденными
уполномоченными Органами, экзаменационными центрами.
5.2. Общее руководство Системой, направленное на реализацию цели Системы
осуществляет Руководящий орган по сертификации персонала в области нераз-
неразрушающего контроля.
6. ОСНОВНЫЕ ПРАВИЛА
6.1. Виды сертификации.
6.1.1. Система предусматривает добровольную сертификацию персонала в об-
области НК по трем уровням квалификации.
6.1.2. Добровольная сертификация персонала проводится по инициативе пред-
предприятий (работодателей) или самого специалиста.
6.2. Порядок проведения работ.
6.2.1. Порядок подготовки и проведения работ по сертификации персонала в
области неразрушающего контроля определен Пр ПН К.02.
6.2.2. Порядок утверждения уполномоченных Органов по сертификации персо-
персонала определен Пр ПНК.03.
6.2.3. Порядок утверждения экзаменационных центров определен Пр ПНК.04.
6.2.4. Порядок привлечения экзаменаторов и экспертов определен Пр ПНК.02.
6.3. Система предусматривает ответственность за соблюдение конфиденциаль-
конфиденциальности информации, полученной в процессе проведения сертификации.
6.4. Органы, осуществляющие работы по сертификации, и их утверждение.
6.4.1. Сертификацию персонала в области неразрушающего контроля осущест-
осуществляет Руководящий орган по сертификации и уполномоченные Органы.
6.4.2. Оценку наличия профессиональных знаний и умений у кандидата прово-
проводят утвержденные экзаменационные центры.
6.4.3. Утверждение уполномоченных Органов проводит Руководящий орган по
сертификации Системы ПНК в соответствии с ПР ПНК.ОЗ.
273
6.4.4. Утверждение экзаменационных центров проводит Руководящий орган по
сертификации или уполномоченный Орган в соответствии с Пр ПНК.04.
6.4.5. Аттестацию экспертов проводит Центральный орган Системы сертифи-
сертификации персонала в соответствии с Пр ПНК.04.
6.5 Регистрация участников сертификации и объектов сертификации.
6.5.1. Свидетельством официального признания уполномоченных Органов и
экзаменационные центров, а также уровня квалификации специалиста является
занесение в соответствующий Реестр Системы.
6.5.2. Реестр Системы состоит из следующих разделов: утвержденных уполно-
уполномоченных Органов; утвержденных экзаменационных центров; аттестованных
экспертов; сертифицированных специалистов.
6.5.3. Порядок ведения Реестра Системы определяется Руководящим органом
Системы ПНК.
6.5.4. Уполномоченные органы, прошедшие утверждение, получают аттестат о
полномочиях по сертификации персонала. Утвержденные экзаменационные цен-
центры получают свидетельство об утверждении. Аттестованные эксперты получают
свидетельство об аттестации. Специалисты, прошедшие сертификацию, получа-
получают сертификат компетентности.
6.6. Система основана на соблюдении независимости Руководящего органа Си-
Системы ПНК, Уполномоченных Органов и экзаменационных центров от предпри-
предприятия-заявителя и кандидата, претендующего на сертификацию, а также от .других
государственных органов.
6.7. Финансовая деятельность Системы осуществляется на основе хозяйствен-
хозяйственных договоров в виде единовременных и процентных платежей от стоимости объ-
объемов услуг в соответствии с Правилами, утвержденными Руководящим органом
Системы ПНК.
6.8. Расходы по проведению сертификации, утверждению и признанию опла-
оплачивает заявитель независимо от результатов работ.
6.9. Официальным языком Системы является русский язык. Все документы,
выдаваемые в рамках Систем, оформляются на русском языке. По желанию зая-
заявителя за дополнительную плату документы могут быть оформлены на другом
языке с подтверждением их аутентичности на русском языке.
6.10. Система предусматривает рассмотрение апелляций, касающихся утвер-
утверждения уполномоченных Органов, экзаменационных центров, сертификации
персонала. Рассмотрение апелляций осуществляется Апелляционным Советом
Системы.
7. ОРГАНИЗАЦИОННАЯ СТРУКТУРА СИСТЕМЫ
7.1. Организационную структуру Системы образуют:
Руководящий орган по сертификации Системы ПНК;
Управляющий совет Системы;
Апелляционный совет;
утвержденные уполномоченные Органы;
утвержденные экзаменационные центры,
а также:
штат экзаменаторов и экспертов по надзору за сертифицированным персона-
персоналом;
274
предприятия и организации любой формы собственности, пользующиеся услу-
услугами Системы.
7.2. Руководящий орган по сертификации персонала Системы ПНК.
7.2.1. Общее и оперативное руководство Системой ПНК осуществляет Руково-
Руководящий орган Системы ПНК, который создается на основании решений Нацио-
Национального органа по сертификации (Госстандарта России) и действует в соответ-
соответствии с настоящими Правилами. Руководящий орган Системы ПНК функциони-
функционирует на базе Всероссийского научно-исследовательского института оптико-физи-
оптико-физических измерений (ВНИИОФИ).
7.2.2. Организационную структуру Руководящего органа Системы ПНК обра-
образуют:
Научно-методический комитет (НАК НК);
Исполнительное бюро;
Реестр Системы.
7.2.3. Управляющий Совет.
7.2.3.1. Управляющий Совет осуществляет научно-методическое руководство
Системой и контроль за деятельностью Системы. Управляющий Совет состоит из
представителей Госстандарта, Органов надзора, производственных секторов, на-
науки и высшей школы, а также представителя Российского общества по неразру-
шающему контролю (РОНКТД). Члены Управляющего Совета работают на об-
общественных началах. Председатель Управляющего Совета Руководящего органа
Системы ПНК избирается из числа членов Управляющего Совета.
7.2.4. Научно-методический комитет.
Научно-методический комитет осуществляет научно-методическое руководство
Органами по сертификации персонала и экзаменационными центрами, разраба-
разрабатывает научно-методические документы Системы, проводит экспертизу и согла-
согласование программ приема экзаменов, экзаменационных билетов, пособий. В со-
состав НМК входят высококвалифицированные специалисты П1 уровня квалифи-
квалификации по всем методам НК — представители промышленности, науки и высшей
школы, а также представители Органов надзора. Члены Научно-методического
Комитета (НАК) работают на общественных началах. Председатель НМК назна-
назначается руководителем Руководящего органа Системы ПНК.
7.2.5. Исполнительное бюро.
7.2.5.1. В организационную структуру Руководящего органа Системы ПНК вхо-
входят Исполнительные бюро;
Бюро аудита;
Бюро по персоналу высшей квалификации;
Бюро информационного обеспечения.
7.2.5.2. Руководители Исполнительных бюро назначаются руководителем Руко-
Руководящего органа Системы ПНК.
7.2.6. Деятельность Руководящего органа Системы ПНК финансируется за счет
средств, получаемых за работы по сертификации специалистов и инспекционную
деятельность, а также за счет отчислений от доходов, получаемых уполномочен-
уполномоченными Органами.
7.3. Уполномоченный орган по сертификации персонажа.
7.3.1. Уполномоченный орган по сертификации персонала обеспечивает вы-
выполнение функций по проведению практических процедур сертификации по ви-
видам (методам) неразрушающего контроля.
7.3.2. Требования, которым должен удовлетворять Уполномоченный орган по
сертификации, установлены Пр ПНК.04.
275
7.3.3. Утверждение уполномоченных Органов проводится Руководящим орга-
органом Системы ПНК в соответствии с Пр ПНК.ОЗ.
7.4. Экзаменационные центры.
7.4.1. Экзаменационные центры могут создаваться при уполномоченном орга-
органе и самостоятельно.
7.4.2. Экзаменационные центры, входящие в структуру уполномоченных Орга-
Органов, утверждаются одновременно с утверждением органа, как единое целое под-
подразделение. Самостоятельный экзаменационный центр должен быть утвержден в
соответствии с Пр ПНК.ОЗ.
7.5. Экзаменаторы и эксперты.
7.5.1. Экзаменаторы и эксперты должны отвечать требованиям, установленным
Пр ПНК.02.
7.5.2. Эксперты должны быть аттестованы Центральным органом по сертифи-
сертификации персонала.
8. ФУНКЦИИ СИСТЕМЫ
8.1. Основные функции Руководящего органа Системы ПНК
8.1.1. Разработка и построение методологии Системы и проведение единой по-
политики в области сертификации персонала.
8.1.2. Создание и методическое руководство уполномоченными Органами и эк-
экзаменационными центрами.
8.1.3. Сертификация персонала на 3-й уровень квалификации.
8.2. Основные функции Управляющего совета.
8.2.1. Научно-методическое руководство Системой и контроль за деятельно-
деятельностью Системы.
8.2.2. Рассмотрение документов Системы и их актуализация.
8.2.3. Организация международной деятельности в области сертификации пер-
персонала.
8.2.4. Рассмотрение вопросов о признании сертификатов компетентности и до-
документов об аккредитации органов по сертификации (включая экзаменационные
центры), выданных органами других государств.
8.2.5. Контроль за финансовой деятельностью Системы.
8.2.6. Взаимодействие с Национальным органом по сертификации.
8.3. Научно-методический комитет.
8.3.1. Выполнение работ по гармонизации документов и сотрудничеству с Ор-
Органами по сертификации персонала по неразрушающему контролю государств
СНГ и других стран.
8.4. Основные функции исполнительных бюро.
8.4.1. Ведение финансово-хозяйственной деятельности Руководящего органа
Системы ПНК.
8.4.2. Организация и проведение процедур утверждения и инспекционного
контроля уполномоченных Органов и экзаменационных центров.
8.4.3. Организация и проведение работ по сертификации персонала по нераз-
неразрушающему контролю на 3-й уровень квалификации.
8.4.4. Введение Реестра ПНК.
8.4.5. Введение нормативных и методических документов Системы.
8.4.6. Организация и проведение информационной работы.
276
8.4.7. Организация и проведение оперативной работы по поручениям Управля-
Управляющего совета Научно-методического комитета (НАК НК).
8.4.8. Организация обучения и аттестация экспертов.
8.5. Основные функции уполномоченного Органа по сертификации персонала
в области не разрушающе го контроля.
8.5.1. Сертификация персонала в области неразрушающего контроля на 1-й и
2-й уровни квалификации и принятие экзаменов на 3-й уровень квалификации.
8.5.2. Организация и проведение инспекционного контроля сертифицирован-
сертифицированного персонала.
8.5.3. Разработка, ведение и совершенствование внутренней системы качества.
8.5.4. Подготовка и наблюдение за квалификационными экзаменами.
8.6. Основные функции экзаменационного центра.
8.6.1. Организация и проведение экзаменов по видам (методам) неразрушаю-
неразрушающего контроля под наблюдением органа (уполномоченного органа).
8.6.2. Разработка экзаменационных вопросов и образцов с учетом специфики
производственного сектора.
8.6.3. Регистрация и хранение документации квалификационных экзаменов.
9. НОРМАТИВНО-МЕТОДИЧЕСКАЯ БАЗА СИСТЕМЫ
9.1. Нормативно-методическую базу Системы составляют:
государственные и отраслевые нормативные документы, устанавливающие тре-
требования к персоналу в области неразрушающего контроля и технической диагно-
диагностики;
международные, региональные стандарты и национальные стандарты других
стран; комплекс документов Системы сертификации персонала;
Реестр Системы, ведение которого осуществляет Орган Системы ПН К
(ВНИИОФИ);
справочно-информационная и учетно-отчетная документация по сертифика-
сертификации.
9.2. Сертификация персонала в области неразрушающего контроля проводится
на соответствии требованиям межгосударственных стандартов, стандартов Рос-
Российской Федерации, а также международных и национальных стандартов других
государств и других (в том числе отраслевых) документов, устанавливающих тре-
требования к уровню квалификации персонала.
9.3. При сертификации заявитель вправе выбрать любой нормативный доку-
документ — международный стандарт, национальный стандарт РФ или какой-либо
другой страны, отраслевой документ,
9.4. Сертификация персонала в области неразрушающего контроля проводится
с учетом производственного сектора, указанного заявителем.
9.5. Утверждение и внесение изменений в документы Системы.
9.5.1. Утверждение настоящего РД и внесение в него изменений, касающихся
основных правил и организации работ по сертификации персонала по НК. Про-
Проводит Госстандарт России.
9.5.2. Изменение, внесение поправок и изменений руководящих документов
Системы (за исключением настоящего РД) осуществляет Руководящий орган Си-
Системы ПНК (ВНИИОФИ).
277
10. ОТВЕТСТВЕННОСТЬ ПРИ СЕРТИФИКАЦИИ ПЕРСОНАЛА
10.1. Руководящий Орган Системы ПНК и Уполномоченный орган по серти-
сертификации несут ответственность за правильность выдачи сертификата компетент-
компетентности и подтверждения его действия.
10.2. Экзаменационный центр несет ответственность за объективность и бес-
беспристрастность проведения экзаменов.
10.3. Работодатель несет ответственность за правильность сведений, представ-
представленных о кандидате, включая данные об образовании, подготовке, стаже практи-
практической деятельности и состоянии здоровья.
10.4. Владелец сертификата компетентности несет ответственность за правиль-
правильность исследования сертификата и соблюдение правил профессиональной этики.
И. КОНТРОЛЬ ЗА ФУНКЦИОНИРОВАНИЕМ СИСТЕМЫ
11.1. Контроль за деятельностью уполномоченных Органов по сертификации
осуществляет Бюро аудита Органа Системы ПНК.
11.2. Контроль за деятельностью экзаменационных центров осуществляет Ру-
Руководящий орган Системы ПНК или уполномоченный Орган, с которым подпи-
подписан договор.
11.3. Контроль за деятельностью сертифицированного персонала осуществляет
Орган, выдавший сертификат.
12. ВЗАИМОДЕЙСТВИЕ С МЕЖДУНАРОДНЫМИ,
РЕГИОНАЛЬНЫМИ И НАЦИОНАЛЬНЫМИ СИСТЕМАМИ
12.1. Система взаимодействует с международными, региональными, нацио-
национальными и отраслевыми системами сертификации путем заключения соглаше-
соглашений о полном взаимном признании Систем сертификации или о частичном вза-
взаимном признании результатов сертификации,
12.2. Решение по признании Органов по сертификации персонала Систем, с
которыми не подписаны соглашения, принимает Руководящий орган Системы
ПНК.
13. 13.1. Источником информации о работах по сертификации персонала в
рамках Системы является Реестр Системы.
13.2. Содержание, состав и порядок сбора, накопления и представления заин-
заинтересованными организациями информации о деятельности по сертификации
определяется отдельным документом.
СОСТАВ ДОКУМЕНТОВ СИСТЕМЫ
РД 11.001-94 «Система сертификации персонала в области неразрушающего
контроля. Основные положения».
РД II.002-94 «Система сертификации персонала в области неразрушающего
контроля. Порядок проведения сертификации персонала».
278
РД 11.003-94 «Система сертификации персонала в области неразрушающе го
контроля. Требования к органу по сертификации персонала».
РД II.004-94 «Система сертификации персонала в области неразрушающего
контроля. Положение о Научно-методическом комитете по
сертификации персонала».
РД II.005-94 «Система сертификации персонала в области неразрушающего
контроля. Порядок утверждения уполномоченных органов по
сертификации персонала».
РД II.006-94 «Система сертификации персонала в области неразрушающего
контроля. Порядок утверждения экзаменационных центров».
РД II.007-94 «Система сертификации персонала в области неразрушающего
контроля. Положение об экзаменаторах и экспертах».
РД П.008-94 «Система сертификации персонала в области неразрушающего
контроля. Реестр Системы».
РД II.009-94 «Система сертификации персонала в области неразрушающего
контроля, Порядок оплаты за проведение работ по сертифика-
сертификации персонала».
РД 11.010-94 «Система сертификации персонала в области неразрушающего
контроля. Описание Знака соответствия Системы».
279
ОРГАНИЗАЦИОННАЯ СТРУКТУРА СИСТЕМЫ СЕРТИФИКАЦИИ
ПЕРСОНАЛА В ОБЛАСТИ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
(СИСТЕМА ПНК)
Национальный орган по сертификации
(Госстандарт России)
ОРГАНЫ НАДЗОРА:
Госгортехнадзор
Госатомнадзор
Госэнергонадзор
Авиарегистр
Морской регистр
i
Руководящий Орган по сертификации
персонала в области неразрушающего
контроля (ВНИИОФИ)
Апеляционный
Совет
Управляющий
Совет
утверждение
Уполномоченные Органы по
сертификации персонала
Экзаменационные
центры
280
Содержание
Предисловие 3
Предисловие авторов 5
Некоторые определения и сокращения 12
1. Характеристика сосудов и трубопроводов давления АЭС, ТЭС
и нефтегазопроводов 15
1.1. Сосуды и трубопроводы давления АЭС 15
1.2. Сосуды и трубопроводы давления в нефтегазовой
промышленности и на ТЭС 26
1.3. Обеспечение прочности и ресурса сосудов и трубопроводов
давления на стадиях проектирования и изготовления АЭС . 28
2. Дефекты, выявляемые во время эксплуатации 29
2.1. Общая характеристика дефектов 29
2.2. Причины появления дефектов металла на стадии
эксплуатации 39
2.3. О необходимости индустриальных методов проведения
НКЭ 47
3. Состояние НКЭ сосудов и трубопроводов объектов современной
техники 49
3.1. НКЭ на отечественных АЭС 49
3.2. НКЭ на зарубежных АЭС 74
3.3. НКЭ на нефтегазопроводах и ТЭС 80
4. Связь НКЭ с прочностью и ресурсом (детерминистический
аспект) 81
4.1. Чувствительность металла и элементов конструкций
к несплошностям 81
4.2. Критические размеры несплошностей типа трещин 82
4.3. Типы разрушений 85
4.4. Методы оценки сопротивления хрупкому разрушению .... 86
4.5. Методы оценки сопротивления квазихрупкому
разрушению 95
4.6. Методы оценки сопротивления разрушению в вязкой
области 98
4.7. Оценка подрастания несплошностей во время
эксплуатации 100
4.8. Определение допустимых размеров несплошностей,
выявляемых во время эксплуатации 104
281
4.9. Схематизация несплошностей 105
4.10. Нормирование дефектов 111
4.11. Оценка допустимых размеров дефектов для корпусов
реакторов АЭС с ВВЭР 115
4.12. Оценка допустимых дефектов для тонкостенных трубок
парогенераторов реактора ВВЭР-1000 126
4.13. Допустимые и критические размеры несплошностей как
основа при разработке и совершенствовании средств НК . . 128
4.14. Об оптимизации НКЭ 129
4.14.1. Экономически оптимальные нормы дефектов
в эксплуатации 132
4.14.2. Экономически оптимальный интервал времени
между контролями 134
5. Вероятностные аспекты дефектоскопии 137
5.1. Реальная дефектность металла элементов конструкций .... 137
5.2. Вероятностные закономерности выявления дефектов ...... 142
5.2.1. Достоверность контроля — понятия и определения ... 143
5.2.2. Методы исследования достоверности контроля 144
5.2.3. Технологии изготовления тест-образцов 146
5.2.4. Результаты исследования достоверности контроля
с использованием тест-образцов 155
5.2.5. Результаты исследования достоверности контроля
с использованием тест-образцов, полученные
по программе P1SC 176
5.2.6. Причины невыявляемости дефектов 187
5.2.7. Математическая аппроксимация выявляемости
несплошностей в зависимости от их размеров 195
5.3. Остаточная дефектность — важнейшая характеристика
материала конструкции 196
5.3.1.Уравнения для количественной оценки остаточной
дефектности материала конструкции 197
5.3.2.Оценка исходной дефектности, остаточной дефектности
и выявляемости дефектов по результатам контроля .... 200
5.4. О возможности предсказания результатов повторного
контроля 201
5.5. Достоверная и вероятностная части остаточной
дефектности 204
6. Связь неразрушаемого контроля с прочностью и ресурсом
(вероятностный аспект) 210
282
6.1. Методы расчета прочности и ресурса в вероятностном
аспекте 211
6.2. Оценка влияния НКЭ на прочность, ресурс и надежность
сосудов и трубопроводов давления 216
6.2.1. Об особенностях и критериях оценки прочности,
ресурса и надежности в вероятностном аспекте 216
6.2.2. Оценка влияния НКЭ на прочность, ресурс и
надежность некоторых сосудов и трубопроводов
давления, находящихся в эксплуатации на АЭС 220
6.3. Влияние различных характеристик достоверности НКЭ
на надежность контролируемых конструкций 227
6.4. Влияние заводского выходного контроля, входного и
эксплуатационного НК на надежность контролируемых
элементов конструкций 230
6.5. Влияние повторных контролей и «человеческого фактора»
на надежность контролируемых элементов конструкций .... 232
7. Комплексная система эксплуатационного контроля 234
8. Оптимизация неразрушающего контроля во время эксплуатации
сосудов и трубопроводов давления 238
8.1. Методы оптимизации 238
8.2. Оптимальное время между контролями 238
8.3. Оптимизация норм дефектов для стадии эксплуатации .... 246
8.4. Оптимизация объемов контроля на стадиях заводского
выходного, входного, предэксплуатационного и
эксплуатационного контролей 249
8.5. Об оптимальном сочетании методов контроля 254
9. Некоторые организационно-технические аспекты НК во время
эксплуатации ответственных объектов современной техники . . . 257
9.1.Объединение прочностного анализа и НКЭ 257
9.2.Создание отраслевых аттестационных центров на базе
полномасштабных тест-образцов 260
9.3.Юридические аспекты контроля 260
9.4.Финансирование и инфраструктура НКЭ 260
9.5. Централизация управления НКЭ 262
Список литературы 265
Приложение 270
283
Abstract
The problems of optimal organization of in-service non-destructive
examination (NDE) of pressure vessels and piping from the viewpoint
of assuring their maximum safety under the integrity and lifetime cri-
criteria are addressed. Brief description of the actual status of in-service
NDE in the Russian nuclear power and elsewhere including conven-
conventional power industry and oil & gas lines is given. Methods and results
of investigating the validity of in-service NDE including the authors'
unique results and the results of 16 Western countries obtained under
the PISC I, II, III programme are described. Methods of 'regulating'
the flaws detected during in-service NDE using the fracture mechan-
mechanics techniques are presented. The description of methodology, tech-
techniques and of concrete examples of quantitative assessment of in-ser-
in-service NDE impact on integrity, lifetime and reliability of pressure ves-
vessels and piping (in terms of deterministic and probabilistic treatment)
is given. Quantitative methods of integrity, lifetime and reliability
management by means of special organization of in-service NDE are
described. In terms of systems approach, a notion of a Comprehensive
System of In-service Inspection is introduced, and the role of in-ser-
in-service NDE in this System, NDE relationship to other methods of in-
service inspection is presented. The results of estimating acceptable in-
service discontinuities for NPP major piping and vital NPP pressure
vessels, i.e. reactor pressure vessel, are given. Examples of flaw 'regu-
'regulation' are shown.
Issues of optimizing in-service NDE performance based on eco-
economic criteria (including inspection intervals, inspection scope, com-
combination of inspection techniques, distribution of inspection scopes
throughout the lifetime starting from the manufacturer's testing, norms
of flaw rates etc.) are addressed. Recommendations for the organiza-
organization of in-service NDE with the aim of achieving the optimal (or pre-
prescribed or acceptable or maximum possible) safety level of pressure
vessel and piping operation with minimum (or prescribed) costs for in-
service NDE are made.
284
CONTENTS
Definitions and abbreviations 3
Introduction: Brief overview of the problem of NDE and integrity
interrelationship 5
1. Characteristic of pressure vessels and piping of NPPs, fossil
fuel fired plants and oil & gas pipelines 15
1.1. NPP pressure vessels and piping 15
1.2. Pressure vessels and piping at fossil fired plants and in the oil &
gas industry 26
1.3. Ensuring integrity and lifetime of pressure vessels and piping
at the design and manufacture stages 28
2. Flaws detected during operation 29
2.1. General characteristic of flaws 29
2.2. Causes of flaw origination 39
2.3. The need for industrial methods of performing in-service NDE 47
3. Status of in-service NDE of pressure vessels and piping 49
3.1. In-service NDE at NPPs 49
3.2. In-service NDE at Western NPPs 74
3.3. In-service NDE at fossil fired plants and oil & gas pipelines . . 80
4. In-service NDErelationship to integrity and lifetime (deterministic
aspect) 81
4.1. Metal and structural element susceptability to discontinuity
generation 81
4.2. Critical sizes of discontinuities 82
4.3. Types of fractures 85
4.4. Methods of evaluating resistance to brittle fracture 86
4.5. Methods of evaluating resistance to quasi-brittle fracture 95
4.6. Methods of evaluating fracture resistance in the ductile domain 98
4.7. Assessment of discontinuity growth during operation 100
4.8. Determination of permissible sizes of flaws detected in operation 104
4.9. Discontinuity schematization 105
4.10. Flaw Standards Ill
4.11. Assessment of flaw acceptability for WER-type reactor
pressure vessel . 115
285
4.12. Assessment of flaw acceptability for thin-wall tubes
ofWER- 1000 reactor steam generator 126
4.13. Acceptable and critical sizes of discontinuities as a basis
for developing and improving NDE tools 128
4.14. In-service NDE optimization 129
4.14.1. Economocally optimal norms of in-service flaws 132
4.14.2. Economically optimal inspection intervals 134
5. Probabilistic aspects of flaw detection 137
5.1. *Actual flaw populations in structural component metal 137
5.2. Probabilistic laws of flaw detection 142
5.2.1. Inspection validity: notions and definitions 143
5.2.2. Methods of research into inspection validity 144
5.2.3. Test block manufacturing technologies 146
5.2.4. Results of inspection validity investigations using test blocks 155
5.2.5. Results of inspection validity investigations using test
blocks obtained under the PISC programme 176
5.2.6. Causes of flaw non-detectability 187
5.2.7. Mathematical approximationof detectability
of discontinuities depending on their sizes 195
5.3. Residual flaw rate — a vital characteristic of the structural
element 196
5.3.1. Equations for quantitative assessment of residual flaw rate
of structural material 197
5.3.2. Assessment of initial flaw rate, of residual flaw rate and
of flaw detectability based on inspection results 200
5.4. Possibility of predicting the results of next inspection 201
5.5. The valid and probabilistic part of residual flaw population . . . 204
6. NDE relationship to integrity and lifetime (probabilistic aspects) . . 210
6.1. Methods of integrity and lifetime estimation in terms
of probabilistic aspect 211
6.2. Assessment of in-service NDE impact on integrity, lifetime
and reliability of inspected structural elements 216
6.3. Impact of various NDE characteristics on reliability of inspected
structural elements 216
* «Flow population» — A maltitude of flaws existing in component item in question.
«Flaw rate»
286
6.4. Impact of manufacturer's testing, of acceptance testing and of
in-service NDE on reliability of inspected structural elements . . 220
6.5. Impact of repeated inspections on reliability of inspected
structural elements 227
6.6. 'Human factor' impact on reliability of inspected structural
elements 232
7. Comprehensive system of in-service inspection 234
8. ISI optimization 238
8.1. Methodologies and techniques of optimization 238
8.2. Optimum inspection interval 238
8.3. Optimization of flaw norms for the operation phase 246
8.4. Optimization of inspection scopes at the stages
of manufacturer's testing, acceptance testing, pre-service and
in-service inspections 249
8.5. Optimum combination of inspection techniques 254
9. Some organizational-technical aspects of NDE while operating
modern engineering systems 257
9.1. Integration of strength analysis and in-service NDE 257
9.2. Establishment of industry-level qualification centres based
on full-scope test blocks 260
9.3. Legal aspects of inspection 260
9.4. In-service NDE funding and infrastructure 260
9.5. Centralization of in-service NDE management 262
Rppl.: New normativ dokument of RF Gosstandart «NDE personal
sertification» 265
References 270
287
Научное издание
Гетман Александр Федорович
Козин Юрий Николаевич
Неразрушающий контроль и безопасность эксплуатации
сосудов и трубопроводов давления
Редактор М. А. Невражина
ЛР № 010256 от 07.07.97
Набор выполнен на компьютере. Подписано в печать с
оригинал-макета 5.11.97. Формат 60^84 1/16. Бумага оф-
офсетная №1. Усл. печ. л. 18. Уч.-изд. л. 18,2.