

































































































































































































































































































































































































































Text
СИПолькин
ОБОГАЩЕНИЕ
РУД И РОССЫПЕЙ
РЕДКИХ
И БЛАГОРОДНЫХ
МЕТАЛЛОВ
ВЫСШЕЕ
ОБРАЗОВАНИЕ
С И. Полькин
ОБОГАЩЕНИЕ
РУД И РОССЫПЕЙ
РЕДКИХ
И БЛАГОРОДНЫХ
МЕТАЛЛОВ
ИЗДАНИЕ ВТОРОЕ,
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Допущено
Министерством, высшего и среднего
специального образования СССР
в качестве учебника для студентов вузов, обучающихся
по специальности «Обогащение полезных ископаемых»
МОСКВА «НЕДРА» 1987
УДК [622.7:622.34:622.27/.l](075.8)
Полькин С. И, Обогащение руд и россыпей редких и благородных ме-
таллов: Учебник для вузов. — 2-е изд., перераб. и доп. — М.: Недра, 1987,
428 с,
Изложены сведения о рудах и минералах, содержащих редкие, радио-
активные и благородные металлы. Приведены основные свойства и области
применения этих металлов. Рассмотрены методы и технологические схемы
первичного обогащения и доводки черновых концентратов, полученных при
переработке руд коренных и россыпных месторождений, содержащих литий,
цезий, бериллий, цирконий, гафний, титан, тантал, ниобий, редкоземельные
металлы, уран. Изложены методы обезвреживания растворов и пульп, со-
держащих уран, а также специфические вопросы техники безопасности. Вто-
рое издание (1-е изд. — 1967) переработано и дополнено материалами по
обогащению руд и россыпей благородных металлов.
Для студентов вузов, специализирующихся в области обогащения по-
лезных ископаемых.
Табл. 56, ил. 148, список лит.— 17 назв.
Рецензенты: кафедра обогащения полезных ископаемых Иркутского
политехнического института; И. Ф. Мещеряков, проф., д-р техн, наук (Все-
союзный заочный политехнический институт)
П
2505000000—044
043(01)—87
354—87
© Издательство «Недра, 1987
ПРЕДИСЛОВИЕ
В Основных направлениях экономического и социального раз-
вития СССР на 1986—1990 годы и на период до 2000 года на-
мечено добиться кардинального повышения технического уров-
ня производства, прежде всего, за счет перестройки инвестици-
онной и структурной политики, концентрации ресурсов на важ-
нейших направлениях научно-технического прогресса — разви-
тии электроники, атомной энергетики, комплексной автомати-
зации, технологии производства и обработки новых материа-
лов.
Все это требует резкого увеличения производства редких
металлов, комплексного использования минерального сырья,
внедрения новых более прогрессивных процессов переработки
комплексных и сложных руд с целью более полного извлече-
ния всех ценных компонентов и снижения себестоимости полу-
чения каждого металла.
Совершенствование процессов обогащения руд, являющихся
основным и важнейшим звеном в производстве металлов, мо-
жет обеспечить не только наиболее полное и комплексное из-
влечение цветных, благородных и редких металлов, но и ис-
пользование в народном хозяйстве сопутствующих минералов,
таких, как кварц, полевые шпаты, слюды, флюорит, пирит, став-
ролит, дистен-силлиманит, каолины и др.
Характерная особенность руд редких металлов — низкое
содержание в них ценных элементов при непрерывном ухудше-
нии качества перерабатываемых руд, что требует переработки
до 600—800 т руды для получения 1 т кондиционного концен-
трата. Из комплексных полиметаллических руд часто удается
извлекать лишь некоторые редкие металлы, а другие безвоз-
вратно теряются с отвальными хвостами, причем потери цен-
ных компонентов руды иногда составляют в ценностном выра-
жении 30—50%. Поэтому перед всеми специалистами-обогати-
телями стоит главная задача — непрерывно изыскивать пути
совершенствования технологии комплексного использования
минерального сырья и максимального извлечения ценных ком-
понентов, которая может быть решена путем внедрения наи-
более прогрессивной технологии с учетом необходимости при-
менения комбинированных обогатительно-химико-металлурги-
ческих и бактериально-химических процессов, изучения и при-
менения наиболее эффективных реагентов.
Настоящая книга, предназначенная в качестве учебника для
студентов вузов, обучающихся по специальности «Обогащение
полезных ископаемых», написана в соответствии с програм-
мой курса «Обогащение руд и россыпей редких и благородных
металлов».
3
Глава 1.
ОСНОВНЫЕ СВОЙСТВА МИНЕРАЛОВ, РУД
И ОБЛАСТИ ПРИМЕНЕНИЯ РЕДКИХ
МЕТАЛЛОВ В СОВРЕМЕННОЙ ТЕХНИКЕ
§ 1.1. СВОЙСТВА И КЛАССИФИКАЦИЯ РЕДКИХ МЕТАЛЛОВ
Развитие народного хозяйства СССР связано со все возрастаю-
щим производством редких металлов. В настоящее время ред-
кие металлы в технике (особенно в ядерной) играют исключи-
тельно важную роль. Без них невозможно развитие современ-
ной авиации и ракетостроения, производство сверхтвердых, жа-
ропрочных и жаростойких сплавов, специальных сталей рентге-
новкой аппаратуры, радиотехники, электроники, ядерной тех-
ники и энергетики. Редкие металлы незаменимы при изготовле-
нии приборов и аппаратов для автоматизации производствен-
ных процессов. Все виды современного машиностроения тре-
буют применения редких металлов и их сплавов.
С понятием «редкие металлы» иногда отождествляют и ма-
лую распространенность элементов в земной коре. Как видно
из данных, приведенных в табл. 1.1, в действительности подоб-
Таблица 1.1. Средний химический состав земной коры
(верхний слой земли глубиной 16 км без атмосферы и гидросферы)
(по А. П. Виноградову)
Дека- Да Пределы содержания элемента, % Химические элементы* Содержание элемен- та в декаде, %
первого послед- него
I 50—10 О, Si 47,2 27,6
II 10—1 Al, Fe, Са, Na, К, Mg 8,8 2,1
III 1—0,1 Ti, H, С 0,6 0,1
IV 0,1—0,01 Мп, Р, S, Ba, Cl, Sr, Rb, F, Zr, Cr, V, Cu, N 0,09 0,01
V 10-2—Ю-з Ni, Li, Zn, Ce, Sn, Co, У, Nd La, Pb, Ga, Nb, Gd 0,08 1-Ю-3
VI Ю-З—10-4 Th, Cs, Pr, Sm, Ge, Be, Sc, As, Dy, Er, Yb, U, Tl, Mo, Hf, B, Br, Ho, Eu, W, Lu 8 IO-3 1 • ю-4
VII 10-4-10-5 Ttn, Se, Cd, Sb, J, Bi, Ag, Jn 8-Ю-6 1 • 10-6
VIII IO"5—IO-6 Hg, Os, Pd, Те 7-10-6 1-10-6
IX Ю-6—10-7 Ru, Pt, Au, Rh, Re, Jr 5-10-7 1-10-7
X >10—9 Ac, Ra, Pa, Po, Pu, Rn 6-10-ю 7-10-16
* Химические элементы расположены в каждой декаде в убывающем порядке по их со-
держанию в земной коре. Редкие металлы выделены курсивом.
4
ное представление ошибочно. По существу это те металлы, ко-
торые добывали в недостаточных объемах и редко применяли
в технике.
Содержание элементов в природе, впервые установленное
в 1899 г. американским ученым Ф. У. Кларком, подверглось
в дальнейшем существенному уточнению. Большой вклад в изу-
чение химического состава земной коры внесли советские уче-
ные академики А. Е. Ферсман, В. И. Вернадский, А. П. Вино-
градов, В. Г. Хлопин и др., а также зарубежные ученые X. Ва-
шингтон, В.М. Гольдшмидт и др!
Среднее содержание элементов в земной коре, названное
А. Е. Ферсманом «кларками», определялось различными уче-
ными по-разному. Ф. У. Кларк, X. Вашингтон и А. Е. Ферсман
определяли его в земной коре в целом, т. е. в литосфере и гид-
росфере, а А. П. Виноградов — только в литосфере, т. е. в ка-
менной оболочке земли с глубиной верхнего слоя 16 км.
Для изучения рудного сырья метод подсчета А. П. Виногра-
дова является наиболее приемлемым.
Из табл. 1.1. видно, что распределение элементов в земной
коре весьма неравномерно. На долю двух элементов (кислоро-
да и кремния) I декады приходится 74,8%, на долю первых
восьми элементов — более 99%, а на остальные 83 элемента —
менее 1%. Большинство редких металлов имеет низкое содер-
жание в земной коре; в то же время многие из них значительно
более распространены, чем давно известные и хорошо освоен-
ные в технике металлы.
Редкие металлы цирконий, литий, рубидий, церий, которые
лишь недавно начали применять в технике, в земной коре име-
ют более высокое содержание, чем свинец, олово, серебро,
ртуть, давно распространенные в технике. Титан занимает де-
вятое место в ряду распространенности элементов, содержание
его в земной коре выше, чем содержание меди, никеля и ряда
других металлов.
Некоторые элементы причисляют к редким металлам по их
рассеянности, т. е. неспособности или ограниченной способно-
сти образовывать самостоятельные минералы и месторождения.
Таковы, например, индий, галлий, таллий и германий, которые
встречаются реже, чем ртуть, сурьма, золото и серебро. В дей-
ствительности германия и галлия содержится в земной коре
больше, чем сурьмы, серебра и висмута, а таллия и индия —
больше, чем золота и ртути. Золото, известное с древних вре-
мен, не называют редким, а празеодим, в 20 раз более распро-
страненный, чем золото, отнесен к редким металлам, так как
его совсем недавно стали осваивать в технике. Малая распрост-
раненность в земной коре не является общим признаком всех
редких металлов, хотя и характерна для многих из них.
Наиболее общий признак для всех редких металлов — бо-
лее позднее применение их в технике сравнительно с другими
металлами. Таким образом, выделение самостоятельной группы
5
редких металлов сложилось исторически и не является резуль-
татом какой-либо научно разработанной классификации.
Следовательно, под редкими металлами можно понимать те
металлы, которые до последнего времени применялись редко
и производятся в относительно небольших объемах.
В понятие «редкие металлы» вкладывается историческое
содержание, учитывающее время открытия металла, начало
развития его производства, масштабы производства, а также
в ряде случаев распространенность в земной коре и содержа-
ние его в рассеянном виде или в виде самостоятельных мине-
ралов.
В основу классификации редких металлов положены неко-
торые общие признаки: близость физико-химических свойств,
совместное нахождение их в рудах и минералах, сходство ме-
тодов извлечения из сырья и др. Известно, что такой редкий
металл, как титан, с успехом может быть отнесен к легким ме-
таллам, а молибден и вольфрам — к группе малых цветных
металлов. Однако по физико-химическим свойствам эти элемен-
ты ближе к группе тугоплавких редких металлов. Редкие ме-
таллы обычно разделяют на пять групп (табл. 1.2).
Легкие редкие металлы расположены в I и II группах перио-
дической системы, обладают малой плотностью (литий
0,53 г/см3, бериллий 1,85 г/см3, рубидий 1,55 rzcM3 и цезий
1,87 г/см3). Они отличаются высокой химической активностью.
Аналогично алюминию, магнию, кальцию их получают в основ-
ном электролизом расплавленных солей.
Тугоплавкие редкие металлы относятся к элементам IV —
и VII групп периодической системы. Температура плавления их
составляет от 1600 (для титана) до 3400 °C (для вольфрама).
Все они отличаются очень высокой твердостью и высокими ан-
тикоррозийными свойствами, образуют химически устойчивые
карбиды, нитриды, силициды и бориды, имеющие важное прак-
тическое значение.
Рассеянные редкие металлы обычно не образуют самостоя-
тельных минералов, встречаются в виде изоморфных примесей
в кристаллической решетке. Их обычно извлекают из отходов
производства основных металлов или попутно с ними. Так, гер-
маний часто извлекают из отходов переработки или сжигания
углей, галлий — из отходов алюминиевого производства. Ин-
дий, галлий, таллий и германий часто встречающиеся в цинко-
вых и свинцовых рудах, извлекают из промпродуктов и отходов
цинкового и свинцового производства.
Селен и теллур, рассеянные в различных сульфидных мине-
ралах, извлекают в процессе металлургического или сернокис-
лотного производства. Рений как спутник молибдена извлекают
из молибденового сырья. Гафний, содержащийся в цирконие-
вых минералах, извлекают при производстве циркония или его
соединений.
6
Таблица 1.2. Классификация редких металлов
Группа редких металлов Группа Периоди- ческой системы Элементы Содержание элемента в земной коре, % (по А. П. Виногра- дову)
Легкие I II Литий Рубидий Цезий Бериллий м « 1111 о о о о 1О СО со со"
Тугоплавкие IV V VI VII Титан Цирконий Гафний Ванадий Ниобий Тантал Молибден Вольфрам Рений 6-10-’ 2-10-2 3,2-10"4 1,5-10-2 1-ю-3 2-Ю*4 з-ю-4 1-Ю-4 1-Ю"7
Рассеянные III IV VI VII Галлий Индий Таллий Германий Селен Теллур Рений СО ю -ч* Ю (О ь» 1 1 1 1 1 1 1 О о О о О О о *“* »—ч 1О-И СО ь- со —« —
Редко- земельные III Скандий Иттрий Лантан Лантаниды (14 элементов от церия до лютеция) 6-Ю-4 2,8-10-3 1,8-10-3 От 4-10~3 до 1-ю-4
Радио- активные II III V Радий Актиний и тактиний, элементы) Полоний актиниды (торий, про- уран и заурановые 1 • io-10 8-Ю-4 (торий) З-Ю-4 (уран)
Примечания. 1. Рений — типичный рассеянный элемент, но по свойствам мо-кет
быть отнесен также к группе тугоплавких металлов. 2. Селен и тел чур относятся к группе
металлоидов.
К редкоземельным редким металлам относятся лантаниды
(14 элементов от церия до лютеция). Физико-химические свой-
ства лантанидов исключительно близки, что связано с одина-
ковым строением внешних электронных уровней их атомов.
К ним близко примыкают элементы III группы — лантан, скан-
дий и иттрий, всегда сопутствующие лантанидам в рудном
сырье. Получение отдельных редкоземельных элементов хими-
ко-металлургическими методами представляет собой сложную
задачу, которая в настоящее время в основном решена.
Радиоактивные редкие металлы обладают естественной ра-
диоактивностью, что определяет особенности технологии их про-
7
изводства, приемы работы с ними и область применения. В ру-
дах естественные радиоактивные элементы (уран, торий) встре-
чаются в виде различных самостоятельных минералов, а также
в рассеянном виде в минералах породы и в сланцах.
§ 1.2. СВЕДЕНИЯ О РАЗВИТИИ ПРОИЗВОДСТВА РЕДКИХ
МЕТАЛЛОВ
Производство редких металлов является одной из сравнительно молодых
отраслей техники. Если золото стали добывать за тысячи лет до нашей эры,
а мировое производство железа к 1850 г. достигло примерно 10 млн. т в год,
то редкие металлы начали производить только в начале XX в.
Производство литиевых концентратов в начале текущего столетия было
известно лишь в США. В 1905 г. оно достигло 72 т, в 1915 г. — около 440 т.
В настоящее время ежегодно производят за рубежом 150 тыс. т литиевых
концентратов.
Производство рубидия и цезия стало развиваться лишь во второй поло-
вине XX в. В 1910 г. производство этих металлов в Германии исчислялось
в несколько сот граммов. Мировое производство солей цезия в 1905 г. соста-
вило ориентировочно около 30 т, а рубидия — около 30—50 кг. В настоящее
время ежегодно за рубежом производят десятки тысяч тонн солей рубидия.
Бериллий до 1930 г. почти не имел практического применения, но уже
в 1960 г. производство бериллиевых концентратов достигло примерно 10 тыс. т.
с тенденцией непрерывного роста производства этого металла.
Производство циркониевых концентратов к 1930 г. достигло 5 тыс. т в
год, причем в этот период 85% циркония использовалось непосредственно
в виде цирконовых концентратов для получения огнеупоров, специальных ви-
дов фарфора и др. В настоящее время в связи с использованием циркония и
гафния в ядерной и других новых отраслях техники производство цирконие-
вых концентратов за рубежом составляет примерно 550 тыс. т, оксида
гафния свыше 50 т в год.
Титан применялся в основном для производства белил. В 1929 г. мировая
добыча ильменитовых концентратов достигала 50 тыс. т, а рутиловых —
всего лишь 0,3 тыс. т. В настоящее время она возросла соответственно до
6 млн. т и 700 тыс. т.
Танталовые концентраты в 1905 г. были получены в Австралии в количе-
втве около 70 т, к 1960 г. их производство достигло 200—300 т. Согласно
прогнозам Международного исследовательского центра по танталу, к 1987 г.
потребление тантала возрастет до 1360,8 т по содержанию ТагОз-
Добыча ниобиевого сырья развивалась очень быстрыми темпами. В 1933 г.
Нигерия—основной поставщик ниобиевых концентратов (в ^ом числе колум-
бито-танталитовых)— произвела всего лишь 3 т, в 1935 г. — 460 т. В 1964 г.
производство ниобиевых концентратов в капиталистических странах достигло
6 тыс. т. Согласно данным фирмы «Ниобиум Продукт Компани» (США), ми-
ровое потребление ниобия возрастет к 1990 г. до 25 тыс. т при ежегодном
приросте потребления 8—10 %.
Редкоземельные металлы и торий до 1950 г. производили только из мо-
нацитовых концентратов, получаемых из прибрежных россыпей Индии, Бра-
зилии, отчасти Австралии и Индонезии. В 1950 г. было получено около
3 тыс. т концентратов. В 1962 г. производство возросло за счет переработки
коренных руд, россыпей и попутного извлечения из литиевых, молибденовых
и других типов руд до 16 тыс. т.
Поставки РЗМ на мировой рынок в 1984 г. составили 37 тыс. т (по
содержанию оксидов РЗМ), в том числе, т: США 17300 (только бастнезит),
Австралия 8000, Бразилия 1100, Индия 2200, Малайзия 200, Таиланд 80,
КНР 6000.
Производство урана и его соединений в значительных масштабах начато
40—45 лет назад. Это одна из самых молодых отраслей горной промышлен-
ности. Одним из наиболее старых предприятий, где впервые начата добыча
этого металла, является рудник Эльдорадо (Канада), где добывали, начиная
8
с 1930 г., серебро, радий и уран. Производство уранового сырья очень резко
возросло в ряде стран после 1942—1943 гг. В 1956 г. производство урановых
химических концентратов в пересчете на 1}зО8 достигло 13 тыс. т. к 1960 г. в
капиталистических странах оно достигло примерно 40 тыс. т, а в 1963 г.—
30 тыс. т.
В России до Великой Октябрьской социалистической революции не суще-
ствовало промышленности редких металлов, но были попытки организовать
производство некоторых из них в лабораторном или полупромышленном
масштабе.
Академик В. И. Вернадский в 1916 г. указал, что в России есть сырье
для получения титана, олова, лития, ванадия, урана, лантана, церия, тория,
бора, висмута, кадмия, молибдена, радия, селена, цезия и циркония, которые
в то время не добывались.
После Великой Октябрьской социалистической революции молодое Совет-
ское государство организовало широкие поиски полезных ископаемых.
В 1931 г. был создан Государственный научно-исследовательский и про-
ектный институт редкометаллической промышленности (Гиредмет), который
к настоящему времени вырос в крупнейший научный центр страны по иссле-
дованию сырья и проектированию предприятий перерабатывающих редкие
металлы.
В это же время были организованы первые кафедры по металлургии
редких металлов в Московском институте цветных металлов и золота
им. М. И. Калинина (ныне Московский институт стали и сплавов) и в Мос-
ковском институте тонкой химической технологии им. М. В. Ломоносова,
а также ряд научно-исследовательских лабораторий.
Наиболее быстрых темпов развития достигло производство редких ме-
таллов после Великой Отечественной войны. За последние 40 лет в СССР
была освоена технология производства всех редких металлов, необходимых
для новой техники, для удовлетворения основных потребностей народного
хозяйства нашей страны.
С целью более широкого внедрения редких металлов в технику и увели-
чения производства их необходимо резкое снижение себестоимости этих ме-
таллов, чему более всего способствует комплексное использование перераба--
тываемых руд с максимальным извлечением из них всех ценных компонентов.
Так, в пегматитовых рудах наравне с основными элементами, например
танталом и ниобием, имеется незначительное содержание лития, бериллия,
редкоземельных металлов, олова и др. Извлечение их в соответствующие кон-
центраты резко снижает себестоимость получения каждого из этих металлов,
так как расходы на основные операции при обогащении руд (дробление,
измельчение, классификация, концентрация и др.) остаются почти одинаковы-
ми независимо от числа извлекаемых металлов. Еще большей экономической
эффективности можно добиться за счет использования так называемых мине-
ралов пустой породы путем извлечения их в процессе обогащения руды
в самостоятельные продукты с получением, например, полевошпатового, квар-
цевого и других концентратов.
Таким образом, развитие производства редких металлов требует прежде'
всего применения наиболее развитых технологических схем обогащения, соче-
тания их с химико-металлургическими процессами и обеспечения полноты
извлечения и комплексности использования перерабатываемых руд.
Современный инженер-обогатитель должен в совершенстве овладеть не
только разнообразными методами обогащения, приемами гидро- и пирометал-
лургической обработки, но и хорошо знать рудные минералы, возможности
рационального использования их в народном хозяйстве с учетом технико-
экономической целесообразности.
§ 1.3. ОБЩИЕ СВЕДЕНИЯ О РУДАХ И МИНЕРАЛАХ РЕДКИХ
МЕТАЛЛОВ
Минералы редких металлов обладают той особенностью, что
они являются, как правило, несульфидными соединениями: ок-
O
сидами, силикатами, алюмосиликатами, карбонатами, фосфа-
тами. Это в значительной степени усложняет их отделение от
горных пород, которые принадлежат к тем же минералогичес-
ким группам.
Простыми и сложными оксидами являются минералы тита-
на — ильменит, рутил, ильменорутил, перовскит; минералы тан-
тала и ниобия — танталит, колумбит, пирохлор, микролит, ло-
парит, циркониевый минерал — бадделеит; многие минералы
редких элементов тория, урана.
Силикатами представлены минералы урана и тория—торит,
урано-торит, казолит, ортит. Бериллиевые минералы — берилл,
фенакит, бертрандит. Циркон и эвдиалит относятся к группе
ортосиликатов.
К алюмосиликатам относятся литиевые минералы — споду-
мен, петалит, ряд минералов бериллия.
Известны и другие группы минералов редких металлов.
К ним относятся сульфаты, гидроксиды, арсенаты, фосфаты,
ванадаты, арсенаты.
В рудах редких металлов часто присутствуют минералы по-
роды и цветных металлов, содержащих редкие металлы в рас-
сеянном виде. Наиболее распространенными рудными минера-
лами являются оксиды и гидроксиды железа, алюминия, кар-
бонаты и силикаты кальция, магния, железа и многие другие.
Порода представлена в основном кварцем, флюоритом, поле-
выми шпатами, слюдой, темноцветными минералами и многи-
ми другими.
Рудные месторождения редких металлов обычно классифи-
цируют по их геологическим и поисковым признакам, хотя для
технологических целей наиболее целесообразна классификация
руд и россыпей по обогатимости.
К промышленным типам месторождений редких элементов
относят магматические, пегматитовые, пневматолито-гидротер-
мальные, гидротермальные и экзогенные.
Магматические месторождения занимают обычно большие
площади. Горные породы с небольшим содержанием рудных
минералов обычно представляют малый промышленный инте-
рес, но в отдельных случаях, когда можно выделить на место-
рождении участки, сильно обогащенные ценными минералами,
они имеют большое практическое значение. К ним относятся,
например, лопаритовые руды, содержащие в минерале лопари-
те ниобий, тантал, титан, редкие земли, торий, в той же руде
присутствует циркониевый минерал — эвдиалит. Пустая поро-
да представлена уртитом, луявритом, малиньитом. Лопарито-
вые руды перерабатываются в промышленном масштабе, тогда
как эвдиалит, заключающий в себе громадные запасы цирко-
ния, пока не используют в связи с технологическими трудно-
стями извлечения из него циркония, а также с наличием легко
и экономически выгодно обогащаемых россыпных месторож-
дений, содержащих минерал циркон.
10
Пегматитовые месторождения являются одним из важней-
ших источников редких металлов. Щелочные пегматиты, свя-
занные с нефелиновыми сиенитовыми породами, широко рас-
пространены; они содержат разнообразные минералы редких
металлов (пирохлор, гатчеттолит, ферсмит, эшинит, ильмено-
рутил, циркон и др.).
Щелочные пегматиты имеют невысокое содержание редких
металлов и малый размер рудных тел, что снижает их практи-
ческую ценность.
Пегматиты гранитных магм в отличие от щелочных пегма-
титов представляют большой интерес. Они являются основным
источником литиевых (сподумена, петалита, лепидолита, ам-
блигонита), бериллиевых, цезиевых и танталовых минералов.
Ранее пегматиты были основным промышленным типом место-
рождений редких металлов. Из них вручную извлекали круп-
ные кристаллы берилла, сподумена, поллуцита, танталита.
С развитием процессов обогащения стали использовать и мел-
ковкрапленные руды как пегматитовых, так и других типов
месторождений. Попутно из пегматитов часто добывают уран,
торий, иттрий, скандий.
Пневматолито-гидротермальные месторождения в настоя-
щее время начинают приобретать первостепенное практическое
значение. Они обычно содержат берилл, пирохлор, циркон, ред-
коземельные минералы (фергусонит, эвксенит) в альбитах,
грейзенах, флюорите, а также в кальцитовых карбонатах. Осо-
бенный интерес представляют альбитизированные граниты с
высоким содержанием циннвальдита; они могут содержать 1,5—
2% оксида лития и до 1% оксида рубидия.
К месторождениям этого типа относятся колумбитсодержа-
щие граниты, пирохлоровые карбонатиты.
Гидротермальные месторождения связаны как с гранитными
интрузивами, так и с различными щелочными породами.В гид-
ротермальных гранитах концентрируются рассеянные элемен-
ты, с а гидротермальными щелочными породами связаны ред-
кие земли, торий и в меньшей степени ниобий, цирконий, тан-
тал.
В рудах гидротермальных месторождений встречаются
кварцево-полевошпатовые жилы, содержащие берилл, воль-
фрамит, а также кварцево-полевошпатово-серицитовые жилы
с сульфидами и редкоземельными минералами иттриевой груп-
пы. Известны также карбонатные и фторкарбонатные рудные
тела с минералами редких земель (бастнезит, паризит, мона-
цит, лопарит).
Гидротермальные сульфидные месторождения характерны
содержанием в них рассеянных элементов, они являются основ-
ным сырьем для их извлечения. Кроме сульфидных гидротер-
мальных месторождений, рассеянные элементы содержатся в
других типах месторождений, и в частности в органических ве-
ществах— в углях, в осадочных урановых месторождениях,
11
Таблица 1.3. Рассеянные элементы в минералах-носителях,
содержащихся в сульфидных и гидротермальных месторождениях
Элемент Минералы-носители
Скандий Вольфрамит, касситерит, циннвальдит, берилл Молибденит, борнит, халькопирит
Рений
Индий Сфалерит железистый (марматит), станнин, сульфостаннаты олова (килиндрит, франкеит, тиллит), касситерит, кобальтин, колломорфный сфалерит
Кадмий Сфалерит (клейофан, обогащенный кадмием, пшибрамит и ко- ломорфный сфалерит)
Г аллий Сфалерит, халькопирит, энаргит, германит
Германий Борнит, сфалерит, халькопирит, энаргит, тетраэдрит, теннан- тит, сульванит Галенит, сульфосоли свинца (геокронит, менегенит), колло- морфный пирит, марказит, колломорфный молибденит
Таллий
Селен Халькопирит, пирит, пирротин, галенит, арсенопирит, блеклые руды, молибденит, киноварь
Теллур Самородное золото, висмутин, галенит, халькопирит, пирит
Пр им ечг н и е. Основные минералы-носители даны курсивом.
битуминозных сланцах, известняках, в пегматитовых место-
рождениях (скандий — в ортите, эвксените, бетафите и др., гал-
лий и таллий — в сподумене, лепидолите, берилле) и др.
В табл. 1.3. указаны минералы-носители (концентраторы)
рассеянных элементов, которые содержатся преимущественно
в следующих типах гидротермальных (и экзогенных) месторож-
дений:
в медно-колчеданных— германий, кадмий, селен, таллий,
теллур;
в полиметаллических, медьсодержащих и оловосодержащих
— индий, кадмий, германий, лантан, селен, теллур, таллий;
в медно-молибденовых и молибденовых — рений, селен, гер-
маний; -
в кобальтовых и уран-медно-кобальтовых — селен, теллур,
возможно, германий;
в уран-молибденовых — рений, селен, таллий;
в золоторудных — теллур, селен;
в угольных и осадочных урановых месторождениях (морс-
кого, озерного, речного и болотного происхождения) экзоген-
ного типа — германий, селен, таллий, скандий, редкие земли.
Рассеянные элементы чаще всего извлекают попутно при
эксплуатации месторождений других полезных ископаемых, со-
держащих минералы-носители.
Рассеянные элементы могут находиться в рудах в следую-
щей форме:
изоморфных примесей в рудных и нерудных минералах, на-
пример, рений изоморфно замещает молибден и часто входит
в состав молибденита и т. д. Рассеянные элементы, включен-
ные в минералы породы, практически извлечь невозможно;
12
мельчайших включений собственных минералов (германий,
таллий, селен, теллур), например германиевых минералов рень-
ерита и германита в борнитовых рудах и др.;
сорбированных примесей; коллоидно-дисперсные минералы,
в том числе и сульфиды, могут легко адсорбировать рассеян-
ные элементы (надо учесть их большой ионный радиус). При
дальнейшей кристаллизации коллоидных сульфидов и др. рас-
сеянные элементы выделяют свои собственные минералы, так
как они не могут входить в кристаллические решетки других
минералов.
Экзогенные месторождения отличаются большими размера-
ми и доступны для эксплуатации.
Наибольший интерес представляют россыпные месторожде-
ния, среди них морские россыпи являются основными источни-
ками добычи титана, циркония и монацита. В прибрежной зо-
не морей и океанов эти россыпи имеют протяженность десят-
ков, сотен, а иногда тысяч километров, например в Австралии,
Индии, Бразилии, США, и др. Россыпи образуются также на бе-
регах озер, в устьях рек. В зависимости от условий образова-
ния россыпи называют элювиальными, делювиальными, аллю-
виальными и др. Они являются важными источниками не толь-
ко титана и циркония, но и тантала, ниобия, редких земель,
содержащихся в колумбите, танталите, ксенотиме, эвксените и
ДР-
К экзогенным месторождениям относятся также руды, свя-
занные с корой выветривания, подвергшиеся значительному
изменению и разрушению. Они часто содержат пирохлор, цир-
кон в пегматитовых и карбонатитовых породах и образуют
месторождения крупных резмеров.
Значительный интерес представляют соляные отложения или
рапа высыхающих озер, в которых содержатся соли лития, ру-
бидия, цезия. Классическим примером является высохшее озе-
ро Сирлз в Калифорнии (США).
Осадочные урановые месторождения (морского, озерного,
речного и болотного происхождений) характеризуются связью
урана с органическими веществами. Кроме урана в них содер-
жатся ванадий, молибден, селен, иногда таллий германий и
редкие земли, причем селен имеет собственные минералы,
а германий и редкие земли тесно связаны с органическими ве-
ществами.
Фосфатные осадочные месторождения содержат фосфориты,
редкие земли (в апатите), скандий, цирконий и уран в сорби-
рованном виде или в виде тончайших включений оксидов урана.
В угольных месторождениях часто концентрируются уран,
германий, скандий, редкие земли иттриевой группы, бериллий.
Наибольший интерес представляют угли как источник получе-
ния германия. Германий связан в основном с органической мас-
сой угля (преимущественно с гуминовыми кислотами). Часть
его, очевидно, связана с силикатами и сульфидами, содержания
13
которых незначительны. Считают также, что германий сорби-
руется гелем гумусовых кислот из растворов в торфяной ста-
дии образования углей.
Глава 2.
ОСОБЕННОСТИ ПРОЦЕССОВ ОБОГАЩЕНИЯ
РУД И РОССЫПЕЙ РЕДКИХ МЕТАЛЛОВ
§ 2.1. КЛАССИФИКАЦИЯ РУД И РОССЫПЕЙ
ПО ОБОГАТИМОСТИ
Процессы обогащения руд редких металлов определяются осо-
бенностями рудного сырья, его вещественным составом, а также
требованиями промышленности к готовым концентратам.
Низкое содержание редких металлов в руде, исчисляемое
обычно десятыми и сотыми, а иногда (например, для тантало-
вых или комплексных руд) тысячными долями процентов, и вы-
сокие требования к качеству готовых концентратов редких метал-
лов вызывают необходимость доводить степень обогащения *
до 100—1000 и выше. Как правило, редкометалльные руды яв-
ляются комплексными, содержащими одновременно от двух и
более (иногда до 10—20) редких, редкоземельных и рассеянных
элементов, извлечение которых в отдельные монометаллические
концентраты или в концентраты по группам металлов требует
применения сложных и комбинированных технологических схем
и процессов, сочетающих обогатительные металлургические,
гидрометаллургические и физико-химические методы обработки.
Для получения высококачественных концентратов из бедных
и комплексных руд обогащение обычно осуществляют в две или
три стадии:
первичное обогащение руд с целью получения черновых кон-
центратов с максимальным извлечением в них всех ценных ком-
понентов;
доводка черновых концентратов осуществляется на доводоч-
ных фабриках с целью получения высокосортных отдельных мо-
номинеральных концентратов. Наравне с богатыми иногда по-
лучают бедные некондиционные концентраты (промпродукты),
которые перерабатывают химико-металлургическими процесса-
ми, что обеспечивает высокое суммарное извлечение металлов
в концентраты.
При первичном обогащении и доводке черновых концентра-
тов часто применяют комбинированные методы, включающие
гравитацию, флотацию, магнитную и электрическую сепарацию
и химические или гидрометаллургические процессы.
* Степень обогащения — отношение содержания ценного компонента
в концентрате к содержанию его в исходной руде.
14
Выбор метода обогащения той или иной руды определяется
ее вещественным составом, размером вкрапленности, плотностью
ценных и сопутствующих минералов, их технологическими свой-
ствами и т. п.
Учитывая различные свойства минералов, руд и россыпей
редких металлов и накопившийся опыт промышленного обога-
щения их, рекомендуют классификацию руд и россыпей по их
обогатимости (табл. 2.1). При этом необходимо учитывать сле-
дующее: типов руд настолько много, а характер вещественно-
го состава настолько разнообразен, что практически каждое
месторождение имеет свои специфические особенности. Поэтому
схемы обогащения, основанные на некоторых общих принципах
для руд, близких по вещественному составу, применительно
к каждому конкретному месторождению будут иметь свои от-
личительные особенности.
§ 2.2. ОБРАЗОВАНИЕ И ОСОБЕННОСТИ ОБОГАЩЕНИЯ
РОССЫПНЫХ МЕСТОРОЖДЕНИЙ
В добыче многих редких и редкоземельных металлов россыпи
играют очень важную роль.
Россыпями называют вторичные месторождения, образовав-
шиеся в результате разрушения первичных коренных месторож-
дений и вторичного отложения материала из первичных руд
после передвижения его водными и другими потоками. Разру-
шение коренных месторождений происходит под действием
физических и химических процессов выветривания.
К физическим процессам выветривания можно отнести ме-
ханическое разрушение горных пород — их измельчение. Аген-
тами физического выветривания являются колебание темпера-
туры, расклинивающее действие в капиллярных трещинах гор-
ных пород воды, льда и минеральных солей, кристаллизую-
щихся в трещинах. Важнейшие факторы физического выветри-
вания— речные потоки, ледники, ветер, горные обвалы, морс-
кой прибой, вулканические взрывы, тектонические движения
земной коры, разрушающие горные породы. При этом прочные
породы распадаются по трещинам на глыбы, крупные и мелкие
куски и, наконец, постепенно разрушаясь, превращаются в пе-
сок с освободившимися зернами минералов.
Разрушение и дезинтеграция горных пород особенно энер-
гично протекают в районах с резко континентальным климатом.
На поверхности выветрившихся пород накапливается пласт
рыхлых материалов, называемый элювием.
Физические процессы выветривания как бы подготавлива-
ют более глубокие химические процессы выветривания.
Химическое выветривание сопровождается изменением хи-
мического состава элювиальных образований; оно наиболее
сильно в условиях влажного и теплого климата и обильной рас-
тительности.
15
o’Таблица 2.1. Классификация руд и россыпей редких металлов по обогатимости
Месторождение, тип руды Основные методы первичного обогащения Основные методы доводки черновых концентратов
Россыпи, содержащие минералы титана, цирко- ния, тантала, ниобия, редких земель и тория и др. Гравитационные' процессы (винтовые и струйные сепараторы, иногда в сочетании с отсадочными машинами и концентрационными столами) Магнитная и электрическая сепарация часто в сочетании с концентрацией на столах и флота- цией
Коренные руды легких, редких металлов (лития, бериллия, рубидия и це- зия) Флотация жирными кислотами, их мылами и аналогичными им анионными, а также катионны- ми собирателями. Предварительное обогащение в тяжелых суспензиях; химические процессы обо- гащения руд рубидия и цезия Селективная флотация. Химико-металлургические процессы для переработки некондиционных кон- центратов и комплексных промпродуктов
Коренные руды туго- плавких редких метал- лов (тантала, ниобия, циркония, гафния, тита- на, редких земель и то- рия) Гравитационные процессы часто в сочетании с магнитной сепарацией и флотацией. Флотация (преимущественно) для тонковкрапленных руд титаномагнетитовых, перовскитовых, пирохлоро- вых, редкоземельных, ториевых и др. Магнитная и электрическая сепарация в сочета- нии с гравитацией и флотацией. Химико-метал- лургические процессы для переработки неконди- ционных концентратов и комплексных промпро- дуктов
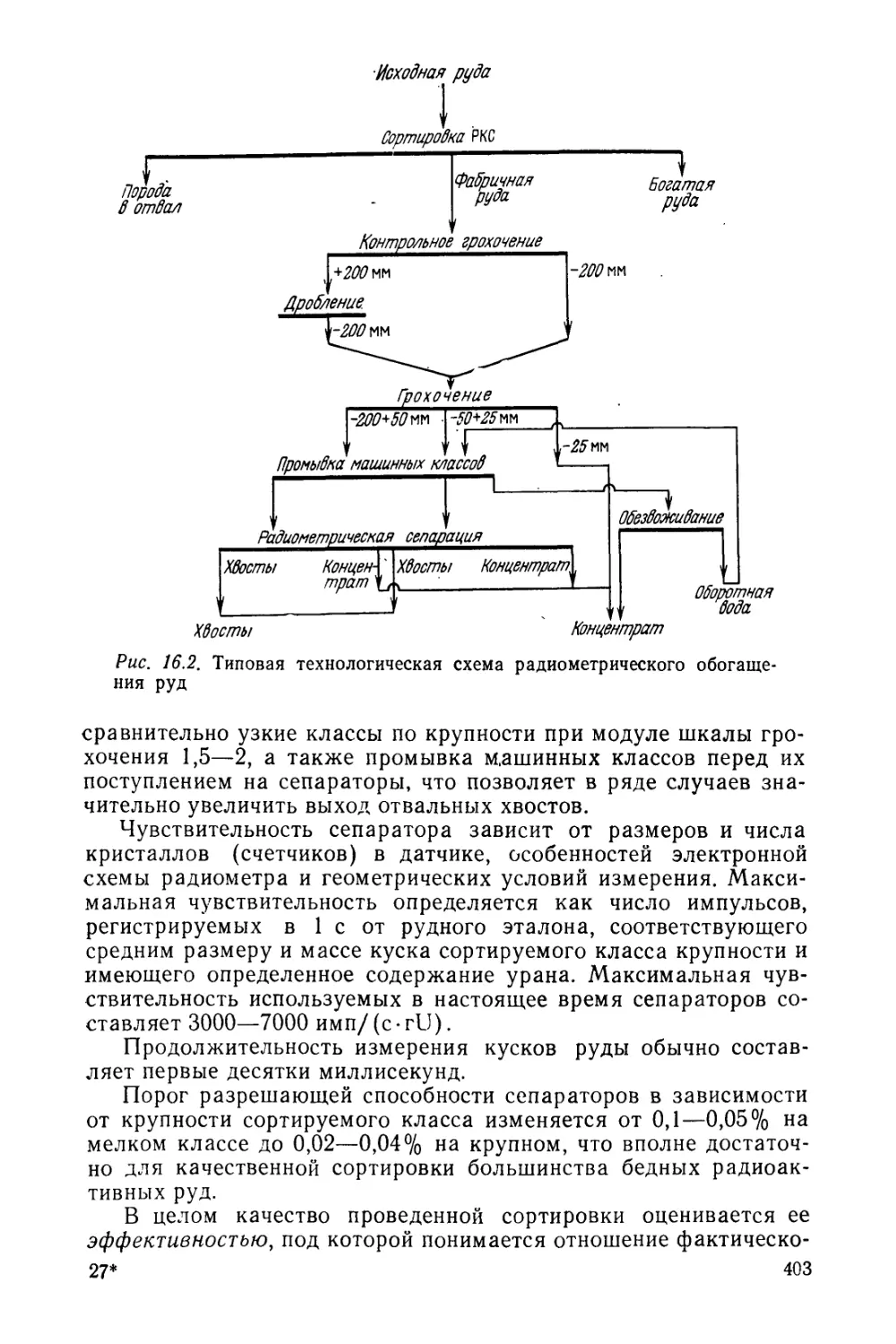
Урановые руды Гидрометаллургические процессы (сернокислот- ное и содовое выщелачивание) часто с предвари- тельным обогащением руд радиометрической сортировкой, гравитацией или флотацией Извлечение урана из растворов и пульп с по- мощью ионообменных смол, экстракцией органи- ческими растворителями и др.
Руды, минералы, органи- ческие вещества, содер- жащие рассеянные эле- менты (галлий, индий, таллий, германий, рений, скандий, кадмий, селен, теллур) Извлекаются попутно вместе с минералами-носи- телями рассеянных элементов при обогащении медно-колчеданных, полиметаллических, кобаль- товых, литиево-бериллиевых, молибденовых, ура- новых и других руд, а также при переработке битуминозных сланцев, известняков и т. п. Химические методы извлечения из пылей, газов, шлаков металлургических заводов и котельных установок, а также из промпродуктов и отходов переработки сырья, содержащего цветные, ред- кие и радиоактивные металлы
По мере измельчения элювиального материала и увеличения
его дисперсности резко возрастают суммарная поверхность час-
тиц и способность их взаимодействовать с различными хими-
ческими агентами выветривания. Агентами химического вывет-
ривания являются свободный кислород и углекислота атмосфе-
ры и особенно поверхностные почвенные и грунтовые воды, обо-
гащенные растворенными в них кислородом, углекислотой, раз-
личными солями, иногда свободными минеральными кислота-
ми, образующимися при окислении сульфидов, разрушении га-
лоидосодержащих силикатов и других соединений. Важную
роль в этих процессах играют также органические соединения
и кислоты, выделяемые корневой системой растений и микро-
организмами в процессах материального обмена с веществом
почвы, а также гуминовые кислоты, возникающие в результате
сложных биохимических процессов почвообразования. Слабые
водные растворы активно растворяют минеральные частицы
и вступают с ними в химические реакции. Интенсивность этого
воздействия тем больше, чем больше дезинтегрирована поро-
да.
Процессы химического выветривания являются достаточно
сложными, но в конечном счете сводятся к окислению первич-
ных минералов, их гидратации, разложению и карбонатизации
с образованием новых соединений, более устойчивых в услови-
ях коры выветривания. Одни соединения хорошо растворимы
и выщелачиваются из коры выветривания, другие, особенно ок-
сиды, гидроксиды и вторичные водные силикаты, труднораст-
воримы и накапливаются в ней.
Особо важную роль играют процессы окисления и карбо-
натизации. В начальной стадии химического выветривания
удаляются галоиды и сера. Затем при низких температурах и
давлении, господствующих в зоне выветривания, углекислота,
являющаяся более энергичным химическим агентом по сравне-
нию с кремнекислотой, разлагает силикаты, отнимая у них
катионы и образуя карбонаты. При этом в первую очередь из-
влекаются такие крупные малозарядные и сравнительно легко-
гидратируемые катионы, как К+, Na+, Са2+, и менее гидрати-
руемые ионы Mg2+. Они образуют хорошо растворимые кар-
бонаты и бикарбонаты, а также другие растворимые сое-
динения, которые выносятся из коры выветривания.
Частично образующиеся карбонаты закиси железа окисля-
ются, а затем гидролизуются, переходя в труднорастворимые
гидроксиды железа, накапливающиеся в коре выветривания.
Алюминий также накапливается первоначально в виде вторич-
ных листовых силикатов типа гидрослюд, каолина, бадделеита,
монтмориллонита, галлуазита и других, а при дальнейших про-
цессах выветривания — в виде практически нерастворимых гид-
роксидов.
Кварц горных пород является одним из наиболее устойчи-
вых минералов и накапливается в коре выветривания,- но-крем-
2—5308 17
незем, высвобождающийся при разложении различных силика-
тов и алюмосиликатов, частично образует вместе со щелочами
легкогидратируемые и растворимые комплексы.
Большинство остаточных продуктов химического выветри-
вания, такие, как кремнезем, гидроксиды Fe, Мп, А1, водные
силикаты Mg, Al и Ni, образующиеся на разных стадиях про-
цесса, выделяются в виде коллоидных частиц. Тонкодисперс-
ные коллоидные системы обладают огромной внутренней по-
верхностью, в миллионы раз превышающей поверхность обыч-
ных кристаллических частиц. Это чрезвычайно интенсифици-
рует химические реакции и обусловливает широкое распрост-
ранение явлений адсорбции — поглощение коллоидами раз-
личных веществ.
Большинство коллоидных частиц несет тот или иной заряд.
Наиболее распространенные в коре выветривания коллоидные
частицы минералов (водные силикаты Al, Mg и др.) и ряда ги-
дроксидов (Si, Мп и др.) имеют отрицательный заряд и прояв-
ляют свойства анионов. Они способны извлекать из растворов
катионы К, Li, Ва, а также Си, Pb, Zn, Hg и других тяжелых
металлов, улавливают эти элементы из почвенных растворов и
затрудняют их миграцию. Именно этим объясняются накопле-
ние в коре выветривания многих элементов и дефицит их в
океанических водах. Коллоиды в коре выветривания способст-
вуют миграции многих практически нерастворимых соедине-
ний. В виде коллоидов происходит вынос из коры выветрива-
ния гидроксидов Al, Fe, /Мп, Si, а также ряда силикатов и кар-
бонатов.
В процессах химического выветривания происходит глубо-
кая дифференциация вещества элювиального покрова, вынос
одних элементов и соединений и накопление других. Для наи-
более распространенных химических компонентов горных по-
род устанавливается такая последовательность выноса их из
коры выветривания: Cl, S, Са, Na, К, Mg, Fe2+, Mn2+, Si, Fe3+,
Mn4+, Al, Ti. Труднорастворимые соединения этого ряда нака-
пливаются в элювиальном покрове в качестве остаточных про-
дуктов химического выветривания.
В результате воздействия физических и химических процес-
сов рудный материал коренных месторождений разрушается
и транспортируется водными потоками на различные расстоя-
ния. Происходят значительные изменения состава: сульфидные
минералы окисляются и образуют новые соединения, разлага-
ются полевые шпаты и другие минералы, выщелачиваются со-
ли щелочных и щелочноземельных металлов; материал под-
вергается химическому дроблению и истиранию, классифициру-
ется в водных потоках по крупности и плотности.
В результате химических и физических процессов россыпь
обогащается более устройчивыми минералами с более высокой
плотностью. Например, минералы меди, свинца, цинка и ряда
других элементов не встречаются в россыпных месторождени-
18
Таблица 2.2. Относительная устойчивость минералов в процессах
химического выветривания
Неустойчивые Умеренно устойчивые У стойчивые Весьма устойчивые
Пирротин Вольфрамит Альмандин Хромшпинелиды
Сфалерит Шеелит Магнетит Гематит
Халькопирит Апатит Титаномагнетит Лимонит
Арсенопирит Андрадит Колумбит-танта- Топаз
Киноварь Гроссуляр лит Турмалин
Пирит Ортит Сфен Брукит
Оливин Диопсид Силлиманит Анатаз
Эгирин Актинолит Дистен Лейкоксен
Ромбические Циозит Барит Рутил
пироксены Эпидот Торианит Шпинель
Щелочные амфи- Хлоритоид Перовскит Платина
болы Ставролит Ильменит Осмистый иридий
Меланит Ксенотим Золото
Авгит Монацит Циркон
Биотит Касситерит Корунд
Роговая обманка Андалузит Алмаз
Примечание. Устойчивость минералов к выветриванию возрастает в каждом столб-
це сверху вниз.
ях, так как они химически малоустойчивы и выщелачиваются
в процессах выветривания.
Наиболее устойчивы в химическом отношении золото, пла-
тина, циркон, рутил, алмаз, топаз, турмалин, касситерит, мона-
цит, ильменит, колумбит, танталит и ряд других минералов, ко-
торые образуют элювиальные россыпные месторождения, от-
лагающиеся на значительных расстояниях от первичных корен-
ных руд. Относительная устойчивость минералов в процессах
химического выветривания, по данным А. А. Кухаренко, при-
ведена в табл. 2.2.
Группа малоустойчивых минералов, как правило, не встре-
чается в россыпных месторождениях.
Образование промышленных россыпных месторождений
возможно из непромышленных .первичных пород с очень низ-
ким содержанием в них ценных минералов за счет природных
процессов вторичной концентрации.
Россыпи существенно отличаются от коренных руд тем, что
в них рудный материал находится в естественно измельченном
виде, зерна ценных минералов освобождены друг от друга и от
сростков с пустой породой, что исключает дорогостоящие опе-
рации дробления и измельчения россыпей перед их обогаще-
нием, а также повышает эффективность обогатительных про-
цессов.
§ 2.3. ГЕНЕТИЧЕСКАЯ КЛАССИФИКАЦИЯ РОССЫПЕЙ
По генезису, в зависимости от характера агентов разрушения
и перемещения горных пород, учитывая технологию обогаще-
2* 19
Рис. 2.1. Схема расположения россыпей в поперечном сечении речной долины:
Z — аллювиальная; / — русловая; 2 — косовая; 3 — долинная; 4 — террасовая; // — делю-
виальная; /// — элювиальная
ния, россыпи можно разделить на пять больших групп: элюви-
ально-делювиальные; аллювиальные; прибрежные (морские и
озерные); ледниковые; эоловые.
Элювиально-делювиальные россыпи образуются в результа-
те разрушения коренных месторождений под влиянием агентов
выветривания и гравитационных сил (рис. 2.1).
Элювиальные россыпи формируются на небольшом
удалении от источников обломочного материала, а иногда в не-
посредственной близости к материнским породам. Россыпи ха-
рактеризуются несортированным, неравномерным по крупности
неокатанным материалом с глиной. Встречаются сростки мине-
ралов в жильной породе. Состав минералов и форма зерен ма-
ло отличаются от коренного месторождения.
Контуры элювиальных россыпей часто совпадают с очерта-
ниями коренных месторождений, подвергающихся разрушению,
в связи с чем и общий минеральный состав россыпей обычно
соответствует составу исходных пород. Некоторое обогащение
полезными минералами происходит лишь в результате сокра-
щения рыхлой массы элювия вследствие выщелачивания солей
и вымывания атмосферными водами тонких и легких частиц,
а также выдувания их ветром. Примером таких россыпей мо-
гут служить бадделеитовые россыпи Бразилии, россыпи алма-
зов Танганьики, касситеритовые и касситеритово-колумбитовые
россыпи Забайкалья, Малайи, Индонезии и др.
Делювиальные россыпи формируются на некотором
удалении от коренного месторождения на склонах возвышен-
ностей, находящихся в состоянии ~ векового гравитационного
смещения вниз по уклону местности. Содержание в них полез-
ных минералов в среднем значительно меньше, чем в элюви-
альных россыпях, они редко являются предметом промышлен-
ной эксплуатации.
Аллювиальные россыпи образуются среди речных наносов в
результате деятельности рек и ручьев, переносящих материал
элювиально-делювиальных россыпей на различные расстояния.
20
В этой наиболее распространенной и важной в промышлен-
ном отношении группе россыпей основными генетическими ти-
пами являются русловые, косовые, долинные и террасовые.
Русловые россыпи приурочены к современным руслам
рек: расположены ниже порогов, крупных перекатов, в участ-
ках расширения долин. Это весьма подвижные россыпи, обу-
словленные процессами постоянного перемещения и переотло-
жения речных наносов. Особенностью русловых отложений
является повышенное содержание в них глинистого материала,
прочно цементирующего галечные наносы. Мощность русловых
россыпей не превышает 3—5 м.
К русловым россыпям относится подтип косовых россыпей,
залегающих на косах, отмелях, островах. 'Косовые россыпи об-
разуются в период высокого уровня воды и состоят из тонкого
илистого песка. Металлоносный слой имеет малую мощность,
не более 0,3 м.
Долинные россыпи широко распростанены и явля-
ются наиболее важной в экономическом отношении категорией
речных россыпей. Эти россыпи не связаны с современными рус-
лами рек, но приурочены к аллювиальным отложениям речных
пойм, т. е. представляют собой древние русловые россыпи,
сформированные в период блуждания русла в пределах долины.
К долинным россыпям относится также подтип террасовых
россыпей, залегающих в речных террасах — остатках прежней
долины, где водный поток проложил себе более глубокую доли-
ну. Иногда имеется несколько террас, расположенных одна над
другой. Террасовые россыпи, образуясь непосредственно из де-
лювиальных россыпей, переносятся реками, ручьями на значи-
тельные расстояния от делювия.
Долинные россыпи являются наиболее распространенной
окончательной стадией формирования первичной россыпи. Они
имеют большую длину, до нескольких десятков километров, и
ширину до нескольких сот метров. Мощность отложений ко-
леблется от 2 до 20 м. Они характеризуются окатанным и клас-
сифицированным материалом, концентрацией тяжелых мине-
ралов в нижних слоях россыпи, имеют большую промышлен-
ную ценность.
Прибрежные морские и озерные россыпи представляют со-
бой наиболее важную в промышленном отношении категорию
россыпных месторождений. К этой группе относятся россыпи
современных и древних побережий, озер, морей и океанов (на-
иболее крупные месторождения ильменита, рутила, алмазов,
золота, монацита, циркона, касситерита и других ценных ми-
нералов) .
Береговые россыпи имеют форму узких, но достаточ-
но протяженных полос, располагающихся в зоне прибоя. Ши-
рина их обычно не превышает нескольких десятков метров и
определяется крутизной берегового склона, разницей уровня
воды во время прилива и отлива и максимальной высотой при-
21
боя. Протяженность достигает нескольких десятков и даже со-
тен километров.
Береговые россыпи образуются непосредственно в процессе
разрушения берегов из материала, выносимого речными пото-
ками и впоследствии перераспределенного волнами в зоне по-
бережий.
Формирование прибрежных россыпей зависит от деятель-
ности моря в прибрежной полосе. Среди морских течений наи-
более важную роль в транспортировке материала играют дрей-
фовые течения, возникающие под влиянием постоянных или
господствующих ветров и обычно направленные вдоль берегов.
Приливно-отливные течения переносят материал в пределах
узкой прибрежной зоны. Перенос волнами играет исключитель-
но важную роль в общем балансе транспортировки обломоч-
ного материала в районе морских и озерных бассейнов, где
действие волн распространяется на всю толщу воды побе-
режий, захватывая и область дна.
Деятельность моря в прибрежной полосе зависит от крутиз-
ны склона и положения берега относительно основных путей
перемещения осадков. На берегах с крутыми уклонами и проч-
ными породами работа моря направлена на разрушение верх-
ней части берегового склона, перенос продуктов разрушения
в сторону моря и отложение их на нижней поверхности бере-
гового склона. Эта работа совершается прибойными волнами,
обладающими большой ударной силой во время штормов.
Вблизи берегов происходит непрерывное поступательно-воз-
вратное перемещение наносов, находящихся в состоянии посто-
янного переотложения. Происходит сортировка осадочного ма-
териала, которая характерна для прибрежных морских отло-
жений. Результирующая колебательных поступательно-возврат-
ных движений частиц (волнами от берега к морю и от моря
к берегу) всегда направлена в сторону берега. В надводной
части берегового склона важным агентом переноса является
ветер.
В результате постоянного перемещения материала с поло-
гого на крутой склон ранее образовавшиеся подводные валы
медленно смещаются в сторону берега, а на их место в зонах
глубиной 2—5 м возникают новые гряды наносов. Более круп-
ные и тяжелые частицы постепенно остаются и позднее дости-
гают береговой линии в сравнении с более легкими и мелкими
обломочными частицами.
Так осуществляются селективный вынос тонкого и легкого
материала к надводной нарастающей части берегов склона и
концентрация крупных и тяжелых частиц в подв-одной его час-
ти. Более крупные и тяжелые частицы концентрируются на по-
логих склонах волнообразных валиков и в седловинах между
ними. Мелкие и легкие обломочные частицы отлагаются пре-
имущественно близ вершин и на крупных склонах валиков. При
перемещении валиков в сторону берега тяжелый обломочный
22
материал несколько отстает в своем движении и накапливается
в пористой волноприбойной части берега, где происходит раз-
деление материала по плотности частиц, нередко приводящее к
возникновению слоев почти мономинерального состава.
В результате длительной работы моря последовательно уда-
ляются нестойкие компоненты, что резко упрощает минераль-
ный состав отложений. Тяжелые частицы концентрируются в
узкой полосе побережий, примыкающей к границе воды. Имен-
но к этой зоне приурочены наиболее крупные россыпи совре-
менных и древних морских побережий.
Особенности береговых отложений — хорошая сортировка
материала по крупности и плотности частиц, заметная окатан-
ность минеральных зерен, устойчивость содержания полезных
минералов в россыпи вдоль береговой линии при довольно бы-
стром изменении концентрации в поперечном направлении, при-
сутствие в отдельных разрезах прослоек и линз, богатых тя-
желой фракцией и отличающихся простотой минерального со-
става (без ила и шламов).
Примером таких россыпей могут служить россыпи Брази-
лии, Индии, США, Японии, Австралии. Так, ильменито-цирко-
новые россыпи восточного побережья Австралии протяжен-
ностью несколько сот километров содержит ильменит и цир-
кон, рутил, гранат, монацит, касситерит, турмалин.
Ледниковые россыпи образуются при переносе и отложении
обломочного материала движущимся с гор льдом, который ма-
ло благоприятствует сортировке переносимого материала. По-
этому концентрации тяжелых минералов, как правило, не про-
исходит и сколько-нибудь значительные россыпные месторож-
дения здесь не формируются; содержание ценных минералов
в них во много раз ниже, чем в коренных породах. Ледниковые
отложения могут служить исходным материалом для образо-
вания россыпей других генетических типов, например аллюви-
альных, озерных (после промывки остановившихся ледников
талыми водами).
Эоловые россыпи рапространены главным образом в пус-
тынных областях. Они возникают в процессе переноса ветром
обломочного материала элювиальных древних отложений.
Для эоловых россыпей характерны крайняя неравномерность
распределения полезных компонентов; высокая концентрация
тяжелых минералов у самой поверхности слоя наносов; хоро-
шая классификация обломочного материала по крупности и
плотности частиц; заметная окатанность зерен.
Классический пример россыпей эолового типа — алмазные
россыпи района Намиб в Юго-Западной Африке, который ха-
рактеризуется исключительно сухим пустынным климатом и
наличием ветров. При разрушении делювиального материала
возникли остаточные концентрации алмазов, образующих
скопления в поверхностном слое щебней, в ложбинах у высту-
пающих гребней кварцевых жил, пластов кварцита, крупных
23
глыб и других препятствий. Вместе с алмазами здесь концен-
трировались и другие тяжелые зерна золота, ильменита, цир-
кона, магнетита, граната, турмалина и др. Алмазы и другие
минералы частично перемещались ветром в отдельные ложбины
и подвергались сортировке по крупности, плотности в зависи-
мости от препятствий, встречавшихся на их пути.
Известно формирование эоловых россыпей в пустынных рай-
онах Китая и Монголии.
§ 2.4. СТРОЕНИЕ И ХАРАКТЕРИСТИКА РОССЫПЕЙ
В процессе выветривания и переноса изменяется минеральный
состав россыпей. Многократное чередование отложений и раз-
мывов способствует отложению тяжелых минералов на дно по-
тока или в нижних слоях долины, где залегает россыпь. Со-
держание минералов в россыпи изменяется в вертикальном и
в горизонтальном направлениях.
Для долинных россыпей характерно следующее строение по
вертикали: нижний слой — «плотик», состоящий из коренных
пород, подстилающих аллювиальные наносы; над ним находят-
ся пески, содержащие валунно-галечные отложения и основную
часть ценных минералов; далее идут торфа — песчано-галечный
насос, обедненный тяжелыми минералами, и, наконец, илы, со-
держащие песчаные и песчано-глинистые отложения. Верхняя
часть отложений долинной аллювиальной россыпи обычно пред-
ставлена растительным слоем (дерн, мох, иногда торф).
Мощность торфов обычно составляет 1—30 м. Пески содер-
жат ценные минералы главным образом в нижней части слоя.
Мощность песков колеблется от 0,1 до 4 м. Пески, а иногда и
торфа часто цементированы глиной;.
Верхняя часть плотика на глубину 0,3—0,5 м и больше бы-
вает разрушена. В этой части имеется повышенное содержание
ценных минералов или самородных металлов (золота, платины
и др.). Обычно граница песков и плотика является наиболее
богатым слоем россыпи. Плотик имеет неровную поверхность
с уклоном в продольном и поперечном направленях. Продоль-
ный уклон по длине россыпи, например в золотоносных реках,
бывает от 5—6 м (реки Калифорнии) до 20—30 м на 1 Км (ре-
ки Аляски).
Общая мощность отложений в россыпных месторождениях
обычно составляет 1—50 м, а в некоторых случаях доходит до
400 м (глубокие погребенные россыпи). На рис. 2.2 показаны
поперечный разрез долинной аллювиальной россыпи и распре-
деление в ней металла или тяжелых минералов.
В практике разработки россыпей обычно всю толщу россы-
пи разделяют только на две части: на пески, содержащие цен-
ные минералы, и торфа, представляющие пустую породу.
При разработке песков открытым способом торфа удаля-
ются в отвал, а при разработке россыпи подземным способом
24
\Разрушенный
| плотик
{металлоносный)
Рис. 2.2. Поперечный разрез долинной аллювиальной россыпи (а)
и распределение в ней металла или тяжелых минералов по глуби-
не россыпи (б) (по Б. В. Невскому)
в промывку и на обогащение поступают только пески. При ма-
лой мощности пласта (менее 1—1,5 м) пески в процессе раз-
работки могут быть разубожены торфами.
Пески характеризуются гранулометрическим составом, со-
держанием ценных компонентов, промывистостью и степенью
разрыхления.
В зависимости от крупности россыпной материал делят на
валуны (+100 мм, иногда +200 мм), галю (—100+25; —100+
4-6 мм), эфеля (—25+0,2 мм) и илы (шлама) (—0,2 или
—0,1 мм).
К валунам относят куски, которые по своему размеру и
массе могут вызвать повреждение или забивание промывочных
аппаратов.
Галя представляет собой окатанные куски крепкой породы
(гранитов, гранодиоритов, иногда крепких известняков, слан-
цев и др.), не содержащие ценных минералов. В редких случа-
ях в гале встречаются самородки или сростки.
Эфеля содержат основную массу извлекаемых ценных ми-
нералов. Выход эфелей после дезинтеграции и грохочения оп-
ределяет производительность аппаратов первичной обогати-
тельной фабрики.
Шламы состоят главным образом из глины и обычно имеют
незначительное содержание ценных минералов, они повышают
25
вязкость и плотность пульпы, затрудняют извлечение тонких
частиц ценных минералов.
Промывистость (дезинтегрируемость) зависит от содержа-
ния глины и степени сцементированности песков. Обычно по
этому признаку пески делят на легкопромывистые, среднепро-
мывистые (с малой примесью глины), труднопромывистые
(с высоким содержанием глины) и очень труднопромывистые
(с очень высоким содержанием глины) (табл. 2.3).
Таблица 2.3. Классификация россыпей по промывистости
в зависимости от содержания глины
Кате- гория пород Промывистость пород Содержание глины в породах, % Эффектив- ность грохо- чения по клас- су 4—6 мм, % Расход воды, необходимый для дезинте- грации и про- мывки 1 м* песков, м®
I Легкопромывистые <ю >90 3—5
II Среднепромывистые 10 —15 90—70 5—8
III Труднопромывистые 15—30 70-40 6—12
IV Очень труднопромывистые >30 <40 12—20
Степень промывистости песков резко изменяет производи-
тельность обогатительных аппаратов. Производительность обо-
рудования на легкопромывистых песках может быть в несколь-
ко раз выше, чем на труднопромывистых..
Наиболее труднопромывистыми являются вечно мерзлые
пески, которые необходимо перед обогащением оттаивать; они
имеют повышенную крепость пород, что удорожает их добычу.
Коэффициент разрыхления песков необходимо знать для
учета массы песков по объему их в плотной массе (в целике).
Под коэффициентом разрыхления подразумевается отноше-
ние объема разрыхленных песков в объему, который они зани-
мали в естественном состоянии в целике. Коэффициент раз-
рыхления россыпей изменяется от 1,1 (для мелкозернистых
песков) до 1,7 (для крупнозернистых песков).
Плотность песков в естественном состоянии (в целике) из-
меняется от 1,1 до 2 т/м3.
§ 2.5. СПОСОБЫ ДОБЫЧИ ПЕСКОВ
Основной способ разработки россыпных месторождений — от-
крытый, значительно реже — подземный. При открытом способе
применяют драги, гидромониторы, экскаваторы и скреперы.
Наиболее дешевыми способами разработки являются дражный
и гидравлический.
Разработка россыпей обычно сопровождается операциями
разрушения и добычи песков, транспортировки их на обогати-
тельную фабрику, дезинтеграции, промывки и грохочения на
фабрике перед подачей в обогатительные аппараты.
26
Драгами разрабатывают долинные россыпи с малым уклоном,
(до 20—30 м на 1 км). Драга представляет собой агрегат, осу-
ществляющий добычу песков, транспортировку их, первичное
обогащение и разгрузку хвостов в отвал. Добыча песков осуще-
ствляется черпаками, насаженными на бесконечную цепь. Черпа-
ки подают пески на дезинтеграцию и грохочение в барабанный
грохот, установленный на понтоне, плавающем в водном бассей-
не. Галечник в виде надрешетного продукта поступает за корму
драги в отвал, а подрешетный продукт (эфеля) поступает в обо-
гатительные аппараты (шлюзы, винтовые сепараторы, отсадоч-
ные машины и т. п.) на первичное обогащение.
Получаемый черновой коллективный концентрат направля-
ют на береговую доводочную фабрику. Производительность
драги определяется вместимостью черпаков. Драги малой про-
изводительности имеют вместимость каждого черпака до 150 л,
средней— 150—300 л и большой производительности более
300—600 л. На больших драгах перерабатывают за сезон до
3 млн. м3 песков.
Глубина черпания драги (ниже поверхности воды) составляет
до 10 м для драг неглубокого черпания и до 50 м для драг глу-
бокого черпания. В настоящее время применяют драги с чер-
паком вместимостью 600 л и глубиной черпания 50 м.
Дражная добыча песков является наиболее производитель-
ной и экономичной (минимальный расход электроэнергии, рабо-
чей силы и др.).
Гидравлическим способом разрабатывают крутопадающие
долинные (с уклоном более 20—30 м) большие террасовые
россыпи.
Гидравлический способ сводится к тому, что струя воды, по-
даваемая по трубопроводу к месту разработки россыпи под дав-
лением от 0,2 до 2 МПа гидромонитором, с большой скоростью
направляется в забой, где размывает и разрушает породу. Спе-
циальная насадка на мониторе придает струе воды форму, обес-
печивающую наиболее эффективное разрушающее действие.
Разрушенные водой пески в виде пульпы транспортируются
по лоткам или трубам (с помощью землесоса или других подъ-
емных устройств). В зависимости от крупности песков и конси-
стенции пульпы для транспортировки размытых песков скорость
течения воды должна быть от 1,5 до 7 м/с, а для разрушения и
размыва руды в забое 15—90 м/с.
Для гидромеханической установки с естественным напором
необходим расход воды 200—300 л/с и более, а с искусственным
напором 500—600 л/с. Используя оборотную воду, расход ее
можно снизить до 20—50 л/с. Удельный расход свежей воды
колеблется от 2 до 80 м3 на 1 м3 породы. При низком давлении
воды и неблагоприятных условиях расход ее увеличивается до
100—150 м3 на 1 м3 породы, производительность одной землесос-
ной установки изменяется от 500 до 1000 м3/сут породы.
Экскаваторы с плавучими мойками применяют в тех же
27
условиях, что и драги, но при малой глубине напластования (не
более 8—10 м) и на участках с меньшими запасами полезного
ископаемого.
На обводненных россыпях обогатительное оборудование мон-
тируется на плавучем понтоне, а при малом содержании воды —
на сухопутной платформе (мойке), передвигаемой самим экска-
ватором, лебедкой или трактором по мере продвижения экска-
ватора. Торфа экскаватор сваливает в выработанное простран-
ство, а пески подает в бункер фабрики. Галечник и хвосты раз-
гружаются позади мойки на освободившееся пространство.
При разработке россыпей обычно применяют одноковшовые и многоков-
шовые экскаваторы с вместимостью ковша 0,25—3 м3 и более. Применение
экскаваторов с сухопутными мойками позволяет наиболее полно извлекать
пески и ценные элементы при зачистке плотика.
Пески, добываемые экскаватором, подвергают дезинтеграции в скруббере
и обогащают в отсадочных машинах, на шлюзах или на винтовых сепарато-
рах, установленных на плавучей мойке. При производительности мойки
1000—2000 м3/сут песков размеры понтона мойки (в плане) обычно бывают
8+12 ики 104-15 м, а их высота равна 0,7—1,5 м. Понтоны изготовляют
из дерева или стали.
Привод механизмов мойки обычно осуществляется от электродвигателя,
установленного на верхней палубе, где располагаются также ручные лебедки
для перемещения мойки.
При разработке мощных россыпных месторождений редких металлов и
для вскрыши торфов применяют также роторные экскаваторы с ленточными
конвейерами. С помощью системы ленточных конвейеров и перегрузочных
воронок роторный экскаватор подает добытые пески на главный ленточный
конвейер, иногда длиной в несколько сотен метров, или вагоны и автосамо-
свалы для подачи песков на стационарную обогатительную фабрику.
Роторные экскаваторы на гусеничном ходу бывают с выдвижными и
невыдвижными ковшовыми рамами, причем выдвижные рамы обычно уста-
навливают на больших роторных экскаваторах, имеющих высокую производи-
тельность; они сложнее, масса и стоимость их больше на 20—35 %.
Роторные экскаваторы целесообразно применять для разработки безвод-
ных или мелководных россыпей с большими запасами, обеспечивающими
работу предприятия не менее чем на 10 лет.
Техническая характеристика роторного экскаватора
Вместимость ковша, л.......................................... 300—2500
Частота черпаний, мин-1........................................30—48
Максимальная высота черпания, м................................16—20
Максимальная глубина черпания, м...............................2—12
Максимальный радиус черпания, м................................5г 25
Установленная мощность электродвигателя, кВт . ... 4000
Производительность, тыс. м3/сут................................6—60
Расход электроэнергии на 1 м3 песков, кВт-ч....................0,2—0,7
Масса экскаватора, т........................................... 500—4800
К роторным экскаваторам изготовляют шагающие отвалообразователи,
которые обеспечивают наиболее дешевый способ вскрыши с непосредственным
перемещением торфов из забоя в выработанное пространство. Роторные
экскаваторы на россыпях применяют только при комбинированном способе
разработки со вскрышей торфов отвалообразователями и транспортировкой
песков. Бестранспортировочный способ разработки с передвижными мойками
в сочетании с роторными экскаваторами на россыпях не применяют.
Шагающие отвалообразователи имеют длину рамы разгрузочного кон-
вейера от 80 до 180 м, высоту разгрузки (при угле наклона 18°) до 40—60 м,
радиус разгрузки до 180 м. Масса отвалообразователя составляет от 200 до
2000 т, производительность по разрыхленной породе 650—4500 м3/ч.
28
На одном из отечественных карьеров по добыче титано-циркониевых пес-
ков роторный экскаватор работает в сочетании с системой конвейеров, подаю-
щих руду на магистральную галерею с двумя параллельными ветвями, причем
каждая состоит из двух армированных лент шириной 1200 мм и общей дли-
ной 1700 м, и далее на наклонные конвейеры для перегрузки песков с маги-
стральной галереи на стационарную фабрику. Подачу исходного материала
на фабрику осуществляют по безбункерной схеме непосредственно от ротор-
ных экскаваторов. Бункером для фабрики является сам карьер, а питателем—
экскаватор.
При скреперном способе разработки пески добывают трак-
торным скрепером и им же транспортируют их на обогатитель-
ную фабрику. Обогащение песков при экскаваторном и скрепер-
ном способах добычи осуществляется на сухопутных передвиж-
ных мойках или на стационарных обогатительных установках.
При тракторно-скреперной разработке россыпи слой торфа
снимают отдельно и разгружают на борт россыпи, после чего
добывают пески. Этот способ применяют при малой мощности
россыпи и легкоразрабатываемых породах.
§ 2.6. ОСОБЕННОСТИ ОБОГАЩЕНИЯ РОССЫПЕЙ
Наличие свободных частиц минералов в россыпных месторожде-
ниях и отсутствие сростков минералов позволяют исключить
операции предварительного их дробления и измельчения. Ми-
нералы редких металлов в россыпях обычно имеют большую
плотность, чем минералы породы, их сравнительно легко можно
разделить гравитационным обогащением с последующей довод-
кой черновых концентратов магнитной и электрической сепара-
цией (иногда в сочетании с гравитацией и флотацией).
Благодаря этим особенностям, а также учитывая открытый
способ добычи, россыпи, имеющие значительно более низкое со-
держание ценных элементов, чем коренные руды, перерабаты-
вают с большим экономическим эффектом; (с получением высо-
косортных концентратов при более высоком извлечении в них
ценных металлов). Себестоимость россыпных концентратов
обычно значительно ниже себестоимости рудных.
Получение мономинеральных концентратов из россыпей осу-
ществляют в две стадии, включающие первичное обогащение
россыпей и доводку черновых концентратов.
Обогатительные установки для первичного обогащения соору-
жают обычно непосредственно на месте добычи песков. Так, при
разработке россыпи драгами или землесосами обогатительная
аппаратура устанавливается непосредственно на плавучих бар-
жах, понтонах и т. п.
Доводочные фабрики для получения готовых концентратов
устанавливают на берегу вблизи россыпного месторождения.
Доводка черновых концентратов различных месторождений про-
изводится на центральных доводочных фабриках, при строитель-
стве которых учитывают вопросы транспортировки черновых
концентратов или готовой продукции потребителям и другие
географические и технико-экономические факторы.
29
Цель первичного обогащения россыпей — получение коллек-
тивного концентрата с максимально возможным извлечением
в него всех тяжелых минералов плотностью более 2,9 или 4 г/см3
и удалением минералов пустой породы плотностью менее
2,9 г/см3. В результате первичного обогащения россыпей в от-
вальные хвосты удаляют в среднем 50—90% пустой породы
(кварц, глина, галя и др.). Наиболее трудным при первичном
обогащении является удаление из концентрата минералов,
имеющих промежуточную плотность 2,9—3,5 или 3—4 г/см3, ко-
торые при последующем разделении коллективных концентратов
с помощью электромагнитной и электростатической сепарации
будут загрязнять концентраты.
Первичное обогащение россыпей проводят на винтовых се-
параторах, отсадочных машинах, концентрационных столах, на
стационарных и подвижных шлюзах, иногда в тяжелых суспен-
зиях.
В зависимости от типа россыпи, содержания в ней глины, раз-
мера частиц ценных минералов и пустой породы применяют раз-
личное сочетание гравитационных аппаратов и схемы обога-
щения.
Перед обогащением песков речных отложений после промыв-
ки грохочением удаляют валуны — крупную фракцию. Пески
морских отложений являются более равномерным по крупности
материалом, очищенным от илов и шламов. На грохотах удаляют
обычно куски дерева и органические примеси.
Дезинтеграция и грохочение песков являются подготовитель-
ными операциями. Первичное обогащение песков осуществляет-
ся после их дезинтеграции и грохочения. В то же время процесс
грохочения после дезинтеграции выполняет обогатительную
операцию, так как надрешетный продукт обычно удаляют в от-
вал. Дезинтеграция песков разрушает сцементированный мате-
риал и разделяет его на отдельные частицы, чем обеспечивает
освобождение зерен ценных минералов друг от друга и от пустой
породы.
Чем больше в песках глины и мелких частиц, тем, сильнее они
связаны (сцементированы) друг с другом и тем труднее их де-
зинтеграция. Наиболее прочно частицы связаны при их средней
влажности, т. е. когда вода заполняет лишь поры между наибо-
лее уплотненными твердыми частицами. При высыхании этой
воды сцепление частиц уменьшается и порода начинает рассы-
паться. С увеличением влажности увеличивается расстояние
между частицами, материал приобретает большую текучесть и
превращается в пульпу.
При обогащении россыпей применяют мокрую и сухую дез-
интеграцию. Мокрая дезинтеграция производится во вращаю-
щихся барабанных грохотах под действием струй воды (скруб-
беры или "дражные бочки), в корытных мойках, снабженных
одной-двумя вращающимися горизонтальными мешалками,
иногда на гидравлических вашгердах.
30
Сухая дезинтеграция производится в барабанном или на пло-
ском грохоте.
Классификация песков по крупности обычно осуществляется
грохочением в том же аппарате, что и дезинтеграция, причем де-
зинтеграция предшествует классификации. Задачей грохочения
является отделение галечника и другого крупного материала, не
содержащего ценных минералов, с последующим удалением его
в отвал. Таким образом, грохочение является первым, приемом
первичного обогащения песков, применение его позволяет обыч-
но вдвое сократить объем материала, поступающего в после-
дующие процессы обогащения.
Грохочение создает также более благоприятные условия для
последующих процессов обогащения, в которые поступает более
однородный по крупности материал. Мелкие пески (эфеля),
в свою очередь, классифицируют на классы по крупности для
раздельного их обогащения на концентрационных столах, винто-
вых или магнитных сепараторах, струйных или конусных концен-
траторах и других аппаратах.
Для дезинтеграции и грохочения применяют корытные мойки
и барабанные дезинтеграторы или скрубберы.
Корытные мойки применяют для дезинтеграции глинистых
руд и песков. Мойки бывают наклонные, горизонтальные и ком-
бинированные. Наклонная корытная мойка (рис. 2.3) состоит из
прямоугольного корыта, по продольной оси которого расположе-
ны один или два вращающихся вала с лопастями, установлен-
ными под углом 30—45°, благодаря чему материал передвигается
к верхнему концу корыта. При наличии в машине двух валов они
вращаются в противоположных направлениях.
Пески загружаются у нижнего конца корыта, заполненного
водой на 2/3 длины. Пески по всей длине корыта орошаются во-
дой (под давлением), подаваемой в верхней части мойки. Зер-
нистый материал передвигается лопастями по корыту и в верх-
нем конце его разгружается. Освобожденная при дезинтеграции
глинистая часть песков сливается через порог нижнего конца ко-
рыта и удаляется через патрубок, расположенный в боковой
стенке нижней части корыта.
Техническая характеристика наклонной корытной мойки
Производительность, т/ч..........................................44—160
Длина корыта, м..................................................7—9
Ширина корыта, м.................................................1,6—2,9
Угол наклона корыта, градус......................................5—10
Частота вращения вала, мин-1..................................12—25
Удельный расход электроэнергии, кВт-ч/т..........................0,25—0,75
Расход воды на 1 т песков, м3....................................2—4
Механобром сконструирована мойка для дезинтеграции ма-
териала крупностью —75 мм. Длина корыта мойки составляет
7 м, ширина 1,88 м, частота вращения вала 15,2 мин-1, произво-
дительность 60—100 т/ч, мощность электродвигателя 20 кВт,
31
Рис. 2.3. Наклонная корытная мойка:
/ — корыто; 2 —вал; 3 —лопасти; 4 — привод
масса 16,7 т. Привод мойки осуществляется от индивидуального
электродвигателя через редуктор и клиновидные ремни.
Достоинствами наклонных корытных моек являются большая
производительность, относительная компактность, простота и на-
дежность конструкции. К недостаткам относятся: ограничение
крупности материала в питании (не свыше 70—100 мм), истира-
ние хрупких полезных ископаемых и их потери со сливом.
Барабанные грохоты и скруббер-бутары получили наиболее
широкое распространение в практике обогащения россыпей. Бу-
тары и скрубберы отличаются высокой производительностью (до
100 т/ч) и возможностью обработки в них крупнокусковой руды
(до 300—500 мм).
Бутары или перфорированные барабанные грохоты (бочки)
дают хорошие результаты при обработке средне- и легкопромы-
вистых руд и песков. Бутары по всей длине барабана имеют пер-
форации, поэтому промытый материал в них можно получать
в виде классов различной крупности, подготовленных для обо-
гащения на гравитационных аппаратах.
К недостаткам бутар можно отнести высокий расход воды
(4—10 м3/т), низкое качество промывки труднопромывистых
РУД-
Скрубберы обеспечивают хорошее качество промывки при
малом расходе воды (1—2 м3/т). В отличие от бутары барабан
скруббера глухой, т. е. не имеет перфораций, поэтому он выдает
неклассифицированный мытый материал. Материал, поступаю-
щий в скруббер, предварительно погружается в воду, что обес-
печивает разбухание глины, улучшает оттайку мерзлых пород
и дезинтеграцию их. Классификацию руд в этом случае необхо-
димо проводить в другом аппарате.
Для промывки и дезинтеграции труднопромывистых (часто
и среднепромывистых) руд и песков скруббер соединяют с бара-
банным конусным грохотом для разделения мелкозернистых пе-
сков от галечника. В этом случае в головной части бутары уста-
навливают скруббер.
Технологические показатели работы промывочных аппара-
тов приведены в табл. 2.4.
Таблица 2.4. Технологические показатели промывочных аппаратов
Показатель Бутара Скруббер Корытная мойка
наклонная горизонтальная
Максимальная крупность 300—400 400—500 80—100 60—80
кусков в питании, мм Максимальная произво- 500 150 100 80
дительность для аппара- тов наибольших разме- ров, т/ч Удельный расход элект- 0,15—0,25 0,25—0,5 0,25 0,7—1
роэнергии, кВт-ч/т Расход воды, м3/т 4—10 4—6 2—8 0,2—6
3-5308
33
2
Рис. 2.4. Скруббер-бутара:
1 — дезинтегратор; 2 — бутара
Скруббер-бутара (рис. 2.4) состоит из дезинтегратора (скруб-
бера) 1, конической (или цилиндрической) перфорированной
бутары (барабанный грохот) 2.
Дезинтегратор имеет внутри продольные рейки и штыри,
закрепленные радиально. Длина барабана составляет 5—7 м,
диаметр от 1,5 до 3,5 м, отверстия обычно 12—16 мм. Для
песков, содержащих наравне с мелкими крупные зерна цен-
ных минералов, в конце грохота диаметр отверстий увеличи-
вается до 50 мм.
В скруббер-бутары по оросительной трубе подается вода
под давлением 100—200 кПа.
Скруббер-бутары с цилиндрическим грохотом применяют
на драгах. Цилиндрический грохот состоит из сменных секций
с отверстиями диаметром 10; 20 и 50 мм, причем в первом
грохоте укрепляется второй грохот меньшего диаметра,
расположенный концентрически относительно первого. Пес-
ки в этом грохоте можно разделять на четыре класса по круп-
ности.
В последние годы стали применять вибрационные мойки,
представляющие собой длинные барабаны (трубы), подвешен-
ные на пружинах к раме, они имеют круговое вибрационное
движение с определенной амплитудой и частотой движения.
Слив удаляется через перфорированную часть трубы с раз-
грузочного конца. Эти мойки эффективно работают при повы-
шенных расходах энергии и воды.
34
Техническая характеристика вибрационной мойки
Производительность, м3/ч...........................................60
Размеры барабана, м:
длина..........................................................4
диаметр........................................................0,9
Амплитуда колебаний, мм............................................5
Частота колебаний, мин-1...........................................750
Крупность питания, мм . .......................................90—120
Расход воды на 1 м3 песков, м3.....................................1,5
§ 2.7. ПЕРВИЧНОЕ ОБОГАЩЕНИЕ РОССЫПЕЙ
Технологические схемы и схемы цепи аппаратов обогащения
руд россыпных месторождений применяют в соответствии с
вещественным составом россыпи, содержанием в ней глины,
ценных минералов, их плотностью и крупностью минералов пу-
стой породы и другими свойствами.
При первичном обогащении россыпей чаще применяют вин-
товые, струйные или конусные сепараторы, которые обеспечи-
вают наиболее экономичное удаление в отвал основной массы
пустой породы. Винтовые сепараторы наиболее эффективны
при обогащении песков средней крупности и наличии макси-
мальных кусков породы не более 12—15 мм и ценных минера-
лов 0,2—4 мм. Производительность винтовых сепараторов, на-
пример с диаметром витков сепаратора 1200 мм для крупных
песков (максимальная крупность кусков породы —15 + 0,05 мм
и ценных минералов +0,25 мм) составляет 15—20 т/ч, а мел-
ких песков (соответственно —2 и —0,25 мм) всего лишь
3—5 т/ч. Винтовой сепаратор СВМ-750А показан на рис. 2.5.
Технические характеристики винтовых сепараторов, изго-
товляемых в СССР, приведены в табл. 2.5.
Схема цепи аппаратов первичного обогащения песков круп-
ностью —12 мм на винтовых сепараторах с перечисткой пер-
вичных концентратов на концентрационных столах приведена
на рис. 2.6.
Схема обогащения тонкозернистых песков с установкой вин-
товых сепараторов для основной концентрации и для пере-
чистных операций с последующей перечисткой коллективного
концентрата на столах приведена на рис. 2.7. Крупность цен-
ных минералов в тонкозернистых песках составляет
—0,25+0,074 мм. В схеме предусмотрен гидроциклон для уда-
ления шламов мельче 0,05 мм, что значительно улучшает тех-
нологические показатели обогащения.
При высоком содержании глины или шламов в питании се-
паратора (более 20—25 %) процесс сепарации неустойчив.
В этом случае требуются предварительная дезинтеграция и
обезыливание песков.
Работа винтового сепаратора малоустойчива при питании
Ширококлассифицированным материалом с незначительным со-
держанием мелкой фракции (менее 10 % класса —2 мм), а
3* 35
Рис. 2.5. Винтовой сепаратор
СВМ-750А:
I — бункер; 2 — винтовой желоб; 3 — креп-
ление желоба к каркасу; 4 — устройство
для смывной воды; 5 — каркас; 6 — отсе-
катель; 7 — хвостовой желоб
Рис. 2.6. Схема цепи аппаратов для
обогащения крупнозернистых песков:
1 — автосамосвал; 2 — бункер; 3 — пита-
тель; 4— ленточный конвейер; 5 — зава-
лочный люк; 6 — скруббер-бутара; 7 —
ленточный конвейер; 8 — труба; 9 — рас-
пределитель; 10 — желоба; И — винтовые
сепараторы; 12, 13, 16 — сборные желоба
для хвостов; 14 — желоба; 15 — концент-
рационные столы; 17 — бункер для кон-
центрата; 18 — отвал
Таблица 2.5. Технические характеристики винтовых сепараторов
Параметры Аппараты с регулируемым шагом витка Аппараты с постоянным шагом витка
Геологические Промышленные Сепараторы Шлюзы
ВСП ЕСР СВМ-750 СЕМ-1200 СВ2-500 СВ2-750 СВ2-1000 Ш В-1000 ШВЗ-1250
Диаметр желоба, мм 250 500 750 1200 500 750 1000 10С0 1250
Шаг витка, мм 94—137 180—228 450—550 600-850 350 500 600 550 650
Число желобов 1 1 1 1 2 2 2 2 3
Число витков в желобе 3 5 4 2 4-5 4 4 4 2
Форма сечения желоба Горизонтально расположенный эллипс с соотношением осей 1:2 Окруж- ность с радиусом 226 мм Эллипс с 1:2 соотношением осей Прямая, наклоненная к горизонтальной плоскости под углом 5°
Расход смывной воды, л/с — — 0,5 1 0,1 0,1—0,15 0,1—0,2 0,1—0,2 0,15—0,3
Производительность, т/ч 0,2 0,5—1 2—4 6—>8 0,3-1,2 0,5-5 2-10 0,2-2 0,5-4,5
Габаритные размеры аппара- та, мм: длина — —. 900 1500 600 900 1100 1100 1300
ширина — — 8С0 1500 600 900 1100 10С0 1300
высота 790—9С0 1500—1800 40С0 4200 2700 3750 4С00 3100 3860
Масса аппарата, кг 8,3 38 475 740 200 300 600 600 800
исходные пески
'ь<?мм
Отдал
Рис. 2.7. Схема обогащения тонкозернистых песков:
1 — скруббер-бутара; 2 — гидроциклон; 3 — основная концентрация на винтовых сепара-
торах; 4 — перечистка хвостов; 5 — концентрационные столы
также при переработке материала с высоким содержанием
крупных зерен (более 30 % крупностью 20; 16 и 12 мм).
На винтовых сепараторах хорошо извлекаются ценные ми-
нералы крупностью —0,254-4 мм, несколько хуже минералы
с зернами крупностью —0,254-0,074 мм и плохо улавливают-
ся минералы с зернами крупностью —0,074 мм, особенно
—0,05 мм. Частицы менее 0,05 мм почти полностью находятся
во взвешенном состоянии и поэтому не выпадают из потока.
Для тонкозернистых песков, содержащих ценные минералы
крупностью —0,254-0,05 мм, применяют винтовые сепараторы
38
в начале процесса и при двойной-тройной контрольной сепа-
рации хвостов.
Большое значение имеет форма минеральных зерен. Зерна
пластинчатой формы благодаря силе трения скольжения, кото-
рая всегда больше, чем сила трения качения у сферических зе-
рен, удерживаются на стенке желоба и попадают в концентрат;
зерна сфероидальной формы двигаются вблизи внешнего бор-
та желоба и уходят в хвосты.
Пульпу необходимо подавать на сепараторы в направлении
параллельно касательной к сферической поверхности внутрен-
него сечения желоба. Тогда обогащение начинается уже со
второго витка; первые полтора витка играют роль подгото-
вительных. Если же это требование не соблюдается, процесс
выделения полосы минералов тяжелой фракции из-за необхо-
димости более длительного времени его стабилизации начи-
нается только на третьем витке, в результате чего снижается
общее извлечение.
При высоком содержании в исходных песках минералов тя-
желой фракции имеется возможность получить из первых от-
секателей богатые, а иногда кондиционные коллективные
концентраты. В этом случае целесообразно предусматривать
выведение таких продуктов отдельно от продуктов, получае-
мых из других отсекателей.
Для песков с содержанием минералов тяжелой фракции
более 3—4 % требуется двух- и трехстадиальное обогащение.
При этом для каждой последующей стадии обработки хвостов
необходимо их перемешивание, так как пульпа в конце третье-
го или четвертого витка предыдущего сепаратора под действием
центробежной силы расслаивается.
Развитие добычи титано- и цирконосодержащих продуктов
из россыпей тесно связано с развитием техники обогащения
на винтовых сепараторах; внедрение этих аппаратов в про-
мышленность сделало обогащение россыпей наиболее эконо-
мически выгодным.
§ 2.8. ОБОГАЩЕНИЕ НА СТРУЙНЫХ И КОНУСНЫХ
СЕПАРАТОРАХ
Широкое применение получили аппараты для гравитационного
обогащения, в которых основным общим элементом является
желоб с плоским днищем, суживающимся к разгрузочному
концу. Желоб устанавливается под углом 16—22° к горизонту.
Пульпа поступает на желоб с минимально возможной началь-
ной скоростью и содержанием твердого 40—65 %. При движе-
нии пульпы по желобу минералы расслаиваются в зависимости
от их плотности. Тяжелые минералы концентрируются в ниж-
нем, медленно текущем слое пульпы, а легкие выносятся в
верхние слои, двигающиеся с большей скоростью. Высота слоя
39
пульпы в конце желоба увеличивается, расслоившиеся по вы-
соте потока пульпы минералы разгружаются в виде концен-
тратов, хвостов и промпродуктов, направляемых отсекателями
в различные приемники.
Основные преимущества струйных желобов — высокая
удельная производительность на 1 м2 занимаемой площади,
достигающая до 8 т/(ч-м2), малый расход воды на обогаще-
ние— 1 —1,5 м3/т исходных песков, простота конструкции, лег-
кость регулировки и возможность автоматизации процесса.
Различные конструкции аппаратов с суживающимися жело-
бами получили название струйных и конусных сепараторов.
Наибольшее промышленное применение в США и Австра-
лии получили струйные сепараторы Кеннона и Йорка.
В сепараторе Кеннона (рис. 2.8) пульпа по желобам дви-
жется от периферии к центру. Такое расположение желобов
позволило объединить конечные продукты сепарации. По внеш-
нему виду эти сепараторы имеют форму опрокинутого конуса
с 48 желобами размером 125X15X900 мм.
Исходное питание пульподелителем, расположенным в цен-
тре сепаратора, равномерно распределяется по лоткам. Для
лучшего разделения расслоившихся минералов по высоте уста-
навливают два концентрических делителя, имеющих независи-
мое вертикальное перемещение и обеспечивающих более чет-
кое разделение продуктов обогащения.
Сепаратор Кеннона имеет диаметр около 2,2 м, высоту
1,9 м, он компактен, имеет большую производительность на
единицу площади. К недостаткам относят необходимость вы-
сокой точности в изготовлении и регулировке разгрузочного
устройства, учитывая, что визуальный контроль за процессом
затруднен. На сепараторах Кеннона можно обогащать пески
крупностью мельче 2 мм. В Австралии эти аппараты часто
устанавливают на драгах, разрабатывающих россыпи. Извле-
чение тяжелых минералов в коллективный концен-
трат при работе на сепараторах Кеннона составляет более
90 % при содержании суммы тяжелых минералов 80%. Наи-
большее распространение они получили в США при обога-
щении морских песков штатов Флорида, Нью-Джерси. Так,
на обогатительной фабрике компании «Глиден Рэнде» произ-
водительной мощностью 2 млн. т ильменито-цирконовых песков
в год обогащают пески крупностью —0,8 мм на сепараторах
Кеннона в сочетании с винтовыми сепараторами, применяемы-
ми для перечистки первичных концентратов (рис. 2.9).
Сепаратор Норка отличается довольно значительными раз-
мерами желоба (750X56X1500 мм). Гашение скорости пульпы
и равномерное распределение питания по ширине желобов
(рис. 2.10) здесь осуществляются за счет загрузочной коробки
с двумя наклонными, направленными в противоположную сто-
рону пластинками 1 и 4. Щели 2 и 3 между этими пластин-
ками и стенками выбраны такцм образом, чтобы не происхо-
40
Рис. 2.8. Струйный сепаратор Кеннона:
а — общий вид; б — поперечный разрез желоба струйного сепаратора; / — питание; 2 —
направляющий лоток; 3 — делители; / — опорные кольца; 5 — концентрат; б — промпро-
дукт; 7 — хвосты
Исходные пески
Основная концентрация
на сепараторах Кеннона
Концентрат Лронпрооукт
U_____rjv______' Г ~
"м/
I перечистная
на сепараторах Кеннона
Концентрат Промпродукт |
{ Хвосты
Коллективный концентрат
П перечистная
на винтовых сепараторах
Хвосты
Отвальные хвосты
Рис. 2.9. Схема обогащения россыпей на обогатительной фабрике компании
«Глидеи Рэнде»
дило забивание их крупными зернами минералов. В конце
желоба устроен узкий канал 6 с параллельными стенками.
Днище 10 этого канала может передвигаться в направляющем
устройстве 7 рычагом 5. Образующаяся при этом щель в днище
служит для разгрузки концентрата, поступающего в приемник
8, и отводится по трубке 9. Исходная пульпа подается на же-
лоб с содержанием твердого около 50 %.
В Австралии получил широкое распространение так назы-
ваемый «Звездный концентратор» Йорка. Он состоит из 15 же-
41
Рис. 2.10. Схема желоба сепаратора
Йорка:
I, 4 — пластинки; 2, 3 — щели; 5 — рычаг;
6 — канал; 7 — направляющее устройство,
8 —• приемник концентрата; 9 — трубка;
10 — днище канала
Рис. 2.11. Флотационный желоб Кен-
нона:
/—лоток; 2—пенный продукт; 3 — не-
флотирующиеся минералы; 4 — отсекатели
лобов, расположенных по кругу с загрузкой материала по пе-
риферии и разгрузкой готовых продуктов в центре.
На плавучей установке компании «Каджен Р. С.» (Австра-
лия) производительностью 600 т/ч исходных песков, содер-
жащих 3 % тяжелых минералов, установлено девять концен-
траторов Йорка. На операции основной концентрации работа-
ют шесть аппаратов, выдающих отвальные хвосты, концентрат
и промпродукт; два сепаратора служат для первичной пере-
чистки концентрата, один установлен для очистки хвостов пе-
речисткой концентрации и промпродукта основной концентра-
ции. Производительность одного концентратора составляет
100 т/ч. На многих других предприятиях Австралии успешно
работают сепараторы Йорка в сочетании с винтовыми сепара-
торами. Компания «Вайонг Минерале Лимитед» изготовляет
эти сепараторы из фанеры, покрытой линатексом.
Перспективно использование струйных желобов для фло-
тации.
Флотационный желоб Кеннона (рис. 2.11), применяющийся
для разделения фосфатов от кварца флотацией, имеет пори-
стый участок днища, через который продувается воздух (низ-
кого давления). Пульпа с содержанием 15—20 % твердого по-
дается на желоб обычным порядком. При движении материала
по желобу происходит расслоение: верхний слой состоит из
сфлотированных зерен, нижний — из пустой породы, средний —
представляет водную прослойку.
42
При переработке класса —1,2+0,105 мм за одну операцию
без возврата промпродуктов извлечение фосфатов составляет
85—95 %; при переработке класса —1,2+0,87 мм извлечение
фосфатов резко снижается. Дальнейшие исследования в этом
направлении позволят улучшить результаты флотации раз-
личных материалов на струйных желобах.
В СССР разработаны и внедрены в промышленность струй-
ный сепаратор Гиредмета и конусные сепараторы конструкции
Верхнеднепровского горно-металлургического комбината
(ВДГМК).
Струйный концентратор Гиредмета (разработан А. Д. Бо-
гатовым и Ю. Л. Зубыниным) состоит из трех основных частей:
пульподелителя и двух секций — верхней и нижней (рис. 2.12),
Исходное
питание
Рис. 2.12. Струйный концентратор Гиредмета:
а — поперечный разрез; / — реактивный пульподелитель; 2 — верхняя секция; 3 — ниж-
няя секция; 4 — струйный желоб; 5 — коробка; 6 — механизм регулирования наклона
желобов; б —схема работы: 1 — пульподелитель; 2 — загрузочная коробка желоба; 3,
8 — ванны; 4 — желоб; 5 — приемно-распределительная коробка; 6 — подвижный отсека-
тель; 7, 10 — приемные коробки перечистных операций; 9— приемная коробка контроль-
ной операции
43
каждая секция имеет 12 желобов. Технологический процесс
в нем осуществляется на струйных желобах размером
250Х20ХЮ00 мм каждый, имеющих в конце днища щели для
лучшей разгрузки тяжелой фракции. Ширина щели регули-
руется от 0 до 3 мм. Пульподелитель («сегнерово колесо») рас-
пределяет пульпу на 12 точек.
В концентраторе совмещены операции первичного обогаще-
ния, перечистки концентратов и очистки хвостов, причем
каждую секцию можно использовать как самостоятельный
агрегат. Исходное питание поступает в пульподелитель, из ко-
торого равномерно распределяется на 12 желобов первой сек-
ции. Продукты обогащения, полученные из верхней секции,
перечищаются на желобах нижней секции. В результате полу-
чают концентрат, отвальные хвосты и промпродукт, который
возвращается в исходное питание и является циркулирующей
нагрузкой (рис. 2.13).
Техническая характеристика струйного концентратора Гиредмета
Производительность, т/ч...............................3—8
Удельная производительность, т/(ч-м2).................0,9—2,3
Угол наклона желобов, градус..........................12—20
Крупность исходного питания, мм.......................—2 + 0,044
Содержание твердого в питании, %...................45—60
Циркулирующая нагрузка, %.............................60—100
Габаритные размеры, мм................................ 1420X2400X3000
Масса, кг.............................................800
Для обеспечения равномерного по содержанию твердого
питания может быть использован струйный зумпф в сочетании
с насосом необходимой подачи (рис. 2.14). Обладая значи-
тельным объемом, струйный зумпф является как бы бункером
для мокрых зернистых быстро осаждающихся материалов, ко-
торые могут быть легко и быстро поданы в любую точку тех-
нологического процесса.
При пуске заполненного зумпфа в работу при открытом
клапане 1 включается насос 2. Вода из верхней зоны зумпфа
по трубам 3 и 5 засасывается в насос и промывает напорную
магистраль. После промывки напорной магистрали клапан 1
закрывают и вода из верхней зоны зумпфа поступает в насос
по трубам 6 и 5, при этом одновременно насос засасывает и
пески из коробки 4, представляющей собой перфорированный
отрезок трубы. Содержание твердого в подаваемой насосом
пульпе регулируется дроссельной заслонкой 7 за счет измене-
ния объема воды, засасываемой из верхней зоны. При работе
зумпфа необходимо поддерживать постоянный уровень зерка-
ла воды, что достигается добавкой некоторого избыточного
объема оборотной воды.
Регулирование плотности пульпы, подаваемой из струйного
зумпфа, легко может быть автоматизировано.
Для равномерного распределения пульпы по отдельным же-
лобам используют пульподелитель (рис. 2.15). В цилиндриче-
44
Исходные пески
Основная концентрация
I । : I
Концентрат Промпродукт Хвосты
Перечистная Контрольная-
Хвосты Концентрат
Черновой
концентрат
Отвальные
хвосты
Рис. 2.14. Струйный зумпф:
/ — клапан; 2 — насос; 3, 5, 6 — трубы;
4—коробка; 7 — дроссельная заслонка
Рис. 2.15. Схема пульподелителя:
I — цилиндрическая коробка; 2 — трубки
Рис. 2.13. Технологическая схема обогащения песков на
струйном концентраторе Гиредмета
скую коробку 1, закрепленную на валу, свободно вращающую-
ся в подшипниках, строго по центру подается пульпа, которая,
вытекая из изогнутых трубок 2, вращает всю систему в про-
тивоположном вытекающей струе направлении за счет реак-
тивной силы. В кольцевом желобе вытекающая из трубок
пульпа делится на заданное число равных по объему и плот-
ности частей (потоков). Частота вращения цилиндрической
коробки зависит от степени заполнения ее пульпой и достигает
150—200 мин-1 при высоте пульпы 0,5—0,6 м. При частоте
45
Таблица 2.6. Показатели работы различных гравитационных аппаратов
Показатель Струйный концентратор Одноярусный конусный сепаратор Винтовой сепаратор Конц ентра- ционный стол ЯСК-1
Содержание тяжелой фракции в исходных песках, % 12,75 11,8 12,2 11,8
Выход чернового концентрата, о/ 20,9 21,2 30,2 16,9
/0 Содержание в черновом кон- центрате тяжелой фракции, % Извлечение в черновой кон- центрат, %: 55,2 51,5 37,1 56,3
тяжелой фракции 92,3 92 92,3 80,4
в том числе циркона 99.5 99,6 99 97,7
рутила 98,8 98,2 98,2 95
ильменита 95,9 95,9 95,2 88,6
Степень концентрации по тя- желой фракции 4,41 4,36 3,04 4,77
Выход хвостов, % 79,1 78,8 69,8 83,1
Содержание в хвостах тяже- лой фракции, % 1,22 1,20 1 ,з5 |2,8
Эффективность обогащения, % 81,7 80,4 70,6 71,9
Удельная производительность на 1 м2 пола, т/(м2-ч) 1,33—1,93 1,08- 1,49 0,65 0,137
Расход воды при обогащении песков, м3/т 1,5 1,5 6 4
Стоимость оборудования на 1 т песков, перерабатывае- мых в 1 ч, руб. — 167,5 1420 1910
пульсации 100 мин-1 потоков пульпы, получаемых с пульподе-
лителя, практически нет, так как в восьми изогнутых трубках
число порций материала, попадающих в каждую секунду в
ячейку кольцевого желоба, равно 13.
Струйные концентраторы Гиредмета при работе в промыш-
ленных условиях на титаноцирконовых россыпях и на корен-
ных рудах показали вполне хорошие результаты. Извлечение
ценных минералов из россыпей составило 95—99 %, а из ко-
ренных руд 85—90 % при выходе отвальных хвостов соответ-
ственно 80 и 70 %;
Показатели работы различных гравитационных аппаратов
при первичном обогащении титаноцирконовых песков крупно-
стью 95 % —0,28 мм и 5 % 4-0,28 мм (пески отмыты от га-
лечника и глины) приведены в табл. 2.6.
Наиболее высокие технологические показатели получены на
струйных концентраторах и конусных сепараторах, причем эти
аппараты при более высоких технологических показателях
имеют большую удельную производительность и простую схе-
му обогащения, требующую минимума вспомогательного обо-
рудования. По сравнению с концентрационным столом ЯСК-1
струйные и конусные концентраторы имеют почти в 10 раз
46
Таблица 2.7. Технологические показатели обогащения титаноциркониевых
песков различной плотности на струйных желобах
Минерал Плотность, кг/м3 Извлечение, % Степень обогащения Эффективность обогащения, %
Циркон 4680 98,4 6,4 84,9
Рутил 4250 96,8 6,3 83
Ильменит 42С0 93,3 6,1 82,2
Ставролит 3780 87,2 5,6 72
Дистен 3710 85,4 5,5 41,9
Силлиманит 3590 69,7 4,5 55,9
Турмалин 3030 49 3,1 33,8
большую производительность на единицу занимаемой площади
(крупность песков —0,284-0,044 мм, содержание тяжелой
фракции 10—12%).
Промышленные испытания на других песках показали, что
струйные и конусные концентраторы при производительности
на единицу занимаемой площади в 10—12 раз большей, чем
у стола ЯСК-1, дают близкие показатели по извлечению иль-
менита в концентрат и равные по качеству хвосты (на песках
крупностью —24-0,15 мм).
Разделение песков на струйных аппаратах тем эффектив-
нее, чем больше разница в плотностях разделяемых минералов
(табл. 2.7) и чем меньше тонких (шламистых) частиц в песках.
Видно, что производительность аппаратов и эффективность их
работы снижаются при уменьшении крупности обогащаемого
материала. Так, например, при крупности —0,44-0,1 мм и круп-
ности —0,24-0,1 удельная производительность снижается с
2,18 до 1,34 т/(ч-м2), извлечение тяжелой фракции с 93 до
88,2 %, эффективность обогащения с 75,5 до 48,9 %•
При обогащении лопаритовых руд струйные концентраторы
при более высоких показателях по выходу от операции хвостов
обеспечивают в 7—12 раз более высокую удельную произво-
дительность по сравнению с концентрационными столами при
более низком содержании полезного минерала в отвальных
хвостах. Перечистка черновых концентратов струйных концен-
траторов на тех же аппаратах показала более высокую эффек-
тивность работы в перечистных операциях по сравнению с их
работой в операциях первичного обогащения. Производитель-
ность по исходному питанию при обогащении продуктов (шла-
мов) крупностью —0,15 мм и —0,6 мм соответственно равна
3,3 и 6,8 т/ч, выход хвостов от операции 47 и 70%, эффек-
тивность обогащения 23,4 и 55 %.
Конусный сепаратор СК-2М предложен П. Д. Белогаем,
В. В. Варэном, В. Г. Задорожным и С. Г. Клапцовым. Он
предназначен для гравитационного обогащения руд и россы-
пей крупностью от 0,074 до 4 мм.
47
Рис. 2.16. Конусный сепаратор СК-2М:
/ — расходная насадка; 2, 5, 8, 9, /2 —трубы; 3 — цилиндр; 4 — клин; 6, 13, 14 — узлы
регулировки; 7 —рама; 10 — патрубок; 11 — кольцевой желоб; /5 — отсекатель; 16 — от-
клоняющее кольцо; 17 — регулировочный болт; 18 — конус; 19 — конусное кольцо; 20 —
перегородка
Основным рабочим элементом сепаратора СК-2М (рис. 2.16)
является усеченный конус 18, установленный на раме 7. Над
конусом смонтированы распределительное конусное кольцо 19
с перфорированной кольцевой перегородкой 20 и вращающий-
ся пульподелитель «сегнерово колесо», состоящий из цилиндра
3, труб 2 и расходных насадок 1.
Питанием конуса является пульпа, с содержанием 40—60 %
твердого, которая при движении по рабочему конусу под дей-
ствием потока, за счет различных плотностей и крупности ми-
нералов, расслаивается на тяжелую и легкую фракции. Луч-
шему расслоению и повышению эффективности обогащения
48
способствует установка отклоняющего кольца 16 и суживаю-
щихся клиньев 4. При стекании с рабочего конуса поток пуль-
пы, огибая отклоняющее кольцо, приобретает форму «вееров»^
которые с помощью отсекателей 15 делятся на три продукта:
тяжелую фракцию, промпродукт, легкую фракцию. Получен-
ные продукты обогащения с помощью труб 5, 8, 9, 12 направ-
ляются в сборный кольцевой желоб 11 и через патрубок 10 —
в соответствующие точки технологической схемы. Выход про-
дуктов и их качество регулируются с помощью винтовых узлов
регулировки 6, 13, 14, вращением штурвала. Для нормаль-
ной работы конусного сепаратора требуется строго горизон-
тальная установка рабочего конуса, которая достигается с по-
мощью трех регулировочных болтов 17.
Техническая характеристика сепаратора СК-2М
Производительность при крупности материала 0,25 мм, т/ч . . . 20—40
Содержание твердого в пульпе, %...................................40—60
Диаметр основания рабочего конуса, мм............................. 2000
Частота вращения «сегнерова колеса», мин-1 ....................... 20—40'
Габаритные размеры сепаратора, мм:
длина......................................................... 2235
ширина........................................................ 2235
высота........................................................ 2400
Масса сепаратора, т...............................................2
Верхнеднепровский горно-металлургический комбинат, кро-
ме одноярусных конусных сепараторов СК-2М, изготовляет
двухъярусные сепараторы СК2-2 и СКЗ-2 с конусами диамет-
ром 2 и 3 м, трехъярусные СК2-3 с конусами диаметром 2 м,
а также пяти- и шестиярусные (табл. 2.8).
Двух- и трехъярусные сепараторы рассчитаны на совмеще-
ние двух или трех операций в одном аппарате. На верхнем
конусе можно осуществлять первичное обогащение, а на ниж-
нем (нижних) — перечистку концентрата и контрольную опе-
рацию — очистку хвостов. Возможны и . другие варианты
схем.
Производительность конусных сепараторов возрастает про-
порционально площади рабочей поверхности конусов. Удель-
ная производительность одноярусных и трехъярусных конусных
сепараторов с конусами диаметром 2 м соответственно в 10
и 32 раза больше, чем у концентрационных столов ЯСК-1,
а стоимость оборудования на 1 т перерабатываемых песков
в 12—15 раз ниже. Серийное производство конусных сепара-
торов организовано Новосибирским заводом «Труд» и Усоль-
ским заводом горного оборудования.
Сравнивая оборудование для гравитационного обогащения,
необходимо отметить, что при обогащении ильменитовых песков
средней крупности у винтовых сепараторов производительность
на 1 м2 площади в 1,5 раза больше, чем у отсадочных машин,
а при обогащении тонких классов в 5 раз больше, чем у кон-
центрационных столов, у струйных желобов и конусных сепа-
4—5308 49
=> Таблица 2.8. Техническая характеристика конусных сепараторов ВДГМК
Параметры Одноярусные Двухъярусные Трехъ- ярусные Пятиярусные Шестиярусные
СК2-М ск-з СК2-2 СКЗ-2 СК2-3 СК-5 СК-6
Диаметр основания конуса, мм 2000 2880 2000 2880 2000 3600; 2960; 2960; 2960; 2960 3600; 2960; 2960; 2960; 2960; 2960
Длина образующей конуса, мм 800 1190 770 1100 770 1600; 1300; 1300; 1300; 1300 1610; 1300; 1300; 1300; 1300
Площадь рабочей поверхности, м2:
одного конуса без клиньев 2,95 6,4 2,9 6 2,85 — —
общая 2,95 6,4 5,7 11,88 8,55 — —
Угол наклона к горизонту образующей ко- нуса, градус 14—20 14—20 14—20 14—20 14-20 17; 16; 16; 18; 18; 17; 16; 16; 18; 18; 18
Материал Чугун Чугун Чугун Чугун Чугун Стеклопластик Стеклопластик
Содержание твердого в исходном продук- 45—60 45—60 45—60 45—60 45-60 45—60 45—60
те, %
Производительность, т/ч 20—40 40—80 25—45 45—90 20-40 75—100 80
Габаритные размеры, мм:
длина 2160 3060 2500 3350 2160 3700 3700
ширина 2160 3060 2480 3100 2250 3700 3700
высота 2290 2800 2650 3250 3450 7750 9150
Масса сепаратора, т 1,46 2,5 2,9 5 3,3 6,8 7,8
раторов в 2 раза больше, чем у винтовых сепараторов, и в
10—12 раз больше, чем у концентрационных столов. Схемы
обогащения с применением отсадочных машин сложны в аппа-
ратурном оформлении; работа их связана с разветвленными
пульпопроводами, трубопроводами и т. п.; часто возникают
простои фабрик из-за технических неполадок.
Замена отсадочных машин винтовыми и струйными сепа-
раторами упрощает аппаратурное оформление фабрик и обес-
Исходные пески
Рис. 2.17. Комбинированная схема первичного обогащения песков:
1 — бункер; 2 — питатель; 3 — ленточный конвейер; 4 — скруббер-бутара; 5 — распреде-
литель; 6 — отсадочная машина; 7 — винтовые сепараторы; 8 — концентрационные сто-
лы; 9— песковый насос
4* 51
печивает более высокое извлечение ценных минералов из рос-
сыпей. Применение струйных и конусных сепараторов дает бо-
лее высокие технико-экономические показатели.
При обогащении песков, содержащих ценные минералы в
крупных, мелких и тонких фракциях, часто применяют ком-
бинированные схемы (рис. 2.17), включающие отсадку для
класса —254-6 мм, винтовые сепараторы для класса —6 мм
и концентрационные столы для перечистки грубых концен-
тратов.
Если ценные минералы содержатся преимущественно в тон-
ких фракциях, первичное обогащение целесообразно осущест-
влять флотацией или на струйных сепараторах. При обога-
щении морских прибрежных песков схемы первичного обога-
щения обычно бывают проще, так как эти пески более клас-
сифицированы и свободны от шламов вследствие воздействия
морского прибоя и ветра. Извлечение тяжелых минералов в
коллективный концентрат из морских песков обычно состав-
ляет 90—99 %
Глава 3.
ДОВОДКА ЧЕРНОВЫХ КОЛЛЕКТИВНЫХ
КОНЦЕНТРАТОВ
§ 3.1. МАГНИТНАЯ СЕПАРАЦИЯ
Руды, и особенно россыпи редких металлов, обычно являются
полиметаллическими. При обогащении россыпей необходимо
применять ряд методов для получения мономинеральных кон-
центратов, пригодных для дальнейшей металлургической пе-
реработки. Коллективные концентраты, получаемые при пер-
вичном обогащении, обычно разделяют на доводочных фабри-
ках комбинированными методами обогащения: гравитацией,
флотацией, магнитной, электрической сепарацией и др.
Магнитные методы нашли широкое применение при обога-
щении руд редких металлов в перечистных операциях черно-
вых концентратов, содержащих тяжелые минералы.
Магнитная сепарация основана на использовании различий
в магнитных свойствах минералов, которые обычно разделяют
в магнитных сепараторах, имеющих в рабочей зоне магнитное
поле. Чем больше разница в магнитных свойствах (в магнит-
ной восприимчивости) разделяемых минералов, тем лучше бу-
дет их разделение на магнитную и немагнитную фракции. Для
выделения в магнитную фракцию сильномагнитных (ферро-
магнитных) минералов, обладающих высокой магнитной вос-
приимчивостью (от 1000 до 80 000 см3/ч), необходимы магнит-
ные сепараторы со слабым магнитным полем (напряженно-
стью 80—120 кА/м), а для выделения слабомагнитных мине-
52
ралов — магнитные сепараторы с сильным магнитным полем
(напряженностью 1000—1600 кА/м). Имеются также минера-
лы, обладающие средней (промежуточной) магнитной воспри-
имчивостью, а также минералы с очень низкой магнитной
восприимчивостью. Для выделения тех или иных минералов
в отдельную фракцию применяют различные типы магнитных
сепараторов.
Классификация минералов по магнитным свойствам носит
условный характер, так как эти свойства могут изменяться в
широких пределах при загрязнении минералов различными
примесями. Наиболее сильномагнитным минералом является
магнетит, а немагнитным — кварц и др. Такие минералы, как
циркон, рутил, касситерит, относятся к группе немагнитных,
но поверхность их часто содержит изоморфные примеси окси-
дов железа, придающих им слабомагнитные свойства. Раство-
римые соли, гидроокислы и другие соединения, содержащиеся
в промывных водах и в пульпе, так же как и различные фло-
тационные реагенты, изменяют свойства поверхностей мине-
ралов (могут изменять также магнитные, электрические, фло-
тационные и другие их свойства).
Минералы по магнитным свойствам обычно делят на три
группы (табл. 3.1). В практике же принято деление на четыре
группы: сильномагнитные, магнитные (или среднемагнитные),
слабомагнитные и немагнитные.
1. Сильномагнитные минералы обладают удельной магнит-
ной восприимчивостью х больше 3-10~3 см3/г. Эти минералы
извлекают на магнитных сепараторах со слабым магнитным
полем напряженностью менее 80—120 кА/м. К этой группе
минералов относятся магнетит, пирротин, франклинит.
2. Среднемагнитные минералы обладают магнитной воспри-
имчивостью х=10'44-60-10~6 см3/г. К ним относятся гематит,
ильменит, гранат, вольфрамит.
3. Слабомагнитные минералы обладают магнитной воспри-
имчивостью менее 60-10-6 см3/г. К ним относятся амфибол,
биотит, лимонит, монацит и турмалин.
Магнитные и слабомагнитные минералы извлекают на маг-
нитных сепараторах с сильным магнитным полем напряжен-
ностью 800—1600 кА/м, причем минералы II группы успешно
отделяют от минералов III группы.
4. Немагнитные минералы, неизвлекаемые в магнитную
фракцию на современных магнитных сепараторах, имеют
удельную магнитную восприимчивость менее (12—15)Х
ХЮ'6 см3/г. К таким минералам можно отнести рутил, поле-
вые шпаты, кварц, касситерит.
§ 3.2. ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ ОБОГАЩЕНИЯ
При перечистке черновых и доводке коллективных концентра-
тов редких металлов применяют электрические методы обога-
53
СП
Таблица 3.1
Распределение минералов по удельной магнитной восприимчивости
Сильномагнитные минералы X, 10"® см*/г Магнитные минералы X. Ю-® см*/г Слабомагнитные минералы X, 10‘5, см®/г Немагнитные минералы X, 10*® см*/г
Магнетит 50 000 — 80 000 Ильменит 113 — 270 Амфибол 90 Полевой шпат 5
Франклинит 1000 — 6000 Гематит 70 — 280 Биотит 40—52 Флюорит 5
Пирротин 500 — 4500 Гранат 60 — 160 Глауконит 63 Рутил 2
Мартит 200— 10 000 Хромит 50 — 450 Доломит 27 Циркон 2
Вольфрамит 66 — 100 Лимонит 36—60 Ортоклаз 5
Ферберит 25 — 150 Магнезит 15 Апатит 1
Родохрозит 138 Монацит 20 Пирит 1
Пироксен 65 Кальцит 3
Пиролюзит 30 Борнит 8
Сидерит 63 Антрацит 4
Роговая об- манка 24 Арсенопирит 8
Турмалин 12 Берилл 0,8
Пирит 40 Кварц 0,2
Халькопирит 5
Галенит 5
Сфалерит 5
Касситерит 1,4
щения при разделении ильменита и рутила от циркона, мона-
цита, ставролита, касситерита и вольфрамита от турмалина,
граната, монацита, циркона, колумбит-танталита от кассите-
рита, циркона. Себестоимость обогащения электрическими ме-
тодами значительно ниже по сравнению с другими методами.
Потребление электроэнергии сепараторами низкое — от 3 до
1,5 кВт-ч/т исходного питания, а стоимость электросепарации
(включая сушку) 1 т гравитационного концентрата колеблет-
ся от 1,1 до 2 руб.
Электрическая сепарация основана на различии в электро-
проводности минералов. Все тела, в том числе и минералы,
обладают различной способностью проводить электрический
ток. Их можно разделить на проводники и непроводники (ди-
электрики). В проводниках электроны могут свободно пере-
мещаться по объему тела. В проводниках, помещенных в элек-
трическое поле, под действием сил поля свободные электро-
ны перемещаются в направлении, противоположном полю, и в
проводнике создается добавочное электрическое поле, направ-
ление которого противоположно направлению основного поля.
В диэлектриках очень мало свободных электронов или ионов
и под действием сил электрического поля перемещение элек-
тричества по всему объему тела практически невозможно. Сле-
довательно, при электрическом методе обогащения на разные
минералы, проходящие через электрическое поле, действуют
различные электрические силы, которые обусловливают раз-
личную траекторию движения частиц и разделение их на про-
водники и диэлектрики. Деление тел на проводники и непро-
водники носит условный характер, так как на их проводимость
влияют многие факторы. Так, например, подогрев некоторых
минералов до более высоких температур превращает их из
диэлектриков в проводники. На проводимость минералов влия-
ют посторонние включения в кристаллическую решетку, при-
меси, загрязняющие их поверхность, адсорбция на минералах
неизбежных ионов пульпы, флотационных реагентов.
По электропроводности (электрической проводимости) ми-
нералы делят (по Н. Ф. Олофинскому) на проводники (хорошо
проводящие), полупроводники (слабо проводящие) и непро-
водники (не проводящие электрический ток) (табл. 3.2). В за-
висимости от проводимости минералов их смесь можно раз-
делить на коронном барабанном сепараторе.
Электрические сепаратором для обогащения руд разделяют
по характеру электрического поля, в котором производится
разделение минералов, и по конструктивным особенностям.
По характеру электрического поля сепараторы подразде-
ляются на сепараторы, в которых обогащение происходит:
в электрическом поле в воздушной среде;
в поле коронного разряда в воздушной среде;
последовательно в поле коронного разряда и в электро-
статическом поле в воздушной среде;
55
Таблица 3.2. Разделение минералов по удельной электропроводности
(по Н. Ф. Олофинскому)
Классификация минералов по удельной электропроводности Материалы
Проводники (о>106 См/м) Антрацит, арсенопирит, галенит, гематит, гра- фит, золото, ильменит, ковеллин, колумбит, маг- нетит, манганит, молибденит, пирит, пиролюзит, пирротин, платина, рутил, серебро, танталит, тет- раэдрит, титаномагнетит, халькозин, халькопирит
Полупроводники (10~8<о<106 См/м) Антимонит, боксит, бурый железняк, висмуто- вый блеск, вольфрамит, гранат (ожелезненный), гюбнерит, каолинит, касситерит, киноварь, корунд, кристофит, лимонит, сидерит, смитсонит, стибнит, сфалерит, тунгстит, хромит, циркон (сильно оже- лезненный)
Диэлектрики (о<10-8 См/м) Алмаз, альбит, анортит, апатит, бадделеит, ба- рит, бастнезит, берилл, биотит, волластонит, гипс, гранат (светлый), диопсид, кальцит, кар- наллит, кварц, кианит, ксенотим, магнезит мона- цит, мусковит, нефелин, оливин, полевой шпат, роговая обманка, силлиманит, сподумен, ставро- лит, турмалин, флюорит, целестин, циркон (сла- бо ожелезненный), шеелит, шпинель, эпидот
в электростатическом неоднородном поле в среде жидкого
диэлектрика (для получения мономинеральных фракций при
минералогическом анализе и т. п.).
По конструктивным особенностям различают роликовые, ба-
рабанные, камерные, пластинчатые, трубчатые, ленточные (кон-
вейерные), каскадные, щелевые и другие сепараторы. Электри-
ческие сепараторы работают эффективно при значительной
разнице в электропроводности разделяемых минералов и при
узкой классификации руды по крупности.
Наибольшее применение получили барабанные, коронные
и коронно-электростатические сепараторы. При доводке концен-
тратов редких металлов используются сепараторы ЭКС-1250
конструкций Иргиредмета и ЭКС-3000 Гипромашобогащения, в
которых сочетаются поле коронного разряда и электростати-
ческое поле. Сочетание в одной машине двух полей и наличие
отклоняющего электрода расширяют веер разделяемых частиц,
что усиливает эффективность разделения минералов по их
электропроводности.
§ 3.3. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ДОВОДКИ КОЛЛЕКТИВНЫХ
КОНЦЕНТРАТОВ
При первичном обогащении руд и россыпей редких металлов
обычно получают коллективные концентраты, которые необхо-
56
димо разделять на отдельные, желательно мономинеральные
концентраты, удовлетворяющие по кондициям требованиям про-
мышленности. В связи с низким содержанием в коренных рудах
редких металлов содержание последних в коллективных кон-
центратах может изменяться от десятых долей процентов (для
очень бедных руд) до 10% и более. При обогащении титано-
циркониевых и других типов россыпных месторождений обыч-
но получают гравитационные коллективные концентраты, со-
держащие от 60 до 90 % суммы всех тяжелых минералов (иль-
менит, рутил, циркон, монацит, гранат, ставролит и др.) при
извлечении их от 85 до 98%. В этом случае в отвальные хво-
сты выделяют от 50 до 90 % пустой породы.
Разделение коллективных тонкоизмельченных флотационных
концентратов является более сложной задачей, чем гравита-
ционных концентратов, полученных из россыпей. Учитывая, что
коллективные концентраты руд редких металлов содержат, как
правило, несульфидные минералы, хорошо флотирующиеся ка-
тионными или анионными собирателями типа жирных кислот,
вначале стремятся выделить в пенный продукт наиболее легко
флотирующиеся минералы с последующим извлечением других
минералов в раздельные концентраты. Для получения конди-
ционных концентратов кроме собирателей очень важную роль
играют реагенты-регуляторы pH пульпы и реагенты-подави-
тели или активаторы для тех или иных минералов. Очень часто
коллективные концентраты перед селективной флотацией
обрабатывают в растворах кислот (серной, плавиковой) или
щелочей (соды, едкого натра, извести), или таких реагентов,
как сернистый натрий, жидкое стекло, с целью десорбции (ча-
сто селективной десорбции с поверхности минералов флотаци-
онных реагентов, закрепившихся при первичной флотации).
К сложным флотационным концентратам применяют сочета-
ния магнитной, электрической сепарации, гравитации и фло-
тации. Образующиеся в процессе доводки коллективные
промпродукты подвергают гидрометаллургическим и другим
химико-металлургическим процессам обработки.
Основные принципы доводки коллективных концентратов
применимы также к доводочным операциям черновых концен-
тратов, содержащих один ценный металл и загрязненных дру-
гими минералами, которые необходимо удалить для получения
одного кондиционного концентрата.
При первичном гравитационном обогащении в коллектив-
ный концентрат обычно выделяют тяжелые минералы плотно-
стью более 2,9 или 3—3,5 г/см3.
В табл. 3.3 дана краткая характеристика основных свойств
минералов, наиболее часто встречающихся в россыпях. При-
меняя комбинированные методы обогащения, можно получить
мономинеральные концентраты высокого качества. В зависимо-
сти от состава минералов в месторождении можно заранее опре-
делить, по какой граничной плотности целесообразно осущест-
57
о? Таблица 3.3. Некоторые свойства основных минералов, содержащихся в россыпях
Минерал Формула Плотность, г /см* Твердость по шкале Мооса Свойства
магнитные | электрические
Танталит (Мп, Fe) (Та, Nb)2O6 6,7—8,3 6 Слабомагнитный Проводящий
Вольфрамит (Fe, Mn)WO4 7-7,5 5,5 Магнитный Полупроводящий
Касситерит SnO2 6,8—7,3 6,5 Немагнитный »
Колумбит (Fe, Mn) (Nb, Ta)2O6 5,3-6,6 6 Слабомагнитный Проводящий
Шеелит CaWO4 5,9—6,1 4,8 Немагнитный Непроводящий
Бадделеит ZrO2 5,5-6 6,5 » Проводящий
Гематит Fc2O3 5—5,3 5,8 Магнитный »
Пирохлор (Na, Ca, TR, Th)2(Nb, Ta, Ti)2(F, OH, O)7 4,1—5,4 5,3 Немагнитный —
Магнетит Fe3O4 4,9-5,2 5,8 Сильномагнитный Проводящий
Монацит (Ce, La, Th)PO4 4,9-5,5 5,3 Слабомагнитный Непроводящий
Ильменорутил (Ti, Fe, Nb)O2 4,6—5,2 6 » —
Ильменит FeTiO3 4,5-6 5,5 Магнитный Проводящий
Циркон ZrSiO4 4—4,9 7,5 Немагнитный Непроводящий
Рутил TiO2 4,2-4,3 6 » Проводящий
Гранат Fe3Al2(SiO4)3 3,5^-4,2 7 Магнитный Непроводящий
Лейкоксен TiO2Fe2O3 3,9—4 5,6 Немагнитный Проводящий
Ставролит Fe(OH)22Al2SiO5 3,6— 3,8 7,3 Слабомагнитный Непроводящий
Топаз Al2(SiO4)(F, OH)2 3,4—3,6 8 Немагнитный »
Силлиманит Al(AlSiO5) 3,2—3,3 » »
Турмалин (Na, Ca) (Mg, Al)6[Si6Al3B3(O, ОН30)]' 2,9—3,3 7,3 Слабомагнитный »
Полевые шпаты — 2,55—2,7 6,5 Немагнитный
Кварц SiO2 2,65 7 » »
Пр имечание. Минералы расположены в порядке убывания их плотности.
Коллективный концентрат
Магнитная сепарация
Магнитная Магнитная Немагнитная
фракция фракция , фракция
Электростатическая
сепарация
Электропроводная Незлектропроводная
фракция фракция
Магнитная сепарация
Немагнитная
фракция
Магнитная сепарация
Магнетит Ильменит Рутил Гранат Монацит Циркон
(магнитная (немагнитная
фракция) фракция)
Рис. 3.1. Принципиальная схема разделения коллективного концентрата
с магнитной сепарацией в начале процесса
влять первичное обогащение, с тем чтобы получить максималь-
ное извлечение ценных минералов в коллективный концентрат,
удалив основную массу пустой породы в отвал.
При разделении коллективных концентратов применяют схе-
мы трех принципиально различных типов.
1. Схемы, при которых в начале процесса применяют маг-
нитную сепарацию (рис. 3.1). Такие схемы имеют преимуще-
ство в том случае, когда в коллективном концентрате содер-
жится много магнитных минералов (магнетита, ильменита
и др.), которые сразу будут удалены из процесса. Например,
по таким схемам работают ряд циркониево-титановых дово-
дочных фабрик Индии, США, Австралии.
2. Схемы, предусматривающие в начале процесса электро-
статическую сепарацию (рис. 3.2). Их применяют в том слу-
чае, когда концентраты имеют высокое содержание циркона
и других, не проводящих электричество минералов. В этом
случае электрическое обогащение экономически более выгод-
но, так как меньше расходуется электроэнергии. Благодаря
тому, что основная часть непроводников удаляется перед маг-
нитной сепарацией, повышаются эффективность работы сепа-
раторов и извлечение магнитных минералов.
3. Комбинированные схемы, сочетающие процессы селек-
тивной флотации, магнитного и электрического обогащения
(иногда гравитации).
59
Коллективный концентрат
Электростатическая сепарация
Неэлектропровод- Промпродикт Электропроводная
ная фракция , ( фракция
Электростатическая
сепарация
Магнитная сепарация
Промпродукт
Неэлектропро-
водная фракция
Ильменитовый
концентрат
Магнитная сепарация
Рутиловый
концентрат
Магнитная
фракция
Немагнитная
фракция
Ставролитовый
продукт
Концентрация на столе
^Промпродукт
Цирконовый Хвосты
концентрат о отдал
Рис. 3.2. Принципиальная схема разделения коллективного концентрата
с электростатической сепарацией в начале процесса
Перед разделением коллективного концентрата магнитной
и электрической сепарацией на большинстве обогатительных
фабрик производят обезвоживание и сушку. При отсутствии
шламов эти операции протекают быстро и успешно. Сушка
осуществляется обычно во вращающихся сушильных печах,
работающих на жидком топливе или газе, при температуре
не ниже 150 °C.
Перед разделением материала на магнитных и электриче-
ских сепараторах его охлаждают до 80 °C и ниже.
В ряде месторождений циркон и рутил обладают слабыми
магнитными свойствами благодаря наличию железосодержащих
пленок или включений, что вызывает затруднения при отде-
лении циркона от рутила, так как стираются различия в элек-
тропроводности этих минералов. Для удаления железистых и
других пленок применяют оттирку материала в плотной пуль-
пе, растворах серной кислоты или щелочи.
Обжигмагнитный метод разделения можно применять для
отделения рутила от циркона и для очистки ильменита от та-
ких вредных примесей, как алюминий, хром, кремний, сера и
фосфор, которые находятся в составе других минералов.
Восстановительный обжиг черновых ильменитовых концен-
тратов проводят при 1000 °C в течение 4 ч, поименяя в каче-
60
стве восстановителя водород или оксид углерода. Оксиды же-
леза, содержащиеся в ильмените, частично восстанавливаются
до металлического железа, что придает ильмениту ферромаг-
нитные свойства и он наравне с магнетитом может быть вы-
делен в магнитную фракцию на мокром магнитном сепарато-
ре при слабой напряженности магнитного поля (60—80 кА/м).
После восстановительного обжига магнитная восприимчивость
ильменита возрастает в 80—330 раз. Обжигмагнитный метод
позволяет успешно отделять ильменит от хрома, так как ми-
нерал хромит в отличие от ильменита при обжиге не изменяет
свои слабомагнитные свойства и в слабомагнитном поле вы-
деляется в хвосты.
Для отделения рутила от циркона Уралмеханобр предло-
жил применять восстановительный обжиг рутила при 500 °C,
в результате чего присутствующие в нем оксиды железа пере-
водятся в магнитное состояние (магнитная восприимчивость
увеличивается в 20 раз), затем рутил и циркон разделяют на
магнитном сепараторе. В этом случае из коллективного кон-
центрата первоначально выделяется ильменит при напряжен-
ности магнитного поля 600 кА/м, а затем, после обжига, — ру-
тил при 800 кА/м.
Для получения особо чистых титаноциркониевых концен-
тратов можно рекомендовать перечистку их на магнитных се-
параторах после восстановительного обжига.
Разделение коллективных титаноциркониевых концентра-
тов, содержащих минералы ильменит, рутил и циркон, воз-
можно по схемам:
магнитной сепарации для выделения ильменита с после-
дующей электростатической сепарацией немагнитной фракции
(рутил, циркон), обеспечивающей разделение ее на проводя-
щую (рутил) и непроводящую (циркон);
электростатической сепарации для отделения проводящих
минералов (ильменит, рутил) от непроводящих (циркон) с по-
следующей магнитной сепарацией проводников;
флотации с выделением циркона в пенный продукт анион-
ными собирателями (жирными кислотами или их мылами) при
подавлении ильменита и рутила жидким стеклом в содовой
среде (pH 9—10) с последующим разделением ильменита и
рутила магнитной сепарацией;
флотации с выделением титановых минералов в пенный
продукт талловым маслом с керосином (при „разделении гра-
витационных концентратов) или без собирателя (при разде-
лении флотационных концентратов, полученных с применением
эмульсии олеиновой кислоты с керосином) в кислой среде-
(pH 3,8—5) при подавлении циркона кремнефтористым
натрием.
Возможны и другие варианты схем в зависимости от веще-
ственного состава коллективного концентрата и других его
свойств.
61
Глава 4.
ФЛОТАЦИОННЫЕ РЕАГЕНТЫ, ПРИМЕНЯЕМЫЕ
ПРИ ФЛОТАЦИИ РУД РЕДКИХ
И БЛАГОРОДНЫХ МЕТАЛЛОВ
§ 4.1. ОБЛАСТИ ПРИМЕНЕНИЯ ФЛОТАЦИИ
При переработке руд редких металлов флотация является од-
ним из основных процессов. Так, литиевые и бериллиевые ру-
ды, содержащие тонковкрапленные минералы, обогащают толь-
ко флотацией. Плотности сподумена, лепидолита, берилла и
других промышленных минералов лития и бериллия очень
близки к плотностям минералов породы — кварца, слюд, поле-
вых шпатов и др., что определяет неэффективность применения
гравитационных процессов для разделения этих минералов.
Руды, содержащие золото и тяжелые минералы тантала,
ниобия, циркония, тория, титана, вольфрама, как правило,
подвергают гравитационному обогащению, магнитной и элек-
трической сепарации, но при переработке комплексных тонко-
вкрапленных руд и россыпей обычно применяют комбиниро-
ванные схемы с включением операций флотации. Титаномаг-
нетиты в СССР и за рубежом обогащают магнитной сепара-
цией с последующей флотацией ильменита. Коренные тонко-
вкрапленные пирохлоровые и пирохлор-цирконовые руды в пег-
матитах и особенно в карбонатитах флотируют в СССР, Канаде,
ЮАР и других странах в промышленных условиях. Флотацию,
а в ряде случаев флотогравитацию применяют для отделения
пирохлора от циркона, циркона от ильменита и рутила, мона-
цита от циркона и рутила.
При обогащении коренных танталит-колумбитовых и микро-
литовых руд и доводке черновых концентратов накапливаются
мелкие фракции, обогащенные ценными минералами. Флота-
ционное извлечение тантала и ниобия из этих фракций наибо-
лее эффективно.
Урановые руды перерабатывают в основном гидрометал-
лургическими процессами, но предварительное обогащение
иногда осуществляется методом прямой или обратной флота-
ции. Для урановых руд, содержащих карбонаты и силикаты,
целесообразно применять флотацию карбонатов, с тем чтобы
из пенного продукта извлекать уран содовым, а из камерного
продукта — кислотным выщелачиванием. Урановые минералы
флотируют из очень бедных руд, с тем чтобы гидрометаллур-
гической переработке подвергать лишь концентраты, что спо-
собствует значительной экономии реагентов и снижает себе-
стоимость готовой продукции. Особенно важную роль играет
флотация при обогащении комплексных руд, содержащих ред-
кие металлы и сульфидные минералы.
62
Руды редких и радиоактивных металлов обычно содержат
силикаты, карбонаты, оксиды, алюмосиликаты и другие не-
сульфидные минералы, флотационное разделение которых зна-
чительно сложнее, чем разделение сульфидов. Эти минералы
обычно не сульфидизируются, и их нельзя флотировать селек-
тивно действующими собирателями типа ксантогенатов.
Промышленные месторождения несульфидных минералов и
руд подвергаются обычно значительному выветриванию и раз-
рушению, поэтому минералы, содержащиеся в них, легко шла-
муются. Многие окисленные минералы частично растворимы, по-
этому в рудной пульпе имеется повышенное содержание за-
трудняющих флотацию растворимых солей, «неизбежных ионов»,
гидроксидов и других соединений, которые могут находиться
в пульпе или закрепляться на поверхности различных минера-
лов.
Химический состав флотационной пульпы и поверхностей
минералов при флотации окисленных руд сложнее, чем при
флотации сульфидных руд.
В промышленных схемах переработки сложных тонковкрап-
ленных несульфидных руд наиболее приемлемы комбинирован-
ные схемы, предусматривающие гравитационное обогащение
для получения кондиционных концентратов и промпродуктов
с последующей флотацией тонковкрапленных минералов из
хвостов и шламов гравитационного обогащения для выделения
некондиционных концентратов, которые вместе с гравитацион-
ными промпродуктами подвергаются химической обработке или
специальным металлургическим процессам. Подобные схемы
обеспечивают максимальное извлечение ценных компонентов из
рудного сырья и их широко применяют при переработке руд
ниобия, тантала, лития, титана, урана, циркония и др.
При флотации руд большое значение имеет правильный
подбор селективно действующих собирателей или регуляторов
процесса. Наличие в пульпе солей тяжелых металлов обычно
ухудшает селективное разделение ценных минералов от мине-
ралов породы. Они оказывают подавляющее действие при фло-
тации жирными кислотами и их мылами, могут ухудшить
извлечение флотоактивных минералов и активировать нефло-
тируемые и труднофлотируемые минералы. Наличие в кристал-
лической решетке различных минералов одноименных катионов
способствует получению бедных концентратов, перечистка (до-
водка) которых требует сложной' последующей обработки.
Для проведения перечистных операций бедных кассите-
ритовых, ильменитовых, пирохлоровых, берилловых и некото-
рых других концентратов рекомендуется предварительная кис-
лотная или щелочная обработка грубых концентратов. В основ-
ной флотации и при доводке грубых концентратов часто
прибегают к обратной флотации, т. е. извлечению в пенный
продукт минералов породы (например, флотация слюды, квар-
ца и полевых шпатов аминными собирателями из литиевых,
63
бериллиевых и других концентратов), и предусматривают фло-
тацию или флотогравитацию сульфидов, апатита, кальцита и
др., а также флотацию в сочетании с гравитационными про-
цессами, магнитной и электрической сепарацией и химическими
процессами.
Таким образом, переработку труднообогатимых руд редких
и благородных металлов ведут по следующим схемам:
многостадиальная и селективная флотация для непосред-
ственного выделения ценных минералов из руд;
флотация ценных минералов из руд после предварительной
кислотной или щелочной обработки их с целью удаления с по-
верхности минералов посторонних примесей и изменения свойств
поверхностей;
основная флотация и последующая обработка кислотами,
щелочами и другими реагентами первичных флотационных кон-
центратов перед их доводкой;
флотация для извлечения попутных компонентов: пирита,
сульфидов (меди, свинца, никеля) или апатита, флюорита,
слюды, полевых шпатов и др.;
комбинированная схема, предусматривающая получение бед-
ных флотационных концентратов с последующей химико-метал-
лургической переработкой;
комбинированная схема, предусматривающая гравитацион-
ное или флотационное получение грубых концентратов с по-
следующей доводкой их методами обратной флотации, флото-
гравитации, магнитной и электростатической сепарации, грави-
тации, химической обработки и др.;
флотация очень тонкого свободного золота и золота совме-
стно с сульфидными минералами в коллективный концентрат.
§ 4.2. АНИОННЫЕ РЕАГЕНТЫ-СОБИРАТЕЛИ
Реагенты-собиратели — органические соединения, которые, за-
крепляясь на поверхности минералов в ионной или молекуляр-
ной форме, гидрофобизируют ее, уменьшают смачиваемость
водой и тем самым обеспечивают прилипание частиц минералов
к пузырькам воздуха — их флотацию. Реагенты-собиратели
должны быть селективными, т. е. избирательно закрепляться
лишь на тех минералах, которые необходимо в данном процес-
се извлекать в ценный продукт.
Большинство собирателей имеют сложную структуру гете-
рополярных молекул, состоящих из полярной и аполярной
частей. Полярная часть молекулы способна взаимодействовать
с водой. Аполярная часть, представляющая собой углеводород-
ный радикал, является гидрофобной и не взаимодействует
с водой. При закреплении таких собирателей на поверхности
минерала полярная часть направлена к поверхности минерала
и обеспечивает (за счет солидофильной группы) прочное ад-
сорбционное или химическое взаимодействие с ним. Аполярная
64
часть молекулы направлена в водную фазу, обеспечивая гид-
рофобизацию и флотацию минерала. Адсорбция собирателя
на поверхности минерала снижает устойчивость гидратных сло-
ев и сопровождается вытеснением молекул воды с поверхности
минерала.
Избирательную гидрофобизацию природной поверхности
различных сульфидных и несульфидных минералов могут обес-
печить реагенты-собиратели различного химического состава и
структуры.
Для флотации различных типов руд применяют несколько
десятков собирателей, которые можно классифицировать по
химическому составу и физическим свойствам, а также по при-
менению их для различных видов минерального сырья. Соби-
ратели обычно классифицируют по характеру их воздействия
на поверхность минералов, способности к диссоциации на ионы,
а также по тому, какой ион гидрофобизирует минерал — анион
или катион. Все реагенты-собиратели можно разделить на три
группы:
анионные, у которых гидрофобизирующим ионом является
анион, а солидофильные группы представлены органическими
кислотами или их мылами, сульфокислотами, двухвалентной
серой;
катионные, у которых гидрофобизирующим ионом является
катион, а солидофильная группа содержит азот;
аполярные углеводороды — минеральные и древесные масла
и смолы различного состава и строения, не диссоциирующие
в воде.
Внутри каждой группы собирателей может быть выделен
ряд подгрупп, отличающихся собирательными свойствами и
химическим составом.
Анионные собиратели представляют наиболее обширную
группу реагентов, применяемых для флотации золота и
сульфидных (ксантогенаты и дитиофосфаты) и несульфидных
минералов (жирные кислоты и их мыла, сульфокислоты
и др.).
Анионные собиратели подразделяют на оксигидрильные (оле-
иновая кислота, талловое масло, жирные кислоты и др.) и
сульфогидрильные (ксантогенаты, спиртовые аэрофлоты, дитио-
карбаматы и др.).
Ксантогенаты и дитиофосфаты применяют преимущественно
при флотации сульфидных руд или карбонатов и некоторых
других несульфидных минералов после предварительной их
сульфидизации.
Анионные собиратели для флотации несульфидных минера-
лов весьма разнообразны. Так, например, из таллового масла
в США получают более 20 наименований анионных и катион-
ных собирателей. Сырое, очищенное рафинированное талловое
5—5308 65
масло, дистиллированные жирные кислоты, смоляные кислоты
применяют при флотации берилла, сподумена, ильменита, каль-
цита, гематита и др.
Сульфированные пальмитиновую и стеариновую кислоты
Применяют при флотации берилла, оксидов железа, барита.
Натриевые и калиевые мыла смоляных кислот являются селек-
тивными собирателями для флотации оксидов железа при от-
делении их от сподумена.
Карбоксильные анионные собиратели в поляр-
ной части молекулы содержат карбоксильную группу СООН,
а при замене водорода металлом — СООМе.
Общая формула этих собирателей R-COOH или R-COOMe,
где R —углеводородный радикал. Наиболее распространен-
ными карбоксильными собирателями являются жирные кисло-
ты и их мыла, содержащиеся в растительных и животных жи-
рах. Известны жирные кислоты насыщенные (предельные),
у которых углеводородный радикал имеет формулу СпН2п+ь
и ненасыщенные (непредельные), имеющие формулу CnH2n-i.
К насыщенным относятся стеариновая С17Н35СООН, пальмити-
новая С15Н31СООН и другие кислоты. Типичным представите-
лем ненасыщенных жирных кислот является олеиновая кислота
С17Н33СООН, в молекуле которой содержится одна двойная
связь: СН3-(СН2)7-НС=СН-(СН2)7-СООН.
Олеиновая кислота является одним из важнейших
флотационных реагентов-собирателей для несульфидных ми-
нералов.
В щелочной среде олеиновая кислота дает мыло — олеат
натрия, который в водном растворе подвергается гидролизу
Ci7H33COO-+Na++H2O~^Ci7H33COOH+OH-+Na+.
Олеиновая кислота частично диссоциирует на ионы
Водная фаза
Рис. 4.1. Схема закреп-
ления анионного соби-
рателя на поверхности
минерала:
1, 2 — соответственно поляр-
ная и аполярная части мо-
лекулы; 3 — точка закреп-
ления
С17Н33СООН->С17Н3зСОО-+Н+.
Анион олеиновой кислоты RCOO-
гидрофобизирует поверхность минерала,
закрепляясь на ней полярной группой
СОО-; углеводородный радикал
R(Ci7H33) являясь аполярной группой
аниона, ориентируется своим концом в
водную фазу, обеспечивая гидрофобность
поверхности (рис. 4.1).
Структурную формулу молекулы
олеиновой кислоты можно представить
в виде
66
ннммннннн нннннннн
I I I I I I I I I I I I I I I I I
н-с-с-с-с-с-с-с-с-с = с-с-с-с-с-с-с-с
I I I I I I I I I I I I I I I
нннннннн ннннннн
Аполярная группа
О
с
O-Na
Полярная
группа
Анион олеиновой кислоты может химически взаимодейство-
вать с катионом минерала с образованием на его поверхности
соответствующего труднорастворимого мыла. Так, например,
на поверхности кальцита может образоваться олеат кальция
СаСОзЧ-2С17НззСООН = Са(С17Н35СОО)2+Н2СОз,
который обеспечивает гидрофобизацию и флотацию минерала.
Олеиновую кислоту и олеат натрия применяют при флота-
ции барита, флюорита, кальцита, фосфорита, шеелита, касси-
терита, апатита и других несульфидных минералов. Наличие
сильно выраженных собирательных и пенообразующих свойств
этих реагентов по отношению ко многим окисленным минера-
лам сочетается с недостаточной селективностью их действия
при флотации.
Олеиновая кислота почти нерастворима в воде. Раствори-
мость олеиновой кислоты в воде составляет 7,1 -10~5 моль/л,
или 20 мг/л. Если концентрация превышает эту величину,
то кислота будет выделяться из раствора в виде второй фазы
с образованием эмульсии. Олеат натрия хорошо растворим
в воде. Разбавленные растворы мыла обладают всеми физико-
химическими свойствами истинных или молекулярных раство-
ров, тогда как их концентрированные водные растворы обла-
дают свойствами коллоидных систем, в том числе способностью
коагулировать или «высаливаться» при добавлении электроли-
тов, например NaCl. Водный раствор олеата натрия может
содержать нейтральные коллоидные частицы, состоящие из
многих молекул мыла, ионные мицеллы, молекулярно диспер-
гированное (недиссоциированное) мыло, ионы жирной кислоты
и натрия и молекулы кислого мыла. Под «кислым мылом»
подразумевается адсорбционное соединение, состоящее из
1 моля олеата натрия и 0,61 моля олеиновой кислоты.
Состояние олеиновой кислоты и олеата натрия в пульпе
в значительной степени определяется концентрацией водород-
ных ионов. В щелочной среде олеиновая кислота полностью
или частично превращается в мыло. Олеат натрия, в свою оче-
редь, в результате гидролиза выделяет недиссоциированную
тонкодисперсную олеиновую кислоту. С увеличением щелочно-
сти раствора содержание олеатных ионов увеличивается, не-
растворимой олеиновой кислоты уменьшается. По расчетам;
В. Г. Данилова, концентрация в пульпе олеатного иона и не-
5* 67
диссоциированной олеиновой кислоты (для случаев, близких
к флотационной практике, когда концентрация олеата натрия
или олеиновой кислоты не превышает 300 мг/л) не зависит от
того, применяется олеат натрия или олеиновая кислота, и оп-
ределяется только концентрацией водородных ионов в растворе.
При подаче малорастворимой в воде олеиновой кислоты
во флотационную машину механическое перемешивание ее
приводит к образованию крупнодисперсной эмульсии в виде
капель олеиновой кислоты, которые легко выделяются в пен-
ный продукт, не прореагировав с частицами минералов; меха-
нический вынос, а следовательно, и потери собирателя увели-
чиваются при температуре пульпы ниже точки плавления оле-
иновой кислоты (14 °C). Для перевода олеиновой кислоты
в более активное тонкодисперсное состояние применяют раз-
личные способы: загружают в пульпу раствор олеиновой кис-
лоты в керосине (1:1 или 1:2), в спирте, бензоле, получают
устойчивые эмульсии с помощью ультразвука или омыляют ее
щелочью, чтобы получить олеат натрия. В последнее время
нашли применение диспергирующие поверхностно-активные
добавки типа алкилсульфатов, алкилсульфонатов.
Степень дисперсности олеиновой кислоты влияет на извлече-
ние минералов и на селективность флотации. При наличии
в пульпе неоднородно диспергированной олеиновой кислоты ее
капельки могут закрепляться на поверхности минералов, пред-
варительно адсорбировавших олеатные ионы. Капельки олеино-
вой кислоты могут соприкасаться с олеатами поливалентных
металлов и растекаться по всей поверхности минерала, образуя
полислои в виде пленок. Эти пленки улучшают извлечение
минерала, но могут ухудшить их селективное разделение за
счет флотации минералов пустой породы.
В промышленности применяется техническая олеиновая
кислота (олеин), представляющая смесь жирных кислот, вы-
деляемых из растительных масел (рапсового, хлопкового, под-
солнечного, рыжикового, кориандрового) или отходов их пере-
работки, а также при переработке жира морских животных.
В состав технической олеиновой кислоты входят также ли-
нолевая (С17Н31СООН), линоленовая (С17Н29СООН), пальми-
тиновая, стеариновая и другие жирные кислоты. В СССР оле-
иновая кислота выпускается трех марок А, Б и В.
Олеины марок А и Б содержат не менее 95 %, В — 92 % жирных кислот.
Олеин марки А может содержать до 15 % нафтеновых кислот, но для горной
промышленности не более 10 %. Содержание неомыленных и неомыляемых
веществ составляет в зависимости от марки от 2,5 до 6,5 %, кислотное число
и число омыления 175—210, йодное число 80—105. Температура застывания
олеина марок А, Б, В не превышает соответственно 10, 16 и 34 °C.
При температуре пульпы ниже температуры застывания
олеиновой кислоты резко снижаются ее дисперсность и соби-
рательные свойства, расход ее увеличивается в два раза и
более. Если экономически нерационально повышать темпера-
68
ТУРУ пульпы до 16—20 °C, то необходимо предварительно омы-
лять олеиновую кислоту путем добавления Na2CO3 или NaOH
при перемешивании или приготовлять смесь ее с керосином
(1:1 или 1:2), после чего флотация возможна при температуре
ниже 10—6 °C.
Учитывая сравнительно высокую стоимость олеиновой кис-
лоты и получение ее из дифицитных продуктов, необходимо
заменять ее более дешевыми собирателями.
Талловое или сульфатное масло является продук-
том производства целлюлозы сульфатным способом. Талловое
масло состоит из высших жирных и смоляных (канифольных)
кислот, содержание которых колеблется от 32 до 62%. Жирные
кислоты представлены главным образом непредельными (олеи-
новой, линолевой, линоленовой) и в небольших количествах
предельными кислотами (пальмитиновой и стеариновой). Ка-
нифольные (смоляные) кислоты (типа абиетиновой С20Н30О2),
содержащиеся в талловом масле, дают чрезвычайно прочную
пену, что ведет к снижению качества концентрата.
Талловое масло отечественного производства содержит 92—
95 °/о непредельных жирных кислот, в том числе 32—38 % оле-
иновой, около 58 % линолевой и 4% линоленовой.
Сырое талловое масло содержит 38—42 % жирных кислот, 41—42 % смо-
ляных кислот, около 5 % оксикислот, 11 % нейтральных веществ. Плотность
сырого таллового масла при 15—30 °C составляет 0,994 г/см3, число омыления
175—186, кислотное число 158—163.
Для снижения содержания в сыром талловом масле смо-
ляных кислот до 3—4 % применяют вакуум-ректификацию
с водяным паром, в результате которой получается дистиллиро-
ванное талловое масло (ДТМ), обогащенное высшими жирными
кислотами. Эти фракции масла более флотоактивны, чем сырое
талловое масло. При пониженной температуре пульпы они
также более эффективны, чем техническая олеиновая кислота.
Высокая собирательная активность жирнокислотных фрак-
ций таллового масла (ЖКФТМ) объясняется повышенным
числом двойных связей в молекулах жирных кислот. Олеиновая
кислота имеет одну, линолевая две, а линоленовая три двойные
связи, сила собирательного действия этих кислот возрастает
с увеличением числа двойных связей.
Различные фракции таллового масла успешно применяют
при флотации несульфидных руд, в том число руд и россыпей
редких металлов, в частности при флотации шеелитовых, кас-
ситеритовых, апатитовых, фосфоритовых, баритовых, железных,
марганцевых, пирохлоровых, цирконовых, ильменитовых, тита-
номагнетитовых руд. В ряде случаев талловое масло дает луч-
шие результаты, чем олеиновая кислота. Наиболее эффективна
эмульсия таллового масла с содой (1:0,05), с керосином (1:1),
с алкилсульфатом натрия, сульфанолом.
Соапсток является продуктом жироперерабатывающей
промышленности, получается в виде отходов щелочного рафи-
69
нирбвания растительных (хлопкового, соевого и др.) масел,
содержащих свободные жирные кислоты с большой молеку-
лярной массой. Содержание жиров и омыленных жирных кис-
лот в соапстоках обычно составляет 50—70 %. При флотации
окисленных молибденовых руд было показано, что соапсток
с повышенным содержанием жира и жирных кислот (65,2%)
является более селективным, чем нафтеновые и олеиновая кис-
лоты, и дешевле последней в три раза. При флотации ферро-
молибдитовых руд отходы соапстока мыловаренных заводов,
содержащие только 20 % жирных кислот, также оказались
хорошими собирателями, но расход их значительно выше. От-
ходы соапстока не создают затруднений с образованием избыт-
ка пенных продуктов, пена хорошо минерализована, легко
перечищается. Хлопковые и соевые соапстоки показали хоро-
шие результаты при флотационном разделении рутила и цир-
кона от кварца, сподумена от эгирина.
При обработке хлопкового и соевого соапстоков серной
кислотой жирные кислоты подвергаются сульфоэтерификации.
Ненасыщенные жирные кислоты легко реагируют с серной кис-
лотой по местам двойной связи
НО о
Снз(СНг)7СН = СН(СНДС00Н +/S —*- СН3(СН2)7СН = СН2(СН2)7СОиН,
НО 0 ' OS02OH
т. е. образуется сульфокислота.
Сульфоэтерифицированные соапстоки — более сильные соби-
ратели, чем исходные соапстоки, они дешевле и доступнее оле-
иновой кислоты. В этих соапстоках содержится 15—25% пре-
дельных жирных кислот, 25—56% олеиновой, 19—46% лино-
левой, до 5% линоленовой кислот и до 9% примесей.
Синтетические жирные кислоты (СЖК) с корот-
кой углеродной цепью (фракции от С7— С9 и до Сю — Сю) на-
ходят все большее применение в практике флотации несульфид-
ных руд. СЖК, содержащие фракции С7—С9. являются побоч-
ным продуктом при производстве синтетических жирных кислот
путем окисления нефтяных и синтетических парафиновых угле-
водородов.
Фракция СЖК С7—С9 представляет собой прозрачную
маслянистую жидкость светло-желтого цвета плотностью
0,92 г/см3 (при 20 °C). Она состоит из смеси предельных жир-
ных кислот, причем основными являются энантовая
СНз(СН2)5СООН, каприловая СНз (СН2) 6СООН и пеларгоно-
вая СН3(СН2)7СООН кислоты, содержание которых в этой
фракции составляет 65—68% (причем Сз' '25%, С9~-'35%).
Содержание Сю—’23,5%. С7—С9 имеют кислотное число 390—
400, эфирное число 4—8, содержание неомыляемых 0,3
0,6%. - ....
70
СЖК с короткой углеводородной цепью являются более
слабыми собирателями по сравнению с олеиновой кислотой, но
более селективными, они легко отмываются с поверхности ми-
нералов при интенсивном перемешивании с водой и повторном
удалении жидкой фазы, обладают хорошими вспенивающими
свойствами. Эти кислоты хорошо извлекают в пену легкофло-
тируемые минералы, такие, как касситерит, турмалин, гранат
при отделении их от танталоколумбита. При флотации окислен-
ных медных руд они успешно заменяют сосновое масло, сокра-
щают расход бутилового ксантогената и позволяют вести фло-
тацию при более грубом измельчении. Стоимость СЖК фрак-
ции С7—Сэ в два-три раза ниже стоимости -олеиновой кис-
лоты.
СЖК фракции Сю—Си (или Сю—Сю) имеет следующий
состав (%): С?—С9 4; Сю—Сю 28; Сю—Сю 45 и Сю—С20 21.
Фракция Сю—Си состоит в основном из следующих синтети-
ческих карбоновых кислот: лауриновой СНз (СН2) юСООН, кап-
роновой СНз (СН2)цСООН и миристиновой СН3 (СН2) юСООН;
кислотное число составляет 240, эфирное 7—8, йодное 7,9; со-
держание неомыляемых 3,6%.
При флотационной доводке танталитовых черновых концент-
ратов показана высокая эффективность собирателей с корот-
кой углеводородной цепью. Хорошей селективностью обладает
СЖК фракции Сю—Си-
Анионные собиратели из продуктов перегонки нефти. Изве-
стен целый ряд реагентов-собирателей с карбоксильной соли-
дофильной группой, получаемых из различных продуктов пере-
гонки нефти. При прямой перегонке нефти в зависимости от
температуры получают различные фракции, в том числе бен-
зин, лигроин, керосин, газойль, масляные фракции и остаточ-
ные продукты — мазуты, битумы, асфальты.
При очистке и обработке этих фракций получают новые
продукты. Так, при щелочной очистке керосина выделяют мы-
лонафт, содержащий омыленные нафтеновые кислоты, а при
последующей кислотной очистке керосина выделяют сульфо-
кислоты нафтеновых и парафиновых углеводородов. При обра-
ботке мылонафта серной кислотой получают асидол, содержа-
щий до 70% нафтеновых кислот. При очистке масляной фрак-
ции выделяют парафин, петролатум, различные масла.
При очистке и окислении керосина и масел, содержащих
парафиновые углеводороды (C«H2«+2, где n=l—s—5), получают
окисленные керосин, петролатум, парафин, являющиеся хоро-
шими собирателями для многих несульфидных минералов. При
обработке нефти с гидрированием и окислением дистил-
лята можно получить окисленные рисайкл, дизельное топливо,
содержащие жирные кислоты, оксикислоты и немного спир-
тов.
Различные продукты перегонки нефти при флотации несуль-
фидных полезных ископаемых и в ряде случаев при флотации
71
руд цветных и черных металлов дают хорошие технологические
показатели.
Нафтеновые кислоты отличаются от других карбоно-
вых кислот структурой углеводородного радикала, который
представляет собой замкнутую цепь атомов, но в отличие от
бензольных колец не имеет двойных связей. Общая формула
нафтеновых кислот СЛН2«+1СООН. Так, например, циклопен-
тан-карбоновая кислота имеет следующий вид:
СН2--СН2 , О
| ^СН----
СН2--СН2/ 0 —И .
Содержание нафтеновых кислот в нефти различно, они вхо-
дят в состав мылонафта и асидола, применяемых в мылова-
ренной промышленности. Их выделяют из нефтепродуктов (бен-
зина, керосина, солярового масла), так как нафтеновые кислоты
ухудшают их качество. Нефтепродукты обрабатывают водным
раствором щелочи, нейтрализуя нафтеновые кислоты едким
натром.
Полученное растворимое в воде нафтеновое мыло называет-
ся мылонафтом.
Мылонафт С/гН2,г-1СООИа содержит не менее 43% наф-
теновых кислот, до 15% неомыляемых масел и не более 6%
минеральных солей (поваренная соль, сульфаты и др.). Мыло-
нафт имеет вид мазеобразной пасты, хорошо растворимой вво-
де. Мылонафт и нафтеновые кислоты обладают собирательны-
ми и пенообразующими свойствами. Они могут заменить олеи-
новую кислоту и олеат натрия при флотации барита,
окисленных молибденовых минералов и некоторых других не-
сульфидных минералов.
Преимуществами нафтеновых кислот, мылонафта и анало-
гичных им продуктов по сравнению с олеиновой кислотой яв-
ляются низкая стоимость, наличие сырья, из которого их про-
изводят, возможность флотации при более низкой температуре
(10 °C и ниже), меньшая чувствительность к солям жестко-
сти.
Окисленный петр олатум получают при окислении ке-
росина или нефтяных масел, содержащих парафиновые угле-
водороды, сложные эфиры, многоосновные кислоты, высокомо-
лекулярные спирты.
Окисленный петролатум, полученный из отходов произвол-
ства моторных смазочных масел, содержит 42—50% карбоно-
вых кислот с длинной углеводородной цепью (молекулярная
масса около 750), 60—73% омыляемых и 27—40% неомыляе-
мых, в том числе нейтральных смол 12—20%. Температура
плавления его составляет 57—61 °C.
72
При флотации окисленных молибденовых (ферримолибдитовых) руд
Г. А. Хан и А. И. Зарахани показали, что окисленный петролатум, являясь
хорошим заменителем олеиновой кислоты, в 12—15 раз дешевле, чем олеино-
вая кислота. Применяют его после омыления 10—20 %-ным раствором соды,
доля которой составляет 30 % массы петролатума, при подогреве паром до
75—85 °C. Во флотацию его подают в виде 5—10°/о-ного раствора, подо-
гретого до 40—50 °C.
Окисленный петролатум является хорошим собирателем при
флотации пирохлоровых и оловянных руд. К недостаткам это-
го собирателя надо отнести образование очень устойчивой фло-
тационной пены, затрудняющей работу насосов, зумпфов, же-
лобов и усложняющей ведение технологического процесса. Во
избежание этого применяют растворители, такие, как бензин
(1:1). Полученная эмульсия (жидкая, текучая) удобна для
дозировки и обладает пеногасящими свойствами.
Окисленный керосин является продуктом окисления
керосина кислородом воздуха при повышенной температуре
(140—!150°С) в присутствии катализатора (нафтената, марган-
ца). Для улучшения растворимости в воде и повышения фло-
тационных свойств окисленный керосин омыляют щелочью при
повышенной температуре. В лабораторных условиях он пока-
зал хорошие результаты при флотации ферромолибдитовых
РУД-
Окисленный рисайкл получают из обессеренной фрак-
ции углеводородов нефти, выкипающей при 290—420 °C. Он
содержит смесь жирных кислот, оксикислот и неомыляемых
соединений (%): жирных водонерастворимых кислот 35—51,
жирных водорастворимых кислот 2,5—3, оксикислот 8—18, не-
омыляемых 41—55. Средняя молекулярная масса жирных кис-
лот составляет 217, кислотное число (мг КОН) 80—106, число
омыления 160—195.
При флотации молибденовых, пирохлоровых, сподуменовых
руд и ильменит-рутиловых россыпей окисленный рисайкл пока-
зал такие же результаты, что и олеиновая кислота, олеат нат-
рия, мылонафт, соапсток и талловое масло.
Оптимальный состав окисленного рисайкла для флотации
этих руд: жирных кислот не менее 26—30 %, неомыляемых
до 60% и оксикислот не более 10—12%. Дешевизна сырья
и селективность действия окисленного рисайкла открывают ши-
рокие перспективы его применения при флотации несульфид-
ных минералов.
Анионные собиратели с сулъфоксильной солидофильной
группой. Алки л сульфаты содержат в солидофильной
группе анион серной или сернистой кислоты
—0—S —0— и —S —0— .
I! II
о о
73
Примером таких собирателей могут быть алкилсульфаты
натрия с общей формулой ROSO3Na и алкилсульфонаты нат-
рия с общей формулой RSO3Na. Наиболее распространенными
собирателями являются алкилсульфаты натрия, широко при-
меняемые в качестве смачивателей и моющих средств в тек-
стильной промышленности. Они имеют следующую структур-
ную формулу
О
R---0-----S-----0NQ
I
о
или
Na+ •
Здесь R соответствует CnH2n+i, где /1=8-4-20.
Алкилсульфаты и алкилсульфонаты получают путем воз-
действия концентрированной серной кислоты на высшие жир-
ные спирты, карбоновые кислоты и другие органические со-
единения с последующей нейтрализацией образовавшихся суль-
фоэфиров или алкилсерных кислот едким натром или каусти-
ческой содой.
В отечественной промышленности выпускают несколько сор-
тов алкилсульфатов. Наибольшее применение при флотации
получил порошок «Новость», представляющий собой смесь нат-
риевых солей сульфатов высших первичных спиртов, получае-
мых из кашалотового жира. Алкилсульфаты получают дейст-
вием концентрированной серной кислоты на высшие спирты
Сю—Сю по реакции
ROH-|-H2SO4—ROSO3H+H2O.
Полученные смеси сульфоэфиров жирных спиртов (алкил-
'.ерных кислот) нейтрализуют едким натром
ROSO3H+NaOH-^ROSO3Na+H2O.
Полученный алкилсульфат натрия (Ci6-i8H33_37OSO3Na) со-
держит 40—50 % активного вещества, обычно сильно загряз-
нен сульфатом натрия. Алкилсульфат натрия представляет со-
бой мелкий порошок от белого до кремового цвета, содержит
не более 3 % влаги, полностью растворяется в воде при 35—
40 °C. Аналогичный реагент — гексадецилсульфат натрия
Ci6H33SO4Na выпускается в США. Кроме моющего средства
«Новость» получают алкилсульфаты из вторичных спиртов, вы-
деляемых окислением жидких углеводородов нормального
строения.
В промышленном масштабе в настоящее время сульфируют
смесь вторичных спиртов с 11—20 атомами углерода. Срок
хранения их не более 3 мес.
74
Моющее средство «Прогресс» представляет собой смесь нат-
риевых солей сернокислых эфиров вторичных спиртов. Выпу-
скается отечественной промышленностью в виде водного рас-
твора. Содержание алкилсульфата составляет не менее 20 %,
несульфированных веществ не более 18 % по отношению к ал-
килсульфатам, изопропилового спирта не более 5 % и сульфата
натрия около 4 %•
Алкилсерные кислоты (кислые сульфоэфиры) яв-
ляются более сильными кислотами, чем высшие жирные кис-
лоты, поэтому их щелочные соли — алкилсульфаты мало гид-
ролизуются в водных растворах и в отличие от обычных мыл
не создают щелочной реакции.
Кальциевые и магниевые соли алкилсульфатов более рас-
творимы в воде, чем подобные соли жирных кислот, что по-
зволяет использовать алкилсульфаты в качестве моющих
средств в жесткой воде, а при флотации они менее чувстви-
тельны к катионам пульпы. Алкилсульфаты, содержащие угле-
водородные радикалы с числом атомов углерода более 14, яв-
ляются сильными собирателями при флотации оксидов, суль-
фидов и минералов щелочноземельных металлов. Алкилсуль-
фаты являются более селективными собирателями, чем жирные
кислоты и их мыла. В кислых средах алкилсульфаты сохра-
няют селективность и сильные собирательные свойства на
отдельные минералы. Алкилсульфаты с более короткой угле-
водородной цепью являются более слабыми собирателями, но
они обладают сильными пенообразующими свойствами, кото-
рые нарушают селективность флотации. К алкилсульфатам со
слабыми собирательными и сильными пенообразующими свой-
ствами относятся моющие средства «Прогресс» и другие суль-
фаты вторичных спиртов, в том числе сульфаты синтетиче-
ских вторичных спиртов, содержащих в молекуле 15 атомов
углерода.
При флотации пирохлор-цирконовых руд алкилсульфат нат-
рия (порошок «Новость») обеспечивает в кислой среде при
pH 1,5—2,5 хорошую селекцию пирохлора, циркона и ильме-
нита, переходящих в пенный продукт, от лимонита, эгирин-
авгита, микроклина, тогда как в нейтральной среде в пенный
продукт переходит только ильменорутил, а пирохлор, циркон
и ильменит полностью подавляются.
Хорошие результаты показал алкилсульфат натрия при от-
делении барита от кальцита и доломита при pH 10 в присут-
ствии жидкого стекла, а также при флотационном разделении
барита, выделяемого в пенный продукт от шеелита. Анало-
гично бариту в пенный продукт легко выделяются флюорит,
апатит, целестин, а в камерном продукте аналогично шеели-
ту остаются гюбнерит, ферберит, касситерит, повеллит, сили-
каты.
Перечисленные выше реагенты могут быть использованы
во флотации в качестве анионных собирателей не только в ще-
75
лочной, но и в кислой среде при обычной и пониженной тем-
пературах пульпы. Их применяют при флотации минералов
и руд в жесткой воде, а также при разделении коллективных
концентратов, полученных при флотации жирными кислотами
после их десорбции (разделение пирохлора и циркона от ряда
минералов, барита и шеелита). Кроме того, некоторые из этих
реагентов, и прежде всего алкиларилсульфонаты, являются хо-
рошими вспенивателями, пептизаторами шламов, эмульгатора-
ми при приготовлении эмульсий аполярных собирателей, ней-
тральных масел.
Изучение флотируемости барита, кальцита, доломита и ад-
сорбции на минералах различных алкилсульфатов показало,
что если ксантогенаты, дитиофосфаты, жирные кислоты и их
мыла являются более селективными при наличии в молекуле
меньшего числа атомов углерода, то при применении алкил-
сульфатов наблюдается обратное явление. Наименее селектив-
ны алкилсульфаты, содержащие до 12 атомов углерода. Наи-
более сильными и селективными собирателями являются ал-
килсульфаты, содержащие 15—18 атомов углерода.
А л кил су л ь фон ат ы представляют собой смесь нат-
риевых солей алкилсульфоновых кислот RSO2ONa (R— ал-
кильный радикал, содержащий в основном 11 —18 атомов уг-
лерода) .
Алкилсульфонаты — сильные собиратели, обладающие пено-
образующими свойствами; они хорошо растворимы в воде и
диссоциируют на ионы. Отечественная промышленность выпу-
скает различные алкилсульфонаты: контакт Петрова, сульфи-
рованный керосин и др.
Анионные собиратели с солидофильной группой на основе
фосфорнокислого аниона. При флотации руд редких метал-
лов были изучены в качестве собирателей кислые алкилфос-
форные эфиры и их щелочные соли, из которых наиболее про-
веренным является изооктилфосфат натрия, а также реагент,
изготовляемый на основе пятисернистого фосфора в смеси с
нафтеновыми кислотами — собиратель фосфотен.
Изооктилфосфат натрия показал хорошие собирательные
свойства при флотации пирохлор-цирконовых руд, урановых
руд, содержащих настуран.
Изооктилфосфат натрия (C8Hi7)2PO4Na получают
при взаимодействии пятисернистого фосфора и изооктилового
спирта в растворе серного эфира при температуре 90 °C в те-
чение 4—5 ч. Структурная формула
% Н и 0 0
Р^
с8н17о о-----.Na .
76
Раствор изооктилфосфата натрия устойчив в течение 4 мес,
тогда как алкилфосфатные эфиры быстро гидролизуются, при-
чем гидролиз сопровождается увеличением кислотного числа
и ухудшением флотационных качеств реагента. Изооктилфос-
фат натрия получают из отходов синтетического каучука. Он
показал хорошие собирательные свойства и высокую селектив-
ность при флотации ряда минералов в кислой и слабокислой
средах. При pH пульпы менее 5 хорошо флотируются пиро-
хлор, циркон, ильменорутил, а при pH 1,4—3 возможно хоро-
шее разделение этих минералов от лимонита, эгирин-авгита,
биотита, альбита. Он практически полностью извлекает в пен-
ный продукт настуран при pH 3,5—5 и содержании твердого
пульпы около 14%. Селективность флотации настурана улуч-
шается при добавлении в пульпу регулятора.
Алкилфосфорные эфиры и соли обладают не только соби-
рательными, но и сильными пенообразующими свойствами.
Дробная подача собирателя заметно снижает необходимый его
расход и повышает селективность процесса флотации. Изо-
октилфосфорные производные значительно менее чувствитель-
ны к солям жесткости, чем олеиновая кислота, что позволяет
проводить флотацию без умягчения воды.
Важная особенность изооктилфосфатов натрия — их способ-
ность весьма избирательно осаждать уран из слабокислых рас-
творов. Образующиеся при этом белые хлопьевидные урансо-
держащие осадки легко флотируются. В то же время содержа-
ние катионов кальция, магния, железа и алюминия в пульпе
практически не изменяется.
Фосфотен получают из смеси, содержащей 25 % пяти-
сернистого фосфора и 75 % нафтеновой кислоты. Смесь на-
гревают до удаления следов сероуглерода в течение 30—40 мин.
Полученный порошок имеет плотность 0,9 г/см3; в воде он
нерастворим, хорошо растворим в спирте. Стоимость фосфоте-
на, приготовляемого из отходов производства, в 10—15 раз
ниже стоимости олеиновой кислоты. Структурная формула фос-
фотена может быть представлена в виде
где R — радикал, имеющий строение замкнутого кольца, пред-
ставленного нафтеновыми кислотами.
Фосфотен был изучен при флотации ряда несульфидных
минералов, в том числе циркона, касситерита, пирохлора и др.
Касситерит и циркон извлекаются в пенный продукт фосфоте-
ном при pH от 4 до 10,5 и расходе собирателя 300—400 г/т.
Пирохлор и ильменорутил имеют наиболее высокое извлечение
77
фосфотеном при pH 6—9; подавление пирохлора наступает как
в кислой, так и в щелочной среде. Биотит и альбит фосфоте-
ном не флотируются. По собирательным свойствам фосфотен
близок к олеиновой кислоте, но с учетом его низкой стоимо-
сти, он может быть хорошим заменителем ее.
§ 4.3. КАТИОННЫЕ И КОМПЛЕКСНООБРАЗУЮЩИЕ СОБИРАТЕЛИ
Катионные собиратели широко применяют при флотации квар-
ца, полевых шпатов, слюды и многих других несульфидных
минералов. Они представляют собой органические производные
аммиака (аминные собиратели) или аммония. Гидрофобизи-
рующим ионом является катион, т. е. положительно заряжен-
ный комплексный ион, центральным ядром в котором является
азот. Амины RNH2, являющиеся производными аммиака NH3,
образуются при замещении в нем одного, двух или трех ато-
мов водорода углеводородными радикалами.
При замене в молекуле аммиака одного атома водорода
углеводородным радикалом получают первичные амины, общая
формула которых R—NH2, где NH2 — аминогруппа; при замене
R\
двух атомов водорода получают вторичные амины /NH,
RZ
а при замене всех трех атомов водорода углеводородными ра-
R\
дикалами образуются третичные амины ;>N — R. Атом
RZ
азота аминогруппы непосредственно связан с одним из угле-
родных атомов, составляющих цепь углеводородного радикала.
В практике флотации наибольшее применение нашли первич-
ные алифатические амины, их соли и соли замещенных чет-
вертичных аммониевых оснований.
Амины называют по углеводородному радикалу, которым
замещен водород, например лауриламин Ci2H25NH2, октиламин
CsHi7NH2, додекамин Ci0H2iNH2, октадециламин CisH37NH2
и др.
В щелочной среде амины образуют соединения с гидро-
ксильной группой RNH3OH, а в кислой — соли типа RNH3C1.
При замещении в группе аммония всех четырех атомов во-
дорода образуются четвертичные аммониевые основания, как,
например, бромистый цетилтриметиламмоний
78
В водных растворах амины образуют комплексные соеди-
нения, например
R—NH2+H++OH--+ [RNH3]+4-OH-
Положительно заряженный катион может закрепляться на
поверхности силикатных и других отрицательно заряженных
минералов и гидрофобизировать их, гидроксильный анион об-
условливает резко выраженную щелочную реакцию.
Первичные амины, применяемые во флотации, не раство-
ряются в воде, поэтому их применяют обычно в виде хлори-
стоводородных или уксуснокислых солей.
Соль амина RNH3C1 может диссоциировать на ионы
RNH3C1^[RNH3]++C1-. В этом случае амин находится в ион-
ной форме в виде катиона [RNHs]+ в кислой среде и наиболее
успешно адсорбируется на силикатных минералах, поверхность
которых имеет отрицательные заряды.
Хлористоводородные или уксуснокислые соли амина имеют
вид [RNH2H]+C1- или [RNH2H]+CH3COO-.
В СССР организовано производство первичных аминов
типа АНП и аминов на основе карбоновых кислот.
Первичные амины могут отличаться один от другого поло-
жением аминогруппы в углеродной цепи, т. е. в зависимости
от того, с каким из углеродных атомов цепи соединена амино-
группа.
Обозначим номерами атомы углеродной цепи
С —С —С —С —С —С —С —С,
1 2 3 4 5 6 7 8
тогда первичные амины, синтезированные из карбоновых кис-
лот, имеют аминогруппу в положении 1. Например, соль до-
дециламина, получаемая из лауриновой кислоты, имеет сле-
дующую формулу:
[СН3 —(СН2)10 —CH2NH2Hp Cl".
У аминов, входящих в состав реагентов АНП и ИМ-11,
аминогруппа находится в положении 2, 3 и т. д. Например,
соль додециламина имеет первичную аминогруппу в положе-
нии 2
%----(сн2)—он—CHj
С1“
nh2—н
а соль додециламина с первичной аминогруппой в положении 3
сн3— (сн2)—сн—сн2—- сн3'
(
nh2—н
79
Первичные амины с аминогруппой в положении 1 явля-
ются наиболее сильными и универсальными катионными со-
бирателями; они пригодны для всех случаев катионной флота-
ции, амины с другим положением аминогруппы в ряде слу-
чаев неэффективны (например, для флотации окисленных цин-
ковых минералов, сильвинита).
В СССР наиболее детально изучены при флотации различ-
ных типов руд катионные собиратели АНП, ИМ-11.
Катионный собиратель АНП (C14H29NH3CI) по-
лучают из мягких парафинов или синтина (фракция 240—
290 °C) обработкой 55—65%-ной азотной кислотой при 135—
145 °C. Процесс восстановления нитропарафинов до аминов
проводится электрохимическим водородом непрерывным спо-
собом под давлением 6—20 МПа и при температуре 100—
140 °C. Полученные жидкие продукты обрабатывают метано-
лом и одновременно переводят их соляной кислотой или хло-
ристым аммонием в гидрохлориды. Катионный собиратель АНП
представляет собой бурую жидкость, состоящую из хлоргид-
ратов первичных аминов (вторичных аминов не более 3%),
растворимых в воде, содержащих 10—20 % воды. Выход ами-
на составляет 63—72 % теоретически возможного. Молекуляр-
ная масса АНП равна 213; стоимость его (при получении из
мягких парафинов) в 2—3 раза ниже стоимости аминов, полу-
чаемых из жирных кислот.
У АНП аминогруппа находится в середине углеводородной
цепи, поэтому собирательные свойства его ниже, чем у реаген-
тов, получаемых из жирных кислот, у которых аминогруппа
расположена в конце цепи. Этот собиратель может успешно
применяться при флотации слюд, кварца, полевых шпатов и
многих других силикатных минералов; при обогащении литие-
вых, бериллиевых, железных руд; при флотации пирохлора,
берилла, танталит-колумбитовых руд, а также сульфидных руд.
Флотационные свойства его еще изучены недостаточно.
Катионный собиратель ИМ-11 (С^-^Нгт-ззИНзС!)
получают при обработке газообразным хлором смеси предель-
ных углеводородов, содержащих 13—16 атомов углерода в виде
фракции синтина или мягких парафинов. Далее хлорирован-
ные углеводороды обрабатывают аммиаком в этиловом спирте
и получают амины. Собиратель ИМ-И представляет собой бу-
рую жидкость, растворимую в воде; он состоит из смеси хло-
ристоводородных солей первичных и до 30 % вторичных ами-
нов. Содержание воды в нем составляет 12—25%.
ИМ-11 показал (так же, как и АНП) хорошие собиратель-
ные свойства при флотации железных, фосфоритовых руд и руд
редких металлов, при флотации берилла, слюды (при разде-
лении ее от сподумена в кислой среде, от пирохлора и циркона
в щелочной), полевых шпатов и многих других минералов.
Типичным катионным собирателем, изготовляемым в США,
является лауриламин C12H25NH2, который синтезируют из
80
жирных кислот кокосового масла; молекулярная масса его рав-
на 188, очень плохо растворяется в воде (хорошо — в органи-
ческих растворителях), активно взаимодействует с кислотами.
Соль лауриламина — гидрохлоридлауриламин [C12H25NH2+
4-HCl=Ci2H25NH3Cl] хорошо растворяется в воде. Лаурил-
амин обладает собирательными и пенообразующими свой-
ствами.
Первичные амины на основе карбоновых кислот могут быть
получены из синтетических жирных кислот (получаемых окис-
лением парафиновых углеводородов), таллового масла и наф-
теновых кислот. В СССР использованы в качестве исходного
сырья две фракции синтетических жирных кислот С7—С9 и
С16—С2о, получаемых окислением парафина.
Известно много других видов аминных собирателей. В США
катионные собиратели, получаемые в виде ацетатамина из тал-
лового масла (реагенты Аламак № 26, № 26Д, Н26Д), при-
меняют при флотации неметаллических полезных ископаемых.
Смесь ацетатов первичных аминов, синтезированных из жир-
ных кислот кокосового, соевого, таллового масел, используют
при флотации ильменита, монацита, шеелита и др.
Характерная особенность катионных собирателей — непроч-
ность (обратимость) закрепления их на минералах, в том
числе и на поверхности хорошо флотируемых минералов. Они
не чувствительны к солям жесткости, содержащимся в пульпе.
В сильнокислых и сильнощелочных средах катионные собира-
тели малоэффективны. Некоторые из них обладают слабыми
пенообразующими свойствами.
Многие считают, что катионные собиратели могут закреп-
ляться на поверхности минералов как в ионной, так и в мо-
лекулярной форме. Закрепление в ионной форме более эф-
фективное и более прочное. Форма закрепления зависит от
pH среды и природы флотируемого минерала, очень важную
роль играют регуляторы среды.
У первичных аминов флотационная активность возрастает
с увеличением длины углеводородного радикала до 24—26 ато-
мов углерода, дальнейшее увеличение радикала снижает соби-
рательное действие реагентов.
Катионные собиратели успешно применяются при флота-
ции руд редких металлов с целью выделения в пенный про-
дукт слюд, полевых шпатов, кварца, иногда непосредственно
минералов редких металлов, например пирохлора.
Комплексообразующие собиратели — органические вещест-
ва— образуют труднорастворимые соединения с катионами тя-
желых металлов, обладают побочно-валентным сродством, ко-
торое способно проявляться к отдельным катионам, входящим
в состав минералов в гораздо большей степени, чем при хи-
мических реакциях, отвечающих главной валентности. Эти
реагенты могут быть более селективными, чем многие из из-
вестных анионных и катионных собирателей.
6—5308 81
Хорошие результаты показали многие комплексообразующие
собиратели: так, арсоновые кислоты — при флотации оловянных
руд; диметилглиоксим и дифенилглиоксим — при флотации ни-
келевых, железных и медно-никелевых руд; купферон — при
флотации оловянных вольфрамовых, танталониобиевых и дру-
гих руд; 8-оксихинолин — при флотации пирохлоровых руд. В
США нашли промышленное применение комплексообразующие
собиратели, специфичные для бериллиевых минералов. Их при-
меняют при флотации фенакитовых, бертрандитовых и других
РУД-
Комплексообразующий собиратель ИМ-50 син-
тезирован Механобром для флотации минералов, содержащих
катионы ниобия, титана, олова, тантала, циркония, тория и ред-
ких земель, с которыми он дает труднорастворимые комплекс-
ные соединения. Активной частью этого собирателя являются
гидроксамовые кислоты или их соли щелочных металлов
7° //
RC\ или RCz
NH0H ^NHOMe
где R = C7—С9.
Эти кислоты можно получать на основе синтеза высших ал-
килгидроксамовых кислот. В Механобре синтезировали водо-
растворимые соли гидроксамовых кислот из синтетических
карбоновых кислот фракции С7—С9. Эти кислоты получают в
больших объемах в виде побочного продукта при синтезе выс-
ших карбоновых кислот — синтетических жирозаменителей пу-
тем окисления парафина кислородом воздуха. В реагенте ИМ-50
содержание кислот выше С9 не должно превышать 16%-. Этот
реагент показал хорошее селективное действие при флотации
титан-перовскитовых руд. Он успешно извлекает пирохлор, ло-
паколумбит и другие ниобиевые минералы при pH 6,5—7 и не
флотирует слюду, кальцит, силикатные минералы породы. В не-
которых работах показано, что его целесообразно применять
в пульпе с минимальным содержанием в ней катионов тяжелых
металлов, а введение в пульпу серной и соляной кислот необ-
ходимо после подачи в нее ИМ-50.
Потери редких, редкоземельных металлов и олова при обо-
гащении достигают более 30%,, что объясняется легкой шламу-
емостью и тонким взаимным прорастанием минералов, а невы-
сокое качество грубых концентратов — сложностью минерально-
го состава и наличием минералов, обладающих не только
близкой плотностью, но и одинаковыми флотационными свой-
ствами. Например, в рудах, перерабатываемых на фабрике
«Танко» (Канада), содержится 65 различных минералов. Поми-
мо основных танталовых минералов (вудженит, микролит, симп-
82
сонит) в руде присутствуют такие ценные минералы, как касси-
терит, сподумен, поллуцит, берилл. Сложный вещественный со-
став имеют лопаритовые руды, в которых помимо лопарита
содержатся эгирит и нефелин, обладающих очень близкими фло-
тационными свойствами с лопаритом.
Коренные оловянные и оловянно-полиметаллические руды
кроме сульфидных минералов содержат турмалин и различные
оксиды железа. Сложным вещественным составом отличаются
литиевые, бериллиевые и титановые руды, а также пегматито-
вые и карбонатитовые пирохлоровые руды. Все они требуют
применения селективно действующих собирателей и регуляторов
флотации.
Примером использования селективных собирателей могут
служить гидроксамовые кислоты и их соли (реагент ИМ-50),
которые в СССР применяют при флотации иттросинхизита и
касситерита, пирохлора. Этот реагент достаточно селективен и
эффективен при флотации руд довольно простого вещественно-
го состава, однако его эффективность резко снижается в при-
сутствии железосодержащих минералов и шламов. Кроме того,
его селективные свойства проявляются, например, при флотации
касситерита в кислой среде при pH 2—2,5, но в присутствии
шламов и оксидов железа создается обильная трудноразрушае-
мая пена, затрудняющая флотацию.
Следует отметить, например, хорошие результаты флотации
бастнезита из редкоземельной руды месторождения Маунтин-
Пасс (США) калиевым октилгидраксаматом при pH 5—9, когда
бастнезит флотируется при более низких концентрациях гидро-
ксамата, чем барит и кальцит.
Для повышения селективности собирателей из класса фос-
фоновых и карбоновых кислот в их состав вводят дополнитель-
ные функциональные группы: новыми реагентами являются фос-
фоновые кислоты и их производные, как, например, стиролфос-
фоновая (фенилэтиленфосфоновая) кислота (СФК). Она успеш-
но применяется при флотации касситерита в ГДР и показала
высокую эффективность при флотации лопарита в СССР, пиро-
хлора в Канаде. СФК сочетает в себе свойства ароматических
фосфоновых кислот, обеспечивающих высокую концентрацию
минералов, и алифатических кислот, дающих высокое извлече-
ние. Эта кислота, имеющая формулу
д> — СН = СНРО(ОН)2
способна образовывать с ионами Sn2+, Sn4+ и Fe3+ труднораст-
воримые соли, произведения растворимости которых соответст-
венно составляют 1 • 10“8; 1,7-10—11 и 5,5-10“24. Важным досто-
инством этого реагента является его нечувствительность к со-
лям жесткости. Эти собиратели не флотируют слюды, кварц, по-
левые шпаты, но хорошо флотируют флюорит, кальцит.
6* 83
При флотации лопарита стиролфосфоновой кислотой наибо-
лее эффективными подавителями эгирина оказались ферро- и
феррацианиды калия: кремнефтористый натрий, серная кислота,
которые являются подавителями минералов пустой породы, ре-
гуляторами pH среды и активаторами лопарита.
В ЦНИИОлово для флотации касситерита испытан в про-
мышленных условиях реагент флот о л-7,9 (смесь 1-оксиалкили-
ден-1,1 дифосфоновых кислот) с числом углеродных атомов в
радикале от 7 до 9
Однако применение этого реагента вызывает необходимость
ведения процесса при повышенной температуре пульпы (30—
35 °C) и использования в качестве подавителя пустой породы
кремнефтористого натрия.
Весьма перспективным направлением изыскания эффектив-
ных собирателей при флотации минералов редких металлов и
касситерита является создание собирателей путем введения в
молекулу фосфоновых кислот дополнительных функциональных
групп с целью повышения избирательности процесса. Примером
может служить создание реагента АДФК-а-аминогексилиден-
1,1-дифосфоновая кислота, который обладает высокой селек-
тивностью при отделении ряда минералов редких металлов и
касситерита от железосодержащих минералов. Этот реагент
имеет структурную формулу
и проявляет наиболее селективные свойства при pH 4—5.
Избирательность собирателя типа карбоновых кислот повы-
шается, если в их молекулу вводят дополнительные функцио-
нальные группы и они также менее чувствительны к ионам тя-
желых металлов. К таким соединениям относятся реагенты типа
N-алкилсульфасукцинаматов, особенно октадецил-М-сульфо-
сукцинамат натрия
84
CO — сн—сн2—COO Nd
I S03Nct
18 XCH—CH2-------COONa
COONa
известный под названием «Аэрозоль-22», применяемый на обо-
гатительных фабриках Боливии и Великобритании для флота-
ции касситерита, на обогатительной фабрике «Танко» (Канада)
для флотации танталовых минералов.
В СССР синтезирован и успешно применяется аналог реаген-
та «Аэрозоль-22» «Аспарал-Ф», который дает хорошие техно-
логические показатели при флотации касситерита.
На фабрике «Танко» применяют алкилсульфосукцинаматы
при pH 2,3. После обесшламливания пульпы по классу 7 мкм и
при подаче в пульпу лимонной или щавелевой кислоты и сили-
ката натрия получают после перечистки концентратсодержащий
7,5%. Та2Об при извлечении 74%. В исходном питании содер-
жится 0,053% Та2О5.
§ 4.4. АПОЛЯРНЫЕ СОБИРАТЕЛИ
Аполярные собиратели не имеют солидофильных групп, хими-
чески не взаимодействуют с минералами и не образуют на их
поверхности ориентированных адсорбционных слоев. Они не дис-
социируют на ионы, труднорастворимы в воде, не имеют посто-
янного химического состава. В углеводородных маслах отсут-
ствуют полярные группы, поэтому масла, как правило, не взаи-
модействуют с диполями воды. Атомы в молекуле углеводород-
ных масел имеют ковалентные связи.
Они обволакивают минералы, налипают тонкой пленкой, усили-
вая гидрофобность минерала. Аполярные собиратели применяют
для флотации минералов, обладающих хорошей природной гид-
рофобностью (угли, графит, сера, молибденит, алмазы и другие
минералы, имеющие молекулярные или сложные решетки крис-
таллов). Аполярные собиратели применяют для флотации си-
ликатов, карбонатов, окислов только в сочетании с анионными
собирателями — жирными кислотами, а вместе с ксантогена-
тами — при флотации сульфидов.
В практике наиболее часто применяют следующие аполяр-
ные собиратели.
Керосин осветительный представляет собой смесь
жидких предельных углеводородов, выделяется при 150—300 °C,
плотность 0,82—0,84 г/см3. Керосин совершенно не обладает
пенообразующими свойствами, он обычно снижает объем и ста-
бильность пены, поэтому применяют его часто в сочетании с ос-
новным маслом и другими пенообразователями. Сырой неочи-
85
щенный керосин более флотоактивен. В нем содержится 20—
50%' парафиновых углеводородов, 30—80% нафтеновых угле-
водородов и 10—30% ароматических соединений. Часто керосин
применяют при флотации несульфидных минералов в качестве
органического растворителя олеиновой кислоты и других труд-
норастворимых собирателей для улучшения их диспергации.
Трансформаторное масло получают в результате пе-
регонки мазута, образовавшегося при переработке нефти, затем
его очищают серной кислотой и нейтрализуют щелочью. Тран-
сформаторное масло широко применяется при флотации молиб-
денита, серы, графита. В ряде случев его заменяют менее дефи-
цитными индустриальными маслами или керосином.
Вазелиновое масло было испытано при флотации суль-
фидных руд в сочетании с бутиловым ксантогенатом, что по-
зволило улучшить флотируемость крупных частиц рудных ми-
нералов и их сростков и повысить извлечение меди и молибдена
в концентрат.
Машинное масло, введенное в контрольную флотацию
на Джезказганской фабрике, позволило повысить производи-
тельность на 8—10% за счет более грубого измельчения руды.
На собирательные свойства аполярных масел оказывают
влияние их химический состав и вязкость. В холодных пульпах
лучше применять менее вязкие, а в теплых — более вязкие мас-
ла.
Смазочные нефтяные масла различного состава, а
также смеси их с керосином обладают хорошими собиратель-
ными свойствами. Они избирательно закрепляются на гидро-
фобных минералах (сера, графит, молибденит, каменные угли)
и усиливают их гидрофобность и флотируемость. Растекание со-
бирателя на поверхности минерала в условиях флотационной
пульпы возможно, если он лучше смачивает поверхность, чем
вода, при этом краевой угол смачивания будет больше 90°. На
поверхности малогидрофобных минералов — сульфидов, карбо-
натов, оксидов и других более гидратированных минералов —
аполярные собиратели не могут вытеснить воду с их поверх-
ности и растекание капли будет затруднено.
Для уменьшения или удаления гидратных слоев целесооб-
разно предварительное или одновременное воздействие на ми-
нерал ионогенных (гетерополярных) собирателей: например,
при флотации или флотогравитации сульфидов — ксантогена-
тов, а при флотации несульфидных минералов — жирных кис-
лот. Образование ориентированных молекул этих собирателей на
минерале обеспечивает образование гидрофобной пленки, на
которую затем налипает капля аполярного собирателя; эта
капля легко растекается по поверхности с образованием более
тонкой гидрофобной пленки, обеспечивающей успешную флота-
цию более крупных и труднофлотируемых частиц минералов.
При флотации и флотогравитации обычно применяют заранее
приготовленную смесь двух собирателей (например, олеиновой
86
6
в
a
Рис. 4.2. Схема закрепления аполярного
собирателя на поверхности минерала
(по В. И. Классену):
а—в — стадии растекания капли аполярного
реагента на поверхности минерала; г—е —
слияние смежных капель с образованием
пленки; ж — схема расположения молекул
гетерополярного собирателя в капле аполяр-
ного реагента
Рис. 4.3. Механизм закрепления аполяр-
ных собирателей на поверхности мине-
ралов (по В. И. Классену и И. Н. Плак-
сину)
4полярный реагент
кислоты и керосина при соотношении 1 : 1 или 1 : 2) или пода-
ют гетерополярный собиратель в пульпу после подачи аполяр-
ного масла, что обеспечивает хемосорбционное закрепление ге-
терополярного собирателя на минерале и закрепление его на
поверхности пленки аполярного собирателя с обратной ориента-
цией молекул (рис. 4.2 и 4.3), что повышает дисперсность ка-
пель и облегчает растекание их с образованием пленки.
Пузырьки воздуха не прилипают к каплям аполярного со-
бирателя, находящимся в объеме пульпы и на поверхности ми-
нералов. С. И. Митрофанов установил, что чем толще пленки
углеводородного масла, тем менее прочно, и чем тоньше, тем
более прочно прилипание пузырька к поверхности минерала.
Смесь анионных собирателей с аполярными маслами приме-
няется для регулирования структуры пены при флотации силь-
ношламистых окисленных руд. Совместное закрепление (соад-
87
сорбция) этих собирателей на минералах способствует флокуля-
ции и улучшению флотируемости шламистых частиц, получению
более богатых концентратов, как это отмечалось при флотации
окисленных свинцовых, медных, марганцевых, железных и дру-
гих руд.
Введение углеводородных масел при использовании в про-
цессе флотации соснового масла, ксиленола и других вспенива-
телей ухудшает пенообразование и часто ведет к снижению из-
влечения.
Замена этих пенообразователей реагентами ОПСБ и ОПСМ
отечественного производства обеспечивает лучшее пенообразо-
вание и извлечение минералов в присутствии углеводородных
масел. Работами Гинцветмета установлено, что углеводородные
масла могут повысить извлечение, если в пульпу предваритель-
но ввести реагенты-пептизаторы — жидкое стекло, сульфат цел-
люлозы и гексаметафосфат натрия.
Смолы и продукты перегонки каменного угля,
сланца, торфа или продукты перегонки дерева применяют для
флотации сульфидных и несульфидных руд и неметаллических
полезных ископаемых. Эти реагенты обычно содержат фенолы,
крезолы и частично карбоновые кислоты, поэтому не являются
строго аполярными собирателями. Кроме того, они обладают
пенообразующими свойствами, имеют переменный химический
состав и загрязнены побочными продуктами.
При газификации древесины в виде тяжелой фракции пере-
гонки газогенераторной смолы получают ветлужское мас-
ло, содержащее около 40% высокомолекулярных фенолов и их
производных (считая на безводное масло). Его успешно приме-
няют в качестве собирателя-пенообразователя при флотации
железных руд, где оно может заменять талловое масло и неко-
торые другие реагенты. В практике флотации применяют и дру-
гие продукты перегонки древесины, каменных углей, сланца,
торфа, но физико-химические и флотационные свойства их мало
изучены. Классификация реагентов-собирателей и флотируемых
ими минералов приведена на пис. 4.4.
Токсичность смол и углеводородных масел. Углеводородные
масла и некоторые смолы — продукты перегонки сланца, тооФа,
каменного угля и другого сырья — содержат фенолы, летучие
углеводороды, смазочные масла, керосин, обладающие токсич-
ными свойствами. При сбросе отвальных хвостов и фабричных
вод предприятиями, применяющими эти реагенты, возможно за-
грязнение водоемов, что может нанести большой ущерб стране.
Вода таких водоемов непригодна для бытовых нужд. Кроме
того, загрязнение рек, озер, прудов приводит к гибели ценных
рыб, отравлению животных. Поэтому необходимо избегать за-
грязнения водоемов токсичными реагентами или обезвреживать
сточные воды специальной обработкой их до допустимых сани-
тарных норм. Рабочие и инженерно-технический персонал обо-
гатительных фабрик при работе с углеводородными маслами
88
Реагенты-собиратели и типичные
флотируемые ими минералы
Аполярные углеводороды (ионоген-
ные): керосин, трансформаторное
масло, машинное и смазочные
нефтяные масла и др.
Катионные. Гидрофобизирующим
является катион на основе пяти-
валентного азота [RNH3] +
\лауриламин,АНП-к, им-п и др.)
Флотируемые минералы:
молибденит, алмазы, графит,
тальк, самородная сера, биту-
минозные угли.Усиливают фло-
тационные свойства ксантоге-
натов и жирным кислот
Флотируемые минералы:
кварц, слюды, полевые шпаты,
берилл, касситерит, пирохлор, смит-
сонит, каламин и другие силика-
ты, оксиды, карбонаты, раство-
римые соли
Анионные собиратели. Гидрофобизирующим ионом является:
Анион на основе
двухвалентной серы
Анион на основе
двухвалентной серы
(ксантогенаты- эти-
ловый, бутиловый,
амиловый и др.)
(дитиофоссоаты-крези-
ловый, ксиленоловый,
этиловый и др.)
Анион на основе органи-
ческих кислот и их мыл:
Го ^01
Г<о]
(олеиновая кислота,олеат
натрия, нафтеновые кис-
лоты, мылонафт, талло-
вое масло)
Анионы на основе
серной кислоты
Г Ж
R-O-S-O a R-S-0
II б б
(алкилсульфаты,
алкилецльфо-
| наты)
Флотируемые
минералы:
----------ДЕ
Зс
Флотируемые
минералы:
сулыридыме-\ карбонаты
ди, свинца, и сульфаты
цинь а, желе-
за,никеля,
сурьмы, мо-
либдена,са-
мородные
металлы
меди, свинца
после их
сульфиди-
зации
----- ф
сульфиды тя-
желых метал-
лов и самород-
ные металлы-
применяются
вод мест но с
ксантогена-
тами
Флотируемые
минерйлы:
т----------
кальцит, флю-
орит,шеелит,
касситерит,
пирохлор, цир-
кон, рутил,
ильменит и
другие руд-
ньф мине-
ралы
полевые шпа-
ты, кварц и
минералы по-
роды (сили-
каты) после
активации
поливалент-
ными кати-
онами
1______
Флотируемые
минералы:
С ~
барит, флюо-
рит, в кислой
среде'.пиро-
хлор,циркон,
ильменорутил
I
<01
Рис. 4.4. Классификация реагентов-собирателей
должны соблюдать элементарные правила техники безопас-
ности, строго соблюдать правила личной гигиены и следить за
чистотой спецодежды. На рабочих местах людей, применяющих
токсичные флотационные реагенты, должны быть вывешены
правила по технике безопасности.
§ 4.5. РЕАГЕНТЫ-ПЕНООБРАЗОВАТЕЛИ
Пенообразователи представляют собой гетерополярные поверх-
ностно-активные вещества, способные адсорбироваться на по-
верхности раздела фаз вода — воздух. Воздействуя на поверх-
ность пузырьков воздуха, они повышают прочность пузырьков,
сохраняя их в дисперсном состоянии, что улучшает прилипание
частиц флотируемого минерала к пузырькам воздуха, увеличи-
вает устойчивость флотационной пены.
К реагентам-пенообразователям могут быть отнесены мно-
гие химические вещества, но наиболее эффективны органичес-
кие реагенты, имеющие в своем составе полярную часть в виде
гидроксила, карбоксила, карбонила, аминогруппы, сульфогруп-
89
пы, которые обеспечивают хорошую растворимость вспенива-
теля в воде. Хорошими пенообразователями являются спирты,
содержащие не менее шести атомов углерода. Многие реаген-
ты-пенообразователи обладают одновременно и собирательными
свойствами. В отличие от реагентов-собирателей, которые долж-
ны обладать селективными свойствами при флотации опреде-
ленного типа руд и минералов, пенообразователи часто с оди-
наковым успехом могут быть применены, например, как при
флотации сульфидных, так и несульфидных минералов.
Характеристика основных пенообразователей приведена ни-
же.
Терпинеол — спирт, имеющий формулу СюН^ОН. Получают
его из скипидаров. В практике флотации применяют обычно
флотационное масло, содержащее 40—90% терпинеола.
Сосновое масло — смесь ароматических спиртов терпенового
ряда — получают при перегонке скипидара-сырца, а также при
сухой перегонке древесины сосновых пород из пневого осмола,
т. е. из старых, ©смолившихся пней деревьев сосновых пород, из
которых вначале получают скипидар-сырец, а затем фракцион-
ной возгонкой при температуре не ниже 170 °C получают сосно-
вое масло. Плотность соснового масла составляет 0,915—
0,835 г/см3, содержание спиртов в пересчете на терпинеол не
менее 50%. Масло должно быть прозрачным, желтого цвета со
скипидарным запахом, растворимость 2,5 г/л при 16 °C.
Алкиларилсульфонаты — поверхностно-активные вещества,
представляющие собой соли алкилароматических сульфокислот,
Они состоят из гетерополярных молекул с сильно гидратируе-
мой группой атомов и гидрофобной группировкой углеводород-
ных цепей и колец. Их формула в общем виде может быть пред-
ставлена в виде
RArSO3Me,
где R— алкил (углеводородный радикал); Аг — арил — остаток
ароматического ряда; Me — металл.
Хорошими пенообразующими свойствами обладают реаген-
ты при содержании в молекуле 10—12 атомов углерода.
Алкиларилсульфонаты неядовиты, сырье для их производ-
ства имеется в достаточных объемах. Они могут быть успешно
применены при флотации полиметаллических руд и других по-
лезных ископаемых. Наибольший интерес для получения алки-
ларилсульфонатов представляют керосиновые фракции, выде-
ляемые из парафиновых нефтей, состоящих в основном из на-
сыщенных парафиновых углеводородов CnH2n+i.
ИМ-68 представляет собой смесь алифатических спиртов, в
молекуле которых содержится 6—8 атомов углерода. Техноло-
гия его получения разработана в Механобре.
Физико-химическая характеристика ИМ-68 зависит от оле-
финового сырья, которое используют для синтеза реагента. При
получении из фракции крекинг-бензина ИМ-68 имеет плотность
0,84 г/см3, выкипает при 146—200 °C.
90
ИМ-68 является сильным пенообразователем. Его расход при
флотации в 2—3 раза меньше расхода технического терпинеола,
в 3—5 раз меньше крезола. ИМ-68 можно применять при фло-
тации различных руд цветных, редких металлов, железных руд.
ОПСБ (оксид пропилена спирт бутиловый) представляет со-
бой смесь следующих монобутиловых эфиров полипропиленгли-
колей: пропиленгликоля, дипропиленгликоля, трипропиленгли-
коля и монобутиловых эфиров высших полипропиленгликолей.
Получают ОПСБ конденсацией бутилового спирта с оксидом
пропилена в присутствии щелочного катализатора по реакции
С4Нд0Н + лСН2 СН СН3 —► С4Н9(—0------СН2---СН ) лгОН
V I
С СНд
Реагент ОПСБ — жидкость желто-коричневого цвета плот-
ностью 0,93 г/см3; растворимость его в воде очень мала, явля-
ется сильным пенообразователем, при флотации руд расход его
в 2—4 раза меньше, чем крезола, соснового масла и других из-
вестных пенообразователей. ОПСБ дает удовлетворительное це-
нообразование в присутствии углеводородных масел, которые
применяют обычно при флотации крупных сростков молибдено-
вых, медно-молибденовых, медных и свинцовых руд. Сильные
пенообразующие свойства ОПСБ способствуют снижению ка-
чества концентратов, но при флотации сульфидной молибдено-
вой руды при замене им терпинеола было повышено извлечение
молибдена.
ОПСМ— получают при взаимодействии оксида пропилена и
метилового спирта под давлением 200—300 кПа в присутствии
щелочного катализатора по реакции
СН30Н4-л'СН2—сн—сн3 —*- сн3(—о—СН2-------СН )л0Н
о сн3
Из продукта реакции отгоняют малоактивные метиловый
эфир пропиленгликоля и метиловый эфир дипропиленгликоля,
остаток является готовым реагентом.
ОПСМ представляет собой смесь следующих монометило-
вых эфиров: 17—20% трипропиленгликоля, 42—47% тетрапро-
пиленгликоля, 11—15%. пентапропиленгликоля и 18—24% выс-
ших полипропиленгликолей. По способу получения и составу
реагент ОПСМ аналогичен пенообразователю «Дауфрос-250»
(США). ОПСМ — жидкость светло-коричневого цвета со сла-
бым эфирным запахом, плотность 0,98 г/см3.
В отличие от многих других вспенивателей ОПСМ смешива-
ется с водой в любых пропорциях, его можно добавлять в пуль-
пу в виде водного раствора. ОПСМ обладает сравнительно ма-
лой токсичностью. ОПСМ является весьма эффективным реа-
91
гентом при селективной флотации, обладает меньшим собира-
тельным действием, чем большинство других пенообразовате-
лей, Увеличение содержания в ОПСМ метиловых эфиров выс-
ших полипропиленгликолей свыше 24% нежелательно, так как
они делают флотационную пену очень устойчивой. ОПСМ, так
же как и ОПСБ, может быть успешно применен при добавлении
углеводородных масел, но в этом случае расход его примерно
в 2 раза больше, чем ОПСБ.
Метилизобутилкарбинол (МИБК) является вторичным спир-
том, который получают конденсацией ацетона с последующей
дегидратацией и восстановлением продуктов реакции. Реагент
обладает высокой эффективностью и селективностью. Особо
широко метилизобутилкарбинол применяют в США при флота-
ции руд цветных металлов.
Пенообразователь Т-66 — смесь кислородсодержащих со-
единений с преобладанием диоксановых спиртов (40—45%) и
низким, содержанием метилбутандиола. Реагент получают из
масляного слоя высококипящих побочных продуктов производ-
ства диметилдиоксана.
Высшие спирты производства изобутанола (фракция 138—
175°C) состоят в основном из первичных гексиловых и гептило-
вых спиртов, получаемых при промышленном синтезе изобути-
лового спирта; плотность фракции 0,83 г/см3. Эти спирты при-
меняют также для производства пластификаторов. При флота-
ции различных сульфидных руд они успешно заменяют крезол
и крезиловый аэрофлот.
В настоящее время выпускают целый ряд других пенообра-
зователей под различными названиями.
§ 4.6. РОЛЬ СЕЛЕКТИВНОЙ ФЛОКУЛЯЦИИ ПРИ ФЛОТАЦИИ
ТОНКОДИСПЕРСНЫХ ШЛАМОВ
Одним из направлений совершенствования селективной флота-
ции тонковкрапленных и легкошламующихся комплексных руд
является использование эффекта селективной флокуляции, ис-
следования которой были начаты П. А. Ребиндером. Далее дру-
гими авторами было показано, что флокуляция интенсивно вли-
яет на скорость и селективность флотации, особенно тонкодис-
персных частиц. Небольшие добавки керосина к ксантогенату
способствуют флокуляции галенита и халькопирита, но не по-
вышают степень флокуляции кварца, флотируемость цементной
меди значительно улучшается при введении в пульпу аполяр-
ного масла, которое как бы «склеивает» гидрофобные частицы
в агрегаты. Разработан способ селективной агрегации кассите-
ритовых шламов с применением модифицированного полиакри-
ламида с функциональными группами гидроксамовой и карбо-
ксильной кислот.
Исследования в области селективной флокуляции имеют ис-
ключительно важное значение при флотации тонкодисперсных
РУД-
92
В Московском институте стали и сплавов при флотации оло-
вянных и редкоземельных руд исследовалась селективная фло-
куляция и флотация касситерита, лимонита и турмалина, а так-
же иттросинхизита, кальцита и кварца с применением реаген-
тов ИМ-50 и Аспарал-Ф.
Изучение агрегативной устойчивости минеральных суспензий
осуществлялось на модифицированном приборе Гинцветмета
по методике, позволяющей изучать процессы образования фло-
кул при турбулентном режиме движения суспензий.
Степень флокуляции касситерита, лимонита и турмалина
изучали в присутствии реагента ИМ-50 и алифатических изо-
спиртов. Исследования показали, что наибольшая степень
флокуляции касситерита (21%) наблюдается при концентрации
реагента ИМ-50, равной 60 мг/л. В этих же условиях степень
флокуляции турмалина не превышает 1,5%., а флокуляции шла-
мов лимонита вообще не происходит, что подтверждает селек-
тивный характер действия гидроксамовых кислот.
Примененные в исследованиях алифатические изоспирты
(Эксол-Б), содержащие спирты изостроения с длиной углево-
дородного радикала Ci2 и Ci6 (70—75%), изоальдегиды (3—
5%.) и непредельные изоспирты С4, С6 и С2о (22—25%), показа-
ли, что подача Эксол-Б при концентрации до 100 мг/л без ИМ-
50 не влияет на дисперсность минеральных суспензий. Даже
флокуляция касситерита становится заметной лишь при его
концентрации 400 мг/л. Но в присутствии реагента ИМ-50
даже небольшие добавки изоспиртов значительно увеличива-
ют флокуляцию касситерита. При концентрации ИМ-50 60 мг/л
и изоспиртов 120 мг/л при pH 5,5 степень флокуляции касси-
терита достигает более 94%, турмалина в этих условиях фло-
кулируется только на 37%, а лимонита на 6,5%. (рис. 4.5). Та-
ким образом, вполне очевидно селективное флокулирующее
действие изоспиртов в присутствии основного реагента ИМ-50.
Рис. 4.5. Влияние концентрации С
изоспиртов на степень флокуля-
ции ф касситерита (/), турмали-
на (2) и лимонита (3) в присут-
ствии реагента ИМ-50
Рис. 4.6. Влияние концентрации С
изоспиртов на степень флокуляции ф
минералов при рН9,5 в присутствии
реагента ИМ-50 (80 мг/л):
1 — иттросинхизит; 2 — кальцит; 3 —
кварц; 4 — иттросинхизит без ИМ-50
93
Изоспирты, как показали флотационные опыты, сами обла-
дают собирательными свойствами по отношению к касситериту,
который флотируется на 40%-, извлечение турмалина не пре-
вышает 20%, а извлечение лимонита нескольких процентов.
Причем изоспирты закрепляются на поверхности минералов
очень непрочно, легко отмываются, а извлечение минералов пре-
кращается.
Опыты по флотации показали, что в присутствии изоспиртов
(120 мг/л) извлечение касситерита реагентом ИМ-50 повыша-
ется на 30%, турмалина только на 18%., извлечение лимонита
не изменяется.
Наличие селективной флокулярной флотации подтверждает-
ся исследованиями влияния изоспиртов (реагента Эксол-Б) на
кинематику флотации несульфидных минералов. Установлено,
что скорость флотации касситерита в присутствии реагента Эк-
сол-Б увеличивается более чем в 2 раза, а скорость флотации
турмалина и лимонита изменяется незначительно.
Для подтверждения селективности действия реагента Эк-
сол-Б изучалась агрегативная устойчивость минеральных сус-
пензий в присутствии олеата натрия, отличающегося невысокой
избирательностью. Показано, что при увеличении концентрации
олеата натрия до 60 мг/л флокуляция минералов возрастает и
достигает максимального значения для касситерита 14%., тур-
малина— 11% и лимонита — 7,5%. Флокуляция этих минера-
лов при совместном действии олеата и изоспиртов заметно по-
вышается, но неселективный характер ее остается (извлечение
касситерита повышается до 60%, турмалина — 62% и лимони-
та— 55%). Очевидно, селективность действия изоспиртов на
агрегативную устойчивость суспензий касситерита, турмалина и
лимонита определяется избирательностью основного применяе-
мого гетерополярного собирателя.
Полученные закономерности изменения агрегатного состоя-
ния минеральных суспензий были отмечены также при исследо-
ваниях флокуляции и флотации минерального комплекса ит-
тросинхизит-кальцит-кварц, характерного для технологии обо-
гащения редкометалльных руд одного из месторождений. В при-
сутствии реагента ИМ-50 при флотации этих руд степень флокуля-
ции иттросинхизита при pH 9,5 и концентрации реагента ИМ-50
50—120 мг/л достигает только 14%., кальцита 8%. Флокуляции
кварца вообще не происходит. При введении в суспензию кроме
реагента ИМ-50 реагента Эксол-Б уже при концентрации по-
следнего 80 мг/л степень флокуляции иттросинхизита повыша-
ется с 14 до 100%., а кальцита — с 8 до 30% (рис. 4.6). Причем
максимальная флокуляция иттросинхизита наблюдается при
концентрации реагента ИМ-50 25 мг/л, а кальцита — при
200 мг/л. Сравнивая данные по флотации и изменению агрега-
тивной устойчивости, можно сделать вывод о том, что между
ними существует прямая зависимость, т. е. высокому извлече-
нию иттросинхизита соответствует высокая степень его флоку-
94
ляции. Флотация иттросинхизита при подаче реагента Эксол-Б
75 мг/л дает извлечение его около 100%, кальцита около 40%
и кварца около 30%. Причем иттросинхизит флотируется в ши-
роком диапазоне pH от 5 до 11,5, в то время как породообра-
зующие минералы — в более узком значении pH (9—9,5).
Изучение кинетики флотации минералов с применением реа-
гентов ИМ-50 и Эксол-Б показало, что время флотации иттро-
синхизита сокращается почти в 3 раза, время флотации каль-
цита изменяется незначительно, а время флотации кварца оста-
ется на прежнем уровне.
Разработанный реагентный режим флотации редкоземель-
ных минералов, при котором расход реагента Эксол-Б состав-
ляет 30 г/т, позволяет повысить извлечение редкоземельных эле-
ментов на 3% без снижения качества концентрата. Основной
прирост извлечения этих минералов происходит за счет флоку-
лярной флотации частиц крупностью —10 мкм при значитель-
ном сокращении расхода некоторых реагентов.
Селективное флокулирующее действие реагента Эксол-Б
изучено также при флотации касситерита из шламов обогати-
тельной фабрики Хрустальненского ГОКа, где в качестве основ-
ного собирателя успешно применяется реагент Аспарал-Ф. При-
менение реагента Эксол-Б позволило полностью исключить (или
резко сократить) применение дефицитного дистиллированного
таллового масла, повысить извлечение олова на 10% и качество
оловянного концентрата. Изучение селективной флокуляции в
присутствии реагентов Аспарал-Ф и Эксол-Б показало, что
флокуляция касситерита повышается до 90%, в то время как
флокуляция кальцита и флюорита не изменяется и остается на
низком уровне. Скорость флотации при этом касситерита уве-
личивается в 3—4 раза.
Таким образом, использование эффекта селективной флоку-
ляции при флотации сложных редкометалльных и оловянных
руд позволяет значительно повысить скорость флотации ценных
минералов и технологические показатели.
При изучении механизма действия изоспиртов следует учи-
тывать, что они могут образовывать ассоциаты, соединенные по-
лярными или аполярными радикалами, и в зависимости от это-
го поверхность минерала, на которой они сорбируются, может
стать гидрофобной или гидрофильной. Определение энергии об-
разования указанных ассоциатов показало, что наибольшую
роль в их образовании играют водородная связь и ориентацион-
ный эффект, суммарное значение которых на несколько поряд-
ков превышает энергию дисперсионного взаимодействия. По-
этому в образовании ассоциатов спиртов преобладает взаимо-
действие между их полярными группами, обусловленное
диполями молекул и водородной связью. Поэтому на поверх-
ности минералов вначале хемосорбционно закрепляются ионы
основного селективного собирателя, например гидроксамат-ионы,
а затем физически, за счет водородной связи с этими ионами
95
или ОН-группами минеральной поверхности и ван-дер-вааль-
сового притяжения ассоциатов, адсорбируются спирты. При боль-
шом расходе изоспиртов на минеральной поверхности появля-
ются микрокапельки, которые и гидрофилизуют поверхность.
Взаимодействие гидроксамовых кислот и изоспиртов с поверх-
ностью минерала можно представить в следующем виде:
R
С = N ... H0R
Образование таких полислоев повышает гидрофобизацию
поверхности минералов.
§ 4.7. РЕАГЕНТЫ-РЕГУЛЯТОРЫ ФЛОТАЦИИ
Регуляторами являются такие органические и неорганические
реагенты, которые способны изменять флотируемость минера-
лов. Реагенты-активаторы, закрепляясь на минералах, улучша-
ют адсорбцию собирателя и гидрофобизацию; реагенты-подави-
тели предотвращают адсорбцию или десорбируют закрепивший-
ся собиратель с поверхности минералов. С помощью щелочных
или кислотных реагентов-регуляторов изменяют pH флотаци-
онной пульпы, химический состав применяемых реагентов-соби-
рателей, а также нейтрализуют действие неизбежных ионов
пульпы и изменяют физические и химические свойства поверх-
ностей некоторых минералов.
Основная цель применения реагентов-регуляторов заключа-
ется в улучшении флотируемости одних минералов и ухудшении
или полной депрессии других — для обеспечения наиболее эф-
фективной селективной флотации.
Соли поливалентных металлов, содержащиеся в пульпе или
добавляемые в нее, например, такие, как медный купорос, цин-
ковый купорос, сернокислые соли закисного и окисного железа,
соли алюминия активируют или депрессируют флотируемые ми-
нералы. По отношению к одним минералам эти соли могут быть
активаторами, тогда как другие минералы они подавляют. Дей-
ствие солей поливалентных металлов на процесс флотации сво-
дится к следующему:
при флотации, например, кварца, полевых шпатов анионны-
ми собирателями типа олеиновой кислоты соли, закрепляясь на
поверхности минералов (с образованием олеатов меди, железа
и Др.), активируют их флотацию. Они могут также ухудшить
флотацию легкофлотируемых минералов, например, таких, как
кальцит, флюорит, циркон, касситерит при закреплении на них
соединений железа;
96
взаимодействуя с собирателями (и другими реагентами),
они образуют в пульпе химические труднорастворимые соедине-
ния, например олеаты железа, предотвращая тем самым закреп-
ление собирателя на поверхности минералов и их флотацию.
Следовательно, наличие солей в пульпе повышает расход соби-
рателя, необходимый для флотации, предотвращая закрепление
его на поверхности минерала;
соли поливалентных металлов обычно изменяют pH пульпы
и ионный состав и тем самым изменяют свойства собирателя и
флотируемость минералов. В щелочной среде они образуют гид-
роксиды металлов и другие соединения в виде твердой фазы.
Медный купорос CuSO4-5H2O получается при обработке
серной кислотой медьсодержащих продуктов (применяют обыч-
но отходы медеплавильных заводов).
Насыщенный водный раствор медного купороса при 20 °C со-
держит 17,4% CuSO4. При наличии в растворе свободной сер-
ной кислоты растворимость его снижается ввиду образования
комплексного иона [Cu(SO4]2-2. При добавлении в пульпу мед-
ный купорос снижает pH среды. Медный купорос токсичен, по-
этому при работе с ним необходимо соблюдение правил техники
безопасности. Образует ярко-синие кристаллы, которые имеют
плотность 2,28 г/см3.
Медный купорос активизирует минералы пустой породы
(кварц, полевые шпаты и др.) при флотации их анионными со-
бирателями, жирными кислотами и их мылами.
На касситерите закрепляется от 106 до 42 г/т CuSO4 при
pH от 4 до 9,2 соответственно; на цирконе, кварце, гематите и
кальците при рН4 и концентрации медного купороса 50—70 мг/л
закрепляется соответственно 78; 10; 380 и 340 г/т; при удалении
избытка соли из пульпы закрепившаяся часть меди улучшает
флотируемость минералов, оставшаяся часть соединений меди
в пульпе снижает или полностью прекращает флотацию.
Соли железа, или гидроксиды железа, наиболее часто встре-
чаются в пульпе в виде неизбежных ионов, образующихся от
частичного растворения некоторых минералов.
В практике используют железный купорос FeSO4-7H2O.
Растворимость в воде железного купороса при 20 °C равна
265 г/л, концентрация насыщенного раствора при этом достига-
ет 21%. Железный купорос является подавителем галенита, ба-
рита, вольфрамита и других минералов при дозировке его от
100 до 500 г/т.
На практике используют также хлористое железо FeCU,
растворимость в воде которого при 20 °C равна 384 г/л; хлорное
железо РеС13/6НгО имеет растворимость 919 г/л; сернокислое
окисное железо Fe2(SO4)3-9H2O — 4400 г/л.
Соли железа во флотационной пульпе активно взаимодейст-
вуют с олеатом натрия и другими анионными собирателями с
образованием олеатов железа различного химического состава.
Соли трехвалентного железа при pH 2—3 и выше подвергаются
7-5308 97
гидролизу с образованием гидроокислов и основных солей же-
леза, по-разному влияющих на флотацию минералов.
При флотации руд редких металлов крайне редко прибегают
к добавлению в пульпу солей поливалентных металлов. Наобо-
рот, часто стремятся удалить эти соли, так как они, закрепля-
ясь на поверхности ценных минералов и минералов пустой по-
роды, выравнивают их флотационные свойства и резко ухудша-
ют селективность флотации.
Обычно флотационная пульпа представляет собой смесь раз-
личных солей, которые образуются из промышленных вод, а
также при частичном растворении в пульпе рудных минералов,
солей и гидроокислов. Промышленные воды, употребляемые на
флотационных фабриках, содержат от 50 до 500 мг/л раствори-
мых солей кальция, магния и др. Наиболее распространены во-
ды, содержащие гидрокарбонаты кальция. К ним относятся
около 80% всех рек СССР (Волга, Днепр и др.). В московской
воде содержится около 60 мг/л Са в виде бикарбоната. Около
3% рек содержат сульфатные соединения. Так, в реке Дон со-
держится 112 мг/л сульфат-иона. Трехвалентное железо и алю-
миний встречаются в кислых водах в виде ионов, а в щелоч-
ных— в виде гидратов окисей в коллоидном состоянии. Кремне-
кислота, наоборот, в щелочных водах находится в виде ионов
HSiOs”, а в кислых — в коллоидном состоянии.
Кроме того, многие несульфидные минералы частично раст-
воряются в пульпе и увеличивают в ней содержание ионов и
гидроокислов.
Наибольшая концентрация неизбежных ионов в пульпе возни-
кает при флотации окисленных руд. Изучение химического соста-
ва водной вытяжки (при pH от 4 до 8) из семи проб оловянных
руд показало концентрацию (мг/л) : SiO32~ от 3 до 35, SO42-
от 50 до 2027, А1 до 90, Fe от 10 до 370, Са от 30 до 500, Mg
от 5 до 270, Си от 2 до 20, Zn от 4 до 160, РЬ от следов до 44.
В водных вытяжках нефелиново-полевошпатовых руд, содер-
жащих пирохлор и циркон, найдено солей (мг/л): Са до 50,
А1 до 5, Mg до 30 и Fe до 2. В медных, серебряных, медно-нин-
ковых рудах концентрация солей в среднем составляет 700—
3000 мг/л. Значения pH водных растворов играют важную роль,
определяющую солевой состав промышленных вод и флотацион-
ной пульпы. Измельчение, классификация, перемешивание по-
роды с водой перед флотацией усиливают контакт рудных ми-
нералов с газами, увеличивают их растворимость. Сложный
ионно-молекулярный состав пульпы резко изменяет поверхност-
ные, а следовательно, и флотационные свойства минералов.
При гидролизе солей Fe, Al, Сг и др. образуются коллоидные
гидроокислы, которые покрывают минералы, уничтожают цено-
образование и тем подавляют флотацию.
Изучение влияния солей поливалентных металлов на фло-
тацию различных минералов с применением метода радиоак-
тивных изотопов показало, что катионы во многих случаях акти-
98
Рис. 4.7. Влияние расхода q солей
поливалентных металлов на извлече-
ние е минералов олеатом натрия:
1, 8 — касситерит — хлорное железо (рас-
ход олеата натрия соответственно состав-
ляет 200 и 50 г/т); 2 — касситерит — хлор-
ное олово; 3 — касситерит — медиый ку-
порос; 4 — циркон — хлорное железо; 5 —
циркон — хлористый свинец; 6 — кварц —
хлорное железо; 7 — полевой шпат — хлор-
ное железо
вируют флотацию при малом расходе солей, равном тому,
которое способно закрепляться на минеральной поверхности за
счет повышения расхода и прочности закрепления анионного
собирателя. Повышенный расход соли ведет к подавлению фло-
тации (рис. 4.7) в результате связывания собирателя в объеме
пульпы и образования олеатов поливалентных металлов, не
обладающих собирательными свойствами. Хлорное железо даже
при малых расходах подавляет касситерит (кривые 1, 8).
Для успешного управления флотационным процессом необ-
ходимо знать концентрацию и характер растворимых солей в
пульпе и возможный химический состав новых соединений, об-
разующихся при взаимодействии солей с флотационными реа-
гентами и поверхностью рудных минералов.
Во флотационной пульпе ионы и гидроксиды поливалентных
металлов будут взаимодействовать с флотационными реагентами
и с поверхностью минералов. Так, олеат натрия (OlNa), введен-
ный во флотационную пульпу, может образовать средние олеа-
ты кальция, магния (например, Са(О1)г), в которых олеатные
ионы насыщают все валентности металла, основные олеаты
железа, алюминия, в которых содержатся олеатные ионы и гид-
роксильные группы (например, Fe(OH)O12), а также адсорбци-
онные соединения гидроксида металла и олеиновой кислоты
типа Ме(ОН)п-w01H. Во флотационной пульпе могут образо-
ваться одновременно все эти виды олеатов.
Гидраты оксидов Fe, Al, Sn, Th изменяют знак заряда в за-
висимости от pH раствора. Гидраты трехвалентного железа
начинают образовываться при pH 2—3 и более.
Поверхностный слой зерен многих минералов частично раст-
воряется в кислотах и щелочах с образованием диссоциирован-
ных солей, формирующих двойной слой. Диссоциация поверх-
ностных молекул гидроксида железа может проходить или с
отщеплением ионов ОН- и образованием во внутренней обклад-
ке двойного слоя комплексного катиона Fe(OH)2+, или с отщеп-
лением ионов Н+ с образованием на поверхности аниона
7* 99
Fe(OH)2O_ или FeO2. Таким образом, на поверхности Fe(OH)3,
содержатся как отрицательные, так и положительные заряды.
Прибавление кислоты в пульпу, содержащую Ре(ОН)з, или об-
разование гидратов на поверхности минералов, содержащих
железо, приводит к нейтрализации ионов ОН~ — с образовани-
ем вначале двухвалентного катиона Fe(OH)2+, а затем трех-
валентного Fe3+. Следовательно, введение кислоты способству-
ет уничтожению отрицательных зарядов и увеличению положи-
тельных. Дальнейшее добавление в пульпу кислоты способству-
ет не только действию ее с поверхности на Ре(ОН)з, но и рас-
пространяется в глубь твердой фазы, и Fe(OH)3 растворяется
с образованием FeCl3.
Таким образом, в слабокислой среде Fe(OH)3, а также
Sn(OH)4’Al(OH)3 заряжены положительно. При наличии в
растворе хлорного железа частицы Fe2O3 приобретают положи-
тельные заряды вследствие закрепления ими ионов железа:
Fe2O3 + Fe3+ + ЗС1“ = Fe2O3 Fe3+ + ЗС1~.
В менее кислой среде может быть получено
Fe2O3 Fe (ОН)2+ или Fe2O3 Fe(OH)+.
Гематит и гидроксиды железа могут содержать на поверх-
ности коллоиды [Fe(ОН)з] т, а в качестве ионогенной группы —
оксихлорид железа, что будет способствовать образованию
мицеллы с хорошо изученным составом
([Fe (ОН)Х • у FeOCl • х FeO+) х С1"
Минералы железа — лимонит, гематит, магнетит, а также
окисленное железо, образующиеся от истирания шаров, стерж-
ней, футеровки мельниц и других машин, образуют в пульпе
гидраты окиси и основные соли железа.
При загрузке в пульпу олеата натрия могут образоваться
олеаты железа:
однозамещенный
Fe (ОН) 2С1 + OlNa = Fe (ОН) 2О1 + NaCl
или двухзамещенный (табл. 4.1)
Fe (ОН) SO4 + 201Na = Fe (ОН) Ol2+NaSO4.
Соли железа, алюминия, олова при взаимодействии в водной
среде с О1Н дают смеси одно- и двухзамещенных мыл, которые
содержат гидроксиды и свободную химически не связанную
О1Н. Состав металлических мыл зависит от pH пульпы, в кото-
рой они образуются. Эти мыла не всегда отвечают определен-
ным стехиометрическим соотношениям.
Таким образом, наличие во флотационной пульпе солей по-
ливалентных металлов всегда ухудшает селективное разделение
полезных минералов и минералов породы ввиду активации тех
100
Таблица 4.1. Возможные соединения при образовании
олеатов железа во флотационной пульпе
Соединение Химическая формула Содержание, %
Fe OIH ЭН или H2O
Олеат железа: однозамещенный Fe(OH)2Ol-nH2O 13,2 66,1 20,7
двухзамещенный трехзамещенный Fe(OH)Ol2-лН2О РеО1з-пН2О 8,1 5,9 81,6 88,5 10,3 5,6
Адсорбционное соедине- ние гидроксида железа и олеиновой кислоты Смесь с олеиновой кис- лотой олеата железа: Fe(OH)3Ol-nH2O 12,6 63,7 23,7
однозамещенного Fe(OH)2O!HnH2O 7,9 79,7 12,4
двухзамещенного Fe(0H)01201H-nH20 6 86,7 7,3
Смесь одно- и двухзаме- щенного олеатов железа Олеат двухвалентного железа: Fe (OH)2O1 • Fe (OH) Ol2 - nH2O 10,5 79,5 10
двухзамещенный FeOl2 • nH2O 9,1 90 —
однозамещенный Fe(0H)01HnH20 15,7 79,4 4,8
Адсорбционное соедине- ние гидрата закиси же- леза и олеиновой кислоты Fe(0H)201H-nH20 15,1 75,8 9,1
Примечание. При расчете содержания принято п = 3.
и других катионами, содержащимися в пульпе. Соли, не закре-
пившиеся на поверхности минерала или дополнительно выде-
лившиеся в связи с частичным растворением некоторых мине-
ралов, находясь в объеме пульпы, связывают собиратель и
ухудшают флотацию ценных минералов. Эти соли с олеатом
натрия будут образовывать различные металлические мыла, ко-
торые не обладают собирательными свойствами.
Следовательно, перед флотацией необходимо удалять избы-
ток солей или в пульпу вводить регуляторы, способные предот-
вращать закрепление их на минералах. Введение в пульпу соды
и других щелочных регуляторов способствует нейтрализации не-
которых солей и снижает растворимость минералов. Предвари-
тельная промывка руды перед флотацией улучшает селектив-
ность разделения минералов.
Неорганические кислоты и щелочи. В практике флотации
руд редких металлов наибольшее применение получили серная
и плавиковая кислоты, а из щелочных модификаторов — известь,
сода, едкий натр и сернистый натрий.
Эти реагенты применяют для регулирования pH пульпы, для
десорбции собирателей с поверхности минералов и очистки их
от посторонних примесей, что часто приводит к изменению хими-
ческих свойств поверхности. Щелочи применяют также для ней-
трализаци действия катионов поливалентных металлов.
101
Серную кислоту применяют при флотации, например,
слюды, рутила, ильменита, турмалина и других минералов ка-
тионными или анионными собирателями, при флотации пиро-
хлора, циркона, ильменорутила алкилсульфатом или изооктил-
фосфатом натрия в кислой среде.
Плавиковую кислоту применяют для активации поле-
вых шпатов и особенно берилла при флотации его жирными
кислотами, для депрессии кварца, сподумена, слюды, гематита.
Она растворяет многие металлы. Одни минералы, обработанные
плавиковой кислотой, улучшают флотируемость, другие ухуд-
шают, что обеспечивает лучшую селекцию при флотации. Тех-
ническая плавиковая кислота содержит от 30 до 70% HF и от
от 0,1 до 6% H2SiF6. Она очень токсична, сильно раздражает
дыхательные пути, глаза, нос.
Техническая сода (Na2CO3-ЮН2О) применяется как
регулятор среды, активатор и подавитель. Взаимодействуя с ка-
тионами поливалентных металлов в пульпе, сода обеспечивает
осаждение их в виде твердой фазы. Например, катионы каль-
ция и железа образуют труднорастворимые карбонаты и гидра-
ты кальция и железа, что предотвращает адсорбцию катионов
на минералах и снижает поглощение ими собирателя, в связи
с чем значительно улучшается процесс флотации.
Техническая сода хорошо растворима в воде — 215 г/л при
20°C; 1%-ный водный раствор соды имеет pH И. В отличие от
NaOH, техническая сода как соль слабой кислоты и сильного
основания гидролизуется в воде с образованием ионов ОН-,
НСОз- и Na+. В щелочной среде преобладают ионы НСО3-, СО22-
и Na+, которые могут предотвращать закрепление собирателя
или вытеснять ранее закрепившийся анионный собиратель, а
также могут изменять свойства поверхности минерала и его
флотацию.
Техническую соду применяют при переработке пирохлоро-
цирконовых пегматитовых, берилловых и сподуменовых руд для
улучшения флотации олеиновой кислотой и получения в камер-
ном продукте кварца и полевых шпатов.
Известь (СаО) —наиболее дешевый реагент. Ее применя-
ют при регулировании pH пульпы, при флотации сульфидов для
депрессии пирита, золота. Она подавляет флотацию галенита,
магнетита, золота, серебра, арсенопирита. Известь аналогично
соде предотвращает вредное действие солей поливалентных ме-
таллов на процесс флотации.
Для флотации обычно применяют суспензию гашеной из-
вести Са(ОН)2 — известковое молоко. Растворимость в воде
составляет 1,26 г/л. Негашеная известь должна содержать не
менее 60—85% активных CaO+MgO (по сухой массе).
Известь, содержащая ион кальция, является более силь-
ным реагентом, так как на многие минералы действует не толь-
ко гидроксильный ион (ОН)-, но и катион кальция.
102
При работе с известью (особенно негашеной) необходимо
тщательно соблюдать правила техники безопасности: она раз-
дражает слизистые оболочки, вызывает кашель, чихание, ожоги
кожи. Особенно опасно попадание ее в глаза.
Едкий натр NaOH (каустическая сода)—твердое белое
вещество, образующее гидраты с 1,2 и 3,5 молекулами воды.
Хорошо растворим в воде (42% при О °C), глицирине, спирте
с большим выделением тепла. В воде почти полностью диссоци-
ирует на ионы, 1%-ный водный раствор NaOH имеет pH 13.
Производят также технический жидкий едкий натр (отходы
производства), содержащий в растворе смесь едкого натра, уг-
лекислого натра, фенолов и др.
Едкий натр (аналогично соде и извести) частично или
полностью десорбирует с поверхности ряда минералов олеино-
вую кислоту, причем наиболее полно адсорбционно (а не хими-
чески) закрепившуюся.
Сернистый натрий (Na2S) получают преимущественно
восстановлением сульфата натрия углем при нагревании до
1200 °C. Полученный плав выщелачивают, затем щелок, содер-
жащий 28—32% Na2S, отделяют от шлама на центрифуге,
нутч-фильтре или отставанием, после чего щелок выпаривают
при 140—180 °C.
Полученный плавленный сернистый натрий содержит 63—
68% Na2S, 3—5% Na2CO3, по 0,5—3%. NaCl, Na2SO4, Na2S2O3,
Na2SO3 каждого, 1—2%. нерастворимого остатка (углерод, SiO2,
А12О3, Fe2O3) и 10—30% Н2О, связанной с Na2S в виде кристал-
логидрата Na2S-2H2O.
В безводном состоянии Na2S имеет плотность 1,86 г/см3; на
воздухе разлагается. Растворимость его 190 г/л, из водных рас-
творов он кристаллизуется (при обычной температуре) в виде
Na2S-9H2O, насыщенный водный раствор содержит 15—16%
Na2S.
Сернистый натрий широко применяется при флотации суль-
фидных и несульфидных минералов и руд цветных и редких ме-
таллов в качестве регулятора pH пульпы, активатора, сульфи-
дизатора, десорбента собирателей и подавителя (например, зо-
лота и др.).
В воде сернистый натрий как соль сильного основания и
слабой кислоты подвергается гидролизу и создает сильнощелоч-
ную реакцию
Na2S+2H2O^2NaOH+H2S;
NaOH^Na++OH-;
H2S^H++HS-;
hs-^h++s2-
При добавлении сернистого натрия в пульпу на процесс фло-
тации будут влиять ионы ОН-, HS- и S2-, причем наиболее
сильное действие на минералы оказывают сернистый и гидро-
сернистый ионы.
юз
Сернистый натрий зарекомендовал себя как хороший суль-
фидизатор карбонатов свинца и меди (церуссит, малахит, азу-
рит), сульфатов и некоторых других окисленных минералов
цветных металлов. После сульфидизации, например, церуссита
PbCO3+Na2S=Na2CO3+PbS
минерал покрывается с поверхности пленкой сульфида свинца
Я очень хорошо флотируется ксантогенатами.
При избытке сернистого натрия, введенного в пульпу, он
•из активатора становится подавителем, так как в пульпе появ-
ляются свободные сернистые (S2-) и гидросернистые (HS-)
ионы, которые будут предотвращать взаимодействие иона ксан-
тогената с сульфидизированной поверхностью минерала.
При флотации церуссита дозировка сернистого натрия огра-
ничивается оптимальным значением pH, не превышающим 9,5;
для хризоколлы pH не более 8. В более щелочной пульпе плен-
ка PbS (толщиной обычно около 10—15 монослоев) начинает
отслаиваться с образованием коллоидного сернистого свинца.
При pH 11 и выше (в результате гидролиза Na2S) поверхность
минералов покрывается слоем гидроксида, препятствующего
сульфидизации минерала и закреплению собирателя; флотация
прекращается.
Сернистый натрий является также сильным подавителем.
Сущность подавления заключается или в предотвращении ад-
сорбции собирателя на минералах, или в десорбции уже закре-
пившегося за счет адсорбции на сульфидных минералах потен-
циалопределяющих ионов серы и гидросернистых ионов, спо-
собных вытеснять другие анионы.
Создание на поверхности минералов сильных отрицательных
зарядов ионов S2- и HS" и способность их вытеснять с поверх-
ности сульфидов анионы ксантогената были использованы
А. С. Коневым и Л. Б. Дебривной в известном методе селектив-
ной флотации коллективных свинцово-цинковых концентратов
с применением сернистого натрия как десорбента собирателя.
Повышенные концентрации NaS применяют также для подав-
ления сульфидов меди и железа при флотации молибденита.
При флотации несульфидных минералов руд редких метал-
лов сернистый натрий также широко применяется. При
флотации пирохлор-цирконовых пегматитовых руд Na2S был
использован для подавления альбита, микроклина, эгирин-авги-
та, пироксена и других минералов породы при перечистке чер-
новых пирохлоро-цирконовых концентратов с применением оле-
иновой кислоты. Депрессия пирохлора и циркона наступает при
более высоких концентрациях Na2S.
При флотации касситерита и кварца определено, что сернис-
тый натрий является сильным подавителем как неактивирован-
ного, так и активированного солями меди и железа кварца.
Действие Na2S на касситерит незначительно.
104
Изучение селективной флотации монацита, пирохлора,цирко-
на и микроклина показало, что сернистый натрий является се-
лективным десорбентом олеиновой кислоты с поверхности ми-
нералов. При расходе Na2S 1,5—2 кг/т он почти полностью’
десорбирует собиратель с поверхности пирохлора и циркона;
флотация их прекращается, тогда как на монаците десорбция
неполная, остается слой олеиновой кислоты, которая обеспечи-
вает полное извлечение минерала. Характерно, что повышенные
расходы (до 10 кг/т) Na2S почти не снижают извлечения мона-
цита.
Влияние сернистого натрия на флотацию минералов олеино-
вой кислотой показано на рис. 4.8, 4.9.
Жидкое стекло (растворимое стекло, силикат натрия,
силикат-глыба) Na2SiOa представляет собой прозрачные куски,
бесцветные или слабоокрашенные в зеленый или желтый цвет;
Рис. 4.8. Влияние концентрации С сернистого натрия на извлечение е минера-
лов олеатом натрия:
/ — пирохлор; 2 — циркон; 3 — монацит (расход олеата натрия 25 мг/л;) 4 — микроклив
(расход олеата натрия 200 мг/л)
Рис. 4.9. Влияние расхода q сернис-
того натрия на извлечение е минера-
лов олеатом натрия (расход 500 г/т)
с предварительной отмывкой избытка
олеата натрия и сернистого натрия:
1 — пирохлор; 2 — циркон; 3 — ильменит:
4 — эгирин-авгит; 5 — микроклин
105
вует Na2O, иногда К2О, а т—модуль (число молекул SiO2 на
одну молекулу R2O), равный 2—4,5.
Получают жидкое стекло сплавлением кварцевого песка
с содой или с сульфатом натрия и углем при температуре 1300—
1500 °C. Расплав медленно охлаждается и образуется силикат-
глыба; при охлаждении в проточной воде получают мелкозер-
нистые гранулы. Выпускаемое промышленностью жидкое стекло
содержит (%): SiO2 68—73; Na2O 26—31; CaO 0,4—0,8; суммы
оксидов железа и алюминия 0,6—2.
•ч Важное значение имеют условия приготовления жидкого
стекла. Его концентрация не должна превышать 5%. Более
высокие концентрации неустойчивы, способствуют выпадению
геля кремниевой кислоты, вредной для флотации. Для флотации
обычно применяют жидкое стекло с модулем 2,2—3. При моду-
ле выше 3 оно труднорастворимо в воде, образует коллоидные
растворы и крупные гели кремниевой кислоты. При модуле ме-
нее 2,2 в пульпе создается сильнощелочная среда и снижается
подавление флотации силикатных минералов.
Брызги и капли жидкого стекла вызывают ожоги, раздра-
жают дыхательные пути.
Жидкое стекло, являясь солью сильного основания и слабой
кислоты, создает в водных растворах щелочную реакцию
Na2SiO3+2H2O^H2SiO3+2Na++2OH-;
H2SiO3^H++HSiO3-;
HSiO3“^H++SiO32-
В нейтральной и слабощелочной среде (до pH 8) преобла-
дает недиссоциированная кремниевая кислота H2SiO3, при pH 9
присутствуют ионы HSiO3' и недиссоциированная H2SiO3 при-
мерно поровну. При pH 10—12 ионы HSiO3~ являются основ-
ной формой нахождения жидкого стекла в пульпе, а при pH 13
преобладают ионы SiO32~. Ионные и молекулярно-дисперсные
продукты диссоциации жидкого стекла, а также жидкое стекло
в коллоидной форме могут взаимодействовать с поверхностью
минералов, десорбировать собиратель или предотвращать его
адсорбцию. Они взаимодействуют с катионами пульпы с обра-
зованием силикатов многовалентных металлов, имеющих раз-
личную флотационную активность.
При флотации олеиновой кислотой жидкое стекло применя-
ют как подавитель кварца и других силикатных минералов,
а также кальцита, апатита, флюорита (при повышенных расхо-
дах). Действие жидкого стекла на флотацию различных мине-
ралов показано на рис. 4.10.
В ряде случаев жидкое стекло является хорошим селектив-
ным подавителем. Так, оно значительно быстрее (при меньших
расходах) подавляет пирохлор, чем циркон, кальцит, быстрее,
чем шеелит и т. д., что дает возможность осуществлять селек-
тивную флотацию трудноразделяемых минералов.
106
кремнефтористого натрия на извле-
чение е минералов олеатом натрия
(33 мг/л) при рН4,5:
1 — гранат; 2 — касситерит; 3 — танталит
Рис. 4.10. Влияние расхода q жидко-
го стекла на извлечение е минералов
олеатом натрия (500 г/т):
1 — полевой шпат, активированный хлор-
ным железом (500 г/т); 2, 3 — кварц, ак-
тивированный хлорным железом (ИЮО и
500 г/т соответственно); 4—циркон; 5 —
касситерит
Известен способ Н. С. Петрова по разделению кальцийсо-
держащих минералов — шеелита от кальцита и флюорита, ко-
торые обычно флотируют олеиновой кислотой или ее замени-
телями в коллективный концентрат. Этот концентрат сгущают
и обрабатывают в течение 30—60 мин при температуре
60—80°C жидким стеклом (расход 6—15 кг/т), которое десор-
бирует собиратель с кальцита и флюорита, а шеелит флотиру-
ют затем в пенный концентрат.
Этот метод применяют также при флотогравитации на сто-
лах для разделения не только кальциевых минералов, но и ше-
елита от касситерита.
Действие жидкого стекла при флотации минералов и руд
редких металлов различно. Оно должно быть изучено приме-
нительно к конкретным условиям флотации каждой руды.
Кремнефтористый натрий Na2SiF6 представляет со-
бой бесцветный порошок. Получают его действием 20%-ного
раствора хлористого натрия на кремнефтористоводородную кис-
лоту при 15—20 °C в специальных реакторах с мешалками по
реакции
H2SiF6+2NaCl=Na2SiF6+2HCl.
Сухой кремнефтористый натрий содержит не менее 93—98%
Na2SiF6, влажный (несушеный)—до 12% влаги и разбавлен-
ный'— не менее 30% Na2SiF6.
При работе с кремнефтористым натрием необходимо соблю-
дать те же правила техники безопасности, что и с плавиковой
кислотой.
Кремнефтористый натрий применяется в качестве регулято-
ра среды и селективного подавителя некоторых редких минера-
лов для разделения, например, рутила от циркона, пирохлора от
107
циркона, касситерита от танталита (рис. 4.11). На фабрике
в Альтенберге (ГДР) кремнефтористый натрий применяют при
перечистке касситерита для подавления топаза и других мине-
ралов пустой породы.
Кремнефтористый натрий плохо растворяется в воде (рас-
творимость при 20°C составляет 0,68%, при 100°C —2,4%).
Молекулярная масса составляет 188; pH насыщенного раствора
при 26 °C равен 3,22, при сильном разбавлении водой до кон-
центрации 0,05 моль/л pH возрастает до 3,5. Растворимость
Na2SiFe в кислотах несколько выше, чем в воде.
При добавлении кремнефтористого натрия в щелочную
пульпу возможны следующие реакции:
Na2SiF6 + 2Na2CO3 -> 6NaF + SiO2 + 2CO2;
Na2SiF6 + 2CaO—>2NaF + 2CaF2 + SiO2.
Образовавшийся диоксид кремния подавляет флотацию
кварца, полевых шпатов и др.
В водных растворах гидролиз Na2SiF6 протекает по схеме
Na,SiF6 2Na+ + SiFe“;
SiFg~ 2 SiF4 + 2F-;
SiF4 + 3H2O H2SiO/4- 4HF.
В растворе кремнефтористого натрия присутствуют ионы и
молекулы Na+, SiF62~, SiF4 (растворенный), HF, Н+, F- и гель
кремниевой кислоты (H2SiO3).
Факторами, вызывающими подавление минералов, являются:
создание кислой среды, которая затрудняет флотацию жирными
кислотами; образование коллоидных частиц H2SiO3 (гель крем-
ниевой кислоты), способных закрепляться на поверхности ми-
нералов и предотвращать их флотацию; наличие ионов и ми-
целл (содержащих эти ионы), адсорбирующихся на поверхности
минералов.
Гексаметафосфат натрия (ЫабРбО18) — натриевая
соль метафосфорной кислоты — твердое прозрачное стекловид-
ное вещество, трудно растворимое в воде. При перемешивании
в течение 2—3 ч получают растворы, имеющие концентрацию
8—10%; при этом pH раствора составляет около 5.
Слабокислая реакция гексаметафосфата натрия влияет на
прочность связи его с катионами двухвалентных металлов с об-
разованием Йа2Ме2РбО18 или Na4MeP60i8. Гексаметафосфат
натрия на воздухе расплывается, переходя в пирофосфат и ор-
тофосфат натрия:
Na6PeO18^Na2P2O7^Na3POr
При флотации гексаметафосфат натрия используют как
сильный анионный подавитель минералов, содержащих железо
и щелочноземельные металлы. На Каджаранской медно-молиб-
деновой фабрике он применяется (расход 20—40 г/т руды)
108
вместо жидкого стекла для подавления минералов пустой поро-
ды. Его используют для умягчения воды, удаления накипи из
паровых котлов и др. Подавляющее действие гексаметафосфата
натрия связано, очевидно, с закреплением его на поверхности
минералов и образованием гидрофильных соединений. В то же
время гексаметафосфат натрия, взаимодействуя с катионами
железа, кальция и т. п., образует прочные комплексные соеди-
нения, что может улучшить процесс флотации и снизить расход
собирателя.
Гексаметафосфат натрия был успешно применен в Объеди-
ненной Республике Танзании при флотации пирохлора из кар-
бонатитовых руд при перечистке чернового пирохлорового кон-
центрата для связывания ионов железа, активировавших сили-
катные минералы. Он применяется при флотации фенакитовых,
бертрандитовых и других руд.
Подавляющее действие органических (недиссоциирующих)
реагентов-регуляторов связано с образованием в пульпе колло-
идных частиц (мицелл), которые, закрепляясь на поверхности
минералов, гидратируют ее. Для обеспечения более селектив-
ного действия этих реагентов их целесообразно применять
в малых дозах.
Крахмал (СбНюОб)х — высокомолекулярное органическое
вещество (молекулярная масса достигает 150 000), представляет
собой смесь полисахаридов. Крахмал — белый порошок, нерас-
творимый в воде при обычной температуре. В промышленности
получают его из картофеля, кукурузы (маиса), пшеницы и риса.
При флотации рекомендуют применять растворы крахмала:
кашеобразную массу крахмала замешивают в холодной воде
с едким натром (4 части крахмала на 1 часть NaOH), далее
разбавляют водой в 20 раз, нагревают до кипения, затем
охлаждают. Крахмал применяют обычно при pH 8—8,5. При-
меняется в виде 2—5%-ного раствора.
Крахмал применяют для подавления ряда сульфидных и
окисленных минералов: он хорошо подавляет оксиды железа.
Крахмал или декстрин применяют совместно с известью для
подавления сподумена при флотации слюды, кварца и полевых
шпатов катионными собирателями. При разделении коллектив-
ных медно-молибденовых концентратов его используют как по-
давитель молибдена, а также для подавления графита при
флотации сульфидов ксантогенатами.
Учитывая, что крахмал является пищевым продуктом, его
стремятся заменить другими более дешевыми реагентами.
Декстрин аналогично крахмалу является смесью полиса-
харидов с общей формулой (C6HioOs)rt, но менее сложного
строения. Декстрин — твердое вещество, хорошо растворимое
в воде (62—95% при 20°C). Декстрин получают при быстром
нагревании крахмала, содержащего 10—20% воды при
180—200 °C с целью расщепления крупных молекул на более
109
мелкие в присутствии разбавленных минеральных кислот или
сернокислого алюминия.
Отечественная промышленность выпускает картофельный и
кукурузный декстрины белого, палевого и желтого цвета. Дек-
стрин хорошо зарекомендовал себя как подавитель сподумена и
оксидов железа при флотации кварца, слюды и полевых шпа-
тов катионным собирателем; он хорошо подавляет серицит,
тальк, вторичные силикаты, а также барит при флотации флю-
орита.
Квебрахо (дубильный экстракт) применяют для подавления
кальцита при флотации шеелита или барита, при флотации
флюорита, а также для подавления цинковой обманки при фло-
тации галенита. Избыток квебрахо может подавить все мине-
ралы.
Таннин (дубильная кислота)—органическое вещество, по-
лучаемое из различных растений. Состоит из смеси сложных
эфиров дигалловой кислоты и глюкозы.
Таннин — белый порошок, легко растворимый в воде. Его
химический состав зависит от свойств растений, из которых он
получен. Применяют его при флотации несульфидных минера-
лов для подавления оксидов железа, гипса, кальцита, доломита.
При мыльной флотации таннин более сильный подавитель не-
сульфидных минералов, чем квебрахо, в состав которого вхо-
дит таннин.
В качестве реагентов-подавителей могут применяться многие
продукты переработки танниноносных растений, например раз-
личных видов дубильных растений Казахстана и Средней Азии
(ревень, таран, кермек, щавель, кора дуба, ивы и др.). Хорошие
результаты были получены при разделении касситерита, колум-
бита и граната с помощью экстрактивного вещества из корней
горного ревеня, являющегося сильным подавителем граната
при флотации олеатом натрия.
Натри й-к арбоксиметилцеллюлоза (КМЦ)
[СбНуОг^ОН^ОСНгСООМа] п относится к простым эфирам
целлюлозы, содержащим карбоксильную группу. Получают ее
действием монохлоруксусной кислоты на щелочную целлюлозу.
Производимая в СССР КМЦ содержит не менее 30% эфира,
влаги не более 38%, иногда ее называют тилоза КМЦ.
КМЦ является хорошим подавителем минералов пустой по-
роды, силикатов и циркона; применяется при флотации медно-
никелевых руд, причем она подавляет сульфиды — халькопирит,
галенит, сфалерит.
Кроме широко распространенных подавителей, таких, как
жидкое стекло, кремнефтористый натрий, серная, щавелевая и
лимонная кислоты, для особо сложных руд применяются селек-
тивно действующие подавители для железосодержащих минера-
лов, таких, как турмалин, лимонит, эгирин и др. В качестве эф-
фективного подавителя железосодержащих минералов можно
назвать нитрилотриметилфосфоновую кислоту (НТФ)
НО
он
которая при малых расходах (10 г/л) эффективнее подавляет
турмалин и лимонит за счет образования на их поверхности
труднорастворимых комплексных соединений железа. Реагент
(НТФ) хорошо растворим в воде, совершенно безвреден.
Глава 5.
ОБОГАЩЕНИЕ РУД ЛИТИЯ, РУБИДИЯ
И ЦЕЗИЯ
§ 5.1. ОСНОВНЫЕ СВОЙСТВА И ОБЛАСТИ ПРИМЕНЕНИЯ
ЛИТИЯ, РУБИДИЯ И ЦЕЗИЯ
Области применения бериллия, лития и других легких редких
металлов с каждым годом расширяются, а их производство
в развитых странах превратилось в крупную отрасль промыш-
ленности. Литий, рубидий и цезий близки между собой по фи-
зико-химическим свойствам и по совместному нахождению их
в рудах; они относятся к группе легких редких металлов, рас-
положенных в I группе Периодической системы элементов
Д. И. Менделеева, и отличаются высокой химической активно-
стью. Химические соединения этих металлов — оксиды, хлори-
ды— обладают высокой химической прочностью и с трудом вос-
станавливаются до металла. Легкие редкие металлы получают
либо электролизом расплавленных солей, либо металлотермиче-
скими методами.
Литий является самым легким металлом (плотность
0,53 г/см3). Температура плавления его 180°C, атомная масса
6,94, порядковый номер 3. Ядро лития состоит из трех протонов
и четырех нейтронов и окружено тремя электронами. Ионный
радиус лития равен 78*10~12 м. Вследствие малого атомного
радиуса (157-10~12 м) литий обладает наиболее прочной кри-
сталлической решеткой по сравнению с другими щелочными
металлами, а следовательно, наибольшей твердостью. Чистый
металлический литий воспламеняется на воздухе при 640 °C.
При температуре 500—800 °C литий соединяется с водородом,
111
образуя гидрид, который очень бурно реагирует с водой по
уравнению: LiH+H2O-4JOH+H2+130 кДж.
Литий легко сплавляется почти со всеми металлами, исклю-
чая железо. Металлический литий серебристо-белого цвета, мя-
гок, ковок, легко растворим в кислотах, разлагает воду, легко
разлагает силикаты, стекло, фарфор; энергично соединяется
с фтором и хлором даже без нагревания. С газообразным ам-
миаком образует амид лития LiNH2, с углем — карбид лития
Li2C2. Непосредственно в виде металла литий не применяют из-
за его способности соединяться с азотом воздуха с образовани-
ем нитрида лития Li3N. Оксид лития легко соединяется с водой
с образованием гидрата лития Li2O-J-H2O->-2LiOH, раствори-
мость которого в воде (5,3 моль/л) меньше растворимости гид-
ратов других щелочных металлов (18—26 моль/л).
Литий образует сплавы со многими металлами: алюмини-
ем, магнием, медью, свинцом, цинком, оловом, кальцием, сурь-
мой, висмутом, галлием, индием, а также с мышьяком, кремни-
ем и др.; с ртутью он образует амальгаму. Некоторые сплавы
лития с металлами обладают весьма высокой температурой
плавления, значительно превосходящей температуру плавления
не только лития, но и основного металла, входящего в состав
сплава. Известны разнообразные органические соединения ли-
тия.
Природный литий состоит из двух стабильных изотопов:
лития-6, на долю которого приходится 7,4—7,52%, и лития-7 —
92,48—92,6%. Известны радиоактивные изотопы: литий-5, ли-
тий-8 и литий-9 с очень малым периодом полураспада (доли
секунд). Поперечное сечение поглощения тепловых нейтронов
у природного лития около 68-10—28 м2, у изотопа литий-6 —
910-10-28 м2, а у изотопа литий-7 оно очень мало и составляет
лишь 33-10~31 м2.
Литий находит все большее применение при производстве и
преобразовании ядерной энергии. Высокая теплоемкость, широ-
кая область жидкого состояния (180—1336°C), высокая тепло-
проводность, низкие вязкость и плотность жидкого лития пред-
ставляют удобную комбинацию свойств для теплоносителя
в урановых реакторах. Применение лития в этом случае упро-
щает конструкцию тепловыделяющих элементов.
При использовании лития в качестве теплоносителя в урано-
вых реакторах следует учитывать, что изотоп %Li и природный
литий имеют значительно большее сечение захвата медленных
нейтронов, чем изотоп 73Li. Поэтому разделение их в этом слу-
чае необходимо. Наоборот, для изготовления регулирующих
стержней в системе защиты реактора целесообразно использо-
вать именно изотоп 63Li с его большим сечением захвата.
Изотоп литий-6 при бомбардировке нейтронами превраща-
ется в гелий и сверхтяжелый изотоп водорода — тритий по ре-
акции
Li-p/z0'—> 24Не 4-/Н.
112
Тритий может являться компонентом для осуществления тер-
моядерных процессов, основанных на синтезе ядер легких эле-
ментов, используется в водородных и водородно-урановых бом-
бах. Литий займет одно из первых мест по важности среди
металлов в технике будущего.
Известно, что при бомбардировке трития обычным водоро-
дом выделяется до 45-10-13 Дж энергии и что на основе реакции
изотопа лития-6 с ядром дейтерия может быть осуществлена
литиево-водородная реакция.
Частично тритий, получаемый из лития, используется в дол-
говечных атомных батареях, которые могут работать около
20 лет без перезарядки, и в источниках так называемого «атом-
ного света».
Источником получения водорода может быть гидрид лития. В результате
простой реакции с водой 1 кг гидрида лития дает около 2,8 м3 водорода.
Гидрид лития применяется как источник водорода при наполнении устойчи-
вых на воде спасательных средств и воздушных шаров, используемых в авиа-
ции и морском флоте. Гидрид и борогидрид лития, а также диборан, полу-
чаемый с помощью литиевых соединений, используют как исключительно
удобные и портативные источники быстрого получения водорода для морской
авиации, для заполнения спасательных средств (резиновой лодки и др.) и
аэростатов, для радиоантенн при авариях самолетов на море.
Соединения лития используют для получения портативных источников
кислорода. В пиротехнике используются карбонат лития и нитрат лития —
стронция для изготовления сигнальных ракет, трассирующих снарядов и пуль.
Большое значение для военной техники (авиация, танки, мотомехчасти)
имеют литиевые консистентные смазки, отличающиеся уникальной способ-
ностью сохранять физические свойства в температурном интервале от —60
до +150 °C. Эти смазки нерастворимы в воде и высокопластичны. Они
чрезвычайно важны для высотной авиации и реактивной техники, для ответ-
ственных и точных приборов и механизмов, работающих в условиях резкого
изменения температур.
Минералы лития: лепидолит, амблигонит, петалит и частично сподумен,
а также карбонат лития и десятки других химических его соединений широко
используют в производстве опаловых, легкоплавких и теплоустойчивых баро-
силикатных и других стекол, флинтгласа, стекол для катодно-лучевых трубок
и телевизионных кинескопов, специальных стекол с электроизоляционными
свойствами, светочувствительных стекол, фарфора, фаянса, жаростойкой и
термостойкой керамики, огнеупорных и диэлектрических материалов, глазу-
рей и эмалей. Небольшие добавки соединений лития в фарфоры и глазури
значительно повышают их качество; фарфор приобретает белизну и термо-
стойкость; глазури, эмали, различные специальные стекла с литием менее
пористы, более блестящи и устойчивее к атмосферным воздействиям. Введение
окиси лития сокращает время обжига, улучшает химическую устойчивость
керамических изделий. Термостойкая керамика используется для реактивных
двигателей.
В металлургии литий применяется как раскислитель, дегазатор и десуль-
фуризатор: он улучшает структуру и физические свойства меди, свинца, цин-
ка, никеля, благородных металлов, бронз и других сплавов. Добавление
лития около 0,065 % к расплавленным цветным металлам, например меди,
способствует эффективному удалению растворенных оксидов и газа и полу-
чению более однородных отливок с улучшенной электропроводностью. Соеди-
нения лития имеют малую плотность, легко всплывают на поверхность рас-
плавленной массы и могут быть удалены в виде шлака.
Применяется литий в качестве одного из компонентов медных, свинцо-
вых, цинковых, алюминиевых и магниевых сплавов, особенно сверхлегких
магниево-литиевых сплавов с содержанием до 12—14 % лития. В качестве
8 —5308 ИЗ
флюсов для сварки алюминия и магния применяются хлорид и фторид лития.
Его используют также для получения легированных и модифицированных
сталей, сфероидального чугуна, для обессеривания пали; литиевые печи
применяют для термической обработки изделии из стали.
Для кондиционирования воздуха применяют хлорид и бромид лития
благодаря их способности поглощать органические амины, пары, аммиака,
дымы, углекислоту, влагу — в подводных лодках, на предприятиях пищевой,
фармацевтической, текстильной и косметической промышленности, в жилых
домах и в общественных зданиях. Очисзка гелия, аргона и других инертных
газов от примесей также производится соединениями лития.
Гипохлорит лития и перекись лития применяют как отбеливающие веще-
ства; другие соединения лития применяют для окраски, пропитки тканей,
придания им водонепроницаемости, для синтеза различных соединений, про-
изводства органических красителей, фармацевтических препаратов, витами-
нов, стабилизаторов и катализаторов в производстве пластмасс.
Соединения лития применяют в производстве инсектофунгицидов для
борьбы с вредителями сельского хозяйства, для стимулирования роста расте-
ний, в пищевой промышленности — при консервировании мяса, для регенера-
ции холодильных реагентов в холодильниках.
Изучают возможность создания из водородных и других соединений
лития высококалорийного химического топлива для сверхзвуковых самолетов,
межконтинентальных и космических ракет, управляемых снарядов, подводных
лодок.
Рубидий имеет плотность 1,55 г/см3, атомную массу 85,48,
порядковый номер 37, температуру плавления 39 °C, радиус
иона 1,49 • 10-10 м. Природный рубидий состоит из двух изото-
пов: 85Rb (72,15%) и 87Rb (27,85%). Изотоп 87Rb радиоактивен
с периодом полураспада (5—6,1) 1010 лет, испускает электроны
(0-лучи). Кроме того, искусственным путем получено более
10 малоустойчивых изотопов рубидия с атомной массой от 81
до 92. Около 1% всего земного стронция образовалось в резуль-
тате естественного распада рубидия. Исследуя соотношение
Sr : Rb в горных породах, определяют их возраст, причем наи-
более точные результаты дает этот метод для определения гор-
ных пород и минералов древнего происхождения.
Цезий имеет плотность 1,87 г/см3, атомную массу 132,91,
порядковый номер 55, температуру плавления 28,5 °C, радиус
иона 1,65-10—10 м. Встречается в природе только в виде ста-
бильного изотопа 133Cs. Искусственным путем получено более
15 радиоактивных изотопов с атомной массой от 125 до 142.
Радиоизотоп 137Cs, являющийся у-излучателем, применяют
в медицине (радиотерапия). Проводят эксперименты по исполь-
зованию цезия в качестве топлива в ионных двигателях.
Рубидий и цезий обладают большой реакционной способно-
стью. С кислородом и галоидами они соединяются настолько
энергично, что реакция сопровождается моментальным воспла-
менением, а с серой и фосфором — даже взрывом. С водой оба
металла реагируют чрезвычайно бурно, вытесняя водород и
образуя RbOH и CsOH.
У рубидия и цезия наиболее интересны их фотоэлектрические свойства.
Металлический рубидий способен испускать электроны под действием наибо-
лее длинных (красных) лучей видимого спектра, а цезий —даже под действи-
ем невидимых инфракрасных (тепловых) лучей. Цезиевые фотоэлектрические
114
элементы используют в настоящее время очень широко: звуковое кино, теле-
видение, пожарная сигнализация, электронные умножители, сигнальные кон-
трольно-измерительные и другие приборы фотоэлектрической автоматики.
Наиболее употребительны вакуумные сурьмяно-цезиевые фотокатоды,
применяемые в фотоумножителях большой чувствительности. При помощи
фотоэлементов, комбинируя их с реле, можно автоматизировать регулировку
освещения, контролировать различные производственные процессы, подсчи-
тывать движущиеся предметы, осуществлять фотоэлектрическую сортировку
(обогащение) руд и др. Всевозможные виды сигнализации и автоматизации
на железнодорожном транспорте осуществляют также при помощи фотоэле-
ментов.
Чувствительность цезия к инфракрасным и ультрафиолетовым лучам
позволяет использовать его в специальной оптике. Большие прозрачные
монокристальные блоки некоторых солей цезия выращивают на заводах кри-
сталлов и применяют для приготовления особых оптических систем, рассчи-
танных на «невидимые» лучи инфракрасной и ультрафиолетовой части
спектра, а также на радиоактивные излучения.
Основная область применения рубидия—электроника. Он применяется
в качестве геттера в вакуумных электронных приборах и в фотоэлементах,
где используются его фотоэлектрические свойства, а также при производстве
газосветных трубок, заполненных инертным газом. Амальгамы рубидия при-
меняются как катализаторы в процессе гидрогенизации.
Среди рубидиевых и цезиевых солей найдены полупроводники, сегнето-
электрики и пьезоэлектрические кристаллы. К числу последних относятся
однозамещенные фоефаты и арсенаты рубидия, а также их твердые раство-
ры с аналогичными солями аммония, если они получены в условиях, способ-
ствующих кристаллизации в тетрагональной системе.
Препараты цезия и рубидия нашли применение в медицине при лечении
эпилепсии, а также как снотворное и болеутоляющее средство, йодистый
рубидий используется при лечении базедовой и венерических болезней.
§ 5.2. РУДЫ И МИНЕРАЛЫ ЛИТИЯ
В земной коре содержание лития составляет 0,01% (0,013%
ЫгО). Концентрируется литий в самой верхней оболочке зем-
ной коры. Наиболее крупные промышленные скопления лития
известны в гранитных пегматитах, в меньшей степени он кон-
центрируется в пневматито-гидротермальных образованиях.
Значительные содержания его имеются в осадочных горных
породах, в морях, озерах, озерных илах, минеральных источни-
ках, подземных водах, а также в растениях и животных орга-
низмах.
Литий обнаружен более чем в 150 минералах, но собствен-
но литиевых минералов известно около 30, из них большая
часть представлена силикатами и фосфатами. Совершенно не-
известны сульфидные минералы лития, сульфаты, карбонаты,
нитраты, йодаты, хроматы, молибдаты, вольфраматы, ванадаты,
арсенаты. Промышленное значение в настоящее время имеют
только пять минералов: сподумен, лепидолит, петалит, амблиго-
нит и циннвальдит (табл. 5.1).
Важнейшим промышленным минералом в мировой добыче
лития является сподумен, относящийся к группе алюмосилика-
тов. Он содержит до 8% оксида лития, до 64,5% кремнезема,
до 27,5% оксида алюминия. Температура плавления составляет
1380 °C. Сподумен генетически связан с гранитными пегматита-
8* 115
Таблица 5.1. Минералы лития, имеющие промышленное значение
Минерал Формула Содержание Li2O, % Плотность, г/см8 Твердость по шкале Мооса
теоре. тиче- ское практи- ческое
Сподумен LiAl[Si2O6] 8,1 4,5—8 3,2 6,5—7
Лепидолит KLibsAh.slSisAlOio] [F, ОН]2 L1AI(PO4)(F, ОН) или Al2O3-2LiF-P2O5Li2O 5,9 1,23—5,9 2,8—2,9 2-3
Амблигонит 10,1 8—9,5 3-3,15 6
Циннваль- дит KLiFeAl[Si3AlO10[F, ОН]2 4,13 2—3,5 2.9—3,2 2—3
Петалит (Li, Na)AlSi-iOn 4.89 2—4 2.39- 2,46 6—6,5
ми и встречается в них в виде кристаллов различных размеров
в ассоциации с кварцем, полевым шпатом, амблигонитом, бе-
риллом, колумбитом, танталитом. В месторождении Южной
Дакоты (США) найден кристалл сподумена до 16 м в длину и
1 м в поперечнике массой около 65 т. Современные промышлен-
ные сподуменовые руды имеют обычно тонкую вкрапленность.
Блеск сподумена — стеклянный, цвет — серый, зеленовато-се-
рый, желтовато-зеленый. В ходе пегматитового процесса легко
замещается другими минералами (петалитом, кварцем, альби-
том, мусковитом и др.). В условиях гипергенеза сподумен легко
разрушается под действием проточных вод с образованием гли-
нистых минералов. Ценная примесь в сподумене — галлий (от
0,03 до 0,1%).
Сподумен может находиться в двух модификациях а и fk
В природе он находится в a-модификации плотностью 3,2 г/см3.
При обжиге (при температуре 900—1000 °C) он переходит
в ^-модификацию плотностью 2,4 г/см3 и с уже иной кристал-
лической структурой— с каркасным строением комплексного
аниона подобно кварцу. При переходе из а- в р-модификацию
сподумен, увеличиваясь в объеме, разрушается и превращается
в порошок. Эти свойства сподумена используются при обога-
щении руд методом декрипитации.
Лепидолит, а также циннвальдит и петалит содержат мень-
ше лития, поэтому руды этих минералов являются менее цен-
ным сырьем, чем сподуменовые. Лепидолит принадлежит к чис-
лу литиевых слюд, обычно имеет непостоянный состав (содер-
жание AI2O3 колеблется от 11,3 до 28,8%, Li2O— от 1,5 до 5,5%,
SiC>2 — от 46,9 до 60,1%, фтора 9%). Ценными примесями яв-
ляются рубидий (до 3,7% Rb2O) и цезий (до 1,5% Cs2O)-
Кристаллическая структура, как у мусковита, облик крис-
таллов пластинчатый, агрегаты листовато-пластинчатые или
тонкочешуйчатые; хорошо образованных кристаллов не наблю-
дается. Генетически лепидолит связан с розовым турмалином,
амблигонитом, поллуцитом, воробьевитом. Цвет — фиолетовый,
116
сиреневый, розовый, серый. Руды, содержащие лепидолит, пе-
рерабатывают в Канаде (провинция Манитоба), в Юго-Запад-
ной Африке, в Португалии, в Швеции, в США (штаты Мэн,
Калифорния, Колорадо, Нью-Мексико и Южная Дакота).
Амблигонит — фосфат лития и алюминия; имеет наибольшее
содержание лития (до 10,1% Ы2О), но в промышленности он
играет второстепенную роль ввиду ограниченных запасов ам-
блигонитовых руд. Цвет — белый, желтоватый, серый, голубо-
ватый, зеленоватый. Внешне похож на полевой шпат. Добыча
этих руд известна во Франции, Испании, Южной Корее, на Ма-
дагаскаре, в ЮАР. Амблигонит содержит до 54% P2Os, до 34%
А12О3, до 12% фтора.
Петалит — алюмосиликат лития. Внешне сильно напоминает
полевой шпат, кварц или амблигонит. Цвет — серый, темно-се-
рый, белый, реже желтоватый или розовый, иногда бесцветен.
Известен только в пегматитах натролитиевого типа, где обра-
зует сплошные неправильные выделения, зернистые или плас-
тинчатые агрегаты, реже плохо образованные кристаллы. Ти-
пичными спутниками его являются лепидолит, амблигонит, бе-
рилл и особенно поллуцит. Под влиянием гидротермальных и
гипергенных процессов легко изменяется с выносом из него
оксида лития. Теоретически содержит 4,9% оксида лития, 16,7%
оксида алюминия и 78,4% кремнезема. Фактическое содержание
оксида лития не превышает 3—4%. При нагревании до 1000°C
петалит начинает распадаться на 0-сподумен и кремнистое
стекло. Крупные запасы петалита в эксплуатируемых место-
рождениях известны в Южной Родезии (районы Виктории и
Солсбери). Найдены месторождения в Юго-Западной Африке
(район Карибаб), в Швеции.
Циннвальдит, как и лепидолит, относится к литиевым слю-
дам, являясь промежуточным членом непрерывного изоморфно-
го ряда биотит—лепидолит. Температура плавления 945—997 °C.
Цвет — серый, бурый, красно-бурый до темно-бурого, иногда
темно-зеленый, блеск стеклянный. Распространен в амазонито-
вых гранитах, пегматитах и грейзенах, главным образом в пнев-
матолито-гидротермальных месторождениях типа Циннвальда
(в последних в ассоциации с вольфрамитом, касситеритом,
флюоритом, лучистым топазом и др.).
В циннвальдите содержится до 12,5% FeO, в связи с чем
он обладает слабомагнитными свойствами. В процессе вывет-
ривания превращается в каолиноподобный продукт, интенсивно
окрашенный гидроксидами железа в бурый и желто-бурый цвет.
Одно из крупнейших в мире месторождений находится в Цинн-
вальде (ЧССР).
Источниками сырья для производства лития являются также
соляные рассолы. Характеристика промышленных типов литие-
вых месторождений дана в табл. 5.2.
I тип связан с гранитными пегматитами, содержащими сподумен, лепидо-
лит, амблигонит и отчасти петалит. К этому типу принадлежат крупнейшие
117
Таблица 5.2. Промышленные типы литиевых месторождений
Типы месторождений Литиевые минералы Сопутствующие полезные минералы Примерных ар актерных месторождений Экономическое значение
I. Гранитные пегматиты натролитиевого типа: сподуменовые пег- матиты сподумено-лепидо- литовые пегматиты петалито-лепидоли- товые пегматиты лепидолитовые пег- матиты II. Пневматолито-гидро- термальные: амблигонитовые жилы III. Осадочные солевые Сподумен Сподумен, лепидолит, амблигонит Петалит, лепидолит, амблигонит Лепидолит Амблигонит Рапа озер Трифилит-литиофилит, амблигонит, петалит, бе- рилл, колумбит, танта- лит, касситерит Поллуцит, берилл, тан- талит, микролит, касси- терит То же Амблигонит, берилл, тан- талит, касситерит Касситерит Соли Na, К, В и др. Кингс-Маунтейн (США); Ла-Корн, Кет-Лейк, Ла- Круа (Канада); Лялин (Испания) Южная Дакота, Блэк- Хилл (США); Варутреск (Швеция) Карибиб (Юго-Западная Африка); Южная Роде- зия; Лондон-дерри (Ав- стралия); Пала, Кали- форния (США) Кацерес (Испания) Озеро Сильвер-Пик, озе- ро Сирлс (США) и Со- леное озеро Атакама (Чили) Запасы очень велики Доля в общей добыче незначительна Запасы очень велики Месторождения большой мощности Запасы незначительные Запасы значительные; около 3% общей добычи
Примечание. Экономическое значение
приведено по отношению к капиталистическим странам.
месторождения литиевых руд в Южной Дакоте и Северной Каролине (США),
в Квебекском районе и в провинции Манитоба (Канада), в Юго-Западной
Африке и других странах.
Этот тип месторождений дает около 95 % всего литиевого сырья в зару-
бежных странах.
Кроме того, в этом типе месторождений часто встречаются берилл, пол-
луцит, касситерит, тантало-ниобаты, кварц, гранат, андалузит, турмалин,
мусковит, биотит, циркон, рутил, полевые шпаты, вольфрамит. Так, в штате
Северная Каролина известно одно из крупнейших в мире месторождений
лития, где представлены различные типы пегматитов: с цирконом и сфеном,
с литием и оловом, с торием и редкоземельными элементами, иногда с бе-
риллом.
По характеру вмещающих пород пегматиты делятся на залегающие
в сланцах и в гранитах. Первые из них имеют большую мощность и протя-
женность, отдельные тела достигают 800 м длины и 6,5 м мощности; мине-
ральный состав их более разнообразен, чем у пегматитов, залегающих в гра-
нитах, хотя они также содержат сподумен и амблигонит. Месторождение
Этта (округ Блэк-Хилл, США) представляет собой трубообразное пегматито-
вое тело диаметром 50—60 м, возвышающееся в виде холма на 90 м, состоит
из кварцево-полевошпатово-мусковитовой оторочки, за которой следует пояс
крупнозернистого кварца, альоита, ортоклаза и сподумена.
Наравне со сподуменом встречаются амблигонит, а также лепидолит и
литиево-железистый фосфат-трифилин, поллуцит, берилл, касситерит, танта-
лониобаты.
В Квебекском районе (Канада) сподуменовые дайки приурочены к слю-
дистым гранитам, содержащим берилл и танталониобаты. Основные минера-
лы — альбит, микроклин, кварц, сподумен; значительно меньше мусковита и
берилла.
В провинции Манитоба (Канада) сосредоточены крупные месторождения
литиевых руд — лепидолита, сподумена, амблигонита, связанные с пегматито-
выми дайками альбито-литиевого типа. Отдельные пегматитовые тела дости-
гают размеров 45X130 м и отличаются большим разнообразием минерального
состава. Помимо литиевых минералов присутствуют кварц, магнетит, циркон,
циртолит, уранинит, берилл, хризоберилл, полевые шпаты, биотит, мусковит,
турмалин, фенакит.
II тип литиевых руд связан с пневматолито-гидротермальными месторож-
дениями, содержащими циннвальдит, амблигонит и оловянно-вольфрамовые
минералы. Они мало распространены и не имеют широкого промышленного
значения. Известны циннвальдитовые месторождения в Циннвальде (ЧССР),
в ЮАР.
III тип представляет собой осадочные солевые месторождения, воды ми-
неральных источников и рассолы, концентрирующие литий вместе с натрием,
калием, бором и другими солями. Месторождения соляных рассолов в ряде
стран являются крупной базой химической промышленности, а также источ-
ником добычи лития. Типичным примером месторождения соляных рассолов
является озеро Сирлс в пустыне Могэв, штат Калифорния (США). Место-
рождение этих рассолов занимает площадь около 70—80 км2.
Озеро Сирлс в действительности представляет собой впадину, заполнен-
ную сухими массами кристаллической соли, мощность которой достигает
15—25 м. Пустоты в этой толще составляют 25—45 % и заполнены насыщен-
ными рассолами, химический состав которых показан в табл. 5.3.
Из этих рассолов литий извлекают в виде двойной фосфатной соли
LijNaPO^ содержащей 21% LiaO. Производство лития из них составляло
примерно 7500 т (в пересчете на сподуменовый концентрат, содержащий
5% Ы2О).
Известно крупное комплексное месторождение, содержащее литий, руби-
дий, цезий, калий, натрий, магний, — Сухое озеро около Сильвер-Пик (штат
Невада), в рассолах которого содержится в 6—7 раз больше лития, чем
в Большом соленом озере. Добыча рассола осуществляется подземным спо-
собом. В штате Юта на берегу Большого соленого озера запасы соли исчис-
ляются свыше 4000 млн. т (в том числе хлорида лития 3,6 млн. т).
119
Таблица 5.3. Химический состав рассолов озера Сирлс (США)
Соль Содержа- ние, % Концентра- ция, г/л Соль Содержа- ние, % Концентра- ция, г/ л
NaCl 16,50 253 Na2S 0,020 0,31
Na2SO4 6,82 104,6 А1,О3 0,019 0,29
КС1 4,82 73,9 Cab 0,0022 0,034
Na21CO3 4,80 73,6 NH3 0,0018 0,028
Na2B4O7 1,51 23,2 NaJ 0,00014 0,021
NaPO4 0,155 2,38 Sb..O3 0,0006 0,009
NaBr 0,109 1,67 Fe2O3 Ч- A12O3 0,0020 0,031
LiCl3 0,021 0,32
Известны другие источники рассолов, содержащих литий. В минеральных
источниках Виши (Франция) содержание лития достигает 0,4 %. В теплых
минеральных источниках концентрация LiCl составляет (мг/л): в Бодене —
295; в Великобритании — 372.
Установлено, что в золах некоторых углей содержится в среднем до
0,27 % 1лгО. Изучается возможность извлечения лития из морской воды.
Общепринятые стандарты или технические условия на ли-
тиевые руды и концентраты отсутствуют.
Перерабатываемые руды в настоящее время содержат окси-
да лития свыше 0,3%. В тех случаях, когда в руде одновремен-
но содержатся и другие полезные компоненты (берилл, касси-
терит, танталит, колумбит, слюда и др.), промышленные руды
могут иметь более низкое содержание оксида лития.
Некоторые сподуменовые руды, добываемые в США, с со-
держанием с 1,2—1,4% оксида лития (на руднике в Бессемер-
Сити, Северная Каролина) идут непосредственно (без предва-
рительного обогащения) на химическую переработку с целью
получения солей лития. В Канаде на различных месторождени-
ях исходное содержание оксида лития с сподуменовой руде со-
ставляет 0,6—1,4%, например на месторождении Ла-Корн
в Квебеке. Вместе с тем такие руды подвергаются предвари-
тельному обогащению.
Сподуменовые концентраты обычно получают с содержа-
нием от 4 до 6% ЫгО, лепидолитовый и петалитовый концен-
траты содержат не менее 3%, а амблигонитовый — около 8%.
В США содержание ЫгО в торговом концентрате составляет
6%. Из Канады на завод Американской литиевой корпорации,
согласно договору, поставляется сподуменовый концентрат с со-
держанием ЫгО 4,5—5,5%, «Фут минерал компани» на пред-
приятии в Кингс-Манутейне выпускает концентрат с содержа-
нием Li2O 6%.
Лепидолитовый концентрат содержит 3—4% Li2O, причем
при продаже допускаются изменения в содержании оксида ли-
тия в пределах от 2,5 до 5%. Юго-Западная Африка экспорти-
рует концентрат с содержанием 3—3,6% Ы2О, Южная Роде-
зия — 3—4 %.
Петалитовый концентрат поступает в продажу с содержани-
ем оксида лития 3—4% (Великобритания, Юго-Западная Аф-
рика), в Зимбабве — 2—3% ЫгО.
120
В амблигонитовом концентрате в Великобритании принима-
ется содержание ЬЛО 7%, в Юго-Западной Африке — 6—8%.
Иногда содержание оксида лития в товарных концентратах
составляет 8—9%.
§ 5.3. ПРОИЗВОДСТВО ЛИТИЯ, РУБИДИЯ И ЦЕЗИЯ
Литиевые концентраты производят в США, Канаде, Бразилии,
в Африке, во Франции, Испании и других странах. За последние
годы резко возросло производство лития в США за счет пере-
работки концентратов, добываемых не только в США, но и в
Канаде и в Африке.
Основные запасы лития сосредоточенные в пегматитах и
рассолах. Достоверные запасы в руде составляют 0,917 мл. т,
а в рассолах— 1,336 млн. т, тогда как прогнозные запасы оце-
нены в 8,1 млн. и 3,08 млн. т. соответственно. Ведущие страны —
США, имеющие прогнозные запасы около 5,5 млн. т лития или
800 млн. т руды, и Заир — 2,4 млн. т лития или 400 млн. т руды.
Запасы лития в рассолах сосредоточены в Чили («Соленое
озеро», Атакама)—около 3 млн. т лития и частично в США,
озеро Сильвер-Пик (шт. Невада) и Сёрлс-Лейк (шт. Калифор-
ния) .
В США наиболее крупные запасы литиевых руд известны
в Северной Каролине в районах Блэк-Хилл, Южной Дакоты и
в соленых озерах Калифорнии, в Канаде — в провинциях Квебек
(месторождение Барот), Манитоба (месторождение Берник
Лейк) с высоким содержанием тантала и других ценных эле-
ментов.
Характерно отметить, что в Намибии и Зимбабве до-
быча лития ведется за счет высокосортного минерала петали-
та. В Бразилии разрабатывают пегматитовые месторождения
лития в шт. Минас-Жерагес.
Потребителями лития являются: США — 70% мирового по-
требления, страны Западной Европы—15%, Япония — 7%, про-
чие страны — около 8%. Переработка литиевых концентратов
сосредоточена в основном в США, частично в Великобритании,
Канаде, Франции.
Прогнозы на потребление лития после 2000 г. показывают,
что в 2030 г. его потребление составит около 275 тыс. т, из
них — 87 тыс. т на производство атомной техники, 163 тыс. т —
на производство электробатарей и аккумуляторов и прочие об-
ласти— около 25 тыс. т.
§ 5.4. МЕТОДЫ ОБОГАЩЕНИЯ ЛИТИЕВЫХ РУД
Физико-химические свойства литиевых минералов почти не от-
личаются от минералов породы, содержащихся в литиевых ру-
дах, они не обладают электромагнитными свойствами (исклю-
чая циннвальдит), плотность их близка к полевым шпатам,
кварцу, слюде.
121
Практическое значение при переработке литиевых руд име-
ют следующие процессы:
флотация жирными кислотами и их мылами с выделением
в пенный продукт литиевых минералов (прямая флотация) или
катионными собирателями с выделением в пенный продукт ми-
нералов пустой породы (обратная флотация). Флотация зани-
мает ведущее место в обогащении литиевых руд;
селективная добыча руды и ручная сортировка ее при нали-
чии крупнокристаллических минералов лития. Метод основан на
различии внешних признаков (главным образом цвета) мине-
ралов лития и минералов породы, являясь вспомогательным
(подготовительным) процессом;
обогащение в тяжелых суспензиях (иногда применяют для
сподуменовых руд). Метод основан на различии плотностей
сподумена (3,2 г/см3) и минералов породы (2,6—2,7 г/см3).
Может быть применен для руд, содержащих амблигонит
(3,1 г/см3) и петалит (2,4 г/см3);
термическое обогащение (декрипитация), применяемое для
сподуменовых руд. Процесс основан на способности сподумена
переходить при нагревании руды (путем обжига во вращаю-
щихся барабанах) до 950—1100 °C из а- в ^-модификацию,
вследствие чего сподумен растрескивается, рассыпается в поро-
шок и его отделяют от минералов породы грохочением или воз-
душной сепарацией;
магнитная сепарация, применяемая.для выделения слабо-
магнитного минерала циннвальдита, содержащего до 12,5% FeO,
а также при доводочных операциях для выделения магнитных
минералов, не содержащих лития;
комбинированные схемы обогащения, применяемые для
сложных комплексных руд. В этом случае могут быть исполь-
зованы селективная добыча и ручная сортировка или обогаще-
ние в тяжелых суспензиях для извлечения крупнозернистых ли-
тиевых минералов и удаления в отвал значительной части пус-
той породы с последующим флотационным доизвлечением
лития. Флотация может быть применена и для раздельного вы-
деления литиевого и бериллиевого концентратов (при наличии
в руде берилла). Тяжелые минералы (танталит, колумбит, кас-
ситерит, монацит) выделяют из литиевых руд перед флотацией
литиевых минералов или после нее обычно гравитационными
процессами обогащения в коллективный концентрат с последу-
ющей доводкой его на магнитных и электрических сепараторах
и другими методами;
химические процессы в сочетании с флотацией или без нее:
а) при обогащении соляных рассолов метод состоит из упар-
ки рассолов, дробной кристаллизации и получения различных
солей. При этом литий выпадает в виде мельчайших частиц
двойного фосфата лития Li2NaPO4, который обрабатывают
растворами мыла, далее раствор насыщают воздухом и флоти-
руют с добавлением флотационного масла;
122
б) химическая обработка литиевых руд (или концентратов)
сульфатным, известковым или сернокислотным методом с по-
следующим водным выщелачиванием легко растворимых солей
лития и дальнейшее осаждение и выделение лития в виде кар-
боната, гидроксида или других труднорастворимы! соединений
лития.
§ 5.5. СЕЛЕКТИВНАЯ ВЫЕМКА И СОРТИРОВКА ЛИТИЕВЫХ
РУД
Метод сортировки или рудоразборки заключается в разделении
кусков руды по цвету, форме и блеску. Минералы лития обычно
окрашены в различные цвета в зависимости от примесей, со-
держащихся в них. Так, цвет сподумена изменяется от содер-
жания в нем оксидов железа; при содержании Fe2O3 менее
0,2% сподумен имеет белый цвет, при содержании Fe2O3 от 0,2
до 0,4%—красный, а при содержании Fe2O3 от 0,4 до 0,7% —
желто-зеленый. Сортировка может применяться при добыче
руд, содержащих крупные кристаллы не только сподуменовых,
но и лепидолитовых, циннвальдовитовых, амблигонитовых и пе-
талитовых минералов, причем при обогащении литиевых руд
применяется только ручная сортировка. Механизировать этот
процесс можно, используя способности некоторых литиевых ми-
нералов люминесцировать под воздействием рентгеновских или
катодных лучей. Рудоразборку осуществляют при различной
крупности кусков руды: верхний предел обычно не превышает
300 мм, а нижний — около 10 мм. Первичная рудоразборка
обычно начинается в забое. Далее крупные куски — сростки по-
лезных минералов с пустой породой — подвергают дроблению и
грохочению, после чего осуществляется более тщательная ру-
доразборка крупных классов, а мелкие обогащают другими ме-
тодами или направляют в отвал. Обычно получают хорошие
концентраты, но извлечение в них лития очень низкое.
В настоящее время этот метод применяется на предприятиях
малой производительности. Рудоразборка, как правило, приме-
няется в сочетании с другими процессами обогащения, так как
литиевые руды часто бывают комплексными, содержащими
(кроме лития) бериллий, минералы тантала и ниобия, кассите-
рит, вольфрамит, монацит и др.
В забое предусматриваются селективная выемка наиболее
богатой части руды от пустой породы и ручная рудоразборка
крупных кусков породы и литиевых минералов. Первая и вто-
рая ручная сортировка обычно осуществляется на ленточных
конвейерах, а гравитационное выделение тяжелых минералов —
чаще всего на винтовых сепараторах (рис. 5.1).
На месторождении Эдиссон (США) применяли ручную сор-
тировку к пегматитовым рудам, содержащим кварц, поле-
вые шпаты, мусковит и неравномерно вкрапленные кристаллы
123
Добыча руды
I
Селективная выемка 6 забое с применением ручной сортировки
Листая порода V
Рядовая руда
Пустая порода
Т
Ручная сортировка I
i I Пром- Концентрат
^продукт -----------
Дробление
Ручная сортировка П
Измельчение
Гравитационное обогащение
(выделение тяжелых минералов)
Измельчение
Флотация литиевых
минералов жирными
кислотами в щелоч-
ной среде
Концентрат
Литиевый
концентрат
Коллективный концен-
трат тяжелых мине-
ралов (танталит, ко-
лумбит, касситерит,
вольфрамит, монацит и др)
На доводочную фабрику
Хвостан
в отвал
Литиевый
концентрат
Рис. 5.1. Схема обогащения пегматитовой руды с применением селективной
выемки и ручной сортировки
сподумена, отдельные куски которого имели размер до
300 мм.
Ручная сортировка применяется в шт. Южная Дакота
(США) при обогащении сподуменовых руд, содержащих
крупные кристаллы сподумена в пегматитовых жилах. Рудная
зона состоит из кварца, альбита и ортоклаза. На руднике ве-
дется подземная селективная добыча руды с последующей руч-
ной сортировкой, в результате чего получают кондиционные
концентраты с содержанием ЫгО до 6%.
В тех случаях, когда сподумен подвергся выветриванию и на
глаз его трудно отличить от других минералов, сподуменовые
крупновкрапленные руды вместо ручной сортировки обогащают
в тяжелых суспензиях. Комбинированная схема обогащения
крупновкрапленной сподуменовой руды месторождения Эдиссон
(США) представлена на рис. 5.2.
124
Исходная руда
Грохочение
\f300 мм
Ручное дробление
-300 мм
Дробление
Грохочение
|+JSmm
Ручная сортировка
, Хвосты
38 мм
Грохочение
+^7мм
-3,3мм
Тяжелая
^фракция
Грохочение
Обогащение в
тяжелых суспензиях
Легкая
, фракция
Грохочение
Классификация
в гидроциклоне
' Слив
Хвосты
Суспензия
(в оборот)
Сподуменовый На флотацию мелко-
концентрат вкрапленного сподумена
Рис. 5.2. Комбинированная схема обогащения сподумено-
вой руды месторождения Эдиссон (США)
§ 5.6. ОБОГАЩЕНИЕ В ТЯЖЕЛЫХ СУСПЕНЗИЯХ
Обогащение сподуменовых руд в тяжелых суспензиях ослож-
няется незначительной разницей в плотностях сподумена
(3,2 г/см3) и минералов пустой породы (2,6—2,7 г/см3). Сус-
пензиодом служит обычно ферросилиций, иногда магнетит.
Процесс применим для зерен крупностью не менее 3 мм. Верх-
ний предел крупности обычно составляет около 30—40 мм. Раз-
деление производят в конусах или в неглубоких пирамидальных
и других сепараторах. Вместе с продуктами обогащения уходит
и некоторая доля суспензии, отделяемой затем на грохоте. Про-
мывные воды поступают на сгущение, а затем осуществляют
регенерацию ферросилиция с помощью магнитной сепарации
или в гидроциклонах. К достоинствам процесса относятся прос-
тота, экономичность и высокая производительность, однако он
пригоден лишь для крупновкрапленных руд. В случае получе-
ния нетоварного концентрата его подвергают термической де-
крипитации, флотации или химическим процессам обработки.
125
Наиболее перспективно применение обогащения в тяжелых
суспензиях в качестве предварительной операции для удаления
части пустой породы, например, перед флотацией. В этом слу-
чае целесообразно применение тяжелых суспензий при удале-
нии в отвал не менее 30% пустой породы.
Обогащение в тяжелых суспензиях применяют на фабрике
«Эдиссон» (шт. Южная Дакота, США), где перерабатывают
пегматитовые руды, содержащие сподумен, кварц, альбит, мик-
роклин, мусковит, апатит, турмалин. Содержание оксида лития
в руде составляет около 1,2%. Применение обогащения в тяже-
лых суспензиях позволило увеличить производственную мощ-
ность фабрики, а также суммарное извлечение лития в концен-
траты с 40 до 70%, не считая флотации (см. рис. 5.2).
Наличие в руде выветренного сподумена создает значитель-
ные трудности при обогащении в тяжелых суспензиях, так как
такой сподумен приближается по своим свойствам к минералам
породы и загрязнен глинистыми материалами. Значительная
часть сподумена, растрескиваясь при дроблении, приобретает
пластинчатую форму. Эти частицы легко всплывают в легкую
фракцию, за счет чего увеличиваются потери в хвостах. Такие
руды целесообразно подвергать флотации.
В качестве суспензии используется ферросилиций крупно-
стью —0,074 мм. Плотность суспензии составляет 2,7—2,8 г/см3,
иногда к ферросилицию добавляют магнетит (до 10%). Техно-
логические показатели обогащения литиевых руд в тяжелых
суспензиях приведены в табл. 5.4.
Таблица 5.4. Технологические показатели обогащения
литиевых руд в тяжелых суспензиях, %
Продукт Выход Содержание то Извлечение Li2O
Руда месторождения Эдиссон
Концентрат (тяжелая фракция и 9,6 5,8 70
ручная сортировка)
Хвосты (легкая фракция) 65 0, 15 12
Класс — 3,3 мм 25,4 0,55 18
Исходная руда 100 0,8 100
Руда месторождения Кет-Лейк
Концентрат (тяжелая фракция) 34,1 2,41 67,2
Хвосты (легкая фракция) 52,9 0,47 20,2
Класс — 2,4 мм 13 1,1 12,6
Исходная руда 100 1,22 100
Обогащение в тяжелых суспензиях сподуменовых руд мес-
торождения Кет-Лейк (Канада) проводилось с различными
классами крупности в пределах от —25 до +2,4 мм. При-
менялась суспензия из свинцового блеска плотностью
2,65—2,7 г/см3. При содержании оксида лития в исходном
126
Рис. 5.3. Сепаратор для обогащения сподумена в тяжелых суспензиях:
/ — качающийся рычаг; 2 — лоток для исходного питания; 3 — вал привода; 4 — всплыв-
ший материал; 5 — решетки для задержания легкой фракции; 6 — желоб для разгрузки
тяжелой фракции; 7 — приспособление для остановки решетки и задержания всплывше-
го материала; 8 — лоток для разгрузки осевшего материала; 9 — лопасть для перемеши-
вания и разгрузки тяжелой фракции; 10 — порог для разгрузки тяжелой фракции; 11 —
уровень пульпы
продукте 1,22% наиболее богатые концентраты с содержанием
Li2O 4—5% были получены из мелкого класса —6,74-2,4 мм;
из класса —25 4-Ю мм получены более бедные концентраты.
Исследования показали, что при обогащении руды крупностью
—25 4-2,4 мм в тяжелых суспензиях получается 50% отвальных
хвостов (от исходной руды), причем содержание лития в них
примерно такое же, как и в хвостах флотации. В концентрате
содержится 2,41% Li2O при извлечении 67,2%.
На фабрике «Кингс-Маунтейн» (США) обогащение споду-
меновых руд в тяжелых суспензиях применяется в сочетании
с флотацией. Первичное обогащение осуществляют в тяжелой
суспензии (ферросилиций) плотностью 2,9—3 г/см3, в резуль-
тате чего в тяжелую фракцию выделяют кондиционный споду-
меновый концентрат. Хвосты подвергают контрольной сепара-
ции в суспензии плотностью 2,7 г/см3, после чего получают от-
вальные хвосты и промпродукт, направляемый на флотацию.
На обогащение поступает руда крупностью —25 4-3,3 мм. Обо-
гащение в тяжелых суспензиях сокращает объем руды, посту-
пающей на флотацию, до 40—50%.
На фабрике «Кингс-Маунтейн» установлены сепараторы
фирмы «Вильмот» (рис. 5.3). Медленное движение вращающих-
ся частей и отсутствие вибраций устраняют необходимость уста-
новки под ними тяжелого фундамента. Работу аппарата легко
регулировать. Вращение привода осуществляется гидравличе-
ским цилиндром или сжатым воздухом. Движение автоматиче-
ски реверсируется, а скорость движения может быть изменена
в течение нескольких секунд. При крупном питании на этих
аппаратах достигают производительности до 400 т/ч.
§ 5.7. ТЕРМИЧЕСКОЕ ОБОГАЩЕНИЕ (ДЕКРИПИТАЦИЯ)
Процесс декрипитации основан на свойствах природного споду-
мена, находящегося в виде a-модификации плотностью 3,15—
127
3,2 г/см3, переходить при нагревании до 950—1200°C в р-мо-
дификацию плотностью 2,4 г/см3. Причинами декрипитации
(разрушения) могут быть:
переход кристаллов минералов из одной аллотропической
модификации в другую;
наличие в минералах кристаллизационной воды, которая
при нагревании вызывает сильное внутреннее давление, спо-
собствующее «взрыванию» кристаллов;
различная теплопроводность и коэффициенты расширения
при нагревании и охлаждении, что вызывает сильные напряже-
ния, приводящие к растрескиванию минералов.
Различное поведение сподумена и минералов пустой породы
при нагревании лежит в основе декрипитации сподуменовых
РУД-
Руду перед обогащением дробят до 20—50 мм, далее грохо-
чением отделяют класс мельче 0,2—0,3 мм, продукт —50
4-0,2 мм нагревают до 1000—1200 °C, сподумен при переходе из
а- в ^-модификацию растрескивается и переходит в порошкооб-
разное состояние, а минералы пустой породы сохраняют неиз-
менной свою крупность. Обжиг руды проводят обычно во вра-
щающейся барабанной печи в течение 1—2 ч.
Охлажденная руда подвергается осторожному измельчению
в шаровой мельнице с резиновой футеровкой с целью отделе-
ния разрушенного порошка сподумена от крупнозернистых час-
тиц пустой породы. Из мельницы продукт направляется на гро-
хочение или воздушную
Исходная руда
Дробление
Грохочение
.+МММ
Грохочение
^+0,2 мм
Обжиг
Избирательное
измельчение
Грохочение
-0,2 мм
-0,2 мм
+0,2 мм
Хвосты В отвал (или
в отвал на флотацию)
Литиевый
концентрат
Рис. 5.4. Схема обогащения пегмати-
товой руды месторождения 1
Лейк методом декрипитации
128
сепарацию для отделения мелкого по-
рошкообразного сподуменового
концентрата от крупных кусков
пустой породы. Наличие в ру-
дах флюорита, альбита, кальци-
та, слюды, также способных под-
вергаться декрипитации, затруд-
няет получение кондиционных
литиевых концентратов. При вы-
соком содержании в руде слюды
при 1200°C руда может сплав-
ляться.
Декрипитация в последние
годы начинает больше привле-
кать внимание в связи с приме-
нением сернокислотного метода
переработки сподуменовых кон-
центратов. Обжиг руды при де-
крипитации обеспечивает не
только обогащение и получение
литиевых концентратов, но и
переход сподумена в 0-модифи-
Кет-каЦию- В этом состоянии споду-
мен легко вскрывается серной
кислотой, поэтому технология получения соединений лития ста-
новится весьма экономичной.
При переработке руд месторождения Кет-Лейк (Канада)
исходную руду дробят до 19 мм; затем от нее отсеивают на гро-
хоте продукт —0,2 мм (его целесообразно обогащать флотаци-
ей), а продукт мм нагревают при 1185 °C в течение 1 ч,
после чего его измельчают в гуммированной мельнице и снова
подвергают грохочению. Конечный продукт —0,2 мм является
концентратом, а 4-0,2 мм направляют в отвал или на дообога-
щение другим методом (рис. 5.4). Результаты декрипитации
сподуменовой руды по этой схеме приведены в табл. 5.5.
Таблица 5.5. Показатели обогащения сподуменовой руды
месторождения Кет-Лейк (Канада), %
Крупность продукта, мм Выход Содержание що Извлечение Li,O
—0,2 (после декрипитации) + 0,2 (после декрипитации) —0,2 (в исходной руде) 35,45 63,39 1,16 4,39 0,43 1,33 85 14,2 0,8
Исходная руда 100 1,85 100
§ 5.8. ФЛОТАЦИОННЫЕ СВОЙСТВА ЛИТИЕВЫХ МИНЕРАЛОВ
И РУД
Флотация является основным методом обогащения литиевых
руд, а также комплексных руд, содержащих тонковкрапленные
минералы лития, бериллия, тантала, ниобия, олова. Литиевые
минералы — сподумен, лепидолит, амблигонит, циннвальдит и
петалит — могут быть извлечены из руд флотацией анионными
(жирными кислотами и их мылами) или катионными собира-
телями.
Наиболее полно изучена в лабораторных и промышленных
условиях флотация сподумена. Отделение сподумена от
кварца с помощью мыльной флотации было получено еще в
1932 г. В 1937 г. флотировали сподумен из руд месторождения
Кингс-Маунтейн (Северная Каролина) с использованием в ка-
честве активатора едкого натра, а в качестве собирателя — оле-
иновой кислоты.
В последние годы проведено значительное число исследо-
ваний по изучению флотационных свойств сподумена. На чи-
стых минералах показано, что без специальной предваритель-
ной обработки поверхности сподумен, особенно из зоны вывет-
ривания, флотируется неудовлетворительно и, наоборот, после
щелочной обработки поверхность сподумена легко флотирует-
ся жирными кислотами и их мылами. Сподумен, подвергшийся
процессам выветривания, обладает пониженной активностью.
9—5308 129
Его необходимо обрабатывать щелочными реагентами в плот-
ной пульпе. Считают, что активация обусловливается механи-
ческой очисткой поверхности сподумена от шламов и продуктов
разрушения минерала. Обработку реагентами проводят при
энергичном перемешивании и плотности пульпы 50—70%. В на-
стоящее время применяют принципиально отличные схемы фло-
тации сподуменовых пегматитовых руд, обычно содержащих
кварц, слюды, полевые шпаты, иногда оксиды железа, берилл
и другие минералы трех типов.
Прямая флотация — при извлечении сподумена в пен-
ный продукт жирными кислотами и их мылами в щелочной
среде после перемешивания плотной пульпы с добавлением
0,5—3 кг/т едкого натра.
Обратная флотация, т. е. флотация минералов пу-
стой породы катионными собирателями в щелочной среде —
при подавлении сподумена известью совместно с декстрином с
выделением литиевого концентрата и минералов железа в виде
камерного продукта. Пенный продукт затем флотируют в сла-
бокислой среде катионным собирателем для выделения из него
слюды. Кварцево-полевошпатовые хвосты промывают, обес-
шламливают, перемешивают с плавиковой кислотой для де-
прессии кварца и флотируют полевой шпат катионным соби-
рателем. Если сподуменовый концентрат загрязнен оксидами
железа, последние флотируют, для чего концентрат промывают,
обесшламливают, перемешивают с плавиковой кислотой, затем
добавляют натриевые соли смоляных кислот и сосновое масло
и в пенный продукт удаляют железосодержащие минералы.
Коллективная флотация сподумена и мусковита
жирными кислотами — с добавлением катионных собирателей
в слабощелочной среде с последующей флотацией из коллек-
тивного концентрата мусковита после добавления серной кис-
лоты. Из хвостов коллективной флотации можно выделить поле-
вой шпат катионным собирателем после добавления в пульпу
плавиковой кислоты. В камерном продукте остается кварц.
Независимо от типа схемы определяющим условием успеш-
ной флотации сподумена из руд является предварительная об-
работка руды едким натром в плотной пульпе (содержание
твердого 50—70%) с последующей отмывкой шламов.
Наличие в рудах выветренного сподумена, поверхность ко-
торого подверглась значительным разрушениям и изменениям,
усложняет селективное выделение его флотацией. Выветренный
сподумен легко образует шламы, которые обволакивают его,
а также минералы породы в пульпе, что ухудшает флотацион-
ные свойства поверхности сподумена, уравнивая их с флотаци-
онными свойствами других минералов, в результате чего селек-
ция этих минералов резко ухудшается.
Для успешной флотации сподумена применяют специаль-
ную обработку. Плотную пульпу пропускают через мельницу
или контактный чан с механической мешалкой, затем промы-
130
вают и удаляют шламы или подвергают энергичному перемеши-
ванию в растворе едкого натра (1—3 кг/т) или перемешиванию
и промывке раствором плавиковой кислоты.
Сильновыветренную руду флотируют олеиновой кислотой (400—750 г/т)
и сосновым маслом после предварительного перемешивания плотной пульпы
с едким натром (расход 3 кг/т) в течение 1 ч, обесшламливания и промывки.
Успешная флотация сподумена протекает при pH 6.5—8,5. При более
низком значении pH снижается извлечение сподумена, а при pH более 8,5
ухудшается селективность процесса. Для флотации сподумена применяется
также нафтеновое масло с кремнефтористым натрием в кислой среде. В этих
условиях повышается качество концентрата, но снижается извлечение спо-
думена.
Сподумен может быть сфлотирован также и катионными собирателями,
но в этом случае в концентрат перейдут слюда, полевые шпаты и ряд других
минералов. Сподумен можно флотировать фракциями таллового масла в ней-
тральной или слабощелочной среде. При флотации в кислой среде хорошими
собирателями сподумена являются алкилсульфаты, а также сульфонаты и
фосфаты касторового масла.
Сподумен, не обработанный в растворе едкого натра, извлекается олеатом
натрия всего лишь на 50—60 %, а из минералов породы наиболее флотоакти-
вен мусковит (рис. 5.5). После предварительной обработки сподумена в рас-
творе едкого натра (1 кг/т) извлечение его резко возрастает (до 90%) при
пониженном расходе собирателя. Кальцинированная сода может дать наи-
лучшие результаты, но при более продолжительном времени перемешивания.
В присутствии NaOH или Na2CO3 улучшается процесс очистки, происходит
активация сподумена в результате выщелачивания кремнезема, содержащегося
в поверхностных слоях минерала. Кроме того, NaOH и Na2CO3 связывают
ионы железа, предотвращая активацию ими минералов породы, очищают по-
верхность минералов от шламов.
Рис. 5.5. Влияние расхода q олеата нат-
рия на извлечение е минералов:
/—сподумен; 2 — мусковит; 3 — пустая поро-
да из пегматита; 4 — полевой шпат; 5—споду-
мен, обработанный в растворе NaOH
Рис. 5.6. Влияние концентрации С олеа-
та натрия (а) и катионного собирателя
(б) на извлечение е амблигонита (/),
петалита (2) и лепидолита (3)
9*
131
Повышение содержания твердого в пульпе при перемешивании улучшает
флотацию сподумена, а увеличение частоты вращения мешалки с 300 до
2100 мин-1 повышает извлечение сподумена с 50 до 90 %.
Извлечение мусковита и минералов пустой породы резко падает при
обработке их в растворе едкого натра.
Отделение сподумена от слюды, кварца и полевых шпатов при флотации
олеатом натрия значительно улучшается, если обработать измельченную руду
в растворе таких щелочных модификаторов, как фторсиликат, силикат или
фосфат натрия или едкий натр в плотной пульпе с последующим удалением
шламов.
Крахмал, сернистый натрий и жидкое стекло являются сильными пода-
вителями сподумена при флотации олеатом натрия и октадециламином.
Хлорная известь подавляет берилл, альбит и микроклин и не ухудшает
флотации или даже активирует сподумен. При малой концентрации крахмала
возможно разделение берилла и сподумена олеатом натрия.
Флотация лепидолита возможна катионными собирателями, а после
активации—анионными (жирными кислотами). Катионные собиратели успеш-
но флотируют лепидолит в широком интервале значений pH (от 2 до 10).
Обработка лепидолита едким натром не улучшает флотации, сернистый
натрий и крахмал подавляют, а предварительная обработка плавиковой
кислотой (350 г/т) активирует лепидолит при флотации олеатом натрия.
При флотации лепидолита октадециламином хорошими активаторами
являются жидкое стекло и LiaSCh, сильными подавителями — хлорная известь,
ОгСОз, смесь сернистого натрия и крахмала.
Лепидолит и мусковит можно разделить октадециламином, который
успешно извлекает мусковит в слабощелочной среде. После обработки плави-
ковой кислотой (350 г/т) можно флотировать мусковит олеатом натрия при
pH 8. При двукратной перечистке концентрата, загрязненного лепидолитом,
в пенном продукте содержится более 90 % мусковита при извлечении око-
ло 90 %.
Лепидолит и амблигонит успешно извлекают из оловянно-кварцево-поле-
вошпатовых руд смесью олеиновой кислоты с керосином (1:1 или 1 : 2)
в слабощелочной (содовой) среде.
Петалит (успешно флотируется катионными собирателями ИМ-11 и
октадециламином (рис. 5.6) соответственно при pH 5,5—9,5 и 5,5—6. Крах-
мал, танин, сернистый натрий, жидкое стекло, сода подавляют петалит.
Олеат натрия, олеиновая кислота и изооктилфосфат натрия вместе
с сосновым маслом не флотируют петалит при любом значении pH пульпы
и при различных регуляторах.
Амблигонит хорошо флотируется анионными и катионными собира-
телями (при pH 6—8,5). Олеатом натрия он может быть отделен от кварца,
альбита, мусковита, неактивированного лепидолита.
Амблигонит хорошо флотируется алкилсульфатом натрия при pH 2,5—4,5,
изооктилфосфатом при pH 3—4. Сода резко подавляет флотацию амблигони-
та катионными собирателями.
Жидкое стекло (1 кг/т) полностью подавляет амблигонит при флотации
олеатом натрия и значительно слабее при флотации катионными собирате-
лями.
Физико-химические свойства поверхностей минералов, опре-
деляющие флотируемость последних, зависят от строения по-
верхностных слоев и кристаллической структуры каждого ми-
нерала. Важное значение имеют закономерности разрушения
кристаллов при измельчении, так как это предопределяет вза-
имное расположение катионов и анионов в поверхностном слое
минерала и поведение его при флотации.
Кристаллическая структура минералов состоит из атомов и
ионов. Обычно размеры анионов примерно в 2 раза больше, чем
катионов, и поэтому они занимают главное пространство в кри-
132
ф-Al
O-P
Puc 5.7. Схема поверхности амблиго-
нита
Рис. 5.8. Схема поверхности петалита
Рис. 5.9. Проекция структуры лепи-
долита вдоль оси:
АА1 — плоскость спайности (010)
сталлических структурах и при плотной упаковке стремятся к
более упорядоченному расположению. Катионы расположены
в промежутках между анионами, тесно соприкасаясь с ними,
причем пустоты заполняются катионами сообразно их разме-
рам.
Амблигонит содержит в своей решетке катионы Li+ и А13+,
анионы ОН- или F- и комплексные анионы РО43-. Алюминий
связан с шестью анионами (2ОН~ и 4О2-—из группы РО43-),
усилия валентных связей с анионами -f-1/2 (-4-3/6). Литий свя-
зан с пятью анионами (ОН- и 4О2-), усилия валентных связей
его соответственно равны 4-1/5. При раскалывании кристалла
анион РО43- (подобный аниону SiO44-) не разрушается, рвутся
связи А1—О (ОН) и Li—О (ОН). Так как в структуре амблиго-
нита нет цепочек, слоев и других образований с сильными внут-
ренними связями, кристалл легко может раскалываться в не-
скольких направлениях на 3—4 плоскости спайности разного
качества. На спайных поверхностях могут присутствовать не-
компенсированные ионы кислорода (из группы РО43~), алюми-
ния с зарядами 4-1/2, -|-1 и отчасти 4-3/2, а также лития с за-
рядами 4-1/2 и 2/5. Эти значения составляют меньше полови-
ны валентности катионов, причем последние занимают
«удобные» позиции в поверхностном слое и потому прочно
удерживаются в нем (рис. 5.7). Наличие в поверхностном слое
амблигонита прочно связанных с ним катионов и анионов обес-
печивает флотацию этого минерала как анионными, так и ка-
тионными собирателями.
Структура петалита отлична от структуры амблигонита.
Здесь тетраэдры SiO4 связаны друг с другом таким образом,
что образуют слой — пакет состава Si040io. Между собой слои
сцепляются посредством катионов лития и алюминия, которые
оба находятся в четвертой координации. Усилия валентных
связей их соответственно 4~1/4 и 4-3/4. Внутри слоев связи
Si—О сильные, и раскалывание структуры происходит по отно-
сительно слабым связям А!—О и Li—О. При этом катионы ли-
тия и алюминия оказываются непосредственно на поверхности,
причем связаны с ней только половиной своего заряда, контак-
тируя всего лишь с двумя ионами кислорода, т. е. довольно не-
прочно (рис. 5.8).
Эти катионы легко диссоциируют с поверхности в раствор,
поэтому она отрицательно заряжается. Отсюда очевидны осо-
бенности флотационного поведения петалита — непрочность за-
крепления анионного собирателя, хорошее закрепление катион-
ного собирателя и, как следствие этого, плохое извлечение его
анионными и полное катионными собирателями (см. рис. 5.6).
Лепидолит относится к группе слюд, т. е. листовых си-
ликатов. В его структуре кремнекислородные тетраэдрические
группы связаны друг с другом в листы состава Si2O5, сцеплен-
ные попарно в пакеты посредством катионов лития и алюминия,
которые располагаются в октаэдрических пустотах, образован-
134
них гидроксильными и кислородными анионами. Между паке-
тами располагаются крупные катионы калия, связанные с
12 анионами кислорода из кремнекислородных листов
(рис. 5.9). Усилия валентных связей К—О равны -|-1/12, эти
связи очень слабы и пакеты могут легко отделяться друг от
друга, чем и объясняется весьма совершенная спайность в этом
направлении у всех слюд. Эта гладкая спайная поверхность
выполнена в основном анионами кремнекислородного листа, на
которых очень непрочно могут удерживаться катионы калия с
наполовину некомпенсированным зарядом. Эта поверхность
должна быть заряжена отрицательно.
Катионы лития и алюминия, заключенные между кремне-
кислородными листами, на поверхности спайности не обнажа-
ются вовсе. При измельчении эта поверхность обнажается, по-
этому лепидолит не флотируется анионными собирателями без
предварительной обработки и, наоборот, хорошо флотируется
катионными собирателями.
Лепидолит и петалит ведут себя при флотации одинаково,
но по разным причинам. У петалита очень слабая связь катио-
нов лития и алюминия с поверхностью минерала; они легко
диссоциируют, а поверхность приобретает отрицательный заряд.
Поэтому на петалите анионные собиратели закрепляются не-
прочно и флотация проходит плохо, а катионные закрепляются,
наоборот, прочно, что обеспечивает полное извлечение ми-
нерала.
У лепидолита вообще отсутствуют в поверхностном слое ка-
тионы Li+ и А13+. На поверхности спайности содержатся крем-
некислородные листы с зарядами анионов кремнекислоты, что
обеспечивает успешную флотацию их катионными собирателя-
ми. Предварительная обработка лепидолита растворами HF
активирует флотацию его анионными собирателями в связи
с разрушением кремнекислородных листов и обнажением ка-
тионов лития и алюминия на поверхности минерала.
§ 5.9. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ФЛОТАЦИИ ЛИТИЕВЫХ
РУД
На обогатительных фабриках руды с тонкой вкрапленностью
литиевых минералов перерабатывают по флотационным или
комбинированным схемам. Применяется прямая или обратная
флотация. Схемы действующих фабрик непрерывно совершен-
ствуются и улучшаются. В связи с этим необходимо иметь в ви-
ду, что приведенные ниже схемы и в дальнейшем могут быть
усовершенствованы и изменены.
По схеме прямой флотации обогащаются руды на фабрике
«Хилл-Сити» (США, месторождение Блэк-Хилл, шт. Северная
Дакота). Руда содержит 0,8—1,6% Li2O, 30—50% кварца, 20—
40% полевого шпата, около 2% слюды. На месторождении до-
бываются руды различной степени выветренности. Извлечение
135
Дробленая руда
Измельчение
Грохочение
NaOH
Обесшламливание
в гидроциклоне
\ Пески ,, Шламы в отвал
Механическое перемеши-
Вание (60~707о твердого)
Обесшламливание
в гидроциклоне
Шламы В отВал
Обесшламливание
в гидроциклоне
Длив ^Пески
Контактный чан
Олеиновая, нафтеновая
кислоты, пенообразова-
тель
Основная флотация
Концентрат I
Жидкое стекло,
квебрахо, OLH, пено-
образователь
I перечистная Жидкое стекло,
Jfocrni Хктце/трат
*“ ' Яперечибтная
1 Хвосты
Фильтрование
. Сушка
Литиевый Хвосты
концентрат в отвал
Рис. 5.10. Схема прямой флотации сподуменовых руд на фабрике
«Хилл-Сити» (США)
сподумена из невыветренной руды при прямой флотации со-
ставляло 80—90%, при флотации выветренных руд извлечение
заметно снижалось.
Схема прямой флотации сподуменовых руд на фабрике
«Хилл-Сити» (рис. 5.10) включает обесшламливание, перемеши-
вание (обдирку) с едким натром, повторное обесшламливание
и прямую флотацию сподумена олеиновой и нафтеновой кисло-
тами. По этой схеме можно получать чистый полевой шпат и
136
слюду, но из-за отсутствия сбыта фабрика выпускает только
сподуменовый концентрат.
В мельницу подают 0,3 кг/т NaOH. В контактный чан до-
бавляют 1 кг/т NaOH, в основную флотацию — 200 г/т олеино-
вой кислоты, 250 г/т нафтеновой кислоты и пенообразователь;
в перечистные операции — жидкое стекло и квебрахо или мо-
лочную кислоту и пенообразователь. По мере надобности до-
бавляют олеиновую кислоту. Перемешивание осуществляется
при содержании твердого 60—70%.
Показатели обогащения литиевых руд месторождения
Хилл-Сити приведены в табл. 5.6.
Таблица 5.6. Показатели флотации различных типов литиевых руд место
рождения Хилл-Сити, %
Продукты Твердая, маловывет- ренная Частично выветренная Значительно вывет- ренная
Выход Содержание Li2O Извлечение I. i 2О Выход . Содержание Li2O Извлечение то Выход Содержание Li 2О Извлечение L i 2 О
Концентраты Хвосты Шламы 14,2 65,4 20,4 3,94 0,27 0,53 66,4 21 12,6 15,9 52,3 31,8 4,92 0,46 0,68 63,5 19,3 17,2 13,1 48,6 38,3 5,13 0,46 0,75 57,1 18,8 24,1
Исходная руда 1G0 0,82 100 100 1,26 100 100 1,21 100
Сподумен в рудах сильно выветрен, выветренная поверх-
ность переходит в шламы, что вызывает большие потери со
шламами при обогащении. Следует отметить, что очищенный
сподумен из руд, подвергшихся различным изменениям, флоти-
руется одинаково. Извлечение сподумена из обесшламленного
материала, идущего во флотацию, составляет во всех типах руд
76% (от обесшламленной пульпы).
По схеме обратной флотации перерабатывают сподумено-
вые руды Северной Каролины (месторождение Кингс-Маун-
тейн). В руде содержится от 15 до 30% сподумена, 30—50%
полевого шпата, 20—25% кварца, 3—5% слюды и до 5—7%
прочих минералов (берилл, касситерит, колумбит, гранат, тур-
малин, монацит, пирротин, пирит и др.).
Общие запасы лития в рудах, содержащих более 1,3% Li2O,
исчисляются в 1 млн. т. Содержание Li2O в сподумене колеб-
лется в зависимости от степени выветренности руды. Процессы
выветривания способствуют выщелачиванию лития из споду-
мена (аналогично выщелачиванию калия и натрия из полевого
шпата).
На обогатительной фабрике «Кингс-Маунтейн» применяется
комбинированная схема (рис. 5.11), предусматривающая:
137
Исходная руда
Крупное дробление до -150(-250) мм
Грохочение
~75>w I+75 мм
Среднее дробление
r ~ ;
Грохочение
|-25мм ]+25 мм
у Мелкое дробление
Грохочение f _
_^<7мм |+<Х<7мм
Обогащение в
тяжелых суспензиях
____1' Тяжелая фракция ^Легкая фракция
Обогащение в
тяжелых суспензиях
' ' Легкая
фракция
_________) Тяжелая
NctDH Фракция
Измельчение
Классификация
1+д,вмм ---------
___ Обесшламливание
\Пески \)лив
Обогащение на Сгущение
винтовых сепаратор'"' ------------
Обогащение на
концентрационных столах
Сгущение
Хвосты
Слив
1 (шламы)
Концентрат тяже-
лых минералов р , ...
декстрин | ^длив
Двукратное последова-
тельное перемешивание
На доводку
Катионный собира-
тель,сосновое масло
Основная'дотация (^10-11) ^декстрин,
|Хвосты ПенРь,й | сосновоемасло
HF, натриевые Сгущение
соли смоляных I
кислот J,
~ Пенный I i
продукту
Перечистная флотация
i _ а
H2SO4
Пенный продукт
(слюда, кварц, по-
>4^ '' левой шпат)
Перемешивание (70%, твердого)
I
Флотация железосо- Перемешивание
держащих минералов Катионный собира-
Пенный про-
дукт(вотвал) ।-------------
Сгущение
? , Длив
v
Литиевый
концентрат „
Катионный собиратель, Прпрм^шивпм,р
сосновое масло перемешивание
----------------
чонный собира-Г
,сосновое масло |
11 у и“”"—
Флотация полевого шпата
Флотация слюды в слабокислой среде
Пенный продукт |
Слюдяной
концентрат
Хвосты
в отдал
Кварцевый концентрат Полевошпатовый концентрат
обогащение руды крупностью —25 +3,3 мм в тяжелых сус-
пензиях с выделением литиевого концентрата, отвальных хво-
стов и промпродуктов;
выделение тяжелых минералов на винтовых сепараторах и
концентрационных столах из промпродуктов и из исходной ру-
ды крупностью — 3,3 мм;
флотацию кварца, слюды и полевых шпатов из хвостов гра-
витации и из исходной руды мельче — 3,3 мм и выделение спо-
думена и минералов железа в виде камерного продукта;
флотацию железосодержащих минералов и получение гото-
вого сподуменового концентрата в виде камерного продукта;
последовательную флотацию слюды и полевого шпата из
пенного продукта основной флотации минералов породы с
целью получения слюдяного, полевошпатового и кварцевого
концентратов.
Подготовка руды к обогащению в тяжелых суспензиях за-
ключается в стадиальном дроблении и грохочении до крупно-
сти— 25 мм (см. рис. 5.11). Руда крупнее 3,3 мм обогащается
в тяжелых суспензиях в двух последовательно установленных
сепараторах фирмы «Вильмот». В качестве суспензоида исполь-
зуется ферросилиций крупностью —0,074 мм. Плотность сус-
пензии в первом аппарате поддерживается равной 2,9—3 г/см3
для получения более богатого сподуменового концентрата, а во
втором (контрольная сепарация)—2,7 г/см3 для получения
отвальных хвостов.
Руду крупностью —3,3 мм и промпродукт от обогащения в
тяжелых суспензиях измельчают до крупности —0,3 мм в стерж-
невых мельницах, работающих в замкнутом цикле со спираль-
ными классификаторами. В цикл измельчения подают NaOH
(расход 0,3 кг/т). Слив классификатора обесшламливают в
гидроциклонах и затем сгущают в сгустителе. Слив сгустителя
представляет собой отвальные шламы, а пески направляют на
флотацию.
Для выделения концентрата тяжелых минералов пески гид-
роциклона перед флотацией обогащают на винтовых сепарато-
рах при содержании твердого в пульпе 45%. Грубый концент-
рат этих сепараторов перечищают на концентрационных столах,
подвергают сушке и далее магнитной сепарации (на схеме не
показано). Хвосты винтовых сепараторов и концентрационных
столов объединяют и после обезвоживания направляют на
флотацию слюды, полевых шпатов, кварца.
Перемешивание пульпы с содержанием твердого 55% про-
изводится в присутствии извести (0,45 кг/т), декстрина
(0,23 кг/т) для подавления сподумена и минералов железа, ка-
Рис. 5.11. Комбинированная схема обогащения сподуменовых руд (с при-
менением обратной флотации) месторождения Кингс-Маунтсйн (США)
139
тионного собирателя (0,18—0,32 кг/т), вспенивателя (0,18 кг/т).
Пульпа перемешивается в течение 1 мин. Флотация проводится
при содержании твердого в пульпе 20—25% в течение 4 мин
(pH 10,5—11). В пенный продукт переходят кварц, полевые
шпаты и слюда. Пенный продукт перечищают при том же ре-
жиме, что и при основной флотации.
Сподуменовый концентрат (камерный продукт) очищают от
железосодержащих минералов путем предварительного сгуще-
ния до 65—75% твердого, перемешивают в контактном чане с
плавиковой кислотой (0,16 кг/т), собирателем оксидов желе-
за— натриевой солью смоляных кислот (0,9 кг/т), вспенивате-
лем (0,04 кг/т) и затем флотируют в течение 4 мин при содер-
жании твердого в пульпе 25%. В пенный продукт выделяют же-
лезосодержащие минералы, камерный продукт является конеч-
ным сподуменовым концентратом.
Содержание ЫгО в сподуменовом концентрате после обога-
щения в тяжелых суспензиях составляет 5—6% при извлечении
25—30% от исходной руды; во флотационном концентрате 5—
6% Ы2О при извлечении 45—50% от исходной руды или свыше
70% от операции. Концентрат тяжелых минералов содержит
45% касситерита, 33% колумбита, 14% пирротина и 8% мона-
цита. В исходной руде содержится 1,4—1,6% Ы2О и 0,2% сум-
мы тяжелых минералов.
Коллективный концентрат минералов пустой породы флоти-
руют катионными собирателями с длинной углеводородной
цепью. Сподумен и минералы железа подавляют декстрином
или крахмалом в сильнощелочной среде, создаваемой изве-
стью.
Для флотации слюды из коллективного концентрата в пуль-
пу добавляют серную кислоту, для создания слабокислой сре-
ды — катионный собиратель и сосновое масло. В США из руд
Северной Каролины — слюду и минералы железа флотировали
из хвостов сподуменовой флотации нефтяным сульфонатом в
кислой среде. Хвосты слюдяновой флотации промывают в сгу-
стителе или в гидроциклоне, перемешивают 5—8 мин при со-
держании твердого 50% с добавлением 0,68 кг/т плавиковой
кислоты (подавитель кварца), разбавляют водой до 25% твер-
дого и флотируют полевой шпат катионным собирателем (50—
100 г/т) и сосновым маслом. В камерном продукте остается
кварц.
При обогащении сильновыветренных руд Северной Кароли-
ны применяли избирательное измельчение. Если с поверхности
минеральных частиц не удалены продукты выветривания, се-
лективность процесса остается низкой, увеличивается расход
катионного собирателя, снижается качество сподуменовых кон-
центратов. Обработка при содержании твердого 65—70% в те-
чение 5—10 мин раствором NaOH (1,8—2,3 кг/т) с последую-
щей промывкой декантацией способствует удалению продуктов
выветривания с поверхности минеральных частиц, а селектив-
140
ность при выделении сподумена становится такой же, как и при
переработке невыветренных руд.
При переработке руд месторождения Кет-Лейк (Канада)
применяли коллективную флотацию. Руду, содержащую около
1,4% Li2O, кварц, альбит, микроклин, гранат, мусковит, измель-
чали до 83% —0,074 мм в мельнице с резиновой футеровкой
с добавлением 3 кг/т NaOH для очистки поверхности минера-
лов. При флотации добавляли олеиновую кислоту и 20—50 г/т
катионного собирателя при pH 8,5 для извлечения в пенный
продукт сподумена и слюды. Коллективный концентрат перечи-
щали с теми же реагентами в кислой среде, которую создавали
добавлением H2SO4. В пенный продукт извлекали слюду, а спо-
думен оставался в камерном продукте, в котором содержалось
6% Li2O при извлечении 64%.
Слюдяные концентраты после измельчения до —74 мм ис-
пользуют в лакокрасочной и резиновой промышленности, в про-
изводстве пластмасс и в строительном деле. Полевошпатовые
концентраты с низким содержанием железа используют для
производства стекла.
Аналогичные руды обогащают и по схеме прямой флотации.
После измельчения с едким натром и обесшламливания руды
флотируют сподумен при pH 9 олеиновой кислотой (расход
230 г/т), нафтеновой кислотой (125 г/т) и эмульсолом (пено-
образователь). Для подавления пустой породы в пульпу пода-
ют жидкое стекло и квебрахо. Иногда едкий натр заменяют
фторсиликатом, силикатом или фосфатом натрия.
Обогащение циннвальдитовых руд. Одним из наиболее
крупных месторождений циннвальдитовых руд считают место-
рождение в районе Циннвальда (ЧССР). Месторождение сло-
жено двумя типами руд. Руды кварцевые содержат около 78%
кварца, 20% циннвальдита, 1,3% флюорита, 0,5% топаза, 0,1%
касситерита и 0,1% вольфрамита. Руды грейзенового типа со-
держат около 45% гранита, грейзена, полевого шпата, порфира,
43% кварца, 6% циннвальдита, 1% вольфрамита, 0,5% шеели-
та, 1% касситерита, 3,5% прочих минералов.
Циннвальдитовые руды обогащают по комбинированной схе-
ме с применением флотации, гравитации и магнитной сепа-
рации.
Вольфрамит и касситерит выделяют на отсадочных машинах
и концентрационных столах с последующим разделением кол-
лективного оловянно-вольфрамового концентрата на магнитных
сепараторах. Хвосты или промпродукты столов крупностью
—1,5 мм, содержащие циннвальдит, флотируют аминным соби-
рателем катексолом в сернокислой среде при pH 3,5.
Реагент катексол-298 представляет собой алкиламидэтилпи-
ридинохлорид
R —СО —NH —СН2 —СН2 —N —С1,
где R— высшие алкилы С8—Си (преимущественно Ci2).
141
Технический катексол-298 содержит свободные пиридино-
вые основания и их гидрохлориды, фосфорную кислоту и гли-
церин.
Циннвальдит также флотируется катионными собирателя-
ми: триметилоктадециламмонийсульфатом, диметилоктадецил-
бензиламмонийхлоридом.
Лучшие результаты флотации обеспечивает катексол. Из-
влечение ЫгО достигает 75% при содержании его в питании
0,3—0,5% и в концентрате 2,5%. При обогащении более бед-
ных руд грейзенового типа показатели флотации резко снижа-
ются.
В гравитационном концентрате содержится 25% Sn и 28%
W при извлечении 66 и 71% соответственно.
Флотационный концентрат перечищают на магнитном сепа-
раторе. Циннвальдит извлекается в магнитную фракцию. В слу-
чае флотации циннвальдита из исходной руды хвосты флота-
ции подвергают гравитации, чтобы выделить касситерит, воль-
фрамит и шеелит.
Крупночешуйчатый циннвальдит можно выделить на кон-
центрационных столах, где он всплывает с легкой фракцией
(смывается водой); при обогащении в тяжелых суспензиях
циннвальдит (плотность 3,1 г/см3) тонет и разгружается как
тяжелая фракция.
§ 5.10. ИЗВЛЕЧЕНИЕ СОЛЕЙ ЛИТИЯ ИЗ РАССОЛОВ
Примером извлечения лития из соляных рассолов (рапы) яв-
ляется крупнейшее месторождение солей в пустыне Могэв (озе-
ро Сирлс, шт. Калифорния в США). Из этих рассолов литий
извлекался попутно при выделении различных солей (КО,
ИагСОз, Na2BO4). Извлечение лития осуществляется, в частно-
сти, на химическом заводе Трона (США). Солевой раствор упа-
ривают. Соли лития осаждаются из рассола в выпарных аппа-
ратах в виде двойного фосфата лития Li2NaPO4 вместе с мине-
ралом буркеитом (Na2CO3-2Na2SO4).
В процессе получения различных солей при упарке рапы
наблюдалось вспенивание, причину которого первоначально
усматривали в наличии в рапе органических веществ. При изу-
чении этого явления установлено, что вспенивание вызывается
образованием в рассолах тонкой суспензии малорастворимого
двойного фосфата лития и натрия (ЫгПаРО4). Вспенивание яв-
лялось источником ряда затруднений в содовом производстве,
поэтому извлечение лития было необходимо в целях его утили-
зации и нормализации производства солей.
Исследования показали, что двойной фосфат лития может
хорошо извлекаться с помощью пенной флотации, для чего по-
требовалась специальная флотационная машина, обеспечиваю-
щая весьма тонкое диспергирование воздуха при сравнительно
спокойных условиях перемешивания пульпы.
142
Для получения концентрата лития через скважины откачи-
вают солевой раствор. Его нагревают в теплообменниках ва-
куум-кристаллизационной установки до 50 °C, далее он посту-
пает в выпарную батарею с принудительной циркуляцией и про-
тивоточным движением выпариваемого рассола и греющего пара.
В выпарные аппараты вводится некоторое количество жир-
ных кислот. Температура выпариваемого раствора в первом
корпусе составляет 50 °C, во втором — 85 °C, в третьем — 120 °C.
В процессе выпаривания из раствора кристаллизуются хло-
ристый калий, буркеит, моногидрат соды и двойной фосфат ли-
тия. Упаренный раствор подвергается гидравлической класси-
фикации. Нижний продукт классификатора представляет собой
хлористый калий. Слив гидравлического классификатора несет
тонкую взвесь буркеита и двойного фосфата лития крупностью
от 0,002 до 0,025 мм. Этот слив направляется в сгуститель для
осаждения взвеси. Нижний продукт разгрузки сгустителя филь-
труется. Кек с фильтра обрабатывается в плотной пульпе жир-
ными кислотами и далее поступает на растворение горячими
щелочами. Буркеит в основной своей массе растворяется, двой-
ной фосфат лития не растворяется. Предполагается, что мыла
жирных кислот, образующиеся в процессе щелочной обработки,
покрывают тонкие кристаллы двойного фосфата лития пленкой,
препятствующей растворению кристаллов.
Пульпа аэрируется в башне воздухом, который подают сни-
зу. В аэрированную пульпу вводится пенообразователь — мине-
ральное масло. Флотация проводится во флотационных маши-
нах, представляющих собой чан диаметром 3 м, высотой 7 м,
вмещающим до 38 м3 пульпы и снабженных внутренними раз-
грузочными конусами и пеногонами для съема пены. Автома-
тические устройства поддерживают во флотационных машинах
постоянный уровень пульпы. При подъеме раствора по кольце-
вому пространству, окружающему конус, частицы двойного
фосфата лития флокулируют и с тонкодиспергированными пу-
зырьками воздуха выносятся на поверхность. Очищенный от
литиевых соединений раствор направляется на получение соды.
Пенный литиевый концентрат собирается в отстойники, где на-
гревается до 66 °C для дополнительного растворения буркеита.
Нерастворившаяся часть продукта отфильтровывается.
Осадок, представляющий собой литиевый концентрат, высу-
шивается; он характеризуется следующим составом, (%):
U2O 20—22, Р2О5 50, NaCO3 17, Na2SO4 2, влажность 2%.
Извлечение ЫгО в концентрат достигает 90%. Ранее литий
добывали как побочный продукт, поэтому масштабы его произ-
водства определялись спросом на основные виды продукции,
извлекаемые из рассолов (бура, соли натрия, калия и др.).
§ 5.11. МЕТОДЫ ИЗВЛЕЧЕНИЯ ИЗ РУД РУБИДИЯ И ЦЕЗИЯ
Рубидий и цезий являются рассеянными элементами. Они об-
наружены во многих минералах и минеральных источниках, но
143
в весьма малых концентрациях. Известны два цезиевых мине-
рала — поллуцит и родицит.
Поллуцит — Cs [AlSi20e] Н2О — алюмосиликат цезия содер-
жит 30—32% CS2O, является самым богатым цезием минера-
лом. Химический состав его непостоянный. Плотность 2,85—
2,9 г/см3, твердость 6,5, бесцветный, прозрачный, блеск стек-
лянный, похож на кварц, встречается в ассоциации с литиевы-
ми минералами. В соляной кислоте при нагревании растворяет-
ся с трудом. Месторождения поллуцита известны в Италии,
Юго-Западной Африке, США, Швеции.
Химический анализ поллуцитов различных месторождений
показывает следующее содержание в них элементов (%): CS2O
от 26,6 до 36,77; Li2O 0,1—0,4; Rb2O до 1,6; SiO2 44—48;
А120з 16—18; Fe2O3 0,2—0,7.
Родицит KNaLi4Al4Be3Bio027 содержит также цезий и руби-
дий, относится к группе безводных ортоборатов. Плотность
3,4 г/см3, твердость 8, встречается редко. Собственно рубидие-
вых минералов неизвестно.
Рубидий и цезий содержатся во многих минералах — в лепи-
долите, карналлите, петалите, циннвальдите, берилле, полевых
шпатах, биотите и др. Так, в лепидолитах различных месторож-
дений содержится от 0,2 до 3,73% КЬгО и от 0,01 до 2% Cs2O.
Аналогичное содержание их в цезиевых биотитах Южной Да-
коты, в железолитиевых слюдах Массачусетса.
В рассеянном состоянии рубидий и цезий встречаются во
многих горных породах: гранитах, диабазах, базальтах, сиени-
тах, нефелинах, глинистых сланцах, известняках. Источником
получения цезия и рубидия являются поллуциты и лепидолиты,
а источником получения рубидия (а возможно, и цезия) — кар-
наллиты.
Карналлит MgC12KCl-6H2O содержит сотые доли процента
изоморфных примесей рубидия и значительно меньше цезия, до
0,2% брома, литий и др. Плотность карналлита 1,6 г/см3, твер-
дость 3, хрупок. На воздухе разлагается на КС1 и MgCl2-6H2O,
образуя густой рассол. Природный карналлит имеет состав.
(%): С1 38,3; К 14,1; Mg 8,7; Н2О 38,9. Запасы карналлитовых
месторождений весьма значительны. В морской воде концент-
рация солей рубидия и цезия составляет от 0,5 до 5 мг/л и в
различных минеральных источниках — от 0,2 до 6 мг/л цезия.
Рубидий и цезий долгое время извлекали преимущественно
из лепидолитов, попутно при добыче лития. В настоящее вре-
мя цезий получают главным образом из поллуцита, а рубидий—
в основном из карналлитов.
Различный химический состав этих минералов, резкое отли-
чие содержания в них рубидия и цезия потребовали совершенно
различных технологических способов переработки и химических
реагентов для извлечения из них рубидия и цезия.
Обогащение поллуцитовых руд. Плотность, твердость, цвет
и другие физико-химические свойства поллуцита, приближаю-
144
щиеся к свойствам кварца и дру-
гих минералов породы, свиде-
тельствуют о большой трудности
обогащения гравитационными и
другими методами, которые
позволили бы получать высоко-
качественные поллуцитовые кон-
центраты. Исследованиями уста-
новлена возможность фло-
тационного выделения поллуцита
з концентрат катионными соби-
рателями типа АНП при концен-
трации более 10 мг/л и pH от
2 до 10 (рис. 5.12); олеат натрия
при концентрации 15—20 мг/л
в узком интервале pH 5—5,5
удовлетворительно извлекает пол-
луцит. Алкилсульфат натрия
Рис. 5.12. Влияние pH на извлече-
ние е поллуцита различными со-
бирателями:
/—олеат натрия (15 мг/л); 2 — алкил-
сульфат натрия (100 мг/л); 3 — АНП-14
(10 мг/л, регуляторы pH среды HF и
NaOH) (по Г. С. Бергеру)
плохо флотирует поллуцит, при изменении концентрации ре-
агента от 10 до 200 мг/л извлечение не превышает 20%. Из ру-
ды месторождения Бикита (Зимбабве), содержащей око-
ло 18% цезия (более 60% поллуцита), 16% альбита, 13% лепи-
долита, 4% кварца, 1% сподумена и 1% петалита, поллуцит
извлекается обратной флотацией. Перед флотацией пульпа пе-
ремешивается с серной кислотой (до pH 1,4—2,7), затем с пла-
виковой, а при флотации шламистых разностей добавляется
сульфат аммония (230—450 г/т) для улучшения пенообразова-
ния. Далее катионным собирателем извлекаются в пенный про-
дукт лепидолит, мусковит, кварц и полевой шпат. После двух-
трех перечисток в камерном продукте остается поллуцитовый
концентрат, содержащий до 29% Cs и 1,39% Rb при извлече-
нии 92,6 и 31,8% соответственно. При обогащении более бед-
ной руды месторождения Мейн (США), содержащей около 8%
Cs, получен поллуцитовый концентрат, содержащий 20% Cs
при извлечении 87%.
Извлечение цезия из поллуцитовых концентратов осуществляют различ-
ными химико-металлургическими процессами. Для растворения поллуцита и
удаления кварца, алюминия и других примесей применяют плавиковую, соля-
ную или серную кислоту в сочетании с хлоридами сурьмы, свинца и других
элементов с получением конечного продукта в виде хлорида или карбоната
цезия, содержащего практически чистые соединения цезия.
При переработке поллуцитов цезий можно также выделять из растворов
в виде двойной соли с хлоридами свинца (Cs2PbCl6) или сурьмы
(3CsCl-2SbCl3). Для удаления сурьмы осадок кипятят с разбавленным ам-
миаком, при этом в результате гидролиза в осадок выделяется Sb2O3, а остав-
шийся в растворе вместе с цезием хлорид аммония удаляют выпариванием
раствора досуха и прокаливанием сухого остатка. Извлечение цезия из поллу-
цитов производили и другим способом. Измельченную руду подвергали обра-
ботке концентрированной соляной кислотой с последующим разбавлением
раствора для выделения кремнекислоты, которую в дальнейшем отфильтровы-
вали. Затем из раствора осаждали цезий в виде двойной соли с хлоридом
сурьмы. Известны другие способы получения цезия из поллуцитов.
10-5308
145
Поллуцит можно обрабатывать также 50 %-ной серной кислотой. Для
этого полученную массу разбавляют водой и фильтруют в горячем состоянии.
После охлаждения из раствора выделяют алюмоцезиевые квасцы (за счет
.алюминия, который содержится в руде); они выпадают первыми ввиду крайне
малой растворимости. Их отфильтровывают, а раствор упаривают до неболь-
шого объема, после чего из него выделяют алюмоквасцы, обогащенные
рубидием.
Извлечение рубидия и цезия из лепидолитов. Лепидолиты, или литиевые
слюды, представляют собой сложные алюмосиликаты лития и калия, в кото-
рых очень небольшая часть щелочных металлов замещена рубидием и цезием.
Для вскрытия лепидолиты подвергают предварительной плавке или спе-
канию в различных условиях. Наиболее распространен способ, основанный
на сплавлении измельченной руды с гипсом с последующим выщелачиванием
плава горячей водой. После охлаждения раствора из него кристаллизуются
алюмоквасцы рубидия, цезия и калия. Из маточных растворов затем выде-
.ляют литий в виде карбоната. Лепидолиты также сплавляют с сульфатом
калия, со смесью сульфата и карбоната бария с последующим нагреванием
и выщелачиванием серной кислотой. Известен целый ряд других способов.
•Следовательно, в конечном счете основной процесс производства рубидия и
цезия из лепидолитов заключается в перекристаллизации квасцов с целью
отделения их друг от друга и от сопутствующего калия.
Извлечение рубидия из карналлитов. Промышленное производство руби-
дия было организовано в 1944 г. из карналлитов, содержащих от 0,007 до
0,01 % рубидия и около 0,0002 % цезия, по следующей схеме.
Измельченный карналлит выщелачивали водой при 90 °C; после охлажде-
ния отфильтрованный от выделившегося хлорида калия раствор упаривали
;В вакуум-аппаратах. При охлаждении раствора происходила кристаллизация
так называемого «искусственного», т. е. перекристаллизованного карналлита,
.который значительно обогатился рубидием по сравнению с исходным.
Весь процесс перекристаллизации, основанный на разложении калиевого
карналлита с отделением КС1 и последующем выделении из упаренных раство-
ров изоморфных кристаллов калиевого и рубидиевого карналлитов, много-
кратно повторялся. После 10 операций получали концентрат с содержанием
не менее 10 % рубидия. Таким образом, осадки обогащались рубидием
в 1000 раз.
Далее концентрат растворяли в воде, куда добавляли хлорид магния, и
после фракционированной кристаллизации двойных солей осадки вновь обога-
щались рубидием. В полученном осадке концентрация рубидия достигала
.34%. Этот осадок прокаливали при 600—700 °C, превращая его в карбонат.
Технический карбонат рубидия, полученный этим способом, содержал 90 %
;RbCO3, свыше 7 % К2СО3 и до 2 % СаСО3.
Для извлечения цезия нейтрализуют конечные кислые растворы оксидом
магния, получают осадок оксалата магния с примесью оксалатов цезия и ру-
бидия. Этот осадок кипятят с водой и вновь осаждают тетраоксалат рубидия.
В маточных растворах накапливается так много цезия, что его можно извлечь
в виде тетраоксалата без примеси рубидия.
Для извлечения цезия из богатых руд (поллуцитов) применялось непо-
средственное восстановление его до металла.
Для бедных руд — силикатов или фосфатов — предложен метод прямого
извлечения, включающий прокаливание руды с известью при температуре
1050—1150 °C и давлении 0,133—1,33 Па. Рубидий и цезий при этом превра-
щаются в оксиды. Если же в шихту добавлять избыток алюминия, кремния
или ферросилиция, то силикаты рубидия и цезия восстанавливаются до метал-
лов. Даже в том случае, когда содержание рубидия и цезия в каких-либо
силикатах ничтожно мало, их можно извлечь без предварительного обогаще-
ния руды.
146
Глава 6.
ОБОГАЩЕНИЕ БЕРИЛЛИЕВЫХ РУД
§ 6.1. ОСНОВНЫЕ СВОЙСТВА И ОБЛАСТИ ПРИМЕНЕНИЯ
БЕРИЛЛИЯ
Бериллий относится ко второй группе Периодической системы^
Д. И. Менделеева. Во всех своих соединениях он двухвалентен.
Плотность его 1,84 г/см3. Металлический бериллий светло-се-
ро-стального цвета, хрупок, но переплавка в вакууме с добав-
кой раскислителей улучшает его вязкость.
Бериллий был открыт в 1798 г. французским химиком
Л. Н. Вокленом, но промышленное использование его началось-
лишь в 30-х годах нашего столетия*. Сплавы бериллия с дру-
гими металлами обладают рядом ценных механических свойств.
Известно пять изотопов бериллия: 6Ве, 7Ве, 8Ве, 9Ве, 10Ве,_
из которых лишь изотоп 9Ве стабилен. До недавнего времени,
он считался единственным природным изотопом бериллия, од-
нако в последнее время доказано существование в природе так-
же радиоактивных изотопов 7Ве, 8Ве и 10Ве, ранее полученных
искусственно. Они представляют собой короткоживущие про-
дукты ядерных реакций, происходящих в атмосфере и литосфе-
ре. Характерная особенность стабильного изотопа — сравни-
тельно легкая разрушаемость его атомов под воздействием
у-излучения. Распад идет с выделением нейтронов, что позволя-
ет использовать бериллий в качестве их источника, а также де-
лает реальной возможность применения при поисках бериллие-
вых руд метода искусственной (наведенной) радиоактивности.
Бериллий обладает малым поперечным сечением захвата
нейтронов и сравнительно большой рассеивающей способно-
стью. Бериллий высокой степени чистоты и окись бериллия ис-
пользуются в качестве замедлителя медленных нейтронов в
атомных реакторах.
Металлический бериллий обладает рядом весьма ценных
технических свойств: низкой плотностью, высокой прочностью
и жаростойкостью. Модуль упругости бериллия составляет 1,4
по отношению к стали; это выдвигает бериллий в число наибо-
лее перспективных конструкционных материалов. Отношение
прочности бериллия к его массе выше, чем у алюминиевых, ти-
тановых, специальных и авиационных сталей.
Металлический бериллий используется для изготовления
окон рентгеновских трубок (он в 17 раз более проницаем, чем
алюминиевые трубки), антикатодов в циклотронах, электродов
неоновых ламп. В атомной технике бериллий высокой чистоты
используется как источник и замедлитель нейтронов и как
* Минералы берилл, изумруд, аквамарин были известны в глубокой’
древности.
10* 147~
конструкционный материал для бериллизации изделий (по-
верхностной цементации) с целью придания им высокой по-
верхностной твердости. В США металлический бериллий ис-
пользуется на производство ядерного оружия и в ядерной тех-
нике, в скоростной авиации, космической технике и ракето-
строении.
Оксид бериллия также обладает рядом замечательных свойств. Наряду
с малой плотностью и высокой температурой плавления (2570 °C) он харак-
теризуется большой твердостью, хорошей теплопроводностью и электроизо-
ляционными свойствами. Оксид бериллия используется в качестве люмино-
фора (флуоресцирующий материал) при производстве люминесцентных ламп,
телевизионных и других электронных трубок, в керамике — для изготовле-
ния высокоогнеупорных тиглей и футеровки электропечей. Огнеупоры из окси-
да бериллия в связи с высокой температурой плавления и антикоррозионной
стойкостью применяют в атомной технике, в металлургии и электротехнике.
Несмотря на то что соединения и сплавы бериллия, а также изделия из
него обладают рядом ценнейших свойств, он долгое время не использовался
в промышленности, так как технологический процесс переработки бериллие-
вых руд и получение чистого металла очень сложны. Сплавы, содержащие
бериллий, являются важнейшей областью его использования.
Сплавы бериллия используются для производства деталей и конструк-
ций, подвергающихся длительному интенсивному напряжению или трению
при переменной или высокой температуре. Даже незначительная добавка
бериллия к некоторым металлам резко повышает их механические свойства.
Наиболее широко используют бериллиевые сплавы на медной основе (бе-
риллиевые бронзы), механические свойства которых во многих отношениях
превосходят свойства качественных сталей.
Бериллий находит также применение в сплавах с алюминием, магнием,
.никелем, железом, хромом, придавая этим сплавам вязкость, жаростойкость,
устойчивость к коррозии. Легкие и прочные бериллиево-алюминиевые кон-
струкционные сплавы применяют в авиа- и ракетостроении, в космической
технике. Медно-бериллиевые и никелево-бериллиевые сплавы сочетают в себе
высокую прочность с коррозионной устойчивостью, отличаются высокой вы-
носливостью и способностью к твердению в процессе термической обработки.
Из этих сплавов получают высококачественные ленты, прутки, проволоку и
пружины малого диаметра. Сплавы признаны лучшим материалом для авиа-
ционных пружин, диафрагм в термостатах и других регулирующих приборах;
применяют для изготовления многих деталей самолетов, кораблей, танков,
пушек, снарядов, двигателей внутреннего сгорания, электродвигателей, ра-
диоаппаратуры, телефонных и телеграфных аппаратов, в противопожарной
технике, установках для электроуправления на заводах и фабриках, для изго-
товления безыскровых инструментов.
В США стоимость бериллия в виде слитков составляет около
'250 долл/кг.
§ 6.2. РУДЫ И МИНЕРАЛЫ БЕРИЛЛИЯ
Минералы бериллия. В природе известно более 30 минералов
бериллия, но только 6—8 из них имеют промышленное значе-
ние (табл. 6.1). Другие минералы встречаются редко. Около
99% бериллия рассеяно в виде изоморфной примеси в породо-
образующих и второстепенных минералах горных пород, слага-
ющих земную кору, и лишь ничтожная часть их концентрирует-
ся в собственно бериллиевых минералах, скопления которых яв-
ляются результатом очень сложных процессов минералообразо-
вания.
148
Таблица '6.1. Минералы бериллия, имеющие промышленное значение
Минерал Химический состав Содержание, % Плотность, г/см8
Берилл Al2Be3(Si6O18) 11- 14,3 2,6—2,9
Хризоберилл А12ВеО4 19,8 3,5—3,8
Фенакит Be2(SiO4) 45,5 3
Гельвин Mn8(BeSiO4)6-S2 11—14,2 3,3
Гентгельвин Zn8(BeSiO4)6-S2 11—14 3,66
Даналит Fe8(BeSiO4)6-S2 12,7—14,7 3,4
Бертрандит Be4(Si2O7)(OH)2 39,6-42,6 2,6
Эвклаз Be2Al2Si2O8(OH)2 — 3,1
Твердость по шкале Мооса Цвет
7,5-8 Голубой, зеленовато-голубой, зеле- ный, желтый, белый, бесцветный, ро- зовый
8,5 Желтый, желто-зеленый, изумрудно- зеленый (у александрита)
7,5 Бесцветный, прозрачный, желтоватый, бурый
6-6,65 Желтый, бурый, красный, зеленый, серый
— Розовый, розово-красный
5,5-6 Желтый, бурый, красный, зеленый, серый
6 Бесцветный, белый, желтоватый
7,5 Бледно-зеленый, бесцветный, синий
Бериллий, рассеянный в горных породах, в основном связан
с полевыми шпатами гранитов или нефелином и полевыми шпа-
тами щелочных пород. Его концентрации характерны для неко-
торых темноцветных минералов, а также для мусковита (обыч-
но тысячные, реже сотые доли процента бериллия). Содержа-
ние бериллия в земной коре, по данным Ф. У. Кларка, равно
0,00035%, а по данным акад. А. П. Виноградова — 0,006%
(только в литосфере).
В пегматитовых бериллиевых месторождениях содержание
бериллия в 100 раз превышает его средний кларк. Обычно со-
держание бериллия в бериллоносных пегматитах больше его
кларка в 20—60 раз. Среднее содержание бериллия в гранит-
ных пегматитах составляет около 0,002%.
Часть бериллия, накапливающегося в пегматитовых место-
рождениях, не входит в состав бериллиевых минералов, рас-
сеивается в виде изоморфной примеси в породообразующих и
второстепенных минералах пегматитов. Так, содержание рас-
сеянного бериллия в кварце, альбите, микроклине составляет
примерно 0,0002—0,006%, в мусковите, лепидолите, турмалине,
гранате и сподумене 0,0005 — 0,012%.
Концентрация бериллия в гидротермально-пневматолитовых
месторождениях иногда значительна, превышает его кларк в
земной коре в тысячу раз и более.
В скарновых месторождениях характерны изоморфные при-
меси бериллия в решетках породообразующих силикатных ми-
нералов (слюды, везувиан и др.). Во флогбпит-биотитовых
изумрудсодержащих жилах, залегающих в ультраосновных по-
родах, содержание рассеянного бериллия, заключенного в виде
примеси в слюдах (маргарит, флогопит) составляет 30—40%;
в скарнах, содержащих везувиан и гельвин, содержание берил-
лия, рассеянного в виде примеси в везувиане, иногда превыша-
ет 50%.
Повышенные концентрации бериллия в виде скоплений гель-
вина-даналита обнаружены в гидротермальных месторождени-
ях сульфидно-полиметаллической формации. Минералы берил-
лия известны также в низкотемпературных карбонатных жи-
лах и жильных образованиях альпийского типа, что подтверж-
дает возможность миграции и концентрации бериллия в самые
поздние стадии гидротермального процесса. Бериллий в зоне
гипергенеза характеризуется весьма слабой подвижностью и
активно адсорбируется тонкодисперсными системами в почвах
и глинах вблизи коренного источника.
Берилл является наиболее распространенным в земной
коре бериллийсодержащим минералом. Кристаллическая струк-
тура берилла определяется наличием кольцевых анионных ра-
дикалов SigOis, которые связаны ионами Be и А1, расположен-
ными между кольцевыми радикалами. Кольца радикалов
Si6O is, располагающиеся друг над другом, образуют внутри
150
свободный «канал», в котором могут помещаться ионы щелочей
натрия, калия, лития, цезия, рубидия, а также воды и гелия.
Берилл встречается в пегматитах с кварцем, микроклином,
мусковитом, альбитом, танталониобатом; в грейзенах и кварце-
вых жилах — с кварцем, мусковитом, топазом, флюоритом,
вольфрамитом, молибденитом.
В зависимости от примесей (определяемых условиями обра-
зования минерала), окраски и прозрачности различают несколь-
ко разновидностей: берилл, изумруд, аквамарин, воробьевит,
гелиодор.
Собственно берилл окрашен в зеленовато-белый,
желтый, желтовато-зеленый, голубой, ярко-зеленый, иногда ро-
зовый цвет, имеются непрозрачные скопления, сростки кристал-
лов, мелкозернистые массы и т. д., распространен в пегмати-
тах, пневматолитах, кварцевых жилах.
Изумруд содержит ничтожные примеси хрома, окраши-
вающего минерал в ярко-зеленый цвет; прозрачные экземпля-
ры изумрудов, в которых нет трещин, высоко ценятся как дра-
гоценные камни; разновидность изумруда (смарагд)—темного
травянисто-зеленого цвета.
Аквамарин — прозрачная разновидность синевато- и зе-
леновато-голубой окраски, содержит примеси двухвалентного
железа.
Воробьевит — разновидность розового цвета, содержа-
щая цезий, иногда рубидий и марганец.
Гелиодор — желтая и золотисто-желтая прозрачная раз-
новидность, содержащая оксид трехвалентного железа.
Ростерит — бесцветные разности с примесью цезия.
К бесщелочным бериллам (сумма щелочей меньше 0,5%)
относятся обычный берилл, аквамарин, гелиодор, изумруд;
к щелочным бериллам (сумма щелочей более 0,5%)—натрие-
вый, натролитиевый, литиево-цезиевый (воробьевит).
Красиво окрашенные прозрачные разности изумруда (сма-
рагда), аквамарина, воробьевита и гелиодора применяют в
ювелирном деле; после огранки их используют как драгоцен-
ные камни (изумруд массой более 5 карат ценится выше брил-
лиантов) .
Известны крупные месторождения берилла в США: в Аль-
бини (шт. Мэн) обнаружены кристаллы до 5 м в длину и 1,5 м
в поперечнике, массой до 16 т; месторождение в Грефтоне
(Нью-Гемпшир), в Бренчвилле (Коннектикут) и др. В Колум-
бии (Южная Америка) известно крупное месторождение изум-
рудов, связанное с пегматитовыми жилами, содержащими
кварц, кальцит, пирит, паризит. В Египте известно месторожде-
ние изумрудов на берегу Красного моря в слюдяных сланцах;
в Юго-Западной Африке (в Рессинге) — месторождения берил-
ла и гелиодора, в Северо-Восточном Трансваале — изумруда;
месторождения в различных районах Мадагаскара — место-
рождения аквамарина и розового берилла.
151
Хризоберилл является драгоценным камнем, при дневном
свете изумрудно-зеленой окраски, при искусственном освеще-
нии приобретает фиолетово-красный цвет. Обычно хризоберилл
содержит примеси; до 6% Fe2O3, иногда до 3% TiO2 и до 0,4%
Сг20з, от которых и зависит окраска минерала. В кислотах не
растворяется. Обычно встречается в пегматитах в ассоциации
с изумрудом, фенакитом, бериллом, полевым шпатом, апатитом
и другими минералами слюдяных, хлоритовых и тальковых
сланцев. В скарнах встречается с флюоритом, везувианом, гель-
вином, фенакитом, магнетитом. Весьма устойчив, встречается
в россыпях в виде окатанных галек.
Месторождения хризоберилла известны в Бразилии в ассо-
циации с топазом, горным хрусталем, шпинелью, гранатом, тур-
малином и другими минералами, в россыпях на островах Цей-
лон и Мадагаскар.
Фенакит содержит примеси MgO, СаО, Д12О3 и Na2O. Обла-
дает слабой фосфоресценцией. Чаще встречается в пегматитах
в ассоциации с бериллом (изумруд), хризобериллом, топазом,
полевым шпатом, слюдами, кварцем.
Прозрачные нежно окрашенные разности используют в юве-
лирном деле. Цвет фенакита весьма неустойчив — от действия
солнечных лучей этот минерал может обесцвечиваться.
Месторождения фенакита в настоящее время представляют
значительную промышленную ценность. Он является самым бо-
гатым по содержанию оксида бериллия минералом. Известны
месторождения в Норвегии (в Кратере), Бразилии (в Сан-Ми-
гуэль-Минас-Жерайж), в США (Колорадо в Пайке-Пик),
Швейцарии (район Реккинга). В США и Канаде работает ряд
предприятий по добыче и обогащению фенакитовых руд.
Гельвин иногда слабомагнитен; часто в минерале марганец
замещается железом или цинком; растворяется в соляной кис-
лоте, очень похож на гранат; цвет от желтого до красно-буро-
го. Гельвин встречается в пегматитовых жилах в ассоциации с
кварцем, альбитом; в скарнах с магнетитом, флюоритом; может
иметь промышленное значение. Встречается в Норвегии; в США
(шт. Нью-Мексико) обнаружено крупное промышленное место-
рождение гельвина, в рудах которого содержится около 0,4%
ВеО. Гельвиновые руды можно обогащать гравитационными
методами, электромагнитной сепарацией (в гельвине обычно
содержится железо) и флотацией, но получать чистые соедине-
ния бериллия из этого сырья очень сложно.
Даналит обычно содержит MnO, Zn, встречается редко. Со-
держится в пегматитах с альбитом, касситеритом и другими
минералами, в скарнах с магнетитом и флюоритом.
Бертрандит встречается в пегматитовых жилах в ассоциа-
ции с бериллом, турмалином, мусковитом, топазом, альбитом,
кварцем и другими минералами. В разрабатываемых в США
промышленных рудах он очень часто находится совместно с бе-
риллом и фенакитом.
152
Ранее основную добычу бериллия составлял крупнокри-
сталлический берилл, который добывается из пегматитовых
месторождений. С ростом потребности промышленности в бе-
риллиевом сырье стало неизбежным использование руд, содер-
жащих тонковкрапленный берилл. В настоящее время очень
важное значение приобретают фенакитовые, хризоберилловые,
гельвиновые и бертрандитовые руды, для которых в основном
разработана технология обогащения и переработки концент-
ратов.
К промышленным месторождениям бериллия
относятся пегматитовые и гидротермально-пневматолитовые
месторождения, которые подразделяются на ряд разновидно-
стей в зависимости от свойств бериллиевой руды, состава ми-
нералов и промышленного значения (табл. 6.2).
Пегматитовые месторождения (мусковит-микроклиновые пегматиты) явля-
ются наиболее распространенными бериллиевыми месторождениями. Кристал-
лы берилла часто достигают крупных размеров. Они сосредоточены между
блоковым микроклином. Минимальное промышленное содержание оксида бе-
рилла в этом типе месторождений считается 0,02 %, а запасы в отдельных
пегматитовых телах не превышают 100—300 т. Такие месторождения рента-
бельно перерабатывать при комплексном извлечении из них ценных компонен-
тов (слюды, полевых шпатов, кварца, колумбита-танталита).
В последнее время месторождения, связанные с замещенными пегмати-
тами (мусковит-альбитовых, сподумен-альбитовых и лепидолит-альбитовых
пегматитов), приобрели большое промышленное значение в связи с успешным
обогащением мелкокристаллических бериллиевых руд. Все типы замещенных
бериллоносных пегматитов характеризуются значительными запасами берил-
лия и более высоким содержанием (от 0,03 до 0,1 % ВеО). В них отсутст-
вуют крупные кристаллы берилла. Промышленная ценность этого типа
руд возрастает в связи с содержанием в них, кроме берилла, сподумена, ко-
пумбита, танталита и касситерита. Месторождения берилла в пегматитах и
пневматолитах, залегающие среди ультраосновных и основных пород, сравни-
тельно редки, но содержат десятые доли процента оксида бериллия и имеют
обычно значительные запасы.
Гидротермально-пневматолитовые месторождения бериллия, как правило,
являются комплексными. Наравне с бериллом из них можно извлекать воль-
фрамит, касситерит, молибденит, реже шеелит. Они часто имеют высокие кон-
центрации и крупные запасы бериллия. Технология переработки руд, содер-
жащих мелкокристаллический фенакит, гельвин, хризоберилл, бертрандит,
значительно сложнее крупнокристаллических берилловых руд.
Крупные запасы (десятки тысяч тонн оксида бериллия) имеют некото-
рые скарновые обогащенные флюоритом месторождения в карбонатных по-
родах, содержащие гельвин-даналит, хризоберилл, фенакит и в меньшей сте-
пени берилл. К этим месторождениям близки метасоматические флюоритовые
образования, залегающие в известняках и содержащие фенакит, в меньшей
степени хризоберилл, с которыми ассоциируют касситерит и литиевые слюдки.
Хризоберилл-фенакитовые и гельвиновые месторождения, залегающие
в известняках, относятся к потенциально промышленной категории, таят
в себе крупные запасы руд, содержащих бериллий, олово и вольфрам.
§ 6.3. КОНДИЦИИ НА БЕРИЛЛИЕВЫЕ РУДЫ
И КОНЦЕНТРАТЫ
В зависимости от типа руды и уровня технологии ее обогаще-
ния минимальное промышленное содержание в ней бериллия
может изменяться.
153
сл Таблица 6.2. Промышленные типы берилллиевых руд
Тип месторождений
Тип руды и ее промышленное значение
Бериллиевые минералы Сопутствующие компоненты
I
Пегматитовые
Блоковые пегматиты мусковит-микроклиновые Мусковит-кварц-полевошпатовая ру- да. Основной промышленный тип с крупнокристаллическим бериллом, пригодным для ручной сортировки. Большинство месторождений имеет мелкие масштабы Берилл Колумбит-танталит, мус- ковит, полевой шпат
Замещенные пегматиты мусковит-альбитовые Мусковит-кварц-полевошпатовая ру- да с мелкокристаллическим бериллом Щелочной берилл Колумбит-танталит
Замещенные альбитовые сподумен- и лепидолит- пегматиты Сподумен-кварц-альбитовая руда с мелкокристаллическим бериллом. Вме- сте с предыдущими типами руд дает более 90% всей бериллиевой про- дукции Щелочной берилл Сподумен, колумбит-тан- талит, касситерит, лепи- долит
Пегматиты скрещения и пневматолиты линии Слюдисто-плагиоклазовые и слюди- сто-кварцплагиоклазовые жилы с бе- риллом. Важный, но редкий промыш- ленный тип руд Берилл (изумруд), хри- зоберилл (фенакит)
Гидротермальные-пневматолитовые
А. В алюмосиликатных породах Бериллсодержащие грейзениро- ванные гранаты Мусковит-кварцевые руды с берил- лом, потенциально промышленный тип Берилл Вольфрамит
Бериллсодержащие кварцево-мус- ковито-топазовые грейзены Грейзены и высокотемпературные кварцевые жилы. Важный промыш- ленный тип руды Берилл (гельвин, бертрандит) Вольфрамит, молибденит, касситерит
Полевошпатово кварцево-слюди- сто-флюоритовые жилы Важный промышленный тип Берилл (бертрандит, гельвин) Вольфрамит, касситерит, молибденит
Б. В карбонатных породах Бериллиеносные скарны Магнетит-флюоритовые и слюдисто- магнетито-флюоритовые руды с хри- зобериллом и гельвином-даналитом. Важный потенциальный источник до- бычи Хризоберилл, гельвин, даналит, фена- кит, везувиан Шеелит
Бериллиеносные метасоматические флюоритовые залежи в известня- ках Слюдисто-флюоритовые руды с фена- китом и хризобериллом. Важный по- тенциальный источник добычи берил- лия Фенакит, хризоберилл Касситерит
t . Примечание. В скобках даны второстепенные минералы,
ел
СЛ __________________________________________________________—-----------------------------------------------------------------------
Для мусковит-кварц-полевошпатовых руд с крупнокристал-
лическим бериллом минимально промышленное содержание ок-
сида берилла в месторождениях принимается в пределах 0,02—
0,03% в зависимости от экономических условий и масштабов
месторождений. При более низких содержаниях добыча может
быть рентабельной только при комплексной эксплуатации ме-
сторождения (танталит-колумбит, микроклин, слюда).
Мусковит-кварц-полевошпатовые и сподумен-кварцевые ру-
ды с мелкокристаллическим бериллом содержат помимо берил-
ла колумбит-танталит, реже касситерит. Содержание оксида
бериллия в рудах составляет 0,03—0,06%, из которых 5—8% не
связано с бериллиевыми минералами и рассеяно в породообра-
зующих и второстепенных минералах.
Сподумен-кварц-альбитовые руды с мелкокристаллическим
бериллом содержат сподумен, который обычно является глав-
ным полезным компонентом месторождения. В таких рудах ча-
сто содержатся колумбит-танталит и касситерит. Содержание
оксида бериллия изменяется от 0,025 до 0,08%, из которых с бе-
риллом связано более 90%.
Флогопит-(биотит)-кварц-полевоитатовые руды с берил-
лом характеризуются сложным минеральным составом (флого-
пит, биотит, средний и основной плагиоклаз, маргарит, флюо-
рит, и др.). Основными бериллиевыми минералами являются
берилл, хризоберилл и фенакит. Значительные концентрации
оксида бериллия отмечаются в маргарите до 3%, флогопите
сотые (даже десятые) доли процента, в плагиоклазе тысячные
и сотые доли процента. Содержание оксида бериллия (связан-
ного с бериллом) на месторождениях этого типа колеблется в
пределах 0,04—0,2%.
Мусковит-кварцевые и мусковит-топаз-кварцевые руды с бе-
риллом гидротермально-пневматолитового происхождения ха-
рактеризуются преимущественно простым мусковит-кварцевым
составом. Помимо берилла руды, как правило, содержат
вольфрамит, касситерит или молибденит, представляя собой
комплексное сырье. Содержание оксида бериллия в рудах со-
ставляет 0,05—2%.
Магнетит-флюоритовые и магнетит-слюдисто-флюоритовые
руды с гельвином-даналитом и хризобериллом характеризуют-
ся разнообразием минерального состава и сложностью распре-
деления бериллия в слагающих минералах.
Эти руды в большинстве случаев отличаются тонкозерни-
стой структурой бериллиевых минералов. Содержание оксида
бериллия в рудах составляет десятые доли процента в виде
гельвина, даналита, хризоберилла, реже фенакита, таффеита.
Бериллий содержится также во многих минералах скарнов,
главным образом в везувиане (до 1—3% ВеО).
Слюдисто-флюоритовые руды с фенакитом и хризобериллом
очень сходны с рудами бериллиеносных скарнов. Основными
минералами являются флюорит и литийсодержащая слюда.
156
К наиболее распространенным бериллиевым минералам отно-
сится фенакит, присутствует хризоберилл. Содержание оксида
бериллия составляет десятые доли процента.
В США, Бразилии, Австралии и других странах бериллие-
вые концентраты, полученные ручной сортировкой, обычно со-
держат 11 — 13% ВеО, 62—65% SiO2; 13—23% А12О3; 0,5—2%
Fe2O3 и имеют незначительные содержания оксида магния, ли-
тия.
При флотационном обогащении мелковкрапленных берил-
лиевых руд качество концентратов снижается, что связано со
стремлением получить максимальное извлечение бериллия в
концентраты и снизить потери его в хвостах.
В соответствии с техническими условиями цветной метал-
лургии (ЦМТУ— 1955 г.) флотационные бериллиевые концент-
раты должны отвечать следующим требованиям: в I сорте
должно быть не менее 9,72% ВеО, во II — не менее 6,16%. Со-
держание влаги — не более 3%.
За последнее время на предприятиях бериллиевой промыш-
ленности и в научных организациях при переработке бедных
тонковкрапленных руд, стремясь получить более высокое извле-
чение бериллия, получают бедные концентраты, которые затем
перерабатывают химическими методами. Так, в США на пред-
приятии, перерабатывающем тонковкрапленные руды, при фло-
тации берилловой руды получают концентраты с содержанием
4,5% ВеО, а при флотации бертрандитовой руды — 3—7% ВеО
при извлечении более 85%.
§ 6.4. ПРОИЗВОДСТВО БЕРИЛЛИЯ
Производство и потребление бериллия до 1940 г. было очень
ограничено. За годы второй мировой войны спрос на берил-
лий возрос в 5—10 раз. В послевоенные годы производство
бериллиевых концентратов возросло, что в значительной сте-
пени связано с увеличением добычи бериллиевых руд в Бра-
зилии, Зимбабве, Демократической республике Мадагаскар, Мо-
замбике, Индии, Аргентине, Австралии.
В США и других странах придается огромное значение
увеличению производства бериллия, главным образом в связи
с возросшим его спросом для новейших областей техники, в ча-
стности в ядерной промышленности (реакторостроение), авиа-
ции, управляемых снарядах, космической технике. Правитель-
ство США всемерно стимулирует геологические изыскания и
освоение новых месторождений бериллиевых руд. Бериллий
включен в I группу стратегических материалов, резервные за-
пасы которых непрерывно накапливаются в специальном на-
циональном фонде. Бериллий включен в список материалов, на
освоение месторождений которого выдаются ссуды и предо-
ставляются займы на льготных условиях.
L57
Наряду с интенсивной эксплуатацией ранее известных ме-
сторождений выявляются и осваиваются новые бериллиеносные
^районы не только в США, но и в Бразилии, Аргентине, Южной
Африке и других странах. Являясь крупными поставщиками на
мировом рынке бериллиевых руд, эти страны либо совершенно
не используют руды в своей промышленности, либо использу-
ют их в очень ограниченных масштабах.
США потребляют до 80% всего бериллиевого сырья, добы-
ваемого в капиталистических странах. В 1984 г. потребление бе-
риллия в пересчете на металл составило около 300 т, в 1983 г.—
«около 280 т.
Запасы мелковкрапленных берилловых руд (содержащих
касситерит и сподумен) Северной Каролины в 1,5 раза превос-
ходят мировые запасы крупнокристаллических берилловых руд,
в которых содержится около 1180 тыс. т бериллия. Попутное
извлечение берилла при разработке этих руд на сподумен поз-
волит увеличить ежегодную добычу берилла в США в 3—
4 раза.
Запасы бериллиевых руд в капиталистических странах
в 1984 г. составляли 500 тыс. т в пересчете на металлический
бериллий. Бразилия занимает первое место по запасам берил-
-лия — более 43% общих мировых запасов. На ее территории
разрабатывается около 200 бериллиевых месторождений. Об-
щие запасы руды только в одном месторождении Боа-Виста
(320 км севернее г. Рио-де-Жанейро) оцениваются в 3,4 млн. т,
в них содержится до 350 тыс. т берилла. Это месторождение
эксплуатируется американской компанией «Стандарт Берилли-
ум Корпорейшин». Значительными запасами бериллия распо-
лагает Индия.
Управление по атомной энергии Великобритании также
усилило геолого-поисковые работы в Зимбабве, Уганде,
Нигерии. В Бразилии и других странах начинают эксплуатиро-
вать месторождения бериллиевых руд различные компании Япо-
нии, Франции.
Открыты месторождения бериллия в ЮАР и Пакистане,
Канаде, в ряде стран Латинской Америки, в США (в шт. Юта,
Айдахо, Невада и на Аляске). В США известно крупное ме-
сторождение бериллия в шт. Мэн в Хановеркаунти, где содер-
жание бериллия в руде достигает 5%.
Значительно расширяются производственные мощности за-
водов по переработке бериллиевых концентратов.
В последние годы разработаны технологические схемы обо-
гащения низкосортных и сложных бериллиевых руд, содержа-
щих фенакит, бертрандит, эвклаз и другие бериллиевые мине-
ралы.
При флотации руд Юта, содержащих 0,1—0,3% ВеО, из-
влечение бериллия в концентрат достигает 89—91%.
В районе Маунт Вашингтон (штат Невада) фенакитовые ру-
ды содержат до 1 % ВеО; руда обогащается методом селек-
158
тивной флотации с получением бериллиевых концентратов с со-
держанием оксида бериллия 18—22%. Месторождение в То-
пазских горах содержит до 1 % ВеО с запасами руд до
3 млн. т. При строительстве крупных рудников и фабрик в США
считают выгодным введением в эксплуатацию месторождений
бертрандита, фенакита и мелкокристаллического берилла.
Современное состояние бериллиевой промышленности харак-
теризуется непрерывными поисками новых месторождений и
ростом добычи руд. Добыча бериллиевых руд ведется также
во Франции, Норвегии, Швеции, Финляндии, в Кении, Афга-
нистане, Объединенной Республике Танзания. Основная масса
бериллиевого сырья в США перерабатывается преимущественно
на гидрооксид, из которого получают все необходимую про-
дукцию.
§ 6.5. МЕТОДЫ ОБОГАЩЕНИЯ БЕРИЛЛИЕВЫХ РУД
Промышленные минералы бериллия по своим физико-химиче-
ским свойствам близки к минералам пустой породы. Берилл,,
фенакит и бертрандит немагнитны, имеют плотность от 2,6 до
3 г/см3, т. е. такую же, как плотность основных минерало»
пустой породы. Поэтому магнитная сепарация и гравитацион-
ные методы обогащения к ним неприменимы.
В настоящее время применяют или могут быть применены
следующие методы переработки бериллиевых руд:
ручная сортировка, основанная на различии цвета берил-
лиевых минералов. Применяется в забое, а также после раз-
личных стадий дробления при наличии крупнозернистого бе-
рилла от 10 мм (иногда от 6) и крупнее;
избирательное измельчение, основанное на высокой твер-
дости берилла, хризоберилла, фенакита; применяются при на-
личии в руде мягких пород, например слюдистых сланцев,
талька;
флотация (прямая и обратная) для руд с мелкой вкрап-
ленностью ценных минералов; при этом могут применять со-
биратели анионного (жирные кислоты) и катионного типов;
радиометрическое обогащение, представляющее собой авто-
матическую сортировку по наведенной радиоактивности облу-
чением бериллиевой руды у-лучами; избирательно наведенная
активность фиксируется счетчиком, который связан с исполни-
тельным механизмом, сбрасывающим куски берилла с конвейер-
ной ленты в приемники для концентрата; возможно также вы-
деление пустой породы из товарной руды, поступающей на
флотацию;
комбинированные процессы переработки, включающие фло-
тацию бедных руд и химико-металлургическую переработку
богатых руд и флотационных концентратов. Процесс преду-
сматривает перемешивание измельченной руды и концентратов
с химическими реагентами, окускование их, обжиг при 820
159?
980°C (в зависимости от типа руды), химическое выщелачи-
вание бериллия с последующим фильтрованием и удалением
примесей, добавлением к фильтрату каустической соды для
получения гидроксида, а затем и оксида бериллия.
§ 6.6. СОРТИРОВКА И ИЗБИРАТЕЛЬНОЕ ИЗМЕЛЬЧЕНИЕ
БЕРИЛЛИЕВЫХ РУД
Ручная сортировка применяется для руд, содержащих крупные
куски ценных минералов, измельчение которых для обогаще-
ния механическим путем нерационально. Ручная сортировка
руд, содержащих берилл, хризоберилл, изумруд и другие ми-
нералы бериллия, обычно начинается в забое, где осуществля-
ется избирательная выемка крупных кристаллов. Сортировка
руды производится стадиально, причем при додрабливании
крупных кусков степень дробления должна быть минимальной.
Перед сортировкой руду необходимо разделить на классы по
крупности на грохотах, затем промыть. Крупные классы сор-
тируют на ленточных конвейерах, а мелкие — на вращающихся
столах.
Производительность труда рабочего резко изменяется в за-
висимости от крупности кусков руды и ценных минералов, под-
вергаемых сортировке. Например, при крупности кусков руды
60—100 мм производительность труда рабочего равна пример-
но 70—75 кг/ч берилла, а при крупности 6—12 мм только 0,1 —
0,5 кт/ч.
При обогащении изумрудов часто производят сортировку
более мелких классов, для чего обычно применяют розовое
освещение. Сортировку ведут с применением тщательного и ак-
куратного ручного скалывания при разделке изумрудов на ал-
мазной пиле. Качество бериллиевых концентратов от рудораз-
борки обычно высокое (10—12% ВеО). Один из вариантов
сортировки бериллиевых руд показан на рис. 6.1.
На качество рудоразборки и производительность труда ра-
бочих сильно влияют освещение разделяемых кусков руды,
очистка (отмывка) их от загрязняющей пыли и шламов, раз-
ница в цвете минералов. Извлечение берилла при сортировке
очень низкое, поэтому мелкокристаллический берилл из хво-
стов после рудоразборки выделяют методом флотации.
Избирательное измельчение основано на различной твердо-
сти минералов, входящих в состав бериллиевых руд. При из-
бирательном измельчении целесообразно применять мелкие ша-
ры или гальку, мельницу с центральной разгрузкой, причем
частота вращения мельницы должна быть пониженной.
Легко измельчающиеся частицы отделяют от минералов
бериллия на грохотах или чаще всего в спиральных и реечных
классификаторах. Для второй стадии классификации приме-
няют чашевые классификаторы, гидроциклоны, центрифуги, гид-
росепараторы. Обогащение бериллиевых руд методом избира-
ло
Добыча руды
Отборка штуфных кусков В забое
-250мм
Концентрат!
.Концентрат П
(объединенный)
Сортировка!
Дробление до -100 мм
i
Грохочение
J+/0MM
Промывка
10 мм
Раздельная сортировка л
-25+10 мм
-100+50 мм ~50+25мм
Дробление до 25 мм
~25 мм
Промывка
Мокрое^ грохочение
+10 мм .г 10 мм
Сортировка Ш
| ^Хвосты
Концентрат Ш
Дробленая руда (-J2 мм)
г--------ч!
1 Избирательное
измельчение
I
Грохочение
|+7мм |-7мм
Классификация!
мм мм
] Доизмельчение Классификация П
। (обесшламливание)
I Классификация
| ^Песка 11
С'-ламы
на флотацию э в отвод
На измельчение
и флотацию
Рис. 6.1. Схема сортировки берил-
лиевых руд
Рис. 6.2. Схема обогащения бе-
риллиевой руды методом избира-
тельного измельчения
1—5308
тельного измельчения целесообразно применять перед флота-
цией для удаления в отвал мягких и хрупких минералов
породы, которые резко ухудшают процесс флотации, увеличи-
вают расход флотационных реагентов. Фактически этот метод
применяется и при ручной или радиометрической сортировке
руд, когда менее твердые куски породы, измельчаясь ранее
бериллиевых минералов, удаляются в подрешетный продукт.
Следовательно, избирательное измельчение является предвари-
тельным или вспомогательным процессом, при котором возмож-
но получить отвальные шламы, но трудно или невозможно
получить кондиционные концентраты.
Иногда в рудах, содержащих слюдистые сланцы и тальк
содержание минералов, обладающих низкой твердостью, со-
ставляет 70—80%. В этом случае степень обогащения бериллия
в песковой части достигает 8—10, чаще она равна 2—4 (при
выходе отвальных шламов 40—50%). Извлечение бериллия
в песковую часть составляет 70—90%.
Схема обогащения бериллиевой руды с содержанием 0,05%
ВеО методом избирательного измельчения приведена на
рис. 6.2. Эта схема обеспечивает получение обогащенного бе-
риллием продукта (выход 22%) с содержанием 0,2% ВеО при
извлечении 85% и отвальных шламов (0,009% ВеО).
§ 6.7. ФЛОТАЦИЯ БЕРИЛЛА И СОПУТСТВУЮЩИХ
МИНЕРАЛОВ
Основной метод обогащения мелковкрапленных берилловых
руд — флотация. Собирателями при флотации являются как
анионные (олеат натрия, олеиновая кислота, реагент ИМ-21,
продукты переработки нефти), так и катионные собиратели
(АНП, ИМ-11, лауриламин). Все эти собиратели без избира-
тельно действующих регуляторов и подавителей не обеспечи-
вают хорошего отделения берилла от минералов пустой поро-
ды. При флотации олеиновой кислотой сильными подавителями
берилла являются серная кислота и жидкое стекло. Активато-
рами берилла являются плавиковая кислота, едкий натр, сода.
При флотации берилловых руд предложены схемы двух
типов:
кислотные схемы. Вначале флотируют из берилловой руды
слюды катионным собирателем в сернокислой среде. Хвосты
слюдяной флотации обрабатывают плавиковой кислотой, за-
тем промывают, чтобы удалить шламы и избыток реагента,
после чего флотируют берилл жирными кислотами или их мы-
лами (олеиновой кислотой, олеатом натрия). При перечистке
берилловых концентратов иногда их вновь обрабатывают пла-
виковой кислотой. Промывка шламов и реагентов осуществля-
ется при pH 6, а флотация — при pH 7—8 после добавления
соды;
162
щелочные схемы предусматривают обработку измельченной
руды едким или сернистым натром, последующее обесшламли-
вание по классу 0,01—0,015 мм и флотацию берилла олеино-
вой кислотой или ее заменителями.
Вредное влияние на флотацию берилла оказывают много-
валентные катионы пульпы (кальций, железо, магний, алюми-
ний и др.), активирующие минералы породы, поэтому обес-
шламливание и промывка руды перед флотацией весьма жела-
тельны. Флотация берилла олеиновой кислотой при различном
значении pH не обеспечивает отделения его от слюды, акти-
нолита, кварца и полевых шпатов. Такие регуляторы флотации,
как крахмал, полностью подавляют актинолит, кварц и полевой
шпат, мало изменяя флотационные свойства берилла и биоти-
та. Сернистый натрий повышает извлечение берилла и актино-
лита, подавляя слюду, кварц и полевой шпат.
Предварительная обработка минералов кислотами (с после-
дующей отмывкой и удалением избытка кислоты перед флота-
цией) показала, что соляная кислота резко ухудшает флота-
ционные свойства берилла, кварца, плагиоклаза и актинолита,
почти не изменяя эти свойства у слюды. Обработка минералов
плавиковой кислотой резко улучшает флотационные свойства
берилла. Без отмывки и удаления из пульпы плавиковой кис-
лоты флотация минералов олеиновой кислотой прекращалась.
Плавиковая кислота подавляет кварц при флотации катионным
собирателем в кислой среде и полевой шпат при флотации
анионным собирателем в слабощелочной среде.
Активация берилла едким натром (аналогично HF), оче-
видно, связана с частичным растворением на поверхности ми-
нерала кремнекислородных колец и обнажением катионов в ре-
шетке минерала. Это косвенно подтверждается тем, что после
обработки берилла едким натром флотация его катионным со-
бирателем резко ухудшается, а скорость прилипания берилла
к пузырьку воздуха возрастает. Увеличивается содержание за-
крепившегося олеата натрия на поверхности берилла. Природ-
ный сподумен и берилл обладают низкой флотационной спо-
собностью, а минералы, подвергшиеся выветриванию, практи-
чески не флотируются жирными кислотами без обработки (ак-
тивации) их едким натром.
Обработка поверхности берилла и сподумена едким натром резко увели-
чивает их флотируемость олеиновой кислотой, незначительно улучшает извле-
чение полевого шпата и совершенно не изменяет свойства кварца.
Влияние обработки минералов едким натром на их флотируемость
Минерал.................Сподумен Берилл Кварц Полевой шпат
(микроклин)
Извлечение, «/о....... 40,6/95,7 26,7/91,4 9,3/8,5 8,5/17,7
П римечание. Извлечение приведено: в числителе — без обработки, в знаменателе —
с предварительной обработкой едким натром.
Обработка минералов щелочными реагентами с последующей отмывкой
избытка реагента и шламов способствует активации берилла и сподумена,
предотвращению активации минералов породы катионами поливалентных ме-
11* 163
таллов, снижению расхода собирателя, удалению с поверхности берилла и
сподумена, подвергшихся выветриванию, продуктов их разрушения и в ко-
нечном счете улучшению флотации. При высоком содержании в руде ожелез-
ненного кварца его подавление более эффективно в случае применения сер-
нистого натра вместо едкого.
Соли железа, кальция и магния активируют берилл, кварц и полевые
шпаты. Нейтрализацию активирующего действия этих катионов осуществляют
растворением их в кислотах с последующей отмывкой. При флотации берил-
лийсодержащих руд олеиновой кислотой в умягченной воде в присутствии
сернистого натра резко снижается содержание солей в пульпе и улучшается
селекция минералов.
Влияние сернистого натра на результаты флотации кварцево-полевошпа-
товых и слюдитовых руд показано в табл. 6.3.
Таблица 6.3 Влияние сернистого натра на результаты флотации
кварцево-полевошпатовых и слюдитовых руд
Руда
Кварце во-пол евошп атова я
Слюдитовая
1,13
0,1
Концентрат основной флотации Коэффициент обога- щения, % Расход, кг/т
Выход, % Содержание ВеО, % Извлечение ВеО, % сернистого натра олеиновой кислоты
4,5
1,3
2,8
8,5
96,6
98
20
77
200
200
27,4
3
0,35
3,2
96,1
96
3,5
32
200
200
Примечание. Перемешивание с сернистым натром при Т : Ж = 1 : 1 в течение
5 мин, с олеиновой кислотой 10 мин (при 80—85 ’С).
Жидкое стекло при флотации анионным собирателем является подави-
телем, а катионным — активатором минералов пустой породы.
Кислотные схемы флотации. Известны два варианта кислот-
ных схем флотации: селективная и коллективная.
При селективной кислотной схеме (рис. 6.3) флотации
в начале процесса флотируют слюду катионным собирателем
в среде серной кислоты (при pH 3). Хвосты слюдяной флота-
ции сгущают, отмывают до pH 7 (удаляют серную кислоту,
катионный собиратель и шламы) и обрабатывают плавиковой
кислотой. Далее отмывают плавиковую кислоту и остаток ка-
тионного собирателя и флотируют берилл олеиновой кислотой
в щелочной среде. Черновой берилловый концентрат перечи-
щают с добавлением олеиновой кислоты. При необходимости
концентрат доводят при помощи варки с содой, жидким стек-
лом или сернистым натром, после чего берилл флотируют ани-
онным собирателем. В хвосты основной берилловой флотации
выделяют кварц, полевые шпаты, из которых трудно выделить
выветрившийся сильно разрушенный полевой шпат в виде са-
мостоятельного концентрата по селективной схеме.
Получение раздельных концентратов минералов пустой по-
роды (полевошпатового, кварцевого) целесообразнее по кол-
лективной кислотной схеме флотации.
164
Измельченная руда
Перемешивание с H2SO4
Сосновое масло
АНП
Флотация слюды
Сгущение и промывка
Слюдяной
концентрат
Перемешивание с HF
Сосновое масло
Обесшламливание
и промывка
01Н
61Н
Основная флотация берилла
I перечистная
| ^Хвосты
Перемешивание с HF
| АНП
П. перечистная
Доводка
r о f Хвосты П
Берилловый концентрат
Хвосты!
(полевой шпат, кварц)
Шламы в отвал
Рис. 6.3. Схема селективной флотации бериллиевых руд с кислотной обра-
боткой
Коллективная схема флотации с кислотной обработкой
получила более широкое распространение (рис. 6.4). В начале
процесса, так же как и при селективной схеме, флотируют
слюду катионным собирателем в среде серной кислоты. Хво-
сты слюдяной флотации обрабатывают плавиковой кислотой
совместно с серной с последующей флотацией берилла и по-
левого шпата в коллективный концентрат катионным собира-
телем. Хвосты являются кварцевым продуктом. Коллективный
концентрат отмывают до нейтральной среды, удаляют остаток
реагентов и шламы и флотируют берилл анионным собирате-
лем в содовой среде. Концентрат перечищают в тех же усло-
виях. Полевой шпат после обработки плавиковой кислотой (и
без нее) не флотируется анионным собирателем в содовой
среде, а выделяется в камерный продукт. По кислотным схемам
берилл успешно активируется плавиковой кислотой. Преиму-
щество этих схем — возможность более полного выделения
слюдяного, полевошпатового и кварцевого концентратов.
165
Измельченная руда
Г
Перемешивание
с H2SO4 ^кг/т)
Сосновое масло (15 г/т) J АН П (0,5 кг/т)
_________флотация слюды
J________I
Слюдяной Контрольная
концентрат флотация
Перемешивание с НР(/,75кг/т) и H2SO4 б?,5кг/т)
Г АН~#кг/т)
Коллективная флотация дерилла,
полевого шпата
Перечистная
Коллективный
концентрат
^Хвосты I
Кварцевый
концентрат
Разбавление водой и сгущение
Перемешивание с содой (0,5 ы/т)
Двукратное разбавление и сгущение
Перемешивание с содой (40 г/т)
01Н
Флотация берилла
Шламы
(0,015 мм)
Двукратная
перечистная
увостыП
Полевошпатовый
концентрат
Берилловый
концентрат
Рис. 6.4. Схема коллективной флотации бериллиевых руд с кислотной
обработкой
Доводка коллективного бериллово-полевошпатового концент-
рата, полученного по кислотной схеме с применением плавико-
вой кислоты и аминного (катионного) собирателя, предложен-
ная в США, состоит в следующем: коллективный концентрат
перемешивается с гипохлоритом кальция (расход 0,2—0,9 кг/т)
в плотной пульпе (очевидно, для окисления аминов). Далее ре-
агенты отмывают и флотируют берилл в кислой среде (расход
H2SO4 до 1,8 кг/т) нефтяным сульфонатом (молекулярная
масса 350—430).
166
Берилл сравнительно успешно отделяется от кварца и по-
левого шпата по кислотным схемам. Если же в руде имеются
амфиболы (актинолит, термолит, — силикаты со сдвоенными
анионными цепочками), содержащие катионы кальция, магния,
железа или амблигонит (фосфат лития и алюминия), то они
также переходят в берилловый концентрат. D этом случае до-
водку бериллового концентрата проводят по следующей схеме.
Черновой концентрат перемешивают («варят») с содой
(0,5 кг/т) и жидким стеклом (0,1—0,2 кг/т) при 85 °C, при
этом амфиболы подавляют, а берилл флотируют анионным со-
бирателем.
Черновой бериллово-амблигонитовый концентрат варят
с жидким стеклом с незначительной подачей анионного собира-
теля. Берилл при этом подавляется, а амблигонит выделяют
в пенный продукт.
При наличии в руде сульфидов их флотируют в начале
процесса ксантогенатами и сосновым маслом. При повышенном
содержании флюорита его флотируют после сульфидной флота-
ции с небольшим расходом анионного собирателя (подавляют
жидким стеклом). При флотации по кислотной схеме простой
кварцево-полевошпатовой руды, содержащей 0,113% ВеО, были
получены концентраты, содержащие 10,2% ВеО при извлечении
81,5%.
Переработку руд месторождения Готта-Валден (США) с со-
держанием 0,14% ВеО, 21% слюды, 47% полевого шпата,27%
кварца, 3,7% других минералов ведут по следующей схеме
(рис. 6.5). Руду измельчают до 0,83 мм, что полностью обес-
печивает освобождение зерен берилла и извлечение его в то-
варный концентрат. Успешная флотация берилла и получение
товарных концентратов слюды, кварца и полевого шпата воз-
можна только после предварительного обесшламливания из-
мельченной руды. В принятой схеме флотации первоначально
выделяли в пенный концентрат катионным собирателем слюду
в сернокислой среде. Катионный собиратель является техниче-
ским продуктом, полученным из кокосового масла, и имеет
состав CH3(CH2)„NHC1.
Хвосты слюдяной флотации обрабатывали плавиковой кис-
лотой, перемешивали, затем обрабатывали кальцинированной
содой совместно с олеиновой кислотой и флотировали берилл
олеиновой кислотой совместно с нейтральными нефтяными
маслами. Далее катионным собирателем флотировали полевой
шпат, а в хвостах оставался товарный кварцевый концентрат.
При флотации слюды, берилла и полевого шпата в пульпу до-
бавляли нейтральные нефтяные масла. По утверждению ис-
следователей, эти масла применяли при флотации крупнозер-
нистых продуктов, для которых разработанный процесс фло-
тации основывался на явлении селективного омасливания
минеральных зерен, подлежащих флотации, после их. обработ-
ки соответствующим собирателем.
167
Дробленая руда .
Измельчение др -0,83т
Обесшламлидание
Нг$О4а(1¥з]у)'1катиъУныйсобиратель(02ыр) | Шламы/Qmfap
i г Перемешидание I
Нейтральные нефтяные масла (2,5кгд)|
Перемешидание П
Флотация слюды
ХСссты|
----1 Слюдяной концентрат
Перемешидание I
НЕ(7кг/т)
№2С03 (0,25 кг/т)' 01В (0,5 кг/т) J
№?С0з (W5 кг/т), 01Н (0,1 ^р), Перемешидание П
"нейтральные нефтяные масла (1 кг/т)
Перемешидание Ш
Флотация берилла
^Концентрат
Дододка на электромаг-
нитном сепараторе
Высокой интенсивности
* Катионный собиратель (0,15кгр) ^Хдослш
Перемешидание
Нейтральные нефтяные масла (3,5кф)
Флотация поледого шпата
Промежуточный Бериллиедый
' промпродукт концентрат
Кдарцедый Поледошпатодый
продукт концентрат
Рис. 6.5. Кислотная схема флотации бериллиевой руды месторождения
Готта-Валден (США)
В берилловый флотационный концентрат также извлека-
лись гранат, турмалин и остатки слюды, которые удалялись из
него на магнитном сепараторе высокой интенсивности
(табл. 6.4).
Щелочные схемы флотации берилловых руд. Схемы флота-
ции берилловых руд с предварительной обработкой их щелоч-
ными модификаторами в ряде случаев аналогичны схемам пря-
мой флотации сподуменовых руд. Обработка руды щелочами
осуществляется для активации берилла, пептизации шламов и
депрессии минералов породы путем предотвращения активации
их солями железа. Щелочи подают либо в процессе измельче-
ния, либо в перемешивание в плотной пульпе перед основной
берилловой флотацией.
168
Таблица 6.4. Показатели обогащения руды месторождения
Готта-Валден, %
Продукт Выход Содержание Извлече- ние окси- да берил- лия
1 оксида бериллия полевого шпата 1 кварца слюды
Концентрат: 21,5 1,8
слюдяной 0,01 3 —- 93
бериллиевый 1,8 8,05 .— — 69,3
полевошпатовый 43,5 0,02 93,3 3 — 7,2 ;
кварцевый 29,6 0,01 1 98,2 0
Магнитная фракция 0,6 3,76 — — И— 17,8
Промпродукт Шламы 0,9 3,1 0,15 0,11 — — — 1,1 2,8
Исходная руда 100 0,12 — — — 100
Руда месторождения Викс-Квори (США) содержит берил-
лий, слюду, кварц, полевой шпат (ортоклаз), немного граната
и оксидов железа. Измельченную и обесшламленную руду об-
рабатывают едким натром (2,5 кг/т), затем пульпу отмывают
до слабощелочной реакции (pH 8) и флотируют берилл жир-
ными кислотами кокосового масла (0,4 кг/т) совместно сэмуль-
солом Х-1. Черновые концентраты перечищают без реагентов.
Из руды, содержащей 1,3% ВеО, был получен концентрат с со-
держанием ВеО 12,2% при извлечении 74,7%. В хвостах ос-
новной флотации содержание ВеО составляет 0,01% (выход
62,7%). Наибольшие потери ВеО (21%) были со шламами,
содержащими 1,1% ВеО (выход 25,7%)•
В Механобре при обработке руды едким натром (0,6—
0,9 кг/т) при содержании твердого 50% отмывали избыток
щелочи и флотировали берилл анионным собирателем. Чер-
новой концентрат после перечистки подвергался двукратной
варке с содой или с содой совместно с сернистым натрием для
подавления остатков кварца, биотита и полевого шпата; бе-
рилл выделяется в пенный продукт.
Если в руде присутствует турмалин и гранат (которые бо-
лее флотоактивны, чем берилл), то их можно выделить в на-
чале процесса при малом расходе жирных кислот в содовой
среде (рис. 6.6). Хвосты этой флотации обрабатывают NaOH
или Na2S, отмывают от избытка щелочи и от шламов и фло-
тируют берилл в содовой среде олеиновой кислотой или ее за-
менителями. Черновой концентрат вначале перечищается без
реагентов, а затем (три раза) в содовой среде при pH 9,5 для
удаления остатков мусковита, кварца и полевых шпатов. Если
концентрат загрязнен остатками турмалина и граната, то его
дополнительно перечищают, применяя различные регуляторы
169
Измельченная руда
Сода, 01Н (минимальный расход)
Флотация турмалина
и граната
Пенный продукт Перемешивание с NaOH
(турмалин, гранат) (или Na2S)
Отмывка
Шламы, избыток
щелочи
Основная флотация берилла
Перечистная Хвосты
(без реагентов) (слюда, кварц f
“ полевые шпаты)
Двукратная перечистная при рНОД
Черновой
концентрат
Двукратная варка
с Na2CO3+ Na2S
Хвосты
(остатки слюды,
' кварца, полевых
шпатов)
Флотация берилла
олеиновой кислотой
i г
берилловый Хвосты
концентрат (остатки слюды,
• турмалина)
Рис. 6.6. Щелочная схема флотации бериллиевых руд, содержащих тур-
малин, гранат, слюду, кварц, полевые шпаты
флотации. Из руды, содержащей турмалин, гранат, мусковит,
кварц, полевые шпаты и берилл (0,037% БеО), были получе-
ны концентраты с содержанием 7,5—9% ВеО при извлечении
около 70%.
Для подавления минералов пустой породы в щелочных схе-
мах иногда применяют вместо едкого натра сернистый натрий,
который в один прием может подавлять основные минералы
пустой породы (слюду, кварц, полевые шпаты), кроме того,
отпадает необходимость отмывки его избытка.
В щелочных схемах часто предусматривается обесшламли-
вание измельченной пульпы, применение умягченной натрий-
катионированной воды для устранения поливалентных катио-
нов, способных образовать с олеиновой кислотой олеаты мно-
говалентных металлов, которые не обладают собирательными
170
свойствами. Кроме того, катионы многовалентных металлов
нарушают селективность флотации, активируя минералы пу-
стой породы. Для интенсификации действия олеиновой кислоты
иногда ее вводят в пульпу в виде подогретой до 80—85 °C
эмульсии, что усиливает гидрофобизирующее действие соби-
рателя.
Щелочные схемы по сравнению с кислотными имеют то
преимущество, что в них не применяются плавиковая и серная
кислоты, которые усложняют обслуживание процесса флота-
ции, требуют более строгого соблюдения правил техники безо-
пасности и применения кислотоупорной аппаратуры.
Недостатком щелочных схем с применением сернистого нат-
ра является необходимость подогрева пульпы и применения
умягченной воды. Эти операции значительно повышают себе-
стоимость обогащения берилловых руд, хотя технологические
показатели обогащения берилловых руд по кислотным и ще-
лочным схемам не имеют существенного различия.
Более сложные схемы обогащения применяют для слюди-
сто-берилловых руд, содержащих кроме кварца и полевого
шпата слюдистые, тальково-хлоритовые, углистые и другие
сланцы, а также актинолит, турмалин, флюорит, маргарит и
другие минералы. При обогащении этих руд также применяют
кислотные и щелочные схемы. В кислотных схемах наравне
с обычными вводят дополнительные циклы флотации для из-
влечения флюоритового и актинолитового продуктов и их пе-
речистки. По щелочной схеме флотации слюдисто-берилловых
руд в начале процесса вводится дополнительный цикл талько-
вой флотации для удаления легко флотирующихся талька и
тальковых пород.
§ 6.8. ОБОГАЩЕНИЕ ФЕНАКИТОВЫХ И БЕРТРАНДИТОВЫХ
РУД
В последнее время значительно усилены поиски новых место-
рождений бериллиевых руд, а также наиболее эффективных
технологических процессов их обогащения (и прежде всего4
флотации) тонковкрапленных руд. Открыт ряд новых место-
рождений содержащих кроме берилла фенакит, бертрандит,
эвклаз, гельвин.
Фенакитовые и бертрандитовые руды являются наиболее
перспективными, так как основные бериллиевые минералы в них
содержат до 42—45% ВеО.
На базе новых типов месторождений выполняется большой
объем исследовательских работ, построены обогатительные
фабрики. Следует отметить работы по обогащению в тяжелой
жидкости — тетрабромэтане крупно- и средневкрапленных руд,
а также работы по флотации.
При обогащении в тетрабромэтане пегматитовой руды
(класс —0,3+0,15 мм), содержащей берилл, бертрандит, био-
171
тит, серицит, кварц и полевые шпаты, в легкой фракции был
получен бериллиевый концентрат с содержанием 9,8% ВеО
при извлечении 97,9%. Наиболее богатая V фракция содержит
бертрандит, а IV — берилл (табл. 6.5).
Таблица 6.5 Показатели обогащения пегматитовой руды
в тетрабромэтане
Фракция Плотность фракций, г/см* Выход, % Содержание ВеО, % Извлечение, ВеО, %
I 4-2,915 37 0,2
II —2,915 4-2,815 22 1.8
III —2,815 4-2,722 7,2 0,06 0,3
IV —2,722 4-2,634 29 1,9 з,з
V —2,634 4,8 7,4 52,4
36 42,2
Исходный продукт — 100 4,1 100
При обогащении более бедной руды, содержащей 0,3% ВеО,
кварц, полевой шпат, мусковит, гранат, турмалин, получен кон-
центрат, содержащий 8% ВеО при извлечении более 80%.
Слюду предварительно удаляли электростатической сепара-
цией. Свободная от слюды фракция дважды сепарировалась
в тетрабромэтане (плотность 2,672 и 2,815 г/см3). Промежу-
точная фракция, содержащая берилл, кварц, полевые шпаты и
слюду, подвергалась флотации алкиламином в кислой среде.
Бертрандитовые и фенакитовые мелковкрапленные руды
обогащают флотацией, причем в США используют процессы
Ван-Дорника и Минкона. Особенности схемы Ван-Дорника:
процесс ведется на умягченной воде; для устранения вредного
влияния соединений железа используется аппаратура с кера-
мической, пластмассовой или гуммированной футеровкой, круп-
ные частицы металлического железа устраняются магнитом;
для удаления солей поливалентных металлов флотационная
пульпа подвергается многократному кондиционированию с по-
следующим тщательным обезвоживанием; обработка пульпы
флотационными реагентами проводится в несколько стадий; во
флотационных машинах соблюдается малая турбулентность по-
токов.
По схеме Ван-Дорника обогащают бертрандитовые ру-
ды крупного месторождения Солт-Лейк. Руды сильно ошламо-
ваны и характеризуются сложным минеральным составом.
Бертрандит ассоциирует с пиролюзитом, флюоритом, халцедо-
ном, опалом и кальцитом. Схема включает предварительную
флотацию слюды и полевых шпатов, основную флотацию берт-
рандита и шесть перечистных операций. Она сложна и тре-
бует точного контроля щелочности среды (pH в цикле измель-
чения— 9,6. в цикле флотации — 8,3), плотности пульпы,
172
дозировки реагентов и мест их подачи. Для устранения вред-
ного влияния железа во флотационную пульпу добавляют ком-
плексообразователи.
Реагентный режим процесса Ван-Дорника основан на при-
менении флотационных реагентов типа устойчивых оснований,
образующих на поверхности бертрандита внутрикомплексные
поверхностные соединения, причем для успешной флотации
бертрандита иснользуются амфотерные свойства его поверх-
ности, а также способность бериллия образовывать органиче-
ские соединения, что ведет к образованию специфических фло-
тационных покрытий.
При обогащении бразильских бериллиевых руд, содержа-
щих 0,3% ВеО, получен концентрат с содержанием 11% ВеО
при извлечении 90%. При обогащении сильношламистой руды
с содержанием 0,75% ВеО получены бертрандитовые концент-
раты, содержащие 3—7% ВеО при извлечении 85%.
По схеме Ван-Дорника работает фабрика в Бразилии про-
изводительностью 2500 т/год бериллиевого концентрата с со-
держа нием 12% ВеО.
Бертрандитово-берилловая руда (шт. Колорадо) содержит
слюду, кварц и другие силикаты и обогащается по комбиниро-
ванной схеме флотации и магнитной сепарации. После дроб-
ления и измельчения до 0,4 мм руда подвергается трехкрат-
ному обесшламливанию и далее обрабатывается серной кислотой
(2 кг/т) при содержании твердого 65%, после чего флоти-
руется слюда катионным собирателем «Армак Т» (смесь тал-
ловых жирных кислот — гексадецил, октадецил и октадецинил,
0,5 кг/т) совместно с керосином (0,25 кг/т), сосновым маслом
в кислой среде. Хвосты слюдяной флотации перемешиваются
с минеральным маслом типа моторного топливного масла
(0,3 кг/т) для подавления берилла и бертрандита, и проводит-
ся контрольная флотация слюды. Камерный продукт содержит
8—10% ВеО при извлечении 70—90%. Потери бериллия в слю-
дяном концентрате составляют не более 1%, основные потери
его связаны со шламами (содержащими тальк, глину). Без
удаления шламов резко возрастает расход реагентов, снижает-
ся извлечение бериллия, образуется обильная пена, загрязня-
ются бериллиевые концентраты.
При коллективной флотации бериллиевых минералов (фе-
накита, бертрандита и берилла) от кварца, кальцита, флюо-
рита, серицита, апатита и слюд из руд низкого качества руд-
ную пульпу обрабатывают подавителями фтористым натром
и гексаметафосфатом натрия или смесью гексаметафосфата и
четырехзамещенного пирофосфата натрия либо смесью гекса-
метофосфата с борной кислотой. После кондиционирования
с подавителями в пульпу добавляют собиратели (олеиновую
кислоту, жирные кислоты таллового масла или рыбьего жира),
иногда совместно с керосином. Рекомендуются следующие рас-
ходы реагентов (кг/т): NaF 1—3; полифосфат 0,2—2,5; соби-
173
Дробленая руда
NaF(1600 гр), смесь
ксантогенатов (40 гр)
Измельчение до 0,21мм
Гексаметафосфат натрия (350 гр),
сосновое масло (20 гр)
Перемешивание
Флотация сульфидов
[ (рШ>
Сульфидный
концентрат
01Н (750 Гр),
топливное масло (300 гр) .
Перемешивание
Флотация фенакита
и бертрандита 01Н(400 гр).
Концентрат | . ^осинМОф).
I контрольная
01Н (400 г/т),
керосин (150 гр)
П контрольная
Хвосты
Гексаметафосфат натрия (50 гр),
01Н (100 гр), топливное масло (40 гр)
Гексаметафосфат
натрия' (50 гр)
I перечистная
Хвосты
Л перечистная
Концентрат!
(№р130гр),
топливное масло (300 гр)
Флотация
Концентрат П Промпродукт
Рис. 6.7. Схема флотации фенакито-бертрандитовой руды месторожде-
ния Маунт-Уиллер (США)
ратель 0,5; керосин 0,2—0,4. Пенообразователей и регуляторов
не добавляют. Иногда подают соду или едкий натр для под-
держания pH в пределах 7,5—9,4. Преимуществом метода яв-
ляется применение неумягченной воды с общей жесткостью до
200 мг/л.
Руду месторождения Маунт-Уиллер (США), содержащую
фенакит, бертрандит, флюорит, кальцит, слюду, кварц, поле-
вые шпаты, перерабатывают по следующей схеме (рис. 6.7).
Для подавления минералов породы в измельчение подают фто-
ристый натрий, а в перемешивание — гексаметафосфат натрия,
174
а затем олеиновую кислоту вместе с топливным маслом. Да-
лее флотируют фенакит и бертрандит при pH 7,5—9,4. В конт-
рольные флотации добавляют керосин совместно с олеиновой
кислотой, а в перечистные — гексаметафосфат натрия, олеино-
вую кислоту и топливное масло. Показано, что наилучшее по-
давление минералов породы осуществляется при совместном
действии фтористого натрия и гексаметафосфата натрия.
При флотации богатой руды данного месторождения, содер-
жащей 4,6% ВеО, получают концентрат I с содержанием 35,2%
ВеО и концентрат II с содержанием 26,5% ВеО (при суммар-
ном извлечении 85,9%)., а при флотации из бедной руды, со-
держащей 0,61% ВеО, — фенакито-бертрандитовые концентра-
ты с содержанием 15 и 4,1% ВеО при суммарном извлечении
82%.
Важным источником бериллиевых руд являются слюдисто-
флюоритовые руды, содержащие фенакит. Флотационные свой-
ства фенакита изучены крайне слабо, а разделение его от
флюорита и мусковита затруднено. При флотации минералов
анионным собирателем наиболее трудно разделить фенакит от
флюорита (рис. 6.8), тогда как при флотации катионными со-
бирателями наиболее активно извлекаются в пенный продукт
фенакит и мусковит (рис. 6.9) [.16].
Наиболее благоприятной средой для флотационного выде-
ления фенакита и флюорита олеиновой кислотой является ней-
тральная и слабокислая среда (рис. 6.10). В этих условиях
извлечение мусковита минимальное. Наибольшая эффектив-
ность отделения флюорита от фенакита может быть достигнута
в сильнощелочной среде, создаваемой едким натром или содой.
Сернистый натрий, жидкое стекло, а также соли двух- и
трехвалентных металлов подавляют фенакит при флотации
олеиновой кислотой.
Катионные собиратели активно извлекают фенакит при pH
пульпы от 4 до 8,5. Сернистый натрий и жидкое стекло, а так-
же соли трехвалентных металлов (хлорное железо, хлористый
алюминий) подавляют фенакит.
Комбинированный термофлотационный процесс переработки
бериллиевых руд (процесс Минкона) предусматривает не-
посредственную гидрометаллургическую переработку богатых
руд и предварительную флотацию бедных.
На обогатительной фабрике в Ловеленде (США, Колора-
до) перерабатывают смешанную руду, в которой бериллий со-
держится в берилле, бертрандите и бертрандитоносном грей-
зене. Руду сортируют на бедную и богатую. Бедную руду
измельчают до —0,074 мм и флотируют. Богатую руду измель-
чают до —0,15 мм и совместно с флотационным кон-
центратом, содержащим 15—30% ВеО, обрабатывают по тер-
мофлотационному процессу Минкона, включающему перемеши-
вание руды с реагентами (Na2COs и NaF) и окускование ее
в гранулы крупностью 25 мм, обжиг при 1700—1800 °C и хи-
* 175
Рис. 6.8. Влияние концентрации С
олеиновой кислоты на флотируемость
флюорита (7), фенакита (2) и слю-
ды (3)
Рис. 6.9. Влияние концентрации С
собирателя на флотируемость
флюорита (/, Г), фенакита (2,
2') и слюды (3, 3'):
/. 2, 3 — лауриламии; Г, 2', 3' —
АНП-14
Рис. 6.10. Влияние pH на флоти-
руемость флюорита (/), фенаки-
та (2) и слюды (3) олеиновой
кислотой (33 мг/л)
мическое выщелачивание бериллия с добавлением каустической
соды и последующим получением гидроксида или других со-
единений бериллия.
При флотации бертрандитовой руды (1% ВеО) по методу
Минкона получают концентраты с содержанием 18—20% ВеО
при извлечении около 90%.
§ 6.9. СЕЛЕКТИВНАЯ ФЛОТАЦИЯ БЕРИЛЛИЕВО-Л ИТИЕВЫХ РУД
Селективная флотация минералов лития и бериллия в одно-
именные концентраты из комплексных руд, содержащих споду-
мен (а также лепидолит, амблигонит, петалит), берилл (фена-
кит, бертрандит), слюду, полевые шпаты, кварц и другие си-
ликаты и алюмосиликаты, является наиболее трудной задачей.
Эти минералы, и особенно сподумен и берилл, обладают очень
близкими флотационными и другими физико-химическим свой-
ствами, поэтому разделение их вызывает большие сложности.
Разделение литиевых минералов от бериллиевых можно ве-
сти по следующим схемам:
флотация коллективного сподумено-бериллового концентра-
та с последующей химико-металлургической переработкой его
176
Измельченная руда
б*нго=1<51% ’ *вео= ао?%; “wote “ 6,4 %>
Лигносульфонат (7кгдЛ
NaFf/кг/т)
Трехкратная
перечистная
Литиевый
концентрат
Л2о=^
^2о=^%
Перемешивание
01Н(/2#кг/т)
Перемешивание
флотация сподумена
(^6,5-9) ~~ I „ а
к Обесшламливание
H2vU4v’'•/•// хл/ ч
катионный собират^ь(й^^)
Перемешивание
-‘-у
Флотация слюоы fp Н 8Д)
| ‘
\ Хвосты Слюдяной
Сгущение концентрат
HF</Kr/T>
Перемешивание
(W
I
Отмывка избытка HF
~№ОН(Д/кг/т)
Перемешивание
01Н(Й4кг/т)
Флотация берилла при pH 7,6
Двукратная перечистная
берилловый концентрат
Д^57и 1,28
с8еС =^>/%
Рис. 6.11. Схема селективной флотации сподумена и берилла из пегма-
титовой руды
с целью получения литиевых и бериллиевых химических кон-
центратов;
флотационное выделение в пенный продукт вначале споду-
мена, а затем берилла из исходной руды или из коллективного
концентрата;
флотационное выделение в пенный продукт вначале берил-
ла, а затем сподумена из исходной руды или из коллективного
концентрата.
12—5308 . 177
Коллективный литиево-бериллиевый концентрат получают
прямой или обратной флотацией. Из пегматитовых руд Север-
ной Каролины (США), содержащих сподумен и берилл, селек-
тивно флотируют вначале сподумен олеиновой кислотой при pH
6,5—9, причем перед флотацией руду обрабатывают лигнин-
сульфонатом аммония (1 кг/т) и NaF (1 кг/т) вместо обычной
кислотной или щелочной обработки руды (рис. 6.11). Далее
после обесшламливания хвостов сподуменовой флотации из них
флотируют слюду катионным собирателем (уксуснокислый амин
из кокосового масла) в сернокислой среде. Затем хвосты об-
рабатывают плавиковой кислотой, отмывают ее избыток и фло-
тируют берилл олеиновой кислотой при pH 7,5—8 с добавле-
нием NaOH. Хвосты берилловой флотации перемешивают с HF
и флотируют полевошпатовый концентрат катионным собира-
телем.
Схему коллективно-селективной флотации сподумена и бе-
рилла на опытной фабрике «Кингс-Маунтейн» (рис. 6.12) при-
меняют для флотации берилла и недоизвлеченного сподумена
из хвостов сподуменовой флотации. Она также может быть
пригодной для получения коллективного сподумен-бериллового
концентрата из исходной руды с последующей селективной
флотацией литиевого и бериллиевого концентратов.
Хвосты сподуменовой флотации (см. рис. 6.11) содержат
около 0,4% Li2O и 0,05% ВеО, а в полученном из них кол-
лективном концентрате 1,1 —1,3% ВеО и 4,4% Li2O при извле-
чении соответственно 87 и 66%. В нем содержалось также
12,5% слюды, 10,5% полевого шпата и 5,5% кварца. Извлечение
бериллия и лития в кондиционные концентраты при разделе-
нии коллективного концентрата равно 76,1 и 83,6%, а общее
извлечение их из хвостов фабрики составляет соответственно
66% ВеО и 55% Li2O.
Глава 7.
ОБОГАЩЕНИЕ РУД, СОДЕРЖАЩИХ ТИТАН,
ЦИРКОНИЙ И ГАФНИЙ
§ 7.1. ОСНОВНЫЕ СВОЙСТВА И ОБЛАСТИ ПРИМЕНЕНИЯ
ЦИРКОНИЯ И ГАФНИЯ
Сходство в строении внешних электронных оболочек циркония
и гафния, одинаковые радиусы атомов (1,6-10-10 м) и ионов
(0,82-10-10 м) обусловили большую близость их химических
свойств. По основным физическим свойствам они различаются
между собой: атомная масса циркония составляет 91,22, гаф-
ния— 178,6, плотность соответственно 6,52 и 13,36 г/см3, тем-
пература-плавления 1830+40 и 2130+15 °C, т. е. оба элемента
тугоплавкие; температура кипения 2900 и 3200 °C, сечение за-
178
Хвосты сподуменовой флотации
(или исходная измельченная руда)
! ________HFf/кг/т)
Перемешивание
IfpHW
Отмывка избытка HF
| Жидкое стекло(о,45 кг/т),№0Н(%/5кг/т)
Репуль нация 'йТбёремешивание
I 01Н (27,45 кг/т)
Перемешивание
Коллективная флотация берилла и сподумена
Трехкратная перечистная .
| H2SO4 (5 кг/т)
Перемешивание
(десорбция OLH)
I
Отмывка 01Н
Хвосты
J H2SO4 (1 ыр), катионный собиратель (0,1 кг/т)
Перемешивание- .
Флотация слюды
Слюдяной |Лигнинсульфонат (0,76ы/т), NaFffl75 кг/т)
концентрат Перемешивание n,uZ/,. , \
Л Л 01Н <5,4 кг/т)
€слюды~**2'о Флотация сподумена
| Хвосты
Двукратная перечистная
Г----------—----------1 HFf/кг/т)
Т v Л
Сподуменовый Перемешивание
концентрат —-—-----------
^2°= Отмывка избытка HF
ен,о -ддД 7° Т”
г I NaOH ^75кг/т), огн (0,24 кг/т)
Перемешивание
Флотация берилла
I з
т Хвосты
Двукратная перечистная
Берилловый концентрат
Аеэ =
£Ве0 = 75,/%
Рис. 6.12. Схема коллективно-селективной флотации сподумена и берилла
на фабрике «Кингс-Маунтейн»
12*
хвата тепловых нейтронов циркония равно 18-10~30 и гафния
11,5-10-30 м2.
Особенно важна разница в свойствах, определяющих раз-
личное назначение циркония и гафния при использовании их
в атомной технике. Цирконий электрохимически инертен,
в электрохимические реакции не вступает, поэтому вода, ра-
створы солей, разбавленные кислоты и щелочи на металличе-
ский цирконий не действуют. Но способность циркония к кова-
лентным (атомным) связям обусловливает активное взаимодей-
ствие его с концентрированными кислотами, щелочами, кисло-
родом, хлором и другими окислителями.
Высокая огнеупорность минерала циркона и высокая тем-
пература плавления диоксида циркония свидетельствуют об
ионном характере строения и о гигантских размерах их моле-
кул.
Цирконий при повышенных температурах активно раство-
ряет газы (кислород, азот, водород, оксид углерода).
С азотом и углеродом цирконий и гафний образуют весьма
твердые и тугоплавкие соединения — нитриды ZrN, HfN и кар-
биды ZrC и HfC. Температура плавления нитридов соответ-
ственно составляет 2980±50 и 3310 °C, карбидов — 3175+50 и
3890+50 °C.
Области применения циркония и гафния определяются вы-
сокой термостойкостью (у циркония 1670—1700, оксида цирко-
ния до 2500°C), химической инертностью по отношению к кис-
лотам и расплавленным средам, малым сечением захвата теп-
ловых нейтронов и рядом других свойств.
Ранее цирконовые концентраты использовали (например,
в США и Великобритании до 80—85%) непосредственно, без
их химической переработки, для производства огнеупоров, стек-
ловидных эмалей, гончарной глазури, электротехнического и
химического фарфора и др.
В последние годы в связи с развитием атомной техники,
авиации и ракетной техники быстро увеличивается спрос на
металлический цирконий и его сплавы, особенно легкие жаро-
стойкие магнийциркониевые сплавы. Так, в США на атомные
реакторы расходуется около 85% металлического циркония,
т. е. более 2 тыс. т в год.
Циркон и диоксид циркония используют в производстве жа-
ростойких эмалевых покрытий деталей газотурбинных и реак-
тивных двигателей и ракетных снарядов. Циркон обладая жа-
ростойкостью, кислотоупорностью и сравнительно высокой
плотностью, большей, чем у других кислых огнеупоров, при-
меняется как огнеупорный материал при плавке алюминия и
его сплавов. Цирконовая футеровка не смачивается алюми-
нием и его сплавами, осколки ее тонут в ванне с расплавлен-
ным металлом, не загрязняя его. Циркон применяют при по-
лучении чистых поверхностей у отливок при запудривании ли-
тейных окон и стержней цирконовым порошком.
180 . к
Диоксид циркония также не смачивается расплавами ме-
таллов, обладает низкой испаряемостью в вакууме, высоким
электросопротивлением и низкой теплопроводностью. Поэтому
он применяется в качестве огнеупоров для электровакуумных
печей, теплоизоляционных, высокотермостойких материалов при
выплавке металлов (платины, платиноидов, стронция и др.), для
которых непригодны другие огнеупоры, а также для неразъ-
едаемых лёток при непрерывной разливке стали. Для этих це-
лей пригоден диоксид циркония, полученный химическим спо-
собом из циркониевых концентратов, а не природный диоксид
циркония (бадделеит), который обычно загрязнен вредными
примесями, особенно железом и титаном.
Циркон и диоксид циркония придают керамическим эмалям непрозрач-
ность, добавка их (3—5 %) к эмалям повышает кислотоупорность последних.
Диоксид циркония является одним из лучших материалов для полировки
стекла. Циркониевая керамика очень прочная, обладает высокими механиче-
скими свойствами.
Циркониевые огнеупоры повышают срок службы стекловаренных печей
с 14 мес. (шамотный кирпич) до 5—6 лет и более. Еще более высокоогне-
упорными свойствами, чем диоксид циркония, обладают борид, силицид, кар-
бид и нитрид циркония, имеющие температуру плавления до 3000 °C и более.
Их применяют для изготовления деталей газотурбинных и реактивных дви-
гателей, работающих в условиях высоких температур.
Соединения циркония применяют при органическом синтезе в качестве
катализаторов, в кожевенном производстве в качестве дубителя, для утяже-
ления и придания водонепроницаемости тканям, при изготовлении моющих
средств, для термостойкости пластмасс и др. Цирконат свинца применяется
в ультразвуковых генераторах.
В металлургии цирконий широко используется для легирования чугуна
и стали, для повышения их ударной вязкости, прочности на разрыв, особен-
но при изготовлении броневых плит и т. п. Добавки циркония обеспечивают
экономию вольфрама и молибдена при легировании металлов, повышают
жаропрочность магниевых сплавов, повышают коррозионную стойкость и ме-
ханические свойства сплавов меди, никеля.
Цирконий используется в радиотехнике (в радиолампах и других прибо-
рах), при изготовлении пиротехнических составов и пороха, в химическом ма-
шиностроении для изготовления деталей и покрытий, работающих в агрессив-
ных средах.
Цирконий применяется в атомных реакторах в качестве за-
щитной оболочки ядерного горючего после тщательной очистки
его от гафния, который является вредной примесью.
Гафний может быть использован почти во всех областях,
где применяется цирконий. Гафний менее распространен в при-
роде, получение его связано с дополнительной очисткой, что
резко повышает его стоимость, поэтому применение гафния
взамен циркония экономически нецелесообразно.
Исключением является атомная техника, где гафний, обла-
дающий большой способностью к поглощению нейтронов (поч-
ти в 6000 раз большей, чем у циркония), применяется в регу-
лирующих и защитных устройствах ядерных реакторов.
Карбид гафния-тантала образует материал с наивысшей из
всех известных материалов температурой плавления — около
4200 °C, может быть использован в качестве особо высокоогне-
упорного материала.
181
§ 7.2. РУДЫ, МИНЕРАЛЫ ЦИРКОНИЯ И ГАФНИЯ
Минералы циркония. Известно около 40 циркониевых и цирко-
нийсодержащих минералов. Условной границей для основных
минералов циркония принято считать содержание ZrO2 от 8—
10% и выше. В настоящее время таких минералов известно 19;
из них 7 относятся к группе простых и сложных оксидов (бад-
делеит, циркелит, цирконолит, улигит, оливейраит, цирфесит и
цирконал) и 12 минералов относятся к группе силикатов (цир-
кон, эвдиалит, эльпидит, катаплеит, сейдит, ловенит, розенбу-
шит, волерит, хиортдалит, вадеит, гаинит и ловозерит). В виде
примесей цирконий входит в танталониобаты, титанаты, редко-
земельные силикаты, пироксены, слюды и другие минералы.
Наличие диоксида гафния установлено лишь в восьми ми-
нералах. Наиболее высокое содержание (1 — 16% НЮ2) на-
блюдается в цирконе, в остальных минералах оно колеблется
от 0,1 до 3%. Промышленными можно считать три минерала:
циркон, бадделеит и эвдиалит (табл. 7.1).
Таблица 7.1. Основные минералы циркония
Минерал ^Формула Содержание, % Плотность, г/см8 Твердость
ZrO2 ню.
Циркон Бадделеит Эвдиалит ZrSiO4 ZrO2 (Na, Са)ех XZrSieO17(O, ОН, Cl) 67,1 100 11-33 1—16 1—3 0,5—1 4—4,9 5,5-6 2,8—3 7—8 6-7 5-5,5
Важное промышленное значение имеет циркон, являющий-
ся наиболее распространенным минералом. Эвдиалит в про-
мышленности не используется ввиду низкого содержания в нем
ZrO2 при высоком содержании железа (до 7,1% FeO) и ти-
тана (до 2,2% TiO2), затрудняющих технологический процесс
выделения диоксида циркония.
Сырьем для переработки и получения циркония является
бадделеит, содержащий до 100% ZrO2 и имеющий наиболее
простой химический состав; иногда он содержит гафний, уран
и торий, а также механические примеси (Fe2O3, SiO2, TiO
и др.). Плавится бадделеит при температуре около 3000 °C.
Кристаллическая структура его напоминает несколько ис-
каженную структуру флюорита. Богатые месторождения вто-
ричного бадделеита совместно с циркитом (или бразилитом,
содержащим от 40 до 70% ZrO2) и цирконом известны в Бра-
зилии.
Эвдиалит кроме элементов, указанных в формуле (см.
табл. 7.1), содержит 0,3—2,9% Се, La, V2O3; до 7,1 % FeO; до
Q,6% Fe2O3; до 3,1% МпО; до 2,2% TiO2; до 1,6% Nb2Q5.
Встречается эвдиалит в магматических щелочных породах и
пегматитах с нефелином, полевыми шпатами, эгирином. При
182
выветривании на месте эвдиалита в виде бурой пористой мас-
сы накапливаются ZrO2 и Ге20з, образуя богатые вторичные
месторождения бадделеита. Магматические месторождения эв-
диалита известны в СССР, Норвегии, Гренландии, Трансваале,
Бразилии.
Циркон всегда содержит примеси в виде магнетита, окси-
дов кальция, алюминия, гафния (иногда до 4% и более).
В ряде случаев содержатся редкие земли (Y2O3, Се2О3), Nb,
Та, TiO2 (до 7 и даже 12%), ЦзО8 (до 1,5% и более), изредка
Sn, Be, Р2О5 и др. Практически содержание ZrO в некоторых
цирконах снижается до 60 и даже до 40%.
Кристаллическая структура циркона представляет типич-
ную ионную решетку, состоящую из анионных групп SiO4 и ка-
тионов Zr4+, окруженных восемью ионами кислорода. Циркон
в кислотах не растворяется. Химическая устойчивость минерала
проявляется главным образом среди миаскитовых и сиенито-
вых пегматитов вместе с черной слюдой, нефелином, альбитом,
апатитом, пирохлором, самарскитом и др.
Минерал циркон наиболее устойчив и сохраняется в рос-
сыпях, тогда как сложные цирконосиликаты в зоне гипергене-
за разрушаются, в результате чего цирконий и железо накап-
ливаются в виде гидратов, которые в условиях циркулирующих
горячих термальных растворов, очевидно, дают вторичный бад-
делеит и его разновидности.
Гафний собственных минералов не имеет. Благодаря близо-
сти ионных радиусов гафний входит в виде изоморфных при-
месей в минералы циркония. Гафний обычно добывают из цир-
кона, его можно добывать и из бадделеита.
Месторождения циркония и гафния. Известны коренные и
россыпные месторождения циркония и гафния.
Коренные месторождения связаны преимущест-
венно с магматогенными и реже осадочными породами. Боль-
шинство коренных месторождений циркония характеризуется
низким содержанием и незначительными запасами. Кроме того,
обогащение этих руд дороже, чем обогащение россыпей. По-
этому из коренных руд цирконийсодержащие минералы обычно
извлекают лишь попутно с другими минералами.
В россыпях ценные минералы присутствуют в свободном
виде. Они не требуют дробления и измельчения. Минералы цир-
кония обычно находятся совместно с ильменитом, рутилом, мо-
нацитом и другими ценными минералами, которые извлекают
комплексно.
В настоящее время почти вся добыча циркония за рубежом
базируется на россыпных прибрежно-морских месторождениях
древнего и современного происхождения, а также на ряде дру-
гих типов россыпей.
Накоплению циркониевых минералов в россыпях способст-
вуют большая плотность, высокая твердость, отсутствие спай-
ности и химическая устойчивость в природных условиях. Цир-
183
кон накапливается в россыпях не только вблизи коренных про-
мышленных месторождений, но и сохраняется также при пере-
носе на большие расстояния и концентрируется в результате
многократного переотложения и обогащения продуктов разру-
шения горных пород.
Современные и древние прибрежно-морские россыпи изве-
стны в СССР, Австралии, Индии, США, Бразилии, Шри-Ланка,
Китае, Корее, Японии и многих других странах. Некоторые из
них значительно удалены от современной береговой линии.
Месторождения, расположенные на восточном побережье Австралии,
являются примером современных морских россыпей. Они дают в настоящее
время более 70 % мировой добычи цирконового концентрата. Месторождения
приурочены к узкой полосе прибрежно-морских песков шириной около 10—
20 м, перемываемой волнами во время прибоев. Мощность продуктивного
слоя около 0,5 м. Рудоносные пески, перемежаясь с безрудными белыми квар-
цевыми песками, залегают в заливаемых приливами устьях бухт, в пляже-
вой зоне.
Содержание шлиха в песках колеблется от 2 до 50%, а в пляжевой
зоне — от 50 до 90 %. Шлихи содержат 17—40 % ильменита, 5—50 % рути-
ла, 10—50 % циркона, кроме того, в шлихах присутствуют магнетит, мона-
цит, турмалин, топаз, касситерит. Рудоносные пески распространяются в глубь
берега, в зону дюн, где перекрываются кварцевыми песками мощностью
в несколько десятков метров. Содержание тяжелых минералов в продуктив-
ных пластах дюнных песков значительно меньше, чем в зоне пляжа, и не
превышает 10 %. Эти шлихи состоят примерно из 45 % ильменита, 25 %
рутила и 30 % циркона. Запасы циркона в шлихах только по основным
прибрежным месторождениям Восточной Австралии оцениваются в 2—
3 млн. т, причем природный намыв шлиха в прибрежной зоне постоянно про-
должается.
Современные прибрежные россыпи западного побережья
Индии, в шт. Траванкор имеют такой же характер. Однако там
шлихи содержат 80—60% ильменита и только около 5% цир-
кона. Найдены аналогичные россыпи на восточном побережье
Индии в районе Висакхапатнама.
Илъменит-рутил-цирконовые пески известны на побережье
о. Цейлон. Особенно крупное месторождение с запасами чер-
ных шлихов в 4 млн. т расположено на восточном побережье
острова в 56 км к северу от Тринкомали. Состав шлихов этих
россыпей примерно следующий (%): ильменита около 75, рути-
ла 10—12 и циркона 6—8. Аналогичные промышленные рос-
сыпные месторождения имеются и в западной части о. Цей-
лон.
В Бразилии на побережье штатов Байа, Эспириту и Рио-де-
Жанейро запасы шлихов морских россыпей оцениваются
в 1,8 млн. т при содержании в шлихах 60% монацита, 18%
циркона и 14% ильменита.
Современные и древние прибрежные морские россыпи
в США известны во Флориде. Запасы этих месторождений оце-
ниваются от 4 до 15 млн. т циркона. На одном из таких ме-
сторождений в районе Саус Джексонвиль, представляющем
древние дюнные отложения, перерабатывается около
7,5 тыс. т/сут песков с содержанием 2—3% тяжелых шлихов,«о-
184
стоящих из циркона, рутила и ильменита. На месторождении
такого же типа, расположенном близ Стока, содержание тя-
желых шлихов составляет 4—4,5%, которые состоят из лей-
коксена и ильменита (45%) и циркона (14%).
Месторождения подобного типа известны в прибрежных полосах многих
стран не только на берегах океана, но и в пляжевой зоне внутренних морей,
таких, например, как Черное море. Однако запасы месторождений значитель-
но меньше, чем в россыпях на побережье океана.
Важным промышленным типом месторождений циркона, ильменита и ру-
тила являются также древние прибрежные морские россыпи, особенно мезо-
кайнозойского возраста, в которых пески и песчано-глинистые толщи не за-
тронуты метаморфизмом. Разработка таких россыпей возможна с примене-
нием обычной промывки и гравитационного обогащения дезинтегрированного
материала без предварительного его дробления.
Подобный тип промышленных месторождений циркона является одним
из основных для СССР и характеризуется крупными запасами. Содержание
рудных компонентов в них такое же, как и в лучших современных морских
прибрежных россыпях.
Большой интерес представляют карбонатиты с комплексной минерализа-
цией (бадделеит, пирохлор, апатит, редкие земли, иногда урановые и торие-
вые минералы). Такие месторождения известны в СССР, Бразилии, США
(Маунтейн-Пасс, Калифорния), Канаде и других странах.
Особенно крупные запасы коренных циркониевых руд сосредоточены
в щелочных породах с эвдиалитом. Известны примеры, когда запасы руд
с содержанием эвдиалита до 25 % оцениваются в десятки миллионов тонн.
Однако, несмотря на богатое содержание в них эвдиалита и более легкую
растворимость эвдиалита в кислотах, эти руды пока еще не могут конкури-
ровать с цирконовыми и бадделеитовыми из-за низкого содержания цирко-
ния в самом эвдиалите.
§ 7.3. КОНДИЦИИ НА РУДЫ И КОНЦЕНТРАТЫ ЦИРКОНИЯ
И ГАФНИЯ
Специальных кондиций на цирконий- и гафнийсодержащие пес-
ки и руды нет.
Разработка россыпей считается рентабельной, если в них
содержится не менее 0,2—0,3 % ZrO2. В случае разработки
комплексных руд и россыпей среднее содержание циркония
может быть значительно снижено (учитывая попутное извле-
чение ильменитовых, рутиловых, монацитовых и других кон-
центратов)- При разработке коренных руд промышленное со-
держание циркония должно быть выше (с учетом разницы в
стоимости добычи и обогащения коренных и россыпных руд,
а также комплексности тех и других, трудности их обогаще-
ния и т. д.).
Требования к циркониевым концентратам зависят от их
назначения. В СССР существуют следующие технические усло-
вия на циркониевые концентраты: для химической и метал-
лургической переработки концентрат должен содержать не ме-
нее 60 % ZrO2 без ограничения примесей; для производства
эмалей, стекла, фарфора и керамических изделий применяется
обезжелезненный концентрат, который должен содержать не
менее 60% ZrO2 и не более 0,1% Fe2O3 для I и 0,15% для
185
II сорта. В некоторых случаях ограничивается содержание и
других примесей. Для производства огнеупоров циркониевый
концентрат может содержать до 2 % Fe2O3 и не более 3 % сво-
бодного кварца.
В атомной технике применяются обезгафненный металличе-
ский цирконий и его сплавы, которые должны содержать не
более 0,01 % Hf. В производстве ферроциркония, ферросили-
коциркония и других ферросплавов содержание фосфора в кон-
центратах не должно превышать 0,05—0,08%. В концентра-
тах, применяемых для изготовления электро- и радиокон-
денсаторов, лимитируется содержание фосфора, титана и
железа.
В США, Австралии, Индии циркониевые концентраты со-
держат 63—66 % ZrO2; 32—33 % SiO2; 0,1—0,2 % TiO2; 0,03—
0,3 % Fe2O3; 0,2—1,2 % A12O3. Бадделеитовые концентраты,
применяемые в США для производства ферросплавов, имеют
следующий состав (%): ZrO2 73—82; Fe2O3 2—5; SiO2 11,6—
17,6; А12О3 1,4—1,7; TiO2 0,2—0,7.
Из россыпных месторождений более чистые циркониевые
концентраты получить легче, чем из коренных. Из комплекс-
ных мелкозернистых песков чистые концентраты получить
труднее, чем из мономинеральных крупнозернистых песков, ко-
торые можно обогащать по наиболее простым технологическим
схемам.
§ 7.4. ПРОИЗВОДСТВО ЦИРКОНИЯ И ГАФНИЯ
Цирконий обычно добывают попутно при добыче рутила, иль-
менита, монацита из песков россыпных месторожде-
ний. Непрерывный рост добычи циркониевых концентратов
вызван главным образом ростом потребления циркония в ядер-
ной технике, ядерных силовых установках на подводных лод-
ках, авианосцах, эсминцах, где устанавливают реакторы с
использованием циркония, в производстве специальных спла-
вов и формовочных изделий.
Циркониевые концентраты Австралии, Индии, Демократи-
ческой Республики Мадагаскар, Бразилии до последнего вре-
мени экспортировались в США и в страны Западной Европы.
Запасы циркония оцениваются (млн. т): в Австралии — 20,
США—11, ЮАР — 4, Индии — 3, Бразилии — 2,5. Известны ме-
сторождения циркония также в странах Азии (Пакистане, Ин-
донезии, Таиланде, Малайе), в странах Африки.
Гафний получают как побочный продукт при производстве
циркония. В США потребляют около 4,5 т в год гафния, из
которых около 80 % идет на атомные реакторы. Цена за 1 кг
прутка гафния составляет 260—300 долл.
Австралия производит более 70—80 % циркониевых кон-
центратов из прибрежных россыпей, на базе которых работает
25 горно-обогатительных предприятий.
186
§ 7.5. ОСНОВНЫЕ СВОЙСТВА И ОБЛАСТИ ПРИМЕНЕНИЯ
ТИТАНА
Титан — один из самых распространенных металлов в земной
коре. Его весовой кларк в верхней мантии земной коры (глу-
биной до 16 км) составляет 0,61 %, что превышает содержа-
ние всех вместе взятых (кроме алюминия) цветных и редких
металлов, содержащихся в земной коре. В гидросфере содер-
жание титана мало: в морях и океанах — около 5-Ю-8, в во-
дах рек — 4-Ю-6, в атмосфере титан отсутствует.
Титан — тугоплавкий металл, температура плавления 1660 °C.
Известны две модификации кристаллического титана: а-титан
(плотность 4,5 г/см3); [3-титан — аморфный (плотность
4,3 г/см3). Превращение а-титана в |3-титан происходит при
882 °C.
Примеси, которые всегда присутствуют в промышленном
металле, влияют на параметры его решетки, на температуру
перехода из а- в ^-модификацию, на некоторые физические и
технические его свойства.
Металлический титан ковок, хорошо поддается механиче-
ской обработке, активно поглощает газы (кислород, азот, во-
дород), после чего делается хрупким и обладает высокой кор-
розионной устойчивостью.
Аморфный титан представляет собой порошок темно-серого
цвета, кристаллический — белый металл с серебристым блеском.
Известны двух- и трехвалентные соединения титана. Высший
оксид титана имеет амфотерный характер; его гидроксиды рас-
творяются в сильных кислотах с образованием сульфатов, хло,
ридов, нитратов.
Кристаллический титан устойчив в морской воде, азотной
кислоте, влажном хлоре, сильных щелочных и органических
кислотах. При нагревании растворяется в серной, соляной и
плавиковой кислотах. При соединении титана с кислородом
образуются диоксид (TiO2), закись (TiO), оксид (Ti2O3) и пе-
рекись (TiO3).
Соединения титана с углеродом (TiC) и азотом (TiN) пред-
ставляют собой металлоподобные вещества, отличающиеся
очень большой твердостью, тугоплавкостью и высокой электро-
проводностью. Нитрид титана TiN очень устойчив и не раство-
ряется в расплавленном железе.
Тетрахлорид титана используется как полупродукт в про-
изводстве металлического титана, а также для дымовых завес
и сигнализации благодаря его способности быстро гидролизо-
ваться во влажном воздухе.
Металлический титан стали применять лишь после второй
мировой войны. Применение титана в промышленности обус-
ловлено следующими его свойствами: высокой абсолютной
прочностью (сплавы с титаном в 2—3 раза прочнее алюми-
ниевых и в 5 раз прочнее магниевых); малой плотностью (он
187
в 2 раза легче стали, что позволяет снизить массу конструк-
ций на 40 % при их равной прочности со стальными); повы-
шенной жесткостью (в этом отношении он стоит впереди алю-
миния и магния, модуль упругости титана лишь наполовину
меньше, чем у стали); высокой электросопротивляемостью (в
20 раз больше, чем у алюминия); стойкостью против коррозии
(равна стойкости аустенитной стали, в морской воде титан
по стойкости не уступает платине); высокой температурой плав-
ления, почти в 3 раза превышающей температуру плавления
алюминия и магния.
Хорошо очищенный от примесей металлический титан обла-
дает пластичностью и ковкостью в горячем состоянии и на
холоду. В черной металлургии его применяют в качестве рас-
кислителя и дегазатора в производстве рельсовой стали и не-
которых других ее сортов. Он вводится в виде ферротитана с
содержанием 0,03—0,2 % •
Из сплавов на основе титана изготовляют части фюзеля-
жей самолетов и детали реактивных двигателей. В ракето-
строении из легированного титана изготовляют корпуса двига-
телей, емкости для жидкого водорода и другие детали. Сплавы
на основе титана используют в морском судостроении, в авто-
мобильном и железнодорожном транспорте.
Благодаря коррозионной стойкости титан и сплавы на его
основе применяют в химическом машиностроении, производстве
медицинского инструмента и других областях.
В качестве легирующей присадки титан вводят в марган-
цовистые, хромистые, хромомолибденовые и хромоникелевые
нержавеющие стали, в которых титан устраняет межкристал-
литную коррозию.
Добавки титана к меди, медным и алюминиевым сплавам
улучшают их прочностные свойства и сопротивление коррозии.
Титан применяется в качестве твердого сплава в производстве
различных режущих инструментов. Сплавы карбида титана с
карбидом вольфрама отличаются высокой твердостью.
Основной потребитель металлического титана и различных
его сплавов — авиационная промышленность, заинтересованная
в максимальном снижении массы машин в сочетании с макси-
мальной прочностью деталей.
В последние годы титановый прокат в США потреблялся
для следующих целей (%): военные реактивные самолеты
60—78; ракеты, управляемые снаряды, спутники 25—29; само-
леты гражданской авиации 5—13; химическая промышлен-
ность 2—5.
Наиболее важно применение ТЮг для изготовления белого
пигмента — титановых белил, обладающих высокой кроющей
способностью и неядовитых. Их используют для окраски судов,
машин, вводят в состав эмалей, резины, бумажной массы. При-
родный рутил (оксид титана) вводят в состав обмазки элек-
тродов для электросварки.
188
Титан и его сплавы используют также в различных орудий-
ных деталях, при изготовлении танковой брони, минометных
плит, солдатского снаряжения, в производстве различного обо-
рудования химических заводов, подвергающегося коррозии (ап-
паратура, трубы), в пищевой промышленности (варочные кот-
лы), в судостроении (особенно подводных лодок), в электро-
промышленности, в медицине.
§ 7.6. РУДЫ И МИНЕРАЛЫ ТИТАНА
Известно более 70 минералов титана, из которых промышлен-
ное значение имеют восемь (табл. 7.2). Важнейшие из них —
Таблица 7.2. Минералы титана, имеющие промышленное значение___
Минерал Формула Теорети- ческое содержа- ние TiO2, % Плотность, г/см1 Твердость
Ильменит FeTiO3 52,6 4,6—5,2 5-6
Рутил TiO2 100 4,3 6
Ильменорутил 1 (Ti, Nb, Fe)O2 53 4,6—5,1 6
Перовскит CaTiO3 58,9 4 5,5—6
Сфен CaOTiO2 - SiO2 40,8 3,3—3,6 5-6
Лопарит 1 (Na, Ce, Sr, Ca)(NbTi)O2 39,2 4,7—5 5,5-6
Лейкоксен2 TiO2-TiO2- SiO2 50-95 3,3—4,3 5-6
Титаномагнетит Fe3O4-FeTiO3 2—30 4,5—5 5,5—6
или Fe3O4-TiO2
* По относительной ценности элементов, содержащихся в них,
являются минералами ниобия.
3 По лейкоксенизацни’ильменит имеет формулу TiOa • Fe2O».
они в большей степени
ильменит, рутил и перовскит. Лопарит является основным ми-
нералом при производстве ниобия и редкоземельных элементов,
при попутной добыче титана, а ильменорутил, содержащий до
32 % пятиоксида ниобия и 53 % диоксида титана, может рас-
сматриваться и как ниобиевый и титановый минерал. Тита-
номагнетит широко представлен в коренных месторождениях
титаномагнетитовых руд, в которых титан встречается как в
виде ильменита, так и в виде титаномагнетита.
Ильменит FeTiO3. Название минерала происходит от Иль-
менских гор на Урале. Магнитен, содержит до 47,4 % FeO,
имеет бурый или буро-черный цвет, устойчив, накапливается
в россыпях, являющихся важнейшими источниками добычи
ильменита. Примеси: магний, марганец, оксид железа. Суще-
ствует непрерывный изоморфный ряд FeTiO3—MgTiO3—MnTiO3.
В ультраосновных коренных породах преобладает титаномаг-
нетит, представляющий тонкое срастание ильменита и магне-
тита, или твердый раствор типа FeTiO3—Fe3O4 при различном
соотношении этих соединений.
Крупнейшие месторождения ильменита известны в СССР, Ин-
дии (шт. Керала, Траванкор), где россыпи тянутся на 130 км
189
вдоль побережья Индийского океана, Канаде, Норвегии, США,
Индонезии, Японии.
Ильменит встречается не только в основных изверженных
породах в ассоциации с магнетитом, но и в пегматитах с по-
левым шпатом, биотитом, ильменорутилом. Важным источни-
ком получения ильменита являются титаномагнетитовые же-
лезные руды, в которых содержится от 5 до 30 % TiO2.
При крупной вкрапленности ильменита в магнетитах их
можно разделить магнитной сепарацией. Титаномагнетиты,
представляющие собой твердые растворы TiO2 в Fe3O4, не под-
даются механическому обогащению; их подвергают металлур-
гической плавке. Порошок ильменита медленно растворяется
в горячей НС1, с трудом — в горячей концентрированной
H2SO4.
Содержание TiO2 в ильменитах коренных промышленных
руд колеблется от 40 до 53 % и от 60 до 70 % в россыпях.
Рутил TiO2 — самый богатый титаном минерал и наиболее
химически устойчивый. Обычно содержит небольшие примеси
оксидов железа, олова, иногда хрома, ванадия, ниобия, тан-
тала и воды. В кислотах не растворяется. Имеет цвет от темно-
желтого до бурого и красного.
Разновидность рутила, богатая ильменитом (в виде твер-
дого раствора), называется нигрином. В промышленных рудах
рутил содержит от 95 до 99 % ТЮ2.
Нигрин (TiFe2O) содержит до 20% TiO2; иногда — до 1,4%
SnO2, плотность до 5,2 г/см3, цвет черный.
Кроме рутила известны аллотропические модификации ди-
оксида титана: анатаз — менее устойчивый, чем рутил, его
плотность 3,9 г/см3; брукит — плотность 3,9—4 г/см3, твер-
дость 5—6.
В условиях выветривания помимо первичного образуется
вторичный рутил, который выделяется в последовательности:
ильменит — лейкоксен — брукит — рутил. Иногда вместо иль-
менита содержится сфен.
Рутил имеет промышленное значение в месторождениях
СССР, Бразилии, Австралии, Норвегии, США (Северная Ка-
ролина). Он содержится почти во всех россыпных титано-цир-
кониевых месторождениях.
Ильменорутил (Ti, Nb, Fe)O2 содержит до 53 % TiO2, до
32 % Nb2Os и до 14,5% Ta2Os (содержание их колеблется).
Плотность ильменорутила увеличивается с повышением содер-
жания тантала и ниобия. Распространен в пегматитах (Нор-
вегия, Италия и др.), а также в россыпях. Встречается значи-
тельно реже ильменита.
Перовскит СаТЮз — титанат кальция, содержит примеси
Fe, Сг, А1. Цвет черный, красно-бурый, желтый. Перовскит
разлагается в кипящей концентрированной H2SO4 или после
сплавления в KHSO3. Известны месторождения перовскитовых
руд на Урале, Кольском полуострове, в Швейцарии. В перов-
190
скитах Кольского п-ова содержится от 50 до 57 % ТЮ2, до
8 % суммы пятиоксидов тантала и ниобия, до 10,7 % суммы
редких земель и др. Перовскит в пирохлоровых рудах место-
рождения Ока (Квебек, Канада) содержит до 48 % пятиок-
сида ниобия.
Сфен CaTifSiO-JO содержит примеси: до 6% FeO, до 3 %
MnO, MgO, Fe2O3 и др. Цвет желтый, бурый, зеленый, имеет
более низкое (чем перовскит) содержание ТЮ2, но может быть
использован при комплексной переработке руд (вместе с апа-
титом, нефелином). Известны месторождения в СССР, США,
Канаде, Швейцарии, на Мадагаскаре.
Лопарит (Na, Се, Sr, Са) (Nb, Ti) О2 содережит 39,2% TiO2,
до 11,6 % (Nb, Ta)2Os, 32,3—34,6 % суммы редких земель це-
риевой группы, 0,53 % ThO2, до 3 % SrO и др. Лопарит немаг-
нитен, разлагается в плавиковой кислоте, в других кислотах
не растворяется.
Лейкоксен по составу близок к TiO2 — рыхлые землистые
или плотные скрытокристаллические или аморфные выделения
сероватого, желтоватого или буроватого цвета. Лейкоксен —
продукт изменения многих титановых минералов, чаще всего
ильменита и сфена. Характеризуется более высоким содержа-
нием диоксида титана, чем ильменит, является основным ми-
нералом Ярегского месторождения и представлен в значи-
тельной доле в других россыпных месторождениях.
Характерная особенность лейкоксена — отсутствие опреде-
ленно выраженной структуры при крайнем непостоянстве хи-
мического состава. Для лейкоксена Ярегского месторождения
характерно выдержанное содержание SiO2 (в пределах 38—
30 %). Соотношение TiO2: SiO2 составляет 2—3.
Образование лейкоксена Ярегского месторождения проте-
кало по двум самостоятельным направлениям: лейкоксениза-
ции ильменита, при которой двухвалентное железо выносилось
полностью или частично с образованием FeO-TiO2 или только
TiO2; лейкоксенизации сфена, при которой выносился оксид каль-
ция и оставались TiO2-TiO2SiO2 или только TiO2 (рутил). Сфен
изменялся путем выщелачивания кальция, способствовавшего
переориентации Ti-октаэдров в рутиловую форму. В Ярегском ме-
сторождении присутствует анатазовый и рутиловый лейкоксен.
Содержание диоксида титана в лейкоксене россыпного Са-
мотканского месторождения значительно превышает теорети-
ческое и колеблется от 61,5 до 75,6%. Согласно формуле иль-
менита, основная часть железа должна находиться в закисном
состоянии. Теоретическое содержание железа равно 47,34 %,
а содержание оксида железа обычно очень ограничено. В са-
мотканском ильмените закисное железо почти совсем отсут-
ствует, а окисное достигает 27%. Молекулярное отношение
основных компонентов (TiO2: Fe2O3) довольно постоянно и
равняется 5. В самотканском лейкоксене полностью отсутству-
ет SiO2.
191
Плотность лейкоксена из Ярегского месторождения более
низкая (3,3—3,5 г/см3), а из Самотканского более высокая
(4—4,24 г/см3).
Титаномагнетит РезО4*Т1О2. Существует мнение, что соб-
ственно титаномагнетитом необходимо считать однофазный
твердый раствор диоксида титана в магнетите. Часто титано-
магнетитом называют магнетит, имеющий относительно мел-
кие включения титановых минералов: ильменита (преимуще-
ственно), рутила, перовскита и др.; большей частью эти вклю-
чения являются продуктами распада твердых растворов (FeTiO3
или Fe2TiO4 в Fe3O4), иногда продуктами замещения магне-
тита.
Титаномагнетит сильно магнитен. Удельная магнитная вос-
приимчивость 0,01 см3/г. Обладает полупроводниковыми свой-
ствами. Истинное удельное сопротивление составляет
5-10—3 Ом-1-см-1. Плотность в зависимости от химического со-
става колеблется от 4,5 до 5,03 г/см3.
Полный химический состав чистых разностей титаномагне-
титов из различных месторождений Кольского п-ова (по
Т. Б. Найфонову) указывает на различное содержание окси-
дов железа, титана и других изоморфных примесей. Содержа-
ние Fe2O3 изменяется от 35,2 (месторождение Расвумгорр) до
64,5% (Африкандское), FeO — от 24 (Волчьи тундры) до 41,8%
(Гремяка-Вырмес).
Наиболее богатыми по содержанию пятиоксида ванадия яв-
ляются образцы титаномагнетита из месторождения Волчьи
тундры, по содержанию диоксида титана — из Хибин. Доста-
точно стабильно содержание диоксида титана в титаномагне-
тите из руд месторождения Лесные Бараки, содержащих так-
же никель.
Наибольший промышленный интерес представляют руды ме-
сторождений следующих типов: магматогенные, экзогенные и
метаморфогенные.
Магматогенные руды различают трех видов.
Ильменитовые (ильменито-магнетитовые и ильменито-
гематитовые) коренные руды часто содержат рутил, реже лей-
коксен и сфен. Рудные тела имеют форму жил и пластообраз-
ных залежей. Эти руды делят на сплошные и вкрапленные.
В рудах часто присутствует апатит, сульфиды меди и пирит.
Ильменито-магнетитовые месторождения имеют крупные запасы,
исчисляемые десятками миллионов тонн руды. Так, руды это-
го типа в США имеют мощные оруденелые жилы. Месторож-
дение, разведанное на глубину 150 м, имеет запасы в 100 млн. т
со средним содержанием в руде ильменита около 30%, а маг-
нетита 62 % (среднее содержание диоксида титана 15—16%,
а железа 52 %).
Титаномагнетитовые руды содержат (кроме же-
леза и титана в виде изоморфной примеси в магнетите) вана-
192
дий, незначительно кобальт в пирите и платину, а иногда медь
и марганец.
Перовскит-титаномагнетитовые руды, зале-
гающие в ультраосновных-щелочных породах, пока не исполь-
зуются в промышленности в связи с отсутствием эффективных
методов извлечения из них титана и других ценных компонен-
тов. Эти руды имеют огромные запасы и в ближайшем буду-
щем, несомненно, будут использованы. В них содержатся, кро-
ме железа и титана, тантал, ниобий, цирконий, редкие земли,
иногда уран.
Экзогенные месторождения можно разделить на две под-
группы: залегающие в коре выветривания и россыпи.
Руды, залегающие в коре выветривания,
бывают ильменитовые и рутило-ильменитовые, содержащие
сильно лейкоксенизированный ильменит, каолин, реже апатит.
Эти руды хорошо обогащаются с выделением богатых ильме-
нитовых концентратов.
Россыпи занимают первое место в мировой титановой
промышленности. Наибольшее значение имеют прибрежно-мор-
ские россыпи, являющиеся главным источником добычи рутила.
Эти россыпи обычно комплексны, содержат кроме ильменита
и рутила циркон, монацит, магнетит, гранат.
Месторождения россыпей можно подразделить на образо-
вавшиеся на базе разрушения коры выветривания и на элюви-
ально-делювиальные, залегающие в районах с преобладанием
физического выветривания.
Первый тип включает современные древние россыпи побе-
режий морей и озер, а также речные россыпи аллювиального
происхождения, содержащие лейкоксенизированный ильменит,
лейкоксен, рутил, циркон, монацит и др. Морские и озерные
россыпи очень хорошо обогащаются, а речные аллювиальные
и древние морские и озерные часто бывают сцементированы,
содержат глину и требуют хорошей предварительной дезинте-
грации и промывки. В СССР к речным аллювиальным россы-
пям относятся Вольногорские, Иршинские на Украине.
Элювиально-делювиальные прибрежные россыпи содержат
ильменит, титаномагнетит, иногда рутил, перовскит, лопарит,
ильменорутил. Встречаются они в- районах коренных месторож-
дений титана, обычно небольших размеров с низким содержа-
нием ценных минералов.
Метаморфогенные месторождения образуются под влиянием
метаморфогенных процессов в глинах, в кристаллических слан-
цах, где образуются вкрапленные- руды, содержащие главным
образом рутил, лейкоксен и частично ильменит, который в
дальнейшем также переходит в рутил.
Такие руды известны в СССР, они состоят из кварцитов
различных разновидностей: ставролитовых, гранатовых, слюди-
сто-графитовых, кварцево-хлоритовых и других, а также из ам-
фиболитов.
13—5308 193
§ 7.7. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ТИТАНОВЫМ РУДАМ
И КОНЦЕНТРАТАМ
Перерабатываемые россыпи, как правило, содержат не только
минералы титана, но и циркон, монацит, ставролит и др. Наи-
более бедные россыпи, разрабатываемые в США (шт. Флори-
да), содержат всего лишь 4 % тяжелой фракции, в том числе
ильменита около 1,5%, очень мало рутила, 0,5 % циркона, а
также кианита, силлиманита, граната. Следовательно, в этих
песках содержится всего лишь около 0,8 % TiO2. Но запасы
россыпей Флориды огромны, и условия разработки их и обо-
гащения очень благоприятны.
В коренных титаномагнетитовых рудах, перерабатываемых
на фабриках «Кусинская» (СССР), «Отанмаки» (Финляндия),
«Мак-Интайр» (США), «Титания» (Норвегия), содержание
TiO2 в виде ильменита и титаномагнетита колеблется от 10
до 15 % и выше.
ГОСТы и технические условия регламентируют в концентра-
те содержание не только TiO2, но и вредных примесей.
Качество пигментного оксида титана, используемого для
производства белил, регламентируется ГОСТ 9808—75, соглас-
но которому содержание TiO2 должно быть не менее 94—98,5 %.
Концентраты, получаемые при обогащении коренных иль-
менитовых и перовскитовых руд, должны содержать: TiO2
не менее 40—45 %, SiO2 не более 2,5—4 %, примесей серы не
более десятых, а фосфора сотых долей процента. В концен-
трате для производства твердых сплавов содержание P2Os не
должно превышать 0,025 %.
Ильменитовые концентраты, выделенные из россыпей, обыч-
но содержат 45—50 % ТЮ2, а в тех случаях, когда концентра-
ты содержат смесь ильменита, лейкоксена и рутила, как, на-
пример, в Австралии, Индии и Малайе, более 52—60 % TiO2.
Технические требования, предъявляемые к ильменитовым
концентратам в СССР, приведены в табл. 7.3.
За рубежом качество ильменитовых концентратов также
зависит от вещественного состава обогащаемой коренной руды
Таблица 7.3 Технические требв"ния к ильменитовым концентратам,
получаемым из россыпей (ТУ 48-4-236-72)
Марка концентрата Содержание, % Марка концентрата Содержание, %
ильменита, ! не менее ! TiO2, не менее примесей, не более 1 ильменита, не менее о X « о О х н s примесей, не более
РаО5 Сг 2O3 РаО5 Сг аО3
КИИ-1 97 50-54 0,08 0,05 КИЛ-2 96,5 57—60 0,16 0,05
КИИ-2 КИЛ-1 96,5 97 50-54 57-60 0,1 0,13 0,05 0,05 КИМ 66,5 52,—62 0,2 0,1
194
или россыпей. Так, титановые концентраты, получаемые из
россыпей Трейл-Редж (США), содержат 64 % ТЮ2, из россы-
пей Индии, Бразилии, Австралии — 58 и 54% TiO2, из корен-
ных руд месторождений Теллнеси (Норвегия) и Отанмаки
(Финляндия) —44—45 % TiO2.
Временные технические условия на перовскитовые концен-
траты (ТУ 48-04-38—72) предусматривают содержание TiO2 не
менее 48 %, суммы редких земель не менее 3% и вредных при-
месей не более (%): оксидов железа в пересчете на Ре20з 5;
SiO2 5; S 0,4; Р 0,4; СаСО3 1,5 и Н2О4.
Сфеновый концентрат, который направляют на производство
титанокальциевых пигментов, должен содержать не менее 32%
TiO2 и не более 1 % апатита.
Основными производителями ильменитовых концентратов
являются Австралия, Норвегия, Канада и США, на долю ко-
торых приходится около 84 % концентратов. Рутиловые кон-
центраты (85—90 % мирового производства) получают в Ав-
стралии благодаря обогащению прибрежно-морских россыпей
на побережье Индийского и Атлантического океанов.
Учтенные запасы титановых руд и россыпей в капиталисти-
ческих и развивающихся странах составляют примерно 1 —
1,5 млрд. т. Из них ЮАР и Объединенная Республика Танза-
ния имеют запасы около 60 % при отсутствии добычи титана
в Танзании и незначительной добыче в ЮАР. Мировые про-
гнозные запасы оцениваются примерно в 10 млрд. т. Норвегия,
Финляндия, Канада располагают значительными запасами ко-
ренных руд. США, Индия и другие прибрежно-морские страны
имеют запасы титана в россыпных и коренных месторождениях.
Несмотря на то что современная добыча титана примерно
на 60 % осуществляется из россыпей, мировые запасы на 70—
80 % находятся в коренных титаномагнетитовых, ильменитовых,
перовскитовых рудах и лишь около 20—30%—в россыпях.
Глава 8.
ОБОГАЩЕНИЕ РОССЫПЕЙ, СОДЕРЖАЩИХ
ТИТАН И ЦИРКОНИЙ
§ 8.1. ОБОГАЩЕНИЕ МОРСКИХ ТИТАНОЦИРКОНИЕВЫХ
ПРИБРЕЖНЫХ РОССЫПЕЙ
Титаноциркониевые россыпи обычно обогащают в два приема:
I — выделение всех тяжелых минералов (ильменит, рутил,
циркон, монацит, магнетит и др.) в черновой коллективный
концентрат обычно гравитационными методами, при этом стре-
мятся получить максимальное извлечение ценных минералов в
коллективный концентрат;
13* 195
II — доводка черновых коллективных концентратов с целью
получения высококачественных кондиционных мономинераль-
ных концентратов. В схемах доводки обычно предусматривают
магнитную, электростатическую сепарацию, гидравлическую или
пневматическую концентрацию на столах. В последнее время
стали использовать флотационный метод разделения тонко-
зернистых коллективных концентратов.
Обогащение россыпей в Австралии. Австралия за счет сво-
их прибрежно-морских россыпей выдает более 70 % цирконо-
вых и более 80 % рутиловых концентратов.
Австралийские месторождения циркона и рутила крупней-
шие в мире. Они представляют собой комплекс прибрежных
морских россыпей и эоловых образований, расположенных на
восточном побережье Тихого океана на полосе длиной до 960 км,
причем главные месторождения протягиваются на 500—
600 км.
Отложения прибрежных песков Австралии происходили на
пляжах современного берега или бывшего берега отступаю-
щего моря в штормовую погоду, когда волна приносит во взве-
шенном состоянии пески, отлагая в их зоне прибоя в виде ва-
лов шириной до 15 м, причем уходящие волны вносят в моое
кварцевые зерна, обогащая валы тяжелыми минералами. Из-
вестны также дюнные отложения песков, образующиеся в за-
ливах, внутри болот. Они образуют гряды, параллельные бе-
регу (параллельные дюны). При развеивании ветром парал-
лельных дюн образуются новые отложения песков на разных
уровнях в виде ступеней.
Австралийские пески можно разделить на три основных типа
отложений: месторождения современной береговой линии от-
ложений; месторождения бывшего берега отступающего моря;
дюнные месторождения (в заливах, болотах).
Наибольшее содержание тяжелых минералов наблюдается
в россыпях береговой линии, где они доходят до 400 кг/м3 и
до 100 % в отдельных прослойках шлиха. Кроме цирконовых
и рутиловых в настоящее время получают также ильменитовые
и монацитовые концентраты и другие побочные продукты. Цир-
коновые концентраты содержат обычно 98,5—99,8 °/о циркона.
Прибрежные пески содержат также хромит, гранат, тур-
малин, эпидот, касситерит, роговую обманку, золото и пла-
тину.
Относительное содержание циркона, рутила и ильменита
в песках изменяется для различных участков. Среднее содер-
жание суммы тяжелых минералов очень высокое (10—30%).
В большинстве месторождений размер зерен составляет 0,1 —
0,2 мм. Шламы обычно отсутствуют.
Добыча прибрежных песков производится канатными экс-
каваторами, скреперами и бульдозерами. Доставка песков на
фабрику осуществляется автосамосвалами. В более удален-
ных от берега заболоченных участках практикуется добыча
196
гидравлическими драгами с установками для первичного обо-
гащения, состоящими из винтовых и струйных сепараторов
и концентрационных столов, расположенных непосредственно
на понтоне драги. Высокие дюны разрабатывают гидравличе-
ским способом. При разработке экскаваторами и бульдозе-
рами установки для первичного обогащения делают передвиж-
ными на полозьях и передвигают тракторами по мере удаления
фронта горных работ.
Фабрика «Титаниум энд Циркониум Инда-
стриз», расположенная на восточном побережье о. Стрэд-
брук, эксплуатирует драги «Титан» для первичного обогащения
песков и «Цирконий» такой же конструкции с понтоном раз-
мером 40X9Xh5 м.
Из песков, поступающих на драгу, дезинтеграцией и гро-
хочением удаляют в отвал галю (крупнее 8 мм), после чего
подготовленные пески перекачивают в пульподелитель для рас-
пределения их по винтовым сепараторам. Основная концентра-
ция песков осуществляется на 96 пятивитковых винтовых
сепараторах с получением отвальных хвостов и чернового кол-
лективного концентрата. Черновой концентрат дважды пере-
чищают: на I перечистной операции установлено 30 пятивит-
ковых, на II — 20 трехвитковых сепараторов (рис. 8.1).
Исховнз/е пески
Дезинтеграция и грохочение
-<?мм ,+<?мм
-------отвал
Рис. 8.1. Схема обогащения россыпей на фабрике «Титаниум энд Цир-
кониум Индастриз» (Австралия)
197
Конечный концентрат содержит 95 % суммы тяжелых ми-
нералов. Далее его перекачивают насосами на доводочную
фабрику. Всего на драге работают 180 сепараторов: 120 — на
основной операции, на I перечистной — 40 и на II — 20. Про-
изводительность двух драг составляет около 10 тыс. т/сут
песков.
На доводочной обогатительной фабрике установлены индук-
ционные магнитные сепараторы с высокой интенсивностью маг-
нитного поля. В магнитную фракцию выделяют ильменитовый
концентрат, из немагнитной фракции грохочением в подрешет-
ный продукт выделяют цирконовый концентрат (который пе-
речищают на электростатическом сепараторе), а в надрешет-
ный продукт — более крупные частицы рутила.
В дальнейшем на ряде доводочных фабрик перешли на схе-
мы с электростатической сепарацией в начале процесса. Вна-
чале получают ильменит-рутиловый (проводящая фракция) и
монацито-гранато-цирконовый продукты, которые затем раз-
деляют магнитной сепарацией на рутиловый, ильменитовый и
цирконовый от монацито-гранатового (слабомагнитного) про-
дукта.
Концентраты и продукты, полученные на одной из фабрик
компании «Титаниум энд Циркониум Индастрис», имеют сле-
дующий состав (%):
концентрат рутиловый — TiO2 97,6; РегО3 0,21; Сг2О3 0,1;
V2O5 0,59; ZrO2, 0,86; SiO2 0,22;
концентрат цирконовый — ZrO2 66,9; SiO2 32,8; SiO2cBo6. 0,14;
TiO2 0,12; FesO3 0,02;
концентрат ильменитовый — TiO2 49; Cr2O3 1; FeO 23,6;
Fe2O3 13,9; V2O5 0,23;
монацитовый продукт — ThO2 5,9; Cr2O3 25,6; редкие зем-
ли 32,7; CaO 25,3; Al2O3 + ZrO2 3,9; Fe2O3 1,2; SiO2 0,12; нерас-
творимый в H2SO4 осадок 7,6.
В Австралии работают фабрики, на которых применяют
винтовые сепараторы и струйные желоба. Компания «Мине-
рале Консолидейтед ЛТД» добывает пески драгой произво-
дительностью около 15 тыс. т/сут. Понтон драги имеет раз-
меры 25X13X2,5 м. Плавучая обогатительная установка мас-
сой 750 т, длиной около 40 м и шириной 16 м располагается
на понтонах. Пески обогащают на установке на суживающихся
желобах (1000 шт.), изготовленных из стеклопласта. Кроме
основной концентрации, на желобах проводят две перечистные.
Концентраты содержат 95 %' суммы тяжелых минералов при
извлечении 95%. На других фабриках Австралии применяют
суживающиеся желоба (струйные концентраторы) и резиновые
спиральные сепараторы.
Обогащение россыпей в США. США занимают одно из пер-
вых мест в мире по запасам титана и циркония, россыпные и
коренные месторождения которых известны в 26 штатах.
Основные месторождения находятся в прибрежно-морских пес-
198
ках, дюнах, а также в древних террасовых отложениях вдоль
побережья Флориды.
Из многочисленных титаноциркониевых месторождений Фло-
риды наиболее значительны по размерам россыпные место-
рождения в районах городов Старка, Южного Джексонвилля
и Мельбурна.
Расположенная близ г. Старка древняя морская россыпь
Трэйл-Рэдж покрыта трехметровым слоем наносов и внешне
представляет собой залесенную болотистую низменность. Руд-
ный пласт простирается на 30 км при средней ширине 1,6 км
и средней мощности 10,5 м. Суммарное содержание тяжелых
минералов достигает 4%, в том числе (принимая всю тяжелую
фракцию за 100%) содержание ильменита 45%, циркона 13%.
По степени убывания концентрации в песках тяжелые мине-
ралы составляют следующий ряд: ильменит, лейкоксен, цир-
кон, ставролит, кианит, силлиманит. Содержание циркона в
песках составляет 0,5%, запасы его около 5 млн. т, а ильме-
нита и лейкоксена более 20 млн. т.
Фабрика «Трэйл-Рэдж» (штат Ф л о р и д а). Про-
изводственная мощность предприятия по добыче и обогащению
песков составляет 25 тыс. т/сут.
В состав предприятия входят: землесосный снаряд, произ-
водящий добычу песков; плавучая обогатительная установка;
береговая доводочная фабрика.
Плавучая обогатительная установка смонтирована на трех
баржах общей грузоподъемностью 3000 т, которые могут пере-
двигаться отдельно одна от другой. Во время работы они рас-
полагаются таким образом, чтобы, применяя перекидные мо-
сты, возможно было общее обслуживание всей установки.
Для уменьшения числа передвижек барж все месторожде-
ние разбито на полигоны (по 3 га каждый), разрабатываемые
при одном положении обогатительной установки. При разра-
ботке и обогащении песков хвосты складируют на выработан-
ных землесосным снарядом площадях с получением осветлен-
ной воды, выпускаемой из отстойного бассейна.
Применение плавучей установки позволило (по сравнению
со стационарной) сократить длину пульпопровода, транспор-
тирующего сырые пески, с 1600 до 150 м.
Добычу песков производят землесосным снарядом (с пред-
варительным рыхлением их взрыванием) с подачей песков в
приемный клапан пульпопровода вращающимся рыхлителем,
который приводится в действие от отдельного электродвигате-
ля мощностью 149 кВт. Разрыхлитель имеет устройство (сетка
с отверстиями 25 мм) для измельчения обломков дерева и
сцементированных кусков песка, засасываемых в клапан струей
воды. Измельчение осуществляется зубчатым массивным ро-
тором, частота вращения которого 300 мин-1. Для удаления
длинных тонких корней, которые попадают через сетку в насос
и забивают его, внутри насоса устанавливают стальные полосы
199
(ножи), разрезающие корни в момент их попадания в тур-
бинку насоса.
Землесосный снаряд может всасывать пески с глубины до
13,5 м ниже горизонта воды при длине всасывающей линии до
48 и линии нагнетания до 320 м. Хвосты перекачивают насосом
(диаметр трубы510мм),приводимым в действие от электродви-
гателя мощностью 560 кВт. Средняя производительность зем-
лесосного снаряда составляет 1100 т/ч песка и 3000 м3/ч воды.
Монтаж оборудования на баржах плавучей обогатительной фаб-
рики выполнен таким образом, что землесосный снаряд пред-
ставляет собой отдельный узел.
На первой барже размером 30,5X32,6 м смонтировано обо-
рудование для грохочения и обезвоживания исходного мате-
риала до 35 % твердого. Пульпа далее направляется на вин-
товые сепараторы. Здесь установлены два вибрационных гро-
хота размером 1,8X3,6 м -и семь реечных классификаторов раз-
мером 3,5X9,15 м. На обогащение поступает материал
крупностью —6,4 мм. Насосы подают пульпу на винтовые се-
параторы, установленные на второй барже, имеющей размер
17,1X37,8 м.
Продукт крупнее 6,4 мм додрабливается до —6,4 мм в дро-
билке, работающей в замкнутом цикле с грохотом.
На второй барже установлены 704 винтовых сепаратора,
на которых производится основная первичная сепарация песков
(рис. 8.2). На третьей барже установлено оборудование для
перечистных операций. Общая полезная площадь трех барж
составляет 2511 м2.
Распределение пульпы по сепараторам основано на приме-
нении делительных головок, работающих по принципу свобод-
ного слива в трубу, открытую выше уровня напора пульпы.
На одной головке пульпа разделяется на 44 струи. Основной
пульпопровод разветвляется сначала на две, а затем на четыре
струи с уменьшением при этом диаметра пульпопровода от
400 до 300 мм, а затем до 150 мм. Срок службы спиралей се-
параторов 3 года.
Получаемый при первичном обогащении коллективный кон-
центрат по пульпопроводу перекачивается на береговую дово-
дочную фабрику, которая состоит из отделений: обезвожива-
ния и сушки и получения ильменитового и цирконового кон-
центратов.
В ильменитовом отделении концентрат сушится и нагре-
вается до ПО °C, после чего направляется на электростати-
ческую сепарацию, осуществляемую в несколько стадий на
сепараторах с коронирующим электродом (рис. 8.3). Прово-
дящая фракция (ильменитовый продукт) перечищается на
индукционно-роликовом магнитном сепараторе с получением
ильменитового концентрата. Немагнитная фракция повторно
подвергается электростатической сепарации с выделением ти-
танового, в основном рутилового концентрата. Оба концен-
200
Добыча песков
-----
Грохочение
аа
tcj X
л>,и
1 - 6,4 мм
Дробление в молотковой дробилке Обезвоживание
Пески I
Слив в отвал
а ti
h
S а
«о «5
Щепоуловитель
;Щеп а в от в ал
'Г -
Обогащение навинтовых сепараторах (70Ц-шт) ПрОМГ1рО_
I Концентрат | дукт
Хвосты в отвал *
Концентрат
1 нииги
| дукт
I перечистка на винтовых сепаратор ах (264-шт)
I Пппмпппдиктп I . Хвосты
о а
Л перечистка на винтовых сепараторах('32 шт)
v Кв осты Концентрат ।
Перекачка набереговую
у доводочную станцию
Классификация I
Слив
Песка
Классификация Л
Песка | Слив
Классификация Ш
>, Слав
| Пески
Обогащение на винтовом
сепараторе
Концентрат Хвосты £
Коллективный кониентрат
тяжелых минералов на дово-
дочную станцию
В отвал
Рис. 8.2. Схема получения коллективного концентрата на обогатительной
фабрике «Трэйл-Рэдж» (США)
трата смешиваются. Окончательный титановый концентрат со-
держит 98 % титановых минералов и 2 % силикатов. Непрово-
дящая фракция (цирконовый продукт) подвергается магнитной
сепарации на индукционно-роликовом магнитном сепараторе с
выделением в магнитную фракцию турмалина и ставролита.
Этот продукт содержит около 45 % А12О3, используется как
абразивный материал и направляется на цементные заводы.
Ставролит может быть использован также для производства
глинозема.
Цирконовый продукт после выделения ставролита и тур-
малина направляют для окончательной доводки в цирконовое
отделение. Этот продукт вторично подвергается концентрации
на винтовых сепараторах, в результате чего получают цирко-
201
Коллективный, концентрат тяжелых
’ минералов
Сушка
Электростатическая сепарация
Электропровод- Промпродукт Неэлектропровод-
ГТ
, наяфракция u
Перечистная
ная фракция
Контрольная
Кон цен- Промпро- хвосты
v трат vdyкт
J ---------S
о v
Электромагнитная сепарация
I Магнитная 1
| фракция Грохочение
Ильменитовый 1 -у zmm--7 мм
концентрат _________У ' ” Вотвал"
м Электростатическая сепарация
Концентрат
Пром- Хвосты
продукт ,
J
Перечистная
—>»----У Пром-1__
' продукт Хвосты
Рутиловый кон цен-
трат ( в смеси с леи -
коксеном)
Электромагнитная
сепарация
Магнитная I
фракция |
Ставролитовый.
концентрат
Одогащен ие на винто-
вых сепараторах
Сушка
Электростатическая
сепарация
Перечистная
t
Электромагнитная сепарация
\Не маг нит ная
I фракция
Цирконовый
концентрат
Хвосты
в от вал
Хвосты
Рис. 8.3. Схема доводки коллективного концентрата на обогатительной фаб-
рике «Трэйл-Рэдж» (США)
новый концентрат с содержанием 90 % циркона и 1 % сили-
катов.
Цирконовый продукт обезвоживается, сушится и прокали-
вается в печи с нефтяным отоплением при 650 °C с целью устра-
нения окрашивания зерен циркония органическими веществами.
Прокаленный продукт перечищается на электростатическом и
магнитном сепараторах с получением цирконового концентрата,
содержащего 98% циркона.
Отработанные воды обрабатывают серной кислотой для
флокуляции шламов, нейтрализуют известью и сбрасывают в
систему рек.
Фабрика выдает в сутки 300 т ильменитового, ПО т цирко-
нового и 120 т ставролитового концентратов.
202
В шт. Флорида работает еще ряд обогатительных фабрик
по обогащению россыпей.
Фабрика в Джексонвилле перерабатывает рос-
сыпи древнеморского происхождения, залегающие на терра-
се —12 м над уровнем моря. Суммарное содержание тяжелых
минералов в песках достигает 3%, из них 40 % ильменита,
7 % рутила, 4 % лейкоксена, 15 % циркона и др. Технологи-
ческая схема добычи и обогащения песков аналогична схеме
на фабрике «Трэйл-Рэдж». В южной части месторождения
Джексонвилль суммарное содержание тяжелых минералов со-
ставляет 4,5 %, протяженность рудоносного слоя 5 км, ширина
800 м, мощность 2,5—3 м, мощность наносов (торфов) около
6 м. Пески разрабатывают с помощью плавучего землесосного
снаряда производительностью 400 т/ч или около 8000 т/сут.
Юго-западнее Джексонвилля (шт. Флорида) расположена
обогатительная фабрика «Хайленд». Россыпь
сложена прибрежными песками дюнного типа, содержащими
ильменит, рутил, циркон и др. Производственная мощность
фабрики составляет около 25 тыс. т/сут песков.
Растительный слой расчищают специальными гребками, кор-
чевателем, рыхлителем и дисковыми машинами во избежание
засорения землесосного снаряда. Добычу песков осуществляют
драгой и землесосным снарядом, который может засасывать
пески с глубины до 25 м ниже горизонта воды.
Обогатительное оборудование расположено на плавучей обо-
гатительной установке. Коллективные концентраты направляют
на доводочную фабрику, расположенную на берегу. Плавучая
фабрика размером 44,5X34,2 м имеет две секции, оснащенные
720 винтовыми сепараторами каждая, на которых осу-
ществляется обогащение в три стадии — основная и две пере-
чистки.
В Айдахо (шт. Южная Каролина) разработка россыпей
ведется электрической драгой. Пески аллювиального проис-
хождения аналогично пескам месторождения Трэйл-Рэдж со-
держат обломки деревьев, пней, корней, затрудняющих их раз-
работку.
Производительность драги равна 5500—6000 т/сут песков.
Исходные пески из черпаков драги через небольшой приемный
бункер поступают в барабанный грохот с отверстиями 5 мм.
Надрешетный продукт грохота, содержащий крупную галю,
пески, сцементированные глиной, а также щепу и различный
мусор, сбрасывают в отвал ленточным конвейером.
Одна из секций грохота имеет отверстия, выполненные в
форме направляющих канавок размером 32X37 мм, через ко-
торые проходит грубый гравий, перекачиваемый на специаль-
ную установку, расположенную на берегу для получения из
него кондиционного гравия. Исходным сырьем для получения
гравия является также класс —5-J-2.4 мм. Класс —2.4 мм по-
ступает на отсадочные машины для получения грубого кол-
203
лективного концентрата, который перечищают на двухкамер-
ных отсадочных машинах.
Коллективный концентрат обезвоживают, разделяют маг-
нитной и электростатической сепарацией в сочетании с грави-
тацией и получают пять кондиционных концентратов: ильме-
нитовый, рутиловый, цирконовый, монацитовый и ставроли-
товый.
Обогащение россыпей в Индии. Индия после США зани-
мает второе место по запасам циркониевого сырья (8—
10 млн. т) и четвертое место по запасам титанового. В то же
время производство циркониевых концентратов в Индии зна-
чительно ниже, чем в Австралии. Это объясняется тем, что
циркон добывают попутно при получении монацитового и иль-
менитового концентратов.
Значительные запасы комплексного сырья содержатся в ти-
тано-цирконо-монацитовых россыпях (шт. Керала). Основные
районы добычи песков — шт. Керала и Мадрас.
Ильменит составляет около 60 % суммы тяжелых минера-
лов, в песках также содержатся (%): монацит 12, циркон 3—7,
рутил 3—6, силлиманит 4, гранат 3—5, оксид кремния 5—7.
Потенциальным источником тяжелых минералов являются
месторождения на дне неглубокого моря на расстоянии 1,6 км
от побережья Керала, содержащие до 15 % суммы тяжелых
минералов.
Общая линия морского побережья Индии простирается бо-
лее чем на 7000 км. Пески Траванкора (шт. Керала) содержат
более 23 элементов, причем монацит, кроме тория и урана,
содержит шесть элементов цериевой группы, семь — иттриевой
и три — тербиевой. В песках содержатся цирконий, гафний,
минералы бадделеит, лейкоксен, торианит, киноварь, золото,
турмалин, роговая обманка, гранат, силлиманит и др.
Россыпи шт. Керала представляют собой самое крупное ме-
сторождение монацита в мире и наиболее богатое торием. Мо-
нацит содержит до 4 % урана.
На фабрике «Траванкор» из этих россыпей полу-
чают пять концентратов высокой чистоты: ильменитовый, мо-
нацитовый, цирконевый, силлиманитовый и рутиловый.
Характер отложений береговых песков изменяется в зави-
симости от времени года. В период муссонов под действием
сильных волн происходит разделение минералов как бы в тя-
желой среде во взвешенном состоянии. Кварц и силлиманит
отделяются от осаждающихся тяжелых минералов. Пески не
содержат примесей, затрудняющих обогащение. Их обычно со-
бирают и хранят для последующей переработки. Шлихи со-
держат от 75 до 95 % тяжелых минералов. Более бедные
шлихи предварительно обогащают на винтовых сепараторах.
Около 80 % суммы тяжелых минералов в песках составляет
ильменит, 4—6 % —циркон, 2—5 % —силлиманит, 3—6 %— РУ*
204
•ipui, около 1 % — монацит и в отдельных районах гранат от
0,5 до 5 % •
Добыча песков очень проста. Не требуется предваритель-
ного отделения крупных фракций и классификации песков по
крупности. Высокие дюны на берегу и другие отложения сгре-
бают в кучи. Воду из мокрых песков удаляют дренажом. Затем
черные сырые пески временно складируют перед отправлением
их на фабрику.
Ввиду сезонного характера образования тяжелых отложе-
ний, добыча песков также ограничена временами года. Пески
направляют на три основные фабрики первичного обогащения.
Исходные пески пропускают через вибрационный грохот с от-
верстиями 0,6 мм для выделения ракушек, известняка, остат-
ков корней (рис. 8.4).
Подрешетный продукт поступает в бункера, из которых на-
правляется самотеком по трубам на батарею магнитных сепа-
раторов. Сепарацию ведут.в слабом магнитном поле, чтобы
получить продукт с минимальным содержанием примесей.
Производительность, скорость движения лент и напряжен-
ность магнитного поля подбирают так, чтобы получить кон-
центрат, содержащий 98 % ильменита при извлечении 55—60 %..
Хвосты пропускают через электромагнитные сепараторы с по-
лем высокой напряженности для доизвлечения ильменита. По-
лученный ильменитовый продукт перечищается на сепараторах
Ветерилля с поперечными лентами.
, Хвосты после доизвлечения ильменита обогащают сначала
на пневматических столах для выделения грубого монацитово-
го концентрата в наиболее тяжелую фракцию, которая затем
перечищается на сепараторах с высокой напряженностью маг-
нитного поля, а затем снова на пневматических столах. Таким
образом, получают концентрат с содержанием более 98 % мо-
нацита.
Немагнитная фракция, а также легкие фракции пневмати-
ческих столов с высоким содержанием циркона, рутила и сил-
лиманита направляют на электростатическую сепарацию, где
в проводящую фракцию выделяют рутил. Непроводящая фрак-
ция представляет смесь циркона и силлиманита. Рутиловый
концентрат перечищают на электростатических сепараторах. и
на пневматических столах, после чего получают концентраты
I сорта (96 % рутила) или II сорта (94 % рутила).
Хвосты электростатических сепараторов содержат много
силлиманита и циркона, которые на пневматических столах
(или в тяжелых суспензиях) разделяют на тяжелую фракцию
(циркон) и легкую (силлиманит). Тяжелую и легкую фракции
раздельно подвергают флотации, в результате которой полу-
чают отдельные концентраты, содержащие около 90 % цирко-
на и силлиманита соответственно.
Флотационный цирконовый концентрат содержит 10—12 %
примесей, главным образом силлиманита, кварца и ракушеч-
205
Исходные пески.
Грохочение
Электромагнитная сепарация
В отвал
Электромагнитная сепарация
Электромагнитная сепарация
Обогащение напневматических столах
Ильменитовый I '
концентрат |
Электромагнитная сепарация
---------т------------------------------------
Обогащение на пневма-
тических столах
Монацитовый
концентрат
Электромагнитная
сепарация
Магнитная
фракция
Электростатическая сепарация
т ~ 1
Обогащение на пневматических *
столах
Электропровод-
ная фракция
£ v У"*--------
Флотация Флотация
Г "ЬКварц I
t_______, ф------------
Хвосты v
Обогащение на пн ев - Обогащение на пнев-
матических столах матических столах
Т-«-----------
Электрам агнат -
ная сепарация
Электрамагнит-
ная сепарация
Хвосты
Электр ост ат и чес-
кая сепарация
I
1
I
У
У V
Обогащение на пневматических столах
Электромагнит-
ная сепарация
Цирконовый Силлйманито-
концентрат вый концентрат
У
Электростат ичес-
кая сепарация
Обогащение на пневматических столах
Рутиловый, концентрат
Рис. 8.4. Схема обогащения титансодержащих песков на обогатительной фаб-
рике «Траванкор» (Индия)
^ика, а также 1—2 % рутила. Концентрат сушат, направляют
йа пневматические столы для удаления примесей, после чего
обрабатывают на магнитном сепараторе с полем высокой на-
пряженности для удаления остатков рутила. В результате по-
лучают цирконовый концентрат с содержанием 99 % циркона,
не более 0,2 % железа, до 0,1 % редких земель и до 0,1 % дру-
гих полуторных оксидов. Хвосты от выделения циркона идут
на выделение рутила.
Обогащение россыпей в Южной Африке. ЮАР поставляет
на мировой рынок около 100 тыс. т в год ильменитовых и
20 тыс. т рутиловых концентратов благодаря переработке ти-
тано-циркониевых россыпей современного происхождения.
В ЮАР, Уганде и Нигерии известны месторождения коренных
титановых или комплексных редкометалльных руд, содержащих
титан.
Наиболее крупной является фабрика «У м г а б а б а»
производственной мощностью до 10 тыс. т/сут песков. В песках
содержится 8% минералов тяжелой фракции: ильменит, рутил,
циркон, гранат, монацит, пироксены, амфиболы, немного тур-
малина и золота. Первичное обогащение проводят на винтовых
сепараторах, получая коллективный концентрат и до 90 % пу-
стой породы, сбрасываемой в море.
На фабрике большие трудности встретились при разделении
ценных минералов на электростатическом сепараторе вслед-
ствие покрытия минералов пленками, изменяющими их цвет
и другие свойства (рутил темно-коричневый, просвечивающий
и непрозрачный, циркон от бесцветного до коричневого, у мо-
нацита зерна зеленоватые и желтые и т. д.). Перед разделе-
нием коллективного концентрата были испытаны различные
методы их очистки.
Промывка концентрата кислотами и щелочами не давала
хороших результатов. Резко улучшились результаты после ме-
ханической оттирки в течение 10 мин в плотной пульпе при
отношении Т : Ж=4 : 1 в цилиндрической чаше с импеллером
диаметром 37 мм, вращающимся с частотой 2800 мин-1. Обра-
ботанную таким образом пульпу промывали водой, деканти-
ровали, смесь минералов высушивали, нагревали и подвергали
сепарации. Повышение температуры пульпы при оттирке улуч-
шало результаты.
На действующей фабрике в качестве аппарата для оттирки
использовали флотационную машину Фагергрина с ротором
диаметром 1220 мм, установленным в камере меньших разме-
ров, чем обычная. При содержании твердого в пульпе 80 % в
течение 20 мин получалась хорошая оттирка. В дальнейшем
эта установка была заменена однокамерным 208-литровым ап-
паратом для оттирки шламов. При содержании твердого 80 %
и времени оттирки 10 мин в дальнейшем обеспечивалось хо-
рошее разделение минералов в барабанных электростатических
сепараторах. Так, после предварительной оттирки в мономи-
207
неральных концентратах содержание одноименных минералов
повышалось (%): ильменита с 96,9 до 99,7; рутила с 66,2 до
90,1; циркона с 73,2 до 89,9; граната с 58,9 до 90,3; пироксена
с 81,7 до 95,4.
Промывкой коллективного концентрата перед сушкой в
пресной воде удаляли хлориды, оставшиеся на минералах при
обогащении песков в морской воде, для чего были использо-
ваны струйные зумпфы, обычно применявшиеся для перекачки
насосами крупнозернистых песков и концентратов тяжелых
минералов.
Промышленная фабрика «Умгабаба» состоит из отделения
первичного мокрого обогащения (рис. 8.5) и отделения довод-
ки для разделения коллективного концентрата.
На доводку поступает концентрат с содержанием 30 % тя-
желых минералов, остальная часть состоит главным образом
из кварца и пироксенов. Пески, добытые роторными экскава-
торами, системой конвейеров подают в бункер вместимостью
1000 т.
Глинистые пески поступают в барабанный скруббер, куда
подают морскую соленую воду; содержание твердого в пульпе
скруббера при дезинтеграции песков составляет около 55%.
Материал из скруббера направляется на промывочный грохот
размером 1800X3000 мм. Верхний продукт грохота подается
конвейерами в море. Подрешетный продукт разбавляется во-
дой до плотности 1,38 г/см3 и перекачивается в два гидро-
циклона диаметром 600 мм, смонтированных над зумпфом вин-
товых сепараторов. Слив гидроциклонов, выход которого до-
стигает 5 % исходного питания, направляется в шламовый
отвал.
Пески гидроциклонов из струйного зумпфа перекачивают
на винтовые сепараторы основной концентрации. Установлено
288 винтовых сепараторов (12 групп по 24 сепаратора). Сепа-
раторы литые из ковкого чугуна с резиновой футеровкой. Все
желоба сделаны из дерева и также футерованы резиной.
Первичный концентрат сепараторов собирается от первых
четырех витков, а промпродукт от последнего витка возвра-
щается в питание. Хвосты первичного обогащения перекачи-
вают в море по футерованному резиной трубопроводу на рас-
стояние 600 м.
Концентрат перечищают на 96 пятивитковых винтовых се-
параторах (4 группы по 24 сепаратора). Хвосты этих сепара-
торов поступают в питание основной сепарации, а продукт
от последнего витка возвращается на I перечистную операцию.
Концентрат I перечистной операции поступает на 48 трех-
витковых сепараторов, которые выдают коллективный концен-
трат. Хвосты II перечистной возвращают на I перечистную опе-
рацию.
Все трубопроводы, транспортирующие соленую воду или
пульпу, футерованы резиной.
208
Рис. 8.5. Схема
•5308
цепи аппаратов
отделения первич-
ного обогащения
фабрики «Умгаба-
ба» (Австралия):
1 — зумпфы — осади-
тели песка; 2—
эстакада; 3 — насос-
ная установка для
подачи морской во-
ды; 4 — роторный эк-
скаватор; 5 — бункер
(1000 т); 6 — резер-
вуары морской воды
диаметром 15 м; 7 —
шламовый пруд; 8 —
циклоны диаметром
600 мм; 9— винтовые
сепараторы (перечи-
стные 288 шт.); 10 —
винтовые сепараторы
(перечистные 96 шт.);
// — грохот; 12 —
скруббер; 13, 14 —
струйный зумпф;
15 — винтовые сепа-
раторы (перечист-
ные 48 шт.); 16 —
обезвоживающие гид-
роциклоны диамет-
ром 300 мм; 17 —
мокрый барабанный
магнитный сепара-
тор; /8—классифика-
тор; 19 — резервуар
пресной воды; 20 —
оттиратель Вемко
(12 шт.); 2/— клас-
сификатор; 22—кран;
23 - - зумпф избыточ-
ной воды; 24 — бун-
кер вместимостью
200 т; 25 —тарельча-
тый питатель; 26 —
ленточный конвейер;
27 — питатель; 28 —
сушильный агрегат
Коллективные концентраты обезвоживают в гидроциклоне
и направляют на мокрые магнитные сепараторы для удаления
магнетита. Немагнитную фракцию обезвоживают, репульпи-
руют до содержания твердого 80—85 % с применением прес-
ной воды и направляют в аппараты для оттирки и удаления
с минеральных зерен глины и железистых покрытий. Концен-
трат разбавляют пресной водой и перекачивают в реечный
классификатор для обезвоживания и дальнейшей промывки.
После первой стадии электростатической сепарации и очист-
ки продуктов проводящая фракция направляется на магнит-
ную сепарацию для разделения ильменита и рутила, а непро-
водящая— для отделения циркона и монацита от граната и
кварца на концентрационных столах. Концентраты столов
подвергают обезвоживанию, оттирке при высокой плотности
пульпы, промывке пресной водой и сушке, после чего они по-
ступают на электростатическую сепарацию. Непроводящий про-
дукт кроме циркона содержит монацит, гранат. Эти минералы
удаляют после трех стадий магнитной сепарации при высокой
интенсивности магнитного поля с получением товарного цирко-
нового концентрата. Полученные концентраты содержат: иль-
менитовый 50,1 % TiO2, рутиловый 95,4 % TiO2, цирконовый
66,6% ZrO2.
§ 8.2. ОБОГАЩЕНИЕ ИЛЬМЕНИТОВЫХ РОССЫПЕЙ
Ильменитовые россыпи в СССР перерабатывают на Иршин-
ском ГОКе. Россыпи относятся к речным аллювиальным со-
временным и древним русловым россыпям. Они содержат от
8 до 30 % глины. Основные породообразующие — кварц, поле-
вые шпаты. Ильменит в значительной степени лейкоксенизи-
рован, поэтому содержание TiO2 в ильмените увеличивается
до 60 % и более. В песках имеются незначительные содержа-
ния ставролита, циркона, пироксена и амфибол. Часть разло-
жившегося ильменита образовала лейкоксен с пониженной
плотностью и магнитной восприимчивостью.
Основные участки месторождения — Верхнеиршинское (раз-
рабатывается драгой), Лемненское (стационарная Лемненская
фабрика) и Иршинское (террасовая фабрика). Добычу песков
производят драгами, экскаваторами и гидравликами. При
дражном способе вскрышные работы производят шагающими
экскаваторами большой мощности. Верхний слой — торфа, за-
легающие на глубине 10—20 м, выбрасывают ленточными кон-
вейерами в выработанное пространство или на край отраба-
тываемого рудного пласта, ширина которого составляет 80—
120 м. Разубоживание песков этим способом достигает 40%.
Работающие две драги имеют на своем понтоне дражные боч-
ки для дезинтеграции грохочения и основное обогатительное
оборудование для получения чернового ильменитового концен-
трата (рис. 8.6).
210
Рис. 8.6. Схема цепи аппаратов цикла первичного обогащения титансодержа-
щих россыпей:
/ — выемочная часть драги; 2 — дражная бочка; 3 — галечный конвейер; 4 — грохот; 5 —
винтовой сепаратор Ч-З; б — винтовой сепаратор СВ2-1000; 7 - оо-звиливаюш..,! конус;
в — магнитный сепаратор 2ВК-5В; 9 — землесос; 10 — экскаватор Э-652
Лемненское месторождение разрабатывается открытым спо-
собом экскаваторами с погрузкой песков на конвейеры, достав-
ляющие на Лемненскую обогатительную фабрику.
На террасовую фабрику доставляют пески по трубопрово-
дам из карьера, где идет добыча гидромониторами в сочетании
с экскаваторной вскрышей торфов. Экскаватор проходит раз-
резную траншею шириной 25 м. Через каждые 70—100 м уста-
новлены зумпфы с гидромониторами для размыва песков,
подающие воду под давлением 0,5—0,8 МПа. Экскаватором
подают руду к насосам, она размывается, и пульпа землесос-
ными установками по трубам подается на фабрику переносного
типа, при этом оборотная вода фабрики снова подается к зем-
лесосным установкам.
Технологическая схема первичного обогащения песков на
драге № 2, имеющей черпаки вместимостью 250 л. Драга от-
рабатывает участки на глубину до 11 м, ильменитовые пески
залегают на глубине 5—10 м. Крупность ильменита в песках
непостоянная (верхний предел доходит до 4 мм, а нижний —
до тысячных долей миллиметра), основная доля ильменита
находится в классе —0,5-|-0,1 мм. Драга работает с прерыв-
ным циклом обогащения, т. е. с получением лишь чернового
концентрата, который после обезвоживания направляется на
доводочную фабрику.
14* 211
Исходные пески подают движущимися черпаками через раз-
грузочный люк в дражную бочку, куда поступает дополнитель-
ная вода под давлением для лучшего разрушения кусков гли-
ны, содержащей в основном каолин. На драге применяется
одностадиальная дезинтеграция в дражной бочке с перфора-
цией 8—10 мм. Схема включает основную и контрольную опе-
рации, две перечистные промежуточного продукта и магнитную
сепарацию концентратов гравитации.
Продезинтегрированные пески землесосом подают на обо-
гащение в винтовые сепараторы М-3 и СВ2-1000.
Концентрат винтовых сепараторов СВ2-1000 перечищается
на магнитных сепараторах 2ВК-5В. Немагнитная фракция
вновь подвергается дообогащению на винтовых сепараторах,
магнитная фракция является конечной продукцией и в виде
чернового концентрата по плавучему пульповоду направляется
для складирования и естественного обезвоживания на берег.
Обезвоженный концентрат автотранспортом доставляется на
доводочную фабрику. В последние годы на драге на контроль-
ных и других операциях используют винтовые сепараторы
СВ2-1000 из силумина вместо винтовых сепараторов М-3 из
резиновых покрышек. Это позволило повысить в целом по схеме
извлечение на 3 % и получить значительный экономический
эффект.
Схема обогащения на переносной фабрике с гидравличе-
ской добычей идентична схеме обогащения на драге.
На Лемненской фабрике схема обогащения с непрерывным
циклом включает добычу песков открытым способом экскава-
торами, первичное обогащение их и доводку с получением то-
варного ильменитового концентрата. Исходные пески характе-
ризуются повышенным содержанием глины (до 40%) круп-
ностью 80 % класса —0,025 мм. Ильменит отличается пони-
женной плотностью (около 4,34 г/см3) и повышенным содер-
жанием в нем ТЮг, т. е. он подвергся значительной лейкоксе-
низации.
В связи с высоким содержанием в песках глины на фабрике
применяются трехстадиальная дезинтеграция песков в скруб-
берах-дезинтеграторах 3500X7800 мм, на грохотах и промывка
в моечных машинах барабанного типа, после чего пески под-
вергаются классификации и обесшламливанию в гидроцикло-
нах. Основная классификация осуществляется в гидроцикло-
нах диаметром 500 мм, одна перечистная и две контрольные —
в гидроциклонах диаметром 350 мм. Отмытые пески склади-
руют в бункерах зернистой массы вместимостью 3000 м3, от-
куда их направляют в цех гравитации для обогащения в ко-
нусных сепараторах и на концентрационных столах (рис. 8.7).
Промытые пески подвергают обесшламливанию в гидроцик-
лонах диаметром 500 и 350 мм. Сливы гидроциклонов в виде
каолинового продукта направляют в отвал. Обесшламленные
пески поступают на контрольное грохочение по классу —2 мм.
212
Рис. 8.7. Схема цепи аппаратов отделения обогащения россыпей на Лемнен-
ской фабрике:
/-скруббер-дезинтегратор; 2— грохот; 3 — моечная машина МБМ-1М; 4 — гидроцикло-
ны; 5 — восьмигранный грохот; 6 — промежуточный бункер; 7 — винтовые сепараторы
СВЗА-1500 и СВ-2-1000; 8 — конусные сепараторы СКЗ-2К и СКЗ-2Х; 9 — магнитный се-
паратор 2ВК-5В; /0 — концентрационный стол ЯСК-1; //—печь кипящего слоя; 12—
электрический сепаратор ЭКС-1250
Нижний продукт грохочения направляется в промежуточный
бункер и насосами 5ГР-8 подается на конусные сепараторы
СКЗ-2К и СКЗ-2Х с предварительным сгущением в обезвожи-
вающих конусах вместимостью 6 м3. Схема сепарации вклю-
чает основную концентрацию, три перечистные и четыре кон-
трольные операции.
В последнее время обесшламленные пески обогащают на
винтовых сепараторах СВЗА-1500. Проводят основную опера-
цию обогащения, две контрольные и промпродукты подвергают
трем перечистным операциям.
Работа по схеме на винтовых сепараторах СВЗА-1500 и
СВ2-1000 позволила увеличить производительность и повысить
извлечение ильменита на фабрике.
В результате гравитационного обогащения обесшламлен-
ных песков получается черновой концентрат, который посту-
пает на электромагнитные сепараторы 2ВК-5В. После трех пе-
речистных операций выдается товарный ильменитовый кон-
центрат.
Хвосты магнитной сепарации обогащают на конусных сепа-
раторах СКЗ-2, винтовых сепараторах СВ2-1000, концентра-
ционных столах ЯСК-1 с получением отвальных хвостов и кон-
центрата для сухой доводки. Этот концентрат подвергается
сушке и сепарации на ЭКС-1250 по схеме: одна перечистная
213
и одна контрольная операции с получением товарного концен-
трата.
Промпродукты этой схемы направляют на сухую магнит-
ную сепарацию с получением товарного концентрата и отваль-
ных хвостов.
Введенная в схему гравитации секция винтовых сепарато-
ров СВЗ-1500 позволила повысить производительность отде-
ления на 10 % и извлечение минерала на 0,37%.
Извлечение ильменита по всей технологической схеме фаб-
рики с получением товарного концентрата, содержащего 96—
97 % ильменита, составляет около 85 %.
Доводочная фабрика. Черновые концентраты, доставленные
на доводочную фабрику с драг и с террасовой фабрики, под-
вергают контрольному грохочению на грохотах ГВР-1А. Над-
решетный продукт направляется в отвал, подрешетным гидро-
транспортом подается на обогащение.
Схема обогащения включает основную мокрую магнитную
сепарацию на сепараторах 2ВК-5В, две перечистные и кон-
трольную операции.
После двух перечистных операций выдается товарный иль-
менитовый концентрат. Немагнитная фракция направляется на
контрольную сепарацию в узел гравитационного обогащения,
которое осуществляется на конусных сепараторах.
Извлечение по схеме доводочной фабрики составляет 97,7 %.
Извлечение по схеме с прерывным циклом в целом (от исход-
ных песков до товарного концентрата) равно около 85%.
Черновые концентраты, поступающие на доводочную фаб-
рику с драг и карьера, содержат 25—27 % TiO2 и 0,25—0,35 %
Р2О5 и другие примеси.
После доводки получают ильменитовые концентраты трех
марок. КИИ-1 и КИИ-2 идут на производство диоксида тита-
на. Они должны содержать не менее 96,5—97 % ильменита
(50—54 % ТЮ2), не более 0,08—0,1% Р2О5 и 0,05 % Сг2О5.
Третий концентрат марки КИМ поступает на металлургический
передел для получения металлического титана и титановых
белил. Он содержит не менее 96,5 % ильменита (52—62 %
TiO2) и не более 0,2 % Р2О5 и 0,1 % Cr2Os.
Иршинский ГОК в перспективе намечает осуществить при
обогащении россыпей внедрение безотходной технологии, при
которой будут использованы галечник и гравий в строительном
производстве, крупный галечник на строительстве дорог. Квар-
цевые пески пригодны для произодства силикатного кирпича,
сборного железобетона, керамзитного сырья, получения опуд-
ривающих порошков и др.
Каолиновые глины с содержанием 36—38 % А12О3 даже без
предварительной очистки могут быть использованы в произ-
водстве цемента, огнеупоров, кислотоупорных изделий, плиток
для пола, цокольных плиток, панелей для перекрытий и дру-
гих строительных материалов. После очистки каолинового
214
продукта от железа и титана он может быть использован
в производстве фарфора, фаянса, в бумажной промышлен-
ности, для крашения тканей, дубления кожи и в ряде других
отраслей промышленности.
§ 8.3. ОБОГАЩЕНИЕ КОМПЛЕКСНЫХ РОССЫПЕЙ
Обогатительная фабрика Верхнеднепровского горно-металлур-
гического комбината (ВДГМК) перерабатывает комплексные
титано-циркониевые пески Самотканского месторождения.
Самотканское месторождение находится на склоне впадины
Донецкой долины около Днепра. Ранее, в начале третичного
периода, здесь было Сарматское море, на месте обра-
зовались разрушенные породы, которые перемывались и частич-
но переотлагались, в результате чего образовалась древняя
прибрежно-морская россыпь.
Основные породообразующие минералы самотканских пес-
ков— кварц (до 70%) и глина (8—30%). Минералы, состав-
ляющие тяжелую фракцию россыпей (около 3%), следующие:
ильменит, рутил, лейкоксен, циркон, дистен, силлиманит, став-
ролит и незначительная доля хромита и турмалина.
Добыча песков осуществляется открытыми горными рабо-
тами в карьерах с помощью экскаваторов различных типов.
Добыча песков и вскрышные работы проводятся на высокоме-
ханизированном современном оборудовании.
Пески из карьера доставляются на обогатительную фабрику
с помощью ленточного конвейера шириной 1200 мм и длиной
от 2 до 3 тыс. м.
Обогатительная фабрика ВДГМК состоит из отделения
дезинтеграции и обесшламливания, отделения гравитационных
методов обогащения и сушильно-доводочного отделения, заме-
няющего доводочную фабрику.
Дезинтеграция и обесшламливание являются подготовитель-
ными процессами и предназначены для разрыхления песков
и превращения их в пульпу и отмывки песков от глинистых
и шламистых продуктов.
Дезинтеграция песков осуществляется в две стадии: пер-
вая— в барабанном скруббере С-3,б; вторая — в мечевой
мойке МД-3,2. Для выделения класса 20 мм из исходных
песков перед скруббером установлен колосниковый грохот.
Обесшламливание осуществляется в гидроциклонах и струй-
ных зумпфах.
Пески струйных зумпфов из отделения дезинтеграции насо-
сами перекачивают в главный корпус, где производится грохо-
чение по классу 2 мм. Класс — 2 мм поступает в струйные
зумпфы гравитации, затем насосами через сгустительные
воронки на обогащение в пяти- и шестиярусные конусные сепа-
раторы (рис. 8.8).
215
в отбил
Исходные
пески
Грохочение
+20мм
Дезинтеграция I
Грохочение
+y.v.v <-4нм
Грохочение
Грохочение
| +4мм
Дезинтеграция П
Грохочение
ОсноВное обесизламливание
В отвал
Сгущение
| Пески
Сгущение
блески *---------
Обогащение на конус-
ных сепараторах
[Шесты ^кт\пр пр.
Сгущение
Сгущение
\Слив| Пески
t Обогащение на конусных
сепараторах
\ Хвосты | Концен- 1 пр. пр.
-----------' f трат '
Сгущение'
Сгущение
Обезвоживание
| Осадок Фильтрование
Сущка 1--------
Коллективный
концентрат
На доводку
Рис. 8.8. Схема дезинтеграции и гравитационного обогащения комплексных
россыпей
Особенность многоярусных конусных сепараторов — сочета-
ние ряда операций, что дает следующие преимущества:
рациональное использование объема зданий, снижение расхо-
дов на транспортирование продуктов, компактность, удобства
обслуживания и ремонта. После обогащения на шестиярусных
установках конусных сепараторов СКб-3,6 продукты разделе-
ния направляют: концентрат на перечистную концентрацию,
осуществляемую на пятиярусных установках СК-3,б; хвосты
основной концентрации в отвал, а промпродукт — начало
процесса.
Коллективный концентрат после сушки направляется на
грохочение по классу 1,5 мм, потом на электрическую сепара-
цию (ПЭСС), где выделяют четыре продукта: проводниковая
фракция (ильменит, рутил, хромит); промпродуктовая; непро-
водниковая (циркон, ставролит, дистен и недоизвлеченный
ильменит); кварцевый продукт, который отправляется на пере-
чистку коллективного концентрата в цех гравитации (рис. 8.9).
Коллективный
концентрат
Кварцевые
хвосты
Сцшка
Обесшламливание
ОбесшламлиВание
Электрическая
сепарация
Обезвоживание Концентрация
Электромагнитная
сепарация
Сушка
Концентрат
ильменитовый
Электрическая
сепарация
Электромагнитная
сепарация
€
Концентрат
рутиловый
Кварцевые
формовочные
пески
Кварцевые
стекольные
пески
Электромагнитная
сепарация
Электрическая
сепарация
Гравитационное
обогащение
I-------------1
Концентрат
ставролитовый
Электрическая
сепарация
Трибоэлектрическая
сепарация
Концентрат
цирконовый
Электромагнит-
ная сепарация
Электромагнитная
сбпарация
Хвосты
Концентрат
Вистен-силлиманитовый
Рис. 8.9. Принципиальная схема доводки коллективного концентрата и квар-
цевых хвостов при обогащении комплексных россыпей
217
Проводники направляют на электромагнитную сепарацию,
где выделяют в магнитную фракцию ильменит, а в немагнит-
ную— рутил, который затем перечищается электромагнитной
сепарацией на ЭКС и СЭС.
Непроводниковая фракция идет на электромагнитную
сепарацию (ЭРС-6), где в магнитную фракцию входят ильме-
нит и ставролит, которые разделяют электрической сепарацией
(ЛЭСС), а немагнитная фракция направляется на основную
гравитационную концентрацию (СК-3,6). В концентрат уходит
циркон, в хвосты — дистен.
Концентрат после гравитационных перечисток (СК-22)
направляется на электрическую сепарацию (ЭКС, СЭС, ПЭСС),
где выделяется цирконовый концентрат после двух перечистных
операций, хвосты основной концентрации после двух перечист-
ных (ШВЛ и СК-22) и оттирки (ФМ-04) направляют на три-
босепарацию и после перечистной в неотклоняющейся фракции
получается дистеновый концентрат.
Цех формовочных песков выпускает формовочные кварце-
вые пески, которые представляют сыпучую мелкозернистую
смесь с содержанием 97—98 % SiO2.
Кварцевые пески ВДГМК используются в литейном произ-
водстве (в качестве формовочного материала), в стекольной
промышленности (для технического стекла), в производстве
стройматериалов и абразивных изделий.
Исходное сырье для формовочных песков — отвальные хвос-
ты гравитационного отделения обогатительной фабрики.
Основной товарной продукцией комбината являются кон-
центраты: ильменитовый, содержащий 63—65 % ТЮ2, рутило-
вый— 92—95 % TiO2, цирконовый — 62—65 % ZrO2, дистен-
силлиманитовый — 58 % А12О3 и ставролитовый — 48 % А12О3.
Извлечение циркона и рутила в товарный концентрат
составляет 91—90 %, ильменита — 85%, дистен-силлиманита —
98 % и ставролита—59%. Крупность зерен минералов: цирко-
на, рутила, ильменита — от 63 до 160 мкм, ставролита, дистена,
силлиманита и турмалина — от 63 до 200 мкм и кварца — от 63
до 315 мкм. Плотность циркона 4,67 г/см3.
Г л а в а 9.
ФЛОТАЦИЯ МИНЕРАЛОВ И РУД ТИТАНА
И ЦИРКОНИЯ
§ 9.1. ФЛОТАЦИЯ ЦИРКОНА
При обогащении мелкозернистых песков и тонковкрапленных
коренных руд, содержащих минералы циркония и титана,
применяют флотацию как исходной руды, так и черновых
концентратов.
218
Флотация коллективных концентратов из россыпей в ряде
случаев экономически более эффективна, чем гравитационные
методы.
Флотацию циркона целесообразно применять:
при наличии очень мелких зерен ценных и сопутствующих
минералов в рудах и песках (мельче 0,1 мм);
при разделении циркона от рутила и других немагнитных
минералов (кварца, силлиманита, пирохлора, лейкоксена и др.),
выделяемых в немагнитную фракцию;
при разделении циркона от других непроводящих минера-
лов (граната, монацита, силлиманита, турмалина, ставролита
и др.), выделяемых в непроводниковую фракцию на электро-
статическом сепараторе.
Флотацию применяют на ряде фабрик при разделении кол-
лективных гравитационных титаноцирконовых концентратов,
полученных из россыпей.
Циркон может быть сфлотирован в пенный продукт жир-
ными кислотами и их мылами, а также катионными собирате-
лями (рис. 9.1,а). Существенное влияние на флотацию циркона
оказывает pH пульпы. Например, алкилсульфат натрия
не флотирует циркон в нейтральной и щелочной средах,
но очень хорошо извлекает его в кислой среде при
pH 1,5—2,5 в отличие от других собирателей, хорошо фло-
тирующих циркон в более широком диапазоне pH (рис. 9.1,6).
Соли поливалентных металлов при малом их расходе час-
тично активируют циркон, при повышенном расходе подавляют
его, в связи с тем, что соли в объеме пульпы взаимодействуют
с анионными собирателями, предотвращая взаимодействие
последних с поверхностью циркона.
Хлорное железо FeCl3 при расходе более 200 г/т резко
снижает извлечение циркона, а извлечение кварца и полевого
шпата, обычно не флотирующихся жирными кислотами и фос-
фотеном, с увеличением расхода хлорного железа возрастает.
Медный купорос и хлористый свинец при их расходе до 200—
300 г/т активируют циркон, а при 400—500 г/т и более пол-
ностью подавляют флотацию циркона.
Флотация циркона олеатом натрия протекает наиболее успешно при
pH 7—9; в кислой и щелочной средах флотация резко ухудшается, что соот-
ветствует закреплению определенного слоя олеата натрия на цирконе
(рис. 9.2).
Подавителями циркона (при флотации олеатом натрия, фосфотеном)
являются жидкое стекло, танин, желатин, кремнефтористый натрий.
Предварительная обработка циркона серной кислотой улучшает его фло-
тацию олеатом, алкилсульфатом и изооктилфосфатом натрия. Серная кисло-
та, взаимодействуя с поверхностью циркона, очевидно, замещает ZrSiO4 на
Zr(SO4)2 или ZrOSO4 В этом случае ион SO42- может быть заменен анионом
собирателя, например олеат-ионом с образованием оксиолеата циркония
Zr0S044-201H=Zr0(01)2+H2S04,
что обеспечивает хорошую гидрофобизацию поверхности минерала и его фло-
тацию.
219
Рис. 9.1. Влияние на фло-
тируемость циркона расхо-
да q различных собирателей
при pH 6—7 (а) и pH (б):
/ — олеат натрия; 2 — фосфо-
ген; 3 — ИМ-11; 4 — алкилсуль-
фат натрия; 5—АНП-14; 6 —
окисленный петролатум
Рис. 9.2. Влияние pH пуль-
пы и расхода олеата натрия
на плотность слоя его на
цирконе:
/—3 — pH соответственно со-
ставляет 6,8; 11; 2,3
Флотация циркона от рутила, ильменита, монацита и других
минералов впервые в мировой практике была применена
на фабрике «Байрон-Бай» (Австралия).
При первичном обогащении песков на винтовых спиральных
сепараторах отделяют легкие минералы: кварц и силлиманит.
Перед флотацией гравитационный концентрат подается
в чан, наполненный горячим мыльным раствором. После пере-
мешивания концентрат подается песковым насосом в конус и
в спиральный классификатор для обезвоживания. Пески репуль-
пируют холодной водой и вновь обезвоживают. Затем их
направляют в «кислый« чан, где автоматически регулируется
концентрация серной кислоты. Избыток кислоты удаляется
в слив классификатора. После кислотной обработки пески
вновь репульпируют и направляются на флотацию циркона.
220
Флотация ведется при pH 2 во флотационных машинах Денвер
с механическим перемешиванием. Черновой 'концентрат пере-
чищается в трех перечистных камерах. Извлечение циркона
составляет 95—97 %.
Флотационный концентрат фильтруют, чтобы удалить кис-
лый раствор. Осадок фильтра репульпируется и вновь фильтру-
ется, а затем после сушки поступает на индукционно-роликовые
трехполюсные сепараторы, на которых выделяется магнитный
материал, направляемый в отвал, а окончательный концентрат
содержит свыше 99,4 % ZrSiO4.
В результате доводки хвостов флотации с применением
магнитной сепарации, концентрации на столах и электрической
сепарации получают цирконово-кварцевый промпродукт с со-
держанием 66,75 % циркона, а также ильменитовый и рутило-
вый концентраты с содержанием TiO2 соответственно 50,4
и 97,70 %.
§ 9.2. ФЛОТАЦИЯ ТИТАНОВЫХ МИНЕРАЛОВ
Флотируемость рутила. Лучшее извлечение рутила можно
получить олеиновой кислотой, олеатом натрия и другими жир-
нокислотными собирателями в слабокислой и нейтральной
средах (рис. 9.3). Алкилсульфат натрия наиболее полно извле-
кает рутил в кислой среде (pH 2—3 и ниже). Рутил подавля-
ется в щелочной среде при pH более 8. Наиболее успешно
рутил можно подавлять совместным применением соды и жид-
Рис. 9.4. Зависимость извлечения 8
ильменитов различных месторожде-
ний олеиновой кислотой (200 г/т)
при различном pH:
1—4 — соответственно пробы ильменита
различных месторождений
Рис. 9.3. Зависимость извлечения 8 рутила от pH пульпы при флотации раз-
личными собирателями:
/ — олеат натрия (35 г'т); 2 — олеиновая кислота (40 г/т); 3 — мылонафт (400 г,т); 4 —
алкилсульфат натрия (500 г/т); 5 — окисленный пертролатум (3500 г/т)
221
кого стекла. Очень сильный подавитель крахмал даже при
расходе 20—30 г/т. Предварительное добавление соды усили-
вает селективное подавление рутила крахмалом. После подав-
ления этими реагентами рутил можно активировать добавле-
нием серной кислоты до нейтральной среды.
Флотируемость ильменита и перовскита. В практике обога-
щения руд ильменит флотируют на ряде фабрик СССР, США,
Норвегии из титаномагнетитовых и перовскитовых руд. В по-
следние годы ильменит начали флотировать из россыпных
месторождений, выделяя его в пенный или камерный продукт
совместно с рутилом.
Химический состав ильменитов коренных месторождений
(Кусинское и Ильменское) и россыпных (Самотканское и
Тобольское) непостоянен. Велико различие в составе ильмени-
тов проб различных месторождений: содержание TiO2 в них
изменяется от 48,8 до 70%, Fe2O3 от 8,38 до 26,93% и т. д.
(табл. 9.1).
Т а б л и ц а 9.1. Химический состав ильменитов различных месторождений
Компонент Проба Компонент Проба
1 2 3 4 1 2 3 4
ТЮ2 SiO2 FeO Fe2O3 48,88 0,22 35,36 8,38 51,29 ‘33,51 ‘10,86 53,1 1,35 23,74 17,33 70,07 1 25,96 А12 О3 МпО СоО v2oft 1,86 0,52 0,27 4,6 0,09 1,5 1,8 0,51 1,17 0,18 0,16
Зависимость извлечения ильменитов различных месторож-
дений олеиновой кислотой или талловым маслом (200 г/т)
с сосновым маслом (50 г/т) от pH пульпы (создаваемом H2SO4
или NaOH) показана на рис. 9.4. Видно, что олеиновой кисло-
той в широком диапазоне pH от 3,5 до 9,5 хорошо флотируются
тобольский и самотканский ильмениты россыпных месторожде-
ний. Кусинский ильменит хорошо флотируется при pH 5,5—9,
а ильменогорский — в очень узком интервале pH от 5 до 7.
Каждый из этих ильменитов обладает индивидуальными фло-
тационными свойствами, что можно объяснить различным
составом их поверхностей и наличием посторонних примесей.
Самотканский ильменит сильно лейкоксенизирован; рентгено-
структурным анализом установлено, что его структура ближе
к структуре рутила. Это подтверждается повышенным содержа-
нием в нем диоксида титана. Двухвалентное железо в нем
замещено трехвалентным.
После сернокислотной обработки минералов их флотируе-
мость резко возрастает, причем их флотационная активность
становится примерно одинаковой, а значения электрокинетиче-
ских потенциалов близки между собой. Изучение адсорбции
радиоактивного тридецилата натрия показало, что закрепление
собирателя максимально при pH около 6. Оно повышается
222
в случае предварительной об-
работки ильменита слабыми
растворами серной кислоты и
после отмывки избытка кисло-
ты. Серная кислота удаляет
с поверхности минерала окси-
ды железа и другие соедине-
ния и увеличивает положи-
тельный электрокинетический
потенциал.
Фтористый и кремнефто-
ристый натрий применяют в
качестве регуляторов при фло-
тации ильменита и других ми-
нералов. Эти реагенты увели-
чивают отрицательное значе-
ние электрокинетического по-
тенциала и снижают закрепле-
ние анионного собирателя на
нем.
Флотация ильменита, рути-
Рис. 9.5. Влияние pH пульпы на фло-
тацию минералов алкилсульфатом
натрия:
/ — рутил; 2 — ильменит; 3 — перовскит;
4— сфен; 5 — циркон (по Горловскому);
6 — ставролит; 7 — флюорит (по
С. И. Митрофанову)
ла, перовскита, сфена, циркона, пирохлора, ставролита алкил-
сульфатом натрия одинаково успешно протекает только в кис-
лой среде (рис. 9.5). Закрепление на поверхности минералов
титана гексадецилсульфата натрия (С1бН33 OSO3Na) макси-
мально также в кислой среде.
В практике флотации ильменита и перовскита из коренных
руд, а рутила и ильменита из россыпей извлечение их осущест-
вляется в слабокислой и нейтральной средах.
Для подавления кварца и других минералов породы при-
меняют небольшие дабавки жидкого стекла или жидкого стек-
ла и соды, после перемешивания удаляют избыток подавителей,
пульпу обесшламливают, флотируют в нейтральной или слабо-
кислой среде олеиновой кислотой или ее заменителями.
При кислотной обработке рутила, ильменита, циркона и
других минералов удаление с их поверхностей солей, гидрокси-
дов и т. п. не является главной или единственной причиной
активации или подавления этих минералов. Важнейшей причи-
ной активации или их подавления, очевидно, является образо-
вание новых соединений, более или менее активных по срав-
нению с первоначальной поверхностью минералов.
§ 9.3. ФЛОТАЦИЯ КОЛЛЕКТИВНЫХ ТИТАНОЦИРКОНИЕВЫХ
КОНЦЕНТРАТОВ ИЗ РОССЫПЕЙ
Флотация тонкозернистых минералов в коллективный концен-
трат может обеспечить более высокое извлечение всех ценных
минералов. Флотационные фабрики могут быть значительно
более компактными и менее сложными, чем гравитационные.
223
При обогащении титаноцирконовых песков Западной Сиби-
ри с содержанием до 90 % частиц —0,2 мм и до 24 %—0,074 мм
наиболее эфффективным методом первичного обогащения
оказалась флотация ильменита, рутила, циркона, турмалина,
ставролита, дистена в коллективный концентрат. Лучшие
результаты были получены с окисленным рисайклом, олеино-
вой кислотой или сульфатным мылом с обязательным предва-
рительным обесшламливанием флотируемых песков.
При флотации необесшламленных песков шламы флотиру-
ются в первую очередь, создают обильное пенообразование,
загрязняют концентраты, снижают извлечение ценных минера-
лов. Для более полного удаления шламов необходима предва-
рительная оттирка песков в плотной пульпе при Т:Ж=1:1
в течение 5—10 мин (рис. 9.6).
Флотацию коллективного концентрата наиболее целесооб-
разно проводить с содой (1000 г/т). Увеличение расхода соды
до 2000 г/т снижает извлечение минералов титана на 20—25 %,
а снижение расхода соды до 500 г/т увеличивает извлечение
кварца и других минералов породы, загрязняющих концентрат.
Флотация сульфатным мылом осуществляется при опти-
мальном pH 9—9,3 и расходе соды около 1000 г/т, собирателя
1000—1500 г/т. При флотации олеиновой кислотой (400—
500 г/т) или окисленным рисайклом (1500—2000 г/т) опти-
мальной является pH 9,5 (расход соды 110 г/т).
Извлечение ценных минералов в коллективные концентраты
при флотации с сульфатным мылом, олеиновой кислотой или
окисленным рисайклом примерно одинаково. Концентраты
содержат 40—43 % ТЮ2 и 11 —13 % ZrO2 при извлечении
соответственно 85—90 % и 93—97 %.
Изучение флотации песков показало, что наиболее флото-
активным является циркон, затем ставролит, эпидот, дистен и,
наконец, ильменит и рутил. Для флотации лейкоксенизирован-
ного ильменита необходим повышенный расход собирателя.
Сильными подавителями ильменита и рутила являются
жидкое стекло в содовой среде и крахмал. Жидкое стекло —
более слабый подавитель ставролита, эпидота и дистена.
Учитывая различную флотируемость минералов, возможна
селективная флотация их непосредственно из исходных песков,
но, как показали многочисленные исследования, наиболее
устойчиво идет процесс при коллективной флотации, когда
в пенный продукт максимально извлекаются все ценные мине-
ралы.
Флотационное разделение тонкозернистых коллективных
концентратов, полученных из россыпей, стало находить все
большее практическое применение, потому что электромагнит-
ная и электростатическая сепарация менее эффективны, особен-
но для предприятий с большой производительностью. Электро-
статическая сепарация обычно требует предварительного
нагрева и сушки продукта.
224
Исходные пески.
Дезинтеграция и грохочение в скруббере
|-8мм .
Классификация в спиральном
_____классификаторе______
Слив I Пески,
-0,3(-0,5)мм \+0,3 (+0,5) мм
Грохочение
V____________ > j - 1мм + 1 мм
I обесшламливанце в гидро -
циклоне по классу 0,02 мм
+8 мм
У
В отвал
f Пески ' I Слив
Оттирка Контрольное обесшламливанце
перемешиванием н в гидроциклоне____
* 1 _____J Слив. |
| Шламы
Иобесшламливанце в гидро -
циклоне по классу 0,02 мм
Пески
Сода
Слив
Перемешивание
Собиратель
Перемешивание
Коллективная флотация
1
Пе реме ши вание
Контроль ная
I перечистная
| Седа 1
I"*---- 1
Перемешивание
Хвосты (кварце-
вый продукт)
I
т
Коллективный.
концентрат
Рис. 9.6. Схема первичного обогащения россыпей с использованием
коллективной флотации
Обобщая многочисленные исследования селективной флота-
ции для отделения циркона от рутила и ильменита, можно
отметить следующие основные направления:
флотация циркона и подавление минералов титана;
флотация минералов титана (рутила и ильменита) в кол-
лективный концентрат и подавление циркона;
флотационное выделение трех концентратов: ильменитового,
цирконового и рутилового.
Флотация циркона может быть осуществлена при следую-
щих реагентных режимах:
15-5308 225
мылонафтом или талловым маслом при подавлении рутила
и ильменита в содовой или известковой среде жидким стек-
лом или крахмалом. Добавляя к хвостам цирконовой флотации
серную кислоту до нейтральной или слабокислой среды, фло-
тируют рутил и ильменит;
мылонафтом при pH 8—9 обработкой коллективного грави-
тационного концентрата газообразным азотом, глубоко подав-
ляющим ильменит и рутил;
обработка коллективного флотационного концентрата жид-
ким стеклом совместно с медным купоросом при 20 °C или
одним жидким стеклом (12 кг/т) при 60 °C с целью десорбции
собирателя (мылонафта или окисленного петролатума) и фло-
тация циркона мылонафтом или (во втором случае) без него.
Флотация минералов титана возможна при следующем
реагентном режиме:
коллективная флотация минералов титана и циркона эмуль-
сией олеиновой кислоты с керосином при pH 5,9—6,4. Подав-
ление циркона (кварца и других минералов породы) кремне-
фтористым натрием (1,5—2 кг/т) совместно с серной кислотой
или без нее и флотация минералов титана при pH 3,8—4,8
из коллективных флотационных концентратов без добавления
собирателя;
при селективной флотации гравитационных концентратов
в пенный продукт выделяют ильменит и рутил талловым мас-
лом с керосином, подавляя циркон и минералы породы кремне-
фтористым натрием совместно с серной кислотой.
И. Н. Плаксиным с сотрудниками было изучено влияние
предварительной обработки пульпы газами — кислородом и
азотом при флотации минералов титана циркона олеиновой
кислотой в содовой среде. Рутил, ильменит и циркон хорошо
флотируются после аэрации пульпы или предварительной ее
обработки кислородом, причем применение газообразного
кислорода значительно ускоряет кондиционирование пульпы и
процесс флотации. В противоположность этому газообразный
азот обескислороживает пульпу и вызывает глубокое и дли-
тельное подавление флотации рутила и ильменита, не оказывая
действия на флотационную способность циркона.
Подавление азотом титановых минералов так велико, что
последующая аэрация и длительное накислороживание
(до 40 мг/л растворенного в пульпе кислорода) не способны
восстановить флотационную активность минералов без допол-
нительного расхода собирателя.
Флотация циркона с предварительной продувкой пульпы
азотом протекает так же интенсивно, как и в накислороженной
пульпе (обработка азотом снижает концентрацию кислорода
в пульпе до 1,1—2,8 мг/л).
Следовательно, опытами установлено положительное влия-
ние кислорода на флотируемость ильменита и рутила и необра-
тимость действия кислорода на поверхность циркона. Эти дей-
226
ствия можно объяснить особенностями кристаллической струк-
туры минералов, т. е. расположением ионов в поверхностном
слое и их компенсированными электростатическими зарядами.
Рутил и ильменит относятся к классу оксидов. Роль анио-
нов в них выполняют ионы кислорода, пространственное распо-
ложение которых совершенно одинаково; они образуют
двуслойную плотнейшую упаковку. Ионы титана и железа
занимают часть пустот между кислородными ионами. Циркон
относится к классу силикатов; он имеет типичную радикал-
ионную решетку, содержащую анионные группы SiCV-. Связь
ионов кислорода с кремнием внутри комплекса SiOj гораздо
сильнее, чем с лежащими вне комплекса ионами циркония,
причем кислород с кремнием связан ковалентной, а с цирко-
нием ионной связью. Следовательно, структура циркона отли-
чается от структуры ильменита и рутила. На поверхности
рутила и ильменита чередуются положительные и отрицатель-
ные некомпенсированные заряды с превышением центров
отрицательных зарядов над положительными. На поверхности
циркона преобладают положительные заряды, что, очевидно,
и отличает его флотационные свойства от ильменита и рутила.
В ЦНИГРИ флотировали тонкозернистые пески морского
происхождения, содержащие циркон, рутил, лейкоксен, ильме-
нит и алюмосиликаты: ставролит, кианит, силлиманит. Основ-
ной породообразующий минерал — кварц. Минералы титана и
циркон сконцентрированы преимущественно в классе —0,1 +
+ 0,044 мм. В песках содержится 15—19 % материала —0,01мм.
Коллективная флотация возможна лишь при удалении глины
и шламов.
Эффективным и дешевым заменителем олеиновой кислоты
является окисленный петролатум, омыленный в 10 %-ном ра-
створе кальцинированной соды при 60—80 °C в течение 1 ч.
Во флотацию он подается в виде 4—5%-ного водного раствора
(около 2 кг/т).
Наиболее флотоактивен циркон, затем рутил. Ильменит
извлекается при повышенном расходе собирателя. Более
успешно флотация протекает в нейтральной или слабощелочной
среде. Разделение коллективного концентрата проводится
после десорбции собирателя с поверхности минералов следую-
щими способами:
собиратель десорбируется с поверхности минералов титана
медным купоросом и жидким стеклом при 20 °C с последующей
флотацией циркона мылонафтом;
пленки окисленного петролатума десорбируются с поверх-
ности минералов титана жидким стеклом при концентрации
12,5 г/л, Т:Ж=1: 1 и температуре пульпы 60 °C в течение
15—30 мин (метод ЦНИГРИ). Раствор жидкого стекла декан-
тируют и далее без добавления реагентов флотируют циркон,
вместе с которым в пенный продукт переходят монацит, тур-
малин, ставролит (отделяемые затем от циркона магнитной
15* 227
Исходные пески.
I
Обесшламливание
| Пески J f ( глина)
Перемешивание 1 *"
Коллективная флотация
С гу имение Кварцевые
f......~"\Слив хвосты
-....
Перемешивание
i
т
Селективная флотация
{ ( Хвосты^
Титановый Сгущение
концентрат г. Xй*—,
г | Пески \Слив
f
Обогащение на столах
Т Промпро- ^Хвосты
Цирконовый дукт *"
концентрат |
Сгущение
________|Слив________________
В отвал
сепарацией). Минералы ти-
тана остаются в камерном
продукте. Пенный продукт
содержит более 51% ZrO2
при извлечении около 92%;
после магнитной сепарации
получен кондиционный цир-
коновый концентрат с со-
держанием ZrO2 62% при
извлечении от исходных
песков 80% • Камерный про-
дукт флотации (титановый
концентрат) содержит 78%
ТЮ2 при извлечении 98%.
Хвосты основной фло-
тации представляют собой
кварцевый концентрат (вы-
ход около 70 %), который
может быть использован
в производстве различных
видов стекла, черепицы,
стеклянных изоляторов.
Россыпи перерабатыва-
ют и по коллективно-селек-
тивной схеме флотации.
Коллективная флотация
D пт циркона, рутила, ильмени-
Рис. 9.7. Схема коллективно-селектив- r
ной флотации ильменита, рутила и цир- та» апатита и некоторых
кона из россыпей других ценных минералов
из россыпей проводится
после их обесшламливания в гидроциклонах (рис. 9.7). Пески
содержат рутил, ильменит, циркон и кварц.
Коллективная флотация проведена в следующих условиях:
собиратель — эмульсия олеиновой кислоты с керосином (приго-
товленная аэрированием в течение 2 ч) при отношении 1 : 1
(1250—1250 г/т); подавитель минералов породы — кремнефто-
ристый натрий (150—480 г/т); pH пульпы 5,9—6,4. Коллектив-
ные (концентраты содержат 40—48 % TiO2 и 8—9 % ZrO2 при
извлечении соответственно около 94 и 98 %.
Перед селективной флотацией коллективный концентрат
перемешивают с кремнефтористым натрием (1200—1900 г/т)
для подавления циркона, кварца и других минералов породы,
что создает pH 4—4,2, при котором в пенный продукт выде-
ляют минералы титана. Камерный продукт (цирконовый кон-
центрат) с содержанием около 30 % ZrO2 перечищают на кон-
центрационный столах. Таким образом, применение флотации
при первичном обогащении песков и в доводочных операциях
позволяет получать титановые концентраты с содержанием TiO2
62—64 % при извлечении 87—91 %, цирконовые с содержанием
228
Рис. 9.8. Влияние концентра-
ции С кремнефтористого нат-
рия на флотацию минералов
эмульгированной олеиновой
кислотой:
Титаноцирконовые пески
I
Дезинтеграция ипромывка
Na25iF6p^r/T)
Аэрированная
OLH (550г/т)
Керосин (550г/т)
Перемешивание
I
/ — рутил; 2 — ильменит; 3 — цир-
кон; 4 — кварц
Рис. 9.9. Схема прямой селек-
тивной флотации мелкозернис-
тых титаноциркониевых песков
с получением трех концентра-
тов
Глина,
шламы
В отвал
Коллективная срлотация
ильменита,рутила, циркона
yH6,Z-6,5 I
Na2SiF6(-tfggr/r;
Перемешивание
Селективная срлотация
ильменита,рутила '
pH 9-9,Z
Щавелев ая кис-
\< лота (Z00 г/г)
концентрат П^РЛивание
(камерный у
продукт) I
Флотация рутила
Рутиловый,
концентрат
pHJ,5-4 I
Ильмени товый
концен.трат(ка-
мерный. продукт)
ZrO2 60—64 % при извлечении около 86 % и кварцевый кон-
центрат (содержит 95 % SiO2), пригодный для стекольной
промышленности.
Известно, что эмульсия олеиновой кислоты, обработанная
газообразным кислородом или кислородом воздуха, значитель-
но повышает селективность флотации минералов титана и
циркона в присутствии кремнефтористого натрия (рис. 9.8).
В промышленных условиях олеиновая кислота применялась
совместно с керосином и регулятором — кремнефтористым нат-
рием. Коллективная флотация цирконо-титановых песков про-
текала успешно при добавлении 3%-ной водной аэрированной
в течение 30 мин эмульсии олеиновой кислоты, а также 3%-ной
водной и безводной аэрированной эмульсии олеиновой кислоты
с добавлением керосина при аэрации в течение 2 ч. Селектив-
ная флотация минералов титана и циркона протекает успешно
при более длительной аэрации эмульсии олеиновой кислоты.
В Уралмеханобре изучена схема (рис. 9.9) селективной
флотации ильменита, рутила и циркона непосредственно
из исходных тонкозернистых сильно глинистых песков
с использованием аэрированной олеиновой кислоты. При окис-
лении собирателей типа ненасыщенных жирных кислот (в том
229
числе и олеиновой кислоты) изменяется их структура в резуль-
тате присоединения (кислорода по месту двойной связи.
При заполнении двойных связей собиратель становится
химически менее активен, а при закреплении на минерале
повышается роль физической адсорбции, при которой легче
десорбировать собиратель перед селективной флотацией мине-
ралов. Щавелевая кислота применяется как реагент-восстано-
витель трехвалентного железа до двухвалентного с целью
подавления минералов, содержащих ионы железа.
Технологические показатели селективной флотации титано-
дирконовых песков приведены в табл. 9.2.
Таблица 9.2. Технологические показатели селективной флотации титано-
цирконовых песков с применением окисленной (аэрированной) олеиновой
кислоты, %
Продукт Содержание Извлечение
Т1О, ZrO, TiO, ZrOa
Концентрат: рутиловый 90,1 0,4 40 I
ильменитовый 48,76 0,2 55 1
цирконовый 0,57 64 0,5 95
Отвальный 0,48 0,1 4,5 3
Исходные пески 8,8 2,8 100 100
§ 9.4. ОБОГАЩЕНИЕ КОРЕННЫХ ТИТАНОМАГНЕТИТОВЫХ
И ТИТАНОГЕМАТИТОВЫХ РУД
Коренные титаномагнетитовые и титаногематитовые руды —
важнейшие источники получения титана. Эти руды комплекс-
ные и обычно содержат, кроме минералов железа (магнетита
и гематита), ванадий, пирит, кобальт, апатит, нефелин и др.
Поэтому в технологических схемах обогащения предусматри-
вается извлечение всех ценных компонентов, для чего приме-
няют развитые технологические схемы, сочетающие процессы
флотации, гравитации, магнитной сепарации и др.
Коренные титаномагнетитовые и титаногематитовые руды
в соответствии с классификацией Т. Б. Найфонова могут быть
разделены на ильменит-магнетиговые, ильменит-гематитовые и
титаномагнетитовые.
В ильменит-магнетитовых и ильменит-гематитовых рудах
ильменит находится в виде самостоятельных включений в маг-
нетите и гематите или в нерудных минералах. При обогащении
таких руд получают кондиционные титановые и железные
концентраты.
В титаномагнетитовых рудах ильменит также встречается
в виде самостоятельных зерен, но часть титана может нахо-
диться в виде минерала титаномагнетита, который механи-
ческими процессами обогащения разделить на титановый и
железный концентраты невозможно. Эта часть титана обычно
230
выделяется в железный (магнитный) концентрат и будет выде-
лена в титанистый шлак при доменной плавке или плавке
в электропечах.
Титаномагнетитовые руды содержат тонкодисперсные эмуль-
сионные включения ильменита или диоксида титана в виде
твердого раствора в магнетите (Fe3O4-TiO2). Из руд этого
типа получают лишь коллективный титаножелезистый концен-
трат по магнитно-гравитационным схемам. Коллективный кон-
центрат подвергают металлургической плавке для получения
чугуна и титанистого шлака, из которого далее получают раз-
личные товарные продукты титана.
В отечественной практике обогащения ильменит-магнетито-
вые (титаномагнетитовые) руды перерабатывают на Кусинской
обогатительной фабрике (Урал).
Для обогащения с неравномерной вкрапленностью ценных
минералов используют развитые технологические схемы, вклю-
чающие гравитацию, магнитную сепарацию и флотацию. Руду
после дробления до —50 или —60 мм подвергают магнитной
сепарации для удаления в отвал пустой породы крупностью,
например, —60+15 мм. Мелкодробленую руду обогащают на
концентрационных столах, а тонкоизмельченную направляют
на флотацию (фабрики «Мак-Интайр», США; «Титания»,
Норвегия).
При тонкой вкрапленности минералов ильменит обычно
флотируют из хвостов магнитной сепарации без применения
гравитационного обогащения (фабрика Кусинская в СССР и
«Отанмаки» в Финляндии).
На Кусинской обогатительной фабрике перерабатывают
комплексные руды с извлечением титана, железа, пирита и
ванадия. Первоначально схема обогащения включала сухую и
мокрую магнитную сепарацию и концентрацию на столах тита-
нового промпродукта. Железованадиевый концентрат, получен-
ный по этой схеме, содержал 66 % Fe, 4,5 %TiO2 и 0,9 % V2O5
при извлечении 78 % Fe и 80 % V2O5. Титановый концентрат со-
держал 41 % TiO2 при извлечении 37 %. В титановом концентра-
те было высокое содержание вредных примесей. Повысить извле-
чение и улучшить качество титанового концентрата можно толь-
ко методом флотации. Были испытаны комбинированные схемы
магнитной сепарации и флотации с применением различных
реагентов.
В дальнейшем схема обогащения была значительно усовер-
шенствована (рис. 9.10). Вместо олеиновой кислоты стали
использовать талловое масло. В схеме предусмотрены: суль-
фидная флотация для выделения пиритного концентрата,
содержащего кобальт, и обессеривания титанового концентрата;
основная ильменитовая флотация при pH 6,5—6,8; I перечист-
ная при pH 5,8—6,2 и II перечистная флотация при pH 4,8—5,5.
Положительное влияние на процесс флотации оказало
предварительное перемешивание талового масла с керосином
231
Руда
Рис. 9.10. Схема обогащения Тйтаномагнети70вых руд на Ку-
синекой фабрике
Сухая магнитная сепарация
Магнитная ” }
фракция
-►I „
Измельчение до 0,3мм
Немагнитная
фракция в отвал
Классификация
, f | Слив - 0,3мм
Магнитная сепарация-
Перечистная^ Немагнитная фрак рис^ уц Схема флотации ильменита с противотоком пенных
полупродукт)
Промпродукт
Сгущение иобесшламливание
Железованадие-
вый концент-
рат
продуктов
Хвосты магнитной сепарации
Талловое масло(0,17кг/г)
Керосин ( 0,17 кг/г)
HazstF6 (в,1бкг/г) I
Н2$04 (Орвкг/г) I
Перемешивание
Сульфидная флотация
Сульфидный,
концентрат
Славв
от в art
Талловое масло (1,2кг/г)
Керосин (1,2кг/т)
------
Ильменитовая флотация
I и.И перечистные
Хвосты
в отвал
Naz5iF6(O,O8Kr/r}
H2S0^ (0,14 кг/т)
Перемешивание
N а2 St Fg (0,025кг/т)
H2S0q. (0,05 кг/т)
Талловое масло
(0,34кг/т)
Na2SiF6 ( 0,04кг/т)
H2SO4 (0,07кг/т)
Титановый
концентрат
___£
в
J
2
4
7
3
9
12
6
10
11
15
18
15
16
17
£-
14
Титановый,
концентрат
Промежуточный продукт ' Хвосты
в отвал
в течение 1 ч и использование 1 %-кого раствора смеси серной
кислоты и фтористого натрия для подавления апатита и сили-
катов.
Реагентный ре» им на Кусинской обогатительной фабрике
Ильменитовая флотация .... . . Основная I перечистная II перечистная
Расход реагента, г т:
талловое масло . . 1200 400 ——
керосин . . 1С00 330 —
кремнефтористый натрий , . . . 125 100 100
серная кислота . . 180 200 200
Перечистные операции проводили при содержании твер-
дого 25—30 %.
Такой же расход реагентов рекомендуется и при флотации
промпродуктов (в виде камерного продукта), получаемых при
перечистках концентрата. Общий расход реагентов при фло-
тации ильменита из хвостов магнитной сепарации составляет
(г/т): талловое масло — 2000; керосин — 1500—2000; флота-
ционное масло — 300; кремнефтористый натрий — 350; серная
кислота — 580. На фабрике введена схема флотации ильмени-
та с противотоком пенных продуктов (одна из секций пока-
зана на рис. 9.11), что позволяет повысить извлечение титана,
не ухудшая качества концентратов, и значительно упростить
обработку промпродуктов. При флотации ильменита его из-
влечение достигает 90—95 % при содержании в концентрате
45 % TiO2. Значительная часть ильменита переходит в желез-
ный концентрат, поэтому извлечение титана в ильменитовый
концентрат от исходной руды не превышает 60 %•
На фабрике «Мак-Интайр» (США) перерабатывают тита-
номагнетитовые руды с содержанием около 32 % силикатов
железа. Ильменит ассоциирован с магнетитом в виде зерен
размером 0,9 мм. Магнетит содержит до 15 % V2Os в виде
твердого раствора, не поддающегося выделению механическим
обогащением.
Производственная мощность фабрики по руде составляет
7500 т/сут.
В схеме обогащения руды на фабрике «Мак-Интайр»
(рис. 9.12) предусматривается крупное дробление руды в ще-
ковой, а среднее и мелкое — в конусных дробилках. Классы
—634-32 и —324-11 мм раздельно направляют на сухую маг-
нитную сепарацию, где выделяется 15 % от исходной руды
немагнитной фракции, направляемой в отвал. Сухая магнит-
ная сепарация осуществляется в замкнутом цикле с дробле-
нием и грохочением.
Продукт —И мм направляется на извлечение в стержне-
вые мельницы, работающие в замкнутом цикле с вибрацион-
ным грохотом, и далее на мокрую магнитную сепарацию на
ленточных сепараторах. Полученный магнетитовый концентрат
содержит 97 % магнетита.
233
Руда
Дробление I иП
- 11мм
~г ..........
Грохочение
^-63+32мм | -32+11 мм
Магнитная сепарация Измель~чение
1
Немагнитная |
фракция Дробление
-0,54
Грохочение
мм
0,54^мм
Магнитная сепарация
Немагнитная 1 Магнитная
фракция '(фракция
Обезвоживание
Слив f ।
Гидравлическая классификация
Слив
Тонкозернис- Мелкозернис-
тая фракция \тая фрак-
| ция
Обесшламливание Обогащение на столах
Шламы I | Промпродцкт \Концен-
f----’трат
Сгущение
Уильтрование
Перемешивание
Улотация
>кт
Сгущение
4
Уильтрование
Сушка
Сушка
Магнитная
сепарация
V
Хвосты Хвосты мел-
нрупные киеитонкие
________J Промпро-
,, дукт .
I , f
Ильменитовый Магнетито-
концентрат вый концент -
рат
Рис. 9.12. Технологическая схема фабрики «Мак-
Интайр» (США)
Немагнитная фракция поступает в восьмикамерные гидрав-
лические классификаторы, продукты которых раздельно обо-
гащают на песковых и шламовых концентрационных столах,
а слив подвергают флотации. Хвосты столов направляют в от-
вал, концентраты после обезвоживания и сушки перечищают
на ленточных магнитных сепараторах с высокой интенсивно-
стью магнитного поля. Концентрационные столы имеют рези-
новые покрытия и каждое восьмое нарифление выше преды-
дущих.
Слив гидравлических классификаторов и немагнитную фрак-
цию доводочных магнитных сепараторов (крупностью 95 %
—0,074 мм) сгущают (содержание твердого увеличивается с
5 до 65%) и направляют для флотации ильменита во
флотационные машины механического типа. Концентрат основ-
ной флотации после двух перечистных, обезвоживания и сушки
234
объединяют с гравитационным концентратом. В объединенном
концентрате содержание TiO2 44—45 % при извлечении 59 %
(от исходной руды).
Наиболее трудно разделение флотацией ильменита и си-
ликатов железа.
Хорошие результаты получают при проведении основной
флотации в нейтральной среде с последующей кислотной обра-
боткой грубого концентрата, обеспечивающей хорошее подав-
ление граната и других силикатов железа после его промывки
и перечистки.
При увеличении расхода серной кислоты с 300 до 5000 г/т
расход олеиновой кислоты остался равным 300 г/т, извлече-
ние ильменита повысилось до 85,2—90,4 %, содержание TiO2
в концентрате составило 45,1—46,8%. Применение кислотной
обработки снижает содержание фосфора в ильменитовом кон-
центрате, но оно остается еще выше допустимого (более
0,1 % Р2О5). Для подавления апатита используется фтористый
натрий.
Для флотации руды на фабрике применяется следующий
реагентный режим (г/т): олеиновая кислота 400—500; легкое
нефтяное масло 400—600; фтористый натрий 400 и серная кис-
лота 700—1300 для создания в основной флотации pH 6,2;
в двух перечистных операциях pH поддерживалось равным
5,4—6. Перемешивание длится 10 мин при содержании твер-
дого 40 %, основная флотация проходит при содержании твер-
дого 20 %. Флотационный концентрат содержит менее 0,02 %
Р2О5; 46,5 % TiO2 при извлечении 88 % от операции.
На фабрике «Отанмаки» (Финляндия) перерабатываются
вкрапленные титаномагнетитовые руды с содержанием около
35 % магнетита, 28 % ильменита (15,5% TiO2), 0,26 % V, 1%
пирита и 37 % минералов пустой породы. В чистых образцах
магнетита содержатся (%): Fe 65—70,1; TiO2 0,46—1,65 и
V 0,5—0,7, а в образцах ильменита TiO2 47—48 (вместо
52,6%).
Дробление руды производят в три стадии. Первая стадия
осуществляется под землей. Дробильное отделение, располо-
женное на поверхности, рассчитано на максимальную произ-
водительность до 300 т/ч руды, а система конвейеров — до
500 т/ч.
Схема обогащения руды на фабрике «Отанмаки» (рис. 9.13)
предусматривает сухую магнитную сепарацию класса
—50+15 мм; хвосты направляют в отвал, а магнитную фрак-
цию додрабливают и вместе с классом —15 мм подвергают
повторной магнитной сепарации. Хвосты от вторичной магнит-
ной сепарации содержат 3—5 % магнетита и 7—9 % TiO2.
Немагнитная фракция подвергается двукратной контроль-
ной сепарации, а магнитная — шестикратной магнитной пере-
чистке.
235
7
Пиритный
концентрат
Рис. 9.13. Схема цепи аппаратов главного корпуса фабрики «Отанмаки»:
/ _ бункер вместимостью 3000 т; 2 — воронки с ленточными питателями; 3 — конвейер-
ные весы; 4 — ленточный конвейер (В = 800 мм); 5 — магнитные сепараторы для сухой
магнитной сепарации; 6 — стержневая мельница 2700x 3600 мм; 7 — шаровая мельница
2700X 3600 мм; 8 — реечный классификатор Дорра; 9 — барабанные магнитные сепарато-
ры 400X1350 мм; 10 — флотационная машина типа Рейнхаузен; //—контактный чан
1,8X1,8 м; /2 —насосы Вильфлея; /3 — флотационная машина Фагергрин; /4 —гидро-
циклон (D—750 мм); /5 — гидроциклоны; 16 — три батареи гидроциклонов диаметром
1000 мм; 17 — флотационные машины Кнопп и Бате; 18— барабанный магнитный
фильтр; 19, 20 — барабанные фильтры; 2/— ленточный конвейер (Я-500 мм); 22 —сгу-
ститель; 23 — сгуститель диаметром 4,2 м; 24 — сгуститель диаметром 9,2 м; 25 — лен-
точный конвейер шириной 500 мм со стальными тросами
Сростки магнетита и ильменита направляют на доизмель-
чение, без которого невозможно выделить пустую породу, а
немагнитную фракцию измельчают до —0,147 мм и направля-
ют на флотацию ильменита.
Перед флотацией титана из немагнитной фракции вначале
флотируют пирит, что устраняет загрязнение титанового кон-
центрата серой.
Для получения товарного пиритного концентрата руду пе-
ред основной флотацией обесшламливают в трех батарейных
гидроциклонах, состоящих из четырех индивидуальных гидро-
циклонов диаметром 100 мм. Концентрат основной флотации
дважды перечищают.
В пиритную флотацию подают следующие реагенты (г/т):
этиловый ксантогенат калия 125, сосновое масло 25 и серная
кислота 25 (pH 5—5,3). Пиритный концентрат содержит 47 %
S при извлечении пирита 70 %.
Хвосты пиритной флотации вторично обесшламливают в
серии гидроциклонов, состоящей из одного гидроциклона диа-
метром 750 мм, пяти гидроциклонов диаметром 250 мм и трех
батарейных гидроциклонов. В каждую последующую стадию
обработки в гидроциклонах направляется слив предыдущей
стадии для выделения из него песковой фракции и более точ-
ной классификации.
Перед обесшламливанием проводят репульпацию и конди-
ционирование пульпы в течение 20 мин в последовательно
установленных чанах с кальцинированной содой для повышения
pH с 5,3 (после пиритной флотации) до pH 7. Без обесшлам-
ливания руды перед ильменитовой флотацией резко возрастает
расход реагентов и снижается качество концентрата.
Вода, поступающая на фабрику, содержит много гумусных
кислот, вызывающих повышенный расход таллового масла (до
1100—1300 г/т) и необходимость дополнительной дозировки
его в перечистной флотации.
При флотации ильменита в качестве собирателя приме-
няется эмульгированная смесь таллового масла и керосина с
добавкой специального эмульгатора Этаксола при соотноше-
нии талловое масло : керосин : эмульгатор — 600 : 1100 : 30.
Эмульгатор Этаксол дает очень устойчивую эмульсию. Кон-
такт пульпы (40—60 мин) с хорошо эмульгированным собира-
телем позволяет исключить предварительное обесшламлива-
ние пульпы и повысить извлечение ильменита. При флотации
ильменита из хвостов магнитной сепарации получены концен-
траты с содержанием 41—47 % TiO2 при извлечении до 80 %
от питания флотационного цикла.
В ильменитовой флотации поддерживается следующий pH
пульпы: в основной флотации 5—5,2, I перечистной — 4,5, во
II перечистной — 4 и в III перечистной — 3,5.
Для основной ильменитовой флотации применяют ротор-
ные флотационные машины Фагергрин, для перечистной — ма-
237
шины с двойным импеллером, верхний импеллер служит для
засасывания и нагнетания в пульпу воздуха, а нижний — толь-
ко для перемешивания.
Фабрика потребляет около 42 кВт-ч электроэнергии на 1 т
руды, из них расходуется (%): на дробление 6,8, на измель-
чение 37, на магнитное обогащение 4,9, на пиритную флотацию
8,3, на ильменитовую флотацию 20,7, на обезвоживание 8,9,
на водоснабжение 10,7 и на освещение 2,3. Фабрику обслу-
живают около 40 чел. (рабочих и административного персо-
нала).
В магнетитовый концентрат извлекается около 98 % Fe,
12 % TiO2 и 55 % V2O5 при содержании в нем 89 % Fe3O4,
4,7 % TiO2 и 0,8 % V2Os. Этот концентрат подсушивают до со-
держания влаги 6% и направляют на ванадиевый завод. Иль-
менитовый концентрат содержит 44 % ТЮ2 при извлечении око-
ло 75 % •
На фабрике «Титания» (Норвегия) перерабатывают руды
месторождений Теллнеси и Сторганджен. Руды содержат (%):
TiO2 18, FeO 16, Fe2O3 7,5, SiO2 31, A12O3 10, MgO 7 и CaO 4,5.
Рудные минералы представлены ильменитом, магнетитом и
сульфидами. Для выделения крупнозернистого ильменита при-
меняется концентрация на столах. При флотации ильменита
из руд месторождения Теллнеси проводят предварительное
обесшламливание пульпы, так как шламы увеличивают рас-
ход реагентов и снижают извлечение ильменита.
Получение качественных концентратов (44 % ТЮ2) из руд
достигается путем кондиционирования чернового ильменитового
концентрата при содержании твердого 70 % перед каждой пе-
речисткой. На фабрике серьезной проблемой является удале-
ние апатита из готового ильменитового концентрата до содер-
жания не более 0,03 % Р2О3. В руде содержится 0,22 % Р2О5,
значительная часть апатита переходит в ильменитовый концен-
трат. Для удаления апатита, кроме флотации, применялось вы-
щелачивание апатита из ильменитового концентрата минераль-
ными кислотами. Сернокислотное выщелачивание ильменито-
вого концентрата обеспечивает снижение содержания Р2О5 до
0,03 %.
Фабрика «Титания» выпускает в год около 1 млн. т ильме-
нитового, 50 тыс. т магнетитового и 10 тыс. т сульфидного (5—
6 % N1 и 2—3 % Си и Со) концентратов.
Общим при переработке отечественных и зарубежных ти-
таномагнетитовых руд является следующее. При тонкой
вкрапленности рудных минералов из технологической схемы
исключается гравитационное обогащение. По магнитно-флота-
ционной схеме работают обогатительные фабрики Кусинская
(СССР), «Отанмаки» (Финляндия), а по магнитно-гравитаци-
онно-флотационной схеме — фабрики «Титания» (Норвегия) и
«Мак-Интайр» (США), перерабатывающие мелко- и крупно-
вкрапленные руды.
238
Если в руде содержатся сульфиды, проводится их предва-
рительная флотация ксантогенатом из немагнитной фракции.
При значительном содержании апатита в руде в схему вклю-
чается апатитовая флотация.
Общим для промышленной флотации ильменита на фабри-
ках является: флотация в кислой или слабокислой среде;
применение фтористых соединений для подавления апатита и
других нерудных минералов и, по мнению некоторых иссле-
дователей, для активации ильменита; кондиционирование пуль-
пы при высоком содержании твердого (50—70 %); применение
в качестве собирателя смеси жирнокислотных реагентов и ней-
тральных углеводородов; относительно большой удельный рас-
ход собирателя — 800—2000 г/т исходного продукта; необхо-
димость обесшламливания пульпы перед кондиционированием.
В качестве собирателя ильменита используют жирные кис-
лоты и их мыла: олеиновую, линоленовую кислоты, дистил-
лированное талловое масло и др. Селективность флотации иль-
менита повышается при добавках смоляных кислот.
В последнее время почти на всех фабриках применяется
смесь талловых масел и нейтральных углеводородов (керосин,
соляровое, трансформаторное и другие масла).
Титаномагнетитовые руды, которые не поддаются механи-
ческим методам обогащения для разделения их на титановые
и железные концентраты, обогащают по простым схемам маг-
нитной сепарации — получают коллективные титаномагнетито-
вые концентраты, которые подвергают плавке в электропечах
с получением чугуна и богатого титаном шлака (содержащего
70—85 % ТЮ2).
Обогащение гематит-ильменитовых руд, имеющих обычно
очень тонкое взаимное прорастание гематита и ильменита или
рутила, также обогащают с получением коллективного кон-
центрата, направляемого далее на обжиг и металлургическую
плавку. Промышленные запасы коренных гематит-ильменито-
вых руд известны в Канаде и АРЕ.
В технологической схеме обогащения, разработанной для
руд месторождения Лак-Тио (Канада), предусматривается
дробление руды до —6 мм, грохочение на два класса, класс
—1,2 мм обогащается на винтовых сепараторах, а класс
4-1,2 мм — в тяжелосредных гидроциклонах с применением
магнетитовой суспензии. Концентраты, получаемые при обо-
гащении в гидроциклонах и на винтовых сепараторах, объеди-
няют, подвергают сушке, а затем обжигу во вращающихся
барабанных печах для удаления серы.
После обжига концентраты содержат 36,8 % TiO2 и 41,8 %
Fe и поступают на электроплавку для получения чугуна и ти-
тановых шлаков, используемых для производства пигментной
двуокиси титана. Эти шлаки содержат (%): TiO2 70—72, FeO
до 15, SiO2 около 4, А12О3 5, V2O5 0,6, S 0,05, Р2О5 менее 0,025
и Ti2O3 около 10.
239
§ 9.5. ОБОГАЩЕНИЕ ПЕРОВСКИТОВЫХ РУД КОРЕННЫХ
МЕСТОРОЖДЕНИЙ
Месторождения перовскита известны на Кольском п-ове —
Африкандское, Салмагорское, Вуориярвинское и Сельяврское.
Наиболее полно изучена обогатимость руд Африкандского ме-
сторождения, на базе которого построена фабрика.
В месторождениях перовскита встречаются пироксено-нефе-
линовый рудный пегматит, рудный оливин, пегматито-амфибо-
ловый пироксен и крупнозернистый пироксенит. Основные руд-
ные минералы Африкандского месторождения — перовскит, ти-
1 аномагнетит и сфен. Породообразующие минералы — пироксе-
нит, роговая обманка (амфиболы), оливин, нефелин, биотит,
вермикулит, кальцит.
При обогащении перовскитовой руды обычно применяют
магнитную сепарацию для выделения минералов железа и ти-
таномагнетита, а также флотацию.
Флотируемость перовскита и основных сопутствующих ми-
нералов показана на рис. 9.14, 9.15 (по Найфонову Т. Б.) раз-
личными собирателями, из которых видно, что олеат натрия
и другие жирнокислотные собиратели не селективны, перов-
скит и кальцит флотируются одновременно при различных pH
и расходе собирателя. Катионный собиратель АНП одинаково
хорошо флотирует перовскит и амфиболы-пироксены, и лишь
ИМ-50 является хорошим селективным собирателем, причем
селективность возрастает, если применять регуляторы — жид-
кое стекло или кремнефтористый натрий (рис. 9.16).
Учитывая наличие в руде кальцита, первоначально считали,
что флотацию перовскита целесообразно проводить после пред-
варительной флотации кальцита и оливина олеатом натрия.
Предварительная флотация кальцита повышает потери титана
с кальцитовым концентратом, снижая извлечение перовскита.
При флотации перовскита без удаления кальцита обычно
получается более бедный перовскитовый концентрат при по-
вышенном расходе серной кислоты. В этом случае в пульпу
подается серная кислота и перемешивается при 40 °C. Затем
пульпа подвергается фильтрованию, кислота отмывается и про-
водится основная флотация перовскита. После четырехкратной
перечистной флотации грубого концентрата при добавлении
жидкого стекла выделяется концентрат с содержанием 50,6 %
TiO2 при извлечении 58,5 %.
Хвосты основной флотации подвергают трехкратной кон-
трольной флотации. Полученный концентрат доизмельчают, об-
рабатывают кислотой, фильтруют, промывают и флотируют.
Получают перовскитовый концентрат II сорта с содержанием
41,6% TiO2 при извлечении 13,5%.
Объединенный концентрат содержит 48,7% TiO2 при из-
влечении 72 % от руды или 88 % от немагнитной фракции при
содержании в хвостах флотации 1,9 % Т1О2.
240
б
Рис. 9.14. Влияние расхода q олеата натрия при pH 6—7 (а) и pH (б) на
флотируемость минералов:
Рис. 9.15. Влияние pH пульпы на флотируемость минералов собирателями
АНП (200 г/т) (а) и ИМ-50 (300 г/т) (б):
I — перовскит; 2 — кальцит; .7 — амфиболы и пироксены
Промышленный вариант схемы обогащения включает фло-
тацию кальцита. Исходная руда, измельченная до 0,3 мм, под-
вергается мокрой магнитной сепарации. В магнитную фракцию
выделяется железотитановый концентрат. Немагнитная фрак-
ция сгущается, и после добавления жидкого стекла, соды и
технического мыла из нее флотируется кальцит. Хвосты основ-
ной и промпродукты перечистной кальцитовой флотации объ-
единяют, сгущают, обрабатывают H2SO4 (13 кг/т), фильтру-
ют, промывают, затем добавляют техническое мыло и флоти-
руют перовскит.
После четырехкратной перечистной флотации получают кон-
центраты I и II сорта. Объединенный концентрат содержит
около 50 % TiO2 при извлечении примерно 70 %.
16—5308 241
Рис. 9.16. Влияние расхода кремнефтористого натрия (а) и жидкого стекла
(6) на флотируемость минералов собирателем ИМ-50 (300 г/т):
1 — перовскит; 2 — кальцит; 3 — амфиболы и пироксены
Руда
Обесшламливанце
| I_____________________:
' /Электромагнитная сепарация
$ )
7итаномагне- Обесшламливание
титовыйкон- | л
центрат | i,ьлио
Флотация кальцита
Перечистная
I |
' Кальцитовый
по' о продукт
Отмывка реагентов
I Слив__________
Перемешивание
Основной срлотация перовскита
а | | Хвосты
I перечистная Контрольная
| pH 6 | J pH 6,7
,, HzS0i+(5Cr/r)tt *HzSQi>(50+50г/т)
1Lперечистная Двукратная очистка
pH 5-5,5
pH 5,5-6
V
Сла в в
отвал
I
Хвосты
в отвал
„Л
Перовскитовый
концентрат
Рис. 9.17. Схема обогащения перовскитовой руды с применением реагента
ИМ-50
242
При обогащении перовскитовых руд с содержанием шла-
мов 12—15 % жирнокислотные собиратели и их мыла не обес-
печивают получения удовлетворительных результатов. Пред-
варительная глубокая кислотная обработка руды усложняет
технологический процесс флотации. Образующаяся суспензия
гипса и растворимых солей затрудняет работу флотационных
машин, насосов, фильтров и другого оборудования. Кислотная
обработка увеличивает износ оборудования и усложняет рабо-
ту обслуживающего персонала фабрики, поэтому стали при-
менять более дешевый реагент ИМ-50, содержащий гидрокса-
мовые кислоты. Реагент ИМ-50 способен образовывать ком-
плексные соединения с катионами Си, Со, Mo, Мп, Ni, Zr,
Fe3+, F2+, Ti, Nb, Ta, Ce, La и другими, большинство из кото-
рых содержится в перовските.
Собиратель ИМ-50 селективно флотирует минералы, содер-
жащиеся в перовскитовых рудах (см. рис. 9.14—9.16).
ИМ-50 прочно закрепляется на поверхности перовскита;
при трехкратной промывке водой минерал сохраняет гидро-
фобность и успешно флотируется.
Обогащение перовскитовой руды с использованием реаген-
та ИМ-50 проводили при следующих условиях (рис. 9.17).
Исходную руду, измельченную до 40—50 % класса —0,074 мм,
обогащают на электромагнитных сепараторах при напряжении
магнитного поля около 80 кА/м2 для выделения титаномаг-
нетитового концентрата. Немагнитную фракцию сгущают,
обесшламливают и из нее флотируют кальцит при pH 9 мылом
дистиллированного таллового масла (МДТМ, 150 г/т) в при-
сутствии жидкого стекла (100 г/т) и при содержании твердо-
го 30%. После отмывки МДТМ и жидкого стекла флотируют
перовскит при pH 6 и содержании твердого 20—25 % собира-
телем ИМ-50 (250 г/т) в присутствии селективного подави-
теля амфиболов, пироксенов, оливина и кальцита — активиро-
ванной смеси жидкого стекла (200 г/т) и серной кислоты
(300 г/т) при соотношении 5:1. Это кислое жидкое стекло
имеет pH 3 (при равновесном состоянии раствора через 24 ч).
Кислое жидкое стекло образует аморфный кремнезем, гид-
ратирующий поверхность кальцита и алюмосиликатов, оно
снижает pH пульпы и отрицательный электрокинетический по-
тенциал, смещает изоэлектрическую точку поверхности перов-
скита в области pH 6, улучшая закрепление ИМ-50 на перов-
ските и его флотацию.
Результаты обогащения перовскитовой руды на промыш-
ленной установке следующие: титаномагнетитовый концентрат
содержит до 60 % Fe и 7—8 % ТЮг при извлечении последнего
около 13—15%. Перовскитовый концентрат содержит 48—50 %
TiO2 при извлечении около 68%. Суммарное извлечение тита-
на около 80—83 %. Себестоимость титанового концентрата при
использовании реагента ИМ-50 (без применения сернокислот-
ной обработки) резко снижается.
16* 243
Изучение характера взаимодействия жирнокислотного соби-
рателя и комплексообразующего реагента ИМ-50 с основными
минералами руды, исследования ионного состава жидкой фазы
пульпы и оборотных вод позволили сделать вывод о возмож-
ности прямой (бескальцитовой) флотации перовскита, что мо-
жет значительно упростить схему обогащения и снизить себе-
стоимость концентрата.
При флотации перовскитовых руд по рекомендованной схе-
ме с использованием оборотных вод оказалось, что реагент
ИМ-50, селективно действующий при флотации на свежей
воде, теряет свои селективные свойства по мере повышения
концентрации жирнокислотного собирателя в оборотных водах.
В связи с этим отказ от применения жирнокислотного собира-
теля является необходимым требованием эффективного обога-
щения перовскитовых руд с использованием оборотных вод.
Работы по дальнейшему усовершенствованию схемы обога-
щения велись в направлении прямой перовскитовой флотации
без предварительного выделения кальцита.
При исключении кальцитовой флотации кальцит в основ-
ном концентрируется в хвостах (45—47 %) и выводится в на-
чале процесса со шламами (21—27%). Отсутствие жирнокис-
лотного собирателя благоприятно влияет на селективность раз-
деления реагентом ИМ-50, поскольку после двух перечистных
операций получается кондиционный концентрат с содержанием
48 % ТЮ2 при извлечении 85—90 %.
Прямая флотация перовскитовых руд на свежей воде соби-
рателем ИМ-50 обеспечивает получение концентратов с содер-
жанием 48—50 % TiO2 при извлечении 80—83 % TiO2 от немаг-
нитной фракции руды, что было подтверждено и в промыш-
ленных условиях.
Разработанная технология позволяет исключить из реагент-
ного режима применение жирнокислотного собирателя МДТМ,
что существенно упрощает водооборот. Освобождается 45 %
фронта флотации, что обеспечивает значительное повышение
производительности технологического оборудования фабрики
и снижение себестоимости перовскитового концентрата. Умень-
шается удельный расход воды, реагентов и электроэнергии.
Глава 10.
ОБЩИЕ СВЕДЕНИЯ О ТАНТАЛЕ И НИОБИИ
§ 10.1. ОБЛАСТИ ПРИМЕНЕНИЯ ТАНТАЛА И НИОБИЯ
В СОВРЕМЕННОЙ ТЕХНИКЕ
Ниобий и тантал широко применяют во многих областях сов-
ременной техники благодаря своим замечательным физико-хи-
мическим и технологическим свойствам. Тантал и ниобий на-
244
шли применение в ядерной технике, в радиоэлектронике, в ма-
шиностроении, в производстве сплавов и специальных сталей.
Ниобий и тантал имеют сравнительно близкие химические
свойства, поэтому разделение их является сложной химико-ме-
таллургической задачей. В то же время каждый из них имеет
свои отличительные особенности.
Температура плавления металлов очень высокая: тантала —
2996 °C; ниобия — 2415 °C. Плотность соответственно составля-
ет 16,6 и 8,6 г/см3. Тантал и ниобий — металлы серо-стального
цвета. Близость свойств этих металлов и совместное нахожде-
ние их в природе определяются близостью радиусов, электрон-
ного строения атомов и кристаллической структуры элементов.
Атомная масса тантала 180,9, ниобия 92,9, атомные радиусы
(146-10~12 м) и ионные радиусы (69-10~12 м) у обоих метал-
лов одинаковы. Тантал и ниобий при повышенной температуре
поглощают и удерживают газы (кислород, азот, водород);
устойчивы против действия соляной, серной, азотной кислот и
других агрессивных сред.
Тантал имеет два природных изотопа — 180Та и 181Та. Тан-
тал и ниобий устойчивы на холоду в атмосфере воздуха. Нио-
бий обладает ценными ядерными свойствами — малым попереч-
ным сечением захвата тепловых нейтронов и малым периодом
распада наиболее важных искусственных изотопов.
В чистом виде тантал тверд, ковок и тягуч; прокатывается в тонкие
листы, а также протягивается в тонкую проволоку. Хорошая механическая
обработка в холодном состоянии сочетается у тантала с хорошей сваривае-
мостью. Сварка швов тантала и ниобия должна производиться под защитой
воды или четыреххлористого углерода либо в нейтральной атмосфере (аргон).
Отмечается исключительно высокая коррозионная стойкость этих металлов.
Тантал и ниобий обладают способностью при погружении в раствор кис-
лого электролита пропускать ток только в одном направлении. В живых
организмах оба металла не вызывают раздражения тканей.
Пятиоксиды тантала (Та2О5) и ниобия (Nb2O5) образуют непрерывный
ряд твердых растворов. Плотность смеси оксидов меняется пропорционально
составу.
Металлические тантал и ниобий, их оксиды, а также мно-
гие другие их соединения растворяются в плавиковой кислоте.
Тантал и ниобий образуют карбиды различного состава. На-
иболее важными являются карбиды ТаС и NbC, входящие в не-
которые металлокерамические твердые сплавы. Эти карбиды
являются наиболее тугоплавкими и твердыми соединениями.
Карбиды обладают высокой твердостью и высокой температу-
рой плавления — до 3800 °C, они не растворяются в кислотах,
на воздухе окисляются только при 800 °C.
Тантал применяется как конструкционный материал для
агрегатов, используемых при химической переработке ядерного
горючего.
Ниобий высокой чистоты пригоден для изготовления защит-
ных чехлов для урана в условиях работы ядерного реактора.
Ниобий обладает высокой стойкостью в жидких расплавах ка-
лия, натрия, сплаве натрия с калием, лития, в ртути, олове,
245
висмуте, применяющихся при охлаждении реактора. Как кон-
струкционный материал ниобий применяется для атомных уста-
новок, на летательных аппаратах, а также в установках по ис-
пользованию радиоактивных отходов, так как искусственная
радиоактивность ниобия, наведенная при его обучении, мала.
В химической промышленности тантал и ниобий применяют
для покрытия деталей, подвергающихся воздействию кислот,
воздуха или окисляющих газов с целью предотвращения их
коррозии. Тантал применяется при изготовлении химической
кислотоупорной аппаратуры и лабораторной посуды, а также
электродов.
Тантал и ниобий улучшают химические и антикоррозионные
свойства сплавов при высоких температурах, т. е. увеличивают
жаропрочность сплавов и сопротивление ползучести. В послед-
ние годы значительная доля феррониобия идет на изготовле-
ние труб большого диаметра.
Сплавы тантала с платиной заменяют чистую платину и ее сплавы с ири-
дием в приборостроении, обладают высокими антикоррозионными и механи-
ческими свойствами. Сплавы тантала (10—40 %) с хромом, углеродом, воль-
фрамом или с рением, бором и платиной заменяют иридий и золото при
изготовлении перьев или наконечников для авторучек. Карбиды тантала и
ниобия являются составной частью жаростойкого сплава кентаниум, хорошо
сопротивляющегося термическим ударам. Применение его в авиации увели-
чивает мощность реактивных двигателей. Сплавы тантала (10—60%) с тита-
ном, а также тантала с вольфрамом являются конструкционным материалом
с высокой коррозионной стойкостью и механической прочностью. Ценные
конструкционные сплавы — сплавы тантала с ниобием, иттрием, ураном.
В США на первом месте по объему потребления стоят ферросплавы
(феррониобий, ферротанталониобий), из них важнейшими областями приме-
нения в черной металлургии являются легированные, в том числе нержавею-
щие и углеродистые стали и жаропрочные сплавы.
Тантал, ниобий и их соединения применяют в производстве нитей накала
электроосветительных ламп, выпрямителей тока, геттеров в электронных
лампах и трубках, самоостанавливающихся электрических конденсаторов
с танталовыми анодами.
Тантал применяется для изготовления хирургических инст-
рументов, которые не корродируют и могут быть стерилизова-
ны при высокой температуре, для производства ряда специ-
альных пластинок, употребляемых при повреждении черепа,
прутков и проволоки, используемых при переломе костей. Эти
приспособления обладают свойством «сращиваться» с тканями
организма, не причиняя ему вреда.
Коррозионно-устойчивый тантал и его сплавы применяют в
качестве материала для механического шва при хирургических
операциях (проволока 0,1—0,5 мм) и для накладывания повя-
зок на раны (фольга толщиной 0,006—0,007 мм). Пятиоксид
тантала используется в виде специальной золы, содержащей до
7% Ta2Os, для введения в кровеносные сосуды в качестве рент-
геноконтрастного вещества. Используется для присыпания ран
и ожогов, ускорения свертывания крови.
Тантал и ниобий применяют также в производстве огнеупо-
ров при изготовлении жаропрочных тиглей, трубок, термопар.
246
Пятиоксиды тантала и ниобия, имеющие яркую окраску,
применяют в ювелирном производстве для декоративных по-
крытий, а также в стекольной, текстильной и других областях
промышленности.
§ 10.2. РУДЫ И МИНЕРАЛЫ ТАНТАЛА И НИОБИЯ
Известно более 130 минералов, содержащих тантал и ниобий,
из них 80 являются собственно танталовыми и ниобиевыми,
остальные содержат Та и Nb в виде примеси. Для промышлен-
ного получения тантала и ниобия используют лишь немногие
минералы: танталит, колумбит, пирохлор, микролит, коппит,
гатчеттолит, лопарит; реже используют эвксенит, фергюсонит,
поликраз, торолит, симпсонит, ильменорутил и некоторые
Другие.
Важнейшие свойства основных танталониобиевых минера-
лов приведены в табл. 10.1. Из минералов, содержащих тантал
и ниобий в виде примеси, практическое значение имеют ильме-
нит, рутил, сфен, перовскит, касситерит, вольфрамит. Ввиду
близости химических свойств, атомных и ионных радиусов тан-
тала и ниобия эти элементы легко замещают друг друга и поч-
ти всегда встречаются в природе в виде изоморфных смесей.
Собственно танталовые и ниобиевые минералы создают pH вод-
ной суспензии от 6,6 до 7,8; диэлектрическая проницаемость их
изменяется от 3,5 до 12.
Танталит и колумбит—представители изоморфного ряда,
крайними членами которого являются чисто танталовые и чи-
сто ниобиевые разности. Теоретическое содержание Nb2Os в
колумбите может достигать 82,7%, а содержание Ta2Os в тан-
талитах 86,1%. Однако в действительности состав минералов
группы колумбит — танталит непостоянен даже в пределах од-
ного месторождения. В колумбитах Fe преобладает над Мп, а
в танталитах Мп над Fe.
Наличие примесей других элементов объясняется сростками
касситерита, уранинита, циртолита, циркона, монацита, микро-
лита.
Танталит, а также микролит являются важнейшим источни-
ком получения тантала, колумбит — ниобия. Танталит и колум-
бит в соляной кислоте не растворяются, в плавиковой — медлен-
но разлагаются, а в соляной разлагаются при нагревании.
Пирохлор имеет непостоянный химический состав, что объ-
ясняется неограниченным изоморфизмом пирохлора и микроли-
та. Однако содержание Ta2Os в пирохлоре не превышает 10%,
а содержание Nb2Os в микролите — нескольких процентов, по-
этому полного изоморфизма в этой серии не существует.
Содержание основных оксидов в пирохлор-микролитах при-
ведено в табл. 10.2. Пирохлор в основном ниобиевый минерал,
а микролит — танталовый.
247
248
Таблица 10.1. Важнейшие тантглоииобиевые минералы
Минерал Формула Содержание, % Nb2O8 | Та2О5 Плотность, г/см* Твердость Магнитные свойства
Танталониобаты
Колумбит (Fe, Mn)(Nb, Та)2О6 23,5—77 1-40 5,3—6.6 6 Слабомагнитен
Танталит (Мп, Fc)(Ta, Nb)2O6 2-40 41—84 6,7—8,3 6 —
Симпсонит А1ТаО4 0,3—6,1 60—72,5 5,9—7,3 7 —
Торолит Sn(Ta, Nb)2O7 — 72—83 7,6—7,9 6 —
Титанотанталониобаты
Ильменору- (Ti, Fe, Nb)O2 0,9—42,7 0,4—14,7 4,6—5,1 6 Очень слабомагни
тил тен
Стрюверит (Ti, Fe2+, Ta)O2 6,9 36 5,3—5,5 6,5 —
Лопарит (Na, Ca, Sr, Ce) (Ni, Ti)O3 11,6 0,75 4,7—5 5,5—6 —
Пирохлор (Na, Ca, Th, TR)2(Nb, Ta, Ti)2 (0, OH, F)7 37,5—65,6 0—5,9 4,1—5,4 5—5,5 Немагнитен
Микролит (Na, Ca, Th, TR)2(Ta, Ti, Nb)2 (0, OH, F)7 Следы —7,7 68,4—77 5,4—6,4 —
Коппит Разновидность пирохлора, ооогашенная це- риевой группой 56,4 — 4,5 — —
Титанотанталониобаты, содержащие уран
Гатчетто- лит U-содержащий пирохлор 31,3 5,9 4,5 4-6 Немагнитен
Бетафит (U, Ca, Th, Ce)(Nb, Та, Ti)3O9nH2O 23.3—45,8 0-28,5 3,7—5 4—6 —
Фергусонит (Y, Er, Ce, U)(Nb, Ta, Ti)O4 47 17,3 5,5-6,8 5,5-6,5 —•
Эвксенит (Y, Ce, U. Ca, Th) (Ti, Nb, Ta)2O6 3,8—47,4 0—47,3 4,5—5.9 5,5-6,5 Слабомагнитен
Эшинит (Ce, Ca, Th...) (Ti, Nb)2O6 23,8-32,5 0—6,9 5,2 5-6 —
Самарскит (Y, Er, U, Ce, Th)4[(Nb, Ta)2O7]3 27,87-46,4 1,81—27 5,6—5,8 5—6 —
Поликраз (Y, Ce, Ca, U, Th) (Ti, Nb, Ta)2O6 7,5—20,3 0—23,1 4,6—6,9 5,5—7
При м'е ч а н и е. Лопарит так ке содер кит до 40% ТЮ2, до 34% (Се, La)2O3
до 0,5% ThO2.
Таблица 10.2. Содержание оксидов в пирохлор-микротита х, %
Оксид Пирохлор Микролит Оксид Пирохлор Микролит
Nb2O6 37,5—65,6 От следов до 7,7 ио2 ио3 0,2—12,9 0,4—10,7 0—4,4 0—1,6
1 а2О5 0-5,9 68,4-77 FeO 0,02—1,1 0—3,6
SiO2 0,1—3,8 — MgO 0,2—0,6 0,1—0,3
TiO2 SnO2 0,8—12,3 0,3—0,6 0—16 0,8—4 МпО От следов до 1,2 0,6—7,7
ZiO2 0,5—5 СаО 2,8—20 10,5—15
ThO2 0,3—9,3 —, SrO 0—1,1 —
Fe2O3 0,4—4,3 Na2O 2,5—6,9 1,7—5,1
Ce2O3 0,7—13,3 0,2-4,2 Н2О 0,5—11,6 0,7—5,7
y263 Bi2O3 0,2—11,3 0—0,2 0—3,3 F 0,5—4,3 0—2,9
Известны многие разновидности минералов этой группы:
коппит (разновидность пирохлора, обогащенная цериевой груп-
пой редкоземельных элементов до 8% Се20з), гатчеттолит, тан-
тал-гатчеттолит, мариньякит, джалмаит, неотанталит, обруче-
вит, менделеевит, бетафит, титан-бетафит. Пирохлор — важней-
ший источник ниобия. Он встречается как в карбонатах, так и
в пегматитах и нефелиновых сиенитах, а микролит — в гранит-
ных пегматитах.
Типы руд и месторождения тантала и ниобия. Месторожде-
ния тантала и ниобия разделяют на пять типов: магматические,
пегматические, метасоматические, пневматолито-гидротермаль-
ные и осадочные (россыпные и бокситовые).
В месторождениях магматического типа важное
промышленное значение имеют колумбитовые и пирохлоровые
граниты с содержанием колумбита ос 0,001 до 0,01%, а в вы-
ветренных участках — до 0,2%. Наиболее крупные запасы при-
ходятся на долю пирохлоровых гранитов, содержащих до 0,2—
0,3% суммы пятиоксидов тантала и ниобия. В Северной Ниге-
рии (долина р. Каффо) запасы танталониобиевых руд в грани-
тах исчисляются в несколько десятков миллионов тонн. В этом
типе месторождений перовскитовые руды малоперспективны
ввиду очень малого содержания в них тантала и ниобия.
Месторождения пегматитового типа распро-
странены очень широко. Для большинства разновидностей ме-
сторождений этого типа характерно комплексное содержание
в рудах многих ценных компонентов: тантала, ниобия, лития,
бериллия, олова, редкоземельных элементов. Менее перспектив-
ны из этих месторождений ловчаритовые и ильменорутиловые в
связи с низким содержанием в них тантала и ниобия.
Месторождения метасоматического типа—
альбитизированные гранитоиды — обычно имеют низкое содер-
жание тантала и ниобия. Наиболее перспективным промышлен-
ным типом являются карбонаты, содержащие 0,1—0,5%, а иног-
249
да более 1% Nb2Os преимущественно в виде пирохлора. Эти ру-
ды содержат редкоземельные минералы в виде бастнезита, па-
ризита, монацита. Основными сопутствующими минералами яв-
ляются кальцит и апатит.
Месторождения пневматолито-гидротермального типа содер-
жат ниобий и тантал преимущественно в виде изоморфных при-
месей в касситерите и вольфрамите, поэтому они могут быть
извлечены лишь попутно при добыче оловянных и вольфрамо-
вых руд. Как самостоятельные месторождения для получения
тантала и ниобия, они не имеют промышленной ценности.
Месторождения осадочного типа имеют важное практиче-
ское значение, так как тантал и ниобий извлекают из россыпей,
содержащих танталоколумбит, колумбит, пирохлор, самар-
скит, торолит и др. Тантал и ниобий извлекать из россыпей
экономически выгодно даже при очень малых их содержаниях.
§ 10.3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К РУДАМ
И КОНЦЕНТРАТАМ
В каждой стране существуют свои специфические условия для
введения в эксплуатацию месторождений тех или иных типов
более бедных или более богатых руд. Минералы тантала и нио-
бия добывают из коренных и россыпных месторождений.
Промышленное значение имеют руды, в которых содержа-
ние пятиоксидов тантала и ниобия составляет от сотых долей
процента и выше. Так, в Бразилии перерабатывают руды с со-
держанием 0,03% танталита; в Мексике — с содержанием
0,49% микролита и 0,03% танталита, причем извлекаются в
концентрат только эти минералы. Пирохлоровые и коппитовые
руды добывают при содержании в них свыше 0,1% Nb2Os.
В Нигерии колумбит добывают из коренных пород с содержа-
нием 0,2% колумбита, а из выветрелых гранитов — 0,02%.
В пирохлоровых карбонатитовых рудах Канады, Юго-Восточ-
ной Африки и других стран содержание пятиоксида ниобия при-
меняется от 0,1 до 0,5%.
Известны месторождения и очень богатых руд. Так в Брази-
лии (Аракса) перерабатывают руды с содержанием более 3%
пятиоксида ниобия, в Канаде (Ниобек)—около 0,7%, в рай-
оне Ока — 0,44%; в рудах месторождения Берник Лейк содер-
жание Ta2Os составляет 0,14%.
В Нигерии танталониобиевые россыпи считают богатыми,
если содержание колумбита в них составляет около 5%, касси-
терита 2%, и бедными, если 0,08% колумбита.
Стандартных и общепринятых кондиций на концентраты
тантала и ниобия не существует. Можно сослаться лишь на
производственную практику и на технические условия местного
значения.
В пирохлоровых концентратах II сорта содержание
(Nb, Ta)2Os может быть снижено на 30%.
250
Технические требования к пирохпоровым концентратам
Содержание, %: S........................0,005
(Nb, Та)2О6, не менее . . 37 С........................0,005
примесей на 1% (Nb, Та)2О5 SiO2......................0,32
не более: TiO2......................0,35
Р....................... 0,003 влаги, не более...........1
Пирохлоровые концентраты, содержащие 4—6% (Nb, Та)2О5,
могут быть переработаны различными металлургическими и
химическими способами, методом хлорирования и др., причем
суммарное извлечение ниобия и тантала из руды при этом зна-
чительно повышается.
В лопаритовом концентрате, который используют для полу-
чения низкосортного феррониобия, содержание (Та, Nb)20s
должно составлять не менее 8% и не более 0,15% Р и 2,5%
SiO2.
При получении металлических тантала и ниобия наиболее
вредными примесями являются титан, кремний, олово, алюми-
ний, а также вольфрам и молибден. Ниобиевые (колумбито-
вые) концентраты I сорта обычно содержат не менее 60%
Nb2O5, II сорта — не менее 50%.
В танталитовых концентратах I сорта должно быть не ме-
нее 50—65% Та2О5 и не более 10% Nb2O5, в концентратах
II сорта — не менее 40 % Ta2Os.
Иногда концентраты делят на сорта по соотношению танта-
ла и ниобия. При суммарном содержании тантала и ниобия не
менее 50—60% у танталового концентрата I сорта соотношение
Та : Nb должно быть более 2,5; II сорта — более 1; III сорта—
более 0,5.
Состав некоторых колумбитовых и танталитовых концент-
ратов, получаемых за рубежом, приведен в табл. 10.3.
Таблица 10.3. Состав колумбитовых и танталитовых концентратов, %
Оксиды Танталит Колумбит Колумбит, танталит
Западная Австралия Южная Африка Нигерия Канада США
Nb2O5 12,4 15,1 35 27 29,5 57,5 50,6 55,1 23,3 54,1
Та,О5 69,6 68,6 31,1 46,4 47,8 5,6 12,4 12,9 41,4 18,2
Fe2O3 2,1 1,4 21,6 15,7 13,8 19,1 14 10,6 5,1 11,2
МпО 12,7 14 2,9 3,5 4 2,4 7,1 8,3 8,5 7,1
ТЮ2 0,3 0,4 6,4 0,4 0,3 6,8 9,2 11,7 0,2 —
SnO2 0,9 0,5 Следы Следы — 6,2 2,7 0,2 15,1 0,1
Сумма окси- дов 98 100 97 93 95,4 97,7 96,5 98,8 93,6 90,67
Требования к качеству металлических тантала и ниобия за-
висят от их назначения. Наиболее строго лимитируется содер-
жание примесей: фосфора, серы, титана, кремния, железа, оло*
251
ва, алюминия, углерода, водорода, азота, кислорода. Даже не-
большое содержание углерода и газовых включений придает
металлам хрупкость.
§ 10.4. ПРОИЗВОДСТВО ТАНТАЛА И НИОБИЯ
Непрерывный рост потребления тантала и ниобия объясняется
расширением производства жаропрочных сплавов и нержавею-
щей хромоникелевой стали с ниобием для реактивных снаря-
дов, самолетов, газовых турбин, ядерных реакторов, химиче-
ского машиностроения и др.
Выявленные запасы танталониобиевого сырья в капитали-
стических странах возросли за последние годы во много раз и
составляют десятки миллионов тонн металла. В одном лишь ме-
сторождении Араша в Бразилии запасы пятиоксида ниобия со-
ставляют 20 млн. т. Открыт ряд новых месторождений в Ниге-
рии, Гане, Мозамбике, Заире и других странах.
Впервые колумбит был добыт для промышленных целей в
Нигерии, на долю которой приходится около 4% общего произ-
водства ниобиевых концентратов. Значительные запасы Та
и Nb связаны с пирохлорсодержащими щелочными гранитами
долины Каффо. В состав пирохлора входит 41% (Nb, Ta)2Os
при содержании 3,5% Ta2Os и до 3,3% ThO2 (содержание
U3O8 в руде 0,012%). Производство танталониобиевых концент-
ратов в Нигерии достигало 3 тыс. т в год, но в последнее время
резко снизилось.
Бразилия — одна из ведущих стран — поставщиков высоко-
сортных ниобиевых концентратов. В настоящее время общие
запасы ниобиевых руд в Бразилии оцениваются в 7473-109 т
при среднем содержании пирохлора 2,81%.
Крупное месторождение пирохлоровых руд расположено в
штате Минас Жерайс, на базе которого работает обогатитель-
ная фабрика производственной мощностью около 1 млн. т/год
пирохлоровой руды с содержанием около 3% Nb20s. Предпо-
лагается, что производительность обогатительной фабрики бу-
дет удвоена. Начата разработка месторождения пирохлсра
Овидор (шт. Гояс) с запасами около 10 млн. т руды с содержа-
нием 1,06% Nb2O5. Известны другие месторождения ниобия и
тантала (например, в Сао Жас дел Риа, в Баррейро и др.). До
1980 г. доля Бразилии в мировом производстве ниобия состав-
ляла 75 %.
В республике Заир коренные месторождения танталонио-
биевых руд сосредоточены в северной части. Большими масшта-
бами характеризуются аллювиальные россыпи, из которых по-
лучают оловянные концентраты, которые кроме олова содер-
жат 1,8—2,85% суммы оксидов тантала и ниобия и танталонио-
биевые концентраты с содержанием 35—40% Ta2Os, 30—35%
Nb2O5, 1,9—2,2% SnO2, 0,7—1,6% TiO2. Промышленную ценность
приобрели также шлаки оловянных заводов с содержанием око-
ло 2% Sn и 7,21% суммы пятиоксидов тантала и ниобия.
252
США — самый крупный среди капиталистических стран по-
требитель тантала и ниобия. Незначительным источником ко-
лумбит-танталита являются гранитные пегматиты рудников в
Колорадо и Южной Дакоте, а также сподуменовые руды, кото-
рые перерабатывают на фабрике «Кингс-Маунтейн».
Эвксенитовые руды в Бэр-Вэлли (Айдахо) — значительный
источник ниобиевого сырья в США. Руда комплексная, содер-
жит также уран и редкие земли. Возможно попутное извлече-
ние самарскита и фергюсонита. Эвксенитовый концентрат
получают с содержанием 32 % суммы оксидов ниобия и
тантала.
В Канаде известны крупнейшие месторождения пирохлора
Ниобек, Ока (провинция Квебек), Ньюмен (провинция Онта-
рио). Запасы комплексной уран-танталониобиевой руды в рай-
оне Ока оцениваются в 60 млн. т при среднем содержании пя-
тиоксида ниобия 0,3%. Месторождение Ньюмен приурочено
к кольцевой зоне пегматоидных сиенитов и мраморов.
В Австралии в связи с повышением цен на тантал фирма
«Голдрим майнинг Австралия Лтд» намерена возобновить ра-
боты на своих рудниках в штате Западная Австралия, произ-
водительность которых составляла 12—13 т в год танталита.
Фирма «Гринбушес Тин» увеличила в 1984 г. производство тан-
талита с 29,6 до 47,7 т/год. В настоящее время танталит прода-
ют по цене 62—66 дол. за 1 кг Ta2Os.
В Норвегии перерабатывают карбонатиты месторождения
Сёве, приуроченные к массиву нефелиново-пироксеновых по-
род. Наряду с пирохлором характерными акцессорными мине-
ралами являются апатит, магнетит, биотит, роговая обманка,
пирит, циркон, барит.
В ФРГ (провинция Баден) пирохлор (коппит) добывают
из апатит-кальцитовых руд контактово-метасоматического ме-
сторождения Кайзерштуль. Содержание Nb2Os в руде состав-
ляет 0,2—0,5%. Обогащение руды производят химическим (об-
работка азотной кислотой), а затем механическими методами.
Концентрат содержит 16—17% Nb20s при извлечении 85—90%.
Великобритания импортирует ниобиево-танталовое сырье в
основном из Нигерии; она активно участвует в разработке тех-
нологических схем для извлечения ниобия из пирохлоровых
РУД-
Начиная с 1964 г. пирохлоровые концентраты стали основ-
ным видом ниобиевого сырья.
Африка потеряла ведущие позиции в мировой добыче нио-
бия, ее доля снизилась до 10—15%.
Производство танталовых концентратов ограничено незна-
чительными запасами его в недрах земли. На протяжении ряда
последних лет мировое производство танталовых концентратов
не превышает 700—800 т/год.
Запасы тантала распределяются по различным видам сырья
следующим образом (%): танталитовые руды 44, ниобиевые 3
253
g Таблица 10.4. Классификация танталониобиевых руд по обогатимости
4».
Тип руды Танталоииобиевые минералы Минералы породы и сопутствующие Первичное обогащение Доводка черновых концентратов
Танталоколумбитовые
Коренные Танталит, колумбит, ми- кролит, симпсонит, гат- четтолит Полевые шпаты, кварц, сподумен, берилл, амб- лигонит, лепидолит, кас- ситерит Гравитация с доводкой черно- вых концентратов электромаг- нитной и электростатической сепарацией Флотация и флотогравитация для доизвлечения Та и Nb из шламовых фракций и для до- извлечения Li, Be и других ценных элементов
Россыпи Колумбит, танталит Кварц, гранат, роговая обманка, магнетит, кас- ситерит, рутил, ильме- нит, циркон, монацит, золото То же То же
Пирохлоровые
Пегматиты Пирохлор, ильменорутил, колумбит Нефелин, альбит, микро- клин, эгирин, сфен, апа- тит, ильменит, хлорит, пирит, пирротин, гема- тит, лимонит, кальцит Гравитация с доводкой черно- вых концентратов электромаг- нитной и электростатической сепарацией, флотогравитацией и флотацией сульфидов, апа- тита Флотация пирохлора из тонко- вкрапленных руд, флотограви- тация на столах, доводка на винтовых сепараторах
Карбонаты
Пирохлор, колумбит,
гатчеттолит, микролит
Кальцит, доломит, сиде- Гравитация, крупновкраплен- Флотация пирохлора анионны-
рит, апатит, сфен, маг- ного пирохлора и флотация из ми и катионными собирателями.
нетит, ильменит, циркон, мелких фракций. Флотация Обжиг руды, гашение извести,
касситерит, пирит доводка пирохлорового кон-
центрата
Коппитовые
Коппит Кальцит, доломит, слю- Гравитация, электромагнитная Флотация коппита. Сочетание
да, апатит, циркон, ба- рит, пирит сепарация. Для удаления фос- фора и кальция, обработка в минеральных кислотах флотации дами с химическими мето-
Лопаритовые
Лопарит (Нефелин, эгирин, апатит!Гравитация, электромагнитная! Флотация флотогравитация. 1 (сепарация и флотация (Радиометрическая сортировка
Титанотанталониобиты, содержащие уран
Эвксенит, фергусонит, Гранат, магнетит, ильме- Гравитационные методы, фло- Флотация и радиометрическая
поликраз, самарскит и др. нит, циркон, монацит тация сортировка
и танталсодержащие оловянные шлаки 53 (эти шлаки содержат
от 3,5 до 18% Та2О5).
В настоящее время в США 85% тантала расходуется на
производство конденсаторов для электронной промышленности
и цементированных карбидов тантала >в производстве твердых
сплавов для режущих инструментов. Порошок карбида танта-
ла используют в производстве субмикронного карбида вольф-
рама.
§ 10.5. МЕТОДЫ ОБОГАЩЕНИЯ ТАНТАЛОНИОБИЕВЫХ РУД
Танталониобиевые минералы обладают плотностью более
4,5 г/см3, поэтому одним из основных методов обогащения этих
руд остается гравитационный метод. Получаемые черновые кон-
центраты подвергают доводке флотогравитацией, флотацией
(удаляют сульфиды, апатит и т. п.), электромагнитной и элект-
ростатической сепарацией, иногда в сочетании с различными
химическими способами.
Классификация различных типов руд по обогатимости при-
ведена в табл. 10.4. В основу классификации положен принцип
определения руды по содержащимся в ней основным тантало-
ниобиевым минералам и наличию спутников, определяющих
технологические особенности переработки того или иного типа
руды и вкрапленность ценных минералов.
Глава 11.
ОБОГАЩЕНИЕ КОЛУМБИТ-ТАНТАЛ ИТОВЫХ
РУД И РОССЫПЕЙ
§ 11.1. ОБОГАЩЕНИЕ РОССЫПЕЙ
Схемы обогащения танталониобиевых россыпей принципиаль-
но не отличаются от схем обогащения ильменит-цирконовых,
монацитовых и касситеритовых россыпей. Колумбит и танталит
часто ассоциируют с ильменитом, касситеритом, цирконом, мо-
нацитом, рутилом и другими тяжелыми минералами, составля-
ющими шлиховую фракцию плотностью более 4 г/см3.
Гравитационная схема обогащения крупнозернистых колум-
битовых песков Нигерии с применением винтовых сепараторов
показана на рис. 11.1. Дезинтеграция и грохочение песков про-
исходят в скруббере; эфеля (класс —16 мм) поступают на вин-
товые сепараторы, галя (класс +16 мм) направляется в отвал;
концентраты всех отсекателей поступают на концентрационные
столы. Хвосты столов направляют в отвал, а промпродукты —
на перечистные столы. Шлюзы предназначены для улавливания
крупных кристаллов колумбита (+4 мм), которые на винтовых
сепараторах извлекаются неудовлетворительно.
256
Исходные пески
Дезинтеграция и грохочение
~16т +!6wa
Концентрация на бинтовых сепараторах
Концентрат Концентрат Концентрат
I отсекателя П отсекателя УШотсекателя
Хвосты
[Колумбитовый
| концентрат
На доводку
В отвал
Рис. 11.1. Гравитационная схема обогащения крупнозернистых колум-
битовых песков Нигерии
При выходе концентрата 12—17% извлечение основных ми-
нералов составило 89—95 %.
Черновые концентраты в Нигерии подвергают доводке по
схеме (рис. 11.2), включающей сушку и разделение концентра-
та на два класса: —0,25 и +0,25 мм. Класс —0,25 мм обраба-
тывают на столах с получением хвостов и концентрата, кото-
рый после сушки подвергают магнитной сепарации. Класс
+0,25 мм разделяют на фракции: +0,75; —0,75+0,5; —0,5+
+0,4 и —0,4+0,25 мм, каждую из которых отдельно обрабаты-
вают на магнитном сепараторе. В результате магнитной сепа-
рации получают несколько продуктов: сильномагнитный (иль-
менитовый), магнитный (состоящий из колумбита, монацита,
магнитного касситерита) и немагнитный (в основном циркон
и касситерит).
Продукты раздельно обрабатывают на пневматических сто-
лах. В результате этой операции выделяют касситеритовый и
товарный колумбитовый концентраты и промпродукт, содержа-
17—5308 257
Черновой концентрат
I
Грохочение
№25 мм
Концентрация на столах
Грохочение
+0,7^мм-0,75+0,5ммп95+0,9мм ~в'9+0,25мм Концентрат Промпродукт Хвосты
Сушка
Раздельная магнитная сепарация
Хвосты в отвал
Магнитная фракция Проект ^Г^т&РаВквааи
(ильменит, магнетит) (колумбит, танталит, полевые
монацит, магнитный ' '
касситерит}
f ______
Раздельное обогащение на пневматических столах
„ с I Промпродукт
Колумоит, танталит f
Касситерит
Грохочение
i J । I ' i"“" । । ।
+^<?4мм +0,59 мм +09 мм +0,5мм +0,21 мм +0,17 мм +0,16 мм +0,197 мм
1 I Y t t I t _____________________________________
' Раздельная электростатическая сепарация iL
Электро- Промпродукт Неэлектро-
проводная г г и проводная
фракция |___________дорашия _
I Котцдт
Циркон
Рис. 11.2. Технологическая схема доводки черновых
концентратов
щий монацит, колумбит и касситерит, который подвергают уз-
кой классификации с последующей обработкой его методом
электростатической сепарации (см. рис. 11.2). При этом мона-
цит, как непроводник, отделяется от проводящих минералов
колумбита и касситерита, разделяемых в дальнейшем на пнев-
матических столах.
Из практики обогащения выветрелых гранитов на предприя-
тиях Плато-Джос в Нигерии известно, что черновые концентра-
ты содержат 25,8% колумбита, 7,6% касситерита, 6% магнети-
та, 4,1% ильменита, 4,5% циркона, 5,4% оранжерита, 1,1% ксе-
нотима, 1% монацита и другие минералы. Черновые концентра-
ты подвергают сушке и грохочению на два класса. Класс
4-0,25 мм доизмельчается в замкнутом цикле с грохотом, про-
дукт крупностью —0,25 мм поступает на электростатическую
сепарацию. Проводящая фракция (магнетит, ильменит, колум-
бит, касситерит) направляется на магнитную сепарацию с по-
лучением четырех продуктов. Магнетитовая и ильменитовая
фракции являются отвальными продуктами; промпродукт, со-
стоящий из колумбита и магнитного касситерита, разделяется
на столах; немагнитная фракция целиком состоит из кассите-
рита.
258
Непроводящая фракция (фосфаты, силикаты, монацит, ксе-
нотим, торит, циркон) поступает на столы с целью удаления
кварца. Концентрат столов поступает на флотацию. Пенный
продукт (фосфаты, монацит, ксенотим) после фильтрования и
сушки разделяется магнитной сепарацией в несколько стадий
на монацит и ксенотим. Камерный продукт (силикаты, циркон,
торит) направляют на фильтрование и сушку и далее на маг-
нитную сепарацию с получением цирконо-торитового концент-
рата и оборотного промпродукта, обогащенного этими минера-
лами.
Для успешного разделения минералов на электрических се-
параторах необходим не только подогрев материала до 100—
110 °C, но и разделение его на узкие классы по крупности. По-
сле электрической сепарации в проводящей фракции содержа-
лось 68% колумбита и 23% касситерита при извлечении соот-
ветственно 97 и 100%; в непроводящей фракции — 40% цирко-
на и 28% оранжерита при извлечении 95 и 94%.
§ 11.2. ОБОГАЩЕНИЕ КОРЕННЫХ ТАНТАЛИТ-
КОЛУМБИТОВЫХ РУД
Схемы первичного обогащения коренных танталониобиевых
руд определяются минеральным составом и размером вкрап-
ленности ценных минералов. При наличии в руде колумбита,
танталита, касситерита и других тяжелых минералов, легко
выделяемых гравитационными процессами в коллективный кон-
центрат, схемы первичного обогащения руды включают глав-
ным образом отсадку, концентрацию на столах и винтовых се-
параторах. Если же в руде содержатся дополнительно минера-
лы лития и бериллия, то применяют более сложные схемы
обогащения, предусматривающие выделение коллективного
концентрата тяжелых минералов гравитационными методами
обогащения и селективную флотацию минералов лития и бе-
риллия. В последнем случае танталониобиевые минералы при
малом содержании их в литиевых и бериллиевых рудах выде-
ляют попутно перед флотацией из крупнозернистой части руды
или из хвостов флотации (при очень тонкой вкрапленности тан-
талит-колумбита).
Наиболее простые схемы применяют при обогащении руд,
содержащих крупновкрапленные минералы тантала и ниобия.
Так, на фабрике «Блэк-Хилл» (США) руду после стадиально-
го дробления до —3 мм подвергают грохочению на четыре
класса крупности и последующей раздельной концентрации на
столах. Концентраты столов объединяют и подвергают грохо-
чению на шесть более узких классов с последующей раздель-
ной перечисткой на столах. Хвосты от первичной и перечистной
концентрации направляют в отвал, а промпродукты перечища-
ют на столах в отдельном цикле.
17* 259
Руда
Дробление
Грохочение
|+4£У мм -1,63 мм
Дробление ।-----------------
______Грохочение
г 0,58 мм +0,58 мм
Сподумен.
лепидолит
Концентрация на винтодых сепараторах
Концентрат ^Промпродукт
Хвосты
Концентрация на винтовых сепараторах
Промпродукт Концентрат
Танталониобиевый На извлечение
концентрат литиевых минералов
Рис. 11.3. Технологическая схема переработки крупновкрапленных тан-
талитовых руд на руднике «Гардинг» (США)
На обогатительной фабрике при руднике «Гардинг» (США)
производительностью 650 т/сут перерабатывают пегматитовую
руду с содержанием (%): микролита 0,4, танталита 0,03, спо-
думена 5, лепидолита 1, амблигонита 2, мусковита 0,5, полевых
шпатов и кварца 85 по следующей схеме (рис. 11.3).
Ввиду большой хрупкости микролита и тантала продукт
крупностью +h63 мм дробят в молотковой дробилке, обеспе-
чивающей незначительное переизмельчение материала (при из-
мельчении этого же материала в шаровой мельнице потери
микролита составляли около 30%).
Сподумен при дроблении и измельчении образует плитча-
тые, игольчатые осколки, которые нарушают веер продуктов на
концентрационных столах, в то же время на винтовых сепара-
торах выделению танталовых минералов сподуменовые осколки
не мешают. Непосредственно у первого витка сепаратора уста-
новлена центрифуга, которая регулирует содержание твердого
в питании (в пределах 25%)- Первичный винтовой сепаратор
260
выдает во второй, третий и четвертый отсекатели концентрат с
содержанием более 50% микролита, который поступает на пе-
речистку в трехвитковый сепаратор. Продукты пятого, шесто-
го, седьмого и восьмого отсекателей направляются в начало
процесса.
На фабрике получают концентрат с содержанием микроли-
та (95%) и танталита; содержание суммы пятиоксидов танта-
ла и ниобия в концентрате составляет 68—70%, извлечение
95%.
Наиболее труднообогатимыми являются тонковкрапленные
руды, из которых танталит и колумбит могут быть выделены
лишь при тонком измельчении руды, что вызывает переизмель-
чение ценных минералов и потерю их в хвостах.
Технологическая схема обогащения колумбит-танталитовых
тонковкрапленных пегматитовых руд, содержащих кварц, по-
левые шпаты, турмалин, мусковит, гранат, представлена на
рис. 11.4. Рудные минералы представлены колумбит-танталитом
и касситеритом, тонковкрапленными в пегматитах. Наблюда-
ются сростки колумбита с касситеритом и другими рудными
минералами.
Исходная руда после дробления и грохочения до 10—12 мм
измельчается в стержневых мельницах. На разгрузке мельниц
установлены барабанные грохоты (бутары) с отверстиями
2 мм. Класс J-2 мм возвращают в мельницу. Продукт —2 мм
служит питанием для четырехкамерных гидравлических клас-
сификаторов.
Материал классифицируется по крупности на пять классов
(см. рис. 11.4). Все классы подвергают раздельной концентра-
ции на столах с выдачей готовых черновых концентратов, пром-
продуктов и хвостов. Промпродукты и хвосты доизмельчают в
шаровых мельницах для раскрытия сростков ценных минера-
лов с породой и подвергают вторичной гидравлической класси-
фикации и раздельной концентрации на столах продуктов
классификации. Хвосты столов направляют на винтовые сепа-
раторы. Хвосты винтовых сепараторов сбрасывают в отвал, кон-
центраты перечищают на столах. Полученные коллективные
черновые концентраты с содержанием 2—4% колумбит-танта-
лита и 3—5% касситерита направляют на доводку. Извлечение
в черновые концентраты составляет около 70—80%.
Доводка черновых концентратов со сложным минеральным
составом требует создания наиболее развитых технологических
схем на доводочных фабриках, включающих гравитационные,
магнитные, электростатические методы обогащения, флотацию,
флотогравитацию, кислотную обработку и другие процессы, что
позволяет организовать получение самостоятельных высоко-
сортных танталониобиевых, оловянных, циркониевых, сульфид-
ных и других концентратов.
Схема доводки черновых гравитационных концентратов,
полученных из коренных тонковкрапленных руд, представлена
261
Исходная руда-400 мм
Рис. 11.4. Схема обогащения коренных колумбит-танталитовых тонко-
вкрапленных руд
на рис. 11.5. Концентрат содержит танталит-колумбит, касси-
терит, магнетит, ильменит, турмалин, циркон, кварц, монацит,
полевые шпаты и слюду.
Ситовые характеристики и минералогические анализы пока-
зывают, что в подобных черновых концентратах выход класса
—0,1 мм составляет около 20%; в него переходят более 25%
колумбит-танталита и около 20% касситерита. Выход класса
—0,2 мм составляет около 50%, в нем содержится до 50% из-
влекаемых минералов.
В черновых концентратах накапливается свободное (метал-
лическое) железо в виде обломков от трущихся частей дроби-
262
Черновой
концентрат
^~2+д,вмм
Выделение
свободного железа
ДроблениеХ^3'о
Грохочение________________
0,в+йвмм ^~С,6+0,2 мм
Магнитная сепарация
Железо,
магнетит,
ильменит
Гранат,
турмалин,
колумбит
В отвал
^-0,2 мм
Колумбит,
танталит,
магнитный
касситерит
Касситерит,
кварц, поле-
вые шпаты
Раздельная кислотная обработка
Раздельная концентрация на столах
Концентрат
Сушка
Раздельная магнитная сепарация
Колумбита-
танталитрвый
концентрат
Гранат,
турма-
лин
Кварц,
полевые
шпаты
Немагнитная Касси-
t фракция . piepum
Оловянный В отвал
концентрат
Рис. 11.5. Схема доводки черновых гравитационных концентратов
лок, мельниц и другой аппаратуры, которое удаляют из про-
цесса грохочением или магнитной сепарацией.
Первичное обогащение осуществляют на магнитных сепара-
торах для получения колумбит-танталитового и оловянного
промпродуктов, а также сильномагнитной фракции, содержа-
щей металлическое железо, магнетит, ильменит для удаления
в отвал. Промпродукты перечищают на концентрационных сто-
лах. Окончательная перечистная магнитная сепарация концент-
ратов проводится для получения готовых кондиционных кон-
центратов.
Кислотная обработка соляной или серной кислотой произво-
дится для удаления с поверхности оксидных пленок железа, ни-
велирующих магнитные свойства минералов. Отмывку кислоты
обычно осуществляют на концентрационных столах, продукты
высушивают и направляют на магнитную сепарацию. Извлече-
ние в цикле доводки мелкозернистых ценных минералов обыч-
но составляет около 80%.
При попутном извлечении становится экономически выгод-
ным получение тантала и ниобия при очень низком содержании
их в рудах и россыпях. Так, например, в бериллиевых, споду-
263
меновых, олово-бериллиевых и других пегматитах США, Кана-
ды, Юго-Западной Африки содержатся танталит, колумбит,
микролит.
Из опыта работы обогатительных фабрик и результатов на-
учных исследований можно рекомендовать следующие направ-
ления при разработке схем обогащения комплексных руд.
1. Измельчение руды до —2(—3) мм или до —0,3(—0,8) мм,
классификация в гидроциклонах или в гидравлических класси-
фикаторах и обогащение каждого класса на винтовых сепара-
торах или концентрационных столах для выделения коллектив-
ного концентрата тяжелых минералов. Из этого концентрата на
доводочной фабрике получают мономинеральные кондицион-
ные концентраты. Хвосты столов или спиральных сепараторов
доизмельчают и из них флотируют литиевые, бериллиевые, по-
левошпатовые и другие концентраты. Подобные схемы приме-
няют на фабриках «Кет-Лейк» (Канада), «Кингс-Маунтейн».
(США) (см. гл. 5).
2. Руда измельчается до флотационной крупности; далее из
нее флотируют сульфиды или более легкие ценные минералы
(берилл, сподумен, амблигонит и др.), а из хвостов флотации
удаляют шламы и на винтовых сепараторах выделяют черно-
вой концентрат тяжелых минералов с последующей его довод-
кой и разделением на мономинеральные концентраты. Так ра-
ботает фабрика «Клаймакс» (США, Колорадо), где вначале
флотируют молибденит, а из хвостов флотации на винтовых
сепараторах выделяют коллективный концентрат, содержащий
касситерит, вольфрамит, монацит, пирит и др.
Первое направление развития схем обогащения применимо
при более крупной вкрапленности тяжелых минералов, которые
целесообразнее выделять при более крупном измельчении руды,
не допуская переизмельчения ценных минералов, и если воз-
можно, то вначале целесообразно применять обогащение в тя-
желых суспензиях.
При обогащении пегматитовых литиевых руд, содержащих
танталит, колумбит, касситерит и другие минералы, считают,
что наиболее простой и экономичной была бы схема с примене-
нием винтовых сепараторов для выделения минералов тяжелых
металлов, но при наличии различной степени их вкрапленности
наиболее высокое извлечение тантала и ниобия возможно в
случае применения более развитой схемы с применением фло-
тации, гравитации и других методов.
По аналогичной схеме при обогащении руды, содержащей
около 0,6—0,8% Li2O и 0,02—0,03% суммы пятиоксидов танта-
ла и ниобия, можно получить раздельные кондиционные кон-
центраты при извлечении лития около 80—90%, тантала и нио-
бия 65—75%.
Примером обогащения пегматитовых руд со средней и круп-
ной вкрапленностью сподумена и сравнительно равномерной
вкрапленностью колумбита является обогатительная фабрика
264
«Кингс-Маунтейн», где впервые было применено обогащение
пегматитовых литиевых руд в тяжелых суспензиях. Оно осуще-
ствляется при незначительной разнице в плотностях сподумена
(3,2 г/см3) и минералов пустой породы (2,6—2,8 г/см3). Кроме
сподумена, полевых шпатов, кварца, слюды в руде содержатся
также касситерит, берилл, колумбит, монацит, рутил, пирит.
Общая сумма тяжелых минералов в руде составляет всего око-
ло 0,2%.
§ 11.3. ОСОБЕННОСТИ ФЛОТАЦИИ ТАНТАЛИТА
И КОЛУМБИТА
При обогащении тонковкрапленных руд гравитационными ме-
тодами потери тантала и ниобия составляют более 50% в мел-
ких (шламовых) фракциях, из которых они эффективно могут
быть извлечены флотацией.
Изучение флотационных свойств танталит-колумбита в со-
четании с турмалином, гранатом, альбитом, кварцем, мускови-
том, а также колумбита в сочетании с цирконом, альбитом и
гранатом впервые было проведено в Московском институте
цветных металлов им. М. И. Калинина*, а танталита в сочета-
нии с бериллом, альбитом и кварцем — в КазИМСе**.
Изучение флотируемости минералов различными собирате-
лями (без применения регуляторов) показало, что олеатом нат-
рия (рис. 11.6,а) можно отделять колумбит-танталит, гранат,
турмалин, ильменит от кварца, альбита и мусковита, причем
наиболее флотоактивными являются турмалин и гранат.
Анионные собиратели — алкилсульфат натрия (ROSO3Na,
где R=CnH2n-M, п=8ч-20) и изооктилфосфат натрия не флотиру-
ют эти минералы в нейтральной и щелочной средах, но селектив-
ная флотация их возможна в кислой среде. Катионный собира-
тель АНП (RNH3C1, где R=Ci4H29) извлекает в пенный про-
дукт все эти минералы, причем наиболее флотоактивны кварц,
альбит, мусковит, турмалин.
При флотации олеатом натрия (рис. 11.6,6) лучшая флотируемость тан-
талит-колумбита заметна при pH 6—8, турмалина и касситерита при pH 4—8.
Алкилсульфат натрия наиболее эффективен в кислой среде. При pH ме-
нее 4 успешно извлекаются колумбит-танталит, гранат, касситерит (рис. 11.7).
По флотируемости алкилсульфатом натрия минералы мож-
но разделить на три группы.
Первая группа включает минералы, флотируемые алкил-
сульфатом только в кислой среде при pH меньше 5: колумбит-
танталит, касситерит, гранат, пирохлор, рутил, ильменит, цир-
кон и др., т. е. в основном оксиды и некоторые силикаты.
Вторая группа включает минералы, флотирующиеся в до-
вольно широком диапазоне pH: флюорит, барит, доломит, каль-
* Ныне Московский институт стали и сплавов (МИСиС).
** Казахский институт минерального сырья.
265
Рис. 11.6. Влияние концентрации С оле-
ата натрия (а) и pH (б) на флотацию
минералов:
1 — колумбит-танталит; 2 — турмалин; 3 —
гранат; 4 — кварц; 5 — альбит; 6 — мусковит;
7 — ильменит; 8 — касситерит
Рис. 11.7. Влияние pH на флотируемость
минералов алкилсульфатом натрия
(130 мг/л):
1 — колумбит-танталит; 2 — турмалин; 3 —
гранат; 4 — кварц; 5 — мусковит; 6 — касси-
терит
цит, апатит, турмалин. В этой группе в основном представлены
кальциевые и бариевые минералы.
Третья группа состоит из минералов, которые вообще плохо
флотируются алкилсульфатом без активаторов независимо от
pH: кварца, альбита, мусковита, микроклина и др:
Установлено, что между флотируемостью минералов первой группы и со-
держанием закрепившегося гексадецилсульфата натрия имеется однозначная
зависимость. Подавление этих минералов в щелочной и нейтральных средах
связано с тем, что ионы гексадецилсульфата при этих условиях не закреп-
ляются на поверхности минералов. Флотация этих минералов возможна толь-
ко в кислой среде при pH меньше 5, когда содержание закрепившегося
гексадецилсульфата на поверхности минералов значительно возрастает.
Для всех минералов первой группы характерны увеличение электроки-
нетического потенциала с уменьшением pH среды и перезарядка в сильно-
кислой среде для большинства изученных минералов; в дистиллированной
воде все минералы заряжены отрицательно.
Минералы второй группы в дистиллированной воде имеют на поверхно-
сти положительный заряд, и перезарядка на поверхности этих минералов
с изменением pH не происходит.
Установлено, что кислотная обработка минералов и руд пе-
ред флотацией значительно улучшает селективность процесса.
Кислотная обработка снимает пленки загрязнений и изоморф-
ных примесей оксидов железа, кальция, магния, изменяя физи-
266
ко-химические свойства поверхности, активируя одни минералы
и подавляя другие. Происходит химическое взаимодействие
кислоты с поверхностью минералов, образуются новые более
активные или менее активные соединения по отношению к то-
му или иному типу собирателя.
Кислотная обработка продуктов, подвергавшихся флотации,
способствует избирательному разрушению пленки, образовав-
шейся от взаимодействия собирателя с поверхностью минера-
лов, и дезактивации некоторых минералов при сохранении фло-
тоактивности других.
Флотационные опыты показывают, что предварительная об-
работка соляной или серной кислотой резко активирует флота-
цию граната, турмалина, пирохлора, циркона и ильменорутила,
а извлечение танталита и колумбита значительно снижается.
Предварительная обработка плавиковой кислотой активирует
флотацию граната и колумбита и полностью подавляет альбит
(рис. 11.8).
Ухудшение флотируемости танталита и колумбита после обработки сер-
ной и соляной кислотами объясняется тем, что из кристаллической решетки
Рис. 11.8. Влияние концентрации С олеиновой кислоты на флотируемость ми-
нералов (pH 6,3) без предварительной (/—9) и с предварительной кислотной
обработкой (10—19):
/ — пирохлор; 2 — колумбит; 3 — танталит; 4 — циркон; 5 — ильменит; 6 — ильменору-
тил; 7 — турмалин; 8 — гранат; 9—альбит; 10 — пирохлор (250 кг/т H2SO4); 11— колум-
бит (200 кг/т HCI); 12 — колумбит (100 кг/т H2SO4); 13— колумбит (45 кг/т HF); 14 —
танталит (200 кг/т H2SO4); /5 — циркон (250 кг/т H2SO4); 16 — ильменорутил (250 кг/т
H2SO4); П — гранат (200 кг/т H2SO4); /8 — циркон (200 кг/т НС1); 19 — альбит
(200 кг/т HC1)
267
Таблица 11.1 Растворимость (r/т) катионов металлов при кислотной
обработке
Кислота Концент- рация кислоты, г/л Колумбит Танталит Гранат
Fe Мп (Та, Nb)2O5 Fe Мп (Та, NbhO5 Fe Mg A12O3
0,099 20 30 37,5 43,8 300 120 160
НС1 19,7 120 260 — 188 434 160 190 120
197 610 869 — 550 883 — 850 360 300
0,24 30 30 — 35 37 < » 30 НО 100
H2so4 48,3 230 340 — 242 370 — 350 220 120
483 880 690 — 769 790 — 1150 400 640
HF 0,09 20 10 — Не определялись 180 150 —
1,8 80 30 20 То же 310 130 <
18 900 420 500 2570 310 —
Пр и м е ч а н и е. Об работ ка 30 мин, 1 : Ж— : 2.
минералов селективно растворяются активные во флотационном отношении
катионы железа и марганца (табл. 11.1). Ионы тантала и ниобия в анали-
зируемых растворах не были обнаружены. Обработка плавиковой кислотой
удаляет с поверхности колумбита до 500 г/т пятиоксидов тантала и ниобия,
обнажая катионы железа и марганца.
Радиометрическим анализом установлено, что предварительная кислотная
обработка увеличивает содержание закрепившегося олеата натрия. При рас-
ходе его 1000 г/т на пирохлоре закрепляется 180 вместо НО, на цирконе 130
вместо 98, на ильменорутиле 250 вместо 132 г/т. С увеличением расхода
собирателя до 5000 г/т закрепление его возрастает на пирохлоре до 310
вместо 165, на цирконе до 250 вместо 203 и на ильменорутиле до 390 вместо
246 г/т без обработки серной кислотой.
В результате сернокислотной обработки минералов расход
собирателя снижается примерно в 2 раза и улучшается их се-
лекция: поверхность минералов очищается от посторонних при-
месей, изменяющих флотационные свойства, происходит селек-
тивный переход в раствор из кристаллической решетки минера-
лов некоторых элементов. Это приводит к увеличению удельной
поверхности минералов, например для пирохлора от 425 до
622, циркона от 416 до 565 и ильменорутила от 565 до 875 см2/г,
и к увеличению в 1,2 раза закрепившегося собирателя при од-
ном и том же его расходе.
Селективное растворение катионов из кристаллической ре-
шетки минералов является одним из существенных свойств
смешанных оксидов и осуществляется за счет различия в зна-
чениях энергии диссоциации окисных связей, которые для
Ti—О равны 672 Дж/моль, Fe—О — 386 Дж/моль и Са—О —
483 Дж/моль, что обусловливает переход в раствор вначале
катионов железа, затем кальция и титана. При сернокислотной
обработке происходит значительное закрепление анионов сер-
ной кислоты на поверхности минералов.
Например, при расходе меченой серной кислоты (35S) 250 кг/т с после-
дующей десятикратной промывкой в дистиллированной воде на поверхности
268
Таблица 11.2. Влияние олеата
натрия (1000 г/т) на десорбцию
меченой серной кислоты с поверхно-
сти минералов
Расход серией кислоты, кг/т Масса закрепившейся серной кислоты на 1 т минерала, г
Гирохлор Цир- кон Ильмено- рутил
11 125/2 82/2,5 41/1
НО 242/10 300/21 200/7
250 380/14 530/28 420/8
370 480 '20 680/35 590/9
530 620/30 825/40 700/10
Примечание. В числителе приведе-
на масса закрепившейся серной кислоты До
обработки, в знаменателе — после обработки
одеатом натрия.
Таблица 11.3. Влияние серно кис-
лотной обработки (250 кг/т) га
десорбцию олеата натрия с поверхно-
сти минералов
Расход олеата натрия, г/т Масса закрепившегося олеата натрия на 1 т минерала, г
Пирохлор Циркон Ильмено- рутил
100 31/5 28/3 50/1,5
500 108/20 97/18 142/9
1000 180/32 130/22 250/16
2000 260/46 192/29 350/21
5000 310/56 250/32 390/24
Примечание. В числителе приве-
дена масса до обработки, в знаменателе —
после обработки серной кислотой.
пирохлора закреплялось (г/т): кислоты 380, циркона 530 и ильменорутила
420. С увеличением расхода серной кислоты закрепление ее увеличивается
(табл. 11.2).
Серная кислота, частично растворяя поверхность минера-
лов, вступает в химическое взаимодействие с некоторыми ка-
тионами кристаллической решетки, образуя поверхностные со-
единения типа TiO-SO4 или Ti(SO4)2 на поверхности ильмено-
рутила; ZrO-SO4 или Zr(SO4)2 на поверхности циркона. В вод-
ной среде возможна частичная диссоциация поверхностных
сульфатных соединений с образованием ZrO2+, TiO2+, Zr4+, Ti4+,
FeO+ и т. д., которая создает на поверхности минералов поло-
жительный заряд, что обеспечивает лучшие условия для за-
крепления анионного собирателя.
При флотации анионные жирнокислотные собиратели взаи-
модействуют прежде всего с катионами железа и марганца, так
как ионы железа и марганца имеют большие радиусы (соответ-
ственно 8-10-11 и 9-10-11 м), чем ионы Та5+ и Nb5+ (соответст-
венно 66-10~12 и 67-10~12 м); Fe2+ и Мп2+ менее прочно связа-
ны с кристаллической решеткой минерала, минерал разрушает-
ся по более слабым связям, поэтому и катионы Fe2+ и Мп2+
быстрее обнажаются и вступают в хемосорбцию с анионным
собирателем, обеспечивая гидрофобизацию и флотацию мине-
рала.
Чем менее прочно связаны атомы железа и марганца с ре-
шеткой минерала, тем более свободна к химическим реакциям
поверхность минерала, разрушающаяся по этим более слабым
связям, и наиболее активно взаимодействуют с реагентами и
жидкой фазой пульпы.
С помощью радиометрического анализа установлено, что на поверхности
пирохлора, циркона и ильменорутила, предварительно обработанных серной
269
кислотой (меченой 35S), при взаимодействии с олеатом натрия происходит
обменная адсорбция: олеат-ионы вытесняют сульфат-ионы с поверхности ми-
нералов (см. табл. 11.2) и наоборот — сульфат-ионы вытесняют анионы со-
бирателя, т. е. серная кислота на 75—80 % десорбирует с поверхности мине-
ралов ранее закрепившиеся олеатные ионы (меченые 14С) (табл. 11.3). Это
зависит от степени концентрации каждого реагента.
Методом инфракрасной спектроскопии было исследовано изменение со-
стояния поверхности колумбита после его кислотной обработки и выяснены
формы закрепления на нем олеата. У всех спектров колумбита, обработанно-
го соляной, серной и плавиковой кислотами, наблюдаются две сильные поло-
сы поглощения в областях 3 и 10 мкм, характеризующие наличие на поверх-
ности минералов гидроксидов железа и марганца. На спектре колумбита,
обработанного соляной кислотой, кроме полос поглощения гидроксидов (3850
и 923 см-1)» имеется полоса поглощения, обусловленная адсорбцией соляной
кислоты (2890 см-1) (рис. 11.9), а на спектре колумбита, обработанного сер-
ной кислотой, имеются полосы поглощения, указывающие на образование
соединений сульфатов железа и марганца. На колумбите, обработанном пла-
виковой кислотой, в спектре наблюдается смещение полосы поглощения
в области 10 мкм в сторону меньших длин волн, что позволяет предполагать
образование гидролизующихся фторидов тантала и ниобия. После обработки
плавиковой кислотой на поверхности колумбита обнаружено закрепление
олеиновой кислоты преимущественно в ионной форме.
При обработке минералов 1 ,%-ной плавиковой кислотой извлечение их
значительно повышается. Плавиковая кислота более эффективна, чем соля-
ная и серная, при обработке колумбит-танталита перед его флотацией изо-
октилфосфатом натрия. Эти кислоты подавляют флотацию кварца и полевого
шпата.
Флотация катионным собирателем АНП после обработки минералов
2%-ным раствором соляной кислоты повышает извлечение колумбит-тантали-
та и граната и снижает расход собирателя в 3 раза. В то же время обработ-
ка соляной кислоты почти не улучшает флотацию турмалина и кварца, что
позволяет отделить эти минералы от колумбит-танталита.
Предварительная обработка минералов 10 %-ным раствором серной кис-
лоты наиболее эффективна при флотации АНП. Она способствует снижению
расхода собирателя и улучшает отделение танталит-колумбита от граната.
Соли поливалентных металлов оказывают существенное
влияние на флотацию танталит-колумбита и других минералов.
С помощью радиоактивных изотопов найдено, что трехвалентное железо,
введенное в пульпу в виде FeCl3, закрепляется на поверхности минералов
до 100 г/т и больше. Закрепившаяся часть железа увеличивает адсорбцию
на минералах олеата натрия и извлечение их в пенный продукт. Незакре-
пившаяся часть FeCl3 взаимодействует в объеме пульпы с собирателем с обра-
зованием различных труднорастворимых олеатов железа, не обладающих
собирательными свойствами, поэтому при отсутствии избытка олеата натрия
в пульпе флотация минералов прекращается. Небольшие добавки FeCl3 могут
частично активировать некоторые минералы, а повышенная концентрация
подавляет флотацию (рис. 11.10). При флотации этих минералов алкилсуль-
фатом натрия хлорное железо резко подавляет турмалит при pH 6 и более
замедленно колумбит-танталит и гранат при pH 2.
Хлорное железо резко подавляет танталит-колумбит, турмалин, гранат
при флотации катионным собирателем АНП. Подавляющее действие катио-
нов Fe3+ можно объяснить конкуренцией их с катионными собирателями и
вытеснением последних с поверхности минерала. Предварительное закрепле-
ние ионов Fe3+ на минералах предотвращает или снижает закрепление ка-
тионов собирателя (АНП) на поверхности минералов.
Влияние сернистого натрия на флотацию колумбит-танталита, турмалина
и граната изучено недостаточно. При флотации олеатом натрия (25 мг/л)
сернистый натрий подавляет колумбит-танталит, гранат и турмалин при кон-
центрации 10—20 мг/л. При флотации минералов катионным собирателем
АНП (13,3 мг/л) сернистый натрий вначале активирует флотацию; но затем
резко снижает извлечение колумбит-танталита и граната и в меньшей степе-
270
Волновое число, см'
Рис. 11.9. Инфракрасный спектр поверхности колумбита, обработанного соля-
ной кислотой
Рис. 11.10. Влияние концентрации С
хлорного железа на флотацию мине-
ралов олеатом натрия (13 мг/л):
1 — колумбит-танталит; 2 — турмалин; 3 —
гранат; 4 — мусковит; 5 — альбит
ни турмалина. При концентрации Na2S 13—18 мг/л и флотации
алкилсульфатом натрия извлечение калумбит-танталита повышается, флотация
турмалина подавляется, а на гранат существенного влияния Na2S не оказывает.
При флотации алкилсульфатом натрия (30 мг/л) кремнефто-
ристый натрий (6,6 мг/л) частично активирует турмалин и ко-
лумбит-танталит в кислой среде. При концентрации кремнефто-
ристого натрия 66 мг/л извлечение колумбит-танталита и тур-
малина резко снижается.
Жидкое стекло при флотации олеатом натрия вызывает по-
давление флотации колумбит-танталита и турмалина (рис.
11.11). При концентрации жидкого стекла 40—60 г/л происхо-
дит активация граната, и лишь при концентрации 330 мг/л фло-
тация прекращается.
При флотации минералов алкилсульфатом натрия при pH 2
и реагентом АНП во всех случаях жидкое стекло сильнее по-
давляет гранат. Почти полное подавление граната наступает
при 20—80 мг/л, турмалина — при 30—160 мг/л и колумбит-
танталита — при 80 мг/л.
Для изучения действия жидкого стекла на флотацию олеатом натрия
минералы обрабатывали жидким стеклом (3 кг/т) в течение 15 мин и флоти-
ровали олеатом натрия в растворе жидкого стекла (I), после удаления рас-
твора декантацией (II) и двукратной промывки минералов дистиллированной
водой (III) (табл. 11.4).
Жидкое стекло не закрепляется или очень непрочно закреп-
ляется на поверхности колумбит-танталита, турмалина и грана-
та, которые после удаления раствора жидкого стекла полно-
стью восстанавливают свои флотационные свойства и при рас-
271
Рис. 11.11. Влияние концентрации С
жидкого стекла на флотируемость
минералов олеатом натрия (25 мг/л):
1 — колумбит-танталит; 2 —турмалин; 3 —
гранат
Рис. 11.12. Флотационная схема до-
водки черновых гравитационных
концентратов крупностью —0,2 мм
Чернобай концентрат (-0,2 мм)
Флотация железа
Пенный ^продукт
(железо)
^у
Обесшламливание и отмывка
Шламы
т
В отвал
В отвал
Флотация кальциевых минералов, граната
Камерный продукт
Перечистная
Камерный продукт
I
Отмывка жидкого стекла
1
В отвал
Флотация касситерита и других минералов
Камерный продукт
f----------1
, Флотация колумбит-танталита
Камерный продукт
I-JSперечистные флотации
Камерный
v продукт
Сушка
Выщелачивание
у
Сушка
В отвал
Магнитная сепарация
| Промпро'дукт
Магнитная
фракция
Магнитная сепарация
| Промпродцкт
Магнитная ,
фракция
В отвал
Оловянный
концентрат
Колумбит-тантали-
товый концентрат
Специальный
отвал
ходе олеата натрия 200—400 г/т также извлекаются в пенный
продукт, как и без обработки жидким стеклом.
Применяя в качестве регулятора жидкое стекло, можно се-
лективно отфлотировать турмалин и гранат от колумбит-танта-
272
Таблица 11.4. Извлечение (%) минералов олеатом натрия после обработки
их жидким стеклом
Олеат натрия Колумбит-тантал Турмалин Гранат Кварц
ч X
О X <4 -t CU и С я t- I II Ш I II III I II III I П III
100 6,6 0 0 0 0 15 81 0 80 92 0 0 0
200 13,2 0 0 25 0 35 98 0 98 98 0 0 0
400 26,6 0 4 97 0 97 0 100 — 0 0 0
600 40 0 21 — 0 — 0 .— 0 0 0
1000 66,6 0 79 0 — 0 , . 0 0 0
2000 133,3 0 99 0 0 — 0 0 0 15
5000 133 6 — — 27 — — 10 — — 5 10 20
лита при концентрации олеата натрия 10—20 мг/л после декан-
тации раствора жидкого стекла.
Флотируемость отдельных минералов резко изменяется, ког-
да они находятся в смеси с другими минералами. При флотации
колумбит-танталита из сложной смеси минералов (турмалин,
гранат, кварц, альбит) олеатом натрия получены хорошие ре-
зультаты в случае применения кремнефтористого натрия или
его сочетания с жидким стеклом.
Исследование флотируемости колумбит-танталита из руд
пегматитового месторождения показало, что он активно перехо-
дит в пенный продукт при флотации алкилсульфатом натрия
после обработки руды серной кислотой.
Черновые колумбит-танталитовые концентраты получены на
гравитационных фабриках, обычно содержат до 40—60% суммы
пятиоксидов тантала и ниобия в тонких классах (—0,1—0,2 мм),
доводка которых наиболее рациональна флотацией. Флотацион-
ная схема доводки черновых гравитационных концентратов мел-
ких фракций крупностью —0,2 мм показана на рис. 11.12. В кон-
центрате содержатся (в убывающем порядке): кварц и полевые
шпаты, гранат, апатит, лимонит и гематит, колумбит-танталит,
турмалин, касситерит и др. Кроме того, в нем имеется 10—15%
свободного железа, образовавшегося при измельчении руды (от
шаров, футеровки мельниц и т. д.).
Окисляясь, железо покрывает оксидными пленками минера-
лы, уравнивая их флотационные и магнитные свойства. Пустая
порода флотируется также успешно, как и ценные минералы.
В предложенной схеме предусмотрены: удаление железа и слю-
ды флотацией в начале процесса катионным собирателем АНП
в кислой среде; обесшламливание и отмывка камерного продук-
та до нейтральной среды; обработка жидким стеклом и флота-
ция значительной части граната, турмалина, апатита и кальци-
та жирными кислотами; отмывка жидкого стекла из камерного
продукта; флотация олеиновой кислотой касситерита, граната
в щелочной среде, флотация колумбит-танталита из камерного
18—5308 273
продукта олеиновой кислотой. Доводка флотационного концен-
трата кислотной обработкой и последующей магнитной сепара-
цией показала возможность получения селективных колумбито-
танталитовых оловянных концентратов при извлечении около
85% каждого компонента в одноименные концентраты.
§ 11.4. ТЕХНОЛОГИЯ ПЕРЕРАБОТКИ ТАНТАЛОВЫХ РУД
Доля Канады в общем производстве танталовых концентратов
в капиталистических и развивающихся странах составляет око-
ло 40 %.
Обогатительная фабрика «Берник Лейк» компании «Тан-
талум майнинг корпорейшн оф лимитед» является крупнейшим
предприятием в мире по производству танталовых концентра-
тов. На фабрике производительностью 900 т/сут обогащают пег-
матитовые руды с содержанием 0,14—0,15% пятиоксида танта-
ла, 2,76% оксида лития, 0,2% оксида бериллия, 23,3% оксида
цезия.
Зерна танталита в руде имеют размеры от 10 до 0,1 мм. Они
содержат включения силикатов размером 1 —100 мкм.
На фабрике первоначально была внедрена схема, включаю-
щая: трехстадиальное дробление в замкнутом цикле во второй
и третьей стадиях до крупности —12 мм; одностадиальное из-
мельчение в замкнутом цикле до —0,21 мм; магнитную сепара-
цию в слабом магнитном поле; классификацию немагнитной
фракции на вибрационном грохоте Деррик с разделением мате-
риала на классы +0,21 и —0,21 мм; раздельное обогащение
выделенных классов на сдвоенных винтовых сепараторах и одно-
и трехдечных концентрационных столах Дейстера, обогащение
шламов на сепараторах Бартлес-Мозли, шламовых столах Хол-
мана и сепараторах Бартлес-Кроссбелт.
Ухудшение вещественного состава перерабатываемых руд по-
требовало внести существенные изменения в технологическую
схему.
В цикле измельчения внедрено предварительное грохочение
дробленой руды и заменена стержневая мельница на шаровую
размером 2,4X 3,6 м с разгрузкой через решетку, что позволило
в 1,4 раза повысить производительность фабрики, сократить пе-
реизмельчение руды, снизить крупность измельчения от —0,83
до —0,21 мм.
В цикле первичного обогащения крупных классов и кон-
трольного обогащения мелких классов установлены винтовые
сепараторы, что способствовало повышению извлечения пятиок-
сида тантала на 5%.
Для классификации немагнитной фракции и хвостов обога-
щения мелких классов на фабрике внедрены вибрационные гро-
хоты Деррик, работающие с высокой частотой (3600 мин-1) при
малой амплитуде вибраций. Освоение грохотов Деррик позволи-
ло на 20% повысить эффективность классификации.
274
Шламы (-0,044 мл)
Обогащение на сепараторах Бартлес-
Мозли .
Концентрат
Хвосты
Промежуточная емкость
Перечистка На
столах Холмана
Концентрат Промпродукт
Классификация в спиральном
классификаторе
Пески вцикл доводки
крупных классов
Слив
Классификация
в гидро циклоне
Пески
Обогащение на сепараторе
Бартлес-Кроссоелт
Танталовый,
концентрат
Хвосты
Слив
рромпродукт Хвосты
Отвальные t хвость!
Рис. 11.13. Гравитационная схема обогащения шламов на фабрике «Бер-
ник-Лейк» (Канада)
На предприятии большое внимание уделяется повышению
комплексности использования сырья. Введена в эксплуатацию
гравитационная секция по извлечению тантала из шламов.
Переработка шламов на фабрике «Берник Лейк» (Канада)
включает первичное обогащение на концентраторах Бартлес-
Мозли и двухдечных концентрационных столах Холман и до-
водку черновых концентратов на концентраторах Бартлес-Крос-
белт (рис. 11.13). Технологическое оборудование, используемое
для обогащения шламов, постоянно совершенствуется. Шламо-
вые столы Дейстера заменены концентраторами Бартлес-Кросс-
белт. Более чем в 2 раза повышена эффективность обогащения
на столах Холмана благодаря добавлению латунных нарифле-
18* 275
ний и покрытию поверхности дек полиуретаном. Освоение на
фабрике гравитационного обогащения шламов позволило повы-
сить извлечение пятиоксида тантала почти на 10%.
Резерв дальнейшего повышения извлечения тантала из
шламов — разработка флотационного обогащения их с исполь-
зованием в качестве собирателей реагентов сульфосукцинамат-
ного типа. Предварительные испытания показали возможность
повышения извлечения пятиоксида тантала на 5% по сравнению
с гравитационной схемой.
При разработке режима флотации шламов были использова-
ны уже имеющиеся достижения в области флотации шламов
касситерита реагентами сульфосукцинаматного типа.
Расход реагентов при флотации шламов на фабрике „Берник-Лейк“
Реагент..............Сульфосукцина- Лимонная кис- Кремнефторис-
мат лота тый натрий
Расход, кг т:
основная флотация
(pH 2,3)........... 0,5 0,1 —
перечистная........ 0,37 0,1 0,07
На фабрике «Берник Лейк» кроме танталовых концентратов
получают поллуцитовые концентраты. Разработана технология
получения литиевых концентратов с применением двойной про-
тивоточной флотации. На опытной установке производительно-
стью 50 т/сут получены концентраты с содержанием 6—8% окси-
да лития при извлечении 70%. В настоящее время строятся обо-
гатительная фабрика производственной мощностью 400 т/сут и
литиевый завод. Исследуется возможность извлечения берилла
и галлия из хвостов флотационного обогащения.
Для анализа исходной руды и концентратов на фабрике ис-
пользуют рентгеновские флуоресцентные анализаторы, в том
числе полуавтоматический анализатор Philips PW-1220 для
определения содержания пятиоксида тантала, двуоксидов оло-
ва и титана, атомно-абсорбционный спектрофотометр Perkin-
Eimer-305B для определения содержания лития, анализатор
Philips PW-1540 для определения содержания галлия, рубидия,
цезия. Ведутся работы по внедрению анализа в потоке для всех
продуктов обогащения. На фабрике получают концентрат с со-
держанием 50,46 % пятиоксида тантала при извлечении 72,4%.
В связи с непрерывным ростом цен на тантал было решено
организовать переработку лежалых хвостов фабрики, содержа-
ние Та2Об в которых составляет от 0,061 до 0,088% Та2Об.
В 1980 г. на основе исследований была создана схема перера-
ботки на фабрике старых хвостов со средним содержанием
0,07% Та2Об при производственной мощности фабрики 900 т/сут.
Были получены концентраты, содержащие 25% Ta2Os при из-
влечении до 50%.
В связи с частым изменением характера исходной руды ме-
нялись технологическая схема фабрики и ее оборудование и в
276
конечном счете разработанная схема имеет четыре самостоя-
тельные технологические цепочки (отделения), на каждой из
которых обогащается материал более тонкий, чем на предыду-
щей. Отделения связаны таким образом, что часть хвостов одно-
го отделения перерабатывается в следующем.
Технологическая схема переработки танталовых руд на фаб-
рике «Берник-Лейк» показана на рис. 11.14.
Руду, поступающую на фабрику, дробят в три стадии до
—9,5 мм в замкнутом цикле с грохотом и направляют в бункер
вместимостью 1500 т. Руда измельчается в шаровой мельнице
размером 2,4 X 3,6 м с разгрузкой через решетку в замкнутом
цикле с грохотом, продукт +2,5 мм возвращается в мельницу,
а нижний — подвергают классификации на грохотах Деррик по
классу 0,21 мм. Надрешетный продукт служит питанием для
винтовых сепараторов. Хвосты винтовых сепараторов (или часть
их) возвращают в мельницу для доизмельчения. Следовательно,
шаровая мельница имеет два возвращаемых продукта, которые
образуют циркулирующую нагрузку около 180%.
Цель установления винтовых сепараторов — извлечение сво-
бодных крупных зерен танталита (во избежание переизмельче-
ния) и крупных сростков, поэтому концентрат перечистки обо-
гащают на столах Дейстера № 6 до товарного сорта. На винто-
вых сепараторах извлекается до 23% тантала на столе.
Основная часть извлекаемого тантала приходится на обога-
щение на столах. Разгрузку грохотов Деррик (—0,21 мм) обес-
шламливают в гидроциклонах Кребса диаметром 150 мм, при-
чем слив циклона —20 мкм является питанием флотации.
Обесшламленный материал обрабатывают на восьми бата-
реях трехдечных столов Дейстера 666, получаемый концентрат
обогащают на двух однодечных столах Дейстера № 6. Предва-
рительная гидравлическая классификация перед обогащением
на столах может повысить качество концентратов столов и по-
высить производительность схемы. Суммарное извлечение тан-
тала при обогащении на винтовых сепараторах обычно не пре-
вышает 65—70%.
Исследовательскими работами было установлено, что основ-
ная флотация танталита эффективнее гравитационного обогаще-
ния на сепараторах Бартлес-Мозли как по извлечению, так и по
качеству концентрата.
Схема флотации включает основную и контрольную флота-
ции с последующей перечисткой концентрата. Флотируют обес-
шламленный материал при pH 2,3 с использованием в качестве
собирателя алкилсульфосукцинамата, а в качестве модификато-
ров — жидкого стекла и щавелевой кислоты. Обесшламливание
перед флотацией осуществляют в гидроциклонах Кребса диа-
метром 100 мм.
Извлечение танталита в основной флотации составляет 90%
при содержании Та2О5 не более 5%. При перечистках не уда-
277
Исходная руда
бункер дробленой руды
Измельчение
~ Грохс/чение
-26 ммГ |+2Jmm
Грохочение
+0,21 мм| -0,21мм
Основная концентрация -----------
на Винтовых сепараторах
Хвосты^ | Концентрат
Перечистная
сепарация ..
Хвосты^—г —^Концентрат
Обесшламливание I
6 гидроциклонах
\Слив (-10 мкм)
Грохочение
WZ2mkm
-300 мкм
Перечистная
на столе
Хвосты.,
Концен-
трат
Сепарация сепараторе
—Jfaoccdenm W
Концентрат
Конечный
концентрат
Концентрат
Основная концентрация •
на столах
1 1 Хвосты (-30 мкм)
Перечистная концен-
трация на столах
Концен- Хвосты
t трат<
Обесшламливание Н
В гидроциклонах
СгищЪнный
'продукт 1
Циклон Мозли
Сгущенный \Слив
продукт
Грохочение
-53 мкм
+53 мкм
„ том сгустителе
Сгущенный 1----*-
продукт j
ч Основная флотация
— Концентрат |/Z
Концентрация на
столах Колмана ____________
^восты Концентре
Iперечистная
----зат
И перечистная
Концентрат \Хвосты
Т
Сепарация в сепараторе
Кроссбелт N2 Хвосты
Концентрат --------
> —
Контрольная сепа-
—рация на винтовых
сепараторах
Концентрат юбВты
Отдельные
хдосты
Рис. 11.14. Технологическая схема обогащения танталовых руд на фабрике
«Берник-Лейк> (Канада)
Таблица 11.5. Показатели обогащения танталита
на фабрике «Берник-Лейк»
Операция Содержа- ние Та2О5 в питании, % Содержа- ние Та2О5 в концен- трате, % Извлече- ние Та2О5 в конечный концен- трат, % Степень обогаще- ния Крупность обога- щаемого мате- риала, мкм
Обогащение на вин- 0,057 31,02 23 561 —2,5 +0,21 мм
товых сепараторах Обогащение песков на 0,101 45,96 46 455 —210 +20
столах Обогащение тонких классов на столах Холмана, концентра- 0,082 21,24 3 261 —53 +10
торах Кроссбелт Флотация 0,053 17,53 1 331 —20 +3
лось получить товарный концентрат из-за больших потерь тан-
тала.
Объединенный концентрат из всех отделений содержит 35—
40% Та2Об при извлечении 72—74% (табл. 11.5). Основные по-
тери приходятся на тонкие шламистые частицы. Отвальные хво-
сты нейтрализуют известью и складируют неподалеку от фаб-
рики.
В перерабатываемых рудах месторождения Берник-Лейк со-
держится до 65 различных минералов, причем танталовые мине-
ралы представлены четырьмя разновидностями: танталитом,
вуджинитом (содержит до 70% Та2О5), микролитом (73% Ta2Os)
и симпсонитом (75,6% Та2Об). Минералы пустой породы пред-
ставлены силикатами, в меньшей степени фосфатами и карбо-
натами.
Основным танталовым минералом в месторождении является
вуджинит, который по исследованиям специалистов отвечает
формуле Mn4(Sn, Та, Ti, Fe)4(Ta, Nb)8O32 и содержит 70%
Та2О5, 15% SnO2, 10% МпО и 2% Nb20s. Вуджинит находится
в руде в виде кристаллических агрегатов крупностью менее 1 мм.
Предприятие «Берник-Лейк» является также крупным по-
ставщиком цезия, рубидия, лития. Намечено извлечение галлия,
бериллия, возможно, касситерита и др.
Учитывая, что основные потери танталовых минералов при-
ходятся на тонкие фракции, было рекомендовано проводить
классификацию шламов в гидроциклонах диаметром 150 мм по
классу 20 мкм с последующим направлением песков на кон-
трольную классификацию, сгущение и флотацию, доводку гру-
бых флотационных концентратов на столах Холмана и концен-
траторах Бартлес-Кроссбелт.
279
Глава 12.
ОБОГАЩЕНИЕ ПИРОХЛОРОВЫХ РУД
§ 12.1. ОБОГАЩЕНИЕ ПЕГМАТИТОВЫХ ПИРОХЛОРОВЫХ РУД
В соответствии с классификацией руд по обогатимости пирохло-
ровые руды разделены на два основных типа — пегматитовые
и карбонатитовые. Эти названия определены вещественным со-
ставом. В пегматитовых пирохлоровых рудах основными породо-
образующими минералами являются полевые шпаты, кварц,
слюды (60—90%), а в карбонатитовых — кальцит, апатит (60—
90%).
В эту классификацию не включен важный тип руды — пиро-
хлоровые граниты, крупное месторождение которых известно в
Северной Нигерии. Схемы обогащения пирохлоровых гранитов,
содержащих криолит и основной нерудный минерал топаз, до
настоящего времени не разработаны.
В щелочных пегматитовых рудах ниобий находится в виде
пирохлора, иногда гатчеттолита и частично ильменорутила со-
вместно с цирконом, ильменитом, сфеном. Сопутствующими ми-
нералами являются альбит, нефелин, микроклин, эгирин, гема-
тит, кальцит, апатит. Пегматитовые руды, в свою очередь, могут
быть подразделены на полевошпатовые пегматиты и нефелин-
полевошпатовые пегматиты, которые также имеют ряд разновид-
ностей в соответствии с их минеральным составом <биотитовые,
эгирин-авгитовые и т. п.), но гравитационные методы их обога-
щения примерно одинаковы.
Обобщая накопившийся опыт по изучению обогатимости пег-
матитовых пирохлоровых руд, можно назвать следующие, сло-
жившиеся к настоящему времени направления в разработке
схем.
1. Гравитационные схемы первичного обогащения крупно-
вкрапленных руд с доводкой черновых пирохлор-цирконовых
концентратов до кондиционных с помощью гравитационных ме-
тодов обогащения, электромагнитной, электростатической сепа-
рации, флотогравитации и флотации сульфидов, апатита, иногда
циркона и некоторых других минералов.
2. Флотационные схемы первичного обогащения весьма тон-
ковкрапленных руд анионными собирателями (типа жирных кис-
лот и их мыл) с перечисткой (доводкой) бедных концентратов
путем предварительной обработки их в растворе H2SO4 и после-
дующей флотации алкилсульфатом натрия в кислой среде. По-
лученные коллективные некондиционные концентраты с содер-
жанием 5—10% Nb2Os и 5—30% ZrO2 могут быть доведены до
кондиции на доводочной фабрике или могут быть переработаны
химико-металлургическими методами. Переработка бедных кон-
центратов дает более высокое суммарное извлечение ниобия и
280
циркония в химические соединения, а флотация руд обеспечи-
вает получение кондиционного полевошпатового концентрата.
3. Комбинированные гравитационно-флотационные схемы.
первичного обогащения средне- и тонковкрапленных пирохлоро-
вых руд с доводкой черновых гравитационных концентратов до
кондиционных. Флотационные концентраты (после обработки их
серной кислотой и флотации алкилсульфатом натрия) доводят
с помощью электромагнитной сепарации и последующей селек-
тивной флотации циркона, сфена алкилсульфатом натрия при
pH 2, подавляя пирохлор кремнефтористым натрием; возможна
также флотация пирохлора катионными собирателями в щаве-
левокислой среде при pH 1,5. Из чернового флотационного кон-
центрата могут быть получены кондиционный пирохлоровый и
некондиционный коллективный концентраты, пригодные для хи-
мико-металлургической переработки. Из хвостов флотации воз-
можно получение полевошпатового концентрата, а в случае пе-
работки нефелин-полевошпатовых руд — получение нефели-
нового концентрата, пригодного для производства глинозема и
ряда побочных продуктов (содопродуктов, цемента, стекла).
В промышленной практике пирохлоровые пегматитовые руды
в основном обогащают гравитационными методами (рис. 12.1).
Черновые концентраты доводят флотогравитацией, электромаг-
нитной и электростатической сепарацией, флотацией (сульфи-
дов, апатита). Руду, в которой кристаллы пирохлора и циркона
крупнее 0,1—0,2 мм, после дробления измельчают до 2 мм в
стержневых мельницах, работающих в замкнутом цикле с гро-
хотом. Далее в схеме предусматриваются гидравлическая клас-
сификация руды на четыре песковые фракции и слив крупно-
стью —0,074 мм. Более крупные классы (—2 -j-1 и —1 -ДО,5 мм)
обогащают на отсадочных машинах с подвижным конусом или
на винтовых сепараторах, а более мелкие — на концентрацион-
ных столах. Хвосты и часть промпродуктов столов объединяют,
обезвоживают и доизмельчают, а затем после гидравлической
классификации обогащают на концентрационных столах.
При обогащении тонковкрапленных руд гравитационные схе-
мы должны быть значительно более развиты с многочисленны-
ми перечистками промпродуктов, с предварительным их доиз-
мельчением и более узкой гидравлической классификацией. При
содержании в руде 0,2—0,4% Nb2O5 извлечение пирохлора в чер-
новые концентраты превышает 60—70%, а при доводке их до
кондиционных с содержанием 35—40% NbsOs извлечение пиро-
хлора может снизиться до 40—50%.
При гравитационном обогащении разрушенных пирохлоро-
вых руд, подвергшихся процессам выветривания, технологиче-
ские показатели могут быть еще более низкие за счет потерь
пирохлора в шламах и тонких фракциях.
Минеральный состав черновых концентратов обычно очень
сложен и непостоянен. Кроме пирохлора в них содержится до
50—60% магнитных минералов (магнетит, ильменит, ильмено-
281
Исходная руда 500 мм
Дробление вдве стадии до 50 мм
Грохочение
|+/5мм
Дробление
1~#ММ________
Грохочение
-z7 мм |+2 м >
, Измельчение
|-^+/мм |-/+Z?5mm
Отсадка Отсадка
Хвосты
Гидравлическая классификация
Концен- Хвосты Концен-
трат \< ----
V
Концентрация
на сИюлах
трат
1~0.5+Смм Х/-ЦС+0,07в мм j-OO/VMM
Концентрация на столах
Концем Промпро- Промпро- Хвосты КониенХПромпро-,
трат оу кт! оуктПу трат уукт!
Поомпро- Хвосты
уукт
Хвос-
ты
—L
Концен- Прон про-
трат уукт
ji--------’
Хвос-
ты
Концентрация на столах
.Концен-
трат
Обезвоживание
| | Слив
Измельчение ’------
Гидравлическая классификация л
|~7+#5мм |~Z?5+Z?Jmm ^Дв+Ц/вмм ^Д/в+ООТЧ мм |~/?Z274мм
Отсадка Концентрация на столах 1 ту
Концен-
трат
Концен-
трату
Хвосты
Концен-
трат
Хвосты
Концен-
трат '
Хвосты
Концентрация
на столах
~\Хвосты
-----------------*
Концен- 1
трат t-
Обезвоживание и сушка
Черновой
концентрат
Слив
На доводку В отвал
Рис. 12.1. Гравитационная схема обогащения пирохлоровых пегматитовых руд
рутил, сфен, гранат, биотит, роговая обманка, гематит), из не-
магнитных минералов содержатся циркон, апатит, пирит, поле-
вые шпаты и др.
При получении концентратов с высоким содержанием пяти-
оксида ниобия необходимо удаление вредных примесей: фосфо-
ра (апатит), серы (сульфиды), циркония (циркон) и кремне-
кислоты (кварц, полевые шпаты, сфен, циркон, роговая обман-
ка и др.). Из схемы доводки (рис. 12.2) видно, что черновой
концентрат подвергают грохочению на четыре класса, каждый
класс в отдельности направляют на магнитную сепарацию. Маг-
нитную фракцию подвергают двукратной перечистке, а немаг-
нитную фракцию классов ±0,2 мм направляют на флотограви-
282
Магнитная Д
срракция I
Двукратная
перечистная
Черновой концентрат
Г р о х о\ч е н и е
-2,5+1,5 мм ^-1,5+0,7мм ^-0,7+0,2 мм
' Магнитная сепарация (раздельная)
^-/,5+0,7мм ^-0,7+0,2 мм ^-Ц2 мм
Хвосты
(магнитная
фракция)
~0,2 мм|
Концентрация
на столах
Флотогравитация |\ Хвосты
Сульфидная флотация \
1 ' \Хвосты
Апатитовая
срлотация
з ^Хвосты
Цирконооая
(Я флотация
- И' \Хвосты
----J трат ।
Концентрация
на столах
-2,5+0,2
Сульсридный Флотогравитация
концентрат „— 1
Апатитовый |
Цирконовый про
дукт на гидро-
металлургию
Грохочение
Пирохлоровый
концентрат
Обогащение на отсадочных ма-
шинах и столах (раздельно)
Щ
^Хвосты
Грохочение
--------IffiMM_______________у
Дробление Флотация
„ „ I ^Хвосты
Пирохлорополевошпа-
товый продукт на
гидрометаллургию
Рис. 12.2. Схема доводки черновых гравитационных пирохлоровых кон-
центратов
тацию сульфидов и апатита, в результате которой получают кон-
диционный пирохлоровый концентрат. Немагнитную фракцию
крупностью —0,2 мм направляют на флотацию сульфидов и
апатита, после которой хвосты подвергают концентрации на сто-
лах. Концентраты столов направляют на сфеногранатовую фло-
тацию, в результате которой получают кондиционный пирохло-
ровый концентрат и сфеногранатовый продукт.
Реагентный режим доводки концентратов следующий:
при флотогравитации сульфидов на столах применяют сео-
ную кислоту (2—3 кг/т), ксантогенат (1—2 кг/т), перемешива-
ние с собирателем 10—20 мин. Вместо серной кислоты приме-
няют также кремнефтористый натрий совместно с медным купо-
росом;
при флотогравитации апатита применяют соду (1—2 кг/т),
жидкое стекло (2—3 кг/т), олеиновую кислоту (1—2 кг/т), пе-
ремешивание с собирателем 40 мин.
283
Мелкие классы флотируют периодически в однокамерных
машинах при Т:Ж=1 :2 с дробной подачей реагентов. В суль-
фидную флотацию подают следующие реагенты (кг/т): сода до
2—3; бутиловый ксантогенат 0,5, жидкое стекло 5, сосновое
масло 0,2—0,3 и скипидар технический. В апатитовую флотацию
подается до 1—2 кг/т олеата натрия, 0,15 кг/т бутилового ксан-
тогената. Продолжительность флотации 40—60 мин. В цикле
апатитовой флотации pH пульпы около 10.
В сфенограйатовую флотацию подают реагенты (г/т): жид-
кое стекло 500, олеиновую кислоту 1000, бутиловый ксантогенат
100, скипидар технический 50, pH пульпы 7,3—7,5.
В результате доводки получают кондиционные пирохлоровые
концентраты с содержанием пятиоксида ниобия 37—40% при
извлечении 80—90% от поступающего в доводку.
Наиболее трудным является выделение пирохлора и цирко-
на из мелких фракций (—0,2 мм) гравитационных концентратов.
На доводку поступают черновые концентраты после их сушки
(перед магнитной сепарацией), при которой поверхность суль-
фидов сильно окисляется, поэтому при флотации значительная
их часть остается в камерном продукте, загрязняя пирохлоро-
вые концентраты серой. Установлено, что флотация пирита и
пирротина протекает более эффективно в случае предваритель-
ного перемешивания пульпы с кремнефтористым натрием совме-
стно с серной кислотой (эти реагенты значительно улучшают
последующую флотацию апатита). Флотацию сульфидов осуще-
ствляют далее бутиловым ксантогенатом в содовой среде с ми-
нимальными потерями в сульфидном концентрате пирохлора.
Обработка пульпы кремнефтористым натрием и серной кис-
лотой перед сульфидной флотацией обеспечивает снижение
расхода олеиновой кислоты с 2 до 0,4 кг/т при апатитовой
флотации.
Последующая флотация сфеноцирконового концентрата из
камерного продукта апатитовой флотации также протекает бо-
лее успешно после обработки пульпы в растворе серной кисло-
ты. Камерный продукт далее дважды перечищается на столах
и направляется на окончательную доводку магнитной сепара-
цией. Готовый пирохлоровый концентрат содержит более 45%
Nb2O5, II концентрат — 25—30% Nb2O5 при извлечении соот-
ветственно — около 63 и 30%. Суммарное извлечение пирохло-
ра из чернового концентрата составляет 93%. Содержание ZrO2
в полученных концентратах 0,02 и 0,01% соответственно.
Применение кремнефтористого натрия в кислой среде при
разделительной флотации пирохлора и циркона алкилсульфатом
натрия может дать лучшие результаты, чем при флотации с ка-
тионным собирателем. В этом случае в пенный продукт выде-
ляют циркон после предварительной обработки чернового кон-
центрата в 5%-ном растворе серной кислоты и последующей
флотации циркона при pH 2.
284
Возможно также разделение пирохлора и циркона электро-
магнитной сепарацией после предварительного обжига исходно-
го материала.
Использование обжига при доводке концентратов позволяет
изменить магнитную восприимчивость, плотность и другие фи-
зические и химические свойства минералов, что дает возмож-
ность дальнейшего разделения их методами обогащения.
Восстановительный обжиг (при 800—900 °C) ферсмита, эши- *
нита, чевкинита, ортита увеличивает их магнитную восприимчи- '
вость в 20—35 раз по сравнению с первоначальной. Пропорцио-
нально росту магнитной восприимчивости в минерале увеличи-
вается содержание закисного железа, что изменяет цвет и плот-
ность. При температуре 600—900 °C минералы превращаются из
метамиктного состояния в кристаллическое. При окислительном,
обжиге содержание закисного железа в минералах резко сни-А
жается, тогда как другие свойства их изменяются неодинаково.
Увеличение магнитной восприимчивости пирохлора, ферсми-
та, эшинита, ортита, чевкинита при восстановительном обжиге
позволяет полностью очистить соответствующие концентраты от
циркона, апатита, кварца, полевых шпатов и других немагнит-
ных минералов при доводке концентратов на магнитных сепара-
торах.
§ 12.2. ОСОБЕННОСТИ ФЛОТАЦИИ ПИРОХЛОРА
Флотационные свойства пирохлора, циркона, ильменита, сфе-
на, ильменорутила, кальцита, апатита, эгирина и других сопут-
ствующих минералов очень близки между собой, что крайне за-
трудняет разработку эффективной схемы флотации.
За последние 15—20 лет выполнен весьма значительный объ-
ем лабораторных исследований по изучению флотационных
свойств пирохлора и сопутствующих минералов, а также по
флотации промышленных руд как в СССР, так и за рубежом.
Пирохлор может быть извлечен в ценный продукт как анион-
ными, так и катионными собирателями.
Олеат натрия является эффективным собирателем как для пирохлора,
так и для многих других минералов (рис. 12.3). По флотируемости олеатом
натрия изученные минералы располагаются в следующий ряд (в убывающем
порядке): ильменорутил, циркон, эшинит, ильменит, эвксенит, самарскит, пи-
рохлор, эгирин-авгит, лимонит, биотит, альбит.
По содержанию закрепившегося олеата натрия на единицу удельной по-
верхности эти минералы образуют следующий ряд (в убывающем порядке):
циркон, ильменорутил, пирохлор, альбит, биотит. Таким образом, флотируе-
мость минералов неоднозначна массе закрепившегося собирателя, но возрас-
тает по мере увеличения адсорбции на них собирателя.
Закрепление олеата натрия на альбите очень непрочно, промывка водой
удаляет 45—70 % закрепившегося на нем собирателя. Так как содержание
альбита в пирохлоровых рудах иногда достигает 60—70 %, эта особенность
может иметь большое практическое значение, если перемешивание собирателя
проводить в плотных пульпах для улучшения селективности процесса основ-
ной флотации. Опыты показывают, что на поверхности пирохлора, циркона и
ильменорутила значительная часть олеата натрия закрепляется необратимо.
285
Рис. 12.3. Влияние концентрации С олеата натрия на флотируемость мине-
ралов:
/ — пирохлор; 2 —циркон; 3 — эшинит; 4 — самарскит; 5 — эвксенит; 6 — ильменору-
тил; 7 — ильменит; 8 — лимонит; 9 — биотит; 10 — альбит; 11 — эгирин-авгит; 12 — мик-
роклин
Рис. 12.4. Влияние концентрации С
алкилсульфата натрия на флотируе-
мость минералов при pH 5,6:
1 — пирохлор; 2 — циркон; 3 — ильменит;
4 — эгирии-авгит; 5 — лимоиит; 6 — микро-
клин; 7 — ильменорутил
Рис. 12.5. Влияние pH (а) на флотацию минералов алкилсульфатом натрия и
его концентрацию при pH 1,4 (б):
/ — пирохлор; 2 — циркон; 3 — ильменит; 4 — эшрин-авгит; 5 — лимоиит; 6 — микроклин
Алкилсульфат натрия (аналогично изооктилфосфат натрия) при концен-
трации более 600 мг/л (рис. 12.4) флотирует микроклин, лимонит и эгирин-
авгит при концентрации его до 1500 мг/л, а пирохлор, циркон, ильменит,
биотит в нейтральной среде практически не флотируются; ильменорутил почти
полностью извлекается изооктилфосфатом и алкилсульфатом натрия при
100—200 мг/л; пирохлор, циркон флотируются этими собирателями только
в кислой среде (pH 1,5—3); эти данные могут быть использованы для отде-
ления ильменорутила от циркона и пирохлора. Изооктилфосфат натрия за-
крепляется на пирохлоре, цирконе, ильменорутиле необратимо.
Флотируемость пирохлора, циркона и ильменита алкилсуль-
фатом натрия (аналогично изооктилфосфатом натрия) резко по-
вышается при pH менее 3 (рис. 12.5,а) при одновременном сни-
жении извлечения лимонита, микроклина и эгирин-авгита.
286
При оптимальном значении pH 1,4 для пирохлора и цирко-
на при концентрации алкилсульфата натрия 200 мг/л пирохлор,,
ильменорутил и циркон извлекаются на 84—93%, а извлечение
эгирин-авгита, лимонита и микроклина фактически прекращает-
ся (рис. 12.5,6).
Йзооктилфосфат натрия при pH меньше 5 показывает очень-
хорошую флотируемость пирохлора, циркона и ильменорутила.
Альбит и биотит при pH меньше 2 резко ухудшают флотацию,
что может быть использовано для их отделения от рудных ми-
нералов. Наилучшая флотируемость биотита наблюдается при
pH 4—6, в щелочной среде флотируемость его понижается, а в
сильнощелочной при pH 11 снова возрастает. Аналогичная за-
висимость флотируемости биотита установлена при флотации
его алкилсульфатом натрия.
Катионный собиратель ИМ-11 является эффективным при флотации аль-
бита, эгирин-авгита, пирохлора, самарскита и циркона, извлечение которых
достигает 85—97 % (рис. 12.6). Эти минералы при флотации реагентом ИМ-11
располагаются в следующий ряд (в убывающем порядке): альбит, эгирин-
авгит, пирохлор, циркон, эшинит, самарскит, ильменорутил, биотит.
Установлено, что ИМ-11 закрепляется на поверхности минералов обра-
тимо. Достаточно одной промывки сфлотированного минерала водой, чтобы
десорбировать основную массу собирателя с его поверхности.
Наиболее благоприятной средой для флотации пирохлора, циркона, иль-
менорутила олеатом натрия и фосфотеном является нейтральная и слабо-
щелочная (pH 7—8,8). Подавление минералов происходит как в кислой, так.
и в сильнощелочной среде.
При pH 8—8,5 с применением олеата натрия принципиально возможно
селективное разделение пирохлора и циркона от альбита, эгирин-авгита,
ильменорутила, самарскита, эвксенита и эшинита. В кислой среде при
pH 2,5—3 можно выделить часть слюды от исследованных минералов.
Наилучшая флотируемость пирохлора и циркона реагентом ИМ-11 наблю-
дается при pH 7—10 (рис. 12.7). Ильменорутил сохраняет высокие флотацион-
Рис. 12.6. Влияние концентрации С
реагента ИМ-11 на флотируемость
минералов:
/ — пирохлор; 2 — циркон; 3 — эшинит;
4— самарскит; 5 — ильменорутил; 6 —
альбит; 7 — биотит; 8 — эгирин-авгит; 9 —
ильменит
Рис. 12.7. Влияние pH на флотируе-
мость минералов реагентом ИМ-11:
1 — пирохлор (140 мг/л); 2 — циркон
(41 мг/л); 3 — ильменорутил (105 мг/л);
4 — альбит (14 мг/л); 5 — биотит (70 мг/л)
287
ные свойства при pH 4—10,5; биотит — как в кислой, так и в щелочной среде
(pH 3—10); при pH 2—3 или при рН>11 можно отделить биотит от пиро-
хлора и циркона.
При оптимальных значениях pH 7,5—9 флотация различ-
ных типов пирохлоровых руд дает высокое извлечение пиро-
хлора и сопутствующих минералов и максимальное закрепление
олеата натрия на всех изученных минералах, что и предопреде-
ляет трудности разделения этих минералов в случае примене-
ния олеиновой кислоты как в основной флотации, так и в пе-
речистных операциях. Лучшей селекции пирохлора от сопутст-
вующих минералов при флотации олеиновой кислотой следует
ожидать при pH 8—9,5, при этом на нем закрепляется макси-
мальная масса собирателя.
Наличие большой массы прочно закрепившейся олеиновой
кислоты на минералах, входящих в состав концентратов основ-
ной флотации, требует перед их доводкой применения селектив-
но действующих регуляторов флотации или более селективно
действующих собирателей, например алкилсульфатов, изоок-
тилфосфатов и других, избирательно действующих в кислой
среде.
Одно из перспективных направлений при доводке флотаци-
онных концентратов — предварительная десорбция олеиновой
кислоты с поверхности минералов путем кислотной или щелоч-
ной обработки черновых концентратов и последующей флотации
более селективным собирателем.
Предварительная щелочная обработка значительно активи-
рует пирохлор и ильменорутил, слабее — биотит и альбит и не-
значительно подавляет циркон при флотации их олеатом нат-
рия, что было использовано при разработке схемы флотации
промышленных пирохлоровых руд. Обработка плавиковой кис-
лотой альбита, биотита, ильменорутила и циркона снижает
флотируемость их олеатом натрия и ИМ-11.
Соли поливалентных металлов ухудшают селективность фло-
тации пирохлора и сопутствующих минералов различными соби-
рателями.
Для повышения селективности флотации пирохлора, цирко-
на и ильменита алкилсульфатом натрия процесс следует вести
при pH пульпы не выше 2.
Жидкое стекло при флотации олеатом натрия является
весьма эффективным подавителем пирохлора, циркона, эгирин-
авгита, лимонита и ильменита. При флотации реагентом ИМ-11
жидкое стекло также вызывает значительное подавление пиро-
хлора, но слабо подавляет циркон. Весьма интересно действие
жидкого стекла в кислых пульпах (pH 1,4) при флотации ал-
килсульфатом натрия. При концентрации до 1200 мг/л
(рис. 12.8) жидкое стекло совершенно не влияет на извлечение
циркона, ильменита, эгирин-авгита и микроклина и оказывает
резко подавляющее действие на пирохлор, что может быть ис-
пользовано при селекции пирохлора и циркона.
288
жидкого стекла на флотацию минера-
лов алкилсульфатом натрия при
pH 1,4—2:
1 — пирохлор: 2 — циркон; 3 — ильменит;
4 — эгирин-авгит; 5 — лимонит; 6 — микро-
клин
Рис. 12.9. Влияние концентрации С
крахмала на флотацию минералов
олеатом натрия (100 мг/л):
/ — пирохлор; 2 —циркон; 3 — ильменит;
4 — сфен; 5 — эгирин-авгит
Значительный интерес для
разделения пирохлора и цир-
кона представляет примене-
ние крахмала. При флотации
минералов олеатом натрия
(рис. 12.9) крахмал оказыва-
ет избирательное подавляю-
щее действие на пирохлор и
эгирин-авгит.
Исследованиями В. Г. Данилова
установлено, что в щавелево-кислой
среде при pH 1,5 катионным соби-
рателем пирохлор значительно луч-
ше флотируется, чем циркон.
Наилучшая флотируемость пиро-
хлора с ИМ-11 наблюдается при pH
2,2—5 (извлечение 83—93%), иль-
менита при pH 2—4, сфера при pH
3—5, тогда как извлечение циркона
Рис. 12.10. Влияние pH на флотацию
минералов реагентом ИМ-11
(10 мг/л) в присутствии щавелевой
кислоты (100 мг/л):
И эгирин-авгита не превышает 5— /—пирохлор; 2 —сфен; 3 — ильменит; 4 —
10% (рис 12.10). Следовательно, в циркон; 5 — эгирин-авгит
кислой среде в присутствии 100 мг/л
щавелевой кислоты с реагентом ИМ-11 возможно отделение пирохлора от
эгирин-авгита и циркона. Создание кислой среды при совместном примене-
нии щавелевой и серной (или соляной) кислот дает более высокое селектив-
ное разделение пирохлора и циркона.
Изучение флотационных свойств пирохлора и сопутствующих
минералов позволило сделать следующие выводы:
олеат натрия, фосфотен, ИМ-11 являются эффективными, но
малоселективными собирателями. Пирохлор и циркон занима-
ют в рядах флотируемости изученных минералов промежуточ-
ное положение, что крайне затрудняет их селекцию:
19—5308 289
селективность флотации пирохлора и циркона олеиновой
кислотой улучшается в случае предварительной щелочной об-
работки или применения регуляторов флотации — соды, сернис-
того натра, жидкого стекла, смеси жидкого стекла с медным
купоросом, крахмала и лигносульфоната кальция;
селективность флотации пирохлора и циркона с ИМ-11 мо-
жет быть улучшена при применении таких регуляторов, как
щавелевая кислота, лигносульфонат кальция или их смеси;
алкилсульфат натрия и изооктилфосфат натрия являются
наиболее селективными собирателями для пирохлора и цирко-
на в кислых средах (pH 1,4—3). Соли поливалентных металлов
нарушают селективность флотации пирохлора и циркона этими
собирателями только при pH пульпы выше 2. При флотации
пирохлора и циркона алкилсульфатом натрия и изооктилфос-
фатом натрия в кислых пульпах (pH 1,5—2) практически воз-
можно полное их селективное отделение от альбита, микрокли-
на, биотита, лимонита и эгирин-авгита;
обработка в растворе кремнефтористого натрия и серной
кислоты значительно улучшает селекцию пирохлора от цирко-
на и сфена, снижает расход олеиновой кислоты и содержание
вредных примесей серы и фосфора за счет улучшения флоти-
руемости апатита, пирита и пирротина.
§ 12.3. ФЛОТАЦИЯ ПИРОХЛОРА ИЗ ПРОМЫШЛЕННЫХ
ПЕГМАТИТОВЫХ И НЕФЕЛИН-ПОЛЕВОШПАТОВЫХ РУД
Флотация пегматитовых пирохлор-цирконовых руд была про-
ведена на опытно-промышленной установке на основе исследо-
ваний труднообогатимых тонковкрапленных руд. Схема пред-
усматривает измельчение исходной руды в щелочной среде (со-
да и едкий натр), коллективную флотацию пирохлора и цирко-
на олеиновой кислотой и сосновым маслом. Извлечение пиро-
хлора и циркона в коллективный концентрат соответственно
составило 96 и 97%, камерный продукт представляет практиче-
ски чистый полевой шпат, пригодный для использования в ке-
рамической промышленности (выход 55—60%). Далее из кол-
лективного концентрата последовательно удаляют полевошпа-
тово-эгирин-авгитовый продукт (хвосты флотации) путем пере-
чистки коллективного концентрата с содой и сернистым натри-
ем и кальцитовый пенный продукт (обратная флотация) путем
трех последовательных перечисток с подачей в каждую соды и
жидкого стекла (для подавления пирохлора и циркона). Камер-
ные продукты (пирохлор-цирконовый концентрат) сгущают и
подвергают обработке серной кислотой в течение 30 мин при
Т :Ж=1 :1. После кислотной обработки пульпу промывают во-
дой и из нее флотируют сульфиды при pH 5 с помощью калие-
вого бутилового аэрофлота и соснового масла. После флотации
сульфидов флотируют пирохлор и циркон алкилсульфатом нат-
рия в кислой среде при pH 1,5—2. Полученный коллективный
290
пирохлор-цирконовый концентрат подвергают пятикратной пе-
речистке без добавления реагентов.
По указанной флотационной схеме из руды с содержанием
0,1% Nb2O5 и 0,36% ZrO2 в лабораторных условиях был полу-
чен концентрат с содержанием 7,2% Nb2O5 и 23,5% ZrO2 при
извлечении соответственно 73,2 и 60,5%. Кроме того, до 30%
циркония извлекается в промпродукт, содержащий 4% ZrO2 и
часть пирохлора. Суммарное извлечение составило около 80
и 90%.
Полученные коллективные концентраты могут быть перера-
ботаны гидрометаллургическими процессами или хлорирова-
нием.
Была проверена и оказалась вполне пригодной комбиниро-
ванная схема с выделением (в начале процесса) гравитацией
крупновкрапленных пирохлора и циркона и последующей фло-
тацией хвостов гравитации с целью извлечения тонковкраплен-
ных минералов. Такая схема позволяет получать богатые гра-
витационные и бедные флотационные пирохлор-цирконовые
концентраты.
Минеральный состав другой разновидности руды характери-
зуется редкой вкрапленностью пирохлора и циркона в нефели-
новых и эгирин-авгитовых сиенитах. Основная масса руды со-
стоит из полевых шпатов (70—75%), кальцита (10—15%), био-
тита (5—10%) и эгирин-авгита (3—5%); присутствуют ильме-
нит, сфен, апатит, гранат, пирит, пирротин, ильменорутил, маг-
нетит и др.
Основными промышленно ценными минералами являются
пирохлор (0,12% Nb2O5), циркон (0,18 ZrO2), ильменорутил.
При испытаниях (рис. 12.11) выяснилось, что значительные
содержания кальцита (15—25%) в камерных продуктах при
их кислотной обработке образуют коллоидообразный гипс, на-
рушающий последующий процесс флотации и сильно затруд-
няющий обесшламливание и фильтрование продуктов кислот-
ной обработки. В связи с этим в схему фабрики была введена
дофлотация кальцита.
При флотации в кислой среде были получены концентраты,
содержащие 6—7% Nb2O5 и 9% ZrO2 при извлечении около
95% каждого от операции. Общее технологическое извлечение
ниобия в коллективный концентрат от исходной руды составило
около 78%, а циркония — около 80%. Получен также полево-
шпатовый концентрат, выход которого составляет около 55%
исходной руды. Он вполне пригоден для использования в кера-
мической и абразивной промышленности.
Флотация этих же руд может осуществляться и по несколько видоизме-
ненной схеме, в которой предусматриваются предварительное обесшламли-
вание измельченной руды, последовательная флотация кальцита олеиновой
кислотой и слюды реагентом АНП, а затем флотация пирохлора и циркона
олеиновой кислотой.
Доводка черновых концентратов осуществляется по такой же схеме (см.
рис. 12.2), но в последней перечистке предусмотрены селективная флотация
19* 291
Дробленая руда (-/бмм)
Г
Грохочение
-25 мм
NaOH,Na2COa
|+2,5мм у
Измельчение!
Классификация I
Лески •
Классификация Л?
H2SO4+ алкил
сульфат натрия
01Н улив
Флотация пирохлора
Na2S,Na2CO3 --------------------
Перечистная
флотация
I Хвосты
Na2SiO3, Nq2C03
01Н
Измельчение R
I
ухвосты п . . „
|__________ Полевошпатовый
концентрат
Флотация кальцита v
(обратная флотация) Ка/1ьт8ь,й
) Хвосты ~~~*
6Ш4 Сгущение
------ил ив
Флотация ’
биотита
| ^Концентрат
Пиро хлор - цирконовый
концентрат
Фильтрование
| Фильтрат
Эгирин - авгитовый
продукт
биотитовый
продукт
Обработка
H0SO4
Отмывка
влив
Флотация пирохлора и циркона
- и I IS перечистные
| рН2 \хвосты
Черновой коллективный концентрат
6-7% Nb2O5 и 9%> ZrO2
Рис. 12.11. Технологическая схема флотации пирохлор-цирконовых руд
циркона алкилсульфатом натрия в кислой среде при pH 2 и подавление пи-
рохлора кремнефтористым натрием.
В лабораторных условиях по этой схеме получены пирохлоровый концен-
трат с содержанием около 15 % Nb2O5 и цирконовый концентрат с содержа-
нием около 8 % ZrO2 при извлечении соответственно 60 и 70 %.
Флотация нефелин-полевошпатовых руд, содержащих пиро-
хлор и циркон, проводилась на руде с содержанием полевых
шпатов 68,9%, нефелина 18,7%, продуктов изменения полевого
шпата и нефелина 3,8%, эгирина 3,2%, биотита 2,9%, циркона
0,5%, пирохлора 0,1%, флюорита 0,2%, ильменита и магнетита.
В лабораторных условиях и на полупромышленной установ-
ке была разработана схема, предусматривающая подачу в из-
мельчение соды и сернистого натра, основную флотацию пиро-
хлора и циркона кубовыми остатками от производства синте-
тических жирных кислот с последующими тремя перечистками
пенных продуктов (в I перечистку подается сернистый натр,
292
остальные перечистки — без реагентов). В результате получа-
ют хвосты основной (или контрольной) флотации — нефелин-
полевошпатовые концентраты, пригодные для производства
глинозема, содопродуктов и цемента, и черновые пирохлор-цир-
коновые концентраты, которые подвергают доводке в следую-
щих условиях: две последовательные обработки серной кисло-
той и их отмывку до pH 5—6, флотацию циркона алкилсульфа-
том натрия в сернокислой среде в присутствии щавелевой
кислоты (для подавления пирохлора); из камерных продуктов
цирконовой флотации катионным собирателем АНП флотируют
пирохлор.
В Механобре разработана схема флотации пирохлора из полевошпатово-
нефелиновых руд с применением комплексообразующего реагента ИМ-50.
Схема предусматривает:
флотацию в начале процесса сульфидов и кальцита жирнокислотной
фракцией таллового масла и бутиловым ксантогенатом при подавлении пи-
рохлора и полевых шпатов жидким стеклом; основную флотацию пирохлора
собирателем ИМ-50 при pH 6,5—7 и добавлении 1 кг/т серной кислоты, ко-
торая подается после собирателя;
перечистку чернового концентрата с целью получения продукта, пригод-
ного для химико-металлургической переработки. Из него магнитной сепара-
цией удаляют магнетит, затем флотируют пирохлор, ильменит и другие ми-
нералы собирателем АНП в присутствии щавелевой кислоты при pH 2. Поле-
вые шпаты, энергии, биотит и другие минералы остаются в камерном
продукте;
флотацию1 темноцветных минералов из хвостов пирохлоровой флотации
жирнокислотной флотацией таллового масла, а затем слюды катионным со-
бирателем с целью получения полевошпатового концентрата.
По предложенной технологии получают пирохлоровый концентрат с со-
держанием 6 % Nb2O5 при извлечении 68—70 % из руды, содержащей
0,083 % Nb2O5. В этом концентрате содержится также до 55 % ильменита,
10—13 % циркона, 8—10 % сфена, 4—5 % эгирина.
§ 12.4. ОБОГАЩЕНИЕ КАРБОНАТИТОВЫХ И КОППИТОВЫХ
ПИРОХЛОРОВЫХ РУД
Карбонатитовые пирохлоровые руды — основной источник
сырья для получения ниобиевых концентратов за рубежом. Ру-
ды крупнейших месторождений содержат 0,44—3,3% пятиокси-
да ниобия. На долю этих руд приходится 92% общего объема
переработки ниобиевого сырья.
Для карбонатитовых месторождений пирохлора обычно ха-
рактерно высокое содержание (до 60—90%) кальциевых мине-
ралов— кальцита, апатита. Кроме того, в них содержатся до-
ломит, пироксен, оливин, вермикулит, биотит, магнетит и др.
Основным ниобиевым минералом является пирохлор, а также
его разновидности (коппит, бетафит, микроклин, гатчеттолит и
др.), часто содержится колумбит.
В схемах обогащения карбонатитовых руд предусматрива-
ется извлечение не только ниобиевых минералов, но и апатита,
вермикулита, минералов, содержащих редкоземельные эле-
менты. Из карбонатитовых руд можно получать сырье для це-
ментной и строительной промышленности, а также удобрения
293
для сельского хозяйства. В схемах переработки карбонатито-
вых руд предусматривают как гравитационные, так и флота-
ционные процессы. При флотации в пенный продукт выделяют
кальцит и апатит или пирохлор. Флотацию пирохлора осуще-
ствляют анионными или катионными собирателями. Из катион-
ных собирателей наиболее сильными являются вторичные ами-
ны с длинной углеводородной цепью, но наиболее селективны-
ми — первичные алифатические амины с короткой углеводо-
родной цепью:
Существуют следующие направления в разработке схем
обогащения пирохлоровых карбонатитовых руд:
прямая флотация пирохлора катионным собирателем
в черновой концентрат (3—15% МЬгОб) с удалением основной
массы кальцита и апатита в отвальные хвосты. Перечистка
чернового концентрата может производиться катионным более
селективным собирателем с предварительной обработкой чер-
нового концентрата жидким стеклом или анионным собирате-
лем (жирными кислотами или их мылами) с предварительной
обработкой чернового концентрата кислотой. Дополнительными
операциями при доводке являются магнитная сепарация, кон-
центрация на столах и др.;
обратная флотация с извлечением в пенный продукт основ-
ной массы кальцита в плотной пульпе анионным собирателем
(жирными кислотами) при подавлении пирохлора и полевых
шпатов жидким стеклом в содовой среде (лучше при подогреве
пульпы) или катионным собирателем при подавлении пирохло-
ра лимонной кислотой. Флотация пирохлора из хвостов каль-
цитовой флотации катионным собирателем или реагентом
ИМ-50. Дополнительно при перечистках применяют флотацию
сульфидов, магнитную сепарацию;
комбинированные гравитационно-флотационные методы обо-
гащения сравнительно крупно- или средневкрапленных руд
с предварительным обогащением на винтовых сепараторах или
концентрационных столах с целью выделения коллективного
концентрата тяжелых минералов (пирохлор, сульфиды и окси-
ды железа и др.) и отвальных хвостов. Перечистка чернового
концентрата последовательной флотацией сульфидов, кальцита
(возможно, пирохлора) в сочетании с магнитной сепарацией и
гравитацией;
обжиг руды в сочетании с флотацией и гравитацией. Обжиг
исходной руды, содержащей тонковкрапленные ценные минера-
лы в тесной ассоциации с карбонатами при 950—1000°С для
разложения карбонатов с последующим гашением в воде и от-
мывкой на грохоте или в гидроциклоне тонкодисперсной сус-
пензии (гидроксидов кальция и магния), обеспечивает удаление
до 80—90% карбонатов в виде гашеной извести. Песковую
часть (черновой концентрат) перечищают гравитацией, магнит-
ной сепарацией и прямой или обратной флотацией (апатита,
294
кальцита и др.) в сочетании с предварительной или последую-
щей кислотной обработкой.
Обогащение карбонатитовых руд Объединенной Республи-
ки Танзания и Уганды. Карбонатитовые руды содержат до 95%
кальцита, апатита и доломита и 0,3—0,4% А12О5. В основной
флотации в пенный продукт извлекают пирохлор, эгирин, иль-
менит и силикаты алифатическими вторичными аминами
с длинной углеводородной цепью (14—20 атомов углерода),
при этом до 90% кальцита и апатита остается в хвостах фло-
тации. Применяя при флотации октадециламин [C18H37NH2 или
С18Н 37NH3CI] при pH 8,5 с добавлением алкиларилсульфонатов,
получают черновой концентрат с содержанием 4—10% Nb2Os
при извлечении 90% ниобия. Первичный концентрат перечища-
ется без добавления реагентов; хвосты перечистки могут под-
вергаться концентрации на столах с целью доизвлечения круп-
ного пирохлора, трудно извлекаемого флотацией. Черновой
концентрат обрабатывают 10%-ным раствором жидкого стекла
(9 кг/т) для десорбции аминного собирателя и подавления пи-
рохлора. При наличии в руде сульфидов железа их можно отде-
лить от пирохлора и силикатов, для чего добавляют 125 г/т вспе-
нивателя-метилизобутила древесного спирта и флотируют
в промпродукты сульфиды железа и тонкую слюду.
Хвосты сульфидной флотации, содержащие пирохлор, под-
вергают мокрой магнитной сепарации для удаления магнетита
и ильменита. Пирохлорсодержащий продукт (немагнитная
фракция), содержащий силикаты и крупную слюду (из которо-
го удалены жидкое стекло и соли поливалентных металлов),
флотируют первичными алифатическими аминами с короткой
углеводородной цепью (10—12 атомов углерода) типа додека-
мин, лауриламин.
Лучшие результаты получены при флотации с ацетатлау-
риламином (600 г/т) и гексаметафосфатом натрия (800 г/т)
при pH 6,5—6, для чего добавляют серную кислоту. Чем мень-
ше расход собирателя, являющегося также хорошим пенообра-
зователем, тем чище концентрат, в нем меньше содержится
эгирина и ильменита.
Полученный пирохлоровый концентрат содержит 45—50%
Nb2Os при извлечении около 70%. Разработанная схема флота-
ции (рис. 12.12) проверена на непрерывно действующей полу-
промышленной установке в Объединенной Республике Танза-
ния.
В пульпе при флотации пирохлоровой руды обычно имеются
ионы железа, активирующие силикатные минералы. Для пред-
отвращения активации ионы и гидроксиды железа целесооб-
разно выделять во второй стадии флотации, добавляя реагенты,
связывающие ионы железа в комплексы; к таким реагентам
относятся лимонная кислота, гексаметафосфат натрия, фторис-
тый натрий. Известно, что при пониженном содержании в руде
кальциевых минералов можно сразу применять собиратель
295
Руда (9Q~S57o кальцита, апатита, доломита)
О/°
Аминные собиратели (300-400 г/т),
алкиларисульфонат (150 г/т)_______________
Основная срлотация пирохлора
I рн^
Перечистная
Черновой концентрат
Аь2о5=47^
Концентрация на столах
Концентрат
(крупный пирохлор)
Хвосты
Обработка 107о-ным раствором Na2SlO3
метилизобутилкарбинол (125 с/т)
Флотация сульфидов железа
Сульфиды железа,
тонкая слюда
Ацетатлауриламин (600 г/т),
гексаметафосфат натрия (800 г/т)
Хвосты (пирохлоровый
продукт)
Мокрая магнитная сепарация
Немагнитная
фракция ''
Магнетит,
Флотация пирохлора
| рН#Й
Концентрат
£Nb205~7^
Силикаты,
крупная
слюда
ильменит
Рис. 12.12. Принципиальная схема флотации пирохлора из карбонатитовых
РУД
с короткой углеводородной цепью как наиболее селективный,
не применяя аминных собирателей с длинной углеводородной
цепью.
Обогащение карбонатитовых руд Канады. Обогатимость
карбонатитовых руд Канады детально изучали по схемам
с применением обратной флотации. В пенный продукт извлека-
ли кальцит и частично пироксен олеатом натрия при подавле-
нии пирохлора жидким стеклом.
Примером обратной флотации является процесс Кеннекотта,
по которому флотация проводится в две стадии: вначале фло-
тируют кальцит и апатит олеиновой кислотой в плотной пульпе
(Т:Ж=1:1) при 50 °C, подавляя пирохлор жидким стеклом
(400 г/т и более) в содовой среде. Далее из хвостов флотиру-
ют пирохлор оксихинолином (около 80 г/т) с добавлением
10 г/т метилизобутилкарбинола.
При полупромышленных испытаниях при флотации кальци-
та и апатита обычно применяли мыло хлопкового соапстока
296
в виде раствора, содержащего 8,6% натриевого мыла и 3%
жирных кислот.
На обогатительной фабрике «Ока» (Квебек, Ка-
нада) перерабатывают карбонатитовые руды с содержанием
0,44% Nb2O5. Руда содержит 75—85% кальцита, 6—10% диоп-
сида (силикатов), 3—5% апатита, 3—4% магнетита, 3—4%
слюды, 1—5% сульфидов. Ниобиевые минералы представлены
пирохлором, содержащим 45—70% Nb2O5 и 0,2—0,5% Та2Оэ,
перовскитом, содержащим около 40% Nb2O5, и ниобиевым си-
ликатным минералом ниокалитом, содержащим до 20% Nb2O5.
Были разработаны две схемы обогащения:
прямая концентрация с получением первичного ниобиевого
концентрата на столах или флотацией катионным собирателем
пирохлора с удалением основной массы кальцита в хвосты;
обратная флотация путем удаления в пенный продукт ани-
онными собирателями легко флотируемых кальцита и апатита
с получением хвостов, представляющих ниобиевый концентрат.
В обоих случаях перечистные операции производят с при-
•менением катионного собирателя. После предварительных ис-
следований была выбрана схема прямой концентрации, при
которой получали лучшие концентраты, и выявлена возмож-
ность использования оборотной воды.
По принятой схеме обогащения на опытной фабрике для
первичной концентрации были использованы трехдечные столы
Дейстера, показавшие ряд преимуществ (высокая степень кон-
центрации, возможность обесшламливания руды и удаления
слюды, отсутствие реагентов). На столах до 70—80% пустой
породы удаляли в отвал. Однако при воспроизведении этой
схемы на промышленной фабрике производственной мощностью
500 т/сут извлечение снизилось с 80—85 до 70—75%. По этой
причине вместо столов перешли на схему прямой флотации
с применением катионных реагентов. Такой переход позволил
впоследствии легко увеличить производственную мощность
фабрики с 500 до 1000 т/сут руды. Технологическая схема пе-
реработки пирохлоровых руд Канады приведена на рис. 12.13.
Первичное дробление руды производится в щековой дробил-
ке. Дробленый продукт крупностью —200 мм транспортируют
в гидроконусную дробилку, работающую в замкнутом цикле
с грохотом с отверстиями 14 мм и с промежуточным бункером
вместимостью 200 т. Производительность дробильного отделе-
ния 200 т/ч.
Дробленая руда хранится в бункере вместимостью 2000 т.
В первой стадии измельчения установлена стержневая мельни-
ца, работающая в открытом цикле. Вторая стадия измельчения
производится также в стержневой мельнице в замкнутом цикле
с двумя дуговыми грохотами с отверстиями 0,83 и 0,35 мм.
Вследствие хрупкости пирохлор имеет тенденцию к переиз-
мельчению. Высокая эффективность измельчения и низкий
расход стали (0,078 кг/т) достигаются поддержанием циркули-
297
Исходная руда
I
Крупное дробление
Среднее дробление
Грохочение
-------}
Измельчение!в стержневой мельнице
Грохочение (мокрое)
на дуговом грохоте
^ДвЗмм ~
Грохочение (мокрое) на дуг'овом грохоте
1 1 +835 з
Измельчение П в стержне-
вой мельнице
+0,83
| -0,35 мм
Трехстадиальное обесшлам-
ливание в гидроциклонах
Шламы
f
Флотация сульфидов
f
Сульфидный концентрат
(пирит, пирротин, марматит)
Магнитная сепарация
| Магнетит
Катионный Обесшламливание вгидро циклонах
собиратель (0,3 ы/х) 1
Основная флотация пирохлора
Пирохлор, силикаты, ]
, иПИГПИГПЫ ХАпгты
|Ab20^%;eNb205=^%
Обесшламливание в гидроциклонах
| \Шламы
Шламы
NcigSiOs >
ксантогенат
Магнитная сепарация
' 'Магнитная фракция в отвал
Пятикратная флотационная
перечистка концентрата
Перечистная на столах
Концентрат
Диопсид,
пирохлор
Флотация сульфидов
Сульфидный
Концентрат
Промывка
раствором H2SO4
Контрольная
концентрация
Хвосты
в отвал
Kt
Флотация сульфидов и
силикатных минералов
f )
щды,сцди- Готовый пирохлоровый
б отвал концентрат
Рис. 12.13. Технологическая схема обогащения пирохлоровых карбонатитовых
руд Канады
рующей нагрузки на уровне 300—400%. Вследствие быстрой
осаждаемости кристаллов пирохлора в пульпе классифика-
цию руды признано целесообразным производить только на
грохотах. Руду после измельчения подвергают трехстадиально-
му обесшламливанию в гидроциклонах, пески которых поступа-
ют на сульфидную флотацию, где удаляется большая часть
пирита, пирротина и марматита. Хвосты сульфидной флотации
поступают на магнитные сепараторы для выделения сильномаг-
нитных минералов. Немагнитную фракцию после вторичного
обесшламливания направляют на пирохлоровую флотацию,
в которой вместе с пирохлором флотируются силикаты и апа-
тит при естественном pH. Для пирохлоровой флотации приме-
няют аминный собиратель Дуомак Т или Аэромин 3037 (0,25—
0,3 кг/т). Первичный пирохлоровый концентрат содержит около
2% Nb2O5 (содержание в исходном питании 0,4—0,5% Nb2O5)
при извлечении 90—95 %.
После обесшламливания в батарее гидроциклонов пирохло-
ровый концентрат поступает на магнитную сепарацию для уда-
ления оставшихся в нем магнитных минералов и затем на пя-
тикратную перечистную флотацию. Во все перечистки подается
плавиковая кислота для подавления флотации силикатов и ак-
тивации пирохлора. Флотационный концентрат содержит до
45% Nb2Os. Далее его перечищают на столах для удаления
слюды. Слюдяной продукт с небольшим содержанием диопсида
и пирохлора перечищают на столах для выделения пирохлора,
который направляют в цикл основной флотации.
Окончательный пирохлоровый концентрат содержит более
50% Nb2O5 и не более 0,12% Р2О5, 0,2%'S и 2% SiO2. Несмотря на
то что по схеме прямой селективной флотации получают 50%-ный
ниобиевый концентрат, содержание в нем фосфора и серы ко-
леблется в значительных пределах и превышает установленные
нормы. Для снижения содержания фосфора и серы концентрат
повторно перечищают. Затем промывают в кислом растворе на
столах и проводят повторную флотацию оставшихся сульфидов
и силикатных минералов.
Готовый концентрат фильтруют, сушат и упаковывают
в стальные барабаны для хранения и отгрузки.
На ф а б р и к е «Н и о б е к», входящей в состав горно-обога-
тительного комбината «Сент Гонор», перерабатывают руды
с содержанием 0,68% пятиоксида ниобия. Основным ниобиевым
минералом является пирохлор. Вмещающая порода представ-
лена крупнозернистыми доломитизированными карбонатами.
На фабрике освоена технологическая схема, отличительной
особенностью которой является флотационное выделение в нача-
ле процесса основной части пустой породы (35% и более),
представленной карбонатами. Процесс, внедренный на фабри-
ке, защищен патентами в США, Канаде и Великобритании.
Флотацию карбонатов проводят в щелочной среде с приме-
нением катионных собирателей (аминов или диаминов), которые
299
подаются в виде эмульсии с добавкой поверхностно-активных
реагентов. В качестве подавителя пирохлора используют ща-
велевую кислоту или ее соли.
Камерный продукт карбонатной флотации после обесшлам-
ливания поступает на магнитную сепарацию для выделения
магнитных минералов, а затем — на основную пирохлоровую
флотацию и перечистки. Доводка чернового пирохлорового кон-
центрата включает первичную сульфидную флотацию с двумя
перечистками, обработку соляной кислотой для удаления из
пирохлорового концентрата фосфора (апатита) и вторичную
сульфидную флотацию. Данная технология позволяет получать
высококачественный ниобиевый концентрат с содержанием 62%
пятиоксида ниобия при извлечении 68%.
Технико-экономические показатели работы основных танта-
ло-ниобиевых обогатительных фабрик Канады приведены
в табл. 12.1.
Таблица 12.1. Технико-экономические показатели работы основных тан-
талониобиевых обогатительных фабрик Канады
Ниобек, „Сент Гонор“
Ска, „Снет Лоуренс
Колумбия метал з
корпорейшн“ (Кве-
бек)
1,95 0,68
2,5 0,44
62
51
68 2,265
69,2 3,3
12,2
13,2
65
30
Обжиг карбонатитовых руд в сочетании с флотацией и гра-
витацией. Разработаны схемы обогащения для очень тонко-
вкрапленных карбонатитовых пирохлоровых руд с примене-
нием в начале процесса обжига в сочетании с обычными обо-
гатительными процессами (рис. 12.14). Обогащению подвер-
гались две пробы бедной руды с содержанием около 0,09 %
Nb2O5 в виде пирохлора. Состав кальцитовой пробы I (%):
кальцит (частично доломит) 68; серпентин 14,4; магнетит 2,4;
апатит 0,7.
Состав кальцит-доломитовой пробы II (%): кальцит и до-
ломит 94,3; апатит 3,4; магнетит 0,5. Размер зерен пирохлора
изменяется от 0,5 до 0,003 мм. Содержание ниобия в пирохло-
ре, который освобождается при измельчении до 0,5—0,03 мм
и может быть извлечен обычными методами обогащения, со-
ставляет 40,7%. Основная масса пирохлора находится в виде
зерен размером от 0,01 до 0,003 мм, рассеянных в кальците,
доломите, серпентине, апатите и магнетите. Гравитационные
методы обогащения обеих проб не дали положительных ре-
зультатов.
300
Руда
Обжиг при 95(Н000аЬ
f
Гашение в воде и
грохочение
Классификация в гидроциклоне
; Сл£в1 г
(гашеная известья
+^мм
Грохочение
0,5 м м
Измельчение Классификация в гидроциклоне
------1 I I
| СливП
Классификация
t
Концентрация на столе
Концентрат ПромпродуктХоосты
♦
Магнитная сепарация
Концентрат Магнитная
немагнитной фракции фракция
V Фло т аци я__
Концентрат Промпродукт ХвоЬпы
I {апатитовый (апатитовый
концентрат) концентрат)
Кислотная обработка
Шламы
Раствор
Пирохлоровый
концентрат
Рис. 12.14. Технологическая схема обогащения карбонатитовых руд с при-
менением обжига
В разработанных схемах обогащения предусматривается
обжиг исходной руды крупностью —150 мм с последующим
гашением ее в воде и отмывкой в гидроциклоне образовавших-
ся тонкодисперсных шламов (слив I) гидроксида кальция (га-
шеная известь), представляющих собой тонкую взвесь частиц
крупностью —0,01 мм. В слив гидроциклона сразу удаляется
до 80—90 % карбонатов. Получаемая гашеная известь являет-
ся быстрогасящейся и высокоэкзотермической магнезиальной
известью I и II сортов. Обжиг производят обычно в элек-
тро- или подовых печах, работающих на жидком топливе при
температуре 950—1050 °C, продолжительность обжига 4—6 ч.
Обожженная руда гасится в воде при Т:Ж=1 : 4 при пере-
мешивании мешалкой в течение 20—30 мин и подвергается
грохочению на грохоте с отверстиями 2 мм. Класс —2 мм на-
правляется в гидроциклоны. Пески первого гидроциклона до-
измельчают до 0,2—0,5 мм и подвергают классификации в
гидроциклоне с получением окончательных песков обжига и
слива II.
301
Как видно из табл. 12.2, обжиг руды с последующим гашением в воде
и отмывкой известковых шламов является эффективной операцией первич-
ного обогащения и позволяет получить песковые продукты с содержанием
0,74 % Nb2O5 при выходе 11,5 °/о и извлечении 88,5 % Nb2O5 от исходной
руды и сливы I и II с содержанием соответственно 0,01 и 0,17 % Nb2O5,
куда переходят мельчайшие зерна крупностью от 0,01 до 0,003 мм.
Таблица 12.2. Результаты обжига карбонатитовой руды, %
Продукт Выход Содер- жание Nb2O5 Извле- чение NbjO5 Продукт Выход Содер- жание Nb2O5 Извле- чение МЬ5О2
Пески обжига Слив II Слив I 11,5 3,7 47,2 0,74 0,17 0,01 88,5 6,6 4,9 Унос с газами Исходная руда 37,6 1С0 0,096 100
Состав песков обжига (%): апатит 50,1, доломит и кальций 31,7, колло-
фан 9,6, магнетит 7,3, гидроксиды железа 0,6 и пятиоксид фосфора 16.
Пески подвергали концентрации на столах и магнитной се-
парации, после чего немагнитную фракцию направляли на
флотацию (см. рис. 12.14). Перед флотацией производили кис-
лотную обработку материала с последующей отмывкой шламов
(остаток гашеной извести) до устойчивого значения pH 7—8.
Флотация осуществлялась олеатом натрия с добавкой соды,
жидкого стекла и сернокислого аммония для подавления пи-
рохлора.
Расход реагентов (кг/т): серная кислота 1, сода 0,3, сернокислый
аммоний 0,02, жидкое стекло 0,02, олеат натрия 0,03. В результате получен
черновой концентрат (камерный продукт флотации) с содержанием 5,19 %
Nb2C>5 при извлечении от исходной руды 50,7 %.
Попутно получают апатитовый концентрат (пенный продукт флотации)
с содержанием 33—35 % Р2О5 при выходе его 1,55 % и извлечении от исход-
ной руды 30,9 %.
Черновые пирохлоровые концентраты обрабатывали в соляной и азотной
кислотах при концентрации от 1:1 до 1 :5. Расход кислоты составил на
1 т руды 13 кг. Растворения пирохлора в кислотах не наблюдалось. В слу-
чае присутствия в концентратах после их обработки кислотой магнетита и
ожелезненных минералов проводили магнитную сепарацию. Получен конди-
ционный пирохлоровый концентрат с содержанием 53,5 % Nb2O5 при извле-
чении 50 % (табл. 12.3).
Таблица 12.3. Показатели обогащения обожженной руды, %
Продукт Выход Содержание Извлечение
Nb2O5 р2о5 Nb2O5 р2о5
Пирохлоровый концентрат 0,09 53,5 1,71 50 0,1
Фильтрат 0,34 0,01 16,65 0,1 7,9
Апатитовый концентрат 1,55 0,45 34,2 7,3 30,9
Шламы 0,22 0,93 1,8 2,2 0,2
Промпродукт стола 5,4 0,25 12,5 15,7 37,1
Хвосты стола 3,4 0,35 5,06 12,5 10
Слив:
II 3,7 0,17 1,82 0,6 3,9
I 47,2 0,01 0,36 4,9 9,9
Унос с газами 37,6 —. — — —
Исходная руда 100 0,096 17,2 100 1С0
302
При сочетании обжига пирохлоровых карбонатитовых руд
с обычными методами обогащения кроме пирохлорового и апа-
титового концентратов получают известняк и углекислоту по
реакции СаСО3^СаО-|-СО2. После гашения водой получают
известковую суспензию (шламы) в виде гидроксида кальция
(магния), который может быть использован в производстве
строительных материалов и изделий.
Обжиг и гашение карбонатных руд в 4—5 раз повышают
содержание пятиоксида ниобия в песках гидроциклонов, повы-
шают извлечение ценных металлов, исключают часть операций
дробления и измельчения руды и позволяют использовать в
промышленности 90—95 % карбонатов кальция и магния в
виде известковой суспензии при выходе ее более 50 % от ис-
ходной руды (см. табл. 12.2). Расход топлива для обжига не
превышает 6 % массы обжигаемых карбонатов в расчете на
условное топливо.
Обогащение коппитовых руд. Коппит (разновидность пиро-
хлора) чаще встречается в карбонатитовых рудах. Известные
схемы переработки коппитовых руд отличаются некоторым
своеобразием, определяемым характерным комплексом мине-
ралов этих руд. Типичным примером является схема обо-
гащения руд месторождения Севе в Южной
Норвегии.
Месторождение связано со щелочными породами. Ниобие-
вая минерализация встречается как в карбонатитах, так и в
нефелинсодержащих силикатных породах. Ниобиевая руда
(0,2—0,5 % ЫЬгОб) встречается в карбонатитах, представлен-
ных в основном кальцитом, частично доломитом. Имеются
рудные зоны, состоящие главным образом из доломита. Акцес-
сорные минералы в карбонатитах представлены апатитом, маг-
нетитом, биотитом, роговыми обманками, пиритом, баритом,
цирконом. В коппите содержится от 55 до 65 % суммы пятиок-
сидов тантала и ниобия и немного редкоземельных элементов
цезия, тория и урана. Коппиты почти всегда включают апатит
и кальцит: этим, по-видимому, объясняются колебания в со-
держании суммы пятиоксидов в чистых разностях. Коппито-
вые крупновкрапленные руды обогащают на концентрацион-
ных столах с последующим удалением пирита флотацией, а
магнетита — магнитной сепарацией (рис. 12.15,а). Апатит уда-
ляют обработкой концентрата азотной кислотой; получающий-
ся при этом азотнокислый кальций используют в качестве
удобрения. Полученный концентрат содержит около 50 %
Nb2O5 при извлечении 80—90 % •
В месторождении ФРГ (провинция Баден) коппит находит-
ся вместе с апатитом в скарнах. Руды содержат до 0,2—0,5 %
МЬ2Об. Технологическая схема переработки (рис. 12.15,6) вклю-
чает химические и механические способы.
Для удаления кальцита исходную руду обрабатывают азот-
ной кислотой, получая азотнокислый кальций, используемый
303
a
Руда
I
Дробление и измельчение
Ру^а
Дробление и измельчение
Обработка HN03
Концентрация на столах
Измельчение
Хвосты
Концентрация
на столах
Обработка HLJ3
Флотация
I - I
Пиритный Магнитная
концентрат сепарация
Хвосты
Азотно-
кислый
кальций
на удоб-
рение
Магнетит,
биотит
Коппитовыи Азотнокис-_
концентрат лый кальции
на удобрение
Магнитная
сепарация
Коппитовыи Магнитный
концентрат продукт
Рис. 12.15. Технологические схемы переработки коппитовых руд Норвегии
(а) и ФРГ (б)
для удобрения. После магнитной сепарации получают концен-
трат с содержанием 16—17 % Nb2O5 при извлечении 85—90 %'•
§ 12.5. ОБОГАЩЕНИЕ ЛОПАРИТОВЫХ РУД
Лопарит является ценнейшим минералом, содержащим до
40 % TiO2, до 34 % редкоземельных элементов цериевой груп-
пы (Се, La)2O3, до 12,3 % суммы пятиоксидов ниобия и тан-
тала, до 0,5 % тория. Лопаритовые руды успешно обогащают
гравитационными методами, можно применять флотацию, но
сложный состав редких и редкоземельных элементов, входя-
щих в решетку лопарита, очень затрудняет подбор наиболее
эффективных реагентов.
Существующие схемы обогащения лопаритовых руд прин-
ципиально не отличаются от гравитационных схем обогаще-
ния пегматитовых пирохлоровых и колумбит-танталитовых
РУД-
Схема обогащения лопаритовых руд сводится к следующе-
му. Исходную руду подвергают двухстадиальному дроблению и
мокрому измельчению. Затем ее направляют на гидравлическую
классификацию. Крупные классы обогащают на отсадочных ма-
шинах с возвратом хвостов отсадки на доизмельчение, а мел-
кие— на концентрационных столах. Получаемый коллективный
эгирин-лопаритовый концентрат обезвоживают, сушат и под-
вергают электромагнитной и электростатической сепарации для
удаления эгирина (лопарит выделяется в проводниковую фрак-
цию). В последние годы были внедрены винтовые сепараторы
и струйные концентраторы Гиредмета, работа которых пока-
зала, что они имеют более высокую удельную производитель-
ность по сравнению с концентрационными столами, и более
304
низкое содержание лопарита в от-
вальных хвостах.
При переработке лопаритовых
руд по такой схеме получают кон-
центраты с содержанием лопарита
89—95 % при извлечении его в кон-
центрат 75—80 %. Технические тре-
бования к лопаритовым концентра-
там приведены в табл. 12.4.
В некоторых случаях для до-
водки концентратов по фосфо-
ру (апатит) применяют флото-
гравитацию или флотацию апа-
тита с применением олеата на-
трия (или жидкого мыла, сырого
или дистиллированного таллового
Таблица 12.4. Технические
требования к лопаритовым
концентратам
Содержание, %
Сорт лопарита, не менее фосфора, не более кремнекисло- ты, не более
1 90 0,016 2,5
II 90 0,1 2,5
III 90 0,3 6
IV 95 0,5 8
масла), соды и жидкого
стекла. Разработаны схемы флотации лопарита из тонких
фракций, образующихся при гидравлической классификации в
сливах гравитационных аппаратов, а также из исходной руды.
Важным является отделение лопарита от апатита, эгирина и
нефелина с целью снижения содержания в концентрате фос-
фора и кремнекислоты, причем наиболее трудно разделить ло-
парит и эгирин, которые успешно флотируются олеатом натрия
и другими жирнокислотными анионными собирателями.
Опытами установлено, что эгирин и нефелин успешно извлекаются при
pH 7—9 и подавляются при pH более 10—11, а лопарит имеет максималь-
ное извлечение при pH 9—11, создаваемом едким натром и содой, и при
pH 9—10,5, создаваемом сернистым натрием (рис. 12.16). Хорошую флоти-
руемость лопарита при pH более 9, 10, очевидно, можно объяснить наличием
в кристаллической решетке минерала редкоземельных металлов (TR), со-
ставляющих около 34 % (TR)2O3, которые способны образовать труднорас-
творимые олеаты редкоземельных металлов, вытеснение которых гидроксиль-
ными соединениями начинается лишь в сильнощелочных средах (в случае
NaOH и Na2CO3 при pH более И и 12). Действие ионов сернистого натрия
на лопарит весьма специфично: при рН<10,5 их влияние аналогично дей-
ствию гидроксильных ионов, а при рН>10,5 начинается резкое снижение
адсорбции собирателя и подавление лопарита. Неизбежные ионы пульпы по-
разному влияют на флотацию минералов. В щелочной среде катионы каль-
ция и магния активируют флотацию лопарита, эгирина и нефелина. Соли
трехвалентного железа не изменяют флотируемости лопарита в среде NaOH
и Na2S, резко подавляют эгирин и нефелин в среде сернистого натрия. Соли
кальция и магния явно нарушают селекцию минералов в среде Na2S.
За последние годы активно изучается флотируемость лопа-
рита более селективными собирателями, такими, как ИМ-50,
стиролфосфановая кислота, аспарал Ф и др. Работами Меха-
нобра изучалась флотируемость лопарита с применением со-
бирателя ИМ-50 в сочетании с различными модификаторами.
Трудно разделяемые олеатом натрия лопарит и эгирин могут
быть успешно разделены при применении ИМ-50 в сочетании
с гексаметафосфатом натрия и щавелевой кислотой (рис. 12 17).
При флотации шламов, образовавшихся при гравитацион-
ном обогащении лопаритовой руды (рис. 12.18), предваритель-
20-5308 305
Рис. 12.16. Влияние сернистого натрия
(а) и соды (б) на флотацию (/, 2, 3)
минералов и адсорбцию (4, 5) олеата
натрия (500 г/т):
1 — лопарит; 2 — эгирин; 3 — нефелин; 4 — ло-
парит; 5 — эгирин
Рис. 12.17. Влияние концентрации С мо-
дификаторов на флотацию лопарита (/,
3) и эгирина (2, 4) собирателем ИМ-50
при pH 6,1—6,3:
1, 2 — гексаметафосфат натрия; 3,4 — смесь
гексаметафосфата натрия и щавелевой кис-
лоты
но флотируют апатит олеиновой кислотой с добавлением соды
и жидкого стекла (для подавления лопарита). После обес-
шламливания хвостов апатитовой флотации проводят лопарит-
эгириновую флотацию собирателем ИМ-50 (0,45 кг/т) с пода-
чей жидкого стекла (0,1 кг/т) и H2SO4 (до pH 5,4—5,8), вы-
деляя в отвальные хвосты нефелин и полевые шпаты. Пенный
продукт обрабатывают серной кислотой (10—12 кг/т) для по-
давления эгирина с последующей отмывкой реагента. Далее
из коллективного лопаритово-эгиринового концентрата флоти-
руют лопарит реагентом ИМ-50 (120 г/т) совместно с гекса-
метафосфатом натрия (100 г/т) и щавелевой кислотой (50 г/т),
которые усиливают подавление эгирина; флотацию проводят
при pH 6,2—6,4. Эгирин направляют в отвальные хвосты, а
черновой лопаритовый концентрат подвергают перечистке и
получают готовый концентрат с содержанием до 90—95 % ло-
парита при извлечении 80—85 %. Обработкой серной и щаве-
левой кислотой, а также гексаметафосфатом натрия очищают
306
Шламы
Сода,
жидкое стекло,
олеат натрия
Апатитовая флотация
Апатитовый Обесшламливание
Рис. 12.18. Принципиальная схема флотации лопарита из шламов
поверхность лопарита от железа, улучшают его флотацион-
ные свойства в перечистных операциях. В перечистные опе-
рации добавляют гексаметафосфат и ИМ-50.
§ 12.6. ОБОГАЩЕНИЕ ТИТАНОТАНТАЛОНИОБАТОВ,
СОДЕРЖАЩИХ УРАН
При обогащении руд, содержащих титанотанталониобаты ура-
на в виде минералов фергусонита, эвксенита, поликраза, са-
марскита, эшинита, менделеевита, бетафита, может быть осу-
ществлено извлечение тантала и ниобия наравно с ураном.
Эти минералы содержат в среднем от 5 до 20 % закиси-оксида
урана, от 30 до 50 % суммы пятиоксидов тантала и ниобия,
а также ванадий, титан и редкоземельные элементы.
20* 307
a
Руда после измельчения
NaOH (400 г/г), Na2SiO3 (200 ф)
а.. п=0,/2%
иЗи8
Обесшламливание
Na2SiF6 (262 ф)
0,02 мм
иЗи8
Шламы
Перемешивание
(40% твердого)
Na2SiF6 (91ф), N2SO4 (613ф)
Перечистная(ю% твердого; ^4)
Концентрат
9=1,63%,
^^,04%
е^=81,6%
Отвальные хвосты
f=84,77%,
^.-0,018%
£V0=12,7%
и3°8
Рис. 12.19. Схемы флотации эвксенита и фергусонита из руд Онтарио
(а) и Квебека (б)
Танталониобаты урана встречаются в рудных месторож-
дениях пегматитового типа и в россыпях. При обогащении
этих руд можно применять гравитационные методы, флотацию,
радиометрическую сортировку, магнитную и электрическую се-
парацию. Уран, входящий в состав титанотанталониобатов,
обычно находится в виде изоморфной примеси; основной частью
породы являются полевые шпаты, слюды.
Руды, содержащие танталониобаты урана, встречаются в
месторождениях Северной и Южной Каролины (США), Онта-
рио (Канада), Гренландии, Швеции, Норвегии, Демократи-
ческой Республики Мадагаскар.
Россыпи, содержащие эвксенит, монацит, фергусонит, ксе-
308
^\3Ь(91Г11),
W^(2452v/i),
дмилодыи ксантогенат
Руда после измельчения
а н 0,104%,
иЗи8|
Обесшламливание (30% твердого)
Шламы (0,02 мм)
Перемешивание
Флотация (pH2-3)
17,68 7о
%о8= 7%
Сульфидный концентрат
/=/,/%
г^ъ* 1°/о
H2S04(409r/T),
Ама к 11207(45 г/т)
(катионный собиратель)
ТЛ ~
Перемешивание
Флотация ( pH 2~3)
Слюдяной концентрат и ''
?=10,9%> ------------- f
г\}аи’в,072о/о Фильтрование и промывка
евдГ^% I-------- ---------1
I Сливвотвал
Репульпация свежей
^\Ъ(230 ф) водой до 23% твердого Смесь (2-1) 8825^801
V$\(2450vli) ' _ ~ ___________<260
Перемешивание
Основная флотация (рН2)
Перечистная (pH,?) ч
1 I Хвосты
Т 7=68,43%,
Концентрат * =0016%,
•>=177°/. ‘ Ч?Оя
%о8’^
нотим, браннерит и другие минералы, на месторождении Бэр-
Вэлли (США) добывают драгами, первичное обогащение осу-
ществляют на отсадочных машинах и концентрационных сто-
лах, а доводку концентратов проводят на фабрике в Лоумене.
Полученные концентраты содержат 20—25 % Nb2O5, 2—5 °/о
Та2Об, 6—Ю % U3O8; I % ThO2, 18—22 % редкоземельных эле-
ментов. Этот концентрат перерабатывают на заводе в Сент-Луи,
где извлекают тантал и ниобий и попутно уран, торий и редко-
земельные элементы.
Флотация танталониобатов урана. Комплексные руды месторождения
Онтарио (Канада), содержащие уран-колумбит-танталиты, подвергались обо-
гащению гравитацией, магнитной сепарацией и флотацией с целью получения
309
концентратов для последующего сернокислотного выщелачивания из них
урана.
На примере этих руд наиболее детально изучена флотация танталонио-
батов урана. Схема флотации эвксенита и фергусонита из руд Онтарио пред-
ставлена на рис. 12.19,а. Содержание U3O8 в руде составляло 0,12 %. Руду
перед флотацией измельчали до 60—70 % —0,074 мм, перемешивали 10—
15 мин с 0,4 кг/т NaOH и 0,2 кг/т жидкого стекла при содержании твердого
50 % и обесшламливали. Подавление слюды, кварца и полевых шпатов про-
водили кремнефтористым натрием в слабокислой среде, танталониобаты ура-
на флотировали очищенной олеиновой кислотой при pH 6,4. а перечистки
при pH 4,5.
Флотационный концентрат содержит 6,04 % U3O8 или 78 % эвксенита,
следовательно, в этом концентрате содержание пятиоксида ниобия может
достигать 32 °/о при извлечении 81,6 %.
Флотация руды месторождения Квебек (Канада), содержащая также
эвксенит и фергусонит совместно с полевыми шпатами и незначительным со-
держанием кварца, биотита, турмалина и сульфидов, проведена в несколько
иных условиях (рис. 12.19,6).
Применение олеиновой кислоты взамен собирателей R825 и R801 (смесь
нафтеносульфокислот) для этой пробы руды дает более низкие показатели
флотации, так как минералы породы активированы с поверхности, что за-
трудняет селективную флотацию. Обесшламливанце с едким натром и жид-
ким стеклом способствует диспергации частиц в пульпе и улучшает флота-
цию эвксенита и фергусонита.
Изучение различных подавителей (крахмал, жидкое стекло и др.) пока-
зало, что наиболее селективен кремнефтористый натрий в кислой среде.
Глава 13.
ОБОГАЩЕНИЕ РУД И РОССЫПЕЙ
РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ И ТОРИЯ
§ 13.1. ОСНОВНЫЕ СВОЙСТВА И ОБЛАСТИ ПРИМЕНЕНИЯ
РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ И ТОРИЯ
Лантаниды. К группе редкоземельных металлов (лантанидов)
относятся 14 элементов с порядковыми номерами от 58 (це-
рия) до 71 (лютеция), расположенных за лантаном и сходных
с ним по свойствам. К ним примыкают химические аналоги
лантана — скандий и иттрий, которые почти всегда встреча-
ются вместе с лантанидами в минеральном сырье (табл. 13.1).
Редкоземельные элементы (TR) обычно подразделяют на
две группы: цериевую (La, Се, Рг, Nd, Pm, Sm, Ей) и иттрие-
вую (Gd, Tb, Dy, Ho, Er, Tu, Yb, Lu, Y). Такое деление со-
гласуется с некоторыми различиями в физических свойствах
металлов обеих подгрупп, но резкой границы между ними нет.
Европий часто включают в группу иттрия.
В земной коре суммарное содержание редкоземельных эле-
ментов составляет 0,01 %, т. е. оно примерно такое же, как
содержание меди, и больше, чем содержание свинца, олова,
ртути, кадмия, вольфрама, молибдена и многих других эле-
ментов.
На долю элементов цериевой группы приходится 80 % (по
массе), а иттриевой 20 %.
310
Таблица 13.1. Основные свойства редкоземельных элементов и тория
Название Символ Порядко- вый номер Температура плавления, Плотность, г/см3 Кларк, io-* % Относи- тельное со- держание (сумма TR взята за ЮО %), %
Лантан La 57 920+5 6,2 40 11,4
Церий Се 58 804-J-5 6,8 40 28,6
Празеодим Рг 59 935+5 6,8 7 4,4
Неодим Nd 60 1024+5 7 30 15,9
Прометий Pm 61 — — — '
Самарий Sm 62 1052+ 5 7,5 4 4,4
Европий Eu 63 900 5,2 1 0,8
Гадолиний Gd 64 1350+5 7,9 7 6,4
Тербий Tb 65 1400—1500 8,2 1 1
Диспрозий Dy 66 1475—1500 8,6 4 2,9
Гольмий Ho 67 1475—1525 8,8 1 0,8
Эрбий Er 68 1475—1525 9,0 9 2,6
Тулий Tm 69 1500—1550 9,3 7 0,5
Иттербий Yb 70 824+5 6,9 2 1,9
Лютеций Lu 71 1650—1750 9,8 1 0,6
Скандий Sc 55 1550—1600 3 6 —
Иттрий Y 39 1475—1525 4,8 20 17,8
Торий Th 90 1700+20 11,6 8 —
Свойства иттриевой группы исследованы крайне слабо, что
служит главной причиной ограниченного их применения. Объ-
ясняется это большой трудностью получения их в чистом виде
без примесей других редкоземельных элементов, что, в свою
очередь, вызвано строением атомов этих элементов.
Химические реакции обусловлены главным образом элек-
тронами первого, внешнего, слоя, а электроны, расположенные
в более глубоких слоях, менее подвижны. Лантаниды во внеш-
них слоях имеют только по два электрода и различаются чис-
лом электронов во внутренних слоях. Считается, что в хими-
ческих реакциях участвуют только два электрона из внешнего
слоя плюс один из предпоследнего. Это определяет, во-первых,
одинаковую, как правило, валентность редкоземельных эле-
ментов, равную трем, во-вторых, большое сходство их химиче-
ских свойств и превращений и способность к изоморфизму.
Изоморфизм заключается, по определению Д. И. Менделеева,
в том, что одинаковое число атомов в молекуле того или иного
химического вещества определяет «сходство в химических ре-
акциях, близость в свойствах, одинаковую или близкую кри-
сталлическую форму».
Характерным для элементов редких земель является бли-
зость их ионных радиусов, которая также объясняет сходство
их свойств. У 16 редкоземельных элементов ионный радиус
находится в пределах от 1 • 10_ 10 (иттербий) до 1,22-10-10 м
(лантан), причем при переходе элемента к элементу разница
не превышает 4-10-12 м.
311
Редкоземельные металлы легко окисляются на воздухе,
дают устойчивые оксиды и разлагают воду с образованием
гидроксидов, из которых прокаливанием можно также полу-
чить оксиды. Характерна высокая теплота образования окси-
дов, например, теплота образования ЬагОз равна 640 кДж на
1 г-атом кислорода. Это свойство обусловливает эффективное
применение редкоземельных металлов в качестве раскисли-
телей.
Все редкоземельные металлы активно соединяются с угле-
родом, серой, фосфором, азотом, чем пользуются для удале-
ния этих элементов, например из стали и чугуна.
Тонкоизмельченные редкоземельные металлы пирофорны,
на этом основывается их применение в трассирующих снаря-
дах и пулях, в производстве кремней для зажигалок и т. д.
Наиболее резко отличаются по своим свойствам комплекс-
ные соединения редкоземельных элементов, причем устойчи-
вость комплексных соединений возрастает закономерно от це-
рия к лютецию. На этом базируется эффективный метод раз-
деления редкоземельных элементов — метод ионного обмена.
Известны многочисленные комплексные соединения редкозе-
мельных элементов с многими органическими веществами.
В последние годы имеются значительные успехи в техно-
логии получения в чистом виде отдельных металлов редких
земель. Это позволило исследовать их свойства с целью рас-
ширения областей применения.
Потребителями редкоземельных металлов являются радио-,
рентгено- и электротехника, производство стекла и керамики,
атомная техника, черная и цветная металлургия, химическая
промышленность, медицина и сельское хозяйство.
В радиотехнике редкоземельные металлы используют в со-
ставе нераспыляющихся поглотителей газов (геттеров). При-
меняемый для этих целей мишметалл содержит 52—65 % Се,
22—30 % La и примеси других редкоземельных металлов. Взаи-
модействие церия и лантана с газами происходит интенсивно
при 400—500 °C.
Оксид неодима используется в электронных приборах как
диэлектрик с малым коэффициентом линейного расширения.
Перспективно применение боридов некоторых редкоземель-
ных металлов (LaBe, YB6, GdBg, ScB6) в качестве материала
для катодов в электронных приборах.
Важное применение в последние годы нашел тулий, кото-
рый после облучения нейтронами в ядерном реакторе стано-
вится у-излучателем. Образующийся при этом радиоактивный
изотоп 170Тш может быть применен для изготовления порта-
тивных (массой 3 кг) генераторов мягких рентгеновых лучей
медицинского назначения и для металлодефектоскопии, заме-
няющих громоздкую рентгеновскую аппаратуру. На один та-
кой аппарат расходуется только 0,1—0,2 г тулия в виде оксида
при продолжительности работы в течение года (период полу-
312
распада 170Tm составляет 129 дней). Повторным облучением
нейтронами в ядерном реакторе можно восстановить актив-
ность тулиевого заряда. Тулиевые аппараты особо ценны в
условиях полевой хирургии и полевой геологии.
Изотоп прометия 147Рш (период полураспада 2,7 года)
применяют для изготовления микробатарей, в которых мягкое
6-излучение прометия превращается в электроэнергию. Такие
«атомные микробатареи» размером менее 1 см могут рабо-
тать в течение нескольких лет. Они не чувствительны к изме-
нению температуры и давления. Прометиевы микробатареи
могут быть использованы, например, в малогабаритных при-
емниках, слуховых приборах, при изготовлении часов, не тре-
бующих подзавода в течение нескольких лет, в аппаратуре
(ракетах), предназначенной для работы на большой высоте.
Перспективным считается использование чистых редкозе-
мельных элементов в электронике. Ферриты широко исполь-
зуют в радарных установках и системах связи, для чего рас-
ходуется в США около 2,5 т в год иттрия.
Промышленность производит ферриты с гадолинием. Осваивается про-
мышленное производство лазеров с иттрий-алюминием, активированным нио-
димом. Ценные свойства TR как полупроводниковых материалов найдут при-
менение еще во многих областях новой техники.
Добавки лантаноида в состав стекла сообщают ему способность по-
глощать ультрафиолетовые и инфракрасные лучи. Так, стекло с добавкой
2—4 % СегО3 служит для изготовления защитных очков при стеклодувных
и сварочных работах. Подобным действием обладают также празеодим и нео-
дим. Стекло, содержащее церий, оказалось устойчивы.м (не тускнеет) под
действием радиоактивных излучений. Оно нашло применение в атомной
технике.
Оксиды лантаноидов нашли широкое применение в оптической промыш-
ленности в качестве абразива для полировки изделий из стекла. Для этой
цели применяется смесь оксидов и в ней содержится преимущественно дву-
оксид церия (под названием «Полирит») в виде порошков различной круп-
ности, регулируемой температурой прокаливания. Как материал для поли-
ровки Се2О3 превосходит обычный полировочный материал по качеству и
скорости полировки — крокус. Оксиды редкоземельных металлов используют
для окраски фарфора и глазурей, а также для окраски эмалей и сообщения
им непрозрачности.
Для атомной техники наибольшей интерес пред-
ставляют лантаноиды с высоким сечением захвата тепловых
нейтронов: гадолиний, самарий, европий. Оксиды этих метал-
лов входят в состав защитных керамических покрытий, ис-
пользуемых в ядерных реакторах. Они могут также приме-
няться для управления ядерными реакциями, протекающими
в атомном котле. Гадолиний эффективно применяется в защит-
ных экранах подводных лодок и самолетов с атомными уста-
новками, где особенно важны минимальные размеры защит-
ных устройств. Иттрий благодаря его способности слабо по-
глощать тепловые нейтроны применяется как конструкцион-
ный материал в атомных реакторах.
Соли лантана применяют в качестве соосадителей («носи-
телей») при извлечении из растворов и разделении заурано-
313
вых элементов, получаемых в ядерных реакторах, например
для отделения плутония от урана и выделения нептуния.
Присадки редкоземельных металлов находят применение в производ-
стве стали, чугуна и сплавов цветных металлов. В ка-
честве присадок используют ферроцерий или мишметалл с преобладающим
содержанием церия или церия и лантана, а также применяют присадки
оксидов.
Добавки редкоземельных металлов и их оксидов повышают качество не-
ржавеющих и быстрорежущих сталей, кремнистых сталей для электротехни-
ческих целей и жаропрочных сталей; улучшаются механические свойства
(особенно ударная вязкость), коррозийная устойчивость и жаропрочность;
облегчается обработка стали, улучшается поверхность отливок, повышается
температура рекристаллизации (роста зерен) стали. Обычно на 1 т стали
вводится от 0,9 до 2,25 кг мишметалла или смеси окислов TR.
Присадки мишметалла применяют также для улучшения качества чугу-
на. Добавка 0,15 % мишметалла приводит к получению чугуна с глобуляр-
ной формой графита без дополнительной термической обработки. Присадки
до 0,75 % мишметалла улучшают литейные качества, горячую ковку, сопро-
тивление окислению и прочность чугуна.
Добавки редкоземельных металлов к различным сплавам алюминия и
магния увеличивают их прочность при высоких температурах. Алюминиево-
медные и алюминиево-медно-кремниевые сплавы с присадкой от 0,05 до
0,35% церия применяют для изготовления различных деталей авиадвига-
телей.
В химической и легкой промышленности соединения
редкоземельных металлов применяют для изготовления лаков, красок и све-
тящихся составов (люминофоров); катализаторов при синтезе аммиака и
в окислительных процессах в органической химии; производстве реактивов
для аналитической химии и флотореагентов. Различные соединения редкозе-
мельных металлов (преимущественно нитраты, сульфаты, хлориды и ацетаты
церия) используют для окраски и дубления кожи.
В сельском хозяйстве соединения редкоземельных элементов
используют в качестве инсектофунгицидов и микроудобрений, ускоряющих
рост растений. Присутствие редкоземельных элементов в почве способствует
повышению урожайности, в особенности бобовых культур. Редкоземельные
элементы большей частью вносятся в почву вместе с фосфорными удобрения-
ми, полученными из апатитов, которые обычно содержат примеси редкозе-
мельных элементов.
Торий открыт в 1828 г. И. Я. Берцелиусом в минерале, най-
денном в Норвегии и называемом в настоящее время торитом.
В связи с интересом к торию как к источнику получения
вторичного ядерного горючего — изотопа 233U, проводят об-
ширные исследования свойств этого металла, которые в на-
стоящее время хорошо изучены.
Торий мягкий, серебристо-белый металл. Известны две кри-
сталлические модификации тория. До 1400 °C устойчива «-фор-
ма с гранецентрированной кубической решеткой (а=5-1О10м).
Выше 1400 °C устойчива p-форма, которая имеет простран-
ственно центрированную решетку (а=4,11 • 10-10). На механи-
ческие свойства тория сильное влияние оказывают различные
примеси. Природный торий содержит практически один изо-
топ 9Q2Th. Он является родоначальником радиоактивного се-
мейства, заканчивающегося изотопом свинца (Л98 РЬ).
oU 7
Наиболее устойчив и хорошо изучен оксид тория ThO2.
314
Диоксид тория плавится при температуре 350 °C и обладает
высокой химической прочностью.
В большинстве соединений торий выступает как четырех-
валентный элемент. По химическим свойствам торий сходен
с цирконием и особенно с четырехвалентным церием.
Для ионов Th4+ в водных растворах характерна ярко вы-
раженная способность к образованию комплексных соедине-
ний и двойных солей. Это согласуется с электронной структу-
рой валентных оболочек тория. Известны комплексные соеди-
нения тория с анионами фтористоводородной, азотной, хлори-
стоводородной, серной, сернистой, угольной, щавелевой, лимон-
ной и других кислот, а также с рядом органических соединений.
Способность к комплексообразованию и образованию двой-
ных солей у тория сильнее выражена, чем у редкоземельных
элементов; растворимость комплексных соединений тория обыч-
но значительно выше, чем соединений редкоземельных элемен-
тов, что используется для отделения тория от лантаноидов.
Основными областями применения тория явля-
ются атомная, электровакуумная и электроосветительная тех-
ника, производство огнеупоров, химическая промышленность.
В последнее время нашли применение некоторые сплавы тория.
Торий является источником вторичного ядер-
ного горючего. При облучении тория тепловыми ней-
тронами протекает ряд ядерных превращений с образованием
изотопа урана 233U с периодом полураспада 1,62-105 лет, спо-
собного к делению с выделением энергии, подобно плутонию
и 235U. После отделения 233U и других продуктов реакции ре-
генерированный торий может быть вновь возвращен в ядер-
ный реактор на облучение нейтронами. В связи с отсутствием
в природном тории делящегося изотопа, служащего источни-
ком нейтронов (в природном уране таким изотопом является
235U), работа ториевого ядерного реактора возможна лишь
при специальном введении некоторой дозы ядерного горючего,
например 235U.
Применение тория в реакторах на тепловых нейтронах с
расширенным воспроизводством ядерного топлива более вы-
годно, чем применение урана, так как коэффициент воспроиз-
водства выше. Запасы тория в земной коре (8-1О“4О/о) значи-
тельно превосходят запасы урана (2,6-10~4 %), что делает
весьма перспективным его использование в атомной технике.
В виде металла торий применяется в газоразряд-
ных лампах и некоторых других типах ламп в качестве элек-
тродного материала, так как он обладает высокими эмисси-
онными свойствами и малой работой выхода электронов. Это
обеспечивает низкий начальный потенциал газоразрядной лам-
пы. Кроме того, лампы с ториевыми электродами имеют одно-
родную рабочую характеристику и большой срок службы.
В электровакуумной технике торий используется в качестве активного
газопоглотителя (геттера). Торий также применяется в фотоэлектронных
315
лампах, которые используют для измерений в ультрафиолетовой части спек-
тра, и в некоторых других типах ламп.
Из всех огнеупорных оксидов диоксид тория имеет самую высо-
кую температуру плавления (3050 °C) и отличается химической инертностью.
Дополнительным ее преимуществом является отсутствие модификационных
превращений, а также низкое давление паров при температурах выше
2000 °C.
Перечисленные свойства обусловили применение диоксида тория для
изготовления высокоогнеупорных тиглей для плавки тугоплавких металлов
(осмия, родия, платины и некоторых других) и для других целей, когда тре-
буется огнеупор, позволяющий работать при температуре 2700 °C. Наиболее
перспективно применение изделий из диоксида тория в окислительной атмо-
сфере и в вакууме.
Диоксид тория применяется в качестве нагревательного элемента для
электропечей, что обусловлено его высокой электропроводностью при темпе-
ратурах выше 1000 °C. Нагревательные стержни состоят либо из чистого
диоксида тория, либо из смеси с 5—20 % оксидов церия, лантана или иттрия.
Печи с нагревателями из диоксида тория имеют рабочую температуру до
2000 °C.
Теплостойкие сплавы магния с добавками тория нашли применение в ре-
активной авиации и ракетной технике. Сплав магния, содержащий 1,5—2,5 %
Th и 0,35—0,8 % Мп, сохраняет высокие механические свойства в области
температур до 370 °C и более коррозионно-устойчив.
Металлический торий, диоксид, а также нитрат, хлорид и другие соеди-
нения тория широко используются в химической промышленности
как активные катализаторы. Металлический торий обычно используют в со-
единении, например с кобальтом, никелем, платиной.
Ториевые катализаторы применяют в производстве синтетического топ-
лива, различных реакциях гидрирования и дегидрирования углеводородов,
процессах окисления аммиака, прямой этерификации спиртов, синтезе изо-
бутилового спирта и многих других процессах органического синтеза.
§ 13.2. ТИПЫ РУД И МИНЕРАЛЫ РЕДКОЗЕМЕЛЬНЫХ
МЕТАЛЛОВ И ТОРИЯ
Минералы редких земель и тория. Известно более 250 мине-
ралов, содержащих редкоземельные элементы или торий, но
собственно редкоземельных минералов со сравнительно вы-
соким содержанием редких земель (более 6—8%) известно
около 30—40.
В табл. 13.2 приведены важнейшие минералы редкоземель-
ных металлов и тория, имеющие промышленное значение. Мно-
гие минералы, кроме тория, содержат уран, титан, тантал и
ниобий. В одних минералах преобладают элементы цериевой
группы, а в других — иттриевой.
К минералам цериевой группы относят лопарит, бастнезит,
паризит, монацит, эшипит, ортит и др. В них содержится 30—
59% Се2О3, 15—30% Ьа2О3, 10—20% Nd2O3, 5—8% Рг2О3.
К минералам иттриевой группы относят иттропаризит, фер-
гусонит, самарскит, приорит, ксенотим, гадолинит и др. В них
содержится от 20 до 80 %У2О3, от 3 до 12 % Еи2О3, 4—15 %
Dy2O3 и др. (табл. 13.3).
Редкоземельные и ториевые минералы имеют сравнитель-
но большую плотность (4—9 г/см3), чаще всего они слабомаг-
нитны, с очень низкой электропроводностью.
316
317
Таблица 13.2. Важнейшие минералы редкоземельных металлов и тория
Минерал Формула | Примерный состав, % Плотность, г/см3 Твердость
Монацит (Се, La ...) РО4 50—68 (Се, La ... )2О3; 22—31,5 Р2О5; 4—12 ThO2; 0,1— 0,3 U; изредка ZrO2 (до 7) и SiO2 (до 6) 4,9-5,5 5,5
Ксенотим ypo4 52—62 Y2O3; примеси Се, Ег и других лантанои- дов, иногда ThO2, UO2 (до 5); ZrO2(3); SnO2, SiO2 (9) 4,45—4,59 4,5
Бастнезит (Се, La, Pr)[CO3)F 36,9—40,5 Ce2O3; 36,3—36,6 (La, Pr...)2O3; 19,8—20,2 CO2; 6,2—8,5 F 4,8—5,2 4—4,5
Паризит С а (Се, La...)JCO3]3F2 10,4—11,4 CaO; 26—31 Ce2O3; 27,3—30,4 (La, Nd)2O3; Y от следов до 8 (иттропаризит); 23—24,5 СО2; 6—7 F 4,3—4,4 4,5
Иттроцерит (Са, Y, Се, Er)F2._3H2O 19,7—32,7 Са; 8,5—11,5 Се; 14,3—37,7 Y; 37,7— 41,6 F 3,4-4,6 4,5
Гадолинит (Y, Ce)2FcBe2Si2Olc 10—13,7 FeO; 30,7—46,5Y2O3; 5,23 (Се, La...)2O2; 23—24,5 SiO2; 0,3—0,4 ThO2; 9—10,2 ВеО; при- меси Са, Mg 4,1—4,5 6,5-7
Ортит (Са, Се)2 (Al, Fe)3Si3O12 [О, ОН Се2О3 до 6; (La.. ,)2О3 до 7; иногда ВеО (до 3,8); Y2O3 до 8 (иттроортит); примеси ThO2 4,1 6
Лопарит (Na, Са, Се, Sr)2 (Ti, Та, Nb)2O6 39,2—40TiO2; 32—34 (Се, La .. .)2О3; 8—11 (Nb, Та)2О3; 4,2—5,2 CaO; 7,8—9Na2O; примеси Sr, К, Si, Th, (0,5—0,6) 4,7-4,9 5,5-6
Эвксенит (Y, Се, Са, U, Th) (Ti, Nb, Ta)2O6 18,2—27,7 (Y, Er)2O3; 0,2—4,3 (Ce, La...)2O3; 16—30 TiO2; 4,3—47,4 Nb2O5; 1,3—23 Ta2O5; 1—5 ThO2; 0,4—12UO2 4,8-5,4 6,5
w Продолжсние табл. 13.2
Минерал Формула
Фергусонит (Y, Sr, Се, U) (Nb, Та, Ti)O4
Самарскит (Y, Er, U, Се, Th)4 (Nb, Ta)6O2I
Приорит (Y, Er, Ca, Th) (Ti, Nb)2O6
Эшинит (Ce, Ca, Th) (Ti, Nb)2O6
Торит ThSiO4
Торианит ThO2
Примерный состав, % Плотность г/см* Твердость
57,5-46 (Nb, Ta)2Os 31—42 Y2O3; 0,9—6 (Се, La...)2O3; Er2O3 до 14; 1—3,4 ThO2; 1,2—6 UO2; TiO2 до 6; примеси ZrO2, SnO2, WO3 5,6—6,2 5,5-6,5
6,4—14,5 Y2O3; 2,7—13,4 Er2O3; 0,25—3,2 Ce2O3; 0,37—1 La2O3; 0,74—4,2 (Pr, Nd)2O3; 27,7—46,8 Nb2Os; 1,8—27 Ta2O5; 0—4,2 ThO2; 4—16 UO2; примеси Ti, Zr, Sn и др. 5,6—5,8 5—6
21,1—28,7 (Y, Er)2O3; 3,7—4,3 Ce2O3; 21,8—34 TiO2; 15—36,7 Nb2O5; 0—1,3 Ta2O5; 1—4,1 CaO; 0,6—7,9 ThO2; 0—5,3 UO2; 1,4—5,6 FeO; 0—0,3 SnO2; 0,08 PbO; 0—2 MnO 4,8-5 5—6
15,5—19,5 Ce2O3; 0,9—4,5 (Y, Er)2O3; 21,2—24 TiO2; 23,8—32,5 Nb2O5; 0—7 Ta2O5; 11,2—17,5 ThO2; 2,3—2,7 CaO; 2,2—4,3 FeO; примеси Sn, Mn, Mg 5,23 5-6
Некоторые разновидности содержат 10—16% U3O8 (ураноторит). Содержит примеси редких земель Са, Fe2O3 (до 13% в ферриторите) 5,4 4,5—5
60,2—61,9 ThO2. Содержит примеси урана, редко- земельных элементов, Fe, Zr 9,3-9,7 —
Редкоземельные минералы подразделяют на две группы:
комплексные и селективные. Комплексные минералы содержат
все лантаноиды — от церия до лютеция; в селективных мине-
ралах резко выражено преобладание элементов одной из
групп.
Наибольшее промышленное значение в настоящее время
имеют монацит, бастнезит и эвксенит.
Монацит относится к группе фосфатов, слабомагнитен,
непроводник, цвет желтовато-бурый, коричневый, красный.
С трудом растворяется в НС1 и H2SO4 при кипячении.
Встречается в пегматитах, гранитах, с полевыми шпатами,
цирконом, магнетитом, ильменитом и др. При разрушении ко-
ренных месторождений монацит как химически устойчивый
минерал сохраняется в россыпях вместе с ильменитом, цир-
коном, магнетитом и другими минералами, с которыми он ге-
нетически связан. Минимальное промышленное содержание
монацита в россыпях составляет примерно 1 %. Промышлен-
ная добыча монацита осуществляется главным образом из
россыпей.
Бастнезит относится к группе карбонатов, содержащих ред-
кие земли. Кроме элементов цериевой группы, содержит так-
же иттрий, европий: всего 65—77 % суммы оксидов редкозе-
мельных металлов.
Бастнезит встречается преимущественно в пегматитах, кар-
бонатитах и гидротермальных жилах, связанных со щелоч-
ными породами. Химически неустойчив, поэтому в россыпях
не встречается. Найден в ряде месторождений США, Швеции.
В настоящее время добывается в Маунтейн-Пасс в Калифор-
нии (США), где его извлекают из руд методом флотации.
За рубежом в основном монацит и бастнезит служат сырьем
для производства смеси редких земель и индивидуальных эле-
ментов цериевой подгруппы. Оба минерала могут также слу-
жить источником получения иттриевых земель, содержания
которых в них значительны. Частично иттриевые земли извле-
кают также и из монацита. Месторождения церита незначи-
тельны и промышленного значения пока не имеют.
Эвксенит — титанотанталониобат (содержащий уран)—име-
ет сложную формулу и непостоянный химический состав.
Встречается в коренных рудах и в россыпях вместе с монаци-
том, ксенотимом, цирконом, бериллом, уранинитом, колумби-
том и другими минералами. Добывается из месторождения
Бэр-Вэлли (США). Встречается в ряду других месторождений
США, Канады, Норвегии.
Эвксенит — минерал с высоким содержанием иттрия и эле-
ментов иттриевой подгруппы; как источник получения этих
элементов он занял сейчас ведущее место в зарубежных
странах.
Другими промышленными и перспективными минералами
иттриевых редкоземельных элементов являются урановые ми-
319
Таблица 13.3. Содержание редкоземельных элементов в основных рудных
Труп- па Минерал Оксиды ред
LaaOg Се Юз РгЮз Nd Юз ЗтЮз EU2O3
Лопарит 23—30 43-53 6-7 14—18 0-0,9 0—0,8
Кнопит 15-23 42—51 5-9 18-25 2—2.5 0,1—0,5
Бастнезит 23—44 45—53 3—6 7—17 0,1—1 0—0,2
Паризит 29 51 3-4 14-15 0—1,5 «
Пр- Монацит 14-37 37—46 4—6 10-25 3- 11 —
це- рие- вая Редкоземельный пирохлор 21—33 44—59 5-10 11—-16 0—1,2 0-0,1
Эшинит 1 — 11 13-57 6—8 13—19 2—14 0—2,5
РабдофаниТ 17—44 46-48 3-8 6—20 0-4 0—0,7
Ортит 22—23 43—49 4—5 13-30 5-6
Редкоземельный эвдиалит 8—13 23—33 4—6 13-22 3-6 0-1
Иттропаризит 13—14 27,6 3,2 13,4 3,4 —
Фергусонит 0—0,3 0,7—1,2 0—0,5 1—2 1-3 0-2
Ит- Самарксит 0-1,5 0-0,3 0—1 2—4 5—12 0-0,3
Хлопинит 0-0,5 0—0,3 0,4-1 2—3 3—6 0—0,4
трие- вая Приорит 0—0,3 0—0,5 — 0-0,8 0,8 2—25 0-0,5
Ксенотим 1—3 1-5 0—2 0-9 0-3 0-0,6
Гадолинит 0-3 8—20 0—2 3—17 2-8 —
нералы— давидит и уранинит. Гадолинит, самарксит, фергу-
сонит, ксенотим в настоящее время в промышленных содержа-
ниях встречаются редко.
К минералам, содержащим редкоземельные элементы, от-
носятся апатит, фосфориты, сфен, перовскит, эвдиалит, пиро-
хлор, ортит. Некоторые из них часто имеют значительное со-
держание редкоземельных элементов.
В фосфоритах и апатитах содержание редкоземельных эле-
ментов доходит до 1 % (самарий, европий, гадолиний, тербий,
диспрозий). В фосфатных месторождениях сосредоточены боль-
шие запасы редких земель, но они пока еще не используются
как промышленное сырье. Частично редкоземельные элементы
могут извлекаться из фосфатных минералов попутно при пере-
работке их на удобрения или фосфорные соли, а также, ве-
роятно, в процессе получения урана.
В лопарите (ниобиевый минерал) редкоземельных элемен-
тов содержится в три раза больше, чем ниобия. Он представ-
ляет собой титанотанталониобат редкоземельных элементов,
натрия, кальция и может служить сырьем для получения нио-
бия, тантала, титана и редких земель. Лопарит распространен
в нефелиновых сиенитах, а также во многих пегматитовых
жилах.
Минералы — монацит, бастнезит, лопарит — содержат пре-
имущественно элементы цериевой подгруппы.
320
минералах (в процентах от суммы редких земель)
кик элементов
Gd 2O3 | ТЬЮз | Dy4Os УзО, Но2о8 ЕГ2О3 ТгпзОз УЬзОз Lu2Oj
0-0,5 0—0,03 0—0,12 0—0,008 0—0,008 0—0,016 0-0,03 0—0,008 0—0,002
0,4—1,2 о,1—1,2 0,3—0,4 —!» — 0—0,2 —— — —
0—0,5 — 0—0,1 — — — — — —
*— <— —• —— — —
2<—7 — — —
0—0,1 0—0,1 0—0,1 5-6 — — — —• —
3-11 0—2 2—10 0—12,5 0—1 1—4 0—1 1—2 0-0,8
0—2 0—0,2 0—1 0-27 0—0,4 — 0—0,3 —
2—3 0—7 0-72 0-2 0—6 — 0-10 ——
2—5 0-1 2—9 15-26 0—0,7 1-3 0—0,5 2-6 —
3,5 0,7 4 26,4 0,7 2,1 — 1,7 0,1
3,6 0-1 4—8 59—64 1—2 5—7 0,9—1.2 7—10 1,5—2
7—52 1-4 8—15 5-61 1—2 1-4 0—0,9 0,7—0,5 0—1
4—10 0,2—2 4-8 50—80 0—2 1—6 0—2 3—10 0—3
3-5 2 16 46—52 4—5 9—12 0,8—1,2 6—9 1—2
3—11 0—2 5—13 45—64 2—4 2—11 0—1,5 1-15 1—3
2—10 0- 2 3-12 26—63 1-3 5—12 0-2 2—15 1—6
Основными минералами, используемыми для извлечения
элементов иттриевой подгруппы, служат фергусонит и ксе-
нотим.
Фергусонит — ценное комплексное сырье, из которого мож-
но извлекать ниобий, редкоземельные элементы группы иттрия
и уран. Встречается в виде акцессорного минерала в неко-
торых массивах гранитов и при их разрушении накапливается
в россыпях. В последние годы обнаружены метасоматические
месторождения, представленные альбитизированными масси-
вами щелочных гранитоидов, в которых вкраплен фергусонит
в ассоциации с малаконом, приоритом, ксенотимом и другими
иттрийсодержащими минералами. Крупные выделения фергу-
сонита совместно с другими танталониобатами встречаются в
гранитных пегматитах (например, в Швеции, Норвегии).
Ксенотим встречается примерно в тех же условиях, что и
фергусонит, и добывается преимущественно из аллювиальных
россыпей.
Из собственно ториевых минералов промышленное значение
имеют главным образом торит и его разновидности — ураното-
рит и ферриторит. Ториевые минералы встречаются обычно в
месторождениях, связанных со щелочными гранитами и сие-
нитами. Торит часто является спутником малакона и пирохло-
ра в альбититовых месторождениях.
Ферриторит встречается в некоторых гидротермальных
свинцовых месторождениях, обогащенных паризитом и мона-
21—5308 321
цитом. В последние годы приобрели также значение место-
рождения ураноторианита.
Различают месторождения редкоземельных элементов трех
типов: магматогенные, осадочные и метаморфогенные. Совре-
менная промышленность базируется в основном на добыче мо-
нацита из россыпей и некоторых типов эндогенных месторож-
дений (бастнезит-кальцитовые жилы, пегматиты с метамикт-
ными титанотанталониобатами). В последние годы найдены
перспективные месторождения карбонатитов и гематитов, со-
держащих бастнезит, флюорит и барит.
Месторождения редкоземельных металлов обычно являют-
ся комплексными. Многие из них разрабатывают главным об-
разом для извлечения других элементов, а лантаноиды из-
влекаются попутно.
По содержанию основных минералов редких земель и то-
рия различают следующие важнейшие типы месторождений
редкоземельных металлов:
монацитовые — россыпи (морские, аллювиальные);
бастнезит-паризитовые — гидротермальные бастнезит-флюо-
рит-гематитовые образования; редкоземельные карбонатиты;
кора выветривания на карбонатизированных щелочных поро-
дах с гипергенным бастнезитом;
фергусонит-приорит-эвксенитовые — ураноредкоземельные
гранитные пегматиты; редкоземельные пегматиты щелочных
гранитов; россыпи аллювиальные и делювиально-аллювиаль-
ные, альбиты, связанные со щелочными и субщелочными гра-
нитоидами;
ксенотимовые — россыпи аллювиальные;
иттропаризитовые — гидротермальные полиметаллические ме-
сторождения с иттропаризитом, ферриторитом, монацитом.
Крупные месторождения монацита известны в Индии (штат
Траванкор-Кочин), Бразилии (штаты Эспириту, Санту и Байя),
США (Южная Каролина, Джорджия), а также в Индонезии,
Австралии, на Цейлоне, в Мозамбике, на Мадагаскаре. В Бир-
ме, Малайской Федерации, в Южной Корее и США открыты
аллювиальные месторождения монацита на берегах рек.
Месторождения монацита в коренных рудах обнаружены в
ЮАР.
Известны крупные месторождения, содержащие бастнезит
и другие фторкарбонаты редкоземельных элементов. В США
(Калифорния), в месторождении Маунтен-Пасс, бастнезит, а
также паризит, монацит, ортит, церит залегают в карбонатных
породах, состоящих в основном из кальцита. Они содержат
также барит и целестин. Жильные месторождения бастнезита
известны в Демократической Республике Мадагаскар, Руанде
и Бурунди, в Трансваале (Африка) и Швеции.
Комплексные железо-фтор-редкоземельные месторождения
открыты на Монгольской платформе (Баюнь-Обо, КНР). В ру-
дах преобладают магнетит, гематит, мартит, флюорит и мине-
322
ралы редких земель, преимущественно бастнезит и паризит.
Из этих руд при обогащении получают железные, флюорито-
вые и редкоземельные концентраты.
§ 13.3. КОНДИЦИИ НА РУДЫ И КОНЦЕНТРАТЫ,
СОДЕРЖАЩИЕ РЕДКОЗЕМЕЛЬНЫЕ МЕТАЛЛЫ И ТОРИЙ
При разработке прибрежно-морских россыпей их ценность
определяется не только крупными запасами полезных мине-
ралов, но и их комплексностью. Кроме основных минералов
(ильменита, рутила, циркона и монацита) значительную цен-
ность представляют гранат, лейкоксен, ставролит, силлиманит,
кианит, магнетит. В ряде месторождений пески содержат фер-
гусонит, ксенотим, самарскит, иттриалит, гадолинит, приобре-
тающие большое значение благодаря наличию в них редкозе-
мельных элементов иттриевой подгруппы. Возможно также по-
путное извлечение из прибрежных песков золота и платины.
Добыча монацита ведется из месторождений с самыми
различными его содержаниями (минимум 0,04 % и максимум
до 25—30 %). При крупной механизированной добыче и обо-
гащении, как, например, в шт. Айдахо (США), разрабатывают
россыпи с содержанием всего 0,004 % монацита, но при ручной
сортировке и небольших масштабах добычи промышленными
в США считаются россыпи с содержанием не менее 0,6 %
монацита. В Бразилии разрабатывают аллювиальные россыпи
с содержанием монацита от 0,25 до 1,5 % и морские россыпи
с содержанием от 0,2 до 2%. В Нигерии добывают монацит
из россыпей, в которых его содержание достигает 6%, а на
Цейлоне используют россыпи с содержанием всего 0,3—0,4 %
монацита. В Индии (Траванкор) промышленные морские рос-
сыпи содержат от 0,5 до 3 % монацита. Среднее содержание
монацита в россыпях составляет около 0,5—1 %.
Важную роль в добыче монацита играют коренные место-
рождения, в частности кварцево-монацитовые жилы. В Южной
Африке, например, до 8000 т в год монацита добывают из ме-
сторождения Стинкемпс-Краал, содержащего до 25—30 % мо-
нацита. Такое исключительно высокое содержание монацита
не характерно, эффективно могут разрабатываться и место-
рождения более бедных руд.
Редкоземельные элементы цериевой группы добывают в США
из богатых руд месторождения бастнезита в Сан-Бернандино
(Калифорния) и в Линкольн-Каунти (Нью-Мексико). В ме-
сторождении Бернандино-Маунтейн-Пасс основным рудным ми-
нералом является бастнезит, содержание которого в руде ко-
леблется от 5 до 15%, а местами доходит до 60%. Руда со-
держит также флюорит и барит. Запасы карбонатита оцени-
ваются в этом месторождении в десятки миллионов тонн.
Из этих руд наряду с бастнезитом попутно извлекают ба-
рит и флюорит. Наибольший интерес представляют руды, со-
21* 323
держащие элементы иттриевой группы, и прежде всего тулий,
гадолиний и самарий.
Самостоятельная разработка месторождений редких земель,
иттриевой группы пока не играет сколько-нибудь значительной
роли. Обычно минералы этой группы извлекают попутно при
разработке комплексных месторождений. Ксенотим добывают
из монацит-циркон-титановых россыпей в Южной Каролине
(США), а эвксенит — в Айдахо (США). В ряде стран наме-
чается разработка пегматитов, содержащих фергусонит, гадо-
линит и иттротанталит. В Бразилии небольшую массу ксено-
тима добывают из россыпей.
Качество концентратов редкоземельных металлов и тория
зависит от исходного сырья и от состава минералов.
Состав монацитовых и бастнезитовых концентратов, полу-
чаемых за рубежом из различных типов руд, показан и
табл. 13.4.
Т а б л и ц а 13.4. Примерный состав монацитовых и бастнезитовых
концентратов, %
Состав Монацитовые Бастнезитовые
США (Ай- дахо) Индия Брази- лия Южная Афри- ка США (Нью- Мек- сико) США (Кали- фор- ния)
S(TR)2O3+Y2o3 В том числе: 64,8 58,6 59,2 44,6 65,7 27,4
Се2О3 29,9 27,2 20,8 24,5 28,7 12,6
Ьа2О3 17 — — 7,9 29 10,2
Рг2О3 3,9 — — 1,2 2 1,2
Na2O3 • 11 31,4 38,4 7,9 5 2,8
Sm2O3 1,3 — 1,2 0,6 0,4
Прочие (TR)2O3+Y2O3 1,7 — — 1,9 0,4 0,2
ThO2 3,5 9,8 6,5 5,9 0,05 0,1
U2O3 0,15 0,29 0,17 0,12 — —
p2o5 28 ЗС, 1 26 27 — —
F - — — 8,2 3,1
SO3 11 -- — — .—> 0,6 13
Fe2O3 0,6 0,8 0,51 4,5 1,5 2,8
TiO2 0,2 0,4 1,75 0,42 — —
SiO2 1 1,71 2,2 3,3 1,0 —
Эвксенитовые концентраты в США получают из аллюви-
альных россыпей. Остальные минералы с преимущественным
содержанием элементов иттриевой подгруппы (самарскит, га-
долинит, ксенотим, фергусонит и др.) обычно извлекают из
пегматитов и гранитов, отчасти из россыпей, образовавшихся
вследствие разрушения этих пород.
В товарном монацитовом концентрате суммарное содер-
жание оксидов редкоземельных элементов и тория составляет
около 65 %•
324
Используют также концентраты с содержанием 55 и 68 %
этих оксидов. При этом содержание оксида тория, который яв-
ляется очень ценным компонентом этого сырья, составляет 2—
11%. Отношение содержания редкоземельных элементов к то-
рию в монаците может изменяться от 15:1 до 6 : 1.
Флотационный монацитовый концентрат содержит 50 % сум-
мы оксидов редкоземельных элементов и тория.
Бастнезитовый концентрат из руд коренных месторожде-
ний получают флотацией. На фабрике «Маунтейн-Пасс»
(США) перерабатывают бастнезитовую руду с содержанием
7—10 % суммы оксидов редкоземельных элементов. Флотаци-
онный концентрат содержит 60 % суммы оксидов редких зе-
мель.
Бастнезитовый концентрат в сыром виде в продажу обыч-
но не поступает, а подвергается химическому обогащению с
доведением содержания оксидов редкоземельных элементов до
90%. Состав редких земель в бастнезите отличается от со-
става их в монаците более высоким относительным содержа-
нием лантана и меньшим — церия.
Эвксенитовые концентраты получают в США (фабрика
«Лоумен»). Они содержат 17 % редкоземельных элементов,
среди которых преобладают иттрий и элементы иттриевой
подгруппы.
§ 13.4. ПРОИЗВОДСТВО РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ И ТОРИЯ
Из известных в настоящее время зарубежных заводов по
производству редких земель до 50 % падает на долю бастне-
зитовых руд США и до 40 % на долю прибрежно-морских и
аллювиальных монацитсодержащих песков Индии, Бразилии,
Австралии и др.
Поставки РЗМ на мировой рынок в 1984 г. составили
37 тыс. т (по содержанию оксидов РЗМ), в том числе (т):
США 17 300 (только бастнезит), Австралия 8000, КНР 6000,
Индия 2200, Бразилия 1100, Малайзия 200, Таиланд 80.
В США к концу 1984 г. цены составляли, дол/кг:
Концентрат: Хлориды РЗМ.............1,85
монацитовый...... 3,42—3,75 Оксалаты РЗМ...........18,52
бастнезитовый....2,14
Производство РЗМ в США резко возросло за счет собствен-
ного сырья. В то же время США импортируют монацитовые
и бастнезитовые концентраты из Африки и других стран и в
целом потребляют не менее 90 % общего объема редкоземель-
ных металлов, производимых капиталистическими странами.
Производственные мощности предприятий по производству
монацитовых, бастнезитовых, торитовых, эвксенитовых концен-
тратов составляют более 40 тыс. т концентрата в год. В связи
с очень высоким спросом в США на оксид европия намечает-
ся резкое расширение производства бастнезитового концентра-
325
та. Мощность обогатительной фабрики в Кингс-Маунтейн по-
высится до 51 тыс. т бастнезитового концентрата в год, содер-
жащего до 60—70 % суммы оксидов редких земель, в том чис-
ле до 0,11 % оксидов европия.
Более 90 % РЗМ используют в виде коллективных концен-
тратов в черной металлургии при производстве катализаторов
и для изготовления стекла.
Геологические запасы иттрия оцениваются в 33 тыс. т, из
них на долю Индии приходится 55%, Америки 22 % (в том
числе США около 10%), Бразилии 7%. Производство иттрия
(в виде металла) составляет около 200 т в вод, из них — Аме-
рика около 60 т, Индия, Малайзия — 36 и 24 т, Австралия —
55 т.
Скандий применяют в производстве высокоинтенсивных
ламп (иодид скандия), в нефтяной, химической и электронной
промышленности. США покупают сырье в Австралии и Ве-
ликобритании. Цена за 1 кг чистого скандия составляет около
15 тыс. долл.
Геологические запасы скандия оценивают в 600—700 т. Он
встречается в титаномагнетитах и пегматитах. Скандий при-
сутствует в фосфатных, урановых и вольфрамовых рудах.
§ 13.5. ОБОГАЩЕНИЕ РОССЫПЕЙ РЕДКОЗЕМЕЛЬНЫХ
МЕТАЛЛОВ И ТОРИЯ
При обогащении прибрежно-морских и аллювиальных россы-
пей, содержащих рутил, циркон, ильменит и другие ценные
минералы, обычно монацит и некоторые редкоземельные ми-
нералы выделяют попутно при получении титановых или цир-
коновых концентратов.
Примером обогащения эвксенито-монацитовых россыпей
может служить фабрика «Лоумен» (США), на которой пере-
рабатывают пески месторождения Бэр-Вэлли.
Месторождение Бэр-Вэлли залегает на небольшой глубине,
сверху покрыто тонким слоем наносов и растительностью. Пес-
ки, поступающие на первичное обогащение, содержат от 12
до 80 (в среднем около 30) кг/м3 суммы тяжелых минералов
(около 1 —1,5%). Кроме эвксенита и монацита пески содер-
жат колумбит, ильменит, циркон, фергусонит, браннерит, ксе-
нотим, магнетит, гранат, ильменорутил. Содержание монацита
в среднем равно 0,3 кг/м3, эвксенита — 0,2—0,9 (в среднем
0,6) кг/м3.
Содержание основных тяжелых минералов в песках Бэр-
Вэлли приведено в табл. 13.5.
Вскрыша песков производится бульдозерами. Разработка
ведется двумя драгами с черпаками вместимостью соответ-
ственно 120 и 140 л, общей производительностью 6000 м3/сут
326
Таблица 13.5. Содержание минералов в песках Бэр-Вэлли
Содержание Минерал Содержание
Минерал г/м3 г/т % г/м3 г/т %
Эвксенит Монацит Циркон .Ильменит 647 323 32 12 940 240 120 12 50С0 0,024 0,012 0.0012 0,5 Колумбит Гранат Магнетит 129 6470 3235 50 2400 1200 0.С05 0,24 0,12
песков. Драги работают круглосуточно по 7 дней в неделю
в течение 9 мес.
Пески промывают на драгах в бутарах с отверстиями
9,4 мм. Надрешетный продукт отгружают в отвал, а подре-
шетный поступает на обогащение в отсадочные машины, уста-
новленные на драгах.
Черновой концентрат с перечистных отсадочных машин, со-
держащий эвксенит, монацит, колумбит, фергусонит, ксенотим,
браннерит, магнетит, гранат, ильменит и другие минералы, со-
бирают и периодически перекачивают на берег в бункер, от-
куда его отгружают для доводки на обогатительную фабрику
«Лоумен».
На фабрику поступает 150—200 т черновых концентратов
в сутки, содержащих до 85 % магнетита, граната, ильменита
и других тяжелых минералов.
По магнитной проницаемости минералы образуют следую-
щий убывающий ряд: магнетит, ильменит, гранат, колумбит,
эвксенит, монацит, шпинель и циркон.
По относительной электропроводности минералы располага-
ются в следующем убывающем порядке: сульфиды, оксиды,
карбонаты, фосфаты, силикаты. Перечистку и доводку черно-
вого концентрата осуществляют в две стадии: I — магнитная
сепарация для отделения магнетита и ильменита и электроста-
тическая сепарация для выделения эвксенитового и монацито-
вого концентратов (рис. 13.1,а); II — концентраты перечищают
на гидравлических и пневматических концентрационных стоках
(рис. 13.1,6).
Первоначальный черновой концентрат поступает на гро-
хот, работающий в замкнутом цикле со стержневой мель-
ницей.
Подрешетный продукт крупностью —1,6 мм направляется
в реечный классификатор, в слив уходит кварц крупностью
—0,2 мм, направляемый в отвал.
Пески классификатора с содержанием твердого 75% посту-
пают на протирку в специальные аппараты. При перемешива-
нии в этих аппаратах улучшаются поверхностные свойства ми-
неральных частиц, что имеет существенное значение для по-
следующей сепарации. Мокрые пески подают в магнитный се-
327
a
Черновой концентрат (-9,4 мм)
Грохочение
1+0 мм |-^мм
Измельчение Классификация
Спид
Магнитная сепарация
I Магнитная
I фракция
I
Магнетит
, ильменит
Сушка о Слив в
—।— хвостохранилище
Магнитная сепарация
--------Магнитная
Магнитная сепарация фракция
Нем Знатная Хвосты
фракция
Классификация
Ильменит, I электростатическая
гранат на склад ,_________сепарация
Колумбит, Промпоодцкт Монацит
эвксенит ' 1-------------
ii ' I ।
Л электростатиче-
ская сепарация
Г | Хвосты
Грохочение
-0,8 мм +0,<?мм
-----------*
И электростатическая
сепарация
, I “хвосты
__________________I
Магнитная сепарация
Магнитная фракция
(монацит)
Магнитная сепарация
Магнитная
фракция
и полюса
Магнитная
фракция
I полюса
Гранат,
v ильменит
На доводочную секцию
(колумбит, эвксенит)
Магнитная
сепарация
Немагнитная
фракция
(монацит)
г-
Грохочение
-0,2мм
Немагнитная
фракция
В хвосты
(кварц и др.)
+^мм
Эвксенит Хвосты
На доводочную секцию
(монацит)
паратор, на котором выделяют 99% магнетита и небольшую
часть ильменита. Магнетит складируют, а немагнитная фрак-
ция поступает во второй реечный классификатор. Слив клас-
сификатора направляют в отвал, а пески влажностью 12—15%
загружают элеватором в бункера. Через 8 ч влажность песков
в них снижается до 8%. Далее пески сушат в барабанной су-
шилке, отапливаемой соляровым маслом, что позволяет избе-
жать отложения сажи на поверхности частиц, отрицательно
влияющей на электростатическую сепарацию. Высушенные
пески конвейером, а затем элеватором подают в бункер, из
бункера — на магнитный барабанный сепаратор, где выделяют
328
Питание
Магнитная сепарация
Магнитная I Магнитная
фракция фракция
I поп юса П поп юс а
Немагнитная
фракция
Ипьменит, в циикупяцию
гранат на эпектростатический
сепаратор
Рис. 13.1. Схема доводки эвксенито-монацитовых черновых концентра-
тов на фабрике «Лоумен» (США)
магнитный промпродукт. После этого материал поступает на
индукционно-роликовые сепараторы, где выделяют ильменит и
гранат.
Сепарация ильменита из радиоактивных песков может
быть более успешно проведена на сильномагнитных сепарато-
рах с поперечной лентой, но вследствие их малой производи-
тельности потребовалось бы 50—60 аппаратов для переработки
всего объема песков. Ленточные сепараторы используют для
доводки песков в последующих стадиях процесса.
В индукционно-роликовых сепараторах в каждом вертикаль-
ном ряду имеются ролики для грубой и очистной сепарации и
два ряда для перечистных операций. Немагнитная фракция пер-
вого ролика поступает на второй и т. д.; немагнитная фракция
второго ролика представляет собой грубый колумбитовый и
эвксенит-монацитовый концентрат. Магнитная фракция ролика
329
грубой сепарации поступает на третий ролик, магнитная фрак-
ция третьего — на четвертый. /Лагнитная фракция четвертого
ролика представляет собой конечные магнетит-ильменитовые
хвосты. Магнитная фракция второго ролика и немагнитные
фракции третьего и четвертого роликов объединяются и присо-
единяются к питанию сепараторов.
Коллективный эвксенит-монацит-колумбитовый концентрат
сушат при 350 °C, что способствует более эффективному отде-
лению монацита от колумбита и эвксенита на электростатиче-
ских сепараторах. Разделение колумбит-эвксенитовой фракции
производится в электростатических сепараторах. Аппарат со-
стоит из четырех одинаковых горизонтальных барабанов диа-
метром 250 мм и общей длиной 1500 мм, расположенных па-
раллельно. Непроводящие частицы монацита попадают в элек-
трическое поле, заряжаются и удерживаются на поверхности
барабана, а удаляются с него щеткой. Проводящие частицы
колумбита и эвксенита получают небольшой заряд, быстро за-
ряжаются и легко соскальзывают с заземленного ротора.
С первичных двух роликов получают три продукта: колум-
бит-эвксенитовый концентрат, промпродукт и монацитовый
продукт. Первичный колумбит-эвксенитовый концентрат посту-
пает на четвертый ролик для окончательной очистки, а мона-
цитовый продукт — на третий. Промпродукт с каждого ролика
возвращают в начало соответствующей операции.
Колумбит-эвксенитовый продукт с электростатического се-
паратора (см. рис. 13.1,а) разделяют на электровибрационном
грохоте на две фракции: 4-0,8 и —0,8 мм, которые затем раз-
дельно обрабатывают на двух двухполюсных ленточных маг-
нитных сепараторах (см. рис. 13,1,6) для удаления ильменита
и граната. Необходимость узкой классификации вызывается
тем, что магнитная проницаемость оставшегося ильменита и
граната близка к магнитной проницаемости колумбита и эвксе-
нита. Классифицированное питание обеспечивает получение бо-
лее чистых концентратов. Кроме того, последующая доводка
классифицированных продуктов на концентрационных столах
проводится значительно эффективнее.
С первого ролика получают ильменитовую фракцию с высо-
ким содержанием железа (магнетит-ильменитовые сростки).
Колумбит-эвксенитовый концентрат поступает в бункера.
Монацитовую фракцию, полученную на электростатических
сепараторах, подают на индукционно-роликовый сепаратор для
удаления кварца и циркона.
Магнитная фракция монацита с первого ролика подвергает-
ся перечистке на двухполюсном ленточном сепараторе. Маг-
нитную фракцию первого полюса с высоким содержанием гра-
ната и ильменита складируют. Магнитная фракция второго по-
люса подается на ленточный сепаратор для извлечения эвксе-
нита. Монацитовый продукт классифицируют на грохоте с раз-
мером отверстий 0,2 мм и складируют отдельно.
330
Колумбит-эвксенитовые и монацитовые фракции поперемен-
но подают, каждую в отдельности, на доводочную секцию (см.
рис. 43.1,6). Сначала материал поступает на пневматический
стол, на котором получают окончательный концентрат, пром-
продукт и хвосты, поступающие на гидравлические концентра-
ционные столы. На столах выделяют концентрат, промпродукт
и отвальные хвосты. Концентраты пневматического и гидравли-
ческого концентрационных столов объединяют и направляют
для окончательной доводки на четырехполюспый магнитный се-
паратор.
Фабрика выдает в виде конечных продуктов эвксенитовый и
монацитовый концентраты. При работе на полную запроекти-
рованную мощность производство эвксенитового концентрата
должно составить 450 т в год, а монацитового — около 250 т
в год. В виде побочных продуктов могут быть извлечены так-
же колумбит, циркон, ильменит, ильменорутил, фергусонит,
браннерит, ксенотим, магнетит, гранат и другие минералы.
Концентраты содержат около 30 % суммы пятиокислов нио-
бия и тантала, 10 % оксида урана, 2 % оксида тория, 18—22 %
оксидов редкоземельных элементов и 21 % диоксида титана.
В дальнейшем концентраты подвергают комплексной химиче-
ской переработке на заводе в Сен-Луи, где получают соедине-
ния тантала, ниобия, урана, тория и редкоземельных эле-
ментов.
§ 13.6. ФЛОТАЦИОННЫЕ СВОЙСТВА МОНАЦИТА
И БАСТНЕЗИТА
Из тонковкрапленных коренных руд бастнезит и монацит из-
влекают флотацией. Флотационные свойства этих минералов
очень близки свойствам сопутствующих им минералов — флюо-
рита, кальцита, барита, апатита, турмалина, пирохлора, грана-
та и др., что затрудняет проведение селективной флотации
в промышленности. Поэтому за последние годы проведены бо-
лее углубленные исследования флотируемости чистых минера-
лов, содержащих редкоземельные элементы.
Монацит успешно флотируется катионными собирателями и
олеиновой кислотой, олеатом натрия и их заменителями при
pH 7-11.
Закрепление олеата натрия на монаците возрастает с изменением pH
среды от кислой до щелочной. Так, при pH 3—5 закрепляется от 1,8 до 3,3
условных мономолекулярных слоев собирателя, а при pH 7—9,2 около 8,5,
причем в кислой среде монацит не флотируется, а в нейтральной и щелочных
средах на его поверхности образуются олеаты кальция, тория и редкоземель-
ных металлов, обеспечивающих гидрофобизацию поверхности монацита.
В этих условиях возможно селективное разделение монацита от пирохлора
и циркона, которые подавляются при рН^9—10, а монацит полностью извле-
кается (рис. 13.2).
Значительно хуже других минералов монацит извлекается
лауриламином, АНП и другими катионными собирателями. При
331
Рис. 13.2. Влияние расхода q едкого натра (а) и сернистого натрия (б) на
флотацию минералов олеатом натрия (225 г/т):
1 — пиро.хлор; 2 — циркон; 3 — монацит
О 20 40 60 во 100
Рис. 13.3. Влияние концентрации С
лауриламина на флотируемость ми-
нералов:
1 — пирохлор; 2 —- циркон; 3 — монацит;
4 — микроклин
Рис. 13.4. Спектр монацита, обработанного олеатом натрия при pH 7 (а), то
же, совместно с сернистым натрием (б) и обработанного сернистым натрием
для десорбции олеата натрия (в)
расходе лауриламина 400—500 г/т наиболее полно извлекаются
микроклин и пирохлор (рис. 13.3). При повышенных расходах
собирателя монацит можно извлечь лишь в нейтральной и сла-
бощелочной средах.
Сернистый натрий является очень селективным регулятором флотации.
Предварительная обработка минералов сернистым натрием (3—5 кг/т) без
удаления раствора приводит к полному подавлению пирохлора и циркона
и не изменяет флотируемости монацита олеатом натрия (2250 г/т). В этих
условиях возможна селективная флотация минералов. В случае удаления
раствора и отмывки избытка сернистого натрия селекции не наблюдается.
Подавление пирохлора и циркона можно объяснить закреплением на их по-
верхности, кроме ионов ОН", ионов HS" и S2-, предотвращающих адсорб-
цию анионного собирателя.
332
На монаците не обнаружены ионы HS- (методом инфракрасной спектро-
скопии), а закрепившиеся ионы серы окислены и соединены с кислородом.
На монаците наряду с ионами серы сохраняется значительное содержание
олеатов кальция, тория и редкоземельных металлов, что обеспечивает пол-
ную флотацию монацита одним вспенивателем. Следовательно, сернистый
натрий является селективным десорбентом олеата натрия, причем десорбция
с пирохлора и циркона осуществляется при pH 9,4 и выше преимущественно
за счет закрепления на них ионов HS-, а в случае применения едкого натра
вытеснение собирателя обеспечивается ионами ОН- при повышенном pH рас-
твора. При pH 11,5—12 флотация пирохлора и циркона прекращается,
а извлечение монацита составляет 95—97.%. Установлено, что с поверхности
минералов в первую очередь десорбируется молекулярная, а затем ионная
форма собирателя.
Сернистый натрий десорбирует значительную часть олеата натрия с по-
верхности монацита (рис. 13.4,6). Сравнивая спектры монацита, обработан-
ного сернистым натрием в условиях десорбции (рис. 13.4,в), со спектром
минерала, обработанного олеатом натрия при pH 7 (рис. 13.4,а), видно, что
на данном спектре исчезла полоса в области 830—900 см-1, характерная для
валентных колебаний Me—О (Се, La, Са, Th). Это исчезновение указывает
на то, что в процессе десорбции удаляются олеаты ряда металлов, однако
•оставшийся на поверхности собиратель, находящийся в виде прочно закре-
пившихся олеатов металлов (полоса 1439 см-1) и в виде ионизированной
карбоксильной группы СОО~ (полоса 1329 см-1), составляет больше одного
условного монослоя, ввиду чего монацит полностью флотируется после обра-
ботки десорбентом.
Сильными подавителями монацита являются серная и фос-
форная кислоты, более слабыми — жидкое стекло и танин.
Кремнефтористый натрий также сильный подавитель монацита
при флотации его окисленным рисайклом, являющимся продук-
том окисления нефтяной фракции, подвергнутой глубокому
гидрированию.
Депрессирующий нон SiF62~ наиболее сильно воздействует
в кислой среде при pH 3—6. Следовательно, с помощью pH
среды можно регулировать флотацию монацита в присутствии
кремнефтористого натрия, при этом установлена обратимость
подавления монацита ионом SiF62- в зависимости от pH
среды.
§ 13.7. ОБОГАЩЕНИЕ КОРЕННЫХ РУД
Примером промышленного обогащения монацитовых руд явля-
ется фабрика «Стинкемпс-Краал» (ЮАР), а бастнезитовых —
фабрика «Маунтейн-Пасс» (США).
Монацитовое месторождение Стинкемпс-Краал расположено
в пустынной местности, в более чем 100 км от железной до-
роги, в безводном и малонаселенном районе. Основными мине-
ралами в руде являются монацит, апатит, циркон, магнетит,
пирит, халькопирит, галенит. Из вторичных минералов присут-
ствуют лимонит, гематит, малахит, лейкоксен.
Процессы метаморфизма создали неблагоприятные условия
для обогащения руды. Полевой шпат замещается серицитом,
биотит-хлоритом, а минералы железа — лимонитом. Изменен-
ные боковые породы представлены бесструктурными агрегата-
ми кварца и глинистыми продуктами, окрашенными в различ-
333
ные цвета вторичными медными или железными минералами,
или же теми и другими вместе.
Апатит ассоциирован с монацитом, количественное отноше-
ние апатита и монацита непостоянно; оба фосфата составляют
в сумме около 80 рудной массы, причем с глубиной содержание
апатита возрастает.
Циркон является акцессорным минералом и находится в ви-
де изолированных зерен между зернами монацита и апатита.
Встречаются также борнит, ковеллин и халькозин. Близко к по-
верхности залегают обычно окисленные медные минералы —
азурит, малахит и хризоколла. Фосфаты в различной степени
замешены оксидами и сульфидами, в результате чего зерна
апатита и монацита покрыты пленкой оксидов и сульфидов.
В жилах содержится кварц, замещая рудное тело и вмеща-
ющую боковую породу. Фосфаты в прожилках имеют округ-
лую форму в виде включений в кварце. Сидерит содержится
в виде тонких жилок в рудном теле и вмещающей породе.
Руда сильно шламуется даже при осторожном дроблении и
измельчении. Предварительные исследования показали, что
обогащение на концентрационных столах и отсадочных маши-
нах дает богатый продукт, но при значительных потерях со
шламами. Электростатическое и магнитное обогащение оказа-
лось непригодным. При флотации достигнута высокая степень
извлечения (более 91%) в концентрат с содержанием более
50% суммы оксидов редкоземельных элементов и тория.
Медные минералы целесообразно флотировать в первую оче-
редь. В верхней части окисленной зоны преобладали вторичные
окисленные медные минералы, в основном малахит. Хорошие
результаты флотации меди были получены при предваритель-
ной обработке руды содой и флотацией с реагентами 343* * и
824**, сернистым натрием, нефтью и сосновым маслом. Затем
добавляли олеиновую кислоту (1 кг/т) и флотировали мо-
нацит.
Исследованиями было установлено, что медные минералы
быстро флотируются в щелочной среде с использованием соды,
сернистого натрия, изопропилового ксантогената и соснового
масла; олеиновая кислота с нефтью или без нее эффективно
флотирует монацит; жидкое стекло эффективно подавляет шла-
мы, хотя в некоторых рудах оно подавляет и монацит. Апатит
флотируется с монацитом.
Расход реагентов <при флотации монацитовой руды составил
(г/т): в медную флотацию — сода 500, реагент-343 25, серни-
стый натрий 250, реагент-824 25, нефтяное масло 200, сосновое
масло 20; в монацитовую флотацию — олеиновая кислота
'1150.
* Реагент-343 — изопропиловый ксантогенат натрия.
• ** Реагент-824 — смесь нефтяных сульфокислот.
334
При флотации монацитовой руды, содержащей 33,9—35,8%
суммы оксидов редкоземельных элементов, получены монаци-
товые концентраты с содержанием 48—49% суммы оксидов
редкоземельных элементов при извлечении 97,1—97,9% и хво-
сты с содержанием суммы оксидов редкоземельных элементов
2,6-2,2%.
Было исследовано предварительное обогащение в тяжелых
суспензиях, так как большая часть руды содержится в мало-
мощных участках рудного тела и при разработке их происхо-
дит значительное разубоживание руды пустой породой.
При разделении руды в суспензии из гонкоизмельченного
ферросилиция плотностью 2,8 г/см3 извлечение суммы оксидов
редкоземельных элементов и тория в тяжелую фракцию и ме-
лочь крупностью —6,36 мм составило 99,6%. Содержание сум-
мы оксидов редкоземельных элементов в тяжелой фракции со-
ставляло 30,6% при выходе ее 79,6% от исходного материала,
содержащего 24,5% суммы оксидов. Содержание оксидов в лег-
кой фракции составляло только 0,4%.
После проведенных исследований было начато строительст-
во установки для обогащения в тяжелых суспензиях перед фло-
тацией.
Результаты флотации контролировались радиометрическим
анализом продуктов обогащения. Было найдено, что отношение
диоксида тория к оксидам редкоземельных металлов состав-
ляет 1:8,33, следовательно, по содержанию диоксида тория,
установленному радиометрическим методом, пересчетом легко
определить содержание суммы оксидов в пробах.
Технологическая схема обогащения руды на фабрике «Стин,-
кемпс-Краал» показана на рис. 13.5. Руду из шахтного бункера
сортируют на конвейерной ленте для удаления пустой породы.
Затем руда после крупного и среднего дробления и тонкого из-
мельчения до 50% —0,074 мм поступает на медную флотацию
в машины Фагергрина. Перед медной флотацией пульпу пере-
мешивают со смесью гидросульфита натрия, изопропилового
ксантогената и соснового масла при pH 7,9—8,1.
Хвосты контрольной флотации обрабатывают реагентами
в двух последовательно установленных контактных чанах.
В первый чан добавляют жидкое стекло и соду, во второй —
олеиновую кислоту. Обработанная пульпа при pH 8,4 посту-
пает во флотационную машину Фагергрина из шести камер,
причем в третью и пятую камеры добавляют олеиновую кис-
лоту. Черновой монацитовый концентрат подвергают двукрат-
ной перечистке, а хвосты — контрольной флотации. В перечист-
ные операции добавляют жидкое стекло.
Концентрат сгущают с добавлением серной кислоты, чтобы
понизить pH пульпы до 6. Затем его фильтруют, сушат, опро-
буют и упаковывают для отправки потребителю.
Суммарный расход флотационных реагентов на фабрике со-
ставляет (г/т): гидросульфит натрия 100—250, изопропиловый
335
Руда
Ручная сортировкя
Грохочение
|+£7 мм
Дробление I
I
Грохочение
^12,1 мм
Дробление И
-бвмм
-12,1мм
Классификация
Пески'
Измельчение
Классификация
\ ^Слид
Перемешивание
Оснобная флотация
Перечистная
Контрольная
Концентрат Хвосты Концентрат
Сгущение
Концентрат
Перемешивание
Слив
Сушка
Перемешивание
Медный
концентрат
Основная монацитовая флотация
I перечистная
Контрольная
Л перечистная
Сушка
Хвосты
Сгущение
Фильтрование
Монацитовый
концентрат
Фильтрат
Рис. 13.5. Технологическая схема обогащения руды на фабрике «Стин-
кемпс-Краал» (ЮАР)
ксантогенат натрия 25—50, пенообразователь 10—25, олеиновая,
кислота 750—1750, жидкое стекло 1250—2500, сода 250—500,.
серная кислота 500.
Содержание меди и суммы оксидов РЗМ и тория
на фабрике „Стинкемпс-Краал*, %
Элемент........................................ Си 2 оксидов TR и Th-
Концентрат:
медный.........................................13,5 10,3
монацитовый................................ — 50
Хвосты:
медной флотации................................ 0,3 —
монацитовой флотации....................... — 8,7
Исходная руда.................................. 1,3 27,5
Примечание. В чистом монаците сумма оксидов редкоземельных элементов и тория-
составляет 67,8%.
Химический состав монацитовых концентратов фабрики „Стинкемпс-Краал*
Соединение...............ThO2 SiOa S Fe2O3 P2O6 Cu CaO
Содержание, %.......... 6,3 5,5 1,4 4,3 26,1 0,6 10
Примечание- Содержание оксидов РЗМ и тория в монацитовом концентрате составляет,
51,Е%.
Распределение оксидов редкоземельных металлов
в монацитовом концентрате фабрики „Стинкемпс-Краал*
Оксид.......La2O3 Се2О3 PreOu Na2O3 Sm2O3 Cd2O3 Y2O3 Другие-
Доля, % ... 24 48 5 17 3 2 0,2 0,8
Основную долю редкоземельных бастнезитовых концентра-
тов получают в США из руд Маунтейн-Пасс (шт. Калифорния)..
Производственная мощность обогатительной фабрики (распо-
ложенной вблизи месторождения) составляет по руде
1500 т/сут, по концентрату редкоземельных элементов —
27 тыс. т/год.
Рудное тело жильного типа имеет длину около 600 м,..
а мощность 60 м. Разработка месторождения ведется откры-
тым способом. Руда очень богата бастнезитом и содержит от
5 до 15% суммы оксидов редкоземельных металлов, из кото-
рых 90% составляют церий, лантан, неодим и празеодим. Кроме
того, в руде содержится до >15 других редкоземельных метал-
лов. Порода представлена кальцитом и другими карбонатами,,
баритом и кварцем.
Обогащение руды на фабрике «Маунтейн-Пасс» (США) осу-
ществляется по комбинированной схеме, включающей флота-
цию бастнезита, выщелачивание кальцита и других карбона-
тов пустой породы и обжиг для удаления диоксида углерода
из бастнезита (рис. 13.6).
Исходную руду дробят до 19 мм в две стадии в щековой
и конусной дробилках, затем измельчают в стержневой мель-
нице, слив которой поступает в реечный классификатор, рабо-
тающий в замкнутом цикле с шаровой мельницей. Слив рееч-
ного классификатора крупностью 96% —0,Г5 мм поступает на
флотацию.
22—5308 337"
Руда
Крупное дробление
Среднее дробление
Грохочение
|+#мм |-# мм
Измельчение I
Рис. 13.6. Технологическая схема обогащения бастнезитовой руды на
фабрике <Маунтейн-Пасс> (США)
Для создания pH 9,5 в мельницу добавляют 900—2700 г/г
кальцинированной соды. Измельченная руда обрабатывается
в трех последовательно установленных контактных чанах, в ко-
торых она нагревается паром, подаваемым под давлением.
875 кПа, и перемешивается с реагентами. В первом чане пуль-
па нагревается до 60 °C, во втором — до 82 °C и в третьем —
до 93 °C.
В третий чан добавляют реагенты: эмерсол-300 (частично
окисленная олеиновая кислота), орзон А (лигносульфонат ам-
мония) и жидкое стекло. Орзон А применяется для подавления
кальцита и других карбонатов пустой породы.
Далее пульпу разбавляют водой до температуры 54 °C и
флотируют в машинах Денвер. После пятикратной перечистки
концентрат содержит 63% суммы оксидов редкоземельных ме-
таллов. Этот концентрат выщелачивают 10%-ным раствором
соляной кислоты для удаления растворимых карбонатов пустой
породы, после чего в нем повышается содержание суммы окси-
дов редкоземельных металлов до 72%.
Далее концентрат сгущают, флотируют, сушат и обжигают
с целью удаления диоксида углерода, содержащегося в баст-
незите. Содержание суммы оксидов редкоземельных металлов,
в готовом концентрате составляет около 90%.
На фабрике «Маунтейн-Пасс» получают цериевые, ланта-
новые, неодим-празеодимовые, гадолиний-самариевые концент-
раты, а также оксид европия. Концентраты редкоземельных ме-
таллов отгружают на заводы «Лувр» (шт. Колорадо), «Йорк»
и «Вашингтон» (шт. Пенсильвания) для переработки на чи-
стые химические соединения, металлы и сплавы. Себестоимость
1 кг редкоземельных элементов на фабрике «Маунтейн-Пасс»
составляет около 1800 долл.
На XVI Международном конгрессе по обогащению полезных,
ископаемых (Канада, 1982 г.) в докладе Д. В. Фюрстенау от-
мечается, что бастнезит месторождения Маунтейн-Пасс содер-
жит около 75 % STR2O3, из них (%): церий 50, лантан 34,
неодим 11, празеодим 4, самарий 0,5, гадолиний 0,2, евро-
пий 0,7.
Бастнезит успешно флотируется не только жирнокислотны-
ми собирателями при подавлении пустой породы лигнин-суль-
фонатом, но и гидроксамовыми кислотами.
Руда крупностью 80% —0,14 мм перед флотацией подвер-
гается 6-кратной пропарке в чанах диаметром 1,8, высотой
2,74 м: I — с содой (2,5—3 кг/т); II — с кремнефтористым нат-
рием (0,4 кг/т); III — с лигнин-сульфонатом аммония (Зкг/т);
IV — острым паром; V — с ДТМ (0,3 кг/т); VI — острым па-
ром.
Далее пульпу при содержании твердого 30—35% флотиру-
ют жирнокислотным собирателем с получением концентратов,
содержащих 60—63% TR при извлечении 65—70%.
22* 339'
Была изучена возможность применения гидроксамовых кис-
лот. Чистый бастнезит по сравнению с кальцитом и баритом
эффективнее флотируется при более низких концентрациях со-
бирателя К-октилгидроксамата (калиевый октилгидроксамат).
Бастнезит из руды месторождения Маунтейн-Пасс хорошо фло-
тируется при pH 5—9 и концентрации К-октилгидроксамата
3-10“4 моль/л. Барит в этих условиях не флотируется. Иссле-
дования показали, что К-октилгидроксамат является более се-
лективным при флотации бастнезита, чем жирные кислоты, и
значительно повышает извлечение. Соду (2,3 кг/т) и лигно-
сульфонаты (2,3 кг/т) добавляли до подачи собирателя
{0,35 кг/т).
Обогащение руд, содержащих редкоземельные минералы ит-
триевой группы, изучено более слабо. Некоторый опыт накоплен
на обогатительных фабриках, перерабатывающих редко-
земельные комплексные руды, содержащие кварц-хлорит-сери-
циты и ценные минералы в виде фторкарбонатов (иттропари-
зит, иттросинхизит, иттробастнезит), частично фосфаты (мона-
цит, ксенотим), фториды (иттрофлюорит, флюцерин), силикаты
И др.
Кварц, хлорит-серициты, амфиболы, флюорит, кальцит яв-
ляются основными минералами пустой породы. Некоторые
цветные металлы представлены сульфидами. Редкоземельные
минералы в руде содержат в основном лантан, неодим, иттрий,
церий и другие элементы. Вкрапленность минералов очень тон-
кая, поэтому единственным методом их извлечения является
флотация при измельчении руды до 80—90% —74 мкм.
Применяют алкилгидроксамовые кислоты типа ИМ-50, ко-
торые способны образовывать комплексные соединения с редко-
земельными элементами (а также титаном, ниобием, танталом,
оловом и др.) и селективно гидрофобизировать соответствую-
щие минералы. Комплекснообразующие свойства алкилгидро-
ксамовых кислот связаны с наличием в их функциональной
группе двух донорных атомов — азота и кислорода, которые об-
условливают образование пятичленных хелатных циклов с ка-
тионами решетки минерала:
Известно, что иттросинхизит (аналогично иттропаризит) об-
ладает высокой флотируемостью гидроксамовой кислотой при
pH 9—10 ввиду активной сорбции собирателя на поверхности
иттросинхизита за счет лантана, содержащегося в решетке ми-
нерала, при этом ионы кальция, входящие в решетку, не уча-
ствуют в реакции.
.340
Для селективного разделения редкоземельных минералов от
кальцита, кварца, барита и других минералов породы приме-
няют как в СССР, так и на фабрике «Маунтейн-Пасс» реаген-
ты-регуляторы: соду, жидкое стекло, сернистый натрий и дру-
гие в сочетании с пропаркой при температуре от 60 до 90 °C.
При переработке редкоземельных минералов иттриевой
группы применяют следующую схему. Исходную руду после из-
мельчения до 85% —74 мкм подвергают стадиальной сульфид-
ной флотации, хвосты которой направляют на магнитную се-
парацию для удаления магнитных минералов в отвальные хво-
сты. Немагнитная фракция поступает на основную флотацию
редкоземельных минералов, куда подают соду, жидкое стекло
и собиратель ИМ-50. После контрольных и перечистных опе-
раций получают черновой редкоземельный концентрат, который
сгущают и подвергают пропарке в чанах при 60—90 °C с до-
бавлением в пульпу соды и реагента ОП-Ю. После пропарки
концентрат подвергается двукратной перечистке с получением
готового редкоземельного концентрата и промпродукта. По-
следний сгущается и снова подвергается пропарке и последу-
ющей основной флотации промпродукта и двух-или трехкрат-
ной перечистке, концентрат последней перечистки присоединя-
ется к готовому концентрату. Извлечение суммы редкоземель-
ных элементов составляет около 65%, а оксидов иттрия более
70%.
В случае применения вместо алкилгидроксамовых кислот
жирнокислотных собирателей извлечение редкоземельных мине-
ралов значительно снижается.
В исследованиях показана возможность дальнейшего совер-
шенствования реагентного режима флотации редкоземельных
элементов иттриевой группы путем применения сочетания ал-
килгидроксамовых кислот с изоспиртами фракции С12—С1б,как
например, изододециловый спирт:
СН3-(СН2)-СН —сн2—сн—сн2он
с2н5 с2н5
Изоспирты С12—С16 в присутствии собирателя ИМ-50, вве-
денные в пульпу, значительно увеличивают степень флокуляции
иттросинхизита (с 14 до 100%), кальцита лишь до 30%, а на
кварц они не оказывают влияния. Следовательно, изоспирты,
введенные в дополнение к ИМ-50, обеспечивают селективную
гидрофобизацию поверхности иттросинхизита, причем сорбиро-
ванные молекулы изоспирта ориентированы аполярной цепью
в водную фазу, что усиливает гидрофобизацию поверхности ми-
нерала.
Интересно отметить, что в отсутствие реагента ИМ-50 ад-
сорбция изоспиртов также имеет место и при их концентрации
60 мг/л наступает максимальная адсорбция, равная 0,2—
341
0,26 мг на 1 м2 поверхности. В присутствии ИМ.-50 адсорбция
изоспиртов С12—С16 возрастает на иттросинхизите примерно-
в 8 раз, а на кальците — только в 2 раза. Максимальное гидро-
фобизирующее действие изоспиртов наблюдается при их кон-
центрации 20—60 м2/л. Дальнейшее увеличение концентрации
снижает прочность их закрепления. Следовательно, избиратель-
ное флокулирующее и гидрофобизирующее действие изоспиртов
на иттросинхизит способствует повышению извлечения редко-
земельных минералов гидроксамовыми кислотами.
Глава 14.
ОБОГАЩЕНИЕ РУД И РОССЫПЕЙ,
СОДЕРЖАЩИХ БЛАГОРОДНЫЕ МЕТАЛЛЫ
§ 14.1. ОСНОВНЫЕ СВОЙСТВА И ОБЛАСТИ ПРИМЕНЕНИЯ
БЛАГОРОДНЫХ МЕТАЛЛОВ
Благородные (или драгоценные) металлы получили свое назва-
ние в связи с особыми свойствами, которыми они обладают: хи-
мической стойкостью, тугоплавкостью, ковкостью, тягучестьюг
красивым внешним видом.
К благородным металлам относят золото, серебро, платину
и тесно связанные с платиной по своим свойствам металлы пла-
тиновой группы — платиноиды: осмий, иридий, палладий, ру-
тений и родий. Основные свойства благородных металлов при-
ведены в табл. 14.1.
Таблица 14.1. Основные свойства благородных металлов
Металл Символ Атом- ная масса Плот- ность, г/см* Темпера- тура плавле- ния, °C Твер- дость по шкале Мооса Цвет
Золото Au 197,2 19,26 1063 2 5 Желтый
Серебро Ag 107,8 10,49 960,5 2,7 Серебристо-белый, белый
Платина Pt 95,23 21,4 1773,5 4,3 Серебристо-белый
Осмий Os 191,5 22,48 2700 7 Оловянно-белый с серо- голубым оттенком
Иридий Ir 193,1 22,42 2454 6,5 Средний между сереб- ром и оловом, слегка сероватый
Палладий Pd 106,7 12,16 1553 4,8 Серебристо-белый, белый
Родий Rh 10.2,91 12,41 1966 — Сходен с алюминием, слегка голубоватый
Рутений Ru 107,7 12,2 2450 6,5 Серебристо-белый (схо- ден с платиной)
342
Применение благородных металлов разнообразно.
Золото применяется в основном в качестве валютного ме-
талла, для изготовления ювелирных изделий. Из золота можно
получать весьма тонкие листочки (фольгу) толщиной 0,002 мм
для золочения неблагородных металлов (плакировка) в деко-
ративных и других целях. Растворяется золото в смеси азотной,
соляной кислот (царская водка), в хлорной (или бромной) во-
де и в растворах цианистых солей. Эти растворители приме-
няют при извлечении золота из руды и золотосодержащих кон-
центратов. Золото легко соединяется со ртутью (амальгамиру-
ется), это его свойство также используют для улавливания
золотинок при добыче из руд.
В силу своей химической инертности почти все золото в зем-
ной коре находится в самородном состоянии, т. е. в виде ме-
талла с небольшим содержанием примесей (серебра, меди, же-
леза, палладия и др.). Золото и его сплавы широко применяют
в электротехнике, медицине и др.
Серебро также является важным металлом, оно шире, чем
золото, используется в технике: в износоустойчивых сплавах,
для противокоррозийных покрытий, для изготовления электри-
ческих контактов, для обеззараживания воды. Серебро в рудах
встречается преимущественно в виде сернистых соединений,
в виде включения сернистого серебра в кристаллы свинцового
блеска и др. Самородное и хлористое серебро встречаются
редко.
Платина, иридий, родий, палладий, рутений и осмий объеди-
няются по физическим и химическим свойствам: они сходны по
цвету, тугоплавки, имеют высокую плотность, труднораствори-
мы в кислотах (кроме палладия, растворяющегося в горячей
азотной кислоте), способны давать различные сплавы. Чистую
платину вследствие мягкости применяют в сплавах с другими
металлами, иридием, родием, золотом, серебром, медью, ни-
келем, оловом, цинком, свинцом, сталью и т. д. Тонким слоем
платинируют металлические поверхности точных приборов.
В медицине применяется для изготовления хирургических ин-
струментов.
Иридий, имеющий очень высокую твердость, применяют для
изготовления электрических контактов для магнето, хирурги-
ческих инструментов, вечных перьев, иридирования поверхно-
стей в двигателях внутреннего сгорания. Сырьем для произ-
водства иридия является осмистый иридий (певьянскит).
Родий в сплавах с платиной применяется как катализатор,
для изготовления пирометров, химической посуды, противосто-
ящей действию даже царской водки.
Палладий применяется для изготовления катодов, придает
блеск и белый цвет металлическим поверхностям (палладиро-
вание), обладает избирательной проницаемостью для водорода
при высоких температурах.
343
Рутений вследствие хрупкости в виде металла не применя-
ется, из него получают хорошие краски для фарфора.
Соли осмия применяют в медицине, в микроскопической тех-
нике, как сильные травители в минералографии.
Платину и ее спутники, так же как и золото и серебро, до-
бывают из коренных руд и россыпных месторождений. Пере-
работку ведут по обычным схемам обогащения коренных нике-
левых или медно-никелевых руд, содержащих металлы плати-
новой группы, или по схемам, применяемым при обогащении
россыпных месторождений. Известны мощные месторождения
медно-никелевых руд, содержащих платиновые металлы, на-
пример в Канаде месторождение Содбери, где добыча плати-
новых металлов осуществляется при переработке шламов, полу-
чающихся попутно при электролитическом рафинировании ни-
келя, выплавляемого из сульфидных руд или концентратов.
Из многочисленных типов коренных платиновых руд наи-
большее значение имеют руды, в которых минералы платино-
вой группы находятся в ассоциации с сульфидами железа, ме-
ди и никеля (пирротином, халькопиритом, пентландитом и др.),,
образующими сплошные или вкрапленные руды. Для этих руд
характерны высокое содержание платиновых минералов — пал-
ладия (палладистая платина) и родия (родистая платина) и
низкое содержание осмия и иридия. Встречаются мышьякови-
стые соединения платины (сперриллит PtAs2), сернистые со-
единения платины, палладия и никеля (куперит Pts, брэггит
(Pt, Pd, Ni)s, сурьмянистые соединения палладия (стибиопал-
ладинит — Pd3Sb), а также станнопалладинит (Pd3Sn2).
В россыпных месторождениях (главным образом, в речных
россыпях) минералы платиновой группы встречаются в виде
примесей в золотоносных россыпях (в Канаде, Колумбии, ЮАР
и др.). Концентраты коренных и россыпных руд, получаемые
после их обогащения, а также шламы, получаемые после элект-
ролиза сульфидных медно-никелевых руд, направляют на аф-
финажные заводы с целью получения чистых металлов плати-
новой группы и использования их в различных областях совре-
менной техники.
§ 14.2. ХАРАКТЕРИСТИКА МЕСТОРОЖДЕНИЙ
ЗОЛОТОСОДЕРЖАЩИХ РУД
В земной коре среднее содержание золота составляет 4,3-10-7%.
В морской и речной воде его концентрация составляет
4/10~9 г/л, а в подземных водах золоторудных месторождений
около 10-6 г/л.
Золото в рудах и россыпях находится главным образом
в самородном виде, представляющем твердый раствор золота,
в котором также содержатся примеси серебра, меди, железа;
свинца, висмута, платины, ртути. Медистое самородное золото
может содержать до 20% меди, висмутистое — до 4% висмута,
344
содержание серебра может доходить до 43%. Цвет золота мо-
жет изменяться в зависимости от содержания этих примесей
(от бледно-желтого до красноватого и даже зеленоватого).
Плотность золота также изменяется от 19,7 до 15,5 г/см3.
В зависимости от крупности самородное золото классифи-
цируют на крупное (более 2 мм), мелкое (0,05—2 мм), пыле-
видное (5—50 мкм) и тонкодисперсное (менее 1—5 мкм). Зо-
лото массой более 5 г относят к самородкам.
Месторождения золота подразделяют на коренные и рос-
сыпные.
Коренные месторождения представлены эндогенными и эк-
зогенными. Руды этих месторождений отличаются разнообраз-
ным минеральным составом, имеющим в основном гидротер-
мальное происхождение.
Минеральный состав коренных руд сложен. Основной ми-
нерал в этих рудах — кварц, содержание которого колеблется
от 10 до 95—98%. Кроме него, повсеместно присутствуют
сульфиды железа (пирит, марказит), меди (халькопирит),
мышьяка (арсенопирит), свинца, цинка, висмута, серебра. Не-
сульфидные минералы предствалены оксидами, карбонатами,
баритом, турмалином, каолинитом, гематитом, магнетитом, уг-
листыми сланцами, графитом.
Коренные эндогенные месторождения по вещественному
составу и условиям образования подразделяют на две большие
группы. Золото-сульфидно-кварцевые руды представлены квар-
цевыми жилами и прожилками, содержащими от 0.5 до 30%
сульфидных минералов. Распределение золотоа в этих рудах
крайне неравномерное. Крупность золота — от мелкого до круп-
ного и самородков. Содержание золота колеблется от 10—50
до 1000 г/т. Месторождения этого типа широко распространены
в Канаде, США, Бразилии, Гане, Зимбабве.
Сульфидные руды обычно представлены залежами, прожил-
ками, вкрепленниками. Золото тонкодисперсное, содержание
его редко превышает 1—2 г/т. Из этих руд золото извлекается
попутно с медными, свинцовыми, цинковыми и пиритными кон-
центратами. В зависимости от вещественного состава сульфид-
ные золотосодержащие руды подразделяются на золотопирит-
ные, золотомышьяковые, золотомедные, золотосурьмяные, золо-
тоурановые и золотополиметаллические.
Экзогенные месторождения золота — месторождения ко-
ры выветривания медно-колчеданных и полиметаллических руд.
Эти зоны окисления или «железные шляпы» обогащены пере-
отложенным из коренных руд золотом и имеют промышленное
значение.
Россыпные месторождения золота — рыхлые золотоносные
отложения обломочного материала, образовавшегося в резуль-
тате разрушения коренных месторождений, которое происходит
под действием физических и химических процессов выветрива-
ния (см. гл. 2).
345
Среди золотосодержащих россыпей наибольшую промыш-
ленную ценность имеют аллювиальные (русловые, долинные и
террасовые) и древние погребенные россыпи, которые нередко
погребены под молодыми осадочными породами и находятся
на глубине до 100—150 м. Золотые россыпи имеют длину от
1—3 до 25—100 км, ширину от 1 до 200—1000 м, мощность 1 —
3 м. Такие россыпи находятся в Канаде (Юкон и Клондайк),
в США (Аляска, Калифорния), в Австралии, на Филиппинах.
Гранулометрический состав золота и особенности формы его
зерен являются основными факторами, влияющими на техно-
логические параметры процесса первичного обогащения и до-
водки. Обычно в промышленных россыпях крупность зерен зо-
лота составляет от 0,1 до 4 мм. По форме зерна золота под-
разделяются на комковидные, сферические, плоские и пластин-
чатые, удлиненные (лентовидные, палочковидные).
Большое значение при обогащении россыпей имеет содер-
жание глины, которая определяет промывистость песков (см.
гл. 2).
При разработке россыпных месторождений всю россыпь
обычно делят на два основных слоя: пески — промышленная
часть россыпи — и торфа — пустая порода, которая при разра-
ботке сразу удаляется в отвал.
Особый тип месторождений золота представляют метамор-
физованные россыпи или золотоносные конгломераты. Это древ-
ние рудообразования промежуточного типа между жильными
и россыпными месторождениями. Конгломераты представляют
очень продуктивный вид золотосодержащего сырья. В капита-
листических странах 81,3% всего золота приходится на золото,
добываемое из этого вида сырья. Конгломераты иногда отно-
сят к древним россыпям. Состоят они из сцементированной
гальки с примесью песка, гравия и валунов. Полуокатанная
мелкая галька из кварцита, кварцита и сланца имеет крупность
3—5 см. Цементом в конгломератах обычно являются оксиды
железа, карбонаты, глинистый материал. Цемент составляет
70—80% объема конгломерата. В цементе помимо пирита и
пирротина (до 40% объема цемента) присутствуют хлорит,
кальцит, турмалин, циркон, гранат, рутил, хромит, платина,
уранинит. Золото в цементе имеет обычно овальную и круглую
форму. Содержание его составляет от 5 до 20 г/т, урана мо-
жет содержаться до 0,06%. Наиболее крупными месторожде-
ниями этого типа являются Витватерсранд (ЮАР), Блайд Ри-
вер (Канада), Тарква (Гана), Сьерра де Жакобина (Брази-
лия).
§ 14.3. МЕТОДЫ ИЗВЛЕЧЕНИЯ ЗОЛОТА ИЗ ПЕСКОВ
РОССЫПНЫХ МЕСТОРОЖДЕНИЙ
Россыпные месторождения золота разрабатывают преимущест-
венно открытым способом — дражным, гидротехническим и экс-
346
:каваторным. Наибольшее распространение получил наиболее
экономичный дражный способ с применением современных драг
различной конструкции и производительности.
Подземный или шахтный способ применяется при разработ-
ке глубоких погребенных россыпей с высоким содержанием зо-
лота.
Золотосодержащие пески — плотная масса в основном ока-
танного материала, сцементированного глиной. Для освобож-
дения зерен золота от зернистой части песков и для удаления
глины применяется дезинтеграция, при которой происходят раз-
рыхление всей массы песков, разрушение сцементированного
глинистого материала, промывка и удаление глины. При мок-
рой дезинтеграции таким образом осуществляется и промывка
(удаление глины или шламов). При грохочении отмытого мате-
риала в том же дезинтегрирующем аппарате выделяется круп-
ный материал — валуны и галечник, которые не содержат зо-
лото и удаляются сразу в отвал.
Таким образом, в результате дезинтеграции, промывки и
грохочения россыпей получают отвальный продукт в виде
крупного материала, глинистый шлам, который также направ-
ляется в отвал, и классифицированный по крупности промытый
материал, направляемый на гравитационное обогащение.
При дезинтеграции и промывке песков на драгах обычно
применяют дражные бочки различных конструкций — барабан-
ные грохоты, внутри которых для повышения степени промывки
применяют различные механические устройства (ребра, коль-
цевые пороги, цепи, била и т. п.) и подачу зоды внутрь бара-
бана под давлением. Эти аппараты применяют для промывки
легко- и среднепромывистых песков при максимальном размере
кусков в питании 200—300 мм.
Для дезинтеграции среднепромывистых песков применяют
скрубберы, в которых помимо дезинтеграции и промывки осу-
ществляется классификация материала на два или три продук-
та. Для труднопромывистых песков с высоким содержанием
глины дезинтеграция проводится в две или три стадии. При-
менение во II и III стадиях таких промывочных аппаратов, как
наклонные корытные мойки, горизонтальные мечевые мойки,
вибрационные машины, не только значительно повышает эф-
фективность дезинтеграции, но и значительно увеличивает удель-
ный расход электроэнергии.
После промывки и классификации по крупности золотосо-
держащие пески (эфеля) направляются на гравитационное обо-
гащение, которое проводится на шлюзах, отсадочных машинах,
винтовых сепараторах, концентрационных столах и концентра-
торах различной конструкции. Часто гравитационное обогаще-
ние совмещается с амальгамацией, в процессе которой золото
образует интерметаллические соединения (амальгамы) в виде
AuAg2; Au2Ag; Au3Ag. Типичная схема обогащения золотосо-
держащих песков приведена на рис. 14.1.
347
Исходные песни.
I
Дезинтеграция
и грохочение
| Зфеля ' ^Гаяя
Основная Улавливание
концентрация самородков
| Самородки!
Очистная
концентрация
Доводка
(амальгамация)
и Отпарка
Хвосты 1 I ж
в отвал Золото Ртуть
Рис. 14.1. Типичная схема обогаще-
ния золотосодержащих песков
Обогащение на шлю-
зах. Простейшими обогати-
тельными аппаратами, приме-
няемыми при обогащении зо-
лотосодержащих песков, яв-
ляются шлюзы различных
конструкций, которые имеют
высокую производительность,
большую степень концентра-
ции и являются наиболее эко-
номичными при обогащении
песков с небольшим содержа-
нием золота. На шлюзах мо-
гут обогащаться неклассифи-
цированные пески крупностью
до 100 мм.
В зависимости от крупно-
сти обогащаемого материала
шлюзы подразделяют на шлю-
зы глубокого наполнения (для
материала 50—100 мм), и
шлюзы мелкого наполнения
или подшлюзки (для материала мельче 16 мм). Для улавлива-
ния золота в шлюзах глубокого наполнения устанавливают ме-
таллические трафареты, под которые укладывают резиновые
или плетеные маты. В шлюзах мелкого наполнения устанавли-
вают жесткие металлические или мягкие покрытия в виде ков-
риков из рифленой резины, сукна.
Эффективность извлечения золота из песков на шлюзах за-
висит от удельной производительности на 1 м ширины шлюза
или на 1 м2 улавливающей площади, от разжижения пульпы,
уклона желоба, скорости потока, характера трафаретов, гра-
нулометрического состава золота и наличия тяжелых минера-
лов в песках. Удельная производительность на 1 м ширины
шлюза колеблется от 4,7 до 5,4 м3/ч, а на 1 м2 — от 0,9 до
1,1 м3/ч. Оптимальное соотношение Т:Ж в питании шлюза
зависит от крупности обогащаемых песков и уклона желоба.
Так, если при крупности песков 6 мм минимальное соотноше-
ние Т:Ж равно 1 :6—8, то при 25—50 мм оно равно 1 : 12—14,
а при 400—200 мм уже 1 : 16—20. При уклоне желоба 0,05 ми-
нимальное соотношение Т:Ж равно 1:15, а при уклоне 0,15
это соотношение будет равно 1 : 4,5.
Большое значение при извлечении золота на шлюзах имеет
частота сполоска, так как чрезмерное уплотнение постели поч-
ти прекращает турбулентное движение потока, постель не раз-
рыхляется и мелкие частицы золота не могут проникнуть меж-
ду зернами постели. Частота сполоска зависит от содержания
в песках золота и тяжелых минералов, а также от объема по-
стели между трафаретами. На практике обычно осуществляют
348
раздельный сполоск головной и хвостовой части шлюза: сполоск
головных частей (3—6 м) проводят каждые 4 или 8 ч, сполоск
хвостовых — каждые 8—24 ч. Часто длительная и трудоемкая
операция ручного сполоска заменяется механизированной с при-
менением на стационарных шлюзах водяных эжекторных на-
сосов.
Длина шлюза для извлечения золота не имеет определяю-
щего значения, так как разница между плотностями золота и
минералов пустой породы достигает более 16 и золото улавли-
вается в самом начале желоба, лишь для извлечения мелкого
золота длина шлюза мелкого наполнения должна быть не ме-
нее 5—6 м. Длина шлюзов глубокого наполнения составляет
15—20 м, иногда достигает сотни метров.
Для извлечения золота из песков применяют также различ-
ные подвижные механизированные шлюзы.
Важными условиями подготовки материала к обогащению
на шлюзах являются его эффективная дезинтеграция и промыв-
ка, иногда и грохочение.
Обогащение на отсадочных машинах применяет-
ся при разработке золотосодержащих россыпей, в которых со-
держание золота мельче 0,25 мм составляет более 10—15%
при общем содержании золота в песках 25—300 мг/м3. Диа-
фрагмовые отсадочные машины применяют в основном на дра-
гах, а также на стационарных золотообогатительных установ-
ках обычно в комбинации со шлюзами, так как хорошо улавли-
вают золото мельче 0,2 мм. Применяемые отсадочные машины
типов ОМД, ОВМ, МОД имеют высокую удельную производи-
тельность и дают высокое извлечение мелкого золота, которое
достигает 90—94%.
Оптимальный расход воды при отсадке золотосодержащих
песков составляет 1—4 м3/т, причем 20% этой воды поступает
с питанием, 50% подается под решето (3—4 л/с на 1 м2) пер-
вой камеры и 30%—под решето второй камеры. При таком
расходе воды соотношение Т: Ж в питании составляет от
1,4—6 до '1 : 10—12. Частота хода диафрагмы отсадочной маши-
ны составляет 125—160 мин-1, ход диафрагмы 16—40. Отса-
дочные машины работают с применением искусственной посте-
ли (стальная дробь, ферросилиций, пирит, магнетит) крупно-
стью 4—6 мм. На результаты извлечения золота на отсадочных
машинах оказывает влияние содержание глины в песках, по-
этому материал перед обогащением обязательно обесшламли-
вают и обезвоживают.
Обогащение на винтовых сепараторах. Вместо
шлюзов для извлечения золота из исходных золотосодержащих
песков можно устанавливать винтовые сепараторы, которые мо-
гут работать также вместо отсадочных машин при доизвлече-
нии золота из хвостов шлюзов. Крупность питания сепараторов
не превышает 8—12 мм, соотношение Т:Ж в питании состав-
ляет 1 : 15, производительность по твердому 7—10 м3/ч. Извле-
3491
чение золота на винтовых сепараторах из исходных песков
обычно достигает 90—97%, а из хвостов шлюзов 91—92%.
Предварительное обесшламливание материала дает повышение
извлечения золота на 3—4%. На винтовых шлюзах обогащают
пески, содержащие золото крупностью до 40—50 мкм.
Обогащение на концентрационных столах.
Концентрационные столы в схемах обогащения золотосодержа-
щих россыпей применяют для перечистки концентратов, полу-
чаемых на отсадочных машинах и винтовых сепараторах, так
как они имеют невысокую производительность, но высокую сте-
пень концентрации. Извлечение золота крупностью до 50 мкм
может достигать 98—99 %.
Обогащение в гидроциклонах. Для первичного гра-
витационного обогащения тонкозернистых продуктов, которые
содержат золото крупностью менее 0,1 мм, возможно примене-
ние короткоконусных гидроциклонов с углом конусности 90 и
120°. По эффективности извлечения золота такой крупности
эти аппараты могут заменять отсадочные машины и концент-
рационные столы. Извлечение золота в них составляет 98—
99%. Так как между размером гидроциклона и крупностью
обогащаемого материала существует зависимость, то перед
обогащением пески должны классифицироваться по круп-
ности.
Самородкоуловители. Для извлечения самородков
крупностью более 4 мм устанавливают самородкоуловители,
наибольшее распространение среди которых получили короткие
шлюзы с трафаретами из рельсов или крупные ячеистые. Уста-
навливают самородкоуловители перед скруббером или после
него параллельно шлюзам для мелких классов песков. Часто
самородкоуловители устанавливают перед промывочными аппа-
ратами, куда поступают все исходные пески. Для улавливания
самородков применяют и электронные самородкоуловители, ко-
торые извлекают самородки массой более 30—40 г.
Обогащение на драгах. Дражный способ разработки
золотосодержащих россыпей экономически наиболее эффекти-
вен, так как на драгах производится не только разработка об-
водненных россыпных месторождений, но и обогащение добы-
тых россыпей. Драги разрабатывают россыпи с небольшим со-
держанием золота при минимальной стоимости добычи песков
и их обогащения.
Драги применяют преимущественно для разработки аллю-
виальных и прибрежно-морских россыпей. Подразделяют драги
на два типа: континентальные для разработки материковых
россыпей и морские для разработки россыпных месторождений
континентального шельфа. Обычно это многочерпаковые дра-
ги— малолитражные (с вместимостью черпака до 100 л), сред-
нелитражные (до 250 л) и крупнолитражные (более 250 л).
При переработке золотосодержащих россыпей наибольшее
распространение получили электрические многочерпаковые дра-
"350
Рис. 14.2. Схема драги с вместимостью черпака 600 л:
/ — главный конвейер-стакер; 2 — дражная бочка; 3 — понтон; 4 — доводочное отделе-
ние; 5 — многочерпаковый аппарат
ги со сплошной цепью черпаков вместимостью от 50 до 600 л
и законченным циклом обогащения. В настоящее время оте-
чественными заводами выпускаются несколько моделей совре-
менных многочерпаковых драг с черпаками вместимостью 80;
150; 250; 380; 400 и 600 л. Устройство драги, цикл добычи и
обогащения на ней можно рассмотреть на примере драги Ир-
кутского завода тяжелого машиностроения, которая имеет вме-
стимость черпака 600 л и глубину черпания 50 м ниже уровня
воды (рис. 14.2).
Драга размещена на стальном плоскодонном понтоне цель-
носварной конструкции массой 2,5 тыс. т, длиной 113 м, шири-
ной 33 м и с высотой бортов 5 м. Общее водоизмещение драги
в рабочем состоянии 11 тыс. т. Драга перемещается в забое с
помощью двух металлических свай и системы носовых, кормо-
вых и свайных лебедок. На понтоне размещена пятипалубная
надстройка высотою 30 м, в которой размещена вся горно-обо-
гатительная установка. В середине драги укреплена поднимаю-
щаяся и опускающаяся рама, в которой крепится черпаковая
цепь со 169 черпаками, изготовленными из высокомарганцови-
стой износостойкой стали. Высота черпака 1,4 м, масса — око-
ло 3 т. Черпаковая цепь приводится в движение четырьмя элек-
тродвигателями мощностью 230 кВт каждый. Рабочая скорость
цепи может регулироваться от 18 до 22 черпаний в минуту, при
этом производительность драги может меняться от 500 до
650 м3/ч. Вся рама с черпаковой цепью может подниматься на
10 м над уровнем воды и опускаться на 50 м ниже уровня воды.
При работе драги (рис. 14.3) добытые пески из черпаков не-
прерывно разгружаются в завалочный бункер, откуда по на-
клонному лотку поступают в дражную бочку (барабанный гро-
хот) диаметром 3,2 м. На внутренней поверхности бочки укреп-
лены пороги из стальных брусьев, которые разрушают породу
при вращении барабана. Для размыва песков в бочку подается
также вода под давлением.
35 Г.
Исходные пески
Дезинтеграция
и грохо чение
Обогащение
на шлюзах
Хвосты
Обогащение на отса-
дочных машинах
Обогащение на
концентрационном столе
Концентрат
Амальгамация
Амальгама
на отпарку
Хвосты
8 отвал
Рис. 14.3. Принципиальная техноло-
гическая схема обогащения золото-
содержащих песков на драге
Поверхность барабана на
длине 15,3 м перфорирована,
причем диаметр отверстий
к разгрузочному концу бара-
бана увеличивается с 6 до
20 мм. В самом конце бара-
бана имеются отверстия раз-
мером 80 мм для улавливания
крупных самородков. Бара-
бан, имеющий массу более
100 т, вращается с частотой
8—9 мин-1, для чего установ-
лен привод с электродвигате-
лем мощностью 250 кВт.
В барабане происходит не
только дезинтеграция и про-
мывка песков, но и их класси-
фикация по крупности.
Материал крупностью
—20 мм направляется на шлю-
зы, расположенные наклонно
по обе стороны барабана. Дно
шлюзов имеет двухслойное
покрытие — трафареты. Верх-
ний слой — стальные сетчатые
листы толщиной 3 мм с ромбовидными отверстиями для созда-
ния турбулентного потока пульпы, нижний слой — резиновые
коврики с ячейками, в которых осаждается тяжелое золото.
Хвосты шлюзов поступают в отсадочные машины, где улав-
ливается оставшаяся часть золота. Через 6 или 12 ч работы
производится снятие концентрата со шлюзов. Все шлюзы со-
единены между собой цепной передачей с приводом, при вклю-
чении которого шлюзы с осевшим на них концентратом переме-
щаются в нижнее положение и концентрат разгружается в при-
емный бункер, откуда идет на перечистку на концентрационные
столы, где получают шлиховое золото и хвосты. Последние
для извлечения оставшегося в них золота направляют на амаль-
гамационную установку.
Хвосты отсадочных машин и материал крупностью более
80 мм, выделенный в бочке, направляются стакером (ленточ-
ный конвейер, установленный внутри цельнометаллической тру-
бы длиной 90 м, подвешенной к задней мачте кормовой части
драги) в отвал. Для улавливания самородков на выходе драж-
ной бочки установлены механический и электронный самород-
коуловители.
На технологические и производственные нужды на драге
расходуется 13 тыс. м3/ч воды, которая подается из забоя цент-
робежными насосами. Драга оборудована ремонтными и подъ-
емно-транспортными устройствами. Все производственные про-
352
цессы драги автоматизированы, она оснащена установками
промышленного телевидения и различными автоматическими
устройствами. Высокий уровень автоматизации и механизации
позволил значительно повысить производительность труда. Дра-
гу обслуживает сменная бригада из 8 человек.
Схемы обогащения на драгах отличаются типом применяе-
мой обогатительной аппаратуры, схемой первичного обогаще-
ния и способом доводки первичных концентратов. Обогащение
золотоносных песков может осуществляться по простым схемам
с использованием только продольных или поперечных шлюзов
или только отсадочных машин. В более развитых схемах пред-
усматривается применение нескольких гравитационных аппара-
тов, которые как бы дополняют друг друга в зависимости от
крупности обогащаемого и классифицированного материала,
что значительно повышает общее извлечение золота. Получи-
ли распространение схемы обогащения, в которых сочетается
обогащение на шлюзах и отсадочных машинах (рис. 14,4,я), а
также обогащение на шлюзах, концентрационных столах и вин-
товых сепараторах (рис. 14.4,6). Часто в технологическую схе-
му переработки песков включается амальгамация шлихового
концентрата.
В результате первичного обогащения на драгах получают
бедные гравитационные золотосодержащие концентраты, кото-
рые направляют на доводку с применением обычных гравита-
ционных аппаратов (шлюзы, вашгерды, отсадочные машины,
а
б
Исходные пески.
Дезинтеграция
(дражная бочка)
$ ,
Обогащение
на щлюзах
Галя
Исходные пески
Дезинтеграция
। Галя
Обогащение на шлюзах
Доводка
(бутара)
Отсадка
"^Хвосты
Обогащение на
концентраци-
онном столе
Обогащение на
винтовых села-
раторах
Шлиховое
золото
Обезвоживание
Отсадка
Слив
Амальгамация
Амальгамация I
I Обогащение на
Амальгама винтовых сепа-
ратор сьх
t
В отвал
Отжимка
Обогащение на
концентраци-
онном столе
Амальгама
Амальгамация
Амальгама
У
Хвосты в отвал
Рис. 14.4. Схема обогащения песков на шлюзах и отсадочных машинах (а),
на шлюзах, концентрационных столах и винтовых сепараторах (б)
23-5308
353
концентрационные столы), иногда для этой цели применяют и
магнитные сепараторы. В состав шлихов входят зерна минера-
лов плотностью более 3 г/см3 (касситерит, шеелит, магнетит,
циркон, алмазы и др.). При доводке все они вместе с частью
золота переходят в хвосты доводочных операций (серые шли-
хи), которые вместе с хвостами вашгердов (черные шлихи) на-
правляют для их разделения и доизвлечения золота на шлихо-
обогатительные фабрики (ШОФ) и установки (ШОУ).
Обогащение золотосодержащих шлихов. Обо-
гащение шлихового материала на ШОФ и ШОУ производится
с целью извлечения из него золота, потери которого в этом
материале могут достигать 10—20%, а также для комплекс-
ного извлечения других ценных минералов, входящих в состав
шлихов. Шлихи обогащают по развитым схемам, включающим
применение различной гравитационной аппаратуры, амальгама-
цию, магнитную сепарацию и даже плавку.
Технологические схемы ШОФ и ШОУ очень разнообразны.
Они зависят от характера шлихов, содержания в них золота и
других тяжелых минералов. Наиболее простая — традиционная
схема доводки крупных классов -на доводочном шлюзе, мелких
классов на концентрационном столе, концентрат которого об-
рабатывается на вашгерде, а хвосты вашгерда амальгамируют.
После амальгамации ртуть и амальгама отделяются от осталь-
ного материала в гидроловушке.
В шлиховых продуктах и гравитационных (шлюзовых) кон-
центратах, получаемых на драгах и различных передвижных
обогатительных установках, помимо золота имеются другие
ценные металлы в виде тяжелых минералов, которые целесооб-
разно извлекать в самостоятельные продукты. В этом случае
технологическая схема ШОФ значительно усложняется за счет
введения в нее магнитной сепарации, пневматического обога-
щения и флотации (рис. 14.5). В такой схеме предусматривает-
ся возможность обработки не только первичных гравитацион-
ных концентратов, но и различных продуктов их доводки и
обеспечивается высокое извлечение не только золота, но и всех
ценных минералов.
В схеме для гравитационного обогащения используют отса-
дочные машины типа МОД, концентрационные столы типа
СКО. Обезвоживание проводится в бункере-обезвоживателе,
гидроциклоне или классификаторе. Для выделения сильномаг-
нитных минералов применяют магнитные сепараторы ЭВМ,
а для средне- и слабомагнитных — ЭВМ. Выделенные магнит-
ные фракции направляют на металлургическую переработку
для извлечения золота, хотя относительные потери его с этими
продуктами не превышают 1%, но содержание достигает десят-
ков, а иногда и сотен граммов на тонну. На металлургическую
переработку направляют также магнитные скрапы и скрапы
цветных металлов.
354
Золотосодержащие шлихи
Грохочение
^-16(20) мм ] +16 (20 мм)
Магнитная сепарация
| Шламы | Окрап
Отсадка Наметаллургическую
Г ~П. переработку
О б е з в о ж ив ан ие
Слив
Концен-
Т7У р CL ’ >1
Слив
1' Хвосты
Вольфрамовый
продукт
Iмагнитная сепарация
1 НМФ
-------i
Пмагнитная сепарация
1 f нмф , ~ —\мф
Отсадка
Монацито-
вый продукт
Обезвоживание
Пески } Слив
Обогащение на столах
У
Обезвоживание
| Хвосты ^Слив
Обогащение на столах
Хвосты 1
А_У Концен-
трат
Перечистная
, I I
Сушка
Г р о х о ч е н ие
^+1мм ^-1+0,5мм^- 0,5мм
Пневматическое обогащение
1
*
Хвосты
Амальгамация
Обогащение на столах
Амаль-
гам
Концен- I Хвосты
трат |
Контрольная
амальгамация
Амальгамация
Амаль-
I гама
У______
Ц
Обработка.
Т
Золото
Платиносодержа-
щий. продукт
Отделение —
амальгамы
£ | Хвосты
Флотация
f t
Касситери- Золото-,
товый сульфидный
концентраты
В отвал
1
J
I
Рис. 14.5. Схема комплексной доводки золотосодержащих шлихов:
НМФ — немагнитная фракция; ПП — промпродукт; МФ — машинная фракция
Для амальгамации применяют стандартные амальгамацион-
ные бочки, гидроциклоны, вашгерды, амальгамационные шлю-
зы. Контрольная амальгамация в схеме предусмотрена для пе-
реработки шлиховых продуктов с высоким содержанием золота
в сростках, с включениями и пленками гидроксидов железа.
Операция пневматического обогащения проводится на пневма-
тическом концентрационном столе. Флотация или пневматиче-
ская сепарация применяется не только для получения товарных
оловянных концентратов, но и для извлечения плохоамальга-
23* 355
мируемого золота, особенно мелкого, уходящего с хвостами
гравитационного обогащения.
Представленная схема является очень гибкой и может легко
трансформироваться в зависимости от вещественного состава
перерабатываемых продуктов. По этой схеме из богатых золо-
тосодержащих продуктов извлечение золота достигает 98—
98,5%, из серых шлихов —91,5% при общем извлечении золо-
та с учетом металлургического передела соответственно 99,6 и
97%.
Флотационное извлечение золота. Эффективными собирате-
лями для флотации золота являются сульфгидрильные: ксанто-
генаты, особенно бутиловый и дитиофосфаты. Ксантогенат на
поверхности золота сорбируется только лишь после его окисле-
ния кислородом, когда на поверхности золота образуется окис-
ная пленка. При адсорбции ксантогената на поверхности золо-
та образуется труднорастворимый ксантогенат золота
AuROCSS.
Подавляют флотацию золота цианид, сернистый натрий,
сульфит и тиосульфат натрия, щелочи, а также жидкое стекло,
медный купорос и некоторые органические соединения — крах-
мал, полиакриламид. Наиболее сильное подавляющее действие
на золото оказывает сернистый натрий, которое можно объяс-
нить, во-первых, десорбцией с поверхности золота ксантогена-
та, а во-вторых, образованием на его поверхности сульфида зо-
лота Au2S — гидрофильного соединения. Подавление золота
цианидом объясняется его способностью растворять ксантоге-
нат золота и сорбироваться на свободной поверхности. Этот
эффект усиливается в известковой среде.
Золото флотируется в широком диапазоне pH, но особенно
хорошо в нейтральной среде. В щелочных средах подавление зо-
лота связывается с вытеснением сорбированного ксантогената
ионами ОН-. Критическое значение pH для флотации золота
определяется применяемым видом щелочей. Так, в присутствии
извести это значение составляет 9,5, соды—10,8 и щелочи —
11,8.
При флотации золота следует учитывать влияние на его
флотируемость примесей и различных поверхностных покры-
тий. Примеси серебра и меди, например, при небольшой степе-
ни окисления больше сорбируют ксантогенат, чем чистое золо-
то. Однако при более глубоком окислении сорбция ксантогена-
та на золоте с примесями снижается в большей степени, чем на
чистом золоте. Такие примеси, как медь и железо, часто обу-
словливают снижение флотируемости золота, особенно в извест-
ковой среде. Ухудшается флотируемость золота и при наличии
на его поверхности покровных образований, например гидро-
ксидов железа, а также шламов сульфидных минералов—халь-
копирита, пирита, галенита, сфалерита. Особенно отрицатель-
но влияет на флотацию золота пирит.
356
Золото из золотоносных россыпей флотируют редко. Это
связано прежде всего с тем, что при флотационном извлечении
золота из песков с низким его содержанием процесс становится
дорогим и экономически невыгодным. Кроме того, флотация зо-
лота, кроме реагентных режимов, имеет ряд особенностей, ко-
торые ограничивают ее применение. Во-первых, поведение зо-
лота при флотации зависит от крупности частиц. Известно, что
из-за высокой плотности золота частицы его крупнее 0,15 мм
флотируются плохо. Во-вторых, флотируемость частиц золота
зависит от их формы и структуры. Хорошо флотируются части-
цы пластинчатой формы, а во флотационные хвосты перехо-
дят, как правило, золотины с малоразвитой поверхностью, т. е.
округлой формы.
Эти особенности обусловливают высокие требования к тех-
нологическому режиму флотации, т. е. к содержанию твердого
в пульпе, характеру пены, размеру воздушных пузырьков, сте-
пени аэрации, турбулентности в зоне флотации и т. п. Крупные
и тяжелые частицы золота лучше флотировать в более плотной
пульпе при создании обильной и устойчивой пены. Лучше при-
менять пневматические или пневмомеханические флотационные
машины, так как в них создаются лучшие условия для флота-
ции золотин: меньше турбулентность потоков в камере, больше
степень аэрации и более крупные транспортные пузырьки воз-
духа также улучшают флотацию частиц золота. Все это влияет
на выбор схемы флотации с минимальным числом перечистных
операций или вообще без них.
Труднофлотируемые частицы золота, перейдя в концентрат
основной флотации, могут теряться с хвостами перечисток. По-
этому в операции основной флотации стараются получать сра-
зу богатые концентраты. Если это не удается, лучше получить
бедные концентраты, но с высоким извлечением золота.
Таким образом, флотация золота из золотосодержащих пес-
ков может иногда успешно дополнять гравитационные процес-
сы для повышения общего его извлечения. После гравитацион-
ного обогащения исходных песков с использованием концентра-
ционных столов или отсадочных машин проводится флотацион-
ное доизвлечение тонких зерен золота, что значительно повы-
шает его общее извлечение.
§ 14.4. ИЗВЛЕЧЕНИЕ ЗОЛОТА АМАЛЬГАМАЦИЕЙ
И ЦИАНИРОВАНИЕМ
Амальгамация — способ извлечения золота, основанный на из-
бирательном смачивании ртутью частиц золота с образованием
амальгамы, которая затем отделяется от пустой породы. Амаль-
гама образуется благодаря диффузии ртути в золото. Ртуть не
растворяет золото, а лишь смачивает и диспергирует его с по-
лучением амальгамы, т. е. образует интерметаллические соеди-
нения типа AuHg2, Au2Hg и др. В состав амальгамы входят
твердые растворы золота со ртутью, химические соединения
357
их, жидкая ртуть. Лучше всего ртуть смачивает чистое золото.
Однако оно, как правило, покрыто пленками гидроксидов же-
леза и марганца, шламами глинистого материала. Поэтому пе-
ред амальгамацией поверхности золотин очищают трением или
в слабых растворах серной кислоты (3%), что значительно
улучшает взаимодействие золота и ртути.
В зависимости от условий проведения амальгамация под-
разделяется на внутреннюю, которая проводится одновременно
с измельчением руды, и внешнюю, которая проводится в амаль-
гамационных шлюзах после измельчения руды. Внутренняя
амальгамация характеризуется высоким расходом ртути (15—
20 г/т руды или песков) из-за пемзования ртути, т. е. образо-
вания большого числа мелких шариков ртути. Расход ртути при
внешней амальгамации составляет 2—3 г/т руды.
В настоящее время амальгамация применяется преимущест-
венно при переработке бедных гравитационных концентратов —
шлихов.
Наиболее полная амальгамация золота осуществляется при
контакте его с ртутью в течение 1,5—2 ч. Эффективность амаль-
гамации зависит от крупности золота в материале и состояния
поверхности золотин, для очистки которой перед амальгамаци-
ей концентраты подвергают механической или химической
очистке. Механическая обработка может осуществляться одно-
временно с амальгамацией, например, в мельницах и амальга-
мационных бочках, в которые добавляют стальные шары. Хи-
мическая обработка проводится сернокислотными растворами
в течение 2 ч. Наиболее высокая эффективность амальгамации
наблюдается для золота крупностью —1+0,1 мм. Для более
тонкого золота она снижается, вероятно, из-за недостаточной
силы соударения золотин с каплями ртути и малой вероятно-
сти их встречи.
Амальгамационная бочка — литой или сварной
стальной барабан диаметром 800 мм и длиной 1200 мм. Перед
амальгамацией в бочку загружают золотосодержащий концент-
рат, стальные шары и через некоторое время производят доиз-
мельчение концентрата, после чего заливают ртуть при соотно-
шении к золоту, содержащемуся в концентрате 8—15: 1, добав-
ляют известь и в течение 3—4 ч вращают аппарат с невысокой
частотой для предотвращения пемзования ртути. Затем содер-
жимое бочки пропускают через гидроловушку, где улавливает-
ся образовавшаяся амальгама. Разделение в ловушке осущест-
вляется в восходящей струе воды.
Часто амальгамацию проводят в амальгамационных
шлюзах (желобах), покрытых медными листами с нанесен-
ным из них слоем ртути. Амальгамация происходит при движе-
нии по желобу измельченной руды с водой.
Для выделения золота из амальгамы применяют отжимку и
отпарку. Отжимка проводится для отделения излишней ртути
на плотной ткани, но перед этой операцией амальгаму промы-
358
вают горячей водой и имеющиеся в ней частицы железа, попав-
шие в нее при измельчении, удаляют магнитом. Отжимка про-
изводится в прессах с ручным или механическим приводом.
Твердая амальгама с содержанием 40—50 % золота направ-
ляется на отпарку в ретортах при температуре сначала 300—
400 °C, а затем 750—800 °C в течение 3—6 ч. После отпарки
получается золото 750—900 пробы, в котором содержится до
0,1 % ртути. Это золото затем отправляется на аффинажный
завод для окончательной очистки.
Цианирование — способ извлечения золота из руд и концент-
ратов избирательным растворением его в растворах цианидов
щелочных металлов в присутствии растворенного в воде кис-
лорода. Растворение золота протекает в цианистых растворах
слабой концентрации (0,03—0,3%) по реакции:
4Au+8NaCN4-2H2O+O2=4NaAu(CN)24-4NaOH.
Растворение проводится в щелочной среде, создаваемой из-
вестью при pH 11—12 для предотвращения гидролиза цианида
с образованием летучей цианисто-водородной кислоты.
Цианирование широко распространено в практике извлече-
ния золота. Оно применяется для его извлечения из руд, про-
дуктов переработки концентратов, хвостов, различных пром-
продуктов. При цианировании наиболее широко применяют ци-
анид натрия NaCN, цианид кальция Ca(CN)2 и иногда цианид
калия KCN.
Результаты цианирования зависят от характера золота и
состава руд и песков. Хорошо растворяется в цианистых рас-
творах золото, имеющее чистую поверхность, покровные обра-
зования на ней препятствуют растворению и увеличивают вре-
мя растворения. На скорость растворения значительно влияют
также примеси других металлов в золоте, например серебра и
меди, а также дисперсное железо.
Минеральный состав руд — один из важных факторов, оп-
ределяющих эффективность цианирования, которое значительно
снижается в присутствии сульфидов меди, железа, минералов
сурьмы и мышьяка, графита, углистых сланцев. Наличие суль-
фидов, особенно склонных к окислению, приводит к чрезмерно-
му расходу цианида, идущего на побочные реакции образова-
ния комплексных ионов Fe(CN)4-6, Cu(CN)nn-1, Zn(CN)42-,
CNS~, CNO-. Углистые сланцы обладают высокой адсорбцион-
ной способностью по отношению к золото-цианистому комплек-
су и могут сорбировать до нескольких сот граммов золота на
тонну. Поэтому при высоком содержании углистых сланцев
процесс цианирования не применяется.
Цианирование довольно длительный процесс: в зависимости
от характера золота и вещественного состава выщелачиваемого
продукта оно может продолжаться 24—30 ч.
В настоящее время в промышленности применяют два ос-
новных метода цианирования: перколяцию (просачивание) циа-
359
нистого раствора через слой мелкораздробленной руды или
песков и перемешивание пульпы при ее интенсивной аэрации.
Получает распространение и третий способ — кучное выщела-
чивание цианистыми растворами.
Из цианистых растворов после отделения их от пульпы зо-
лото может выделяться несколькими способами. Наиболее рас-
пространен метод осаждения золота цинковой пылью:
2Au (CN) 2-+Zn = Zn (CN) 42"+2Au.
При этом способе применяемая цинковая пыль обеспечивает
достаточно полное извлечение золота из раствора при неболь-
шом расходе (15—20 г/м3 раствора). Для повышения скорости
осаждения золота и снижения расхода цинка из растворов
предварительно удаляется кислород в вакуум-ресивере. Полно-
та осаждения золота цинком обычно составляет 99,9%.
Извлекать золото из цианистых растворов также можно при
помощи угля и ионообменных смол. Последние широко приме-
няют при сорбционном цианировании, когда совмещают про-
цессы цианирования и извлечения растворенного золота. При
сорбционном выщелачивании помимо цианида и кислорода воз-
духа в пульпу вводят ионообменную смолу — анионит, которая
сорбирует выщелачиваемое золото. Этот вид цианирования
особенно эффективен при переработке труднофильтруемых
шламистых руд. Смолу АВ-17 с сорбированным на ней золотом
сначала подвергают десорбции примесей цинка и никеля сер-
ной кислотой, а затем проводят электроэлюирование в течение
6—8 ч, при котором на катоде осаждается до 90% золота. По-
сле обработки смолы щелочным раствором нитрата аммония
для удаления меди и железа ее возвращают на сорбционное
выщелачивание.
§ 14.5. ТЕХНОЛОГИЯ ИЗВЛЕЧЕНИЯ ЗОЛОТА
ИЗ КОНГЛОМЕРАТОВ И КОРЕННЫХ РУД
Извлечение золота из золотосодержащих конгломератов. Кон-
гломераты представляют собой промежуточный тип место-
рождений между россыпными и жильными золоторудными, не
имеющих четких границ. Особенности вещественного состава
золотосодержащих конгломератов — наличие плотного цемента
кварцево-сульфидного типа, содержащего тонкое свободное зо-
лото. В этих конгломератах кроме кварца встречаются уран,
медь, пирит и другие минералы.
Месторождения золотосодержащих конгломератов имеются
в ЮАР, Гане (месторождение Тарква), Бразилии (Съерра де
Жакобина), Канаде (Бланд-Ривер) и др.
Основными золотодобывающими странами за рубежом яв-
ляются ЮАР, Канада, США, Австралия, на долю которых при-
ходится около 90% золота.
Ведущее место по добыче золота занимает ЮАР за счет раз-
работки золотоносных конгломератов. Среднее содержание зо-
лота в них составляет около 12 г/т, а некоторые золотоизвлека-
360
тельные фабрики перерабатывают руды, содержащие 25—36 г/т
золота («Вест Дрифонтейн», «Цестерн Холдинга», «Фри Стейт
Гедулд»),
Золотоносные конгломераты делят на древние и молодые.
Древние, в свою очередь, разделяются на рыхлые и слабосце-
ментированные конгломераты с видимым осадочным золотом и
сильнометаморфизированные древние (докембрийские) конгло-
мераты с весьма тонким золотом, причем золоту часто сопутст-
вует уран.
Молодые конгломераты слабо сцементированы, золото на-
ходится в цементе в виде мономинеральных зерен, иногда в ви-
де сростков с кварцем или сульфидами, легко освобождающих-
ся при разрыхлении цемента. Мокрая дезинтеграция с неболь-
шим истиранием перед обогащением обеспечивает хорошее из-
влечение золота наравне с обогащением обычных россыпей.
Технология комплексного обогащения золо-
тоносных конгломератов месторождения В и т-
ватерсранд (ЮАР).Месторождение этого района является
крупнейшим в мире. Ширина рудоносного поля составляет 25—
50 км, иногда более 100 км. Содержание золота в рудах изме-
няется от 10—17 до 30 г/т. Кроме золота, эти руды обладают
крупнейшими в мире запасами урана с содержанием его 0,024—
0,03%. Руды содержат в основном кварцевую гальку размером
от 5 до 50 мм и слюдистые кварциты. Основные цементирую-
щие минералы — кварц (70—80%), серицит, хлорит, пирофил-
лит и сульфидные минералы (пирит, халькопирит, пирротин),
а также турмалин, рутил, монацит, циркон. Уран в руде присут-
ствует в виде тонкодисперсного уранинита UO2 в прослойках
углистого вещества. Кроме него, в руде встречается тухолит —
органическое соединение U, Th, Pb, TR. Применение комбини-
рованных процессов (гравитационных, флотации и гидрометал-
лургии) позволяет получать, кроме золота, серебра и платино-
вых металлов, также уран, медь и пирит, который является
сырьем для производства серной кислоты, используемой затем
для выщелачивания урана. Золото в конгломератах имеет круп-
ность —0,1 мм и хорошо освобождается при измельчении в
рудно-галечных мельницах до 60—80% класса —0,074 мм.
В цикле измельчения гравитационными методами улавлива-
ется до 40—70% золота. После измельчения руда направляет-
ся на цианирование, а хвосты — на ураново-сульфидную флота-
цию, которая проводится при pH 6 с подачей ксантогената
(90 г/т), дитиофосфата (10—15 г/т) и пенообразователя (10—
20 г/т). Потери золота с хвостами флотации составляют
0,19 г/т.
Из флотационного концентрата уран извлекают раствором
серной кислоты, а из осадка после выщелачивания флотацией
получают кондиционный пиритный концентрат, который после
извлечения из него золота цианированием направляется на
сернокислотное производство, где из него получают серную кис-
361
Дробленая руда
Измельчение
Цианирование
Золотосодержа -
щий раствор ,,
Ураново-сульфидная
флотация
Сернокислотное
выщелачи ванне
Раствор
Сорбция
Хвоспщ
Уран
Сульсридная
флотация
Пиритный
кон цент- у
^рат Хвосты
Сернокислотное
производство
Серная
т ________ кислота
Рис. 14.6. Схема обогащения
золотоурановых конгломератов
месторождения Витватерсранд
(ЮАР)
лоту, используемую для выщелачи-
вания урана (рис. 14.6). В каче-
стве гравитационных аппаратов на
фабрике применяют плоские сто-
лы— разновидность шлюзов непре-
рывного действия.
Золотоносные конгломераты
месторождения Сьерра де Жакоби-
на (Бразилия) перерабатывают на
фабрике «Канавиерас де Жакоби-
на». Исходный конгломерат после
грохочения на классы —12 и
+ 12 мм направляется: класс
—12 мм на дробление, а класс
+ 12 мм на рудоразборку, где от-
бираются пустая порода и куски
плотностью 4-75 мм, которые явля-
ются измельчающей средой при
измельчении класса—12 мм. После
измельчения золото извлекается на
70—72 % от исходной руды на кон-
центрационном столе. Хвосты столов направляют на цианирова-
ние, где извлекается до 23—25% золота. Полученный золото-
содержащий гравитационный концентрат доизмельчается и под-
вергается доводке амальгамацией. При содержании золота в
исходном конгломерате не менее 15 г/т общее извлечение его
по схеме достигает 95—97%.
Извлечение золота из коренных руд. Из малосульфид-
н ы х коренных руд золото обычно извлекается в зависимости
от крупности по двух- или одностадиальной схеме при сочета-
нии гравитационных процессов с флотацией и амальгамацией
или цианированием. Если в руде содержится достаточно круп-
ное золото, то после I стадии измельчения применяется грави-
тационное обогащение, например на отсадочных машинах. При
этом извлечение золота гравитационными методами или амаль-
гамацией достигает 70—80%. В случае применения цианирова-
ния хвостов гравитационного обогащения или амальгамации
извлечение золота повышается до 95%. Однако цианирование
неприемлемо для руд, в которых содержатся углистые вещест-
ва, а также сульфиды меди и сурьмы. Кроме того, цианирова-
нием не извлекается золото, тонко вкрапленное в сульфидные
минералы. В этом случае более эффективна флотация свобод-
ного золота совместно с сульфидами собирателем — бутиловым
ксантогенатом или в сочетании с дитиофосфатом, что значитель-
но повышает извлечение золота. Обязательным условием ус-
пешной флотации является применение пенообразователя,
обеспечивающего образование обильной и устойчивой пены.
При мелкой и неравномерной вкрапленности сульфидов и
золота лучшие результаты флотации получают по стадиальным
362
схемам, которые обеспечивают снижение потерь золота с хво-
стами и повышение содержания его в концентрате. В случае
получения хвостов флотации с высоким содержанием золота
(выше отвального), их подвергают гравитационному обогаще-
нию в гидроциклонах или отсадочных машинах с возвратом
песковой фракции или концентрата в начало процесса или на-
правлением их в самостоятельный цикл на цианирование.
Примером такой комбинированной переработки малосуль-
фидной руды может служить одна из обогатительных фабрик
США, на которой перерабатывают руду, содержащую примерно
2% сульфидов, 75% кварца, а также полевой шпат и кальцит.
Золото в основном мелкое и вскрывается только при измельче-
нии до крупности руды —0,074 мм. Находится оно как в виде
самородного, так и в виде сплава с серебром.
Особенностью схемы (рис. 14.7) на этой фабрике является
применение в начале процесса отсадки, где выделяется золото-
содержащий гравитационный концентрат, направляемый на
плавку, с последующим обогащением хвостов отсадки флота-
цией. Причем промпродукты флотации после классификации в
гидроциклонах доизмельчаются до крупности 25% класса
—0,044 мм и направляются на флотацию. Такая схема обеспе-
чивает высокое извлечение золота.
Для окисленных золотосодержащих руд основной метод пе-
реработки — цианирование. Это объясняется тем, что в этих ру-
дах сульфидные минералы практически отсутствуют, но име-
ются гидроксиды и карбонаты железа, с которыми часто связа-
но мелкое золото. Крупность золота в таких шламистых рудах
нередко составляет 10—20 мкм, поэтому оно не извлекается
гравитационными способами и хорошо цианируется. Если золо-
то покрыто плотными образованиями, целесообразно перед
цианированием материал прокаливать, т. е. подвергать низко-
температурному обжигу. Пример такой технологической схемы
представлен на рис. 14.8. Общее извлечение золота с примене-
нием отсадки для выделения крупного золота и цианирования
мелкого золота может достигнуть 99%.
В золотопиритных рудах тонкодисперсное золото свя-
зано обычно с пиритом, поэтому выделяют его вместе с пири-
том флотацией. Для получения хвостов с отвальным содержа-
нием золота удлиняют фронт контрольной флотации с получе-
нием в каждой контрольной флотации после одной перечистной
готового концентрата. Это значительно сокращает объемы цир-
кулирующих в схеме продуктов, так как перечищаются они все
отдельно. Собиратель вводят рассредоточенно перед каждой
контрольной флотацией при общем расходе 60—100 г/т. Кон-
центрат, полученный при флотации, направляется на цианиро-
вание (рис. 14.9,а).
Если золото тонко вкраплено в пирите и не извлекается
цианированием, то перед цианированием флотационный кон-
центрат подвергают обжигу при температуре 650—700 °C с по-
363
Руда.
; Средней дробление
r i-*— ——
zr. . Грохочение
•15 мм [—с—1 +15 мм
Мелкое
дробление
Измельчение
Отсадка
'I 1
Классификация
~ I ?
Отсадка
Концентрат!
' на плавку
Флотация
Концен-
трат]!
Хвосты
Рис. 14.7. Схема переработки моносуль-
фитной золотосодержащей руды
Рис. Схема переработки окислен-
ной золотосодержащей руды
н—1
1перечистная
Контрольная
Руда
Измельчение
-----1-----
Отсадка
| Концентра т
Классификация
] I Слив
Обесшламливани е
\Шлам
И. перечистная
Концентр),
нот лавку
Т Классификация
3 в гидроциклонах
| Слив
Прокаливание
(300-350°С)
Цианирование
(Г-2ч)
•ат
Классификация
в гидроциклонах
J Пески
— Измельчение
Измельчение до О,Шмм
Цианирование (16 ч)
В отвал
Золотосодержащий,
раствор
Измельченная руда
флотация
КонценА ‘ 1
трат | Хвосты в отвал
Цианирование
Измельченная руда
Флотация
Хвосты в отвал
КанценА
трат I
Обжиг
Золото содержа- Хвосты в отвал
щий раствор
Измельченная руда
I
Флотация
^Концен- I Хвосты
| трат 1
Обжиг Цианирование
| Огарок
Цианирование
Золотосодержа- Хвосты в от вал
иции раствор
t
Ога-
рок
Измельченная руда
r „ i
Гравитационное.
обогащение
I Концен |
1 трат Хвосты в отвал
Цианирование
I Концен
X ТПрО-ТП
Цианирование
Золотосодержа- Хвосты в
щий раствор отвал
Хвосты |
в отвал Золотосодер-
жащий. раствор
флотация
----------------------------j
Т Хвосты в отвал
Обжиг
Хвосты
в
Цианирование
Золотосодержа- Хвосты в отвал
щий раствор
Рис, 14.9. Принципиальные схемы переработки золотипиритной руды
лучением огарка, имеющего пористую структуру и обеспечива-
ющего раскрытие зерен золота (рис. 14.9,6). Иногда для сокра-
щения потерь золота с отвальными хвостами применяют их
364
Дровленая руда.
--------------
Измельчение
„ Отсадка
Концен- е— » уа
трат v Хлоосты
Классификация
Классификация
в гидроциклонах
I Пески Слив
Песковая а ‘1 Основная
флотация
I Пески
гс_' _ о_
срлотация
J
Классификация
в гидроциклонах
С л ид
Сгущение
Известь^---, ’
Цианид —^.1
Контрольная
Хвосты
Измельчение В отдал
Классификация
в гидросепараторе
| | С л ид
ЦианироданиеТ-Щ.
Рис. 14.10. Схема переработки золотопи-
ритной руды с применением отсадки и
флотации
цианирование (рис. 14.9,в).
Однако если в руде есть
свободное золото, то при
обжиге оно поглощается бо-
лее легкоплавкими компо-
нентами руды и при после-
дующем цианировании не
извлекается. В этом случае
применяется схема (рис.
14.9,г), в которой цианиро-
ванию подвергается грави-
тационный концентрат с ра-
створением свободного зо-
лота. Хвосты цианирования
затем направляют на суль-
фидную флотацию с после-
дующим обжигом и циани-
рованием концентрата.
На одной из зарубеж-
ных золотоизвлекательных
фабрик золотопиритную ру-
ду, в которой золото в ос-
новном связано с пирроти-
ном, обогащают по комбини-
рованной схеме (рис. 14.10)
с применением гравитации и
стадиальной флотации. По
этой схеме из руды, содер-
жащей 10,1 г/т золота, по-
лучены отвальные хвосты
после трех стадий циани-
рования с содержанием золота 0,69 г/т при извлечении 94,4%.
Из сульфидных золотомедных руд золото, встречающе-
еся не только в свободном состоянии, но и тонко вкрапленным
в сульфиды (в основном в халькопирите), извлекается флота-
цией. В рудах обычно помимо сульфидов меди присутствуют
пирит, арсенопирит, пирротин, также содержащие золото. Та-
кие руды после удаления из них гравитационными методами
свободного золота измельчают в одну или две стадии до круп-
ности 90—95% класса —0,2 мм и направляют на коллективную
или селективную флотацию с подавлением пирита известью.
Получаемые золотомедные концентраты, в которые извлекает-
ся более 60% золота, направляют на медеплавильные заводы,
а пиритный концентрат подвергают цианированию.
Схема стадиальной коллективно-селективной флотации зо-
лотомедной руды показана на рис. 14.11. Исходная руда, со-
держащая 20—25% сульфидов, в основном халькопирита, пири-
та и пирротина, после гравитационного обогащения крупностью
70% —0,2 мм направляется в I коллективную флотацию, куда
365
г
Дробленая руда.
-------
Измельчение!
Отсадка
I V
I Концентрат гравитаци-
Классиф акация онный
f | 70°/о - 0,2 мм
Концентрация на шлюзах
| Концентрат гравюллационный
1 коллективная флотация
—Хвосты ,, Концентрат
Классификация ------------*
Измельчение]!
Отсадка
-----J |
концентрат гра-
витационный. v.
Д коллективная флотация
Контрольная
ПеречистНая
Хвосты
в отвал
Сгущение
Слив в отвал
Основная медная флотация
К
! перечистная
Контрольная
И перечистная
Пиритный про-
дукт на циани-
рование '
Ш перечистная
Золотомедный, концентрат
Рис. 14.1! Схема стадиальной коллективно-селективной фло-
тации золотомедной руды
подают ксантогенат (50 г/т) и сосновое масло (25 г/т). После
доизмельчения хвостов флотации до 95% класса —0,2 мм из них
отсадкой извлекается свободное золото, а слив классификатора
поступает на II коллективную флотацию, которая проводится
также с ксантогенатом (30 г/т) и сосновым маслом (25 г/т).
Коллективный концентрат после перечисленных операций
направляется на основную медную флотацию с подавлением
пирита известью, но при пониженной щелочности свободной
СаО 0,02—0,04 кг/м3, так как в сильнощелочной среде подав-
ляется золото.
Получаемый золотомедный концентрат после обезвожива-
ния и сушки направляется на медеплавильный завод, а пирит-
ный концентрат — на цианирование для извлечения находяще-
366
гося в нем золота. Общее извлечение золота из такой руды со-
ставляет 90—91%.
Золотомышьяковые руды являются наиболее трудны-
ми для обогащения, так как могут содержать до 10% мышьяка
в виде арсенопирита с высоким содержанием золота в виде
тонкой, доходящей до эмульсионной вкрапленности. Помимо
арсенопирита в рудах обычно присутствуют пирит и халькопи-
рит. Эти руды особо труднообогатимы из-за присутствия в них
углистых сланцев.
Обычная технологическая схема переработки золотомышь-
яковых руд включает получение гравитационного концентрата,
коллективную флотацию сульфидов из хвостов гравитации с по-
лучением отвальных хвостов. Получаемый золотомышьяковый
концентрат обжигают и цианируют или сразу отправляют на
плавку. Мышьяк улавливается при пирометаллургических про-
цессах в виде белого мышьяка AS2O3.
На одной из обогатительных фабрик, перерабатывающей
золотомышьяковую руду, содержащую около 3% мышьяка,
представленного арсенопиритом, из исходной руды отсадкой из-
влекается в гравитационный концентрат до 70% золота и 32—
40% мышьяка. Хвосты отсадочных машин затем классифициру-
ют и при крупности 55—58% класса —0,074 мм и содержании
твердого в пульпе 30—35% направляют на флотацию, которая
проводится при pH 7,8. Для повышения извлечения золота
и мышьяка в контрольные флотации подается медный купорос.
Полученный после одной перечистной операции золотомышья-
ковый концентрат содержит около 17% мышьяка. Объединен-
ный концентрат, направляемый на обжиг или плавку, содержит
около 19% мышьяка.
Особую сложность представляют углистые вещества, кото-
рые при флотации сульфидов переходят в концентрат, значи-
тельно увеличивают их выход и снижают содержание золота.
Кроме того, эти концентраты не могут в дальнейшем перераба-
тываться с применением цианирования, так как углистые слан-
цы являются прекрасным сорбентом золотоцианистого комп-
лекса. Переработка полученных таким образом упорных кон-
центратов требует применения дорогостоящих операций (об-
жиг, автоклавное или бактериальное выщелачивание). При вы-
ходе концентрата более 10% затраты на его переработку зна-
чительно выше, чем на его первичное обогащение.
Обогащение золотомышьяковых руд можно проводить также
по комбинированной гравитационно-флотационной схеме, когда
вторая часть этой схемы — флотационная — проводится с полу-
чением коллективного концентрата, содержащего сульфиды, уг-
листые сланцы и золото, или с получением сначала селективно-
го углистого концентрата, а затем золотосульфидного.
Для примера рассмотрим обогащение пробы руды, содержа-
щей (%): кварц 50, сланцы 23,6, сидерит 4,4, свободный угле-
род 1,6, пирит 20 и арсенопирит 1,4. Золото в руде на 2—3%
367
представлено свободным, остальное связано в основном сульфи-
дами. Такая руда обогащается по комбинированной схеме
(рис. 14.12). После выделения гравитационного концентрата из
руды извлекается коллективный флотационный концентрат, вы-
ход которого составляет 6—7%, а содержание серы 75%.
Отвальные хвосты и хвосты промпродуктовой флотации для
повышения общего извлечения золота подвергают сорбционно-
му цианированию.
Углистые сланцы при селективной флотации могут извле-
каться с применением керосина в качестве собирателя и извести
для подавления пирита и арсенопирита. Из коллективного уг-
листо-сульфидного концентрата углистые сланцы можно выде-
лить при использовании в качестве подавителя анилинового
красителя в кислой среде при pH 2.
Один из возможных вариантов разделения углистого золо-
то мышьяков ого концентрата показан на рис. 14.13. По этой
схеме получаются золотопиритный концентрат, содержащий
1,6% мышьяка, и арсенопиритно-золотой концентрат, содержа-
щий 25—30% мышьяка, которые в дальнейшем целесообразно
перерабатывать раздельно.
Если же в руде помимо пирита и арсенопирита присутству-
ет и халькопирит, то во флотационной части общей технологи-
ческой схемы получаемый коллективный концентрат разделя-
ется на медно-пиритный и золотомышьяковый. Медно-пиритный
концентрат отправляют на медеплавильный завод, а золото-
мышьяковый подвергают обжигу с получением белого мышья-
ка и огарка, также направляемого на металлургический завод
(рис. 14.14).
В полиметаллических рудах золото обычно находит-
ся в тонкодисперсном состоянии в сульфидных минералах, и в
первую очередь в пирите и халькопирите, реже в галените
и сфалерите. В рудах присутствует также свободное золото.
Технология извлечения золота из полиметаллических руд
включает улавливание свободного золота в цикле измельчения
и классификации и более полное его извлечение с концентра-
тами, в которых оно связано с основным ценным минералом.
На извлечение золота большое влияние оказывает реагентный
режим флотации. Известь, например, подаваемая для создания
щелочности пульпы, может подавлять флотацию золота, а циа-
нид, применяемый для подавления сфалерита и халькопирита,
растворяет его.
На одной из обогатительных фабрик, перерабатывающей
сложные полиметаллические руды, свободное золото извлека-
ется в I стадии измельчения на отсадочных машинах МОД-2,
устанавливаемых между мельницами и спиральными класси-
фикаторами. Концентрат этих отсадочных машин классифици-
руется в гидроциклонах диаметром 500 мм, слив которых на-
правляется в отвальные хвосты, а пески — в рудно-галечные
мельницы для доизмельчения.
368
Исходная руда
----
Измельчение
j 70-75%-0,074мм
Отсадка
| Концентрат
Концентрация на столе
т
Концентрат гр а -
витационныи
Классификация
Основная флотация
I перечистная
И перечистная
Кислотная
обработка
Ш перечистная
Классификация
98-100%* I
-0,074 мм 1
v Измельчение
Контрольная |
1 ♦
! 1---------------
Концентрат Классификация
м Флотация '' ' I
промпроаукта t
Измельчение
I перечистная
I Хвосты
И перечистная
Сгущение
Г I
Сорбционное j
цианирование Слив в оборот
На извлечение золота
Рис. 14.12. Схема переработки углис-
той золотомышьяковой руды
Известь
Т-86
Керосин
Коллективный концентрат
Классификация
Сли$
Перемешивание
Флотация углистых сланцев
Медный
Углистый купорос ц
концентрат | ।—-------
Флотация арсенопирита.
J
Рис. 14.13. Схема разделения углис-
того золотомышьякового концентра-
та
Золртопирит-.
ныи концентрат
f—*
Золотомыиаья-
кавый концент-
рат
24—5308
369
Исходная руда.
________Грохочение
| - 150 мм
Грохочение
4 -30мм У+ЗОмм
Грохочение I______
^-15 мм ^+15 мм
Классификация
| -30мм
чение
Слив в
отвал
Пески
300+150мм
Дробление!
J Дробление!!
Грохочение
-12мм |+12 мм
ДроблениеШ
~XV
Измельчение
Обогащение на столе
—У г.
| Доводка на
Классификация ' столе
Слив в отвал j
Прокаливание
Амальгамация
Отсадка
it Концен- |Хвосты
трат f
? Классификация
4
Гидроловуиика
^Амальгама
Отларка.
Ртуть Золото
j
Классификация
| Пески
Сушка
ПиритнЬ-медныи
концентрат
фильтрование
1
Коллективная
флотация
Отмывка
реагентов
v
Контрольная
Хвосты
в отвал ,
Окисление
Селективная
флотация
Золото -
мышьяко-
вый кон-
центрат^
Слив Классификация
| Слив
Сгущение
Слив в\борот
J
Сушка
Обжиг
Белый мышьяк As^Oj Огарок
Рис. 14.14. Схема переработки сложных мышьяковистых золо-
тосодержащих руд
После доизмельчения до 45—50% класса —0,074 мм кон-
центрат поступает на основную концентрацию на концентраци-
онных столах СКМ-1 золотоизвлекательной секции. Хвосты
столов подают на I стадию измельчения основного рудного цик-
ла фабрики, а концентрат идет сначала на магнитный сепара-
тор для улавливания железного скрапа, а затем на перечистку,
которая проводится также на концентрационном столе СКМ-1.
Концентрат после перечистки является готовым продуктом,
а хвосты направляют на контрольную концентрацию (перечист-
ку) и возвращают после нее на основную концентрацию на
столах.
Полученный золотосодержащий концентрат («золотая го-
ловка») амальгамируется в амальгамационной бочке при пода-
че извести (20 кг/т исходного продукта), ртути (5—6 г на 1 г
золота), едкого калия (1,5 кг/т), марганцовокислого калия
(0,8 кг/т), азотной кислоты (0,2 кг/т исходного продукта).
В бочку добавляют шары диаметром 50; 70 и 100 мм. После
амальгамации продукт пропускается через гидроловушку и
амальгамационный шлюз. Амальгама собирается в гидроло-
вушке и направляется для очистки от металлических примесей
на концентрационный стол. Отжим полученной амальгамы осу-
ществляется в механической центрифуге. Твердая амальгама
затем идет на отпарку в ретортах при температуре 700 °C, в ре-
зультате чего получаются шлиховое золото и пары ртути, ко-
торые конденсируются и ртуть направляется на амальгамацию.
Извлечение золота в шлиховое золото составляет около 30%
от руды. Остальное золото
связано в основном с халько-
пиритом; после селективной
флотации извлечение золота
в медный концентрат состав-
ляет 30 %, в свинцовый —
5—6%. Большой расход циа-
нида в цикле разделения мед-
но-свинцового концентрата
приводит также к растворе-
нию золота, которое уходит со
сливом сгустителей свинцово-
го и медного концентрата в
виде золотоцианистого комп-
лекса. Это золото можно из-
влечь из слива сорбцией на
активированном угле. Для
этого сливы сгустителей про-
пускают через фильтры, за-
Золотосодержащий концентрат
Классификация
Пески
Измельчение
f
Обогащение на столах
Перечистка Хвосты
П Ртуть,
известь
----------------------
Амальгамация
Обогащение на столах
| Амальгама |
Отпарка (030 °C) Хвосты
Шлихи
полненные зернистым активи-
рованным углем КАД. Такой
уголь после пропускания через
него слива может реализо-
Рис. 14.15. Схема извлечения золота
из гравитационного концентрата, вы-
деленного в цикле измельчения поли-
металлической руды
24*
371
ваться как золотосодержащий продукт. Схема извлечения золо-
та из золотосодержащего концентрата, выделенного в цикле
измельчения полиметаллических руд, показана на рис. 14.15.
Глава 15.*
БАКТЕРИАЛЬНЫЕ МЕТОДЫ ПЕРЕРАБОТКИ
ЗОЛОТОСОДЕРЖАЩИХ РУД И КОНЦЕНТРАТОВ
§ 15.1. ОБЩИЕ СВЕДЕНИЯ О БИОТЕХНОЛОГИИ
Роль микроорганизмов в природе известна давно, однако их
деятельность сводилась к образованию и разрушению различ-
ных органических веществ. Открытие С. Н. Виноградским явле-
ния хемосинтеза — автотрофного усвоения углекислоты микро-
организмами, окисляющими неорганические вещества, положи-
ло начало исследованиям геохимической деятельности
микроорганизмов.
Рудные месторождения, особенно месторождения сульфид-
ных руд, являются благоприятной экологической нишей для ак-
тивной жизнедеятельности микроорганизмов, так как в них по-
стоянно происходят геохимические процессы, в которых прини-
мают участие элементы и химические соединения с различны-
ми свойствами. Как показали многочисленные исследования, в
рудных месторождениях микроорганизмы встречаются в широ-
ком диапазоне pH (от 0,2 до 10) и населяют практически все
экологические ниши месторождений сульфидсодержащих руд.
Наиболее распространенными и характерными для этих место-
рождений являются тионовые микроорганизмы, и прежде всего
Т. ferrooxidans (тионовые железоокисляющие), которые впер-
вые были выделены А. Колмером и М. Хинклем в 1947 г. из
кислых вод битуминозных угольных шахт США.
Т. ferrooxidans, присутствующие повсеместно в месторожде-
ниях сульфидных, пиритсодержащих угольных, урановых и зо-
лотых руд, как и все тионовые микроорганизмы, являются стро-
гими автотрофами, так как способны расти только при наличии
свободного кислорода. Для своей жизнедеятельности эти мик-
роорганизмы используют энергию реакций окисления неоргани-
ческих соединений, протекающих с поглощением кислорода.
Наиболее важным свойством тионовых бактерий с точки зрения
металлургических процессов является их способность прини-
мать участие в окислении сульфидных минералов и регенера-
ции некоторых химических окислителей.
* Глава написана канд. техн, наук Э. В. Адамовым (МИСиС).
372
Рис. 15.1. Строение клетки Т. ferro-
oxidans'.
1 — слизистая капсула; 2 — клеточная
стенка; 3 — мезосомы; 4 — плазматиче-
ская мембрана; 5 — цитоплазма; 6 — нук-
леоид; 7 — рибосом
Микроорганизмы Т. ferrooxidans относятся к царству прока-
риот и представляют собой неспорообразующие подвижные
грамотрицательные хемоавтолитотрофные клетки длиной 0,8—
1 мкм и толщиной 0,4—0,5 мкм (рис. 15.1). Передвигаются они
с помощью полярного жгутика, длина которого (12 мкм) ио
много раз превышает длину самой клетки.
Источником электронов в энергетическом процессе с уча-
стием Т. ferrooxidans являются неорганические вещества, а си-
стема автотрофной ассимиляции углерода в органические ве-
щества— основной тип питания бактерий. Наиболее легкоокис-
ляемым субстратом для этих бактерий является закисное же-
лезо, которое в кислой среде окисляется ими до оксидного по
реакции
4Fe2+ + 4 НИ + О2 4Fe8H -f- 2Н2О + 46кДж.
Кроме закисного железа бактерии Т. ferrooxidans использу-
ют также в качестве энергетического источника такие восста-
новленные соединения серы, как тиосульфаты БгОз2-, тритиона-
ты БзОб2-, тетратионаты S40e2- и элементарную серу, конеч-
ным продуктом окисления которых является SO42. Бактерии
Т. ferrooxidans принимают участие в окислении практически
всех сульфидных минералов, как содержащих железо, так и не
содержащих его.
Основными условиями существования и активной жизнедея-
тельности Т. ferrooxidans являются кислотность среды, ее тем-
пература, наличие кислорода и углекислоты. Известно, что рас-
пространение этих бактерий в месторождениях сульфидсодер-
жащих руд зависит от pH среды обитания. Максимальное число
их наблюдается в кислой среде при pH 1,5—3,5. Такая же
кислотность характерна для максимальной окислительной ак-
тивности Т. ferrooxidans в процессе бактериального окисления
железа и выщелачивания сульфидных минералов. При окисле-
нии железа эта величина равна 2,5. Оптимальным значением
pH при бактериальном выщелачивании арсенопирита является
373
2,2—2,3, а при выщелачивании его в золото-мышьяковых кон-
центратах эта величина изменяется по ходу процесса от 2,25 до
1,6—1,7 за счет окисления серы сульфидных минералов
до SO42-.
Не менее важный фактор процесса бактериального окисле-
ния и выщелачивания — оптимальное значение окислительно-
восстановительного потенциала, характеризующего интенсив-
ность протекания в пульпе окислительно-восстановительных
реакций. Максимальная скорость выщелачивания многих суль-
фидных минералов наблюдается при значении окислительно-вос-
становительного потенциала среды 500—700 мВ. При потенциа-
ле менее 400 мВ из сульфидных минералов выщелачивается
преимущественно железо, а при более 700 мВ — сера. В усло-
виях выщелачивания сульфидных продуктов окислительно-вос-
становительный потенциал при высокой активности микроорга-
низмов и больших скоростях выщелачивания должен быть
600—700 мВ.
Бактерии Т. ferrooxidans являются мезофильными, так как
оптимальна для их жизнедеятельности температура 28—35 °C.
При 40°C прекращается рост бактерий, а при 50°C происходит
разрушение белков и бактерии погибают. При низких темпера-
турах скорость роста бактерий замедляется и при этом естест-
венно снижается их окислительная способность.
При бактериальном выщелачивании мышьяка из арсенопи-
рита оптимальна температура 35 °C.
При бактериальном окислении и выщелачивании с участи-
ем Т. ferrooxidans газовый состав среды, т. е. содержание нахо-
дящихся в ней кислорода и углекислого газа, является одним
из основных факторов, определяющих рост, активность бактерий
и скорость биологического окисления. Кислород для аэробных
тионовых микроорганизмов выполняет роль акцептора электро-
нов при участии в процессе ферментов-оксидаз. Углекислый газ,
который они потребляют из окружающей среды, используется
для ассимиляции углерода, идущего на построение самой клет-
ки.
Содержание кислорода в воде, которое составляет 8,1 мг/л
при 25 °C, недостаточно для обеспечения активной жизнедея-
тельности бактерий. Даже при окислении закисного железа они
потребляют в 180 раз больше кислорода, чем его содержится
в воде. Поэтому в процессе бактериального выщелачивания не-
обходима дополнительная подача воздуха, превышающая его
расход на перемешивание и аэрацию в 1,5—2,5 раза. Значительно
интенсифицируется процесс выщелачивания при дополнитель-
ной подаче углекислого газа в подаваемый для аэрации
воздух. Более чем на 30 % возрастает активность микроорга-
низмов при содержании углекислого газа в воздушной смеси
до 0,1—0,2%.
Одним из самых важных параметров бактериального выще-
лачивания является применение высокоактивных штаммов бак-
374
терий. Активность различных штаммов Т. ferrooxidans, выделен-
ных из рудничных вод, имеющихся в лабораториях и музеях,
неодинакова при окислении серы, железа, сульфидов. Так, куль-
тура бактерий, выделенная непосредственно на месторождении
и выросшая под воздействием определенного комплекса условий
среды обитания (pH, тип сульфидов, солевой состав и т. п.), как
правило, более активна при выщелачивании металлов из руды
этого месторождения. В настоящее время существуют штаммы
культур, устойчивые к следующим концентрациям металлов в
растворах (г/л): мышьяка 6—10, железа 16—20, урана 12, ме-
ди 50, цинка 120, алюминия 20, никеля 72, хлор-иона 10, молиб-
дена 0,2, серебра 0,02 и кадмия 0,12.
Большинством исследований, проведенных за последние 10—
15 лет, показано, что одним из наиболее перспективных направ-
лений повышения активности микроорганизмов Т. ferrooxidans
при выщелачивании сульфидов является адаптация лаборатор-
ных штаммов или штаммов, выделенных на месторождении,
к экстремальным условиям выщелачивания.
В технологии чанового метода бактериального выщелачива-
ния в плотных пульпах применение адаптированных высокоак-
тивных штаммов является одним из основных факторов, опре-
деляющих скорость процесса и его экономичность.
Известно, что некоторые тяжелые металлы при низких кон-
центрациях стимулируют рост многих микроорганизмов. Но при
повышении их концентрации сначала наступает ингибирование,
а затем полное подавление активности и роста клеток. При вы-
щелачивании мышьяксодержащих продуктов наиболее токси-
чен для бактерий Т. ferrooxidans трехвалентный мышьяк (рис.
15.2), который является сильным ингибитором железоокис-
ляющей способности бакте-
рий. Уже при концентрации
его 1 г/л активность кле-
ток снижается в 10 раз при
уменьшении жизнеспособ-
ных клеток с 106 до
103 кл/мл. Однако посте-
пенная адаптация лабора-
торного штамма бактерий
к мышьяку позволяет зна-
чительно повысить актив-
ность клеток при более вы-
соких концентрациях трех-
валентного мышьяка. В не-
прерывных условиях выще-
лачивания адаптированный
штамм может быть активен
при содержании трехвалент-
ного мышьяка до 6—10 г/л
и более.
Рис. 15.2. Влияние Си, As3+ и As5+ на
активность бактерий Т. ferrooxidans:
1, 3 — концентрация соответственно As5+ и
As*+ 2 г/л; 2 — концентрация Си 5 г/л
375
Кроме адаптационных свойств микроорганизмов в техноло-
гии бактериального выщелачивания большое значение имеют
скорость роста бактерий и их концентрация в выщелачиваю-
щих растворах. Скорость роста в непрерывном процессе должна
быть меньше скорости протока, а объем среды или пульпы в
выщелачивающих аппаратах должен находиться на постоянном
уровне. В этом случае в пульпе происходит накопление биомас-
сы, необходимой для высоких скоростей выщелачивания. В ус-
ловиях хемостатного культивирования возможно получение био-
массы большой плотности. Так, при бактериальном окислении
железа концентрация биомассы может быть достигнута 2,5 г/л,
в то время как в периодической культуре она не превышает
0,05 г/л. Причем скорость окислительных процессов прямо про-
порциональна концентрации биомассы в этих пределах, т. е. от
0,05 до 2,5 г/л.
При бактериальном выщелачивании золотомышьяковых кон-
центратов концентрация биомассы в жидкой фазе достигает 3—
3,5 г/л и с учетом того, что на поверхности твердой фазы нахо-
дится 80 % клеток, а в жидкой фазе 20%, общая концентрация
биомассы в пульпе может достигать 12—15 г/л. Применение та-
кой концентрированной биомассы, во-первых, увеличивает ско-
рость выщелачивания, уменьшая общую продолжительность его,
и, во-вторых, снижает эффект ингибирующего действия ионов и
соединений, перешедших в пульпу при выщелачивании. Повы-
шение концентрации биомассы в выщелачивающей пульпе мож-
но также осуществлять возвратом биомассы, выделением ее из
растворов в центрифугах и сепараторах непрерывного действия.
Биомасса может возвращаться в процесс и без выделения из
бактериальных растворов, а вместе с ними после отделения их
от твердой фазы. Это возможно в том случае, когда происходит
переосаждение выщелоченных ингибирующих ионов, например
мышьяка, и концентрация их в растворе не выше той, которую
способны выдерживать бактерии (для машьяка 8—10 г/л). Воз-
вращаемые при этом ионы осаждаются в виде арсенатов, и рав-
новесная концентрация мышьяка в пульпе остается постоянной.
Оптимальное соотношение концентрации биомассы, закисного
железа и содержание твердого в растворе должно быть порядка
1 : 40 : 100. При таком соотношении, например за 60 ч выщелачи-
вания золотомышьякового концентрата культурой большой
плотности, содержание сульфидного мышьяка снижается с 8,7
до 2,5%., что достигается в присутствии культуры обычной плот-
ности за 120 ч, т. е. в 2 раза быстрее.
Бактериальные методы могут применяться при переработке
золотосодержащих руд и концентратов также для растворения
(выщелачивания) самородного золота.
Впервые возможность использования гетеротрофных микро-
организмов для выщелачивания самородного золота из руд бы-
ла показана И. Паре в начале 60-х годов. Испытаниями, про-
веденными в Дакаре, было показано, что из руды при pH 8 за
376
283 сут гетеротрофные микроорганизмы переводят в раствор до
82%. золота. Советскими учеными была выделена группа гете-
ротрофных микроорганизмов, которые наиболее активно рас-
творяют и переводят в раствор золото. Такие культуры, как
Вас. megatherium 20, Вас. megatherium 30, Ps. liguefaciens 9 и
Вас. mesentericus niger 12, за 2—3 мес переводят в раствор до
1,5—2,15 мг/л золота. Повышение скорости бактериального вы-
щелачивания золота этими культурами можно увеличить ис-
пользованием в качестве выщелачивающих веществ предвари-
тельно полученных продуктов метаболизма бактерий, т. е. про-
дуктов их жизнедеятельности, и в первую очередь аминокислот.
Культивирование микроорганизмов в оптимальных условиях по-
зволяет получать растворы с концентрацией до 14 г/л золото-
растворяющих кислот, наиболее активными из которых являют-
ся аспарагиновая кислота и гистидин. Растворимость золота в
таких растворах значительно повышается в присутствии окисли-
телей, например перекиси натрия.
Изучение основных факторов, регулирующих процесс бакте-
риального выщелачивания золота из руд различных типов, по-
казало, что этот метод является наиболее эффективным для
извлечения золота из руд и песков с тонковкрапленным золотом
и с минералами пустой породы, представленными кварцем и
полевыми шпатами.
Выщелачивание проводится культуральными растворами, со-
держащими аминокислоты и белки при pH 9—10 в присутствии
перекиси натрия. В этих условиях за 120—240 ч извлечение зо-
лота достигает 70—82%• Оптимальная концентрация аминокис-
лот в выщелачивающем растворе составляет 3—5 г/л.
Эффективное растворение зо-
лота осуществляется продуктами
метаболизм,а бактерий — микро-
скопических плесневых грибов
niger 119, белковыми
экстрактами и гидролизатами, в
которых содержатся в основном
следующие золоторастворяющие
аминокислоты: фенилаланин, ас-
парагин, глицин, гистидин, серин,
аспарагиновая и метионин. Гид-
ролиз белков и их экстракция осу-
ществляются щелочными раство-
рами (200 г/л NaOH). Примене-
ние белковых гидролизатов для
выщелачивания золота крупно-
стью менее 0,1 мм из кварц-кар-
бинатовых руд при трехстадиаль-
ном выщелачивании в перколято-
рах при Т:Ж = 1:2 в присутст-
вии окислителя — перманганата
Руда.
Дробление
' Выщелачива-
ющие раствр-
) ры(Вел ковы и
/ гидролизат)
Yr
Кцчное выщелачива-
_______пие_______
| Растворы
Фильтрование
1 У голь
Сорбция золота
| Золотосодер- j
1 жащии уголь J
Имение
< 1 Концентрат
Асрсринаж
Рис. 15.3. Принципиальная схе-
ма кучного выщелачивания зо-
лотосодержащих песков
377
калия (4 г/л) в течение 50 ч позволяет извлечь 72% золота. Бел*
ковые гидролизаты могут успешно применяться при кучном выще-
лачивании золота из бедного сырья с тонковкрапленным золотом.
Принципиальная схема кучного выщелачивания золотосодержа-
щих руд белковыми гидролизатами показана на рис. 15.3.
§ 15.2. МЕХАНИЗМ БАКТЕРИАЛЬНОГО ОКИСЛЕНИЯ
И ВЫЩЕЛАЧИВАНИЯ
Вопрос о взаимодействии бактериальных клеток с сульфидными
Минералами является основным в теории бактериально-химичес-
кого выщелачивания. Изучение этого взаимодействия имеет
важное значение не только в познании сложного механизма
этого процесса, но и для интенсификации бактериальных окис-
лительных реакций и управления ими. Механизм бактериально-
го окисления и выщелачивания весьма многообразен и до на-
стоящего времени окончательно не установлен. Трудности
изучения этого механизма объясняются тем, что помимо взаимо-
действия трех фаз (жидкой, твердой и газообразной) в нем ак-
тивное участие принимает еще одна фаза — бактериальные
клетки, т. е. живые организмы, которые для обеспечения своей
жизнедеятельности используют компоненты всех трех фаз. Кро-
ме того, в этом взаимодействии принимают участие различные
продукты метаболизма бактерий, органические составляющие
которых действуют на биохимическом уровне. Все это значитель-
но усложняет изучение процессов взаимодействия бактериаль-
ных клеток с минеральными субстратами.
В настоящее время существует несколько точек зрения на
роль микроорганизмов Т. ferrooxidans в окислении и выщелачи-
вании сульфидных минералов. Долгое время считалось, что
окисление сульфидных минералов при участии микроорганиз-
мов происходит в результате действия сульфата оксида железа,
являющегося продуктом окисления сульфата закиси железа
бактериями и серной кислоты, образующейся при бактериаль-
ном окислении серы сульфидных минералов.
Считается, что реакции с окислением сульфата закиси желе-
за и элементарной серы являются побочными, в результате
которых образуются окислители сульфидных минералов. Кроме
этих реакций бактериального окисления сульфидных минералов
происходит непосредственное воздействие ферментных систем
бактерий на поверхность минералов. Это так называемый меха-
низм прямого бактериального окисления сульфидов, или «пря-
мой» механизм.
Весь механизм бактериального окисления и выщелачивания
сульфидных минералов (например, арсенопирита) можно раз-
делить на две стадии, протекающие параллельно и самым тес-
ным образом связанные между собой. Первая стадия — это не-
посредственное окисление и деструкция кристаллической
решетки минерала, которые происходят как с участием химичес-
378
ких агентов — кислорода, трехвалентного железа, так и фермен-
тативных систем бактерий. Вторая стадия — непосредственное
бактериальное окисление продуктов деструкции сульфидных
минералов — двухвалентного железа и элементарной серы. Как
видно, в первой стадии окисления и выщелачивания принимают
самое активное участие продукты метаболизма бактерий — трех-
валентное железо и сульфат-ион.
Биохимическое окисление двухвалентного железа происхо-
дит на внешней стороне мембраны клеток, причем Fe2+, Н* и О2
поступают из жидкой фазы, а продукты окисления Fe3+ и Н2О
возвращаются в нее. Синтезируемая при этом АТФ использу-
ется бактериями для фиксации углекислоты в процессе хемо-
синтеза и роста клеток.
Сера, как известно, входит в состав сульфидных минералов
в виде S2~. При бактериальном окислении и выщелачивании
сульфидных минералов окисление сульфидной серы до элемен-
тарной происходит не только при электрохимической реакции
FeS2 + Fe2(SO4)3 ->• 3FeSO4 + 2S,
на внут-
Процесс
генера-
до суль-
но и за счет ее окисления бактериями под действием ферментов
сульфидооксидаза и полисульфидооксидаза.
Ромбическая сера Sp° при этом переходит в ^-модификацию,
которая хорошо растворяется в таких органических раствори-
телях, как липиды и фосфолипиды, и транспортируется в пери-
плазматическое пространство клетки, где окисляется
ренней стороне мембраны при участии ферментов,
окисления элементарной серы также сопровождается
цией АТФ. Общую схему окисления сульфидной серы
фат-ионов можно представить в следующем виде:
хим. T.fer. T.fer. T.fer.
S2-----> S°---> S?---> SO2-----> SO2-.
T.fer. P 3 3 4
С учетом механизма окисления двухвалентного железа и
сульфидной серы механизм бактериального окисления сульфид-
ных минералов можно представить на примере арсенопирита
следующим образом.
Бактериальные клетки прочно закрепляются на поверхности
арсенопирита. Под действием химических агентов — кислорода
и трехвалентного железа, а также биологических агентов —
ферментативных систем бактерий поверхность арсенопирита
подвергается окислению и выщелачиванию. Причем бактериаль-
ное окисление железа и серы происходит в диффузионном слое
минерала и получение сильных окислителей сульфидной поверх-
ности непосредственно в пограничном слое позволяет значитель-
но ускорить взаимодействие их с элементами кристаллической
решетки и значительно повысить скорость выщелачивания их.
Образующиеся при этом Fe2+ и элементарная сера постоянно
окисляются бактериями.
379
Продуктами бактериального окисления и выщелачивания ар-
сенопирита будут трехвалентное железо, сульфат-ион и арсе-
нат-ионы. Общую схему бактериально-химического окисления
арсенопирита можно выразить следующими реакциями.
Окисление двухвалентного железа бактериями Т. ferrooxi-
dans
T.fer.
Fe2 ' >Fe3+ 4- e.
Окисление арсенопирита сульфатом оксида железа
FeAsS 4- Fe3+ -» 2Fe2' 4- As34 4~ S°.
Окисление элементарной серы бактериями Т. ferrooxidans
S° 4- 4Н2О —Z SO4- 4- 8Н+ 4- бе.
Окисление образующейся мышьяковистой кислоты
H3AsO3 4- Н2О - H2AsO7 4- ЗН-» 4- 2е .
Образование осадка арсената железа
Fe3+ 4- H2AsO^“ - FeAsO4 4- 2Н+.
Большое значение при выщелачивании сульфидных минера-
лов имеют их химическая и минералогическая неоднородность,
наличие в них примесей, тип проводимости, характер сростков
и т. п.
При выщелачивании концентратов и продуктов, имеющих
не только сложный вещественный состав, но и различную круп-
ность вкрапленности минералов, одним из факторов, определя-
ющих кинетику выщелачивания, является крупность исходных
продуктов, направляемых на выщелачивание. Чановому выще-
лачиванию, как правило, подвергаются продукты флотационно-
го обогащения крупностью 80—90% класса —0,074 мм, которые
не требуют обычно доизмельчения, необходимость которого опре-
деляется полнотой раскрытия минералов в каждом продукте.
Для золотомышьяковых концентратов крупность исходных про-
дуктов должна быть не менее 90—95% — 0,074 мм (80%, клас-
са —0,044 мм). При такой крупности скорость выщелачивания
арсенопирита повышается также за счет улучшения условий
перемешивания и аэрации.
Плотность выщелачиваемой пульпы при чановом методе
определяет производительность выщелачивающих аппаратов по
твердому и, следовательно, технико-экономические показатели
процесса в целом. При выщелачивании в периодических услови-
ях оптимальным соотношением Т : Ж является 1 : 30—50. При
увеличении плотности пульпы до 1 : 10 извлечение мышьяка из
золотомышьякового концентрата снижается в 2,5 раза, концент-
рация клеток — с 106 до 102—104 кл/мл. Оптимальное соотноше-
ние Т : Ж обычно составляет при этом 1 : 4—1 : 5. При более
высокой плотности пульпы активность бактерий снижается, не-
смотря на избыток энергетического материала — сульфидных
380
минералов, что можно объяснить ухудшением условий переме-
шивания и аэрации, недостатком биомассы и нарушением усло-
вий микроорганизмов на поверхности минералов.
§ 15.3. ТЕХНОЛОГИЯ БАКТЕРИАЛЬНОГО ВЫЩЕЛАЧИВАНИЯ
УПОРНЫХ ЗОЛОТОМЫШЬЯКОВЫХ КОНЦЕНТРАТОВ
Среди параметров, определяющих эффективность бактериаль-
ного выщелачивания чановым методом, особое значение приоб-
ретают специфичные для этого процесса параметры, такие, как
вещественный состав и крупность исходных продуктов, плот-
ность пульпы, способы перемешивания и аэрации, схема выще-
лачивания, методы очистки и регенерации оборотных бактери-
альных растворов и т. п.
Минеральный состав выщелачиваемых продуктов при чано-
вом методе приобретает особо важное значение, так как он опре-
деляет избирательность процесса и при высокой его скорости
это определяет кинетику выщелачивания необходимого мине-
рала и дальнейшую технологию переработки продуктов выще-
лачивания.
Наиболее простыми и надежными в эксплуатации аппара-
тами для бактериального выщелачивания чановым методом яв-
ляются пачуки, в которых перемешивание пульпы осуществля-
ется эрлифтами, которые позволяют поддерживать твердую фа-
зу во взвешенном состоянии при больших объемах пульпы и при
соотношении Т : Ж до 1 : 4—1 : 3. Эрлифты отличаются надеж-
ностью в работе, что особенно важно в условиях длительной
работы установки, и позволяют легко регулировать интенсив-
ность перемешивания пульпы изменением подачи воздуха. Од-
нако при использовании эрлифтов степень аэрации пульпы не-
высока вследствие увеличения поверхности пузырьков воздуха
и уменьшения времени контакта их с раствором, что снижает
концентрацию кислорода в пульпе и скорость окислительных
процессов. Поэтому наряду с перемешиванием пульпы возду-
хом эрлифтами проводят дополнительную аэрацию с подачей
тонкодисперсного воздуха через аэраторы, расход которого
должен превышать расход его на перемешивание в 1,5—2,5 раза.
В технологическом процессе чанового метода бактериаль-
ного выщелачивания можно выделить следующие основные
циклы, тесно связанные между собой.
Первый цикл — подготовка исходного продукта к выщелачи-
ванию, которая заключается в его измельчении (если это необ-
ходимо), репульпации оборотными бактериальными растворами,
создании необходимого разжижения и кислотности среды.
Второй цикл — собственно бактериальное выщелачивание,
которое необходимо проводить в оптимальных условиях жизне-
деятельности и активности микроорганизмов.
Третий цикл — разделение продуктов выщелачивания на
твердую (осадок) и жидкую фазы с применением операций сгу-
щения, фильтрования и промывки.
381
Четвертый цикл — выделение из жидкой фазы активной
культуры бактерий с целью ее повторного использования. В слу-
чае применения оборотных растворов без выделения из них
выщелоченных металлов этот цикл из процесса исключается,
так же как и следующий пятый цикл — выделение из растворов
выщелоченных металлов методами осаждения, цементации,
сорбции, экстракции или электролиза с получением товарной
продукции.
Шестой цикл — цикл подготовки оборотных растворов для
использования их в процессе выщелачивания. Все эти циклы
должны входить в состав установки бактериального выщелачи-
вания, пример которой приведен на рис. 15.4.
Рис. 15.4. Схема цепи аппаратов полупромышленной установки бактериально-
го выщелачивания:
/ — мельница; 2 — контактный чан; 3, 6 — пачуки; 4, 7 — обезвоживающий конус; 5, 8,
11, 12, 16—19 — чаны; 9 — сепаратор; 10 — сборник; 13 — чан-отстойник; 14, /5 — нутч-
фильтр; 20 — воздуходувка
382
Основными аппаратами установки являются выщелачиваю-
щие аппараты —пачуки 3, 6 или контактные чаны, расположен-
ные двумя параллельными рядами по пять в каждом ряду. В
зависимости от времени выщелачивания, определяемого харак-
тером перерабатываемого концентрата и его химическим соста-
вом, возможно использование как одного ряда пачуков, так и
двух, работающих последовательно. Последний пачук в одном
ряду не соединен с остальными и служит для регенерации био-
массы, подаваемой в начало процесса через чан 2. В этот же
чан подается измельченный концентрат, который перемешива-
ется с раствором при определенных pH, разжижении и темпе-
ратуре.
В пачуках поддерживается температура 25—35 °C циркуля-
цией горячей воды «в рубашках». Пульпа по пачукам движется
самотеком через сливные патрубки. Перемешивание пульпы и
ее аэрация осуществляются воздухом, подаваемым в эрлифты
воздуходувкой 20.
Исходный концентрат перед выщелачиванием измельчается
в мельнице 7, откуда вместе с оборотным раствором из сборни-
ка 10 закачивается песковым насосом в контактный чан 2. В
чане поддерживается pH пульпы 2,2—2,5. Для обеспечения не-
прерывного питания пачуков в контактном чане сохраняется
1 — 1,5-суточный запас пульпы. Из этого контактного чана пуль-
па эрлифтом подается непрерывно на выщелачивание в первый
пачук, откуда самотеком поступает во все остальные в этом
ряду. Если времени выщелачивания пульпы в пяти пачуках до-
статочно, то из последнего она поступает на сгущение в обез-
воживающий конус, откуда сгущенный продукт идет на фильт-
рование, а слив конуса и фильтрат через сборник 10 возвра-
щаются в начало процесса или на операцию выделения биомас-
сы и осаждение металлов.
При необходимости более длительного выщелачивания
пульпу из пятого пачука первого ряда подают эрлифтом в пер-
вый пачук второго ряда. Пульпа после выщелачивания посту-
пает на сгущение в обезвоживающий конус 4 и 7, сгущенный
продукт из которого перекачивается на нутч-фильтр 15. Осадок
после фильтрования направляется на нейтрализацию и даль-
нейшую переработку для извлечения золота.
Фильтрат объединяется со сливом конуса и через сборник
10 возвращается в начало процесса. При необходимости удале-
ния металлов из растворов их направляют в чан 8, затем в чан
11, где осуществляется очистка, в частности, от мышьяка и час-
тично от сульфат-ионов путем подачи известкового молока, ко-
торое готовится в чане 18 до pH 3—3,1. Пульпа с осадком ар-
сенатов перекачивается в чан-отстойник 13, откуда раствор де-
кантируется, а садок фильтруется на нутч-фильтре 14. Раствор
и фильтрат затем собираются в сборнике 10 для последующего
использования в качестве оборотных растворов, которые нахо-
дятся в чанах 16 и 17.
383
Для выделения биомассы перед осаждением металлов на
установке находится сепаратор 9, и полученная в нем биомасса
направляется в чан 2 или сборник 10. Раствор из сепаратора воз-
вращается в чан 11 для осаждения металлов.
При разгрузке установки пульпу из пачуков выпускают в
чан 19 для нейтрализации. На установке возможно ведение про-
цесса в две стадии с промежуточной заменой раствора (пунк-
тирная линия), для чего пульпу и?, пачука 3 подают в конус 4.
Слив конуса направляется в чан 8 для растворов после выще-
лачивания, а сгущенный продукт перекачивается в чан 5, отку-
да после подачи бактериального раствора пульпа подается на
II стадию выщелачивания.
Основными контролируемыми параметрами установки бак-
териального выщелачивания являются производительность, со-
держание твердого в пульпе, кислотность, окислительно-восста-
новительный потенциал, температура пульпы, содержание био-
массы или клеток, активность бактериального раствора, содер-
жание двух- и трехвалентного железа, содержание основных
компонентов в исходном продукте, бактериальном растворе и
осадке выщелачивания, масса и влажность осадка. Все обору-
дование установки бактериального выщелачивания, включая
насосы и трубы, должно быть в кислотостойком исполнении.
Как уже отмечалось выше, золотомышьяковые концентраты,
содержащие арсенопирит и пирит, являются чрезвычайно упор-
ными для переработки их гидрометаллургическими методами, а
высокое содержание в них мышьяка не позволяет применять
пирометаллургические методы. Золото в таких концентратах
очень тонко вкраплено в сульфидных минералах, и особенно в
арсенопирите. Прямое цианирование не позволяет извлекать из
таких концентратов более 10—30 %-золота. Часто упорность зо-
лотомышьяковых концентратов усугубляется присутствием уг-
листых сланцев, которые обладают высокой адсорбционной ак-
тивностью по отношению к золотоцианистому комплексу.
Задачей бактериального выщелачивания золотомышьяковых
концентратов является вскрытие тонковкрапленного в сульфид-
ных минералах золота при их биологическом окислении и де-
струкции. Вскрытое таким образом золото хорошо извлекается
цианированием.
Золотомышьяковые концентраты, получаемые гравитацион-
ным или флотационным методом обогащения, состоят в основ-
ном из сульфидов: пирита, арсенопирита, халькопирита, пирро-
тина и др. Золото в концентратах более чем на 90% связано
с сульфидными минералами, и особенно в арсенопирите. Содер-
жание золота в таких концентратах составляет от 30 до 200 г/т,
содержание мышьяка — от 3 до 26%.. В арсенопирите содержа-
ние золота колеблется от 80 до 700 г/т, в то время как его со-
держание в пирите в 5—12 раз меньше. Характерным для зо-
лотомышьяковых концентратов является распределение золота
(табл. 15.1).
384
Таблица 15.1. Распределение золота в золотомышьяковом концентрате
Форма нахождения золота Содержа- ние золота, г/т Распреде- ление золота, % Форма нахождения золота Содержа- ние золота, г/т Распреде- ление золота, %
Свободное золото 0,7 2, 1 Тонковкрапленное: 30,13 0,17
В сростках с кар- бонатами 2 4,9 в сульфидах в кварце 90 0,6
В пленках 0,8 2,4 Исходный кон- центрат 33,8 100
В концентратах содержится также от 5 до 20%, углерода,
представленного углисто-глинистыми сланцами.
Рассмотрим технологию бактериального выщелачивания зо-
лотомышьяковых концентратов на примере одного из наиболее
упорных концентратов, в котором содержание мышьяка состав-
ляло 7,9%.. Минеральный состав концентрата представлен в ос-
новном арсенопиритом (21,8%) и пиритом (14,8%.).Пустая по-
рода— углистые сланцы (26,7%) и кварц с полевыми шпатами
(34,8%.). Технологическая схема переработки этого концентра-
та состоит из двух частей. Первая часть — бактериальное окис-
ление арсенопирита и перевод мышьяка в окисленное состояние
(рис. 15,5,я) и вторая — переработка осадка выщелачивания
с удалением окисленного мышьяка (рис. 15.5,6). По этой техно-
логической схеме при продолжительности процесса бактериаль-
ного выщелачивания 50—60 ч содержание сульфидного мышья-
ка снижается до 1 —1,5%, при извлечении его 82—85%.
а
Лтттм
« соли
Осадок после
бактериального
выщелачивания
Приготовление пульпы
Дозирование
Кислотное
выщелачивание!
Бактериальное выщелачивание
Сгущение
Фильтрование
Осадок
Слив
Фильтрование
Фильтрат
Осадок на
кислотное
выщелачивание
Кислотное
выщелачивание Д
/Л
Фильтрование
Осадок
Фильтрат
I
Осаждение
мышьяка
I
Фильтрование
раствор
Раствор
Промывка
Мышьяковистый
осадок
Золотосодержащий
концентрат
Рис. 15.5. Схема переработки мышьяковистых золотосодержащих концент-
ратов
25 -5308 385
Значение pH на всех стадиях выщелачивания составляет от
1,98 до 1,84, а значение Eh увеличивается по ходу процесса с
490 до 545 мВ. Содержание биомассы возрастает от первого па-
чука к последнему с 1,85 до 4,2 г/л, активность этой биомассы
также увеличивается с 2,4 до 3,5 г/(л-ч). Общая концентрация
мышьяка в жидкой фазе пульпы при выщелачивании возраста-
ет от 3,5 до 6 г/л, концентрация трехвалентного мышьяка —
с 7,8 до 9,5 г/л.
Подача оборотных растворов в процесс проводилась без уда-
ления из него мышьяка и биомассы. При этом концентрация
мышьяка в растворах не превышала 8,7 г/л, а железа 11 —
13 г/л. В бактериальном растворе устанавливалось равновесие
по мышьяку и железу, при повышении концентрации которых
выше равновесной они выпадали в осадок в виде арсената.
Таким образом, в осадке после бактериального выщелачива-
ния мышьяк на 90% представлен окисленными соединениями и
золото при этом оказалось вскрытым на 90%, и более при разру-
шении сульфидного мышьяка.
Осадок бактериального выщелачивания после сгущения и
фильтрования сразу же после нейтрализации направляют на
цианирование. Если же его направляют на плавку, то вначале
проводят кислотное выщелачивание для удаления из осадка
окисленных соединений мышьяка и железа. Схема выщелачива-
ния двухстадиальная противоточная с последующим осажде-
нием мышьяка из растворов в виде ярозитов и подачей фильт-
рата после его отделения от осадков в начало процесса. Выще-
лачивание осадка бактериального окисления проводится серной
кислотой при Т :Ж=1 : 5 при температуре 20—25 °C и продол-
жительности на каждой стадии 1 ч. Выход осадка кислотного
выщелачивания составляет 60—70% от массы концентрата. По-
лученные при кислотном выщелачивании растворы после I ста-
дии имеют концентрацию мышьяка 12 г/л и железа 15 г/л,
после II стадии—соответственно 7,6 и 11. В процессе кислотного
выщелачивания мышьяк на 93—94% переходит в раствор, а из не-
го на 80 % в мышьяковистый осадок. Осаждение мышьяка и
железа после кислотного выщелачивания можно проводить осаж-
дением в виде арсенатов или сульфидов, а также нагреванием
раствора до температуры 90 °C в течение 1 ч. Получаемые при
этом мышьяковистые осадки содержат от 8 до 23 % мышьяка
и до 25 % железа. Эти осадки затем направляют на захоро-
нение.
Технология переработки упорных золотомышьяковых кон-
центратов с использованием процесса бактериального выщела-
чивания позволяет значительно повысить эффективность пере-
работки этих концентратов и получить значительный экономи-
ческий эффект по сравнению с традиционными гидро- и пиро-
металлургическими методами.
386
Глава 16.
ОБОГАЩЕНИЕ УРАНОВЫХ РУД
§ 16.1. ОБЩИЕ СВЕДЕНИЯ
Уран открыт немецким химиком М. Г. Клаппротом в 1789 г. в
образце саксонской урановой руды. В 1841 г. французский ис-
следователь Э. М. Пелиго получил металлический уран.
Д. И. Менделеев предсказал место урана в Периодической сис-
теме и что его атомная масса должна быть около 240 (что
близко к фактическому — 238,03). Он охарактеризовал свойства
оксидов галогенидов и солей урана.
Начиная с 1853 г. соединения урана стали использовать для
окраски стекол, получения цветных эмалей, фарфора, красок.
В 1896 г. Беккерель открыл явление радиоактивности, а в
1898 г. Мария и Пьер Кюри открыли в урановых рудах радио-
активные элементы — полоний и радий.С этого времени урано-
вые руды стали добывать и перерабатывать в основном для
извлечения радия.
Подлинное значение урана для современной техники было вы-
явлено после открытия в 1939 г. деления ядер урана и установле-
ния в последующие годы возможности использования освобожда-
ющегося при этом громадного количества энергии. В 1942 г. Эн-
рико Ферми создал первый атомный реактор, в котором на прак-
тике удалось осуществить цепную реакцию деления ядер урана.
С этого времени начинается быстрый рост производства урана,
которое превратилось в крупную отрасль горно-металлургичес-
кой промышленности.
В СССР в 1954 г. в г. Обнинске Калужской области постро-
ена первая в мире атомная электростанция на урановом топли-
ве, в 1957 г. спущен на воду первый в мире атомный ледокол
«Ленин», в 1958 г. введена в действие атомная электростанция
в Сибири, в 1964 г. создана первая в мире установка для непо-
средственного преобразования атомной энергии в электричес-
кую, в настоящее время действуют многие другие мощные атом-
ные электростанции.
§ 16.2. ОСНОВНЫЕ СВОЙСТВА УРАНА
Уран — блестящий металл. После нескольких часов пребывания на воз-
духе поверхность отполированного металла покрывается цветами побежало-
сти. Плотность металлического урана составляет 19,05 г/см3, температура
плавления ИЗО °C, температура кипения 3818 °C. Уран сравнительно мягок
и пластичен, хорошо поддается механической обработке.
Металлический уран химически весьма активен. На воздухе в мелко-
раздробленном состоянии он загорается при комнатной температуре, в ком-
пактном состоянии — при 700 °C.
Порядковый номер урана 92, атомная масса 238,03. В соединениях уран
проявляет валентности +2, +3, 4-4, +5 и H-б. Наиболее устойчивы как
в твердом состоянии, так и в растворах соединения, отвечающие валентности
25* 387
44 и -46. В ряду напряжений уран находится вблизи бериллия и алюминия,
являясь сильным восстановителем, особенно в водных растворах.
Уран быстро растворяется в соляной кислоте с образованием ионов U3+
и Ui+. При растворении часть урана превращается в черный осадок, который
находится в растворе в виде суспензии, состоящей, по-видимому, из гидрати-
рованного диоксида урана. Неокисляющие кислоты, такие, как серная, фос-
форная и фтористоводородная, реагируют с ураном очень медленно. Азотная
кислота растворяет куски урана с умеренной скоростью; при растворении
тонкоизмельченного урана в азотной кислоте может произойти сильный
взрыв. Едкие щелочи слабо действуют на металлический уран, но при до-
бавлении к щелочному раствору перекиси водорода уран образует раство-
римые перуранаты.
Наибольшее значение в технике имеют UF4, UF6 и UC14. К наиболее
важным оксидам урана относятся UO2, НзО8 и UO3. Точка плавления UO2
2550 °C, остальные оксиды разлагаются до плавления.
В водных растворах шестивалентный уран находится в виде двухзаряд-
ного иона уранила UO22+, четырехвалентный уран присутствует в виде про-
стого иона U4+. Известны также ионы трех- и пятивалентного урана, однако
они неустойчивы. Ион трехвалентного урана при температуре выше 0°С
окисляется водой до четырехвалентного, ион пятивалентного урана диспро-
порционирует в растворе на U4+ и UO22+.
Растворы солей уранила окрашены в желтый цвет; растворимость (г
соли на 100 г воды) некоторых солей уранила приведена ниже:
Соль.............................UO2(SO4)3H2O UO2C12 Na4[U02(C08)3]
Растворимость, г.............. 18,9 320 165
Температура, °C............... 13 18 18
При взаимодействии карбонатов и бикарбонатов щелочных металлов или
аммония с солями уранила образуются комплексные анионы [UO2(CO3)3]4-
и др. При действии щелочей на растворы солей уранила выделяются желтые
осадки малорастворимых диуранатов типа Me2U2O7. На воздухе U4+ в рас-
творах медленно окисляется в Ue+. Из водно-растворимых соединений четы-
рехвалентного урана технологическое значение имеет сульфат, а также неко-
торые его комплексные производные.
Природный уран состоит из смеси трех изотопов: 238U, 235U,
234U (табл. 16.1).
Таблица 16.1. Природные изотопы урана
Изотоп Относитель- ное содержа- ние в природ- ной смеси, % Массовое число Число прото- нов в ядре Число нейтро- нов в ядре Период полу- распада , лет
238 99,274 238 92 146 4,498-109
235 0,72 235 92 143 7,13-108
234 0,006 234 92 142 2,48-10б
Природные изотопы урана радиоактивны, 234U образуется
в результате радиоактивного распада 238U, таким образом, эти
два изотопа генетически связаны друг с другом. Конечными
продуктами радиоактивного распада 238U и 235U являются гелий
и стабильные изотопы свинца 206РЬ и 207РЬ.
В настоящее время с помощью ядерных реакций получено
И искусственных радиоактивных изотопов урана с массовыми
числами 227; 228; 229; 230; 231; 232; 233; 236; 237; 239 и 240.
Чрезвычайно важное свойство изотопов урана — их способ-
388
ность к делению при захвате нейтронов. Ядерная реакция де-
ления заключается в том, что при захвате нейтрона ядро, на-
пример 235U, распадается на два осколка с выделением энергии
огромной мощности и испусканием нескольких новых нейтронов.
При определенных условиях эти нейтроны взаимодействуют с
другими ядрами и, таким образом, развивается самоподдержи-
вающаяся цепная реакция деления. Мощность энергии, выде-
ляемой при делении 1 г 235U, соответствует приблизительно
21 900 кВт-ч. Это свойство определяет использование изотопов
урана в качестве ядерного топлива в атомных реакторах, а так-
же в качестве ядерного взрывчатого вещества в ядерном ору-
жии.
В качестве ядерного топлива применяют 235U, 233U и 239Pu.
233U и 239Pu получают в атомных реакторах из 238U и 232Th.
Использование атомной энергии в мирных целях способству-
ет развитию производительных сил человеческого общества.
Использование ее возможно и целесообразно во многих отрас-
лях науки и техники, и в первую очередь для производства элек-
троэнергии.
Образующиеся при работе атомного реактора продукты де-
ления представляют собой радиоактивные изотопы почти 30
элементов всех групп Периодической системы. Радиоактивные
изотопы широко используют во многих отраслях народного хо-
зяйства как средство контроля и автоматизации технологичес-
ких процессов и др. Атомная энергия открывает также перспек-
тиву более эффективного использования ценнейшего сырья: уг-
ля, нефти, газа в химической индустрии.
§ 16.3. РУДЫ И МИНЕРАЛЫ УРАНА
Среднее содержание урана в земной коре, по данным А. П. Ви-
ноградова, составляет 2,6-10-4%., по другим данным — 4-104%.
Урана больше, чем таких элементов, как золото (~10-7%), се-
ребро (10~5%.), ртуть (7,7-10-6%), сурьма (4-10-5%), молибден
(1,7-1О-4О/о). Общая масса урана в земной коре (до глубины
20 км) оценивается в 1,3-1014 т.
Горные породы (кислые) с высоким содержанием оксида
кремния имеют, как правило, концентрацию урана выше сред-
ней, а в основных породах, образующих фундамент континентов
и дно океана, содержание урана значительно ниже среднего.
Такая закономерность распределения урана объясняется тем,
что при кристаллизации магматического вещества, из которого
образовались различные горные породы — основные, средние и
кислые, последними застывали породы кислого состава — гра-
ниты. Уран, торий, редкие земли, цирконий, тантал, ниобий и
ряд других элементов в ходе кристаллизации первоначальной
магмы лишь в незначительных содержаниях могли входить в
породы основного и среднего состава и накапливались в оста-
точной гранитной магме. Такие породы, как габбро, эклогит,
389
перидотит, дунит, содержат приблизительно от 50 до 40% SiO2
и от 2,4—1,4 г/т U; базальт — 50%, SiO2 и 3,5 г/т U, а гранит,
гранодиорит и диоритот от 70 до 60% SiO2 и от 9 до 4 г/т U.
Основываясь на тепловом балансе Земли, предполагают, что
основная масса урана сконцентрирована в узкой зоне около по-
верхности земли.
При выветривании изверженных горных пород основная масса
урана переходит в растворы и уносится в озера, моря и океаны,
в водах которых содержится около 2 мг/м3 урана. В водах не-
которых озер концентрация урана иногда в несколько десятков
раз выше, чем в морской воде.
Уран содержится в различных почвах, а также в животных
и растительных организмах; например, в золе растений обнару-
живается несколько граммов на тонну.
Такое повсеместное распространение урана в природе объ-
ясняется его химическими и физико-химическими свойствами, в
особенности поливалентностью, большим размером ионов, хи-
мической активностью, сравнительно высокой растворимостью
в воде большинства шестивалентных его соединений, а также
относительно высоким содержанием в земной коре. Эти же свой-
ства урана приводят к его рассеиванию.
Урановые месторождения по своему происхождению делятся
на два больших класса: эндогенные, или первичные, происхож-
дение которых связано с магматической деятельностью (пегма-
титовые и гидротермальные месторождения), и экзогенные (мес-
торождения выветривания, осадочные и осадочно-метаморфо-
генные).
Эндогенные месторождения. Остаточная жидкая магма (где
накапливается уран) отжимается в трещины, образовавшиеся
перед этим в ранее застывших гранитах или соседних с ними
породах, и, постепенно охлаждаясь, застывает, образуя пегма-
титовые жилы, слагающиеся полевыми шпатами, кварцем и
слюдой. В небольших количествах в них выкристаллизовывают-
ся минералы редких элементов, в том числе минералы урана
и тория.
Ураноносные пегматитовые жилы встречаются
во многих странах, но скопления в них урановых минералов,
как правило, незначительны. Исключение составляют лишь мес-
торождения в районе Банкрофт (Канада) и Радиум-Хилл (Юж-
ная Австралия). Уран в пегматитовых жилах содержится в виде
минерала уранинита и урансодержащих ниобатов редких зе-
мель, танталатов, титанатов и минералов тория. В пегматитах
в состав уранинита входят изоморфные примеси тория и редких
земель.
Гидротермальные урановые жилы образуются в
глубинных интрузивных породах и излившихся на поверхность
(эффузивных), в осадочных и метаморфических, где руды за-
полняют трещины. Наиболее обогащены урановыми минералами
обычно те жилы или участки, которые проходят в породах,
390
обогащенных органическим веществом, сульфидами или минера-
лами, содержащими двухвалентное железо. Все эти вещества
являются восстановителями для шестивалентного урана; они
восстанавливают его до четырехвалентного состояния с образо-
ванием широко распространенных минералов типа уранинита и
настурана.
Гидротермальные месторождения часто достигают крупных
размеров и характеризуются богатыми рудами. К этому типу
относятся такие известные месторождения, как Шинколобве
(Конго, Катанга), Эльдорадо (Канада). Иногда промышленный
интерес кроме урана представляют сульфидные минералы цин-
ка, свинца, меди и других металлов (ураново-полиметалличес-
кие месторождения). Довольно часто уран ассоциирует с нике-
лем, кобальтом, молибденом, висмутом и серебром. Из неруд-
ных минералов присутствуют кварц, кальцит, барит и флюорит.
Между минералами уранинитом и настураном, присутству-
ющими в гидротермальных жилах, ясных различий по химичес-
кому составу нет. Уранинит обладает кристаллическими фор-
мами, настуран—внешне аморфный. Настуран называют также
урановой смолкой, урановой смоляной рудой или урановой смо-
ляной обманкой. Особенность уранинита и настурана гидротер-
мальных месторождений — практическое отсутствие в них то-
рия и редкоземельных элементов.
Как правило, U4+ в уранините и настуране окислен в раз-
личной степени до U6+. Поэтому фактически эти минералы сос-
тоят из UO2 и UO3 и их состав выражается общей формулой
002,16-2,7. Конечным продуктом окисления U02 является U03.
В гидротермальных месторождениях урана, богатых сульфи-
дами, протекают процессы кислотного выветривания, сопровож-
дающиеся значительным выносом и рассеиванием урана. Уран
частично осаждается из раствора в виде малорастворимых со-
единений в зоне окисления и выщелачивания. Минералы зоны
окисления в верхней ее части («железная шляпа») представ-
лены соединениями шестивалентного урана — фосфатами, арсе-
натами и частично силикатами. За сходство с чешуйками слю-
ды эти минералы (отенит, торбернит и другие из группы фосфа-
тов; цейнерит и другие из группы арсенатов) называют ура-
новыми слюдками. Для нижней части зоны окисления
характерно развитие остаточных урановых черней как проме-
жуточной стадии окисления 'настурана. Урановая чернь пред-
ставляет собой закись-оксид урана непостоянного состава. Об-
щая ее формула (Ui-X4+, UX6+)O2+X. Формула по кислородному
коэффициенту U02,7-2,92.
Экзогенные месторождения. Среди месторождений этого ти-
па важную группу составляют урановые месторождения осадоч-
ного происхождения. Они обычно представлены пласта-
ми битуминозных сланцев, фосфоритов, известняков, песчаников,
глин, ураноносных каменных и бурых углей и других осадочных
пород, отложившихся на дне морских бассейнов или же озер,
391
болот и других континентальных водоемов. Концентрирование
урана в осадочных породах могло происходить при разложении
органических веществ, создающих восстановительную среду, где
могли образоваться малорастворимые соединения четырехва-
лентного урана. Органические вещества, а также глины и фос-
фатные соединения могут сорбировать уран из различных раст-
воров. В осадочных породах уран частично образует самосто-
ятельные минералы, но основная его масса находится в сорби-
рованной форме без образования собственных минералов, т. е.
уран связан с органическим и фосфатным веществами и равно-
мерно распределен по всей массе породы. Осадочные месторож-
дения имеют невысокое содержание урана, но они наряду с оса-
дочно-метаморфогенными являются самыми крупными место-
рождениями по суммарным запасам и по площади
распространения урана. Руды осадочных месторождений часто
являются комплексными.
К осадочным месторождениям морского происхождения от-
носят урансодержащие черные битуминозные сланцы, фосфори-
ты, конгломераты, ураноносные глины. Черные битуминозные
сланцы образовались путем медленного осаждения коллоидаль-
ных глинистых частиц, фосфатов и тонкоизмельченного разло-
женного углеродистого материала в условиях плохой циркуля-
ции. Уран в них находится в сорбированном состоянии на кол-
лоидальных глинистых частицах и углеродистом материале в
виде изоморфного замещения в фосфате и, возможно, в виде
ураноорганических соединений.
Ураноносные конгломераты представляют собой сцементи-
рованные грубые осадки прибрежной зоны древних морских
отложений. Они состоят из окатанных галек кварца, сцементи-
рованных вторичным кварцем и другими минералами. Уран
содержится только в цементе и обычно связан с углефицирован-
ными органическими остатками. Он представлен уранинитом,
тухолитом, урановой смолкой и браннеритом. Ту холит — тус-
кло-черный минерал — состоит из углеродистого вещества, со-
держащего уран в виде включений уранинита или настурана.
Браннерит — сложный оксид урана, титана, железа и тория.
Содержание урана в конгломератах составляет обычно менее
0,1%.. Некоторые месторождения в конгломератах содержат са-
мородное золото. Извлечение золота и урана позволяет рента-
бельно разрабатывать месторождение, если содержание урана
выше 0,01—0,02%. Ураноносные конгломераты являются круп-
нейшим промышленным источником урана.
К континентальным осадкам относят ураноносные бурые и
каменные угли, торфяники, песчаники и мергели. В неокислен-
ных участках углей уран представлен настураном и чернями, в
окисленной зоне — ванадатами, сульфат-карбонатами и водными
карбонатами урана.
В ураноносных песчаниках с твердым битумом уран мог
отложиться из грунтовых вод в результате циркуляции или из
392
самих обогащенных ураном битумов. Основными урановыми ми-
нералами являются коэффинит — силикат урана и настуран.
Месторождения ураноносных песчаников, содержащие вана-
дий и органическое вещество, приурочены к бассейнам озерного
и лагунного типов. Песчаник обычно сцементирован карбоната-
ми и глинистым веществом. Основным минералом является кар-
нотит-ванадат урана и калия.
К осадочно-метаморфогенным месторождениям относят круп-
ные месторождения в песчаниках, карбонатных толщах и др.
В породах, содержащих уран и ванадий, часто образуются
вторичные уран-ванадиевые минералы, особенно карнотит. На
глубинах они сменяются настураном и урановыми чернями, а
ванадий входит в состав самостоятельных минералов, где нахо-
дится в трех- и четырехвалентном состоянии.
Известно более 100 урановых и урансодержащих минералов.
По своему происхождению урановые минералы делятся на пер-
вичные (эндогенные) и вторичные (экзогенные). По химичес-
кому составу их можно расположить в следующие группы: ок-
сиды, силикаты, титанаты, танталониобаты, титанотанталонио-
баты, сульфаты, карбонаты, сульфат-карбонаты, фосфаты, арсе-
наты, ванадаты, молибдаты, органические соединения, содержа-
щие уран.
Характерно, что все урановые минералы в качестве важней-
шей составной части содержат кислород (табл. 16.2). Но среди
них не встречается сернистых, хлористых и фтористых соедине-
ний, так как эти соединения в присутствии кислорода, воды, уг-
лекислоты и других кислородных соединений неустойчивы. В-
природе неизвестен уран в чистом виде.
Наиболее крупные месторождения урановых руд имеются в
Канаде, США и ЮАР. Значительные запасы найдены во Фран-
ции, Индии, Австралии, Италии и ряде других стран.
В промышленных эндогенных (первичных) рудах обычно со-
содержатся настуран, уранинит, браннерит. В экзогенных (вто-
ричных) урановые минералы содержатся в виде урановой чер-
ни, настурана, коэффинита, карнотита, тюямунита, гидронасту-
рана, уранофана, казолита, отенита, торбернита, цейнерита.
В осадочных месторождениях уран концентрируется в фосфате
кальция, органических соединениях, глинистых минералах, ли-
моните и др.
Руды, содержащие эндогенные минералы, обычно хорошо
поддаются радиометрическому обогащению. Руды жильных
месторождений можно обогащать гравитационными методами.
При выщелачивании первичных минералов обязательно требу-
ется применение окислителя. Танталониобаты, титанаты, а так-
же цирконовые и некоторые редкоземельные минералы, содер-
жащие уран, растворяются только в концентрированных раст-
ворах кислот. Руды, содержащие вторичные минералы, подда-
ются обогащению значительно хуже, но выщелачивание ив
393,
Таблица 1ё.2. Химический состав и свдЙства наибохеё важных урандвых и ураисодёржащйх Минералов
Минерал Формула Содержание урана, % Твердость по шкале Мооса Плотность, г/см
Безводные оксиды урана Уранинит Урановые минералы tiO2,16-2,7 62—78 5—7,6 7,6—10
Настуран UO2,16-2,7 52,3—76,5 4—6,3 4,8—7,7
Урановая чернь иОг,7-2,й 53 1—4 3,1—4,8
Водные оксиды урана Гидрснастуран иОг.в—2,вп ‘ Н2О 62,2—65,4 3,1-4,5 4,3-4.6
Кюрит (п=Зч-9) 2PbO-5UO34H2O 62 4-5 7,2
Титанаты урана Браннерит [U, Са, Fe, Y, Th]3Ti3O16 39 4,5—5,5 4,5—5,4
Давидит АО2; A=Ti, Fe, U (Ce), Pb, Ca, Th, Y, La и др. 1—7 6 4,8
Тантало-ниобиты урана Самарскит (Y, Er, Ce, U, Th, Fe)4(Nb, Ta)2O7]3 8—22 5—5,5 5—6,9
Сульфат-карбонаты урана Шрекингерит NaCa3(UO2) (CO3) (SO4)F- 10H2O 17—29 2,5 2,47—2,51
Фосфаты урана Отенит Ca(UO2)2(PO)4-(8— 10)H2O 48—54 2-2,5 3,05—3,19
Ураноцирцит Ba(UO2)2(PO4)2-8H2O 41—48 2—2,5 3,5—3,55
Торбернит Cu(UO2)2(PO4)2- 12H2O 48 2—2,5 3,2-3,6
Парсонсит
Арсенаты
Ураноспинит
Цейнерит
Ванадаты
Карнотит
Тюямунит
Силикаты
Уранофан
Казолит
- Коффинит
Гуммит
, Ураноторит
Урансодержащие минералы
Монацит
Эвксенит
Фергусонит
Тухолит
W
сл
Pb2(UO2)(PO4)2H2O
Ca(UO2)2(AsO4)2-8H2O
Cu(U02)2(As04)210H20
K2(UO2)2 (UO4)2-3H2O
Ca(UO2)2(UO4)2-8H2O
Ca (UO2)2Si2Or6H2O
Pb(UO2)SiO4H2O
U[SiO4]!-4OH)4x
Смесь гидроксидов и силикатов
(Th, U)SiO4 nH2O
(n= 1-7-1,5)
(Ce, La, Pr, Nd)PO4+ThO2 и U
(Y, Ce, Ca, U, Th) (Ti, Nb, Ta)2O6
(Y, Er, Ce, U, Fe)(Nb, Ta, Ti)O4
Соединения углерода c U, Th, Pb, TR
29-50 2,3—2,5 5,71-5,75
45—50 2—2,5 3-3,45
45—47 2-2,5 4,46
52—56 2-2,5 4,46
44,5-52,4 1-2 3,31—4,35
55 - -5? 2-3 3,81—3,96
35—13 4-5 5,3—5,97
61 — —
— 2,5—3 4,7—5,8
5-15 4,5-5 3,94
0,25—19,6 5,55 4,9—5,3
4-16 5—6 5,25—5,69
1—6 55—6,5 5,5-5,8
1-5 3,5-4 1,57—1,62
них урана может производиться слабыми растворами кислот
и соды.
Классификация урановых руд по технологическим свойствам
представлена в табл. 16.3.
Наибольшее влияние на технологические свойства руд ока-
зывают карбонаты, сульфиды, фосфаты, оксиды железа и орга-
ническое вещество.
Таблица 16.3. Классификация урановых руд
по технологическим свойствам
РуДа Содержание компо- нентов, определяю- щих тип руды, % Возможный метод перера- ботки
Силикатная и алюмосиликатная Карбонатная с содержанием карбонатов: низким средним высоким Сульфидная с содержанием сульфидов: низким средним высоким Железооксидная Фосфатная с содержанием фосфатов: низким средним высоким Каустобиолитовая: ураноносные угли и твердые битумы углистые и битуминозные сланцы, песча- ники >95 силикатных и алюмосиликатных минералов 6—12 12—25 >25 3—10 10—25 >25 Промышленные железные руды 3-ЮР2О5 10—20Р2О5 >25Р2О5 р, К с, к Ф, с, к Ф, с г, ф, к г, Ф, к Г, Ф, к э, ф, к г, Ф, к г, ф, к г, Ф, к г, к, с г, Ф, к, с
Примечания. 1. Г — гравитационное обогащение; К — кислотное выщелачива-
ние; Р — радиометрическое обогащение; С — карбонатное выщелачивание; Ф — флота-
ционное обогащение; Э — электромагнитная сепарация. 2. Кислотное и карбонатное вы-
щелачивание углистых сланцев применяется редко. 3. При содержании в руде сульфи-
дов и карбонатов целесообразно разделять их флотацией или гравитацией и раздельно
выщелачивать содой и серной кислотой.
Силикатные и сульфидные руды перерабатывают в основном
методом кислотного выщелачивания. Руды с высоким и средним
содержанием карбонатов, но с невысоким содержанием урана
обычно выщелачивают содовыми растворами. Руды с малым и
средним содержанием карбонатов и с высоким содержанием
урана в ряде случаев экономически допустимо перерабатывать
методами кислотного выщелачивания. Иногда целесообразнее
предварительное разделение их флотацией и последующее вы-
щелачивание карбонатов содовыми растворами, а силикатов или
сульфидов — сернокислотными. Из фосфатных руд уран извле-
кают попутно при кислотной переработке их на фосфатные удоб-
рения.
Содержание урана в руде. Считают, что добыча и
переработка собственно урановых руд со значительными запаса-
396
ми урана экономически целесообразна при содержании урана
более 0,05%- При комплексном использовании сырья содержа-
ние его может быть снижено до 0,01—0,03 %•
§ 16.4. МЕТОДЫ ОБОГАЩЕНИЯ УРАНОВЫХ РУД
Механическое обогащение урановых руд обычно является под-
готовительной стадией для последующей химической перера-
ботки руд и концентратов. Обогащение применяют также после
выщелачивания урана из руды с целью извлечения из кека
других ценных элементов. В связи с необходимостью использо-
вания более бедных и комплексных урановых руд применение
различных методов обогащения становится все более необходи-
мым.
Химические методы, требующие большого расхода реаген-
тов на выщелачивание, значительно дороже обогатительных
процессов. Предварительное обогащение руды способствует сни-
жению расходов на химические процессы; для этого необходимо
в одних случаях в хвосты удалять минералы, поглощающие кис-
лоту (например, карбонаты), в других — соду (сульфиды).
При обогащении необходимо получать отвальные хвосты с
минимальными потерями урана, а концентраты (даже с низ-
ким содержанием урана) с максимальным извлечением урана
в них.
Предварительное обогащение руд способствует также значи-
тельному повышению эффективности процесса выщелачивания
урана. Растворы урана обедняются вредными примесями, улуч-
шается качество готового продукта, сокращается число опера-
ций при очистке урана. Удаление таких минералов, как карбо-
наты, сульфиды, не только снижает расход реагентов, но и об-
легчает обработку пульпы после выщелачивания. В ряде слу-
чаев предварительное обогащение дает возможность перераба-
тывать руды, извлечение урана из которых непосредственно хи-
мическими методами экономически нерационально.
Наибольшее значение имеют следующие методы механиче-
ского обогащения:
радиометрическая сортировка — применяется при наличии
радиоактивной контрастности отдельных порций или различных
кусков руды крупностью от 25 до 250 мм. Радиометрическое обо-
гащение наиболее широко применяется на современных урано-
вых заводах; оно является основным для обогащения урановых
руд; отличается простотой и дешевизной. На практике применяют
покусковую, порционную и поточную радиометрическую сорти-
ровку;
гравитационные методы обогащения — применяют для пер-
вичных урановых минералов — уранинита, урановой смолки,
титано- и танталониобатов урана и других, имеющих высокую
плотность и сравнительно крупную вкрапленность;
397
флотация — применяется как для извлечения в пенный кон-
центрат урановых минералов, так и для извлечения сульфидов
или минералов породы (кальцита, апатита, сульфидов железа
и т. п.);
избирательное измельчение — применяется преимущественно
для вторичных урановых минералов, обладающих малой твер-
достью и легкой шламуемостью. Разделение урансодержащих
шламов и крупнокусковатой породы затем можно осуществлять
на грохотах или в классификаторах, гидроциклонах.
Химические (гидрометаллургические) процессы являются
основным методом переработки урановых руд и первичных кон-
центратов. Эти процессы основаны на применении кислотного
выщелачивания (преимущественно разбавленной серной кисло-
той) для руд с низким содержанием карбонатов, а также содо-
вого выщелачивания (щелочным раствором карбоната и бикар-
боната натрия) урана из руд с высоким содержанием карбонат-
ных минералов. Кислотное выщелачивание дает более высокое
извлечение, чем щелочное, хотя и обладает меньшей селектив-
ностью. В результате химического обогащения руды получают
химический урановый концентрат.
После выщелачивания уран извлекается из растворов или
осаждением в виде малорастворимых соединений, или из кислых
растворов методом ионного обмена либо экстракцией органиче-
скими жидкостями. В дальнейшем из химических концентратов
на аффинажных заводах получают металлический уран или
чистые соединения урана.
Комбинированные процессы применяют при переработке
сложных комплексных урановых руд.
При переработке золото-урановых руд используют гравита-
ционные процессы, цианирование, амальгамацию, флотацию,
кислотное выщелачивание.
Из урансодержащих углей и сланцев (часто содержащих мо-
либден) уран можно извлечь по двум основным схемам: выще-
лачивание урана серной кислотой с последующим использова-
нием хвостов в качестве горючего; предварительным сжиганием
угля или сланца (при температуре не выше 600°C) с извлече-
нием урана из золы (в этом случае резко снижается расход
кислоты и повышается извлечение урана). Несгоревший уголь
можно флотировать до или после выщелачивания урана.
Уран попутно извлекают в США из фосфоритов, в шт. Коло-
радо на ряде заводов при переработке ванадиевых руд; в Австра-
лии из медно-урановых руд Рам-Джангл; в Канаде из медно-
урановых руд месторождения Порт-Радиум, из монацитовых
концентратов Индии. При попутном извлечении урана или со-
путствующих компонентов расходы, связанные с добычей, дроб-
лением, измельчением и транспортированием руд, производятся
за счет основного компонента, извлечение же сопутствующих
компонентов будет рентабельным даже при весьма низком их
содержании.
398
§ 16.5. РАДИОМЕТРИЧЕСКОЕ ОБОГАЩЕНИЕ БЕДНЫХ
УРАНОВЫХ РУД
Радиометрическое обогащение урановых руд получило широкое
применение в промышленности. Урановые и урансодержащие-
минералы, отличаясь исключительным разнообразием состава и
физико-химических свойств, обладают одним общим свойст-
вом — они радиоактивны. Интенсивность радиоактивного излу-
чения пропорциональна содержанию урана в данном; куске или
порции руды.
Сущность процесса радиометрического обогащения заклю-
чается в автоматизированном разделении кусков или порций руды
на продукты с различным, в том числе отвальным, содержанием
урана на основе измерения интенсивности радиоактивного излу-
чения.
Радиометрическая сепарация имеет следующие режимы: кус-
ковой, порционный и поточный. При кусковом и порционном ре-
жимах рудная масса предварительно разделяется на куски (пор-
ции) и каждый из них подается отдельно в зону измерения ак-
тивности.
При поточном режиме рудная масса не разделяется, а про-
ходит через зону измерения непрерывным потоком. В этом
случае за условную порцию можно принять массу руды, кото-
рая в каждый данный момент находится в сфере действия де-
тектора излучений (датчика).
Стабильность массы условных порций руды обеспечивается
конструкцией и режимом работы питателя, а также специаль-
ными устройствами на конвейере сепаратора, выравнивающими
поток руды.
Руда крупностью менее 15—25 мм, трудно поддается кусковой
сортировке, ее необходимо удалять грохочением и обогащать
другими методами.
Наибольшая стабильность процесса обеспечивается после
предварительной классификации (грохочения) материала по
крупности.
Кусковой режим сортировки дает наиболее полное использо-
вание контрастности руды, однако он менее производителен, чем
порционный и поточный.
Возможность применения и эффективность радиометрическо-
го обогащения определяются совокупным действием трех основ-
ных факторов: природными данными руды, и прежде всего ее
контрастностью и гранулометрической характеристикой; совер-
шенством применяемой аппаратуры; правильностью технологи-
ческих приемов.
Контрастность — неравномерность в распределении урана
между отдельными кусками (зернами) или порциями руды —
является обязательной предпосылкой для применения радио-
метрического обогащения. Отсутствие контрастности означает,
399'
что во всех кусках, взятых из рудной пробы, имеется практически
одинаковое содержание урана, что и исключает возможность вы-
деления обогащенного продукта при данной крупности. Предель-
но высокая контрастность означает, что весь уран, имеющийся
в исследуемой пробе руды, сосредоточен в относительно малом
числе кусков, каждый из которых состоит из чистых ура-
новых минералов, остальные же куски практически не содер-
жат урана.
В реальных рудах контрастность не достигает этих крайних
пределов. Поэтому реальная руда характеризуется той или
иной степенью контрастности.
Выделяют руды высокой, средней и слабой контрастности,
и также неконтрастные. В рудах высокой и средней контрастно-
сти содержание урана в штуфах в десятки и сотни раз превышает
•среднее содержание урана в горнорудной массе, и они характе-
ризуются крупными, средними и мелкими размерами агрегатов
урановых минералов (руды гидротермальных и пегматитовых
месторождений).
В рудах со слабой контрастностью преобладают тонковкрап-
ленные текстуры руд с более равномерно распределенными
включениями минералов (руды гидротермально-метасоматиче-
ских и метаморфогенных месторождений).
В неконтрастных рудах урановые минералы рассеяны в руд-
ной массе равномерно в виде эмульсионной и тонкодисперсной
вкрапленности (руды осадочных месторождений). Для опреде-
ления возможности применения радиометрического обогащения
данной руды определяют ее контрастность.
Количественная характеристика степени контрастности руды
может быть получена следующим способом. Представительная
.проба руды грохочением, делится на классы крупности. Затем по
классам производится радиометрическое определение содержа-
ния урана в каждом куске. Далее все куски группируются в за-
висимости от содержания в них урана на некоторое число фрак-
ций, после чего определяется выход каждой фракции. Результа-
ты такой работы после соответствующих расчетов сводятся
•в таблицу аналогично тому, как это делается при гравитацион-
ном анализе руд.
В каждом классе куски руды должны быть распределены по
содержанию в них урана «а несколько фракций.
Характеристика контрастности сравнительно богатой руды
Эльдорадо приведена в табл. 16.4
По суммарным показателям строят кривые обогатимости. На
рис. 16.1,а показаны кривые обогатимости, построенные по сум-
марной характеристике кусковой контрастности класса
—300 4-20 мм урановой руды.
Кром,е кусковой контрастности весьма важно иметь харак-
теристику порционной контрастности руды. Порционная кон-
трастность всегда хуже кусковой.
•400
Таблица 16.4. Характеристика контрастности руды Эльдорадо, %
Фракция Частные показатели Суммарные показатели
«сверху* «снизу*
Т 3 8 Т в т 3 В
I 89,2 0,016 2,5 100 0,59 100
11 8,1 1,40 19,5 89,2 0,016 2,5 10,8 5,32 97,5
III 1,4 4,96 11,9 97,3 0,13 22 2,7 17,01 78
IV 1,3 29,50 66,1 98,7 0,17 28,9 1,3 29,50 61,1
Исходная руда 100 0,59 100 100 0,59 100 •— — —
На рис. 16,1,6 дается пример порционной контрастности по
данным работы радиометрической контрольной станции (РКС).
По кривым обогатимости или таблицам контрастности мож-
но, задаваясь одним из показателей (например, содержанием ура-
на в концентрате или в хвостах), быстро находить все другие
теоретически возможные показатели (выход хвостов и концен-
тратов, содержание в них металла и извлечение).
Пример. Среднее содержание урана в хвостах составляет 0,014 %,
тогда по рис. 16.1 для класса —300-(-20 мм легко найти следующие пока-
затели: выход хвостов 87,2 %, потери в них металла 7,7 %, выход концен-
трата 12,8 %, содержание в нем урана 1,2 %, извлечение 92,3.%. Следова-
тельно, в отвальные хвосты выбрасывается 87 % породы, а на химическую
переработку пойдет всего лишь 12,8 % продукта при извлечении в него
92,3 % урана.
S
Содержание урана в хвостах, %
Рис. 16.1. Кривые обогатимости урановой руды по кусковой (а) и порцион-
ной (б) контрастности:
/ — извлечение урана в концентрат; 2 — выход концентрата; 3 — выход хвостов
26-5308 401
Радиометрические сепараторы включают следующие основ-
ные конструктивные узлы: механизм, подающий куски или пор-
ции руды в зону измерения активности; радиометр — прибор,
который регистрирует интенсивность излучения и подает соот-
ветствующую команду исполнительному механизму; исполни-
тельный механизм, т. е. устройство, отбирающее кусок (пор-
цию) по команде радиометра.
Радиометры имеют следующие основные узлы: детектор из-
лучений (датчик), усилитель импульсов, формирующий каскад,
измеритель скорости счета или абсолютного числа импульсов,
пороговый каскад и исполнительное устройство. Время измере-
ния активности куска или порции руды изменяется от долей се-
кунды до нескольких секунд.
С технологической точки зрения основной характеристикой
радиометра является его чувствительность. Простейшие и высо-
копроизводительные аппараты для первичной сортировки ура-
новых руд — радиометрические контрольные станции (РКС),
представляющие собой устройства для измерения активности
добытой горной массы в крупных порциях (рудничные вагонетки,
скипы и т. п.).
В настоящее время известны радиометрические сепараторы
нескольких типов, различающиеся конструкцией основных узлов
и режимом сепарации.
Радиометрическое обогащение бедных урановых руд приме-
няется в качестве предварительного обогащения или комбинации
с различными методами и технологическими процессами, напри-
мер с гравитационными процессами, флотацией, кучным выще-
лачиванием и др.
Стандартная технологическая схема радиометрического обо-
гащения включает:
разделение на РКС в зависимости от содержания урана на
пустую породу, фабричную и богатую руду;
более глубокую покусковую сепарацию выделенной на РКС
фабричной руды на радиометрических обогатительных фабри-
ках (РОФ), обычно расположенных вблизи места добычи руды.
Типовая технологическая схема радиометрического обогащения
руд приведена на рис. 16.2.
В ряде случаев и на гидрометаллургических заводах произ-
водится дополнительная сортировка после среднего дробления.
На практике верхняя граница крупности сортируемых на
РОФ классов составляет 300—150 мм, а нижняя граница 25—
5 м.
Мелкая фракция, не подвергаемая радиометрической сепара-
ции, в зависимости от ее характеристики направляется на обо-
гащение другими методами либо объединяется с соответствую-
щими продуктами радиометрической сортировки и направляется
на гидрометаллургическую переработку.
Как правило, обязательными элементами технологических
схем радиометрического обогащения являются грохочение на
402
Исходная руда
Рис. 16.2. Типовая технологическая схема радиометрического обогаще-
ния руд
сравнительно узкие классы по крупности при модуле шкалы гро-
хочения 1,5—2, а также промывка машинных классов перед их
поступлением на сепараторы, что позволяет в ряде случаев зна-
чительно увеличить выход отвальных хвостов.
Чувствительность сепаратора зависит от размеров и числа
кристаллов (счетчиков) в датчике, особенностей электронной
схемы радиометра и геометрических условий измерения. Макси-
мальная чувствительность определяется как число импульсов,
регистрируемых в 1 с от рудного эталона, соответствующего
средним размеру и массе куска сортируемого класса крупности и
имеющего определенное содержание урана. Максимальная чув-
ствительность используемых в настоящее время сепараторов со-
ставляет 3000—7000 имп/ (с• rLJ).
Продолжительность измерения кусков руды обычно состав-
ляет первые десятки миллисекунд.
Порог разрешающей способности сепараторов в зависимости
от крупности сортируемого класса изменяется от 0,1—0,05% на
мелком классе до 0,02—0,04% на крупном, что вполне достаточ-
но для качественной сортировки большинства бедных радиоак-
тивных руд.
В целом качество проведенной сортировки оценивается ее
эффективностью, под которой понимается отношение фактическо-
27* 403
го выхода хвостов к теоретически возможному. Показатель эф-
фективности зависит от надежности и стабильности работы как
электронных, так и механических узлов рудосортировочной аппа-
ратуры, постоянства траектории и скорости движения кусков
руды и равномерности их раскладки в зоне измерения, степени
влияния на условия измерения данного куска соседних («под-
светка»), а также быстродействия разделяющего устройства и
работоспособности сортировочной течки.
Эффективность сортировки для различных сепараторов и руд
колеблется в пределах 0,7—0,85.
Радиометрическая сортировка бедных радиоактивных руд
осуществляется на сепараторах, устройство которых различно,
но конструкции всех сепараторов им.еют узлы одного и того же
назначения: питатель, подающее устройство (раскладчик), ра-
диометр, разделяющий механизм, сортировочная течка, вспомо-
гательные устройства.
Принцип действия радиометрического сепаратора для пере-
работки материала крупностью —200 +50 мм заключается
в следующем (рис. 16.3). Руда крупностью —200 +50 мм из
промежуточного бункера подается на вершину конусного рас-
кладчика. Под действием центробежной силы и силы тяжести
куски располагаются вдоль неподвижных спиралей раскладчика
и по образующей конуса перемещаются вниз. При этом куски
руды выстраиваются в один ряд, а в зоне измерения уже движут-
ся на некотором расстоянии друг от друга.
При прохождении кусков руды через зону измерения с по-
Рис. 16.3. Радиометрический сепаратор:
1 — электропневмоклапан; 2 — датчик радиометра; 3 — неподвижная спираль конусного
раскладчика; 4 — конусный раскладчик; 5 — внбропитатель; 6 — бункер; 7 — привод ко-
нусного раскладчика; 8 — основание сепаратора
404
мощью соответствующих датчиков определяются масса кусков и
содержание в них металла. Сигналы от датчиков оцениваются, и,
если результирующий сигнал превышает порог настройки радио-
метра, срабатывает разделяющее устройство, распределяющее
куски руды на продукты сортировки.
Узел измерения состоит из двух сцинтилляционных датчиков,
расположенных под углом 90° друг к другу. От внешних излу-
чений они защищены свинцовым экраном, а от механического
повреждения движущимися кусками руды — стальными пласти-
нами, образующими направляющий поток.
В вертикальной стенке лотка вмонтировано фотодиодное
устройство, снабженное очистительным приспособлением и
определяющее размеры (м,ассу) сортируемых кусков.
Сепараторы для класса —50 +25 мм имеют 4—5 каналов и
аналогичный принцип действия.
В промышленности применяют также сепараторы ленточного
типа. Разделение материала на продукты сортировки у таких
сепараторов осуществляется при свободном падении кусков
руды. Они состоят из вибропитателя, подающего руду из бунке-
ра сплошным широким потоком, вибролотка— раскладчика, вы-
страивающего куски друг за другом в отдельные ручьи, стаби-
лизирующей ленты (конвейер), каналов для свободного падения
кусков, в которых осуществляется их измерение, а также сорти-
ровочной течки, в которой куски разделяются с помощью воз-
душной или гидроструи на продукты сортировки.
Производительность сепараторов составляет 40—100 т/ч для
материала крупностью —200 +50 мм, 10—15 т/ч крупностью
—50 +25 мм и 5 т/ч для мелких классов.
На руднике Буа-Нуар (Франция) обогащение начинается сор-
тировкой руды на РКС. Руда из скипа разгружается в различ-
ные бункера в зависимости от содержания урана. Прибор, из-
меряющий радиоактивность руды, соединен также с автоматиче-
скими весами, автоматически вычисляет содержание металла и
суммирует массу руды в скипе. После сортировки исходной руды,
содержащей 0,2% урана, получают богатую руду (более 1%
урана), которую объединяют с концентратом, отвальные хвосты
(менее 0,02% урана), среднюю руду (0,25% урана), направ-
ляемую на радиометрическое обогащение, и бедную руду (0,1%
урана), направляемую на обогащение в тяжелых суспензиях.
Среднюю руду дробят до 120 мм, подвергают промывке и гро-
хочению на классы: —50 +30; —80 +50 и —120 +80 мм и далее
раздельной радиометрической сортировке. Скорость движения
лент на сепараторах для каждого класса различна: для —50
+30 мм, она составляет 0,5 м/с,—80 +50 мм — 0,8 м/с,—120
+80 мм — 1 м/с.
На фабрике установлено 10 радиометрических сепараторов,
каждый из них выдает: концентрат, I промпродукт (богатый),
II промпродукт (бедный) и отвальные хвосты с 'содержанием
0,016% урана. Выход хвостов составляет 55%, а потери в них
405
Грохочение с промывкой •
+Л7мм |-<Я7мм
Грохочение
\-150Ч00нн \-100+75wa
-75+5Z7MM
• Грохочение
-50+2 мм |_£мм
Радиометрическая сепарация
Классификаций
Шламы
Радиометрическая сепарация
Дробление
Измельчение
Обесшламливание
—^Пески
Флотация
Шламы
। Хвосты
Обесшламливание
Пески Шламы'
Концент-
рат
Химическая
J
обработка
Хвосты
Химический
концентрат
Рис. 16.4. Комбинированная схема переработки урановых руд
урана — 8%. Полученный концентрат содержит 1,38% урана при
извлечении 50,7%, I и II промпродукты — 0,26 и 0,076% урана
при извлечении 17,8 и 23,5% соответственно.
Комбинированная схема переработки глинистых урановых
руд включает промывку исходной руды, грохочение, радиометри-
ческое обогащение, флотацию и гидрометаллургическое выще-
лачивание урана из шламов и урановых концентратов, получен-
ных при флотации и радиометрической сортировке (рис. 16.4).
На различных действующих предприятиях выход отвальных
хвостов изменяется в широких пределах — от 10—15 до 70—80%.
§ 16.6. ГРАВИТАЦИОННЫЕ, ФЛОТАЦИОННЫЕ И ДРУГИЕ
МЕТОДЫ ОБОГАЩЕНИЯ УРАНОВЫХ РУД
Первичные минералы урана — оксиды, титанаты, танталониоба-
ты и титанотанталониобаты — имеют большую плотность (от 4
406
до 10 г/см3), но обычно очень тонко вкраплены, что ограничивает
практическое применение гравитации. Кроме того, ряд урановых
минералов легко переизмельчается и образует шламы. Вторич-
ные минералы урана обладают малой плотностью, имеют весьма
малую твердость, значительно легче переизмельчаются, поэтому
для их извлечения неприменимы гравитационные методы.
При переработке пегматитовых руд, содержащих крупно-
вкрапленные минералы урана, целесообразно применять отса-
дочные машины, винтовые сепараторы, концентрационные столы
и др. Гравитационное обогащение применяют на ряде пред-
приятий в Эльдорадо (Канада). На фабрике «Фарж-Каньон»
(США) выделяют ураномедный концентрат при обогащении
руды на винтовых сепараторах, отсадочных машинах и концен-
трационных столах; на фабриках «Миндола» и «Уайт-Каньон»
применяют винтовые сепараторы, отсадочные машины и столы
в сочетании с флотацией.
Обогащение в тяжелых суспензиях применяют на руднике Ра-
диум-Хилл (Австралия). Извлечение урана в концентрат при
гравитационном обогащении составляет обычно 70—85%.
На фабрике «Миндола» (Африка) с целью удешевления по-
следующего сернокислотного выщелачивания урана применяют
комбинированную схему переработки: гравитационное и флота-
ционное обогащение. Основной урановый минерал в руде урани-
нит ассоциирован с карбонатами, которые находятся в слюдя-
ных полевошпатовых песчаниках. Второстепенные минералы —
пирит, халькопирит, борнит. Уранинит имеет очень тонкую вкрап-
ленность (от 0,07 до 0,005 мм). Часть уранинита вместе с карбо-
натами извлекается флотацией, но предварительно выделение
свободных зерен гравитацией уменьшает потери урана с карбо-
натами. Поэтому в цикле измельчения были установлены винто-
вые сепараторы, с помощью которых извлекается до 50% урана
при содержании в гравитационном концентрате 30% и30з; пер-
вичный концентрат перечищается на концентрационных столах
(рис. 16.5).
Хвосты столов и винтовых сепараторов возвращаются в
классификатор. Флотация осуществляется в следующих усло-
виях: жесткость воды, влияющая на результаты флотации, ре-
гулируется добавлением кальцинированной соды (1,36 кг/т ру-
ды), что обеспечивает pH 9,4. Руду измельчают до 0,3 мм,
не допуская переизмельчения.
Для подавления флотации некарбонатных минералов приме-
няют дробную подачу реагента R-633 (органический коллоид)
в виде 2%-кого раствора, расход которого составляет 450—
570 г/т. Собирателем служит смесь трех частей пальмового масла
и одной части топливного масла калтекс — всего 566 г/т. Иногда
добавляют пенообразователь Аэрофрос-63.
В результате обогащения руды на фабрике «Миндола» уда-
ляют до 80% карбонатов в отвал, с которыми теряется менее
10% урана. При удалении 65—70% карбонатов потери урана
407
Рис. 16.5. Схема обогащения урановых руд на фабрике «Миндола» (Аф-
рика)
составляют всего лишь 4—5%. Предварительное обогащение
руды позволяет снизить расход кислоты на выщелачивание ура-
на с 270 до 65 кг/т исходной руды.
Гравитационное обогащение урановых руд осуществлено так-
же на фабрике в Порт-Радиуме (Канада). Фабрика и рудник
расположены на берегу Большого Медвежьего Озера. Здесь же
расположен гидрометаллургический завод для сернокислотного
выщелачивания урана из различных продуктов обогащения. Обо-
гащению подвергают исходную руду и хвосты старых отвалов.
Исходная руда поступает в цех дробления, где на рудосорти-
ровочном конвейере отбирают штуфные куски руды. Для контро-
ля над сортировочной лентой установлен радиометрический
прибор. Руда, дробленая до —9,5 мм, поступает в бункер, а затем,
на грохочение на классы: —9,5 +4,7; —4,7 +2,4 и —2,4 мм. Пер-
вые два класса (их выход составляет 85% от исходного) обога-
щают в отсадочных машинах. Богатый концентрат сушат и упа-
ковывают в мешки (рис. 16.6). Хвосты обезвоживают, измель-
чают в стержневой мельнице и возвращают в начало процесса
обогащения.
408
Дробленая
руда (-5,5 мм)
Грохочение
1-2,4 мм
♦
Гидравлическая классификация
ХМелкие
----\ пески
Классификация
^~4,7+2,4 мм |+4 7мм
Отсадка Отсадка
Хвосты
Крупные
пески
Классификация (6 камер)
Камеры ?
ГД-
Концен-
трат
олив
Камеры Слив
5,6 f
Гидравлическая
классификация
Отсадка
I ^Хвосты
Сушка
Слив''
Отсадка
\Концен-
ътрат
Сушка '
Классификация
^Пески
Измельчение
Флотация
Хвосты
Сгущение
Пески
Магнитный
конвейер
Пески
Слив
Слив
Концен-
трат
Магнитные
отходы
Измельчение
Медный
концентрат
Концентрат
На выщелачивание и
получение химического
концентрата
Рис. 16.6. Схема обогащения урановой руды в Порт-Радиумс (Канада)
Класс —2,4 мм направляют в гидравлический классификатор,
пески которого обогащают в отсадочных машинах Денвера, а
слив обезвоживают вначале в чашевом классификаторе, а затем
в сгустителе. Пески чашевого классификатора поступают в шес-
тикамерный гидравлический классификатор; крупные фракции
обогащают в отсадочных машинах, а мелкие из последних двух
камер направляют на выщелачивание.
Хвосты отсадочных машин обезвоживают, измельчают и по-
сле повторной классификации обогащают в отсадочных маши-
нах. Слив второго гидравлического классификатора сгущают,
шламы направляют на выщелачивание, а пески — на флота-
цию для удаления медных минералов, мешающих процессу вы-
щелачивания. Хвосты флотации направляют в цех выщела-
чивания.
В цех выщелачивания поступают также свежие хвосты гра-
витации и хвосты старых отвалов, которые добывают на драге.
Старые хвосты подвергают гидравлической классификации:
мелкие фракции после двукратного обезвоживания поступают
409
на выщелачивание, а крупные доизмельчают и флотируют из них
медный концентрат; хвосты флотации также поступают на вы-
щелачивание.
В цехе выщелачивания хвосты обезвоживают, доизм.ельчают
и после сгущения выщелачивают, затем фильтруют. Осадок на-
правляют в отвал, а фильтрат осветляют, затем осаждают из
него уран, фильтруют, сушат и получают урановый химический
концентрат.
Применение тяжелых, суспензий в схемах обогащения урано-
вых руд рентабельно, если с помощью этого процесса возможно
удалить более 20—30% пустой породы в отвал.
В Австралии на руднике Радиум-Хилл труднообогатимые да-
видитовые руды обогащают в тяжелых суспензиях в сочетании
с флотацией и м.агнитной сепарацией.
На обогатительной фабрике «Квантроп» (Швеция) обогаще-
ние в тяжелых суспензиях применяется как основной процесс раз-
деления урансодержащих битуминозных сланцев от известняка
(рис. 16.7). Сланцы, поступающие на фабрику, содержат 0,0235%
урана в тонкодисперсном состоянии, что не позволяет опреде-
лить, в каком виде уран находится в этих сланцах.
Фабрика выдает НО тыс. г концентрата в год, который посту-
пает на выщелачивание. Из этого концентрата получают 15 т
химического концентрата, содержащего 70% урана.
Поступающий из карьера на обогатительную фабрику сланец,
содержащий 10% известняка, подвергают грохочению на колос-
никовом грохоте; продукт %-120 мм дробят в конусной дробилке,
а—120 М'М подают в бункер, а затем на вибрационный грохот
для отделения материала мельче 6—10 мм, направляемого в от-
вал (см. рис. 16.7). Материал крупнее 6—10 мм, обогащают в тя-
желых суспензиях плотностью 2,5 г/см3, где суспензоидом слу-
жит магнетит.
Всплывший продукт — сланцевый концентрат — имеет плот-
ность 2,2—2,4 г/см3. Магнетит отделяют от тяжелой фракции
промывкой на грохоте и снова возвращают в процесс, а тяжелую
фракцию (известняк) плотностью 2,65—2,8 г/см3 направляют
в отвал. Из легкой фракции магнетит удаляют на другом промы-
вочном грохоте, а обогащенный сланец дробят в конусных дро-
билках и затем измельчают до —4 мм в стержневых мельницах,
работающих в замкнутом цикле с вибрационными грохотами.
В результате последующего выщелачивания материала, извле-
чения урана из раствора с помощью ионообменных колонок, де-
сорбции его растворами азотной кислоты и осаждения аммиаком
получают концентраты с содержанием 70% урана при извлече-
нии из сланцев до 90%. Степень концентрации урана составляет
около 3000. Удаление известняка из сланца резко сокращает
расход серной кислоты для выщелачивания.
Избирательное измельчение урановых руд применяют при
наличии в руде вторичных минералов урана, обладающих малой
твердостью и легкой шламуемостью, а также в том случае, когда
410
Магнетит
Руда
Грохочение
-120 мм
Дробление
“ГП
Грохочение
Выщелачивание
Осадок 1
Тонкоизмельченный
известняк
Перемешивание
Грохочение
/мм ~\б(10) мм
Разделение б тяжелой суспензии
Легкая
' фракция
t
Промывка
Тяжелая
фракция
Фильтрование
Раствор
Осадок
>мен
Осаждение
Дробление
1рохочение
-4 мм |+4мм
Измельчение
1 Магнетит
Промывка
“] Извест-
няк .
Фильтрование
Сушка
Урановый
концентрат
Рис. 16.7. Схема обогащения урансодержащих сланцев на фабрике «Кван-
троп» (Швеция)
урановые минералы концентрируются в рыхлых породах, глинах,
торфяных залежах, которые, разрыхляясь, легко м.огут быть
отделены от твердой части руды отмучиванием, классификацией
или грохочением. Недостатком этого метода является сложность
дальнейшей обработки шламов, которые трудно сгущаются и
фильтруются.
В Колорадо (США) избирательное изм,ельчение применяют
при переработке карнотитовых руд месторождения Монумент
Вэлли (плато Колорадо), содержащих около 0,05—0,1% U3Os
в виде вторичного легкошламуемого минерала карнотита. Руду
после дробления измельчают в стержневых мельницах, работаю-
щих в открытом цикле со спиральными классификаторами.
Пески, содержащие часть шламов, подвергают II классифи-
кации в гидроциклонах. Пески гидроциклонов направляют в от-
вал, а слив возвращают в первую классификацию.
Слив спиральных классификаторов сгущают с применением
флокулянтов и фильтруют. Влажный осадок сушат и отгружают
на химическую переработку. Концентрат содержит 0,25—0,30%
U3Os при извлечении урана 70—80%. На полупромышленной
установке классификацию осуществляют на пневматических се-
411
параторах и в гидроциклонах. Полученные концентраты содер-
жат до 0,4% U3O8.
Флотацию минералов и руд урана применяют в следующих
случаях: флотация непосредственно из руды собственно урано-
вых минералов (уранинита, настурана, давидита, тухолита, эв-
ксенита, карнотита и др.) или носителей урана (фосфоритов,
сланцев, каустобиолитов) с получением в камерном продукте
отвальных хвостов; флотация карбонатов и других минералов
породы и минералов, содержащих вредные примеси, с получе-
нием в камерном продукте уранового концентрата (обратная
флотация); при тонком вкраплении и рассеянии урана в карбо-
натах, силикатах и других минералах породы—флотационное
разделение их с целью последующей раздельной гидрометал-
лургической обработки; извлечение из комплексных урановых
руд других ценных компонентов — сульфидов меди, свинца, же-
леза, золота и др. (в этом случае флотация может быть приме-
нена как перед выщелачиванием урана, так и после).
В ЮАР (Витватерсранд) из хвостов золотоизвлекательных
фабрик флотируют сульфиды и минералы урана для последую-
щего выщелачивания урана, а из пирита получают серную кис-
лоту. Во Франции флотируют минерал парсонсит с помощью
олеиновой кислоты.
В Канаде (Биверлодж) флотируют сульфиды перед содовым
выщелачиванием с целью снижения расхода соды и уменьшения
коррозии аппаратуры. На примере браннеритовых руд Канады
изучен процесс беспенной флотации с применением керосина и
ксантогената, добавляемых в процесс измельчения. Пульпу да-
лее разбавляют водой и отстаивают, при этом браннерит концен-
трируется в слое керосина.
Применение флотации после выщелачивания урана осущест-
вляется на месторождении Рам-Джангл (Австралия), где из кека
флотируют сульфиды меди, железа, частично никеля и свинца.
В Кингстонском университете изучали флотационное извле-
чение урановых минералов из промышленных урановых руд.
Уранинит, ураноторит, эвксенит, фергусонит были извлечены
флотацией на 85—98 % в концентраты, содержащие от 0,2 до 6 %
U3O8 из проб руды с содержанием 0,1% U3O8. В качестве соби-
рателей применяли олеиновую кислоту или нефтяной сульфо-
натный продукт. Флотацию минералов, содержащих только уран
или торий (уранинит, ураноторит), проводили в щелочной среде
с жидким стеклом в качестве подавителя минералов пустой по-
роды. Танталониобаты, содержащие уран, флотировались толь-
ко в кислой среде при использовании в качестве подавителей
пустой породы кремнефтористого натрия.
Известно, что уранинит, настуран, танталониобаты урана, урановые
слюдки и др. хорошо флотируются жирными кислотами, причем большинство
из них флотируют в слабокислой среде (pH 4—6).
Уранинит и настуран флотировали жирными кислотами и их мылами
в умягченной воде с применением избирательно действующих подавителей
412
минералов породы. При флотации настурана лучшие результаты были полу-
чены с собирателями типа кислых алкилфосфатных эфиров.
При флотации промышленных кварцево-полевошпатовых руд, содержа-
щих настуран, для подавления минералов породы применяли сернистый на-
трий или жидкое стекло не только в основной флотации, но и в перечистных
операциях. Флотацию настурана проводили в умягченной воде после обес-
шламливания, а для руды, содержащей карбонаты, — после флотации послед-
них. Результаты лабораторных опытов при флотации двух проб руды были
следующие: содержание урана в руде 0,047 и 0,175 %, в концентрациях 1,5
и 3,2 % при извлечении 88,1 и 94,6 % соответственно; выход концентратов
составил 2,73 и 5,2 %.
Изооктилфосфат натрия практически полностью извлекает в пенный про-
дукт настуран. При флотации руды, сложенной слюдистыми сланцами, ча-
стично окварцованными и гематизированными, с содержанием 0,24 % урана,
45 % кварца, 32 % слюды, 8 % хлорита, 5 % полевых шпатов, 5 % карбона-
тов и до 1,5 % пирита и других сульфидов, в концентрат, содержащий 11,7 %
урана, извлекается 86,4 % урана и в промпродукт, содержащий сростки на-
стурана. 8%. Перед флотацией настурана из руды сначала флотировали
сульфиды; хвосты сульфидной флотации обесшламливали. Лучшие результа-
ты можно получать, если применять дробную дозировку собирателя (1,5—
2 кг/т) при расходе реагента-регулятора ДШ от 1 до 3 кг/т, флотацию про-
водить в кислой среде при pH 3,3—3,6 и содержании твердого в пульпе
около 14 %.
В Австралии на фабрике «Рам-Джангл» флотировали давидит —
урансодержащий титанат железа с содержанием до 9 % U3O8 и 50 % TiO2
и др. Флотацию проводили в морской воде с применением анионных реаген-
тов для удаления оксидов железа и титана. Для флотации шламов приме-
няли эмульсию реагентов, состоящую из легких погонов смолы или нефти,
и в качестве второго компонента — олеиновой кислоты, соснового масла или
крезола, совместно с эмульгатором типа олеата натрия, сульфонированного
касторового масла или нафтилсульфоната натрия.
Карбонатные урановые руды также флотируют
жирными кислотами. Пенный концентрат получают с содержа-
нием 60—75 % СаСОз с потерей в них около 10—15% U, тогда
как в хвосты флотации извлекают 85 % U (обратная флотация),
причем в них содержится только 1—2 % СаСО3.
Хвосты и концентрат затем подвергают раздельному выще-
лачиванию: кальцитовый концентрат — содовому, а хвосты —
кислотному, что значительно сокращает расход реагентов при
выщелачивании.
При исследовании флотационных свойств тухолита выяс-
нено, что ионы уранила, содержащиеся в растворе, и соли жир-
ной миристиновой кислоты (С12Н25СН2СООН) при pH 3,9—4,6
образуют нерастворимые мыла на поверхности урановых мине-
ралов.
При флотации тухолита из канадских руд в кислой среде
(pH 4) применяли смесь льняного масла, реагента Широсоп и
монодиооктилортофосфорной кислоты; минералы породы подав-
ляли смесью жидкого стекла и плавиковой кислоты. В щелочной
среде тухолит флотировали реагентом неофат 42—12 (содержит
45 % олеиновой и 38 % линолевой кислот).
При флотации отенитовых руд Маунт-Спокейн (США)
с целью обогащения труднообогатимых аргиллитовых руд наи-
более эффективными собирателями для отенита оказались жир-
ные кислоты насыщенного ряда, в частности стеариновая кисло-
413
та с 18 атомами углерода (при введении ее в пульпу при
подогреве в присутствии углеводородных растворителей). При
флотации применяли эмульсию, состоящую из 1 части стеарино-
вой кислоты, 1 части олеата натрия, 1,2 части керосина, 100 час-
тей горячей воды. Последующее перемешивание — при охлажде-
нии. Установлено, что плохо флотируется отенит из разложив-
шихся аргиллитовых руд, содержащих железистые шламы и
разрушенную биотитовую слюду, лучше флотируется руда
с каолинизированным полевым шпатом.
§ 16.7. КОМБИНИРОВАННЫЕ ПРОЦЕССЫ ПЕРЕРАБОТКИ
КОМПЛЕКСНЫХ УРАНСОДЕРЖАЩИХ РУД
Золотоурановые руды Витватерсранда (ЮАР) содержат квар-
цевую гальку размером от 5 до 50 мм и слюдистые кварциты.
Основные породообразующие минералы, цементирующие галеч-
ник: кварц (до 70—80 %), серицит, хлорит, пирофиллит, меньше
пирита, пирротина, халькопирита, монацита, рутила, ксенотима,
турмалина и циркона. Основные ценные металлы — золото, ме-
таллы платиновой группы и уран, находящийся в виде мелко-
вкрапленного тухолита и уранинита.
Запасы руд этого месторождения очень велики — около
3 млрд. т. Несмотря на низкое содержание урана (0,02—0,03 %),
запасы его в этом месторождении вместе со старыми хвостами
золотоизвлекательных фабрик являются крупнейшими в мире.
В пульпе, поступающей на флотацию, при измельчении до
84 % класса —0,074 мм имеется до 40 % класса —0,02 мм,
в котором заключено до 50 % общего содержания урана, глав-
ным образом за счет переизмельчения уранинита. При измель-
чении тухолит, имея малую плотность, концентрируется в сли-
ве классификатора. Тухолит может флотироваться одним
пенообразователем (сосновым маслом или крезиловой кисло-
той). Сочетание ксантогенатов и дитиофосфатов (аэрофлотов)
обеспечивает извлечение урана при флотации сульфидов,
остатков тухолита и уранинита из хвостов тухолитовой флота-
ции. При коллективной тухолит-сульфидной флотации полу-
чают те же показатели, что и при последовательной флотации
сначала тухолита, а затем сульфидов. Получаемые сульфидные
концентраты некондиционны по содержанию в них серы.
В результате перечистных флотаций содержание серы повы-
шается, но при этом резко снижается извлечение урана. Пред-
варительное цианирование руды не ухудшает флотацию тухо-
лита, а также сульфидов, если сульфиды флотировать в слабо-
кислой среде.
В настоящее время уран извлекают на ряде заводов место-
рождения Витватерсранд, где получают уран из хвостов после
извлечения золота. На трех заводах осуществляют тухолит-
сульфидную флотацию из бедных хвостов цианирования. Низ-
кая стоимость обогащения объясняется отнесением расходов
414
по добыче, измельчению и т. п. на себестоимость золота. Извле-
чение урана от 36 до 50 % поэтому считается рентабельным.
При содержании в питании флотации 0,005—0,008 % U3O8
в концентратах содержится 0,04—0,05 % U3O8. Расход реаген-
тов в зависимости от типа руды составляет (кг/т): 0,65—2,25
H2SO4, 0,09 вторичного бутилового ксантогената натрия,
0,01—0,015 аэрофлота № 25 или смеси аэрофлотов № 15, 31, 33
и 0,02—0,01 пенообразователя из высших спиртов; pH пульпы
5—5,7. На 17 заводах перерабатывают 50 тыс. т руды в сутки.
Они выдают более 3 тыс. т в год урана в виде химических
концентратов.
В целом технологическая схема переработки золотоурано-
вых руд Витватерсранда на предприятиях, применяющих ура-
новую флотацию, представляет собой последовательность опе-
раций: измельчение руды, цианирование, тухолит-сульфидная
флотация, сернокислотное выщелачивание флотационного кон-
центрата с последующей сорбцией урана из пульп, флотация
сульфидов из осадка от выщелачивания урана и получение
серной кислоты из сульфидных концентратов, используемой для
выщелачивания урана.
Исследования по флотации хвостов цианирования олеино-
вой кислотой в обычных условиях не дали результатов, луч-
ших, чем коллективная тухолит-сульфидная флотация. Однако
если эти хвосты предварительно обработать слабой серной
кислотой и промыть умягченной водой, то применение олеино-
вой кислоты в ряде случаев повышает извлечение урана до
77—80 % при степени концентрации от 4,93 до 10.
В комплексных рудах месторождения Рам-Джангл (Австра-
лия) медь содержится в виде сульфидных и окисленных мине-
ралов, а уран в виде урановой смолки. При выщелачивании
урана серной кислотой с пиролюзитом окисленная медь пол-
ностью переходит в раствор, а сульфидная частично за счет
вторичных сульфидов меди.
Из раствора уран сорбируют анионитовыми смолами, тогда
как медь, находящаяся в катионной форме, не сорбируется,
поэтому ее извлекают из раствора цементацией железным
скрапом с получением концентрата цементной меди (рис. 16.8).
Сульфиды меди, оставшиеся в хвостах (в осадке) от выще-
лачивания урана, флотируют с получением сульфидного мед-
ного концентрата. Предварительная сернокислотная обработка
руды удаляет с поверхности сульфидов пленки оксидов, что
значительно улучшает их флотацию и обеспечивает получение
медных концентратов с отвальным содержанием урана. Из
руды, содержащей 0,2—0,3 % меди, извлекают около 90 %
меди в концентраты. Извлечение урана из руды с содержанием
0,3—0,5 % И, составляют 95 °/о в химические концентраты, со-
держащие около 60 % Ь'.
Обогатительная фабрика «Палабора» (ЮАР) перерабаты-
вает комплексные руды, из которых в настоящее время извле-
415
Измельчение до -0,26 мм
H2SO4+MnO2
Сгущение
Слив
Выщелачивание урана
Фильтрование (2 стадии)
^Осадок
Флотация
--------1 Fe
Сорбция урана
аствор' Смола
Хвосты Цементация
б отвал i""-
ресорбция
Смола
Раствор
меди
Концентрат
цементной
меди
Раствор
в отвал
Урановый
химический
MgO f
Осаждение урана
[ Раствор
концентрат
Рис. 16.8. Схема переработки медно-урановых руд Австралии
кают медь, уран, торий, цирконий и магнетит. Руда содержит
пироксенит, полевые шпаты, сиенит, оливин, флогопитовые пег-
матиты и карбонатиты, которые вмещают сульфиды
меди. Извлекаемые минералы состоят из ураноторита
[(Th, U)SiO4/2H2O], содержащего 10—16 % U3O8, плотностью
4 г/см3, бадделеита (ZrO2) плотностью около 6 г/см3, куба-
нита (CuFe2S3), содержащего до 24 % меди, плотностью
4,1 г/см3.
Первоначально фабрика была построена для флотации
сульфидов меди. Но учитывая ее высокую производственную
мощность по руде (около 40 тыс. т/сут), нашли экономически
выгодным извлекать из хвостов медной флотации уран, несмо-
тря на низкое содержание его в руде (около 0,004 % U3O8),
а также торий, цирконий (в руде 0,15—0,35 % ZrO2) и магне-
титовый концентрат (около 20 тыс. т/сут).
Для извлечения редких металлов из хвостов медной фло-
тации в 1967 г. была построена гравитационная фабрика, на
которой тяжелые минералы извлекают по четырехстадиальной
схеме обогащения: на конусах Райчерта (68 шт), отсадочных
машинах и трехъярусных столах Джеймса (30 шт), деки кото-
416
Рис. 16.9. Семиярусный конусный
сепаратор Райчерта
рых выполнены из стекловолок-
на с полиуретановым покрыти-
ем.
Гравитационный ураноторие-
вый концентрат подвергают хи-
мической обработке — выщелачи-
вают азотной кислотой, затем
уран и торий разделяют жидкост-
ной экстракцией и далее уран
осаждают в виде диураната аммо-
ния и обжигают. Магнетит из хво-
стов медной флотации извлекают
магнитной сепарацией; ураното-
риевый концентрат, содержащий
8 % U3O8 и 77,4 %' ZrO2 — на ко-
нусах Райчерта и на столах отсад-
кой. В циркониевом концентрате
содержится 0,14% урана и 43%
ZrO2. Извлечение урана и цирко-
ния составляет около 60—70%
при степени концентрации 1000.
Эта схема является типовой для
извлечения редких металлов
на конусах Райчерта (рис. 16.9)
при очень низких их содержа-
ниях в исходной руде или хвос-
тах.
Конусный сепаратор Райчер-
та— гравитационный аппарат, в
котором разделение частиц про-
исходит в потоке пульпы, те-
кущей по криволинейной поверх-
ности, имеющей форму опро-
кинутого конуса. В потоке пуль-
пы тяжелые частицы концен-
трируются в нижнем слое и уда-
ляются через поперечную щель
(щелевые отсекатели), а более легкие уходят с потоком. Кони-
ческая форма поверхности по сравнению с плоской обеспечи-
вает увеличение толщины слоя пульпы по мере ее стекания,
кроме того, отсутствует вредное влияние боковых стенок. Со-
держание твердого в пульпе должно составлять 30—36 %, ча-
стицы крупностью —20—30 мкм и +1 мм следует предвари-
тельно удалять — они плохо поддаются сепарации.
Диаметр основания конуса равен 2 м, угол конусности 145°
(наклон струйного потока к горизонту составляет 17°).
Ярусное расположение концентрационных конусов позволя-
ет осуществить развитую схему обогащения материала (спере-
чистками концентратов и контрольными операциями для хво-
27—5308 417
стов) при самотечном транспортировании всех продуктов. Про-
изводительность конусов обычно по исходному питанию состав-
ляет 75—90 т/ч.
Хвосты от извлечения меди на фабрике «Палабора» пере-
качивают в отделение магнитной сепарации, где выделяют маг-
нетитовый концентрат. Немагнитную фракцию перед подачей
на конус Райчерта обесшламливают в батарее гидроциклонов,
продукт —45 мкм и избыток воды удаляют. Гидроциклоны
изготовлены из литого полиуретана, диаметр сливных насадок
составляет 305 мм, песковых— 152 мм.
Крупность питания гидроциклонов составляет 21,7% клас-
са —45 мкм, слива — 57 %.
Первичное обогащение на конусах осуществляется при
плотности пульпы 1,65—1,69 г/см3. Питание конусов подается
через двухструйный делитель в девятиструйный вращающийся
распределитель, откуда пульпа самотеком поступает на конусы.
Концентраты I и II перечисток перечищают на конусах.
Равномерное питание отсадочных машин и столов обеспечива-
ют регулируемые отсекатели концентрата. Промпродукты воз-
вращают в циркуляцию, а хвосты — на перечистку. Для деле-
ния пульпы на 4; 6; 8; 9 и 12 потоков используют электрические
вращающиеся распределители, из которых пульпа самотеком
поступает в конусы. Испытаны новые спиральные питатели,
позволяющие обеспечить более равномерное распределение.
В месторождении Палабора встречается медный минерал
кубанит, который при выщелачивании урана вызывает повы-
шенный расход азотной кислоты. Для удаления крупных кусков
кубанита (более 0,25 мм) концентрат после грохочения вна-
чале обогащают на отсадочных машинах, а затем — на
трехдечных концентрационных столах Джеймса флотограви-
тацией.
Полученный ураноториевый концентрат направляют на
выщелачивание, высокосортный бадделеитовый продукт и фло-
тогравитационные хвосты, содержащие крупнозернистые суль-
фиды меди (которые не извлекаются в схеме флотации медных
сульфидов) и отвальные гравитационные хвосты (легкая фрак-
ция) возвращают на первичное обогащение в конусные сепа-
раторы Райчерта.
Перед флотогравитацией на столах концентрат влажностью
10 % обрабатывают реагентами, что обеспечивает извлечение
сульфидов в медный концентрат более 90%. Расход реагентов
при флотогравитации (л/т): серная кислота — 2,5, ксантогенат
1,2 и дизельное топливо 2,5.
Деки столов Джеймса изготовлены из стеклопластика с по-
лиуретановым покрытием. Столы установлены подвесные, трех-
дечные, они вызывают малую вибрацию, и их можно устанав-
ливать на верхних этажах. Стальные опоры столов защищены
от коррозии.
Мелкий материал крупностью —0,25 мм подвергают гидрав-
лической классификации и обогащают на гравитационных сто-
лах (без флотогравитации), где получают ураноторитовый и
бадделеитовый концентраты, направляемые на химическую
обработку. Фабрика «Палабора» имеет высокую эффективность
работы в связи с четкой работой оборудования и компактным
расположением в одном здании отделений гравитационного-
обогащения, флотации, выщелачивания, фильтрования, освет-
ления, жидкостной экстракции, осаждения и обжига. Намечены
перспективы для дальнейшего повышения эффективности.
Содержание оксидов урана и тория в гравитационных продуктах, %
Соединение.................................................U3O8 ZrO2
Основная концентрация в конусных сепараторах Райчерта:
питание ............................................. ..... 0,0035 0,4
концентрат............................................. 0,007 1,6
хвосты.................................................0,001 0,12
Хвосты контрольной концентрации в конусных сепараторах Рай-
черта .....................................................0,0013 0,13
I перечистная в конусных сепараторах Райчерта:
питание.................................................... 0,006 1
хвосты................................................. 0,0022 0,15-
II перечистная в конусных сепараторах Райчерта:
питание .../..........................................0,017 4,2
концентрат............................................. 0,037 8,7
Основная концентрация на столах:
питание.................................................... 0,082 17,5
ураноториевый концентрат............................... 3 77,4
циркониевый концентрат.................................0,17 40
Распределение тяжелых минералов по крупности в исход-
ном питании и концентратах приведено в табл. 16.5.
Таблица 16.5. Распределение тяжелых минералов
по крупности в исходном питании и концентратах
Круп- ность, мкм Содержание в питании конусов основной концентрации. % Содержание U8O8 в ура- ноториевом концентра- те. % Круп- ность, мкм Содержание в питании конусов основной концентрации, % Содержание U3O8 в ура- ноториевом концентра- те, %
и3о8 ZrO2 и3о8 ZrOa
4-425 3 2 4-106 18 25 21,5
4-300 4,6 4,2 2,1 +75 12,9 14,2 16,4
4-212 5,6 8,2 3,6 4-45 17,8 15,4 26,1
4-150 9,8 17,6 13,4 —45 28,3 13,4 16,9
27*
СПИСОК ЛИТЕРАТУРЫ
Белогай П. Д., Задорожный В. П. Конусные сепараторы для обогащения
россыпей и руд. М., Недра, 1968.
Богданов О. С., Гольман А. М., Каковский И. А. Физико-химические ос-
новы теории флотации. М., Наука, 1983.
Глембоцкий В. А., Классен В. И. Флотационные методы обогащения. М.»
Недра, 1981.
Зеленое В. И. Методика исследования золотосодержащих руд. М., Нед-
рь, 1978.
Зеликман А. Н. Металлургия редких металлов. М., Металлургия, 1980.
Кармазин В. И., Кармазин В. В. Магнитные методы обогащения. М., Нед-
ра, 1984.
Кочергина Д. Г. Промышленность редких металлов капиталистических и
развивающихся стран. М., ЦНИИцветмет экономики и информации, 1978.
Митрофанов С. И., Барский Л. А., Самыгин В. Д. Исследование полез-
ных ископаемых на обогатимость. М., Недра, 1974.
Найфонов Т. Б. Флотация титановых минералов при обогащении ком-
плексных титансодержащих руд. Л., Недра, 1979.
Обогащение золотосодержащих песков и конгломератов / О. В. Замятин.
А. Г. Лопатин, Н. П. Санникова и др. — М., Недра, 1975.
Полькин С. И. Обогащение руд и россыпей редких металлов. М., Нед-
ра, 1967.
Полькин С. И., Адамов Э. В. Обогащение руд цветных металлов. М.,
Недра, 1983.
Полькин С. И., Адамов Э. В., Панин В. В. Технология бактериального
выщелачивания цветных и редких металлов. М., Недра, 1980.
Шохин В. Н., Лопатин А. Г. Гравитационные методы обогащения. М.,
Недра, 1980.
Эйгелес М. А. Реагенты-регуляторы во флотационном процессе. М., Нед-
ра, 1977.
Journal of the South African institute af Mining and Metallurgy, 1982,
№ 2, p. 17—29.
Industrial Minerals, 1983, № 195.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Аквамарин 151
Альбит 271
Алюмосиликаты 10
Амальгамационная бочка 358
Амальгамационный шлюз 358
Амблигонит 117
Амфиболы 241, 242
Арсенаты 395
Бадделеит 182
Барабанный грохот 33
Бастнезит 319
Берилл 150
Бериллиевые руды
----магнетит-флюоритовые 156
----мусковит-кварц-полевошпато-
вые 156
----мусковит-топаз-кварцевые 156
----слюдисто-флюоритовые
----сподумен-кварц-альбитовые 156
----флогопит-кварц-полевошпато-
вые 156
Бертрандит 149
Бетафит 248
Браннерит 392, 395
Бутара 33
Воробьевит 151
Восстановительный обжиг 285
Гадолиний 311
Гадолинит 317
Гатчеттолит 248
Гафний 181
Гексаметафосфат натрия 108
Гелиодор 151
Гельвин 152
Гентгельвин 149
Гидронастуран 394
Гравитационная схема обогащения
------крупнозернистых колумбито-
вых песков Нигерии 257
------пирохлоровых пегматитовых
РУД 282
------ шламов 275
Гранат 268
Гольмий 311
Грохочение песков 30
Гуммит 395
Давидит 320, 413
Даналит 149
Дезинтеграция песков 30
Декстрин 109
Диоксид циркония 180
Диспрозий 311
Драга 27
Европий 311
Едкий натр 103
Жидкое стекло 271, 288
Жилы
— гидротермальные урановые 390
— пегматитовые ураноносные 390
Золото 343
Избирательное измельчение 160, 410
Известь 102
Извлечение
— золота из золотосодержащих кон-
гломератов 360
------ коренных руд 362
— рубидия из карналлитов 146
------ лепидолитов 146
Изоспирты 341
Изумруд 151
Ильменит 189
Ильменорутил 190, 248
Иридий 343
Иттербий 311
Иттрий 311
Иттропаризит 320
Иттроцерит 317
Казолит 395
Кальцит 241
Карналлит 144
Карнотит 395
Касситерит 266
Качество концентратов 324
Кислотная схема флотации берил-
лиевой руды месторождения Готта-
Валден (США) 168
Кнопит 320
Колумбит 247, 248
Комбинированная схема
---обогащения сподуменовых руд
139
---первичного обогащения песков
51
Концентратор
— «Звездный» 41
— струйный 43
Коппит 248
Корытная мойка 31
Коффинит 395
Коэффициент
— разрыхления песков 26
421
Крахмал 109, 289
Кремнефтористый натрий 107, 271
Ксенотим 321
Кюрит 394
Лантан 311
Лантаниды 310
Лейкоксен 191
Лепидолит 116, 132, 134
Литий 111
Лопарит 191, 248, 320
Лютеций 311
Масло
— вазелиновое 86
— машинное 86
— трансформаторное 86
Месторождения
— гидротермальные 11
— коренные 183, 345
— магматические 10, 249
— метаморфизованные 346
— метаморфогенные 193, 322
— метасоматического типа 249
— осадочные 13, 322
— пегматитовые 11, 153, 249
— пневматолито-гидротермальные 11,
153
— россыпные 345
— угольные 13
— фосфатные 13
— экзогенные 13, 193, 345, 391
— эндогенные 345, 390
Микролит 248
Минералы
— диэлектрики 56
— немагнитные 53
— полупроводники 56
— проводники
— сильномагнитные 53
— слабомагнитные 53
— среднемагнитные 53
Монацит 319
Настуран 394
Натрий-карбоксиметилцеллюлоза 110
Неодим 311
Нигрин 190
Обогащение
— в гидроциклонах 350
---тяжелых суспензиях 407
— гравитационное 347, 408
— золотосодержащих шлихов 354
— карбонатитовых руд 295, 296, 300
— колумбит-танталитовых тонко-
вкрапленных пегматитовых руд 261
— коппитовых руд 303
— на винтовых сепараторах 349
--- драгах 350
--- концентрационных столах 350
---отсадочных машинах 349
422
----шлюзах 348
— россыпей в Австралии 196
------ Индии 204
------США 198
------Южной Африке 207
— руд, содержащих редкоземельные
минералы иттриевой группы 340
Ортит 317, 320
Осмий 342
Отенит 394
Палладий 343
Паризит 317
Парсонсит 395
Переработка шламов 275
Перовскит 190, 242
Петалит 117, 132, 134
Пирохлор 247, 248
Плавиковая кислота 102
Платина 343
Показатели работы
---- винтового сепаратора 46
---- концентрационного стола 46
---- одноярусного конусного сепа-
ратора 46
---- струйного концентратора 46
Поликраз 248
Поллуцит 144
Празеодим 311
Приорит 318
Производительность
— бутары 33
— вибрационной мойки 35
— винтовых сепараторов 37
— конусных — 50
— корытной мойки 31, 33
— роторного экскаватора 28
— скруббера 33
— струйного концентратора Гиред-
мета 44
Прометий 311
Промывистость 26
Процесс Минкона 175
Процессы выветривания
— физические 15
— химические 15, 17
Пульподелитель 44
Рабдофанит 320
Разработка россыпей
---- гидромониторами 27
---- драгами 27
---- скреперная 29
----тракторно-скреперная 29
---- экскаваторами 27
Разрушение горных пород 15
Рассеянные элементы 12
Реагенты-пенообразователи
— .алкиларилсульфонаты 90
—, высшие спирты 92
—, метилизобутилкарбинол 92
—, ОПСБ 91
— , ОПСМ 91
— , сосновое масло 90
— , Т-66 92
— , терпинеол 90
Реагенты-собиратели 75
— алкилсерные кислоты
— алкилсульфаты 73
— алкилсульфонаты 76
— анионные 65
--- из продуктов перегонки нефти
71
---с сульфоксильной солидофиль-
ной группой 73
—, изооктилфосфат натрия 76
— катионные 78
— , мылонафт 72
— , нафтеновые кислоты 72
— , окисленный керосин 73
— , — петролатум 72
— , — рисайкл 73
— , олеиновая кислота 66
—, синтетические жирные кислоты 70
—, соапсток 69
—, талловое или сульфатное масло
69
—, фосфотен 77
Редкие металлы 4
легкие 6
радиоактивные 7
рассеянные 6
редкоземельные 7
тугоплавкие 6
Родий 343
Родицит 144
Россыпи 15
— аллювиальные 20
— береговые 21
— делювиальные 20
— долинные 21
— ледниковые 23
— прибрежные 21
— русловые 21
— элювиально-делювиальные 20
— эоловые 23
Ростерит 151
Рубидий 114
Руды
— золотомедные 365
— золотомышьяковые 367
— золотопиритные 363
— ильменитовые 192
— коппитовые 255
— коренные платиновые 344
— лопаритовые 255
— магматогенные 192
— перовскит-титаномагнетитовые 192
— пирохлоровые 254
— полиметаллические 368
— танталоколумбитовые 254
— титаномагнетитовые 192
— урановые карбонатные 413
Рутений 342, 344
Рутил 190
Ручная сортировка 160
Самарий 311
Самарскит 248, 318
Самородкоуловитель 350
Сепараторы
— Йорка 40
— Кеннона 40
— конусные 47
— электрические 55
Серная кислота 102
Сернистый натрий 103, 270
Серебро 343
Силикаты 10
Симпсонит 248
Скандий 311
Скруббер 33
— бутара 34
Соли
— железа 97
— осмия 344
— поливалентных металлов 270, 288
Сподумен 115, 129
Ставролит 223
Струйный зумпф 44
Стрюверит 248
Сфен 191
Схема
— Ван-Дорника 172
— гравитационная 280
— дезинтеграции и гравитационного
обогащения комплексных россыпей
216
— доводки коллективного концентра-
та на ОФ «Трэйл-Рэдж» (США) 202
---------и кварцевых хвостов при
обогащении комплексных россыпей
217
--- черновых гравитационных кон-
центратов 261, 263
---------пирохлоровых — 283
--- эвксенито-монацитовых черно-
вых концентратов 329
— драги 351
— желоба сепаратора Йорка 42
— закрепления анионного собирате-
ля на поверхности минерала 66
---аполярного---------87
— извлечения золота 371
— кислотная 162, 164
— коллективной флотации бериллие-
вых руд с кислотной обработкой 166
— коллективно-селективной флота-
ции сподумена и берилла на фабри-
ке «Кингс-Маунтейн» 179
------ ильменита, рутила и циркона
из россыпей 228
— комбинированная 281
— комплексной доводки золотосо-
держащих шлихов 355
— кучного выщелачивания 377
— обогащения бериллиевой руды
методом избирательного измельчения
161
----золотосодержащих песков 348,
352
--- золотоурановых конгломератов
362
----коренных колумбит-танталито-
вых тонковкрапленных руд 262
----крупнозернистых песков 38
----пегматитовой руды 124, 128
---- перовскитовой руды 242
---- песков на струйном концентра-
торе Гиредмета 45
----шлюзах и отсадочных ма-
шинах 353
----россыпей 41, 197
---- сподуменовой руды 125
----титаномагнетитовых руд 232
----титансодержащих песков 206
---- урановой руды 409
----урансодержащих сланцев 411
— первичного обогащения россыпей
с использованием коллективной фло-
тации 225
----золотопиритной руды 364, 365
----моносульфитной золотосодер-
жащей руды 364
----окисленной------364
— переработки медно-урановых руд
416
----мышьяковистых золотосодер-
жащих концентратов 385
----сложных мышьяковистых золо-
тосодержащих руд 370
----углистой золотомышьяковой ру-
ды 369
---- урановых руд 406, 408
— поверхности амблигонита 133
---- петалита 133
— получения коллективного кон-
центрата на обогатительной фабрике
«Трэйл-Рэдж» (США) 201
— прямой флотации сподуменовых
руд на фабрике «Хилл-Сити» (США)
136
---- селективной флотации мелко-
зернистых титаноциркониевых песков
с получением трех концентратов 229
— пульподелителя 45
— разделения коллективного кон-
центрата с магнитной сепарацией в
начале процесса 59
----------- электростатической ---
— 60
----углистого золотомышьякового
концентрата 369
— расположения рассыпей в попе-
речном сечении речной долины 20
— селективной флотации бериллие-
вых руд с кислотной обработкой 165
-------сподумена и берилла из пег-
424
матитовой руды 177
— сортировки бериллиевых руд 161
— стадиальной коллективно-селек-
тивной флотации 366
— флотации лопарита из шламов 307
---- пирохлора из карбонатитовых
РУД 296
----фенакито-бертрандитовой руды
174
---- эвксенита и фергусонита 308
— цепи аппаратов главного корпуса
фабрики «Отанмаки» 236
-------для обогащения крупнозер-
нистых песков 36
-------отделения обогащения рос-
сыпей на Лемненской фабрике 213
-------первичного обогащения
фабрики «Умгабаба» (Австралия)
209
-------полупромышленной установ-
ки бактериального выщелачивания
382
-------цикла первичного обогаще-
ния титансодержащих россыпей 211
— щелочная 163, 168
Танталит 247
Тербий 311
Техническая сода 102
Техническая характеристика
---- вибрационной мойки 35
---- винтовых сепараторов 37
---- конусного сепаратора 49, 50
---- наклонной корытной мойки 31
---- роторного экскаватора 28
---- струйного концентратора 44
Технологическая схема
---- доводки черновых концентра-
тов 258
----обогащения бастнезитовой ру-
ды 338
----карбонатитовых руд с при-
менением обжига 301
---- пирохлоровых карбонатито-
вых руд Канады 298
----руды на фабрике «Стин-
кемпс-Краал» (ЮАР) 336
---- танталовых руд на фабрике
«Берник-Лейк» (Канада) 278
---- переработки коппитовых руд
304
---- крупновкрапленных тантали-
товых руд 260
----фабрики «Мак-Интайр» (США)
234
— — флотации пирохлор-цирконовых
РУД 292
Типовая технологическая схема ра-
диометрического обогащения руд 403
Титаномагнетит 192
Торбернит 394
Ториарит 318
Торий 314
Торит 321
Таролит 248
Тулий 311
Турмалин 266
Тухолит 395, 413
Тюямунит 395
Уран 387
Уранинит 394
Урановая чернь 394
Урановые слюдки 391
Ураноспинит 395
Ураноторит 395
Уранофан 395
Ураноцирцит 394
Фенакит 152
Фергусонит 321
Ферриторит 321
Физико-химические свойства поверх-
ностей минералов 132
Флотационная схема доводки черно-
вых гравитационных концентратов
крупностью — 0,2 мм 272
Флотация
— коллективная 130, 141
— минералов и руд урана 412
— нефелин-полевошпатовых руд 292
— обратная 130, 137
— отенитовых руд 413
— пегматитовых пирохлор-цирковых
РУД 290
— прямая 130, 135
— селективная 224
— танталониобатов урана 309
Флотируемость
— ильменита и перовскита 222
— рутила 221
Флотогравитация 283
Флюорит 223
Хлопинит 223
Хризоберилл 149, 152
Цейнерит 395
Церий 311
Цианирование 359
Циннвальдит 117, 141
Циркон 180
Шрекингерит 394
Щелочная схема флотации берил-
лиевых руд 170
Эвдиалит 182
Эвклаз 149
Эвксенит 248, 319, 395
Эрбий 311
Эшинит 248, 318
ОГЛАВЛЕНИЕ
Предисловие .......................... 3
Глава 1. Основные свойства минералов, руд и области применения
редких металлов в современной технике ............................... 4
§ 1.1. Свойства и классификация редких металлов.................. 4
§ 1.2. Сведения о развитии производства редких металлов . . 8
§ 1.3. Общие сведения о рудах и минералах редких металлов 9
Глава 2. Особенности процессов обогащения руд и россыпей редких
металлов............................................................ 14
§ 2.1. Классификация руд и россыпей по обогатимости ....
§ 2.2. Образование и особенности обогащения россыпных место-
рождений ........................................................15
§ 2.3. Генетическая классификация россыпей.......................19
§ 2.4. Строение и характеристика россыпей........................24
§ 2.5. Способы добычи песков.....................................26
§ 2.6. Особенности обогащения россыпей...........................29
§ 2.7. Первичное обогащение россыпей.............................35
§ 2.8. Обогащение на струйных и конусных сепараторах ... 39
Глава 3. Доводка черновых коллективных концентратов .... 52
§ 3.1. Магнитная сепарация.......................................52
§ 3.2. Электрические методы обогащения...........................53
§ 3.3. Технологические схемы доводки коллективных концентратов 56
Глава 4. Флотационные реагенты, применяемые при флотации руд
редких и благородных металлов......................................62
§ 4.1. Области применения флотации...............................62
§ 4.2. Анионные реагенты-собиратели..............................64
§ 4.3. Катионные и комплексообразующие собиратели .... 78
§ 4.4. Аполярные собиратели......................................85
§ 4.5. Реагенты-пенообразователи.................................89
§ 4.6. Роль селективной флокуляции при флотации тонкодисперс-
ных шламов.......................................................92
§ 4.7. Реагенты-регуляторы флотации..............................96
Глава 5. Обогащение руд лития, рубидия и цезия......................111
§ 5.1. Основные свойства и области применения лития, рубидия и
цезия............................................................“I
§ 5.2. Руды и минералы лития.................................
§ 5.3. Производство лития, рубидия и цезия.................121
§ 5.4. Методы обогащения литиевых руд......................*21
§ 5.5. Селективная выемка и сортировка литиевых руд .... 123
§ 5.6. Обогащение в тяжелых суспензиях.....................125
§ 5.7. Термическое обогащение (декрипитация)...............127
§ 5.8. Флотационные свойства литиевых минералов и руд . . . 129
§ 5.9. Технологические схемы флотации литиевых руд .... 135
§ 5.10. Извлечение солей лития из рассолов.................142
§ 5.11. Методы извлечения из руд рубидия и цезия...........143
426
Глава 6. Обогащение бериллиевых руд.................................147
§ 6.1. Основные свойства и области применения бериллия . . . 147
§ 6.2. Руды и минералы бериллия.................................148
§ 6.3. Кондиции на бериллиевые руды и концентраты . . . . 153
§ 6.4. Производство бериллия....................................157
§ 6.5. Методы обогащения бериллиевых руд........................159
§ 6.6. Сортировка и избирательное измельчение бериллиевых руд 160
§ 6.7. Флотация берилла и сопутствующих минералов .... 162
§ 6.8. Обогащение фенакитовых и бертрандитовых руд ... 171
§ 6.9. Селективная флотация бериллиево-литиевых руд . . . 176
Глава 7. Обогащение руд, содержащих титан, цирконий и гафний 178
§ 7.1. Основные свойства и области применения циркония и гафния 178
§ 7.2. Руды, минералы циркония и гафния.........................182
§ 7.3. Кондиции на руды и концентраты циркония и гафния . . 185
§ 7.4. Производство циркония и гафния...........................186
§ 7.5. Основные свойства и области применения титана .... 187
§ 7.6. Руды и минералы титана...................................189
§ 7.7. Технические требования к титановым рудам и концентратам 194
Глава 8. Обогащение россыпей, содержащих титан и цирконий . . 195
§ 8.1. Обогащение морских титаноциркониевых прибрежных рос-
сыпей .........................................................195
§ 8.2. Обогащение ильменитовых россыпей.........................210
§ 8.3. Обогащение комплексных россыпей.........................215
Глава 9. Флотация минералов и руд титана и циркония .... 218
§ 9.1. Флотация циркона.........................................218
§ 9.2. Флотация титановых минералов.............................221
§ 9.3. Флотация коллективных титаноциркониевых концентратов
из россыпей.....................................................223
§ 9.4. Обогащение коренных титаномагнетитовых и титаногемати-
товых руд.......................................................230
§ 9.5. Обогащение перовскитовых руд коренных месторождений 240
Глава 10. Общие сведения о тантале и ниобии.....................244
§ 10.1. Области применения тантала и ниобия в современной
технике.........................................................244
§ 10.2. Руды и минералы тантала и ниобия........................247
§ 10.3. Технические требования к рудам и концентратам . . . 250
§ 10.4. Производство тантала и ниобия...........................252
§ 10.5. Методы обогащения танталониобиевых руд .... 256
Глава И. Обогащение колумбит-танталитовых руд и россыпей . . 256
§ 11.1. Обогащение россыпей.....................................256
§ 11.2. Обогащение коренных танталит-колумбитовых руд . . . 259
§ 11.3. Особенности флотации танталита и колумбита .... 265
§ 11.4. Технология переработки танталовых руд...................274
Глава 12. Обогащение пирохлоровых руд...............................280
§ 12.1. Обогащение пегматитовых пирохлоровых руд .... 280
§ 12.2. Особенности флотации пирохлора..........................285
§ 12.3. Флотация пирохлора из промышленных пегматитовых и не-
фелин-полевошпатовых руд........................................290
427
§ 12.4. Обогащение карбонатитовых и коппитовых пирохлоровых 293
РУД ’...............................................................................................304
§ 12.5. Обогащение лопаритовых руд......................................................................307
§ 12.6. Обогащение титанотанталониобатов, содержащих уран .
Глава 13. Обогащение руд и россыпей редкоземельных металлов и 310
тория ...........................................................
§ 13.1. Основные свойства и области применения редкоземельных зю
металлов и тория........................................................................................316
§ 13.2. Типы руд и минералы редкоземельных металлов и тория
§ 13.3. Кондиции на руды и концентраты, содержащие редкозе- 323
мельные металлы и торий.................................................................................325
§ 13.4. Производство редкоземельных металлов и тория . . . 326
§ 13.5. Обогащение россыпей редкоземельных металлов и тория 331
§ 13.6. Флотационные свойства монацита и бастнезита . . . 333
§ 13.7. Обогащение коренных руд..............................
Глава 14. Обогащение руд и россыпей, содержащих благородные
металлы.........................................................
§ 14.1. Основные свойства и области применения благородных
металлов ...................................................
§ 14.2. Характеристика месторождений золотосодержащих руд
§ 14.3. Методы извлечения золота из песков россыпных место-
рождений ...................................................
§ 14.4. Извлечение золота амальгамацией и цианированием .
§ 14.5. Технология извлечения золота из конгломератов и корен-
ных руд.....................................................
Глава 15. Бактериальные методы переработки золотосодержащих 372
руд и концентратов................................................
§ 15.1. Общие сведения о биотехнологии..........................378
§ 15.2. Механизм бактериального окисления и выщелачивания
§ 15.3. Технология бактериального выщелачивания упорных золо- „01
томышьяковых концентратов.........................................м
Глава 16. Обогащение урановых руд...............................
§ 16.1. Общие сведения......................................
§ 16.2. Основные свойства урана.............................
§ 16.3. Руды и минералы урана...............................
§ 16.4. Методы обогащения урановых руд......................
§ 16.5. Радиометрическое обогащение бедных урановых руд .
§ 16.6. Гравитационные, флотационные и другие методы обогаще-
ния урановых руд.............................................^06
§ 16.7. Комбинированные процессы переработки комплексных
урансодержащих руд...........................................414
Список литературы................................................420
Предметный указатель.............................................421
УЧЕБНИК
Степан Иванович Полькин
ОБОГАЩЕНИЕ РУД И РОССЫПЕЙ
РЕДКИХ И БЛАГОРОДНЫХ МЕТАЛЛОВ
Редактор издательства Л. М. Неваева
Художественный редактор О. Н. Зайцева
Технический редактор О. А. Колотвина
Корректор Э. А. Ляхова
ИБ № 5959
Сдано в набор 30.09.86. Подписано в печать 10.12.86. Т-24706.
Формат 60X90'/ie. Бумага типографская № 2 Гарнитура Литературная
Печать высокая Усл. печ. л. 27,0. Усл. кр.-отт. 27,0 Уч.-изд. л. 30,13.
Тираж 2900 экз. ЗакаЗ 5308/221-9. Цена 1 р. 30 к.
Ордена «Знак Почета» издательство «Недра»,
125047, Москва, пл. Белорусского вокзала, 3.
Ордена Октябрьской Революции и ордена Трудового Красного Знамени
МПО «Первая Образцовая типография имени А. А. Жданова» Союзполи-
графпрома при Государственном комитете СССР по делам издательств,
полиграфии и книжной торговли. 113054, Москва, Валовая, 28