


























































































































































































































































































































































































































































































































































































































Author: Главачек Ф. Лхотский А.
Tags: пивоварение солодоращение пиво пищевая промышленность пищевое производство
Year: 1977



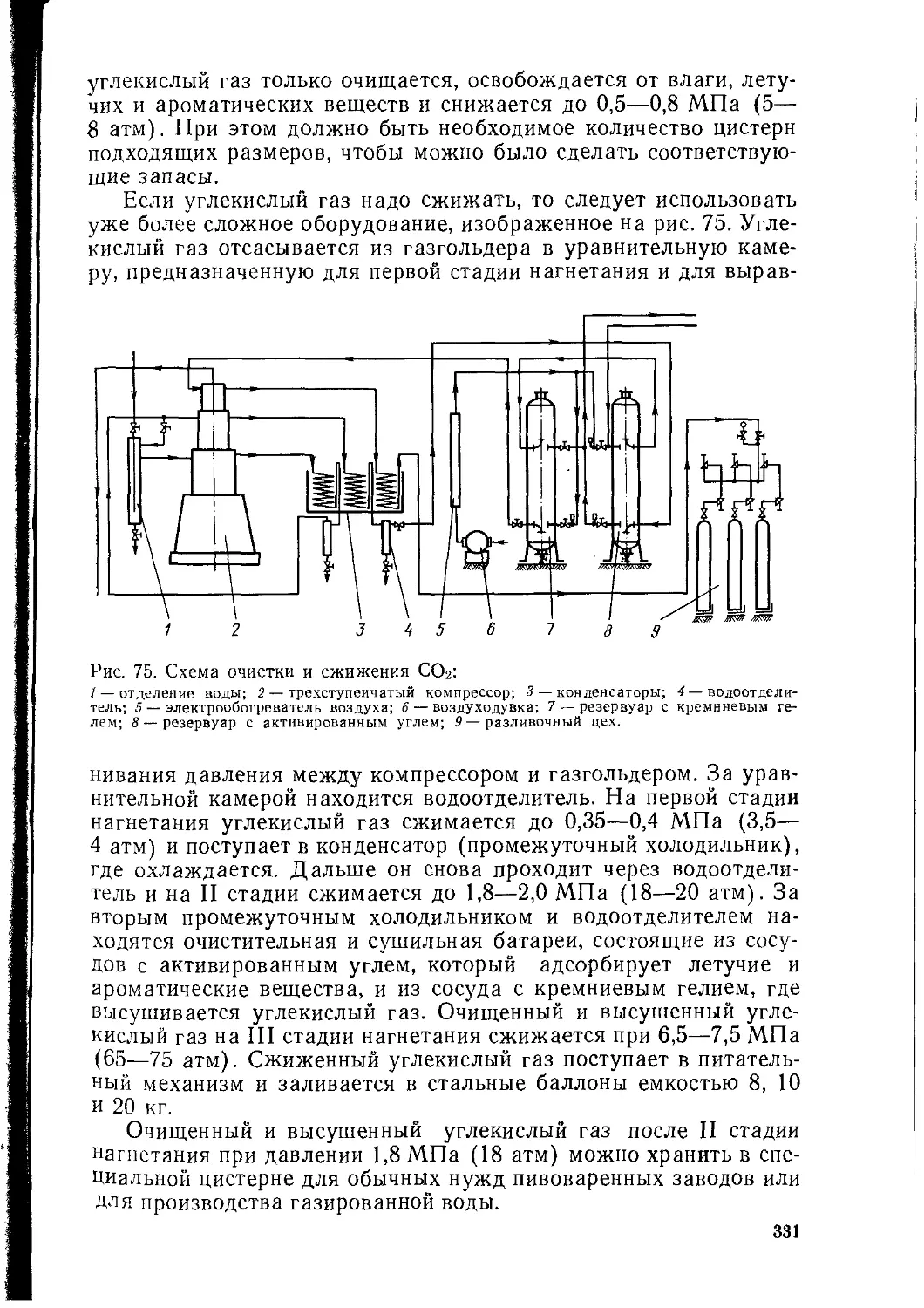
Text
ф.ГЛАВАЧЕК
А.ЛХОТСКИЙ
пивоварение
Перевод с чешского И. В. ХОЛОДОВОЙ
Под редакцией А. П. КОЛПАКЧИ
МОСКВА
Пищевая
промышленность
1977
УДК 663.4=03850
ПИВОВАРЕНИЕ. Главачек Ф., Лхотский А.,
пер. с чешскою, 1977.
В книге рассмотрены сырье для производства пива, процес¬
сы приготовления сусла, брожения и дображивания его, розлив
пива.
Подробно описаны технологические операции н применяемое
оборудование. Большое внимание уделено механизации и авто¬
матизации процессов. Для издания книги на русском языке дан
обзор наиболее существенных перемен, происшедших в области
техники и технологии пивоварения за последнее время. Обзор на¬
писан инж. И. Главачеком.
Таблиц 35. Иллюстраций 153. Список литературы — 353 назва¬
ния.
(Б) Frantisek Hlavacek a Alois Lhotsky, 1966.
(С) Ing. Ivo Hlavafek, 1972.
(S) Перевод на русский язык. Издательство «Пищевая про¬
мышленность», 1977 г.
Предисловие к первому
изданию
В чешской специальной литературе появляется книга, кото¬
рую давно ожидала наша общественность. Бесспорно, что чеш¬
ское пиво принадлежит к лучшим в мире и что чешское пивова¬
ренное производство имеет богатые традиции. Однако литература
по вопросам пивоварения, главным образом литература послед¬
него периода, далеко не соответствует тому значению, которое
имеет чешское пивоваренное производство в настоящее время.
Предлагаемая книга является комплексным трактатом о
всей пивоваренной технологии. Ценным является то, что в ней
не только описаны, но и объяснены технологические процессы.
В ней освещены также достижения ферментологии, микробиоло¬
гии, биофизики и других областей естественных наук. В доста¬
точной мере уточнены и достижения энергетики и химической
технологии, не упущена и область экономики, так что читатель в
достаточной мере информирован о всей широте проблем пиво¬
варения.
Несмотря на то что книга имеет научную основу, она проста,
и поэтому доступна работникам пивоваренной промышленности
на всех уровнях. Одновременно наблюдательный читатель мо¬
жет почерпнуть из нее много предложений по улучшению тех¬
нологии и выяснить те задачи, которые до сих пор не были ре¬
шены. При написании книги авторы пользовались всеми доступ¬
ными источниками специальной мировой литературы, критиче¬
ски отбирали все новое и существенное и тем самым предста¬
вили читателю общий обзор о мировом прогрессе в пиво¬
варении.
Ценным в книге является и то, что авторы последовательно
цитируют специальную чешскую литературу, результаты исследо¬
ваний и достижения производства, которые в значительной мере
способствовали прогрессу в области пивоварения.
Мне хотелось бы, чтобы наши специалисты-пивовары, техни¬
ки и исследователи с интересом изучали книгу, чтобы она стала
Для них необходимым помощником в их каждодневной работе и
способствовала дальнейшему развитию нашего пивоварения.
Проф. инж. доктор ЙОЗЕФ ДЫР
5
Предисловие ко второму
изданию
В 1966 г. СНТЛ издало книгу «Пивоварение», написанную
известными специалистами Франтишком Главачеком и инж. док¬
тором Алоисом Лхотским. Книга была принята пивоваренной
©бщественностью с большой благодарностью и оценена очень
высоко. Она отвечала всем требованиям, предъявляемым к спе¬
циальной литературе, в которой интересующееся лицо найдет
ответ на все вопросы из процесса производства пива. Книга
была быстро распродана, появилась необходимость в подготовке
нового дополненного издания.
Вскоре после выхода в свет книги умер один из авторов
Ф. Главачек, выдающийся технолог в области пивоварения,
с опытом, приобретенным на ряде известных пивоваренных за¬
водов мира. В переработке и дополнении нового издания в каче¬
стве соавтора принял участие известный специалист инж. Иво
Главачек, сын умершего Франтишека Главачека.
Концепция всей книги сохранена в сущности по первому из¬
данию. Исправления, дополнения, расширение текста проведены
согласно последним результатам исследований. Учтены не толь¬
ко новейшие результаты в области естественных наук, но и про¬
гресс в оснащении техникой заводов.
В книге приведены различные концепции непрерывного про¬
изводства пива. Рассматриваются возможности замены ячмен¬
ного солода другими крахмалсодержащими или сахаристыми
видами сырья и предлагаются способы улучшения ферментатив¬
ной активности при варке путем добавления соответствующих
ферментных препаратов (амилолитических, протеолитических,
цитолитических), и, таким образом, устранения их недостатка в
сусле. Большое внимание авторы уделяют качеству и дозировке
хмеля. Они описывают наиболее приемлемый способ охмеления
и обработку хмеля перед дозировкой, чтобы повысить его ис¬
пользование.
Новое издание книги «Пивоварение» отвечает всем требова¬
ниям, которые мы предъявляем к прогрессивной специальной
литературе. Я, надеюсь, что книга поможет технологам и науч¬
ным работникам пивоварения.
Проф. инж. доктор ЙОЗЕФ ДЫР
6
Пивоваренное сырье
солод
Солод является типичным сырьем для производства пива.
Еще 2000 лет до н. э. его использовали в виде проращенного яч¬
меня в Месопотамии и Египте для производства охмеляющих
напитков. До настоящего времени основным сырьем для произ¬
водства солода является ячмень. Его хорошая всхожесть, легкая
обрабатываемость, подходящие вкусовые качества стали причи¬
ной того, что солодоращение не распространилось широко на
другие зерновые культуры. В настоящее время для изготовления
пивоваренного солода кроме ячменя используют только пшеницу
в небольших количествах.
О солоде и его производстве в Чехословакии сохранились
сведения, относящиеся к XII и XIII столетиям. Уже в то время
производству солода уделяли большое внимание и еще в 1407 г.
был составлен Первый регламент солодовщиков и пивоваров
г. Праги.
Влияние солода на качество пива общеизвестно. Некоторые
показатели солода, такие, как цвет, вкус и запах, являются ре¬
шающими в определении типа пива, а количество экстрактивных
веществ и степень расщепления белков существенно влияют на
его качество. Солод приобретает свои характерные свойства при
солодоращении, однако некоторые из них зависят от свойств
использованного ячменя. Поэтому издавна большое внимание
уделяли качеству ячменя, поскольку многие сорта его из-за вы¬
сокого содержания белков, стекловидности или слишком толстой
оболочки не пригодны для солодоращения.
Не только в Чехословакии, но и во всех странах, где широко
культивируется пивоваренный ячмень, для посева используют
только сорта ячменя с определенными, точно установленными
свойствами, контролируемые при солодоращении и пивоварении.
В Европе используют исключительно так называемые двухряд¬
ные яровые ячмени, крупнозернистые с тонкой оболочкой и низ¬
ким содержанием белков.
Эти ячмени лучше всего подходят для производства светлого
солода и при выработке имеют определенные преимущества. Они
экстрактивнее, не вызывают трудностей при переработке и фильт¬
рации, а пиво, получаемое из них, более стойко к помутнению в
7
холодном виде, что особенно важно при постоянно возрастающем
производстве пива в бутылках.
Следует отметить, что в Чехословакии селекционные работы
и районирование сортов в значительной степени способствовали
выравниванию и стандартизации сырьевой базы и теперь име¬
ются такие сорта ячменя, которые по качеству существенно не
отличаются один от другого. Значительные различия, главным
образом во всхожести или в содержании белков, могут, однако,
возникнуть в разные урожайные годы. Они могут существенно
повлиять на качество солода.
Ячмень, предназначенный для солодоращения, должен быть
здоровым, хранившимся в течение определенного времени, т. е.
отлежавшимся, чтобы его свойства выравнялись. При соложе¬
нии он должен быть хорошо проращен и высушен. Любой недо¬
статок сырья или солодильного процесса отрицательно сказыва¬
ется на качестве солода.
Исследованию качества солода уделяется большое внимание,
с одной стороны, для того, чтобы проверить правильность прове¬
денного процесса солодоращения, а с другой — чтобы установить
качественные признаки солода перед обработкой и определить
пригодность его для выработки пива требуемого типа.
Применяемые первоначально только органолептическая оцен¬
ка солода и определение плотности и хрупкости зерна были по¬
степенно дополнены более совершенными испытаниями. Еще в
1854 г. профессор Пражского политехнического института Бал-
линг предлагает простое испытание для определения пригодно¬
сти солода на затирание, при котором кроме экстрактивности
солода определяли также изменение солода во время затирания,
скорость осаждения пивной дробины и осветление сусла [1]. Ис¬
следования были продолжены и вскоре был разработан целый
ряд процессов для механического и химического определения
отдельных качественных признаков солода. В 1914 г. в Бонне
было подписано основное соглашение по этим проблемам между
европейскими научно-исследовательскими пивоваренными инсти¬
тутами. В 1928 г. в Зальцбурге был подписан единый документ
для анализов солода, согласно так называемому конвенционному
методу, которым с учетом нескольких дополнений пользуются
до сих пор для анализа торгового солода.
Конвенционный метод позволяет легко и довольно быстро оп¬
ределять важнейшие свойства солода (см. табл. 1 на с. 19) и
дает сравнительные результаты, которые однако могут отличать¬
ся от результатов, полученных на практике, когда принята иная
технология или существуют другие условия. Обычно солод, ко¬
торый имеет хорошие свойства при анализах по конвенционному
методу, не вызывает трудностей и при переработке в промыш¬
ленном масштабе.
Для более совершенного исследования свойств солода разра¬
ботаны другие очень точные и научно обоснованные методы, од¬
8
нако более сложные и более трудоемкие. Они служат для опре¬
деления некоторых специфических свойств солода или для конт¬
роля за недостатками, обнаруженными при обычном анализе.
Предписания для обычного анализа солода и некоторые спе¬
циальные методы объединены в ЧССР в книге «Аналитика соло¬
жения и пивоварения», которая вышла в CHTJ1 в 1966 г. Для го¬
сударств, входящих в Европейскую пивоваренную конвенцию
(ЕБК), для анализа солода действуют предписания, разработан¬
ные особой комиссией при участии представителей стран — чле¬
нов и опубликованные в сборнике «Аналитика ЕБК».
Качество солода можно определять органолептическими, ме¬
ханическими, химическими, физическими и физиологическими
методами.
Органолептический метод анализа солода — это субъектив¬
ный способ оценки, зависящий от способностей исследователя,
однако он очень важен и им не следует пренебрегать. Он допол¬
няет общую оценку и часто указывает на недостатки, которые
могут быть пропущены при химическом анализе.
Солод на ощупь должен быть сухим и беспыльным.
Запах солода должен быть чистым, солодовым, у тем¬
ного солода более четко выраженным, почти ароматным. Не дол¬
жно быть затхлого запаха, запаха плесени или дыма.
Вкус солода должен быть приятно сладковатым, без
привкуса. Запах и вкус солода лучше всего проявляются при
затирании и в лабораторном сусле.
Цвет оболочки должен быть равномерным, светло-жел¬
тым. Темная окраска кончиков свидетельствует о том, что был
использован влажный ячмень. Серая окраска бывает вызвана
железистой замочной водой, однако это не ухудшает качества.
Не должно быть белых следов от кальция, содержащегося в за¬
мочной воде. У солода, высушенного прямыми продуктами сго¬
рания, на оболочке могут быть черные пятна, которые возника¬
ют под действием серы из продуктов сгорания. Это явление
называется пятнистостью и не влияет на качество солода [2].
Хорошо растворенное, рыхлое /солодовое зерно сохраняет
форму и размер зерна переработанного ячменя. Стекло¬
видные, перемоченные, плохо растворенные или плохо высушен¬
ные зерна бывают сморщенными и мелкими. Они увеличивают
разницу между экстрактами в тонком и грубом помоле. Зерна
неодинаковой величины встречаются при обработке плохо отсор¬
тированного ячменя. Большая разница в размере зерен может
вызвать трудности при дроблении. Размер зерна не должен
влиять на экстрактивность солода. Энари [3] определил, что
небольшое и полное зерно может дать солод такой же экстрак¬
тивности как крупное зерно.
Масса 1 гл (гектолитра) солода не может слу¬
жить критерием оценки его, если неизвестна масса гектолитра
зерна используемого ячменя. Повсеместно действует правило,
9
что солод короткого прорастания тяжелее, чем солод длитель¬
ного прорастания, хорошо растворенный. В настоящее время
при обработке хорошо отсортированного селекционного ячменя
масса 1 гл солода увеличилась. У светлых солодов она колеб¬
лется от 54 до 60, у темных от 52 до 55 кг/гл.
Абсолютная масса (масса 1000 зерен) солода
точно так же, как масса 1 гл зерна связана с массой ячменя и
растворением солода. Солод, дополнительно растворенный в
ящиках Кропфа, имеет и при хорошем растворении большую
абсолютную массу. Помимо растворения на абсолютную массу
влияет также влажность солода, форма и размер зерна. Мелкое
и тонкое зерно может иметь небольшую абсолютную массу и
при плохом растворении. Для сравнения образцов абсолютная
масса является хорошим критерием. Абсолютная масса светлого
солода колеблется от 31 до 36 г, темного солода —от 28 до 32 г
в сухом остатке.
Мучнистость, стекловидность и цвет эндо¬
сперма это обычно применяемые критерии и они характери¬
зуют растворение и правильную сушку солода. Мучнистость и
хрупкость зерна определяются простым поперечным разрезом
зерна фаринатомом. Мучнистые и хрупкие зерна легко дробят¬
ся, при затирании облегчают действие ферментов и экстрактив¬
ные вещества быстрее переходят в раствор. Поэтому их доля
должна быть как можно больше — у светлого солода 94%,
у темного — около 96%. Стекловидные зерна труднее перераба¬
тываются, они повышают разницу экстракта в тонком и грубом
помоле. Частичная стекловидность возникает также при непра¬
вильной сушке. Иногда причиной стекловидности является стек¬
ловидный ячмень некоторых урожаев. Доля абсолютно стекло¬
видного зерна у светлых солодов не должна превышать 3%.
Цвет эндосперма светлых солодов должен быть на срезе белым,
без дымчатых зерен. В зависимости от температуры сушки тем¬
ный солод содержит различное количество белых, желтых и
дымчатых зерен. Коричневые, пригорелые зерна недопустимы,
так как нарушают вкус сусла.
Мучнистость и стекловидность зерна можно определить так¬
же путем просвечивания диафоноскопом. Стекловидные зерна
прозрачны, мучнистые — непрозрачны. Более обычное определе¬
ние мучнистости — фаринатомом.
Хрупкость солода определяется при раскусывании
зерна. Она характеризует также вкус солода, однако не являет¬
ся надежным критерием. Наличие случайных твердых зерен мо¬
жет привести к ошибочным выводам.
Хрупкость солода определяют разными приборами. Так, фир¬
ма «Брабендер» (Дуйсбург, ФРГ) изготавливает приборы, кото¬
рые используются для определения твердости зерновых культур
в мельницах. Солод сначала дробят, получая грубый помол, а
потом на особом приборе растирают в тонкую муку. Сила, необ¬
10
ходимая для такого тонкого измельчения, измеряется и регист¬
рируется и должна быть критерием хрупкости солода. Этот от*
носительно дорогой прибор до сих пор не нашел широкого при¬
менения в практике.
Склероскоп — прибор, сконструированный в лабораториях
Пивоваренного института в Нанси, определяет сопротивление,
необходимое для размалывания одного зерна. По результатам,
полученным у 200 зерен, устанавливается средняя твердость со¬
лода; средняя величина отклонения независимо от твердости со¬
лода выражает однородность (гомогенность) солода. Однако
удовлетворительных результатов до сих пор не получено: про¬
являются значительные различия в зависимости от сортов ячме¬
ня по сравнению с производственной практикой, положение зер¬
на также влияет на результаты при определении сопротивления.
Изготовленный и испытанный в ЧССР Шауером и сотрудни¬
ками [8] прибор для измерения хрупкости (хирана) так же, как
и другие подобные приборы, не дал желаемых результатов, не¬
обходимо проводить дальнейшие опыты в этом направлении.
Заплесневелые зерна определяются не всегда точно,
это в значительной мере зависит от сосредоточенности наблю¬
дателя. Одновременно определяются также битые зерна. Пле¬
сень проявляется при прорастании, прежде всего на поврежден¬
ных зернах или на базальной части зерна. Единичные случаи
не влияют на качество. Недостатком является плесень, образо¬
вавшаяся при хранении солода. Она проявляется в запахе, обра¬
зует на зернах большие и более заметные пятна или покрывает
зерно целиком. Затхлый запах может перейти и на вкус сусла,
Доля заплесневелого и битого зерна не должна превышать у
светлого солода 0,5%, у темного — 0,8%.
Сорняки и другие примеси (камни, обломки
колосьев и т. д.) определяют по массе, общее количество их
не должно превышать 0,2%.
Развитие зародышевого листка раньше считали
признаком растворения солода. Однако растворение солода не
происходит одновременно с развитием зародышевого листка и
тем более не при солодоращении в среде, насыщенной углекис¬
лым газом. Определение развития зародышевого листка дает
возможность установить ход прорастания и равномерность ро¬
ста. Солода слишком короткого ращения при переработке всегда
создают трудности, переросшие с длинным ростком зерна сви¬
детельствуют о том, что солод проращивался при теплом режиме.
Очень важна доля зерен с развитием зародышевого листка от
0 до 74 зерна, включая непроросшие зерна. Их должно быть не
больше 5%. У светлых солодов бывает около 70% зерен с дли¬
ной зародышевого листка от 2/3 до 3Д, а у темных солодов оди¬
наковая доля от 3А до полной длины зерна. Среднее развитие
зародышевого листка колеблется у светлых солодов от 0,68 до
0,76%, а у темных — от 0,76 до 0,85% длины зерна,
11
Сортировка солодов служит для определения вы¬
равненное™ зерна. Зерна неодинакового размера могут вызы¬
вать затруднения при дроблении и снижать выход экстракта.
Различные размеры зерен встречаются у солодов, полученных
из нестандартного ячменя. Солод с выравненной крупностью
зерна имеет 94% зерен I сорта (на ситах с отверстиями 2,8 и
2,5 мм).
Подрешетный продукт под ситом с отверстиями 2,2 мм должен
составлять не более 0,5%.
Химический анализ, проведенный согласно конвенционному
методу, обеспечивает определение дальнейших качественных
признаков солода.
Влажность солода (содержание воды) имеет экономи¬
ческое и качественное значение. Повышенное содержание влаги
снижает экстрактивность солода и вызывает трудности при хра¬
нении. Правильная сушка позволяет снизить содержание влаги
в солоде и ограничить действие ферментов. Свежевысушенный
светлый солод содержит около 3,5%), темный — около 2% воды.
При удалении солодовых ростков и транспортировке солода
влажность его несколько увеличивается. Умеренное повышение и
выравнивание содержания влаги во всем зерне способствует по¬
вышению качества солода, и он лучше дробится. Влажность со¬
лода при хранении не должна превышать 6%>- Во влажном соло¬
де возобновляется действие ферментов, солод теряет аромат и
свои характерные свойства.
Экстрактивность солода выражается суммой экст¬
рактивных веществ, которые при затирании согласно конвенци¬
онному методу переходят в раствор. Это не весь экстракт, содер¬
жащийся в солоде. При декокционном затирании можно было
бы добиться более высокого выхода экстракта. Однако повсеме¬
стно получаемый согласно конвенционному методу экстракт счи¬
тается с точки зрения качества максимальным. Он является
критерием продуктивности солода и основой для расчета засы-
пи. Экстрактивность солода колеблется в довольно широком
диапазоне, прежде всего в зависимости от качества использован¬
ного ячменя, у светлого солода от 76 до 82 %, считая на сухое
вещество, а в некоторые годы превышает и 83%. Экстрактив¬
ность темного солода на 1—2%, ниже, чем у светлого.
Экстрактивность является только количественным показате¬
лем. Если же нужно определить пригодность солода для перера¬
ботки в варочном отделении, то проводится еще одно определе¬
ние на затирание с солодом грубого помола. Раньше для этого
сравнения использовали солод с 40% муки; разница не была до¬
статочно существенной, и поэтому теперь применяют почти ис¬
ключительно помол с 25%0 муки. По разнице между экстрактом,
полученным из помола с 90% муки и из грубого помола с 25%0
муки, можно судить о выходе солода в варочном отделении, а
также о растворении солода.
12
При затирании согласно конвенционному методу можно оп¬
ределить также запах затора. У светлого солода запах чистый,
сладковатый, слабоароматный. Затор из темного солода может
иметь сильно выраженный ароматный запах, однако он не дол¬
жен напоминать запах подгоревшего солода. Любой несвойст¬
венный солодовому затору запах — плесени, дыма или затхло¬
сти— не допустим. Ниже приведена оценка растворения солода
(новая схема ЕБК для дробилки ЕБК).
Разница в выходе экстракта (в %) Качество растворения
Мука — грубый помол
(25% муки)
Время осахаривания зависит от растворения солода
и содержания активных амилаз. Солод короткого ращения и
плохо растворенный осахаривается медленнее. Солод высуши¬
ваемый при слишком высоких температурах, ослабляющих дей¬
ствие ферментов, также осахаривается медленнее. Быстро осаха-
риваются солода, перерастворенные или высушенные при низких
температурах. Светлый солод осахаривается нормально за 10—
15 мин, темный не больше чем за 30—35 мин. Солод, изготовлен¬
ный из неотлежавшихся ячменей, осахаривается обычно мед¬
леннее; на время осахаривания влияют также особенности
отдельных урожаев (ячмени стекловидные, с плохим прораста¬
нием). Если осахаривание у светлого солода не происходит за
20 мин, необходимо установить причину, определить развитие
зародышевого листка, долю непроросшего зерна, стекловидность
и т. п., и при возможности определить амилолитическую актив¬
ность. У темного солода причиной более позднего осахаривания
является высокая температура отсушки.
Время фильтрации и прозрачность сусла, оп¬
ределяемые при лабораторном анализе, не всегда совпадают с
результатами, получаемыми в производстве. Сусло, опалесци-
рующее в лаборатории, в производственных условиях часто по¬
лучается прозрачным. По скорости фильтрации в лаборатории
также нельзя судить о ходе фильтрации в производственных
условиях. Однако для общей оценки качества солода необходи¬
мо проводить такие определения. Если первые фракции сусла
проходят через фильтр быстро и процесс заканчивается в те¬
чение часа, то фильтрация считается нормальной. Сусло из хо¬
рошо растворенных солодов фильтруется быстрее, оно прозрач¬
ное и с сильным блеском. Опалесценция сусла иногда проявля¬
ется в начале процесса, а также у солодов из некоторых сортов
ячменя. Такая опалесценция не является причиной затруднений
во время производства. Сусло из темного хорошо отсушенного
Ниже 1,3
1,3—1,9
2,0—2,6
2,7—3,3
Свыше 3,3
Очень хорошее
Хорошее
Нормальное
Плохое
Очень плохое
13
солода также часто опалесцирует. Мутное медленно фильтрую¬
щееся сусло характерно для плохо растворенных солодов.
Цвет сусла не является признаком качества солода, од¬
нако он должен отвечать его типу и требованиям, предъявляе¬
мым к цвету сусла. Небольшая разница в цвете при производ¬
стве обычно не имеет большого значения, однако известны пиво¬
варенные заводы, где производственный регламент требует
соблюдения довольно узкого диапазона цветности. Известно, что
осторожная сушка положительно влияет на цвет и, как правило,
из хорошо высушенного солода получают светлое сусло.
Показатель цвета светлого солода колеблется от 0,16 до
0,26 мл, цвет темного солода — от 0,50 до 1,20 мл 0,1 н. раствора
йода. Растворы, используемые для определения цвета, неста¬
бильны и поэтому в некоторых государствах переходят к опре¬
делению цвета в колориметре Ловибонда. Цвет сусла сравнива¬
ется с оттенком цвета цветных стекол и выражается в единицах
ЕБК (см. ниже).
Обычный торговый анализ согласно конвенционному методу
часто дополняется определением амилолитической активности со¬
лода и определением чисел Кольбаха и Гартонга. Ниже приве¬
дено отношение цвета в ед. ЕБК к цвету в мл 0,1 н. раствора
йода.
Ед. ЕБК
мл 0,1 н. раство¬
Ед. ЕБК
мл 0,1 н. раствора
ра йода
йода
1
0,06
10
0,63
2
0,11
12
0,78
3
0,17
14
0,93
4
0,23
16
1,10
5
0,30
18
1,25
6
0,36
20
1,40
7
0,43
22
1,60
8
0,49
24
1,80
9
0,56
Амилолитическая (осахаривающая) актив¬
ность у обычных солодов неравномерная, но, как правило,
такой солод богат амилазами и при переработке его не возни¬
кает трудностей. Однако при переработке крахмалистых замени¬
телей солода амилолитическую активность необходимо учиты¬
вать. Определяется она по методу Виндиша — Кольбаха и выра¬
жается в граммах мальтозы, образовавшейся под действием
амилаз из 100 г солода (единица Виндиша — Кольбаха). Солод
долгого ращения при холодном режиме имеет высокую амило¬
литическую активность. Высокие температуры отсушки снижают
амилолитическую активность. Зеленый непросушенный солод
имеет от 350 до 500 ед. ВК; амилолитическая активность свет¬
лого солода колеблется от 180 до 300, темного — от 100 да
240 ед. ВК.
14
Число Кольбаха выражает процентное соотношение раство¬
ренного в сусле азота к общему содержанию азота в солоде.
Оно является показателем степени расщепления белков. Коль¬
бах предложил судить по этому показателю о растворении со¬
лода. Однако расщепление белков в последние дни прорастания
прекращается, в то время как растворение солода продолжает¬
ся. Поэтому число Кольбаха не является точным критерием об¬
щего растворения. Простой способ определения и тот фа^р, что
хорошо проращенный при холодном режиме солод имеет обычно
высокое значение числа Кольбаха, позволили использовать его
как наиболее подходящий критерий для оценки качества солода.
Кольбах оценивает растворение солода согласно следующим
отношениям:
Гартонг разработал метод, согласно которому определяется
действие ферментов, а также растворение солода. Затирается
параллельно одинаковый солод при температурах 20, 45, 65 и
80°С точно так же, как при конвенционном методе. Из среднего
значения этих четырех экстрактов после вычитания константы
(58,1) получается число перерабатываемости солода. Метод,
усовершенствованный Гартонгом и Кречмером в 1953 г., описали
Главачек и Календа в журнале «Бродильная промышленность»,
№ 4, 1957, с. 74.
Точно так же, как на число Кольбаха, на число
Гартонга оказывают влияние различные факторы, которые
ограничивают широкое применение этих чисел. Шмаль [4] изу¬
чал солод разного происхождения нескольких урожаев и пришел
к выводу, что на числа Кольбаха и Гартонга влияют сортовые
свойства и происхождение использованного ячменя. По Шмалю,
оба числа у солодов чехословацкого происхождения большей ча¬
стью бывают положительными.
Четырехотварочный метод Гартонга—Кречмера для опреде¬
ления числа Гартонга находит широкое применение в пивова¬
ренной аналитике. В практике учитывают, главным образом, ве¬
личины отдельных относительных экстрактов (РЕ), значение
которых авторы вновь обобщили [12], расширив представление
об отдельных их величинах:
РЕ 20°С — стандартная величина, равная 24,0, характеризует
переход экстракта в раствор; однако следует подчеркнуть, что
в сусловарочном отделении уже нельзя исправить то, что было
упущено при выборе сорта ячменя и в процессе солодоращения;
величина ниже стандартной свидетельствует о недостаточной
способности ячменя к прорастанию и пригодности для солодо-
Число Кольбаха, %
Растворение
Свыше 41
От|35 до 41
Ниже 35
Отличное
Нормальное
Недостаточное
15
ращения, а также о недостатках при его замачивании и высоких
потерях при дыхании;
величина выше стандартной указывает на правильное веде¬
ние процесса замачивания и проращивания, на хорошую зре¬
лость ячменя.
РЕ 45°С — стандартная величина, равная 36,0, свидетельст¬
вует о ферментативной силе (за исключением а-амилазы) й
расцщплении белков солода;
величина ниже стандартной характеризует низкое содержа¬
ние ферментов и ограниченное расщепление белков, что являет¬
ся результатом недостаточной способности ячменя к прораста¬
нию, неправильного ведения процесса замачивания; следствием
этого в дальнейшем производстве является недостаточное пита¬
ние дрожжей, биологическая нестойкость пива и склонность к
неприятной горечи;
величина выше стандартной свидетельствует об удовлетвори¬
тельном содержании ферментов, возможности ускорить варочный
процесс, о предпосылках, для биологической и коллоидной стой¬
кости и возможности удовлетворительного охмеления пива.
РЕ 65°С — стандартная величина равная 98,7, характеризует
растворение солода, по визуальной оценке фильтрации такого
сусла можно судить о выравненное™ (гомогенности) солодового
зерна, сусло должно стекать абсолютно прозрачным;
величина ниже стандартной указывает на слабую активность
ферментов и недостаточное растворение эндосперма, следствием
этого является недостаточное сбраживание пива в бродильном
отделении и неудовлетворительное осветление в лагерном под¬
вале;
величина выше стандартной свидетельствует о хорошем ра¬
створении эндосперма, однако по этой величине нельзя судить
о выравненное™ (гомогенности) солодового зерна; величина
выше 99,5 характеризует перерастворение и слишком большие
потери при дыхании.
РЕ 80°С — стандартная величина, равная 93,7, зависит не
только от ферментативной способности солода, но и от его раз¬
жижающей способности (содержание а-амилазы); по ней можно
судить о возможном ходе процессов затирания, фильтрации и
варки сусла с хмелем, главном брожении, а также осветлении
пива в лагерном отделении;
величина ниже стандартной свидетельствует о недостатках,
указанных у остальных РЕ и, кроме того, о неправильном ведении
сушки, как в фазе предварительной сушки, так и при отсушива-
нии; солод с низким значением РЕ 80°С создает трудности при
осахаривании и ведет к преждевременному осаждению дрожжей
при брожении;
если величина РЕ 80°С выше стандартной, это свидетельст¬
вует о хорошей разжижающей способности солода, величина
16
выше 96,0 тоже благоприятна при оценке общих свойств солода,,
однако это указывает на недостаточную отсушку его;
важным показателем является фильтрация горячего сусла*
при температуре затора 80°С; быстрая фильтрация свидетельст¬
вует о сильной активности а-амилазы, медленная фильтрация —
об обратном; если затор нельзя профильтровать горячим, каче¬
ство солода неудовлетворительное.
В своей работе Гартонг и Кречмер дают практические указа¬
ния и ряд технических рекомендаций для проведения четырех-
отварочного метода, разработанного ими на основе многолет¬
него практического опыта.
Гартонг и Кречмер занимаются более подробно некоторым»
проблемами растворения солода, которые считают важным до¬
полнением к обычным методам. Речь идет о модифицированном
ими испытании плавающего зерна, определении хрупкости эндо¬
сперма при продольном разрезе солодового зерна (метод ВЛБ)
и использовании трех объективных приборов: склероскопа, при¬
бора для определения хрупкости, который был разработан в.
Нанси, и определение диаграммы твердости на приборе Бра-
бендера.
Для определения растворения солода Гартонг предложил:
следующую шкалу:
Растворение Число Гартонга
Недостаточное 0,0—3,5
Нормальное для бочкового пива 4,0—4,5
Отличное 5,0
Пригодное для пастеризованного пива 5,5—6,0
Чрезмерное 6,5—10,0
Метод Гартонга применяется часто, но с определенными ого¬
ворками, по причинам, на которые указывает Шмаль.
В последние годы некоторые авторы снова обратились к оп¬
ределению конечной степени сбраживания лабораторного сусла
как критерию растворения солода. Процесс этот описан у Пав-
ловского-Шильда [9] и в сборнике «Аналитика ЕБК» [10]. Речь
идет в основном об определении степени сбраживания сварен¬
ного в лабораторных условиях сусла при 20 или 25°С при посто¬
янном перемешивании.
Отношением растворения солода и конечной степени сбра¬
живания подробнее занимается Мюльбауер [11]. Подытоживая
мнения Изебаэрта, Кречмера и Стаги, он считает что хорошо
растворенным можно считать солод с конечной степенью сбра¬
живания лабораторного сусла минимально 78% и в качестве
примера приводит результаты этого определения у солодов из
ГДР и ЧССР. Было проанализировано 30 образцов солода, их
конечная степень сбраживания колебалась от 72,7 до 82,1 %.
При сравнении оказалось, что конечная степень сбраживания
лабораторного сусла не совпадает с большинством остальных
П
величин, характеризующих солод особенно с разницей экстракта
в муке и грубом помоле и числом Гартонга. Довольно хорошее
•совпадение было обнаружено между конечной степенью сбра¬
живания лабораторного сусла и величинами растворимого азо¬
та, это означает, что у солода с высокой степенью сбраживания
•обнаруживаются также высокие величины растворимого азота.
При делении 30 исследуемых образцов солода на три группы
•согласно конечной степени сбраживания лабораторного сусла
•средние величины можно составить следующим образом:
'Конечная степень сбраживания, % 81,1; 77,4; 73,5
Экстрактивная разница (мука—грубый помол), % 2,9; 3,0; 3,3
Число Кольбаха, % 38; 37,4; 37,0
Полностью растворимый азот N, мг 643; 629; 645
Мюльбауэр далее изучал конечную степень сбраживания
•сусла из солода, отобранного при прорастании, и обнаружил
достижение максимальной величины на 6-й день прорастания.
На 7-й и 8-й день прорастания сбраживание уже существенно
■не изменяется. Температура отсушки практически не имеет ни¬
какого влияния на конечную степень сбраживания сусла. У сус¬
ла, полученного из солода, отсушенного при 58, 72 и 85°С, была
обнаружена очень небольшая разница.
Величина конечной степени сбраживания лабораторного сус-
.ла хорошо дополняет показатели растворения солода и обеспе¬
чивает более широкое представление о его переработке в вароч¬
ном и бродильном отделениях.
Для более глубокого изучения качества солода или для спе¬
циальных целей могут быть проведены дальнейшие определения.
Для получения представления о сбраживаемости сусла опреде¬
ляется содержание сахаров, отношение сахаров к несахарам или
конечная степень сбраживания. У азотистых веществ определя¬
ется общий азот, кроме растворимого азота (число Кольбаха),
я формольный азот, или же азотистые вещества классифициру¬
ются по Лундину. Растворение солода можно наблюдать также
•при определении титруемой кислотности или вязкости сусла.
Для проверки качества сушки определяется прорастаемость со¬
лода или каталаза. Ориентировочные данные о величинах, полу¬
ченных при этих определениях, приведены в табл. 1 и 2, состав¬
ленных в содружестве с Бриенской лабораторией ВУПС.
Определение качества солода по результатам анализа требу¬
ет определенного опыта. Результаты анализов следует оцени¬
вать в целом; для того чтобы солод был определен как хороший,
недостаточно, например, только высокой экстрактивности или
прозрачности и быстрой фильтрации сусла. Всегда следует учи¬
тывать и другие критерии. Так, солод короткого ращения, полу¬
ченный при холодном ведении процесса, может фильтроваться
медленнее и, несмотря на это, для бочкового пива он вполне
пригоден. Была сделана попытка выразить величину солода по
18
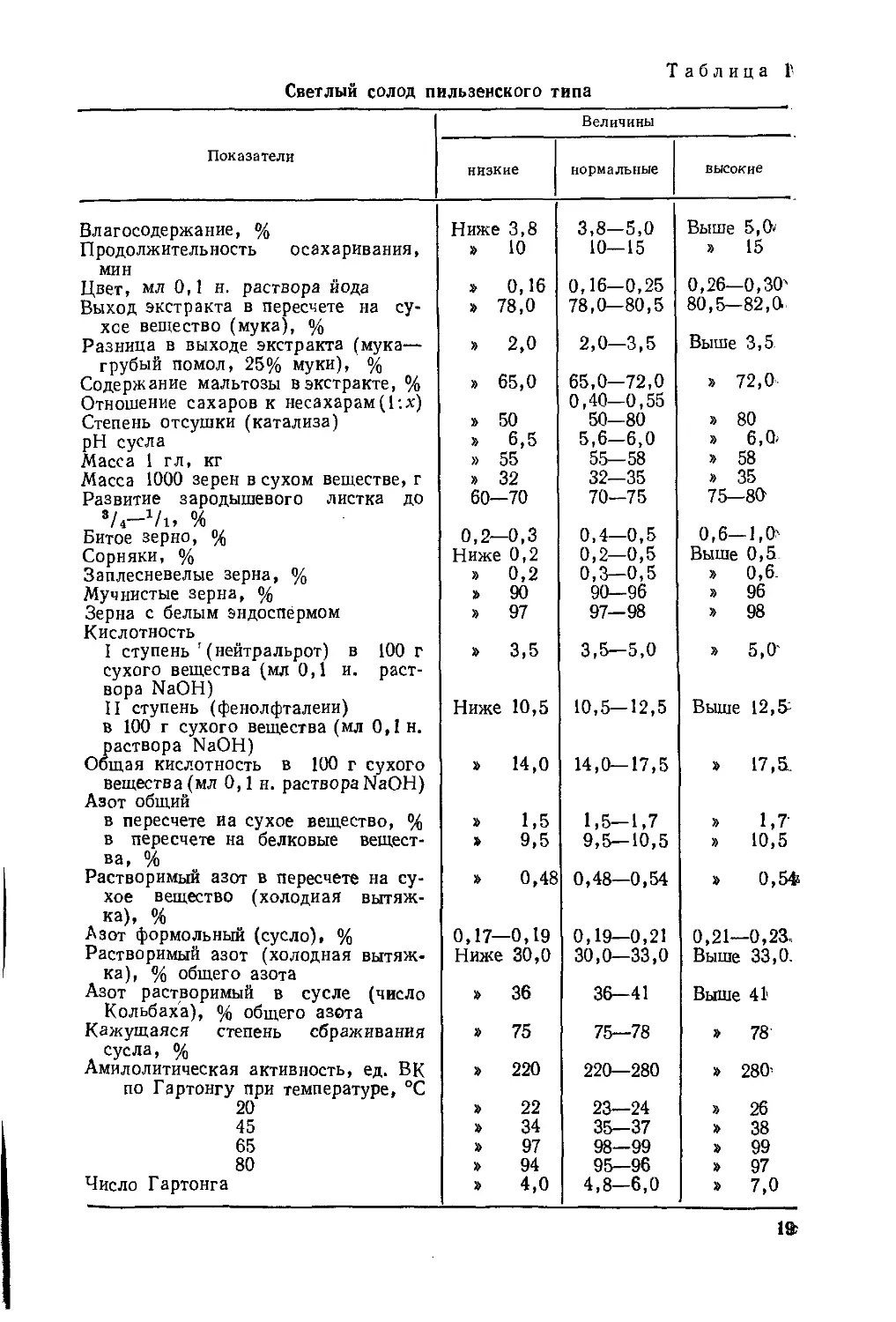
Таблица t
Светлый солод пильзенского типа
Величины
Показатели
низкие
нормальные
высокие
Влагосодержание, %
Продолжительность осахаривания,
мин
Цвет, мл 0,1 н. раствора йода
Выход экстракта в пересчете на су¬
хое вещество (мука), %
Разница в выходе экстракта (мука—
грубый помол, 25% муки), %
Содержание мальтозы в экстракте, %
Отношение сахаров к несахарам(Пх)
Степень отсушки (катализа)
pH сусла
Масса 1 гл, кг
Масса 1000 зерен в сухом веществе, г
Развитие зародышевого листка до
■/i-Vi, %
Битое зерно, %
Сорняки, %
Заплесневелые зерна, %
Мучнистые зерна, %
Зерна с белым эндоспермом
Кислотность
I ступень ' (нейтральрот) в 100 г
сухого вещества (мл 0,1 и. раст¬
вора NaOH)
II ступень (фенолфталеин)
в 100 г сухого вещества (мл 0,1 н.
раствора NaOH)
Общая кислотность в 100 г сухого
вещества (мл 0,1 н. раствора NaOH)
Азот общий
в пересчете иа сухое вещество, %
в пересчете на белковые вещест¬
ва, %
Растворимый азот в пересчете на су¬
хое вещество (холодная вытяж¬
ка), %
Азот формольньгй (сусло), %
Растворимый азот (холодная вытяж¬
ка), % общего азота
Азот растворимый в сусле (число
Кольбаха), % общего азота
Кажущаяся степень сбраживания
сусла, %
Амилолитическая активность, ед. ВК
по Гартонгу при температуре, °С
20
45
65
80
Число Гартонга
Ниже 3,8
» 10
3,8—5,0
10—15
Выше 5,0<
» 15
» 0,16
» 78,0
0,16—0,25
78,0—80,5
0,26—0,30'
80,5—82,0.
» 2,0
2,0—3,5
Выше 3,5.
» 65,0
» 50
» 6,5
» 55
» 32
60—70
65,0—72,0
0,40—0,55
50—80
5,6-6,0
55—58
32—35
70-75
» 72,0
» 80
» 6,0'
» 58
» 35
75—80
0,2—0,3
Ниже 0,2
» 0,2
» 90
» 97
0,4—0,5
0,2—0,5
0,3— 0,5
90—96
97—98
0,6—1,0>
Выше 0,5
» 0,6.
» 96
» 98
» 3,5
3,5—5,0
» 5,0'
Ниже 10,5
10,5—12,5
Выше 12,S
» 14,0
14,0—17,5
» 17,5.
» 1,5
» 9,5
1.5-1,7
9.5—10,5
» 1,7
» 10,5
» 0,48
0,48—0,54
» 0,54
0,17—0,19
Ниже 30,0
0,19—0,21
30,0—33,0
0,21—0,23.
Выше 33,0.
» 36
36—41
Выше 41
» 75
75—78
» 78
» 220
220—280
» 280-
» 22
» 34
» 97
» 94
» 4,0
23—24
35—37
98—99
95—96
4,8—6,0
» 26
» 38
» 99
» 97
» 7,0
Темный солод мюнхенского типа
Таблица 2
Величины
Показатели
низкие
нормальные
высокие
Влагосодержание( %
Продолжительность осахаривання,
мин
Цвет, мл 0,1 и. раствора йода
Выход экстракта в пересчете на су¬
хое вещество (мука), %
Мальтоза в выходе экстракта, %
Отношение сахаров кнесахарам (1:х)
Степень отсушки (катализа)
pH сусла
Масса 1 гл, кг
Масса 1000 зерен в сухом веществе, г
Развитие зародышевого листка
до »/«-Vi%,
Битое зерно, %
Сорняки, %
Заплесневелые зерна, %
Мучнистые зерна, %
Амилолитическая активность, ед. ВК
Ниже 3,0
3,0—4,5
Выше 4,5
» 20
20—30
» 30 0
0,55—0,70
0,70—1,20
» 1,20
Ниже 76,0
76,0—77,5
77,5—80,0
Ниже 59,0
59,0—65,0
Выше 65,0
0,55—0,70
Ниже 4
4—7
Выше 7
» 52
52—55
» 56
» 28
28—32
» 32
65—75
75—85
85—90
Ниже 0,5
0,5—1,0
Выше 1,0
» 0,2
0,2—0,6
» 0,6
» 0,2
0,2—0,5
» 0,6
» 90
90—95
» 95
» 100
100—200
» 220
аналитическим данным одним числом. В последнее время этим
вопросом вновь занялся Вермейлен [5]. После сравнения боль¬
шого числа анализов солода, полученных в разных лаборатори¬
ях, он пришел к выводу, что для определения качества солода
достаточно четырех критериев: хрупкости (мучнистости) солода,
разницы в выходе экстракта (мука — грубый помол), числа
Кольбаха и числа Гартонга. Для каждого критерия он устано¬
вил максимальные величины: мучнистые зерна —100, разница
в выходе экстракта (мука — грубый помол, 25%) — 1,25, число
Кольбаха — 45, число Гартонга — 6,75. Точно так же, как у муч¬
нистых зерен, он придал и этим максимальным величинам
100 очков и согласно обычной оценке (от очень хорошей до не¬
удовлетворительной) остальные величины делил по ступеням.
Солод среднего качества имел, например, следующие цифры:
Хрупкость (мучнистые зерна) 92,0=92 очка
Разница в выходе экстракта (мука—грубый помол) 3,0=93 очка
Число Кольбаха 40,0=95 очков
Число Гартонга 4,5=91 очко
Всего 371 очко
Средняя величина (371 : 4 = 92,7 очка) выражает качество со¬
лода.
20
Этот способ оценки солода имеет значение при сравнении
качества разных солодов. Однако в практике солод оценивается
преимущественно по обычному анализу согласно конвенционно¬
му методу.
Если сусло быстро фильтруется и имеет сильный блеск, а
продолжительность осахаривания и выход экстракта соответст¬
вуют обычному стандарту, то солод считается хорошим и при
переработке не вызывает трудностей. Однако и остальные при¬
знаки, такие, как цвет и влагосодержание, должны отвечать дей¬
ствующим стандартам.
При анализе важно определить все отрицательные признаки.
Это могут быть несвойственные запахи затора или сусла, мед¬
ленная фильтрация, помутнение и опалесценция сусла, продол¬
жительное время осахаривания. Как правило, недостатки ясны
уже по нескольким критериям. Медленное стекание сусла, про¬
должительное время осахаривания, более низкая экстрактив¬
ность связаны с плохим растворением солода и проявляются
также в более высокой абсолютной массе, недостаточном разви¬
тии зародышевого листка и т. д. Подобные недостатки могут
быть вызваны также неподходящим ячменем; это проявляется
в доле непроросшего зерна и зерна стекловидного и полустекло-
видного, в массе гектолитра и абсолютной массе, в разнице вы¬
хода экстракта (мука—грубый помол). Помутнение и опалес¬
ценция сусла могут быть вызваны недостаточным расщеплением
белка (форсированный солод), об этом же свидетельствует низ¬
кое число Кольбаха. При определении амилолитической актив¬
ности методом Гартонга и другими специальными методами мо¬
гут быть установлены более точные причины неудовлетворитель¬
ного качества солода.
СОЛОД ОБЫЧНЫЙ
Для производства пива преимущественно используется
светлый солод.
Светлый солод пильзенского типа — это солод холодного ре¬
жима солодоращении с умеренным растворением и коротким
развитием зародышевого листка. Нормальные величины, приве¬
денные в табл. 1 для этого солода, особенно в развитии зароды¬
шевого лйстка, содержании мальтозы, числе Кольбаха и Гар¬
тонга приближаются скорее к низким величинам. Светлый солод
сушится обычно 2X12 ч. На верхней решетке сушилки зеленый
солод относительно быстро освобождается от влаги, а умерен¬
ное растворение вместе с низкой степенью осахаривания допу¬
скает температуры отсушки вплоть до 85°С, пока цвет солода
не превысит допустимого предела. Этот солод особенно приго¬
ден для производства типичного, хорошо охмеленного чешского
пива с полным вкусом и хорошей пенистостью.
21
Для пива в бутылках, особенно пастеризованного, от которо¬
го требуется более высокая коллоидная стойкость, используется
светлый солод, лучше растворенный, с подходящим отношением
сахаров к несахарам и с низким содержанием растворимого азо¬
та. При переработке крахмалистых заменителей должен также
выбираться светлый солод, хорошо растворенный, с высокой,
амилолитической активностью. Поэтому для светлого солода не
определяются точные стандартные величины и всегда выбирает¬
ся солод с определенными свойствами, подходящими для изго¬
тавливаемого типа пива. Слишком светлый цвет (от 0,12 до 0,1S
мл 0,1 н. раствора йода) имеют солода, отсушенные при низких
температурах, часто за счет качества ячменя. Светлый солод дол¬
жен быть хорошо отсушен (не менее 3 ч при 80°С), чтобы сохра¬
нить хорошие свойства при хранении и дальнейшей переработке.
Известно, что солод, хорошо отсушенный, часто дает и при бо¬
лее интенсивном цвете охмеленного сусла более светлое пиво»
чем солод неотсушенный.
Венский солод является промежуточным между светлым и
темным солодом, и раньше он широко использовался на авст¬
рийских пивоваренных заводах, а также на пивоваренных заво¬
дах ЧССР для производства пива более насыщенного цвета.
В связи с интересом к пиву светлого или очень светлого цвета
потребность в этом солоде, как говорится, пропала и он употреб¬
ляется только для специальных целей. Венский солод получали
из зеленого солода нормального ращения и сушили обычно»
2X24 ч. Цвет его колебался от 0,30 до 0,40 мл 0,1 н. раствора
йода.
Солод дортмундского типа, предназначенный для производ¬
ства светлого пива из жесткой дортмундской воды,— это свет¬
лый солод, особенно длительного ращения и высушиваемый
2X24 ч при температуре не выше 75°С. Он пригоден для пива»
хорошо сброженного, высокой концентрации.
Темный солод мюнхенского типа отличается от светлых со¬
лодов цветом, характерным запахом (ароматом), а также вку¬
совыми качествами. Для производства его можно использовать,
ячмень с более высоким содержанием белков. Солод должен
быть долгого ращения, хорошо растворенный, чтобы уже в зе¬
леном солоде было достаточно сахаров и произошло необходи¬
мое расщепление белков. Характерный вкус и запах темные со¬
лода приобретают в результате образования меланоидинов. Эти
вещества образуются при высоких температурах в результате
реакции сахаров с аминокислотами и способствуют интенсивно¬
сти окраски. Амилолитические и протеолитические изменения,
происходящие в начале высушивания, сами по себе не могут
обеспечить образование достаточного количества сахаров и ами¬
нокислот, и поэтому солода короткого ращения для производ¬
ства темного солода не пригодны. Чтобы они приобрели темный
цвет, их следует отсушивать при высоких температурах. Однако»
22
вкус и запах сусла, полученного из таких солодов, более резкие,
а амилолитическая активность солода очень низкая. Развитие
зародышевого листка у хороших темных солодов достигает от
3U до Vi длины зерна; количество переросших зерен не должно
превышать 10%. Пережженных зерен не должно быть. Цвет
темного солода мюнхенского типа колеблется в широком диапа¬
зоне от 0,60 до 1,20 мл 0,1 н. раствора йода.
СОЛОД ПШЕНИЧНЫЙ
Этот солод используется преимущественно для производства
белого пшеничного пива верхового брожения (Weissloier), толь¬
ко в исключительных случаях его применяют для производства
светлого пива при недостатке ячменного солода. Он имеет более
высокую экстрактивность и амилолитическую активность, чем
ячменный солод, и при использовании до 10% засыпи его пере¬
работка не представляет трудности. При производстве солода
предпочтительны мягкие сорта пшеницы с меньшим содержани¬
ем клейковины. Солод из твердой пшеницы имеет более интен¬
сивный цвет и фильтруется медленнее. Процесс солодоращения
у пшеничного солода должен быть коротким; слишком высокое
содержание ферментов нежелательно и отражается на броже¬
нии и вкусе. Пшеничное зерно не имеет мякинной оболочки, и
поэтому пшеничный солод при фильтрации не образует такого
фильтрующего слоя, как ячменный солод. Зародышевый листок
должен быть коротким, он вырастает вне зерна, легко обламы¬
вается и плесневеет. Грубый помол из пшеничного солода при
одинаковом устройстве дробилки более крупный, чем ячменного
солода (более высокая доля крупной крупки). Масса 1 гл зерна
колеблется у пшеничного солода от 60 до 66 кг, выход экстракта
в сухом веществе от 80 до 85% и содержание белков от 10 до
15%. Пшеничный солод, переработанный в 1958 г. на опытном
пивоваренном заводе в Бранике, имел следующие показатели:
Влажность, % 4,2—4,5
Выход экстракта в сухом веществе, % 81,0—81,9
Осахаривание, мин 20
Сусло Прозрачное
Цвет, мл 0,1 н. раствора йода 0,24—0,30
Амилолитическая активность, ед. ВК 350—380
Число Кольбаха 28,4—32,8
Белки в сухом веществе, % 13,5—14,0
При добавке пшеничного солода свыше 10% фильтрация за¬
медлялась, при более высоких добавках замедлялось и броже¬
ние и обнаруживалась склонность к вихревому брожению.
Пшеничный солод иногда используется также для производ¬
ства цветных и диастатических солодов.
23
СПЕЦИАЛЬНЫЕ СОЛОДА
Для придания цвета и вкусовых качеств темному пиву hg-
пользуется специальный солод. В ЧССР — это меланоидиновый
солод, карамельный и красящий солод, за границей диастатиче-
ский солод, а также протеолитический для пива с повышенной
коллоидной стойкостью.
Карамельный солод. Он изготовляется из зеленого, хороше
растворенного солода в скоростных обжарочных аппаратах, ко¬
торые дают возможность поддерживать необходимую темпера¬
туру и отводить пары и остатки солодовых ростков. Их можно,
также получать из сухих солодов, опрыскиваемых до необходи¬
мой влажности. Эндосперм влажного зерна при температуре
60—80°С осахаривается и в зависимости от типа солода обжари¬
вается при температурах от 120 до 180°С. При этом эндосперм
становится стекловидным и прозрачным. Зерна мучнистые в.
разрезе свидетельствуют о недостаточной карамелизации. При
карамелизации сахаров, прежде всего мальтозы, происходят из¬
менения, которые определяют вкус, запах и цвет сусла. По Лю-
ерсу, повышенное содержание коллоидов в карамельных соло-
дах способствует увеличению пеностойкости и более полному
вкусу готового пива.
Карамельные солода могут быть от очень светлых до темных.
При высоких температурах обжарки снижается ферментативная
способность, и поэтому темные сорта сами не осахариваются.
Карамельный солод абсолютно светлый (ka-
rap i 1 s). Он имеет цвет от 0,30 до 0,40 мл 0,1 н. раствора йода
и добавляется особенно за границей для повышения пенистости1
и вкуса светлого пива. Обжаривается такой солод осторожно
при низких температурах или высушивается на солодосушилке
и поэтому обладает еще определенной ферментативной актив¬
ностью. Цвет оболочки остается светлым и эндосперм тоже име¬
ет более светлую окраску. Вкус сусла сладковатый, полный,,
запах карамели нечеткий. Содержание воды в светлом кара¬
мельном солоде не должно превышать 8%, осахаренного зерна
должно быть не менее 90%. Содержание экстракта в пересчете
на сухое вещество должно быть не менее 70%.
Обычный карамельный солод. По Линтнеру этот
солод должен иметь цвет от 15 до 20 ед., оболочку дымчатую,,
почти коричневую, на кончиках более темную. Цвет эндо¬
сперма темно-желтый, побуревший, вкус карамельный, запах
выраженный ароматный. Пережженные зерна не должны встре¬
чаться, поскольку имеют горьковатый привкус. Содержание во¬
ды у этого солода колеблется около 6%, доля осахаренных зе¬
рен около 95%, экстракта в сухом веществе — не менее 75%.
Портерный карамельный солод. Он имеет цвет
по Линтнеру 35—40 ед. Вкус сусла сильно выраженный карамель¬
ный, почти горьковатый, запах очень ароматный. В ЧССР его не
24
используют; применяют в Англии для производства темных сор¬
тов пива.
Карамельные солода должны изготавливаться из соложено¬
го ячменя. Доля остатков солодовых ростков не должна превы¬
шать 2%, так как они очень гигроскопичны.
Меланоидиновый солод (мелансолод). В отличие от кара¬
мельных солодов у этого солода характерный вкус и запах, а
также более насыщенный цвет появляются только при мелано-
идиновой реакции. Солод в конечной стадии прорастания остав¬
ляют в грядке для томления. При температуре около 50°С (у не¬
которых видов ячменя при более высокой) происходит глубокий
амилолиз и протеолиз и тем самым создаются предпосылки для
образования меланоидинов в процессе последующей сушки при
температуре около 100°С. Хороший мелансолод имеет специфи¬
ческий солодовый запах и слегка сладковатый вкус без кислого
или горьковатого привкуса. Содержание воды в нем колеблется
•от 5 до 6%, цвет от 10,0 до 16,0 мл 0,1 н. раствора йода. Содер¬
жание экстракта в пересчете на сухое вещество у хороших соло¬
дов не менее 74%, доля мучнистых зерен не менее 90%, переж¬
женных зерен не выше 5%.
Красящий солод (жжеика). Он получается из сильно увлаж¬
ненного обычного сухого солода в обжарочном устройстве при
температуре до 240°С. Его основное свойство — красящая спо¬
собность, которая колеблется от 140 до 160 ед. по Линтнеру и не
должна быть ниже 120 ед. Другим важным показателем являет¬
ся вкус экстракта: он должен быть чистым, кофейным, а не рез¬
ким и вяжущим. Зерна солода должны быть темно-коричневые,
равномерно окрашенные. Эндосперм так же должен быть в раз¬
резе темно-коричневый. Черные пережженные зерна снижают
красящую способность и ухудшают вкус. Жженный солод очень
гигроскопичен. Содержание воды в нем должно быть не выше
€%, пережженных зерен не выше 7%, а содержание экстракта в
пересчете на сухое вещество 60—70%.
Диастатический солод. В пивоварении его используют в иск¬
лючительных случаях, когда возникают трудности с осахарива-
нием, или при переработке крахмалистых заменителей солода.
Диастатический солод получается из хорошо растворенного со¬
лода холодного режима проращивания. Диастатический солод
должен сушиться особенно тщательно при температурах отсуш-
ки до 55°С. Зерна солода не должны быть поражены плесенью,
вкус сусла должен быть некисловатым и негорьким, а чистым
сладковатым. Содержание влаги должно быть не выше 6%, а
заплесневелых зерен у хороших солодов не больше 1 %, экстрак¬
та в пересчете на сухое вещество — от 77 до 80%, амилолитиче¬
ская активность не менее 300 ед. ВК.
Протеолитический солод. Его изготавливают из зеленого со¬
лода, замачиваемого или несколько раз опрыскиваемого суслом,
сброженным культурой Lactobacillus Delbriickii. Солод, который
25
в результате адсорбции воспринял 1—2% молочной кислоты,
осторожно высушивают; Lactobacillus при этом исчезают, так
что нет необходимости опасаться инфекции. Солод применяется
для подкисления заторов в ФРГ (Proteolytmalz, Sauermalz), где
использование кислот при производстве пива запрещено, а так¬
же в Англии (Dixon’s Enzymic Malt). Добавка 3—5% к засыпи
повышает выход экстракта по Леберле, облегчает осахаривание
и брух в сусловарочном отделении и улучшает пенистость и
стойкость пива. Добавка протеолитического солода имеет опре¬
деленное'декарбонизирующее действие, если работают с карбо¬
натной производственной водой [6]. Регулировка кислотности
путем добавки солода легче, чем прямой добавкой молочной кис¬
лоты. Если используется чехословацкий солод с низким содер¬
жанием белков и значительной ферментативной активностью, то
в подкислении затора нет необходимости, и поэтому в ЧССР нет
опыта работы с этим солодом.
rH-солод. Это солод, повышающий редуцирующую способ¬
ность пива. Он был получен на основе сведений, что темное пиво,
производимое из хорошо отсушенного солода, содержит в форме
меланоидинов вещества, повышающие небиологическую стой¬
кость пива. По Шильду [7], гН-солод имеет высокое содержа¬
ние мальтозы и продуктов расщепления белков. Цвет солода от
1,0 до 1,2 мл 0,1 н. раствора йода существенно не отражается
на цвете пива, поскольку к засыпи он добавляется в незначи¬
тельном количестве. Солод имеет высокую экстрактивность и
хорошо осахаривается. Добавка его положительно влияет
на физико-химическую стойкость и на вкус пастеризованного
пива.
К специальным солодам нельзя относить солод слишком ко¬
роткого ращения (Spitzmalz) или солод для повышения экстрак¬
тивности опрыскиваемый, например, раствором азотной кислоты,
мочевины, глюкозы и т. д. Это в сущности обычный солод, по-
разному обработанный. Мнения относительно влияния этих со¬
лодов на качество пива различны. Опыты с солодом, опрыскан¬
ным раствором гибберелловой кислоты, не дают окончательных
выводов.
ОСНОВЫ ПРАВИЛЬНОГО ХРАНЕНИЯ
Использование свежевысушенного солода на варки связано
с трудностями. Такой солод сухой и хрупкий, при дроблении
слишком измельчается, что замедляет процесс фильтрации.
Брух, оседание дрожжей, а часто и осветление пива бывают за¬
труднены. Это обусловлено структурными изменениями, кото¬
рые наблюдаются при сушке у сахаров, белков и других ве¬
ществ. Улучшение происходит только спустя определенное время
хранения солода и связано с умеренным повышением влажно¬
сти. Само поглощение воды не ускоряет этот процесс. Время,
необходимое для отлежки, неодинаково; оно может колебаться
26
в зависимости от года урожая ячменя и качественных показа¬
телей солода. Хорошо отсушенный и растворенный солод может
применяться на варку и раньше, а в основном для отлежки не¬
обходимо шесть недель и более.
Солод, хорошо высушенный, с содержанием воды до 5% мо¬
жет храниться 1 год и дольше без существенного ущерба для
качества. Однако и при низком содержании воды, хотя и в очень
незначительной степени, происходит обмен вещества — образу¬
ется углекислый газ и водяные пары, т. е. солод «дышит». Чем
■солод влажнее, тем интенсивнее его дыхание. При содержании
воды свыше 6% проявляется слабая ферментативная деятель¬
ность. Из-за этого ухудшается качество солода, утрачивается
аромат, происходит дальнейшее расщепление белков и другие
нежелательные изменения. При высоком содержании воды мо¬
жет проявиться также деятельность микроорганизмов (плесень).
Старый влажный солод всегда отрицательно влияет на качество
пива. Слишком влажный солод, кроме того, труднее поддается
дроблению. Чтобы солод дольше хранился, его можно даже раз¬
дробить, однако его качество не улучшается. Поэтому солод сле¬
дует заботливо защищать от увлажнения. Незначительное повы¬
шение влажности, необходимое для технологической отлежки,
происходит уже при удалении ростков и транспортировке и по¬
этому нет необходимости в других мерах.
Солод лучше всего хранить в закрытых бетонных силосах,
можно хранить в закромах, которые по сравнению с открытым
напольным хранением имеют то преимущество, что только верх¬
ний слой солода находится в соприкосновении с воздухом. Если
нет возможности использовать закрома, то при применении на¬
польного способа хранения слои должны быть как можно выше.
Солод нельзя хранить под крышей в местах, куда может про¬
никать воздух, а также вблизи водоемов и т. д. Он не должен
соприкасаться со стенами, которые могут увлажняться или про¬
греваться. Солод на полу укладывают в местах, где он может
оставаться до момента переработки. При каждой манипуляции,
связанной с транспортировкой, влажность солода повышается.
Солода нужно хранить отдельно не только по видам, но и по
качеству. Если это возможно, то вместе хранят солода с одина¬
ковой экстрактивностью, цветностью и влажностью. В силосы
высокими, слоями можно укладывать только охлажденные со¬
лода; теплый солод может повысить свою цветность.
Следует уделять внимание чистоте солода, предназначенного
для хранения. Он должен быть хорошо очищен, освобожден от
остатков солодовых ростков и пыли, обеззаражен от долгоноси¬
ка и т. п., от которого солод надо защищать и в процессе хра¬
нения. При транспортировке солода в результате истирания
верна образуется пыль, поэтому силосы и закрома после каждого
опоражнивания и перед новым заполнением следует тщательно
■очищать и обеспыливать.
27
Слой солода, который соприкасается с воздухом, всегда
влажный. В силосах солод при загрузке расслаивается, посколь¬
ку тяжелые зерна быстрее падают на дно. Чтобы обеспечить
равномерное качество солода в засыпи, необходимо перемеши-.
вать солода из разных партий. Остатки солода из силосов или
закромов нужно примешивать к другим партиям.
Неоправданно мало внимания часто уделяется хранению со¬
лода специальных типов. Качество такого солода также стра¬
дает от влажности, даже если ферментативная деятельность у
некоторых видов не проявляется (карамельный и красящий со¬
лод). Солод утрачивает аромат и, повышая влажность, плохо
дробится. Лучше всего хранить такой солод в небольших сило¬
сах или в закрытых закромах. Небольшие количества его можно
хранить и в бумажных мешках с герметическими прокладками.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Balling К. J. Die Bierbrauerei I Praha, 1854, 376.
2. Macey A., Stowell К. C. Proceedings EBC Copenhagen, 1957.
3. Enari Т., Linko M. Brauwissenschalt, 13, 1960. 370.
4. Schmal A. Schweizer Brauerei-Rundschau, 71, 1960, 104.
5. Vermeylen J. Brauwissenschaft, 12, 1957, 185, 211.
6. Liiers H. Anzeiger 1. Brauerei u. Malzerei, 1934, 142.
7. Schild E. Brauwissenschaft, 2, 1949, 49.
8. Sauer Z., Vobovsky J., Lejsek T. Kvasny prumysl, 9, 1963, 3.
9. Pawloski-Schild. Die brautechn. Unterzuchungsmethoden. 7. vydani. H. Carl,
Hiirnberg, 1953, 179.
10. Analytica EBC. 2. vydani, Elsevier, Amsterdam, 1953, 209.
11. Miihlbauer, J. Monatschr. Brauerei, 18, 1965, 217—223.
12. Hartong B. D., Kretschmer K- F. Vademecum der Malzuntersuchung. H. Carl,
Niirnberg.
ЗАМЕНИТЕЛИ СОЛОДА
Применение заменителей солода обычно изменяет, а иногда?
ухудшает качество пива по сравнению с пивом, приготовленным
из чистого солода. В некоторых государствах (ФРГ) согласно
правилам о чистоте продуктов применение заменителей запреще¬
но, в других — доля их лимитирована (во Франции 15%) или при
маркировке должно быть указано, что для производства пива бы¬
ли использованы заменители. Чехословацкие государственные
стандарты (ЧСН) также не допускают применения для пива за¬
менителей солода и в случае необходимости должно быть разре¬
шено отклонение от стандарта. С медицинской точки зрения нет
никаких противопоказаний против применения обычных замени¬
телей солода (зернопродукты, сахар).
В Чехословакии использовали заменители во время войны
при недостатке солода; большие доли, а часто и плохое качества
использованных заменителей, были причиной значительного,
ухудшения качества пива. В последние годы точка зрения отно¬
сительно влияния заменителей на качество пива несколько изме¬
28
нилась, и все чаще, особенно за границей, используют рис или
сахар для изменения состава и цвета сусла. Соображения хозяй¬
ственного порядка также играют роль в применении замените¬
лей. Экстракт из несоложеных зерновых культур дешевле, чем
солодовый экстракт, и там, где рис или кукуруза особенно де¬
шевы, например в США, Южной Америке, Японии, перерабаты¬
вают заменители в широком масштабе.
Подходящими заменителями солода являются зерновые
культуры, содержащие достаточно крахмала. Зерновые культу¬
ры или другие крахмалистые заменители можно перерабаты¬
вать только при одновременном использовании солода; сами
они не осахариваются *.
Переработка крахмалистых заменителей связана с определен¬
ными трудностями и может удлинить технологический процесс.
Сахар можно добавлять без затруднений в конечной стадии ва¬
рочного процесса или при поступлении горячего сусла в холо¬
дильные аппараты. Обычно отмечается, что добавка заменителей
до 10% существенно не отражается на качестве пива. Однако это
правило не распространяется на все заменители солода. При ис¬
пытаниях в экспериментально-опытном центре в Бранике (далее
только ПВС) даже при указанных дозах было установлено от¬
рицательное влияние некоторых заменителей солода на ход тех¬
нологического процесса и на некоторые свойства готового пива.
НЕСОЛОЖЕНЫЕ ЗЕРНОВЫЕ КУЛЬТУРЫ
Ячмень хорошо раздробленный и раньше добавляли в ко¬
личестве 6—10% к засыпи, чтобы улучшить пенистость и повы¬
сить полноту вкуса пива. Положительное воздействие обуслов¬
лено было содержанием более высокой доли гуммиобразных
веществ в сыром ячмене. Добавка раздробленного ячменя име¬
ет значение при переработке перерастворенных солодов. Однако
надо иметь в виду, что из оболочек ячменя в сусло переходят
вещества, которые при замачивании и соложении ячменя частич¬
но устраняются. Это загрязнения, прилипшие к поверхности зер¬
на, дубильные и горькие вещества из оболочек, которые попада¬
ют в сусло и придают в дальнейшем пиву резкий привкус.
Раздробленный ячмень нельзя долго хранить, так как он
имеет более высокую влажность и быстро загнивает. Экстракт
из ячменя более дешевый, чем солодовый экстракт, поскольку
нет необходимости в расходах, связанных с соложением и поте¬
рями при нем. Однако выход экстракта ячменя ниже, ячменная
крупа и остатки эндосперма в шелухе с трудом разжижаются и
разница в выходе экстракта, полученного в лаборатории (74—
* В СССР, как и в ряде других стран, при применении заменителей соло¬
да, в частности ячменной муки, используют ферментные препараты, что улуч¬
шает осахариваиие, состав сусла и ускоряет процесс (Прим. спецредактора).
2»
79% в пересчете на сухое вещество) и в варочном отделении,
■больше, чем у солода.
Пшеница в несоложеном виде не перерабатывается, толь¬
ко в Бельгии по методу Де Клерка применяются небольшие ко¬
личества для производства специальных самопроизвольно бро¬
дящих сортов пива Ламбик и Петерман. Пшеница имеет такой
же состав, как и ячмень, однако является более экстрактивной
(70—76% крахмала в сухом веществе). У твердых сортов пше¬
ницы, как уже говорилось в разделе о пшеничном солоде, более
.высокая доля клейковины вызывала бы затруднения при филь¬
трации.
Рожь используется только для производства кваса в СССР;
в производстве пива не применяется, имеет более низкую экст¬
рактивность чем ячмень, не имеет мякинной оболочки. Основ¬
ным белком ее является клейковина и согласно имеющимся ли¬
тературным данным добавка ржи всегда вызывала трудности
при фильтрации и осветлении пива.
Овес добавляли в несоложеном и дробленом виде к ячмен¬
ному солоду при производстве некоторых специальных видов
пива верхового брожения (stoutu) в Англии. По Ллойд-Хинду,
•овсяная амилаза расщепляет почти весь растворимый крахмал
до мальтозы. Овес имеет низкую экстрактивность и содержание
белков, однако высокую долю оболочек (около 40%)- Поэтому,
как упоминает Поупье, его часто добавляли к засыпи и в ЧССР,
чтобы увеличить фильтрующий слой и облегчить фильтрацию.
Это было связано также с тогдашним несовершенным оснаще¬
нием фильтрационных чанов.
Рис принадлежит к наиболее полноценному крахмалистому
•сырью. Очищенный рис—-это чистый эндосперм рисового зерна,
который при очистке и шлифовке освободился от оболочек и ча¬
стично от белков, жиров и других балластных веществ. Состав
•риса, главным образом содержание белков и жиров, колеблется
ъ зависимости от сорта и происхождения риса. Хорошо очищен¬
ный и отшлифованный рис содержит обычно 11 —12% воды, 7—■
"9% белков, 67—72% крахмала, 0,5—1,0% жира. Выход экстрак¬
та в сухом веществе достигает 94%, выход экстракта в варочном
отделении колеблется от 80 до 83%. Крахмальное зерно риса —
•наименьшее из зерновых культур. Солодовые амилазы воздей¬
ствуют на него очень медленно, и поэтому обработка риса тре-
•бует определенной осторожности и времени. При затирании из
-белков риса в раствор переходит только небольшое количество,
поэтому рис используется для производства пива, стойкого к
■холодному и коллоидному помутнению. Добавка риса снижает
также цвет сусла, что выгодно при производстве экспортных
сортов пива, от которого обычно требуется особенно светлый
цвет. Однако добавка риса несколько снижает полноту вкуса
пива; при переработке больших количеств риса дрожжи теряют
агглютинационные свойства.
30
В пивоварении обычно перерабатывается дешевая рисовая1
сечка. Это битое зерно или обломки зерна, образовавшиеся и-
процессе очистки риса. В случае использования рисовой сечки-
следует заботится о том, чтобы зерна были чистые, блестящие-
без коричневых пятен, т. е. остатков плодовой и семенной обо¬
лочки. В рисовой сечке не должно быть песка.
Кукуруза — это тоже хороший заменитель, который од¬
нако не должен применяться в необработанном виде. Она содер¬
жит 4—6% жира, который легко прогоркает и вместе с горьки¬
ми веществами из оболочек оказывает неблагоприятное влия¬
ние на вкус пива. Поэтому кукуруза очищается, освобождается
от оболочек и зародышей, содержащих наибольшее количество1
жира. На варку кукуруза поступает в виде кукурузной крупки,
которая содержит только 1—2% жира. Состав кукурузной круп¬
ки колеблется в зависимости от сорта и происхождения кукуру¬
зы. Влажность ее равна 12—14%, содержание белков 9—10%,.
крахмала 60—66%. Экстрактивность кукурузной крупки почти
такая же, как экстрактивность хорошего солода.
Утверждают, что добавка кукурузы повышает полноту вку¬
са пива. По Люерсу, при затирании в раствор переходит только*
небольшое количество кукурузного белка, а по Виндишу (цит.
Люерс), при варке он коагулируется. Следовательно, на вкус-
пива влияют другие компоненты.
Много кукурузы перерабатывается прежде всего в США, ис¬
пользуется она и в других странах, где высокий уровень ее про¬
изводства. В ЧССР кукурузу широко применяли после первой'
мировой войны [3]. Мнения относительно пригодности кукурузы;
в качестве заменителя солода различны. Хранению кукурузной-
крупки необходимо уделять повышенное внимание из-за высо¬
кой влажности и наличия жира.
КРАХМАЛИСТЫЕ ПРОДУКТЫ
Путем обработки из зерновых культур довольно легко изгото¬
вить крахмалистые продукты, которые значительно легче перера¬
батываются в варочном отделении по сравнению с необработан¬
ными зерновыми культурами. Кроме того, такие продукты могут
дольше храниться, не теряя качества. Они изготавливаются на-
заводах по утилизации зерновых и перерабатываются на пивова¬
ренных заводах уже в виде хлопьев или рафинированной крупки.
Хлопья (flakes) для пищевых целей получают из кукурузы, ри¬
са, пшеницы и овса. Для пивоваренных заводов обычно достаточ¬
но самой простой обработки. Обработанная кукурузная крупка;
(rafined grits), например, получается так: сначала ее замачива¬
ют и запаривают, чтобы она частично клейстеризовалась, а по¬
том высушивают до влажности, подходящей для хранения (6—
8%). Хлопья (flakes) изготавливаются таким образом: клейсте-
ризованная крупка прессуется на валиках, обогреваемых паром,
3t
и одновременно высушивается. Существует однако еще целый
ряд способов по производству этих продуктов от частичной обра¬
ботки до производства чистых крахмалов (Маизена, Зеанин
и т. д.). В широком масштабе хлопья применялись в США и час¬
тично в Англии. Современные пивоваренные заводы имеют совер¬
шенное оборудование по переработке заменителей и поэтому пе¬
реходят на прямую переработку кукурузной или рисовой крупки
и муки.
Состав хлопьев приблизительно, по Ллойд-Хинду, приводится
в табл. 3.
Таблица 3
Состав хлопьев (по Ллойд-Хинду), %
Хлопья
Показатели
кукурузные
рисовые
Крахмал
80,0
81,5
Белки
8,0
7,5
Жиры
1,0
0,4
Зола
0,3
0,5
Клетчатка
2,7
2,1
Влажность
8,0
8,0
Маизена — крахмалистый продукт, полученный в резуль¬
тате мельничной обработки кукурузы, белого цвета с желтоватым
•оттенком, без вкуса и запаха. Маизена, получаемая в Чехослова¬
кии, имеет следующий состав (ЧСН 566122): сухого вещества не
менее 88%, золы не более 0,5% в сухом веществе, песка не более
0,06%, жира не более 0,1% в сухом веществе, азотистых веществ
(NX6,25) не более 0,10% в сухом веществе, двуокиси серы не бо¬
лее 0,003% в сухом веществе. Маизена очень дорогая и поэтому
в Чехословакии, как пивоваренный заменитель, не применяется.
В ГДР, учитывая недостаточную мощность солодовен и необ¬
ходимость в подборе подходящего заменителя солода из отечест¬
венного сырья, проводили опыты по производству хлопьев из яч¬
меня [4]. Однако производство их в широком масштабе не нашло
применения.
Остальные крахмалистые заменители, применяемые в ЧССР
во время войны, имеют второстепенное значение.
Картофельный крахмал (крахмальная мука)
поступал в виде муки из картофельного крахмала II сорта. Это
был очень хороший заменитель, который часто содержал свыше
•90% экстракта. Сухой картофельный крахмал качества В и крах¬
мал «секунда» содержит по ЧСН 566100 не менее 78% сухого ве¬
щества, незначительное количество азотистых и других органи¬
ческих веществ, от 0,5 до 0,7% золы и кислотность его равна (в
мл 0,1 н. раствора NaOH на 100 г сухого вещества) 20—25 мл.
32
По данным литературы [1], крахмальная мука хорошо перераба¬
тывалась, крахмал быстро клейстеризовался и хорошо осахари-
вался. Пиво было более светлым, с чистым вкусом. При большей
добавке крахмала в сусле наблюдался недостаток ассимилиро¬
ванных белков и при главном брожении дрожжи часто вспучи¬
вались.
Картофельная мука часто ошибочно принимается за крах¬
мальную муку. Картофельная мука изготавливается путем из¬
мельчения сухого картофеля и не является таким чистым про¬
дуктом как крахмальная мука. Она содержит остатки кожуры и
некоторые вещества из картофеля, которые отрицательно влияют
на вкус и запах пива [1]. В качестве заменителя солода она не ре¬
комендуется.
Маниок (используемый в Чехословакии также в послево¬
енные годы) — это продукт крахмалистых корневищ различных
тропических растений, прежде всего растения Manihot utilissima,
произрастающего в Южной Америке. Как заменитель солода,
маниок используется за границей в небольшом количестве. По
Де Клерку, он содержит щелочные вещества, которые вредно
влияют уже при затирании и ухудшают общие результаты.
САХАР И САХАРИСТЫЕ ПРОДУКТЫ
Переработка сахаров или сахаристых продуктов не представ¬
ляет трудностей в технологическом процессе. Они легко раство¬
ряются и добавляются обычно к суслу при варке с хмелем, иног¬
да при поступлении сусла в холодильные аппараты или в отстой¬
ный чан. Чистые сахара сбраживаются дрожжами без остатка,
инвертный сахар прямо, сахароза после инверсии дрожжевой ин-
вертазой. В ЧССР сахар использовали как заменители во время
войны и в послевоенные годы, за границей сахаристые замените¬
ли применяются в большом количестве, главным образом в Анг¬
лии, Бельгии и других странах. В варочном отделении варят кри¬
сталлический, крахмальный сахар или используют инвертный
сахар, разные виды сиропов для подслащивания темного пива.
Кристаллический, рафинированный белый
сахар из свеклы или тростника. Это наиболее чис¬
тый продукт, который по ЧСН 563720 содержит не менее 99,8%
сахарозы, не более 0,03% золы и 0,08% воды, остальные примеси
незначительны. Этот сахар хорошо хранится и для пивоваренных
целей пригоден в виде крупной и средней гранулометрической
фракции. Рафинированный сахар бесцветен, так что в качестве
добавки снижает цвет сусла. В зависимости от использованного
количества влияет на состав сусла: отношение сахаров к несаха-
рам возрастает, а содержание белков ниже, чем в сусле чисто
солодовом. Тем самым улучшается физико-химическая стойкость
и повышается степень сбраживания. Большая добавка сахара
2-Ю8 33
оказывает отрицательное действие на пеностойкость и несколько
изменяет нормальное брожение. Раствор чистой сахарозы иногда
добавляется в лагерном отделении, чтобы улучшить дображива-
ние. Рафинированный сахар можно использовать также для под¬
слащивания пива.
Сахар-сырец представляет собой кристаллы сахарозы,
покрытые остатками маточного сиропа мелассы. Это сыпучее, не¬
сколько липкое вещество, от светло-желтого до темно-коричнево¬
го цвета. Хранится плохо. Влажность колеблется от 2 до 5%, со¬
держание экстракта от 88 до 95%, золы — от 0,8 до 4%.
ЧСН 565710 предусматривает теоретический выход готового про¬
дукта из сахара-сырца не менее 85%. В зависимости от степени
загрязненности мелассой он может повысить цвет и изменить
вкус сусла, поэтому его используют только при производстве тем¬
ных сортов пива.
Желтый сахар варили во время войны. Он имел очень
неустойчивое качество [5]. В настоящее время его не производят
и, как заменитель солода, не применяется.
Инвертный сахар (искусственный мед) изго¬
тавливается из сахарозы инверсией кислотами. Он содержит при¬
близительно одинаковую долю глюкозы и фруктозы. Экстракт
колеблется от 87 до 85%. Дрожжи сбраживают его почти без ос¬
татка.
Инвертный сироп содержит 60—66% экстракта. Фрук¬
тоза инвертного сахара на вкус имеет более высокую сладость,
чем сахароза, поэтому инвертный сахар применяется чаще всего,
для подслащивания темных сортов пива.
Крахмальный сахар (глюкоза) в качестве заме¬
нителя солода применяют в Англии, Бельгии и других странах.
Его изготавливают из разных крахмалов (картофельного, куку¬
рузного). Крахмальный сахар содержит кроме глюкозы неболь¬
шие количества других сахаров и значительные доли несбражи-
ваемых декстринов (15—30%)- По литературным данным, до¬
бавка крахмального сахара способствует полноте вкуса пива. Его.
добавляют в сусловарочном отделении, а реже для подслащива¬
ния готового пива. На пивоваренный завод крахмальный сахар по¬
ступает в твердом виде или как крахмальный сироп. Крахмальный,
сахар по ЧСН 566177 имеет следующий состав: сухого вещества
не менее 78%, глюкозы в сухом веществе 70—90%, золы в cyxoMi
веществе 0,6%, кислотность (0,1 мл 1 н. раствора NaOH на 100 г
сухого вещества) не более 25,0 мл, pH 4,5—5,0.
Крахмальный сироп имеет почти такой же состав, как
крахмальный сахар, однако содержит большее количество не-
сбраживаемых декстринов. По ЧСН 566160 содержание глюко¬
зы в сухом веществе сиропа только 45—55%. В ЧССР одно вре¬
мя сироп использовали для подслащивания темных сортов пива.
Однако качество его было неустойчиво, он часто содержал еще
неосахаренный крахмал и способствовал помутнению пива.
34
Сахарный сироп изготавливается из свекольного инвер¬
тированного сахара. Это густая жидкость от светло-желтого до
темно-коричневого цвета. При добавке к готовому пиву этот си¬
роп нужно разбавлять. Он используется только для подслащива¬
ния темных сортов пива. По ЧСН 56810 сироп содержит не менее
74% сахаров, не более 1,5% золы. Он не должен содержать дег¬
тевые красители и вещества вредные для здоровья. В пивоваре¬
нии более пригоден, чем крахмальный сироп.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Jalowetz Е. Surrogatbiere. Sep- Inst. f. Garungsindustrie, viden, 1961.
2. Stewart E. D. American Brewer, 92, 1957, 28.
3. Oswald G. Lebensunttelindustrie, 4, 1957, 94.
4. Cihak V. Kvas, 49,1921, 256.
■5. Cihak V. Kvas, 49, 1921, 214.
ХМЕЛЬ
Хмель — второе после солода основное пивоваренное сырье.
С точки зрения технологии важнейшей частью хмеля являются:
горькие вещества, сосредоточенные преимущественно в лупулине
{хмелевой мукр), придающие пиву характерный горький вкус и
обладающие антисептическими свойствами; хмелевые дубильные
вещества, которые при кипячении сусла с хмелем осаждают бел¬
ки, и тем самым способствуют образованию бруха; хмелевое
эфирное масло, являющееся главным компонентом аромата хме¬
ля, который характерен для отдельных видов хмеля и для разных
■областей его выращивания.
БОТАНИКА И МОРФОЛОГИЯ ХМЕЛЯ
Хмель — это высушенные хмелевые шишки, представляющие
собой разросшиеся женские соцветия европейского хмеля (Ни-
mulus lupulus L.) из семейства коноплевых (Cannabaceae).
Хмель двудомное многолетнее растение. Для пивоварения вы¬
ращиваются только женские растения, соцветия которых долж¬
ны оставаться неоплодотворенными. Хмелевое растение может
насчитывать несколько десятков лет, однако спустя 20—30 лет
его продуктивность снижается.
Основной подземной частью растения является деревянистая
■бабка или хмелевая матка, которая вырастает из черенка и об¬
разует могучую и богато разветвленную корневую систему.Из
•бабки в свою очередь вырастают горизонтальные или наклонные
корневища и вертикальные побеги. Подземные части этих побе¬
гов, так называемое молодое дерево, образуют собственную лет¬
нюю корневую систему. Молодое дерево используют в виде че¬
ренков для вегетативного размножения хмеля.
2* 35
Вертикальных побегов бывает большое количество, однако
обычно заводят только два. Надземная часть хмелевого растения,
стебель или лоза имеет в сечении шестигранную форму, стебель
полый, вьющийся, правого вращения, покрытый волосками. На
каждом колене стебля вырастает по два встречных листа, трех-
и пятипальчатых. В пазухах листьев вырастают боковые веточки,
которые в верхней части образуют соцветия.
Окраска хмелевого стебля считается характерным признаком
и может быть зеленой и красной, почти фиолетовой. В практике
хмель делят по окраске на зеленый и красный; переходным ти¬
пом являются полукрасные. Почти все культурные сорта хмеля
относятся к группе красных.
Соцветия женских растений вначале образуют околоцветники
или розетки и вырастают в шишечки длиной от 3 до 5 см. Ши¬
шечки имеют зеленый или слегка красный цвет и содержат осно¬
ву будущих прилистников и кроющих листков, из пазух которых
торчат пестики, похожие на короткие, тонкие нити. При созрева¬
нии из соцветий образуются шишки. Основой хмелевой шишки
является короткий покрытый волосками, характерно изогнутый
стерженек. На каждом колене стерженька вырастают два при¬
листника, сильно заостренные на концах, под ними четыре за¬
кругленные на концах кроющие листка, а из их пазух торчат че¬
тыре пестика.
Равномерное построение шишки типично для здоровых и куль¬
турных видов хмеля. Форма шишки колеблется от шарообразной
до удлиненно-цилиндрической; культурные сорта хмеля чаще
всего имеют шишки яйцевидной формы, на конце закрытые. Рав¬
номерный изгиб стерженька и расположение на нем прилистни¬
ков и кроющих листков типично для отдельных сортов. Чехосло¬
вацкие сорта хмеля имеют шишки длиной от 1 до 5 см, после вы¬
сушивания — от 0,5 до 3 см. Цвет шишек зрелого хмеля зеленый,
а оттенки от желто-зеленого до золотисто-зеленого. В ЧССР
хмель с такими оттенками предпочтительнее чисто зеленого, ко¬
торый может оказаться незрелым.
Стерженек, кроющие листки и в меньшей степени и прилист¬
ники у основания покрыты лимонно-желтыми или золотисто-жел¬
тыми железками, которые при созревании образуют зернышки
лупулина (хмелевая мука) диаметром от 0,15 до 0,25 мм; лупу¬
лин является наиболее ценной частью хмеля.
Железки состоят из полигональных клеток, образующих пу¬
зырьки, которые наполнены желтым секретом, содержащим горь¬
кие вещества и эфирное масло. Небольшая доля этих веществ,
имеется также в кроющих листках и прилистниках шишки. Цвет
лупулина является внешним признаком качества, а его количест¬
во — признаком продуктивности хмеля. Лупулин темнеет при
сушке хмеля при температуре выше 45°С, а также от поражения
милдью и от старения при хранении. Старый хмель имеет^лупу-
лин красно-коричневого цвета, без блеска. Светло-лимонный цвет
36
лупулина иногда бывает признаком незрелости шишек. Количе¬
ство и цвет лупулина можно определить путем продольного раз¬
рыва шишки. Более бедным лупулином бывает опыленный хмель.
Такой хмель содержит круглые и трехгранные семена диаметром
2 мм, твердые красно-коричневой и фиолетовой окраски. У неопы-
ленных, однако, хорошо ухоженных сортов хмеля, встречаются
разросшиеся семенники, мягкие и не имеющие зародыша.
С точки зрения культивации хмель является очень трудоемкой
культурой. Для него требуется высоко урожайная богатая каль¬
цием земля с растворимым подпочвенным горизонтом. Особенно
подходят земли с высоким содержанием железа, как, например,
жатецкие красные земли пермского происхождения. В чехосло¬
вацких хмелеводческих областях земли глинисто-песчаные и тя¬
желые, почти илистые.
СОРТА ХМЕЛЯ
Среди сортов хмеля различаются районные и селекционные
сорта. Районные сорта возникли из местных сортов путем много¬
летнего отбора в определенной области выращивания. Селекци¬
онные сорта получены путем селекции или скрещивания. У сор¬
тов, выведенных селекцией и вегетативным размножением, раз¬
личаются популяции и клоны. Путем скрещивания или скрещи¬
вания и вегетативного размножения получают гибриды, которые
являются облагороженными сортами. У культурного хмеля на¬
считывается около 100 сортов.
В практике возделывания, как уже было сказано, хмель разде¬
ляется по цвету лозы на красные и зеленые сорта; переходным
типом являются полукрасные.
Красные сорта имеют лозу, окрашенную антоциановым кра¬
сителем, от красного до красно-фиолетового цвета. Они растут
довольно быстро и поэтому бывают ранние и полуранние. У крас¬
ных сортов хмеля шишки светло-зеленого цвета, яйцевидной
формы и хорошо закрытые. Они богаты лупулином, имеющим
хороший хмелевой аромат. С агротехнической точки зрения крас¬
ные сорта хмеля имеют недостаток, заключающийся в том, что
шишки их быстро перезревают и открываются, в результате чего
при несвоевременной уборке происходят потери лупулина.
Зеленые сорта имеют зеленую лозу. Эти сорта растут медлен¬
нее и поэтому позднее созревают. Шишки у них тоже светло-зе¬
леные, но более крупные. Лупулин образует более крупные зер¬
нышки, имеет красноватый цвет и запах его острее. Поскольку
качество такого хмеля хуже по сравнению с красными сортами и
не уравновешивается некоторыми его агротехническими преиму¬
ществами, то зеленые сорта, как правило, отбраковываются.
Полукрасные сорта имеют лозу почти зеленого цвета с крас¬
ными черенками листьев. Их значение вспомогательное.
37
В ЧССР за небольшим исключением возделывается только
один сорт полураннего красного хмеля. Он выведен из Земшова
хмеля, который в свою очередь был получен из Староуштецкого
хмеля, происходящего вероятнее всего из Старожатецкого. Учи¬
тывая существенное влияние среды, Освальд считает районные
сорта хмеля только местной модификацией. В связи с этим в
ЧССР различаются следующие сорта: полуранний красный Жа-
тецкий, Роудницкий, Уштецкий, Дубский и Тршицкий. Зеленые
сорта, ранее культивируемые в большом количестве в Дубской
области, скоро совсем исчезнут.
При оценке различают хмель тонкий или селекционный, а так¬
же средний и грубый. Большая часть хмеля чехословацкого про¬
исхождения относится к тонким хмелям. Хмель из Жатецка счи¬
тается лучшим в мире.
У чехословацкого хмеля под влиянием среды в отдельных про¬
изводственных районах имеются определенные различия, а имен¬
но в построении шишек, запахе и урожайности. С этих точек
зрения Жатецкий хмель имеет шишки средней величины, яйце¬
видной формы и правильного строения. У него ярко выраженный
хмелевой запах. Роудницкий хмель по сравнению с Жатецким
имеет шишки большего размера, однако правильность их строе¬
ния и ярко выраженный хмелевой запах сохраняются. Средняя
урожайность этого хмеля несколько больше. Уштецкий хмель
имеет шишки обычно несколько большего размера, их строение
менее правильно и форма менее совершенна, однако запах хоро¬
ший, тонкий. Неправильное строение шишек и несколько менее
тонкий запах характеризуют Тршицкий хмель, хотя и он явля¬
ется хорошим хмелем для пивоварения.
В социалистических странах выращивают несколько сортов
хмеля чешского происхождения. К ним относятся Волынский
хмель, возделываемый в СССР наряду с вновь выведенными со¬
ветскими сортами разных типов. В Польше также преобладает
хмель чешского происхождения. Хмель, культивируемый в Венг¬
рии, ГДР и Болгарии, относится к среднеевропейскому происхож¬
дению.
Точно так же, как в ЧССР, за границей преобладают сорта
хмеля, относящиеся к красным.
Из немецких сортов первое место сохраняется за полуранним
красным Галлертаусским (Hallertau) с шишками яйцевидной
формы, с высоким содержанием лупулина, очень хорошим хме¬
левым запахом, культивируемым в Баварии. Кроме него там
возделывается полуранний красный Шпальтский (Spalt), даю¬
щий хмель очень хорошего качества. Это сорт, происходящий от
чешского Земшова хмеля, однако он несколько урожайнее. Да¬
лее ранний Тетнангский (Tettnang) красный, также очень хоро¬
шего качества. К более грубым немецким зеленым сортам при¬
надлежат поздние зеленые сорта Вюртенбергский (Wiirtenberg)
и Герсбруцкий (Hersbruck).
38
К очень хорошим сортам относятся Штырский красный, про¬
исходящий из жатецких и шпальских питомников. Он культиви¬
руется главным образом в Югославии, где быстрее созревает.
Среди английских красных сортов следует назвать Golding
с полосатыми шишками средней величины и далее Tolhurst, Co¬
legate и др. Из зеленых сортов наиболее распространены сорта
Fuggles и Cluster. Новыми английскими гибридными сортами
являются Brewers Gold и Bullio hop.
Исконные бельгийские зеленые сорта Buvrinnes и Groene —
Bel исчезли. Вместо них вводятся красные немецкие сорта Тет-
нангский и Галлертаусский и зеленый английский Fuggles.
Во Франции во Фландрской области сохранился зеленый сорт
Buvrinnes, который урожаен, однако грубый и с нехарактерным
запахом. В Бургундской области преобладает сорт поздний зе¬
леный. А эльзасский хмель — это поздний красный.
В США наряду с исконными сортами, называемыми по райо¬
нам возделывания, например Oregon, Yakima, Sacramento и т. д.
выращиваются европейские зеленые сорта Fuggles и Cluster. Все
они отличаются высокой урожайностью, однако имеют специфи¬
ческий запах.
В ЧССР производство хмеля товарных сортов сосредоточено
в пяти точно определенных стандартом областях, они включают
Жатецко (с оговорками — Подлеси и Удоли Златего потока),
Роудницко (с оговоркой — Блата), Уштецко, Дубско и Тршицко.
В последние годы хмель начинают возделывать и в Словакии, в
Борзанах и Тополганах, но пока как внеобластной.
Хмель чехословацкого происхождения маркированный соглас¬
но специальным требованиям для поставки на экспорт, относит¬
ся к шести товарным сортам. Он оценивается по признакам, при¬
веденным в ЧСН 462510 — «Хмель», в котором точно установлена
требуемая степень каждого качественного признака. Хмель пер¬
вых трех товарных сортов должен быть хорошо вычесан (без
листьев и стеблей). К соответствующему товарному сорту хмель
относится после сравнения пробы из вышеуказанной партии с
типовым образцом.
Признаки, повышающие качество хмеля, — это отличное вы¬
зревание, хорошие однородные шишки, тонкое строение шишки
и стерженька, высокое содержание лупулина, особенно хорошая
сушка (с учетом цвета лупулина), ярко выраженный тонкий аро¬
мат, хорошее вычесывание и цвет лучше, чем у соответствующего
типового образца.
Признаки, снижающие качество хмеля, — это недостаточное
вызревание или перезревание, неполноценное и неравномерное
шишкообразование, грубое строение шишки и стерженька, семян-
ность, небольшое содержание лупулина, плохой лупулин и мато¬
вая окраска в результате неправильной сушки или плохой агро¬
техники, худший запах, плохое вычесывание, неудовлетворитель¬
ный цвет и наличие большего количества следов от вредителей
39
по сравнению с соответствующим типовым образцом (большая
пятнистость), раскрытые шишки, загрязнение и влажность выше
13%.
Хмель поставляют:
а) натуральный, т. е. не окуренный серой, без обработки и в
первоначальной упаковке;
б) обработанный, т. е. окуренный серой и прессованный,
иногда отсортированный, вычесанный и высушенный.
Для поставки потребителям для непосредственного примене¬
ния хмель упаковывают в тюки (70—80 кг), для непродолжи¬
тельного хранения (до будущего урожая) в балоты (130—150 кг),
иногда в мешки из джутовой ткани; для экспортных поста¬
вок в отдельных случаях хмель упаковывают в бочки и жестя¬
ные коробки Упаковки должны быть маркированы согласно за¬
кону об обязательной маркировке хмеля (№ 84/34 Sb) и ЧСН
462510. Кроме того, на упаковках могут быть указаны дополни¬
тельные данные по желанию потребителя. Отдельные упаковки
должны иметь сопроводительный лист.
ХИМИЧЕСКИЙ СОСТАВ ХМЕЛЯ
Важнейшей составной частью хмеля является группа веществ,
к которым относятся хмелевые смолы, дубильные вещества и
эфирное масло, участвующие в технологическом процессе при
производстве пива. Кроме них хмель содержит вещества второс¬
тепенного значения, которые участвуют в процессе в незна¬
чительной мере или вообще не участвуют. Как натуральный про¬
дукт хмель всегда содержит воду.
Вода
Свежесобранный хмель содержит большое количество воды
(около 75%) и поэтому не может храниться в первоначальном
виде. После искусственной сушки при низких температурах до
45—50°С хмель обычно содержит 10—14% воды. ЧСН 462510
допускает при приемке содержание воды не более 16% с соот¬
ветствующей скидкой на массу поставляемого хмеля.
При содержании воды ниже 10% хмелевые шишки легко рас¬
крываются и в результате этого происходят потери лупулина
вследствие выпадения его. Хмель с содержанием воды выше 15%
не пригоден для хранения, он легко подопревает и плесневеет.
Хмелевые смолы
Хмелевые смолы являются основной и с технологической точ¬
ки зрения наиболее важной составной частью хмеля. Они раство¬
ряются в этиловом эфире, которым выделяются при конвенцион¬
ном анализе хмеля. После выпаривания эфира из остатков при
40
растворении в метаноле получается фракция, содержащая все
хмелевые смолы. Они в свою очередь делятся на мягкие смолы,
растворимые в н-гексане, и твердые смолы, нерастворимые в
н-гексане.
Горькие вещества, присутствующие в пиве, получаются из
исходных хмелевых смол. Частично они образуются в результа¬
те прямого окисления хмелевых смол в конечной фазе вегетаци¬
онного периода и, главным образом, при сушке и хранении хме¬
ля; незначительные доли их проходят через весь пивоваренный
процесс без изменений и оказываются в готовом пиве. Основные
фракции горьких веществ образуются косвенным путем при об¬
работке хмеля в процессе пивоварения, преимущественно при
кипячении его; некоторые из образуемых фракций тождественны
продуктам прямого окисления.
Обзор имеющихся сведений о хмелевых смолах и их измене¬
ниях, а также горьких веществах пива составили в ЧССР Дир
[1] и Моштек [2].
Возможно, что уже и раньше знали о количестве веществ, об¬
разующих группу хмелевых смол, однако до 1950 г. наверняка бы¬
ли известны только две составляющие, первоначально считавшие¬
ся химическими индивидуумами [3], а именно a-горькая кислота,
или гумулон, и p-горькая кислота или лупулон. Позже Виндиш
[4] доказал, что a-горькая кислота, при кипячении хмеля изменя¬
ется сначала в смолу А, которую Верцель (1965) назвал изогу-
мулон, далее в смолу В и, наконец, в гумулиновую кислоту.
Одним из новых открытий было открытие Регби и Бетунеа
[5], что a-горькая кислота не является химическим индивидуумом,
а содержит две другие структурно аналогичные вещества когу-
мулон и адгумулон. Тачел [6] обнаружил также аналоги р-горь-
кой кислоты и назвал их колуцулон и адлупулон. Позже Говард
[7] идентифицировал преаналоги и постаналоги обеих горьких
кислот (прегумулон, постгумулон и прелупулон и постлупулон)
и два другие аналога, пока не имеющие названия.
Химизмом неспецифических мягких смол в последнее время
занимался Микшиш [8, 9] с целью создания системы классифика¬
ции этой многочисленной группы веществ. Он обнаружил, что все
вещества этого типа, содержащие циклопентантрионовое ядро,
по-разному замещаются в положении 4 и 5, и поэтому обозна¬
чил их общим групповым названием — резупоны.
Отправной точкой для классификации [хмелевых <1мол явля¬
ются в настоящее время схемы, принятые ^конгрессе! ЕБК 1957
41
в Стокгольме, которые обеспечивают основную ориентацию в
многочисленной и постоянно пополняющейся группе органолеп¬
тически горьких и негорьких составных частей хмеля.
Хмелевые смолы (экстрагируемые из хмеля этиловым эфи¬
ром, растворимые без нагрева в метаноле) классифицируются
следующим образом:
Мягкие смолы (растворимые в н-гек¬
сане)
а-Горькие кислоты (гумулоны)
р-Горькие кислоты (лупулоны)
Неспецифические мягкие смолы (ре-
зупоны)
Твердые смолы (нерастворимые в
н-гексане)
•{-Смолы (нерастворимые в воде)
8-Смолы (растворимые в воде)
Мягкие смолы
а-Горькие кислоты (гумулоны). Основной составной частью
a-горьких кислот является гумулон. Его формула и формула ос¬
тальных известных аналогов выводится из общей формулы
a-горьких кислот замещением R (радикала) в положении С2 бен¬
зольного ядра. Отдельные аналоги отличаются один от другого
структурой, а именно боковой ациловой цепью при том атоме уг¬
лерода, который у гумулона — изовалериановый, у когумулона —
изобутириловый и у адгумулона — а-метилмасляный и т. д.
РЪцая формула оС-горьких кислот
R=—СН2СН(СН3)2
-СН(СН3)2
—сн-сн2-сн3
<*Ш3
—СН2-СН2-СН(СНз)2
—СН2-СН8
—СН2СН2СН3
-(СН2)4СН3
Г умулон
Когумулон
Адгумулон
Прегумулон
Постгумулон
До сих пор не названный аналог
То же
(3-Горькие кислоты (лупулоны). В ряду (3-горьких кислот у
большинства сортов хмеля главной составной частью является
лупулон. Аналоги выводятся из общей формулы (3-горьких кис¬
лот точно так же, как аналоги гумулона, и имеют такие же бо¬
ковые цепи.
42
Н3(Г
Общая формула fi-горькил кислот
СН3
R=—СН2СН(СН3)2
-СН(СН3)2
—СНСН2СН3
Лупулон
Колупулон
Адлупулон
I
СН3
—СН2СН2СН(СН3)2
—СН2СН3
—СН2 ■ СН2 • СНз
-(СН2)4-СНз
До сих пор не названный аналог
То же
Прелупулон
Постлупулон
Пропорциональное замещение аналогов в хмелевых смолах
обусловлено генетически. Ванчура [10] приводит как характер¬
ное для чешского хмеля соотношение гумулон: когумулон: адгу-
мулон-80: 10 : 10 и соотношение лупулон: колупулон: адлупулон
60 : 20 : 20, в то время как у заграничных сортов хмеля, главным
образом у американских, преобладают когумулон и колупулон.
Хотя гомологи имеют специфические свойства основных чле¬
нов ряда, тем не менее некоторые отклонения в их химическом
составе и зависящие от них отклонения величины поляризации и
других физических константах считаются причиной расхождения
данных в публиковавшихся ранее открытиях. По Микшику [9] ве¬
роятнее всего, что когумулон с точки зрения пивоварения несколь¬
ко более эффективен, чем остальные аналоги. Однако были вы¬
сказаны и противоположные точки зрения.
Как химические индивидуумы а- и [3-горькие кислоты хорошо
изучены, хотя сначала основное внимание было направлено пре¬
имущественно на а-кислоты, [3-кислоты считались не заслужива¬
ющими внимания. В технологическом процессе хмелевые смолы
участвуют не прямо, а как предшественники других образуемых
в процессе пивоварения веществ, которые формируют горький
вкус пива. По сути дела, речь идет о продуктах окисления и раз¬
ложения исходных горьких кислот, которые до сих пор являют¬
ся предметом внимательного изучения.
Неспецифические мягкие смолы (резупоны). Микшик [8] раз¬
личает а- и p-резупоны в зависимости от того, являются они про¬
изводными а- или p-горьких кислот. По Микшику, теоретически
можно вывести не менее восьми разных групп разных а-резуцо-
нов и четыре группы p-резупонов, которые отличаются функци¬
ональными группами на основном циклопентантрионовом ядре,
как это видно из табл. 4. В свежем хмеле обычно преобладают
а-резупоны. Старый хмель и хмелевые экстракты могут содер¬
жать большую долю р-резупонов.
43
Основные типы резупонов
Таблица4
Характер заместителей
Название резупонов
А
в
а-Резупоны
—СО-пренил
изогумулоны
—Н
смолы В
-Н
—СО=СН3
гумулиновые кислоты
—Н
—Н
Re-a-4*
—Н
—ОН
гумулиноны
—ОН
—СО-пренил
Re-a-6*
—он
—CO=CHs
оксигумулиновые кислоты
—он
—Н
Re-a-8*
—он
—ОН
р-Резупоны
Re-И*
— преиил
—СО-пренил
Re-p-2*
— прения
—СО=СН,
лупутрионы
— п ре нил
—Н
гулупоны
— прения
—ОН
* Структурные формулы гипотетических резупонов.
а-Резупоны. Изогумулоны образуются при кипячении хме¬
ля в результате изомеризации гумулонов, которые потом перехо¬
дят в сусло и пиво. Изогумулоны являются производными с ин¬
тенсивной горечью и создают горький вкус пива, поэтому они
очень важны с технологической точки зрения. Несмотря на то что
основная часть изогумулонов образуется при кипячении хмеля,
их удалось обнаружить в уже хранящемся хмеле.
Верзель и сотрудники [11] установили, что изогумулоны всегда
встречаются в виде смеси трех и более аналогов. Кроме того,
имеются смеси четырех подобных веществ, а именно: изогумуло-
на А, изогумулона В, аллоизогумулона А и аллоизогумулона В.
При обычном процессе кипячения сусла с хмелем образуется
около 60% изогумулона В на общее количество изогумулонов.
Эта реакция до сих пор технически не управляема.
С технологической точки зрения важно [1. цит. 2], что горький
вкус имеют только продукты окисления или разложения, в ко¬
торых сохранилось пятиуглеродное кольцо и боковой ацил при
атоме Сг. Другим условием горечи является размещение двой¬
ной связи в боковой изогексениловой цепи; горький вкус имеют
только изогумулоны с двойной связью в положении р- или у-,
например, аллоизогумулонов А и В.
Технологический интерес представляет группа аллоизогуму¬
лонов А и В отдельных рядов апо-, спиро- и нор-изогумулонов,
которые по Верзелю [1. цит. 11] образуются при кипячении хме¬
44
ля, а также при преизомеризации хмелевых смол щелочами,
ультразвуком и т. д.
Наконец в хмеле и пиве была обнаружена группа абсоизогу-
мулонов, обозначенных I, II, III [12]. Они образуются при окис¬
лении a-горькой кислоты, изогумулонов и гумулинонов. Эти ве¬
щества не имеют горького вкуса, однако они хорошо раствори¬
мы в воде и обладают пенообразовательной способностью.
Смолами В считаются продукты разложения гумулонов,
иногда изогумулонов, которые возникают в результате отщепле¬
ния изобутилальдегида.
Гумулиновые кислоты считаются обычно конечными продук¬
тами разложения гумулонов в результате изомеризации, пред¬
полагается, что они образуются также из смолы В. Вкус имеют
терпко-горький.
Гумулиноны выделили из хмеля Коок и Гаррис [13], синтети¬
ческим способом их получили Говард и Слатер [14]. Хмель содер¬
жит около 2% гумулинонов. Они образуются точно так же, как
изогумулоны: путем изомеризации a-горькой кислоты при одно¬
временном слабом окислении. По сравнению с изогумулонами
они менее горьки, однако их горечь более приятная.
Гумулинон — это среднесильная кислота с величиной рК
2,8, довольно горькая. Точка кипячения равна 72°С. Когумулинон
имеет точку кипения 11 НС, адгумулинон 119°С. Прегумулинон и
постгумулинон не характеризуются даже точкой плавления.
Изогумулиноны образуются при окислении гумулонов наряду
с гумулинонами. У изогумулинонов предполагается наличие то¬
го же ряда аналогов как у a-горьких кислот.
Оксигумулиновые кислоты отличаются от кислот тем, что в
структурной формуле имеют при Cs вместо ==Н группу =ОН.
Более подробно они не изучались.
р-Резупоны. Лупутрионы обнаружили японские исследо¬
ватели Куроива и Хасимито [15] в сусле и пиве как следующий
продукт разложения p-горькой кислоты. По структуре и свойст¬
вам они очень похожи на гулупоны, с которыми находятся в пиве
в определенном окислительно-восстановительном равновесии.
Одним из продуктов окисления лупутрионов является гулупино-
вая кислота.
Гулупоны это продукты разложения p-горькой кислоты, обла¬
дающие характерной и приятной горечью. Они были обнаружены
шведским ученым Спетсигом и его сотрудниками [16] как в хмеле,
так и в пивном сусле и готовом пиве.
Хмель содержит обычно от 0,1 до 0,2%, самое большее —
0,5% гулупонов. По сравнению с изогумулонами их горечь нахо¬
дится в пределах от Чз до '/г-
Гулупон — это среднесильная одноосновная кислота без кар¬
боксильной группы с величиной рК + 2,7, плохо растворимая в
воде (30 мг/л), хорошо растворимая в органических растворите¬
лях. Аналоги не были выделены.
45
С технологической точки зрения важнейшим свойством хме¬
левых смол является их горечь. Горькие вещества в пиве прямо
или косвенно получаются из первоначальных хмелевых смол..
Продукты окисления хмелевых смол появляются уже при созре¬
вании хмеля и в небольшом количестве образуются при сушке
и хранении его. Количественно наибольшим изменениям подвер¬
гаются хмелевые смолы при кипячении хмеля; часть образующих¬
ся веществ тождественна продуктам окисления, уже содержа¬
щимся в хмеле, однако основная часть их образуется заново. Из¬
менения горьких кислот при кипячении сусла с хмелем очень,
сложны и их взаимосвязь до сих пор подробно не изучена. По
сравнению с a-горькой кислотой (З-горькая кислота в сусле плохо
растворима и трансформируется в ограниченной степени.
Доказано [17], что a-горькие кислоты при кипячении хмеля
сначала изомеризуются и переходят в раствор в виде соответст¬
вующих изосоединений. Из гумулона образуется хорошо рас¬
творимый изогумулон, который частично изменяется в смолу В
и далее в гумулиновую кислоту, которая не имеет горького вку¬
са. Для полного регулирования процесса изомеризации одного,
только изменения продолжительности кипячения хмеля недоста¬
точно, так как на степень изомеризации оказывают влияние мно¬
гие другие факторы.
Потери a-горькой кислоты возникают прежде всего из-за тога,,
что трансформация ее не останавливается на образовании горь¬
ких на вкус составных частей, а идет дальше, вплоть до образо¬
вания негорьких соединений. Наибольшие потери, причина кото¬
рых до сих пор не выяснена, имеются в начале кипячения хмеля*
кроме того 8—10% адсорбируются в хмелевой дробине и в осад¬
ках. Из основной части а-кислот, оставшихся в сусле, по данным
некоторых исследователей, 60% присутствует в виде изосоеди¬
нений [18], а по данным других авторов [19], только 40—50%.
Поскольку при брожении и других процессах возникают новые
потери, окончательное использование a-горькой кислоты в пиве
сводится к 30%, а иногда и меньше.
Разложение [3-горькой кислоты идет через гулупоны, потом
через лупутрионы к гулупиновой кислоте. Использование (3-горь~
кой кислоты для придания горечи пиву незначительно из-за ее пло¬
хой растворимости. Потери при кипячении хмеля составляют
около 20%. В сусле было обнаружено 18% [3-кислот, из них око¬
ло 7з превратились в горькие вещества, а 2/з неиспользованных
[3-кислот адсорбировались в хмелевой дробине и горьких осадках-
Незначительная часть их, оставшаяся в сусле, осаждается при
главном брожении.
Результаты чехословацких и других исследователей [1. цит. 10]’
подтвердили, что и [3-горькая кислота при кипячении изменяется &
растворимую форму. Опытное кипячение с чистой (3-кислотой*
проведенное на полузаводской установке в Праге — Бранике, по/-
казало, что горечь [3-кислоты равна Уз горечи а-кислоты.
46
Обзор имеющихся сведений об изменениях, происходящих в
хмелевых смолах и горьких веществах пива во время технологи¬
ческого процесса, отражен в схеме Дира и Чепички [1 цит. 1].
* реакции окисления и разложения при кипячении хмеля;
——э- реакции окисления и разложения при созревании и хранении хмеля:
предполагаемые реакции окисления и разложения, до сих пор не
п о дтверж денные.
Из сказанного выше, вытекает, что обычный пивоваренный
технологический процесс, с точки зрения использования горьких
кислот, очень неэкономичен. На практике использование хмеле¬
вых смол можно повысить главным образом за счет переработки
предварительно подготовленного хмеля или применения хмеле¬
вых концентратов, а также ультразвука при кипячении хмеля, а
иногда путем возврата или экстракцией хмелевой дробины; наи¬
более эффективной является замена хмеля хмелевым экстрактом.
Горькие хмелевые вещества (все смолы), определенные как
фракция, растворимая в этиловом эфире, при конвенционном ана¬
лизе хмеля по Вельмеру делятся на три фракции:
1) a-фракция, т. е. a-горькие кислоты (гумулон +гомологи),
которая определяется путем осаждения ацетатом свинца в ме-
таноловом растворе;
2) (3-фракция, т. е. (3-горькие кислоты вместе с мягкими смо¬
лами, которая определяется как фракция, растворимая в гекса-
не, уменьшенная на а-фракцию;
3) у-смолы, т. е. твердые смолы, содержание которых опреде¬
ляется по всем смолам (фракция, растворимая в этиловом эфи¬
ре) за вычетом фракции, растворимой в гексане.
Салач приводит следующие величины:
хорошо сохраненный хмель содержит от 2 до 9% а-горьких
кислот, от 6 до 8% (3-фракции и от I до 2% твердых смол (так
называемые у-смолы);
все смолы обычного свежесобранного хмеля содержат не ме¬
нее 35% а-кислот, от 46 до 48% (3-фракции и около 12% твер¬
дых смол. Если хмель содержит больше 15% твердых смол (от
общего количества), значит он несвежий или был испорчен во
Дешси-
' гумулоны чч
47
время сушки, при содержании свыше 20% твердых смол — хмель
старый или плохо сохраненный.
Содержание мягких смол колеблется у чехословацкого хмеля
обычно между 12 и 14%, у зарубежного до 18%. При старении
хмеля содержание мягких смол снижается от 8 до 10% и одно¬
временно фракция твердых смол возрастает до 9%.
Полифенолыше (дубильные) вещества
Хмелевые дубильные вещества образуют по сравнению с со¬
лодовыми дубильными веществами более многочисленную груп¬
пу. Они лучше растворяются в воде, более реакционноспособны
и, следовательно, менее стабильны. Вкусовые различия вытекают
из разной степени дисперсности. Хмелевые дубильные вещества
благодаря более легкой окисляемости и большей восстановитель¬
ной способности, а также большей активности в осаждении бел¬
ков предохраняют хмелевые смолы, главным образом а-горькие.
кислоты, от окисления и образования комплексов [22]. Своим де-
гидратационным воздействием они способствуют осаждению в
других случаях неосаждаемых белков [23]. В связи с этим они
действуют как стабилизирующий реагент [24]. Значительная
часть хмелевых дубильных веществ относится к группе флаво-
ноидов. В хмеле, как правило, присутствуют гликозиды [25, 26].
Классификацией и химизмом хмелевых веществ полифеноль-
ного типа в последнее время подробно занимался Моштек [22]„
из работ которого и приводятся данные. Он исходит из схемы
Гарриса [27] о делении хмелевых дубильных веществ на пять
групп, включающих флавоноловые гликозиды, вещества типа*
хлорогеновой кислоты, антоцианогены, вещества типа кумаринов
и свободные кислые фенолы.
Флавоноловые гликозиды
Типичным представителем этой группы является кверцитрин,
т. е. рамнозил кверцетина. Далее сюда относятся кемпферитрин,
мирицитрин и другие тригликозиды и полигликозиды.
О
Флабон (2-щенил-у-бензипирон), осиобнай
каркас фливоповых производных
Флавонол (квецертин) — это 3-гидроксифлавон. В качестве
сахарного компонента он содержит рамнозил кверцитрина, изо-
кверцитрин глюкозил и рутин p-L-рамнозидо-б-гликозил. Кем-
48
ферол — это пентагидроксипроизводное, у которого заместителем:
в положении 3' является = Н. Кемпферитрин содержит в качестве
сахарного компонента рамнозидорамнозил; мирицитрин — это
гексагидроксипроизводное, у которого заместителем в положении
Ъ' является = ОН и в качестве сахарного компонента он содержит
рамнозил. Изокверцитрин и рутин были обнаружены также в
японском хмеле [27, 28].
Губачек и Тройна [29] в последние годы много сделали в об¬
ласти химиотаксономии хмеля, главным образом Жатецкого, в
частности определения содержания флавоноловых гликозидов и
свободных флавонолов. Кроме флавоноловых гликозидов, кото¬
рые определил Гаррис [27], они нашли в чешском клоне 26 еще
кемферол-3-рамно-диглюкозид, кверцетин-3-рамно-диглюкозид,
кемферол-3-рамно-глюкозид и кемферол-3-глюкозид (астрага-
лин).
Общее содержание флавонолов, выраженных как рутин,,
колеблется в хмеле разного происхождения в пределах от 0,14
до 0,85% в пересчете на сухое вещество.
Соотношение кемферол: кверцетин в разных сортах Жатецко¬
го красного хмеля, возделываемого в ЧССР, СССР, ФРГ и других
зарубежных сортах, колеблется. Однако по этому показателю
удалось отличить жатецкие сорта от Галлертаусского красного и
английского хмеля Golding. Для чехословацких сортов характер¬
ны соотношения в пределах от 1 : 1,5 до 1 : 1,9 (±0,1), что являет¬
ся низкими величинами; у американского хмеля были получены,
наиболее высокие величины соотношения кемферол : кверцетин.
При торговой оценке хмеля не сказывается изменение соотноше¬
ний флавоноловых агликонов.
Вещества типа хлорогеновой кислоты
Хлорогеновая кислота и ее производные являются переходны¬
ми веществами сапонина. Из общего содержания дубильных ве¬
ществ на хлорогеновую кислоту в хмеле приходится значительная:
часть [27]. %
Хмрагшвая кислоти (дипепткд кофейной и хинной кислоты)
К этой группе из производных я-гидроксибензойной кислоты
относятся кислоты протокатеховая, галловая, ванилиновая и
сиринговая, из производных кофейной кислоты — кислоты кума-
ровая и феруловая. Некоторые из них в небольшом количестве
49»
содержатся в хмеле в мономерной форме, другие — образуются в
результате кислого, щелочного или ферментативного гидролиза
полимерных дубильных веществ.
При окислении сначала образуются о-хиноны, далее олигоме¬
ры и полимеры.
Фермент тиросиназа (о-дифенол : Ог оксидоредуктаза, ЕК
1.10.3.1) катализирует образование о-хинонов из хлорогеновой и
кофейной кислот, которые могут деаминировать аминокислоты
при отщеплении аммиака. Ферментативные реакции этого типа
могут быть причиной известных в практике пивоварения случаев
лобурения сусла и пива [30]. Эти реакции ингибируют серные
■соединения хмеля (окуривание хмеля серой) [31], а в пиве — цис-
теин [32].
Антоцианогены
Хмелевыми полифенолами этого типа являются антоцианиди-
зш, их лейкоформы и главным образом производные 5,7-дигид-
зроксифлавоновые.
В радикалах от Ri до Rs— это главным образом =Н, =ОН,
изредка =ОСНз.
К ним относится цианидин и делфинидин и их лейкоформы.
Антоцианидины, т. е. агликоны антоцианинов, образуются от
.флавилиумхлорида:
Антоцианины содержатся главным образом в лозах красного
и полукрасного хмеля; в прилистниках и кроющих листках ши¬
шек, как правило, содержатся лейкоантоцианины.
Структура лейкоантоцианидинов, которые являются вероят¬
ными предшественниками антоцианинов или антоцианидинов, не
объяснена подробно. Кармино-коричневоокрашенные вещества,
образующиеся при нагреве с минеральными кислотами, носят об¬
щее название антоцианогены, или проантоцианидины [22].
-50
В химии пивоварения вещества, дающие антоцианогены, —
цианидин и делфинидин иногда называют цианиген и делфини-
ген. Растворимые антоцианогены представляют, по Габоушу
[33], фракцию, которая остается в растворе после осаждения 20%-
ным сульфатом аммония.
Вероятная структура антоцианогена (лейкоантоциана)
Значение символов:
Х= — Н или сахарный компонент;
К= —Нили гидроксифлавонол (у бифлавоноидного антоциа¬
ногена) ;
Р, и R2= -/Hi—ОН,—ОСН3 (например, у цианидина и дел-
финидина).
У большего числа сортов хмеля цианидины, или цианигены*
во много раз преобладают над делфинидином или делфинигеном
[34]. Бэт-Смит и Лернер определили биогенетическую связь меж¬
ду антоцианогенами и лигнинами [35]. У дикорастущего хмеля от¬
носительное замещение лейкоцианидина лейкоделфинидином'
такое же, как у культурного [27]. Наконец, в последнее время,
было установлено [36], что хмель содержит также D ( + )-катехин,
эпикатехин и их полимеры. По новейшим данным [37], катехин.
является вторым компонентом основного бифлавоноидного анто¬
цианогена хмеля.
Если в положении 5' вместо —Н имеется группа —ОН, речь
идет о галлокатехине. Катехины образуют ряды изомеров; из¬
вестно два изомера транс- и два цис- (эпикатехин). При этери-
фикации гидроксильной группы катехина и галлокатехина в по¬
ложении Сз(З') галловой кислотой образуется соответственно
3-галлоилкатехин и 3-галлоилгаллокатехин [38].
5*
Характерным свойством катехинов является их способность
конденсироваться под действием солнечного излучения и кисло¬
рода воздуха в большие молекулы с ярко выраженным таинид-
дым характером.
Кумарины
Кумарины в хмеле встречаются в виде агликонов. Известные
тликозиды с кумариновым ядром получаются из кумарина за¬
мещением гидроксильными группами —ОН в положении 6, 7 или
•8, из которых одна осуществляет гликозидную связь. Чаще всего
речь идет о p-D-глюкозидах
Н
I
о -Гидроксикоричная кислота Кумарин
Кислые фенолы
Эта группа является смесью большого числа кислореагирую-
ацих веществ фенольного типа, присутствующих в свободной фор¬
ме [25].
Хмелевое эфирное масло
Хмелевое эфирное масло придает хмелю характерный аромат,
•который переходит в пиво в незначительном количестве. И хотя
хмелевое эфирное масло с этой точки зрения имеет второстепен¬
ное технологическое значение, оно играет большую роль при
торговой оценке хмеля. Это объясняется тем, что тонкий харак¬
терный аромат хмеля является признаком высокого качества его
и в определенной степени характеризует происхождение хмеля.
Новые данные подтверждают тесную связь между хмелевым
эфирным маслом и горькими веществами.
Хмелевое эфирное масло — это сложная смесь углеводородов
и кислородсодержащих соединений, преимущественно терпенового
ряда. С помощью газовой хроматографии и других современных
методов постепенно удалось идентифицировать большое число
компонентов хмелевого эфирного масла. По Янсену [49], в настоя¬
щее время их насчитывается 200. В ЧССР классификацией ком¬
понентов хмелевого эфирного масла занимались Моштек и Чепич-
ка [50], они разработали ее на основе новейших данных, получен¬
ных Говардом [51], Баттери и Лангом [52], их данные использова¬
ны при составлении этой части книги.
Ъ2
Углеводородная (терпеновая) фракция составляет от 40 до
80% хмелевого эфирного масла. Как правило, половина этой
фракции — монотерпены (Сю), остаток — это главным образом
сесквитерпены (Сю) наряду с небольшим количеством веществ
с Сзо. Основной монотерпен — это мирцен, основные сесквитер¬
пены — это кариофиллены, гумулен и фарнезен.
Эти четыре основные компонента могут составлять около
90% хмелевого эфирного масла и являются обычно главной
частью европейских сортов хмеля. И, наоборот, у американского
хмеля и австралийского сорта Golden Cluster гумулены и карио¬
филлены встречаются в относительно небольшом количестве и
преобладают селиноны, которых может быть до 38%, в то время
как гумуленов бывает только 2,7% от общего содержания хме¬
левого эфирного масла. Кадинены содержатся, как правило, во
всех сортах. Содержание фарнезена в значительной мере зави¬
сит от сорта. В европейских сортах Tettnang, Spalt и Styrian его
бывает около 10% от общего содержания эфирного масла, а у
американских сортов обычно меньше 1 % [50].
Образование и качественный состав хмелевого эфирного мас¬
ла так же, как и горьких веществ, является генетическим свойст¬
вом отдельных сортов хмеля [51]. Ждтецкий хмель характеризу¬
ется низким содержанием мирцена; из опубликованных данных
видно, что объем мирцена связан с объемом когумулона. Из об¬
щего количества хмелевого эфирного масла, равного 0,5—2,0%, в
готовое пиво переходит lU его и влияет на органолептические
свойства пива.
По Рэгби [53], мирцен придает пиву резкий запах и жесткий
вкус, в то время как гумулен и кариофиллены придают пиву бла¬
городный аромат. По современным данным, пиво с благородным
ароматом можно получать из хмеля с низким содержанием мир-
цена и высокой долей сесквитерпенов гумулена, постгумулена и
кариофилленов. Этому требованию лучше всего отвечает жатец-
оС-Гумулен
fi-Гумулен
Фарназен
53
кий хмель [54, 55]. Компоненты кислородсодержащей фракции
хмелевого эфирного масла оказывают существенное влияние на
запах пива уже в небольших количествах. Соотношение главных
сесквитерпенов — гумулена, кариофилленов и фарнезена — за¬
висит у одного и того же сорта хмеля от района его произраста¬
ния [54].
Кислородсодержащие фракции имеют относительно большое
число соединений, однако содержание их сравнительно мало.
В них входят спирты (алифатические, терпеновые и некоторые
другие), альдегиды и сложные эфиры спиртов алифатического к
терпенового рядов.
На кислородсодержащие фракции приходится, как правило,.
15—40% всего эфирного масла. Численность отдельных компо¬
нентов велика и зависит не только от сорта, но в значительной:
мере также от сушки и хранения хмеля, поскольку они образуют¬
ся под действием кислорода воздуха при повышенных темпера¬
турах.
Содержание свободных алифатических спиртов не превышает
в хмеле, как правило, 1% общего содержания эфирного масла.
Янсен [56] обнаружил н-бутанол, изобутанол, н-амилалкоголщ
гексанол, гептанол, октанол, нонанол, деканол, ундеканол, доде-
канол, нерол, линалоол, гераниол, терпинеол и неролидол.
Из кетонов в хмелевом эфирном масле был обнаружен снача¬
ла метилнонилкетон [57]. Шорм [55] первым обнаружил 2-ундека-
нол. Этот и другие насыщенные кетоны чаще встречаются в евро¬
пейских сортах хмеля, чем американских. Янсен [56] обнаружил1
также среди карбонильных соединений кислородсодержащей
фракции кетоны с разветвленной цепью.
Присутствие альдегидов в хмелевом эфирном масле только
недавно доказал тот же Янсен [49, 56], который идентифицировал
гексанал, гептанал, октанал, 2-гексанал, 2-гептанал, 2-октанал,
нонанал, 2-нонанал, деканал, ундеканал, додеканал, тетрадека¬
нал и цитрал. Их содержание очень низкое.
С помощью газовой хроматографии Янсен [56] обнаружил в
хмелевом эфирном масле девять кислот от Сб до Сю с прямой
цепью и от Са до Сю с разветвленной. Его предположение, что
они присутствуют в виде сложных метиловых эфиров, подтвер¬
дил позднее Робертс [57]. Янсен [56] обнаружил в хмелевом
эфирном масле около 60 сложных метиловых эфиров с прямыми
и разветвленными цепями и насыщенными и ненасыщенными
связями.
Из остальных сложных эфиров ацетаты, пропионаты, капро-
наты и гептаноаты являются главными компонентами эфирного
масла американских сортов хмеля, на которые приходится около
2%, в то время как в европейских сортах они почти не представ¬
лены.
Очень сложно объяснить влияние хмелевого эфирного масла»
на вкус и запах пива. Говард [58] и другие [53] изучали насыщен¬
54
ность вкуса и запаха растворимых в воде компонентов хмелево¬
го эфирного масла. Из полученных сведений вытекает аддитив¬
ность интенсивности запаха [59]. При определении аддитивных
запахов исходят из олфактометрических порогов и концентраций
отдельных компонентов.
На общее содержание эфирного масла в хмеле, по Шиллфар-
ту, больше всего влияет климат, созревание и операции после вы¬
чесывания. Средним содержанием эфирного масла в хмеле этот
автор считает 0,6%, предельные величины — от 0,2 до 1,7%.
В ЧССР было обнаружено, что культурный хмель содержит
эфирного масла меньше (0,3%), чем дикорастущий (0,5%)-
Летучие компоненты хмелевого эфирного масла при кипяче¬
нии хмеля улетучиваются (удаляются с парами воды) до незна¬
чительного остатка, который считается составляющей запаха
пива.
При хранении хмель в результате естественного старения ут¬
рачивает первоначальный запах. Эфирное масло постепенно по-
лимеризуется, осмоляется или расщепляется с образованием
кислот. Запах сыра, который имеет старый хмель, обусловлен
образованием цзовалериановой и жирной кислот.
Второстепенные вещества
Основной, однако с технологической точки зрения несущест¬
венной частью хмелевых шишек является клетчатка (целлюло¬
за). Клетчатка — это наиболее существенная составляющая
часть всех вспомогательных растительных тканей. Из других вы¬
сокомолекулярных полисахаридов хмель содержит от 12 до 14%
пектина, незначительная часть которого переходит в пиво, где он
играет роль защитного коллоида. Из растворимых сахаридов
Мак Вильям [22] обнаружил хроматографическим путем в сухом
веществе хмеля 0,5% фруктозы, 0,4% глюкозы, 0,5% сахарозы,
далее рафинозу и еще один неидентифицированный трисахарид.
По старым данным, хмель содержит около 3,5% глюкозы и фрук¬
тозы.
Хмель содержит далее 2—4% азотистых веществ, из них */з—
*/г растворима в горячей воде. Эти низкомолекулярные фракции
{альбунозы, пептоны, полипептиды, пептиды и аминокислоты)
ассимилируются дрожжами.
Следующей составной частью хмеля является воск, называе¬
мый мирицином (0,25—0,70%), который придает шишкам блеск.
Кроме того, в хмеле был обнаружен еще целый ряд веществ,
присутствующих большей частью только в незначительных коли¬
чествах. Из компонентов, родственных мирицину, называют, на¬
пример, цетилалкоголь, фитостерол, далее жирные кислоты, та¬
кие, как пальмитиновая, стеариновая, изовалериановая и масля¬
ная, наконец, яблочная, лимонная и щавелевая кислоты, а из
неорганических — кремниевая, фосфорная и серная.
55
Среди других веществ Кнорр [39] обнаружил эстрогенный гор-
мон (от 2 до 30 мг на 100 г хмеля) и некоторые витамины, а имен¬
но тиамин, никотиновую кислоту, пантотеновую кислоту, биотин
и пиридоксин. Из производных кверцитина Умеда и Косихара
[28] выделили рутин и изокверцитин.
Содержание минеральных веществ в хмеле колеблется от
5 до 10%. Из посторонних веществ в хмеле встречаются следы
меди и окислы мышьяка (из препаратов опрыскивания). Окурен¬
ный хмель содержит окислы серы, присутствие которых достига¬
ет 0,4%.
ОЦЕНКА КАЧЕСТВА ХМЕЛЯ
Несмотря на то что хмель является самым дорогим в пивова¬
рении сырьем, оценка его до недавних пор проводилась только
органолептически. В последние десятилетия придают все боль¬
шее значение оценке по химическому составу хмеля. При органо¬
лептической оценке хмель определяют в основном по качествен¬
ным признакам, т. е. отнесением его к отдельным товарным сор¬
там. Важнейшими показателями при этом считают аромат, ко¬
личество и цвет лупулина. С этих точек зрения различают хмель,
тонкий, средний и грубый, характеризуемый по Блатни следую¬
щим образом. Тонкий хмель отличается высоким содержанием
лупулина, чистым хмелевым ароматом без каких-либо посторон¬
них запахов, правильным строением шишки, тонким, равномерно-
и часто изогнутым стерженьком, правильным расположением
прилистников и кроющих листков. Он почти не содержит или сов¬
сем не содержит семян и имеет хорошо закрытые шишки. К тон¬
ким сортам хмеля относится большая часть чехословацких сор¬
тов хмеля.
Средний хмель обладает характерным хмелевым ароматом,
однако более острым, иногда со слабым посторонним запахом
(фруктовым). Этот хмель имеет шишки правильного строения с
довольно большим содержанием семян. К этой группе относятся
отдельные сорта и чехословацкого хмеля.
Грубый хмель — это хмель оплодотворенный, семенной. У не¬
го грубый, реже неправильно изогнутый стержень. Аромат у
него резкий, часто не хмелевой, обычно с чесночным или другим
посторонним запахом, который может преобладать над хмелевым
запахом.
При оценке с химической точки зрения учитывается общее со¬
держание хмелевых смол, которое характеризует продуктивность
хмеля, и состав смол, характерный для хмеля разного происхож¬
дения и определяющий качество хмеля.
Содержание всех смол колеблется в довольно широком диапа¬
зоне в зависимости от происхождения хмеля и года урожая, а
также от степени зрелости к моменту уборки. Тонкий чехословац¬
кий хмель содержит 12—18%, в среднем 15% всех смол в сухом
56
веществе; этим он отличается от некоторых зарубежных сортов
с содержанием смол 20% и более.
Состав смол изменяется при естественном старении хмеля, по¬
этому приведенные данные характерны только для свежесобран¬
ного и для правильно хранящегося хмеля. У такого хмеля не ме¬
нее 35% всех смол приходится на а-горькие кислоты (а-фрак-
ция), которые с технологической точки зрения являются наибо¬
лее важной частью хмеля. Свежесобранный чехословацкий хмель
обычно отличается более высоким содержанием p-фракции по
сравнению с заграничным хмелем. Содержание твердых смол, не
имеющих особого технологического значения, не должно превы¬
шать у свежесобранного хмеля 12%. Их содержание является
показателем возраста, или хранения хмеля.
Обязательные правила для испытания хмеля содержатся в
ЧСН 462520 — «Испытание хмеля».
Продуктивность хмеля определяют на основании результатов
проведенных работ Вельмера (1932), который экспериментально
определил, что гумулоны (a-фракция) придают горечь пиву в
9 раз большую, чем лупулоны (p-фракция), а твердые смолы не
оказывают влияния на горечь пива. Вельмер вывел для расчета
горечи следующую формулу:
Согласно этой формуле горечь хмеля высчитывается так, что
процентное содержание a-фракции увеличивается на 0,1 (х/э) про¬
центного содержания p-фракции. Эта формула действительна
только для свежесобранного хмеля, но и в этом случае сущест¬
вуют некоторые оговорки. При старении хмеля горькие кислоты
постепенно окисляются в мягкие смолы. По данным Вельмера,
мягкие смолы имеют более низкую горечь, чем исходная а-кисло-
та, из которой они получаются в результате окисления. И, наобо¬
рот, мягкая p-смола имеет горечь выше, чем исходная р-кислота.
■С продолжающимся окислением исходная горечь p-фракции по¬
вышается, так как, с одной стороны, происходит образование
P-смолы и, с другой, увеличивается содержание a-смолы, которая
по Вельмеру переходит в p-фр акцию. Гудзон и сотрудники [40]
аналитически доказали, что в пиве, охмеленном старым хмелем,
содержится горьких веществ в 2 раза больше, чем в пиве, охме¬
ленном свежесобранным хмелем. Говард и Слатер [41] обнаружи¬
ли, что гулупоны, образующиеся при окислении p-горьких кис¬
лот, также повышают горечь пива. Эти вещества, однако, пред¬
ставляют незначительную долю (около 5%) в комплексе р-мяг-
ких смол.
Эту несопоставимость пытались уравнять, например, Салач и
Дир, преобразовав формулу подстановкой ХД—7зР вместо '/эР-
Несмотря на то что некоторые авторы считают расчет горечи
хмеля по формуле Вельмера ошибочным, главным образом пото¬
57
му, что p-горькие кислоты хмеля не представляют ценности, дан¬
ные горечи, определенные по этой формуле, постоянно встречают¬
ся при оценке хмеля в современных чехословацких и зарубежных
публикациях. А пока только отказались от этой формулы для
расчета величины горечи хмеля при загрузке его для варки пива.
Результатом изучения антисептических свойств хмеля явля¬
ются данные, что гумулон (a-фракция) в 3 раза больше облада¬
ет антисептическим свойством, чем лупулон (p-фракция). Анти¬
септическая сила хмеля была выражена формулой
Однако рассчитанные величины не находят практического
применения, поскольку антисептические свойства хмеля в каж¬
дом отдельном случае зависят от вида микробов, субстрата, pH
и т. д.
По Шимвелю [42] горькие хмелевые вещества действуют ток¬
сически на грампозитивные бактерии. Оптимальная эффектив¬
ность отмечается при pH от 4,3 до 4,4. Было установлено, что
р-кислота как антисептик гораздо эффективнее а-кислоты, одна¬
ко ее эффективность быстро падает. Действие а-кислоты намного
слабее, но стабильнее.
ХРАНЕНИЕ ХМЕЛЯ
Сохраняемый хмель постепенно приходит в негодность от
старения, т. е. окислительного процесса, при котором также ак¬
тивизируется и действие микроорганизмов. Необходимо исклю¬
чить влияния, ускоряющие процесс старения.
При хранении хмеля положительными факторами являются
следующие [43]:
а) низкая температура (около 0°С), которая тормозит хими¬
ческие процессы и одновременно ограничивает развитие микро¬
организмов;
б) ограниченный доступ воздуха к хмелю, который укладыва¬
ют сильно спрессованным, или в случаях длительного хранения в
герметически закрытых жестяных цилиндрах;
в) защита от увлажнения, которая обеспечивается тем, что-
сухой хмель хранится в сухом помещении;
г) особые меры, ограничивающие действие микроорганизмов,,
главным образом путем умеренного окуривания серой.
В хмелехранилище тюки и балоты с хмелем укладывают тащ
чтобы не поддерживалась аккумуляция тепла, т. е. рядами на
деревянных решетчатых помостах или брусьях. В жестяных гер¬
метически закрытых цилиндрах хмель может храниться и вне-
хмелехранилища, например, в охлаждаемых подвальных поме¬
щениях. Высыпанный из тюков хмель не подлежит длительному
58
хранению. До момента использования он должен храниться в
первоначальной упаковке.
От воздействия вредных факторов хмель лучше всего сохра¬
няется в охлаждаемом хмелехранилище. Применяется как пря¬
мое охлаждение с помощью холодильной системы, так и косвен¬
ное. В обоих случаях помещение должно быть сухим и хорошо
изолированным.
Холодильная система прямого охлаждения при расположении
под потолком должна быть снабжена желобом для отвода воды,
образующейся на трубках системы в случае остановки холодиль¬
ного компрессора. Благодаря тому что воздух, охлаждающийся
в результате соприкосновения с холодильной системой, опуска¬
ется к полу, происходит естественная циркуляция; одновременно
воздух высушивается, поскольку его влага осаждается как на¬
ледь на трубках холодильной системы.
При косвенном охлаждении воздух охлаждается холодиль¬
ной системой, размещенной вне хмелехранилища; циркуляцию
обеспечивает вентилятор, который нагнетает охлажденный воз¬
дух под решетчатый помост хмелехранилища и отсасывает нагре¬
тый через каналы, расположенные на потолке.
В последнее время рекомендуется способ консервации хмеля
по Вейнеру [44]. Этот способ заключается в том, что хмель после
прессования помещают в соответствующий резервуар, в котором
создается абсолютный вакуум и потом туда вводят инертный газ,
как правило, углекислый. В хмеле, пропитанном инертным газом,
горькие вещества предохраняются от окисления, если при откач¬
ке воздуха полностью был устранен кислород.
В хороших условиях, главным образом при температуре около
0°С, хмель хранится без существенных изменений качества 2 го¬
да и больше. Постоянное охлаждение хмелехранилища повышает
расход электроэнергии. Однако в неохлаждаемых хмелехранили-
щах хмель за год теряет около 20% первоначального качества.
ПОРОШКООБРАЗНЫЙ ХМЕЛЬ
Хмелевой порошок, или обогащенный хмелевой порошок, яв¬
ляются согласно номенклатуре ЕБК продуктами, полученными
при измельчении хмеля, как без механической концентрации,
так и с механической. Основным признаком этих продуктов яв¬
ляется хорошее сохранение первоначальных свойств хмелевых
шишек. Это в сущности по-разному тонко измельченный хмель,
химический состав которого и технологическую продуктивность
определяет способ механической обработки. По Шауэру и Кале-
ру [45], порошкообразные хмелевые препараты позволяют лучше
использовать хмелевые смолы, состав которых почти не изменя¬
ется и при продолжительном хранении. Хмелевые препараты
характеризуются рядом операционных, технологических и эко¬
номических преимуществ.
59
В продаже имеются препараты, получаемые при измельчении
хмелевых шишек, а именно:
а) хмелевой порошок с содержанием a-горькой кислоты до
15% (например, Hopstabil, Favotit);
б) обогащенный хмелевой порошок, содержащий а-горькой
кислоты свыше 15% (например, Hopfix, Hoparom).
При производстве Hopstabila хмель измельчается в тонкую
крошку после предварительного снижения содержания воды до
4% путем высушивания при особых условиях. Крошка в инерт¬
ной среде упаковывается в алюминиевую пленку, чтобы обеспе¬
чить продолжительную стойкость продукта. Favotit — это хмеле¬
вой порошок, измельченный особым способом и сильно спрес¬
сованный в алюминиевой пленке при упаковке в вакууме. При бо¬
лее грубом измельчении этот препарат содержит прилистники
шишек или их частицы такого размера, что даже можно иденти¬
фицировать цвет и блеск. Препараты этого типа имеют многолет¬
нюю стойкость, при использовании их получается экономия хмеля
(для Hopstabila приводится 15—20%, для Favotita — 13—14%)*
ароматические компоненты сохраняются в них и при хранении*
и пиво имеет более низкое содержание полифенольных веществ.
Из 100 кг хмеля получается около 91 кг Hopstabila [46].
Действительная потеря при измельчении около 0,8 кг на 100 кг
сухого вещества хмеля, остальное приходится главным образом,
на потерю воды.
Обогащенный хмелевой порошок получается путем механиче¬
ской концентрации при измельчении хмеля таким образом, что-
устраняются балластные компоненты, т. е. стерженьки и при¬
листники. Измельчение в тонкий порошок при производстве Нор-
fixa облегчается замораживанием до —30°С. Эти хмелевые пре¬
параты упаковывают в жестяные банки по 5 и 10 кг тоже в
инертной атмосфере.
Преимуществом обогащенных хмелевых порошков является
повышенная концентрация горьких и ароматических веществ и
пониженное содержание полифенольных веществ. Выгодно так¬
же уменьшение объема обогащенных хмелевых порошков на '/з
по сравнению с обычным хмелевым порошком. Экономия при
охмелении достигает 25—30%.
Из 100 кг хмеля получается 40—43 кг обогащенного хмелево¬
го порошка. Продуктивность концентрата соответствует приб¬
лизительно соотношению 1:2,1; в промышленности учитывают
продуктивность при соотношении от 1 :3,2 до 1 : 4,0 [45].
В последнее время применение порошкообразного хмеля рас¬
пространяется довольно быстро, главным образом на Западе.
Кроме указанных преимуществ этому способствует также удов¬
летворительная упаковка, удобная дозировка и, наконец, быст¬
рое распределение препарата в сусле.
Веллгейнер считает, что лучшие результаты дает комбинация:
порошкообразного хмеля с хмелевым экстрактом.
€0
ХМЕЛЕВЫЕ ЭКСТРАКТЫ
В виде хмелевого экстракта можно получить высококачест¬
венные и эффективные продукты даже из хмеля низкого качест¬
ва, из хмеля, исключенного из маркировки, и из отходов чесаль¬
ных машин.
Хмелевые экстракты можно получить путем экстракции в од¬
ну или две стадии.
При одноступенчатой экстракции из хмеля соответствующим
органическим растворителем (этилэфиром, дихлорметаном и
т. д.) выщелачиваются только хмелевые смолы. Остальные ак¬
тивные компоненты, главным образом дубильные вещества, ос¬
таются неиспользованными. Полученный экстракт имеет очень
большую продуктивность, однако им можно заменить самое
большее 20% от общего количества хмеля, применяемое для
варки.
При двухступенчатой экстракции, как и при одноступенча¬
той, получается сначала смолистая фракция. Хмель, освобож¬
денный от смол, во второй фазе выщелачивается горячей водой,,
чтобы получить остальные вещества, главным образом дубиль¬
ные. Водный экстракт загущают в вакуумном испарителе до тре¬
буемой консистенции, обеспечивающей гомогенизацию загущен¬
ного водного экстракта со смолистой фракцией. Полученный*
таким образом экстракт содержит почти все технологически эф¬
фективные части хмеля.
У хмелевых экстрактов, полученных двухступенчатой экстрак¬
цией, можно легко изменять отношение дубильных веществ к.
смолам, содержание которых обычно снижается в пользу смол.
На Западе имеются также хмелевые изомеризованные экстракты..
В них а-кислоты хотя бы частично изомеризованы в изогумуло¬
ны, p-горькие кислоты окислены, дубильные (полифенольные)'
вещества находятся в первоначальной форме и в соотношениях,,
которые необходимы для технологии. Эти экстракты в большин¬
стве случаев хорошо растворимы в сусле, молодом и готовом
пиве, к которому могут добавляться в небольших дозах для*
окончательного формирования вкуса.
Опыты Ванчуры [47], который разработал внедренный в ЧССР’
технологический процесс по производству хмелевого экстракта
путем двухступенчатой экстракции, показали, что лучше исполь¬
зуются те горькие хмелевые вещества, которые при кипячении*
хмеля немедленно гидролизуются. Это вызвано тем, что уже при*
производстве экстракта они частично трансформировались и
после добавки в котел мгновенно приходят в непосредственное*
соприкосновение с суслом.
Влияние содержания дубильных веществ в хмелевых экстрак¬
тах на состав сусла и пива изучали Нарцисс и сотрудники [48].
Они установили, что с увеличением содержания дубильных ве¬
ществ (второго экстракта) возрастает цвет сусла и пива. Растет
6»
'содержание дубильных веществ (у сусла больше, чем у пива) и
антоцианогенов и повышается количество холодного (тонкого)
осадка в сусле. При использовании хмелевого экстракта, содер¬
жащего 7з количества дубильных веществ по сравнению со стан¬
дартным экстрактом, увеличение антоцианогенов уравнивается с
их выделением. При брожении содержание антоцианогенов
уменьшается с увеличением доли дубильных веществ в хмелевом
экстракте.
Содержание азота при варке сусла снижается тем меньше,
чем больше водного экстракта содержит хмелевой экстракт; азот,
содержащийся в хмелевом экстракте, до определенной меры
уравнивает количество осажденного азота. Потеря азота при
брожении, наоборот, повышается с увеличением доли водного
экстракта в хмелевом экстракте. Осажденного азота при варке
сусла выделяется тем больше, чем больше водного экстракта
содержится в хмелевом экстракте.
С возрастающим содержанием дубильных веществ в сусле
растворяется меньше горьких хмелевых веществ, однако одно¬
временно снижается их потеря при брожении, явно улучшается
стабильность пива на холоду, но ухудшается пенистость. Вкус
сильно охмеленного пива из-за снижающегося содержания горь¬
ких веществ тем горче, чем больше антоцианогенов присутствует
в пиве.
Экстракты по сравнению с хмелем имеют то преимущество,
что они почти неограниченно стойки при хранении. Необходимая
площадь для их хранения составляет V25 помещения для хране¬
ния хмеля. То же самое касается транспортных средств.
Наконец, при обработке хмелевого экстракта экономится
хмель. Было установлено, что экстракт, полученный из 100 кг
хмеля, заменяет около 150 кг хмеля.
При производстве хмелевого экстракта из исходного хмеля
извлекается приблизительно 97% всех смол и около 70% дубиль¬
ных веществ.
Хмелевые экстракты чехословацкого производства, получен¬
ные двухступенчатой экстракцией, имеют продуктивность в 5 раз
больше, чем сам хмель.
Качество хмелевых экстрактов определяет соотношение при¬
сутствующих мягких смол к твердым смолам. По данным Ванчу-
ры, чехословацкие хмелевые экстракты содержат твердых смол
на 7% больше, чем исходный хмель. Это повышение содержания
твердых смол происходит при экстракции, которая протекает при
высоких температурах довольно долго.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Dyr J., Cepicka J. Kvasmi promyse, 15, 169, 52.
2. Mostek J., Cepicka J. Kvasmi promyse, 15, 1969, 145.
3. Wolmer W. Ber. dtsch. chem. Ges., 58, 1925, 102.
<62
4. Windisch W. et. al. Wochenschr. Bran, 48, 1931, 501, 511.
5. Rygby F. L., Bethune J. L. Proc. Amer. Che, Soc., 74, 1952, 98.
6. Tatchel A. R. J. Inst. Brewing, 60, 1954, 460.
7. Howard G. A., Tatchel A. R. J. Chem. Soc., 1955, 174.
8. Mikschik E. Mittelung Wien, 19, 1965, 122.
9. Mikschik E. ibid, 20, 1966, 36.
10. Vancura M. Kvasmi promysl, 8, 1962, 28.
11. Verzele М., Anteunis М., Adlerweireldt T. Inst. Brewing, 71, 1965, 232.
12. Verzele М., Vanhoye M. J. Inst. Brewing, 73, 1967, 451.
13. Cook A., Harris G. J. Chem. Soc., 1950, 1873.
14. Howard G., Slater J. J. Chem. Soc., 1957, 1924. »
15. Kuroiva Y„ Hashimito H. J. Inst. Brewing, 67, 1961, 506.
16. Spetsig L., O. a. kol. Proc. EBC Koda«, 1957, 22.
17. Meilgaard М., Trolle B. Proc. EBC Kodan, 1957.
18. Kleber W., Steinkopf W. Brauwissenschaft, 12, 1959, 65.
19. Doxon J. L., Laach A. A. Inst. Brewing, 74, 1968, 63.
20. Stetsig L. O., Meninger M. Inst. Brewing, 66, 1960, 413.
21. Stetsig L. O., Meninger M. Proc. EBC Kodan, 1957, 22.
22. Mogtek J. Kvasny promysl, 15, 1969, 169.
23. Mostek J. Dyr J. Sbormk VSCHT Praha. Potrav. technol., 6, cast 2, 1962V
165.
24. Mostek J., Tolar J. Sbormk VSCHT Praha, E16 Potraviny, 1967, 5.
25. Vystrcil A. Rostlinne glykosidy. SNTL Praha. 1957, 8.
26. Hubacek J. Kandid. disert. prace VSCHT Praha, 1964.
27. Harris G., Ricketts R. W. J. Inst. Brewing, 62, 1956, 390.
28. Umeda Y., Koshihara M. Proc. Jap. Acad., 30, 1954, 387.
29. Hubacek J., Trojna M. Kvasny prumysl, 10, 1964, 169 a 193.
30. Kleber W., Smid P. Brauwissenschaft, 12, 1959, 115.
31. Henning K., Burkhardt R. Weinberg u. Keller, 1957, 374.
32. Bayer E. Lebensmittelung u. Forschnng, 105, 1957, 77.
33. Haboucha J. Brass et Malt. Beige, 15, 1965, 108.
34. Mac Farlane W. D., Wye E., Grant H. L. Roc. EBC, 1955, 289.
35. Bate-Smith E. G., Lerner E. H. Biochens. J., 58, 1954, 126.
36. Harris G., Richetts R. W. Chem and Ind., 1958, 686.
37. Rollmann B., Vancraenenbrock R. Arch. Inter. Physiolog. et. Biochem., 74,
1966, 715.
38. Miskchik E. Mitteilungen Wien, 1963, 153.
39. Knorr F. Schweiz. Brau. Rdsch., 66, 1955, 13.
40. Hudson, Stewens, Wright J. Inst. Brewing, 68, 1960, 431.
41. Howard G., Slater A. J. Inst. Brewing, 63, 1957, 491.
42. Shimwell J. L. Wallerst. Lab. Comm., 8, 1945, 23.
43. Lhotsky A. Techn. kontrola slad. a pivov. vyroby, SNTL Praha, 1957.
44. De Clerck J. Brauwissenschaft, 14, 1968, 13.
45. Sauer Z., Kahier M. Kvasny promysl, 14, 1968, 13.
46. Pren H., Schilfahrt E. Monatscher. Brau., 20, 1967, 22.
47. Vancura M. Zaver. zprava VUPS. Praha, 1961, 1962.
48. Narziss L., Reicheneder E., Hamacher H. Brauwelt, 109, 1969, 366.
49. Jansen V. J. J. Inst. Brewing. 69, 1963. 460.
50. Mostek J., Cepicka J. Kvasny provysl.
51. Howard G. A. Brewers Gard., 17, 1965.
52. Buttery R. G., Ling L. C. Brewers Digest, 71, 1966.
53. Righby F. L. Brewers Digest, 33, 1958, 50.
54. Silbereisen K., Kruger E. Monatschr. Brau. 20, 1967, 184.
55. Sorm F., Vleziva J., Arnold Z., Pliva J. Coll. Czech. Comm, 14, 1969’,.
699.
56. Jansen V. J. Nature, 196, 1962, 474.
57. Roberts J. B. J. Inst. Brewing, 68, 1962, 198.
58. Howard G. A., Stevens R. J. Inst. Brewing, 65, 1958.
59. Guadagni D. G., Buttery R. G., Okano S., Burr H. K. Nature, 200, 1963,
1285.
63;
1
ВОДА
Вода является в пивоваренной промышленности очень важ¬
ным сырьем благодаря своему влиянию на качество пива и
широкому использованию ее в пивоваренном производстве. Про¬
изводственная вода используется в солодовне, в котельной, для
охлаждения сусла в холодильниках и в конденсаторах холодиль¬
ных машин, для мойки и чистки главным образом в бродильном
и лагерном отделениях, а также в моечном и разливочном отде¬
лениях. Характерно, что для приготовления пива требуется не¬
большая часть воды по отношению к общему количеству потреб¬
ляемой воды, которое в 10 раз и более превосходит производство
пива в год.
СОСТАВ ОБЫЧНОЙ ВОДЫ
Природная вода ■— это сильно разбавленные растворы солей,
иногда и некоторых газов, содержащие суспендированные неор¬
ганические и органические вещества и микроорганизмы. Содер¬
жание минеральных веществ в воде качественно зависит от гео¬
логического характера местности, который определяет химиче¬
ский состав слоев, через которые вода проходит. От физических
свойств этих слоев зависит и эффект естественной фильтрации
воды как с физической точки зрения (суспендированные вещест¬
ва), так и с биологической (микроорганизмы).
Природная вода обычного состава содержит наряду с ионами
Н+ и ОН- катионы Са2+, Mg2+, Na+, К+, Fe2+ (реже Fe3+), Mn2+
и анионы HC03~, S042-, ЭЮз2, Cl-, N03~.
Кальций Са2+ и магний Mg2+ являются постоянными компо¬
нентами любой природной воды. Кальций всегда преобладает, в
то время как содержание магния редко превышает 30 мг/л. Со¬
держание натрия Na+ и калия К+ в воде сильно колеблется. Че¬
хословацкие производственные воды содержат большей частью
только незначительные количества этих катионов. Железо в
обычных водах встречается почти исключительно как двухвалент¬
ное, т. е. Fe2+. Ему, как правило, сопутствует алюминий А13+ и
иногда также марганец Мп2+. В хороших производственных во¬
дах должны содержаться только следы железа и главным обра¬
зом марганца. Железо обычно допускается в количестве не-
>болыне 0,3 мг/л; остаточное содержание железа после искусст¬
венного удаления его из воды — от 0,05 до 0,10 мг/л.
Из анионов во всех природных водах содержится бикарбо¬
нат-ион НС03_ и сульфат-ион S042-, часто также хлор-ион С1~
(от 19 до 30 мг/л). Силикат-ион Si042- тоже является постоянным
компонентом природных вод в количестве от 10 до 30 мг/л.
Аммиак Н3 и аммониевые соединения NH4+ встречаются в
природных водах как местные загрязнения, образующиеся в ре¬
зультате гниения азотсодержащих органических веществ. Дея-
*64
тельность нитрофицирующих бактерий ведет к окислению снача¬
ла в нитриты N02-, а потом в нитраты N03~.
Из газов, содержащихся в воде, особое значение имеет угле¬
кислый газ СОг, образующий с водой угольную кислоту Н2СО3,
под действием которой на известняковые породы вода приобре¬
тает временную жесткость. Часть свободного углекислого газа
задерживают в растворе бикарбонаты едких земель, и такой уг¬
лекислый газ называется равновесным, в то время как другие
части являются агрессивными известняковым материалам. Желе¬
зу агрессивен весь свободный углекислый газ.
Почти все природные воды содержат определенное количест¬
во органических веществ, количество которых определяется по¬
требностью кислорода для их окисления. Нормальное содержа¬
ние соответствует потреблению кислорода от следов до 2 мг/л;
наибольшее от 0 до 50 мг/л.
Остаток после выпаривания воды, высушенный при 105°С,
содержит все нелетучие неорганические и органические вещества
и называется сухой остаток.
Обычные чехословацкие воды содержат 50—500 мг сухого
остатка на 1 л; внешний предел от 20 до 2000 мг/л.
При анализе вод, предназначенных для технических целей,
отдельные компоненты приводятся в миллиграммах ионов на
1 л воды. Иногда встречаются данные, пересчитанные на окислы
(катионы-основания) и ангидриды кислот (анионы): CaO, MgO,
Fe203 (или Fe), Na20, S03, Si02, Na205, Cl и т. д. Наряду с этим
при оценке воды для пивоварения обычные данные приводятся в
мг-экв/л. Этот метод необходим при титровальных анализах, по¬
скольку потребление любого реагента концентрацией 0,1 н. (в мл
на 100 мл воды) соответствует по величине количеству мг-экв/л.
При определении пригодности вод для технических целей важ¬
ным критерием является так называемая жесткость воды. Источ¬
ником жесткости воды являются ионы щелочноземельных метал¬
лов Са2+, Mg2+, иногда также Сг2+ и Ва2+ [1]. С присутствующим
бикарбонат-ионом НС03~ они реагируют при кипячении следую¬
щим образом:
Са2+ + 2HCOJ = СаСОь + Н20 + С02,
Mg2+ + 2НССКГ = MgC02 + Н20 + С02.
Из приведенных уравнений реакций следует, что часть ионов
щелочноземельных металлов, эквивалентная бикарбонатньш
ионам, присутствующим в растворе, выделяется в виде нормаль¬
ных нерастворимых в воде карбонатов; освободившийся угле¬
кислый газ при кипячении испаряется. Тем самым снижается
жесткость воды на ту часть жесткости, которая называется вре¬
менной (карбонатной жесткостью). И, наоборот, ионы щелочно¬
земельных металлов, эквивалентные присутствующим анионам
сильных неорганических кислот, т. е. SO2-, Cl-, N0“ , при кипя¬
3—108 65
чении не реагируют один с другим и поэтому соответствующая
им часть жесткости определяется как жесткость постоянная
(некарбонатная).
Общая жесткость воды является суммой жесткости времен¬
ной (карбонатной) и постоянной (некарбонатной).
В Средней и Восточной Европе единицей жесткости воды яв¬
ляется немецкий градус (1°Н), который соответствует 10 мг СаО
или эквивалентной части MgO (иногда S*jO и ВаО) в 1 л воды
Чг
1 мг Са = 1,4 мг СаО, 1 мг Mg = 1,65 мг MgO.
мг СаО/л
Кальциевая жесткость = °Н.
10
мг MgO/л -1,4
Магниевая жесткость = °Н.
10
В настоящее время жесткость воды часто приводится прямо
в миллиграм-эквивалентах. 1 мг-экв = 28 мг СаО/л = 2,8°Н; ГН =
= 0,357 мг-экв/л.
Для производственных целей на пивоваренных заводах ис¬
пользуются в зависимости от местных условий грунтовые, род¬
никовые и поверхностные воды. Грунтовые воды обычно наиболее
чистые по биологическому составу, а именно потому, что при ин¬
фильтрации в глубине задерживается большая часть микроор¬
ганизмов. Если же они задерживаются в слоях, из которых не
могут выщелачивать много солей, то это лучшие питьевые и
производственные воды. Родниковые воды это тоже грунтовые
воды, однако при самопроизвольном выходе на поверхность они
могут перемешиваться с поверхностными водами или загряз¬
няться другим путем. В табл. 5 приведена классификация воды
по общей жесткости.
Поверхностные воды питаются как родниковыми, так и ат¬
мосферными водами. Их более высокая температура, а у теку-
Таблица 5
Показатели жесткости различных вод
Жесткость
Воды
мг-экв/л
Н
Очень мягкие
0—1,4
0—4
Мягкие
1,8—2,9
5—8
Умеренно жесткие
3,2—4,3
9—12
Средне жесткие
4,6—6,4
13—18
Жесткие
6,8—10,7
19—30
Очень жесткие
Свыше 10,7
Свыше 30
66
ших и движение, увеличивают потерю углекислого газа, задер¬
живающего компоненты временной жесткости в растворе, по¬
этому эти воды бывают более мягкими. Их химический состав
очень подвижен. Кроме того, они бывают более или менее за¬
грязнены, главным образом при прохождении через города и
промышленные центры. В бродильном производстве поверхно¬
стные воды можно использовать в качестве производственных
только после предварительной обработки.
Чехословацкие пивоваренные заводы до недавнего времени
почти повсеместно снабжались обычной грунтовой водой из соб¬
ственных источников, часто пригодной далее в исходном виде
для производства светлых сортов пива чешского типа. Недоста¬
ток грунтовой воды, наблюдаемый в настоящее время, вызван,
с одной стороны, общим сокращением осадков в среднеевропей¬
ском районе, и с другой — ростом потребления воды в промыш¬
ленности, более высокими требованиями к гигиене и как след¬
ствие повышенным потреблением воды населением. В последние
десятилетия уровень грунтовых вод постоянно падает и тем са¬
мым уменьшается продуктивность скважин. В этих условиях
некоторые пивоваренные заводы вынуждены использовать так¬
же и поверхностные воды, соответственно обработанные.
ОБЩИЕ ТРЕБОВАНИЯ К КАЧЕСТВУ ВОДЫ
Вода, используемая в пивоварении, должна удовлетворять
требованиям, предъявляемым к питьевой воде по ЧСН 56.7900.
Необходимо, чтобы она обладала следующими основными свой¬
ствами.
1. Общепринятые понятия
Питьевая вода должна иметь по возможности постоянные, не
изменяющиеся в течение года физические, химические, микро¬
биологические и биологические свойства. Она не должна быть
загрязнена поверхностными или сточными водами; при употреб¬
лении человеком не должна вызывать нарушений в организме.
2. Физические и химические свойства
Прозрачная жидкость; допустимое макси¬
мальное помутнение ■— 5 мг суспензии
Si02M,
среднегодовое — 3 мг SiOo/л
20° по платиново-кобальтовой шкале *
Свежий, без несвойственного привкуса
Без какого-либо запаха; предельная вели¬
чина степени запаха 2 балла **
* Основной раствор содержит в 1 л дистиллированной воды 2,49 г
K2PtCl6, 2,02 г СоС12-6Н20 и 200 мл концентрированной НС1; 1 мл раствора
соответствует 1 мл Pt=l°.
** Т. е. запах, который различает специалист.
3* 67
Внешний вид
Окраска, не более
Вкус
Запах
pH
ХПК, мг 02/л, не более
Общая жесткость, °Н
Железо, мг/л, не более
Марганец, мг/л, не более
Сульфиты, мг/л
Сухой остаток при 105°С, мг/л
Магний, мг/л, не более
Нитраты, мг/л, не более
Фенолы
не бо-
6—8; исключение 8,5
3
8—12; предел 2—40
0,3
0,05
60—80, но не более 250
До 500, но не более 1000
125
35
При хлорировании воды допустимо такое
количество, которое еще не дает хлорфе-
нольного запаха
0,2 у потребителя
Остаточный хлор, мг/л,
лее
Хлориды, мг/л До 50
Аммиак, фосфаты, сероводород, Отсутствие
нитриты
Фтор, мг/л, не более 1,0
Селен, мг/л, не более 0,05
Свинец, мг/л, не более 0,1
Мышьяк, мг/л, не более 0,05
Медь, мг/л 3,0
Цинк, мг/л, не более 5,0
Цианиды, ртуть, барий, хром Отсутствие
Радиоактивность •— предельно допустимая концентрация (в Ku/a)Ra228 =
=2,6-10"13*, другие изотопы и их смеси 5,3-10~12*, Rn222=l • 10-9.
3. Микробиологические свойства
Питьевая вода не должна содержать возбудителей заболева¬
ний. Вода для местного снабжения должна содержать в 1 мл не
больше 20 мезофильных и 10 психрофильных бактерий. Загряз¬
нение колиформными микробами является отрицательным для
местного снабжения при показании в 50 мл воды, а для цент¬
рального снабжения в 100 мл воды.
4. Биологические свойства
Питьевая вода не должна содержать никаких живых макро¬
скопических или микроскопических организмов, которые опре¬
деляют связь с поверхностными или сточными водами.
5. Микроскопически определяемые свойства
Центрифугат из 100 мл воды не должен содержать никаких
микроскопически определяемых органических остатков расти¬
тельного или животного происхождения.
* Эти величины действительны тогда, когда в питьевой воде присутствуют
только вещества первой или второй групп. Если одновременно присутствуют
радиоизотопы обеих групп, то максимально допустимая концентрация умень¬
шается для каждой группы так, чтобы сумма частей максимально допустимой
концентрации каждой группы была равна 1.
ВОДА ДЛЯ ПРИГОТОВЛЕНИЯ СУСЛА
Как один из основных видов сырья вода применяется во всем
производственном процессе и является важной составной частью
продукта. Ее влияние на ферментативные реакции при затира¬
нии, а тем самым на свойства пива, проявляются в изменении
pH сусла, которые вызываются минеральными компонентами во¬
ды. Независимо от pH компоненты воды могут непосредственно
изменять вкус пива.
ВЛИЯНИЕ ВОДЫ НА КИСЛОТНОСТЬ СУСЛА
И ПИВА
Естественную кислотность промежуточных пивоваренных про¬
дуктов и конечных продуктов определяют фосфаты калия, содер¬
жащиеся в солоде. При этом кислый первичный фосфат калия
КН2РО4 преобладает над вторичным фосфатом калия К2НРО4.
Оба действуют одновременно как буферные растворы. В водном
растворе этих солей дигидрофосфатные Н2РО4-, моногидрофос-
фатные НРО42-, а также фосфатные РО33- ионы находятся в рав¬
новесии. Их соотношение зависит от pH; чем кислее раствор, тем
выше концентрация дигидрофосфатных ионов Н2РО4-.
По отношению к индикаторам растворы первичных фосфатов
в результате частичной ионизации дигидрофосфатного иона реа¬
гируют кислотным образом:
Н2РОК НРО2- + Н+.
Вторичные фосфаты реагируют как слабощелочные, поскольку
ион гидрофосфата гидролизуется
нро2- + н+ + ОН- н2Р07 + он-.
Растворы нормальных фосфатов реагируют по той же причи¬
не как сильнощелочные
РО3- -f H+ + OH" НРО^- + он-.
Из минеральных компонентов воды карбонатные ионы НС03
снижают естественную кислотность сусла пропорционально ще¬
лочности. И, наоборот, ионы кальция Са2+ и магния Mg2+ повы¬
шают кислотность, и тем самым частично парализуют вредное
влияние карбонатных ионов.
Снижение естественной кислотности (повышение pH) заторов,
сладкого сусла и сусла охмеленного с точки зрения технологиче¬
ского процесса всегда отрицательно. Это проявляется в затруд¬
нительном осахаривании заторов, медленной фильтрации сусла,
которое при этом недостаточно прозрачно, в более темных зато¬
рах и сусле и менее интенсивном выделении бруха при кипяче¬
нии сусла с хмелем, а иногда и в более низком выходе экстракта.
60
Пиво из сусла с более высоким pH бывает неприятно горьким и
склонным к биологической нестойкости.
Реакции, которые протекают между анионами и катионами,
поставляемыми, с одной стороны, солодом, с другой — водой, иду¬
щей на приготовление пива в условиях затирания довольно слож¬
ны. Поскольку они влияют на формирование вкусовых качеств
каждого сорта пива, на них издавна было сосредоточено внима¬
ние теоретиков и практиков. По этому вопросу имеется обширная
библиография. Первые подлинные данные относятся к Виндишу
(1910), который решил всю проблему еще не будучи знаком с
теорией электролитической диссоциации; он пришел к следующим
выводам.
Первичный фосфат калия реагирует с бикарбонатом кальция
таким образом:
2КН2Р04 + Са(НС03)2 = СаНР04 4- К2НР04 + 2Н20 -f 2СОг.
Если пивоваренная вода богата бикарбонатом кальция, т. е.
имеет высокую временную жесткость, то реакция протекает так:
4КН2Р^ + ЗСа(НСО,,)2 = Ca3(P04)2 -f 2К2НР04 + 6Н20 + 6С02.
В обоих случаях из двух молекул первичного фосфата калия
образуется одна молекула вторичного фосфата, тем самым сни¬
жается кислотность сусла. Вторичные фосфаты и нормальные
(третичные) фосфаты кальция выпадают из раствора в нераство¬
римый осадок.
С бикарбонатом магния происходят следующие реакции:
2КН2Р04 + Mg(HC03)2 = MgHP04 + К2НР04 + 2Н20 + 2С02;
4КН2Р04 4- 3Mg(HC03)2 = Mg3(P04)2 4- 2К2НР04 + 6Н20 4- 6С02.
Здесь тоже образуется одна молекула вторичного фосфата ка¬
лия, однако одновременно возникающий вторичный фосфат маг¬
ния в отличие от фосфата кальция тоже растворим, а нормальный
(третичный) фосфат магния растворим частично.
С щелочными бикарбонатами протекает следующая реакция:
2КН2Р04 4- 2NaHC03 = К2НР04 + Na2HP04 + 2Н20 + 2С02.
Следовательно, из каждой молекулы образуется эквивалент¬
ное количество вторичного щелочного фосфата.
Из приведенных уравнений вытекает, что наиболее сильно
подщелачивают сусло щелочные бикарбонаты, потом магния и
менее всего кальция.
Нейтральные кальциевые и магниевые соли сильных кислот
реагируют с вторичным фосфатом калия следующим образом:
4К2НР04 + 3CaS04 = Сз3(Р04)2 + 2КН2Р04 4- 3K2S04.
Три молекулы сульфата кальция (гипс) дают две молекулы
первичного фосфата калия. Одновременно возникший нормаль¬
ный (третичный) фосфат кальция нерастворим и поэтому выпа-
70
дает из раствора. Тем самым кислотность сусла повышается (pH
понижается).
Эти основные реакции, сформулированные Виндишом, в пос¬
леднее время были пересмотрены. Гонкинс и Амфлет [2] подтвер¬
дили, что щелочное действие бикарбонатов возрастает по поряд¬
ку Са, Mg, Na или К. Однако из их открытия вытекает, что при
обычных температурах затирания даже при перемешивании не
выделяется весь углекислый газ и поэтому реакции протекают
полностью только при кипячении затора и сусла. Однако и после
основательного устранения углекислого газа pH не поднимается,
а даже несколько падает. Эта аномалия объясняется реакциями
ионов Са2+ и Mg2+, которые повышают кислотность. При исполь¬
зовании воды, бедной Са2+ и Mg2+, кислотность тоже несколько
возрастает, так как влияют Са2+ и Mg2+ из солода.
В противоречии с открытием Виндиша (по данным указанных
авторов) кислотность возрастает не при реакции ионов Са2+ и
Mg2+ с вторичным фосфатом кальция, а при реакции с органиче¬
скими фосфатами, главным образом фитином, а возможно и с
белками
протеин Н + Са2+ ='протеинат = Са + 2Н+-
Реакции этого типа протекают без нагрева очень медленно.
Поэтому повышение кислотности в значительной мере проявляет¬
ся только при кипячении.
По мнению Берглунда [3] снижение кислотности под влиянием
бикарбонатов щелочноземельных металлов является результа¬
том взаимодействия систем карбонатного буфера (HCGf—СО2)
в воде и фосфатного буфера (НР042+—Н2РО4-) из солода. Кар¬
бонатная система сдвигает pH фосфатной системы в щелочную
сторону, в то время как фосфатная система, наоборот, сдвигает
pH карбонатной системы в более кислую область. Результат за¬
висит от молекулярных концентраций в среде, т. е. от буферной
способности. Эго понятие дополняет результаты Виндиша и уточ¬
няет их в соответствии с современными научными данными.
В связи с вышесказанным можно сделать вывод, что подщелачи¬
вающее действие воды на приготовления пива пропорционально
ее щелочности, определяемой титрованием по метиловому оран¬
жевому. Нейтрализация не происходит в начале затирания, а про¬
является постепенно по мере удаления углекислого газа, который
освобождается в результате разложения бикарбонатов:
HCOJ" -f Н+ = Н20 + СОа.
В противоречии с приводившимися более ранними точками
зрения Берглунд доказывает, что вместо нормального (третич¬
ного) фосфата кальция при осаждении из водных растворов всег¬
да образуется его сдвоенное соединение с гидроксидом кальция
ЗСа3(Р04)2Са(0Н)2, называемое апатитом. Остальные фосфаты
71
кальция тоже постепенно гидролизуются в апатит, который яв¬
ляется наиболее стойким соединением во всем диапазоне pH.
Вторичный фосфат кальция осаждается только при низких
температурах затирания. Тем самым раствор обедняется на мо-
ногидрофосфатные ионы HPOf, так что отношение НгРО^НРО2"
в фосфатном буфере возрастает в пользу дигидрофосфатных
ионов Н2РО7И кислотность раствора повышается (pH пони¬
жается) .
Количественные отношения сформулировал Кольбах [4]. Би-
карбонатный ион HCOjf, содержащийся в природных водах, повы¬
шает pH, а ионы кальция Са2+ и магния Mg2+ снижают pH сусла.
Mg2+ снижает pH в 2 раза меньше, чем Са2+. Для компенсации
повышения pH, вызванного 1 эквивалентом НСО~ необходимо
3,5 эквивалента Са2+. Из этих зависимостей можно высчитать
остаточную щелочность, характеризующую изменение pH сусла
под влиянием воды. Эта часть общей щелочности не компенсиру¬
ется ионами Са2+ и Mg2+. Для их расчета необходимо знать рас¬
ход т 0,1 н. раствора НС1 для титрования 100 мл воды с метило¬
вым оранжевым.
Процесс расчета виден из инструктивного примера, который
относится к воде пивоваренного завода в Бурбоне (по Ллойд
Хинду):
т = 4,7 мл 0,1 н. раствора НС1 на 100 мл;
СаО = 345 мг/л;
AigO = 103 мг/л.
Общая щелочность 4,7 мг-экв/л, т. е. 4,7-2,8=13,2 °Н.
375 „ 375
Кальциевая жесткость—^— = 13,39 мг-экв /л, т. е. - —- =37,53Н.
103 „ 103-1,4
Магниевая жесткость = 5,15 мг-экв/л, т. е. = 14,4°Н.
20 10
Поскольку снижение pH под влиянием магниевой жесткости в 2 раза
меньше, чем под влиянием кальциевой жесткости, то общее влияние воды на
снижение pH можно выразить одним числом:
показатель кальция = кальциевая жесткость +
магниевая жесткость 5,15
+ =3,39 + —-— = 15,97 мг-экв/л = 37,5 +
14,4
+ — = 44,7°Н.
^ 2
Компенсация 1°Н общей щелочности требует 3,5 — показателя кальция.
Так что компенсированная щелочность =
показатель кальция 15,97 44,7
= = 4,56 мг-экв/л или = 12,8°Н;
3,5 3,5 3,5
остаточная щелочность=общая щелочность — компенсированная щелочность =
4,71—4,56=0,15 мг-экв/л или 13,2—12,8=0,4°Н.
72
Остаточная щелочность 3,57 мг-экв/л = 10°Н повышает pH го¬
тового сусла (12 мас.%) приблизительно на 0,3 по сравнению с
дистиллированной водой. Для производства светлых сортов пива
хорошо подходят воды, остаточная щелочность которых не пре¬
вышает 0,357 мг-экв/л = ГН. При такой низкой остаточной ще¬
лочности, которая получилась в приведенном примере, можно
предположить, что pH сусла из этой воды приблизительно такой
же, как при использовании дистиллированной воды.
Снижение pH под влиянием ионов Са2+ и Mg2+ проявляется в
готовом пиве, в то время как декарбонизацией воды снижается
только pH сусла. С точки зрения щелочности вода для приготов¬
ления пива тем лучше, чем ниже щелочность по метиловому оран¬
жевому и одновременно выше содержание Са2+.
ВЛИЯНИЕ ВОДЫ НА ВКУС ПИВА
Соли, содержащиеся в пивоваренной воде, если их много, от¬
ражаются на вкусе пива, даже независимо от pH. Это важное
влияние однако изучено недостаточно.
В последнее время экспериментальные работы опубликованы
Де Клерком [5], далее Краусом с сотрудниками [6], а в ЧССР —
Салачем с сотрудниками [7].
Первый из авторов установил, что сульфатные ионы S02~
дают пиво на вкус терпкое и исключительно горькое, в то время
как Виндиш утверждал, что такое пиво имеет жесткий вкус. От¬
рицательное вкусовое влияние сульфатных ионов не наблюдается
вплоть до их содержания, соответствующего 20—30°Н постоянной
жесткости.
Силикатные ионы Б^'оказывают влияние на вкус косвен¬
ным путем тем, что могут помешать брожению уже в обычном
количестве от 10 до 30 мг/л и что способствуют образованию кол¬
лоидного помутнения в пиве. Силикаты, содержащиеся в пиве,
происходят большей частью из солода, в то время как с водой
их попадает в пиво относительно немного.
Нитратные ионы N0^ в больших концентрациях явно отри¬
цательно влияют на вкус пива. Кроме того, нитраты при броже¬
нии частично восстанавливаются в нитриты; нитритный ион NO~
токсически воздействует на дрожжи. Отрицательное вкусовое
влияние нитритов обнаруживается при концентрации от 25 мг/л.
Хлорные ионы С1~ придают пиву более тонкий и сладкий вкус.
Они считаются безвредными даже при высоких концентрациях.
Железо Fe2+ и Fe3+ может ускорять дегенерацию дрожжей.
В пиве легко возникает коллоидное помутнение. При высоких
концентрациях пиво имеет неприятный вкус, интенсивный цвет и
коричневую пену. Допускается от 0,2 до 0,5 мг Fe/л. Влияние
марганца такое же, однако намного сильнее.
73
Магниевые ионы Mg2+ при высоком содержании неблагопри¬
ятно влияют на вкус. Граница колеблется около 15°Н магниевой
жесткости.
Натриевые ионы Na+ всегда оказывают неблагоприятное
влияние на вкус пива.
При определении влияния воды на вкус пива по Кольбаху {4}
необходимо принимать во внимание также соли из солода. Ла¬
герное пиво из воды обычного состава содержит в 1 л приблизи¬
тельно около I960 мг золы; если использовать дистиллированную
воду, содержание золы снизится приблизительно до 1800 мг/л.
Краус и сотрудники доказали, что пиво из воды, полностью
освобожденной от солей, на вкус почти такое же, как пиво из
воды с общей жесткостью от 6 до 10°Н. Разница во влиянии
Са2+ и Mg2+ на вкус пива по мнению этих авторов незначительна.
Почти никакой разницы во вкусе не возникает под влиянием хло¬
рида кальция и магния, сульфата кальция и магния или карбо¬
ната кальция и магния. Хлорид кальция придает неприятно соле¬
ный вкус уже при содержании, соответствующем больше 20°Н.
Магниевый ион вреден в той же концентрации. Кальциевый ион
вызывает неприятно горький вкус.
Из результатов исследований Салача и сотрудников вытекает,
что из чехословацких пивоваренных вод лучше всего мягкие воды,
по составу похожие на пильзенские воды. Было установлено, что
оптимальное отношение временной жесткости к постоянной 1:1,
при этом более существенным фактором, чем уровень общей жест¬
кости, является содержание НСО^. Если пиво из мягкой и сред¬
нежесткой воды не было удовлетворительным с точки зрения
вкуса, то это было вызвано менее благоприятным соотношением
Mg24-: Са2+ и одновременно более высоким содержанием N0".
Пиво из воды с отношением временной жесткости к постоянной
как 1:2с точки зрения вкуса лучше, чем пиво из воды с преоб¬
ладающей временной жесткостью. Пиво из жесткой и очень
жесткой воды, удовлетворительно, если содержание Са2+ в не¬
сколько раз превышает содержание Mg2+.
Различный состав вод, применяемых для приготовления пива,
проявляется в разной степени сбраживания его. Обычно наиболее
глубоко сбраживается пиво из воды с низким содержанием солей
(пильзенская вода), если не действуют одновременно другие
факторы; несколько меньше сбраживается пиво из воды с отно¬
шением временной жесткости к постоянной как 1 : 1 и еще мень¬
ше пиво из воды с преобладающим содержанием сульфитов.
По Гонкинсу и Амфлету [2], под действием сульфата кальция при
кипячении осаждается фитин; его компонент иноситол необходим
для дрожжей и недостаток его снижает бродильную активность.
Воды с преобладающей временной жесткостью способствуют
при варке сусла с хмелем образованию молекулярной формы
горьких хмелевых веществ, что проявляется в резком, горьком
вкусе пива.
74
ТИПИЧНЫЕ ВОДЫ ДЛЯ ПИВОВАРЕНИЯ
Из вышесказанного вытекает, что химический состав воды,
расходуемой для приготовления пива, оказывает влияние на ос¬
новные свойства пива, главным образом на его вкус, цвет и стой¬
кость. Поскольку химический состав воды зависит от геологиче¬
ского характера местности, влияние воды следует рассматривать
как локальный фактор. Воды, используемые для производства
экспортных сортов пива, считаются типичными водами для пиво¬
варения. Предполагается, что для производства пива типичных
сортов необходимо использовать воды соответствующего химиче¬
ского состава. Типичными водами считаются воды пильзенская,
мюнхенская, дортмундская и венская [8].
В ЧССР основным продуктом является светлое пиво пильзен-
ского типа, которое должно изготавливаться из воды, близкой по
составу к пильзенской. Однако известно, что для этого подходят
и умеренно жесткие воды, в которых щелочное действие бикар-
бонатных ионов HGO~ удачно компенсируется ионами кальция
Са2+, так что они имеют низкую остаточную щелочность и содер¬
жат немного солей, прямо влияющих на вкус пива.
Пиво из воды неподходящего состава по вкусу абсолютно ие
соответствует данному типу. Такое пиво можно улучшить толь¬
ко обработав воду, расходуемую на варку.
ИСПРАВЛЕНИЕ СОСТАВА ВОД,
ИСПОЛЬЗУЕМЫХ ДЛЯ ПИВОВАРЕНИЯ
Для улучшения состава воды из обычных методов обработки
пригодны только те, которые позволяют устранить неподходящие
компоненты таким образом, что в воде не появляются никакие
другие ионы и не повышается содержание некоторых ионов, уже
имеющихся в исходной воде.
Лучше всего поддаются обработке карбонатные воды. Их
можно улучшить снижением временной жесткости, а именно де¬
карбонизацией, нейтрализацией кислотами или частичной ком¬
пенсацией вредного влияния карбонатов путем добавления гипса.
Только в последние годы в пивоварении стали применять ме¬
тоды обессоливания воды ионообменниками, позволяющими уст¬
ранить из воды любые катионы и анионы. Обработанная таким
образом вода подвергается дальнейшей обработке до требуемого
состава чаще всего путем перемешивания с исходной водой.
В настоящее время для обработки воды на пивоваренных за¬
водах используются также непрерывно действующие автомати¬
ческие установки, которые настолько надежны, что при хорошем
контроле не дают существенных отклонений в составе обрабаты¬
ваемой воды.
75
Декарбонизация
При декарбонизации из воды устраняются компоненты времен¬
ной жесткости путем осаждения нормального карбоната кальция
и магния или при кипячении, т. е. термически, или при добавле¬
нии извести.
Термический метод. Это наиболее старый, в настоящее вре¬
мя совсем забытый метод, основанный на разложении бикарбо¬
ната щелочноземельных металлов при кипячении согласно сле¬
дующим уравнениям:
Са(НС03)2 = СаС03 + Н20 + С02;
■М§(НСОз)2 — MgC03 Н20 -f- С02.
Карбонат кальция почти нерастворим и поэтому устраняется
довольно хорошо. Однако карбонат магния выделяется медлен¬
но, неполностью и при охлаждении воды снова частично раство¬
ряется. Поэтому в производстве эффект смягчения воды зависит
от общего состава и колеблется в широком диапазоне в зависи¬
мости от условий. Кипячение следует проводить относительно
долго, а это увеличивает эксплуатационные расходы. Только во¬
ды с преобладающей временной кальциевой жесткостью и с не¬
значительной магниевой жесткостью можно умягчить довольно
быстро до 2,5—3°Н.
Декарбонизация известью. Компоненты временной жесткости
при добавке извести осаждаются уже без нагревания по следую¬
щим уравнениям:
Са(НС03)2 + Са(ОН)2 = 2СаС03 + 2Н20;
Mg(HC03)2 + Са(ОН)2 = 2MgC03 + 2Н20.
Одновременно связывается также свободная окись углерода
С02 + Са(ОН)2 = СаС03 + Н20.
Весь добавленный гидроксид кальция снова выделяется в ви¬
де карбоната, так что в умягченной воде не остается никаких
вновь образовавшихся продуктов реакции. Одновременно осаж¬
дается почти все железо, если оно присутствует в виде бикарбо¬
ната. Кроме того, седиментирующий осадок задерживает боль¬
шую часть органических веществ и микроорганизмов. Недостат¬
ком этого метода является то, что магниевую жесткость можно
устранить только большим избытком извести, который нельзя
использовать для воды, расходуемой на варку пива и поэтому
магний устраняется только частично. Этот метод в обычном
исполнении пригоден только для обработки вод с высокой вре¬
менной жесткостью и с низкой магниевой жесткостью.
Для полного устранения магниевой жесткости кислый карбо¬
нат магния надо перевести двойной дозой извести в гидроксид
по уравнению
Mg(HCO,)2 + 2Са(ОН)2 = Mg(OH)2 + СаС03.
76
Один из методов, использующий эту реакцию, в зарубежной
литературе называется методом SpHttreatment. Он состоит в том,
что вся доза извести добавляется сначала к 2/3 обрабатываемой
воды и только через час подается остаток исходной воды. Таким
образом, надежно устраняется хотя бы 2/з исходной магниевой
жесткости.
В практике вода, расходуемая на варку пива, декарбонизует-
ся известью или периодически, или чаще в устройствах непрерыв¬
ного действия.
Для устранения временной жесткости воды известь следует
добавлять в количестве, эквивалентном временной жесткости и
свободной углекислоте. Поскольку более полное устранение маг¬
ниевой жесткости требует двойной дозы извести, чтобы образо¬
вался гидроксид магния, доза повышается на долю, эквивалент¬
ную присутствующей MgO.
Если обозначить временную жесткость К, магниевую жест¬
кость Mg и содержание свободной двуокиси углерода С, то доза
извести для устранения временной жесткости воды рассчитывает¬
ся по уравнению
а) г СаО/м*= 10(К +Mg-f С),
если вместо К, Mg и С подставить величины в немецких градусах
/оттч п о мг MgO/л „ мг С02/л ,
( Н), т. е. К = 2,8 м, Mg= jjp— .1,4 и С= ■ 1,27;
б) г СаО/м3 = 28 (К -f- Mg -j- С),
если вместо К, Mg и С подставить величины в мг-экв/л.
Известь добавляют чаще всего в виде известкового молока
или насыщенной известковой воды, изредка в порошке. Содержа¬
ние активного СаО определяют титрованием 0,1 н. раствора НС1
по метиловому оранжевому. Если вместо СаО имеется Са(ОН)г,
то количество СаО рассчитывают путем увеличения в соотноше-
56
нии •
74
При периодическом процессе воду обрабатывают в чанах ем¬
костью, соответствующей количеству воды, затраченной на всю
варку и промывку. После добавления извести содержимое чана
должно быть хорошо перемешано с помощью сжатого воздуха,
центробежного насоса или мешалки, после чего образовавшуюся
карбонатную муть оставляют осаждаться (как правило, на 24 ч)
до образования крупных хлопьев. Воды с высокой временной
жесткостью и высоким содержанием нейтральных солей кальция
осаждаются, как правило, хорошо. Осаждению мешает присут¬
ствие органических веществ: вместо осадка образуется только
помутнение. Образованию осадка способствует интенсивное пе¬
ремешивание, нагрев и главным образом добавка карбонатного
осадка от предшествующего умягчения или небольшого количе¬
ства сульфата алюминия.
77
Непрерывное проточное устройство. Известковую воду или
молоко отмеривают автоматически дозатором прямо в поступаю¬
щую воду, с которой они хорошо перемешиваются. Осадок кар¬
боната кальция седиментируется при пониженной скорости исте¬
чения прямо в умягчителе. Время, необходимое для осаждения,
превышает, как правило, 2 ч. Чтобы устранить остатки осадка,
за осветлителем устанавливают закрытый песчаный фильтр, в
который умягченная вода поступает снизу.
Вода с преобладающей временной кальциевой жесткостью
(магниевая жесткость самое большее до 20%) хорошо и быстро
декарбонизуется в проточных реакторах конусного типа (обрат¬
ного). Седиментационная часть умягчителя наполнена тонко зер¬
нистым (диаметр до 0,25 мм) мрамором или кремниевым песком.
Вода с известковым молоком вводится снизу тангенциально, бла¬
годаря чему быстро поступает по спирали вверх. При вихревом
движении в среде мелкого песка твердый карбонат кальция быст¬
ро осаждается прямо на песчинках (осадок не образуется), раз¬
мер которых увеличивается. Когда они достигнут размера около
2 мм, и заполнят всю седиментационную часть устройства, все
содержимое его должно быть заменено. При таком процессе нет
необходимости в продолжительной седиментации осадка. Замена
твердого содержимого реактора более удобна, чем устранение
осадка.
В практике известь нужно дозировать точно. Если добавляе¬
мая известь не может связать всю свободную двуокись углерода,
то снова образуются бикарбонаты, так что временная жесткость
устраняется не полностью. Излишняя доза извести повысила бы
щелочность воды, что тоже является серьезным технологическим
недостатком. Поэтому необходим постоянный контроль, который
заключается в том, что в 100 мл воды титрованием определяют
щелочность по метиловому оранжевому (т) и кроме того по фе¬
нолфталеину (/). При правильной дозировке извести 2f—m. Если
же 2f>m, то избыток извести и дозу следует уменьшить, если же
2f<m, то недостаток извести и дозу следует увеличить. Хорошо
декарбонизованная вода имеет временную жесткость около 3°Н.
Ее т не должно быть выше, чем 1 мл 0,1 н раствора НС1 на
100 мл = 1 мг-экв/л = 2,8°Н.
Декарбонизация с помощью извести довольно проста и деше¬
ва. Благодаря ей можно существенно улучшить большую часть
карбонатной воды с низкой магниевой жесткостью, которую нель¬
зя устранить обычным способом. Такие воды имеют после декар¬
бонизации также низкую временную жесткость, однако главным
образом магниевую. Технологическое качество воды существенно
не улучшается.
Щелочные бикарбонаты при декарбонизации известью не
устраняются. Их можно выделить прежде всего на хлориды, а
именно добавкой эквивалентного количества хлорида кальция.
Са(НС03)2, образующийся в результате реакции, устраняется
78
известью. Для такой обработки действительны следующие урав¬
нения:
2NaHC03 + СаС12 = Са(НС03)2 + 2NaCl;
Са(С03)2 + Са(ОН)2 = 2СаС03 + 2Н20.
Вместо NaHC03 обработанная вода содержит эквивалентную
долю хлорида натрия NaCl.
Нейтрализация
Неблагоприятное с технологической точки зрения влияние
щелочности воды можно отрегулировать также нейтрализацией
бикарбонатов кислотами. Из неорганических кислот чаще всего
используется серная кислота, реже соляная и фосфорная, из ор¬
ганических— главным образом молочная.
Из бикарбонатов образуется нейтральная соль использован¬
ной кислоты, это означает, что временная жесткость воды перей¬
дет в постоянную жесткость. Реакция имеет следующий вид:
Са(НС03)2 + H2S04 = CaS04 + 2Н20 + 2С02.
При всех реакциях нейтрализации освобождается углекислый
газ, который агрессивен и сильно корродирует резервуары и тру¬
бопроводы. Поэтому часто вместо воды окисляют непосредствен¬
но заторы. Однако при таком процессе нельзя нейтрализовать
воду, расходуемую на промывку пивной дробины, что является
недостатком с технологической точки зрения.
Обычно рекомендуется нейтрализовать около 2/з щелочности
воды. По Де Клерку, щелочность нейтрализуется по метиловому
оранжевому путем снижения на 0,4 часть эквивалента кальция.
Недостатком этого метода является то, что нейтральная соль
кислоты, использованной для нейтрализации, остается в раство¬
ре. Значительные трудности возникают в производстве из-за кор¬
родирующего влияния освободившейся двуокиси углерода. На¬
конец, санитарные нормы не допускают использование всех на¬
званных кислот. В ЧССР, например, без получения в исключи¬
тельных случаях специального разрешения можно применять
только пищевую молочную кислоту.
С другой стороны, применение кислот удобно тем, что при
этом выделяются щелочные бикарбонаты, которые устраняются
с помощью хлорида кальция.
Гипсование
Гипсование, или буртонизация *, — это старый метод обработ¬
ки карбонатных вод, использующий реакцию Са2+, добавляемого
в виде гипса, с помощью которого косвенно повышается кислот¬
* По английскому пивоваренному заводу Burton-on-Trent, воды которого
имеют высокий процент гипса (S04—907 мг/л).
79
ность сусла. Однако известно, что добавка небольшого количест¬
ва гипса дает незначительный эффект, в то время как большие
дозы неблагоприятно отражаются на вкусе и общем характере
пива и меняют также равновесие остальных солей. Поэтому гип¬
сование не имеет значения как самостоятельный метод обработ¬
ки вод, расходуемых на варку пива, и его используют большей
частью только для компенсации остаточной временной жесткости
вод, умягченных другим методом, или очень мягких карбонатных
вод. Для этого достаточно 5—8 г гипса/гл. В противном случае
доза гипса колеблется от 5 до 30 г/гл. В пивоваренной практике
используется гипс (обожженный), а не молотый минеральный.
Обессоливание
Обессоливание является новейшим методом обработки пивова¬
ренных вод, который вытесняет классические химические методы
с того момента, как были получены синтетические ионообменные
смолы. В зависимости от исходного сырья ионообменные смолы
содержат или сульфогруппы HS03, в этом случае они имеют кис¬
лые свойства и задерживают катионы путем замены на ионы Н+
(Н-смолы-катиониты), или аминогруппы NEH, тогда они имеют
основные свойства и задерживают анионы, заменяя их на ионы
ОН- (ОЕН-смолы-аниониты).
С помощью ионообменных смол можно теоретически очистить
воду от всех солей, включая щелочные бикарбонаты, простой
фильтрацией обрабатываемой воды. Для этого воду сначала про¬
пускают через фильтр с катионитом, где происходят реакции
следующего типа:
Са(НС04)2 -f- Н2-смолы = Н20 -f- С02 -f- Са-смола;
CaS04 -f- Н2-смола = H2S04 -f- Са-смола.
После прохождения через катионит вода содержит свободные
кислоты, соответствующие анионам, имеющимся в исходной воде.
В следующем фильтре с анионитом протекает следующая
реакция:
2H2S04 -f- (ОН)2-смола = S04-CM(xna -f- 2Н20.
После фильтрации вода, как правило, имеет слабощелочную
реакцию и очень редко слабокислую. Если рекомендуется нейт¬
ральная реакция обработанной воды, то устанавливается еще
один нейтрализующий фильтр, называемый обычно буферным
обменником.
Истощенные фильтры легко регенерируются, а именно кис¬
лые— 5%-ной соляной кислотой (ЕЮ), а основные — 2%-ным
или 4%-ным раствором едкого натра (NaOEi). После слива из¬
бытка реагентов и прополаскивания водой фильтры можно снова
80
использовать. Буферные обменники нет необходимости регене¬
рировать.
Недостатком этого метода является то, что углекислый газ,
освободившийся во время реакции с катионитом из бикарбонатов,
не связывается основной смолой и действует сильно корродирую-
ще. Чтобы обработанная вода снова не оказалась непригодной,
на поверхность металлического оборудования наносится покры¬
тие из пластических масс и используются трубопроводы из того
же материала.
Вода, исправленная обессоливанием, становится пригодной
для варки пива только после дальнейшей обработки, которая со¬
стоит в том, что она перемешивается с исходной необессоленной
водой в таком соотношении, чтобы был достигнут требуемый тех¬
нологически наиболее подходящий солевой состав.
ОБЩИЕ СПОСОБЫ ИСПРАВЛЕНИЯ
ПОВЕРХНОСТНЫХ ВОД
Поверхностные воды и некоторые родниковые воды поверх¬
ностного характера нельзя использовать в пивоварении без соот¬
ветствующей обработки. Они бывают загрязненными и не сов¬
сем бесцветными, а иногда имеют слабый запах и почти всегда
бактериально загрязнены. Их обработка заключается в устра¬
нении грубых и коллоидных суспензий фильтрацией, если нельзя
использовать естественную фильтрацию, например, организацией
так называемых прибрежных колодцев, и в стерилизации путем
хлорирования, обычно с последующим дехлорированием. При
такой обработке вода одновременно обесцвечивается и освобож¬
дается от запахов. В широком смысле к общей обработке воды
относится удаление железа и марганца и раскисление.
Осветление и фильтрация
Обычно поверхностные речные и озерные воды осветляются
путем добавки химических реактивов, в результате реакции ко¬
торых с компонентами временной жесткости воды образуются
крупные хлопьеобразные осадки. Эти осадки при седиментации
захватывают образующие муть вещества. Метод использует
трехвалентные ионы Al2+, Fe3+, которые по закону Шульца обла¬
дают характерной особенностью осаждаться на коллоидных час¬
тицах.
В качестве коагулянта используется сульфат алюминия, хло¬
рид или сульфат железа, иногда сернокислое закисное железо
и окисляющий реагент. Реакция сульфата алюминия с бикарбо¬
натом кальция протекает следующим образом:
Al2(S04)a + ЗСа(НС03)2 = 3CaS04 + 2А1(ОН)3 + 6СО.
4—108 81
В качестве коагулянта используется также гидроокись алю¬
миния (или железа), которая действует не только механически,
но одновременно адсорбирует частицы с противоположным элек¬
трическим зарядом.
Полное осаждение обусловлено хорошим перемешиванием
обрабатываемой воды с коагулянтом и поддержанием оптималь¬
ного pH. Гидроокись алюминия образует осадок в виде грубых
хлопьев при pH от 4 до 6. При pH ниже 4 — осадок из тонких
хлопьев; если pH превышает 8, то вместо гидроокиси образуется
Рис. 1. Схема водоочистительной станции:
/ — сборник; 2 —насосы для неочищенной воды; 3 —скоростное перемешивание неочищен¬
ной воды с химическими реагентами; 4—осветлитель; 5—открытый песочный фильтр;
6—резервуар для чистой воды; 7 — насос для чистой воды; 5 —напорный дехлоратор с
активированным углем; 9 — хлорирование неочищенной воды; 10 — дозировка сульфата
алюминия; И — дозировка извести; 12 — хлорирование очищенной воды.
алюминат. Гидроокись железа хорошо осаждается при pH от 6
до 8; зависимость от pH не такая четкая, как у гидроокиси алю¬
миния. У воды с очень низкой временной жесткостью коагуляцию
следует поддерживать путем добавки извести. При осаждении
сульфатом алюминия необходимо, чтобы снижение pH, вызван¬
ное добавкой коагулянта, не было в отношении оптимума слиш¬
ком большим. При осаждении солями железа добавкой извести
удерживается относительно высокий оптимальный pH. Низкая
температура воды замедляет коагуляцию.
Из химических уравнений реакций осаждения вытекает, что
при осветлении химикалиями часть временной жесткости воды
переходит в постоянную жесткость. Такая декарбонизация тех¬
нологически выгодна.
Правильную дозировку коагулянтов необходимо установить
лабораторным путем. В практике на 1 м3 воды дозируется от 10
82
до 120 г сульфата алюминия или железа, или от 10 до 60 г хло¬
рида железа. Добавка окисляющих реагентов (хлора, манганитй
калия, кислорода воздуха) улучшает вкус и цвет воды, устраняет
запах и часть органических веществ.
Установка для обработки воды (рис. 1) состоит из смесителя,
в котором поступающая на обработку вода перемешивается с
коагулянтом, хлопьеобразователя (флокулатора), в котором об¬
разовавшаяся в смесителе муть собирается в большие хлопья, и
специального осветлителя, обеспечивающего осаждение грубых
хлопьевидных осадков с загрязнениями при пониженной скорости
истечения. В современных вертикальных осветлителях работают
с так называемым иловым облаком, которое при прохождении
воды снизу захватывает увлекаемый осадок и тем самым ускоря¬
ет осветление.
чВместе с коагулянтами при современной обработке воды в
смеситель подают манганит калия, а также хлор для частичного
окисления органических веществ и стерилизации.
Установки для обработки поверхностных вод имеют автома¬
тические дозаторы химических реактивов различных конструкций,
в частности, регулирующие или диафрагмовые насосы, диафраг-
мовые опрокидывающиеся весовые дозаторы для сухих веществ,
мерники для осаждающих растворов и соответствующие сату¬
раторы.
Осветленная вода для промышленных целей фильтруется в
закрытых скоростных песочных фильтрах, дехлорируется и осво¬
бождается от запахов (дезодорируется) путем фильтрации через
активированный уголь и собирается в резервуары.
Снижение кислотности
Большинство вод из природных источников и все воды, обра¬
ботанные для осветления химическими реагентами, содержат на¬
ряду с равновесной углекислотой и другие свободные фракции,
т. е. агрессивные угольные кислоты. Чтобы предотвратить корро¬
зию водопроводных коммуникаций и резервуаров, воду следует
очистить от агрессивной части угольной кислоты.
Мягкие воды для пивоваренных целей лучше всего раскислять
химическим методом, а именно фильтрацией через мраморные
фильтры или известкованием.
В мраморном фильтре свободная угольная кислота связыва¬
ется в карбонат кальция. Этот метод наиболее подходит для вод
с временной жесткостью от 2,5 до 75°Н. На каждые 10 мг Саг/л,
т. е. 10 г С02/м3, жесткость повышается на 1,27°Н. Расход мра¬
мора приблизительно 25 г на каждые 10 г С02. За работой хоро¬
шо рассчитанного мраморного фильтра не нужен специальный
контроль, поскольку карбонат кальция может растворяться толь¬
ко в количестве, эквивалентном присутствующей свободной угле¬
кислоте.
4*
83
Магниевые фильтры менее пригодны для раскисления воды,
расходуемой на пивоваренные цели, их наполнительный матери¬
ал содержит MgO, так что при раскислении у воды кроме вре¬
менной кальциевой жесткости повышается магниевая жесткость.
Временную жесткость воды повышают известкованием, а
именно на каждые 10 мг С02/л на 0,64°Н; следовательно, расхо¬
дуется 6,4 г (100%-ного) СаО, т. е. 8 г 80%-ного или 12,8 г 50%-
ного на каждые 10 г С02/м3. Известь добавляют в виде прозрач¬
ной известковой воды. Известковое молоко и известковую пыль
можно использовать только тогда, когда за раскислением следует
фильтрация воды.
Удаление из воды железа и марганца
Если железо присутствует в воде в виде бикарбонатов, его
можно легко перевести в нерастворимый гидроксид железа путем
простой аэрации. Кислород для окисления железистой соли в
железную можно добавить вместе с окислителем, например ман¬
ганитом калия, хлора и т. п.
Гидроокись железа в этом случае выделяется довольно легко,
если вода имеет высокую временную жесткость и щелочную реак¬
цию (pH 7). Выделение гидроокиси катализирует соприкоснове¬
ние с гидроокисью железа, которая находится на материалах с
шероховатой поверхностью и острыми гранями (кокс, разные
керамические материалы и т. п.).
И, наоборот, выделение гидроксида железа довольно затруд¬
нительно у вод с высоким содержанием органических веществ
(гуминовых) в присутствии щелочных бикарбонатов, если вода
имеет низкую карбонатную жесткость или высокое содержание
свободного углекислого газа, а также если железо связано как
сульфат. Поэтому у некоторых вод необходимо сначала устранить
органические вещества осветлением с помощью коагулятов или
энергичным окислением манганитом калия и хлором. Железо,
связанное как сульфат, выделяется после окисления только в
щелочной среде (добавка извести).
Точно также довольно легко устраняется марганец, связан¬
ный как бикарбонат; если он присутствует в виде сульфата, то
устраняется с трудом. В первом случае следует связывать сво¬
бодный углекислый газ добавкой извести и изменить реакцию
воды на pH от 7,5 до 8,0. Марганец, связанный в серной кислоте
или даже в органической кислоте, препятствует окислению и его
можно удалять только обезмарганцивающим фильтром с пиро-
люзитной прокладкой или с наполнением марганцевым пермути-
том (реагирует с манганитом калия).
Для удаления железа и марганца из воды используются оро¬
сительные вентиляционные установки, или чаще закрытые ваку¬
умные устройства. Это, как правило, песочные скоростные филь¬
тры. К подводящему воду трубопроводу присоединен смеситель
84
для воздуха, поступающего от компрессора. В случае, если вода
имеет низкий pH, имеется подвод известковой воды или извест¬
кового молока. Для устранения трудно осаждаемых форм мар¬
ганца устанавливается специальный обезмарганцивающий
фильтр.
Стерилизация воды
Санитарная безвредность воды обеспечивается стерилизацией.
Технически подходящий метод стерилизации воды должен обес¬
печивать лучшие результаты стерилизации, должен быть надеж¬
ным и экономичным в части первоначальных и эксплуатацион¬
ных расходов. Вода, которая выходит из стерилизатора, должна
как можно дольше сохранять бактерицидные свойства.
Лучше всего всем этим требованиям отвечает хлорирование
воды, которое в настоящее время в ЧССР является основным
методом стерилизации воды для пивоваренных целей. Стерили¬
зованная вода должна дехлорироваться, так как остаточный хлор
придает пиву типичный привкус и кроме того его бактерицидное
действие препятствует использованию воды при промывке ею
технических культур пивоваренных дрожжей водой, а также хра¬
нению их под водой.
Кроме очень неприятного вкусового влияния хлора недостат¬
ком является также его ограниченное по времени действие, кото¬
рое еще больше сокращается в результате дехлорирования. В то
же время преимущество его в том, что хлор действует быстро,
оборудование хлорирующего устройства простое, и первоначаль¬
ные и эксплуатационные расходы довольно низкие.
Бактерицидное действие хлора преимущественно косвенное,
хлор образует с водой сначала хлорную кислоту, диссоциирован¬
ную в незначительной степени, которая легко отщепляет высоко¬
активный кислород, бактерицидно эффективный:
С12 + 2Н20 = 2НС10 + 02;
2НС10 = 2НС1 + 02.
Одновременно образующаяся соляная кислота (НС1) нейтра¬
лизует компоненты временной жесткости воды; тем самым воз¬
растает постоянная жесткость.
В качестве сильного окислителя хлор также окисляет органи¬
ческие вещества до воды и углекислого газа. Тем самым несколь¬
ко улучшается вкус и запах воды. Поэтому в практике следует
добавлять столько хлора, чтобы его концентрации хватило для
надежной стерилизации воды с учетом потребности на окисление
органических веществ. Это особенно важно в тех случаях, когда
хлор дозируют прямо в поступающую воду, как это имеет место
на водоочистных станциях при обработке поверхностных вод.
85
Если вода не содержит большого количества органических
или других веществ, способных к окислению, то добавляют обыч¬
но от 0,2 до 0,3 г Cl/м3. Если результат стерилизации надежный,
то предпочитают главным образом при неустойчивом загрязнении
воды слабое перехлорирование. При избытке хлора от 0,5 до
0,7 мг/л вода приобретает неприятный запах хлора. Если в сырой
воде присутствуют следы фенолов, то при хлорировании возни¬
кает неприятный хлорфенольный запах.
Для хлорирования воды в ЧССР используют исключительно
газообразный хлор, который дозируется автоматическим прибо¬
ром (хлоратором). Если расход хлора не превышает 1 кг за 24 ч,
то для водоочистной станции пивоваренного завода достаточно
двух приборов обычного типа, из них один резервный.
Для дехлорирования стерилизованной воды на пивоваренных
заводах используются дехлорирующие скоростные фильтры с ак¬
тивированным углем различной зернистости. Собственно дехло¬
рирование— это химический процесс, который выражается урав¬
нением
С + 2С12 4- 2Н20 = С02 + 4НС1.
Углерод окисляется хлором в углекислый газ (агрессивный)
при одновременном образовании соляной кислоты.
Одновременно с дехлорированием проявляются также адсорб¬
ционные свойства активированного угля, выражающиеся в устра¬
нении запаха (дезодорация) и улучшение цвета и вкуса воды.
Из специальных видов активированных углей для дехлориро¬
вания в ЧССР используется Norit R II голландского производст¬
ва и Hydraffin германского производства. Современный чехосло¬
вацкий активированный уголь — это Desorex SH2.
Содержание остаточного хлора в дехлорированной воде колеб¬
лется от 0,02 до 0,05 мг/л. Однако, если вода содержит следы
фенолов или их производных, то остаточный хлор должен устра¬
няться полностью, иначе вода приобретает хлорфенольный запах
[9].
В ЧССР кроме газообразного хлора другие химические сред¬
ства или физические методы (УФ-излучение, ультразвук), а так¬
же контактная катадинация и электрокатадинация не применя¬
ются. Только в исключительных случаях (например, после сти¬
хийных бедствий) непродолжительное время применяются
олигодинамические препараты.
Известный за рубежом [10] способ стерилизации воды озони¬
рованием из-за высоких первоначальных расходов рентабелен
только для крупных предприятий. В то же время эксплуатацион¬
ные расходы при этом способе очень низки, установки относи¬
тельно небольшие и требуется минимальное количество обслужи¬
вающего персонала. Согласно последним данным, в Научно-
исследовательском институте электротехники в Беховицах скон¬
струирован экономичный озонатор, который можно использовать
86
и на пивоваренных заводах. Действие озона мгновенно, однако
сохранение эффекта стерилизации ограничено временем. Вкусо¬
вое влияние благоприятное.
При УФ-облучении также требуются большие первоначальные
расходы, этот способ сложен в обслуживании и ремонте. Стери¬
лизация хотя и совершенна, однако ее результат зависит от коле¬
баний скорости протекания воды и от осадка солей на стенках.
Повреждения выражаются главным образом в выходе из строя
источника УФ-излучения.
Стерилизация воды под олигодинамическим действием ионов
серебра и тяжелых металлов целесообразна при соблюдении ре¬
комендуемого времени реакции, не влияет на вкус, вода сохра¬
няет бактерицидные свойства вплоть до ее использования.
У фильтровальных способов (контактная катадинация) повыша¬
ются первоначальные расходы из-за высоких цен на фильтро¬
вальный материал. Установка простая и работает без поврежде¬
ний и без контроля. У электролитических способов (электроката-
динация) первоначальные расходы гораздо ниже.
В ЧССР некоторое время использовали олигодинамические
препараты. Из препаратов отечественного производства приме¬
няли Movidyn, который был эффективен при разбавлении от
1 : 50 000 до 1 : 200 000. Отмечается [9], что этот препарат, основой
которого является коллоидное серебро, быстро стареет при хра¬
нении. Известное олигодинамическое средство Sagen по сути
дела является комплексным натриевосеребряным хлоридом.
В практике водоснабжения обычно достаточно [9] дозы 100 мг
на 1 г воды, т е. наименьшей товарной упаковки (10 г) с содер¬
жанием 10 мг Ag на 1 м3 воды.
ПРОИЗВОДСТВЕННАЯ ВОДА
Производственная вода используется в пивоварении главным
образом для охлаждения, мытья и чистки, а также для питания
паровых котлов. Хорошая вода образует наименьшее количество
отложений (инкрустов) в резервуарах, коммуникациях и других
потребителях как без нагрева, так и при нагреве. Поэтому она
не должна содержать суспендированных неорганических и орга¬
нических веществ, большого количества соединений железа и
марганца, из которых при окислении выделяются гидроокиси,
должна иметь низкую временную жесткость, чтобы при нагреве
не образовывалась накипь, и не должна корродировать матери¬
алы, главным образом металлы.
Охлаждающая вода должна иметь низкую температуру с не¬
значительными колебаниями в течение года и особенно в летний
период. Поэтому предпочитают грунтовые воды перед поверхност¬
ными. Жесткая вода в исходном состоянии не пригодна для
охлаждения охмеленного сусла на оросительных холодильниках
и в проточных холодильниках для охлаждения бродильных чанов
87
и даже для охлаждения оросительных конденсаторов холодиль¬
ных машин, поскольку образует отложения, которые необходимо
часто устранять, чтобы не снизить теплопередачу.
Для получения теплой воды в нагревателях всех типов лучше
использовать мягкую, иногда умягченную питьевую воду. Если
при нагреве она стерилизуется, что зависит от температуры и
времени, то бактериальный состав исходной воды имеет второ¬
степенное значение.
Вода для производства пищевого льда должна содержать наи¬
меньшее количество растворенных веществ. Если она содержит
много солей, главным образом карбонатов, то лед не прозрачен;
при замерзании соли скапливаются внутри бруска и образуют
непрозрачное ядро. Соединения железа и марганца окрашивают
лед. Лед для пищевых целей изготавливается из питьевой воды.
Вода для мойки и чистки, если она используется в лагерных
отделениях, т. е. для мойки и ополаскивания бродильных чанов
и лагерных танков, для окончательной промывки транспортных
бочек и бутылок, для промывки и хранения дрожжей, прополас¬
кивания трубопроводов, шлангов, насосов, разливочных машин и
другого оборудования в бродильном и лагерном отделениях, а
также для промывки фильтрационной массы должна быть с ги¬
гиенической точки зрения безвредной. С технологической точки
зрения необходимо, чтобы в ней отсутствовали микроорганизмы,
способные загрязнять пиво. Химический состав этой воды имеет
второстепенное значение. Воды, не отвечающие гигиеническим и
биологическим требованиям, стерилизуют, чаще всего хлориро¬
ванием.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Podle DIN 19640; ref. F. Hens; Brauwissenschaft, 13, 1960, 247.
2. Journ. Instit. Brew., 45, 1939, 365.
3. Cougr. intern, des Ind. de Fermentation, Gand, 1947.
4. Wochenschr. Brau, 58, 1941, 231 u souhrnny ref. Monatschr. f. Brauerei, 13,
1960, 77.
5. De Clerck J., Duganquier Ch. Bui. Ass. Anc. Etud. Louvain 42, 1964, 2, 64.
6. Krauss G., Waller H., Schmid R. Brauwelt, В 95, 1955, 617.
A
7. Salac V., Kotrla-Hapalova М., Vancura M. Kvasn^ promysl, 4, 1958 — priloha.
8. Brauwissenschalt, 14, 1961, 2.
9. Stuchlik H. Dezinfekce vody SNTL, Praha, 1958.
10. Brau.-Garungs- u. Kaltetechnik, 14, 1961, 102.
ПИВНОЙ КОЛЕР
Пивной колер — краситель для придания пиву более темного
цвета. Это темно-коричневый почти черно-коричневый сироп
плотностью около 70° Блг, сладковатый с приятно-горьковатым
вкусом, с высокой красящей способностью.
Колер изготавливают из сахаров (сахарозы, глюкозы, фрук¬
тозы, инвертного сиропа) или желтых сахарных сиропов и крах-
88
мального сиропа (декстронера) путем нагревания до темпера¬
туры карамелизации, без добавок или чаще всего с добавками.
Реакцию карамелизации облегчают щелочные добавки, а имен¬
но или сода, гидроокись натрия (кодеры натроновые), или ам¬
миак, карбонат аммония, карбамид (кодеры азотистые). Опти-
мальна,я температура карамелизации от 170 до 180°С. Если она
ниже, то продукт содержит большой остаток сбраживаемого
сахара. При высокой температуре (свыше 200°С) продукт имеет
более низкую степень окраски (разложение до углерода) хотя
на вкус и пригодный, но коллоидно-нестойкий, главным образом
в кислой среде,*и поэтому вызывает помутнение пива.
Хороший пивной колер должен иметь интенсивный цвет, не
вызывать помутнения пива и не придавать ему посторонний не¬
приятный привкус. Он должен иметь реакцию слабокислую, самое
большое нейтральную. Водный раствор колера не должен мут¬
неть от раскисления и быть биологически безвредным. Ниже при¬
веден состав пивных колеров в %.
Качественным признаком можно считать остаточное содержа¬
ние сахара. Дир и Моштек [2] установили, что основных сахар¬
ных компонентов глюкозы и фруктозы в колерах содержится
около 26%, и поэтому рекомендуется подкрашивать охмеленное
сусло, а не готовое пиво.
Требования к качеству установлены стандартом ЧСН 566635—
«Пиво».
Вода
Экстракт
Сбраживаемый сахар
Зола
Кислотность (как молочная кислота)
0,07—0,35
0,88—2,40
23—35
66—78
4—15
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Dyr J„ Haurar I. Chemie a technologie sladu a piva, I dil, SNTL, Praha, 1961.
2. Kvasny promasl, 5, 1959, 129.
Производство охмеленного
сусла
Пивное охмеленное сусло — это сахаристый полупродукт, об¬
разующийся в первой фазе технологического процесса при про¬
изводстве пива и содержащий экстрактивные вещества из со¬
лода и хмеля. Важнейшим процессом при производстве охме¬
ленного сусла является превращение нерастворимых компонентов
солода — основного крахмалистого сырья в растворимый экст¬
ракт в результате ферментативных реакций, катализированных
гидролизирующими ферментами. Активные вещества хмеля, на¬
оборот, переходят в раствор в результате физических и химиче¬
ских процессов.
Для создания технически подходящих условий для основного
процесса необходимо работать с сырьем, предварительно меха¬
нически обработанным дроблением, и в среде с достаточным
количеством воды.
Производство охмеленного сусла состоит из трех основных
процессов:
а) затирания, т. е. перевода экстрактивных веществ из пере¬
рабатываемого крахмалистого сырья (солода) в раствор;
б) фильтрации осахаренного затора;
в) охмеления сусла путем кипячения его с хмелем.
Казалось бы, простые процессы, происходящие при производ¬
стве сусла, являются результатом сложных биохимических про¬
цессов, которые влияют на химический состав охмеленного сусла,
а от него зависит не только дальнейший технологический процесс,
но и качество пива.
Первоначально технологические процессы, применяемые при
производстве охмеленного сусла, главным образом в части гус¬
тоты заторов, градации температур при затирании, кипячении
заторов и т. д., были выведены чисто эмпирическим путем и, по¬
этому были в некоторой части излишне усложнены, что с совре¬
менной точки зрения не всегда рационально. Благодаря дости¬
жениям в области биохимии и коллоидной химии и других отрас¬
лей науки стали возможны более совершенные методы управле¬
ния пивоваренными процессами, и контроль за их прохождением.
Вместе с тем опыт, приобретенный на практике, и дальше нахо¬
дит применение, если подтвердилась его верность.
90
ПРИГОТОВЛЕНИЕ И ДРОБЛЕНИЕ
СОЛОДА
Выбору солода и его подготовке перед дроблением нужно
уделять определенное внимание. Солод с разными свойствами
смешивают в определенном соотношении, чтобы основное сырье
имело состав, обеспечивающий равномерное качество пива. Ос¬
новную часть засыпи составляет солод гарантированного каче¬
ства. Свежеприготовленный солод сначала добавляют небольши¬
ми дозами, которые могут быть увеличены только после отлежки
солода. Солод старый, влажный, или с другими недостатками
добавляют осторожно, чтобы их плохое качество не отразилось
на готовом продукте. Раньше солод, предназначенный для дроб¬
ления, отвешивали в бункер, в котором он перемешивался и по¬
том поступал в дробилку. В настоящее время для этой цели ис¬
пользуют смесители или дозаторы, однако всегда рекомендуется
подавать в дробилку солод выравненного качества, чтобы работа
дробилки была равномерной.
Солод, хранящийся на открытых площадках или в закрытых
солодохранилищах, всегда загрязнен пылью, которая образуется
в результате истирания зерна при транспортировке. На открытых
площадках в солод могут попасть и другие примеси, поэтому
перед дроблением его очищают от пыли и примесей. Для этой
цели используют простейшие очистительные машины, состоящие
из сотрясательных сит, сепаратора для пыли и магнитного при¬
бора. Грубые примеси, камешки, обрывки мешковины, и т. д.
задерживаются на верхнем сите, в то время как солод проходит
на нижнее сито, где очищается от песка и других мелких приме¬
сей. Пыль и легкие примеси отсасываются и собираются в пыле¬
осадительной камере или другом пылеотделителе.
Для очистки солода можно использовать и обычные ростко¬
отбивные машины, однако очистительные машины с ситами бо¬
лее экономичны. Полировочные машины для очистки солода в
настоящее время не применяются. Из-за истирания и дробления
хрупкого зерна возникали ненужные потери зерна, и к тому же
содержание этих машин было слишком дорого.
Раньше солод перед дроблением обрызгивали водой, чтобы
оболочки увлажнялись и при дроблении меньше повреждались.
Это было немаловажно, так как солод дробили на мельничных
жерновах; однако и позже пытались увлажнять солод так же,
как на мельницах перед помолом увлажняют зерно. В последнее
время было введено запаривание солода непосредственно пе¬
ред дроблением. На шнековом транспортере длиной 3 м солод
обрабатывается паром и умеренно увлажняется. Влажность со¬
лода возрастает только на 0,05%, однако оболочки размягчают¬
ся и лучше отделяются; оставаясь более крупными, частицы обо¬
лочек образуют хороший фильтрующий слой. В ЧССР нет опыта
работы с таким оборудованием.
si
ОБОРУДОВАНИЕ ДРОБИЛЬНОГО ОТДЕЛЕНИЯ
Дробильное отделение, как правило, размещается над вароч¬
ным отделением, чтобы транспортировка дробленого солода в за¬
торные чаны была короче и можно было использовать самотек.
В дробильном отделении обычно имеются очистительные маши¬
ны, автоматические весы для солода, дробилка и бункера для
дробленого солода. Размещение машин может быть различным,
обычно они размещены в два или три этажа. Устройство дробиль¬
ного отделения, характерное для чехословацких условий, видно
из схемы, приведенной на рис. 2.
Производительность солододробилки выбирается так, чтобы
в смену дробилась засыпь только для двух варок. В зависимости
от этого выбирается и число бункеров для дробленого солода.
Бункера изготовлены из листовой стали, внутри они гладкие, а
внизу снабжены коническим выпускным отверстием. Дробленый
солод должен выпадать из бункеров без остатка. Бункера для
солода могут быть цилиндрические, призматические, стационар¬
ные и укрепленные на тележках. Для загрузки 100 кг дробленого
солода они должны иметь объем от 2,7 до 3 гл.
Работа всех машин и транспортеров между машинами долж¬
на быть синхронизирована, чтобы машины не перегружались.
Солод к солододробилке следует подавать равномерно, чтобы
загрузка дробилки не колебалась. Дробильное отделение должно
быть хорошо освещено и подход к отдельным машинам легкодо¬
ступным. Машины в дробильном отделении необходимо хорошо
герметизировать, чтобы производство было беспыльным. Дро¬
бильное отделение нужно связывать с остальными этажами и
первым этажом грузовым и пассажирским лифтом для облегче¬
ния обслуживания и транспортировки специальных солодов или
заменителей.
Современные дробильные отделения на больших пивоварен¬
ных заводах являются, как правило, частью варочного производ¬
ства. Они полностью автоматизированы и управляются на рас¬
стоянии варщиком, который следит за процессом дробления на
контрольном пульте, установленном в варочном отделении. Час¬
то процесс решается так, что используют одну или несколько со-
лододробилок большой мощности и дробленый солод без приме¬
нения бункера подают прямо в заторные чаны. Точно так же, как
дробление солода, автоматизировано дробление его замените¬
лей — риса или кукурузы.
Управление и контроль за работой дробильного отделения
производится с пульта, устанавливаемого в варочном отделении.
Для удобства и наглядности схема соединения дробильного отде¬
ления с солодохранилищами, дозирующими устройствами и пнев¬
матическим транспортером вынесена на щит управления и конт¬
роля варочного отделения (рис. 3).
92
5
1U 7 5
Рис. 2. Схема дробильного отделения:
1 — смесительный бункер для солода; 2, И — поперечные шнековые транспортеры для
солода; 3, 12 — продольные шнековые транспортеры для солода; 4 — транспортные подъем¬
ники для солода; 5 — снто; 6 — распределительный шнековый транспортер для предвари¬
тельно очищенного солода; 7 — очистительные машины для солода; 8 — магниты; 9 — весы
и дробилки; 10— бункера для дробленого солода; 13— резервуар для теплой воды; 14 —
отсасывание пыли из подъемников; 15 — закрытые пылевые фильтры.
Рис. 3. Щит управления и контроля варочного отделения (Херфогеилиош).
СОЛОДОДРОБИЛКИ
Жернова для дробления солода уже не применяются со вто¬
рой половины прошлого столетия, когда начали использовать
двухвальцовые и многовальцовые дробилки. Развитие-конструк¬
ций дробилок было очень разносторонним и в настоящее время
применяются исключительно четырех- или шестивальцовые дро¬
билки. Двухвальцовые дробилки используются только на неболь¬
ших пивоваренных заводах или для измельчения специального,,
главным образом жженого солода. Трехвальцовые дробилки с
разным диаметром вальцов полностью исчезли, пятивальцовые
изготавливаются в единичных случаях.
Двухвальцовая солододробилка состоит из стационарного чу¬
гунного кожуха, воронки, подающего устройства и двух вальцов.
Кожух должен быть герметизирован, чтобы тонкая солодовая
мука не распылялась. Подающее устройство состоит из регули¬
рующего клапана, разрыхлительного и подающего валиков. Риф¬
леный подающий валик равномерно спускает солодовое зерно>
в горизонтальном положении между дробящими вальцами. В та¬
ком положении меньше повреждаются оболочки. Вальцы изго¬
товлены из закаленного йутуна и их поверхность хорошо отшли^'
94
фована и отполирована. Если валик испорчен (борозды, углуб¬
ления), его следует вновь отшлифовать. Вальцы должны быть
расположены горизонтально и точно параллельно, зазор между
ними должен иметь по всей длине одинаковый просвет. Вал од¬
ного вальца закреплен на неподвижных подшипниках, соединен¬
ных с кожухом, вал другого вальца расположен на подвижных
подшипниках, чтобы можно было регулировать зазор между
вальцами. Вал прочно закрепленного вальца снабжен ременным
шкивом для приведения в действие вальца, второй валец приво¬
дится в действие парой шестерен от первого вальца. Расстояние
между вальцами (зазор) можно устанавливать с помощью регу¬
лировочных болтов или других регулирующих механизмов. Раз¬
борку вальцов при чистке обеспечивает рычажное устройство,
разведение вальцов (при проникновении твердого предмета),
пружина, в старых системах противовес.
Диаметр вальцов двухвальцовых солододробилок равен от
250 до 300 мм, частота вращения от 180 до 240 оборотов в мину¬
ту. Производительность двухвальцовых дробилок колеблется от
600 до 2000 кг/ч, на 10 см длины вальцов приходится 150—
200 кг/ч солода.
Рис. 4. Схема четырехвальцовой солододробилки М27/25 (ЗВУ):
I — подающий валик; 2 — верхняя пара вальцов; 3, 7 — стопорные приспособления; 4„ 8 -т
скребки; 5 — сепаратор; 6—иижняя пара вальцов; Я—отверстие для взятия образцов.
вз
Четырехвальцовые дробилки лучше размалывают оболочки.
Их лучше устанавливать на более высокие мощности, чем дро¬
билки двухвальцовые. Установка и привод вальцов такие же,
как и у двухвальцовых дробилок. В верхней паре вальцов соло¬
довое зерно расплющивается и оболочка отделяется от эндоспер¬
ма. На ситах или другом устройстве она освобождается от остат¬
ков крупной крупки для лучшего размалывания на нижних валь¬
цах. Четырехвальцовые солододробилки встречаются во многих
конструктивных решениях; два типа четырехвальцовых дробилок,
изготавливаемых в ЧССР, описаны более подробно.
Дробилка типа М27/25
имеет между верхней и ниж¬
ней парой вальцов сортиру¬
ющее устройство, которое
центробежной силой отбра¬
сывает дробленый солод на
перфорированную стенку и
отделяет крупную крупку от
оболочки. Сортировка несо¬
вершенна, однако устройство
работает надежно и не нуж¬
дается в специальном обслу¬
живании. Устройство приве¬
дено на рис. 4. Производи¬
тельность этих дробилок в
зависимости от длины валь¬
цов колеблется от 1000 до
2400 кг/ч. Потребная мощ¬
ность привода от 6 до 10 кВт.
Солододробилка типа TMS (рис. 5) снабжена между верхней
и нижней парой вальцов двумя сотрясательными ситами. После
сортировки на ситах мелкая крупка и мука выводятся из машины
и уже не попадают на нижнюю пару вальцов. Оболочка и круп¬
ная крупка в результате колебательного движения соскальзыва¬
ют на конец устройства и падают на нижнюю пару вальцов. Сита
чистят с помощью резиновых шариков. Дробилка изготавливает¬
ся только одного размера производительностью 2000 кг/ч и сред¬
ней частотой вращения неподвижно укрепленного вальца
220 об/мин, подвижного вальца 214 об/мин с потребной мощ¬
ностью привода 10 кВт.
Шестивальцовые солододробилки работают в три этапа и по¬
этому их производительность достаточно высока. Схематически
эти процессы изображены на рис. 6. С подающего устройства
солод попадает между дробящими вальцами аа, которые для
быстрого захвата зерна расположены по диагонали. Измельчен¬
ный солод поступает на верхнее сотрясательное сито Ь, оболочки
с прилипшими к ним частицами эндосперма колебательным дви¬
жением подаются ко второй паре вальцов сс, а крупная крупка
96
Рис. 5. Четырехвальцовая солододробил¬
ка TMS:
1 — подающее устройство; 2 — верхняя пара
вальцов; 3 — сита; 4— привод к ситам; 5 —
нижияя пара вальцов.
с колеблющегося сита Ь2 к третьей паре дробящих вальцов; мел¬
кая крупка (подрешетный продукт) с плоскости Ьз попадает на
колеблющуюся пластину d3, а с нее прямо в бункер. Оболочки,
раздробленные на второй паре вальцов, попадают на сотряса¬
тельное сито d\, где отделяется крупная крупка; оболочки уже
не проходят через следующую пару вальцов и падают в бункер.
Крупная крупка с колеблющегося сита d2 снова колебательным
движением сита переводится к третьей паре вальцов. Подрешет¬
ный продукт, мука и мелкая крупка с колеблющейся плоскости
di падают прямо в бункер. Оболочка 2, как обозначено на схеме,
12 3 4
Рис. 6. Шестивальцовая солододробилка Миаг:
/—вывод мелкой крупки; 2 — вывод оболочки; 3 — вывод крупки; 4—вывод муки и мел¬
кой крупки; aa, сс, ее — три пары дробящих вальцов; b, d — сотрясательные сита; Ьи Ь2»
d\, d2 — колеблющиеся сита; Ь3, ^з, ^ — колеблющиеся плоскости; f, f\, /2 — части устрой¬
ства для отбора образцов.
может задерживаться отдельно и отделяться от остальной части
дробленого солода. Благодаря тому что оболочки проходят толь¬
ко через две пары вальцов, а мелкая крупка и мука отсортиро¬
вываются уже под первой парой вальцов, обе нижние пары валь¬
цов менее загружены и это повышает производительность дробил¬
ки. В зависимости от длины вальцов от 400 до 1500 мм производи¬
тельность шестивальцовых дробилок колеблется от 1800 до
97
6500 кг/ч, при производстве особенно тонкодробленого солода,
пригодного для фильтр-пресса, производительность их на 15—
20% ниже. Потребная мощность привода колеблется от 5 до
15 кВт.
Обычно необходимо, чтобы отдельные части внутри дробилки
были легко доступными. Кожух дробилки должен быть хорошо
герметизирован, снаружи и внутри гладкий. Углы внутри долж¬
ны быть заполнены соответствующим материалом, чтобы в них не
осаждалась пыль и внутренность легко поддавалась чистке. Регу¬
лировка вальцов должна быть легкой и хорошо контролируемой.
Следует обеспечить полную неподвижность, чтобы во время
эксплуатации положение вальцов не изменилось. Необходимо
также помнить о том, что следует брать пробы под каждой парой
вальцов и под общим выходом для дробленого солода.
ПРИНЦИПЫ ДРОБЛЕНИЯ СОЛОДА
При разрушении солодового зерна во время дробления
экстрактивные вещества становятся доступными для воды; тем
самым ускоряется процесс растворения и остальные химические
и физические процессы при затирании. Чем мельче частицы, тем
быстрее в них проникает вода, обеспечивая действие ферментов.
Однако солод нельзя дробить слишком мелко, поскольку тогда
возникли бы значительные трудности при дальнейших технологи¬
ческих процессах.
Главные компоненты солодового зерна — это оболочки и эндо¬
сперм. Они отличаются по своему составу, физическим свойствам
и функции в пивоваренном процессе.
Оболочка не имеет значения для получения экстракта. Она
состоит главным образом из нерастворимой целлюлозы, дубиль¬
ных веществ, горьких веществ, пентозанов и небольшого количе¬
ства других органических и минеральных веществ, которые ча¬
стично переходят в раствор. При дроблении оболочки должны
остаться в виде больших частиц, с одной стороны, чтобы при
фильтрации они образовывали рыхлый легко проходимый филь¬
трующий слой и, с другой — потому, что мелкораздробленные
оболочки лучше выщелачиваются и в пиво переходит больше ве¬
ществ, которые придают'ему более резкий вкус. Оболочка эла¬
стична и при дроблении оказывает большее сопротивление, чем
остальные части зерна; при дроблении хрупкого солода она не
■слишком повреждается.
Эндосперм содержит экстрактивные вещества, которые пол¬
ностью могут быть использованы в пивоваренном процессе. Это
прежде всего крахмал и другие сахариды и белки. Однако состав
этих веществ в различных частях зерна неодинаков. Уже отдель¬
ные зерна крахмала имеют разную величину. Крупные зерна
крахмала содержат около 90% чистого крахмала, остаток состав¬
ляют белки, клетчатка, жир и другие вещества, сосредоточенные
«8
в оболочке крахмального зерна. У мелких крахмальных зерен
доля этих веществ выше. На физические свойства эндосперма
влияет растворение солода. Эндосперм хорошо растворенного
солода хрупкий и при дроблении легко измельчается. Фермента¬
тивные процессы происходят в ячменном зерне при соложении,
как известно, от зародыша к кончику зерна, где растворение
происходит позднее. Также и распределение ферментов в эндо¬
сперме не одинаково — края эндосперма богаче ферментами, чем
середина. Поэтому в эндосперме всегда имеются менее раство¬
ренные и более твердые частицы, которые оказывают сопротив¬
ление при дроблении, и хуже размалываются, чем хрупкие. Сере¬
дина зерна в узком зазоре между вальцами обычно хорошо пере¬
малывается; менее раздробленными остаются твердые кончики
зерна.
При дроблении каждое солодовое зерно должно быть расплю¬
щено и содержимое его освобождено. Оболочки должны быть хо¬
рошо перемолоты и очищены от твердых частиц эндосперма, ко¬
торые обычно к ним прилипают и в таком состоянии труднодо¬
ступны для воды и действия ферментов, вследствие чего могут
переходить в пивную дробилку неиспользованными. Крупная
крупка, образующаяся из твердых частиц зерна также с трудом
растворяется и медленно осахаривается. Ее доля должна быть
как можно меньше. Лучше всего происходит растворение и оса-
харивание мелкой крупки и муки. Мука — наиболее тонкая часть
дробленого солода, однако менее пригодна, так как дисперсия ее
частиц настолько значительна, что очень высокое содержание ее
в дробленом солоде вызывает трудности при фильтрации.
Пригодность состава дробленого солода устанавливается эм¬
пирически в зависимости от оборудования варочного отделения.
Если используется фильтрационный чан, дробленый солод дол¬
жен быть грубого помола; более тонкий помол можно использо¬
вать для фильтр-пресса. Для того чтобы обеспечить равномерное
качество дробленого солода, ячмень перед солодоращением дол¬
жен быть хорошо отсортирован, чтобы он содержал зерно при¬
близительно одинакового размера. Загрузка солододробилки
тоже не должна колебаться; при перегрузке помол получается
слишком грубым и между вальцами могут проходить целые
зерна солода.
ДРОБЛЕНИЕ ПРИ СМАЧИВАНИИ
Стремление усовершенствовать дробление солода привело к
попыткам дробить солод, предварительно смоченный в воде. Об
этих опытах упоминает уже Гаузинг (1898). Предполагалось, что
при этом оболочки останутся неповрежденными и тем самым
улучшится фильтрация и повысится выход экстракта, кроме того,
при смачивании из оболочек будут удалены нежелательные горь¬
кие вещества, дубильные вещества и кремниевая кислота и бла¬
99
годаря этому улучшится вкус пива. В ЧССР в 1950 г. и позже по
инициативе пивовара Биттнера этот способ был проверен на
опытном производстве в Бранике. Было обнаружено, что при сма¬
чивании выщелачивается от 0,5 до 1,0% экстракта и выход
экстракта не повышается даже при использовании для затирания
замочной воды. Незначительное ускорение фильтрации не ком¬
пенсировало сложной операции, свя¬
занной со смачиванием солода.
В последнее время были разработа¬
ны аппараты (Штайнекер, Фрайзинг,
рис. 7) специально для дробления мок¬
рого солода. У этого аппарата были
устранены некоторые недостатки, кото¬
рые встречались ранее при дроблении
солода в смоченном виде. Солод, пред¬
назначенный для переработки, посту¬
пает с автоматических весов в бункер,
в котором с помощью душевого устрой¬
ства смачивается водой, нагретой до
20—30°С. Вода собирается в коничес¬
ком основании бункера; первые фрак¬
ции воды могут быть выпущены, дру¬
гие— циркулируют и являются частью
воды, используемой для затирания.
Спустя 10 мин солод начинает посту¬
пать через подающий валик в высоко¬
производительную двухвальцовую со-
лододробилку. При постоянной подаче
воды дробленый солод в смесителе
под дробилкой основательно перемеши¬
вается с водой и перекачивается в за¬
торный чан или заторный котел. Тем¬
пература воды и густота заторной мас¬
сы регулируется автоматически. Уст¬
ройство не требует никакого обслужи¬
вания; после окончания дробления все
устройство внутри интенсивно моется
остатками воды. По имеющимся данным [1] слой пивной дроби¬
ны в фильтрационном чане можно повысить до 70 см, фильтрация
происходит быстро и выход экстракта хороший. В настоящее
время в эксплуатации находится около 20 таких автоматов про¬
изводительностью от 1500 до 6000 кг/ч.
СОСТАВ ДРОБЛЕНОГО СОЛОДА
(КАЧЕСТВО ПОМОЛА)
Кроме влияний, о которых уже упоминалось, на состав дроб¬
леного солода прежде всего влияет устройство дробилки, т. е.
установка зазора между вальцами. У большинства солододроби-
Рис. 7. Заторный автомат
Штайнекер (дробление во
влажном виде):
I — воронка для солода; 2 —
подающий валнк; 3 — валь¬
цы; 4 — подача воды; 5 —
разбрызгиватель; 6 — вал;
7—насос; 8 — привод.
100
лок регулирующее устройство снабжено шкалой или классифика¬
тором, согласно которому зазор сужается или расширяется.
Ширину зазора можно контролировать измерительной пластин¬
кой различной толщины. Для шестивальцовых дробилок приво¬
дятся [2] как подходящие следующие зазоры (в мм):
Между первой парой вальцов от 1,30 до 1,50
» второй » » » 0,70 » 0,90
» третьей » » » 0,30 » 0,35
Качество дробленого солода контролируется прежде всего
наружным осмотром среднего образца. Образец должен содер¬
жать все составные части помола, отобранного из помола по всей
длине вальцов. В образце при осмотре определяется, все ли зерна
достаточно расплющены, определяется состояние оболочек, доля
муки и общий вид помола. Опытный работник уже при таком
осмотре хорошо ориентируется в составе помола. Приблизитель¬
но тонкость помола определяется также по массе 1 гл или по объ¬
ему, который занимает 100 кг помола. Обычные помолы весят
38—44 кг/гл, тонкие помолы — до 50 кг/гл. 100 кг солода с массой
гектолитра 56 кг имеют объем около 178 л, 100 кг солода с массой
1 гл 60 кг имеют объем около 166 л; 100 кг грубого помола зани¬
мает около 280 л, тонкого — около 240 л или еще меньше.
Таблица 6
Сортировка дробленого солода на пфунгштадском решете
Величина от¬
верстий,
мм*
Количество
отверстий иа
1 см!
Сортировка
Сито
Фракции
грубый
помол,
%
ТОНКИЙ ПОМОЛ,
%
1
1,27
36
Оболочка
27,0
14,2
2
1,01
64
Крупная круп¬
ка I
16,1
8,3 также об¬
ломки пленки
3
0,547
196
Крупная круп¬
ка II
16,0
22,8
4
0,253
961
Мелкая круп¬
ка
15,4
18,0
5
Дно
0,152
2,704
Мука
Пудра
6,5
19,0
10,1
26,6
Всего
100,0
100,0
Точно определить состав дробленого солода можно только,
просеивая его через соответствующие сита. Для этого может быть
использована система ручного просеивания на трех ситах с отвер¬
стиями различной величины. Таким образом, получаются фрак¬
ции оболочки, крупной крупки, мелкой крупки и муки. Однако
ручное просеивание не всегда точно, поэтому состав помола луч¬
ше контролируется на пфунгштадском решете (табл. 6). На этом
101
Таблица 7
Доля отдельных частей помола (в %) в общем экстракте (по Леберле)
Фракции
Состав помола
Экстракт в
отдельных частях
Распределение
экстракта в помоле
Оболочка
15
4,35
6,05
Крупная крупка
20
8,02
11,25
Мелкая крупка
30
23,10
32,50
Мука и пудра
35
35,74
50,50
Всего
100
71,21
100,00
устройстве с пятью ситами просеивается 100 г помола при
300 об/мин и фракции на ситах, так же как и подрешетный про¬
дукт, взвешиваются на дне. Недостаток пфунгштадского решета
состоит в том, что отверстия в первых двух ситах не пригодны
для отделения крупной крупки от оболочки [3] для определения
качества производственного помола. Тем не менее пфунгштадское
решето широко используется не только для конвенционных ана¬
лизов, но и для обычного контроля за производственными по¬
молами.
Тонкий помол, приведенный табл. 6, получен из того же соло¬
да, что и грубый помол, путем сужения зазора на четырехвальцо¬
вой дробилке. По содержанию пудры в грубом помоле можно су¬
дить, что солод был хорошо растворен; у плохо растворенного-
стекловидного солода содержание пудры было значительно ниже.
В табл. 7 приведено содержание отдельных частей помола в-,
общем экстракте (по Леберле).
В помоле хорошего состава должны преобладать фракции
тонких и легко перерабатываемых частей, т. е. мелкой крупки и
муки. Данные литературы ч/б удовлетворительном составе помола
очень отличаются и невозможно определить для состава помола
повсеместно действующие нормы. Состав всегда зависит от каче¬
ства использованного солода. Крупной крупки должно быть как
можно меньше, содержание оболочки должно отвечать требова¬
ниям, предъявляемым к фильтрации. Солод из тонких ячменей
всегда имеет меньшую долю оболочки, чем солод из грубых ячме¬
ней. В чехословацких производственных помолах доли оболочки
и крупной крупки колеблются от 30 до 40%, доли мелкой крупки,
муки и пудры от 60 до 70%. Для ориентации приводится класси¬
фикация производственных помолов, проведенная в ВУПС в
Праге.
Некоторые помолы, приведенные в табл. 8, по своему составу
не отвечают обычным требованиям. Однако следует учесть, что-
многие недостатки помолов существенно не влияют на классиче¬
ские процессы в варочном отделении.
102
::: ■ Таблица 8
Примеры состава дробленого солода (качества помола)
Наименование
Сито
Фракция
тоикая
обычная
грубая
Оболочка
1
2,5
13,2
25,5
31,8
41,9
45,6
Крупная крупка
2+3
36,2
31,5
36,2
40,0
36,2
31,9
Мелкая крупка
4+5
34,8
23,3
19,1
17,3
14,4
14,0
Мука
Дно
26,5
32,2
19,2
10,9
7,5
8,5
Кипячение густых заторов, частая перекачка и в целом про¬
должительность трехотварочного, а частично и двухотварочного
способов благоприятствуют процессам растворения и осахарива-
ния и, следовательно, допускают обработку солода грубого помо¬
ла. Большое значение имеет состав помола при укороченных про¬
цессах затирания.
Следует как можно дольше придерживаться установленных
соответствующих производственным требованиям составов помо¬
ла. Дробилку нужно регулировать заново только в том случае,
■если изменяется качество солода или при контроле будет установ¬
лено, что существенно изменился его состав.
ОТДЕЛЕНИЕ ОБОЛОЧКИ
В последнее время снова пытаются отделить оболочку от
остальных частей помола и обрабатывать ее отдельно. Раньше
также пытались кипятить оболочку и крупную крупку самостоя¬
тельно, прежде всего для того, чтобы повысить выход экстракта.
Качество при этом не принималось во внимание. На старых соло-
додробилках оболочку не могли отделять, для этой цели исполь¬
зовались специальные сита, что было затруднительно. Только на
новых шестивальцовых дробилках с ситами для сортировки по¬
мола можно было хорошо отделить оболочку; поэтому сейчас в
основном изучаются проблемы содержания дубильных и горьких
веществ в оболочке и их влияние на качество пива. Бункер для
помола бывает разделен на две части: в большей части собирает¬
ся крупка и мука, в меньшей — оболочка, которая не кипятится,
а затирается в чане после спуска первого или второго затора.
Мнения относительно отделения и некипячения оболочки различ¬
ны. Краусс [4] и Бозевейтц [5] проводили опыты и изучали при
различных способах затирания и кипячения оболочки, влияние
•ее на качество пива. С вкусовой стороны они установили, что пи¬
во из непрокипяченной оболочки тоньше, однако имеет менее чет¬
кий и пустой вкус. Цвет такого пива светлее. Влияние дубильных
103
и горьких веществ на небиологическую стойкость пива изучали
также в исследовательском центре в Бранике. Было установле¬
но, что раздельная переработка или исключение кипячения обо¬
лочки не оказывают существенного влияния на небиологическую
стойкость пива. Отделение оболочки и некипячение ее практику¬
ется на некоторых зарубежных пивоваренных заводах; в ЧССР
этот процесс не нашел применения.
ВЛИЯНИЕ СОСТАВА ПОМОЛА НА ПРОЦЕСС
ВАРКИ СУСЛА
Состав помола оказывает влияние на скорость фильтрации,
выход экстракта и до определенной степени на качество сусла.
При использовании фильтрационных чанов наиболее важно влия¬
ние помола на скорость фильтрации. Грубые помолы с большой
долей неповрежденной оболочки обеспечивают быструю фильтра¬
цию и промывку пивной дробины. Слой пивной дробины выше и
рыхлее и сусло быстро проникает через этот слой. Если помол
тонкий, слой пивной дробины слеживается. Тонкие части — мука
и пудра — заполняют проточные каналы и образуют на поверх¬
ности труднопроходимый слой. Чтобы обеспечить сток первого
сусла или стекание промывной воды, слой пивной дробины при¬
ходится разрыхлять или перелопачивать. Кроме того, что это
приводит к потере времени, частое рыхление также отрицательно
влияет на прозрачность первого сусла, а следовательно, и на ка¬
чество сусла. Если заторы кипятятся и достигаются хорошие вы¬
ходы экстракта, предпочтительнее грубые помолы с содержанием
25—30% оболочки, чтобы ускорить фильтрацию. Для заторных
фильтр-прессов можно пользоваться тонкими помолами. Однако
и здесь в зависимости от конструкции фильтра и материала сал¬
феток выбирается такой состав помола, чтобы первое сусло и
промывная вода стекали прозрачными.
Для достижения более высоких выходов экстракта больше
подходят тонкие помолы. Однако прямой зависимости между
тонкостью помола и экстрактом не существует, поскольку выход
экстракта зависит еще от других факторов (от метода затирания,
качества использованного солода, степени промывки пивной дро¬
бины и т. д.). Осахаривание и выщелачивание экстракта из пив¬
ной дробины также зависит не только от тонкости помола, а
еще от многих других факторов.
Из излишне раздробленной оболочки может выделяться боль¬
ше нежелательных дубильных и горьких веществ. На выщелачи¬
вание этих веществ при неудовлетворительном составе помола
влияет также продолжительность фильтрации первого сусла и
промывной воды. Готовое сусло в таких случаях имеет повышен¬
ный цвет, а пиво более резкий вкус.
104
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Steinecker Nachrichten, 13, 1959, 1.
2. Model Н. Schweizer Brauerei Rundschau, 67, 1956, 123.
3. Wieninger F. M. Wochenscher. f. Brauerei, 52, 1935, 381.
4. Krauss Q. Brauwelt, 95,1955, 93.
5. Bosewitz G. Nahrung, 1, 2, 1957, 28.
ЗАСЫПЬ
От свойств использованного солода зависит вкус, цвет и в
определенной мере степень сбраживания и небиологическая стой¬
кость пива. Поэтому солод следует тщательно подбирать и пра¬
вильно определять необходимое соотношение частей засыпи. Со¬
став засыпи должен отвечать типу пива и технологическим ус¬
ловиям.
Основным компонентом засыпи для светлого пива является
светлый солод с выравненными свойствами. Свежеприготовлен¬
ный солод нужно добавлять постепенно после определенной от-
лежки, а старый, влажный или испорченный солод — только в
количестве, которое не может существенно повлиять на качество
пива (от 5 до 10%)- Засыпь для светлых сортов пива следует
определять с учетом цвета продукта, поэтому ее устанавливают
по цвету лабораторного сусла. Если добавляется мюнхенский или
темный карамельный солод, то его нужно дробить первым, чтобы
остатки этого солода в дробилке и на транспортных устройствах
не подкрасили засыпь для следующей варки. Красящий солод
для подкрашивания светлых сортов пива вообще не используется
(резкий вкус); лучше исправить цвет с помощью хорошего
колера.
Основной компонент засыпи для темных сортов пива — это со¬
лод мюнхенского типа. Светлый солод добавляют только в коли¬
честве, необходимом для того, чтобы обеспечить требуемую
амилолитическую активность. С помощью специальных солодов
исправляют вкусовые качества и цвет. Обычно доля мюнхенского
солода колеблется от 60 до 80%, светлого солода от 10 до 20% и
10—15% приходится на специальные сорта солода. Карамельный
и меланоидиновый солод можно измельчать одновременно с
мюнхенским солодом, в то время как солод красящий и темный
карамельный дробят отдельно на специальной дробилке. Крася¬
щий солод не следует кипятить, и поэтому его не затирают с
остальной засыпью, а добавляют в заторный чан только после
перекачки последнего затора.
Количество засыпи солода на варку зависит от экстрактивнос¬
ти перерабатываемого солода и высчитывают по общей формуле
V F
У20оСо
5 “ Rv ’
где S — засыпь солода, кг;
105
^20° — объем холодного охмеленного сусла, л (Vl00o ■ 0,96);
Е0— концентрация охмеленного сусла перед откачкой, об. %(мас.%Х
X плотность);
Rv — выход экстракта, % т. е. экстракт использованного солода в
первоначальной массе Е, уменьшенный на разницу экстракта по
данным лабораторий и варочного отделения ге;
Rv = Е— ге.
В практике результат округляют до килограммов на основную
единицу взвешивания на автоматических весах.
При переработке солода одного типа, но разной экстрактив¬
ности, или при переработке солода разного типа обычно отдель¬
ные компоненты засыпи пересчитывают на общую основу, которой
является использованный светлый солод, или чаще на стандарт¬
ный (нормальный) солод, под которым подразумевают светлый
солод (пильзенского типа) с экстрактивностью 75% на воздушно¬
сухое вещество.
ОБОРУДОВАНИЕ ВАРОЧНОГО ОТДЕЛЕНИЯ
Оборудование варочного отделения, которое до сих пор ис¬
пользуется для производства охмеленного сусла, возникло на
основе эмпирических сведений, полученных в период ремесленно¬
го производства пива. Сначала оно состояло из деревянного за¬
торного и одновременно фильтрационного чана, в котором затор
перемешивали вручную деревянными гребками, и из простого
четырехгранного медного котла с прямым обогревом для кипяче¬
ния заторов и охмеленного сусла. Примитивные деревянные ре¬
зервуары были позднее заменены цилиндрическими из листового
железа. Варочные агрегаты этого типа до недавного времени ис¬
пользовались во всем мире и в отличие от современных конструк¬
ций они называются классическими.
Классические варочные агрегаты
Простейшее варочное оборудование состоит из двух посуд
из заторного и одновременно фильтрационного чана (без обогре¬
ва) и из сусловарочного котла. Чан снабжен заторным устрой¬
ством (предзаторник), разрыхлителем дробины, с помощью
которого дробина также выгружается, и пропеллерной мешалкой,
которая приводится в действие, если поднят разрыхлитель. В дне
чана имеются выходные отверстия, являющиеся началом отвод¬
ных труб, снабженных фильтрационными кранами, расположен¬
ными в лотке, а также отверстие для спуска затора и для вы¬
грузки пивной дробины. Все дно чана покрыто фильтрационными
ситами (ложное дно). Варочный котел имеет внутри пропеллер¬
ную мешалку, обогревается прямым огнем, паром или другим
способом. В котле имеется поплавковый указатель уровня, в
заторно-фильтрационном чане — регистрирующий термометр.
106
Кроме того, варочный агрегат снабжен насосами для перекачки
заторов и мутного сусла, хмелеотделителем и сусловым насосом.
Простейшее варочное устройство пригодно только для мелких
пивоваренных заводов. За 24 ч на нем можно получить только
две варки, так что обслуживающий персонал используется нера¬
ционально. При затирании
под фильтрационное дно
проникают неосахаренные
части дробленого солода,
которые могут вызвать за¬
труднения при осахарива-
нии или снизить выход эк¬
стракта.
Для больших заводов
более прйгодны агрегаты,
состоящие из четырех по¬
суд, так называемые пар¬
ные варочные агрегаты,
которые в ЧССР использу¬
ются наиболее широко.
Этот тип варочных отде¬
лений состоит из заторно¬
го чана и заторного котла,
фильтрационного чана и
сусловарочного котла. В
заторном чане и заторном
котле затирают и кипятят
затор. После перекачки
затора в фильтрационный
чан заторный чан и затор¬
ный котел готовы для по¬
следующей варки, а в это
время в другой половине
варочного агрегата проис¬
ходит фильтрация и кипя¬
чение сусла с хмелем. Уст¬
ройство варочного отделе¬
ния такого типа изобра¬
жено на рис. 8. Оба чана
обычно размещены на верхней платформе, чтобы использовать
самотек, главным образом при фильтрации сусла, их не обогре¬
вают.
Котлы расположены на нижней платформе, насосы, хмелеот-
делитель и остальное вспомогательное оборудование размещает¬
ся под платформой. На парном варочном агрегате можно прово¬
дить 3—4 варки за 24 ч, главным образом в зависимости от вре¬
мени фильтрации заторов и продолжительности кипячения сусла
с хмелем.
Рис. 8. Схема сдвоенного варочного от¬
деления (ЗВУ).
107
108
Парные варочные агрегаты часто дополняют еще пятой ем¬
костью, так называемым сборником сусла. Фильтрация первого
сусла, промывка пивной дробины и кипячение сусла с хмелем
продолжаются дольше, чем затирание, и поэтому в сборнике
сусла собираются первые фракции стекающего сусла в то время,
когда в сусловарочном котле еще заканчивается кипячение сусла
с хмелем. Тем самым получается такой запас времени, что можно
и при затянувшемся затирании и кипячении сусла с хмелем еже¬
дневно производить на одну варку больше.
В отдельных случаях используются варочные агрегаты с тре¬
мя посудами, состоящими из котла, в котором одновременно
производится затирание и кипячение заторов, фильтрационного
чана и сусловарочного котла. Заторный котел обеспечивает по¬
догрев заторной массы. По сравнению с простейшим варочным
агрегатом трехпосудные варочные агрегаты имеют некоторые
преимущества и более высокую производительность.
На больших пивоваренных заводах с варкой больше, чем
400 гл, часто используют пятипосудные варочные агрегаты, со¬
стоящие из двух заторных котлов, двух фильтрационных чанов и
одного сусловарочного котла. Эта комбинация выбирается тогда,
когда диаметр требуемого фильтрационного чана превышает нор¬
мальные размеры. Используя два фильтрационных чана, уско¬
ряют процесс фильтрации.
109
Следующей комбинацией являются шестипосудные варочные
агрегаты. Состав посуд такой же, как в пятипосудных варочных
агрегатах, однако в них два варочных котла.
Каждый варочный агрегат дополнен соединительными трубо¬
проводами, связывающими отдельные посуды, необходимыми на¬
сосами, арматурой, мешалками, термометрами и т. д.
В современных варочных отделениях пусковые и контроль¬
ные приборы сосредоточены на пульте управления, находящемся
в центре варочного отделения. Варщик с этого места управляет
всем оборудованием и одновременно контролирует ход техноло¬
гических процессов. В варочный агрегат входит также заторный
котел для переработки крахмалистых заменителей (несоложено¬
го сырья), хмелеотделить, иногда экстрактор и приемник для
охмеленного сусла. Если горячее охмеленное сусло центрифуги¬
руется, тогда в приемник для охмеленного сусла в варочном от¬
делении после отделения хмеля спускается вся варка и только
из него охмеленное сусло перекачивается в центрифугу.
Варочные отделения на пивоваренных заводах являются наи¬
более представительными помещениями и поэтому их оснащению
уделяют большое внимание. В настоящее время они делятся бе¬
тонной платформой на две части. В нижней части находятся при¬
воды и вспомогательное оборудование, в верхней — над плат¬
формой выступает только верхняя часть варочных агрегатов,
снабженных соответствующей изоляцией и медным или желез¬
ным кожухами со стойким лакокрасочным покрытием. Стены
варочного отделения бывают облицованы плиткой или покраше¬
ны масляной краской. Варочное, отделение должно хорошо вен¬
тилироваться и хорошо освещаться. Оно не должно быть слиш¬
ком большим, чтобы заторы и фильтрующее сусло излишне не
охлаждались.
Современное варочное оборудование
Стремление наиболее экономно использовать тепловую энер¬
гию, сэкономить место и снизить строительные и монтажные
расходы привело к конструкции так называемых блочных вароч¬
ных агрегатов. Они состоят из цилиндрических или четырехгран¬
ных аппаратов. По опубликованным данным [1] для блочного ва¬
рочного агрегата с цилиндрическими аппаратами производитель¬
ностью 250 гл холодного охмеленного сусла требуются помещения
площадью 7,5X15 м и высотой 12 м. Расположение аппара¬
тов в блоке значительно сокращает тепловые потери от излуче¬
ния и одновременно дает экономию капиталовложений на строи¬
тельные и монтажные работы. Новым типом является также вер¬
тикальный варочный агрегат, разработанный машиностроитель¬
ным заводом (ЗВУ) в Градце Кралове. Схема этого варочного
агрегата, установленного на пивоваренном заводе «Гамбринус»
в Пильзне, приведена на рис. 9, а, б.
110
Блочные варочные агрегаты конструкции Штеклера (рис. 10)
отличаются от классических варочных агрегатов существенными
изменениями в конструкции. Четырехгранные аппараты, разме¬
щенные один над другим, занимают меньшую площадь, чем ци¬
линдрические, однако при этом работа мешалок и разрыхлитель¬
ного механизма более сложна. Заторный чан снабжен спиральной
мешалкой, которая лучше перемешивает заторную массу, чем
пропеллерная мешалка в цилиндрическом аппарате. В четырех-
Рис. 10. Схема блочного варочного агрегата Штеклер — Циманн:
/, 2 — заторные котлы; 3— фильтрационный чан; 4 — сборник сусла; 5 — сусловарочный
котел; 6 — конденсатор; 7—предзагорник; 8—мешалки; 9 — выпускной клапан; J0 — на¬
сос для затора; 11— регулирующие заслонки; 12 — фильтрационная батарея; 13 — фильт¬
рационный манометр; 14 — шнек для дробины; 15 — насос для сусла.
гранном фильтрационном чане (рис. 11) все ножи разрыхлитель¬
ного механизма движутся с одинаковой скоростью и поэтому счи¬
тается, что промывание пивной дробины происходит более равно¬
мерно, чем в цилиндрических чанах, в которых ножи, размещенные
в центре чана, движутся медленнее, чем ножи, расположен¬
ные по периметру. Выгрузка пивной дробины также происходит
быстрее. Дно четырехгранного сусловарочного котла имеет фор¬
му горизонтального полуцилиндра. Нагревательная система, рас¬
положенная в нижней части котла, обеспечивает повышение тем¬
11»
пературы на 3°С в минуту (рис. 12). Блок варочного агрегата,
состоящий из пяти посуд производительностью 400 гл холодного
охмеленного сусла (7000 кг засыпи), имеет следующие размеры:
длина 12 м, ширина 4 м, высота 16 м. Отдельные аппараты могут
быть сконструированы по-разному; фильтрационный чан может
быть заменен заторным фильтр-прессом, размещенным вне бло¬
ка. Ряд варочных агрегатов такого типа находится в эксплуата-
гата.
ции с 1959 г. Вплоть до фильтрации все процессы в таком ва¬
рочном агрегате управляются на расстоянии, или автоматизиро¬
ваны.
Другой попыткой модернизировать варочное оборудование яв¬
ляется гидроавтоматизированный варочный агрегат системы
Штайнекер — Ленц (рис. 13). Он состоит из устройства для
дробления увлажненного солода, четырехгранных заторных и
и сусловарочных котлов и круглого фильтрационного чана. Аппа¬
раты размещены один возле другого горизонтально и от поме-
112
щения для обслуживающего персонала отделены стеной. Они
снабжены смотровыми стеклами, через которые можно следить
за состоянием жидкости в них. Обслуживающий персонал управ-
Рис. 12. Варочное отделение пивоваренного завода в Смихове.
Рис. 13. Четырехрезервуарное варочное отделение Штайнекер — Ленц:
/ — автоматические весы; 2 — прополаскивание солода; 3—мокрое дробление солода; 4г-
заторный и сусловарочный котел; 5 — хмелеотделитель; 6 — фильтрационный чаи; 7-^ав¬
томатический смеситель воды; 8 — щит управления.
ляет и контролирует технологический процесс только на пульте
управления. Все процессы, включая фильтрацию, могут быть ав¬
томатизированы. Котел снабжен наклонно расположенной систе¬
мой для обогрева перегретой водой (гидрокотел). Преимуществом
такого варочного агрегата является дробление увлажненного со¬
лода и ускоренная фильтрация заторов, а также общее распо¬
ложение аппаратов, дающее возможность автоматизировать весь
процесс. Варочные агрегаты такого типа уже установлены на
ряде мелких и средних пивоваренных заводов.
5—108 113
Во всех описанных выше типах современных варочных агрега¬
тов процессы варки протекают точно так же, как в классических
варочных агрегатах.
Компоновка варочных агрегатов
Варочное оборудование размещается в отдельном специально
предназначенном для этого корпусе. Над варочным отделением
обычно находится солододробильное отделение, а иногда также
и смесители. Станция охлаждения сусла также бывает
расположена над варочным отделением. Здание должно нахо¬
диться вблизи котельной и бродильного отделения, чтобы подвод
пара, воды и электроэнергии были как можно короче и не возни¬
кали трудности при транспортировке охмеленного сусла на хо¬
лодильные аппараты, а из них в бродильное отделение. Вблизи
варочного отделения должно быть место для отвода пивной и
хмелевой дробины. Канализация варочного отделения должна
быть достаточных размеров и оборудована так, чтобы в канали¬
зацию не попадали грубые частицы пивной дробины и хмеля, ко¬
торые отрицательно влияют на качество сточных вод.
Производственная мощность варочного отделения устанавли¬
вается так, чтобы набор сусла как можно лучше соответствовал
требованиям производства и по возможности обеспечивал непре¬
рывное наличие сусла. Слишком большой набор сусла повышает
мгновенный расход пара и тем самым вызывает неравномерность
его отбора. Для пивоваренных заводов, изготавливающих много
сортов пива, более подходит небольшой набор сусла. На неболь¬
ших заводах также предпочтительней меньший набор сусла, что¬
бы в течение зимних месяцев не возникали слишком большие пе¬
рерывы между варками. В Чехословакии обычно строят варочные
отделения, рассчитанные на 250—350 гл холодного охмеленного
сусла. К этому объему приспосабливается объем бродильных ча¬
нов так, чтобы одного чана было достаточно на объем одной вар¬
ки. Известно, что затирание, фильтрация и кипячение сусла с
хмелем протекают более благоприятно в меньших емкостях, чем
в емкостях свыше 500 гл и больше.
Объемы отдельных аппаратов должны быть взаимно увязаны
и соответствовать предполагаемой максимальной засыпи. Раз¬
меры их обычно приводятся в описаниях отдельных аппа¬
ратов.
Варочные агрегаты наиболее интенсивно используются в ве¬
сенние месяцы, когда создается запас на летний период. Чтобы
обеспечить этот резерв, набор сусла должен быть установлен с
учетом этого напряжения, исходя из пятидневного цикла в не¬
делю. Количество варок для шестидневного производства в не¬
делю, на которые можно рассчитывать в ЧССР, приведено в.
табл. 9.
114
Таблица 9
Количество варок для шестидневного производства в неделю
(Фридрих, цит. по Леберле—Шустеру)
Количество варок в неделю
при заторах
Варочный агрегат
трех
двух
одном
Двухпосудный
13
15
17
Трехпосудный
16
19
21
Четырехпосуднын
26
26
26 •
Пятипосудный
29
33
40
Шестипосудный
29
37
50
Последовательность варок можно также отразить в плане-гра¬
фике варок, который является хорошим средством для контроля
за правильностью отбора пара. Пример такого плана-графика
для пятиэлементного варочного агрегата (Непустил — Хаазе)
приведен на рис. 14.
/ V—rwY /?—гх-г\ В—1Л-Г\ R—гх-г\ /?—''-'Л
2 cr-n Q 1—д С3 г—з СЗ с=т £3
[S \ /7 \ /Г~л Гз \ ZEZ2
0 / 2 J 4 5 5 7 В 9 10 II 12 13 к 75 76 17 Г8 W 20 21 22 Часы
Р.ис. 14. График варок:
I — заторный чан; 2 —заторный котел; 3 — фильтрационный чан; 4 — сборник сусла; 5 —
сусловарочный котел.
Общая годовая мощность варочного отделения равна коли¬
честву набора горячего охмеленного сусла, умноженному на
коэффициент 0,84 и число варок в год. Для двухпосудного вароч¬
ного агрегата принимается две варки в сутки, для двойного
(четырехпосудного) четыре варки в сутки. Номинальное количе¬
ство рабочих дней в году равно 306. Учитывая отклонения между
зимними и летними месяцами, этот расчет можно применять толь¬
ко для оценки использования варочного агрегата.
ЗАТИРАНИЕ
НАБОР ЗАТОРА
Смешиванием дробленого солода с водой начинается вароч¬
ный процесс. Действие ферментов и дальнейший технологический
.процесс зависят от способа, каким было проведено затирание.
5* 115
Дробленый солод должен тщательно перемешиваться с водой,
при этом в зависимости от типа изготавливаемого пива, качества
перерабатываемого солода и способа затирания принимается
густота затора и температура. Набор воды на затор должен вы¬
бираться с учетом промывной воды, чтобы пивная дробина в до¬
статочной степени промывалась и не надо было при кипячении
сусла с хмелем выпаривать слишком много воды.
При производстве светлого пива, как правило, берут более
жидкие заторы и отварки.. В жидких заторах амилолиз протекает
интенсивнее, чем в густых заторах и образуется больше мальто¬
зы. Поэтому пиво из жидких заторов сбраживается глубже.
Экстракт, задержавшийся в пивной дробине, имеет более низкую
концентрацию и поэтому легче вымывается водой, так что объем
промывной воды может быть меньше. Это благотворно действует
на цвет, который становится более светлым, и на вкус — более
тонким. Более жидкий затор облегчает также переработку плохо
растворенного солода.
Для темного пива выбирается более густой затор. Учитывает¬
ся более глубокое расщепление солода, которое при производстве
темного солода происходит во время проращивания и сушке.
Более интенсивное кипячение заторов, обычное при производстве
темного пива, и связанная с ним более сильная клейстеризация
крахмала, также допускают использование более густых затор¬
ных масс. Темное пиво меньше сбраживается и неблагоприятное
вкусовое влияние промывных вод не проявляется у него так от¬
четливо, как у светлого пива.
Объем воды, используемой на затирание (налив), высчитыва¬
ется согласно требованиям для данного сорта пива и с учетом
местных условий (производственное оборудование, интенсив¬
ность кипячения заторов и т. д.). При производстве отдельных
видов пива объем налива должен быть постоянным, чтобы не из¬
менилось качество пива. Приблизительно на 100 кг засыпи для
светлого пива приходится 5—6 гл воды и для темного — 4—5' гл.
Концентрация первого сусла при производстве светлого пива на
2—4% выше, чем концентрация готового охмеленного сусла (со¬
отношение от 1,2 до 1,4: 1), при производстве темного пива 6—
8% (соотношение от 1,6 до 1,8: 1). Объем налива определяют по
следующей формуле:
100 - EpRv \ о / 100 - EpRv \ -
Ер ;+кю( Ё~р JJ’
где Mv — объем воды для затора (налив), л;
S — засыпь солода, кг;
Ер — желательная концентрация первого сусла, мае. %;
Rv — выход экстракта, %;
Ог — испарение при кипячении заторов, %.
Общий объем затора М=М„ (налив) + Sv (объем засыпи, л).
U6
ЗАТОРНЫЙ ЧАН
Заторный чан — это стальная, реже медная, емкость цилинд¬
рической формы с плоским днищем (рис. 15). Переход от цилинд¬
ра к днищу должен быть закруглен, а днище должно иметь сла¬
бый наклон к спускному отверстию. Чан не обогревается и пред¬
назначен для получения заторной массы и хранения частей
Рис. 15. Заторный чан (ЗВУ).
затора при перекачке их на кипячение. Чтобы части заторов не
охлаждались, цилиндрическую поверхность чана теплоизолиру¬
ют. Изоляция защищена стальным кожухом. Чан имеет сфериче¬
скую крышку, а также вытяжную трубу. Крышка и кожух изоля¬
ции в хорошо оснащенных варочных отделениях иногда изготов¬
лены из меди. На крышке имеются раздвижные дверцы, которые
служат для наблюдения, а также в качестве лазов.
Для смешивания солода с водой и перемешивания заторов
раньше использовали сложные приспособления самых разных
117
конструкций. В настоящее время применяются простейшие про¬
пеллерные мешалки, размещенные вблизи днища. Пропеллеры
соответствующей конструкции при частоте вращения 30—
40 об/мин перемешивают затор около стенок и отбрасывают в
центр чана. Перемешивание затора должно быть интенсивным,
однако осторожным, чтобы излишне не измельчалась оболочка и
тем самым не затруднялась фильтрация. Учитывая, что 100 кг
дробленого солода в воде занимают объем от 0,7 до 0,8 гл, объем
чана, например, при наборе воды (наливе) 5 гл на 100 кг засыпи
должен соответствовать 7—8 гл на 100 кг засыпи.
К чану крепится предзаторник, через который поступает
дробленый солод и вода. Теплая и холодная вода перемешива¬
ются в смесителе, снабженном термометром, а часто и расходо¬
мером. В современных варочных отделениях регулировка темпе¬
ратуры заторной воды проводится автоматически. Заторный чан
должен иметь термометр и термограф.
Заторное устройство, или предзаторник, устанавливается на
линии подвода дробленого солода из бункера в заторный чан.
Предзаторники бывают разной конструкции. Как правило, в
предзаторнике вода разбрызгивается и смачивает дробленый
солод, чтобы тонкие фракции, главным образом пудра, не распы¬
лялись. В некоторых конструкциях стекающая вода образует
цилиндрическую завесу вокруг солода, который падает в центре.
Предзаторник должен обеспечивать быструю регулировку подачи
солода и воды, чтобы излишне не удлинить процесс затирания.
Внутренность предзаторника должна легко очищаться, и в нем
не должны скапливаться остатки мокрого солода. Конструкция
простейшего предзаторника приведена на рис. 16. Были также по¬
пытки сконструировать прибор, в котором бы более совершенно
перемешивался солод с водой. В Англии часто используется затор¬
ное устройство Steel, изображенное на рис. 17. Однако заторные
устройства этого типа не нашли широкого применения.
На двухпосудных варочных агрегатах затирание проводится
прямо в фильтрационные чаны. В этом случае к обычному осна¬
щению фильтрационного чана добавлена пропеллерная мешалка,
которая запускается при затирании и при перемешивании затора,
после окончания этих работ мешалка поднимается вверх к плечам
разрыхлителя над поверхностью затора. Чан снабжен также ком¬
муникацией для подачи дробленого солода, иногда оборудован¬
ной предзаторником, а в фильтрационном дне имеется отверстие
для спуска заторов. Кроме двух скоростей для разрыхления и
выгрузки пивной дробины коробка передач комбинированного
фильтрационного чана должна быть снабжена еще третьей ско¬
ростью для пуска пропеллерной мешалки.
Вместо заторных чанов в последнее время часто используются
заторные котлы. Их оснащение и объем такие же, как у заторных
чанов. Однако дно приспособлено для обогрева паром так, что
затор может подогреваться. Для регулировки и поддержания
температуры это удобно; иногда подогревом затора заменяется
кипячение отварок.
В США в связи с укороченным процессом затирания при одно¬
временной переработке больших количеств крахмалсодержащих
заменителей солода большое внимание уделяется тщательному
с
Рис. 17. Заторное
устройство Ште-
ель:
1 — подача солода;
2 — подача воды; 3 ~
приводы шнека и ме¬
шалки; 4 — шнековый
транспортер; 5 — ме¬
шалка.
]ДУоУи^1|Д|Чгу
Рис. 16. Предзаторник (Фермаин):
1 — подача солода; 2 — крышка очисти¬
тельного отверстия; 3 — подача воды;
4 — клапанный затвор выпускного от¬
верстия.
перемешиванию заторов. Кроме
комбинированных мешалок, при¬
менявшихся и в ЧССР, там ис¬
пользуются также горизонталь¬
ные заторные аппараты. На валу
в центре цилиндра укреплены спи¬
ралевидные плечи, из которых
наружные приводят затор в вих¬
ревое движение в одном направ¬
лении, а внутренние — в противо¬
положном (double-spiral mixing).
Движение медленное и осторож¬
ное и затор при этом хорошо пе.-
ремешивается. Нижняя часть ци¬
линдра имеет паровую рубашку
и может подогреваться.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАТИРАНИЯ
Как уже отмечалось, объем набора воды (налива), состав и
масса засыпи для затирания определяется в зависимости от типа
изготавливаемого пива. Температура заторной воды устанавли¬
вается в зависимости от способа затирания. По этой температуре
заторы делятся на заторы в холодной, теплой и горячей воде.
Перед началом затирания в заторный чан наливают столько
воды, чтобы мешалка была почти закрыта. Потом мешалка при¬
водится в действие и дробленый солод начинает медленно посту-
119
пать в предзаторник, в котором он перемешивается с водой. Сна¬
чала затор должен быть густым, чтобы солод лучше перемешал¬
ся с водой и не образовались комки. Остаток воды добавляют
только после затирания всей засыпи. Потом затор еще некоторое
время перемешивается, чтобы температура выравнялась во всем
его объеме. После затирания в котел спускают первую отварку и
начинают кипячение. Никогда не следует излишне ускорять зати¬
рание, для основательного перемешивания требуется 15—20 мин.
Заторы из светлых солодов имеют молочный цвет и темнеют
только под действием ферментов и кипячения затора; запах их
чисто солодовый. Заторы из темных солодов темнее и имеют
ароматный запах. На ход процесса затирания и на результат
влияет перемешивание затора, время и температура затирания.
Современным требованиям хорошо отвечает пропеллерная ме¬
шалка, расположенная вблизи дна, обеспечивающая подъем тя¬
желых осаждающихся частиц. Затор должен вращаться так,
чтобы он поднимался к периметру чана и падал в середину. При¬
менявшиеся ранее сложные ротационные мешалки требовали
большей подводимой мощности и хуже чистились. Однако нельзя
не заметить, что некоторые старые устройства перемешивали
дробленый солод с водой очень хорошо. Они были лучше, чем
более поздние лопастные мешалки, которые приводили затор
только в ротационное движение. Их эффективность повышалась
с помощью решеток, укрепленных на корпусе чана, однако при
этом хотя решетки и улучшали перемешивание, они часто излиш¬
не дробили оболочки.
Время и температура при собственно затирании не оказывают
существенного влияния на образование экстракта, потому что
ферментативные реакции только начинаются. Виндиш и сотруд¬
ники [2] изучали влияние температуры и времени в заторе плот¬
ностью 100 кг засыпи на 4 гл воды. Результаты, которые они по¬
лучили, приведены в табл. 10.
Таблица 10
Влияние температуры и продолжительности затирания на действие ферментов
Наименование
Количество экстракта и белков, г на 100 г в зависимости
от времени затирания, мин
°
15
30
60
0
15
30
60
Температура 20°С
Температура 40°С
Весь экстракт
Сбраживаемый экст¬
16,2
9,3
17,4
10,1
17,6
10,2
18.3
10.4
16,2
9,3
19,4
11,3
20,7
12,1
22,8
13,4
ракт
Растворимые белки
Стойкорастворимые
белки
2,58
1,75
2,71
1,81
2,71
1,81
2,85
1,92
2,85
1,75
2,88
1,99
3,08
2,16
3,38
2,41
120
Из данных, приведенных в табл. 10, ясно, что не только при
затирании, но и в остатке заторной массы после спуска первой
отварки влияние времени на образование экстракта довольно
незначительно. Кроме веществ, присутствие которых определяет
количество и состав экстракта, при затирании в раствор перехо¬
дят и другие вещества, которые могут повлиять на вкус и пени¬
стость пива.
Этим объясняется известное из практики положительное влия¬
ние затирания холодной водой, при котором некоторые из этих
веществ переходят в раствор.
Холодный затор доводят до требуемой температуры путем на¬
гревания. Часть воды, необходимой для анализа, спускают в ко¬
тел и нагревают до кипения. После окончания затирания дробле¬
ного солода затор нагревается за счет того, что в него при
постоянном перемешивании подают горячую воду. При этом она
должна поступать медленно, чтобы при местном перегреве не
повреждались ферменты солода. Объем горячей воды для нагре¬
вания определяют по ранее приведенной формуле расчета объема
налива. Чтобы компенсировать охлаждение содержимого чана и
потери, возникающие при перекачке горячей воды, на практике
всегда нагревают несколько большее по сравнению с расчетным
количеством воды.
Небольшие отклонения в температуре заторной массы и объ¬
еме налива не имеют значения.
Раньше затирание проводили холодной водой и при трехотва-
рочном способе нагревание доводили до 35—38°С. Однако при
нагревании всегда теряется время, поэтому в настоящее время
затирание ведут в воде, нагретой до 35°С, и нагревают только
при двухотварочном способе до 50—52°С.
Холодное затирание применяли при переработке темного со¬
лода и главным образом при переработке плохо растворенных
солодов, если предполагалось, что это облегчает активацию фер¬
ментов и тем самым компенсируются недостатки, возникшие при
проращивании. Иногда затирание растягивают на 8—12 ч. Такое
продолжительное затирание, называемое экстрагированием, по¬
вышает выход экстракта. По Леберле, при экстрагировании выход
экстракта повышается на 2%, но из них только около 1% прихо¬
дится на крахмал и белки, а остаток на вещества, влияние кото¬
рых на пиво отрицательно и проявляется в резком вкусе и более
интенсивном цвете пива (пентозаны, горькие вещества из оболо¬
чек и т. д.). При экстрагировании должна удерживаться темпе¬
ратура затора ниже 20°С, иначе существует опасность инфекции.
При высоком требовании к качеству современных солодов экстра¬
гирование не применяется. Более подробно о направлениях даль¬
нейшего совершенствования процессов затирания будет изложено
ниже при описании процессов осахаривания заторов.
121
ПОДГОТОВКА КРАХМАЛИСТЫХ
ЗАМЕНИТЕЛЕЙ СОЛОДА
Крахмалистые заменители солода (если их применять свыше
10% к массе затора) нельзя затирать одновременно с солодом,
так как они могут неосахариться. Ячмень, пшеница, рис и другие
несоложеные зернопродукты содержат крахмал в первоначаль¬
ной высокомолекулярной форме, поэтому осахарить его под дей¬
ствием солодовых амилаз можно только после предварительной
клейстеризации. Температура клейстеризации разных видов
крахмала различна и колеблется даже у крахмалов одного про¬
исхождения в зависимости от структуры зерна. Поэтому у крах¬
малов из несоложеных материалов температура клейстеризации
в зависимости от использованного вида несоложеных материалов
колеблется от 55 до 85°С. Самую высокую температуру клейсте¬
ризации имеет рисовый крахмал, зерна которого наиболее мел¬
кие. Некоторые его виды клейстеризуются по Ле Корвайзье толь¬
ко при температуре выше 80°С; следовательно, обычно применяе¬
мая температура 75°С не является эффективной. Подобные
выводы были сделаны и в ЧССР, поэтому необходимо при пере¬
работке несоложеных материалов соблюдать некоторую осторож¬
ность.
Чтобы облегчить доступ воды к зернам крахмала, крахма¬
листые заменители нужно измельчать в тонкую крупку или гру¬
бую муку. Грубая крупка или более крупные части эндосперма
хуже смачиваются и тем самым задерживают клейстеризацию и
последующее разжижение и осахаривание.
Однако клейстеризация отдельных заменителей солода путем
нагрева с водой технически затруднительна. Образующийся гус¬
той клейстер легко подгорает и этому нельзя помешать даже ин¬
тенсивным перемешиванием. Поэтому при затирании заменителей
добавляют 10—20% солода с хорошей амилолитической актив¬
ностью и разжижающей способностью. Разжижающий компонент
солодовой а-амилазы постепенно разжижает крахмальный клей¬
стер, образующийся в виде вязкого геля, и затор из несоложеных
материалов тем самым разжижается. Однако разжиженный клей¬
стер осахаривается лишь в незначительной мере. Необходимо
еще, чтобы затор из несоложеных материалов был жидким, для
чего к 100 кг засыпи добавляют не менее 5 гл воды.
Если несоложеные материалы перерабатывают в количестве
от 8 до 10% всей засыпи, то их можно добавлять в первый затор
без предварительной обработки. Потом затор нагревают не¬
сколько медленнее и интенсивнее кипятят 30 мин. Если исполь¬
зуют указанное, относительно небольшое количество заменителей
солода, то заторная масса при дальнейшем затирании, как прави¬
ло, полностью осахаривается. При использовании большого, ко¬
личества несоложеных материалов самостоятельный затор.их не¬
обходимо предварительно подвергать тепловой обработке. Перед
122
затиранием солода приготавливают затор из несоложеных мате¬
риалов с добавкой 15—20% солода. Несоложеные материалы
вместе с солодом затирают в заторном котле сначала в воде, на¬
гретой до 35—37°С. Заторную массу делают сначала густой, что¬
бы дробленый солод лучше перемешивался с водой, а потом
медленно разбавляют водой так, чтобы на 100 кг засыпи прихо¬
дилось 5 гл воды. Потом затор медленно нагревают (около 2°С
в 1 мин). В выдержке при температуре белковой паузы нет необ¬
ходимости. При достижении температуры 75—80°С, т. е. макси¬
мальной температуры для деятельности ферментов, затор выдер¬
живают 10 мин; предполагается, что при достижении этой темпе¬
ратуры почти весь присутствующий крахмал клейстеризуется,
потом затор быстро доводят до кипения и кипятят 30 мин. Про¬
кипяченным затором несоложеных материалов нагревают приго¬
товленный тем временем солодовый затор. При проверке этого
процесса в экспериментальном центре Прага — Браник были
получены хорошие результаты.
Для подготовки риса Ле Корвайзье рекомендует процесс
изменять таким образом, чтобы рисовый затор нагревался снача¬
ла до 85—90°С, тем самым обеспечивается клейстеризация крах¬
мала. Потом затор охлаждается до 70—75°С, добавляется солод,
с помощью которого крахмальный клейстер очень быстро разжи¬
жается, и затор кипятится еще раз. Этот процесс в разных вари¬
антах с успехом использовали в ЧССР.
С учетом современного баланса солода и по экономическим
соображениям выгодно применение несоложеного ячменя. Не¬
большие доли этого заменителя, по составу близкие солоду, мож¬
но перерабатывать прямо в дробленом виде или в виде хлопьев.
В последнее время Цуржин и Фактор в ПВС Браник [24] разрабо¬
тали процесс переработки несоложеного ячменя запариванием в
заторном котле и прямым использованием запаренной массы.
Как оптимальный, с точки зрения пивоваренной технологии, они
предложили следующий процесс.
В заторный котел наливают необходимое количество горячей
воды (2,5 гл на 100 кг ячменя) и в нее засыпают дробленый яч¬
мень, предназначенный для переработки. Потом содержимое на¬
гревают паром, подводимым снизу при открытом продувочном
вентиле за 5—10 мин до кипячения. Приблизительно спустя
10 мин после начала кипения (когда воздух выпущен) продувоч¬
ный вентиль закрывают и подачу пара снизу устанавливают так,
чтобы избыточное давление поднималось на 0,1 МПа (1 атм) в
течение 15 мин. После достижения избыточного давления 0,3 МПа
(3 атм), т. е. через 45 мин открывают подачу пара сверху настоль¬
ко, чтобы избыточное давление поднялось за 5 мин до 0,38 МПа
(3,8 атм). Потом оба подвода пара закрываются и масса тут же
начинает перекачиваться. Время запаривания нужно соблюдать,
поскольку при удлинении процесса ячменный крахмал начинает
карамелизоваться.
123
В качестве лучшего варианта авторы рекомендуют добавлять
запаренную массу в воду для затирания, где легко можно испра¬
вить температурные отклонения. При добавке запаренного ячме¬
ня к первому затору сначала спускают часть затора, в которую
выпускают содержимое заторного котла, после чего его дополня¬
ют до требуемого объема, одна¬
ко конечная температура зато¬
ра в этом случае колеблется.
Авторы рекомендуют заме¬
нять солод несоложеным ячме¬
нем до 15% в пересчете на стан¬
дартный солод. При переработ¬
ке предварительно запаренного
несоложеного ячменя не возни¬
кает никаких трудностей. Един¬
ственным отклонением являет¬
ся несколько неспецифический
запах затора в начальной фазе
варочного процесса, который
постепенно исчезает и уже в
охмеленном сусле при его пере¬
качке незначителен.Переработ¬
ка несоложеного предваритель¬
но запаренного ячменя сущест¬
венно не влияет на качество
конечного продукта. Здесь не
имеют места ни терпкий прив¬
кус, ни резкая горечь, которые
обычно образуются при экстра¬
гировании горьких веществ из
оболочек при прямой перера¬
ботке дробленого ячменя. Од¬
нако пиво имеет более низкую
степень сбраживания и более
низкое содержание азотистых
веществ.
В варочных отделениях с не¬
сколькими агрегатами при не¬
прерывном производстве целесообразно использовать для приго¬
товления заменителей специальные емкости, предназначенные
только для этой цели, чтобы было больше времени для проведе¬
ния требуемых процессов. Для этой цели используются простей¬
шие аппараты, снабженные подогревательным устройством и ме¬
шалкой (рис. 18). Раньше использовали также закрытые запароч¬
ные котлы, чтобы крахмалистое сырье можно было кипятить при
повышенном давлении. Таким образом, можно было сократить
время кипячения и время приготовления заменителей солода.
При этом выход их в некоторых случаях был выше. Запарочные
124
Рис. 18. Резервуар для обработки
заменителей солода (Циманн).
1 — подача несоложеного сырья; 2 —
обогреваемое коническое дно с мешал¬
кой на средние и скорые обороты; 3 —
выпускное отверстие; 4 — затвор для
поднятия давления в котле.
котлы использовали во время- войны прежде всего для перера¬
ботки кукурузы. Однако кипячение под давлением неблагоприят¬
но отражается на вкусовых качествах, что вероятнее всего связа¬
но с тем, что кукуруза не была хорошо очищена от ростков, со¬
держащих много жира. В настоящее время такие запарочные
аппараты не используют и несоложеные материалы перерабаты¬
вают методами, которые были указаны выше. Аппараты для под¬
готовки заменителей солода размещают в варочных отделениях,
как правило, под платформой.
В последнее время ряд авторов исследуют также возможность
применения зеленого (несушеного) солода для производства
охмеленного сусла. Этой проблематикой в ЧССР подробно зани¬
мались Моштек и Дир [33, 34]. Они установили, что охмеленное
сусло для темного пива, изготавливаемое при использовании зе¬
леного солода вместо сушеного, содержит больше азотистых
веществ и экстрагируемых хлороформом горьких веществ. Саха¬
ристость и сбраживаемость экстракта зависят от степени измель¬
чения зеленого солода и от действительного использования
активности ферментов солода. При изготовлении темного пива
с использованием 50% зеленого солода это влияние на вкус и
запах установлено не было, пиво имело хорошую коллоидную
стабильность, было резким, органолептически стойким и отлича¬
лось исключительной пенистостью и стабильностью пены.
Карел [35, 36] решает вопрос переработки зеленого солода на
светлое пиво, пытаясь заменить эффект сушки солода кратковре¬
менной выдержкой сусла, полученного из зеленого солода и яч¬
меня, при высокой температуре и высоком давлении с резким
сбросом давления, и имел в виду в результате этой операции по¬
лучить пиво по вкусу и аромату, соответствующее обычному
пиву.
Эти попытки, однако, не вышли за рамки исследований.
Стремление заменить сушеный солод зеленым, например, зеле¬
ным солодом короткого ращения, преследует главным образом
экономические цели.
ВАРОЧНЫЕ КОТЛЫ
Котлы, входящие в варочные агрегаты, служат для кипячения
заторов и для варки сусла с хмелем. Обычно это цилиндрические
аппараты с плоским, полукруглым или вогнутым внутрь дном,
которые можно обогревать. Форма дна различна в зависимости
от способа обогрева и конструкции котла. Котлы изготавливают
из стали или из меди, иногда со стальным цилиндром и медным
дном. Медь является лучшим проводником тепла и лучше фор¬
муется. Котлы покрывают сферическими крышками, снабженны¬
ми вытяжной трубкой и дверцами. Крышки внутри быстро кор¬
родируют и поэтому их тоже часто изготавливают из меди.
т
Вытяжная труба должна быть хорошо рассчитана, чтобы обеспе¬
чить правильную тягу и выпаривание; ее диаметр должен соот¬
ветствовать 7зо или 'До площади поверхности. Внизу вытяжная
труба снабжена желобком для улавливания конденсата, который
отводится с помощью трубки для отходов (он не должен стекать
в затор или сусло). Тепло вторичных паров, уходящих через вы¬
тяжную трубу сусловарочных котлов, используют в испаритель¬
ных конденсаторах. Однако надо иметь в виду, что из-за несовер¬
шенства конструкции конденсатора может снижаться тяга в вы¬
тяжной трубе.
Заторный котел так же, как заторный чан, снабжен пропел¬
лерной мешалкой (25—35 об/мин), с помощью которой заторы
перемешиваются при нагревании, иногда и при кипячении, чтобы
не подгорали. У котлов, обогреваемых паром, мешалка приводит¬
ся в действие электромотором снизу через коробку передач.
В сусловарочном котле, в который поступает только прозрачное
сусло, мешалка не нужна. Тем не менее и в сусловарочных кот¬
лах часто монтируют мешалку, чтобы можно было перемешивать
хмель, главным образом при перекачке сусла или для того, чтобы
при движении сусла повышалось испарение.
В двухпосудных варочных агрегатах один котел служит для
кипячения заторов и варки сусла. В спареных варочных агрега¬
тах объем заторных котлов из-за меньшего объема заторов мень¬
ше; обычно котлы рассчитывают на 3—4 гл на 100 кг засыпи.
У сусловарочных котлов, которые должны вмещать весь объем
сусла до кипячения (первое сусло и промывные воды), принима¬
ют объем 7—9 гл/100 кг засыпи. Если вырабатывают более сла¬
бые сорта пива, то лучше рассчитывать объем котла на объем
готового холодного сусла. Однако при этом надо учитывать, что
объем горячего сусла по сравнению с объемом холодного сусла
почти на 4 % больше и, кроме того, в процессе кипячения подле¬
жит испарению 12—15% от первоначального объема набранного
сусла. Необходимо также предусмотреть свободное пространство
над поверхностью сусла в котле при интенсивном кипячении его
примерно 20% от объема котла. В результате практически пол¬
ный объем сусловарочного котла должен на 40—50% превосхо¬
дить объем готового холодного сусла. Чтобы сусло хорошо про-
кипятилось, оно не должно быть в котле в слишком высоком слое.
В старых варочных порядках его слой не превышал обычно 1,50 м,
и поэтому всегда хорошо коагулировали горячие взвеси (брух)
и было хорошее испарение. Сейчас требуется, чтобы высота слоя
сусла была не больше радиуса котла и соотношение высоты слоя
сусла к диаметру котла было 1 : 2.
Варочные котлы должны быть снабжены термометром и тер¬
мографом.
Объём затора или сусла определяется с помощью поплавково¬
го уровнемера. Обычно внутри котла в верхней части цилиндра
ближе к дверцам закреплено также направляющее устройство
126
для измерительной штанги для контроля объема сусла, независи¬
мо от поплавкового уровнемера. Размещение остальной арматуры
и общее устройство котла приводятся на рис. 19.
Важно, чтобы в варочных котлах достигалось интенсивное ки¬
пячение, которое обычно контролируется по пароотделению. Оно
зависит от способа обогрева, размера обогреваемой поверхности
и конструкции котла. Котлы, используемые в ЧССР, имеют паро-
Рис. 19. Заторный сусловарочный котел (ЗВУ).
отделение 5—8%/ч, высокопроизводительные котлы с дополни¬
тельными обогревательными элементами — 12—15%/ч. Кипяче¬
ние сусла с хмелем должно быть вихревым, чтобы в сусле хорошо
коагулировали горячие взвеси и сусло получалось с блеском. Это
обеспечивается линзообразной формой дна или всего котла, мест¬
ным подогревом и т. д. (рис. 20).
Варочные котлы можно обогревать или непосредственно огнем
(уголь, масло, газ) или паром, иногда перегретой водой. Раньше
использовалось исключительно отопление прямым огнем. Однако
этот способ неэкономичен, поскольку нужно одновременно обо?
гревать топку и кладку котла. Другим его недостатком является
1J27
то, что после перекачки затора котел нельзя быстро охладить,
обслуживание его трудоемко и дно быстро прогорает так, что по¬
вышаются расходы на ремонт. При прямом сжигании использу¬
ется только 40—50% калорийного эквивалента угля. Улучшения
нельзя добиться даже путем использования тепла дымовых газов
Рис. 20. Сусловарочиый котел с отопительиой линзой.
в подогревателях или циркуляторах теплой воды, не говоря уже
о том, что эти устройства быстро корродируют и их нужно часто
чистить. Отопление углем, кроме того, можно использовать толь¬
ко для котлов небольшого объема (до 300 гл), поскольку пло¬
щадь обогрева нельзя увеличивать пропорционально объему кот¬
ла. Обогреваемая площадь отвечает при прямом нагреве огнем
у медных аппаратов от 0,1 до 0,16 м2/гл объема котла, у стальных
от 0,13 до 0,20 м2/гл. Используя масло или газ, прямой нагрев
упрощают, и им легче управлять. Однако стоимость, рассчитывае¬
мая на калорийный эквивалент, превышает у этих двух видов
топлива стоимость угля, и поэтому их используют только там,
где для этого существуют благоприятные условия. По этим же
причинам не нашел распространения обогрев электричеством, ко¬
128
торый имеет, кроме того, такой же недостаток, как и отопление
прямым огнем, т. е. нагревательная система аккумулирует тепло
и слишком медленно охлаждается. У газовых котлов новой кон¬
струкции можно достичь к. п. д. 78% при испарении 11,7 гл/ч
(Циеманн).
Рис. 21. Отопление сусловарочиого котла жидким топливом (Циемани):
/—5 — вытяжная труба н крышка котла; 6 — дверцы: 7 — смотровое стекло; 8 —• термо¬
метр; 9 — изоляция; /0 — воздушные каналы и отвод газов сгорания; 11— мешалка; 12 —
ударная пластина; 13 — лестница; 14 — предохранительный клапан; 15—масляная горел¬
ка; 16 — выпускное отверстие; 17 — регулировка выпуска.
Два разных способа обогрева варочных котлов жидким топли¬
вом и газом схематически изображены на рис. 21 и 22.
Более экономичным, а также технически более выгодным яв¬
ляется нагрев паром. Подачу пара легко регулировать, сусло
можно легко довести до кипения и, если прекратить подачу пара,
кипение быстро прекращается. Конструкция паровых котлов бо¬
лее простая, обслуживание легче и тепло используется лучше.
У котлов современной конструкции с возвратом конденсата в
паровой котел пар используется на 90—95%. При расчете потерь,
возникающих при производстве пара, использование тепла паро¬
12»
вых котлов колеблется от 65 до 67%. Подвод тепла варочных
котлов с паровым обогревом лучше, чем у котлов с нагревом
огнем; обогреваемая поверхность у медных аппаратов составляет
от 0,05 до 0,08 м2/гл объема, у стальных от 0,07 до 0,11 м2/гл.
С технологической точки зрения предпочтительней обогрев
прямым огнем. У старых четырехгранных котлов прямо над топ-
Рис. 22. Газовый варочный агрегат (ЗВУ):
1 — изоляция котла; 2—котел; 3— рама с инфракрасным обогревателем; 4 — предохрани¬
тельный клапан; 5 — распределение газа в инфракрасных обогревателях; 6 — газовая ар¬
матура; 7 — отведение сусла; 8 — управляемый на расстоянии клапан.
кой возникал местный перегрев, вызывающий интенсивное дви-
жение охмеленного сусла, кипятящегося в котле. Испарение в
этих котлах очень большое, сусло имеет грубый брух и получает¬
ся с блеском. У топок новейших конструкций подвод тепла рас¬
пределен лучше для того, чтобы дно котла так быстро не прого¬
рало. Дно котла для прямого огня было первоначально прямым;
новейшие конструкции имеют сферическое дно, умеренно вогну¬
тое внутрь. Для лучшего использования тепла у котлов с прямым
подогревом огнем обогревается также низ цилиндрической части
котла.
По данным разных авторов, температура непосредственно под
дном котла колебалась в пределах 700°С (в некоторых случаях
около 1000°С), в цилиндрической части около 400°С. Возникло
130
предположение, что высокие температуры являются причиной
частичной карамелизации сахаров, с чем связан более полный
вкус и более темный цвет сусла, сваренного в этих котлах. Одна¬
ко охмеленное сусло перемещается над дном и поэтому его тем¬
пература только на несколько градусов (1—3°С) выше, чем тем¬
пература остального сусла. Высокие температуры в топке не
могут быть причиной карамелизации, а могут вызывать только
более интенсивное кипение сусла [3]. Иначе действует прямой на¬
грев в заторном котле. В нем дно и стенки цилиндра пустого или
частично наполненного котла после откачки затора перегревают¬
ся в результате выделяющегося тепла из кладки топки. При по¬
вторном спуске затора первые части его, приходящие в непосред¬
ственное соприкосновение с перегретыми местами, могут быстро
испариться и подвергнуться другим изменениям, главным обра¬
зом в цвете и вкусе. Эти изменения, хотя и несущественны, явля¬
ются причиной того, что некоторые пивоваренные заводы
(«Праздрой» в Пильзене) еще придерживаются прямого отопле¬
ния котлов. А вообще от подогрева прямым огнем отказываются,
и на больших заводах им пользуются в редких случаях.
Техника обогрева котлов паром постоянно совершенствуется
и отыскиваются способы, лучше всего удовлетворяющие техноло¬
гическим требованиям. Первоначально при переходе на подогрев
паром в старых котлах устанавливались медные обогревающие
змеевики, в которые впускали пар, а из них отводили конденсат.
Использование тепла при применении змеевиков хотя и очень
хорошее, однако сусло нагревалось медленно и даже при кипяче¬
нии с хмелем не прогревалось по всему объему равномерно, и
должно было перемешиваться мешалкой. До тех пор, пока вся
нагревательная система не оказывалась погруженной в сусло,
грозила опасность, что затор или сусло подгорят даже при пере¬
мешивании. Испытывали также отопление вращающейся паровой
спиралью из медных трубок диаметром 60—90 мм, однако этот
способ не оправдал себя. Варочные котлы, обогреваемые одним
только паровым змеевиком, в ЧССР не применяются; иногда
змеевик служит только для дополнительного подогрева сусла при
кипячении.
В трубки пар может подводиться под более высоким давлени¬
ем, следовательно, и при более высокой температуре.
Дно котла, обогреваемого паром, обычно сферическое или
вогнуто внутрь; оно сдвоенное и состоит из собственно дна и
наружного кожуха. Обе части прочно соединены заклепками и
снабжены чугунным центром, через который проходит вал ме¬
шалки, а сферическое дно имеет также выпускное отверстие.
К паровой рубашке подводится пар избыточным давлением от
0,15 до 0,25 МПа (1,5—2,5 ат), чему соответствует температура
от 127 до 138°С. При впуске пара в паровую рубашку воздух
выводится через соответствующий продувочный вентиль. Конден¬
сат отходит в специальный улавливатель, паровая рубашка долж¬
131
на быть снабжена предохранительным клапаном для случая, если
давление поднимается выше допустимого максимума.
Для повышения эффективности паровую рубашку и дно котла
иногда изготовляют в виде линзы; в этих случаях паровая ру¬
башка делится на две части: в нижнюю часть подводится пар низ-
Рис. 24. Отопление котла напорной (перегре- Рис. 25. Различные спо-
той водой (Штайнекер). собы обогрева котла
(Циеманн).
ким избыточным давление 0,15—0,2 МПа (1,5—2 ат), в вогнутую
часть (линза) пар давлением 0,4—0,5 МПа (4—5 ат) и темпера¬
турой 164°С. Разница в температуре дна и линзы вместе с вогну¬
тостью дна приводят к тому, что кипящее сусло «перекатывает¬
ся», тем самым облегчается подвод тепла и предотвращается
перекипание сусла.
Варочные котлы, главным образом их дно, должны быть хо¬
рошо изолированы, чтобы предотвратить потерю тепла. В вароч¬
ных котлах большой емкости (500 гл и более) слой сусла бывает
132
таким высоким, что при подогреве только снизу оно не могло бы
достаточно прокипеть. Поэтому в центре котла монтируют раз¬
личные дополнительные устройства (цилиндры, спирали), в кото¬
рые подводится пар более высокого давления. Особенно часто
такие устройства (перколяторы) используются в США, где, как
правило, котлы имеют емкость 700 гл (рис. 23).
Новым способом является отопление котлов перегретой водой.
Ко дну котла приваривают трубки, по которым циркулирует
перегретая вода. При избыточном давлении 0,4—0.7 МПа (4—
7 ат) вода имеет температуру 130—160°С и закачивается прямо
из парового котла в систему, обогревающую дно варочного кот¬
ла. Умеренно охлажденная вода потом снова возвращается в па¬
ровой котел. При хорошей изоляции дна и всей системы коэффи¬
циент использования тепла довольно высокий и регулировка
температуры не представляет трудностей. Расходы несколько воз¬
растают из-за перекачки перегретой воды из котла в систему и
обратно. Разные варианты отопления и формы котлов представ¬
лены на рис. 24 и 25.
ЦЕЛЬ И ОСНОВНЫЕ ПРИНЦИПЫ
ЗАТИРАНИЯ
Целью затирания является перевод в водный раствор нераст¬
воримых частей засыпи, главным образом всего крахмала и части
белков. Для расщепления этих высокомолекулярных соединений
зернового эндосперма на растворимые используются реакции, ка¬
тализированные ферментами солода. При затирании водой про¬
исходит также экстрагирование небольшого количества раствори¬
мых компонентов засыпи (самое большее 15—17%).
Сущность затирания состоит в основном в том, что затор или
чаще его части постепенно нагреваются до температуры осахари-
вания. В практике различается два основных типа затирания —
инфузионное и декокционное.
Инфузионное затирание использует одновременно все фер¬
менты, содержащиеся в обрабатываемом солоде таким образом,
что весь затор постепенно нагревается до температуры осахари-
вания без дальнейшего кипячения. Этот простой способ исполь¬
зуется в настоящее время только при производстве пива верхо¬
вого брожения. В ЧССР он совсем исчез в связи с переходом на
низовое брожение.
На чехословацких пивоваренных заводах в настоящее время
применяется декокционное затирание. Общим признаком всех
декокционных процессов является медленный подогрев от одной
до трех частей заторов (отварок) до температуры осахаривания
и кипячение (декокция) осахаренного затора. При этом объем
каждой отварки выбирается так, чтобы при перекачке прокипя¬
ченной отварки к остатку температура всего затора поднимается
до требуемой. Для декокционных процессов характерно постепен¬
133
ное снижение концентрации ферментов путем кипячения заторов.
Кроме инактивирования всех ферментов при кипячении клейсте-
ризуются остатки неосахаренного крахмала и позднее это облег¬
чает их доосахаривание.
Ферментативное расщепление при затирании прямо связано
с гидролитическими процессами, начавшимися при солодораще-
нии. Однако при проращивании в среде, содержащей только
необходимую вегетационную воду, и при низких температурах
реакции протекают медленно и неполно. И наоборот, в варочном
отделении они протекают прямо в воде и при оптимальных тем¬
пературах, так что эти реакции быстрее и в определенном смысле
полнее, главным образом, если речь идет о действии на крахмал.
В практике при затирании следует выбирать такой процесс,,
при котором продукты расщепления крахмала и белка, образую¬
щие главную долю растворимого экстракта, имели бы состав,
качественно отвечающий характеру изготавливаемого пива. Од¬
новременно нужно обеспечивать более высокий выход экстракта
из перерабатываемого сырья.
Качественный состав экстракта сусла зависит от состава при¬
меняемой засыпи. Прямое влияние имеет также химический со¬
став используемой на затирание воды и технологический процесс
при затирании.
Состав засыпи изменяется в зависимости от изготавливаемого
типа пива и иногда от особых требований к его вкусу, цвету/пе¬
нистости и стойкости. Наряду с чисто солодовым пивом часто
изготавливают пиво из смеси солода с заменителями. Чем больше
активных ферментов содержит солод и чем лучше он растворен,,
тем легче протекает гидролитическое расцепление при затирании.
Крахмалистые заменители солода или, как их называют, несоло¬
женые материалы,-—это всегда продукты растительного проис¬
хождения с минимальным содержанием ферментов, которые не
могут осахарить крахмал, содержащийся в них. Поэтому их не¬
обходимо перерабатывать вместе с солодом, богатым фермента¬
ми. Содержание и активность ферментов в перерабатываемом
сырье играют основную роль при выборе процесса затирания.
Влияние применяемой при затирании воды на каталитиче¬
скую эффективность солодовых ферментов может быть отрица¬
тельным и положительным. Известно, что карбонатные воды ней¬
трализуют кислые соли из солода, тем самым повышается pH
заторов относительно оптимума солодовых амилаз, который рас¬
положен в более Кислых областях, а поэтому скорость реакций
снижается. Сульфаты щелочноземельных металлов, наоборот,
повышают кислотность. Отрицательное влияние карбонатных вод.
можно несколько выравнять применением выдержки при темпе¬
ратуре 35°С; если это не дает результата, состав воды, идущейг
на затирание, должен быть откорректирован так, чтобы были
устранены вредные компоненты. Повышение pH отрицательно
влияет не только на ход ферментативных реакций, но ухудшает
гза
и эффект фильтрации (более медленная фильтрация и низкая
прозрачность) в связи с ограниченным расщеплением белков.
Кроме того, пиво из слишком щелочной воды имеет более темный
цвет, неприятно горький вкус и менее стойко.
Ферментативное расщепление при затирании должно происхо¬
дить глубоко, однако излишнее расщепление приносит больше
вреда, чем пользы. Это относится в первую очередь к белкам, из¬
быток которых снижает стойкость пива. Стойкость коллоидных
веществ (продуктов расщепления белков, декстринов и т. д.) в
практике определяется по прозрачности сусла при фильтрации.
По существующим данным отрицательное влияние имеет так¬
же слишком большая аэрация сусла (охмеленного), которая по¬
вышает цвет и ухудшает вкус пива.
ФЕРМЕНТЫ СОЛОДА И ИХ СУБСТРАТЫ
Ферменты, расщепляющие крахмал
Гидролитическое расщепление крахмала (амилолиз) при за¬
тирании катализируют амилозы солода. Кроме них солод содер¬
жит несколько ферментов из групп амилоглюкозидаз и трансфе-
раз, которые атакуют некоторые продукту расщепления крахма¬
ла; однако по количественному соотношению они имеют при за¬
тирании только второстепенное значение.
При затирании природным субстратом является крахмал, со¬
держащийся в солоде. Так же как любой природный крахмал, он
не является единым химическим веществом, а смесью, содержа¬
щей в зависимости от происхождения от 20 до 25% амилозы и
75—80% амилопектина.
Молекула амилозы образует длинные, неразветвленные, епи-
ральносвернутые цепочки, состоящие из молекул а-глюкозы,
взаимно связанных глюкозидными связями в положении а-1,4.
Количество глюкозных молекул различно и колеблется от 60 до
600. Амилоза растворима в воде и окрашивается йодным раство¬
ром в синий цвет. По Мейеру [1], амилоза под действием р-ами-
лазы солода полностью гидролизуется до мальтозы.
Молекула амилопектина состоит из коротких разветвленных
цепочек. Наряду со связями в положении а-1,4, в разветвленных
местах встречаются также связи а-Кб. Глюкозных единиц в мо¬
лекуле насчитывается около 3000. Ячменный амилопектин содер¬
жит их, по Мак Леоду [2], от 24 до 26, в то время как солодовый
только 17—18. Амилопектин без нагрева нерастворим в воде, при
нагреве образует клейстер.
Солод содержит две амилазы, расщепляющие крахмал до
мальтозы и декстринов. Одна из них катализирует реакцию, при
которой быстро исчезает синяя окраска с йодным раствором, од¬
нако мальтозы образуется относительно мало; эта амилаза назы¬
вается декстринирующей или а-амилазой (а-1,4-глюкан-4-глюка-
135
ногидролаза, ЕК З.2.1.1.). Под действием второй амилазы синяя
окраска с йодным раствором исчезает только тогда, когда обра¬
зуется большое количество мальтозы; это амилаза осахариваю-
щая или |3-амилаза (р-1,4-глюканмальтогидролаза, ЕК 3.2.1.2) *.
Декстринирующая а-амилаза. Она является типичным компо¬
нентом солода. а-Амилаза активизируется при солодоращении,
однако в ячмене Кнеен обнаружил ее только в 1944 г. [3]. Она ка¬
тализирует расщепление а-1,4 глюкозидных связей. Молекулы
обоих компонентов крахмала, т. е. амилозы и амилопектина, при
этом неравномерно разрываются внутри; только конечные связи
не гидролизуются. Происходит разжижение и декстринизация*
проявляющаяся в быстром снижении вязкости раствора (разжи¬
жение затора). Разжижение крахмального клейстера является од¬
ной из функций солодовой а-амилазы. Представление об участии
другого разжижающего фермента (амилофосфатазы) в настоя¬
щее время не считается обоснованным. Характерно, что а-амила¬
за вызывает исключительно быстрое снижение вязкости крах¬
мального клейстера, восстанавливающая способность которога
при этом возрастает очень медленно. Синяя йодная реакция
крахмального клейстера (т. е. раствора амилопектина) под дей¬
ствием а-амилазы быстро изменяется через красную, бурую да
ахроической точки, а именно при низкой восстанавливающей спо¬
собности.
В естественных средах, т. е. в солодовых экстрактах и зато¬
рах, а-амилаза имеет температурный оптимум 70°С; инактиви¬
руется при 80°С. Оптимальная зона pH равна от 5 до 6 с четким'
максимумом на pH-кривой. Она стабильна в диапазоне pH от 5>
до 9. а-Амилаза очень чувствительна к повышенной кислотности
(является кислотонеустойчивой); инактивируется окислением да
pH 3 при 0°С или до pH 4,2—4,3 при 20°С.
Осахаривающая р-амилаза. Она содержится в ячмене и ее-
объем при соложении (проращивании) сильно возрастает. Р-Ами¬
лаза обладает высокой способностью катализировать расщепле¬
ние крахмала до мальтозы. Она не разжижает нерастворимый
нативный крахмал и даже крахмальный клейстер.
Из неразветвленных цепочек амилазы р-амилаза отщепляет
вторичные а-1,4 глюкозидные связи, а именно от невосстанавли-
вающихся (неальдегидных) концов цепей. Мальтоза постепенно-
отщепляет от отдельных цепочек по одной молекуле. Расщепле¬
ние амилопектина происходит также, однако фермент атакует
разветвленную молекулу амилопектина одновременно в несколь¬
ких пространственных цепочках, а именно в местах разветвле¬
ния, где находятся связи а-1,6, перед которыми расщепление-
прекращается.
Вязкость крахмального клейстера под действием а-амилазы
снижается медленно, в то время как восстанавливающая способ¬
* Обозначения а и Р относятся к оптической форме образующегося caxapai
(а-мальтоза или р-мальтоза).
136
ность возрастает равномерно. Йодная окраска переходит из си¬
ней очень медленно в фиолетовую, а потом в красную, однако
ахронческой точки вообще не достигает.
Температурный оптимум р-амилазы в солодовых экстрактах
и заторах находится при 60—65°С; она инактивируется при 75°С.
Оптимальная зона pH равна 4,5—5, по другим данным — 4,65
при 40—50°С с нерезким максимумом на рН-кривой.
Общее действие а- и р-амилазы. Амилаза (диастаза), содер¬
жащаяся в солоде обычных типов и в специальном диастатиче-
ском солоде, является природной смесью а- и р-амилазы, в кото¬
рой р-амилаза количественно преобладает над а-амилазой.
При одновременном действии обеих амилаз гидролиз крахма¬
ла намного глубже, чем при самостоятельном действии одного из
названных ферментов, и мальтозы при этом получается 75—80%.
Осахаривание амилозы и конечных групп амилопектина
Р-амилаза начинает с конца цепочек, в то время как а-амилаза
атакует молекулы субстрата внутри цепочек.
Низшие и высшие декстрины образуются наряду с мальтозой
под действием а-амилазы на амилозу и амилопектин. Высшие
декстрины образуются также под действием р-амилазы на ами¬
лопектин. Декстрины являются разновидностью эритрогрануло-
зы и а-амилаза разрывает их вплоть до а-1,6 связей, так что об¬
разуются новые центры для действия р-амилазы. Тем самым
а-амилаза повышает активность р-амилазы. Кроме того, а-ами¬
лаза атакует декстрины типа гексозы, образующиеся под дейст¬
вием р-амилазы на амилозу.
Декстрины с нормальными прямыми цепочками осахаривают-
ся обеими амилазами. При этом р-амилаза дает мальтозу и не¬
много мальтотриозы, а а-амилаза — мальтозу, глюкозу и маль-
тотриозу, которая дальше расщепляется до мальтозы и глюкозы.
Декстрины с разветвленными цепочками рвутся до мест развет¬
вления. При этом образуются низшие декстрины, иногда олиго¬
сахариды, главным образом трисахариды и изомальтоза. Таких
разветвленных остаточных продуктов, которые ферменты дальше
не гидролизуют, насчитывается около 25—30% и они называются
конечными декстринами.
Разницу температурного оптимума а- и р-амилазы на практи¬
ке используют для регулировки взаимодействия обоих фермен¬
тов тем, что подбором правильной температуры поддерживают
деятельность одного фермента в ущерб другому.
Амилоглюкозидазы солода, например а- и р-глюкозидаза,
Р-/г-фруктозидаза, — это гидролизующие ферменты, реагирую¬
щие точно так же, как амилазы, которые, однако, гидролизуют не
крахмал, а только некоторые продукты расщепления.
Трансглюкозидазы, скорее негидролизующиеся ферменты,
однако механизм катализированных ими реакций подобен меха¬
низму гидролаз. В солоде содержатся трансглюкозидазы, фосфо-
рилирующие или фосфорилазы, и нефосфорилирующие, напри-
137
мер циклодекстриназа, амиломальтаза и др. Все эти ферменты
катализируют перенос сахарных радикалов. Их технологическое
значение второстепенное.
Ферменты, расщепляющие белковые
вещества
Расщепление белков (протеолиз) катализируют при затира¬
нии ферменты из группы пептидаз или протеаз (пептид гидролаз,
ЕК 34), гидролизующие пептидные связи = СО = МН = . Они де¬
лятся на эндопептидазы, или протеиназы (пептид пептидогидро-
лазы, ЕК 3.44) и экзопептидазы или пептидазы (дипептид гидро-
лазы, ЕК 3.4.3).
В заторах субстратами являются остатки белкового вещества
ячменя, т. е. лейкозина, эдестина, гордеина и глютелина, частич¬
но измененного при соложении (например, коагулированного
при сушке) и продукты их расщепления, т. е. альбумозы, пептоны
и полипептиды.
Некоторые белковые вещества образуют открытые цепи свя¬
занных пептидными связями аминокислот со свободными конце¬
выми аминными группами = NH2 и карбоксильными группа¬
ми =СООН. Кроме них в молекуле белков могут находиться ами¬
ногруппы диаминокарбоновых кислот и карбоксильные группы
дикарбоновых кислот. До тех пор пока некоторые белки имеют
пептидные цепи, замкнутые в кольца, они не имеют конечных
аминных и карбоксильных групп.
Ячмень и солод содержат один фермент из группы эндопеп¬
тидаз (протеиназ) и не менее двух эксопептидаз (пептидаз). Их
гидролизующее действие взаимно дополняется.
Эндопептидаза (протеиназа). Как настоящая протеиназа, яч¬
менная и солодовая эндопептидаза гидролизует внутренние
пептидные связи протеинов. Макромолекулы белков при этом
расщепляются на меньшие частицы, т. е. полипептиды с меньшей
молекулярной массой. Точно так же, как остальные протеиназы,
ячменная и солодовая протеиназа действуют активнее на изме¬
ненные белки, например денатурированные, чем на белки на¬
тивные.
По своим свойствам ячменная и солодовая протеиназы отно¬
сятся к ферментам типа папаина, очень распространенным в рас¬
тениях. Их оптимальная температура находится между 50—60°С,
оптимум pH колеблется от 4,6 до 4,9 в зависимости от субстрата^
Протеиназа относительно стабильна при высоких температурах
и тем самым отличается от пептидаз. Наиболее стабильна она в
изоэлектрической области, т. е. при pH от 4,4 до 4,6. По Кольба-
ху, активность фермента в водной среде снижается уже спустя
1 ч при 30°С; при 70°С через 1 ч он полностью разрушается.
Гидролиз, катализированный солодовой протеиназой, проте¬
кает постепенно. Между, белками и полипептидами было выделе-
138
но несколько промежуточных продуктов, из которых важнейши¬
ми являются пептоны, называемые также протеозы, альбумозы
и т. д. Это высшие продукты расщепления коллоидного характе¬
ра, которые имеют типичные свойства белков. Они осаждаются
в кислой среде танином, однако при биуретовой реакции (т. е.
реакции с сернокислой медью в щелочном растворе белка) окра¬
шиваются в розовый цвет вместо фиолетового. При кипячении
пептоны не коагулируют. Растворы имеют активную поверхность,
они вязки и при встряхивании легко образуют пену.
Последнюю степень расщепления белков, катализированных
солодовой протеиназой, представляют полипептиды. Они только
отчасти являются высокомолекулярными веществами с коллоид¬
ными свойствами. Нормально полипептиды образуют молекуляр¬
ные растворы, легко диффундирующие. Как правило, они не реа¬
гируют как белки и не осаждаются танином. Полипептиды явля¬
ются субстратом пептидаз, которые дополняют действие протеи-
казы.
Экзопептидазы (пептидазы). Комплекс пептидаз представлен
в солоде двумя ферментами, однако допускается наличие и
других.
Пептидазы катализируют отщепление терминальных остатков
аминокислот от пептидов, причем сначала образуются дипепти¬
ды и, наконец, аминокислоты. Пептидазы характеризуются суб¬
стратной специфичностью. Среди них имеются и дипептидазы,
гидролизующие только дипептиды, и полипептидазы, гидролизу¬
ющие высшие пептиды, содержащие в молекуле не менее трех
аминокислот. В группе пептидаз различаются аминополипепти-
дазы, активность которых обусловливает присутствие свободной
аминогруппы, и карбоксипептидазы, требующие присутствия
свободной карбоксильной группы.
Все солодовые пептидазы имеют оптимальный pH в слабоще¬
лочной области между pH .7 и 8 и оптимальную температуру око¬
ло 40°С. При pH 6, при котором протекает протеолиз в прораста¬
ющем ячмене, активность пептидаз ярко выражена, в то время
как при pH 4,5—5,0 (оптимум протеиназ) пептидазы инактиви¬
руются. В водных растворах активность пептидаз снижается уже
при 50°С, при 60°С пептидазы быстро инактивируются.
Ферменты, расщепляющие сложные эфиры
фосфорной кислоты
При затирании большое значение придается ферментам ката¬
лизирующим гидролиз сложных эфиров фосфорной кислоты.
Отщепление фосфорной кислоты технически очень важно из-
за ее непосредственного влияния на кислотность и буферную
систему пивоваренных полупродуктов и пива.
Природным субстратом солодовых фосфоэстераз являются
сложные эфиры фосфорной кислоты, из которых в солоде преоб¬
139
ладает фитин. Это смесь кальциевых и магниевых солей фитино¬
вой кислоты, которая является гексафосфорным сложным эфи¬
ром инозита. В фосфатидах фосфор связан как сложный эфир с
глицерином, в то время как нуклеотиды содержат фосфорный
эфир рибозы, связанный с пиримидиновым или пуриновым осно¬
ванием.
Важнейшей солодовой фосфоэстеразой является фитаза (ме-
зоинозитгексафосфатфосфогидролаза, ЕК 3.1.3.8). Она очень
активна. От фитина фитаза постепенно отщепляет фосфорную
кислоту. При этом образуются различные фосфорные сложные
эфиры инозита, которые в конце концов дают инозит и неоргани¬
ческий фосфат. Наряду с-фитазой были описаны также сах^ро-
фосфорилаза, нуклеотидпирофосфатаза, глицерофосфатаза и пи-
рофосфатаза.
Оптимальный pH солодовых фосфатаз находится в относи¬
тельно узком диапазоне—от 5 до 5,5. К высоким температурам
они чувствительны по-разному. Оптимальный температурный
интервал 40—50°С очень близок к температурному интервалу
пептидаз (протеаз).
ХИМИЧЕСКИЕ ПРОЦЕССЫ ПРИ
ЗАТИРАНИИ
Крахмал
Под действием обеих амилаз солодовый крахмал при затира¬
нии гидролизуется до мальтозы и декстринов по следующим ос
новным реакциям:
(СеНдА)* -> — (CgHjoOj)^.
162 г 162 г
крахмала декстринов
(QHw05)„ -f- — Н20 -*• CjjH^Ou
162 г 171 г
крахмала мальтозы
Конечный результат этих реакций на практике зависит от ус¬
ловий осахаривания.
При осахаривании изменяется, с одной стороны, соотношение
концентраций обеих амилаз в зависимости от исходного сырья, а
с другой — их активность, на которую оказывает влияние темпе¬
ратурный интервал и pH. Важным фактором является различная
стойкость обоих ферментов к высоким температурам; р-амилаза
более чувствительна и инактивируется быстрее, чем а-амилаза.
140
Отношение декстринов к мальтозе в охмеленном сусле важно
как с технической, так и с экономической точек зрения по сле¬
дующим причинам. Мальтозы из сухого вещества крахмала обра¬
зуется на 5,5 мае. % больше, т. е. на количество воды, связанной
при гидролизе, в то время как при образовании декстринов мас¬
са не увеличивается. Высокое содержание декстринов снижает
выход экстракта.
Большое количество декстринов затрудняет фильтрацию и
выщелачивание дробины, в которой задерживается больше экст¬
ракта. Это происходит в результате того, что декстрины являются
гидрофильными коллоидами с высокой вязкостью.
Декстрины в условиях пивоваренного брожения большей
частью не сбраживаются (под действием трансглюкозидазы
только небольшая часть их переходит в сбраживающиеся), по¬
этому конечная степень сбраживания сусла, богатого декстрина¬
ми, низкая. Образованию декстринов способствуют высокие тем¬
пературы осахаривания (свыше 70°С), которые ограничивают
действие осахаривающей (3-амилазы в пользу декстринирующей
а-амилазы.
Практически весь крахмал, содержащийся в сырье, должен
осахариться. Кроме того, осахаренный затор не должен содер¬
жать декстрины, дающие цветную реакцию с йодом. Это требо¬
вание обусловлено, с одной стороны, тем, что неполное осахари-
вание может снизить выход экстракта и тем самым отрицательно
повлиять на вкус пива, а с другой — чувствительность плохо оса-
харенного пива к так называемым сарциновым (т. е. педиококко-
вым) инфекциям снижает его биологическую стойкость.
Расщепление крахмала на продукты, которые не дают с йод¬
ным раствором цветной реакции, называется осахариванием
крахмала. Оно протекает в три стадии: клейстеризация, разжи¬
жение и собственно осахаривание.
Клейстеризация крахмала. Она происходит при нагреве сус¬
пензии крахмала в воде. Зерна крахмала при медленном нагре¬
вании набухают и при определенной температуре из амилопекти-
на образуется вязкий гель, называемый крахмальным клей¬
стером.
Технологическое значение имеет прежде всего температура
клейстеризации солодового крахмала, который является субст¬
ратом для действия амилаз при затирании. По Гейнтцу [4], тем¬
пература клейстеризации солодового крахмала колеблется в за¬
висимости от климатических условий, при которых происходит
рост и созревание пивоваренного ячменя. Солодовый крахмал
из ячменей, выращенных в холодных областях, начинает клей-
стеризоваться при 50—52°С, в умеренно теплых областях — при
52—53°С и в теплых — при 54—57°С.
Для остальных видов крахмала Ле Корвазье [4] приводит
следующие температуры клейстеризации (в °С).
141
Крахмал
Температура клейстеризации, °С
картофельный
пшеничный
кукурузный
ячменный
рисовый
55—60
60—85
65—75
75—80
80—85
Температура клейстеризации не является постоянной. Она ко¬
леблется и у крахмала одного происхождения в зависимости от
структуры зерна, образуемого сферокристаллами, состоящими из
множества мицелл, и далее в зависимости от некоторых физиче¬
ских и физико-химических факторов. Чем медленнее нагревается
суспензия крахмала, тем лучше набухают зерна и клейстериза-
ция происходит при более низкой температуре. На поглощение
воды влияет также плотность зернового слоя и степень конден¬
сации крахмального вещества. Влияние размера зерна иное: мел¬
кие зерна, по Нейману, клейстеризовать хуже, чем крупные [3].
Присутствие электролитов (ионов) влияет на температуру
клейстеризации и действует или положительно, или отрицатель¬
но. Низкие концентрации кислот затрудняют клейстеризацию,
высокие — ее ускоряют. Здесь уже сказывается химическое влия¬
ние Н-ионов. Щелочи, как правило, способствуют клейстери¬
зации.
Разжижение крахмала (крахмального клейстера). Разжиже¬
ние крахмального клейстера при осахаривании является резуль¬
татом ферментативной реакции. Согласно старым представлени¬
ям, разжижение клейстера обусловливает гидролиз сложного
фосфорного эфира амилопектина, катализированного амилофос-
фатазой. Когда было обнаружено, что солодовая амилофосфата-
за не гидролизует амилопектин зернопродуктов, а только карто¬
фельные амилопектины, то утвердилось мнение, что разжижение
крахмального клейстера при осахаривании связано с декстрини-
рующим действием а-амилазы солода. Поэтому данный эффект
считается одной из функций а-амилазы.
В присутствии довольно большого количества разжижающего
фермента крахмальный клейстер в заторах разжижается при оп¬
тимальной температуре с большой скоростью. И наоборот, раз¬
жижение неклейстеризованного крахмала требует продолжитель¬
ного воздействия ферментов, так что маловероятно, чтобы этот
процесс полностью проходил при осахаривании.
Оптимальная температура разжижения крахмального клей¬
стера в заторах 65—70° при оптимальном pH 4,6. Фермент инак¬
тивируется при 80°С.
При переработке крахмалистых заменителей солода в соот¬
ветствующий затор перед кластеризацией добавляется неболь¬
шое количество разжижающего фермента в виде солодовой дро¬
бины. За границей разжижение крахмала из заменителей облег¬
чается путем добавки амилазы другого происхождения, напри¬
мер бактериальной а-амилазы.
142
Собственно осахаривание. Расщепление крахмала до мальто¬
зы и декстринов, катализируемое солодовыми амилазами, назы¬
вают осахариванием.
Затор может осахариваться только после разжижения крах¬
мального клейстера.
В практике заторы осахариваются после медленного нагрева¬
ния до температуры осахаривания с выдержкой, начатой при
этой температуре.
Технологически важными температурами (температурные ин¬
тервалы) являются следующие:
60—65°С — низшая температура осахаривания, которой под¬
держивается действие осахаривающей (3-амилазы (образуется
больше мальтозы, однако затор полностью не осахаривается);
70—75°С — высшая температура осахаривания, которой под¬
держивается действие декстринирующей а-амилазы (образуется
больше декстринов);
78°С — максимальная температура осахаривания, при кото¬
рой активной является только декстринирующая а-амилаза.
Заторы всегда осахариваются постепенно в связи с тем, что
большая молекула крахмала постепенно распадается на мень¬
шие.
Процесс осахаривания и степень достигнутого осахаривания
контролируют реакцией по йодному раствору. Это очень чувстви¬
тельная цветная реакция, ее дает водный раствор йода в йодис¬
том калии с крахмалом и некоторыми декстринами.
Крахмал (нативный, растворимый и крахмальный клейстер)
окрашиваются йодом в темно-синий цвет. При осахаривании мо¬
лекулы крахмала постепенно уменьшаются. Сначала образуются
продукты, окрашивающиеся йодом в синий и фиолетовый цвет,
они называются амилодекстринами. Потом образуются эритро¬
декстрины, которые окрашиваются йодом в фиолетово-бурый и
красно-бурый цвет. Как только затор перестанет давать цветную
реакцию (желтый цвет йодного раствора не изменяется), это
значит, что появились ахродекстрины — расщепление достигло
ахроической точки и затор считается осахаренным.
Согласно конвенции, «осахаривание» считается удовлетвори¬
тельным, если капля затора и капля 0,02 н. раствора йода в
йодистом калии (2,5 г J2 и 5 г KJ на 1л воды) дают на пластинке
чистое желтое пятно.
При конвенционных анализах солода определяется «длитель¬
ность осахаривания», т. е. время от достижения температуры
70°С в заторе вплоть до полного расщепления крахмала на йодо¬
нормальные продукты. Учитывая то, что на практике чисто жел¬
тая окраска обычно недосягаема, определение временного мо¬
мента конца осахаривания в значительной степени зависит от
субъективной оценки. Для устранения этого недостатка Зилбе-
райзен рекомендовал две модификации конвенционного ме¬
тода.
143
Метод 1
Приготавливают гипсовые пластинки из 135 г гипса и 100 мл
воды. Пластинки толщиной 2—3 мм нужно высушивать на возду¬
хе или в сушилке. Непосредственно перед достижением темпера¬
туры 70°С пластинки насыщают 0,04 н. раствором йода (5 г J2 и
10 г KJ на 1 л воды) и легким помахиванием высушивают (к на¬
чалу испытания они должны иметь сухую поверхность). Из зато¬
ра с помощью стеклянного стержня переносят на пластинки по
одной капле затора через 1, 2 и 3 мин. Если в течение 30 с прсле
нанесения капли на внешней стороне ее появится синее кольцо, то
затор еще не осахарился, если не появится, значит — осахарился.
Поскольку йодный раствор с пластинки испаряется, рекомен¬
дуется для солодов, осахаривающихся очень медленно (более
20 мин), через 15 мин пропитать йодом следующую пластинку и
работать с ней.
Метод 2
В этом методе капля затора с йодом сначала восстанавлива¬
ется, а потом окисляется. Еще неосахаренные заторы дают чисто¬
синюю окраску, довольно устойчивую.
Каплю затора наносят на гипсовую пластинку и с помощью
стеклянного стержня добавляют каплю 0,02 н. раствора йода
(2 г J2 и 6 г KJ на 1 л воды). На пятно тотчас наносят каплю
0,01 н. раствора тиосульфата натрия (2,5 г N2S203-5H20 в 1 л
воды), после чего синяя окраска исчезает. При следующем добав¬
лении капли перекиси водорода (30%) на пятно у неосахарив-
шихся заторов в течение 30 с образуется чисто-синяя окраска, у
осахаренных — никогда. Пятно у них бывает только светло-жел¬
той окраски, очень резко отличающееся от синей окраски пятна
неосахаренного затора.
С помощью обоих методов можно определять конец осахари-
вания с точностью до 1—2 мин. Для точного определения дли¬
тельности осахаривания рекомендуется реакцию на йод повто¬
рить с двухминутными интервалами и работать первым, более
простым методом.
Однако распространенное определение реакции на йод как ре¬
акции осахаривания не совсем точно и подвергалось критике в
литературе, поскольку был объяснен механизм действия обеих
амилаз.
а-Амилаза расщепляет молекулу крахмала до декстринов, ко¬
торые не дают с йодом цветной реакции (ахродекстрины), а
мальтоза образуется медленно. р-Амилаза гидролизует крахмал
до мальтозы и декстринов, дающих с йодом фиолетовую реак¬
цию, а те в свою очередь расщепляются а-амилазой до ахродек-
стринов. При осахаривании крахмала цветная реакция на йод
исчезает главным образом при действии а-амилазы, так что
144
реакция на йод является собственно показателем активности этой
амилазы. Следовательно, установившийся термин «осахарива-
ние» означает стадию ферментативного расщепления крахмала,
при которой исчезает цветная реакция с йодом, что свидетель¬
ствует о наличии наряду с мальтозой только ахродекстринов.
Правильный выбор температуры осахаривания и полнота оса-
харивания заметно влияют на качество продукции. До недавних
пор считали, что несбраживающиеся декстрины придают светло¬
му пиву полноту вкуса. Это мнение в последнее время пересмот¬
рено (Де Клерк) на основе точно проведенных сравнительных
испытаний пива с высоким содержанием декстринов, которое при
дегустационных испытаниях было определено как более пустое,
чем пиво с высоким содержанием спирта. Тем самым было вновь
подтверждено положительное влияние спирта на вкус пива. Его
содержание зависит от соотношения декстринов к мальтозе в ис¬
ходном охмеленном сусле.
Белки (азотистые вещества)
Расщепление белков, катализируемое солодовыми протеаза-
ми, при затирании происходит не полностью, расщепляется толь¬
ко ограниченное количество (от ]/з до 2/s). Более важным, чем
количество белков, перешедших в раствор, является соотношение
отдельных фракций, которое должно удовлетворять условиям,
наиболее благоприятным для качества пива.
При температурах, применяемых при затирании, и при
обычном pH заторов действует главным образом протеиназа.
Поэтому образуются преимущественно высокомолекулярные про¬
дукты расщепления белков, которые протеиназа при благопри¬
ятных условиях частично расщепляет на среднемолекулярные.
Характерным является тот факт, что из нерастворимых белков
солода, т. е. из остатков эдестина, гордеина и глютелина во вре¬
мя затирания в среднем образуется больше стойкорастворимых
фракций, чем при солодоращении. Общая доля растворимых бел¬
ков, образующихся при солодоращении и затирании, соответ¬
ствует приблизительно соотношению 1 : 1. Однако между ними
имеется существенное качественное различие главным образом в
том, что растворимые фракции, образовавшиеся при солодораще-
ни, содержат около 40% формольного азота, а фракции, обра¬
зовавшиеся при затирании, содержат его только 20%. Поэто¬
му недостаточное растворение белков при солодоращении нельзя
компенсировать их более интенсивным расщеплением при зати¬
рании.
При переработке недостаточно растворенного солода издавна
применяют пептонизируюгцую (белковую) паузу при температу¬
ре от 45 до 55°С. Известно, что тем самым устраняют или умень¬
шают различные технологические трудности, особенно при
фильтрации и брожении. При переработке перерастворенного со-
6—108 145
лода, наоборот, эту выдержку при температуре пептонизадии по
возможности исключают, чтобы обеспечить пеностойкость и со¬
хранить полный вкус пива. Вместе с тем эти сведения являются
эмпирическими и до сих пор не были объяснены однозначно.
И хотя сегодня влияние расщепления белков считается положи¬
тельным, объяснить его можно только с теоретической точки зре¬
ния. Необходимо также учитывать, что в интервале температур
от 45 до 55°С находятся оптимальные температуры для действия
ряда других ферментов. Например, при этих температурах про¬
исходит ферментативный гидролиз пентозанов, ксиланов
(Люерс), амилана (Пиратский), смолистых веществ и органиче¬
ских сложных эфиров фосфорной кислоты. В этой связи особен¬
но важную роль играет гидролиз амилана, который как слизи¬
стое, высокомолекулярное, коллоидное вещество очень затрудня¬
ет фильтрацию. В недостаточно растворенных солодах остается
много амилана в первоначальной форме, который расщепляется
только при осахаривании. Следовательно, не исключено, что по¬
ложительное воздействие паузы в интервале от 45 до 55°С обус¬
ловлено расщеплением коллоидных веществ небелкового харак¬
тера.
Наряду с белками, перешедшими в раствор под действием
ферментов, другая их часть растворяется при высоких темпера¬
турах под влиянием присутствующих солей. И наоборот, раство¬
ренные белки частично осаждаются в результате кипячения зато¬
ров и реакции белков с дубильными веществами оболочек соло¬
да. Эти процессы осаждения очень важны с технологической
точки зрения.
Растворы белков имеют типичные свойства гидрофильных
коллоидов. Они очень чувствительны ко всем физико-химическим
воздействиям, при которых изменяется их коллоидное равнове¬
сие и существенно изменяются свойства. Нативные белки, раст¬
воримые в воде, при кипячении превращаются в нерастворимые и
осаждаются (коагулируют). Этот процесс протекает в две ста¬
дии. Сначала происходит денатурация белков, т. е. химическое
изменение, вызванное внутренней перегруппировкой в молекуле,
при которой молекулы переходят из состояния гидратированного
(лиофильного) в дегидратированное (лиофобное). На следующей
стадии происходят коллоидно-химические изменения денатуриро¬
ванного белка, результатом которых является осаждение (коагу¬
ляция) дегидратированных мицелл. Первичные частицы соединя¬
ются с вторичными, образуется грубая суспензия, которая выпа¬
дает из раствора.
Процесс расщепления белков при затирании невозможно
контролировать непосредственно. С помощью аналитического
анализа может быть определен стойкорастворимый азот в гото¬
вом охмеленном сусле, который выражается в процентах к азоту
в солоде (Кольбах), так как содержание стойкорастворимого
азота зависит не только от условий затирания, но также от
146
содержания его в солоде. Число Кольбаха можно определить
также при лабораторном осахаривании. Сравнительным критери¬
ем интенсивности производственного затирания является сравне¬
ние данных, полученных при производственном и лабораторном
затирании, при условии, что выход белков при лабораторном за¬
тирании принимается за 100.
Кислотность
Кислотность оказывает на ферментативные реакции при оса¬
харивании косвенное влияние, которое вытекает из зависимости
активности ферментов от кислотности среды.
Естественную кислотность пивоваренных заторов создают
фосфорнокислые соли калия и аминокислоты солода. Непосред¬
ственно после затирания солода затор имеет pH от 5,7 до 5,8.
Если производственная вода имеет карбонатную жесткость, то
pH может повыситься до 6,0 и более. При затирании pH сни¬
жается в среднем на 0,3—0,5, с одной стороны, в результате от¬
щепления фосфорной кислоты от фитина, амилопектина и нукле¬
иновых кислот, и с другой— за счет образующихся полипепти¬
дов и аминокислот из белков. Кроме того, кислотность заторов
может возрасти в результате действия молочных бактерий.
Зона оптимального pH большинства ферментов солода в про¬
изводственных заторах смещена несколько дальше к кислой об¬
ласти. Она не только различна у разных ферментов, но зависит
также от состава среды и от температуры.
На практике важно поддерживать pH затора как можно бли¬
же к значению естественной кислотности перерабатываемого со¬
лода. Тем самым обеспечивают не только нормальное течение
ферментативных реакций при затирании, но также более
благоприятное прохождение процессов осаждения и брожения;
кроме того, это улучшает вкусовые качества пива.
Остальные процессы
С технологической точки зрения при затирании важными
являются минеральные вещества, попадающие в технологический
процесс вместе с производственной водой и солодом. Даже, при¬
сутствуя в незначительном количестве, они существенно влияют
на pH заторов и сусла.
Фосфорнокислые соли калия (гидрофосфат и дигидрофосфат)
в пивоваренном процессе играют роль буферных растворов. Ор¬
ганические фосфаты растворимы в воде в незначительной степе¬
ни, однако при затирании они расщепляются в результате
реакции, катализируемой фитазой, на инозит и фосфорную кис¬
лоту. Неорганические и органические фосфаты при затирании
большей частью осаждаются ионами кальция и магния, содержа¬
щимися в воде и солоде. Оставшиеся неорганические фосфаты
6* 147
используются в процессах фосфорилирования, которыми начи¬
нается спиртовое брожение. Инозит считается важным веществом
роста дрожжей [7]. При работе с производственной водой с вы¬
сокой постоянной жесткостью и при искусственном гипсовании
карбонатных вод возникает опасность, что излишнее осаждение
фосфатов может вызвать трудности при брожении.
Пентозаны растворяются при обычных процессах довольно
незначительно. Больше их переходит в раствор при холодном
экстрагировании.
Дубильные вещества из оболочек способствуют подкрашива¬
нию сусла тем, что окисляются в красно-бурый флобафен. Они
отрицательно влияют на вкус пива, так же как горькие вещества
из оболочек, которые мало растворимы и тем не менее могут при¬
дать пиву неприятный привкус.
Подкрашивание происходит при кипячении заторов в резуль¬
тате окисления и частично карамелизации. По Юсту [8], подкра¬
шивание не связано с ферментативными процессами.
Пектиновые вещества и гемицеллюлозы переходят в раствор
только при кипячении.
РЕГУЛИРОВАНИЕ СОСТАВА ЭКСТРАКТА
Химический состав экстракта охмеленного сусла зависит от
исходного сырья и технологического процесса его переработки.
Так как показатели качества пива зависят от экстракта, то пиво
должно иметь состав, отвечающий отдельным его сортам.
Количество и качество экстракта, получаемого при перера¬
ботке одного и того же вида сырья, можно регулировать в опреде¬
ленных пределах путем изменения условий затирания. На
качество экстракта наиболее влияет температура и продолжи¬
тельность ее действия, затем концентрации и pH затора.
Влияние изменений температуры
и продолжительности ее действия
Скорость ферментативных реакций возрастает с увеличением
температуры и достигает максимума при оптимальной темпера¬
туре. При дальнейшем повышении температуры скорость реакции
в результате инактивации ферментов быстро падает почти до
нуля. Оптимальная температура не постоянна и колеблется в
зависимости от продолжительности реакции. Например, осахари-
вание крахмала, катализируемое амилазами, при кратковремен¬
ном воздействии (5 мин) наиболее интенсивно при температурах
около 75°С, а при долговременном воздействии (2 ч) лучший
результат был получен при температуре около 60°С.
Расщепление крахмала при осахаривании зависит от темпера¬
туры и качественно и количественно. Это вызвано тем, что дек-
148
стринирующая а-амилаза при высоких температурах осахарива-
ния более стойка, чем осахаривающая р-амилаза. В производст¬
венных заторах а-амилаза имеет температурный оптимум около
70°С, а р-амилаза от 60 до 65°С. Следовательно, на практике с
помощью выдержек при различных температурах можно до опре¬
деленной степени изменять соотношение сбраживаемых сахаров
и несбраживаемых декстринов в охмеленном сусле.
Больше всего мальтозы образуется при осахаривании в ин¬
тервале температур от 60 до 65°С. Кольбах [9] отмечал, что основ¬
ная часть мальтозы образуется при указанной температуре под
действием р-амилазы в течение 15 мин, хотя затор дает с йодом
цветную реакцию и позже. Следовательно, в этот короткий пери¬
од в целом достигается состав сусла, соответствующий конечной
степени сбраживания, которая позднее повышается уже незна¬
чительно под действием амилаз на прокипяченную часть затора
и в результате доосахаривания в остатке после спуска последнего
затора. При температурах 75—78°С под действием а-амилазьг на
остатки неосахаренного крахмала образуются почти одни декст¬
рины, так что на конечную степень сбраживания это уже не от¬
ражается.
Чтобы на практике получить охмеленное сусло с высокой сте¬
пенью сбраживания, целесообразно стимулировать деятельность
Р-амилазы введением выдержки (от 15 до 20 мин) при низкой
температуре осахаривания (от 60 до 65°С); при последующем
нагреве до 70—75°С затор осахаривается в течение нескольких
минут. Часто осахаривание проводят и при постепенном подогре¬
ве (1°С за 2 мин) затора в интервале температур осахаривания,
например, между 65 и 72°С. Если же, наоборот, надо понизить
конечную степень сбраживания охмеленного сусла, то следует
стимулировать действие а-амилазы в ущерб р-амилазе осахари-
ванием при более высоких температурах (свыше 70°С). Если
осахаривание проводится при температуре от 68 до 72°С, то одно¬
временно действуют обе амилазы. При этом образуется достаточ¬
ное количество мальтозы, хотя и меньше, чем при 60—65°С;
одновременно довольно быстро происходит декстринизация, так
что затор осахаривается быстро, т. е. не дает с йодом цветной
реакции.
При переработке хорошего солода, как правило, нет необхо¬
димости применять осахаривающую выдержку при переработке
второй отварки (иногда второй и третьей отварки). Затор осаха¬
ривается в соответствующем интервале температур при медлен¬
ном нагревании (1°С за 1 мин). Продолжительность осахарива-
ющих выдержек при осахаривании обычно определяется време¬
нем, необходимым для достижения полного осахаривания.
Ошибкой является осахаривание заторов при высоких темпе¬
ратурах осахаривания (около 75°С). Хотя в результате того, что
заторы осахариваются быстро и это дает экономию во времени;
охмеленное сусло содержит много декстринов и имеет низкую
149
■конечную степень сбраживания; в пиве образуется мало спирта,
вкус его пустой и в делом менее приятный. Следовательно, эконо¬
мия во времени в данном случае не оправдана, так как получает¬
ся пиво худшего качества. Наоборот, время расходуется впустую,
если осахаривающая выдержка применяется-после того, как ис¬
чезла цветная реакция на йод.
Согласно существующему мнению расщепление белков про¬
исходит при температуре от 40 до 70°С. Оно не ограничено так
называемой температурой пептонизации 45—55°С, при ней оно
лишь происходит интенсивнее. В практике это означает, что бел¬
ки расщепляются при температурах затирания до 70°С, таким
образом оба процесса протекают не только последовательно, но
и одновременно. Было доказано [10], что при выдержке при 70°С
выравнивается соотношение фракций азотистых веществ. Этот
факт снижает практическое значение так называемой темпера¬
туры пептонизации, при которой только при особо благоприятном
pH под действием пептидаз солода может образоваться неболь¬
шое количество низкомолекулярных продуктов расщепления бел¬
ка (формольный азот). Во всем же интервале температур прояв¬
ляется преимущественно действие протеиназ, под действием ко¬
торых образуются высоко- и среднемолекулярные продукты рас¬
щепления белков; содержание стойкорастворимого азота тем са¬
мым возрастает. По английским источникам (Гопкинс и Краузе,
1-936) более выгодно проводить пептонизирующую выдержку при
60°С, чем при 50°С, как это принято в ЧССР. Протеиназа инакти¬
вируется в заторах при 60°С в течение 1 ч, а при 70°С очень бы¬
стро.
Активность пептидаз солода при классических способах за¬
тирания отражается на заторе и отдельных его частях. Мак¬
симальную активность имеют пептидазы в осахаренной первой
отварке перед кипячением. Это объясняют освобождением свя¬
занных пептидаз при температурах осахаривания. При ускорен¬
ном способе затирания при температуре ,61—63°С, наоборот,
условия неблагоприятны для протеолиза. Активность пептидаз
солода снижается вскоре после осахаривания его. Однако, не¬
смотря на это, не существует большой разницы в соотношении
отдельных фракций азотистых веществ в готовом охмеленном
сусле.
При переработке нормально растворенных солодов происхо¬
дит удовлетворительное с количественной точки зрения расщеп¬
ление белков главным образом в остатке после спуска первой
отварки в двухотварочных способах затирания, иногда после
спуска второй отварки при трехотварочном способе. Только в
случае, если был использован недостаточно растворенный солод,
при переработке первой отварки применяют пептонизирующую
выдержку при 50°С. Если нужно добиться, более основательного
расщепления, то эта выдержка должна быть достаточна продол¬
жительной.
150
Из сказанного выше вытекает, что на состав азотистых ве¬
ществ в готовом охмеленном сусле существенное влияние оказы¬
вает не температура затирания, а степень растворения белков
в солоде. При затирании соотношение отдельных фракций
выравнивается независимо от градации температур. При перера¬
ботке недостаточно растворенного солода введение выдержки
при так называемой температуре пептонизации (от 45 до 55°С)
дает возможность устранить ряд технологических трудностей.
Степень расщепления белков в охмеленном сусле существенно
влияет на физико-химическую стойкость пива. Однако при за¬
тирании невозможно непосредственно контролировать расщеп¬
ление белков или управлять им так, чтобы образовалось как
можно меньше фракций, которые позже образуют муть с дубиль¬
ными веществами солода и хмеля, или с нуклеиновыми кислота¬
ми солода и продуктами их расщепления. Поэтому выбирается
косвенный способ, заключающийся в том, что в ходе всего техно¬
логического процесса стимулируется коагулирование фракций,
вызывающих образование мути. Этим обеспечивается хороший
брух охмеленного сусла, коагуляция мути в грубой форме, хоро¬
шее осветление пива при дображивании и т. д.
Наконец, пиво стабилизируют дополнительным снижением со¬
держания высокомолекулярных белков путем осаждения, адсорб¬
цией или расщеплением препаратами, содержащими активные
пептидазы.
Влияние изменения концентрации
При низких температурах результат ферментативных реакций
обычно зависит от концентрации фермента, субстрата и образую¬
щихся продуктов распада. При высоких температурах ферменты
в более жидких заторах сильнее инактивируются, чем в заторах
более густых, более концентрированных.
Концентрация затора оказывает определенное влияние на ко¬
личество и качество экстракта, образующегося под действием
амилаз. Содержание суммарного и сбраживаемого экстракта по¬
вышается при разбавлении затора. Более высокую активность
амилаз в жидких заторах используют при переработке плохих,
трудноосахаривающихся солодов и при переработке большой до¬
ли крахмалистых заменителей вместе с обычным солодом. Доля
сбраживаемого экстракта в общем экстракте зависит от концент¬
рации затора. Экстракт из более густых заторов содержит боль¬
ше мальтозы, чем экстракт из заторов более жидких. Это вероят¬
нее всего связано с повышенной стойкостью .р-амилазы в более
густых заторах, в которых она действует дольше, чем в более
жидких заторах.
Активность пептидаз в отличие от . амилаз снижается с раз¬
бавлением затора. В густых заторах в раствор переходит не¬
сколько больше стойкорастворимого азота, чем в жидких зато-
151
pax, формольного азота охмеленное сусло из густых заторов со¬
держит также больше, чем из жидких. По Кольбаху, путем под¬
бора концентрации затора в узком диапазоне можно регулиро¬
вать соотношение высоко- и низкомолекулярных фракций.
Влияние изменения pH
При затирании pH постепенно снижается. Сдвиг в более кис¬
лую область зависит от температурного режима, количества от¬
варок и интенсивности их кипячения. Нормальный pH затора ко¬
леблется от 5,7 до 5,8, первое сусло обычно имеет pH от 5,5 до 5,7.
Общее снижение pH при затирании неодинаково и зависит
главным образом от системы буферов. В результате повышенной
диссоциации электролитов в заторах при высоких температурах
концентрация водородных ионов (Н+) повышается, а поэтому их
pH ниже; при 50оС pH в среднем на 0,2, а при 70°С на 0,3 ниже,
чем при обычной температуре.
Зона оптимального pH большинства солодовых ферментов
смещена в производственных заторах несколько дальше к кис¬
лой области. На практике наблюдается стремление поддержать
pH заторов на величине, соответствующей естественной кислот¬
ности солода. Колебания pH, происходящие при затирании в ре¬
зультате колебаний химического состава производственной воды
из естественных водоемов, как правило, незначительны, и влия¬
ние их не имеет значения. Несущественны также и колебания pH
заторов, зависящие от естественной кислотности разных партий
солода одного и того же типа.
И наоборот, неправильная дозировка реагентов при химиче¬
ской обработке воды для варочного отделения, главным образом
переизвесткование, всегда имеет сильное отрицательное влияние.
Чрезмерное повышение кислотности в результате деятельности
бактерий при вынужденной остановке производства по техниче¬
ским причинам также может поставить под угрозу осахаривание
затора вследствие ингибирования активности а-амилазы.
На практике прямое регулирование pH заторов ограничива¬
ется поддержанием деятельности фитазы, температурный опти¬
мум которой лежит в интервале расщепления белков, т. е. в диа¬
пазоне 45—55°С. Однако эффект этот не имеет существенного
значения, не говоря уже о том, что интенсивное расщепление
белков часто нецелесообразно.
При таких условиях в практике в необходимых случаях поль¬
зуются косвенным процессом. Чаще всего это корректировка хи¬
мического состава производственной воды путем снижения кар¬
бонатной жесткости или более глубоким вмешательством, в ре¬
зультате которого существенно снижается общее содержание со¬
лей в воде. Менее часто, главным образом в ЧССР, используют
непосредственное подкисление воды органической или неоргани¬
ческой кислотой, например молочной, серной и т. д.
152
СПОСОБЫ ЗАТИРАНИЯ
Процессы затирания, которых известно довольно много,
были разработаны на основе практических данных. Только позд¬
нее стали приниматься во внимание соображения теоретического
характера, а именно при желании получить из солода как можно
больше экстракта в виде первого сусла и охмеленного сусла,
состав которых наиболее соответствовал бы изготавливаемому
типу пива. По этим же причинам выбранный способ затирания
изменяется в деталях в зависимости от типа и качества соло¬
да, состава производственной воды, производственного оборудо¬
вания и т. п. При переработке одинакового сырья и воды с по¬
мощью различных способов затирания можно получить пиво
различного качества. Поэтому нельзя проводить затирание по
шаблону, однако, с другой стороны, нет необходимости изменять
без видимых причин оправдавший себя способ затирания.
Декокционные способы
На начальной стадии ремесленного производства пива экст¬
ракт получали только путем настаивания при различной темпера¬
туре. Точно неизвестно, когда в ЧССР начали кипятить отдель¬
ные части затора. В первом чешском пивоваренном документе,
каким является трактат «О пивоварении» (из хозяйственных
книг Крыштофа Фишера 1679 г., переведенных с латинского язы¬
ка Яном Варнером), изданный в 1706 г., есть только упоминание
о кипячении трех или четырех частей затора, однако это еще не
был отварочный процесс, а только вынужденный шаг, связанный
с недостаточным объемом тогдашних котлов. Точное описание
трехотварочного способа опубликовал Поупье только в 1794 г. Он
первым привел также температуры отдельных отварок, а именно
величины 37, 55, 58 и 63° R, которые немного отличаются от тем¬
ператур, позднее научно обоснованных. Поупье был решитель¬
ным сторонником кипячения заторов, которое он обосновывал по¬
вышением выхода экстракта, улучшением качества и другими
преимуществами. Вполне вероятно, что в это время на некоторых
пивоваренных заводах еще применяли инфузионный способ.
Трехотварочный способ затирания. Этот классический спо¬
соб сохранился до наших дней и является основой разработан¬
ных позднее способов затирания. Он дает надежные резуль¬
таты и при переработке некачественного солода, поскольку при
постепенном повышении температур проявляется действие всех
важнейших ферментов, а кипячение густых частей заторов облег¬
чает и переработку недостаточно растворенного солода. Однако
этот способ требует много времени, что повышает расходы.
При трехотварочном способе дробленый солод затирается хо¬
лодной водой и заторная масса запаривается горячей водой до
37—38°С. Этот процесс в основном применяется только при про¬
153
изводстве темных сортов пива. Для светлого пива затирание про¬
водят прямо в теплую воду так, чтобы температура заторной мас¬
сы составила 37—38°С. Тем самым затирание сокращается за
счет времени, необходимого для запаривания, и весь процесс
продолжается 20—25 мин. Сразу же после окончания смешивания
около Уз затора спускают в заторный котел. Необходимо, чтобы
эта первая часть затора была наиболее густой консистенции.
Остальная часть затора остается в заторном чане, если он имеет
хорошую теплоизоляцию при 35—37°С на все время переработки
первой отварки, т. е. на 1,5—2 ч. При этой относительно низкой
температуре не происходит существенных ферментативных про¬
цессов, однако кислотность медленно возрастает, отчасти в ре¬
зультате деятельности кислотообразующих микроорганизмов.
При опытах с разной производственной водой был обнаружен
рост кислотности в пределах, соответствующих снижению pH на
0,1—0,3.
Первая отварка между тем нагревается в котле приблизитель¬
но на ГС за 1 мин. Между 50—55°С раньше вводили выдержку
расщепления белков, так называемую пептонизирующую вы¬
держку, продолжающуюся около 10 мин. Однако в ней нет необ¬
ходимости, поскольку оставшаяся в заторном чане после пере¬
качки второй отварки часть затора находится при указанной тем¬
пературе довольно долго. При затирании плохо растворенного
солода при достижении температуры 68—72°С или еще выше вво¬
дят следующую выдержку, при которой ожидают пока затор
полностью не осахарится. При переработке хорошо растворенно¬
го солода и эту выдержку можно исключить, однако, несмотря
на это осахаривание контролируют реакцией на йод. После дос¬
тижения 75°С отварку быстро доводят до кипения. При перера¬
ботке темного солода первую отварку кипятят, как правило,
30 мин, а в отдельных случаях и дольше, у светлого солода 20—
30 мин. Дальнейшее кипячение при производстве темных сортов
пива облегчает доосахаривание заторов и одновременно способ¬
ствует более полному вкусу пива. При производстве светлых сор¬
тов пива, наоборот, интенсивность окрашивания должна быть
ниже, а менее продолжительное кипячение заторов способствует
также улучшению вкусовых качеств пива. При кипячении затора
в результате коагуляции выделяется часть белков, уничтожаются
все присутствующие ферменты и микроорганизмы, и несколько
повышается кислотность затора.
После кипячения первой отварки оставшаяся в чане часть хо¬
рошо перемешивается и к ней перекачивают прокипяченную
часть затора. Перекачивание нельзя вести быстро, чтобы затор
частично не запарился, а тем самым не были разрушены имею¬
щиеся в нем ферменты. Перекачка длится обычно 10—15 мин.
После основательного перемешивания температура затора в чане
повышается до 50—54°С. Если он перемешан так, что вся часть
прокипяченного затора пришла в соприкосновение с жидким
154
остатком, содержащем ферменты, в заторный котел из чана сно¬
ва перекачивают '/3 затора, самую густую (вторая отварка).
Оставшиеся 2/з затора оставляют в чане при 50—52°С на 1 или
1,5 ч; важно, чтобы температура не снижалась ниже указанного
предела. При этой температуре прежде всего действуют проте-
азы, однако начинается и расщепление крахмала. Температуры
около 50°С благоприятны также для фосфатаз, из которых дей¬
ствует главным образом фитаза; при продолжительной выдержке
кислотность затора возрастает и образуются буферные растворы,
присутствие которых положительно влияет на течение дальней¬
ших технологических процессов.
Вторую отварку нагревают в котле приблизительно при тех
же условиях, что и первую. Однако разжижение и осахаривание
крахмального клейстера происходит быстрее, поскольку вторая
отварка содержит прокипяченные части первой отварки, а также
следующую непрокипяченную часть затора с активными фермен¬
тами. Подогрев идет сначала медленно до 75°С, а потом темпера¬
туру быстро доводят до кипения. Осахаривание контролируют
реакцией на йод и, если процесс проводить правильно, нет необ¬
ходимости дожидаться полного осахаривания.
При производстве темных сортов пива вторую отварку ки¬
пятят 30 мин, для светлых сортов-— 15—20 мин. Еще до оконча¬
ния кипячения второй отварки в заторном чане включают ме¬
шалку и только в хорошо перемешанную массу медленно перека¬
чивают прокипяченную вторую отварку. Температура должна
подняться до 64—65°С. Когда температура всего затора в чане
выравняется, мешалку останавливают и в заторный котел из чана
перекачивают необходимое количество жидкой третьей отварки.
Объем первой и второй отварки достаточно определять при¬
близительно; обычно выпускают около !/з общего объема. При
этом не является недостатком, если при перекачивании прокипя¬
ченной отварки в чане достигается необходимая температура, а
в котле еще есть небольшой остаток. У котлов с прямым обогре¬
вом даже необходимо, чтобы дно осталось закрытым. А вот тре¬
тью отварку нужно перекачивать в чан из заторного котла без
остатка, и поэтому необходимо определять ее объем более точна.
Для этого используют следующую формулу:
M(T — t)
м — >
100 — *
где м — определяемый объем части затора, спущенного в котел, гл;
М — общий объем заторной массы в чане, гл;
Т — температура, которая должна быть достигнута при перекачивании
прокипяченной части затора;
t — начальная температура.
Температура Т обычно бывает на 2—3°С выше, чтобы компен¬
сировать тепловые потери при перекачивании. Можно также учи¬
155
тывать и температуру прокипяченного затора, но вместо 100°С
только 90°С, так что формула примет следующий вид:
м =
M(T — t)
90 — t
°С
/00
90
80
70
ВО
50
90
30
го
70
-1 I
/ \
4
4
Ц
■£=
ф:-
7
—+—
/
/
/
/
Z
/
/
■ f—»•
1
—
1
J
7
°С
100
78
75
65
51
37
64
Рис. 26. Диаграмма трехотварочного
способа осахаривания:
1 — котел; 2 — чан.
В заторном чане после выпуска третьей отварки в заторный
котел на 1—1,5 ч остается часть затора при оптимальной темпе¬
ратуре для осахаривающей р-амилазы (60—65°С). Твердые части
солода при кипячении в обоих предшествующих отварках стали
доступными для действия фер¬
ментов, и поэтому при перера¬
ботке плохо растворенного со¬
лода образуется избыток маль¬
тозы. Это проявляется внешне
в потемнении поверхности за¬
торной массы.
Жидкая третья отварка мо¬
жет нагреваться в котле быст¬
рее, так как содержит только
небольшое количество неоса-
харенного крахмала и кипятит¬
ся обычно 10—15 мин. При ки¬
пячении происходит разруше¬
ние ферментов и приостанавли¬
вается их дальнейшее действие.
После перекачки третьей от¬
варки из заторного котла в чане должна быть достигнута темпе¬
ратура 75—78°С. Более высокие температуры непригодны, по¬
скольку инактивируются оставшиеся ферменты и тем самым не
обеспечивается доосахаривание остатков крахмального клейсте¬
ра, которые освобождаются из солодовых оболочек. В чане за¬
торная масса основательно перемешивается, чтобы по всему
объему выравнялась температура, и перекачивается в фильтра¬
ционный чан или фильтр-пресс. Тем самым заканчивается осаха-
ривание, которое у трехотварочного способа продолжается 5,5 и
6,5 ч. Температурные изменения графически представлены на
рис. 26.
Трехотварочный способ имеет некоторые технологически важ¬
ные преимущества. Основательное перемешивание и кипячение
заторов ускоряет процессы растворения. Продолжительные вы¬
держки, при которых заторная масса и отварки остаются в за¬
торном чане, благоприятны для химических и ферментативных
реакций. Изменяя соответствующим образом в()емя и темпера¬
туру при этих выдержках, а также время кипячения, можно ре¬
гулировать действие ферментов и тем самым изменять состав
охмеленного сусла главным образом до достижимой степени
сбраживания (отношение сахаров к несахарам) и степени рас¬
щепления белков. При затирании дробленого солода холодной
156
водой и удлинением в связи с этим процесса затирания в раствор
переходит больше веществ из оболочки (каучукообразных и ду¬
бильных), которые влияют на вкус и пенистость пива. При трех-
отварочном способе можно перерабатывать дробленый солод
грубого помола, а также плохо растворенный солод без снижения
выхода экстракта. Грубый помол облегчает фильтрацию сусла и
дает лучшие результаты при выщелачивании дробины. Отмеча¬
ется, что после перекачки прокипяченной первой отварки снижа¬
ется активность ферментов на 77% по сравнению с заторной мас¬
сой, второй отварки — на 56% и после третьей — на 26%- Однако
этот факт не является решающим, поскольку ферменты действу¬
ют также в период выдержек в затором чане и прокипяченная
третья отварка может осахариться и при пониженном действии
ферментов. Большим недостатком трехотварочного способа яв¬
ляется трудоемкость, продолжительность и повышенное потреб¬
ление энергии. Для современных солодов высокого стандартного
качества, получаемых из тонких селекционных ячменей, не требу¬
ется трехотварочный способ затирания.
Двухотварочный способ затирания. Двухотварочный спо¬
соб наиболее приемлем при производстве светлых сортов пива.
При затирании в теплую воду и кипячении двух отварок вместо
трех получают сусло более светлого цвета и тонкого вкуса.
Двухотварочный способ более выгоден, чем трехотварочный и
имеет несколько вариантов.
Как правило, затирание проводят в теплой воде от 35 до 37°С,
а затор нагревают до 50—52°С. Первую часть затора (первая
отварка) объемом несколько больше ]/з всей массы спускают в
заторный котел и медленно нагревают на 1°С за 1 мин. до 70—
74°С. После осахаривания затор доводят до кипения и кипятят
20—30 мин. Остаток затора в чане тщательно перемешивают и
при постоянном перемешивании к нему медленно перекачивают
прокипяченную первую отварку с таким расчетом, чтобы была
достигнута требуемая температура 64—70°С (регулируется объ¬
емом отварки). После выравнивания температур в заторный ко¬
тел спускают вторую, тоже густую часть затора (вторая отвар¬
ка). Если в котле остался остаток от первой отварки, его нужно
охладить холодной водой, чтобы помешать инактивации фермен¬
тов в спущенной в котел второй отварке. Вторую отварку можно
нагревать быстрее, а если осахаривание удовлетворительное, то
быстро доводят ее до кипения и кипятят 15—20 мин, а затем пе¬
рекачивают в заторный чан и выдерживают при 75—78°С.
Биохимические процессы носят такой же характер, как и при
трехотварочном способе осахаривания. Весь процесс продолжа¬
ется от 4 до 4,5 ч. Ход затирания в две отварки виден из ди¬
аграммы на рис. 27.
При переработке солода короткого ращения плохо растворен¬
ного лучше проводить затирание в холодной воде и медленно
нагревать до 50—52°С. В зависимости от необходимости для пер-
157
вой отварки можно применять удлиненную пептонизирующую
выдержку, выдержку на осахаривание для этой отварки также
можно удлинять и, наконец, отварку в заторном котле можно
нагревать медленнее. Одновременно в заторном чане тем самым
удлиняется время выдержки оставшейся части затора, которая
стимулирует процесс растворения. Если перерабатывать хорошо
растворенный солод и необходимо ограничивать расщепление
белков, то выдержку в чане при 50—52°С можно сократить. Под¬
держивая температуру в интер-
°с
100
80
70
во
50
40
so
го
10
1:
£
°с
78
7Z
64
52
37
6ч
Рис. 27. Диаграмма двухотварочного
способа затирания:
1 — котел; 2 — чан.
вале 62—72 С для перекачки
первой отварки, можно изме¬
нить соотношение сахаров и
несахаров. Механическому со¬
ставу дробленого солода для
двухотварочного способа сле¬
дует уделять больше внимания.
Дробленый солод не должен
содержать большие фракции
крупной крупки; их присутст¬
вие затрудняет осахаривание и
может стать причиной низкого
выхода экстракта. Двухотва-
рочный способ применяется для
производства светлых сортов
пива не только в ЧССР, но и во
всех европейских странах.
Одноотварочный способ затирания. Одноотварочный спо¬
соб затирания рекомендовал и подробно описал Баллинг уже
в 1854 г. Этот способ заключался в следующем: 100 кг дроблено¬
го солода затирали в 420 л воды, нагретой до температуры
62,5°С; температуру заторной массы снижали после затирания
до температуры 58°С. Около половины густого затора спускали в
котел и медленно нагревали до температуры 75°С. Потом дово¬
дили до кипения и кипятили 30 мин или больше. После кипячения
отварку добавляли к затору в заторном чане и затор выдержива¬
ли при температуре 75°С. В качестве еще одной возможности
Баллинг рекомендует проводить затирание половины солода
(соотношение 50 кг на 210 л воды) в заторном чане при темпера¬
туре 62,5°С и вторую половину в котле (снова соотношение 50 кг
солода на 210 л воды) при температуре 50—62,5°С. Заторную
массу при постоянном перемешивании медленно нагревают до1
75°С и потом доводят до кипения; время кипячения и последую¬
щей выдержки затора такие же, как и в первом варианте.
Способ, предложенный Баллингом, рекомендовали с неболь¬
шими изменениями известные пивовары Ержичка и Ходоунский.
Но этот способ в ЧССР не прижился и только спустя 50 лет был
применен на практике берлинским профессором^ Виндишом, как
сокращенный способ затирания с высокими температурами.
158
Одноотварочный способ затирания имеет несколько вари¬
антов. Дробленый солод затирать в чане в холодной воде и на¬
гревать до температуры 50°С или сразу затирать в теплой воде.
Около половины густой части затора спускают в заторный котел
и нагревают сначала до температуры осахаривания 65 и 68°С, по¬
том до 75°С и доводят до полного осахаривания. Затор кипятят
30 мин, перекачивают к остатку заторной массы, находящейся в
чане, весь затор выдерживают при температуре 75—78°С.
При другом способе дробленый солод затирают прямо в за¬
торный котел при температуре 50°С. Если это необходимо, то вво¬
дят пептонизирующую выдерж¬
ку 15—20 мин, потом заторную
массу нагревают до температу¬
ры 75°С, и оставляют до осаха¬
ривания и осаждения дроби¬
ны. Затем около половины от¬
стоявшегося сусла сливают с
поверхности котла в заторный
чан как диастатическую вытяж¬
ку. Оставшуюся в заторном
котле густую часть затора на¬
гревают до кипения и кипятят
30—45 мин. Между тем диаста¬
тическую вытяжку в чане не¬
сколько охлаждают. Прокипя¬
ченный затор медленно добав¬
ляют к ней так, чтобы температура не превысила 78°С (рис. 28).
Хорошего выхода экстракта при таком процессе можно добиться
только в случае переработки хорошо растворенного солода или
солода перерастворенного. Общее время процесса затирания
при одноотварочном способе недостаточно для того, чтобы про¬
цессы растворения при переработке плохо растворенного или
плохо измельченного солода протекали правильно. Одноотвароч¬
ный способ затирания используют во многих странах глав¬
ным образом при одновременной переработке заменителей соло¬
да, о чем будет сказано далее.
Способ раздельного затирания составных частей дробле¬
ного солода. Эти способы обеспечивают раздельную переработку
оболочки крупной крупки и муки. Наиболее известен способ Ку-
бесса, направленный в первую очередь на переработку крупной
крупки, которая создает наибольшие трудности при затирании.
Крупку затирают в заторный котел при температуре 48°С и мед¬
ленно нагревают. Можно вводить пептонизирующую выдержку
или нагревание проводить сразу до температуры 70°С и затор
осахаривать 20 мин. Поскольку крупка оседает на дно, при на¬
гревании нужно интенсивно перемешивать. Затор кипятят 30 мин.
Между тем в чане в теплую или холодную воду затирают оболоч¬
ку, основательно перемешивают и затем к ней добавляют проки¬
159
Рис. 28. Диаграмма одноотварочного
способа затирания:
1 — котел; 2 — чан.
пяченную крупку. Температура тем самым поднимается до 70—
75°С и клейкостеризованные части прокипяченной крупки осаха-
риваются под действием амилаз из затора оболочки. Третья часть
дробленого солода, т. е. мелкая крупка и мука разжижаются и
осахариваются очень быстро. Ее можно добавлять или в сухом
виде к обеим частям затора, находящегося в чане, или после
спуска первых двух частей затора в котел, затирать с водой в ча¬
не и после этого спускать в котел. Объединенные три части затора
при постепенном перемешивании нагревают в котел до темпера¬
туры осахаривания 75—78°С и осахаренный затор перекачивают
в фильтрационный чан. Благодаря тому что оболочку не кипятят,
она меньше повреждена и образует хорошо проходимый филь¬
трующий слой.
В результате необходимости сортировки и отдельного хране¬
ния трех составных частей дробленого солода требуется опреде¬
ленная перестройка обычного оборудования и весь процесс стано¬
вится сложнее, чем обычное осахаривание. На современных шес¬
тивальцовых дробилках можно получать солод, в котором нет
крупной крупки такого размера, которая вызывала бы трудности
при затирании. Оболочка, измельченная осторожно и хорошо, лег¬
ко отделяется. Поэтому можно поступать так, что при дроблении
от остального дробильного солода отделяется только оболочка.
Основную часть дробленого солода перерабатывают обычным спо¬
собом, а оболочку затирают в чане только после спуска последне¬
го затора в котел, основательно перемешивают и при температуре
около 60°С быстро насыщают водой; если оболочка хорошо из¬
мельчена, то имеющиеся в ней остатки крахмала при обычно
принятых температурах и паузах клейстеризуются и осахарива¬
ются. Вопрос некипячения оболочки имеет много сторонников.
Как уже говорилось, улучшается фильтрующая способность дро¬
бины и в сусло переходит меньше дубильных веществ и веществ,
придающих пиву резкий вкус. Однако вещества этого типа пере¬
ходят в сусло и при выщелачивании дробины, и поэтому отде¬
ление оболочки не имеет большого значения, особенно при пере¬
работке солодов из тонкопленочных ячменей, как это имеет мес¬
то в ЧССР. Варочные процессы с затиранием по способу Кубесса
и подобному ему способу Мерца в последнее время про¬
водил Бозевитц [4]. Он пришел к выводу, что в случае отделения
оболочки пиво имеет более пустой вкус, отличающийся от вкуса
пива обычных типов.
Остальные способы затирания. При укороченном способе
затирания (по Виндишу), который приведен только для пере¬
работки хорошо растворенных солодов, затирание проводят
при температуре 62°С в хорошо изолированном чане или затор¬
ном котле, чтобы удерживалась высокая температура заторной
массы; тем самым ограничивается действие протеаз. Густую
часть затора кипятят только 5 мин, что считается достаточным
для хоришо растворенных солодов. После перекачки первой от-
160
варки температура в чане поднимается до 70—72°С, после пере¬
качки второй отварки — до 75—78°С.
Затирание по Шмитцу обеспечивает фильтрацию первого
сусла и промывной воды при температурах 95—98°С; тем самым
процесс фильтрации ускоряется, поскольку горячее сусло имеет
более низкую вязкость. Однако сусло в котле.должно доосахари-
ваться. После затирания солода дают осесть оболочке вместе с
остальными грубыми частями дробленого солода и во вспомога¬
тельную емкость отводят около 3% ее от общего объема затора в
виде диастатической вытяжки. Потом затирание проводят
нормально, т. е. весь затор спускают в котел и медленно нагрева¬
ют до температуры пептонизации и потом до температуры осаха-
ривания, наконец, доводят до кипения и кипятят от 40 до 60 мин.
Кипящий затор перекачивают в фильтрационный чан и после
отстаивания фильтруют. Дробину выщелачивают горячей водой.
При таком способе весь процесс фильтрации сокращается напо¬
ловину. При стекании в котел первое сусло и промывная вода
охлаждаются водой в специальном устройстве до температуры
75°С; к охлажденному суслу из дополнительной емкости добавля¬
ют диастатическую вытяжку. Перед нагреванием до кипения надо
выждать пока полностью осахарится первое сусло и промывная
вода; тем самым экономия во времени, достигнутая при фильтра¬
ции, несколько сокращается.
Кроме названных способов затирания известны и другие
способы, а главным образом их варианты. Например, включают
белковые паузы различной продолжительности, чтобы добиться
более глубокого расщепления белков. Выдержки при низких или
высоких температурах осахаривания существенно сокращают
или удлиняют, чтобы увеличить долю мальтозы или декстринов.
Дробленый солод из солодов короткого ращения или труднопе-
рерабатываемых солодов предварительно замачивают на 6—10 ч;
в холодной воде (так называемое экстрагирование), чтобы облег¬
чить переработку и повысить выход экстракта. По этим же при¬
чинам заторы иногда кипятят под давлением.
Затирание всегда- должно быть приспособлено к местным
условиям, и поэтому для него не могут быть разработаны повсе¬
местно действующие инструкции. Используя некоторые указан¬
ные способы можно улучшить процесс затирания, однако не¬
которые мероприятия, такие, как предварительная замочка дроб¬
леного солода, или кипячение заторов под давлением, можно
использовать только в особых случаях, поскольку они часто отри¬
цательно влияют на вкусовые свойства пива.
Подкисление заторов. При производстве стойких экспортных
сортов пива в последнее время большое внимание уделяется pH
заторов и сусла. При повышении кислотности (снижением pH)
ускоряются ферментативные процессы при осахаривании и улуч¬
шается фильтрация сусла и брух охмеленного сусла. Оптималь¬
ных величин pH, т. е. от 5,5 до 5,4 у заторов и 5,2 у охмеленного
16t
сусла, нельзя достигнуть при работе с карбонатными водами или
при переработке плохих, бедных ферментами солодов. В таких
случаях добавка только кислотообразующей выдержки недоста¬
точна. Необходимо или обработать производственную воду для
снижения ее временной жесткости или искусственно повысить
кислотность затора.
На практике кислотность затора повышают или путем добав¬
ления протеолитического солода, или за счет получения в заторе
биологическим путем молочной кислоты, или прямой добавкой
минеральных кислот.
При биологическом подкислении молочную кислоту получают
таким образом, что необходимый объем первого сусла или прямо
затор сбраживают чистой культурой Lactobacillu delbrucku. Бро¬
жение проводят при 45—47°С, так что кислый затор содержит
приблизительно 1 % молочной кислоты (это продолжается мак¬
симум 24 ч), потом необходимую часть добавляют прямо к затор¬
ной массе. Этот способ сложный и его использовали только в
Германии.
В Бельгии и Франции при применении этого способа кислоту
добавляют непосредственно. При этом используют серную, соля¬
ную и молочную кислоты. По Де Клерку, серная кислота придает
пиву более резкий вкус, в то время как при использовании соля¬
ной или молочной кислот вкус пива становится более мягким.
Дозу кислоты для изменения pH устанавливают титроваль-
ным методом (колориметрическим или электрометрическим) пу¬
тем определения количества 0,1 н. раствора кислоты, необходи¬
мой для сдвига pH до требуемой величины.
Добавка относительно небольшого количества кислоты к за¬
тору или отварке не составляет трудности. Кислота быстро ней¬
трализуется в результате реакции с щелочными компонентами
производственной воды. Однако подкисление всегда является не¬
естественным вмешательством и его результат будет проблема¬
тичен, если в случае добавки кислоты образуется слишком мно¬
го солей, которые остаются в сусле. Непосредственное использо¬
вание кислот в некоторых государствах запрещено (ФРГ).
В ЧССР с гигиенической точки зрения допустимо подкисление
только пищевой молочной кислотой.
Затирание с заменителями солода (несоложеными мате¬
риалами). В разделе о приготовлении заменителей уже говори¬
лось, что небольшие их количества (до 10% от общей засыпи)
можно затирать прямо в котле после спуска первой отварки.
Большие количества заменителей лучше затирать с определенной
■частью солода отдельно и после кипячения этот затор использо¬
вать для нагревания солодовой заторной массы. При переработке
заменителей всегда надо соблюдать осторожность. При нагреве
до кипения затор должен находиться в постоянном движении,
чтобы крахмал не подгорал. За осахариванием надо следить бо¬
лее внимательно.
«62
Особенно большое количество заменителей перерабатывают в:
США. Солода, изготавливаемые в США преимущественно из
шестирядных ячменей с плотной оболочкой и для выработки-
очень светлых сортов пива, которое там пользуется наибольшим
спросом, менее пригодны. Однако эти солода характеризуются
высокой амилолитической активностью и осахаривают большие
количества (30—40%) заменителей. Для переработки больших
частей заменителей был разработан способ, который использу¬
ется включительно на американских пивоваренных заводах и ко¬
торый вполне оправдал себя. The Practical Brewer приводит этот
рабочий процесс.
Сначала дробленый солод затирают в воде, нагретой до 35—
45°С. На 1 барел воды (около 120 л) берут 45—56 кг солода, так
что солодовый затор относительно густой. После затирания за¬
торную массу интенсивно перемешивают еще 15—30 мин, а по¬
том оставляют в покое.
Заменители солода (измельченный рис или кукуруза) зати¬
рают с 10—20% дробленого солода в воде, нагретой до 38—
50°С. На 120 л воды берут 33—45 кг засыпи. После тщательного
перемешивания (около 30 мин) затор нагревают до 70—75°С и
при постоянном перемешивании выдерживают 30 мин. Затем бы¬
стро доводят до кипения и кипятят под давлением около 10 мин,
без давления ■— около 90 мин. После кипячения затор из замени¬
телей медленно перекачивают в солодовый затор, температура-
всего затора поднимается до 67—68°С. При этой температуре за¬
тор выдерживают 15—30 мин, а потом при постоянном перемеши¬
вании нагревают до температуры осахаривания 72—75°С.
В этом способе, названном Double Mash Methol (двухотва¬
рочный способ), частично используется инфузия (солодовый за¬
тор) и частично декокция (затор с заменителями). Путем под¬
держания низких или высоких температур осахаривания, медлен¬
ным или быстрым подводом прокипяченного затора из замените¬
лей в солодовую часть затора можно изменять соотношение саха¬
ров и несахаров в получаемом сусле и тем самым регулировать
конечную степень сбр'аживания пива. Все осахаривание по этому
способу длится от 2 до 3,5 ч.
Инфузионные способы
Инфузионный способ — это наиболее простой способ получе¬
ния экстракта из солода. Вплоть до минувшего столетия его ис¬
пользовали и в ЧССР для производства светлого пшеничного пи¬
ва. Оборудование для инфузионного способа производства было*
очень простое; достаточно было простого чана с мешалкой, филь¬
тровальным и оросительным устройством и котла.
При инфузии солод выщелачивают теплой водой и не кипя¬
тят. Поэтому необходимо, чтобы солода были хорошо растворен¬
ными и имели хорошую амилолитическую активность. Инфузион-
Ш
ное сусло имеет более светлый цвет и менее выразительный вкус,
чем сусло декокционное. Пиво из этого сусла обычно сбражива¬
ется глубоко.
При нормальном инфузионном процессе солод затирают в во¬
де, нагретой до температуры 60—62°С, и оставляют при этой тем¬
пературе и при постоянном перемешивании на 30—45 мин. Потом
добавляют горячую воду, пока температура не поднимется до
70°С, перемешивают еще 15—20 мин, после чего всю заторную
массу оставляют на 30 мин в покое (пауза). После этого начина¬
ют фильтрацию.
Можно поступать и таким образом, что солод затирают в ко¬
тел при температуре 45—50°С, выдерживают 1 ч, потом при пе¬
ремешивании нагревают до температуры 62°С, опять выдержива¬
ют 30—35 мин и температуру снова повышают до температуры
70—75°С. После паузы (20—30 мин) начинают фильтрацию.
Менее обычен способ, называемый нисходящей инфузией. При
этом способе солод перемешивают в механическом заторном ап¬
парате с водой, нагретой до температуры 70°С, и выпускают в
чан, в котором вода имеет температуру 75—80°С. После затира¬
ния, при котором температура всегда несколько снижается, вся
заторная масса должна иметь температуру 70°С. При этой тем¬
пературе перемешивают затор около 30 мин, а затем содержимое'
оставляют на 30 мин — 1 ч в покое, после этого начинают фильт¬
рацию. Этот способ используют только для переработки солодов
долгого ращения с высокой амилолитической активностью, так
как уже в начале процесса амилазы под действием высоких тем¬
ператур частично инактивируются, солода короткого ращения в
таких условиях не осахарились бы.
В настоящее время инфузия применяется только в Англии из-
за специфических требований при производстве пива верхового
брожения. В Англии солода обычно получают при холодном ре¬
жиме долгого ращения, и большей частью они перерастворенные.
Переработка таких солодов инфузией вполне оправдана при про-,
изводстве традиционных сортов английского пива типа Ale и
Stout.
Влияние затирания на состав экстракта и
на качество пива
Суть и цель процесса затирания состоят в том, чтобы с
помощью простейших средств получить как можно больше экс¬
тракта требуемого состава.. На технологические возможности, с
помощью которых можно влиять на расщепление крахмала и об¬
разование сахаров, указывалось выше. Некоторые авторы, осо¬
бенно в прошлые годы, дополнили имевшиеся в этой области све¬
дения.
Пиндл [26] изучал образование отдельных сахаров в водных
экстрактах солода, полученных при разных температурах. Для
264
изучения хода главного брожения он кипятил сусло с хмелем и
полученное таким образом охмеленное сусло сбраживал сильно
сбраживающей расой дрожжей. Он пришел к следующим выво¬
дам: при низких температурах растворяется мало экстракта, при
50—55°С экстракта прибавляется и максимум его достигается
при 67—70°С. Оптимальный интервал — 60—■70°С, с 72°С прирост
растворенного экстракта снова снижается. Общая картина этого
процесса видна на рис. 29.
Растворимые экстрактивные вещества образуются при зати¬
рании под действием комплекса ферментов с разными оптималь¬
но
§70
§00
|50
|50
Ъго
%w
Is
35 50 ВО 65 70 75
45 55 В2р 67,5 72,5 t,°D
90
o'-
«г80
Чю
«8
Щ.60
^40
£
|30
§
1
35 50 ВО 65 70 75
45 55 62,5 87,5 72,5 t,°C
Рис. 29. Температуры осахаривания, полученный экстракт и конечная степень
сбраживания.
ными температурами и таким образом, поддерживая определен¬
ную температуру, можно вызывать активность определенного
фермента. Следовательно, можно изменить состав экстракта, из¬
меняя температуру при затирании. На рис. 29 приводятся данные
степени сбраживания охмеленного сусла, полученные при разных
температурах. Сбраживание достигает максимума при 62° С; это
действительно для всех солодов, так что температура 62° С явля¬
ется решающей для достижения высокой конечной степени сбра¬
живания. Это особенно важно для определения данной темпера¬
туры у отдельных заторов в варочном отделении. Для достиже¬
ния такого же эффекта при умеренно высоких температурах
(63—66°С) требуется значительное увеличение температурной
выдержки почти в 3 раза.
В этом охмеленном сусле были обнаружены также гексозы,
сахароза, мальтоза, низшие и высшие декстрины; результаты
приведены на рис. 30.
На содержание гексоз существенное влияние могут оказывать
температуры при затирании, особенно в области низких темпе¬
165
ратур. Кроме фракции глюкозы и фруктозы, содержащейся уже
в солоде, гексозная фракция увеличивается в интервале темпера¬
тур 50—60°С. С технологической точки зрения очень важно воз¬
действовать на образование гексоз, так как они являются началь¬
ным источником непосредственно сбраживаемых сахаров для
разбраживания. Для быстрого разбраживания необходимо высо¬
кое содержание гексоз. Сахароза, содержащаяся уже в солоде»
переходит в раствор непосредственно при затирании, так что на
ее объем невозможно воздействовать технологически.
|1
**> S?
Сз са
'"[хттТТттъ-гттг, 1Д^-ггптгт
35 50 60 65 70 75
45 55 62,5 67,5 72/5 80
;Т,
О U
35 50 60 65 70 75
45 55 62,5 67,5 72,5 80
t;c
Ъ,°С
Г
|-§4Р
% ^
!р
4 И
35 50 60 65 70 75
45 55 62,5 67,5 72,5 80ь;С
!§
о
i-т—<—г~гП~
40
50
20
10
ни
35 50 ВО 65 70 75
45 55 62/5 67,5 72,5 80 t,X
35 50 60 65 70 75
45 55 62,5 67,5 72,5 80
t;c
цои
%20
I/O
2?
г
о
ДВ
35 50 60 65 70 75
45 55 62,5 67,5 72,5 80 Ь,°С
Рис. 30. Температуры осахаривания и фракции отдельных сахаров н декстри¬
нов.
Об образовании мальтозы при осахаривании уже говорилось
подробно. Высокие величины конечного сбраживания связаны с
высоким содержанием мальтозы. Около 4/s сбраживаемого экс¬
тракта образуется в результате активности р-амилазы, Vs—
а-амилазы. Поэтому требование к высокому и выравненному со¬
держанию амилолитических ферментов при определении солода
очень важно.
Содержание мальтотриозы в охмеленном сусле можно в не¬
значительной степени изменять при осахаривании, изменяя тем¬
пературу. Образование мальтотриозы более заметно между 50—
60°С, высшая точка находится между 62—65°С; при высоких тем¬
пературах она в значительной мере сохраняется. Относительное
выравненное образование мальтотриозы в диапазоне температур
60—80°С свидетельствует о том, что в ферментативном расщеп¬
166
лении крахмала до мальтотриозы принимают участие 0- и а-ами-
лаза. При низких температурах мальтотриоза образуется глав¬
ным образом в результате активности амилазы, при высоких тем¬
пературах а-амилаза быстрее расщепляет только крахмал, одна¬
ко активность р-амилазы уже снижена в результате инактивации.
В солоде декстрины еще не встречаются. При затирании при
температурах выше 50°С их образование сильно возрастает и ос¬
тается практически одинаковым вплоть до температуры 72°С, в
интервале 75—80°С происходит дальнейшее повышение.
Пиндл приводит в цитируемой работе результаты, получен¬
ные при главном брожении сусла (в опытном масштабе), приго¬
товленного из экстрактов солода при температуре 62, 67, 72 и
75°С. На основании этих результатов можно сделать следующий
вывод.
Сусло, полученное при низких температурах, сбраживается
•быстрее и достигает высокой степени сбраживания, в то время
как сусло, приготовленное при высоких температурах, наоборот.
В результате этой связи Пиндл замечает, что многие технологи
-опасаются, что пиво из глубокосброженного сусла имеет боль¬
шую разницу между видимым и конечным сбраживанием и ут¬
верждают, что при использовании физиологически активных и
глубокосбраживающих дрожжей и при достаточной аэрации это
сусло сбраживается довольно глубоко. Сусло, полученное при
низких температурах, быстро разбраживается, образование угле¬
кислого газа высокое и продолжительное, дображивание интен¬
сивное. Достаточное содержание гексоз и мальтозы важно для
индукции ферментов и тем самым для достижения бродильной
■способности дрожжей. Если это так, то высокое содержание
мальтотриозы не должно вызывать затруднений при дображива-
нии. Также и эффективность дрожжей относительно выше при
главном брожении сусла, приготовленного при низких темпера¬
турах.
Влияние состава сусла на размножение дрожжей значитель¬
но. В сусле, приготовленном при низких температурах, они осаж¬
даются при брожении позже, высокое содержание мальтозы в
этом сусле обеспечивает полную деятельность дрожжей, клетки в
сбраживаемом сусле дольше остаются рассеянными и при розли¬
ве в лагерные танки попадает больше активных клеток. В сусле,
полученном при низких температурах осахаривания, pH при бро¬
жении снижается быстрее и молодое пиво имеет более высокую
кислотность.
Нарцисс и Хейсингер [27] в новой работе возвращаются к вли¬
янию многоотварочных способов затирания на свойства пива.
Они изучали способ осахаривания при высоких температурах,
двух- и трехотварочный способы. Кроме стандартного проведения
были существенно увеличены выдержки при температурах 62 и
70°С при затирании при высоких температурах и при 50 и
60°С при двухотварочном способе затирания или трехотвароч-
167
ном. «Затиранием при высоких температурах» авторы называ¬
ют в сущности двухотварочный способ с отваркой при темпера¬
туре 62°С и температурой 70°С в чане после перекачки первой от¬
варки. Из приведенных результатов можно сделать следующий
вывод.
Снова подтвердилось, что при трехотварочном способе полу¬
чают более высокий выход экстракта, а при затирании при
высоких температурах более низкий. Удлинение температурных
выдержек всегда повышает выход экстракта. Осветление сусла
перед сбраживанием было более совершенно при двух- и трех¬
отварочном способах. Кроме того, в этих случаях удлинение па¬
уз также улучшает осветление. Однако эта же зависимость не
подходит к оценке конечной степени сбраживания. При двухот-
варочном способе получали пиво с самой высокой конечной сте¬
пенью сбраживания, потом при трехотварочном способе и, нако¬
нец, при затирании (высокие температуры). Удлинение
выдержек естественно повышает сбраживание. Имеющиеся в лите¬
ратуре данные о высокой конечной степени сбраживания пива
из сусла, полученного путем затирания при высоких темпера¬
турах, нельзя обобщить, они обусловлены применением солода
с высоким содержанием ферментов. Ход главного брожения и
даже видимое сбраживание готового пива в отдельных процессах
не имели существенного различия.
Сусло, полученное при двухотварочном способе, имеет более
высокое содержание растворимого азота, чем сусло, приготовлен¬
ное при двух остальных процессах. Удлинение пауз в интервале
низких температур отражается главным образом на повышении
содержания в сусле растворимого азота. В двух- и трехотвароч-
ных способах удлинение пауз при температуре 50°С способство¬
вало преимущественно повышению образования низкомолеку¬
лярных фракций, при выдержке 65°С возникали фракции высоко-
и среднемолекулярные. Цвет сусла возрастает, начиная от
осахаривания при высоких температурах и повышается во всех
процессах с каждым удлинением пауз. Низкая температура зато¬
ров и отварок повышает цвет сусла. Существенное увеличение вяз¬
кости сусла происходит в результате выдержки при температуре
70°С, небольшое снижение вязкости вызывается увеличением па¬
уз при температуре 65°С, сильное снижение — удлинением пауз
при температуре 50°С. Содержание буферных систем тем меньше,
чем выше температуры удлиненных пауз; поэтому при затира¬
нии при высоких температурах снижается буферная способ¬
ность, pH возрастают с удлинением выдержки при низких тем¬
пературах. Пенистость пива уменьшается при удлинении пауз
при температуре 50°С. Продолжительное затирание и интен¬
сивное кипячение заторов придает вкусу пива полноту, что про¬
является и у пива из заторов с удлиненными паузами.
Расщеплением крахмала при осахаривании в зависимости от
объема ферментов и растворения солода занимались Кольбах и
168
Шилфарт [28]. Физиологическое и технологическое значение са¬
харов в сусле, солоде и ячмене при главном брожении исследова¬
ли Вуллингер и Пиндл [29]. О влиянии отдельных сахаров на ход
главного брожения написано в отдельной работе Пиндла [30].
ФИЛЬТРАЦИЯ ЗАТОРА И
ВЫЩЕЛАЧИВАНИЕ ДРОБИНЫ
После окончания процесса осахаривания сусло, а позже так¬
же и промывные воды следует отделять от нерастворенных час¬
тиц солодовой дробины. Этот на первый взгляд простой физиче¬
ский процесс по времени очень трудоемкий и в практике часто
связан с трудностями. Необходимо, чтобы сусло и промывные во¬
ды стекали в сусловарочный котел прозрачными и не увлекали
с собой мелкие нерастворенные частицы, такие, как осажденные
белки (муть), кусочки оболочки или другие суспендированные
вещества, которые мешают в ходе дальнейшего производства,
главным образом при брожении и фильтрации готового пива.
Выщелачивание дробины тоже должно быть совершенным, а
промывные воды прозрачными. Из дробины необходимо вымыть
как можно больше вымываемого экстракта.
При отделении дробины можно поступать по-разному. Наи¬
более распространенный и применяемый в ЧССР способ — это
фильтрация в фильтрационном чане. За границей используются
также фильтр-прессы. Оба способа имеют свои определенные
преимущества, однако фильтрация в чане проще, и поэтому в по¬
следние годы многие современные пивоваренные заводы (Tuborg
в Дании и др.) при реконструкции снова перешли на фильтраци¬
онные чаны. Не получили распространения центрифуги, вакуум¬
ные фильтры и подобное оборудование. Автоматизация процес¬
са фильтрации и непрерывная фильтрация до сих пор находятся
в стадии опытов.
ФИЛЬТРАЦИОННЫЙ ЧАН
Для успешной фильтрации очень важна правильная конст¬
рукция чана и собственно фильтрационного устройства. Мнения
относительно конструкции чана и главным образом его фильтра¬
ционного дна менялись со временем. Однако в настоящее время
эти мнения установились настолько, что между конструкциями
фильтрационных устройств на отдельных предприятиях разницы
практически не существует.
Фильтрационные чаны (рис. 31) — это стальные цилиндры,
сконструированные так, чтобы они не деформировались при боль¬
шом диаметре. Чан должен быть установлен горизонтально и
иметь ровное дно. Цилиндрическая часть чана имеет высоту от
1,5 до 2 м и к дну прикреплена угольником, ее верхний край то¬
же снабжен угольциком. Цилиндрическая часть чана должна
169
f
быть хорошо изолирована, а изоляция защищена металлическим
кожухом во избежание повреждений. Хорошая изоляция чана
нужна для того, чтобы содержимое его при фильтрации не охла¬
ждалось. Размер чана зависит от массы засыпи. На 1 м2 фильт¬
рующей поверхности приходится 150—200 кг засыпи. В зависи¬
мости от механического состава дробленого солода слой дробины
Рис. 31. Нормальный фильтрационный чан (ЗВУ).
имеет высоту от 30 до 45 см. При более высоком слое фильт¬
рация происходит медленнее и дробина труднее выщелачивается.
Слишком низкий слой дробины, наоборот, легко прорывается и
фильтрация бывает несовершенной.
Дно чана имеет несколько отверстий, которые выведены в от¬
водные трубки. Обычно на 1,5 м2 фильтрующей поверхности при¬
ходится одна отводная трубка. Отверстия должны быть располо¬
жены так, чтобы на каждое отверстие приходилась приблизи¬
тельно одинаковая зона фильтрации. В дне чана имеется также
отверстие для выгрузки дробины.
170
Важнейшей частью фильтрационного чана является фильтра¬
ционное сито и фильтрационная система. Фильтрационное сито
занимает всю поверхность дна чана. В настоящее время фильтра¬
ционное сито изготавливают из фосфористой бронзы толщиной
от 3,5 до 4,8 мм. Оно состоит из отдельных сегментов, из которых
каждый имеет площадь приблизительно 0,75 м2. Эти сегменты по
периметру чана опираются на тонкий борт, а посредине — на по¬
верхность, через которую проходит вал разрыхлителя. К дну они
крепятся винтами с плоскими шайбами. В зависимости от диа¬
метра отверстий для отводных трубок сегменты снабжены нож¬
ками разной высоты, которые определяют высоту зазора между
фильтрационным ситом и дном
чана и одновременно препятст¬
вуют прогибанию сегментов.
Правильное соотношение меж¬
ду высотой зазора и диаметром
отверстий важно для ламинар¬
ного стока сусла. Обычно счи¬
тают, что высота зазора долж¬
на соответствовать V4 диаметра Иь ДБ |
■отверстий, т. е. при диаметре
отверстия (сечение трубки) Рис. 32. Рифление фильтрационного
32 ММ — ОКОЛО 8 ММ, При дна.
40 мм — около 10 мм и т. д.
Однако в практике оказалось, что лучшие результаты получают¬
ся при большем расстоянии между дном и фильтрационным си¬
том, а именно при диаметре 32 мм, например, 12 мм, при 40 мм—
16 и даже 20 мм.
Фильтрационное сито раньше изготовляли также из стали и
живое сечение создавали круглые отверстия диаметром от 0,8 до
1 мм, расширяющиеся книзу в виде конуса. Однако эти отверстия
легко засорялись, с трудом очищались и живое сечение такого
сита было небольшим (около 2%). Современные бронзовые сита
имеют узкие щелевидные отверстия от 0,6 до 0,7 мм шириной и от
30 до 40 мм длиной. Поскольку сито изнашивается, щели должны
иметь глубину хотя бы 1 мм и только потом расширяться на 3—
4 мм (рис. 32). На 1 м2 поверхности приходится около 2500 от¬
верстий и живое сечение должно составлять 6—8% от общей по¬
верхности сита.
Собственно фильтрационное устройство изготавливают из ме¬
ди; оно состоит из отводных трубок с кранами и сборного лотка.
Каждая отводная трубка заканчивается в лотке фильтрационным
краном для регулирования скорости стока сусла. Уклон трубок
должен быть умеренным, чтобы при быстром истечении не по¬
вышалось всасывание.
Кран должен быть сконструирован так, чтобы при пропуске
кранов сусло могло быстро стекать и при фильтрации не попа¬
дал в него воздух.
171
Кран обычной конструкции изображен на рис. 33. При про¬
пуске кранов сусло стекает через дно крана; вращением пробки
крана прозрачное сусло переводят в изогнутую трубку, через ко¬
торую оно протекает без доступа воздуха, тем самым ограничи¬
вается и окисление. Количество фильтрационных кранов различ¬
но. Раньше предпочитали большее число кранов (от 12 до 20), с
одной стороны, чтобы при пропуске кранов из-под фильтрацион¬
ного сита быстрее устранялись мутные фракции, с другой—пред¬
полагалось, что при большем количестве кранов фильтрация идет
равномернее. Теперь обычно выбирают больший диаметр отвод¬
ных трубок и принимают количество кранов от 6 до 8. Очень
важно, чтобы скорость истечения при фильтрации не превышала
0,25 м/с. Для прохождения через краны и трубки воды или пара,
они соединены с горизонтальной трубкой (батареей), в которую
можно подводить горячую воду или пар. Устройство лотка и
фильтрационной батареи приведены на рис. 34.
Для рыхления и выгрузки дробины в фильтрационном чане
имеется разрыхлительный механизм, состоящий из двух массив¬
ных плечей с вмонтированными в них ножами. Плечи укреплены
на вертикальном валу, который проходит через дно и внизу окан¬
чивается поршнем, движущимся в гидравлическом цилиндре, ку¬
да нагнетается масло. Благодаря этому плечи с ножами подни¬
маются над поверхностью дробины. При медленном выпуске мас¬
ла в масляный сборник разрыхлительный механизм опускается и
172
своим движением разрезает слой дробины. При рыхлении ножи
устанавливаются в направлении движения механизма, а при вы¬
грузке дробины они поворачиваются рычажным механизмом по¬
перек движению. Для лучшего рыхления дробины к ножам иног¬
да приваривают пропашники.
Расположение ножей над фильтрационным ситом можно оп¬
ределять по указателю высоты, который должен размещаться
так, чтобы обслуживающий персонал мог легко контролировать
работу механизма. Разрыхлительный механизм приводится во
вращение электродвигателем снизу и имеет две скорости; для
Рис. 34. Фильтрационная батарея:
I — фильтрационный желоб; 2 — фильтрационный кран; 3 — отборная труба; 4— вентил»
для подачи пара и воды; 5 — выпускное отверстие.
рыхления от 7з до 7г об/мин и для выгрузки дробины от 10 до
15 об/мин.
Для выщелачивания дробины служит промывной аппарат,
размещенный над разрыхлительным механизмом. Это по сути
дела сегнерово колесо, состоящее из цилиндрического сосуда,
который размещен пбсреди чана над валом; в сосуде закреплены
две латунные трубки, закрытые на концах. Эти трубки по всей
длине против направления вращения снабжены отверстиями.
Промывной аппарат закреплен под сосудом на шариковом под¬
шипнике. Он приводится во вращение впуском воды в сосуд.
Вращение должно быть медленным, чтобы вода не разбрызгива¬
лась и равномерно орошала всю поверхность дробины (около
5 об/мин). Иногда промывной аппарат укрепляют прямо на раз¬
рыхлительном механизме. Но в этом случае он может орошать
только тогда, когда механизм находится в действии.
Отверстие для выгрузки дробины расположено в дне чана и
имеет откидной затвор с резиновой прокладкой. Открывается оно
вручную с верхней площадки. Под отверстием находится жестя¬
ная воронка, через которую дробина отводится в приемник или
173
б шнек. Воронка и транспортные устройства должны быть глад¬
кие, легко поддающиеся чистке.
Иногда фильтрационный чан бывает снабжен фильтрацион-
лым манометром. Это три вертикальные трубки (указатели уров¬
ня) , размещенные обычно рядом с желобом (рис. 35). Первый
указатель соединен прямо с фильтрационным чаном, второй —
с пространством под фильтрационным ситом и третий — на од¬
ной из отводных трубок. Если чан наполнен и фильтровальная
•система находится в покое, то уровень во всех указателях оди¬
наковый (а, Ь, с). При фильтрации уровень b в указателе II не¬
сколько падает, а именно в за-
I Л Ш висимости от сопротивления
слоя дробины. В указателе III
высота уровня с зависит от ско¬
рости истечения сусла. Ход
фильтрации определяется по
разнице между t и s в указате¬
лях II и III по сравнению с ука¬
зателем /. Отношение между
течением сусла, слоем дробины
и фильтрационным ситом и ме¬
жду стоком сусла можно изме¬
нять путем регулировки стока.
В практике фильтрационный
манометр имеет прежде всего
ориентировочное значение. Из¬
менять процесс фильтрации по
данным манометра довольно затруднительно из-за различных
влияний которые действуют при фильтрации.
К оборудованию фильтрационного чана относится небольшой
насос, предназначенный для перекачки мутного сусла и промыв¬
ных вод обратно в чан. Далее фильтрационный чан имеет термо¬
метр, термограф, мерный стержень для определения объема за¬
торов, соответствующую арматуру и соединительный трубо¬
провод.
Комбинированные фильтрационные чаны имеются в отдель¬
ных варочных агрегатах, где они одновременно служат в качест¬
ве заторных чанов (рис. 36). Чан дополнен предзаторником, от¬
верстием для спуска затора и мешалкой. При перемешивании
разрыхлительный механизм поднимается и подвешивается на
борту крышки чана; перемешивание производится только ме¬
шалкой (пропеллерной). При рыхлении и выгрузке дробины раз¬
рыхлительный механизм опускается, в то время как мешалка
поднимается и задвигается перпендикулярно к плечам машины,
где и закрепляется.
Коробка скоростей комбинированного чана имеет три скорос¬
ти: две на рыхление и выгрузку дробины, третья (25—30 об/мин)
для пуска мешалки.
а
— - Сусло —
Ь
-кз
.. ——
= — Г"
Г
—L.
-^^Дробина 1
_
— ~N-'- ■
||
к
Рис. 35. Фильтрационный манометр.
174
Для интенсификации работы чана и фильтрационного устрой¬
ства разработаны различные приспособления. Чтобы увеличить
фильтрующую поверхность, в чан помещали коробкообразные
элементы из жести с таким же количеством отверстий, как в-
фильтрационном сите. Они были погружены в дробину и должны
были обеспечить так называемую вертикальную фильтрацию
Рис. 36. Комбинированный фильтрационный чан (ЗВУ).
(Якоб), при которой нижний слой дробины не оказывал бы боль¬
шого сопротивления. Якоб разделил пространство под фильтра¬
ционным ситом на самостоятельные зоны всасывания для каждо¬
го фильтрационного крана. Однако позже оказалось, что наибо¬
лее целесообразно единое пространство под фильтрационным
ситом и центральная регулировка стока. На этой основе возникли
так называемые автоматические или центральные способы филь¬
трации. Наиболее распространенным является способ Шматца и
Циеманна. В принципе речь идет об использовании вертикаль¬
175
ного спуска сусла и промывной воды в приемники, размещенные
в 2—4 м под фильтрационным чаном. Более тяжелое сусло бы¬
стрее опускается к дну и его осахаривание при стоке до опреде¬
ленной степени выравнивается автоматически. Из приемников
сусло перекачивается в сусловарочный котел через контрольные
и регулирующие устройства по одной трубке (один кран). Коли¬
чество спусков, как правило, совпадает с нормальным количест¬
вом фильтрационных кранов. Пропуск кранов в фильтрационной
батарее осуществляется нормальным способом и только прозрач¬
ное сусло спускается через трехходовой кран в приемник. Такой
■способ фильтрации используется в разных вариантах.
При центральной
фильтрации, которую
применяет фирма «Гуп-
пман», непосредственно
под дном чана распола¬
гается шарообразный
приемник, в который
выводятся отдельные
отводные трубки. Сусло
или промывная вода от¬
водятся из приемника в
котел через регулирую¬
щее устройство снова
по одной трубке; преи¬
муществом этого реше¬
ния является относи¬
тельно небольшой объ¬
ем приемника. Прием¬
ник легко освобождает¬
ся и это особенно важно, если в него при прорыве фильтрующего
слоя проникает муть.
Фильтрационный чан системы Штайнекер — Ленц (рис. 37)
приспособлен для дробленого солода, получаемого при дробле¬
нии в увлажненном виде. Отверстия в фильтрационном сите
больше (ширина 1 мм) и слой дробины может быть высотой до
■60 см. Разрыхлитель имеет привод сверху и постоянно остается
погруженным в дробину. Ножи имеют специальную конструкцию
и могут соскабливать дробину, прилегающую к фильтрационно¬
му ситу. Дно чана имеет уклон к центру и отводное отверстие
■скошено так, чтобы сток был наиболее плавным. Чан имеет мень¬
ший диаметр, чем обычно, так что сусло в нем находится в высо¬
ком слое и удалять сусло можно также и сверху. Обе фракции су¬
сла перемешивают в приемнике и откачивают в котел через конт¬
рольное устройство.
Чан должен иметь по всей высоте крышки смотровые стекла,
через которые можно следить за высотой уровня и осаждением
дробины.
Рис. 37. Фильтрация по Штайнекер — Ленц:
/ — дроссельный клапан; 2— регулировка фильт¬
рации; 3 — сборник сусла; 4 — разделитель; 5 —
выпуск в котел.
176
Значительные преимущества имеют фильтрационные чаны,
применяемые в США. Они внедрены на большей части пивова¬
ренных заводов и им отдается предпочтение перед фильтр-прес¬
сами. Особенностью этих чанов является корытообразное дно
(Radial Vallery Bottom) и ряд конструктивных решений, в ре¬
зультате которых значительно сокращается время, необходимое
для решения вспомогательных задач, таких, как выгрузка дроби¬
ны, вымывание осадка и т. д.
Конструкция чана фирмы «Акме» (Орлеан) имеет дно, раз¬
деленное на 24 сегмента (рис. 38), которые лучеобразно расши¬
ряются от центра. Каждый сегмент является самостоятельным
0Й.
Рис. 38. Лотковый фильтрационный чан (Акме).
гидравлическим лотком, высшая точка которого находится в
центре на 20 мм, а низшая у периметра чана на 70 мм под фильт¬
рационным ситом. Лучеобразное расположение сегментов и сток
в самом низком месте по периметру чана обеспечивают быструю
и равномерную фильтрацию при отличном использовании фильт¬
рующей поверхности (по периметру больше, чем в центре). Кро¬
ме того, в верхних точках сегментов под фильтрационным ситом
размещены распылители для устранения осадков сильной струей
воды. Сток сусла в этих чанах решается по-разному.
В конструкции фирмы «Акме» используются нормальные
фильтрационные батареи или система Schok — Gusmer, имею¬
щая приемник и сток с одним регулирующим, краном. Выгрузка
7—108 177
дробины ускорена и продолжается не более 10 мин; фильтраци¬
онное сито между варками не поднимается, осадок хорошо уст¬
раняется вымыванием. В проспектах американских фирм указы¬
вается, что фильтрация, включая все вспомогательные операции,
может быть проведена за 140—160 мин и чан можно использо¬
вать до 10 раз в день.
ФИЛЬТРАЦИЯ В ЧАНЕ
Перекачка затора в фильтрационный чан и последующее
осаждение нерастворенных частиц затора являются первыми фа¬
зами фильтрационного процесса. Прежде чем начнется перекач¬
ка, в чан следует ввести снизу
горячую воду, чтобы прогреть
дно и устранить воздух из про¬
странства под фильтрационным
ситом. Уже при закачке затора
в чан могут возникнуть помехи,
которые оказывают отрицатель¬
ное влияние на фильтрацию.
Якоб [5], который очень подроб¬
но занимался проблемами
фильтрации, указывал, что ско¬
рость истечения затора по тру¬
бопроводу .равна 2—4 м/с; од¬
нако при свободном стоке ско¬
рость затора достигает 6—
10 м/с. Центробежные силы,
действующие при таких скоро¬
стях, могут стать причиной от¬
деления оболочки от более лег¬
ких частиц, а тем самым при¬
чиной неравномерного распре¬
деления фильтрующего слоя.
Поэтому затор заставляют па¬
дать на перегородки, чтобы его
скорость уменьшилась и быст¬
рее установился уровень. В
практике затор обычно тотчас
после перекачки разрыхляют, чтобы слой выравнялся. После это¬
го поднимают разрыхлитель.
При пребывании затора в покое нерастворенные частицы по¬
степенно осаждаются. Преимуществом фильтрационного чана яв¬
ляется то, что осаждение в нем протекает естественно, без вме¬
шательства извне. Более тяжелые частицы, такие, как оболочка с
остатками эндосперма, крупка и большие комки мути, быстро опа¬
дают на дно и в несколько минут образуют относительно высокий
фильтрующий слой. Над этим слоем осаждаются легкие частицы,
\\
\ \
\ \
ч
\
—— —
л
10 20 50 40 50 мин
а
Рис. 39. Диаграммы седиментации
дробины:
1 — тонкие взвеси; 2 — дробина.
178
тонкие частицы оболочки, нерастворенные частицы эндосперма,
остатки пленок из алейронового слоя, зародышевые листки и
набухшие комья высокомолекулярных белков, которые образуют
слой грубой суспензии. Этот слой тестообразный, плохо проходи¬
мый и в зависимости от расположения в дробине более или менее
затрудняет фильтрацию. Над этим слоем осаждаются только
тонкие суспензии, так называемое тесто, состоящее преимущест¬
венно из коагулированных белков. Тонкая суспензия является
наиболее легкой нерастворимой частью затора; из-за своего не¬
большого количества и специфического состава она не имеет та¬
кого существенного влияния на фильтрацию, как грубые
суспензии.
На седиментацию частиц затора оказывает влияние механиче¬
ский состав дробины, температура и густота затора. При более
высоких температурах осаждение происходит быстрее, у более
густых заторов с высокой вязкостью — медленнее.
Вопросом осаждение заторов занимались ПВС в Бранике [6].
Из диаграмм на рис. 39, а, б видна зависимость скорости седи¬
ментации частиц от качества солодов и их помола.
Спуск первого сусла
Задачей фильтрации является отделение в возможно корот¬
кий срок сусла от нерастворенных частиц солода (дробины). Су¬
сло должно спускаться прозрачным; перешедшие в сусло суспен¬
зии коагулированных белков, частиц оболочки и т. д. могут стать
причиной плохого осветления пива и возникновения помутнений,
ухудшают брух сусла и вкус пива. Собственно фильтрация на¬
чинается обычно после получасового периода покоя, когда обо¬
лочка и крупные частицы дробины и большая часть обоих слоев
суспензий полностью осели. Экстракт в сусле и в фильтрующем
слое практически уравнялся. Прозрачное сусло, слой дробины и
жидкость под фильтрационным ситом находятся в равновесном
состоянии; различно действует в глубоком слое только гидроста¬
тическое давление. Б некоторых современных способах фильтра¬
ции время периода покоя сокращается или он полностью опус¬
кается.
При пропуске кранов и начале процесса фильтрации в равно¬
весии жидкостей над слоем дробины и под фильтрационным си¬
том происходят существенные изменения. При прохождении сус¬
ла через дробину захватываются и перемещаются в основном
тонкие частицы суспензии, и тем самым постепенно снижается
проходимость фильтрующего слоя. Кроме того, дробина, сначала
облегченная жидкостью, в процессе фильтрации прилегает в за¬
висимости от интенсивности стока более или менее плотно к
фильтрационному ситу, забивает отверстия в сите и тем самым
снижает его пропускную способность. По Якобу, дробина и при
нормальной фильтрации так плотно прилегает к дну, что для сво-
7* 17ft
бодного прохождения остается едва ли 1 % от общей поверхности
фильтрационного сита. Действительная проходимость является
только частью теоретической возможности. На 1 м2 фильтрую¬
щей поверхности при нормальном количестве отверстий прихо¬
дится около 600 см2 живого сечения, через которое теоретически
могло бы протечь 265 л/с. Якоб рассчитывает на один кран (с
фильтрующей поверхности 1,25 м2) истечение 0,1 л/с; только в
особо благоприятных условиях может быть достигнуто истечение
0,2 л/с. Следовательно, с учетом этого при 20 кранах истечение
сусла колебалось бы в пределах 72—144 гл/ч.
На ход фильтрации влияют свойства сусла, состав фильтру¬
ющего слоя и способ фильтрации. Наиболее экстрактивное сус¬
ло более вязко и поэтому стекает медленнее. Якоб изучал вяз¬
кость при 75°С и определил следующие величины (табл. 11).
Таблица 11
Значение вязкости сусла при 75°С (по Якобу)
Экстракт,
мае. %
Время истечения, о
Вязкость, МПа
0 (вода)
85
1
10
108
1,27
15
122
1,44
20
147
1,73
25
187
2,20
По Люерсу, при повышении температуры на 1°С вязкость сни¬
жается на 0,2%, следовательно, чем горячее сусло, тем лучше
оно фильтруется. По данным того же автора, при фильтрации pH
должен быть в пределах от 5,75 до 5,50.
Химический состав сусла также влияет на скорость фильтра¬
ции. По данным Пиратского [7], трудности вызывают главным
образом очень вязкие амиланы, однако и другие вещества, такие,
как декстрины и белки, могут замедлить фильтрацию. Небольшие
отклонения температуры и состава сусла не имеют значения.
На формирование и фильтрующую способность слоя дробины
влияют механический состав дробленого солода, качество солода
и распределение слоя дробины на фильтрационном сите. Осо¬
бенно важен состав дробленого солода, который должен соответ¬
ствовать используемому технологическому оборудованию. Гру¬
бый помол имеет больший объем, поэтому образует более высо¬
кий и более проходимый фильтрующий слой, чем тонкий помол.
Хорошо растворенные солода имеют меньшую плотность, их обо¬
лочка лучше размалывается, оставаясь в виде крупных частиц,
и облегчает фильтрацию; солода короткого ращения, наоборот,
плохо дробятся, оболочка излишне измельчается и на ней оста¬
ются частицы эндосперма. Кроме того, доля крупки и тяжелых
частиц в помоле из солодов короткого ращения больше и дроби¬
180
на из них образует более компактный слой, менее проходимый.
Свежеприготовленные солода или солода с очень низкой влажно¬
стью при дроблении слишком измельчаются, дробина из таких
солодов содержит большую долю муки, которая засоряет каналы
в фильтрующем слое и затрудняет фильтрацию.
Трудности при фильтрации возникают и в том случае, если
слой дробины распределен неравномерно, и слишком высокий
или низкий, если оболочка смещена к краю чана и отдельные ча¬
стицы дробины неравномерно разделены. Слишком быстрый
сток сусла в начале фильтрации и тем самым повышенное всасы¬
вание отдельных кранов ведет к тому, что дробина прилегает к
фильтрационному ситу и затрудняет фильтрацию. Неправильные
операции с разрыхлителем, главным образом перемешивание
дробины с суспензиями из-за преждевременного разрезания слоя
дробины, могут привести к забивке каналов и замедлить фильт¬
рацию.
Практика фильтрации
Во время периода покоя сусло медленно образует брух, сус¬
пензии осаждаются, поверхность сусла темнеет и приобретает
почти черный цвет. Хороший брух свидетельствует о хорошем ка¬
честве перерабатываемого солода и о правильно проведенном
осахаривании. Такое сусло обычно стекает быстро и при фильт¬
рации не бывает трудностей. Если суспензии осаждаются мед¬
ленно и брух недостаточный, то поверхность сусла имеет красно¬
коричневый цвет и фильтрации должно уделяться особое
внимание. Причиной этого чаще всего бывают недостаточно раст¬
воренные солода.
Фильтрацию начинают с так называемого пропуска кранов.
Обычно два соседних крана несколько раз попеременно открыва¬
ют и закрывают. Таким образом постепенно открывают все кра¬
ны, это делается для того, чтобы осадки поднялись и быстрым
оттоком попали в отводные трубки. Затем ждут, пока сусло от¬
стоится. Мутное сусло центробежным насосом снова перекачи¬
вают в чан. Выход трубы, подводящей мутное сусло, должен
быть выведен в крышку чана так, чтобы поступающее сусло не
нарушало слой дробины. Если перед перекачкой затора под
фильтрационное сито была впущена вода, под него проникает не
слишком большое количество осадка и все пространство при про¬
пуске кранов быстро очищается.
После осветления краны закрывают и ожидают, пока мутное
сусло будет перекачано, и только после этого краны открывают и
сток из лотка переключают на сусловарочный котел. Сначала
необходимо контролировать прозрачность сусла у каждого крана
и только после выравнивания прозрачности установить сток от¬
дельных кранов на требуемую скорость истечения. Сусло, назы¬
ваемое первым, должно стекать быстро и с сильным блеском.
181
Правильная регулировка истечения фильтрационных кранов
затруднительна. По Леберле, фильтрация в чане управляется оп¬
ределенным принципом непрерывности и представляет собой мед¬
ленно изменяющееся («текущее») равновесное состояние, кото¬
рое определяет количество сусла, протекающего через фильтра¬
ционный слой и стекающего из лотка в сусловарочный котел. При
нарушении этого соотношения фильтрация затрудняется.
При чрезмерном открывании кранов, когда в котел стекает
сусла больше, чем может пропустить слой дробины, происходит
засасывание; дробина прилегает к фильтрационному ситу, тесто
засасывается в слой дробины, забивает каналы и фильтрация
становится невозможной. Следовательно, необходимо в начале
фильтрации поступать очень осторожно, чтобы сток проходил
правильно. Соотношение давлений при фильтрации изменяется
как в слое дробины, так и под фильтрационным ситом; оно зави¬
сит от многих факторов и не изучено достаточно.
Истечение из кранов должно быть отрегулировано так, чтобы
первое сусло стекало без необходимости применения разрыхли¬
тельного механизма. Некоторые фильтрационные батареи снаб¬
жены приспособлением у каждого фильтрационного крана для
постоянного контроля степени осахаривания стекающего сусла.
Однако это устройство применяется только при выщелачивании
дробины. Обычно же контролируется только прозрачность стека¬
ющего сусла; если сусло из какого-либо крана стекает мутным,
то этот кран прикрывают до меньшего истечения.
Отекание первого сусла заканчивается через 90—120 мин. Од¬
нако иногда оно продолжается и дольше. Если первое сусло сте¬
кает слишком медленно, включают разрыхлитель и слой теста и
мути проникает на глубину 10 см. За положением разрыхлителя
нужно следить по указателю. Ножи должны быть расположены
в направлении движения на расстоянии 20 см один от другого,
при меньшем расстоянии они откидывали бы дробину. Поскольку
ножи на другом плече взаимно не совпадают, то разрыхлитель¬
ный механизм прорезает в дробине борозды на расстоянии 10 см.
При прорезании дробины ход разрыхлителя медленный, около
0,5 об/мин; обычно достаточно, если механизм дважды пройдет
через слой (2 об/мин). Иногда разрыхлительный механизм за¬
пускают глубже, на 10 см от сита, чтобы внизу остался ненару¬
шенный фильтрующий слой. Если этого недостаточно, то меха¬
низм следует опускать до самого дна, чтобы соскоблить слой
дробины. При очень медленном вращении разрыхлителя фильт¬
рация не должна прерываться; сусло мутнеет незначительно и
после подъема разрыхлительного механизма быстро становится
прозрачным. Если первое сусло стекает очень плохо, то дробину
надо полностью перемешать. Первоначально это делали гребком,
позже для этих целей было приспособлено одно плечо разрыхли¬
теля. В современных аппаратах в этих случаях разрыхлитель
включают со скоростью, предназначенной для выгрузки дроби¬
182
ны, слой основательно перемешивают, оставляют в покое и по¬
том снова проводят пропуск кранов как в начале фильтрации.
Перемешивание дробины с мутью и тестом ухудшает фильтру¬
ющую способность дробины и поэтому, если в этом нет крайней
необходимости, то лучше избегать эту операцию.
Автоматические или центральные способы фильтрации, о
которых упоминалось, несколько облегчают фильтрацию. Введе¬
нием приемника и регулировкой истечения с помощью одного кра-
Рис. 40. Фильтрационный автомат (ПВС в Бранике):
1 — фильтрационный чан; 2—отводные трубки; 3—сборник; 4 — роторный насос; 5— на¬
порный трубопровод; 6 — сусловарочный котел; 7—маностат; 8 — регулирующий клапан;
9 — указатель давления; 10 — смотровые стекла; 11 — указатель протекания; 12 — фото¬
метр; 13 — трехходовой кран; 14 — сигнализирующее устройство; 15 — расходомер.
на уменьшается опасность прилипания дробины к ситу и засасы¬
вания теста в фильтрующий слой. Однако практическое исполь¬
зование этого устройства, дополненного рядом измерительных и
контрольных приборов, проблематично потому, что при фильтра¬
ции в каждой варке имеют место свои факторы, которые следует
учитывать. При изучении автоматической фильтрации в ПВС в
Бранике применяли некоторые элементы автоматизации и был
разработан проект фильтрационного автомата, который должен
был регулировать под фильтрационным ситом сток сусла и конт¬
ролировать его прозрачность [6]. Схема и функции этого устрой¬
ства приведены на рис. 40. При испытании этого устройства в
полузаводском масштабе были получены удовлетворительные ре¬
зультаты, в то время как измерительные и контрольные приборы
были мало чувствительны и не реагировали достаточно быстро на
изменения, происходящие в фильтрационной системе.
Декантация сусла
Фильтрацию можно ускорить, проводя осаждение и осветле¬
ние сусла вблизи поверхности, откуда декантируют прозрачное
сусло. Обычно на поверхность спускают поплавковое устройство,
183
которое удерживает устье отводящей трубки (сифон) на уровне
5 см под поверхностью. Трубку наклоняют с помощью шарнирно¬
го механизма в зависимости от того, как снижается уровень. При
пуске трубка вначале наполняется водой и переключением трех¬
ходового крана всасывается сусло. Сусло стекает в лоток или
прямо в котел. В некоторых фильтрационных системах оно стека¬
ет одновременно с суслом, проходящим через слой дробины, в
общий приемник. Спуск для декантируемого сусла имеет смот¬
ровое стекло или другое устройство, через которое контролируют
прозрачность сусла. В некоторых системах сусло декантируют
через горизонтальное отверстие в цилиндрической части чана и
его сток регулируют специальным устройством, или же спуск
проводят через полый вал разрыхлительного механизма в центре
чана (Циеманн). При хорошей работе этих устройств сверху мо¬
жно декантировать до */з от общего объема сусла.
Против декантации сусла имеются различные возражения.
Главным образом указывается на то, что при декантации часто
захватывается и муть, которая недостаточно осела, а вместе с ней
также и легкие частицы, плавающие по поверхности (шелуха,
зародышевые листки, частицы эндосперма). Для предотвращения
захватывания крупных частиц в устье трубки вкладывают сито,
однако оно забивается и возникают новые трудности. Предпола¬
гается также, что при прохождении первого сусла через слой
дробины выщелачиваются некоторые вещества, важные для вку¬
са и пенистости пива, и поэтому предпочитают фильтрацию через
дробину.
Выщелачивание дробины и фильтрация
промывных вод
Воды, использованные путем пропуска их через слой дроби¬
ны для выщелачивания ее, т. е. для извлечения экстракта, остав¬
шегося в дробине, называются промывными водами.
Фильтрация промывных вод протекает при иных условиях,
чем фильтрация первого сусла. Осахаривание промывных вод
при фильтрации постепенно снижается, дробина выщелачивается
и изменяется ее консистенция. Солодовый экс тракт задерживает¬
ся в дробине, с одной стороны, на поверхности частиц, с другой—
внутри частиц. Оболочка задерживает на 100 г сухого остатка
200—300 г раствора, а плотные осадки — от 400 до 500 г. Чем по¬
мол мельче, т. е. его частицы меньше, тем больше дробина задер¬
живает экстракта. Сусло, задержавшееся в дробине, не опускает¬
ся на дно, поскольку на него действует сцепление (адгезия) и
внутримолекулярные силы притяжения (когезия), которые за¬
держивают экстракт. Принимая во внимание требования к каче¬
ству, этот экстракт нельзя получать прессованием или центрифу¬
гированием, и предпочитают выщелачивать экстракт водой. Экс¬
184
тракт диффундирует в воду со скоростью, зависящей от адгезии
и когезии.
Общеизвестно, что промывные воды должны стекать прозрач¬
ными и быстро, чтобы оболочка не соприкасалась слишком дол¬
го с водой. Дробина должна выщелачиваться так, чтобы в сус¬
ло поступал только ценный экстракт, и притом в таком разбав¬
лении, которое из-за необходимости выпаривать избыточную воду
еще экономично. Промывные воды стекают быстрее, чем сусло,
поскольку они более разбавлены и менее вязки. Однако они не
должны стекать слишком быстро, так как для диффузии экстрак¬
та требуется определенное время. Диффузия ускоряется движе¬
нием, и поэтому оправдано перекапывание дробины, применяе¬
мое в практике. Экстракт выщелачивается быстрее чистой водой,
и поэтому важно, чтобы при этом вода поступала на поверхность
сусла и не перемешивалась с экстрактом. Вода с меньшей плотно¬
стью остается на поверхности и потом проходит через дробину,
слой которой внизу становится все более рыхлым. Поскольку ме¬
ханический состав дробины в слое над фильтрационным ситом не
бывает одинаков, то из отдельных фильтрационных кранов про¬
мывные воды стекают с разной степенью осахаривания. Через
слой оболочки вода протекает быстрее и выщелачивает меньше
экстракта, а там, где дробина смешана с осадком, она протекает
медленнее, и промывные воды содержат больше экстракта.
Физическое и главным образом химическое влияние процесса
фильтрации при выщелачивании дробины проявляется гораздо
ярче, чем при фильтрации сусла. Разбавляя постепенно промыв¬
ные воды, изменяют условия для растворения отдельных компо¬
нентов, азотистых соединений, сахаридов, дубильных веществ,
цветных и минеральных веществ. Важен и химический состав
выщелачивающей воды. Карбонатные воды повышают раствори¬
мость общего азота и особенно фракции, осаждаемой сульфатом
магния, усиливают растворение полифенольных (дубильных) и
горьких веществ из оболочки, т. е. всех компонентов с неблаго¬
приятным влиянием на стойкость, вкус и цвет пива. pH также
влияет на выщелачивание дробины.
Разница в составе первого сусла и промывных вод ясно вид¬
на из данных, полученных при изучении фильтрации в ПВС в
Бранике (табл. 12).
По Люерсу, первые фракции промывных вод имеют pH около
5,83, а последние 6,49, а при работе с неподходящей водой и вы¬
ше. При pH больше 6,0 возрастает растворимость осаждаемых
белков, при низком — падает. Высокий pH стимулирует выщела¬
чивание кремниевой кислоты и окисление дубильных веществ.
Промывные воды обычно повышают долю высокомолекулярных
азотистых веществ, которые в результате инактивации протеоли-
тических ферментов при высокой температуре выщелачивающей
воды не могут дальше расщепляться. Учитывая приведенное от¬
рицательное влияние, нельзя излишне увеличивать объем про-
185
Таблица 12
Состав первого сусла и промывных вод
Показатели
Первое
сусло
Промывные воды
после фильтрации
Последние
промывные
■/«
V.
воды
Экстрактивность, мае. %
15,90
7,45
1,80
1,10
Мальтоза в 100 г, г
11,37
4,99
1,22
0,75
Декстрины в 100 г, г
2,53
1,72
0,60
0,32
Отношение сахаров к не-
1:0,39
1:0,49
1:0,47
1:0,47
сахарам
Общий азот в 100 г, мг
134,6
61,7
20,7
19,2
Дубильные вещества в
160,2
90,7
70,7
50,9
1000 г, мг
Фураногенные вещества в
1086,0
284,0
85,0
50,0
1000 г, мг
Si02 в 1000 г, мг
252,0
221,0
153,0
321,0
Р205 в 1000 г, мг
1305,0
613,0
140,0
83,0
мывных вод. Испытывали также способы, обеспечивающие улуч¬
шение качества промывных вод, например добавкой активиро¬
ванного угля для адсорбции веществ, ухудшающих вкус, цвет и
стойкость пива, однако в практике они не нашли широкого при¬
менения. При переработке солодов из тонкопленочных ячменей,
которые культивируются в ЧССР, в таких способах нет необхо¬
димости.
Практика выщелачивания
После спуска первого сусла фильтрующий слой дробины ста¬
новится компактнее; муть забивает тонкие каналы и образует
вместе с тестом непроходимый слой на поверхности дробины. По¬
этому дробину следует разрыхлить, слой осадка разрезать и тем
самым подготовить воде доступ к отдельным частицам дробины.
При выщелачивании дробины все чаще используют новые дан¬
ные об условиях диффузии экстракта, о вреде аэрации дробины
и т. д., и поэтому на этом участке технологический процесс силь¬
но изменился. Раньше первое сусло спускали досуха, потом дро¬
бину несколько раз тщательно перемешивали (переслаивали) с
водой и после пропуска кранов спускали первую промывную во¬
ду. Этот процесс повторяли до 4 раз, он был трудоемкий и про¬
мывные воды не всегда стекали прозрачными.
Теперь, как правило, поступают следующим образом: первое
сусло спускают до тех пор, пока не обнажится дробина. Потом
фильтрационные краны прикрывают и дробину орошают водой.
Движение оросительного устройства должно быть медленным,
чтобы вода равномерно распределялась и не слишком перемеши¬
валась с экстрактом. Температура воды не должна превышать
80°С, чтобы не выщелачивались остатки неосахаренного крахма¬
186
ла, которые в котле уже не осахарятся. Одновременно в дейст¬
вие приводится разрыхлитель и прорезается верхний слой дро¬
бины на глубину 10—15 см. Положение разрыхлительного меха¬
низма (высота ножей над фильтрационным ситом) контролиру¬
ется на указателе, а у фильтрационных кранов контролируется
прозрачность стекающих промывных вод и краны с мутными
промывными водами прикрываются или закрываются полностью.
После прорезывания верхнего слоя дробины разрыхлительный
механизм останавливается и поднимается, закрытые фильтраци¬
онные краны снова открываются. Ороситель продолжает нахо¬
диться в действии, подача воды регулируется так, чтобы она со¬
ответствовала стоку и над дробиной удерживался слой воды вы¬
сотой 10—15 см, который спускался бы при стекании последних
промывных вод. Контроль за выщелачиванием дробины требует
определенного опыта. Проходимость дробины не во всем слое
одинакова, в некоторых местах промывные воды протекают бы¬
стрее и бывают прозрачны, в некоторых — осветление продолжа¬
ется дольше. В зависимости от этого должно регулироваться ис¬
течение отдельных кранов. Краны, из которых вытекают мутные
промывные воды, должны прикрываться. Однако даже тогда,
когда вытекают прозрачные промывные воды, не должна быть
превышена определенная граница, поскольку при быстром про¬
хождении выщелачивание дробины менее совершенно.
В практике осахаривание обычно определяют по цвету стека¬
ющих промывных вод, однако это не совсем точно. Регулировка
стока в зависимости от степени осахаривания тоже имеет свои не¬
достатки и часто удлиняет процесс фильтрации. При фильтрации
промывных вод хорошо оправдали себя способы центральной
фильтрации, которые автоматически выравнивают концентрацию
стекающих промывных вод.
Если при фильтрации промывных вод поступать осторожно,
то их следует спускать после одного прорезывания слоя дробины.
Если же промывные воды стекают медленно, весь процесс следу¬
ет повторить, иногда спустить разрыхлитель прямо на фильтра¬
ционное сито и соскоблить прилипшую дробину. Если у ножей
подходящая конструкция и движение разрыхлителя медленное,
эту операцию можно проводить не прерывая фильтрации. Слой
дробины, прилипшей к ситу, можно поднять и другим образом:
под фильтрационное сито ввести воду или пар. Однако эта опера¬
ция не очень эффективна, так как слой дробины поднимается не¬
равномерно и быстро падает. В особо трудных случаях фильтра¬
цию прерывают, слой дробины полностью перемешивают и снова
пропускают краны.
Для напуска воды на поверхность сусла вместо оросителя
иногда используют поплавок Гоффмана. Горячая вода, как более
легкая, остается на поверхности, медленно проходит через дро¬
бину и вытесняет сусло. Поплавок Гоффмана — это тарелка с
отверстиями с несколькими перепадами, поддерживаемая на
187
поверхности четырьмя поплавками. В центр тарелки поступает во¬
да, которая через отверстия и перепады стекает, не возмущая по¬
верхности. При полном перемешивании дробины поплавок необ¬
ходимо извлекать из чана, что является недостатком этого спо¬
соба. Фильтрационные чаны новых конструкций имеют на плечах
разрыхлителя лоток, в который поступает промывная вода. Кон¬
струкция разрыхлителя и ножей и скорость его движения подо¬
браны так, что движение разрыхлителя и подача воды постоянны
при непрерывной фильтрации. Постоянным рыхлением дробины
ускоряется диффузия экстракта и сокращается время выщелачи¬
вания.
Дробину следует выщелачивать основательно в самое корот¬
кое время и наименьшим количеством воды. Промывные воды,
главным образом последние, ухудшают качество пива, и поэтому
при производстве высококачественных сортов пива выщелачива¬
ние прерывается в тот момент, когда содержание экстракта в
промывной воде составляет 1—1,5%, а иногда и больше. В обыч¬
ном пиве промывные воды имеют экстрактивность около 0,5%.
Спуск более разбавленных промывных вод неэкономичен; выпа¬
ривание избыточной воды ■— трудоемко и не компенсируется сто¬
имостью полученного экстракта. В настоящее время воду, остав¬
шуюся после окончания промывки дробины, иногда вместе с по¬
следними промывными водами используют в качестве заторной
воды для следующей варки.
Выщелачивание дробины продолжается 1,5—2,5 ч. Используя
фильтрационное оборудование подходящей конструкции, это вре¬
мя можно существенно сократить.
ФИЛЬТРАЦИОННЫЙ чан штраинмастер
Фильтрационный чан Штрайнмастер (рис. 41) сконструирован
и испытан на пивоваренном заводе Anheuser-Busch (St. Louis
США, 1961). В Европе его стали использовать только в последние
годы. Это заслуживающая внимания новинка для ускоренного
отделения сусла от дробины [30, 31].
Чан представляет собой резервуар прямоугольного сечения
с нижней частью, сужающейся к выходным отверстиям в дне. По
направлению вниз слоями один над другим подвешены трубча¬
тые фильтрационные элементы, через которые вытекают первое
сусло и промывные воды. Фильтрационные элементы (свечи)
имеют трехугольное сечение и расположены горизонтально вбли¬
зи один от другого. Эта трубчатая система образует своеобраз¬
ную дренажную систему в пространстве для дробины. После пе¬
рекачивания осахаренного затора внутренность трубок вакууми-
руют и тем самым внешний осадок образует на их поверхности
собственно фильтрующий слой.
Чан изготовлен из нержавеющей стали, имеет высоту (около
5 м) и ширину (около 3 м), длина изменяется в зависимости от
188
требуемой производительности. Чан не имеет разрыхлительного
механизма. Он работает на нормальном помоле как обычные
фильтрационные чаны. После заполнения чана тотчас пропуска*
ют краны и фильтруют, начиная с верхнего ряда фильтрацион¬
ных элементов. Как только уровень затора в чане снизится до
нижнего ряда фильтрационных элементов, дробина начинает вы¬
щелачиваться путем орошения водой. Сток сусла из каждого ря-.
да фильтрационных элементов регулируется вмонтированными
насосами и одновременно
контролируется экстрак¬
тивность. Это позволяет
постепенно сверху вниз
закрывать отдельные |
фильтрационные ряды по
мере осахаривания про¬
мывных вод.
После выщелачивания
дробину удаляют из чана
вымыванием струей воды
через несколько люков,
расположенных в дне
чана.
С помощью этого же
устройства чан чистят.
В фильтрационном ча¬
не Штрайнмастер весь
процесс фильтрации И вы- Рис. 41. Фильтрационный чан Штрайнмас-
щелачивания продолжает- тер.
ся около 105 мин, так что
можно профильтровать 12 варок за 24 ч. Степень прозрачности
полученного сусла по опубликованным данным хорошая.
Высокая производительность фильтрационного чана Штрайн¬
мастер обусловлена тем, что по сравнению с классическим чаном
в нем фильтрующая поверхность в 4 раза больше и, кроме того,
скорость фильтрации увеличивают отсасывающие сусло из
отдельных рядов фильтрационных элементов насосы, которые
создают вакуум, соответствующий 0,3 МПа (3 атм). Фильтрация
и выщелачивание в этом чане непрерывные, без простоев, и име¬
ются предпосылки для высокого выхода экстракта. Указывается,
что данные о хорошей прозрачности пива надо принимать с ого¬
воркой. Недостатком этих чанов является и то, что дробина вы¬
гружается вместе с большим количеством воды.
ЗАТОРНЫЙ фильтр
Стремление ускорить и механизировать фильтрацию привело
к конструкции разных устройств, из которых в широком масшта¬
бе раепрос'гранился только фильтр-прессг-
189
При его использовании значительно ускоряется фильтрация,
можно перерабатывать тонкий помол и тем самым повысить вы¬
ход экстракта, а также применять большее количество несоло¬
женых материалов, которые затрудняют нормальную фильтра¬
цию в фильтрационном чане. Однако первоначальные расходы
выше, чем при использовании фильтрационных чанов, обслужи¬
вание и ремонт (включая мойку салфеток) более дороги, и поэ¬
тому фильтр-пресс пригоден только на больших заводах с не-
Рис. 42. Фильтр-пресс (Циманн):
1 — регулировка подачи; 2 — смотровое отверстие в заторном канале; 3 — манометр; 4 —
затвор отвода воздуха; 5 — кран отвода воздуха; 6—заторный канал; 7—отвод воздуха
из канала для сусла; 8— выпускной клапан сусла; 9 —выпуск прмывной воды; 10 — ка¬
нал для сусла; 11 — канал для промывных вод; 12 — фильтрационный кран; 13 — кран
для закрытой фильтрации; 14 — расходомер промывной воды; 15 — транспортер дробнны*
прерывным производством, на которых можно полностью ис-
пользовать преимущества сокращенной фильтрации.
Конструкция фильтр-пресса схематично представлена на
рис. 42. Он имеет массивную чугунную подставку, на
которой расположены чугунные рамы и плиты. На обоих
концах фильтр закрыт торцовыми плитами, внутренняя стенка
которых сделана также, как все остальные плиты. Плиты и ра¬
мы зажимаются между торцовыми плитами стяжными винтами
вручную или гидравлически. Раньше плиты и рамы были круг¬
лые, теперь стали только квадратные с сечением от 800 до
1500 мм в зависимости от размера фильтра.
Фильтрация идет через фильтрационные салфетки, и слой
дробины в камерах (рамах) достигает только 6—7 см. Исполь¬
190
зуя салфетки, увеличивают фильтрационную площадь в 4 раза,
благодаря чему фильтрация значительно ускоряется. Нижний
слой дробины также лучше и скорее выщелачивается, чем в
фильтрационном чане. Фильтр-прессы разных фирм отлича¬
ются конструкцией рам,
плит и вспомогательного
оборудования. Обычно
рамы и плиты изготовля¬
ют из чугуна. Форма та¬
ких рам и плит видна на
рис. 43.
Каждая рама имеет
наверху круглое отвер¬
стие, из которого узкий
канал ведет внутрь рамы.
Отверстия с двух сторон
снабжены резиновой про¬
кладкой и после затягива¬
ния фильтра образуют по
всей длине сплошной ка¬
нал, по которому затор
втекает в отдельные ра¬
мы. Между двумя рама¬
ми всегда находится риф¬
леная плита, на которую
натянута салфетка.
Фильтрация сусла и
выщелачивание дробины
схематически изображе¬
ны на рис. 43. При пе¬
рекачке затора дробина
осаждается в камере, а
сусло протекает через
салфетки. По вертикаль¬
ным ребрам плит сусло
стекает к фильтрацион¬
ным кранам, которые вы¬
ходят в фильтрационный
лоток. Краны некоторых
новых конструкций можно
переключать на централь¬
ное выпускное отверстие
(закрытая фильтрация). После фильтрации первого сусла сразу
же начинается выщелачивание дробины. Фильтрационные кра¬
ны закрывают и выщелачивание идет обратным процессом. Го¬
рячая вода, нагретая до температуры 78—80°С, поступает в каж¬
дую нечетную плиту, проходит через салфетки и слой дробины
в камере до вертикальных ребер четной плиты. Как только каме¬
Рис. 43. Рама и плита фильтр-пресса:
А — входной канал; В — рамы для дробины; С —
рамы с решетчатым вкладышем; D — салфетки;
£ — резиновые прокладки; К — расширенные вход¬
ные отверстия; а, а.\, а2, аз — каналы для выще¬
лачивающей воды; т — ннжний отборный канал с
кранами; а\т, л —переходные каналы; Ьтх, пхЬх—
каналы поперечного рифления.
191
ры полностью заполнятся водой и весь воздух из них вытеснится,
открывают краны у каждой четной плиты и начинают выщела¬
чивание. Поскольку вода втекает в каждую нечетную плиту, при
фильтрации может быть открыт только каждый второй кран (см.
рис. 43). Выщелачивание проходит при постоянном притоке во¬
ды до тех пор, пока плотность промывных вод снизится до тре¬
буемой величины.
В комплект фильтр-пресса входит гидравлическое устройство
для затягивания фильтра, манометр для контроля давления в
фильтре, ареометр, сахарометр, вмонтированный в выпускное
отверстие для сусла и промывных вод, а под фильтром желоб со
шнековым транспортером для отвода дробины.
Фильтрация первого сусла и промывных вод
Разобранный фильтр-пресс перед фильтрацией опрыскива¬
ют водой и в него закладывают салфетки. Большие фильтры с
прижимом с обеих сторон заполняют от центра, фильтры мень¬
ших размеров с задней неподвижной торцовой плитой — от этой
плиты. В каждую плиту с двух сторон закладывают салфетки и
плиту прижимают к раме. Рамы и плиты имеют резиновые про¬
кладки, после сборки их затягивают стяжными винтами вручную.
Фильтр должен быть герметичен и во время работы герметич¬
ность не должна нарушаться. Перед первым заполнением для
прогрева фильтра в него вводят горячую воду. При непрерывном
производстве фильтр остается теплым и не должен специально
подогреваться. Потом избыточным давлением около 0,2 МПа
(2 атм) проверяют герметичность фильтра; если он герметичен,
то выпускают горячую воду и в фильтр начинают подавать за¬
тор. Осахаренный затор закачивают в фильтр из заторного чана
или котла при постоянном перемешивании. Необходимо, чтобы
затор до конца перекачки был одинаковой густоты и дробина в
камерах распределялась равномерно.
Воздух из фильтра выпускают через краны, находящиеся на
каждой плите, или через верхний канал плит. Подача затора не
должна быть слишком быстрой, чтобы дробина не сжалась, регу¬
лировать ее следует соответственно стоку. У некоторых фильт¬
ров обеспечивается переток избыточного затора снова в чан. При
перекачке затора в фильтр-пресс избыточное давление не долж¬
но превышать 0,05 МПа (0,5 атм); слишком сжатая дробина вы¬
щелачивается с трудом. Первые части сусла, протекающие через
салфетки, не совсем прозрачные. Осветление начинается тогда,
когда на салфетках образуется фильтрующий слой из коагуля¬
та и дробины. Прозрачность сусла контролируют у кранов или
через смотровое стекло в трубке для стока сусла в котел.
При фильтрации первого сусла действуют приблизительно те
же факторы, что и при фильтрации в фильтрационном чане. По¬
мол может быть тонкий, однако не слишком; он не должен содер¬
192
жать больше 15—18% тонкой муки (подрешетный продукт). Ка¬
чество солода при фильтрации проявляется в том, что заторы из
хорошо растворенных солодов фильтруются лучше и сусло из
них имеет более сильный блеск, чем из солодов короткого раще¬
ния. Нормально фильтрация первого сусла должна заканчивать¬
ся одновременно с перекачкой затора, т. е. приблизительно через
30—40 мин.
Выщелачивание дробины начинают непосредственно после
окончания фильтрации первого сусла, т. е., как правило, сразу
после стекания первого сусла. Воду, нагретую до температуры
78°С, накачивают в плиты через верхний и нижний каналы. Кра¬
ны или общий спуск сусла должны быть закрыты. Ожидают, пока
из камер будет полностью устранен воздух, и через дробину про¬
пускают воду. Потом открывают краны четных плит и при посто¬
янном притоке воды проводят выщелачивание. Важно, чтобы ра¬
мы (камеры) были равномерно заполнены дробиной. Если бы
над дробиной осталось свободное пространство, то вода прохо¬
дила бы через эту часть быстрее, чем через слой дробины и она
выщелачивалась бы недостаточно. Поэтому объем фильтра дол¬
жен соответствовать массе используемой засыпи, на 100 кг кото¬
рой приходится 120 л пространства (емкости) фильтра. В зави¬
симости от этого определяется число рам. Однако в производстве
всегда следует проверить возможные варианты, поскольку меха¬
нический состав дробины влияет на объем дробленого солода и
дробины. Вместо того чтобы изменять число рам, лучше регули¬
ровать наполнение рам, изменяя объем засыпи. Не рекомендует¬
ся вводить пустые плиты.
При удовлетворительном составе помола из хорошего солода
дробина выщелачивается при таком же избыточном давлении,
как и при фильтрации первого сусла, т. е. от 0,03 до 0,04 МПа
(0,3—0,4 атм). При работе со старыми, забитыми салфетками, а
также к концу фильтрации следует повысить избыточное давле¬
ние. Однако нельзя превышать давление 0,1 МПа (1 атм), чтобы
не образовались каналы, через которые вода протекает быст¬
рее, чем выщелачивается дробина. При высоком давлении неко¬
торые салфетки могут прорваться, а из фильтров старых конст¬
рукций плиту с порванной салфеткой на ходу нельзя устранить.
Прозрачность промывных вод контролируется через смотровое
стекло, плотность — сахарометром, юстированным при 75°С в
специальном проточном устройстве, чтобы контроль мог быть не¬
прерывным. Дробина находится в фильтре в тонком слое (6—
7 см), и поэтому выщелачивается меньшим объемом воды, чем
в фильтрационном чане. Можно добиться также более низкой
плотности последних промывных вод, однако обычно не выщела¬
чивается ниже 0,5 мае. %.
Последние промывные воды из фильтра удаляют паром или
воздухом. После окончания выщелачивания гидравлическое дав¬
ление снижается или ослабляются зажимные винты и торцовая
193
плита оттягивается от рам и плит. Потом постепенно отдельные
рамы и плиты устраняют и дробину выколачивают в лоток под
фильтром, из которого она поступает на шнековый транспортер.
Салфетки снимают и помещают в стиральную машину. Фильтр
ополаскивают сильной струей воды и после закрепления чистых
салфеток подготавливают к следующей фильтрации.
ПВС в Бранике изучало скорость фильтрации в фильтраци¬
онном чане и фильтр-прессе на двух предприятиях при использо¬
вании приблизительно одинакового сырья и проведения одина¬
кового способа затирания. Полученные величины приведены в
табл.13.
Таблица 13
Скорость фильтрации в фильтрационном чане и фильтр-прессе
Показатели
Фильтрационный чан
Фнльтр-пресс
Пауза
30 мин
3 мин
Первое сусло стекало
100 мин, с сильным
блеском, 25 гл, в сред¬
нем 15,15 мае. %
105 мин, с сильным
блеском, 185 гл (пос¬
ледняя 1,10 мае. %)
205 мин (всего 310 гл)
45 мин, прозрачное,
Промывная вода стекала
95 гл, в среднем 16,15
мае. %
75 мин, прозрачная,
165 гл (последняя 1,15
мае. %)
120 мин (всего 260 гл)
Время фильтрации
Скорость фильтрации,
л/мин
первого сусла
125
211
промывной воды
176
220
в среднем
151
217
Современные конструкции фильтр-прессов отличаются раз¬
личными усовершенствованиями, ускоряющими фильтрацию и
облегчающими условия обслуживания. Тяжелые чугунные пли¬
ты заменяют легкими, вместо сплошных ребер используют решет¬
ки, через которые сусло и вода протекают быстрее. Подвод про¬
мывной воды осуществлен по-разному, однако так, чтобы можно
было выщелачивать сверху вниз, и наоборот. Затор подводят с
обеих сторон, чтобы дробина распределялась равномерно. Поло¬
жение кранов обеспечивает фильтрацию непосредственно или
централизованно. Объем оттекающего сусла и промывных вод
контролируется расходомером, прозрачность—фотометром. Сжа¬
тие плит и рам обеспечивается червячной передачей с электромо¬
тором, автоматически отключающимся. Устройство предназначе¬
но одновременно для отвода торцовых пластин после окончания
фильтрации.
Фильтрация с помощью фильтр-прессов до сих пор находится
в стадии развития. Правда, первое сусло и промывные воды, от¬
фильтрованные в чане, имеют более сильный блеск, однако в хи¬
194
мическом составе сусла нет разницы. Современный фильтр¬
пресс — это технически усовершенствованное устройство, одна¬
ко, требующее внимательного обслуживания и ремонта. Явными
преимуществами фильтр-пресса являются экономия времени, бо¬
лее высокий выход экстракта и возможность перерабатывать и
плохо растворенные солода и большие доли заменителей. Недос¬
таток его — это трудоемкость при обслуживании, расходы на за¬
готовку салфеток и работы, связанные с их промывкой, и, нако¬
нец, большие предварительные расходы на все оборудование.
Разница в потреблении электрического тока и тепловой энергии
между современным фильтр-прессом и чаном несущественна и,
как правило, компенсируется.
Мойка и содержание салфеток для
фильтрации
Салфетки, предназначенные для фильтрации сусла, должны
иметь достаточную фильтрующую способность и одновременно
задерживать тонкие коагуляты (муть). Необходимо также, чтобы
они были достаточно стойки к механическому износу (амортиза¬
ция при затягивании рам, при промывке и давлении). Раньше
салфетки были льняными, теперь они, как правило, хлопчатобу¬
мажные, а в последнее время их изготавливают также из искус¬
ственного волокна. По Ферману, хлопчатобумажные салфетки
должны быть из ткани с массой 400—450 г/м2. В практике успеш¬
но используются также более легкие салфетки. После каждого
употребления салфетки нужно хорошо прополаскивать для очи¬
стки от веществ, задержавшихся при фильтрации.
Салфетки прополаскивают в простейших моечных машинах,
размещенных вблизи фильтра. Моечная машина состоит из двух
барабанов из оцинкованной жести: наружный — прочно закреп¬
лен на подставке, внутренний — вращается попеременно в обе
стороны. Он имеет отверстия и внутри черпаки, на которых уло¬
жены салфетки. Оба барабана имеют дверцы. Во внешний бара¬
бан подводится теплая вода и пар. При промывке вода протекает
через салфетки в разных направлениях и тем самым очищает их.
В обычном производстве салфетки промывают только водой и тут
же снова используют. Излишняя сушка способствует возникно¬
вению инкрустации, которые забивают салфетки. Обычно в прак¬
тике салфетки, которые были использованы 40—50 раз, замачи¬
вают в 2%-ном растворе щелочи натрия с добавлением препара¬
та Р3 и после этого хорошо прополаскивают. Хорошие салфетки
при правильном уходе можно использовать 300—400 раз. Для
старых, плохо промытых салфеток требуется при фильтрации
более высокое давление и длительная фильтрация. Стирка сал¬
феток продолжается около 1 ч.
195
ДРУГИЕ СПОСОБЫ ОТДЕЛЕНИЯ ДРОБИНЫ
Пока не удалось найти удовлетворительный способ отделения
дробины, который бы полностью заменил процесс в фильтраци¬
онном чане или фильтр-прессе. Испытывали современные цент¬
рифуги с автоматической выгрузкой дробины, однако и при ис¬
пользовании этих центрифуг из-за большого количества дроби¬
ны возникают трудности. Центрифуги должны иметь большую
мощность, а при более быстром процессе сусло не получается
прозрачным. Выщелачивание дробины также затруднено: снача¬
ла надо отделить сусло, а потом выщелачивать дробину. Испы¬
тывали и ротационное сито, на котором отделялась дробина и
сусло осветлялось в центрифуге. По Шульпу — Берндту [8], эти
опыты не были успешными. Однако автор цитирует случай из
практики, когда первое сусло и промывные воды спускали из чана
быстро, однако они были мутные и их осветляли на центрифугах.
Опыты с вакуумными фильтрами или с коническими шнеками,
в которых дробина прессуется, а сусло и промывные воды фильт¬
руются или центрифугируются, также не дали результатов, ко¬
торые удовлетворяли бы требованиям практики. Другие способы
фильтрации, применяемые в Англии (Davis и Pollock APV) опи¬
саны в разделе о непрерывных способах производства сусла.
ВЫГРУЗКА И ТРАНСПОРТИРОВКА ДРОБИНЫ
После окончания фильтрации дробина должна быть удалена
как можно быстрее, чтобы оборудование можно было использо¬
вать для следующей варки. После выпуска последней промывной
воды дробину выгружают из чана разрыхлителем с косо постав¬
ленными ножами. Выгружаемая дробина попадает в воронку, а
из нее на шнековый транспортер, с помощью которого передает¬
ся к месту назначения. При транспортировке на большие рассто¬
яния следует использовать насос или монтежю. Монтежю — это
цилиндрическая емкость с коническим дном, рассчитанная на всю
засыпь; и поэтому довольно большая по объему. Дробина посту¬
пает в монтежю, который потом закрывается, и под действием
пара выгружается из него. Часто в нижнюю часть монтежю вво¬
дят воду, чтобы выгрузка дробины была постепенной. Монтежю
использовали главным образом тогда, когда еще конструкция на¬
сосов не была совершенна и насосы быстро изнашивались. В на¬
стоящее время предпочитают насосы, которые имеют соответст¬
вующую конструкцию и изготовлены из хорошего материала. Об¬
служивание насосов проще, чем монтежю.
Солодовая дробина — это нерастворимые остатки солода,
оболочки, неосахаренный крахмал и другие нерастворимые ве¬
щества из эндосперма, а также вещества, которые при затирании
коагулировали и задержались в слое дробины. Из 100 кг солода
получается, как правило, 110—120 кг дробины с влажностью
196
75—85%. По виду дробины можно определять правильность ве¬
дения процессов дробления и затирания, а также качество соло¬
да. В дробине не должно быть целых или малодробленых зерен.
Оболочка должна быть хорошо измельчена и не образовывать не¬
проходимые комки. Сухая, хорошо стекшая дробина свидетельст¬
вует о хорошем качестве солода и правильном ведении процесса
затирания.
Дробина должна быть хорошо выщелочена. В литературе ука¬
зывается, что содержание вымываемого экстракта в мокрой дро¬
бине не должно превышать 0,5%. В обычной практике в ЧССР
дробину не вымывают так сильно, чтобы ограничить выщелачи¬
вание веществ, отрицательно влияющих на вкус пива. Содержа¬
ние общего оставшегося в сырой дробине экстракта не должно
быть выше 1,25%. Для ориентации в табл. 14 приведено несколь¬
ко цифровых данных.
Таблица 14
Состав солодовой дробины, %
Показатели
Исходная
Сухой остаток
Влажность
74,5
77,9
83,9
_
Экстракт
вымываемый
1,04
0,68
0,80
4,08
3,08
5,20
весь
1,52
1,31
1,20
5,93
5,89
7,30
из неосахарен-
0,47
0,63
0,40
1,85
2,81
2,10
ного крахмала
Сырая дробина в свежем виде теплая и содержит вещества,
подвергающиеся быстрой порче. Поэтому ее нужно немедленно
вывозить с территории пивоваренного производства для исполь¬
зования в сыром виде или для консервирования.
Сырая дробина из варочного отделения транспортируется или
во двор в специальные емкости, или прямо в емкости, в которых
отвозят. На больших предприятиях дробину часто передают в
специальное помещение, находящееся вне основного производст¬
ва, главным образом в силосы, из которых отпускают потреби¬
телям.
В настоящее время дробину передают чаще всего насосами
особой конструкции, часто добавляют к ней воду или пар, чтобы
быстрее транспортировать.
Силосы для дробины бывают бетонные или стальные, внизу
они снабжены дозирующим устройством для отпуска дробины.
Транспортирующее устройство для дробины и место, где она хра¬
нится, должны содержаться в постоянной чистоте и не только
потому, чтобы предохранить дробину от порчи, но главным обра¬
зом с учетом требования санитарии пивоваренного производства.
197
СУШКА ДРОБИНЫ
Больше всего дробины вырабатывают в весенние и летние
месяцы, когда уже достаточно зеленого фуража, и поэтому сбыт
ее несколько задерживается. Если сбыт не обеспечен, то дробину
следует консервировать сушкой или иным способом, чтобы она
не испортилась.
Для сушки дробины чаще всего используют простейшие ба¬
рабанные сушилки разных конструкций. Старые сушилки пред¬
ставляют собой желоб с двойным кожухом, который закреплен
на подставке. В желобе размещен вращающийся барабан тоже
с двойным кожухом. Пар низкого давления около 0,05 МПа
(0,5 атм) поступает сначала в кожух желоба, а потом в кожух
вращающегося барабана. Дробина подводится в барабан, при
вращении в нем перекидывается и постепенно смещается к его
противоположному концу, где попадает в желоб. На периметре
барабана спиралевидно размещены лопатки, которые при враще¬
нии барабана перекидывают в желобе дробину и, наконец, ее
выгружают. Сухая дробина попадает на транспортер, которым
отводится в закрома или силосы. Поскольку сухая дробина лег¬
кая, ее можно транспортировать также воздухом с помощью вен¬
тилятора. Преимуществом этого способа является то, что дроби¬
на при транспортировке охлаждается и не складируется теплой.
Другие конструкции сушилок работают при высоком давле¬
нии отопительного пара, и поэтому двойные кожухи заменены у
желоба чугунными деталями, а у барабана — вращающимся пуч¬
ком ровных трубок, которые выдерживают избыточное давление
до 0,5 МПа (5 атм).
Барабанные сушилки бывают длиной 6—10 м и могут быть
снабжены приспособлением для отсасывания пара или простым,
но хорошо рассчитанным вытяжным устройством. Сушилки сле¬
дует хорошо изолировать для снижения потребления пара и гер¬
метизировать с целью ограничения пылевыделения. Поверхность
нагрева сушилок выбирают так, чтобы во временном диапазоне
между отдельными варками можно было высушивать дробину со
всей засыпи.
На выпаривание 100 кг воды в час при избыточном давлении
0,05 МПа необходимо около 3 м2 поверхности нагрева, при избы¬
точном давлении 0,5 МПа — около 2 м2. Для выпаривания 100 кг
воды нужно около 110 кг острого пара или 130 кг ретурного пара.
Из 100 кг мокрой дробины получают около 20 кг сухой.
Чтобы частично освободить дробину от воды перед сушкой,
обычно перед сушилкой устанавливают пресс для дробины. Это
устройство аналогично шнековому транспортеру. В конически
сужающийся кожух с отверстиями шнеком подается дробина, из
которой при переходе через узкую часть выжимается избыточная
вода. Объем воды, таким образом, снижается на 40—50%; одна¬
ко при этом дробина лишается экстрактивных веществ, содержа¬
щихся в вытекающей воде.
198
Кроме барабанных сушилок используют также скоростные
сушилки, применяемые для сушки зеленого фуража. Дробина в
них сушится противотоком горячего воздуха. Этот способ сушки
не очень экономичен.
Сухая дробина является высококачественным кормом. По со¬
держанию белков она приближается к бобовым, крахмальных
веществ в ней больше, чем в отрубях. Козак [9] приводит для су¬
хой дробилки следующие величины (в %): объем воды 9—10,
грубого протеина 21—23, усваиваемых белков 12—14, волокнис¬
той массы 15—16, жиров 5—6, экстрактивных безазотистых ве¬
ществ 42, крахмальных единиц 50.
КИПЯЧЕНИЕ СУСЛА С ХМЕЛЕМ
ФИЗИКО-ХИМИЧЕСКИЕ ПРОЦЕССЫ
При кипячении сусла с хмелем получают охмеленное сусло.
Этот полупродукт далее перерабатывают в пиво путем брожения.
Кипячение сусла с хмелем сопровождается важными с техниче¬
ской точки зрения физическими и химическими превращениями,
большей частью взаимосвязанными. По сравнению с исходным
суслом охмеленное сусло несколько более концентрировано, оно
стерильно и не содержит никаких активных ферментов. С хими¬
ческой точки зрения оно беднее коагулированными белками, об¬
разующими при кипячении так называемый брух, и содержит вы¬
щелоченные и частично измененные вещества из хмеля. Указан¬
ные изменения количественно зависят от продолжительности и
интенсивности кипячения, перемешивания и степени упаривания,
а также от pH и присутствующих дубильных веществ. Эти факто¬
ры влияют на осаждение (коагуляцию) белков, на образование
комплексных соединений белков с дубильными веществами, на
растворимость и химические превращения горьких хмелевых
веществ, на цвет охмеленного сусла, на образование восстанав¬
ливающих веществ (редуктонов) и на изменения некоторых дру¬
гих веществ сусла второстепенного значения. Упариванием полу¬
чают требуемую экстрактивность готового охмеленного сусла.
Выпаривание избыточной воды неизбежно, поскольку объем сус¬
ла увеличивается на воду, необходимую для выщелачивания
дробины.
Стерилизация и инактивирование всех ферментов кипячением
имеет основное значение при дальнейшей переработке охмелен¬
ного сусла брожением.
Стерильность готового охмеленного сусла является необхо¬
димым условием биологической чистоты главного брожения и
дображивания и биологической стойкости готового пива. При
слабокислой реакции и в присутствии антисептических компонен¬
тов хмеля сусло стерилизуется кипячением очень быстро. Чтобы
уничтожить все микроорганизмы, включая стойкие споры бакте¬
19»
рий, достаточно по старым данным (Моррис) сусло кипятить
15 мин.
Приблизительно за то же время кипячением инактивируются
все ферменты. При производстве пива это технологически необ¬
ходимо, так как из практики спиртовой промышленности извест¬
но, что амилазы обладают способностью в присутствии живых
дрожжей расщеплять декстрины до мальтозы. Раньше это объяс¬
нялось присутствием особого вещества в дрожжах, который при¬
дает амилазам способность расщеплять декстрины. Согласно же
новейшему объяснению [1] предполагается взаимодействие ами¬
лаз с дрожжевой а-1,6-амилоглюкозидазой, которая, расщепляя
связи а-1,6, делает доступными для действия амилаз другие
связи. В настоящее время указанный феномен приписывается пре¬
дельной декстриназе, которая расщепляет декстрины при броже¬
нии лучше, чем при затирании, где она ингибируется присутству¬
ющей мальтозой, концентрация которой при брожении снижает¬
ся [2]. В таких условиях декстрины в охмеленном сусле постепен¬
но расщеплялись бы до мальтозы, которая сбраживалась бы.
Точно также под действием активной протеиназы образовалось
бы слишком много ассимилированного азота. Такие условия при
производстве пива не пригодны.
Азотистые вещества
Простейшие белки (протеины), альбумины и глобулины, рас¬
творенные в сусле, при кипячении с хмелем осаждаются (коагу¬
лируются) и образуют так называемый брух. Осаждение и устра¬
нение белков, осажденных при кипячении, должно быть совер¬
шенным, поскольку их остатки могут помешать брожению и
образовать в готовом пиве муть.
Уже указывалось, что осаждение (коагуляция) белков кипя¬
чением протекает в две стадии. Молекулы белков в результате
частичной потери воды (дегидратации) переходят сначала из со¬
стояния лиофильного в лиофобное, т. е. денатурируются. В рас¬
творе (суспензии) их удерживает только электрический заряд.
Денатурацию поддерживает присутствие электролитов. Потом
происходит собственно осаждение (коагуляция), при которой де¬
гидратированные мицеллы образуют хлопья (агломеризуются).
На коагуляцию белков в охмеленном сусле влияют pH и кон¬
центрация сусла, продолжительность и интенсивность кипячения
и присутствующие полифенольные (дубильные) вещества.
Белки во время кипячения лучше всего коагулируют при
pH, соответствующем изоэлектрической точке отдельных белков.
Ячменный альбумин (левкозин) имеет изоэлектрическую точку
при pH 5,75, ячменный глобулин (эдестин) а, р и у при pH 5,0,
4,9 и 5,7. Из разности этих величин вытекает, что все присутст¬
вующие виды белков при кипячении нельзя осаждать в равной
200
степени полно. Тем не менее pH 5,2 считается оптимальным для
образования бруха. При этом pH-кипячение наиболее эффек¬
тивно.
Влияние концентрации сусла на коагуляцию белка проявляет¬
ся при наибольшем содержании осаждаемого азота в разбавлен¬
ном сусле. Следовательно, за одно и то же время кипячения
осаждается относительно больше белков из сусла низшей кон¬
центрации. Поэтому сильно концентрированное сусло следует
кипятить дольше, чем менее концентрированное, если должен
быть обеспечен одинаковый эффект. По Люэрсу [3], коагуляция
белков в концентрированном сусле замедляется при более вы¬
сокой вязкости и наибольшем содержании защитных коллоидов
(декстринов и т. д.). Абсолютное количество бруха в более кон¬
центрированном сусле больше, чем в менее концентрированном.
При длительном кипячении количество бруха обычно возрас¬
тает. В первые 25 мин коагуляция протекает наиболее интенсив¬
но. Кипячение сусла с хмелем в течение 1 ч считается для обра¬
зования бруха оптимальным. Однако в практике кипячение обыч¬
но затягивают, чтобы обеспечить хороший брух у сусла, сварен¬
ного на щелочных и очень мягких водах, бедных электролитами.
Чтобы лучше использовать хмель, на чехословацких заводах сус¬
ло кипятят обычно 2 ч; варка не должна продолжаться менее
1,5 ч, или более 2,5 ч. Слишком продолжительное кипячение не¬
экономично, а также нецелесообразно потому, что часть образо¬
вавшегося бруха может снова раствориться; оно не повышает
стойкости пива и не способствует улучшению его вкуса.
Интенсивность кипячения поддерживает коагуляцию, а на
денатурацию белков не оказывает влияния. Продолжительный
нагрев до температуры, близкой к точке кипения (99—100°С),
не ведет к образованию в сусле бруха, а только мути. Интенсив¬
ность кипячения проявляется в том, что поверхностно-активные
белки собираются на поверхности пузырьков образующегося во¬
дяного пара и при достижении определенной степени концентра¬
ции легче образуют хлопья. Если мицеллы денатурированных
белков удерживаются в суспензии электролитическими зарядами
и действие поверхностного напряжения превышает электроста¬
тическое отталкивание, происходит образование комков и флоку¬
ляция. О влиянии температуры подтверждает тот факт, что при
кипячении сусла с хмелем при высоком давлении у охмеленного
сусла бывает более богатый брух.
На образование бруха при кипячении положительно влияют
также полифенольные вещества, а именно как дубильные веще¬
ства из солодовой оболочки, так и из хмеля. Полифенольные ве¬
щества образуют комплексные соединения не только со сложны¬
ми высокомолекулярными белками, но и с высшими продуктами
ферментативного протеолиза, альбумозами и пептонами. Дубиль¬
ные вещества —это коллоидные вещества с отрицательно заря¬
женными частицами и с дегидратирующими свойствами. Поэтому
201
они реагируют преимущественно с положительно заряженными
азотистыми веществами, дегидратируют их, поддерживают обра¬
зование хлопьев, а следовательно, осаждение.
Технологически имеет значение то, что только окисленное ду¬
бильное вещество хмеля, т. е. флобафен, образует с белками
соединения, нерастворимые при нагреве. Комплексные соедине¬
ния белков с неокисленными дубильными веществами хмеля при
нагреве растворяются и осаждаются только на холоду; в пиве
образуют холодное помутнение.
Неполное осаждение белков может помешать главному бро¬
жению тем, что частицы холодной мути осаждаются на дрожже¬
вых клетках. В их присутствии молодое пиво плохо осветляется,
готовое пиво плохо фильтруется и в нем легко образуется колло¬
идное помутнение.
Количество азота, осажденного при кипячении, соответствует
в среднем 5—6% от всего азота, находящегося в сусле. Отклоне¬
ния могут быть довольно значительные и зависят от объема и
интенсивности кипячения заторов. Хорошо прокипяченное гото¬
вое охмеленное сусло содержит при осветлении 1—3% осажден¬
ного азота.
Технологически необходимое полное осаждение азота могло
бы произойти только при определенном pH. Оптимальный pH
коагуляции, выведенный из изоэлектрических точек разных фрак¬
ций белков, равен 5,2 [2]. При этом pH при кипячении образуется
наиболее богатый брух, сусло менее окрашивается и из него
получается выравненное пиво с приятным горьковатым вкусом.
Хотя это влияние значительно, однако в практике обычным
способом почти никогда нельзя получить охмелённое сусло с та¬
ким низким pH. Приближение pH сусла к оптимальной величине
хотя бы в конце кипячения облегчается тем, что при варке pH на
0,2—0,3 ниже, чем после охлаждения. Однако при обычных усло¬
виях рЙ охмеленного сусла перед концом варки бывает едва
ниже 5,5. Больше снизить pH можно только корректировкой пи¬
воваренной воды или искусственным окислением.
В практике правильность осаждения белков определяют по
бруху сусла. Хороший брух проявляется в опытной пробирке в
виде крупных хлопьев, суспендированных в абсолютно прозрач¬
ном охмеленном сусле.
Хмелевые смолы
Относительно небольшое производственное использование
горьких веществ хмеля при кипячении сусла связано с их низкой
растворимостью и обратным выделением определенной части.
Еще в 1927 г. было обнаружено [4], что гумулон переходит при
кипячении в раствор в виде изомера. Только 20 лет спустя Вер-
цель и Говарт [5] выделили изомер и идентифицировали его как
изогумулон. Рэгби и Бетум [6] установили, что все известные гомо-
202
логи гумулона и лупулона переходят при кипячении хмеля в рас¬
твор в виде соответствующих изосоединений. Наиболее важные—
это изосоединения гумулона и его гомологов, т. е. изогумулон,
изокогумулон, изоадгумулон, иногда изопрегумулон и изопостгу-
мулон, которые придают пиву основную долю горечи. А изолупу-
лон, изоколупулон, изоадлупулон, иногда изопрелупулон и изо-
постлупулон влияют на горечь пива очень незначительно.
Использование хмелевых смол зависит главным образом от
состава горьких кислот и дозируемого количества хмеля, от дос¬
тигнутой степени изомеризации, от обратного выделения изоме¬
ров вместе с брухом, от времени кипячения и его интенсивности
и от pH.
Разница в составе хмелевых смол у хмеля разного происхож¬
дения весьма значительна. Чешский хмель, по Ванчуре [7], харак¬
теризуется высоким содержанием гумулона (80%), а в иност¬
ранных сортах часто преобладает когумулон (от 20 до 50%).
Адгумулону и другим, до сих пор не определенным гомологам,
исследователи уделяли небольшое внимание, так как их общее
содержание в хмеле очень незначительно.
Удалось установить [8], что три основные изосоединения име¬
ют приблизительно одинаковую горечь. Тем не менее при кипя¬
чении хмеля возникает разница в том, что гумулон и гомологи не
обладают одинаковой способностью образовывать изосоединения.
Гумулон изомеризуется при кипячении сусла с хмелем от 35 до
41%, когумулон от 38 до 59%, а адгумулон от 41 до 67% [9]. Со¬
гласно этому гумулон придает относительно меньше горечи, чем
оба другие гомолога. Однако, хотя у чешских сортов хмеля пре¬
обладает гумулон, горечь чешского пива происходит от изогуму-
лона. При переработке хмеля иностранных сортов с преобладаю¬
щим содержанием когумулона пиво содержит главным образом
изокогумулон. Возможно, что качественная разница в составе
исходных а-кислот является одновременно причиной известной
разницы в качестве горечи, которая бывает очень существенной.
Степень изомеризации зависит также от дозы хмеля. Халл [10]
обнаружил половинную изомеризацию при четырехкратной дозе
хмеля. В Бельгии [11] установлено, что выход изомеров снижает¬
ся на 10%, если доза хмеля повышается на 45%.
Причины значительных потерь изосоединений при кипячении
полностью объяснить не удалось. Наибольшие потери возникают
в начале варки. Тролль и сотрудники [12] пытались объяснить их
образованием гумулиновой кислоты, которая является обычно
основным негорьким продуктом, однако ее присутствие в охме¬
ленном сусле не было доказано.
Существенные потери происходят далее в результате осажде¬
ния изосоединений гумулонов вместе с брухом сусла. И хотя они
значительны, однако всегда ниже, чем общие потери.
Изомеризация гумулонов зависит также от продолжительно¬
сти кипячения сусла с хмелем, и повышается сначала быстро,
203
потом медленнее [13]. Умеренно повышенное давление при кипя¬
чении ( температура свыше 100°С) ускоряет изомеризацию, а
высокое снижает. Была установлена оптимальная температура
106°С [9], при которой выход изогумулонов выше на 40%.
Значительное влияние на изомеризацию горьких кислот имеет
также pH среды, при увеличении которого (т. е. сдвиг в щелоч¬
ную область) изомеризация ускоряется. Клоппер [13] установил,
что при сдвиге pH от 5,2 до 5,5 изомеризация возрастает на 25%,
а при дальнейшем сдвиге pH на 5,8 — на 40%. В нормальном
диапазоне pH от 5,1 до 5,3 не были обнаружены заметные раз¬
личия.
Если участие изосоединений гумулона и гомологов изучено
довольно подробно, до сих пор имеются пробелы в сведениях об
участии в процессах остальных компонентов хмеля главным обра¬
зом мягких смол. Имеются данные, что мягкие смолы участвуют
в образовании горечи только на 5—10% [12], а у старого хмеля
эта доля может возрастать до 75% [13].
Интенсивность и качество горечи сусла и пива зависят не
только от исходного состава и степени окисления горьких веществ
в использованном хмеле, а также от других превращений, проте¬
кающих при самом кипячении сусла с хмелем.
На окончательное формирование интенсивности и качества
горечи при варке значительно влияет окисление и изменения pH.
При окислении во время кипячения с доступом воздуха горечь
всегда возрастает, однако пиво приобретает неприятный вкус.
По данным Де Клерка [14], ухудшение вкуса вызвано, вероятно,
окислением не только изогумулонов, но и дубильных веществ.
Следует указать, что до сих пор окончательно не изучено влияние
на вкус изолупулонов, нерастворимой, неизомеризованной фрак¬
ции a-горьких кислот и продуктов их окисления в мягкие, а по¬
том в твердые смолы.
Несмотря на то, что увеличение pH среды ускоряет изомери¬
зацию хмелевых смол практически способ изменения pH трудно
использовать, поскольку искусственно подщелаченное сусло име¬
ет плохой брух, интенсивный цвет и неприятную горечь. Поэтому
пытались выщелачивать хмель в щелочной среде еще до кипя¬
чения сусла с хмелем. Первоначальный метод (Кольбах, Виндиш
и Дитрих, 1922) состоял в том, что хмель варили в 0,05 н. рас¬
творе соды. С тех пор в разных странах было предложено много
технологических и конструктивных решений проведения процес¬
са предварительной изомеризации в щелочной среде, в резуль¬
тате чего возникло несколько модификаций этого процесса, в том
числе и в ЧССР (Салач, 1956), однако эти методы не нашли рас¬
пространения в практике.
Для характеристики горечи сусла и пива Салач и сотрудники
предложили индекс горечи, выражающий отношение горьких
хмелевых веществ, связанных в коллоидах, к веществам, присут¬
ствующим в молекулярной форме.
204
Полифенольные (дубильные) соединения
Полифенольные вещества, из них главным образом хмелевые
дубильные вещества, имеют особое технологическое значение,
вытекающее из их реакции с белками. Известно, что хмелевые
дубильные вещества постепенно окисляются в флобафен, который
является типичным компонентом старого хмеля. С белками при
кипячении хмеля реагируют исходные дубильные вещества и
окисленные (флобафен), однако продукты этих реакций имеют
разные физико-химические свойства. В процессе осаждения
снижается не только содержание белков, но и количество дубиль¬
ных веществ.
Хмелевые дубильные вещества (неокисленные) растворяются
в воде и в сусле при нагреве и без него. С белками, не осажден¬
ными при кипячении, они образуют комплексные соединения, рас¬
творимые при нагреве, которые однако выделяются при охлаж¬
дении сусла. Дубильно-белковые соединения этого типа, в обра¬
зовании которых принимает участие также р-глобулиновая
фракция, являются источником холодного помутнения. При бро¬
жении они выделяются; однако даже при продолжительном добра-
живании и при очень низких температурах холодная муть не
осаждается полностью, в результате определенная часть ее все¬
гда переходит в пиво. В готовом пиве холодное помутнение посте¬
пенно переходит в устойчивую коллоидную муть. Ее интенсив¬
ность возрастает со степенью окисления хмлевых дубильных
веществ. В связи с этим окисление значительно способствует
образованию коллоидного помутнения, которое в практике назы¬
вают просто мутью [15].
Флобафен образует с белками комплексные соединения, нера¬
створимые при нагреве и без него; поэтому при кипячении с хме¬
лем эти комплексные соединения коагулируют и выделяются в
сусле вместе с брухом. В охмеленном сусле из старого хмеля при
охлаждении образуется меньше холодного помутнения, посколь¬
ку большая часть дубильных веществ при старении окислилась в
флобафен.
При кипячении хмеля кроме хмелевых дубильных веществ
проявляются также дубильные вещества из солодовой оболочки.
Их влияние на реакцию осаждения и на органолептические свой¬
ства сусла и пива полностью еще не выяснены. Однако замечен¬
ная структурная разница в строении отдельных полифенольных
веществ оболочки позволяет предполагать отклонение в их пове¬
дении при кипячении с хмелем. Гартонг [15] считает, что хмеле¬
вые дубильные вещества имеют с белками большее сродство, чем
солодовые дубильные вещества. Поэтому они осаждают меньше
белков сусла и, кроме того, неблагоприятно действуют на вкус
пива.
Влияние хмелевых и солодовых дубильных веществ на
коллоидное помутнение пива также изучено еще недостаточно.
205
В связи с этим Де Клерк цитирует опыты Вейя и Мак Фарла-
на [16], которые обнаружили, что поливинилпирролидон (ПВП)
адсорбирует из сусла при нагреве больше мути, чем ее образуется
при охлаждении.-Из этого они делают вывод, что ПВП задержи¬
вает дубильные вещества, связанные с полипептидами, более рас¬
щепленными, чем белки, которые коагулируют при нагреве. С по¬
липептидами присутствующие дубильные вещества совершенно
не соединяются. Тем не менее при кипячении сусла с хмелем со¬
держание свободных дубильных веществ постепенно снижа¬
ется.
Указанные авторы далее обнаружили, что сусло содержит
меньше антоцианогенов, чем пиво, которое получилось из них
при брожении. Поскольку пивоваренные дрожжи не образуют ан¬
тоцианогены, то предполагают, что их освобождает возникаю¬
щий углекислый газ из их соединений с полипептидами.
Цвет
Основной цвет как неохмеленного, так и охмеленного сусла,
определяется цветом перерабатываемого сырья, главным обра¬
зом солода. Кипячение заторов и варка сусла с хмелем всегда
повышают цвет охмеленного сусла. Цветовые вещества образу¬
ются при карамелизации сахаров в результате меланоидиновой
реакции и при окислении полифенольных (дубильных) веществ.
Подкрашивание играет роль не только в цвете пива, которое у
каждого вида должно удерживаться в определенных пределах,
но также в формировании вкуса пива из-за вкусового влияния
образующихся красящих веществ. У светлого пива более силь¬
ная окраска влияет и на зависящее от нее изменение вкуса, а у
темного пива оттенки и интенсивность цвета даже менее важны,
чем вкусовое влияние красящих веществ.
Кроме интенсивности и времени кипячения на окрашивание
влияет также экстрактивность и pH сусла. Более плотное сусло
при кипячении сильнее окрашивается, чем слабое; однако при
этом окрашивание не прямо пропорционально экстрактивности
[17]. Влияние pH существенно. Окрашивание всегда тем сильнее,
чем выше pH [18], т. е. чем ниже кислотность сусла.
Окрашивание за счет карамелизации сахаров может происхо¬
дить также в котлах с прямым обогревом, главным образом в
первых частях заторов, пока они соприкасаются с разогретым,
неприкрытым водой или остатком затора дном. Недостаточное
перемешивание при нагреве густых заторов также может повы¬
сить цвет.
При кипячении в результате реакции сахаров с аминокислота¬
ми кроме продуктов карамелизации сахаров образуются коричне¬
во окрашенные меланоидины. Наряду с небольшим количеством
флавонов, каротиноидов и ксантофилинов меланоидины являют¬
ся основным красящим компонентом солода и пива. Цвет сусла и
206
пива зависит от концентрации меланоидинов и может быть от
золотисто-желтого до темно-красно-коричневого.
Другой причиной окрашивания сусла является окисление по-
лифенольных (дубильных) веществ во флобафен кислородом
воздуха при кипячении сусла с хмелем. Этому окислению не под¬
вергаются вещества, окисленные уже перед кипячением с хмелем.
При повышенном давлении сусло окрашивается сильнее. Од¬
нако не известно, происходит ли повышение цвета в результате
окисления воздухом, который остался в котле над поверхностью
сусла в момент повышения давления, или из-за образования ме¬
ланоидинов при более высокой температуре.
Наконец, цвет сусла независимо от условий кипячения может
повысить сам хмель, особенно плохо сохранившийся и окислен¬
ный, содержащий растворимые твердые смолы и флобафен.
Большое влияние на цвет оказывает время кипячения сусла с
хмелем. Де Кларк и Ван Каувенберг [19] обнаружили следующее
окрашивание, мл 1 н. раствора йода: после 1 ч варки 0,19 (4,25
ЕБК), через 2 ч — 0,33 (5,5 ЕБК) и после 3 ч — 0,43 (7,0 ЕБК).
Редуктоны
Одним из важнейших только в последнее время обнаружен¬
ных эффектов при кипячении сусла с хмелем является образова¬
ние редуцирующих веществ, называемых редуктонами. Значение
веществ этого типа состоит в том, что они быстро связывают
кислород воздуха и тем самым защищают готовое пиво от окис¬
ления. Таким образом не только удлиняется биологическая, но
и небиологическая стойкость пива, которая зависит от образова¬
ния коллоидной мути.
Редуктоны в собственном смысле—это а-альдоны и а-кетоны,
стойкие в эндиоловой (диэноловой) форме и сильно редуцирую¬
щие. В процессе пивоварения участвуют ациредуктоны, способ¬
ные редуцировать в кислой среде. Их редуцирующая способность
обусловлена дегидратацией (окислением) эндиоловой группы в
группу дикарбонильную:
он он о о
По Эулеру [20] редуктон имеет общую формулу С3Н4О3 и это
энол гидроксиметилглиоксаля:
СНаОН-СО-СОН НСОН—СОН—СОН
Гидроксиметил- Редуктон
глиоксаль (энол тартронового диальдегида)
Вещества, содержащие эндиоловую или дикарбонильную
группу, можно считать начальными членами гомологического
207
тартронового ряда (гидроксималонового), в которых возможно
частичное или полное замещение.
Сусло и пиво содержат кроме собственно редуктонов ряд дру¬
гих веществ, способных вызывать такие же изменения окисли¬
тельно-восстановительных систем, как редуктоны; поэтому эти
вещества тоже считаются редуктонами в широком смысле слова.
Это [21]:
а) меланоидины и промежуточные продукты, образовавшие¬
ся при реакции сахаров с аминокислотами главным образом при
сушке солода и при кипячении сусла с хмелем;
б) белки, содержащие сульфгидрильные группы-SH и иногда
продукты их расщепления;
в) полифенольные (дубильные) вещества группы катехинов,
а именно левкоантоцианы (антоцианогены), например левкоци-
анидин и левкоделфинидин. Левкоантоциан имеет следующую
вероятную структуру:
X — может быть Н или сахарный компонент; левкоцианидин
R' и R" это ОН, R"' и X — это Н; левкоделфинидин R', R" и R"'—
это ОН, X — это Н;
г) горькие хмелевые вещества (изогумулоны и неспецифичес¬
кие мягкие смолы).
На практике в качестве редуктона к пиву добавляют (обычно
перед заливкой в транспортные цистерны) /-аскорбиновую кис¬
лоту или cf-изоаскорбиновую кислоту, реже натриевые соли этих
кислот.
Все редуктоны, образующиеся при кипячении с хмелем, име¬
ют в пиве функцию антиокисляющих веществ, которые связыва¬
ют кислород воздуха. Продукты окисления редуктонов в пиве не
портят его вида. Образование их при кипячении неизбежно,
однако учитывая, что продукты окисления редуктонов окрашива¬
ют сусло, необходимо заботиться о том, чтобы концентрация ре¬
дуктонов главным образом, если речь идет о меланоидинах, бы¬
ла технологически удовлетворительная.
Хмелевые эфирные масла
Учитывая то, что хмелевые эфирные масла улетучиваются с
водными парами, сусло, полученное обычным технологическим
путем содержит очень немного хмелевых эфирных масел. Чтобы
пиво сохранило хотя бы слабый хмелевой запах, последнюю до-
208
зу кипятят очень недолго; некоторые пивовары добавляют в кон¬
це кипячения немного хмеля. Однако пиво низового брожения не
должно иметь слишком выразительный хмелевой аромат. Чтобы
он был тонким, для последней дозы отбирают хмель лучшего ка¬
чества.
Старый, плохо сохраняемый хмель, наоборот, следует кипя¬
тить как можно дольше, чтобы продукты окисления с неприят¬
ным запахом сыра улетучивались. По Салачу [22] при окислении
высококипящих фракций хмелевых эфирных масел образуются
продукты смолистого характера, по вкусу напоминающие смоля¬
ной лак.
Результаты научных исследований свидетельствует о том, что
при определенных условиях значительно возрастает влияние
хмелевых масел на качество пива. Де Клерк считает [23], что су¬
ществующий опыт свидетельствует о том, что пиво может иметь
вкус хуже, если эфирные масла не смогут улетучиваться при ки¬
пячении сусла с хмелем. В связи с этим указывается на то, что
хмелевые масла, которые конденсируются в вытяжной трубе
вместе с парами воды, окисляются здесь во влажной и теплой
среде. Если такой конденсат снова стекает в сусло, то вкус пива
может ухудшиться. Это зависит от вида обогрева котла, интен¬
сивности и времени кипячения, от наличия приспособлений для
устранения конденсированной воды из вытяжной трубы суслова¬
рочного котла, а также от доступа воздуха к суслу, который мож¬
но регулировать открыванием или закрыванием люков.
Из указанного вытекает, что хмелевые эфирные масла оказы¬
вают большее влияние на качество пива, чем предполагалось до
сих пор.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Meyer К. Н., Bernfeld P. Helv. Chim. Acta, 25, 1942, 399.
2. De Clerk I. Cours de Brasserie 2 vyd., 1963, 423.
3. Lilers H. Die wissensch. Grundlagen von Malzerei u. Brauerej, 1950, 447.
4. Windisch W., Kolbach P., Schleicher R. Wochenschr. F. Brau., 44, 1927, 453.
5. C. R. Congr. Ind. Ferment., Gand, 1947, 297.
6. Journ. Amer. Chem. Soc., 77, 1955, 2828; Citovano podle 2.
7. Vancura M. Kvasny promysl, 8, 1962, 28.
8. Rigby A. L., Bethume J. L. Proc. A. S. В. C., 1952, 98.
9. cit podle 2, 491.
10. Hall R. D. Congr. E. В. C. Copenhague, 1957, 314.
11. Van Cauwenberge H. Bull. Апс. E. Brass., Louvain, 57, 1961, 45.
12. Meilgaard М., Moldtke A. B., Trolle В. C. R. Congr. E. В. C. Baden-Baden,
1955, 109.
13. Klopper W. J. Wallerst, Lab. Comm, 20, 1957, 109.
14. 1. c. 2, 494.
15. Hartong B. D. Wochenschr. F. Brau, 46, 1928, 543.
16. C. R. Congr. E. В. C., Copenhague, 1957, 299.
17. Kolbach P., Wilharn G. Wochenschr. F. Brau, 66, 1940, 154.
18. Windisch W., Kolbach P. Wochenschr. F. Brau, 44, 1927, 65.
19. De Clerk I., Van Cauwenberge H. Bull Anc, Et. Brass. Louvain, 52, 1956, 61,
125.
20. Euler H. Liebigs Ann. d. Chemie, 73, 1933, 505; citovano podle 2.
8—108
209
21. Mikschik H. Brauwiss., 16, 1963, 49.
22. Salac V. Kvas, 64, 1936, 303.
23. De Clerck J. Brauwiss., 14, 1961, 48.
24. Cufin I., Faktor I. Kcasny promysl, 14, 1968, 254.
25. Silbereisen K., Kruger E., Wagner B. Monatschr. f. Brau., 22, 1969, L
26. Piendl A. Brauwelt, 108, 1968, 418—425.
27. Narziss L., Heissinger H. Brauwiss., 22, 1969, 353—361.
28. Kolbach P., Schilfahrt A. Brauwiss., 19, 1966, 171—174.
29. Wullinger F., Piendl A. Brauwiss., 19, 1966, 187—195.
30. Piendl A. Brauwiss, 21, 1968, 133—143.
31. Lejsek T. Kvasny promysl, 15, 1969, 43.
32. Brauwelt, 108, 1968, 853.
33. Mostek I., Dyr I. Brauwiss., 19, 1966, 358.
34. Mostek I„ Dyr I., Procha I. Sbornik VSCHT, 25, 1969, 23, 39.
35. Karel V. Kvasny promysl, 13, 1967, 3.
36. Karel V. Kvasny promysl, 16, 1970, 74.
СПОСОБЫ ОХМЕЛЕНИЯ СУСЛА
На вкус пива значительное влияние оказывает не только ка¬
чество и количество хмеля, использованного для варки, но также
способ его переработки. Хмель является самым дорогим пивова¬
ренным сырьем, которое, однако, технологически используется
недостаточно. Кроме этого продуктивность хмеля снижается в ре¬
зультате естественного старения в зависимости от условий хра¬
нения. Поэтому кипячение сусла с хмелем с точки зрения качества
и экономики является очень важной производственной опера¬
цией. Это особенно относится к производству светлого пива пиль-
зенского типа, которое при варке сильно охмеляют с целью полу¬
чения пива с выразительным и приятно горьким вкусом.
Определение дозировки хмеля
Дозировка хмеля зависит прежде всего от вида изготавливае¬
мого пива. Светлое пиво обычно охмеляют больше, чем темное,
а крепкое—больше, чем слабое. Причиной этого до определенной
степени является более низкое содержание осаждаемых белков в
слабом сусле, так что при варке хмеля потери горьких веществ
в виде бруха меньше. На интенсивность и качество горечи влия¬
ют проведение варки сусла с хмелем и условия при брожении и
дображивании. Существенное влияние имеет химический состав
производственной воды. Мягкие воды с низким содержанием кар¬
бонатов требуют большей дозы хмеля, горечь такого пива прият¬
нее, тоньше. Пиво же из твердых карбонатных вод отличается
при более низком охмелении резкой и грубой горечью. Наконец,
при охмелении следует учитывать то, что свежий, хорошо сохра¬
нившийся хмель более продуктивен, чем старый. При определе¬
нии дозировки хмеля не в последнюю очередь учитываются тре¬
бования потребителей к горечи отдельных сортов пива.
Раньше в практике дозу хмеля рассчитывали на 1 гл холодно¬
го сусла, позже на 100 кг засыпи, иногда на 1 гл° (Лензе). В нас-
210
тоящее время в ЧССР норму потребления хмеля выражают в
граммах на 1 гл готового пива.
При расчете потребления хмеля Н в кг для любого объема из¬
готавливаемого сусла / в гл следует учитывать объемные потери
V (в %) в варочном отделении и на стадии охлаждения сусла.
Если норма потребления хмеля выражается в q в г на 1 гл гото¬
вого пива, то всю дозу хмеля Н (в кг) на варку высчитывают по
уравнению
В последнее время было рекомендовано (Де Клерк) конт¬
ролировать и регулировать дозировку хмеля по величинам горе¬
чи перерабатываемых видов хмеля, определяемых по формуле
Вельмера а+ — • При использовании этого способа норму за¬
дачи хмеля вычисляют как сумму произведений из весовых коли¬
честв и величин горечи отдельных используемых видов хмеля,
выраженную на 1 гл сусла (или готового пива). Отклонения, вы¬
текающие из различных свойств хмеля в зависимости от вида и
года урожая, выравниваются путем изменения нормы задачи так,
чтобы общая величина горечи оставалась неизменной.
Если например на 1 гл готового пива дозируют всего 240 г
хмеля, из которого 160 г приходится на хмель Жатецкий с вели¬
чиной горечи 6,1 и 80 г на хмель Тршицкий с горечью 5,4, то об¬
щая величина горечи будет
(160 -6,1)+ (80 • 5,4) = 976 + 432 = 1408.
Если бы вместо Тршицкого хмеля использовали, например,
Уштецкий хмель с горечью 5,9, то, чтобы сохранить существую-
432
щую общую величину горечи, достаточно было бы =73 г
5,9
Уштецкого хмеля вместо 80 г Тршицкого хмеля.
Когда обнаружилось, что в образовании горечи пива прини¬
мают участие наряду с общим комплексом мягких смол также
растворимая фракция твердых смол, т. е. б-смол, Ванчура пред¬
ложил [12, 13] определять норму задачи хмеля на варку диффе¬
ренцированно, с учетом этой фракции.
При определении нормы задачи хмеля учитывают содержание
эффективных веществ, представленное суммой содержания мяг¬
ких смол и б-смол. Содержание б-смол определяют из общего со¬
держания твердых смол расчетом по следующим уравнениям:
log У — 0,65402
0,05341
где х — это содержание смол, % от всех смол;
у — содержание твердых смол, % от всех смол (log у берут нз таблицы);
<8* 211
где а — действительное содержание 5-смол, %;
х — содержание 8-смол в % от всех смол (высчитаны по уравнению 1);
СР— содержание всех смол в исходном образце хмеля.
Пример. Пивовар обнаружил, что пиво имеет требуемую горечь при нор¬
ме 30 кг хмеля следующего состава:
Смолы В исходном хмеле, % % от всех смол
Все 14,0 —
Мягкие 12,0 —
Твердые 2,0 14,3
Расчет содержания 6-смол:
logy —0,65402 log 14,3 — 0,65402 _
Jf= 0,05342 = 0,05341 =
1,15534 — 0,65402 0,50132
= 9,38%,
0,05341 0,05341
х ■ СР 9,38 ■ 14,0
2. а = = — — = ,3%.
100 100
Общее содержание эффективных веществ (в%):
Мягкие смолы + 12,0
+ В-Смолы 1,3
Всего 13,3
В этом случае из использованных 30 кг хмеля получено
0,133-30 = 3,99 «4,0 кг эффективных веществ, объем которых пи¬
вовар хочет поддерживать постоянно.
Если хмель из других партий содержал 14,5% эффективных
веществ, то в такой же дозе (30 кг) содержалось бы 0,145-30 =
= 4,35 кг эффективных веществ. Чтобы сохранить такую же го¬
речь пива как в предшествующем случае, норму задачи этого
хмеля следует снизить в отношении -4,0 ■ • Общая норма рас-
4,35
хода хмеля с содержанием 14,5% эффективных веществ будет
0,40
30 - — = 27,56 =» 27,6 кг.
0,435
Производственные испытания подтвердили, что описанный
процесс позволяет хорошо поддерживать неизменную горечь пи¬
ва, которая является предпосылкой устойчиво хорошего качества
пива. Критерием для определения горечи является содержание
изосоединений (изогумулонов) в пиве, определяемое по Клоппе-
ру, или индекс горечи по Салачу.
Этот способ регулировки горечи пива облегчает сохранение
равномерной горечи, и если перерабатывают свежий хмель, то
при использовании хмеля с высшей величиной горечи можно
212
сэкономить его. Однако учитывая то, что на конечную горечь пи¬
ва влияют и другие факторы (производственная вода, интенсив¬
ность и время кипения, влияние окисления, время дображива-
ния), нельзя, учитывая разную степень проявления этих влия¬
ний, использовать общую величину горечи как общепринятую
норму. При неизменных же производственных условиях одного
завода установление нормы величины горечи, как описано выше,
дает удовлетворительные результаты.
Охмеление
Хмель, необходимый для варки, обычно добавляют частями,
в ЧССР, как правило, в исходном виде. С точки зрения более
полного использования хмеля и качества пива важен временной
график охмеления и весовые доли отдельных доз.
Если хмель добавляли дважды, то первую, по массе меньшую
часть, добавляли вначале часто уже к первому суслу, а вторую —
за час до окончания кипячения хмеля с суслом. При обычной до¬
зировке в три приема поступают та^|же, только третью, наимень¬
шую часть добавляют за 30 мин до конца кипячения. Количество
отдельных доз по массе выбирали раньше, как правило, в зави¬
симости от местных традиций и требований к охмелению пива.
В ЧССР старый хмель обычно добавляют сначала, чтобы при
продолжительном кипячении улетучивались вещества с неприят¬
ным запахом (изовалериановая кислота).
Сусло кипятят с хмелем 2 ч. Удлинение варки большей частью
не улучшает вкус пива и может вызвать частичное растворение
образовавшегося бруха. Сокращение варки до времени менее
1—1,5 ч снижает полноту использования хмеля.
Если в пиво переходит только 20% технологически важных
компонентов хмеля, то такое применение хмеля является неэко¬
номичным. В связи с этим большое внимание уделяется вопросам
рационального использования хмеля. В ЧССР классические про¬
цессы охмеления с этих точек зрения оценил Салач [1] и предло¬
жил процесс, который теперь применяется повсеместно.
По Салачу, горькие хмелевые вещества лучше всего исполь¬
зуются в том случае, если хмель добавляют в три приема. В на¬
чале кипячения добавляют только ’Д от общего количества хме¬
ля, поскольку его горькие вещества вместе с коагулированными
белками большей частью переходят в горькую муть. Вторую до¬
зу, соответствующую 7г от общего количества хмеля, добавляют
спустя 30 мин после начала кипения. Эту часть хмеля использу¬
ют наиболее полно; горькие вещества глубоко гидролизуются и
лучше всего перерабатываются. Последнюю часть, соответствую¬
щую снова */4 от всей нормы задачи хмеля, добавляют за 40 мин
до конца варки. Горькие вещества этой части, главным образом
их коллоидную часть, придают пиву приятную горечь и необхо¬
димый аромат. В этом процессе хмель не только лучше исполь¬
213
зуется, но и обеспечивает также уравновешенный состав экстрак¬
та пива и тем самым выравненный его вкус.
Исследование возможности лучшего применения хмеля позд¬
нее было расширено в результате изучения влияния изомериза¬
ции горьких веществ за счет изменения pH, варки под давлением,
а также использования ультразвука [2]. Из проведенных испыта¬
ний вытекало, что при изомеризации можно лучше использовать
горькие вещества даже при снижении задачи хмеля на 20%. При
изомеризации за счет изменения pH лучше всего выщелачивать
хмель в течение 30 мин кипящей водой в экстракторе. Изомери¬
зация горьких веществ кипячением при повышенном давлении
также экономически целесообразна. При этом способе в начале
хмель 30 мин выщелачивают, а затем экстракт выдерживают в
автоклаве в течение 30 мин при 0,5 МПа (5 атм). Такая изоме¬
ризация способствует растворимости горьких веществ и тем са¬
мым кипячение сусла с хмелем сокращается на Vз.
При использовании ультразвука лучшие результаты были
достигнуты при отдельной обработке хмеля ультразвуком в хо¬
лодной воде (20°С) в течение 20 мин. При дальнейшем удлине¬
нии времени обработки ультразвуком растворимость горьких
веществ не возрастает. При температуре 5°С больше всего горь¬
ких веществ было обнаружено спустя 15 мин обработки ультра¬
звуком, при удлинении этого времени их объем умеренно сни¬
жался. При обработке хмеля ультразвуком прямо в котле изме¬
нялся также состав белков в сусле, а это в свою очередь повлияло
на связь горьких хмелевых и дубильных веществ. Брух сусла
был богаче и грубее, содержание общего азота и высших фрак¬
ций белков снизилось. В связи с этим увеличивались потери горь¬
ких веществ и позже уменьшалось также содержание дубильных
веществ.
Кипячение сусла
В практике важно, чтобы охмеленное сусло было надлежа¬
щим образом прокипячено, поскольку известно, что пиво из хоро¬
шо прокипяченного сусла лучше на вкус и более стойко. Практи¬
ческим признаком хорошего кипячения является грубый и бога¬
тый брух в сусле удовлетворительного цвета с сильным блеском.
Брух образуется преимущественно в результате коагуляции азо¬
тистых соединений, т. е. физико-химических процессов, течение
которых поддерживает интенсивное кипячение, сопровождаемое
образованием большого количества пузырьков водяных паров.
На их большой поверхности белки концентрируются адсорбцией
и это поддерживает реакцию осаждения. В практике интенсив¬
ность кипячения определяют по количеству воды, испарившейся
из котла в течение 1 ч.
Старые варочные котлы, как правило, были объемом не боль¬
ше 100 гл и обогревались прямым огнем. Пузырьков водяных па-
214
ров в этих котлах образовывалось очень много, они быстро и
почти в непрерывном потоке поднимались со дна к поверхности,
где вспенивали сусло так быстро, что пена лопалась как гейзеры
над поверхностью. Интенсивность кипячения поддерживал не
только тепловой подогрев и сильное перемешивание сусла за
счет течения, вызванного неравномерным обогревом дна котла
при прямом обогреве. Испарение в этих котлах по часам колеба¬
лось около 10% при используемой глубине котла от 1 до 1,3 м.
С увеличением объема и глубины варочных котлов и главным
образом с переходом к паровому обогреву интенсивность кипяче¬
ния существенно снизилась. По сравнению с кипячением в кот¬
лах, обогреваемых прямым огнем, она уменьшилась из-за недос¬
таточного перемешивания кипящего сусла. В связи с этим котлы
такого типа имели меньшее испарение. Чтобы повысить его, ва¬
рочные котлы снабжали дополнительными нагревательными
элементами. Однако существенного улучшения добивались толь¬
ко тогда, когда одновременно повышали и интенсивность кипяче¬
ния. Позже удалось обеспечить сильное перемешивание сусла
также и в котлах, обогреваемых паром путем изменения формы
дна, иногда и формы всего котла. В настоящее время можно ут¬
верждать, что в современных котлах с конструкцией дна, обеспе¬
чивающей хорошую конвекцию, сусло кипятится и без дополни¬
тельных нагревательных элементов также хорошо, как в котлах с
прямым обогревом. Тем не менее, например в США, до сих пор
широко применяют дополнительные нагревательные элементы,
так называемые перколяторы. При интенсивном кипячении в
обогреваемых паром варочных котлах старой конструкции за 1 ч
выпаривается не менее 5%, а в новых — 8—12%-
Варочные котлы должны иметь правильно рассчитанную вы¬
тяжную трубу, поскольку быстрый отвод водяных паров повыша¬
ет интенсивность кипения. Важна также глубина варочного кот¬
ла. В литературе указывается, что высокое гидростатическое
давление у дна глубоких варочных котлов повышает окрашива¬
ние сусла, однако одновременно улучшает брух. Колебание точ¬
ки кипения сусла в зависимости от барометрического давления
на заводах ЧССР не имеет большого значения. По Де Клерку, на
пивоваренных заводах, расположенных высоко над уровнем мо¬
ря, хороший брух сусла может быть обеспечен кипячением при
умеренно повышенном давлении.
При кипячении сусла с хмелем перемешивание его за счет
конвекционных потоков, сопровождающих интенсивное кипение,
проявляется также в механическом воздействии на выщелачива¬
ние хмеля, т. е. на изомеризацию горьких веществ и в дальней¬
шем на осаждение белков (образование бруха).
За границей сусло иногда кипятят с хмелем при повышенном
давлении. Сначала работали при давлении 0,2 МПа (2 атм), что
обеспечивало температуру от 105 до 107°С. В настоящее время
по Якубу, чаще используют низкое избыточное давление 0,02 МПа
215
(0,2 атм). Понятно, что более высокое давление способствует ко¬
агуляции белков, однако при этом часто не достигают предпола¬
гаемых результатов. Люерс приводит данные о том, что сусло
интенсивно кипит только короткий промежуток времени до того,
как в котле возникает требуемое давление. После этого интен¬
сивное кипение переходит в спокойное при ограниченном коли¬
честве пузырьков водяного пара, о значении поверхностного дей¬
ствия которых указывалось выше. Поэтому выгоднее работать с
низким избыточным давлением, которое действует кратковремен¬
но (от 15 до 30 мин).
В настоящее время по практическим соображениям для обог¬
рева варочных котлов используют преимущественно пар. Обслу¬
живание парового обогрева легче, им можно управлять на рас¬
стоянии и применять программное управление. Однако за грани¬
цей распространен и способ обогрева прямым огнем — газом или
жидким топливом. Метод обогрева перегретой водой под давле¬
нием Steincker не нашел широкого применения.
В качестве материала для изготовления варочных котлов ис¬
пользуют, как правило, медь. В стальных котлах нагревательная
система изготавливается из меди. Де Клерк [3] доказал возмож¬
ность медленного растворения меди в сусле, вредное влияние ко¬
торой на коллоидную стабильность пастеризованного пива из¬
вестно. В неблагоприятных случаях это проявляется в том, что
большая часть меди снова осаждается и задерживается коллоид¬
ной мутью и на дрожжах. Оставшиеся ионы меди ухудшают ста¬
бильность пива гораздо сильнее, чем ионы железа.
В практике в варочном котле температуру 70—75°С поддер¬
живают вплоть до окончания сбора промывных труб, чтобы до-
осахаривались незначительные количества крахмального клей¬
стера, вымытые из дробины при фильтрации, за счет использова¬
ния промывной воды более теплой, чем 78°С. Чтобы сэкономить
время, сусло (первое) иногда нагревают до кипения уже при сбо¬
ре промывной воды. При этом становится невозможным дооса-
харивание, однако устраняется воздух и предотвращается окис¬
ление сусла при температуре ниже точки кипения.
При нагреве сусла до кипения следует постоянно перемеши¬
вать его; когда будет достигнуто кипение и сильное течение сус¬
ла, мешалку выключают. Обычно перемешивание уменьшает
опасность перекипания, которое наиболее вероятно в начале ки¬
пения.
НЕПРЕРЫВНЫЙ СПОСОБ
ПРОИЗВОДСТВА ОХМЕЛЕННОГО
СУСЛА
Прогресс в этой области непрерывного производства сусла,
который должен был бы предшествовать переводу на непрерыв¬
ный процесс всего производства пива, пока невелик. Причиной
216
этого являются, с одной стороны, трудности, связанные с реше¬
нием этой задачи, с другой, — то, что современные варочные аг¬
регаты высокомеханизированы и частично автоматизированы,
ручной труд ограничен наблюдением за работой оборудования.
Поэтому с экономической точки зрения существенных выгод от
непрерывного производства сусла не ожидается. Бесспорным
преимуществом классического варочного процесса является то,
что он позволяет легко поддерживать и изменять условия фер¬
ментативных реакций, особенно при изменении качества сырья.
Состав сусла, полученного непрерывным способом, не должен
отличаться от состава сусла, изготовленного из такого же сырья
периодическим способом.
Классический процесс может быть разделен на три стадии:
растворение экстрактивных веществ и осахаривание кра¬
хмала;
отделение сусла от дробины и выщелачивание ее;
кипячение сусла с хмелем.
Невозможно перечислить все факторы, от которых зависят
эти процессы, и, тем более при непрерывном способе. Поэтому
некоторые исследователи занимаются решением только частич¬
ных проблем: непрерывное затирание, непрерывное кипячение
сусла с хмелем и т. д.
Наиболее далеко продвинулись опыты, начатые после второй
мировой войны в Англии, а позже в Канаде. В обоих государст¬
вах принят инфузионный способ получения сусла, который легче
приспособить к непрерывному производству, чем декокционный.
Проблемы непрерывного производства были решены прежде все¬
го в институте пивоварения в Нутфильде (Англия), где исследо¬
ватели Давис и Поллок разработали аппаратуру для непрерыв¬
ного затирания и фильтрации сусла [4]. Позже по предложению
Поллока [5] это оборудование было заменено на заторное и филь¬
трационное устройство в кругообразном чане с вращающимися,
веерообразно расположенными секциями. Одновременно на за¬
воде APV (Aluminium Plant Vesselco) был разработан непрерыв¬
ный способ варки сусла с хмелем [4], оба эти устройства после
определенного усовершенствования были использованы в непре¬
рывном варочном агрегате, описанном выше.
В США Малей [6] предложил линию для непрерывного произ¬
водства пива, основной частью которой является устройство для
непрерывного производства охмеленного сусла. Заторное и филь¬
трационное оборудование состоит из двух расположенных одна
над другой узких ванн общей длиной 8,25 м и шириной 0,63 м.
Через ванны проходит ленточный транспортер, который на опре¬
деленных участках работает как фильтрационное сито. В верхней
ванне происходит затирание и фильтрация, а в нижней — выще¬
лачивание. Солод перемешивается с определенной частью воды
(налив) и пропускается вместе с ней через дробилку. Раздроб¬
ленный солод образует густой затор, который поступает на лен¬
217
точный транспортер в верхней ванне и перемещается со скоро¬
стью 4,2 см/мин через участок затирания, где постепенно нагре¬
вается с помощью обогревателей. Для лучшего выравнивания
температуры затор перемешивается лопастным механизмом.
Затем нагревание на определенном участке приостанавлива¬
ют и выдерживают, после чего температуру повышают до темпе¬
ратуры осахаривания, при которой затор проходит через участок
покоя, где дробина медленно осаждается на ленточный транспор¬
тер. Между транспортером и дном ванны на участке затирания
имеется зазор 3 мм, в фильтрационном и выщелачивающем —
25 мм. Фильтрационные и выщелачивающие участки разделены
на четыре секции так, чтобы на первых участках мутные фрак¬
ции могли откачиваться обратно, а в последующих — прозрачные
стягиваться. Сусло стягивается сверху и снизу. Прозрачное сусло
и промывание воды соединяются и непрерывно стекают в прием¬
ник и далее в котел. На последнем участке нижней ванны выще¬
лоченная дробина выгружается и транспортер перед входом в
верхнюю ванну автоматически очищается.
Кипячение сусла с хмелем проводится в горизонтальном ци¬
линдрическом резервуаре с хорошо изолированной рубашкой.
Обогревающая поверхность расположена по всей длине резер¬
вуара и достигает половины его высоты. Через центр резервуара
проходит вал с лопатками и щетками, которые, с одной стороны,
приводят сусло в винтообразное движение, с другой — очищают
стены. Резервуар разделен на четыре отделения: в верхней части
перегородок имеются отверстия, через которые сусло с хмелем
может проходить в следующее отделение. Ударное действие
пластин лопаток препятствует возвращению сусла. В первом от¬
делении сусло доводится до кипения и кипятится без хмеля, во
втором и последующих отделениях автоматически добавляется
хмель обычными дозами. После окончания кипячения (2 ч) сусло
и хмель из варочного резервуара, после отделения в экстракторе
или хмелевом фильтре, который задерживает также и коагулян¬
ты, медленно протекает через охлаждающее устройство. Произ¬
водительность опытной установки в зависимости от необходи¬
мой плотности сусла колеблется от 6 до 12 гл сусла в 1 ч и, по
литературным данным, может быть увеличена за счет увеличения
ширины ванн при той же длине. У этого способа производства
представляет интерес непрерывная транспортировка затора и
дробины на ленточном транспортере и непрерывное движение
сусла в варочном резервуаре (сусловарочном котле).
В пивоваренном институте в Вальдкирхене (ФРГ) Рейгер
проводил опыты по непрерывному затиранию и фильтрации по
способу B-I-W (Brauerei — Institut Waldxirch) [7]. При этом ис¬
пользуется дробленый солод тонкого помола и применяется ин-
фузионный способ так же, как конвенционный метод при анали¬
зе солода. Затирание и осахаривание проводится в системе четы¬
рех сосудов и дробина отделяется в вакуумном фильтре. Опыт¬
218
ное оборудование имеет производительность 4,5 гл сусла в 1 ч.
Опыты, проводившиеся с вакуумными фильтрами в других ин¬
ститутах, до сих пор не дали хороших результатов.
В СССР еще в 1957 г. было разработано оборудование для
непрерывного производства сусла по проекту Е. А. Вовка. Более
подробно оно описано в Kvasnem prumvslu [4]; основными эле¬
ментами этой установки является смеситель, осахариватель и
проточный сусловарочный резервуар. Хмель добавляется в
сусловарочный резервуар измельченным; для отделения дробины
используют центрифугу с экстракцией дробины. Для
отделения вываренного хмеля, а также для осветления сусла и
промывных вод — сепаратор. Оборудование использовали для ис¬
пытаний в полузаводском масштабе. Это оборудование работа¬
ло удовлетворительно и согласно сообщениям в принятой схе¬
ме существенных изменений не было проведено.
В последнее время схему непрерывного производства сусла
разработал М. Д. Джамалов [8]. По этой схеме оболочка перера¬
батывается отдельно. По имеющимся данным, при этом способе
производства в засыпе могут быть увеличены доли несоложеного
ячменя. До сих пор не было опубликовано подробных данных об
используемом оборудовании.
В ЧССР опыты по непрерывному декокционному затиранию в
системе соединенных сосудов проводят Дир и Моштек [9]. Форма
и объем сосудов рассчитаны так, чтобы были достигнуты эффек¬
тивные проточные объемы. Часть густого затора и сусла кипя¬
тят в отдельных сосудах. Дир и Моштек изучают изменения сос¬
тава заторов и сусла, главным образом сахаров и азотистых ве¬
ществ. Результаты сравнивают с величинами, полученными при
классическом способе, и выясняют возможности практического
использования.
В Исследовательском институте пивоварения в Праге также
проводятся опыты по непрерывному производству сусла. По про¬
екту Карла отварку и позднее заторы кипятят, чтобы в проточ¬
ной среде быстро расщеплялись и растворялись экстрактивные
вещества. В настоящее время в Англии на четырех заводах ра¬
ботают полузаводские непрерывные варочные отделения произво¬
дительностью 8 гл сусла в 1 ч. Теоретически в каждом варочном
отделении можно было бы изготовить около 73 000 гл 12%-ного
сусла в год. Затирание ведут по способу, разработанному сов¬
местно Научно-исследовательским институтом в Нутфельде и за¬
водом APV. Для кипячения сусла с хмелем используют непре¬
рывный способ APV, а в целой системе применяют также проек¬
ты пивоваренных заводов A. Guinnes и Courage — Barclay — Si-
monds Ltd. (Лондон). На рис. 44 изображена схема компоновки
оборудования по проекту завода APV.
Очищенный солод и подготовленные заменители его поступа¬
ют в бункера 1, из которых автоматически отбираются. Солод
проходит через дозатор 2 и попадает в двухвальцовую дробил-
219
ку 3, и далее в заторное
устройство 4. Заменители
(дробленый рис или куку¬
руза) проходят через объ¬
емный дозатор 5 и попада¬
ют прямо в заторное уст¬
ройство 4, соединенное с
насосом. В заторное уст¬
ройство подается вода;
температура и объем ее
регулируются автоматиче¬
ски. Затор перекачивается
в конвентор 6 насосом, ко¬
торый вводит в него точно
определенную дозу.
Конвентор представля¬
ет собой систему трубок,
погруженных в водяную
баню; в них затор медлен¬
но нагревается и постепен¬
но осахаривается. После
этого осахаренный затор
проходит через специаль¬
ный обогреватель 7, в кото¬
ром нагревается до темпе¬
ратуры, необходимой для
быстрой фильтрации, и по¬
ступает в ротационный
фильтр 8. Это кругообраз¬
ный сосуд, разделенный вну¬
три на 10 самостоятельных
секций, расположенных ве¬
ерообразно, и вращающихся
по кругу; они имеют дно с
фильтрационными отверсти¬
ями, сусло в них отфильтро¬
вывается, а дробина выще¬
лачивается в противотоке.
Жидкие промывные воды из
последней секции проходят
через невыщелоченную дро¬
бину в предыдущих секци¬
ях. Выщелоченная дробина
из последней секции автома¬
тически выгружается на
шнековый транспортер.
220
Первое сусло и промывные воды собираются в приемнике 9,
из которого насосом перекачиваются в полунепрерывную сусло¬
варочную систему. Она состоит из бункера хмеля, соединенного с
дозатором 10, и двух горизонтальных цилиндрических резервуа¬
ров 11, в которых проводится кипячение сусла с хмелем. Сусло¬
варочные резервуары в нижней части снабжены обогревательной
■системой. Заполняются они попеременно; когда первый резер¬
вуар наполнен, содержимое нагревается до кипения, добавляется
хмель и проводится кипячение сусла с хмелем. Между тем запол¬
няется второй варочный резервуар. После кипячения сусла с хме¬
лем прокипяченное сусло спускается в хмелеотделитель 12, в ко¬
тором оно отделяется от хмеля и выщелачивается хмелевая дро¬
бина. Охмеленное сусло перекачивается в следующий прием¬
ник 13. Экстрапар из обоих варочных резервуаров поступает в
конденсаторы 14 и используется для нагрева производственной
воды. Из приемника 13 сусло перекачивается в прибор 15,
в котором автоматически корректируется плотность путем
добавки кипяченой воды с учетом установленного объема экс¬
тракта.
В Англии готовое сусло дополнительно проходит через изме¬
рительную систему 16, в которой определяется объем, темпера¬
тура и плотность сусла.
Готовое сусло собирается в приемнике 17, из которого непре¬
рывно перекачивается через два теплообменника 18 и охлажден¬
ным поступает в бродильные чаны.
Управление перекачиванием продукта, регулирование темпе¬
ратуры и большая часть всех других операций осуществляется
централизованно с пульта.
Контрольные и регистрирующие приборы находятся на щите
управления.
Поверхности, соприкасающиеся с продуктом, изготовлены из
нержавеющей стали. В решении сложных узлов установки, в час¬
ти управления, регистрации и измерения параметров процесса
принимали участие несколько специализированных английских
■фирм.
Как видно из описания, сусловарочное устройство не работает
полностью непрерывным способом, однако из последнего прием¬
ника сусло вытекает непрерывно и постоянно в одном и том же
количестве.
Введением за конвентором дополнительного элемента можно
отделить часть затора и после кипячения снова вернуть его в
конвентор. Таким образом можно приблизить процесс к декокци-
онному процессу.
При проведении сравнительных анализов в опытах по непре¬
рывному производству сусла, полученного классическим спосо¬
бом, не были отмечены существенные изменения в химическом
•составе сусла.
221
НЕПРЕРЫВНЫЙ СПОСОБ УСКОРЕННОЙ
ФИЛЬТРАЦИИ ЗАТОРА ПО СИСТЕМЕ ПАБЛО
В этом способе используется принцип, известный из других
отраслей промышленности, который заключается в том, что сусло
отделяется от дробины центрифугированием в непрерывном мно¬
гоступенчатом процессе. Дробина выщелачивается на первых ста¬
диях в противотоке суслом низкой концентрации, а водой промы¬
вается только на последнем этапе. В отличие от фильтрации б
Суш—ф.
Низкопроцентное
сусло
Рис. 45. Схема разделитель¬
ного процесса на ситовом
барабане.
обычном фильтрацион¬
ном чане здесь нет раз¬
ницы между первым
суслом и промывными
водами, только концен¬
трация сусла устанав¬
ливается так, что из
фильтрационной бата¬
реи для дальнейшей
переработки выходит
сусло требуемой ко¬
нечной концентрации.
Существенной ча¬
стью непрерывно рабо¬
тающей фильтрацион¬
ной батареи является специальный экстрактор, в котором нахо-
дится вращающийся конический ситовой барабан.
В настоящее время выпускают экстракторы с часовой произ¬
водительностью 100, 170 и 250 гл сусла в день и более.
На рис. 45 изображена схема разделительного процесса на
ситовом барабане [14, 15]. Осахаренный затор подводится через
отверстие М и втекает во вращающийся конический ситовой ба-
222
Рис. 46. Разрез экстрактора:
1— подача затора; 2— впускной бак; 3 — впускной!
патрубок; 4 — распределитель затора; 5 — перфо¬
рированный барабан; 6 — цилиндрический кожух;
7 — разделительная перегородка; 8 — распредели¬
тельные трубки; 9 — трубки; 10 — разбрызгиваю¬
щие форсунки; И — вал; 12 — затрубное простран¬
ство; 13 — выпуск сусла; 14 — выпуск разбавлен¬
ного сусла; 15 — внутреннее пространство, 16 —
футмср.
рабан. Через форсунки D в противотоке подается сусло низкой
концентрации. Тем самым тормозится сдвиг дробины, которая
интенсивно выщелачивается. Жидкость отделяется с помощью
центробежной силы и выщелоченная дробина выводится из экст¬
рактора со стороны, противоположной входному отверстию.
На рис. 46 представлен экстрактор в разрезе. На этом рисун¬
ке видно, что в центре ситового барабана проходит вал, изготов¬
ленный как двойной полый вал, на который насажен форсуноч¬
ный барабан. К форсуночному барабану прикреплены трубки
■с форсунками на концах.
В центре кожуха, в который заключен ситчатый барабан, рас¬
положено перпендикулярное кольцо разделительной стенки, пол¬
ностью отделяющее две первые камеры фильтра. Каждая каме¬
ра имеет свой собственный сток. Конический ситовой барабан
прикрывает первую и вторую камеру и выходит в камеру для
дробины. Вал имеет сдвоенные, взаимно разделенные каналы
для жидкости. Форсуночный барабан вращается с другой часто¬
той, чем ситовой барабан.
Компоновка и функции оборудования
На рис. 47 изображена схема фильтрационного устройства
Пабло. Слева вверху виден заторный котел, соединенный трубо¬
проводом с входным патрубком экстрактора I. На рисунке схе¬
матически изображены I и II экстракторы.
Под каждым экстрактором расположены два приемника для
стекающего сусла из каждой камеры. Из каждого приемника
поступающее сусло откачивается насосом. Кроме того, под экс¬
трактором / размещена емкость с мешалкой 6, куда из него по¬
ступает частично выщелоченная дробина. Дробина в этой ем¬
кости перемешивается с водой и шнековым насосом перекачи¬
вается на вторичное выщелачивание к входному патрубку экс¬
трактора II. Под экстрактором II расположен или шнековый
«ли ленточный транспортер 12, которым выщелоченная полно¬
стью дробина удаляется из экстрактора.
На рисунке слева внизу два сепаратора для осветления сус¬
ла. Сусло, вытекающее из первой камеры (I стадия фильтра¬
ции) экстрактора I, направляется к одной из центрифуг, чтобы
■освободиться от мути. Из сепаратора осветленное сусло посту¬
пает на кипячение с хмелем в проточно работающий суслова¬
рочный котел.
Муть, отделенная на первом сепараторе, попадает в отдель¬
ный резервуар с мешалкой, куда добавляется определенное ко¬
личество воды. Эта смесь перекачивается во второй сепаратор.
Отделенная жидкость поступает в емкость для сусла 4, а оста¬
ток направляется в отходы.
Экстрактор II работает следующим образом.
Частично выщелоченный затор подается шнековым насосом
но входной патрубок экстрактора II, попадает в ситовой барабан
223
(III стадия), где орошается и выщелачивается суслом низкой кон¬
центрации. Выщелоченная суслом низкой концентрации дроби¬
на затем поступает на IV стадию, где остатки экстрактивных
веществ выщелачиваются чистой водой. Центрифугированный
сток собирается в емкость для разбавленного сусла, а дробина
попадает на ленточный транспортер и выгружается из устрой¬
ства. Промывные воды из емкости для разбавленного сусла пе¬
рекачиваются через двойной полый вал в экстрактор II (III
Рис. 47. Схема фильтрационного устройства Пабло:
/ — заторный котел; 2 — емкость для затора; 3— фильтрационная центрифуга; 4 — емкость
для сусла; 5 — камера с разбавленным суслом; 6—дробина; 7 — вода; 8 — сепаратор; 9 —
приемник для взвесей; /0— сепаратор для взвесей; JJ — сусловарочный котел; 12— транс¬
портер дробины; 13 — сборник взвесей.
стадия), где находящийся в ней затор выщелачивается и тем
самым отфильтрованная жидкость, обогащенная экстрактив¬
ными веществами, вместе с промывными водами направляется
в экстрактор / (II стадия) и встречается со слоем дробины, ко¬
торая перемещается по экстрактору / из первой стадии во вто¬
рую. После выщелачивания дробины отделенная жидкость, до¬
полнительно обогащенная экстрактом, поступает в емкость для
затора 2 и оттуда снова через двойной полый вал в экстрактор I
(I стадия).
На I стадии из затора сначала отделяется сусло высокой кон¬
центрации, а потом дробина выщелачивается суслом низкой кон¬
центрации из II стадии. Сусло высокой концентрации стекает
224
вместе с суслом низкой концентрации из I стадии в емкость для
сусла и потом в первый сепаратор. Сусло, вытекающее из филь¬
трационной батареи, еще содержит тонкие частицы мути, кото¬
рые проходят через сито барабана (отверстия 50 мкм), и поэто¬
му мутнее, чем сусло при обычном процессе. При дальнейшем
центрифугировании обеспечивается требуемая прозрачность сус¬
ла, и оно содержит от 1,1 до 1,2 г/л мути.
Дробина из I стадии смещается по ситовому барабану далее-
на II стадию, где снова выщелачивается, как уже было сказано,
суслом низкой концентрации из III стадии. Следовательно, про¬
цесс, почти непрерывный. Можно работать с заранее определен¬
ным объемом и низкой концентрацией сусла из II стадии; конеч¬
ную концентрацию сусла можно установить на требуемую вели¬
чину и сохранять постоянной. Конечная концентрация удержива¬
ется постоянной от начала фильтрации до тех пор, пока предна¬
меренно не нарушится непрерывность процесса. Если подача за¬
тора остановится, то все сусло низкой концентрации в отдельных
стадиях стекает до тех пор, пока устройство не опорожнится.
После окончания фильтрации через трубки по всей аппарату¬
ре прокачивается горячая вода, иногда с добавлением моющего-
средства, пока аппаратура не станет чистой.
На опытной установке только с двухступенчатым экстракто¬
ром можно получить выход 72—73% экстракта. Предполагается,
что на полном четырехступенчатом оборудовании выход экстрак¬
та будет соответствовать выходу экстракта, получаемого на со¬
временном периодическом варочном оборудовании. Количество
антоцианогенов и дубильных веществ, содержащихся в пиве, по¬
лученном описанным способом, ниже, чем в пиве, полученном при
обычном разделении затора на фильтр-чане.
При производительности аппарата 100 гл/ч сусла требуется
всего 25—30 м2 площади. Экстракторы в случае необходимости
можно разместить рядом, один под другим или один за другим и
даже в двух отдельных помещениях; они должны быть соединены
соответствующими трубопроводами.
При работе с дробленым солодом лабораторного помола до¬
статочно одной щаровой мельницы. Процесс фильтрации не за¬
висит от механического состава дробленого солода, но тонкий по¬
мол позволяет сократить затирание не менее чем на 50%. Соло¬
да, богатые ферментами, можно затирать 45 мин, что позволяет
экономить энергию.
По сравнению со временем фильтрации в чане собственна
время фильтрации сокращается на 75%. Нет необходимости вы¬
гружать дробину, поскольку она отводится непрерывно. Сусло
тоже вытекает непрерывно и с требуемой конечной концентра¬
цией от начала до конца фильтрации. Контроль за выщелачива¬
нием непрерывный и обеспечивает тщательное выщелачивание
дробины. Нет трудностей, связанных с переработкой неотлежав-
шегося солода, а также возможных ошибок при фильтрации на
225.
«обычных фильтрах. Кроме того, при этом способе возможна пере¬
работка заменителей солода.
Время кипячения сусла сокращается благодаря тому, что нет
«еобходимости испарять его до требуемой концентрации, так как
оно поступает в котел уже заданной концентрации.
Нет необходимости в ручной чистке фильтрационного чана,
поскольку в данном случае машины только споласкивают горя¬
чей водой.
При применении этого способа фильтрации заторов возможен
переход на непрерывное кипячение и увеличение за счет этого
производительности варочного отделения без расширения площа¬
дей его.
Концентраты охмеленного сусла
В Канаде и США испытываются разные способы концентра¬
ции сусла, с одной стороны, для того, чтобы лучше использовать
мощность варочного отделения в зимние месяцы, с другой — для
снабжения суслом нескольких малых пивоваренных заводов из
одного варочного центра. Канадские пивовары (Canadian Brewe¬
ries Ltd. Toronto) разработали способ под названием Conbrew,
по которому можно получить сусло 60—80%-ной концентрации,
причем при обратном разбавлении сусла качество его нисколько
не изменяется. При этом способе горячее сусло без хмеля прохо¬
дит через систему пластинчатых испарителей (APV), в кото¬
рых при температурах ниже, чем температуры кипячения хмеля,
■испаряется вода и сусло в две или три стадии загущается до тре¬
буемой концентрации. В этом состоянии сусло имеет достаточную
-стойкость и может транспортироваться на большие расстояния.
На месте назначения концентрат разбавляется, стерилизуется и
охлаждается в пластинчатом теплообменнике, сбраживается и
перерабатывается обычным способом.
Согласно сообщениям в литературе [11], использование кон¬
центрата сусла обосновано главным образом в тропиках и там,
где устройство варочного отделения нецелесообразно.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Salac V., Kotrla-Hapalova М., Vancura М. Kvasmj prumysl, 1, 1955, 155.
2. Salac V., Vancura H,, Bednar I. Branwiss, 12, 1959, 58, 87.
3. De Clerck I„ Brudzinski A. Bull. Nc. Et. Brasserie Lonvain, 55, 1959, 137.
4. Kontinualui postupy v privovare; ref. Kvasmj prumysl, 5, 1959, 227.
5. Pollock I. R. A. ref. Brauwiss, 14, 1961, 403.
6. O’Malley W. P. Tageszeitung f. Brauerei, 59, 1962, 206.
7. Reiter F. Brauwelt, 102, 1962, 449, 614.
8. Dzamalov M. D. Brauwelt, 104, 1964, 62.
9. Dyr I., Mo§tek J. Kasmj prumysl, 9, 1963, 137.
10. Das Sudhaus fur kontinuirliches Maischen und Wurzekochen, System APV:
Tageszeitung f. Brauerei, 59, 1962, 103.
226
11. Papadopoulos A. Brewers Digest, 1964, 24.
12. Vancura M. Zaver, zprava, VUPS. Praha, ev. c. Ob. 2/1.
13. Vancura M. Kvasmj prumysl, 15, 1969, 175.
14. Harsanyi E. Brauwelt 108, 1968, 842.
15. Lejsek T. Kvasmj prumysl, 15, 1969, 43.
ИСПОЛЬЗОВАНИЕ ХМЕЛЯ
Из общего количества задаваемых горьких хмелевых веществ;
в готовом пиве остается только около 20%. Почти такая же доля
при варке вообще не переходит в раствор и значительная часть-
теряется в последующих производственных процессах, главным
образом при охлаждении сусла и при главном брожении и добра-
живании. С точки зрения качества пива нет необходимости, что¬
бы в него перешло больше горьких веществ, чем это нужно по-
вкусовым и технологическим требованиям. Однако попытки по¬
лучить из хмеля больше ценных веществ, чем удается получить
их при нормальной варке, оправданы с экономической точки
зрения.
Уже в конце прошлого столетия использовали машину, с по¬
мощью которой прилистники отделяли от стерженька и стебель¬
ков. Хмель несколько лучше выщелачивался, однако мелкие ча¬
стицы хмеля попадали в отстойные чаны и увеличивали долкх
горькой мути и потери экстракта; вкус пива был более резким.
Такие машины применялись и на некоторых пивоваренных за¬
водах ЧССР. Кроме того, испытывалось дробление хмеля на мо¬
лотковых мельницах как в сухом, так и во влажном состоянии в.
водной среде. При дроблении в сухом виде хмель в мельнице на¬
гревался и тем самым ухудшалось его качество.
Измельченный хмель используют также при способе примене¬
ния его по Гессбергу. После окончания сусла с хмелем его отка¬
чивают одновременно с суслом в отстойные чаны, и после осаж¬
дения удаляют вместе с отстоем и используют для затирания
следующей варки. Вместе с дробленым солодом он проходит че¬
рез процесс затирания и удаляется вместе с дробиной.
Современными препаратами этого типа являются хмелевой
порошок и обогащенный хмелевой порошок, о которых уже го¬
ворилось выше.
Для лучшего использования хмеля применяют также различ¬
ные экстракторы. Это, как правило, цилиндрические резервуары с
мешалками, которые устанавливают между фильтрационным ча¬
ном и сусловарочным котлом. Через экстрактор протекает первое
сусло и промывные воды, с помощью которых хмель выщелачива¬
ется. При движении в жидкости хмель измельчается и выщелачи¬
вается лучше, чем при нормальном кипячении. Однако экстраги¬
рование протекает при иных условиях, чем при варке в котле, а
это влияет на вкус пива. Даже несмотря на экономию, получае¬
227
мую при использовании этого способа, экстракторы не нашли ши¬
рокого применения в практике.
Для лучшего использования хмеля применяли также ультра¬
звук. При этом предполагалось, что обработка ультразвуком об¬
легчит выщелачивание горьких веществ хмеля и их изомериза¬
цию. Был использован также слышимый звук. В обоих случаях
подтвердилась возможность повысить таким образом использо¬
вание хмеля [11]. Имевшиеся первоначально очень оптимистиче¬
ские по этому способу сообщения, даже проверенные на прак¬
тике, впоследствии на основе точных аналитических исследований
и основательных дегустационных опытов были несколько откор¬
ректированы. Кроме того, нельзя точно установить эффект, кото¬
рый достигается с помощью этого способа. В ЧССР Салач и дру¬
гие проводили опыты, результаты которых приводятся в литера¬
туре [12]. Кроме этого были попытки выщелачивать хмель под
давлением в горячей воде.
О наиболее подходящем использовании хмеля изомеризацией
горьких кислот уже упоминалось выше.
Наибольшей же экономии хмеля можно достигнуть, используя
вместо шишкового хмеля хмелевые экстракты.
Попытки найти другие возможности лучшего использования
хмеля продолжаются. Однако функции хмеля при производстве
пива настолько широки и определение неустойчивых соединений
его, а также проведение достоверных дегустационных опытов так
затруднительно, что точное определение экономии хмеля при
использовании различных методов часто довольно проблема¬
тично.
ОТДЕЛЕНИЕ ХМЕЛЯ
После окончания варки сусла с хмелем сусло нужно быстро
отделить от хмеля. Если хмель оставить в горячем сусле на про¬
должительное время, то это может отрицательно повлиять на
вкус и цвет пива.
Хмель отделяют от сусла в хмелеотделителе. Используемые
ранее хмелеотделители имели четырехгранную форму и хмель из
них удаляли вручную. В настоящее время используют круглые
(цилиндрические) закрытые хмелеотделители, из которых хмеле¬
вая дробина, перемешанная с водой, устраняется насосами. Хме-
леотделитель — это цилиндрический резервуар с коническим
дном, снабженный внутри ситом и мешалкой для перемешивания
всего содержимого. Сусло протекает через сито, которое задер¬
живает хмелевую дробину. Хмелеотделитель должен быть дос¬
таточно большим; его объем должен соответствовать Vs объема
котла, чтобы прохождение сусла было непрерывным и доста¬
точно быстрым. После спуска всего сусла хмелевую дробину
перемешивают с горячей водой и выщелачивают. Выщелоченную
дробину после повторного перемешивания с водой удаляют в
228
отходы. Иногда, если это допускают условия, хмелевую дроби¬
ну после промывки измельчают и перемешивают солодовой
дробиной.
Конструкция хмелеотделителей различна. Важно, чтобы хме-
леотделитель был закрыт, а в варочном отделении не образовы¬
вались избыточные пары и можно было механизировать все про¬
цессы, связанные с отделением дробины. Конструкция и функция
хмелеотделителей новейшего типа видны из рис. 48. Монтежю, из
которых хмелевая дробина устранялась давлением пара и кото-
Рис. 48. Хмелеотделитель.
рые были распространены в ЧССР раньше, теперь не применяют
из-за сложного их обслуживания.
В США имеются хмелеотделители непрерывного действия.
Они работают как шнековые прессы для дробины. Хмель подает¬
ся шнеком по перфорированному желобу, из которого сначала
оттекает сусло, а затем хмелевая дробина выщелачивается и
прессуется.
В последнее время на рынке появился намывной фильтр, с
помощью которого сусло фильтруется и отделяется от хмеля; он
наиболее пригоден для отделения измельченного хмеля. Это ци¬
линдрический резервуар, в котором вертикально расположены
сита. На ситах задерживаются тонкие фракции хмелевой дроби¬
ны и грубая взвесь, более мелкие частицы падают на дно.
Хмелевая дробина на ситах и на дне в тонком слое легко вы¬
щелачивается и с помощью воды быстро удаляется из фильтра.
Кроме того, при фильтрации через тонкий слой хмелевой дроби¬
ны на ситах сусло освобождается от грубой коллоидной мути и
229
может без дополнительного центрифугирования направляться
прямо на охлаждение (рис. 61).
Отделенный от сусла хмель содержит на 1 кг исходного хме¬
ля около 6,6 л сусла. А из 1 кг исходного хмеля получается око¬
ло 7 кг хмелевой дробины влажностью 80—85%. Поэтому, что¬
бы ограничить потери, хмель следует основательно выгцелачш
вать или прессовать. Даже при хорошем выщелачивании в ос¬
таточной воде остается около 2% экстракта.
Для стекшей хмелевой дробины приводится (по Леберле)
следующий состав сухого остатка (в %):
Экстрактивные базазотистые вещества 47
Экстрактивные азотистые вещества 17
Клетчатка 25
Зола 5
Эфирный экстракт 6
Несмотря на то что хмелевая дробина содержит свыше 20%
горьких хмелевых веществ, в ЧССР не прижились способы (Гесс-
берг) использования хмеля путем возвращения хмелевой дроби¬
ны в варочный процесс.
ОЦЕНКА ВАРОЧНОГО ПРОЦЕССА,
ВЫХОД ЭКСТРАКТА
При производстве охмеленного сусла из перерабатываемого»
сырья должно получаться как можно больше растворимого экст¬
ракта наиболее подходящего состава. Выполнение этого требова¬
ния при использовании технологически и экономически подходя¬
щего процесса свидетельствуют о правильном ходе варки.
Основным показателем достигнутой степени использования
сырья является так называемый выход экстракта. Это доля рас¬
творимого экстракта, полученного из переработанной засыпи, вы¬
раженная в процентах.
Для расчета выхода экстракта следует определить массу за¬
сыпи, объем полученного охмеленного сусла и его плотность.
Засыпь взвешивают на обычных или чаще на автоматических
весах. Кроме массы должна быть известна также экстрактив¬
ность используемого солода, а при комбинированной засыпи —
всех видов солода и его заменителей. Количество по массе всех
компонентов засыпи в ЧССР пересчитывают на так называемый
стандартный солод, под которым подразумевается солод чешско¬
го (пильзенского) типа экстрактивностью 75% (в исходной массе
на воздушно-сухое вещество).
Объем полученного сусла вместе с хмелем определяется мер¬
ной рейкой непосредственно после окончания кипячения. Для рас¬
чета экстракта объем сусла, измеренный при температуре около
100°С, нужно корректировать на температуру, при которой опре¬
деляется концентрация, т. е. 20°С. Корректировка наряду с умень¬
шением объема сусла включает также поправку на смачивание
230
котла и на находящийся в сусле хмель в целом на 4,08%; в прак¬
тике же обычно берут 4,0%. Следовательно, для корректировки
объема полученного горячего сусла на объем холодного сусла
требуется объем горячею умножить на 0,96.
Объем полученного сусла следует измерять как можно точнее.
Надо обязательно дождаться, пока полностью не успокоится по¬
верхность; волнение снижает точность измерения и тем больше,
чем больше диаметр котла.
Концентрацию сухих веществ в сусле определяют на практике
■сахарометром; правильность измерения следует проверять парал¬
лельно пикнометром. Образец для определения концентрации бе¬
рут из котла непосредственно перед измерением объема или тот¬
час после него, чтобы не возникла ошибка из-за дальнейшей кон¬
центрации сусла в результате испарения. Взятое сусло отделяют
от хмеля и быстро охлаждают до температуры примерно 20°С.
Установленные данные концентрации корректируют на нормаль¬
ную температуру по данным на температурной шкале сахаро¬
метра. При измерении следует следить за тем, чтобы стержень
сахарометра не погрузился глубже величины, отсчитанной на
шкале.
По сахарометру определяют объем экстракта (концентрацию
сухих веществ) всегда в процентах по массе (в кг на 100 кг).
Для расчета выхода экстракта полученные данные, выраженные
в процентах по массе, надо перевести на объемные проценты
■(в кг/гл) путем умножения на соответствующую плотность или
■определяется по таблицам.
Выход экстракта рассчитывают по следующей формуле:
где Rv — выход экстракта, %;
V2Q0 — объем холодного сусла (/);
^20° = Уж ' 0>96;
Е0 — концентрация сухих веществ в холодном сусле, об. %;
Е0 = Еу ■>];
Еу — концентрация сухих веществ в холодном сусле мае. %;
•») — плотность сусла;
S — засыпь стандартного солода на варку, кг.
Полученный выход экстракта сравнивают с экстрактивностью
переработанного солода, определенной с помощью анализа.
Экстракт солода, определяемый конвенционным методом, яв¬
ляется величиной постоянной, однако, не представляет макси¬
мальной величины, которой можно было бы достигнуть при бо¬
лее интенсивном затирании. Кроме того, при определении экст¬
ракта конвенционным лабораторным методом предполагается,
231
что у воды, задержанной дробиной, та же экстрактивность, что
и у сусла. Поэтому экстракты, определяемые лабораторным1
методом, на 1,2% выше, чем в действительности [1].
Так как по техническим причинам состав производственного
дробленого солода всегда грубее, а также, учитывая то, что при*
производстве светлого пива дробина хорошего качества никогда
полностью не выщелачивается, выход экстракта в производствен¬
ных условиях по сравнению с выходом, определяемым в лабо¬
ратории, почти всегда ниже. Разница обычно колеблется в пре¬
делах 1—3%, в среднем 1,2%. С практической точки зрения вы¬
ход экстракта считается удовлетворительным в том случае, если:
он всего на 1 % ниже экстракта переработанного солода в исход¬
ной массе (на воздушно-сухое вещество). Только в исключитель¬
ных случаях, когда солод интенсивно затирают и дробину осно¬
вательно выщелачивают, можно добиться выхода экстракта в:
производственных условиях, близкого к выходу, по анализу или
даже незначительно его превышающего.
При относительно низком выходе экстракта необходимо про¬
водить анализ среднего образца производственной дробины. При
этом вымываемый экстракт дробины при производстве обычного
рядового пива не должен превышать 0,5% (в пересчете на исход¬
ную, т. е. на мокрую дробину). Экстракт из неосахаренного крах¬
мала (невымываемый экстракт) колеблется у производственной
дробины от 0,2 до 1,0%. При хорошей работе объем общего экст¬
ракта, оставшегося в дробине, не должен быть выше 1,25% (в пе¬
ресчете на мокрую дробину).
Если причиной низкого выхода экстракта является более высо¬
кое содержание вымываемого экстракта в дробине, то это явля¬
ется следствием нарушений при фильтрации. В таком случае не¬
обходимо установить, нормальна ли температура воды для про¬
мывания дробины (она не должна быть выше 78—80°С), не
слишком ли охлаждается содержимое фильтрационного чана, не'
допускается ли техническая ошибка при фильтрации (очень бы¬
стрый пропуск кранов, неполное стягивание первого сусла, слиш¬
ком концентрированное первое сусло, неравномерное орошение,,
неправильные операции с мешалкой и т. д.), не очень ли мелкий
помол и, наконец, хорошего ли качества перерабатываемый со¬
лод (дробина из твердого солода плохо вымывается).
Если выход экстракта снижается за счет высокого содержа¬
ния невымываемого экстракта (неосахаренного крахмала) в дро¬
бине, то это зависит от сырья или его переработки. Твердые со¬
лода (плохо растворенные, короткого ращения и затвердевшие-
при сушке) надо дробить более мелко, чем нормальные. Выход,
экстракта из них можно улучшить путем более интенсивного за¬
тирания, затиранием в холодной воде, удлинением пауз, введе¬
нием выдержки при 50°С, хорошим кипячением заторов, интен¬
сивным перемешиванием, или другими изменениями технологиче¬
ского процесса.
232
При точном определении выхода экстракта следует учитывать
также экстракт, оставшийся в дробине. Объем экстракта из не-
•осахаренного крахмала в дробине зависит от растворения солода
и от его обработки в варочном отделении (механический состав
дробленого солода, принятый способ затирания, кипячение за¬
торов), в то время как достигнутая степень выщелачивания дро¬
бины характеризуется количеством вымываемого экстракта.
Выход экстракта, полученного в варочном отделении, срав¬
нивается с выходом, полученным в лаборатории на основе балан¬
са. Этот баланс виден из табл. 15.
Таблица 15
Выход экстракта в варочном отделении и в лаборатории
Варочное отделение
Лаборатория
Выход экстракта, %
73,3
Экстракт в исходном
солоде, %
75,4
Вымываемый экстракт в
1,5
—
—
мокрой дробине, %
Невымываемый экстракт
0,7
Невымываемый экстракт
(неосахаренный крахмал)
в мокрой дробине, %
0,8
(неосахаренный крах¬
мал) в лабораторной
дробине, %
Всего, %
75,6
Всего, %
76,1
Выход экстракта имеет большое значение с хозяйственной точ¬
ки зрения. Если в дробине остается большая доза экстракта из
неосахаренного крахмала, то следует найти причину и ее устра¬
нить. И, наоборот, слишком глубокое вымывание экстракта, по¬
скольку (сильное выщелачивание солодовой оболочки) отрица¬
тельно влияет на вкус пива. Для того чтобы получить высокока¬
чественный продукт при хороших экономических показателях,
необходимо добиваться правильного соотношения между выхо¬
дом экстракта и качеством готового продукта.
Количественный результат (выход экстракта) варки в опре¬
деленной степени характеризует и качественный результат. При
производстве сусла с этой точки зрения наибольшее внимание
уделяется двум основным ферментативным процессам, т. е. рас¬
щеплению крахмала и белков. В практике следует расщеплять
на йодонормальные продукты весь крахмал, предоставляемый
сырьем, из которого получается главная доля растворимого экст¬
ракта. Наоборот, белки при затирании расщепляются только
частично, однако достигнутая степень расщепления оказывает су¬
щественное влияние на качество. Качественная сторона, т. е.
соотношение отдельных продуктов расщепления в сусле, обеспе¬
чивается проведением технологического процесса, который при
наличии объективных причин может изменяться для обеспе¬
чения требуемого стандартного качества сусла.
233
Расщепление крахмала в практике определяется с помощью
простейших методов. Показателем полноты расщепления крахма¬
ла является содержание невымываемого (неосахаренного крах¬
мала) в дробине. Протекание процесса осахаривания и его пол¬
нота в заторах, в первом сусле, промывной воде и в готовом ох¬
меленном сусле обычно определяется йодной пробой. Содержание
сбраживаемых веществ (сахаров) в сусле наиболее точно опре¬
деляется путем установления конечной степени сбраживания.
Азотистые вещества в готовом сусле — это почти исключи¬
тельно продукты расщепления белков солода, которые перешли
в раствор или прямо, или под действием протеаз при затирании.
Однако при затирании невозможно непосредственно наблюдать
за расщеплением белков или непосредственно управлять процес¬
сом так, чтобы образовалось как можно меньше фракций, даю¬
щих в дальнейшем помутнение. Поэтому применяют косвенный
процесс, состоящий в том, что в течение всего технологического-
процесса поддерживаются условия для осаждения нежелатель¬
ных фракций. В частности, обеспечивается хороший брух сусла,,
предусматривается осаждение мути в грубой форме, основатель¬
но осветляется пиво при дображивании и т. д.
По Кольбаху [2], интенсивность расщепления белков можно
определить по выходу белков в производственных условиях (азот
в готовом сусле в % от общего азота в солоде) и конвенционном,
сусле (азот в сусле, прокипяченном с хмелем, в % от азота в со¬
лоде), полученном в лаборатории. По данным этого же автора,,
условия при затирании (время, температура, pH) оказывают по¬
чти одинаковое влияние на ферментативные превращения (за ис¬
ключением амилолиза), так что интенсивность расщепления бел¬
ков является одновременно показателем интенсивности осталь¬
ных процессов ферментативного расщепления.
Кроме ферментативных превращений необходимо контролиро¬
вать также изменения, вызванные кипячением заторов (декок-
цией) и кипячением сусла с хмелем. Речь идет главным обра¬
зом о клейстеризации крахмала, коагуляции белков, растворе¬
нии горьких и дубильных веществ и образования красящих ве¬
ществ.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. De Clerk J. Cours de Brasserie. 2 vyd., 1963, 537.
2. Brauerei-Wissensch Beilage, 12, 1959, 77.
ОХЛАЖДЕНИЕ СУСЛА
Полученное в варочном отделении сусло до передачи в бро¬
дильное отделение должно быть охлаждено от температуры,
близкой к точке кипения, при которой оно перекачивается из ва¬
рочного котла, до применяемой в ЧССР температуры 5—6° С
при низовом брожении.
234
С технологической точки зрения важно, чтобы сусло при
охлаждении одновременно аэрировалось и из него были удалены
горькие взвеси. Эти процессы должны протекать при условиях,
обеспечивающих исключение или хотя бы ограничение до мини¬
мума биологической инфекции как охлаждаемого, так и холод¬
ного сусла. Сопутствующим явлением при охлаждении сусла яв¬
ляется небольшое уменьшение объема в результате выпарива¬
ния воды, благодаря чему повышается концентрация сусла.
АЭРАЦИЯ СУСЛА И РАСТВОРЕНИЕ КИСЛОРОДА
Сусло абсорбирует кислород воздуха в ходе всего процесса
охлаждения. В горячем сусле кислород связывается химически, а
при низких температурах только растворяется.
При соприкосновении горячего сусла с воздухом частично
окисляются некоторые органические компоненты сусла, хмелевые
смолы, дубильные вещества, сахариды и азотистые вещества.
Окислительные процессы отрицательно влияют на качество пи¬
ва; тем не менее при охлаждении они неизбежны, поскольку под¬
держивают выделение осадка. Поэтому при охлаждении сусло
всегда оставляют на определенное время в соприкосновении с
воздухом. По старым данным [1], окислению способствуют высо¬
кая температура, продолжительное соприкосновение с воздухом,
тонкий слой и движение сусла.
По новейшим данным [2], на химическую связь кислорода силь¬
но влияет также pH. При нормальном pH у отдельных компонен¬
тов сусла были обнаружены следующие скорости окисления:
мальтоза 1, глюкоза 4,1, фруктоза 5,0, хмелевые смолы 8,3, ду¬
бильные вещества 13,5 и сахароза 0. Повышение pH (сдвиг в ще¬
лочную область) способствует больше окислению дубильных
веществ, чем остальных компонентов. Некоторые из указанных
окислительных процессов катализируются присутствующими в
■сусле следами меди.
Де Клерк и Ван Кавенберг [3] изучали процесс растворения
кислорода в сусле и установили, что в зависимости от темпера¬
туры за 1 ч связываются следующие количества кислорода (в
мг/л); при 80°С — 3, при 60°С—2, при 40°С—1,2, и при 20°С—
•0,75. Известный из старых книг факт о том, что окисление спо¬
собствует выделению мути из сусла, дополнен в последнее вре¬
мя исследованиями, подтверждающими, что сусло из варок, по¬
лученных без доступа воздуха, получается мутным, и пиво из
него имеет молочную муть, которая вообще не осаждается.
Кислород воздуха растворяется только при температурах
■ниже 40°С; аэрация является необходимым условием, способст¬
вующим размножению дрожжей в начале главного брожения, а
тем самым и нормальному протеканию брожения в дальнейшем.
Необходимость аэрировать сусло без нагрева подтверждают и
•старые авторы, такие, как Шатава [4].
235
Растворению кислорода в сусле способствуют низкая темпе¬
ратура, тонкий слой и движение сусла. Была обнаружена также
[3] зависимость растворимости кислорода от плотности сусла, с
ростом которой растворимость несколько снижается. Чтобы не бы¬
ло трудностей при главном брожении, сусло должно содержать
перед сбраживанием не менее 6 мг кислорода в 1 л.
ОБРАЗОВАНИЕ И ОТДЕЛЕНИЕ БЕЛКОВОГО
ОСАДКА
При охлаждении горячего сусла сначала осаждаются грубые
взвеси; это в основном брух, образовавшийся при кипячении
сусла с хмелем, большая часть бруха проходит через хмелеотде-
литель и попадает в отстойные чаны. При охлаждении сусла,,
кроме того, образуются тонкие (холодные) взвеси, которые на¬
чинают выделяться при температуре ниже 60° С.
Для технологии большое значение имеет размер частиц обоих
видов взвесей, которые, по данным Эндерса и Шпигеля, колеб¬
лются у грубых взвесей от 30 до 80 мкм, у тонких — от 0,5 до
1,0 мкм.
Грубые взвеси удаляются из сусла легко. Если даже они по¬
падают в бродильные чаны, то могут повлиять на скорость бро¬
жения; на вкус и стабильность пива они не влияют [5].
Количество грубых взвесей в сусле очень непостоянно; оно
зависит от содержания азота в перерабатываемом сырье, от
плотности производимого сусла, от нормы задачи хмеля, от спо¬
соба затирания и от времени и интенсивности кипячения. Из;
данных, приведенных в литературе [6], вытекает, что из 1 гл сус¬
ла плотностью 12 мас.% образуется 20—70 г, или в среднем 50 г
грубых взвесей. Девре [7] установил, что с увеличением продол¬
жительности кипячения сусла с хмелем от 1,25 до 2,25 ч грубые
взвеси возрастают по массе на 25%. При повышении интенсив¬
ности кипячения от 4 до 11 % грубые взвеси увеличились на 18%.
Первоначально предполагалось, что грубые взвеси — это-
белки, коагулированные кипячением. Позднее обнаружили, что
они содержат в среднем только от 50 до 60% азотистых веществ,,
а остальное составляют: 20—30% дубильные вещества, 15—20%
горькие хмелевые вещества и 2—3% зола. Юст и другие [8], ис¬
следуя грубые взвеси, определили, что они содержат 41—71%
азотистых веществ, из которых 10—51,6%, растворимых в щело¬
чах, 7—32% горьких веществ, остальные были минеральными-
веществами.
Из металлов указанные авторы обнаружили в золе от 24,0 до-
36,6% алюминия и железа, от 0,2 до 14,5% одного железа и от
0,9 до 27,0% меди. Увеличение металлов грубыми взвесями тех¬
нологически благоприятно, поскольку снижает их содержание в;
пиве, где они неблагоприятно влияют на коллоидную стойкость.
Шильд и другие [9] обнаружили, что грубые взвеси задерживают
236
в среднем 57% меди, содержащейся в сусле плотностью
12 мае. %. Это подтвердил также Де Клерк [10].
Тонкая (холодная) взвесь, как уже было сказано, образуется
при охлаждении сусла и начинает выделяться при температурах
ниже 60°С; ее образование обратимо. Из сусла она удаляется с
трудом, однако устранение большей части тонких взвесей техно¬
логически очень важно. Частицы холодной взвеси, оставшиеся в
сусле, являются причиной терпко-горького вкуса пива. Кроме
того, такое пиво менее стойко в отношении коллоидного помут¬
нения. Если в сусле остается большая часть тонких (холодных)
взвесей в исходной форме, они закрепляются на поверхности
дрожжевых клеток и ограничивают их физиологические функции,
а тем самым и брожение.
В исходной форме частицы тонкой взвеси так тонки, что седи-
ментируются только в том случае, если сусло оставляют в отстой¬
ном чане до полного охлаждения. Однако этот процесс не прием¬
лем, и не только потому, что снижает использование оборудова¬
ния, но и главным образом из-за опасности биологической ин¬
фекции, если, конечно, работы не ведутся в стерильных услови¬
ях. Выделение тонких взвесей из сусла можно облегчить тем, что,,
перемешивая охлаждаемое сусло при температуре ниже 60°С,
поднимают осевшую грубую взвесь, которая при повторном оса¬
ждении увлекает за собой тонкую взвесь. Выделению тонкой
взвеси способствует также быстрое охлаждение [11], которого
можно добиться в отстойном чане или на пластинчатом холо¬
дильнике. Однако эти сведения не являются достаточно досто¬
верными, так как в литературе имеются и другие данные, на¬
пример, в некоторых случаях именно медленное охлаждение спо¬
собствует флокуляции тонкой взвеси.
Если сусло в отстойном чане не охлаждается ниже 60°С, то*
тонкая взвесь выделяется только при дополнительном охлажде¬
нии. В данном случае проявляется влияние быстрого охлаждения
сусла на оросительном холодильнике с учетом такого фактора,
поддерживающего флокуляцию взвеси, каким является движение-
сусла по поверхности холодильника в тонком слое. Взвесь, вы¬
деленная при дополнительном охлаждении сусла, переходит в
бродильные чаны. Если она имеет форму хлопьев, ее можно ча¬
стично устранить, снимая образовавшийся при брожении слой
пены, в который она перешла.
Современным способом устранения тонкой взвеси является
фильтрация холодного сусла через диатомитовый фильтр. Одна¬
ко было установлено, что при полном устранении взвесей пиво*
получается стойкое в отношении коллоидного помутнения и с
чистым, однако пустым вкусом. Кутс и другие [11] установили,
что при отстаивании охлажденного сусла до 0°С, небольшая
часть тонкой взвеси вновь переходит в раствор и поэтому они
рекомендовали «стабилизировать» сусло фильтрацией через диа¬
томитовый фильтр после 48 ч отстаивания при 0° С; при таком про-
237"
dieссе пиво не теряет полноты вкуса. Из этого вытекает, что не¬
обходимо выбрать такой технологический процесс, при котором
устраняется большая часть тонкой взвеси, но не вся тонкая
-взвесь, если у пива должен быть чистый и полный вкус.
Количество тонкой взвеси соответствует, по старым данным
.{12], от 0,04 до 0,05% экстракта, что составляет 5—6 г на 1 гл
■сусла плотностью 12 мас.%, и соответствует примерно Vio объе¬
ма грубой взвеси.
В литературе приводятся данные Эндерса [15] о влиянии
сырья и технологического процесса на количество тонкой взвеси.
-Согласно этим данным количество тонкой взвеси возрастает с
увеличением содержания белков в солоде и при повышении нор¬
мы задачи хмеля при кипячении сусла с хмелем. Оно выше в
сусле из солода тонкого помола и инфузионного затирания. И,
лаоборот, количество тонких взвесей ниже при переработке хо¬
рошо растворенных солодов, солодов основательно отсушенных,
солодов грубого помола, а при декокционном способе затирания,
когда сусло хорошо аэрировалось.
Состав тонкой взвеси не был подробно определен. По старым
.данным [13], тонкая взвесь содержала 65,1 % белков, гидролити¬
ческие продукты которых имели количественный состав такой
же, как ячменный гордеин. Из новейших работ [14] вытекает
скорее сходство основного компонента тонкой взвеси с эдестином
и связь с ними 20% дубильных веществ. По Бисерту и Скрибану
[16], доля тонкой взвеси, нерастворимая в спирте, состоит из
глютелина и глобулинов, а нерастворимая часть содержит гор¬
деин.
По литературным данным, существующие мнения относитель¬
ного влияния тонких взвесей нельзя считать окончательными.
.Можно сказать, что устранение большой доли тонкой взвеси из
сусла с точки зрения качества пива необходимо. Возможно, что
■чешские потребители предпочитают более крепкий и полный вкус
по сравнению с вкусом тонким и пустым, которым характеризует¬
ся пиво из сусла, искусственно лишенного тонких взвесей. Кроме
того, не подтвердилось прямое отношение между тонкими (хо¬
лодными) взвесями и холодным помутнением пива, которое обра¬
зуется независимо при главном брожении [11] и устраняется
■фильтрацией пива. Склонность дубильно-белковых соединений
образовывать взвеси повышает кислород воздуха. Это объясня¬
ется окислением этих соединений.
БИОЛОГИЧЕСКИЕ ВЛИЯНИЯ
Сусло при охлаждении и уже в холодном состоянии следует
тщательно предохранять от инфекций извне. Для размножения
микроорганизмов, которые могут инфицировать сусло при охлаж¬
дении, наиболее благоприятны температуры от 40 до 20° С; этот
температурный интервал является с биологической точки зрения
238
наиболее опасным. В дальнейшем при сбраживании сусла пиво¬
варенными дрожжами развитие инфекции частично подавляется.
Предупреждение проникновения прямых вредителей пива &
сусло в последнее время достигается за счет усовершенствова¬
ния техники охлаждения сусла. Идеальной целью является до¬
стижение практической стерильности, т. е. такого состояния,
когда промежуточные продукты и конечный продукт не только,
не содержат никаких источников инфекций, но даже безвредные-
микроорганизмы встречаются в очень незначительном коли¬
честве.
Если при охлаждении сусла не сохраняется его исходная сте¬
рильность, отрицательное влияние чужих микроорганизмов про¬
является в скоплении метаболических продуктов, которые влия¬
ют на вкус пива. Бактериальная микрофлора пивного сусла в-
литературе обычно обозначается как термобактерии (из лат.
terminus — граница). Это несоответствующее название укорени¬
лось и продолжает жить, хотя установлено, что сусло при охлаж¬
дении инфицирует преимущественно бактерии группы Coli аего-
genes. Наиболее частым заменителем этой группы является Аего-
bacter aerogenes; при особо неблагоприятных условиях могут
встречаться также Escherichia coli. Эти бактерии в сусле
хорошо размножаются, пока сусло не находится в прямом
соприкосновении с воздухом. При главном брожении их развитие-
подавляется главным образом в результате снижения pH. Для
пива (pH 4,4) они невредны. Они могут продержаться в нем ко¬
роткое время, однако не размножаются. Гнилостные бактерии
придают суслу характерный запах и замутняют его, попадают
они, как правило, из воздуха и воды.
Современное оборудование дает возможность охлаждать сус¬
ло в антисептических условиях в закрытых устройствах, а окис¬
ление и аэрация обеспечиваются введением стерильного возду¬
ха. Однако и в обычном оборудовании опасность инфекции-
уменьшается, если сусло оставить в отстойном чане на короткое-
время, чтобы его температура не стала ниже 60°С, затем допол¬
нительно быстро охладить сусло до 40°С и, наконец, до темпера¬
туры сбраживания. Сусло в отстойном чане должно находиться
до тех пор, пока осядет грубая взвесь. Наиболее опасна биоло¬
гическая инфекция для сусла, которое было оставлено в откры¬
том отстойно-холодильном аппарате на продолжительное время1
при температуре около 40°С, оптимальной для развития микро¬
организмов. Охлажденное сусло необходимо сразу же направлять,
на брожение.
ВЛИЯНИЕ КОНЦЕНТРАЦИИ СУСЛА
Изменение плотности охлажденного сусла вследствие выпа¬
ривания зависит от используемого оборудования и принятого’
процесса; при классическом оборудовании интенсивность испаре¬
ния колеблется в большинстве случаев в зависимости от времени
239»
года и атмосферных условий. Наибольшее испарение (до 10%)
бывает в больших и малых отстойных тарелках, и на ороситель¬
ных холодильниках при сильном воздухообмене. Наоборот, в от¬
стойном чане и закрытых дополнительных охладителях испаре¬
ние незначительно. Изменение концентрации в результате испа¬
рения во время охлаждения сусла при одинаковых условиях у
слабого сусла меньше, у крепкого — больше. В условиях ЧССР
оно обычно не превышает 0,5 мас.%. Чтобы поддержать тре¬
буемую концентрацию холодного сусла, перед сбраживанием не¬
обходимо учитывать испарение его при охлаждении.
ОХЛАЖДЕНИЕ СУСЛА И ОТДЕЛЕНИЕ
БЕЛКОВОГО ОСАДКА
В практике сусло охлаждают и взвеси отделяют из него раз¬
личными способами. Наиболее распространенным является спо¬
соб охлаждения сусла на отстойно-холодильных тарелках, где
одновременно отделяют и взвеси с последующим дополнитель¬
ным охлаждением сусла на оросительных холодильниках; мут¬
ное сусло фильтруют в^ильтр-прессах.
Раньше сусло охлаждали также в коробчатых холодильни¬
ках, в которых проходили пучки медных трубок небольшого диа-
тиетра, окруженных льдом. Взвеси отделяли на мешочных фильт¬
рах из льняной ткани. Теперь такое устройство не применяется.
Отстойно-холодильные тарелки заменяют холодильными и
■отстойными чанами, а оросительные холодильники — батарейны¬
ми или пластинчатыми холодильниками. В настоящее время сус¬
ло охлаждают и отделяют взвеси за счет того, что горячее сусло
•сначала перекачивают в отстойный чан или другой сборник, а
затем центрифугируют или фильтруют на диатомитовом фильтре.
Сусло охлаждают при1 таком способе исключительно на высоко¬
производительных пластинчатых холодильниках. Центрифуги¬
рование сусла комбинируется с фильтрацией по-разному в зави-
-симости от того, какую часть взвеси надо устранить на данной
стадии (горячее или охлажденное сусло).
Холодильные тарелки
Холодильные тарелки имеют вид большой плоской четырех¬
гранной тарелки глубиной от 30 до 50 см. Их изготовляют глав¬
ным образом из листового железа, иногда из нержавеющей ста¬
ли или меди. Тарелки из некорродирующих материалов имеют
неограниченный срок службы, однако они дороги. Чтобы тарелка
не коробилась из-за изменений температуры, ее изготовляют из
.листового металла шириной 1 м, который соединяют заклепками.
Металл следует тщательно подобрать. Лучше всего подходят де¬
капированные листы, которые стойки к коррозии. Соединенная
заклепками тарелка должна быть гладкой внутри, а площадь
■240
дна должна быть ровной, чтобы на ней не задерживались остат¬
ки сусла или воды. Дно тарелки имеет уклон к одному углу, в
котором размещены выпускные краны, вмонтированные в уг¬
лубление. Обычно это три крана: один для выпуска сусла, дру¬
гой для мутного сусла и третий для промывной воды.
Кран для сусла можно устанавливать на определенном уров¬
не, чтобы через него стекало осветленное сусло, или кран можно
снабдить кольцом высотой 3—5 см, которое задерживает взвеси.
Вокруг кранов устанавливается цилиндрическое латунное сито,
улавливающее хмель и другие грубые загрязнения, которые мо¬
гут попасть на тарелку. Объем тарелки выбирается в зависи¬
мости от объема поступающего сусла. Раньше требовалось, что¬
бы высота слоя охлаждаемого сусла не превышала 20 см. Чем
ниже слой, тем быстрее сусло охлаждается и взвеси лучше осаж¬
даются. Для экономии места и капитальных затрат высоту таре¬
лок постепенно увеличивали; за границей встречаются тарелки
со слоем сусла высотой около 90 см. Размеры тарелок ограничи¬
ваются также по конструкционным соображениям. При слишком
большой площади возникают трудности с решением уклона; раз¬
ница в высоте слоя сусла у противоположных стен тарелки мо¬
жет быть причиной неодинакового осаждения и неполного уда¬
ления взвеси. Площадь тарелки не превышает 150 м2.
Холодильные тарелки размещаются над бродильным отделе¬
нием. Преимуществом такого размещения является использова¬
ние самотека при сливе сусла, наиболее короткий спуск и также
тот факт, что тарелки, расположенные высоко над пыльным дво¬
ром, находятся в более чистой среде, и могут лучше аэрировать¬
ся. Наиболее выгодными считаются бетонные несущие конструк¬
ции, которые, однако, имеют хорошую изоляцию и пористую
штукатурку, чтобы по ним не стекала сконденсированная вода.
Подача воздуха должна быть основательной, обычно это осуще¬
ствляют с помощью боковых жалюзи и хорошо рассчитанного
вентиляционного окна. Тарелка бывает расположена на высо¬
те 150—180 см над полом, чтобы пространство под ней легко
очищалось. Пол должен быть гладким, асфальтированным, а
все помещение таким, чтобы можно было легко содержать его в
чистоте.
В неподходящих условиях в основном там, где постоянно су¬
ществует опасность инфекции, холодильная тарелка размеща¬
ется в закрытом помещении, которое проветривается профильт¬
рованным воздухом. Устройство помещения и способы фильтра¬
ции воздуха различны. Наиболее известна система Delbag. Та¬
релка находится в помещении с куполообразным потолком и
гладкими стенами. Воздух поступает через бактерицидный
фильтр (например, масляный) и вводится над поверхностью су¬
сла или вдоль стен к отверстию в потолке. Подача и направление
потока воздуха регулируются клапанами, размещенными вдоль
тарелки. Одновременно с аэрацией сусла на тарелке отфильтро-
9—108 241
ванным воздухом также проветривается помещение ороситель¬
ного холодильника. Само устройство, его эксплуатация и ремонт
довольно дороги. Все помещение и каналы для подачи воздуха
должны быть особо чистыми с санитарной и биологической то¬
чек зрения, если возможность проветривания специально от¬
фильтрованным воздухом не является проблематичной. В нор¬
мальных условиях опасность инфицирования охлажденного сус¬
ла воздухом не настолько серьезна, чтобы были оправданы по¬
вышенные капитальные и эксплуатационные расходы на создание
системы очистки воздуха, поэтому способы этого типа не наш¬
ли широкого применения.
Работа на холодильных тарелках
Перед первым наполнением новая холодильная тарелка дол¬
жна быть очищена горячей водой и жесткими щетками от за¬
грязнений, остатков смазки и ржавчины. Ржавчину и шерохова¬
тые места лучше всего обрабатывать с помощью шамотного кир¬
пича или древесного угля, смоченного горячей водой. После
чистки тарелка споласкивается кипятком и после просушки по¬
крывается защитным покрытием, обычно пивным лаком. Покры¬
тие образует тонкий защитный слой, на котором в дальнейшем
лучше и равномернее осаждается пивной камень, который допол¬
нительно защищает материал от коррозии. После просушивания
лака тарелка до краев заполняется горячей водой, в которой ва¬
рилась хмелевая дробина. Эта вода оставляется на тарелке на
24—36 ч, чтобы образовался защитный слой. После продолжи¬
тельного использования, т. е. около двух-трех лет, тарелки очи¬
щаются от слоя образовавшегося пивного камня и весь процесс
обработки повторяется.
Горячее сусло попадает на тарелку нагретым до 95—97°С.
Прежде всего оно должно равномерно разлиться по тарелке,
чтобы тарелка под влиянием разницы температур не прогиба¬
лась. Поэтому сусло поступает по трубке с плоским мундштуком,
который находится в углу, расположенном напротив выпускных
кранов. Иногда входы трубки бывают в двух углах или подаю¬
щий трубопровод идет вдоль стены, находящейся напротив вы¬
пускного отверстия и горячее сусло из него вытекает через не¬
сколько отверстий тонкими струйками (пивоваренный завод в
Бранике).
На холодильной тарелке происходит предварительное охлаж¬
дение сусла. Только в исключительных случаях на небольших за¬
водах оно охлаждается в зимнее время на тарелке вплоть до
температуры сбраживания. В теплый период охлаждение сусла
до температуры окружающей среды продолжалось бы слишком
долго, это повышало бы опасность инфекций, нарушало бы гра¬
фик использования тарелок и последовательность отдельных ва¬
рок. Сусло остается на тарелке обычно на 2—2,5 ч, начинают сли¬
242
вать, как только температура сусла снизится до 60°С. Более
сильное охлаждение повышает опасность инфекции, однако, не¬
смотря на это, нельзя проводить слив раньше времени, так как
большая часть взвесей не успеет осесть.
На тарелке сусло охлаждается за счет выделения тепла в ок¬
ружающую среду, перевода тепла в металлическую массу тарел¬
ки (конвекция) и испарения. Низкий слой и большая поверх¬
ность ускоряют охлаждение сусла. На скорость охлаждения вли¬
яет температура, влажность воздуха и его скорость. Охлаждение
сусла и осаждение горьких взвесей ускоряется также при мед¬
ленном движении сусла на I стадии охлаждения. Движение
разрушает также сплошную пленку из вязких веществ, образую¬
щуюся на поверхности сусла при охлаждении, которая снижает
скорость испарения. Для приведения сусла в движение применя¬
ют простейшие крыльчатые вентиляторы (120 об/мин), располо¬
женные в центре тарелки. Вентиляторы включаются через 30 мин
после перекачки сусла. Они используются на пивоваренном за¬
воде «Праздрой» и на ряде других заводов. Жалюзи, размещен¬
ные, как правило, с двух противоположных сторон тарелки,
должны быть во время охлаждения сусла приоткрыты, чтобы
быстрый отвод паров ускорял испарение.
Как только температура сусла снизится до 60°С, начинается
спуск. Около спускных кранов укрепляется цилиндрическое сито
и медленно открывается кран для спуска сусла. Следует следить
за тем, чтобы истечение сусла было равномерным. При быстром
открывании кранов происходит срыв и увлечение взвесей суслом.
После спуска сусла на тарелке остается тонкий слой мутного
сусла. Закрывается кран для сусла и открывается кран для мут¬
ного сусла. Взвеси собираются резиновыми скребками. После их
устранения открывается впускное отверстие для промывной во¬
ды. Тарелка споласкивается сначала холодной водой, потом осно¬
вательно очищается щетками и горячей водой и, наконец, снова
споласкивается холодной водой. После споласкивания тарелка
должна быть без остатков воды, что возможно, только тогда, ког¬
да дно тарелки ровное и гладкое. Применять моющие и дезинфи¬
цирующие средства для ухода за тарелкой не требуется, так как
это привело бы к снятию с тарелки защитного слоя пивного кам¬
ня и возникла бы опасность коррозии. Дезинфекция не нужна,
поскольку тарелка самопроизвольно стерилизуется горячим
суслом.
При охлаждении и частичном испарении несколько уменьша¬
ется объем сусла, и тем самым пропорционально возрастает его
плотность. Уменьшение объема зависит от высоты слоя сусла и
температуры, при которой происходит слив, и колеблется от 7
до 10%. Из этого количества около 4% приходится на изменение
объема и 4—5% на испарение. Указанные потери являются
частью объемных потерь между варочным отделением и бро¬
дильным. Повышение плотности для 10%-ного сусла составляет
9* 243
от 0,4 до 0,8%, для 12%-ного — от 0,5 до 1,0%. На холодильной
тарелке имеются потери экстракта из-за смачивания большой
поверхности ее. По Якобу, они равны 1 % от исходного сусла.
Несмотря на многочисленные недостатки, главным образом
потребность в большой площади, высокие капитальные и эксп¬
луатационные расходы и опасности инфекции, холодильные
тарелки с точки зрения качества пива имеют определенные пре¬
имущества. При естественном осаждении взвесей из сусла лучше
всего и в требуемом соотношении удаляются вещества, которые
отрицательно влияют на дальнейший производственный процесс
и на вкус пива. Этими проблемами занимался ПВС в Бранике
[17]. Было установлено, что уменьшение белков главным образом
высокомолекулярной фракции А горьких веществ и дубильных
веществ было наибольшим при охлаждении на тарелках. Умень¬
шение объяснялось также тем, что большая часть этих веществ
оказалась в горьких взвесях. Наконец, было определено также
влияние высоты слоя сусла, а в холодильных чанах влияние уме¬
ренного вентилирования и движения на выделение этих веществ.
Результаты исследований приведены в табл. 16.
Таблица 16
Влияние устройства на осаждение взвесей
Сусло
Горькие взвеси
Наименование
уменьшение,
%
цэ
О <я
CQ X
содержание, мг/на 1 г
сухого остатка
всего
азота
А-фрак-
ции
“ я
V
Si
о я
U »
1 дубильные
1 гцества, мг
100 г
всего
азота I
горьких
веществ
дубиль¬
ных ве¬
ществ
Полузаводские испытания
Опытная тарелка,
высота слоя сусла, см
15
24,7
54,3
98,4
100,5
176,5
88,4
220,7
237,6
30
22,9
50,6
181,7
86,5
208,3
226,4
60
19,5
42,0
115,5
194,0
82,2
190,5
212,3
Опытный чан
охлаждение
при покое
19,7
31,2
103,2
202,6
82,4
200,5
226,3
при вентилировании
18,3
34,4
109,1
210,7
84,2
215,2
236,0
при движении
20,7
53,0
97,2
188,8
92,8
224,8
249,0
Производственные испыта¬
ния
Т арелки
24,0
56,3
99,5
192,0
92,4
235,0
256,0
Чаны
17,2
48,2
105,4
201,7
82,9
212,4
235,8
Центрифуги
15,6
38,8
107,1
204,6
72,0
192,0
207,0
Производственная тарелка
высота слоя сусла, см
около 16
23,1
51,7
103,8
208,2
93,6
235,6
252,0
около 28
22,8
49,8
103,6
207,4
92,3
219,0
240,0
Производственный чан
охлаждение
при покое
16,0
44,4
106,4
212,9
82,3
217,0
232,0
при движении
19,7
51,5
97,8
197,2
86,4
230,0
247,0
244
Отстойные чаны с охлаждением
Отстойные чаны с охлаждением конструировали с целью эко¬
номии занимаемой площади и исключения или хотя бы уменьше¬
ния опасности инфекции. В чане сусло находится толстым слоем,
так что его вентилирование и осаждение взвесей происходит при
иных условиях, чем на холодильной тарелке. Поэтому возник ряд
конструкций, с помощью которых подыскивались наиболее под¬
ходящие условия для охлаждения сусла и осаждения взвесей.
Выбиралась разная высота слоя сусла (от 90 до 220 см) и раз¬
ные способы вентилирования и охлаждения. Сусло в чанах или
только предварительно охлаждалось, или охлаждалось вплоть до
температуры сбраживания с помощью охлаждающего змеевика
или других холодильников.
Современные обычные отстойные чаны с охлаждением — это
простые железные, цилиндрические, закрытые резервуары, внут¬
ри которых имеется медный охлаждающий змеевик. Сусло в них
предварительно охлаждается только артезианской или водопро¬
водной водой, которая отводится нагретой и используется для
других целей. На рис. 77 приведена схема холодильного чана пи¬
воваренного завода в Бранике. Чан имеет общий объем 160 гл
и рассчитан на предварительное охлаждение 130 гл сусла от 98
до 50—60°С. Чан охлаждается артезианской водой, медный
охлаждающий змеевик чана имеет охлаждающую площадь 21 м2.
Слой сусла имеет высоту 135 см, сусло охлаждается в антисепти¬
ческих условиях.
При впуске горячего сусла все устройство стерилизуется; пос¬
ле вентилирования профильтрованным воздухом чан может быть
закрыт герметически и охлажденное сусло находится при уме¬
ренном избыточном давлении воздуха. Чан снабжен мешалкой,
которая приводится в действие после охлаждения сусла до 60°С.
При медленном движении сусла поднимается грубая взвесь,
которая после остановки мешалки через 10—20 мин снова осаж¬
дается. При повторном осаждении оседает и часть тонкой взвеси,
в результате общая доля полученных горьких взвесей приближа¬
ется к количеству, получаемому на холодильной тарелке. Сусло
стягивается сверху поплавковым устройством. Преимуществом
этого устройства является то, что, с одной стороны, стягивается
часть, которая практически уже не имеет взвесей, с другой — по¬
верхностный слой обменивается, так что могут вентилироваться
следующие части сусла. Дно устройства имеет уклон к центру
для более легкого выпуска мутного сусла. При непрерывном про¬
изводстве в варочных цехах холодильный чан после спуска сусла
только споласкивается сильной струей воды; очищается он один
раз в неделю.
Испарение в холодильных чанах незначительное, и поэтому
концентрация сусла почти не повышается по сравнению с ва¬
рочным отделением.
245
Отстойные чаны с охлаждением сусла вне чана используются
при производстве пива по методу Натана (рис. 84). В этой
схеме закрытый чан выше обычного чана и в нем горизон¬
тально размещены круглые пластины на расстоянии 30 см один
от другого, которые образуют отстойную площадь приблизитель¬
но соответствующую площади тарелки. При перекачке горячего
сусла в чан все устройство стерилизуется. Сусло отводится для
охлаждения поплавковым устройством сверху и охлажденное
вновь подается в чан снизу. Оно охлаждается или на ороситель¬
ном холодильнике в антисептических условиях или в пластинча¬
том холодильнике. При охлаждении сусло вентилируется сте¬
рильном воздухом. Холодное сусло остается внизу чана, более
теплая его часть поднимается к поверхности. Поэтому оно охлаж¬
дается до тех пор, пока все содержимое чана не охладится до
температуры сбраживания. После охлаждения круглые пласти¬
ны наклоняются под углом и взвесь медленно падает на дно.
Спустя 1 —1,5 ч взвеси осаждаются в достаточной степени и
можно спускать сусло. Сусло в чане находится при умеренном
избыточном давлении, вытесняется стерильным воздухом и по¬
этому остается стерильным.
Отстойные чаны без охлаждения
Если сусло центрируется или фильтруется через диатомито-
вый порошок, то используются простейшие отстойные чаны, в
которых осаждается часть грубых взвесей, остатков хмеля и т. д.
Конструкционно эти чаны аналогичны отстойным чанам с охлаж¬
дением, но не имеют внутри системы охлаждения. Сусло посту¬
пает в них, как правило, попадая сначала на тарелкообразную
пластину, для разбрызгивания и вентилирования; часто оно вен¬
тилируется сжатым воздухом.
Дно чана имеет уклон к центру, чтобы осажденные взвеси
легко удалялись. Сусло обычно стягивается сверху, как в отстой¬
ных чанах с охлаждением. Под сводчатой крышкой с вытяжной
трубой имеется устройство для подачи воды для промывки чана.
После спуска сусла и взвесей чан при непрерывном производстве
споласкивается водой и очищается только один раз в неделю.
Если сусло центрифугируется горячим, для временного его
хранения достаточно простого крытого сборника, размещаемого,
как правило, в варочном отделении в непосредственной близости
от центрифуг.
Оросительные холодильники
В ЧССР сусло, предварительно охлажденное на холодильных
тарелках, дополнительно охлаждается исключительно в ороси¬
тельных холодильниках. Благодаря простейшей конструкции,
246
легкому обслуживанию и хорошим результатам эти холодильни¬
ки широко применяются и за рубежом.
Оросительный холодильник (рис. 49) представляет собой си¬
стему расположенных одна над другой медных трубок, концы
которых соединены так, чтобы через них могла протекать охла¬
ждающая жидкость, т. е. артезианская или охлажденная вода,
иногда также соляной раствор. Соединение трубок и разделение
холодильника на секции осуществляется в торцовых чугунных
стенках. Обычно холодильник разделен на
две секции: в верхней протекает артезиан¬
ская вода, в нижней циркулирует охлажден¬
ная вода. Сусло охлаждается сначала от
50—60 до 15—20°С, а до температуры зада¬
чи дрожжей оно уже охлаждается водой
температурой 2°С.
В настоящее время трубки имеют круг¬
лое сечение, раньше использовались также
сплющенные трубки или трубки капельного
сечения. Трубки соединены между собой бо¬
ковыми поверхностями и образуют гладкую
легко очищаемую площадь. Над трубками
расположен медный желоб с отверстиями,
в который поступает сусло и равномерно
распределяется по всей длине холодильника.
Холодильники старых конструкций имеют
трубки, расположенные одна над другой в
вертикальной плоскости. Современные холо- Рнс- 49- Оросительный
дильники благодаря рифленой форме не- холодильник в разрезе,
сколько ниже по высоте и сусло на них сте¬
кает спокойнее. Для предотвращения срыва струи по всей длине
холодильника в диапазоне нескольких трубок прикрепляют же¬
лоб с отверстиями, который задерживает сусло и равномерно
распределяет его. Внизу под трубками находится сборник (же¬
лоб), в который сверху поступает охлажденное сусло; из сбор¬
ника сусло направляется в бродильное отделение.
Торцовые стены холодильника бронзовые и снимаются так,
что трубки можно чистить и изнутри. Желоб и трубки бывают
лужеными. Лужение трубок излишне, поскольку луженая по¬
верхность при чистке очень быстро истирается. В настоящее вре¬
мя оросительные холодильники изготавливаются из нержавею¬
щей стали.
Размеры оросительных холодильников ограничены длиной
трубок, которая не должна превышать 5—6 м. Если они длиннее,
то под влиянием разницы температур происходит деформация и :
сусло стекает неравномерно. Высота трубок обычно равна 2—
2.4 м. В холодильнике длиной 1 м охлаждается до температуры
спуска около 12—15 гл сусла в 1 ч. Расход охлаждающей воды в
2.5 раза больше объема охлажденного сусла. Скорость течения
247
охлаждающей воды должна быть по Ферману — Зонтагу 0,8—
1,5 м/с. Производительность оросительных холодильников выби¬
рают так, чтобы объем холодильной тарелки охлаждался около
2 ч. Если недостаточно одного холодильника, то их устанавлива¬
ют больше. При более продолжительном пребывании сусла на
тарелке возрастает опасность инфекции. Однако и более быстрый
спуск нецелесообразен, так как при ускоренном течении могут
увлекаться взвеси.
При охлаждении сусла на оросительных холодильниках име¬
ется большое испарение, по Леберле, до 10%. Испарение ускоря¬
ет охлаждение и снижает расход охлаждающей воды.
На оросительном холодильнике сусло отлично вентилируется;
окисление и движение сусла положительно влияют на осажде¬
ние взвесей. Мнения относительно вентилирования сусла на этой
стадии различны. Однако следует признать, что оросительный
холодильник оправдал себя на практике и нашел широкое рас¬
пространение. Кроме холодильников указанной конструкции
применяются также пластинчатые оросительные холодильники.
Эти холодильники меньшего размера, состоят из листов нержа¬
веющей стали; внутри листов движется охлажденная вода или
соляной раствор, а по поверхности стекает сусло. Пластинчатые
холодильники можно собирать и разбирать, они легко чистятся
и занимают немного места.
Помещение для оросительных холодильников должно отве¬
чать требованиям гигиены и хорошо проветриваться. Обычно оно
бывает облицовано плиткой и потолок покрыт масляной краской.
Как уже указывалось, помещение для оросительных холодиль¬
ников иногда проветривается отфильтрованным воздухом.
Закрытые холодильники
Прототипом закрытого холодильника для окончательного ох¬
лаждения сусла был холодильный ящик с системой трубок, по¬
груженных в воду со льдом. Холодильные ящики после введения
машинного охлаждения сменились противоточными трубчатыми
холодильниками.
Противоточные трубчатые холодильники представляют собой
сдвоенные трубки (внутренние медные и наружные стальные),
концы которых соединены. Во внутренних трубках течет сусло, а
в пространстве между трубками в противоположном направле¬
нии— охлаждающая жидкость. С целью предварительного ох¬
лаждения сусла артезианской водой с последующим охлаждени¬
ем охлажденной водой, или соляным раствором холодильники
разделены на секции. Трубки могут быть установлены горизон¬
тально или вертикально. Путем увеличения количества трубок
можно повысить производительность холодильника. Холодиль¬
ники старых конструкций было трудно чистить, в результате
сусло инфицировалось, а проходы для охлаждающей жидкости
248
забивались взвесями. Новые конструкции имеют легко снимаю¬
щиеся детали, чтобы трубки можно было чистить и снаружи и
изнутри. Холодильники такого типа используются в ЧССР на
заводе «Праздрой»; их применяют в большом количестве и за
рубежом, главным образом в США. Преимуществом трубчатых
холодильников является экономия площади и меньшая опасность
инфицирования сусла при условии соблюдения чистоты их.
В последнее время значительно
возросло применение пластинчатых
холодильников для окончательного
охлаждения сусла. Они сконструи¬
рованы так же, как известные в хи-.
мической и молочной промышленно¬
сти теплообменники. Они состоят
из пластин (рис. 50), рифленых так,
чтобы течение сусла и охлаждающей
среды обеспечивало высокое ис¬
пользование теплоотдачи. Они изго¬
тавливаются из нержавеющей ста¬
ли или меди, в углах имеют круглые
отверстия и уплотнены резиновыми
прокладками. Пары пластин и лис¬
тов подвешены на двух стержнях,
укрепленных на подставках. Торцо¬
вые пластины и болты служат для
зажима всего холодильника при
сборке. Производительность холо¬
дильника можно изменять комбина¬
цией пар пластин (один за другим,
рядом) или изменением числа плас¬
тин. Сусло и охлаждающая жид¬
кость протекают в противотоке в
тонких слоях. Фрезерованные желобки в пластинах изменяют
направление текущих жидкостей, тем самым жидкости переме¬
шиваются и повышается эффективность охлаждения.
Пластинчатые холодильники бывают разных конструкций.
Пластины могут быть квадратные или прямоугольные. На рис. 51
показан пластинчатый холодильник De Laval. Холодильники до¬
полнены устройством для аэрации сусла и насосом для ускорения
его прохождения. После окончания охлаждения сусла холодиль¬
ники прополаскивают и заполняют горячей водой (80—90°С), ко¬
торая остается в них на время стерилизации. Один раз в неделю
холодильники заполняют горячим раствором щелочи (2%-ным),
который циркулирует 20 мин; после спуска щелочи холодильник
разбирают и чистят щеткой. Преимуществом пластинчатых холо¬
дильников является большая производительность, экономия
занимаемой площади, а также то, что их вместе с насосом мож¬
но разместить в любом месте.
Рис. 50. Пластины пластинчато¬
го холодильника Де Лаваль.
249
Рис. 51. Пластинчатый холодильник Де Лаваль.
Аэрация сусла
В сусле, охлажденном в закрытом противоточном холодильни¬
ке, объем растворенного кислорода не бывает оптимальным;
вместе с тем необходимо достичь оптимального объема раство¬
ренного кислорода — 6—8 мг 02/л, так как это существенно влия¬
ет на разбраживание и на главное брожение. Отсюда вытекает,
что при закрытых способах охлаждения необходимо компенсиро¬
вать недостаток кислорода путем искусственной аэрации сусла.
При этом для достижения требуемой концентрации кислорода
необходимо подводить значительный избыток воздуха.
Применяемые для этого устройства дозируют тонкораспылен¬
ный воздух в сусло, протекающее по сливному трубопроводу. Эти
устройства расположены обычно непосредственно за холодиль¬
ником. Разделительные элементы этих устройств изготавливают
из пористых материалов (стальных или керамических), у амери¬
канских устройств — это форсунки с очень тонкими отверстиями.
В ЧССР такое устройство было изготовлено по проекту механи¬
ческого отделения ВУПС в цехах народного предприятия Южно¬
чешские пивоваренные заводы, Чешские Будейовицы.
По Лейску и Ка леру [21], этот аэратор сконструирован для
размещения в прямоугольном колене трубопровода для сусла
(рис. 52). Отдельные части его изображены на рис, 53
250
Пористая свеча аэратора изготовлена из белого пористого
электрита, она съемная и легкодоступна. Аэратор снабжен де¬
талью, препятствующей проникновению сусла в воздушный тру-
Рис. 52. Вид аэратора, вмонтирован- Рис. 53. Отдельные детали аэратора
ного в трубопровод. (при ослаблении резьбы свечка отде¬
ляется от верхней крышки).
бопровод при прекращении подачи воздуха. Подача воздуха ре¬
гулируется простым краном.
Отделение взвесей (осадка)
Взвеси из сусла отделяются по-разному. На холодильной та¬
релке и в отстойно-холодильном чане осаждаются грубые взвеси
и часть тонких взвесей в виде так называемых горьких взвесей.
Из горячего или холодного сусла взвеси отделяются также цент¬
рифугированием или фильтрацией на диатомитовом фильтре.
При центрифугировании или фильтрации горячего сусла устраня¬
ются только грубые взвеси, однако полученное почти прозрачное
сусло при охлаждении мутнеет. Из холодного сусла также отде¬
ляются грубые взвеси одновременно с тонкими взвесями, и притом
большая часть, чем при обычном осаждении. Отделение тонких
взвесей можно регулировать в определенном диапазоне степенью
охлаждения сусла.
В условиях ЧССР фильтрация отстоя (мутного сусла) произ¬
водится исключительно на салфеточных фильтр-прессах. После
спуска осветленного сусла отстой (мутное сусло) вместе с осаж¬
денными взвесями подается или прямо в фильтр-пресс или соби¬
рается в сборник. Прямо в фильтр-пресс мутное сусло можно
спускать только при большой разнице в высоте (3—4 м). После
окончания фильтрации остаток сусла выдавливается из фильтр¬
пресса сжатым воздухом [при избыточном давлении 0,15 МПа
(1,5 атм)]. На практике, как правило, используют сборник, кото¬
рый должен принимать весь объем мутного сусла, составляющий
251
около 3—6% объема произведенного сусла. Сборник — это вер¬
тикальный цилиндрический резервуар, испытанный на давление
0,3 МПа (3 атм). Он имеет люк для чистки и арматуру для пода¬
чи и отвода мутного сусла и воздуха. Выпускное отверстие для
сусла находится в самом низком месте сферического дна, чтобы
сусло стекало без остатка. Сборник имеет также подвод пара,
чтобы его. можно было стерилизовать, и соединительный трубо¬
провод.
Рис. 55. Рама и пластина фильтр-пресса.
252
Из сборника мутное сусло подается сжатым воздухом в
фильтр-пресс при давлении 0,05 МПа (0,5 атм), которое позднее
повышается до 0,15 МПа (1,5 атм). Фильтр-пресс состоит из чу¬
гунных пластин, подвешенных на несущей конструкции. Одна
торцовая пластина закреплена на подставке, другая связана с
болтом, с помощью которого она отстраняется или прижимается
к остальным пластинам. Пластины рифленые и по углам имеют
круглые отверстия для подачи и вывода сусла (рис. 54 и 55).
Фильтр-прессы меньшей производительности имеют пластины с
углублениями, благодаря этому образуются камеры, в которых
скапливаются взвеси. При большей производительности между
пластинами вкладываются полые рамы. Пластины и рамы не
имеют уплотнений и поэтому уплотняются салфетками, которые
закрепляются на пластинах. Размеры фильтр-пресса подбирают¬
ся в зависимости от предполагаемого количества взвесей. Обычно
рассчитывают на 100 кг засыпи 3 л объема фильтр-пресса. Объем
фильтр-пресса зависит от размера и числа рам. Размеры пластин
и рам бывают 700x760 мм. При таких размерах одна пластина
имеет площадь фильтрации 1 м2 и объем камеры без рамы соот¬
ветствует 10 л с рамой — 25 л. Салфетки изготавливают из гру¬
бой ткани; первоначально они были льняные, сейчас только
хлопчатобумажные.
В отстое задерживается относительно много экстракта, поэто¬
му чтобы получить сухие взвеси, к концу фильтрации давление
увеличивают до 0,15—0,2 МПа (1,5—2 атм). После окончания
фильтрации фильтр-пресс разбирают; пластины последовательно
раздвигают и взвеси с салфеток и рам стряхивают или снимают
деревянным скребком в подставленные ванночки. Фильтр-пресс
чистят щеткой, а салфетки прополаскивают и стерилизуют при
80—90°С в течение 20 мин и после охлаждения снова устанавли¬
вают в фильтр-прессе. При продолжительных перерывах фильтр¬
пресс стерилизуют паром. При обычном ежедневном использова¬
нии фильтр-пресса с трубопроводом достаточно проводить стери¬
лизацию паром или дезинфекцию один раз в неделю.
Отстой кроме остатков оболочки и частиц хмеля содержит,
как основной компонент, дубильно-белковые соединения и горь¬
кие хмелевые вещества.
Согласно анализу Исследовательского института пивоваре¬
ния они имеют приблизительно следующий состав (в %):
Из 1 гл сусла в зависимости от плотности его и осаждения
взвесей получается 0,3—0,5 кг спрессованного отстоя. Отстой ■—
Влажность (после сушки)
Азотистые вещества
Жиры
Зола
Безазотистые вещества (горькие вещества, ду¬
бильные ит. д.)
Другие вещества
5,8
43,4
0,5
3,5
43,2
3,6
253
это отходы, которые трудно использовать. Из-за горького вкуса
их не применяют как корма, использование содержащихся в них
горьких веществ не нашло распространения в технологии. Отстой
быстро разлагается и его можно применять только при компости¬
ровании. Его нельзя выпускать в канализационную систему, так
как он загрязнит сточные воды и резко повысит биохимическое
потребление кислорода.
При фильтрации отстоя из фильтр-пресса вытекает абсолютно
прозрачное сусло, однако с биологической точки зрения оно имеет
недостатки. Пока охлажденное мутное сусло (отстой) разлито по
всей поверхности холодильной тарелки оно легко инфицируется.
На небольших заводах, где фильтрационное оборудование рабо¬
тает непостоянно, мутное сусло (отстой) инфицируется также и
в трубопроводе и в фильтр-прессе. Поэтому иногда сусло, полу¬
ченное после фильтрования отстоя, сбраживается отдельно,
большей дозой дрожжей и при более высокой температуре. Про¬
стейший способ стерилизации сусла, полученного из отстоя, пред¬
ложил Влчек [18]. Для стерилизации такого сусла изготавлива¬
ются пластинчатые пастеризаторы, в которых сусло нагревается
до температуры пастеризации и потом прямо охлаждается до тем¬
пературы сбраживания.
Центрифугирование мутного сусла
В последнее время распространен способ отделения взвесей из
мутного сусла с помощью центрифуг. Этот способ более простой
и менее трудоемкий, чем фильтрация на фильтр-прессе. Для него
не требуется сборник, так как мутное сусло стекает прямо в цент¬
рифугу. Для центрифугирования взвесей из мутного сусла раньше
применялись только камерные центрифуги. Барабан, в котором
собираются отделенные взвеси, принимает 55—60 л взвесей с не¬
сколько большим содержанием воды, чем имеют взвеси из
фильтр-прессов. Производительность таких центрифуг из-за нали¬
чия значительной доли взвесей в мутном сусле невелика и колеб¬
лется от 15 до 20 гл/ч. Подводимая мощность центрифуги
довольно значительна и составляет около 7,5 кВт. Отделенное на
центрифуге сусло не так прозрачно, как сусло из фильтр-пресса.
Вместе с тем опасность инфекции при центрифугировании мень¬
ше и сусло получают биологически более чистым.
Осветление сусла в аппаратах
гидроциклонного типа (турбулентном чане
Whirlpool)
Отделение грубых взвесей (бруха) и тонких частиц хмелевой
дробины в турбулентном чане Whirlpool (рис. 56) —новый метод,
быстро внедряемый в производство. Принцип быстрого отделения
взвесей состоит в том, что горячее сусло тангенциально и с отно¬
254
сительно большой скоростью подается насосом в чан цилиндри¬
ческой формы и приводится во вращательное движение, под дей¬
ствием которого нерастворимые частицы сусла осаждаются .в
виде конуса посредине дна чана. После осаждения взвеси освет¬
ленное сусло сливают. Взвеси следует удалять из чана после
одной или нескольких варок (в зависимости от объема осадка).
Хорошее осаждение взвесей обусловливается минимальным
разрушением бруха, полученного в варочном отделении. Поэтому
при перекачке сусло не должно сильно перемешиваться. Лопасти
насоса должны иметь такую ско¬
рость, при которой брух не раз¬
бивается полностью, ибо потом
в чане не образуется требуемый
конус, взвеси будут «водянистые»,
и возрастут потери сусла, которое
к тому же не осветлится надлежа¬
щим образом. Сусло, охмеленное
порошкообразным хмелем, при
нормальной эксплуатации чана
осветляется лучше всего.
Первоначальная конструкция
турбулентного чана принадлежит
Гудстону (Исследовательский
институт пивоварения в Нут-
фильде). По данным Голембевс-
кого [22], чан имел объем 250 гл
при скорости закачки сусла
14 м/с. Тангенциальная подача сусла была размещена в верхней
части над поверхностью максимального заполнения. Следующая
варка накачивалась, как только уровень предшествующей вар¬
ки падал до высоты 70 см от дна. Осветленное сусло начинали
откачивать (сливать) через 20 мин после осветления. Осажден¬
ные взвеси удаляли вручную через люк в нижней части чана,
обычно после трех варок .
Конструкция, которую описал Губер [23], отличается разме¬
щением подачи сусла на уровне 70 см от дна. Требовалось брать
сусло самое горячее, и поэтому у чана было изолированное дно.
По Ван Вунстеру [24], для турбулентных чанов наиболее под¬
ходит соотношение высоты к диаметру Я/Т) = 0,6—2,0, при этом
дно чана должно иметь уклон для стока сусла около 3%.
В 1967 г. появились турбулентные чаны известных фирм «Цие-
манн» под названием Rotapool и «Штайнекер» под названием
Steinecker — Whirlpool (рис. 57). С того времени опубликован
ряд работ, посвященных исследованиям работы таких чанов.
Учитывая то, что сусло, вытекающее из турбулентного чана,
имеет температуру около 90°С, сразу за чаном должен быть рас¬
положен теплообменник, как правило, пластинчатый холодильник
для охлаждения сусла до температуры сбраживания. При этом
253
Рис. 56. Турбулентный чан Вхирль-
пооль:
1 — вытяжная труба; 2 — подача сусла;
3 т— выпуск; 4 — люк; 5 — освещение;
6 — крышка люка.
процессе сусло содержит больше тонких взвесей, чем сусло с хо¬
лодильной тарелки, и поэтому на кизельгуровых фильтрах фильт¬
руется или весь объем сусла или его часть. Для фильтрации
обычно используется гранулированный перлит, минимальная
проницаемость 1000 л/м2 в минуту. Фильтры имеют относительно
небольшую площадь фильтрации и производительность от 12 до
5 гл/м2. Непосредственно за фильтром размещается устройство
для аэрирования сусла. Турбулентный чан, испытанный в ЧССР
125, 26], — это цилиндрический
; резервуар с полезным объемом
300 гл, диаметром 3150 мм, об¬
щей высотой 4900 мм. Ровное
дно имеет уклон к выпуску
1,5%. Объем готовой варки ра¬
вен 300 гл, так что после за¬
полнения отношение высоты
уровня к диаметру чана HjD —
= 1,2. Входная форсунка опыт¬
ного чана имела заменяемый
наконечник размером 50, 60, 70
и 80 мм, чтобы скорость тече¬
ния сусла могла изменяться
без изменения мощности на¬
соса.
При производственных ис¬
пытаниях, о которых пишет
Лейсек [1, 26], было установле¬
но, что сусло осветляется впол¬
не удовлетворительно через 40
мин после закачки в чан, одна¬
ко взвеси собираются в центре
дна еще около 60 мин. После
этого все грубые взвеси ока¬
зываются собранными в конус с диаметром у основания около
0,70 м. При сливе последних 15 гл сусла взвеси снова растека¬
ются. По полученным результатам автор считает оптимальной
скорость закачиваемого сусла 10 м/с и не рекомендует поддер¬
живать продолжительность закачки больше 20 мин.
Рис. 57. Турбулентный чан Штайне¬
кер — Вхирльпооль.
Сепарирование сусла
Исследования по использованию сепараторов в пивоварении
проводили еще перед первой мировой войной. Небольшая мощ¬
ность первоначальных сепараторов, относительно большое по¬
требление электроэнергии и также возможное недоверие к этому
процессу стали причиной того, что применение центрифуг в пиво¬
варении не распространилось. Только в последние годы для отде-
256 \
Рис. 58. Камерный сепаратор Де Лаваль:
/ — подача сусла; 2 — верхняя тарелка; 3 — барабан; 4 —камеры; 5 — автоматическое опо¬
ражнивание; 6 — нижняя тарелка; 7 — тормоз н тахометр; 8 — масляная баня; 9 — выпуск,
сусла: Ю — напорный диск; 11 — автоматическая выгрузка взвесей; /Р — вал; 13—пружи¬
на для подъема крышки.
ления сусла начинают использовать центрифуги новейшей и со¬
вершенной конструкции.
В центрифугах муть под действием центробежной силы отде¬
ляется намного быстрее, чем при седиментации на тарелках.
Центробежное ускорение зависит от частоты вращения и кон¬
струкции центрифуги и в 6000—10000 раз больше, чем гравита¬
ционное ускорение. Скорость отделения взвесей по закону Stokes
зависит от размера частиц, от разницы плотностей частиц и жид¬
кости и от вязкости жидкости.
Для осветления сусла, главным образом отстоя, раньше ис¬
пользовали барабанные центрифуги с частотой вращения 3500—
4500 об/мин. Мутное сусло поступало во внутренний барабан, и
взвеси центробежной силой отбрасывались на внутреннюю стену
наружного барабана. Барабан вмещал 50—60 л густых взвесей.
После заполнения центрифугу останавливали, барабан извлека¬
ли, взвеси удаляли и барабан очищали. Время на остановку
центрифуги, чистку барабана и новый запуск составляло 30—
40 мин, поэтому в дальнейшем перешли к камерным центрифу¬
гам с автоматическим опорожнением. На рис. 58 изображен ка¬
мерный сепаратор De Laval. Сусло вводится во внутренние каме¬
ры (цилиндры) с наименьшим диаметром и центробежной силой
тонким слоем отбрасывается на стенки цилиндра и выдавливает¬
ся в следующие цилиндры. При постепенно возрастающем диа¬
метре цилиндров сусло под действием большой окружной ско¬
рости все больше осветляется и осветленное удаляется из сепара¬
тора с помощью вращающегося диска.
Диск функционирует как центробежный насос и может подать
сусло на высоту 20—30 м. Взвеси собираются в пространстве под
камерами и после остановки сепаратора самопроизвольно выте¬
кают в подставленные резервуары. Эти взвеси более жидкие, чем
взвеси из барабанного сепаратора. Резервуары для взвеси имеют
вместимость 65 л, так что они достаточны для отделения около
200 гл 10%-ного сусла. 1 л жидких взвесей весит 1,1 кг, а, по дан¬
ным ПВС в Бранике, количество отстоя, пересчитанное на
100 кг засыпи, колеблется от 2 до 3,5 кг. Описанный сепаратор
имеет частоту вращения 6500 об/мин и приводную мощность
7,4 кВт при производительности 90 гл/ч. Преимуществом этих
сепараторов является то, что не нужно вынимать барабан и после
чистки сепаратор можно снова использовать. Опорожненный се¬
паратор можно стерилизовать без демонтажа; в обычном произ¬
водстве его можно разбирать и чистить один раз в неделю.
Штайнер и Штокер [19] изучали процесс оседания и состав
взвесей в сусле и обнаружили в 12%-ном сусле 97 г/гл всех взве¬
сей в пересчете на сухой остаток. Из этого количества взвесей
85% приходится на грубую взвесь и 15% на тонкую. Содержание
взвесей при задержке сусла на тарелке и понижении температуры
до 35—37°С повышается на 10%. При движении сусла количество
взвесей возрастает на 20%.
258
При осветлении сусла сначала отделяются грубые частицы;
сусло тем прозрачнее, чем медленнее протекает через сепаратор.
При осветлении горячего сусла устраняется только грубая взвесь.
Тонкие взвеси с частицами меньше, чем 0,5 мкм отделяются толь¬
ко в небольшом количестве за счет захвата крупными частицами.
Тонкая взвесь лишь после охлаждения сусла собирается в ком¬
ки, которые частично оседают на дно или же при брожении вы¬
деляются в деку, с которой и устраняются. Некоторые пивоварен¬
ные заводы ограничиваются этими факторами и осветляют сусло
только в горячем виде. Сепаратор размещается за сборником, из
которого горячее сусло поступает прямо в сепаратор. Сепаратор,
осветляя сусло, прокачивает его дальше через пластинчатый хо¬
лодильник вплоть до бродильных чанов.
Если пиво должно быть особенно стойким в отношении холо¬
да, то следует осветлять охлажденное сусло. Поскольку холодное
сусло имеет большую вязкость, его прохождение через сепаратор
должно быть медленным; хотя при этом производительность се¬
паратора и снижается на 35% и даже на 50%. Абсолютное отде¬
ление тонкой взвеси не рекомендуется, поскольку одновременно
удаляются и некоторые другие вещества, в результате чего пиво
из такого сусла имеет пустой вкус. Поэтому сусло отделяется
только частично охлажденное, из которого тонкая взвесь осела не
полностью. В процессе осветления температура охлажденного
сусла несколько возрастает, однако незначительно (от 0,5 до
1,0°С) и не имеет практического значения.
Осветление сусла на фильтрах
Из-за большого содержания взвесей сусло нельзя фильтро¬
вать обычным способом; взвеси за короткое время образовали бы
непроходимый слой, который делает невозможным дальнейшую
фильтрацию. Поэтому сусло фильтруют через специальные
фильтры, в которых одновременно с суслом используют намывной
материал, например диатомит, рассеивающий взвеси и образую¬
щий проходимый фильтрующий слой. Наиболее распространен¬
ной является фильтрация с помощью диатомита (или кизельгу¬
ра). Для этого обычно используют цилиндрические фильтры с
вертикальными вкладышами из металлической сетки. Разные
конструкции фильтров этого типа (Klein, Bowser, Destila) описа¬
ны в главе о фильтрации пива. Они пригодны для фильтрации
грубым диатомитом, который обычно применяется для фильтра¬
ции сусла. На рис. 59 изображена схема такой фильтрации.
Сусло в фильтре вначале циркулирует и намывает основной
фильтрующий слой из диатомита, проходя через металлическую
сетку рамы и через отборную трубку, возвращаясь опять к цир¬
куляционному насосу. При этом диатомит осаждается на сетке и
образует фильтрующий слой. Намывку прекращают как только
будет нанесен достаточно толстый слой (около 2 мм), способный
259
задерживать взвеси, и сусло при этом начинает стекать прозрач¬
ным. Тут же переключают трехходовые краны и сусло направля¬
ется при постоянном добавлении диатомита из дозатора в
фильтр. Если сусло фильтруется горячим, то из фильтра оно по¬
ступает в пластинчатый холодильник, если охлажденное, то пря¬
мо в бродильный чан.
Диатомитовые фильтры рассчитаны на производительность от
60 до 400 гл/ч. На 1 м2 фильтрационной площади фильтруется
4—5 г/ч. Для намыва основного слоя необходимо около 400—■
600 г диатомита на 1 м2, для основной фильтрации требуется
около 60—100 г/м2 в зависимости от зернистости (тонкости помо¬
ла) использованного диатомита и требований к чистоте филь¬
трации.
Рис. 59. Схема фильтрации горячего сусла Бовзер:
1 — холодильная тарелка; 2— насосы; 3 — диатомитовый фильтр; 4 — сборник; 5 — плас¬
тинчатый холодильник.
В последнее время появились фильтры, специально сконструи¬
рованные для фильтрации сусла, которые легко очищаются. Схе¬
ма такого фильтра дана на рис. 60. Фильтрационные вкладыши
из тонко перфорированного металла, на которых осаждается
диатомит, имеют тарелкообразную форму и смонтированы на
общем стержне цилиндрической формы. После окончания
фильтрации фильтр продувают воздухом, после чего вал с вкла¬
дышами приводится во вращательное движение, при этом намы¬
тый диатомит с задержанной взвесью смывается сильной струей
воды и сбрасывается в канализацию. Обычно в производстве
фильтр не разбирают; после споласкивания он готов для дальней¬
шего использования. Капитально его чистят один раз в неделю.
При фильтрации взвеси отделяются от сусла в иных условиях,
чем при осаждении или сепарации. По Де Клерку, например, при
фильтрации сусла через диатомит не происходит адсорбции не¬
обходимых в дальнейшем веществ сусла, однако в целом мнения
относительно действительного влияния способа фильтрации на
качество пива довольно различные.
Степень устранения взвесей можно до определенной меры ре¬
гулировать, используя диатомит подходящей зернистости. Валхе-
нер [20] сравнил разные способы осветления сусла и пришел к
260
выводу, что фильтрация или сепарация холодного сусла имеет
ряд преимуществ. Он считает, что кроме всего остального при
этом снижаются потери, ускоряется главное брожение и добра-
живание, имеется положительное влияние на вкус и стойкость
пива. Правда, несколько снижается пеностойкость. Вместе с тем
необходимо тщательно изучить все возможные последствия,
прежде чем приступить к использованию этого способа.
Сусло можно фильтровать также через слой раздробленного
хмеля. По способу фирмы «Холстайн и Капперт» используют
Рнс. 60. Схема диатомитового фильтра (Фильтромат):
1 — фильтрационные элементы; 2— центральный отвод; 3—гидравлический подъем эле¬
ментов; 4—турбинное колесо; 5 — турбниные форсунки; 6 — впрыски; 7 — смотровое стек¬
ло; 8, 9, 10 — гидравлика для подъема крышки; // — выпуск; 12 — нижний элемент с ин¬
дивидуальным выпуском; 13 — предохранительный клапаи; 14 — деаэрация; /5 —выпуск¬
ное отверстие фильтра; 16 — входное отверстие фильтра.
261
хмелевые фильтры, которые имеют такую же конструкцию, как
диатомитовый фильтр. Однако он большего размера, поскольку
должен задерживать весь хмель, использованный для варки. Он
представляет собой цилиндрический резервуар (рис. 61), в кото¬
ром находятся четырехгранные фильтрационные рамы. На рамах
натянута тонкая сетка, которая захватывает измельченный хмель.
Хмель в этих случаях перед обра¬
боткой дробят на специальных ма¬
шинах для образования смеси сво¬
бодных прилистников, стерженьков
и лупулина. После окончания кипя¬
чения сусло с обработанным указан¬
ным образом хмелем перекачива¬
ется вместо хмелеотделителя в
фильтр, закачка производится сни¬
зу, при этом более тяжелые час¬
тицы осаждаются на дне, дегкие
поднимаются на поверхность и
образуют на ситах фильтра фильт¬
рующий слой. Фильтруемое сусло
протекает через сито в отборные
трубки и далее в сборники или
прямо к холодильникам. Сборник
целесообразно вводить, поскольку
прокипяченное сусло не должно
долго оставаться в соприкосновении
с хмелем.
После окончания фильтрации су¬
сла хмель можно также, как и в
хмелеотделителе, промывать водой
и продувать воздухом. Для снятия
хмеля с фильтрационных сит их из¬
влекают и чистят. Подобный фильтр
заменяет хмелеотделитель. Он, как
уже было сказано, имеет определен¬
ные преимущества и кроме того
улучшает использование хмеля.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Bleisch С. Sch. 2. Brau. Rundsch., 1889, 515; citovano podle H. Luerse.
2. Van Laer М. H„ Rozenthal L., Ann. des Fermentations, 3, 1937, 489; 4, 1938,
406.
3. Bull. Anc. Et. Brasserie Louvain, 52, 1956, 61, 125.
4. Satava I. Wochenstr. f. Brauerei, 53, 1936, 77.
5. Kutter F. Schw. Brau. Rundsch., 44, 1933, 147; 45, 1934, 233; 46, 1935, 41.
6. Citovano podle de Clercka.
7. Devreux A. Fermentatio, 1961, 71.
8. Inst F., Bogs B., Drews В. C. R. Congres E. В. C. Rome, 1959.
Рис. 61. Хмелевой фильтр
Холштайн-Капперт:
/ — фильтрационные рамы; 2 —
перфорированное дно; 3 — подъ¬
емник дна; 4 — прибор для из¬
мерения давления; 5 — предохра¬
нительный клапан;
а — подача сусла; b — общий
выпуск отфильтрованного сусла;
с — деаэрация; d — выпуск хме¬
левой дробины.
262
9. Schild E., Euders C., Spigel A. Wocheuschr. f. Brauerei, 53, 1936, 273.
10. De Clerck I., Brundzinski A. Bull. Anc. Et. Brass. Louvain, 55, 1959, 137.
11. Coutts М. K-, Ricketts I., Selkirk R. C. Citovano podle De Clercka.
12. gutter F., Siegfried H. Schw. Brau. Rundascb. 46, 1935, 21.
13. Liiers H., Wiedemanu C. Leitschr. Ges. Brauw., 47, 1924, 33.
14. Hartong B. D. Symposium on Proteins, Amsterdam, 1938; cit. podle De Cler¬
cka.
15. Enders C. Wocheuschr f. Brauereii, 54, 1937, 161.
16. Bisert G., Scriban R. Bui. Soc. Biol., 32, 1951, 114.
17. Hlavacek F., Rlazar G,, Kahler M. Kvasny promysl, 2, 1956, priloba 3.
18. Vlcek V. Kvasn^ promysl, 1, 1955, 30.
19. Steiner K., Stocker FI. R. Schn. Brau. Rundsch., 73, 1962, 115.
20. Wellhoener H. R. Brauwelt, 101, 1961, 377.
21. Lejsek Т., Kahler М.. Kvasny promysl, 13, 1967, 83.
22. Golembeiwski T. Zprava Inst. Przem. Fermentacyjnego, Warszawa, 1964, 4.
11.
23. Huber F. Brauwelt, 105, 1935, 969.
24. Van Wanster E. Birra et Malte, 12, 1965, 130.
25. Lejsek Т., Kahler М., Sauer Z. Kvasny promysl, 15, 1969, 12.
26. Lejsek T. Kvasn^ promysl, 15, 1969, 34.
Брожение и дображивание
Охлажденное сусло, свободное от взвесей, является промежу¬
точным продуктом, который перерабатывается в пиво брожением,,
осуществляемым с помощью пивных дрожжей. Все чешское пи¬
во, а также большую часть зарубежного пива, получают при ни¬
зовом брожении. К низовому брожению перешли от верхового
постепенно еще в прошлом столетии. Верховое брожение был»
первоначальным методом пивоваренного брожения. Основные
различия между обоими методами брожения вытекают из раз¬
личных свойств использованных дрожжей.
Для пивоваренного низового брожения типичен процесс в две
фазы. В первой фазе сусло, охлажденное до температуры сбра¬
живания 5—6°С, проходит бурное и продолжающееся короткое
время (6—14 дней) брожение, при котором температура подни¬
мается, как правило, до 10°С; образующийся углекислый газ сво¬
бодно переходит в воздух или улавливается и используется. В»
второй фазе, по времени более продолжительной (от 21 дня до
нескольких месяцев) называемой дображиванием, молодое пив»
в закрытых лагерных танках насыщается при очень низкой тем¬
пературе (от —0,5 до +3°С) образующимся углекислым газом
и дозревает.
В последнее время наряду с классическими методами перио¬
дического (стационарного) брожения начинают внедрять непре¬
рывное брожение и дображивание для того, чтобы сделать техно¬
логический процесс более экономичным и одновременно ускорить
его. Брожение такого типа протекает в непрерывном потоке, в
котором существенно не изменяется ни концентрация питатель¬
ных веществ и продуктов метаболизма дрожжей, ни некоторые
другие факторы. Активность бродильной культуры удерживается
главным образом благодаря не изменяющейся в зависимости от
скорости течения среде.
ПИВОВАРЕННЫЕ ДРОЖЖИ
КЛАССИФИКАЦИЯ
Пивоваренные дрожжи, как и все дрожжи, это одноклеточные
организмы (Fungi) без хлорофилла, которые по морфологиче¬
ским признакам относятся к классу грибов,подкласс Ascomycetes,
264
семейству Saccharomycetaceae (Endomycetaceae), рода Saccharo-
myces. По способности сбраживать разные сахара, которые име¬
ют значение для классификации рас, Коцкова-Краткохвилова [1]
относит пивоваренные дрожжи ко второму типу (сбраживает
мальтозу и сахарозу), включающему группу cerevisiae, которая
сбраживает рафинозу только на Уз, и группу carlsbergensis, ко¬
торая сбраживает рафинозу полностью.
Saccharomyces cerevisiae образует в бродящей жидкости сус¬
пензию, которая не выделяется хлопьями (не агглютинирует) и
не осаждается (не седиментирует). При брожении они поднима¬
ются к поверхности бродящего сусла и образуют на ней густую
пену, которая должна быть вовремя удалена (собрана). Поэтому
они называются верховыми дрожжами и пиво, для производства
которого они были использованы, называется пивом верхового
брожения. Верховое брожение протекает при высоких темпера¬
турах от 10 до 25°С; при температуре ниже чем 10°С брожение
обычно прекращается.
Saccharomyces carlsbergensis при брожении агглютинируют и
оседают на дно бродильного чана, где собираются и образуют к
концу брожения более или менее прочный осадок. Поэтому тех¬
нически они обозначаются как дрожжи низовые и соответствую¬
щее пиво является пивом низового брожения. Брожение, вызван¬
ное ими, хорошо протекает и при низких температурах от 6 до
8°С; брожение приостанавливается только при 0°С.
Физиология причин разного поведения дрожжей обоих типов
не установлена. Однако известно, что верховые дрожжи при раз¬
множении почкованием не отделяют тотчас же дочерние клетки,
а образуют группы клеток, которые выносятся на поверхность за¬
крепившимися на них пузырьками углекислого газа. Предпола¬
гается, что клетки верховых дрожжей несут противоположный
электрический заряд, чем пузырьки углекислого газа, и поэтому
взаимно притягиваются. У низовых дрожжей предполагается оди¬
наковый заряд, так что дрожжевые клетки с пузырьками углекис¬
лого газа взаимно отталкиваются. Согласно другому объяснению
прилипание группы клеток к пузырькам углекислого газа припи¬
сывается более высокой поверхностной активности верховых
дрожжей.
Для отличия верховых дрожжей от низовых ни высокая тем¬
пература при брожении, ни подъем клеток к поверхности бродя¬
щей жидкости не является абсолютно надежным признаком. Это
происходит потому, что верховые дрожжи можно постепенно при¬
способить (адаптировать) к низким температурам, при которых
они, если слой бродящей жидкости низкий, часто не поднимают¬
ся к поверхности, как при высоких температурах.
И, наоборот, разная способность сбраживать рафинозу явля¬
ется относительно надежным различающим признаком. В фер¬
ментной системе низовых дрожжей (Sacch. carlsbergensis) нахо¬
дятся инвертаза и мелибиаза, а у верховых (Sacch. cerevisiae)
2БЗ
только инвертаза. Верховые дрожжи сбраживают рафинозу
только на 7з, так как инвертаза гидролизует трисахарид рафино-
зы до моносахарида фруктозы и дисахарид мелибиозы, которая
не сбраживается прямо, а только после гидролиза в моносахарид
глюкозу и галактозу, которую катализирует мелибиаза.
По последним данным [2], верховые дрожжи характеризуются
высокими коэффициентами respirace после предварительной
аэробной культивации в глюкозе. Тем самым они отличаются от
низовых дрожжей. Это различие вызывается присутствием янтар¬
ной дегидрогеназы (сукцинодегидрогеназы) в верховых дрожжах.
Этот фермент функционально связан с цитохромом С и с дыха¬
тельным ферментом Варбурга. Низовые дрожжи его не содержат.
Его отсутствие в них носит адаптивный характер и этим, в част¬
ности, объясняется меньшая способность к размножению у низо¬
вых дрожжей, чем у верховых.
В ЧССР на пивоваренных заводах работают только с культу¬
рой низовых дрожжей (Saccharomyces carlsbergensis Hansen),
получаемых размножением чистых культур. Отдельные расы это¬
го вида являются на заводах дрожжами культурными; все осталь¬
ные считаются дикими. Осадок, который собирается после окон¬
чания брожения со дна бродильного чана, называется пивными
дрожжами. Полученное ядро, т. е. средний слой называется ма¬
точными дрожжами.
СТРУКТУРА ДРОЖЖЕВОЙ КЛЕТКИ
(МОРФОЛОГИЯ И ЦИТОЛОГИЯ)
Низовые пивоваренные дрожжи (Saccli. carlsbergensis Han¬
sen) —-это одноклеточные микроорганизмы чаще всего овальной
или круглой формы размером (от 5 до 10) X (от 5 до 13) мкм при
соотношении длины к ширине от 1 до 2 (Лодерова). Форма и
размер колеблется в зависимости от функции клеток, которая
зависит от состава и свойств среды. В среде требуемого состава
отдельные расы пивных дрожжей морфологически очень стабиль¬
ны. Неблагоприятный состав сусла и многократное использование
проявляется в потере исходной выравненное™ дрожжевых кле¬
ток в культуре как по форме, так и по размеру. Технологически
влияние морфологических изменений вытекает из того, что фор¬
ма и размеры клеток определяют общую площадь поверхности
клеток, которая осуществляет обмен веществ (метаболизм). По
Вайнфуртеру [3], средняя поверхность дрожжевой клетки равна
приблизительно 150 мкм. При сбраживании 1 гл сусла 0,5 л гус¬
тых пивных дрожжей на 1 мл сусла приходится около 15 млн.
клеток. Из этого вытекает, что общая поверхность дрожжевых
клеток, содержащихся в 100 мл сбраживаемого сусла, измеряется
приблизительно 22 500 м2. При условии четырехкратного размно¬
жения дрожжей активная площадь поверхности в стадии завит-
266
ков возрастает до 90 ООО м2. Это огромная поверхность обеспечи¬
вает обмен веществ дрожжей клеток.
Коцкова-Краткохвилова [4] классифицировала технические
расы, соответствующие основной характеристике вида, на четы¬
ре группы по отношению длины к ширине (д/ш):
I группа: большие овальные клетки, д/ш равна от 1,2 до 1,6;
II а) группа: среднего размера круглые клетки, д/ш равна от
1.1 до 1,2;
II б) группа: среднего размера овальные клетки, д/ш равна от
1.2 до 1,4;
III группа: небольшие клетки, д/ш равна от 1,1 до 1,2.
Последняя группа имеет несколько представителей и мало¬
характерна для вида дрожжей Sacch. carlsbergensis Hansen. Раз¬
ница между отдельными группами в целом ограничивает измен¬
чивость внутри вида. Если при оценке устанавливается д/ш боль¬
ше чем 1,6, речь идет о расе из группы Carlsbergensis в широком
смысле.
Дрожжевая клетка состоит из протоплазмы, ядра (nucleus,
karyon), клеточной плазмы (цитоплазмы) и оболочки, окружаю¬
щей всю клетку.
Клеточное ядро вместе с плазмой считается носителем жизни
клетки, его деление обеспечивает размножение дрожжей. Оно
содержит хромосомы, состоящие из ген, которые определяют
основные наследственные свойства.
Ядро дрожжей круглое диаметром от 1,7 до 1,8 мкм. Оно жид¬
кое и при определенных условиях приобретает особую структуру
(reticulum). Микроскопически ядро видимо только после окра¬
шивания с помощью особой техники. В качестве основного состав¬
ляющего оно содержит нуклеопротеины, преимущественно дезок¬
сирибонуклеиновую кислоту. Окрашивающимся компонентом яд¬
ра является хроматин (кариотин). Пространство между телами
хроматина заполняется ядерной плазмой (кариоплазмой).
Клеточная плазма—-это коллоидный раствор преимуществен¬
но белкового характера со значительным содержанием воды, за¬
полняющий все пространство клетки. При 50—60°С плазма коагу¬
лирует и клетка умирает (Хансен).
Плазма не гомогенна; ее структуру (крупнозернистая, мелко¬
зернистая, неопределенная) определяет присутствие других не¬
живых веществ, содержащихся в собственно плазменном вещест¬
ве в виде зерен, тел, волокон, полостей и т. д. Эти структурные
части плазмы частично видны при обычном микроскопировании в
пропускаемом свете (вакуоли, жировые капли), другие—после
окрашивания (зерна гликогена, волутина и т. д.) или при наблю¬
дении с помощью фазового контраста (митохондрия, сферо-
зомы).
Вакуоли—это полости, образующиеся в плазме при старении
клеток; они заполнены жидкостью и ограничены тонопластом, т. е.
слоем из белков и липоидов. В жидком содержимом вакуолей
267
имеются электролиты, белки, жиры, сахариды, волутин и неко¬
торые окислительно-восстановительные ферменты.
Гликоген (полисахарид структурно подобный амилопекти-
ну) —это резервное вещество, которое собирается в молодых
клетках при хороших условиях питания. При наиболее интенсив¬
ном развитии дрожжевые клетки могут содержат до 20% (по дру¬
гим данным до 39%) гликогена. В стареющих и старых клетках
его мало. Для определения физиологического состояния дрожже¬
вых клеток микроскопически определяется содержание гликогена
путем окрашивания.
Волутин (метахроматин), по представлению Мейера (1904),—
это кислое или насыщенное соединение нуклеиновой кислоты с
основанием, оно содержит также азот и фосфор. Мейер предпо¬
лагает, что волутин (резервное вещество дрожжей) — это вакуо-
лярный коллоид полифосфатного характера, образующий зер¬
нышки легкоокрашиваемые, например, метиленовым синим в
темно-синий цвет, иногда в фиолетовый почти красный. Роль во-
лутина в дрожжевых клетках до сих пор не ясна.
Волутин накапливается в дрожжах при брожении и его со¬
держание зависит главным образом от содержания фосфора в
сусле. В среде без фосфорных соединений дрожжевые клетки
утрачивают волутин. Клетки с высоким содержанием волутина
имеют более высокую сбраживающую способность.
Жир присутствует в дрожжевой плазме в виде мелких капе¬
лек, резко преломляющих свет. В дрожжах жир содержится, с
одной стороны, как запасное вещество, образующееся из белков
или сахаридов, с другой — как жир дегенеративный, который по¬
является в старых клетках.
Митохондрии (хондриозомы) образуют в плазме системы из¬
меняемой формы, слабопреломляющие свет, заметные только при
применении фазового контраста. Они играют большую роль в об¬
разовании клеточных ферментов.
Другие структурные образования плазм, которые отличаются
от митохондрий лишь при окрашивании янусовой зеленью, Баут-
цова [5] назвала сферозомами. Было высказано предположение,
что речь идет только о другой стадии развития того же самого
клеточного органа.
Клеточная оболочка образует внешнюю оболочку клетки. Она
прозрачна, эластична и приспосабливается к содержимому клет¬
ки. При старении клетки и потери ей запасных веществ клеточ¬
ная оболочка сморщивается. Исследования показывают, что она
состоит главным образом из разных полисахаридов и содержит
каучукообразные вещества и немного хитина. Клеточная оболоч¬
ка состоит из нескольких слоев различной толщины. Слизистая
поверхность влияет на флокуляцию дрожжевых клеток. Важным
свойством внутреннего слоя клеточной оболочки является ее про¬
ницаемость (Semipermeabilita), т. е. способность пропускать в
обоих направлениях только определенные вещества (продукты
268
питания клетки и продукты метаболизма). Функции клеточной
оболочки зивисят от физиологического состояния клетки. Измене¬
нием проницаемости клеточной оболочки регулируются метабо¬
лические процессы в клетке. На это влияют также внешние изме¬
нения.
Оболочки мертвых клеток легко пропускают некоторые краси¬
тели, которыми окрашивается клеточная плазма. Оболочки жи¬
вых клеток не пропускают красители. Окраска метиленовой синей
используется для микроскопического определения числа мертвых
клеток в технических культурах пивных дрожжей.
Дрожжевую клетку всегда следует рассматривать как целое.
Функциональные отношения между клеточным ядром, плазмой
и оболочкой очень сложны и до сих пор полностью не объяснены.
РАЗМНОЖЕНИЕ И РОСТ ДРОЖЖЕЙ
Пивоваренные дрожжи в нормальных условиях обычно раз¬
множаются почкованием и лишь очень редко делением клеток
или спорообразованием.
Размножению каждой клетки предшествует деление клеточ¬
ного ядра. До сих пор не удалось однозначно доказать, делится
ли ядро клетки прямо или косвенно. Прямое деление ядра (ами-
таза) —это форма, при которой ядро просто распадается на две
части без участия хромосом.
При непрямом делении (митозе) ядро делится с хромосомами
так же, как у высших животных и растений. Это сложный про¬
цесс, в котором различают четыре фазы.
В начальной фазе (профазе) клеточное ядро освобождается
и появляются хромосомы, их число у каждого вида дрожжей по¬
стоянно; они распределяются и на них появляется продольная
черта, по которой они позже делятся. В метафазе ядерная обо¬
лочка растекается, и хромосомы стягиваются в экваториальной
плоскости, где располагаются кольцом. В начале анафазы хромо¬
сомы делятся продольно и гомологическими парами поднимаются
и направляются к полюсам, т. е. к местам будущих ядер. В тело-
фазе хромосомы опять исчезают и образуются дочерние ядра, ко¬
торые покрываются оболочкой.
Вегетативное размножение
При почковании материнская клетка образует почку, кото¬
рая вырастает в дочернюю клетку. У низовых пивоваренных
дрожжей дочерняя клетка отделяется, как только достигает оп¬
ределенного размера, в то время как у верховых дрожжей не от¬
деляется сразу, а образует клеточные соединения кустообразной
формы. Культурные пивные дрожжи почкуются всегда полярно
(если они круглые). Каждая клетка может почковаться много¬
кратно. В месте отделения дочерней клетки на материнской клет¬
269
ке остается заметный шрам, по количеству этих шрамов, хорошо
видимых под электронным микроскопом или флюоресцентным
микроскопом после окрашивания, можно судить о возрасте
клетки.
Условием размножения клеток является культивация в сре¬
де, содержащей все необходимые питательные вещества (саха¬
риды, азотистые и минеральные вещества) и факторы роста в
необходимом количестве. Такой средой является пивное сусло.
Рост дрожжевой культуры лучше всего заметен по кривым
роста, выражающим зависимость числа клеток в единице объема
среды от времени. По их ходу различают обычно четыре фазы
роста.
1. Латентная фаза (начальная стационарная фаза, лаг-фаза),
в которой культура в течение нескольких часов приспосаблива¬
ется к новой среде, прежде чем начнется рост. Латентная фаза
обычно по времени совпадает с индукционным периодом спир¬
тового брожения.
2. Логарифмическая фаза характеризуется наиболее бурным
ростом культуры, которая размножается по логарифмической
кривой, так что прирост наибольший. В этой фазе спиртовое бро¬
жение еще в индукционном периоде и только позднее происходит
разбраживание. В производственном брожении оно всегда окан¬
чивается в стадии образования белых завитков.
3. Максимальная стационарная фаза отвечает достижению
границы роста кривой и прирост начинает падать. Молодые клет¬
ки подрастают и выравниваются морфологически и физиологи¬
чески. Спиртовое брожение достигает высшей точки, а активность
ферментов ослабевает. В производственном брожении эта фаза
совпадает со стадией белых завитков.
4. Фаза замедления (ингибиции) роста наступает под влия¬
нием скопления в среде метаболитов и снижения концентрации
сахаров. Рост дрожжей замедляется и наконец прекращается.
Температурный оптимум размножения и роста дрожжей нахо¬
дится между 25 и 30°С. При температурах выше 40°С рост пре¬
кращается, и клетки умирают. Низкие температуры, при кото¬
рых проводится низовое брожение, замедляет рост, однако дрож¬
жи не портятся. Очень низкие температуры лучше выдерживают
прессованные дрожжи, чем жидкие.
В пивном сусле удовлетворительного состава количество
дрожжей, использованных для сбраживания, не оказывает су¬
щественного влияния на количество дрожжей, полученных при
брожении. При концентрации сахара в среде от 20% и выше
дрожжи не размножаются и не бродят. Это объясняется [6] плаз¬
молизом дрожжевых клеток под влиянием высокого осмотиче¬
ского давления. Только дрожжи «осмофильные» выносят более
высокую концентрацию сахара.
Из метаболитов рост дрожжей замедляют углекислый газ и
этанол в концентрации, начиная с 6%; только некоторые виды
270
пивных дрожжей выносят концентрацию до 10%. Это зависит от
физиологического состояния дрожжей и от состава сусла. Высо¬
кая концентрация сахара, низкий pH и повышенная температура
снижают стойкость дрожжей в отношении спирта [7]. Высшие
спирты, образующиеся при брожении, в значительной мере по¬
давляют рост дрожжей [6].
Тяжелые металлы (железо, медь) в незначительных количе¬
ствах (до нескольких миллиграммов) активизируют размноже¬
ние дрожжей, а большие количества этих же металлов его по¬
давляют [7]. Небольшие количества железа и меди, обычно со¬
держащиеся в производственном сусле, не влияют на рост дрож¬
жей.
Нитраты, образующиеся при восстановлении нитритов из про¬
изводственной воды, при концентрации свыше 25 мг ИОз/л могут
тормозить низовое брожение.
Спорообразование и наследственные свойства
Пивоваренные дрожжи, как уже было сказано, образуют спо¬
ры с трудом; несмотря на это в последнее время спорообразова¬
ние используется для получения мутантов с измененными свой¬
ствами.
Дрожжи образуют споры, если долгое время выдерживаются
в неблагоприятных условиях, например, на куске гипса или на
агаре, бедном питательными веществами. Дрожжи образуют
шарообразные споры небольшого размера (2—3 мкм), содержа¬
щиеся в сумке (ascus), чаще всего по 4 шт. Споры более стойки
к вредному действию высоких температур и антисептиков и к ав¬
толизу. При перенесении спор в среду, обеспечивающую хорошие
условия питания, споры прорастают и образуют новые клетки.
При прорастании спор без предварительной копуляции обра¬
зуются более мелкие, так называемые редуцированные формы, а
нормальные большие клетки образуются после копуляции реду¬
цированных форм парами. Это первым доказали Круис и Шата-
ва [9]. Позже Винге и Лаустсен [10] получили копуляцией спор
разных дрожжей потомства, отличающиеся наследственными
признаками, как это вытекает из смешения хромосом, гены кото¬
рых переносят основные наследственные признаки.
Пивоваренные дрожжи и большая часть остальных промыш¬
ленно важных дрожжей содержат в клеточном ядре все хромо¬
сомы по паре, так что они диплоидны [9, 10]. При вегетативном
размножении клеток делением каждая хромосома делится вдоль
на две части (митоза). Половина остается в материнской клетке,
а другая половина переходит в дочернюю клетку, которая, сле¬
довательно, тоже диплоидна, и поэтому сохраняет наследствен¬
ные признаки материнской клетки.
При спорообразовани в сумке образуются сначала четыре яд¬
ра, из которых каждое содержит только по одной хромосоме,
так что они гаплоидны. При сгущении плазмы вокруг каждого
271
цикла
ядра образуются споры (ascospory) морфологически одинако¬
вые. Однако физиологически они отличаются своими хромосома¬
ми, которые образовались при делении пар типа а/а, так что две
содержат хромосомы типа а, а две другие — типа а. В зависи¬
мости от жизненных условий две из четырех спор сумки тотчас
взаимно копулируют или прорастают в гаплоидной единице; ге¬
нетически разнополые единицы (гетерофалические) могут соеди¬
няться (а + а) и из них взойдет следующее диплоидное потомст¬
во а/а.
Под действием некоторых влияний могут образоваться куль¬
туры с большим числом хромосом (полиплоидные), например
триплоидные, тетраплоидные и т. д. Такие клетки бывают боль¬
шими и считаются поли¬
плоидными мутантами.
При половом размно¬
жении образуются му¬
танты и гибриды с собст¬
венными, отличными от
исходной культуры, свой¬
ствами. Искусственное
скрещивание при копуля¬
ции спор было использо¬
вано для получения но¬
вых рас (Торн, Джилли¬
ланд). В условиях произ¬
водства и также в культу¬
рах искусственно выращиваемых, как правило, не происходит
полового размножения. Пивоваренные дрожжи из лабораторных
культур большей частью утратили способность к спорообразова¬
нию в результате образования стерильных мутантов [И, 12].
Условия для самопроизвольного полового размножения дрож¬
жей, применяемых в промышленности, подробно не изучены. Од¬
нако, если нужно сохранить у технических культур исходные
свойства расы, то половое размножение в культурах нежела¬
тельно.
Наследственные признаки дрожжей можно до определенной
степени изменять также отбором спонтанно образующихся му¬
тантов искусственным вмешательством, вызывающим мутацию,
например, действием химикатов или разными видами облучения.
Так получаются биохимические мутанты с вновь созданными или
обновленными способностями синтезировать одно или несколько
веществ, необходимых для роста, а также мутанты, которые ут¬
ратили эту способность.
Наблюдалось также образование мутантов путем изменения
состава цитоплазмы, вероятно митохондрий (рис. 62). По дан¬
ным автора, мутации такого типа встречаются чаще, чем мутации
ген, и обычно их вызывает потеря какого-нибудь фермента, ко¬
торый дрожжи уже не может синтезировать.
Рис. 62. Схема гетерофалического
развития дрожжей по Эфрусси.
272
ХИМИЧЕСКИЙ СОСТАВ ДРОЖЖЕЙ
Для каждой клетки с собственным обменом веществ (метабо¬
лизмом) характерно преобладающее содержание воды. Прессо¬
ванные пивоваренные дрожжи содержат от 65 до 85% воды, в
среднем 75%. Из общего объема от 55 до 65% приходится на
воду, связанную внутри клеток (intracelularni), и только от 10 до
30% приходится на воду свободную, притягиваемую поверхност¬
ными силами, и гидратную.
Химический состав дрожжевого сухого вещества колеблется
в зависимости от условий питания, от возраста и физиологиче¬
ского состояния клеток. Для основных компонентов характерны
[3] следующие вещества (%):
Кроме основных веществ дрожжевые клетки содержат в не¬
больших количествах различные биологически важные вещества,
катализирующие процессы обмена, т. е. ферменты, окислительно¬
восстановительные системы, вещества роста, витамины, порфи-
рины.
Ферментативный комплекс дрожжевой клетки, катализирую¬
щий спиртовое брожение и обозначаемый общим названием зи-
маза, состоит, по современным данным, из 12 разных ферментов,
двух коферментов (кислота 2, 3-дифосфоглицеровая и тиаминпи-
рофосфат), двух органических комплексов (АТФ/АДФ,
НАД/НАД-Н2) и двух неорганических (Mg2+, К+) [13]. Часть
ферментов катализирует дыхание.
Основную окислительно-восстановительную систему дрожже¬
вых клеток представляют цитохромы.
В качестве факторов роста (старое название «bios») в дрож¬
жах были выделены химическим путем следующие вещества:
анеурин (тиамин-витамин Bi), пантотеновая кислота, пиридок-
син (адернин-витамин В6), D-биотин (витамин Н) и мезоиноси-
тол. К не определенным еще до сих пор относятся, например фак¬
тор bios V, биостерол и некоторые аминокислоты.
Помимо названных витаминов, являющихся факторами рос¬
та, низовые пивоваренные дрожжи содержат почти все известные
витамины, кроме витаминов А и С, которые полностью отсутст¬
вуют, а витамины Е и К встречаются в небольших количествах.
Кроме того, низовые пивоваренные дрожжи содержат эргосте-
рол (провитамин D), который при активации ультрафиолетовыми
лучами дает биологически эффективный витамин D2 (калци-
ферол).
Подробные сведения о химическом составе пивоваренных
дрожжей приводятся в монографии Главачека и др. [12].
10—108 273
Азотистые
Сахариды
Жиры (липиды)
Минеральные
45—60
15—37
2—12
6—12
ОБМЕН ВЕЩЕСТВ (МЕТАБОЛИЗМ) ДРОЖЖЕЙ
Микроорганизмы осуществляют свои жизненные функции,
главным проявлением которых является рост и размножение за
счет многочисленных непрерывно происходящих и взаимосвязан¬
ных химических реакций, обычно называемых обменом веществ
или метаболизмом. Метаболизм представляет собой два типа
процессов, а именно:
анаболизм или ассимиляция характеризуется синтетически¬
ми реакциями, при которых потребляется энергия, организмы
принимают из среды вещества (питание), эти вещества они спо¬
собны переработать в продукты, компенсирующие потери, вы¬
званные потреблением и расщеплением, и пригодные для обра¬
зования новых веществ для роста и размножения;
катаболизм или диссимиляция, т. е. сумма реакций разложе¬
ния, богатых энергией высокомолекулярных веществ, на вещест¬
ва простейшие, бедные энергией, а освобождающаяся энергия
потребляется на процессе ассимиляции.
Метаболизм сахаридов
В обмене веществ дрожжей и всех живых систем вообще
большое значение имеют сахара (сахариды), при расщеплении
которых получается энергия для физиологических процессов и
для биологического синтеза многих веществ. Расщепление саха¬
ров (гликолиз) является одним из основных процессов. Если
он протекает при прямом участии кислорода воздуха, т. е. при
аэробных условиях, таких, как окислительный обмен веществ,
речь идет о процессе, обычно называемом дыханием (respirace).
При анаэробных условиях брожение (ферментация) протекает
как антиокислительный обмен веществ.
Дыхание и брожение — это ферментативные процессы, слож¬
ный механизм которых в начальных стадиях подобен. Они про¬
текают вначале через ряд промежуточных стадий, а затем на
определенной стадии разделяются и идут к конечным продуктам
своими собственными путями. При дыхании конечным продуктом
являются углекислый газ и вода
СвН12Ов + 602 = 6С02 + 6Н20 + 2830 кДж (674 ккал)
и при брожении спирт (этанол) и углекислый газ
СвН,206 -> 2С2Н6ОН-Ь 2С02 + 924 кДж (22 ккал).
Количество энергии, освободившейся при этих катаболиче-
ских (диссимиляционных) процессах, зависит от степени окисле¬
ния. Чем выше теплота сгорания образующихся продуктов, тем
меньше энергии освободилось для клетки. Метаболизм сахари¬
дов (углеводов) и его отношение ко всему обмену веществ вы¬
ражает следующая схема [5]:
274
Полисахариды
Моносахариды ||
'^^^■Гексозомонофосфаты
‘Рруктозодифосфат
Схема ЗмВден- Мейергофа
Гпицеринфосфат—
■СО,
Пентозофосфатный цикл
X
''Пентозы
Нейтральные жиры
Глицериды
Триозофосфаты‘4^
\\
Пиродинозрадная _ Ацетальдегид=^Спирт
кислота
Лирные
хислоты
Стеролы,
наротиноиды
= Ацетилкофермент А
(актидироданнар уксусная кислота)
СО? + Нг0
Велки
'Аминокислоты
Цикл лимонной
кислоты
Высшие слирты
Полисахариды и олигосахариды (мальтоза, сахароза) или
сначала расщепляются на моносахариды и фосфорилируются,
прямо переходят в фосфаты гексозы. Последний из них фрукто-
зо-1,6-дифосфат расщепляется на два фосфорилированных
Сз-сахара (по схеме Эмбден-Мейергофа) или уже на предшест¬
вующей стадии глюкозо-6-фосфат дегидрогенизируется на 6-фос-
фоглюконовую кислоту и путем окислительной декарбоксилации
перейдет в пентозофосфат, который является голозидным компо¬
нентом рибонуклеиновых кислот. Фосфаты пентозы в так назы¬
ваемом пентозофосфатном цикле переходят через гептозы, гексо¬
зы, тетрозы в фосфаты триоз и гексоз, через которые присоеди¬
няются к схеме Эмбден-Мейергофа.
Из триозофосфата (дигидроксиацетонфосфата) образуется в
качестве побочного продукта глицерин, основное вещество для
синтеза нейтральных жиров и фосфатидов.
Основной путь расщепления сахаридов ведет от триозофосфа¬
та через разные промежуточные стадии к пировиноградной кис¬
лоте. При декарбоксилации и восстановлении образуются основ¬
ные продукты анаэробного гликолиза, т. е. этанол и углекислый
газ. Кроме того, пировиноградная кислота, отдает свой углерод¬
ный скелет аминокислоте аланина, который образуется в резуль¬
тате трансаминирования.
При аэробных условиях протекает также процесс окисления,
в результате которого образуется «активированная уксусная
кислота». При скоплении ацетиловых остатков активированной
уксусной кислоты образуются жирные кислоты, стеролы, кароти-
ноиды и одновременно образуется углеродный скелет ряда важ-
10* 275
ных аминокислот. Эти процессы обратимы и поэтому ацетилко-
фермент А является важным промежуточным веществом расщеп¬
ления, перестройки и построения сахаридов, белков, жиров, сте-
ролов, каротиноидов и других веществ.
Окончательное превращение ацетиленового остатка в угле¬
кислый газ и воду осуществляется в цикле лимонной кислоты,
благодаря чему клетка приобретает основную часть энергии. Из
промежуточных продуктов а-кетоглютаровой и щавелевоуксус¬
ной кислот при аминировании и трансаминировании образуются
глютаминовая и аспарагиновая кислоты.
При пивоваренном брожении основным и преобладающим
процессом является анаэробный гликолиз (брожение) по схеме
Эмбден-Мейергофа-Парнасова, при котором в качестве основных
продуктов образуются этанол и углекислый газ. В присутствии
кислорода на процесс брожения накладываются аэробные про¬
цессы (дыхание), в частности в стадии пировиноградной кислоты
цикл лимонной кислоты (Кребса) или в стадии глюкозо-6-фос-
фата-пентозофосфатный цикл.
При низовом пивоваренном брожении приблизительно 98%
сахара сбраживается и 2% используются на процесс дыхания.
Спиртовое брожение (схема
Эмбден-Мейергофа)
Спиртовое брожение очень сложный процесс, при изучении
которого постепенно выяснилось, что он протекает как цепь ре¬
акций, связанных фосфорилирующим механизмом.
В первой фазе брожения (стадия фосфорилирования) образу¬
ются разные фосфаты гексоз. Последний из них (фруктозо-1,6-
дифосфат) распадается на два триозофосфата: дигидроксиаце-
тонфосфат и глицеральдегид-3-фосфат. Глицеральдегид-З-фосфат
дегидрогенизируется при вмешательстве никотинамидаденинди-
нуклеотида (НАД) и одновременно фосфорилируется в 1,3-фос-
форглицериновую кислоту, которая последующей дегидрогениза¬
цией и дефосфорилизацией переходит в пировиноградную кис¬
лоту. Кислота в свою очередь декарбоксилируется в углекислый
газ и ацетальдегид, который в последней фазе восстанавливается
в спирт (этанол). Весь ход спиртового брожения виден по при¬
веденной по Де Клерку (6) схеме, которая составлена на основе
имеющихся данных, относящихся к изучению этого сложного
процесса.
Сбраживаемость сахаров различна и зависит от вида сахара
и от свойств дрожжей. Сначала считали, что прямо сбраживают¬
ся только так называемые зимогексозы, т. е. глюкоза, фруктоза,
маноза и условно (после приспособления) также галактоза, при
этом все только в оптической D-форме. Олигосахариды счита¬
лись сбраживаемыми только после расщепления на гексозы со¬
276
ответствующими ферментами. Например, низовые пивоваренные
дрожжи содержат инвертазу (сахарозу, р-фруктозидазу-p-D-
фруктофуранозид фруктогидролазу, ЕК 3.2.1.26), катализирую¬
щую расщепление сахарозы на глюкозу и фруктозу, далее маль¬
тозу (се-глюкозидазу-а-Б-глюкозид глюкогидролазу, ЕК 3.2.1.21),
которая катализирует расщепление мальтозы на две молекулы
глюкозы и, наконец, мелибиазу (се-галактозидазу-се-О-галакто-
зид галактогидролазу, ЕК 3. 2. 1. 23), которая при одновремен¬
ном присутствии сахарозы расщепляет трисахарид на все три его
составляющие, т. е. галактозу, глюкозу и фруктозу. У верховых
дрожжей мелибиаза отсутствует и поэтому они расщепляют ра-
финозу на мелибиозу и фруктозу, так что сбраживают только ее
фруктозный компонент (Уз).
В последнее время с помощью хроматографического метода
подтвердилось существование трансфераз, способных переносить
гексозные единицы с одной молекулы дисахарида или трисаха-
рида на другую, или также внутри молекулы с одной связи на
другую. Так, под действием трансглюкозидазы может образо¬
ваться например, из сахарозы трисахарид фруктозо-фруктозо-
глюкоза или фруктозо-глюкозо-фруктоза. Образовавшиеся та¬
ким образом сахара под действием трансфераз расщепляются
(сбраживаются) непосредственно ферментами брожения. Сбра-
живаемость ,сахаров зависит также от проницаемости клеточной
оболочки дрожжей. Известно, что внутрь дрожжей проникают
ди- и трисахариды, а высшие сахара и декстрины никогда.
Согласно суммарному уравнению брожения из 100 г глюкозы
теоретически получается 51,1 г спирта (этанола) и 48,9 г углекис¬
лого газа. Практически выход всегда ниже и соответствует в
среднем 48,6% этанола и 46,4% углекислого газа. Около 2% глю¬
козы дрожжи ассимилируют и остаток приблизительно 3% пе¬
реходит в побочные продукты, т. е. ацетилдегид, глицерин, уксус¬
ную и молочную кислоту.
Цикл лимонной кислоты
В начале брожения сусло всегда содержит определенное ко¬
личество растворенного кислорода воздуха, в присутствии кото¬
рого дрожжи «дышат». Тем самым изменяется первоначальная
схема анаэробного метаболизма. Восстановление ацетилдегида
замедляется, так что начинается скапливаться пировиноградная
кислота, незначительный излишек которой аэробно декарбонизи-
руется в цикле лимонной кислоты, или в трикарбоксиловом цик¬
ле, называемом также по имени его открывателя циклом Кребса.
В реакцию включается следующий комплекс ферментов, ката¬
лизирующий в присутствии кофермента А образование ацетил-
кофермента А из очень небольшого количества пировиноградной.
кислоты. При его действии на щавелевоуксусную кислоту образу¬
ется лимонная кислота, а из нее постепенно кислоты цисаконито-
277
СН2ОН
но]— о
он
Галактоза
НО] [ОН
ОН
Глюкоза
ОН
Галактоза -l-pocpamC02
\ 1—т
С)
он
Глюкоза-S-poepam
цикл
СН3
2 С НОН
I
соон
Молочная
кислота
тосЛ,
SM
сн2он
он он
Фруатозо -S- рос рот
I—-ЖЕ
P—ADP
®ochJx сн2о®
С Но
I
СНоОН
Этанол \
(13)/
с Но"'’
I 3
сон
Ацетальдсгид
г—
2И*\
НОЙ
.2NAD
ОН ' ои
Фруктоза -1,6- диросрат
м
Дегидрогеназа
• 2NADH
+2Н+
сн2о®-
СНОН '
сон
Гоицеральдсгид-
3- росрат
-сн2о®
со
(5)
СН2ОН
Дигидроксиацетон-
фоефат
S\\—pep*em
„ ®-он
сн2о®
(11)
1,3-диросрогли-С НОН
церат
2АТР 2ADP
соо-
®
-2ADP
С Но
I 3
2СО-
сн
СНоОН
(10)
^ 2Н20 , _
2 C-0~®^f-CH0®
—СООН
"*""7 Пиробитградш
\ / кислота
'—'
Димтыииикп
СООН
оэнолпирови
градная кислота
(э) | ^ (в)
СООН
2-фОСфоглицерат ‘J-:
сн2о®
2СНОН
с:оон
вая, L-изолимонная, щавелевоянтарная, а-кетоглутаровая, фу-
маровая, L-яблочная и, наконец, щавелевоуксусная, которая ос¬
тается в цикле. Ее реакцией с пировиноградной кислотой начина¬
ется новый цикл.
Уже раньше было известно, что при полном исключении дыха¬
ния снижается жизнеспособность пивных дрожжей, а тем самым
снижаются и их физиологические функции и бродильная актив¬
ность. Вайнфуртнер [3] приводит, как вывод из новых исследова¬
ний [15], сведения о том, что энергия, получаемая при дыхании,
физиологически неравноценна энергии, полученной при броже¬
нии, поскольку без дыхания дрожжи постепенно утрачивают
способность к размножению.
Пентозофосфатный цикл
В последнее время обнаружилось, что при дыхании дрожжей
до 30% глюкозы расщепляется прямым окислением [16] в следую¬
щем так называемом пентозофосфатном или гексозомонофос-
фатном цикле по схеме Варбурга, Дикенса и Хорекера. При
спиртовом брожении он накладывается на схему Эмбден-Майер-
гофа в стадии глюкозо-6-фосфата, который окисляется в 6-фос-
фоглюконовую кислоту (через 6-лактон). При декарбоксилации
через 6-фосфо-З-кетоглутаровую кислоту образуется рибулозо-5-
фосфат. Последняя образует с рибозо-5-фосфатом седогептулозо-
7-фосфат и глицеральдегид-3-фосфат, который возвращается в
нормальную схему Эмбден-Мейергофа. Седогептулозо-7-фосфат
расщепляется в эритрозо-4-фосфат и дигидроксиацетон. В при¬
сутствии глицеральдегид-3-фосфата образуется фруктозо-6-фос-
фат, который начинает следующий цикл.
Одним кольцом пентозофосфатного цикла одна молекула глю-
козо-6-фосфата декарбонизуется в рибулозо-5-фосфат. При этом
восстанавливаются две молекулы трифосфопиридиннуклеотида
(ТПН), который снова должен окисляться кислородом воздуха.
Эффект Пастера
Основные изменения в метаболизме дрожжей, связанном с
подачей воздуха в процессе брожения (анаэробный и аэробный
процесс), первым заметил Пастер. Он обнаружил, что кислород
подавляет брожение (образование спирта), однако ускоряет
рост (размножение) дрожжей. Это явление известно как эффект
Пастера. При аэробных условиях дрожжи не сбраживают (кро¬
ме пивных) сахар в этанол, а образуется только углекислый газ;
при этом по сравнению с аэробным гликолизом потребление глю¬
козы намного меньше. По теории Линена [17], диапазон расщеп¬
ления сахара регулирует концентрация неорганического фосфа¬
та и аденозиндифосфата (АДФ).
279
У пивоваренных культурных дрожжей эффектПастера не на¬
блюдается [18]. С технологической точки зрения наличие эффек¬
та Пастера свидетельствовало бы о нарушении функций пивова¬
ренных дрожжей.
Метаболизм азотистых веществ
Азотистые вещества в дрожжевых клетках постоянно обнов¬
ляются. Одновременно с расщеплением протекает синтез белков.
В качестве азотистых продуктов питания дрожжевым клеткам
служат соли аммония, аминокислоты и низшие пептиды, если
они проникают через оболочку клетки.
Для роста, обновления и восстановления живых систем осо¬
бое значение имеют аминокислоты. Они образуются при введе¬
нии аминогруппы в а-кетокислоты, которые являются промежу¬
точными продуктами при расщеплении сахаридов. Преимущест¬
венную часть потребления аминокислот (около 75%) дрожжи
осуществляют прямой ассимиляцией и почти весь остаток деза¬
минированием по схеме Эрлиха с образованием высших спиртов
[19]. Для синтеза белков наиболее важна глютаминовая и аспа¬
рагиновая кислоты, аланин и амиды первых двух, т. е. глютамин
и аспарагин.
Кроме аминокислот дрожжи ассимилируют также пептиды
[20]. Из азота, ассимилированного из сусла дрожжами, около
11 % приходится на пептиды. Поэтому значение пептидов по срав¬
нению с соответствующими аминокислотами меньше, а именно
потому, что под действием экзопептидаз они сначала должны
расщепляться в простые компоненты.
Внутри дрожжевых клеток аминокислоты подвергаются тран-
саминированию катализованному трансаминозами, переносящи¬
ми аминогруппы с одной молекулы на другую. Так, например,
аланин образуется путем реакции глютаминовой кислоты с пиро-
виноградной. Высокомолекулярные азотистые вещества образу¬
ются конденсацией аминокислот при участии аденозйнтрифос-
фата (АТФ). В пивном сусле аминокислоты являются более ва¬
жным источником азота, чем аммониевые соединения [21]. Легко
ассимилируемыми являются аргинин, лизин, метионин, глютами¬
новая и аспарагиновая кислоты. И, наоборот, пролин, валин и
другие выделяются в среду.
Сусло всегда содержит достаточное количество азотистых ве¬
ществ. Из 600 мг ассимилированного азота, содержащегося в
1 л сусла (12%-ное), при брожении дрожжи потребляют около
200 мг [22]. В стадии роста содержание азота в дрожжах быстро
возрастает, пока не достигнет почти двукратной величины [23] и
потом снова постепенно падает вплоть до исходной величины.
Дальнейшее уменьшение содержания азота связано с тем, что
дрожжи выделяют в среду от 5 до 33% из собственного объема
азота, вероятнее всего в виде аминокислот и пептидов.
280
Метаболизм минеральных веществ
Общее значение минеральных веществ в клеточном организ¬
ме вытекает из следующих функций:
они поставляют основные (неорганические) элементы для по¬
строения органических соединений (углерод, азот, сера и фос¬
фор);
регулируют и поддерживают в организме определенные ве¬
личины некоторых физических или физико-химических свойств,
например прочность клеточной оболочки, осмотическое давление
протоплазмы, ионное равновесие, pH, проницаемость клеточной
оболочки, растворимость белков, активность ферментов и т. д.;
являются составной частью некоторых биологических ката¬
лизаторов, главным образом ферментов (железо, медь), витами¬
нов (кобальт), красителей (магний), активируют иди ингибиру¬
ют многие ферментативные реакции (магний, железо, медь, каль¬
ций, калий, натрий, кобальт, цинк и т. д.) и тем самым прямо
вмешиваются в метаболические процессы.
ЧИСТЫЕ КУЛЬТУРЫ ПИВОВАРЕННЫХ
ДРОЖЖЕЙ
Технические культуры пивоваренных дрожжей получаются
путем размножения чистых культур, полученных из рас, соответ¬
ствующих технологическим требованиям и уже проверенных в
производстве,
ЛАБОРАТОРНАЯ СТАДИЯ
Чистую культуру в принципе получают отбором одной клетки,
чтобы была гарантия, что при вегетативном размножении полу¬
чится генетически однородное потомство. В практике чистую
культуру получают обычно из рас, технологические свойства ко¬
торых и влияние на качество пива, известны. Поэтому наиболее
подходящим исходным материалом для отбора являются произ¬
водственные дрожжи, полученные при технически хорошем и би¬
ологически чистом производственном брожении. Для того чтобы
дрожжи, полученные с другого пивоваренного завода, были при¬
способлены к новой среде, используют дрожжи третьей генера¬
ции. Образец берут в стадии образующихся белых завитков под
пленкой (декой), поскольку там при наиболее интенсивном росте
находятся здоровые, сильные и наименее инфицированные клет¬
ки.
Раньше пивоваренные дрожжи чаще всего отбирали капель¬
ным методом по Линднеру, который предпочитали главным об¬
разом потому, что отбор можно проконтролировать микроскопи¬
чески. Тем не менее в настоящее время все чаще работают на
желатиновых или агаровых пластинках как методом разбавле¬
281
ния, так и методом штриховки, в случае если нет гарантии, что
каждая колония выросла из одной клетки. Отбор с помощью
микроманипулятора в производственных лабораториях не рас¬
пространен.
При отборе одной клетки любым из указанных методов ни¬
когда нет гарантии, что из большего числа клеток всегда отби¬
рается клетка лучшая не только морфологически, но также и
физиологически. Поэтому следует отбирать большее число кле¬
ток (от 25 до 50) и среди полученных культур провести отбор
(селекцию) путем определения морфологических и физиологи¬
ческих признаков и сравнивания результатов опытного лабора¬
торного брожения.
При культивации в сусле (от 20 до 25°С) как важный при¬
знак оценивают форму и прочность дрожжевого осадка. Низовые
дрожжи должны находиться только на дне и не прилипать к
стенкам; поверхность осадка должна быть ровной, осадок дол¬
жен прочно прилегать к дну и при медленном круговом движе¬
нии не увлекаться с пивом.
Микроскопически определяются морфологические и физиоло¬
гические признаки. Необходимо выравнивание клеток как по
форме, так и по размеру, и хорошее физиологическое состояние.
Биологически загрязненные культуры исключают сразу без
дальнейших испытаний. Отрицательные микробиологические по¬
казания всегда следует проверить биологическим методом.
При лабораторном опытном брожении с большим объемом
сусла исследуют признаки, по которым в производстве определя¬
ют ход и результаты брожения. Основными признаками для се¬
лекции являются скорость размножения дрожжей, ход брожения
и образование пены (завитков), осаждение дрожжей и прозрач¬
ность пива, прочность дрожжевого осадка, вкус и запах пива и
степень сбраживания.
Расы с лучшими свойствами, полученные отбором, сохраня¬
ются в лаборатории как чистые культуры и в зависимости от по¬
требности их используют для размножения в производстве.
Чистые культуры семенных дрожжей при хранении в лабора¬
тории легко подвергаются мутациям, изменяющим некоторые из
исходных свойств культуры. Поэтому культуры следует хранить
в условиях, при которых они как можно дольше сохраняются с
неизменными свойствами без частого пересева.
При выборе способа хранения учитывают также то, в какое
время нужно брать культуры для размножения в производстве.
На короткое время чистые культуры пивных дрожжей лучше
всего сохранять в естественной среде, т. е. в стерильном сусле
10 мас.%). После разбраживания при комнатной температу¬
ре их помещают в холодильнике при 2—4°С, чтобы брожение
протекало как можно медленнее. Пересеять их достаточно через
1—2 месяца. Этот способ приемлем тогда, когда культуру пов¬
торно вводят в производство в равномерные, короткие интерва-
282
лы, например при размножении без аппаратов для разведения
чистой культуры дрожжей.
Наиболее распространено хранение дрожжевых культур в
стерильном 10%-ном растворе сахарозы (в водопроводной воде),
в котором дрожжи при отсутствии других продуктов питания
больше не растут, однако и не умирают. При температурах ниже
15°С культура выдерживается без пересева 1—2 года, пока не
прекратится избыточное испарение воды. Физиологические изме¬
нения предотвращены тем, что при пересеве в стерильное сусло
вводят вторую и третью генерацию.
Чистые культуры можно консервировать также методом лио-
филизации, состоящим в том, что культура замораживается, лед
испаряется в вакууме и полученный порошок сохраняется при
температуре ниже 0°С. Гарантия сохранения культуры при этом
методе сомнительна, некоторые авторы указывают на то, что при
этом методе образуется много мутантов.
ПЕРЕВОД ЧИСТЫХ КУЛЬТУР
В ПРОИЗВОДСТВО
Чистую культуру пивных дрожжей для перевода в производ¬
ство следует размножать в стерильном сусле. В лаборатории, как
правило, размножают от 5 до 10 л. Для дальнейшего размноже¬
ния используют специальное оборудование, размещаемое в соот¬
ветствующем помещении вблизи бродильного отделения. В прос¬
тых устройствах, состоящих только из нескольких резервуаров,
лабораторную чистую культуру можно размножать периодичес¬
ки, а в более сложных аппаратах для разведения чистой культу¬
ры после посева можно работать непрерывно с большим количе¬
ством циклов.
Поскольку количество дрожжей, полученных в этих аппара¬
тах, часто недостаточно для сбраживания объема обычного про¬
изводственного чана, культуру размножают дальше в открытых
бродильных чанах в производственном сусле.
Размноженную культуру обычно переводят в четырехкратный
объем сусла, так что результирующий объем — пятикратный.
При размножении чистой культуры независимо от применяе¬
мого оборудования выбирают, как правило, условия, поддержи¬
вающие быстрое размножение дрожжей. Поэтому бродящее сус¬
ло переводят в следующий, больший объем всегда при наиболее
бурном брожении, т. е. в завитках. Для дальнейшего размноже¬
ния культуры в бродильных чанах ее переводят в чаны, напол¬
ненные только на '/4—'/з суслом, и по достижении начинающих¬
ся белых завитков постепенно дополняют следующей порцией
сусла. По Вейнфуртнеру [3], объем нестерильного сусла не дол¬
жен превышать более чем в 5—7 раз объем завитков из аппара¬
та для разведения чистых культур.
283
Важным фактором при размножении чистых культур являет¬
ся температура. От нее в значительной мере зависит деятель¬
ность дрожжей, которые отрицательно реагируют на любое рез¬
кое отклонение. Чистую культуру обычно отбирают при темпера¬
туре 25°С. Размножение культуры в лаборатории лучше всего на¬
чинать при температуре 18—20°С, чтобы перевести ее в аппарат
для разведения с температурой 12—15°С. При дальнейшем раз¬
множении температуру постепенно снижают до 8—10°С.
Размножение без аппарата для разведения
чистой культуры
Устройство для простейшего размножения чистых культур со¬
стоит из двух цилиндрических резервуаров, закрываемых крыш¬
кой, с полезным пространством от 30 до 50 л и от 2 до 3 гл, а так¬
же бродильного чана емкостью 30 гл. Резервуары могут быть
алюминиевые или из нержавеющей стали и по конструкции ана¬
логичны медным резервуарам Стокхаусена и Коблитца. Перед
использованием резервуары стерилизуют кипячением. Сусло
заливают в них или горячим, или стерилизуют непосредственно
кипячением. Охлаждают сусло снаружи холодной водой до
температуры 12—15°С.
Чистую культуру, размноженную в лабораторных колбах ем¬
костью 3 л, переводят в завитки к 50 л сусла, потом снова в за¬
витки к 3 гл сусла. Затем их переводят в бродильные чаны (к
10—15 гл сусла), которые в два или три приема через 24 ч до¬
полняют суслом до 30 гл. Температурный режим постепенно из¬
меняют так, чтобы конечная температура была 8—10°С.
По Вейнфуртнеру [3], для размножения чистой культуры дос¬
таточно одного резервуара емкостью 2 гл и бродильного чана ем¬
костью 30 гл. В лаборатории культуру сначала размножают до
200 мл в шести колбах, из которых после перевода в последую¬
щие шесть колб получают по 5 л культуры. Содержимое этих
колб (в целом 30 л) переводят в сусло количеством 2 гл и далее
в сусло количеством 10 гл в бродильном чане, объем которого
доводят до объема 30 гл.
Современные зарубежные авторы считают этот простой спо¬
соб размножения чистой культуры очень целесообразным. Под¬
держание хороших технических свойств дрожжей обеспечивается
главным образом тем, что всегда используют свежеприготовлен¬
ные чистые культуры. Тот факт, что при описанном процессе да¬
же при наиболее благоприятных условиях получается только
практически чистая культура, по мнению Вейнфуртнера, не име¬
ет значения, поскольку практически при работе с абсолютно чис¬
той культурой, полученной из аппарата для разведения чистой
культуры, в производстве нельзя обеспечить асептических усло¬
вий.
284
Размножение в аппарате для разведения
чистой культуры
В аппарате чистую культуру размножают в стерильном сусле
непрерывно при асептических условиях.
Размножение чистых культур в аппарате для разведения по
сравнению с простейшим процессом более выгодно в первую оче¬
редь потому, что из одной лабораторной культуры можно полу¬
чить большое число генераций, так что нет необходимости в пос¬
тоянном поддержании вирулентной чистой культуры в лаборато¬
рии. Другим преимуществом является непрерывность производс¬
тва, которая гарантирует обеспечение бродильного отделения в
нужное время необходимым количеством пивоваренных дрож¬
жей соответствующего типа. Наконец, при правильном обслу¬
живании аппарата исключается инфицирование чистой культуры.
Некоторым недостатком является то, что необходима опреде¬
ленная сложность установки, которую должен обслуживать ква¬
лифицированный работник, имеющий хотя бы основные знания
по биологии.
Конструкции всех аппаратов для разведения чистых культур
имеют следующие элементы:
стерилизатор (цилиндр для сусла), в котором производствен¬
ное сусло стерилизуется, охлаждается и аэрируется;
резервуар предварительного брожения, в который переводит¬
ся чистая культура из лаборатории и сохраняется в нем в тече¬
ние работы аппарата;
бродильный цилиндр, в котором культура размножается и из
которого берут маточные дрожжи.
Для работы аппарата по разведению чистых культур необхо¬
димо обеспечить следующее:
подвод пара для стерилизации сусла, аппаратуры, соедини¬
тельных трубопроводов и арматуры,
стерильный сжатый воздух для аэрации стерилизованного
сусла, для перемещения бродящего сусла, перекачки сусла из
резервуара в резервуар и для отбора дрожжей;
вода для охлаждения стерилизованного сусла и для очистки
всего оборудования.
Из многих конструкций установок для чистой культуры дрож¬
жей наибольшее распространение получили аппараты, первона¬
чально изготовленные по Хансену и Кюле и аппараты конструк¬
ции Грейнера или подобный тип аппаратов, поставляемых маши¬
ностроительным заводом ЗВУ в Градце Кралове (рис. 63).
Установка для разведения чистой культуры по Хансену—Кю¬
ле состоит из стерилизатора и из одной или нескольких бродиль¬
ных цилиндров одинакового объема.
Стерилизатор снабжен реактором, иногда также спиралью
для обогрева паром (0,5 МПа) или для охлаждения. Он имеет
подачу воздуха (через фильтр) снизу в змеевик над дном и свер¬
285
ху над поверхностью сусла. Из крышки выводится вытяжная
S-образная труба, погруженная своей нижней частью в сосуд с
водой. В верхней части стерилизатора имеется указатель уродня
или контрольный кран. Сусло поступает снизу и стерилизованное
после охлаждения отводится в нескольких сантиметрах над дном,
для полного опоражнивания стерилизатора служит кран, распо¬
ложенный в самом низком месте дна. Стерилизатор снабжен так¬
же термометром (110°С) и манометром. Стерилизатор не должен
находиться в помещении,
где происходит разведе¬
ние культуры.
Бродильный цилиндр
чаще всего имеет объем
170 л. Воздух подается в
него сверху и снизу. Он
имеет трубку для отвода
углекислого газа и возду¬
ха (форма S), нижним
концом погруженную в
сосуд с водой; тубус для
ввода чистой культуры ти¬
па ЗВУ в Градце Крало-
ве в основном аналогичен
аппарату системы Грей¬
нера; стерилизатор как и
в конструкции типа Хан¬
сена — Кюле отделен от
бродильных цилиндров и
Рис. 63. Аппарат для разведения чистой его оборудование ДОПОЛ-
культуры дрожжей (ЗВУ). нено одним или несколь¬
кими цилиндрами пред¬
варительного брожения,
которые используются также в системе Линднера. Цилиндр пред¬
варительного брожения имеет емкость от 30 до 50 л. Конструк¬
ция этого цилиндра аналогична конструкции бродильного ци¬
линдра.
Такой комбинированный аппарат для разведения чистых
культур иногда соединен с металлическими бродильными чанами
емкостью от 30 до 100 гл, в которые из бродильного цилиндра по¬
даются дрожжи и сусло для дальнейшего размножения и накоп¬
ления массы дрожжей. В результате значительно повышается
производительность аппарата для разведения чистых культур.
Раньше аппараты для разведения чистой культуры изготов¬
ляли из медного листа, луженного с внутренней стороны оловом,
поскольку ионы меди вызывают дегенерацию дрожжей. Однако в
производстве слой олова очень быстро разрушается, и поэтому
его следует постоянно обновлять. В настоящее время резерву¬
ары установки чистой культуры изготовляют из алюминия или
288
нержавеющей стали. При очистке (механической и химической)
нельзя нарушать гладкую внутреннюю поверхность резервуаров.
Рабочий процесс при размножении дрожжей в аппаратах
всех типов в принципе одинаков. Поэтому мы приводим только
рабочий процесс на установке типа Хансен—Кюле.
Перед пуском установки ее следует тщательно вычистить с
разборкой и сборкой отдельных деталей и устранением всех не¬
поладок. После сборки и проверки герметичности всего оборудо¬
вания сначала, как правило, в течение 0,5 ч стерилизуют паром
бродильные цилиндры. Пар давлением 0,05 МПа (0,5 атм) по¬
ступает в бродильные цилиндры через суслопровод и выходит
через все открытые клапаны, тубус, проводы, трубы для сжагого
воздуха и вытяжную трубку. Через 0,5 ч сначала закрывают кран
для выпуска пива, а потом тубус, при этом в насаженную на него
резиновую трубочку вводят стеклянную палочку, вымытую спир¬
том (70%-ным) и обожженную пламенем. На воздушные трубки
перед закрытием навинчивают ватные фильтры, предварительно
стерилизованные в сушилке 4 ч при температуре 120°С, иногда
2 ч при температуре 150°С. Сначала присоединяют конец более
близкий к бродильному цилиндру; при этом одновременно за¬
крывают кран на трубке между цилиндром и фильтром, чтобы
вата не увлажнилась. Непосредственно после этого присоединя¬
ют также другой конец и тотчас открывают подачу стерильного
воздуха, чтобы охладилась внутренность цилиндра. Кран вы¬
тяжной трубки должен быть постоянно открыт, чтобы обечайка
цилиндра не коробилась при вакууме, возникающем при его ох¬
лаждении. В цилиндре поддерживается умеренное избыточное
давление от 0,02 до 0,03 МПа (от 0,2 до 0,3 атм).
Стерилизатор (цилиндр для сусла) стерилизуется паром или
одновременно с бродильными цилиндрами, или позднее таким об¬
разом, что в нем кипячением стерилизуется сусло и образовав¬
шиеся пары стерилизуют арматуру цилиндра. Стерилизатор на¬
полняется (чаще всего снизу) или холодным суслом с холодиль¬
ных тарелок (иногда мутным), или горячим из варочного котла,
а именно наиболее подходит сусло 10 мас.%. Нагревается сусло
или паровой рубашкой, или змеевиком, или обоими вместе. Спус¬
тя 0,5 ч кипячения, постепенно закрывают все краны кроме кла¬
пана вытяжной трубы, насаживают ватный фильтр, выпускают
сжатый воздух и открывают подачу охлаждающей воды. При
охлаждении сусло обычно вентилируется воздухом, пропускае¬
мым через сусло, до температуры 40°С; потом воздух оставляют
только над поверхностью, чтобы не мешать седиментации взве¬
сей. Сусло охлаждается до температуры 15°С.
Охлажденное сусло тотчас перекачивают в бродильный ци¬
линдр, при этом временно прекращают подачу воздуха. Поверх¬
ность сусла не должна доходить до тубуса цилиндра. Сусло в
цилиндре предварительного брожения сбраживают культурой,
приготовленной в лаборатории (от 1 до 5 л), для этого в цилиндр
287
^септически через тубус вводят содержимое колбы, после чего
тубус после протирки спиртом снова закрывают. Сброженное
сусло перемешивают мешалкой и аэрируют около 15 мин. После
разбраживания цилиндр дополняют остатком стерильного сусла
и снова аэрируют.
Из стерилизатора выпускают остаток сусла и муть, снимают
ватный фильтр, открывают все краны, стерилизатор прополас¬
кивают водой и подготавливают к следующему наполнению.
После сбраживания сусла в бродильном цилиндре температу¬
ру медленно снижают до 10°С. Брожение заканчивается через
10—14 дней. Молодое пиво из цилиндра выпускают через кран,
расположенный у дна, осевшие дрожжи перемешивают с остат¬
ком пива и отводят через трехходовой кран в дне цилиндра.
Чистые культуры пивоваренных дрожжей из бродильного ци¬
линдра можно использовать только для сбраживания небольших
чанов бродильного отделения. Однако чаще всего культуры раз¬
множают в разбраживающем чане. Сброженное сусло иногда пе-
качивают из бродильного цилиндра в разбраживающий чан в
стадии белых завитков. Таким образом за короткое время можно
получать утроенное количество маточных дрожжей.
Аппараты описанных типов можно использовать для непре¬
рывного производства маточных дрожжей, за счет того, что в
бродильный цилиндр после устранения дрожжей тотчас напус¬
кают новое стерильное сусло, для сбраживания которого доста¬
точно дрожжей, оставшихся на дне цилиндра.
При брожении по методу Натана используются аппараты для
разведения чистых культур, которые состоят из цилиндра пред¬
варительного брожения емкостью 150 л и бродильного цилиндра
емкостью 750 л (рис. 64). Резервуары изготовлены из нержавею¬
щей стали, внутри гладкие; имеют обогреваемое коническое дно
и рубашку для охлаждения, по которой протекает охлажденная
вода. Цилиндр предварительного брожения работает обычным
способом. После разбраживания содержимое перекачивают в
бродильный цилиндр, в котором между тем было простерилизо-
вано сусло. После перемешивания определенную часть возвра¬
щают обратно в цилиндр предварительного брожения, в котором
было простерилизовано свежее сусло, сбраживаемое с помощью
поступивших с возвратом дрожжей. Сусло из бродильного ци-t
линдра в стадии завитков переводят в бродильный резервуар
для сбраживания производственного сусла и повторяют процесс
перекачки в бродильный цилиндр. Для стерилизации и охлажде¬
ния сусла в небольшом цилиндре требуется 4 ч, в большом— от
7 до 8 ч. Для разведения чистой культуры известны также аппа¬
раты с емкостью в 2 раза большей; операции при этом могут
быть различны.
Эксплуатация каждого аппарата должна быть индивидуаль¬
но приспособлена к условиям производства и одновременно отре¬
гулирована так, чтобы как можно меньше страдали физиологи¬
288
ческие свойства размножаемых дрожжей. Известно, что хотя в
аппаратах для разведения можно размножать дрожжевые куль¬
туры при асептических условиях непрерывно, однако условия,
при которых культура размножается, не гарантируют сохранение
хорошего физиологического состояния дрожжей. С этой точки
зрения важно отбирать дрожжи из бродильного цилиндра не
позднее чем через 14 дней, чтобы ограничить явления дегенера¬
ции, отражающиеся на сбраживающих свойствах. Отбором сбро-
Рис. 64. Аппарат для разведения чистой культуры дрожжей по Натану.
женного сусла из бродильного цилиндра в завитках легче сохра¬
нить хорошее состояние культуры. Важен также состав и экстра¬
ктивность сусла. Положительно действует более сильное охме¬
ление сусла концентрацией от 10 до 12 мас.%.
По Вейнфуртнеру [3], одним из важных условий жизнеспособ¬
ности высокой энергии размножения и сбраживающей способно¬
сти производственных дрожжей является также достаточный
аэробный обмен веществ (дыхание), который поддерживается
хорошим аэрированием.
Аппарат для разведения теоретически можно использовать
довольно долго. Однако, чтобы сохранить хорошее физиологиче¬
ское состояние получаемых дрожжей, культуру заменяют не поз¬
же чем через 2 года. В условиях ЧССР культуру обычно заменя¬
ют через 20—25 генераций. В период производственной останов¬
ки проводят капитальный ремонт всего аппарата для разведения.
38»
Контроль за дрожжами из аппарата для
разведения чистой культуры
У каждой генерации дрожжей, выходящих из аппарата для
разведения, микроскопически проверяются морфологические
признаки, физиологическое состояние и случайное присутствие
посторонних микроорганизмов. Необходима также проверка би¬
ологическим методом не вполне ясных результатов микроскопи¬
ческих показаний. Кроме того, два параллельные образца сбро¬
женного сусла из бродильного цилиндра подвергаются испыта¬
нию на размножение (от 5 до 6 дней при 25°С с ватной пробкой и
бродильным краном).
Если обнаруживаются недостатки в биологическом состоянии,
то культура должна быть исключена и заменена новой.
ТЕХНОЛОГИЯ БРОЖЕНИЯ
Брожение проводят в специально оборудованных помещени¬
ях, называемых бродильными отделениями. Для того чтобы бро¬
жение протекало хорошо, следует придерживаться некоторых
основных правил. Помещение и бродильные резервуары должны
быть легкодоступны для чистки и в достаточной мере охлаждены.
Дрожжи должны быть здоровыми, соответствующего типа.
■Следует выбирать необходимый технологический процесс броже¬
ния применительно к условиям завода. Абсолютная чистота яв¬
ляется непременным условием удачного течения процесса.
ОБОРУДОВАНИЕ БРОДИЛЬНОГО ОТДЕЛЕНИЯ
Бродильное отделение должно находиться под холодильны¬
ми тарелками и оросительными аппаратами, чтобы сусло стекало
в бродильные чаны кратчайшим путем и самотеком. Раньше, ко¬
гда охлаждение проводилось натуральным льдом, бродильные
отделения устраивали в подвале. В настоящее время их, как пра¬
вило, размещают на тех же этажах здания, где находятся
также и лагерные отделения. Тем самым создается целесообраз¬
но охлаждаемый блок, в котором размещены все помещения,
требующие охлаждения. Наружные стены, потолок, иногда и
внутренние стены и пол, если они не соприкасаются с другим ох¬
лаждаемым помещением, должны иметь хорошую теплоизоля¬
цию, чтобы предотвратить потери тепла. Для этой цели исполь¬
зуют асфальтопробковые пластины или другую подходящую изо¬
ляцию, которой облицовывают внутренние стены; после шпак¬
левки швов изоляцию сначала покрывают толстым слоем цемент¬
ной штукатурки, а потом гладкой пористой, на которую может
быть нанесен слой масляного или другого подходящего покры¬
тия. Однако, как правило, стены покрывают облицовочной плит¬
кой и только потолок белят или красят белилами или другой
290
краской. При правильно сделанной изоляции теплопередача не
должна быть больше 0,30—0,35 ккал/(м2-ч°С).
Бродильные отделения должны быть достаточно просторны¬
ми, чтобы без затруднений можно было чистить бродильные ча¬
ны и снимать дрожжи. Разводка водопровода должна быть осу¬
ществлена так, чтобы споласкивание чанов не требовало шлан¬
гов большой длины. Поскольку раньше использовали деревянные
чаны, то к ним должен быть
обеспечен доступ со всех сто¬
рон, чтобы их можно было
чистить и снаружи. Бетонные и
металлические чаны, применя¬
емые теперь, обмуровывают и
тем самым нет необходимости
в их чистке. Бродильные чаны
обычно устанавливают в два
ряда (рис. 65); посредине на¬
ходится проход, а под чанами
пространство для отбора дрож¬
жей. Так, лучше используется
площадь и объем, который сле¬
дует охлаждать, при такой небольшой компоновке. Наиболее
пригоден асфальтовый пол. Он гладкий, без швов, у стен и в
углах закруглен, чтобы не затекала вода. Его наносят на бе¬
тонную основу. Чтобы сточные воды стекали быстрее, к канали¬
зационным трапам сделан уклон 2%. Канализационные трапы
обычно изготовлены из чугуна с сифонным краном. Их легко
чистить, однако они должны быть достаточно большими, чтобы
при споласкивании не захлебывались. Если бродильное отделе¬
ние не охлаждается циркулирующим воздухом, оно должно
иметь хорошую вентиляцию. В больших бродильных отделениях
на площадках обслуживания между чанами имеются отверстия
с решетками и углекислый газ, который опускается к полу, от¬
сасывается с прохода вентилятором. Свежий воздух подводится
через вентиляционные отверстия над чанами.
Все пространство бродильного отделения должно отвечать
высоким требованиям санитарии и гигиены. Цвет покрытий и об¬
лицовочной плитки светлый, чтобы было видно любое загрязне¬
ние. Швы между плитками должны быть хорошо зашпаклеваны.
Не должно быть мест, где могут задерживаться грязь или вода.
Бродильное отделение, включая лестницы, должно быть хорошо
освещено.
Бродильные чаны
Брожение протекает в открытых или закрытых бродильных
чанах. Форма, размер, материал и защитные покрытия могут
влиять на ход брожения, а также на рост дрожжей и их физио¬
логическое состояние.
Рис. 65. Бетонный бродильный чан.
291
Бродильные чаны могут быть изготовлены из любого матери¬
ала индифферентного в отношении кислотности пива, и который
не влияет на ход брожения (алюминий, нержавеющая сталь,
пластические массы). Остальные материалы (бетон, железо,
сталь) должны предохраняться защитным покрытием или эма¬
лью. В литературе приводится ряд данных о пригодности различ¬
ных материалов и покрытий.
По Леберле, порядок пригодности следующий: дерево, пивной
лак, парафин, алюминий, смола, эмаль, стекло. Также в ПВС в
Бранике в свое время испытывали разные материалы и покрытия
[14]. Так как при этом использовали небольшие емкости, то по¬
лученные результаты нельзя считать пригодными для производст¬
венных масштабов, где в больших резервуарах соприкосновение
с материалом не проявляется так явно, как в малых сосудах. Из¬
вестно также, что после каждого нового покрытия или основа¬
тельной чистки стен от пивного камня несколько замедляется
осаждение дрожжей и осветление пива; это состояние изменяется
только после многократного заполнения чанов, когда создается
слой нового пивного камня.
Деревянные чаны. Раньше использовали исключительно ду¬
бовые и в некоторых случаях сосновые чаны в форме усеченного
конуса, емкостью от 2 до 50 гл. Эти чаны по форме и материалу
имели с технологической точки зрения определенные преимуще¬
ства. В охлаждаемых бродильных отделениях внутреннее содер¬
жимое небольших чанов не надо было охлаждать поплавком;
наружное охлаждение сбраживаемого сусла было замедленным
и вполне отвечало естественному процессу брожения. На сужен¬
ной поверхности конусного чана образовывался густой слой, ко¬
торый защищал пиво от инфекций и несколько замедлял выде¬
ление углекислого газа.
На относительно большой поверхности стен довольно быстро
образовывался пивной камень, который благоприятно действовал
на агглютинацию дрожжей.
Правильное течение брожения, образование плотной деки,
хорошая агглютинация дрожжей и осветление молодого пива
подтверждают, что форма и материал этих чанов были подходя¬
щими.
В ЧССР деревянные чаны используют на многих пивова¬
ренных заводах, главным образом на заводе «Праздрой» в Пиль-
зне, где они являются важным звеном используемого до сих пор
классического процесса. Однако дубовые чаны требуют большого
ухода, их надо ежегодно чистить от пивного камня и наносить
новое лаковое покрытие. В обычном производстве чистка их тру¬
доемка и потери пива больше, чем в чанах большей емкости.
Небольшие чаны со сферическим дном требуют большего прост¬
ранства и тем самым значительно повышают расходы на охлаж¬
дение его. Кроме того, дубовая древесина хорошего качества ста¬
новится дефицитным материалом. Поэтому в настоящее время
292
стали изготовлять бетонные или' металлические бродильные ча¬
ны, которые монтируют в бродильных отделениях стационарно.
Эти чаны имеют больший срок службы, а расходы на их^ содер¬
жание ниже.
Бетонные чаны. Не только в ЧССР, но и во всей Европе широ¬
ко распространены железобетонные чаны, снабженные внутри
хорошим защитным покрытием или облицованные специальны¬
ми изоляционными пластинами.
Преимуществом бетона является то, что форму чана можно
приспособить к данному помещению и тем самым лучше исполь¬
зовать площадь. Недостатком является то, что бетонные чаны
нельзя переносить, и при реконструкции их трудно удалять.
Обычно эти чаны имеют квадратное или прямоугольное дно, что¬
бы можно было снимать дрожжи без труда. Углы несколько за¬
круглены и дно имеет умеренный уклон к выпускному отверстию.
Чаны должны быть хорошо изолированы. Железобетонная конст¬
рукция чана должна покоиться на прочной основе, чтобы при
осадке не образовались трещины. Для приготовления бетона
применяется соответствующий цемент и речной песок с галькой
мелкой зернистости. Защитное покрытие нельзя наносить непос¬
редственно на бетон; после затвердения бетона сначала наносят
стеклянную или другую пористую шпаклевку, которая одновре¬
менно устраняет недостатки в бетоне, и только после ее основа¬
тельной просушки начинают пропитку.
В ЧССР используют покрытия, составленные на базе горного
воска (Gebit); их наносят в горячем виде или обжигают. В ка¬
честве первого слоя используют более жидкий материал; только
последующие второй или третий слой имеют вид черного блестя¬
щего вещества, которое образует хорошо изолированную глад¬
кую и легкоочищаемую поверхность.
За границей часто предпочитают пластины из подобного ма¬
териала (Ebon), которые с одной стороны имеют слой силиката.
После нанесения слоя цементной замазки эти пластины хорошо
соединяются с бетоном и образуют с ним единое целое. Швы лег¬
ко замазываются тем же материалом и поверхность отлично
полируется. Утверждают, что при такой обработке в бетоне не
образуются трещины, которые возникают в результате старения
и химических превращений. Такие трещины, даже незначитель¬
ные, могут стать источником инфекции. Если покрытие не пор¬
тится от влаги, то небольшие недостатки легко исправить после
устранения пивного камня обжигом паяльной лампой или нане¬
сением нового покрытия.
В последнее время испытывали покрытия из эпоксидных смол
(Upon) или чаны облицовывали пластинами из пластических
масс (ПВХ), которые сваривали по швам. Нет сомнения, что и
эти новые способы могут после надлежащей проверки найти при¬
менение, однако пока чаще используют Gebit, Ebon, Mamuth
ит. д.
293
Металлические чаны. Из металлов для изготовления чанов
используется алюминий, сталь и нержавеющая сталь. В Чехосло¬
вакии применяется достаточно чистый (99,5%) и сравнительно
недорогой алюминий, получаемый электролитическим путем.
Для изготовления чанов используются тонкие листы из алю¬
миния (толщиной около 3 мм), которые собственно являются
защитным покрытием; только дно изготавливают из более тол¬
стых листов (4—5 мм). Чаны имеют, как правило, квадратную
горизонтальную проекцию и поскольку они не армированы, их
следует обмуровать. На их поверхность наносят асфальтовое по¬
крытие, джутовую оболочку и другие покрытия, чтобы влаге и
щелочи из кирпича не было доступа к алюминию. В верхней
части алюминий обычно выступает за обмуровку, чтобы не за¬
текала вода.
Алюминий следует предохранять от соприкосновения с дру¬
гим металлом, чтобы в кислореагирующей жидкости не образо¬
вывались гальванические токи. Поэтому холодильники и арма¬
тура снабжены прокладками или вкладышами из пластической
массы. Алюминий нельзя чистить щелочными средствами; пивной
камень лучше всего удалять 15%-ной азотной кислотой. Ртуть
тоже портит алюминий, и поэтому в алюминиевых чанах исполь¬
зуются только спиртовые термометры. С технологической точки
зрения алюминий очень подходящий материал, он не придает
пиву никакого привкуса и не влияет на дрожжи. Гладкая внут¬
ренняя поверхность чанов из алюминия на воздухе быстро покры¬
вается тонким окисленным слоем, который защищает алюминий
и благотворно воздействует на агглютинацию дрожжей. Другим
преимуществом алюминия является то, что его легко перераба¬
тывать и тем самым изготовление чанов удешевляется.
Наиболее дешевым материалом для изготовления чанов яв¬
ляется обычная сталь. Она легко обрабатывается, достаточно
прочна, и ее не надо армировать. Однако сталь не может всту¬
пать в непосредственный контакт с пивом, поскольку кислоты,
образующиеся при брожении, травят поверхность стали, и ду¬
бильные вещества образуют с железом соединения, придающие
пиву неприятный вкус, ухудшающие его цвет и портящие вид
пены, которая приобретает коричнево-черный оттенок. Поэтому
на поверхность стальных чанов наносят разные защитные покры¬
тия. Стальные листы должны быть отличного качества, гладкие,
без так называемых наплывов и следов коррозии. Защитные по¬
крытия из воска, подобные Cebitu, приготовленные для железа,
наносят на стены, хорошо очищенные от жиров.
Раньше в Чехословакии использовали так называемые Emai-
lity, которые обжигали, однако применение их не оправдало се¬
бя. В последнее время для изоляции стали все чаще использо¬
вать массы (ПВХ) или синтетические смолы. При их выборе и
главным образом при нанесении всегда следует соблюдать осто¬
рожность. При малейшем проникновении влаги сталь может
294
корродировать, а ремонт очень затруднителен. Конструкционно
сталь очень выгодна, наносить покрытия в чанах можно тут же
на месте, в бродильном отделении, их можно не обмуровывать,
и поэтому содержимое в них частично охлаждается воздухом
бродильного отделения. При реконструкции чаны можно без
особых трудностей перенести на другое место. Однако обычно
стальные чаны тоже обмуровывают, чтобы не чистить снаружи;
поэтому не всегда можно использовать указанные преимущест¬
ва. Стальные чаны изготавливают из толстых листов. При хоро¬
шем исполнении и уходе за покрытиями они имеют продолжи¬
тельный срок службы.
У эмалированных стальных чанов защитное покрытие замене¬
но эмалью. На хорошо обработанную песком поверхность на¬
брызгивают сначала основную эмаль, которую обжигают при
температуре 900—1200°С в специальных печах. После охлажде¬
ния наносят следующие один или два слоя кроющей эмали, ко¬
торые снова обжигают. Таким образом на поверхности железа
образуется стекловидное, абсолютно гладкое и непроницаемое
покрытие, стойкое к слабым кислотам и щелочным средствам.
Стены и дно чана должны быть несколько вогнутые внутрь,
чтобы они не прогибались и эмаль не трескалась. Чтобы дрожжи
лучше прилипали, эмаль должна быть на дне более грубая.
Эмаль легко чистить. Это очень выгодный материал. Недостат¬
ком ее является то, что при ударах она легко откалывается; по¬
врежденное место можно исправить тонким слоем жидкой эма¬
ли, однако часто вокруг нее образуются мелкие трещины, кото¬
рые являются причиной коррозии.
Размеры чанов ограничены размерами эмалированных печей;
в настоящее время заводы изготавливают чаны емкостью до
500 гл. Эмалированные чаны бывают покрыты тонким слоем
эмали и снаружи, так что их не следует даже красить.
При изготовлении чанов нержавеющую сталь используют
так же, как алюминий, только для защитной облицовки бетон¬
ных чанов. Благодаря большой прочности можно использовать
тонкие листы толщиной около 2 мм, которые можно сваривать
прямо на месте. Швы должны быть хорошо зачищены, и поэтому
чан сваривают только из двух или трех частей. Нержавеющую
сталь изготовляют разного качества. В пивоваренном производст¬
ве пригодна сталь, содержащая около 18% хрома и 8—9% ни¬
келя. Нержавеющая сталь может непосредственно соприкасать¬
ся с пивом; она стойка, ее можно чистить и дезинфицировать по¬
чти всеми известными средствами и в бетонных чанах не нужно
изолировать со стороны примыкания к бетону. Однако нержаве¬
ющая сталь очень дорога и поэтому применяется только в стра¬
нах, где этот материал имеется в большом количестве.
Форма и размер чанов. С технологической точки зрения фор¬
ма чана не влияет на брожение; практически оно протекает оди¬
наково в чанах круглого, квадратного или прямоугольного сече¬
295
ния. У бетонных чанов, чтобы лучше использовать пространство,
часто выбирают неправильную форму, которая может стать при¬
чиной неравномерного охлаждения в местах, удаленных от холо¬
дильников, и в которых дека быстрее опадает. С точки зрения
обслуживания предпочитают чаны квадратного или прямоуголь¬
ного сечения; их легко чистить и съем дрожжей не представляет
трудности.
Полезная высота сусла не должна превышать 2 м, так как
еще должна остаться высота для завитков (20—30 см). В высо¬
ких чанах дрожжи осаждаются медленнее и их съем затруднен.
Чаны можно чистить только с лестниц, которые часто портят
дело. Емкость чанов различна. В условиях Чехословакии необхо¬
димо, чтобы чан по своему объему был достаточен для одной
варки. Это выгодно потому, что легко устанавливать количество
сброженного пива и контролировать выход экстракта и потери
на холодильных тарелках. На крупных заводах, главным обра¬
зом за границей используют большие бродильные чаны емко¬
стью 1200—2000 гл. Брожение, однако, и на этих заводах прово¬
дится в чанах емкостью 400—500 гл, чтобы содержимое их рав¬
номерно охлаждалось и дрожжи лучше осаждались.
Охлаждение бродильного отделения и чанов
При брожении высвобождается тепло и поэтому, если темпе¬
ратура сбраживаемого сусла не должна превысить определенно¬
го предела, помещение бродильного отделения, а при больших
чанах и содержимое их, следует охлаждать искусственно. Рань¬
ше рядом с бродильным отделением располагались холодильни¬
ки и бродильные отделения охлаждались натуральным льдом.
Сусло в чанах тоже охлаждалось поплавками со льдом. После
внедрения охлаждения с помощью машин этот способ не приме¬
няется.
Помещение бродильни можно охлаждать непосредственно
системой смонтированных в помещении труб, по которым про¬
текает охлаждающая жидкость. При непрямом охлаждении в
специальных камерах охлаждается воздух и потом подается в
бродильные отделения.
При прямом охлаждении гладкие или ребристые трубы, по
которым циркулирует соляной раствор, охлажденный до —6 или
—8°С, бывают расположены в проходах между чанами прямо
под потолком. Охлажденный воздух, плотность которого при этом
возрастает, опускается ближе к полу; теплый воздух, наоборот,
поднимается, и благодаря этому происходит умеренная циркуля¬
ция. Имеющиеся в помещении водяные пары осаждаются на
трубах охлаждения и конденсированная вода капает в лотки, раз¬
мещенные по всей длине трубок. Охлаждающая сеть не должна
быть покрыта наледью, поэтому периодически проводят размо¬
раживание; вода, образующаяся при размораживании, стекает
296
б лотки. Прямое охлаждение экономично и выгодно тем, что хо¬
лодом, аккумулированным в соляном растворе, бродильное от¬
деление охлаждается и в том случае, если на короткое время
прекращается подача рассола. Недостатком этого способа явля+
ется то, что потолок над холодильной сетью трудно доступен, он
бывает влажным и на нем легко образуется плесень; углы поме¬
щения и стены в результате меньшей циркуляции воздуха также
бывают влажными и на них тоже образуется плесень.
Для поддержания температуры около 5°С во всем помещении
бродильного отделения необходимо количество тепла около
4200—5040 кДж/м2 (1000—1200 ккал/м2) в день. При температу¬
ре соляного раствора — 6°С на 1 м2 охлаждающей поверхности у
гладких труб приходится от 42 до 63 кДж/(м2-ч) [от 10 до
15 ккал/(м2-ч)], у ребристых труб 25,2—33,6 кДж/(м2-ч) [6—
8 ккал/(м2-ч)]. Ребристая поверхность охлаждающей трубы на
1 м длины в 7 раз больше, чем площадь гладкой трубы, и поэто¬
му сеть из ребристых труб всегда короче.
Непрямое охлаждение было введено для того, чтобы в боль¬
ших бродильных отделениях путем обмена воздуха ограничить
скопление углекислого газа в помещении, которое меньше объ¬
ема чанов; одновременно с этим ограничивается образование
плесени. Кроме того, в современных бродильных отделениях по¬
толки ниже, так что над проходами между чанами не остается
места для расположения охлаждающей сети.
При непрямом охлаждении воздух охлаждается в холодиль¬
ной камере, состоящей из нескольких пучков труб, через которые
протекает соляной раствор. Воздух, охлажденный и освобожден¬
ный от влаги, которая осаждается в холодильнике, медленно
поступает в бродильное отделение. Его циркуляция обеспечива¬
ется по-разному; воздух может подаваться снизу и отводиться
над чанами или проходить горизонтально над ними. Первого спо¬
соба избегают, так как воздух, проходя под чанами, может инфи¬
цироваться; второй способ можно использовать только в неболь¬
ших бродильных отделениях. Обычно воздух медленно вводится
в помещение над чанами и отсасывается снизу. Преимущество
состоит в том, что потолок сухой и над чанами всегда чистый
воздух. Скорость течения воздуха должна быть очень небольшой,
чтобы не срывалась дека (не должна превышать 0,1—0,2 м/с).
При такой скорости течения весь объем воздуха в помещении
бродильного отделения обменивается от 6 до 10 раз в 1 ч, что
достаточно для устранения образующегося углекислого газа.
В больших бродильных отделениях это особенно важно, так как
при хорошем использовании места на 1 м2 приходится от 8 до
10 гл бродильного пространства. Известно, что затруднения
при дыхании происходят уже при концентрации 4% СОг в воз¬
духе, а при объеме 8% возникает опасность отравления. Воздух
обменивается так, что в циркулирующий воздух добавляется
определенная доля свежего воздуха.
297
При непрямом охлаждении воздушные каналы не должны
быть слишком длинными, так как они с трудом очищаются и
могут стать причиной инфекции. Поэтому воздухоохладитель, а
иногда и фильтрационное устройство для воздуха устанавлива¬
ются непосредственно в бродильном отделении или в непосредст¬
венной близости от него (рис. 66). Воздух очищается простыми
фильтрами с металлическими дисками, наполненными бактери-
Рис. 66. Устройство для охлаждения Рис. 67. Охлаждение стенок бродиль-
воздуха (Циеманн). ных чанов:
/ — холодильное устройство; 2—изоляция;
3 — полые кирпичи; 4 — облицовочная плит¬
ка; 5—цементный раствор; 6—бетон.
цидным веществом. Он иногда охлаждается также душем из со¬
ляного раствора, однако соляной раствор разбавляется влагой,
осаждаемой из воздуха, и поэтому этот способ не применяется.
Для охлаждения небольших бродильных отделений можно
использовать также небольшие холодильные агрегаты для пря¬
мого испарения холодильного агента. Они работают только на
одно отделение, имеют автоматическую регулировку и очень эко¬
номичны. Устранение наледи у этих агрегатов простое, в то время
как у трубчатых холодильников следует применять горячую
воду.
Для чана большого объема недостаточно наружного охлаж¬
дения. Поскольку при сбраживании 1 кг глюкозы освобождается
747,6 кДж (178 ккал), то на охлаждение чана расходуется 504—
298
630 кДж/гл (120—150 ккал/гл) в день. Раньше сброженное сус¬
ло охлаждалось цилиндрическими металлическими емкостями
(поплавки), наполненными льдом. В настоящее время применя¬
ются исключительно трубчатые змеевиковые холодильники, по¬
груженные в сусло, по которым циркулирует охлажденная вода.
Трубчатые змеевиковые холодильники могут быть медными,
стальными, алюминиевыми или из нержавеющей стали. Медные
и стальные трубы снаружи покрыты тонким лаковым покрыти¬
ем. В чане они должны быть смонтированы так, чтобы было обес¬
печено определенное расстояние от стен чана и они не мешали
чистке. Поскольку более холодное сусло опускается на дно, зме¬
евики лучше разместить повыше, чтобы охлаждался верхний
слой сбраживаемого сусла.
В Чехословакии большей частью используются медные холо¬
дильники, отличающиеся хорошей теплопроводностью и долго¬
вечностью. Потребление холода колеблется в зависимости от
интенсивности брожения от 21 до 29,7 кДж/гл в час (от 5 до
7 ккал/гл в час). Охлаждающая поверхность медных холодиль¬
ников бывает от 0,015 до 0,020 м2/гл. Охлаждающая среда долж¬
на иметь температуру на 3°С ниже, чем охлаждаемое сусло. По¬
этому предпочитают охлажденную воду (2—4°С) перед соляным
раствором. Скорость протекания охлаждающей воды должна
быть около 1 м/с.
Металлические и в последнее время бетонные чаны охлаж¬
дают так, что внутренняя часть чана свободна. Для этого в ме¬
таллических чанах охлаждающие трубки или карманы привари¬
ваются к стенкам чана (рис. 67), а в бетонных — трубки монти¬
руют непосредственно в бетонных стенах. Недостатком такого
способа является то, что трубы и карманы время от времени за¬
биваются и их трудно чистить.
ПРЕДВАРИТЕЛЬНОЕ СБРАЖИВАНИЕ СУСЛА
Сусло следует предварительно сбраживать сразу же после
охлаждения. Оно является отличной средой не только для дрож¬
жей, но и для многих других микроорганизмов. Поскольку в про¬
изводстве нет асептических условий, то при охлаждении сусло мо¬
жет инфицироваться. Чем дольше инфекция действует в несбро-
женном сусле, тем отрицательнее ее влияние. Это характерно
прежде всего для термобактерий, которые быстро размножаются
и являются причиной неприятного вкуса пива. По Вайнфуртнеру
[3], они отнимают у сусла кроме кислорода также витамины, кото¬
рые являются ростовыми веществами дрожжей. Своевременным
предварительным сбраживанием свежими и активными дрожжа¬
ми ускоряется начало спиртового брожения. Кроме того, при раз¬
множении дрожжей от образовавшихся углекислого газа и спир¬
та ухудшаются условия для развития инфекции. Термобактерии
в этой среде быстро погибают и подавляется развитие остальных
299
микроорганизмов. Однако для быстрого разбраживания необхо¬
димо, чтобы сусло было хорошо аэрировано и количество зада¬
ваемых дрожжей было соразмерно.
Отбор и определение количества задаваемых
дрожжей
На каждом пивоваренном заводе имеется обычно одна или
две проверенные расы пивных дрожжей, которые используются
постоянно. При перекачке молодого пива для дальнейшего до-
браживания отбирают здоровые дрожжи из брожения, при кото¬
ром полученное пиво хорошо осветлялось и дрожжи хорошо
осаждались. Для обновления рас используют полученные в ап¬
паратах для разведения чистые культуры, которые затем раз¬
множают в производстве или покупают семенные дрожжи на
другом пивоваренном заводе.
В зависимости от степени сбраживания различают дрожжи
слабосбраживающие, среднесбраживающие и сильносбраживаю-
щие. Степень сбраживания перекачиваемого пива колеблется
при использовании слабосбраживающих дрожжей от 57 до 60%,
среднесбраживающих — от 60 до 66% и сильносбраживающих —
от 67 до 73%. Для светлого пива, как правило, выбирают сред¬
несбраживающие или сильносбраживающие типы дрожжей, для
темного пива — слабосбраживающие или среднесбраживающие.
Семенные дрожжи каждого типа имеют определенные специ¬
фические свойства и сбраживают экстрактивные вещества до
определенной степени. Применение дрожжей нескольких типов
может повлиять на вкусовые качества пива. Часто используют
дрожжи двух типов, слабосбраживающие и сильносбраживаю¬
щие, которые задают отдельно. Действие сильносбраживающих
дрожжей проявляется в сбраживании сахаров, не сброженных
слабосбраживающими дрожжами и тем самым повышается ин¬
тенсивность дображивания. При введении дрожжей нового типа
следует поступать осторожно и предварительно проверить его в
производстве.
Семенные дрожжи перед каждым внесением следует прове¬
рить с помощью микроскопа. Определяют физиологическое
состояние, форму и размер клеток. Форма и размер являются ха¬
рактерными признаками отдельных рас дрожжей, и поэтому оп¬
ределяют возможные отклонения. Далее определяют присутст¬
вие посторонних микроорганизмов и количество мертвых клеток.
Если встречаются неправильные формы, главным образом инво¬
люционные формы, и если инфекции превышают допустимый
предел [14] или содержится более 5% мертвых клеток, то их
нельзя использовать как семенные дрожжи и следует исключить.
Количество механических загрязнений (дубильно-белковые сое¬
динения, выделившиеся хмелевые смолы, частицы хмеля или дро¬
бины) в дрожжах не должно быть слишком большое. Механиче¬
300
ские загрязнения не вызывают трудности непосредственно при
брожении, однако снижают в дрожжах количество клеток, спо¬
собных сбраживать, и могут оказаться питательной средой для
посторонних микроорганизмов.
Семенные дрожжи нельзя задавать по шаблону; при установ¬
лении нормы внесения их следует учитывать условия завода и
технологические требования. Норма должна быть такой, чтобы
брожение произошло как можно раньше. Слишком большие до¬
зы до определенной степени ограничивают развитие молодых
клеток с высокой интенсивностью брожения и снижают прирост
дрожжевой массы. При использовании больших доз старые клет¬
ки быстро умирают и автолиз клеток ухудшает вкус пива. Обыч¬
но вносят 0,5 л густых семенных дрожжей на 1 гл 10%-ного
сусла. Это количество значительно превышает действительную
потребность Для сбраживания экстракта, однако выбирают для
того, чтобы быстрее произошло разбраживание. При таких ус¬
ловиях дрожжи в сусле размножаются только до достижения оп¬
ределенной концентрации клеток в объемной единице. Влияние
дозы дрожжей S2X (все величины пересчитаны на сухой остаток,
равный 15%) на сбраживание сусла (10,25 мае %) и прирост
дрожжевой массы видны из табл. 17, составленной в ПВС в Бра-
нике.
Таблица 17
Влияние количества заданных дрожжей на сбраживание сусла
и прирост дрожжевой массы
Пробы на сбраживание
1
2
3
4 '
Количество заданных дрожжей, кг/гл
0,3
0,5
0,7
1,0
Видимое сбраживание, %
69,1
68,1
69,6
70,6
Перекачка
На 12-й
На 10-й
На 9-й
На 9-й
день
день
день
день
Съем дрожжей, кг/гл
1,91
1,96
1,92
2,08
Прирост дрожжевой массы, %
637
392
274
208
Примечание. Температура сбраживания 5,5°С, температура бродиль¬
ного отделения 6,6°С.
Количество задаваемых дрожжей следует приспособить так¬
же к температуре и концентрации сбраживаемого сусла. При
температуре предварительного сбраживания 5°С достаточно на
1 гл 10%-ного сусла 0,4 л густых дрожжей, при температурах
ниже 5°С доза должна быть пропорционально увеличена. При
более высокой концентрации доза дрожжей также повышается.
Леберле рекомендовал задавать дрожжи по засыпи, а именно
на 50 кг солода 1 л густых дрожжей. Оказывает влияние и конси¬
стенция дрожжей; жидких дрожжей следует использовать боль¬
ше, чем густых. Густые дрожжи содержат 85—88% воды, а сле¬
довательно, 12—15% сухого остатка. Дрожжи, которые плохо
301
осаждаются, в производстве получаются жидкие и содержат
больше воды. Непромытые дрожжи после съема из чана имеют
более низкое содержание сухого остатка, так как в них содер¬
жатся пузырьки углекислого газа, образовавшегося при сбражи¬
вании экстракта. Следовательно, при задаче дрожжей нужно хо¬
тя бы приблизительно определять их густоту. Действующей нор¬
мы для определения дозы дрожжей для предварительного сбражи¬
вания рекомендовать нельзя.
Известно, что на некоторых пивоваренных заводах пиво при
больших дозах дрожжей имеет дрожжевой привкус, а на дру¬
гих— местные условия требуют внесения большего количества
дрожжей, но оно не влияет отрицательно на вкус пива.
Аэрация и внесение дрожжей
Чтобы сусло начало быстро бродить, его следует сбраживать
дрожжами, хорошо размешанными и проаэрированными. Каж¬
дая дрожжевая клетка при брожении действует самостоятельно;
поэтому, если дрожжи плохо размешаны, комки их оседают на
дно и тем самым много клеток исключается из процесса броже¬
ния. Дрожжи размешиваются и при этом аэрируются или
вручную, или механически в аппаратах для предварительного
брожения, или так называемым переливанием.
При ручном переливании точно определенное (отмеренное)
количество густых дрожжей смешивается в сосуде с охлажден¬
ным суслом и основательно перемешивается гребком. Разбав¬
ленные дрожжи переливаются из одного сосуда в другой до тех
пор, пока их объем не удвоится. Хорошие семенные дрожжи при
переливании имеют дрожжевой запах и хорошо вспениваются.
После переливания дрожжи пропускают через густое сито, чтобы
освободить их от дрожжевых комочков и загрязнений. При таком
процессе дрожжи хорошо перемешиваются и насыщаются кисло¬
родом, так что могут тотчас же поступать в бродильные чаны.
Их вносят в чаны, в которых сусло едва покрывает дно. В пус¬
тых чанах дрожжи при внесении прилипали бы к стенкам и к дну
и с трудом размешивались бы в сусле. Устройство, применяемое
для внесения дрожжей, должно быть абсолютно чистым. При ра¬
боте вручную следует соблюдать осторожность, чтобы разбав¬
ленные дрожжи не загрязнились.
Определенными преимуществами обладают аппараты предва¬
рительного сбраживания. Это передвижные цилиндрические
емкости с коническим дном (рис. 68) из меди, алюминия или нер¬
жавеющей стали. Небольшие медные аппараты имеют яйцевид¬
ную форму. Обычно они содержат также такое количество дрож¬
жей, которое необходимо для сбраживания одного чана. В аппа¬
рат вводят заданный объем охлажденного сусла и добавляют
отмеренное количество дрожжей. Однако в обычных условиях
дрожжи перед добавлением разбавляют суслом и процеживают.
302
Потом аппарат закрывают и в сусло снизу подают профильтро¬
ванный воздух. Чаще всего используют сжатый воздух, очищен¬
ный от масел на фильтрах воздушной станции и прошедший че¬
рез ватный фильтр, находящийся непосредственно в бродильном
отделении. После основательного аэрирования аппарат переме¬
щают ближе к бродильному чану и вспененное сусло с дрожжа¬
ми из аппарата выжимают отфильтрованным воздухом в бро¬
дильный чан. Аппараты для
предварительного сбраживания
должны быть гладкими внутри,
чтобы дрожжи в них не задер¬
живались. После использова¬
ния их следует прочистить.
Сусло в чане тотчас после
сбраживания размешивают,
чтобы дрожжи не собирались
комками и отдельные клетки
могли соприкасаться с суслом.
В настоящее время сусло пере¬
мешивают с помощью иглы
(трубки) длиной 2,5 м луженой
или никелированной, снабжен¬
ной на конце перфорированным
диском. Диск погружают до
дна чана и трубку медленно
вращают. Подаваемый воздух
рассеивается через отверстия
диска и перемешивает и аэри¬
рует сусло. После доливки ча¬
на сусло снова размешивается
так, чтобы оно все основатель¬
но было насыщено кислородом Рис. 68. Аппарат для предварительно¬
го сораживания.
и дрожжи равномерно распре- к
делились в сусле. После такого
перемешивания и аэрирования можно начать бродильный про¬
цесс. Дрожжи нуждаются в кислороде только в начале брожения,
а -именно для размножения и роста; собственно брожение про¬
текает уже без кислорода. Только в особых случаях, т. е. если
для сбраживания была использована небольшая доза дрожжей,
если дрожжи ослаблены или температура бродильного отделе¬
ния низкая, перемешивают сусло воздухом еще раз через 12 ч.
Сбраживать сусло можно по-разному. Если дрожжей недо¬
статочно или вносят прессованные семенные дрожжи с другого
пивоваренного завода, то сбраживание ведут так же, как при
разведении чистых культур. Для этого используют, как правило,
чаны меньших размеров, которые только до */4 — */з наполняют¬
ся теплым суслом (6—8°С). Количество заданных дрожжей бы¬
вает нормальным, иногда несколько выше (от 0,6 до 0,7 л/гл).
303
После разбраживания, самое позднее в стадии белых завитков,
добавляют несколько более холодное сусло и после повторного
разбраживания содержимое чана дополняют. Точно также по¬
ступают при так называемом доливе сусла, т. е. способе, который
постоянно используется на некоторых пивоваренных заводах.
При этом поступают так, что сбраживают половину сусла не¬
сколько большей дозой дрожжей и через 12—24 ч, когда сусло
находится в стадии завитков, чан дополняют следующим суслом
приблизительно той же температуры, что и бродящее сусло.
Добавляемое сусло не должно быть холоднее, чтобы не по¬
давлять размножение дрожжей и брожения. При использовании
этого способа молодое пиво при перекачке несколько сильнее
сброжено, а именно потому, что при дополнении чана суслом на¬
рушается осаждение дрожжей, которые дольше остаются в дви¬
жении. Иногда дображивание бывает менее интенсивным, чем
при прямом внесении дрожжей. Охлаждению бродящего сусла в
чане при использовании этого способа должно уделяться особое
внимание, главным образом к концу брожения. Преимуществом
этого способа является экономия дрожжей и снижение потребле¬
ния семенных дрожжей.
На больших заводах, главным образом за границей, сусло
сбраживают в огромных чанах предварительного брожения.
После разбраживания, которое происходит в них в зависимости
от температуры через 12—24 ч, сусло спускают в бродильные
чаны, где происходит брожение. Чаны предварительного броже¬
ния имеют объем 1200—2000 гл, так что в них можно смешивать
сусло нескольких варок и тем самым выравнивать качество.
Дрожжи хранят под водой в больших ваннах, их объем доста¬
точен для предварительного брожения одного чана. Воду с по¬
верхности дрожжей отсасывают, дрожжи перемешивают гребком
и подают насосом по суслопроводу в чан. Одновременно с дрож¬
жами в суслопровод подают профильтрованный воздух, который
аэрирует сусло и размешивает дрожжи. В чан предварительного
брожения сусло обычно сливают более теплым.
На больших пивоваренных заводах США температура пред¬
варительного сбраживания сусла 10—12°С. После заполнения
чана сусло аэрируют и через 12—24 ч (в зависимости от темпе¬
ратуры сбраживания) спускают в бродильные чаны меньшего
объема (400—600 гл) и одновременно охлаждают до температу¬
ры 6—8°С. На дне чана предварительного брожения остаются
осадки из грубых взвесей, большая часть тонких взвесей, загряз¬
нения, мертвые, старые и ослабленные дрожжевые клетки. По
своему составу этот осадок отвечает нижнему слою, получаемому
при съеме прямо заданных дрожжей. Из чанов предварительного
брожения в бродильные чаны поступает сусло, освобожденное от
указанных балластных веществ, с большим количеством молодых
активных клеток. Дрожжи, полученные при этом способе пред¬
варительного брожения, более чистые, белые, однако дека полу¬
304
чается более рыхлая. Весь процесс более трудоемкий; чаны следу¬
ет чистить и снимать в них дрожжи. Если чаны предваритель¬
ного сбраживания нельзя разместить над бродильным отделе¬
нием, то сброженное сусло из них надо перекачивать. Поэтому на
небольших и средних заводах предпочитают прямое сбражи¬
вание.
Температура сбраживания оказывает большое влияние на
весь ход брожения и поэтому должна точно устанавливаться и
поддерживаться. При холодном брожении, которое принято в Че¬
хословакии, сбраживание производится при температуре 4,5—
6°С. При теплом брожении температура сбраживания повышает¬
ся до 8°С. Чем выше температура сбраживания, тем быстрее про¬
исходит разбраживание и тем быстрее поднимается температура
бродящего сусла, которое поэтому необходимо быстро и интен¬
сивно охлаждать.
Уже говорилось, что более высокая температура брожения
выбирается также при сбраживании малыми дозами дрожжей в
зимние месяцы, когда под влиянием холодной погоды темпера¬
тура в бродильном отделении снижается ниже 5°С.
ПРОЦЕССЫ, ПРОИСХОДЯЩИЕ ПРИ БРОЖЕНИИ
Сбраживание экстракта
Одним из основных явлений, которые наблюдаются при спир¬
товом брожении, является снижение концентрации бродящего
сусла. Это связано преимущественно с главным процессом рас¬
щепления сахаров в этанол и углекислый газ. Из сахара, более
тяжелого чем вода, образуется легкий спирт и углекислый газ,
который выделяется из пива. Поэтому концентрация сусла сни¬
жается не пропорционально уменьшению сахара при сбражива¬
нии, а значительно больше. Несмотря на это в практике принято
определять уменьшение экстракта сахарометром и по его данным
определять ход брожения.
Экстракт, определенный непосредственно в пиве, освобожден¬
ном от углекислого газа, является видимым содержанием экст¬
ракта т. Только в пиве, из которого в результате испарения
устранен спирт (этанол), можно после дополнения его водой до
первоначальной массы определить действительное содержание
экстракта п.
Если уменьшение экстракта выразить в процентах к первона¬
чальной массе сусла р, то получится величина, называемая сте¬
пенью сбраживания (attenuace), а именно:
видимая степень сбраживания
11—Ю8 зоб
действительная степень сбраживания
Поскольку этанол, содержащийся в пиве, снижает величины
видимого содержания экстракта по сравнению с действительным,
то видимая степень сбраживания пива всегда выше действитель¬
ной.
Другой величиной является достижимое или конечное содер¬
жание экстракта, по которой высчитывается конечная степень
сбраживания. Она определяется после сбраживания остатка
сбраживаемого экстракта в пиве более высокой дозой дрожжей
при высокой температуре (20°С) как видимое содержание
экстракта.
По разнице между достигнутым и видимым сбраживанием в
практике определяется правильность брожения молодого пива
перед перекачкой на дображивание и готового пива перед роз¬
ливом.
Образование побочных продуктов брожения
t Рост кислотности (pH). Молодое пиво по сравнению с исход¬
ным суслом имеет более высокую кислотность, его pH почти на
целую единицу ниже. Кислотность повышает, с одной стороны,
образующийся углекислый газ, с другой — органические кислоты,
которые являются побочными продуктами спиртового брожения.
Нормальный рИ пива от 4,4 до 4,0. По данным Де Клерка
[6], Мендлик обнаружил, что при главном брожении pH снижает¬
ся приблизительно до 4,4 сразу после сбраживания, как только
бродящее сусло будет насыщено углекислым газом. Последую¬
щее снижение происходит уже не только под влиянием углекис¬
лого газа, даже при перенасыщении, но и в результате образова¬
ния органических кислот вследствие аэробного обмена веществ
(дыхания) дрожжей.
В условиях Чехословакии pH перекачиваемого пива, как пра¬
вило, не бывает ниже 4,3. Кислотность очень благотворно влияет
на вкусовые качества пива и на его стойкость к биологическим
загрязнениям и на биологическую стабильность.
Конечный pH молодого пива почти не зависит от pH исход¬
ного сусла. Однако здесь проявляются буферы, содержащиеся в
сусле, главным образом фосфаты, под влиянием которых pH пи¬
ва не уменьшается ниже 4,0. Если предположить, что дрожжи
того же типа содержат почти одинаковое количество кислот, то
конечный pH пива тем ниже, чем меньше буферов было в сусле.
Поэтому пиво, изготовленное из засыпи, содержащей замените¬
ли солода, главным образом сахар, имеет более низкий pH, чем
пиво, полученное из чистого солода.
306
При брожении сусла система буферов изменяется, с одной
стороны, в результате потребления дрожжами фосфатов и при
фосфорилировании, с другой — вследствие образования органи¬
ческих кислот, которые в присутствии соответствующих солей
функционируют как буферы.
Влияние семенных дрожжей в целом незначительно и выте¬
кает из несколько отличающегося образования кислот отдельны¬
ми расами дрожжей. Наконец, известно, что пиво из более интен¬
сивно бродящего сусла имеет pH несколько ниже.
Пиво, инфицированное кислотообразующими бактериями,
имеет pH существенно ниже, чем пиво нормальное.
Высшие спирты. Кроме основных продуктов при спиртовом
брожении как продукты нормального метаболизма белков обра¬
зуются небольшие количества высших спиртов.
Согласно открытию Эрлиха, подтвержденному Торном [23],
дрожжи сбраживают некоторые аминокислоты в соответствую¬
щие спирты. Аминокислота при этом дезаминируется и декарбок-
силируется. Например, образуется 2-пентанол (изоамилалко-
голь) из лейцина, пентанол (амилалкоголь) из изолейцина,
2-бутанол (изобутилалкоголь) из валина и т. д. В 1957 г. Же-
невье и Лафон [24] указали, что высшие спирты могут образовы¬
ваться из сахаров иначе, а именно через уксусную кислоту по
схеме: уксусная кислота—>-ацетоацетат—>-ацетоин—*-изопропа-
нол, или ацетон+ ацетальдегид—^рр-диметилакролеин1—>-2-пен-
танол (изоамилалкоголь).
Содержание высших спиртов в пиве количественно и качест¬
венно зависит от состава сусла, главным образом от вида сбра¬
живаемого сахара (мальтоза или мальтоза-)-сахароза), от вида
и количества присутствующих аминокислот, далее от типа
использованных дрожжей и нескольких других факторов. Амино¬
кислоты сбраживаются в соответствующие спирты только в при¬
сутствии сбраживаемого сахара. Высшие спирты (сивушное ма¬
сло) содержатся во всех бродильных напитках. В пиве они появ¬
ляются уже в начале брожения и их объем возрастает в зависи¬
мости от температуры при брожении [25].
По Энебо, в пиве преобладает изопентанол (2-амилалкоголь)
вместе с оптически активным пентанолом (амилалкоголь). В пи¬
ве Энебо обнаружил их в целом 44 мг/л; потом следовали 2-бу¬
танол (изобутилалкоголь)—3,9 мг/л, нормальный пропанол
(пропилалкоголь) —2,9 мг/л и следы 2-пропанола.
Различные высшие спирты по-разному влияют на вкус пива;
указывается, что их вкус более или менее горький. Когда Га¬
рольду и сотрудникам [27] удалось идентифицировать в пиве фе-
нетилэтиловый спирт, Айрапаа [28] изучил его содержание в
большом количестве сортов пива и обнаружил от 10 до 40 мг/л.
Однако даже добавление 75 мг/л спирта не оказало влияние на
запах и вкус пива, в то время как в воде можно было обнаружить
по запаху уже 4 мг/л.
Альдегиды и их производные. Из альдегидов в пиве преобла¬
дает ацетальдегид, который является нормальным побочным
продуктом брожения. В молодом пиве было обнаружено 9 мг/л
ацетальдегида, а в готовом фильтрованном пиве — 6,8 мг/л [29].
Энебо [26] обнаружил в испытываемом пиве от 3 до 7 мг/л аце¬
тальдегида. При низкой концентрации присутствие в пиве аце¬
тальдегида не проявляется ни в запахе, ни во вкусе. И наоборот,,
производные ацетальдегида главным образом диацетил и ацето-
ин являются опасными.
Диацетил образуется не только в пиве, инфицированном пе-
диококками или молочными бактериями, некоторые расы пиво¬
варенных дрожжей тоже способны его образовывать. Бургер [30]
считает нормальным содержание в пиве 0,2 мг/л диацетила,
0,35 мг/л диацетила и выше влияет на запах и привкус (неприят¬
ный).
Дрожжи обладают способностью восстанавливать диацетил
в 2,3-бутандиол в стадии активного размножения. Более низкие
концентрации диацетила, которые могут быть получены в пиве
в результате редукции живыми дрожжами, равны 0,2 мг/л. Ав¬
торы обнаружили, что в практике запах диацетила можно уда¬
лить из пива путем добавления свежих густых дрожжей от 0,5 до>
1,0 л/гл.
Сбраживаемый сахар повышает способность дрожжей восста¬
навливать диацетил. Поэтому в практике видимая степень сбра¬
живания не должна слишком приближаться к конечной степени,
а именно, если пиво загрязнено грампозитивными педиококками
или молочными бактериями.
В пиве с завитками запах диацетила почти не встречается.
Пиво, в котором появляется этот запах, следует перекачивать с
более молодым.
Ацетоин уже в небольшом количестве является причиной так
называемого подвального (затхлого) привкуса пива. Воеркелиус
[31] считает нормальным содержание в пиве 1 мг/л ацетоина.
Концентрация от 2,3 до 5,3 мг/л проявляется в затхлом привкусе;
было обнаружено 12,4 мг/л ацетоина.
Сложные эфиры. Сложные эфиры образуются при брожении
и дображивании пива из летучих и нелетучих кислот и спиртов
в результате реакций, катализированных ферментами из группы
эстераз. Эти ароматические вещества характеризуются тем, что
являются главной составной частью запаха (букета) пива. К не¬
летучим сложным эфирам, обнаруженным в пиве, относится
прежде всего этилоктан, присутствие которого в пиве обосновано
относительно высоким содержанием (от 50 до 150 мг/л) уксусной
кислоты. Энебо [26] обнаружил в пиве от 10 до 21 мг/л этилокта-
на, 0,8 мг/л этилформиата и следы изометилоктана. Сложные
эфиры нелетучих кислот (муравьиная, янтарная, малеиновая, ли¬
монная, виноградная, щавелевая) с этанолом он определил от 39
до 52 мг/л.
308
Общее содержание сложных эфиров в пиве колеблется, по
Дженарду [25], от 35 до 83 мг/л: при низовом брожении всегда
образуется сложных эфиров меньше, чем при верховом. При бро¬
жении большую часть эфиров захватывает улетучивающийся уг¬
лекислый газ. При брожении крепкого сусла (с более высокой
концентрацией) и сусла, полученного с добавлением заменителей
солода, сложных эфиров образуется больше.
Пиво пильзенского типа не имеет выразительного букета и
поэтому содержит очень мало сложных эфиров.
Сернистые соединения. Присутствие сернистых соединений,
сероводорода и меркаптанов считается основной причиной непри¬
ятного ( незрелого) вкуса молодого пива. Для синтеза органиче¬
ских сернистых соединений дрожжи используют серу из сульфа¬
тов, сульфитов и азотистых соединений, содержащих серу.
Клебер и Лампл [32] изучали общее содержание серы во всем
производственном цикле и обнаружили в сырье следующее коли¬
чество:
в солоде 79, в хмеле 97, в дрожжах 715 мг на 100 г сухого
остатка;
в сусле около 65 мкг/л;
в бродильных газах от 48,5 до 84,7 мкг/м2;
в молодом пиве от 42,6 до 58,8 мкг/л;
в готовом пиве от 42,6 до 47,5 мкг/л.
Если брожение протекает медленно, то в бродильные газы се¬
роводорода переходит больше, чем при быстром ходе брожения.
Содержание летучих меркаптанов при брожении снижается,
в то время как при дображивании возрастает [33]. Меркаптаны
образуются при главном брожении и их содержание достигает
при этом максимума (около 60%) [34]; при использовании седи-
ментирующих дрожжей в пиве содержится 0,97 мг/л меркапта¬
нов, а при применении пылевидных дрожжей 0,5 мг/л. Образова¬
ние меркаптанов поддерживают взвеси, попавшие в сусло.
Кислород, редуцирующие вещества и гН. Кислород, содержа¬
щийся в сбраживаемом сусле, используется для дыхания уже в
процессе размножения в начале брожения. Де Клерк [35] обнару¬
жил в конце брожения остаточный кислород (0,25 мг/л).
Редуцирующие вещества при брожении почти не изменяются
и в связи с этим не имеют Даже величины индикаторного времен¬
ного теста (ITT).
Окислительно-восстановительный потенциал гН при броже¬
нии снижается с 20 в исходном сусле до 11 в молодом пиве.
Содержание изогумулонов и полифенолов. Содержание изогу-
мулонов (горьких веществ) при брожении резко уменьшается.
Мейльгард и сотрудники [36] обнаружили уменьшение их на
9,4% при использовании дрожжей седиментирующих и на 13,4%
при применении пылевидных дрожжей. В сусле с исходным высо¬
309
ким содержанием изогумулона другие авторы [37] обнаружили
потери от 35 до 45%.
Указывается [38], что потери возникают в результате адсорб¬
ции этих веществ на дрожжах и поэтому зависят от размноже¬
ния клеток; последующие потери возникают вследствие увлече¬
ния изогумулона бродильными деками вместе с пузырьками угле¬
кислого газа.
Полифенольные (дубильные) вещества также уменьшаются
при брожении и потери их достигают 7з-
Цвет пива. Пиво всегда имеет менее интенсивную окраску по
сравнению с исходным суслом. Потеря цвета связана прежде
всего с более низким pH бродящего сусла, при котором красящие
вещества сусла (меланоидины) приобретают более светлый цвет.
Одновременно часть красящих веществ адсорбируется на по¬
верхности дрожжей и на пузырьках углекислого газа, которые
поднимаются к деке.
По Де Клерку [6], сусло наиболее сильно обесцвечивается в
результате роста кислотности, а именно уже с начала брожения.
Меньшее влияние оказывает удаление углекислого газа и самое
меньшее — редукция. Адсорбцию красящих веществ на поверхно¬
сти дрожжей этот автор считает спорной.
Светлое молодое пиво по сравнению с исходным суслом имеет
цвет ниже на 0,20—0,30 мл 0,1 н. раствора йода. У темных сор¬
тов пива это снижение из-за интенсивного цвета не так заметно.
ГЛАВНОЕ БРОЖЕНИЕ
Главное брожение регулируется в зависимости от типа изго¬
тавливаемого пива и от требований к скорости брожения. При
холодном брожении температура поднимается самое большее до
9°С, при теплом брожении она достигает 12—14°С. Главное бро¬
жение обычно регулируется согласно практическому опыту и
условиям, определяемым местными требованиями к пиву.
Наиболее сильное влияние на ход и результаты главного бро¬
жения оказывает температура сбраживания, доза семенных
дрожжей, а также максимальная температура, которая достига¬
ется при брожении, и время, в течение которого эта максималь¬
ная температура удерживается. Однако для нормального проте¬
кания процесса брожения следует соблюдать ряд условий. Преж¬
де всего необходимо, чтобы использованные семенные дрожжи
имели хорошую бродильную способность и были биологически
чистыми. Сусло должно быть достаточно насыщено кислородом
и иметь удовлетворительный состав. Важно также хорошее оса-
харивание и правильное соотношение сахаров к несахарам. Рас¬
щепление высокомолекулярных белков в сусле должно быть от¬
носительно глубоким, чтобы дрожжи имели достаточно азотис¬
тых веществ в ассимилируемой форме. Из-за ферментативного
характера всего процесса брожения сусло не должно перед сбра-
310
живанием иметь pH выше, чем 5,8. Определенное влияние имеет
также концентрация сусла. Лучше всего сбраживается 10—
12%-ное сусло. Сусло с низким содержанием экстракта является
средой с менее пригодными условиями питания, а в сусле с экст¬
рактивностью выше 18% брожение замедляется.
После сбраживания сусла деятельность дрожжей проявляет¬
ся, с одной стороны, в размножении, с другой — в начале спир¬
тового брожения.
Дрожжи при главном брожении размножаются в четыре
стадии.
Точно так же, как при размножении дрожжей, в ходе брожения
различаются разные стадии. Они выражаются во внешнем виде
поверхности бродящего сусла (деки), в росте температуры бро¬
дящего сусла, в постепенном снижении экстрактивности, образо¬
вании углекислого газа и этанола и к концу главного брожения
также в осаждении дрожжей и осветлении молодого пива.
I стадия главного брожения, так называемый забел, проявля¬
ется тем, что начинает выделяться углекислый газ. При низкой
температуре сбраживания (около 5°С) разбраживание происхо¬
дит медленно. Сначала углекислым газом насыщается сусло и
только потом пузырьки углекислого газа начинают подниматься
к поверхности. Через 12—24 ч на поверхности сусла образуется
белая пена, похожая на хлопья, которая постепенно густеет.
В конце этой стадии брожения уже явно заметно, углекислый газ
освобождается главным образом около стенок бродильного чана,
поднимаясь к поверхности вдоль стенок и смещая деку к центру.
Это явление характеризует хорошее начало разбраживания. Ко¬
личество экстракта в этой стадии уменьшается незначительно
(на 0,2—0,35%), pH снижается на 0,15—0,20 (измерено после
удаления СОг). Температура сусла поднимается в среднем на
0,2—0,3°С за 24 ч.
Во II стадии брожения дрожжи размножаются быстрее и
брожение углубляется; образование углекислого газа наиболее
интенсивное. Он освобождается быстрее, пузырьки поднимаются
вверх и образуют пену в виде белых розочек, называемых завит¬
ками. Этот период главного брожения называется стадией низ¬
ких или белых завитков и продолжается 2—3 дня. Уменьшение
экстракта более заметно (на 0,8—1,2% за 24 ч). Температура
также возрастает быстрее, обычно от 0,5 до 0,8°С за 24 ч. pH сни¬
жается тоже больше; в конце этой стадии бродящее сусло имеет
pH от 4,7 до 4,9, если исходное сусло имело pH 5,6.
В III стадии высоких или коричневых завитков деятельность
дрожжей достигает максимума. Завитки поднимаются, постепен¬
но разрыхляются и приобретают коричневый цвет. Углекислый
газ выносит на поверхность вещества, которые осаждались при
брожении главным образом в результате снижения pH. Это оста¬
тки взвесей, дубильно-белковые соединения, горькие вещества и
другие соединения, которые на воздухе быстро окисляются и при¬
зы
дают завиткам коричневую окраску. Температура возрастает
быстро, так что уже в начале этой стадии бродящее сусло следу¬
ет охлаждать. Снижение экстракта значительно (на 1—1,8%
за 24 ч). Размножение дрожжей в этой стадии приостанавлива¬
ется в связи с уменьшением питательных веществ и недостат¬
ком кислорода, и до определенной степени также в результате
скопления продуктов брожения, т. е. углекислого газа и этанола.
Эта стадия продолжается 3 дня. К концу pH снижается до 4,6—
4,4 и дальше уже не изменяется.
IV стадия характеризуется равномерным опаданием завитков,
связанным с образованием низкой и густой деки. Прекращается
размножение дрожжей и брожение. Дрожжи, до сих пор рас¬
сеянные, агглютинируют и оседают на дно. Поверхность молодо¬
го пива, которая при брожении была мутной, приобретает ржа¬
вый цвет и постепенно темнеет до коричнево-черного оттенка.
Молодое пиво медленно осветвляется, убыль экстракта сущест¬
венно снижается, пока к концу стадии не достигнет 0,2—0,3% за
24 ч.
При достижении этого состояния главное брожение считает¬
ся законченным, а молодое пиво пригодным для перекачки.
Главное брожение продолжается от 6 до 14 дней в зависимо¬
сти от концентрации сусла и температуры. Как правило, считает¬
ся, что время главного брожения, указанное в днях, соответству¬
ет экстрактивности исходного сусла: 7%-ное сусло — 7 дней,
10%-ное—10 дней и т. д. Однако это только приблизительно,
поскольку время главного брожения регулируется в зависимости
от технологических требований и даже у крепкого сусла (16—
18%-ного) не бывает больше 14 дней.
Отклонения при брожении
При главном брожении иногда наблюдаются отклонения от
нормального хода; причинами их может быть следующее: недо¬
статки основного сырья, отклонения в составе сусла, неправиль¬
ные режимы брожения, плохое качество семенных дрожжей или
сильные загрязнения.
Медленное разбраживание проявляется в том, что сброжен¬
ное сусло не забеляется даже спустя 24 ч, его поверхность не
имеет пены и на ней много голых мест. Если причиной является
малая доза заданных дрожжей или слишком низкая температура
сбраживания, достаточно, как правило, применить переливание
сусла и тем самым ускорить брожение. Если сусло не начнет
сбраживаться и после этого, то следует повысить температуру
сусла и добавить новую дозу свежих, активных дрожжей. Причи¬
ной медленного разбраживания может быть также недостаточно
осахаренное сусло с низкой долей сбраживаемых сахаров. В этом
случае сусло можно доосахарить добавлением диастатического
солодового экстракта, приготовленного из светлого солода.
312
Обычно достаточно 1 л экстракта на 5 гл сусла, чтобы улучши¬
лось состояние. Нужно внимательно следить за биологической
чистотой сусла, к которому был добавлен экстракт. Если причи¬
ной медленного разбраживания является сильная инфекция,
главным образом термобактериями, то возникает серьезное по¬
ложение и часто не помогает даже новая доза семенных дрож¬
жей, поскольку сусло от деятельности бактерий утрачивает кис¬
лород, а, по Вайнфуртнеру, также и витамины, необходимые для
роста дрожжей.
Причиной замедленного брожения может быть и слишком
раннее охлаждение сусла, главным образом, если оно начало
охлаждаться уже в I стадии брожения. При этом временно за¬
медляются размножение дрожжей и брожение, и такое состояние
длится до тех пор, пока дрожжи не привыкнут к более холодной
среде. Только потом брожение снова возобновляется, тем самым
температура несколько поднимается, так что дальнейший ход
уже бывает нормальным. Причиной приостановки или замедле¬
ния брожения может быть также неудовлетворительное размно¬
жение дрожжей в плохо аэрированном сусле, недостаток сбражи¬
ваемых сахаров в сусле, сильная инфекция или использование
ослабленных, дегенерированных дрожжей, чаще всего дрожжей
с низкой бродильной способностью. Если этот недостаток обнару¬
жится только в стадии белых завитков, то нет смысла добавлять
новую дозу свежих дрожжей, поскольку частично сброженное
сусло менее пригодная среда для размножения. В таком случае
наиболее эффективно повысить температуру бродящего сусла до
10—12°С (например, внесением поплавка с горячей водой) и
оставить сусло бродить в таких условиях. Перед перекачкой его
следует охладить, однако перекачку такого пива надо проводить
отдельно из-за возможного отрицательного влияния этого недо¬
статка на вкус пива.
Видимые на глаз отклонения деки по внешнему виду и по
плотности связаны с качеством используемого сырья. Низкие
завитки и рыхлые деки появляются при переработке долго хра¬
нившегося влажного солода. Непосредственной причиной явля¬
ются ферментативные изменения некоторых компонентов солодо¬
вого эндосперма, протекающие при повышенном содержании
воды.
Подобные явления могут быть также при кипячении переле¬
жавшего хмеля; однако в этом случае достаточно добавить около
XU свежего хмеля, чтобы вид завитков и деки изменился. Более
незначительные отклонения бывают при введении новой расы се¬
менных дрожжей или при внесении дрожжей из аппаратов для
разведения, поскольку дрожжи привыкают к новой среде только
спустя определенное время.
Так как адаптивные свойства отдельных рас различны, ход
брожения часто выравнивается после второй или третьей гене¬
рации.
313
Более серьезными являются ненормальные явления такие, как
пузырчатое или кипящее брожение. Оно имеет место без видимой
причины и его нельзя устранить обычными способами, например,
заменой семенных дрожжей или изменением температурного ре¬
жима брожения.
Пузырчатое брожение проявляется в появлении рыхлых бе¬
лых и коричневых завитков, а в конце брожения или в стадии ко¬
ричневых завитков появлением пузырьков в деке. Дека рыхлая,
поэтому часть горьких веществ и дубильно-белковых соединений
оседает на дно и на деке образуются попеременно большие и мел¬
кие пузырьки, которые быстро лопаются, однако тут же образу¬
ются новые. После окончания брожения пузырьки перестают об¬
разовываться и на поверхности остается рыхлая, слизистая дека.
Причиной пузырчатого брожения считается присутствие вязких
веществ из взвесей или из хмеля, которые препятствуют устра¬
нению углекислого газа и способствуют образованию пузырь¬
ков.
Вайнфуртнер наблюдал это явление при переработке плохо
очищенного солода с высоким содержанием пыли. Иногда пу¬
зырчатое брожение наблюдается только в некоторых варках и
снова прекращается без изменения состава сырья, или замены се¬
менных дрожжей. Хотя при этом брожение и бывает нормаль¬
ным, однако дображивание менее интенсивно и поэтому по опыту
Чехословакии к пиву в лагерных танках следует добавлять за¬
витки.
Кипящее брожение может проявиться в любой стадии главно¬
го брожения, и интенсивность его бывает разная. Большей час¬
тью оно бывает в стадии коричневых завитков и исчезает спустя
12—24 ч. Бродящее сусло внезапно приходит в движение благо¬
даря тому, что в некоторых местах чана (четырехгранного),
обычно в одном из углов, быстро начинает выделяться углекис¬
лый газ. Поток постоянно'увеличивается пока не придет в волно¬
образное движение все содержимое чана. Части деки опускают¬
ся на дно или собираются на противоположной стороне в направ¬
лении движения и поверхность бродящего сусла покрывается
рыхлой белой пеной. Волнообразное движение сусла иногда бы¬
вает кратковременным и проявляется на небольшой площади или
только у одной стенки чана, иногда бывает значительным и про¬
должается до конца главного брожения. Причины кипящего бро¬
жения не были достаточно объяснены, их ищут прежде всего в
составе использованного сырья. В Чехословакии кипящее броже¬
ние появлялось всегда при переработке ячменей из урожаев за¬
сушливых лет (1927, 1936 гг.). При переработке заменителей со¬
лода кипящее брожение не наблюдалось. Существенное различие
в сбраживании и качестве пива кипящего брожения не было об¬
наружено, однако так же, как пузырчатое брожение, — это неже¬
лательное ненормальное явление, которое может вызвать изме¬
нения в качестве пива.
314
Холодное и теплое брожение
В последнее время большое внимание уделяется теплому бро¬
жению. Это связано с тем, что при сезонных отклонениях часто
бывает необходимость в ускорении главного брожения путем по¬
вышения температуры предварительного брожения и проведения
главного брожения при высокой температуре; из этого вытекает
стремление использовать такой процесс для сокращения време¬
ни брожения и лучшего использования бродильного помещения.
Опыты проводились в разных местах, однако результаты их не
были однозначными. Швабе и Браун [39] не обнаружили так же,
как Бозевитц [40], разницы в качестве пива, сбраживаемого спо¬
собом холодного или теплового брожения. Преимуществом спосо¬
ба теплого брожения является быстрое разбраживание и поло¬
жительное влияние на размножение дрожжей. Сбраживание пи¬
ва при способе теплого брожения было всегда несколько глубже.
Результаты опытов, проводимых в ПВС в Бранике, и опытов
по ускоренному дображиванию, приведены в табл. 18. В опытах
использовали сусло со следующими исходными данными.
Велхейнер [41] обнаружил, что пиво, изготовленное по спосо¬
бу брожения, содержит меньше общего азота, убыль изогумуло-
нов в нем больше и пенистость несколько ниже, чем у пива, изго¬
товленного по способу холодного брожения.
В условиях Чехословакии холодное главное брожение счита¬
ется наиболее благоприятным при производстве пива пильзенско-
го типа. Готовое пиво имеет выравненный вкус, лучше связывает
углекислый газ и лучше пенится.
В производстве обычно контролируют температуру бродящего
сусла, степень сбраживания, вид деки на отдельных стадиях бро¬
жения и в конце брожения, степень осветления и брух молодого
пива.
Температуру измеряют 2 раза в день обычным или поплавко¬
вым термометром, который постоянно погружен в бродящее сус¬
ло. Обычно используют спиртовые термометры со шкалой до
20°С, разделенной по 0,1°С. Имеренные величины заносят в таб¬
лицы или листы, прикрепленные на чанах.
Степень сбраживания контролируют по видимому экстракту,
измеренному сахарометром. В производстве степень сбражива¬
Экстрактивность, мае. %
Мальтоза, г на 100 г
Декстрины, г на 100 г
Отношение сахаров к несахарам
Азот, мг на 100 г
Дубильные вещества, мг на 1000 г
Горькие вещества, мг на 1000 г
10,09
7,15
1,65
1:0,41
67.0
168.0
83,3
Контроль главного брожения
315
ния, как правило, не определяют вплоть до стадии высоких за¬
витков. При опадании завитков и в начале охлаждения убыль
экстракта и сбраживание следует проверять каждый день. Если
видимый экстракт измеряют сахарометром прямо в чане или в
отобранном образце в цилиндре, то пузырьки углекислого газа
облегчают сахарометр и возникает ошибка от 0,1 до 0,3 мае. % по
сравнению с экстрактом, определяемом в пиве, которое было
освобождено от углекислого газа встряхиванием после предвари¬
тельного нагревания до температуры, близкой к 20° С. Получен¬
ные величины видимого экстра¬
кта так же, как и температуру,
записывают в таблицы или на
листы.
Вид деки и временная пос¬
ледовательность отдельных ста¬
дий являются важными эмпи¬
рическими критериями, по ко¬
торым судят о правильности
хода главного брожения и дея¬
тельности дрожжей. Отклоне¬
ния записывают так же, как
температуру и степень сбра¬
живания.
Степень осветления и брух
молодого пива определяют, с
одной стороны, по виду поверх¬
ности пива в бродильном чане,
с другой — после осветления
в контрольных стаканчиках.
Для этого за день до перекачки
в стаканчики емкостью от 50 до
100 мл отбирают пробы моло¬
дого пива из чана после сдува
деки. Стаканчики, покрытые стеклышками, помещают в бро¬
дильном отделении в специальном месте, обычно на полках с
осветительным устройством. Брух перекачиваемого пива оце¬
нивают как хлопьевидный или пылевидный, а также как грубый
и тонкий, результаты также записывают в таблицу или на лист.
После взятия в стаканчики образцов определяют вкус и запах
молодого пива, чтобы возможные недостатки были обнаружены
вовремя, еще перед перекачкой. В стаканчиках определяют так¬
же агглютинацию и седиментацию дрожжей и время, необходи¬
мое для осветления пива.
При главном брожении иногда определяют также изменения
pH. Более подробно об организации контроля изложено в публи¬
кациях Лхотского «Технический контроль в солодовом и пивова¬
ренном производстве», с. 213—224 и Главачека и сотрудников
«Пивные дрожжи», с. 115—125 (обе изданы в СНТЛ). Из послед-
31,6
Дни
Рис. 69. Диаграмма течения бро¬
жения:
/ — изменение температуры; 2 —умень¬
шение экстракта.
Таблица 18
Результаты различных способов брожения
Показатели
Теплое
брожение
При перекач¬
ке фильтру¬
ется на ди¬
атомите
Холодное
брожение
Брожение
Тип дрожжей
Доза дрожжей
Температура предварительного бро¬
жения, °С
Максимальная температура, °С
Температура при перекачке, °С
Видимый экстракт, %
Степень сбраживания, %
Перекачка
СОг, %
Добавлено
sn
0,5
8,0
14,6
7,0
3,30
67,0
На 6-й день
0,12
5% завитков
sn
0,5
5.0
8,7
6.0
4,45
55,5
На 7-й день
0,29
0,5 лдрож*
жей/гл
sn
0,5
5.0
9.0
6.1
4,10
59,0
На 8-й день
0,29
Дображивание
Шпунтовое давление через 5 дней
Шпунтовое давление перед розливом
Время выдержки, дни
0,19
0,47
16
0,26
0,56
18
0,27
0,40
21
Анализ готового пива
Видимый экстракт, %
Действительный экстракт, %
Спирт, %
Исходное сусло, %
Видимое сбраживание, %
Действительное сбраживание, %
Цвет, мл 0,1 н. раствора йода
рн
Общий азот, мл на 100 г
Горькие вещества, мг на 100 г
Дубильные вещества, мг на 1000 г
со2, %
3,19
4,51
2,82
10,04
68,2
55.1
0,70—0,75
4,30
58.2
71.3
158,5
0,30
3,61
4,82
2,66
10,03
64,0
51,9
0,70—0,75
4,50
56,6
70,2
157,5
0,36
3,11
4,46
2,88
10,10
69.2
55,8
0,65—0,70
4,40
56,7
73.3
160,0
0,32
Дегустация
Прозрачность, баллы (максималь¬
но 10)
Пенистость, баллы (максимально 15)
Вкус, запах, баллы (максимально25)
Горечь, баллы (максимально 15)
Впечатление после питья, баллы
(максимально 10)
10
13,7
23,0
12,6
8,4
10
15
23,7
13,2
8,9
10
14,6
22,8
12,9
9,2
Всего 75 баллов
67,7
70,8
69,5
317
ней публикации перепечатаны также приводимые ниже сведения
(табл. 19) и диаграмма хода главного брожения (рис. 69).
Таблица 19
Контрольная запись о ходе главного брожения
Варка № 35
Отделение III
Сварено 14/11-1957
Номер чана 6
Вид пива: 10° светлое
Количество 110 гл
о
2.?°
сусло
pH пива
Дни
Дата
Время, ч
Температу]
брОДНЛЬНО!
отделения,
и
о
1
1 видимый
экстракт,
1 %
: видимое
; сбражива-1
ние, %
встряхи- !
ваемого
ИСХОДНОГО 1
Замечания
Предва¬
рительное
брожение
14/11
15
6,2
5,4
10,20
—
5,60
5,60
—
1
15/11
7
17
6,3
5.6
5.7
10,05
1,5
5,50
5,10
Забел
2
16/п
7
17
6,2
6,0
6,2
9,60
5,9
5,40
4,80
—
3
17/11
7
17
6,2
6,5
6,8
8,90
12,7
5,10
9,65
Белые за¬
витки
4
18/11
7
17
6,3
7,2
7,6
7,90
22,5
4,90
4,50
—
5
19/11
7
17
6,2
8,0
8,2
6,75
33,8
4,80
4,45
Коричневые
завитки на¬
чало ох¬
лаждения
6
20/11
7
17
6,1
8,1
7,9
5,55
45,6
4,60
4,40
—
7
21/11
7
17
6,1
7,3
6,9
4,50
55,9
4,50
4,40
—
8
22/11
7
17
6,2
5,8
6,2
3,90
61,8
4,45
4,40
Покрышка
9
23/11
7
6,1
5,3
3,60
64,7
4,45
4,40
Перекачка
ПЕРЕКАЧКА МОЛОДОГО ПИВА И СЪЕМ
ДРОЖЖЕЙ
Определение выдержки пива
Молодое пиво считается выдержанным и готовым для пере¬
качки тогда, когда главное брожение установилось настолько,
что дневная убыль экстракта снижается до 0,2 мас..%. Дрожжи
в этот период уже осели, дека опустилась и поверхность молодо¬
го пива потемнела. Определение точного времени для перекачки
очень важно, поскольку молодое пиво должно попасть в лагерные
емкости с определенной долей сбраживаемого экстракта, а так¬
же с требуемым количеством активных дрожжей, чтобы добра-
живание было достаточно интенсивным и пиво было насыщено
313
углекислым газом. Нельзя перекачивать пиво недостаточно
сброженное, слишком «зеленое», с большим количеством дрож¬
жей, так как давление в лагерных аппаратах превысит допусти¬
мый предел, потребуется выпускать избыточный углекислый газ
и пиво получится перешпунтованным, со слишком высокой пени¬
стостью и с пустым вкусом.
Сбраживание в бродильном отделении следует регулировать
в зависимости от концентрации сусла и изготавливаемого тина
пива с учетом требуемой степени сбраживания его. Чтобы в бро¬
дильном отделении можно было правильно определить сбражи¬
вание, надо знать конечную (достижимую) степень сбраживания.
У чешских сортов пива она колеблется между 76—82%.
Сбраживание молодого пива в бродильном отделении, как
правило, на 14—18% ниже, чем конечная степень сбраживания.
При переработке одинакового сырья и при неизменном техноло¬
гическом процессе конечная степень сбраживания бывает посто¬
янной. Несмотря на это на крупных пивоваренных заводах ко¬
нечную степень сбраживания определяют обычно у каждой серии
варок, смешанных в одном чане предварительного брожения.
В настоящее время работают по скоростному методу Зильберэй-
зена таким образом, что к 200 мл сусла добавляют 32 г прессо¬
ванных дрожжей; при постоянном перемешивании при комнатной
температуре (20°С) имеющиеся сбраживаемые вещества сбра:
живаются за 5 ч,
В условиях Чехословакии видимая степень сбраживания в
бродильном отделении колеблется у светлого пива при перекачке
от 60 до 65%, у темного от 52 до 57% я у специального пива от
58 до 62 % •
Ниже приведены данные перекачки и шпунтования пива.
Перекачка 23/II 1957 Шпунтование 25/11 1967
Вид пива при перекачке зрелое
Брух молодого пива тонкий, хлопье- Осветление пива почти прозрач-
видный Снятие дрожжи ное спустя 24 ч
Маточные дрожжи физиологическое очень хорошее
раса S2X состояние
количество, кг/гл 0,45 количество, кг/гл 1,55
мертвые клетки, % 3 мертвые клетки, % 2
инфекция следы кокков инфекция средне кокки
Сбраживание очень изменяется при переработке различных
заменителей солода. Трудно осахариваемые зерновые культуры
(ячмень, кукуруза) снижают сбраживание, сахар, наоборот, зна¬
чительно повышают. Степень сбраживания обычного чешского
пива при перекачке по сравнению с конечной степенью сбражи¬
вания колеблется в зависимости от состава сусла в довольно ши¬
роком диапазоне, приведенном в табл. 20.
Обычно в практике степень сбраживания не высчитывают и
пиво перекачивают как только видимый экстракт, определенный
сахарометром, снизится до величины, отвечающей требуемой
319
Таблица 20
Степень сбраживания разных сортов светлого пива, %
Экстрактивность сусла, мае. %
Показатели
7,20
6,93
7,18
9,97
10,20
10,13
12,10
11,89
12,05
Сбраживание
при перекач¬
ке
6,47
59,1
71,7
62,8
64,7
74,4
63,3
66,9
72,3
Конечное сбра¬
живание
77,4
78,6
80,1
77,6
78,6
82,3
76,6
79,6
82,1
степени сбраживания, например у 10%-ного сусла до 3,6—3,9%.
Для правильной оценки сбраживания сахарометрические данные
сами по себе недостаточны (экстрактивность исходного сусла
часто очень колеблется) и в этом случае необходимо высчиты¬
вать степень сбраживания.
Зрелость пива для перекачки определяют также по виду де¬
ки. К концу главного брожения прекращается образование угле¬
кислого газа, коричневые завитки опускаются и дека снижается
и густеет. Если брожение прекращается, то постепенно оседают
на дно вещества, ранее осевшие и вынесенные к поверхности. От
этого дека становится рыхлей, появляются голые места; эта
стадия для перекачки пива слишком запоздалая.
Молодое пиво следует перекачивать, пока дека еще густая и
по всей поверхности чана выравненная, т. е. пока молодое пиво
еще содержит достаточно экстракта для дображивания.
Зрелое пиво для перекачки должно быть осветлено и дрожжи
осаждены так, чтобы в лагерные емкости перешло только то ко¬
личество дрожжей, которое необходимо для дображивания ос¬
тавшегося экстракта. Если перекачивается зеленое пиво, т. е. с
большим содержанием дрожжей, то дображивание бывает бур¬
ное и быстрое. Перезревшее пиво, наоборот, содержит мало
сбраживаемого экстракта и активных дрожжей и дображивание
неудовлетворительное. По осветлению зрелость пива определяют
по-разному.
Некоторые пивовары предпочитают зеленое пиво и добились
при этом успехов, другие же перекачивают пиво хорошо созрев¬
шее, и если нужно, добавляют к нему завитки.
Осветление молодого пива определяют, с одной стороны,
после сдува деки по цвету сусла (от цвета ржавого до темно-ко¬
ричневого), и с другой — по прозрачности в опытных стаканах.
Одновременно с осветлением определяют также вкус и цвет мо¬
лодого пива. Осветление довольно часто бывает различным в за¬
висимости от типа использованных дрожжей. Хлопьевидные
дрожжи хорошо агглютинируют и быстро осаждаются. При про-
320
свечивании в опытном стаканчике лучи света легко проходят
через жидкость и комки дрожжей образуют брух. Пылевидные
дрожжи дольше остаются рассеянными, и поэтому прозрачность
в стаканчике низкая, даже если основная доля дрожжей осела;
в этом случае пиво выглядит мутным. Лучше определять зрелость
пива для перекачки по седиментации и осветлению в стаканчи¬
ках. Поэтому пиво берут в стаканчики за 1—2 дня до перекачки,
чтобы получить представление о возможном осветлении и коли¬
честве дрожжей в молодом пиве.
Температура перекачиваемого пива должна быть близкой к
исходной температуре сбраживания и поэтому постепенным ох¬
лаждением она снижается до 5—6°С. Более низкие температуры
(ниже 3°С) непригодны; деятельность дрожжей ослабляется и
их приспосабливаемость к низкой температуре продолжается
дольше. Высокие температуры перекачиваемого пива тоже не¬
пригодны; начало дображивания бывает быстрым, выделяется
много углекислого газа и кроме того лагерные помещения излиш¬
не нагреваются.
Снятие деки
Перед перекачкой следует устранить вещества, вынесенные
на поверхность в деку. Коагулированные хмелевые смолы, ду¬
бильно-белковые соединения и остальные вещества частично
растворяются, оседают на дно или перемешиваются с пивом и
придают ему терпкий привкус. Доли этих веществ относительно
велики, поскольку масса снятых и стекших дек колеблется в за¬
висимости от экстрактивности сусла и дозы хмеля от 2,5 до 6 кг
на 100 гл пива. При опытах в ПВС в Бранике масса стекших дек
с содержанием 58—62% воды колебалась от 2,8 до 3,7 кг на
10 гл сусла 10 мае. %. В деках всегда содержатся и дрожжи, вы¬
несенные вместе с другими веществами. При соприкосновении с
воздухом из-за недостатка питания они подвергаются автолизу и
снова погружаются в пиво, ухудшая его вкус. И наконец, в деках
задерживаются также бактерии и плесень из воздуха и поэтому
деку следует вовремя снять, чтобы она не погрузилась в пиво.
Деки снимают очень осторожно легким, плоским алюминие¬
вым черпаком с отверстиями диаметром около 2 мм. Черпак
осторожно подводят под деку так, чтобы плавающие частицы все
были подхвачены. Из больших чанов деки снимать сложнее;
обычно используются легкие, лакированные рейки, или алюмини¬
евые черпаки с длинной ручкой. Следует действовать очень
осторожно, чтобы части деки не намокли и не погрузились на дно.
Часто деки снимают за день до перекачки. Опасения возмож¬
ности окисления или инфицирования необоснованы. Поскольку
брожение еще не прекратилось, поверхность молодого пива вско¬
ре покроется тонким слоем пены, которую можно снять непосред¬
ственно перед перекачкой. Опасность инфекции при таком про¬
321
цессе меньше, чем недостатки, которые могут вызвать погруже¬
ние деки. Проводились опыты по улавливанию осаждающихся
веществ на решетках или перфорированных вкладышах из алю¬
миниевых листов. Объем улавливаемых веществ хотя и увели¬
чился, но очистка применяемого оборудования была слишком
трудоемкой и этот способ в практике не прижился.
Ванчура и Беднар [43] пытались также выделить горькие ве¬
щества из дек. Однако сбор большого количества горьких ве¬
ществ из дек на пивоваренных заводах потребовал бы больших
расходов. Деки повышают БПК пивоваренных сточных вод, и
поэтому их нельзя спускать в канализацию.
Перекачка молодого пива
Бродильное отделение, как правило, располагают над лагер¬
ным отделением, чтобы молодое пиво стекало в лагерные емко¬
сти самотеком. Молодое пиво содержит около 0,2 мае. % угле¬
кислого газа, который легко освобождается и увлекает дрожжи
к поверхности. При перекачке пива следует избегать этого. Тру¬
бопроводы, по которым пиво стекает в лагерное отделение,
должны быть гладкими внутри, без швов. Диаметры шлангов,
трубопроводов и кранов должны быть приблизительно одинако¬
вы. Выпускное устройство под чаном монтируют так, что при
открытии крана одновременно вводится стакан, который предот¬
вращает увлечение дрожжей. Выпускное отверстие бывает
снабжено защитной покрышкой и перед подключением шлангов
должно быть основательно очищено.
Перед перекачкой трубопровод споласкивают и наполняют
водой, чтобы устранить воздух. Воздух или пена, скопившиеся в
трубопроводе, создают пробки, мешающие перекачке пива. Те¬
чение пива должно быть равномерным, без напорных толчков,
главным образом не следует резко открывать или закрывать вы¬
пускные краны. Если бродильное отделение находится на одном
уровне с лагерным подвалом или уклон от бродильного чана к
лагерному танку недостаточен для самотека, молодое пиво сле¬
дует перекачивать. Однако насос не присоединяется прямо к ча¬
ну; пиво оставляют стекать в размещенный ниже сборник, откуда
оно перекачивается в резервуар, расположенный выше, и только
из него пиво стекает в лагерное отделение. При прямом перека¬
чивании течение пива не было бы равномерным, увлекались бы
дрожжи и при дополнении резервуаров и закрытии кранов в
трубопроводе создавалось бы слишком высокое давление.
После перекачки в чане остается немного молодого пива, ко¬
торое следует выпустить перед съемом дрожжей. Из больших ча¬
нов пиво, как правило, перекачивают без остатка и при этом
остается лишь небольшое количество дрожжей вокруг выпускно¬
го отверстия. Как только перекачка пива окончена, через трубо¬
провод пропускают воду.
322
Съем дрожжей
Дрожжи осаждаются на дне чана в слое, который в зависимо¬
сти от типа дрожжей имеет разную высоту и консистенцию.
Хлопьевидные дрожжи осаждаются прочным слоем высотой в
несколько сантиметров. Пылевидные осаждаются медленнее и
выглядят рыхлыми. Сначала осаждаются грубые взвеси, увле¬
ченные с холодильных тарелок вместе с тонкими частицами из
хмеля и дробины. Из дрожжей на дно сначала опадают мертвые
и ослабленные клетки. Нижний слой дрожжей, называемый еще
нижней грязью, клейкий и имеет темный цвет.
Средний слой, называемый ядро, состоит в основном из осаж¬
денных дрожжей и содержит здоровые, хорошо упитанные дрож¬
жевые клетки. Ядро здоровых дрожжей имеет светло-желтый
цвет, здоровый дрожжевой запах и студенистую консистенцию.
Дрожжи из ядра используются для дальнейшего разведения в
качестве семенных дрожжей. Над ядром к концу главного бро¬
жения всегда образуется верхний более темный слой, в котором
содержатся, с одной стороны, легкие несозревшие клетки, кото¬
рые дольше находились в движении, с другой — комки осажден¬
ных веществ, которые выделились из опустившейся деки. Этот
слой называется верхней грязью. В дальнейшем процессе он не
используется, несмотря на то что содержит молодые активные
клетки, поскольку они слишком загрязнены веществами из деки,
главным образом хмелевыми смолами, а также микроорганиз¬
мами, которые осели с указанными веществами на дно.
Дрожжи снимают деревянными или алюминиевыми скребка^
ми с достаточно длинной и прочной ручкой. Сначала снимают
тонкий верхний слой, потом под чаном устанавливают чистый
сосуд, обычно передвижную алюминиевую ванночку для дрож¬
жей, в которую собирается ядро. Ядро снимают в два приема и
очень осторожно, чтобы в него не попал нижний слой. Снятые
дрожжи тотчас отправляют в помещение для хранения дрожжей.
Верхний и нижний слои собирают в резервуар для отходов. С тех¬
нологической точки зрения отделение ядра очень важно, посколь¬
ку при этом получаются здоровые, активные дрожжи с неболь¬
шой долей мертвых клеток и без загрязнений. Поэтому съемом
дрожжей должны заниматься квалифицированные работники.
В больших чанах отделение некоторых слоев дрожжей за¬
труднительно. Отрицательно действует и то, что в большом
масштабе используются глубокосбраживающие пылевидные
дрожжи, которые плохо осаждаются. Поэтому за рубежом со¬
бирают все вместе и перекачивают с водой для промывки в сбор¬
ники. Очистке и биологическому контролю за полученными та¬
ким образом дрожжами следует уделять большое внимание. Не
следует также забывать о том, что за рубежом часто используют
чаны для предварительного брожения, в которых осаждается
нижний слой, так что дрожжи бывают более светлыми и чисты¬
323
ми. В Чехословакии у плохо осаждаемых пылевидных дрожжей
верхний слой снимают вместе с ядром и отделяют только ниж¬
ний слой.
Прирост дрожжевой массы после главного брожения разли¬
чен. В зависимости от типа дрожжей, экстрактивности исходного
сусла и хода главного брожения он колеблется от 1,2 до 2,3 л
жидких дрожжей из 1 гл пива. Приблизительно 60—70% от об¬
щего количества приходится на семенные дрожжи и 30—40% на
верхний и нижний слои. Густота жидких дрожжей тоже различ¬
на; содержание в них воды колеблется от 82 до 95%. При опреде¬
лении прироста целесообразнее дрожжи взвешивать, чем опреде¬
лять объем в литрах. В снятых дрожжах быстрее сбраживается
экстракт в остатках пива и образовавшийся углекислый газ уве¬
личивает их объем.
Уход за дрожжами
Уже при съеме из чана дрожжи разделяются на семенные,
предназначенные для дальнейшего разделения, и избыточные
(отходы). Избыточные жидкие (или прессованные) дрожжи без
обработки направляются для дальнейшего использования.
Прирост дрожжей и дрожжевой масСы дрожжей типов S и Р
в сусле с разной экстрактивностью приведен в табл. 21.
Таблица 21
Зависимость прироста дрожжей и дрожжевой массы от типа дрожжей
и экстрактивности сусла
Экстрактивиоеть сусла, мас.%
Показатели
14
10
S
S
Р
S
р
Задано дрожжей, кг/гл
0,60
0,56
0,56
0,50
0,45
Получено дрожжей, кг/гл
2,19
1,82
2,16
1,18
1,34
Прирост дрожжей (после вычитания задан¬
ных дрожжей), кг/гл
1,59
1,26
1,60
0,68
0,89
Прирост дрожжевой массы на 1 кг задан¬
ных дрожжей, кг
3,65
3,25
3,85
2,36
2,98
Семенные дрожжи (ядро) можно сразу же после съема ис¬
пользовать для новой задачи. В этом случае их перемешивают с
суслом, процеживают и используют для задачи. Утверждают, что
этот процесс лучше всего отвечает их физиологическим свойствам
и что их промывка и длительное хранение под водой ослабляют
дрожжи. Однако на практике снятые дрожжи нельзя сразу же
задавать и поэтому их хранят под водой на холоду. Отмечалось
также, что промытые дрожжи более чистые, не содержат механи¬
ческих загрязнений, мертвых клеток и слизистых веществ, с по¬
верхности клеток, клеточная оболочка их проницаема и сорб-
324
ционные свойства лучше. Большинство пивоваров предпочитают
задавать промытые дрожжи.
При промывке и хранении дрожжей обычно придерживаются
простого и проверенного в практике процесса. Снятые семенные
дрожжи разбавляют одинаковым объемом холодной воды, пере¬
мешивают скребком и процеживают через волосяное или метал¬
лическое сито в двух- или трехкратный объем холодной воды
После перемешивания дрожжи оставляют осесть и первую воду
осторожно сливают, поскольку она еще содержит остатки экст¬
ракта. Дрожжи снова разбавляют холодной водой и основатель¬
но перемешивают. После второго перемешивания с водой дрож¬
жи обычно уже чистые и хорошо оседают. При длительном хра¬
нении заменяют только воду с поверхности дрожжей, однако
дрожжи с водой не перемешивают. Этот процесс называется
промывкой дрожжей; при этом важно, чтобы дрожжи очистились
наименьшим количеством воды, чтобы они не ослабли и не было
излишних потерь здоровых клеток. Вода для промывки должна
быть холодной, т. е. ее температура должна быть ниже, чем тем¬
пература перекачиваемого из чана пива, из которого были сняты
дрожжи. Вода должна быть биологически чистой, и, кроме того,
чтобы помешать быстрому изменению осмотического давления в
дрожжевых клетках, лучше.промывать дрожжи в жесткой воде.
Поэтому для промывки и хранения дрожжей раньше использова¬
ли только артезианскую воду.
При значительном загрязнении дрожжей промывки недоста¬
точно и поэтому используют другие различные способы. Для по¬
лучения пива, содержащегося в снятых дрожжах, дрожжи сна¬
чала прессовали и потом снова разбавляли водой. Однако полу¬
ченное пиво имеет плохие качества, оно терпкое, более интенсивно
окрашено и имеет низкую кислотность.
По Люерсу, pH этого пива поднимается до 7,8 и если его при¬
бавить к нормальному пиву, то в результате этого может повы¬
ситься его склонность к биологическим помутнениям. Промывка
дрожжей в мойках разной конструкции имела свои недостатки.
Требовалось большое количество промывной воды, здоровые
клетки часто смывались промывной водой. Были попытки также
добавлять к промывной воде различные химические реагенты, кис¬
лоты, основания или антибиотики для того, чтобы, с одной сто¬
роны, уничтожить загрязняющие микроорганизмы и, с другой —
устранить из дрожжей слизистые вещества. Однако это вмеша¬
тельство отрицательно влияло на дрожжи; ухудшало их агглю¬
тинирующие способности и снижало кислотные свойства. Эти
процессы более подробно описаны в монографии Главачека и со¬
трудников «Пивные дрожжи». В настоящее время эти способы
почти не применяются за исключением излишних дрожжей, пред¬
назначенных для непосредственного потребления населением.
Как правило, снятые дрожжи при хорошей организации про¬
изводства транспортируют в специально предназначенное для
325
этого помещение, которое должно находиться в бродильном от¬
делении или поблизости, охлаждаться до температуры 4°С и хо¬
рошо проветриваться. Такое помещение обычно до потолка выло¬
жено плиткой, имеет асфальтовый пол без щелей и с достаточным
уклоном к сборникам для отходов. В помещении находятся толь¬
ко ванны или резервуары другого типа для дрожжей; необходи¬
мые инструменты хранятся в другом помещении. Иногда здесь
же находится алюминиевый танк с холодной водой для промывки
ся с холодной водой. Этот процесс можно повторять до тех пор,
пока дрожжи не будут абсолютно чистыми, т. е. пока они не
станут белыми и на поверхности не будет слоя грязи. После этого
вода над дрожжами меняется один раз в день. Сохраняемые та¬
ким образом дрожжи в течение 4—6 дней не изменяют своих
основных свойств и физиологического состояния.
На больших заводах транспортировка дрожжей и другие опе:
рации механизированы (рис. 71). Дрожжи из чанов откачивают
непосредственно к месту хранения или выпускают вначале в спе¬
циальные ванны и в них подвозят к насосу. Если дрожжи пере¬
качивают непосредственно к месту хранения, то такая транспор¬
тировка более быстрая, чем при использовании ванн. Прежде чем
дрожжи попадают в сборник, их очищают на вибрационном сите
(рис. 72), находящемся прямо над ванной или резервуаром для
дрожжей. Вибрационные сита электромагнитные и дрожжи пе¬
ремещаются по их поверхности с одной стороны на другую. При
использовании переменного тока с 50 периодами сито совершает
3000 колебаний в минуту и имеет размах около 1 мм. Отверстия
сита имеют диаметр 0,4—0,6 мм. Жидкие дрожжи с содержанием
326
дрожжей, который постоянно
пополняется. Вместо деревян¬
ных ванн применяют опроки¬
дывающиеся (рис. 70) эмали¬
рованные, алюминиевые или из
нержавеющей стали. Раньше
эти ванны имели сдвоенное дно
для охлаждения. Однако, если
работают с охлажденной водой
и температура помещения не
выше 4°С, то дрожжи в ваннах
уже не следует охлаждать.
Рис. 70. Ванна для дрожжей.
Снятые дрожжи так же, как
и при промывке, разбавляют
холодной водой и процеживают
через сито прямо в ванны. Пос¬
ле осаждения дрожжей накло¬
ном ванны вода сливается (мо¬
жет удаляться также темный
слой с поверхности дрожжей) и
дрожжи снова перемешивают-
85—90% воды при попадании на сито равномерно распределяют¬
ся по всей его поверхности. Под влиянием вибрации они переме¬
щаются по ситу, отделяются и процеживаются через него. Ме¬
ханические загрязнения постепенно перемещаются к противопо¬
ложной стороне сита, где попадают в отходы. Вибрационное сито
размером 400x500 мм имеет производительность 100 л/мин. Оно
Рис. 71. Схема сбора, обработки и транспортировки дрожжей (Циеманн):
/ — бродильный чан; 2— бродильный танк; 3— транспортная ванна; 4— насос для дрож¬
жей; 5 — вибрационное сито; 5 —очищенные дрожжи; 7 — резервуар для дрожжей; 8 —
спуск для отходов; 9 — хранение дрожжей; 10 — смесительный резервуар; 11 — аппарат
для дрожжей; 12 — подача сусла; 13 — чан предварительного сбражнвання, 14 — передача
в бродильное отделение.
работает при незначительной подводимой мощности (0,15 кВт).
Все сито изготовлено из нержавеющего материала и имеет устой¬
чивую конструкцию; его можно легко разбирать и чистить.
Процеженные дрожжи улавливают в ванны или резервуары
(чаны) соответствующей формы, чтобы они легко стекали из них.
Эти резервуары должны быть достаточно большими, чтобы при¬
нять дрожжи одного типа из одного или нескольких чанов. Ван¬
ны бывают емкостью до 4 гл, чаны —до 10—12 гл. После переме¬
шивания с водой дрожжи перекачивают в емкости, предназна¬
ченные для хранения дрожжей; в них они хранятся на холоду
под водой, которая не меняется при кратковременном хранении.
Насос для транспортировки дрожжей передвижной, чтобы его
можно было перемешать от чана к чану. Конструкция насоса
327
очень простая, чтобы Он легко разбирался и очищался. Регули¬
рование производительности обычно от 1 до 60 гл/ч должно быть
точным, чтобы можно было определить количество транспортиру¬
емых дрожжей. В помещении для хранения дрожжей имеется так-
Рис. 72. Вибрационное сито (Циеманн) .
Рис. 73. Разведение и хранение дрожжей (Циеманн).
же прибор для переливания их. Часто отмеренное количества
дрожжей перекачивают в специальный чан, где его перемешива¬
ют с необходимым объемом сусла и одновременно основательна
продувают отфильтрованным воздухом. Аэрированную смесь
дрожжей с суслом перекачивают в бродильный чан или чан пред-
328
верительного сбраживания, или в трубопровод, по которому ох¬
лажденное сусло стекает в бродильные чаны. -
На рис. 73 показана компоновка помещения для хранения
дрожжей. В левой части рисунка изображена система из трех
емкостей для размножения дрожжей, а в правом углу помеще¬
ния находится вибрационное сито.
Использование углекислого газа
Сведения о вредном влиянии кислорода на физико-химиче¬
скую стойкость пива привели к постоянно увеличивающемуся
использованию углекислого газа при розливе пива в бутылки.
Кроме того, конструкция аппаратуры для улавливания, очистки
и сжижения углекислого газа стала настолько совершенной, что
эти процессы были автоматизированы.
Уже говорилось, что при сбраживании 1 кг мальтозы выделя¬
ется 0,514 кг, а из 1 кг декстринов — 0,543 кг углекислого газа.
В практике считается, что при сбраживании 1 кг экстракта выде¬
ляется 0,52 кг углекислого газа. Газообразный углекислый газ
имеет плотность 1,529 и при нормальной температуре 1 л его ве¬
сит 1,905 г, 1 м3 — 2 кг. При сбраживании 100 гл 10%-ного сусла
при видимом сбраживании 75% выделится 321 кг или 160,5 м3
углекислого газа. Однако все это количество невозможно исполь¬
зовать. В начале брожения образуется мало углекислого газа и
он перемешан с воздухом. В конце брожения так же, как и при
дображивании, улавливание углекислого газа затруднительно.
Небольшая часть, около 0,4 кг/гл, остается связанной в пиве. По¬
этому в практике учитывается возможность уловить и использо¬
вать только 50% образовавшегося углекислого газа.
Брожение в закрытых чанах
Согласно исследованиям последних лет [44] пиво, сброженное
в закрытых чанах, не отличается ни вкусом, ни степенью сбражи¬
вания от пива, сброженного в открытых чанах. Пиво, сброжен¬
ное в закрытых чанах, иногда имеет более высокое содержание
углекислого газа и так же, как и дрожжи, биологически чище,
чем пиво, полученное при брожении в открытых чанах. Для улав¬
ливания углекислого газа чан должен быть снабжен крышкой,
которая закрывает весь чан и обеспечивает создание определен¬
ного избыточного давления, необходимого для вытеснения воз¬
духа и отвода углекислого газа.
Пиво может сбраживаться также в горизонтальных или вер¬
тикальных бродильных танках, однако, учитывая необходимость
экономичного использования площади и требуемые условия для
съема деки и сбора дрожжей, предпочитают закрытые чаны
обычных размеров. Для закрытия чана выбирают крышку такой
формы, как указано на рис. 74. Она лучше всего подходит для
329
вытеснения воздуха и легко чистится. Алюминиевую крышку та¬
кой конструкции можно использовать также для закрытия бетон¬
ных чанов, однако лучше всего стальные или алюминиевые крыш¬
ки прикреплять к чанам. В высокой передней части крышки име¬
ются в зависимости от размера чана одно или два отверстия. Они
должны быть достаточно большими, чтобы можно было снимать
деку и собирать дрожжи. К оснащению закрытого чана относится
также смотровое стекло, арматура для освещения, чтобы можно
было следить за процессом брожения, термометр, погруженный
Рис. 74. Закрытые чаны для улавливания С02 (Гамбринус, Пильзень):
1 — чаны; 2 — крышки чанов; 3 — холодильники; 4 — выпускное отверстие для пива и
дрожжей; 5 — подача и отвод охлаждающей воды; 6 — подача сусла; 7— улавливание
СОг; 8 — предохранительный клапан.
в бродящее сусло, газоотводная трубка для улавливания угле¬
кислого газа и предохранительный клапан.
В начале брожения углекислый газ пропускают через сосуд
с водой в окружающую атмосферу и определяют интенсивность
его образования. Когда образование достаточно, обычно это на
третий день брожения, проверяют, достаточно ли чистым выде¬
ляется углекислый газ, т. е. не содержит ли он более 0,2% возду¬
ха. Если такой предел достигнут, то отвод углекислого газа пере¬
ключают на трубопровод к газгольдеру (газометру). Газгольдер
отрегулирован на постоянное давление, регулятор должен быть
чувствительным, чтобы давление в бродильном чане не поднима¬
лось выше 0,0006—0,0007 МПа (0,006—0,007 атм). Газгольдер
рассчитан на определенный объем углекислого газа; как только
он наполнится, включается автоматическое устройство, которое
переведет часть газа в следующий приемник или непосредствен¬
но в аппарат для очистки и сжижения. Полученный углекислый
газ можно использовать непосредственно на заводе для предва¬
рительного наполнения сборников фильтрованного пива перед
розливом в бутылки, для противодавления в разливочном устрой¬
стве, для карбонизации пива и т. д. Для такого применения
330
углекислый газ только очищается, освобождается от влаги, лету¬
чих и ароматических веществ и снижается до 0,5—0,8 МПа (5—
8 атм). При этом должно быть необходимое количество цистерн
подходящих размеров, чтобы можно было сделать соответствую¬
щие запасы.
Если углекислый газ надо сжижать, то следует использовать
уже более сложное оборудование, изображенное на рис. 75. Угле¬
кислый газ отсасывается из газгольдера в уравнительную каме¬
ру, предназначенную для первой стадии нагнетания и для вырав-
Рис. 75. Схема очистки и сжижения СОг:
/ — отделение воды; 2 — трехступеичатый компрессор; 3 — конденсаторы; 4— водоотдели¬
тель; 5 — электрообогреватель воздуха; 6 — воздуходувка; 7— резервуар с кремниевым ге¬
лем; 8 — резервуар с активированным углем; 9 — разливочный цех.
нивания давления между компрессором и газгольдером. За урав¬
нительной камерой находится водоотделитель. На первой стадии
нагнетания углекислый газ сжимается до 0,35—0,4 МПа (3,5—
4 атм) и поступает в конденсатор (промежуточный холодильник),
где охлаждается. Дальше он снова проходит через водоотдели¬
тель и на II стадии сжимается до 1,8—2,0 МПа (18—20 атм). За
вторым промежуточным холодильником и водоотделителем на¬
ходятся очистительная и сушильная батареи, состоящие из сосу¬
дов с активированным углем, который адсорбирует летучие и
ароматические вещества, и из сосуда с кремниевым гелием, где
высушивается углекислый газ. Очищенный и высушенный угле¬
кислый газ на III стадии нагнетания сжижается при 6,5—7,5 МПа
(65—75 атм). Сжиженный углекислый газ поступает в питатель¬
ный механизм и заливается в стальные баллоны емкостью 8, 10
и 20 кг.
Очищенный и высушенный углекислый газ после II стадии
нагнетания при давлении 1,8 МПа (18 атм) можно хранить в спе¬
циальной цистерне для обычных нужд пивоваренных заводов или
Для производства газированной воды.
331
Кремниевый гель и активированный уголь, находящиеся в со¬
судах для очистки и высушивания углекислого газа, следует ре¬
генерировать через определенное время. Сначала регенерируют
кремниевый гель с помощью нагретого воздуха (120°С), который
пропускается воздуходувкой через гель. После регенерации гель
оставляют охлаждаться. Активированный уголь регенерируют
насыщенным паром при температуре 140°С и высушивают горя¬
чим воздухом. При правильном уходе одну загрузку активиро¬
ванного угля используют в производстве около 2 лет, загрузку
кремниевого геля — около 1 года.
Описанное устройство с 1961 г. находится в эксплуатации на
Пильзенском пивоваренном заводе «Гамбринус», где только не¬
сколько бродильных чанов подготовлено к улавливанию углекис¬
лого газа. Средний выход углекислого газа составляет 1,3 кг на
1 гл Ю°-ного пива.
Использование избыточных дрожжей
Из дрожжей, полученных при главном брожении, одну треть
или половину используют в качестве семенных, а оставшиеся
можно применять для других целей. Пивоваренные дрожжи яв¬
ляются очень ценными отходами; они содержат от 40 до 60% азо¬
тистых веществ, 30—40% без азотистых экстрактивных веществ,
преимущественно сахаридов, 6—8% минеральных веществ, из
которых около половины составляют фосфаты, затем витамины,
ферменты и другие ценные биогенные вещества.
В жидком состоянии дрожжи не очень стойки и быстро под¬
вергаются автолизу. Они используют резервные вещества, изме¬
няют свой состав, вид и запах. Свежие дрожжи, по данным Коза¬
ка [45], имеют следующий состав (табл. 22).
Таблица 22
Состав дрожжей, %
Показатели
Вода
Грубый протеин
Белки
Жидкие дрожжи
90
6
4,5
Прессованные дрожжи
80
11
8,5
С целью большей сохраняемости дрожжей к ним добавляли
различные консервирующие средства или нагревали их паром до
температуры пастеризации. Однако и в этом состоянии дрожжи
являются хорошей питательной средой для плесени и других гни¬
лостных микроорганизмов. Несколько большую стабильность
имеют прессованные дрожжи, которые кроме того легко транс¬
портировать.
Выгодно продавать семенные дрожжи. Это возможно на пи¬
воваренных заводах с аппаратами для разведения чистых куль-
332
тур, где дрожжи имеют постоянные и выравненные свойства, где
обеспечивается необходимый производственный контроль и вы¬
полняются некоторые другие требования. Продают только ядро
из проверенных дрожжей, хотя бы дважды использованных в
производстве. Дрожжи процеживают, разбавляют водой, чтобы
освободить их от остатков экстракта, и прессуют в стерильных
льняных мешках в винтовом прессе. Все манипуляции следует
проводить осторожно, чтобы дрожжи не загрязнились. После
прессования дрожжи упаковывают в коробки емкостью 5, 10, 15
и 30 л из луженой жести с таким расчетом, чтобы в дрожжевой
массе не осталось пустых пространств.
Если дрожжи отправляют на большие расстояния, то коробки
помещают в ящики с опилками и льдом. После прибытия на мес¬
то назначения коробки тотчас извлекают и помещают на холоду,
лучше всего при температуре 0°С. К грузу должен быть приложен
сопроводительный лист с указанием типа дрожжей и даты их
отправки; далее следует приложить результаты микроскопиче¬
ского анализа с определением физиологического состояния и чис¬
ла мертвых клеток.
Остальные избыточные дрожжи или отходы можно отпрессо¬
вывать в обычном салфеточном фильтр-прессе, чтобы облегчить
и упростить работу. Отпрессованные дрожжи транспортируют
обычно в мешках для дальнейшей переработки, сушки или для
получения экстракта. Однако и в таком состоянии они не должны
находиться долгое время при высоких температурах. Из-за авто¬
лиза они разжижаются и загрязняют окружающую среду.
Сушка дрожжей
Сушка является наиболее распространенным способом кон¬
сервации дрожжей. Сухие дрожжи с содержанием 8—10% воды
имеет неограниченный срок хранения, если хранить их в соответ¬
ствующей упаковке и в сухом помещении. На пивоваренных
заводах для сушки используют вальцовые сушилки. Это полые,
чугунные цилиндры, обогреваемые паром. Цилиндр в горизон¬
тальном положении погружен нижней частью кожуха в сборник
с дрожжами и при вращении захватывает на свою поверхность
дрожжи. Цилиндр обогревается паром от 0,3 до 0,35 МПа
(3—3,5 атм) и на поверхности имеет температуру 130—135°С.
Цилиндр вращается с частотой 6 об/мин и дрожжи высыхают за
один оборот, т. е. за 8—10 с. Тонкая пленка сухих дрожжей
соскабливается ножом раньше, чем соответствующая часть ко¬
жуха цилиндра снова погрузится в дрожжи. Сухие дрожжи по¬
падают на шнек, с которого ссыпаются в мешки или отправляют¬
ся дальше.
Вальцовые сушилки в зависимости от длины цилиндра имеют
производительность от 50 до 600 кг жидких дрожжей в час. Они
могут быть также двухвальцовыми. Размер сушилки следует вы¬
333
бирать так, чтобы жидкие дрожжи не хранились дольше чем
3 дня и чтобы аппарат использовался всю неделю в одну или
две смены. Аппараты производительностью ниже чем 100 л/ч не
экономичны. Обычно в сушилке перерабатываются дрожжи с
нескольких пивоваренных заводов. Помещение, где сушатся дрож¬
жи, должно содержаться в безупречной чистоте. Следует забо-
Рис. 76. Сушилка для дрожжей (распылительная) NIRO:
1 — бункер для дрожжей; 2— насос; 3— напорный трубопровод; 4—распылитель с мото¬
ром; 5 — сборник для воды; 6 — трехходовой кран; 7 — воздушный фильтр; 8 — вентилятор;
9 — воздухообогреватель; 10 — подача сухого воздуха; И — воздухораспределитель; 12 —
сушильное пространство; 13— выгрузка; 14 — пневматический транспортер; 15 — выход
использованного воздуха; /б-—центробежный пылеотделитель; 17—отсасывающий вен¬
тилятор: 18 — выпускное отверстие для воздуха; 19 — выгрузочный центробежный пыле¬
отделитель; 20 — приемник для сухнх дрожжей; 21 — выпускное устройство; 22 — вентиля¬
тор пневматической транспортировки; 23 — эжектор и воздушный фильтр; 24 — измери¬
тельные приборы; 25 — вентилятор с фильтром для охлажденного воздуха.
титься о том, чтобы сухие дрожжи не распылялись. Помещение
не должно находиться вблизи производственных помещений пи¬
воваренного завода потому, что старые, подвергшиеся автолизу
дрожжи, при сушке издают сильный запах.
Сушеные дрожжи пригодны для дальнейшей переработки, по¬
скольку при сушке инактивируются только ферменты, а осталь¬
ные биологически важные компоненты, главным образом вита¬
мины, сохраняются.
Для особых случаев, т. е. если следует сохранить ферменты
и другие нестойкие вещества в первоначальном виде, дрожжи
высушивают в распылительных сушилках.
334
Распылительная сушилка (рис. 76) —это сложное устройство,
основная часть которого представляет собой хорошо изолирован¬
ный цилиндр с коническим дном. В цилиндр снизу подается воз¬
дух, нагретый до температуры 144°С, и в противотоке дрожжи
распыляются вращающимися форсунками при частоте вращения
их 15 000 об/мин. Центробежной силой дрожжи распыляются в
тонкий туман и быстро высушиваются. При удалении тепла за
счет быстрого испарения дрожжи охлаждаются так, что темпера¬
тура на их поверхности не превышает 60°С. При этой темпера¬
туре не изменяется ни содержание витаминов, ни состав белков.
Такое сушильное устройство однако довольно дорого и его экс¬
плуатация тоже дорога; поэтому его используют только для про¬
изводства дорогих препаратов, например фармацевтических, и
дополнительного питания.
Облучение пивоваренных дрожжей
Уже указывалось, что пивоваренные дрожжи содержат про¬
витамин эргостерол, который при облучении ультрафиолетовыми
лучами превращается в активный витамин D2. Для активации
витамина D2 особенно пригодны пивоваренные дрожжи, посколь¬
ку содержание эргостерола в них выше, чем в других дрожжах
и в кормовой торуле.
Витамин D2 необходим для регулировки метаболизма кальция
и фосфора в живом организме. В Чехословакии этой проблема¬
тикой занимались Шпинка и Рентц, которые доказали благо¬
творное действие добавки облученных дрожжей к кормам для
молодой птицы и скота. Облучение дрожжей было внедрено на
пивоваренном заводе в Бранике, где в настоящее время облуча¬
ют более 300 000 кг дрожжей в год, исключительно для кормовых
целей.
Дрожжи облучают в специальном устройстве. Сухие дрожжи
с содержанием около 6,5% воды сначала измельчают и гомогени¬
зируют в молотковых мельницах в тонкий порошок, который рас¬
пределяется равномерным слоем толщиной около 0,2 мм на лен¬
точном транспортере. Над лентой установлены излучатели, кото¬
рые облучают дрожжи ультрафиолетовыми лучами с длиной вол¬
ны 280 мкм. Время, в течение которого дрожжи подвергаются
облучению, следует определять и соблюдать очень точно, чтобы
не произошли нежелательные изменения. Содержание активного
витамина D2 в облученных дрожжах соответствует 1000 между¬
народных единиц.
Этот способ использования дрожжей в кормовой технике име¬
ет большое народнохозяйственное значение, поскольку они заме¬
няют дорогие препараты, которые раньше привозили из-за
рубежа.
335
Более подробные данные о сушке, облучении и использовании
дрожжей для производства бродильных экстрактов и для фарма¬
цевтических целей приводятся в монографии Главачека и сотруд¬
ников «Пивные дрожжи».
ДРУГИЕ СПОСОБЫ ГЛАВНОГО БРОЖЕНИЯ
Попытки сократить или упростить процесс главного броже¬
ния проводились уже в конце прошлого и начале нынешнего века.
В Берлинском институте бродильной промышленности Делбрюк
изучал различные способы брожения с высокими дозами дрож¬
жей, при повышенных температурах, при механическом переме¬
шивании и т. д. В США Шальк внедрил способ брожения в систе¬
ме шести—восьми горизонтальных танков, взаимно связанных,
В стадии завитков половину бродящего сусла переводили в сле¬
дующий танк и танки дополняли свежим суслом. В первом танке
сусло оставалось вплоть до перекачки, из второго половину спу¬
скали в следующий танк и также поступали со следующим.
Другой американский способ Грюнвальда заключался в быст¬
ром разбраживании и устранении горьких веществ деки. Броже¬
ние протекало в четырех зонах. В первой зоне часть сусла сбра¬
живалась при температуре 15°С дрожжами (5%) и после разбра-
живания дополнялась свежим суслом так, чтобы температура
снижалась до 12,5°С. В стадии высоких завитков пиво переводи¬
ли в следующий чан и при этом охлаждали до температуры 10°С.
Во втором чане вновь образовавшиеся завитки ежедневно сни¬
мали и, наконец, коагулированные горькие вещества устраняли с
помощью фильтрации и пиво возвращали в чан. К концу броже¬
ния пиво охлаждали до 7,5°С и перекачивали в емкость, в кото¬
рой оно находилось непродолжительное время, необходимое для
осаждения дрожжей. Только после этого пиво перекачивали в
лагерные танки для дображивания.
В Швейцарии в 1898 г. был впервые внедрен способ броже¬
ния по методу Натана, который будет описан ниже. В то же вре¬
мя проводились первые опыты по непрерывному брожению.
В практике, особенно в Средней Европе, новые способы бро¬
жения не привились; светлое пиво до настоящего времени сбра¬
живают классическим периодическим способом. После второй
мировой войны в пивоварении появилось стремление рационали¬
зировать производство и в связи с этим возрос интерес к непре¬
рывным процессам.
Вопрос рационализации главного брожения решался также
на пивоваренном заводе в Бранике, где был внедрен способ полу¬
непрерывного брожения стерильного сусла [46]. Схема использо¬
ванного оборудования изображена на рис. 77.
Колонна бродильных танков состоит из шести танков объемом
по 140 гл. Первый танк работает как разбраживающий и снабжен
мешалкой и спиральным холодильником, охлаждаемым водой.
336
12—108
Рис. 77. Полунепрерывное брожение сусла.
После разбраживания из него через 48—60 ч половину объема
сусла спускают в следующий танк (первый бродильный танк) »
после установления уровня оба танка дополняют свежим суслом..
В бродильном танке протекает главное брожение. Из разбра-
живающего танка через 24 ч снова спускают половину разбро-
женного сусла в следующий танк и оба танка дополняют свежим
суслом; этот процесс повторяется в следующем танке через 24 ч.
Между тем сусло сбраживают в первом бродильном танке, моло¬
дое пиво перекачивают (выдавливанием с помощью стерильного
воздуха) и дрожжи выгружают. Без открывания и мойки танк
можно снова подключить к производству. Цикл такого непрерыв¬
ного использования может продолжаться до шести недель, и за
это время проходит до 30—35 генераций при одном брожении.
Сбраживание перекачанного пива из-за высокой активности
дрожжей несколько глубже, однако его можно регулировать,
изменяя температуру.
Калер [47] изучал в производстве полунепрерывное броже¬
ние сусла, охлаждаемого на холодильных тарелках и на ороси¬
тельных холодильниках. И в этом случае он обнаружил благо¬
творное действие повышенной активности дрожжей на биологи¬
ческую чистоту сбраживаемого пива, поскольку после шести
недель непрерывной эксплуатации без мойки и дезинфекции бро¬
дильных танков степень биологической чистоты была в пределах,
допустимых при обычном стационарном брожении. Химический
состав опытного и сравниваемого пива практически не отличался,
и при вкусовых испытаниях пиво тоже было оценено одинаково.
По Калеру, преимуществом полунепрерывного процесса является
следующее: улучшение санитарного состояния, существенное ог¬
раничение трудоемкой работы при мойке и предварительном сбра¬
живании, лучшее использование производственного помещения в
легкое улавливание углекислого газа,
ВЫХОД ЭКСТРАКТА И ПОТЕРИ ПИВА ПРИ
БРОЖЕНИИ
Представление о потерях экстракта в варочном и бродильном
отделениях можно получить, определив выход экстракта в бро¬
дильном отделении. Потери экстракта возникают на этом произ¬
водственном участке из-за неполного выщелачивания хмеля и
выделения из пива горьких взвесей, смачивания суслопровода,
холодильных тарелок или отстойных чанов и оросительных хо¬
лодильников, разбрызгивания на оросительных холодильниках
и из-за невнимания при сливе. Сумма этих потерь выражается в
разнице между выходом экстракта в варочном и бродильном от¬
делениях.
Выход экстракта в бродильном отделении Rs рассчитывается
точно так же, как в варочном, из общего объема слитого сусла
V (в л), измеренного в бродильных чанах перед сбраживанием,
338
и его концентрацией Ev (в мае. %), измеренной сахарометром и
пересчитанной в об. % £о- Полученный экстракт VE0 относится
к засыпи стандартного солода S (в кг), использованного для
производства этого сусла. Выход экстракта в бродильном отделе¬
нии определяют по формуле
Выход экстракта в бродильном отделении бывает приблизи¬
тельно на 1% ниже, чем выход его в варочном отделении; только
в отдельных случаях разница может снизиться до 0,5%. Большие
различия возникают, как правило, из-за недостаточного выщела¬
чивания хмелевой дробины или ошибок при отделении взвесей.
По разнице между выходом экстракта в варочном отделении
Rv и в бродильном Rs высчитывают потери экстракта (в %) со¬
гласно уравнению
Ку — fts
Rv •
При главном брожении возникают потери пива из-за съема
бродильных дек, задержки пива в дрожжах и смачивания. Объ¬
емные потери пива в бродильном отделении обычно колеблются
от 1 до 3%, иногда бывают и выше.
При съеме дек объемные потери колеблются от 0,1 до 0,4%
и зависят от того, сколько раз снимают деку: только в конце
главного брожения или так же в начале его, после забела, для
того чтобы устранить выделившиеся тонкие взвеси. Очень важно
также стекание пива с черпака при съеме покрышки.
Общие потери за счет дрожжей не очень велики и возникают
из-за потребления экстрактивных веществ при росте и размно¬
жении дрожжей и главным образом за счет пива, задерживае¬
мого дрожжами при перекачке молодого пива в подвал.
По Вейнфуртнеру [3], потери из-за потребления экстрактив¬
ных веществ при брожении 10%-ного сусла 0,5 л густых дрож¬
жей при учете трехкратного размножения дрожжей составляют
•около 1 об. %, это соответствует 0,2—0,3% экстракта. Потери
пива в результате задержки в дрожжах зависят от осаждения
дрожжей. Они меньше при прочном осаждении, больше в неплот¬
но осевших дрожжах; при перекачке зеленого (не полностью
сброженного) пива они уменьшаются. Как правило, потери не
бывают ниже 0,5—1% пива (по отношению к исходному суслу).
Если семенные дрожжи задают прямо из чана в чан, то потери
пива минимальны.
Потери в результате смачивания зависят от емкости бродиль¬
ных чанов. Небольшие чаны и длинные трубопроводы с неболь¬
шим уклоном увеличивают потери. Потери из-за смачивания ко¬
леблются от 0,2 до 0,4%.
Объемные потери пива в бродильном отделении определяются
как процентная доля объема перекачиваемого пива к объему
сусла перед сбраживанием.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Kockova-Kratochvilova A. Urcovani kvasinek a kvasinkovitych mikroorganis-
mu. Pivovarsky kalendar, Praha, 1948.
2. Haboucha I., Masschelein, Ch. A., Devreux A. C. R. Congres E. В. C. Romev
. 1959, 157.
3. Weinfurtner E. Die Bierbrauerei, III. Brand Technologie der Garung. Das
fertige Bier. F. Enke, Stuttgart, 1963.
4. Kockova-Kratochvilova A., Kutkova M. Kvasinky. SVTL, Bratislava 1957, 15.
Atlas kvasinek a kvasnikovitych mikroorganismu. SNTL, Praha, 1961, 137.
5.-Kol. Die Hefe. Band I Die Hefe in der Wissenschaft, H. Carl. Norimberk, 1960,
49.
6. De Clerck I. Cours de Brasserie. 2. vydani. Liniversite de Louvain, 1962, 611.
7. I. c. 6. s. 612.
8. Thirne R. S. W. Journ. Instit. Brew., 45, 1939, 13.
9. Kruis K-, Satava J. О redukovanych formach kvasinek, Praha, 1918.
10. Winge O., Laustsen О. C. R. Travaux Lab. Carlsberg. Serie Physiologique, 22,
1937, 99 u dalsi rooniky.
11. Lindegren С. C. The yeast cell, its genetics and cytology. St. Luis 1949.
12. Satava I. 3 Congres int. tech. chim. Industries Agr. Paris, 1934. ,
13. Hoffmann-Ostenhof O. Enzymologie, Wien, 1954.
14. Hlavacek F. a. kol. Pivovafske kvasnice. SNTL, Praha, 1958.
15. Windisch F., Gerhardt U., Nordheim, W., Neumann W., Kerner H. Z. Krebs-
forsch., 62, 1958, 568.
16. Blumenthal H. J., Lewis K. J., Weinhous S. J. Amer. Chem. Soc., 76, 1954,
6093.
17. Lynen F. Liebigs. Ann. Chem., 546, 1941, 120.
18. Windisch F., Haehn H., Neumann W. Z. Naturforsch. 8b. 1953, 463.
19. Thoerne R. W. S. Journ. Inst. Brew, 55, 1949, 201.
20. Hopkins R. H. Journ. Inst. Brew., 41, 1935, 30.
21. Barton-Wright E. C., Thome R. S. W. Wallerst. Lab. Comm., 15, 1952, 115.
22. Harris G., Parson R. Journ. Inst. Brew., 64, 1958, 33.
23. Thoerne R. S. W. Journ. Ins. Brew., 51, 1945, 6; Wallerst. Lab. Comm., 13,
1950, 310.
24. Genevois L., Lafon M. Chimie et Indusctrie, 78, 1957, 323.
25. Jenard H. Patit Journ. Brasseur, 69, 1961, 512.
26. Enebo L. Congres E. В. C. Copenhague, 2957, 370.
27. Harold F. V., Hildebrand R. P., Borieson A. S., Murray P. J. Journ. Inst.
Brew., 66, 1960, 395.
28. Ayrapaa T. Journ. Inst. Brew., 67, 1961, 261.
29. Bavisotto V. S., Roch L. A. Proc. A. S. В. C., 1960, 101.
30. Burger М., Glenister P., Lautenbach A. Brauwiss.
31. Voerkelius G. C. Brauwiss., 14, 1961, 389.
32. Kleber W., Lampl P. C. R. Congres E. В. C. Baden-Baden, 1955, 290, Congres
Copenhague, 1957, 377.
33. Brenner M. W„ Owades J. L., Fazio J. Proc. A. S. В. C., 1955, 125.
34. Masschelein Ch. A., Ramos. Jeunehomme Cl., Devreux A. C. R. Congres
E. В. C. Vienne, 1961.
35. De Clerk J., Van Cauwenberge H. Bull. Anc. Et. Brasserie Louvain, 52, 1956,
61, 125.
36.Meilgaard М., Band Moltke A., Troll В. C. R. Congres E. В. C. Baden-Baden,
1955, 109.
37. Van Cauwenberge H. Bull. Anc. Et. Brasserie Louvain, 57 1961, 54.
340
38. Masschelein Ch. A., Romos-Jeunehomme Cl., Devreux, A. Bull. Anc. Inst.
Ferm. Bruxelles, unor, 1961, 19 a srpen, 1961, 5 (cit podle De Clerka).
39. Schwabe K-, Braun K. Brauwiss, 11, 1958, 137.
40. Bosewitz Q. Die Nahrung, 4, 1958.
41. Wellhoener H. J. Brauwelt, 103, 1963, 945.
42. Kahler M. Disertacni prace VSCHT, 1961.
43. Vancura М., Bednar J. Kvasny promysl, 5, 1959, 101.
44. Леонович H. Труды II ВНИИПП, 1952.
45. Kozak V. Prumyslova krmiva, SNZL, Praha, 1952.
46. Hlavacek F., Klazar G., Kahler M. Kvasny prumysl, 4, 1958, 175.
47. Kahler M. Kvasny prumysl, 9, 1963, 113.
ДОБРАЖИВАНИЕ МОЛОДОГО ПИВА
После окончания главного брожения молодое пиво еще не
осветлено, у него невыравненный вкус. Это пиво содержит опре¬
деленное количество несброженных сахаров. Чтобы достичь пол¬
ноты вкуса и в достаточной степени растворить углекислый газ,
его следует дображивать в закрытых аппаратах при низкой тем¬
пературе. Молодое пиво дображивают в лагерных отделениях.
Оборудование лагерного отделения
Лагерные отделения обычно размещают под бродильными,
чтобы можно было использовать самотек; температура в этих
отделениях должна быть от 1 до 2°С. В современных лагерных
отделениях используется машинное охлаждение.
Бродильные отделения соединены с лагерными в охлаждае¬
мый блок, наружные стены которого хорошо изолированы. Ла¬
герное помещение разделено на самостоятельные отделения.
Каждое из них имеет свое охлаждение. В зависимости от потреб¬
ностей отделения можно включать в производство или выклю¬
чать. Некоторые отделения (номера) соединены общим коридо¬
ром, в котором размещена распределительная сеть соляного рас¬
твора, воды и сжатого (отфильтрованного) воздуха; в этом
коридоре бывает также центральный трубопровод для подачи и
отвода пива. Из распределителя в коридоре короткие отводные
трубы идут в центр каждого номера, чтобы не применять резино¬
вые шланги для подвода пива и воды.
Пол в лагерном отделении должен быть гладким и без щелей,
лучше всего асфальтовым с достаточным уклоном к канализа¬
ции. Водоприемники с сифонными затворами должны быть доста¬
точно большими, чтобы их хватило на прием промывной воды.
Пол во всем отделении должен быть на одном уровне, чтобы по
нему легко передвигались передвижные устройства.
Трубопровод для перекачки пива может быть стеклянным или
из бесшовных медных труб, которые должны быть прямыми, без
прямоугольных колен и с достаточным уклоном, чтобы остатки
пива и споласкивающая вода вытекали полностью. Подводка к
341
распределительному устройству, компенсатору давления и т. д.
всегда бывает медной и такого же вида, как в бродильном отде¬
лении. Внутренняя поверхность труб должна быть гладкой. Флан¬
цы, резьбовое соединение и краны должны иметь такой же диа¬
метр, как трубы, чтобы их можно было чистить шарами или круг¬
лыми щетками, проталкиваемыми по трубопроводам напорной
водой.
Стены и потолок отдельных номеров обычно белят известью.
Коридор бывает облицован плиткой или покрыт светлым мою¬
щимся покрытием.
Сжатый воздух, подаваемый в лагерное отделение и исполь¬
зуемый для создания противодавления при перекачке из лагерных
аппаратов, следует хорошо отфильтровать на фильтровальной
станции и еще раз на ватном фильтре, размещенном прямо в ла¬
герном отделении. Вода для лагерного отделения должна быть
холодной, чтобы отделение излишне не нагревалось, и биологи¬
чески чистой.
Помещения лагерного отделения нужно хорошо вентилиро¬
вать и освещать. Кроме того, они должны отвечать требованиям
гигиены.
Мощность лагерного отделения и размеры отдельных аппара¬
тов должны отвечать местным условиям. Лагерное отделение
предназначено не только для дображивания пива; оно является
также важным звеном в производстве, дающим возможность
выравнивать колебания между производством и сбытом. Если
мощность лагерного отделения достаточно велика, то можно луч¬
ше удовлетворять повышенным требованиям при сезонных коле¬
баниях и, наоборот, в хорошо охлажденном отделении пиво мо¬
жет находиться на несколько недель дольше, не изменяя при этом
своего качества.
В условиях Чехословакии мощность лагерного отделения оп¬
ределяют по следующей формуле:
объем отделения (в гл) • используемый фонд времени
а =
среднее время выдержки в лагерном отделении
(Время выдержки определяется для 7 и 10%-ного пива — 23 дня,
а для 12%-ного — 60 дней; используемый фонд времени — 365
дней).
Размер (объем) отдельных лагерных аппаратов следует выби¬
рать в соответствии с местными условиями. Обычно считают, что
в меньших аппаратах пиво осветляется и дозревает раньше. Сле¬
дует также учитывать необходимость иметь на небольших заводах
и там, где ежедневно вырабатывают много видов пива, танки или
лагерные бочки меньшего объема. Лагерная емкость должна
опоражниваться полностью; пиво не должно оставаться в ней
до следующего дня.
342
Охлаждение лагерного отделения и расход
холода
Лагерное отделение охлаждается так же, как бродильное,
соляным раствором, который проходит по охлаждающей сети.
Образование углекислого газа при дображивании незначительно
и его легко устранить с помощью простой установки вентиляции.
Поэтому непрямое охлаждение помещения циркуляцией охлаж¬
денного воздуха менее распространено.
Образование тепла при дображивании тоже незначительно.
В зависимости от экстрактивности исходного сусла при дображи¬
вании сбраживается от 0,5 до 1,0 кг экстракта в 1 гл и выделяет¬
ся от 378 до 656 кДж (90—180 ккал). Дальнейший расход холо¬
да происходит в результате температуры перекачиваемого пива
до температуры отделения [1680—2520 кДж (400—600 ккал/гл)]
за счет охлаждения воздуха, нагреваемого от освещения, от про¬
мывной воды и т. п. Поддержание температуры хорошо изолиро¬
ванного, сухого лагерного отделения в пределах 1—2°С требует
в зависимости от температуры наружного воздуха количества
теплоты от 2730 до 4200 кДж/м2 (650—1000 ккал/м2 площади в
день). Тесарж приводит в книге «Технология солода и пива» ве-
чичину расхода холода для лагерного отделения с температурой
2°С 147 кДж/(м2-ч) [35 ккал/(м2-ч)].
Прямое охлаждение рассолом было описано при охлаждении
бродильного отделения. В лагерных отделениях охлаждающая
сеть имеет большую протяженность. Центральное распределение
рассола обычно проходит по центру отделения и в отдельные но¬
мера от него идут ответвления. В номерах систему холодильных
труб, как правило, монтируют на потолке над проходом, чтобы
вода с наледи не капала на лагерные танки; размораживание
проводят во вне рабочее время. Охлаждающая сеть может быть
смонтирована также на стене, однако не слишком близко к ла¬
герным бочкам или танкам, чтобы не происходило излишнее мест¬
ное охлаждение. Длина одного пучка холодильных труб должна
быть не больше 300 м, чтобы не снижалась скорость циркуляции
рассола. Ответвления в номера должны иметь запорный клапан,
чтобы номер можно было выключить из производства для раз¬
мораживания или если он не заполнен.
В последнее время все чаще применяется обмуровывание тор¬
цов танков (рис. 78) так, что люк, выходное отверстие и осталь¬
ная арматура торца танка остается в проходе, а сам танк в ох¬
лаждаемом помещении, куда нет доступа воде. Несколько танков
образуют закрытое отделение, охлаждаемое до температуры
1—2°С, а в проходе температура может быть выше (6—8°С).
Преимуществом такого устройства является то, что танки нахо¬
дятся в сухой среде, в которой возможность образования плесени
и коррозии материалов незначительна, и наружные стены танков
не требуют почти никакого ухода. Отделение охлаждается рассо¬
343
лом, и поскольку воздух в нем сухой, не образуется наледь. Та¬
кое отделение можно охлаждать циркулирующим воздухом.
Согласно опубликованным данным и по мнению пивоваров на
ироцесс дображивания не влияет разница между температурой в
танке и температурой помещения, в котором находится торцовая
часть танка.
Несколько иначе охлаждаются железобетонные танки, кото¬
рые имеют толстые стены с низкой теплопроводностью и поэтому
Рис. 78. Облицовка торцовой части танков.
требуют внутреннего охлаждения. В такие танки вмонтированы
чаще всего трубчатые холодильники, через которые протекает
спирто-водный раствор. Внутреннее охлаждение очень экономич¬
но, поскольку олаждается только пиво, и потери тепла незна¬
чительны. Чтобы охлаждались также и верхние слои пива, охлаж¬
дающие трубы размещают в верхней части танков. На 100 гл
иива приходится около 1 м2 охлаждающей поверхности. Водный
раствор спирта используется в качестве охлаждающей среды для
того, чтобы при нарушении герметичности пиво не испортилось.
Раствор бывает 15%-ным и предварительно охлаждается рассо¬
лом в противоточном холодильнике. Чтобы пиво не намерзало на
трубы холодильника, раствор должен иметь температуру не ни-
344
же —1°С. Внутреннее охлаждение требует большой осторожно¬
сти, главным образом вначале, чтобы пиво не охлаждалось слиш¬
ком быстро, и должно контролироваться в течение всего периода
дображивания. С технологической точки зрения внутреннее ох¬
лаждение танков расценивается по-разному. Ясно, что при неос¬
торожной работе из-за резких перемен температуры дрожжи мо¬
гут ослабеть и созревание пива может замедлиться.
Лагерные танки
Для дображивания и выдержки пива используются деревян¬
ные лагерные бочки и металлические или железобетонные танки.
В лагерных отделениях материал лагерных танков и их форма
бывают разные, однако различия в использовании лагерного по¬
мещения при применении емкостей разной формы весьма сущест¬
венны. Обычно считают, что на 1 м2 площади отделения разме¬
щается лагерных бочек общей емкостью от 12 до 17 гл и танков
общей мощностью от 15 до 22 гл. Ферман и Зонтаг приводят, что
на 1 м3 чистого лагерного отделения приходится емкость деревян¬
ных лагерных бочек 2—3 гл, цилиндрических танков — 5—6 гл и
четырехгранных танков — 6—8 гл.
Деревянные лагерные бочки. На большинстве пивоваренных
заводов Чехословакии для дображивания пива используются в
основном лагерные дубовые бочки. Они изготовлены из толстых
дубовых клепок, имеют закругленную форму и вогнутое внутрь
дно; стянуты 8 и 12 обручами и хорошо противостоят внутренне¬
му давлению. Днища больших бочек бывают укреплены распор¬
ками. Хорошая бочка выдерживает давление от 0,15 до 0,2 МПа
(1,5—2 атм). Торцовая часть бочки имеет люк, чтобы можно
было чистить ее внутри. Каждая бочка имеет два отверстия, а
именно в крышке люка шпунтовое отверстие и наверху в сере¬
дине клепки отверстие для наполнения. Оба отверстия имеют
краны специальной конструкции, которые обеспечивают шпунтов¬
ку, закрепление шпунтаппарата и т. д. Лагерные бочки имеют
внутри смоляной слой, который должен обновляться через опре¬
деленное время — слой старой смолы следует удалить и бочки
снова осмолить. Для этого старую смолу расплавляют и выпус¬
кают, а на стенки бочки наносят слой свежей смолы.
В настоящее время для этой цели и используют специальное
приспособление, о котором будет сказано ниже. Дубовую бочку
следует освобождать от старой смолы и вновь осмолять хотя бы
один раз в год. Дубовая древесина при этом проветривается и
просыхает и срок службы бочек тем самым увеличивается. При
хорошем уходе бочки могут выдержать 40—50 лет.
Лагерные бочки изготавливают емкостью до 100 гл. По своей
форме они больше всего подходят к арочным помещениям. Бочки
располагают на цоколях на высоте 30—50 см от пола. На цоко¬
348
лях устанавливают большие нижние бочки емкостью от 60 до
100 гл, а между двумя такими бочками сверху устанавливают
бочку меньшего размера (от 30 до 50 гл). В больших лагерных
отделениях располагают два ряда бочек — напротив один дру¬
гому, а между ними имеется проход.
Форма и материал дубовых бочек очень подходят для про¬
цесса дображивания. Молодое пиво в них охлаждается постепен¬
но и равномерно, дображивание начинается быстро, дрожжи
постепенно привыкают к новой среде и ход дображивания спокой¬
ный. Пиво в дубовых бочках хорошо осветляется; этому способ¬
ствует форма и большая поверхность, с которой пиво соприка¬
сается. Смоляное покрытие пивных бочек также положительно
влияет на седиментацию дрожжей и вкус пива. Недостатком ду¬
бовых бочек является отсутствие герметичности, главным обра¬
зом после осмоления, что является причиной потерь углекислого
газа. Ремонт и уход за деревянными бочками дорогостоящий, а
чистка их затруднительна. В настоящее время дубовая древеси¬
на, пригодная для изготовления лагерных бочек, становится поч¬
ти недоступным сырьем, и поэтому дубовые бочки все чаще заме¬
няют металлическими танками.
Металлические танки. Металлические лагерные танки приме¬
няются в пивоварении уже более 50 лет.
В настоящее время для дображивания используются только
горизонтальные танки. В вертикальных танках уже при высоте
3 м возникает разница в насыщении углекислым газом и разни¬
ца в осветлении пива между верхним и нижним слоем. 1 м высо¬
ты соответствует повышению давления на 0,01 МПа (0,1 атм) и
на 0,03% большему насыщению углекислым газом. Седимента¬
ция дрожжей и других суспензированных веществ в вертикаль¬
ных танках хуже.
Лагерные танки в Чехословакии так же, как и сборники филь¬
трованного пива, контролируются Институтом технического над¬
зора. Их конструкция должна отвечать требованиям этого инсти¬
тута. Танки имеют выпуклые днища, их устанавливают на произ¬
водственное давление 0,09 МПа (0,9 атм) и пробное давление
0,19 МПа (1,9 атм). Если требуется более высокое рабочее дав¬
ление, конструкцию следует укрепить. Форма и оснащение метал¬
лических лагерных танков изображены на рис. 79. На торцовом
днище лагерного танка имеется люк. Он укреплен ободом, на
котором подвешены дверцы, открывающиеся внутрь танка. Они
имеют резиновую прокладку и притягиваются винтовым механиз¬
мом. Выпускное отверстие внутри снабжено кольцом, которое
задерживает осевшие дрожжи, и ситом для улавливания грубых
суспензий, главным образом веществ, выделившихся из деки.
Над днищем в самом высоком месте танка расположена капсула
для наполнения, закрытая герметической крышкой. Из капсулы
выступает воздухопровод, на котором обычно в центре днища
закрепляется шпунтаппарат, предохранительный клапан и ввод
346
сжатого воздуха. Приблизительно в центре днища имеется так¬
же пробный кран.
Танки устанавливают на основаниях или несущих столбах на
высоте 30—50 см над полом, обычно в два ряда. Разные способы
установки и крепления танков изображены на рис. 80. За рубе¬
жом металлические танки изготавливают объемом до 2000 гл.
У больших танков прежде всего увеличивают длину, а диаметр,
как правило, не превышает 2,4 м, с той целью, чтобы танк можно
было чистить внутри без лестницы, а также чтобы быстрее осе¬
дали дрожжи.
TFW
Рис. 79. Металлические лагерные танки:
7 —воздушная арматура; 2 —пробный кран; 3-
отвод СОг; 5 —выпускной кран.
Рис. 80. Различные спосо-
люк; 4— бы установки лагерных
танков.
Поскольку металл лучше проводит тепло, чем древесина, тан¬
ки охлаждаются быстрее, чем бочки. Молодое пиво охлаждается
вблизи стен очень быстро и только позже, когда начинается до-
браживание и происходит умеренная циркуляция, температура
выравнивается и в центре танка. Осветление пива в танке тоже
происходит позже, чем в бочках, так как соотношение между пло¬
щадью осаждения и ее объемом у больших танков меньше, чем у
бочек; часто на это влияют гладкие стены танка. Преимуществом
металлических танков по сравнению с бочками является их абсо¬
лютная герметичность и то, что танки из нержавеющей стали,
алюминиевые, эмалированные не надо покрывать смолкой, их
также легче чистить и ремонтировать. При применении танков
рациональнее используется помещение лагерного отделения. Срок
службы танков высокий; при хорошей внутренней изоляции на
чешских заводах танки используются в непрерывном производ¬
стве уже более 50 лет.
Стальные танки с внутренним покрытием. Железо, сталь явля¬
ются наиболее дешевым и наиболее пригодным материалом для
изготовления бродильных чанов и лагерных танков. Материал
для танков должен быть хорошо прокатан, без выступов и кор¬
розии. Стенки танков имеют толщину от 6 до 8 мм, а днище обыч¬
но— от 10 до 12 мм. Швы должны быть внутри хорошо зачищены
и образовывать с основным материалом ровную поверхность.
347
Внутренность танков сначала основательно обрабатывают пес¬
ком, а затем на сухую, хорошо обработанную поверхность, нано¬
сят защитное покрытие. Покрытия могут иметь различный состав,
однако они должны хорошо прилегать и быть инертными в отно¬
шении пива. За рубежом используются различные покрытия, ча¬
ще всего темные, изготавливаемые из горного воска с разными
добавками. В последнее время применяются также покрытия из
синтетических смол или пластических масс. В Чехословакии при¬
меняется восковое покрытие Gebit или эпоксидная смола Upon.
Обычно на обработанную песком внутреннюю поверхность танка
защитное покрытие наносят уже на заводе, при этом последний
кроющий слой наносят только после установки танков в лагер¬
ном подвале. При чистке танков следует заботиться о том, чтобы
защитное покрытие не повреждалось, так как есть опасность, что
влага попадет на металл и под покрытием образуется коррозия,
которую своевременно нельзя распознать, а позднее трудно уст¬
ранить.
Ремонт внутренних покрытий различен в зависимости от каче¬
ства его, способа применения покрытия и от ухода за ним. С вос¬
ковых покрытий (Gebit и т. д.) один раз в год удаляют пивной
камень. При больших повреждениях весь слой снова осмоляют.
Покрытие выдерживает без ремонта обычно 5—6 лет. Основа¬
тельная замена внутренних покрытий очень трудоемкая операция
и осуществляется только специалистами. Снаружи железные тан¬
ки защищают основным суриковым покрытием, а сверху его —
масляной краской.
Для ориентировки в табл. 23 приведены размеры и объем
изготавливаемых в Чехословакии танков с внутренним покры¬
тием.
Таблица 23
Размеры и объем танков
Диаметр, мм
Длина, мм
Объем, гл
1800
3800—5600
80—130
2000
3900—6400
110—185
2200
4000—6500
140—230
2400
4100—6500
170—260
2600
4200—6500
200—310
Примечание. Днища типовые и их диаметры
нельзя изменить; длину приспосабливают к размерам
лагерного подвала.
Эмалированные танки. Эмалированный танк бывает покрыт
эмалью и снаружи, благодаря чему срок службы его значительно
увеличивается. При транспортировке танков с завода на места
назначения возникает опасность, что эмаль отлетит или на ней
образуются трещины и это сделает танк непригодным. В практи¬
348
ке эмалированные танки оправдали себя. В отношении пива
эмаль абсолютно индифферентна, очень стойка к износу, ее не
нужно обновлять, она легко чистится и освобождается от пивного
камня.
Размеры эмалированных танков зависят от размеров печей
для обжига. За рубежом эмалированные печи обеспечивают про¬
изводство танков емкостью 500 гл. В Чехословакии на Хотеборж-
•ских заводах изготавливают эмалированные танки емкостью до
250 гл.
Алюминиевые танки. Для изготовления лагерных танков алю¬
миний имеет ряд достоинств. Он может непосредственно сопри¬
касаться с пивом и ни внутри, ни снаружи не нуждается в защит¬
ных покрытиях. Он легкий, легко сваривается на месте и хорошо
•сохраняется при долговременном использовании. Однако алюми¬
ний чувствителен к соприкосновениям с металлами, кирпичом.
Его не следует чистить щелочными средствами. Устанавливать
алюминиевые танки нужно только на основания или пояса, обло¬
женные алюминиевым листом. При первом заполнении алюми¬
ниевых танков или после устранения пивного камня несколько
снижается цвет дображиваемого пива. Это объясняется, вероятно,
тем, что под действием металла освобождается больше красящих
веществ; однако, уже после первого наполнения металл на по¬
верхности пассивируется, и явление это не повторяется. Алюми¬
ниевые танки могут иметь большие размеры, однако рабочее
давление не бывает выше 0,08 МПа (0,8 атм).
Танки можно устанавливать рядами, а также подвешивать
на поясах, укрепленных в конструкции потолка. Из-за небольшой
прочности алюминиевого материала в танках недопустим вакуум.
За рубежом алюминиевые танки имеют размеры в зависимости
от мощности лагерного помещения. Пиво в них выдерживается
обычно дольше, при низких температурах и с низким давлением.
Лагерная мощность пивоваренного завода «Туборг» в Копенга¬
гене увеличилась на ’А годового производства за счет установки
алюминиевых танков емкостью 1300 гл, длиной 18 м и диаметром
3 м. Точно так же увеличилась мощность пивоваренного завода
«Хейнекен—Хертогенбош» (Голландия). На рис. 81 изображено
оснащение лагерного подвала и компоновка танков.
Танки из нержавеющей стали. Из-за высоких цен на нержа¬
веющую сталь лагерные танки из этого материала не применяют¬
ся широко даже в странах, где его достаточно. Нержавеющая
сталь подходящего состава является отличным материалом. Тем
не менее ее используют прежде всего для небольших резервуаров,
таких, как сборники фильтрованного слива в разливочном отде¬
лении и т. д., где существуют повышенные требования к внутрен¬
нему давлению и к стойкости материала.
Железобетонные танки. Железобетонные танки распростра¬
нились после первой мировой войны, когда на многих заводах
быстро увеличивалась мощность лагерного отделения. В Чехосло¬
349
вакии таким образом появился ряд лагерных подвалов, оснащен¬
ных железобетонными танками. Бетонные танки, установленные
на прочных основаниях, хорошо изолированные от влаги и тепла
и снабженные хорошей внутренней изоляцией, до сих пор нахо¬
дятся в эксплуатации, и состояние их удовлетворительное. Под
Рис. 81. Устройство современных лагерных отделений (Хертогенбош).
влиянием состава и способа переработки бетон подвергается
химическим и физическим изменениям. Часто, спустя продолжи¬
тельное время, обнаруживается оседание конструкции и тонкие
трещины в штукатурке и покрытии. Иногда под влиянием хими¬
ческих превращений отваливается штукатурка или покрытие, в
некоторых случаях нарушается также герметичность танка. Эти
недостатки обнаруживаются, как правило, спустя длительный
период. Однако они могут быть источником инфекции и их исп¬
равление бывает очень трудным. Недостатком является также то.
350
что бетонные танки нельзя перемещать и их удаление очень тру¬
доемко. Несмотря на то что затраты на изготовление железобе¬
тонных танков низкие и то, что бетонные танки обеспечивают
наиболее рациональное использование помещения и несмотря на
то, что способ их охлаждения экономичен, в Чехословакии и за
рубежом из-за указанных выше недостатков перешли к металли¬
ческим танкам. Металлические танки лучше отвечают требова¬
ниям современной технологии, которая должна учитывать опре¬
деленную тенденцию к изменению процесса, а следовательно, и
реконструкции и перестройки лагерных отделений.
Наполнение танков и шпунтование пива
Лагерные емкости можно наполнять сверху или снизу. При
наполнении в основном деревянных бочек сверху на кран для на¬
полнения с коленом прикрепляют шланг, опускающийся до само¬
го дна, чтобы пиво не пенилось. Бочку, как правило, наполняют в
два приема: до момента образования пены, после ее оседания. На¬
полнение сверху имеет целый ряд преимуществ, пиво при этом
вентилируется, и деятельность дрожжей активизируется. По суще¬
ствующим сведениям, пиво лучше предохранять от воздуха, как
об этом будет сказано позднее. Танки и лагерные бочки, снаб¬
женные соответствующим краном, наполняют снизу. При этом не
образуется столько пены и опасность инфекции меньше.
Лагерные емкости, предназначенные для перекачки, должны
быть абсолютно чистыми. Если нет гарантии в абсолютной чисто¬
те, например при толстом слое пивного камня, порче покрытия
и т. д., лагерные емкости следует продезинфицировать соответст¬
вующим химическим средством. Пиво выдерживается в лагер¬
ных емкостях довольно долго, интенсивность дображивания по¬
степенно ослабевает и тем самым создаются условия для размно¬
жения вредных микроорганизмов. Чистым должен быть и трубо¬
провод и шланги, по которым перекачивают пиво. Перекачку
следует производить осторожно, без гидравлических ударов, с
одной стороны, для того, чтобы не увлекались и не поднимались
дрожжи в чане и, с другой — чтобы потери углекислого газа были
как можно меньше.
При перекачке нескольких варок бывает так, что некоторые
лагерные аппараты наполняют дрожжами из двух или нескольких
варок. При этом быстрее достигается выравнивание степени сбра¬
живания, экстрактивности, цвета и вкуса пива. Смешиванием
или «срезыванием» содержимого варок с типами дрожжей, по-
разному сбраживающими, можно регулировать также интенсив¬
ность сбраживания. Следует заботиться о том, чтобы лагерные
аппараты не оставались не полностью наполненными более
2 дней, так как иначе получаются большие потери углекислого
газа, а соприкосновение пива с воздухом на большой поверхно-
351
ста ведет к нежелательным окислительным процессам и созданию
условий для размножения аэробных микроорганизмов.
Температуру перекачиваемого пива следует выбирать так, что¬
бы дображивание начиналось через 1—2 дня. Особенно при пере¬
качивании в стальные танки пиво не должно быть слишком хо¬
лодным. При нормальной температуре подвала 2°С пиво при
перекачке должно иметь температуру приблизительно 5°С.
Следует учитывать и освет¬
ление перекачиваемого пива.
Как правило, в холодные под¬
валы перекачивают более зеле¬
ное пиво, а в теплые — пиво
более охлажденное и глубоко
выброженное. Соединение этих
факторов при перекачке моло¬
дого пива зависит от индивиду¬
альных условий каждого пиво¬
варенного завода и очень важ¬
но для хода дображивания.
Дображивание сначала все¬
гда очень интенсивно. Перека¬
чиваемое пиво имеет темпера¬
туру выше, чем температура
лагерного отделения, при про¬
хождении через трубопровод и
заполнении лагерных аппара¬
тов освобождается часть угле¬
кислого газа и пиво частично
Рис. 82. Общий ВИД шпунтаппарата аэрируется. Благодаря этим из-
(СПП). менениям и также тому, что
дрожжи в пиве лучше рассеи¬
ваются, повышается их активность. В зависимости от дозы дрож¬
жей, состава пива и температуры лагерного отделения эта пер¬
вая фаза дображивания продолжается от 6 до 10 дней. Потом ин¬
тенсивность дображивания медленно ослабевает; чтобы пиво в
достаточной мере поглотило углекислый газ, лагерный аппарат
должен быть закрыт и пиво следует дображивать под давлением.
Бочки и танки закрывают винтовыми шпунтами с краном, на ко¬
торый можно укрепить манометр для определения давления. Что¬
бы за давлением и выпуском углекислого газа не следить посто¬
янно, применяют шпунтаппараты. Их присоединяют шлангом или
трубкой к крану бочки или на выходное отверстие капсулы для
наполнения танка.
Шпунтаппарат устанавливают на требуемое избыточное дав¬
ление, которое по мере того как оно превышает в лагерной емко¬
сти, выравнивается тем, что углекислый газ начинают медленно
выпускать. Прохождение углекислого газа через шпунтаппарат
должно быть равномерным, а прибор настолько чувствительным,
352
чтобы углекислый газ выделялся и при минимальном избыточном
давлении. В зависимости от способа регулирования различают
шпунтаппараты разных систем. На том же принципе работает
шпунтаппарат с водяным столбиком. В настоящее время чаще-
всего используются простейшие приборы, главной частью кото-
рых является точный манометр и предохранительный клапаж.
Предохранительный клапан состоит из сосуда со стеклянным ко¬
жухом, в котором помещена пробка, закрывающая воздухопро¬
вод. Пробка погружена в воду, чтобы не рассохлась, а давление-
устанавливается пружиной или рычагом с противовесом, который
придавливает пробку к седлу. Общий вид шпунтаппарата дан на-
рис. 82.
Лагерные емкости можно шпунтовать отдельно так, что каж¬
дый сосуд имеет свой шпунтаппарат, или же шпунтуется сразу
несколько сосудов, связанных с одним общим шпунтаппаратом
больших размеров. При шпунтовании отдельных танков легче
следить за давлением. Такие шпунтаппараты. применяются у де¬
ревянных лагерных бочек, где нарушается герметичность и угле¬
кислого газа улетучивается больше. Групповое шпунтование
проще, избыточное давление во всех сосудах почти одинаково,
однако нет представления о интенсивности дображивания и о
насыщении пива углекислым газом в отдельных емкостях.
Условия и ход дображивания
При дображивании и выдержке пива в лагерном отделении
происходят следующие характерные процессы:
осветление пива за счет осаждения дрожжей и аморфных
частиц;
насыщение пива углекислым газом, тем самым пиво приобре¬
тает резкий и полный вкус, повышенную пенистость и стабиль¬
ность;
сбраживание оставшегося сбраживаемого экстракта до такой
меры, чтобы степень сбраживания пива как можно больше при¬
близилась к конечной степени сбраживания;
выравнивание, созревание и утоньшение вкуса и запаха пива*
в результате химических превращений при дображивании и дей¬
ствия образующегося углекислого газа;
осаждение большей части холодного помутнения и тем самым-
снижение склонности пива к образованию холодного помутнения;
повышение восстановительной способности пива и ограниче¬
ние неблагоприятных с точки зрения вкуса влияний окисления-
путем хранения пива без доступа воздуха.
Для оптимального хода дображивания очень важен правиль¬
ный выбор времени шпунтования. Шпунтовать надо в таком ин¬
тервале времени после перекачки, чтобы при дображивании было
обеспечено достаточное образование углекислого газа; ошибкой
является как преждевременное, так и запоздалое шпунтование.
353.
Время шпунтования определяется прежде всего объемом
•сбраживаемого экстракта, а также количеством и бродильной
способностью дрожжей в молодом пиве. Обычно шпунтование
считается своевременным, если давление в первые же дни мед¬
ленно возрастает и потом быстро достигает требуемого избыточ¬
ного давления. Освободившийся углекислый газ проходит через
шпунтаппарат равномерно и без сильных толчков. Важно достиг¬
нуть требуемого избыточного давления в соответствующий вре¬
менной интервал перед розливом пива. Время выдержки пива
при избыточном давлении важно для хорошего связывания угле¬
кислого газа.
Выбор избыточного давления зависит от условий дображива-
ния. Обычно давление колеблется от 0,03 до 0,045 МПа (0,3—
*0,45 атм); содержание углекислого газа в пиве зависит от избы¬
точного давления. В теплых подвалах и при коротком дображи-
вании шпунтование производится при более высоком давлении.
Серьезным недостатком такого шпунтования является отсутст¬
вие требуемого избыточного давления. Это вызывается наруше¬
нием герметичности лагерных аппаратов, трубопроводов, арма¬
туры или шпунтаппарата или тем, что перекачивалось пиво,
•слишком передержанное в бродильном отделении и глубоко сбро¬
женное.
Недостатком также считается и поддержание слишком высо¬
кого избыточного давления, при котором в пиве скапливается
■углекислый газ и пиво получается перешпунтованным. Причиной
этого является неправильная работа шпунтаппарата или забивка
трубопроводов. В перешпунтованном пиве часть углекислого газа
удерживается только за счет высокого давления. Эта часть быст¬
ро улетучивается, как только давление снизится, и тогда увле¬
кается также и часть связанного углекислого газа.
Перешпунтованное пиво плохо разливается, имеет плохую
•пенистость и главным образом меньшую стабильность пены.
Связывание углекислого газа в пиве
Готовое пиво обычно содержит от 0,30 до 0,40 мае. %, а буты¬
лочное пиво даже 0,50 мае. % углекислого газа. Из этого коли¬
чества углекислоты, как уже указывалось ранее, около половины
содержалось уже в молодом пиве после главного брожения, а
остальная часть скопилась при дображивании. Достаточное коли¬
чество углекислого газа в пиве имеет большое значение, он бла¬
готворно действует на вкусовые свойства и резкость пива. Пиво,
недостаточно насыщенное углекислотой, имеет плохой, выдох¬
шийся вкус.
Насыщение пива углекислым газом ограничено. Пиво может
содержать только такое количество углекислого газа, которое
допускают химический состав и физические свойства пива. Кроме
.354
общего объема важна также форма связывания углекислого газа*,
от которой зависит его выделение при розливе пива.
Насыщение и связывание углекислого газа — очень сложный
процесс, на который влияют целый ряд факторов. В основном
различают растворение, насыщение и физико-химическое связы¬
вание углекислого газа.
Для растворения углекислого газа в пиве установлен темпе¬
ратурный и напорный режим. Согласно закону Генри, способ¬
ность жидкости растворять газы тем больше, чем выше давление
и ниже температура. Например, при повышении температуры на
ГС объем углекислого газа при том же давлении снижается на^
0,01%. И, наоборот, при повышении давления на 0,01 МПа
(0,1 атм) растворяется на 0,03% больше углекислого газа.
Шенфельд установил при температуре дображивании от 0,5
до 1,6°С следующие объемы растворенного углекислого газа.
Однако простым растворением нельзя объяснить связывание
углекислого газа в пиве. Искусственные растворы, насыщенные
углекислым газом, или минеральные воды при снижении давле¬
ния или повышении температуры очень быстро выделяют угле¬
кислый газ, и гораздо быстрее, чем пиво. Исключительная спо¬
собность пива связывать углекислый газ объясняется, с одной
стороны, перенасыщением, а с другой — физико-химическим свя¬
зыванием.
Перенасыщение происходит, если в растворах при определен¬
ных условиях скапливается газа больше, чем это соответствует
физическому закону. Между жидкостью и газом существует не¬
стабильное равновесие, которое можно нарушить резким измене¬
нием давления. У пива это явление имеет место при розливе
перешпунтованных партий, иногда при розливе пива, излишне
карбонизированного непосредственно перед розливом.
Физико-химическое связывание углекислого газа носит ад¬
сорбционный характер и зависит от химического состава и физи¬
ческих свойств пива. Тонкорассеянные в пиве коллоиды, такие,
как декстрины, белки, пектиновые вещества и хмелевые смолы,
имеют ненормально большую общую поверхность и поэтому
высокую сорбционную способность. Следовательно, общий объем
связанного таким образом углекислого газа зависит от размера
поверхностной площади этих веществ и тем самым от их общего-
содержания в пиве.
Вязкость пива тоже положительно влияет на способность свя¬
зывать углекислый газ. Чем вязкость пива выше, тем больше со¬
противление оказывает жидкость при выделении пузырьков угле¬
Давление, МПа (атм)
Объем, г/л
До 0,01 (0,1)
» 0,02 (0,2)
» 0,025 (0,25)
» 0,03 (0,3)
От 3,3 до 3,4
» 3,6 » 3,8
» 3,77 » 3,95
» 3,9 » 4,1
355
кислого газа, которое возможно только тогда, когда пузырьки
достигнут определенного размера. Вязкость пива повышают глав¬
ным образом сахара, декстрины, белки и пектиновые вещества.
Влияние дображивания на вкусовые качества
пива
Превращения, благодаря которым при дображивании вырав¬
нивается вкус и запах пива, до сих пор не были объяснены объек¬
тивными аналитическими методами и поэтому мало изучались.
Дрожжи адсорбируют горькие вещества, и поэтому при их осаж¬
дении во время выдержки горечь пива снижается. Углекислый
газ, который выделяется при дображивании, уносит из пива ле¬
тучие вещества и среди них летучие соединения серы, главным
образом сероводород, а вероятно, и некоторые альдегиды и выс¬
шие спирты; благодаря этому улучшается вкус и запах пива.
Пиво, которое выдерживалось дольше, имеет тонкий вкус, в от¬
личие от молодого пива менее выразительную, тонкую горечь и
более приятный запах. Учитывая то, что содержание изогумуло-
нов при выдержке почти не изменяется, вероятнее всего осаж¬
даются другие горькие вещества. Образование сложных эфиров
из спиртов и кислот, содержащихся в пиве, положительно влияет
на запах пива.
Окислительно-восстановительные процессы
при дображивании
Начиная с перекачки молодого пива следует до минимума
свести окисление пива, т. е. помешать соприкосновению его с
воздухом. Окисление отрицательно влияет на вкус пива; при
окислении полифенолов, горьких веществ и некоторых альдеги¬
дов и высших спиртов образуются соединения, неприятные на
вкус.
При дображивании пива общая восстановительная способ¬
ность пива достигает конечной выравненной величины. Под вос¬
становительной способностью подразумевается стойкость пива к
изменению окислительно-восстановительного потенциала при
окислении. Поскольку пиво при фильтрации, розливе и транспор¬
тировке находится в контакте с воздухом, необходимо, чтобы в
конце дображивания оно имело наивысшую восстановительную
способность. Решающее влияние в сущности имеет восстанови¬
тельная способность молодого пива уже при перекачке, которая
обусловлена использованным сырьем и технологическим процес¬
сом в варочном отделении и бродильне. При дображивании вос¬
становительная способность пива не должна ухудшаться, редуци¬
рующие вещества не должны окисляться. Восстановительная спо¬
собность пива определяется по индикаторному временному тесту
(ITT).
356
При правильном ведении дображивания восстановительная
способность пива медленно возрастает — величина ITT снижает¬
ся. Это вероятнее всего вызывают вещества, выделяемые дрож¬
жами, или восстановление окисленных форм редуцирующих ве¬
ществ. При дображивании восстановительная способность пива
выравнивается позже, чем остальные признаки, и это выравнива¬
ние тесно связано с общим выравниванием пива. В результате
научных исследований установлено, что для определения окис¬
лительно-восстановительных процессов на разных стадиях про¬
изводства пива решающим является содержание отдельных ре¬
дуцирующих веществ, которые определяют восстановительную
способность сусла и пива, т. е. их стойкость к окислению. Из этих
редуцирующих веществ при производстве и в готовом пиве наи¬
более выразительно проявляются редуктоны, меланоидины, сое¬
динения, содержащие SH-группы, дубильные вещества, горькие
вещества и некоторые другие низкоконцентрированные, часто
встречающиеся. С точки зрения окислительно-восстановительных
процессов эти вещества разделяются и определяются по скорости
окисления их кислородом, присутствующем в пиве. Окисление их
отражается на качестве пива. Например, редуцирующие вещества
типа редуктонов и меланоидинов реагируют с кислородом быст¬
ро и предохраняют таким образом от окисления остальные реду¬
цирующие вещества, и продукты их окисления не являются опас¬
ными для вкуса и стабильности пива. Наоборот, окисление сое¬
динений с SH-группой, дубильных веществ и горьких веществ от¬
рицательно влияет на вкус и на коллоидную стабильность пива.
Большинство используемых в настоящее время методов опре¬
деления содержания редуцирующих веществ основано на исполь¬
зовании окислительно-восстановительного индикатора 2,6-ди-
хлорфенолиндофенола и его полного обесцвечивания восстанови¬
тельными реактивами. Наиболее распространенным является
метод, предложенный Граем и сотрудниками, т. е. определение
величины ITT — индикаторного временного теста, в зависимости
от времени в секундах, за которое пиво или сусло обесцветится
при добавлении 80% раствора индикатора. Методика определе¬
ния ITT описана в книге «Аналитика соложения и пивоварения».
До настоящего времени окислительно-восстановитрльным про¬
цессам при дображивании не уделялось такого внимания, как
при производстве сусла, в заключительной стадии фильтрации и
при розливе пива. Превращения редуцирующих веществ при про¬
изводстве пива, а следовательно, и при дображивании, как пра¬
вило, тесно связаны с содержанием растворенного в сусле и пиве
кислорода. Изменения содержания растворенного кислорода в
отдельных стадиях производства изображены на рис. 83, а. На
рис. 83, б приведены изменения ITT в ходе производства на трех
разных пивоваренных заводах.
По Зильберайзену [2], при главном брожении так же, как при
Дображивании, восстанавливаются некоторые окисленные формы
357
редуцирующих веществ; восстановительная способность пива воз¬
растает. Следовательно, можно предотвратить излишнее окисле-
ние уже при охлаждении и спуске сусла, чтобы сохранить ег
восстановительную способность. Современные исследования
подтвердили, что чрезмерное окисление в этой стадии излишне.1
Для деятельности дрожжей достаточно меньшего количества кис4
лорода, чем предполагалось!
ранее. 1
Веллхейнер [3] установил/
что при запоздалой перекач-1
ке пива в бродильном отде¬
лении в последние дни воз-'
растают величины ITT, сле¬
довательно, происходит не¬
желательное окисление, ко¬
торое снижает восстанови-'
тельную способность пива.
Практически к таким же!
выводам пришли Де Клерк #
Ван Канненбергер [4], кото¬
рые установили, что опреде¬
ленная степень окислений
сусла необходима, однаш>
процессы окисления следует
контролировать не только в
варочном отделении, но и в
ходе дальнейшего производ¬
ства.
Изучением редуцирую¬
щих веществ, имеющих зна¬
чение при производстве со¬
лода и пива, занимался Гла*
вачек [5]. Помимо этого изу¬
чались и превращения редуцирующих веществ при дображива-
нии у нескольких партий 12°-ного светлого пива, шпунтованного
приблизительно в одно и то же время. Изменения обычных ана¬
литических величин при дображивании позволяют только иногда
ориентироваться в процессах при дображивании. При изучении
редуцирующих веществ при дображивании установили, что в то
время как главное проявление брожения, убыль экстракта, вы¬
равнивается у исследуемых партий до постоянной величины, вос¬
становительная способность пива возрастает и дальше, и величи¬
на ITT достигает оптимального значения позднее. Выравнивание
окислительно-восстановительных процессов при дображивании
имеет определенную связь с превращениями остальных веществ
в пиве, так как поведение редуцирующих веществ при дображи¬
вании можно использовать для определения оптимального срока
выдержки.
358
§ 2000
а 18оо
1600
то
1200
юоо
800
800
ООО
zoo
!
1
г
и
!
Со
К.
***4
мака
мин.
800
800
т
- tg
k.
ООО
в
Z00
с
f'C-o? , ,
-о < ^ «с
е §§ § S
б 5
I
Да
^ §
1^1
Q-S.'S
Рис. 83. Диаграммы величии ITT.
Ускорение дображивания пива
Для повышения интенсивности дображивания в необходимых
случаях к пиву в лагерных аппаратах добавляют завитки. Напри¬
мер, если пиво плохо дображивает или нарушена герметичность
лагерной бочки, его нужно перекачать в другой сосуд. За рубе¬
жом на некоторых пивоваренных заводах добавляют завитки при
производстве некоторых специальных сортов пива. По последним
данным [6], в Америке большие дозы завитков (от 8 до 15%) до¬
бавляют к пиву при перекачке на дображивание глубоко выбро-
женного и предварительно профильтрованного через диатомит
молодого пива.
Другие способы дображивания
По скорости дображивания пива наиболее эффективным был
способ Натана.
В последнее время дображивание ускоряют тем, что оставля¬
ют молодое пиво в бродильном отделении сбраживаться до степе¬
ни сбраживания, близкой обычно к наблюдающейся в конце до¬
браживания в лагерном подвале. При перекачке молодое пиво
освобождают от дрожжей в сепараторе с непрерывной выгрузкой
их и в лагерной емкости к нему добавляют завитки. Поскольку
экстракт сбраживается уже в бродильном отделении, а удаление
дрожжей благоприятно влияет на вкус пива, то для насыщения
пива углекислым газом и выравнивания вкуса его требуется
меньше времени [7].
Далее известно, что дображивание ускоряется благодаря то¬
му, что пиво в процессе дображивания перекачивается в новый,
чистый сосуд. Этот способ применяют в США, а еще раньше его
использовали в Германии. При этом способе молодое пиво пере¬
качивали в специальную лагерную бочку (Bruchfass), из которой
только после осаждения дрожжей перекачивали в чистую лагер¬
ную бочку, в которой уже дображивали. По Якобу [8], более
быстрое дозревание обусловлено повторным соприкосновением
пива с чистой стенкой лагерной бочки. Якобом разработан способ
переливания пива при дображивании через несколько лагерных
емкостей, расположенных одна под другой. Однако этот способ
так же, как и другие, по ускорению дображивания, например пу¬
тем изменения температуры, промывки углекислым газом и т. д.,
не распространился в практике.
Отклонения при дображивании
При дображивании молодого пива время от времени наблю¬
даются ненормальные явления или недостатки, которые часто
можно устранить без серьезного влияния на качество, если они
обнаруживаются в начале процесса. Чаше всего это недостаточ¬
359
ный рост давления при шпунтовании. При правильном ходе про¬
цесса давление после шпунтования бочки должно возрасти меж¬
ду 4-м и 8-м днем хотя бы на 0,015—0,020 МПа (0,15—0,20 атм)
в зависимости от температуры лагерного отделения. Определен¬
ные отклонения могут произойти под влиянием экстрактивности
пива и использованного вида дрожжей; однако слишком долго
ожидать подъема давления нельзя. Если причина связана не с
нарушением герметичности лагерной бочки или крана, то ошиб¬
ку следует искать в сбраживании перекачанного пива. Например,
если пиво перекачивали слишком выброженным, т. е. передер¬
жанным, и поступило в лагерные танки с низким содержанием
сбраживаемого экстракта или с небольшой долей дрожжей, глав.-
ным образом если это дрожжи хлопьевидные, которые быстро
оседают, то в этом случае достаточно к пиву добавить завитки.
Однако доля их из-за низкого содержания сбраживаемого экст¬
ракта должна быть не менее 8%.
Другой причиной может быть неподходящий состав исходного
сусла, вызванный некачественным сырьем или неправильным
ведением процесса в варочном отделении. В таких случаях сле¬
дует прежде всего устранить причину и изменить соотношение
сахаров к несахарам при дальнейших варках; тем не менее и в
этом случае может помочь добавка завитков.
Плохо дображивается и неосахаренное пиво, которое, однакоу
при хорошем контроле за осахариванием в варочном отделении
получается только в редких случаях. Если ошибка не была ис¬
правлена при главном брожении, то в лагерные танки можно
добавить диастатический экстракт солода (так же, как и в бро¬
дильное отделение) или муку тонкого помола из светлого солода.
Дозы 1—2 г/гл солодовой муки, приводимые в литературе, по
опыту чешских пивоваров, недостаточны; следует применять
удвоенные дозы. При этом в результате продолжительного дей¬
ствия амилаз в процессе дображивания сбраживаются также и
обычно трудносбраживаемые декстрины. Поэтому пиво с добав¬
лением солодовой муки на стадии дображивания всегда более
глубоко сброжено. С точки зрения биологической чистоты добав¬
ление солодовой муки проблематично, и поэтому пиво, обрабо¬
танное таким образом, следует особенно внимательно контроли¬
ровать с биологической точки зрения.
Бывают случаи, когда молодое пиво содержит достаточно
экстракта, но мало дрожжей. Тогда вместо завитков лучше доба¬
вить 4—6 л густых дрожжей на 100 гл пива, по возможности глу¬
боко сбраживающих.
Отрицательно влияет также слишком быстрый рост давления,
если перекачивается пиво плохо сброженное, т. е. зеленое. В та¬
ких случаях лучше оставить лагерные танки на короткое время
не зашпунтованными, а после шпунтования обеспечить равно¬
мерный отвод углекислого газа при низком давлении, давление
же повысить позже, когда дображивание начнет ослабевать. Тем
360
самым в значительной мере ограничивается перенасыщение пива
углекислым газом (перешпунтование).
Остальные отклонения, связанные с серьезными ошибками
при производстве сусла или значительной инфекцией, нельзя
устранить при дображивании; они требуют более серьезного вме¬
шательства, особого наблюдения при дальнейшем процессе и пре¬
жде всего осторожности при перемешивании с другим, здоровым
пивом.
Контроль дображивания
Дображивание протекает в закрытых емкостях, и поэтому
обычный контроль ограничен определением избыточного давле¬
ния и органолептическим определением свойств пива в отбирае¬
мых время от времени пробах.
Давление контролируется манометром, который закрепляется
на кране бочки или заливной горловины танка. Там, где шпунт¬
аппараты с манометром прикреплены стабильно, давление кон¬
тролируется по манометру на шпунтаппаратах.
Пробы пива берут из пробных кранов, расположенных почти
в середине высоты резервуара. Деревянные бочки раньше про¬
сверливали и отверстие закрывали дубовым колышком (шпон¬
кой); в настоящее время часть бочек имеет латунные краны.
Пробу берут так, что небольшая начальная доза сначала выпрыс¬
кивается в отдельный сосуд и только потом пиво осторожно на¬
пускается по стенке опытного стаканчика. При кругообразном
движении пива в стаканчике выделяется углекислый газ; в зави¬
симости от размера и количества образующихся пузырьков судят
о связывании углекислого газа и насыщения ими пива. Углекис¬
лый газ должен выделяться медленно, многочисленными мелки¬
ми пузырьками. Одновременно определяют осветление, образо¬
вание пены, вкус и запах пива.
Вкус и запах пива можно определять в слегка нагретом пиве,
лучше всего в лаборатории, где одновременно можно определить
степень сбраживания и проверить биологическое состояние пива.
Эти более подробные анализы проводят, как правило, в конце
дображивания, перед розливом пива, чтобы можно было испра¬
вить еще возможные ошибки. Возможности исправления при этом
ограничиваются, как правило, карбонизацией плохонасыщенного
углекислотой пива, двойной фильтрацией менее осветленного пи¬
ва и осторожным перемешиванием пива, в котором обнаружива¬
ется загрязнение, со здоровыми партиями пива. Серьезные недо¬
статки во вкусе и запахе пива можно частично устранить пере¬
качкой пива в новый сосуд с добавлением активированного угля
или завитков. Активированного угля нельзя добавлять слишком
много, поскольку он осаждается очень медленно и создает труд¬
ности при фильтрации. Всегда следует следить за тем, чтобы при
смешивании таким образом обработанного пива с нормальным,
361
не возникали в дальнейшем трудности. За границей к концу до? I
браживания с помощью манометра определяют содержание угле- 1
кислого газа. 1
Продолжительность дображивании 1
и выдержки пива |
Продолжительность дображивания пива различна и зависит I
от вида пива и его свойств. Она больше у светлого, хорошо I
охмеленного и сброженного пива, и меньше у темного, менее 1
охмеленного и сброженного пива. Обычно на каждом пивоварен- 1
ном заводе для отдельных видов пива имеется своя эмпирически I
установленная продолжительность, при соблюдении которой пиво |
достигает оптимальной зрелости. (
На продолжительность дображивания и выдержки оказывает
влияние прежде всего экстрактивность исходного сусла, степень
сбраживания при перекачке и температура лагерного отделения.
Пиво с более высокой экстрактивностью, с большим содержани¬
ем экстракта и спирта требует больше времени; точно также
пиво, перекачиваемое с более низкой степенью сбраживания»
дображивается дольше. При температурах ниже 4°С дображива-
ние протекает медленнее, при более высоких температурах —
быстрее, часто с отрицательным влиянием на связывание угле¬
кислого газа, пеностойкость и вкусовые качества готового пива.
При дображивании пиво должно быть достаточно насыщено
углекислым газом, приобрести определенную пенистость и рез¬
кость. Оно приобретает эти свойства уже I стадии так назы¬
ваемого оживленного дображивания. Однако вкус пива в этой
стадии еще не созрел и выравнивается только в процессе выдерж¬
ки. В условиях Чехословакии для 7%-ного и 10%-ного светлого
и темного пива выдержка составляет три-четыре недели, у тем¬
ного лагерного пива около восьми недель. Хорошо охмеленное
светлое лагерное пиво (12%-ное) требует больше времени для
выдержки, обычно 2—3 месяца, специальное пиво и лагерное пи¬
во на экспорт — до 6 месяцев, а в некоторых случаях и дольше.
Продолжительность выдержки нельзя ограничить точно, посколь¬
ку сбыт пива подвергается частым колебаниям; иногда продол¬
жительность выдержки увеличивают, иногда уменьшают. Опыт
показывает, что лучше работать с молодым пивом, чем с пере¬
держанным. В передержанном пиве образование углекислого
газа полностью прекратилось и его содержание постепенно па¬
дает, пиво теряет резкость и его пенистость уменьшается. Одно¬
временно изменяется вкус пива, о чем уже говорилось. Если за¬
пасы возрастут и пиво может дольше выдерживаться в подвале,
то температура лагерного подвала должна быть снижена, чтобы
дображивание и дозревание замедлились.
В ЧССР минимальные сроки дображивания (выдержки) пива
определяются Государственным стандартом ЧСН 566635-«Пиво».
362
Отстой и отстойные дрожжи
После окончания дображивания пиво из лагерных емкостей
перекачивается на розлив. При этом следует по возможности
предотвратить подъем осевших дрожжей и попадание их в пиво-
провод и в фильтр. Поэтому при перекачке пива на розлив из
лагерных бочек шприц погружают в бочку так, чтобы оставалось
всего несколько сантиметров над дном бочки и он не проник в
-осевшие дрожжи. Танки имеют, как уже упоминалось, насажен¬
ное над выпускным отверстием кольцо, которое задерживает
дрожжи. Поэтому после спуска пива в лагерных емкостях оста¬
ются дрожжи (называемые отстойные) и часть пива —
отстой.
На отстой приходится 0,1—0,3% от общего объема лагерной
■емкости в зависимости от способа работы, осаждения дрожжей и
использованного выпускного устройства. В небольших лагерных
•бочках отстой бывает больше, чем в танках с уклоном к выпуск¬
ному отверстию — меньше. Чтобы сократить потери, отстой сле¬
дует использовать полностью. Свежий отстой, хороший по каче¬
ству, необходимо устранять из лагерных емкостей в тот же день,
когда бочка или танк были разлиты, иначе он легко загрязняется.
Отстой перемешивают в лагерном аппарате с отстойными
дрожжами и отсасывают в сборник. Затем отстойные дрожжи
•отделяют на салфеточном фильтр-прессе или центрифуге.
Полученное пиво освобождают от микроорганизмов обеспло¬
живающей фильтрацией (ЕК-фильтр) или пастеризуют на про¬
точном пастеризаторе. Для отсасывания отстоя из лагерных ем¬
костей используют передвижной насос, его устанавливают около
-отдельных бочек или танков. Отстойное пиво с дрожжами пере¬
качивают на разные уровни и расстояния. Для этого можно ис¬
пользовать также передвижные монтежю, в которые отстой
•откачивают вакуумом. Устройство для съема отстоя и отстойных
дрожжей более подробно описано в монографии Главачека и со¬
трудников «Пивные дрожжи». Способ сбора отстоя и пива из
•отстойных дрожжей с добавлением к нему завитков в настоящее
время, как правило, не применяется, так как предпочитают обес¬
пложивающую фильтрацию с добавлением таким образом обра¬
ботанного отстойного пива к осветленному пиву при роз¬
ливе.
Поскольку это пиво после указанных операций имеет незначи¬
тельное содержание углекислого газа, то при добавлении к обыч¬
ному пиву его карбонизируют.
По своему составу отстойные дрожжи являются ценным мате¬
риалом для дальнейшей переработки и, по Шпинке, содержат
больше жиров, лецитина, эргостерола, витаминов и других био¬
генных веществ. Прирост массы отстойных дрожжей бывает раз¬
ным в зависимости от количества перекачиваемых дрожжей или
363
от количества добавленных завитков. По данным ПВС в Брани-
ке, количество отстойных дрожжей в пересчете на жидкие дрож¬
жи с содержанием сухого остатка 15% колебалось на трех пиво¬
варенных заводах от 0,08 до 0,25 кг/гл. Прессованные отстойные
дрожжи можно использовать так же, как прессованные дрожжи
из бродильного отделения.
Потери при дображивании
Потери пива в лагерном отделении определяют так же, как в
бродильном. Поскольку содержимое варок обычно перемешивают
в лагерных аппаратах, нельзя следить за ними отдельно, это
снижает точность определения потерь в лагерном подвале.
Общие объемные потери в лагерном отделении колеблются в
довольно широком диапазоне, в среднем от 1 до 3%.
Частичные потери при перекачке молодого пива обычно незна¬
чительны. Неизбежные потери экстракта связаны с тем, что от¬
стойные дрожжи содержат выделенные комплексные соединения
белков, дубильных веществ и хмелевых смол. Объем отстоя зави¬
сит не только от его действительного количества, но также от
консистенции и колеблется от 0,3 до 0,5 л на 1 гл пива. Около
половины объема отстойных дрожжей приходится на пиво, кото¬
рое можно, как уже говорилось, снова получить и использовать.
Потери пива в отстое зависят не только от правильного съема
отстоя, т. е. отстойных дрожжей и пива, но и от того, насколько
хорошо из них выделяется пиво. Потери пива, образующиеся в
результате нарушения герметичности лагерных емкостей и арма¬
туры, бывают больше у деревянных лагерных бочек, чем у тан¬
ков, где чаще речь идет только о потере углекислого газа, а не
о потерях пива.
СПОСОБ СБРАЖИВАНИЯ ПИВА ПО НАТАНУ
Способ ускоренного сбраживания и дображивания пива впер¬
вые проверил швейцарский ученый Натан в 1898 г. на пивоварен¬
ном заводе «Крамм» в Цюрихе [9]. Позже он усовершенствовал
свой способ, обосновал его и проверил еще на нескольких пиво¬
варенных заводах. Этот способ заключается в сбраживании сте¬
рильного сусла в асептических условиях в устройстве, обеспечи¬
вающем ускоренную седиментацию и промывку бродящего пива
очищенным углекислым газом, получаемым в процессе самого
производства пива. Сбраживание связано с дображиванием в
единый рабочий процесс и продолжается 10—14 дней в зависи¬
мости от экстрактивности исходного сусла.
Схема брожения по способу Натана приведена на рис. 84.
Сусло можно получать любым из обычных способов; по Натану,
процесс начинается с перекачки горячего сусла в отстойные чаны
и холодильники. Внутреннюю поверхность отстойного чана сте-
364
рилизуют горячим суслом. Сусло охлаждают преимущественно в
пластинчатом холодильнике, внутреннюю часть которого перед
началом охлаждения тоже стерилизуют. Охлажденное и аэриро¬
ванное сусло после осаждения взвесей стягивается поплавковым
устройством в бродильные чаны, предварительно продезинфици¬
рованные спиртом или другим подходящим средством.
Бродильные чаны представляют собой закрытые цилиндры с
коническим дном; цилиндрическая часть имеет рубашку, в кото¬
рой циркулирует охлаждающая жидкость, коническая часть име-
■ет внутри спиральный холодильник. Бродильные чаны изготав¬
ливают из тех же материалов, что и металлические лагерные тан¬
ки, однако снаружи они хорошо изолированы. Объем выбирают
такой, чтобы содержимого в нем было достаточно для двух варок.
Сбраживается всегда половина содержимого сосуда, а именно
дозой 100 л густых дрожжей на 100 гл сусла. Каждый аппарат
имеет свое собственное устройство для разведения чистых куль¬
тур и два или четыре закрытых резервуара для хранения дрож¬
жей. Отмеренные дрожжи аэрируют с суслом в специальном со¬
суде и после подачи в бродильный чан аэрируют все его содер¬
жимое. После разбраживания подается новая партия сусла,
которым чан дополняется. Температура сбраживания в начале
•обычно равна 5—6°С и поднимается на 0,5°С в день, не выше
10°С.
Используют дрожжи глубоко сбраживающие; к концу броже¬
ния, которое продолжается 8—10 дней, видимое сбраживание
должно приблизиться к конечному сбраживанию. Образующий¬
ся углекислый газ сначала выпускают, но как только он вытеснит
воздух, его начинают улавливать обычным способом. Снижение
экстракта при брожении контролируют 2 раза в день. Как только
достигнет требуемая степень сбраживания, аппарат закрывают и
диво содержится под определенным давлением. Одновременно
■спиральным холодильником начинает охлаждаться коническая
часть сосуда, в которой за короткое время оседает основная часть
дрожжей, которые затем отводят в сосуд для дрожжей. Этот
процесс повторяют несколько раз, пока все дрожжи не будут
устранены из бродильного чана. Пиво, которое вместе с дрожжа¬
ми попадает в сосуды для дрожжей, после отделения от дрожжей
снова возвращают в бродильный резервуар. По данным исследо¬
вателей, прирост дрожжевой массы в 2,5 раза больше по сравне¬
нию с заданными дрожжами.
Поскольку пиво в бродильном чане практически полностью
сбраживается, Натан ускорил дозревание пива тем, что освобо¬
дил его от углекислого газа, а вместе с тем и от летучих веществ,
•которые являются причиной незрелого вкуса пива. Из бродиль¬
ного чана пиво перекачивают в аппарат для выдержки, представ¬
ляющий собой высокий цилиндрический сосуд, в который пиво
поступает сверху и разбрызгивается так, что стекает вдоль стен
в тонком слое. Снизу в резервуар подают отфильтрованный воз-
366
дух, который противотоком удаляет из сосуда освободившийся
углекислый газ и другие летучие вещества. Пиво, которое соби¬
рается на дне резервуара, перекачивается через пластинчатый
холодильник, в котором охлаждается до низкой температуры, и
потом в следующий пустой аппарат. В нем пиво снова насыщают
(карбонизируют) очищенным углекислым газом, иногда промы¬
вают им, чтобы удалить вещества, вредные с вкусовой точки зре¬
ния. Углекислый газ поступает в бродильные аппараты снизу че¬
рез устройство в конической части резервуара, которое его очень-
тонко рассеивает. Насыщение и промывку продолжают око¬
ло 15 ч. Через 24 ч отстаивания пиво можно фильтровать и раз¬
ливать.
Шмал [9] указывает на бесспорные преимущества системы
Натана. Это прежде всего работа в антисептических условиях*
обеспеченная целесообразным решением и объединением резер¬
вуаров, применение чистых культур семенных дрожжей собст¬
венного производства и введенный позднее способ, по которому
пиво освобождается от незрелого вкуса в резервуаре для дозре¬
вания. Он указывает, что медленное повышение температуры в
резервуаре для дозревания способствует углублению этого про¬
цесса; при освобождении углекислого газа в противотоке воздуха
окисления не происходит. Другими преимуществами этого спосо¬
ба является небольшой расход холода, поскольку охлаждается
только пиво в хорошо изолированных сосудах, а не все помеще¬
ние, рациональное использование углекислого газа и т. д.
В Чехословакии способ Натана был внедрен на пивоварен¬
ных заводах «Противин» и «Вигне» в Словакии. Оборудование,,
установленное в «Противине» непосредственно перед первой ми¬
ровой войной, было совершенно и имело большую производи¬
тельность. Однако пиво не достигало традиционно известного ка¬
чества противиньского пива, и поэтому позднее оборудование-
было продано за границу. Оборудование на пивоваренном заводе-
в «Вигне» было меньше, в эксплуатации находилось дольше и
было заменено только после второй мировой войны при реконст¬
рукции завода. Утверждают, что некоторые последние изменения
в оборудовании способствовали улучшению вкуса пива. Это вме¬
сте с экономическими выгодами стало причиной того, что в по¬
следние годы снова возрос интерес к системе Натана.
БРОЖЕНИЕ И ДОБРАЖИВАНИЕ ПОД
ДАВЛЕНИЕМ ПО ЛИТЦУ
Процесс брожения под давлением состоит в том [22], что ох¬
лажденное и хорошо осветленное сусло в разбраживающем чане-
предварительно сбраживают большой дозой свежих семенных
дрожжей, взятых из аппарата для разведения чистых культур.
Главное брожение протекает под давлением в первом танке уже
от стадии белых завитков, дозревает пиво также под давлением-
367-
е следующем танке, в котором пиво при промывке углекислым
газом освобождается от ароматических веществ, характерных
для молодого пива. Промывка углекислым газом происходит за
счет выделившегося газа при быстром снижении избыточного
давления в танке.
Горячее сусло перекачивают в отстойный (холодильный) чан
я тотчас начинают охлаждать циркуляционным перекачиванием
\м
/
?
О о О ip
]
ОР
Рис. 85. Охлаждение и осветление
сусла:
1 — отстойный (холодильный) чан; 2— сус¬
ло; 3 — сифон с поплавком; 4 —насос;
•5 — стерильный воздух; 6 — пластинчатый
теплообменник, холодильник; 7 — трубо¬
провод в бродильное отделение
Рис. 86. Функциональная схема бро¬
жения пива под давлением с после¬
дующей выдержкой:
М — подача сусла; А — предварительное
сбраживание и разведение дрожжей; Б —
брожение сусла под давлением; В — вы¬
держка пива; К — дрожжи; ОР — пиво для
фильтрации и розлива;
1, 2, 3 — разбраживающие чаны; 4, 5, 5 —
напорные бродильные танки; 7 — пластин¬
чатый теплообменник (холодильник); 8, 9,
10 — танки для выдержки пива.
через теплообменник (рис. 85). После охлаждения до темпера¬
туры 70°С в сусло в трубопроводе начинают подавать перед теп¬
лообменником стерильный воздух. Циркуляцией охлаждают сус¬
ло до 55—50°С, после чего дают осесть взвесям. Важно, чтобы
грубые взвеси не осаждались раньше, так как на их поверхности
адсорбируются тонкие (холодные) взвеси, что способствует хоро¬
шему осветлению пива, особенно если добавляется подходящее
•сорбционное средство. Через 30 минут отстаивания сусло начи¬
нают стягивать сифоном с поплавком сверху и охлаждают тем
же теплообменником до температуры сбраживания 7°С и зали¬
вают в один из разбраживающих чанов, в котором сбраживают
•большой дозой свежих дрожжей (рис. 86). Спустя 48 ч наступает
стадия белых высоких завитков и температура поднимается до
.368
8,2—8,5°С. После этого половину содержимого разбраживающего
чана переводят в первый напорный бродильный танк и чан до¬
полняют свежим суслом, охлажденным до температуры остатка
бродящего сусла. Как правило, в зависимости от потребностей
добавляют небольшое количество свежих или же отстойных
дрожжей из бродильных танков. Количество и размеры разбра-
живающих чанов должны соответствовать общему объему произ¬
водства сусла для данного типа пива. Через несколько циклов
по 48 ч в разбраживающем чане образуется 25—35 см слоя дрож¬
жей и взвесей (отходы дрожжей). В этом случае чан надо исклю¬
чить из производственного цикла и вычистить.
Бродильные танки (рабочее давление 0,2 МПа) наполняют
почти полностью, поскольку объем завитков при брожении под
давлением значительно меньше. Спустя несколько часов дрожжи
потребляют весь кислород из воздушной подушки и достигается
требуемое давление. Температура удерживается на 9,0—9,5°С и
регулируется внешним или внутренним охлаждением. У светлого
немецкого 11%-ного пива (Vollbier) при этом процессе требуемая
степень сбраживания достигается через 5—6 дней.
Для дозревания пиво охлаждают до 35° С и переводят в сле¬
дующий танк, предварительно наполненный углекислым газом и
находящийся под тем же давлением, при этом можно смешивать
разные партии пива. После заполнения пиво оставляют в танке
для дозревания на 24 ч в покое. Потом давление постепенно на¬
чинает снижаться за счет выпуска СОг вплоть до конечной, тре¬
буемой величины. Оптимальные сроки и интервалы следует опре¬
делять заранее. Одновременно пиво постепенно охлаждают до
1—2°С. После достижения предельного шпунтового давления
пиво оставляют в танке в покое еще на 3 дня, потом фильтруют
и разливают обычным способом.
Производство 11%-ного светлого пива таким образом продол¬
жается от 14 до 15 дней. Пиво органолептически более вырав¬
ненное и горечь его более тонкая. Таким способом без больших
капитальных затрат можно значительно повысить производитель¬
ность бродильного и лагерного отделений, значительно снизить
производственные расходы и увеличить производительность
труда.
Предпосылкой успешного использования этого способа явля¬
ются повышенные требования к ведению процесса и, в первук>
очередь, тщательное осветление сусла, выбор подходящего типа
биологически очень чистых дрожжей и поддержание их постоян¬
ного количества в разбраживающих чанах и бродильных танках,
наличие возможности охлаждать пиво при выдержке от 1 до 0°С
и т. д. Учитывая особые требования к ведению процесса, должна
быть обеспечена соответствующая квалификация и подготовка
обслуживающего персонала для соблюдения требований тех¬
нологического режима.
13—108
369
НЕПРЕРЫВНЫЕ СПОСОБЫ БРОЖЕНИЯ
Теоретические данные непрерывных методов разработал
Мон од [10], в Чехословакии проточной культивацией дрожжей и
других микроорганизмов занимался Малек [11]. В пивоварении
хорошо известны оптимальные величины температур, pH, содер¬
жания кислорода, концентрации питательных веществ, давления
и т. д. и нет сомнения, что эти условия могут сохраняться также
при непрерывном производстве. Однако функция дрожжей в пи¬
воварении состоит не только в сбраживании сахаров в этиловый
спирт и углекислый газ. Дрожжи принимают также участие в.
ряде биохимических процессов, действуют при седиментации
разных веществ и обладают важными сорбционными свойствами.
При непрерывном брожении рост культуры протекает в неиз-
меняющейся среде, поскольку концентрация питательных веществ
и метаболических продуктов практически остается неизменной.
В бродильный аппарат с предварительно сброженным суслом,
с одной стороны, равномерно поступает свежее сусло, а с дру¬
гой — вытекает молодое пиво. Ход (скорость) брожения и прирост
дрожжевой массы можно регулировать температурой, вентиля¬
цией, количеством дрожжей и их движением. Непрерывное бро¬
жение может протекать в одном или нескольких сосудах; сбра¬
живание в отдельных сосудах может быть разделено по степеням.
В некоторых случаях используются мешалки для поддержания
дрожжей в постоянном движении. Соединение сосудов бывает
различным.
Большое внимание уделяется непрерывному брожению при
производстве пива верхового брожения в Англии и Канаде. Хуг
и Рудин [12] проводили многолетние лабораторные опыты, ис¬
пользуя один или несколько бродильных сосудов с мешалками, и
изучали скорость брожения и зависимость от температуры, кон¬
центрации сусла и количества дрожжей и при этом обнаружили
и обосновали некоторые преимущества непрерывного брожения.
Гейгер и Комптон [13] работают по канадскому патенту, исполь¬
зуя два или несколько танков. В первом танке дрожжи размно¬
жаются, а во втором (иногда и в последующих) протекает бро¬
жение. Танки имеют охлаждающие рубашки и мешалки. В дне
танка имеется устройство для распыления воздуха или углекис¬
лого газа. Бродящее сусло оттекает из верхней части танка и
поступает снизу в следующий сосуд. Танки закрыты, сверху снаб¬
жены люками и имеют необходимую арматуру и измерительные
приборы. В первом танке сусло сбраживается при добавлении
1,2% прессованных дрожжей при температуре 16°С. Прохожде¬
ние через три танка продолжается 36 ч и при использовании вер¬
ховых дрожжей 12°/о-ное сусло за этот период сбраживается до
содержания видимого экстракта 2,5%. Дрожжи сепарируют на
центрифуге, пиво собирают в сборных танках, из которых она
поступает на фильтрацию и розлив.
370
Подобный процесс, по Коуттсу, применяется как единственно
возможный в широком производственном масштабе на пивова¬
ренных заводах Новой Зеландии и Канады [14]. Охлажденное
сусло сначала оставляют на короткое время в асептических усло¬
виях в закрытом резервуаре при температуре 0°С, чтобы осели
взвеси и остальные суспензии, осаждаемые холодом. Таким обра¬
зом осветленное сусло подается снизу в бродильные аппараты
(чаны). Это вертикальные, цилиндрические, закрытые резервуа¬
ры с мешалками, которые удерживают дрожжи в суспензии и
осаждают образующуюся пену. Температуру подбирают приме¬
нительно к типу изготавливаемого пива.
Сброженное пиво перекачивают или спускают самотеком в
центрифугу (сепаратор), в которой оно очищается от дрож¬
жей. Затем пиво перекачивают в промывочный танк, в котором
эно промывается от ароматических продуктов брожения, харак¬
терных для темного пива, углекислым газом и после этого его
перекачивают в сборники. Часть отделившихся дрожжей возвра¬
щают в бродильные танки, чтобы не снижалась концентрация
дрожжей, а остаток используют обычным способом. Углекислый
газ улавливают. При низкой концентрации дрожжей, низкой тем¬
пературе и медленном движении мешалки часовой съем соответ¬
ствует ’/во от общего объема бродильного аппарата. Если повы¬
шается температура, концентрация дрожжей и интенсивность
перемешивания, съем может увеличиться до '/ю в час. По имею¬
щимся данным, производительность наименьшего агрегата 700 гл
в день, наибольшего — 2457 гл.
В СССР непрерывному брожению уделяется большое внима¬
ние и с 1947 г. было опубликовано несколько сообщений о лабо¬
раторных и производственных опытах. Результаты исследований
последних лет приводит Денщиков [15]. Однако в широком мас¬
штабе непрерывное брожение не было внедрено *.
В ФРГ в 1954 г. Вёлхонер ввел непрерывный процесс броже¬
ния и выдержки пива, разработанный для пива низового броже¬
ния [16].
По этому способу работают с системой, состоящей из шести
танков. Первые три танка предназначены для предварительного
сбраживания и главного брожения при температуре от 10 до
12°С, для дображивания при температуре лагерного отделения
около 0°С в следующие 3 дня. Сусло, хорошо очищенное от взве¬
сей, сбраживается хлопьевидными дрожжами с хорошими агглк>
тинирующими свойствами. Танк для предварительного брожения
емкостью 40 гл заполняют сверху и сусло в нем разбраживают
под давлением 0,14 МПа; размножение дрожжей во всем процес¬
се не должно превышать соотношение 1: 2. Во второй и третий
танк пиво подают снизу. Оба танка имеют внутри перегородки,
* С 1973 г. способ непрерывного брожения и дображивания, разработан¬
ный ВНИИПБП, внедрен на Москворецком пивоваренном заводе. (Прим. спец-
редактора.)
13’
371
чтобы замедлилось течение и улучшилось осаждение дрожжей.
Брожение практически закончено уже во втором танке (видимое
сбраживание 70—72%) и пиво в следующих танках должно до¬
зревать прозрачным, без дрожжей. Давление во втором танке
падает до 0,05 МПа, а в третьем — до 0,02 МПа. В четвертом
танке пиво промывают углекислым газом и повышают давление
до 0,07 МПа. В пятом танке пиво дозревает, шестой танк являет¬
ся выравнивающим, запасным. Общее время брожения и выдерж¬
ки 12%-ного пива около 16 дней. Непрерывное брожение может
протекать от 30 до 36 дней, после
чего оборудование следует вычис¬
тить и снова начать предваритель¬
ное брожение в первом танке.
Достоинством этого способа
является быстрое осветление и со¬
зревание пива, незначительная
опасность инфекции, большая
коллоидная стабильность, равно¬
мерное качество и некоторые эко¬
номические преимущества.
В Чехословакии непрерывные
процессы при производстве соло¬
да и пива решаются в ВУПС; уча¬
сток непрерывного брожения раз¬
рабатывает Калер [17]. После под¬
робных лабораторных исследова¬
ний запущена опытная установка.
Это двухступенчатая система со
стеклянными сосудами разных
размеров. В первом сосуде емко¬
стью 26 л стимулируется высокая скорость протекания сусла, во
втором — емкостью 49 л, скорость значительно меньше. Схема
соединения цилиндров представлена на рис. 87. На этом обору¬
довании проверено влияние различных скоростей течения и тем¬
ператур на физиологическое состояние дрожжей и качество пива.
Высшая температура испытаний 13°С не повлияла отрицательно
на качество пива и скорость протекания сусла при ней можно бы¬
ло увеличить вдвое по сравнению со скоростью при 8,5°С.
Для испытаний использовалось нестерилизованное производ¬
ственное сусло, чтобы можно было сравнивать пиво, сброженное
непрерывным способом, с пивом, сброженным нормальным ста¬
ционарным способом. Видимое сбраживание молодого пива ко¬
леблется от 62 до 64%- После шпунтования в транспортном
бочонке пиво дображивали в течение 7 дней при быстром росте
избыточного давления.
Подробный химический анализ готового опытного пива по¬
казал отклонения по некоторым компонентам пива по сравнению
с контрольным образцом. При непрерывном брожении убыль сб-
372
!
1
Cyc/io^
Рис. 87. Схема непрерывного бро¬
жения по Калеру.
щего азота выше, чем при стационарном брожении. Пиво, полу¬
ченное непрерывным брожением, содержало полипептидов на
18% больше, и этим автор объяснял его повышенную пенистость.
Содержание изогумулонов тоже было выше. Были обнаружены
различия также в содержании высших спиртов и сложных эфи¬
ров. В величинах обычных химических анализов не было сущест¬
венных различий между пивом, полученным непрерывным спосо¬
бом, и контрольным пивом, полученным обычным способом. При
дегустационных испытаниях непрерывно сброженное пиво оцени¬
вали как более ароматное с тонким горьким вкусом.
Другим типом бродильных устройств непрерывного действия
являются бродильные башни (башенные чаны), сконструирован¬
ные по английскому патенту Уотсона и Шоре [18]. Это типичные
бродильные аппараты удлиненной формы, в которых условия
брожения можно приспособить к стационарным условиям в бро¬
дильном чане.
Бродильные башни изготовлены из нержавеющей стали; в
опытах использовали башни диаметром 150 мм, высотой 4 м, а в
образце для производственных целей — диаметром 900 мм и высо¬
той вертикальной части 7,6 м. В башне, которая имеет охлаждаю¬
щую рубашку, равномерно размещены на определенном расстоя¬
нии перфорированные горизонтальные пластины, которые огра¬
ничивают течение, чтобы предотвратить возможное смешивание
сусла с пивом, чему способствует также изменение плотности сус¬
ла при сбраживании. Над пластинами находятся термометры и
устройства для отбора проб.
Брожение ведут с высокой концентрацией дрожжей (от 25 до
30% влажных), которую поддерживают тем, что в специальном
отстойнике, находящемся внутри чана, дрожжи задерживают и
возвращают в нижнюю часть башни.
Общая компоновка оборудования при непрерывном брожении
в башне изображена на рис. 88.
Сусло, перекачанное из сборника, поступает через пластинча¬
тый пастеризатор в низ башни, при прохождении внутри башни
вверх оно сбраживается при температуре около 20°С за 8 ч, моло¬
дое пиво стекает сверху и через холодильник поступаете сборник.
Производительность большой башни при использовании низовых
дрожжей около 16 гл/ч.
По Клопперу [19], для производства пива с нормальными свой¬
ствами, главным образом вкусом и запахом, надо отобрать
хлопьевидные дрожжи так, чтобы сохранилась высокая концент¬
рация дрожжей, что является основным требованием. Сусло, по¬
даваемое для сбраживания, должно быть без микроорганизмов,
портящих вкус пива. При таких условиях оборудование может
находиться в эксплуатации непрерывно 6 месяцев.
В производстве бродильную башню очень легко приспосабли¬
вать. Наряду с использованием в качестве непрерывного чана, в
который подводят сусло, ее можно применять так же, как ускори¬
373
тель брожения, куда подают сусло, предварительно сброженное
дрожжами этого же типа.
Непрерывное брожение является только частью непрерывного
производства пива, однако наиболее значительным участком, ока¬
зывающим решающее влияние на качество пива. Пока еще не
было доказано, что качество непрерывно сбраживаемого пива
Рис. 88. Схема непрерывного процесса в бродильной башне:
/ — сборник сусла; 2— охладитель пива; 3, 7 —приборы для измерения плотности; 4 —
сборники пива; 5 — терморубашка; 6 — бродильный аппарат; в — расходомер; 9 — пасте¬
ризатор для сусла; 10 — насосы для сусла.
такое же, как качество пива, полученного при классическом бро¬
жении. Сравнительные испытания, проводимые в небольшом мас¬
штабе с пивом из лабораторных и полузаводских устройств, не¬
достаточно показательны.
Кроме того, неизвестно, как долго пиво непрерывного броже¬
ния сохраняет свои основные свойства при транспортировке, хра¬
нении и розливе. Не решены разные частные проблемы, такие,
как связь процесса розлива с непрерывным производством, вы¬
равнивание значительных сезонных отклонений и требований к
ассортименту. Нет сомнений, что параллельное производство
светлого и темного пива и пива с разной концентрацией началь¬
ного сусла при непрерывном брожении будет связано с труд¬
ностями.
Эта общая картина проблем, возникающих при непрерывном
производстве пива, объясняет, почему при его внедрении следует
поступать осторожно, особенно на среднеевропейских пивоварен¬
ных заводах, пиво которых известно своим хорошим качест¬
вом.
374
ИНТЕНСИФИЦИРОВАННЫЙ СПОСОБ
ПРОИЗВОДСТВА ПИВА
Производство пива можно ускорить, преобразовав некоторые
производственные участки классической технологии. Принцип
технологической схемы [20], изображенной на рис. 89, рассчитан
на варку 300 гл холодного 10%-ного сусла. Этому соответствуют
также емкость сосудов на остальных производственных участках.
Сусло можно изготавливать на любой установке. Если исполь¬
зовать блочный варочный агрегат, то подходит система Chepos
емкостью сосудов 315 гл в компоновке 3x2 сосуда один над дру¬
гим в виде шестисосудного варочного отделения на шесть варок
за 24 ч. В случаях переработки порошкообразного хмеля хмеле-
отделитель не нужен, особенно если для горячего осветления сус¬
ла от взвесей применяется турбулентный (гидроциклонный) чан.
Охлаждение сусла должно протекать при асептических усло¬
виях, и так, чтобы сусло перед подачей на брожение имело по¬
стоянную температуру. Одним из решений этого является исполь¬
зование турбулентного (гидроциклонного) чана, в результате чего
исключается вторичное загрязнение и нет необходимости обраба¬
тывать мутное сусло. До температуры предварительного броже¬
ния сусло охлаждают в пластинчатом холодильнике (температур¬
ный спад от 90 до 5°С); производительность холодильника около
200 гл/ч. Охлажденное сусло фильтруют на диатомитовом фильт¬
ре с ситовыми вкладышами. Воздух для аэрирования сусла дози¬
руется в сусло за фильтром непосредственно в суслопровод.
После окончания охлаждения взвеси вместе с диатомитом
направляют (по стеклянному трубопроводу) в сборник для отхо¬
дов. Чан и фильтр промывают водой под давлением. Пластины
холодильника через каждые 24 ч подсоединяют к циркулирующей
горячей щелочи, очищают и промывают затем водой.
Охлаждающая вода из первой секции пластинчатого холодиль¬
ника, имеющая температуру около 70°С, используется в произ¬
водстве; в зависимости от потребности может дополнительно на¬
греваться в пластинчатом теплообменнике. Изолированные
запасные баки для горячей воды являются неотъемлемой частью
оборудования для экономичного использования воды и утилиза¬
ции тепла.
Главное брожение является полунепрерывным. Сусло сбражи¬
вается при 9°С (максимально 10—11°С) дрожжами, которые
поддерживают в состоянии завитков почти до сбраживания.
В бродильном отделении 20 танков образуют четыре линии для
10%-ного сусла. Каждая линия имеет один разбраживающий
танк и четыре бродильных танка. Для сусла другой экстрактив¬
ности (7 и 12%) предназначены следующие семь танков, не вклю¬
ченные в линию.
Важнейшей частью линии является разбраживающий танк, в
котором дрожжи сохраняются долгое время (от пяти до шести
37S
Рнс. 89. Принципиальная технологическая схема, ускоренного производства
пнва (Главачек, Калер, Лоос):
/ — транспортер для солода; 2 —резервуар для увлажнения солода; 3 —дробилка; 4 —
заторный чаи; 5 —заторный котел; 6 — насос для затора; 7 — фильтрационные чаны;
8 — сусловарочные котлы; 9 — насос для сусла; 10 — турбулентный чан; И, 24, 28, 32 —
насосы; 12 — фильтрация сусла; 13, 25 — дозаторы диатомита; 14, 26 — диатомитовые
фильтры; 15 — разбраживающий таик; 16 — бродильные танки; П — насос; /8— устрой¬
ство для предварительной фильтрации; 19 — сепаратор для молодого пива; 20—пластин¬
чатый холодильник; 21 — танки для карбонизации пива; 22 — лагерные танки; 23 — сме¬
ситель; 27 — сборные танки для карбонизации пива; 29 — приемник для отходов диато¬
мита; 30 — приемник для отходов; 31 — резервуар для горячей воды; 33—пластинчатый
теплообменник.
недель) в стадии логарифмической фазы роста. В это время в нем
должна сохраняться постоянная концентрация дрожжей, чтобы
не изменялось количество дрожжей для сбраживания. Гомоген¬
ность среды поддерживается с помощью мешалки, температура
регулируется или изменением температуры брожения или за счет
холодильного агента.
Бродильные танки тоже снабжены холодильными устройства¬
ми. При автоматической регулировке температуры течение ох¬
лажденной воды устанавливают так, чтобы время охлаждения
между максимальной температурой (около 1ГС) и минимальной
(5°С) соответствовало требуемой степени сбраживания. Течение
охлаждающей воды рассчитано на четырехдневное брожение. Из¬
быточное давление в бродильных танках поддерживают в диапа¬
зоне от 0,004 до 0,008 МПа. Изменяя способ перепускания завит¬
ков можно изменять время брожения от 4 до 6 дней. Главным ус¬
ловием для сокращения последующего дображивания является
хорошее сбраживание молодого пива.
Перед перекачкой из молодого пива устраняют дрожжи, обыч¬
но с помощью сепаратора. Концентрацию дрожжей для дображи¬
вания регулируют добавлением свежих или снятых и промытых
дрожжей; добавлять завитки не рекомендуется. Если углекислый
газ от брожения используют для карбонизации, нет необходимос¬
ти при дображивании добавлять дрожжи.
После спуска молодого пива из бродильного танка удаляют
остаток пивных дрожжей с помощью вращающейся моющей го¬
ловки, размещенной в центре, в верхней точке чана. Механиче¬
ским способом танки очищают раз в пять недель. Часть снятых
дрожжей используют для предварительного сбраживания сусла
другой концентрации, а иногда и для увеличения концентрации
дрожжевых клеток при дображивании; остаток дрожжей соби¬
рают в приемнике и высушивают в сушилке.
Углекислый газ для очистки и сжижения улавливают только
из бродильных танков в течение 30 ч после дополнения танка све¬
жим суслом, а при сбраживании сусла другой концентрации —
через 24 ч после начала сбраживания. Углекислый газ использу¬
ют вместо воздуха для выжимания пива из трубопроводов, для
обеспечения инертной среды в лагерных танках и сборниках
«фильтрованного пива перед их заполнением, а также иногда для
карбонизации пива в стадии дображивания.
377
Мощность лагерного отделения определяет максимальное
производство пива в месяц и время дображивания (выдержки).
Для сокращенного дображивания требуется в указанном случае
23 000 гл объема, включая сборные танки для отфильтрованного
пива. Пиво следует за 2 дня до розлива отфильтровать на цент¬
ральной фильтрационной станции и перекачивать в сборные тан¬
ки фильтрованного пива, только предварительно заполненные
углекислым газом. В этом случае фильтрованное пиво из сборни¬
ков можно брать для розлива независимо от работы фильтраци¬
онного отделения и не требуются дополнительные сборники.
Отделенное от дрожжей отстойное пиво собирают в двух тан¬
ках и после проточной пастеризации возвращают и им дополняют
неполные лагерные танки. Для обеспечения удовлетворительной
биологической стойкости пива (приблизительно 16 дней без па¬
стеризации) следует поддерживать техническую стерильность
всех сосудов и трубопровода, с которыми пиво соприкасается на
последней стадии производства. Предполагается применение
напорных механических промывных устройств для мойки танков,
а для сборников еще и дезинфекция средством, остатки которого
можно не промывать водой (3%-ный Н2Ог). Остальные устрой¬
ства, как правило, стерилизуют горячей водой минимально один
раз в день. Отходы, кроме солодовой дробины и дрожжей, следует
удалять из производства тотчас, но не сбрасывая в канализацию.
Их собирают в специальном отстойнике с перетоком для сброса в
канализацию избыточной воды и транспортируют механическим
транспортером для компостирования.
Правильное использование технологических способов ускоре¬
ния процесса, прогрессивных видов современного оборудования,
лучшее и полное использование энергии и тепла, правильная ор¬
ганизация переработки отходов дают существенную экономиче¬
скую эффективность как в. капитальных затратах, так и в произ¬
водственных расходах.
ОБОРУДОВАНИЕ ДЛЯ НЕПРЕРЫВНОГО
ПРИГОТОВЛЕНИЯ И БРОЖЕНИЯ СУСЛА
Пивоваренный завод Cervecera del Norte, Puing (Испания)
построен английской фирмой APV, Crawley как первый завод с
непрерывным процессом приготовления н брожения сусла, он
действует с 1966 г. Максимальная производительность его
30 000 гл в месяц, причем 3Д приходится на лагерное 12°-ное и
на специальное 15°-ное пиво.
Непрерывный процесс получения пива заключается в следую¬
щем. Солод и его заменители поступают с главного склада по
ленточному транспортеру в выравнивающие бункера, рассчитан¬
ные на резерв 12 ч, откуда через весы Wallace a. Tiernan солод
направляется в трехступенчатую дробилку с ситами, а замени¬
тели солода (в виде муки) в непрерывно действующий варочный
578
котел, где сначала разжижаются ферментами, а потом кипятятся
до клейстеризации. Солод перемешивается с водой в заторном
устройстве и поступает в проточный заторный аппарат, где сна¬
чала нагревается до оптимальной температуры расщепления бел¬
ков, а затем после добавки части затора из заменителей солода
до температуры осахаривания. После этого затор перекачивают
для окончательного осахаривания в специальный резервуар. На¬
конец, в третьем заторном сосуде затор нагревается до темпера¬
туры кипячения. Окончательно осахаренный затор перекачивают
во вращающийся заторный фильтр APV—Stockdale, где сусло
фильтруется через слой дробины и потом выщелачивается горя¬
чей водой. Сусло переводят в один из сусловарочных котлов.
Работа в варочных котлах полностью автоматизирована. Пос¬
ле наполнения котлов приводится в действие сначала нижняя
часть обогревателя, потом главный обогреватель и, наконец, в
варочный котел автоматически подается отвешенное количество
хмеля. Тем временем непрерывный поток сусла переводят во вто¬
рой свободный варочный котел. После автоматически установлен¬
ного времени кипения варочный котел освобождается через хме-
леотделитель Witteman в промежуточный сборник. Сусло центри¬
фугируется на сепараторе Westfalia и непрерывно протекает
■через один из двух холодильников Paraflow с аэраторным устрой¬
ством. После этого сусло снова фильтруется через диатомит на
метафильтре Duplex. Наконец, сусло разбавляется до необходи¬
мой концентрации в Sperry Gravitymaster и перед подачей в бро¬
дильную башню пастеризуется в теплообменнике APV—Paraflow.
Брожение протекает в пяти параллельно работающих бро¬
дильных башнях APV, к которым присоединены четыре танка для
дображивания. В танках для дображивания пиво также карбо¬
низируется углекислым газом. Из последнего танка пиво направ¬
ляется к холодильникам и коническим дрожжеотделителям.
Из отделителей пиво стекает сначала в лагерный танк в под¬
вале, а из него поступает в холодильное отделение, где насыща¬
ется углекислым газом и охлаждается до температуры, близкой
к точке замерзания. Охлажденное, карбонизированное пиво на¬
правляется для осветления в танк и после достижения требуемой
прозрачности фильтруется на диатомитовом фильтре (фильтра¬
ция может быть одинарной или двойной).
Готовое пиво вплоть до розлива хранится в танках под дав¬
лением. Все пиво перед розливом на линиях розлива Holstein-
Kappert пастеризуется в пастеризаторах APV — Paraflow.
Используемая для производства пива вода из собственных
источников завода обрабатывается на устройстве Degremont, с
помощью которого умягчается и деминерализуется. Для вароч¬
ного отделения умягченная вода перемешивается частично с сы¬
рой в зависимости от желания пивовара. Производительность
.оборудования для водоподготовки 55 м3/ч. Резервуары для воды
установлены над варочным отделением и снабжают его как хо¬
379
лодной, так и горячей водой. Сжатый воздух для технологических
нужд и для приборов и контрольных клапанов вырабатывается
компрессором Salzer мощностью 400 м3/ч.
Холодильная установка состоит из трех аммиачных компрес¬
соров Worthington мощностью по 91,937 кВ. Вторичное охлажде¬
ние имеет два цикла вода — спирт; в одном циркулирует смесь
вода — спирт с температурой —5°С, во втором +5°С.
Углекислый газ из бродильных емкостей собирается постоян¬
но. Он улавливается, высушивается и сжижается в устройстве
Witteman производительностью 360 кг/ч.
Рис. 90. Схема затирания и фильтрации:
1, 2 — бункера; 3 —устройство для дозировки; 4 — солододробилка; 5 — непрерывный ва¬
рочный котел; 6 — затирочное устройство; 7, 10— трубчатые аппараты; 8— насосы для за¬
торов; 9 — смеситель; 11 — барабанный аппарат; 12 — насос; 13 — вращающийся фильтр.
Рис. 91. Схема кипячения, охлаждения и фильтрации сусла:
/ — приемник; 2 — сусловарочный котел; 3 — бункер; 4 — разрывная машина; 5 —опроки¬
дывающиеся весы; 6 — хмелевой концентрат; 7—отделитель системы Виттеман; 8 — вы¬
равнивающий танк; 9 — центрифуга Вестфалия; 10 — сдвоенный пластинчатый холодиль¬
ник; 11 — стерильный воздух; 12 — сдвоенный диатомитовый метафильтр.
380
Паром производство обеспечивается от котла Babcock Wilcox;
максимальная мощность его 4000 кг/ч.
Согласно сообщениям качество полученного пива удовлетво¬
рительное по сравнению с испанским пивом этого вида.
Общие капитальные затраты на строительство завода на по¬
ловину меньше по сравнению с применением классического обо¬
рудования той же мощности.
Авторы приводят следующие преимущества непрерывного
процесса получения пива по сравнению с классическим: снижение
затрат на оборудование и строительство (на 30%); более низкие
расходы за счет экономии пара, воды и холода (около 50%); луч¬
шее использование сырья; уменьшение времени производства пи¬
ва (от дробления солода до розлива в бутылки составляет всего
около 10 дней); снижение производственных расходов на 10—
Рис. 92. Схема пастеризации сусла, брожения и дображиваиия:
1 — автоматический прибор для регулирования концентрации сусла; 2— пластинчатый
пастеризатор; 3—бродильные башни; 4 — вертикальные резервуары для созревания пива;
S — холодильник.
Рис. 93. Схема кондиционирования и розлива пива:
J — конические резервуары; 2 — пресс для дрожжей; 3 — танки; 4 — устройство для кар¬
бонизации; 5 —лагерные танки; 6 — диатомитовый метафильтр; 7 — разливочные танки;
3 — пластинчатый пастеризатор.
381
20%; большая приспосабливаемость схемы производства пива с
точки зрения требований рационального использования производ¬
ственных мощностей.
На рис. 90 изображена схема затирания и фильтрации, на
рис. 91 — схема варки сусла, брожения и фильтрации, на рис.
92 — схема пастеризации сусла, брожения и дображивания (со¬
зревания) и на рис. 93 — схема исправления и розлива пива.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. De Clerk J. Lehrbuch der Brauerei 2 dil, Berlin, 1952.
2. Silbereisen K. Brauerei, 51, 1951.
3. Wellhoener H. J. Brauwelt 97, 1957.
4. De Clerck J., Van Cannenberger H. Bull. Ank. Etud Louvain, 52, 28, 1956.
5. Hlavacek J. Kand. dis. prace VSCHT Praha, 1961.
6. Hlavacek F. Kvasny prumysl, 3, 1957, 176.
7. Tovarni prospekt Alfa-Laval.
8. Jakob A. Brauwelt, 94, 1954, 803.
9. Schmal A. Schweiz. Br. Rundschau, 73, 1962, 146.
10. Monod J. Ann. Inst. Gastein, 70, 1950, 390.
11. Malek J. О mnozeni a pestovani mikroorganizmu, CSAV Praha, 1955.
12. Hough J. S., Rudin, A. D. Proceedings E. В. C. Roma, 1959.
13. Geiger К. H., Compton J. Mod. Brew. Age, 64, 1961, 123.
14. Steward E. D. Am. Brewer, 3, 1959.
15. Denscikov N. T. Trudy VIII, 1961.
16. Wellhoener H. J. Brauwelt, 94, 1954, 624.
17. Kahler M. Kvasny prumysl, 9, 1963, 113.
18. Watson E. G., Shore D. T. britsky patent 938173 (4/II 1960).
19. Klopper W. J., Roberts R. H., Royston M. G., Ault R. G. Proceedings E. В. C.,
1965, 238.
20. Hlavacek F., Kahler М., Loos J. Kvasny prumysl, 13, 1967, 97—101.
21. Tarnoy P. P. Kvasny prumysl, 13, 1967, 246.
22. Lutz P. Lebensmittelindustrie, 12, 1965, 379; ref. Kvasny prumysl, 12, 196&.
ЧИСТКА И ДЕЗИНФЕКЦИЯ НА
ПИВОВАРЕННЫХ ЗАВОДАХ
При производстве пива опасность биологических загрязнений
начинается с момента охлаждения изготовленного сусла и про¬
должается при главном брожении, дображивании и при розливе
готового пива в транспортную тару. Кроме загрязнений, угрожа¬
ющих биологической чистоте производственного процесса извне,
образуются источники загрязнений в разных, главным образом
труднодоступных местах технологического оборудования; при
недостаточном внимании там остаются остатки сусла или пива,
которые являются питательной средой для различных микроор¬
ганизмов. Соприкасаясь с ними производственные жидкости за¬
грязняются и переносят загрязнения дальше. Для предотвраще¬
ния этого можно использовать чистку и дезинфекцию. Поэтому
мероприятия по поддержанию биологической чистоты в опреде¬
ленном смысле являются частью технологического процесса.
382
ОБЩИЕ ТРЕБОВАНИЯ
В условиях пивоваренного производства нельзя работать асеп¬
тически, поэтому технологическое оборудование и трубопроводы
не надо стерилизовать. Достаточно систематически проводить
дезинфекцию, при которой уничтожаются микроорганизмы, за¬
грязняющие сусло и пиво на всех участках.
При статистической оценке уничтожающего эффекта дезин¬
фицирующих растворов согласно принципу теории воздействия
(Вейнфуртнер, 1955), были получены основные данные для тех¬
ники дезинфекции в практике.
Было установлено, что микроорганизмы, суспендированные в
растворе дезинфицирующего средства, уничтожаются спустя
определенное время не одновременно, а за определенные едини¬
цы времени уничтожается одинаковое количество присутствую¬
щих живых микроорганизмов. Из этого вытекает, что большая
первоначальная обеспложивающая способность дезинфицирую¬
щего средства в последующие единицы времени быстро падает,
так что ликвидация последних остатков микроорганизмов требу¬
ет значительно больше времени. Поэтому общее время, необхо¬
димое для уничтожения первоначально присутствующих микро¬
организмов, как предполагает теория, тем короче, чем меньше
было общее число микроорганизмов в начале действия дезинфи¬
цирующего раствора.
Активность дезинфицирующих средств не может проявиться в
производстве в такой мере, как при контроле в лаборатории.
Активный компонент ослабляется чаще всего химическими реак¬
циями с разными органическими реакциями, с разными органи¬
ческими коллоидами из сусла и пива, главным образом белками.
Кроме того, иногда микроорганизмы образуют на остатках про¬
изводственных жидкостей колонии, которые прикрепляются к
внутренним стенкам резервуаров и трубопровода, они врастают
в загрязнения и пивной камень, в трещины и неровности стен ре¬
зервуаров и в соединения трубопроводов и т. д.; тем самым они
становятся труднодоступными для дезинфицирующих средств и
эффективность последних не может полностью проявиться. Нако¬
нец, эффективность некоторых дезинфицирующих средств сни¬
жает также низкая температура, при которой на пивоваренных
заводах чаще всего производится дезинфекция.
По указанным выше причинам, резервуары, инструменты, тру¬
бопроводы и шланги перед дезинфекцией сначала очищают. Мик¬
роорганизмы тем самым освобождаются, рассеиваются и удаля¬
ются вместе с прополаскивающей водой. Таким образом удаля¬
ется большая часть загрязнений еще до дезинфекции вместе с
органическими веществами, которые ослабили бы действие дезин¬
фицирующих растворов. Оставшиеся микроорганизмы рассеяны
я тем самым хорошо доступны воздействию дезинфицирующих
растворов.
383
Из указанного вытекает, что остатки производственных жид¬
костей следует устранять непосредственно после использования
любого производственного оборудования (включая трубопровод
и шланги) вытеснением и ополаскиванием водой.
При собственно санитарной обработке каждое устройство сна¬
чала чистят и только потом дезинфицируют. Для объединения
чистки и дезинфекции в одну операцию требуются специальные
меры.
МОЮЩИЕ СРЕДСТВА
Для чистки более пригодны химические средства, чем вода и
щетки. В пивоварении наиболее распространены щелочные мою¬
щие средства, которые раньше изготавливали почти исключитель¬
но из простых неорганических соединений — каустик, сода и т. д.
Однако водные растворы этих химикалиев корродируют разные
материалы, осаждают из производственной воды компоненты
жесткости и тем самым способствуют образованию осадков, не
обладают достаточной смачивающей способностью. В результате
растворы не проникают в поры и щели, и кроме того растворен¬
ные загрязнения снова легко выделяются из растворов.
Современные моющие средства являются смесью химикалиев
со взаимно дополняющими свойствами. Необходимо, чтобы они
растворяли или хотя бы повышали растворимость загрязнений в
воде, смачивали очищенные поверхности путем снижения поверх¬
ностного натяжения, эмульгировали жиры, препятствовали осаж¬
дению освободившихся частиц загрязнений и облегчали смыва¬
ние загрязнений водой, содержали добавки от коррозии и обла¬
дали определенными бактерицидными свойствами.
Ниже (пп. 1—4) приведен состав щелочных моющих средств
для удаления органических остатков, используемых в пивова¬
рении.
1. Щелочные компоненты
Едкий натр NaOH, который хорошо растворяет остатки бел¬
ков и сахаров, характеризуется высокой адгезией и имеет также
бактерицидное действие. Однако он осаждает компоненты жест¬
кости воды, корродирует медь и олово и трудно смывается с очи¬
щенной поверхности.
Фосфат натрия нормальный (тринатрийфосфат) Ыа3Р04-
• 12Н20 является составляющей с эмульгирующим воздействием,
умягчает воду и обладает моющими свойствами.
Силикаты натрия, чаще всего метасиликат натрия (натрийме-
тасиликат) Na2Si03-9H20 гидролизуется в едкий натр и кремние¬
вую кислоту, которая является защитным коллоидом от корро¬
зии металлов, пассивируемых ею; он обладает также моющим
действием. Иногда применяется ортосиликат натрия (натрийор^
384
тосиликат) Na4Si04-5H20, который имеет более сильные моющие
способности, однако несколько корродирует металлы. Для вы¬
равнивания свойств используются также смеси (1:1) обоих ука¬
занных силикатов, так называемые сесквисиликаты. Все силика¬
ты обладают хорошей эмульгирующей способностью.
Карбонат натрия (сода) Ыа2С03 имеет более слабое моющее
действие, чем едкий натр, не обладает бактерицидным действием
и предназначен главным образом для создания щелочной среды.
2. Добавки, повышающие смачивающую спо¬
собность
Алкилсульфонаты и алкиларилсульфонаты, например лаурил-
сульфонат, тетрапропиленбензолсульфонат, являются поверхност¬
но-активными органическими детергентами, которые в водном"
растворе отщепляют диссоциацией кроме гидрофильного компо¬
нента гидрофобный компонент, который является анионом. Они
обладают отличными смачивающими свойствами и хорошей
эмульгирующей дисперсионной и проницающей способностью.
В зависимости от химического состава они имеют различные
свойства. Некоторые слишком сильно пенятся и реагируют с ком¬
понентами жесткости воды с образованием осадка.
Из неионогенных веществ применяются конденсационные
продукты этиленоксида, преимущество которых состоит в том, что
они почти не пенятся и не осаждаются жесткостью воды.
Активность этих веществ вытекает из их способности снижать
поверхностное натяжение. Их растворы не оставляют на поверх¬
ности капли как это имеет место у чистой воды, а увлажняют
равномерно всю поверхность, удерживаются на ней, проникают в
поры, щели и под прилипшие загрязнения.
3. Добавки против осаждения компонента»
жесткости воды
Хелатоны (комплексоны) —это органические соединения, об¬
разующие с ионами кальция, магния и железа хелаты. Наиболее
известный хелатон — этилендиаминтетраацетат (ЭДТА).
Полифосфаты действуют так же, как хелатоны, в щелочной
среде и особенно при нагреве они менее стабильны чем хелатоны.
Наиболее широко используются триполифосфат и гексамета¬
фосфат.
Эти органические и неорганические вещества связывают ионы
щелочноземельных и тяжелых металлов и тем самым препятст¬
вуют возникновению осадков, которые образовывали бы на сте¬
на* твердые наросты.
385
4. Добавки, стабилизирующие эмульсию
К этим добавкам относятся компоненты некоторых моющих
■препаратов; они препятствуют обратному осаждению загрязне¬
ний из растворов после окончания мойки. Такие свойства имеют
некоторые производные целлюлозы, например, карбоксиметил-
щеллюлоза.
Моющие препараты являются смесью указанных веществ.
Если они сильнощелочные, то содержат в качестве главного ком¬
понента едкий натр. В слабощелочных препаратах преобладает
«силикат натрия.
ДЕЗИНФИЦИРУЮЩИЕ СРЕДСТВА
Вычищенные оборудование и трубопроводы дезинфицируют,
■чтобы уничтожить присутствующие микроорганизмы. В практике
их стерилизуют, с одной стороны, теплом (паром или горячей во¬
дой), с другой — растворами химических дезинфицирующих пре¬
паратов; за границей в единичных случаях используют также
.антибиотики.
Дезинфицирующие средства действуют по закону квантовой
теории. Согласно ей, в водных растворах дезинфицирующих
средств микроорганизмы постоянно подвержены действию боль¬
шого числа ионов используемого дезинфицирующего средства.
■Смертельным для микроорганизма согласно этой теории является
действие на определенное чувствительное место. Как только оно
поражено, тотчас в протоплазме микроба начинает протекать
биологическая реакция. И наоборот, антибиотики блокируют
только определенные ферментативные реакции, так что обычно
подавляется только рост микробов и только некоторые антибио¬
тики их убивают.
Хорошее дезинфицирующее средство для пивоваренных заво¬
дов должно иметь высокую бактерицидную активность, не быть
ядовитым при производственной концентрации, быть бесцветным
и без запаха, хорошо растворяться в воде, без корродирующего
действия, эффективным также при низкой температуре, оно не
должно утрачивать активность при соприкосновении с органиче¬
скими веществами, или приходить в негодность при хранении.
В настоящее время за границей предпочитают дезинфицирующие
■средства, которые растворяют пивной камень.
При учете указанных требований выбор дезинфицирующих
средств для пивоваренных нужд очень ограничен. Широко при¬
меняются некоторые классические дезинфицирующие средства
наряду с четвертичными аммониевыми соединениями, которые в
последнее время широко распространены.
Основания и кислоты имеют микробоцидное действие, если
содержат одновременно соответствующие соли (Штокхаузен).
.386
Дезинфицирующие средства этого типа довольно широко исполь¬
зуются в Чехословакии и известны под названием эльмоцид. Ще¬
лочной эльмоцид содержит едкий натр NaOH и хлорид натрия
NaCl в водном растворе с концентрацией 0,1 н. растворов у обо¬
их компонентов. Кислый эльмоцид содержит азотную кислоту
HNO3 и нитрат калия KNO3, тоже концентрации 0,1 н. растворов;
у обоих компонентов.
Хлор и его соединения наиболее эффективны из используемых
антисептиков. Свободный хлор используется в пивоварении толь¬
ко для обеззараживания поверхностных вод при их подготовке-
для производственных целей.
Из соединений, содержащих хлор, используются гипохлорид
натрия NaOCl в 2—5%-ных растворах, содержащих 30—40 мг
свободного хлора на 1 л и порошкообразной хлорной извести
СаОС12 для дезинфекции особо загрязненных мест. Чтобы огра¬
ничить коррозию, предпочитают соединения, выделяющие хлор,
медленно, такие как хлорамин СН3-СН6Н4 = NClNa (натриевая
соль паратолуолсульфохлорамида), который является частью ан-
тибактерина и активина.
Двуокись серы SO2 используется исключительно в виде кис¬
лого сульфата натрия ЫаНЗОз или пиросульфита натрия
Na2S2C)5. Растворы должны содержать 4—5% свободной двуоки¬
си серы. Остатки этих реагентов не влияют на качество пива.
Из соединений, содержащих фтор, использовали кремнефто¬
ристоводородную кислоту H2SiF6 (монтанин) в 1—2%-ном рас¬
творе, кислый фторид аммония NH4HF2 (фламон) 0,5—1%-ный и,
наконец, натриевобористый фторид NaF-BF2 в смеси с кислым
сульфатом калия KHS04 (пирицит). Они являются слабыми аш
тисептиками, не корродируют (кроме эмали), однако ядовиты и
поэтому в Чехословакии запрещено их применение.
Формальдегид Н-СОН (формалин, формоль) —это химически
нейтральное дезинфицирующее его средство с высокой бактери¬
цидной активностью. Недостатком является то, что следы остат¬
ков формальдегида могут вызвать помутнение пива, а осадки
органических загрязнений в соприкосновении с ним затвердева¬
ют. Однако это можно избежать при тщательной чистке обору¬
дования и трубопроводов перед дезинфекцией и прополаскивани¬
ем после нее.
Четвертичные аммонийные соединения — это современные
антисептики большей частью с высокой бактерицидной активно¬
стью. Они сильно снижают поверхностное натяжение; поэтому
имеют высокую смачивающую способность, так что хорошо про¬
никают в поры и трещины. Они не корродируют никакие мате¬
риалы и не ядовиты. Их недостаток состоит в том, что они легко
соединяются с органическими веществами со снижением актив¬
ности, образуют в пиве помутнения и ухудшают стабильность
пены. У некоторых из четвертичных аммонийных соединений резт
ко снижается бактерицидная активность при низких температу-
387
pax, и поэтому должна повышаться и концентрация при приме¬
нении в условиях производства.
Эти вещества имеют такое же химическое строение структу¬
ры, как хлорид аммония, в котором атомы водорода замещены
■органическими радикалами. Из четвертичных аммонийных сое¬
динений в Чехословакии используется диметиллаурилбензилам-
монийбромид, а также такие зарубежные продукты, как, напри¬
мер, дезорган, торал, хиамин, являющиеся производными пара-
ди-изобутилфеноксиэтилдиметилбензиламмонийхлорида. Приме¬
няются растворы производственной концентрации 0,15—0,20%.
Антибиотики используются за рубежом в ограниченном коли¬
честве для подавления инфекции в семенных дрожжах, иногда
для подавления самих дрожжей. Согласно опубликованным дан¬
ным тиротрицин и стрептотрицин действуют на грампозитивные
и грамнегативные бактерии, полимиксин В на грамнегативные
■бактерии, пенициллин и неомицин на грампозитивные бактерии,
■ауреомицин на ацетобактерии, актиномицин А на плесень и, на¬
конец, актидион на дрожжи.
КОМБИНИРОВАННЫЕ МОЮЩИЕ
И ДЕЗИНФИЦИРУЮЩИЕ СРЕДСТВА
К этой группе можно отнести средства, позволяющие соеди¬
нить чистку с дезинфекцией в одну рабочую операцию. Они удоб¬
ны особенно тогда, когда применяются для чистки и дезинфек¬
ции оборудования.
Из старых препаратов этого типа сюда относятся в западных
странах смесь 1%-ного раствора едкого натра с гипохлоридом
натрия в количестве, соответствующем 30—40 мг свободного хло¬
ра (так называемый антиформин).
«Хлорированные» фосфаты содержат хлор в кристаллизаци¬
онной воде.
Григоревич и Микшик [1] рекомендовали препарат, содержа¬
щий 1,5% едкого натра и 0,5% технического пентахлорфенола.
Препарат имеет, по данным авторов, отличную моющую способ¬
ность и сильное уничтожающее действие на все микроорганизмы,
которые встречаются в пивоварении, включая споры плесени.
Недостаток его состоит в том, что остатки препарата после дезин¬
фекции довольно трудно смываются и явно мешают брожению.
Хан и Лахан [2] предложили комбинировать техническую глю¬
коновую кислоту с дезинфицирующим средством диманином
(четвертичное аммониевое соединение). Раствор содержит 2%
технической глюконовой кислоты и 0,15—0,20% диманина. Со¬
гласно данным авторов, раствор можно использовать четыре не¬
дели, если отрегулировать концентрацию активных компонентов.
Он хорошо чистит и растворяет образовавшийся в чанах и тан¬
ках пивной камень, а также препятствует его образованию в
дальнейшем.
388
ТЕХНИКА МОЙКИ И ДЕЗИНФЕКЦИИ
Для определения пригодности химических средств к чистке
и дезинфекции имеет значение также их действие на различные
материалы. Техника чистки и дезинфекции зависит от вида и раз¬
мера оборудования, емкостей и трубопроводов.
Выбор моющих средств и способы мойки
Как уже говорилось, в пивоваренном производстве работают
почти исключительно с щелочными моющими средствами. Для
обычных нужд их концентрацию выбирают так, чтобы общая
концентрация имеющих щелочную реакцию компонентов не пре¬
вышала 1%.
Из металлов противопоставлена всем моющим препаратам
только нержавеющая сталь; коррозия возникает исключительно
в плохо сделанных швах. Для чистки оборудования и трубопро¬
водов с учетом применяемых металлов щелочные средства дол¬
жны содержать от 20 до 30% силиката натрия, который препят¬
ствует коррозии. Из обычных металлов моющим средством луч¬
ше всего противопоставлена медь. Однако из-за того, что уже
следы меди могут вызывать помутнение пива, рекомендуется чис¬
тить медь и латунь слабощелочными средствами, основным ком¬
понентом которых является силикат натрия. Олово и бронза кор¬
родируют довольно сильно; в присутствии сульфита натрия, ко¬
торый связывает кислород, коррозии практически нет.
Исключение составляет алюминий, который чувствителен ко
всем щелочным средам. Безвредна мойка только растворами
азотной кислоты концентрацией не больше 3%.
Для мойки эмалированных резервуаров или резервуаров с
синтетическим покрытием щелочные средства обычной концен¬
трации вполне пригодны. Только крепкие щелочные растворы их
портят. Бетонные бродильные чаны и лагерные танки с облицов¬
кой индифферентны; часто их моют разбавленными кислотами,
например серной или азотной. На рис. 94 изображена автомати¬
ческая мойка танков. На древесину щелочные средства действуют
отрицательно и растворяют натуральный пивной лак, а на рези¬
ну — не действуют даже при нагреве.
До сих пор производственное оборудование моют с помощью
щелочных средств щетками из растительных волокон или плас¬
тических масс. Однако такая ручная мойка все меньше пригодна,
особенно на больших пивоваренных заводах. Трубопроводы и
шланги наполняются моющим средством, которое оставляют дей¬
ствовать на продолжительное время, некоторые трубопроводы
моют еще механически резиновыми шарами или круглыми щет¬
ками по Курцу, проталкиваемыми водой; шланги моют специаль¬
ными щетками. За рубежом используют также вращающиеся
щетки, проталкиваемые сжатым воздухом.
389
После того как было установлено [3], что активность раство¬
ров комбинированных моющих средств повышается в результате
циркуляции растворов и турбулентность имеет большее действие
на процесс мойки, чем повторная мойка щетками, развитие тех^
ники мойки стало ориентироваться на использование моющих
средств без щеток с применением циркуляции моющих раство¬
ров (трубы и шланги) и промывки специальными моющими го¬
ловками (лагерные танки и сборники фильтрованного пива).
С помощью этих процессов мойку можно почти полностью меха¬
низировать.
Циркуляционная мойка трубопровода и шлангов заключается
в том, что их соединением образуют цикл, по которому с помо¬
щью насоса проталкивается или сначала моющий, а потом де¬
зинфицирующий раствор, или моющий и дезинфицирующий рас¬
твор в одной рабочей операции. Так моют медные и стеклянные
трубы, которые все шире применяются в Чехословакии, и рези¬
новые шланги.
Для эффективной мойки необходимо, чтобы все трубы имел»
уклон от 0,5 до 2 см/м. Достаточную турбулентность обеспечива¬
ет скорость истечения 1,5 м/с. Резервуар для раствора моющего
средства должен иметь объем на 50% больше, чем очищаемая
система труб, чтобы из-за разрыва струи не образовывались,
воздушные пробки. Кроме того, рекомендуется повышать эффек¬
тивность мойки в зависимости от требований за счет таких ме¬
ханических средств, как резиновые шары или круглые щетки.
После мойки моющими средствами всю систему следует осно¬
вательно промыть водой. Полнота удаления щелочных остатков:
контролируется лакмусовой бумажкой.
Средство для мойки стеклянных труб и резиновых шлангов
должно быть сильно щелочным. Для медных труб, с которых не
390
следует полностью удалять защитную пленку, используют сред¬
ство слабощелочное, рекомендуется, например, 1%-ный раствор
тринатрийфосфата с гипохлоратом (моющий и дезинфицирую¬
щий раствор), нагретый от 60 до 70°С; используется также 2%-
ный раствор натрия с температурой 70°С.
Мойка щетками заменяется мойкой сильной струей воды или
химического средства, которое выпускается из устройства, похо¬
жего на пистолет-распылитель, под высоким давлением до
0,25 МПа. Этот способ используется главным образом для мойки
бродильных чанов, в которые нельзя входить, варочных сосудов,
стен, полов и т. д.
Для механизации мойки больших закрытых резервуаров, глав¬
ным образом лагерных танков, начинают использовать ротаци¬
онное промывочное устройство (моющие головки) с циркуляци¬
ей, приводимое в действие гидравлически или электромотором.
Основной частью гидравлического промывочного устройства
является гидравлический крест с подвижными соплами. Средняя
часть устройства вращается около вертикальной оси, на которой
смонтированы два плеча с четырьмя главными соплами. Эти
сопла тоже под действием выбрасываемой струи вращаются
в вертикальной плоскости вокруг горизонтальной оси. Основное
сопло обрызгивает под высоким давлением (обычно не ниже
0,17 МПа) все места внутри танка, в среднем за каждые 10 с.
Устройство закреплено подвижно на четырехножнике, на котором
оно ставится посредине танка.
Устройство с промывочной головкой, приводимое в ротацион¬
ное движение электромотором (42 В), выбрасывает под давле¬
нием 0,25 МПа одну сильную струю моющего раствора или спо¬
ласкивающей воды. Ротационное движение моющей головки
обеспечивает планетарное движение гидравлической струи, ко¬
торая в заранее установленное время от 1,5 до 4 мин активно оп¬
рыскивает все места внутренней поверхности танка. Устройство
такого типа устанавливается во входном отверстии танка.
Механические устройства обоих типов работают при высоком
давлении, от которого зависит результат циркуляционной мойки.
Зарубежные устройства обеспечивают механизацию и автомати¬
зацию всего процесса мойки и дезинфекции, который включает
промывку отстоя, подготовку необходимого моющего раствора,
собственно мойку, дезинфекцию и, наконец, промывку от остат¬
ков реагентов без вхождения рабочего в танк (что является ос¬
новным требованием).
Следующим, главным образом с биологической точки зрения,
важным требованием является одновременная мойка и дезинфек¬
ция всей арматуры танка главным образом пробных кранов и со¬
единений шпунтаппаратов и манометров, которые при недоста¬
точном внимании всегда являются рассадником загрязнений, от¬
рицательно проявляющихся в разлитом пиве. Механическое мо¬
ечное устройство имеет приводы, обеспечивающие мойку с по¬
391
мощью циркуляции под одинаковым давлением всей арматуры.
Резиновые уплотнения люков танков можно для мойки заклады-*
вать внутрь танка.
Хуже всего с внутренней поверхности технологических ем¬
костей устраняется старый пивной камень, основным компонен¬
том которого является оксалат кальция. Он довольно хорошо
освобождается при продолжительном воздействии азотной кис¬
лоты. Для этого лучше всего 15%-ную азотную кислоту смеши¬
вать с диатомитом и образовавшейся пастой смазывать слой
пивного камня. На второй день щеткой удаляется отделившийся
пивной камень. Современная практика направлена на то, чтобы
при регулярной мойке разбавленными кислотами или при исполь¬
зовании кислых дезинфицирующих средств помешать образова¬
нию толстых слоев пивного камня.
Выбор дезинфицирующих средств и способы
дезинфекции
Как уже говорилось, дезинфицировать следует поверхности
предварительно вымытые. Однако, чтобы дезинфекция была на¬
иболее эффективной, производственное оборудование, включая
трубопроводы, должно быть скомпоновано так, чтобы не было
мест, соприкасающихся с суслом или пивом, которые были бы
недоступны для мойки, или мест, из которых остатки производст¬
венных жидкостей невозможно было вымыть. В этом отношении
постоянную опасность представляют пробные краны, соедини¬
тельные трубки к шпунтаппаратам и другая мелкая арматура,
которой следует уделять особое внимание. Необходимо также
систематически следить за тем, чтобы нигде не осаждалась слизь,
на которой легко образуются очаги инфекции; только чистые и
гладкие поверхности хорошо дезинфицируются. Поэтому должен
быть обеспечен доступный контроль не только трубопроводов, но
и внутренней поверхности насосов и другого вспомогательного
оборудования .
Сливные краны бродильных чанов должны сниматься, чтобы
вблизи них не задерживались остатки жидкостей и их можно
было дезинфицировать отдельно. Все оборудование для розлива
пива следует стерилизовать тепловой обработкой. Рекомендуется
также заменить различные деревянные вспомогательные емкос¬
ти резервуарами из пластических масс, которые гораздо лучше
сохраняются, в биологическом отношении безвредны и легче
массой.
Другим важным условием является наличие достаточного ко+
личества и требуемого качества воды для промывки оборудова¬
ния и трубопроводов после дезинфекции.
Поскольку дезинфекция не гарантирует полную стерильность,
ее следует довольно часто повторять, чтобы оставшиеся в живых
микроорганизмы не могли слишком размножаться,
дай
Дезинфекция требует контроля, при этом необходимо прове¬
рять, является ли концентрация используемых дезинфицирую¬
щих средств достаточной, и обеспечит ли она соблюдение тре¬
бований процесса дезинфекции. Далее следует проверить, дейст¬
вительно ли микроорганизмы, у которых после дезинфекции бы¬
ла обнаружена неспособность к размножению, мертвы и не реак¬
тивируются ли они в производственных жидкостях.
Из большего числа известных дезинфицирующих средств тре¬
бованиям пивоваренной промышленности отвечают только неко¬
торые, которых однако достаточно для эффективной и целесооб¬
разной дезинфекции.
В Чехословакии до сих пор наиболе распространенными яв¬
ляются классические дезинфицирующие средства. За рубежом
предпочитают четвертичные аммонийные соединения. Использу¬
ются растворы концентрации 0,15—0,20%-ные, лучше всего с до¬
бавлением смачивающего средства (сульфоната) в количестве
1%. Они обладают высокой бактерицидной активностью и силь¬
но снижают поверхностное натяжение, однако у некоторых ак¬
тивность значительно снижается при низких температурах и это
следует учитывать при определении производственной концен¬
трации их. По некоторым данным, четвертичные аммонийные со¬
единения имеют слишком ограниченную бактерицидную актив¬
ность и нелегко устраняются после дезинфекции.
Из хлористых препаратов в Чехословакии наиболее часто ис¬
пользуются хлорамин (активин, антибактерии), который являет¬
ся очень эффективным дезинфицирующим средством.
Формальдегид (формалин) при концентрации 1% особенно с
добавлением смачивающего средства считается за рубежом од¬
ним из наиболее эффективных дезинфицирующих средств. В Че¬
хословакии существуют определенные ограничения в применении
формалина.
За рубежом вновь расширяется применение кислых дезинфи¬
цирующих средств в целях предотвращения образования пивно¬
го камня. Они хороши также тем, что некоторые микроорганиз¬
мы (например, педиококки) уничтожаются при простом сдви¬
ге pH.
С механизацией процессов мойки и дезинфекции в пивоваре¬
нии приобретают значение комбинированные моющие и дезин¬
фицирующие средства, о которых уже говорилось.
Дезинфекция, а иногда и стерилизация тепловой обработкой,
по-прежнему считаются выгодными и дешевыми и рекомендуют¬
ся там, где это возможно. В Чехословакии трубы обычно пропа¬
ривают острым паром; горячей водой обрабатывают, например,
фильтры с массой перед началом фильтрации. Если трубы пропа¬
ривают, то их следует хорошо прочистить механически, иначе в
них образуются трудноустранимые осадки на стенах (наросты).
Поскольку микроорганизмы при использовании одного и того
же дезинфицирующего средства легко акклиматизируются, реко-
39»
мендуется систематически менять дезинфицирующие средства.
Техника дезинфекции с небольшими отклонениями аналогич¬
на технике мойки. Мелкие инструменты, такие, как щетки, черпа¬
ки для дрожжей и т. д., лучше всего дезинфицировать путем по¬
гружения их на время, когда ими не пользуются, в дезинфициру¬
ющий раствор.
Металлические трубопроводы, шланги и разное лагерное обо¬
рудование (смесители, танки-сборники и т. д.) дезинфицируют
после объединения их в цикл таким образом, что их наполняют
дезинфицирующим раствором, который оставляют действовать
долгое время. Наиболее правильным является заполнение дезин¬
фицирующим раствором не сверху, а снизу, которое гарантирует,
что в системе не останутся воздушные пробки. При этом способе
дезинфицирующий раствор перекачивают из емкости, находя¬
щейся в подвале, до тех пор, пока раствор не появится в самом
высоком месте.
Если дезинфекцию сусло- и пивопроводов проводят отдель¬
но, целесообразно объединить их в цикл и оставить дезинфици¬
рующий раствор циркулировать 1—2 ч.
Большие резервуары (бродильные чаны и лагерные танки)
нельзя из-за их большого объема заполнять дезинфицирующим
средством. Поэтому обычно в производстве их дезинфицируют
после промывки путем нанесения дезинфицирующего раствора
щеткой или пульверизатором, оставляя действовать его как мож¬
но дольше. Работа со щетками удобна потому, что ими дезин¬
фицирующее средство втирается и в поврежденные места, и в
трещины в лаковом или смоляном покрытии. Опрыскивание про¬
ще, однако если хотят получить такой же эффект, как при исполь¬
зовании щеток, то форсунку пульверизатора следует сделать так,
чтобы струя получалась тонкая и сильная, а не туман. Однако
надо учитывать, что поскольку дезинфицирующий раствор до¬
вольно быстро стекает со стен, биологическая активность при
этом способе дезинфекции довольно низкая.
Для механизации дезинфекции лагерных танков используют¬
ся пульверизаторы с циркуляцией, аналогичные описанным выше
для мойки оборудования.
Транспортные резервуары в Чехословакии, как правило, не
дезинфицируют химическими средствами. Процесс, используе¬
мый для дезинфекции алюминиевых транспортных бочек, описан
в главе о мойке транспортной тары.
Обеспечение биологической чистоты
производственной среды
В сухих и хорошо проветриваемых помещениях биологиче¬
ская чистота поддерживается легко. И, наоборот, в лагерных от¬
делениях с ограниченной возможностью проветривания требу¬
ется регулярный и частый уход за стенами и полами.
394
Окраска и обрызгивание стен. В сухих проветриваемых поме¬
щениях стены обрызгивают или красят свежеприготовленным
35%-ным известковым раствором (35 кг извести на 1 гл) при
одноразовой окраске, или 20%-ным раствором, если красят
дважды. 1 л известкового раствора достаточно на 5 м2 побелен¬
ной стены.
В умеренно влажных помещениях можно повысить слабое
фунгицидное действие известковых покрытий добавлением мед¬
ного купороса (сульфат меди CuS04 в количестве 2%, иногда
3—4%, а в некоторых случаях добавлением других специальных
медных препаратов (например, микрозоля).
Хороших результатов можно достигнуть при нанесении второ¬
го слоя 10%-ным или 20%-ным раствором кремнефтористоводо¬
родной кислоты на обычный известковый слой. Точно также дей¬
ствует препарат фторан при добавлении 1—5% его прямо в из¬
вестковый раствор. Хорошими фунгицидными свойствами обла¬
дает также герил, при добавлении от 5 до 7% тоже в известковый
раствор.
Очень хорошо использовать масляную краску с фунгицид¬
ными добавками, товарное название которого униколор.
Дезинфекция полов. Основным дезинфицирующим средством
для полов является свежеприготовленное известковое молоко,
применяемое в виде 20%-ного раствора. Для получения большего
эффекта к известковому молоку добавляют I—2% хлорной из¬
вести. Хлорную известь не рекомендуется добавлять в бродиль¬
ных отделениях пока в них находится бродящее сусло. Хлорную
известь следует применять только в крайне необходимых слу¬
чаях.
Для мойки и дезинфекции полов можно использовать щелоч¬
ные растворы, спускаемые из бутылкомоечных машин.
По окончании производственных операций, при которых полы
неизбежно частично обрызгивают дрожжами или пивом, их тот¬
час следует смывать водой.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Grigoriewits G., Mikschik, Е. Brau-, Gar- u. Kaltetechnik, 13, 1960, S. 73.
2. Hahn H., Lahan U. Brauwelt, 98, 1958, S. 957.
3. Burt Maxey R., Parker C. J. Brew. Digest, 32, 1957, S. 26.
Розлив пива
ОБРАБОТКА ПИВА ПЕРЕД РОЗЛИВОМ
Для транспортировки пива в торговую сеть его необходимо
из лагерных емкостей разлить в транспортные бочки, цистерны
или бутылки. Доброженное пиво, предназначенное для розлива*
перед фильтрацией осматривают и определяют его качество. Это
пиво должно иметь большую часть свойств готового пива. Толь¬
ко некоторые из них, такие, как прозрачность, содержание уг¬
лекислого газа и высокая физико-химическая стабильность при¬
обретаются пивом только путем дополнительной обработки перед
розливом.
Пиво, предназначенное для розлива, прежде всего должно
иметь хорошую пенистость и быть достаточно насыщенным угле¬
кислым газом. Определяют также осветление лагерного пива,
чтобы можно было принять соответствующие меры при его
фильтрации. Анализы для доброженного (выдержанного) пива
такие же, как при контроле за дображиванием. Степень сбражи¬
вания и содержание углекислого газа следует определять в пи¬
ве из каждого лагерного танка или хотя бы в тех случаях, где
имеются какие-либо отклонения. Необходимо следить за тем,
чтобы пиво всегда имело приблизительно одинаковые пенистость,
цвет и конечно вкус. Поэтому всегда перемешивают пиво из раз¬
ных партий. Для розлива берут большее число бочек или танков,
при этом если имеется пиво с определенными недостатками по
качеству, его осторожно и в небольшом количестве добавляют к
остальному пиву.
УСКОРЕННОЕ ОСВЕТЛЕНИЕ ПИВА
До первой мировой войны, а на небольших пивоваренных за¬
водах и позднее, в Чехословакии так же, как на других пивова¬
ренных заводах Средней Европы, для ускорения осветления пи¬
ва широко применялась древесная стружка из бука или орешни¬
ка. Применение стружек было очень трудоемким процессом и
связано было с определенной опасностью загрязнения. Стружки
нужно было, как дрожжи, хранить на холоду под слоем воды и
стерилизовать непосредственно перед использованием. Поэтому
позже стружки были заменены так называемыми биостружками
396
(Biosparie, Mamut — Biospane) из древесных опилок, пропитан¬
ных смолой. В небольшом количестве они до сих пор использу¬
ются в ФРГ главным образом для того, чтобы лучшим осветле¬
нием облегчить фильтрацию пива. Для ускорения осветления
пива достаточно от 10 до 20 г/гл биостружки. Мелкие частицы
биостружки имеют значительно большую площадь поверхности
и адсорбируют не только дрожжи, но и тонкие взвеси выделив¬
шихся белков, дубильно-белковых соединений, хмелевых смол
и т. д. С биологической точки зрения применение биостружки вы¬
годно, поскольку она стерильна. Ее используют только один раз;,
удаляют вместе с отстойными дрожжами.
Вместо стружки использовали также алюминиевую пленку.
Она была по-разному обработана со смоляным покрытием или с
грубой окисленной поверхностью, чтобы дрожжи лучше на ней
осаждались. Однако применение ее широко не распространилось.
За рубежом, в США и особенно в Англии, для осветления пи¬
ва применяют вязигу, т. е. желатин рыбьего происхождения. Тор¬
говые препараты содержат 18—25% воды, 70—77% желатина и
2—3% нерастворимых веществ. Для дозировки используют
смесь, состоящую из 1 кг сухой вязиги и 30 л воды с добавлением;
500 г винной кислоты. Перед применением вязига несколько»
дней набухает в воде, содержащей 1 % сульфата натрия для кон¬
сервации. Приготовленную смесь дозируют равномерно прямо в
трубопровод в количестве 0,2—0,3 л/гл, что соответствует 6,5—
8,0 г/гл сухой вязиги. Принцип этого процесса заключается в до¬
бавлении коллоидного геля, который коагулируется в пиве под
влиянием низкого pH, спирта и дубильных веществ и при осажде¬
нии увлекает с собой рассеянные дрожжи и аморфные ча¬
стицы.
СТАБИЛИЗАЦИЯ ПИВА
В США и некоторых европейских государствах за последние
годы выпуск пива в бутылках значительно увеличился и состав¬
ляет 90% от общего выпуска пива. В связи с этим появилась не¬
обходимость повысить стабильность пива в бутылках.
Одновременно решали вопрос сокращения времени дображи¬
вания. На пивоваренных заводах США [1] дображивание прово¬
дится в две стадии, эту же практику с некоторыми изменениями
переняли и некоторые европейские пивоваренные заводы.
I стадия — это собственно дображивание и выдержка пива и
продолжается оно от одной до трех недель. Молодое пиво при
перекачке в лагерное отделение охлаждается в закрытых холо¬
дильниках до —1 или —2°С. Иногда пиво уже при перекачке в
лагерь сброжено до степени сбраживания, необходимой для гото¬
вого пива. На некоторых пивоваренных заводах на I стадии до¬
браживания пиво сбраживается 0,3—0,5 мае. % экстракта. В та¬
ких случаях при перекачке удерживается более высокая темпе-
397
ратура. Пиво уже при перекачке слегка карбонизируется. После
заполнения лагерного танка снижают избыточное давление путем
приоткрывания шпунт-крана и тем самым снижают содержание
воздуха в пиве. На большей части пивоваренных заводов на I
•стадии дображивания пиво не шпунтуется в танках: оно осветля¬
ется за счет осаждения дрожжей и аморфных частиц.
На многочисленных американских пивоваренных заводах к
пиву при дображивании добавляют завитки (около 25%). Их до¬
бавляют или непосредственно в перекачанное пиво через несколь¬
ко дней выдержки, или после промежуточной фильтрации, после
первой стадии дображивания. Пиво, предназначенное к добавке
завитков, перекачивают в следующие лагерные танки и завитки
при этом равномерно добавляют в трубопровод. Используют от
5 до 25% завитков, в среднем 15%. Объем завитков определяют
по температуре дображивающего пива; при низких температу¬
рах дозу увеличивают. Оптимальная начальная температура при
.добавлении завитков от 3 до 4°С, дображивание протекает при
1—2°С. После добавления завитков пиво дображивается от трех
.до пяти недель при шпунтовом давлении от 0,042 до 0,080 МПа.
■Осаждение дрожжей часто ускоряют путем осветления желати¬
ном или вязигой.
Стабилизирующие средства добавляют перед завитками или
после них. Однако обычно и для пива с добавленными завитка¬
ми вводят окончательную обработку, т. е. предварительную
фильтрацию, добавку стабилизаторов после предварительной
фильтрации и выдержку в течение нескольких дней при низкой
температуре. На некоторых пивоваренных заводах используют
завитки из сусла, изготовленного с высоким содержанием заме¬
нителей солода (главным образом сахара), чтобы добавка за¬
витков не снизила коллоидную стабильность пива.
На американских пивоваренных заводах очень часто добав¬
кой завитков обрабатывают только часть пива и перед розливом
■его перемешивают с пивом, необработанным завитками. Описан¬
ная обработка пива завитками при дображивании является са¬
мостоятельным участком между I стадией выдержки и конечной
обработкой.
Если к пиву не были добавлены завитки, то по окончании
I стадии дображивания его подвергают конечной обработке
(finishing), которая продолжается обычно четыре-пять недель.
Эта стадия включает в себя предварительную фильтрацию, даль¬
нейшее охлаждение, карбонизацию, стабилизацию и окончатель¬
ную фильтрацию.
Задачей предварительной фильтрации является устранение
дрожжей и суспендированных частиц, чтобы исключить их воз¬
можное неблагоприятное влияние на вкус и создать лучшие ус¬
ловия для действия стабилизаторов. Предварительную фильтра¬
цию проводят на диатомитовых фильтрах. Интенсивность карбо¬
низации зависит от содержания углекислого газа в предваритель-
-398
но отфильтрованном пиве, это значит, что она очень интенсивна у
пива, не обработанного завитками. Пиво сначала охлаждают до
0°С (т. е. до температуры подвала) в закрытых холодильниках,
и насыщается углекислым газом в специальном аппарате.
Путем карбонизации объем углекислого газа возрастает от 5,4
до 6,2 г С02/л у лагерного пива и от 4,8 до 5,2 г С02/л у пива я
бочках. В некоторых случаях предварительную фильтрацию про¬
водят после охлаждения и карбонизации. Иногда пиво карбони¬
зируют с помощью керамических свечей, размещенных прямо в;
танках для окончательной обработки. При этом через пиво про¬
пускают углекислый газ под давлением более высоким, чем уста¬
новленное ранее противодавление 0,056—0,084 МПа. Такая кар¬
бонизация продолжается обычно 12—24 ч и благодаря ей суще¬
ственно снижается содержание воздуха, растворенного в пиве.
Для предварительной фильтрации большей частью используют
диатомит средней и тонкой зернистости; промежуточная филь¬
трация не должна снижать полноту вкуса и пенистость пива.
В танки для конечной обработки пива добавляют фермента¬
тивные стабилизаторы, антиокислители и стабилизаторы пены.
Из танков для конечной обработки фильтрованное пиво пере¬
качивают в сборники, установленные в разливочном отделении,
и через 3—4 дня разливают. Фильтруют его на диатомитовых
фильтрах или фильтрах с фильтромассой. Возможные потери
углекислого газа и повышение температуры компенсируются до¬
полнительным охлаждением и карбонизацией.
Некоторые элементы из описанных процессов обработки пи¬
ва перед розливом переняли и на чешских пивоваренных заводах,
более подробно об этом будет рассказано в следующих главах.
Для искусственного насыщения пива углекислым газом (кар¬
бонизация) действительны те же законы, что и для связывания
углекислого газа в пиве при брожении и дображивании. Соглас¬
но им карбонизацию следует проводить при низких температурах,
лучше всего в диапазоне от —1 до +1°С. Использованный угле¬
кислый газ должен иметь чистоту 99,95%. Из практики известно,
что нужно определенное время для того, чтобы углекислый газ
после карбонизации оказался связанным в пиве. При большом
перенасыщении непосредственно перед розливом пиво излишне
пенится и его нельзя разливать, если же его оставить на 1—2‘
дня в покое, то розлив протекает спокойно, нормально. Само со¬
бой разумеется, что отстаиваться пиво должно при низкой тем¬
пературе. Благоприятное влияние насыщения пива углекислым
газом уже отмечалось. И наоборот, перенасыщение пива отри¬
цательно влияет на связывание углекислого газа, пиво имеет
слишком резкий вкус.
У зарубежного пива, особенно американского, часто наблюда¬
ется так называемое бурное вспенивание пива. Под этим подра¬
зумевается вспенивание пива после открытия бутылки. Это сос¬
тояние первоначально объяснили перенасыщением пива углекис¬
399»
лым газом. Хотя причины и недостаточно известны, речь идет
вероятнее всего о влиянии некоторых микрочастиц в пиве (метал¬
лы, соли, аморфные частицы), которые способствуют быстрому
освобождению связанного углекислого газа.
СТАБИЛИЗАЦИЯ ПИВА В БУТЫЛКАХ
Под стабилизацией подразумевается такое вмешательство в
производство пива, которое отдаляет образование небиологиче-
■ского помутнения. Требования к стойкости пива в бочках и бу¬
тылках различны. В европейских странах и Чехословакии боль¬
шей частью достаточно одномесячной стойкости непастеризован¬
ного и пастеризованного пива. Для снабжения отдаленных райо¬
нов и на экспорт необходимо, чтобы пастеризованное пиво в
бутылках было стойко в течение нескольких месяцев и даже
года. Поэтому, особенно за последние 30 лет, распространилась
стабилизация экспортного пива в бутылках, основанная на боль¬
шом количестве теоретических работ и практическом опыте [2].
Пиво, как все коллоидные растворы, имеет склонность к об¬
разованию помутнений. После розлива оно обычно прозрачное и
при температуре 0°С; однако спустя определенное время при ох¬
лаждении до этой температуры оно мутнеет. Образовавшееся хо¬
лодное помутнение при нормальной температуре снова исчезает.
Холодное помутнение согласно исследованиям, проводимым в
рамках ЕБК*, определяется как помутнение, возникающее при
охлаждении пива до 0°С и вновь исчезающее при 20°С. Состав
этого помутнения очень изменчив. Оно содержит от 40 до 76%
азотистых веществ, от 17 до 55% дубильных веществ, от 3 до
13% сахаридов и небольшое количество зольных остатков, глав¬
ным образом металлов. Образованию холодного помутнения спо¬
собствуют высокие температуры при хранении, окисление, при¬
сутствие следов металлов в пиве, движение, сотрясения и свет.
Холодное помутнение является очень нежелательным свойством
-пива, особенно в странах, где пиво продается охлажденным до
температуры, близкой к 0°С. Устойчивое помутнение, по данным
большинства авторов, имеет тот же состав, что и холодное помут¬
нение. Его образование ускоряют те же факторы, кроме того, его
могут вызвать и вещества, которые осаждают белки.
Для определения степени стабилизации пива используют тест
-с пикриновой кислотой по Эсбаху, или же, и это чаще, тест Гар-
тонга с сульфатом аммония, который очень прост. По Гартонгу,
10 мл пива, подготовленного к химическому анализу, берут пи¬
петкой в пробирку и микропипеткой добавляют насыщенный рас¬
твор сульфата аммония. Определяют объем насыщенного раство¬
ра сульфата аммония в миллилитрах, после добавки которого
пиво оставалось в течение 2 мин прозрачным. Пиво сравнивают
* European Brewery Convention.
400
с 10 мл пива при добавлении такого же количества дистиллиро¬
ванной воды. Результаты теста приводятся непосредственно в
миллилитрах насыщенного раствора сульфата аммония на 10 мл
пива. Величина теста колеблется у стабилизированного пива
около 3,0 и выше, а у нестабилизированного снижается до 1,0.
Тест является более пригодным критерием для определения сте¬
пени стабилизации, достигаемой у одного и того же вида пива,
чем для сравнивания пива разных заводов.
Мероприятия по стабилизации пива можно проводить или в
процессе его производства, или в заключительной стадии при до¬
браживании и непосредственно перед розливом. Целью их явля¬
ется уменьшение количества компонентов пива, которые прини¬
мают участие в образовании дубильных комплексов и являются
основой холодного и устойчивого помутнений. Целью стабили¬
зации является также повышение стойкости пива по отношению
к факторам, влияющим на ускорение образования помутнений,
например, против окисления. Как уже говорилось, при варке
сусла для экспортного пива изменяется засыпь за счет повыше¬
ния количества заменителей солода, снижающих содержание
белков в готовом пиве (сахар, рис). Предпочитают хорошо рас¬
творенные солода, хорошо прокипяченное сусло, основательное
осаждение взвесей и низкие температуры при главном брожении
и дображивании. Из методов стабилизации пива при дображива¬
нии или на стадии уже фильтрованного пива непосредственно
перед розливом наиболее распространенными являются методы
осаждения (танин), адсорбции (бентонит, силикагель, найлон),
ферментативное расщепление белков и добавки антиокислитель-
ного средства.
При использовании методов осаждения, адсорбции и фермен¬
тативного расщепления белков необходимо выбирать дозу соот¬
ветствующего средства с учетом общего объема и состава азо¬
тистых веществ в сусле, в молодом или готовом пиве в зависи¬
мости от того, на какой стадии ведется обработка. Оптимальную
дозу определяют большей частью на основе производственной
проверки. Эффективность стабилизации определяют, с одной
стороны, аналитически, с другой — установлением практической
стойкости пастеризованного пива при его хранении в лаборато¬
рии в соответствующих методу проверки условиях.
ОСАЖДЕНИЕ ТАНИНОМ
Танин осаждает высокомолекулярные белки и оказывает зна¬
чительное стабилизирующее действие; он должен быть технически
чистым и растворимым в теплой воде. На 1 часть танина добав¬
ляют около 10 частей воды. Дозы колеблются от 2 до 10 г танина
на 1 гл, чаще всего 5—7 г/гл. Танин можно добавлять при пере¬
качке, не включая промежуточную фильтрацию. Однако этот
процесс часто связан с трудностями при окончательной фильтра-
14—108 401
ции и в определенной степени ухудшает вкус пива. Поэтому луч¬
ше всего добавлять танин при перекачке, а спустя 6—10 дней
включить промежуточную фильтрацию и, добавляя дрожжи, пе¬
рекачать пиво (0,2 л/гл пива) в лагерные танки и шпунтовать.
При этом способе необходимо вести главное брожение и добра-
живание так, чтобы после перекачки в пиве еще было достаточ¬
ное количество сбраживаемого экстракта для достижения удов¬
летворительного насыщения углекислым газом. Смесь танина
лучше всего добавлять через верхнее отверстие, чтобы опадаю¬
щий танин осаждал белки как можно лучше. Важным условием
является хорошее качество натурального танина с аналитически
проверенной активностью. Танин осаждает главным образом вы¬
сокомолекулярные белки (A-фракция Лундина), снижает общее
содержание азотистых веществ на 5—15% и создает хорошие ус¬
ловия для ферментативной стабилизации.
АДСОРБЦИОННАЯ СТАБИЛИЗАЦИЯ
СРЕДСТВАМИ ТИПА БЕНТОНИТОВ
Бентониты — это силикаты группы монтмориллонитов, их ос¬
новной составляющей является силикат алюминия. Стабилизиру¬
ющие средства, изготовленные из них, снижают общее содержа¬
ние азотистых и частично полифенольных веществ. Их продают
под названием деглутан, дизальбумин, кларсол, бентопур. Это
преимущественно продукты западногерманских и американских
фирм.
Недостатком этих средств является то, что нужно использо¬
вать довольно большие дозы этих веществ (150—250 г/гл) для
того, чтобы обеспечить необходимый эффект. Их добавляют в
виде 10%-ной водной суспензии, которую следует приготовить за
10—12 ч до употребления. Способ применения почти такой же,
как в случае танина. Если эти средства плохо осядут, то
они тут же засоряют фильтры. По литературным данным, бенто¬
ниты отрицательно влияют на вкус пива и снижают пенистость,
особенно, если используются более высокие дозы.
АДСОРБЦИОННАЯ СТАБИЛИЗАЦИЯ
СИЛИКАГЕЛЕМ
В последнее время в качестве адсорбционного средства для
снижения содержания высокомолекулярных белков используется
силикагель.
Средство, производимое в ФРГ под названием стабификс на
базе силикагеля в ЧССР, проверила Герликова [3]. Торговые
проспекты гарантируют стойкость при использовании дозы 200—
250 г/гл 6 месяцев и больше. Достоинством стабификса является
то, что он не снижает пенистость пива.
402
Стабификс в отличие от бентонита не набухает, его примене¬
ние проще. Его можно использовать как танин и бентониты или
добавлять при фильтрации вместе с диатомитом. Недостатком
стабификса является его дороговизна.
Стабификс снижает общее содержание азотистых веществ на
8—12%, главным образом A-и В-фракции Лундина. Добавка ас¬
корбиновой кислоты к пиву после фильтрации стабификсом, ре¬
комендованная Рейблом, пригодна не только потому, что гаран¬
тируется достигнутая стабильность пива, но также и потому, что
она положительно влияет на органолептические свойства.
ПРОЧИЕ АДСОРБЦИОННЫЕ
СТАБИЛИЗИРУЮЩИЕ СРЕДСТВА
Гаррис и Рикетс [4] указывали на особое свойство полиами¬
дов адсорбировать антоцианогены важную составляющую кол¬
лоидных помутнений. Чаще всего приводятся данные об опытах с
препаратом найлон 66 в дозах от 100 до 200 г/гл. Найлон 66 по¬
мещается в самостоятельные фильтры, чтобы его можно было ре¬
генерировать, так как оно довольно дорогое.
Фарлан и сотрудники [5] предложили для этой же цели поли-
винилпиролидон (ПВП) или его нерастворимый в пиве полимер
под названием АТ, который, по литературным данным, в 6 раз
превосходит найлон 66 по своей эффективности.
В условиях ЧССР нет опыта работы с этими средствами.
СТАБИЛИЗАЦИЯ ФЕРМЕНТАМИ
Эта форма стабилизации широко распространена и проводит¬
ся дополнительно к адсорбционному и осадительному методам,
хотя это и не является обязательным условием. Основой этой
формы стабилизации пива является ферментативное расщепле¬
ние сложных белков и тем самым ограничение образования по¬
мутнений. Препараты, которые лучшие растворяются чем чистые
ферменты, изготавливают чаще всего из пепсина или папаина,
являющихся активными компонентами. Ферментативные препа¬
раты, предварительно растворенные в небольшом количестве
пива, добавляют после промежуточной фильтрации в лагерном
отделении, иногда дозируют под давлением в лагерные танки пе¬
ред окончанием дображивания или в сборники фильтрованного
пива в разливочном отделении. Не рекомендуется добавлять их
при перекачке, поскольку они, с одной стороны, уносятся осажда¬
ющими дрожжами, а с другой —как уже было указано, отрица¬
тельно влияют на осаждение дрожжей.
Действие ферментативных стабилизаторов проявляется как
при низких температурах в лагерном отделении, так и при темпе¬
ратурах пастеризации. Определенная доля сохраняется и дейст¬
вует в пастеризованном пиве. Последние работы подтвердили по-
14* 403
ложительное влияние этой остаточной ферментативной активно¬
сти на коллоидную стойкость пива. Наиболее известные препараты
это полидиаза, кристалаза, коллупулин, протезал. Дозы,
которые надо определять в зависимости от характера и состава
пива, колеблются от 2 до 7 г/гл.
АНТИОКИСЛИТЕЛИ, ЗАЩИТА ПИВА
ОТ ОКИСЛЕНИЯ
Задачей использования антиоксидантов является связать при¬
сутствующий в пиве кислород и тем самым помешать его поло¬
жительному влиянию на образование коллоидных помутнений в
разлитом пиве. Необходимо, чтобы окисленные формы антиок¬
сидантов были индифферентными и не отразились на качестве
пива. Чаще всего используют двуокись серы, сульфиты, аскорби¬
новую кислоту и ее натриевую соль, а также редуктоны, получен¬
ные из сахаров в щелочной среде.
Понятно, что антиокислители защищают пиво и от окисли¬
тельных влияний, которые отрицательно сказываются на осталь¬
ных качественных показателях пива.
Доза антиоксидантов зависит от содержания растворенного
в пиве кислорода и от содержания воздуха в газовом простран¬
стве наполненной пивом бутылки. Эти величины при современной
технике розлива должны быть как можно ниже; если они слиш¬
ком высокие, то их нельзя компенсировать за счет только анти¬
оксидантов.
Наиболее распространенным антиоксидантом является ас¬
корбиновая кислота (иногда изоаскорбиновая и натриевые соли
обеих кислот). Аскорбиновая кислота не реагирует с кислородом,
растворенном в пиве сразу же без остатка, однако снижает окис¬
лительно-восстановительный потенциал, и тем самым предохра¬
няет отдельные окисляющие компоненты пива от окисления в
присутствии кислорода. Скорость окисления аскорбиновой кисло¬
ты зависит от температуры, от присутствия каталитически актив¬
ных металлов и от количества кислорода. 1 мл воздуха в газовом
пространстве наполненной бутылки (соответствует 0,2 мл кисло¬
рода) теоретически реагирует с 3,5 мг аскорбиновой кислоты; это
соотношение может служить для расчета доз аскорбиновой кис¬
лоты с учетом величин количества воздуха в горлышке бутылки
над пивом и величин растворенного кислорода в самом пиве. Со¬
гласно этому соотношению, например, теоретическая доза аскор¬
биновой кислоты для розлива пива в бутылки емкостью 0,5 л со
средним содержанием 5 мл воздуха в горлышке каждой бутылки
была 3,5 г/гл.
В последнее время опыт с использованием аскорбиновой кис¬
лоты и ее производных значительно расширился. Из литератур¬
ных данных можно сделать вывод, что мнения относительно
механизма окисления аскорбиновой кислоты и механизма ее за-
404
щитного действия в пиве едины. Применение аскорбиновой кис¬
лоты ограничено стабилизированным пивом, причем состав пива
имеет влияние на ее активность. Аскорбиновая кислота повы¬
шает у стабилизированного пива стойкость к окислительному
помутнению и стойкость к изменению цвета и по отношению к
вкусовым изменениям, кроме того, у пива с высоким содержани¬
ем углекислого газа снижает склонность пива к вспениванию.
Обычно аскорбиновую кислоту добавляют в любой стадии про¬
изводства после главного брожения, т. е. от перекачки молодого
пива вплоть до момента розлива в бутылки. На некоторых зару¬
бежных пивоваренных заводах аскорбиновую кислоту добавля¬
ют в два приема — сначала в лагерном отделении, затем после
фильтрации пива перед его розливом.
Эффективность антиоксидантов определяют по величинам
ITT. Аскорбиновую кислоту следует добавлять так, чтобы в пиве
после розлива величина ITT приближалась к 0.
Стабилизирующие средства, главным образом ферментатив¬
ные и антиокислительные, в одних государствах запрещено при¬
менять, в других их дозы установлены соответствующими пред¬
писаниями. В ФРГ можно использовать только некоторые адсор¬
бционные средства, разрешенные специальным постановлением
(Reinheitsgebof).
СПИСОК ИСПОЛЬЗОВАННОЙ
ЛИТЕРАТУРЫ
1. Prechtl С. Wallerst, Advances, vol. XXIV, с. 84, S. 169.
2. De Clerck J. Cours de Brasserie, vol. I. Louvain, 1962, S. 712.
3. Herlikova G. Kvasny prumysl, 10, 1964, S. 3.
4. Harris G., Ricketts R. W. Proceedings EBC Roma, 1959.
5. Mac Farlane, Wye E., Grand H. L. Proceedings EBC Baden-Baden, 1955.
ФИЛЬТРАЦИЯ ПИВА
Фильтрация является наиболее эффективным способом искус¬
ственного осветления пива. На чешских пивоваренных заводах
ее начали вводить в начале XX в. и у нее было много противни¬
ков. Утверждали, что при фильтрации из пива вместе с дрожжа¬
ми удаляются также и другие вещества, важные для его вкуса
и пенистости. Далее утверждали, что постоянное применение
фильтра дает возможность скрывать технологические недостатки
и последствием этого является менее четкая работа обслуживаю¬
щего персонала в течение всего производственного процесса. Од¬
нако, несмотря на это, фильтрованное пиво, прозрачное и с силь¬
ным блеском, приобрело популярность у большого числа потре¬
бителей и фильтр стал обычным оборудованием в пивоварении.
В течение 50 лет для фильтрации пива использовали специ¬
ально подготовленную фильтромассу. После второй мировой
405
войны в результате теоретических поисков и практических опы¬
тов с новыми направлениями в технике фильтрации, были пред¬
ложены новые конструкции фильтров и начали применять новые
фильтрационные средства. Совершенствование уже Известных
и поиски новых способов фильтрации пива продолжаются и их
нельзя считать закончившимися .
ТЕОРЕТИЧЕСКИЕ ПРЕДПОСЫЛКИ
С физико-химической точки зрения пиво является сложной
неоднородной (гетерогенной) системой.
В воде с низким содержанием спирта (этанола) экстрактив¬
ные вещества пива образуют настоящий раствор. В нем в виде
коллоидной дисперсии (размер частиц от 1 до 10 нм) рассеяны
главным образом белки. Их коллоидный раствор имеет характер
отчасти гидрофильный, отчасти гидрофобный. Углекислый газ
растворен в пиве и частично адсорбирован на коллоидных части¬
цах. При определенных условиях углекислый газ, в растворе ко¬
торого присутствует угольная кислота, может реагировать также
с адсорбирующим веществом, т. е. с коллоидными белками с об¬
разованием химической связи (химическая сорбция). Сорбцион¬
ные явления (абсорбция, адсорбция, химическая сорбция и ка¬
пиллярная конденсация) до сих пор не объяснены в достаточной
степени. Это же относится и к обратному процессу, т. е. десорб¬
ции. Пена является довольно сложной гетерогенной системой. Ее
газообразная фаза (углекислый газ) вместе с твердой фазой
(коллоидная дисперсия) оказывают в жидкой дисперсионной
среде решающее влияние на образование и стабильность пены.
Наряду с указанными главными компонентами пиво содержит
после завершенного дображивания остаток суспендированных ве¬
ществ, которые не осели в отстой и ухудшают вкус и снижают
его прозрачность.
Вещества, вызывающие помутнение пива, удаляются из него с
помощью фильтрации, иногда центрифугированием (сепарирова¬
нием). В практике пиво фильтруют главным образом через
фильтромассу из волокон растительного происхождения (в ос¬
новном целлюлозы) с добавлением небольшого количества асбес¬
та, спрессованную в виде «лепешки». Используют также тонкие
фильтрующие пластины из того же материала, однако с более вы¬
соким содержанием асбеста. В последнее время расширилось
применение порошкообразного диатомита (инфузорнойземли), из
которого сначала образуют фильтрующий слой путем нанесения
на подходящее несущее устройство, а потом подают непрерывно
диатомит в фильтруемое пиво, чтобы фильтрующий слой постоян¬
но обновлялся.
Эффективность фильтра зависит, с одной стороны, от физико¬
механических данных конструкции, и с другой — от адсорбцион¬
ных свойств использованного фильтрационного материала.
406
Физико-механический эффект зависит от размера пор исполь¬
зованного материала, который у фильтрующего материала изме¬
няется от степени спрессованности лепешек.
Механически фильтр задерживает только крупные частицы
суспензии, которые не проходят через поры, к ним относятся в
частности и дрожжевые клетки.
При адсорбции коллоидов, а также некоторых молекулярно¬
растворимых веществ (например, солодовые красящие вещест¬
ва) на поверхности волокон фильтрационного материала задер¬
живаются и частицы более мелкие, чем размер пор. Таким обра¬
зом удаляют вещества, вызывающие опалесценцию пива, которые
механически задержать нельзя. Адсорбционными свойст¬
вами фильтров занимался Де Клерк [1]. Он обнаружил, что ин¬
тенсивность адсорбции зависит от характера адсорбируемого ве¬
щества (красители адсорбируются сильнее, чем азотистые ве¬
щества) и от характера адсорбирующего вещества (старая филь-
тромасса адсорбирует сильнее, чем новая, которая еще не так хо¬
рошо разволокнилась). Наконец, важно также время фильтрации.
Первые части фильтруемого пива изменяются в большей степени,
с продолжением фильтрации интенсивность адсорбции в связи с
постепенным насыщением активной поверхности снижается и мо¬
жет достигнуть нулевой величины. Фильтруемое пиво при этом
утрачивает блеск и может проходить через фильтр и мутным.
Очень трудно определить, какие вещества фильтр задержива¬
ет механически и какие в результате адсорбции. Однако считает¬
ся вероятным, что механические и адсорбционные свойства про¬
являются одновременно. Достигаемый эффект каждого из них
при фильтрации изменяется. Механическое действие тормозит
забивку фильтра, адсорбция собирает адсорбированные вещест¬
ва на поверхности фильтрационного материала. Разные фильтра¬
ционные материалы имеют разные механические и сорбционные
свойства. Механически наиболее сильно действуют фильтра¬
ционные пластины; слабее — обычная фильтромасса, у которой
важна степень спрессованности лепешек.
Тонкий диатомит механически более эффективен, чем грубый.
Механический эффект центрифугирования зависит от частоты
вращения. Адсорбционное действие определяет содержание ас¬
беста, который обладает отличными сорбционными свойствами.
С этой точки зрения наиболее сильно адсорбируют фильтрацион¬
ные пластины. Целлюлозная фильтромасса имеет сама по себе
незначительные адсорбционные свойства, которые, однако, можно
увеличить, добавив небольшое количество (1%) длинноволок¬
нистого асбеста. Диатомит тоже обладает низкими адсорбцион¬
ными свойствами, однако в фильтрах его наносят вместе с асбес¬
том, который улучшает адсорбционные свойства.
Чтобы получить пиво с хорошим блеском, в практике часто
комбинируют оба способа фильтрации. При предварительной
407
фильтрации механически задерживают грубую суспензию, кото¬
рая излишне забивала бы фильтр уже с адсорбционным дейст¬
вием. Способ фильтрации выбирают так, чтобы как можно мень¬
ше снизилось качество пива. Наиболее основательно должны
быть удалены все мутные вещества, однако так, чтобы пиво путем
адсорбции при фильтрации как можно меньше теряло важ¬
ных для вкуса и пенистости веществ. Равновесие коллоидов, дос¬
тигаемое при выдержке пива, всегда нарушается при фильтра¬
ции. Известно, что непосредственно после фильтрации пиво мень¬
ше пенится; первая фильтрованная часть кроме того имеет более
пустой вкус, чем остальное пиво. Фильтрованное пиво имеет бо¬
лее тонкий вкус и менее горько. Коллоидное равновесие в фильт¬
рованном пиве устанавливается только спустя несколько дней.
Физико-химические процессы
При фильтрации пива довольно сильно адсорбируются краси¬
тели. Поэтому снижение цвета первой части пива, прошедшего
через фильтр, всегда значительно. После фильтрации около 100 гл
пива разница выравнивается только при работе с фильтром ас-
сой с низкими адсорбирующими свойствами; иначе фильтрованное
пиво имеет цвет на 0,10—0,20 мм 0,1 н. раствора йода ниже, чем
исходное пиво. Адсорбция поверхностно-активных веществ тоже
значительна. При фильтрации дольше всего происходит адсорбция
красителей и поверхностно-активных веществ [1].
В начале фильтрации временно повышается pH и удельная
проводимость пива. Это вызвано тем, что в первых частях фильт¬
руемого пива растворяются по-щелочному реагирующие соли,
адсорбированные на фильтромассе из воды, которой она промы¬
валась.
Была доказана также адсорбция редуцирующих и горьких
веществ [2].
Довольно сильно адсорбируются и нестабильные коллоиды,
которые образуют в пиве при розливе в транспортную тару холод¬
ное помутнение [3]. В практике следует заботиться о том, чтобы
достигнутая адсорбцией при фильтрации стойкость пива на холо¬
ду при механическом задержании холодной мути на фильтре
снова не снижалась в результате возможного ее растворения.
Поэтому фильтр должен быть размещен в охлаждаемом помеще¬
нии. Кроме того, пиво перед фильтрацией часто дополнительно
охлаждают, чтобы холодное помутнение полностью было удалено
и одновременно в фильтре сохранялась низкая температура.
Биологические процессы
При простой фильтрации через целлюлозную фильтромассу
биологическая стойкость пива не повышается, а только ограни¬
чивается образование дрожжевого помутнения. Двойная фильт-
408
рация с этой точки зрения имеет большее воздействие. Стерили¬
зующее действие фильтров повышается при добавлении асбеста.
Также действует и диатомит.
Биологическая стойкость пива повышается при фильтрации на
пластинах с большим содержанием асбеста. Специальные фильт¬
рационные пластины для стерилизующей фильтрации применя¬
ют вместо пастеризации. Однако, таким образом, фильтрованное
пиво менее стойко в биологическом отношении [4].
ФИЛЬТРАЦИЯ С ПОМОЩЬЮ
ФИЛЬТРАЦИОННОЙ МАССЫ
Первые опыты с фильтрацией пива относятся к 1880 г., когда
пиво фильтровали через фильтровальную бумагу. Однако через
3 года Фассбендер [5] описал уже четыре системы фильтров, из
которых в трех использовалась фильтромасса. Масса, которую
вручную вкладывали между ситами в призматические или ци¬
линдрические фильтры, с трудом заменялась, а также из-за ее
неравномерного распределения часто возникали трудности при
фильтрации. Конструкции фильтров постепенно совершенствова¬
лись и, наконец, перешли к рамным фильтрам, которые состояли
из рам и решеток. Фильтромасса запрессовывалась прямо в ра¬
мы, которые можно было легко вставлять в фильтры и быстро
извлекать. Для фильтров с квадратными рамами из жесткой ре¬
зины не требовались уплотнения, они сжимались затяжными вин¬
тами. В Чехословакии эти фильтры использовали до недавнего
времени. Следующий этап в упрощении операций с фильтром оз¬
начал переход к тарелочным и чашечным фильтрам. Они выгод¬
ны тем, что в них вкладывается фильтромасса, отпрессованная в
виде брикетов, которые можно приготовить про запас. Между
тарелочным и чашечным фильтром нет существенной разницы.
Фильтры новейших конструкций преимущественно чашечные; в
Чехословакии в настоящее время изготавливают только чашеч¬
ные фильтры.
Чашечные фильтры
Фильтр состоит из передвижной рамы, двух чугунных стоек,
соединенных двумя распорными планками, затяжного винта для
зажима фильтра и определенного количества фильтрующих эле¬
ментов (рис. 95). К оснащению фильтра относятся также фонари
для наблюдения за прозрачностью пива и необходимая арматура.
Задняя стойка является одновременно задней крышкой фильт¬
ра, передняя стойка усилена и в ее верхней части находится гайка
затяжного винта для сжатия фильтра. Передняя крышка сво¬
бодно подвешена и при сжатии фильтра сжимает фильтрацион¬
ные элементы. Элементы чашечного фильтра — это круглые коль¬
ца диаметром 525 мм, высотой от 50 до 60 мм. Кольца с одной
409
стороны закрыты рифленой поверхностью, тем самым создается
чаша, в которую вкладывается лепешка из спрессованной филь-
тромассы. Фильтрационные элементы изготавливают из латуни
или бронзы, они имеют по бокам борта, с помощью которых под¬
вешиваются на распорных планках. Вне цилиндрического прост¬
ранства (чаши) каждый элемент имеет два круглых отверстия —
верхнее и нижнее, образующие при сжатии фильтра связанные
Рис. 95. Чашечный фильтр (SPP):
1 — входная прижимная пластина; 2 — уплотнение с бороздкой с правой стороны; 3 — тон¬
кий фильтр; 4 — элемент с прорезью для стока.
проточные каналы. Чтобы сжатый фильтр был герметичным, эле¬
менты его имеют резиновые прокладки.
На задней крышке стойки фильтра размещена арматура для
ввода нефильтрованного пива. При открытии крана пиво прохо¬
дит в нижний канал и через щели в круглом отверстии каждого
второго элемента попадает в рифленые каналы стены элемента,
выдавливает воздух и поднимается вверх. Через соединитель¬
ный проход в задней крышке фильтра пиво поднимается до верх¬
него входного канала. После удаления воздуха из фонаря, нахо¬
дящегося в верхней части стойки, пиво проходит через фильтрую¬
щий слой и через бороздки в противоположной пластине к щели,
через которую вытекает в нижний и верхний выпускные ка¬
410
налы. Выделившийся воздух или углекислый газ собираются п
выпускаются в фонаре на передней крышке фильтра, в котором
можно контролировать также прозрачность фильтрата. Оба фо¬
наря снабжены манометрами, с помощью которых контролирует¬
ся давление перед фильтрацией и после нее; фонарь над вход¬
ным отверстием имеет также кран для выпуска воды, которой
выжимаются остатки пива (или наоборот). Нижний и верхний
выпускные каналы соединены протоком в передней крышке фи¬
льтра. Внизу передней крышки имеется выпускной кран, к кото¬
рому присоединяется трубопровод, ведущий к сборнику фильтро¬
ванного пива.
Простые фильтры имеют обычно только один затяжной винт и
состоят из 8—40 элементов. Сдвоенные фильтры имеют два за¬
тяжных винта и могут включать в себя до 100 элементов. Вне¬
сением средней стенки с соответствующей арматурой можно раз¬
делить фильтр на две самостоятельные части: первая обычно
предназначена для предварительной фильтрации, а вторая для
дофильтровывания пива. После забивки первой части фильтро-!
масед в ней заменяется, а вторая часть теперь служит для пред¬
варительной фильтрации, а первая после перезарядки — для
дофильтровывания. Двойной фильтрацией достигают хорошей
прозрачности и сильного блеска пива.
За фильтром часто устанавливается улавливатель для унесен¬
ных волокон фильтромассы. Это тонкое цилиндрическое сито,
через которое протекает фильтрованное пиво. Сито закреплено
в футляре двумя гайками и устанавливается в выпускной трубе
за фильтром.
Производительность фильтра зависит от необходимой проз¬
рачности фильтрованного пива и числа фильтрационных элемен¬
тов. Чаша диаметром 525 мм имеет фильтрующую поверхность
0,2 м2; при толщине брикета 50 мм производительность фильтра
с одним элементом (чашей) равна от 1,5 до 2,5 гл/ч и на 1 м2
фильтрующей поверхности от 7,5 до 12,5 гл/ч. Общая нагрузка на
один элемент равна от 10 до 15 гл. Верхний предел указанных
величин может быть достигнут только при особо благоприятных
условиях, т. е. при фильтрации хорошо осветленного лагерного
пива хорошей фильтромассой. Если были использованы распы¬
ленные дрожжи, не достигаются даже низкие величины. При
двойной фильтрации производительность фильтра равна от 6 до
8 гл на 1 м2 фильтрующей площади.
Техника фильтрации
После сбора и зажима элементов фильтр заполняют водой и
проверяют его герметичность. Давление в фильтре обычно повы¬
шается до 0,25 МПа. Определяют, нет ли утечки воды.
После проверки давление снижают на 0,05 МПа и в фильтр
медленно начинают впускать пиво. Эта операция должна прово¬
411
диться без излишних изменений давления; только когда давление
начнет медленно подниматься, открывают кран под фонарем над
выпускным отверстием и дают стечь воде. Первые части пива еще
перемешаны с водой (смарочное пиво); поэтому их собирают в
специальный резервуар и позже добавляют к разливному пиву.
Чтобы предотвратить потери углекислого газа, пиво в фильт¬
ре и транспортировке по трубам должно находиться под постоян¬
ным давлением. Поэтому в сборном танке или в разливочной ма¬
шине, куда переводят пиво, всегда поддерживают избыточное
давление, обычно 0,075 МПа. При поступлении в фильтр пиво
должно преодолеть давление, необходимое для прохождения че¬
рез фильтрующий слой, и противодавление в сборнике или в
разливочной машине. Давление при поступлении в фильтр колеб¬
лется от 0,08 до 0,12 МПа и при фильтрации медленно возраста¬
ет. Большая фильтрационная поверхность по отношению к мощ¬
ности фильтра допускает фильтрацию при более низком давле¬
нии и это выгодно с точки зрения качества фильтрации. К концу
фильтрации давление при входе в фильтр может возрасти до
0,3 МПа, так что есть опасность, что будет прорван фильтрую¬
щий слой или нарушится герметичность фильтра. Прохождение
пива через фильтр должно быть равномерным, без отклонений,
поэтому фильтрацию не следует прерывать. Каждое нарушение
вызывает изменения давления, из-за чего могут освободиться ве¬
щества, адсорбированные на фильтре, которые при повторном
возобновлении фильтрации могут вызвать помутнение пива. По
этим же причинам недопустимо попадание в фильтр воздуха.
Прозрачность фильтрованного пива контролируют, с одной
стороны, в фонаре при выходе из фильтра, с другой — при входе
в разливочную машину путем отбора пробы в стаканчик. На
крупных заводах прозрачность пива контролируется непрерывно
фотометром, который сигнализирует о первых признаках помутне¬
ний. Микробиологический контроль проводят методом мембран¬
ных фильтров, эффективность фильтрации определяют по коли¬
честву дрожжей в 1 мл пива. При обычной фильтрации наличие
60—80 дрожжевых клеток в 1 мл допустимо.
Если давление в фильтре поднимается выше допустимого пре¬
дела и скорость фильтрации резко снизится или если фильтрат
недостаточно прозрачен, фильтрацию следует прекратить и за¬
менить фильтромассу. По окончании фильтрации через фильтр
снова пропускают воду и мутные или перемешанные с водой час¬
ти пива снова собирают в специальном резервуаре, лучше всего в
небольшом танке. Раньше пиво, смешанное с водой, и отстой со¬
бирали отдельно в бочках, добавляли завитки и после осаждения
дрожжей добавляли к нормальному пиву. При осторожной рабо¬
те доля смарочного пива не должна быть большой; лучше потом
это пиво добавить свежим, иногда после карбонизации, к обыч¬
ному пиву перед фильтрацией. По окончании фильтрации хорошо
прополоскать фильтр обратным потоком воды. Тем самым уда-
412
ляется большая часть дрожжей и облегчается промывка фильт-
ромассы. После прополаскивания фильтр разбирают, фильтро¬
массу извлекают и фильтр основательно чистят.
Фильтрационная масса
Фильтрационную массу изготавливают из хлопчатобумажного
волокна, главным образом из отходов текстиля, называемых лин¬
тере, и из целлюлозы. В некоторых случаях добавляют также
льняное волокно. Чтобы волокно не вымывалось, оно не должно
быть слишком коротким. Волокно, предназначенное для произ¬
водства фильтрационного материала, следует обезжирить и кро¬
ме того химически отбелить. Фильтрационная способность и ад¬
сорбционные свойства массы улучшаются при добавлении 1—2%
длинноволокнистого асбеста. Сухая, свежая фильтромасса содер¬
жит 6—8% воды; доля вымываемая водой, не должна превышать
0,5% и содержание жиров должно быть не выше 0,3%. Фильтро¬
масса без асбеста содержит менее 0,5% золы, нормально около
1%. Асбест негорюч и повышает объем золы, по которой можно
судить о содержании асбеста в фильтромассе.
Фильтрационную массу поставляют в виде квадратных плас¬
тин толщиной от 2 до 3,5 см. Перед использованием массу, смо¬
ченную в воде, разрывают на небольшие куски и вымачивают до
полного разволакивания. Только потом ее прополаскивают в го¬
рячей воде около 2 ч и одновременно стерилизуют при температу¬
ре 80°С около 60 мин. После охлаждения холодной водой ее прес¬
суют в брикеты на ручном или гидравлическом прессе. При прес¬
совании следует заботиться о том, чтобы в пресс подавалось по
возможности одинаковое количество массы и она равномерно
распределялась по всей поверхности так, чтобы брикеты имели
одинаковую толщину. Брикеты должны быть толщиной около
5 см, они должны заполнять всю чашу. Для лучшей проходимос¬
ти нельзя их слишком сдавливать при прессовании. Отпрессован¬
ный брикет содержит от 65 до 70% воды и около 1,6 кг сухого
вещества, мокрый брикет весит от 4,5 до 5 кг. Чтобы отпрессо¬
ванные брикеты не инфицировались, их надо как можно скорее
поместить в фильтр.
Промывка фильтромассы
Использованный фильтрационный материал от уловленных
при фильтрации веществ промывается в моечной машине для
фильтромассы. Речь идет в первую очередь о дрожжах, осаж¬
денных белках, хмелевых веществах и других компонентах, ко¬
торые задержала фильтромасса механическими или адсорбцион¬
ными силами.
Моечная машина для фильтромассы — это цилиндрический
резервуар с двойным, большей частью сводчатым дном с паро¬
413
вым обогревом. На оси моечной машины находятся две вложен¬
ные одна в другую трубы, сверху снабженные воронкообразным
конусом, внутренняя стенка которого представляет собой тонкое
сито. Промежуточные кольца сдвоенной трубы внизу соединены
с трубопроводом для отходов, внутренняя труба присоединена к
ротационному насосу. Холодная и теплая вода поступает в центр
моечной машины и при мойке поднимает массу, которая потом
подается через сито конуса во внутреннюю трубу. Загрязненная
вода протекает через сито в промежуточные кольца и в отходы.
Во внутренней трубе фильтрационная масса перемешивается с
поступающей водой и насосом снова возвращается в моечную
машину. Ее вход в машину сделан тангенциально и тем самым
содержимое машины удерживается во вращательном движении,
при котором масса разволакивается и моется. После окончания
мойки насос переключают на отверстие внизу моечной машины,
через которое фильтромасса поступает вместе с водой в пресс.
Перед мойкой в моечную машину заливают холодную воду, в
которую помещают брикеты использованной фильтромассы, раз¬
деленные на небольшие куски. Массу следует промывать в боль¬
шом количестве воды; на 1 кг сухой массы приходится около
50—60 л воды. В холодной воде массу промывают до тех пор, по¬
ка она не освободится от дрожжей, т. е. пока на поверхности не
прекратится образование пены. При промывке с дрожжами в го¬
рячей воде фильтромасса приобретает нежелательный дрожже¬
вой запах.
Вымывание дрожжей холодной водой продолжают около 1 ч;
потом подают горячую воду и одновременно дно моечной маши¬
ны нагревается паром. После достижения температуры 75—80°С
массу при этой температуре стерилизуют 1 ч. При более высоких
температурах на волокне образуются узелки, которые снижают,
фильтрационную способность фильтромассы. Кипятить фильтро-
массу запрещается.
При мойке фильтромассы образуются потери из-за вымыва¬
ния коротких волокон, которые не улавливает сито моечной ма¬
шины. Поэтому время от времени добавляют свежий материал, а
иногда и небольшое количество асбеста. Его лучше всего добав¬
лять в холодную воду, чтобы он хорошо перемешался и стерили¬
зовался вместе с массой.
После прополаскивания массу охлаждают биологически чис¬
той холодной водой и по возможности тотчас прессуют в брике¬
ты. В моечной машине ее не следует оставлять долго, так как
она улавливает посторонние запахи и может загрязняться термо¬
бактериями.
При обычной промывке фильтрационной массы не использу¬
ют моющие химические или дезинфицирующие средства. Их ос¬
татки с трудом удаляются из фильтромассы и могут отрицатель¬
но повлиять на вкус и запах пива. После продолжительного ис¬
пользования фильтрационную массу следует очистить от адсор-
414
бированных веществ и снова хорошо разволокнить. Поэтому ее
регенерируют разными химическими реагентами. После регене¬
рации остатки использованных реагентов следует тщательно уда¬
лить или нейтрализовать. Регенерацию можно проводить хлор¬
ной известью, кислым эльмоцидом, перекисью водорода, дву¬
окисью серы и т. д. В Чехословакии были разработаны два мето¬
да, которые хорошо оправдали себя в практике.
Салач и Калер [6] разработали перманганатный метод, кото¬
рый заключается в том, что органические вещества, загрязняю¬
щие фильтромассу, промытую в холодной воде, окисляют при
температуре 45—50°С перманганатом калия, добавленным в ви¬
де раствора. Избыток оксиданта устраняют редукцией двуокисью
серы, которая после окисления серной кислотой выделяется из
добавленного сульфита или пиросульфита натрия. Тем самым
фильтромасса еще и отбеливается.
При гипохлоритном методе, по Станьку и Тоуфару [7], орга¬
нические загрязнения в массе, промытой без нагревания, окис¬
ляются активным хлором; его источником является гипохлорит
кальция, добавленный в виде водного раствора хлорной извести,
который действует и как отбеливатель. После регенерации мас¬
су дехлорируют, например, тиосульфатом натрия.
На некоторых пивоваренных заводах фильтромассу регене¬
рируют один раз в месяц. При регенерации она хорошо развола¬
кивается; тем самым повышается ее фильтрационная способность
и ее можно дольше использовать.
ПЛАСТИНЧАТЫЕ ФИЛЬТРЫ
Если недостаточно обычной или двойной фильтрации, напри¬
мер для экспортного пива или пиво надо избавить от микроорга¬
низмов, используют пластинчатые фильтры. Фильтрационные
пластины (вкладыши) изготавливают из фильтромассы путем
добавления большого количества асбеста, небольшого количест¬
ва диатомита и т. п. Они квадратные толщиной от 2,5 до 4 мм, их
поставляют в двух видах. В зависимости от содержания асбеста
(до 30%) и фильтрующего эффекта различают восемь видов
фильтрационных пластин. Стерилизующие пластины имеют око¬
ло 50% асбеста, их поставляют обычно в трех видах; они назы¬
ваются также ЕК-пластинами.
Пластинчатый фильтр (рис. 96) по конструкции аналогичен
фильтру с фильтромассой. Вместо элементов он имеет квадратные
решетки, а между ними находятся фильтрационные пластины.
В углах решеток имеются отверстия, которые при сжатии фильтра
образуют два впускных и два сборных (выпускных) канала. От¬
верстия уплотнены резиновыми прокладками, решетки имеют
выступы, при помощи которых сжимаются фильтрационные плас¬
тины и тем самым уплотняются решетки. Для сжатия фильтра
415
требуется повышенное давление. Некоторые фильтры сжимаются
с помощью четырех затяжных винтов.
- Хорошая фильтрация на пластинах достигается благодаря ад¬
сорбции, поэтому пиво должно проходить через фильтр очень
медленно. У фильтров системы Seitz время прохождения через
пластину толщиной 4 мм равно 2 мин. Производительность фи¬
льтров для острой (осветляющей) фильтрации равна 1,2—
Рис. 96. Пластинчатый фильтр (Зайтц ЕК):
/ — выпускной кран; 2 — впускной кран.
1.5 гл/(м2-ч), у фильтров для стерилизации (полное освобожде¬
ние от микроорганизмов) 0,8—1 гл/(м2-ч).
Пластинчатые фильтры предназначены только для оконча¬
тельной (дополнительной) фильтрации; пиво должно быть пред¬
варительно профильтровано, иначе пластинчатые фильтры очень
быстро засоряются. Пластины можно использовать несколько
раз, если в фильтре их сначала промывают холодной водой, по¬
том теплой и стерилизуют горячей водой (90°С) или паром. Про¬
мывание проводят противотоком; воду подают через выпускной
кран, при этом впускной кран прикрывают так, чтобы образова¬
лось противодавление 0,08 МПа. Течение воды должно быть как
при фильтрации около 1,2 гл/(м2-ч), промывание ведут от 1 до
1.5 ч, пока на вытекающей воде не исчезнет пена. Применять
пластины без перезарядки фильтра можно до 20 ч работы, потом
пластины надо вынуть и заменить новыми. После установки но-
416
вых пластин фильтр вновь стерилизуют. Горячую воду или пар-
пропускают также через всю арматуру и фонарь, стекло и уплот¬
нения которого должны выдерживать высокую температуру. Да¬
вление пара не должно превышать 0,03 МПа. Фильтр следует
слегка прогреть и в течение 20 мин пропускать пар. Охлаждают
его медленным потоком воды.
Фильтры изготавливают для пластин размером от 20x20 да
80x80 см, обычно величиной 40X40 и 60X60 см. Пластинчатые
фильтры имеют и при большой длине максимальную производи¬
тельность от 60 до 80 гл/ч. Операции с пластинчатым фильтром-
довольно просты; фильтромассу не надо прополаскивать, сма-
рочного пива получается немного. Фильтрационные пластины не¬
обходимо изготавливать из хороших материалов, поэтому они до¬
роги. В некоторых случаях применяются пластинчатые фильтры
меньших размеров для стерилизации смарочного и отстойного*
пива, которое перед этим обязательно надо отфильтровать.
ФИЛЬТРАЦИЯ НА ДИАТОМИТОВЫХ ФИЛЬТРАХ
В некоторых отраслях промышленности диатомит использу¬
ется для фильтрации и осветления уже давно. В литературе по-
пивоварению первое упоминание о диатомите относится к 1883 г.
[5]; однако до 1930 г. его применяли только как добавку к филь-
тромассе. Пиво начали фильтровать на одном диатомите сначала
в Англии и позднее в США, где в течение второй мировой войны
фильтрация с применением диатомита расширилась.
Фильтрация через диатомитовый фильтр выгодна потому, что
диатомит не нужно чистить (регенерировать), это очень упроща¬
ет всю операцию, а также равномерное нанесение его на основ¬
ной фильтрующий слой снижает вероятность забивки фильтра,
скорость протекания его практически остается одинаковой.
Диатомит
Диатомит (инфузорная земля) — это панцири древних диа-
томей, которые скапливались на берегах бывших морей и озер,
где их и добывают в настоящее время. В Чехословакии место¬
рождение диатомита имеется в Борованах возле Чешских Будей-
овиц, у Франтишковых Лазни и в Словакии. Самое крупное
месторождение находится в Калифорнии (США), в Канаде, да¬
лее в Люнебургской долине (ФРГ), во Франции, в Италии и т. д.
Сырой диатомит содержит примеси песка и грунта, поэтому его
необходимо обработать. От органических веществ его освобож¬
дают, обжигая при температуре 600—700°С. Песок удаляют воз¬
душной сепарацией. Некоторые диатомиты с помощью плавки
следует освобождать от алюминиевых примесей или очищать
химическими средствами.
417
Химически чистый диатомит — это гидратированный кремне¬
зем (БЮг-яНгО). Он очень легкий и его плотность зависит от
размера и состояния частиц. Кремнеземные частицы (остатки
панцирей) очень различны по форме и размеру в зависимости от
происхождения (диатомит приморский или континентальный) и
способа обработки. Размер частиц рафинированного диатомита
колеблется от 2 до 120 мкм (рис. 97). Аналитическое определе¬
ние и лабораторные анализы не дают точных данных для окон-
88Яр
Рис. 97. Диатомит:
л —США; б —ЧССР.
нательной оценки диатомита; этими методами можно только
приблизительно определить качество диатомита. Пивоваренный
диатомит должен быть белого цвета, который свидетельствует о
чистоте и отсутствии примесей. Однако встречаются также серые
и розовые диатомиты с отличительными свойствами. Количество
воды в нем не должно превышать 1%, содержание кремнезема
должно быть не менее 90%. В зависимости от зернистости диато¬
мит поступает в нескольких видах, от очень тонкого до грубого.
Лучшими считаются американские диатомиты; для наглядности
в табл. 24 приведены данные о их механическом составе (соста¬
вил Депав) [8].
Таблица 2
Механический состав американских диатомитов, %
Эквивалент сфериче¬
ского диаметра, мкм
Фильтерцел
Стандарт-
суперцел
Гнфло-супер-
цел
Целит
503
Целит
535
Целит
545
Свыше 10
2,5
1,5
6
12,0
17,5
24,0
10—20
8,0
10,0
15,5
25,5
32,0
52,0
20—10
14,0
20,0
33,5
29,0
32,0
18,5
10-6
19,0
24,5
22,0
19,5
16,0
4,5
6—2
37,5
33,5
21,0
13,5
2,5
1,0
Ниже 2
19,0
7,5
1,5
0,5
—
418
Диатомитовые фильтры являются намывными; они состоят из
собственно фильтра и дозатора диатомита. При разработке диа-
томитового фильтра для пива использовали опыт других отрас¬
лей. На пивоваренных заводах на диатомитовых фильтрах снача¬
ла фильтровали сусло, мутное сусло, а пиво на них только пред¬
варительно отфильтровывали. Современные диатомитовые
фильтры настолько совершенны, что пиво можно профильтровы¬
вать на одном фильтре до полной прозрачности.
По конструкции существующие диатомитовые фильтры мож¬
но разделить на три группы: вертикальные ситовые фильтры; го¬
ризонтальные рамные фильтры с несущими пластинами; горизон¬
тальные или вертикальные самоочищающиеся фильтры.
Вертикальные ситовые фильтры
Эти фильтры очень распространены в Америке, где их ис¬
пользуют для фильтрации сусла и пива на разных стадиях бро¬
жения и дображивания и для окончательной фильтрации пива.
Преимуществом этих фильтров является их простота, а также
долговечность металлических сит, которые можно чистить щетка¬
ми и стерилизовать паром и всеми дезинфицирующими средства¬
ми. Изготавливают их из нержавеющей стали, только некоторые
фильтры имеют бронзовые сита. Схема фильтра с дозатором и
общая компоновка представлены на рис. 98. Это цилиндрический
напорный резервуар, в котором фильтрационные элементы уста¬
новлены вертикально. Они представляют собой рамы, снабжен¬
ные внутри дистанционными вкладышами, снаружи охваченные с
обеих сторон тонкой металлической сеткой, на которую наносит¬
ся диатомит. Элементы внизу усилены; они имеют отверстие с ко¬
нусообразным наконечником, который вставляется в общую
сборную трубку. Сетка должна быть на рамах элементов хорошо
натянута, чтобы диатомит наносился на нее прочно и равномер¬
но. Верхнее отверстие элемента тоже должно быть закрыто сет¬
кой, чтобы при напуске пива из элемента удалялся воздух. Крыш¬
ка фильтра имеет резиновую прокладку и прочно притягивается
барашковыми гайками. При чистке они отвинчиваются, припод¬
нимаются рычагом и в горизонтальном положении отводятся в
сторону. Фильтр испытывается на давление до 0,6 МПа; он имеет
манометр и необходимую арматуру.
Дозатор тоже представляет собой цилиндрический резервуар
из нержавеющей стали и предназначен для размешивания и рав¬
номерного добавления диатомита в фильтруемое пиво. Конструк¬
ция смесителей и дозаторов диатомита различна. Используются
закрытые и открытые резервуары; в небольших аппаратах диа¬
томит добавляется к протекающему пиву методом впрыскивания,
в больших аппаратах метод впрыскивания объединяется с меха¬
ническим перемешиванием диатомита. Некоторые дозаторы име-
419
аот дозирующий насос, большей частью мембранный, так как ро¬
тационные быстро изнашиваются.
К фильтрационному устройству относится также циркуляци¬
онный насос и расходомер для контроля производительности
фильтра, а также дозировки диатомита. Рабочий процесс при ис¬
пользовании диатомитовых фильтров всех систем приблизитель¬
но одинаков. Перед фильтрацией на сита наносят основной слой
толщиной около 1,5—2 мм. Грубый диатомит наносят при высокой
Фильтрационный
Рис. 98. Ситовой диатомитовый фильтр:
7—4 — трехходовые краны; 5, 7 — выпускные краны; 6, 8 — запорные краны; 9, 10 — воз¬
душные краны; //> 12— смотровые стекла; 13 — дозирующий край; 14 — блокирующий вен¬
тиль; 15 — предохранительный клапан; 16 — расходомер; 17 — рама; 18 — промежуточный
вкладыш; 19 — снто.
скорости течения и при противодавлении в 0,1 МПа, чтобы диа¬
томитовый слой хорошо прилегал. В дозаторе диатомит переме¬
шивается с необходимым объемом пива или воды, краны 1—4
(см. рис. 98) устанавливают на циркуляционный насос, дозатор
и фильтр и с пуском циркуляционного насоса начинают наносить
диатомит.
Первые порции жидкости загрязнены диатомитом, который в
начале фильтрации промывается частично через опорное сито;
позже жидкость осветляется. Когда через смотровое стекло будет
•обнаружена прозрачная жидкость, осторожным открытием кра¬
нов 1 и 2 можно переключить на поток пива и циркуляционный
насос выключить. При нанесении основного слоя выпускное от¬
верстие иногда прикрывают, чтобы образовалось определенное
избыточное давление, при котором наносимый слой остается бо¬
лее рыхлым. При вынужденном прекращении фильтрации, кото¬
рое всегда связано с опасностью помутнения фильтрата, закрыва¬
ло
it
■ется впускной кран и только потом выпускное отверстие фильтра.
При возобновлении фильтрации сначала открывают впускной
кран и только в момент, когда достигается такое же противодав¬
ление в сборнике фильтрованного пива или разливочной машине,
можно открыть выпускной кран.
Не должно возникать обратное давление, так как оно может
нарушить диатомитовый фильтрующий слой. В дозатор сначала
поступает только диатомит для нанесения основного слоя. Обыч¬
но его принимают от 0,5 до 0,7 кг/м2 фильтрационной поверхнос¬
ти. После нанесения основного слоя воду или пиво оставляют
.циркулировать, дозатор отключают и наполняют диатомитом на
весь процесс фильтрации. Расход и состав диатомита (грубый и
тонкий) определяют эмпирически, а именно по помутнению (сте-
лень осветления) фильтруемого пива в зависимости от требова¬
ний к его прозрачности и стойкости, а также от качества диато¬
мита, который имеется в распоряжении. Необходимая доза диа¬
томита колеблется от 60 до 120 г/гл; в Чехословакии дозируют
«большей частью 80 г/гл.
После открытия крана 1 и 2 и отключения циркуляционного на¬
соса пиво проталкивается через фильтр давлением, создаваемым
жомпенсатором. Дозировку диатомита регулируют дозирующим
краном 13 согласно скорости течения; убыль проверяют по смот¬
ровому стеклу дозатора. При поступлении в фильтр пиво снача¬
ла преодолевает только сопротивление основного слоя и сит. Дав¬
ление умеренно повышается только позже, однако оно не должно
увеличиться больше, чем на 0,02 МПа/ч. Более высокое давление
«образуется при использовании смеси диатомита неподходящего
«состава, недостаточной дозировке диатомита на 1 гл фильтруе¬
мого пива, засоренности сита и т. д. Надо учитывать также, что
.давление повышается и при увеличении слоя диатомита при на¬
несении. Через 6—8 ч давление обычно такое высокое (0,35 МПа
т больше), что ситовой фильтр, в котором нарастание слоя не
•ограничено недостатком места, следует вычистить и снова нанес¬
ти основной слой. У ситовых фильтров обычно принимают про¬
изводительность от 3,5 до 4 гл/(м2-ч) и максимальное время
эксплуатации 10 ч с одним основным слоем. Обычно изготавли¬
ваемые ситовые фильтры имеют производительность до
:250 гл/(м2-ч), а иногда и больше. После окончания фильтрации
пиво осторожно выдавливают сначала из дозатора (пока он за¬
крыт), а потом из фильтра. У ситовых фильтров можно снизить
долю смарочного пива, если для нанесения слоя вместо воды ис¬
пользуется пиво. Пиво должно быть отфильтровано, чтобы в ос¬
новной слой не попали дрожжи, которые из-за изменения давле¬
ния могут освободиться и вызвать помутнение.
Из ситовых фильтров наиболее распространены фильтры
Niagara (National Filter Corp. USA) и Bowser Internatio¬
nal (USA). В Чехословакии на металлургическом комбинате
«Дестила» в Брио изготовляют ситовые, фильтры (рис. 99) про-
421
изводитбльностью от 80 до 100 гл/(м2-ч); фильтр имеет емкость
850 л, дозатор емкостью 600 л, активная фильтрационная поверх¬
ность сит около 17 м2; производственное давление 0,4 МПа (ис¬
пытанное на давление 0,6 МПа). Дозатор работает способом
впрыскивания. Производительность фильтра за 7 ч от 500 до
600 гл. К фильтру поставляют два набора сит по 13 шт., так что
один набор всегда может быть в чистке.
Рис. 99. Диатомитовый ситовой фильтр (Дестила).
Преимущество вертикальных ситовых фильтров заключается
в небольшом расходе рабочего пространства, легкой чистке и
обслуживании. Недостатком их является то, что нанесение диа¬
томита на вертикальные сита затруднительно.
Горизонтальные фильтры с несущими
пластинами
Вертикальные фильтры, применяемые в США преимуществен¬
но для предварительной фильтрации пива, не пригодны в евро*
пейских условиях. Диатомиты европейского происхождения труд¬
нее наносить, они имеют разную объемную массу, так что в верх¬
ней части вертикальных сит всегда наносят более тонкий слощ
часто недостаточный. Поэтому были разработаны горизонталь¬
ные рамные фильтры, сначала с ситами, а позднее с несущими
пластинами, которые лучше отвечают европейским условиям, их
можно использовать и для предварительной фильтрации и для
фильтрации до полной прозрачности.
422
IF
Рамные фильтры с несущими пластинами сконструированы
так, как обычные пластинчатые фильтры. Через раму (решетку),
которая предназначена для спуска фильтрованного пива, переве¬
шена несущая пластина (рис. 100). Всегда между двумя рамами
образуется камера глубиной 3—4 см, в которую втекает пиво с
примесью диатомита. Обычные размеры рам 400X400, 600X600
и 800X800 мм. Чтобы они не были слишком длинными, фильтры
с несущими пластинами изготавливают производительностью до
200 гл/(м2-ч). Фильтры
больших размеров сжи¬
маются гидравлически.
В качестве основы
для нанесения диатоми¬
та у этих фильтров
сначала испытывали
перлоновые салфетки.
Однако на тонкие сал¬
фетки он наносился
плохо, основной слой не
имел достаточной свя¬
занности (прочности).
Поэтому перешли на
более прочные несущие
пластины из целлюлозы
(картон). Они имеют
толщину от 1,5 до
2,5 мм, сами не облада¬
ют фильтрационной
способностью и служат только как основа для нанесения основно¬
го фильтрующего слоя. На пластине диатомит распределяется
равномерно, фильтрация более безопасна, слой не рвется и не об¬
разует каналы. Кроме того, к перемене давления фильтр с несу¬
щими пластинами не так чувствителен как ситовой фильтр.
Процесс фильтрации у этих фильтров такой же, как у ситовых.
Основной слои однако наносят водой, чтобы в несущие пластины
не проникли дрожжи, которые снижают срок службы пластин.
Основной слой должен иметь толщину 2 мм. Лучше наносить ос¬
новной слой более высокий и снизить дозировку при дальнейшей
работе. Доля смарочного пива у рамных фильтров незначитель¬
на; вода легко отделяется от пива. Чтобы диатомит глубоко не
проник в несущие пластины, основной слой наносят с противо¬
давлением около 0,15 МПа, что достигается прикрытием выпуск¬
ного крана.
Рекомендуется начинать фильтрацию с большой дозы диато¬
мита (около 100 г/гл) и спустя 2—3 ч дозу постепенно снижать,
пока давление не поднимется до 0,02—0,03 МПа/ч. В особых слу¬
чаях при удалении холодного помутнения из охлажденного пива
или после использования осадителей можно применять тонкий
423
Рис. 100. Диатомитовый фильтр с несущи¬
ми пластинами (Зайтц).
диатомит или добавку бентонитов, активированного угля и т. д.
В фильтрах с несущими пластинами необходимо поддерживать
равномерную скорость течения и предупреждать резкие измене¬
ния давления. Скорость течения устанавливают так, чтобы фильтр
имел производительность от 3 до 3,5 гл/(м2-ч). При низкой ско¬
рости [ниже 2 гл/(м2-ч)] может быть унесен недостаточно нане¬
сенный диатомит. По количеству добавленного диатомита камеры
фильтра заполняют за 6—8 ч, и фильтр можно выключить.
По окончании фильтрации через фильтр пропускают воду; при
выпуске всегда открывают выпускной кран. После открытия
фильтра нанесенный диатомит вымывается с отдельных несущих
пластин сильной струей воды. Его нельзя соскабливать, только в-
редких случаях пятна с несущих пластин устраняют мягкой щет¬
кой при слабом притоке воды. После промывки фильтр сжимают
без изъятия несущих пластин. Пластины зажимают и промывают
холодной водой, обязательно в направлении фильтрации, чтобы
они не прогнулись внутрь камер. После промывки фильтр стери¬
лизуют горячей водой или паром точно так же, как пластинчатый
фильтр. Новые несущие пластины перед закладкой следует хоро¬
шо пропитать водой и выравнять их. Будучи сухими они могут
деформироваться в полой части рамы. При хорошем уходе плас¬
тины можно использовать 20 раз. Расходы, связанные с закупкой
пластин, снижаются по сравнению с ситовыми фильтрами за
счет меньшего потребления диатомита. Основное достоинство —
безопасность фильтрации. Фильтры такой системы изготавливают
на заводах «Фильтрокс» (Швейцария), «Шенк», «Зайтц», «Ен-
цингер» (ФРГ); в Чехословакии их не производят.
Диатомитовые фильтры с автоматической
чисткой
Стремясь снизить расходы на обслуживание фильтров, со¬
здали улучшенные ситовые фильтры, которые после фильтрации
не разбирают, а нанесенный диатомит удаляют из них сильной
струей воды или центробежной силой при вращении фильтрую^
щего элемента.
Фильтры этого типа могут быть вертикальными и горизон¬
тальными. Элементы изготовлены из металлической сетки, как в
ситовых фильтрах, или же целиком металлическими с микропо-
рами. Общий вид горизонтального фильтра с автоматической
чисткой представлен на рис. 101. Рубашка фильтра представляв
ет собой горизонтальный цилиндр из нержавеющей стали, кото¬
рый можно снять для доступа к системе элементов. Фильтрацион¬
ные элементы круглые, внутри с решеткой, покрытой тонкой сет¬
кой. Они насажены на полый вал и отделены дистанционными
кольцами.
Решетка элементов предназначена для слива пива, которое
втекает через узкую щель в полый вал и далее в выпускное от-
т
верстие фильтра. На полом валу элементы могут вращаться.
В ротационное движение они приводится по окончании фильтра¬
ции. При впуске воды в полый вал (в обратном направлении) из
этих элементов через несколько минут устраняется нанесенный
диатомит. У фильтра простой конструкции, изображенного на
Рис. 101. Горизонтальный диатомитовый фильтр с автоматической чисткой
.(Gasquet).
рис. 101, после съема рубашки его элементы промываются при
вращении. Во вращательное движение они приводятся неболь¬
шим электромотором и зубчатой передачей на полом валу. В ван¬
не под фильтром улавливается диатомит (если он не спускается
непосредственно в канализационную систему). Спуск использо¬
ванного диатомита в канализационную сеть в подавляющем
большинстве стран запрещен.
Вертикальные фильтры работают по тому же принципу, что и
горизонтальные, однако их производительность выше. Схема вер¬
тикальных самоочищающихся фильтров дана на рис. 60. Они ши¬
роко применяются во Франции и Италии.
Фильтрация пива диатомитом очень широко распространилась
и в последние годы на многих пивоваренных заводах полностью
заменила фильтрацию фильтромассой. С технологической точки
зрения она выгодна потому, что дает возможность придерживать¬
ся постоянной скорости течения и одинакового качества фильтра
в процессе всей фильтрации. Применяя диатомит разной зернис-
425
тости, легко можно изменить степень фильтрации. Добавка дру¬
гих реагентов, особенно адсорбционных, одновременно с диато¬
митом легка и эффективна. С экономической точки зрения суще¬
ственно, что полностью исключается промывка фильтромассы, а
при использовании самоочищающихся фильтров работа обслужи¬
вающего персонала сводится до минимума.
Давно нет сомнения в том, что диатомит подходит также для
предварительной фильтрации, в последнее время изменились мне¬
ния относительно полной фильтрации пива диатомитом. Резуль¬
таты сравнительных испытаний разных способов фильтрации не
всегда были однозначными. Кроме того, раньше диатомиту при¬
писывали и сорбционное воздействие. Де Клерк, однако, указы¬
вал и ранее, что диатомит обладает незначительной сорбционной
способностью. Работы последних лет [10] свидетельствуют о том,
что современный рафинированный химически чистый диатомит —
абсолютно нейтральный продукт, обеспечивающий фильтрацию
только своей структурой, адсорбционные свойства не были обна¬
ружены. О испытаниях, проводимых в Чехословакии, сообщал
Клазар [11] и в последнее время Обргел, Сложил и Потешил [12].
Другие способы фильтрации
на намывных фильтрах
Намывные фильтры можно использовать и с другими фильт¬
рационными материалами, такими, как перлит, бентониты и т. д.
На чехословацких пивоваренных заводах нет опыта работы с
этими материалами.
Фильтры с катушками
В последнее время на американских пивоваренных заводах
применяются также катушечные фильтры, известные в химиче¬
ской промышленности. Они состоят из перфорированной трубки
из нержавеющей стали, на которую надеваются катушки из от¬
беленного, длинноволокнистого хлопка, намотанного накрест.
Плетение имеет толщину около 15 мм и в зависимости от плот¬
ности может улавливать частицы от 5 до 1 мкм. Катушки наса¬
жены вертикально в отверстие в сдвоенном дне фильтра. Пиво
поступает в фильтр снизу, проходит через фильтрационную ка¬
тушку в перфорированную трубку и через двойное дно в выпуск¬
ное отверстие фильтра. Катушки могут иметь различную высоту.
В зависимости от высоты и числа катушек фильтр имеет произво¬
дительность от 100 до 500 гл/(м2-ч). По окончании фильтрации
катушки промывают холодной водой в обратном направлении.
Фильтр можно использовать снова, не разбирая, после стерилиза¬
ции горячей водой или паром. Долговечность катушек довольно
велика; фильтр может находиться в производстве несколько не¬
дель без замены катушек.
Фильтрационный эффект преимущественно адсорбционный,
поэтому такой фильтр заменяет прежде всего пластинчатые
426
фильтры для окончательной фильтрации. Преимуществом фильт¬
ров с катушками является небольшой объем, возможность повы¬
шать производительность добавлением новых катушек и незначи¬
тельная трудоемкость. Недостатки заключаются в том, что ка¬
тушки при недостаточной предварительной фильтрации быстро
забиваются. В пивоваренной промышленности нет большого опы¬
та работы с этими фильтрами [13].
ОСВЕТЛЕНИЕ ПИВА В СЕПАРАТОРАХ
Первую большую работу о применении сепараторов для ос¬
ветления пива опубликовал Эльмфельд [14]. Он изучал достоинст¬
ва этого способа на англий¬
ских пивоваренных заводах,
где внедрил центрифугирова¬
ние пива на стокгольмских
заводах. По Эльмфельду,
при центрифугировании уда¬
лялось только 90% дрожжей
от исходного количества в
нефильтрованном пиве. Од¬
нако это было недостаточно
для биологической стойкости
и прозрачности пива, поэто¬
му для дополнительной
фильтрации нужен был
фильтр. Между тем сепара¬
торы были так усовершенст¬
вованы, что теперь можно
достигнуть такой же проз¬
рачности пива, как при ис¬
пользовании фильтромассы.
Требования к сепарато¬
рам для готового пива не¬
сколько выше. При осветле¬
нии пива в сепараторах уг¬
лекислый газ не должен уле¬
тучиваться из него. Кроме
дрожжей нужно удалить так¬
же и другие мелкие микро¬
организмы и тонкодисперги-
рованные вещества, вызыва¬
ющие помутнение пива. Цен¬
трифугирование—это в су¬
щности, ускорение седимен¬
тации. Устранить мелкие
частицы с меньшей плотно¬
стью трудно и это возможно
только при медленном тече¬
Рис. 102. Тарелочный сепаратор (Де Ла¬
валь) в разрезе:
J — насос; 2 — входное отверстие для нефильт¬
рованного пива; 3 — тахометр; 4 — полый вал
для протока пива; 5 —барабан; 6—тарелки;
7 — выходное отверстие для осветленного пнва;
а— масляная ванна.
427
нии пива через сепаратор. В сепараторах старых конструкций
пиво нагревалось на 0,5—3°С и это было недостатком.
В настоящее время для осветления готового пива используют¬
ся исключительно герметически закрытые тарелочные сепарато¬
ры, специально для этого сконструированные (рис. 102). Пива
протекает через сепаратор при постоянном давлении, так что не
бывает потерь углекислого газа, а так как нет доступа воздуха,
то пиво защищено от окисления. Основной частью сепаратора яв¬
ляется барабан, в котором одна над другой на расстоянии 1 мм
размещены конусообразные тарелки. Пиво поступает в барабан
по полому валу снизу, распределяется на тарелках и приблизи¬
тельно при частоте вращения 7000 об/мин тяжелые частицы сме¬
щаются к стенке цилиндра, где и собираются. Из сепаратора пи¬
во вытекает вверху. Необходимое давление 0,3 МПа поддержива¬
ется насосом у выпускного или входного отверстия.
Производительность сепараторов зависит от прозрачности ис¬
ходного пива в лагерном танке и от требуемой степени прозрач¬
ности сепарированного пива. Если пиво должно быть очень
прозрачным, следует уменьшить течение. Производительность се¬
параторов Де Лаваль, которые широко распространены и счита¬
ются стандартными, приведена в табл. 25.
Таблица 25
Производительность сепараторов Де Лаваль
Производительность, гл/(м*-ч)
Тип
Самопроизвольное
опоражнивание
без фильтра
с фильтром
BRH 39-ЗОН
BRH 214-ЗОН
BRHX 213-ЗОН
Не имеется
» »
Имеется
20—30
60—100
70
150—200 '
150—200
Самоочищающиеся сепараторы пригодны для предваритель¬
ной фильтрации очень мутного пива. Барабаны сепараторов имеют
диаметр 400—700 мм, подводимую мощность от 4 до 10 кВт. Бо¬
лее высокая мощность необходима только при запуске сепарато¬
ра, а при работе его потребление электроэнергии несколько
меньше.
Сепаратор сначала наполняют холодной водой, потом приво¬
дят в действие и ожидают, пока будет достигнута требуемая час¬
тота вращения по тахометру. На это требуется от 6 до 8 мин. По¬
том постепенно открывают впускной кран и вода выдавливается
из сепаратора и вытекает через перепускной кран. Как только
начинает поступать пиво, перепускной кран закрывают и откры¬
вают выпускной кран. Потом регулировкой подачи устанавлива¬
428
ют скорость протекания пива (производительность) так, чтобы
пиво имело требуемую прозрачность. По окончании фильтрации-
пиво из сепаратора вытесняется водой.
Конструкционно тарелочный сепаратор имеет небольшое
пространство для осаждения дрожжей и остальных суспензий.
В сепараторе емкостью 4 л можно обработать 1000—1500 гл пива
(в зависимости от прозрачности), после чего его следует опораж¬
нивать. Моют сепараторы следующим образом: 10 мин в обрат¬
ном направлении протекает вода, сначала теплая, потом при-
60°С. При этой температуре их споласкивают 10 мин, одновре¬
менно с этим запускают дважды на короткое время. Мотор вы¬
ключается через 15—20 с после запуска. Споласкивающая вода
вытекает с дрожжами через впускное отверстие. В конце рабочей
недели через сепаратор в обратном направлении 30 мин пропус¬
кают горячий (70°С) раствор 1%-ного едкого натра, при этом се¬
паратор трижды запускают.
Разбирают сепаратор для осмотра деталей и их мойки только-
4—5 раз в год.
Преимущество сепараторов — легкое обслуживание их, не¬
большие потери пива, легкий переход на разные виды пива и
небольшая занимаемая площадь. Хотя сепараторы и довольно¬
дорогие, однако их изготавливают из очень хороших материалов,
изнашиваются они незначительно. При использовании сепарато¬
ров несколько увеличиваются расходы за счет потребления
электроэнергии.
При центрифугировании невозможно освободить пиво от всех
микроорганизмов, однако качества фильтрации можно достиг¬
нуть такого же, как при обычных методах фильтрации. В герме¬
тически закрытых сепараторах не бывает потерь углекислого га¬
за и пенистость пива хорошая. Правда, Де Клерк указывает, что-
устранение некоторых тонких взвесей на сепараторе затрудни¬
тельно и пиво, осветленное на них, склонно к небиологическим
помутнениям.
В Дании, где большой опыт работы с сепараторами, этой
проблемой занимался Мюллер [15]. Он пришел к тем же выводам,
что и Де Клерк, на основе его работы на пивоваренном заводе-
«Карлсберг» осветление пива проводят сначала центрифугирова¬
нием, а затем дополнительно фильтруют на фильтрах с фильтро-
массой. Датское пиво должно иметь высокую коллоидную (небио¬
логическую) стойкость, поэтому необходимо использовать-
дополнительную фильтрацию. На некоторых швейцарских пиво¬
варенных заводах также применяется этот метод.
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
В качестве вспомогательного оборудования при розливе и
фильтрации пива используют смесители пива и компенсаторы^
давления. Прозрачность фильтрованного пива (степень помутне-
420)
ния) за рубежом определяют по фотометру. Из другого вспомога¬
тельного оборудования применяют аппараты для переохлажде¬
ния пива перед розливом и различного типа пивомеры.
СМЕСИТЕЛИ ПИВА
Чтобы обеспечить выравненное качество пива и его непрерыв¬
ный поток, как правило, пиво отбирают из нескольких лагерных
бочек (танков), при этом смешивают в смесителе. Необходимо,
чтобы лагерные бочки (танки), из которых берут пиво, опораж¬
нивались постепенно и пиво из нижней части одной бочки смеши¬
валось с более прозрачным пивом из другой.
Смеситель состоит из нескольких фонарей (от двух до шести),
которые имеют внизу входные патрубки и запорные краны. Вы¬
вод из каждого фонаря выходит под запорным краном в общую
выходную трубку.
В фонаре находится легкий резиновый шар, действующий как
■обратный клапан, а над фонарем кран для выпуска воздуха.
К входному патрубку присоединяется резиновый шланг, который
соединяет смеситель с лагерной бочкой или с танком. Поступаю¬
щее пиво поднимает шар, а воздух придавливает его к дну, так
что шар закрывает отверстие в общую выходную трубку.
Смесители изготовляют передвижными, легкоперемещаюгци-
мися от одной лагерной бочки (танка) к другой. Смесители
должны быть гладкими внутри, легкоразбираемыми и очищае¬
мыми.
КОМПЕНСАТОРЫ ДАВЛЕНИЯ
При поступлении в разливочные машины пиво должно преодо¬
левать сопротивление, возникающее в результате трения в трубо¬
проводах, преодоления высоты подъема, сопротивления в фильт¬
ре и противодавления в разливочной машине. При транспорти¬
ровке пиво должно находиться под давлением, соответствующим
хотя бы избыточному давлению шпунтования, не должно быть
негерметичности, или других отклонений, способствующих поте¬
рям углекислого газа. Преодолеть сопротивление в трубопрово¬
дах только путем повышения давления в лагерной бочке (танке)
невозможно. Поэтому в разливочную линию включается компен¬
сатор давления, который должен быть установлен на определен¬
ное максимальное давление; при повышении давления в разли¬
вочной машине следует уменьшить производительность или иног¬
да прекратить подачу пива вообще, при снижении же давления,
наоборот, надо увеличить подачу пива.
Хорошая работа компенсатора очень важна и для фильтрации
и для розлива. Для подачи пива в настоящее время используют¬
ся центробежные насосы, которые по конструкции проще порш¬
невых и хорошо регулируются. Высказываемые опасения, что в
430
центробежных насосах может выделяться углекислый газ, не¬
обоснованны.
В современных компенсаторах давления насосы соединены
прямо с электромотором (рис. 103). В зависимости от требуемого
давления применяются одно- и четырехступенчатые насосы. Мощ¬
ность их регулируется пу¬
сковым устройством или
специальным клапаном.
Поток пива должен быть
спокойным, без гидравли¬
ческих ударов и регулиро¬
ваться в диапазоне от 0
до 100%. Обычные ком¬
пенсаторы преодолевают
давление до 0,6 МПа, а
специальные многоступен¬
чатые компенсаторы —
более высокое давление.
Компенсатор должен
иметь кран для выпуска
воздуха и точный мано-
МеТР.- Рис. 103. Компенсатор давления (вариатор).
Материал насоса, элек¬
тропроводка и электропу-
сковые устройства должны учитывать специфические условия
лагерного отделения, насос должен быть внутри гладким, легко
поддающимся чистке. Обычно насосы изготавливают из бронзы,
стерилизуют их паром. Компенсаторы изготавливают для любых
требуемых мощностей. В Чехословакии компенсатор сконструи¬
рован на давление 0,6 МПа, он имеет производительность, регу¬
лируемую от 60 до 250 гл/ч.
ПРОТОЧНЫЙ ФОТОМЕТР
Прозрачность фильтрованного пива контролируется, с одной
стороны, в фонаре при выходе из фильтра, с другой — у разливоч¬
ной машины путем налива в пробный стаканчик. Для непрерыв¬
ного контроля были сконструированы различные фотометры, из
которых наиболее известен швейцарский по патенту Зигриста.
Он работает по тому же принципу, что и лабораторные нефело¬
метры, интенсивность помутнения в нем определяется фотоэле¬
ментом. Зигрист усовершенствовал свой прибор, использовав ме¬
тод (Flimmermethode), при котором световой луч проходит в ко¬
роткие интервалы попеременно через контролируемую жидкость
и сравнительную среду. Большая точность достигается тем, что
результат определяется одним фотоэлементом. Слабый фото¬
электрический ток из фотоэлемента, усиленный усилителем, пере¬
носится на контрольное и регистрационное устройства.
431
Фотометр Зигриста используется для определения цвета (ад¬
сорбция света) и помутнений (сравнительное измерение) во мно¬
гих областях химической промышленности, на водоочиститель¬
ных станциях и т. д. На пивоваренных заводах его устанавливают
за фильтром; небольшая часть фильтрованного пива проходит
через тонкую трубку к напорной кювете фотометра и возвраща¬
ется обратно в трубопровод. Влияние цвета пива компенсируется
введением фильтров с разной интенсивностью окраски. Помутне¬
ние определяют по шкале от 0 до 100 и выражают в процентах.
Рис. 104. Фотометр Зигриста с регистрируемой записью.
Исследованием применения фотометра в пивоварении зани¬
мался Джиллерат [6]. Помутнение слабее 15% (по шкале фото¬
метра Зигриста) уже нельзя определять невооруженным глазом.
Из этого вытекает, что более тщательную фильтрацию нельзя
контролировать без фотометра. Величины, определенные фото¬
метром, — это абсолютные числа; на разницу в чувствительности
и воспроизводимости приходится только 0,5%. По Джиллерату,
■степень помутнения колеблется у хорошо фильтрованного пива
■от 11 до 14%. Возможные отклонения при фильтрации регистри¬
руются фотометром (рис. 104). Определять биологическую стой¬
кость пива по данным фотометра невозможно, поскольку он ре¬
гистрирует только интенсивность помутнения без учета того,
вызвано ли помутнение микроорганизмами или другими вещест¬
вами.
Конструкция фотометра Зигриста довольно сложна, однако
обслуживание его просто. Для контроля за качеством фильтра¬
ции и для измерения степени помутнения пива фотометр исполь¬
зуется на многих пивоваренных заводах Швейцарии, ФРГ и дру¬
гих государств. Его стоимость довольно высока.
432
ДОПОЛНИТЕЛЬНЫЕ ОХЛАДИТЕЛИ ПИВА
Для ограничения возможности помутнения пиво непосредст¬
венно перед розливом в бутылки, а иногда перед фильтрацией,
дополнительно охлаждают до температуры около 0°С. При этой
температуре осаждается холодная муть и другие вещества, ко¬
торые при выдержке при обычной температуре около 2°С еще не
выпадают в осадок. Путем фильтрации суспендированные при
0°С вещества удаляют¬
ся довольно легко и бу¬
тылочное пиво стано¬
вится более стойким к
холоду.
Для переохлажде¬
ния используются труб¬
чатые холодильники из
меди или нержавеющей
стали. Это система типа
«труба в трубе»: пиво
протекает по внутрен¬
ней трубе, а в простран¬
стве между трубами в
противотоке протекает
соляной раствор. При
входе и на выходе пива
находятся термометр и
вентиль для регулиров¬
ки скорости течения. Торцы труб предусмотрены съемные, чтобы
трубы можно было чистить. В трубчатых холодильниках пиво
переохлаждается медленно и перемораживание случается редко.
Охлаждающая поверхность должна быть достаточно большой,
поэтому трубчатые холодильники довольно длинные и занимают
много места.
В последнее время используются трубчатые холодильники с
прямым испарением аммиака (рис. 105). Они экономичны, легко
чистятся, на них с помощью автоматического регулятора темпе¬
ратура переохлаждаемого пива устанавливается на требуемую
величину.
Пиво можно переохлаждать и в пластинчатых холодильниках,
подобных холодильникам для охлаждения сусла. В этих холо¬
дильниках пиво протекает очень тонким слоем, что улучшает ус¬
ловия для охлаждения, однако существует опасность замерзания.
Поэтому при охлаждении пива на пластинчатых охладителях те¬
чение пива нельзя прерывать даже на сороткое время и его сле¬
дует, так же как и температуру, постоянно контролировать, луч¬
ше всего с помощью автоматических устройств, что гарантирует
строгое и постоянное соблюдение требуемых параметров.
15—108 433
РАСХОДОМЕРЫ (ПИВОМЕРЫ)
Производительность отдельных видов оборудования и потери
определяют с помощью различных приборов для измерения объе¬
ма протекающего сусла или пива. Конструктивно приборы для
измерения объема пива должны быть выполнены так, чтобы те¬
чение пива было непрерывным и не возникали потери углекисло¬
го газа. Именно поэтому в пивоварении не используются лопаст¬
ные или пропеллерные измерители, а только объемные, которые
кроме того более удобны в эксплуатации.
В Англии и США применяются дисковые пивомеры системы
Bowser. Основной частью такого пивомера является вращающий¬
ся, наклонно расположенный диск, который при вращении пере¬
водит определенный объем пива из места поступления к месту
выхода. Движение наклонного диска передается с помощью пере¬
даточного механизма на суммирующий счетчик. Пивомеры Bow¬
ser изготавливают производительностью до 250 гл/ч и давлением
0,55 МПа. Точность измерения имеет допуск ±0,3%. В Чехосло¬
вакии изготавливают расходомеры подробной конструкции
Hefa.
В ФРГ используют пивомеры фирмы «Ворр и Reuther» под
названием Ovalradzahler. Прибор имеет внутри два овальных
колеса, которые при каждом повороте переносят постоянно одно
и то же количество жидкости со стороны подачи на сторону выхо¬
да. Пивомеры имеют большую круглую шкалу и суммирующий
счетчик. Их поставляют для труб диаметром от 32 до 100 мм и
производительности от 60 до 720 гл/ч. Минимальная производи¬
тельность колеблется около 10% от указанных величин, допусти¬
мое давление до 0,1 МПа.
Точность измерения ±0,2 (до 0,5%).
СПИСОК ИСПОЛЬЗОВАННОЙ
ЛИТЕРАТУРЫ
1. De Clerck J. Bull. Anc. Et. Brasserie, Louvain, 31, 1933, 67.
2. Miihlbauer J., Meduna V. Brauwissenschaft, 12, 1959, 253, 279.
3. Richardt О. C., Helm E. Wochensch. Brau., 51, 1934, 257.
4. Harder F. Wochensch. Brau., 47, 1930, 305.
5. Fassbender F. Mechanische Technologie der Bierbrauerei, Viden, 1885.
6. Salac V., Kahler M. Kvasny prumysl, 1, 1955, 133.
7. Stanek J., Toufar J. Kvasny prumysl, 1, 1955, 143.
8. DepauwW. Schweiz. Brau. Rundsch., 70, 1959, 143.
9. Kol. VUPS. Nove smery ve filtraci piva. Kvasny prumysl, 5, 1959, 50.
10. Gerstl F. Brauwelt, 103, 1963, 1752.
11. Klazar G. Kvasny prumysl, 4, 1957, 76.
12. Obrhel K-, Slozil J., Potesil V. Kvasny prumysl, 8, 1962, 154.
13. Fehrmann K-, Sonntag M. Mechanische Technologie d. Brauerei. Parey. Ber¬
lin, 1963, 355.
14. Elmfeld B. Svenska Bryggareforeningens Monadsblad, 1942, c. 7.
15. Moller O. Brygmesteren, 1953, c. 7.
16. Juillerat A. Schweiz. Brau. Rundsch. 1951, 6. 12.
434
РОЗЛИВ ПИВА В ТРАНСПОРТНУЮ ТАРУ
Розлив готового и фильтрованного пива в транспортную тару
является конечной производственной стадией, которой заканчива¬
ется технологический цикл, и вместе с тем это последняя возмож¬
ность какого-либо исправления пива. На пути от лагерной емкос¬
ти до транспортной бочки или бутылки на качество пива могут
отрицательно повлиять потери углекислого газа, соприкоснове¬
ние с кислородом воздуха, а также возможные биологические
загрязнения.
Основным требованием является обеспечение условий розли¬
ва пива в транспортные бочки или бутылки при наименьших по¬
терях углекислого газа. Это прежде всего требование сохранения
при розливе физико-химического равновесия, установившегося
при дображивании и выдержке. Следующим важным условием
является то, чтобы как при фильтрации, так и при розливе, дав¬
ление не падало ниже величины, отвечающей избыточному дав¬
лению шпунтования в лагерной емкости, из которой пиво разли¬
вается. Одновременно следует избегать резких изменений темпе¬
ратуры и давления. Поэтому работают с противодавлением
воздуха или углекислого газа от 0,07 до 0,15 МПа; при этом в мо¬
мент подачи пива сначала автоматически выравнивается давле¬
ние в транспортном сосуде до величины, которую имеет давление
в сосуде, откуда пиво поступает. Розлив при одинаковом давле¬
нии (изобарическом) необходим для того, чтобы от потерь угле¬
кислого газа не пострадало качество пива и в работе разливоч¬
ных машин не возникали трудности из-за чрезмерного вспенива¬
ния пива.
Как уже было сказано, используемое в практике противодав¬
ление следует выбирать с учетом шпунтового избыточного давле¬
ния в лагерной емкости, при этом оно должно быть тем выше, чем
больше насыщение и выше температура разливаемого пива и чем
больше изменений направления, препятствий и других сопротив¬
лений должно преодолеть пиво в линии розлива. Поэтому пиво-
провод должен быть по возможности прямым, без резких изгибов
и прямоугольных разводок, с одинаковым диаметром кранов по
всей длине и т. п.
Только в последнее десятилетие доказано, что качество пива
может серьезно пострадать от соприкосновения с кислородом воз¬
духа в результате окисления редуцирующих веществ в пиве, со¬
провождаемого изменениями окислительно-восстановительного
потенциала. При обычном розливе в транспортную тару пиво час¬
то соприкасается с воздухом, который при этом растворяется в
нем. Если бутылки заполняются без специального устройства, то
в горлышке бутылки над поверхностью пива остается воздушная
подушка. Если бутылочное пиво пастеризуют, то при высоких
температурах пастеризации окисление за счет воздушной подуш¬
ки происходит быстрее. В пиве, разливаемом при противодавле-
15* 435
нии воздуха, гН возрастает из-за растворения кислорода от ве¬
личины 10—-11, которые пиво имеет в лагерном подвале, до вели¬
чины около 17, которая близка к гН сусла перед сбраживанием
(от 19 до 21).
При окислении редуцирующих веществ кислородом, содержа¬
щемся в пиве, гН хранящегося бутылочного пива снова постепен¬
но падает. Если весь кислород связан, т. е. через 14—20 дней,
гН пива снова устанавливается на исходной величине 10—11.
При изучении окислительно-восстановительных превращений
было доказано, что пиво с этой точки зрения является несовер¬
шенно сбалансированной системой. Де Клерк (1] доказал, что
гН пива быстро растет в присутствии уже незначительного коли¬
чества кислорода, который прежде всего снижает физико-химиче¬
скую стойкость пива. Склонность к образованию помутнений уве¬
личивается с ростом объема кислорода в пиве [2]. Окислению в
пиве прежде всего подвергаются некоторые белки и полифеноль-
ные (дубильные) вещества. Обе эти группы веществ при окисле¬
нии полимеризуются и тем самым в пиве образуется коллоидное
помутнение. При окислении дубильных веществ пиво кроме того
еще и дополнительно окрашивается.
В пиве, находящемся в покое, окисление протекает медленнее,
чем при движении (например, сотрясения при перевозке). Кроме
того, окисление поддерживают высокие температуры, высокий pH
и присутствие ионов тяжелых металлов (медь, железо).
Окисление отрицательно влияет на вкус пива. При окислении
полифенольных веществ и горьких хмелевых веществ (изогуму-
лонов) пиво приобретает неприятный вкус, а при окислении ле¬
тучих веществ хмеля ухудшается также и его запах. Наконец,
присутствие кислорода способствует размножению дрожжей, тем
самым образуются преждевременные дрожжевые помутнения.
В практике влияние окисления определяют не по изменению
окислительно-восстановительного потенциала, а более простыми
методами: или прямым определением содержания воздуха (кис¬
лорода) в пиве манометрическим методом, или определением со¬
держания редуцирующих веществ по индикаторному временному
тесту (ITT), величины которого изменяются с увеличением окис-'
ления.
Наиболее эффективным мероприятием по снижению содержа¬
ния воздуха в пиве является розлив под давлением углекислого
газа. Небольшое количество воздуха (от 2 до 5 мм в бутылке ем¬
костью 0,5 л) можно нейтрализовать, добавляя к пиву сильно
редуцирующее вещество, чаще всего аскорбиновую кислоту. Из
горлышка бутылки воздух устраняется или механическим ударом
по нему или при высоких скоростях розлива ультразвуком. Под¬
робное описание этих способов приведено ниже.
Источником загрязнения при розливе пива в транспортную
тару может быть трубопровод и отдельные элементы линии роз¬
лива, а также сама транспортная тара.
436
Оборудование для розлива очень сложно, поэтому чистить и
дезинфицировать его трудно. Пиво, отделенное от культурных
дрожжей путем фильтрации, менее стойко к загрязнениям. За¬
грязняющие микроорганизмы из оборудования для розлива ак¬
климатизируются в пиве и могут в нем быстро размножаться. По¬
этому загрязнение пива в разливных аппаратах всегда представ¬
ляет серьезную опасность.
При розливе пива в транспортные бочки оно может загряз¬
няться в самих бочках. В старых разливных аппаратах избыточ¬
ное пиво после заполнения бочки снова поступает из бочки в ба¬
рабан наполнителя, и, таким образом, плохо вымытая бочка за¬
грязняет все пиво, имеющееся в барабане.
РОЗЛИВ ПИВА В БОЧКИ
Транспортные бочки для пива — это деревянная или металли¬
ческая тара емкостью 25, 50, 100 и 200 л, наиболее распростра¬
нены бочки емкостью от 25 до 100 л, в то время как бочки боль¬
шего объема используются только для поставок пива крупным
центрам сбыта. В некоторых случаях встречаются бочки ем¬
костью 12,5 л (0,12 гл).
Транспортные бочки имеют стандартную форму. Отверстие
для наполнения, служащее одновременно и отверстием для мой¬
ки, находится в дне бочки. Оно снабжено чугунным или бронзо¬
вым кольцом и закрывается деревянной пробкой (шпунтом) диа¬
метром 44—47 мм. Часто в Чехословакии, главным образом у ме¬
таллических бочек, кольцо имеет нарезку и закрывается ввинчи¬
вающейся металлической пробкой, герметичность которой
обеспечивается за счет дополнительной прокладки. Второе отверс¬
тие бочки, предназначенное для разливного крана, размещается в
одном из доньев, ближе к периметру и закрывается корковой или
деревянной пробкой (40x40 мм). В настоящее время у деревян¬
ных бочек часто, а у металлических всегда, в это второе отверстие
вмонтировано кольцо для укрепления специального устройства
(типа Gunthers — Normal или Herold), играющего роль затвора.
Нижняя узкая часть этого затвора, предназначенная для вве¬
дения иглы разливного крана вплоть до противоположного дна
бочки, тоже закрывается небольшой корковой пробкой диамет¬
ром 16—18 мм. Снаружи затвор защищен от загрязнений алюми¬
ниевой заслонкой.
На каждой транспортной бочке должны быть данные о дейст¬
вительном ее объеме с датой маркировки, номером бочки и на¬
званием предприятия (завода), который выпустил пиво.
Деревянные бочки
В настоящее время в Чехословакии пользуются транспортны¬
ми бочками для пива, изготовленными из колотой или резаной
дубовой клепки. Преимуществом деревянных бочек является то,
437
что они хорошо защищают пиво от резких колебаний температу¬
ры, которая выравнивается в них до температуры окружающей
среды только спустя 24 ч. Наблюдающийся в последнее время
отказ от деревянных бочек не связан только с недостатком каче¬
ственной дубовой клепки; главной причиной являются недостат¬
ки этих бочек по сравнению с алюминиевыми. Прежде всего они
слишком тяжелые (их масса в 3 раза больше, чем алюминиевых
бочек) и это повышает транспортные расходы и затрудняет опе¬
рации при погрузочно-разгрузочных работах. Уход за деревянны¬
ми бочками сложен и дорог. Кроме обычной мойки перед исполь¬
зованием в них надо менять внутреннее смоляное покрытие. Это
требует специального оборудования для рассмоления, смоления
и обкатки просмоленных бочек.
Поврежденные бочки должны ремонтировать бондари — спе¬
циалисты высокой квалификации. Не только при ремонте и смо¬
лении, но и при обычном использовании деревянная бочка не¬
сколько меняет форму, а следовательно, и объем, в результате
бочки следует заново перемерить и перемаркировать согласно
требованиям стандарта. Кроме того, внутренность бочек трудно
содержать в необходимом с биологической точки зрения состоя¬
нии. Даже новое смоление не гарантирует практической стериль¬
ности, поскольку смоляное покрытие при розливе пива легко рас¬
трескивается от противодавления.
Стремясь сэкономить дубовую клепку и снизить массу бочек,
в Чехословакии испытывали бочки из буковой клепки. За грани¬
цей испытывали бочки из прессованных опилок, пропитанных по¬
лиамидной смолой. Применение таких бочек не распространи¬
лось.
Металлические бочки
Металлические транспортные бочки в качестве тары начали
использовать для экспортного пива в начале столетия. Эти пер¬
вые бочки были стальные, эмалированные или лакированные
внутри. Их форма была цилиндрической и сдвоенные стены обра¬
зовывали изоляционную воздушную рубашку. Для транспорти¬
ровки по морю их помещали в деревянную упаковку, чтобы огра¬
ничить резкие изменения температуры пива.
За рубежом металлические бочки стали применять после вто¬
рой мировой войны, в некоторых странах они полностью замени¬
ли деревянные бочки. В Чехословакии металлические бочки ста¬
ли широко применять только в последние годы.
Металлические бочки с простыми стенками, похожие на дере¬
вянные, начали изготавливать из стали и смолить внутри. Их не¬
достаток заключался в том, что смоляная поверхность от ударов
легко отлетала.
В настоящее время преобладают транспортные бочки из алю¬
миниевых сплавов (внутренний слой из чистого алюминия). Они
438
прочнее применявшихся ранее бочек из чистого алюминия и ус¬
тойчивее к ударам. Внутренняя поверхность из чистого алюминия
анодирована, чтобы лучше противостояла коррозии.
Алюминиевые транспортные бочки сваривают из двух поло¬
вин. Их качество в значительной степени зависит от выполнения
сварки. Нарушение герметичности чаще всего наблюдается в
швах у выпускного отверстия, которое больше всего страдает при
транспортировке.
Невозможно абсолютно исключить коррозию алюминиевых
бочек. Она появляется от мойки щелочными средствами и глав¬
ным образом от прокисших остатков пива. Поэтому внутри бочки
покрывают стойкими синтетическими покрытиями (алупласт, ду-
ропласт).
В последнее время за рубежом появились транспортные бочки
из пластических масс, главным образом из полиэтилена (дуро-
лен, бакелор и т. д.). Они легкие, очень прочные и практически
их можно мыть всеми моющими средствами. Большого опыта в
работе с ними пока нет.
МОЙКА БОЧЕК
Транспортные бочки моют и смолят механизированными спо¬
собами. Степень механизации и производительность применяе¬
мого при этом оборудования зависят от объема розлива пива в
бочках.
Оборудование для мойки бочек устанавливают в моечном от¬
делении. Чтобы облегчить погрузочно-разгрузочные операции,
моечное отделение вместе с отделением смоления и розлива дол¬
жны находиться на уровне рамы. Целесообразно наличие в этом
же блоке маркировочного и бондарного отделений, а также хра¬
нилища для бочек, временно изъятых из производства. Линию
для мойки бочек располагают прямолинейно или в виде подковы;
она содержит откупоривающее устройство, машину для мойки
бочек снаружи и внутри, установку для контроля вымытых бочек
внутри и аппарата для проверки герметичности. Вне линии в мо¬
ечном отделении находится машина для осадки обручей, а иног¬
да и аппарат для проверки герметичности бочек.
Полуавтоматические моечные машины
На небольших и средних пивоваренных заводах для наружной
мойки бочек при одновременном наполнении горячей водой ис¬
пользуют, как правило, мойки-полуавтоматы. При применении
таких полуавтоматов внутри бочки промывают отдельно просты¬
ми шприцами.
К моечной машине бочки поступают по роликам. Каждая боч¬
ка сначала подводится под штопор и удаляется пробка. Потом
бочка перемещается для наполнения горячей водой, подача кото-
439
рой включается как только бочка установится в приемник (сед¬
ло) и шприц проникнет в отверстие. Потом бочка моется снару¬
жи на моечной машине, в которой бочка на четырех роликах с
резиновыми прокладками приводится во вращательное движение.
При наружном споласкивании водой бочки, находящейся на ро¬
ликах, рычажное устройство одновременно прижимает две пары
щеток к днищу и бокам бочки. При вращении споласкивается так¬
же бочка внутри водой, которой она была предварительно на¬
полнена. Вымытая снаружи бочка поступает по роликам для внут¬
ренней мойки с помощью шприцев. Каждую бочку вручную ук¬
репляют на вращающемся седле, чтобы шприц проник в отверс¬
тие. В ходе шприцевания бочка должна вращаться, чтобы была
промыта вся внутренняя поверхность. Шприцевание управляется
рычажным механизмом. Сначала бочка промывается горячей во¬
дой, потом холодной. Целесообразно использовать один шприц
для горячей и холодной воды, подача которой регулируется трех¬
ходовым краном.
Описанная моечная машина полуавтоматическая, имеет про¬
изводительность от 40 до 180 бочек в час, привод осуществляется
электромотором мощностью 2,5 кВт.
Автоматические моечные машины
При больших объемах розлива пива в бочках используются
автоматические моечные машины, обеспечивающие как внешнюю
мойку щетками, так и многократную внутреннюю мойку бочки
шприцами на одном автомате (рис. 106). Бочки разной емкости
поступают из-под штопора по роликам к подводящему устройст¬
ву, от которого дальше перемещаются уже автоматически. Мой¬
ка начинается так же, как и на полуавтоматических моечных ма¬
шинах, с наполнения бочек горячей водой с последующей мойкой
с помощью щеток при одновременном споласкивании имеющей¬
ся внутри бочки водой. Для окончательного внутреннего шприце¬
вания бочка подается на шприц с помощью специального центри¬
рующего приспособления, снабженного искателем отверстия для
входа шприца. Обычно бочку шприцуют на двух участках горя¬
чей водой и один раз холодной, биологически чистой, водой. К от¬
дельным шприцам бочки перемещаются автоматически и подача
воды осуществляется с помощью клапана, открываемого массой
самой моющейся бочки.
Автоматические моечные аппараты имеют производительность
от 180 до 220 бочек в час; приводятся в действие электромотором
мощностью 5 кВт через коробку передач с пусковым устройством
для регулировки частоты вращения. Для мойки больших бочек
ход замедляют. Расход горячей воды от 40 до 50 гл/ч, холодной—
от 20 до 25 гл/ч. Время работы каждого шприца (впрыск воды)
длится около 15 с.
440
Для мойки алюминиевых бочек,
масса которых на 2/з меньше массы
деревянных бочек, частота вращения
их при мойке щетками должна быть
снижена и работа клапана для по¬
дачи воды в шприцы должна быть
приспособлена к меньшей массе бо¬
чек, кроме того, алюминиевые бочки
следует предохранять от возможного
подъема при шприцевании (также
из-за их меньшей массы).
Эффективность моющего дейст¬
вия при шприцевании бочек зависит
от давления и температуры воды.
Учитывая то, что впрыскивание воды
производится короткое время (15—
30 с), ее нужно подавать под давле¬
нием не менее 0,2 МПа. Лучше же,
если есть возможность работать с
более высоким давлением, даже дву¬
кратным по сравнению с указанным.
При мойке деревянных бочек, ос¬
моленных смолкой, можно подавать
на моющий шприц воду, нагретую
только до 55—бСГС, вследствие это¬
го большей частью не достигается
удовлетворительная биологическая
чистота транспортных бочек. И с
этой точки зрения лучше всего раз¬
ливать пиво в свежеосмоленные
бочки.
У алюминиевых бочек хорошая
биологическая чистота обеспечивает¬
ся за счет шприцевания водой, на¬
гретой до 90—95°С. При мойке алю¬
миниевых бочек вместо повторного
шприцевания горячей водой вводят
шприцевание 1%-ным раствором ще¬
лочного моющего или дезинфици¬
рующего средства той же темпера¬
туры.
Вымытые транспортные бочки ос¬
матривают внутри с помощью спе¬
циальной электролампы (24 Вт),
снабженной на конце крючком для
удаления корковых пробок (если они
не выпали при мойке). Внутренним
осмотром деревянных бочек опреде-
441
ляют также состояние смоляного покрытия и проверяют у бочки
запах и чистоту.
Герметичность бочек проверяют на специальном аппарате с
помощью сжатого воздуха. Для этого на выпускное отверстие на¬
девают полый конус, вводят воздух (давление 0,2—0,3 МПа) и
бочку погружают в резервуар с водой; если не появляются пу¬
зырьки воздуха, значит бочка герметична.
При просвечивании и контроле герметичности бочки сортиру¬
ют. Хорошие отправляют в отделение розлива; бочки, предназна¬
ченные для смоления, направляют или прямо к бочкосмолочному
аппарату или на промежуточный склад. Там собирают и другие
бочки, требующие бондарного или другого ремонта.
Для транспортировки наполненных бочек от моечных машин
применяют наклонные ролики из стальных труб, реже транспор¬
теры. За рубежом транспортные бочки устанавливают на поддо¬
нах, которые перемещаются с помощью специальных тележек в
склад и далее на погрузку. На поддонах можно разместить от
четырех до восьми пустых бочек или от четырех до шести полных
бочек в зависимости от их массы (объема).
СМОЛЕНИЕ БОЧЕК
Чтобы внутренняя поверхность деревянных бочек была глад¬
кой, хорошо мылась, противостояла соприкосновению пива с дре¬
весиной и одновременно устраняла пористость древесины, бочки
следует смолить пивоваренной смолкой. Смолят новые бочки и
бочки, находящиеся в эксплуатации, как правило, после третьего
или четвертого наполнения. На некоторых пивоваренных заводах
деревянные бочки смолят перед каждым наполнением.
Смоление транспортных бочек включает следующие три
этапа:
а) рассмоление, т. е. чистка бочки от старого смоляного по¬
крытия и одновременно просушивание бочки горячим воздухом
или воздухом, смешанным с продуктами сгорания, кокса или го¬
рючего газа, с температурой от 300 до 350°С, иногда шприцева¬
нием слегка перегретой старой смолкой;
б) собственно смоление, т. е. нанесение расплавленной новой
смолки (от 180 до 210°С) на рассмоленную, т. е. освобожденную
от старой смолки бочку, и устранение смоляных паров из бочки;
в) обкатка осмоленных бочек, чтобы застывающая смола рав¬
номерно расстекалась по поверхности и тем самым не наруша¬
лась равномерная толщина смоляного покрытия.
В настоящее время деревянные бочки повсеместно смолят на
полуавтоматических или автоматических линиях. В полуавтома¬
тических линиях для каждого процесса (рассмоление, смоление
и прокатывание) применяют специальную машину. Машины,
442
входящие в линию, связаны роликовым транспортером, однако
бочки перемещают и устанавливают на отдельных машинах вруч¬
ную. Современные автоматические линии смоления бочек — ли¬
нии с принудительным движением бочек.
Пивоваренная смолка
Основным сырьем для всех видов пивоваренных смол являет¬
ся канифоль. Канифоль — это смола хвойных деревьев, освобож¬
даемая путем дистилляции от всех летучих, сильно пахнущих,
компонентов, главным образом скипидара, душистых соединений
ароматического ряда и летучих кислот. Пивоваренная смолка яв¬
ляется смесью, содержащей кроме канифоли смоляные масла,
жирные масла, парафин или минеральные масла. Если она про¬
зрачная, то является смесью канифоли со светлыми смоляными
маслами, а темная, непрозрачная содержит кроме канифоли па¬
рафин.
Точка плавления пивоваренной смолки находится между 45 и
50°С. Чтобы смоление было технически удовлетворительным и
экономичным, смолка должна образовывать равномерный, тон¬
кий и хорошо прилегающий слой; поэтому при смолении она дол¬
жна быть жидкой, а при охлаждении довольно быстро затверде¬
вать. Смолка со слишком высокой точкой плавления плавится
медленнее, с трудом проникает в поры древесины и при охлаж¬
дении слишком быстро затвердевает. Если смолка имеет слишком
низкую точку плавления, то затвердевает медленно, слой ее не¬
равномерный и, кроме того, она плавится, если пустые бочки ле¬
жат на солнечном месте.
Хорошая смолка не должна влиять на вкус и запах пива, т. е.
должна содержать как можно меньше летучих фракций, которые
легко конденсируются. Важно, чтобы смолка не содержала воды,
которая является причиной выбросов смолки при плавлении и
вспенивании при смолении; осмоленная такой смолкой поверх¬
ность имеет множество пузырьков и углублений. Кроме того,
смолка должна содержать как можно меньше неорганических
примесей, которые портят оборудование для смоления; допусти¬
мое содержание золы должно быть около 0,2%.
Температура смоления колеблется от 180 до 210°С. Для каж¬
дого вида смолки следует выбирать такую температуру, чтобы
при смолении смолка имела необходимую консистенцию, дающую
возможность образовывать на древесине тонкий, хорошо приле¬
гающий слой. При температуре смоления из смолки улетучива¬
ются летучие фракции и тем самым происходят не только потери
в результате испарения, но и химические и физические превраще¬
ния смолки. Поэтому через определенное время состав смолки
исправляют добавлением регенерированной смолки или пара¬
фина. •
Полуавтоматическое смоление
На небольших и средних пивоваренных заводах оборудование
для смоления состоит из аппаратов для рассмоления, смоления и
обкатки осмоленных бочек.
Наиболее распространенный аппарат для рассмоления, назы¬
ваемый в ЧССР «коксовка», представляет собой цилиндрическую
печь с шамотной футеровкой, сверху закрытую полусферической
крышкой из чугуна. Крышка имеет три вывода, два из которых
ведут к рассмоляющим соплам для транспортных бочек и один
(на противоположной стороне) с наконечником — для рассмоле¬
ния лагерных бочек. В печи на решетках в струе воздуха, кото¬
рый подводится под них из воздуходувки, сжигается кокс.
Под соплом низко над уровнем пола смонтировано седло для
установки транспортной бочки. Старая смола стекает при рас-
смолении через половину отверстия, имеющегося в седле, вторая
половина отверстия в седле связана с каналом для оттягивания
газов. Вывод газа для рассмоления лагерных бочек обычно за¬
крыт глухим фланцем, который при рассмолении заменяется пря¬
мым наконечником, вводимым в люк лагерной бочки. При рас¬
смолении лагерную бочку кладут на низкую тележку с роликами,
чтобы легко поворачивать люки к наконечнику и продвигать ее
по рельсам к аппарату для рассмоления.
Перед рассмолением печь затапливают, потом через отверстие
для засыпки в крышке всю ее наполняют коксом и начинают про¬
дувать. Когда весь загруженный кокс накалится, отверстие за¬
крывают. При работе печи необходимо следить за подачей не
только воздуха под решетку, но и вторичного воздуха, чтобы кокс
полностью сжигался до выделения углекислого газа. При недос¬
таточном сжигании может возникнуть угарный газ, который об¬
разует с воздухом взрывные смеси. Кроме того, большой излишек
воздуха тоже может вызвать взрыв, если он по соплу попадет в
бочку и смешается со смоляными парами. По этой же причине
смоляные пары не следует сжигать в топке или выводить в вы¬
тяжную трубу печи, их нужно отводить через самостоятельную
трубу.
Чтобы внутренняя поверхность, особенно около шпунтового
отверстия, при рассмолении не обгорала, нельзя проводить рас-
смоление при температуре выше 300°С. Температуру выходящих
газов из печи можно снижать насыщенным паром, который, про¬
ходя через сопло, перегревается и высушивается. Тем самым мо¬
жно не только снизить температуру, но и ограничить также сжи¬
гание смолы и выжигание бочек.
Кроме так называемых коксовок применяются газовые или
работающие на нефти аппараты, эксплуатация которых без¬
опаснее.
Транспортные бочки на полуавтоматических линиях устанав¬
ливают и снимают с седла сопла вручную. Время рассмоления
444
транспортных бочек зависит от величины бочки и продолжается
1—2 мин. Лагерные бочки рассмоляют около 5 мин. Новая смолка
наносится в рассмоленные бочки в автоматах для смоления с по¬
мощью сжатого воздуха или насоса. Автоматы такого типа имеют
чугунный котел, опущенный под пол отделения для смоления.
Механизм для смоления вмонтирован в крышку котла, с которой
после окончания работ его снимают с помощью полиспаста
или тали.
Важной деталью этого аппарата для нанесения новой смолки
с помощью сжатого воздуха является сифон для смолы, соединен¬
ный, с одной стороны, с разбрызгивающим соплом, и с другой —
со сжатым воздухом. Если сопло не работает, то задвижка сифо¬
на открыта и сифон наполняется расплавленной смолкой. При ус¬
тановке бочки на сопло нажимают на качающийся рычаг и за¬
движка сифона закрывается. При открытии воздушного крана в
сифон попадает сжатый воздух и вытесняет из него через сопло
в бочку всегда одинаковую дозу смолки. Форсунка имеет косо
расположенные отверстия и поэтому вращается под действием
выходящей смолки. Избыточная смолка стекает обратно в котел.
После опоражнивания сифона нажатием на рычажную задвижку
поднимают качающийся рычаг с бочкой, которая при этом отка¬
тывается. Одновременно закрывается подача сжатого воздуха и
открывается задвижка сифона, который снова наполняется
смолкой.
Автоматы для нанесения новой смолки с помощью насоса ра¬
ботают с центробежным насосом, из которого напорные выводы
(от двух до четырех) идут к форсункам, последние медленно вра¬
щаются с помощью червячной передачи от центрального вала.
Форсунки приводятся в действие поднятием ручного рычага.
Автоматы для смоления можно использовать также таким об¬
разом, что старая смолка расплавляется при подаче новой горя¬
чей смолки. Однако в этом случае старая смолка перемешивает¬
ся в котле со свежей смолкой, которую потом надо часто регене¬
рировать. Этого можно избежать, используя аппарат для смоления
с котлом, разделенным на две части. Сначала в бочку пода¬
ют старую смолку, чтобы бочка рассмолилась, а затем переклю¬
чением того же сопла на свежую смолку бочку смолят. Иногда
работают с двумя аппаратами, из которых один служит для рас-
смоления, а другой для смоления. Свежеосмоленные бочки сле¬
дует удерживать во вращательном движении до тех пор, пока
смоляное покрытие в них не затвердеет. Вращательное движение
передается бочкам обкаточным механизмом. По конструкции об¬
каточные механизмы различают дисковые, трубчатые и цепные.
Дисковая обкаточная машина имеет диски, укрепленные на
трех параллельных валах, из которых средний имеет привод от
трансмиссии. Бочки укладывают на четыре диска. Изменяя рас¬
стояние между дисками, можно использовать эти машины и для
лагерных бочек.
445
Трубчатые обкаточные машины состоят из двух стальных
труб, вращающихся в одном направлении от привода с ременной
передачей, от шкива или от электромотора через коробку пере¬
дач. Бочки укладывают со стороны наименьшего расстояния ме¬
жду трубами, и они поступают на другой конец, где их выбрасы¬
вает из обкаточной машины конус, насаженный на верхнюю
трубу.
Цепная обкаточная машина имеет между двумя бесконечны¬
ми цепями подвижно расположенные валики, каждый из которых
несет два диска с зубчатыми шестернями, западающими в гребен¬
ки, укрепленные на конструкции обкаточной машины. Враща¬
тельное и поступательное движение дисков вызывает равномер¬
ное движение цепи вместе с зацеплением зубчатых шестерен. Це¬
пи движутся благодаря дискам, приводимым в действие электро¬
мотором через коробку передач. Обкаточные машины этого типа
применяются в больших отделениях для смоления в комплекте с
автоматическим рассмолением и смолением.
Автоматическое смоление
Автоматические аппараты для рассмоления и смоления при¬
меняются на всех крупных пивоваренных заводах. Автомати¬
ческие аппараты работают в таком же ритме, как автоматиче¬
ские мойки. Бочки в них постепенно переходят с сопла на сопло.
Сначала они рассмоляются, потом в них впрыскивается свежая
смолка, выдуваются смоляные пары, после чего бочки обкатыва¬
ются на цепной обкаточной машине.
Вся система приводится в действие одним электромотором.
Бочки насаживают шпунтовым отверстием на стержень в сед¬
ло Подъемника, движение которого синхронно с движением ма¬
шины. Из этого положения бочка переносится переносчиком на
первое сопло, где внутренняя часть ее высушивается горячим воз¬
духом, подача которого включается при опускании бочки на сед¬
ло. Поскольку воздух подается в обратном направлении, чем по¬
ступают бочки, то в первом сопле он среднетеплый, а на последу¬
ющих соплах становится все горячее. Старая смолка, вытекаю¬
щая из бочек, улавливается, а смоляные пары отсасываются и
поступают в трубу. Смоление нанесением свежей смолки произ¬
водится на предпоследнем участке. В конце линии собирается
излишняя смолка и из осмоленной бочки удаляются смоляные
пары. Осмоленные бочки поступают дальше на обкаточную ма¬
шину.
Горячий воздух для автоматического аппарата получается
чаще всего в нефтяной печи, в которую подается воздуходувкой.
Котел для смолки тоже обогревается нефтью. Свежая смолка на¬
носится сжатым воздухом. Время, необходимое для основатель¬
ного пассмоления и смоления, зависит от размера бочек; его мо¬
жно регулировать. Перемещение бочек с сопла на сопло продол-
446
жается 5—6 с. Время пребывания над соплом регулируется так,
что движение несущего механизма устанавливается на опреде¬
ленное время.
Наряду с автоматическими линиями, предусматривающими
механическое перемещение бочек и рассмоление горячим возду¬
хом, имеются автоматы с гидравлическим перемещением и рас-
смолением бочек горячей смолкой.
Автоматические аппараты для смоления имеют производи¬
тельность от 80 до 300 бочек в час. Расход смолки колеблется от
0,40 до 0,65 кг на 1 гл емкости бочки.
Осмоленные бочки перед использованием опрыскивают холод¬
ной водой. На небольших и средних заводах для этого применяют
простейшие шприцы, на больших заводах — автоматы' с двумя
или тремя шприцами. Эти автоматы обычно расположены так,
чтобы бочки после смоления поступали на мойку. Если имеется
автоматический шприц, то он находится в моечном отделении
рядом с бочкомоечной машиной.
ОБОРУДОВАНИЕ И ПОМЕЩЕНИЕ
ДЛЯ РОЗЛИВА И ХРАНЕНИЯ ПИВА
В БОЧКАХ
Пиво, подготавливаемое для выпуска в торговую сеть, обычно
представляет собой смесь пива одного сорта из нескольких лагер¬
ных емкостей для обеспечения равномерного качества. Кроме то¬
го, пиво обрабатывают фильтрацией, чтобы освободить его от
остатков дрожжей и от мути, которая не полностью седиментиро-
вала при выдержке, и придать готовому пиву сильный блеск. Об¬
рабатывать и разливать пиво следует так, чтобы не было боль¬
ших потерь углекислого газа. Как уже говорилось, при розливе
пива пользуются изобарическим принципом. Одновременно сле¬
дят за тем, чтобы пиво не подвергалось слишком резким измене¬
ниям давления (особенно снижения) и температуры (особенно
повышения) и чтобы в нем не растворялся кислород воздуха.
Для транспортировки пива между отдельными видами обору¬
дования для обработки его перед выпуском на участке от лагер¬
ных емкостей до разливочной машины применяются резиновые
шланги диаметром от 50 до 70 мм. На чехословацких пивоварен¬
ных заводах пиво из лагерных емкостей (бочек, танков) продав¬
ливается через смеситель, компенсатор давления и фильтр прямо
к машине для розлива пива в бочки. За рубежом преобладает
пиво в бутылках, и поэтому розлив ведут из танков с избыточным
давлением.;Кроме того, пиво перед фильтрацией переохлаждают,
чтобы отфильтровался остаток холодной мути. Линия подачи пи¬
ва идет от лагерных танков через смеситель, охладитель, компен¬
сатор давления и фильтр в сборники фильтрованного пива, а из
них в зависимости от потребности уже к разливной машине. Тан¬
ки с избыточным давлением имеют то преимущество, что в них
447
пиво успокаивается и розлив не зависит от фильтрации. В Чехо¬
словакии на больших заводах пиво разливается в бутылки Уакже
из таких танков. Пиво, выпускаемое на экспорт, перед фильтра¬
цией тоже переохлаждается.
Изобарические разливные аппараты
Обычные изобарические аппараты для розлива пива в транс¬
портную тару состоят в основном из резервуара для пива (пив¬
ной котел) и разливочной части (наполнительных трубок). Неко¬
торые аппараты новейших типов сконструированы без резервуа¬
ра (рис. 107), наполнение отдельных транспортных бочек на них
автоматизировано.
Пиво из фильтра или из сборника фильтрованного пива с из¬
быточным давлением при противодавлении от 0,08 до 0,1 МПа по¬
ступает в резервуар разливного автомата. Транспортные бочки
наполняются с помощью разливочного крана, который укреплен
на шпунтовом отверстии и связан с резервуаром тремя отводами:
первая трубка (игла) опускается в бочку до самого дна, следую-
Рис. 107. Разливной аппарат для бочек без резервуара для пива (Ендингер).
щие два — для воздуха. Один из них служит для выравнивания
давления. Прибор смонтирован так, что клапан отвода пива от¬
крывается только после выравнивания давления, и пиво вытека¬
ет из резервуара в бочку самотеком. По второму отводу, выходя¬
щему верхним концом в резервуар, в него поступает воздух, вы¬
тесняемый из бочки пивом, которое в нее поступает. Вблизи боч¬
ки на этом отводе имеется небольшой контрольный фонарь; как
только в нем появляется пиво, это значит, что бочка наполнена.
Для удаления пены, уносимой воздухом, вытесняемым обратно в
1
2
3
4
Рис. 108. Схема распределения воз- Рис. 109. Устройство для стерилиза-
духа и пива (Ендингер): Ции (Енцингер).
1 — стерильный воздух (противодавление):
2—вывод воздуха; 3— сжатый воздух для
автоматического подъема шприцев; 4 —
пнво.
резервуар, и которая может загрязнить пиво в резервуаре раз-
ливного аппарата, ко второму отводу подключается небольшой
резервуар, называемый пеноуловителем. В автоматических раз¬
ливочных аппаратах разливочный кран приводится в действие
сжатым воздухом и управляется одним рычагом.
В обычных разливных аппаратах неудовлетворительным счи¬
тается соприкосновение пива с воздухом на большей поверхности
резервуара разливного аппарата (пивного котла), где пиво мо¬
жет инфицироваться также пеной из транспортных бочек, если
нет пеноуловителя. Соприкосновения пива с воздухом можно пол¬
ностью избежать при розливе с противодавлением углекислого
газа, когда воздух, вытесненный пивом из наполняемого транс¬
портного сосуда, не поступает обратно в резервуар с пивом.
В целях предотвратить окисление пива были сконструированы
разливочные аппараты без резервуара для пива. В них пиво на
танков через разливочный кран поступает прямо в транспортные
бочки и давление и противодавление регулируются автоматиче¬
ски устройством с мембранным клапаном (рис. 108).
44»
9
Э
O'
Устройство для стерилизации оборудования
Из практики известно, что биологическая стойкость пива по¬
вышается в результате стерилизации фильтра после внесения
брикетов. Острый пар для этого непригоден, поскольку вызывает
свертывание массы. Горячая производственная вода не имеет,
как правило, температуру, достаточную для кратковременного
стерилизующего действия.
Фирма «Енцингер» (ФРГ) поставляет оборудование для сте¬
рилизации горячей водой, которое в сущности является теплооб¬
менником (рис. 109). Лучше всего горячая (50°С) производствен¬
ная вода обогревается в нем непрямым паром до 90—95°С и при
этой температуре с помощью насоса в течение 30 мин циркули¬
рует по оборудованию, которое стерилизуется. Стерильная горя¬
чая вода охлаждается потом до 15°С за счет холодной воды, цир¬
кулирующей в теплообменнике. Если воду необходимо охладить
до требуемой по технологическим соображениям температуры
2—4°С, то для циркуляции используют переохлажденную водо¬
проводную воду или рассол.
Целесообразно стерилизовать не только фильтр, но и всю ли¬
нию розлива, включая разливной аппарат. Поэтому аппараты для
стерилизации поставляют не только в стационарном, но и в пе¬
редвижном варианте.
Техника розлива
Когда линия для розлива пива подготовлена и проверена, под¬
ключаются (шприцуются) лагерные бочки, из которых разлива¬
ют пиво. Сначала на край (для отвода воздуха) шпунтового от¬
верстия бочки или к самому высокому месту танка присоединя¬
ют шланг для подачи сжатого воздуха. Если был присоединен
шпунтовой отвод, то перед отключением следует закрыть кран.
Подключение проще у танков, у которых просто отвинчивается
заглушка патрубка и вместо нее после чистки патрубка навинчи¬
вается шланг. Деревянные лагерные бочки подключаются (шпри¬
цуются) через втулочное отверстие в крышке люка бочки с помо¬
щью шприца. Операции могут несколько различаться в зависи¬
мости от способа закрывания втулочного отверстия. Наиболее
простое -— это закрывание корковой пробкой, защищенной сверху
деревянной пробкой. В этом случае предварительно удаляется де¬
ревянная пробка, втулочное отверстие и место вокруг него про¬
мывается и с помощью шприца сильным ударом корковая пробка
вдавливается в бочку и шприц навинчивается на нарезку. Чаще
втулочное отверстие имеет бронзовое кольцо, если последнее име¬
ет клапан с резиновым уплотнением, закрепленным с внутренней
стороны так, что под собственной массой и давлением пива он
прилегает к отверстию бочки, то шприц отводит его внутрь бочки.
Если кольцо закрыто пробкой, то ее надо сначала осторожно
450
ввинтить внутрь бочки. От завинчивания пробки дальше в отвер¬
стие ее удерживает резиновая прокладка и давление пива, толь¬
ко после введения шприца она вдавливается в бочку. Шприц при
шприцевании лагерной бочки остается полуоткрытым, чтобы из
него удалился воздух. При такой длине и изгибе шприца можно
удалять пиво из бочки почти полностью.
Из лагерных аппаратов пиво течет при открытии подачи сжа¬
того воздуха и крана шприца в смесительный шланг, из которого
оно выжимает воздух. Воздух удаляется через краны на фонарях
смесителя; краны могут быть открыты до тех пор, пока не будет
удален весь воздух и пена. В фонарях следят за прозрачностью
пива из отдельных лагерных емкостей, а также за скоростью про¬
текания пива по движению резинового затвора (шара) или кла¬
пана. Скорость протекания регулируется в зависимости от необ¬
ходимости путем прикручивания кранов.
Из смесителя пиво по общей трубе через компенсатор давле¬
ния поступает в фильтр. Чтобы пиво преодолело сопротивление
фильтра, давление в трубопроводе повышается до 0,1—0,15 МПа.
Поршневые компенсаторы регулируют давление транспортируемо¬
го пива после установления требуемой производительности с по¬
мощью противодавления в определенных пределах автоматиче¬
ски. У центробежных насосов количество подаваемого пива регу¬
лируется изменением частоты вращения насоса.
При использовании обычных фильтров с фильтромассой пиво
из них удаляют водой. Чтобы не было лишних потерь, см арочное
пиво, образующееся при пуске фильтра, улавливается так же,
как и такое же пиво, образующееся после окончания фильтрации.
Пиво, подготовленное для выпуска, разливается непосредст¬
венно в транспортные бочки или поступает в танки с избыточ¬
ным давлением (сборники фильтрованного пива) и из них разли¬
вается.
На изобарических аппаратах пиво начинают разливать, когда
резервуар наполнен пивом до половины. Транспортные бочки ус¬
танавливают в седла под разливочной головкой аппарата шпун¬
товым отверстием кверху. Нажатием рычага вводится сжатый
воздух (от 0,1 до 0,15 МПа) через трехходовой кран над поршнем
в напорном цилиндре, под действием которого разливочная го¬
ловка опускается и плотно прижимается к шпунтовому отверстию
бочки и давление обеспечивает тесное соединение с внутренно¬
стью бочки. В то время как наполнительная трубка постепенно
опускается в бочку, выравнивается давление в бочке с давлением
в резервуаре. При прикосновении трубки к дну бочки открывает¬
ся пивной клапан и бочка начинает наполняться пивом. Потом
открывается отвод для обратного воздуха. Как только в конт¬
рольном фонаре покажется пиво, бочка наполнена. Поворотом
рычага в обратную сторону впускается воздух под поршень в на¬
порном цилиндре и тем самым разливочная головка поднимается.
Пока наполнительная трубка поднимается, пиво еще продолжает
451
поступать и дополняет объем, который занимала в бочке трубка.
Только когда бочка наполнена полностью, головка поднимается.
Бочка тотчас закрывается пробкой.
Помещение для розлива и хранения пива
в бочках
После появления искусственного (машинного) охлаждения
стало возможным отделения розлива организовывать на уровне
погрузочной рампы и вблизи моечного отделения уже как хорошо
изолированные помещения, в которых температура поддержива¬
лась на уровне 5—6°С. Пол в отделении розлива должен быть ас¬
фальтовым.
Аппараты для розлива пива в бочки в больших отделениях
розлива устанавливаются рядом. Бочки из моечного отделения
поступают к разливным аппаратам по роликовому транспортеру.
Помещение должно быть просторным для создания запаса вымы¬
тых бочек. Наполненные бочки откатываются от разливной маши¬
ны в направлении склада хранения пива в бочках.
Примыкающий к помещению цеха розлива пива склад для
пива в бочках должен тоже охлаждаться. Его площадь должна
обеспечивать прием и хранение пива, разлитого в бочки, за 1—
2 дня. Склад должен иметь в стене у пола небольшие проемы для
погрузки пива на транспорт через рампу (платформу). В поме¬
щении склада в направлении проемов устанавливаются ролико¬
вые транспортеры, на которых бочки с пивом подготавливают для
отпуска.
СПИСОК ИСПОЛЬЗОВАННОЙ
ЛИТЕРАТУРЫ
1. De Clerck J. Bull Ass. Anc. Et. Brasserie, Louvain, 34, 1934, 56, 78; 35, 1935,
23.
2. Laneau M. R., Rossier M. S. Petit Journ. Brass., 946, 1937; ref. Wochenschr.
Brau., 59, 1942, 232.
3. De Clerck J. Cours de Brasserie 2 vyd., 1962.
РОЗЛИВ ПИВА В БУТЫЛКИ
В настоящее время на пивоваренных заводах ЧССР ежегодно
выпускается около 1,5 млрд. бутылок пива. В некоторых промыш¬
ленно развитых государствах выпуск бутылочного пива достиг
90%, а в Дании, например, 98% от общего выпуска.
В объеме данной,книги нет возможности рассмотреть пробле¬
мы розлива пива в бутылки более широко. Поэтому уделяется
внимание главным образом технологическим вопросам и из ис¬
пользуемого оборудования описываются только стандартные ма¬
шины, пригодные для условий Чехословакии, с выделением рабо¬
ты машин, важных для техники мойки бутылок и розлива пива.
452
ОБОРУДОВАНИЕ ОТДЕЛЕНИЯ
РОЗЛИВА ПИВА В БУТЫЛКИ
Отделения розлива пива в бутылки представляют собой по
существу самостоятельное производство. На действующих заво¬
дах они были построены заново и предусматривают непрерывную
работу по всему процессу от приемки бутылок в склады и пода¬
чи их к линиям розлива до отгрузки готовой продукции. Склады
тары и готовой продукции должны быть достаточно большими,
чтобы их хватило не только для резерва, необходимого для не¬
прерывного производства, но также и для повышенного выпуска
пива в летние месяцы. Поэтому часто строят отделения розлива
с размещением складов для пустых и полных бутылок на первом
этаже, а линий розлива — на втором. Если места достаточно, ли¬
нии розлива могут быть расположены на одном этаже со склада¬
ми; однако лучше размещать их на втором этаже, так как он ос¬
вещен и легко проветривается. Важно чтобы транспортировка та¬
ры и продукции в отделении была непрерывной и полностью ме¬
ханизированной. В реконструированных, приспосабливаемых ста¬
рых помещениях под отделения розлива компоновка машин и
транспортировка бутылок бывают затруднены и вследствие этого
производство часто связан о с высокими производственными рас¬
ходами.
Склады тары и готовой продукции должны быть просторны¬
ми, хорошо освещенными с хорошим полом.
Оборудование отделения розлива состоит из сборников филь¬
трованного пива (напорных танков), размещенных в хорошо
изолированном охлаждаемом помещении, моечных машин, раз¬
ливных и укупорочных машин и в зависимости от масштабов про¬
изводства из другого вспомогательного оборудования. Помеще¬
ние отделения розлива должно отвечать требованиям гигиены,
должно быть светлым, хорошо проветриваемым, с прочным по¬
лом. Электроэнергию, холодную и теплую воду следует подавать
в соответствии с производительностью оборудования. Канализа¬
ция тоже должна соответствовать мощности линий розлива, осо¬
бенно моечных машин, где сточные приемники должны свободно
принимать стоки, выпускаемые из резервуаров моечной машины
при мойке.
Компоновка отдельных машин линий розлива и их соединения
транспортными устройствами могут быть различными, они долж¬
ны быть приспособлены к размерам помещения и машин.
Сборники фильтрованного пива
В крупных отделениях розлива пиво после фильтрации посту¬
пает в сборники. Это выгодно потому, что при наличии сборников
розлив в бутылки в отделении розлива не зависит от работы
фильтрационного отделения, что особенно важно в ночные смены,
453
а также потому, что пиво в сборнике успокаивается и потом луч
ше разливается. Сборники фильтрованного пива должны нахо¬
диться в хорошо изолированных помещениях, охлаждаемых до
2°С. Они должны быть на одном уровне с линией розлива и в не¬
посредственной близости от нее, чтобы трубопровод был корот¬
ким без излишних изгибов.
Сборники фильтрованного пива имеют большую нагрузку, чем
лагерные танки, поэтому они обычно более прочной конструкции
и рассчитаны на производственное давление 0,25—0,3 МПа. Боль¬
шей частью в качестве сборников используют емкости стальные
эмалированные или из нержавеющей стали. Алюминиевые танки
менее пригодны; их надо было бы изготовлять из особо толстых
листов. Лучше всего подходят вертикальные танки, поскольку по¬
верхность соприкосновения пива с воздухом в них меньше, чем в
горизонтальном. Размер (объем) сборников должен быть приспо¬
соблен к производительности линий розлива и количеству разли¬
ваемых сортов пива. Лучше пользоваться сборниками меньшего
объема, чтобы можно было разливать без перерывов, главным
образом там, где в одну смену разливают несколько видов пива.
Сборники всегда заполняют с использованием противодав¬
ления. Сначала в них вводится сжатый воздух и создается избы¬
точное давление, соответствующее шпунтовому давлению, и толь¬
ко потом начинают заполнять пивом. Сборники фильтрованного
пива имеют предохранительный клапан, похожий на клапан
шпунтаппарата. При наполнении пивом воздух удаляется через
этот клапан и обеспечивает условия, при которых давление в
танке остается одинаковым и из пива не выделяется углекислый
газ.
Сборники фильтрованного пива соединяются с разливным ап¬
паратом через смеситель или другое устройство, предотвращаю¬
щее проникновение воздуха в трубопровод. Стеклянные уровне¬
меры для определения уровня пива в танке не применяются, они
заменяются датчиками.
Чтобы ограничить окисление пива, сборники часто заполня¬
ются углекислым газом, получаемым при главном брожении, и
пиво вытесняется им же из лагерного танка, а затем из самого
сборника. Воздух для противодавления должен быть так же, как
при розливе в бочки, хорошо отфильтрован и не должен содер¬
жать следов масла.
Моечные машины
Бутылки, возвращаемые потребителями, загрязнены, поэтому
перед использованием их надо хорошо вымыть. Новые бутылки
со стеклозаводов тоже следует мыть. Для мойки бутылок в по¬
следнее время стали использовать шприцевые машины без ерше-
вания и отмочки; функция ершевания заменена сильными многот
454
кратно повторяемыми впрыскиваниями теплой воды и горячей
щелочи.
Шприцевые моечные машины до сих пор применяются там,
где речь идет об очень небольшой производительности. Это или
барабанная («Ротоплана») или конвейерная («Дельта») маши¬
ны. В зависимости от размеров она делает от 20 до 40 впрыски¬
ваний водных или щелочных растворов под давлением от 0,2 до
0,35 МПа. Бутылки шприцуют внутри и споласкивают снаружи
сначала теплой водой, получаемой при охлаждении бутылок пос¬
ле щелочной ванны, потом водой температурой 40°С и после та¬
кого подогрева горячей щелочью температурой от 50 до 65°С.
После впрыскивания щелочь снова возвращается в резервуар,
где подогревается паром. Щелочные впрыскивания наиболее час¬
тые; после этого бутылка споласкивается горячей, потом теплой
водой и перед выходом из моечной машины охлаждается впрыс¬
киванием биологически чистой холодной воды. Температурные
перепады не должны быть резкими; при большой разнице темпе¬
ратур (свыше 40°С) бутылки трескаются. В барабанные мойки
бутылки помещают и извлекают из них вручную, в конвейерные
мойки бутылки подаются автоматически. Производительность
шприцевых моечных машин колеблется в зависимости от объема
и числа впрыскиваний между 2000 и 3000 бутылок в час; бутылка
проходит через машину за 4—6 мин. Машины обоих указанных
систем более подробно описаны в книге «Технология солода и
пива», ч. II, с. 218.
Мойка бутылок одним шприцеванием без отмачивания доста¬
точна для бутылок малозагрязненных. Засохшую грязь и пленку
пива нельзя удалить без предварительного отмачивания. Поэтому
были сконструированы комбинированные отмочно-шприцевые
машины, которыми широко пользуются в Средней Европе. От
введения щеточных систем в моечный процесс в Европе отказа¬
лись, Ими пользуются в некоторых случаях в США и тропических
странах, где этого требуют местные условия. Это явилось след¬
ствием того, что, с одной стороны, щетки при современных боль¬
ших мощностях моечных машин быстро изнашивались, а с дру¬
гой — они легко переносили некоторые загрязнения, например
масло с бутылки на бутылку. Небольшие щеточные моечные ма¬
шины в настоящее время применяются для мойки особо загряз¬
ненных бутылок.
Принцип мойки бутылок у всех отмочно-шприцевых машин
приблизительно одинаков. Бутылки замачиваются в горячей во¬
де, потом поступают в одну или несколько щелочных ванн разной
концентрации и температуры, очищаются от этикеток и в шпри-
цевой части промываются внутри сильной струей горячей щелочи,
споласкиваются теплой и охлаждающей водой. При внутренних
впрыскиваниях они одновременно споласкиваются снаружи, од¬
нако, более слабой струей щелочи или воды. Комбинированные
отмочно-шприцевые моечные машины бывают конвейерного типа
455
с загрузочным устройством, а у более простых конструкций ма¬
шин бутылки в нижней части смачиваются, а в верхней — шпри¬
цуются.
Прохождение бутылки через машину продолжается от
15 до 30 мин и около половины этого времени используется на ин¬
тенсивное отмачивание. При температурах 60—65°С и при ис¬
пользовании хороших моющих средств растворяются и отстают
засохшие загрязнения, которые потом удаляются воздействием
сильных впрыскиваний.
Простейшие моечные аппараты этого типа имеют вход и вы¬
ход бутылок с одной торцовой стороны. Бутылки укладываются
или автоматически загружаются в кассеты. Кассеты подвешены
на бесконечной цепи, которая вводит их снизу в зону отмачива¬
ния и потом наверху проходит через зону шприцевания. Движе¬
ние кассет непрерывно. В зоне шприцевания бутылки, поверну¬
тые горлышком вниз, останавливаются точно над форсунками. Ап¬
параты некоторых конструкций имеют непрерывное движение, и
форсунки следуют за бутылками в течение всего времени шпри¬
цевания. Производительность моечных машин зависит от количе¬
ства бутылок в ряду, поступающем в машину (8, 12, 16 и 24 бу¬
тылки) и колеблется между 4000—12 000 в час. В Чехословакии
наиболее распространенные моечные машины «Нама 12/05» име¬
ют в ряду 12 бутылок и производительность 6000 бутылок в час.
Для автоматизированного производства имеется новая моечная
машина «Нама 24». На рис. 110 изображен переходный тип «На¬
ма 18».
Моечная машина «Нама 24» имеет конвейерную конструкцию
и состоит из пяти частей. Вход и выход бутылок с одной стороны.
Машина «Нама 24» предназначена для мойки стандартных буты¬
лок диаметром от 58 до 100 мм, высотой от 160 до 290 мм. Бутыл¬
ки загружаются и выгружаются пластинчатым транспортером,
подача бутылок в машину и на отгрузочный транспортер автома¬
тизированы.
Основные части моечной машины и рабочие операции:
аккумуляторный стол;
автоматическая загрузка бутылок в кассеты моечной машины;
предварительное шприцевание бутылок водой при температу¬
ре 35—45°С;
продолжительное отмачивание бутылок в щелочной ванне при
температуре 55—60°С;
отмачивание этикеток с бутылок щелочным раствором темпе¬
ратурой 60°С и вывод их из мойки в специальный приемник;
отмачивание бутылок в горячей щелочной ванне при темпера¬
туре 70—75°С;
внутренняя и наружная мойка щелочным раствором темпера¬
турой 80—85°С;
мойка бутылок от щелочных остатков, наружное ополаскива¬
ние и внутреннее шприцевание водой температурой 50°С;
456
наружное и внутреннее шприцевание бутылок теплой водой
температурой 50—35°С;
внутреннее шприцевание бутылки с наружным ополаскивани¬
ем охлаждающей водой температурбй 10—15°С.
внутреннее шприцевание биологически чистой водой;
автоматическая выгрузка на ленточный транспортер.
Щелочные растворы и теплая вода подаются насосами. В цикл
моечных растворов включено фильтрационное устройство, кото¬
рое после щелочной ванны отклеенные этикетки направляет в
приемник. Ванна постоянно дополняется выходящей теплой во¬
дой для предварительного отмачивания бутылок.
Все емкости моечной машины имеют обогрев змеевиками и,
кроме того, каждый резервуар снабжен пароструйным инжекто¬
ром для прямого обогрева при начальном подогреве бутылок. Во
избежание колебаний температуры, главным образом шприцуе¬
мых моечных растворов, моечная машина снабжена регулятора¬
ми температуры. В торце мойки помещен щит приборов, на кото¬
ром можно контролировать температуру и давление вводимых
растворов. Время прохождения бутылки через машину от 15 до
20 мин. Производительность моечной машины 12 000 бутылок в
час можно регулировать бесступенчатой передачей в диапазоне
20%.
Для больших мощностей или особых требований сконструиро¬
ваны моечные машины с отмачиванием в нескольких камерах.
Продолжительным и хорошим отмачиванием в моющем растворе
с хорошими смачивающими и растворяющими свойствами до¬
стигают большого эффекта мойки. После этого часто достаточно
только шприцевания теплой и холодной водой, а щелочные впры¬
скивания можно опустить. Моечные машины некоторых конструк¬
ций имеют отмочные камеры в самостоятельной машине, а сек¬
ция шприцевания расположена за секцией отмачивания. Моечные
машины такой конструкции применяются главным образом в
США. В Европе предпочитают объединение обоих процессов в
одной машине, хотя такие агрегаты получаются очень длинные.
Моечная машина «Тропа» (Енцингер-Унион) (рис. 111) явля¬
ется типовой, применяемой в Европе. Эти машины имеют произ¬
водительность от 12 000 до 20 000 бутылок в час; они бывают
оснащены дистанционной подачей бутылок с первого этажа на
второй.
Мойка происходит по следующей схеме:
автоматизированная дистанционная подача бутылок в ма¬
шину;
опоражнивание бутылок и спуск к шприцеванию;
шприцевание теплой водой (1 = 38°С);
щелочная ванна I (^ = 60°C);
щелочная ванна II (^ = 75°С);
щелочная ванна III (1=75°С);
ванна воды при {(£ = 55ч-60°С) (выполаскивание щелока)]:
458
ополаскивание теплой
водой (^ = 55ч-60°С);
шприцевание и ополас¬
кивание теплой водой под
высоким давлением;
циркуляционное опо¬
ласкивание водой (t =
= 15-^20°С);
шприцевание холодной
водой (/=8-^12°С);
автоматическая вы¬
грузка бутылок;
отвод бутылок плас¬
тинчатым транспортером;
просвечивание и конт¬
роль выгружаемых буты¬
лок.
Движением бутылок в
ваннах с четырехкратным
наполнением и опоражни¬
ванием, наружным опола¬
скиванием и шприцевани¬
ем достигают механиче¬
ских воздействий, которые
вместе с физико-химиче¬
ским действием моющих
жидкостей гарантируют
биологическую чистоту бу¬
тылок. При случайном
снижении температуры
ниже границы бактерио¬
логической активности
моечная машина автома¬
тически останавливается
П].
Автоматические отмоч-
но-шприцевые моечные
машины разных марок по¬
чти не отличаются конст¬
рукцией, однако часто
имеют разные устройства,
которые улучшают работу
и облегчают эксплуата¬
цию моечных машин, на¬
пример надежное центри¬
рование или вращение
шприцев, хорошее удале¬
ние этикеток, легкое изъя-
459
тие и чистка сопел и т. д. Современные моечные машины работа¬
ют автоматически, обслуживание их ограничивается надзором и
контролем за чистотой бутылок. Производительность машин мож¬
но регулировать так, чтобы при мойке особенно загрязненных бу¬
тылок движение их можно было замедлить, не изменяя интенсив¬
ность шприцевания. Моечные машины должны иметь предохра¬
нитель для остановки движения, если возникает какое-нибудь
непреодолимое препятствие. Их следует оснащать совершенными
контрольными, регистрирующими и сигнализирующими прибора¬
ми и температурные перепады выбирать так, чтобы бутылки не
лопались. Бутылки, выходящие из моечной машины, должны быть
внутри абсолютно чистыми. Требуется, чтобы они были практи¬
чески стерильными, т. е. не содержали живых микроорганизмов,
что могло бы привести к вторичному загрязнению в бутылках,
наполненных пивом.
С экономической точки зрения важен расход воды, пара и
электрической энергии. Расход воды можно снизить соответству¬
ющей циркуляцией растворов и споласкивающей воды. Эконо¬
мия имеет значение там, где стоимость производственной воды
высокая. Расход тепла зависит от температуры бутылок, посту¬
пающих в машину; поэтому зимой он выше, чем летом. Расход
электрической энергии довольно высок. Подводимая мощность
зависит от усилий, необходимых для перемещения бутылок, ко¬
личества и мощности насосов. Расход электроэнергии на 1000 бу¬
тылок в час снижается с возрастанием производительности моеч¬
ной машины, как это приведено ниже (данные завода «Енцингер»
для отмочно-шприцевой моечной машины Kiwelle).
Производительность, бутылок в час 3000 6000 8000 12000 24000
Подводимая мощность, кВт 9 23 26 37 75
Расход пара под давлением 0,3 МПа, кг/ч 150 300 380 550 1200
Расход воды, м3/ч 3 6 7,5 8,5 Ю
Чехословацкая моечная машина «Нама» производительно¬
стью 6000 и 12 000 бутылок в час потребляет электроэнергии поч¬
ти столько же.
Чтобы обеспечить хорошую работу моечной машины, необхо¬
димо соблюдать рекомендуемую заводом-изготовителем концент¬
рацию и температуру моечных щелочных растворов, и температу¬
ру впрыскиваний воды и растворов. Работа форсунок должна
контролироваться несколько раз в смену и при каждом запуске
машин. Форсунки легко забиваются; при большой нагрузке обыч¬
но в конце недели весь набор форсунок заменяется на вычищен¬
ные. Один или 2 раза в неделю из поддонов моечных машин уда¬
ляются осколки бутылок и другие загрязнения.
Если используется жесткая вода, то внутри моечных машин
быстро осаждается накипь или другие наросты из кальциевых и
магниевых солей. Тем самым в машинах возникают нежелатель¬
ные препятствия, затрудняющие работу моечных машин. Меха¬
ническое удаление накипи и наростов затруднительно, а при хи¬
460
мическом растворении их иногда одновременно корродируют и
тонкие металлические стены самой машины. Поэтому за рубежом
воду для мойки на высокопроизводительных моечных машинах
иногда умягчают.
Контроль чистоты бутылок
Чистота бутылок, выходящих из моечных машин, контролиру¬
ется просвечиванием. У небольших моечных машин производи¬
тельностью до 6000 бутылок в час бутылки просвечиваются непо¬
средственно при выгрузке из машины; однако чаще просвечива¬
ющее устройство устанавливается между моечной и разливной
машинами. Бутылки, поступающие пластинчатым транспортером
к разливной машине, проходят вдоль белой сильно освещенной
стены и просвечиваются отраженными световыми лучами. Круп¬
ные загрязнения или инородные тела определяются визуально и
такие бутылки бракуются. На некоторых устройствах бутылки
приводятся в круговое движение и просвечиваются лучами, вы¬
ходящими из нескольких ламп в разном направлении. Контроль
бутылок путем просвечивания очень утомляет зрение и поэтому
работники, занятые на этой операции, должны чередоваться.
Описанным образом могут контролироваться бутылки из не¬
больших или менее совершенных моечных машин. У моечных ма¬
шин большой производительности контроль просвечиванием про¬
блематичен; требуется очень сложное оборудование, поскольку
более 6000 бутылок в час один работник проконтролировать не
сможет. Предполагается, что в таких машинах при продолжи¬
тельном действии горячей щелочи полностью погибают микроор¬
ганизмы и достаточно хорошо разлагаются загрязнения, так что
с учетом последующего шприцевания достигается такая степень
чистоты бутылок, что нет необходимости в контроле за качеством
их мойки.
В последнее время в США испытывают автоматический конт¬
рольный прибор, с помощью которого контролируются главным
образом наполненные бутылки. Он работает с оптическими, элек¬
тронными и механическими элементами. В этом приборе сильный
световой луч, проходящий через бутылку, улавливает даже мел¬
кие механические загрязнения, кусочки пробки и т. д. Непосред¬
ственно перед просвечиванием бутылки приводятся во враща¬
тельное движение; при самом просвечивании бутылки находятся
в покое, а пиво в них продолжает еще вращаться. Таким образом
фиксируются частицы, которые движутся в пиве и отличаются от
неровностей стекла. Бракованные бутылки автоматически удаля¬
ются. Это довольно сложное устройство имеет производитель¬
ность около 9000 бутылок в час, поэтому на больших заводах
следует устанавливать несколько штук таких устройств [2]. В Ев¬
ропе нет опыта работы с таким оборудованием для контроля бу¬
тылок.
461
Выборочный лабораторный контроль качества мойки бутылок
следует проводить один раз в неделю. При этом у некоторых бу¬
тылок, взятых из одной партии, проверяют биологическую чисто¬
ту, а у остальных проверяют наличие следов щелочи при смыве
бутылок водой.
Моющие средства
К эффективности действия моющих средств предъявляются
•серьезные требования. Выше уже отмечалось, что в моечные ма¬
шины нельзя загружать бутылки из-под керосина, масел или жи¬
ров, а также загрязненные известью. Однако и в остальных воз¬
вращенных потребителем бутылках с помощью моющих средств
необходимо удалить большое количество засохших и часто запле¬
сневелых остатков пива (пленок), пыли, загрязнений разного
происхождения, клея от этикеток и т. п. Одновременно от мою¬
щих средств требуется высокая бактерицидная активность при
температуре, допустимой для мойки стеклотары.
В производстве следует точно соблюдать даваемые заводом-
изготовителем для обслуживания каждой отдельной моечной ма¬
шины требования инструкции по применению температуры и кон¬
центрации моющих растворов. Физико-химическая и бактерицид¬
ная активность моющих средств пропорциональна концентрации
и температуре и должна соответствовать конструкции и произво¬
дительности данного типа моечной машины. Моющие средства
должны обладать хорошими смачивающими, эмульгирующими и
растворяющими свойствами. Более подробно они описаны в главе
■о мойке и дезинфекции, где, в частности, приведены также данные
■о добавках, повышающих смачивающую и эмульгирующую спо¬
собность моющих средств, добавках от коррозии металлов и для
осаждения компонентов жесткости воды (образование накипи).
В практике наиболее надежным моющим средством пока оста¬
ется едкий натр (NaOH), к которому можно добавлять указанные
добавки. При температурах около 60°С достаточно эффективным
является 2%-ный раствор NaOH. При мойке более чистых буты¬
лок (при более быстром обращении их) концентрацию щелочи
можно снизить до 1%. Моющие средства, обычно поставляемые
химическими заводами, изготавливаются из щелочных отходов
этих заводов. Это большей частью комбинированные средства,
часто очень активные. Моющие средства чехословацкого произ¬
водства алкон А изучала Герликова (3]. Это комбинированное
щелочное средство с едким натром в качестве основного компо¬
нента с добавками, повышающими смачивающую, эмульгирую¬
щую и антикоррозионную способность, и с добавками, облегчаю¬
щими споласкивание чистых бутылок. При 60°С алкон А имеет
очень хорошие моющие свойства и высокую бактерицидную ак¬
тивность. Герликова рекомендует для мойки бутылок смесь, со-
462
ответствующую по массе 3Д алкона и 74 NaOH в виде 1 % -ного
раствора.
Активность моющих растворов в процессе производства посте¬
пенно снижается из-за расхода активного компонента в результа¬
те растворения загрязнений, загрязнения моющего раствора рас¬
творившимися веществами, главным образом клеями, и посте¬
пенного разбавления остатками воды, переносимыми в бутылках.
При прямом обогреве паром моющие растворы разбавляются
также конденсированной водой. Поэтому необходимо постоянно
следить за концентрацией и щелочностью моющего раствора и
при снижении увеличивать их путем добавления рассчитанного
количества свежего моющего средства или активного компонен¬
та его.
Контроль с помощью ареометра не надежен, поскольку плот¬
ность возрастает также с увеличением содержания растворенных
веществ. Более надежен непрерывный контроль pH растворов.
Активность щелочей повышается пропорционально росту pH; ве¬
личина эта должна приближаться к 11,5. Обычно щелочность
контролируется титрованием 0,1 н. раствором серной кислоты или
же соляной по фенолфталеину. Необходимая добавка активного
вещества моющего раствора для доведения до требуемой его кон¬
центрации определяется из таблицы пересчетом на объем ванны
моющей машины. Для контроля моющих растворов прямо в про¬
изводстве Калер [4] разработал метод определения добавки ще¬
лочи для необходимого повышения щелочности по окраске сме¬
шанного индикатора.
Добавленные средства предварительно следует растворить в
воде или измельчить; целыми кусками добавлять нельзя. Спустя
определенное время все содержимое щелочной ванны следует за¬
менить. Его применимость зависит от степени загрязнения буты¬
лок, от количества этикеток и клея, от размера щелочных резер¬
вуаров и т. д. Лучше всего заменять моющие растворы своевре¬
менно, поскольку если они очень загрязнены, то забивают
форсунки и хуже промываются бутылки.
Вода для шприцевания бутылок
Для последних двух споласкиваний бутылок в моечных ма¬
шинах используется чистая водопроводная вода. Основное требо¬
вание к воде — содержание в ней не более 100 микроорганизмов
в 1 мл и отсутствие запаха. Если используется хлорированная
вода, то ее нужно полностью дехлорировать. Поскольку при по¬
следнем шприцевании бутылки также охлаждаются, вода долж¬
на иметь температуру не выше 10°С. Она не должна быть слиш¬
ком жесткой, чтобы на бутылках не образовывался налет, кото¬
рый после высыхания портит внешний вид бутылки. Из моечной
машины бутылки должны выходить блестящими, чистыми и аб¬
солютно прозрачными.
463
Бутылки и банки для пива
В Европе пиво разливают в стеклянные бутылки точно уста¬
новленной формы и емкости. В США и некоторых других госу¬
дарствах от 30 до 40% пива поступает в продажу в банках, не¬
большая масса которых и простое хранение их выгодны при
транспортировке на большие расстояния. В Европе стекло еще на
долго останется традиционной и оправдавшей себя упаковкой.
К качеству бутылок предъявляются высокие требования. Учи¬
тывается повторное 20- и 50-кратное использование бутылок с
учетом того, что при транспортировке, мойке и розливе пива они
подвергаются ударам и резким изменениям температуры и дав¬
ления. Поэтому бутылки изготавливают из стекла с хорошими
механическими свойствами, химически индифферентного к пиву.
Производство бутылок и состав чешского стекла, используе¬
мого для их изготовления, подробно описывает Мишковский в
своей книге «Бутылочное пиво». ЧССР относится к одной из пер¬
вых стран, где ввели единую бутылку для пива согласно между¬
народному стандарту.
Обычно требуется, чтобы бутылки для пива были из однород¬
ного стекла, т. е. без мест с измененными химическим составом
и физическими свойствами, как-то: шлифы и разная рябь, тонкие
трещины, пузырьки, силикатные камушки и т. д. Бутылки долж¬
ны иметь стенки равномерной толщины, только в нижней части
могут быть несколько толще. Бутылки для пива должны быть
стойкими к внутреннему давлению, а также к вертикальному дав¬
лению при укупорке, щелочные растворы из самого стекла не
должны отражаться на качестве пива. Размеры бутылок долж¬
ны соответствовать стандартным величинам в пределах сущест¬
вующих допусков, горлышко бутылок для кронен-пробок должно
быть без трещин и не перекошенным. Качество бутылок и усло¬
вия приемки определяются стандартом ЧСН 70485 — «Бутылки
для пива» и общими положениями стандарта ЧСН 704800 —
«Упаковочное стекло для напитков».
Бутылки для пива имеют следующие размеры (табл. 26).
Таблица 26
Размеры и масса бутылок для пива
Показатели
Бутылки для пива емкостью, л
0,5
0,37
0,65
1
Полный объем, мл
510—530
370
655
1030
Высота, мм
255*
239*
282*
320*
Диаметр корпуса, мм
71 + 1,5
65
77
87,5
Масса, г
480+25
410
560
775
Диаметр горлышка, мм
26,6+0,3
—
—
—
Внутренний диаметр, мм
15,7+0,5
—
—
—
* Допускается ±2.
464
Известно, что под действием солнечного света происходит фо¬
тохимическое разложение некоторых компонентов пива, которое
проявляется в неприятном изменении вкуса (солнечный привкус),
а часто и в изменении цвета. Поэтому пиво нельзя разливать в
прозрачные бутылки из бесцветного стекла. Наиболее подходят
бутылки зеленые или коричневые, которые ограничивают про¬
хождение световых лучей с вредной длиной волны. Сложные пре¬
вращения пива под влиянием солнечного света изучали Грей,
Стоун, Ротшильд и др. В Чехословакии этим вопросом занима¬
лись Поспишил и Кржиж [5], они пришли к выводу, что для пив¬
ных бутылок подходит стекло с проходимостью лучей в диапазо¬
не длины волн от 300 до 500 нм, которое практически поглощает
все вредные лучи. Наиболее подходят коричневый и темно-корич¬
невый цвет стекла.
Совершенствование конструкции бутылок идет в направлении
их удобства, по форме — к бутылкам каплевидной формы, ана¬
логичным американским бутылкам типа Steinie или Stuby. Они
более низкие и устойчивые, чем бутылки, используемые в Чехо¬
словакии, прочнее стоят на ленточных транспортерах, приблизи¬
тельно на Vs легче, чем бутылки обычные, а также очень стойки
к внутреннему давлению. Такую форму имеют бутылки «для од¬
норазового использования» (One — Way — Bettle), принятые в
США. К прочности этих бутылок не предъявляют особо высоких
требований, поскольку они заполняются один раз. Их применяют
при отгрузке пива на дальние расстояния, а для местного обра¬
щения используются оборотные бутылки обычных размеров.
Жестяные банки для пива применяются в основном в США.
Их изготавливают на заводах, специализирующихся на производ¬
стве консервных банок. Они удобны прежде всего потому, что
для них не нужны такие большие хранилища, как для бутылок.
Банки поступают с заводов чистыми в коробах, которые в даль¬
нейшем используются для транспортировки наполненных банок.
Перед наполнением банки достаточно сполоснуть холодной во¬
дой. Нет расходов на моечные и этикетировочные машины, по¬
скольку банки покрыты лаком и снаружи имеют рисунок и над¬
пись. Наполнение и укупорка банок происходит очень быстро.
Нет необходимости контроля чистоты, автоматически отбраковы¬
ваются только недостаточно заполненные банки. Пиво в банках
пастеризуется быстрее, чем в бутылках, укладка в картонные
ящики проще. В магазинах и в домашних условиях банки удоб¬
нее потому, что их легко ставить в холодильники, брать за город
и т. д.
Банки для пива изготавливаются из жести толщиной 0,25 мм,
с обеих сторон листы жести покрыты слоем олова толщиной око¬
ло 0,00075 мм.
Кроме того, внутри жестяных банок имеется два слоя про¬
зрачного лака, который должен быть стойким к механическому
износу и не должен придавать пиву привкус или запах. Лаки,
16—108 465
применяемые для покрытия банок, сушатся (изомеризуются) при
200°С. Снаружи банки покрыты основным лаком и наружным
слоем, который наносится на цилиндрическую часть, на дно и
крышку. Техника нанесения литографии (рисунков и надписей)
различна. На край крышки (и донышка при изготовлении банки)
изнутри наносится слой водо-аммиачной пасты, которая гермети¬
зирует банку после закатывания [6].
Банки выдерживают давлением при пастеризации до
0,55 МПа, что достаточно с учетом того, что они эластичны. Мас¬
са банок колеблется от 70 до 90 г, объем — 0,35 л. Раньше банки
закрывали также кронен-пробками, однако в настоящее время
используются исключительно цилиндрические банки. Влияние
банок на качество пива определяют по-разному.
Разливные и укупорочные машины
В конструкции разливных и укупорочных машин в последнее
время были достигнуты успехи. Производительность машин по¬
стоянно возрастает, внимание конструкторов сосредоточено глав¬
ным образом на том, чтобы были соблюдены технологические
требования, т. е. спокойное течение пива, сокращение потерь уг¬
лекислого газа, исключение соприкосновения пива с воздухом,
гарантия от возможной инфекции пива при розливе и т. п.
Совершенствование разливных машин так же, как моечных,
описано в книге «Технология солода и пива», ч. II, поэтому мы
указываем только на некоторые наиболее серьезные изменения,
которые произошли с 1954 г.
Разливные и укупорочные машины в настоящее время монти¬
руют в один блок (моноблок), они имеют общий привод и пол¬
ностью синхронизированы. Путь наполненной бутылки от разлив¬
ной машины к укупорочной сокращен до минимума, а тем самым
упрощается контроль и надзор. Производительность машин мож¬
но снижать или повышать с помощью вариатора или другого уст¬
ройства. Только в случае применения для укупорки бутылок ры¬
чажных затворов укупорочная машина бывает отделена от раз¬
ливной.
Разливные машины старых конструкций имеют резервуар с
пивом шляповидной формы, площадь соприкосновения воздуха с
пивом в них очень большая. Кроме того, работа с подъемом и
мойкой крышек затруднительна, и крышка излишне увеличивает
высоту разливной машины. Поэтому в последнее время перешли
на кольцевые или проточные (канальные) резервуары для пива,
которые лучше приспособлены к конструкции скоростных раз¬
ливных машин, а соприкосновение пива с воздухом в них ограни¬
чено или вообще исключено. Особенно распространились кольце¬
вые резервуары, которые обеспечивают лучшее решение задачи
обеспечения равномерного и спокойного течения пива из резер¬
вуара через разливочные краны в бутылки. На рис. 112 изображе-
466
ны (снизу вверх) резервуары шляповидные, проточные и коль¬
цевые и по этим рисункам можно судить о преимуществах от¬
дельных решений. Кольцевые резервуары могут быть разделены
на несколько камер, или же вне кольцевого резервуара подсоеди¬
няются две камеры: одна для сжатого воздуха, другая для отво¬
димого воздуха и пены.
Рис. 112. Резервуары разливных машин для бутылок.
Большое внимание уделяется конструкции разливочных кра¬
нов. Это наиболее важные части разливных машин, от работы ко¬
торых зависит наполнение бутылок, оно должно быть спокойным,
без вспенивания пива и потерь углекислого газа. Применяемый
в Чехословакии трехходовой конический кран, который был ши¬
роко распространен во всей Средней Европе, сейчас заменяется
новыми вентильными или золотниковыми конструкциями, они
лучше отвечают повышенной производительности разливных ма¬
шин. Вентильные или золотниковые разливочные краны сконст-
16* 467
руированы по-разному; подробнее их рассматривает Хлебечек [7],
из работы которого и взяты некоторые описания. На рис. 113
изображены две вентильные и одна золотниковая конструкции
разливочных кранов, которые сегодня наиболее распространены.
Рис. 113. Разные конструкции разливочных кранов:
а — клапанный с наполнительной трубкой (Ендннгер-Унион); б —клапанный без напол¬
нительной трубки (Холштайн-Капперт); в — золотниковый (Сетко, США).
Устройство а — клапанное, конструкции Енцингер-Унион, с
наполнительной трубкой. Клапаны для пива, сжатого воздуха и
отвода воздуха находятся в корпусе, вертикальные каналы вы¬
ведены за корпус и снабжены уплотнением, пружиной и тарел¬
кой. Канал клапана для пива проходит через наполнительную,
трубку и закрывает ее в нижней части. Все три клапана управля¬
ются кулачковым валом, размещенным перпендикулярно к резер-
468
вуару и вращаемым навесным колесным центром. Устройство
легко управляется и износ подвижных частей незначительный.
Бутылка наполняется до устья горлышка, высота поверхности
определяется извлечением наполнительной пивной трубки из на¬
полненной бутылки.
Устройство б — клапанное, конструкции Холстайн-Капперт,
аналогично американским конструкциям, используемым для роз¬
лива содовой воды и лимонада. Его основой является пивной кла¬
пан с пружиной, который открывается и наполняет бутылку толь¬
ко тогда, когда давление в бутылке находится в равновесии с
давлением над уровнем пива в кольцевом резервуаре. В резерву¬
аре имеется воздушный клапан, управляемый рычажной систе¬
мой. В бутылку опускается короткая трубка для воздуха с тарел¬
ковидным наконечником, который распределяет пиво по стенке
бутылки; трубка имеет отверстие, определяющее уровень пива в
бутылке. Пиво стекает через промежуточное кольцо равномерно
по стенке без трубки. В горловине подачи пива находится метал¬
лическая сетка, обеспечивающая создание напорной подушки ме¬
жду сеткой и поверхностью, которая препятствует образованию
пены. После наполнения бутылки подача воздуха и пива прекра¬
щается, а воздух из горлышка бутылки перед отводом бутылки
удаляется в атмосферу через кран. Если бутылка лопнет, подача
пива автоматически прекратится. Негерметичная бутылка тоже
не может заполниться.
Преимущество большой проточной поверхности этих уст¬
ройств, по Хлебичку, несколько уменьшается из-за меньшего ста¬
тического уровня, измеренного от поверхности пива в резервуаре
к выходу в горле бутылки. Однако при одинаковом количестве
разливочных кранов можно добиться большей производитель¬
ности.
Конструкция всего разливного аппарата при использовании
этих кранов удешевляется, не образуется возвратное пиво, так
что аппарат может быть однокамерный, подъемные цилиндры мо¬
гут быть ниже и вся конструкция проще. Преимуществом разлив¬
ного аппарата без наполнительной трубки является его примени¬
мость для розлива содовых вод и лимонада и для горячего роз¬
лива пива, так как он герметизирует и при давлении 0,9 МПа.
Приблизительно по такому же принципу сконструирован раз¬
ливочный кран, разработанный Хотеборжскими металлообраба¬
тывающими заводами для разливной машины М012.
Устройство в — золотниковое, типа «Сетко», широко распро¬
странено в США. Вместо пробки используются круглые пластин¬
ки и гнезда с ровными, точно совпадающими поверхностями.
Пластинка бывает никелевой, а опорное гнездо бронзовым. Про¬
хождение воздуха и пива обеспечивается вращением пластинки
так же, как у золотника. Розлив происходит так же, как у кони¬
ческого крана: сначала в бутылке создается противодавление, а
потом бутылка наполняется пивом. При этом бутылка наполня¬
469
ется до венчика горлышка и уровень снижается до требуемой вы¬
соты при извлечении наполнительной трубки. В случае разрыва
бутылки выходное отверстие для пива закрывается шариком,
расположенным в подводящей трубке, который срывается уси¬
лившимся течением в узкое горлышко трубки. Пластинки враща¬
ются автоматически специальным устройством так же, как у ко¬
нических кранов. Разливочные краны «Сетко» простые, у них ма¬
ло подвижных частей, ими легко управлять.
По такому же принципу сконструированы разливочные краны
бельгийского завода Baele, применяемые и на некоторых чехо¬
словацких пивоваренных заводах. Разливочные краны, изобра¬
женные на рис. 113, сконструированы для изобарического напол¬
нения.
Конструкции разливных и укупорочных машин, соединенных
в моноблок, различны, если говорить о количестве и размещении
резервуаров и способах подъема бутылок. Необходимо, чтобы на
разливочных машинах бутылки наполнялись равномерно до тре¬
буемой степени наполнения. В бутылках, предназначенных для
пастеризации, объем свободного от пива пространства в горлышке
обычно составляет около 3,5% от общего объема бутылки. Раз¬
ливные машины должны быть оснащены совершенными конт¬
рольными приборами, по крайней мере, приборами для контроля
за противодавлением в резервуаре, за прижимным усилием в
подъемном устройстве и за частотой вращения машин, а также
счетчиком бутылок. Ниже описаны четыре конструкции разлив¬
ных машин, наиболее распространенных в настоящее время.
На рис. 114 изображены разливная и укупорочная машина
«Рекс 4» (Енцингер-Унион). Вместо кольцевого резервуара ис¬
пользована система четырех каналов, по которым поступают пи¬
во и воздух. С помощью специальной регулирующей системы ус¬
танавливаются давление и достигается спокойное наполнение да¬
же при розливе пива с высоким содержанием углекислого газа.
Отводимый воздух и пена улавливаются в специальный резерву¬
ар. Клапаны изготовлены из хромированной стали и бронзы, их
очень легко чистить и можно заменять, даже когда резервуар
полон. Подъем бутылок пневматический. Укупорочная машина
имеет неподвижную конструкцию, червячные шестерни располо¬
жены внизу машины в масляной ванне, бутылки при прохожде¬
нии через укупорочную машину всегда находятся на одной
высоте.
Бутылки подаются на вращающуюся пластину с центрирую¬
щим кулачком для их выравнивания и при возникновении помех
специальное устройство тотчас останавливает всю машину. Что¬
бы облегчить подачу кронен-пробок в укупоривающий патрон, ис¬
пользуется воздушное сопло. Укупоривающий патрон прижимает¬
ся системой пружин и специальное устройство внутри этой систе¬
мы выравнивает разницу в высоте бутылки до 40 мм. Машины
других конструкций устанавливаются на необходимую высоту
470
бутылки кольцом под бункером с кронен-пробками. Согласно
данным проспекта машины изготавливают производительностью,
приведенной в табл. 27.
Разливная машина М012 (рис. 115) Хотеборжских металло¬
обрабатывающих заводов, в которой заменен старый моноблок
М06/9, имеет кольцевой резервуар и соединена с укупорочной
машиной в моноблок. Привод общий и работа обеих машин син-
Рнс. 115. Моноблок разливной и укупорочной машины М012 (ЗВУ).
хронизирована. Прижимное устройство пневматическое. Машина
имеет 60 разливочных кранов и 10 укупоривающих патронов; ее
производительность 12 000 бутылок в час, необходимая установ¬
ленная мощность 4,5 кВт. Контрольные приборы расположены
на общем щите и указывают давление в резервуаре, давление в
прижимных валиках, частоту вращения, количество бутылок в
час и общее число наполненных бутылок. Прижимное усилие уку¬
поривающих патронов обеспечивает система пружин, разница в
высоте бутылок при этом выравнивается до 30 мм.
Машины приблизительно такой же конструкции в линиях, ку¬
да входят моечная ЕКМ типа М012 и разливочная BF-36, постав¬
ляют VEB Brauerei- и Kellereimaschineufabrik Магдебург
(ГДР). Обе машины имеют производительность от 6000 до 9000
бутылок в час.
Разливная машина «Рола» завода Зайтц (ФРГ) работает с
закрытым проточным резервуаром (рис. 116). Пиво при поступ¬
лении в бутылку не соприкасается с воздухом. Оно поступает в
472
Таблица 27
Производительность и мощность разливной и укупорочной машины
(Енцннгер-Унион)
Количество разливоч¬
ных кранов
(патронов)
Производительное
от 0,5 до 1,0 л
гь, бутылок в час
0,35 л
Установленная мощ¬
ность, кВт
32(6)
7000
10000
2,5
40(8)
9500
12000
2,9
60(10)
16000
20000
4,2
80(15)
24000
30000
5,4
центр ротационного резервуара и распределяется четырьмя труб¬
ками по канальному резервуару, который представляет собой
только расширенную подводную трубку. Давление регулируется
специальным устройством, закрепленным со стороны разливной
машины. Это устройство имеет три большие чувствительные мем¬
браны, которые автоматически регулируют давление пива, уро¬
вень противодавления и давление отводимого воздуха. Установ¬
лены также точные манометры и термометр для измерения
температуры пива. Противодавление в бутылке может устанавли¬
ваться так, чтобы пиво, налитое в бутылку, вспенивалось и тем
самым удаляло воздух из горлышка бутылки. Это достигается
установлением незначительной разницы между давлением пива
473
и противодавлением в мембранном устройстве. Для создания
противодавления можно использовать также углекислый газ; от¬
водимый углекислый газ с незначительным количеством пены
улавливается в резервуар так, как это изображено рис. 116. Раз¬
ливная машина имеет конические краны с наполнительными
трубками, опускающимися до дна бутылки. Подъем бутылок пне¬
вматический.
Разливные автоматы «Рола» рассчитаны на производитель¬
ность от 6000 до 20 ООО бутылок в час; небольшие машины имеют
32 крана и 8 укупоривающих патронов, большие — 75 кранов и
15 патронов. Разливные автоматы «Рола» можно стерилизовать
паром или горячей водой, что имеет большое значение при напол¬
нении бутылок пивом в асептических условиях. Внутренние по¬
верхности этих автоматов гладкие и стерилизуются регулярно,
поэтому их можно разбирать и мыть несколько раз в год.
Определенным прогрессом является так называемое предва¬
рительное удаление воздуха из бутылок, которое использовано в
разливных автоматах Холштайн-Капперт (Дортмунд). У этих ав¬
томатов с кольцевым резервуаром (Phonix-Monoblock) использу¬
ются клапаны, снабженные наконечником, который связан с ва¬
куумным насосом.
Бутылка поступает в автомат обычным способом. После при¬
жима бутылки управляющее устройство открывает вакуумный
клапан и тем самым в течение 1 с в бутылке достигается вакуум
около 90%. Потом вакуумный клапан закрывается и открывается
клапан противодавления и в бутылку вместо воздуха поступает
углекислый газ. После выравнивания давления автоматически от¬
крывается кран для пива и бутылка наполняется пивом. В коль¬
цевом резервуаре пиво также находится под давлением углекис¬
лого газа, в незначительной степени разбавленного воздухом, ко¬
торый при выведении остается в бутылке. Еще раньше пытались
предварительно заполнять бутылку углекислым газом путем не¬
посредственного ввода в нее СОг. Однако воздух при этом не вы¬
теснялся и, кроме того, расход углекислого газа был слишком
высоким. При удалении воздуха достаточно 1 л углекислого газа
на 1 л пива, чтобы сохранилась концентрация 90%.
Преимуществом этого способа является то, что в горлышке
бутылки после наполнения пивом практически не остается ни¬
какого воздуха, поэтому нет необходимости вспенивать пиво ме¬
ханическим постукиванием или другим способом и как следствие
не бывает дополнительных потерь пива. Вакуум достигается с по¬
мощью вакуумного насоса, что требует некоторого повышения ус¬
тановленной мощности. Схема такого устройства, включая раз-
ливный автомат, приведена на рис. 117.
К разливным автоматам с высокой производительностью
предъявляются большие требования к четкой работе укупороч¬
ных машин. В Чехословакии бутылки укупоривают исключитель¬
но кронен-пробками, для которых выпускаются хорошо отрабо-
474
тайные автоматы с укупорочным патроном, схематически изобра¬
женным на рис. 118. Необходимо, чтобы бутылка прижимом кро-
нен-пробки хорошо закрывалась без порчи горлышка или всей бу¬
тылки. Поэтому укупорочные автоматы должны иметь особенно
устойчивую конструкцию, бутылки должны поступать в них спо¬
койно, не качаясь, точно под укупоривающий патрон. У автоматов
с одним укупоривающим патроном бутылки с пластинчатого
транспортера подаются под укупоривающий патрон звездочкой,
у машин с несколькими патронами они подаются к центральной
Рис. 117. Схема заполнения бутылок с предварительным удалением воздуха
(Холштайн-Капперт):
I — компенсатор вакуума; 2— вакуумный насос.
звездочке червячным транспортером или другим устройством.
При укупорке используют два принципа: или патрон находится в
неподвижном положении и поднимается сама бутылка, или, на¬
оборот, бутылка стоит, а патрон на нее опускается. Иногда встре¬
чается комбинация обоих способов. У современных машин бутыл¬
ки перемещаются на одном уровне и укупоривающий патрон опу¬
скается. Прижимное действие регулируется системой пружин.
Разрез укупоривающего патрона современной машины приве¬
ден на рис. 118. Кронен-пробки поступают из бункера через сор¬
тировочный диск, который устанавливает их вниз юбочкой в лот¬
ке, и дальше они направляются к входу в патрон. В полость пат¬
рона они поступают механически или под давлением воздуха.
Вертикальное движение укупоривающих патронов для прижима
кронен-пробки обеспечивает кулачковый механизм; сила при¬
жима регулируется системой пружин. С пластинчатого транспор¬
тера бутылки перемещаются звездочкой на диск и отправляются
под укупоривающий патрон. Сильным давлением патрона кро-
475
нен-пробка сначала прижимается к горлышку бутылки и гофри¬
рованный край обжимается по венчику горлышка бутылки стя¬
гивающим кольцом. Тем самым кронен-пробка точно охватывает
горлышко бутылки и дав¬
лением следующей пружи¬
ны бутылка выталкивает¬
ся из патрона. Давление
первого прижима важно
для герметичности укупор¬
ки. На пластинчатый тран¬
спортер бутылка снова по¬
дается звездочкой. Дви¬
жение бутылок непрерыв¬
ное и количество патронов
следует выбирать так, что¬
бы было достаточно вре¬
мени для прижима и об¬
жима гофрированного
края вокруг горлышка.
Условием хорошей ра¬
боты укупорочной маши¬
ны является точное соб¬
людение размера горлыш¬
ка бутылки и кронен-про-
бок. На разную высоту
отдельных видов бутылок
укупорочные аппараты ус¬
танавливаются снижением
или поднятием укупорива¬
ющих патронов. Разница
в высоте отдельных буты¬
лок может выравниваться
на машине до 30 мм сис¬
темой пружин в укупори¬
вающем патроне. Для
случаев заклинивания бу¬
тылок машины снабжены
предохранительным уст¬
ройством. Осколки стекла
должны тотчас же уда¬
ляться сжатым воздухом
или сильной струей воды.
Укупорочные автоматы
следует тщательно мыть и
иначе они являются причиной труд-
Рис. 118. Патрон укупорочной машины (Ен-
цингер):
/ — эксцентрический палец; 2 — роликовый под¬
шипник; 3— направляющая трубка; 4 — блокиро¬
вочный диск; 5 — шплинт; 6 — выравнивающая
пружина; 7 —матрица; 5 — прижимная пружина;
9 — держатель колпачков; 10 — центрирующий
диск; 11 — головка; 12 — лоток для колпачков.
своевременно ремонтировать
ностей и простоев в работе отделения розлива.
Кроме кронен-пробок в Чехословакии иногда пользуются алю¬
миниевыми колпачками системы Alka или другими видами уку-
476
порки. Рычажные (фарфоровые) пробки с резиновой прокладкой
в Чехословакии для укупорки пивных бутылок не применяются.
Ими до сих пор пользуются в ФРГ и в последнее время для них
были сконструированы укупорочные машины.
Укупорочные машины для алюминиевых колпачков работают
так же, как и машины для кронен-пробок; однако край алюмини¬
евого колпачка в этих машинах сжимается резиновым кольцом.
Они рассчитаны на небольшую производительность. Алюминие¬
вые колпачки Alka изготавливаются на специальных автоматах
из алюминиевой ленты толщиной от 0,16 до 0,22 мм; сначала кол¬
пачок штампуется, потом в него вставляется корковая проклад¬
ка и он поступает в укупоривающий патрон. В патроне имеется
резиновое кольцо, которое при прижиме патрона несколько вы¬
ступает и обжимает край алюминиевого колпачка под венчиком
горлышка. Алюминий хорошо прилегает, однако пробка герме¬
тична только при низком внутреннем давлении 0,2—0,3 МПа; для
пастеризации они непригодны. Автомат для изготовления алюми¬
ниевых колпачков можно устанавливать рядом с укупорочной
машиной. Его производительность ограничена, поэтому его ис¬
пользуют только для разливных машин производительностью до
9000 бутылок в час.
Для непрерывной работы укупорочной машины необходимы
кронен-пробки точных размеров из жести соответствующего ка¬
чества. Кронен-пробки разных размеров не проходят через лоток,
в укупоривающем патроне становятся наперекос, являются при¬
чиной раздавливания горлышек бутылки и других помех. Жесть
для кронен-пробки должна быть податливой, а пробковая про¬
кладка эластичной, иначе при прижиме может повредиться гор¬
лышко бутылки. Кронен-пробки изготавливают из лакированных
белых или «золотых» (желтого цвета) листов толщиной от 0,25
до 0,30 мм. Предпочитают листы, прокатанные холодным спосо¬
бом, так как они имеют более подходящие механические свойст¬
ва. Раньше использовали прокладки из натуральной пробки, в
настоящее время преимущественно из прессованной пробки. Что¬
бы пробка не соприкасалась с пивом, на прокладку наклеива¬
лась алюминиевая пленка. Используются также прокладки из
пластических масс, однако предпочитают прессованные пробки.
Размеры и качество кронен-пробок установлены стандартом
ЧСН 163510 и качество прокладок (уплотнения) к кронен-проб-
кам стандартом ЧСН 029129:
Кронен-пробки
Высота колпачка, мм
Внутренний диаметр, мм
Диаметр по зубцам, мм
Количество зубцов
Толщина листов, мм
6,6+0,15
26,6 + 0,2
32,0+0,15
21
0,28 + 0,02
477
Уплотнение для кронен-пробок, мм
натуральная пробка
диаметр
27,0+°;'
толщина
9 к+0,2
0,0
прессованная пробка
диаметр
27 + 0,2
толщина
2 Ч+°.1
z'o-0,2
Машины для закатывания банок
Пиво можно разливать в банки на обычных разливных маши¬
нах после проведения незначительных изменений. Подающий
диск, которым банка поднимается к разливочным клапанам, не¬
обходимо отрегулировать так, чтобы банка была правильно сцен¬
трирована и хорошо прилегала к низу клапана. Он должен быть
сделан точно под диаметр банки, в которой создается противо¬
давление так же, как в бутылке. После наполнения банки точно
установленным количеством углекислого газа пиво вспенивается
настолько, чтобы небольшое пространство над его поверхностью
было заполнено пеной. Потом банка поступает кратчайшим пу¬
тем к закаточной машине. Иногда воздух из банки вытесняется уг¬
лекислым газом уже в закаточной машине.
Для закатки банок используются такие же машины, как и для
овощных и мясных консервов. Эти машины работают большей
частью по ротационному принципу. Крышка банки вынимается
специальным механизмом из бункера и накладывается на банку.
В первой стадии закатывается крышка на банке, а во второй —
при вращении банки закатка укрепляется специальным цилиндри¬
ческим устройством. Крышка вполне прочная и банки могут пас¬
теризоваться обычным способом. Закатка продолжается около
2 с. Закаточные машины, хотя по габаритам и довольно велики,
в США соединены с разливными машинами в моноблок и работа
обеих машин синхронизирована. Производительность этих машин
от 16 000 до 30 000 банок в час. В Европе используются машины
и меньших размеров производительностью до 8000 банок в час.
Вспомогательное оборудование и механизация
транспортировки бутылок
В современных линиях розлива все операции по транспорти¬
ровке бутылок от поступления их со склада и вплоть до выпуска
уже готового пива в бутылках предусматривают сокращение до
минимума доли ручного труда.. Ящики с бутылками подаются
обычно по роликовому транспортеру к разгрузчику, который вы¬
нимает бутылки из ящиков и ставит на разгрузочный стол. Раз¬
грузочный стол состоит, как правило, из нескольких пластинча¬
тых транспортеров. С разгрузочного стола по следующему транс¬
478
портеру бутылки поступают к подающему устройству в моечную
машину или на контроль, при котором выбраковываются бутылки
с испорченным горлышком, бутылки неправильной формы или
высоты, а также бутылки освобождаются от колпачков, которые
иногда остаются на поступающих из торговой сети пустых бу¬
тылках.
Контроль должен осуществляться уже при приемке бутылок
от потребителей, тем не менее необходим и дальнейший конт¬
роль, поскольку он предотвратит возможные простои и потери.
Между отдельными машинами на линии розлива бутылки пере¬
мещаются по пластинчатому транспортеру автоматически. Если
это необходимо, то для преодоления разницы в высоте могут
быть включены наклонные транспортеры, подъемники, лотки, од¬
нако всегда так, чтобы не нарушалось непрерывное движение бу¬
тылок. Для автоматической транспортировки бутылок с одного
этажа на другой требуется более сложное оборудование, которое
описано в упоминавшейся ранее работе Стадлера и Целлера [6].
Иногда на пути транспортировки между отдельными машина¬
ми линии розлива прежде всего между моечной или между раз¬
ливной и этикетировочной, помещают накопительные столы. Это,
как правило, вращающиеся диски, на которые при остановке ка¬
кой-либо машины на линии смещаются бутылки с пластинчатого
транспортера. Смещение происходит автоматически, как только
бутылки скопятся на пластинчатом транспортере. Преимущество
накопительных столов заключается в том, что при кратковре¬
менной остановке какой-нибудь машины не прекращается рабо¬
та остальных машин для розлива.
Из вспомогательных машин наиболее важны автоматические
загрузчики и разгрузчики бутылок. Разгрузчик работает исклю¬
чительно с захватным приспособлением. Захватные приспособле¬
ния могут быть механические, в которых бутылка захватывается
за горлышко колодками или другими приспособлениями с рези¬
новыми прокладками, или пневматические, в которых сжатым
воздухом выдавливается резиновая прокладка. Захватный меха¬
низм потом крепко сжимает горлышко бутылки. При выпуске
воздуха горлышко освобождается.
Ящики и бутылки должны быть одинаковыми, или головка
разгрузчика должна быть приспособлена к измененным размерам
ящиков и бутылок. К разгрузчику ящики подаются всегда в од¬
ном положении по роликовому транспортеру и после автоматиче¬
ского центрирования ящик поднимается под головку разгрузчи¬
ка, или снижается головка с захватным механизмом. Бутылки за¬
хватываются, поднимаются и переносятся на разгрузочный стол.
Ящик выдвигается, очищается от осколков и загрязнений и пере¬
правляется на конец линии. Загрузочные и разгрузочные меха¬
низмы разных конструкций описаны в соответствующей литера¬
туре [6], Линдауер [8] описывает их в книге «Бродильная про¬
мышленность».
479
Загрузчики бутылок в ящики могут работать по тому же прин¬
ципу или используются загрузчики, из которых бутылки выпада¬
ют в ящики или контейнеры. С ленточного транспортера бутылки
поступают на пластинчатый транспортер, сделанный так, чтобы
бутылки устанавливались в четыре или больше рядов. На подаю¬
щем столе они принимают точно то положение, в котором будут
находиться в ящике. После подведения ящика под подающий
стол проходы освобождаются и бутылки опускаются в ящик. Па¬
дение бутылок несколько облегчают эластичные пояса, через ко¬
торые проходят бутылки. Разгрузчики и загрузчики разных кон¬
струкций имеют производительность от 1000 до 1200 ящиков в
час, а иногда и больше. Условием их отличной работы является
точное соблюдение размеров ящиков и бутылок. Разгрузчики и
загрузчики применяются главным образом у машин мощностью
свыше 9000 бутылок в час. Их преимуществом является скорость
загрузки и разгрузки бутылок.
ПАСТЕРИЗАЦИЯ ПИВА В БУТЫЛКАХ
Фильтрация и остальные виды обработки пива перед розли¬
вом, описанные в предшествующих главах, несколько повышают
его биологическую стойкость, однако не защищают пиво от даль¬
нейших биологических превращений, которые проявляются в
дрожжевых или биологических помутнениях и изменении вкуса
пива. Особенно быстро они возникают в пиве в бутылках, которое
в небольших стеклянных упаковках подвергается изменениям
температуры и влияниям загрязнений больше, чем пиво в бочках.
Чтобы повысить биологическую стойкость, пиво надо освободить
от дрожжей и других микроорганизмов, или их деятельность на¬
до так ограничить, чтобы при хранении пиво не портилось.
Биологическую стойкость пива можно продлить следующим
образом:
пастеризацией пива в бутылках;
проточной пастеризацией и розливом в асептических усло¬
виях;
горячим розливом пива в бутылки;
освобождением пива от микроорганизмов обеспложивающей
фильтрацией и розливом в асептических условиях.
Добавки консервирующих средств недопустимы; уничтожение
микроорганизмов действием ионизирующего излучения вызыва¬
ют неприемлемые вкусовые изменения и поэтому его нельзя
использовать [9]. Наиболее распространенным способом являет¬
ся пастеризация пива в бутылках. Почти все пиво, выпускаемое
в бутылках, пастеризуют, например в США, в странах Южной
Америки, а также в Дании и Голландии. В остальных европей¬
ских государствах пастеризуют только пиво, вырабатываемое на
экспорт, и специальные сорта пива. Процесс пастеризации извес-
480
тен. Пиво нагревают до температуры пастеризации около 60°С
(измерено в центре бутылки) и эта температура удерживается в
течение 15—20 мин; после этого пиво медленно охлаждают. Од¬
нако этот довольно простой способ вызывает определенные из¬
менения вкуса, цвета и физико-химической стойкости пива. Пер¬
воначально предполагалось, что температура пастеризации дол¬
жна удерживаться минимум 30 мин и дольше, чтобы были
уничтожены микроорганизмы. Такое нагревание и охлаждение
проходило медленно и это отрицательно влияло на качество
пива. При таком способе пастеризации возникает очень сущест¬
венный пастеризационный (хлебный) привкус и цвет пива стано¬
вится интенсивнее.
Проблемам пастеризации и особенно установлению причин
неблагоприятных изменений вкуса пива будет уделено большое
внимание. Большие успехи достигнуты в технике как самой пас¬
теризации, так и обработки пива, предназначенного для пастери¬
зации. Наиболее полное представление об этом можно получить
в обширной работе американских авторов Бекера и Раффа [10],
которые имеют наибольший опыт в этой области. Они рассмат¬
ривали влияния, которые действуют при пастеризации отрица¬
тельно, а именно время и температуру, необходимые для унич¬
тожения или резкого снижения жизнеспособности отдельных
микроорганизмов. Пастеризацией, как известно, не обеспечива¬
ется стерильность пива, которая требует более высоких темпе¬
ратур.
Кроме температуры и времени необходимо, по данным Бе¬
кера и Раффа, учитывать также общее число микроорганизмов,
содержащихся в пиве, и свойства отдельных их видов. Устойчи¬
вость их к температуре неодинакова, поэтому температура пас¬
теризации должна превышать необходимую величину. Темпера¬
тура, при которой за определенное время погибают определенные
микроорганизмы, называется тепловой точкой исчезновения.
Определением температуры и времени, необходимого для пре¬
кращения деятельности микроорганизмов в пиве, занимались,
многие. Наиболее часто цитируется работа Лунда, который засе¬
вал разные виды микроорганизмов в 10%-ном пиве, содержащем'
3,2% спирта, с pH 4,4 и затем пиво слегка нагревал и поддержи¬
вал при определенной температуре. По его данным, отдельные
микроорганизмы погибали при следующих температурах:
при 50°С погибали культурные дрожжи верховые и низовые,
Sacch. pastorianus, Hansenula anomala, Candida itilis, Candida
mycoderma, а из бактерий Pediococeus perniciosus a damnosus
(так называемая пивная сарцина);
при 54—56°С Sacch. ellipsoideus a furbidaus и из бактерий
acetobacter viscosus и Lactobacillus pastorianus;
при 60°С Lactobacillus lindnerii.
По Лунду, пиво достаточно пастеризовать 20 мин при темпе¬
ратуре 60°С, чтобы полностью погибли все микроорганизмы, со¬
48»
держащиеся в нем, Шимвелл считает достаточной пастеризацию
в течение 15 мин при 54°С.
Эффект пастеризации можно определить математически и
выразить в единицах пастеризации. Отправной точкой является
кривая тепловых (температурных) точек гибели микроорганиз¬
мов, каждая точка такой кривой означает температуру, под дей¬
ствием которой за определенное время погибает определенный
вид микроорганизмов. Чтобы кривая имела графическое изобра¬
жение, линейное время в минутах откладывается на оси ординат
с логарифмическим масштабом, а температура на оси абсцисс
непосредственно в °С. Губительное действие температуры, дос¬
тигаемое при 60°С в течение 1 мин, было принято за единицу и
названо единицей пастеризации (ЕП). Если для гибели опреде¬
ленного вида микроорганизмов требуется при 60°С, например,
■5,6 мин, то эффект пастеризации должен отвечать 5,6 ЕП.
С точки зрения практического использования этой проблемой
занимался Юнг [11]. Он пришел к выводу, что предположение,
согласно которому сокращение времени пастеризации при 60°С
ниже 15 мин связано с опасностью, ошибочно. В своей работе он
доказывает, что во многих случаях, наоборот, при этом дости¬
гают фактора обеспечения от 300 до 3000%.
При пастеризации пива нельзя действовать по шаблону. Что¬
бы добиться необходимой стойкости при наименьших изменениях
вкуса и цвета, при пастеризации каждого сорта и типа пива сле¬
дует придерживаться определенных условий. Максимальная
температура пастеризации и время должны устанавливаться пос¬
ле основательного изучения пива и проведения опытов по пасте¬
ризации с учетом состава пива и требований к его стойкости.
Обычное пиво можно пастеризовать более короткое время и при
более низких температурах, чем экспортное пиво, от которого
требуется продолжительная стойкость.
Пиво, предназначенное для пастеризации, должно быть хоро¬
шо сброжено, с низким содержанием несброженного экстракта,
так как с одной стороны, оно должно содержать как можно мень¬
ше веществ, которые подвергаются изменениям при пастериза¬
ции, и с другой — несброженные сахара могут быть использованы
дрожжами, недостаточно потерявшими жизнеспособность при
пастеризации для возобновления брожения. Более низкие pH пи¬
ва ускоряют пастеризацию, поэтому температуру пастеризации
можно несколько снизить. При более высоком pH пива, по
Де Клерку, хлебный привкус менее выразительный.
Возникновение пастеризационного привкуса и повышения
цветности пива Эндерс (цит. по Люерсу) приписывает мелано-
идиновой реакции при пастеризации. Подобные изменения про¬
исходят и в непастеризованном пиве, однако только спустя опре¬
деленное время. По Люерсу, вкусовые изменения связаны прежде
всего с химическими превращениями веществ из хмеля, дрож¬
жей, высших спиртов и органических соединений серы. Решаю-
482
щее влияние при пастеризации имеет аэрация (гН) пива и со¬
держание кислорода воздуха в горлышке бутылки. Меры, кото¬
рые применяются для ограничения аэрации пива, описаны в
предшествующих главах; о влиянии воздуха, находящегося в
горлышке бутылки, пишет Хуммель [12]. Механическим вспени¬
ванием путем постукивания по бутылке перед ее укупоркой мож¬
но полностью устранить остаточный воздух. В последнее время
распространено мнение, что при вспенивании пиво отчасти аэри¬
руется, поэтому лучше предварительно заполнять бутылки угле¬
кислым газом. Под действием кислорода при высоких температу¬
рах в пастеризованном пиве повышается склонность к образова¬
нию физико-химических помутнений, о чем более подробно
будет сказано ниже.
При пастеризации возрастает внутреннее давление в закры¬
тых бутылках, и поэтому, чтобы они не лопнули, в них должно
остаться определенное свободное пространство. При нагревании
от температуры, при которой пиво разливается, до температуры
пастеризации объем пива увеличивается на 2—2,5%. Одновре¬
менно поднимается давление в результате выделения углекисло¬
го газа, при этом, чем выше насыщение пива углекислым газом,
тем выше возникающее давление. Давление, установленное в
производстве на пивоваренном заводе «Туборг», по Гопкинсу и
Краузе [13], приведено в табл. 28.
Таблица 2&
Зависимость наполнения бутылок от давления
1_ Розлив в практике
(наполнение)
Наполнение
бутылок, %
общего объема
Свободное
пространство
горлышка, %
общего объема
Насыщение
С02, мас.%
Температура
пастеризации,
°С
Давле¬
ние,
МПа
Самое высокое
98,3
1,7
0,38
63,5
1,04
Нормальное
97,7
2,3
—
—
0,82
Нормальное
96,4
3,6
—
—
0,58
Самое низкое
94,9
5,1
0,49
Результаты измерения давления в бутылках очень колеблют¬
ся при использовании очень точных измерительных приборов.
В Пильзне (Гамбринус) в бутылках объемом 0,5 л, наполненных
до края, установлено давление до 0,15 МПа, в бутылках со сво¬
бодным пространством в горлышке, соответствующим 4% от об¬
щего объема бутылки, давление составляет около 0,5 МПа. Обыч¬
но достаточным считается 3—4% свободного пространства в гор¬
лышке бутылки, чтобы избежать разрыва под действием
внутреннего давления.
48а
Пастеризаторы
Простейшим пастеризатором была железная ванна с перфо¬
рированным дном, под которое подводилась горячая вода или
пар. Бутылки закладывали в ванну вручную или в металлических
контейнерах. Ванну постепенно нагревали до температуры пасте¬
ризации, чаще всего до 65аС, которая выдерживалась 0,5 ч, и по¬
том начинали охлаждать холодной водой. Сам процесс пастери¬
зации продолжался около 2 ч, однако он очень затягивался из-за
загрузки и выгрузки бутылок. Позднее были созданы камерные
душевые пастеризаторы и погружные пастеризаторы. Камерные
душевые пастеризаторы быстро исчезли, поскольку были не эко¬
номичны с точки зрения расхода тепла, их преимущество состоя¬
ло лишь в том, что бутылки загружали в камеры на тележках и
они были легкодоступны.
Наибольшее распространение нашли погружные пастеризато¬
ры типа Gasqnet или Anker. Они состояли из взаимосвязанных
камер, скомпонованных в круг или в два ряда в прямоугольник.
Схемой циркуляции воды в системе камер достигают использова¬
ния разницы в температурах воды в разных камерах, например
вода, нагретая при охлаждении бутылок, используется для на¬
грева бутылок, загруженных в пастеризатор, и т. п. Новейшие
пастеризаторы этих типов снабжены подвижным, электрическим,
подъемным устройством. Бутылки загружают в кассеты из тол¬
стой жести, которые поднимаются и погружаются в камеры. В
камерах имеются тонкие перегородки, по которым вода сверху из
одной камеры идет под перфорированное дно кассеты в следую¬
щей камере. Водонагреватель расположен, как правило, под
пастеризатором. Вода нагревается паровым инжектором, а цир¬
куляция ее обеспечивается насосом или также инжектором.
Охлаждающая зона отделяется от зоны пастеризации перегород¬
кой. Старые конструкции таких пастеризаторов имели гибкие
всасывающие и напорные трубопроводы, которые каждые 5 мин
перемещались в следующую камеру. В 24 камерах цикл пастери¬
зации продолжался 2 ч. В новейших конструкциях гибкий трубо¬
провод заменен неподвижным соединительным трубопроводом
и переключается кранами. Работа на этих пастеризаторах непре¬
рывная. Их изготавливают мощностью 3600 бутылок в час и ис¬
пользуют в Чехословакии довольно редко. Более подробно
пастеризаторы описаны в книге «Технология солода и пива»,
с. 247.
С целью автоматизации процесса пастеризации были созда¬
ны непрерывно действующие туннельные пастеризаторы. Их
можно включить в автоматические линии розлива. В высокопро¬
изводительных линиях используют исключительно эти пастериза¬
торы, поскольку они проще и надежнее, чем погружные пасте¬
ризаторы непрерывного действия или различные кольцевые
пастеризаторы, применяемые за рубежом.
484
Туннельный душевой пастеризатор состоит из длинного ме¬
таллического туннеля (короба) прямоугольной формы, в котором
бутылки перемещаются с одного конца на другой на цепных
транспортерах или подвижных решетках. Под перемещающим
устройством находятся сборники воды с разной температурой, а
над бутылками — резервуары и распределительное устройство, из
которого вода вытекает на бутылки равномерным душем. При
нахождении бутылок под душем и в результате разбрызгивания
воды создаются необходимые условия для медленной теплопере¬
дачи, необходимые для нагрева пива в бутылках. Циркуляцию
Рис. 119. Схема туннельного пастеризатора:
1 — автоматическая загрузка бутылок; 2 — подача бутылок; 3 — автоматическая остановка
подачи; 4 — оросительное устройство с перфорированным дном; 5—распределение воды;
-6 —съемные крышки; 7—оросители с холодной водой; 8 — выгрузка бутылок; 9 — транс¬
портер к этикетированию; 10 — пропеллерный насос для циркуляции воды из предвари¬
тельного подогрева к зоне охлаждения; 11 — пропеллерный насос для циркуляции воды
«з зоны охлаждения в зону предварительного обогрева; 12—выравнивающий трубопро¬
вод; 13 — переливное отверстие; 14 — выпускное отверстие; 15 — резервуар с водой.
воды осуществляют насосы, находящиеся вне пастеризатора. Во¬
да в резервуарах подогревается паровыми змеевиками. Регули¬
ровка температуры автоматическая. Разрез туннельного ороси¬
тельного (душевого) пастеризатора дан на рис. 119.
Пастеризатор имеет производительность 6000 бутылок в час,
длину 12 м и ширину 4,5 м. Определенным недостатком туннель¬
ных оросительных (душевых) пастеризаторов является большой
расход площади. Преимущество их заключается в том, что мож¬
но пастеризовать бутылки разной высоты и ширины. Бутылки,
подаваемые пластинчатым транспортером, одна за другой скап¬
ливаются на накопителе и самопроизвольно переходят на решет¬
ку пастеризатора, по которому проходят в вертикальном положе¬
нии. Количество бутылок в пастеризаторе зависит от их диаметра
и в зависимости от этого возрастает или снижается его произво¬
дительность. Например, в пастеризаторе на 6000 бутылок емко¬
стью 0,5 л может пастеризоваться за 1 ч около 7500 бутылок ем-
485
костью 0,37 л или 5400 бутылок емкостью 0,65 л. Скорость пере¬
мещения бутылок в пастеризаторе небольшая и составляет 3—
4 мм/с. Движение пастеризатора можно регулировать.
Кроме цепных решетчатых пастеризаторов используют также
другие решетчатые системы, которые приподнимают бутылки и
подают их через равномерные интервалы по металлическим рей¬
кам. Решетки должны быть редкими, чтобы вода могла стекать в-
сборники, и изготовлены так, чтобы в них не задерживались ос¬
колки треснувших бутылок. Орошение должно быть обильным и
равномерным по всей ширине пастеризатора, чтобы бутылки рав¬
номерно орошались и постоянно выравнивалась температура.
Если вода разбрызгивается через форсунки, то перед насосом ее
следует фильтровать, чтобы форсунки не забивались. Обогрев
бутылок в оросительных (душевых) пастеризаторах происходит-
несколько медленней, чем в погружных.
Бекер и Рафф [10] описывают опыты, проводившиеся на аме¬
риканском заводе Barry a Wehmiller, при которых определяли
прогрев пива в бутылках, и в частности в горлышке, в закруглен¬
ной части, посредине бутылки и близко у дна. Бутылки были по¬
гружены в ванну с водой при умеренном движении и в ванну с
интенсивно перемешиваемой водой. При орошении испытывали
слабые души, достаточные для постоянного орошения бутылок и
с дву- и пятикратным количеством воды. Выравнивание темпера¬
туры происходило через 20—28 мин. Между прогреванием в по¬
гружной ванне и под душами нет существенного временного*
различия и нет необходимости орошать бутылки излишним коли¬
чеством воды. Под душами, достаточными для постоянного оро¬
шения, температура пастеризации достигалась через 23—24 мин.
В бутылке нагревается слой пива, прилегающий к стенке бутыл¬
ки. Потом более теплое пиво медленно поднимается вверх и сме¬
щает холодную его часть к дну. Сначала прогревается пиво в
горлышке бутылки, позже всего слои пива около дна. Было так¬
же установлено, что бутылки выдерживают большие температур¬
ные перепады лучше при нагревании, чем при охлаждении. По¬
этому в области подогрева в настоящее время используются бо¬
лее высокие температуры, чем раньше.
На диаграмме (рис. 120) указаны температуры воды в ван¬
нах и температуры в бутылках по данным фирмы Холштайн —
Капперт, принятые для их пастеризатора. При входе в пастериза¬
тор бутылки споласкиваются водой температурой 46°С и после
подогрева поступают в душевую зону температурой 72°С. Про¬
хождение через эти зоны продолжается 20 мин. Бутылки, подо¬
гретые до 63°С, поступают в зону пастеризации, где орошаются
водой температурой 65°С. Температура пива в бутылках вырав¬
нивается до 63°С. Через 20 мин бутылки выходят из зоны пасте¬
ризации и в течение последующих 20 мин охлаждаются душами
температурами 40, 30, 20 и 12°С. Температуру пастеризации мож¬
но изменять в зависимости от требований к стойкости пива. Для
486
последнего орошения при температуре 12'°С используется артези¬
анская вода.
В последнее время требуется, чтобы пиво, выходящее из пас¬
теризатора, было охлаждено до температуры ниже 20°С, посколь¬
ку более высокие температуры ускоряют образование небиологи¬
ческих помутнений. Поэтому за пастеризатором подключается
еще один душ с водой, охлаждаемой рассолом.
Оросительные (душевые) туннельные пастеризаторы изготав¬
ливают для широкого диапазона мощностью от 2000 до 60 000 бу¬
тылок в час. Чтобы сэкономить производственную площадь, их
делают двух- и трехэтажными, с двумя или тремя решетками в
72°С
Ь6%
/
Температура Воды65°С
/
50°ТГ
14
/
Температура паба 65°С
20°Т'
\
У
12"С
' I
II
III
IV
V
VI
VII
бОмин
Рис. 120. Диаграмма пастеризации (Холштайн-Капперт).
одном корпусе. Бутылки проходят в них так же, как в одноэтаж¬
ных пастеризаторах, однако вода протекает через все этажи и
для выравнивания температур в нижних этажах имеются вспомо¬
гательные души. В многоэтажных пастеризаторах лучше исполь¬
зована производственная площадь и, кроме того, с точки зрения
экономии тепла они более выгодны. Однако в таких пастеризато¬
рах несколько сложнее транспортировка бутылок на разные эта¬
жи, а также спуск их на уровень остальных машин.
Двухэтажный пастеризатор Deluge завода Gasquet в Бордо
имеет несколько иную конструкцию. В верхнем этаже бутылки
предварительно подогреваются и нагреваются до температуры
пастеризации, потом они поступают на нижний этаж, где закан¬
чивается пастеризация, и бутылки охлаждаются. Души устроены
на обоих этажах. Преимущество их состоит в том, что вода для
охлаждения бутылок, выходящих из нижнего этажа, охлаждает¬
ся в результате орошения холодных бутылок, поступающих на
верхний этаж пастеризатора с температурой 4—5°С. Чтобы бу¬
тылки могли спускаться с верхнего этажа на нижний, их загру¬
жают при поступлении в пастеризатор в металлические кассеты,
которые через равномерные интервалы смещаются рычажным
механизмом в направлении хода машины и спускаются на ниж¬
ний этаж. Однако тепло, необходимое для нагрева и охлаждения
металлических кассет, повышает его расход при пастеризации.
Автоматические туннельные пастеризаторы имеют автомати¬
ческую регулировку температур и необходимые контрольные и
487
регулирующие приборы. Корпус имеет сдвоенные стены, чтобы
снизить потери тепла от излучения. Для контроля за работой ду¬
шей, за ходом пастеризатора и группированием бутылок в стенах
имеются смотровые окна. Насосы и приводные механизмы долж¬
ны находиться вне пастеризатора и быть легкодоступными. Рас¬
ход энергии в пересчете на 1000 бутылок емкостью 0,5 л состав¬
ляет: пар под давлением 0,5 МПа от 55 до 60 кг, вода от 0,4 до
0,6 м3, электроэнергия от 1 до 2 кВт. Бой бутылок зависит не
только от конструкции и условий работы пастеризатора, а также
и от прочности бутылок, и от величины свободного пространства
над пивом в горлышке бутылки. В современных пастеризаторах
совершенной конструкции при правильном их заполнении и хо¬
рошем качестве бутылок не должно быть значительного боя. По>
американским источникам, бой до 0,1% от общего числа бутылок
считается низким, от 0,1 до 0,2% нормальным и свыше 0,2%,
высоким.
Проточные пастеризаторы сконструированы по принципу
пластинчатых холодильников (см. рис. 51). Пиво протекает в
тонком слое между пластинами, нагревается горячей водой или
паром и охлаждается до исходной температуры охлажденной
смесью воды со спиртом или рассолом. Пастеризация кратковре¬
менна, для пастеризации при температуре 68—70°С достаточно
30—40 с.
Пастеризатор имеет несколько секций. Первая представляет
теплообменник, в котором поступающее холодное пиво нагревает¬
ся от температуры около 3°С до температуры около 50°С пастери¬
зованным пивом, текущим в противотоке; пастеризованное пиво
при этом охлаждается до 20°С. Во второй, меньшей секции, пиво
нагревается до температуры 68—70°С. Третья секция устроена
так, чтобы температура пастеризации удерживалась в пиве около
30 с. В последней секции пастеризатора пиво, выходящее из теп¬
лообменника, охлаждается с 20 до 1—2°С. Общее время пастери¬
зации от начала нагревания до момента охлаждения составляет
90—100 с. Пиво вводится в пастеризатор насосом с компенсато¬
ром давления; при нагреве давление в пастеризаторе поднимает¬
ся до 0,5—0,65 МПа в зависимости от насыщения пива углекис¬
лым газом, и при охлаждении снова падает. Поскольку пиво в.
пастеризаторе находится под постоянным избыточным давлени¬
ем, углекислый газ не выделяется. Для вкуса пива кратковре¬
менная проточная пастеризация более благоприятна. Пастериза¬
ционный привкус не образуется или почти незаметен главным,
образом потому, что при пастеризации не могут действовать,
окисливающие факторы, как это имеет место в бутылках с нали¬
чием части воздуха в свободном пространстве над пивом в гор¬
лышке.
Проточные пастеризаторы должны иметь совершенные реги¬
стрирующие приборы. Если температура пастеризации не была
достигнута, пиво следует вернуть в секцию предварительного по-
488
догрева. Пиво нельзя перегревать или оставлять без движения в
секции охлаждения, так как при дополнительном охлаждении
рассолом пиво в тонком слое легко замерзает.
В зависимости от числа пластин и размера отдельных секций
производительность пастеризаторов колеблется от 20 до 100 гл/ч.
Расход пара от 2,8 до 3 кг/гл, охлаждение пива до 2°С требует
около 1400 ккал/гл.
Для ограничения вторичных загрязнений пиво, прошедшее
проточную пастеризацию, разливается в стерильные бутылки в
асептических условиях так же, как пиво, стерилизованное обес¬
пложивающей фильтрацией, о чем более подробно будет сказано
ниже. Проточный пастеризатор устанавливается между сборни¬
ком фильтрованного пива и разливной машиной с использовани¬
ем насоса для преодоления разницы давления в пастеризаторе и
сборнике.
Пиво, прошедшее проточную пастеризацию, имеет высокую
биологическую стойкость, и, по Джонсону [14], лучшую небиоло¬
гическую стойкость; цвет пива не повышается при пастеризации
и не появляется хлебного привкуса, типичного для пива, пастери¬
зованного в бутылках. Названный автор изучал также розлив
пастеризованного в потоке пива в бутылки, вымытые обычным
способом. Он привел результаты годового контроля за пастеризо¬
ванным и разлитым в бутылки 90 000 гл пива. Автор доказывает,
что при использовании 2,5% NaOH для отмачивания и ополаски¬
вания бутылок и при стерилизации разливных машин горячей
водой для обеспечения стойкости разливаемого предварительно
пропастеризованного в потоке пива нет необходимости прини¬
мать другие дополнительные меры. Из 4212 взятых проб при
помещении их в термостат при 25°С через 60 дней были только
три бутылки с мутным пивом.
Несмотря на указанные преимущества, проточная пастериза¬
ция пива широко не распространилась. Ее используют лишь в го¬
сударствах северной части Европы и в ФРГ.
Горячий розлив пива
Пастеризация пива в проточном пастеризаторе известна около
30 лет, в то время как идея разливать горячее пиво в бутылки и
тем самым одновременно стерилизовать бутылки возникла позд¬
нее. Только в 1957 г. Кайзер запатентовал этот способ наполне¬
ния бутылок. Мнение, что горячее пиво нельзя разливать в бу¬
тылки потому, что из него быстро выделяется углекислый газ, не
подтвердилось. Наоборот, оказалось, что при определенных ус¬
ловиях проточно-пастеризованное пиво можно разливать при
температуре 63—65°С и давлении 0,55—0,6 МПа без вспенивания
бутылок после наполнения [15]. Теоретическими вопросами
потерь углекислого газа при розливе пива занимался Тонн [15].
По его данным, пиво вспенивается при выделении углекислого
48»
газа в результате разницы в энергетических влияниях или ад¬
сорбционных свойствах на площади соприкосновения. Оно вспе¬
нивается, например, после резкого удара под влиянием разницы
температур между стенкой бутылки и пивом в соприкосновении
с грубой или грязной поверхностью бутылки и т. д.
На основе работы Кайзера на заводе «Холштайн-Капперт»
изготовлено устройство, состоящее из проточного пастеризатора,
водообогревателя, разливного аппарата и укупорочной машины,
приспособленных к розливу пива при давлении до 1 МПа. Пасте¬
ризатор аналогичен пластинчатым проточным пастеризаторам,
Рис. 121. Схема горячего розлива пива.
описанным выше, однако он не имеет зоны охлаждения. Разлив¬
ная машина обычной конструкции, однако, с уплотнением для
более высоких температур. Разливочный кран устройства не име¬
ет трубки (см. рис. 113), и горячее пиво стекает по стенкам бу¬
тылки. Бутылки в моечной машине не охлаждаются; для послед¬
них впрыскиваний используется горячая вода и бутылки посту¬
пают в разливочный автомат с температурой выше 40°С.
Повышенная температура препятствует вспениванию пива и ме¬
ханическому разрушению бутылок, наблюдающемуся при боль¬
шой разнице в температурах пива и бутылки.
На рис. 121 изображен процесс горячего розлива пива. Пиво
из сборника ротационным насосом 2 подается через обратный
клапан 3 в зону предварительного обогрева пастеризатора 4 и
оттуда поступает в пастеризационную часть 5. В зависимости от
потребностей оно может после пастеризации переключением
клапана 8 направляться или через зону предварительного тепло¬
обмена или через клапан 9 прямо в разливочный автомат 1. При
прохождении через зону теплообмена несколько снижается тем¬
пература пастеризации и пиво разливается при более низком
давлении и низкой температуре, которая однако достаточна для
490
стерилизации бутылок. Вода нагревается в нагревателе 6 паром;
циркуляция теплой воды обеспечивается насосом 7. Напорный
регулирующий клапан 10 соединен с автоматическим регулято-
ром давления на щите 11, где находятся также регистрирующие
приборы. Общий вид оборудования для горячего розлива пива
приведен на рис. 122.
Бутылки наполняются горячим пивом до краев; уровень сни¬
жается до требуемой высоты при охлаждении и одновременно
пространство горлышка заполняется выделившимся углекислым
Рис. 122. Оборудование для горячего розлива пива (вид оборудования Холш-
тайн-Капперт).
газом. По литературным данным, приведенным также Клазаром
и Беднаржем [16], пиво горячего розлива содержит больше угле¬
кислого газа и меньше кислорода, чем пиво, пастеризованное в
бутылках. Шильд [16] тоже подтверждает, что при подобных
опытах было обнаружено весьма незначительная разница в со¬
держании углекислого газа, менее выразительный пастеризаци¬
онный привкус и более светлый цвет пива, чем у пива, пастеризо¬
ванного в бутылках.
При горячем розливе пива разливочный и укупорочный авто¬
маты должны иметь специальное предохранительное устройство,
защищающее работников от ранений при разрыве бутылок при
повышенном давлении. Бутылки выгружаются из моноблока го¬
рячими и остатки пива с их поверхности устраняются орошением
водой. Бутылки быстро просыхают и хорошо этикетируются.
Обычно они укладываются теплыми и на воздухе медленно ох¬
491
лаждаются. Влияние медленного охлаждения на небиологиче¬
скую стойкость пива точно еще не установлено. При охлаждении
бутылок водой снизилась бы экономия энергии, достигнутая при
проточной пастеризации. Биологическая стойкость пива горячего
розлива практически неограничена.
Бой бутылок составляет от 0,2 до 0,5% и несколько выше,
чем при пастеризации в современных оросительных (душевых)
пастеризаторах. В последние годы горячий розлив пива был
внедрен на нескольких европейских пивоваренных заводах, од¬
нако широко не распространился.
По Ферману — Зонтачу, проводились опыты по лучшему
использованию тепла при проточной пастеризации пива; при
этом в зоне предварительного подогрева пастеризатора темпера¬
тура снижается до 25°С и при ней пиво разливается в стерильные
бутылки. Тем самым ускоряется охлаждение наполненных бу¬
тылок. Указывается также, что условия при горячем розливе пи¬
ва можно приспособить к пиву разного состава путем изменения
давления, температур и т. д., что особенно подходит для пива,
стабилизированного искусственным путем.
Холодная стерилизация пива, асептические
условия розлива
Холодная стерилизация введена фирмой Seitz-Werke, Креу-
знах (ФРГ) 30 лет назад сначала для фруктовых соков и вина,
позднее для пива. Пиво освобождается от микроорганизмов обес¬
пложивающей фильтрацией практически до стерильности и по¬
том разливается при соответствующем поддержании асептиче¬
ских условий в бутылках, стерилизованных газообразной дву¬
окисью серы.
Пиво фильтруется в пластинчатых фильтрах через стерили¬
зующие пластины. Стерилизация фильтра, процесс фильтрации
и очистки фильтра описаны в главе о пластинчатых фильтрах.
Пиво освобождается от микроорганизмов при очень медленном
прохождении через стерилизующую пластину. Течение не должно
превышать 0,8—1 гл/(м2-ч). Перед стерилизацией пиво должно
освобождаться предварительной фильтрацией от большей части
мутных веществ, иначе стерилизующие пластины забиваются и
производительность фильтров снижается. Специальные стерили¬
зующие пластины, изготовленные из фильтромассы с добавлени¬
ем большого количества асбеста, задерживают не только дрож¬
жи, но также и бактерии. В зависимости от состава использован¬
ных пластин и скорости течения можно добиться почти полной
стерильности или практической стерильности, при которой пиво
содержит так мало микроорганизмов, что помутнение не обра¬
зуется.
Необходимым условием удовлетворительной биологической
стойкости является предотвращение повторного загрязнения*
492
стерилизованного обеспложивающей фильтрацией пива при
дальнейших операциях. Бутылки должны быть стерильными, их
надо особенно тщательно мыть в моечных аппаратах с использо¬
ванием моющей щелочи нужной концентрации и соответствующей
температуры. После выхода из моющей машины бутылки прохо¬
дят через ротационный стерилизатор, в котором стерилизуются
газообразной двуокисью серы. Стерилизация протекает в три
стадии. Сначала бутылки, так же, как в разливной машине, под¬
нимаются и при прижиме к клапану в каждую из них поступает
двуокись серы под давлением 0,03 МПа. На следующей стадии
двуокись серы действует несколько секунд, достаточных для то¬
го, чтобы убить присутствующие в бутылке микроорганизмы. На
конечной стадии двуокись серы вытесняется из бутылок значи¬
тельным количеством сжатого фильтрованного воздуха. Вытесне¬
ние двуокиси серы должно быть основательным, так как в пиве,
налитом в стерилизованные таким способом бутылки, она может
быть только в следах. Все детали стерилизатора, соприкасающи¬
еся с двуокисью серы, должны быть из нержавеющей стали или
из пластмасс.
Двуокись серы, вытесненная из бутылок, улавливается в
крышке стерилизатора и отводится из помещения.
Разливной аппарат должен быть обработан горячей водой
или паром и стерильные бутылки поступают от стерилизатора к
разливной машине по крытому туннелю, в котором создано уме¬
ренное избыточное давление стерильного воздуха. Воздух, необ¬
ходимый для противодавления, не должен содержать микроорга¬
низмов. Фильтрация его так же, как и воздуха для вытеснения
двуокиси серы, производится в специальном фильтре со стерили¬
зующими пластинами. Для вытеснения двуокиси серы и наполне¬
ния бутылок можно использовать вместо воздуха углекислый
газ. Кронен-пробки стерилизуются парами формалина непосред¬
ственно перед загрузкой в бункер укупорочного автомата и перед
прижимом к горлышку бутылки еще обжигаются газовым пла¬
менем.
Пиво, разлитое в указанных условиях, имеет почти неограни¬
ченную биологическую стойкость и только в незначительном ко¬
личестве бутылок обнаруживается помутнение биологического
происхождения. Физико-химическая стойкость пива тоже хоро¬
шая, главным образом у стабилизированного пива. Адсорбцией
несколько снижается цвет пива, а иногда также его пенистость.
Вкус пива, прошедшего обеспложивающую фильтрацию, лучше,
чем пастеризованного пива, и свой хороший вкус оно сохраняет
дольше. Раньше хорошую стойкость пива приписывали консерви¬
рующему действию остаточных частей двуокиси серы в бутылках.
Хуммель и Хлебечек (12] доказали, что при правильном ведении
процесса эти остатки незначительны и несущественны. В статье
этих авторов также подробно описаны устройства и результаты
опытов.
493
Стерилизация пива острой обеспложивающей фильтрацией с
последующим розливом в ассептических условиях довольно доро¬
га и применяется только для экспортного пива и там, где предъ¬
являются особые требования к стойкости, цвету и вкусу пива.
В Чехословакии применение двуокиси серы при розливе пива
запрещено. В некоторых государствах допускается присутствие
в пиве небольших количеств двуокиси серы; так, во Франции до¬
пускается 85 мг/л, а в Англии—100 мг/л, что является количе¬
ством, превышающим предел 60 мг/л, при котором двуокись серы
уже определяется во вкусе пива.
ОБРАБОТКА И ХРАНЕНИЕ БУТЫЛОК
Перед выпуском в торговую сеть бутылки с пивом обрабаты¬
вают, с одной стороны, для того, чтобы улучшить их внешний
вид, поскольку голая бутылка мало привлекательна с эстетиче¬
ской точки зрения, и с другой — для того, чтобы было указано
содержимое бутылки и завод-изготовитель его. Как уже говори¬
лось, бутылки должны быть снаружи чистые и блестящие, без
серого налета от споласкивающих вод, имеющих высокую карбо¬
натную жесткость и при окончательном орошении водой должны
быть вымыты от остатков пива на их поверхности.
Наиболее простые данные, приводимые на бутылках с пи¬
вом,— это указание концентрации начальной плотности сусла
(градусов) и название пивоваренного завода, отштампованные
на кронен-пробке. Лучше и более выразительна цветная литогра¬
фия на верхней плоскости кронен-пробки. Однако таким спосо¬
бом маркируется только обычное разливное пиво. Лагерное и
специальное пиво маркируются этикеткой, приклеенной к корпу¬
су бутылки. Некоторые экспортные и специальные сорта пива
■оформляются на горлышке бутылки алюминиевой пленкой или
кронен-пробкой из цветной алюминиевой ленты, а часто и двумя
или тремя яркими этикетками.
Этикетировочные автоматы
В зависимости от требований к числу одновременно наклеи¬
ваемых этикеток и к производительности конструкция этикети¬
ровочного автомата может быть от простейшей до очень сложной.
Для производительности 1200 бутылок в час используются полу¬
автоматы, в которые бутылки загружают вручную, этикетки на¬
клеиваются в горизонтальном положении. В автоматических
линиях применяются исключительно автоматические этикетиро¬
вочные машины, через которые бутылки проходят в вертикаль¬
ном положении. Конструкция этикетировочных машин различна.
В одних этикетировочных машинах этикетируется от 6 до 10 бу¬
тылок в ряду и вращающиеся бутылки подаются с пластинчатых
транспортеров звездочкой так же, как у карусельных разливоч-
494
ных машин. Простейшие этикетировочные машины для одной эти¬
кетки горизонтальные. В Чехословакии изготавливается машина,,
сконструированная Салайкой, работающая по такому же прин¬
ципу. Старые конструкции этикетировочных машин описаны в-
книге «Технология солода и пива», ч. II. Новые конструкции рас¬
сматривает Линдауер [18].
Нанесение клея и прижим этикетки проводятся по-разному.
Важно, чтобы этикетка после наклеивания хорошо расправлялась
и имела правильное поло¬
жение. Клей следует на¬
носить вдоль вертикаль¬
ных сторон этикетки; се¬
редина должна остаться
свободной,чтобы этикетка
легче устранялась в моеч¬
ной машине. Условием
для правильной работы
этикетировочной машины
является хороший нера¬
створимый в холодной во¬
де клей. При дозировке в
бункер машины клей сле¬
дует хорошо перемешать,
чтобы он имел равномер¬
ную консистенцию без за- шина ibaiajnap
твердевших остатков из
поверхностного слоя. Этикетки должны иметь абсолютно одина¬
ковые размеры и легко отделяться одна от другой. Для машин с
высокой производительностью следует использовать бумагу
плотностью от 70 до 75 г/м2.
Производительность этикетировочных машин различна. У ма¬
шин, наклеивающих одну этикетку, она колеблется от 3000 до-
24000 бутылок в час. Необходимая потребная мощность для них
от 1 до 3,5 кВт. Машины для наклеивания одновременно двух и
более этикеток имеют меньшую производительность. При боль¬
шой производительности разливной линии устанавливается
несколько таких машин рядом. Машины чехословацкого произ¬
водства (рис. 123) имеют регулируемую производительность от
4000 до 12 000 бутылок в час и рассчитаны на этикетки на гор¬
лышке и на цилиндрической части бутылки. Потребная мощ¬
ность 1,2 кВт.
Машины для отделки бутылок фольгой
и колпачками
Для отделки бутылок фольгой в некоторых конструкциях
используется предварительно нарезанная пленка, которая берет¬
ся из бункера так же, как этикетки, вращающимися щетками,
495
■оборачивается вокруг горлышка и прижимается к кронен-пробке.
В других конструкциях фольга отматывается от рулона и машина
•сама отрезает куски необходимой величины. Большей частью
используются алюминиевые пленки толщиной от 0,009 до
0,012 мм. В некоторых случаях процесс отделки фольгой комби¬
нируется с этикетированием в одной машине. Однако это неудоб¬
но, так как фольга иногда рвется, и поэтому процесс требует бо¬
лее тщательного контроля, чем этикетирование. Края фольги
наклеиваются на горлышко бутылки, и поэтому с бутылки уда¬
ляется с трудом. Для мойки таких возвращаемых бутылок часто
требуются щетки. Поэтому станиолируют преимущественно
только бутылки на экспорт или по особому требованию заказчи¬
ка .Точно так же, как этикетировочные машины, станиолирующие
машины имеют различную конструкцию и производительность от
3000 до 6000 бутылок в час. Потребная мощность зависит от вида
используемой пленки и колеблется от 0,7 до 2,5 кВт.
Вместо фольги чаще используются колпачки из тонкой алю¬
миниевой пленки разного цвета, которые насаживаются поверх
кронен-пробки на горлышко бутылки. Закрепляются они путем
■сжатия резиновым кольцом за счет гидравлического прижима.
Машины для отделки колпачками имеют ту же конструкцию, что
и укупорочные машины с несколькими патронами. Алюминиевые
колпачки поступают с заводов, вложенные один в другой и обра¬
зуют рулоны длиной около 1 м. Такие рулоны помещают в на¬
клонный лоток и машина автоматически извлекает и насаживает
колпачок на слегка увлажненное горлышко, чтобы он лучше дер¬
жался. Прижиматься колпачок должен осторожно, чтобы не
испортился, однако так, чтобы хорошо прилегал к пробке и горлу
бутылки. Слегка гофрированный и хорошо закрепленный колпа¬
чок из алюминиевого материала приятно выглядит и украшает
бутылку. Колпачки правда несколько дороже, чем алюминиевая
пленка, однако удобны тем, что они снимаются при открывании
бутылки, а остатки их в моечных машинах устраняются легче,
чем станиоль. По количеству патронов производительность ма¬
шин колеблется от 3000 до 8000 бутылок в час. Потребная мощ¬
ность от 0,7 до 1,2 кВт.
Хранение пива в бутылках
Небольшой объем пива, содержащегося в стеклянных бутыл¬
ках, подвержен колебаниям внешней температуры в большей
степени, чем пиво в бочках, и, кроме того, на него воздействует
свет. Поэтому пиво в бутылках следует хранить в темных поме¬
щениях с постоянной низкой температурой. Низкая температура
благоприятна потому, что отделяет возникновение биологических
и коллоидных помутнений.
Лучше всего действует температура в узком диапазоне от 3 до
10°С. Температура ниже 2°С неблагоприятна для пива, так как
496
при температуре около 0°С в пиве образуется холодное помутне¬
ние. Учитывая то, что пиво лучше пить при температуре 8—10°С,
наиболее подходящими температурами хранения считаются от 6
до 8°С. Температуры свыше 10°С сокращают при хранении биоло¬
гическую стойкость пива тем быстрее, чем они выше. То же мож¬
но сказать о пастеризованном пиве, в котором, по Де Клерку,
коллоидное помутнение образуется при температурах ниже 25°С
гораздо позже, чем при более высоких температурах.
Стандартом ЧСН 566635 предусмотрено хранить пиво в бу¬
тылках в чистом, проветриваемом помещении, защищенном от
прямых солнечных лучей и от мороза. Помещение должно иметь
постоянную температуру от 7 до 10°С. Согласно этому стандарту
пиво в бутылках нельзя выставлять в витринах.
В производстве неизбежно образуются потери бутылок, кото¬
рые нельзя исключить полностью. О причинах этих потерь уже
говорилось при описании отдельных машин. При хорошей работе
машин не должно быть значительных колебаний в количестве
боя. Только при использовании новых, впервые наполняемых бу¬
тылок, в количестве боя могут возникнуть резкие отличия от
обычно достигнутых для данного вида машин под влиянием ка¬
чества бутылок.
Бекер и Рафф [10] в результате длительных исследований
установили, что причиной боя являются в 80% случаев удары,
столкновения или другие механические влияния, а в 20% случаев
резкие температурные перепады или высокое давление. За боем
надо внимательно следить у каждой машины, лучше всего еже¬
дневным взвешиванием осколков стекла на отдельных участках.
Данные о бое в литературе различны. Обычно допускается 2,5—
3% боя на весь процесс, однако в последнее время приводят ве¬
личины и выше. Это связано, вероятно, с использованием автома¬
тических машин с высокой производительностью и с очень высо¬
кими скоростями движения бутылок. ПВС в Бранике изучали бой
на нескольких пивоваренных заводах и установили следующий
диапазон в %:
С боем связаны также потери пива в отделении розлива. При
бое полных или частично наполненных бутылок кроме бутылок
теряется и пиво.
Количество пива, поступившего в отделение розлива, измеря¬
ется в сборниках фильтрованного пива или расходомером перед
17—108 497
Бой бутылок и потери при розливе
Моечная машина
Разливочная и укупорочная машина
Пастеризатор
Этикетировочная машина
Хранение
Транспортировка
0,49—0,95
0,38—0,68
0,44—1,04
0,00—0,02
0,14—0,25
0,26—0,45
поступлением пива в разливную машину. Разница между объ¬
емом пива, принятого и фактически разлитого в бутылки, и со¬
ставляет потери.
К потерям относится также пиво, налитое в бутылки выше
требуемого объема. Действительный объем бутылок не одинаков,
для бутылок объемом 0,5 л ЧСНом предусмотрена разница до
20 мл. Если бы при розливе в каждой бутылке указанный объем
был превышен только на 5 мл, то разница, на которую возросли
потери, составила бы 1 %. В практике, как правило, это не быва¬
ет. Действительные потери возникают при утечке пива в случаях
нарушения герметичности арматуры, плохой работы разливоч¬
ных кранов при вспенивании и разбрызгивании пива и при разры¬
ве бутылок. При розливе в бутылки объемом 0,5 л потери (объем¬
ные) колеблются около 1,5%, при розливе в бутылки меньшего
объема — больше.
Автоматизация операций по сбыту пива
По сравнению с автоматизацией в других отделениях пивова¬
ренного завода операции по сбыту автоматизированы в меньшей
степени. Перевозка на поддонах повышает производительность в
несколько раз, тем не менее не достигается уровень рационализа¬
ции остальных узлов производства. Здесь помочь может только
автоматизация. Это вытекает из того факта, что при современных
способах механизации погрузочно-разгрузочных работ на пиво¬
варенных заводах погрузка и разгрузка грузовых (товарных)
вагонов и машин продолжается слишком долго. Кроме того, спо¬
соб перемещения бутылок, ящиков, контейнеров и бочек часто
требует больших помещений для хранения и транспортировки,
которые могут быть уменьшены только в результате автоматиза¬
ции этих работ.
Условиями рациональной автоматизации операций по сбыту
пива подробно занимались Неуферт и Розель [20], замечания ко¬
торых мы и цитируем.
Автоматизация операций по сбыту связана с автоматизацией
складских работ, планирование которых должно исходить из ана¬
лиза сбыта.
Для внедрения автоматизации операций по сбыту пива суще¬
ственно, что пиво можно поставлять большими партиями, напри¬
мер, в контейнерах, в которые загружают обычные ящики с пи¬
вом. Торговые организации должны обеспечить сбыт пива в та¬
ких упаковках.
В Чехословакии для пива в бутылках на будущее предусмат¬
ривается стандартная полулитровая бутылка и типовой ящик на
20 бутылок. К размеру ящиков должен быть приспособлен и кон¬
тейнер.
За рубежом используется поддон, на котором в один слой
можно положить 3x3 = 9 ящиков, т. е. при четырех слоях 36 ящи¬
ков и при пяти слоях 45 ящиков.
498
Для автоматизации операций по сбыту пива в бочках трудно
определить перспективные направления развития ее, так как су¬
ществующие деревянные и алюминиевые бочки практически во¬
обще нельзя штабелировать.
Автоматизированная погрузка пива в бутылках на поддоны
предполагает такой размер машин, при котором поддоны прини¬
маются и устанавливаются так, чтобы груз при перевозке стоял
прочно. Более удобными, чем обычные бортовые автомашины,
являются специально оборудованные автомашины, при использо-
ЕГ
Склад
тары
Отделение
розлива
Склад
пустой
Ж!
тары
Поддоны
Упаковка f
ЩЛолные-.
Постые~^ОСратко~
. 1\Полные-У£г
Упаковка j -
Рис. 124. Схема автоматизации опе¬
раций по сбыту иа пивоваренном за¬
воде.
Рис. 125. Схематический план авто¬
матизации операций по сбыту иа пи¬
воваренном заводе.
вании которых при погрузке экономится время за счет более про¬
стой операции и нет необходимости в укреплении поддонов.
Для погрузки поддонов на автомашины наиболее пригодны
специальные тележки.
В качестве основного принципа для автоматизации складских
работ и операций по сбыту пива является требование к наличию
буферного склада.
Характерным признаком автоматизации складских работ и
операций по сбыту является то, что грузовая машина или вагон
во время процесса разгрузки и загрузки стоят на одном месте,
так что тележка не совершает пустых пробегов.
Тележка, за которой необходим надзор обслуживающего пер¬
сонала, используется только на участке для разгрузки и загрузки
машины. Все остальные транспортные операции, т. е. транспор¬
тировка пустой тары на склад и заполнение склада полными бу¬
тылками осуществляется автоматическим транспортером и соот¬
ветствующим складским автоматизированным оборудованием.
При использовании полуавтоматического транспортного обо¬
рудования экономится 40% площади склада, транспортная пло¬
щадь вне здания и тем самым потребность в объеме зданий и
территории.
Вспомогательным оборудованием складов являются подъем¬
ники и транспортеры разного типа, управляющее устройство и
17* 499
при более высокой степени автоматизации также и устройство
для приема и обработки данных. Всей складской техникой можно
управлять от одной машины. При полной автоматизации все про¬
цессы от приема заказов и подготовки продукции некоторых ви¬
дов на погрузку вплоть до контроля пустой тары протекают авто¬
матически.
На рис. 124 представлена схема автоматизации операций по
сбыту на пивоваренном заводе, на рис. 125 — схематический
план автоматизации операции по сбыту на пивоваренном заводе.
список использованной литературы
1. Prospekt tovarny Enzinger-Union Manheim.
2. Fehrmann К., Sonntag M. Mechanische Technologie der Brauerei Berlin, 1962,
403.
3. Herlikova Q. Kvasny prumysl, 10, 1964, 146,
4. Kahler M. Kvasny prumysl, 1, 1955, 19.
5. Pospisil V., Kriz V. Kvasny prumysl, 9, 1963, 229.
6. Stadler H., Zeller F. Flaschen- und Dosenfiillung. Frankfurt, 1958.
7. Chlebecek R. Kvasny prumysl, 10, 1964, 30.
8. Lindauer F. Kvasny prumysl, 4, 1958, 7.
9. Preininger VI. Kvasny prumysl, 8, 1958, 127.
10. Becker K-, Ruff D. Q. Canning and Bottling of Beer, Siebel Institut, Chicago,
1955.
11. Young R. A. ref. Brauwelt, 100, 1960, 2036.
12. Hummel J. Kvasny prumysl, 4, 1958, 220.
13. Hopkins R. H., Krause B. Biochemistry applied to Malting and Brewing,
London, 1936.
14. Jonsson A. Proceedings E. В. C., Baden-Baden, 1955.
15. Kaiser B. Brauwelt, 97, 1957, 2021.
16. Klazar G., Bednar J. Kvasny prumysl, 5, 1959, 3.
17. Hummel J., Chlebecek R. Kvasny prumysl, 2, 1956, 249.
18. Lindauer F. Kvasny prumysl, 4, 1958, 7.
19. Neufert E., Rosel W. Brauwelt. 108, 1968, 1659—1664.
Готовое пиво
ОБЩАЯ ХАРАКТЕРИСТИКА ПИВА
Пиво — это Сложная система, в которой большая часть экст¬
рактивных веществ присутствует в виде коллоидных растворов.
Только небольшая часть экстрактивных веществ пива образует
настоящие (молекулярные), растворы. Хотя качество пива в зна¬
чительной степени зависит от химического состава, многие свой¬
ства пива связаны с его физико-химическим составом. При
дображивании и выдержке все основные показатели пива вырав¬
ниваются. Коллоидная система тоже находится ; в равновесии.
Однако это равновесие неустойчиво и легко нарушается. При
старении коллоидов, денатурации белков и возникновении ад¬
сорбционных соединений коллоидное равновесие медленно, но
постоянно смещается. Коллоидные частицы при этом постепенно
увеличиваются, пока не образуется видимая опалесценция, а за¬
тем помутнение и в .конце осадок. Кроме того, равновесие нару¬
шается при высокой температуре, окислении, и присутствии сле¬
дов тяжелых металлов. От этого страдаем вкус и пенистость пива.
Характерно и с точки зрения некоторых основных свойств пи¬
ва важно, чтобы пиво всегда поставляли неполностью сброжен¬
ным. Степень сбраживания выпускаемого пива более или менее
приближается к конечной степени сбраживания, однако полное
сбраживание могло бы отрицательно повлиять на вкусовые
свойства пива. И наоборот, пиво, выпускаемое глубоко сброжен¬
ным, содержит меньше сбраживаемых веществ и в определенных
пределах имеет более высокую биологическую стойкость.
ХИМИЧЕСКИЙ СОСТАВ
Пиво содержит летучие продукты (метаболиты) спиртового
брожения и несброженные экстрактивные вещества.
Химический состав пива колеблется в довольно широком ди¬
апазоне в зависимости от типа пива. В сущности он зависит от
состава засыпи, от экстрактивности исходного сусла и от степени
сбраживания. Влияние на качество пива имеет прежде всего
основные продукты спиртового брожения, т. е. этиловый спирт
(этанол) и углекислый газ. Влияние нормальных побочных про¬
дуктов брожения может быть хотя и заметным, но несуществен¬
501
ным. Остатки несброженного экстракта должны соответствовать
данному типу пива. Если они слишком большие, то это отрица¬
тельно действует на качество пива.
Летучие вещества
Кроме этилового спирта (этанола) и углекислого газа пиво
содержит небольшое количество летучих высших спиртов, альде¬
гидов, органических кислот, эфиров и некоторых других веществ.
Кроме того, пиво содержит воздух, который из-за содержания
кислорода является компонентом вредным и нежелательным.
В качестве побочного продукта брожения пиво всегда содержит
глицерин, который не летуч, и поэтому считается составной ча¬
стью экстракта.
Содержание этилового спирта (этанола) оказывает решающее
влияние на качество пива и зависит у каждого вида (концентра¬
ция начального сусла) пива от степени сбраживания. Спирт яв¬
ляется важным вкусовым компонентом, повышающим полноту
вкуса. Одновременно он повышает также биологическую стой¬
кость пива тем, что тормозит развитие некоторых видов бактерий.
В чешском светлом пиве содержание спирта колеблется при¬
близительно в следующих пределах [1]:
Пиво Содержание спирта, мас.%
7°-ное разливное От 1,6 до 2,0
Ю*-ное разливное » 2,7 » 3,1
12°-ное~разливное » 3,5 » 4,0
Темное пиво менее сброжено и поэтому имеет более низкое
содержание спирта.
Содержание углекислого газа колеблется обычно от 0,35 до
0,40, самое большее до 0,45 мае. %. Пиво с более высоким содер¬
жанием углекислого газа является перешпунтованным. Хотя
углекислый газ является вторым основным продуктом спиртового
брожения, степень насыщения пива не зависит непосредственно
от его образования в процессе производства, поскольку главное
брожение протекает в открытых резервуарах. Его содержание в
пиве устанавливается только при дображивании и зависит глав¬
ным образом от избыточного шпунтового давления и температу¬
ры. Искусственное насыщение пива углекислым газом (карбони¬
зация) не характерна для чехословацкого пивоваренного произ¬
водства.
Углекислый газ является характерным и с точки зрения ка¬
чества очень важным компонентом пива. Пиво, правильно насы¬
щенное углекислым газом, имеет свежий вкус и является осве¬
жающим напитком.
Тот факт, что углекислый газ выделяется из пива довольно
медленно и мелкими пузырьками, объясняется в классической
литературе его частичной адсорбцией на коллоидных веществах.
502
Предполагается, что чем лучше углекислый газ в пиве «связан»,
тем медленнее он освобождается и тем меньших размеров обра¬
зует пузырьки. По Гуггенбергеру [2], 98—99% всего углекислого
газа присутствует в пиве в виде свободного углекислого газа
(СОг), физически растворенного, а оставшиеся 1—2% в виде
угольной кислоты (Н2СО3). Выделение углекислого газа из пива,
по данным Гуггенбергера, происходит согласно общему закону
выделения газов из перенасыщенных растворов. Даже при наи¬
большем перенасыщении недопустимо, чтобы углекислый газ вы¬
делялся из пива при самопроизвольном образовании новых пу¬
зырьков. Его выделение ограничено на поверхности, соприкасаю¬
щейся с пространством, наполненным газом, которым являются
пузырьки завихренного газа или остатки газа на неувлажненных
поверхностях стенки резервуара и на частицах взвесей. Углекис¬
лый газ начинает выделяться, если снижается его парциальное
давление ниже давления шпунтования. Начальная скорость вы¬
деления с высоким экстремумом снижается уже спустя короткое
время и дальнейшее выделение определяется скоростью переме¬
щения новых молекул углекислого газа внутри жидкости; тем са¬
мым скорость выделения сильно ограничивается.
Из остальных летучих веществ пива количественно преобла¬
дают высшие спирты. Их общее содержание, пересчитанное на
пентанол (амилалкоголь), колеблется у чешского пива от 50 до
80 мг/л [1]. В данных по зарубежному пиву [3] приводится содер¬
жание пентанола всего от 40 до 74 мг/л, из которых наибольшая
доля (от 22 до 58,1 мг/л) приходится на оба пентанола (изопента-
нол и н-пентанол), от 3 до 13,4 мг/л — на н-бутанол, остальные
(изобутанол, н-пропанол и изопропанол) встречаются в очень не¬
значительных концентрациях.
Высшие спирты образуются при брожении дезаминированием
аминокислот. Это летучие вещества с определенным запахом и
вкусом, которые заметны и в сильно разбавленных растворах.
В пиве с этой точки зрения они проявляются только после этери-
фикации, которая происходит при продолжительной выдержке
пива.
Из альдегидов, как компонент пива, является ацетальдегид,
содержание которого колеблется около 5 мг/л [3].
Из летучих органических кислот была обнаружена уксусная
кислота (около 130 мг/л) и муравьиная — около 20 мг/л [4].
К особым компонентам пива можно отнести диацетил. Он об¬
разуется в пиве, с одной стороны, при главном брожении как по¬
бочный продукт спиртового брожения, который при дображива¬
нии восстанавливается, с другой — при дображивании как мета¬
болит загрязняющих бактерий, главным образом педиококков.
Немецкое светлое пиво и пиво пильзенского типа содержат ди¬
ацетил от 0,20 до 0,25 мг/л [5].
Наконец, пиво содержит небольшое количество сернистых
соединений. Это прежде всего от 2 до 16 мг/л двуокиси серы.
503
Обычно от 59 до 94% связанной [б], от 0,4 до 2,9 мг/л сульфгид-
рильных соединений [7], от 0,01 до 0,07 мг/л летучих меркаптанов
[7, 8] и сероводород в количестве до 0,04 мг/л [8].
Экстрактивные вещества
В зависимости от вида пива (экстрактивность исходного сус¬
ла) и степени сбраживания готовое пиво содержит от 2,5 до 5%
экстрактивных веществ, среди которых преобладают сахариды
(80—85%). Следующими компонентами являются в порядке за¬
мещения азотистые вещества (от 6 до 9%) глицерин (5—7%),
минеральные вещества (3—4%), горькие вещества, дубильные
вещества и красители (2—3%), органические (нелетучие) кисло¬
ты (0,7—1%) и незначительное количество витаминов [3].
Среди сахаридов в пиве преобладают декстрины (от 60 до
75%), следующими компонентами являются моносахариды, про¬
стейшие олигосахариды (от 20 до 30%) и пентозаны (6—
8%) [9].
Декстрины, содержащиеся в пиве, являются химически неточ¬
но определенными продуктами неполного гидролиза солодового
крахмала, катализированные а-амилазой солода. Это аморфные
вещества с прямыми и разветвленными цепочками, несбражива-
емые пивоваренными дрожжами. Содержание декстринов в пиве
в сущности обусловлено солодом и процессом затирания.
В пиве содержится пивной экстракт как сбраживаемый, так
и несбраживаемый. Содержание сбраживаемых сахаров зависит
преимущественно от ведения главного брожения и дображива-
ния. Пиво, сброженное до степени конечного сбраживания, содер¬
жит мало мальтозы и мальтотриозы, иногда также следы глюко¬
зы, фруктозы и галактозы. Зильберайзен [10] количественно опре¬
делил в светлом лагерном пиве (11,3%) наряду с тремя сбражи¬
ваемыми сахарами (глюкоза, мальтоза, мальтотриоза) [8]
несбраживаемых сахаров (пентоза, изомальтоза, наноза, 4-а-изо-
мальтозил-О-мальтоза, мальтотетраоза, мальтопентаоза, мальто-
гексаоза и мальтогептаоза. Из пентоз были идентифицированы
арабиноза, ксилоза и рибоза.
Пентозаны, содержащиеся в пивном экстракте (6—8%), про¬
исходят из солода, в котором они образуются путем фермента¬
тивного гидролиза гемицеллюлоз при соложении.
Азотистые вещества являются очень важным компонентом
пива, хотя их содержание обычно не превышает 8—10% от обще¬
го экстракта. Оно зависит от содержания азота в солоде, от ис¬
пользованного количества бедных азотом заменителей солода и
от дополнительного снижения содержания азотистых веществ
путем добавления осадителей (например, танина). Из всех азо¬
тистых веществ 20—30% приходится на высокомолекулярные,
40—50% на среднемолекулярные и 10—30% на низкомолекуляр¬
ные продукты расщепления, т. е. от полипептидов до пептидов,
504
свободных аминокислот и аммиачного азота. Азотистые вещества
влияют на вкус и пенистость пива и на его небиологическую
стойкость. Азотистые вещества в пиве — это гидратированные
коллоиды. При старении, денатурировании и образовании ад¬
сорбционных соединений нарушается их равновесие и коллоид¬
ные частицы увеличиваются.
С помощью бумажной хроматографии удалось обнаружить в
пиве более 20 аминокислот [3]. Больше всего обнаружено пролина
(около 200 мг/л), а-аминомасляной кислоты, р-аланина, фенила¬
ланина; тирозина и валина содержится от 50 до 100 мг/л. Арги¬
нин, аспарагиновая кислота, гистидин, изонейрин, лейцин, трео¬
нин и триптофан встречаются в небольших количествах, а р-ала-
нин, аспарагин и цистин дают лишь следы. Одни аминокислоты
встречаются в изменяющихся количествах, другие лишь в неко¬
торых случаях.
Кроме названных низкомолекулярных веществ пиво содержит
ряд летучих аминов (метиламин, диметиламин, этиламин, изобу-
тиламин, изоамиламин и триметиламин) и нелетучих (тира-
мин, гордеин) [11].
Минеральных веществ в пиве содержится от 3 до 4% из экст¬
ракта. Их содержание зависит от состава сырья. Наряду с соло¬
дом оказывает влияние и производственная вода. Около Уз при¬
ходится на соли натрия и калия, соли фосфорной кислоты состав¬
ляют также Уз и силикаты (Si02) около Ую- Следы дают от 0,1
до 5 мг/л алюминия, бария, хрома, меди, железа, марганца, мо¬
либдена, свинца, олова, стронция, титания, ванадия и цинка
[12, 13].
Содержание в пиве полифенольных (дубильных) веществ,
горьких веществ (изогумулонов) и красителей составляют 2—
3% от экстракта. Из всех дубильных веществ (150—300 мг/л) 2/з
происходят из солода и Уз из хмеля [14]. Дубильные вещества
оказывают определенное влияние на вкус пива. Однако более
важно их влияние на небиологическую стойкость пива. Кроме ду¬
бильных веществ в группе полифенолов широко представлены
антоцианогены, которым приписывают наибольшее влияние на
образование коллоидных помутнений в пиве [15, 16]. Это вещест¬
ва, содержащие катехины и соединения, подобные лигнину. Ве¬
щества этого типа вместе с флавинами и каротиноидами явля¬
ются одновременно красителями. Основную группу пивных кра¬
сителей составляют меланоидины, образующиеся при сушке
солода. Далее в качестве красителей действуют флобафены, об¬
разующиеся при окислении дубильных веществ.
Следующим компонентом экстракта пива являются горькие
вещества. Они получаются из хмеля и только небольшое количе¬
ство их происходит из солодовой оболочки. Содержание горьких
веществ в пиве зависит главным образом от содержания горьких
веществ в хмеле и от нормы задачи хмеля. Определенное влияние
имеет также процесс варки с хмелем, интенсивность кипячения
505
и pH сусла. Общее содержание горьких веществ колеблется в
пиве от 50 до 100 мг/л, а изогумулонов — от 10 до 35 мг/л, пиво,
сильно охмеленное, содержит изогумулонов до 50 мг/л.
В качестве побочных продуктов брожения в пиве содержится
глицерин (0,2—0,3% от общего экстракта).
Экстракт пива содержит ряд различных органических, нелету¬
чих кислот, в целом от 300 до 400 мг/л. Содержание отдельных
кислот в экстракте колеблется. Энебо и другие [17] обнаружили
90 мг/л лимонной кислоты, по 40 мг/л янтарной и яблочной кис¬
лот, по 20—30 мг/л фумаровой, пировиноградной, мезаконовой и
левулиновой и менее 5 мг/л а-кетоглутаровой, каприловой, капро¬
новой и каприновой.
приведено содержание витаминов в пиве [29] (в
Тиамин (Вх)
10—100
Рибофлавин (В2)
120—1300
Пиридоксин (Вб)
300—900
Никотинамид (РР)
500 10500
Пантотеновая кислота (В6 или Вх)
320—1100
Биотин (Н)
2,6 9,7
Иноситол
20000-30000
р-Аминобензоиная кислота
20 30
Фолиновая кислота
85—100
Из витаминов в пиве встречаются витамины В-комплекса
из ячменя; их основная часть собирается в дрожжах. И наоборот,
в пиве не присутствуют витамины, растворимые в жирах (А, В,
Е, К). Нет в пиве и витамина С, который образуется при прорас¬
тании ячменя, так как при сушке он уничтожается [18].
Ряд авторов обнаружили, что содержание отдельных витами¬
нов и некоторых ростовых веществ в пиве колеблется и в значи¬
тельной мере зависит от экстрактивности исходного сусла.
Химический состав и качество пива
Аналитически определяемые химические показатели являются
важными критериями при установлении качества пива. Требова¬
ния к качеству пива определяет стандарт ЧСН 566635 — «Пиво».
С точки зрения качества имеет значение прежде всего концент¬
рация исходного сусла. Это основная величина, характеризую¬
щая вид пива, и поэтому для готового пива по анализу она долж¬
на отвечать установленной экстрактивности после округления до
7ю при допустимом отклонении±0,3%. В практике концентрация
отдельных партий пива одного вида не должна колебаться. От¬
клонения ниже минимальной и выше максимальной величины
недопустимы, более высокие величины, кроме того, не обоснова¬
ны экономически. Конструкция исходного сусла р определяется
косвенно расчетом из содержания спирта А и действительного
экстракта п и приводится в процентах по массе. Для расчета ис¬
пользуется так называемая большая формула Баллинга
506
(2,0665/4 + п) 100
100+ +0665Л
Из этой формулы с помощью математического преобразова¬
ния можно получить уравнение
Выражение в скобках было пересчитано для обычных величин
р (2А+п) и Л и соответствующие коррективы величины К при¬
ведены в таблице. Формула Баллинга после уточнения К имеет
простой вид
Таблица исправлений К приведена в книге «Технология соло¬
да и пива», ч. II, с. 160 и 161.
Уравнение Баллинга несколько раз подвергалось критике.
В последний раз Тролле [20] указал, что величины, высчитанные
по формуле Баллинга, приблизительны, поскольку количество
дрожжей, образовавшихся при брожении не постоянно, а колеб¬
лется в зависимости от сорта пива и под влиянием многих других
факторов. Однако и его формула не нашла распространения, так
как для расчета необходимо установить для каждой контроли¬
руемой варки содержание азота в сусле, в пиве и в снятых
дрожжах.
В ЧССР пиво, получаемое из сусла с 10,5 мае. %, называют
разливным, пиво из сусла от 11,5 до 12,5 мае. % — лагерным, а из
сусла свыше 12,5 мае. % —специальным.
Содержание действительного и видимого экстракта и спирта
изменяется не только в зависимости от сорта пива, но и для каж¬
дого отдельного сорта также изменяется в зависимости от степе¬
ни сбраживания. От степени сбраживания и соответствующего ей
отношения между содержанием экстракта и спирта в определен¬
ной мере зависят важнейшие органолептические свойства пива, а
также его стойкость, главным образом биологическая.
Относительно высокое содержание спирта благоприятно для
вкусовых качеств; он является важным компонентом, повышаю¬
щим полноту вкуса.
Высокое содержание несброженного экстракта, наоборот,
всегда отрицательно влияет на вкус пива, особенно светлого пива
пильзенского типа. Несброженный экстракт не повышает полноту
вкуса, а, наоборот, неприятен и груб на вкус и снижает биологи¬
ческую стойкость пива.
Чтобы у пива был выравненный вкус и одновременно хорошая
биологическая стойкость, видимая степень сбраживания его
должна приближаться к конечной степени сбраживания. Нор¬
мальное, неинфицированное пиво обладает тем большей биологи¬
ческой стойкостью, чем меньше у него разница между видимой и
р = 2А + п + К-
507
конечной степенью сбраживания. Кроме того, конечная степень
сбраживания является важной величиной для контроля процесса
брожения в производстве. У чешского пива разница между ви¬
димой и конечной степенью сбраживания крлеблется от 3 до 5%.
Обычно у пива с меньшей концентрацией начального сусла эта
разница меньше, чем у крепкого, у темного — больше, чем у свет¬
лого. У светлого пива пильзенского типа разница меньше 3%
бывает редко. В то же время встречается разница более 5%, при
этом без существенного ухудшения качества пива. Известно, что
вкусовому характеру чешского пива не способствует слишком
глубокое сбраживание. Поэтому в Чехословакии не встречается
пиво с разницей между видимой и конечной степенью сбражива¬
ния меньше 1%, как это бывает в некоторых западных странах.
Действительная степень сбраживания светлого пива (при вы¬
пуске его) должна быть не менее 50%. У молодого, невыдержан¬
ного пива бывает ниже 45%.
Стандарт на качество не устанавливает непосредственных
требований к степени сбраживания пива и к содержанию экст¬
ракта. Однако, если он определяет минимальное содержание
спирта, то тем самым ограничивает минимальную степень сбра¬
живания пива, а следовательно, и максимальное содержание
остаточного экстракта.
Другим важным свойством пива является кислотность, кото¬
рая определяется или как титруемая кислотность, или, что значи¬
тельно чаще, характеризуется концентрацией водородных ионов
(pH), определяемых электрометрически. Стандарт на пиво
устанавливает максимальную кислотность, которую нельзя пре¬
вышать. Это позволяет, в частности, быстро определить, не про¬
кисло ли пиво в результате инфицирования, например, лактобак¬
териями.
Для качества кислотность пива имеет более серьезное значе¬
ние. Более высокая естественная кислотность благоприятно дей¬
ствует на весь производственный процесс. Она создает необходи¬
мые условия, ускоряющие гидролитическое расщепление при
затирании, а также процессы осаждения и осветления при даль¬
нейшей обработке сусла. Кислотность также положительно влия¬
ет на вкусовые качества и стойкость пива.
Стандарт на пиво устанавливает титруемую кислотность
светлого разливного пива до 4,0 мл 1 н. раствора NaOH и до
6.0 мл у лагерного и специального пива. У темного пива требова¬
ния такие же, однако у специального пива с более высокой экст¬
рактивностью предел смещен несколько дальше до 6,2 мл 1 н.
раствора NaOH.
Нормальный pH пива колеблется от 4,4 до 4,6. Стандарт уста¬
навливает для всех сортов светлого и темного пива предел от
4.1 до 4,8. В соответствии с указанными требованиями к титру¬
емой кислотности во всем производственном процессе следует
стремиться к тому, чтобы пиво имело по возможности более низ-
508
кий pH. Обычно pH пива не опускается ниже 4,3 ни при снижении
временной жесткости пивоваренной воды, ни при искусственном
подкислении заторов. Это связано с тем, что при более низком
pH в заторах более интенсивна ферментативная деятельность,
под влиянием которой в сусле возрастает содержание буферов,
которые при последующем брожении препятствуют сдвигу pH в
кислую сторону. Обработка больших количеств заменителей со¬
лода, которые содержат меньше буферов, чем солод, обеспечива¬
ет снижение pH пива до 4 или немного ниже.
Цвет пива является основным различительным признаком
главных типов пива. Тем самым цвет оказывает определенное
влияние на характерные свойства отдельных сортов пива, глав¬
ным образом, вкусовые. Стандарт на пиво устанавливает цвет у
светлого разливного пива в пределах от 0,50 до 0,70 мл 0,1 н.
раствора йода, у лагерного — от 0,45 до 0,80, у специального пи¬
ва предел поднимается до 1,0 мл 0,1 н. раствора йода. У темного
разливного пива допускается колебание цвета в широком диапа¬
зоне от 3,0 до 10,0 мл 0,1 н. раствора йода. Некоторые специаль¬
ные сорта темного пива имеют еще более интенсивный цвет (до
12,0 мл 0,1 н. раствора йода).
Несоблюдение требуемого по стандарту цвета светлого пива
не допускается. Для светлого пива большим недостатком являет¬
ся цвет более темный, чем слишком светлый, в то время как у
темного пива, наоборот, недостатком является слишком светлый
цвет.
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
Коллоидный состав пива
Большая часть экстрактивных веществ присутствует в пиве в
виде коллоидных растворов. Отдельные компоненты — белки, по¬
лифенолы (дубильные вещества), декстрины и пентозаны — име¬
ют в растворах свойства лиофильных солей.
Частицы лиофильных коллоидов имеют в нормальных услови¬
ях одинаковые электрические заряды, которые удерживают их
рассеянными в растворе благодаря тому, что взаимным отталки¬
ванием ограничивают осаждение отдельных частиц. При обычном
pH пива коллоидные частицы легко утрачивают свои заряды
главным образом адсорбцией противоположных ионов. Посколь¬
ку частицы изоэлектрические, они могут образовывать большие
комплексы, в результате чего возникает видимое помутнение.
Однако полное осаждение может произойти только тогда, когда
количество положительных зарядов равно количеству отрица¬
тельных. Кроме того, частицы некоторых коллоидов могут пре¬
дохранять другие от осаждения. Это явление проявляется во
взаимной адсорбции частиц с разноименными зарядами, если од¬
на из обеих частиц имеет заряд такой высокий, что его незначи¬
509
тельное снижение не вызывает осаждения. Коллоиды этого типа
называются защитными.
Коллоидные частицы в пиве имеют диаметр до 0,1 мкм. По¬
этому коллоиды всегда обладают большой поверхностью и в свя¬
зи с этим значительной поверхностной активностью. Реактив¬
ность коллоидов по этой же причине проявляется главным обра¬
зом в процессах, которые протекают на граничной поверхности,
как, например, адсорбционные процессы.
Частицы лиофильных солей в дисперсионной среде, которой в
пиве является вода, находятся в непрерывном движении, назы¬
ваемом движением Брауна. Основным результатом этого движе¬
ния являются физико-химические превращения коллоидов, опре¬
деляемые как старение. Постоянное движение увеличивает коли¬
чество осевших коллоидных частиц, которые соединяются и тем
самым увеличиваются, пока не станут заметными простым гла¬
зом. Пиво сначала приобретает слабую опалесценцию, которая
постепенно переходит в помутнение и, наконец, более тяжелые
частицы образуют осадок. Старение коллоидов в значительной
мере ускоряют высокие температуры, поэтому разлитое пиво
(также и пастеризованное) следует хранить при низкой темпера¬
туре.
Коллоидные помутнения образуются в пиве преимущественно
из-за старения коллоидов. Помутнения вызывают также адсорб¬
ционные соединения, белковые компоненты которых денатуриру¬
ются в результате утраты электрических зарядов и дегидрата¬
ции. Помутнения такого типа образуются, как правило, спустя
продолжительное время хранения, через несколько недель или
месяцев; их образование также ускоряет высокая температура
при хранении пива. Помутнение этого типа при определенных
условиях может возникнуть во время пастеризации пива.
Коллоидное помутнение образует в пиве главным образом
азотистые вещества (белки) и полифенольные (дубильные) ве¬
щества.
Белки в пиве находятся в гидратированной форме и имеют не¬
большие электрические заряды. Изоэлектрическая точка этих
белков находится в диапазоне pH от 4 до 5. Поэтому частицы
белков в пиве легко утрачивают электрические заряды, а в кол¬
лоидном растворе их удерживает гидратация. Дегидратация, со¬
провождаемая коагуляцией в результате денатурации коллоид¬
ных белков, происходит при нагреве или под действием содер¬
жащихся в пиве веществ, отнимающих воду, главным образом
дубильных веществ. Денатурированные коллоидные белки обра¬
зуют нерастворимые адсорбционные соединения с белками и их
частицы увеличиваются в результате полимеризации.
Полифенольные (дубильные) вещества, принимающие учас¬
тие в образовании коллоидных помутнений в пиве, происходят из
солода и хмеля. Коллоидные помутнения образуют главным об¬
разом антоцианогены, содержащиеся в хмелевых и солодовых
510
дубильных веществах [21, 22]. Из этого вытекает, что опасность
возникновения помутнений в пиве возрастает с увеличением дозы
хмеля [23]. Поскольку у солода главную долю антоцианогенов
содержит оболочка, то большую коллоидную стойкость имеет
пиво из сусла, полученного из солода, предварительно освобож¬
денного от оболочки [24].
Декстрины в пиве играют роль защитных коллоидов. Они
сильно гарантированы и относительно стойки. Декстрины обра¬
зуют адсорбционные соединения с неустойчивыми коллоидными
компонентами пива, которые тем самым удерживаются в растворе
и отдаляют таким образом возникновение коллоидного помутне¬
ния. Это влияние проявляется главным образом у темного пива,
высокая коллоидная стойкость которого хорошо известна.
При старении и денатурации коллоидов и образовании ад¬
сорбционных соединений в пиве, находящемся на хранении, кол¬
лоидное равновесие смещается в направлении роста частиц.
Пиво приобретает опалесценцию, потом образуется вуаль, помут¬
нение и наконец осадок. Одновременно изменяется вкус, главным
образом полнота вкуса пива и его пенистость. На течение указан¬
ных превращений пива из внешних факторов влияет температу¬
ра, время хранения, движение и действие света. Из внутренних
факторов — общее содержание коллоидных веществ в пиве, раз¬
мер их частиц, pH, содержание кислорода и тяжелых металлов.
Из внешних факторов наиболее сильно влияет температура,
поэтому небиологическую (коллоидную) стойкость пива снижа¬
ет как пастеризация, так и хранение при высоких температурах.
Наряду с указанными выше главными причинами образования
коллоидных помутнений (старение, увеличение частиц, окисле¬
ние, полимеризация, адсорбция) при высоких температурах
проявляется также нерастворимость полифенолов [25] и дегидра¬
тация коллоидных белков, при этом образуются легко осажда¬
емые, денатурированные белки. Это отрицательное влияние по¬
вышенной температуры проявляется также после пастеризации
пива.
Влияние перемешивания пива на практике проявляется глав¬
ным образом при транспортировке его на дальние расстояния.
Перемешивание ускоряет образование коллоидных помутнений в
результате механического воздействия на коллоидные частицы.
Ускорение образования коллоидных помутнений при повы¬
шенной температуре или перемешивании используется для быст¬
рого получения информации о коллоидной (небиологической)
стойкости экспортного пива. Для этого пиво подвергают испыта¬
нию на стойкость при перемешивании или попеременным нагре¬
ванием до высоких температур и последующим охлаждением.
Вредное влияние света на пиво вытекает из каталитического
ускорения окисления сульфгидрильных групп, которое проявля¬
ется не только в ухудшении вкуса, но также и в преждевремен¬
ном образовании коллоидного помутнения [26].
511
Из внутренних факторов образованию коллоидных помутне¬
ний способствует высокое содержание коллоидных веществ и
размер их частиц.
Влиянию кислорода на образование коллоидного помутнения
посвящена глава об окислительно-восстановительном потен¬
циале.
Образование коллоидных помутнений в пиве катализируют
также следы тяжелых металлов [3], прежде всего железа, осо¬
бенно при одновременном присутствии кислорода в количестве
5 мг Fe/л, затем медь в концентрации 1 мг Cu/л и олово в кон¬
центрации 0,1 мг Sn/л. В присутствии названных металлов моле¬
кулярный кислород в пиве активизируется и тем самым прежде¬
временно окисляет полифенолы и белки. Поэтому требуется [3],
чтобы пиво не содержало более 1—2 мг Fe/л, 0,2 мг Cu/л и 0,02 мг
Sn/л.
О значении pH в пиве уже говорилось ранее. Хотя pH и можно
регулировать в определенных пределах, однако его влияние на
коллоидную (небиологическую) стойкость пива в целом незна¬
чительно.
Окислительно-восстановительный потенциал
Отношение редуцирующих веществ к окисляющим, выража¬
емое как окислительно-восстановительный потенциал, сильно
влияет на некоторые свойства пива. Высокий гН действует на
качество пива всегда отрицательно. Он прежде всего сокращает
его биологическую стойкость тем, что способствует размножению
дрожжей и аэробных микроорганизмов. Одновременно он сни¬
жает небиологическую стойкость, ускоряя образование коллоид¬
ных помутнений и вызывая изменения вкуса, главным образом
при пастеризации; это особенно нежелательно у пива в бутыл¬
ках. Однако удержать гН на низкой величине от 9 до 11, которую
пиво имеет в конце дображивания, перед розливом и при розли¬
ве, без специальных технологических мер очень трудно. Это свя¬
зано с тем, что при растворении уже небольшого количества
кислорода воздуха гН пива значительно возрастает до величины
от 18 до 22 и выше.
Отрицательное влияние кислорода частично парализует неко¬
торые группы редуцирующих веществ, содержащихся в пиве
(редуктоны), которые являются акцепторами кислорода и тем
самым предохраняют пиво от окисления. При медленной реакции
кислорода с редуцирующими веществами гН постепенно начина¬
ет снижаться. Конечный гН зависит от содержания кислорода и
редуктонов. Изменения гН обеспечивают нестабильность окис¬
ленной формы редуктонов таким образом, что взаимное отноше¬
ние окисленной формы к редуцированной смещается в пользу
последней. На процесс изменения окислительно-восстановитель¬
ного потенциала в разлитом пиве влияет, с одной стороны, тем-
512
пература, и с другой — концентрация редуктонов, pH и катали¬
тическое действие тяжелых металлов (меди и железа) [27].
Редукционная способность пива изучается с помощью инди¬
каторного временного теста. Однако этот тест не является точ¬
ным определителем содержания редуцирующих веществ, не дает
представления о скорости, с которой эти вещества окисляются.
Де Клерк и Кавенберг [28] различают три группы редуцирующих
веществ.
1. Вещества очень быстро редуцирующие, которые реагируют
с индикатором до 15 с. К ним относится от 40 до 50% всех реду¬
цирующих веществ, а именно соединений с сульфгидрильными
группами, около 50% редуктонов и небольшая часть меланоиди-
нов.
2. Вещества быстро редуцирующие, которые реагируют от
15 с до 5 мин. Они содержат компоненты с сульфгидрильными
группами, редуктоны, меланоидины и сульфиты.
3. Вещества медленно редуцирующие, которые реагируют
150 мин и больше. К ним относятся меланоидины, хмелевые смо¬
лы и свободные дубильные вещества.
На качество разлитого пива наиболее положительно влияют
вещества очень быстро и быстроредуцирующие. Их значение
состоит в том, что они быстро связывают присутствующий кисло¬
род и тем самым защищают от окисления медленно реагирую¬
щие хмелевые смолы и дубильные вещества, продукты окисления
которых снижают стойкость пива. Поэтому пиво должно иметь
высокое содержание этих веществ. И, наоборот, сульфгидриль-
ные группы имеют отрицательное влияние, вытекающее из того,
что при очень быстрой реакции сульфгидрильных групп (—SH)
образуются группы — S = S — происходит полимеризация, сопро¬
вождаемая вкусовыми изменениями, а кроме того при увеличе¬
нии молекул может появиться и помутнение. Из этого вытекает,
что и пиво с высоким содержанием редуцирующих веществ, ко¬
торые удерживают низкий гН пива, может при высоком содер¬
жании кислорода быть качественно неполноценным. Поэтому
недостаточно следить только за высоким содержанием редуци¬
рующих веществ в пиве, но нужно помешать соприкосновению
пива с воздухом и устранить воздух также из горлышка бутыл¬
ки; даже высокое содержание редуцирующих веществ не может
абсолютно исключить вредное влияние большого объема воз¬
духа.
ОРГАНОЛЕПТИЧЕСКИЕ СВОЙСТВА
Для определения качества пива как напитка кроме аналити¬
ческих данных о химическом и биологическом составе очень
важны также результаты вкусовых испытаний. Вкусовыми (орга¬
нолептическими) свойствами пива являются цвет и прозрач¬
ность, пенистость и стойкость пены, вкус и запах пива. Посколь¬
513
ку первые два из указанных показателей качества пива можно
определять и физическими методами, иногда считают органолеп¬
тическими свойствами пива только вкус и запах.
Вкусовые свойства пива, разлитого в транспортную тару, у
каждого сорта несколько отличаются от исходных показателей,
кроме того надо учитывать, что пиво подвергается определенным
изменениям при хранении.
Это объясняется прежде всего тем, что пиво на продажу пере¬
дают не полностью сброженным, т. е. в стадии, когда его степень
сбраживания только приблизилась к конечной. В этой стадии
несмотря на то, что свойства пива уже почти выравнены и кол¬
лоидная система его находится в равновесии, само это равнове¬
сие неустойчиво и легко нарушается.
При реализации пива отрицательно влияет на качество его
также повышенная или слишком низкая температура, потери
углекислого газа, соприкосновение с металлом и т. д. Например,
даже хорошее пиво потеряет вкус, если оно не имеет требуемой
оптимальной температуры при потреблении или если оно «выдох¬
шееся», т. е. потеряло углекислоту. Известно также, что следы
жиров на транспортной таре или бокале сильно снижают пенис¬
тость пива.
Вкусовые свойства обычного пива при хранении изменяются
также из-за увеличения числа дрожжевых клеток или других
инфицирующих пиво микроорганизмов. При этом образуются
биологические помутнения. В биологически стойком пастеризо¬
ванном пиве при нарушении коллоидного равновесия образуется
уже коллоидное помутнение. В целом на вкус пива влияет каче¬
ство использованного сырья, различные технологические и опе¬
рационные ошибки, а также биологические изменения (первичное
и вторичное инфицирование).
Цвет и прозрачность
Цвет и прозрачность являются показателями пива, которым
в настоящее время придается большое значение. Это связано с
тем, что по прозрачности современные потребители часто оцени¬
вают общее качество пива, а по цвету судят о его концентрации.
Важно, чтобы зрительное впечатление от пива в стакане было
приятным и соответствовало требованиям потребителей.
Цвет пива является отличительным признаком отдельных ти¬
пов пива (светлого и темного). Кроме того, почти каждый сорт
пива в зависимости от типа имеет свой особый оттенок. Разницу
в цвете каждого типа пива определяет состав солодовой засыпи.
Однако при производстве светлого пива одного типа даже при
использовании солода одного цвета нельзя получить пиво одной
цветовой интенсивности и одинакового оттенка. Самое большое
влияние на цвет и оттенок оказывают пивоваренная вода, про¬
цесс затирания, кипячение заторов и варка с хмелем. Эти про-
514
цессы повышают цвет сусла по сравнению с цветом лабораторно¬
го сусла. Наоборот, при брожении цвет всегда снижается; в свою
очередь это снижение не всегда одинаково и зависит от исполь¬
зованной культуры пивных дрожжей. Из этого вытекает, что на
результирующий цвет пива влияет весь технологический процесс.
Окислительные процессы тоже очень существенны. Важно, что¬
бы цвет одного сорта пива не слишком колебался. Значительные
отклонения от стандартного цвета и нечистые цветовые оттенки
встречаются главным образом у светлого пива.
Светлое пиво пильзенского типа имеет чистый, светлый золо¬
тисто-коричневый цвет. Особенно не отвечает этому типу пива
светлый, зеленоватый цвет, а также красноватые и коричневатые
(ржавые) оттенки. Большим недостатком является слишком
темный, нестандартный цвет светлого пива (свыше 0,75—0,80 мл
0,1 н. раствора йода). За рубежом в настоящее время особым
спросом пользуются светлые сорта пива очень светлого цвета,
которые считаются признаком тонкого вкуса. Однако производст¬
во очень светлого пива с цветом ниже 0,40 мл 0,1 н. раствора
йода связано с опасностью нарушения основных вкусовых свойств
пива. В Чехословакии допустимая норма минимального цвета
0,50 мл 0,1 н. раствора йода. Слишком светлое пиво пильзенского
типа потребители часто считают пустым и нехарактерным.
Светлое пиво кроме хорошего цвета также должно иметь хо¬
рошую прозрачность и «искру», которая определяется по блеску
при просматривании через стекло стакана, в котором резко пре¬
ломляется свет. Блеск должен быть янтарный без посторонних
оттенков, главным образом серого. По сильному блеску потреби¬
тели часто судят о чистоте и совершенстве продукта. Существует
мнение, что пиво «пьют глазами», поэтому перед розливом его
всегда фильтруют, чтобы оно было с блеском. Однако при слиш¬
ком резкой фильтрации пиво утрачивает некоторые вкусовые и
пенообразующие вещества.
К темному пиву мюнхенского типа не предъявляются такие
строгие требования по цвету. Стандарт качества допускает очень
широкий диапазон цвета: от 3,0 до 10,0 мл 0,1 н. раствора йода,
т. е. от коричнево-красного (гранатового) цвета до более темных
оттенков (пиво почти непрозрачно). Темное пиво разных цвето¬
вых оттенков отличается также по основному вкусу. У более
светлого пива обычно преобладает чисто солодовый, хорошо вы¬
равненный вкус. Наиболее темные сорта имеют ярко выражен¬
ный вкус специальных солодов (главным образом обжаренного
солода). Из-за очень тесной связи между цветом и вкусом даже у
темного пива цвет не должен слишком колебаться.
Цвет пива, разлитого в транспортную тару, обычно уже не из¬
меняется. Светлое пиво в бутылках, однако, может изменить
цвет в результате окисления при пастеризации. Такое же влияние
может оказать прямой солнечный цвет, от воздействия которого
пиво надо защищать.
515
Технологическим мероприятием, с помощью которого можно
поддерживать одинаковый цвет и остальные свойства каждого
сорта пива, является перемешивание солодов разных партий,
предназначенных для варки, а также смешивание сусла, молодо¬
го пива и готового.
Пенистость и стойкость пены
Пиво является напитком, образующим при наливании густую
и стойкую пену. Пенистость является характерным и важным по¬
казателем качества пива. Обильная густая и стойкая пена явля¬
ется признаком хорошего качества пива со свежим и полным
вкусом.
Пена образуется в результате выделения из пива углекисло¬
го газа. С общепринятой точки зрения это дисперсная система,
образуемая пузырьками углекислого газа, окруженными тонкой
пленкой пива, содержащего поверхностно-активные коллоидные
вещества. Пиво содержит не только достаточное количество угле¬
кислого газа, который постепенно выделяется из него в виде мел¬
ких пузырьков, но и многочисленные коллоидные компоненты,
главным образом белки, хмелевые смолы, декстрины, гуммиоб-
разные вещества, пентозаны, меланоидины и т. д. Образованию
пузырьков пены способствуют вещества, снижающие поверхно¬
стное натяжение. Жидкая оболочка пузырьков, образующих пе¬
ну, постепенно изменяется в более твердую за счет того, что она
адсорбирует новые частицы коллоидных веществ. Поэтому пена
и полученное из нее пиво имеют несколько иной химический со¬
став, чем остальное пиво.
При определении пенистости пива оценивается количество
(объем или высота), плотность и стойкость пены.
Объем пены, образующейся при наливании пива при прибли¬
зительно одинаковых условиях (температура, способ наливания),
зависит главным образом от содержания углекислого газа в пиве.
С возрастанием температуры объем пены увеличивается. Пиво,
достаточно насыщенное углекислым газом, который медленно
выделяется в виде мелких пузырьков, образует много пены. При
постепенном выделении углекислого газа слой пены постоянно
пополняется снизу, при этом со скоростью, которая не намного
меньше чем скорость, с которой пена исчезает сверху.
Пена бывает тем плотнее, чем меньше пузырьки выделяемого
углекислого газа и чем медленнее они выделяются из пива.
Между содержанием пенообразующих веществ и плотностью
пены не существует зависимости. Плотность пены можно выра¬
зить объемом пива, содержащимся в определенном объеме пены.
Стойкость пены является важным свойством пива и опреде¬
ляется по времени, за которое пена на поверхности распадется
516
и исчезнет. Стойкость пены связана с поверхностным натяжени¬
ем. Пузырьки, образующие слой пены на пиве, более стойки, т. е.
они позже лопаются при наливе пива, поверхностное натяжение
которого ниже. Стойкость пены увеличивается также в резуль¬
тате присутствия коллоидных веществ с молекулярной массой
выше 15 000 (29]. Коллоидные вещества с более низкой молеку¬
лярной массой не обладают таким влиянием.
При скоплении веществ, снижающих поверхностное натяже¬
ние на поверхности пива, снижается также давление паров над
пивом и это оказывает благоприятное действие на стойкость пе¬
ны [3]. Положительно влияет также высыхание поверхностных
пленок на пузырьках пены. Гартонг считает температуру 10°С
для стойкости пены оптимальной. Интересно, что следы ионов
металла, главным образом железа, тоже положительно влияют
на стойкость пены.
Кроме компонентов, повышающих стойкость пены, пиво со¬
держит также вещества, которые ее снижают. К ним относятся
молекулярно растворимые поверхностно-активные вещества, не¬
способные образовывать пленку. Это прежде всего летучие про¬
дукты брожения, о которых известно, что до определенной кон¬
центрации они могут повышать стойкость пены, однако при пре¬
вышении этой концентрации снижают ее. О влиянии ячменного
жира (из солода) имеющиеся данные не позволяют судить одно¬
значно.
Из сказанного вытекает, что стойкость пены зависит от опре¬
деленного равновесия веществ, повышающих ее, и веществ, сни¬
жающих ее.
Из физических факторов на стойкость пены влияет вязкость
пива. В пиве с более высокой вязкостью пузырьки углекислого
газа поднимаются к поверхности медленнее и при этом больше
окружаются веществами, повышающими стойкость пены. Однако
из практики известно, что пиво с низкой плотностью имеет часто
стойкую пену, из чего можно сделать вывод, что влияние вязко¬
сти несущественно.
На стойкость пены влияет и размер пузырьков. Внутреннее
давление углекислого газа в небольших пузырьках выше, чем в
больших. При разном диаметре пузырьков углекислый газ пере¬
ходит из малых пузырьков в большие, которые благодаря этому
увеличивают свой объем и лопаются (пена опадает). Однако
определяющие стойкость пены размеры пузырьков до с их пор
неизвестны.
Вкус и аромат
Основной вкусовой характер пива определяет его тип. Пиво
двух основных типов, т. е. прежде всего светлое пиво пильзенско-
го типа и темное пиво мюнхенского типа, имеет вкус и запах аб¬
солютно различные и характерные для данного типа. Их форми¬
517
рование определяют сырьевой состав и технологический процесс.
Однако и внутри отдельных типов пиво имеет определенные вку¬
совые различия, вытекающие из отклонений в качестве сырья,
местных условий производства и других влияний.
Любое пиво должно иметь вкус и запах чистый, округленный,
полный и свежий. Посторонние привкусы, неприятная горечь,
повышенная кислотность и недостаточное насыщение углекислым
газом нарушают вкус пива. Округленный вкус имеет такое пиво,
в котором отдельные вкусовые компоненты находятся в таком
соотношении, при котором ни один из них самостоятельно слиш¬
ком не выделяется.
У светлого пива пильзенского типа должна преобладать тон¬
кая хмелевая горечь, в то время как вкус экстрактивных веществ
должен быть едва заметным. Определенная горечь для светлого
пива характерна, однако она колеблется в зависимости от сорта
пива и местных привычек. Она не должна быть слишком вырази¬
тельной и главное резкой. После питья светлое пиво должно
оставлять на языке вкус приятной хмелевой горечи, который
быстро исчезает, не оставляя привкуса. Наконец, светлое пиво
должно оставлять на языке вкус хмелевой горечи, который быст¬
ро исчезает, не оставляя привкуса. Наконец, светлое пиво долж¬
но быть в определенной степени резким по вкусу и побуждать
к дальнейшему питью.
Темное пиво бывает сладковатым, по сравнению со светлым
пивом имеет более полный вкус с ясным преобладанием вкуса
баварского солода и специальных солодов. После питья темное
пиво оставляет на языке вкус только от солода, хмелевая горечь
бывает почти не различима. Вкус темного пива должен быть чис¬
тым, без постороннего привкуса.
В готовом пиве важным вкусовым компонентом является
прежде всего спирт (этанол), влияние которого значительно и
вытекает из того, что он является растворителем ряда вкусовых
веществ. Особое значение имеет качественный и количественный
состав присутствующих летучих веществ. Определенные различия
во вкусе и запахе обусловлены в первую очередь высшими спир¬
тами и хмелевым эфирным маслом, главным образом их менее
летучими компонентами. В последнее время одним из существен¬
ных вкусовых компонентов пива считается глютаминовая кис¬
лота.
Горечь пива зависит от качества хмеля. Лучшие сорта хмеля
придают пиву более приятный горький и тонкий вкус, чем хмель
средний и грубый, а также хмель, пострадавший от неправиль¬
ного хранения или перезревший. Хмелевая горечь на 90% опре¬
деляется изогумулонами (изо-а-кислотами). Из общего количе¬
ства гумулонов, содержащихся в хмеле, в пиве остается в виде
изогумулонов только около 7з, остальные теряются в результате
осаждения и превращений при главном брожении и дображива-
нии. Из хмеля с высоким содержанием гумулонов получается
518
пиво с высоким содержанием горьких веществ, даже при более
низком суммарном содержании всех смол.
На горечь пива влияет не только общее содержание изогуму-
лонов, но и степень их дисперсности. Чем тоньше они рассеяны,
тем больше количество частиц и их суммарная поверхность и
тем сильнее они действуют на вкусовые органы. На степень дис¬
персности влияет pH. При высоких величинах pH растворимость
горьких веществ выше, однако горечь грубее и дольше остается
на языке. На равновесие между неионизированной и ионизиро¬
ванной частью присутствующих изогумулонов влияет pH. При
pH 4,3 в пиве ионизировано около 30% изогумулонов [30].
Подщелачивающие компоненты производственной воды уве¬
личивают горечь пива. Неприятно горьким бывает пиво из воды с
высоким содержанием ионов магния. Из анионов наиболее силь¬
но действуют СО;]-, которые повышают интенсивность, но повы¬
шают горечь пива. Поэтому при определении дозы хмеля нужно
учитывать состав производственной воды.
Определенное влияние на формирование горечи пива оказы¬
вают также горькие вещества (полифенолы) из солодовой обо¬
лочки. Их влияние на качество горечи всегда неблагоприятное
и проявляется главным образом при окислении полифенолов в
флобафены. При этом надо иметь в виду, что при использовании
карбонатных вод оболочка сильно выщелачивается.
На горечь пива влияют также задаваемые дрожжи. Пиво бы¬
вает сильно и неприятно горьким при использовании физиологи¬
чески слабых дрожжей, которые не образуют завитков и в ре¬
зультате из пива выделяется меньше горьких веществ. Опадание
дек или недостаточный их съем повышают горечь пива и ухудша¬
ют его качество.
Салач и другие [31] характеризуют горечь пива (и сусла) чис¬
лом горечи, выражающим отношение горьких хмелевых веществ,
связанных на коллоидах (высокомолекулярные и среднемолеку¬
лярные белки), к горьким веществам, присутствующим в моле¬
кулярной форме (свободно или связанные на низкомолекуляр¬
ной белковой фракции), по формуле
100т
* ak
где i—число горечи;
а — общее содержание горьких веществ в 100 г сусла или пива;
т — количество молекулярной формы горечи;
k — количество коллоидной формы горечи.
Наиболее выравненное соотношение коллоидной и молекуляр¬
ной форм горечи имеет пильзенский «Праздрой», у которого
/=1,445. Пиво с числом /<1 имеет неполную горечь, а пиво с чис¬
лом />1 обладает резким, горьковатым вкусом. В зависимости
от числа горечи пиво можно оценивать объективно и независимо
от субъективного вкусового восприятия дегустатора.
519
Другим важным свойством пива является полнота вкуса. Ее
можно считать важнейшим вкусовым показателем пива.
Наибольшее влияние на полноту вкуса оказывают коллоид¬
ные компоненты пива, частицы которых при адсорбции сгущают¬
ся на вкусовых нервах и тем самым продлевают и усиливают
раздражающее действие [32]. Это прежде всего среднемолеку¬
лярные белки типа альбумоз и горькие, хмелевые вещества (изо-
гумулоны), которые вместе с хмелевыми дубильными вещества¬
ми образуют сложные вкусовые комплексы. Из производствен¬
ных операций на полноту вкуса положительно влияют те, которые
помогают удерживать указанные компоненты в коллоидной фор¬
ме, т. е. не слишком глубокое расщепление белков, хорошее ох¬
меление при кратковременном кипячении с хмелем и холодное
ведение брожения.
В последнее время важным вкусовым компонентом считается
также спирт (этанол). В связи с этим предпочитают более глу¬
бокое сбраживание выпускаемого пива и более высокую конеч¬
ную степень сбраживания. Пиво с высоким содержанием декст¬
ринов не имеет полного вкуса, так же как и пиво недостаточно
сброженное и содержащее много несброженного экстракта, вли¬
яние которого на вкус неблагоприятно. Глубоко сброженное пиво
с относительно высоким содержанием спирта имеет более полный
вкус.
Хорошее пиво должно иметь вкус и запах, соединенные в гар¬
моничное целое так, чтобы ни одно из этих свойств слишком не
выделялось. Только в редких случаях бывает, что именно выде¬
ление некоторых свойств, например тонкой горечи, является при¬
чиной наибольшего успеха такого пива. Тем не менее при про¬
изводстве следует следить за вкусовой выравненностью и соот¬
ветствием всех вкусовых компонентов.
По Нарциссу (46], вкусовые факторы проявляются в зависи¬
мости от отдельных компонентов пива следующим образом. При
питье проявляется его полнота вкуса и запах. Полнота вкуса
зависит от содержания остаточных сахаров и олигосахаридов,
спирта, буферов, однако главным образом от содержания колло¬
идов (белков, дубильных веществ, гуммиобразных веществ) в
пиве.
Запах обусловливают хмелевые эфирные масла и побоч¬
ные летучие продукты брожения.
Резкость пива зависит от pH, количества растворенных буфер¬
ных веществ и от содержания углекислого газа.
Впечатление от питья определяется в основном его горечью.
Она может быть обусловлена хмелевыми горькими веществами,
дубильными, горькими веществами из оболочек, белками и про¬
дуктами, выделяемыми дрожжами, а также окисленными про¬
дуктами хмелевого эфирного масла.
Общее впечатление после питья пива должно быть выравнен¬
ное и эта выравненность должна сохраняться у разлитого пива.
520
Некоторые вкусовые качества пива можно регулировать тех¬
нологическим путем, выбирая соответствующее сырье (включая
использованный тип дрожжей) или изменяя производственный
процесс, при котором необходимо учитывать возможное воздейст¬
вие его на остальные вкусовые качества; при этом прежде всего
заслуживает внимания стойкость вкуса. Вкус и запах пива — это
типичные субъективные свойства, определение которых зависит
от чувствительности органов человека.
В представление о том, что вкус и запах пива (солодовый аро¬
мат) определяет хотя бы отчасти перерабатываемый солод, внес¬
ли поправки Поллок и Поол, которые доказали, что летучие ве¬
щества солода не переходят в пиво. Тем не менее допускается
косвенное влияние качества сусла, которое проявляется в том,
что разные его компоненты, например пурины, пиримидины, а
возможно и витамины, действуют на образование побочных про¬
дуктов брожения. Однако об этих компонентах сусла и их коли¬
чественных различиях у разного солода и при различных процес¬
сах затирания известно так мало, что их нельзя использовать для
регулирования запаха пива.
Непосредственными источниками запаха пива могут быть хме¬
левые эфирные масла и главным образом побочные продукты
брожения.
Состав хмелевого эфирного масла колеблется у разных видов
хмеля. В углеводородной фракции хмелевого эфирного масла
было идентифицировано около 15 различных соединений наряду
с большим количеством неидентифицированных. Кислородсодер¬
жащая фракция является смесью сложных эфиров, тиоэфиров и
карбонильных соединений. В обеих группах определенные соеди¬
нения доминируют в некоторых сортах хмеля и поэтому возника¬
ет разница в запахе хмеля.
Современные сведения о влиянии побочных продуктов броже¬
ния на вкус и запах пива неполные. Относительное значение име¬
ет также деление побочных продуктов брожения на желательные
и нежелательные. Нежелательные — это ацетальдегид и диаце¬
тил, однако и их нельзя считать однозначно нежелательными.
Указывается, например, что 0,5 мг диацетила в 1 л приемлемо у
пива верхового брожения, однако эта величина значительно пре¬
вышает предельную величину для лагерного пива низового бро¬
жения. Высшие спирты являются наиболее существенными про¬
дуктами брожения; их общее количество (50 мг/л) для некоторых
сортов пива нормально, в то время как в других приемлемо со¬
держание 150 мг/л.
Из многих различных влияний ясно проявляется влияние
дрожжевого штамма на образование желательных и нежелатель¬
ных побочных продуктов брожения. Влияние возрастающего ко¬
личества кислорода выше низкой предельной величины относи¬
тельно очень незначительно, точно так же, как и влияние высокой
температуры на образование высших спиртов.
521
Единых данных о допустимом содержании отдельных продук¬
тов брожения нет, но их можно определить только для некоторых
случаев, т. е. для пива абсолютно определенного типа.
Большинство авторов не предполагает, что в ближайшее вре¬
мя можно будет полностью заменять субъективную оценку вкуса
и запаха пива объективными измерениями, например газовой хро¬
матографией. Однако методы этого типа будут все больше помо¬
гать уточнению субъективных испытаний.
Новые сведения о вкусовых и ароматических
компонентах пива
О важных вкусовых и ароматических компонентах пива по¬
дробно говорится в отдельных главах этой книги. Изучение этих
компонентов, особенно ароматических, в значительной мере за¬
висит от уровня и точности использованных аналитических мето¬
дов, поскольку они встречаются в пиве в микрограммах и мил¬
лиграммах. Важным вкладом в изучение этих компонентов пива
стала газовая хроматография, иногда в комбинации с методами
спектроскопии.
Драверт и Трессл [47] привели обзор современного состояния
знаний об ароматических веществах пива. Для того чтобы со¬
здать представление обо всех процессах при производстве пива,
которые влияют на содержание веществ, имеющихся в пиве, они
приводят схему причин биологическо-технологического порядка,
от которых зависит содержание веществ в пиве (рис. 126).
При сравнении с аналогичным изображением остальных про¬
дуктов брожения становится ясно, что технология пива очень
сложна. Авторы приводят обзор ароматических веществ, их обра^
зование и превращения в отдельных стадиях производства пива.
Из ароматических веществ в солоде преобладают карбониль¬
ные соединения, которые не встречаются ни в ячмене, ни в зеле¬
ном солоде. Эти карбонильные соединения переходят из солода в
сусло, но при главном брожении подвергаются превращениям.
Хмель содержит в среднем 0,4% эфирных масел, 18,3% экст¬
рагируемых этиловым эфиром веществ и 3% дубильных веществ.
Все три группы проявляются в запахе пива. При газовой хрома¬
тографии, комбинированной с масс-спектрометрией, в хмеле было
обнаружено 100 соединений из группы углеводородов, терпенов,
сложных эфиров, метилэфиров, кетонов, альдегидов, спиртов и
органических сернистых соединений. Предполагается, что количе¬
ство аналитически определенных компонентов хмеля превосхо¬
дит 200. С технологической точки зрения эти открытия не являют¬
ся непосредственным вкладом, поскольку данные соединения су¬
щественно изменяются при кипячении с хмелем, улетучиваются
при испарении сусла и подвергаются изменениям при главном бро¬
жении. Зильберайзен и другие [48] считают ароматически сущест¬
венными те вещества, которые образуются при участии исходных
522
соединений хмеля в производстве. Методы определения этих ле¬
тучих веществ хмеля в последнее время начинают использовать
для доказательств вида и происхождения хмеля, причем особенно
изучают роль мирцена, гумулена и других углеводородов.
Наиболее существенным участком для образования аромати¬
ческих веществ является главное брожение. Как следует из опы¬
тов, сахара, служащие источником питания дрожжей и источни¬
ком углерода для главных продуктов брожения, тем самым яв¬
ляются источником образования метаболитов и энергии.
Рис. 126. Схема зависимости содержания веществ в пиве от причин биологи¬
ческо-технологического порядка.
Образованию при главном брожении важных ароматических по¬
бочных продуктов способствует также влияние азотистых соеди¬
нений. Было доказано, что соли аммония и аминокислоты сильно
влияют на обмен веществ дрожжей в направлении повышенного
образования ароматических веществ. Подробно этим занимался
Веркелиус [49]. Кроме теоретических аспектов образования по¬
бочных продуктов обмена веществ дрожжей, важных для качест¬
ва пива, Веркелиус подробно изучал технологические влияния на
образование этих веществ.
Высшие спирты. Они принимают участие во вкусе и запахе
пива. Их содержание следует контролировать. Важно содержа¬
ние отдельных высших спиртов; особенно отрицательно влияют
ароматические спирты, их больше всего образуется при сокра¬
щенном интенсифицированном главном брожении и при броже¬
нии при высоких температурах. Среднее содержание ароматиче¬
ских спиртов колеблется от 50 до 80 мг/л.
На образование высших спиртов влияет ряд технологических
факторов: используемый солод должен быть хорошо растворен,
сусло, особенно если оно предназначено для быстрого брожения,
523
должно содержать достаточно низкомолекулярных азотистых ве¬
ществ, иначе образуется излишнее количество высших спиртов.
Образование высших спиртов повышает чрезмерное аэрирование
сусла перед предварительным брожением или после него. При пе¬
реработке заменителей солода в сусле изменяется отношение са¬
харов к белкам и тем самым могут создаться условия для повы¬
шенного образования высших спиртов. В этом направлении осо¬
бое влияние играет добавка сахарозы.
Сложные эфиры. Сложные эфиры образуются преимущест¬
венно из спиртов и кислот. Кроме фруктового запаха пива высо¬
кому содержанию эфиров приписывают более грубое впечатле¬
ние, остающееся после питья пива. Для повышенного образова¬
ния сложных эфиров действительны такие же условия, как для
высших спиртов. Особенно склонно к повышенному образованию
сложных эфиров пиво с высоким содержанием спирта, опасно
также продление фазы размножения дрожжей.
Альдегиды. Ацетальдегид образуется наиболее интенсивно в
начале главного брожения. Пиво содержит от 3 до 14 мг/л аце-
тальдегида, предельной величиной является 25 мг в 1 л. Более
высокое содержание ацетальдегида часто связывают с подваль¬
ным привкусом пива. Учитывая то, что с ходом главного броже¬
ния содержание ацетальдегида снижается, некоторые авторы
считают низкое содержание его определителем зрелости пива.
Содержание ацетальдегида находится в прямой зависимости от
дозы дрожжей и температуры сбраживания и главного брожения.
Диацетил, ацетоин, бутандиол. Диацетилу и ацетоину как
продуктам приписывают большое значение. В Чехословакии этой
проблемой занимается ряд авторов. Отдельные компоненты
встречаются в пиве пильзенского типа в следующих количест¬
вах (в мг/л): диацетил от 0 до 0,13; ацетоин от 1,50 до 5,70; бу¬
тандиол от 140 до 165. 1
Отрицательное влияние на вкус приписывают главным обра¬
зом диацетилу и ацетоину, а именно во взаимной комбинации и
при относительно низком содержании. Оба образуются в зависи¬
мости от типа дрожжей и условий брожения, главным образом в
начале брожения, в дальнейшем ходе брожения и при дображи¬
вании их содержание падает. Эти соединения образуются как по¬
бочные продукты, с одной стороны, при синтезе белка, с другой —
при спиртовом брожении.
В пивоваренном производстве образование диацетила и аце-
тоина увеличивается при запоздалом аэрировании сусла, напри¬
мер, при постепенном дополнении сброженного чана аэрирован¬
ным суслом из следующих варок. Полученное при этом чрезмер¬
ное содержание диацетила и ацетоина в дальнейшем производстве
уже нельзя снижать ниже определенного предела. Это наблю¬
дается также и в случаях, когда молодое пиво центрифугируется.
Для уменьшения диацетила определенные результаты достигают¬
ся путем добавления завитков в пиво в лагерном отделении.
524
Сернистые соединения. Сернистые соединения с точки зрения
вкусового значения тоже находятся в центре внимания. Речь идет
главным образом о сероводороде, двуокиси серы и меркаптанах,
которым приписывается отрицательное влияние на вкус пива в
связи с наблюдающимся иногда хлебным привкусом или привку¬
сом зеленого пива и дрожжей. Для снижения влияния этих соеди¬
нений на вкус пива рекомендуется хотя бы часть сусла аэриро¬
вать горячим и тщательно устранять грубые и тонкие взвеси из
сусла.
Важными с вкусовой точки зрения летучими компонентами
пива занимались в Чехословакии Басаржова, Бендова, Калер,
результаты работ которых прокомментированы Главачеком [50],
Он приводит также величины некоторых летучих веществ отече¬
ственного и заграничного пива за последние годы. Например, у
10°-ного светлого пива чешского и моравского были обнаружены
следующие величины (в мг/л):
Год
Ацетоин
Диацетил
Высшие спирты
1966
1,33
0,20
78
1967
2,00
0,18
66
1968
3,77
0,14
65
Веурманн [51] подытожил результаты определения летучих
ароматических веществ в пиве за период с 1960 по 1967 г. и со¬
ставил данные, в которых приводит 6 углеводородов, 16 спиртов,
17 карбонильных соединений, 29 кислот, 15 органических основаг
ний, включая аммиак, 33 сложных эфира и 11 разных соедине-
ний, всего 136. Эти данные приведены ниже.
У глеводороды
2-метил-бутен-(2)
мирцен
фарнезен
кариофилен
изокариофилен
гумулен
Спирты
метанол
этанол
я- пропанол
изопропанол
я- бутанол
изобутанол
бутанол-(2)
2-метилбутанол
3-метилбутанол-(2)
я-амилалкоголь
изоамил алкоголь
пентанол-(З)
гексанол-(1)
Р-фенилэтилалкоголь
глицерин
Сложные эфиры
муравьинометиловый
муравьиноэтиловый
муравьиноизобутиловый
метилацетат
этилацетат
я-пропилацетат
я-бутила цетат
изобутилацетат
2-бутилацетат
2-метилбутилацетат
амилацетат
изоамилацетат
я-гексилацетат
гептилацетат
В-фенилацетат
пропионовоэтиловый
п ропионовоизоамиловый
масляноэтиловый
изомасляноэтиловый
изомасляно-2-метилбутиловый
этилкапронат
я-амилкапронат
изоамилкапронат
525
2,3-дигидроксибутан
Карбонильные соединения
формальдегид
ацетальдегид
пропиональдегид
бутиральдегид
изобутиральдегид
я-валеральдегид
изовалеральдегид
я-гептил альдегид
«-октилальдегид
ацетон
диацетил
диэтилкетои
пентадион-(2,3)
деканон-(2)
деканон-(З)
гептанон-(4)
гептанон-(2)
Кислоты
муравьиная
уксусная
пропионовая
масляная
изомасляная
валериановая
изовалериаиовая
каприновая
ундециловая
лауриновая
тридециловая
миристиновая
пентадециловая
пальмитиновая
гексадеценовая
4-метилвалериановая
капроновая
2-гексеновая
3-гексеновая
энантовая
каприловая
пеларгоновая
стеариновая
олеиновая
линолевая
линоленовая
бегеновая
церотиновая
фенилуксусная
5-метилэтилкапронат
этилэнантат
этилкаприлат
изоамилкаприлат
каприновокислая соль метила
каприиовокислая соль этила
нонен-(4)-карбонат этила
нонет-(9)-карбонат этила
нонадиен-(4,8)-карбонат этила
этилбензоат
Сернистые соединения
двуокись серы
сероводород
метилмеркаптан
этил меркаптан
3- метил - 2 - бутен - (1) тио л
диметилсульфид
тиоформальдегид
дитиоформальдегид
пропан-2-тион
Разные
1,1-диэтоксиэтан
ацетоин
фуралфурилалкоголь
триптофол
тирозол
гидроксиметилфурал
фурилацетат
этиллактат
бензотиазол
у-декалактон
Органические основания
аммиак
метиламин >
диметиламин
атиламин
изопропиламин
я-пропиламин
я-бутиламин
изобутиламин
изоамиламин
гексиламин
1,3-диаминопептан
индол
этанол амин
Летучими веществами пива подробно занимались Лоуренс [52]
и Гаррисон [53], в работах которых приведены и минимальные
величины важных с ароматической и вкусовой точек зрения ве¬
ществ, которые были замечены при органолептических испыта¬
ниях.
526
Чехословацкие авторы Грдличка, Дир и другие занимались в
последнее время карбонильными соединениями, выделенными из
солода [54] и определенными в пиве [55]. Летучие карбонильные
соединения, выделенные из солода пильзенского типа, были
классифицированы хроматографически и было идентифицирова¬
но 19 соединений (альдегидов, кетонов, альдегидкетонов), В
большей мере был представлен ацетальдегид, далее гексанол и
высшие альдегиды. Присутствие фурфурола авторы приписыва¬
ют реакциям, протекающим при сушке солода. Наличие отдель¬
ных карбонильных соединений авторы считают характерным для
данного типа солода. Подобной методикой были определены ле¬
тучие карбонильные соединения в разных сортах пива, а также в
промежуточных продуктах, т. е. в сусле, молодом пиве и готовом.
Было идентифицировано всего 15 карбонильных соединений. Фур¬
фурол, формальдегид и ацетальдегид больше представлены в
сусле и происходят преимущественно из него. При брожении со¬
держание их падает. Содержание ацетальдегида в готовом пиве
выше, чем в молодом. Содержание диацетила достигает макси¬
мума при главном брожении, потом падает и в готовом пиве низ¬
кое. Далее сравнивалось содержание карбонильных летучих ве¬
ществ в выпускаемом пиве двух пивоваренных заводов. В коли¬
честве представленных соединений не было разницы, а в объеме
отдельных соединений между заводами были отклонения, обус¬
ловленные разницей сырья и технологией.
Отклонения во вкусе пива
Недостатками вкуса считаются отклонения, искажающие чис¬
тый и характерный для каждого вида пива вкус. Их интенсив¬
ность может колебаться от незаметных отклонений, которые
различает только специалист, до недостатков, заметно ухудшаю¬
щих качество пива.
Причиной недостатков вкуса может быть плохое сырье или
технологические ошибки соприкосновения образующихся про¬
межуточных продуктов с посторонними веществами, а также
деятельность посторонних микроорганизмов.
Недостатки вкуса, связанные с технологией. Вкус, не соответ¬
ствующий данному типу пива, может являться недостатком, свя¬
занным с неподходящим составом засыпи. Он проявляется у
светлого пива в тех случаях, когда его получают из солодов не
только пильзенского типа, и у темного пива, если оно изготовле¬
но не из солода мюнхенского типа с соответствующей добавкой
специальных солодов. В этих случаях большей частью речь идет
только о небольшом отклонении во вкусе, которое потребитель
может не определить.
Пустой вкус имеет пиво с низким содержанием спирта, т. е.
недостаточно сброженное, пиво из сусла с высоким содержанием
527
декстринов и низкой конечной степенью сбраживания. Пустой
вкус иногда встречается также у пива перешпунтованного или у
пива из перерастворенного солода, он может появиться также в
результате чрезмерного расщепления белков при затирании, из¬
лишнего окисления, например, в отстойно-холодильном чане и
при слишком резкой фильтрации.
Неприятный горький и терпкий вкус чаще всего имеет пиво
из жесткой карбонатной воды, воды сильно щелочной, главным
образом при умягчении перекальцинированной воды; в этом слу¬
чае пиво имеет также более интенсивный цвет.
Часто причиной неприятной горечи пива бывает недостаточ¬
ное осаждение и удаление горьких взвесей на тарелочных холо¬
дильниках или в отстойно-холодильных чанах и в процессе глав¬
ного брожения, или неправильный съем бродильных дек. Горь¬
ким бывает также пиво из плохо растворенного солода.
Другой причиной горького вкуса пива является окисление.
Оно может быть в ходе технологического процесса или при роз¬
ливе готового пива в транспортную тару. В пиве в бутылках при¬
чиной этого бывает высокое содержание кислорода воздуха в гор¬
лышке бутылки, который, кроме того, отрицательно влияет на
вкус и коллоидную стабильность пива главным образом при пас¬
теризации.
Довольно редко причиной горького вкуса бывает переработка
лежалого хмеля или неправильная дозировка хмеля.
Терпкий или пригорелый привкус темного пива происходит от
некачественного цветного солода или из карамели неподходяще¬
го качества и т. д.
Кислый привкус встречается у пива при ведении главного
брожения и дображивания при повышенной температуре и у пи¬
ва молодого, невыдержанного. Кроме того, старые несколько раз
использованные дрожжи, дегерировавшие и частично подверг¬
шиеся автолизу, сохраняемые при высоких температурах под
водой, могут стать причиной дрожжевого привкуса. Дрожжевой
привкус может иметь пиво с большой добавкой завитков.
Незрелый вкус имеет пиво, которое дображивалось короткое
время или медленно. Считают, что причиной незрелого вкуса пи¬
ва является, с одной стороны, присутствие меркаптанов и некото¬
рых альдегидов и, с другой — присутствие летучих сернистых
соединений главным образом сероводорода и двуокиси серы, ко¬
торые образуются при главном брожении. При холодном и доста¬
точно продолжительном дображивании эти летучие вещества
удаляются с углекислым газом, выходящим через шпунтаппарат.
У молодого пива этот процесс протекает лишь частично и пиво
сохраняет «незрелый» вкус.
Подвальный привкус — это различные отклонения от нор¬
мального чистого вкуса, которые встречаются у пива некоторых
заводов в связи с каким-нибудь производственным недостатком.
Чаще всего причинами бывают разные недостатки в чистоте про-
528
изводственного оборудования или среды. Редко причиной бывает
постоянная ошибка в операциях.
Различные привкусы могут возникнуть также при переработке
некачественного сырья (солода или хмеля).
Пастеризационный (хлебный) привкус имеет почти все пасте¬
ризованное пиво. Его интенсивность различна и возрастает с
температурой и временем, в течение которого действует темпера¬
тура пастеризации. Поэтому стремятся достигнуть требуемого
действия пастеризации при возможно низкой температуре, даю¬
щей эффект пастеризации и за короткое время. При пастериза¬
ции проявляется также окисление пива кислородом воздуха из
горлышка бутылки, при этом образуется кислый привкус, кото¬
рый кстати появляется также и в непастеризованном виде спустя
определенное время хранения его. Причиной кислого привкуса
считается фенилаланин; при его окислении образуется фенилэта-
нол, потом фенилацетальдегид и, наконец, фенилуксусная кисло¬
та, которая этерифицируется [33].
Солнечный привкус очень неприятный и образуется в пиве в
бутылках (и пиве в стакане) при относительно быстром действии
прямых солнечных лучей или при продолжительном воздействии
рассеянного дневного света или света из светового источ¬
ника.
Фотохимически активными являются лучи длиной от 400 до
500 мкм. Причиной привкуса является 3-метил-Д2-бутанил-мер-
каптан, который образуется в пиве в результате фотохимической
реакции З-метил-2-бутаниловой группы гумулона и лупулона с
сернистыми соединениями, содержащимися в пиве [34]. Солнеч¬
ный привкус часто возникает при транспортировке пива в бу¬
тылках.
Недостатки вкуса, образующиеся при соприкосновении пива с
посторонними материалами. Вкус древесины образуется при пря¬
мом соприкосновении пива с незащищенной специальным покры¬
тием древесиной, главным образом с новой, не бывшей в обороте
с пивом.
Вкус смолы появляется при смолении смолой, содержащей
много летучих веществ, т. е. смолой плохо очищенной. Часто при¬
чиной бывает недостаточное удаление смоляных паров из осмо¬
ленной бочки или розлив пива в свежеосмоленные бочки, кото¬
рые не были промыты водой.
Вкус керосина может встречаться у пива из бродильных ча¬
нов, покрытых свежим парафином, если был использован пара¬
фин с низкой точкой плавления, содержащий летучие фракции
керосина.
Вкус лака имеет пиво из бродильных чанов, покрытых пив¬
ным лаком плохого качества. Некачественными бывают пивные
лаки из некоторых заменителей натурального шеллака. Вкус ла¬
ка может быть и при использовании свежеотлакированной холо¬
дильной тарелки.
18—108 529
Металлический и чернильный привкус образуется при реак¬
ции дубильных веществ пива с незащищенной поверхностью же¬
лезного оборудования. Такое пиво имеет при этом пену коричне¬
ватого цвета.
Фенольный (карболовый, больничный) привкус, образуется по
многим причинам. В первую очередь он бывает у пива из произ¬
водственной воды с высоким содержанием нитратов. Его может
вызвать также свободный хлор, если ячмень замачивается в во¬
де с добавкой хлорной извести, или фильтромасса стерилизуется
хлорной известью и при этом остатки хлора не удаляются хими¬
ческим путем (сульфитом).
При редукции сульфатов или сульфитов из сульфитирован-
ного хмеля могут образовываться меркаптаны или сероводород.
В случаях, если брожение недостаточно бурное, чтобы образо¬
вавшийся углекислый газ мог удалить эти вещества из пива, то
также проявляется фенольный (карболовый) привкус.
Наконец, причиной фенольного привкуса может являться час¬
тичный автолиз дрожжей при дображивании. Причина заключа¬
ется в плохом физиологическом состоянии семенных дрожжей,
если их задают несколько раз без промывки или долго хранят
под водой с недостаточно низкой температурой.
Недостатки биологического происхождения. Посторонние мик¬
роорганизмы, инфицирующие пиво в производственном процессе,
вызывают вкусовые недостатки пива за счет образования про¬
дуктов метаболизма. Инфицированное пиво одновременно мут¬
неет.
Если в сусле при охлаждении размножатся так называемые
термобактерии, образуется характерный привкус, напоминающий
вкус сельдерея. Этот привкус в сусле очень сильный и он остает¬
ся в пиве. Он встречается временами в пиве, изготовленном на
небольших пивоваренных заводах, где сусло оставляют на тарел¬
ках на ночь и сбраживают с опозданием.
Если в пиве, разлитом в транспортную тару, возобновится
брожение культурными дрожжами, то возникает дрожжевой
привкус.
Если пиво имеет дрожжевой привкус после фильтрации,
то этот недостаток возник при дображивании в результате авто¬
лиза мертвых дрожжевых клеток.
Пиво, инфицированное дикими дрожжами, подвергается раз¬
ным вкусовым изменениям. Дикие дрожжи, главным образом
Sacch pastorianus, придают пиву терпко-горький вкус, который
возрастает до такой степени, что пиво может стать непригодным.
Молочнокислые бактерии (Lactobacillus pastorianus) спо¬
собствуют образованию молочной кислоты и других кислот.
Если превзойдена предельная граница, то пиво становится не¬
пригодным.
Сарциновый вкус — это комбинация кислого вкуса с вкусом
диацетила, который является продуктом метаболизма, так назы-
530
ваемой пивной сардины (Pediococcus cerevisiae). Вкус очень
неприятный, делающий пиво непригодным. Слабый привкус ди¬
ацетила можно устранить при добавке завитков к пиву. При ре¬
дуцирующем действии дрожжей из диацетила образуется ацетоин,
вкус которого проявляется в меньшей степени. Однако большое
количество ацетоина тоже придает пиву неприятный вкус.
Привкус плесени бывает частью так называемого подвального
привкуса, который зависит от вида плесени, распространенного в
лагерных помещениях. Часто привкус плесени пива происходит
от разных видов Penicillii, а затхлый подвальный привкус от
Micoru. Подвальной плесенью являются вызывающие «заплес-
невение» деревянных бродильных чанов и лагерных бочек Dema-
tium pullulans и Oospora lactis. Пиво очень восприимчиво к по¬
сторонним запахам и легко воспринимает запах плесени или под¬
вальный привкус.
СТОЙКОСТЬ ПИВА
Пиво, разлитое в транспортную тару, должно в течение опре¬
деленного времени сохранять свои исходные свойства, главным
образом вкус и запах, прозрачность и пенистость. Видимым приз¬
наком, но которому обычно определяется стойкость пива, явля¬
ется прозрачность. Время, которое проходит от розлива пива
(обычно в бутылки) до образования заметного помутнения или
осадка при установленной температуре (20 или 25°С) определя¬
ет стойкость пива.
Помутнения образуются в хранящемся пиве по разным при¬
чинам. Различают помутнения биологические, образующиеся в
результате размножения дрожжей или других микроорганизмов,
и небиологические (коллоидные), образующиеся при нарушении
коллоидного равновесия. В связи с этим различают также биоло¬
гическую и небиологическую (физико-химическую или коллоид¬
ную) стойкость пива.
Биологическая стойкость
Пиво с общепринятой точки зрения является бедной пита¬
тельной средой. Его сбраживание приближается к конечной сте¬
пени сбраживания, так что оно содержит только незначительное
количество сбраживаемых веществ; а, кроме того, содержит
спирт и горькие хмелевые вещества, которые тормозят развитие
микроорганизмов. Пиво имеет сильнокислую реакцию и в закры¬
том сосуде обладает свойствами анаэробной среды. При этих ус¬
ловиях в пиве может размножаться очень ограниченное количест¬
во микроорганизмов, которыми пиво загрязнялось в ходе произ¬
водственного процесса или вторично при заключительных опера¬
циях. Скорость размножения этих микроорганизмов зависит от
их исходного количества, вирулентности и других влияний; в за-
18* 531
висимости от этого рано или поздно в пиве образуется осадок или
помутнение. Размножение микроорганизмов (включая культур¬
ные дрожжи) в разлитом пиве всегда снижает его биологическую
стойкость.
Дрожжевое помутнение. Дрожжевое помутнение в пиве могут
вызвать дрожжи как культурные, так и дикие. Помутнение, выз¬
ванное культурными дрожжами, не вредит пиву, однако потреби¬
тель оценивает его отрицательно как всякое иное помутнение.
Пиво, помутневшее от диких дрожжей, считается больным и ис¬
порченным.
Дрожжевое помутнение образуется чаще всего в молодом,
невыдержанном пиве, содержащем после розлива в транспорт¬
ную тару большую долю сбраживаемого экстракта. Культурные
дрожжи или проходят через фильтр или попадают в пиво из
трубопроводов и разливных аппаратов как вторичное загрязне¬
ние. Попадая в пиво, они размножаются и за короткое время об¬
разуют густое помутнение.
Дрожжевое помутнение грубозернистое и быстро образует
осадок. После его осаждения пиво прозрачно, его вкус бывает
измененным в незначительной мере и пенистость бывает очень
хорошей.
Против помутнения, вызванного культурными дрожжами,
можно бороться тем, что выпускать пиво со степенью сбражива¬
ния, близкой к конечной. Одновременно пиво следует предохра¬
нять от соприкосновения с воздухом. Пиво нужно достаточно
долго выдерживать и перед розливом хорошо профильтровывать.
Помутнение, вызванное дикими дрожжами, бывает тонким;
дикие дрожжи осаждаются очень медленно или вообще не осаж¬
даются, а если и образуется осадок, то легкий хлопьевидный, ко¬
торый очень быстро поднимается. Пиво приобретает посторонний
привкус различной интенсивности в зависимости от интенсивнос¬
ти помутнения, иногда фруктовый, иногда терпкий. Запах пива
тоже изменяется.
Дикими дрожжами считаются все посторонние, вредные для
пива дрожжи. Чаще всего встречаются: Sacch, cerevisiae Han-
seu, var. ellipsoideus, которые морфологически ничем не отлича¬
ются от культурных дрожжей, однако образуют клеточные пуч¬
ки, как верховые дрожжи; Sacch, pastorianus Hauseu образуют
удлиненные клетки, которые можно очень легко отличить от
культурных дрожжей.
Дикие дрожжи активизируются, как правило, только тогда,
когда деятельность культурных дрожжей приостанавливается,
т. е. в лагерных танках. У плохо фильтрованного пива они могут
размножиться в транспортной таре.
В отличие от культурных дрожжей некоторые виды диких
дрожжей размножаются даже в пиве, сброженном до конечной
степени сбраживания и лишенном воздуха, однако их развитие в
таких условиях замедленно.
532
Инфицирование дикими дрожжами довольно редко. Оно прак¬
тически прекратилось как только были внедрены чистые культу¬
ры дрожжей из аппаратов по разведению чистых культур. Ос¬
новным способом борьбы против помутнений от диких дрожжей
является соблюдение биологической чистоты во время всего про¬
изводственного процесса.
Бактериальное помутнение. Бактериальное помутнение свиде¬
тельствует о серьезных недостатках в биологической чистоте при
производстве пива.
Бактериальные помутнения всегда очень тонкие, часто обра¬
зуют только вуаль и, как правило, не осаждаются. Одновременно
с образованием бактериального помутнения изменяется вкус, ко¬
торый обычно нельзя исправить.
Настоящие бактериальные загрязнения вызывают чаще всего
два вида молочных бактерий, а именно: палочные молочные бак¬
терии и кокковидные молочные бактерии, образующие тетрады,
называемые пивной сарциной.
Поскольку палочные молочные бактерии (Lactobacillus pas-
torianus) гетероферментативные, то при сбраживании сахаридов
кроме молочной кислоты, которая является главным продуктом,
образуются еще кислоты: уксусная и муравьиная и другие про¬
дукты. Молочные палочные бактерии избирательно аэробные и
малочувствительны к спирту и горьким хмелевым веществам.
Помутнения, вызванные палочными молочными бактериями,
отличаются шелковистым блеском, который заметен, когда по¬
мутнение наиболее интенсивно. Позже помутнение уменьшается
и на дне образуется легкий осадок. Повышенная кислотность пи¬
ва, замутненного молочными бактериями, неприятно отражается
на вкусе только тогда, когда образовалось много молочной кис¬
лоты. Такое пиво имеет хорошую пенистость.
Пивная сардина (Pedicoccus cerevisiae) состоит из кокков,
диплококков и тетракокков. Тетрады характерны для пивной
сарцины, которая по ним отличается от безвредных кокков. Пив¬
ная сарцина очень хорошо размножается без доступа кислорода.
Горькие хмелевые вещества не оказывают почти никакого влия¬
ния на рост педиококков.
Помутнения, вызванные педиококками, проявляются в опалес¬
ценции пива, которая считается недостатком фильтрации; только
позже образуется слабое молочное помутнение. Вкус и запах пи¬
ва при сильном загрязнении неприятно сладкий от диацетила и
пиво считается непригодным. Педиококковые помутнения относи¬
ли к наиболее опасным биологическим недостаткам пива и они
встречаются чаще у темного пива, чем у светлого.
Помутнение, вызванное уксусными бактериями (род Aceto-
bacter), в разлитом в транспортную тару пиве бывает редко.
Как типичные аэробы, уксусные бактерии могут размножаться
только в пиве чрезмерно аэрированном и негерметично закрытом.
Присутствие уксусных бактерий проявляется обычно опалесцен¬
533
цией, которая временами усиливается, однако осадок не образу¬
ется. При образовании уксусной кислоты вкус и запах пива быст¬
ро изменяются; пиво относительно быстро прокисает и приобре¬
тает неприятный кислый вкус.
Против бактериальных помутнений можно бороться, поддер¬
живая чистоту в производстве, санитарную профилактику и регу¬
лярный биологический контроль.
Биологические помутнения часто не бывают однородными.
Бактериальные помутнения могут сопровождать дрожжевые по¬
мутнения. Искусственной мерой для увеличения биологической
стойкости является пастеризация пива.
Физико-химическая стойкость
Пиво с биологической стойкостью, искусственно продленной
путем пастеризации, не бывает неограниченно стойким. При дли¬
тельном хранении или охлаждении до 0°С в нем в результате на¬
рушения физико-химического равновесия коллоидных компонен¬
тов образуются коллоидные помутнения. В отличие от биологи¬
ческих помутнений, при возникновении которых пиво портится
постепенно, образование коллоидных помутнений сопровождается
только небольшими вкусовыми изменениями. Современные пот¬
ребители требуют пиво с хорошим блеском и считают очень1 сла¬
бое коллоидное помутнение признаком плохого качества пива.
Коллоидные помутнения. При нарушении равновесия колло¬
идной системы в пиве сначала образуется едва заметная вуаль,
которая усиливается в помутнение, и, наконец, образуется оса¬
док. У нормального, хорошо фильтрованного пива при охлажде¬
нии до 0°С образуется холодное помутнение. Это обратимое
помутнение, которое исчезает через несколько часов после нагре¬
вания пива до обычной температуры. При продолжительном хра¬
нении в пиве образуется устойчивое помутнение.
Скорость образования коллоидных помутнений и осадков раз¬
лична и изменяется от случая к случаю. Значительное влияние
оказывает температура, pH, присутствие кислорода, соли и сле¬
дов тяжелых металлов, сотрясения (перемешивание), свет и т. д.
Холодное помутнение в номенклатуре ЕБК определяется как
помутнение, которое образуется при 0°С и снова растворяется
при 20°С. Его интенсивность может колебаться от абсолютно сла¬
бой вуали до полной непрозрачности, а именно от степени пере¬
охлаждения и времени, в течение которого низкая температура
действовала. Оно возникает в непастеризованном и пастеризо¬
ванном пиве; пастеризованное пиво более склонно к холодному
помутнению. Эта склонность возрастает со временем в зависи¬
мости от температуры хранения, при этом продолжительное вре¬
мя и высокие температуры хранения усиливают склонность пива
к образованию холодного помутнения.
534
Образование холодного помутнения объясняется [25] обра¬
зованием коацерватов при взаимном объединении частиц лио-
фильных коллоидов с разными зарядами. Образовавшиеся таким
образом мицеллы при потере воды (дегидратации) при низких
температурах осаждаются в виде помутнений и входят в раствор
при повторном приеме воды (регидратация) при нагревании.
Из лиофильных коллоидов так реагируют прежде всего полипеп¬
тиды и сахариды, которые адсорбируются на полифенолах [36].
Устойчивое помутнение необратимо и не исчезает при темпе¬
ратурах выше 20°С. Оно образуется в пиве спустя продолжи¬
тельное время. По Хелме, усиление устойчивого помутнения соп¬
ровождается снижением склонности пива к образованию холод¬
ного помутнения. Устойчивое помутнение возникает при старении
коллоидов, которому способствует повышенная температура
(главным образом при пастеризации) и процессы окисления; от¬
сюда первоначальное название — окислительное помутнение.
Между устойчивым и холодным помутнением нет существен¬
ной разницы; холодное помутнение является частью субстанции
устойчивого помутнения [37]. Обратимое помутнение образуется
при реакции полифенолов с полипептидами, которые взаимно
скрепляются Н-связями, довольно нестойкими. Устойчивое по¬
мутнение образуется или при умножении числа Н-связей или при
возникновении ковалентных связей.
Химический состав коллоидных помутнений. Раньше считали,
что коллоидные помутнения образуют только азотистые вещест¬
ва (белки), содержащиеся в пиве. Однако постепенно установи¬
ли, что помутнения содержат еще различные другие вещества.
В настоящее время известно, что коллоидные помутнения содер¬
жат фракции полипептидную и полифенольную как основные
компоненты, а также другие вещества, главным образом сахари¬
ды и некоторые катионы, правда, только в незначительных коли¬
чествах. Как уже говорилось, между холодным и устойчивым по¬
мутнением нет существенной разницы. Устойчивое помутнение
имеет более высокую молекулярную массу около 43 ООО (Вальд-
шмидт — Лейтц, 1959).
Химический состав коллоидных помутнений пива колеблется
в широких диапазонах: от 40 до 76% белков (т. е. от 6,5 до 12,4%'
N), от 7 до 55% полифенолов (дубильных веществ), от 3 до 13%
сахаридов и всегда небольшое количество зольных остатков, со¬
держащих тяжелые металлы (цитирование по Де Клерку).
Белковая фракция коллоидных помутнений пива содержит в
качестве главного компонента высокомолекулярные пептиды.
Моштек и Дир [38] определили по кислому гидролизу белковой
фракции 16 разных аминокислот, среди которых преобладала
глютаминовая кислота, аланин, пролин и аспарагиновая кислота.
Большая часть этих аминокислот встречается также во всех яч¬
менных белках. Подобные выводы вытекали из работ зарубеж¬
ных исследователей.
535
По высокому содержанию серы (от 1,9 до 2%) в холодном
помутнении Сандегрен указывает на присутствие веществ, про¬
исходящих из ячменного р-глобулина в белковой фракции холод¬
ного помутнения. О присутствии азота, растворимого в этаноле,
свидетельствуют продукты расщепления гордеина.
На основе приведенных и некоторых других данных предпо¬
лагается, что коллоидное помутнение пива содержит компоненты
всех белковых фракций исходного солода (ячменя).
Полуфенольная фракция коллоидных помутнений включает
антоцианогены, производные лигнина и сложные эфиры простых
фенолов [39]. Количественно эта фракция меньше, чем белковая,
ее компоненты происходят преимущественно из солодовых обо¬
лочек и только небольшая часть из хмеля. Из антоцианогенов
был идентифицирован цианидин и делфинидин, а именно в коли¬
честве 5,1% в холодном помутнении и 3,1% в устойчивом (выра¬
жено как цианидин) [40]. Лигнина в холодном помутнении было
обнаружено (высчитано из производных) от 5,7 до 9,7% [39]. Из
дубильных веществ была идентифицирована галловая кислота,
флороглюцин и другие (в целом меньше чем 1%); танин не был
обнаружен.
Сахаридная фракция холодных и стойких помутнений (от 2
до 13%) содержит глюкозу (2—6%). Из пептоз в холодном по¬
мутнении были обнаружены арабиноза, ксилоза и рибоза [10].
Зольных остатков коллоидные помутнения содержат от 1 до
8%. Среди них тяжелые металлы главным образом медь и желе¬
зо, далее олово и алюминий, и в следах ряд других металлов.
Коллоидная стабильность пастеризованного пива различна и
колеблется от нескольких месяцев до 1 года. Высокой коллоид¬
ной стабильности нельзя достичь без искусственной стабилиза¬
ции, которая была описана ранее.
ДЕГУСТАЦИЯ ПИВА
Без дополнения аналитических данных определением вкуса и
запаха невозможно говорить о качестве пива как напитка.
Дегустационными испытаниями в простейшем исполнении в
производстве обычно определяют соблюдение стандарта качест¬
ва и проверяют влияние всех изменений в производстве на ка¬
чество пива, идет ли речь о сырье, технологических процессах
или производственном оборудовании.
Если на основе субъективных дегустационных испытаний на¬
до получить максимально возможные объективные результаты,
пиво должны оценивать одновременно несколько дегустаторов.
Количество их устанавливается так же, как и необходимое ко¬
личество проб каждого определяемого сорта пива, расчетом на
основе математической статистики. Само проведение дегустаци¬
онных испытаний различно в зависимости от цели, которую они
преследуют.
536
В обычном производстве важно, чтобы вкусовые свойства от¬
дельных сортов как можно меньше колебались. Если имеется
отклонение во вкусе, его нужно определить своевременно. Руко¬
водитель производства должен обладать способностью по откло¬
нениям вкуса определять причину, чтобы оперативно вмешаться
и устранить нежелательные влияния.
Из этого вытекает, что технолог пивоваренного производства
должен не только различать довольно незначительные отклоне¬
ния вкуса, но и уметь анализировать вкус пива и определить про¬
филь вкуса пива до такой степени, чтобы узнать причину обыч¬
ных отклонений вкуса.
Речь идет об умении отличить пиво чистое на вкус от пива с
посторонним привкусом, пиво молодое от пива, глубоко сброжен¬
ного, о распознавании ошибок в осахаривании, о распознавании
влияния на вкус пива перерабатываемого сырья (например, хме¬
ля старого или иного происхождения) и т. д. И, наоборот, не¬
легко определить экстрактивность пива по вкусу, особенно если
речь идет о пиве с большой разницей в степени сбраживания.
Для этого необходим практический опыт и навык. При определе¬
нии пива своего завода мешает постепенное привыкание к свой¬
ствам постоянно употребляемого пива. Тем самым притупляется
способность определять незначительные различия в пиве собст¬
венного производства, хотя способность определять разницу во
вкусе чужого пива остается нетронутой.
Чтобы обеспечить необходимую объективность, при дегуста¬
ционных испытаниях следует придерживаться определенных пра¬
вил, зафиксированных в соответствующих инструкциях, издан¬
ных Государственной инспекцией по качеству (ЧССР).
При дегустационных испытаниях на заводах, а также при
ревизиях, качество пиво оценивается по стобалловой системе.
Ясно, что при дегустационных испытаниях качество пива опреде¬
ляет, с одной стороны, специалист, а с другой — потребитель,
мнение которого очень субъективно. Это следует учитывать при
составлении комиссии дегустаторов. При точных испытаниях пи¬
во должны оценивать подготовленные дегустаторы. Для оценки
пива в Чехословацком научно-исследовательском институте пи¬
воварения и соложения имеется своя балловая система.
ПИТАТЕЛЬНАЯ ЦЕННОСТЬ И
ДИЕТИЧЕСКИЕ СВОЙСТВА ПИВА
Пиво является напитком, который приобрел популярность
благодаря своим органолептическим свойствам и способности
утолять жажду. Кроме того, пиво имеет заслуживающую внима¬
ния питательную ценность и поэтому является подходящим до¬
полнением к питанию.
537
Питательная ценность пива зависит от его экстрактивности и
химического состава. С этой точки зрения играют роль экстрак¬
тивные вещества (сахариды и азотистые вещества) и спирт.
Экстрактивные вещества из пива усваиваются в организме
быстрее и почти полностью (до 95%). Это связано с тем, что
при соложении, затирании и брожении нерастворимые резервные
вещества ячменного зерна расщепляются и присутствуют в пиве
в растворимой и легкоусвояемой форме. Из 1 г экстрактивных
веществ выделяется около 16 кДж (3,8 ккал).
Спирт в пиве играет роль поставщика энергии. Разные сорта
пива содержат в 1 л от 20 до 55 г спирта. Поскольку из 1 г спир¬
та выделяется 29,7 кДж (7,08 ккал), то ясно, что более половины
энергии, поставляемой пивом, происходит от спирта.
Калорийность разливного 10%-ного пива колеблется в зави¬
симости от состава 1470 до 1680 кДж (от 350 до 400 ккал), у
12%-ного лагерного от 1680 до 1890 кДж (от 400 до 450 ккал).
Поскольку вещества, содержащиеся в пиве, поставляют энергию
и только в незначительной мере служат для увеличения массы и
поскольку спирт тоже оказывает неблагоприятное побочное влия¬
ние на организм, пиво не является продуктом питания в обычном
смысле, хотя имеет довольно высокую калорийность. При исполь¬
зовании пива важно также время, необходимое для усвоения
спирта организмом, которое индивидуально в зависимости от
интенсивности обмена. Нормально расщепляется 7—8 г спирта в
J ч, т. е. 0,15%.
Из 10 наименований белков, необходимых для тканей чело¬
веческого организма, пиво поставляет только валин и фенилала¬
нин. Азотистые вещества в пиве составляют от 70 до 90% в виде
продуктов расщепления, так что их ресорбция в организме про¬
исходит непосредственно. Из минеральных веществ важны фос¬
фаты. Пиво содержит их от 0,4 до 1 г на 1 л.
Кроме питательных веществ, пиво содержит также вещества
важные с точки зрения физиологии питания. Это прежде всего
углекислый газ, который благоприятно действует на органы пи¬
щеварения. Горькие хмелевые вещества поддерживают секре¬
цию желчи и улучшают пищеварение. Большое значение имеют
также декстрины, высокомолекулярные белки и гуммиобразные
вещества, которые повышают дисперсность в пищеварительном
тракте и обеспечивают хороший обмен веществ. Обычно при
оценке калорийности пива не учитывают эти его свойства, хотя
они очень важны для питания. Высокая калорийность пива явля¬
ется, прежде всего, следствием того, что вещества, содержащиеся
в нем, используются в организме человека легко, без дальней¬
ших превращений, т. е. непосредственно.
Из витаминов пиво содержит, прежде всего, витамины В-комп-
лекса. Некоторые из них могут, по Вейнфуртнеру, своим содер¬
жанием в 1 л пива покрыть от 10 до 35% потребности взрослого
человека.
538
ВИДЫ ПИВА
Пиво делится по цвету на светлое и темное, а по концентрации
на слабое с исходным суслом 5%, среднее до 12% и крепкое
свыше 14%. В зависимости от способа брожения оно делится на
пиво низового брожения и верхового брожения. В редких случаях
встречается пиво самопроизвольно сброженное.
ПИВО НИЗОВОГО БРОЖЕНИЯ
В настоящее время большая часть мирового производства пи¬
ва получается при низовом брожении. Это или светлое или тем¬
ное пиво разной концентрации; в мировом производстве преобла¬
дает светлое пиво пильзенского типа. Оно было создано после
основания пильзенского пивоваренного завода. Отличные качест¬
ва 12%-ного пива завода «Праздрой» приобрели такую популяр¬
ность, что именно оно с большим или меньшим успехом стало
производиться во всем мире и постепенно вытеснило остальные
типы пива низового брожения.
У пива как напитка особенно ценятся некоторые специфичес¬
кие, главным образом органолептические свойства. В связи с
этим возникло много, часто очень разных типов пива. Однако
основным представителем осталось именно пиво пильзенского
завода «Праздрой», выравненные вкусовые свойства которого
вместе с приятным горьковатым вкусом и хорошей пенистостью
оценил в обширной монографии проф. Яловетц[41]. Кроме техно¬
логии на свойства пива оказывают влияние местные производст¬
венные условия. В Чехословакии приобрело популярность смихов-
ское, будейовицкое, велькопоповицкое, литовельское пиво и т. д.
Из немецкого пива известно темное мюнхенское пиво. Оно
имеет концентрацию 13—14%, полный, слегка сладковатый, од¬
нако очень приятный вкус. Из специальных сортов мюнхенского
пива наиболее известен темный сальватор. В настоящее время
светлое лагерное пиво пильзенского типа изготавливается на
всех мюнхенских пивоваренных заводах в ущерб темному пиву,
производство которого резко сократилось.
К известным типам относится также светлое дортмундское
пиво. Оно имеет характерный, среднегорький вкус и глубоко
сброжено. Концентрация колеблется от 13 до 14%, содержание
спирта от 4,5 до 4,8%.
В США, где выпуск пива достигает от мирового производ¬
ства, светлое лагерное пиво пильзенского типа изготавливается
только способом низового брожения.
В результате стремления производителей пива повысить стой¬
кость его за счет переработки только стандартного сырья при
максимальной рационализации производственных процессов ка¬
чество марочного пива до определенной степени выравнялось
в ущерб индивидуальным свойствам его, характерным ранее для
539
отдельных производителей. Это особенно видно на примере
США.
В Европе проблемой выравнивания основных показателей пи¬
ва занимается например, бельгийский технолог Гэнг[42]. Вырав¬
нивание химического состава и цвета пива чешских и других ма¬
рок видно из данных, приведенных в табл. 29 и 30.
Таблица 29
Химический состав чехословацкого пива
Показатели
«Праздрой»
Пильзен
«Старопра¬
мен»,
Смнхов
«Кристалл»,
Будейовицы
Браннк
Голешови-
це
Видимый экстракт, %
Действительный экстракт,
%
Спирт, %
3,47
2,56
2,26
2,88
2,50
5,14
4,31
4,17
4,24
4,25
3,58
3,96
12,00
4,10
2,95
3,97
Исходное сусло, %
12,08
12,11
10,02
11,97
Видимое сбраживание, %
71,3
78,7
81,3
71,2
79,1
Действительное сбражи¬
вание, %
Цвет, мл 0,1 н. раствора
57,5
64,1
65,5
57,7
64,5
0,60—0,65
0,55—0,60
0,50—0,55
0,60—
0,65
оо
о сл
I
рн
4,35
5,42
4,4
4,4
- —
Таблица 30
Химический состав зарубежного пива
Показатели
[ Мюнхен «Левенбреу»
светлое
1 Мюнхен «Левенбреу»
темное
1
Дортмунд «Унион»
Вена «Швехат»
Копенгаген, «Ту¬
борг»
Роттердам «Хейне¬
кен »
Нью-Йорк, «Шлитц»
Сант-Лунс, «Анхей-
зер» «Буш»
Видимый экстракт, %
3,01
5,20
2,44
3,48
2,71
3,01
2,92
2,69
Действительный экст¬
4,83
6,81
4,48
5,27
4,26
4,69
4,74
4,62
ракт, %
Спирт, %
4,03
3,66
4,31
3,86
4,34
3,71
3,54
3,79
Исходное сусло, %
12,61
13,74
12,80
12,72
12,64
11,89
11,62
11,98
Видимое сбраживание, %
75,1
62,1
80,9
72,6
78,6
74,7
72,9
77,5
Действительное сбражи¬
61,7
50,3
65,9
58,6
66,3
60,6
52,9
61,4
вание, %
Цвет, мл 0,1 н. раствора
0,40—
3,6
0,55—
0,40—
0,50—
0,35-
0,35—
0,35—
0,45
0,60
0,50
0,55
0,40
0,40
0,40
рн
4,22
4,5
4,1
4,5
3,9
4,0
4,3
4,2
Хотя приведенные данные и не содержат сведений об органо¬
лептических показателях, однако из анализа видно, как пиво
отдельных марок приспосабливается по химическому составу и
цвету к существующему стандарту. Особенно существенно при-
540
спосабливание к очень светлому цвету, который требуется в нас¬
тоящее время от всех высококачественных сортов пива.
В Чехословакии выпускают преимущественно светлое пиво;
доля темного пива незначительна и колеблется от 3 до 5% от об¬
щего выпуска. По сортам в общем выпуске на разливное 7%-ное
пиво приходится около 20%, на 10%-ное пиво — около 65%, на
12%-ное лагерное пиво — около 15%, на специальные сорта пи¬
ва —• около 0,5%.
В ГДР, Польше и Венгрии вырабатывают преимущественно
светлое пиво — концентрации от 11 до 12%. В ГДР производят и
слабое пиво от 2,9 до 6,2%. Его сбыт незначителен так же, как
сбыт крепкого (свыше 15%) специального пива.
В СССР большая часть пива по качеству напоминает чешское
лагерное пиво. Из светлого пива это 11%-ное жигулевское с не¬
сколько более интенсивным цветом, чем чешское светлое пиво
(от 1,0 до 2,02 мл 0,1 н. раствора йода), сладковатое с незначи¬
тельно выраженным хмелевым вкусом.
Другие светлые сорта; 12%-ное рижское, львовское и 13%-
ное московское — более светлые (от 0,5 до 1,0) с выразительным
хмелевым вкусом, московское со слабоароматным солодовым
привкусом. Темное 13%-ное украинское пиво и 14,5%-ное мар¬
товское мало охмеленные, имеют полный и выразительный соло¬
довый вкус; цвет колеблется от 4 до 8 мл 0,1 н. раствора йода.
Выпускают также два сорта пива высокой концентрации; 20%-
ное светлое ленинградское и 20%-ное темное Портер. Ленинград¬
ское пиво сильно охмеленное, имеет высокое содержание спирта
(минимальное 6%) и характерный вкус. Темный Портер тоже
получается способом низового брожения; он имеет очень прият¬
ный аромат, содержит 5% спирта и имеет цвет 8 мл 0,1 н. рас¬
твора йода.
В ФРГ, где выпускают больше всего пива из европейских
государств, 98% от общего выпуска приходится на категорию
так называемого Volbier концентрацией от 11 до 14%. Это пре¬
имущественно лагерное пиво пильзенского типа. Только 1,3% от
общего выпуска приходится на специальные сорта концентрацией
выше 16% и остальные на слабое пиво 2%-ное и 5,5%-ное.
В остальных европейских странах тоже преобладает светлое
лагерное пиво от 11%-ного до 13%-ного и только небольшая до¬
ля приходится на слабые и специальные сорта.
ПИВО ВЕРХОВОГО БРОЖЕНИЯ
Производство пива верхового брожения в европейских стра¬
нах когда-то имело очень существенный объем; после введения
способа низового брожения производство его снизилось и в нас¬
тоящее время сохранилось только в Англии. В Чехословакии
этот метод не применяется за небольшим исключением уже с кон¬
ца прошлого века.
541
В Англии около 90% пива от общего выпуска вырабатывают
способом верхового брожения. Изготавливают два основных
сорта, — темное пиво Портер и Стоут и светлое пиво Эль. В обоих
случаях это пиво легкое и крепкое до 20%. Пиво Стоут и Пор¬
тер очень темное, сильно охмеленное и глубоко сброженное.
Потребительское пиво (9—12%-ное) большей частью не шпун¬
туется; оно имеет низкое содержание углекислого газа, харак¬
терный вкус темного солода и типичный аромат. Брожение его
кратковременное, особенно у Стоута, некоторые сорта которого
выпускают через 4—6 дней. Портеры и крепкие экспортные сор¬
та Стоута имеют при концентрации от 13 до 20% содержание
спирта от 4,1 до 6,8%, они очень стойки и выдерживают хранение
в бутылках до 2—3 лет. Известные марки — Квиннес (Дублин) и
Басс (Бартон он Трент).
Светлое пиво верхового брожения вырабатывают из засыпи
с добавкой заменителей солода ( сахар, рис), оно сильно охмелен¬
ное, а более крепкие сорта еще дополнительно специально охме¬
ляют (ароматизируют) в лагерных танках. Светлое пиво Эль
имеет концентрацию 10—11 % и называется также горьким, более
темный мягкий Эль несколько меньше охмелен, концентрация его
от 9 до 11 %. Особенно популярным является сорт очень горького
пива с так называемым «сухим» вкусом, концентрацией от 13 до
14%, называемый Паль Эль. Эти сорта пива вырабатывают из
хорошо растворенного солода холодного режима ращения. Они
глубокощброжены, имеют высокое содержание спирта, вкус горь¬
коватый или горький, однако типично солодовый. Это пиво уме¬
ренно насыщено углекислым газом, необходимо, чтобы оно, как и
все сорта английского пива, имело специфические вкусовые и аро¬
матические свойства.
В Германии раньше было распространено коричневое пиво
(Braunbier), однако его значение упало. В последнее время в
ФРГ и ГДР возрос интерес к светлому или белому очень насы¬
щенному углекислым газом пиву верхового брожения с кислова¬
тым освежающим вкусом. В ФРГ сбыт пива верхового брожения
возрос в 1960 г. до 6,1% от общего выпуска. В ГДР, где выраба¬
тывают пиво верхового брожения только белое концентрацией от
8,7 до 9,3%, продажа его также возрастает. Белое пиво произ¬
водят из ячменного и пшеничного солода, оно кисловатое, очень
свежее, глубоко сброженное, с содержанием углекислого газа не
менее 1,2 мас.%. Его пьют с добавкой фруктовых соков или
спирта.
Аналогично этим сортам бельгийское пиво верхового броже¬
ния. Известны Лованьское белое пиво и коричневое Питерман
концентрацией от 9 до 11% и с содержанием спирта от 1,8
до 2,2%.
Абсолютно особым сортом является брюссельское пиво Лам-
бик. Изготавливают его из солода с добавкой 40% пшеницы. Кон¬
центрация начального сусла 13%, пиво сильно охмеленное, с
542
содержанием спирта 3—4%. Варят Ламбик только зимой и
предварительно не сбраживают; произвольное брожение вызы¬
вают дикие дрожжи, молочные бактерии и дрожжи типа Bretta-
nomyces.
Перед выпуском вкус пива исправляют путем смешивания
старых партий с молодыми. По Де Клерку, Ламбик смешивают
также с другими сортами пива верхового брожения, обычно с
пивом с высоким содержанием углекислого газа (до 7 г/л), чтобы
оно приобрело типичный аромат Ламбика.
В остальных европейских странах производство пива верхо¬
вого брожения незначительно и ограничивается освежающим
пивом с высоким содержанием углекислого газа.
ПИВО С НИЗКИМ СОДЕРЖАНИЕМ
СПИРТА И БЕЗАЛКОГОЛЬНОЕ ПИВО
С ростом мероприятий, направленных на борьбу с чрезмер¬
ным применением алкогольных напитков, в начале этого столе¬
тия на пивоваренных заводах появилось стремление производить
пиво с низким содержанием спирта или пиво, абсолютно лишен¬
ное спирта. Эти стремления были осуществлены во время первой
мировой войны и в годы кризисов в США с 1917 по 1932 г. Во
время войны повсеместно вырабатывали пиво с низкой исходной
концентрацией, а следовательно, и с низким содержанием спирта.
В США нормально изготовленное пиво освобождалось от спирта
вакуумной дистилляцией. Пиво перед выпуском сильно карбони¬
зировалось, однако его вкус из-за дистилляции был нарушен.
Разные европейские государства пытались вводить пиво с высо¬
ким содержанием экстракта и высокой питательной ценностью,
однако с низким содержанием спирта. Пиво такого типа с со¬
держанием от 1,0 до 1,5% спирта до сих пор вырабатывают в
Англии, ФРГ (Nahrbier), ГДР и т. д., однако доля его в общем
выпуске незначительна.
Пытались также использовать для главного брожения вмес¬
то Saccharomyces cerevisiae другие микроорганизмы, например,
Saccharomycedes ludwigii, Thermobacterium mobile и др. Ограни¬
чивалось сбраживание мальтозы и образование спирта и уделя¬
лось внимание образованию разных кислот и ароматических ве¬
ществ. Однако пиво, полученное таким образом, не нашло рас¬
пространения главным образом из-за больших различий во
вкусовых свойствах.
Определенное значение имеет пиво с низкой исходной концент¬
рацией, главным образом тогда, когда желаемое отношение са¬
харов к несахарам имеют в виду уже при засыпе и регулируют
соответствующим введением процесса в варочном отделении и
когда главное брожение проводится так, чтобы пиво слишком не
сбраживалось. В Чехословакии в этом направлении проводились
исследования, особенно при решении проблемы подбора подхо¬
543
дящего напитка для шахт, металлургических комбинатов, для
шоферов и т. д. Хорошими свойствами, если говорить о вкусе,
питьевых качествах, обладает например 4%-ное пиво с содержа¬
нием спирта 0,4 мае. % •
При оценке вкуса этого пива нельзя забывать о положитель¬
ном влиянии спирта на вкус его, как об этом уже говорилось в
предшествующих главах.
В мировом производстве выработки пива с низким содержа¬
нием спирта к общему выпуску незначительна (в ФРГ она сни¬
зилась в 1960 г. до 0,33%). Более подробно вопросом безалко¬
гольных и низкоалкогольных сортов пива занимались Главачек
и Клазар [43].
КОНЦЕНТРАТЫ ПИВА
В последнее время большое внимание уделяется производству
пивных концентратов. Их можно вырабатывать в период пони¬
женного сбыта пива и хранить очень долго; в период повышен¬
ного спроса на пиво их разбавляют водой, карбонизируют и вы¬
пускают как обычное пиво. Пивные концентраты пригодны так¬
же для экспорта.
При производстве концентратов готовое пиво освобождают от
воды вымораживанием или специально отработанной вакуумной
дистилляцией. Оба способа связаны с определенными потерями
экстракта и спирта. Производством концентратов пива в США
занимается известный химический концерн Филлипс Петролеум
Ко, который для снижения содержания воды использует процесс
фракционной кристаллизации (Phillips Tractional Grystallization
Process). Точная технология неизвестна. Вода удаляется под
давлением без доступа воздуха. По опубликованным данным
[44], для оценки качества пива из концентратов концерном 19 пи¬
воваренных заводов было изготовлено из пива 77 концентратов.
Полученное из этих концентратов пиво было подвергнуто дегус¬
тационным испытаниям при участии специалистов заводов, из
пива которых готовили концентраты. Вкусовые различия были
незначительны и некоторые дегустаторы приняли пиво из кон¬
центратов за оригинальное. Содержание воды в исходном пиве
по этой технологии может быть снижено за один производствен¬
ный цикл на 50%, а при двух — на 70%. Экономические предпо¬
сылки благоприятные.
В Европе в производстве концентратов нет большого опыта.
Некоторые ранее производимые концентраты исследовали в
институте Вайенстефана [45]. Однако эти исследования имели
ориентировочный характер. Пиво, получаемое при разбавлении
концентрата в соотношении 1 :5, если говорить о вкусе, даже
своим освежающим действием не удовлетворило бы чехословац¬
ких потребителей.
544
список использованной литературы
1. Hlavacek F. Kvasny prumysl, 8, 1962, 25.
2. Guggenberger J. Brauwissenschaft, 15, 1962, 396.
3. Weinfurtner F. Die Technologue de Garung. Das fertige Bier. Stuttgart, 1963.
4. Sandegren E. Svenska Bryggareforeningen, 75, I960; cit podle 3.
5. Drews B„ Specht H., Thiirauf F. M. Monatschr f. Brauerei, 15, 1960, 109.
6. Stone Т., Laschiver C. Wall Lab. Comm, 21, 1958, 361.
7. Brenner М., Cizella J., Owades J. L. Journ. Inst. Brew., 63, 1956, 408.
8. Brenner М., Owades J. L., Golyzniak R. Amer, Brewer, 88, 1955, 43 u. 48.
9. Scriban R. Petit Journ. Brass, 61, 1953, 60.
10. Silbereisen K., Beiling H. J. Monatsschr. f. Brauerei, 14, 1961, 123.
11. Drews E., Just F., Drews H. Brauereiwiss. Beil., 11, 1958, 169.
12. Hudson I. R. Journ. Inst. Brew., 61, 1955, 127.
13. Joppien P. H., Mains W., Marahreus W. Monatsschr. f. Brauerie, 13, I960.
14. Karel V. Kvasny prumysl, 6, 1960,193.
15. Kulka D. Journ. Inst. Brew., 59, 1953, 285.
16. Mariani E. Brass, et. Malt., 3, 1953, 50.
17. Enebo L., Blomgreu G., Johnsson E. Journ. Inst, Brew., 61, 1955, 408.
18. Norris F. W. Brow. Digest, 23, 1948, 45.
19. cit. podle 3, kde jsou na str. 362 uvedeny take dilcl prameny.
20. Trolle В. C. R. Congres EBC Scheveningen, 1947, 83.
21. Hall R. D., Harris G., Ricketts R. W. Journ. Inst. Brew., 65, 1957, 247.
22. 1. c. 14.
23. Kolbach P. Brauerei-wiss. Beil. 10, 1957, 51.
24. Hartong B. D. Brauwelt, 97, 1957, 698.
25. Vancraenenbroeck R. Echo Brass. 17, 1961, 388.
26. Knorr R. Brauwelt, 101, 1961, 565.
27. Reible K. Brauwissenschaft, 8, 1955, 122.
28. De Clerck J., Cauwenberge H. Wall. Lab. Comm., 20, 1957, 255.
29. Lauwers A. Petit Journ. Brass., 69, 1961, 643.
30. Owades J. L., Jakovac J., Brenner M. W. ASBC — Proc., 12, 1957, 121, cit.
podle 3.
31. Salac V., Vancura М., Kotrla M. Ref. Kvasny prumysl, 1, 1955, 278.
32. Fink H„ Woger K. Brauwelt, 90, 1950, 838.
33. Hartong B. D. Brauwelt, 101, 1961, 777.
34. Nachrichten aus Chemie u. Technik, 9/12/, 1961, 189.
35. Hartong B. D. EBC — Proc. Lucerne, 1949, 56.
36. Silbereisen K-, Weymar Ch. Monatsschr. f. Brauerei, 13, 1960, 43.
37. Schultze-Berndt H. G. Brauerei-Wiss. Beil, 9, 1956, 99.
38. Mostek J., Dyr J. Sbornik Vys. skoly chemicko-technologicke v Praze Pot-
rav. technologie 6, cast 2, 104.
39. Herris G., Ricketts R. W. Journ. Inst. Brew., 65, 1959, 252.
40. Waldschmitt-Leitz E., Kloos G. Physiol. Chem., 316, 1959, 88>.
41. Jalowetz E. Pilsner Bier. Inst. f. Garungsind, Viden, 1930.
42. Gaeng F. E. Bull. anc. Etud. de Louvain, 52, 1956, 89.
43. Hlavacek F., Klazar G. Kvasny prumysl, 7, 1961, 152.
44. Malick E. A., Moon I. I., Date G. H. Brew. Digest, 1964, 52.
45. Weyh H. Brauwelt, 104, 1965, 187.
46. Narziss L. Brauwelt, 109,1969, 33—39.
47. Drawert F., Tressl R. Brauwissenschaft, 22, 1969, 169—175.
48. Silbereisen K., Kriiger E. Monatsschr. f. Brauerei, 20, 1967, 184.
49. Voerkelius G. A. Brauwissenschaft, 19, 1966, 381, a. 434.
50. Hlavacek J. Kvasny prumysl, 15, 1969, 25.
51. Weurmann C. Liste of Volatite Compounds in Food Central Institut voor
Voedingsouderzoock Leist, 1968.
52. Lawrence W. C. Wall. Lab. Comm., 27, 1964, 123.
53. Harrison G. A. F. Brew. Digest, 1967, 74.
54. Hrdlicka J., Dyr J. Kvasny prumysl, 14, 1968, 12.
55. Hrdlicka J., Dyr J., Jely E. Brauwissenschaft. 21. 1968, 333
545
МИРОВОЕ ПРОИЗВОДСТВО ПИВА
Тенденция мирового производства пива уже в течение ряда
лет постоянно возрастает. По неофициальным данным, опублико¬
ванным за границей, в 1971 г. в отдельных странах с крупным
производством пива было реализовано приблизительно следую¬
щее количество пива (в тыс. гл):
Европейские государства Отдельные континенты
ФРГ
90029
Европа
360278
Англия
56694
Америка
216786
Советский Союз
42000*
В том числе:
ЧССР
22273
США
149462
Франция
20400
Канада
16635
ГДР
17800
Мексика
21453
Бельгия
13499
Бразилия
11500
Испания
12183
Колумбия
8100
Польша
11209
Венесуэла
3794
Г олландия
9492
Аргентина
2958
Югославия
8323
Перу
2939
Дания
8125
Азия
43654
Австрия
7741
В том числе:
Италия
6280
Япония
30576
Ирландия
5232
Филиппины
3850
Венгрия
5030
Вьетнам
1500
Швейцария
4727
Австралия с Океанией
19808
Румыния
4625
В том числе:
Швеция
4300
Австралия
16169
Болгария
3400
Новая Зеландия
3554
Финляндия
2365
Таити
85
Норвегия
1645
Африка
17143
Португалия
1400
В том числе:
Г реция
890
Заир
3713
Люксембург
554
ЮАР
2645
Мальта
35*
Кения
1050
Исландия
27
Всего
360278
Мировой выпуск
657669
* Оценка. — Прим. авт.
ЭКСПЛУАТАЦИЯ ПИВОВАРЕННОГО
ЗАВОДА
Размещение зданий и сооружений пивоваренных заводов и
компоновка отдельных участков производства должны отвечать
технологическим требованиям с тем, чтобы производственный
процесс был непрерывным и протекал без затруднений и с наи¬
меньшим расходом энергии. Пути транспортирования сырья и
полуфабрикатов должны быть как можно короче и выполнены
так, чтобы отдельные производственные процессы были связаны
между собой наиболее подходящим образом.
546
Компоновка современного пивоваренного завода очень отли¬
чается от старых концепций. От постройки подземных помеще¬
ний полностью отказались; здания объединены в блоки и единым
массивным зданием является блок бродильных цехов и лагерных
отделений. Совершенная техника изоляции применяется не толь¬
ко при изоляции зданий, но и при изоляции резервуаров и трубо¬
проводов. Варочные отделения, отделения розлива, вспомога¬
тельные службы, включая котельные, размещаются в легких по¬
стройках, особый блок составляют хранилища для солода.
Требования к механизации и автоматизации работ привели к спе¬
циальным изменениям в планировке помещений. Потребовалось
много места для распределительных устройств, контрольных и
регулирующих приборов, достаточного света, хорошая вентиля¬
ция и даже кондиционирование воздуха и т. д. Пример техноло¬
гической схемы производства дан на рис. 127.
Эксплуатация пивоваренных заводов связана с большим рас¬
ходом воды, тепла и электроэнергии. Распределение воды и
энергии на пивоваренных заводах должно быть в местах, где
они используются, при этом распределение должно быть легкодо¬
ступно и сделано так, чтобы отдельные участки в случае необхо¬
димости можно было легко отключить. С ростом механизации и
автоматизации работ значительно увеличилось потребление
электроэнергии. В варочных отделениях и на других участках
за счет внедрения прямого привода достигнута экономия, однако
при этом расход электроэнергии постоянно возрастает. Изменил¬
ся и сам способ снабжения заводов энергией. Подавляющее
большинство заводов перешло на производство пара в небольших
устройствах только для отопительных целей, а электроэнергия
поступает из общих сетей.
Развитие пивоваренной промышленности ЧССР, исходя из
социалистической системы народного хозяйства, неуклонно идет
по этому пути и в ближайшие годы намечено подсоединять пи¬
воваренные заводы к теплоэлектроцентралям и магистральным
газопроводам. Однако, учитывая значительный и неравномерный
расход пара на пивоваренных заводах, вопрос целесообразности
производства пара в заводских котельных для энергетических
целей, т. е. для привода паровых турбин с генераторами, а так¬
же для затирания, кипячения сусла и нагрева воды остается на
повестке дня. В ФРГ такой способ энергоснабжения широко рас¬
пространился и, по Энгерту [1], западногерманская промышлен¬
ность на 34% покрывает потребление электроэнергии из собст¬
венных источников и тем самым способствует уменьшению мак¬
симальных колебаний в общей сети. По данным того же автора,
собственные тепло- и электростанции выгодно применять на
пивоваренных заводах не менее чем с двумя варочными агрега¬
тами, чтобы пар можно было равномерно распределить на обог¬
рев варочных котлов и получение горячей воды и равномерно по¬
треблять электроэнергию из городской сети.
547
рис. 127. Технологическая схема пивоваренного завода (проект Лооса):
/ — бункер для солода; 2— элеватор для солода; 3 — очистительная машина; 4 — автома¬
тические весы; 5 — солододробилка; 6 — фильтр для воздуха; 7 — ковш для дробленого со¬
лода; 8 — заторный аппарат; 9 — заторный чан; 10 — заторный котел; И — фильтрацион¬
ный чан; 12 — сусловарочный котел; Л? — сборник сусла; 14 — насос для заторов; 15 — на¬
сос для сусла; 16 — фильтрационный желоб; 17 — насос для солодовой дробины; 18 — при¬
емник для солодовой и хмелевой дробины; 19 — хмелеотделитель; 20— насос для хмелевой
дробины; 21 — насос для горячего сусла; 22 — резервуар для холодной производственной
воды; 23 — холодильный и отстойный чан; 24 — пластинчатый холодильник для сусла;
25 — резервуар для горячей воды (40°С); 26 — конденсатор для экстрапара; 27 — резервуар
для горячей воды; 28 — насос для горячей воды; 29 — разбраживающий танк для полу¬
непрерывного брожения; 30, 31, 32, 33 — бродильные танкн для полунепрерывного броже¬
ния; 34 — стерилизатор сусла; 35—цилиндр предварительного брожения аппарата для
разведения чистых культур; 36 — резервуары разбраживания аппарата для разведения
чистых культур; 37 — чан для размножения; 38 — насос для дрожжей; 39 — пластинчатый
холодильник для молодого пива; 40 —лагерные танки; 41 — смеситель пива; 42 — компен¬
сатор давления; 43 — сепаратор для предварительной фильтрации пива; 44 — фильтрация
пива; 45 — прием бочек (транспортных); 46 — подъемник для бочек; 47 — моечная машина
для металлических бочек; 48 — наполнитель бочек; 49 — выпуск бочек; 50 — ЕК-фильтр
для пива; 51 — разливные танки для бутылочного пива; 52 — прием пустых бутылок; 53 —
разгрузчик; 54 — моечная машина для бутылок; 55—разливочное устройство для бутылок;
56 — укупорочная машина; 57 — этикетировочная машина; 58 — загрузчик; 53 — выпуск бу¬
тылочного пива; 60 — фильтр для воздуха; 61 — компрессор для воздуха; 62 — охладитель
воздуха; 63 — резервуар для сжатого воздуха; 64 — сборник для С02 из бродильного отде¬
ления; 65 — компрессор для С02; 66 — охлаждение С02; 67 — очистительный аппарат для
С02; 68 — резервуар для сжатого С02.
Технические службы, представляющие собой самостоятельные
производственные участки, задачей которых является снабжение
пивоваренных заводов энергией, можно разделить следующим
образом:
тепловое хозяйство (котельная и распределение теплоэнер-
гии);
холодильное хозяйство (машинное охлаждение, распределе¬
ние холода);
электротехническое хозяйство (трансформаторная подстан¬
ция, распределение электроэнергии);
водное хозяйство (снабжение водой, обработка воды, рас¬
пределение воды, установка для очистки сточных вод).
ТЕПЛОВОЕ ХОЗЯЙСТВО
Для нагрева воды и обогрева варочных котлов в Чехослова¬
кии пользуются только паром. Исключение составляет пивова¬
ренный завод «Праздрой» в Пильзене и некоторые небольшие за¬
воды, использующие прямой огонь для обогрева котлов. В теп¬
ловом балансе необходимо учитывать правильное использование
топлива и пара, а также тепла, получаемого при охлаждении
сусла, и с экстрапаром, выделяющимся при кипячении сусла из
сусловарочных котлов. Кроме того, необходимо полное отведение
конденсата из варочного отделения и других мест.
Если по условию конкретного пивоваренного завода не ис¬
пользуется пар, отходящий от электроэнергетических станций
(т. е. пар из турбогенераторов), то для обеспечения потребности
производства в паре необходимы собственные котельные. В Чехо¬
словакии такие котельные отапливаются углем, за границей —
жидким топливом и реже газом. Чехословацкие котлы типа Сла-
549
тина, предназначенные для автоматической работы и использу.
ющие менее денные виды топлива, могут производить на 1 м*
обогреваемой площади от 22 до 25 кг пара в 1 ч. Параметры кот¬
ла следует выбирать с таким расчетом, чтобы хватило покрыть
потребность в расходе пара на кипячение сусла с хмелем. Недос-
таток пара при проведении процесса затирания или при кипяче¬
нии сусла с хмелем отрицательно влияет на течение технологиче¬
ского процесса и, следовательно, на результаты работы.
В производстве считают, что из 1 кг пара при 0,2 МПа для
обогрева используется 1890 кДж; исходя из этого для нагрева
1 гл воды до 100оС необходимо около 20 кг пара, для испарения
1 кг воды — около 110 кг пара. При затирании в зависимости от
способа затирания на 1 гл сусла расходуется 10—14 кг пара, при
кипячении сусла с хмелем — от 20 до 25 кг/гл. Общий расход
пара составляет от 65 до 75 кг/гл; из этого количества на вароч¬
ное отделение приходится около 45—55%, на отделение розлива
без пастеризации 18—20%, а остаток расходуется на подогрев
воды для мойки бочек, на промывку фильтромассы и санитарных
целей.
Расход пара в пивоваренном производстве неравномерен;
больше всего расходуется пара при кипячении заторов и осо¬
бенно при кипячении сусла с хмелем. Кипячение с хмелем следу¬
ет регулировать так, чтобы оно не проходило в период макси¬
мального расхода пара на остальных участках. На пивоваренных
заводах с большим количеством варочных агрегатов, а тем са¬
мым и с большим количеством варок, расход пара в течение дня
более равномерный.
Снижению расхода тепла способствует использование тепла,
которое можно получить при охлаждении сусла, а также из экст¬
рапара, получаемого при кипячении сусла с хмелем. При пред¬
варительном охлаждении сусла, если оно охлаждается в отстой¬
но-холодильном чане, а не на тарелках, можно получить от 1 до
1,5 гл воды, нагретой от 30 до 35°С. Получение тепла из экстра¬
пара проблематично; обычно считают, что из 1 гл сусла можно
получить около 70 л воды, нагретой до 60оС. Нагретая производ¬
ственная вода собирается в одном или двух резервуарах и пере¬
качивается в бойлер, где нагревается до требуемой температуры.
Экономику теплового хозяйства повышает хорошая изоляция
всех резервуаров и трубопроводов, предназначенных как для
обогрева паром, так и для сбора и хранения теплой воды, вклю¬
чая сбор конденсатов.
ХОЛОДИЛЬНОЕ ОБОРУДОВАНИЕ
Для производства холода в Чехословакии используют исклю¬
чительно аммиачные компрессоры. Раньше они соединялись с
паровой машиной, которая служила приводом. Поэтому ком-
550
прессоры имели небольшое количество оборотов, но при этом
значительный срок службы. Такие горизонтальные компрессоры
уже более 60 лет эксплуатируются на некоторых чехословацких
пивоваренных заводах. В последнее время их стали заменять
вертикальными компрессорами с непосредственным приводом от
электромотора, имеющего частоту вращения до 920 об/мин. Ком¬
прессоры этого типа занимают мало места, работают с перегре¬
тыми парами аммиака, имеют высокую эффективность. Так же,
как и компрессоры, усовершенствованы испарители и конденса¬
торы, являющиеся необходимой принадлежностью холодильного
оборудования.
За рубежом, главным образом в США, распространено ад¬
сорбционное охлаждение системы Carrier, представляющее собсщ
стандартный агрегат мощностью от 50 400 до 1 470 000 кДж/ч.
В последнее время адсорбционные машины получают распрост¬
ранение и в Европе. При адсорбционном охлаждении может быть
утилизировано все вторичное тепло, поэтому этот способ пред¬
ставляет интерес и для пивоварения. По литературным данным
{2], ожидается, что при использовании бромида лития как охла¬
дителя этот способ охлаждения утвердится и в пивоварении.
В Чехословакии машинное охлаждение централизовано с
циклом соляного раствора в машинном отделении. Централиза¬
ция раньше имела смысл и облегчала обслуживание машин и
насосов. Работали с большим количеством рассола, что имело
свои преимущества для аккумуляции холода. Значительное раз¬
витие автоматического регулирования позволило перейти к оп¬
ределенной децентрализации и к более экономичным способам
охлаждения. В настоящее время все чаще используются агрегаты
меньших размеров для аммиака, хлорметила, фреона и других
хладагентов, располагают их уже вблизи помещений, которые
должны охлаждаться. Такие машины работают автоматически —
включаются и выключаются в диапазоне температур, предназна¬
ченных для отдельных помещений. Часто работают с непосред¬
ственным испарением аммиака для охлаждения помещения бро¬
дильных и лагерных отделений. Прямым испарением аммиака
охлаждается и вода для охлаждения сусла и чанов.
Расход холода на пивоваренных заводах больше в летние
месяцы. При децентрализации холодоснабжения можно добиться
экономии холода за счет того, что зимой некоторые холодильные
агрегаты выключаются. Однако при этом следует помнить, что
машины с большой мощностью имеют более высокую производи¬
тельность [небольшие компрессоры от 8400 до 10500 кДж/ч (от
2000 до 2500 ккал/ч), большие — от 12600 до 14700 кДж/ч (от
3000 до 3500 ккал/ч)]. Средний расход холода колеблется от
50 400 до 58 800 кДж/гл выпущенного пива. При хорошей изо¬
ляции подвалов и при охлаждении лагерных подвалов с неболь¬
шим свободным пространством расход может снизиться до
42 000 кДж/гл, при неблагоприятных условиях, наоборот, возрас¬
551
ти до 84 ООО кДж/гл. Расход холода на 1 м2 площади приводит
Тесарж в книге «Технология солода и пива» (табл. 31).
Таблица 31
Расход холода на 1 м2
Помещение
Температура, °€
Расход холода, кДж/(м2-ч)
[ккал/м2'Ч)[
Бродильное отделение
5
210 (50)
Лагерный подвал
2
147 (35)
Отделение розлива, склад
бочек
8
252 (60)
Фильтрационная уста¬
5
252 (60)
новка
Сборники фильтрованно¬
2
252 (60)
го пива
Склад бутылок и бочек
8
252 (60)
Хмелехранилшце
2
168 (40)
ЭЛЕКТРОХОЗЯЙСТВО
Расход электроэнергии на пивоваренных заводах в связи с
ростом механизации значительно возрос и неизбежно дальней¬
шее его увеличение. Преимущества, связанные с электрофика¬
цией пивоваренных заводов, с точки зрения производства, значи¬
тельны. Машины можно удобно разместить, каждая машина имеет
свой привод от электромотора, ими можно управлять на рас¬
стоянии, со всех сторон они доступны, что повышает безопасность
труда.
В зависимости от степени механизации расход электроэнергии
за границей колеблется от 6 до 18 кВ-ч/гл выпущенного пива.
В Чехословакии расход электроэнергии несколько ниже. По»
данным, полученным от нескольких заводов, он составляет от
4 до 7 кВ-ч/гл. Распределение электроэнергии по возможности
должно быть равномерным, чтобы не было отклонений, которые
угрожали бы электроснабжению предприятия. Наибольшие коле¬
бания вызывает варочное отделение при затирании, выгрузке
дробины, перекачке сусла, вакуумные насосы пневматической
транспортировки, воздушные компрессоры и т. д. Так же, как и
при регулировании расхода пара, в этом случае должен быть
отработан график проведения отдельных наиболее электроемких
работ.
ВОДНОЕ ХОЗЯЙСТВО
Расход воды на пивоваренных заводах всегда был большой.
На первых порах там, где существовали гравитационные водо¬
проводы с достаточным количеством воды, воду можно было не
экономить. Такие заводы не собирали воду, использованную для
552
предварительного охлаждения сусла и для охлаждения конденса¬
торов, и вообще не занимались вопросами экономии воды, счи¬
тая, что такой расход воды способствует гигиене производства.
В последние годы повсеместный недостаток воды, особенно в
промышленных центрах, понижение уровня грунтовых вод и не¬
большой в связи с этим дебит скважин, а также высокие налоги,
которые платят предприятия за расходуемую воду, стали причи¬
ной того, что перед водным хозяйством пивоваренных заводов
стала проблема максимально снизить расход воды.
Имеющиеся данные о расходе воды различны, и в большин¬
стве случаев речь идет о весьма приблизительной оценке, глав¬
ным образом для тех предприятий, которые пользуются водой из
собственных скважин. В Чехословакии расходом воды, количест¬
вом и качеством сточных вод занимался ВУПС и согласно обзору
этих работ, подготовленных Поспишилом [3], общий расход воды
на чехословацких пивоваренных заводах колеблется от 10 до
24 гл/гл выпущенного пива. Действительный расход на производ¬
ство пива составляет около 1,4—2,5 гл/гл и включает в себя воду
в готовом пиве, воду испарившуюся или потерянную с пивом
(суслом) в результате орошения, перекачивания, охлаждения
и т. п. Большая часть общего расхода воды поступает в канали¬
зацию. Чем больше доля сточных вод, тем они разбавленнее,
чище.
Таблица 32
Расход воды и отходы иа отдельных участках производства
Показатели
Удельное потребление
воды на 1 гл пива, гл
Удельные отходь-
воды иа 1 гл
пнва, гл
Варочное отделение
1,889—2,032
0,336—0,688
Охлаждение сусла
0,423—0,721
0,397—0,721
Предварительно охлажденная вода
2,324—2,474
2,324—0,472
Бродильное отделение
0,186—0,543
0,184—0,540
Лагерные подвалы
0,205—0,550
0,197—0,550
Отделения розлива
1,745 —2,325
1,766—2,325
Мойка транспортных бочек
0,083—0,148
0,098—0,148
Промывка фильтромассы
0,512—0,526
0,512—0,526
Мойка машины
0,100—0,120
0,100—0,120
Потери из-за негерметичности
1,130—1,140
1,130—1,140
Котельная
0,313—0,626
0,000—0,078
Машинное отделение
0,196—1,171
0,196—1,022
Охлаждение конденсаторов
4,121—4,201
3,902—4,201
Всего на пивоваренный завод
а) без циркуляции
14,223—14,596
12,875—12,936
б) при использовании предвари¬
10,580—12,076
9,381—10,416
тельно охлажденной воды из ороси¬
тельных аппаратов и охлажденной
воды из машинного отделения
в) то же, как в п. б, при рецирку¬
10,580—12,078
5,180—6,514
ляции охлажденной воды из кон¬
денсаторов
553
Согласно табл. 32, составленной Поспишилом на основе точ¬
ных определений, полученных от нескольких пивоваренных за¬
водов, расход воды и отходы на отдельных участках производст¬
ва колеблются в следующем диапазоне (см. табл. 32).
Как видно из табл. 32, больше всего воды расходуется на
предварительное охлаждение сусла и для охлаждения конденса¬
торов. Вода, использованная для охлаждения сусла, абсолютно
чистая и ее можно использовать в дальнейшем производственном
цикле для обогревания. Вода для охлаждения конденсаторов,
может быть при циркуляции охлаждена и снова использована.
Тем самым расход уменьшается до 10 гл/гл.
В некоторых странах (Венгрия, Италия), где ощущается не¬
достаток воды, в канализацию спускаются только воды, сильно
загрязненные щелоком из отделения розлива, моющие и сполас¬
кивающие, загрязненные моющими и дезинфицирующими сред¬
ствами, остатками дробины, дрожжей и т. д. Вся остальная вода
улавливается, фильтруется и вновь используется в некоторых
отделениях производства. Расход воды тем самым снижается до
4—6 гл/гл выпущенного пива.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Engerth Н. Brauwelt, 103, 1963, 621, 800.
2. Rtiedi I. Brauerei, 61, 1964, 164.
3. Pospisil V. Kvasny prumysl, 7, 1961, 75.
Достижения в технике
и технологии пивоварения
С момента выхода последнего издания этой книги в ЧССР
прошло несколько лет, характеризующихся прогрессом в разви¬
тии науки и техники в области пивоварения. Специально для
издания книги на русском языке инж. Иво Главачеком дан об¬
зор наиболее существенных перемен, происшедших в технике и
технологии пивоваренного производства за последнее время.
ПРОИЗВОДСТВО ОХМЕЛЕННОГО СУСЛА
ДРОБЛЕНИЕ СОЛОДА
Существующие в мировой литературе точки зрения совпадают
с чехословацким опытом в том, что нет существенной разницы в
выходе экстракта независимо от того, использовался ли для по¬
лучения пивного сусла классический способ дробления сухого
солода или дробление его после предварительного увлажнения.
Оба способа дробления солода (при предварительном увлаж¬
нении и сухой) имеют свои достоинства и недостатки. При дроб¬
лении солода после предварительного его увлажнения ускоряется
процесс фильтрации благодаря сохранению оболочек солода, но
только в том случае, если на дробление используется солод с не¬
поврежденными зернами. При переработке поврежденного соло¬
дового зерна это преимущество теряется. В целом же современная
тенденция в дроблении солода — сухое дробление с кондициони¬
рованием солода паром (увлажнение оболочки).
Преимущество этого способа заключается в более легкой
транспортировке дробленого солода. Варианты размещения дро¬
билок в этом случае не уступают техническим решениям, приня¬
тым при транспортировке сухого дробленого солода.
Основными изготовителями солододробилок являются фирмы
«Циманн», ФРГ (миллмастер — мокрое дробление солода —
рис. 128, 129), Штайнекер, ФРГ (майшомат — мокрое дробление
солода), ЗВУ, ЧССР (мокрое и классическое сухое дробление) и
фирма «Зигер» (классическое сухое дробление с дополнением по
желанию заказчика установками для кондиционирования солода
паром).
555
Рис. 128. Миллмастер, дробление
влажного солода (фирма Циманн,
ФРГ):
1 — замочный бункер; 2— привод цилинд¬
ров; 3—смотровое отверстие; 4 — панель
управления.
Рис. 129. Миллмастер, дробление
влажного солода (фирма Цимаин,
ФРГ): ,
/ — трехходовой кран; 2 — подача воды; 3 —
трубопровод для солода с откачкой замоч¬
ной воды; 4 — уровнемер; 5 — выпускное
отверстие для замочной воды; 6 — смотро¬
вое отверстие; 7—магнитный клапан; 8 —
иасос для заторов.
ВАРОЧНЫЕ ОТДЕЛЕНИЯ
В настоящее время варочное отделение состоит из следующих
производственных участков: приемки солода, хранения его, дроб¬
ления, собственно варочного отделения, охлаждения и обработки
охмеленного сусла.
Такое варочное отделение управляется централизованно с
центрального пункта управления и контроля. В связи с тенденци¬
ей автоматизации управления процессами в некоторых случаях
к указанным производственным участкам присоединяют и дру¬
гие: главное брожение, а иногда и дображивание.
Собственно варочные отделения можно разделить на три ти¬
па, отличающихся один от другого техническим оснащением и
эффективностью использования электроэнергии, пара и т. д.:
1) классические варочные отделения с дистанционным и про¬
граммным управлением;
556
2) блочные варочные отделения с круглыми или многогран¬
ными в сечении варочными агрегатами, в большинстве случаев
с программным управлением;
3) одноэтажные варочные отделения с многогранными вароч¬
ными агрегатами, с программным управлением.
Все указанные типы варочных отделений отвечают технологи¬
ческим требованиям, однако имеют общую проблему — фильтра¬
цию заторов. Существующие полуавтоматические способы филь¬
трации, к сожалению, не обеспечивают требуемой прозрачности
фильтрата по сравнению с фильтратом классического процесса.
Проблемой является также и перемешивание затираемой массы в
многогранных варочных агрегатах.
Конструкция наклонных варочных отделений ЗВУ (пятиагре¬
гатного и шестиагрегатного варочного отделения), приведенная
на рис. 130, 131, предусматривает классический способ приготов¬
ления охмеленного сусла при блочной компоновке варочных агре¬
гатов с высокой экономичностью при эксплуатации и низкими
капиталовложениями в расчете на 1 м2 застроенной площади.
При эксплуатации этих варочных отделений обращают внимание
на необходимость некоторых технических усовершенствований,
главным образом в отношении фильтрационного чана (рис. 132).
Устройство для декантации первого сусла смонтировано в
крышке фильтрационного чана, который имеет надежную систему
выгрузки дробины и дистанционное управление пневматическими
кранами. Под фильтрационным дном расположены сопла, обеспе¬
чивающие быструю очистку подситового пространства в процессе
фильтрации.
Широкий ассортимент варочного оборудования изготавливает
фирма «Циманн» (ФРГ). Это комплекты варочных агрегатов
классического типа, типа Брауматик, блочные варочные порядки,
варочное отделение «за стеной» вплоть до специальных варочных
порядков типа «Компакт». Кроме классического варочного поряд¬
ка остальные варочные комплекты — по существу аппараты
агрегатного характера и отличаются один от другого только тех¬
ническим решением и компоновкой. Все указанное оборудование
по требованию заказчика обеспечено устройствами для механиза¬
ции и автоматизации процессов. Фирмой «Штайнекер» (ФРГ) в
последнее время усовершенствованы широко известные выпускае¬
мые ею варочные порядки (в частности надежная система про¬
граммного управления процессом при автоматическом режиме).
ХМЕЛЕОТДЕЛИТЕЛЬ НЕПРЕРЫВНОГО
ДЕЙСТВИЯ
Этот хмелеотделитель применяется на пивоваренных заводах
для непрерывного отделения хмеля от сусла.
Хмелеотделитель непрерывного действия состоит из следу¬
ющих главных частей: бункера хмелеотделителя; насадочной
557
Рис. 130. Схема пятипосудного варочного порядка:
/ — бункер для дробленого солода; 2 — шнек; 3 — заторное устройство; 4 — заторный чан;
5 — заторный котел; 6 — фильтрационный чан; 7—фильтрационная батарея; 8 — сусло¬
варочный котел; 9 — коллектор; 10 — хмелеотделнтель; //— вытяжная труба; /2 —вытяж¬
ная труба; 13 — насос для затора; 14 — насос для сусла; 15 — насос для сусла; 16—иасос
для хмеля; 17— насос для пивной дробины.
Рис. 131. Схема шестипосудного варочного порядка:
1 — бункер для дробленого солода; 2—заторный шнек; 3 — предзаторник; 4 — заторный
чан; 5 — фильтрационный чан; 6 — фильтрационная батарея; 7 — сусловарочный котел;
8 — вытяжная труба; 9 — хмелеотделнтель; 10 — насос для дробины; Л — насос для сусла;
12 — насос для хмеля; 13 — насос для заторов.
фильтрационной пластины; фильтрационного желоба хмелеотде-
лителя; вала с винтовым шнеком; фланцевой коробки передач;
ситчатого цилиндра; кожуха ситчатого цилиндра; выходного ко¬
нуса с воздушным соплом; пульта управления.
Бункер хмелеотделителя — это многогранный резервуар из
жести, имеющий на задней стенке фланец для крепления фланце¬
вой коробки передач. На передней стенке бункера имеется фла¬
нец для крепления желоба хмелеотделителя и ситчатого цилинд-
Рис. 132. Фильтрационный чаи и сусловарочный котел пятипосудного варочно¬
го порядка завода «Гамбринус» (ЧССР).
ра, а также фланец для крепления кожуха ситчатого цилиндра.
Бункер прикрывается крышкой по всей длине и ширине. На бо¬
ковых стенках бункера имеются монтажные отверстия. Насадоч-
ная фильтрационная пластина и фильтрационный желоб хмеле¬
отделителя изготовлены из перфорированного латунного листа.
На дне желоба хмелеотделителя имеется вал с винтовым шнеком
диаметром 250 мм. Фланцевая коробка передач размещена на
задней стенке бункера хмелеотделителя. Привод вала с винтовым
шнеком осуществлен через дисковую муфту. Ситчатый цилиндр
также изготовлен из перфорированного латунного листа. Он
смонтирован на валу с винтовым шнеком и прикреплен к бункеру
фланцевой муфтой. Над ситчатым цилиндром установлен кожух,
на который прикреплен выходной конус с воздушным соплом.
559
В случае если управление находится вне помещения машины, у
нее должна быть деблокирующая коробка, предназначенная для
отключения дистанционного управления мотором при чистке ма¬
шины. По желанию заказчика изготовитель поставляет дополни¬
тельно систему автоматического регулирования уровня откачи¬
ваемого сусла.
Хмелеотделитель непрерывного действия изготавливают из
обычной или нержавеющей стали. По сравнению с классическим
хмелеотделителем новый хмелеотделитель имеет ряд достоинств.
Все процессы: фильтрация, выщелачивание, обезвоживание и
транспортировка хмелевой дробины — осуществлены непрерывно.
Существенно сокращено время отделения хмеля, в целом оно со¬
ставляет, включая выщелачивание, обезвоживание и транспорти¬
ровку 20 мин. Так как хмелевая дробина удаляется пневматиче¬
ски непосредственно из хмелеотделителя непрерывного действия
и для этой цели не применяется, как в обычных хмелеотдели-
телях, насос для хмелевой дробины и отделитель воды из хмеле¬
вой дробины, то при этом способе существенно снижается расход
воды, снижается также потребность в производственной площади.
Объем хмелеотделителя непрерывного действия значительно
меньше, чем классического хмелеотделителя. Хмелевая дробина
из хмелеотделителя непрерывного действия выходит сухой, и ее
можно загружать непосредственно в грузовой автомобиль.
Производительность хмелеотделителя непрерывного действия
зависит от количества хмеля, задаваемого на варку. При работе с
хмелеотделителем непрерывного действия в начале перекачки
сусла включается мешалка в сусловарочном котле, чтобы сусло с
хмелем поступало в насос равномерно в течение всего времени
перекачки. В процессе перекачки шнек непрерывно удаляет хме¬
левую дробину, обезвоживает ее и отправляет к месту погрузки.
Общий вид хмелеотделителя представлен на рис. 133, а, б.
КОНЦЕНТРАЦИЯ СУСЛА
Концентраты сусла обеспечивают абсолютно новый способ
приготовления пива. Для нетрадиционных типов пива таким об¬
разом создается ряд технологических и экономических преиму¬
ществ. Сусло в соответствующих испарителях загущается до
сиропообразной концентрации (75—80% сухих веществ). При
использовании в дальнейшем концентрат в зависимости от на¬
добности разбавляют деминерализованной водой до требуемой
концентрации сусла.
Производству пива из концентратов сусла особенно большое
внимание уделяется в Англии. Методы концентрации сусла и его
обратного разбавления и сбраживания с успехом были использо¬
ваны также и в Канаде.
Вопрос применения концентратов сусла в пивоварении не яв¬
ляется новым. Еще несколько лет назад появилось стремление
560
Рис. 133. Хмелеотделитель непрерывного действия (ЗВУ, ЧССР):
о—общий вид; 6 — главный привод фильтрационного шнека.
19—108
выпарить сусло, и сконцентрированное таким образом затем раз¬
бавлять по мере надобности. Однако тогда этот метод не утвер¬
дился, и лишь недавно возник снова в связи с новыми разработ¬
ками по техническому решению процессов производства концент¬
ратов сусла для пивоварения. О видах концентратов сусла, или,
как их еще называют, сиропов, и их объективной оценке сообщает
английский научно-исследовательский институт пивоварения. Со¬
общается также о глицеридных сиропах, изготовляемых из куку¬
рузы, сиропах, полученных или из зерна (главным образом ячме¬
ня), или из солода. Экономически целесообразно использование
ферментов при производстве сиропов.
О неконвенционном процессе Мальто на II Международном
конгрессе в Лейпциге сообщил Розель (ФРГ). Концентраты сусла
растворяются и перерабатываются в пиво брожением и выдерж¬
кой по процессу Мальто. Пивоваренный завод «Мальто» не имеет
солодовни, дробильного и варочного отделений. Его размеры ре¬
гулируются в зависимости от возможностей сбыта в определен¬
ный период, а именно, учитывается ежегодная реализация 15 000,
30 ООО, 60 000, иногда 120 000 гл пива. Принимается во внимание
экономия высоких капиталовложении на варочное отделение и
снижение очень высоких транспортных расходов, которые обычно
имеются на крупных пивоваренных заводах.
В Чехословакии вопросом получения концентратов сусла,
разбавлением этих концентратов и производством пива из них
занималась Басаржова. В своей работе она сообщает, что в чехо¬
словацких условиях для производства концентратов наиболее
подходят пластические испарители DOS-800 мощностью 400 кг
выпаренной воды в 1 ч. Изготовленное сусло для переработки в
концентрат должно иметь концентрацию 14%, а концентрация
готового концентрата не должна быть ниже 70% сухих веществ.
Упаривание сусла необходимо проводить при температуре 65°С,
максимально допустимая температура 75°С. Более высокая тем¬
пература (например, 83°С) вызывает изменение цвета, вкуса и
запаха концентрата.
При выполнении указанных условий и при правильном хра¬
нении концентрат сусла должен иметь высокую стойкость, кото¬
рая обеспечивает его достаточно долгое хранение (максимум
12 месяцев). Концентраты сусла в зависимости от потребности
разбавляют водой до требуемой концентрации сусла.
Химический состав сусла, полученного из концентрата, по
сравнению с контрольным (обычным) суслом и пивом приведен
в табл. 33.
К воде, расходуемой на разбавление концентрата предъявля¬
ются такие же требования, как и к технологической воде, исполь¬
зуемой при затирании.
После разбавления концентрата до требуемой концентрации
сусла процесс приготовления пива осуществляется, как обычно,
на стадиях от отстойного чана до фильтрации готового пива.
562
г
Таблица 33
Показатели
Сусло контрольное
Сусло разбавленное (восста¬
(обычное)
новленное) из концентрата
Плотность, кг/л
1,04087
1,04099
Экстрактивность, %
10,21
10,23
Редуцирующие вещества,
г на 100 г
мальтоза
6,30
6,92
декстрины
1,92
2,39
Цвет, мл 0,1 н. раствора
0,9-1,1
0,9-1,0
j2 на 100 мл
рн
5,30
5,74
Вязкость, СП
1,92
1,92
Общий азот, мг на 100 г
81,24
78,03
Фракция Лундина
23,23
А, мг на 100 г
18,85
%
23,20
29,77
В, мг на 100 г
10,77
5,16
%
13,30
6,12
С, мг на 100 г
51,62
49,64
%
63,50
63,61
Осаждаемый кипячением
2,82
2,20
азот, мг на 100 г
Дубильные вещества по
189,90
171,60
Де Клерку, мг на 1000 г
Антоцианогены, мг на
58,00
47,07
1000 г
Общие горькие вещества,
105,00
116,52
мг на 100 г
Изосоединения по Кло-
31,51
28,20
перу, мг на 1000 г
66,60
Достижимая степень
75,51
сбраживания, %
Химический состав пива, изготовленного из концентрата сусла,
по сравнению с контрольным (обычным) пивом приведен в
табл. 34.
О практическом использовании концентрации пивного сусла в
мировой литературе по пивоварению имеются некоторые данные.
Один из способов применяет концерн Interbrew Ltd. Концентрат
неохмеленного сусла (может быть использовано «холодное
охмеление» после главного брожения) или охмеленного сусла
концентрацией 80% сухих веществ вырабатывают в ФРГ и тран¬
спортируют в США в цистернах емкостью до 200 гл. На месте
после разбавления водой концентрат обычным способом сбражи¬
вают и передают на дображивание. Таким же способом пивова¬
ренный завод в Канаде поставляет концентрат охмеленного сусла
на Багамские острова.
Использование концентратов в каждом случае связано с эко¬
номическими аспектами, учитывающими направления производ¬
ства.
19*
563
Таблица 34
Показатели
Пиво контрольное
(обычное)
Пиво из концентрата
сусла
Экстракт, %
1
мнимый
3,17
3,46
действительный
4,47
4,66
достижимый
2,36
2,95
Спирт, %
Начальная концентра¬
2,87
2,57
10,09
9,70
ция, %
Сбраживание, %
мнимое
68,60
64,30
действительно е
57,70
52,00
достижимое
76,60
69,60
Цвет, мл 0,1 н. раство¬
0,80—0,90
0,75—0,80
ра J2 на 10Э мл
Общая кислотность, мл
1 н. раствора NaOH на .
1,70
1,78
100 мл
рн
4,25
4,55
Редуцирующие вещества,
г на 100 г
мальтоза
1,38
1,43
декстрины
1,85
2,14
Вязкость, сП
1,75
1,74
Общий азот, мг на 100 г
Фракция Лундина
56,33
49,48
А, мг на 100 г
14,26
12,26
%
25,32
24,78
В, мг на 100 г
10,14
8,38
%
18,00
16,94
С, мг на 100 г
31,93
28,84
%
56,68
58,28 ..
Дубильные вещества по
153,16
153,84
Де Клерку, мг на 1000 г
Антоцианогены, мг на
69,14
54,26
1000 г
Общие горькие вещества,
94,80
97,38
мг на 1000 г
Изосоединения по Кло-
24,00
22,79
перу, мг на 1000 г
Стойкость, дни
8
8
ОХЛАЖДЕНИЕ И СБРАЖИВАНИЕ СУСЛА
ПЛАСТИНЧАТЫЕ ОХЛАДИТЕЛИ
Пластинчатые охладители находят все более широкое приме¬
нение в пивоварении. В ГДР пластинчатые охладители конструи¬
руют и изготовляют на комбинате IMPULS. Мощность их
250 гл/ч охлажденного сусла при площади одной пластины
0,43 м2 и максимальном температурном перепаде от 95 до 4°С
(рис. 134).
В Чехословакии пластинчатые охладители для сусла мощнос¬
тью до 250 гл/ч с успехом выпускают на Хотеборжском машино¬
строительном заводе (объединение предприятий «Хепос») (рис.
135). Конструкция этих охладителей обеспечивает подключе¬
ние устройств для автоматического регулирования, которые
изготовитель поставляет по желанию заказчика.
Всемирно известным про¬
изводителем пластинчатых
охладителей является фир¬
ма «Альфа-Лаваль», которая
изготовляет их широким ас¬
сортиментом (рис. 136).
Точно так же, как ороси¬
тельные пластинчатые охла¬
дители имеют секцию пред¬
варительного охлаждения,
охлаждаемую водопроводной
или артезианской водой, и
секцию дополнительного ох¬
лаждения, в которую подает¬
ся охлажденная вода (раз¬
меры отдельных секций из¬
меняются в зависимости от
местных условий). Необхо¬
димой и неделимой частью
пластинчатых охладителей
является центробежный на-
Рис. 134. Пластинчатый охладитель
для сусла (Jmpuls, ГДР).
Рис. 135. Пластинчатый охладитель
для сусла (Хотеборжские заводы,
ЧССР).
дм Г'
Рис. 136. Пластинчатый охладитель
для сусла (фирма Альфа-Лаваль
Швеция, P15RB) с самоопоражни-
вающимся сепаратором BRPX 213 на
пивоваренном заводе Залменбрау
(Швейцария).
565
сос, который обеспечивает преодоление гидравлических сопротив¬
лений при подаче сусла. Эти же насосы используются также при
мойке и дезинфекции пластинчатых охладителей.
При чистке охладителей следует учитывать указания изгото¬
вителей. На пивоваренном заводе «Гамбринус» оправдал себя на
практике способ мойки и дезинфекции, заключающийся в том, что
после окончания каждого цикла работы охладитель споласкива¬
ют холодной водой, наполняют горячим раствором щелочи (при¬
мерно 2%-ным) и оставляют на 20—30 мин для циркуляции; по¬
том снова основательно споласкивают водой и охладитель готов
для дальнейшей эксплуатации.
При мойке и дезинфекции охладителей целесообразно исполь¬
зовать соединительную перегородку между суслом и охлаждаю¬
щей средой для устранения наносов со стороны последней. Такое
заполнение улучшает теплоотдачу и позволяет увеличить интер¬
вал между сроками механической чистки до 6—12 месяцев.
На упомянутом пивоваренном заводе действует надежная ав¬
томатическая система охлаждения сусла, поставляемая фирмой
«Холейвэл» (США), обеспечивающая точность до 0,1°С. Чувстви¬
тельный элемент фиксирует температуру сусла и через преобразо¬
ватель регулирует мембранный пневматический клапан, который
управляет охлажденной водой. Изменение температуры охлаж¬
даемого сусла записывается регистрирующим термометром.
ТУРБУЛЕНТНЫЙ ЧАН. ФЛОТАЦИЯ
Способы обработки горячего сусла после перекачки его из ва¬
рочного отделения сводятся преимущественно к способам обра¬
ботки в турбулентных чанах и лишь в незначительной мере к ос¬
тальным способам обработки, которые обеспечивают отделение
тонких взвесей.
Охлаждение сусла с 95°С до температуры, с которой его сле¬
дует подавать на брожение (около 5°С), обеспечивает отделение
взвесей. При этом горькие взвеси выделяются из сусла при тем¬
пературе около 60°С, а тонкие взвеси (холодная муть) выделя¬
ются из сусла при температуре ниже 60°С.
Тонкие взвеси удаляются при простом осаждении, при отде¬
лении на центрифугах, фильтрации и в последнее время флота¬
цией, проводимой как без нагрева, так и иногда с нагревом. Прин¬
цип флотации заключается в том, что в охлаждающееся (иногда
горячее) сусло без дрожжей (или иногда уже заброженное) с
помощью трубки Вентури вгоняется воздух в количестве 20—30 л
на 1 гл сусла, пузырьки которого эмульгируются за счет циркуля¬
ции сусла насосом.
Основательно вспененное сусло поступает во флотационные
танки, которые заполняются только на 70% объема, а 30% объе¬
ма представляют собой необходимое «возрастающее» простран¬
ство. Тонкие холодные взвеси выделяются в виде компактной пе-
566
ны, при этом эффект удаления взвесей составляет 60% по
сравнению с эффектом 45—50% при выделении тонких взвесей
обычным осаждением из холодного сусла. Осветленное таким
способом сусло через 14—16 ч (обычно через 6—8 ч) перекачи¬
вают в бродильные чаны. Количество флотационных танков долж¬
но обеспечить прием сусла (75%), полученного с, варок за 24 ч.
Окончательный эффект флотации зависит от количества и
размера частиц холодной мути (тонких взвесей), от уровня полу¬
ченной пены и от продолжительности ведения процесса.
Нарцисс и сотрудники, сравнивали флотационный способ отде¬
ления тонких взвесей с холодным осаждением и обнаружили
62%-ный эффект при флотации через 8 ч и 40%-ный — при холод¬
ном осаждении через 14 ч. В результате небольших различий в
аналитических величинах и главным образом благоприятных ор¬
ганолептических оценок поддерживают флотационный способ
обработки сусла, учитывая также то, что в этом случае пиво
должно быть изготовлено из сильно аэрированного сусла.
БРОЖЕНИЕ
Интересным решением является предложение задавать дрож¬
жи и начинать сбраживание сусла непосредственно при сли¬
ве его [1]. Для этого в суслопроводе за пластинчатым охлади-
Рис. 137. Дозирующий мононасос для дрожжей (фирма «Netsch», ФРГ):
/ — дозирующий насос NL; 2 — электромотор с вариатором; 3 — коробка автоматики; 4 —
суслопровод; 5 — обратный клапан; 6 — нагнетательный трубопровод для дрожжей; 7 —
отсасывающий трубопровод для дрожжей; 8 — подставка.
567
телем помещают входное сопло для дрожжей, с помощью ко¬
торого дрожжи подаются в протекающее охлажденное сусло.
Транспортировку и количество дрожжей обеспечивает дозирую¬
щий мононасос (рис. 137, 138, а, б). Устройство дополнено авто¬
матической системой регулирования. Дозирующий насос устанав-
Рис. 138. Дозирующий мононасос NL (фирма «Netsch», ФРГ):
а — общий вид; б — разрез.
ливается так, чтобы обеспечить задачу установленного количест¬
ва дрожжей па варку (с учетом количества подаваемых дрожжей
и времени слива сусла). Для этого при ручном управлении на
шкале насоса устанавливают количество задаваемых дрожжей
в 1 мин.
ЗатехМ устанавливают время слива (в мин) на реле времени
и после этого включают автоматическое регулирование.
Дрожжи поступают в трубопровод через специальное сопло,
которое вызывает турбулентность сусла и рассеивает тем самым
дрожжевые клетки.
Непосредственно за входным соплом для дрожжей подключен
аэратор сусла. Такой способ задачи дрожжей устраняет необхо¬
димость в ручном труде на этой операции, улучшает условия тру¬
да и с успехом применяется на пивоваренном заводе «Гамбринус»
в Пильзене.
568
ЧИСТКА ОБОРУДОВАНИЯ
Чистка является сложным физико-химическим процессом [1]'.
Кинетику процесса чистки можно представить отношением
DO
где Кч — константа чистки (включает все параметры, влияющие на процесс
чистки);
D — диффузионный коэффициент загрязнения;
О—площадь слоя загрязнения;
В — толщина диффузионного слоя;
V — объем моющего раствора;
/См — материальная константа, включающая влияние материала и состоя¬
ние поверхности.
Значение связи между загрязнением и очищаемой поверх¬
ностью является одним из основных условий успеха при чист¬
ке [2].
Связывающие силы, состоящие из электростатических, хими¬
ческих сил, сил ван дер Ваальса и сил электрических слоев, соз¬
дают энергетический порог, который следует преодолеть при
чистке. Для этого используются следующие принципы:
отделение прилипших загрязнений с помощью моющих
средств; использование высоких температур; повышение энергии
стекающей струи у очищаемой поверхности; мойка очищаемых
поверхностей прерывистым потоком.
При определении моющего эффекта при впрыскивании было
установлено следующее: эффект мойки увеличивается на 15% при
повышении температуры от 35 до 85°С, на 10% при изменении со¬
держания в растворе свободной щелочи (NaOH) от 0,2 до 1,2%,
на 36% при увеличении давления от 0,5 до 4-105 Па и на 21 % при
повышении времени от 30 до 300 с.
Отмечается, что если для упрощения предположить совпадае-
мость эффектов мойки, то мойка впрыскиванием в 4 раза эффек¬
тивнее, чем мойка свободно стекающей струей.
При определении течения в закрытом цикле круглого сечения
эффект мойки зависит от критерия Re, и эффективная величи¬
на Re равна 45 000, что соответствует скорости 1,3 м/с. Для дости¬
жения турбулентности некоторые авторы рекомендуют придержи¬
ваться следующего количества протекаемой жидкости Q (в гл/ч):
l,5X/s для температуры 60°С; 4,5X/s для температуры 5°С.
Современным способом чистки является также чистка пере¬
движными аппаратами высокого давления.
Способ CIP (cleaning in place) характеризуется тем, что со¬
ответствующий моющий, дезинфицирующий или споласкивающий
раствор циркулирует в трубопроводе, смонтированном внутри
определенного технологического аппарата. При этом внутренние
поверхности крупногабаритного оборудования споласкивают с
помощью стационарно установленных разбрызгивающих головок.
При этом способе работают с низким давлением до 3,5-105 Па.
569
Способ CCS (central cleaning system) пригоден для чистки
поверхностей в двойном исполнении:
центральным аппаратом чистки подается к очищаемым ме¬
стам готовый раствор через один трубопровод;
через один трубопровод подается только теплая вода под со¬
ответствующим давлением, через другой — концентрированное
Моющее средство.
Этот способ пригоден для 8—12 отдельных аппаратов, к кото¬
рым присоединяется комплект шлангов для отдельных рабочих
мест. Передвижные аппараты высокого давления имеют несколь¬
ко вариантов. Они рабо¬
тают при давлении 50-105
Па и более высоком при
скорости потока 10—15 м
в 1 мин.
Механизации работ,
связанных с мойкой и дез¬
инфекцией, уделяется иск¬
лючительно большое вни¬
мание со стороны как тео¬
ретиков, так и конструк¬
торов разных фирм.
В последнее время не¬
которые фирмы выпусти¬
ли на рынок программно
управляемые вакуумные
аппараты с особыми при¬
способлениями (рис. 139.
140, 141), с помощью ко¬
торых можно мыть не
только полы, но и закры¬
тые бродильные чаны, бу¬
тылкомоечные машины,
пастеризаторы и т. п. Моющие головки изменяют положение во¬
дяной струи в резервуаре так, что вертикальный рабочий поршень
вращается в крайнем положении моющими соплами по принципу
храповика и защелки (рис. 142, в). Результаты измерений пока¬
зали, что моющие головки, использующие для вращения реакцию
вытекающей струи (рис. 142, а, г), расходуют на эту операцию
около 30% энергии. По-новому решенная опрыскивающая голов¬
ка расходует на оборот только 5°/о от общего объема энергии,
95% энергии используется для механического эффекта самой
Мойки.
При использовании опрыскивающих головок для мойки гори¬
зонтального бродильного танка применяемое устройство автома¬
тически устанавливается в центре бродильного резервуара и мед¬
ленно перемещается от люка промываемого танка на его проти¬
воположный конец. При мойке внутреннего пространства
570
Рис. 140. Агрегат типа MAXJV, предназначенный для мойки и санитарной об¬
работки (фирма Платц, ФРГ).
Рис. 141. Агрегат для мойки и санитарной обработки (фирма «Аустроварен»,
Австрия).
бутылкомоечной машины — устранение накипи — вставляют вме¬
сто ряда ковшов в цепь бутылкомоечной машины приспособление
(трубка,'снабженная соплами), которое пропускается через
пустую машину. Соответствующим образом при высоком давле¬
нии (10 МПа) установленные сопла устраняют осевшую накипь.
Это устройство используется также при чистке оросительного па¬
стеризатора. В ЧССР производством оборудования для мойки
внутренней поверхности бродильных чанов занимается ряд пред¬
приятий (ЗВУ и др.).
Рис. 142. Различные типы головок для мойки под давлением:
а — вращающаяся (X. Redler — Seller); 6 — прочно вмонтированная; в — вращающаяся
(P. Hammelmaun); г — вращающаяся (Кагсгег, ФРГ).
572
Программный управляемый автоматизированный процесс
мойки и дезинфекции (CIP), как правило, делится на несколько
участков. Такое деление лучше всего проводить по производствен¬
ным элементам, например: варочное отделение (сусловарочный
котел), турбулентный чан, холодильники для сусла и резервуар
для охлажденного сусла; закрытые бродильные чаны (башенные
танки), сливные трубопроводы; лагерные резервуары и танки с
избыточным давлением.
Участки чистки и дезинфекции во время мойки и т. п. могут
быть выбраны с помощью программной панели. Метод чистки
CIP применим для большинства технологических участков про¬
изводства пива. Однако, учитывая различное оснащение заводов,
нельзя применять повсеместно одну и ту же схему. Необходимо
учитывать размеры оборудования и его конфигурацию, а именно
объем и диаметр танка, а также горизонтальность или вертикаль¬
ность его, форму резервуара, материал, окружающую среду, тре¬
буемую частоту чистки и т. д. Большинство моющих процессов
состоит из следующих операций;
предварительное ополаскивание водой температурой 30—40°С
в течение 3—5 мин с отводом ее в канализацию;
мойка щелочным раствором при температуре 60—70°С 1—
2%-ной концентрацией моющего средства в течение 20—30 мин;
окончательное ополаскивание водой из водопровода в течение
5—10 мин, при этом часть воды следует улавливать в бункер для
предварительного ополаскивания.
Приведенная последовательность чистки обычно осуществля¬
ется каждый день. Один раз в неделю после щелочной чистки
включают следующие операции;
промежуточное ополаскивание водой в течение 3—5 мин;
мойка кислотными моющими средствами температурой около
50°С в течение 5—10 мин;
окончательное ополаскивание водой.
При составлении программы процесса чистки необходимо при¬
нимать во внимание время, которое требуется для предваритель¬
ного обогрева очищаемого участка.
Оборудование для приведенной выше системы чистки предла¬
гает ряд фирм. Наиболее известными являются фирмы «Альфа
Лаваль» (Швеция), «Росиста» (ФРГ) и АПВ (Англия).
Схематически процесс мойки и дезинфекции, предложенный
фирмой АПВ (Англия), изображен на рис. 143.
Устройство работает автоматически после нажима пусковой
кнопки. Последовательность операций следующая:
1) ополаскивание холодной водой, которая посту¬
пает через кран А и выходит через кран В, циркуляционный на¬
сос включен. Краны Б, Г, Д и Е остаются закрытыми. Если в цикл
включена мойка танка, циркуляция проводится через разбрызги¬
вающую головку, и танк обезвоживается с помощью обратного
насоса;
2) спуск воды — кран Л закрыт, циркулирующий насос
включен, вода выпускается. Потом закрывается кран В;
3) циркуляция моющего раствора — краны Б и Г
открыты, а краны А, В, Д, Е остаются закрытыми. Циркулирую¬
щий насос включен. Моющий раствор имеет температуру 88°С,
циркулирует и возвращается снова в резервуар для моющего
раствора;
Рис. 143. Схема процесса (CIP) мойки и дезинфекции (фирма АПВ, Англия).
4) спуск моющего раствора — кран Б закрыт, насос
выключен, моющий раствор возвращается снова в резервуар. По¬
том закрывается кран Г;
5) ополаскивание холодной водой — краны и насос
находятся в таком положении, как указано в п. 1;
6) спуск воды — точно так же, как указано в п. 2;
7) циркуляция стерилизующего раствора —
краны Д и Е открыты, краны А, Б, В к Г остаются закрытыми.
С помощью насоса стерилизующий раствор циркулирует и воз¬
вращается снова в резервуар со стерилизующим раствором;
8) выпуск стерилизующего раствора — кран £
закрыт, остановленный насос обеспечивает выпуск раствора в
резервуар для стерилизующего раствора, потом закрывается
кран Д;
9) ополаскивание холодной водой — краны и на¬
сос работают так, как указано в п. 1;
10) спуск воды — как указано в п. 2.
Протекающие операции полностью контролируются с пульта
управления.
574
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Prumysl potravin. 7/76. 394.114. Kabilka
2. Prumysl potravin, 1975, 166.66. Kabilka.
НИЗКОАЛКОГОЛЬНОЕ ПИВО
В последнее время повысился спрос на пиво с низким содер¬
жанием спирта, особенно в странах, где оно является традицион¬
ным, широко распространенным напитком. Этот факт связан
главным образом с резким увеличением количества автомобилей,
поскольку в большинстве стран совсем запрещено или сильно ог¬
раничено потребление пива водителями. И хотя в последнее вре¬
мя наблюдается бурный рост производства безалкогольных на¬
питков, значительная часть водителей и работников разных от¬
раслей промышленности (угольная, металлургическая и т. п.)
предпочитает все же пиво.
Содержание спирта в пиве можно снизить несколькими спо¬
собами, которые можно разделить на две группы:
процессы, состоящие в устранении спирта из полностью или
частично сброженного пива;
процессы, ведущие к образованию низкого содержания спирта
в ходе брожения.
При производстве низкоалкогольного пива способами, осно¬
ванными на производственных процессах первой группы, большая
часть которых запатентована, в начале спирт из пива удаляли
только отгонкой в вакууме. Устройства для этого процесса раз¬
личаются только исполнением, например распространен способ,
при котором пиво для ускорения процесса разбрызгивается в ва¬
куумной камере с одновременной отгонкой спирта. В последнее
время широко распространился способ удаления спирта из пива
путем так называемого обратного осмоса. С помощью обратного
осмоса из пива удаляется только спирт и сохраняются другие ле¬
тучие вещества пива, в результате, по литературным данным,
вкусовые свойства приготовленного таким образом напитка очень
напоминают исходное пиво. Ниже приводятся основные показа¬
тели одного из сортов пива с низким содержанием спирта.
Действительный экстракт, % 4,2 Горькие вещества, мг/л 36
Спирт, % 1,74 Дубильные вещества, мг/л 182
Исходное сусло, % 7,62 Антоциаиогены, мг/л 76
Мнимое сбраживание, % 78 Ацетальдегид, мг/л 14,3
Действительное сбраживание, % 63 Этилацетат, мг/л 8,1
Сбраживаемый экстракт, % 0,92 «-Пропанол, мг/л 3,3
Декстрины, % 1,16 i-Бутанол, мг/л 6,3
Содержание пентоз и пентоза- 0,33 i-Амилацетат, мг/л 0,50
нов, % 2-Метилбутанол-1, мг/л 7,8
Обогащающие углеводы, % 2,01 3-Метилбутанол-1, мг/л 26,7
Остаточные углеводы, % 2,18 Бетафенилэтанол, мг/л 6,3
Белки, % 0,53 Диацетил, мг/л 0,05
Цвет (ЕБК) 6,8 2,3-Пентадион, мг/л 0,02
pH 4,56
575
Ко второй группе способов производства пива с низким со¬
держанием спирта относятся процессы, при которых на стадии
сбраживания сусла предотвращают образование спирта, или по
крайней мере значительно ограничивают его количество. Это до¬
стигается, например, использованием специальных культур
микроорганизмов, таких как Termobacterium mobile или Strep-
tococus lactis и т. п.
В ЧССР разработан процесс, при котором для снижения со¬
держания спирта в пиве используется специальное сырье и осо¬
бая технология. В сырье повышается доля карамельного солода,
на брожение подается сусло с низкой экстрактивностью, само бро¬
жение быстро прерывается в начале, а дображивание точно регу¬
лируется. Главным показателем низкоалкогольного пива являет¬
ся содержание спирта, которое согласно чехословацкому стандар¬
ту не должно быть выше, чем 0,5%.
Основные показатели чехословацкого низкоалкогольного пива
следующие:
Спирт, не более, мае. % 0,59
Исходное сусло, мае. % 3,70—4,50 |
Калорийность, кДж 335
Цвет, мл 0,1 н. раствора йода 0,80—1,40
С02, не менее, мае. % 0,30
Стойкость, не менее, дни 15
Для некоторых сортов низкоалкогольного пива, например, в
ФРГ, приводят для спирта предел 1,5% [1] или 1,2% [2], в неко¬
торых случаях и 2,5% [3].
Интересно сравнение некоторых видов низкоалкогольного пи¬
ва заграничного производства, приведенное в табл. 35.
Таблица 35
Показатели
Belgie
Malti — Bur
Anti — MiUe
Hiimmer
Низкоалко¬
гольное пиво
!
ft
t-
<D
3
G
3
¥
Исходное сусло, %
6,4
8,1
7,7
6,9
7,3
11,3
Спирт, %
0,6
0,5
0,9
1,0
1,7
2,6
Белки, %
5,2
7,1
5,9
4,9
3,9
6,3
Видимая степень сбра¬
23,2
15,2
28,9
36,4
58,0
55,0
живания
Конечная степень сбра¬
59,8
61,5
—
—
—
83,3
живания
Цвет (Brand)
0,55
0,85
0,85
0,50
0,85
0,45
pH
4,64
4,77
5,06
5,18
4,70
Горькие вещества, мг/л
12,2
—
25,6
36,4
—
Калорийность, ккал
256
326
305
272
280
442
Производство и потребление пива с пониженным содержани¬
ем спирта имеет тенденцию к росту, и в будущем, по-видимому,
ожидается существенное увеличение выпуска этого напитка.
576
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Brauer und Malzer 59/1974, N8, s. 355.
2. Das Erfrischungsgetrank 27/1974, N3, s. 42.
3. Brauwelt 115/1975, N24, s. 800—803.
4. Brauwelt 114/1974, N22, s. 443—446.
ДИЕТИЧЕСКОЕ И ДИАБЕТИЧЕСКОЕ
ПИВО
В последние годы определенная категория потребителей про¬
являет интерес к таким сортам пива, как диетическое и диабети¬
ческое. Эти сорта пива находят все более широкое распростране¬
ние. Первым в 1937 г. запатентовал производство диетического и
диабетического пива известный дрезденский пивоваренный завод
«Розенберг» под торговой маркой «Тора-pils». Для этих сортов
пива лимитирующими компонентами являются так называемые
«отягощающие» сахариды и дисахариды, а также крахмал и про¬
дукты его расщепления.
При производстве этого пива предъявляются повышенные
требования к качеству используемого сырья и главным образом
к точному соблюдению технологии. В основе производства —
получение сусла с наибольшим содержанием сбраживаемых ве¬
ществ, чтобы количество остающихся после брожения отягощаю¬
щих сахаридов было как можно меньше, однако не ниже уста¬
новленного предела для готового пива этого сорта (в ЧССР этот
предел установлен 0,75% мае. %). Указанной цели достигают в
результате:
соответствующего выбора сырья; используется хорошо раство¬
римый солод с высокой амилолитической способностью и с содер¬
жанием белков не более 10%; рекомендуется также частичная
замена солода рафинированным сахаром;
ведения технологического процесса в варочном отделении та¬
ким образом, чтобы правильно и полно используя температурные
выдержки, сдерживать сахарообразующую деятельность солодо¬
вых ферментов;
использования различных ферментных препаратов на после¬
дующих стадиях производства пива (брожение, выдержка в ла¬
герном отделении).
При плавном брожении и дображивании следует достигнуть
видимой степени сбраживания 100%.
Теоретически предел расщепления крахмала на сахара равен
92%. Однако такого расщепления нельзя достигнуть действием
только солодовых амилаз, поскольку солод наряду с амилазами
содержит трансгликозидные ферменты, которые вновь соединяют
расщепленные сахариды в высокомолекулярные соединения во
время определенной равновесной реакции. Вероятно здесь про¬
являются и а-глюканофосфорилаза, содержащаяся в дрожжах,
характерная для а-1,4-глюкозидной связи, вместе с другими фер¬
577
ментами обладающая способностью расщеплять и синтезировать
а-1,6-глюкозидные связи. Максимального содержания сахаров в
пиве можно достичь, с одной стороны, используя большое коли¬
чество специального глубокосбраживающего штамма дрожжей
или, с другой, — добавляя комплексные ферментные препараты
для более полного расщепления крахмала солода.
При производстве диабетического пива повышают дозу хмеля
примерно на 50% для перекрытия слегка пустоватого вкуса пива,
являющегося следствием глубокого сбраживания сусла, кроме
того, надо иметь в виду, что низкое pH снижает растворимость
горьких веществ, особенно неизомеризованных горьких а-кислот.
Стремление к максимально низкой величине остающихся са¬
харидов в готовом пиве ведет к повышению содержания спирта в
нем. Поэтому при необходимости снижение общего содержания
спирта в диабетическом пиве можно достигнуть путем снижения
объема засыпи, т. е. начальной концентрации изготовляемого
сусла.
Показатели чехословацкого «Диа-пива» приведены ниже. ,
'Спирт, не болёе, мае. % 4 '
Начальная концентрация сусла, не менее, мае. % 9,7
Кислотность, не более, мл 1 н. NaOH на 1000 мл 5,0
pH 4,0—4,8
Цвет, мл 0,1 н. J на 100 мл воды . 0,50—0,80
С02, не менее, мае. % 0,30
Стойкость (при 20°С), не более, дни 21
Белки, не более, г на 100 мл пива 0,5
Сахар, не более, г на 100 мл пива 0,75
Жиры, г на 100 мл пива ,0
Калорийность, не более
ккал на 100 мл пива 40,0
кДж на 100 мл пива 167,0
Одним из примеров производства диетического пива с низким
содержанием спирта, глицидов и низкой калорийностью может
быть способ, который запатентовало и использует акционерное
общество «F. Brauerei — Industrie» (Базель, Швейцария).
По этому способу сусло при первом главном брожении сбра¬
живают на 40—83%, потом кипятят для снижения содержания
спирта до 1%. После этого дополняется испарившаяся часть во¬
ды, полученное молодое пиво охлаждается и фильтруется, затем
добавляются в это пиво свежие дрожжи и происходит вторая
часть главного брожения. При этом брожении добавляется раст¬
вор ферментов, разлагающих декстрины (декстриназ или обога¬
щенных ими амилаз). После второго главного брожения пиво
подвергается дображиванию и окончательному осветлению. Обе
стадии главного брожения протекают обычно при разных темпе¬
ратурах: первая стадия 2—5 дней при 4—8°С, вторая — 7—
10 дней при 12—20°С, Испарение спирта при обычном давлении
производится 45 мин, при избыточном или при пониженном дав¬
лении время соответственно изменяют.
578
ДИАТОМИТОВЫЕ ФИЛЬТРЫ
Диатомитовые фильтры благодаря достигаемой на них высо¬
кокачественной фильтрации пива вытесняют остальные типы
фильтров на пивоваренных заводах.
Конструкционно установилось три типа диатомитовых фильт¬
ров, различающихся между собой несущими элементами, на
которые наносятся следы диатомита (кизельгура):
фильтры с металлическими ситчатыми несущими элементами
(различной конструкции);
фильтры с несущими элементами в виде пластин из картона:
фильтры с несущими элементами в виде фильтрационных све¬
чек (патронов).
Ниже рассмотрим некоторые из фильтров этих типов.
Ряс. 144. Диатомитовый фильтр ■ (фирма «Шенк», ФРГ):
а и 6 *— разные варианты компоновки, фильтрационной установки; в — дозатор.
576
Камерные фильтры с ситчатыми элементами. Эти фильтры
представляют собой закрытый цилиндр, в котором горизонтально
или вертикально размещены фильтрационные элементы, обычно
выполненные в форме круглых сит. Сита размещены на трубча¬
той раме, отводящей фильтрат. Тонкое металлическое плетение
Рис. 145. Пластинчатый фильтр Orion 100 (фирма Зайтц, ФРГ).
сита изготовлено из нержавеющей стали или другого коррозион¬
ноустойчивого материала. Преимущество этих фильтров — в быст¬
ром (иногда автоматическом) удалении диатомита и взвесей.
В качестве примера таких фильтров можно привести полифильтр
фирмы «Gasquet», фильтр-о-мат фирмы «Filtrox», и фильтры
Рис. 146. Пластинчатый фильтр Orion 200
(фирма Зайтц, ФРГ).
580
Padovan, Niogara, Distila,
Schenk (рис. 144) и др.
Фильтры с несущими эле¬
ментами в виде пластин. На
плоские гофрированные
пластины фильтра подвеши¬
ваются несущие элементы в
виде пластин из целлюлозы.
Между гофрированными
пластинами помещаются
иловые рамы, которые обра¬
зуют необходимое простран¬
ство для слоя диатомита и
уловленных взвесей. В по¬
следнее время опорные и
иловые рамы и пластины
фильтра этого типа начали
изготавливать из пластмасс,
заменяя металл (фирмы
«Filtrox», «Schenk», ЗВУ
и др.). В качестве достоинств
фильтров указанного типа
считают высокую гарантию постоянного отличного качества
фильтрата. К фильтрам с несущими пластинами относятся, на¬
пример, фильтры Orion фирмы «Seitz» (рис. 145, 146); фильтр
Novox фирмы «Filtrox» (рис. 147) и рамный фильтр ЗВУ (ЧССР).
Камерные патронные фильтры. В фильтрах этого типа фильт¬
рационные патроны различной конструкции размещены в закры¬
том цилиндре.
Щелевой фильтр фирмы «Enzinger» и щелевой фильтр Setra
фирмы «Holstein и Kappert» имеют фильтрационные патроны, из-
Рис. 147. Рамный диатомитовый фильтр Новокс с дозатором Дозимат (фирма
«Filtrox», Швейцария).
Рис. 148. Автоматическая фильтрационная установка с фильтром Фильтростар
{<)>йрМа «Filtrox», Швейцария).
581
готовленные из нержавеющих стержней, в которых вдоль выреза¬
ны желобки, а на стержни плотно надеты круглые металлические
кольца.
Смежные плоскости этих колец образуют фильтрационную
щель. Патронные фильтры Filtrostar фирмы «Filtrox» (рис. 148)
иЗВУ (ЧССР) (рис. 149) имеют фильтрационные патроны, обра¬
зуемые перфорированными трубками, на которые спирально на¬
мотана тонкая проволока и между завитками ее образуются
фильтрационные щели. Пиво поступает в камеру фильтра и от¬
водится по трубкам, на которых намотана спирально проволока,
Рис. 149. Компоновка патронного фильтра (ЗВУ, ЧССР).
проходя при этом через слой кизельгура, предварительно намы¬
того на патрон. Преимуществом этих фильтров кроме легкой
очистки является большая площадь фильтрации. Для правильно¬
го выбора типа и размера диатомитового фильтра в общей форме-
следует руководствоваться следующими факторами:
требуемое количество фильтрата в одной смене, исходя из
6 ч чистого фильтрационного времени (2 ч на подготовительные
и окончательные работы);
свойства фильтруемого пива;
емкость сборных танков для фильтрованного пива;
требования к сохранению типа пива в ходе фильтрационного
цикла;
требования к сохранению постоянной производительности в
ходе фильтрации (колебания давления);
требования к качеству фильтрации пива.
Оптимальная производительность фильтра всегда ниже, чем
максимальная, которая имеет место только в начале фильтрации
после нанесения основного слоя. Общая производительность ки-
582
зельгуровых фильтров, достигаемая в расчете на одно нанесение
кизельгура, составляет для камерных фильтров около 40—60 гл
на 1 м2 фильтрационной площади, а для патронных — 60—75 гл.
Указанная производительность кроме всего прочего ограничива¬
ется величиной илового пространства.
Фильтры с несущими пластинами имеют часовую производи¬
тельность 3—4 гл на 1 м2. Общая продолжительность фильтрации
у них довольно большая и составляет от S до 14 ч. Однако при
этом довольно велико время, необходимое на удаление диатоми¬
та и взвесей после окончания фильтрации (30—50 мин). Неболь¬
шие изменения давления в ходе фильтрации почти не влияют на
качество фильтрата. Внутренний объем фильтра относительно
небольшой и при изменении вида пива, подаваемого на фильтра¬
цию, не происходит излишнего перемешивания.
Камерные, ситовые и патронные фильтры обычно имеют более
высокую производительность в пределах 5—8 гл/ч на 1 м2 фильт¬
рующей поверхности.
Общее время фильтрации, т. е. время работы от зарядки до
перезарядки фильтра, у ситовых фильтров 6—8 ч, у патронных
8—14 ч. Время на чистку после окончания фильтрации корот¬
кое— обычно 15—25 мин. При работе на фильтрах с постоянной
производительностью и минимальных колебаниях давления ка¬
чество фильтрата во все время фильтрации отличное. Внутренний
объем фильтров этого типа большой и при изменении вида пива
происходит значительное смешение его в барабане фильтра. Это
необходимо учитывать, если предстоит часто менять вид пива.
Лучше всего фильтры этого типа использовать для фильтрации
пива одного вида.
Кизельгуровый фильтр должен быть в каждом случае допол¬
нен компенсационным танком, который улавливает случайные
колебания в подаче пива и тем самым исключает возможные от¬
клонения в качестве фильтрата. В производственной практике
необходимо особое внимание уделять составу используемого
фильтровального порошка (диатомита). При выборе проницае¬
мости дозируемой смеси необходимо принимать во внимание тре¬
буемую прозрачность фильтрата, а также учитывать качество
пива, которое поступает в фильтр. Самую высокую проницае¬
мость имеет первый основной слой диатомита, наиболее низ¬
кую — смесь диатомита вместе с уловленными дрожжами и
взвесями. Целесообразно перемешивать только те виды диатоми¬
та, размеры частиц которых не слишком различаются, с тем что¬
бы все нанесенные слои в ходе фильтрации оставались достаточ¬
но пористыми. В дозируемой смеси не должен отсутствовать диа¬
томит, обладающий определенными адсорбционными свойствами
(например, Filtercell).
Для контроля за качеством фильтрата лучше всего использо¬
вать нефелометр, например точный Haasenutr фирмы «Radiome¬
ter» (Дания), хорошо заменяющий непрерывно работающий фо¬
583
тометр Зигриста. При измерении прозрачности фильтруемого ни¬
ва в камеру вкладывают сравнительный стандарт, соответствую¬
щий одной единице ЕВС. На регистрационной ленте отмечаются
величины в сотых единицы ЕВС.
В ЧССР фирма ЗВУ выпускает фильтрационные установки с
патронными фильтрующими элементами и оснащает ими постав¬
ляемое комплексное оборудование пивоваренных заводов. Ос¬
новные характеристики этих фильтров приведены ниже.
Фильтрационная площадь, 9 15 23 36 53
м2
Рекомендуемая производи- 40—90 65—160 90—230 150—36 200—500
тельность, гл/ч
Максимальная производи- 600 1150 1600 2200 3200
тельность в одном рабочем
цикле, гл
Патронные фильтры фирма ЗВУ поставляет в комплекте
фильтрационной установки, которая включает (см. рис. 149):
компенсатор давления, до¬
затор и дозирующий' на¬
сос, патронный фильтр.
Компенсатор давления
представляет собой одно¬
ступенчатый центробеж¬
ный насос в моноблочном
исполнении с легкодоступ¬
ным гидравлическим про¬
странством и с хорошей,
практически непроницае¬
мой герметизацией. Для
измерения и ручной регу¬
лировки протекающего ко¬
личества пива и давления
на выходе из конденсато¬
ра имеется поплавковый
расходомер, манометр и
дроссельный клапан.
Рис. 150. Дозатор Дозимат (фирма «Filt- Дозатор фильтр ацион-
гох», Швейцария). ного материал а — это ре¬
зервуар с коническим
дном (см. рис. 150 — дозатор фирмы «Filtrox»), с легко откры¬
вающейся крышкой, мешалкой и с собственным дозирующим на¬
сосом, который дозирует перемешанный фиатомит со скоростью
от 0 до 10 м/мин с постепенной регулировкой дозы во время рабо¬
ты дозирующего насоса.
Патронный фильтр представляет собой цилиндрический вер¬
тикальный резервуар, состоящий из двух частей, соединенных
фланцами. В наиболее высокой части резервуара находится лег¬
ко открываемый люк. Фильтрационные элементы — патроны —
584
представляют собой перфорированные, профильные трубки со
спиралью.
Фильтрационные патроны навинчены на горизонтальные со¬
бирательные трубки, размещенные в нижней части фильтра. Со¬
бирательные трубки расположены в двух плоскостях и каждые
две трубки имеют выход в один трехходовой кран, а через него —
в общую сборную трубу для фильтрата. Резервуар фильтра в
нижней части имеет выпускные отверстия для взвесей. Фильтр
снабжен трубопроводами необходимого диаметра для подачи во¬
ды, воздуха, впуска и выпуска пива. Фильтрационная установка
комплектуется компенсационным танком.
В дополнение к кизельгуровому патронному фильтру как со¬
ставная часть фильтрационной установки поставляются пластин¬
чатые фильтры соответствующей мощности, в которых в качестве
фильтрующего элемента используется картон. Эти фильтры слу¬
жат для придания пиву блеска. Указанный пластинчатый фильтр
по желанию заказчика может быть дополнен иловыми рамами и,
если это надо, использоваться в качестве диатомитового фильтра
с несущими пластинами.
Преимущество патронных фильтров заключается в том, что
при их применении можно автоматизировать весь процесс фильт¬
рации, включая очистку и стерилизацию фильтра. Примером та¬
кого фильтра является фильтр Filtroctar фирмы «Filtrox» (Швей¬
цария) (см. рис. 148).
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Kvasny prumysl 18, 9, 1972, 196 (Topka).
2. Kvasny prumysl 18, 3, 1972, 52 (Savel, Tolar).
ГЛАВНОЕ БРОЖЕНИЕ—КЛАССИЧЕСКИЙ
СПОСОБ, УСКОРЕННЫЕ И
НЕПРЕРЫВНЫЕ ПРОЦЕССЫ
В ЧССР на традиционных пивоваренных заводах при произ¬
водстве пива используется преимущественно классический способ
главного брожения и дображивания. Для этого производственно¬
го процесса чехословацкая фирма ЗВУ изготавливает бродиль¬
ные чаны — стальные с эпоксидным покрытием или из нержавею¬
щей стали с рубашкой охлаждения (площадь рубашки охлажде¬
ния 0,0325 м2 на 1 гл пива при температуре охлаждающей воды
0,5—1°С). По желанию заказчика к этим чанам поставляются
крышки для закрытия бродильных чанов, улавливания СОг (как
это имеет место на заводе «Гамбринус»).
Заводы ЗВУ выпускают также так называемые комби-танки,
которые могут использоваться как для главного брожения в
бродильном отделении, так и для дображивания в лагерном
585
подвале. Комби-танки снабжены рубашками охлаждения с до¬
статочно большой эффективной площадью (0,04 м2 на 1 гл пива
при температуре охлаждающей воды 0,5—1° С).
НЕПРЕРЫВНОЕ БРОЖЕНИЕ
Непрерывные бродильные системы можно разделить на от¬
крытые и закрытые, на одно- и многорезервуарные, на гомоген¬
ные (постоянное перемешивание содержимого) и гетерогенные
проточные системы (когда предусмотрено частичное возвращение
дрожжей).
В литературе различными авторами (Coutts, Geiger, Compton,
Ramsden, Hough, Ricketts и др.) описаны примеры осуществле¬
ния процесса непрерывного брожения.
На XI конгрессе ЕБК Pursell доложил о том, что преимущест¬
во непрерывных бродильных систем можно характеризовать сле¬
дующим образом:
бродильные чаны всегда полные;
сокращение времени главного брожения (например, непре¬
рывным способом 36 ч, конвекционным 10 дней);
равномерная и повышенная концентрация дрожжей;
постоянный расход энергии (холод и т. д.);
более низкие потери (пиво, дрожжи, горькие хмелевые веще¬
ства) ;
значительно сокращаются затраты времени и труда на чистку
бродильных чанов;
создаются лучшие предпосылки для контроля качества (с
учетом равномерного качества выходящего молодого пива).
Pursell указывает следующие недостатки непрерывных бро¬
дильных систем:
меньшая возможность оперативного вмешательства в процесс
(например, изменение ассортимента или способа брожения за¬
труднительно) ;
склонность к инфекциям (возможность высокой степени раз¬
множения посторонних микроорганизмов). Устранение инфекции
требует трудоемкого и дорогостоящего прекращения процесса
производства;
более сложное по сравнению с классическим оборудование;
затруднения при запуске (требуемая степень сбраживания ус¬
танавливается только спустя определенное время);
повышенные расходы на контроль (особенно необходимость
повышенного биологического контроля за суслом, молодым пи¬
вом, воздухом, насосами, трубопроводом и герметизацией и т.д.).
Рекомендуется даже стерилизация сусла перед поступлением в
бродильную систему.
Cauwe и Lethielleux [1] описывают особый способ непрерывно¬
го брожения и его использование на пивоваренном заводе. При
этом способе содержимое бродильного танка постоянно находит-
586
<ся в состоянии стабильной эмульсии из газа и жидкости. При пи¬
воваренном брожении газовая фаза образуется с помощью СОг.
Постоянная подача его поддерживает содержимое бродильного
танка в движении и влияет на интенсивность промывания СОг.
Тем самым в течение 10—12 ч при 10°С достигается сбраживание
пива (при концентрации дрожжей около 10 г/л), которое по объе¬
му летучих побочных продуктов брожения сравнимо с лагерным,
изготовленным конвенционным способом.
Thorne [2] приводит несколько замечаний о мутации дрожжей
при непрерывном брожении. Самопроизвольная мутация дрож¬
жей в производстве, включая и пивоварение, известна. При не¬
прерывном брожении следует ожидать, что мутирующие формы,
нарастая, постепенно вызовут существенные изменения, которые
могут повлиять на качество пива. По его данным, наблюдение за
пивоваренными дрожжами S. Carlsbergensis в течение 9 месяцев
при непрерывном брожении показало, что мутации подверглось
около половины клеток. Мутация привела к снижению бродиль¬
ной активности, уменьшению конечной степени сбраживания, из¬
менению скорости роста дрожжей, к появлению нежелательного
запаха.
На II Международном симпозиуме в Лейпциге Masschelein
доложил о влиянии различных способов брожения и выдержки
на качество и аромат пива. К настоящему времени предложено
много способов интенсификации главного брожения и дображи-
вания пива. Если время классического брожения колеблется
между 7—12 днями, то при брожении, например, с перемешивани¬
ем оно сокращается на 3 дня, а при непрерывном брожении —
на 10 ч. Существенно сократилось также дображивание. Несколь¬
ко лет тому назад срок дображивания пива был в пределах 6 ме¬
сяцев. Теперь же по некоторым способам дображивание сокраще¬
но до 6 недель без отрицательного влияния на качество пива.
И даже, наоборот, установлено, что при слишком долгом броже¬
нии пиво в результате автолиза дрожжей приобретает при опре¬
деленных условиях неприятный вкус. При непрерывных или ус¬
коренных периодических процессах выдержку пива можно заме¬
нять обработкой его (фильтрацией, промывкой и насыщением
С02 и т. п.).
Интересный доклад был сделан на XII конгрессе ЕБК. Habouc-
hom (соавторы Lenard, Devreux, Masschelein) об ускорении пе¬
риодического брожения путем непрерывной подачи сусла. Как
показали предшествующие исследования, можно интенсифициро¬
вать периодическое брожение, если дрожжи путем перемешива¬
ния постоянно поддерживать в состоянии суспензии. Этот фактор
однако неблагоприятно влияет на органолептические показатели
пива. Поэтому авторы разработали новый процесс брожения с
непрерывной подачей сбраживающей среды (сусла).
По этому способу в цилиндроконическом чане, в который
вместе с суслом заданы центрифугированные дрожжи, проводит¬
587
ся предварительное сбраживание сусла. Спустя 4—5 ч, т. е. когда
достигается 75% сбраживания, начинают добавлять свежее сус¬
ло с помощью дозирующего насоса с регулируемой производи¬
тельностью. Брожение протекает при 10—12° С. Производитель¬
ность устанавливается с таким расчетом, чтобы поддерживалось
почти достижимое сбраживание. В этих условиях возможно за¬
кончить брожение за 48 ч. В перемешивании нет необходимости,
если свежее сусло подается так, что дрожжи сохраняются в со¬
стоянии суспензии.
Полученное таким образом пиво было хорошего качества.
Дрожжи через 15 циклов брожения имели неизменившиеся фи¬
зиологические и биохимические свойства, сохраняли высокую
бродильную способность и содержали не более 10% мертвых
клеток. Авторы работы предполагают, что этот способ перспекти¬
вен для промышленного использования.
БАШЕННЫЕ И
ЦИЛИНДРОКОНИЧЕСКИЕ РЕЗЕРВУАРЫ
ДЛЯ БРОЖЕНИЯ И ДОБРАЖИВАНЦЯ
Способ непрерывного брожения в башенном оборудовании
фирмы АПВ (Англия) уже много раз описывался в литературе.
Ault (3], который занимается биологическими и биохимиче¬
скими' аспектами непрерывного брожения в башенных бродиль¬
ных аппаратах промышленного масштаба, изучает степень ис¬
пользования дрожжами а-аминоазота и углеводов. По его дан¬
ным, при стабильных условиях определенного роста температуры
брожения в башенном бродильном аппарате можно получить аб¬
солютно сброженное пиво, которое не отличается от обычно из¬
готавливаемого пива. Нарушение постепенного повышения тем¬
пературы ведет к нестабильным условиям брожения. Интенсив¬
ность роста дрожжей в башенных бродильных аппаратах можно
сравнить с ростом при обычном брожении в классическом бро¬
дильном чане.
На XII конгрессе ЕБК с интересным докладом об использова¬
нии бродильных чанов (танков) с коническим дном выступил
Wackerbayer. Цилиндроконические танки обычно связаны с со¬
кращенными процессами, однако их применение возможно и при
нормальном брожении. Wackerbayer не обнаружил различий
между пивом, полученным брожением в открытых чанах и в ци¬
линдроконических танках. Возможности автоматической мойки
цилиндроконических танков и улавливания в них ССЬ, а также
одновременного использования этих танков как лагерных резер¬
вуаров делает их применение экономически оправданным с точ¬
ки зрения капитальных вложений.
Определенные трудности могут возникнуть при проведении
процесса в цилиндроконических танках при осаждении дрожжей
из-за значительной высоты подъема их. Однако с помощью осо-
588
бых приемов охлаждения пива можно получить хорошее отделе¬
ние дрожжей.
Автор [4] считает, что цилиндрические бродильные резервуа¬
ры с коническим дном, которые используются уже довольно дли¬
тельное время, перспективны как для конвенционного способа
брожения, так и брожения под давлением, ускоренного созрева¬
ния пива за счет искусственного промывания углекислотой, а
также и для применения в качестве обычных лагерных резервуа¬
ров. Высота танков (10 м и более) позволяет хорошо использо¬
вать производственные площади. Кроме того, имеются хорошие
возможности для охлаждения пива в процессе брожения (отдель¬
ные охладительные рубашки на цилиндрической и конической
части танков). Другое достоинство танков состоит в том, что из
них можно довольно быстро отводить осаждающиеся дрожжи.
Более медленное размножение дрожжей уравнивается более вы¬
сокой аэрацией сусла и более высокими дозами дрожжей.
ПИВОВАРЕННЫЙ ЗАВОД
НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Постоянно растущая конкуренция в производстве пива, рост
цен на основные виды сырья, включая воду, высокие платежные
тарифы являются причиной того, что в последнее время многие
фирмы заняты поиском путей удешевления производства пива
при снижении затрат на строительство заводов. На первый
взгляд казалось бы, что этих целей можно достичь переходом на
непрерывные процессы или строительством полностью автомати¬
зированных заводов большой производительности. Однако, если
сопоставить преимущества и недостатки этих двух путей, то
нельзя дать однозначного ответа.
Заслуживает внимания то, что даже в таком неопределенном
положении вопроса исследованием непрерывных процессов в пи¬
воварении занялись первыми англичане, известные как народ ус¬
тойчивых традиций. Они первыми реализовали на практике и
широко разрекламировали идеи непрерывных процессов как в
соложении, так и в пивоварении. Если опустить ожидаемые эко¬
номические преимущества и тот известный факт, что Англия яв¬
ляется страной классического инфузионного процесса в произ¬
водстве пива, мотивами горячих устремлений англичан, по-види-
мому, была попытка использовать на практике имеющиеся
результаты исследований и то, что это нашло понимание у из¬
вестной фирмы «ВоЬу» и у машиностроительных заводов АПВ.
Англичане, известные выдающимися работами в области теоре¬
тических исследований, первыми переступили через порог недо¬
верия и на практике на примере пивоваренного завода в Вален¬
сии (Испания) показали ряд преимуществ непрерывного
производства. Возможности и преимущества непрерывного про¬
изводства в отдельных фазах в технологической последователь-
589
ности производства пива уже были описаны в предыдущих гла¬
вах настоящей книги.
Однако, пока что принято считать, что комплексное непрерыв¬
ное производство в пивоварении будет осуществлено тогда, когда
заказчик будет требовать просто пиво, а не определенный вид
пива. Возможно, в Англии это вопрос ближайшего будущего, а
в США это может произойти и еще раньше. В Европе, где сравни¬
тельно немного крупных предприятий, пивоваренные заводы не¬
прерывного действия, по-видимому, распространятся значительно
позже.
Большая часть исследовательских институтов, работающих в
области пивоварения, имеет в своих программах работы по не¬
прерывным процессам. Однако результаты таких разработок, за
редким исключением, публикуются редко.
Первый комплексный пивоваренный завод (La Cerveceria del
Norte в Валенсии) основан на непрерывном процессе затирания
и на непрерывном процессе брожения и дображивания пива.
С 1966 г. этот завод работает непрерывно, и пиво, которое он по¬
ставляет, потребитель принимает как пиво высококачественное.
Завод рассчитан на максимальное производство 30 000 гл пива
в месяц. Варочное отделение завода занимает площадь 480 м2 и
расположено на 5 этажах высотой 20 м. Бункера для сырья (со¬
лода и заменителей) имеют емкость, обеспечивающую запас на
12 ч производства. Солод поступает через автоматические весы
на четырехвальцовую дробилку. Заменители солода разжижают¬
ся ферментами и кипятятся в котле непрерывного действия до
клейстеризации. После смешения солодового затора с затором из
заменителей достигается температура осахаривания, которая
удерживается в последующей стадии постоянной.
Фильтрация (разделение) затора производится на вращаю¬
щемся фильтр-прессе фирмы АПВ-Штокдал.
Точно так же, как и фильтрация, кипячение сусла с хмелем
производится по способу, который в основе своей не является не¬
прерывным, но, несмотря на это, гарантирует равномерную пода¬
чу сусла на брожение. В варочном цехе имеется два сусловароч¬
ных котла обычной конструкции, которые работают в автомати¬
ческом режиме. После наполнения первого котла включается
обогреватель и автоматически подается хмель. Время кипяче¬
ния 90 мин. В то время, как сусло в первом котле кипятится, за¬
полняется второй котел. После окончания кипячения сусло по¬
ступает на осветление через хмелеотделитель Виттемана. Отцент-
рифугированное горячее сусло охлаждается на пластинчатом хо¬
лодильнике и уже холодным фильтруется на диатомитовом
фильтре Metasiltre Duplex. После фильтра сусло с помощью уст¬
ройства «Sperry Gravi-tymaster» разбавляется специально подго¬
товленной водой до требуемой концентрации сухих веществ и
перед поступлением в бродильную башню пастеризуется в по¬
токе.
590
Интересно, что авторы этого непрерывного производства пива
не пошли на использование хмелевого экстракта или концентра¬
та для охмеления сусла, хотя это могло бы быть дальнейшим ша¬
гом по пути упрощения варочного процесса.
Главное брожение пива проводится в пяти параллельно ра¬
ботающих бродильных башнях АГ1В. После главного брожения
пиво непрерывно поступает на дображивание в специальные тан¬
ки, в которых оно также промывается током СОг. Для этой цели
в ходе главного брожения СОг собирается, обезвоживается и
сжижается в специальном устройстве.
Из последнего танка дображивания пиво поступает через хо¬
лодильник в два конических сепаратора для отделения основной
части избыточных дрожжей, которые после сепаратора откачива¬
ются в пресс. Из сепараторов пиво поступает уже в обычные ла¬
герные танки, установленные в охлаждаемом подвале. Здесь пиво
охлаждается и насыщается углекислым газом, затем к нему до¬
бавляют различные препараты для стабилизации (в литературе
не указано какие). После выдержки в лагерных танках пиво
фильтруется на диатомитовом фильтре. Готовое отфильтрован¬
ное пиво хранится в сборниках до розлива. Все пиво перед роз¬
ливом в бутылки (разливочные автоматы фирмы «Холштайн и
Капперт», ФРГ) пастеризуется в проточных пастеризаторах
фирмы АПВ.
Из другого оборудования этого пивоваренного завода можно
отметить работающий на жидком топливе паровой котел произ¬
водительностью 4 т/ч и холодильную установку, состоящую из
трех аммиачных компрессоров. Вторичное охлаждение выполне¬
но в виде двух циклов вода — спирт.
Вся вода, используемая в производстве, берется из собствен¬
ных артезианских скважин и подвергается специальной обработ¬
ке. Резервуары для воды размещаются на верхнем этаже вароч¬
ного отделения и служат для снабжения производства горячей и
холодной водой.
Проблему производства пива по сортам на этом заводе ре¬
шили довольно легко. Производятся всего два вида пива, кото¬
рые отличаются только концентрацией начального сусла. Четвер¬
тую часть продукции составляет 15%-ное пиво, остальное—•
12%-ное. При этом 12%-ное пиво получается путем разбавления
15%-ного.
По данным фирмы АПВ, общие издержки производства со¬
ставляют около половины тех расходов, которые потребовались
бы на оборудование классического пивоваренного завода такой
же мощности. Экономия на издержках производства в первую
очередь является следствием значительного уменьшения необхо¬
димых объемов лагерных подвалов. Вместе с тем экономия, полу¬
ченная от непрерывного способа производства сусла в варочном
отделении незначительна. Общая экономия на строительстве,
оборудовании и эксплуатации завода, работающего по схе¬
59»
ме АПВ, по сравнению с обычным современным производством с
временем выдержки пива 4 недели, составляет в расчете на
30 000 гл 12%-ного пива в месяц около 30%. Эти данные касают¬
ся всего процесса производства — от хранения солода до розлива
пива в бутылки, включая все вспомогательные производства (вы¬
работка пара, холода, подготовка воды и т. п.). Собственно из¬
держки производства, по данным фирмы АПВ, можно еще сни¬
зить на 10—20%.
Следует отметить, что непрерывный процесс производства сус¬
ла по этой схеме в варочном отделении позволяет значительно
снизить расходы на производство пара за счет высокой степени
вторичного использования тепловой энергии.
Что касается сырья, здесь едва ли можно добиться какой-либо
значительной экономии, однако потери пива все же меньше, чем
при классическом производственном процессе. Общая экономия
сырья составляет около 2%. Другим экономическим аспектом при
эксплуатации пивоваренного завода непрерывного действия яв¬
ляется окупаемость затрат на его строительство. При непрерыв¬
ном способе производства рабочее время от затирания до розлива
готового пива в бутылки равно приблизительно 10 дйям по срав¬
нению с 6 неделями при классическом способе.
Участники XI конгресса ЕБК имели возможность попробовать
пиво, изготовленное непрерывным способом. Пиво было светлым
и прозрачным, имело высокое содержание СОг и хорошую пенис¬
тость.
По вкусу это пиво существенно отличалось от пива, изготов¬
ленного в ФРГ. Подобный вкус обычно бывает у пива, изготов¬
ленного с применением больших количеств заменителей. Однако
нельзя сказать определенно, вызван ли этот вкус непрерывным
способом производства или же это следствие применяемого
сырья или какой-либо другой специфики этого завода.
Тагпоу [4] считает, что по сравнению с классическим спосо¬
бом непрерывный способ в La Ceweceria del Norte имеет следую¬
щие преимущества:
существенное снижение капиталовложений на оборудование
и строительство;
снижение эксплуатационных расходов, значительная эконо¬
мия пара, электроэнергии и холода;
более низкий расход сырья;
снижение мертвого капитала, заложенного в пиве в лагерных
подвалах;
общее снижение издержек производства;
меньшие размеры требуемой для завода площадки;
снижение трудоемкости;
получение чистого СОг как побочного продукта;
упрощение операций с дрожжами;
большая гибкость в производительности;
высокое качество продукта.
592
Хотя к упомянутым преимуществам и следует относиться
трезво, все же опыт, приобретенный на первом заводе непрерыв¬
ного производства пива, очень ценен для дальнейшего развития
пивоваренной промышленности.
ГЛАВНОЕ БРОЖЕНИЕ
И ДОБРАЖИВАНИЕ В ОДНОМ
РЕЗЕРВУАРЕ (УНИ-ТАНК)
Идея строительства танков на открытых площадках пришла
из Японии, где конструкторы концерна «Асахи» разработали и
реализовали первое строительство этого типа. С первым опытом
эксплуатации этих танков были ознакомлены участники конгрес¬
са ЕБК в Мадриде в 1967 г. После 4 лет исследований и полу¬
ченного опыта первое строительство подобного типа было реали¬
зовано и в Европе, в частности в Португалии. Поставщиком та¬
ких танков является фирма «Циманн» (ФРГ), которая получила
от концерна «Асахи» лицензию на их производство.
Рис. 151. Схематическое сечение уни-танка.
20-108
Примером использования бродильных и лагерных танков,
устанавливаемых на открытых площадках, является так назы¬
ваемый Uni-proces, внедренный на пивоваренном заводе Reinier
Brewing Со, Seattlle, США (рис. 151, 152, 153).
Рис. 152. Общин вид на батареи уни-танка.
По этому способу глав¬
ное брожение и дображива¬
ние пива протекает в одном
резервуаре, так называемом
уни-танке. Соотношение ши¬
рины к высоте в нем прибли¬
зительно 1:1, дно коническое.
Оптимальный объем танка
5500 гл. Дображивание про¬
водится без шпунтового дав¬
ления, так как гидростатиче¬
ское давление является га¬
рантией достаточного насы¬
щения пива С02. Содержа¬
ние СОг в пиве, изготовлен¬
ном таким образом, достига¬
ет величины 0,45 мас.%.
Охлаждение танков руба¬
шечное, изготовлены они из
нержавеющей стали, изоля¬
ция — полипеноуретан.
К концу дображивания
в нижней части танка вклю¬
чается барботирование С02,
PI- I
Щ 1 ЙЙ1Шй®ШИ11й': ” ,М:Я(
Рис. 153. Манипуляционное устройство
уни-танка.
594
благодаря чему ускоряется осаждение дрожжей и снижается со¬
держание летучих веществ в готовом пиве. Танк автоматически
моется при помощи вмонтированной внутри его моющей головки.
Уни-танк может быть использован как отдельно для главного
брожения или дображивания, так и для совместного главного
брожения и дображивания без перекачки молодого пива. Пиво¬
варенный завод Reinier Brewing Со, Seattlle (США) проводит
главное брожение в уни-танке при температуре 13,5°С в течение
4 дней, после чего пиво охлаждается до температуры —1,5°С,
дрожжи осаждаются в конусной части дна и откачиваются. Этот
способ нашел применение на ряде пивоваренных заводов.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Brewers Digest, cervenec. 1972.
2. Brewers Digest, cervenes. 1976.
ВОЗМОЖНОСТИ ИНТЕНСИФИКАЦИИ
И РАЦИОНАЛИЗАЦИИ В ПРОИЗВОДСТВЕ
ПИВА
Кури, при оценке возможностей интенсификации и рационали¬
зации в производстве пива, включая экономические аспекты и
сами предложения по интенсификации и рационализации произ¬
водства (например двухфазовое брожение, брожение и дображи¬
вание в одном резервуаре, новейшая система, называемая Biob¬
rew и т. д.), дает определенное обобщение этим вопросам. Преж¬
де всего он оценивает тенденции разработки и внедрения
технологических новшеств в пивоварении.
Новшества мотивированы экономически, так как направлены
на рационализацию экономически слабых мест классической
технологии (высокие капитальные затраты на строительство бро¬
дильных и лагерных отделений, высокие расходы на сырье, се¬
зонность производства и т. п.).
Проверка многих новшеств до сих пор находится в такой ста¬
дии, что реализация их не может стать предметом непосредст¬
венного решения. В этих случаях речь идет о выборе технологии
для проверки или для дальнейшей разработки.
Экономическая оценка технологии, производственная провер¬
ка которой еще не закончена или даже не начата, связана со зна¬
чительными методическими трудностями. Вплоть до стадии про-
тотипной проверки экономическая оценка остается открытой
гипотезой, которую следует постепенно уточнять.
Результаты предварительной экономической оценки отдель¬
ных новых технологических концепций в большинстве случаев
положительны, как правило, преобладает экономия в капитало¬
вложениях, однако не без исключений.
20* 595
Поэтому важно выбрать достаточное (оптимальное) количе¬
ство наиболее перспективных технологических предложений для
проверки и дальнейшей разработки. Существует одинаковая
опасность, как вытекающая из излишнего снижения количества
разрабатываемых предложений, так и из слишком разветвлен¬
ных направлений развития технологии.
При экономической оценке новых технологий необходимо учи¬
тывать фактор времени (время между возникновением предло¬
жения и его реализацией, связь между'временными параметрами
развития новых технологий и перестройки промышленности, из¬
меняемость сравнительной базы во времени). Следует учитывать и
факторы, которые связаны с перспективой развития отрасли про¬
изводства. Речь идет о качестве и типах пива. И здесь играет роль
фактор времени; новые технологии подготавливают и развивают
для периода, в котором ожидается полное удовлетворение спро¬
са на пиво и значительно повышается значение качества.
Из сказанного автор делает следующий вывод: возможно, что
в развитии пивоваренной промышленности мы достигли такого
момента, когда решение о дальнейшем направлении технологи¬
ческого развития будет иметь главное значение.
Характеристика четырех основных направлений технологии
пивоварения следующая:
1) чистая классическая технология, сохранившаяся только на
некоторых пивоваренных заводах при высоком качестве про¬
дукции;
2) ускоренная технология без технологическо-технических
новшеств, дающая эффекты в экономии на уровне новой техно-
нологий, но с отклонениями по качеству от стандарта классиче¬
ской технологии;
3) так называемая современная периодическая технология,
сохраняющая основные принципы классической технологии, но
достигающая по сравнению с ней существенного повышения эф¬
фективности за счет увеличения объемов технологических ре¬
зервуаров, увеличения внедрения различных технических нов¬
шеств и т. д.;
4) новая периодическая и непрерывная технология увеличе¬
ния нормы расхода сырья на одну варку, принципиально отли¬
чающаяся от принципов классического пивоваренного процесса,
преимущественно с надеждой на высокий экономический эф¬
фект, но с до сих пор не выясненным или выясненным не полно¬
стью влиянием на качество пива.
Можно сказать, что только направления, указанные в пп. 3
и 4, представляют действительную альтернативу для дальнейших
перспектив развития технологии пивоварения. Направление, при¬
веденное в п. 1, в ЧССР не воспроизводится, даже в виде исклю¬
чения направление, указанное в п. 2, является временным реше¬
нием, на смену которого придут решения по направлениям, при¬
веденным в пп. 3 и 4.
596
В настоящем варианте перспективного прогноза мы считаем
альтернативу, указанную в п. 3, основным вариантом, из-за ее
относительно большей подготовленности к реализации в уже на¬
чатом процессе перестройки промышленности, а также потому,
что этот тип технологии представляет наименьший риск.
Характерная особенность этого основного варианта заключа¬
ется в том, что его развитие открыто для новых технологий по¬
следней категории (п. 4).
Важно очень четко разграничить требования, которые будут
предъявлены к новой технологии с точки зрения типа и качества
пива. С этой точки зрения мы считаем очень актуальным заняться
проблемой чешского типа пива, его определением и характери¬
стикой. С помощью объективных методов исследования рынка
можно было'бы. определить отношение рядового потребителя к
типу пива и к его возможным изменениям.
Экономическая оценка новой технологии, которая предполага¬
ет внедрение нового оборудования на основных производствен¬
ных участках, свидетельствует о том, что в данном случае эффект
зависит от необходимых капиталовложений. Часто недостаточно
этого эффекта для того, чтобы обосновать замену существующего
оборудования до окончания срока службы его. Этот факт для
большинства новых технологий неблагоприятен, особенно с уче¬
том действия фактора времени (процесс непрерывно проводимой
перестройки промышленности сужает возможности для приме¬
нения новых технологий).
Если необходимо, чтобы будущее развитие шло по оптималь¬
ному пути, следует повлиять на процесс развития так, чтобы в
соревновании технологических альтернатив полностью прояви¬
лись технические, технологические, качественные, экономические
и другие преимущества нескольких вариантов.
Оценка с экономической точки зрения хотя бы частично при¬
меняемых новых технологий (при ограничении капитальных
вложений) позволила бы сократить время, необходимое для об¬
щего процесса перестройки и модернизации пивоваренных за¬
водов.
Основные технологические новшества представляют собой
только определенную часть из комплекса возможностей модер¬
низации пивоваренного производства. Например, с точки зрения
производительности труда имеются очень перспективные области
вне собственно технологии. Согласно существующим работам
большие экономические резервы заключаются в концентрации
производства и правильном размещении предприятия. Опреде¬
ленные возможности имеются также в выборе конкретных строй¬
площадок, принимаемых решениях, сокращении сроков строи¬
тельства, повышении технико-экономического уровня поставляе¬
мого оборудования, в механизации и автоматизации
производственных процессов даже в рамках существующей тех¬
нологии и т. п.
597
ВАРОЧНЫЙ ПРОЦЕСС
Из проблемы ускорения варочного процесса наиболее важ¬
ные вопросы связаны с ускорением процессов затирания и фильт¬
рации. Сепаративное решение этих проблем имеет значение
только в случае двухагрегатных варочных порядков. У четырех¬
агрегатных варочных порядков, которые наиболее распростране¬
ны, доминирующее значение имеет ускорение процесса фильтра¬
ции. В этом случае ускорение процесса затирания, что относи¬
тельно легко, не имеет смысла, если не решен вопрос сокращения
времени фильтрации.
В настоящее время с вопросом ускорения варочного процесса
тесно связан вопрос использования сахара-сырца. Учитывая
серьезное влияние сахара-сырца на качество готового пива, этот
вопрос рассматривается в настоящей работе отдельно, точно так
же, как и не менее актуальная проблема переработки солода,
полученного из ячменей с пониженной всхожестью. Особое вни¬
мание будет уделено проблеме рационализации процесса охме¬
ления.
УСКОРЕНИЕ ПРОЦЕССА ЗАТИРАНИЯ
Для ускорения декокционного варочного процесса был раз¬
работан ряд различных вариантов. В сущности речь идет о раз¬
ных модификациях варочных процессов с одной и двумя отвар¬
ками. Сокращение процесса затирания достигается, с одной сто¬
роны, затиранием при высоких температурах и, с другой —
пропусканием некоторых температурных пауз.
Двухотварочный процесс можно, например, сократить сле¬
дующим образом:
затор подавать в воду, нагретую до 60°С, небольшие отварки
оставлять осахариваться при 70—75°С, первую отварку кипятить
15 мин, вторую 10 мин (после перекачки первой отварки на
фильтрационном чане достигается температура 70°С, а после пе¬
рекачки второй — 75°С).
Одноотварочный процесс может быть интенсифицирован сле¬
дующим образом:
солод затирать в воду, нагретую до 50°С, половину затора
спускать в котел, как отварку, которую оставить осахариваться
при температуре 70—75°С и кипятить 20 мин. Затор медленно
перекачать в заторный чан (температура массы достигает 75°С).
При ускорении заторного процесса необходимо принимать во
внимание то, что с возрастающей степенью интенсификации не¬
избежно возрастают и требования к качеству применяемого со¬
лода. Если солод плохого качества, то это может снизить выход
экстракта. В крайних случаях могут возникнуть трудности и с
осахариванием.
598
ПЕРЕРАБОТКА СОЛОДОВ,
ИЗГОТОВЛЕННЫХ ИЗ ЯЧМЕНЯ С
ПОНИЖЕННОЙ ВСХОЖЕСТЬЮ
Солод, изготовленный из ячменя с пониженной всхожестью, с
точки зрения технологии характеризуется плохой растворимо¬
стью. Из внешних признаков, указывающих на пониженную всхо¬
жесть ячменя, прежде всего является большое число зерен без
зародышевого листка. Результаты химического анализа готового
солода такие же, как у обычного недостаточно растворенного
солода. Для таких солодов с точки зрения требований техноло¬
гической обработки в варочном отделении необходимо учитывать
их пониженную амилолитическую способность.
При переработке солодов, изготовленных из ячменей с пони¬
женной всхожестью, при обычной технологии затирания самым
серьезным недостатком является снижение выхода экстракта.
Могут возникнуть также проблемы с осахариванием заторов.
При правильном ведении процесса затирания можно получить
хорошо осахаренное сусло, если качество солода по другим по¬
казателям не является низким. Однако такое сусло содержит
меньше азотистых веществ, что имеет большое значение в слу¬
чае применения больших количеств сахара при затирании, имея
в виду отрицательное влияние снижения содержания азотистых
веществ в сусле на физиологическое состояние дрожжей.
Относительно простым и притом полностью удовлетворяю¬
щим требованиям способом переработки солодов из ячменя с по¬
ниженной всхожестью считается перемешивание различных со¬
лодов. Существенного улучшения можно добиться при добавле¬
нии 30% качественного солода. В случае, если перемешивание
солодов практически неосуществимо, наиболее выгодно при пе¬
реработке таких солодов вести процесс затирания с измененными
температурными режимами. Можно рекомендовать для протео-
лиза температуру затирания между -45—50°С и для улучшения
осахаривания, с одной стороны, вводить паузу при температуре
около 62,5°С, и, с другой — снижать температуру окончательного
осахаривания в пределах 72—73°С.
УСКОРЕНИЕ ПРОЦЕССА ФИЛЬТРАЦИИ
Фильтрация является узким местом в четырехпосудном ва¬
рочном порядке, что определяет длительность всего процесса
приготовления сусла в целом. Поэтому решению вопроса уско¬
рения процесса фильтрации следует уделять особое внимание.
Фильтрацию можно ускорить, применяя дробление солода с
предварительным смачиванием (мокрое дробление) его. Дроб¬
ление проводят на специальном оборудовании, которое в ЧССР
выпускают заводы объединения ЗВУ, а за рубежом такие фир¬
мы, как «Циманн» и «Штайнекер», в ФРГ и др.
599
Оборудование для мокрого дробления солода работает ци¬
клически. После наполнения замочного бункера солод сначала в
течение 10—20 мин орошается водой, нагретой до температуры
30—37°С.
Влажность солода поднимается в конце смачивания до 25—
35%. Смоченный таким образом солод после стекания избыточ¬
ной воды, которая обычно направляется в заторный чан, дробится.
Полученный дробленый солод перемешивается в смеси¬
теле с необходимым количеством воды соответствующей темпе¬
ратуры (количество и температура добавляемой воды определя¬
ется требованиями к температуре и густоте затора). Получен¬
ный затор поступает в ддторный чан. Все оборудование после
окончания рабочего цикла дробления споласкивают, при этом
промывную воду также перекачивают в заторный чан.
Основным эффектом мокрого дробления солода является по¬
вышение пористости слоя дробины, которая является следствием
низкой степени разрушения оболочки солода по сравнению с
дроблением в классических условиях. Этот эффект можно ис¬
пользовать двойным способом: или не изменять общую величину
солодовой засыпи при сокращении общего времени фильтрации,
или повышать ее при сохранении общего времени фильтрации.
В первом случае сокращение общего времени фильтрации дости¬
гает до 27%. Применение мокрого дробления нежелательно в
тех случаях, когда при большой производительности фильтраци¬
онного чана на затор используется значительное количество са¬
хара-сырца, так как при этом низкий и в значительной мере
рыхлый слой дробины вымывается неравномерно, что приводит к
снижению выхода экстракта.
Обычно же выход экстракта при мокром дроблении солода по
сравнению с классическими условиями не изменяется, и не наб¬
людаются никакие существенные изменения в составе получен¬
ного сусла. А в случае, например, перегрузки фильтрационного
чана, применяя мокрое дробление солода за счет хорошего вы¬
мывания рыхлого слоя дробины, можно добиться даже повыше¬
ния выхода экстракта.
УСКОРЕНИЕ ВАРОЧНОГО ПРОЦЕССА
ЗА СЧЕТ ПРИМЕНЕНИЯ САХАРА-СЫРЦА
Современный высокий уровень применения сахара-сырца при
затирании объясняется ъ основном тремя основными причинами:
современные большие объемы производства пива в ряде стран не
обеспечены необходимым количеством солода, использование
сахара-сырца экономически выгодно, увеличиваются мощности
варочных отделений. Повышение мощности варочных отделений
достигается за счет того, что сахар можно дозировать непосред¬
ственно в сусловарочные котлы, так что никаким образом не
увеличивается нагрузка на фильтрационные чаны.
600
Несмотря на бесспорные достоинства применения сахара, бо¬
лее широкое использование его сдерживается из-за некоторых
очень серьезных явлений, из которых важнейшее — отрицатель¬
ное влияние на качество готового пива, которое является след¬
ствием несколько измененного состава начального сусла, харак¬
теризуемого высоким содержанием сбраживаемых сахаров и
снижением содержания общего азота. Полученное пиво, как пра¬
вило, слишком сильно сброжено, пустое и имеет более резкую
горечь. Кроме того, сусло, приготовленное с большой добавкой
сахара, непригодно для размножения дрожжей.
Отрицательное влияние на качество готового пива, вызван¬
ное применением сахара, хотя и имеет место, но находится в до¬
пустимых пределах до тех пор, пока дозировка сахара не превы¬
сит 15—18% в пересчете на стандартный солод. При большой
дозировке сахара отрицательное влияние его на качество пива
проявляется более значительно. Это влияние можно несколько
снизить некоторым изменением технологических режимов процес¬
са затирания. Но лучшие результаты можно получить только при
замене части сахара другими несоложеными материалами.
При изменении технологических режимов процесса затирания
для снижения отрицательного влияния большой дозировки саха¬
ра необходимо прежде всего быстро пройти интервал температу¬
ры около 62,5°С и процесс осахаривания провести в области тем¬
ператур выше 70°С, которые более благоприятны для образова¬
ния несбраживаемых декстринов. При проведении отварки для
изменения температур осахаривания необходимо изменить объем
отварки так, чтобы первой отваркой в заторном чане была до¬
стигнута температура около 70°С, а второй — около 75°С.
Однако изменение технологических режимов подобно описан¬
ному целесообразно только тогда, когда затирается достаточно
качественный солод. При применении менее качественных соло¬
дов, которые требуют технологических режимов затирания с бо¬
лее низкими температурами, такие изменения могут привести к
возникновению трудностей при осахаривании заторов и к сниже¬
нию выхода экстракта. Учитывая это, при затирании менее ка¬
чественных солодов не следует проводить затирание по описан1
ным выше технологическим режимам.
Нежелательное снижение содержания общего азота в сусле
можно в определенной мере компенсировать увеличением вы¬
держки при температуре пептонизации (белковая пауза).
ПУТИ СНИЖЕНИЯ НЕЖЕЛАТЕЛЬНО
ВЫСОКОГО УРОВНЯ ИСПОЛЬЗОВАНИЯ
САХАРА-СЫРЦА
Для снижения нежелательно высокого уровня применения са-
хара-сырца целесообразно перейти на использование например,
несоложеного ячменя.
601
Простая переработка несоложеного ячменя в виде дробленого
ячменя невыгодна по ряду причин. Дробленый ячмень, как пра¬
вило, транспортируют в мешках, так что транспортные операции
с ним затруднительны, при хранении он легко подвергается порче
и, наконец, при высокой дозировке придает пиву неприятную рез¬
кую и терпкую горечь. Эт» недостатки в значительной мере уст¬
раняются следующими способами обработки несоложеного яч¬
меня.
ОБРАБОТКА НЕСОЛОЖЕНОГО ЯЧМЕНЯ
СЖАТЫМ ПАРОМ
Обработка несоложеного ячменя сжатым паром заимствова¬
на из спиртовой промышленности. Для такой обработки в вароч¬
ном отделении необходимо установить котел-заборник соответ¬
ствующего размера. Обработку несоложеного ячменя сжатым
паром следует проводить так, чтобы исключалась карамелизация
и была достигнута как можно более низкая степень порчи яч¬
менной оболочки.
Лучшим способом применения предварительно обработанно¬
го паром несоложеного ячменя в классическом варочном про¬
цессе является дозировка его в воду при затирании. Количество
обработанного таким образом несоложеного ячменя можно ре¬
комендовать (без дополнительных мер) вплоть до 15% в пере¬
счете на стандартный солод. Приготовленное из несоложеного
ячменя сусло по сравнению с суслом, изготовленным из одного
солода, имеет пониженное содержание общего азота и повышен¬
ную долю несбраживаемого экстракта пропорционально количе¬
ству применяемого ячменя. Снижение общего содержания азота
однако, менее существенно, чем при применении сахара. При ис¬
пользовании обработанного сжатым паром несоложеного ячменя
в комбинации с сахаром достижимое сбраживание сусла снижа¬
ется в большей мере, чем это соответствовало бы добавке экви¬
валентного по количеству экстракта количества солода.
Большим преимуществом этого способа обработки несоложе¬
ного ячменя является тот факт, что изготовленное пиво в отли¬
чие от пива, полученного с использованием дробленого ячменя,
существенно не отличается от пива из солода. Устранение неже¬
лательно резкой и терпкой горечи необходимо приписать худше¬
му выщелачиванию неприятных по вкусу компонентов из отно¬
сительно мало измельченных оболочек ячменя.
РАЦИОНАЛИЗАЦИЯ ПРОЦЕССА ОХМЕЛЕНИЯ
Хмель — это наиболее дорогое основное сырье, применяемое
при производстве пива. Довольно небольшие изменения в дози¬
ровке хмеля как в натуральном виде, так и в форме разных кон¬
центратов или полуфабрикатов, проявляются в результате рабо¬
602
ты заводов в такой мере, которую нельзя не учитывать. Хмель в
шишках или хмелевые концентраты и полуфабрикаты необходи¬
мо дозировать так, чтобы при полном сохранении качества пива
расходы на эти цели были по возможности низкими. В настоящее
время при рационализации процесса охмеления можно использо¬
вать следующие способы.
ДОЗИРОВКА ХМЕЛЯ ПО СОДЕРЖАНИЮ
ЦЕННЫХ С ТОЧКИ ЗРЕНИЯ ПИВОВАРЕНИЯ
ВЕЩЕСТВ
На ряде пивоваренных заводов хмель дозируют только по
массе без учета содержания ценных с точки зрения пивоварения
веществ. Расходы, связанные с охмелением пива, при таком веде¬
нии процесса охмеления остаются постоянными независимо от
качества перерабатываемого хмеля, однако при этом в значитель¬
ной мере колеблется горечь готового пива. Как известно, качест¬
во хмеля зависит от климатических условий года, от вида хмеля,
района его произрастания, а также от продолжительности и ус¬
ловий хранения. Поэтому хмель следует дозировать дифферен¬
цированно, так, чтобы содержание ценных веществ, поступаемых
в сусло с хмелем, было постоянным. Это приведет не только к
стабильной горечи пива, но и в большинстве случаев к значи¬
тельной экономии финансовых затрат на хмель. Под дифферен¬
цированной дозировкой хмеля нельзя, однако, понимать только
снижение дозы хмеля, как это иногда бывает, необходимо также
изменение дозы задаваемого хмеля и в сторону увеличения, если
это требует его качество. В некоторых случаях это может озна¬
чать и повышение расходов. Однако дифференцированное дози¬
рование хмеля при продолжительном периоде его применения,
как правило, выразится в существенной финансовой экономии.
Если хмель дозировать по содержанию в нем ценных веществ,
то следует сначала установить необходимую дозу хмеля с точки
зрения требуемой горечи готового пива. Дозу хмеля а рассчиты¬
вают по содержанию в нем всех смол (мягких и твердых) сле¬
дующим образом:
сначала определяют действительное содержание так называе¬
мых у-смол по формуле
dxVP
а = >
100
где VP — количество всех смол в исходном образце хмеля, %;
— 0,65402
Х= 0,05341 ’
где у — количество твердых смол, % от всех смол.
После этого подсчетом процентного содержания мягких и
у-смол получают процентное содержание эффективных (ценных)
603
веществ в исходном образце хмеля. Задаваясь оптимальной до¬
зой эффективных веществ хмеля, требуемых на варку, высчиты¬
вают оптимальную дозу задачи хмеля. При переходе на хмель
другого качества снова рассчитывают содержание в нем эффек¬
тивных веществ и, исходя из него, новую дозу задачи хмеля в су¬
словарочный котел.
ПРИМЕНЕНИЕ ХМЕЛЕВОГО ЭКСТРАКТА
Применение хмелевого экстракта во всем мире стало обычным
явлением. Разница в его применении между отдельными пиво¬
варенными заводами заключается только в количестве заменяе¬
мого шишкового хмеля хмелевым экстрактом.
Использование хмелевого экстракта выгодно как с точки зре¬
ния применения хмелевых горьких веществ, так и с точки зрения
экономики производства. При использовании хмелевого экстрак¬
та повышается количество горьких веществ хмеля с 20 до 35%
(в пересчете на пиво). Хмелевой экстракт в отличие от шишково¬
го хмеля очень хорошо хранится. Однако сама технология про¬
изводства хмелевого экстракта такова, что содержащиеся в нем
хмелевые вещества не равноценны абсолютно шишковому хме¬
лю. Наиболее существенным отклонением в этом направлении
является снижение содержания дубильных веществ. При боль¬
шой замене шишкового хмеля хмелевым экстрактом пиво содер¬
жит меньше дубильных веществ по сравнению с пивом, охмелен¬
ным одним натуральным хмелем. Этот факт проявляется в
изменении характера горечи пива. Пиво с большой заменой хме¬
ля хмелевым экстрактом под влиянием меньшего содержания
дубильных веществ имеет более округлую горечь.
100%-ную замену хмеля хмелевым экстрактом нельзя реко¬
мендовать, несмотря на бесспорные экономические выгоды. Со¬
гласно последним испытаниям целесообразно заменять хмель
хмелевым экстрактом в пределах до 70% от общего количества
задаваемого хмеля. Однако при этом надо учитывать и местные
условия, поскольку в стремлении к повышению экономической
эффективности производства следует учитывать и требования к
сохранению характерных особенностей данного вида пива.
ПРИМЕНЕНИЕ ИЗМЕЛЬЧЕННОГО ХМЕЛЯ
Наряду с выпуском хмелевых экстрактов одной из форм пред¬
варительной обработки шишкового хмеля является получение из¬
мельченного хмеля, использование которого довольно распрост¬
ранено в ряде стран. В ЧССР с 1972 г. приготовляют дробленый
хмель типа Хонрстабиль. В этом случае обработка хмеля заклю¬
чается в том, что шишки хмеля предварительно высушивают до
содержания воды около 3% и потом измельчают в шаровой мель¬
нице. Измельченный хмель помещают в газонепроницаемую упа-
604
ковку, из которой после наполнения воздух вытесняется инерт¬
ным газом.
Благодаря вытеснению воздуха измельченный хмель хорошо
хранится без потери качества для пивоварения практически не¬
ограниченное время. При двухлетнем хранении такого хмеля не
были обнаружены никакие изменения по обычным аналитиче¬
ским критериям. При использовании измельченного хмеля, с од¬
ной стороны, исключается из производства хмелеотделитель и,
с другой — повышается использование горьких веществ хмеля.
Однако надо иметь в виду, что лучшее использование горьких
хмелевых веществ зависит от способа охлаждения сусла. Наи¬
большего эффекта можно добиться при работе с турбулентным
(гидроциклонным) чаном, при котором можно рассчитывать на
10% экономии хмеля. В том случае, если сусло охлаждается на
тарелках, экономия от применения измельченного хмеля снижа¬
ется, причем это зависит от времени охлаждения сусла. При
охлаждении сусла на холодильных тарелках необходимо учиты¬
вать и то, что затрудняется работа на фильтр-прессе в связи с
увеличением количества горьких взвесей.
ОХЛАЖДЕНИЕ СУСЛА В ТУРБУЛЕНТНОМ
ЧАНЕ
В современных условиях использование классической техно¬
логии при охлаждении сусла вызывает ряд трудностей. Если
сусло оставляют охлаждаться на холодильных тарелках при
температуре ниже 60°С, то, как правило, происходит его инфи¬
цирование. Именно из-за трудности в соблюдении технологии
охлаждения на холодильных тарелках эта стадия является одной
из основных причин заражения пива посторонними и вредными
для пива микроорганизмами. Фильтрация на фильтр-прессах по¬
лучаемого с тарелок мутного сусла настолько трудоемка, что
этот классический прием в настоящее время все чаще заменяет¬
ся добавкой этого мутного сусла в некоторых стадиях варочного
процесса, что в общем-то не стоит рекомендовать. Гораздо про¬
ще можно решить эти проблемы переходом на закрытый способ
охлаждения, используя турбулентный чан в комбинации с про-
тивоточным холодильником.
Хорошее осаждение взвесей при охлаждении сусла зависит
от хорошей работы хмелеотделителя. Если же через хмелеотдели¬
тель проходят головки хмеля, то они разрыхляют осаждаемую
взвесь сусла, нарушают ее компактность и повышают потери
сусла. Температура еусла, откачиваемого из турбулентного ча¬
на, обычно находится в пределах около 90°С. Следствием повы¬
шенной температуры является также и повышенное содержа¬
ние тонких взвесей в сусле, по сравнению с классическим спосо¬
бом охлаждения на холодильных тарелках оно составляет 30—
40%. По этой причине в бродильном отделении необходимо или
605
устанавливать разбраживающие чаны, или же все (можно и оп¬
ределенную часть) сусло фильтровать еще раз. Для фильтрации
сусла лучше всего использовать перлит. При этих способах
осветления сусла потери с взвесями для сусла с начальной кон¬
центрацией 10% колеблются приблизительно в диапазоне 0,25—-
0,40%.
Основное преимущество турбулентного чана, кроме снижения
необходимой производственной площади и трудоемкости его об¬
служивания, заключается прежде всего в исключении инфекции
сусла на этой стадии. Чан можно поместить непосредственно в
варочном отделении, в результате чего снижается расстояние
между сусловарочным котлом и турбулентным чаном и достига¬
ется более легкое устранение взвесей. Преимуществом турбу¬
лентного чана является и тот факт, что повышается использова¬
ние тепла горячего сусла, поступающего с водой от охлаждения
его в первой секции пластинчатого охладителя. В этом случае
для использования в производстве получается горячая вода с тем¬
пературой, пригодной для ведения процессов.
ГЛАВНОЕ БРОЖЕНИЕ
Ускорение процесса главного брожения является очень акту¬
альным вопросом, поскольку мощность бродильных отделений
большей части пивоваренных заводов недостаточна для обеспече¬
ния необходимого объема производства пива повышенного сбыта
в летний период. Нередко главное брожение сокращают преиму¬
щественно за счет повышения температуры брожения. Этот ме¬
тод очень прост и эффективен, однако применение его отрица¬
тельно влияет на качество готового пива. Изготовленное таким
образом пиво имеет повышенное содержание высших спиртов,
диацетила, ацетоина, имеет более высокую титруемую кислот¬
ность и т. д. Поэтому необходимо применять такие методы уско¬
рения процесса главного брожения, которые или незначительно
или вообще не влияют на качество готового пива.
Сокращение времени главного брожения
более высокой дозой задаваемых
пивоваренных дрожжей
Время главного брожения можно сократить без применения
высоких культур брожения за счет повышения дозы задаваемых
пивоваренных дрожжей. Если взять за основу дозу дрожжей для
сбраживания сусла 0,5 л/гл, то двукратное повышение этой дозы
сократит время главного брожения на 2 дня, а четырехкратное—>
на 3 дня без существенного изменения качества готового пива.
Дальнейшее увеличение дозы задаваемых пивоваренных дрож¬
жей ведет к дальнейшему сокращению времени главного броже¬
ния (например, десятикратное повышение дозы дрожжей — на
606
4 дня), однако надо учитывать, что значительное повышение до¬
зы отрицательно влияет на вкус пива, т. е. оно не пропорцио¬
нально достигаемому общему эффекту.
Метод использования двух или трех чанов
Другим методом, который дает возможность сократить время
главного брожения без повышения температуры брожения, яв¬
ляется так называемый метод двух или трех чанов, применяемый
в ГДР. Он заключается в том, что после слива молодого пива
дрожжи не снимают, а заливают в чан новое сусло. С образова¬
нием завитков заброжженное сусло разделяют на два других
чана так, чтобы в каждом чане была 7з объема. Перекачивание
производится насосом. Во второй и третий чан не надо задавать
дрожжи, поскольку бродящее сусло приносит с собой достаточ¬
ное количество их, необходимое для дальнейшего хода главного
брожения. После указанного разделения бродящего сусла чаны
дополняют следующей варкой на оставшиеся 2/з объема, а в тече¬
ние последующих 24 ч дополняют полностью. Температура
заливаемого сусла должна быть равна температуре разброжен-
ного сусла в чане. В последующей фазе второй или третий чаны
используют для разбраживания, а первый чан после съема дрож¬
жей промывают. Слитые из него дрожжи больше не используют.
При методе двух чанов работают аналогично методу трех ча¬
нов, но только с той разницей, что объем чана разделяют на два
чана вместо трех. Сокращение времени, достигаемое при методе
трех чанов, колеблется в пределах 25—35%, а при методе двух
чанов оно несколько ниже. Бродильная способность дрожжей
при этом не снижается, и после 30-кратного цикла брожения ос¬
тается достаточное количество дрожжей, необходимых для даль¬
нейшего равномерного брожения. При этих способах содержание
белков в пиве снижается больше, чем в пиве, полученном клас¬
сическим способом.
Полунепрерывный процесс главного брожения
В отличие от описанных ранее способов ускорения процесса
главного брожения для полунепрерывного процесса главного
брожения необходимо устанавливать специальное оборудование.
Брожение протекает в закрытых танках, которые смонтированы
в линии. Количество танков в линиях зависит от начальной кон¬
центрации сбраживаемого сусла.
Каждая линия полунепрерывного брожения состоит из танка
разбраживания и из бродильных танков. При сбраживании 10°-
ного сусла линия включает 4 бродильных танка, а линия для
12°-ного сусла — 5 бродильных танков. Количество танков в ли¬
нии определяется временем брожения, которое для 10°-ного сусла
равно 4 дням и для 12°-ного 5 дням.
607
Бродильные и разбраживающие танки — это вертикальные
резервуары низкого давления, изготовленные из стали или алю¬
миния. Танки снабжены люком, воздушной арматурой, выпуск¬
ным отверстием и смотровым стеклом, разбраживающий танк
снабжен еще мешалкой и охлаждающей рубашкой. Танки, вы¬
пускаемые заводами ЗВУ в г. Градец Кралов (ЧССР), имеют
полезный объем 80, 100, 125, 160, 200, 250 и 385 гл. В ЧССР эти¬
ми танками оснащены все новые пивоваренные заводы («Ношо-
вице», «Мост-Седлец», «Губраново», «Тополчаны», «Велки Ша¬
рит» и др.).
Для увеличения числа циклов брожения, которые можно осу¬
ществить без чистки танков, рекомендуется фильтровать все
количества сусла или хотя бы определенную его часть. Темпе¬
ратуру в ходе брожения можно регулировать автоматически.
ПРИМЕНЕНИЕ ФАЗОВОГО ДОБРАЖИВАНИЯ
В связи с относительно быстрорастущим спросом на пиво,
превышающим в летние месяцы возможный выпуск его даже вы-
сокомощностными пивоваренными заводами, необходимо сокра¬
щать время выдержки пива в лагерных подвалах. Простое сокра¬
щение времени выдержки, если оно не сопровождается соответ¬
ствующими технологическими приемами, неизбежно ведет к
•существенному снижению качества готового пива. Вместе с тем
время выдержки можно сократить без отрицательных послед¬
ствий, используя, например, так называемое фазовое дображи¬
вание.
При фазовом дображивании время выдержки пива в подвале
разделяется на две фазы. В первой фазе пиво дображивается при
температуре 8:—11°С, в результате существенно повышается
биохимическая деятельность дрожжей. Процессы, которые при
нормальных классических условиях протекают очень медленно,
в этих условиях идут гораздо быстрее. Использование темпера¬
тур выше 11 °С не рекомендуется, поскольку это вызывает замет¬
ные вкусовые недостатки в пиве.
' Кроме того, недостатком применения высоких температур в
первой фазе двухфазового дображивания является необходи¬
мость перехода на теплое брожение и в бродильном отделении.
Температура 8—11°С поддерживается только в первой фазе,
так как если бы все дображивание протекало при высокой тем¬
пературе, не произошло бы необходимого выделения мутных ве¬
ществ пива и плохо осаждались бы дрожжи. По этой причине
после первой теплой фазы дображивания молодое пиво должно
быть быстро охлаждено и в течение определенного времени ос¬
тавлено при температуре около 0°С. В этой второй фазе добра¬
живания пиво осветляется и в достаточной мере насыщается уг¬
лекислым газом.
Общее время дображивания зависит от температуры, исполь¬
зованной на первой фазе дображивания. При температурном
диапазоне 8—1ГС 7°-ное и 10°-ное пиво дображивается 10—
12 дней, пиво более крепкое —25—32 дня. Из общего времени
дображивания на первую фазу приходится около 40%.
При применении двухфазового дображивания необходимо в
лагерном подвале установить дополнительно проточный холо¬
дильник такой мощности, чтобы после окончания теплой части
дображивания пиво можно было быстро охладить до низкой тем¬
пературы. Для первой фазы дображивания необходимо выделить
лагерное отделение, где температура может удерживаться в та¬
ком диапазоне, чтобы не произошло нежелательного снижения
температуры в танках. Процесс можно очень хорошо комбиниро¬
вать с полунепрерывным способом главного брожения. При этом
нет необходимости охлаждать молодое пиво в бродильном отде¬
лении до низких температур.
ВЫВОДЫ И ОЦЕНКА
Оценивая перспективы технического раз¬
вития пивоварения, Де Клерк считает, что в на¬
стоящее время основные исследования в пивоваренной промыш¬
ленности направлены преимущественно на то, чтобы сократить
процесс производства пива до минимального времени или за
счет соответствующей модификации классической технологии
пивоварения, или в результате внедрения непрерывных способов
производства. Вместе с тем до сих пор наиболее прогрессивные
методы производства пива не нашли широкого внедрения в про¬
изводственных масштабах главным образом потому, что для их
внедрения требуются высокие капиталовложения и все еще име¬
ются опасения, что это может привести к ухудшению качества
пива.
Каждая новая идея в области техники7 должна пройти опре¬
деленный путь развития, прежде чем она будет реализована. Ак¬
тивные научно-технические исследования, проводимые во всем
мире в последние годы, положительно повлияли на технический
прогресс. Многое сделано и в области техники в пивоварении.
По мнению Де Клерка, с точки зрения интенсификации про¬
цессов в пивоварении, на данном этапе правильными направ¬
лениями являются следующие: в области сырья новые способы
переработки заменителей солода; новые способы переработки
хмеля и его хранение в виде экстракта; улучшение воды, исполь¬
зуемой для пивоварения; на участке соложения: ускорение соло¬
жения за счет добавки вспомогательных веществ; -снижение по¬
терь с помощью химических ингибиторов роста, физическое вме¬
шательство, как например, повторное замачивание ячменя, со¬
провождаемое продолжительным пребыванием зерна на воздухе,
возвращением СОг и охлаждением. Однако на этом участке
609
остается еще решить: проводить ли соложение периодическим
или непрерывным способом или вообще исключить процесс соло¬
жения и перерабатывать на сусло непосредственно ячмень при
использовании ферментов. К таким проблемам относятся и пред¬
ложения варить сусло из зеленого солода и перерабатывать его
на концентраты.
На участке затирания и кипячения сусла рекомендуется дроб¬
ление влажного солода; исключение процесса затирания солода,
заменив его поставляемым централизованно концентриро¬
ванным суслом; применение новых чанов и котлов в варочном от¬
делении; непрерывное затирание; непрерывное кипячение.
На участке охлаждения сусла — отделение взвесей и хмеля
центрифугированием или с помощью турбулентных чанов
(Whirlpool); отделение тонкой мути фильтрацией; продолжитель¬
ное охлаждение.
Делехоузее считает прогрессивными направлениями в
технологии и оборудовании главным образом дробление влаж¬
ного солода, фильтрационный чан типа Штайнмастер, цилиндро¬
конические бродильные чаны (с конусным дном), внедрение ав¬
томатизации и непрерывных процессов в производстве, исключая
однако автоматизированный непрерывный процесс в варочном
отделении. По мнению этого автора, непрерывный процесс эко¬
номически не эффективен. Вместе с тем внедрение автоматиче¬
ского контроля за показателями работы высокомеханизирован¬
ных варочных порядков позволит улучшить результаты и четко
контролировать работу каждого варщика.
Урион в статье «Новости в пивоваренном
производстве» указывает, что за последние 15 лет в
промышленности наблюдается интенсивный творческий поиск но¬
вых решений, который постоянно возрастает. В солодоращении
начали применять новые методы замачивания, появился новый
способ сдвоенного соложения, рекомендуются различные актива¬
торы для проращивания ячменя. В пивоварении вновь появилось
непрерывное брожение, сопровождаемое другими непрерывными
процессами. Начато производство солодовых и хмелевых кон¬
центратов. Однако, по мнению Уриона, возможно, что не все эти
методы привьются повсеместно. К наиболее перспективным ме¬
тодам он относит следующие: дробление влажного солода, произ¬
водство хмелевых экстрактов.
При внедрении новых способов ведения процесса и новых ви¬
дов промышленного оборудования неизбежно встает вопрос о
целесообразности проведения этих мероприятий. По традиции
при оценке прежде всего учитывают, обеспечивается ли устойчи¬
вое качество пива. Значение остальных факторов зависит от су¬
ществующих на данном этапе технических и экономических ре¬
шений и возможностей их осуществления.
В структуре издержек пивоваренных заводов по отдельным
статьям затрат наблюдается значительный рост затрат на зара-
610
ботную плату по сравнению с почти неизменяющимися расхода¬
ми на сырье.
Из этого вытекает, что сохранение уровня рентабельности
возможно прежде всего за счет сокращения затрат производ¬
ственного времени, т. е. при тех же затратах на заработную пла¬
ту, обеспечить более быстрое ведение процессов, обеспечив бо¬
лее высокую производительность труда. Это можно реализовать,
например, внедрением дробления влажного солода, в результате
чего сильно ускоряется процесс отделения пивной дробины
(фильтрация и выщелачивание).
Вопрос сокращения издержек на заработную плату (или
обеспечение значительного роста производительности труда) яв¬
ляется в настоящее время очень актуальным. Наблюдается тен¬
денция решать этот вопрос за счет автоматизации. Однако надо
иметь в виду, что все автоматизировать нельзя уже хотя бы по¬
тому, что на пульте управления пришлось бы установить очень
сложные приборы.
При этом можно сэкономить одну-две рабочие единицы, на¬
пример, в варочном отделении, однако вместо них потребуется
высокооплачиваемый опытный специалист на автоматике.
Существующие в ряде стран законы тормозят модернизацию
пивоваренных предприятий и не позволяют внедрять новшества
в быстром темпе. Тем самым технический персонал вынужден
придерживаться установленного старого оборудования и риско¬
вать, что зарубежная техника их обгонит.
Как отмечает Урион, прогресс на каком-то участке в свою
очередь отражается на соседних участках, а оттуда снова воз¬
действует на определенную стадию производства. Примером мо¬
жет служит правильная подготовка солода, которая ведет к
дроблению влажного солода, и фильтрация заторов. По мнению
Уриона, три новых способа, которые являются действительным
прогрессом при работе в варочном отделении, — это дробление
влажного солода, новый американский фильтрационный чан
Штайнмастер, и вибрационный отстойный чан (Whirlpool —
Setzbotlich) для обработки готового сусла.
Мак Кей занимается перспективами разви¬
тия пивоварения в широком диапазоне. Возрас¬
тающая популярность пива — интересное явление, особенно для
стран, где существовали иные, чем пиво, традиционные напитки.
В Японии за последние 10 лет потребление пива возросло в
3 раза и достигло уровня потребления сакэ, считавшегося до сих
пор национальным японским напитком.
В Испании потребление пива возрастает примерно на 20% в
год, а в последние годы оно увеличилось по сравнению с США
на 4%.
Во Франции за последние 15 лет потребление пива возросло
в 2 раза, а в Италии за последние 10 лет — более чем в 2 раза
и т. д.
611
В связи с указанной растущей популярностью пива постоянно
возрастают новые требования к усовершенствованию технологии
и техники производства пива.
По мнению Мак Кея, перспективы этого усовершенствования
следующие:
в варочном отделении — использование быстрого затирания и
фильтрации обеспечивать 12 варок за 24 ч; применение сиро¬
пов, изготовленных из крахмалистого сырья;
для сусловарочного котла — сохранение конвенционной фор¬
мы, но проведение варки в более быстрой последовательности;
добавление хмеля не по классическому способу; отделение мути
в чане Whirlpool с тангенциальным входом сусла или на сепара¬
торах; охлаждение — в традиционном теплообменнике; броже¬
ние—для видов пива с небольшим выпуском его, использование
обычных классических способов брожения для видов пива, изго¬
тавливаемого в больших объемах, применение непрерывных спо¬
собов брожения сусла. Бродильные чаны большого объема будут
работать в цикле — не менее двух варок в неделю;
фильтрация и пастеризация — сепарирование пива при выхо¬
де из бродильных чанов и охлаждение его непосредственно перед
задачей в лагерные танки.
Пиво, предназначенное для розлива в бутылки, будут фильт¬
ровать, насыщать углекислым газом и пастеризовать, а после
фильтрации будут добавлять к пиву изомеризованный хмелевой
экстракт.
Что касается зернового сырья, то оно будет поступать на за¬
вод или в твердом виде, т. е. солода, или в виде сиропов, иными
словами, в виде концентрированного сусла.
При использовании сиропов их можно производить централи¬
зованно на крупном заводе из ячменя и зеленого солода, а уже
потом распределять по пивоваренным заводам. Вместо хмеля
все больше будут использовать хмелевые экстракты. По мнению
Мак Кея, в последующие годы пивовары будут использовать при¬
менение 50% хмеля в традиционной форме и 50% в форме изо¬
мерного экстракта. До тех пор, пока станут известны компоненты
хмеля, которые действительно необходимо добавлять к пиву в
форме хмелевого экстракта, чтобы получить требуемый различ¬
ный хмелевой аромат, будут использоваться 100%-ные изомер¬
ные экстракты, поскольку пивоваренные заводы при этом суще¬
ственно экономят, за счет снижения расходов на хранение, отка¬
завшись от крупных хранилищ и избегая манипуляций с хмелевой
дробиной.
Пиво все чаще будут сбраживать чистыми дрожжами одной
расы, получаемых селекцией или гибридизацией. Дрожжи, полу¬
ченные из пива, по-прежнему будут использоваться повторно
для брожения.
Поскольку увеличиваются единичные мощности оборудова¬
ния, некоторые виды его будут размещать, по мере возможности,
612
на открытых площадках, чтобы снизить расходы на строитель¬
ство.
В рамках автоматизации процессов становится обычным яв¬
лением телевидение, и уменьшается количество работников у
пультов, оператор может оставить пульт и наблюдать его на
экране, расположенном в другом месте производственного комп¬
лекса. Взаимосвязь со складом будет осуществляться радиоте¬
леграфически.
Непрерывная варка пива пока не принимается серьезно во
внимание при проектировании новых пивоваренных заводов.
С другой стороны, непрерывное брожение пива, будет широко
распространено, расширится также брожение с применением
чанов с мешалками и башенных бродильных систем.
70-е годы покажут, что обе системы (периодическая и не¬
прерывная) имеют свое обоснование: непрерывное брожение
благодаря высокой производительности, остальные системы бла¬
годаря качеству пива специальных сортов, изготавливаемому в
меньшем объеме.
В более отдаленном будущем, вероятно, бродильные опера¬
ции изменятся коренным образом. Возможно, что пиво, посту¬
пающее из бродильного аппарата, потечет непосредственно в
танки для фильтровального пива за счет использования физиче¬
ских, химических и биохимических воздействий.
Шабо в статье «Будущие направления в
пивоваренной промышленности» подчеркивает то,
что, если промышленная рационализация вместе с требованием к
снижению себестоимости приведут нас к определенной единой
стандартизации пива, то все же, несмотря на это, пиво должно
остаться напитком, у которого проявляется не только вид, но и
его характер.
По мнению автора, с учетом развития современных средств
автоматизации и электроники в будущем многие операции в ва¬
рочном отделении пивзавода, такие, как солододробление, охлаж¬
дение и осветление сусла, операции в бродильне, в лагерном под¬
вале и операции с готовым пивом, включая автоматическое
наполнение и опоражнивание резервуаров и автоматическую
чистку их, будут проводиться под контролем одного человека с
помощью ЭВМ с пульта управления, размещенного даже на рас¬
стоянии от указанных отделений.
Котельная, холодильные установки, отделения обработки во¬
ды и т. п. будут работать без вмешательства человека.
Обслуживающий эти системы специалист будет немедленно
информироваться специальными устройствами о любом недостат¬
ке в ходе операции и будет иметь возможность немедленно вме¬
шаться.
Классический пивоваренный завод медленно исчезает и будет
заменен пивоваренным заводом с ускоренным способом произ¬
водства.
613
Многие рассматриваемые тенденции уже сегодня являются
действительностью. Сейчас не каждому пивовару придет в голо¬
ву мысль выпускать пиво с трехмесячным сроком выдержки.
Да и сам завод с ускоренным производством сегодня можно
назвать классическим, поскольку процесс Натана насчитывает
уже 60 лет и все улучшения, через которые он прошел за этот
период и через которые он еще пройдет, только убеждают и бу¬
дут убеждать скептически настроенных.
В отношении непрерывного производства следует быть осмот¬
рительными, как в свое время были осмотрительными наши пред¬
шественники в отношении метода Натана, и применять его с уче¬
том конкретных особенностей завода.
Шабо считает, что в процессе модернизации пивоварения мы
будем свидетелями замены сложных производственных зданий
простыми одноэтажными, будем также свидетелями отказа от
одноцелевых построек, таких, как бродильня, лагерный подвал,
разливочные отделения и т. п. В этом направлении, например,
уже много сделали японские конструкторы.
В связи с развитием специализации в производстве вообще
Шабо учитывает в будущем возможность возникновения заводов
без варочного отделения, например, один пивоваренный завод
крупного объединения стал бы центральным варочным с охлаж¬
дением и обработкой сусла. Второй—-занимался бы только глав¬
ным брожением и дображиванием. И, наконец, последний завод
производил бы окончательную обработку и розлив пива.
В чехословацкой литературе наиболее обширные данные о
новшествах в пивоваренном производстве и о перспективах его
дальнейшего развития были сообщены Лхотским.
Оглавление
ПРЕДИСЛОВИЕ К ПЕРВОМУ ИЗДАНИЮ 5
ПРЕДИСЛОВИЕ КО ВТОРОМУ ИЗДАНИЮ 6
ПИВОВАРЕННОЕ СЫРЬЕ 7
Солод 7
Солод обычный 21
Солод пшеничный 23
Специальные солода 24
Основы правильного хранения 26
Список использованной литературы 28
Заменители солода ..... 28
Несоложеные зерновые культуры 29
Крахмалистые продукты 31
Сахара и сахаристые продукты 33
Список использованной литературы 35
Хмель 35
Ботаника и морфология хмеля 35
Сорта хмеля 37
Химический состав хмеля 40
Вода 40
Хмелевые смолы 40
Мягкие смолы 42
Полифенольные (дубильные) вещества 48
Флавоноловые гликозиды 48
Вещества типа хлорогеновой кислоты 49
Антоцианогены 30
Кумарины 32
Кислые фенолы 32
Хмелевое эфирное масло 52
Второстепенные иещества 55
Оценка качества хмеля 56
Хранение хмеля 58
Порошкообразный хмель 59
Хмелевые экстракты 51
Список использованной литературы 62
615
Вода 64
Состав обычной воды 64
Общие требования к качеству воды 67
Вода для приготовления сусла 69
Влияние воды на кислотность сусла н пива 69
Влияние воды на вкус пива 73'
Типичные воды для пивоварения 75
Исправление состава вод, используемых для пивоварения 75
Декарбонизация 76
Нейтрализация 79
Гипсование 79
Обессоливанне 80
Общие способы исправления поверхностных вод 81
Осветление и фильтрация 81
Снижение кислотности 83
Удаление нз воды железа н марганца . 84
Стерилизация воды 85
Производственная вода 87
Список использованной литературы 88-
Пивной колер 88
Список использованной литературы 80
ПРОИЗВОДСТВО ОХМЕЛЕННОГО СУСЛА 90
Приготовление и дробление солода 91
Оборудование дробильного отделения . . . . 92
Солододробилки 94-
Принцнпы дробления солода 98-
Дробление при смачивании 99-
Состав дробленого солода (качество помола) 100
Отделение оболочки 103-
Влиянне состава помола на процесс варкн сусла 104
Список использованной литературы 105
Засыпь 105
Оборудование варочного отделения 106
Классические варочные агрегаты 105
Современное варочное оборудование 110
Компоновка варочных агрегатов . 114
Затирание 115
Набор затора 115
Заторный чан 117
Технологический процесс затирания 119-
Подготовка крахмалистых заменителей солода . . . 122-
Варочные котлы 125-
Цель н основные принципы затирания 13$
Ферменты солода и их субстраты 135
Ферменты, расщепдяющие крахмал 135
Ферменты, расщепляющие белковью вещества 13$
616
Ферменты, расщепляющие сложные эфиры фосфорной кислоты . . 139
Химические процессы при затирании 140
Крахмал 140
Белки (азотистые вещества) 145
Кислотность 147
Остальные процессы 14"
Регулирование состава экстракта *48
Влияние изменений температуры и продолжительности ее действия 148
Влияние изменения концентрации *51
Влияние изменения pH 152
Способы затирания 153
Декокционные способы 153
Инфузнонные способы 163
Влияние затирания на состав экстракта и на качество пива . . . 164
Фильтрация затора и выщелачивание дробины 169
Фильтрационный чан 169
Фильтрация в чане 178
Спуск первого сусла 179
Практика фильтрации 181
Декантация сусла *83
Выщелачивание дробины и фильтрация промывных вод .... 184
Практика выщелачивания 186
Фильтрационный чан Штрайнмастер 188
Заторный фильтр 189
Фильтрация первого сусла и промывных вод 192
Мойка и содержание салфеток для фильтрации 195
Другие способы отделения дробины 196
Выгрузка и транспортировка дробины 196
Сушка дробины 198
Кипячение сусла с хмелем 199
Физико-химические процессы 199
Азотистые вещества 200
Хмелевые смолы 202
Полнфенольные (дубильные) соединения 205
Цвет 206
Редуктоны 207
Хмелевые эфирные масла 208
Список использованной литературы 209
Способы охмеления сусла 210
Определение дозировки хмеля 210
Охмеление 213
Кипячение сусла 214
Непрерывный способ производства охмеленного сусла 216
Непрерывный способ ускоренной фильтрации затора по системе Пабло 222
Компоновка и функции оборудования 223
Концентраты охмеленного сусла 226
Список использованной литературы 226
Использование хмеля 227
617
Отделение хмеля 228
Оценка варочного процесса, выход экстракта 230
Список использованной литературы ...... 234
Охлаждение сусла 234
Аэрация сусла и растворение кислорода 235
Образование и отделение белкового осадка 236
Биологические влияния 238
Влияние концентрации сусла 239
Охлаждение сусла и отделение взвесей (белкового осадка) в практике 240
Холодильные тарелки - 240
Работа на холодильных тарелках 242
Отстойные чаны с охлаждением 245
Отстойные чаны без охлаждения 246
Оросительные холодильники 246
Закрытые холодильники . 248
Аэрация сусла 250
Отделение взвесей (осадка) 251
Центрифугирование мутного сусла • 254
Осветление сусла в аппаратах гидроциклониого типа (турбулент¬
ном чане Whirlpool) 254
Сепарирование сусла 256
Осветление сусла на фильтрах 259
Список использованной литературы 262
БРОЖЕНИЕ И ДОБРАЖИВАНИЕ 264
Пивоваренные дрожжи 264
Классификация 264
Структура дрожжевой клетки (морфология и цитология) .... 266
Размножение и рост дрожжей 269
Вегетативное размножение 269
Спорообразование и наследственные свойства 271
Химический состав дрожжей 273
Обмен веществ (метаболизм) дрожжей 274
Метаболизм сахаридов 274
Спиртовое брожение (схема Эмбден-Мейергофа) 276
Цикл лимонной кислоты 277
Пеитозофосфатный цикл 279
Эффект Пастера 279
Метаболизм азотистых веществ 289
Метаболизм минеральных веществ 281
Чистые культуры пивоваренных дрожжей 281
Лабораторная стадия 281
Перевод чистых культур в производство 283
Размножение без аппарата для разведения чистой культуры . . . 284
Размножение в аппарате для разведения чистой культуры .... 285
Контроль за дрожжами из аппарата для разведения чистой куль¬
туры 290
618
Технология брожения ^
Оборудование бродильного отделения 290
с 291
Бродильные чаны
Охлаждение бродильного отделения и чанов 296
__ г OQQ
Предварительное сбраживание сусла -6-3
Отбор и определение количества задаваемых дрожжей 300
Аэрация и внесение дрожжей 302
Процессы, происходящие при брожении 305
Сбраживание экстракта 305
Образование побочных продуктов брожения 306
Главное брожение 310
О 1 О
Отклонения при брожении 014
Холодное и теплое брожение 315
Контроль главного брожения 315
Перекачка молодого пива и съем дрожжей 318
Определение выдержки пива 318
Снятие деки ^
Перекачка молодого пива 322
Съем дрожжей 323
Уход за дрожжами
Использование углекислого газа 329
OOQ
Брожение в закрытых чанах
Использование избыточных дрожжей 332
Сушка дрожжей 333
Облучение пивоваренных дрожжей 335
Другие способы главного брожения 336
Выход экстракта и потери пива при брожении 338
Список использованной литературы 340
Дображиваиие молодого пива 341
Оборудование лагерного отделения 341
Охлаждение лагерного отделения и расход холода 343
Лагерные танки 345
Наполнение танков и шпунтование пива 351
Условия и ход дображивания 353
Связывание углекислого газа в пиве 354
Влияние дображивания на вкусовые качества пива 356
Окислительно-восстановительные процессы при дображивании . . 356
Ускорение дображивания пива 359
Другие способы дображивания 359
Отклонения при дображивании 359
Контроль дображивания 361
Продолжительность дображивания и выдержки пива 362
Отстой и отстойные дрожжи 363
Потери при дображивании 364
Способ сбраживания пива по Натану 364
Брожение и дображиваиие под давлением по Литцу 367
Непрерывные способы брожения 370
Интенсифицированный способ производства пива 375
619
378
382
382
383
384
386
388
389
389
392
394
395
396
396
396
397
400
401
402
402
403
403
404
405
405
406
408
408
409
409
411
413
413
415
417
417
419
422
424
426
426
427
429
430
430
Оборудование для непрерывного процесса приготовления и броже¬
ния сусла
Список использованной литературы
Чистка и дезинфекция на пивоваренных заводах
Общие требования
Моющие средства
Дезинфицирующие средства
Комбинированные моюшис и дезинфицирующие средства . ... .
Техника мойки п дезинфекции
Выбор моющих средств и способы мойки
Выбор дезинфицирующих средств и способы дезинфекции ....
Обеспечение биологической чистоты производственной среды . . .
Список использованной литературы
РОЗЛИВ ПИВА
Обработка пива перед розливом , . .
Ускоренное осветление пива
Стабилизация пива
Стабилизация пива в бутылках
Осаждение танином
Адсорбционная стабилизация средствами типа бентонитов . . . .
Адсорбционная стабилизация силикагелем
Прочие адсорбционные стабилизирующие средства
Стабилизация ферментами
Антиокислители, защита пива от окисления
Список использованной литературы
Фильтрация пива
Теоретические предпосылки
Физико-химические процессы
Биологические процессы
Фильтрация с помощью фильтрационной массы
Чашечные фильтры
Техника фильтрации
Фильтрационная масса
Промывка фильтромассы
Пластинчатые фильтры
Фильтрация на диатомитовых фильтрах
Диатомит
Вертикальные ситовые фильтры
Горизонтальные фильтры с несущими пластинами
Диатомитовые фильтры с, автоматической очисткой
Другие способы фильтрации на намывных фильтрах
Фильтры с катушками
Осветление пива в сепараторах
Вспомогательное оборудование
Смесители пива
Компенсаторы давления . .
620
Проточный фотометр 431
Дополнительные охладители пива 433
Расходомеры (пивомеры) 434
Список использованной литературы 434
Розлив пива в транспортную тару 433
Розлив пива в бочки 437
Деревянные бочки 437
Металлические бочки 438
Мойка бочек 439
Полуавтоматические моечные машины 439
Автоматические моечные машины 440
Смоление бочек 442
Пивоваренная смолка 443’
Полуавтоматическое смоление 444
Автоматическое смоление 446
Оборудование и помещение для розлива и хранения пива в бочках 447
Изобарические разливные аппараты .... . 443
Устройство для стерилизации оборудования 456
Техника розлива 456
Помещение для розлива и хранения пива в бочках ' - .452
Список использованной литературы 452
Розлив пива в бутылки 452
Оборудование отделения розлива пива в бутылки . 453
Сборник фильтрованного пива 453
Моечные машины 454
Контроль чистоты бутылок . .461
Моющие средства ,462
Вода для шприцевания бутылок 463
Бутылки и банки для пива . . 464
Разливные и укупорочные машины 466
Крочен-пробки 477
Машины для закатывания банок 473
Вспомогательное оборудование и механизация транспортировки
бутылок 473
Пастеризация пива в бутылках 486
Пастеризаторы 484
Горячий розлив пива 489
Холодная стерилизация пива, асептические условия розлива ... 492
Обработка и хранение бутылок 494
Этикетировочные автоматы 494
Машины для отделки бутылок фольгой и колпачками 495
Хранение пива в бутылках 496
Бой бутылок и потери при розливе 497
Автоматизация операций по сбыту пива 493
Список использованной литературы 506
62»
ГОТОВОЕ ПИВО 501
Общая характеристика пива 501
Химический состав 501
Летучие вещества 502
Экстрактивные вещества 504
Химический состав и качество пива 506
Физико-химические свойства 509
Коллоидный состав пива 509
Окислительно-восстановительный потенциал 512
Органолептические свойства 513
Цвет и прозрачность 514
Пенистость и стойкость пены 516
Вкус и аромат 517
Новые сведения о вкусовых и ароматических компонентах пива . . 522
Отклонения во вкусе пива 527
Стойкость пива 531
Биологическая стойкость 531
Физико-химическая стойкость 534
Дегустация пива 536
Питательная ценность и диетические свойства пива 537
Виды пива 539
Пиво низового брожения 539
Пиво верхового брожения 541
Пиво с низким содержанием спирта и безалкогольное пиво .... 543
Концентраты пива 544
Список использованной литературы 545
Мировое производство пива 546
Эксплуатация пивоваренного завода 546
Тепловое хозяйство 549
Холодильное оборудование 550
Электрохозяйство 552
Водное хозяйство 552
Список использованной литературы 554
Достижения в технике и технологии пивоварения 555
Производство охмеленного сусла 555
Дробление солода 555
Варочные отделения 556
Хмелеотделитель непрерывного действия 557
Концентрация сусла 560
Охлаждение и сбраживание сусла 564
Пластинчатые охладители 564
Турбулентный чан. Флотация 566
Брожение 567
Чистка оборудования 569
Список использованной литературы 575
Низкоалкогольное пиво 575
Список использованной литературы 577
622
Диетическое и диабетическое пиво 577
Диатомитовые фильтры 579
Список использованной литературы 585
Главное брожение — классический способ, ускоренные и непрерыв¬
ные процессы 585
Непрерывное брожение 586
Башенные и цилиндроконические резервуары для брожения и добра¬
живания 588
Пивоваренный завод непрерывного действия 589
Главное брожение и дображивание в одном резервуаре (уни-танк) . 593
Список использованной литературы 595
Возможности интенсификации и рационализации в производстве пива 595
Варочный процесс 598
Ускорение процесса затирания 598
Переработка солодое, изготовленных из ячменя с пониженной всхо¬
жестью 599
Ускорение процесса фильтрации 599
Ускорение варочного процесса за счет применения сахара-сырца . . 600
Пути снижения нежелательно высокого уровня использования са¬
хара-сырца 601
Обработка несоложеного ячменя сжатым паром 602
Рационализация процесса охмеления 602
Дозировка хмеля по содержанию ценных с точки зрения пивоваре¬
ния веществ 603
Применение хмелевого экстракта 604
Применение измельченного хмеля 604
Охлаждение сусла в турбулентном чане 605
Главное брожение 606
Сокращение времени главного брожения более высокой дозой за¬
даваемых пивоваренных дрожжей 606
Метод использования двух или трех чанов 607
Полунепрерывный процесс главного брожения 607
Применение фазового дображивания 608
Выводы и оценка ... 609