













































































































































































































































































































































































































































































































































































































































































































































































































































































































Author: Косилова А.Г. Дальский А.М. Суслов А.Г.
Tags: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы общая технология машиностроения обработка металлов машиностроение механика технологические процессы технология
ISBN: 5-217-03083-6
Year: 2001




Автор электронной версии посвящает сей
труд Анюте Г.
Если бы не она, я бы вряд ли взялся за эту
работу, не говоря уже об ее успешном (?)
завершении...
СПРАВОЧНИК ТЕХНОЛОГА - МАШИНОСТРОИТЕЛЯ
СПРАВОЧНИК
технолога-
машиностроителя
В двух томах
РЕДАКЦИОННЫЙ СОВЕТ
Дальский А.М.
(Председатель и главный редактор)
Суслов А.Г.
(зам. Председателя редсовета)
Жесткова И.Н.
(зам. главного редактора)
Безъязычный В.Ф.
Васильев А.С.
Горленко О.А.
Ильицкий В.Б.
Покровский В.П.
Румянцева О.Н.
Стародубов В.С.
Смелянский В.М.
В МОСКВА “МАШИНОСТРОЕНИЕ” 2001
‘^ИЗДАТЕЛЬСТВО МАШИНОСТРОЕНИЕ-1”
СПРАВОЧНИК
технолога-
машиностроителя
Том 1
Под редакцией
А.М. Дальского, А.Г. Косиловой,
Р.К. Мещерякова, А.Г. Суслова
Пятое издание,
переработанное и дополненное
МОСКВА “МАШИНОСТРОЕНИЕ” 2001
"ИЗДАТЕЛЬСТВО МАШИНОСТРОЕНИЕ-!*
, f . I
УДК 621.906-529 (03)
ББК 34.5
С74
Авторы тома: А. М. Дальский, А. Г. Суслов, А. Г. Косилова,
Р. К. Мещеряков, Ю. Д. Амиров, А. С. Абдыжапаров, Б. М. Базров,
С. И. Богомолов. В. Б. Борисов, Е. И. Борисов, А. С. Васильев,
В. Н. Васильев, Л. И. Волчкевич, И. В. Гайгал, А. А. Гусев, О. М. Деев,
Е. А. Заставный, А. С. Калашников, М. А. Калинин, М. М. Калинин,
Н. М. Капустин, П. Г. Кацев, В. Л. Киселев, В. Г. Ковалев, А. И. Кондаков,
Л. А. Колесников, П. М. Кузнецов, Б. Н. Леонов, Г. Н. Мельников,
А. И. Мещеряков, К. Р. Мещеряков, В. В. Надуваев, М. С. Наерман,
Е. Ф. Никадимов, А. Н. Новиков, UJ. Н. Нуридинов, П. Н. Орлов,
М. М. Пичикян, Е. А. Попов, Э. В. Рыжов, Л. К. Сизенов, В. С. Стародубов,
С. О. Сухарев, М. Ф. Сухов, А. Г. Схиртладзе, В. П. Федоров, Е. Н. Фролов,
Ю. Л. Фрумин, Л. Б. Цейтлин, М. Г. Шеметов.
f В справочнике использованы стандарты, действующие на 1 июля 2001 г.
Справочник технолога - машиностроителя. В 2-х т.
С74 Т. 1/Под ред. А. М. Дальского, А. Г. Косиловой, Р. К. Мещерякова, А. Г. Суслова. -
5-е изд., перераб. и доп. - М.: Машиностроение-1, 2001 г. 912 с., ил.
В 1-м томе приведены сведения по точности изготовления и качеству
поверхностей деталей машин, рекомендации по выбору заготовок, припуски на
механическую обработку, сведения по разработке различных технологических
процессов изготовления деталей; обработке заготовок на станках, по обеспечению
качества и точности обработки на станках с ЧПУ, в гибких производственных
системах, на автоматических линиях и т. д.
Пятое издание (4-е изд. 1985 г.) переработано в соответствии с действующими
стандартами, дополнено главой по обеспечению технологичности изделий,
значительно переработаны и расширены главы по точности изготовления деталей,
заготовкам деталей, назначению припусков, разработке технологических процессов
изготовления деталей, обработке на станках и т.д.
Для инженерно-технических работников всех отраслей машиностроения, может
быть полезен преподавателям и студентам ВТУЗов.
УДК 621.906-529 (03)
ББК 34.5
6П5.4
ISBN 5-217-03083-6 (общ.)
ISBN 5-217-03084-4 (Т.1)
ISBN 5-94275-013-0 (общ.)
ISBN 5-94275-014-9 (Т.1)
© Издательство «Машиностроение», 1985 г.
© Издательство «Машиностроение -1», 2001 г.
ОГЛАВЛЕНИЕ
Глава 1.
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ
ДЕТАЛЕЙ МАШИН
(Р. К. Мещеряков, Л. М Дольский) . . 9
Показатели точности деталей машин 9
Таблицы точности обработки
(В. С. Стародубов)............. 12
Расчеты точности обработки..... 24
Анализ и определение элементар-
ных погрешностей обработки
(В. С Стародубов).............. 32
Суммирование элементарных погреш-
ностей обработки (Л. С. Васильев).... 111
Технологическая наследствен и ость
(А. М. Дольский, Л. С. Васильев) .... 124
Вероятностно-статистические мето-
ды анализа точности обработки
(Л. К. Сизецов)................ 129
Суммирование элеме/ггарных по-
грешностей обработки при их взаим-
ном влиянии (/1. С Васильев)... 140
Глава 2.
КАЧЕСТВО ПОВЕРХНОСТНОГО
СЛОЯ ДЕТАЛЕЙ МАШИН
(А. Г. Суслов, Э. В. Рыжов).... 144
Параметры качества поверхностного
слоя........................... 144
Выбор и назначение параметров каче-
ства рабочих поверхностей деталей ... 150
Технологическое обеспечение экс-
плуатационного качества........ 157
Технологическое наследование па-
раметров качества поверхностного
слоя деталей (А. Г. Суслов, A. G Ва-
сильев, С О. Сухарев)............. 183
Обеспечение качества поверхностно-
го слоя деталей при изготовлении ... 186
Надежность технологического обес-
печения параметров качества по-
верхностного слоя {В. П. Федоров) .. 192
Список литературы.............. 203
Гпава 3,
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
(А. И. Кондаков) ................. 204
Общие сведения о заготовках.... 204
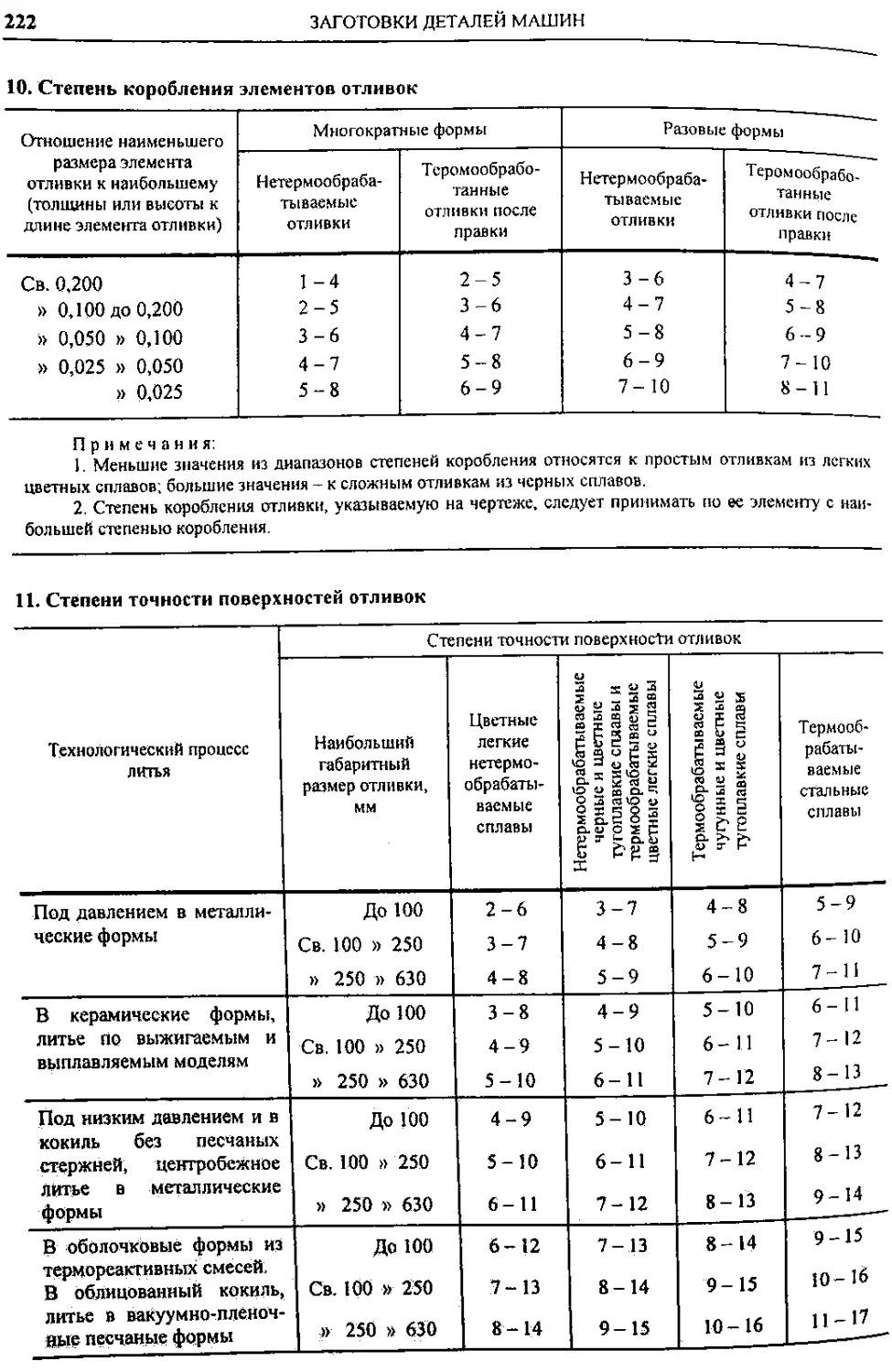
Отливки (Л/. А. Калинин)....... 205
Технологические характеристики 206
Нормы точности отливок..... 219
Допуски размеров, формы, рас-
положения поверхностей и массы
отливок....................... 228
Контроль и обозначение точно-
сти отливок................... 231
Кованные и штампованные заготов-
ки (£ /I Попов, В. Г. Ковалев).. 241
Ковка........................ 243
Горячая штамповка............ 245
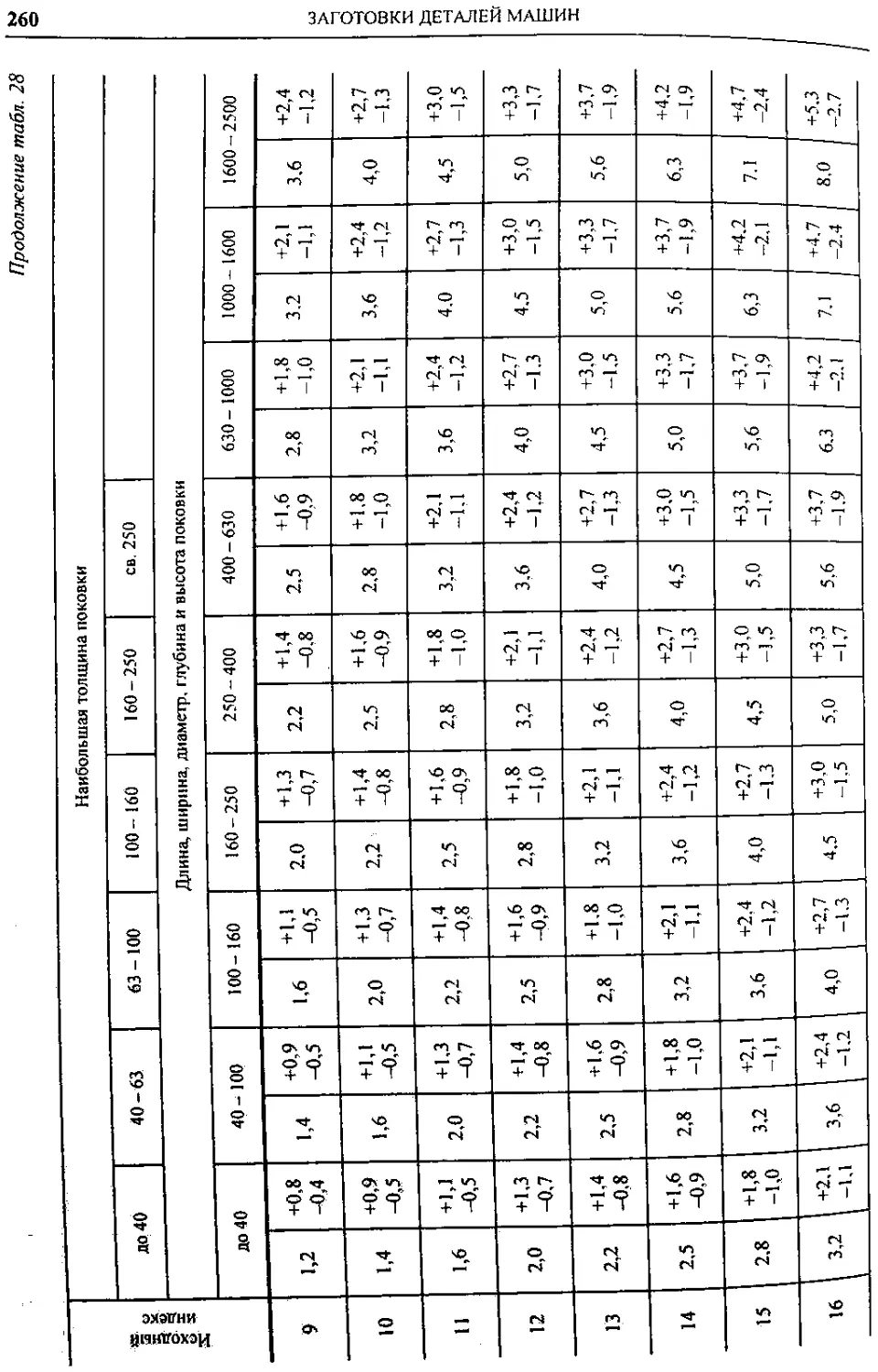
Точность штампованных заго-
товок ........................ 254
Холодная штамповка........... 270
Заготовки из проката (Л/. М. Калинин) 288
Сварные и комбинированные заго-
товки ........................... 296
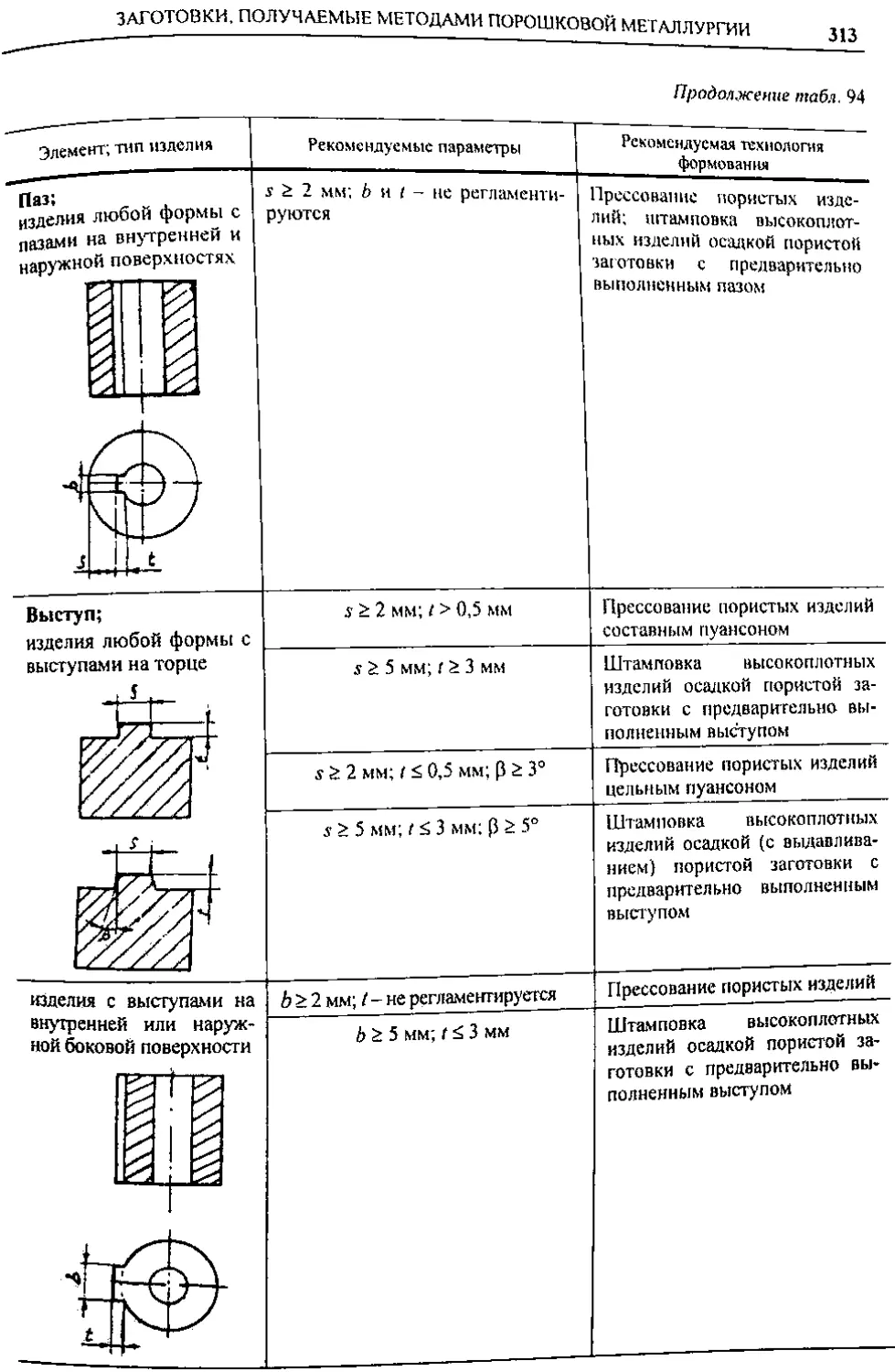
Заготовки получаемые методами
порошковой металлургии......... 304
Заготовки из конструкционной кера-
мики ..........................
Выбор заготовок................
Гпава 4.
ПРИПУСКИ НА МЕХАНИЧЕ-
СКУЮ ОБРАБОТКУ
(М Л. Калинин, В. Л. Киселев)..
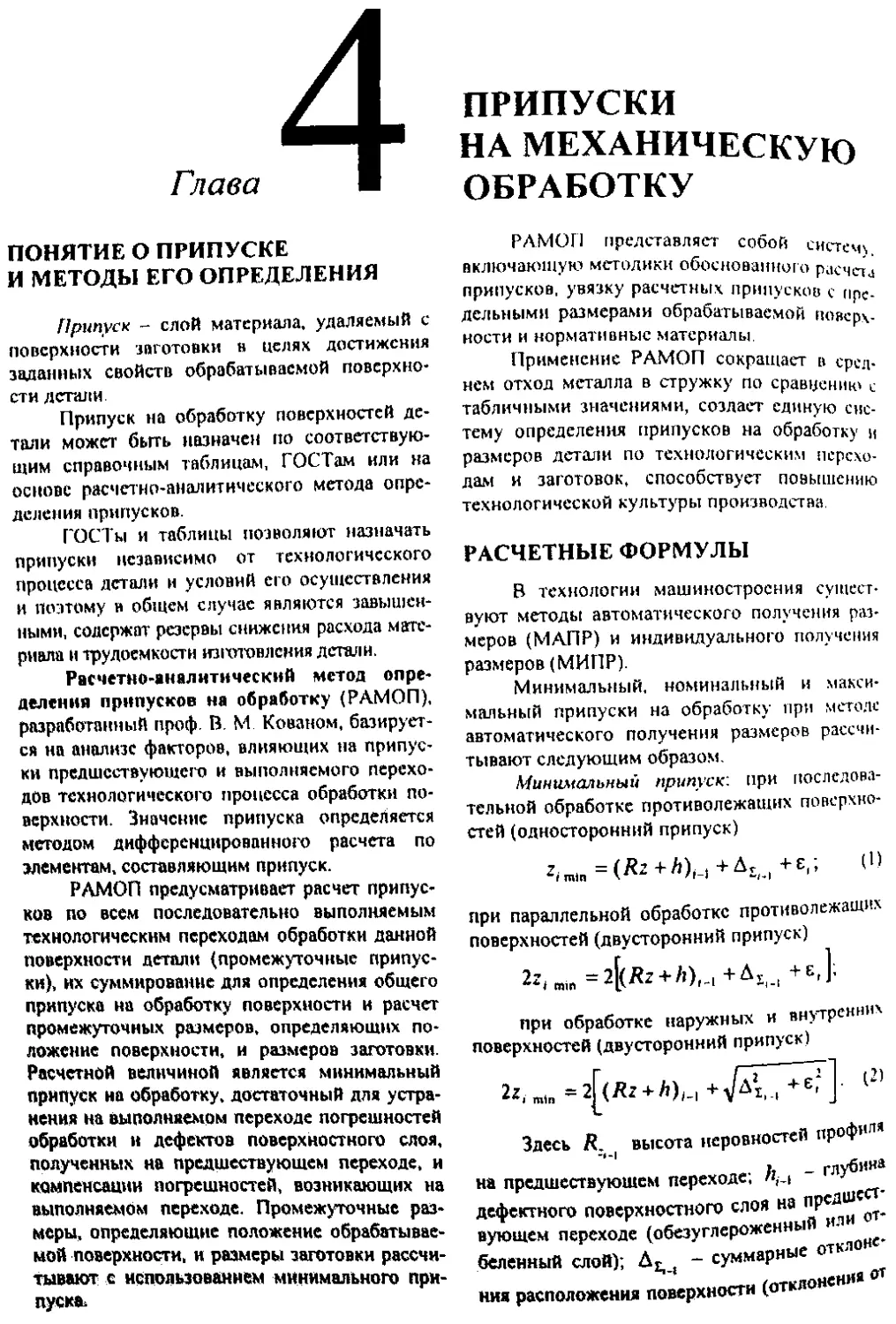
Понятие о припуске и метоле его
определения ...................
Расчетные формулы..............
Правила расчета припусков на обра-
ботку ........................
Порядок определения предельных
промежуточных размеров по техно-
логическим переходам и окончатель-
ных размеров заготовки.........
Нормативные материалы для расчета
припусков ....................
Заготовки из проката.......
Отливки ...................
Поковки, изготовляемые ков-
кой и штамповкой..........
Детали, получаемые электро-
эрозионной обработкой .....
Детали, получаемые механиче-
ской обработкой ..........
Методика расчета припусков на об-
работку .......................
Примеры расчета припусков и пре-
дельных размеров...............
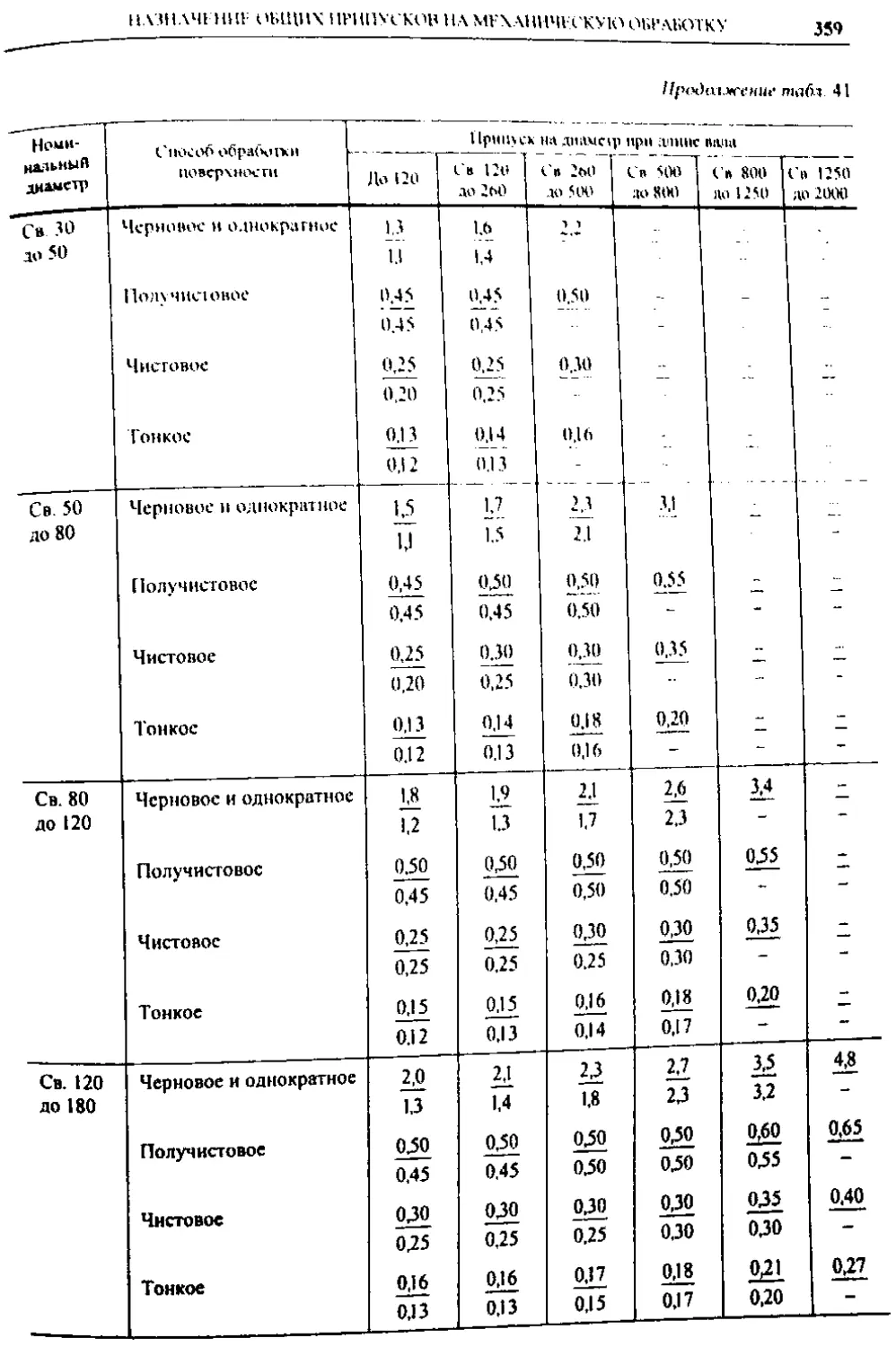
Назначение общих припусков на
механическую обработку.........
318
322
322
322
323
326
327
327
329
333
337
338
339
341
345
6
ОГЛАВЛЕНИЕ
Гпава 5*
РАЗРАБОТКА ТЕХНОЛОГИЧЕ-
СКИХ ПРОЦЕССОВ ИЗГОТОВ-
ЛЕНИЯ ДЕТАЛЕЙ
(А. Г. Косилова, А. М. Дальский) .... 372
Виды технологических процессов . .. 372
Основные требования к разработке
технологических процессов....... 374
Исходная информация для разработ-
ки технологических процессов.... 375
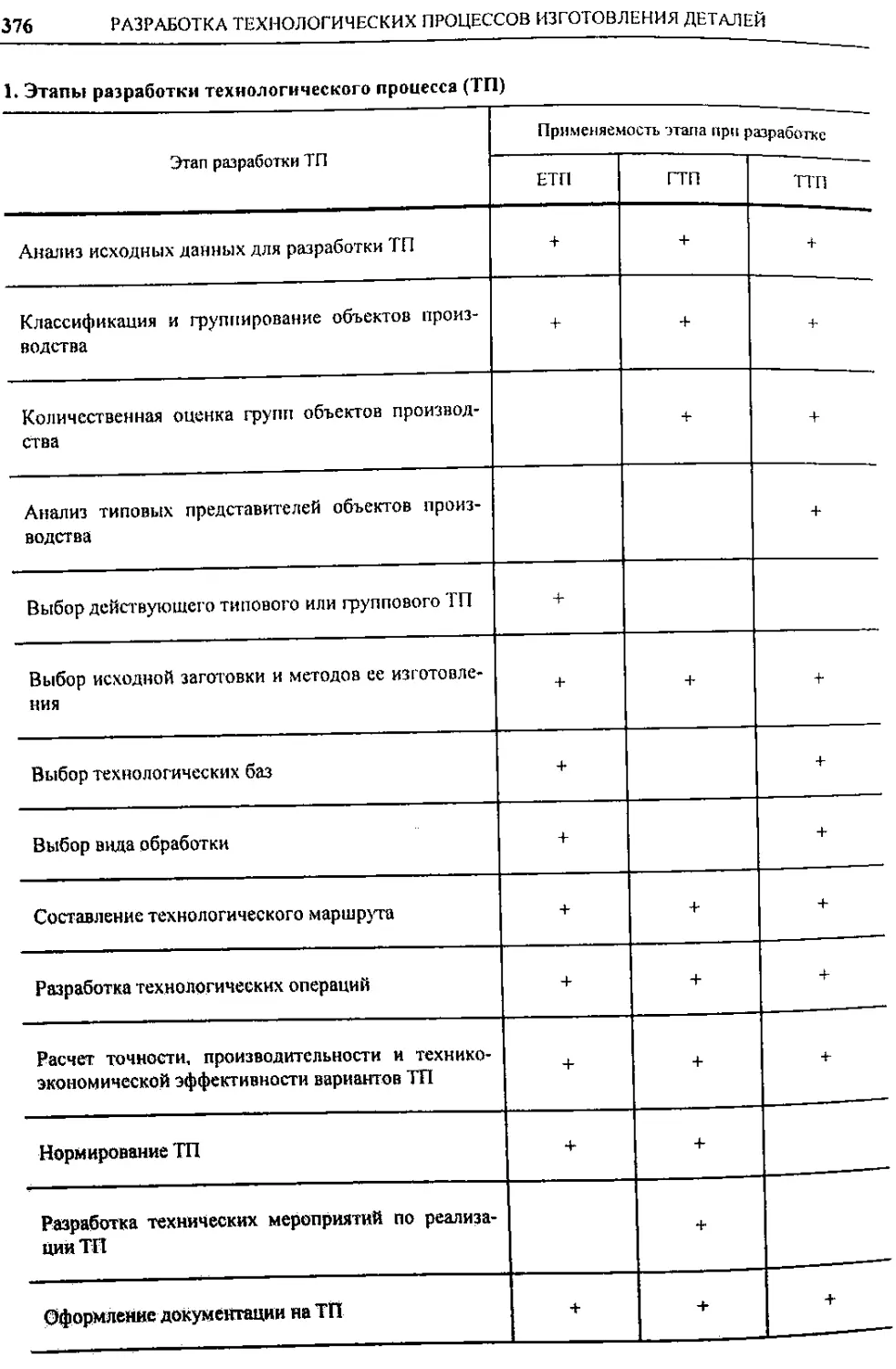
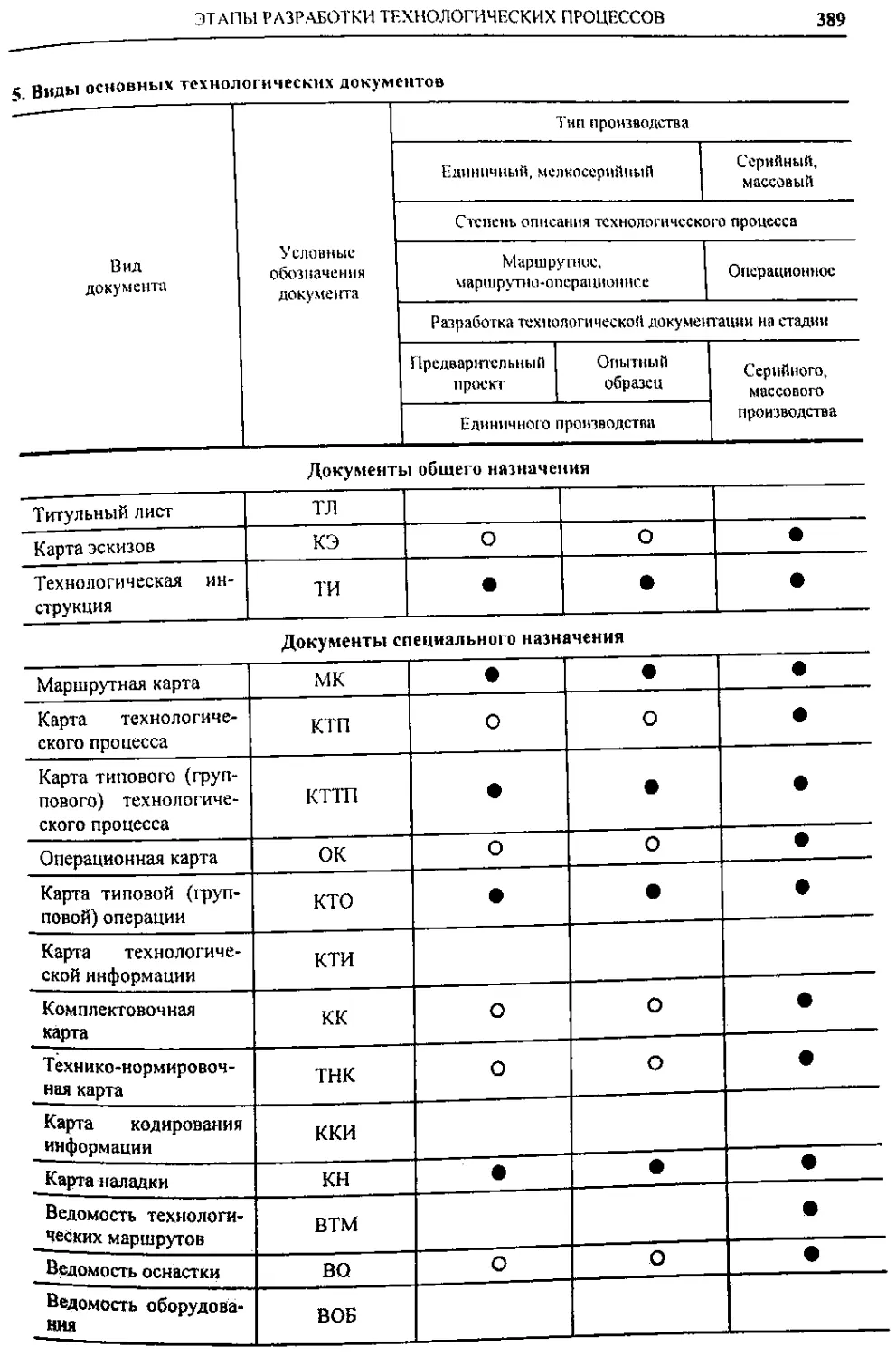
Этапы разработки технологических
процессов....................... 375
Применение технологических про-
цессов.......................... 391
Разработка высокопроизводительных
операций (А. Г Косилова, Р, К Ме-
щеря ков).............................. 7
Разработка многоинструментных
наладок (А. Г Косилова, Р. К. Меще-
ряков) ......................... 400
Разработка групповых технологиче-
ских процессов (Г. Н. Мельников), , . 403
Разработка модульных технологиче-
ских процессов (К М. Базров).... 417
Построение чертежа детали в
модульном исполнении....... 422
Разработка модулей технологи-
ческого процесса (МТИ) изго-
товления МП, МПИ........... 423
Автоматизация проектирования тех-
нологических процессов механосбо-
рочного производства (Я М. Капус-
тин, П. М. Кузнецов)............ 427
Методы проектирования...... 427
Характеристики и основные
принципы создания системы
автоматизированного проекти-
рования технологических про-
цессов (САПР ТП).............. 428
Структурный синтез......... 431
Математические модели...... 436
Параметрическая оптимизация . 440
Развитие систем САПР ТП ,... 443
Список литературы.................. 443
Глава 6*
ОБРАБОТКА ДЕТАЛЕЙ НА
СТАНКАХ
(Л Б. Цейтлин, А, Г Суслов)..... 445
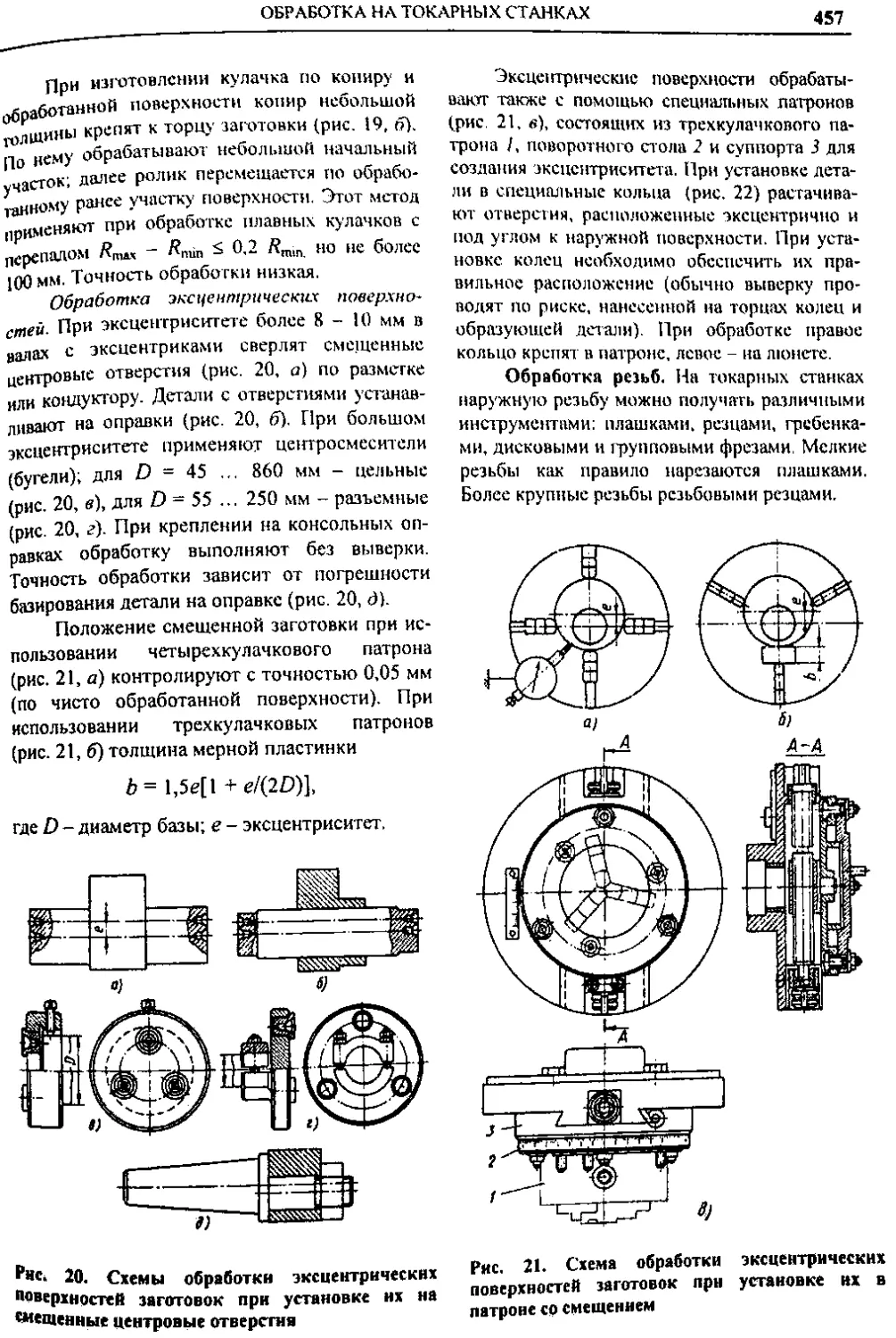
Обработка на токарных станках
(Р> К Мещеряков, Б. Я Леонов),.,. 445
Обработка на токарно-карусельных
станках (МФ. Сухов, А. С Васильев) 460
Обработка на токарно-револьверных
станках (Ю. Л, Фру мин).......... 467
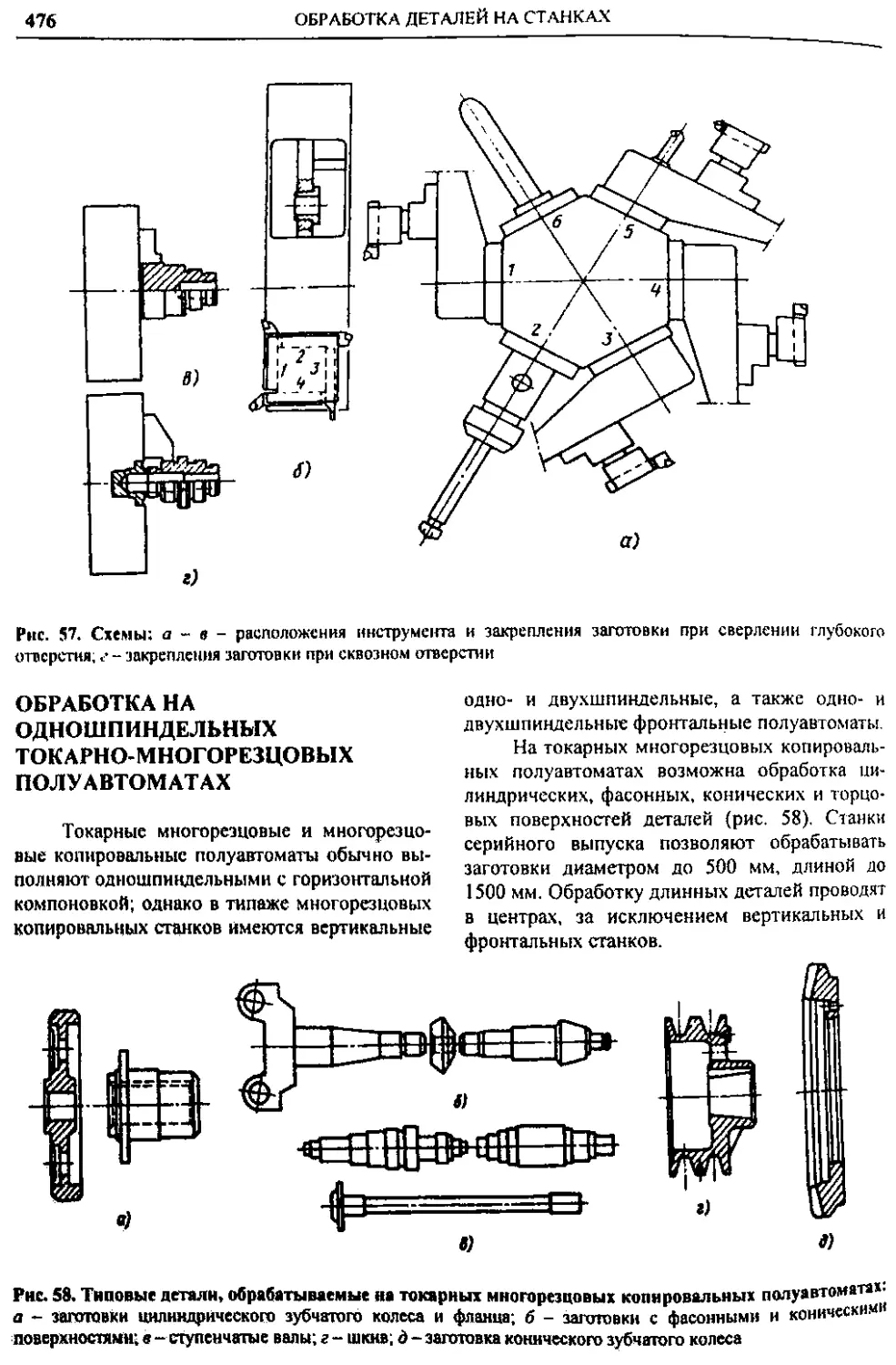
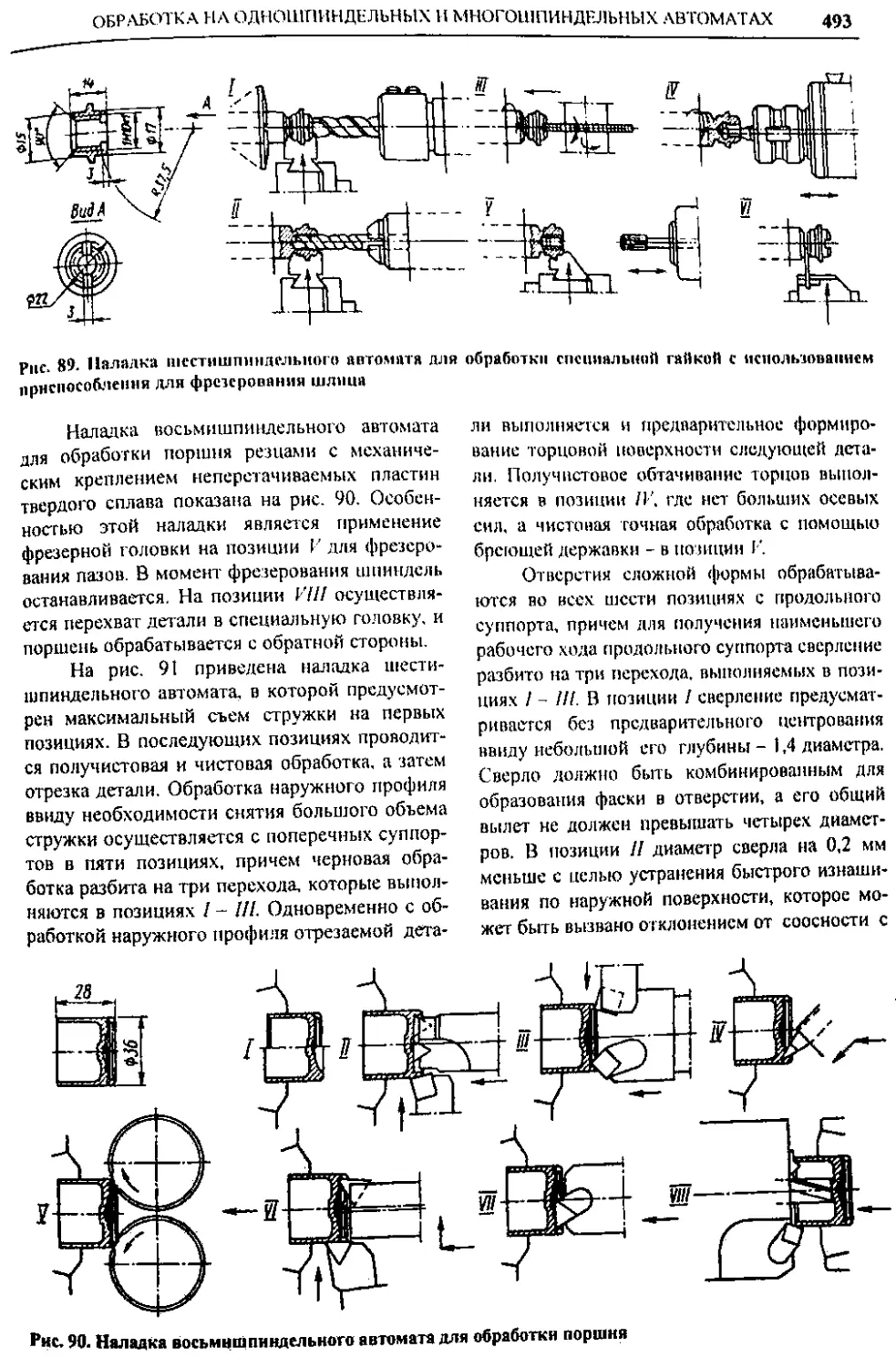
Обработка на олношпиндельных
токарно-многорезцовых полуавтома-
тах (Л. Б. Цейтлин).............. 476
Обработка на одношпиндельных и
м н о г о ш п и нд ел ь н ы х го р из о нтал ь-
ных автоматах и полуавтоматах
(Л. Б. Цейтлин).................. 485
Обработка на многогошпиндельных
вертикальных токарных полуавтома-
тах (Л. Б. Цейтлин).............. 496
Обработка на вертикально и
радиально-сверлильных станках
(Ю. Л. Фрум ин).................. 512
Обработка на расточных станках
(А.Г. Схиртладзе)................ 529
Обработка на горизонтально-
расточных станках . . .-.... 529
Обработка на координатно-рас-
точных станках.............. 541
Обработка на фрезерных станках
ЦО. Л. Фрумин).................. 547
Обработка на сторгальных станках
(Я В. Надуваев)................, 560
Обработка на долбежных станках
(Е.Н. Фролов).................'.. 564
Обработка на протяжных станках
(Я Г Кацев)...................... 567
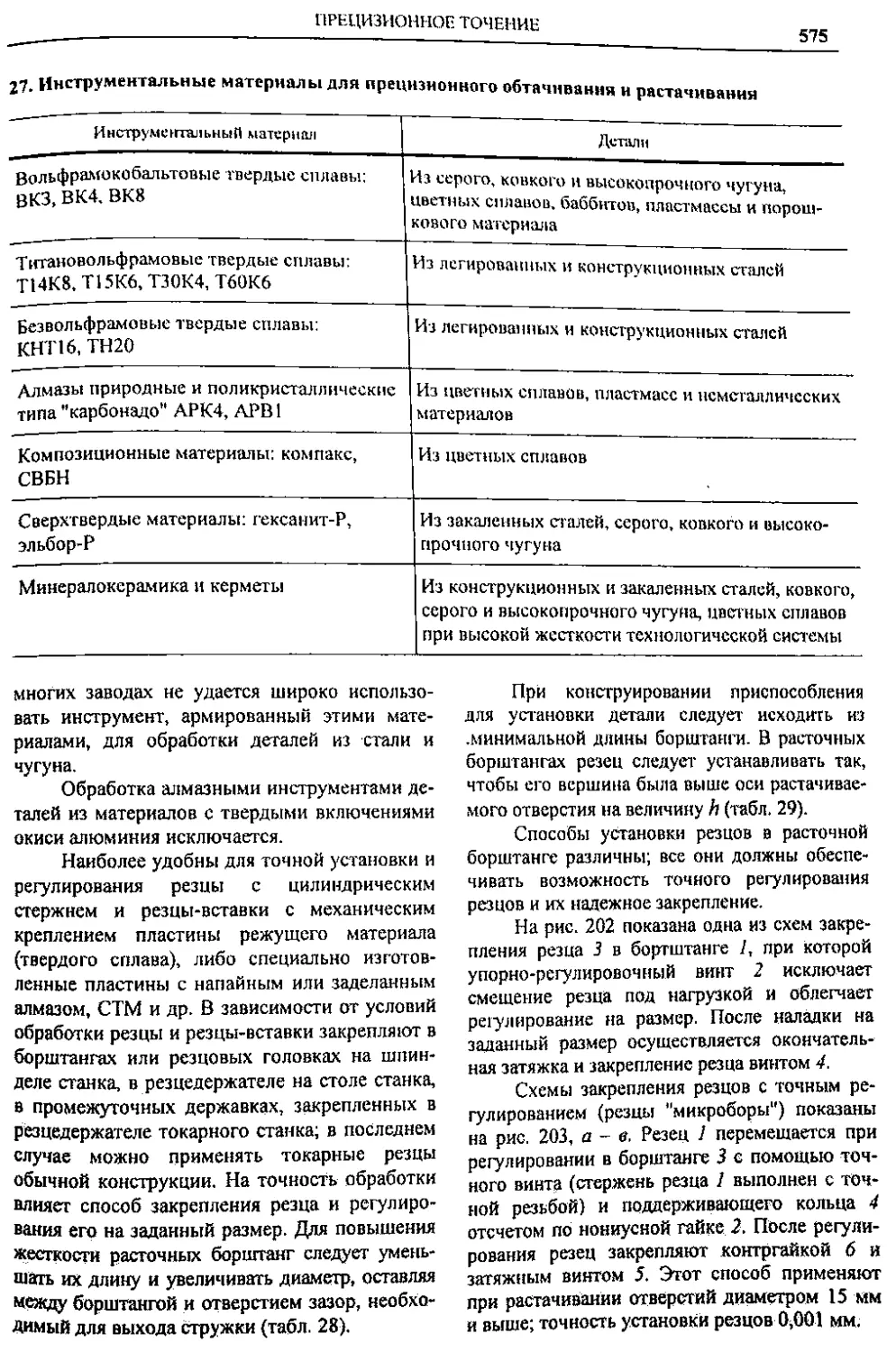
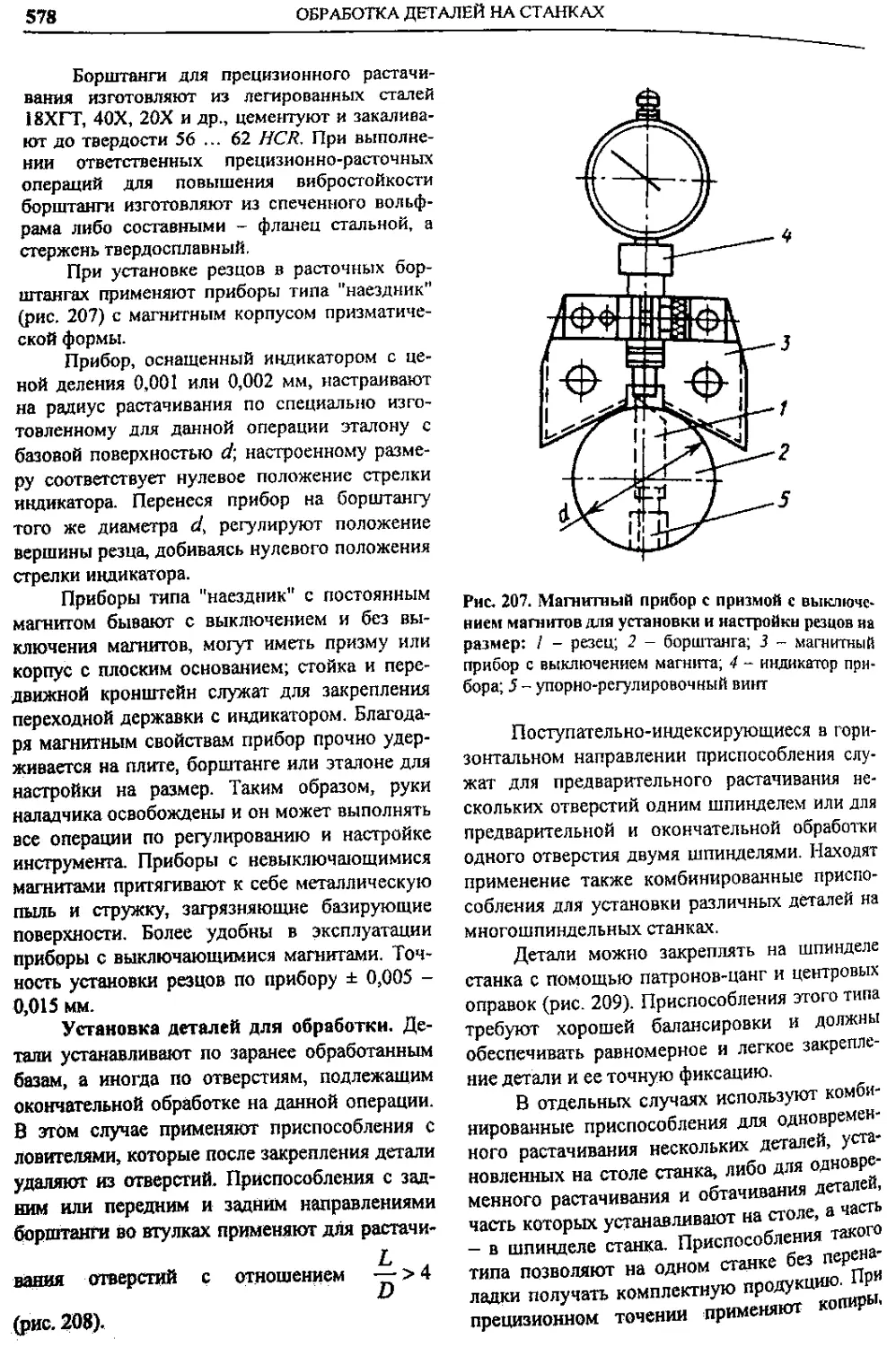
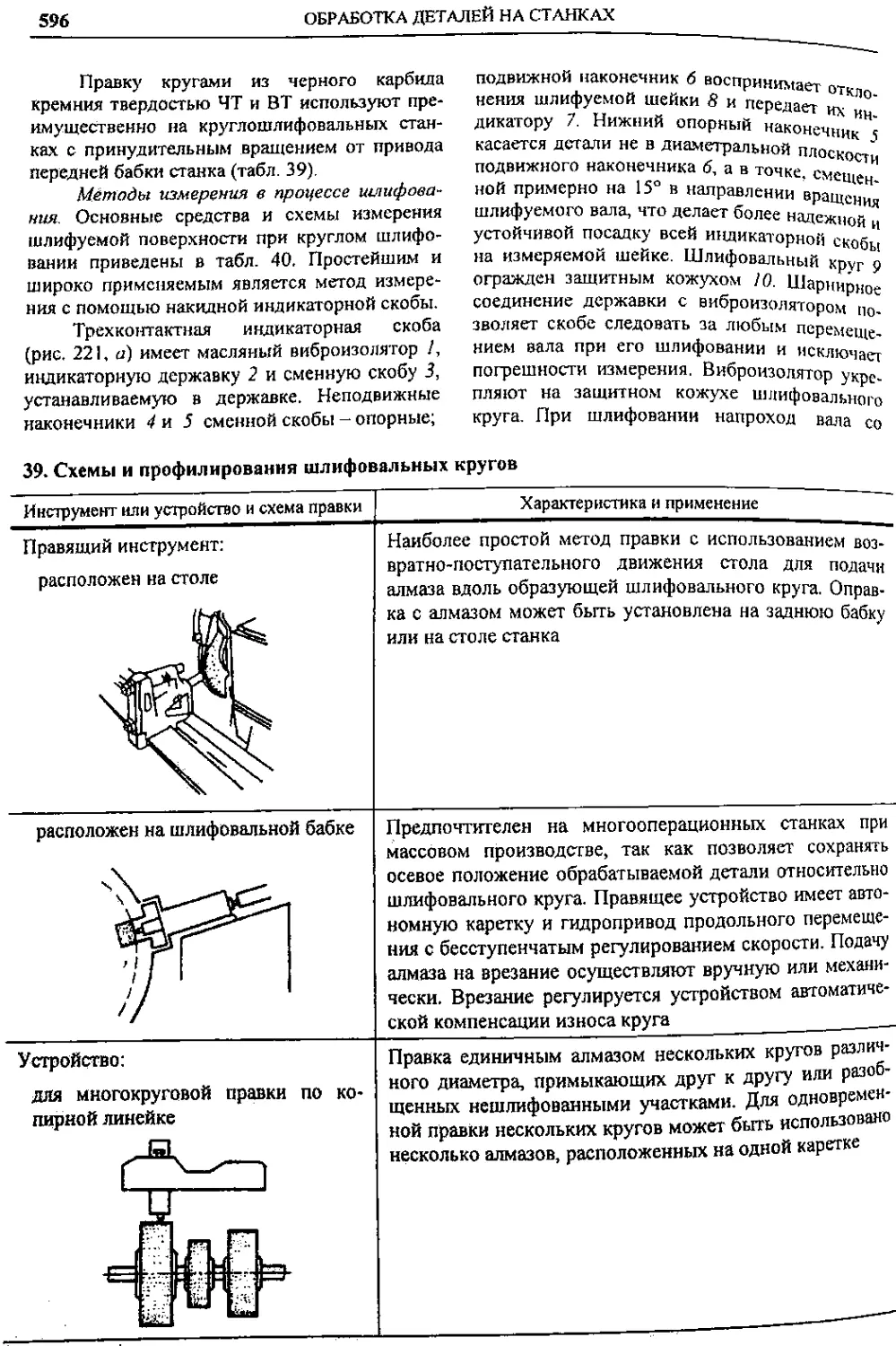
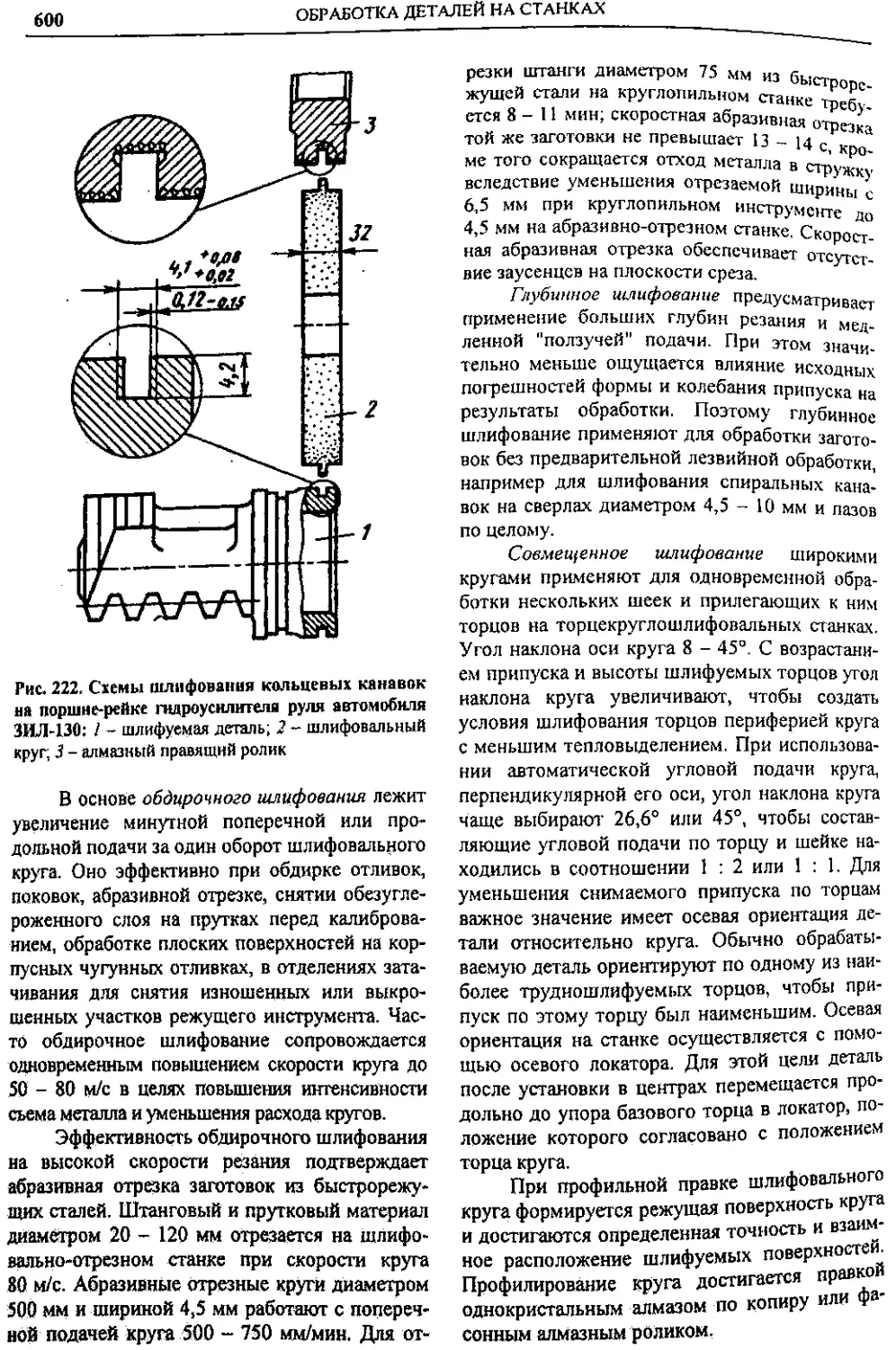
Прецизионное точение (Л. Б. Цейтлин) 573
Обработка на шлифовальных и хо-
нинговальных станках (М. С. Наер-
ман)............................. 587
Обработка на шлифовальных
станках..................... 587
Круглое наружное шлифо-
вание .................. 587
Бесцентровое круглое шли-
фование ................. 605
Шлифование отверстий .... 617
Плоское шлифование..... 623
Отделочная обработка абразив-
ным инструментом............ 629
Тонкое шлифование...... 629
Хонингование............. 631
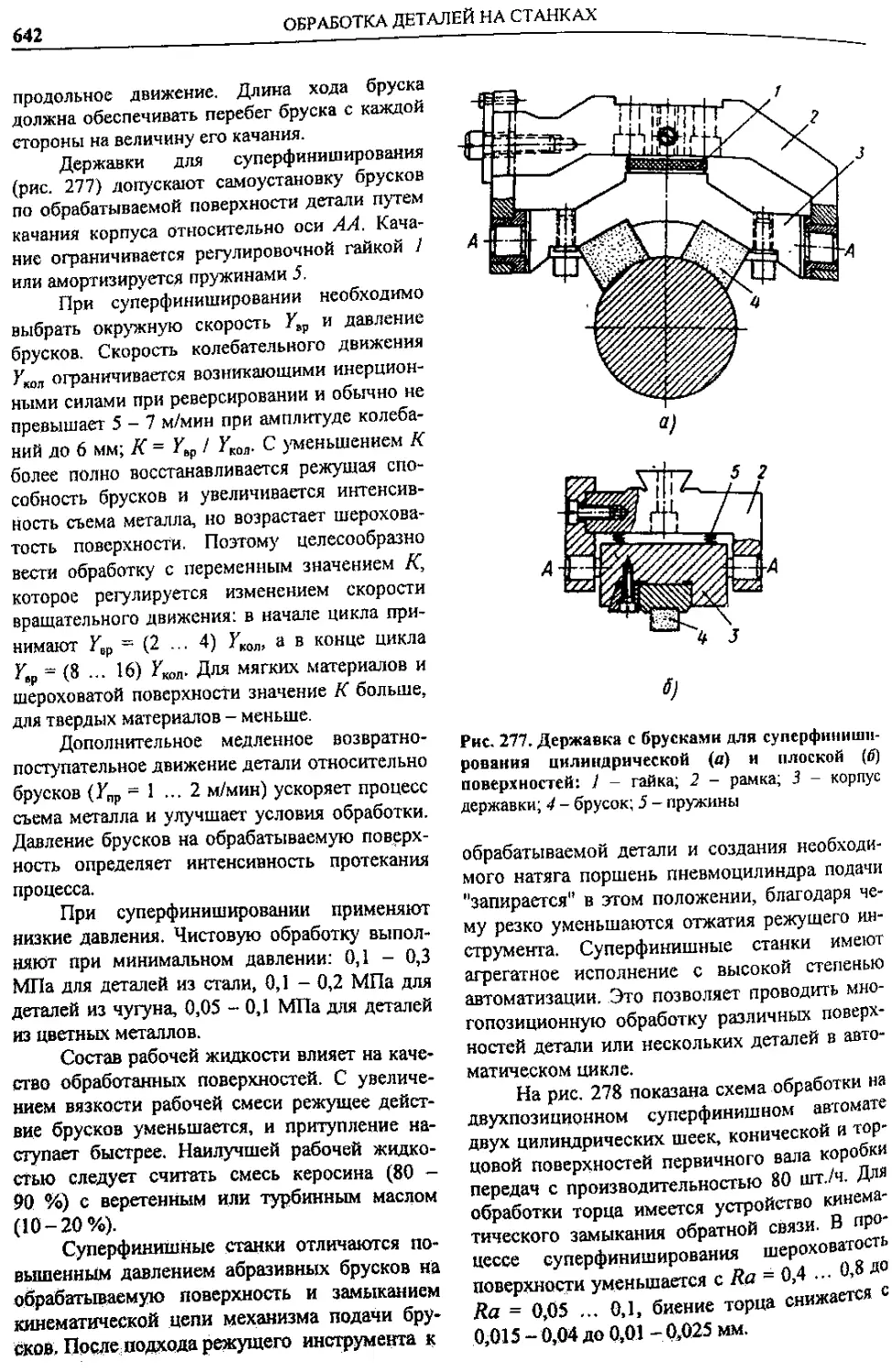
Суперфиниширование..... 639
Полирование.............. 643
Доводка (П.Н. Орлов)............. 647
Обработка на зубообрабатывающих
станках (А. С. Калашников)..... 656
Зубофрезерование............ 656
ОГЛАВЛЕНИЕ
7
Зубодолбдение . ............. 559
Зубозакругление.............. 661
Зубошевингование............. 664
Холодное накатывание зубьев . 667
Зубохонингование............. 668
Зубошлифование............... 669
Нарезание конических зубча-
тых и червячных колес...... 671
Обработка на электрофизических
и электрохимических станках
(Е.А. Заставный)................. 681
Глава 7,
ОБРАБОТКА ДЕТАЛЕЙ НА АГ-
РЕГАТНЫХ СТАНКАХ И АВ-
ТОМАТИЧЕСКИХ ЛИНИЯХ
(А. Г Косилова, А. М Дальский) .... 690
Особенности технологических про-
цессов изготовления деталей...... 690
Преимущества и область при-
менения агрегатных станков.. 690
Адаптация агрегатных опера-
ций к серийному производству 692
Составляющие погрешности
обработки в технологических
системах агрегатных станков . , 695
Разработка технологических процес-
сов ............................. 697
Анализ технических требова-
ний к технологичности конст-
рукций ...................... 697
Требования к заготовкам
для обработки на АС и АЛ
(А, С Абдыжапаров)........... 698
Последовательность техноло-
гических разработок......... 700
Проектирование наладок для
агрегатных станков и автомати-
ческих линий (Ю, Л. Фрумин).. 701
Размерная настройка техноло-
гических процессов........... 704
Установка заготовок для обработки
на агрегатных станках и автоматиче-
ских линиях (Л. А. Колесников).. 707
Обработка плоских поверхностей
корпусных деталей на агрегатно-
фрезерных станках и автоматических
линиях (С И, Богомолов).......* - 712
Обработка отверстий на агрегатных
станках жестко закрепленным инст-
рументом с направлением (& Ф. Я«-
кадимов) ................ 720
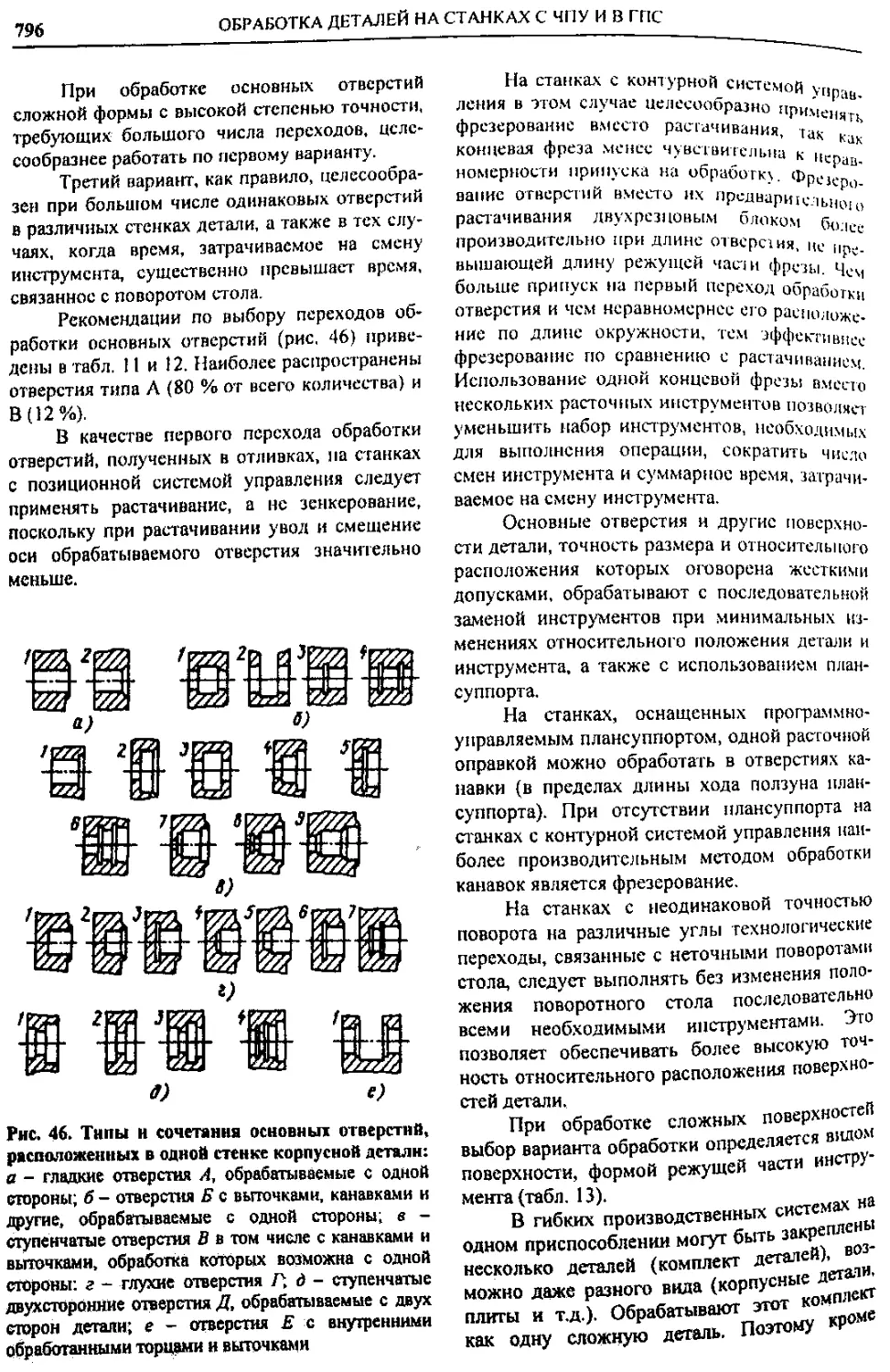
Обработка координированных от- верстий на агрегатных станках (В. Б. Борисов) 727
Обработка отверстий при плаваю- щем соединении инструмента со
шпинделем станка (О. М. Деев) Растачивание отверстий на агрегат- 731
ных станках без направления инст- румента (А. А. Гуеев, М. М, Пичикян) Обработка деталей на агрегатных 735
станках с делительным поворотным столом (L1L И. Нуридинов) 739
Гпава 8»
ОБРАБОТКА ДЕТАЛЕЙ НА
СТАНКАХ С ЧПУ И В ГИБКИХ
ПРОИЗВОДСТВЕННЫХ СИС-
ТЕМАХ
(А С Стародубов, В. R Васильев) .. 743
Применение гибких производствен-
ных систем при механической обра-
ботке деталей (В. И, Васильев,
В. К Мещеряков)................ 743
Основные понятия.......... 743
Примеры структур гибких про-
изводственных систем механи-
ческой обработки деталей и их
характеристики............... 747
Требования к технологичности кон-
струкции деталей, обрабатываемых
на станках с ЧПУ и в гибких произ-
водственных системах (Л К Меще-
ряков, Иг Д Гмгал)• *......... 753
Обработка на токарных станках с
ЧПУ (Я К Мещеряков, В. С Старо-
дубов) ................... • 757
Обработка на токарно-карусельных
станках с ЧПУ (М Ф, Сухов). 773
Обработка на сверлильно-фрезерно-
расточных станках с ЧПУ (Я К Мещё-
ржов,И. В. Гайгал, К. Р. Мещеряков).-' 779
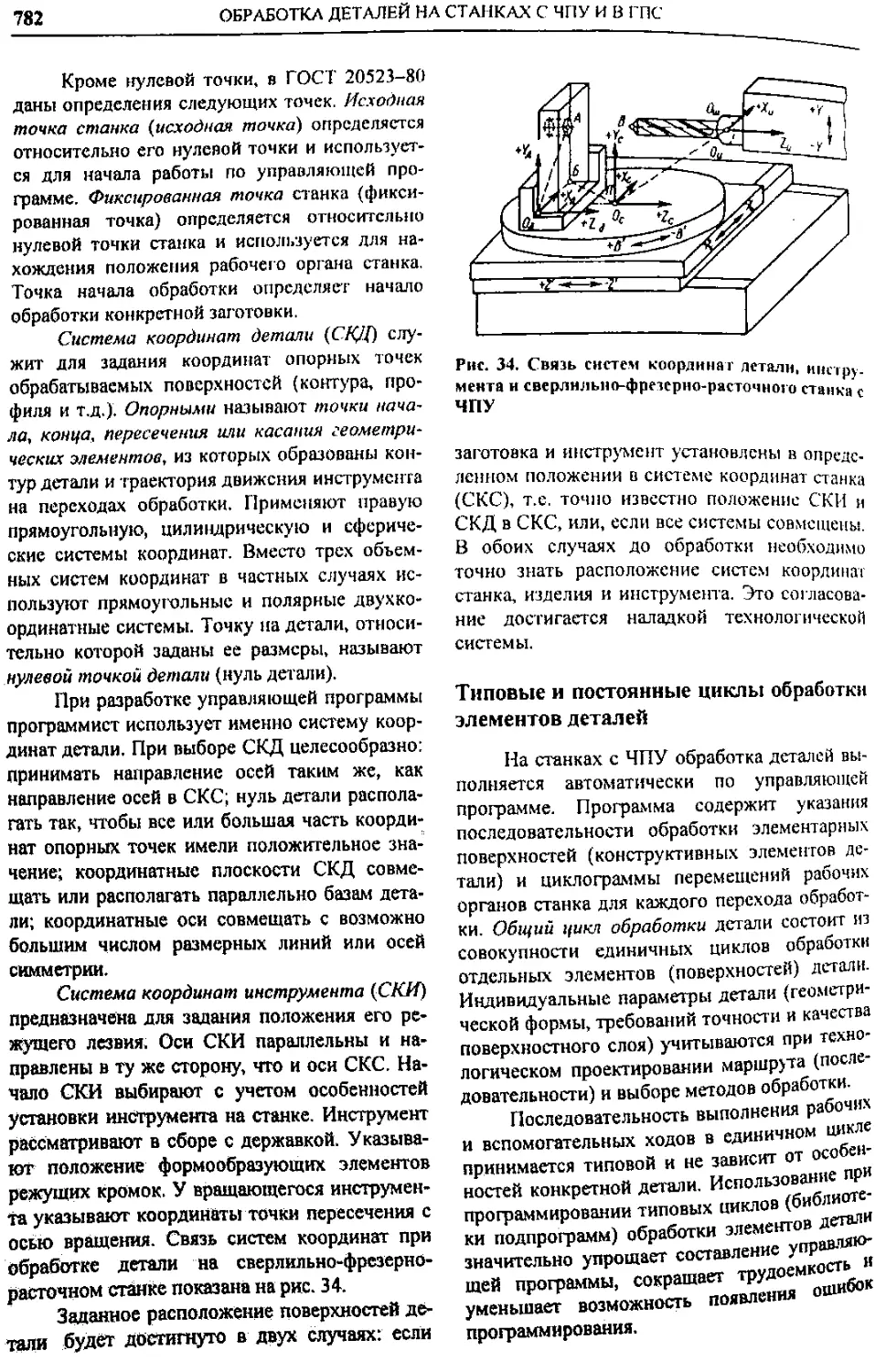
Системы координат станка с
ЧПУ, детали, инструменты.... 779
Типовые и постоянные циклы
обработки элементов деталей..
Расчет координатных (ЛДфеямй,
Последовательность выполнения..
переходов обработки деталей . v.».
Инструментальная оснастка
станков с ЧПУ (Л К- Мещеряков,
А. И. Мещеряков, В. С. Опцро’
.....................
782
783
Ж.
8
ОГЛАВЛЕНИЕ
Точность обработки деталей на стан-
ках с ЧПУ и в гибких производст-
венных системах (Р. К. Мещеряков,
К. Р, Мещеряков, В. С, Стародубов] 805
Основные положения.......... 805
Элементарные погрешности об-
работки деталей............... 806
Погрешность линейного пози-
ционирования станков с ЧПУ . . 807
Методы наладки станков с ЧПУ
сверлильно-фрезерно-расточ-
ной группы (Р. К. Мещеряков,
Е. И. Борисов).............. 80S
Повышение точности обработки
деталей на станках с ЧПУ и в
гибких производственных системах
(А К. Мещеряков, В. С. Стародубов] 812
Производительность станков с ЧПУ
и гибких производственных систем
{Л. И. Волчкевич, Р. К. Мещеряков), . 819
Особенности нормирования опера-
ций, выполняемых на станках с ЧПУ
(Р. К. Мещеряков, А. Н Новиков,
М. Г. Шеметов)................... 827
Эффективность обработки деталей
на станках с ЧПУ и в гибких произ-
водственных системах (Р. К. Меще-
ряков, В. Н. Васильев)........... 845
Основные требования к экс-
плуатации станков с ЧПУ,
обеспечивающие их эффектив-
ное использование............ 845
Коэффициент загрузки станка . 850
Определение числа условно-
высвобождаемых рабочих при
внедрении станков с ЧПУ...... 851
Многостаночное обслуживание
станков с ЧПУ................ 852
Расчет экономической эффек-
тивности внедрения станков с
ЧПУ...................., -. 857
Проблемы, возникающие при созда-
нии гибких производственных систем
уровня (К Я Васильев)... 861
Глава 9,
ОБЕСПЕЧЕНИЕ ТЕХНОЛО-
ГИЧСТИ КОНСТРУКЦИИ ИЗ-
ДЕЛИЯ (Ю. Д. Амиров) . -........... 865
Технологичность конструкции изде-
лия (7 КП). Основные сведения.. 865
Определение ТКИ............... 865
Классификация и номенклатура
показателей ТКИ.............. 865
Основные расчетные зависи-
мости ........................ 869
Методы и приемы отработки
конструкции изделия на техно-
логичность ................... 869
Требования к обеспечению техноло-
гичности конструкции изделия... 869
Применение прогрессивных
материалов и технологий... 869
Обеспечение технологичности
конструкции детали............ 874
Обеспечение технологичности
конструкции соединения и сбо-
рочной единицы................ 876
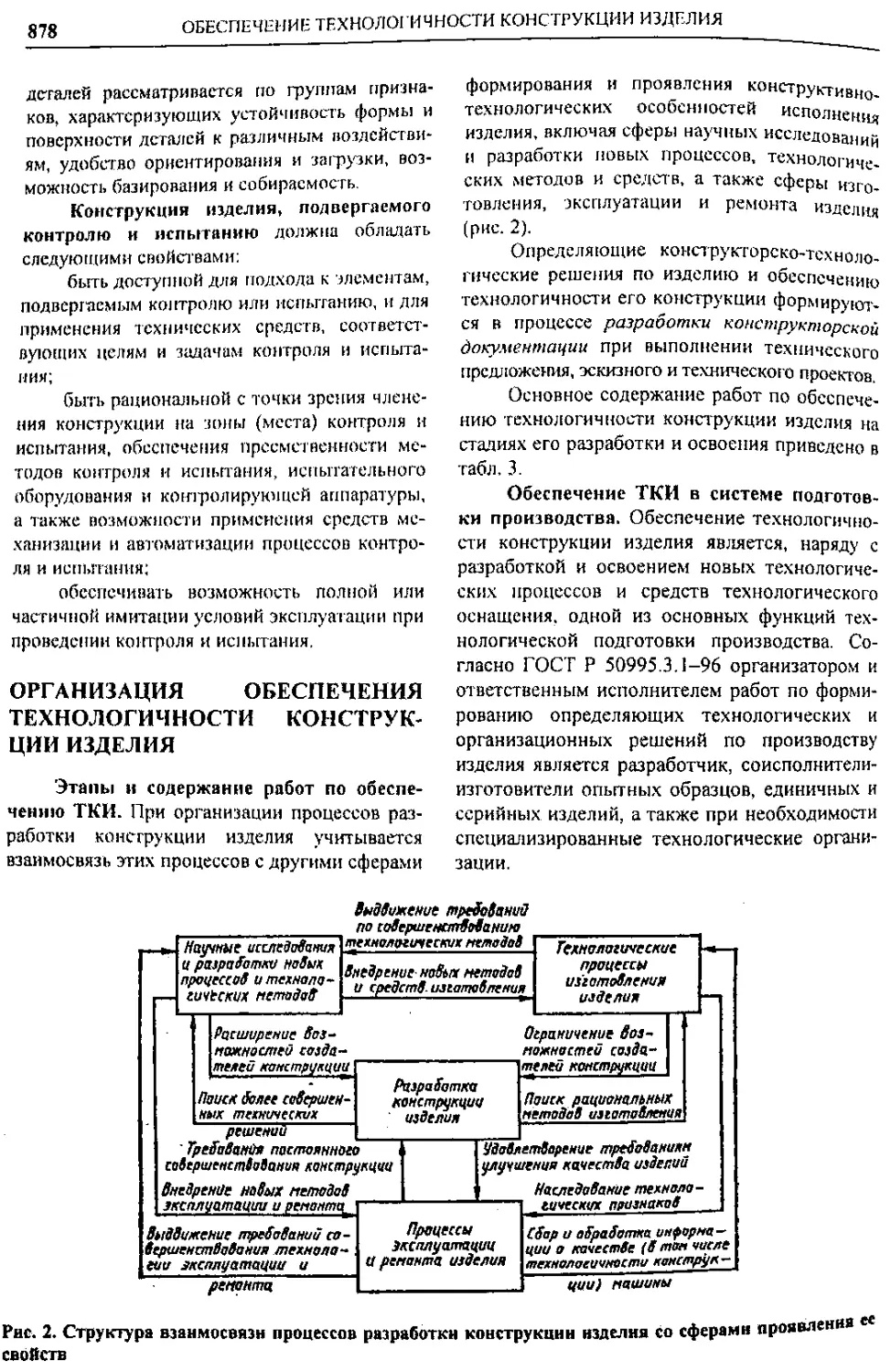
Организация обеспечения техноло-
гичности конструкции изделия... 878
Основные показатели технологично-
сти конструкции изделия............ 884
Общие положения............... 884
Трудоемкость изделия...... 885
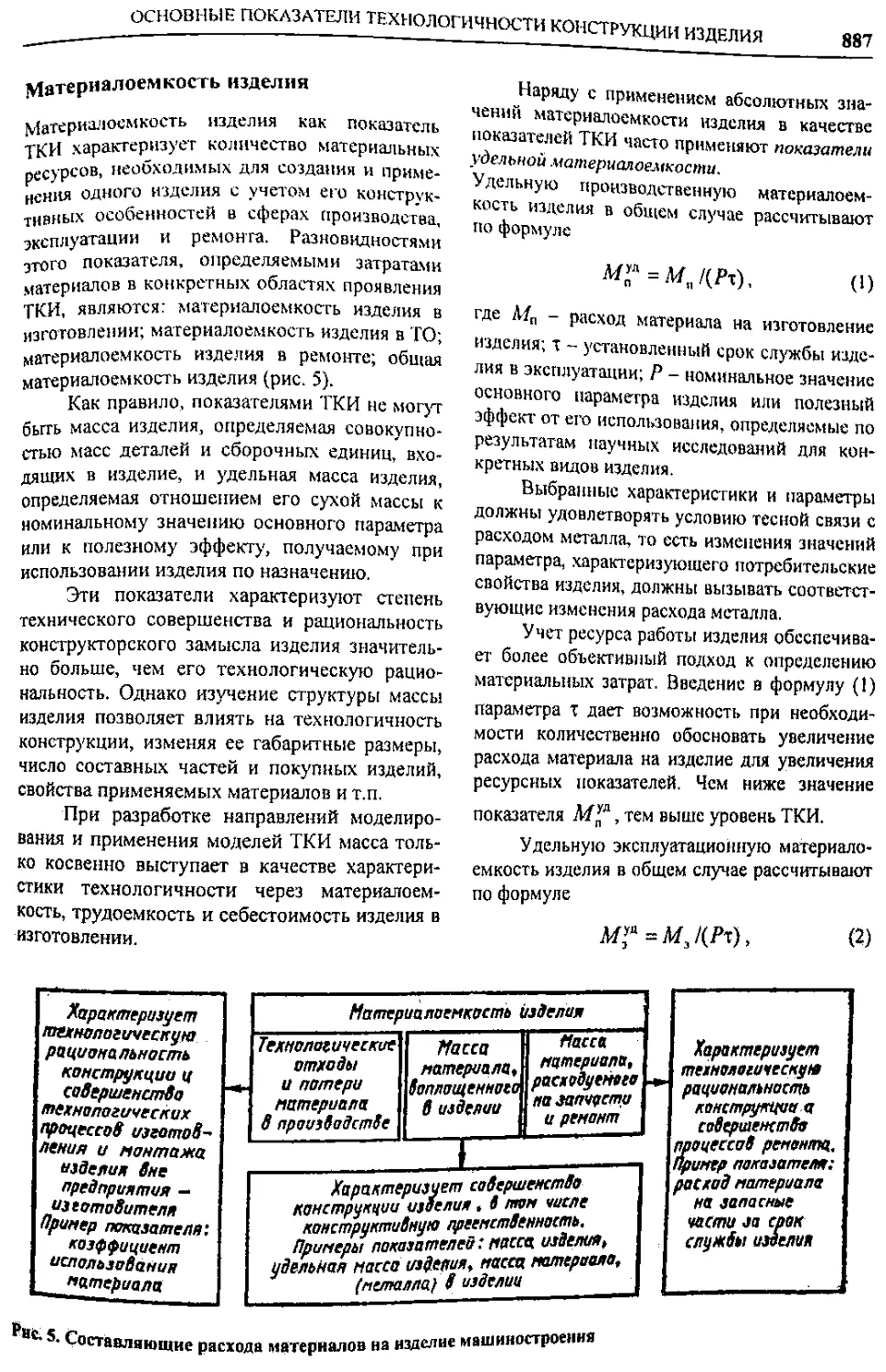
Материалоемкость изделия .... 887
Энергоемкость изделия..... 889
Технологическая себестои-
мость......................... 891
Технологических контроль конст-
рукторской документации............ 893
Особенности технологического
контроля...................... 893
Порядок проведения техноло-
гического контроля............ 894
Связь технологического кон-
троля с нормоконтролем.... 896
Оформление и учет результатов
технологического контроля . ♦. 897
Список литературы.................. 901
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ 902
Глава
ТОЧНОСТЬ
ИЗГОТОВЛЕНИЯ
ДЕТАЛЕЙ МАШИН
ПОКАЗАТЕЛИ ТОЧНОСТИ
ДЕТАЛЕЙ МАШИН
Пол точностью детален машин понима-
ют степень соответствия параметров изготов-
ленной детали данным чертежа или ее прото-
типу. Различают точность, достигаемую при
изготовлении деталей и точность машины или
соединения, достигаемые при сборке. 'Гочкость
является важнейшим показа гелем качества
продукции. Понятие точности распространяет-
ся на все показатели качества как легален, так и
машин в целом. Чаще всего имеют дело с точ-
ностью геометрических параметров.
Точность геометрических параметров
представляется точностью размеров, формы и
взаимного расположения поверхностей детали.
Поскольку абсолютных значений показателей
качества достичь нельзя, оценивают значение
погрешностей параметров. Допустимая по-
грешности т.е. допуск представляет собой
разность между наибольшим и наименьшим
предельным значением параметра качества,
например размера.
11од погрешностью обработки понимают
отклонение полученного при обработке значе-
ния геометрического или другого параметра от
заданного.
Абсолютную погрешность выражают в
единицах рассматриваемого параметра:
ДА — А^д — У к,
где и Л'н ~ соответственно действитель-
ное (полученное) и номинальное значения па-
раметра, При несимметричном расположении
поля допуска относительно номинального зна-
чения вместо номинального значения парамет-
ра принимают его среднее значение. Отноше-
ние абсолютной погрешности к заданному
значению параметра называют относительной
Грешностью: &Х!ХЦ или \Х1ХЦ 100%
Количественно точность характеризуется об-
ратной величиной модуля относительной по-
грешности |дх/у 1"‘.
Функциональные допуски устанавливают
исходя из допустимых отклонений эксплуата-
ционных показателей машины или детали.
Конструкторские допуски устанавливают
на основе анализа работы машины с учетом
затрат на ее изготовление и последующую экс-
плуатацию.
Допуски на промежуточные значения па-
раметров в ходе технологических процессов
(например размера, формы и др,) называют
технологическими. К ним относятся и допуски,
назначаемые для последних (финишных) пере-
ходов технологических процессов. Технологи-
ческие допуски конкретной детали, соединения
или машины должны быть меньше конструк-
торских или равны им. В противном случае
технологический процесс должен быть пере-
смотрен.
Точность размеров различных поверхно-
стей деталей должна соответствовать до-
пускам. Так, возникающие отклонения диамет-
ров шеек валов, глубины отверстии и их диа-
метров, различных углов и т.п. могут колебать-
ся лишь в соответствии со значениями допус-
ков. По назначению размеры относят к различ-
ным группам. Координирующие размеры ис-
пользуют для определения взаимного распо-
ложения поверхностей деталей, а также осей.
Координирующие размеры часто увязывают
между собой различные поверхности деталей.
Сборочные размеры определяют положе-
ние одних элементов машин относительно дру-
гих. Иногда вводят технологические размеры,
которые оказываются необходимыми при изго-
товлении деталей и их контроле.
Точность форм оценивается отклонением
реальных поверхностей деталей от геометриче-
ских. Так, отклонение от круглости цилиндри-
ческой детали в данном ее сечении оценивается
отклонением реальной поверхности от приле-
гающей окружности. Аналогично оценивается
отклонение от цилиндричности, плоскостности
и др.
Точность деталей оценивается также от-
клонениями расположения их поверхностей, то
10
ТОЧНОСТ Ь ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
есть отклонениями реального расположения
поверхностей от номинального. Каждое из
отклонений расположения поверхностей имеет
свое точное определение и методику оценки.
Иногда для практики оказывается удоб-
ным указывать отклонения формы и взаимного
расположения в процентах от допуска на раз-
меры.
Каждом) методу обработки при изготов-
лении детален соответствует определенная
допустимая точность. В свою очередь можно
по достигаемой точности определить метод
обработки.
Допуски и основные отклонения системы
допусков и посадок для размеров регламенти-
руются ГОСТ 25346-89; допуски формы и
расположения поверхностей деталей - ГОСТ
24643-81.
В табл. 1 - 3 приведены допуски формы
цилиндрических и плоских поверхностей и
значения параметра шероховатости Ra в зави-
симости от квалитогов допусков размеров и
уровней относигельной геометрической точно-
ст и. При отсутствии указаний о допускаемых
отклонениях формы и расположения поверхно-
стей эги отклонения ограничиваются полем
допуска на размер. Однако на всех переходах
механической обработки отклонения формы и
рас г ю ложе и и я поверх г тосте й ре ко ме н дуете и
ограничивать некоторой частью допуска раз-
мера, с тем чтобы исключить возможность
появления брака по размеру.
1. Допуски (мкм) формы цилиндрических поверхностей (цилиндрмчностщ круглости и
профиля продольного сечения) в зависимости от квалнтета допуска размера
Квал I петы допуска размера при уровне относительной геометрической точное ГН Интервал номинальных размеров, мм Степень точности по ГОСТ 24643-81
£ off Св 3 до 10 Св. 10 до 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 120 Св. 120 до 250 Св 250 до 400 Св. 400 до 630 Св. 630 до 1000 Св. 1000 до 1600 Св. 1600 до 2500
А В С
4 4 5 0.3 0.5 0,4 0,6 0,5 0,8 0.6 1 0.8 1,2 1 1,6 1,2 2 1,6 2.5 9 3 2,5 4 3 5 4 6 1 2
4 5 6 0,8 1 1,2 1,6 2 2,5 3 4 5 6 8 10 3
5 6 7 1,2 1,6 2 2.5 3 4 5 6 8 10 12 16 4
6 7 8 2 2,5 3 4 5 6 8 10 12 16 20 25 5
7 8 9 3 4 5 6 8 10 12 16 20 25 30 40 6
8 9 10 5 6 8 10 12 16 20 25 30 40 50 60 7
9 10 11 8 10 12 16 20 25 30 40 50 60 80 100 8
10 11 12 12 16 20 25 30 40 50 60 80 100 120 160 9
11 12 20 25 30 40 50 60 80 100 120 160 200 250 10
12 30 40 50 60 80 100 120 160 200 250 300 400 II
Примечания: 1. Пол номинальным размером понимают номинальный диаметр поверхности.
2. Допуски иилиндричности. круглости и профиля продольного сечения (сокращенно "допуски гео-
метрии"), соответствующие уровням: А - нормальной. В - повышенной, С - высокой относительной гео-
метрической точности, составляют примерно 30, 20 и 12 % допуска размера. Допуски формы ограничива-
ют отклонения радиуса, а допуски размера - отклонения диаметра поверхности.
3. Допуски геометрии, для которых используется менее 12 % допуска размера, характеризуют особо
высокую геометрическую точность поверхности.
* 4. Допуски геометрии назначают в тех случаях, когда они должны быть меньше допуска размера.
Исключение составляют случаи, когда истолкование предельных размеров отличается от установленного
^ГК)СТ 25346-82, например, для поверхностей, несопрягаемых или легко деформируемых элементов. В этих
гвяучаях числовое значение допуска геометрии может превышать допуск размера.__
ПОКАЗАТЕЛИ ТОЧНОСТИ ДЕТАЛЕЙ МАШИН
2. Допуски (мкм) прямолинейности, плоскостности и параллельности плоскостей
В зависимости от квалитета допуска размера «««костей
га й х tJ Интервал номинальных размеоов мм
2 С О, о 2 X Л
О я
3 & Ё 1 § 5 & § X X о о ос —4 о г*) о S g о g ла и । 'О ±1 1250 0091 2000 2500
| > К валял размер ® отне геом £ Доз ч о 09 О о о cid § эд £3 § я | § § § S 8 □ Й § ® 1 СЧ Л л л п ® ц о о и 5 о Св. 1000 до Св. 1250 до Св. 1600 до Св. 2000 до
4 0,8 1 1.2 1.6 1,6 2-2,5 3 ~4 5 Г 8 10 12 12
5 1 1.6 2 2 2,5 3-4 5 6 8 10 10 12 16 20
4 1,2 1.6 2 2,5 2,5 3-4 5 6 8 12 12 16 20 20
4 2 2,5 3 4 4 6 8 10 12 20 20 25 30 30
5 6 1.6 2-2,5 2,5-3 3 4 5-6 6-8 8-10 10—1212-16 16 20 25 25-30
5 6 7 2,5 3^1 4-5 5 6 8-10 10-12 12-1616-2020-25 25 30 40 40-50
6 7 8 4 5 6 8 Ю 12 16 20 25 30 40 50 60 60-80
7 8 9 6 8 10 12 16 20 25 30 40 50 60 80 100 120
8 9 10 10 12 16 20 25 30 40 50 60 80 100 120 160 200
9 10 11 16 20 25 30 40 50 60 80 100 120 160 200 250 300
10 И 12 25 30 40 50 60 80 100 120 160 200 250 300 400 500
11 12 40 50 60 80 100 120 160 200 250 300 400 500 600 800
12 60 80 100 120 160 200 250 300 400 500 600 800 1000 1200
Примечание Под номинальным размером понимают размер наибольшей стороны плоской по-
верхности.
3. Параметр шероховатости поверхности Ra (мкм) детали в зависимости от квалитета
допуска размера и уровня относительной геометрической точности
Уровни относительной
геометрической точности
при номинальных
размерах, мм
Квалнтеты допуска размера
До
18
Св, 18
до 50
'В
В
А-
-В
Св. 50 Св. 120
до 12о| до 500
3 4 5 1 6 7 8 9 10 11 12 и 13 14 и 15 16 и 17
— — — — — 0,8 0,8 1.6 — —
0,05 0,1 0,1 0,2 0,4 0,4 1,6 1.6 1,6- 3,2 6,3 12,5 25
0,1 0,2 0,2 0,4 0,8 0,8 3,2 3,2 3,2 63 1X5 %
0,1 0,2 0.2- 0,4 0,4 0,8 0,8- 1,6 3,2 3,2 6.3 1 12,5 12,5- 25 J о Я”
0,2 0,4 0,4 0,8 1,6 Дб 3,2 3,2 6,3 12,5 Д2.5 2&4
0,2 0,4 0,4 0,8 1,6 1.6 L 6,3- : 3,2' 6,3 т 6,3- Н&У 25 ’ f ' 25- 50
12
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Примечания: L В таблице установлены наиболее грубые пределы (наибольшие допускаемые)
параметры Ra.
Приняты следующие соотношения для уровней относительной точности Ra < 0,05/7' (Rz < 0.2/7) -
для уровня А (нормальный); Ra < 0,025/7' (Rz < 0,1/7) - для уровня В (повышенной); Ra 5 0,012/7'
(fc 0,05/7) - для уровня С (высокой), где /Г- допуск соответствующего размера
2. Для особо высокой относительной геометрической точности (допуски формы составляют менее
25 % допуска размера) Ra < 0,1577 (/t < 0,677)» где 77 - допуск формы.
3. При заданных допусках биения 7) (радиального, торцового, в задан ном направлении, полного ра-
диального» полного торцового биения) рекомендуется назначать Ra £ 0,17) (Rz £ 0,47)).
4. Знак * означает, что рассматривается случай, когда допуски формы не указаны на чертеже, т с до-
пуски формы ограничиваются полем допуска размера.
5. Знак (-) перед или после обозначения уровня относительной точности означает, что следует назна-
чать величину Rat указанную в таблице относительно знака (-). Например, по 11-му квалитсту для -В и -С
принимают Ra = 3,2 мкм; для С- принимают Ra = 1,6 мкм.
ТАБЛИЦЫ ТОЧНОСТИ ОБРАБОТКИ
Особенности выполнения отдельных опе-
раций не позволяют дать заключение о точно-
сти обработки по аналогии с другими опера-
циями, так как между ними не бывает всесто-
роннего сходства. В частности, отличаются
размеры и форма обрабатываемых заготовок,
состояние станков, режимы обработки и другие
технологические факторы. Хотя таблицы дают
лишь общее представление о возможной точ-
ности обработки, они необходимы как спра-
вочные данные при проектировании техноло-
гических процессов.
Приводимые таблицы содержат ориенти-
ровочные данные по точности для различных
методов обработки, полученные систематиза-
цией непосредственных наблюдений в произ-
водственных условиях.
В табл. 4 и 5 приведены данные о точно-
сти и поверхностном слое при обработке на-
цилиндрических поверхностей и от-
ЯДОий..» в табл. 6 - данные о точности распо-
отверстий при растачивании.
Каждому методу обработки соответствует
определенный диапазон квалитетов допусков
размеров, степеней точности формы, парамет-
ров шероховатости Ra и глубины дефектного
слоя. Для черновых переходов обработки это в
первую очередь связано с точностью исходной
заготовки, для чистовых - с точностью выпол-
нения предшествующих переходов обработки и
с условиями осуществления данного перехода.
Точность на каждом последующем пере-
ходе обработки данной элементарной поверх-
ности обычно повышается на черновых пере-
ходах на один - три квалитета или одну - три
степени точности, на чистовых - на один - два
квалитета точности размера или одну - две
степени точности формы обрабатываемой по-
верхности. Для деталей из чугуна, цветных
сплавов размеры обрабатываемых поверхно-
стей выдерживают на один квалитет, а откло-
нения формы - на одну степень точности вы*
ше, чем для деталей из стали, обрабатываемых
в аналогичных условиях.
4- Точность и параметры поверхностного слоя при обработке наружных цилиндрических поверхностей
Обработка Шероховатость поверхности Ra, мкм Глубина дефектного поверхностного слоя, мкм Квалитет допуска Технологические допуски (мкм) на размер при номинальных диаметрах поверхности, мм
Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Се. 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св 120 до 180 Св. 180 до 250 Св. 250 до 315 Св. 315 до 400 Св. 400 до 500
Обтачивание:
черновое 50 - 6,3 120-60 14 — — — — 620 740 870 1000 1150 1300 1400 1550
13 180 220 270 330 390 460 540 630 720 810 890 970
12 120 150 180 210 250 300 350 400 460 520 570 630
по лучисто вое или 25-1,6 50-20 13 180 220 270 330 390 460 540 630 720 810 890 970
однократное 12 120 150 180 210 250 300 350 400 460 520 570 630
чистовое 11 75 90 ПО 130 160 190 220 250 290 320 360 400
6,3-0,4 30-20 10 48 58 70 84 100 120 140 160 185 210 230 250
9 30 36 43 52 62 74 87 100 115 130 140 155
8 18 22 27 33 39 46 57 63 72 81 89 97
Обтачивание тонкое 1,6 -0,2 10-5 9 30 36 43 52 62 74 87 100 115 130 140 155
8 18 22 27 33 39 46 57 63 72 81 89 97
7 12 15 18 21 25 30 35 40 46 52 57 63
6 8 9 И 13 16 19 22 25 29 32 36 40
Шлифование: 1 се
предварительное 6,3 - 0,4 20 9 30 56 43 52 62 74 87 100 115 130 140 155 от
8 18 22 27 33 39 46 57 63 72 81 89 97
чистовое 3,2 -0,2 15-5 7 12 15 18 21 25 30 35 40 46 52 57 63
6 8 9 11 13 16 19 22 25 29 32 36 40
тонкое 1.6-0,1 5 6 8 9 11 13 16 19 22 25 29 32 36 40
5 5 6 8 9 н 13 15 18 20 23 25 27
Притирка, суперфини- ширование 0,8-0,1 5-3 5 4 5 4 6 4 8 5 9 6 и 7 13 8 15 10 18 12 20 14 23 16 25 18 27 20
АБЛ И ЦЫ ТОЧНОСТИ ОБРАБОТКИ
Продолжение табл. 4
Обработка
Технологические допуски (мкм) на размер при номинальных диаметрах поверхности, мм
Обкатывание. алмазное
выглаживание
0.8 - 0,05
Глубина дефектного поверхностно слоя, мкм Квалитет допуска Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Св. 18 до 30 Св. 30 до 50
10 9 8 7 6 5 48 30 18 12 8 5 58 36 22 15 9 6 70 43 27 18 11 8 84 52 33 21 13 9 100 62 39 25 16 11
к о гч 3 о гч и*-) г-1 3 'О' S
§ § § о п О о
о g о гч о 00 О 8
СП VH- гч тГ
А ад ад ад ад
С j
120 140 160 185 210 230 250
74 87 100 115 130 140 155
46 57 63 72 81 89 97
30 35 40 46 52 57 63
19 22 25 29 32 36 40
13 15 18 20 23 25 27
Обтачивание:
черновое
получистовое или
однократное
чистовое
тонкое
Степень точности
формы по
ГОСТ 24643-81
Св. 3 до 10
Допуски формы (мкм) при номинальных диаметрах поверхности, мм
Св. Юдо 18
Св. 18 до 30
Св. 30 до 50
11 — 12-13 —-
10- И - 12 25 - 40 - 60 30-50
9 10 11 16-25-40 20-30
10-11-12 25 - 40 - 60 30-50
9-10-11 16-25-40 20-30
8-9- 10 10-16-25 12-20
1 оо 1 чо 6-10-16 8-12-
6-7-8 4-6-10 5-8-
5-6-7 2,5-4-6 3-5-
6-7-8 4-6- 10 5-8-
5-6-7 2.5-4-6 3-5-
4-5-6 Г6-2.5-4 2-3-
3-4-5 1.0- L6 - 2,5 1.2-2
— 80- 120-200
-80 40-60- 100 50-80- 120
-50 25 - 40 - 60 30-50-80
80 40-60-100 50-80- 120
-50 25 - 40 - 60 30-50-80
30 16-25-40 20 - 30 - 50
20 10- 16-25 12-20-30
12 6-10- 16 8-12-20
8 4-6- 10 5-8-12
12 6-10- 16 8- 12-20
8 4-6-10 5-8-12
5 2.5-4-6 3-5-8
-3 1,6-2,5-4 2-3-5
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 4
Степень точности Допуски формы (мкм) при номинальных диаметрах поверхности, мм
Обработка формы по
Св, 3 до 10 Св 10 до 18 Св, 18 до 30 Св. 30 до 50
ГОСТ 24643-81
Шлифование:
предварительное 6-7-8 4-6- 10 5-8-12 6-10- 16 8- 12-20
чистовое 5-6-7 2,5-4-6 3-5-8 4-6- 10 5-8-12
1 1 1,6-2.5-4 2-3-5 2.5-4-6 3-5-8
3-4-5 1,0 - 1.6-2.5 1,2-2-3 I.6-2.5-4 2-3-5
тонкое 3-4-5 1.0- 1,6 — 2.5 С 1 1,6-2,5-4 2-3-5
2-3-4 0.6- 1.0- 1.6 0,8- 1,2-2 L0- 1.6-2,5 1,2-2-3
Притирка, суперфин и- 2-3-4 0,6- 1.0- 1.6 0,8- 1,2 - 2 1,0- 1,6-2,5 1,2-2-3
шированне 1-2-3 0.4 - 0.6 - 1,0 0.5-0,8- 1.2 0,6- 1.0- 1,6 0,8-1,2-2 |
Обкатывание, алмазное О' 1 00 1 6-10- 16 8-12-20 10- 16-25 12-20-30
выглаживание 6-7-8 4-6-10 5-8-12 6- 10- 16 8-12-20
5-6-7 2,5-4-6 СО 1 1 Г*'! 4-6-10 5-8-12
4-5-6 1.6-2.5 - 4 2-3-5 2,5 -4 6 СО 1 m
3-4-5 1,0- 1,6-2,5 1,2-2-3 1,6-2,5-4 2-3-5
2-3-4 0,6- 1,0- 1,6 0,8- 1.2-2 1,0- 1.6-2.5 1,2-2-3
Обработка Степень точности формы по Допуск и формы (мкм) при номинальных диаметрах поверхности, мм 1
ГОСТ 24643-81 Св. 50 до 120 Св 120 до 250 Се. 250 до 400 Св. 400 до 500 1
Обтачивание:
черновое 11- 12-13 100- 160-240 120-200-300 160-240-400 200 - 300 - 500
10- 11 - 12 60- 100- 160 80-120-200 100-160-240 120-200-300
9- 10-11 40-60— 100 50-80- 120 60- 100- 160 80- 120-200
получистовое или 10- Н - 12 60- 100- 160 80- 120-200 100- 160-240 120 - 200 - 300
однократное 9- 10- И 40-60- 100 50-80-120 60- 100- 160 80- 120-200
чистовое 8-9- 10 25-40-60 30 - 50 - 80 40 - 60- 100 50 - 80- 120
7-8-9 16-25-40 20-30-50 25-40-60 30-50-80
6-7-8 10- 16-25 12-20-30 16-25-40 20-30-50
5-6-7 6-10- 16 8-12-20 10-16-25 12-20-30 сл
ТАБЛИЦЫ ТОЧНОСТИ ОБРАБОТКИ
Продолжение табл. 4
Обработка Степень точности формы по ГОСТ 24643-31 Допуски формы (мкм) при номинальных диаметрах поверхности, мм
Св, 50 до 120 Св. 120 до 250 Св. 250 до 400 Св. 400 до 500
Обтачивание: тонкое 6-7-8 10-16-25 12-20-30 16-25-40 20-30-50
5-6-7 6-10-16 8-12-20 10- 16-25 12-20-30
4-5-6 4-6-10 5-8-12 6- 10- 16 8-12-20
3-4-5 2,5-4-6 3-5-8 4-6-10 5-8-12
Шлифование: предварительное 6-7-8 10-16-25 12-20-30 16-25-40 20-30-50
f 1 ITV 6-10- 16 8- 12-20 10- 16-25 12-20-30
чистовое 4-5-6 4-6-10 5-8-12 6-10- 16 8-12-20
3-4-5 2,5-4-6 3-5-8 4-6-10 5-8- 12
тонкое 3-4-5 2,5-4-6 3-5-8 4-6- 10 5-8-12
2-3-4 1,6 — 2,5 -4 2-3-5 2,5-4-6 3-5-8
Притирка, суперфнни- 2-3-4 1,6-2,5 ~ 4 2-3-5 2,5-4-6 3-5-8
шированне I -2-3 1,0- 1,6-2,5 1,2-2-3 1,6-2,5-4 2-3-5
Обкатывание, алмазное 7-8-9 16-25-40 20-30-50 25-40-60 30-50-80
выглаживание 6-7-8 10- 16-25 12-20-30 16-25-40 20 - 30 - 50
5-6-7 6- 10-16 8-12-20 10- 16-25 12-20-30
4-5-6 4-6- 10 5-8-12 6- 10-16 8-12-20
3-4-5 2,5-4-6 3-5-8 4-6- 10 5-8- 12
2-3-4 1,6 -2,5 -4 2-3-5 2,5-4-6 3-5-8
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ деталей машин
Примечания: L Приведенные в таблице данные относятся к деталям из стали Для деталей из чугуна нлн цветных сплавов допуски на размер н до-
пуски формы можно принимать соответственно на один квалктет и одну степень точнее
X Допуски на размер и допуски формы действительны для поверхностей с lid < 2. При Hd = 2 ... 10 допуски принимать соответственно на один - два
квалитета и одну - две степени точности формы грубее.
3. Допуски формы (цнлиндрнчностн, круглости и профиля продольного сечения - сокращенно "допуски геометрии") указаны для уровней С - В - А
(С - высокой, В - повышенной и А - нормальной) относительной геометрической точности.
4. Указанные в таблице значения параметра Ла примерно соответствуют уровням А - С относительной геометрической точности, причем Rz = 4Ra.
5. Точность и параметры поверхностного слоя при обработке отверстий
Обработка Шероховатость поверхности Ra, мкм о О О _ ез ir F X О F 3 — о * с 5 S ' F rj j * s c Квалитет допуска Технологические допуски (мкм) на размер при номинальных диаметрах отверстий
о о CQ Г С в 6 до 10 Св. 10 до 18 Св 18 до 30 OS Of «э Св. 50 до 80 0Z1 OL' 08 аЭ Св. (20 до 180 1 Св. 180 до 250 Св. 250 до 315 Св. 315 до 400
Сверление и рассверли- 25 - 0,8 70-15 13 — — 270 330 390 460
вание 12 — 180 210 250 300
И 75 90 НО 130 160 190 — 1 — — 1
10 48 58 70 84 100 120
9 30 36 43 52 62 74
Зенкерованне:
черновое 25 - 6,3 50-20 13 **— — 270 330 390 460 540 — 1
12 tea* — 180 210 250 300 350
однократное литого 25 - ОД 50-20 13 — — 270 330 390 460 540 |
или прошитого от- 12 180 210 250 300 350 I
версгия; ll НО 130 160 190 220 —- 1 —
чистовое после 10 70 84 loo 120 140 |
чернового или свср- 9 43 52 62 74 87 J
пения 8 27 33 39 46 57
Развертывание: нормальное 12,5—0,8 25-15 11 10 75 48 90 58 НО 70 130 84 160 100 190 120 220 140 250 160 290 185 320 210 360 230
точное 6,3 - ОД 15-5 9 30 36 43 52 62 74 87 100 Н5 | 130 140 ОЙ
8 18 22 27 33 39 46 57 63 72 81 о У
7 12 15 18 21 25 30 35 40 46 1 52 57
тонкое 3,2 -ОД 10-5 6 5 8 5 9 6 И 8 13 9 16 П 19 13 22 15 25 18 29 20 32 23 36 25
мм
Св. 400 до 500
Продолжение табя 5
Обработка Шероховатость поверхности Ra, мкм Глубина дефектного поверхностного слоя, мкм Квалитет допуска Технологические допуски (мкм) на размер при номинальных диаметрах отверстий, мм
Св 3 до 6 Св. 6 до 10 81 о1Г01 ЯЭ Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 ло 180 Св, 180 до 250 Св, 250 до 315 Св. 315 до 400 Св. 400 до 500
Протягивание:
черновое литого 12.5-0.8 25-10 11 — — 160 190 220 250 — ’— —
или прошитого от- 10 — — — — 100 120 140 160
верстня
чистовое после 6.3 - 0.2 10-5 9 43 52 62 74 87 100
чернового или по- 8 — — 27 33 39 46 57 63 — — — 1
еле сверления 7 18 21 25 30 35 40
6 11 13 16 19 22 25
Растачивание:
черновое 25-1,6 50-20 13 180 220 270 330 390 460 540 630 720 810 890 970
12 120 150 180 210 250 300 350 400 460 520 570 630
11 75 90 110 130 160 190 220 250 290 320 360 400
чистовое 6.3 - 0,4 25-10 10 48 58 70 84 100 120 140 160 185 210 230 250
9 30 36 43 52 62 74 87 100 115 130 140 155
8 18 22 27 33 39 46 57 63 72 81 89 97
тонкое 3,2- 1.6 10-5 7 12 15 18 21 ' 25 30 35 40 46 52 57 63
6 8 9 11 13 16 19 25 29 32 36 40
5 5 6 8 9 11 13 15 18 20 23 25 27
Шлифование:
предварительное 63 - 0.4 25-10 9 — — 43 52 62 74 87 100 115 130 140 155
8 — 27 33 39 46 57 63 72 81 89 97
чистовое 3.2 - 0,2 20-5 7 — 18 21 25 30 35 40 46 52 57 63
6 — 11 13 16 19 22 *7^ 29 32 36 40
тонкое 1 1,6 -0.1 10-5 5 — 8 9 11 13 15 18 -22-j 23 —5 27
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 5
роховатосп» ерхности /ta. мкм ф *Тс хнологичсскнс допуски 1 мкм) на размер при номинальных диаметрах отве ipCTHH. N IM
Обработка Глубина ефектного ерхностког :лоя, мкм Квсииггет лонуска о о 10 ло 18 18 лоЗО 30 до 50 50 до 80 80 до 120 120 до 180 180 до 250 250 до 315 315 до 400 400 ло 500
в 3 с -3 е г* m О rt сс 32 > , Й и и и! ес Л и
Притирка, хонингова- ние Кб-0.1 5-3 5 4 5 4 6 4 8 S 9 6 И 7 13 8 15 10 18 12 20 14 23 16 25 18 27 20
Раскатывание, калибро- вание, алмазное выгла- 6,3 -0.1 10 9 58 36 70 43 84 52 100 62 120 74 140 87 160 100 185 115 210 130 230 140 лл 250 155
живание 8 22 27 33 39 46 57 63 72 81 89 97
7 15 18 21 25 30 35 40 46 52 57 63
6 9 11 13 16 19 22 25 29 32 36 40
V 5 — 6 8 9 11 13 15 18 20 23 25 27
Обработка Сверление и рассверли* ванне Степень точности формы ло ГОСТ 24643-81 10- 11 - 12 9-10—11 8-9-10 7-8-9 6-7-8 10-11 - 12 9-10- И 10-11 - 12 9-10-11 8-9-10 7-8-9 6-7-8 5-6-7 Допу с Св. 3 до 10 10- 16-25 6-10-16 4-6-10 ки формы (мкм) при номн Св. 10 до 18 30- 50-80 20 - 30 - 50 12-20-30 8-12-20 5-8- 12 пильных диаметрах отверс Св. 18 до 30 40-60- 100 25 - 40 - 60 16-25-40 10- 16-25 6-10-16 тий, мм Св. 30 до 50 50-80- 120 30 - 50 - 80 20-30-50 12-20-30 8- 12-20
Зенкерование: черновое однократное литого или прошитого от- верстия: чистовое после чернового или свер- ления 30 - 50 - 80 20 - 30 - 50 30 - 50 - 80 20 - 30 - 50 12-20-30 8-12-20 5-8- 12 3-5-8 40-60- 120 25 - 40 - 60 40-60- 120 25 - 40 - 60 16-25-40 10- 16-25 6-10-16 4-6-Ю 50 - 80 - 120 30 - 50 - 80 50-80- 120 30-50-80 20 - 30 - 50 12-20-30 8- 12-20 5-8-12
ТАБЛИЦЫ ТОЧНОСТИ ОБРАБОТКИ
о
Продолжение табл, 5
Обработка Степень точности формы по ГОСТ 24643,81 Допуски формы (мкм) при номинальных диаметрах отверстий, мм
Св. 3 до 10 Св. 10 до 18 Св.. 18 до 30 Св. 30 до 50
Развертывание: нормальное 8-9- 10 7-8-9 10-16-25 6- 10-16 12-20-30 8-12-20 16-25-40 10- 16-25 20 - 30 - 50 12-20-30
точное ** LZi О 1 1 1 Оч *4 1 1 1 *4 ОС 4-6- 10 2,5 4-6 1,6 -2,5-4 5-8- 12 3-5-8 2-3-5 6- 10-16 4-6- 10 2,5-4-6 8-12-20 5-8- 12 3-5-8
тонкое 3-4-5 2-3-4 1,0- 1,6-2,5 0,6- 1,0- 1,6 1.2-2-3 0,8- 1.2-2 1,6-2,5-4 1,0- 1,6-2,5 2-3-5 1,2-2-3
Протягивание: черновое литого или прошитого от- верстия 8-9-10 7-8-9 — — — 20-30-50 12-20-30
чистовое после чернового или по- сле сверления ОО Г-' чО !Г| 1111 Г- \О <П -т [III \О Tf п — 5-8-12 3-5-8 2-3-5 1,2-2-3 6- 10-25 4-6-10 2,5 - 4 - 6 1,6-2.5-4 8-12-20 5-8- 12 3-5-8 2-3-5
Растачивание: черновое 10-11-12 9- 10- И 8-9-10 25-40-60 16-25-40 10- 16-25 30 - 50 - 80 20 - 30 - 50 12-20-30 40-60- 100 25 - 40 - 60 16-25-40 50-80- 120 30- 50-80 20 - 30 - 50
чистовое О ОО Г' 1 1 1 ОО г- ч© 1 1 1 Г- чО 'П 6-10- 16 4-6-10 2,5-4-6 8- 12-20 5-8- 12 3-5-8 10- 16-25 6-10-16 4-6-10 12-20-30 8 -12-20 5-8-12
тонкое 4-5-6 3-4-5 2-3-4 1.6-2,5-4 1,0- 1,6-2,5 0,6- 1,0- 1.6 2-3-5 1,2 -2-3 0,8- 1,2-2 2,5-4-6 1,6-2,5-4 1,0- 1,6-2,5 3-5-8 2-3-5 L2-2-3
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 5
Обработка Степень точности формы по ГОСТ 24643-81 Допуски формы (мкм) при номинальных диаметрах отверстий, мм
Св. 3 до 10 Св. 10 до 18 Св. 18 до 30 Св. 30 до 50
Шлифование:
предварительное 6-7-8 — 5-8- 12 6- 10- 16 8-12-20
5-6-7 3-5-8 4-6-10 5-8-12
чистовое 4-5-6 — 2-3-5 2.5-4-6 3-5-8
3-4-5 — 1,2-2-3 L6-2,5-4 2-3-5
тонкое 2-3-4 — 0,8- 1,2-2 1,0- 1,6-2.5 1,2-2-3
Притирка, хони иго ва- 2-3-4 0,6- 1,0- 1,6 0,8- 1,2-2 1,0- 1,6-2,5 1,2-2-3
вне 1-2-3 0,4-0,6- 1,0 0.5-0,8- 1,2 0,6- 1,0- 1,6 0.8- 1.2-2
Раскатывание, калибро- 7-8-9 6- 10- 16 8- 12-20 10- 16-25 12-20-30
ванне, алмазное выгла- 6-7-8 4-6-10 5-8- 12 6- 10-16 8-12-20
ж иван и е 5-6-7 2,5-4-6 3-5-8 4-6- 10 5-8-12
4-5-6 1,6-2,5-4 2-3-5 2,5-4-6 3-5-8
3-4-5 1,0- 1,6 -2,5 1.2-2-3 1.6-2.5-4 2-3-5
2-3-4 0,6- 1,0- 1,6 0.8- 1,2-2 1,0- 1,6-2.5 1,2-2-3
Степень точности Допус ки формы (мкм) при нами нальных диаметрах отверстий, мм
моршхлка формы по
ГОСТ 24643-81 Св. 50 до 120 Св. 120 до 250 Св. 250 до 400 Св. 400 до 500
Сверление и рассверли- 10- 11 - 12 60-100-160
ванне 9- 10—11 40-60- 100
8-9- 10 25-40-60 — — —
7-8-9 16-25-40
6-7-8 10- 16-25
Зенкерование:
черновое 10- 11-12 60- 100-160 — —
9- 10-11 40-60- 100 _
ТАБЛИЦЫ ТОЧНОСТИ ОБРАБОТКИ
Продолжение табл. 5
Обработка Степень точности формы по ГОСТ 24643-81 Допуски формы (мкм) при номинальных диаметрах отверстий, мм
Св. 50 до 120 Св 120 до 250 Св. 250 до 400 Св. 400 до 500
Зенкерованне: однократное литого или прошитого от- верстия чистовое после чер- нового или сверления 10-11- 12 9-10—11 8-9-10 7-8-9 6-7-8 5-6-7 60-100- 160 40-60- 100 25-40-60 16-25-40 10- 16-25 6-10-16 - - -
Развертывание: нормальное 8-9-10 7-8-9 25 - 40 - 60 16-25-40 30 - 50 - 80 20-30-50 40-60- 100 25 - 40 - 60 -
точное 1Л Оч 1 1 1 1/1 ф ч! 1 1 1 О' ’-J ОФ 10- 16-25 6-10- 16 4-6- 10 12-20-30 8-12-20 5-8-12 16-25-40 10-16-25 6-10- 16 -
тонкое 3-4-5 2-3-4 2,5 - 4 - 6 1,6-2,5-4 3-5-8 2-3-5 4-6-10 2,5-4-6 -
Протягивание: черновое литого или прошитого от- верстия 8-9-10 7-8-9 25 - 40 - 60 16-25-40 30- 50-80 20-30-50 - -
чистовое после чернового или по- сле сверления 6-7-8 5-6-7 4-5-6 3-4-5 10- 16-25 6- 10- 16 4-6- 10 2,5-4-6 12-20-30 8-12-20 5-8-12 3-5-8 - -
Растачивание черновое 10- 11 - 12 9- 10- 11 8-9- 10 60- 100- 160 40-60- 100 25 - 40 - 60 80- 120-200 50-80- 120 30-50- 80 100- 160-240 60- 100- 160 40-60- 100 120-200-300 80- 120-200 50 -80- 120
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 5
Обработка j Степень точности формы по . ГОСТ 24643-81 Допуски формы (мкм) при номинальных диаметрах отверстий, мм
Св. 50 до 120 Св. 120 до 250 Св. 250 до 400 Св. 400 до 500
Растачивание:
чистовое 7-8-9 16-25-40 20-30- 50 25 - 40 - 60 30-50-80
6-7-8 10- 16-25 12-20-30 16-25-40 20-30-50
5-6-7 6- 10- 16 8-12-20 10-16-25 12-20-30
тонкое 4-5-6 4-6- 10 5-8-12 6- 10-16 8-12-20
1 1 2,5-4 -6 3-5-8 4-6- 10 5-8-12
2-3-4 L6-2,5-4 2-3-5 2,5-4-6 3-5-8
Шлифование:
предварительное 00 1 1 чэ 10- 16-25 12-20-30 16-25-40 20-30-50
5-6-7 6- 10- 16 8- 12-20 10-16-25 12-20-30
чистовое 4-5-6 4-6- 10 5-8-12 6- 10-16 8-12-20
3-4-5 2,5 - 4 - 6 3-5-8 4-6- 10 5-8-12
тонкое 2-3-4 1,6-2,5-4 2-3-5 2.S-4-6 3-5-8
Притирка, хонингова- 2-3-4 1,6-2,5-4 2-3-5 2,5-4-6 1 3-5-8
ние 1 -2-3 1,0- 1,6-2.5 1.2-2-3 1.6-2,5-4 2-3-5
Раскатывание, калибро- 7-8-9 16-25 — 40 20 - 30 - 50 25-40-60 J 30-50-80
ванне, алмазное выгла- 6-7-8 10-16-25 12-20-30 16-25-40 20-30-50
живанне 5-6-7 6-10- 16 8-12-20 10- 16-25 । 12-20-30 1
4-5-6 4-6-10 5-812 6- 10- 16 8-12-20
3-4-5 2,5 - 4 - 6 3-5-8 4-6-10 5-8-12 1
2-3-4 1,6 -2,5 -4 2-3-5 2,5-4-6 3-5-8
Примечание. См. примечания к табл. 4.
ТЛБЛИЦЫ ТОЧНОСТИ ОБРАБОТКИ
24
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
6, Точность расположения осей отверстий при растачивании
Станки Токарные Методы координации инструмента Перемещением салазок на угольнике Отклонение межосевого расстояния, мкм 100-300
Горизонтально-расточные По шкале с нониусом 200 - 400
По концевым мерам 50-100 ~~
По индикаторному упору 40-80
По кондуктору 50-100
При программном управлении установ- кой координат 25-60
Координатно-расточные По оптическим приборам 4-20
Алмазно-расточные — 10-50
Агрегатно-расточные многошпиндельные С направлением борштанг 25-70
Без направления инструмента ’ 50-100
1 При вылете инструмента/£ (3 ... 4)<£
Обработка отверстий осевым режущим
инструментом часто выполняется на много-
шпиндельных станках, на которых условия
обеспечения точности отличаются от условий
одноинструментной последовательной обра-
ботки на универсальных сверлильных станках.
При одновременном сверлении отверстий
е / £ 5J обеспечивается точность диаметраль*
ных размеров 13-го квалитета; при зенкерова-
нии - 8 - 11-го квалитетов; при развертыва-
нии - 7-го квалитета.
На точность отверстий при зенкеровании
влияет, выполняется ли оно после сверления
или для отверстий, полученных в отливках или
поковках.
В табл, 7-9 приведены допуски распо-
ложения осей отверстий, обеспечиваемые на
<регзтных многошпиндельных станках.
j В табл. 10 приведены диаметры сверл для
Отверстий под нарезание резьбы.
1 Повышению точности при зенкеровании
- И развертывании способствует: работа с мини-
вылстом конца инструмента за торец
/ фу леи; увеличение длины направляющей
втулки; уменьшение зазора в сопряжении втул*
ИНСТР^МСНТ (при развертывании - до
Ь агвевстйй диаметром до 25 мм);
t ^Шфнсйис Одны Направления по пояскам на
цилиндрической поверхности вспомогательно-
го инструмента вместо схемы направления по
режущей части; применение плавающего со*
единения инструмента со шпинделем станка.
При наиболее благоприятных условиях после
развертывания можно обеспечить точность
расположения оси отверстия от баз 0,04 мм, а
межосевое расстояние - ±0,035 мм.
РАСЧЕТЫ ТОЧНОСТИ ОБРАБОТКИ
Способы обеспечения заданной точно-
сти, При изготовлении деталей сравнительно
малыми партиями оправдывает себя метод
пробных ходов и измерений. Он состоит в том,
что заготовку выверяют на станке, закрепляют,
и совершая последовательно ряд пробных хо-
дов режущего инструмента или заготовки, ка-
ждый раз с помощью измерительных средств
определяют степень приближения параметров
точности (например, размеров) обрабатывае-
мых поверхностей заготовки к размерам гото-
вой детали. Метод позволяет добиться весьма
высокой точности деталей, однако производи-
тельность оказывается, как правило, низкой,
поскольку большое число рабочих ходов, вы-
верка й измерения могут потребовать больших
затрат времени,
РАСЧЕТЫ ТОЧНОСТИ ОБРАБОТКИ
25
7 Допуски (мм) расположения осей отверстий после сверления
Параметр Диаметр отверстия, мм Материал детали
Чугун и алюминий ] Сталь
Сверло по ГО( :Т «85-77
общего на- значения ТОЧНОГО исполнения общего на- значения точного исполнения
Смещение оси отвер- стия относительно.
оси кондукторной До 6 0,13 0,12 0,18 0,17
втулки Св. 6 до 10 0,13 0,11 0,18 0,16
» 10 » 18 0,15 0,13 0,20 0,18
»18 » 30 0,20 0,18 0,28 0,26
» 30 » 50 0,27 0,25 0,38 0,36
технологических До 6 0,17 0,15 0,23 0,21
баз 1 Св. 6 до 10 0,17 0,15 0,22 0,20
» 10 » 18 0.18 0,17 0,25 0,23
»18 » 30 0,25 0,23 0,34 0,32
» 30 » 50 0,32 0,30 0,46 0,44
Расстояние между ося- До 6 ±0,23 ±0,20 ±0,31 ±0,29
ми двух отверстий, Св. 6 до 10 ±0,23 ±0,20 ±0,31 ±0,28
обработанных одно- »10 » 18 ±0,25 ±0,23 ±0,34 ±0,31 ±0,45 ±0,61 J
временно на одной ПОЗИЦИИ » 18 » 30 » 30 » 40 ±0,35 । ±0,45 ±0,32 ±0,42 ±0,48 ±0,65
1 Без учета погрешности базирования заготовки.
Примечание. При сверлении отверстий комбинированными сверлами табличные значения
смещения осей должны быть увеличены: при / = (2... 3)4-в 1,8 раза, при / > 3z? - в 2,5... , раза
8, Допуски (мм) расположения осей отв< Диаметр Параметр обрабатываемого отверстия, мм Смещение обрабаты- ваемого отверстия относительно: Оси отверстия До 12 втулки Св. 12 до 18 » 18 » 30 »30 » 50 » 50 » 60 » 60 » 80 фСТНЙ ПС 4yi жесткое 0,10 0,09 0,12 0,14 oe зенкерования Матерная детали гун 1 Алюминий Крепление инструмек! плзваю- плаваю жесткое шее щее— 0,08 0,11 0,09 0,08 0.П 0,0 0,10 0,15 0,2 л 13 0,18 0гМ S 0,07 - 0,07 I Ст га жесткое 0,10 0,12 0,17 0,20 ** 1ЛЬ плаваю- щее 0,12 0,12 0,13 0,16 0,07 0,07
26
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 8
Диаметр Материал детали
Чугун | Алюминий Сталь
Параметр обрабатываемого Крепление инструмента
отверстия, мм I
плаваю- жесткое плаваю- жесткое жесткое плаваю-
щее шее щее
технологических До 12 0,12 0,10 0,14 0,12 0,15 0,13
баз 1 Св. 12 до 18 0,12 0,11 0,14 0,13 0,15 0,13
» 18 » 30 0,16 0,14 0,19 0,15 0,21 0,17
» 30 » 50 0,18 0,16 0,22 0,18 0,25 0,19
)> 50 » 60 0,09 0,10 0,10
» 60 » 80 0,10 0,10 0,10
Расстояние между ося- До 12 0,16 0,14 0,19 0,16 0,21 0,17
ми двух одновременно Св. 12 до 18 0,16 0,15 0,19 0,17 0,20 0,18
обработанных на од- » 18 » 30 0,21 0,19 0,26 0,21 0,29 0,23
ной позиции автома- » 30 » 50 0,24 0,22 0,30 0,25 0,34 0,26
тической линии отвер- » 50 » 60 0,11 0,12 0,13
стий » 60 » 80 0,13 0,13 0,13
1 Без учета погрешности базирования заготовки.
9. Допуски (мм) расположения осей отверстий после развертывания
Параметр Диаметр отверстия* мм Точность кондукторной втулки
повышенная высокая
Смещение оси обрабатываемого отверстия отно- сительно: оси постоянной кондукторной втулки До 18 0,042 0,038
Св. 18 до 30 0,047 0,045
» 30 » 50 0,052 0,049
» 50 » 80 0,018 0,016
технологических баз 1 До 18 0,070 0,066
Св. 18 до 30 0,074 0,072
» 30 » 50 0,079 0,076
» 50 » 80 0,053 0,052
Расстояние между осями двух отверстий* обрабо- До 18 0,070 0,067
тайных одновременно на одной позиции автома- Св. 18 до 30 0,076 0,069
тической линии » 30 » 50 0,092 0,087
* — » 50 » 80 0,039 0,036
L л > Без учета погрешности базирования заготовки.
имечанис. При сверлении и развертывании отверстия комбинированным инструментом точ-
> ноеЛг{шслоложення осей отверстий соответствует точности зенкеровання (см. табл. 8).
РАСЧЕТЫ ТОЧНОСТИ ОБРАБОТКИ
27
приложению к ГОСТ 19257-73)
W. Рекомендуемый диаметр сверл для отверстий пвя
-------------™ Р^ии под нарезание резьбы (по рекомендуемому
Размеры, мм
Номи- нальный Шаг .резьбы Диаметр сверла Номи- нальный Шаг Диаметр сверла Коми- Шаг Диаметр
диаметр диаметр резьбы нальный
•1 •2 р Диаметр резьбы
резьоы резьбы •1 •2 р
резьбы 1 *2
1,0 0,2 1 0,25 0,80 0,75 0,82 0,80 4,5 0,5 0,75 4,00 3,75 3,90 11 0,5 0,75 10,50 10,60
1 0,2 0,90 10,25 10 30
1,1 0,92 5,0 0,5 4,50 4,60 1,0 10,00 10 10
| 0,25 0,85 0,90 _ 0,8 4,20 4,30 1,5 9,50 9 70
1,2 0,2 1,00 1,05 5,5 0,5 5,00 1 5,10 12 0,5 11,50 11,25
| 0,25 0,95 1,00 6,0 0,5 5,50 5,60 0,75 11,30
1,4 0,2 1,00 1,25 0,75 5,25 5,30 1,0 11,00 11,10
1 0,3 1,10 1,15 1,00 5,00 5,10 1,25 10,80 10,90 10,70
1.6 Г0,2 1,40 1,45 7,0 0,5 6,50 6,60 1,5 10,50
1 °’35 1,25 1,30 0,75 6,25 6,30 1,75 10,20 10,40
1,8 0,2 1,60 1,65 1,00 6,00 6,10 1 14 0,5 13,50 —
1 0,35 1,45 1,50 8,0 0,5 7,50 7,60 0,75 13,25 13,30
2,0 Г 0,25 1,75 1,80 0,75 7,25 7,30 1.0 13,00 13,10
°’4 1,60 1,65 1,0 7,00 7,10 1,25 12,80 —
2,2 Го,25 1,95 2,00 1,25 6,80 6,90 1.5 12,50 12.70
|_ 0,45 1 1.75 1,80 9,0 0,5 8,50 8,60 2,0 12,00 12,20
2,5 Г 0,35 2.15 2,20 0,75 8,25 8,30 15 1,0 14,00
0,45 J 2,05 2,10 1,0 8,00 8,10 1.5 13,50 13,70
3,0 0,35 2,65 2,70 1,25 7,80 | 7,90 16 0,5 15,50 —
0,5 1 2,50 2,60 10,0 0,5 9,50 9,60 0,75 15,25
3,5 1 Г 0,35 3,15 3,20 0,75 9,25 9,30 1,0 15,00
0,6 | 2,90 | 2,95 1,0 9,00 9.Ю 1,5 14,50 —«
4,0 i 0,5 3,50 3,60 1,25 8,80 8,90 1 2,0 14,00 14,20
0,7 3,30 3,40 1.5 8,50 8,70 17-52 р (d- аал
1 Р)
• ]
Обработка отверстий в заготовках из серого чугуна -
по ГОСТ ,412'®5; “^^елевойосно-
380-94, ГОСТ 1050-88; ГОСТ 4543- сплавов - по нй0Й вязкостк спл „
ве); ГОСТ 20072-74; из алюминиевы маггерналов "Tj-;5527-70;гитанов» ° евойоснове)-
Обработка слмр^й » “ГО™В4ж-97; жаР°"1»чнЫХ
ГОСТ 804-93; алюминиевых - по Г0<^ ^йких, жаростойких. _______________________
сплавов высоколегированных, корр
ВД ГОСТ 5632-72 и ГОСТ 20072-74.
28
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Метод обработки на предварительно на-
строенных станках используют при сравни-
тельно большом количестве обрабатываемых
заготовок. В этом случае заготовки не выверя-
ют, а закрепляют, как правило, в приспособле-
ниях, которые определяют положение загото-
вок относительно оборудования и инструмен-
та. Инструмент или заготовка совершают один
ход, в результате которого технологическая
система обеспечивает все необходимые точно-
стные показатели детали. Производительность
в этом случае повышается, а точностные пока-
затели детали зависят от состояния технологи-
ческой системы.
При использовании обоих методов ста-
раются минимизировать действие субъектив-
ных факторов, что обеспечивает автоматизация
технологических процессов. К методам обра-
ботки на предварительно настроенных станках
относят методы изготовления деталей на авто-
матическом оборудовании (станки с ЧПУ, гиб-
кие системы и т.п.), оборудовании с автомати-
ческим контролем. В этих случаях допуски
могут быть существенно уменьшены. В общем
случае отклонения размеров не превышают
2 ... 40 мкм, а отклонения формы - 5 ...
20 мкм.
Различают два способа обеспечения за-
данной точности заготовок. При единичном
(индивидуальном) производстве точность каж-
дой отдельной заготовки зависит от условий,
определяемых информацией оператора (сво-
бодная ковка на молотах, формовка единичной
заготовки при литье и др.). Способ используют
для изготовления небольших партий или уни-
кальных заготовок. При автоматическом спо-
собе точность заготовок определяется погреш-
ностями регулировок, наладки соответствую-
щего оборудования, точностью инструментов
(литье под давлением, штамповка и др.).
Способы достижения точности размеров
заготовок и деталей при механической обра-
ботке тесно связаны между собой. Заготовки,
Полученные единичным способом, обычно
устанавливают на станках с помощью выверки.
Положение инструмента также обеспечивают
единичным способом. Обработка на автомати-
ческом оборудовании (автоматических линиях,
автоматах, станках с ЧПУ, в том числе встро-
енйьрс д гибкие производственные модули и
системы) проводится способом партионной
ЙшдадКи технологической системы. В этом
необходимо иметь более точные зато-
ТРзки вне зависимости от программы выпуска
Эти особенности обеспечения точности
учитывают при определении элементарных
погрешностей установки заготовок для обра-
ботки, наладки технологических систем и т.п,
а также при определении суммарной погреш-
ности обработки.
Модель. Для изучения и выявления зако-
номерностей процессов изготовления деталей
часто прибегают к их исследованию с помо-
щью моделей, отражающих основные свойства
объектов моделирования. Изучение свойств
объекта моделирования с помощью анализа
аналогичных свойств его модели представляет
собой процесс моделирования. Различают фи-
зические и математические методы моделиро-
вания.
Физическое моделирование предназначе-
но для исследования натурных моделей подо-
бия, воспроизводящих объект моделирования в
меньшем масштабе.
Математическое моделирование основа-
но на том, что реальные процессы в объекте
моделирования описывают определенными
математическими соотношениями, устанавли-
вающими связь между входными и выходными
воздействиями. Математическое моделирова-
ние, сохраняя основные черты протекающих
явлений, основано на упрощении и схематиза-
ции. Математические модели являются моде-
лями неполной аналогии.
Для успешного использования модели
необходимо, чтобы она количественно и каче-
ственно верно описывала свойства объекта
моделирования, т.е. она должна быть адекватна.
В зависимости от метода получения ма-
тематических соотношений различают модели:
статистические, основанные на описании фи-
зических и химических явлений, и смешанные.
Модели смешанного типа для решения
технологических задач строят на основании
описания физических процессов в объекте мо-
делирования, однако ряд коэффициентов опре-
деляют экспериментально.
Расчет погрешности изготовления детали
по данному параметру (размеру, отклонениям
формы, расположения и т. п.) состоит из трех
этапов. На первом этапе проводят схематиза-
цию реальной операции. Далее выполняют
теоретический анализ операции, в результате
которого устанавливают зависимости для рас-
чета элементарных и суммарной погрешностей.
На третьем этапе экспериментально проверяют
полученные соотношения.
РАСЧЕТЫ ТОЧНОСТИ ОБРАБОТКИ
29
Анализ точности с полным учетом всех
факторов затруднен, поэтому при схематиза-
ции операции (выборе расчетной схемы моде-
ли) обосновывают возможность учета факто-
ров, которые наиболее заметно влияют на рас-
сматриваемый параметр точности обработки.
Так, при расчете погрешности базирова-
ния обычно пренебрегают отклонениями фор-
мы поверхности заготовок, служащей базой.
Такая схематизация часто оправдана, но не для
всех операций. Например, при обработке ва-
лов, устанавливаемых в люнете, погрешности
формы поверхности, используемой в качестве
базы, копируются на обработанном профиле
детали, поэтому расчетная схема здесь должна
быть иной.
При оценке отклонений размера цилинд-
рической поверхности, возникающей из-за
упругих деформаций технологической систе-
мы, ограничиваются анализом влияния посто-
янной (в пределах одного оборота) составляю-
щей силы резания; для объяснения механизма
возникновения отклонений формы и располо-
жения обработанного профиля и их оценки
необходим анализ системы в динамике. Таким
образом, вид рассматриваемого параметра точ-
ности может решительным образом сказаться
на модели процесса.
При анализе точности обработки техно-
логическую систему обычно рассматривают
как линейную динамическую систему. Это
позволяет получить явные решения в замкну-
той форме. Термин "динамическая система”
указывает на то, что процессы в этой системе
протекают во времени. Динамическая система
может быть нелинейной, но поскольку иссле-
дуется точность обработки, при которой сме-
щения невелики, то систему можно рассматри-
вать как линейную.
Внешние возмущения, действующие на
входе в систему или в элементы системы, на-
зывают входными переменными, сигналами
или функциями. На выходе наблюдают выход-
ные переменные, сигналы или функции. При
работе системы каждой комбинации входных
Функций [вектору x(/)J соответствует опреде-
ленная и единственная комбинация выходных
функций [вектор Х01- Закон, по которому х(0
соответствует называют оператором; обо-
значим его через А:
y(t) = Ax(l).
Система линейна, если линеен ее опера-
тор, Оператор А называют линейным, если при
любых числах п, сь сп и любых функциях
Яц )*хл(/) справедливо равенство
которое отражает свойства однородности и
независимости действия факторов (наложимо-
сти воздействий, суперпозиции, аддитивности).
Понятие однородности означает, что реакция
системы на любой сигнал, умноженный на
некоторую постоянную, равна этой постоян-
ной, умноженной на реакцию системы на
входной сигнал.
В соответствии со свойством суперпози-
ции реакция системы (перемещения, напряже-
ния и деформации) на сумму входных сигналов
(сил или тепловых воздействий) не зависит от
порядка приложения сил или тепловых полей и
равна сумме реакций на каждый отдельно взя-
тый входной сигнал. При этом подразумевают,
что модуль упругости Е и температурный ко-
эффициент линейного расширения а не зави-
сят от напряжения и температуры.
Упрощение расчетной схемы, рассмотре-
ние ее как линейной с присущим ей свойством
суперпозиции открывают широкие возможно-
сти для упрощения расчетов динамических
систем. Возможность рассмотрения технологи-
ческой системы как линейной позволяет разра-
ботать наглядную и логичную теорию точно-
сти, основанную на дифференцированном ана-
лизе простейших элементов технологического
процесса или операции. При этом полностью
раскрывается физическая сущность этих эле-
ментов. Обязательным условием является
возможность описания этих элементов анали-
тически.
Действующее на технологическую систе-
му воздействие в большинстве случаев имеет
четко выраженный период колебаний 7. Так,
произвольно заданное внешнее силовое воз-
действие ?(0 (или тепловое) представляют
совокупностью некоторых однотипных состав-
ляющих; далее определяют эффект действия
одной из составляющих. Общий эффект от
действия силы P(t) образуется как соответст-
вующая сумма частных.
Применяют различные варианты разло-
жения силового воздействия. Чаще всего силу
представляют в виде конечной суммы гармо-
нических составляющих (применяют разложе-
ние в ряд Фурье):
30
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
п
^(0=^+2 л cos( Аф + (pt).
Л=||
Теория точности построена на разумном
сочетании дифференцированного подхода к
изучению отдельных типовых простейших
элементов и обязательного комплексного охва-
та всех сторон, всех операций и переходов об-
работки, транспортирования заготовок при
обработке, контроля заготовок и деталей. Тре-
бование комплексности важно при анализе
комплексно автоматизированных производств
(автоматических линий, гибких производст-
венных систем).
Требование комплексности реализуется в
нескольких направлениях: учетом совокупно-
сти основных факторов, расчетом всех пара-
метров качества детали (изделия), необходимо-
стью расчета процесса как единой последова-
тельности переходов и операций (предполагая
обязательное сохранение и учет эффекта дей-
ствия и результатов предшествующих этапов
обработки), учетом возможности обработки
многих партий деталей, использованием мно-
гих экземпляров оборудования, приспособле-
ний, инструмента, решением вопросов точно-
сти, производительности и экономичности.
При изготовлении деталей на станке осу-
ществляются несколько рабочих процессов
(резание, трение), воздействующих на упругую
систему, вызывая смещение деталей, образую-
щих подвижное соединение, в котором проте-
кает рабочий процесс. Но наблюдается и об-
ратное воздействие. Например, при смещениях
инструмента и заготовки изменяется глубина и
сила резания. Это заставляет рассматривать
динамическую систему как замкнутую с отри-
цательной обратной связью.
В замкнутой системе силы резания явля-
ются внутренними воздействиями. Периодиче-
ские силы возникают из-за погрешностей зуб-
чатых передач, неуравновешенности вращаю-
щихся деталей, передаваемых фундаменту
станка от другого оборудования, и т.п.; внеш-
ние воздействия на процесс резания связаны с
переменностью сечения срезаемого слоя, ско-
рости резания при обтачивании торцов и т.п.
Введение понятия о замкнутости системы
является основным при анализе виброустойчи-
эдезд и других вопросов, В ряде случаев нали-
чцеобратной связи не учитывают и тогда силы
I
считают внешним силовым фактором,
применяемые при анализе математиче-
зависят от вида системы. Систему,
которая на одно и то же входное воздействие
всегда отвечает определенным выходным воз-
действием, называют детерминированной.
В том случае, когда свойства оператора систе-
мы не зависят от времени, оператор и систему
называют стационарными. В стационарной
системе при любом сдвиге во времени входно-
го возмущения без изменения его формы вы-
ходное воздействие претерпевает такой же
сдвиг во времени без изменения своей формы.
Если при одном входном воздействии выход-
ное воздействие различно, систему называют
недетерминированной; если это выходное воз-
действие подчиняется явно выраженным ста-
тистическим (вероятностным) закономерно-
стям, то систему называют стохастической.
Цель расчета. При расчетах точности
обработки можно:
оценить возможное рассеяние заданного
параметра (вычислить суммарную погреш-
ность обработки);
установить долю элементарных погреш-
ностей, разработать мероприятия, снижающие
влияние доминирующих погрешностей на точ-
ность обработки (принимают, например, дру-
гие варианты базирования, закрепления дета-
лей; вместо многорезцовой обработки нежест-
ких деталей вводят обработку на гидроколиро-
вальных станках и т.п.);
регламентировать продолжительность
обработки деталей до принудительной подре-
гулировки или смены режущего инструмента,
наиболее изнашивающихся деталей приспо-
собления и т.п.
Наиболее сложно вычислить суммарную
погрешность обработки. Это объясняется не-
достаточным количеством данных по элемен-
тарным погрешностям обработки, отсутствием
частных методик по расчету технологических
процессов на точность. Поэтому технологу в
некоторых случаях приходится самостоятельно
разрабатывать план, анализировать результаты
теоретических и экспериментальных исследо-
ваний. Обычно ограничиваются решением двух
последних задач, так как уже это дает большой
эффект в повышении точности обработки, осо-
бенно для автоматизированного производства.
Для операций, выполняемых на токарных, рас-
точных и других станках, расчет может быть
выполнен в полном объеме.
Наибольшее распространение получили
два метода расчета точности обработки*
Первый метод предполагает использование
значений элементарных цогрешностей обра-
РАСЧЕТЫ ТОЧНОСТИ ОБРАБОТКИ
31
фотки, характерных для данного технологиче-
ского процесса. Каждая погрешность характе-
ризуется числовым значением с учетом рассея-
ния. Суммирование элементарных погрешно-
стей характеризует ожидаемую точность обра-
ботки.
Второй метод основан на использовании
законов математической статистики и теории
вероятностей. Элементарные погрешности
выступают как случайные и систематические
величины, компонуются при изготовлении
каждой детали в различных сочетаниях. Метод
позволяет судить о суммарной погрешности, то
есть точности обработки без детального анали-
за элементарных погрешностей.
Основные элементарные погрешности
обработки. При изготовлении детали кроме
необходимого для формирования поверхности
движения системы возникают добавочные от-
носительные смещения детали (заготовки) и
инструмента с номинальной траектории.
В результате обработанная поверхность будет
иметь размер, форму и расположение, отлич-
ные от заданных.
Смещения отсчитывают от определенной
базы - так называемой поверхности отсчета -
в установленном направлении. Обычно систе-
му отсчета связывают с номинальной обраба-
тываемой поверхностью. Для удобства за по-
верхность отсчета можно принимать и иную
поверхность, эквидистантно расположенную
относительно номинальной. Например, при
анализе погрешностей обработки поверхностей
вращения за поверхность отсчета принимают
идеально расположенную ось детали.
Появление дополнительных смещений
элементов технологической системы связано с
действием на систему различных тепловых,
силовых и иных факторов. Элементарные по-
грешности обработки характеризуют смещения
одного или нескольких элементов технологи-
ческой системы под влиянием одного или не-
скольких факторов.
Различают следующие основные погреш-
ности'.
Лбу - установки заготовок в приспособ-
лении с учетом колебания размеров баз, кон-
^нык деформаций установочных баз загс-
ТОвКи и приспособления, точности изготовяе-
а®1 и износа приспособления;
< Ау — колебания упругих деформаций тех-
^Огической системы под влиянием неста-
у^ьности нагрузок (сил резания, сил инерции
жесткоДеЙСТВУЮЩИХ В систсме переменной
жеиткости;
Ан - наладки технологической системы
на выдерживаемый размер с учетом точност-
по характеристики применяемого метода на-
ладки;
Ан - в результате размерного износа ре-
жущего инструмента;
- технологической системы, связан-
ные с геометрическими погрешностями стан-
ков динамическими погрешностями, деформа-
циями заготовок под действием различных сил;
ЕДТ - колебания упругих объемных и
контактных деформаций элементов технологи-
ческой системы вследствие их нагрева при
резании, трения подвижных элементов систе-
мы, изменения температуры в цехе.
Такое представление об элементарных
погрешностях является условным и обосновано
главным образом удобством их расчета. В не-
которых случаях можно определять отдельно
погрешности, влияющие на точность обработ-
ки. Погрешность измерения в общем случае
учитывают в составе погрешности наладки, но
при значительном влиянии на общую погреш-
ность ее также рассматривают отдельно.
На суммарную погрешность обработки
могут влиять также остаточные напряжения от
предшествующей обработки или присущие
данной операции факторы (например, скорость
и продолжительность съема материала при
чистовых и отделочных операциях).
При изготовлении партии конкретных де-
талей погрешности имеют рассеяние, характе-
ризуемое определенным законом рассеяния,
В технологии машиностроения чаще всего
встречается нормальное распределение (за-
кон Гаусса). Этот закон характеризует техно-
логические процессы, у которых все случайные
величины, определяющие конечный результат,
слабо влияют друг на друга, а действие каждой
случайной величины сравнительно мало по
сравнению с их суммарным действием.
Уравнение кривой нормального распре-
деления:
-7=е' 2О’
ол/2я
где ст - среднее квадратическое отклонение; е —
основание натурального логарифма; а - значе-
ние абсциссы, при котором ордината дости-
гает максимума.
32
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Этот закон удовлетворительно описывает
рассеяние размеров деталей на предварительно
настроенных станках и ряда других параметров.
В большинстве случаев закон оказывает-
ся справедливым при механической обработке
заготовок по 8, 9 и 10-му квалитетам.
Распределение параметров заготовок мо-
жет происходить также по закону равной ве-
роятности. В ходе обработки параметр заго-
товки (например, размер) линейно изменяется
за определенное время от "а" до "ZA Примером
может являться одинаковый износ режущего
инструмента за одинаковые промежутки вре-
мени. Когда это явление оказывается домини-
рующим среди других одновременно дейст-
вующих причин, среднее арифметическое из-
менение размера
£_(а+Ъ)
2 ’
а среднее квадратическое
Ь-а
Закон распространяется на распределение
размеров деталей по 5 и 6-му квалитетам при
изготовлении по методу пробных ходов и из-
мерений.
В случае, когда в ходе технологического
процесса параметр точности обработки изме-
няется сначала медленно, а затем с ростом чис-
ла заготовок ускоренно, распределение соот-
ветствует закону треугольника (закону Симп-
сона). На практике такое положение соответст-
вует интенсивному износу режущего инстру-
мента в первый период его стойкости и увели-
чению сил резания в конце периода стойкости.
Закон проявляется при обработке заготовок по
8-му и 7-му квалитетам (редко по 6-му).
Когда в ходе технологического процесса
случайными оказываются существенно поло-
жительные параметрами, распределение под-
чиняется закону эксцентриситета (закону
Релея). К таким параметрам относятся эксцен-
тричность, непаралдельность, неперпендику-
лярности биение, разностенностъ и некоторые
другие.
Уравнение кривой, соответствующей за-
кону Релея
R1 -4
У-—е ?й3,
где R = y]x2 +уг - радиус вектор, являю-
щийся случайной величиной; сг0 - среднее
квадратическое отклонение значений коорди-
нат х и у, также являющихся случайными ве-
личинами.
В ходе обработки действует, как правило,
одновременно несколько законов распределе-
ния. Значения случайных величин определяют
по результатам измерений.
АНАЛИЗ И ОПРЕДЕЛЕНИЕ
ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ
ОБРАБОТКИ
Погрешности обработки Ду, возни-
кающие в результате смещения элементов
технологической системы под действием
сил. Под воздействием постоянной состав-
ляющей силы резания Pq элементы технологи-
ческой системы смешаются из исходного (не-
нагруженного) состояния; возникающие при
этом силы упругости стремятся вернуть систе-
му в исходное состояние. Смещение (отжатие)
элемента технологической системы в направ-
лении выдерживаемого размера и сила упруго-
сти находятся в определенном соответствии.
В простейшем случае способность линейной
упругой системы или элемента сопротивляться
приложенной статической нагрузке характери-
зует жесткость упругой системы или ее эле-
мента.
Жесткость определяют как отношение
составляющей силы Р>0, направленной по
нормали к обработанной поверхности, к сме-
щению у в том же направлении (кН/м; Н/мкм).
Подразумевают, что на систему одновре-
менно с Руй действуют и другие составляю-
щие (7\о,Ло) силы резания Ро. Смещение
зависит от силы Ро, т.е. у(Р0) .
Упругие свойства сложных элементов
технологических систем, состоящих из не-
скольких деталей, невозможно определить
одним коэффициентом жесткости, так как за-
висимость между силой и отжатием (упругая
характеристика) - нелинейная. Но при расчетах
точности обычно нелинейную характеристику
на рабочем диапазоне силы резания заменяют
линейной и принимают
дНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
•_ цд у О
Жесткость, упругую характеристику эле
ментов и системы в целом определяют расче
том (для простых деталей) или эксперимен
тально (для сложных узлов). Так как жесткость
узла зависит от направления и точки приложе-
ния силы, то исследования проводят в услови
ях, наиболее полно моделирующих реальн
условия последующей обработки: к узлу пои
кладывают силу, по величине и направлению
совпадающую с постоянной составляющей
силы резания, возникающей при обработке-
назначают определенный вылет резца, положе’
ние пиноли задней бабки. Нагружение обычно
производят на неработающем станке и полу
чают характеристику статической жесткости
которая, однако, не совпадает с действитель-
ной жесткостью станка в работе.
По аналогии со статической жесткостью i
способность системы или элемента сопротив-
ляться приложенной постоянной составляю-
щей силы резания Ру0 При данной частоте
вращения шпинделя п характеризуют квазиста-
тической жесткостью
д (л) =———.
У(Р0,п)
Динамической жесткостью называют от-
ношение гармонической составляющей силы
°,*cosA<az к вызываемому ею смещению
У(Рк,П):
р. cosfc<»<
Jahh "" y(J\ ,П)
, частота гармониче-
где ® - угловая скорост . k e (,
ской составляющей силы р Оезультэте сме-
вызванная изменением силы 8 , датЫ8аемого
щения (эксцентриситета) и
профиля. частота (Р*®^
Угловая (круговая) пебаний. с,
ш = 2п/т = 2лу , где X - пер последую-
промежуток времени между д / v _ час-
Шми максимальными отклонения* j Гн) '
колебаний (число колебан т:
Минина, обратная периоду коле
У 1/т
расчетах часто иоль-
определяемой для ста-
отжатие, вызываемое
т.е, как величиной об-
Смещение элемента системы иногда оце-
нивают угловым перемещением в радианах.
В соответствии с этим меняют и единицу изме-
рения жесткости.
В технологических
зуются податливостью,
тических условий как
силой, равной единице,
ратной жесткости
W^L = ylpt
Аналогично устанавливают понятие ква-
зистатической wK„ и динамической по-
датливости.
Основным недостатком описанного выше
понятия жесткости является отсутствие в ана-
литических зависимостях составляющих сил
Ж"» —
Таким образом, анализ технологической
системы как линейной системы с одной степе-
нью свободы не позволяет выявить параметры,
достаточно полно характеризующие упругую
систему.
Из-за большой трудоемкости и сложности
расчетов часто связь между входом и выходом
системы устанавливают на основании экспе-
риментальных исследований. Нахождение та-
кой связи на основании экспериментальных
данных называется идентификацией и служит
для определения математической модели объ-
екта.
При ориентировочных расчетах точности
обычно используют величины j и w, которые
определяют свойства статически нагруженной*
неработающей системы. Величины, характери-
зующие статическую жесткость / и податли-
вость w металлорежущих станков, приведены в
табл.11 *
Колебание отжатий системы
max ” "тахГутах irminrjmin •
где , 7Pmjn - наибольшая и наименьшая
податливости системы; Рут„> Р^[л - макси-
мальное и минимальное значения составляю-
щей силы резания, совпадающей с направлени-
ем выдерживаемого размера.
11. Нормы точности и жесткости металлорежущих станков под нагрузкой
Жесткость станков проверяют при указанных в стандарте условиях испытания.
Смещение (перемещение) определяют как среднее арифметическое результатов двух измерений. Второе измерение проводят после отво-
де суппорта в исходное положение, подвода в положение измерения и поворота шпинделя.
Автоматы токарно-револьверные одношпиндельные прутковые (ГОСТ 18100-80)
Параметр Класс точности Наибольший диаметр обрабатываемого прутка, мм
До Ю Св. 10 до 16 Св. 16 до 25 Св. 25 до 40 Св. 40 до 65
Допустимое смещение относительно оправки, закреп- ленной в шпинделе, мкм: переднего поперечного суппорта н п 300 190 340 210 400 250 500 310 630 400
заднего поперечного суппорта н 400 450 530 670 840
п 250 280 320 420 530
револьверной головки н 100 120 150 190 240
п 60 80 100 120 150
Нагружающая сила, Н: переднего и заднего поперечных суппортов н 2000 2800 4000 5600 8000
п 1600 2240 3200 4480 6400
револьверной головки н 700 1000 1400 2000 2800
п 560 800 1120 1600 2240
Автоматы токарные многошпинд^льные прутковые горизонтальные (ГОСТ 43-85)
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Класс
Параметр
Постоянство относительного смеще-
ния под нагрузкой поперечного суп-
порта и оправки, закрепленной в
рабочем шпинделе, мкм
точ-
ности
Наибольший диаметр обрабатываемого прутка, мм
До 16
Св. 16 до 20 Св. 20 до 25 Св. 25 до 32 Св. 32 до 40 Св. 40 до 50 Св. 50 до 65
— 20 30 30 30 30
— 12 20 20 20
50
Св. 65
до 80
Св. 80
до 100
50
30
Св. 100
до 125
50
30
Св. 125
до 160
80
50
Продолжение табл. 11
Наибольший диаметр обрабатываемого прутка, мм
Параметр точ- ности До 16 Св. 16 до 20 Св. 20 до 25 Св. 25 до 32 Св. 32 до 40 Св. 40 до 50 Св. 50 до 65 Св. 65 до 80 Св. 80 1 Св. 100 Св. 125 до 160
до 100 до 125
Смещение под нагрузкой каждого поперечного суппорта относительно оправки, закрепленной на шпинделе, имеющем наименьшую жесткость, для суппортов, которые под действи- ем силы резания: прижимаются к направляющим, Н 40 50 60 70 80 100 120 140 160 200 250
мкм п 25 30 40 45 50 60 80 90 100 120 160
отжимаются от направляющих. н 70 90 по 130 150 180 220 250 290 360 450
мкм п 45 55 70 80 95 НО 140 160 180 220 280
Нагружающая сила, кН н 2,4 3,0 3,75 4,75 6,0 7,5 9,5 11,8 15,0 19,0 24,0
1 п 1,9 2,4 3,0 3,75 4,75 6.0 7,5 9.5 11,8 15,0 19.0
CJ
П1
m
Наибольший диаметр обрабатываемого
прутка, мм:
при зажимной и подающей трубах
при переднем зажиме
Наибольшее перемещение относительно
оправки, мкм:
системы шпиндель-поперечный
суппорт
сила, Н
системы шпиндель-револьверная
головка
сила, Н
Данная таблица относится к станкам классов точности Н и П с вертикальной. горизонтальной н наклонной осями вращения револьверной головки.
Станки токарно-револьверные (ГОСТ 17-70)
12 18 25 40 65 100 —J ° 1 m 160 | Е
— — 32 50 80 125 200
220 3920 260 5490 310 7840 370 10 980 I S 1 О 450 i о 15 680
60 690 ~70 980 80 1370 90 1960 НО 2740 130 3920 1 160 5490
сл
Продолжение табл, 11
см
Станки токарно-карусельные (ГОСТ 44-93, ИСО 3655-86)
Наибольший диаметр обрабатываемой заготовки, мм Прилагаемая сила Д кН Относительное перемещение под нагрузкой планшайбы и оправки, закрепленной в резцедержателе верхнего суппорта для станков классов точности Н, II. мм
До 800 15,0 0,5
Св. 800 » 1000 18,0 0,56
1000 » 1250 21,2 0,63
» 1250 » 1600 25,0 0,71
» 1600 и 2000 30,0 0,80
2000 » 2500 35,5 0,90
» 2500 » 3150 42,5 1,0
и 3150 » 4000 50,0 1,1
» 4000 » 5000 60,0 1,2
» 5000 6300 71,0 1.4
» 6300 » 8000 85,0 1,6
» 8000 » 10000 100,0 1,8
Примечания: I, В случае проверки левого суппорта последний нагружается силой Р, направленной к суппорту от оси планшайбы.
2. Для суппорта с револьверной головкой проверка проводится в одной позиции револьверной головки.
Станки токарные многорезцовые и многорезцово-копировальные горизонтальные полуавтоматические (ОСТ 2 Н72-9-87)
Параметр Класс точности Наибольший диаметр устанавливаемой заготовки, мм
160 200 250 320 400
Смещение под нагрузкой продольного суппорта относительно оправки, н 160 220 320 450 630
закрепленной в шпинделе или переходной втулке, мкм п 100 140 200 280 400
То же, относительно оправки, закрепленной в пиноли, мкм н 200 300 450 670 1000
п 120 200 280 400 630
Смещение под нагрузкой поперечного суппорта относительно оправки, н 300 450 670 1000 1500
закрепленной в шпинделе или переходной втулке, мкм п 200 280 400 । 630 1000
Нагружающая сила, Н н 6000 10 000 16 000 26 000 40000
п 5000 8000 । 12 000 J 20 000 1 30 000
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 11
Станки токарные многошпиндельные вертикальные патронные полуавтоматические {ГОСТ 6820-75 в ред. 1986 г.)
Наибольший диаметр обрабатываемой заготовки, мм
I шраметр До 250 Се. 250 до 400 Св. 400 до 630
Смещение под нагрузкой одного из суппортов относительно оправки, закрепляемой поочередно в каждом шпинделе, мкм 50 60 80
Смещение под нагрузкой относительно оправки, закрепленной на шпин- деле, имеющем наименьшую жесткость, мкм: каждого продольного суппорта каждого поперечного суппорта 180 260 220 320 260 380
Нагружающая сила, Н 10 000 14 000 20000
Полуавтоматы токарные многошпиндельные горизонтальные патронные (ГОСТ 6819-84)
Параметр Постоянство относительного смещения под нагруз- кой поперечного суппорта и оправки, закрепленной в рабочем шпинделе, мкм Класс точности н П Наибольший диаметр патрона^мм
До 100 40 25 Св. 100 до 125 Св, 125 до 160 Св. 160 до 200 Св. 200 до 250 Св. 250 до 315
50 30 60 40 80 50 100 60 120 80
смещение (мкм) под нагрузкой каждого поперечно- го суппорта относительно оправки, закрепленной на шпинделе, имеющем наименьшую жесткость, для суппортов, которые под действием силы резания: прижимаются к направляющим Н ПО 120 150 180 210 250
П 70 80 100 ПО 130 160
отжимаются от направляющих Н 190 220 260 320 380 450
П 120 150 180 210 250 280
Нагружающая сила, кН н 4,65 5,98 7,35 9,30 11,5 14,5
п 3,72 4,65 5,98 7,35 9,3 11,5
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
Продолжение табл. П
Станки радиально-сверлильные {ГОСТ 98-83Е)
Параметр Допустимое перемещение при проверке отклоне- ния от перпендикулярности шпинделя к рабочей поверхности фундаментальной плиты (тумбы, сто- ла - плиты) в продольной и поперечной плоско- стях станка, мм 1 Класс точности Н Наибольший условный диаметр сверления, мм
25 1 32 40 50 3,0 63 80 100
П 2.0
Нагружающая сила, Н н, п 6000 8000 11 200 15 000 19 000 25 000 33 500
Перемещение измеряют на расстоянии от оси шпинделя 500 мм. Для станков исполнения 4 по ГОСТ 1222-80 допустимое перемещение увеличивают в
1,6 раза.
Станки фрезерные вертикальные с крестовым столом (ГОСТ 9726-89Е)
Параметр Класс точности Ширина стола, мм
250 320 400 500 630 800 1000
Наибольшее допустимое перемещение под на^уз- кой стола относительно оправки, закрепленной в шпинделе (мкм) в направлении: горизонтальном Н 280 320 360 400 450 500 560
П 180 200 220 250 280 320 360
вертикальном н 320 360 400 450 500 560 630
п 200 220 250 280 320 360 400
Нагружающая сила, кН н 5,0 8,0 12,5 20,0 25,0 31,5 42,5
п 4,0 6,3 10,0 16,0 20,0 25,0 33,5
Для станков класса точности В
согласованию между изготовителем и
устанавливают по
номенклатуру показателей жесткости с допусками, равными допускам для станков класса точности П
потребителем. В технически обоснованных случаях допускается уменьшение нагружающей силы.
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 11
Станки фрезерные консольные (ГОСТ 17734-88Е)
Параметр Класс точности Ширина стола, мм
200 250 320 400
Наибольшее допускаемое перемещение под нагрузкой стола относи- Н 0,32 0,40 0,50 0,63
тельно оправки, закрепленной в шпинделе, мм П 0,20 0,25 0,32 0.40
Нагружающая сила, кН Н 5.0 8,0 12,5 20,0
П 4,0 6,3 10.0 16,0
Для широкоуниверсальных станков нормы жесткости указанного класса точности относятся только к основному шпинделю.
Для универсальных станков с поворотным столом допуск может быть увеличен в 1,12 раза.
Станки продольно-фрезерные (ГОСТ 18101-85 вред. 1990г.)
Параметр Класс точности Ширина рабочей поверхности стола, мм Св. 4000 до 5000
До 400 Св. 400 до 500 Св. 500 до 630 Св. 630 до 800 Св. 800 до 1000 Св. 1000 до 1250 Св. 1250 до 160( Св. 160С до 2000 ) Св. 2ООо|Св. 25001Св. 3150 до 25001 до 3150 до 4000
Наибольшее допустимое пере- мещение стола под нагрузкой относительно оправки, закреп- ленной в шпинделе (мм): вертикальном Н 0,24 0,24 0.24 0,26 0,30 0,34 0,38 0,42 0.48 0,53 0.60J 0,67
п 0,15 0,15 0J5 0,17 0,19 0,21 0,24 0,26 0,30 | 0,34 | 0,38 J 0,42
горизонтальном: в горизонтальном на- н 0,19 0,21 0,24 0,26 0,30 0,34 0,38 0,42 0,48 0,53 0,60 0,67
правлении, мм п 0,15 0,17 0,19 0,21 0,24 0,26 0,30 0,34 0,38 0,42 0,48 0,53
в вертикальном наврав- н 0,10 0,11 0,12 0,13 0,15 0,17 0J9 0,21 0,24 0,26 0,30 0,34
лении, мм п 0,08 0,09 0,10 0,11 0,12 0,13 0,15 0,17 0,19 J 0.21 | 0,24 J 0,26
Нагружающая сила, кН н 120 160 200 250 320 410 510 650 820 1020 1300 1600
1 п 100 130 160 200 260 330 410 520 650 [ 800 J 1000 J 1300
Примечание. Для обрабатывающих центров и модулей нагружающая сила может быть уменьшена, но нс более чем в ! ,6 раза, а значения соответст-
вующих перемещений в 1, 3 раза.
Продолжение табл. 1 /
Станки долбежные (ГОСТ26-75 ♦)
Наибольший номинальный ход долбя ка, мм
Параметр 100 200 320 500 710 1000 1400
Наибольшее перемещение под нагрузкой оправки, закрепленной вместо резца на долбяке относи- тельно стола, мм _ 0,22 0,28 0,36 0,45 0,56 0,71 0,90
Нагружающая сила, кН 3,48 6,56 10,4 14,7 20,77 29,4 41,65
Примечание. Для станков с механическим приводом облегченной конструкции с наибольшим номинальным ходом долбяка 320 мм испытательную нагрузку уменьшают до 6,56 кН и допускаемое перемещение до 0,22 мм. __
Станки поперечно-стр огальные
Параметр Наибольший ход ползуна, мм
200 320 500 700 1000
Наибольшее перемещение (мкм) системы ползун - стол в направлении: вертикальном горизонтальной подачи стола 400 600 500 750 630 950 750 1120 900 1320
Нагружающая сила, кН 3,92 6,17 9,8 13,72 19,6
Станки продольно-строгальные (ГОСТ 35-85)
Параметр Класс точности Наибольшая ширина обрабатываемой заготовки, мм
630 800 1000 1250 1600 2000 2500
Наибольшее перемещение для двухстоечных станков под нагруз- кой оправки, закрепленной в резцедержателе вертикального суп- порта, относительно стола {мм) в направлении: горизонтальном н 0,70 0,80 1,00 1,10 1,40 1,60 2,00
п 0,42 0,50 0,63 0.67 0,85 1,00 1,20
вертикальном н 0,28 0,33 0,40 0,45 0,56 0,63 0,80
п 0,18 0,20 0,25 0,28 0,36 0,38 0,50
Нагружающая сила, кН н 20,0 25,0 Г 33,0 40,0 50,0 63,0 1 80,0
п 16,0 20,0 25.5 32,0 40,0 1 50,5 J 63,0
Иримечан ис.Дляодностоечных станков наибольшие допустимые перемещения увеличиваются на 1S % по сравнению с двух стоечными того же размера
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 11
Полуавтоматы протяжные горизонтальные (ГОСТ 16015-91Е) класса точности Н
Номинальная тягосая сила, кН 100 250 630
Наибольшее угловое перемещение (мкм) под нагрузкой оси испытательной оправки относительно рабочей поверхности планшайбы в вертикальной плоскости 75 190 470
Нагружающая сила, кН 52 76 94
Полуавтоматы протяжные вертикальные (ГОСТ 16025-91£)
Перемещение Номинальная тяговая сила, кН
40 63 100 160 250 ( 400
Пол у а вто Наибольшее допустимое угловое под нагрузкой оси испытательной оправки относительно рабочей по- верхности планшайбы в продольной плоскости полу- автомата (мкм) на длине 200 мм *маты для вну 28 трен него проч 38 гягивання 45 54 68 76
Нагружающая сила, кН 30 48 75 120 190 300
Перемещение Полуавт Относительное под нагрузкой стола и рабочих салазок, определяемое по допустимым показаниям приборов, мкм Номинальная тяговая сила, кН
40 омяты для на f 70/90 63 ружного протт 100/ 115 100 1 1ГИВ8НИЯ 135/160 160 j 190 / 220 250 I 255 / 300 1 400 340/410
Нагружающая сила, кН 30 48 75 120 190 300
Примечания: 1, Стандарт распространяется на полуавтоматы класса точности Н, Полуавтоматы класса точности П с номинальной тяговой силой до
НЮ кН изготовляют по согласованной с заказчиком номенклатуре проверок точности с допусками, в 1,6 раза меньшими допусков, указанных в стандарте для
полуавтоматов класса точности Н
2. В числителе - одного прибора, в знаменателе - другого,
Параметр
Наибольшее допустимое перемещение
(мм) системы шпиндель шлифовальной
бабки - шпиндель передней бабки (или
пиноль задней бабки) станков:
с поворотной шлифовальной и пе-
редней бабками
с неповоротными бабками
Продолжение табл. //
100
0,03 (60)
. 0,04(140)*
Станки ^углошлифовальные (ГОСТ И654-90)
Наибольший диаметр устанавливаемой заготовки, мм
125, 140, 160 200 250,280, 320 400 500,630 800
0,04 (90) 0,05 (140) 0,06 (210) 0,07 (320) 0,08 (480) —
0,05 (210) 0,06 (320) 0,07 (480) 0,08 (720) 0,1 (1050) 0,12(1600)
* В скобках указана нагружающая сила, Н,
Перемещения относятся к станкам класса точности П и В. Для станков класса точности А и С нагружение проводят силами соо™™-™™™ = ,
1,6 раза меньшими; при этом перемещения меньше в 1,6 и 2,5 раза ’ (югвегсггвенно в 1Д5 и
Станки круглошлифовальные бесцентровые (ГОСТ 13510-93)
Параметр Класс точности 16 32 Наибольший днамеп 63 гр обрабатываемой загоп 125 >вки, мм 250 400 500
Номинальная высота кругов, мм — 63 100 160 320 250 500 320 600; 800
Наибольшее допустимое отно- сительное перемещение под нагрузкой шпинделей шлифо- вального и ведущего кругов, мкм п в 12 8 18 12 25 16 32 20 50 32 20 80 50 32 80 50 100 75
Нагружающая сила, Н п в 117 196 157 392 314 785 63 980 785 5 | 1960 1570 I 1270 1 / L 3920
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ деталей машин
Продолжение табл. 11 \ Станки плоскошлифовальные класса точности В (Л) с крестовым столом и горизонтальным шпинделем (ГОСТ 273-90) 1
Наибольшая ширина устанавливаемой заготовки, мм |
Параметр Допустимое перемещение под нагрузкой стола относительно оправки, закрепленной на шпинделе, мкм До 160 40 (25) Св. 160 до 200 50 (30) Св. 200 I ? £ 63 (40) S О
Нагружающая сила, Н 245 (196) 392 (314) 617(490) £ 2 . гл
Примечание. На плоскошлифовальных станках с гидродинамическими подшипниками и на станках класса точности С } проверка жесткости не проводится. g гп
Станки плоскошлифовальные с прямоугольным столом класса точности В (ГОСТ 13135-90) X m и
Наибольшая ширина обрабатываемой заготовки, мм m £ “ HI
Параметр 320 400 500 630 800 1000 1250 3 £
Относительное перемещение под нагрузкой, мм: стола и диска, закрепленного на шпинделе (для станков с го- ризонтальным шпинделем) 0.09 ОДО ОД 1 ОД 2 0Д4 0,16 X 1Г 0,18 * О I Т7 I m
вертикальное перемещение торца планшайбы круга и рабочей поверхности стола (для станков с вертикальным шпинделем) — — — ОД 4 ОД 6 0.18 Е S 1 m
Относительное угловое перемещение под нагрузкой торца план- шайбы круга и рабочей поверхности стола (мм) на длине 100 мм (для станков с вертикальным шпинделем) — — — — 0,06 0,05 0,04 = J CD | "W 1 OH 1 g
Нагружающая сила, Н 1000 1300 1800 2400 2900 4200 5600 §
В случае установки шлифовальных бабок одинаковых размеров на д ния и допуски определяют для них по станку меньшего размера. Жссткосп данным стандартом не регламентируется Для станков индивидуального п пускаемых станков проверка проводится выбором нок но не менее чем 10 % вухстоечпые продольно-шлифовальные станки разных размере »дополнительных бабок, которые могут быть установлены наВЫГ ронзводства проверка проводится в соответствии с ГОСТ 7599-82. Для серийно вы в ы пу с к а. —
Продолжение табл. 11
Станки плоскошлифовальные с круглым выдвижным столом и вертикальным шпинделем (ГОСТ 27-88Е)
Параметр Диаметр магнитного стола, мм
До 500 Св. 500 до 1000 Св, 1000 до 1600
Наибольшее угловое перемещение под нагрузкой системы торец планшайбы круга - стол (мкм) на 100 мм длины 50 40 30
ЦямЯппыпм» вертикальное смещение под нагрузкой системы торец планшайбы - стол, мкм 50 80 100
Нагружающая сила, Н 2450 L. . 3528 4900
Данная-таблица для станков класса точности П. Для станков класса точности В силу уменьшают в 1,25 раза, перемещения - в 1.6 раза по сравнению с таб-
личными данными.
Станки шлицешлифовалъные (ГОСТ 30051-93)
Параметр
Наибольшее допустимое перемещение под нагрузкой испытательного диска, закреп-
ленного на шлифовальном шпинделе, относительно испытательной оправки, установ-
ленной в центрах, мкм
Нагружающая сила, Н
Наибольший диаметр устанавливаемой детали, мм
200 320 500
25 30 40
200 310 470
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Данные таблицы относятся к станкам общего назначения класса точности В.
Продолжение табл. 11
Станки резъбошлиф овальные (ГОСТ 8716~81 в ред. 1989 2.)
Параметр Наибольший диаметр устанавливаемой заготовки, мм
80 125 200 320
Наибольшие допустимые перемещения (мкм) под нагрузкой испытательной оправки, закрепленной на шлифовальном шпинделе, относительно оправки, установленной в конусе: шпинделя передней бабки пиноли задней бабки 60 80 70 90 80 100 90 ПО
Нагружающая сила, Н 160 250 400 600
ГОСТ распространяется на универсальные резьбошлифовальные станки классов точности В и А, работающие узки равными 0,6 от указанных в
приведены данные для класса точности В. Станки класса точности А по согласованию с потребителем изготовляют с допу
таблице для станков класса точности В соответствующих размеров.
анализ и определение элементарных
Станки зуборезные для конических колес с прямыми зуоъями (ГОСТ 9/53 83 Г)
ПЯГ£* Наибольший диаметр обрабатываемых зубчатых коле •с. мм
Параметр точности Св. 125 до 200 Св. 200 до 320 Св. 320 до 500 Св. 500 до 800 Св. 800 до 1600
Наибольшее допустимое перемещение под нагрузкой инструмента относительно изделия в направлении осей X и У (для станков, в которых установка бабки изделия проводится под углом 45°), мкм н П В 100 70 50 140 100 200 140 280 200 630 400
Нагружающая сила, Н Н П В А 1700 1250 1000 2500 2000 3750 3000 5800 4650 10 600 8500
га
сп
Продолжение табл. 11
Станки зуборезные для конических колес с круговыми зубьями (ГОСТ 9152-83Е)
Параметр Класс точности Наибольший диаметр обрабатываемых зубчатых колес, мм
Св. 125 до 200 Св. 200 до 320 Св. 320 до 500 Св. 500 до 800 Св. 800 до 1600
Наибольшее допустимое перемещение под нагрузкой инструмента относительно изделия в направлении Н — —* 250 (350)
осей X (К) для станков с бабкой изделия» устанавли- П 65 (90) 80(110) 100(140) 125(175) 160 (220)
васмого под углом 45*, мкм В 45 (65) 56 (80) —
Нагружающая сила, Н н —- — — 14 400
п 2400 4250 6000 8200 И 500
в 1920 3400 <
Станки зубошевинговальные (ГОСТ 13281-93)
Параметр Наибольший диаметр заготовки (мм), устанавливаемой на станках расположением оси заготовки С
горизонтальным вертикальным
125 200 320 500 800 1250
Наибольшее допустимое относительное перемещение под нагрузкой шпинделя шевера и испытательной оправки, мкм 32 40 50 80* (100) 100(125) 120(160)
Нагружающая сила, Н 588 1470 2450 4410 5488 6664
* При поджнме оправки верхним центром (без поджима оправки верхним центром).
Примечание. Данная таблица относится к станкам класса точности В и А, работающих с шсвером. предназначенным для обработки цилиндриче-
ских прямозубых и косозубых колес внешнего зацепления.
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ деталей машин
47
анализ и определение элементарных погреши,ут.о обработки
При обработке партии заготовок сила Ру
,енвется вследствие непостоянства механи-
^киХ свойств материала и глубины резания
1„йпусков на обработку). При обработке от-
дельной заготовки изменение сил связано с
Деравномерным (несимметричным) распреде-
Нением припуска по противолежащим участ-
кам обрабатываемой поверхности в попереч-
ном и продольном сечениях. Силы изменяют
свое значение также в связи с износом и затуп-
лением инструмента и под влиянием других
факторов.
Погрешности установки заготовок для
обработки. Требуемое положение заготовки в
рабочей зоне станка достигается в процессе ее
установки. Процесс установки включает бази-
рование и закрепление.
Базирование - придание заготовке или
изделию требуемого положения относительно
выбранной системы координат.
Закрепление - приложение сил и пар сил
к изделию для обеспечения постоянства и не-
изменности его положения, достигнутого при
базировании. Фактическое положение заготов-
ки отличается от требуемого.
Отклонение в положении заготовки, воз-
никающее при базировании, называют погрет-
пастью базирования Де^; при закреплении -
погрешностью закрепления Де3; при уста-
новке - погрешностью установки Деу; причем
Деу =/(Дб6, Де;).
Применяют: 1) установку в приспособле-
нии без выверки (это наиболее часто приме-
няемый способ установки заготовок в серий-
ном и массовом производстве при обработке
их партиями с одной наладки); в случае
использования нескольких приспособлений
8 погрешность установки включают обычно
и погрешность приспособления Депр:
Деу э/(Деб, Де3> депр);
2) Установку в приспособлении с вывер-
сложения каждой заготовки по разметоч-
рискам или непосредственно по поверхно-
заготовки; в этом случае возникает по-
4axw°CTb установки-выверки Деу_в, вклю-
ЙИя правило, и погрешность закрепле-
усгановкУ на станках с ЧПУ по опре-
оцениваШг ПОВе^ХНОСТЯМ заготовки*’ ПРИ этом
Рабочей*^ Фактическос положение заготовки в
Полину Э°Не вносят коррекцию в про-
0 Работки; таким образом, в этом слу-
чае требования к точности установки
В приспособлении более низкие * ^отовки
ВЫХ двух вариантах установки "РИ ПСр'
В последнем случае погрешность усга-
X™?-; .X: ТХГве""‘
ст7ВпоеЙСЯ НеСКОМПенсиР°ванной“ешн^
станка.°Л0ЖеНИЯ 3аГ°Т°ВКИ В рабоче« 30н^
(заготопки °Р"еНТации "Perera производства
(Д“ при изготовлении детали или сбо-
рочной единицы при сборке изделия) опреде-
ленные поверхности его соединяются с по-
верхностями деталей технологической оснаст-
ки или изделия. Поверхности, принадлежащие
заготовке или изделию и используемые при
базировании, называются базами. Базы исполь-
зуют для определения положения: детали или
сборочной единицы в изделии - конструктор-
ская база, заготовки или изделия при изпхтов-
лении или ремонте - технологическая база
средств измерения при контроле расположения
поверхностей заготовки или элементов изде-
лия - измерительная база.
Для полной ориентации предмета произ-
водства обычно используют несколько баз.
Так, положение заготовки или детали призма-
тической формы полностью определяется со-
вокупностью трех баз, образующих комплект
баз - систему координат этого предмета. При
анализе базирования предмет производства
рассматривается как жесткое тело. Упрощенно
считают, что контакт соприкасающихся тел
происходит в опорных точках — точках, симво-
лизирующих каждую из связей заготовки или
изделия с выбранной системой координат.
Схему расположения опорных точек на базах
называют схемой базирования.
Для обеспечения ориентированного по-
ложения и полной неподвижности предмета в
выбранной системе координат на него необхо-
димо наложить шесть двусторонних геометри-
ческих связей, т.е. на схеме базирования, ука-
зывают шесть опорных точек (правило шести
точек) Базам заготовки, имеющим призмэтич -
скую форму, присвоены специальные названия,
Базу используемую для наложения на
птговкуТи^лие) связей и лишающую ее трех
степеней свободы (перемещения вдоль одной
степеней ы. „опорота вокруг двух дру-
“«вХ ™°'’Н“МИ "*
КОСТИ Призматического тела.
48
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Базу, лишающую заготовку двух степе-
ней свободы (перемещения вдоль одной коор-
динатной оси и поворота вокруг другой), назы-
вают направляющей] она обеспечивается двумя
опорными точками.
Базу, лишающую заготовку одной степе-
ни свободы (перемещения вдоль одной коор-
динатной оси или поворота вокруг оси), назы-
вают опорной] она обеспечивается одной опор-
ной точкой.
Базу, лишающую заготовку (изделие) че-
тырех степеней свободы (перемещения и пово-
рота вокруг двух координатных осей), называ-
ют двойной направляющей'^ она обеспечивается
четырьмя опорными точками.
Базу, лишающую заготовку двух степе-
ней свободы (перемещения вдоль двух коорди-
натных осей), называют двойной опорной] она
обеспечивается двумя опорными точками.
На различных стадиях создания изделия
требования к базированию и к базам могут
различаться. В частности, при выполнении
переходов обработки заготовка может не ли-
шаться всех степеней свободы. Тогда на схеме
базирования неиспользуемые связи, опорные
точки и базы не указывают. В этом случае уп-
рощается конструкция системы установочных
элементов приспособлений. Аналогично, если
в соответствии со служебным назначением
изделие должно иметь определенное число
степеней свободы, то соответствующее число
связей снимается.
Технологическая база в большинстве
случаев при обработке неподвижна относи-
тельно установочных элементов приспособле-
ния. В некоторых случаях (обработка с уста-
новкой в центры, использование люнетов и
т.п.) соединение технологическая база заготов-
ки - база установочных элементов приспособ-
ления является подвижным. Погрешность ус-
тановки в этих случаях является переменной во
времени величиной Д%(0.
Погрешность установки характеризует
отклонение положения конкретной поверхно-
сти предмета производства. Так, Деу при рас-
четах точности обработки определяется обу-
словленным отклонением в положении обрабо-
танной поверхности, а при расчетах состав-
ляющих припуска - отклонением в положении
обрабатываемой поверхности заготовки. Во
избежание ошибок целесообразно указывать
обозначение размера [например, Деу(й)1 или
поверхности [например, ДЕу(2), где 2 - обозна-
чение поверхности на эскизе обработки], к
которым относится погрешность.
Погрешность установки и ОбуСЛо
ваюшие ее погрешности базирования за &ЛИ
ления и приспособления определяют в выб^
ной системе координат. При этом для при^
тических тел целесообразно координатные
плоскости системы 0}XxYiZx строить на идеа
лизированных базах тела таким образом, чтобы
плоскость совпадала с основной
%r(?]Z| - с направляющей и YtOxZx - с опор*
ной базами. Начало системы координат в этом
случае совпадает с общей точкой комплекта
баз, Обычно при таком расположении баз вы-
держивается размер в направлении оси Zx и за
начало отсчета принимается плоскость Л] 01ХЬ
аза начало системы координат-точка Ох.
В других случаях, в зависимости от ха-
рактера и условий решаемой задачи, коорди^
натные плоскости системы O\XxYxZx проводят
через точки контакта реальных поверхностей,
центры, оси поверхностей и плоскости сим-
метрии тел. Так, при анализе погрешности ба-
зирования заготовок на призме начало системы
координат целесообразно на эскизе совмещать
с точкой пересечения линий граней призмы
(общей точкой баз приспособления), а ось 2\
проводить через эту точку и центр заготовки;
при установке в центрах одну ось системы
проводят через вершины центров, а другую -
по радиусу, направленному к резцу.
Погрешности установки, базирования,
закрепления, приспособления в общем случае
включают систематические и случайные со-
ставляющие погрешности. Обычно системати-
ческие погрешности компенсируют при на-
стройке технологической системы, поэтому
под погрешностями Дбу, Две, Де3> Д^пр пони-
мают предельные случайные отклонения по-
верхностей (на расчетных схемах - центров,
осей поверхностей) от требуемого (идеализи-
рованного) положения.
Погрешность установки заготовки в
приспособлениях Деу вычисляют с учетом по-
грешностей: Дбб базирования, Де3 закрепления
заготовок, ДЕпр изготовления и износа опорных
элементов приспособлений. Погрешность Ус
тановки определяют как предельное поле р^с'
сеяния положений измерительной поверхности
относительно поверхности отсчета в направлю
нии выдерживаемого размера.
Так как указанные выше погрешности я
ля юте я случайными величинами, то
анализ и определение элементарных погрешнстй 0№
Де, = 7(Де<,)’+(ЛЕ,)!+(Дч)! .
Погрешность приспособления не связана
процессом установки заготовок в приспособ-
лениях; поэтому часто ее учитывают при рас-
четах точности отдельно. Тогда
Леу = 7(^7+(Де,)7 .
ПрИ укРУпненнь>х расчетах точности об-
последней фОрМул? мож« °ОТветствующую
табл. 12-18* ₽ УЛС’ М0ЖН0 опРеДелить по
12. Погрешность установки заготовок в п: Тип патрона или оправки Цанговые оправки при диаметре устано- вочной поверхности, мм: до 50 св. 50 до 200 И ронах и на опра Квалитет базы заготовки 7-9 |вках без выверки Погрешность у для налр радиального 10-35 20-60 1 становии, мкм, веления осевого 20 50
Трехкулачковые патроны с незакален- ными кулачками или разрезными втул- ками при диаметрах до 120 мм При зазоре до закрепления погрешность 0,02-0,10 мм 10-30 10-120
Двухкулачковые патроны при диаметре детали 200 мм: с винтами с рейками 11-13 100-200 20-60 50-100 15-40
Цилиндрические оправки с гайками (установка на оправку с зазором) 8-11 В пределах допуска зазора 10
Конусные оправки при отверстии дли- ной не менее l,5d 7 30 Определяется размерами дета- лей и оправок
Патроны и оправки с упругими втулками и гидропластмассой при /: до 0,5 d св. 3,0г/ 7-9 3-10 10-20 -W
Патроны и оправки с пластинчатыми (тарельчатыми) пружинами 7-11 10-20
Патроны и оправки с упругими втулками и роликами, опирающимися на тела, умеющие форму гиперболоида вращения 7-8 3-8
Мембранные патроны зтроны и оправки с упругими элемен- гофрированного типа _ Примечания: L Применение пнеа/ ньшнть погрешность установки на20 ... 40 ® 2. Погрешности установки заготовок в иан ’ Обработку с использованием термичеа —80120 шт. 7-9 5-7 магических и гидр* 1ГОВОМ и трехкулачке <и необработанных к 3-5 2-5 шлических силовых вом патронах см. таб улачков и втулок пр узлов позволяет >л. 13. именяклг при лар-
13. Погрешность (мкм) установки заготовок в цанговом н трехкулачковом патронах без выверки
Вид образца-заготовки Направление смешения заготовки Диаметр базы, мм
Св, 6 до 10 Св. 10 до 18 Св. 18 до 30 Св. 30 1 Св. 50 до 50 | до 80 Св. 80 до 120 Св. 120 до 180 Св. 180 до 260 Св. 260 до 500
Установка в цанговом патроне
Шлифованная контрольная оправ- ка, установленная в новом патроне Радиальное на расстоя- нии от тор- ца. мм 15-20 25 15-40 50 20-45 75-100 25-50 100 30 — 75 150- 200 — — —
Прутки калиброванные Радиальное 50 60 70 90 100 120 — — —
Осевое 30 40 50 60 70 80 — —
Установка в трехкулачковом самоцентрирующемся патроне
Прутки горячекатаные: повышенной точности обычной точности Радиальное Осевое Радиальное Осевое 100 70 —АА 120 80 200 130 150 100 220 150 200 130 280 190 300 200 400 250 450 300 500 350 650 420 800 520 1111 1111
Единичная заготовка: с шлифованной базой Радиальное 20 30 4 0 50
Осевое 10 15 25 30
с чисто обработанной базой Радиальное 50 80 100 120
Осевое 30 50 8 ;о 100
Отливка, полученная литьем: по выплавляемой модели или в Радиальное 100 150 200 250
оболочковую форму; предвари- Осевое 50 80 100 120
тельно обработанная поверх- ность в постоянную форму; заготов- Радиальное 200 300 400 500
ка, штампованная на криво- Осевое 80 100 120 150
шинном прессе
Примечания: I, При установке в цанговых патронах единичных заготовок вместо прутковых погрешность установки в осевом направлении увели-
чивается на 10 - 30 мкм.
2. При неподвижной цанге смещение в осевом направлении минимально (5 - 20 мкм).
3. Поджатием деталей при закреплении в патронах погрешность установки можно уменьшить на 20 - 30 %.
4. В патронах с пневматическими и гидравлическими силовыми узлами погрешность установки уменьшается на 20 - 40 % по сравнению с указанными в
таблице.
14. Погрешность (мкм) установки заготовок на постоянные опоры
База заготовки
к обработанной поверхности, мм
по
Постоянные опоры Пластины опорные
6-10 10- 18 18-30 30-50 08-0S 80- 120 6-10 ос 1 о О СЛ 1 оо 30-50 50-80 80- 120
Установка в приспособлении с винтовыми или эксцентриковыми зажимами
Шлифованная 60 70 80 90 100 ПО 20 30 40 50 60 70 ел
Чисто обработанная, полученная литьем под давлением 70 80 90 100 по 120 30 40 50 60 пп /и ЯП Ov 90
Предварительно обработанная, полученная литьем по выплавляемым моделям или в оболочковые формы 80 90 100 НО 120 130 40 50 60 /и х V
Полученная литьем: в постоянную форму в песчаную форму машинной формовки по метал- 90 100 100 по 125 120 150 130 175 140 200 55 90 60 100 70 ПО 80 120 90 135 100 150
лическим моделям
Штампованная, горячекатаная
Установка в приспособлении с пневматическим приводом
Шлифованная 35 40 50 55 60 70 15 20 25 30 40 50 х л
Чисто обработанная, полученная литьем под давлением Предварительно обработанная, полученная литьем по 55 65 60 70 65 75 70 80 80 90 100 по 25 35 30 40 35 50 40 55 50 60 60 70
выплавляемым моделям или в оболочковые формы Полученная литьем: S л 7П 80
в постоянную форму в песчаную форму машинной формовки по метал- 70 80 90 90 100 100 120 110 140 120 160 50 70 55 80 60 90 65 100 /и но 120
лическим моделям
Штампованная, горячекатаная
52 ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН 15. Погрешность установки заготовок размером до 60 мм в тисках
Тиски Винтовые Метод установки На подкладке в свободном состоянии Смещение заготовок, мкм 100 - 200
На подкладке с постукиванием при зажиме 50-80
Эксцентриковые С подкладкой 40-100
Без подкладки 30-50
Примечание. При соблюдении постоянства силы зажима погрешность снижается на 30 - 50 %
В процессе установки заготовок для об-
работки с выверкой возникает погрешность
установки - выверки; Деу_в учитывает неточ-
ности выверки по разметочным рискам или
непосредственно по поверхностям заготовки.
Погрешность ASy_B может охватывать и по-
грешность закрепления, В табл. 16 и 17 эта
погрешность дана как одна величина.
Погрешность базирования Де0 определя-
ют соответствующими геометрическими рас-
четами или анализом размерных цепей, что
обеспечивает в ряде случаев более простое
решение задачи. Так, при сверлении по кон-
дуктору отверстий в заготовках, установлен-
ных на призме (рис. 1), заданный размер
л=я-—[-!—11
2 Vsina )
где D - диаметр базы.
Принимая расстояние до оси кондуктор-
ной втулки Н = const, получим
Деб(й) = ^Г—'-----?
2 ^sina ;
Рис. 1. Схема сверления заготовок, установлен-
ных на призме
где AZ) - поле рассеяния размера D, равное
примерно допуску TD на этот размер.
В общем случае погрешность базирова-
ния следует определять исходя из пространст-
венной схемы расположения детали. Однако
такой анализ весьма сложен. Поэтому для уп-
рощения расчетов (см. рис. 1) ограничиваются
рассмотрением смещений только в одной
плоскости (плоская схема расчета).
Часто при расчетах Aeg учитывают толь-
ко отклонения размеров заготовок. На практи-
ке погрешность базирования определяют как
разность предельных положений измеритель-
ной базы относительно инструмента, на-
строенного на размер. Если при этом техноло-
гическая база совпадает с измерительной, то
Дбб * 0. Для других схем погрешность базиро-
вания может быть определена по табл. 18-
Основные принципы базирования заго-
товок. 1. При высоких требованиях к точности
обработки необходимо выбирать такую схему
базирования, которая обеспечивает наимень-
шую погрешность установки.
2. Для повышения точности деталей и со-
бранных узлов необходимо применять принцип
совмещения баз - совмещать технологическую,
измерительную и сборочную базы.
3. Целесообразно соблюдать принцип по-
стоянства базы. При перемене баз в ходе тех-
нологического процесса точность обработки
снижается из-за погрешности взаимного рас*
положения и применявшихся ранее технологи-
ческих баз.
Для установки заготовок на первой
операции технологического процесса исполь
зуют черные (необработанные) поверхности’
применяемые в качестве технологических о
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
Погрешность (мм) установки заготовок
верхности
на станках с выверкой по цилинярическ<)й по
Способ установки На центрах и регулируемых крестовинах Метод выверки С двух концов в вертикаль- ной и горизонтальной плос- костях и на биение Погрешность установки заготовок АС 1 А
В четырехкулачковом патро- не и на заднем центре Со стороны патрона по высо- те и на биение Мелких —’ — * 0,02-0,04 ’
В четырехкулачковом патро- не и неподвижном люнете С двух концов в двух плоско- стях и на биение 1.0-1,5 средних 1—* 0,03-0,06
В четырехкулачковом патро- не По наружному или внутрен- нему диаметру и торцу 2,0-3,0 крупных — 0,05 - 0,08
На угольнике, по разметке По диаметру и торцу
Примечание. Погрешности, указанные в числителе, относятся к выверке иглой по необработан-
ной (большие значения) или грубо обработанной (меньшие значения) поверхности, В знаменателе приведе-
ны погрешности выверки с помощью индикатора по поверхности, обработанной чистовым точением.
17. Погрешность (мм) установки заготовок на столе с выверкой по плоской поверхности
Наибольший размер поверхности, м
Метод выверки До I Св. 1 до 3 Св, 3 до 6 Св. 6
По разметке иглой 0,5 1 2 3
По предварительно обработанной поверхности индикатором 0,15 0,2 0,4 0,6
По чисто обработанной поверхности индикатором 0,05 0,08 0,10 0,15
Эти поверхности используют однократно, при
первой установке, так как повторная установка
на необработанную поверхность может при-
вести к значительным погрешностям во взаим-
ном расположении обработанных при этих
Установках поверхностей. Для заготовок, полу-
ченных точным литьем и штамповкой, это пра-
вило не является обязательным.
Выбранная черная база должна обеспечи-
равномерное распределение припуска при
дальнейшей обработке и наиболее точное вза-
имное расположение обработанных и необра-
ботанных поверхностей деталей.
На первых операциях технологического
процесса обрабатывают базы (обычно это
основные плоские поверхности, отверстия
детали). В тех случаях, когда поверхности
заготовки не удовлетворяют требованиям,
предъявляемым к базам, и по своим размерам,
формам или расположению не могут обеспечить
54
ТОЧКОСТЬ;ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
18. Погрешность базирования при обработке деталей в приспособлениях
№
схе-
мы
Базирование
По двум плоским
поверхностям
Обработка
уступа
По наружной
цилиндрической
поверхности
В призме при
обработке пло-
ской поверхно-
сти паза
По наружной
цилиндрической
поверхности
6 призме при
обработке пло-
ской поверхно-
сти паза при
0= 90°
То же, при 0=0
В призме при
обработке пло-
ской поверхно-
сти или паза
Схема установки
Выдер-
живае-
мый
размер
Н\
Я3
Я,
Погрешность базирования
Де6
О
TTitga при a ^90°
О при a = 90°
0,577)
тн
ТЕ
sin р
при р = a ... 90°
0,577) (
при 0 = 0... а
sin р
^sina )
sin a
где TD - допуск на на-
ружный диаметр заготовки
0,577)
Q,5TD
0.STD
since
0,577)------
sin a
0,577)
0,577)
О
Q.5TD
О
TD
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
55
№
схе-
мы
8
10
По отверстию
На палец устано-
вочный цилинд-
рический (оправ-
ку) с зазором при
обработке пло-
ской поверхно-
сти или паза
Продолжение табл. 18
Базирование
Схема установки
Выдер-
живае-
мый
размер
То же, НО при
использовании
самоцснтрирую-
щихся призм
В призме при
сверлении отвер-
стий по кондук-
тору
Погрешность базирования
Де6
То же, но призма
выполнена со
сферическими
опорами
То же, при
2 a — 180° и за-
жиме призмой
То же, при
2 a = 180° и за-
жиме призмой
О
Н,
TD
Q,5TD
Л - Q,5TD
min
0,5ТО
0,5TD
Of
-0,25/? t где L - расстояние
между центрами опор
------1 при Л>0,5.0
4sina J
0t5TD—!— при Л = 0,5/)
sina
при h < 0,5/)
0,572) при любом h
е - эксцентриситет оси от-
верстий относительно на-
ружной поверхности
е = 0
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл.
№ схс- Базирование Схема установки Выдер- живае- мый Погрешность базирования Де6
0.55, + 0,55,
14
На палец (оправ-
ку) с натягом или
на разжимную
оправку
На палец (оправ-
ку) с зазором.
Торец заготовки
неперпендикуля-
рен оси базового
отверстия
НьН2 0,5TD + 2е
Ну 2е
Н< 0
Нг,Н2 0,577) + 2е + 8, +8, + 1 4*
+2Д- 2/tga
15
То же, но с одно-
сторонним при-
жатием заготовки
Н\‘,Н2
0,577)+ 2е +0,58 2 +/tga
16
На палец (оправ-
ку) без зазора.
Торец заготовки
иеперпендикуля-
рен оси базового
отверстия
3z+2rtgr
17
По центровым
гнездам
На жесткий пе-
редний центр
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕЩНОГТРЙ ОБРдботки
19
По двум
отверстиям
На пальцах при
обработке верх-
ней поверхности
Примечания. 1. На схемах 10 16 и 19: - размер от обрабатынасмой поверхности до оси на-
ружной поверхности, Н4 — то же, до осн отверстия; е — эксцентриситет наружной поверхности относитель-
но отверстия, 3] -допуск на диаметр отверстия; 8^ - допуск на диаметр пальца; Д - минимальный рядил пк-
ный зазор посадки заготовки на палец; 3/ - допуск на длину заготовки.
2. Погрешность базирования в схемах 11-16 включает погрешность приспособления ДЕпр.
3. На схеме 17: 6j- допуск на диаметр центрового отверстия; а ~ половина угла центрового отвер-
стия; Дц - погрешность глубины центрового отверстия (просадкз центра). При угле центра 2а = 60° про-
садку центров Дц можно принимать:
Наибольший диаметр центро-
вого отверстия, мм.......... 1;2;2,5 4; 5; 6 7; 5; 10 12,5; 15 20; 30
Дц,мм....................... 0,11 0,14 0,18 0,21 0,25
устойчивой установки, на заготовке создают
искусственные базы (центровые отверстия,
платики, выточки или отверстия). Условные
обозначения опор приведены в табл, 19 и 20, а
примеры их применения - в табл. 21.
При неоднократном базировании заготовок
происходиг изнашивание и смятие поверхностей
заготовок, используемых в качестве баз. Смеще-
заготовки, связанные с этим явлением, учи-
бывают при расчете погрешности установки
Погрешность закрепления Де3 возникает
в и Закреплении заготовок в приспособлениях
с изменением контактных деформаций
грсц.а Заготовка - опоры приспособления. По-
РассеН0СТЬ закРепления “ эт0 предельное поле
ЯНИя положений установочной поверхно-
сти относительно поверхности отсчета в на-
правлении выдерживаемого размера.
Упругие деформации детали из-за сил за-
крепления учитывают при расчете особо.
Смешение вследствие контактных де-
формаций стыка заготовка - опоры приспособ-
ления вычисляют по эмпирическим зависимо-
стям типа е, = C(J”cosa, где С - коэффи-
циент, характеризующий условия контакта,
материал и твердость поверхности заготовок,
используемой в качестве баз (значения С при-
ведены в табл. 22); Q - сила, действующая на
опору; а - Угол меаду направлением выдер-
живаемого размера и направлением наиболь-
шего смешения.
58
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
19, Опоры, зажимы и установочные
устройства. Графические обозначения
(ГОСТ 3.1107-81)
Опоры и зажимы
Продолжение табл. /9
Установочные устройства
Наимено-
вание
Обозначения на видах
Наимено-
вание
Непод-
вижная
Подвиж-
ная
Плаваю-
щая
Регули-
руемая
Одиноч*
ный
Двойной
Обозначения на видах
Центр:
непод-
вижный
вращаю-
щийся
плаваю-
щий
Оправка:
цилин-
дриче-
ская
шари-
ковая
(роли-
ковая)
Патрон
повод-
ковый
спереди, сзади,
сверху, снизу
ИЗ
60
60
ФЗ
10
слева
справа
Без обозначения
То же
»
Примечания: I, Допускается подвиж-
ную плавающую и регулируемую опоры на видах
сверху и снизу обозначать как неподвижную опору
2. Установочно-зажимные устройства сле-
дует обозначать как сочетание обозначений уста-
новочных устройств и зажимов.
3. Цанговые оправки (патроны) следует
обозначать 4е,
4. Для двойных зажимов длина плеча уста-
навливается разработчиком в зависимости от
расстояния между точками приложения сил. До-
пускается упрощенное обозначение.
5. Обозначение опор и установочных уст-
ройств, кроме центров, допускается наносить на
выносных линиях соответствующих поверхностей*
6. Обозначение обратных центров следует
выполнять в зеркальном изображении.
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
59
20. Обозначения формы рабочей поверхности опор, зажимов и установочных устройств (ГОСТ 3.1107-81)
форма рабочей поверхности Обозначение на всех видах
Плоская ** £
Сферическая
^•Примеры нанесения обозначений опои
зажимов и установочных устройств на ₽’
схемах (ГОСТ 3.1107-81)
Наименование
Примеры нанесения
обозначений
Обозначение опор, зажимов и
установочных устройств
Центр:
неподвижный
(гладкий)
рифленый
Цилиндрическая
(шариковая)
Призматическая
Коническая
Ромбическая
Трехгранная
плавающий
вращающийся
обратный вра-
щающийся с риф-
леной поверхно-
стью
Патрон поводковый
Примечания: 1. Обозначение форм ра-
б°чих поверхностей наносят слева от обозначения
опоры, зажима и установочного устройства,
2. Рельеф рабочих поверхностей (рифленая,
Резьбовая, шлицевая и т.д.) обозначают
Люнет:
подвижный
неподвижный
Оправка:
цилиндрическая
коническая, роли-
ковая
резьбовая, цилин-
дрическая с на-
ружной резьбой:
шлицевая
цанговая
и
SSSSSiSSSSsS,
60
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 21
Погрешность закрепления
Наименование
Примеры нанесения
обозначений
Де, = CQ„cosa
лД0
Опора регулируемая со
сферической выпуклой
рабочей поверхностью
Зажим пневматический
с цилиндрической риф-
леной рабочей поверх-
ностью
где С и Q - средние значения параметров;
АС и AQ - предельное рассеяние значений
Примеры схем уста новое изделий
Учитывая при расчетах только колебания
твердости АНВ и шероховатости ARz по-
верхности заготовок, используемой в качестве
базы, определяют
В тисках с призматиче-
скими губками и пнев-
матическим зажимом
ЛС = 1(КнврНВ !'&НВ)г .
В кондукторе с центри-
рованием на цилиндри-
ческий палец, с упором
на три неподвижные
опоры и с применением
устройства двойного
зажима, имеющего сфе-
рические рабочие по-
верхности
В трехкулачковом па-
троне с механическим
устройством зажима, с
упором в торец, с под-
жимом вращающимся
центром и с креплением
в подвижном люнете
На конической оправке
с гидропластовым уст-
ройством зажима, с упо-
ром в торец на рифле-
ную поверхность и с
поджимом вращающим-
ся центром
Примечания: 1, Устройства зажима обо-
значают: пневматическое - Р; гидравлическое -
Н; электрическое - Е; магнитное - М; электро-
магнитное - ЕМ; прочие — без обозначений,
2. Обозначение видов устройств зажимов наносят
слева от обозначения зажима, 3, Для гилролласто-
вых оправок допускается обозначение
4. Число точек приложения силы записывают
справа от обозначения зажима. 5. На схемах,
имеющих несколько проекций, допускается на
отдельных проекциях не указывать обозначения
опор, зажимов и тд, 6. Допускается несколько
одноименных опор обозначать количеством их
справа. 7. Допускаются отклонения от размеров
графических обозначений, указанных в таблице.
Коэффициенты Кнв и KRz определяют
по табл. 22. Показатель степени р при установ-
ке на опоры и пластины принимают р = 1; на
призму р = -Ь
Погрешность приспособлений Деир воз-
никает в результате неточности изготовления
приспособления и его изнашивания при экс-
плуатации.
Погрешность изготовления приспособле-
ния зависит в основном от точности изготовле-
ния деталей приспособления, В общем случае
эта погрешность не должна превышать 1/3 -
1/10 доли допуска на соответствующий обра-
батываемый размер детали (см. т. 2, гл. 2).
При эксплуатации приспособлений эле-
менты для установки и направления режущего
инструмента изнашиваются.
Погрешности обработки, возникающие
вследствие геометрических неточностей
станка. Отклонения размеров, формы и распо-
ложения обработанных поверхностей от задан-
ных возникают также вследствие геометриче-
ских неточностей станка. Так, при точении
консольно закрепленной заготовки в результа-
те отклонения от параллельности оси шпинде-
ля направляющим станины в горизонтальной
плоскости получается конусообразность
КОН J
где ст — допустимое отклонение от параллель-
ности оси шпинделя направляющим станины в
плоскости выдерживаемого размера на длине I,
мм; /т-длина обработанной поверхности, мм.
анализ и определение элементарных погрешностей обработки 61
22. Данные для расчета контактных деформаций (мкм!«
заготовка - опора приспособления } ыка
Установка на постоянные опоры и опорные пластины
Тип опоры
Опора со
сферической
головкой по
ГОСТ
13441-68
Опора с
насеченной
головкой по
ГОСТ
13442-68
Опора с
плоской
головкой по
ГОСТ
13440-68
Пластины
опорные по
ГОСТ
4743-68
Эскиз
Сталь
Чугун
Сталь
Чугун
0 0 -0,003 -0,008 0.67 + — Г 923 2,70 4- — г 0,8 0,6 0 0
0 -0,004 0,38 + 0,034£> 0,6 0
0 -0,0008 1,76-0,030 0,6 0
0,004 -0,0016 0,40 + 0,012F 0,7 0.7
0,016 -0,0045 0,776 + 0,053 Г 0,6 0,6
Установка на призму
62
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
___________Продолжение табл, 22
Установка заготовки из стали 45 на центры при давлении в месте контакта не более
8000 кПа
Эскиз стыка Направле- ние смещения Коэффициент С при диаметре центрового гнезда, мм
1 2 2,5 4 5 6 7,5 10 12,5 15 20 30
Радиальное 15,7 11,8 8,6 5,8 3,8 3,2 2,9 2,1 1,7 1,4 1,0 0.7
5Р Осевое 12,1 8,6 6,6 4,1 2,9 2,5 2,2 1,6 1,3 1,1 1 0,8 - 0,55
Обозначения: НВ - твердость материала заготовки по Бринеллю; Q - сила, действующая по
нормали к опоре, Н; F-площадь контакта опоры с заготовкой, см*; / -длина образующей, по которой про-
исходит контакт, см; Rz - параметр шероховатости поверхности заготовки, мкм; Р - составляющая силы
резания, в направлении которой определяют смещение, Н; г - радиус сферической-головки, мм.
При обработке плоских поверхностей на
вертикально-фрезерных станках вследствие
непараллельное™ рабочей поверхности стола
его продольным направляющим возникает
отклонение от параллельности обработанной и
установочной поверхностей:
L
где ДА - приращение высоты обработанной
поверхности; Сф - отклонение от параллельно-
сти рабочей поверхности стола его продоль-
ным направляющим на длине £, мм; /ф - длина
обработанной поверхности, мм.
Отклонение от перпендикулярности оси
шпинделя вертикально-фрезерного станка к
поверхности стола в продольном направлении
вызовет при обработке плоской поверхности
вогнутость в сечении, перпендикулярном к
направлению подачи.
Оба указанных отклонения создают по-
грешности формы обработанной поверхности
и, следовательно, погрешность выдерживаемо-
го размера; указанные погрешности при одно-
сторонней обработке создают также отклоне-
ния относительно баз и торцовых поверхностей
обработанной заготовки. Наиболее точно рас-
чет ожидаемых погрешностей можно выпол-
нить на основе экспериментальных данных.
В станкостроении при изготовлении но-
вых станков принято назначать характеристики
точности не более 0,7 от соответствующих
величин по ГОСТам на нормы точности, по-
этому при проектных расчетах ожидаемую
погрешность можно вычислять исходя из норм
точности по ГОСТам
При работе станка под нагрузкой влияние
его геометрических погрешностей может час-
тично компенсироваться. Например, расчет
вогнутости плоской поверхности при обработ-
ке на вертикально-фрезерном станке дает за-
вышенный результат, так как эта погрешность
компенсируется отжатием фрезерной головки и
изменением угла наклона шпинделя в процессе
фрезерования.
Допустимые отклонения деталей, обраба-
тываемых на различных станках, приведены в
табл. 23. Данные получены с учетом геометри-
ческих погрешностей станка и смещения узлов
станка под действием сил резания.
К показателям, характеризующим точ-
ность образцов-изделий, относятся точность
геометрической формы и расположения обра-
ботанных поверхностей, постоянство размеров
партии деталей, шероховатость обработанных
поверхностей.
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
23. Отклонения размеров, формы и расположения поверхностей специальных образцов*
изделий, обрабатываемых при проверке точности металлорежущих станков в работе
1. Общие технические требования к образцам-изделиям по ГОСТ 25443-82.
2. Форма образцов-изделий должна соответствовать основному назначению станка. Размеры
образцов-изделий устанавливаются в соответствии с типоразмерами станков.
3. Поверхности образцов-изделий, используемые как технологические или контрольные ба-
зы, должны быть обработаны окончательно.
4. Тип, материал, размеры и требования к режущему инструменту, а также режимы и после-
довательность чистовой обработки образца-изделия, место его расположения и крепления на стан-
ке должны соответствовать указанным в эксплуатационных документах на станок.
Автоматы токарно-револьверные одношпнндельные прутковые
____________________ (ГОСТ 18100-80 в ред. 1990 г.)
Образцы-изделия (эск. 1 и 2) - из автоматной стали сов = 450 ... 550 МПа или другого
хорошо обрабатываемого пруткового материала. Изготовляют не менее 10 образцов-изделий из
калиброванного прутка круглого сечения с допуском диаметра не грубее 8-го квалитета. Пруток
наибольших диаметра и длины, поданный на упор револьверной головки, обтачивают по диа-
метру d инструментом головки.
Размеры, мм
Наибольший диаметр обрабатываемого прутка, D Эскиз d L й, не менее ь
До 20 1 £)-(! ...2) 40 ...60 — —
Св. 20 до 40 2 70 ... 100 15 L-3a-3 2
Св. 40 до 65 80 ... 120
Допустимое отклонение, мкм Класс точности Наибольший диаметр прутка, мм
До 20 Св. 20 до 40 Св. 40 до 65
От круглости Н 6 8 10
П 4 5 6
Профиля продольного сечения Н 6 8 10
П 4 5 6
Постоянства диаметра в партии л образцов н 20 25 30
п 12 16 20
Постоянства длины L в партии п образцов, отрезанных1 от прутка, поданного: на упор револьверной головки и 60 80 100
п 40 50 60
на упор револьверной головки и подрезанного с торца н 20 25 25
п 12 16 16
1 Инструментом заднего поперечного суппорта.
64
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Автоматы токарные многошпиндельные горизонтальные прутковые
(ГОСТ 43-85 в ред. 1990 г.)
Образцы-изделия из автоматной стали = 450 ... 550 МПа или другого хорошо обраба-
тываемого пруткового материала. Обрабатывают две партии образцов-изделий (см. зек. 1 и 2)
не менее 3 шт. на каждом шпинделе. Обработку ведут в любых рабочих позициях. Диаметр d
обрабатывают проходным резцом* укрепленным на продольном суппорте; диаметр d] обраба-
тывают фасонным резцом, укрепленным в поперечном суппорте. У образцов* изготовленных в
соответствии с зек. 1, после обработки подрезают передний торец, а затем проводят отрезание
образца. У образцов, изготовленных в соответствии с зек. 2, отрезание проводят без подрезки
торца.
Эск. 1
Эск. 2
d — 0,5/}нвиб, d\ — 0,5Онаиб, Д ^нанб,
Zj > d} (но не менее 20 мм),
где £>иамб- наибольший диаметр обрабатываемого изделия, а > 20 мм
Допустимое отклонение образцов-изделий Класс точности Наибольший диаметр обрабатываемого прутка, мм
До 32 Св. 32 до 65 Св. 65 до 125 Св. 125 до 160
От круглости, мкм н 8 10 12
п 4 5 7 8
Профиля продольного сечения, мкм н 10 14 16 16
п 6 8 10 10
Постоянства диаметров в пре- делах одной партии, мкм н 50 65 80 80
п 32 40 50 50
Постоянства длины в пределах одной партии, мкм: изготовленных в соответст- вии с эск. 1 н 65 80 120 120
п 40 50 80 80
изготовленных в соответст- вии с эск. 2 н 300 500 800 800
п 200 300 500 1 500
Примечания: L При проверке круглости н профиля продольного сечения контролируют не ме-
нее одного образца-изделия, обработанного на каждом шпинделе, в первом случае - в одном поперечном и
во втором - в одном продольном сечении.
2. Проверку постоянства диаметров образцов-изделий проводят для каждой из обеих партий обрабо-
танных на всех шпинделях образцов-изделий.
3. Измерение длин L и Lj проводят на всей партии соответствующих обработанных образцов-
изделий.
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
Продолжение табл. 23
Полуавтоматы тер.» гори1тт„ь„ь1е
_______________________(I <->СТ 6819-84 в ред. 1990 г.)
Образцы-изделия из стали с с, = 500 ... 600 МПа, серого чугуна или другого хорошо об-
рабатываемого пруткового материала. н р
d > ОЛ^нб, L > 2d (но не более 200 мм),
где £)нб - наибольший диаметр патрона.
* Допустимое отклонение Класс точности Наибольший диаметр патрона, мм
До 125 Св. 125 до 200 Св. 200
От круглости, мкм Н 8 10 12
п 5 6 8
Профиля продольного сечения, мкм н 12 16 20
п 8 10 12
Постоянства диаметров партии образцов- изделий, мкм н 50 65 80
п 32 40 50
От плоскостности подрезанной торцовой поверхности, мкм н 16 20 25
п 10 12 16
Примечания: I. Обрабатывают не менее трех образцов-изделий на каждом шпинделе. Обработ-
ку ведут в любых рабочих позициях, диаметр d протачивают с продольного суппорта.
2. При проверке плоскостности подрезанной торцовой поверхности выпуклость не допускается.
Станки токарные многошпнндельные вертикальные патронные полуавтоматические
(ГОСТ 6820-75 в ред. 1986 г.)
Образцы-изделия - из стали или чугуна.
г/а0,5/)нб1
где £>нб - наибольший диаметр обрабатываемого изделия;
d-диаметр образца.
Наибольший диаметр обрабатываемого
Допустимое отклонение изделия, мм
До 250 Св. 250 до 400 Св. 400 до 630
Постоянства диаметров, мкм: обработанных образцов со всех шпинделей 80 100 120
_ в поперечном сечении 25 30 40
в продольном сечении 30 100 40 £’ = 100 50 £’=150
— плоскости торцовой поверхности образца, мкм 20 25 30
Примечания : I. Z* — длина обработанной частя образца-изделия, мм.
2. На диаметре образца-изделия выпуклость не допускается.
66
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Станки токарно-револьверные (ГОСТ 17-70 в ред. 1980 г.)
Образцы-изделия - из среднеуглеродистой стали с о8 S 450 МПа. Точность станков про
веряют при обработке двух видов образцов-изделий.
D^d,
где d- наибольший диаметр прутка;
L = 3dy но не более 300 мм;
а = 12 ... 15 мм;
О —---------; h = 3 .5 мм.
2
Для прутка диаметром менее
20 мм допускается цилиндрический
образец.
Точность формы наружной цилиндрической поверхности образца Класс точности Наибольший диаметр прутка d и изделия, устанавливаемого над станиной, (£), мм
До 12 (До 200) Св. 12 до 32 (Св. 200 до 320) Св. 32 до 80 (Св. 320 до 500) Св. 80 до 200 (Св. 500 до 800)
Допустимое отклоне- ние постоянства диа- метра обработанной поверхности в сече- нии, мкм: поперечном н 8 10 12 16
п 5 6 8 10
любом н 12 16 20 25
п 8 10 12 16
Д ~ , но не более 300 мм, 1 2 пил * где - наибольший диаметр обрабаты- ваемого изделия над станиной, d= 0,7 $D.
Диаметр прутка, мм L il
До 12 20 10 40
Св. 12 до 32 30 10 50
Св. 32 до 80 50 15 60
Св. 80 до 200 80 15 80
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
67
Продолжение табл. 23
Допускаемое отклонение прямолинейное! "и торцовой поверхности образца мкм ий диаметр прутка d и изделия, устанавливаемого над станиной, (О), мм
Станки с осью револьверной головки Класс точности Наибольш
До 12 (До 200) Св. 12 до 32 (Св 200 до 320) Св. 32 до 80 (Св. 320 до 500) Св. 80 до 200 (Св 500 до 800)
Вертикальной Н 10/100* 12/150 16/200 20/300
П 6/100 8/150 10/200 12/300
Горизонтальной н 10/100 12/120 16/150 20/185
п 6/100 8/120 10/150 12/185
После чистовой обточки резцами, закрепленными в резцовой головке поперечного суппорта и в ре- вольверной головке (при наличии рабочей поперечной подачи),
Примечания: 1. 100* - на диаметре 100 мм,
2. Допускается только вогнутость обработанной поверхности.
Станки токарно-карусельные (ГОСТ 44-93)
Материал образцов-изделий - чугун, допускается применение стальных образцов. Про-
верка точности производится при обработке трех видов образцов-изделий.
Эск. I
d?
Эск. 2
d\ > 0,25D, но нс более 2000 мм.
1500 мм>Л| >0,75£
Размер d\ должен обеспечить воз-
можность обработки верхними, а для
станков с D £ 1600 мм и боковыми суп-
портами
d2 £ 0,750, но не более 5000 мм
Допускается обрабатывать кольцевые пояски
непосредственно на поверхности планшайбы
Допустимые отклонения на образцах-изделиях, мкм
Номер эскиза Класс точности 11аиболылий днамсгр обрабатываемой заготовки D, мм
До 1600 Св. 1600 до 2500 Св. 2500 до 4000 Св. 4000 до 6300 Св. 6300 до 10000 Св. 10000
Эск, 1: от круглости Н 8 10 12 15 20 25
п 5 6 8 । 10 12 15
профиля про- и 15 20 25 25 25 25
дольного сечения п 10 12 15 15 15 15
Эск. 2: от плоскостно- н 30 40 50 60 60 —
оги торцовой поверхности п 20 25 30 40 40 —
68
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Эск. 3
3000 0,3D
2500>rf3 > 0,25D
1000 £ Л2 £ 0,5£
100£Л=В>0,1Л2 6 £30 мм; /2 20 мм
I. Размеры 7? и й| устанавливаются в
технических условиях на станок.
2. Для станков с позиционной систе-
мой ЧПУ и станков с УЦПУ обраба-
тываются только цилиндрические и
плоские поверхности с получением
размеров А и В.
Допустимое отклонение для образца-изделия, обрабатываемого на станках Класс точности Наибольший диаметр обрабатывае- мой заготовки D, мм
До 3200 Св. 3200
С ЧПУ, постоянства размеров, мкм: А
н 30 40
п 20 30
В н 50 50
п 30 30
С контурными устройствами ЧПУ, профиля фасонной поверхности (ф, R, Я|), мкм н 60 80
п 40 50
Станки токарно-винторезные и токарные (ГОСТ 18097-93» ИСО 1708-8-89)
Образнььизделия изготавливаются из автоматной стали или чугуна. Для станков классов
точности П, В и А допускается использовать латунь, бронзу или алюминиевые сплавы. Провер-
ка точности станков производится при обработке трех видов образцов-изделий (эск. 1 - 3).
D £ —— L « 0,5 D*, но не более 500 мм;
8
/2 £ 20 мм, количество поясков - три при
1> 50 мм или два при / < 50 мм;
Da- наибольший диаметр заготовки
Эск. 1
Допускаемое отклонение Класс точности Наибольший диаметр заготовки Da, мм
До 800 Св. 800
Постоянства диаметра в поперечном сечении. Н 10 20
мкм п 7 7
От круглости, мкм в 2 5
1 6
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
69
Продолжение табл. 23
Допустимое отклонение Постоянства диаметров в продоль- ном сечении, мкм Класс точности Н * т г W-» -м г V р ъ Л* Длина образца-изделия, мм
too 200 300 40
П — 12 20
В 6 8 12
А 4 6
Примечания: L Больший диаметр должен располагаться вблизи передней бабки
2 Разность диаметров двух соседних поясков (за исключением случаев, когда их всего два) не долж
на превышать 75 % полученной разности диаметров наружных поясков.
Эск. 2
£>>0,5D., L*~
8
Обрабатываемая поверхность, как правило, раз-
деляется на две или три концентрические поверхности,
одна из которых центральная.
Допустимое отклонение Класс точности Диаметр заготовки-образца D, мм
100 200 300 ч 500
От прямолинейности торцовой поверхно- сти, мкм н 10 15 25 40
п 6 10 15
в 4 6 10 —
3 4
Примечания: 1. Измерения проводят в двух взаимно перпендикулярных диаметральных се-
чениях
2. Допускается только вогнутость. ________________________
Д^ЗОО (2)а>250 мм)
DC - наибольшее расстояние между
центрами передней и задней бабок.
Эск. 3
Диаметр и шаг резьбы должны быть возможно близкими к диаметру и шагу резьбы ходо-
вого винта. Резьба может начинаться с любой точки ходового винта. Тип резьбы — однозаход*
ная треугольная, допускается трапецеидальная.
На коп лепная погрешность шага резьбы, мкм
Длина измерения, мм Допуск, мкм, для стаканов классов точности
Н Л в А
DC £ 2000 мм 2000 мм < < DC£ 3000 мм DC > 3000 мм £ 250 мм 250 мм < < Dt S 500 мм
50 — — — 10 —
_ 300 40 45 50 30 20 20
70
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Станки координатно-расточные и координатно-шлифовальные (ГОСТ 18098-94)
Образцы-изделия - из чугуна c<Ja = 200 ... 250 МПа, стали спа = 350 ... 450 МПа, цвет-
ных металлов и сплавов с стБ = 120 ., - 240 МПа.
Образец-изделие устанавливают в средней части станка симметрично средней линии
стола.
Допуски при проверках точности образцов-изделий станков класса точности С не должны
превышать значений, указанных нижеприведенных в таблицах (для образцов-изделий станков
класса точности А допуски увеличивают в L6 раза).
1. Точность обработки образцов-изделий на станках с ручным управлением (с цифровой
индикацией и предварительным набором координат без точной установки рабочего органа в
автоматическом режиме).
Эск. 2
Размеры, мм
Ширина стола 4 h
До 500 125 80 12-20
Св. 500 до 1250 160 100 20-30
Св. 1250 •1 200 1 125 30-40
При наибольшем перемещении стола /нанб £ 800 мм рекомендуется использовать два об-
разца-изделия (эск. 1), симметрично расположенных вдоль оси X на расстоянии между осями
образцов-изделий, равном 0,5 перемещения по оси X (эск. 2).
Допустимое отклонение Ширина стола, мм
До 500 Св. 500 до 1250 Св. 1250
Межосевых расстояний отверстий после чисто- вой обработки, мкм 4 5 6
Примечание. В образце-изделии проводят чистовое растачивание (шлифование) отверстий
(зек. 1.2).
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
71
Продолжение табл. 23
Эск, 4
Эск. 3
Размер, мм Конец шпинделя КРС по ГОСТ 30064 Диаметр шейки планетарного шпинделя КШС в передней опоре, мм
с конусом 7 : 24 с конусом Морзе
30 40; 45; 50 о, 1;2 3 До 63 Св. 63
d (эск. 3) 20 ... 40 40... 120 20 ... 40 40 ... 120 — —
/ 5 ... 10 10 ... 30 5 ... 10 10... 30 — —
d (эск. 4) — — — — 20 ... 40 40 ... 120
Параметр Допуск, мкм Конец шпинделя КРС по ГОСТ 30064 Диаметр шейки планетарного шпинделя КШС а передней опоре, мм
с конусом 7:24 с конусом Морзе
Допустимое отклонение: от круглости 1,6 30 0;1;2 До 63
постоянства диаметра в любом продольном сечении 3,0
от круглости 2,0 40,45; 50 3 Св. 63
постоянства диаметра в любом продольном сечении 4,0
Примечания:!.В образцах-изделиях на эск. 3 (для координатао-расточных станков) и на эск. 4
(для координатно-шлифовальных станков) проводят чистовое растачивание (шлифование) отверстий.
2. Для станков класса точности А допускается вместо проверки круглости проводить проверку посто-
янства диаметра в поперечном сечении с увеличением допускаемых отклонений в 2 раза
72
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Эск. 5
Примечания:
1, Четыре обязательных отверстия диаметром d располагают на осях симметрии квадрата со стороной
С, дополнительные отверстия выбираются произвольно из указанных на эск. 5.
2. Допускается увеличение размеров по высоте обрабатываемых поверхностей образца и расстояний
их от базы и между собой.
Размеры, мм
Ширина стола, мм b D-B2 d rfi е g
До 800 ИЗ 160 80 12... 16 30 14,5 15,5 25
Св. 800 226 320 160 16 ...25 50 30 30 50
Условия обработки образца-изделия по эск. 5 на станках с контурными устройствами ЧПУ-
Поверхности 3, 5, 6 - 9, 10 - 21 должны быть предварительно обработаны до получения
окончательной формы образца-изделия с припуском на чистовую обработку (для КШС предва-
рительно обрабатываются также отверстия dи d\).
Поверхность 4 обработана окончательно.
Образец-изделие закрепляют в середине стола, причем поверхность 12 выверяют парал-
лельно траектории продольного перемещения стола.
Для станков с наибольшим перемещением стола /надб 800 мм рекомендуется использо-
вать два образца-изделия, которые должны закрепляться на расстоянии между осями их сим-
метрии, равном 0,5 наибольшего рабочего перемещения / по оси А, и симметрично относитель-
но средних сечений рабочей поверхности стола.
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
73
Продолжение табл. 23
Обработку образца-изделия проводят в следующей послеппк^-----------------------
. сверление, раКнер™ате „
ное шлифование ранее обработанного с припуском) отвеОСТИЯТ ( КШС ~ пРеД“Ркгель-
• чистовое фрезерование (шлифование)- ’’
- поверхности 3 ’круга" в три прохода’ с обеспечением А
НИЯ) (полос), примерно равной 0,3 диаметра D поверхности 3 „ Фрсзерования (шлифова-
дами не более 15 мм; Лис перекрытием между прохо-
- поверхности 5 "круга";
- поверхностей 6 ... 9 "ромба";
- поверхностей 10... 13 "квадрата";
-наклонных поверхностей 14... 21 (угол наклона 3°)‘
• сверление, рассверливание (при необходимости) и’растачивание Галя К1ПГ .. ж
ние предварительно обработанных) отверстий d; Р И КШС ~ шлиФ°ва-
• работа на холостом ходу с периодическим включением перемещения оабочих <mraun
непрерывным вращением шпинделя с частотой врящения, ревной ТО,Х “xXZmT.c"
ТОТЫ вращения, в течение не менее одного часа (е учетом времени обравотки |дл,7шс
кетарного шпинделя и шлифовального шпинделя со средней частотой вращ ни »™мпле™
шлифовальных шпинделей, поставляемого со станком); и из комплекта
• чистовое растачивание (шлифование) отверстия с/,.
SРИЙЛ’ раЗМерЫ и требовакия к режущему инструменту, а также режимы чистовой
обработки образца-изделия, должны соответствовать установленным в эксплуатационных докумен-
тах на станок. На станках с позиционными устройствами ЧПУ обрабатывают образцы с расширени-
ем допусков при их обработке в 1,25 раза по сравнению с указанными для образца на эск. 1.
Допускаемое отклонение на образцах-изделиях, мкм
Отклонение (см. эск. 5) Ширина стола, мм
До 800 Св. 800
От прямолинейности поверхностей: торца 3 боковых сторон 6-21 4 5 5 6
От параллельности поверхности 3 относительно по- верхности 4 в продольном и поперечном сечениях 4 5
Положения наклонных поверхностей 14-21 6 10
От круглости: отверстия d\ поверхности 5 2 J? 2 10
Постоянства диаметра в продольном сечении отверстия d\ вт* соосности отверстия d\ с поверхностью 5 2,5 6 4,0 10
Межосевых расстояний между отверстиями в одном ряду: соседними —- .любыми двумя 4 6 5 8
______-----------
Примем.»»»:' - ОТ“““ едани.» «""Р
<- ------------------------------------
г. д. ет.™« *»“• О,---------------
ном сечении с увеличением допуск
74
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Эск. 6
Размеры, мм
Ширина стола Ь> Ьг = «/г Ьз h h Ai = /j3 hi d di dy
До 800 200 160 77,782 250 100 25 15 60 65 70
Св. 800 260 220 155,563 320 120 30 20 95 100 100
Примечания: 1. Штриховой линией показаны контуры заготовки, несовпадающие с контурами
окончательно обработанного образца-изделия;
2, Отверстие rfj х должно быть предварительно выполнено в заготовке,
3, Допускается выполнение на образце-изделии крепежных отверстий (пазов).
4. На образце для КШС при необходимости на обрабатываемых поверхностях предварительно вы*
полнеют канавки для выхода инструмента.
5. Для станков, не имеющих по оси Z перемещений в следящем режиме, поверхность под углом 5* не
обрабатывается.
Обработку на ко о рднн ятн о-ра сточных станках проводят по контрольной программе в
следующем порядке:
• чистовое растачивание отверстия d;
• чистовое фрезерование:
- торцовой поверхности повернутого под углом 20° параллелепипеда в три прохода с
обеспечением ширины фрезерования (полос) примерно равной 03 стороны торцовой поверхно-
сти и с перекрытием между проходами не более 15 мм;
- боковых поверхностей повернутого параллелепипеда со стороной
- наружной цилиндрической поверхности диаметром d2t
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
Продолжение табл. 23
- двух боковых поверхностей параллелепипеда
дельных основанию образца-изделия;
со стороной Ь2 и поверхностей, парал-
- двух боковых поверхностей параллелепипеда со стороной Ь2 и поверхностей, наклонных
под углом 5° к основанию образца-изделия;
• работа на холостом ходу с периодическим включением перемещений рабочих органов и
непрерывным вращением шпинделя с частотой вращения, равной половине максимальной час-
тоты вращения, в течение не менее I ч (с учетом времени обработки);
• чистовое растачивание отверстия d\.
На координатно-шлифовальных станках на данном образце-изделии обрабатывают
последовательно только отверстие dh боковые поверхности повернутого параллелепипеда со
стороной bj, наружную цилиндрическую поверхность d2 и отверстие d.
Допускаемые отклонения на образцах-изделиях (эск. 6), мкм
Отклонение Ширина стола, мм
До 800 Св. 800
Торцовой поверхности повсрнугого параллелепипеда: от плоскостности:
общая 4 5
перепад между полосами от переходов инструмента 3 4
от параллельности основанию 4 5
Боковых поверхностей повернутого параллелепипеда:
от прямолинейности 5 6
от перпендикулярности 6 8
Положения поверхности» наклонной под углом 5° 6 8
От круглости наружной цилиндрической поверхности при контурной обработке 8 10
От соосности отверстий d\ и d 6 8
Примечание: Приведенные данные не распространяются на станки класса точности А.
«• и «ми (56.5 HRC) до™ быть но бояее
На 0,16.
76 ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Станки радиально-сверлильные (ГОСТ 98-83) с ЧПУ
Образцы-изделия - из чугуна, стали, алюминиевого сплава.
Поверхности, используемые как технологические, должны быть окончательно обработаны
OJX
—-----»-<
Эск, 1
Эск. 2
Для станков с отношением перемещений X и Y более 1,6 рекомендуется использовать два
образца-изделия (эск. 2), расположенных вдоль оси X на расстоянии между осями симметрии
образцов-изделий, равном 0,5 перемещения X.
Обработку образца-изделия производят по контрольной программе в следующем порядке:
сверление, рассверливание, зенкерование и развертывание отверстия d
Допуск диаметра просверленного отверстия не должен превышать: Н12 - для станков
класса точности Н; Hl I - для станков класса точности П.
При необходимости для измерения после сверления на станке производят развертывание
отверстий.
Допустимое отклонение Класс точности Наибольшая длина перемещения, мм
До 1000 Св. 1000 до 1600 Св. 1600 до 2500 Св. 2500 до 4000
Межосевых рас- стояний, мкм н 60 80 100 120
п 40 50 60 80
Примечание. Для станков с отношением продольного и поперечного перемещений не более
Допуски ыежоссвых расстояний устанавливают по наибольшему из указанных перемещений; для стан-
ко» с отношением указанных перемещений более 1,6 допуски устанавливают в 1,6 раза больше, чем для
меньших из этих перемещений.
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
77
Продолжение табл 23
Станки вертнкально-сверлнльные (ГОСТ 370-93Е)
Зависимость осевой испытательной нагрузки
ления приведена на графике.
от условного максимального диаметра свер-
1 i * I * I i u I I I I । I I I N'
356101216 Ю 25 3032 W 50 600 10 00
Условный дцрметр сверления^max,мм
Параметр Класс точности Исполнение станка на колонне
призматической круглой
Допускаемое перемещение оси шпинделя к рабочей поверхности стола, стола-плиты или плиты под действием осевой статиче- ской нагрузки’ Н 1,0/1000 2,0/1000
П 0,6/1000 1,2/1000
В „о»о™ и •
симметрии, проходящей через ось шпинделя, мм. ппийдймиА приборов для измерения длин на рас*
Допускаемые перемещения определяют кок разность
стоянии L между приборами и пересчитывают пропорционально на
78
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Станки круглошлифовальные (ГОСТ 11654-90)
Проверка точности станков проводится при обработке образцов-изделий четырех видов,
1. Обработка в центрах.
Образец-изделие валик (эск. 1) размерами Ud < 10 закрепляют (без люнета) между цен-
трами и обрабатывают его цилиндрическую поверхность.
Размеры образца, мм
Наибольшая длина шлифования, Lq /
До 315 160 16
Св. 315 »630 315 32
» 630 » 1600 630 63
» 1600 »3000 1000 100
» 3000 1500 150
2. Обработка в патроне.
J D
2.1, Образец-валик (или диск) цилиндрической формы (эск. 2) с размерами d} = —.
4
Zi < (0,25 ... 0,5)rf|, где D — наибольший диаметр устанавливаемой заготовки, закрепляют в
патроне (или в отверстии шпинделя) и обрабатывают его наружную цилиндрическую поверх-
ность.
Эск, 3
Для станков с длиной шлифования L < 1500 мм - </)н1ММ 5 40 мм и е/|)Н1Иб « 100 мм; для
станков с длиной шлифования L > 1500 мм - </|иаив « 100 мм и б/1наи6 = 400 мм.
2.2. Образец-втулку цилиндрической формы (эск. 3) с основными размерами
ё 1/2 иомиб и А)= (I ••• 1.5)</о, где <А)и|Иб - наибольший диаметр отверстия, шлифуемого на
станке (dq и lq — соответственно диаметр и длина отверстия образца), закрепляют в патроне и
шлифуют внутреннюю цилиндрическую поверхность.
2-3. Образец-диск диаметром d й D / 2, где D — наибольший диаметр заготовки, закрепля-
ют в патроне и обрабатывают торцовую поверхность.
Допускается обработка не менее трех отдельных кольцевых поясков (на периферии, в се-
редине и у центра).
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
Продолж ение табл. 23 мм
Допустимое отклонение Класс точности Наибольший диаметр устанавливаемой заготовки
в центрах в патроне
До 200 Св. 200 до 400 Св. 400 3,0 До 400 2,5 Св. 400 (для rft = 100) 2,5
От круглости образцов-изде- лий на эск. 1 - 3, мкм П 1,6 2.5
В 1,0 1,6 2,5 1,6 1.6
А 0,6 1,0 1,6 1,0 1,0
с 0,4 0,6 1.0 0,6 0,6
Допустимое отклонение Класс точности Длина/ образца-изделия, мм
< 160 315 630 1000 1500
Постоянства диаметра в про- дольном сече- нии образца- валика (эск. 1), мкм п 3 5 8 10 15
в 3 4 6 8 12
А 2 3 4 6 10
£ 1 2 3 4 8
Допускаемое отклонение Класс точности Наибольший диаметр заготовки, мм
До 200 Св. 200 до 400 Св 400
От плоскостности торцовой поверх- насти образца-диска, мкм п 6 8 10
В 5 6 8
А 4 5 6
С 3 4 5
Примечание. Выпуклость не допускается.
Поверхности образцов-изделий ^Цилиндрическая наружная Шероховатость обработанной поверхност нс более, для станков классов точно н Ra, мкм, стн
п 0,32 В 0,16 А 0,08 С 0,04
Цилиндрическая внутренняя 0,63 0,32 0,16 0,08
Плоская торцовая 1,25 0,63 0,32 0J6
80
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Станки круглошлифовальные бесцентровые (ГОСТ 13510—93)
Перед чистовой обработкой для проверки станка образцы-изделия должны быть обрабо-
таны с допусками, увеличенными в 1,6 раза, а шероховатость Ra - в 2 раза по сравнению с ука-
занными в таблицах.
Для проверки точности станков шлифуют партию образцов-изделий с режимами для
окончательной обработки:
10 шт. методом врезного шлифования и 15 шт. методом сквозного шлифования - ддя
станков, работающих обоими методами;
25 шт. — для станков, работающих только одним из методов.
Измерения проводят на пяти последних экземплярах из указанных ранее партий образцов-
изделий.
Эск. 1
Размеры образцов-изделий:
1/3 Риаиб < <4 < 1/2 £*нанб; 4) > 0.6Я,
где ” наибольший диаметр шлифования
на станке; Н - наибольшая высота кругов.
Образцы-изделия диаметром d$ > 50 мм могут быть полыми.
При шлифовании методом врезания на станках с высотой круга Н > 250 мм на образце-
изделии допускается кольцевая канавка.
Материал образцов-изделий: сталь термически обработанная; 51 ... 58 HRC.
Допустимое отклонение образцов-изделий Класс точно ста Диаметр образца-изделия, мм
16 32 63 125 250 250 400
Наибольшая высота кругов, мм
63 100 160 320 250 500 320 600 800 800
Постоянства диаметра, мкм: размера d$ при врез- ном шлифовании п 12 12 16 16
в 5 5 6 8 8 10 10
А 3 3 4 5 5 6 6
цилиндрической по- верхности в про- дольном сечении п 1,2 2 3 5 4 6 8 10 10 12
в 0,8 1,2 2 3 2.5 4 5 6 6 8
А I 0,5 1 0,8 1,2 2 1.6 2,5 4 4 5 5,0
От круглости цилиндри- ческой поверхности, мкм П 1 - | - — 2.0 2,5 2,5 3.0 3,0
В | 0,8 | 1,0 LQ 1,2 1,6 1,6 2.0 2,0 3,0
А 1 0,5 I 0,6 03 1,0 1,0 1.2 1,2 1,6
Шероховатость Ra шли- фованной цилиндриче- ской поверхности, не более П 1 - 1 - 032 0,63 0,32 0,63 032 0,16 0,63 0,32 0,16
В | 0,16 | 0,16 0,16 0,16
А 0,08 0,08 0,08 6.08 0.08 0,16
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
_ ____ I
________________________________Продолжение табл. 23
Станки внутришлифовальные (ГОСТ 25-90)
Материал образцов-изделий - сталь термически обработанная, 60 ±5 HRC.
Условия чистового шлифования образцов-изделий перед их проверкой - по техническим
усЛОвиям на конкретные модели станков, в которых должны быть указаны.
У форма и размеры поверхностей для закрепления образца-изделия;
способ установки и закрепления образца-изделия;
тип и размеры шлифовального круга;
частота вращения шпинделя бабки изделия
скорость вращения шлифовального круга;
скорость перемещения рабочего стола
do = (0,45 ... 0,5) d Da = (0,9... 1,0) d
Здесь d - наибольший диаметр шлифуемого отверстия.
Наибольший диаметр D устанавливаемой заготовки, мм /0, мм Gq, MM
200 Св. 200 до 400 » 400 » 800 » 800 » 1600 (0,9... 1,0) d —
(0,6... 0,7) d ft 15
(0,45 ... 0,5) d 25
(0,45-0,5) ft 50
Допустимое отклонение Класс точности Наибольший диаметр D устанавливаемой заготовки, мм
200 Св. 200 до 400 Св. 400 до 800 Св .800 до 1600
Постоянства диа- п <0 5,0 6,0 8,0
метра в продоль- в 3.0 3,0 4,0 6,0
ном сечении, мкм А 2,0 2.0 3.0 4.0
От круглости, мкм п 1,6 J 2,0 ™ 4.0
В 1,0 1,6 2,5 3,0
О* ПЛОСКОСТНОСТИ ТОрЦОВОЙ nnR<*nY« А П 0,6 1.0 6 4 Lft 1 ОО 1 - О\ । L 2,5 10 6
ни верх- кости в А 3 2 3 J 3 1 4
* Для станков со специальным устройством тоР“0Ю_^.ХВЛ^кже классов точности В и А с
Цид.'1 Римечания:1. Для станков класса точностимепения отклонения от круглост Моя^ЛкШИМ адаметР°м устанавливаемой заготовки се. 400 м* • сечеиии с увеличением в 1,6 раза Х?,,быта произведено измерение постоянства диаметров в поперечном спускаемых отклонений.
4. Выпуклпртк на торцовой поверхности нс j юпускастсж
82
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 2з
Шероховатость Ra поверхности • Класс точности
П В А
Цилиндрической внутренней, мкм 0,63 0,32 0,16
Плоской торцевой*, мкм 1,25 0,63 0,32
• Для станков со специальным устройством для торцового шлифования
Станки плоскошлифовальные с прямоугольным столом (ГОСТ 13135-90)
Контроль точности обработки образцов-изделий производится для плоскошлифовальных
станков с прямоугольным столом: 1) горизонтальным шпинделем классов точности В и А с
шириной стола до 1000 мм; 2) вертикальным шпинделем класса точности В с шириной стола до
1000 мм; 3) на продольношлифовальных станках двухстоечных для направляющих классов
точности В и А с шириной стола до 3150 мм.
Образцы-изделия (эск. 1, 2 и9)- из стальных отливок или закаленной стали с ов = (550 ...
650) Н/мм2 или из серого чугуна <тв = (200 ... 280) Н/мм2.
Образцы-изделия (эск. 5 и 6) из закаленной стали с твердостью (60 ± 3) HRC.
Разность твердости обрабатываемых образцов-изделий не должна превышать 4 HRC.
Образцы-изделия для контроля точности одностоечных плоскошлифовальных стан-
ков с прямоугольным столом:
а) с горизонтальным шпинделем
Эск. I
Lt 5 0,6L, но не более 710 мм; Вг >О,6В(,
но не более 300 мм; > 0,3// , но не более
200 мм; й( =^0,4//,, Й2 -0.5/^, где L - дли-
на стола; 5] - ширина стола; Н - наиболь-
шая высота шлифования
б) с вертикальным шпинделем
£i £ 0.6L, но не более 710 мм; В^ ,
но не более 360 мм; Я( £ 0,ЗЯ ♦ но не более
300 мм, где L - длина стола; - ширина
стола; Н ~ наибольшая высота шлифования
Эск. 2
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
83
Продолжение табл. 23
Количество и расположение данных образцов-изделий на рабочей поверхности стола
должно соответствовать для станков с длиной стола L. до 1600 мм - один образец измлие^Т
положенный в середине стола в продольном направлении' Р U л е’рас*
свыше 1600 мм до 2500 мм - два образца-изделия, расположенных в середине стола а
продольном направлении в соответствии с эск. 3; ‘-«редине стола в
свыше 2500 мм - три образца-изделия, расположенных в середине стола в продольном на-
правлении в соответствии с эск. 4- г и продольном на-
Эск, 4
Эск, 3
Поверхность / образца-изделия на эск, 1 обрабатывают периферией шлифовального кру-
га, Поверхности / образца-изделия на эск. 2 и поверхность 3 образца-изделия на эск. 1 обраба-
тывают торцом круга, при этом в комплекте станков должны быть приборы правки круга по
торцу.
Образец-изделие для контроля точности одностоечных плоскошлифовоьных стан-
ков с прямоугольным столом (с горизонтальным и вертикальным шпинделем).
Образец-изделие для контроля точности двухстоечных плоскошлнфовяльных стан-
ков с прямоугольным столом.
Длина стола Lt мм В}' мм 1 Нъ мм, не менее
Св. 2500 до 4000 80 60
1 Св. 4000 » 16000 100 1 80
Примечание. Вместо образцов-изделий по эск. 5 допускается при-
менение цилиндрических образцов-изделий с диаметром и высотой Hz-
84
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Количество и расположение образцов-изделий по эск. 5 и 6 на рабочей поверхности стола
должно соответствовать для станков с длиной стола £:
до 4000 мм в соответствии со схемой на эск. 7;
свыше 4000 мм в соответствии со схемой на эск. 8.
Образец-изделие для контроля точности продольношлнфовальных станков двухсто-
ечных для направляющих.
Эск. 9
£| £ 0,б£, но не более 1250 мм; В2 £ 0,6 В, но не более 500 мм;
b > 0J 5Вг, но не менее 40 мм; й 03Н , но не более 500 мм;
ft, » 0,47/,, но не менее 200 мм; й2 * 0,5Й( т но не менее 100 мм;
где L -длина стола; В - наибольшая ширина обрабатываемой заготовки;
Н - наибольшая высота обрабатываемой заготовки
Поверхности 5, 4Л 5 и 6 данного образца-изделия обрабатывают периферией шлифовала
кого круга.
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
85
Продолжение табл. 23
Допускаемое отклонение на образцах-изделиях, мкм
„ Класс Отклонение точности До 250 Св. 250 до 400 Св. 400 до 630 Св. 630 до 1000 Св. 1000 до 1600
От прямолинейности (плоскостности) поверх- ностей / (см. эск. 1 и 2) В 3 4 5 6
2 3 3 4 —
От прямолинейности по- верхностей 3 (см. эск. 1) и J, < 5 и б (см. эск. 9) в продольном направлении в 1 2,5 3 4 5 6
Л 1,5 2 2.5 3 4
От параллельности по- верхностей / относи- тельно 2 в продольном и поперечном сечениях (см. эск. 1 и 2) В 4 5 6 8 10
Л 2,5 3 4 5 6
Длина измерения, мм
50 100 200
От перпендикулярности -« — - поверхностей / и 3 (см. В 6 8 10
эск. 1) и поверхностей 4 - и 3 (см. эск. 9) А 4 5 6
Длина измерения, мм
Постоянства высоты Н2
(см. эск. 5 и 6)
Шероховатость
мкм
От параллельности по-
верхностей 5 и б относи-
тельно 4 в вертикальной
плоскости (см. эск. 9)
В До 1000 8 Св. 1000 до 1600 10
1 А 1 5 6
Длина стола 4, мм
S
16
10
Шлифование
S
25
10
20
30
12
16
20
Класс
точности
В
периферией круга
0,32
0,16
торцом круга
0,63
0,32
В
А
86
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Станки плоскошлифовальные с крестовым столом и горизонтальным шпинделем
(ГОСТ 273-90)
Материал образцов-изделий при их ширине В]:
до 100 мм - улучшенная сталь с <тв от 750 до 850 Н/мм2 или закаленная сталь с твердостью
50... 60 HRC;
свыше 100 мм стальные отливки с о, от 550 до 650 Н/мм2 или серый чугун с ав = 200 ...
280 Н/мм2.
Количество и расположение образцов-изделий на рабочей поверхности стола должно со-
ответствовать для станков с длиной стола Л:
до 1000 мм - один образец-изделие, расположенный в середине стола в продольном на-
правлении;
свыше 1000 мм до 1600 мм - два образца-изделия, расположенных один за другим в сере-
дине стола в продольном направлении.
Поверхность 1 образца-изделия обрабатывают периферией шлифовального круга,
Проверка точности станков производится при обработке двух видов образцов-изделий.
L{ > 0,6L , ио не более 400 мм;
£ 0,6В , но не более 150 мм;
> (0,2 ... 0,3)// , но не более 120 мм;
где L - длина стола; В - ширина стола;
Н - наибольшая высота шлифования
Эск. I
У стального или чугунного угольника с размерами, указанными на эск. 2 и в таблице
шлифуют граниЛ и Б. Грань Л шлифуют периферией круга при поперечной подаче стола; грань
Б - торцом круга, при вертикальной подаче шлифовальной бабки или при поперечной подаче
стола.
Эск, 2
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
87
Продолжение табл. 23
Допускаемое отклонение на образцах-изделиях, мкм
Отклонение Класс точности Длина измерения, мм
До 250 Св. 250 ДО 400 Св. 400 до 630 Св. 630 до 1000
От прямолинейности поверхности 1 (см, эск. 1), мкм В 3 4 5 6
2 2,5 3 4
£ 1,5 2 2 2,5
От параллельности поверхностей / и 2 в продольном и поперечном сече- ниях (см. эск. 1), МКМ в 4 5 6 8
А 2,5 3 4 5
2 2 ь 2,5 3
Отклонение Класс точности Диаметр наружного базирующего конуса по ГОСТ 2323, мм
До 25 Св. 25 до 50 Св. 50 до 80
Высота Я, мм
30 40 50
Перпендикулярности плоскостей А и Б на длине измерения 80 мм (см. эск. 2)t мкм В 6 6 6
А 4 4 4
с 4 4 4
Шероховатость Класс точности Шлифование
периферией круга торцом круга
Rat мкм, не более В 0J6 0,63
А 0,08 0,32
С 1 0,04 0.20
88
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Станки плоскошлнфовальные с круглым выдвижным столом и вертикальным шпинделем
(ГОСТ 27-88)
Для проверки станка в работе берут образец-кольцо наружным диаметром не менее
0,8 диаметра рабочей поверхности стола, внутренним диаметром нс более 0,6 диаметра рабочей
поверхности стола и высотой не менее 0,25 наибольшей высоты обрабатываемого изделия.
Допуск ается проверку параллельности обработанной поверхности проводить на шести
образцах размерами! диаметр примерно 0,15 диаметра рабочей поверхности стола и высота не
менее 0,1 наибольшей высоты обрабатываемого изделия.
Четыре образца (7, 2, 3 и 4) устанавливают на столе по его периферии на равных расстоя-
ниях один от другого, образец 5 — возможно ближе к центру, б — по диаметру стола, равному 0,5
диаметра стола.
Перед установкой на станок образцы предварительно подвергают чистовой обработке ос-
нования и получистовой обработке других поверхностей, подлежащих обработке на проверяе-
мом станке.
Эск. 1
Материал образцов^изделий - сталь 45 по ГОСТ 1050 твердостью 42 ... 52 HRC.
Точность образцов-изделий:
- плоскостность обработанных поверхностей (выпуклость не допускается),
- параллельность верхней обработанной поверхности его основанию.
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ 89
Продолжение табл. 23
Станки п
4,, . „ре„
поверхностей, служащих мл’ут™,™» «ре™еХ"н°И<™“
поверхностей, подлежащих проверке. При этом шепоховатп^ЛП₽СДВарИТеЛЬИОе ШлиФ<»ание
бьггь не грубее Яа 1,25; поверхностей, оодвежащ™ последующ,™’™»»'5S *“”*
верке, должна быть не грубее Ra 2,5. 7 Щ чисговой обработке и про
Форма н размеры образца-изделия для веек станков
Эск. I
Размеры образца-изделия (предельные отклонения ± 5), мм
Наибольшая длина
поверхности, мм / b h
До 160 65 30 40
Св. 160 до 250 100 50 65
» 250 » 400 160 50 65
» 400 » 630 250 50 65
Допустимое отклонение Класс точности Наибольшая длина обрабатываемой поверхности, мм
До 160 1 Св. 160 до 250 Св. 250 до 400 Св. 400 до 630
От плоскостности обработанной поверхности Б1 мкм П 6 8 10 12
В 4 5 6 8
А 2,5 — —
Постоянства линейных размеров, мкм п 10 12 16 20
в 6 8 10 12
4 1 1
90
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Допустимое отклонение Класс точности Наибольшая длина обрабатываемой поверхности, мм
До 160 Св. 160
Перпендикулярности вертикаль- ных поверхностей Л, Б и В основа- нию Л мкм п 8 10
в 5 6
А 3 —
Перпендикулярности поверхностей А к Б и В к Б. мкм п 20' 25" ~
в 12' 16" ~
8’
’ На длине измерения = 25 мм; На длине измерения by - 45 мм.
Формы и размеры образца-изделия для станков с ЧПУ
Наибольшая длина обрабатываемой поверхности, мм 1 ь а h R а р
ММ
До 250 100 65 25 5 8 40° 50°
Св. 250 до 630 160 100 35 10
Допустимое отклонение Класс точности
л В
Размера Я, мкм 15 10
Углов аир 3' 2'
Допустимое отклонение Класс точности Наибольшая длина обрабатываемой поверхности» мм~
До 250 Са. 250 до 630
От прямолинейности поверхностей А к Б, мкм п 16 25
в 10 20
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОРТЕШНОСТЕЙ
~ ' - -
____________ Продолжение табл, 23
Формы и размеры образца-изделия для станков с ЧПУ
50
е-----------------5
4Z7 ..
к-------------
30
40*
Е-------------
. Толщина. h=5MM
* Размер для справок.
Эск. 3
Точность линейных размеров образца-изделия.
Допуски, мкм, всех обозначенных на эск. 3 линейных размеров, должны составлять для
станков класса точности:
П......................±16
В.....................±10
А......................±6
Неуказанные предельные отклонения размеров: Н14, Ы4, ± .
Шероховатость обработанных поверхностей всех образцов-изделий Яд, мкм, нс более.
Для станков класса точности:
П...............................0,63
В...............................0,40
А...............................0,25
92
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
_______________________Продолжение табл. 23
Станки шлицешлифовальные (ГОСТ 30051-93)
На станке шлифуется образец-изделие: шлицевый валик с размерами в двух вариантах*
первый - Dt 5: 0J25D, L = 8Z7] и второй - D\ > 0,25D, L > 0, ID, где D - наибольший диаметр
устанавливаемого изделия, мм.
Эск. 1
Допустимое отклонение Наибольший диаметр D устанавливаемого изделия, мм
До 200 Св. 200 до 320 Св. 320 до 500
Параллельности боковых поверхностей зубьев, мкм 5 6 8
Положения профилей соседних зубьев 20" 16й 12м
Положения профилей зубьев по всей окружности 60" 50” 40”
Шероховатость поверхности зубьев образца шлицевого валика диаметром до 500 ммt об-
работанного абразивным кругом, не должна превышать Ra 0,63.
Станки зубодолбежные вертикальные для цилиндрических колес (ГОСТ 658-89)
На станке нарезают (при чистовом режиме) зуборезным долбя ком соответствующего
класса точности образец-изделие (прямозубое цилиндрическое колесо) с параметрами, указан-
ными в таблице.
Размеры, мм
Наибольший диаметр В обрабатываемого колеса Делительный диаметр d образ- ца-изделия, не менее Модуль т образца-изделия, не менее Ширина b зубчатого венца образ ца-изделия
До 500 0,50 0,75т„б 2 0,Id <. too
Св. 500 до 2000 0,6глн6 <, 160
Примечания: Г Контроль точности направления зуба допускается проводить на образце-
изделии меньшего диаметра, чем указано в таблице. При этом наименьшая ширина зубчатого венца опреде-
ляется по таблице, где диаметр d образца-изделия соответствует данным таблицы с учетом величины наи-
большего диаметра обрабатываемого колесе.
2. Число зубьев образца-изделия должно быть не равно н не кратно числу зубьев делительного колеса
станка. ______
Материал образца-изделия: среднеуглеродистая сталь (о = 600 ... 750 Н/мм2) или серый
чугун (170. 241 НВ),
J
Продолжение табл. 23
Измерение точности положения
ружности.
профилей соседних зубьев и профилей зубьев по всей ок
Допустимое отклонение Класс точ- ности
Наибольший диаметр обрабатываемого колеса, мм
До 80 Св. 80 до 125 Св. 125 до 200 Св. 200 до 320 Св. 320 до 500 Св. 500 до 800 Св. 800 до 1250 Св. 1250 до 2000
Разности сосед- них окружных Н 80 65 50 32 25 20 16 12
шагов п 50 40 32 20 16 12 10 8
в 32 25 20 12 10 8 6 5
Накопленной погрешности н 200 160 125 100 80 65 50 40
окружного шага п 125 100 80 65 50 40 32 25
в 80 65 50 40 32 25 20 16
Примечание. Допускаемые отклонения, приведенные в таблице, заданы в угловых секундах.
Для пересчета угловых секунд в микрометры следует пользоваться формулой
й?Д]
Щ5
где А - отклонение, мкм; А! - отклонение, угловые секунды; d - значение делительного диаметра, мм.
Допустимое отклонение Класс точности Ширина зубчатого венца образца-изделия, мм
До 40 Св. 40 до 100 Св. 100 до 160
Направления зуба, мкм Н 12 16 20
П 10 12 16
В 8 10 12
Примечания* I. Отклонение направления зуба определяют как наибольшее расстояние по нор-
мали между двумя ближайшими друг к другу номинальными делительными линиями зуба, между которы-
ми размещается действительная делительная линия зуба, соответствующая рабочей ширине венца.
2. Под действительной линией зуба понимается линия пересечения действительной боковой поверх-
ности зуба зубчатого колеся делительным цилиндром, ось которого совпадает с рабочей осью.
94
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Станки зуборезные для конических колес с прямыми зубьями (ГОСТ 9153-83)
На станке нарезают на чистовом режиме образец-изделие в виде конического колеса, ма-
териал которого - среднеуглеродистая сталь 170 .. 210 НВ.
Допускается материал образцов-изделий диаметром св. 400 мм • чугун 170 ... 210 НВ.
Число нарезаемых зубьев образца-изделия не должно быть кратным числу зубьев дели-
тельного колеса бабки изделия.
< = (0,5 ... 0,75)2); А = (0,12 ... 0J8)<;
fnt^ (0,6 ... 0,75)5 = 55 ... 75е,
где D - наибольший диаметр обрабатывае-
мых зубчатых колес; < - внешний делитель-
ный диаметр; Ь- ширина зубчатого венца;
6 - угол делительного конуса; m,rmeK - наи-
больший окружной внешним модуль обраба-
тываемых зубчатых колес; w/f.- модуль ок-
ружной внешний. .
Измерение точности положения профилей соседних зубьев (отклонение шага) и точности
положения профилей зубьев на всей окружности (накопленная погрешность шага), шерохова-
тость обработанной поверхности зуба.
Допустимое отклонение Класс точности Наибольший диаметр обрабатываемых зубчатых колес, мм
До 125 Св. 125 до 200 Св. 200 до 320 Св. 320 до 500 Св. 500 до 800 Св. 800 до 1600
Шага н — — — — — 25”
п Г05" 40” 32" 25” 20й 16"
в 40" 25" 20” 16" 12" 10"
25м 16" 12" 10” — —
Накопленной погрешности шага н — — — — Г05”
п 2’40" 1’40" Г20" 1’05" 50" 40"
в Г40” 1’05” 50" 40" 32" 25”
А 1'05" 40" 32" 25"
Шероховатость обработанной поверхности зуба, мкм, не более н — *"* — — Rz 20
п Ла 2.0 Ла 2.0 Ла 2,0 Ra 2,0 Ла 2,5 Ra 2.5
в Ла 1,25 Ла 1,00 Ла 1,25 Ла 1,25 Ла 1,25 Ra 1,6 Ла 1,6
---------ПОГРЕШНОСТИ ОБРАБОТКИ
--------.-------------------Продолжение табл. 23
Станки зуборезные для конические vahaa
эпических колес с круговыми зубьями (ГОСТ 9152-83)
pTS"'8 !™е “”“го '•-
z: - <™ >'» »»•
______- — к 4 изделия не должно быть кратным числу зубьев дели-
тельного колеса бабки изделия.
< = (0,5 ... O,75)D; Ь = (0,12 ... 0,18)dt,
m. = (0,6 0,75)мягаи; 5 = 55. 75°;
Рл=35°,
где D ~ наибольший диаметр обрабатывав'
мых зубчатых колес; dr - внешний делитель-
ный диаметр, Ь- ширина зубчатого венца,
б - угол делительного конуса, ря - угол на-
клона средней линии зуба; znafflU - наиболь-
ший нормальный средний модуль обрабаты-
ваемых зубчатых колес; тч- модуль нор-
мальный средний.
Измерение точности положения профилей соседних зубьев и точности положения профи-
лей зубьев на всей окружности, шероховатость обработанной поверхности зуба.
Допустимое отклонение Класс точности Наибольший диаметр обрабатываемых зубчатых колес, нм
До 125 Св 125 до 200 Св 200 до 320 Св. 320 ДО 500 Св. 500 до 800 Св. 800 до 1600
Шага н — — — — 25"
п !05" 40" 32й 25" 20" 16"
в 40" 25" 20" 16" 12" 10”
А. 25" — — — —
Накопленной погрешности шага н — — 1'05*
п 2'40" Г40"' 1’20“ 1’05" 50” 40“
в Г40" Г05" 50" i 40“ 32" 25"
Г05" — — — —
Шероховатость обработанной поверхности зуба, мкм, не более н — — — — — Лг20
п Ra 2,0 Ra 2,0 Ла 2,0 Ла 2,0 | Ла 2,5 J Ra 2.5
в Ra 1,25 Ra 1,25 Ra 1,25 Ra 1,25 Ra 1,6 Ла 1,6
А । Ra 1,00 J -- — -* —
96
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Станки зубошлифовальные для конических колес (ГОСТ 13142-90)
На станке шлифуют на чистовых режимах боковые поверхности зубьев образца - стально-
го конического колеса. Твердость шлифуемых поверхностей 47 ... 61 HRC.
Размеры образца-изделия:
d„ - (0,5 ... 0,75) D ; b = (ОД 2 ... 0J %)dae;
тл = (0.6 ... 0,75)/?1лтзх; 6 = 55... 75°; ря = 35°
(для конических колес с круговыми зубьями),
где D - наибольший диаметр обрабатываемых зубчатых колес; <7^ - внешний делительный
диаметр; тя - наибольший средний нормальный модуль; шлтах- наибольший нормальный
средний модуль обрабатываемых на станке зубчатых колес; b - наибольшая ширина зубчатого
венца; 8 - наименьший угол делительного конуса; Рй - средний угол наклона линии зуба.
Число зубьев образца-изделия не должно быть кратным передаточному числу делитель-
ной передачи бабки изделия.
Измерение точности положения профилей соседних зубьев, точности положений профи-
лей зубьев на всей окружности и шероховатость обработанной поверхности.
Допустимое отклонение Класс точности Наибольший диаметр обрабатываемого колеса, мм
До 125 Св. 125 до 200 Св, 200 до 320 Св 320 до 500 Св. 500 до 800
Разности сосед- них окружных шагов в 32“ 24" 18“ 14" 10"
20" 16" 12" 8" 6“
Накопленной погрешности окружного шага в 80” 60" 45" 34" 25"
А 50" 36" 28" 20" 16"
Шероховатость обработанной поверхности Наибольшее значение при наибольшем диаметре обрабатываемого зубчато* го колеса до 800 мм для станков класса точности 0 - Ra 1Д класса точно- стн А-Ла 0,63.
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
97
_____________________________________________Продолжение табл. 23
Станки резьбошлифовальные (ГОСТ8716-81 вред. 1987 г.)
I. Измерение точности наружной цилиндрической резьбы, прошлифованной на обоаз
ue-изделии. Для этого шлифуют образец-изделие из инструментальной стали днамДзом
ДО 8° ММ для станков с наибольшим диаметром заготовки до 320 мм вкл. и диаметром от 80 до
100 мм для а анкон с наибольшим диаметром заготовки св 320 мм
Образец-изделие должен быть прошлифован по наружному диаметру н иметь предвари-
тельно нарезанную олнозаходную резьбу. Шаг резьбы равен 5 мм. угол профиля 60». длина
нарезанной части должна быть равна наибольшей длине резьбы, шлифуемой на проверяемом
станке. г г
Допустимое отклонение резьбы Наибольший диаметр устанавливаемой заготовки, мм
До 125 Св. 125 до 200 Св. 200 до 320 Св. 320
По шагу, мкм, на длине, мм: 25 2 3 4 5
200 4 5 6 8
400 — 8 9 10
1000 — — 14 16
2000 — 20 20
По подъему винтовой линии (периодическая ошибка шага), мкм 2 3 4 5
По среднему диаметру: в продольном сечении, мкм 5 на всей дли 6 ше образца 8 на длине 500 участке дли 8 мм на любом ты образца
в поперечном сечении, мкм 3 4 5 ] 5
по половине угла профиля 5'
Шероховатость шлифованной поверхности резьбы Не грубее Ra 0,63
2. Измерение точности элементов образца типа резьбовой фрезы с затылованной резь-
бой (только для станков с механизмом затылования). Шлифуют образец-изделие типа резьбо-
вой фрезы с 8 канавками, диаметром от 63 до 100 мм, шагом 5 мм и длиной нарезанной части от
40 до 50 мм. Спад затылка 2 мм.
Допустимое отклонение Осевого шага кольцевых канавок, мкм Наибольший диаметр устанавливаемой заготовки, мм
До 125 10 Св. 125 до 320 10
Деления от зуба к зубу по окружности фре- зы, мкм ±5 ± 10
Равномерности затылования отдельных зубьев, мкм ± 10 ± 15
Шероховатость затылованной поверхности Не грубее Ra 0,63 Не грубее Ra 0,63
98 ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
3. Измерение прямолинейности образующей среднего конуса конической резьбы (для
станков с механизмом конусного шлифования).
Шлифуют образец-изделие из инструментальной стали диаметром от 20 до 60 мм и дли*
ной от 30 до 50 мм с гладкой прошлифованной конусной (1 : 16) поверхностью и нарезанной
резьбой с шагом до 3 мм.
Допуск для всех значений наибольшего диаметра устанавливаемой заготовки ... 8 мкм.
4. Измерение точности осевого шага между соседними профилями прошлифованной
многозаходной резьбы (только для станков со встроенным автоматическим устройством).
Образец-изделие из инструментальной стали диаметром 50 мм должен быть прошлифован
ло наружному диаметру и иметь предварительно нарезанную четырехзаходную резьбу. Шаг
резьбы равен 5 мм, ход - 20 мм. угол профиля 60°, длина нарезанной части 50 мм.
До пуск для всех значений наибольшего диаметра устанавливаемой заготовки . . . ± 8 мкм.
Станки зубошевинговальные (ГОСТ 13281-93)
На станке шевингуют образец-изделие - цилиндрическое прямозубое колесо из среднеуг-
леродистой стали с параметрами:
^обр = (0»5 ' 1 т * 0,75 ?инанб ; твердость - 200 НВ,
где D - наибольший диаметр зубчатого колеса; /инанб - наибольший модуль зубчатого колеса;
и т -соответственно диаметр и модуль зубчатого венца образца-изделия.
После обработки шевером класса АА по ГОСТ 8570 или ГОСТ 10222 образец проверяют
при помощи универсальных измерительных средств.
Число зубьев шевера не должно быть кратным числу зубьев обрабатываемого колеса.
Точность положения профилей соседних зубьев
При наибольшем диаметре обрабатываемого зубчатого колеса до 1250 мм отклонение
должно быть на 30 % меньше, чем до шевингования образца.
Шероховатость обработанной поверхности зуба
Параметр шероховатости Ra при наибольшем диаметре обрабатываемого зубчатого коле-
са до i250 мм должен быть на одно числовое значение выше, чем до шевингования образца и не
должен превышать 0,63 мкм.
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
99
Продолжение табл
Станки фрезерные консольные (ГОСТ 17734-88)
1. Образцы-изделия изготовляют из чугуна с временным сопротивлением разрыву о. от
200 до 250 11/мм2 или от ал и с от 350 до 450 Н/мм2.
Образец-изделие для станков с
горизонтальным фрезерным шпинделем
Образец-изделие для станков с
вертикальным фрезерным шпинделем
Эск. 2
Lj > 0,5 Lmux, но не более 450 мм;
Я > 0.5 Вт п , но не более 160 мм;
I ГНмЛ
й( > 0,5 Ятах, но не более 120 мм;
Ь £ 16 мм; Н{ = Л, + (60 ... 80) мм,
где £та* - наибольшее продольное перемещение стола; Ятах наибольшее попереч р
мещенТ стол.; - »«<«« рлоот.лие «г тори»»» ш>«Р«»™ <W>"> —
л. АО ™лл о™ (у епнло. . «ртжм— —*",рЛ‘”
до стола станка (у станков с горизонтальным шпинделем).
Поверхности / должны быть обработаны за два прохода с перекрытием 10 - IS мм.
too
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
_________________________________________________Продолжение табл. 23
Допустимое отклонение, мкм
Отклонение Класс точности Длина измерения, мм — _
До 100 Св. 100 ло 160 Са 160 ло 250 Са. 250 до 400 Св. 400 30
От прямолинейности по- Н 12 16 20 25
верхи остей 1 и 2 П 8 10 12 16 20 ’
От параллельности поверх- ностей 2 и 5 {см. эск. 1) и поверхностей / и 5 (см. эск. 2) в продольном и по- перечном сечениях н 12 16 — 20 25 30
п 8 10 12 16 20
От перпендикулярности поверхности 1 к 2 и 4, по- верхности 2 к 3 и 4 На расстоянии измерения 100 мм для станков класса точности: Н - 20 мкм; П - 12 мкм
Примечание. Измерения прямолинейности поверхности 1 проводят в продольном и поперечном
сечениях. поверхности 2 - в продольном.
Расстояние между точками измерения / * 0j£l( но не менее 80 мм; b * 0.335j. За длину измерения
для прямоугольных образцов-изделий принимают длину наибольшей стороны
2. Для проверки точности станка при контурном фрезеровании используют образец-
изделие (эск. 3) в виде диска диаметром D и толщиной b = (0,05 ... 0,1 )D. Материал: алюми-
ниевый сплав, серый чугун или сталь* Образец предварительно обработан.
Образец закрепляют в средней части стола и обрабатывают цилиндрическую поверхноегь
на чистовых режимах резания при помощи концевых фрез.
Допускается оценивать точность формы постоянством диаметра. В этом случае допуск
увеличивают в два раза по сравнению с указанными в таблице.
анализ и определение элементарных ПОГРЕШНОСТЕЙ ОБРАБОТКИ 101
Продолжение табл. 23
Станки фрезерные вертикальные с крестовым столом (ГОСТ 9726-89)
Образец-изделие (эск. 1) обрабатывают на станках
управлением.
с ручным и числовым программным
Эск. I
Размеры чугунного образца-изделия принимают равными В} > 0,5В, но не более 250 мм;
£] > 0,5А, но не более 1000 мм; h> 0,3//, но не более 120 мм; Н{ = h + (50 ... 80 мм), 6= 16 мм.
Допускаемые отклонения размеров от номинального значения ± 10 %.
В, L, Н - соответственна ширина рабочей поверхности стола, продольный ход стола и
наибольшее расстояние от рабочей поверхности стола до торца шпинделя.
Поверхности 2 и 4 образца могут быть прерывистыми.
Обработку поверхности 7 проводят торцовыми фрезами, не менее чем за два прохода с
перекрытием не более 10 мм.
При обработке вертикальных поверхностей каждую полосу обрабатывают отдельно с пе-
рестановкой шпиндельной бабки по вертикали.
Допустимое отклонение, мкм
Отклонение Класс точности Длина измерения, мм
До 100 Св. 100 до 160 Св. 160 до 250 Са. 250 до 400 Св. 400 до 630 Св. 630 до 1000
От прямолинейности поверхностей /, 2 и 4 Н 8 10 12 16 20 25
П 5 6 8 10 12 16
От параллельности по- верхности 1 относительно 6 и поверхности 4 отно- сительно 2 Н 10 12 16 20 25 30
П 6 8 10 12 16 20
От перпендикулярности поверхности / к 3. 4 и 5» поверхностей 3 к 4 и 4 к 5 На длине измерения 100 мм для станков класса точности: Н - 16 мкм; П - 10 мкм
Примечание. Допуск на отклонение от взаимной параллельности поверхностей 4 и 2 принима-
ют с уменьшением в 1,26 раза от значений, указанных в таблице.
102
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Образец-изделие (эск. 2) для измерения точности межосевых расстояний отверстий
(для станков с числовым программным управлением, за исключением копировальных станкст)
изготовляют в виде пластины прямоугольной формы. Материал: серый чугун или сталь.
Эск, 2
Размеры, мм
Ширина стола h h d
До 400 80 84 116 145 20 ... 30
Св. 400 до 1000 100 105 145 175 30 ... 40
Допускаемое отклонение Класс точности Межосевое расстояние, мм
До 125 Св. 125 до 200
Межосевых расстояний, мкм н 50 65
п 30 40
Образец-изделие (эск. 3) для измерения точности обработки на станках, оснащенных
устройством контурного числового программного управления (за исключением копировальных
станков) изготавливается из чугуна, стали или алюминиевого сплава.
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ ЮЗ
Продолжение табл. 23
Размеры, мм
Ширина стола Ь\ *№ Д h А| Л. d Л
До 400 140 110 78 180 100 25 15 65 70
Св. 400 до 1000 260 220 155 320 120 30 20 100 100
Допускаемые отклонения размеров от номинального значения ± 15 %.
Примечания; L Отверстие dy должно быть предварительно выполнено а заготовке.
2. Для станков, не имеющих по оси Z перемещений в следящем режиме, поверхность под углом 5° не
обрабатывается.
3. Допускается выполнение на образце-изделии крепежных отверстий (пазов).
Обработку образца-изделия проводят по контрольной программе в следующем порядке:
черновое фрезерование до получения окончательной формы образца-изделия с припуском
на чистовую обработку;
сверление, рассверливание и предварительное растачивание (расфрезеровка) отверстия d;
чистовое растачивание отверстия d;
чистовое фрезерование торцовой поверхности повернутого под углом 20° параллелепипе-
да в три прохода с обеспечением ширины фрезерования (полос) примерно равной 0,3 стороны
торцовой поверхности;
чистовое фрезерование: боковых поверхностей повернутого параллелепипеда;
наружной цилиндрической поверхности диаметром d^
чистовое фрезерование двух боковых поверхностей параллелепипеда со стороной 6? и по-
верхностей: параллельных основанию образца-изделия;
наклонных под углом 5° к основанию образца-изделия.
104
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Допускаемое отклонение, мкм
Отклонение Класс точности Ширина стола, мм
До 400 Св. 400 ло 1000
От круглости отверстия Н 16 20
П 10 12
Постоянства диаметра отверстия и 25 30
п 16 20
От прямолинейности боковых поверхностей повернутого параллелепипеда н 25 30
п 16 20
От перпендикулярности боковых поверхно- стей повернутого параллелепипеда н 40 50
п 25 30
Положения наклонной под углом 5° поверх- ности н 40 50
п 25 30
От круглости наружной цилиндрической поверхности н 50 65
п 30 40
Станки продольно-фрезерные (ГОСТ 18101-85 в ред. 1990 г.)
1. Образец-изделие (эск. 1) для измерения точности формы и взаимного расположе-
ния поверхностей, обработанных фрезерованием, изготовляют из серого чугуна.
При использовании образца-изделия с 2 1250 мм допускается в центре поверхности
образца Б делать выборку. В этом случае ширина обрабатываемых полок должна составлять
(0J5 ... ОДО) Д.
При ширине стола до 1250 мм у станков, имеющих правую и левую горизонтальные баб-
ки, проводят одновременную обработку поверхностей Е и И, ползун при этом выдвинут не
более чем на половину длины хода.
На станках с вертикальными и горизонтальными бабками фрезерование проводят при их
последовательном применении. Допускается одновременная обработка двух или трех поверх-
ностей.
Окончательную обработку поверхностен Б, Е и И проводят на чистовых режимах резания
горновыми фрезами не менее чем за два прохода с перекрытием, примерно равным 5 ... 10 мм.
Размеры чугунного образца-изделия принимают равными: Д =(0,3 ... 0,5)2? •
£, = (0,6 ... 0,8) Д; Я, = (0,3 ... 0,5)//, но не более 1000 мм; L' > 0,1; Ц > 1000 мм;
h = (0,4 ... 0,5)Я,; где В , L и Н -соответственно, ширина и длина рабочей поверхности
стола, наибольшее расстояние от рабочей поверхности стола до торца шпинделя вертикальной
бабки.
Допускаемое отклонение, мкм
Отклонение Класс ТОЧНОСТИ Длина измерения, мм
До 160 ) I Св. 160 до 250 Св. 250 до 400 Св. 400 до 630 Св. 630 до 1000 Св. 1000 до 1600 Св. 1600 до 2500
Прямолинейности по- верхностей Б, Ен И Н 6 8 10 12 16 20 25
П 4 5 6 8 10 12 16
Параллельности по- верхности £ основа- нию К и боковых поверхностей £ и Я Н 8 10 12 16 25 30 40
п 5 6 8 10 16 20 i 25
Отклонение Класс точности Длина измерения, мм
Св. 2500 до 4000 Св. 4000 до 6300 Св. 6300 до 8000 Св. 8000 до 10000 Св 10000 до 16000 Св. 16000 до 25000
Прямолинейности по- верхностей Б, Ен И Н 30 30 40 50 60 80
П 20 25 30 40 - -
Параллельности по- верхности Б основа- нию К и боковых поверхностей £ и Я Н 50 60 70 80 120 160
П 30 40 50 60 80 100
Примечание. Для станков с подвижной поперечиной допустимое отклонение увеличивают в
1Д5 раза.
106
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Допустимое отклонение Класс точности Размер короткой поверхности образца-изделияt мм
До 100 Св. 100 до 160 Св. 160 до 250 Св. 250 до 400 Св. 400
Расстояние измерения L, мм
100 100 200 300 500
От перпендикулярно- сти поверхностей £ и И к поверхности Б, мкм н 12 16 20 30 40
п 8 10 12 20 25
2. Образец-изделие (зек. 2) для измерения круглости наружной цилиндрической по-
верхности при контурном фрезеровании партии образцов-изделий (для станков с числовым
программным управлением) в виде диска диаметром D и шириной обрабатываемой части Ь.
Материал: алюминиевый сплав, допускается серый чугун или сталь. Размер партии - три образца.
Эск. 2
Допустимое отклонение Класс точности Ширина стола, мм
До 630 Св. 630 до 1600 Св. 1600 до 6300
1 Ширина образна, мм
6 8 10
От круглости, мкм н 50 60 80 -
п 30 40 50
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
107
Продолжение табл. 23
3. Образец-изделие (эск. 3) для измерения точности межосевы* г
(для продольных фрезерно-расточных станков с числовым пппг™>. Р«стояний отверстий
пластины прямоугольной формы. Материал: серый чугун илистХ. М”ЫМ управлснием) в видс
4, Образец-изделие (эск. 4) для измерения точности геометрической формы отвер-
стия, расточенного на станке (для продольных фрезерно-расточных станков) из серого чугуна
или стали.
Эск. 4
Применяют образец-изделие диаметром d - (0,08 ... 0,16)В, но не более 200 мм, диной
L - (1Д .,, 1,5) d и шириной поясков / = (0»2 ... 0,3) d.
108
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл 23
Допустимое отклонение Класс точности Диаметр обрабатываемого отверстия, мм
До 120 — Св. 120 до 200
От круглости, мкм н 12 16
П 8 10
Профиля продольного сечения, мкм н 20 30
п 16 20
Станки продольно-строгальные (ГОСТ 35-85)
Проверка точности станка проводится при обработке чугунного образца-изделия*
Поверхность Г образца-изделия должна быть обработана окончательно, поверхности А, Б,
Д. подлежащие обработке, - предварительно*
Образец для обработки поверхностей А и Б укрепляют в средней части стола в продоль-
ном направлении* Обработку этих поверхностей осуществляют одним суппортом, установлен-
ном на поперечине* Обработку поверхности Д производят боковым суппортом.
Размеры чугунного образца-изделия принимают равными:
Bt а 0,3 В ; L| & 0»6 L ; Яг й 0,3 Н , но не боясс 600 мм; h £ 0,45 ; Л, 2* 0J5 h,
где В, Н, L - соответственно, наибольшая ширина и высота обрабатываемого изделия и
длина стола.
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ
ПОГРЕШНОСТЕЙ ОБРАБОТКИ
109
Продолжение табл. 23
Допустимое отклонение Класс точности Длина измерения, мм
До 400 Св, 400 до 630 Св. 630 до 1000 Св 1000 1 ДО 1600 Св. 1600 до 2500
От прямолинейности по- верхностей Ач Б и Д, мкм Н 12 16 16 25 30
П 8 10 12 16 20
От параллельности верхней поверхности А к основанию, мкм н 16 20 25 30 30
п 10 12 16 20 25
Допустимое отклонение Класс точности Длина измерения, мм
Св. 2500 до 4000 Св. 4000 до 6300 Св. 6300 до 8000 Св. 8000 до 10000 Св. 10000 до 16000
От прямолинейности по- верхностей Л, 5 и Д, мкм н 40 50 60 70 80
П 25 30 40 50 60
От параллельности верхней поверхности А к основанию, мкм н 40 40 50 50 80
п 25 30 40 45 60
Допустимое отклонение Класс точности Размер образца-изделия й, мм
До 100 Св. 100 до 160 Св. 160 до 250 Св. 250 до 400
Расстояние измерения, мм
100 100 200 300
Длина поворотной поверочной линейки, мм
120 160 250 400
Минимальная длина прикладываемой поверхности длинного плеча углового держателя, мм
200 300 400 630
От перпендикулярности бо- новой поверхности Д к верх- ней поверхности Л, мкм Н 12 16 20 30
П 8 10 12 20
по
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Продолжение табл 23
Станки долбежные (ГОСТ 20 75)
Проверка точности станка проводится при обработке образца-изделия из чугунной отлив-
ки или стали высотой не менее 0,6 наибольшей длины перемещения долбяка и с размерами
обрабатываемой части образца не менее указанных в таблице.
Станки с длиной перемещения Размеры обрабатываемой части образца, мм, не менее
долбяка, мм
До 200 50 х 50
Св. 200 500 150 х 150
» 500 800 300 X 300
» 800 500 х 500
Перед установкой образца на станке предварительно производят чистовую обработку его
основания и получистовую боковых поверхностей (предварительная обработка может быть
произведена на этом же станке).
Окончательную обработку образца производят последовательно с одного установа
Допустимое отклонение Длина перемещения долбяка, мм
До 200 Св. 200 до 500 Св. 500 до 800 Св 800
От плоскостности обработанных поверхностей образца, мкм 16 25 30 50
От перпендикулярности боковой поверхности образца основанию, мкм 16 25 30 50
От перпендикулярности боковых поверхностей образца между собой, мкм 16 25 30 50
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ
ПОГРЕШНОСТЕЙ ОБРАБОТКИ
Н1
Продолжение табл. 23
Полуавтоматы протяжные горизонтальные (ГОСТ 16015-91)
".т°™ " p,fc’e ’"’°"0™"" с
ов не ниже 450 ... 550 МПа или чугуна.
где ^наиб “ наибольший диаметр обрабаты-
ваемого отверстия на полуавтомате
Допустимое торцовое биение опорной поверхности образца-изделия относительно оси
протянутого отверстия на диаметре 200 мм - 60 мкм.
Полуавтоматы протяжные вертикальные (ГОСТ 16025-91)
Проверка точности полуавтоматов проводится при обработке образцов-изделий из стали с
ав не ниже 450 ... 550 МПа или чугуна, подготовленных под обработку в соответствии с требо-
ваниями, показанными на эскизах образцов-изделий.
Полуавтоматы для внутреннего протягивания (см. эскиз выше)
Допустимое торцовое биение опорной поверхности образца-изделия относительно оси
протянутого отверстия на диаметре 200 мм - 50 мкм.
Полуавтоматы для наружного протягивания
— >1,5; Л>0Х,ом.
В
где Я - сила резания на участке работы чер-
новых зубьев протяжки; - номинальное
тяговое усилие полуавтомата
Допустимое отклонение перпендикулярности протянутой поверхности к опорной поверх-
ности образца-изделия на длине 300 мм -40 мкм.
112
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Погрешность наладки (настройки)
технологической системы ня размер. Пол
наладкой (ГОСТ 3.1109-82) технологической
системы понимают приведение ее в рабочее
состояние, пригодное для использования при
выполнении технологической операции, про-
цесса.
Наладка в общем случае включает согла-
сованную установку режущего инструмента,
рабочих органов станка, приспособления в
положение, которое с учетом явлений, проис-
ходящих при обработке, обеспечивает получе-
ние заданного размера с установленным допус-
ком на изготовление. Эти элементы наладки
часто называют настройкой (регулировани-
ем) технологической системы, станка на
размер; кроме этих элементов в наладку вхо-
дит установка заданного режима обработки
путем смены шестерен, установка в необходи-
мое положение органов управления частотой
вращения шпинделя и движением подачи (на-
стройка кинематики), установка инструмента в
инструментальные магазины и револьверные
головки станков, установка программоносите-
ля в считывающее устройство станков с ЧПУ и
другие работы.
Взаимное положение элементов техноло-
гической системы определяется ’’установоч-
ным размером1'. При каждом регулировании
системы или смене инструмента невозможно
обеспечить одно и то же его положение. Поле
рассеяния положений инструмента при наладке
называют погрешностью наладки станка на
размер и обозначают Дн. Ориентировочно
погрешность Дн можно принять равной разно-
сти между предельными значениями устано-
вочного размера. При расчете погрешность
наладки можно принимать по табл. 24. Точно
значение Ди определяется расчетом.
В обшем случае Ди зависит от погреш-
ности регулирования Др положения инстру-
мента (по лимбу, эталону, жесткому упору и
т.п.) и погрешности измерения размера детали
Для поверхностей вращения с учетом то-
го, что Дн и Др относятся к радиусу, Д^м -к
диаметру, получим
24. Средние допустимые погрешности
наладки (мкм) для лезвийных инструментов
Выдержива- Обработка -—
емые разме- - — —
ры. мкм черновая 1 чисто- вая тонкая одно- кратная
До 30 40-100 10 5 20
Св. 30 до 80 60-150 20 6 25
» 80 » 180 80-200 30 7 30
» 180 »360 100-250 40 8 40
» 360 » 500 120-300 50 10 50
1 Меньшие значения принимают при обра-
ботке точных заготовок (12 - 14-го квалитета);
большие значения - при обработке грубых запь
тонок (15-го квалитета и грубее).
для плоских поверхностей
Коэффициенты = 1,14 ... 1,73 и
Кл - 1 учитывают отклонение закона распре-
деления элементарных величин Др и Дюн от
нормального закона распределения. Слагаемые
погрешности Дн определяют по формулам и
данным, приведенным в табл. 25 и 26,
В тех случаях, когда применяют осевые
инструменты (сверла, зенкеры, развертки, про-
тяжки, пазовые фрезы), погрешности наладки
зависят от действительных размеров устанав-
ливаемых инструментов и определяются до-
пусками на изготовление инструментов. Коле-
бания размеров инструментов при каждой их
смене влияют на точность обработки анало-
гично влиянию погрешности Дн наладки
станка на выдерживаемый размер.
Погрешность измерения (ГОСТ 16263-
70) - отклонение результата измерений (значе-
ния, найденного измерением) от истинного
значения. Установленные ГОСТ 8.051-81
(табл. 27) пределы допустимых погрешностей
измерения являются наибольшими допусти-
мыми погрешностями измерения (без учета
знака); они включают случайные и неучтенные
систематические погрешности измерительных
средств, установочных мер, температурных
деформаций, базирования и т,д.
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
25. Основные формулы для расчета погрешности Д
Метод работы Установка резца на размер Суммирование по максимуму- минимуму Вероятностное суммирование
По лимбу стан- ка По пробной про- точке д₽=дя др=дл
По упору По лимбу Др=ДЯ+Ду Др=^лАя)г+(^Д)1
— По эталону и шупу др=да+\ AP=J(KA)2+<My)7
Примечания: 1. Погрешность установки инструмента; Дл - по лимбу; Ду - по упору; - по эта-
t щупу.
2, Значения коэффициентов при расчетах можно принимать: Кя = I; Ху - ~ 1.14 ... 1.73
26. Погрешность регулирования (установки)
резца при наладке на размер в поперечном
направлении
Метод регулирования положения резца Др, мкм
По лимбу с ценой деления, мм:
0,01 5-10
0,02 10-15
0,03 10-30
0,05 15-30
0,1 -0,5 30-70
По индикаторному упору с
ценой деления прибора, мм:
0,01 10- 15
0,002 3-5
0,001 1-2
По жесткому упору 20-50 (может быть в пределах 10-130)
По эталону:
резец закрепляют винтами резцедержателя после ка- сания его с эталоном 100- 130
резец, закрепленный в рез- цедержателе, подводят к эталону винтом поперечной подачи 20-30
то же, но с контролем по- ложения резца с помощью бумажного шупа 10-20
то же, но с контролем по- ложения резца с помощью металлического щупа 7-10
Продолжение табл. 26
Метод регулирования положения реша Др, мкм
Установка взаимозаменяемого режущего инструмента со сме- ной:
резца, установленного на размер вне станка с помо- щью индикатора или ми- ниметра 20-30
блока с резцами, установ- ленными на размер вне станка 10-50
режущей пластинки (или путем поворота круглой пластинки) 25
Примечания: 1. Погрешность уставов-
кн эталона нс должна превышать 10 - 20 мкм.
2. Для диаметральных размеров учитывают удвоенную погрешность (2 Др)
Допустимые погрешности измерения 5
составляют от 20 (для грубых квалитетов) до
35 % допуска на изготовление изделия.
Случайная погрешность измерения не
должна превышать 0,6 нормируемого предела
допустимой погрешности измерения. В соот-
ветствии с рекомендацией ИСО случайная по-
грешность измерения принята с доверительной
вероятностью 0,954, т.е. равной ±28.
Влияние погрешности измерения может
привести к тому, что часть проверенных изде-
лий будет отнесена к годным, хотя истинные
значения их размеров находятся за пределами
поля допуска (неправильно принятые), а часть
114
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
27. Допустимые погрешности измерения 5 (мкм) линейных размеров (диаметров, длин) в
зависимости от допусков н квалитетов точности размеров (ГОСТ 8.051—81)
I § а Погрешности Номинальные размеры, мм
Св 1 до 3 Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 Св. 120 Св. 180 до 250 Св. 250 до315 Св. 315 до 400 Св, 400 До 500
до 120 до 180
2 IT 1.2 1.5 1,5 2,0 2,5 2.5 з.о 4,0 5,0 7.0 8,0 9,0 10,0
8 0.4 0,5 0,5 0,7 0.8 0,8 1.0 1,4 1,7 2,4 2,8 3,0 3.5
3 IT 2,0 2,5 2,5 3,0 4,0 4,0 5,0 6,0 8,0 10,0 12,0 13,0 15,0
8 0,7 0,8 0,8 1,0 1,4 1,4 1.7 2.0 2,8 3,5 4,0 4.5 5.0
4 IT 3 4 4 5 6 7 8 10 12 14 16 18 20
8 1 1,4 1,4 1,7 2,0 2,4 2,8 3,5 4,0 4,5 5,5 6,0 7,0
5 IT 4 5 6 8 9 11 13 15 18 20 23 25 тГ
8 1,4 L4 2,0 2,8 3,0 4,0 4,5 5,0 6,0 7,0 8ь0 9.0 9,0
6 IT 6 8 9 11 13 16 19 22 25 29 32 36 40
8 1.8 2,5 2,5 3,0 4.0 4,5 5,5 6.0 7,0 9,0 10,0 10.0 12,0
7 IT 10 12 15 18 21 25 30 35 40 46 52 57 63
8 3.0 3,5 4,5 5,5 6,0 7,0 9 10,0 12,0 13,0 15,0 17,0 19,0
8 IT 14 18 22 27 з.з 39 46 54 63 72 81 89 97
5 3,5 4,5 5,5 7,0 8,0 10,0 12,0 13,0 16,0 18,0 20,0 20,0 25,0
9 IT 25 30 36 43 52 62 74 87 100 115 130 140 155
8 6 7 9 10 13 15 18 20 25 25 30 35 35
10 IT 40 48 58 70 84 100 120 140 160 185 210 230 250
8 8 10 12 14 15 20 20 25 30 35 40 45 50
11 IT 60 75 90 110 130 160 190 220 250 290 320 360 400
8 12 15 18 20 25 30 40 40 50 60 60 70 80
12 IT 100 120 150 180 210 250 300 350 400 460 520 570 630
8 20 20 30 35 40 50 60 70 80 90 100 100 120
13 IT 140 180 220 270 330 390 460 540 630 720 8)0 890 970
8 30 35 40 50 70 80 90 100 120 140 150 170 200
14 IT 250 300 360 430 520 620 740 870 1000 1150 1300 1400 1550
8 50 60 70 80 100 120 150 170 200 200 250 250 300
15 IT 400 480 580 700 840 1000 1200 1400 1600 1850 2100 2300 2500
8 80 100 100 150 150 200 250 250 300 350 450 450 500
16 IT 700 750 900 1100 1300 1600 1900 2200 2500 2900 3200 3600 4000
8 1™. 150 200 200 | 250 300 400 400 500 600 600 700 800
Примечания: 1. Допустимая погрешность измерения включает случайные и неучтенные систе-
матические погрешности измерения и является наибольшей допустимой погрешностью измерения, учиты-
вающей влияние погрешности измерительных средств, установочных мер, температурных деформаций,
базирования и та. Случайная погрешность измерения нс должна превышать 0,68 и принимается с доверь
тельной вероятностью 0.954 (±2<т),
2. При допусках на изготовление, нс соответствующих значениям, указанным в таблице, 8 выбирают
по ближайшему меньшему значению допуска для соответствующего номинального размера.
3. Приемочные границы устанавливают совпадающими с предельными отклонениями проверяемо
размера. Допускается границы устанавливать смещенными от предельных отклонений размера (уменьш
ние допуска), т.е. вводить производственный допуск. .._____
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
годных изделий будет забракована (неправиль-
но забракованные). Поэтому значения разме-
ров, по которым проводят приемку изделий -
приемочные границы - устанавливают совпа-
дающими с предельными отклонениями прове-
ряемого размера (предпочтительный способ)
или смешенными от предельных отклонений
размера (уменьшения допуска), т.е. вводят
производственный допуск.
В первом случае учитывают, что конст-
рукторский допуск Тк охватывает предельные
допустимые погрешности изготовления ДН1г
(включая и погрешность измерения) и прочие
допустимые погрешности
Л = ДНЭГ + Дпр>
где Дпр * прочие погрешности (изменение
размеров под влиянием силовых, температур-
ных деформаций, старения и других погрешно-
стей, возникающих в работающем механизме
или при его хранении).
Введение производственного допуска
оговаривается в технических требованиях на
изделие. Смещение предельного отклонения
размера не должно превышать половины нор-
мируемого предела допустимой погрешности
измерения. При неизвестной точности техно-
логического процесса смещение принимают
равным половине предела допустимой по-
грешности измерения.
Требования к нормальным условиям вы-
полнения, измерения линейных размеров в
пределах I - 500 мм и измерений углов с дли-
ной меньшей стороны до 500 мм установлены
ГОСТ 8.050-73. Приняты следующие нормаль-
ные значения основных влияющих величин:
температура окружающей среды 20 °C; атмо-
сферное давление 101324,72 Па (720 мм
рт. ст.); относительная влажность окружающе-
го воздуха 58 % (нормальное парциальное дав-
ление водяных паров ! 333,22 Па); ускорение
свободного падения 9,8 м/с; направление изме-
рения линейных размеров у наружных поверх-
ностей - вертикальное, в остальных случаях -
горизонтальное; положение плоскости измере-
ния углов - горизонтальное.
Пределы нормальной области значений
влияющих величин устанавливают в зависимо-
сти от допусков и диапазона измеряемых раз-
меров. Нормальной областью значений
влияющих величин при линейных измерениях
является область, при обеспечении которой
выход действительного значения инструмен-
тальной погрешности (погрешности среднего
измерения) за пределы допустимой основной
погрешности средств измерения не превышает
величин, установленных стандартом (примерно
0,17’, где Т - допуск измеряемой линейной
величины).
Под пределом допустимой основной по-
грешности средства измерения понимают
(ГОСТ 16263'70) наибольшую (без учета зна-
ка) погрешность средства измерений, исполь-
зуемых в нормальных условиях, при которой
оно может быть принято годным и допущено к
применению.
Погрешности обработки, вызываемые
размерным износом инструмента. Размерный
износ инструмента измеряют в направлении
нормали к обрабатываемой поверхности и
суммируют с другими погрешностями.
Линейная зависимость размерного износа
инструмента от длины пути резания на основ-
ном участке позволяет принять за характери-
стику размерного износа относительный
(удельный) износ на 1000 м пути резания (ио,
мкм/км). Длина пути, резания при точении од-
ной заготовки (м)
где D - диаметр обрабатываемой поверхно-
сти, мм; /д - длина обрабатываемой поверхно-
сти, мм; s - подача, мм/об.
Длина пути резания LN для партии заго-
товок 7V\ обрабатываемых в период между
подналадками станка и длина пути за пе-
риод стойкости резца соответственно
LN=LaN-, Lr-vT.
Для того, чтобы учесть более интенсив-
ное начальное изнашивание на первом участке
кривой, условно принято увеличивать полу-
ченную расчетом длину пути резания на
L = 1000 м. Тогда полная длина пути резания
н
для партии деталей
L = + iH
Приняв по нормативным или экспери-
ментальным данным относительный размер-
ный износ н0 резца для данных условий вы-
полнения операции, определяют учитываемый
в суммарной погрешности размерный износ
116
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
. L
&и =-----ио.
1000
Ориентировочные значения относитель-
ного размерного износа резцов приведены в
табл. 28.
На размерный износ влияют материал
режущего инструмента, конструкция, геомет-
рия и состояние лезвия, режимы обработки,
жесткость системы и другие факторы. Напри-
мер, зависимость радиального (размерного)
износа от времени работы Т (мин), скорости
резания V (м/мин) для обработки деталей из
стали 45 резцом с пластиной из твердого спла-
ва Т15К6 может быть выражена формулой
M = IO7 iO'67’°S7v212.
Однако в достаточной степени обобщен-
ных зависимостей размерного износа инстру-
мента от указанных факторов пока нет. Поэто-
му часто, определяя размерный износ для об-
рабатываемой партии деталей, исходят из ори-
ентировочных значений относительного износа
или задаются допустимым для данного вида
обработки размерным износом инструмента
(табл, 29).
28. Относительный износ (мкм/км) резцов
при чистовом точении
Материал режущего инстру- мента Углеро- дистая сталь Легиро- ванная сталь Серый чугун Чугун 375... 400 НВ
Т60К6 0,7-4 0,7-4 — —
Т30К4 3-1 4—6 — —
Т15К6 5-7 9-10 — —
T5KI0 8 12-13 — —
ВК9 — 65 — —
ВК8 — 17-25 13-14 —
ВК6 — — 14 —
ВК4 — 25-30 — —
ВКЗ — 9-10 6 16
Примечание, Данные получены при
следующих условиях:
сталь углеродистая, ов = 500 ... 600 МПа
при скоростях резания 100 - 400 м/мин;
сталь легированная, а, = 920 ... 1100 МПа
при скоростях резания 100 - 200 м/мин;
серый чугун, 187 ... 207 НВ при скоростях
резания 50 - 150 м/мин; данные для закаленного
чугуна 375 ... 400 НВ относятся к тонкому раста-
чиванию.
29, Допустимый размерный износ (мкм) Ин„
струмента при обработке партии заготовок
Выдержива- емый размер, мкм Обработка ——
черновая чисто- вая тонкая ОДНО’ кратная
До 30 30-80 15 2 20
Св. 30 до 80 45-120 20 3 25
» 80 » 180 60-150 30 6 30
» 180 »360 75-200 40 10 40
в 360 »500 90-250 50 15 50
Влияние температурных деформаций
на точность обработки. Теплота, образую-
щаяся при резании, трении сопряженных дета-
лей станков, а также внешнее тепловое воздей-
ствие приводят к упругой деформации техно-
логической системы, появлению погрешностей
обработки £ДТ .
Теплота в процессе резания образуется в
результате внутреннего трения между части-
цами обрабатываемого материала в процессе
деформации ((?деф ), внешнего трения стружки
о переднюю поверхность инструмента (£п.Тр
и поверхности резания, обработанной поверх-
ности о задние поверхности инструмента
(бэ.трХ отрыва стружки, диспергирования
(блиоЛ
Q “ бдеф + Оплр + Сэлр + С?дн€П ’
Так как механическая работа почти пол-
ностью переходит в теплоту,
R Py
Е Е ”
где Q - количество теплоты; R - работа ре-
зания (Я - P2v ); v - скорость резания; Е -
механический эквивалент теплоты.
Распределение теплоты резания между
стружкой, заготовкой, инструментам зависит
от метода* условий обработки, материала дета-
ли и инструмента. Так, при обработке точени-
ем материалов с высокой теплопроводностью
(углеродистые стали) распределение теплота
таково: в стружку 60 - 90 %; в инструмент
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ
3-5 % При такой же обработке материалов с
низкой теплопроводностью (жаропрочные,
титановые сплавы) 35 — 45 % всей теплоты
резания переносится в деталь, 20 - 40 % -
в резей.
Наибольшее количество теплоты перехо-
дит в заготовку при шлифовании (до 60 - 85 %)
и сверлении (до 60 %).
Для обработки заготовок на станках ха-
рактерен одновременный перенос теплоты
теплопроводностью, конвекцией и излучением
(сложный теплообмен). Изучение сложного
теплообмена встречает известные трудности,
которые на практике до сих пор удовлетвори-
тельно не решены. При исследовании устанав-
ливают температурное поле (совокупность
значений температуры 0 в данный момент
времени т для всех точек изучаемого простран-
ства) 0 = (а, у, z, т), где А, z • координаты
точки. Температурное поле является случай-
ным для данного станка. Если температура
тела есть функция координат и времени, то
температурное поле будет нестационарным,
(<?6 т
т.е. зависящим от времени I — L Такое
поле соответствует неустановившемуся тепло-
вому режиму теплопроводности, характерному
для заготовки и станка в начальный период
работы. Однако через некоторый промежуток
времени происходит стабилизация теплообме-
на - температура точек станка есть функция
только координат точек и не изменяется с те-
Г56
чением времени — = 0 к температурное
поле станка будет стационарным.
Средние значения деформаций, связан-
ных со стационарными процессами, могут быть
учтены при построении процесса и тем самым
будет повышена точность обработки.
Расчет температурных полей сложных
объектов обычно упрощают. Разработана при-
ближенная методика определения температур-
ных деформаций деталей станков. Однако на-
дежные данные по температурным полям, де-
формациям станков можно получить при экс-
периментальном исследовании. Только в про-
стейших случаях, например при равномерном
нагреве простой детали, можно вычислить из-
менение размера детали:
AL = а£Д0д,
где L размер детали; а - коэффициент
линейного расширения материала детали;
д - изменение температуры -детали.
Гак, при шлифовании с охлаждением
д (+ 1-5) ± J, где _ температура
охлаждающей жидкости.
Обычно при обработке вследствие нерав-
номерного нагрева происходит изменение раз-
меров, формы и расположения поверхностей.
Так, температура в различных точках станка
различается на 10 — 60 °C, и это вызывает сме-
шение и перекос оси шпинделя относительно
оси детали.
Температура и температурные деформа-
ции станка в значительной степени определя-
ются конструкцией узлов, фактическими зазо-
рами и натягами в подшипниках, методом по-
дачи и объемом смазочного материала.
При испытании станков на точность про-
веряют стабильность взаимного расположения
рабочих органов под тепловой нагрузкой. Для
круглошлифовальных станков линейное сме-
щение оси шпинделя шлифовального круга
относительно оси передней и задней бабок в
результате нагрева на холостом ходу в течение
60 мин допускается 32 - 63 мкм соответствен-
но для станков с наибольшим устанавливае-
мым диаметром 100 - 800 мм, а угловое сме-
шение 4 мкм на длине 100 мм. Указанные от-
клонения относятся к станкам класса П. Для
станков классов В и А отклонения меньше в 1,6
и 2,5 раза соответственно.
Температурные деформации вызывают не
только смешение узлов станка, но и изменение
жесткости станков. Так, после нагрева бесцен-
трово-шлифовальных станков жесткость узлов
увеличилась в 1,5 раза, отклонение формы - в
1,5 раза.
Температурные деформации могут быть
существенно уменьшены:
1) обеспечением постоянства темпера-
турного поля в зоне установки станка: поддер-
жанием в цехе определенного температурного
режима (табл. 30), установкой прецизионных
станков в специальных термоконстаягных по-
мещениях;
2) уменьшением неравномерного нагрева
станков в результате: а) вынесения внутренних
источников теплоты (электродвигателей, гид-
роприводов) за пределы станка; 6) применения
систем для поддержания определенной темпе-
ратурь! смазочного масла; СОЖ; в) искусст-
венного нагрева отдельных частей станка;
118
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
30. Температурный режим в механических цехах
Назначение термоконстантных участков Класс точности станка, на котором производится обработка Допустимые отклонения 6 (°C) температур от 20 °C при размере обрабатываемых поверхностей мм
Финишная обработка деталей типа валов и вту- лок и точных отверстий в шпиндельных короб- ках с целью получения заданной посадки для узлов, определяющих высокую точность изго- товления в А, С D = 100 D = 500 О = 1000
±1,5 ±1,0 ±1.0 ±0.5 ±1.0 ±0.5
Финишная обработка делительных зубчатых колес и дисков для получения заданного угла наклона профиля В А, С D = 100 0 = 500 -
±1,5 ±1,0 ±1,0 ±0,5 -
Финишная обработка ходовых винтов для полу- чения заданных отклонений по шагу В А, С £=1000 £ = 2000 £ = 4000
±1,5 ±1,0 ±1.0 ±0,5 ±0,5 ±0,25
Нанесение делений на линейных штриховых мерах (металлических и стеклянных) для полу- чения заданного размера В А, С £ = 500 £= 1000 £ = 2000
±1,0 ±0,25 ±0,5 ±0,Г ±0,25 ±0,05*
Работа выполняется на полуавтоматических делительных машинах, установленных в специальных
кабинах. Оператор в процессе деления в кабине не присутствует.
3) уменьшением влияния температурных
деформаций путем выбора материалов деталей
и оптимальных направлений (не совпадающих
с направлением выдерживаемого размера) тем-
пературных деформаций, применения уст-
ройств для компенсации температурных сме-
щений;
4) эксплуатационными мероприятиями:
правильной установкой станков, своевремен-
ным регулированием подшипниковых узлов,
обработкой точных деталей после достижения
станком стационарного теплового состояния
(после длительного останова, на холостом ходу
в течение 20 - 30 мин).
При простейших расчетах учитывают уд-
линение резца при установившемся тепловом
состоянии:
Г
где С - постоянная (при t < 1,5 мм; s 5 0,2
мм/об; v = 100 ... 200 м/мин С = 4,5); Lp -
вылет резца; F - площадь поперечного сече-
ния резца, мм2; Кт = — - коэффициент,
t
*шт
учитывающий охлаждение резца из-за переры-
вов в работе.
Температура резания при токарной об-
работке может быть вычислена по следующим
приближенным соотношениям:
для деталей из стали (О, = 770 МПа; 8 '
= 22%)
0 = i66,5vMrwV2;
для деталей из чугуна
e = 138v°V-V'l3\
АНАЛИЗ И ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
При шлифовании различают температу-
ру: мгновенную 6Н, развивающуюся непосред-
ственно в зоне микрорезания шлифующим
зерном и являющуюся высокой (от 1000 °C до
температуры плавления обрабатываемого ма-
териала) и кратковременной; контактную 0к
(среднюю в зоне шлифования) в зоне контакта
круга с заготовкой (- 200 - 1100 °C); среднюю
9С на поверхности шлифуемой заготовки
(~ 20 - 350 °C).
Местная температура при трении может
достигать 250 - 1000 °C. Средняя температура
в коробках скоростей и других подобных узлах
65 - 80 °C.
Полную погрешность обработки, связан-
ную с температурными деформациями, обычно
определить не удается. Для операций с жест-
кими допусками на обработку приблизительно
принимают
£дг=0,1 ...0,4Дх,
причем для обработки лезвийным инструмент
том
2>г»О,1...О,15Дг,
при шлифовании ^Дг составляет до
30 - 40 % суммарной погрешности Д.
Методы оценки надежности техноло-
гических систем по параметрам качества изго-
товляемой продукции (ГОСТ 27.202-83) вклю-
чают и методы оценки показателей надежности
технологических операций и процессов, а так-
же средств технологического оснащения по
точности. Контроль точности технологических
систем проводят по альтернативному (при раз-
работке технологических процессов на этапе
технологической подготовки производства и
при управлении технологическими процесса-
ми) или количественному (при определении
периодичности подналадок технологического
оборудования, выбора методов и планов стати-
стического регулирования технологических
процессов и операций и тд.) признаку.
При контроле по количественному при-
знаку определяют значения показателей точ-
ности, основными из которых являются:
коэффициент точности (по контроли-
руемому параметру А)
KT~tolTt
где о) - поле рассеяния (или размах Я ) значе-
ний контролируемого параметра за установ-
ленную наработку технологической системы,
определяемое с доверительной вероятностью
У но выражению со = Z(y)S\ здесь f(y) -
коэффициент, зависящий от закона распреде-
ления параметра X и значения у ; 5 - среднее
квадратическое отклонение параметра Х\ Т -
допуск параметра^.
Размах R определяют как разность
максимального и минимального значений
параметра в объединенной выборке, со-
стоящей из серии мгновенных выборок
й) ~ R = - X . .
nm mm '
Коэффициент мгновенного рассеяния (по
контролируемому параметру)
кр(0-ш(0/т,
где ©(г) - поле рассеяния параметра в момент
времени t .
Коэффициент смещения (контролируе-
мого параметра)
Хс=Д(/)/Т,
где Д(г) - среднее значение отклонения пара-
метра относительно середины поля допуска в
момент времени I:
д(0=|х(П-*.|.
здесь X(t) - среднее значение параметра;
Хй ~ значение параметра, соответствующее
середине поля допуска (при симметричном
поле допуска значение Х9 совпадает с номи-
нальным значением Хном).
Коэффициент запаса точности (по кон-
тролируемому параметру)
К, =0,5-А-с(/)-0.5ЛГрО).
Для обеспечения надежности технологи-
ческой системы по параметрам точности необ-
ходимо в любой момент времени (в пределах
установленной наработки) выполнить условие
Кг <КТЛ<1; К,(1)>0> где Я\о - норма-
тивно? (предельное, технически обоснованное)
значение
В условиях единичного и мелкосерийного
производства, когда число одноименных дета-
120
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
лей не позволяет применить указанные выше
коэффициенты, контроль точности технологи-
ческой системы можно выполнить по альтер-
нативному признаку, используя метод приве-
денных отклонений (по справочному приложе-
НИЮ к ГОСТ 27.202-83). В одну выборку
включают детали, характеризующиеся конст-
руктивным подобием и общностью технологи-
ческого процесса обработки.
Точность технологической операции счи-
тается удовлетворительной при выполнении
одного из следующих условий:
- при расчете приведенных отклонений разме-
ра соответственно относительно нижнего Д ,
верхнего Дв/ предельных отклонений и коор-
динаты середины поля допуска До>;
0<Дпр/ = <1 - при расчете приведен-
^ф('
ных отклонений для параметров формы и рас-
положения для всех деталей / = I ... г?, объедиг
ненных в выборку. Здесь Дл, и Дфд, - дейст-
вительные отклонения размера и формы (рас-
положения) Лй детали; Ti и Тф/ - допуск раз-
мера и формы (расположения) ьй детали.
В одну выборку включают по несколько
экземпляров разных деталей. Проверку усло-
вий проводят по каждому значению Дпр/.
Показатели надежности технологических
систем кроме рассмотренных показателей точ-
ности включают показатели выполнения зада-
ний по качеству (параметрам качества продук-
ции), по технологической дисциплине и ком-
плексные показатели.
Оценку выполнения заданий по парамет-
рам качества изготовляемой продукции прово-
дят для технологических процессов (операций),
влияющих на качество продукции, и по кото-
рым получены неудовлетворительные резуль-
таты оценок по точности и технологической
дисциплине. При оценке используют показате-
ли вероятности выполнения задания по одному
или нескольким (л) параметрам качества изго-
товленной в момент времени t продукции
..л(0 = 4гк/<.Г,.(/)<ГВ1)при/=|..„
Комплексные показатели оценки надеж-
ности технологических систем по параметрам
качества изготовляемой продукции включают
показатели надежности технологических сис-
тем по критериям дефектности, возвратов про-
дукции, брака. Вероятность соблюдения нор-
матива проверяют (обычно регистрационным
методом) по указанным показателям.
СУММИРОВАНИЕ ЭЛЕМЕНТАРНЫХ
ПОГРЕШНОСТЕЙ ОБРАБОТКИ
Задачу о суммировании решают особо
для каждого случая обработки. Сумма элемен-
тарных погрешностей может быть принята за
ожидаемую точность обработки. Если каждая
из элементарных погрешностей представляется
звеном размерной цепи, то ожидаемую точ-
ность Ду представляют как замыкающее звено
цепи и суммирование элементарных погрешно-
стей производят алгебраически:
Дх = Деу+Ду+Дн+Д)1+1д++1Аг. (I)
Задачу целесообразно решать методом
"максимум - минимум". Все элементарные
погрешности относятся к направлению выдер-
живаемого размера.
Значение Е. определяют с учетом вза-
Ф
имиой компенсации погрешностей технологи-
ческой системы. Эта величина связана с дейст-
вием различных причин - геометрических по-
грешностей станков, динамических погрешно-
стей, деформаций заготовок, пол действием
различных сил. При обработке тел вращения
Д^ для диаметральных размеров определяют
без учета Деу равно как и для случая двухстО'
ронней обработки элементов изделий набором
инструментов.
Расчет значений Д^. по представленной
формуле является достаточно простым, однако
точность расчета оказывается низкой и резуль-
таты, как правило, завышенными.
СУММИРОВАНИЕ ЭЛЕМЕНТАРНЫХ
ПОГРЕШНОСТЕЙ ОБРАБОТКИ
121
Более точным является другой метод рас-
чета, когда каждую элементарную погреш-
ность можно представить вектором, модуль
которого характеризует поле рассеяния по-
грешности или (что менее точно) разность пре-
дельных значений погрешностей. Тогда значе-
ние ожидаемой точности следует определять в
векторной форме:
Aj. = Аеу +ду +д(| +д„+ЁДф +ЁД[.
Этот метод суммирования применяют на прак-
тике в исключительных случаях, поскольку
необходимо знать направление, в котором про-
является данная погрешность, что часто вызы-
вает трудности.
Если каждый вектор спроектировать на
направление выдерживаемого размера, то зада-
ча сложения несколько упростится, так как
технологу предстоит иметь дело с коллинеар-
ными векторами:
Ду = ДЕ^ + Д + ДН + Ди + La t
ь Уо Уо ко Дфо f
где индекс “ноль1' означает проекцию вектора
первичной погрешности. Эта формула по своей
сущности близка к формуле (1).
Недостатки предложенных выше методов
суммирования можно существенно ослабить,
если учесть вероятностную природу элемен-
тарных погрешностей. Суммирование таких
погрешностей проводят по закону квадратного
корня
= рД2С + А.:Д2у + Д2К + Д^, + Xs ,
где р - коэффициент, определяющий процент
риска получения брака при обработке;
- коэффициенты, определяющие зако-
ны распределения каждой из элементарных
погрешностей.
Риск возникает в связи с тем, что нельзя
утверждать с полной определенностью, что
рассеяние данной элементарной погрешности
соответствует данному закону распределения.
При р = | вероятность брака составляет
32 %, при р - 2 она снижается до 4,5 %, а при
Р = 3-дО0,27%-
. Для закона нормального распределения
"эйкона Гаусса) J, = -;
9
Для распределения Симпсона X = 1
6 ’
для закона равной вероятности, а также
д я случаев, когда о законе ничего не известно
(либо мало известно) X = 1
Из практики известно, что
ki - Х2 - Х3 = — поскольку соответствующие
погрешности подчиняются закону Гаусса,
^4 "* ~ поскольку распределение соответству-
ет закону равной вероятности, Х« =- по-
3
скольку закон распределения £д мало извес-
тен. Величина , как правило, не является
случайной и под знаком корня не суммируется.
При р =3
А у — + Ду *** + ЗДи + 3Z А + Sa -
V су * н 4 «т Да
Значения элементарных погрешностей, сумми-
руемых под знаком корня, представляют собой
поля рассеяния этих величин.
Приведенные формулы получили наи-
большее распространение. Их основное досто-
инство в том, что по отдельным элементарным
погрешностям, определенным расчетом еще до
разработки технологического процесса, можно
методом суммирования определить ожидаемую
точность параметра.
Исследования точности методами мате-
матической статистики и теории вероятностей
требуют наличия исходной информации, полу-
чаемой измерениями, регистрацией значений
параметров уже действующего технологиче-
ского процесса. Вместе с тем, соответствую-
щие методы анализа элементарных погрешно-
стей в ряде случаев позволяют получить важ-
ные дополнительные сведения при исследова-
нии точности обработки.
Примем, что исследуемый параметр детали
Y представляет собой функцию нескольких
переменных Хп:
Для идеальных условий соответственно имеем
122
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
В реальных условиях значения парамет-
ров отличаются от идеальных (номинальных)
на абсолютную погрешность Д. = (Х-Х0)/.
Выходной параметр также может иметь неко-
торую погрешность.
При расчете линейных систем предпола-
гается, что отклонения параметров малы и вза-
имно независимы. Произведениями погрешно-
стей пренебрегаем. Функцию У-/(^) в
окрестностях номинальных значений парамет-
ров разложим в ряд Тейлора. Ограничиваясь
учетом только погрешности в первой степени,
получим выражение для расчета абсолютной
погрешности выходного параметра У :
' 8f
’=1 \ ) xt
Индексы при частных производных Xt пока-
зывают, что значения производных при У,
равны среднему значению У, или математи-
ческому ожиданию MXt (идеальному, номи-
нальному значению).
Отношение df / дХ{ = S, называют абсо-
лютной чувствительностью функции цепи к
изменению параметра, или коэффициентом
влияния, передаточным отношением.
При расчете наихудшего случая элемен-
тарные погрешности суммируют по методу
максимума-минимума:
Приведенное выражение удобно для рас-
чета, когда все параметры имеют одинаковые
единицы измерения. При разных единицах
измерения параметров целесообразно пользо-
ваться относительными погрешностями:
Г itdXiY^X*
Повышение точности обработки может
быть достигнуто повышением точности каждо-
го параметра н сокращением числа входных
параметров, влияющих на отклонение выход-
ного параметра; уменьшением чувствительно-
сти системы к входным воздействиям и усло-
виям обработки; применением автоматической
системы компенсации всех или доминирующ
входных параметров.
Рассмотренный метод расчета не учиты-
вает реальных комбинаций параметров, поэто-
му он дает завышенное в 1,5 - 10 раз значение
погрешности выходного параметра.
При вероятностном методе расчета от-
клонения ДУ, Д/ рассматривают как случай-
ные величины.
Для любого числа параметров i = и сис.
тематическая погрешность, равная математи-
ческому ожиданию Л/(У) = тх , определяется
по соотношению
= Е(У) + 0,5аТ(У) =
п
= X5/[£(Aj) + 0,5a/T(A/)],
/=!
где Т - допуск; а * коэффициент относи-
тельной асимметрии; Е' - координата середи-
ны заданного поля допуска.
Если между погрешностями, рассматри-
ваемыми попарно, например между Д^ и Д,,
существует стохастическая (вероятностная)
связь с коэффициентом корреляции fy, то
суммарная погрешность обработки
1 I* ™
=4 J1W ^k^t.SjSa ,
Л У /=1 J*l
где ш - число попарно стохастически связан-
ных параметров.
Формула действительна для определения
абсолютной и относительной суммарной по-
грешностей.
Коэффициент относительного рассея-
ния , характеризующий отношение поля рассея-
ния погрешности при нормальном законе рас-
пределения к действительному полю рассея-
ния, обозначим Kt, где / - индекс элементар-
ной погрешности.
Для нормального закона распределения
К/ = I; для закона равной вероятности
К/ - 1,73; при композиции закона равной ай**"
яркости и нормального закона Kt - 1,2 ---
( К1 = 1,2 при 116а - 1, где I -прирашенис
размера вследствие переменной система™4^
ской погрешности; а — среднее квадратичен*
суммировлни^шмешлрных погрешностей ки
отклонение» К- f 1.5 при / / 6<у ~ 3); для зако-
нов Симпсона К, = 1,22; Релея К, = 1,097 и
Максвелла Kt =1,13.
Элементарные погрешности, изменяю-
щиеся во времени (, являются случайными
функциями времени (например, погрешность,
связанная с износом инструмента). Тогда
м
+2£ (оадядт, (о W/o.
А'
Более точный результат может быть по-
лучен при применении аппарата случайных
функций.
Часто при расчетах S, =1; если погреш-
кости независимы и не зависят от времени,
Ae’yJzw,)1.
Иногда суммарную погрешность опреде-
ляют смешанным методом расчета Принима-
ют, что некоторые параметры изменяются де-
терминирование, поэтому суммирование их
выполняют по методу максимума-минимума;
для других учитываемых факторов применяют
вероятностное суммирование.
Некоторые погрешности, например по-
грешности результата измерения, погрешности
линейного позиционирования станков с ЧПУ и
Других, рассчитывают с учетом неисключен-
ных систематических и случайных погрешно-
стей. Методику определения суммарной по-
грешности устанавливает ГОСТ 8.207-76.
Группу результатов прямых измерений с мно-
гократными наблюдениями подвергают стати-
стической обработке: исключают грубые по-
грешности и известные систематические по-
грешности; вычисляют среднее арифметиче-
ское исправленных результатов наблюдений,
принимаемое за результат измерения А; вы-
числяют оценку среднего квадратического
отклонения а(Л) результата измерения:
_м__________________
где Х( - рй результат наблюдения; i = I п.
Далее проверяют гипотезу о том, что ре-
зультаты наблюдений принадлежат нормаль-
ному распределению (уровень значимости а
принимают 10-2 %), При числе результатов
наблюдений я > 50 проверку ведут по крите-
рию % Пирсона или о)2 Мизеса - Смирнова;
при 50 > л > 15 - по составному критерию
(ГОСТ 8,207-76); при л < 15 проверку не де-
лают, Излагаемую методику можно применять,
если заранее известно, что результаты наблю-
дений принадлежат нормальному распределе-
нию
Эффективным способом вычисления
суммарной погрешности является статистиче-
ское моделирование, при котором используют
ЭВМ (методы Монте-Карло). При этом мето-
де определяют псевдослучайные значения фак-
торов и с помощью ЭВМ погрешность выход-
ного параметра. Статистические свойства сис-
темы оценивают путем многократного по-
строения процесса. Метод допускает произ-
вольное распределение параметров. Метод
Монте-Карло применяют для систем массового
производства; он может быть легко запрограм-
мирован, но при этом требуется относительно
большое время счета.
Аналитическое представление реальной
поверхности позволяет более четко выявить
законы суммирования отклонений размера и
формы поверхности. Различают номинальные
геометрические поверхности, имеющие пред-
писанные чертежом формы и размеры, без ка-
ких бы то ни было неровностей и отклонений,
и действительные (реальные) поверхности де-
талей. Понимая под профилем линию пересе-
чения поверхности плоскостью, ориентирован-
ной определенным образом, различают также
номинальный и действительный профили
детали.
При исследовании точности изготовления
с номинальной цилиндрической поверхностью
широко используют методы спектральной тео-
рии неровностей и других геометрических па-
раметров.
Введем понятие о текущем размере как о
радиусе-векторе, равном расстоянию от точки
124
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
на реальном профиле до геометрического цен-
тра номинального профиля детали. Очевидно,
что в общем случае радиус-вектор Я зависит от
угловой координаты (р точки и координаты 2,
направленной вдоль оси:
R = F(^z).
ак = ск cos фл ; Ьк = ск sin фд;
G = 7О*2+^2 ’ <g Ф* = bk /«а :
Если номинальный радиус поверхности
обозначить как 7^, то функция /(ф,2), изо-
бражающая погрешность (абсолютная пог^еш*
ность ДД), в общем случае (при 0 < z < /, где
I - длина поверхности) характеризует отклоне-
ние от цилиндрич кости
/(ф,?) = Л-Л0 = ДЛ,
а в поперечном сечении (при 2 = 2i) - откло-
нение от круглости
/(ф^д-я^дя.
Функцию погрешности поперечного се-
чения приближенно можно представить в виде
ряда Фурье с конечным числом членов к = п\
а п
/(Ф) = — + £(A cos£ф + bk sin Arq>)
Л=1
или
/(ф) ~ ТГ + (cos/cq)+ ф* ).
где ак , Ьк, ск - коэффициенты ряда Фурье; к -
порядковый номер составляющей гармоники.
Контур поперечного сечения удовлетво-
ряет условию замкнутости; период равен 2л:
/(ф+2л) = /(ф).
Коэффициенты ряда Фурье:
1 2*
ак = — |/( ф) СОВ Аф Лр;
71 о
1 11
Дь -- |/(ф)зшАф«/ф.
* о
Между амплитудой М гармоники ск и
коэффициентами а* и bk , а также начальной
фазой фА существуют зависимости:
Члены разложения имеют явный физиче-
ский смысл. Нулевой член, т.е. величина с /2,
равен среднему значению функции на период
Т =2п . Эта величина характеризует отклоне-
ние собственно размера, являясь постоянной
(независимой от угловой координаты ф) со-
ставляющей текущего размера. Первый член
разложения с, сos(<р + ф|) характеризует от-
клонение расположения реального и номи-
нального профилей (эксцентриситет с ампли-
тудой q и фазой (р,).
Следующие члены ряда Фурье ха-
рактеризуют: С2 C0S(2q) + (р2) - овальность;
с3соз(Зф + ф3) - огранку с трехвершинным
профилем и т.п.
Таким образом, члены ряда при к - I ... р
характеризует спектр отклонений формы дета-
ли в поперечном сечении: последующие члены
ряда - волнистость и при достаточно больших
значениях к - шероховатость поверхности.
Аналогичный метод может быть применен к
профилю цилиндрической детали.
Изложенная методика позволяет проана-
лизировать отклонения собственно размера
(ДЯ или 2ДЯ = ДЛ)), формы и т.д., рассмат-
риваемые как систематические отклонения.
Методику можно использовать при рассмотре-
нии детерминированных систем. Однако в об-
щем случае амплитуды и фазы отклонений
являются случайными величинами.
ТЕХНОЛОГИЧЕСКАЯ
НАСЛЕДСТВЕННОСТЬ
Проблему точности в машиностроении
связывают с результатами изучения физиче-
ских причин отказов, порождающих погреши0'
сти, и определениями условий и следствия
приводящих к отказам. Изменение свойств
изделий (их материалов, форм, структуры, раз-
меров и т.д.) в ходе производственного проиеС'
са наиболее полно объясняют с помощью явле*
ний технологической наследственности.
ТЕХНОЛОГИЧЕСКАЯ НАСЛЕДСТВЕННОСТЬ
Технологической наследственностью
называют явление переноса свойств объектов
от предшествующих технологических опера-
ций к последующим. Сохранение же этих
свойств у деталей машин называют техноло-
гическим наследованием. Явление позволяет
сравнительно полно связать состояние заготов-
ки (ИЛИ даже ее материала) с ее состоянием в
любой момент времени вплоть до превращения
заготовки в деталь.
Носителями наследственной информа-
ции являются собственно материал детали, а
также ее поверхность с многообразием пара-
метров, характеризующих состояние этих по-
верхностей. Носители информации активно
участвуют в технологических процессах, про-
ходя через различные операции, в ходе кото-
рых они могут менять свои свойства частично
или полностью. Типичной операцией, задер-
живающей или исключающей передачу на-
следственных свойств, является термическая
обработка.
Как положительные свойства детали (вы-
сокая износостойкость, точность формы и раз-
меров, качество поверхностного слоя и др.),
так и свойства отрицательные (коробление,
пониженная твердость отдельных участков,
погрешности формы и др.) необходимо объяс-
нять не с позиции последней, финишной тех-
нологической операции, а рассматривать всю
предысторию создания детали. Например, ос-
повидный износ на шейках валов часто объяс-
няют не особенностями шлифовальной опера-
ции, а специфическими условиями проведения
токарной, заготовительной операций. Точеч-
ные дефекты на полированной поверхности
некоторых деталей объясняются не особенно-
стями полирования, а специфическими вклю-
чениями и свойствами материала деталей.
Форма корпусных деталей или деталей типа
валов, изменяющаяся во времени (уже в период
эксплуатации изделий), определяется особенно-
стями проведения заготовительных операций на
этапе литья и штамповки. Чем выше точность
летали, тем больше оснований к отыскиванию
причин погрешностей и отказов на основе явле-
ний технологической наследственности.
Если установлена наследственная приро-
да свойств деталей, следует принять соответст-
вующие коррективы технологических процес-
сов для предотвращения наследственного пе-
реноса вредных свойств и> наоборот, создания
благоприятных условий для передачи полез-
ных свойств.
125
В ходе технологических процессов на-
следуются практически все свойства материа-
лов и поверхностных слоев заготовок. Важное
значение имеет технологическое наследование
конструктивных форм. Если, например, произ-
водить протягивание отверстий заготовок, на-
ружная поверхность которых имеет конструк-
тивные элементы в виде буртов, приливов,
канавок и пр., то отверстия получат отклонение
от иилиндричности, но так, что форма каждой
образующей отверстия не будет прямолиней-
ной, а будет четко связана с расположением
данного конструктивного элемента. Природа
такой погрешности связана с переменной же-
сткостью детали в каждом се поперечном сече-
нии. Отклонения формы возникнут, например,
при шлифовании цилиндрических поверхно-
стей деталей, имеющих такие конструктивные
элементы как продольные канавки, лыски, рей-
ки и пр. Жесткость таких деталей оказываете*
переменной по углу поворота их при обработ-
ке, так как изменяется момент инерции сечения
заготовки по отношению к постоянно дейст-
вующей силе. К наследованию конструктивны*
форм относятся случаи деформирования дета-
лей при их нагревании в ходе технологически*
процессов.
В значительной степени наследуются
свойства и, в частности, формы технологиче-
ских баз. Например, центровые отверстия, как
базы, имеют на конических поверхностях вол-
ны, которые почти всегда образуются при за-
центровывании. При обработке заготовок, ус-
тановленных такими базами на неподвижные
центры шлифовальных станков, жесткость по
углу поворота всей технологической системы
изменяется, и на обрабатываемой поверхности
также возникают волны, количество которых
равно количеству волн на центровом отвер-
стии, Специфические отклонения формы и
размеров наблюдаются и при установке загото-
вок на другие технологические базы приспо-
соблений.
Зажимные устройства на металлорежу-
щих станках активно участвуют в ходе техно-
логического наследования. Так, отклонения
формы растачиваемых отверстий и характер
самой погрешности вполне соответствуют чис-
лу зажимных элементов (кулачков) патронов.
В ходе механической обработки резанием
наследуются многие свойства заготовок. От-
клонения размеров могут быть учтены при
настройке режущих инструментов. Отклонения
же формы наследственного характера устра-
126
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
няются с трудом. Часто отклонения от кругло*
сти в виде овальности полностью переносятся
на готовое изделие* При низкой жесткости
системы проявляется частный случай наследо-
вания - копирование.
Решение проблемы технологического на-
следования всегда связано с отыскиванием
таких условий, при соблюдении которых не
возникает наследственного переноса вредных
свойств от предшествующих операций к по-
следующим. В качестве примера рассмотрим
случай суперфиниширования цилиндрических
заготовок после их предварительного шлифо-
вания на бесцентрово-шлифовальных станках*
Если такие заготовки после шлифования
имеют 18 выступов (волн), то суперфиниш
тремя брусками исправляет волнистость через
короткое время. Если же после бесцентрового
шлифования возникли три волны, то такие
наследственные волны усугубляются так, .что
при тех же условиях суперфиниширования и
через то же короткое время все детали оказы-
ваются бракованными. Зная указанные наслед-
ственные погрешности и условия их переноса,
необходимо заранее сделать соответствующие
коррективы в технологических процессах.
Решение о влиянии данной наследствен-
ной погрешности на служебные свойства изде-
лия принимается особо в каждом конкретном
случае. Однако учитывают, что отдельные на-
следственные погрешности могут проявляться
не сразу по окончании технологического про-
цесса, а через некоторое время. Последнее от-
носится прежде всего к технологическому на-
следованию напряжений в материалах заготов-
ки. Та часть напряжений, которая остается
после проведения соответствующих термиче-
ских операций, оказывается достаточной для
резкого снижения точностных показателей
изделий (искривление осей валов, овализация
колец подшипников качения, отклонения от
плоскостности корпусных деталей и пр.).
Установление качественных характери-
стик технологического наследования помогает
определить этап технологического или произ-
водственного процесса, на котором возникает
соответствующее свойство детали. При этом
технолог принимает решение о корректировке
технологического процесса. Количественные
же характеристики позволяют определить на-
сколько велико влияние технологического на-
следования данного свойства на качественные
показатели детали или изделия.
Процесс наследования с успехом может
быть представлен и как детерминированный и
как вероятностный. Элементы системы и связи
между этими элементами достаточно полно
описываются с помощью теории графов, Осо-
бенностью графов должно быть условие их
ориентированности и ацикличности. Если реб-
ро графа имеет стрелку, то это означает пере-
дачу свойств, а отсутствие стрелки такую пе-
редачу отрицает.
Элементарный граф представлен на
рис. 2. Вершина А, представляет собой сово-
купность свойств заготовки, а вершина - те
свойства, которые создаются на определенной
операции обработки заготовки. Ориентирован-
ные ребра Л (С и А2С показывают наследова-
ние свойства в процессе обработки. Таким об-
разом, возникает объект С со свойствами, ха-
рактерными для A i и Лз-
С точки зрения технологического обеспе-
чения качества наибольший интерес представ-
ляют такие параметры заготовок деталей как
точность размера, формы и расположения по-
верхностей. Поэтому для большей наглядности
механизм технологического наследования
представляют графами по рис. 3.
Комплекс свойств A j заготовки представ-
ляется конкретными ее свойствами В, С, D ...
М каждое из которых претерпевает изменение
в ходе технологического процесса. Пусть С -
отклонение формы заготовки. Проходом через
ряд технологических операций (точение, тер-
мообработка, шлифование ...) отклонение фор-
мы характеризуется величиной Q. Это откло-
нение будет одним из параметров, определяю-
щих качество F готовой детали. Аналогично
изменяются и другие свойства - В, D ... АС Так
как рассматриваемые графы ориентированные,
общее число исследуемых свойств, интере-
сующих технолога, определяют одной из сумм:
л/=р(4)+р(4)+...+р‘(^)+...+р’(4).
Рве. X. Элементарный граф теавологяческогв
наследования
ТЕХНОЛОГИЧЕСКАЯ НАСЛЕДСТВЕННОСТЬ
127
Рис* 3. Развернутый
граф технологического
наследования
где р(Я|)... р(Лл) - число ребер, выходящих
из вершин А, ... Ап графа; р*(Д)... р*(Д,) •
число ребер, входящих в эти вершины; п - чис-
ло вершин графа.
Технологическая последовательность из-
готовления ряда деталей может быть дополне-
на этапом эксплуатации детали в машине. То-
гда становится возможным оценивать наслед-
ственную связь параметров, характеризующих
надежность эксплуатируемой детали с анало-
гичными параметрами любой операции техно-
логического процесса. Более того последний
этап может быть разбит на определенные пе-
риоды времени.
Для количественной оценки явлений тех-
нологического наследования вводят обозначе-
ния, Каждое ребро графа характеризуется пе-
редачей ребра К. Свойство -А"о> выраженное
любой вершиной графа, изменяется в ходе тех-
нологического процесса и характеризуется
величиной %|. Поэтому X = (I / /ОЛ"о. Отсюда
следует, что передача представляет собой ко-
эффициент, показывающий количественное
изменение свойства. Так = 7]/Т^л - коэф-
фициент, показывающий изменение точности
размеров, где Т - допуск на размер; / - номер
текущей операции или перехода; я - число
операций или переходов сверх /, после прове-
дения которых количественно определяют ве-
личину данного свойства.
Аналогичны коэффициенты;
изменения формы сечения заг
детали (t.na А
2 / ^+л (где Д - отклонение
формы);
шероховатости = {Ra _
среднее арифметическое отклонение профиля)-
пряжений K4=Q,/CTj+i| (о _ напря’.
жения в поверхностных слоях);
твердости Х,=(НВ),/(НВ)Ья (НВ -
твердость материала);
волнистости K^hjh^ (Л . высота
волны);
структуры поверхностных слоев
K?=(HW)./(HW)(4|.
Таким образом, приведенные параметры
характеризуются простыми дробями, у кото-
рых числитель указывает на количественное
выражение величины, отражающей данное
свойство до проведения соответствующей опе-
рации, а знаменатель — после приведения.
Индекс каждой передачи представляет
собой трехзначную цифру. Все свойства заго-
товок или деталей нумеруют равно как и опе-
рации технологического процесса. На первом
месте в обозначении ставят характеристику
определенного свойства заготовки или детали
(например, точность, волнистость и др.), на
втором - наименование (номер) предыдущей
операции, включая заготовительную, на треть-
ем - наименование (номер) последующей опе-
рации, на которой проявляется наследуемое
свойство. Выражение передачи = 500/10,
означает, что точность (!) заготовки (0) насле-
дуется на детали, поступающей на сборку (7).
Точность заготовки характеризуется допуском
500 мкм, а погрешность готовой детали 10 мкм.
Определение коэффициентов передачи имеет,
естественно, смысл в том случае, когда наслед-
ственная связь точно установлена. Нумерация
свойств, операций, переходов вводится техно-
логом по своему усмотрению.
Вероятностная модель содержит характе-
ристики случайного изменения свойств обра-
батываемой заготовки и характеристики рас-
сеяния погрешностей ее обработки как внутри
одной партии, так и в совокупности нескольких
партий. Погрешности обработки на отдельно
взятом переходе могут быть представлены в
виде последовательности случайных величин
а,, а2,...»ал - заданных функций распреде-
128
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
ления /(а) = Р(а < 5), где 5 - некоторое
предварительное значение а .
Представление механизма технологиче-
ского наследования становится более удобным
с помощью систем уравнений. Это тем более
оправдано, что можно использовать ЭВМ, так
как число параметров, участвующих в процес-
се технологического наследования, во многих
случаях оказывается очень большим. Допус-
тим, что нумерация свойств заготовок и дета-
лей соответствует данным табл. 31, которая
отражает мнение технолога. Для более слож-
ных случаев технологического наследования
индексы передачи могут состоять из четырех
цифр. Так, передача KWa означает, что форма
(2) сечения заготовки (0) на операции (1) опре-
деляется напряжениями поверхностных слоев
(4)-
Система уравнений, отражающая измене-
ние формы поперечного сечения конкретной
детали:
1
^2574
^28 ” rz ^27 + ~ -^47
Л 278
Решение таких уравнений не представля-
ет труда. Необходимо только сделать ряд под-
становок. Значительно большие трудности
возникают с получением соответствующей
информации, то есть с определением коэффи-
циентов наследования. Тем не менее затраты
труда технологов вполне окупаются, так как
именно выявление наследственных связей и
обладание сведениями о них составляют мно-
гие секреты машиностроительных фирм. Так,
причину овализации отверстий внутренних
31. Пример нумерации свойств заготовок и операций
Первое место цифры индекса Второе место цифры индекса
Свойство Место Операция или переход Место
Точность размера 1 Заготовительная 0 1
Точность формы сечения 2 Черновая обработка
Шероховатость 3 Чистовая обработка 2 _
Напряжение поверхностных слоев 4 Термическая обработка 3
Структура основного материала 5 Предварительная обработка абра- зивным инструментом 4
Волнистость 6 Окончательная обработка абразив- ным инструментом 5
Структура поверхностных слоев 7 Складское хранение б
Сборка 7
Эксплуатация детали а машине 8
ВЕЮЯТНСХТНО^ТАТИСШЧЕСКИЕМЕТОДЬ! АНАЛИЗА ТОЧНОСТИ ОБРАБОТКИ
129
колец подшипников качения при их складском
хранении в течение одного года удалось объ-
яснить особенностями проведения заготови-
тельной операции с помощью горизонтально-
ковочных машин,
При выявлении наследственных техноло-
гических явлений не следует рассматривать все
связи и факторы, необходимо сосредоточить
внимание на главных, определяющих факто-
рах. Однако следует учитывать, что при ис-
ключении из анализа факторов, кажущихся
второстепенными, иногда полнота картины
может нарушиться.
Наследственная информация может пред-
ставлять собой массив данных, которые отра-
жают производственный опыт, результаты
исследований, мнения специалистов-экспертов.
Факторы расставляют в порядке значимо-
сти и им присваивают соответствующие номе-
ра. Обработка массива позволяет облегчить
решение ряда технологических задач, к кото-
рым относятся: выбор оптимальных значений
технологических факторов в соответствии с
заданным изменением величины наследуемого
свойства, прогнозирование параметров насле-
дуемого свойства готовой детали по его значе-
ниям у заготовки, выбор заготовки, обеспечи-
вающей заданное качество изделия.
ВЕРОЯТНОСТНО-СТАТИСТИЧЕСКИЕ
МЕТОДЫ АНАЛИЗА ТОЧНОСТИ
ОБРАБОТКИ
В процессе изготовления деталей машин
качество их и, в частности, точность размеров
зависят от большего числа технологических
факторов, влияющих в различной степени на
точность обработки. Зависимости эти носят
вероятностный (стохастический) характер.
В теории вероятности и математической стати-
стики разработаны методы; с помощью кото-
рых можно объективно оценить точностные
характеристики реальных технологических
процессов.
Вероятностно-статистические методы ис-
пользуют для оценки точности технологиче-
ских процессов, определения уровня настройки
станков, оценки стабильности технологических
процессов, определения ожидаемой доли бра-
ка, установления зависимости между точност-
ными характеристиками смежных операций и
решения других задач.
Определение поля рассеяния, коэффи-
циентов относительной асимметрии и отно-
сительного рассеяния погрешности обра-
ботки. Полем рассеяния размеров X (рис. 4) на-
зывается такой интервал тх - Д, < х S т1 + Д2
значений х, при котором вероятность Р появ-
ления детали с размером х, меньшим чем
mx_Ai "ли больше чем тх+Д2, практиче-
ски пренебрежимо мала, т.е. имеет место условие
Р(х<т<-Д|) = Р(х>тг + Д2) = (?/2, (I)
где Д| и Д2 - расстояния соответственно от
нижней и верхней границ поля рассеяния до
среднего значения тх; q - вероятность вы-
хода размеров за границы поля рассеяния
(обычно принимают q = 0,0027).
Вводя в (1) выражения для дифференци-
ального /(х) или интегрального Г(х) зако-
нов распределения, получим
<73
J/(x)rfx= [f(x)dx=qll-,
(2)
Р(/ил-Д1) = 1-Г(тл + Д1) = ?/2.
Половина поля рассеяния
Д = (Д(+Д2)/2. (3)
Для симметричных законов распределе-
ний Д| =Д2 = А.
Для закона распределения случайной ве-
личины х, область возможных значений кото-
рой не ограничена ни слева, ни справа, нижняя
и верхняя границы поля рассеяния могут быть
найдены, если известен интегральный закон
распределения F(z) нормированной случай-
ной величины
Рис. 4. Поле рассеяния размеров партии деталей
130
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Z = (x-Mt)/CTV,
для которой 0 и = 1. В данном случае
тх, ~ средние значения случайных величин
X и Z; On Qr - средние квадратические откло-
нения тех же величин. С учетом нормирован*
ного закона распределения F(z) уравнение (2)
принимает вид
(4)
F(z2) = \-ql2.
Нижний Z\ и верхний Из квантили, отве*
чающие уровням вероятности q/2 и 1 - q/2,
Z2=A2/cr (5)
Для заданного уровня вероятности q =
~ 0,0027 значения квантилей Z\ и Zi опреде-
ляются из (4). Если значения квантилей Z\ и Z^
известны, то по (5) величины Ai и Aj могут
быть определены в долях среднего квадратиче-
ского отклонения
At = ; Д2 = Z2ax . (6)
На основании (3) с учетом (6) поле рас-
сеяния погрешности размеров, выраженное в
долях ах,
2A-(Z2 Z|)gt, (7)
Для сопоставления рассеяния при данном
законе распределения с рассеянием при нор-
мальном распределении применяют коэффици-
ент относительного рассеяния
К = 3ах1& = 6ал /(А, + Д2), (8)
Для закона Гаусса К ~ L Для одномо-
дальных распределений, более островершин-
ных, чем гауссовское (коэффициент эксцесса
Уг > 0), К < 1. Для одномодальных распределе-
ний, более плосковершинных, чем гауссовское
(V2 < 0)* значения К > 1.
Несимметричность распределения откло-
нений случайной величины относительно сере-
дины До поля рассеяния размеров характеризу-
ет коэффициент относительной асимметрии
а = (тх-Д0)/Д. (9)
Так как
Д0=/и,+
А2 А|
2
то (9) примет вид
а _ Д|-Л; _ Ai ~А2
2Д Д; + д2 '
(Ю)
Для симметричных распределений а = о,
Для одномодальных распределений, имеющих
положительный коэффициент асимметрии уь
среднее значение смещено к левой границе
поля рассеяния (рис. 5, а). В этом случае
Д2 > Aj и согласно (10) имеем а < 0. Для од-
номодальных распределений, имеющих отри-
цательный коэффициент асимметрии у^ центр
группирования смещен к правой границе поля
рассеяния. При этом условии Д2 < Д( и, при-
меняя (10), получаем а > 0 (рис. 5, б).
Подставляя (6) и (7) в (8) и (10), получим
окончательные выражения для коэффициентов
относительного рассеяния и относительной
асимметрии:
6 Z, +Z,
-------. а = --------£ t
Рис, 5. Кривые распределения погрешности
размеров с положительным (а) и отрицатель»
(б) значениями коэффициентов отиосвтельи
асимметрии а
ВЕГОЯтаОСТНО^ТЛТИСТИЧЕСКИЕ методы анализа точности ОБРАБОТКИ
131
Определим поле рассеяния 2Д и коэффи-
циенты Киа для закона распределения слу-
чайной величины X, область возможных зна-
чений которой ограничена слева и справа
(а = Хнаим х £ ^наиб = Ь). В этом случае гра-
ницы поля рассеяния принимают равными а и
by т.е.
ZMX-A,=a; /иЛ+Д2=й. (12)
При этих условиях вместо поля рассеяния
пользуются широтой распределения L = 2l или
2Д - L - 2/ = b - а> где I - параметр закона
распределения.
Применяя (8) и (10) и учитывая (12)» по-
лучим
_ 3g;
b-a I
(13)
2т -а-b т-а-Ь
а = —*------- = —------.
b-a I
Зависимость вероятного брака деталей
от коэффициентов точности и настроенно-
сти технологических процессов. Точность
геометрических параметров детали обычно
задает конструктор; она количественно опре-
деляется полем допуска согласно чертежам или
техническим условиям.
Поле допуска определяется интервалом
значений размера х от Хо - 8 до xq + 3, где Xq -
координата середины поля допуска; 3 - поло-
вина поля допуска (рис. 6). Технологическая
точность количественно определяется зако-
ном распределения суммарной погрешности
обработки.
Если задано поле допуска и известен за-
кон распределения /(х) погрешности разме-
рах» то доля вероятного брака
Вероятные брак деталей д ₽ q\ + ^2
9 = = jf(x)dx + J/( x) dx =
= l + F(x0-8)-F(xo + 8), (14)
где ?ь qi - вероятность выхода размеров за
нижнюю и верхнюю границы поля допуска
(доля брака): х0 - координата середины поля
допуска; 3 - половина установленного поля
допуска.
Вводя в (14) выражение для интегрально-
го закона распределения Ft(z) нормирован-
ной случайной величины Z = (х~тк)/их1
получим
q = । + £ f _ F(
\ ax J \ J'
(15)
Точность и настроенность технологиче-
ского процесса считаются идеальными, если
поле рассеяния размеров совпадает с заданным
полем допуска» т.е.
mx-A|=x0~3; wx+A2 = х0+8. (16)
Отсюда вытекают требования к точности
процесса и его настройки:
Д=3ад./Х = 8; тт=х0 + а8. (17)
В этом случае доля брака не превышает
0,27 %. Если поле рассеяния располагается
внутри пределов поля допуска» то это значит,
что точность процесса завышена и является
экономически невыгодной. Если хотя бы одна
из границ поля рассеяния выходит за пределы
поля допуска» то доля брака увеличивается
выше допустимого значения» равного 0,27 %.
Для сопоставления поля рассеяния с по-
лем допуска применяют коэффициенты точ-
ности
К =П = А = ^_ (18)
’ П 8 АЗ
Для определения смещения уровня на-
стройки технологического процесса использу-
ют коэффициент настроенности процесса
Е = тх-х± (19)
132
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
В случае идеальной точности и настроен-
ности процесса по (18) и (19) с учетом (17)
получаем г) = 1, Е = а.
Зависимость вероятного брака q от коэф-
фициентов т| точности и Е настроенности про-
цесса найдем при переходе в (15) от вероятно-
стных характеристик тх и о> к коэффициентам
г| пЕ :
q = \ + F.
3(1+1?)
3(1-£)
(20)
Вероятность того, что изделие окажется
годным,
I J
3(1+£)
Для симметричных распределений в силу
равенства F(-z) = 1 - F(z) вместо (20)
можно написать
Для закона Гаусса (21) принимает вид
Если область изменения случайной величи-
ны Xограничена слева и справа (а X < b), то
доля брака или дефектных изделий, вышедших
за границы поля допуска, определится в зави-
симости от взаимного расположения поля до-
пуска 26 и поля рассеяния 2Д, Характерны
следующие случаи расположения полей.
1. Поле рассеяния размеров находится в
границах поля допуска (рис. 7, а). Этот случай
имеет место при х0-8<а; л0+Б£а + 2/,
Выражая эти неравенства через коэффициенты
точности и Е настроенности процесса, после
преобразований получим
T|(l + a)Sl + £ ;
Рис, 7. Взаимное расположен не поля допуска 28 и
поля рассеяния 2Д размеров: а - поле рассеяния
находится в границах поля допуска; б - поле рассея-
ния размеров выходит за правую границу т0 + 8 поля
допуска; в - поле рассеяния выходит за левую грани-
цу *о- S поля допуска; г - поле рассеяния выходит за
обе границы допуска
И(1-а)£1-£. (22)
В этом случае брак отсутствует: q\ = q^ -
а 0. Практически это означает, что выбрано
излишне точное оборудование и можно, по-
видимому, перейти на другие, несколько менее
точные, но более производительные или более
экономичные технологические процессы.
2. Поле рассеяния размеров выходит за
левую границу поля допуска; при этом q\ * Л
41 = 0 (рис. 7, в).
При соответствующих этому случаю со-
отношениях т] и Е доля брака деталей в партии
3(1-Д)
(23)
3. Поле рассеяния размеров выходит за
правую границу поля допуска; при этом qi я
?2 * 0 (рис. 7, б). При этих условиях доля браке
ВЕРОЯТНОСТНО-СТАТИСТИЧЕСКИЕ МЕТОДЫ АНАЛИЗА ТОЧНОСТИ ОБРАБОТКИ
133
<“>
L J
4. Поле рассеяния размеров выходит за
обе границы поля допуска; при этом q\ * О,
q2 * 0 и одна часть деталей идет в брак исправи-
мый, другая часть - в неисправимый (рис. 7, г).
Доля вероятного брака
AT] J L АТ]
В производственных условиях данный
случай имеет место при низкой точности про-
цесса, Это значит, что заданный допуск жестче,
чем позволяет оборудование и технологиче-
ский процесс.
5. Поле рассеяния размеров лежит вне по-
ля допуска, т.е. -S > <7+2/ или х0+8>а.
При этих условиях вероятность нахождения
размеров в границах поля допуска равна нулю,
и, следовательно, все изделия будут составлять
брак (q - 1) при выполнении неравенств
т|(1 — а)^“ 1 -Е или т]( 1 + а)<-1 + Е.
(26)
Полученные общие формулы (23) - (25)
позволяют определить долю вероятного брака
q по известному закону распределения и за-
данным его математическому ожиданию тх и
среднему квадратическому отклонению Or или
коэффициентам г] точности и Е настроенности
технологического процесса.
Практический интерес представляет
решение обратной задачи: по заданным долям
брака и ?2 определить коэффициенты Т)
точности и Е настроенности процесса обра-
ботки.
Рассмотрим случай, когда область изме-
нения случайной величины X подчиняющейся
закону распределения /(х) , не является огра-
ниченной ни слева, ни справа. Будем считать,
нто нам задан закон распределения f(x)
суммарной погрешности х, но неизвестны его
параметры; среднее значение тх и среднее
квадратическое отклонение а* Тогда можно
написать выражения для неисправимого q\ и
исправимого брака при наружном обтачива-
нии:
^=^0’8);
(27)
Выражая величины q} и q} через F.(z) ,
получим
'хб-тх-?>'
Ч
(28)
g2=l-FpZ-fflv+8
А
Вводя обозначения нижнего и верхнего
квантилей, отвечающих вероятностям Р| и
получим
_х0-т*~8
-----;
(29)
_х0-шх+6
Уравнения (28) можно записать в виде
F:(Zfl) = Pl=?l;
(30)
Л(гл)=Л=|-«2.
Если известен нормированный инте-
гральный закон распределения, то значения
квантилей Z^ и Z^ находятся из (30).
Решив систему уравнений (29) относи-
тельно тх и найдем
28
°* ~ Z* -Z.
(31)
Zft + ZA
m.=x,+-a-—1
-z;A
На основании (18) и (19) с учетом (31)
получим выражения для определения коэффи-
циентов точности технологического процесса
6
(32)
и его настроенности
134
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Zf\
(33)
Разделение погрешности обработки на
систематическую и случайную составляю-
щие, В связи с развитием систем автоматиче*
скоро управления точностью технологических
процессов важное значение приобретает задача
разделения суммарной погрешности обработки
на систематическую и случайную составляю-
щие. В зависимости от значения каждой из
составляющих погрешности выбирают тот или
иной метод управления.
Задача разделения систематической и
случайной составляющих решается различны-
ми способами.
Рассмотрим дисперсионный метод разде-
ления суммарной погрешности обработки, для
которого разработаны критерии оценки систе-
матической и случайной составляющих по-
трешности обработки.
Для условий изготовления партии дета-
лей на настроенных станках токарного типа
(автоматах, полуавтоматах) суммарный закон
распределения погрешности размеров х партии
деталей во всем заданном промежутке времени
/(от/ = 0до/ = Т)
(34)
где mx(r) “функция, характеризующая изме-
нения во времени систематических факторов
(износ инструмента, тепловые и упругие де-
формации системы и т.п.); Qx(f) - функция,
характеризующая изменение мгновенного поля
рассеяния размеров, обусловленная затуплени-
ем режущего инструмента, нестабильностью
режима обработки, колебаниями припуска и
твердости материала заготовки и т.п,
Начальные моменты первого и второго
порядков суммарной погрешности, подчиняю-
щиеся закону распределения (34), определяют
по формулам
| Г
(35)
я о
I
=7 JpC(0+ei(0]<ft. (36)
1 о
। *
- р«,.(ОЛ
т i
> (37)
Используя (35) и (36), получим выражу
ние для дисперсии суммарной погрешности:
. т
о2{х) = а2-а2 = - рп*(О<* +
Т {
+ ур!(ОЛ-
7 о
После преобразований получим оконча-
тельное выражение для дисперсии суммарной
погрешности обработки
о2 {х} = ст2 {тх (0) + ст2 {стД 0}+Мг {су с (0},
(38)
где cr2{wx(O} = Af{m2G)}-№{?nv(/)},
o2{cv(0}=A/(o2(r)}-iW2{at(0}.
Из (38) следует, что общая дисперсия по-
грешности обработки складывается из трех
частей: вызванной изменением
функции математического ожидания
обусловленной влиянием систематических
факторов; а2{сх(/)}, вызванной изменением
функции среднего квадратического отклонения
Qx(z), обусловленной влиянием случайных
факторов, параметры рассеяния которых изме-
няются с течением времени; Afz{ox(0), вы-
званной постоянной составляющей функции
пх(/), обусловленной случайными факторами,
параметры рассеяния которых не изменяются
во времени.
Поделив обе части (38) на ст2{х},
получим
рЧМО} + g*K(0) , М2{стх(0} = ] (39)
®2
Для характеристики доли систематиче-
ской составляющей, вызванной изменением
функции тх(г), количественной оценки доли
случайной составляющей от изменения функ-
ции ож(0 и доли собственно случайной со-
ставляющей, вызванной постоянной состав-
ляющей функции ал(/), в общей погрешности
обработки введем следующие показатели:
ВЕРОЯТНОСТНО-СТАТИСТИЧЕСКИЕ МЕТОДЫ АНАЛИЗА ТОЧНОСТИ ОБРАБОТКИ
В5
2 _ . Гт j 1 O.V (40)
ri^q2K(Q}. Го “ 2 1 (41)
Г XT2 (42)
Согласно (39) коэффициенты (40) - (42)
удовлетворяют соотношению
^+'a+r2=l- (43)
В (43) левая часть представляет собой
сумму трех положительных величин, равную
единице. Следовательно, каждое слагаемое не
может быть больше единицы, поэтому можно
написать
0<гт £1, 0^го<], (44)
Если гт = 0, то G2 {#*(/)} - 0, и, следова-
тельно, отсутствует смещение уровня настрой-
ки, обусловленное влиянием систематических
факторов (рис, 8, а, в). Равенство гт = 0 являет-
ся количественным признаком стабильности
процесса по положению центра группирова-
ния* Случай rm = 1 показывает строгую функ-
циональную зависимость систематической
погрешности размеров х от времени /
(рис. 8, 6). Если га = 0, ТО аг{с(0} =0, и от-
сутствует переменная составляющая функции
о(0, обусловленная влиянием случайных
факторов, параметры рассеяния которых изме-
няются во времени (рис, 8, а, в. г). Условие
га = 0 свидетельствует о стабильности процес-
са по рассеянию.
Если г = I, то уровень настройки и поле
рассеяния не изменяются во времени, т.е
= const; ох0) = ол =const (рис, 8,
а). Равенство г = I является количественным
признаком стабильности процесса как по рас*
сеянию, так и по положению уровня центра
группирования.
Рассмотрим пример расчета показателей
» го и Пусть уровень настройки техно-
логического процесса изменяется по степенно-
му закону, а мгновенное рассеяние размеров
остается постоянным (рис. 9)
z д1/л
тДО = то+2/„ЬЧ ;
(45)
ох(0 = <тв «const, л>0,
где fflo, сто - параметры мгновенного гауссов-
ского распределения в начальный момент вре-
мени t - 0; /щ - половина диапазона изменения
функции тх(1).
---------------(*)
—- mx(t) • const
---------------
6x(t)~ const
x\rm-8; r6^0ir^0
m,(tj~eoest
------
t
0
t)
r^Otrs^Oi.
rto s
/----------
-----CJt)
fl
,,„ra п.гсеиння во времени: о-уровень настрой-
Ряс. 8. Примеры изменения уровни настройки и мгновен _ лункшюнальная зависимость погрешности
кн и мгновенное рассеяние сохраняют постоянное значен, г_ изменение уровня настройки при
размеров от времени; в - изменение рассеяния настойки и мгновенного рассеяния
постоянном рассеянии; д - одновременное изменение ур
136
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Рис. 10. Зависимость показателя г* систематиче-
ской составляющей погрешности обработки от
аргумента п н различных значений параметра
при изменен ни уровня настройки по степенному
закону н постоянном мгновенном рассеянии
Рис, 9, График точности изготовления деталей
при изменении уровня настройки по степенной
зависимости и постоянному мгновенному
рассеянию размеров:
Х,(О = тх(1) +3сто; mx(t) = m0 + 2/J — ;
*„(0 = ; тх = ffl0 + 2/m ;
2Д = —
' K,
, 4lln
On +---J2- „
* (п+1)2(л+2)
Показатели систематической и случайных
составляющих погрешности обработки полу-
чают следующие значения:
гг _
* 4яХ2„ + (и + 1)2(л + 2) ’
го2=0; (46)
ri _ (л + 1)2(л+2)
4лХ2,+(л + |)2(и + 2) ’
<*о
Графики семейства функций г*
(Х,,, = const, и), определяемых (46), показаны на
рис. 10. Для этих функций характерно наличие
максимума при п = (Vs - 1J/2 « 0,6. Практи-
чески эго означает, что при значении
и = (43 - 1)/2 доля систематической состав*
ляющсй, вызванной изменением уровня на-
стройки, в общей погрешности обработки бу-
дет наибольшей. Отсюда следует, что для при-
ближенных расчетов точности можно рассмат-
ривать изменение уровня настройки по линей-
ной зависимости. В этом случае доля система-
тической составляющей в общей погрешности
обработки будет мало отличаться от макси-
мального значения, по при этом выполнение
точностных расчетов существенно упрощается.
Методы оценки детерминированности
и нелинейности технологического процесса.
Для оценки уровня точности процессов обра-
ботки используют критерии точности, настро-
енности, стабильности и устойчивости. Боль-
шое значение имеет также определение детер-
минированности и нелинейности хода техноло-
гического процесса. Показатель степени де-
терминированности позволяет выявить систе-
матические погрешности, найти их долю в
общей погрешности обработки, получить меру
определенности процесса и исходя из этого
обоснованно подойти к решению задач прогно-
зирования, контроля и управления точностью
технологического процесса. Показатель степе-
ни нелинейности дает возможность оценить
погрешность аппроксимации при замене нели-
нейного изменения центра настройки линейной
зависимостью.
Технологический процесс можно назвать
детерминированным (регулярным), если каж-
дому значению времени t отвечает одно вполне
определенное значение показателя х качества
изделия. Это обычная схема чисто функцио-
нальной зависимости между переменными,
когда показатель качества X является некото-
рой функцией от времени, т.е, х ^/(0-
детерминированного процесса можно точно
предсказать значения показателя качества в
данный или последующие моменты времени.
Воздействуя на доминирующие факторы, вызы-
вающие погрешность обработки, можно упра^
пять точностью технологических процессов'
вер°ятностно-стлтисп1ческие методы лнллизл точности оерлботки
Для недетерминированного (нерегуляр-
ного) процесса показатель качества может
принимать любые (априори неизвестно какие)
значения, и их невозможно предсказать по
данным значениям t, от которых они зависят,
В этом случае показатель качества определяет-
ся совокупностью неконтролируемых факто-
ров, и, следовательно, управление точностью
технологического процесса невозможно.
Фактически реальные процессы не явля-
ются полностью детерминированными или
нерегулярными, т.е. изменение показателя ка-
чества изделия во времени можно рассматри-
вать как случайный (стохастический) процесс.
Поэтому важно оценить количественную сте-
пень детерминированности технологического
процесса.
В качестве показателя для количествен-
ной характеристики степени детерминирован-
ности технологического процесса примем ве-
личину, определяемую выражением (40):
2 =
(47)
где c2(wx(Z)} - дисперсия, вызванная изме-
нением функции математического ожидания
/их(0; аг{х} - общая дисперсия погрешно-
сти партии деталей. Для детерминированного
процесса = 1, а для нерегулярного г* = 0.
Действительно, согласно определению для
детерминированного процесса имеет место
точная функциональная зависимость погреш-
ности размеров от времени [т.е. c v(0 • 0], и,
таким образом, и{л} = <т{/их(0} • Тогда со-
гласно (47) получим rm = 1. Для нерегулярно-
го процесса а{/кх(0} = 0 и, следовательно,
=0.
Таким образом, показатель детерминиро-
ванности может принимать значения от нуля
До единицы (0 £ rtn £ 1). Чем ближе гт к еди-
нице, тем выше степень детерминированности
процесса.
Функция математического ожидания
характеризующая смещение во време-
ни центра настройки технологического процес-
са, в общем случае является нелинейной. Од-
нако в практических расчетах удобно аппрок-
симировать ее линейной зависимостью. При
этом важно определить погрешность аппрок-
симации (рис. 11).
Рис. И. Графики для определения критерия
нелинейности технологического процесса
Центр настойки процесса изменяется по
некоторой кривой mjf) (рис. 11, а). Естест-
венно считать нелинейностью кривой ее сред-
нее квадратическое отклонение от некоторой
прямой Лж(0» для которой это отклонение
будет наименьшим. Тогда степень нелинейно-
сти смещения центра настройки
(48)
Преобразуя (48) и используя уравнение линии
регрессии
mx(i)-mx t-m,
~ Pxi ’
°.
запишем (48) в виде
8г =oIX(f)}-
-2р„—A/{[wv(/)-mxUr-/«,]}+
+р2ДЛ/{Г'-'п<12>; (49)
а;
но
= pxtGxOt 1 [f ~ W4 Г} = •
Поэтому вместо (49) можно написать
52 = о1 {тх (01 * РхА« (5°)
Эту формулу можно представить геомет-
рически, как показано на рис. 11. б, при замене
нелинейного изменения центра настройки ли-
нейной зависимостью общая дисперсия по-
грешности размеров <Т2 уменьшается на вели-
чину 61 и принимает значение, равное о2.
138
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Разделив обе части (49) на <У2, получим
показатель относительной степени нелинейно-
сти технологического процесса
v = —т-= Z2 —р2, (51)
а
где
Г„ р s . (52)
= i (ОЛ ~ | fтх(№ (56)
0 U
Подставляя (55) и (56) в (54) и учитывая
z \1/п
wx(O = wo+2XmaJ I ;
В некоторых случаях удобно рассматри-
вать показатель относительной степени нели-
нейности изменения центра настройки
/’ = да,
СТ {W.v(0}
Показатели v и 0 относительной степени
нелинейности технологического процесса мо-
гут принимать значения от нуля до единицы:
0£v< 1;O<0S L
Для линейного изменения центра на-
стройки согласно определению 3 = 0 и, следо-
вательно, г2 = р2. В этом случае, применяя
(51) и (53), имеем v = 0, 6 = 0. Чем ближе v к
единице, тем выше степень нелинейности тех-
нологического процесса.
В качестве примера определим степень
нелинейности технологического процесса при
изменении центра настройки по степенному
закону и постоянном рассеянии. В этом случае
функции математического ожидания тх(1) и
среднего квадратического отклонения ox(z)
описываются (45). Для условий данного при-
мера вычислим величины гт и р, характери-
зующие степень нелинейности хода процесса.
Величина rw определена ранее (см. (46)]. Для
нахождения показателя р воспользуемся (52)
М{(х-т
р =----------, (54)
Поскольку величина t распределена рав-
номерно в интервале (0, Т)9 имеем
т т
,=У; °'=^- (S”
Корреляционный момент, входящий в
(54).
получим коэффициент корреляции
Р =
2-Уз
7ЬХ
I Т Г Z ч!/л
или принимая во внимание, что
а
2
х
приходим к окончательному результату
2л/зА,>(п + 2)|/2
|4л + (л +1)2 (п + 2)]1/2 (2л +1)
(57)
Подставляя вместо р2 и г* их значения
из (57) и (46) в (51) и (53), получим показатели
V2 и 02 относительной степени нелинейности
технологического процесса:
V2 = - Г, _ 3(п+2)п .
4^2т+(л + 02(л + 2)[ ~(2л + 1)2]’
(58)
^л-1)г {59)
(2л + 1)2
По формуле (59) были выполнены расче-
ри* которых представлены на
Определение оптимального настроеч-
ного размера на обработку партии деталей.
При изготовлении партии деталей под влияни-
ем систематических и случайных погрешно-
стей происходит смешение уровня настройки
отл?(О и Увеличение мгновенного поля рассея-
ния (рис. 13), Эти изменения мос^
вероятносгно<татистические методы анализа точности обработки 1.0
Рис. 12. Зависимость показателя 02 степени
нелинейности процесса от параметра и, характе-
ризующего степенной закон изменения центра
настройки
Рис. 13. График для определения периодичности
подналадки /адд технологического процесса
привести к выходу размеров деталей за грани-
цы поля допуска. С целью восстановления пер*
воначально установленной требуемой точности
процесса следует проводить подналадку техно-
логической системы. Время между подналад-
ками можно определить несколькими способами.
Рассмотрим определение периодичности
подналадки станков по методу предельных
отклонений, используемое в тех случаях, когда
заданы аналитически или установлены экспе-
риментальным путем виды функции смещения
уровня настройки и изменения мгновенного
рассеяния: x = Д = ДХ(/).
Так как мгновенное распределение раз-
меров является почти всегда гауссовским, то
АДО = Заx(f). При реализации метода пре-
дельных отклонений требуется, чтобы вид
Функций тДО и ДДО практически был
одинаковым для всех партий деталей. Кроме
того, предполагается, что для момента прове-
дения подналадки задана вероятность выхода
контролируемого размера за верхнюю или
нижнюю границы поля допуска g = 0,0027,
На основании рис. 13 верхняя и нижняя
границы мгновенного поля рассеяния размеров
деталей соответственно
= тЛ‘)+А,(/); ХИ(О = тя(1)-Дл(г)
Если функция хв(0 принимает значение
£ х0 + 8 , то размеры деталей выходят за верх-
нюю границу поля допуска. В случае, когда
размеры деталей выходят за нижнюю границу
поля допуска, функция хн(/) принимает зна-
чения меньше х0 -8 , Таким образом, момент
подналадки /под в общем случае равен меньшему
из значений и Ги: /под = где ве-
личины /н и /а определяются из уравнений
х0+а=тж(г,)+Дх(/,);
-S = m,(Q-М'„)-
Наладку станка следует выполнять таким
образом, чтобы время /пад было как можно
большим, т.е. чтобы реже осуществлять подна-
ладку технологического процесса.
Рассмотрим случай, когда смещение
уровня настройки описывается степенной
функцией, а мгновенное рассеяние размеров
остается постоянным (рис. 14).
Рнс. 14. График для определения периодичности
подналадок Г^д технологического процесса при
изменении уровня настройки по степенному зако-
ну и постоянном мгновенном рассеянии:
X. (I) = mt + vr'" +До; х„(0 = ffib + Vf1" - Д,
140
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
тя(() = та +vr‘'"; Дх(/) = До =const-
(60)
Так как в данном случае центр рассеяния
смещается к верхней границе поля допуска, то
время работы станка без подналадки /под оп-
ределяется из уравнения
x0+8 = mo+vf^+A0,
откуда
fnoe=f(wio)
-(х0 +5-m0-Ao) . (61)
V
Определим значение mJ, соответствую-
щее оптимальному начальному положению
уровня настройки, при котором величина
t будет наибольшей. По определению
т01 < < т01, где
W01 =х0-5 + Д0; ш02 =х0 +6-Д0. (62)
Непрерывная функция принимает наи-
большее значение или в точках экстремума,
или на концах интервала. Функция /(т0) в
(61) может иметь экстремум только в точке
т0 = и равняется в этой точке нулю. Зна-
чит она принимает наибольшее значение на
другом конце промежутка, в точке mJ = m0l.
= Ф«0|) =
^под
2
“(5-До)
L* J
(63)
Аналогичным образом можно показать,
что (63) будет справедливой и в случае, если
уровень настройки смещается к нижней пзани-
це поля допуска.
СУММИРОВАНИЕ ЭЛЕМЕНТАРНЫХ
ПОГРЕШНОСТЕЙ ОБРАБОТКИ ПРИ
ИХ ВЗАИМНОМ ВЛИЯНИИ
Обычные методы суммирования элемен-
тарных погрешностей основаны на использо-
вании принципа суперпозиции, когда действие
каждой из погрешностей рассматривается не-
зависимо от других. Однако возникновение
каждой из элементарных погрешностей неиз-
бежно приводит к изменению других погреш-
ностей. Например, погрешность базирования
окажет влияние на характер распределения
припуска, что, в свою очередь, вызовет изме-
некие погрешностей, связанных с силовым
взаимодействием элементов технологической
системы и тх
Поскольку технологическая система по
сути своей является физической системой, лю-
бое состояние которой характеризуется сба-
лансированной совокупностью параметров
взаимодействия ее элементов, то любое изме-
нение любого из указанных параметров взаи-
модействия в принципе, может вызвать изме-
нения иных параметров взаимодействия. Сте-
пень взаимного влияния погрешностей оцени-
вается особо. При расчетах точности изготов-
ления деталей, лимитирующая точность кото-
рых не превышает IT8 - 9, суммарная погреш-
ность может быть оценена на основе действия
принципа суперпозиции.
Вместе с тем, широко известны факты
значительного взаимного влияния элементар-
ных погрешностей при изготовлении изделий и
деталей. Например, размерный износ режуще-
го инструмента порождая соответствующую
погрешность, вызывает одновременно значи-
тельный (до нескольких раз) рост составляю-
щих сил резания, что, в свою очередь, приво-
дит к росту погрешности, вызываемой упруги-
ми деформациями технологической системы, а
также погрешности вследствие тепловых де*
формаций. Погрешность настройки, изменяя
величину припуска, может оказать влияние на
погрешности вызываемые: упругими деформа*
циями технологической системы; тепловыми
деформациями.
Взаимное влияние и взаимная обуслов-
ленность составляющих суммарной погрешно-
сти обработки проявляется не только в резуль-
татах реализации отдельной технологической
операции, но и в результатах реализации тех*
нологического процесса в целом. Во многих
случаях рост требований к показателям качест-
ва машины также приводит к необходимости
суммирования элементарных погрешностей с
учетом их взаимного влияния. В первую оче'
редь этого требует прецизионное машино-
строение.
Значение / показателя точности изделия
(в частности, детали) после выполнения
/то этапа (операции) технологического про*
цссса ()Qy может быть представлено в виде:
СУММИРОВАНИЕ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
141
где Л/, - слагаемое, характеризующее влияние
на результирующее значения показателя каче-
ства (например, точности) собственно техноло-
гического метода и условий его реализации;
- слагаемое, характеризующее влияние на
формируемый показатель качества иных, ранее
сформированных, показателей качества.
Л/у - слагаемое, характеризующее меха-
низм текущей оперативной трансформации
свойств изделия; - слагаемое, характери-
зующее влияние технологической предыстории
(наследственности) на формирование свойства
(показателя) (Kt\ Приведенное выражение в
самом общем виде описывает механизм транс-
формации и сохранения свойств изделия в
процессе его изготовления.
Для деталей, уровень точности которых
характеризуется точностью основного размера,
соответствующей (IT3), доля наследственной
составляющей в значении показателя качества
не менее 40 ... 50 %. В этих условиях игнори-
рование наследственных связей, взаимного
влияния и взаимной обусловленности погреш-
ностей как и в отдельно взятой технологиче-
ской операции, так и в сквозном процессе изго-
товления изделия становится недопустимым.
В тех же случаях, когда точность деталей гру-
бее IT7, соотношение слагаемых изменяется
менее интенсивно, чем в случае высокой точ-
ности.
При уточненном способе суммирования
необходимо исходить из следующих положе-
ний:
1. Точность (и качество вообще) детали
формируется на протяжении всей ее техноло-
гической предыстории. Множество свойств
(показателей качества) детали является резуль-
татом ее технологической предыстории.
2. Любое технологическое и связанное с
ним воздействие на заготовку влияет на изме-
нение всех ее свойств.
3. Изменение любого свойства влечет из-
менение всех остальных свойств заготовки.
Положение о взаимодействии и взаимо-
обусловленности свойств заготовки, как объек-
та, превращаемого в деталь, позволяет отойти
от одного из наиболее жестких принципов тех-
нологии машиностроения - принципа суперпо-
зиции.
Механизм формирования элементарных
погрешностей и суммарной погрешности ме-
ханической обработки, как характеристики
точности размера детали анализируют по опре-
деленной методике.
Некоторые из составляющих погрешно-
стей обработки, например Д,,, , елия(ОТ
как на величину погрешности размера, так и на
погрешность формы, представляемую членом
Однако разделение указанного влияния
при обычном подходе весьма затруднительно.
При выполнении практических расчетов для
деталей, точность основных размеров которых
не превышает 1Т7, в ряде случаев величиной
пренебрегают. Доля же каждой состав-
ляющей в суммарной погрешности обработки
обычно оценивается путем составления балан-
са погрешностей. Например, при обработке на
токарно-копировальных полуавтоматах в
общем балансе суммарной погрешности на
долю составляющих приходится: Ду - 30 %.
Дн-30%, Дн-15%, Ел -25%.
т
Обычно отклонения формы и взаимного
расположения поверхностей указывают в про-
центах от допуска на размер. Полезно ввести
понятие уровня точности: для первого уровня
отклонение формы и расположения составляют
не более 60 % допуска на размер; второго -
40 %; третьего - 25 %. Таким образом, оценив
влияние составляющих непосредственно на
погрешность размера и оценив характер фор-
мирующей среды и уровень точности, можно
определить полную величину
При отходе от детерминированного мето-
да суммирования элементарных погрешностей
важное значение приобретают такие состав-
ляющие, которыми пренебречь нельзя по су-
ществу. Прежде всего необходим учет динами-
ческих погрешностей обработки. Доля этих
погрешностей в общем балансе точности гру-
бее IT7 относительно невелика, но она сущест-
венно увеличивается с ужесточением допусков,
а в ряде случаев прецизионной обработки ста-
новится доминирующей. Будучи составляющей
погрешности формы элементарной по-
верхности, динамическая погрешность не мо-
жет быть в какой бы то ми было степени ком-
пенсирована за счет первичных погрешностей
формы, обусловленными технологическими
факторами.
В полном виде условия использования
более точного суммирования должны удовле-
творять следующим условиям:
1. Любое технологическое воздействие
может рассматриваться как результат взаимо-
142
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
действия предмета производства, например,
заготовки и технологической среды, уровней
операции и процесса. Точные значения пара-
метров, характеризующих указанное взаимо-
действие в любой момент времени, существу-
ют, но не известны.
2. Погрешности, возникающие при лю-
бом технологическом воздействии, неизбежны.
3. Любое воздействие на заготовку изме-
няет значение формирующихся элементарных
погрешностей обработки.
4. Изменение любой элементарной по-
грешности неизбежно влечет изменение других
погрешностей, составляющих суммарную по-
грешность.
5. Значение любой составляющей сум-
марной погрешности определяется характером
и условиями взаимодействия заготовки со сре-
дой уровня операции и средой уровня процесса.
Определяют значение погрешности Ро
после выполненияу-й операции
(Л); = (М + (М-
где (P&)j - составляющая ьй погрешности,
возникающая вследствие взаимодействия с
заготовкой технологической среды уровня опе-
рации у; (РСД - составляющая /-й погрешно-
сти, возникающая вследствие взаимодействия с
заготовкой технологической среды уровня
процесса, проявляющаяся в операции у.
(/’«)^(РД)У+(7’В)У.
где (РД - детерминированная составляющая
погрешности (Pw)y, (РД - составляющая по-
грешности (Рст)у, возникающая вследствие
взаимного влияния различных погрешностей,
возникающих при взаимодействии заготовки с
технологической средой уровня операции.
Тогда
Значение (РД, определяется по обще-
технологическим зависимостям. В известном
смысле величина Ра тождественна величине
соответствующей погрешности в традицион-
ном расчетно-аналитическом методе определе-
ния суммарной погрешности. Считают, что
значение (РД является математическим ожи-
данием значения соответствующей погрешно-
ста. Количество рассматриваемых элементар-
ных погрешностей не регламентируется и мо-
жет быть любым, но конечным. Значение (Р Д
для l-Й элементарной погрешности (РД опре-
деляется:
*=|
где А - индекс элементарной погрешности
A* i; /- общее число элементарных погрешно-
стей; (Р*)д? - детерминированное значение
погрешности Р* в операции/; (ак1)} - коэффи-
циент трансформации погрешности Рк в со.
отделяющую погрешности Р, в операции j.
Иллюстрацией последнего выражения с
учетом приведенных выше зависимостей явля-
ется:
=(ДД+«ДуЛ(Е)д+аДА(ДЛ +
+аДу Ди (Дн )а + аД у А т (Дт )я;
Яс * *
Дт = дДуДт(Ду)я +аДте(е)я +
+аДтД„(Дя )д+ «МАК + (дт )я •
Каждый из коэффициентов трансформа-
ции показывает степень взаимного влияния
элементарных погрешностей при взаимодейст-
вии заготовки с технологической средой уров-
ня операции. Например, коэффициент
показывает степень влияния погрешности е на
величину погрешности Ду.
Представленную систему удобно объеди-
нить в матричной форме:
где [Ру ]; - матрица-столбец полных значений
составляющих суммарной погрешности после
выполнения операции у; ~ матрица ко-
эффициентов трансформации; /, к = I -
[Р/)Д; - матрица-столбец детерминированных
значений составляющих суммарной погрешно
сти после выполнения операции у.
Матрица коэффициентов трансформаци
обладает следующими свойствами:
1. Она является квадратной,
2. Диагональные элементы матрицы Р
ны 1 при1-Мй»1.
3. В общем случае она не явл"®^’
метричной относительно главной ди»'
ал * Оц (прямбе влияние не тождественн
ратному).
СУММИРОВАНИЕ ЭЛЕМЕНТАРНЫХ
ПОГРЕШНОСТЕЙ ОБРАБОТКИ
143
4. Коэффициенты трансформации могут
быть положительными (одна погрешность уси-
ливает другую), отрицательными (происходит
частичная взаимная компенсация погрешно-
стей) или равны нулю (отсутствует влияние
одной погрешности на другую).
С учетом принятых обозначений матрица
имеет вид: к
Ду 1 -а* <3 <г О3 ю сГ 1 А’
е 1 А А а 4 * е
д„ = Е) X й X X а о Ь
О о X '(V X* > X А-
Ат / 1 сГ в" ц <Г а <Г с j У А.
Размер матриц может быть принципиаль-
но любым. Многие элементы матрицы [агу]
будут равны нулю или близки нулю в резуль-
тате объективного отсутствия или недостаточ-
ности влияния соответствующих погрешно-
стей, а также полного отсутствия информации
о таком влиянии, что может быть оправдано в
отдельных случаях.
Значение также представляется в
матричной форме
[/>,], = +(4,,!;•[/>, V.
у J У J Яу
где - матрица коэффициентов транс-
формирования погрешностей, приобретенных в
предыстории детали, в составляющие погреш-
ностей на этапе у; [^ ]д* - матрица-столбец
детерминированных значений погрешностей,
сформированных в предыстории детали, про-
являющихся на этапе (операции) j, Слагаемое
• характеризует влияние техноло-
гу
гической среды уровня процесса на формиро-
вание погрешностей при реализации операции
j и показывает, как погрешность, сформиро-
ванная на любом из предшествующих этапов
предыстории (*) проявляется на этапе / По
сравнению с элементами матрицы для
элементов главной диагонали матрицы
снимается условие равенства 1.
Выражение [Р( ]z наиболее полно описы-
вает механизм формирования элементарных
погрешностей с учетом сложных закономерно-
стей трансформации и сохранения свойств
деталей. Вместе с тем использование матриц в
практических расчетах требует создания не-
тривиальной информационной базы коэффици-
ентов трансформации.
Случайный характер элементарных по-
грешностей может быть учтен при расчете
суммарной погрешности также в матричной
форме. При известном’итоговом столбце эле-
ментарных погрешностей [PJ определяют
вектор-столбец [к,Р{ ]
эффициентов X, зависящих от формы кривой
распределения погрешности Л; * 0» ХА = О
при
Квадрат итогового значения суммарной
погрешности можно представить в форме.
где Т - символ транспонирования. Отсюда
получаем значение Дх-
Значения как элементарных, так и сум-
марной погрешности обработки при наличии
развитого информационного обеспечения мо-
гут быть с достаточной точностью определены
с помощью данного математического аппарата,
ориентированного на автоматизированное вы-
полнение необходимых расчетов.
КАЧЕСТВО
ПОВЕРХНОСТНОГО
СЛОЯ ДЕТАЛЕЙ
МАШИН
Наружный слой детали, имеющий макро-
и микроотклонения от идеальной геометриче-
ской формы и измененные физические и хими-
ческие свойства по сравнению со свойствами
основного материала, называют поверхност-
ным слоем (рис. 1). Он формируется при изго-
товлении и эксплуатации и по глубине может
составлять от десятых долей микрометра до
нескольких миллиметров. Его качество опре-
деляется совокупностью геометрических и
физико-химических параметров.
Рис, 1. Схема поверхностного слоя деталей: / -
макрослхлонение; 2 - волнистость; 3 - шероховатость;
4 - субтероховагость; 5 - адсорбированная зона; 6 -
зона оксидов; 7 - граничная зона материала; 8 - зона
материала с измененным физико-химическими
свойствами
ПАРАМЕТРЫ КАЧЕСТВА
ПОВЕРХНОСТНОГО СЛОЯ
Геометрия поверхности. Геометрия ре-
альной поверхности любой, даже тщательно
обработанной детали, в значительной мере
отличается от идеальной. На ней имеются мак-
ро- и микронеровности различной величины,
которые значительно влияют на эксплуатаци-
онные свойства деталей и их соединений.
Оценка этих неровностей производится раз-
личными методами, систематизация которых
позволяет выделить теоретико-вероятностный
метод и практический метод, базирующийся на
условном делении неровностей поверхности на
макроотклонение, волнистость, шероховатость
и субшероховатость. Причем, при первом и
втором методах может использоваться как па-
раметрическая, так и непараметрическая оценка.
Вероятностно-статический метод ба-
зируется на частотном делении неровностей, в
качестве непараметрической оценки использу-
ются спектрограммы, кореллограммы, гисто-
граммы и профилограммы всей поверхности, а
параметрической - параметры этих кривых а,
и 0-функции, у-распределения, частота и ам-
плитуда / Г
На практике деление неровностей на мак-
роотклонения, волнистость, шероховатость и
субшероховатость произошло и укрепилось
исходя из их независимого формирования при
обработке поверхностей, существующих
средств измерения и выделения шероховатости
при нормировании вначале чистоты, а затем
качества поверхности. Под шероховатостью
поверхности понимается совокупность микро-
неровностей высотой 10‘2 - 103 мкм с шагом
меньшим базовой длины, используемой для
измерения по ГОСТу.
Единая неровность поверхности по всей
ее длине или ширине относится к макрооткпо-
нению; ее высота в зависимости от точности
размеров детали изменяется ст десятых долей
мкм до нескольких мм. Все промежуточные
неровности между шероховатостью и макроот-
клонениями относятся к волнистости поверх-
ности, высота которой может изменяться от
10'2 мкм до 10э мкм. Микронеровности, соиз-
меримые с размерами кристаллической решет-
ки и расположенные на шероховатости, отно-
сятся к субшероховатости.
Макроотклонение (отклонение формы)
(рис. 2) характеризуется:
• //max - максимальным макроотклоне-
нием, мкм;
• Яр - высотой сглаживания макрооткло-
нення (расстояние от средней линии профиля
до огибающей), мкм.
Отклонение формы нормируют значени-
ем допуска формы поверхности, существует ее
взаимосвязь с допуском на размер. Волин*
сгость (рис. 3) характеризуется:
• Wa - средним арифметическим откло-
нением профиля волн, мкм,
ПАРАМЕТРЫ КАЧЕСТВА ПОВЕРХНОСТНОГО СЛОЯ
145
Рис 2* Форма макроотклонення: а - выпуклая;
б - вогнутая; в - непараллельная
Рис. 3. Волнограмма поверхности
Wa = (l/7w)j|7,|<&, или Wa = /л\(1)
о i=i /
где lw - базовая длина; у, - текущее значение
ординаты профиля волн (расстояние от точки
профиля до средней линии); dx - приращение
абсциссы; N- число ординат профиля;
• Wz - средней высотой волн, мкм,
иъ 4£я,+£я;|/5,
(2)
где и Н] ~ текущее расстояние от средней
линии до вершины и впадины волны соответ-
ственно;
олп * ^тах наибольшей высотой профиля
волн, мкм; и *
• Wp- высотой сглаживания волнистости;
• tpw ~ относительной опорной длиной
профиля волн, %,
д /
{Р« = Z ПРм Д = пдДюо//и), (3)
где tjpw - опорная длина профиля волн на
уровне сечения профиля;
• Smw - средним шагом волн, мм;
где Smwi - текущее значение шага волй; п -
число шагов;
• tfwcp - средним радиусом выступов
волн, мм,
Л«’ч.=ЕЛи'Уй’ Ф
где RWj - текущее значение радиуса выступа;
п - число выступов волн.
Волнистость поверхности до настоящего
времени в России не стандартизована, поэтому
на практике используют различные отраслевые
нормали и рекомендации.
В соответствии с рекомендациями Инсти-
тута машиноведения РАН волнистость в зави-
симости от ее высоты подразделяют на девять
классов:
Высота волны,
мкм.., I 2 4 8 16 32 64 125 250
волнистости .о I II III TV V VI VII VIII DC
Зарубежные стандартизованные парамет-
ры волнистости приведены в табл. 1.
1* Стандартизированные зарубежные параметры волнистости
Страна Высота Средняя высота Максимальная высота Средний шаг Глубина нивелирования Среднее арифметическое отклонение
Франция и? W FFmax Aw Wp Wa
Германия — W — Aw — —
Австрия — W - Aw — —
Япония — W — — — —
Велико- британия Hz — — — —
146
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
Шероховатость (рис. 4) характеризуют
следующие параметры по ГОСТ 2789-73:
• среднее арифметическое отклонение
профиля, мкм,
' *
Ra = (1//) J|z|^ или Ra- ^yjN, (6)
где / - базовая длина; у, - текущая величина
ординаты профиля шероховатости; .V - число
рассматриваемых ординат профиля шерохова-
тости;
• высота неровностей профиля по десяти
точкам, мкм,
( 5 5 ] /
R? = /5>
(7)
где ht - высота r-го наибольшего выступа про-
филя; h't - глубина Ай наибольшей впадины
профиля;
• наибольшая высота прифиля Алах, мкм;
• средний шаг неровностей профиля, мм,
w /
/nt (8)
ы /
где - значение ьго шага неровностей по
средней линии в пределах базовой длины;
• средний шаг местных выступов профи-
ля, мм,
$ = £$ /«. (9)
/=| /
где S, - значение t-го шага по вершинам ме-
стных выступов;
• относительная опорная длина профиля, %,
л
^ = £^// = 1^100//, (Ю)
ы
где ту? - опорная длина профиля на уровнер.
Нестандартизованные параметры шеро-
ховатости:
• Rq - среднее квадратическое отклоне-
ние профиля,
Рис. 4. Профилограмма шероховатости
поверхности
/ 7 Г*——
или Rq = di)
Vo V <=i
• Rp и Rv - высота и глубина сглажива-
ния профиля шероховатости, мкм;
• кр- коэффициент заполнения профиля;
• v и Ь ~ параметры начального участка
кривой относительных длин профиля;
tV’ = 6(p/IOO)v, (]2)
• рт - средний радиус выступов профи-
ля, мкм (рис. 5);
pm = £pw,/n, (|з)
Г=1
где р/п, - радиус i-го выступа профиля шеро-
ховатости;
р - средний радиус местного выступа
профиля шероховатости, мкм, (рис. 5).
Р = £р//«» (14)
/=1
где р) - радиус /-го местного выступа профиля;
• р - средний угол профиля шероховато-
сти (рис. 5),
м
где р, - угол наклона /-го выступа профиля;
• Д - безразмерный комплекс Крагельско-
го-Комбалова:
Д - Л max/(pmZ^v ) или
Д = (lOO/zp^ Rp/pm. (15)
В табл. 2 приведены параметры шерохо-
ватости, стандартизованные в разных странах.
Для оценки шероховатости поверхности с
регулярным микрорельефом можно использо-
вать приведенные выше параметры или пара-
метры по ГОСТ 24773-8 L
Рис. 5. Выступ профиля шероховатости
2. Стандартизированные параметры шероховатости* в разных странах
Страна Ra Др Rm ям? Rz Яшах Я U
Австралия + 4- r5 Rl Lt
Болгария 4- 4 4-
Великобритания CLA Я,
Венгрия + Rt Rf *9 4- +
Дания 4- Ru 4 4- 4 + 4- Bb
Испания hm hrms н
Италия Rc 4-
Нидерланды +
Польша + 4-
Румыния 4- 4- 4- ।
Россия + + +
Югославия + 4- 4- In
США АЛ +
Финляндия + 4 +
Франция + 4 + Rv Lc
Германия + 4 4 Rf 4-
Чехия 4 4- +
Швеция + G H
Швейцария + 4 Rr 4- Ry, Rs t
Япония +
ISO + 4- +
* Знак *+" означает гггаил^ртт ированные. пустые графы - нестандартизированные параметры.
>P Ar Sm 5 Ap к Число параме- тров
+ 4- 7
3
2
+ kp kh 10
Kb 4- JO
kv 7
Ap 7
1
3
3
+ + 4- 6
Pn к 6
2
3
Tc Av 4- kv 10
+ 6
3
3
tc 4- £v 10
1
3
ПАРАМЕТРЫ
m
П
ш
о
X
X
5
3
о
148
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
Физико-химическое состояние поверх**
костного слоя деталей. Силовые и темпера-
турные воздействия на поверхность детали при
изготовлении и эксплуатации приводят к изме-
нению физических свойств материала в по-
верхностном слое. Атомы, которые находятся у
поверхности, имеют односторонние связи, по-
этому обладают нестабильным состоянием.
Поверхность детали обладает повышенной
химической активностью и адсорбирует атомы
элементов окружающей среды, как при обра-
ботке. так и при эксплуатации.
Все это влечет изменение физико-хи-
мического состояния поверхностного слоя ма-
териала детали, которое может быть характе-
ризовано упрочнением, остаточными напряже-
ниями, структурно-фазовым состоянием и хим-
составом.
Для оценки упрочнения, как правило, ис-
пользуют параметры:
• степень С/н, глубина Лн и градиент 1)^
наклепа
и = 100 о/о (16}
Яи
г г _
h >
"а
где Ярей» - максимальная поверхностная мик-
ротвердость; НЦиск - исходная микротвердость
материала.
Пластическое деформирование определя-
ется степенью пластической деформации по
глубине повертшостного слоя £ и микродефор-
мацией решетки.
Напряженное состояние поверхностного
слоя характеризуется остаточными напряже-
ниями ±0^, глубиной их залегания Лв и зако-
ном распределения.
Эти напряжения по протяженности сило-
вого поля подразделяются на напряжения:
1 рода (макронапряжения), охватывают
макраобъемы, соизмеримые с размерами дета-
ли (п'ост);
II рода (микронапряжения), распростра-
няются в микрообьемах отдельных зерен, бло-
ков и их групп ((/'ост);
Ш рода, локализуются в субмикрообье-
мах, линейный размер которых соизмерим по
величине с межатомным расстоянием (а"'^).
Макронапряжения в детали возникают в
результате воздействия различных техно логи-
ческих процессов при ее изготовлении.
Остаточные поверхностные микронапря-
жения обусловлены наличием в поверхностном
слое дислокаций, дислокационных стенок (гра-
ниц блоков и ячеек), дефектов упаковки и дру.
гих дефектов, вызывающих деформацию и
напряжения, которые убывают с увеличением
расстояния г медленнее, чем с //2 Кроме того
микронапряжения появляются в результате
взаимодействия зерен между собой. Различие в
степени деформации соседних зерен приводит
к появлению в них микронапряжений.
При изменении температуры макрона-
пряжения появляются вследствие наличия в
материале различных фаз, имеющих разные
коэффициенты линейного расширения а, а
также вследствие анизотропии физических
свойств отдельных зерен, обуславливающей
различия в величине а разных кристаллогра-
фических направлений.
Точечный .дефект вызывает упругую де-
формацию £ - г3. Таким образом, на границе
зерна (блока) деформация и напряжение от
малого дефекта имеют конечную величину,
пропорциональную (Л - размер зерна или
блока). В то же время величина статических
смещений атомов из узлов решетки, обуслов-
ленных точечным дефектом, быстро убывает с
ростом г. Вызванные им статические искаже-
ния значительны лишь на расстояниях, соизме-
римых с межатомными. Статические искаже-
ния решетки (напряжения III рода) в непосред-
ственной близости от дефекта уже нельзя оп-
ределить в рамках механики сплошных сред.
Напряжения III рода можно характеризовать
средне-квадратическим статическим смещени-
ем атомов из узлов решетки.
Для оценки структурно-фазового состоя-
ния поверхностного слоя деталей используют-
ся следующие параметры:
• размер (/Д форма и распределение зе-
рен по слою и кристаллографическая их ориен-
тация;
• размер и форма блоков 4;
• угол разориентации блоков
• размер областей когерентного рассеи-
вания <О>;
• среднее квадратичное смещение атомов
из узлов решетки, вызванное тепловыми коле-
баниями <L7*>;
ПАРАМЕТРЫ КАЧЕСТВА ПОВЕРХНОСТНОГО СЛОЯ
149
• статические искажения <LZ>;
• плотность дислокации pD,
(18)
где L - суммарная длина дислокационных ли-
ний в объеме И;
• концентрация вакансий Су
Пу
(19)
где Пу и п - число вакансий и атомов в данном
объеме;
• число, концентрация и распределение фаз;
• тип кристаллической структуры фаз
(WS);
• параметры решетки фаз (а, Ь, с) или
(а, Р, Y)-
Физическое состояние поверхности свя-
зывают с экзоэлектронной эмиссией. Под зкзо-
злектронной эмиссией понимают явление не-
стационарной электронной эмиссии с поверх-
ности твердого тела, находящейся в возбуж-
денном состоянии, при внешнем тепловом или
световом стимулирующем воздействии с энер-
гией ниже порога возникновения стационарных
эмиссионных эффектов. Для оценки экзоэлек-
тронной эмиссии используются параметры:
• интенсивность эмиссии (J);
• работа выхода электронов (ф);
• глубина выхода электронов (Л).
Химсостав поверхностного слоя деталей
может значительно отличаться от химсостава
материала, что объясняется адсорбцией и аб-
сорбцией химических элементов окружающей
среды в поверхность детали. Причем, может
происходить как химабсорбция, так и физиче-
ская адсорбция, которая является неактивиро-
ванной и обратимой.
Для оценки химсостава поверхностного
слоя деталей используются параметры:
• профиль концентрации элементов в по-
верхностном слое (С(х));
• концентрация элементов в фазах (Сф).
Комплексная оценка качества поверх-
ностного слоя деталей. Для оценки несущей
способности контактирующей поверхности
могут быть использованы параметры: шерохо-
ватости Ra и !р или Rp; волнистости Wp, мак-
роотклонения Нр. Непараметрический подход
также позволяет комплексно оценить несущую
способность шероховатости или волнистости
поверхности.
В последние годы начинают применять
так называемые комплексные параметры, ма-
тематически или физически объединяющие
сразу несколько отдельных параметров.
Одним из первых среди них является
комплексный параметр Крагельского-Комба-
лова для оценки шероховатости поверхностей
трения, математически объединяющие отдель-
ные ее параметры; Ятах, pffll Ь и v:
. Яшах
А =-----—
Р.ь”
Преобразование параметра позволило
получить зависимость, которая объясняет его
физическую сущность, как параметра, опреде-
ляющего несущую способность профиля шеро-
ховатости:
А = (100//р)^ Яр/рю. (21)
(20)
Из формулы (21) видно, что чем меньше А,
тем выше несущая способность шероховатости.
Для поверхностей деталей, работающих
на усталостную прочность, шероховатость
определяет коэффициент концентрации напря-
жений ot01 который после соответствующих
преобразований принимает вид:
а = I + *40 .max- 7^max” Яр). (22)
(mSm
Вторая составляющая данного уравнения
может быть предложена в качестве комплекс-
ного параметра для оценки качества поверхно-
стей, работающих на усталостную прочность,
Су = -^~(яmax- Jr max- Rp). (23)
v tmSrnv
Для оценки несущей способности по-
верхности или ее контактной жесткости уста-
новлен комплексный параметр, объединяющий
шероховатость, волнистость, макроотклонение
и степень наклепа поверхностного слоя:
я (24)
I “и )
Для комплексной оценки качества по-
верхностей трения используется параметр,
который наряду с вышеперечисленными харак-
теристиками, включает и поверхностные оста-
точные напряжения 1Ьго рода:
ISO
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
(ЯаИ'гЯтпах/3
где X - коэффициент, учитывающий влияние
поверхностных остаточных напряжений 11-го
рода на износ.
_гт” Yy
X» С» , (26)
I J
где сгв - временное сопротивление разруше-
нию; пй-действующее значение амплитудного
напряжения на поверхности трения; /у - пара-
метр фрикционной усталости при упругом
контакте.
Качество поверхностного слоя деталей,
образующих герметичные соединения, харак-
теризуется комплексным параметром, опреде-
ляющим приведенный воздушный зазор от
одной поверхности под нагрузкой:
г, (RaWz)°-s
Cy = Hp + Wp + Rp- —----357 х
(Яр max)
x| 1 + Zn ‘ ~ ЯцmaxSm j, (27)
I EnRa )
где и En - коэффициент Пуассона и модуль
упругости поверхностного слоя. Комплексный
параметр качества поверхностного слоя для
оценки коррозионной стойкости деталей имеет
вид:
Ск = +4(7’ +4,It/3 )х (28)
х 28-10®
D \^3
Rv ]
1тг$тг J
где Rv - глубина сглаживания профиля шеро-
ховатости (расстояние от линии впадин до
средней линии).
ВЫБОР И НАЗНАЧЕНИЕ
ПАРАМЕТРОВ КАЧЕСТВА
РАБОЧИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Выбор параметров качества поверхностей
деталей - одна из основных проектных оптими-
зационных задач конструктора, определяющая
надежность и долговечность изделий. Опреде-
ление численных значений параметров может
быть осуществлено расчетно-аналитическим,
экспериментальным и опытно-статистическим
(табличным) методами исходя из их функцио-
нального назначения.
Выбор параметров качества поверхно-
стей деталей* Анализ расчетов эксплуатацион-
ных свойств деталей и их соединений показы-
вает, что они зависят от систем параметров
качества их рабочих поверхностей: макросу,
клонений - //max, Яр; волнистости - ИЪ,
Sm„, шероховатости - Ra, Rz, /?тах, Rp, Sm,
5, tp; субшероховатости - R'a, S'm; физико-
химических свойств - иШ) Л0о, //ио(ин), £, hHi
13, рд(табл.З).
Учитывая, что из характеристик качества
поверхностного слоя стандартизирована только
шероховатость, в табл. 4 приведены парамет-
ры, рекомендуемые для простановки на рабо-
чих чертежах деталей.
Определение значений параметров ка-
чества поверхностного слоя деталей машин.
Структурная схема решения задачи по опреде-
лению параметров качества поверхностного
слоя деталей машин, исходя из их функцио-
нального назначения, представлена на рис. 6.
На основе совместного анализа условий
функционирования (блок 1) и технических
условий на изделие (блок 2) определяют экс-
плуатационные свойства деталей машин и их
соединений, лимитирующие надежность и точ-
ность узлов и машин в целом (блок 3). Напри-
мер, если суммарное сближение сопрягаемых
поверхностей под нагрузкой при трении
скольжении не должно превышать 20 мкм, а
контактное сближение поверхностных слоев
составляет 5-6 мкм, то это значит, что износ
сопрягаемых деталей не должен превышать
15 мкм. Зная срок службы машины, обуслов-
ленный ее моральным старением, или эконо-
мически целесообразный период замены узла,
определяют фактическое время его работы или
общий путь трения L за этот период и рассчи-
тывают интенсивность изнашивания 7 = 14 —
15/Д. Аналогичные расчеты выполняют для
остальных деталей и соединений. Следует о'Г
метить, что переход от блока 1 и 2 к блоку 3
является неформализованным, т.е. не поддает*
ся алгоритмизации. Это означает, что на даН"
ном этапе проектирования весьма важными
факторами являются имеющиеся статистиче-
ские данные по эксплуатации прототипов про*
ектируемых узлов или машин, а также опыт
конструкторов.
3. Параметры, определяющие эксплуатационные свойства деталей и их соединений
Эксплуатационные свойства Свойства материалов Размер и его точность Параметры состояния поверхностного слоя
а* стг £ НВ diJi> В т /йпах Пр ftnax tp 5/71 5 Фост Лов Нуй £ А PD
Контактная жесткость: первое нагружение 0 + +♦ -* * * _♦ + 0 0 0 _*
повторное нагружение 0 0 + +♦ * ♦ * -I-* 0 —— 0 — 0
Коэффициент трения -ь -ь + + 0 0 + + + +* 0 4-* 0 + - -
Износостойкость + + + + — — _* -W- _♦ + — _ ♦ +• +* +* 0 0 +♦ _•
Герметичность соединений 0 • * * • 0 — 0 0 0 0
Прочность посадок 0 — +• +• »» * — — — — +♦ — 0 — 0 0 0 0 0
Прочность деталей +♦ +* + — +♦ 0 0 0 0 0 0 — — +• — +* 0 +♦ +• +* + _• _♦
Усталостная прочность + + _♦ 0 0 0 0 0 0 ♦ + 4-* 0 +* 4-* +* _♦
Коррозионная стойкость 0 0 0 0 0 0 0 0 4. * + 4.* _* — - _* +♦
Поверхностная теплопроводность - — 0 0 +• _* —
Термостойкость + + + + 1“_ 0 0 0 0 0 0 — - - + 0 - 0 0 - _♦
Примечание. Обозначения и означают соответственно, что увеличение или уменьшение этих параметров вызывает улучшение или ухудшение
данного эксплуатационного свойства: * - параметр оказывает основное влияние на данное эксплуатационное свойство; в0'* - параметр не оказывает влияния на
данное эксплуатационное свойство.
ВЫБОР И НАЗНАЧЕНИЕ ПАРАМЕТРОВ КАЧЕСТВА РАБОЧИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ 15
152
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
4. Рекомендуемые параметры рабочих поверхностей деталей машин
Эксплуатационные свойства Параметры шероховатости рабочих поверхностей Направление неровностей
Контактная жесткость Износостойкость Прочность Усталостная прочность Контактная прочность Фретгингостойкость ВиброустоЙчиаость Коррозионная стойкость Прочность сцепления покрытий Герметичность соединений Прочность посадок Т еплопроводность Ra, Sm, tp (Rp)* Ra, Sm, tp (Rp) flmax, Sm flmax, Sm Ra, Sm, tp (Rp) Ra, Sm, tp (Rp) Ra, Sm, tp (Rp) Ra, Sm, S Ra, Sm Ra, Sm, tp (Rp) Ra, tp (Rp) Ra, Sm, tp (Rp) Направление неровностей (11.1)
Примечания. L Др * нестандартизованный параметр шероховатости, оказывающий основное
влияние на эксплуатационное свойство; 2. | | н 1 - параллельное и перпендикулярное расположения следов
обработки относительно изображенной проекции на чертеже.
Рис* 6. Структурная схема выбора конструктором параметров состояния рабочих поверхностей деталей
ВЫБОР И НАЗНАЧЕНИЕ ПАРАМЕТРОВ КАЧЕСТВА РАБОЧИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ 1S3
После того как определены требуемые
значения эксплуатационных свойств проекти-
руемых соединений, осуществляют поиск со-
ответствующих зависимостей или табличных
данных, которые характеризуют количествен-
ную взаимосвязь между данными эксплуатаци-
онными свойствами и параметрами состояния
рабочих поверхностей (блок 4).
В блоке 5 можно решать разные задачи:
1) при известных размерах детали, обуслов-
ленных конструктивными соображениями,
выбирают материал, точность размеров и па-
раметры состояния поверхностного слоя;
2) при заданном материале детали определяют
размеры, их точность и параметры состояния
поверхностного слоя; 3) при известных разме-
рах и материале детали определяют их точ-
ность и параметры состояния поверхностного
слоя; 4) при известных материале, размерах и
точности детали определяют параметры со-
стояния поверхностного слоя.
При решении этих задач сталкиваются с
рядом ограничений. Так, физико-механические
свойства материалов определяются наличием
соответствующих марок, точность размеров и
параметры состояния поверхностного слоя -
технологическими возможностями, т.е, накла-
дываются технические ограничения:
Tmln <Т^ГТОИ; (29)
^amin *
Некоторые из этих ограничений взаимо-
связаны. Так, физико-химическое состояние
поверхностного слоя деталей в значительной
мере определяется физико-механическими
свойствами материала, точность размеров -
состоянием поверхностного слоя.
Решение всех этих задач многовариантно,
поэтому в блоке 6 осуществляют поиск опти-
мального варианта, как правило, по себестои-
мости изготовления детали. При этом на осно-
ве анализа задач блока 5 определяют векторы
постоянных параметров и независимых опти-
мизирующих параметров:
Л’ = <стт>Е, rf...); (30)
X ~ (Яа, tpr №> Zfjxo). (31)
Итак, решение задачи конструктора, на-
чиная с блока 4, является в достаточной степе-
ни формализованным, т.е. может быть алго-
ритмизировано и реализовано на ЭВМ. При этим
система уравнений характеристик эксплуатаци-
онных свойств, технических ограничений, посго-
янньех и оптимизируемых параметров является
исходной для разработки алгоритма в блоках 5 и
6. При реализации этого алгоритма может быть
использован метод Г,ЛП-поиска", отличающийся
большей простотой, чем другие.
Структурная схема оптимизационного ал-
горитма по расчету параметров состояния по-
. верхностного слоя деталей машин по одному
из эксплуатационных свойств приведена на
рис. 7. В данном алгоритме генерацию случай-
ных значений независимых переменных осу-
ществляют с учетом отраничений. Далее вы-
полняют расчет характеристики эксплуатаци-
онного свойства, а результат расчета сравни-
вают с предыдущим значением: запоминают
значение характеристики эксплуатационного
свойства, наиболее близкое к требуемому, а
также значения параметров состояния поверх-
ностного слоя деталей, при которых они полу-
чены. При этом одно и то же значение характе-
ристики эксплуатационного свойства может
быть получено при различных многовариант-
ных сочетаниях параметров качества поверх-
ностного слоя деталей. Поэтому появляется
необходимость ввести оптимизационный алго-
ритм. Следует отметить, что задача конструк-
тора значительно облегчается при использова-
нии комплексных параметров для оценки со-
стояния поверхностного слоя деталей машин, в
частности, /7 и Сх. После выбора метода вы-
числений составляют программу расчета по
структурной схеме на одном из алгоритмиче-
ских языков.
При экспериментальном методе проводят
исследования того или иного эксплуатацион-
ного свойства при различных параметрах каче-
ства поверхностного слоя образцов. Парамет-
ры, обеспечивающие требуемое значение экс-
плуатационного свойства, являются оптималь-
ными. При табличном методе численные зна-
чения параметров качества поверхностного
слоя деталей машин, как правило, определен-
ные статистическим методом, берутся из таб-
лиц. Так, в табл. 5 приведены оптимальные
значения стандартизованных параметров ше-
роховатости поверхностей различных деталей
машин, рекомендуемые для простановки на
рабочих чертежах.
154
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
Рис- 7, Структурная схема оптимизационного алгоритма по определению параметров качества рабочих
поверхностей деталей
5. Оптимальные значения параметров шероховатости поверхностей деталей
Поверхности деталей Ra Rz Ятах Smt мм /и. %
мкм
Опорные шейки валов: под подшипники скольжения 0,2-0,5 0,032-0,05 45-70
под вкладыши из бронзы 0,32-0,63 — 0,032 - 0,06 45-70 . — *5/1
под баббитовые вкладыши 0,20-0,32 0,020 — 0,032 45-70 „« 'ТА
под вкладыши из чугуна 0,32-0,5 — — 0,032 - 0,05 65-70 50-70 _45jJ0.
под вкладыши из графитолласта 0,32-0,4 — — 0,025-0,04
под подшипники качения 0,63-2,0 — • 0,040 - 0,06
ВЫБОР И НАЗНАЧЕНИЕ ПАРАМЕТРОВ КАЧЕСТВА РАБОЧИХ ПОВЕРХНОСТЕЙ ПЕТ. 155
Продолжение табл. 5
Поверхности деталей Ra Rz Яшах Sm, мм /501 %
мкм
Рабочие поверхности шариковых и роликовых подшипников 0,08-1,0 __ 0,020-0,032 45-5П
Поверхности, обеспечивающие из- бирательный перенос 0,25-0,50 0,025-0,04 45-50
Поверхности валов, работающих под нагрузкой — 0,63-1,25 0,060-0,10
Напыленные поверхности трения скольжения 0,08- 0,10 0,020 - 0,04 45-50
Поверхности: под напыление — 50 -125 __ 0,200-0,50
под электрохимические покрытия — 1,0-4,0 — 0,025 - 0,080
Свободные несопрягаемые торцы валов, фланцев, крышек — 15-100
Опорные поверхности корпусов, кронштейнов, шкивов и других дета- лей, не являющихся посадочными - 12-30 — — —
Поверхности посадочных отверстий зубчатых колес 0,50-2,0 __
Шейки и кулачки распределитель- ных валов 0,25 -0,40 — 0,05-0,08 50-60
Поверхности плунжерных пар 0,08-0,12 — - 0,02-0,032 45-50
Поверхности отверстий рычагов, вилок, сопрягаемых с валами или осями 0,63-1,25 — —
Корродирующие поверхности 0,063 - 0,1 - — 0,032 - 0,05 —
Поверхности под склеивание — 15-20 — — -
Поверхности, соединяемые с натягом 0,5-2,5 - — 0,032 - 0,15 45-50
Посадочные конические поверхности гидропередач 0,8-1,2 * — 0,04-0,10 45-50
Боковые поверхности: зубьев колес 0,40-1,25 — — - -
ниток червяков 0,25-0,4 - — 0,032 - 0,06 45-60
Поверхности основания отверстий корпусов: стальных 0,63 - 1,6 — — — -
чугунных 1,0-2,0 - — — —
из алюминиевого сплава 0,5-1,2 — — — —
Сопрягаемые поверхности корпусов и крышек 10-60 — — —
Поверхности зеркала цилиндра 0,2-0,63 — — 0,04-0,08 45-50
15b
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 5
Поверхности деталей Ra Rz /?тах Sm, мм 1«>. %
мкм
Образующая поверхность поршнево- го кольца 0,63 -1,25 — — 0,03-0,06 45 - 50
Торцовая поверхность кольца Юбка поршня 0,25-0,63 - - 0,03 - 0,06 45-50
0,63-1,25 - -
Канавка в поршне 07-0,63 - - 0,03 - 0,08 45 - 5(Г
Поверхность отверстия в поршне под палец 0,3-0,5 — - 0,03 - 0,05 45-50
Наружная поверхность поршневого кольца 0,1-0,3 — — 0,02-0,04 45-50
Отверстия в головках шатуна: малое большое 0,5-1,25 0,6-1,0 - - - 45-50 45-50
Втулка шатуна 0,25-0,6 - 0,03-0,06 45-50
Рабочая поверхность тормозного барабана автомобиля — 20-30 — 0,20-0,40 45-50
Рабочая поверхность проушины ко- лодки переднего тормоза автомобиля 1,2-1,6 — — —
Рабочая поверхность фланцев под уплотнения 0,4-0,8 0,08-0,15 70-80
Поверхность канавки каретки вклю- чения передач 1,23-2,5
Рабочая поверхность пальцев кре- стовины дифференциала заднего моста автомобиля 0,5-0,8 -Г 0,03-0,06 45-50
Поверхности под уплотнение полу- оси заднего моста автомобиля 0,5-0,8 0,08-0,15 70-80
Рабочая поверхность гнезда турбины под лопатку 0,5 ±20 % 0,02 - 0,05 45-50 45-50
Поверхности лопаток турбины и компрессора: замка пера лопатки 1,0-1,25 0,63 -1,25 — - 0,08-0,10 0,04-0,10
Рабочие поверхности деталей тележ- ки рефрижераторной секции: оси подпятника втулки валика 0,63-1,25 1,25-2,5 1,8-2,0 15 ±2 - - 65-70
Поверхность трения подвески вагона — 15±2 — __ _.J
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННОГО КАЧЕСТВА
157
Продолжение табл. 5
Поверхности деталей Ra ] Rz | Ятах мм *50. %
МКМ
Поверхность трения балки вагона 1.0-2,5 - - 0,03-0,08 60 ±5 %
Рабочая поверхность рамы вагона 0,32-0.63 - - - —
Рабочая поверхность оси колесной пары 0,63-1,25 — 45-50
Посадочная поверхность отверстия колеса 0,63-1,25 — 45-50
Поверхности направляющих трения скольжения станков: универсальных 0,5-0,8 0,04-0,06 45-50
прецизионных 0,1-0,15 - - 0,02-0,03 45-50
тяжелых 1,25-2,0 — —
Поверхности направляющих качения 0,12-0,16 - — 0,02-0,03 45-50
Рабочие поверхности матриц и пуан- сонов вырубных штампов 0,32-2,0 - — 0,12-0,32 45-50
Поверхности заготовительных ручь- ев ковочных штампов - 50-200 - — —
Поверхности окончательных ручьев ковочных штампов — 20-100 - - -
ТЕХНОЛОГИЧЕСКОЕ
ОБЕСПЕЧЕНИЕ
ЭКСПЛУАТАЦИОННОГО
КАЧЕСТВА
Проблема технологического обеспечения
заданного эксплуатационного свойства может
быть решена непосредственно путем установ-
ления его функциональной взаимосвязи с усло-
виями обработки детали или обеспечением
назначенных параметров качества поверхност-
ного слоя* гарантирующих требуемое значение
эксплуатационного свойства.
Структурная схема решения этой про-
блемы приведена на рис. 8.
В блоке 1 заложена информация, взятая
из чертежа и технических требований на кон-
кретную деталь, для которой разрабатывается
технологический процесс.
Если технологический процесс разраба-
тывается для вновь создаваемого производства,
то надобность в блоке 2 отпадает.
Для предварительного выбора методов
обработки необходимо знать их возможности в
обеспечении точности обработки и параметров
состояния поверхностного слоя. Такие обоб-
щенные данные приведены в табл. 6-9.
Значения параметров Rz и Яшах опреде-
ляется из равенств:
1) при лезвийной обработке Rz = 5,0Яа,
Ятах = 6,0Яа;
2) при алмазно-абразивной обработке
Rz = 5,5Яа, Ятах = 7,0Яд;
3) при отделочно-упрочияющей обработ-
ке ППД-Яг = 4,0Яд, Ятах = 5,0Яя;
Значения относительной опорной длины
профиля шероховатости для лезвийной, абра-
зивной и отделочно-упрочняюшей обработки
поверхностным пластическим деформировани-
ем приведены в табл. 10.
В табл. 11 приведены значения параметра
Сх при чистовой обработке различными мето-
дами. Он комплексно характеризует состояние
поверхностного слоя деталей.
158
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
6. Возможности методов обработки в обеспечении параметров качества поверхностного
Метод обработки Ra. мкм Sm. мм 5, мм Rp, мкм ' Мкм
1 2 3 4 5 6
— Пл ос кие
Торцовое фрезерование: — —
черновое 4,0- 16,0 0,16-0,50 0,16-0,50 10,0-50,0 8-25
чистовое 1,0-4,0 0,08-0,20 0,063 - 0,20 3,20-16,0 1.6- 10.0
тонкое 0,32-1,25 0,025-0,10 0,016-0,08 0,80-4,0 0,40-5,£_
Цилиндрическое фрезе- рование:
черновое 3,2-10,0 1,25-5,0 1,25-5,0 10,0-30,0 12.5-60,0
чистовое 0,8-3,2 0,50-2,0 0,32 - 2,0 2,5-12,5 3,0-16,0
тонкое 0,20-1,6 0,16-0,63 0,10-0,63 0,63 - 3,2 0,80-8,0
Строгание:
черновое 6,4-40,0 0,20-1,6 0,20-1,6 16,0-125 12,5-40,0
чистовое 1,0-6,3 0,08-0,25 0,063-0,25 3,2-20 3,0-16,0
тонкое 0,32-1,6 0,025-0,125 0,0125 -0,10 1,0-5,0 0,32-10,0
Торцовое точение:
черновое 6,4-32 0,2-1,25 0,2-1,25 16,0-100 8,0-24,0
чистовое 1,6-6,4 0,08-0,25 0,063-0,25 4,0-20 2,5-10.0
тонкое 0,32-1,6 0,025-0,125 0,0125 -0,10 1,0-5,0 0,8-3,0
Шлифование:
черновое 1,6-4,0 0,10-0,32 0,063 - 0,25 5,0-12,0 5,0-12,5
чистовое 0,32-1,6 0,025-0,125 0,0125-0,08 1,0-5,0 1,6-5,0
тонкое 0,08-0,32 0,01 -0,032 0,005-0,025 0,25-1,0 0,63-2,0
плосковершинное 0,32-2,5 0,25-5,0 0,008-0,20 0,5-6,3 2,0- 16,0
Протягивание;
черновое 1,0-3,2 0,16-2,0 0,125-2,0 2,5-10,0 1,25-4,0
чистовое 0,32-1,25 0,05-0,50 0,032 - 0,50 0,8-4,0 0,40-2,5
Шабрение:
черновое 2,5-8,0 0,25-1,0 0,125-1,0 6,3-32 12,5-20,0
чистовое 0,63-2,5 0,063 - 0,25 0,032 - 0,20 2,0-8,0 3,0-16,0
тонкое 0,10-0,8 0,02-0,10 0,008-0,05 0,25-2,5 1,6-5,0.
Накатывание роликами и шариковыми головками:
черновое 0,63-2,5 0,2-5,0 0.2-5,0 1,5-10,0 5,0-20
чистовое 0,1-0,83 0,025 - 0,25 0,02-0,25 0,2-2,0 1,25-6,0..
Внбронакатывание 0,16-2,5 0,025 - 12,5 0,02-5,0 0,25 - 10,0 1,25-4,0
Суперфиниширование и полирование:
обычное 0,05-0,32 0,01-0,032 0,04 - 0,025 0,125-1,25 0,3-6,0
плосковершинное 0,1 -1,25 0,025-1,6 0,006 - 0,040 0,16-3,2 1,6- »6,0_
Притирка:
обычная 0,02-0,1 0,008-0,04 0,004-0,032 0,04-0,32 0,4-0,8
плосковершинная* 0,02-0,4 0,02-0,25 0,008-0,25 0,032-1,0 о,б-14_
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННОГО КАЧЕСТВА
159
слоя деталей
Smwt мм А/max, на 1000 мм, мкм ictoCT* МПа мм U,t % Л*. мм
7 8 —2—1 10 11 12
поверхности
2,5-10,0 100-250 250-300 0.1-0.2 20-30 0.2-0,5
0,8 - 4,0 50-140 200 - 250 0,1 -0,2 10-40 0,08-0,15
0,8 - 2,5 20-60 100-200 0,05-0,10 0-20 0,05-0,10
2,5-12,0 120-300 300-350 0,015-0,25 10-30 0,15-0,25
0,8-8,0 60- 150 200 - 300 0,10-0,20 0-40 0,1-0,15
0,25 - 2,0 25-70 100-200 0,06-0,15 10-20 0,08-0,12
2,5-15,0 100-200 250-350 0,15-0,22 20-40 0,25-0,6
0,8-8,0 40- 120 200-250 0,10-0,15 10-30 0,15-0,30
0,4-2,5 15-50 150-200 0,06-0,11 10-20 0,05-0,15
5,0-12,0 110-200 200 - 300 0,10-0,18 10-40 0,2-0,45
1,0-5,0 50-120 150-200 0,06-0,12 10-30 0,05-0,20
0,8-2,5 15-50 100-150 0,04-0,1 0,20 0,02-0,05
1,0-3,5 25- 120 200-400 0,15-0,20 10-40 0,03-0,05
0,8-2,5 16-40 300-400 0,1-0,18 10-30 0,015-0,03
0,3- 1,5 6-25 200-500 0,06-0,12 0-20 0,01 -0,02
0,8 - 10,0 20- 100 100-200 0,05-0,10 0-10 0,01 -0,015
1,0-3,2 0,8- 1,5 20-60 5-30 300-350 200 - 300 0,2-0,3 0,1-0,2 10-30 10-20 0,2-0,6 0,1-0,3
6,0- 10,0 20-50 100-200 0,05-0,12 0-20 0,05-0,1
4,0 - 8,0 10-30 60-150 0,05-0,10 0-10 0,05-0,1
3,0-6,0 5-20 60-120 0,04-0,08 0-10 0,04-0,1
1,5-8,0 40-120 200-450 0,4-1,5 30-70 0,5-4,0
0,8 - 2,0 15-60 100-300 0,2-0,5 20-60 0,2 — 0,6
0,25 -15,0 20 -120 100-400 0,2-1,5 10-60 0,04 - 2,0
0,25-2,5 0,8-8,0 6-50 20-100 100 - 200 100-110 0,06-0,08 0,04 - 0,06 _ 0-20 0-10 0,005 - 0,01 0,005-0,01
0,3 -1,5 0,3 -1,5 4-10 100-250 0,06-0,08 0-20 0,005-0,01
10-50 100-150 0,04-0,06 0-10 0,005 - 0,008
160
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
1 2 3 4 5 — 6
Наружные поверхности
Обтачивание: '——
черновое 12 - 40 0,32-1,25 0,32“ 1,25 32- 120 6,25-13,0
получистовое 2,0 - 16 0,16-0,40 0,12-0,40 5,0-50 3,2-10,0
чистовое 0,8 - 2,5 0,08-0,16 0,05 -0,16 2,0-8,0 1,6-4,0
Шлифование:
черновое 1,0-2,5 0,063—0,2 0,032-0,16 2,5-10,0 3,2-10,0
чистовое 0,2-1,25 0,025-0,1 0,01-0,08 0,5 - 4,0 0,5-4,0
тонкое 0,05-0,25 0,008-0,025 0,003-0,016 0,125-0,8 0,16-0,8
плосковершинное 0,32-2,5 0,063- 1,25 0,008-0,16 0,5 - 3,2 0,5 -10,0
Суперфиниширование:
обычное 0,032-0,25 0,006 - 0,02 0,003-0,016 0,08-0,8 0,08 - 0,5
плосковершинное 0,25 - 2,0 0,05-1,25 0,006-0,16 0,32 - 2,5 0,75-2,5
Полирование:
обычное 0,008-0,08 0,008 - 0,025 0,002-0,008 0,016-0,16 0,16-0,75
плосковершинное 0,10-0,80 0,032 - 0,20 0,016-0,20 0,125-1,00 0,4-0,9
Притирка:
обычная 0,01-0,10 0,006-0,04 0,002 - 0,032 0,02-0,25 0,08-0,1
плосковершинная 0,10-0,80 0,032 - 0,2 0,032 - 0,2 0,10- 1,25 0,4 - 0,8
Обкатывание:
черновое 0,8 - 2,5 0,2-1,25 0,2-1,25 1,5-6,3 2,5-12,5
чистовое 0,05-1,00 0,025 - 0,2 0,025-0,2 0,063 -2,0 0.4-2,5
Выглаживание 0,05 - 2,0 0,025-1,25 0,025-1,25 0,063-6,0 0,4-10,0
Вибронакатывание 0,063-1,6 0,01 - 10,5 0,008-0,8 0,08-5,0 0,5-13,2
Электромеханическая 0,02-1,6 0,025-1,25 0,025-1,25 0,02-3,2 0,4-0,8
Магнитно-абразивная 0,02- 1,6 Го,008- 1,25 0,003-1,0 0,04 - 5,0 0,5-12,5
Внутренние поверхности
Сверление и рассверли*
вание 3,2-12 0,16-0,8 0,08-0,63 8,0-40 5,0-32
Зенкерованне:
черновое 2,5 - 8,0 0,16-0,8 0,063-0,4 6,3-25 5,0- 16
чистовое 1,25-3,2 0,08-0,25 0,05-0,16 3,2-10 3,6-8,0 _
Развертывание:
черновое 1.25-2.5 0,08-0,2 0,04-0,16 3,2 - 8,0 2,5-6,25
чистовое 0,63 -1,25 0,032 - 0,1 0.0125 - 0,063 1,6-4,0 1,25-4,0
тонкое 0,32-0,63 0,0)25-0,04 0,008 - 0,02 0,8-2,0 _ 0,5 -
Протягивание: 1,25-S.0
черновое 1,25-3,2 0,08-0,25 0,04-0,2 0,2-1,0
чистовое 0,32-1,25 0,02-0,10 0,008 - 0,08 0,8-4,0 0,4
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННОГО КАЧЕСТВА
161
Продолжение табл. 6
8 9 - 10 1 „ И 1 12
вращения
2.5-10,0 0,12-8,0 0,8-8,0 160-500 80-200 40-100 200 - 300 150-250 150-200 0,10-0,20 0,08-0,15 0,06-0,12 10-50 10-40 20-40 0,2 - 0.5 0,15-0.30 0.05 -0 20
0,8-4,0 25-100 200-400 0,15-0.25 10-40 0,05-0,08
0,4- 1,5 10-40 300-400 0,10-0,20 10-30 0,02 - 0,05
0,25-0,6 6-20 200-500 0,08-0,15 0-20 0,01 -0,02
0,8-8,0 10- 100 100-200 0,06-0,12 0-10 0,01 -0,015
0,25-1,5 5-20 150-200 0,06-0,12 0-20 0,02-0,06
0,8 - 8,0 20-80 100-150 0,05-0,10 0-10 0,01-0,02
0,4- 1,5 6-40 100 - 400 0,03-0,10 0-20 0,01 -0,02
0,8-8,0 30-100 100-200 0,02-0,05 0-10 0,005-0,01
0,25-1,5 4-15 150-250 0,05-0,10 0-20 0,005 - 0,01
0,25-2,5 15-60 100-200 0,02-0,05 0-10 0,005 - 0,008
0,8 - 8,0 24 - 100 200-500 0,5-2,0 30-80 0,8-5,0
0,3-6,0 6-40 100-400 0,2-0,8 20-70 0,3-2,0
0,3 - 8,0 6-80 100 - 400 0,2-1,5 20-70 0,3-3,0
0,25 - 15,0 6-100 100-450 0,15-1,5 10-70 0,1-3,0
0,3-0,8 6-40 200 - 400 0.1-1,5 40-80 0,05-1,5
ОД -8,0 6-70 200-600 . 0,005-0,010 0-10 0,01 - 0,03
вращения -
L2 - 8,0 40- 160 200-300 0,2-0,3 10-30 0,2-0,5
2,0-6,0 0,8 - 3,2 10- 120 10-50 100-200 100-200 0,2-0,25 0,08-0,15 20-40 10-40 0,15-0,4 0,1 -0,2
0.8-4,0 0.5-2,0 ПЛ - 1 п 25-100 6-40 2-10 100-300 100-400 100-450 0,08-0.15 0,06-0,12 0,03-0,1 10-40 20-40 10-30 0,2-0,4 0,15-0,3 0,05-0,2
> ч ч * сч 1 1 > О ш Г — о' 10-80 3-30 _[ 200 - 300 200-300 , 0,10-0,40 0,05-0,15 20-40 10-50 0.2-0,8 0,1-0,5
162
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
1 2 3 4 5 6
Растачивание:
черновое 8-16 0,25-1,0 0,25-1,0 20-50 8,0-40
получистовое 2,5-8 0,125-0,32 0,08 - 0,32 6,3-25 4,0- 12,5
чистовое 0,8-2,0 0,08-0,16 0,032-0,16 0,2-6,3 2,5-6,25
тонкое 0,2 - 0,8 0,02-0,10 0,01 -0,08 0,5-3,2 0,5-4,0
Шлифование:
черновое 1,6-3,2 0,063 - 0,2 0,032-0,16 4,0-10,0 4,0-16
чистовое 0.32-1,6 0,025-0,1 0,01-0,08 0,8 - 4,0 1,25-6,25
тонкое 0,08 - 0,32 0,008-0,025 0,003-0,016 0,2- 1,0 0,32-1,6
плосковершинное 0,32 - 2,5 0,063-1,0 0,006-0,16 0,32-5,0 0,5-10,0
Хонингование:
черновое 1,25-3,2 0,063-0,35 0,025-0,16 3,2-8,0 1,25-5,0
чистовое 0,25-1,25 0,02 - 0,2 0,008 - 0,08 0,63-3,2 0,4- 1,6
тонкое 0,04 - 0,25 0,006 - 0,2 0,003-0,16 0,1-0,8 0,4 - 0,9
плосковершннное 0,25 - 2,0 0,04-1,0 0,008 - 0,20 0,25 - 4,0 0,5- 10
Притирка:
обычная 0,02-0,16 0,005 - 0,04 0,002 - 0,02 0,04 - 0,40 0,125-0,63
плосковершинное 0,10-0,80 0,032-0,2 0,003-0,20 0,125-1,6 0,4-1,25
Раскатывание:
черновое 0,32-2,0 0,1 - 1,0 0,1-1,0 0,63 - 5,0 3,2-12
чистовое 0,05-0,32 0,025 - 0,2 0,025-0,2 0,05-0,8 1,6-5,0
Выглаживание 0,05-2,0 0.025- 1,0 0,025- 1,0 0,05 - 5,0 3,2-10
Вибронакатывание 0,062-1,6 0,01-12,5 0,008-0,5 0,1-4,0 0,5 - 32
Дернование 0,1-1,6 0,025-1,0 0,016-1,0 0,1 -3,2 0,25-3,2
"Обработка, связанная со снятием вершин микронеровностей.
Примечание. 1. Данные относятся к деталям из конструкционных сталей,_____________________
7. Возможности методов обработки по обеспечению параметров качества рабочих
Метод обработки Ra, мкм Sm, мм S, мм Rp, мкм мкм
Зубонарезание: модульными фрезами червячными фрезами долбя ками 8,0-16 3.2-8,0 2,0-4,0 1,25-5,0 0,32-1,6 0,2-1,25 1,0-5,0 0,2-1,6 0,125-1,25 20-50 8,0-25 5,0-12 10-50 5-50 5-30 _
Протягивание 0.8-1,6 0,08-20 0,05-2,0 2.0 - 5,0 _ 31 - 20 _
Накатывание 0,8-2,0 0,08 - 5,0 0,063-5,0 1,8-6,0 __10^50_
Шевингование 0,6- 1,25 ОД25-0.5 0,08-0,5 1,5-3,6 2-Ю —
Шлифование 0,32 -1,25 0,04-0,1 0,026-0,063 0,9-4,0 3-10
О бкаты в ание 0,32-1,0 0,063 -2,0 0,032 - 2,0 0.63-3.0 _
Притирка 0,1-0,25 0,032-0,5 0,02-0,5 0,15-0,бП 2-3 -
Примечания.См табл.6.
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННОГО КАЧЕСТВА
163
Продолжение табл. 6
7 8 9 10 11 12
2,5- 10 100-600 200 - 300 0,1 -0.2 10-50 0,2-0,5
1,25-5,0 40 160 150-250 0,08-0,15 10-40 0,15-0,3
0,8 - 2,5 20-80 150-200 0,06-0,12 20-40 0,05-0,2
0,4 - 1,0 6-40 100-150 0,04-0,1 0-30 0,02 - 0,08
0,8-3,2 20-100 200-300 0,1-0,2 10-40 0,04-0,06
0,4- 1,2 10-40 300-400 0,08-0,15 10-30 0,02-0,05
0,25 - 0,5 6-20 200 - 300 0,08-0,15 0-20 0,01-0,02
0,18-8,0 15-90 100- 150 0,06-0,10 0-10 0,01-0,015
0,8-4,0 15-40 300-400 0,05 - 0,30 10-30 0,05-0,10
0,8-2,5 5-16 300-350 0,10-0,20 10-40 0,03-0,06
0,25-1,0 2-10 300-400 0,08-0,15 10-30 0,01 -0,03
0,8-8,0 5-80 100 - 200 0,06-0,12 0-20 0,01-0,015
0,25-1,5 2-10 150-250 0,05-0,1 0-20 0,005 0,01
0,25 - 2,5 5-50 100-200 0,02-0,05 0-10 0,005-0,008
0,5-8,0 40- 100 200-500 0,3-2,0 30-70 0,5-3,0
0,3-6,0 5-40 150-400 0,15-1,0 20-60 0,2-1,0
0,3-8,0 5-60 100-400 0,15-2,0 20-70 03-2,0
0,25 -15,0 5-60 100-450 0,1-1,5 10-70 0,1 - 1,5
0,25-15,0 4-30 100-500 0,15-2,0 50-80 0,2-3,0
2. Для деталей нз чугуна параметры шероховатости Ra, Rz можно принимать в lt5 раза больше табличных;
3. Характеристики физнко-механических свойств для деталей из чугуна следует принимать в 1,5 раза
меньше табличных.
поверхностей зубьев
Smw, мкм Ятах, мкм МПа ha, мм Ц, % /г., ММ
2,5-10 20-100 100-300 0,02-0,2 10-40 0,1 -0,2
0,8-5,0 15-60 150-250 0,02-0,1 10-40 0,05-0,15
0,8-3,0 10-40 150-350 0.04-03 20-50 0,1-0,25
0,8-4,0 5-20 200-300 Q3-Q3 . 10-40 03-0,6
0,8 - 8,0 10-80 250-500 0,5 - 2,0 50-70 0,5-4,0
0,8-4,0 5—15 150-250 0,01 -0,1 10-40 0,05-0,15
0,8 - 3,0 3-10 200-400 0,1 -0,2 0- 30 1 0,03-0,05
0.8 - 5,0 3-8 200-400 0,1 -1,0 30-70 03-2,0
03-2.0 2-5 100-150 0,02-0,1 10-20 0,05-03
164
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
8. Возможности методов обработки по обеспечению параметров качества рабочих
Метод обработки Ra, мкм 5m, мм 5, мм Rp, мкм мкм
Шлицефрезерование: черновое чистовое 4-10 1,25-4,0 1,0-5.0 0,1 -2,0 1,0-5,0 0,05 - 2.0 10-50 3,0-12,0 15-60 5-20
Шли пестро гание 1,0-2,5 0,08 - 2,5 0,05 - 2,5 2.5 - 8,0 5-20
Шлицепротягнвание 0,8- 1,6 0,08 - 2,0 0,05 - 2,0 2,0-5,0 3-15
Шлифование шлицев: черновое чистовое 1,6-3,2 0.4-1,25 0,1 -0,32 0,032-0,10 0,063 - 0,25 0,016-0,063 4,0-10 1,0-4,0 5-20 1,5-6
Накатывание шлицев 0,8- 1,0 0,08 - 5,0 0,063 - 5,0 2,0 - 3,0 10-85
Обкатывание шлицев 1 0,32-1,0 0,063 - 2,0 0.032- 1,25 0,8-3,0 3-10
Примечания. См. табл. 6.
9. Возможности методов обработки по обеспечению параметров качества рабочих
Метод обработки Ra, мкм Sm, мм 5, мм Rpt мкм И<г. мкм
Нарезание резцами, гре- бенками, резцовыми головками 1.6-4.0 0,08 - 0.25 0,032-0,16 4,0-12 3-20
Нарезание метчиками, плашками 1,25-3,2 0,063-0,2 0,025-0,125 3,0- 10 2-15
Шлифование резьбы 0,63-1,25 0,02-0,1 0,01-0,08 1,5-4,0 2-12
Накатывание, раскаты- вание 0,8-2,5 0,063 - 0,15 0.025-0,1 1.6-го 4-12
Примечания. См. табл. 6.
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННОГО КАЧЕСТВА
165
поверхностей шлицев
S/rtH’ мм Нтах, мкм ±<1^ МПа мм У., % hti мм
2,0-10 30- 100 150-300 0,02 - 0,2 10-40 0,1 -0,2
0,8 -6,0 10-40 100-250 0,02-0,1 10-30 0,05-0,15
0,8 - 3,0 ю-зо 150-250 0,04-0,2 20-40 0,1 -0,2
0,8-4,0 5-20 200-300 0,1-0,3 10-40 0,1-0,6
0,8-5,0 8-12 200-400 0,1 -0,2 0-30 0,03-0,05
0,8-3,0 4-10 200-300 0,05-0,1 0-20 0,02-0,04
0.8 - 8,0 10-80 250-500 0,5-2,0 50-80 0.5-4,0
0,8 - 5,0 3-80 200-400 0,1 - 1,0 30-70 0.3-2,0
поверхностей резьб
Sjw, мкм Яшах, мкм ±а«л, МПа йа, мм и» % мм
0,8-3,0 3-10 150-250 0,02-0,1 10-30 0,05-0.15
0,8-2,5 4-12 200-300 0.02-0,15 10-40 0,05-0,2
08-5 2-8 150-200 0,02 - 0,08 0-30 0,05-0.15
0,8-6,0 2-6 200-400 0,04 - 0,2 50-80 0,1 - 1,0
166
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
Рне. 8. Структурой схема задачи технолога на стадии подготовки производства
При назначении промежуточных методов
обработки следует руководствоваться тем, что
каждая последующая обработка повышает точ-
ность размеров на 1 - 2 квалитета и уменьшает
высотные параметры шероховатости в 2 -
6 раз. Например, если необходимо обработать
наружную поверхность вращения вала с точно-
стью по 5-му квалитету и с параметром шеро-
ховатости Ra 0,05 ... 0,08, а заготовкой служит
поковка, то необходимо предусмотреть следую-
щие промежуточные операции или переходы:
обтачивание:
Ях40,..60;
Ra 2... 3;
шлифование:
Ло 0,6 ...1,0;
черновое -
чистовое -
черновое -
12-Й квалитет,
10-Й квалитег
8-й квалитетг
6-й квалитет»
или
чистовое -
Ra 0,16 ... 0,2; суперфиниширование
притирка-5-й квалитет, Ra 0,05 — 0,0
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННОГО КАЧЕСТВА
167
10. Значение параметра (р, %
Метод обработки Уровень д %
5 10 20 30 40 50 60 70 80 90
Лезвийная 0,1-03 1-2 3,5 10-12 18-22 30-35 48-52 73-77 86-90 95-98
Абразивная 0,4-0,6 1-3 6-10 16-20 30-35 48-52 65-70 80-85 90-95 97-99
Отделом но- упрочняющая ППД 5-10 15-20 30-35 45-50 60-65 70-75 80-85 88-92 94-96 98-99
11. Значение параметра Сх для различных
методов чистовой обработки
Продолжение табл. 11
Метод обработки Сх
Торцовое фрезерование:
чистовое 2,4-0,80
тонкое 1,3-0,55
Плоское шлифование:
чистовое 2,3-0,70
тонкое 1,2-0,40
Накатывание 0,9-0,08
Обтачивание:
чистовое 2,1-0,68
тонкое 1,0-0,45
Круглое шлифование:
чистовое 2,2-0,75
тонкое 1,2-0,50
Суперфиниширование 1,0-0,30
Полирование 0,9-0,10
Накатывание 0,8-0,07
Растачивание:
чистовое 2,2-0,71
тонкое 1,2-0,65
Метод обработки Сх
Внутреннее шлифование: чистовое тонкое 2,3-0,80 1,4-0,60
Хонингование 1,2-0,40
Раскатывание 0,8-0,08
Экономически целесообразно применять
методы обработки, при которых достигается
наименьшая технологическая себестоимость,
поэтому в блоке 7 (см, рис. 8) рассчитывается
технологическая себестоимость для выбранных
методов обработки, которые обеспечивают
заданные параметры состояния поверхностного
слоя и точность размеров детали при опреде-
ленных условиях обработки. Но для этого не-
обходимо знать функциональную взаимосвязь
погрешности размеров и параметров состояния
поверхностного слоя деталей с условиями их
обработки (блок 4). Эта взаимосвязь может
быть представлена в виде теоретических и эм-
пирических уравнений или таблиц.
Так, теоретические уравнения, отражающие
взаимосвязь стандартизованных параметров ше-
роховатости поверхностей деталей с условиями
их обработки, имеют следующий вид.
Для лезвийной обработки:
168
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
а) при <р £ arcsin s /(2r), 9, < arcsin s !(2r):
_ f(l~cos(p) + tgcptgtpj.? -r(sin<p + sin9,)]-2tg<p(cos<p! -costp)
Z~ cosy cosy(tg9, +tg<p)
c/’v^B^t*' -Я2С,('-^)Ч, 0.5р(|-2го/дт)
+ l/tg9 + l/tg9,
б) при 9> arcsin s /(2r), 9| > arcsin s I(2r):
_ 2r-74r2-? .
Rz --------------+ ---------1---------;----------------1 +
2 cosy
{ \i \ (33>
, 0.3p(l-2,./q,)(2^l-2I./jT)[ д. .
32r ~’p’
в)при 9 > arcsin s l(2r), 9 < arcsin s /(2r):
z(l-cos9l)+sin9l I5COS91 +7-rsl’n9l(2r-jsin9j) j
Rz --------------------1----------------------------*4.
cosy
г 1 (34)
о,5р(1-2та/ат)
д*;л + i/tgtp+zrA +
12. Радиус скругления режущей кромки н эмпирические коэффициенты
Материал обрабатываемой заготовки Материал инструмента р, мкм а ь с р m /
45 Т15К6 35 0,52 -6,54 1,и 4,2 0,71 0,50
40Х Т15К6 30 0,52 -6,59 1,15 4,5 0,75 0,50
20ХНЗА Т15К6 25 0,50 -5,99 0,97 5,0 0,72 0,40
Х18Н10Т ВК8 40 0,70 -7Д2 1,53 5,1 0,73 0,35
где 5 - подача; г - радиус при вершине резца;
ф и ф| - главный и вспомогательный углы в
плане; у - перед ний угол; v - скорость резания;
НВ твердость обрабатываемого материала;
/т - жесткость технологической системы; ат -
предел текучести обрабатываемого материала;
t - глубина резания;п, х^ур - коэффициенты
Адгезионное взаимодействие инструмен-
та и детали тя можно рассчитать по формуле
500
т« = (35)
где a, b и с - эмпирические коэффициенты
(табл. 12); Т- температура в зоне резания;
Т = a^tsv‘+20’ (3б)
где а - коэффициент линейного расширения
материала инструмента; F- площадь его попе-
речного сечения; ав - временное сопротивле-
ние разрыву материала инструмента; р, /я, и / ~
коэффициенты (табл. 12).
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННОГО КАЧЕСТВА
169
При <p<arcsiru /(2г) и cp^arcsiny/(2г)
Я* рассчитывают по уравнению (34), но вместо
(pi подставляют ср
Ra -0t2Rz’y Rmax - 1,2Яг;
Rp - 0,65/?z; Sm * s; (37)
/р = 0,06р2 2 при p <> 60 %; pg)
zp = 100 - 0,055(100 - p)' * при p > 60 %; (39)
Для абразивной обработки:
(40)
Z?fl = 0,!8/?z; Kmax = ls35Kz;
Rp = OfilRz;
(41) 13. Значения £ для различной концентрации
В5
зерен
(42)
Концен- трация зерен. % 50 I00 150 200 250 300
5 0,96 0,9 0,86 0.82 0,78 0,75
tp - 0,02/? при р 5 50 %; (43)
14* Значения Рг /, г при шлифовании для
различной зернистости
tp - 100 - 0,02(100 - р)2 при р > 50 %; (44)
где t и 5пр~ глубина и продольная подача при
шлифовании; v3 и vp - скорость соответствен-
но заготовки и резания; D и В - соответственно
диаметр и ширина шлифовального круга; £| и
^2» Mi и Ц1 - соответственно модуль упругости;
коэффициент Пуассона материала обрабаты-
ваемой заготовки и связки инструмента; N -
число выхаживаний; £ - коэффициент»
зависящий от концентрации зерен (табл. 13);
Р^ А г - соответственно радиальное усилие
шлифования, шаг между зернами и радиус
скругления режущих зерен (табл. 14).
Параметр Зернистость
20/14 63/50 125/100 200/160
Н 150 120 98 80
г, мкм 5 15 30 50
/, мкм 0,1 0,25 0,4 0,6
Для отдеяочно-управпяющей обработки
ППД
а) если инструмент образует круглую и
эллиптическую площадки контакта,
170
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
10.5
0,5
Яг - Яги„ Ярисхл
1
180-arccos -------
I «пл
+
180
кин
ул
(45)
nR„,(HBmn-HBmitt)
-1/3
+7+foHCX;
2r
б) если инструмент образует каплевидную площадку контакта,
0,5
Яг Ягмсх Я/?нсх <
180-arccos "——
к «пл
180
уп
(46)
П^пр ( НВ пип HBmia )
1/3
+ г(1 - СО8фо) + sin ф„
j sin <ра (2r ~s sin <р,
Ra = 0,25Яг; Я max = 1J 5 Яг;
(47)
Rp = QARz',
tp=l,5p при pi 40 %; (48)
ливания; Япр - приведенный радиус
Up=l/^); Я - радиус ролика (шарика);
г - профильный радиус инструмента; -
средний радиус площадки контакта;
Ip = 100-0,012(100-р)2 при р>40 %; (49)
где Rz^ Крюн - исходные параметры
шероховатости; Р - рабочее усилие; f - коэф-
фициент трения между инструментом и обра-
батываемой заготовкой; <ра - задний угол вдав-
= I——
Эмпирические уравнения» отражающие
взаимосвязь параметров состояния поверхно-
стного слоя деталей с условиями их обработки*
приведены в табл. 15.
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННОГО КАЧЕСТВА
15. Взаимосвязь параметров состояния поверхностного слоя деталей с условиями их обработки
обработки | Эмпирические уравнения Условия
Плоские поверхности
Торцовое фрезерование Яя-4830^^,^^, ш Rp - 8730 ' .0,46 0,16 0.54 Wz = 5500 , Y у 1.>5 Обрабатываемый материал - сталь ШХ15; = 0,08 . . . 0,5 мм/зуб; /-0,3,,. 1,8 мм; v = 18 ... 44 м/мин; г - 0,5 ... 2 мм; у = 5 ... 20°
Строгание Ra - 37,3 vQ.HjOj2г6,б » „0,24 0.15 Rp -131,42 уQ j i^q q^o.6 » 3J.16-0.9 035 jyz = Q]— V^Y0’15 Обрабатываемый материал - сталь ШХ15; 5 = 0,25 ...0,5 мм/дв.ход; Z"0,3 ... 0,8мм; V = 5,6 ... 22 м/мин; г 0.5 ... 2 мм; у = 5 ...20°
Торцовое точение „139 0,69 Яа = 10,88 Y—; <U9 Rp - 58,8 J ; Wz - 1,6 мкм r 1 Обрабатываемый материал - сталь ШХ15; 5 « 0,1 ... 0,5 мм/зуб; г = 0,5 ... 2 мм; у = 5...20°
Чистовое шлифование 0,48.Л27 0.8-0Л ^«-0,27 ; 0.46 033 034.0J2 Др = 2,28 ; 0.12 0,91,0,32 w2 _ Г 2 v®’26№’16 Обрабатываемый материал - сталь I2XH3A; Vj = 0,21 ... 0.17м/с; s = 3 ... 6 мм/ход; / = 0,01 ... 0,04 мм; Л=1 ...5; z = 46 ... 100
Отделочное шлифование z = 46 ... 100; v3 = 0,021 ... 0,17 м/с; Н = 2 для связки С2 и //= 1 для связки С1; Aq, к\, kfr kjt к^ коэффициенты (табл. 16)
Накатывание шариковыми головками X*1 V** V - If «« 4 Y> ~K° Хю» ~ исходное значение определяемого параметра^ у5 = 13 ... 42 мм/мин на один формирующий элемент; р = 200... 600 МПа; i = 1 ... 3 при диаметре ша- риковой головки D = 90 мм; v= 14 ... 70м/мин; Ao, k\f к^ Аз, А^, А; - коэффициенты (табл. 17)
172
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
Продолжение табл. 15
Метод обработки Эмпирические уравнения Условия
Вибронакаты- вание v*j V _ А ИС* * i 0 yv - 3,33 10‘3 мм/c; /7 = 200 ... 600 МПа; / = 1 ... 3; ^oi къ k3i kA, - коэффициенты (табл. 18)
Суперфин и- жирование Yt Амплитуда колебания бру- ска - 4 мм, частота осцил- ляции - 1500 дв. хо д/мин; 2=50/40 ... 129/100; R^hcx ~ 0,03 ... 0,6 мкм; V, = 0,17 ... 0,3 м/с. Время суперфиниширования Т=5 ... 50 с; q- 0,1 ... 0,5 МПа; кд, к$ — коэффициенты (табл. 19)
Наружные цилиндрические поверхности
Получистовое и чистовое точение 5 = 0,05 ... 0,43 мм/об; v = 71 ... 282 м/мин; г = 0,5 ... 2 мм; у = +4 ... (-4)°; к^ к3, к4, - коэффициенты (табл. 20)
Чистовое точе- ние У 0,06^0.65 /уд ms Обрабатываемый материал среднеуглеродистые стали (140 ... 210 НВ}\ материал инструмента Т15К6; V = 50 ... 150 м/мин; t = 0,5 ... 1,5 мм; $ = 0,08 ... 0,18 мм/об; Ф = 45 ... 75°; ф1 = 25 ... 35°; г = 0,5 ... 2 мм
Yt -k04k,skttklrlt* (50 + у)**a*‘J*’ Обрабатываемый материал - сталь 40Х; v = 50... 150 м/мин; / = 0,15 ... 0,9 м/мин; s - 0,05 ... 0,5 мм/об; /•=0,5 ... 2 мм; у = +4 ... (-4)°; а = 3 ... 7е; /„=2,0... 3,5 кН/мм; Ab, А|, кь kJt к^, ks, кб> h ~ коэффициенты (табл. 21)——
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННОГО КАЧЕСТВА
Продолжение табл. 15
Метод обработки Эмпирические уравнения Условия
Тонкое алмазное точение ?'(90 + Т)*4 ' 0 /jv*j S - 0,05 ..,0,5 мм/об; v = 50.., 150 м/мин; r - 0,5 ... 2 mm; Y = +4 ... (-4)°; Ah A?, Aj, k4, - коэффициенты (табл. 22)
Чистовое шлифование Y^k^s^N^H^j^ Обрабатываемый материал - сталь 40Х (30... 35 HRC); V3 = 20 ... 50 м/мйн; = (0,3 ... 0,8) В (В - ши- рина круга); 5рад=0,01 ... 0,05 мм/дв. ход; ^=5 ... 10мм; Н -2 для связки С2; Н= 1 для связи СМ1; Уст-9,8 ... 29,4 кН/мм; Ла. Л,, к2, к2, Л4, Л5, Ле, к) - коэффициенты (табл. 23)
Тонкое шлифо- вание (торцом чашечного ал- мазного круга) fpy<w /?a = 0,003O085 - ; яр IjoJ *p = 0,O2Ve^-J Jnp = 0,15 ... 1,5 мм/об; 2= 28/20... 125/100; Р=20... 140Н
Суперфини- ширование после преры- вистого шли- фования Я« = Н107 —х Mi _O.I9 0.05 0.58 0.21 dPMfJpm2zc rc . X (HRC)4'02^24^° “r0J2«r<M ’ Rp = 4,25 104-Vx Mt S..,, цнко'-Ч" ' kflN^N^n^ •Sput = 0,005 ... 0,015 мм/об, заготовки; = 0,003 ... 0,013 мм/об, заготовки; zc=20„. 40; Л= 196 ...490 кПа; 48...60HRC; ^-^=12 ...32; Z- 10 ... 35 м/мин; мс’1024.., 1800дв.ход/мин; «з = 88... 190мин*1; Ац, Ло, А], - коэффициенты, зависящие от обрабатывае- мого материала, концентра- ции зерен в суперфиниш- ных брусках (АСМ) и пода- чи СОЖ(табл. 24)
ч,.СГ1Ю11.>В1РХН<К'НО1ОСЯ<)ЯД.З^уП4<Ш^
Метол" Эмпирические уравнения Ус.ювия
X'«'»c.v Ra*- = 0.32 .. 0.80 мкм; /’ = 9.8 ... 58.8 Н: V, = 0.lb ... 0.6] we: Ao. A,. A,. A,. A.i. A< - котффи-
Ml Ml W ! £ i 1 сталь IIIXI5 (58 ... 62 HRC); : = 40/28 ... 125/100;
Я« =0.4- Rp = 0.08—; V? 19 Sm *0.ОТ „4, сгальУЮА (60... 65 HRC); Ra^ = 0.16 ... 0.90 mm; v3=40... 150 м/мин; T= 120... 300c; cc=10--.25°
V| и S] - соответственно скорость резания и подача при точении; V, =70 ... 280 м/мин; j,= 0,05 ...0,43 мм/об; радиус при вершине резца г = 0,5... 2,0мм; передний угол резца профильный радиус ролика гр = 0,5... 1,0мм; усилие накатывания диаметр ролика 0 = 23... 42мм; подача при накатывании т.=0,07... 0,15мм/об; *,*,.*Ь*,,*,*Ь*Ь*7Л-
IFXHOJOI H4LCKOVObFClll 4l;HHl ЖСПЛУЛГЛЦИОННОГОКЛЧНСГВЛ
обралмки 222—1 y«™„
Накатывание роликами с каплевидной Ra = 0,00b —' —£—; V 30... 70m/mhii; 5 0.07 . 0.25 мм/об: rp 0.5 . 1.5 мм: Фо 0.3 0.7": £294.. 78411
Накатывание шариками спин,111X15(62 . . . 6.1HRC); R:Mt 2 ... 10 мкм; 5000 ... 9000Mna; 5-0.03 .0.11 мм/об; v -- 10 ... 70 м/мин
выглаживание Обрабатываемый материал - спин. 111X15(62 ..63HRC); ... Ю мкм; ,т« 0.03 . 0.11 мм/об; диаметр алмазною инден- тора <4 = 1 . 5 мм; стт1, = 3000 ... 9000 МПа;
четкая обработка: Яа^^б шлифованной 1.6 мкм; ftI = 0.06RO^/J‘jnP’V”x x5«’r”s(tg<p,) Яр = одабК<?/""^"“^“’< Rp-WRa^’P^* x 50J<’(tg<P,) J ” Обрабатываемый материал - /=1...500Л; Фо = 0,3... 0.7°; р = 294... 588Н. v = 30 ... 70м/мин; Лр-0,5... 1.5 мм; j = 0.07 ...0,15мм/об
176
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ М АШИН
Продолжение тибл [5
Метол обрабогкн ')млнричсскис уравнения Условия
Магнит ообра- зинная обра- ботка „ о 1'с‘< ’ - К"'*' Ь Ra - 6,58 () 0 о* иди 0.26 ’ / и D V vu г, 021С0.05 RP ~ —0.19 o0.U.' ,0.21. Л'1 /ч О V V0 Обрабатываемый материал сталь 45 (48 . 52 IIRC). рабочий порошок - ЭБН; г =• 160.80 ... 44X3/315; 0,3 . . 1,5 мкм‘ время обработки Л---20... 60 с; магнитная индукция 5 = 0,3 ... 1,1 Г; зазор 8 = 0.8 ... 2 мм; V = 84 ... 169 м/мин; скорость осцилляции Vo = 3 ... 9 м/мин
Внутренние цилиндрические поверхности
Сверление /ta = 6jZ2VJV'4’; Rp=52Adw^\ W4; Яг = 48Л/1Шг%014; Sm = 0.2d°"V3Vw Обрабатываемый материал - сталь 40X; d= 12 ... 25 мм; v = 12 ... 20 м/мин; 5 = 0,06 ... 0,14 мм/об
Зенкованне Ra = 5,б</^ W76; ^ = 254,8^05\-05,?я; Яг «458.7^ 5m = l,5rf °-’V<’ V*s Обрабатываемый материал - сталь 40Х; 12 ... 25 мм; V = 25 ... 40 м/мин; 5 = 0,3 ... 0,6 мм/об
Развертывание fa4lWV27; ty = 0.85doV'Ve,fl; Rz = l,82rf°-wv'Mj-<)’1; 5nI = 0,4r/-0'02vOJ’5-0‘' Обрабатываемый материал - сталь 40Х; d~ 12 ... 25 мм; v = 5 ... 10м/мин; 5 = 0,6 ... 1,5 мм/об
Получнстовое и чистовое растачивание Yi = V** v*1 t** rk,ak* (50 + y)*’ Обрабатываемый материал - сталь 40Х (30... 35 HRC); t = 0,15 ...0,8; s = 0,05 ... 0,5 мм/об; v = 50... 150 м/мин; г=0,5... 2 мм; у=-М... (-40°); а = З...Г; /ег=10...40кН/мм;
I//’оОси.шч-лщ- табл 15
Мени обраСччкн >ч1Нфнчссмк' \равнения Услоти
[lo.ijHHCioBoe Ч ЧИСНЧЮС внутреннее шлнфонанне < ¥>|хн5дгынасмый мдгерши CIWMOX (30 ... 351 IRC); V» 20 50 m/miiii, •4 (0.6 ... I.5№. •vpw 0.0| ... ().()9 mm/jih. ход; •UiM СП H 5. jvih M.) | i .1; : Ift -10; ic, 8 V) kII/mm; Ao, Aj. Aj, Aj. A^, A,. A<_ Aj - ™’2!bL”!l’’£!nw <Taf>;i 28) Обрабатываемый материал сталь 111X15; ииструмстгг - элскгрокорунл тернистостью 50/40 на кера-
Хонингование уО.ОДуО.Иу'О.и рО,)9<т<П,»М 0,04 0.14 /-Н.41 jO.OM Ял _ О П74-1 ‘I Pi Pi J 71 .
р WM v^’v;” мической связке; СОЖ на основе керосине; скорость чернового хонинго-
O/»i O|l ' 016y^0t? * ZO.IJ j0,12 Wz = 21 ванна - V| - 26... 75 м/мин; скорость чистового хонинго- вания - Vj • 50 ... 150 м/мин; />}-0,5... 1,5 МПа; Pi-0,5... 1.5 МПа; частота колебаний инстру- мента/-13001900мин’; Л • 1... 2 мм; время чернового и чистово- го хонингования Ti-Tt-S... Юс
16. Значения коэффициентов c, A«, A(, Aj, A3, A< для шлифования плоских поверхностей
Обрабатыв«мыЯ материал Определяемый параметр с До h h Аз Ач
20Х -0,42 0.01 0,46 OJ 0J4 -0,07
(54...60HRC) Ra, мкм 0 0,07 1.08 021 0.4 -0,15
- ,.» Rp, мкм t 0,06 0,06 032 0J 0,62 -0,11
<м..- 0 0,008 IJ6 0,42 0.36 0,06
?л - 037 7 IO"* 0Д6 0,01 0,22 -0,12
0 4I0-* 0,73 .0.01 ; 027 -0Д1
178
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
Прааолмение mafn lfi
Обрабатываемый материал Определяемый параметр 4’ с, Ai А. А,
20Х (60 ... 64 HRC) Ra, мкм -0,16 0 0,17 0,5 0,08 0,01 0,27 0,01 0,17 0.01 11,06 -0.01 0,05 -o.oi
Rp, мкм -0,25 0 1,3 1Д8 -0,02 0,01 0,22 0,01 0,14 0,01
Sm, мкм -0,03 0 0,028 0,040 0,22 0,02 0,16 - 0,01 0,04 - 0,01 0,18 - 0,01
Примечание В числителе - при шлифовании абрашвным кругом, я знаменателе алмашым круюм
17. Значения коэффициентов для накатывания шариковыми головками плоских поверхностей
Обрабатываемый матернпл Определяемый параметр Ao А| ki Аг А 4 Ач
СЧ 21 Ra, мкм 3,4 0.99 0,90 0,20 0,02 -0.01
Rp, мкм 3,1 0,93 0,97 0,26 0,03 -0.02
Иг, мкм 35 0.11 0.43 0,06 -0,08 -0,07
//(,0. МПа 1023 -0,04 -0,31 -0.01 -0,01 0,02
40Х Ra, мкм 8,0 0,77 0,65 0,1 0,21 0,09
(30 ... 32 HRC) Rp, мкм 17,4 0,64 0,81 0,1 0,21 0,09
Wz, мкм 25,8 1,04 1.12 0,09 0,13 0,06
Нцй, МПа 1206 -0,05 -0,27 -0,01 -0,03 -0,01
40Х Ra, мкм 13.1 0,80 0,75 0,03 0,03 0,02
(40 ... 42 HRC) Rp, мкм 17.1 0,77 0,89 0,06 0,07 0,03
Wz, мкм 32 0.91 0,54 0,01 0,02 0
Н(1о, МПа 2360 -0,01 -0,18 -0,04 -0,01 0,01
18. Значения коэффициентов для внбронакатывання плоских поверхностей
Обрабатываемый материал Определяемый параметр ко А, ki
СЧ21 Ra, мкм 8,7 1,01 0,72 -0,29 0,19
Rp, мкм 0,6 0,90 0,90 0,41 0,16
Wz, мкм 1.5 0,68 0,73 -0,01 0,03
//^0, МПа 18,2 0,07 -0,45 -0,17 -0,13
40Х Ra, мкм 6,6 0,87 0,99 0,23 0,09
(30... 32 HRC) Rp, мкм 1,8 0.82 0,90 0,41 0,14
Wz, мкм 1,7 0.69 -0,75 0,14 -0,13
Яцо, МПа 155,3 -0,03 -0,26 -0,04 -0,01 ,
///нчЬнлчтмиг лини. 18
19. hu-кхня козффиинешоншя су|ирфнняшяр»».яня плоских штсрхноссп
Обрабатываемый материал Определяемый параметр До А, к: к, А< 1,
СЧ 21 R<1. мкм 0. IX (>.48 0.43 0.20 0.29 О,2б
Rp. мкм 1.23 0.39 0.41 0,10 0,28 0,24
Иг. мкм 0.39 0.4b 0.36 0.14 0 26 0 21
МПа 0.1 0.06 0.2 0,73 0.09 0.22
Молибден Ra. мкм 0.05 0.51 0 (1.29 -0.37 0.25
Rp. мкм 0.57 0.40 0 1.00 0.40 0,21
ИХ мкм 0.21 0.50 0 0,10 0.38 0.1b
Ни0, МПа 0.04 0,01 0 0.17 0.15 0,27
20. Значения коэффициентов для получнстового н чистового пбтячмпяння
Сталь fe, А, к> к, kt
СтЗ 100 0.65 0.60 0.50 1,90
20 41.8 0.75 0.55 1.38 0,25
45 7,0 0,85 0.65 0.36 0.15
70 5,8 1.10 0.68 0,15 0.16
21. Значения коэффициентов для чистового точения стали 40Х
Определяемый параметр ко к, h А, /и А. ко А,
Ra. мкм 83,6 -0,45 0,36 -0,10 0,12 0,01 -0,10 -0,22
Rp, мкм 115,8 -0,32 0.10 -0,07 -0.04 0,04 -0,15 -0,36
-Sm, мм 1,79 0,18 0,58 -0,25 0,15 ОД! 0 -0,31
ИХ мкм 1,55 -0.50 0,24 -0,25 0,21 0,07 0,26 0,33
8лп». мм 1,59 0,47 0.27 0,04 0,05 -0,08 -0,44 0.10
Ч*МПа 1636 0,08 0,01 | 0,09 | 0,08 ) -0,06 0.07 0,11
180
КАЧЕСТВО ПОВЕРХНОСТНОЕ О СЛОЯ ДЕТАЛЕЙ МАШИН
22. Значения коэффициентов для тонкого точения
Обрабатываемый материал Определяемый параметр Л<, Л( ki . - -
с к,
Сталь 45 Ra, мкм 0,16 0,59 0,29 0.19 0.66 ”
(48 HRC) Rp, мкм 0.82 0.59 0,38 0,08 0.52
Sm, мм 0,81 1.34 -0.19 0 0.10
Сталь У10А Ra, мкм 0,68 0,77 0,28 0.24 0.5б
(62 HRC) Rp, мкм 0,77 0,75 0,24 0,09 0.62
Sm, мм 0,74 1,20 0,12 0 0.08
Композицией- Ra, мкм 0,43 0,54 0,19 0,33 0,49
ный материал Rp, мкм 0,65 0,69 0,29 0,07 0,47
СККН Sm, мм 0.60 0,96 0,32 0 0,22
ВК15 Ra, мкм 0,39 0,64 0,33 0,19 0,44
Rp, мкм 0,59 0.78 0,31 0.14 0.76
Sm, мм 0,68 1.32 0,21 0 0,19
Высокопроч- Ra, мкм 6.00 0,28 0,20 0,21 0
ный чугун Rp, мкм 8.36 0,24 0,20 0,12 0
Sm, мм 0,06 0,01 0.03 -0,04 0
23. Значения коэффициентов для круглого чистового шлифования
Определяемый параметр Ло л, * Л] Л4 Л$ Л*
Ra, мкм 0,47 41,06 0,36 -0.01 -0,02 0,29 0,08 0,34
Rp, мкм 1.08 -0,02 0,16 0,03 0,01 0.71 0,03 0.24
Sm, мм 0,02 -0,22 0,34 -0,15 0,04 0,24 0,06 0,13
И'г, мкм 4.30 0.01 0,23 0,08 -0,06 0,51 0,09 -0,25
Smw, мм 0,14 -0,03 0,36 -0.12 -0,06 0,40 0,18 о.ю
МПа 2253 0.03 -0,04 0,01 0,02 0.01 0,02 -0,01
24. Значения коэффициентов при суперфинишировании
Определяемый параметр ЛцДЛ» стали Ло для концентрации алмазов Л| при подаче СОЖ
45 ЛОХ 100 50 ПОЛИВОМ
Ra, мкм 1,93 1,39 - - 1,23 1.11
Rp, мкм 2,04 1,43 2,42 2,22 1.65 1,29
Sm, мм 1.16 1,08 1,54 1,44 —
li Х1ЮЮГИЧ1 CKOI Ol'l Clll 4! UMI ЖС11.ЧУД | АНИОННОГО KAMI СГНЛ
18!
25. Значения коэффициентов при полировании конечными лентами
। Ч'»р.16.Ш-1 поемы» МЛНГрИ.Г! ' >upe ic не чьи! пароме ip А.. М <• А. X. 3.
Сы-н.45 K.i. мкм 1.01 O.SI 0.01 0.33 0,10 0.20
(?ь 02HRO К:. мкм 1.0? 0.7А О.П 0,41 0.01 0,24
А’/1, мкм 0.45 о/2 0 1-1 0.3» 0.11 0,20
Silt, мм 5б.З 41.3 0.1 S 5.10 0 0.17
Ci4.ii. ЗОХГСА R,i. мкм о.4‘> 1.1? 11.-Г 0 0.14 0,24
(30 35 НИС) /£г, мкм 3,40 I.XO о 12 0 1(1 0.35 0,27
А’/>. мкм 2.31 1.14 0.25 0 44 0 ’S 0,20
Sm. мм 34.Х 28.4 0 | 0.81 1 " 0.1Х
26. Значения коэффициентов при накатыпяннн роликами с кт.пшено» нлтцядкой кош акта
еХЗрлбаИ'ИыемыЙ материал А., 4, А. А, А. А. А.. А. А,
Сталь 20 1.34.4 0.1Х 0..30 0.05 0.28 0.1Х 1.15 0.97 о.зз
Сталь 45 22Х.6 -0.1 1 0.47 0.78 0.22 -0.26 1.15 0.86 0.27
Сталь 70 2X7.0 0 0.50 0.75 <>,и 0.21 1.27 1.05 0,39
27. Значения коэффициентов для растачивания
Определяемый параметр Ат, <1 Ат Ai А. А< А„ А,
Ra. мкм 76,2 0.57 0.03 0.04 -0.08 -0.20 0.34 0.35
Rp. мкм 228.2 0.66 0 0.05 0.02 -0,16 •0.52 0,23
Sm. мм 0.01 0.46 о.оз 0 0 0.12 -0.19 0.10
мкм 29.0 0.37 -0.56 -0,05 0 0.10 -0.12 0.62
Ир. мкм Smw, мм 7.6 30.0 0,31 -0.09 -0.38 0.25 0.22 -0.07 0 0 S = ? -0,43 0,30 1,08 -0.11
МПа 961.6 0,02 0.01 -0,09 0.03 -0,01 0 -0,11
28. Значения коэффициентов для внутреннего шлифования
Определяемый h> At к. А, *« Ai
Ra мкм 9,25 0.39 0.05 0.01 0.06 -0.23 -0,04 -0.98 -1,16 -0.33
Rp. мкм Sm, мм 76.6 0,002 0.28 -0.02 0.11 0.08 -0.06 0,29 -0.08 0,62 -0.16 0,27 -0,53 0.19
Нс. мкм 3.3 0.61 -0,10 -0.42 0,06 -0,18 0,32 -0,39
И£>, мкм 34,6 0.93 -0,04 0.03 -0.14 -0,33 0,09 -0,81
Smw. мм 1.09 0.13 0,14 -0.04 0.03 0,07 -0.17 0,18
Я^МПа 243,4 0.03 0.01 0.01 -0.02 0,05 0,01 -0,03
182
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
Приведение зависимости используют при
расчете оптимальных условий изготовления
деталей с умел ом их качества.
После проведения расчета для всех воз-
можных методов обработки я блоке 8 (рис. 8)
осуществляется окончательный выбор мсгода
обработки конкретной поверхности, обеспечи-
вающей получение необходимых параметров
ее состояния, точности размеров н минималь-
ной ссбеетоимос i и
Необходимо отмегип». 1по технологически^
расчеты, начиная с блока 3. являипся формалин»-
ванными и моги осуществляться на ’ )ВМ.
Структурная схема оптимизации обра-
ботки детали с учетом се качества представле-
на на рис. 9
Входной алгоритм и системы параметров качества
поверхностного слоя детали
Проверка ограничений» кроме параметров качества
поверхностного слоя
Рис» 9. Структурная схема оптнмииш1м вдготовлеивя детали с учетом качества се поверхностного
183
При р<ир.нюгкс ирщрлмм цслссообрлпи»
примет t ь техно un нческн opncwi itpcii.iiini.ie
тыки программировании, которые потолчкн
n.ipxi.ie n.no с выводом рситыаюв расчета на
печать и п отопши. иро1раммоноснтеш .пн
станков с ЧПУ Примером разработки техноло-
гически ориентированных языков программи-
рования МОГУТ СЛУЖИТЬ СИС1СМЫ по.нотовки
мтранчяюшнх программ, например. "1ХАРГ".
На стадии техно логической подготовки
ироитволегна >ту комнлекенхю щдачу, как
правило, разделяют наряд конкретных щдач
Наряду с расчетным методом определе-
ния оптимальных режимов обработки на прак-
тике успению применяют табличный метод.
В отдельных случаях выбор методов оконча-
тельной обработки заготовок определяется их
надежностью по обеспечению параметрон ка-
чества поверхностного слоя деталей машин
ТЕХНОЛОГИЧЕСКОЕ
НАСЛЕДОВАНИЕ ПАРАМЕТРОВ
КАЧЕСТВА ПОВЕРХНОСТНОГО
СЛОЯ ДЕТАЛЕЙ
Наряду с окончательными методами об-
работки значительное влияние на качество
поверхностного слоя деталей машин оказывает
предшествующая обработка. Это явление пе-
реноса свойств поверхностного слоя от пред-
шествующих операций к последующим назы-
вается технологическим наследованием.
Исходные неровности поверхности дета-
ли (макроотклонение, волнистость и шерохова-
тость) приводят к неравномерности глубины
резания, а следовательно, к изменениям сил
резания и вынужденным колебаниям инстру-
мента относительно обрабатываемой поверх-
ности. Естественно, что эти колебания будут
оказывать влияние на формирование неровно-
стей при окончательной обработке деталей.
Математически для механической обработки
это описано выше.
При лезвийной обработке формирование
шероховатости зависит от Яг и колебаний ис-
ходной поверхностной твердости НВ^, НВ^-
Волнистость зависит от ее исходной величины,
Яге и изменений поверхностной твердости.
Исходное макроотклоненме частично нэслсду-
екя при последующей обработке, а также за-
висит от исходных физико-механических па-
раметров поверхностного счоя (//,„„ /1ц. Ст(„ /тя).
Формирование физико-механических свойств
Поверхностною сдоя в шашпеныюй мерс бу-
дет шшен!к oi исходного состояния. Причем,
прелтеентуюише степень и глубина упрочне-
ния будут окатывать влияние на ноишкающис
поверхностные остаючпые напряжения. Кроме
тою. исходные неровности будут пышнин.
нсровномсрпосп. си юною и юмперагурпою
воздействий па различные участки обрабаты-
ваемой поверхности, а следовательно неравно-
мерности структуры и формирование поверх-
ностных остаточных напряжений Гак как
предшествующая tciiuUliiiiM обработка пронз-
волится с бблыпей глубиной ре шпик и подачей
и, как правило, с меньшей скоростью резании
чем последующая, то при ней создастся
большая степень упрочнения и глубина упроч-
ненною слоя Следовательно, при каждой по-
следующей обработке и зависимости от глуби-
ны рстапия. силовое и температурное воздей-
ствия будут влиять на упрочненную и неун-
рочнепнук» поверхности. Совершенно очевид-
но. что эго будет вызыпвть изменение картины
упрочнения поверхностною слоя.
Технологическое наследование парамет-
ров качества поверхностного слоя при лезвийной
обработке схематично показано на рис 10, а.
При абразивной однопроходной обра-
ботке картина технологического наследования
качества поверхностного слоя аналогична лез-
вийной обработке Учитывая, что процесс
шлифования осуществляется за несколько ра-
бочих ходов, да сше, как (травило, с выхажива-
нием. то исходная шероховатость поверхности
нс будет оказывать влияния на сс последующее
формирование. В то же время исходные неров-
ности поверхности при абразивной обработке
могут существенно влиять на физико-механи-
ческие свойства поверхностного слоя. Это объ-
ясняется тем, что исходные неровности, даже
небольшие 0,01 мм (в пределах Rz 10) будут
вызывать более значительные колебания фак-
тической глубины шлифования при ее значе-
ниях 0,01 ... 0,02 мм, а следовательно, и раз-
ность температурного и силового воздействия
иа соседние участки (выступы и впадины не-
ровностей) обрабатываемой поверхности.
184
КАЧЕСТВО ПОВЕРХНОСТНО! О СЛОЯ ДЕТАЛЕЙ МАШИН
Полуиазмыв псраме/пры к&ч&стоа поверхностного слоп
°)
исходные параметры качества по^орхностнозо слоя
Рис. 10. Технологическое наследование основных параметров качества поверхностного слоя
* - основное наследование; —- второстепенное наследование; а - лезвийная обработка, б - алм®®*"
обраанвная обработка; е-сгаюпочжьупрсгааюшм обработка ППД
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕ ТАЛЕЙ МАШИН
29. Взаимосвязь параметров качества поверхностного слоя деталей машин с условиями их
лезвийной обработки
Параметр х На 5 Яр 5/пи /Утах л. Uh
I з 4 Я 6 7 8 9 10 11 12 13
< 0,07 £0,07 0 0 +• 0 0 0 .. .. .+.
Скорость резания v: <30 £30 0 0 0 0 0
Глубина резания t о 0 +• +• +• +• + _
Углы в плане <р и Фь < arcsin s/2r £ arcsin s/2r 0 0 о о о
Передний угол г: >0 <0 0 +* * 0 *• +. J.»
Радиус вершины г О 4-« 0 + +• +• +* _L—
Радиус скругления режущей кромки р ж Q о ж* +• +•
Шероховатость режущей кромки о +• - - +• 0 0 0 - - -
алмазно-ябриквной обработки
frl‘1 6fr‘O 80*0 $6*0 oz‘o ra/og'zav
ZC‘| 45'0 EO’O Of‘< zro oewor
0Г6 00‘£ $0’0 $£'$ $11 OOI/SZI 93v
0£‘t $6'1 WO $Z.'f $4 0 9€M
Ot£| 0£‘8 01’0 08'ZI orc OOZ/OSZ SI3V
Of’9 set so’o 0Z’> SO'I 8fx
09’If O4'C! Of’O 00'IZ SZ'S sum £13V
09'Zi St'S 80’0 or 8 ore ZIEX
-n
Марка ЛС1ПЪ1 На. мкм мкм .Vnr. мкм А'/’, мкм Яп1м. mkv
АСО 80/63-Р14 ЛСО 80/63-Р9 АС О 80/63-Р1 ЛСО 63/50-Р9 ACM 40/28-Р9 КО 80/63-PI4 КО 80/63 1’9 КО 80/63-PI 39 (водостойкая) ЛСО 80/63-Р9 ЛСМ 40/28-Р9 ACM Ю/7-Р9 Е 2.20 1.50 0,14 0.90 U5
^LH1111111,11 ...
192 КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
кретный электродвигатель Д'). Сигнал Pv ради- радмалыгая сила шлифования превысит донус- 1ИМОС отклонение <н номинала <>нсн*.нм<1 ч представляю! сооои односторонние а (s-/1' двухстороннее ограничения но нар tMeip\*'K чс-ива Причем, оценка (?2) М0Же1 „ Предполагается. что ПКПС } ltMuh нормальный или логарифмически Н“руаи а закон распределении (что для болыщ,^ ‘ рассматриваемых ПКПС подтверждено (КС1!с‘ римс>палы|о), вероятности выполнения \сг вий (50) и (52) при ооработке декцщ н юн кроной IC определяются соотвегстненно >• р{у, <)-}= 0.5 + 0^^. (И, р{у,е(У±8Т)}=ф[2^^1>). -•(м4 “
НАДЕЖНОСТЬ ТЕХНОЛОГИЧЕСКОГО ОБЕСПЕЧЕНИЯ ПАРАМЕТРОВ КАЧЕСТВА ПОВЕРХНОСТНОГО СЛОЯ Здесь у;тат = у;+5У, i;min = y;-8)' допустимые максимальное и минимальное зна- Л/{ У’ }, 5 { У’ } - его математическое ожила-
качества поверхности (шероховатость, волки- стость, макроотклонепня) и поверхностного слоя (физико-механические свойства) является чнтсльного количества случайных факторов в технологической системе (ТС) обработки обу- славливает вероятностный характер формиро- вания параметров качества поверхностного слоя (ПКПС) обрабатываемой детали, которые ние и среднее квадратическое отклонение, со- Зависимости (53), (54) являются оценкой обрабатываемых деталей. Установлено, что она и от условий обработки (режимы, материалы и исходное состояние поверхности детали, гео- и др.). Чем выше параметрическая надежность ТС по обеспечению ПКПС, тем выше надеж- ность формирования в процессе обработки требуемых эксплуатационных свойств детали.
вующими статистическими характеристиками (математическое ожидание, дисперсия и др.). В связи с этим значения ПКПС Y, в конструк- торской документации регламентируются ин- тервальными оценками вида: Х,<Г, (50), X, > Y, (51). Y, е( Y, ± 8 У ). (52) Здесь Yt - номинальное значение х-га параметра ПКПС. 8 У - (0 < 6 < 1) его допус- дукции одним из критериев рациональности выбора той или нной ТС должен быть крите- рий максимума ее параметрической надежно- сти. В общем случае по регламентируем системе из п ПКПС: /’{I'.e У[юх)}= max, 1 = 1.л- <551 При i = ( решение этой задачи QWecI' венно упрощается.
194
Расчет параметрической надежности ТС
(блоки 7 ... 10) является полностью формалкзо-
ванным. Исходными данными для реализации
ТС являются их параметры с соответствующие
ласть пространства условий обработки, в кото-
рой будет функционировать ТС. В результате
реализации МЭ (блок 8) формируются массивы
соответствующих ПКПС, статистический ана-
ламентируемых ПКПС в процессе обработки.
выполнения заданий по условиям (--0). (51)
(52) (блок 10). Для реализации данной схем*
используется специальное математическое
программное обеспечение. с
Известно, что модели функций рада
оценок Л/{ Г„)) и№ ( J:
м{>;„)=м(р0)+^,м|Р,)Ч+ХМ.<58)
S!(?;„} = №(P0)+X<5'(P,}-. (59)
б) для моделей вила (57)
Л/(ГЛ|=ехррпМ(М+^1пХ,М(Р,}]=
= exppnZ>0 + £i,lnxJ, (60)
196
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИ} 1
пользуется выражение:
tv, = aiz:(г (62)
№№ Показатели Закон распределения Известные параметры оп^мкп. 1 основные расчсп|ые^шнсимосп1
1 Известны Г, или У. 5 ЛГе|Г,Г,]) 1 е? 1 as § |s § с§ £ 5 i з т 1 ! 1 I I 1 i
2 Неизвестны Нормальный мт smm. ?. 1 Р(У е 2 АК<}3) 1- Р(Ге(КГ.]» = ,1 г. -Л/{К}! J г 1 Ч—;-Т^П 2 P(Y <)',) = 0 5 4. ф! L-'-W > ! S|F|
3 Неизвестны Логарифмически нормальный Л/{1пГ). 5{ШЛ. У„ У2 1. АГе 2, />(>'< К2) 1 />(1'е[>;г,]) = _Д|п>;-л/;1п)-^ 1пу;-л/;1пУЙ 1 5(1п>-| J 1 S-(lnf; ' 2 1 )
Не известны Логарифмически М{1пУ}. S’lnK), У, 5 I У,- 2_ Р(У^[У>У2]) i Y, = {exp [л/i in }';]'< 1 - о; Г, = {exp [л/! In >]; (1 + о) 2. P{Ye [};>;]) = = Jln(1T°j i - ф' : 1 .S'lln)’;.; I.S'llni'i
КАЧЕСТВО ПОВЕРХНОСТИ ИО СЛОЯ Л! ГАЛИЙ МАШИН
Ситуация 7. Имитационная модель фор-
случае в условиях экспериментальных произ-
водственных лабораторий ее необходимо по-
нейшем после построения необходимой имн-
рассмотренному в ситуации 6.
Наряду с экспериментально-расчетным
методом определения параметрической надеж-
некоторых ТС чистовой и отделочной обра&л-
ки цилиндрических и плоских поверхностей.
Рассматриваются следующие ПКПС:
ЗАГОТОВКИ ДЕТАЛЕЙ
МАШИН
206
.4 ~ . М.о.‘рил1
1 с формы:
НО 20мм> ДоО..’ '"««I* *< К »
До 40 ;™;„ Г"'"""'
оболочковые До 0.1 =Ее"
Литье по выплавляс- До 0.15 кремнеземом Лопатки турбин, клапаны, дюзы, шестерни, режущий инструмент, летали приборов. Керамические ливки толщиной 0.3 мм и отверстия диаметром ло 2 мм
Литье по растворяс- До 0.15 Титан, жаро- Лопатки турбин, детали приборов. Солевые модели снижают шерохова- тость поверхности
Литье по заморажи- ваемым моделям До 0.14 ная толщина стенки 0,8 мм, диаметр отверстия до 1 мм)
Липе по газофици- руемым моделям До 15 Любые сплавы Мелкие и средние отливки (рычаги, втулки, цилиндры, корпуса)
lip,
C'K С“™кк’ отливки, г Магер.,» 1 ен.
Литье в формы: 0 10 Крупные и средние и|;,ш,ки „ сср1|11
пссчано-исмеитныс 70
кирпичные 200
шамотно-кварцевые 100
глинистые 50
графитовые 0,014
каменные 0.03
скис и керамиче- 0,025
с горизонтальной, вертикальной и комб лроаанной плоскостью разъ- 7 (чугун). 4 (сталь), 0,5 (цвет- ные метал- лы и спла- Сталь, чугун, таллы и сплавы Фасонные отливки в крупноссрий- (поршни, корпуса, лиски, коробки
Литье в облицованный кокиль । 0.25 Сталь дуете- Лопатки рабочих колес гидротурбин, коленчатые валы, буксы, крышки букс и другое крупные толетоетен- ные отливки
Литье под давлением: на машинах с го- ризонтальными и вертикальными камерами прессе- 0.10 Магниевые, алюминиевые, цинковые и евнниово-оло- вянные спла- вы, сталь Отливки сложной конфигурации (тройники, колена, кольца электро- лвигагелей. детали приборов, блох двигателя)
с применением 0.05 Медные сплавы Плотные отливки простой формы
»I Mill. M4W4.
Ценчн-бежнщ. ,„(|ье Гр>6ы. налы, слитки
0,(i0
".uZ“" б?"'' 1.0
геометрической 0.01 и,..TZv,'",,)'1’'
Штамповка жидким сплавов До 0.30 lhe,HMC мм...
пм"™ри7не“ым 0.01 им Ий Ши ши hili
Литье выжиманием мсром до 1000 х 2500 мм с толщи- ной 2.5-5 мм сплавы числе ребристые
Вакуумное всасыва- 0.0! медной основе ния (втулки, гильзы)
Последовательно на- правленная кристнл- 0,012 Цветные сила- нрн протяженности до 3000 мм
Литье под низким 0,030 Чугун, алюми- ниевые сплавы I Тонкостенные отливки с толщиной стенки 2 мм при высоте 500 - 600 ми (головки блока цилиндров^ поршни,
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Чугун серый Средине (2 50 кг) 1 6 X Крупные(ен 50 кг) 1 10 20 в t(Kl n 200 в 200 » 600 Средние (2 50 кг) Лоб Дох
копрочныЛ отливок hj серого чугуна До 4
100X 100 200 х 200 500 х 500 „ыепиапы Наибольшая про- ев. 200 ло 800 5-8
onZ””' Средние (протя- 400 мм) 6
<— ДоЗ
Л™ыВЫе Плошадь стенки до 30 см1 Чугу» Площадь стенки. см3: до 25 св. 2$ до 125 св. 125 6 15
3-4
Броши 4-6 Cram. - 8-t0
212
ЗАГОТОВКИ ДЕ f АЛЕЙ МАШИН
Литье под давлением
Литье в оболочковые формы
Характеристика ог/н<вкн Толщина стенки, мм
Средние и мелкие опийные 2-2.5
ий и резьб в отливках
Дшшегр Глубнн» открепи, им Дншещ Глубин» открепи, мм__
отверстия, мм сквозного глухого отверстая, мм СКВОЗНОГО глухого
ДО5 Св. 5 до 10 » 10 » 20 » 20 » 40 10-30 30-60 60-120 До 5 5-15 15-25 25-30 Св. 40 до 60 200-300 300-350 30-80 80-100 100-200
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
ПроОаасыие та&, ,
Формовочные уклоны литейных болванов
Измеряемая Уклоны (не более) для моделей Измеряемая Уклоны (не более) для мо^~
молелиС", металлических деревянных модслРи А6, мм металлических Деревянных
До 20 Св. 20 до 50 » 50 » 100 Св. 100 до 300 » 300 » 800 0°30’ 0°30'
Примечания: 1. Формовочные уклоны даны при d : h5 > 1. При соотношении d . Лб s |, где
и; § 1 g I i i 1 * i I ! s' 1 i 1 j § f I I 1 1 E
отливки
Радиусы закруглений и ук. Продолжение табл. 5 ПОНЫ для литья давлением
с™“ Радиусы Уклоны, % высоты стенки для поверхностей
мм наружных внутренних
Магниевый Медный -to iK?
бобышек, отливаемых раздельно
платиков, мм
Ии II=3 Расстояния (мм) при литье Литье
,Пфора "“X“a В ” hg ‘ф~
До 4 Св. 4 до 6 » 10 » 14 » 14 » 18 25 30 38 Св. 50 до 250 » 250 » 500 » 500 » 750 » 750 » 1000 ‘‘ £
216 ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Продолжение табл, б
Центробежное литье ~~
Материал изложницы Материал отливки Число ОТЛИВОК
Серый чугун Чугун 300-400
Хромоникелевый чугун Чугун 100- 1500 ’
Хромоникелевая сталь Сталь 2000-3000
Серый чугун Сплав на алюминиевой основе 5000 - 6Q0Q
Литье в оболочковые формы
Материал пресс-формы Число съемов ооолочрк
Алюминий 5000- 10 000
Сталь или чугун 100 000
Гипс (для стеклянных оболочек) 15-20
Литье по выплавляемой модели
Материал пресс-формы Числа съемов моделей
Сталь 100 000
Цемент 100 и более
Легкоплавкие сплавы, цинково-алюминиево-медные сплавы 1000
Литье под давлением
Материал отливок Число отливок
Оловянно-свинцовый сплав 50 000 и более
Цинковый сплав 10 000-20 000
Магниевый сплав 30 000-75 000
Алюминиевый сплав 25 000 - 75 000
Латунь 10 000- 15 000
Медь 3000- 10 000
до 5000 гашок motmXX™ ОМ1'""'1'’1 ”aCC‘"““X
10 — 700 отливок.
Обрубка отливок
Наименование обрубного Технические данные Производительность за 1 ч
Пневматическое зубило Длина с зубилом 300 - 400 мм. Масса ударника 0,2 - 0,6 кг. Часто- та ударов 1100 - 2120 в минуту До 15 - 20 м на швах толщи- ной 4 - 6 мм
Ленточная пила Скорость резания по 30 м/мин. 200 мм/мин. Ширина реза до 2 мм При массе отливок до 50 кГ„ стальных - 12 дм\ иветны
отливки
НаИМС"™”“и,маРУб“°ГО Технические лаивые Производительность за 1 ч
Дисковая пила Диаметр диска 400 - 1300 мм. Ши- рина реза 4-8 мм. Частота враще- ния до 1200 об/мин 60 резов при массе отливки до 50 кг
“ТГ СТа"°К ° Диаметр круга до 250 мм. Частота вращения до 3000 об/мин. Ширина круга до 40 мм До 0,3 т средних и крупных
Диаметр круга до 600 мм. Частота вращения до 1200 об/мин. Ширина круга до 40 мм До 0,5 т средних и крупных
наждачным кругом Диаметр круга 500 - 600 мм. Час- тота вращения до 1400 об/мин. Ширина круга до 60 мм До 0,3 т мелких отливок
Газовые резаки 24 м3/ч; ацетилена до 0 9 -Д 2 м3/ч 4-15м
Эксцентриковый пресс Нагрузка на нож 120 - 500 Н. Ход До 300 резов
Очистка отливок
Пневматическое зубило минуту. Масса 5 - 6,3 кг 50д™;К 40 ~
™бк““м ЩСТКа С 30Л004об/мивЧД™ва Крупные отливки - 60 -
Очистной барабан Частота вращения 20 - 40 об/мин. Продолжительность очистки 1,5 - 2 ч- Диаметр барабана 0,6 - 1,2 м; До 2000 кг
Пескоструйный барабан Давление воздуха 200 - 3000 кПа. Диаметр барабана 0,4 м. Частота вращения 2-3 об/мин До 1500 кг
ДробеметныЙ ленточный барабан Расход дроби 3-5 кг/т. Вмести- мость барабана 0.3 - 0,7 т. Диаметр барабана 0,7-1,2м До 4000 кг
Пескоструйный стол Расход песка 2 кг/т. Давление воз- духа 200 кПа. Диаметр стола 2 м. Частота вращения 1 об/мин До 1500 кг
ДробеметныЙ стол Расход дроби 5-6 кг/т. Диаметр стола 2 м. Частота вращения стола До 2500 кг
Пескоструйная камера Площадь камеры до 20 мг. Давле- ние воздуха 200 кПа. Расход песка До Ют
218
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Продолжение табл. 7
Hm‘'“a™3°M6aW6"°ro Технические данные Производительность за 1 ч
Площадь камеры до 80 м2. Частота До Ют
Гидравлическая камера ° 3 S hi ?! н ДоЗт —-
Пескогидравлическая камера Давление воды 5000 - 7500 кПа. Расход песка 1,5 т/ч. Расход воды До 4 т -
Примечания; ЕВ серийном производстве обрубку целесообразно выполнять с помощью специ-
8. Термическая обработка для улучшения свойств отливки
X терХа- Режимы термической обработки
Сталь Чугун стлаТы ме”е“Ы
Тт Гтах Гщах ЕЧ Гга„ 1,4
Отжиг Снятие оста- точных на- пряжений 780 4-14 550 6-18 225- 360 2-4
темпера- отпуск Выравнива- ры по сече- П00 850- 2-6 750
Закалка прочности и твердости 900- 1100 3-3 900 1-3 875- 2-6 515- 2-12
Отпуск Увеличение напряжений W 0,5-1 410- 1,5-3 150- 1-4 460 220
лмдая Измельчение Vo*^ 2-4 1-3 850 2-6 - -
Старение СКМОЙСТВ - - 175 5-16 175 5-16
низания 2ST'пс 380- 10-16
ботки (включая нагрев и выдержку).
Нормы точности отливок
Номинальный размер детали (отливки) -
пуска на обработку - для обрабатываемых но-
выми размерами.
зывает в чертежах отливки
Точность отлнвкн в целом характери-
3)ЮТ классом размерной точности отливки
(табл. 9), степенью коробления (табл. 10). сте-
пенью точности поверхностей (табл. И, 12),
ливок из черных и цветных металлов и сплавов.
сти^массы отливки (табл. 13). Использование
кой документации.
с нанесенными размерами отливки) следует
Технологически» процесс pi/p™,,.». |1|Ш bill pH! hs i! t!
Под давлением в металли- гаемым моделям с приме- ряющихся огнеупорных материалов (плавленого До 100 Св. 100 » 250 » 250 » 630 3-7т 5т-8 5т-8 5-9т 5-9т 6-9
применением кварцевых Св. 100 » 250 » 250 » 630 5т-9т 5т-9т 6-10 6-10
цевых огнеупорных мате- Св. 100 -в 250 » 250 » 630 5т-9т 6- 10 7т -11т 6- 10 7т-Пт 7-11
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Технологический ироцесе р з “рТ^ “ЕЕ" % 2 3 I i fill! is il & s e 8Л J 5 ш Ji! Ill
Под низким давлением и в До 100 5т-9т 5-9 6-10 7 т-11т
стержней Св. 100 » 250 5-9 6-10 7т- Нт 7-Н
» 250 » 630 6-10 7т-Пт 7- 11 8-12
» 630 » 1600 7т-Нт 7-11 8- 12 9т- 13т
» 1600 » 4000 7-11 8-12 9т- 13т 9-13
IT Си-
рые формы из низковлаж- До 100 5-10 6- 1.1т 7т - 11 7-12
ных (до 2,8 %) высоко- Св. 100 » 250 6-Пт 7т- 11 7-12 8- 13т
твердости не ниже 90 еди- » 250 » 630 7т - 11 7-12 8 - 13т 9т - 13
В формы, отвержденные в контакте с холодной осна- » 630 » 1600 7-12 8-13т 9т- 13 9-13
Под низким давлением и в »1600 » 4000 8-13т »r-13 9-13 10-14
стержнями. »4000 » 10000 9т-13 9-13 10- 14 Нт-14
В песчано-глинистые сы-
рые формы из смесей с До 100 6- 11т 7т - 11 7-12
3,5 % и прочностью от 120 до 160 кПа со средним Св. 100 » 250 7т-11 7-12 8-13т 9т- 13
уровнем уплотнения до » 250 » 630 7-12 8 - 13 т 9т— 13 9- 13
Центробежное (внутрен- » 630 » 1600 8- 13т 10-14
ние поверхности). В формы, отверждеваемые в контакте с горячей осна- » 1600 » 4000 9-13 10-14 Пт-14
В вакуумно-пленочные песчаные формы » 4000 » 10000 9-13 10-14 11т-14 11-15
Ьй! £3 = iy
15 пссияпп-гиипигтыс CM.
pup формы из смесей с 7т - 11 7-12 8 — 1 Зт 9т - 13
“/Т^роттстъюотМда
ниже 70 единиц. 10-14
термореактивных смесей.
В формы, отверждаемые » 630 > > 1600 9т - 13 9-13 10 - 14 11т - 14
Ни 111" S § ? 1 » 1600 > >4000 9-13 10-14 Ит-14 П-15
В песчано-глинистые под- »4000 > > 10000 10—14 11т- 14 11 — 15 12-15
сушенные и сухие формы
В песчано-глинисты^сы- До 100 7-12 8-13т <*-13 9-13
влажных (более 4,5 %) низкопрочных (до 60 кПа) Св. 100 и ’ 250 8-13т 9т- 13 9-13 10-14
уплотнения до твердости » 250 > > 630 9Т-13 9-13 10-14 Ит-14
» 630 > > 1600 9-13 10-14 11т- 14
» 1600 > > 4000 10- 14 Нт-14 11-15 12-15
» 4000 > > 10000 Нт- 14 11-15 12-15 13т-16
» 10000 11-15 12-15 13т-16 13-16
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Отношение наименьшего Многократ Разовые
нН 41! ТСР™“ь,еаб°' НеХ°1рёба‘ отливки после правки
Св. 0.200 » 0.100 до 0,200 » 0,050 » 0,100 » 0,025 » 0,050 5-8 7-10
11. Степени точности поверхностей отливок
Технспогичс™,!! процесс Степени точности поверхности отливок
р^отлпркц, |и5 3 11 а 1 i!U pH 1 S 1 s|! 1 i HI £ zz
ческие формы До 100 Св. 100 » 250 » 250 » 630 4-8 5-9 6-10 ; 6-Ю
В керамические формы, литье по выжигаемым и Св. 100 » 250 » 250 » 630 5-10 5-10 6-H 7-12 8-13_
Под низким давлением и в кокиль без песчаных стержней, центробежное литье в металлические До 100 Св. 100 » 250 » 250 » 630 S-10 5-10 7-12 8-13 7-12 8-13 9-14
В оболочковые формы из В облицованный кокиль, литье в вакуумно-пленоч- яые песчаные формы До 100 Св. 100 » 250 » 250 » 630 6-12 7-13 8-14 9-15 8-14 9-15 , 10-16 9-15 10-16 11-17
отливки
Степени точности поверхности отливок
ills!
TgsjirtnnruurrirHfi iipntterr Наибольший легкие S рр ih Термооб-
ЛИТЬЯ габаритный нетсрмо- 0! ГЙ1 E?S рабаты-
III ™“
По газифицируемым мо- делям в песчаные формы. До 100 7-!4 8-15 9-16 10-17
ных (до 2,8 %) высоко- Св. 100 » 250 8-15 9-16 10-17 11-18
В песчаные отвержденные, » 250 » 630 9-16 10-17 11-18 12-19
формы, окрашенные по- ризацией или окунанием. » 630 » 1600 10-17 11-18 12-19 13-19
В кокиль с песчаными » 1600 » 4000 11-18 12-19 13-19 14-20
влажностью от 2,8 до До 100 8-15 9-16 10-17 П-18
3,5 % и прочностью от 120 до 150 кПа со средним уровнем уплотнения до Св. 100 » 250
твердости не ниже 80 еди- В песчаные отвержденные, » 250 » 630
» 630 » 1600
или самовысыхаюшими » 1600 » 4000 12-19
нте™мИЗаиИеЙ “ЛИ №У' в 4000 » юооо 13-19 14-20 15-20
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Степени точности поверхности отливок ’—-
Технологический процесс рш“бсрР™Ьвк “ваёмые" 3 х о 3 h 11 V Il гй! i .!
В песчано-глинистые сы- рые формы из смесей с влажностью от 3,5 до до 120 кПа с уровнем уп- лотнения до твердости не ниже 70 единиц. В песчаные отвержденные высыхающими или само- До 100 Св. 100 » 250 » 250 » 630 в 630 » 1600 » 1600 » 4000 »4000 » 10000 13-19 14-20 14-20 15-20 15-20 16-21 17-21
влажных (выше 4,5 %) и низкопрочных (до 60 кПа) смесей с низким уровнем уплотнения до твердости ниже 70 единиц. В песчаные отверждаемые, сухие или подсушенные В формы из жидких само- До 100 Св. 100 » 250 » 250 » 630 » 630 » 1600 в 1600 » 4000 »4000 » 10000 10-17 13-19 14-20 15-20 11-18 15-20 16-21 | 17-21 13-19 14-20 15-20 16-21 17-21 18-22 13-19 14-20 15-20 16-21 17-21 18-22 19-22
226
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Продолжение та&1
Тет"°Л°™лЧ™Й"Р0“С“ |[Ш ?hs= яи 1 F § 1 ft н
По выплавляемым моде- До 1,0 Зт-9 3-10 4-11т
лям с применением квар- цевых огнеупорных мате- Св. 1,0 » 10 3-10 4-Пт 5т- 11 5-12
риалов » 10 » 100 4 - 11т 5т - 11 5-12 6 - 13т
Под низким давлением и в До 1,0 3-10 4 — Нт 5т- 11 —5—12—
кокиль без песчаных стержней Св. 1,0 » 10 4-11т 5т-11 5-12 6- 13т
» 10 » 100 5т - 11 5-12 6- 13т 7т- 13
» 100 » 1000 5-12 6-13т 7т-13 7-14
» 1000» 10000 6-13т 7т- 13 7-14 8-15
рые формы из низковлаж- ных (до 2,8 %), высоко- прочных (более 160 кПа) До 1,0 4-Н 5т-12 5-13т 6-13
твердости не ниже 90 еди- Св. 1,0 » 10 5- 13т
ниц. » 10 » 100 5 — 13т 6—13 7т — 14 7—15
По газифицированным мо-
делям в песчаные формы. » 100 » 1000 6-13 7т- 14 7- 15 8-15
контакте с холодной осна- Под низким давлением и в » 1000» 10000 7т- И 7-15 8-15 9г-16
стержнями. В облицованный кокиль » 10000» 100000 7-15 8-15 9т- 16 9-16
В песчано-глинистые сырые формы из смесей с влажно- До 1,0 5т- 12 5-13т 6-13 7т-14
стью от 2,8 до 3,5 % и Св. 1,0 » 10 5- 13т 6-13 7т- 14 7-15
нем уплотнения до твердо- сти не ниже 80 единиц. » 10 » 100 6-13 7т-14 7-15 8-15
Центробежное (внутрен- ние поверхности). » 100 » 1000 7т-14 7-15 8-15 9г-16
контакте с горячей оснаст- » 1000» 10000 7-15 8-15 9т- 16 9-16
В вакуумно-пленочные » 10000» 100000 8-15 9т- 16 9-16 10-16
песчаные формы
отливки
TeXK»»i-..=»np0„ccc . Продолжение табл. 13
15 5 1 з 3 }| 1Ш гш s 11 th HI
°,;'70pXra""'’ZeBCbc До 1.0 5 -13 т 6-13 7т-14 7-15
до 120 кПа с уровнем уп- Св. 1,0 10 6-13 7т-14 7-15 8-15
В оболочковые формы из » 10 100 7т-Н 7-!5 8-15 9т-16
» 100 > > 1000 7-15 8-15 9т-16 9-16
В песчано-глинистые под- » 1000» > 10000 8-15 9г- 16 9-16 10- 16
вфёрХехсух<:>форг|о- » ЮОООх > 100000 9т-16 9-16 10-16 Пт- 16
В песчано-глинистые сы- До 1,0 6-13 7т- 14 7-15 8-15
рые формы из высоко- влажных (более 4,5 %) Св. 1,0 > > 10 7т-14 7-15 8-15 9г-16
низкопрочных (до 60 кПа) » 10 » 100 7-15 8-15 9г- 16 9-16
уплотнения до твердости » 100 » 1000 8-15 9т — 16 9-16 10- 16
не ниже 70 единиц » 1000» 10000 9т- 16 9-16 10-16 Нт-16
» 10000 » 100000 9-16 10-16 Нт-16 11-16
» 100000 10-16 Пт-16 П-16 12-16
различными технологическими процессами литья Меньшие их значения относятся к простым компактным
ным отливкам единичного и мелкосерийного производства, средние - к отливкам средней сложности и
условиям механизированного серийного производств!
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Ч
(рис. 4).
Рис. 3. Отливки 2-Й группы сложности
отливки
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
14. Допуски линейных размеров отливок, мм
Класс точности отливок
I 2 Зт 3 4 54 6 7т 7 S
До 4 Св. 4 » 6 » 6 » 10 » 16» 25 » 25 » 40 » 40 » 63 » 63 » юо » 100 » 160 » 160 » 250 » 250 » 400 » 400 » 630 » 630 » 1000 » 1000 » 1600 » 1600 » 2500 » 2500 » 4000 » 4000 » 6300 » 6300 » 10000 » 10000 0.20 0>0 0,28 0,32 0,36 0,90 1,00 1,80 2,00 “«О 0,90 1,00 1,10
Класс точности отливок
9т 9 10 [1т II 12 13т 13 14 15 16
» 10 » 16 » 25 » 40 » 40 » 63 » 63 » J00 » 100 » 160 » 160 » 250 » 250 » 400 » 400 » 630 » 630 » 1000 » 1000 » 1600 » 1600 » 2500 » 2500 » 4000 » 4000 » 6300 » 6300 » 10000 1,8 2,0 2,2 2,4 2,8 3,2 1,0 1,2 1,4 1,6 1,8 2,0 2Д 3,2 3,6 5,6 6,4 8,0 1,8 2,0 2.2 2,4 2,8 3.2 5,6 6.4 7,0 8,0 10,0 5,6 6,4 7,0 8,0 9,0 п°о п°о 4,0 5^0 5,6 6,4 11,0 12,0 14,0 11,0 12,0 14,0 24,0 32,0 40,0 » 14 16 18 24 । 28 32 36 40 50 64 20 22 24 28 32 36 40 44 50 64
отливки
Допуски размеров элементов отливки
образованных двумя полуформлми или полу-
формой „ стержнем, уста„,,вяявают с0 >
вующими классу размерной точности отливки
Допуски размеров, образованных одной частью
литейной формы или одним стержнем уста
навливиот на I, 2 к„авса та,„ес. Допусю, раз-
меров. образованных тремя „ более частями
литейной формы, несколькими стсвжн
подвижными элементами формы, „ тав““ д"о“
пуски толщины стенок, образованных двумя и
более частями формы или формой и стержне»,
устанавливают на 1, 2 класса грубее.
Допуски размеров отливок от предвари-
тельно обработанной поверхности до литой
поверхности должны соответствовать табл 14
Классы их точности и обозначения на чертежах
устанавливаются отраслевыми нормативно-
техническими документами.
Допуски угловых размеров в пересчете на
линейные не должны превышать значений
установленных в табл. 14 для линейных разме-
ров соответствующих классов точности.
Допуски формы и расположения поверх-
=====
вермюстей допускаете» симметричное и не
симметричное (частично „„„ „0^™ю)И ' ;
допуекра ₽ с
. расположения. и рмы и
нн,. „Уст“108л™0 симметричное раснояоже-
XX “°"УСК<” ''Сровиота0 «верхметей
Допуски отлнм„ далжны соот_
ветствовать указанным в табл. 18.
Установлено симметричное расположе-
кие поля допуска „асе,,, относительно „оми-
вальной массы
Контроль и обозначение точности
отливок
Кон,роль отливок. Вилы (СПЛОШНОЙ
выборочный и т.п.) и методы контроля, точно-
стные параметры, проверяемые (сдаточные)
размеры и номенклатуру контролируемых до-
пусков и припусков отливок устанавливают в
сти, плоскостности, параллельности, перпен-
дикулярности, заданного профиля) в диамет-
ральном выражении должны соответствовать
указанным в табл. 15.
Допуски формы и расположения, приве-
денные в табл. 15 не учитывают формовочные
уклоны, назначаемые в соответствии с ГОСТ
3212-92.
Допуски круглости, соосности, епммег-
ричности, пересечения осей, позиционные до-
пуски в диаметральном выражении не должны
превышать допусков на размеры, установлен-
ные в табл. 14.
разъема в диаметральном выражении устанав-
ливают по табл, 14 на уровне класса размерной
наиболее тонкой из стенок отливки, выходя-
щих на разъем или пересекающих его.
стержня, устанавливают в диаметральном вы-
ражении по табл. 14 на I, 2 класса точнее клас-
са размерной точности отливки, по номиналь-
ному размеру наиболее тонкой из стенок от-
тывающяе совместное влияние допуска разме- сти поверхностей отливки в целом определяют
ра от поверхности до базы и допусков формы и по наиболее грубой из поверхностей с пересче-
расположения поверхности, приведены в том оценок верхних при заливке поверхностей
га«л16- к боковым.
или в чертеже отливки, либо на чертеже детали
с нанесенными разлгерами отливки. Ко;ггроли-
руемые размеры рекомендуется указывать от
ними размерами отливки контролируют соот-
ветствие назначенных допусков нормам точно-
сти отливки, припусков на обработку - значе-
ниям допусков и норм точности отливки.
Соответствие отливки заданному классу
размерной точности определяют по сдаточно-
му размеру с классом точности с наибольшим
(табл. 12) поверхности, при несовпадении най-
Соответствие отливки заданной степени точно-
ОТЛИВКИ
поверхности до базы д°" кф ₽. рЛ “ ° '«к сг"
Св. 0.03 до 0,04 До 0,01 Св. 0,01 » 0,03 » 0,03 » 0,04 » 0.04 » 0,05 » 0.05 » 0,06 » 0,06 » 0,08 007
Св. 0,04 до 0,05 До 0,01 Св. 0,01 » 0,03 » 0,03 » 0,04 » 0,04 » 0,05 » 0,05 » 0,06 » 0,06 » 0,08 » 0,08 » 0,10 X
Св. 0,05 до 0,06 До 0,02 Св. 0,02 » 0,03 » 0,03 » 0,04 » 0,04 » 0,05 » 0,05 » 0,06 » 0,06 » 0,08 » 0,08 » 0,10 » 0,10 » 0,12 009
Св. 0,06 до 0,08 До 0,02 Св. 0,02 » 0,04 » 0,04 » 0,05 » 0,05 » 0,06 » 0,06 » 0,08 » 0,08 » 0,10 » 0,10 » 0,12 » 0,12 » 0,16 010
Св. 0,08 до 0,10 До 0,02 Св. 0.02 » 0,04 » 0,04 » 0,06 » 0,06 » 0,08 » 0,08 » 0,10 » 0,10 » 0,12 » 0,12 » 0,16 » 0,16 » 0,20 0,10 0,11 0,12
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Продолжение табл /6
поверхности до базы Д0ПУ“Ф:.ер РсТ Общий допуск элемента
Св. ОДОдо 0,12 До 0,02 Св. 0,02 » 0,06 » 0,06 » 0,08 » 0,08 » 0,10 » 0,10 » 0,12 » 0,12 » 0,16 » 0,16 » 0,20 » 0,20 » 0,24 0,28
Св. 0,12 до 0,16 До 0,03 Св. 0,03 » 0,06 » 0,06 » 0,10 » 0,10 » 0,12 » 0,12 » 0,16 » 0,16 » 0,20 » 0,20 » 0,24 » 0,24 » 0,32 о|
Св. 0,16 до 0,20 До 0,03 Св. 0,03 » 0,08 » 0.08 » 0,12 » 0,12 » 0,16 » 0,16 » 0,20 » 0,20 » 0,24 » 0,24 » 0,32 » 0,32 » 0,40 0,44
Св. 0,20 до 0,24 До 0,06 Св. 0,06 » 0,12 » 0,12 » 0,16 » 0,16 » 0,20 » 0,20 » 0,24 » 0,24 » 0,32 » 0,32 в 0,40 » 0,40 » 0,48 0,28 0,32 0,36
Св. 0,24 до 0,32 До 0,06 Св. 0,06 » 0,12 » 0,12 » 0,20 » 0,20 » 0,24 » 0,24 » 0,32 » 0,32 » 0,40 » 0,40 » 0,50 » 0,50 » 0,64 0,70 0,90
поверхности до базы О6,Ц„Г,ХХХХХ—
Св. 0.32 до 0,40 До 0.08 Св. 0.08 » 0.16 » 0,16 » 0,24 » 0,24 » 0,32 » 0.32 » 0,40 » 0.40 » 0.50 » 0,50 » 0,64 » 0,64 » 0,80 0 90
Св. 0,40 до 0,50 Св. 0,12 » 0,24 » 0,24 » 0,32 » 0.32 » 0,40 » 0,40 » 0,50 » 0,50 » 0,64 » 0,64 » 0,80 » 0,80 » 1,00
Св. 0,50 до 0,64 Св. 0.12 » 0,24 » 0,24 » 0,40 » 0,40 » 0,50 » 0,50 » 0,64 » 0,64 » 0,80 » 0,80 » 1,00 » 1,00 » 1,20
Св. 0,64 до 0,80 До 0,20 Св. 0,20 » 0,40 » 0,40 » 0,50 » 0,50 » 0,64 » 0,64 » 0,80 » 0,80 » 1,00 » 1,00 » 1,20 ?оо
Св. 0,80 до 1,00 Св. 0,24 » 0.40 » 0.40 » 0,64 » 0,64 » 0,80 » 0,80 » 1,00 » 1,00 » 1,20 » 1.20 » 1,60 » 1,60 » 2,00 2,20
236 ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Продолжение табл /<5
поверхности до базы Допуск фор, лож . Общий допуск элемента
Св, 1,00 до 1.20 Св. 0,32 » 0.64 » 0,64 » 0.80 » 0,80 » 1.00 » 1,00 » 1.20 » 1,20 » 1,60 » 1,60 » 2,00 » 2,00 » 2,40
Св. 1,20 до 1.60 До 0,40 Св. 0,40 » 0,80 » 0,80 » 1,00 » 1,00 » 1,20 » 1,20 » 1,60 » 1,60 » 2,00 » 2,00 » 2,40 » 2,40 » 3.20 з'бО
Св. 1,60 до 2,00 До 0,40 Св. 0,40 » 0,80 » 0,80 » 1.20 » 1,20 » 1,60 » 1,60 » 2,00 » 2,00 » 2,40 » 2,40 » 3,20 » 3,20 » 4,00 2,80 3,20 3,60 4,40
Св. 2,00 до 2,40 Св. 0,64 » 1,20 » 1,20 » 1,60 » 1,60 » 2,00 » 2,00 » 2.40 » 2,40 » 3,20 » 3,20 » 4,00 » 4,00 » 4,80 2.80 3,20 3,60 6,40
Св. 2,40 до 3,20 До 0,80 Св. 0,80 » 1,60 » 1,60 » 2,00 » 2,00 » 2,40 » 2,40 » 3,20 » 3,20 » 4,00 » 4,00 » 5,00 » 5,00 » 6,40 3,20 3,60
Св 3.20 до 4.00 Св. 1,00 в 1,60 » 2.40 » 3,20 в 3.20 в 4.00 » 4,00 в 5,00 » 5,00 в 6,40 » 6.40 в 8.00 9.00
Св. 4,00 до 5.00 Св. 1.20 в 2,40 в 2,40 в 3,20 в 3,20 в 4.00 в 4.00 в 5,00 в 5,00 » 6.40 в 6,40 » 8.00 в 8,00 в 10.00 900
Св. 5.00 до 6.40 Св. 120 » 2,40 в 2,40 в 4.00 » 4,00 в 5,00 » 5,00 в 6,40 » 6,40 в 8,00 в 8,00 » 10,00 в 10,00 » 12,00 в 12,00 » 12,80 Е
Св. 6,40 до 8,00 Св. 2.00 » 4.00 » 4,00 » 5.00 » 5,00 » 6.40 » 6,40 » 8,00 » 8,00 » 10.00 » 10,00 » 12,00 » 12,00 » 16.00 10.00 11,00 12,00 18.00 22,00
Св. 8,00 до 10,00 Св. 2.40 » 4,00 » 4,00 » 6,40 » 6,40 » 8.00 » 8,00 » 10.00 » 10,00 » 12,00 » 12,00 » 16,00 » 16,00 » 20,00 11.00 12,00 14.00 18,00 22.00 28,00
238 ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН Продолжение табл /6
Св. ) 0,00 до 12,00 Св. 3,20 » 6,40 » 6,40 » 8.00 » 8.00 » 10,00 » 10,00 » 12,00 » 12,00 » 16,00 » 16,00 » 20,00 » 20,00 » 24,00
Св. 12,00 до 16.00 До 4,00 Св. 4,00 » 8,00 » 8,00 » 10,00 » 10,00 » 12,00 » 12,00 » 16,00 » 16,00 » 20,00 » 20,00 » 24.00 » 24,00 » 32,00 3600
Св. 16,00 до 20.00 Св. 5,00 » 8,00 » 8,00 » 12,00 » 12,00 » 16,00 » 16,00 » 20,00 » 20,00 » 24,00 » 24,00 )> 32,00 » 32,00 » 40.00 3£
Св. 20,00 до 24,00 До 6,40 Св. 6,40 » 12,00 » 12,00 » 16,00 » 16,00 » 20,00 » 20,00 » 24,00 » 24,00 » 32,00 » 32,00 » 40,00 » 40,00 » 48,00 3200
Св. 24,00 до 32,00 До 8,00 Св. 8,00 » 16,00 » 16,00 » 20,00 » 20,00 » 24,00 » 24,00 » 32,00 » 32,00 » 40,00 » 40,00 » 50,00 » 50,00 » 64,00 70,00
Дотек фирмы и расположения
Св. 32,00 до 40,00 До 10.00 Св. 10.00 » 16,00 » 16,00 » 24,00 » 24,00 » 32,00 » 32,00 » 40,00 » 40,00 » 50,00 » 50.00 » 64,00 » 64,00 » 80,00
Св. 40.00 до 50,00 До 12,00 Св. 12.00 » 24,00 » 24,00 » 32,00 » 32,00 » 40,00 » 40.00 » 50.00 » 50,00 » 64,00 » 64,00 » 80,00 » 80.00 » 100,00 110 00
Св. 50,00 до 64,00 До 12.00 Св. 12,00 » 24,00 » 24,00 » 40,00 » 40,00 » 50.00 » 50,00 » 64,00 » 64,00 » 80,00 » 80,00 » 100.00 » 100,00 » 120,00 » 120.00 » 128.00 100.00
Св. 64,00 до 80,00 До 20,00 Св. 20,00 » 40,00 » 40,00 » 50,00 » 50,00 » 64,00 » 64,00 » 80,00 » 80.00 » 100,00 » 100,00 » 120,00 » 120,00 » 160,00 180.00
Допуск неровностей поверхностей отливки, мм, нс более, для степеней точности поверхностей отливки
1 | 2 I 3 1 4 1 5 | 6 I 7 | 8 | 9 | Ю | 11
, | 0,06 | 0,08 [ 0,10 | 0,12 | 0,16 | 0,20 | 0,24 1 °'ц 1 °-40 1 °-50
_ '2 1 13 1 14 I 15 | (6 | 17 1 >8 1 1 '° 1 21 1
°-64 1 0,80 | 1,0 1 1,2 1 1,6 1 2,0 | 2,4 | 1 4,0 | 5,0 6.4
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
18. Допуск массы отливок, /о, не более
Класс точности массы отливок
отливки, кг 1 2 Зт 3 5т 5 6 л 8
1 6 7 0 2 4 32 5 0 6.4 8 0 100 12,0 16.0
Cs. 0,1 Л 4 L2 1.6 2,0 2,4 4,0 5,0 6,4 8.0 10,0 12,0
V. Л4 1,0 1 0 1,2 1,6 2.0 3.2 4,0 5,0 6,4 8,0 10,0
п 1 Л 4 0 1,0 1.2 1,6 2.4 3,2 4,0 5,0 6,4 8.0
« ал 1П 0 1.0 1,2 2,0 2,4 3,2 4,0 5,0 6,4
в 10,0 40.0 1,0 1.2 1,6 2.0 2.4 3,2 4.0 5,0
w ал л 100 0 1.2 1,6 2,0 2,4 3,2 4,0
» 100,0 400,0 1,0 1.2 1,6 2,0 2,4 3,2
» 400,0 1000.0 1,0 1.2 1,6 2,0 2,4
» 1000,0 4000,0 1,0 1,2 1,6 2,0
в 4000,0 10000,0 - 1,0 1,2 1,6
в 10000,0 40000,0 - 1.0 1.2
» 40000,0 100000,0 1,0
Номинальная масса Класс точности массы отливок
0ИИ.КИ.КГ 9г 9 10 11т 11 12 13 14 15 । 16
J 20 0 24.0 32,0 -
Св. 0,1 в 0,4 16,0 20,0 24,0 32,0
» 0.4 ) » 1,0 12.0 160 20 0 24,0 32,0 - -
» 1,0 > > 4.0 10,0 12 0 16,0 ; 20,0 24,0 32,0 -
» 4,0 1 •> 10,0 8.0 100 12,0 160 20,0 24 0 32,0
» 10,0 1 •>. 40,0 6,4 8,0 10,0 120 160 20,0 24,0 32 0
» 40.0 » 100,0 5.0 6.4 80 10,0 12 0 16,0 20,0 24 0 32,0
» 100,0 в 400 0 4,0 5,0 6.4 8,0 10 0 12 0 16 0 20 0 24,0 32,0
» 400,0 в 1000,0 3,2 40 5.0 6,4 8,0 100 12 0 16 0 20,0 24,0 32,0
» 1000.0 в 4000,0 2,4 3,2 4,0 5,0 6,4 8,0 10 0 12,0 16,0 20,0 24,0
и 4000,0 »10000,0 2,0 2,4 32 40 5,0 6,4 8,0 10,0 12,0 16,0 20,0
в 10000,0 в 40000,0 1,6 2,0 2,4 3,2 40 5,0 6,4 8 0 10,0 12,0 16,0
в 40000,0 » 100000.С 1.6 20 2,4 3,2 4,0 5,0 6 4 8 0 10,0 12,0
в 400000,0 1,0 1,2 1;б 2,0 2,4 3.2 4,0 5,0 6,4 8,0 10,0
П р и м е ч а и и е Допуски массы отливок приведены в процсн »ы отливок.
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
размерной точности, степень коробления, сте- Точность отливки 8S-4-7 См 0,8 ГОСТ 26645 Масса 20.35-0-1,35-20.70 ГОСТ26645 Масса 20,35-0 0-20,35 ГОСТ 26645 той детали указывают только массу детали. предельных отклонений непосредственно у размера, при симметричном расположении ГОСТ 2.308, > КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
Ненормируемые показатели точности от- ния опускают: Точность отливки 8-0-0-7 ГОСТ 26645 В технических требованиях чертежей ли- ную номенклатуру норм точности отливки, при этом указание классов размерной точности Точность отливки 8-0-0-7 ГОСТ26645 В технических требованиях чертежа от- ливки или детали с нанесенными размерами отливки должны быть указаны в нижеприве- детали, припусков на обработку, технологиче- Примеры обозначения^ но- для припусков на обработку 3,15 кг, для техно- логических напусков 1,35 кг, для отливки 24.85 кг: Масса 20,35-3.15 1,35-24.66 ГОСТ26645 отсутствии технологических напусков соответ- ствующие величины обозначают "0": Перед ковкой и штамповкой исходный металл (слитки, прутки и др.) готовят к обра- ботке - производят зачистку металла, разреза- ют на части, выбирают температурный режим и тип нагревательного устройства. Зачистка металла от поверхностных де- лях. Применяют различные способы зачистки: огневую с нагревом и без нагрева, пневматиче- ским молотком, на фрезерном станке, абразив- ными кругами. Зачистка абразивными кругами в э — з раза дороже зачистки пневматическим молотком, а стоимость огневой зачистки без предварительного нагрева на 30 - 40 % ниже стоимости зачистки пневматическим молотком и примерно одинакова со стоимостью зачистки пневматическим молотком с предварительным Разрезка металла на части выполняется на пилах и ножницах, газопламенным, элек- троискровым и анодно-механическим метода- ми. В табл. 19 приведены допуски иа длину заготовок при разрезке. Ориентировочные данные для выбора оборудования приведены в табл. 20.
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
19. Допуски на длину заготовок
Размеры, ми
Продолжение таб^ 20
Допуски (±) при длине заготовки
До 300 300-600 “°" с"'
I I 1000 1000
падаюии|х
При разрезке на пресс-ножницах
До 25 I До 0,8 I 0,8-1 I 1-1.5 I 1
крытые
«-’О 1-1,5 1,5-2 2-2,5 2,5-3
70-ЮО 1.5-2 2-2,5 2,5-3 3-3,5
100-150 2-2,5 2,5-3 3-3.5 3,5-4
150-200 I 2,5-3 | 3-3,5 | 3,5-4 | 4-4.5
При разрезке в штампах па прессах
До 10 10,5-0,6 10,6-0,7 I 0,7-0,8 10,8-0,9
горлзонтально-ковочяыс
с вертикальным разъемом
вертикально-ковочные
0,2 - 2 МН
20-30 0,7-М ОМД 0,9-1 1-12
30-40 |0,8-0,9, 0,9-1 | 1-1,1 | 1,2-1,5
При разрезке на дисковых, ленточных и но-
жовочных механических пилах
До 50 I 0,8 I 0,8-1 I 1-1,3 113-15
|>4~’'5 Н5-1’’8
70- 100 1-|,з 1,3-1,5 1,5-1,8 1,8-2
130 1,2~1’4 'Л 1/’ 1 -б-1.» 1,9-2,1
130-160 1.3-1,5 1,5-1,8 1,8-2,0 2-2,5
Данные для выбора массы падающих
частей ковочных молотов
! j it р 1 s с
I 1 |
20. Данные для выбора
ковочно-штамповочр
Оборудование общего назначения
Оборудование падающих
ковочные: паровоздушные двойного действия 1 -8т
пневматические 0,05 - 1 т
паровоздушные 0,63-25 т
с двусторонним ударом 10 - 450 кДж
ковочные гидравлические 5-50 МН
горячештамповочные кривошипные 6,3-80 МН
Точные паровоздушные молоты
И 150-250
200-300
220-350
300-450
400-550
500-600
100-170
Ориентировочные данные для выбора
12,5
20
32
стат
“ i 58 98
550-800
700 - 1000
1000-1500
1300-2000
2000-2750
2700-3400
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
прессах, от (10 ±3) мм до (80 ±30) мм; для не-
рис. 8, б), со смешанными сечениями сплош-
ные с уступами и с расположением отдельных
(коленчатых валов и т.п., рис. 8, в); цилиндри-
ческие полые гладкие и с малыми уступами
(дисков, фланцев, колес, покрышек, муфт и
малым отношением длины к размеру сечения
(бандажей, колец и т.п., рис. 8, д), цилиндриче-
ские полые гладкие и с большими уступами
при большом отношении длины к размеру се-
чения (барабанов, полых валов, цилиндров и
т.п., рис. 8, е); с криволинейной осью (крюков,
бугелей, скоб, днищ, вилкообразные и т.п.,
рис. 8, ж-).
Технологичность конструкции поко-
вок. Для уменьшения отхода металла и сниже-
ния трудоемкости как в процессе ковки, так и в
процессе последующей обработки, желательно
придать наиболее простую форму, ограничен-
ную плоскими или цилиндрическими поверх-
ностями (рис. 9). Нежелательны конические и
лрических поверхностей и призматических
ронние выступы предпочтительнее двусторон-
них (рис. 9. а). Нельзя выполнять ковкой ребра
жесткости (рис. 9, б), платики и выступы
(рис. 9, е).
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Рис. 10. Примеры замены поковок сложной
формы сварными или составными из частей
Рис. 11. Напуск ля поковке
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
СПО“г™воГИ" получаемых заготовок Припуски .<да11уе» 11, К
вотк₽ы’ новном 50 - 100 кг); поР ГОСТ 7505-89. от 0.6 - 1,2 до ^.0 - 0.7-3.4до 1,6- И мм. 0.1 -0.6 мм меньше, пуски от + (0,1 ... ± (0.05 ... 0.15) мм .>5 т, гштравличсскис усилием 0.4 - 60 МП; усилием до 700 МН
Масса до 50 - 100 кг; тел вращения. металла (отсутствует заусенец) и для ста-
прошивка ступенчатые, фасон- головкой различной (стаканов) с глубокой ронним фланцем метров 5-150 мм от 0,4 ло 1,6 ", мм. тей 10 - 100 мм - от 1,6 ДО 5,0 if 5 мм (модифицированные), винтовые фрикцион- ные и гидравлические прессы
в штампах с матрицами сложной формы, на- без напусков другими способами Аналогичные штам- То же, и специальные
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
c"°Lirzr"” „MSZa™™,k Припуски и допуски При“”“”
машинах Масса до 30 кг- в отверстиями, флан- пуски и допуски no I ОСТ 7505. При- пуск на 40 - 50 % больше, чем при штамповке на моло- вечные машины уси-
Изогнутые в одной из проката различно- В результате гибки возникаю! искажения (бульдозеры) с уси- лием 0J5 - 5 МН,
Вальцовка Переменного сечения массой до 5 кг, дли- ной до 50 - 60 мм. 0,5 — 0,8 мм 600- 1000 мм
Mi 5 3 рическими или кони- фование. Допуск при тету. Шероховатость жатии Ra = 2,5 ... ные машины для об- метром 4 - ПО мм, 200 мм; радиально-
тровысадочных повременным тронагревом) т.п.) Несколько больше, машины однопозици- ционные, горизон- 30-60 мм
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
СП“ГЯ получаемых заготовок Припуск» «Допуски
высадка на вер- л»?мыГИ^ь.тажк°й' Примерно те же, что трех- (преимущест-
раскатка на молоте шипников диаметром 80 - 700 мм: по на- ружному диаметру и ру 1,5 - 10 мм до 700 мм
Получение зубьев с колес диаметром до 600 мм (для т > 2,5 мм) точ- квалитету; шерохова- тость поверхности Ra = 5 ... 1,25 мкм; Ra = 1.25 ... 0,32 мкм
поперечная про- Удлиненной формы Несколько меньше. дисковыми оалками; двухвалковые станы с
Требующие примене- ненных способов горизонтально-ковоч- ная или горизонталь- но-гибочная машина
Штамповка на высо- коскоростном обо- рудовании . Сложной формы (оребренные); полу- чают за один удар; экономия металла, ребра - 0,5 - 0.8 мм Допуск ± (0,125 ... тостьдоЯаЮ молоты
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
ЗАГОТОВКИ ДЕТАЛЕЙ МАШ.ИН
Диаметр ч“™°“ । сторону । размер П|’"‘|с',а"'|с
25-50 0,3 - 0,5 +0,5’' -0,2
Длина 100-250 5-8 +5” ки. предусматривается операция отрезки конца
Диаметр и высота! 25- 50 | 0,3 -0.5 1 +0,5 1 го надавливанием 50_J0O О 5_О8 ^,7 применяемого нагрева и предварительной очист-
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Размеры, мм
штам™ю«»11”Р“г“вю. Чистовой "ci ро\ 2 Дра™ср'“ Примечание
Диаметр и высота го осаживанием и раз- 50-250 1,5-2,5 М.5 мера поковки и способа
Диаметр 50- 100 +0,5 ОЧИСТ^ГзХовКИ™3 "
Глубина 10-50 50-150
вых элементов должна быть не менее указанной в таблице.
_ КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Сдвиг разъем с«виг
24. Конструкт*
котструктивных °”|.‘Т"'',С,.К Примечание
1. Класс точности Т2-2-Й в ТЗ-З-Й » Т4-4-Й » Определяется по табл. 25
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
характеристика покоаки конструктивных характеристик Примечание
углерода до О.Зз % включ и суммарной массовой долей легирующих элементов до М2 - сталь с массовой долей 0,6j ,0 включ. или суммарной элементов свыше 2.0 до 5 0 % углерода свыше 0.65 % или При назначении группы стали определяющим является среднее массовое содержание )1Лсрода и легирующих элементов (Si, Мп. Cr.NL Мо
3. Степень сложности С1 - 1-я степень См. с. 256
разъе^амп"" "'”е₽Х"°‘:ТИ Ин - несимметрично изогнутая
Прессы винтовые, гидравлические
Калибровка объемная (горячая
холодная)
-Прецизионная штамповка
подвергаются окончательной обработке.
256 ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
26. Коэффициент (Л',J для определения ориентировочной расчетной массы поковки
Группа Характеристика детали Типовые представители К
; 1 Удлиненной формы С прямой осью Валы, оси, цапфы, шатуны 13-1,6
1 7 С изогнутой осью Рычаги, сошки рулевого 1.1-14
Круглые и многогранные н 13-1,8
2.2 Квадратные, прямоугольные. Фланцы, ступицы, гайки 1.3-1,7
2.3 С отростками Крестовины, вилки 1,4- 1,6
I Комбинированной (сочетаю- Кулаки поворотные, коленча- 1,3 — 1 8
щей элементы групп 1 и 2-й) конфигурации С большим объемом необраба- тые валы 1,1-1,3
тываемых поверхностей переключения коробок перс- 1 8-2,2
мыми в поковке при штамповке шестерен
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
27. Определение исходного индекса
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Рис. 28. Примеры определения исходного индекса
каемого отклонения по табл. 28 на расстоянии
тора диаметров от торца стержня.
ния стержня на недеформируемых участках
поковки определяются соответствующими
стандартами на сортамент проката с увеличе-
Допускаемая величина смещения по по-
верхности разъема у штампа определяется в
зависимости от массы поковки, конфигурации
поверхности разъема штампа и класса точно-
сти и не должна превышать значений, приве-
Допускаемая величина остаточное оо
лоя определяется в зависимости от массы по-
ковки, конфигурации поверхности разъема
штампа и класса точности и назначается по
В местах перехода для радиусов до Ю **м
допускается назначать удвоенную величин)
остаточного облоя. поч„.рННа
Допускаемая величина высоты зау
на поковке по контуру обрезки облоя не
2 мм - для поковок массой до 'Д
„св. 1.0 кг до 5,6 кгакл-.
» » 5,6 кг » 50,0 кг » •
» » 50,0 кг,
:рстия эта величина мо*я
в— ^.ча. о6Р*»;
вавшегося по контуру пуансона ПРИ ШТ^еделя-
в закрытых штампах (безоблойной).
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
"L/ Максимальный размер поперечного сечения поковки по
До 40 40-100 100-160 160-250 Св. 250
До 0,5 вкл. Св. 0,5 » 3,2 » » 3,2 » 5.6 » » 5,6 » 20,0 » » 20,0 » 50,0 » «с2 Fo Fo F
33. Допускаемые отклонения по изогнутости, мм
НаиболмлиП размер похожи, мм Классы точности поковок
TI Т2 ТЗ Т4 Т5
До 100 вкл. Св. 100 » 160 » » 160 » 250 » » 250 » 400 » » 400 » 630 » » 630 » 1000 » » 1000 » 1600 » » 1600 » 2500 » 0,6 0,8 1,0 1,2 1,6 0,5 0,6 0,8 1,0 1,2 1.6 2,0 2,5 3.2
ння межосевого расстояния, мм
Межцентровое расстояние, мм Классы точности поковок
TI Т2 ТЗ Т4 Т5
До 60 вкл. ±0 10 ±0 15 ±0,20 ±0,25 ±0,30
Св. 60 » 100 » ±0,15 ±0,20 ±0,25 ±0,30 ±0,50
» 100 » 160 » ±0,20 ±0,25 ±0,30 ±0,50 ±0,80
» 160 » 250 » ±0,25 ±0,30 ±0,50 ±0,80 ±1,20
» 250 » 400 » ±0 30 ±0 50 ±0,80 ±1,20 ±1,60
» 400 » 630 » ±0,50 ±0,80 ±1,20 ±1,60 ±2.00
» 630 » 1000 » ±0,80 ±1,20 ±1,60 ±2,00 ±3,00
»1000 » 1600 » ±1,20 ±1,60 ±2,00 ±3,00
» 1600 » 2500 » ±1.60 ±2,00 ±3,00 ±4,50 —
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
35. Допускаемое отклонение торца стержня
поковки
Допускаемое отклонение
у
До 40 вкл. 0,08rf 0,8с/
36. Допускаемые отклонения угловых размеров поковок
L - длина элемента (расстояние от оси поковки до торца элемента)
Длина элемента (Л), мм К.
Т1 Т2 тз T4 Т5
До 25 вкл. ±0°45' ±1°00' ±Г30' ±2°00* ±2°30‘
Св. 25 » 60 » ±0°30‘ ±0°45’ ±1°00’ ±1°30' +2°00‘
» 60 » 100 в ±0°15' ±0°30’ ±0°45' ±Г00‘ ±Г30'
» 100 в 160 в ±0°10' ±0°15г ±0°30' ±0°45' ±1°00'
» 160 ±0°05‘ ±0°10' ±0°15' ±0°30' ±0’45'
266
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Радиус закругления, мм Классы точности поковок ’
TI Т2 ТЗ Т4 Г5 "
Св. 4 » 6 » » 10 » 16 » » 16 » 25 » » 25 » 40 » » 40 в 60 » » 60 » 100 » 5,0 8,0 \20 200 1,0 2,0 3,0 5,0 8,0 12,0 2,0 3,0 5,0 8,0 12,0
Кузнечные напуски. Кузнечные напуски
могут быть образованы на поковке штампо-
вочными уклонами, радиусами закругления
внутренних углов, непробиваемой перемычкой
в отверстиях и невыполнимыми в штамповоч-
ных операциях поднутрениями и полостями.
Штамповочные уклоны не должны пре-
вышать величин, установленных в табл. 38.
На поверхностях отверстий в поковках,
изготовленных на горизонтально-ковочных
машинах, штамповочный уклон не должен
10° на внешней поверхности и до 12° на внут-
ренней поверхности.
или наименьший поперечный размер не менее
30 мм, выполняют глубиной до 0,8 их диаметра
изготовлении на молотах и прессах и до трех
стия при двухстороннем углублении, если при
нию движения одной из подвижных частей
штампа, диаметр сквозного отверстия не менее
30 мм, а толщина поковки в месте пробивки -
Дефекты штампованных заготовок.
Наиболее характерные дефекты штампованных
углов, скруглений и ребер; смещение по плос-
кости разъема; зажимы; повышенная кривизна-
(рис. 29); брак при термической обработке и
очистке от окалины. На всех этапах технологи-
ческого процесса контролируют состав маге-
риала, размеры, поверхностные дефекты, ре-
жим нагрева и твердость, применяя просвечи-
физические методы.
Стойкость штампов. В табл. 39 - 42
прессов. При безоблоиной штамповке стой-
кость значительно ниже. Так, для закрытых
Стойкость штампов высокоскоростных
1 - 2 тыс. заготовок - при выдавливании.
Стойкость штампов кривошипных прессов
ниже, чем стойкость молотовых штампов, из-за
тровысадочных машин 3-4 тыс. заготовок);
при вальцовке она изменяется в широких про-
тампа и детали, массы детали и др-
Стойкость бойков радиально-ковочной
В табл. 43 приведены данные,
зующие область эффективного применен
штамповки по сравнению с ковкой в зависим
сти от группы сложности и материала.
В табл. 44 приведены технико-эконом
ческис показатели изготовления 300 загото^
ступенчатых валов ковкой, точением и ofi
повкой на вертикальной радиально-ков
машине (ВРКМ).
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
Обору™,»,,»
Штамповочные молоты, прессы без выталкивателей Прессы с выталкивателями, горизонтально-ковоч- ные машины ю-
14 конарукиис Стали
Поковки ^Hbi'e аН” „“X "ХГ “~ч-
пенные Тела вращения Лопатки 0,4-. 0,2-0,85 0,25-0,8 0,15-0,5 0,1-0,4 0,1-1 0,1-0,45 0,03 - 0,05
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Поковки Основные параметры поковки, мм
Диаметр Высота Длина утолщения TnZ™“
са, фланцы) 2»0 200 100 300 -
С головками и двутавровым 10 50 40 100 100 6,5 4,5 2,8
С вытянутой осью и фасон- ной головкой (вилки) 10 220 160 W
С вытянутой осью и высту- пами (рычаги) !оо 9,5
41. Стойкость сменного инструмента для полугорячего выдавливания на крив(
Выдавливание Инструмент инстр! пента ZcT'
Х"ей из коХТшмниой Матрицы Выталкиватели Р18, ЗХ2В8Ф ВК15 9ХС 15-20 5-Ю
Обратное втулок из сталей 20X13,40X13 Матрицы ЗХ2В8Ф ЗХ2В8Ф До 5 10-15
Стойкость Стойкость
Пуансоны: 10 - 12 Знаки, работающие в тяжелых 2-3
простые 8 — 10 II Матрицы: 3,5-5
сложные 4 — 6
пробивные и 3 — 4
отрезные | отрезные 20-30
_____________________КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ 2
РЮИ'₽ ',aP™" W'°T'"‘°K "Р" "'Р''0"' “Т ““«» К ШТ-МП».»
Групп» сложности ’ сР™'ТП “с „? титановых
11 190 190
П р . м с ч .н и с. 1 - I, = 1,5 . lOrf; I, - /„ II - /, > S КМ; (, < |(М. III - мгото.хи, у которых па.
греаают одновременно оба конца; /И^О,5/3, IV - заготовки, у которых многократно нагревают один конец.
S ы использования металла
Вал s :• Р 5 S | И i 1 й 1 i i s i h. F
°™йСТуПеИ’ 4,33 6.9 6,8 6.4 7.8 0,63 0,64 0,67 0,56 1,27 0,36 0,78 3,8
Двухступснча- 10,1 13,6 13.5 12,2 17.4 0,74 0.75 0.50 0,48 1,73 0,40 1.03 5.5
Трехступенча- 5,5 9,6 9.4 8.8 15.9 0,58 0,58 0,60 0,35 1,61 0.38 1.25 6,4
Четырехсту- 23,2 30,5 29,4 27.4 65,6 0.76 0,79 0,80 0,25 5.3 0,70 2.3 36,4
Пятиступенча- 8,6 12.6 11,3 10,2 17.2 0,58 0,66 0,80 0,40 1.8 0,40 1.7 20,3
Шестиступен- 3.8 7,5 6.6 5,6 И.6 0,41 0,58 0,60 0,33 1,8 0,34 1.6 9,7
2. Штучнос^ремя для всех способов горячей обработки относится к выполнению заготовок бет учета
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
45. Отклонение размеров сплошных
заготовок, получаемых выдавливанием
эитте
диаметр d Длина/ Прогиб/
S g S Й & й -’838 До 100 0,12-0.15 0,05-0.25 0,1-0.5 0,2-1.5 0,5-2.0
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
Эскиз D, мм WDsl,2;S = 2...l5 W/Z) a 1,2; S = 0,5 ... 6
D d D d
До W 10-30 100-120 ±022 ±0.15-0,25 ±0,20 - 0,25 ±0,10 ±0,05 - 0,07 ±0,08-0,10 ±0,10-0,12 ±0,12-0,14 ±0,15-0,18 ±0,18-0,20 ±0,20-0,24 ±0,25-0,30 ±0,30-0,40 ±0,40 - 0,50
±0,20-0,30 ±0,20-0,35 ±0,25-0,40 ±0,30-0,45 ±0,20-0,30
При }1<.2мм отклонение равно+(0.05 -- 0,1) мм;
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
один-два перехода высадки изготовляют дета-
три-шесть переходов - детали сложной формы
квалитета; достигаемая шероховатость поверх-
ности Ra = 2,5 ... 0,63 мкм.
Для радиального обжатия можно приме-
заготовок диаметром св. 5 мм S 25HRC,
ств < 14 МПа, 5 > 4 %, у > 25 %; материал ис-
Для получения высокого качества дета-
лей применяют калиброванные холоднотяну-
кремния, в 1,5 раза - марганца. Хорошо обра-
батываются детали из меди (без примесей
Радиальным обжатием (рис. 32 и 33)
можно изготовлять в горячем и холодном
Рис. 32. Схема штамповки радиальным обжатием;
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ 2?3
Обработка Диаметр и допуск, мм '"’"“jZoF™
наружный внутренний
прутка трубы
С нагревом 60 ±(0,1 ... 0,2) 63,5 ±0,25 152,4 ±0,25
Холодная 44 ±0,01 47 ±0,01 40 ±0,076
С нагревом 150 ±0,10 ±0,050
Холодная 12,7 ±0,025 127 ±0,005 ±50
обжиме
274
ЗА1’0Т0ВКН ДЕТАЛЕЙ МАШИН
износа, тыс. ударов
штампов холодной объемной штамповки до полного
Штампуемый материал
Л68^162 Медь,. _ Алюминий
700 130 20-35 150-250 140-360 800 170 20-50 130-400 110-480 170 280 150
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
276
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Толщина, мм Ширина ленты (полосы), мм
До 100 | Св. 100 ло 300 | Св. 300 До 100 | Св. 100 до 300 | Св. 300
Нормальная точность Повышенная точность
0 1 0 10 0 15 0 25 0 05 0,08 0,15
Св. 0,1 до 0,63 0,20 0 30 0 40 0 10 0,15 0,25
» 063 >> 1 0 30 0 40 0 50 0 20 0,26 0,35
» 1 » 3,6 0,40 0,50 0,60 0,30 0,35 0,45
S3. Допуски (мм) на ширину полос при отрезке на гильотинных ножницах (принятые в
машиностроении)
Толщина, мм рнна полосы мм
До 50 до 100 до 200 до 400 до 700 до 1000 до 1500
До з » 10 » 15 0,5 0,6 0,8 Е5 0,6 0,8 1,3 1.8 1.8 0,8 1,2 2Д 2,0 1,2 1,8 2.2 2.3 2,5 2,5 '8 з'.з 3,5
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
54. Допуски (мм) на ширину полос при отрезке на гильотинные
55. Отклонения (мм) размеров заготовок
при вырубке
Св. 0,2 до 0,5
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Диаметр отверстия, мм
летали, мм До 10 Св. 10 до 50 Св. 50 до 100
До 2 ±0.08 ±0,08 ±0,10
57. Отклонения (мм) расстояния между осями пробиваемых отверстий (межосевон
Межосевой размер, мм
До 120 до 220 до 360
До 2 ±0.15 ±0,20 ±0,25
Св. 2 до 4 ±0,20 ±0,25 ±0,30
» 4 ±0,25 ±0,30 ±0,40
Базовый размер, мм
До 50 2120 до 220 до 360
До 2 ±0,50 ±0,60 ±0,7 ±0,8
Св. 2 до 4 ±0,60 ±0,70 ±0,8 ±1,0
» 4 ±0,70 ±0,80 ±1,0 ±1,2
осями отверстий, расположенных по
59. Допуски (мм) при зачистке по наружному контуру
Толипа. Длина (диаметр), мм
До 10 10-50 50-ЮО
До 1 +0 012 +0 020 +0 025
Св. 1 » 2 +0 020 +0 025 +0,035
» 2 » 4 +0 025 +0,030 +0 045
» 4 » б 1 +0,040 +0,055
» 6 » 10 - +0,055 +0,065
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
60. Допуски на угол гибки при гибке с
чеканкой
Матер,™ До 1 —
кие. g„ g 300 МПа ±15’ ±30’ ±1"
сти, ств = 400 МПа; ав=35ОМПа ±30 ±1-30’ ±3"
Сталь твердая. ав = = 600 МПа; бронза ±3“ ±5°
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
61. Отклонения (± мм) по высоте цилиндрических заготовок с фланцем
Св. 80 до 120 Св. 120 до 180 Св. 180 до 260
Св. 50 до 80
62. Отклонения (± мм) по высоте цилиндрических заготовок без фланца
Толщина, Высота заготовки, мм
мм До 18 Св.18до30 Св.30до50 Св. SO до 80 Св. 80 до 120 Св. 120 до 180 Св. 180 до 260
сплавов. В этом случае за один переход можно
получить примерно в 2 раза большую высоту
При отбортовке отверстий для изготовле-
ния борта под резьбу, сборку и др. (рис. 43, а)
282 ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН 63. Способы комбинированной штамповки
K«»,uner Размеры деталей, мм
300- 1000 50-200 До 50
8-4 Совмещенный Совмещенный, ино^С последовательный с калибровкой
12-13 последовательный
14- 15 Последовательный
ванном штамповочном оборудовании (коорди-
ножницах. комбинированных пресс-ножницах,
кромкогибочных прессах и т.д.); 6) на универ-
или матрицей с эластичной рабочей средой -
полиуретаном.
Наиболее приемлемой для машинострос-
ка на универсально-сборных штампах. УСШ
тов для различных штампуемых деталей. Вро-
ет 2 - 8 ч вместо 3-4 недель. Проектируют и
тизованных элементов и узлов 55 типов и
УСШ для вырубки, пробивки, отрезки, разрез-
В табл. 64 приведены экономически целе-
способов листовой штамповки' в мелкосерий-
повке по кондуктору на координатно-револь-
мйкХНи”н.Тп7он»Тд‘етвГ ₽аи"ональиого "Р"менен"» способов штамповки в
Штамповка Число выпускаемых деталей
наименьшее наибольшее
На универсальных штампах с сопряженными рабочими частями 300-600 5000- 16 000 3000-5000 2000-8000 20 000-50 000
большие - для малогабаритных и простых. фо оторь»10'
КОВАНЫЕ и ШТАМПОВАННЫЕ ЗАГОТОВКИ
« Отклонения размеров „л„ кмя,1г„
Элементы lo.’iuittnaзаготовки мм
До 0,8 0.8 - 2 2 3
Контур, полученный обрсзкон ±0.12 ±0 16
±0.16 ±0,2 ±0,25
Отверстие, образованное одним ударом । ]
пуансона
nvaZa ОбраМВа"ИЫЙ одним >'даР°“ 12-13 13-13 14
Толщина, ш, Комплексная штамповка отверепш Поэлеменгная шгамгювка отверстия
круглого некруглого круглою некруглого
Г-2 ±0 25 ±0,30 ±0,40
Зволяют одновременно установить от 18 до 32 каждой детали проектируется и изготовляется сменных комплектов инструментов-штампов свой шаблон. Универсальные шаблоны содержат (в зависимости от модели пресса), что способ- гнезда под фиксирующие пальцы, Изготовленные ствует сокращению затрат на установку и фик- с определенным шагом; их применение ограни- садию инструмента в рабочей позиции и вре- чивается тем, что шаг отверстий на детали дол- ями на позиционирование заготовки. Прессы жен быть кратным шагу отверстий на шаблоне, бывают с ручным и программным управлени- Координатно-револьверные прессы с про- Позиционирование на прессе’с ручным граммным управлением имеют две системы Управлением осуществляют с помощью коор- программного управления: с записью програм- -’“натных линеек, специальны), и универсала- мы по первой изготовляемой детали (мод. пых шаблонов. При работе по координатным РКП 20/13-ПУ-02) и с записью предварительно аинейкам затраты времени велики. При работе разработанной программы на дискете (мод. со специальным шаблоном обеспечивается К0126Б).
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
68. Поля допусков размеров деталей при гибке с использованием полиуретана
М2 - М4
М5-Ы6
69. Предельные отклонения (мм) радиусов гиба при вершине угла
ов5 300МПа 1 ста а 300 МПа
Отношение радиуса к толщине материала R/S
До 1,5 Св. 1,5 до 3 Св. 1,5 до 3 Св. 3
0.5 0.20 0 30 0 30
1,0 0 50 0,50 0 60
От 1 до 3 2,0 1 00
3,0 2 00
4,0 4 00
0,5 0,40
1,0 0,50 0 50 0,60
Св. 3 до 6 2.0 0 80 0 90 1,00
3,0 I QQ 1 10 1 30
4,0 I 00 — —
Ge. 6 до 10 0,5 1.0 2,0 060 0,80 1,50 о'?о 1,00 1,80
3,0 — оло
4,0 0,80 1,00 2,00 ______I——"
ЛОЙ заготовки, получают горловины и другие
подобные элементы. С помощью ротационной
вытяжки получают точные размеры и форму, а
об^маГЛадКУЮ поверхность путем ее
Ротационной вытяжкой (рис. 47) получа- ют детали конической, криволинейной и цилиндрической формы высокой точности (табл. 71), с шероховатостью поверхности Ra = 2.5 ... 0,15 мкм. На давильно-раскатных 4000 мм, длиной 8000 - 30 000 мм, с толщиной
71. Допуски при ротационной вытяжке
Измеряемый параметр щ"мм
Эиутр',ииий диаметр, мм’ 0,05
до 150 0,05
св. 150 0 075
Длина 0,12
кого и внутреннего диаметра.... 0,05
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Рис. 48. Схемы штамповки взрывом плоской и трубчатой заготовок: а - пр-
заготовке; 6 - пробивка отверстий в трубчатой заготовке; в - вытяжка rronyc<j
г - формовка-раздача трубчатой заготовки; I -матрица; 2- заготовка; 3 - ВВ; ‘
5- бассейн с рабочей средой
a) 6) t)
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Толщина металла, мм
Св.0,5до1 | Св.1до2 | Св. 2 до 3 | Св.ЗдоД '
Материал рабочих частей
У10А Х12Ф1 У10 Х12Ф1 У10А Х12Ф1 У10Д Х12Ф] TlT"
Вырубной 45-50 55-65 35-40 45-55 30-35 35-40 20-25 25-30 15-20
Пробивной 40-45 - 35-40 - 30-35 - 22-25 - 1S.2„
Обрезной 35-40 45-50 35-30 30-40 20-25 25-30 15-20 20-25 12- 15 I5-IS
Гибочный:
без прижима 50-60 - 45-55 - 30-40 - 25-35 - 23-30
с прижимом 40-45 - 25-30 - - 20-25 - 15-20 - |2_|5
Вытяжной 45-50 60-70 35-40 50-60 - 40-50 - 25-35 - 15-20
Формовочный 40-45 55-65 30-35 45-55 - 35-45 - 20-30 - |2-|5
Правочный 25-30 30-40 22-27 27-35 20-25 25-32 - 20-28 - 15 м
О 200 400 600 800 1000
™L f" 4 Ш,О“»ДИ поперечного сечения исходной и получаемой заготовок Для стали, дюралюминия. лщуни S . 67 ,л А Я ЗКО л р ди о „„ ю "я 75 %; для „еди 6 а 80 % Измене11ия рмме_ ров при волочении заготовок из иветивк „е- таллов и сплавов приведены в табл 73. Рис. 73. Данные, характеризующие волочение А ...епехненне диаметра пр\ткп пр„ волочении за один переход
цветных металлов, х.м с““(мч) ШОЛВВ
0Л
Т6“
СизЦмзОзаодшлереход
дюралюминиевых
пэХ
До 1 Св. 1 до 1,5 ИЛ 0,4 0,5 0,6 -0,8 0,2 0,3 0.20
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
74. Прокат стальной горячекатаный круглый. Сортамент (по ГОСТ 2590)
Диаметры, мм Предельные отклонения (мм) при точности прокатки
высокой повышенной обычной
—
5; 5,5; 6; 6,3; 6,5; 7-9 0,1 0,2 0,1 0,5 0 3 0 5
10- 19 0,1 0,3 0.1 0,5 0 3 0.5
20-25 0 1 0,4 0,2 0,5 0,4 0 5
26-28 0,1 0,4 0,2 0.7 0,3 0 7
29-48 0,1 0,5 0.2 0,7 0,4 0 7
50; 52;53-56; 58 0,1 0,7 0,2 1,0 0.4 1 0
60; 62; 63; 65; 67; 68; 70; 72; 75; 78 0,1 0,9 0,3 U 0 5 | i
80; 82; 85; 87; 90; 92; 95; 97 0,3 1.1 0,3 1.3 0.5 1,3
100; 105; НО; 115 0,4 1,7 0.6 1.7
120; 125; 130; 135; 140;145;150;155 0,6 2,0 0,8 2,0
160; 165; 170; 175; 180;185;190;195;200 0,9 2 5
210; 220; 230; 240; 250 1,2 3,0
260; 270 2.0 4,0
St 1 S 1 2 | 3 g ” Н ё di- I Ш 5 S 5 5 1 J’sf § i si t »il I [I h h! -3 IH Si Ш Я Hi !i UM1 5? Й
75. Прокат стальной горячекатаный квадратный. Сортамент (по ГОСТ 2591)
Сторона квадрата, мм Предельные отклонения (мм) при точности прокатки
повышенной обычной
6-19 0 1 0 5 0 3 0,5
20-25 0 2 0 5 0 4 0,5
26 - 30- 32 0,2 0,7 0 3 0.7
34-36; 38; 40; 42 02 0,7 0 4 0,7
45; 46; 48; 50;52;55;58 0 2 0 4 1,0
60; 63; 65; 70; 75 0 3 1 । 0 5 и
0 5
100; 105; НО; 115 0 4 1 7 0,6 м
120; 125; 130; 135; 140; 145; 150 0 6 2,0 0,8
160; 170; 180; 190; 200 0,9
ратодХ^кХ^
ЗАГОТОВКИ ИЗ ПРОКАТА
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Прадолжл гние табл П
. Предельные отклонения (мм) по толпип •е полосы
при точности
Толщина полосы, мм повышенной номинальной ~~
От 4 до б 0,2 0.3 0,2 05
Св. 6 " 16 0.2 0.4 0.2 0 5
16 " 25 0,2 0,6 0,2 0,8
’ 25 " 32 0,2 0,7 0,2 1 2
36; 40 0,2 1,0 0,2 1,6
45; 50 0,2 1,5 0,3 2,0
Св. 50 до 60 0,2 1,8 0,3 2.4
Примечания. 1. Пршупление углов полос не должно превышать 0,2 толщины, но не более 3 мм.
2. В зависимости от серповндности полосы изготовляют двух классов: класс 1 - серповндность поло-
допускается изготовлять полосы с серповидностью до 0,8 % любой измеряемой длины.
На прокатных станах прокатывают зубча- Способы резки проката приведены в
модулем до 10 мм. При этом обеспечивается Чаще применяют правку проката в холод-
8-я степень точности профиля зуба и шерохо- ном состоянии. Правку & горячем состоя-
вагость поверхности Ra = 1,25 ... 2,5 мкм. X о* нии используют при большом отклонении
лодная прокатка мелкомодульных зубчатых от прямолинейности оси (кривизна) или
колес (модуль до 1 мм) из цветных металлов при отсутствии оборудования требуемой
обеспечивает 7-ю степень точности профиля и мощности. Общий нагрев материала для
шероховатость поверхности Ro = 0,16 правки осуществляется в печах, местный -
1,25 мкм. Поверхностный слой зуба имеет н а’ газовой или плазменной горелкой.
клеп и мелкозернистую структуру по всему Формулы и данные для ориентировоч-
профилю на глубину 0,5 - 0,6 мм, что обеспе- Ного расчета сил при выборе оборудования
профиля и его износостойкость. дены в табл. 80.
Способ и оборудование Точность резки, мм Область применения
ацетилено-кислородная При ручной резке от ±4 до ±10; при машинной от ±1 до ±2 Резка заготовок различной конфигурации из листового проката толщиной до 200 мм
Резка заготовок различной конфигурации из листового проката толщиной 100 мм, профиль- ного проката, труб (с наружным диаметром 150 - 300 мм и толщиной стенок до 16 мм), л«с' тового проката с одновременной подготовкой X- или U-образных кромок —.—
кислородно-флюсовая Резка заготовок из проката, вь,п0ПВСНИС’Г^1ей (толщиной до 450 мм), чугуна, цветных мез лов и сплавов "
ЗАГОТОВКИ ИЗ ПРОКАТА
Способ и оборудование Точность резки, мм ’ 77
плазменно-дуговая От±1 ДО ±6 Резка заготовок in проката толщиной до 100 мм выполненного из низкоуглеродистых, легиро- ванных сталей и цветных металлов
резка на ножницах: Резка листового и полосового проката толщи- ной до 25 мм, квадратного и круглого проката
гильотинных От ±0.25 до±3 Резка листового и полосового проката толщи- ной до 20 мм и шириной до 1500 мм
От ±0,25 до ±0.6 Резка листового проката толщиной до 20 мм шириной до 300 мм
От ±0.4 до±1 Резка листового проката толщиной 6-8 мм для заготовок- с контурами, очерченными кривыми
Zr“7TMM:'‘ До ±0,25 Одновременная резка широкой ленты (до
вибрационных От ±0,25 до ±0,6 Ip 2 а ilfS Ь1! II SI l!=s Hi Mi ~ s g § ? 1
угловых От ±0,6 до ±1,3 Резка углового проката размером до 200 х 200 х 25 мм
профильных От ±0,6 до 1,9 Резка балок и швеллеров до № 60
Разрезка на прессах: От ±2 до ±4 Разрезка в штампах проката диаметром до 30 мм
Резка на пилах и ножовках: От ±0,4 до ±3 Резка круглого проката больших сечений
ленточных От±1,5до±5 Резка проката любого профиля из стали и цвет- ных металлов диаметром до 250 мм. Ширина реза 0,8- 1.3 мм
приводных ножовках 01*2 до ±4.5 Резка круглого и профильного проката диамет- ром до 300 мм. Ширина реза 1 - 3,5 мм
От±1,6ло±5
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Продолжение табч 78
Способ и оборудование Точность резки, мм Область применения
Отрезка на отрезных фрезерно-отрезных От 2,5 до 4,5 Отрезка круглого и профильного проката диа. метром до 500 мм на универсальных станках и
токарно-отрезных От 0.3 до 0.8 Отрезка прутков и труб диаметром до 80 мм
фрезерных От 0,4 до 0,7 Отрезка проката размером до 60 мм
абразивно-отрезных От 0,3 до 0,7 няют абразивные круги диаметром 30 - 500 мм и толщиной 0,5 - 4 мм и алмазные круги диа- метром 50-320 мм и толщиной 0,15-2 мм
От ±0,15 до ±0,3 Отрезка проката с высокой твердостью диамет- ром 200 - 250 мм. При применении вместо дис- ков стальной ленты толщиной 1 - 2 мм и шири- ной 15 - 20 мм или стальной проволоки диамет-
ультразвуковых От ±0,1 до ±0,5 Ilf ’ i ? 1! -М з s н II II
электроэрозионных Черновая от ±0,5 ± 0,03 до ±0,2 Отрезка круглого проката и труб, выполненных из стальных и твердосплавных материалов. При
0,05 - 0,3 мм можно осуществлять фигуру
электронно-лучевых От ±0,01 до ±0,05 Отрезка небольших заготовок из металлов, лов. Можно осуществлять фигурную вырезку
лазерных От+0,001 до ±0,05
ку и прорезку щелей
ЗАГОТОВКИ ИЗ ПРОКАТА
Оберут»»»™ способ ОГ“0ва‘Г»,РХвд”'"М Область применения
Вальцеправильные станы: От ±1 до ±2 Листовой прокат от 10 х 3000 до 40 х 3000 мм
углоправильные До±1 Угловой прокат до № 20
Прессы: До±1 Балки и швеллеры до № 45
винтовые до ±0,15 Прутки и заготовки диаметром до
пневматические 50PLm" " 3аГ°ТОВК’' диаметР°м -“°
кривошипные, фрикционные 100 мм Р
гидравлические Прутки и заготовки диаметром 150 мм и более
Машины: правильно-растяжные От ±0,5 до ±1 200 мм
косовалковые От ±0,5 до ±0,8 Прутки и заготовки диаметром до 100 мм
правильно-отрезные От ±0,5 до ±0,7 ром до 16 мм. Правка материала.
правильно-калибровочные Без обработки - от ±0,5 до ±1; предварительно 0,03-0,05 мм метром 5- 100 мм.
между гладкими плашками) От 0.05 до 0,10 заготовок и проката (оси, пальцы, цилиндры ит. п.)
Кувадды, ручника или молотка От 2 до 3 Правка проката и заготовок неболь- шого диаметра в мелкосерийном и
в зажимных приспособлениях с помощью рычагов или дом- От 0,1 Одо 0,25 Правка заготовок для деталей (ша-
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Способ и оборудование Формулы для расчета сил (Н)
Резка на ножницах с параллельными ножами Р = (1,2 ... 1.4)Z..S'a,
Резка на гильотинных ножницах Р = 0,6S2ctg(paB при ф < 5°
Правка на дисковых ножницах P = 5S ctga<yB
Правка на прессе Р = 0.68 у а,
Р = ,1 ~ В + ^1,5 + 0,15 j ств
Двухугловая гибка с полным обжатием на р = [°'7 +^1.5+од з j °'
СВАРНЫЕ И КОМБИНИРОВАННЫЕ ЗАГОТОВКИ
8|. Особенности основных типов <
Конструкции требования способы сварки Ттисеешюмх
Балки и колонны гибу или сжатию А”ё,рк Листовые
сосуды, трубы, рсзер- ПР"дН'е™и'°М Ав™“ра™Хи
Корпусные транспортные ( кузова автомобилей) Пжёс“ Ав™"™Тш Изогпугыс листовые
Д приборов конструкцией из- Любые 1111 111! Э S 3 Ч SSs?
Свариваемость Сталь Особенности сварки
Хорошая СтЗ; 10; 15НМ; 12Х18Н9Т Традиционная технология
Удовлетворительная БСт5;30;35; 15ХСНД; и последующая термообработка
Ограниченная Стб; БСтб; 40; 50; 30ХГСА; 5ХНМ сваркой- термообработка после сварки
Плохая 60Г; 50ХГА; 85; У8;У10А; Р18; XI2; ЗХ2В8Ф Термообработка перед сваркой;
Способ сварки конструкций gjhs нШ ВИН Сварные Методочисткн сваркой
Ручная дуговая Сталь, алюми- До 4-8 мм без разделки кромок Стыковое, ное, тавро- Механический (стальной щеткой, ботка). химический
pi 1 II! Сталь 1,5-50 мми разделки кромок Тоже
ЗАГОТОВКИ ДЕТАЛЕЙ машин
Способ с.арк„ и|Г 111b элементов перед
щитком газе стые, ннзколеги- От 0,1 до 120 мм Тоже Механический (стальной щеткой, дробеструйная обрж ботка), химический
Аргонодуговая стойкие стали, сплавы титана 0,5-6,0 мм тавровое с Тоже
стыковая: Сталь, цветные До 10 000 мм2 не более 200 мм2 Стыковое Обработка резанием торцев
Контактная точечная Сталь низкоуг- стойкая, цветные сплавы От 0,01 мм до 30 мм Н”’ нутая - без очистки, дробеструйная обработка, обработ-
Контактная Тоже До 2,0 мм Тоже Дробеструйная обработка и обра- ботка резанием
Трением Сталь углероди- стая, легирован- ная, цветные Круглые детали диаметром менее Стыковое Стальной щеткой, дробеструйная обработка
Элекфошлако* Сталь углероди- ная; алюминие- сплавы 20-1000 мм Тоже Тоже
ЭТ£°™°' Жаропрочные, жаростойкие, тугоплавкие ста- ли и сплавы До 10 мм Стыковое Тщательная очисти и обезжиривание
СВАРНЫЕ и КОМБИНИРОВАННЫЕ ЗАГОТОВКИ
Продолжение табл. 83
Способ сварки "Zp»X“’
ДИ1арТа"Иа” i ё ни 1Ч1 До 50 мм Тоже Тоже
Газовая цветные сплавы 1 ...ЗдоЮмм отбортовкой Зачистка стальной
Способ сварки и тип сварного соединения он- 650 »С н выдерживают в течение времени из ределяют требования к технологичности его расиста 2-3 мин на 1 мм толщины метали. вследствие концентрации напряжений. Пре- 560 с- Д*я крупных заготовок применяют дельные значения толщин свариваемых эле- ^стпип Выьихий отпуск с нагревом с помо- ментов заготовок приведены в табл. 84, 85 щыо переносных индукционных печей или Термообработка сварных заготовок произво- газовь,х горелок' Местнь1й ОТПУСК про0адят в дится с целью улучшения свойств металла шва СпВар0?НЫХ К0ВДуеторах сразУ „ 3 Для снятия остаточных напряжений сжатия в и околошовной зоны и для снятия остаточных околошовной зоне проводят термопластичный напряжений. отпуск - нагрей смежных зон основного мегал- Наиболее полное снятие напряжении ла. параллельных шву. Сведения о режимах
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Операция Режим
Посадка изделий в печь при температуре, не более 450-500 °C
Нагрев до 550 ... 600 °C со скоростью, не более 80 °С/ч
Выдержка при температуре 550 ... 600 °C 4~8ч
Охлаждение на спокойном воздухе __
2) если отдельные части заготовки. Р
буют сложной и точной механической »>
иной обработки; работают в особо сл°*вле.
ния требуются сплавы с иными свойствами,
СВАРНЫЕ И КОМБИНИРОВАННЫЕ ЗАГОТОВКИ
Марка стали Тарк’^с"" Примечание
20 600 ... 660 °C 100 ... 150 Не ограничено Л \ о
ЮХСНД; 15ХСНД 600 ... 660 °C Но ограничено
I5XH2M; 15Х2НЧМД 600 ... 640 °C Не ограничено
I5XM 660 ... 700 °C 100... 200 Не ограничено
15ХМ 600... 700 °C 250... 300 48
12Х1МФ 700 ... 750 °C 200... 250 250... 300 72
20ХМЛ; 15Х1М1ФЛ 700... 720 °C 250 ... 300 48
25Х2МФ 660... 700 °C 250 ... 300 Без перерыва тоХхХтовоГне Т„-
0X13; 10X13; 720... 760°C 300... 400 Без перерыва Тоже
10Х18Н9Т; 0Х16Н10Т; 10Х18Н12М2Т Закалка в воду 1050 °C или Закалка в воду проводится талей, работающих при напряжений с целью ис- ключения коробления при
3) если заготовка представляет собой раз-
ветвленную конструкцию со значительным
средств технологического оснащения, больших
Длина отдельных составных элементов
сварны- (^омбинированных) заготовок во из-
бежание заметного коробления не должна пре-
Среди комбинированных заготовок выде-
ляют: сварно-литые (рис. 53); штампо-сварные;
сварно-ковано-литые и др„ общие характера
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Группа ХаР™елиГКа зг п“лв“,« применения Эффективность
литые тиной более 30 мм со 3. Сочетание стенок чаные формы машинной прокатных станов. S X я О « X Ip psS! fhs“!h
сварные LiHh ilfpii ihr И lis*=it £ & i sill =в Ml “к“ыСТ‘1; КГО’" = i i° 8 2 i = ii II II: H > I f 1 ,J 11 S° i
Сварно- ковано- териалов с разными и обработки давлением. бин; рамы; крупные 2. Упрощение ского цикла до 40 %-50 %
готовок при использовании способов сварки
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
“zzr™ пл^ностя Пористость, ПРВ«Л Пда«-И прочиоста | кот Плотность КПМ, кг/м’
...оотвс.ствующ^&сиори.с
Малонагруженные 1 25 - 16 30-45 25-35 6000 - 6600
нагруженные 2 15 - 10 45 - 65 35-60 6700-7100
Средне- О 1 65 - 95 60-90 7200-7700
Тяжелонагруженные 4 Менее 2 95 - 100 90- 100 Более 7700
90. Механические свойства порошковых углеродистых сталей без термообработки, не менее
мЕТОДЛМИ
Марк.™,. о„ МПа j 1 V KCU, кДж/м*
СП 10-3 150 12 28 500 150
СП 10-4 250 18 35 700 200
СПЗО-1 120 6 10
СПЗО-2 160 S 15 350 120
спзо-з 200 12 25 500 150 80 - 90
СПЗО-4 250 18 35 700 200 90- 130
СП70-1 120 5 10 150 84 50 - 70
СП70-2 200 8 15 300 125 70-90
СП70-3 280 10 20 400 160 90- ПО
СП70-4 360 15 30 600 210 ПО- 150
СП90-1 120 2 8 100 85 60-80
СП90-2 200 4 12 220 125 80- 100
СП90-3 300 6 20 300 160 100-120
СП90-4 450 10 25 450 210 120-180
- титан, Н - никель). Основу материала
*""• „j uy(fB и циф
принадлежность ма
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
по ГОСТ 28378-89
ПК10ДЗ
ПК10Д5
ПК40ДЗ
ПК40ДЗК
ПК40ДЗКФ
ПК10Ф
ПК10Д2Ф
ПК10ДЗК
№тоДлми ПОРОШКОВОЙ МОТЛЛДУРГИИ
Продолжение табп 91
Марки Пао™ъ. Твердость Временное 1 нв сопротивление при <-™оснтельнос — IpacTRMeiHu. МПа Удлинение. %
не менее
ПК70ДЗ 420
Никелелтлиодетк. медышкемам ед е к < > а „ i
ПК10Н2М 72 1000 Р70
ПК10Н2Д2 1100
ПК10Н4Д4 1200 500 2
ПК10Н2Д6М 1800 800 з
ПК40НМ* 600 10
ПК40Н2М* 8 8 8 § 8 8 8 8
ПК40Н2Д2* МО 2
ПК40НЗД2Х* 12» 500 2
ПК40Н2Д2М* 180 780 6
ПК40Н4Д2М» '8» 880 4
ПК70Н2Д2* 200 800 3
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
ЗАГОТОВКИ. ПОЛУЧАЕМЫЕ МЕТОДАМИ ПОРОШКОВОЙ МЕТАЛЛУРГА
Цифры, стоящие после букв, указывают
массовую долю в материале легирующих
-онемтлв в процентах: отсутствие цифры
ше или равна ед”бо учение конст 'кционного
порошкового материала состоит из обозначе-
ния его марки и через дефис - минимальной
ПЛОТНОСТИ (г/см1).
Примеры условных обозначений:
порошковой конструкционной малоуглероди-
стой стали со средней массовой долей углерода
0,1 /0Пк"10Ц68Г'ОСТ 28378-.
порошковой конструкционной хромистой ста-
ли со средней массовой долей углерода 1 %,
7ДгЫб % " “п'им”“ой "«тиостью
1Ш6-74 ГОСТ283 78.
В зависимости от конфигурации заготов-
ки, получаемые методами порошковой метал-
лургии. классифицируют по группам сложно-
они (.табл. 92). Наиболее целесообразно изго-
тавливать методами порошковой металлургии
заготовки из цветных металлов и сплавов I ...
1 групп сложности, стальные и чугунные заго-
ном производстве. В табл. 93 представлены ос-
новные технологические схемы производства
«и >1 Характеристика т™"Тии"
1 Неизменное се- Параз ыьные 1 ... 3 $ 0 0
п То же, с одним направлении До 8 ® О 0
III То же 8 ... 10
IV ружным или До 6 вад 1
VI ходами по высо-
VII нии прессования Непараллельные ресекаюшие оси прессования
_ ЗАГОТОВКИ, ПОЛУЧАЕМЫЕ МЕТОДАМИ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
Элемент; тип изделия Рею е щ ье ар при Рекомендуемая технология
изделия типа цилиндра ll 11 5 >0.8 мм; — <1 5 > 0,8 мм; ~ < 1 .V > 2 мм; — < 1 мм Формование пористых изделий:
5>2 мм. — <j односторонней осадой;
(> 2 мм; — > 5; Я £ 40 мм поперечным уплотнением
„зделхя с переходами R > 0,25 мм
Прессование пористых изделий
Штамповка высокоплотных
изделий из пористых заготовок
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Продолжение табл. 94
Рекомендуемые параметры
переходами на наруж-
1^1г >0.8 ММ
3, мм; t2 - не регламентиру-
3, мм; f, - не регламенти-
Рекомендуемая технология
Двустороннее прессов™,^
Штамповка высокоплотных
изделий:
двусторонней осадкой заго-
товки без верхнего бурта с
1 поперечным течением мате-
той заготовки с буртами
Отверстие;
Штамповка высокоплотных
Штамповка высокоплотных
изделий из пористых заготовок
Прессование пористых изделий
Паз;
изделия любой формы с
пазами на торцах;
Прессование пористых издели^.
Штамповка высокоплот»ь«
изделий:
осадкой пористой заготовки^
предварительно выпо
ным пазом
осадкой пористой заг^поЛ.
без предварительно
ненного паза
ЗАГОТОВКИ. ПОЛУЧАЕМЫЕ МЕТОДАМИ ПОРОШКОВОЙ МЕТАЛЛУ
заготовки с предварительно
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Продолжение табч 94
Элемент; тип изделия Рекомендуемые параметры Гехомснэдемаягехноло,,,?—
изделия типа шестерен, раз” Прессование пористых и3де. лий; штамповка высокоплот- ных изделий из пористых зато-
Зуб; изделие типа цилиндри- m > 0,5 мм Прессование пористых изделий
0,5 Sm<2 мм й 5 Е s г й § Ills Н§ § 1 g 11 ff|i
m £ 2 мм Штамповка осадкой пористой
Рифленая поверх- изделия с рифленой Прессование пористого изде- изделий из пористых заготовок с нерифленой поверхностью
изделия с конической поверхностью Прессование пористых изде лий; штамповка высокоплот- ных изделий из пористых заю
п it ii h j ! st 1! ш It
ЗАГОТОВКИ. ПОЛУЧАЕМЫЕ МЕТОДАМИ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
97. Взаимосвязь качества заготовки и пресс-формы для холодного прессования
CI.J1 мишм
ПЛОТНОСТЬ. PCM 1 04 1 IX 2 7б 1 10 т ->1 1 10 J'L
Открытая норне- <,
Модуль Юнга. [’Па 211) 110 1 ьо 101 410 110 о
НИЯ Л';.. МН/м’^' ,, 5 () 5 Л 2 1 14 и
Коэффициент тер- ния. хЮ6, 1/град ,, 1 э8 10 -
,reZP»CVPa I'Mffl 1900 2700 ’’700 2700 2МК) 2600 2600
1400 иоо 2101)
Твердость, кг/мм2 2200 1000 1600 1100
спеченный; ЧС- частнчко-стабнлнзиронанный (' - стаОн/ппнровчннмй lltlll.lfl. 1*( liitoiiHd-
прессования КК оричето
Показатели ShNi ZrO,
Средний размер частиц. 3 3-5 L0
ния, °C I800 2 И0 1500
Давление. МПа то 40 20
Продолжительность, мни |S 20 ]5
ймхигеиьиая плот- 0.97 0 99 0 97
ЗАГОТОВКИ ДИЛЛЕЙ МАШИН
Выбор начинают с анааиш данных о rt\H । гичсских возможностях(рсс>рсах)проилч> Учитываются возможности загон-вид ны.х цехов (наличие соответствующего гГо? довапия). оказывают влияние плановые ер» 1 н р f J р
ВЫБОР ЗАГОТОВОК смотрения. Обычно выоор осущесгвлчкцЛ
(типовые) технологические решения. чип альтернативных решений. Формальные критерии выбора вида заготовки отсутствуют. боре вида заготовки, [1о каждому параметру iB сечении указанных подмножеств. Если они не выбора принятое решение зачастую олнознач- гнвных объемов выпуска (таол. 102). Решение аукционных правил '"ЕСЛИ... 10...
Параметры Примечания
Форм» летали: П.ПМ
поверхностями, не имеет сложных внутренних по- лостей. ориентирована по какой-либо оси. Пример: ступенчатый вал средних размеров
сложна. 0. СК, од верхностями, имеет обширные внутренние полости. в том числе, глухие. Например: крышка редуктора
Заготовительные свой- ства материала Жидкотекучесть: удовпетеор|ггелывг. неудовлетворительная о (0) Улучшенные литейные свойства материала (напри- мер. сталь 45Л) делает отливку приоритетным вида» заготовки. Заготовки из чугуна могут быть получены
ll/\x)ai hvhuc mith 100
Ilapmcipu Примечания
Пластичность: од. п. пм lurormme c)MlkrM (il„,ce _ »r« миле лоптстимо п.польппьише
^влелюрнгелыпи. iiuhMMiH чнкйныс iBotk-nm . "пластические спой- ci»a . Шкала опенок может быть более дмфЛспсн- инровннной 11
idf II I I -s -? О. СК. од
Плотность материма ецпыуры прсдставляин особые трсболапия к
высокая ОД. 11. им
Ориетгтнрованность структуры:
нет
жтсрша- л. од. пм его удельная стоимость ’ Р ' •
обычная
Ответственность чсскис последствия, связанные с угрозой для жизни
высокая ОД.П
Производство: п ,П£о2т7с«ИСЕНОТ0«р."««Л2 Х™™”
серийное П. ОД, СК, О
О. ОД ПМ, СК
ванная; ПМ-’порошковая мг работка давлением; П - прокат; СК - сварная и комбннирсь
Ю1. Основные правил» вы!
Форма детали Если форма детали сложная, то выбранный вил заготовки должен обеспечить максимальное приближение последней к форме того-
Заготовительные свойства материала Приоритетное заготовительное свойство делает приоритетным соответствующий вид заготовки. При равнолриоритетиости свойств предпочтение отдается наиболее экономичному виду
Особые требования к ма- тЧ’иалу детали Наличие особых требований к материалу детали делает приоритетным вид
ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
.у,,,,,, Ь)1
Параметр Правило
^аьнм Ст1,имость матс- Чем выше удельная стоимость материала, тем более приориге'ч’'’
Ответственность летали шли принятия технологических решений ич«*ий цр||(|
Тип произведет ш> i | i si? tii lit S|t T; = 4 I 3 j! 1 i :№
102. Экономически эффективные объемы выпуска заготовок гы порошковых материалов ,м
Объем выпуска заготовок из порошковых материалов
C,^v”S* без калибровки с калибровкой
'"“.мх"' Масса заготовки, г
гЗ* 10-20 40 - 80 160- 320 640- 1280 10-20 40-80 160 - 320 640 - 128с
1;2 4800 3750 2350 850 11700 9960 7680 1850
3 2940 2350 1650 820 8870 6800 3900 1750
4 S 2100 1810 1250 650 6410 5100 2450 1800
5 & 1380 1060 830 530 4350 3650 1610 1920
6 700 630 660 770 2760 2100 1580 2050
7 600 570 800 900 1840 1670 1610 2100
1:2 7250 5260 2750 1000 12800 11200 7920 2300
3 1 6600 4800 2300 920 11150 9650 7000 2900
4 1 5100 3953 2150 1100 10700 9400 6400 3420
5 i 4450 3450 1600 1280 9800 8680 6300 3850
6 1 3690 3080 1420 1510 9150 8050 6180 4200
7 3450 2700 1550 1750 8750 7500 6240 4450
1.2 8200 5950 3100 1230 13500 11900 8250 3150
3 Л а 6350 4850 2160 1150 11600 10200 7150 3540
4 4850 3780 1830 1080 9650 7630 6530 3900
5 4300 2880 1590 1200 8060 5850 5200 4360
6 3400 2050 1380 1330 6540 4210 4800 4550
7 2770 950 1 1300 1460 5300 3960 4300
103 Относ»™.».» ум.™».» стоимость отли.ок
способ 1НП» Опюсмггпмпи час'Иная сгоцмосп.
R песчаные формы при ручной формовке 1 2-1
В песчаные формы при машинной формовке 1
В оболочковые формы .1 ?
Точное в разовые формы к .1
В неметаллические многократные формы 1.1
В кокиль
Пол давлением $ 9
Центробежное у 0
„мплу'ел. :0г“: % “ ""
ПОНЯТИЕ О ПРИПУСКЕ
И МЕТОДЫ ЕГО ОПРЕДЕЛЕНИЯ
Припуск - слой материала, удаляемый с
поверхности ,п. отопки в целях достижения
заданных свойств обрабатываемой поверхно-
сти детали
Припуск на обработку поверхностей де-
тали может быть назначен по соответствую-
щим справочным таблицам, ГОСТам или на
основе расчетно-аналитического метода опре-
деления припусков.
ГОСТы и таблицы позволяют назначать
припуски независимо от технологического
процесса детали и условий его осуществления
и поэтому в общем случае являются завышен-
ними, содержат резервы снижения расхода маге-
рнала к трудоемкости изготовления детали
Расчетно-аналитический метод опре-
деления припусков на обработку (РАМОП)
разработанный проф. В. М Кованом, базирует-
ся на анализе факторов, влияющих на припус-
«н предшествующего и выполняемого перехо-
крхво’1"'’''0™'"’'"0™ "P°"CKa о6ра6от*и
ПРИПУСКИ
НА МЕХАНИЧЕСКУЮ
ОБРАБОТКУ
РАМОП представляет собой
включающую методик,, обоснованно, е, ' > '
припусков, увязку расчетных np„„VCK„„Р**“
дельными размерами обрабатываемой ,
ноет,, и нормативные материалы PV
Применение РАМОП сокращает ,
нем отход металла в стружку „„ ₽1!''
табличными значениям^ “
тему определения припусков ш у
размеров детали „о технологическим ТеХ"
явь. и заготовок, способствует повы,пе,...„.
технологической кулктгп»л _________
расчетные формулы
В технологии машиностроения СУШИТ-
вуют методы автоматического получения пя.
меров (МАПР) и индивидуального получашя
размеров (МИПР).
Минимальный, номинальный н макси-
мальный припуски на обработку при метоле
автоматического получения размеров рассчи-
тывают следующим образом.
Минимальный припуск: при последова-
тельной обработке противолежащих поверхно-
по стей (односторонний припуск)
= (Яе+Л),_, + Д£_ -к:,; (I)
..мо^рлпистей (двусторонний припуск)
элементам, составляющим припуск.
kne п^дУ««трмваег расчет припус-
ков по всем последовательно выполняемым
технологическим переходам обработки данной "Ph
Поверхности детали (промежуточные пои пове;
ки). их суммирование для определения овшегп
прппуек на обработку, достаточный дад^™
Хб’сткиТл^ХТХ^Х'гоЕ'8
вдмпенсации*1* ПрСДЦ‘сств;,'Ю1ЦСМ псреходе,°и Злесь вь,сота неровностей профиля
выполним "Z'xадГпрохХуто™™.”’' ““ “ прмш'™>™и™ переходе; Л„, - глубина
меры, определяющие положение обпабатым/ Дефектного поверхностного слоя на предше^'
мой поверхности, и размеры заготовки рассчя вУ’0«*ем переходе (обезуглероженный или от-
тмвают с использованием минимального при- 5ел'"ны1’ слой); ( - суммарные отклопе-
при обработке наружных и внутренних
поверхностей (двусторонний припуск)
+ £$„ ; (6)
2^«=2z/mn+Wl.l-Trf); (Ю)
глс Гм, TdM и 7Z>M - допуски размеров на
Допуски размеров на выполняемом переходе.
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
рамстра шероховатости поверхности, припуск
стой поверхности и noi-решностями. связанны-
износом- ПС превышающими обычно 1/2 до-
пуска ни обработку, т.с.
A.. =2A>,/cos[arctg(2Aj] (приближенно) (13)
ПРАВИЛ А РАСЧ1 ГА ПРИПУСКОВ НА ОЫ’.МЧНКУ
326
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
ПОРЯДОК ОПРЕДЕЛЕНИЯ
ПРЕДЕЛЬНЫХ ПРОМЕЖУТОЧНЫХ
РАЗМЕРОВ по
ТЕХНОЛОГИЧЕСКИМ
ПЕРЕХОДАМ И ОКОНЧАТЕЛЬНЫХ
РАЗМЕРОВ ЗАГОТОВКИ
1. Расчетные формулы для определения
размеров: наружных поверхностей
тою же знака десятичной дроби'’'-'Г"
допуск на размер для каждого ncPcJ'?
большие (наименьшие) предел^? "
определяю,- прибавление,,
пусна к Mpy,„em,my mmKm,ule,n. .
,................. предельному
Находят фактические предельные
припусков Лй„ как разность ндибояь.
(19)
внутренних поверхностей
(20)
иость наименьших (наибольших) ’X?"' Р'
размеров предшествующего „ „«„„„X”"
персхоюв (»Ь„Ю„„И,О,О „ 1
переходов). •
Общие припуски „ -о тш опрск., ,
ботчУММУ "Р<’межУточиых "РИнуста, м „6|,
расчетов
(22)
*^е гпип । минимальный (расчетный) припуск
на сторону на выполняемый технологический
переход; 2г„|п( - минимальный (расчетный)
припуск на обе стороны или по диаметру;
Я“"М’ А®,,.,. и Dml l - соответ-
ственно наименьшие и наибольшие прадель-
ные размеры, полученные на предшествующем
технологическом переходе; a D
и наибольшие предельные размеры, получен-
на выполняемом технологическом перекопе.
злемЛт«П'’Т°“ 0"Рммени» размеров для
злемеитарной поверхности. Из чертежГдетали
Й*. , ” ’ 1“СТ’™У» карту (см. рид™
наимевмтш'4'™ для конечного перехода
переходов обработки наружных
“““» размер P«SXT'„XS
==?i==S~"
При HwwAiWHMULTH находят ипниначьиые
Для наружных поверхностей номиналь-
ный размер заготовки равен наибольшему раз-
меру. tea^a^ на чертеже указывают^- Т.
Для внутренних поверхностей номиналь-
ный размер заготовки равен наименьшему разме-
ру. т.е. а = ц™; на чертеже указывают amin + Т.
Если допуск расположен симметрично
относительно номинального размера, то
На чертеже указывают и а ± —.
Методика расчета припусков и промежу-
точных размеров с использованием ЭВМ бази-
руется на аналитических зависимостях и спра-
дующем пегХоаеТп^яГ^!₽ Иа п₽едшес^ алгоритмы применительно к опреле-зен-
ШЯ*Ш. Редемют путем вычига- ному классу деталей (валы, рычаги, корпусн^
НОРМАТИВНЫЕ МАТЕРИАЛЫ ДЛЯ РАСЧЕТА ПРИПУСКОВ
Д..«<ТО»Г»К«Г... >•
iUCHHOfl мильной
НОРМАТИВНЫЕ МАТЕРИАЛЫ До Ю 61 100 100
ДЛЯ РАСЧЕТА ПРИПУСКОВ •• К) ' 18 100 200 180
" IX ' 10 160 1 120 100
Нормативные материалы предназначены
" 50 " 80 500 800 800
варителыю настроенных, так н на унивсрсалъ- • 80 • 120 800 1250 1200
Нормативы охватывают детали машин,
заготовки которых получены из прокат, лип-
ем. штамповкой, ковкой (в том числе спецн-
обряботкой. Для каждого вида заготовки и
способа обработки в нормативах даны значе-
ния Яг, Л и отклонения расположения поверх-
ностей (погрешности установки см. в главе I.
табл. 12) Для каждого вида заготовки и спосо-
ба обработки в нормативных материалах при-
ведены методические указания, отмечающие
особенности расчета припусков для данною
вида заготовки. Составляющие припуска даны
без индекса в связи с тем. что в одном случае
эти величины относятся к выполняемому, а в
другом - к предшествующему переходу.
Этим материалом технолог должен поль-
зоваться. проявляя творческую инициативу при
построении технологических процессов и рас-
Способ отрезки К- 1 h. мкм
Отрезными резцами Отрубка на прессах1 п 15(1... 300 1000 ... 1600
При отрезке на ножницах и отрубке на прессах
полуто»™ "«"»» • "'р"еЛ“пУй
лярвой к волсркяоста ср™, лостиитии» 0.2П '
СКОС IW торцу » «ТО»рис НСО«ХОЛИ»0 учИТИ*
„лть при послспуюшсП ««работке «нотой» как и»
Заготовки из проката
1. Качество поверхности (мкм) сортового 4. Кривизна профиля сортового проката, мкм на 1 ММ , Длина проката, мм
проката, мм высокая новы- обычная Характеристика л» 120- 180- 3’5- 500
Без правки при
До 30 63 50 80 100 125 150
Св. 30 до 80 100 75 125 150 160 250 обычной 0 5 1.0 2,0 2,5
" 80 " 180 125 100 160 200 200 300 повышенной 0.2 0.4 0,6 0.8 1,0
" 180 " 250 200 200 250 300 320 400 высокой 0.1 0.2 0,3
Пр Дна РИПУСКИ А МЕХАНИЧЕСКУЮ ОЫ’АЬОТКУ D = D +з-
зо 3 *80 - ,20. •>- I2S,
закалки; 2.0 ) .6 0.45 0 з 0 15 Полученный размер L) п окрм („
После правки на прессах 10 008 ме"ту диа!,’стр“ "РУП® °... кмчеиыиий
"P°h- менее D.„ тогда действительный «ччний (29)
5. Точность н качество поверхности заготовок из проката после механической обработки
Способ обработки Переход | Квалнтст1 | R:. мкм | h, мхм
Обработка наружных поверхностей
Обдирка 14 125 120
и обычной точности прокатки Черновое п 63 60
ошю^ртюс" ю - И 32 - 20 30
Тонкое 7-9 63-3,2
Шлифование в центрах проката обычной Черновое 8-9 10 20
ТОЧНОСТИ прокатки однократное” 7-8 6,3 Г2
шенноЙ и высокой точности прокатки Гонкое 5-6 3,2-0.8 6-2
Подрезание резцом на токарных станках Черновое 50 50
Чистовое 11 32 30
Шлифование на кругло* и торцешлифоваль* Однократное б 5-Ю
’Значения допусков для квалнтстов 5-14 даны в табл. 32. Указания для расчета припусков и Напуск, имеющийся на остальных ступе- предельных размеров при изготовлении нах вала, «ли это допустимо по глубине рез деталей из проката. Для ступенчатых валов ния, снимают при черновой обработке за ол диаметром, а при равных диаметрах - по сту- рабочих хода: 60 - 70 % за первый и 30 - « пени (шейке), к которой предъявляют наиболее за второй. Дальнейшую обработку всех сту высокие требования по точности и качеству ней (шеек) вала ведут в соответствии с ра поверхности (расчетная ступень). ними предельными размерами.
cgei в кнзяэянйи ц-п «пашивад nr вомайде ю<наы»£
£9 QOJ Oil zt 21 "II нвиэгон MHHainrewuH, оц~
001 0$ 2( - 1Г нэинэуяиг rou -Xuou 4aillan -3L'€ В1ЛГ ГЧНйоф эявохногодо g
001 091 092 ot 61 хеийоф.йкш хиэро e
001 091 092 06 21 - 11 яийофХиои «онто в
001 оог 00£ 002 SI - 61 «мжаэсхЦнэц
001 002 OOS 002 SI ~6I чиимоя g
xnitutni ш "«W
нхвоцивс nnr или ’у
цохаоы!оф tjOHioiitiBh - || ' КИ31ГОИ WHXSOhHlfirBlSW OU «<»Х8ОИ<1оф UOHHHUIBI
0011 0()X 009 006 Ill и
OOS 00£ 11
006 002 1 SRJuoafi
()011 ООП 006 001 OOS III
00K 009 006 II
001 OOS 00£ I чтэ
000? O0SI 0001 OOS 009 111
006 00£ OOS II
oox 009 006 J H.UXh
(iOlH)l oir “км oiii uj 00$ »,1 OOS "V uptidaiew
hh ’Hxanti io tbwivd инптооивц Exaitirio
| S s = 5 = H = Ч ! !Шй1:пф i OhHhhh! s : : ; X 5 2 = c, = 1 % g f S H -5 i ; = i ii || 1 Hi i И H = IH11 \ 1 5 -- _ ' - I ; I i I I 5 -- I 5 I 7. i h iHfllf i : 1 =siif H f fl J s ! if в ?
330
Опшоиеин, Литье __
’ — В КОКИЛЬ ,,0;1 лавлениеч
Межосевых расстояний отверстий (±) Аи о р, мм 1,2 - 2,0 0,8 - 1.5 0
Расположения отверстия относительно техноло- гических баз (±) Др , 6. мм 12-25 0.5- 1,2 0,10 пн
От параллели»™ плоскости Л„. мкм „а 1 мм 2,2 - 3.4
Перекос оси отверстия Др. мкм на 1 мм длины До 10 2.5- 10
Св, 10 до 30 10-20
" 30 " 50 5—15 1,0-2,0
" 50 3-10 0.7 - 1.5
для корпусных деталей 2 0-30
332 ПРИПУСКИ НА М1-ХЛ1 1ИЧКСКУ1О ОБРАБОТКУ
фрезерованием, строганием н шлифованием механической обработки отливок 1оч
Точение, фрезерование, строгание Однократная 1 11-12 1 32 1 32 Черновая | 12 | 50 | 50 1 -1 — Чистовая li> । 20 ,t)
Черновая 1 14 I 100 1 100 Лолучистовая | 12 J 50 j 50 Обдирочная 1 16 17 1 320 1 320 Черновая 14 -15 250 240 Получистовая | 11-12 | 100 | 100 Чистовая 10 II 25 25 Черновая II 20 1 2n Чистовая 10 10 | h) Тонкая | 7-9 | 5 | $ Тонкая । 7-9 | 2.5 । 5 Однократная 1 7 1 5 1 10 Черновая 8-9 10 20 Чистовая 6-8 5 15 Тонкая } 5-6 | 0,63 |
Значения допусков для кналнтстоп 5-17 даны в табл 32
штамповкой
15. Кривизна Д« (мкм на I мм) для нековок
-
:Е Н.0П18 "н“"
От 50 до 180 Се. 180” 500 ’• 500 " 1250 " 1250 " 3150 "3150" 6300 "6300" 10 000 2000 3000 Е 1500
12. Качество поверхности поковок
изготовляемых штамповкой
250
7505-89 Значения Яг а таблице даны после псско-
травления, при дробеструйной или лробсмсгной
Для поковок, изготовляемых ковкой на
Вид обработки 5 4 §3 и § «8 gg
Конка з 2 1 0.8 0.6
Механическая 1 0 5 0,4 0.3
черновая 0.7 0.5 0.3 0.2 0.1
0.05 0.04 0,03 0,02 0,01
После термической
обработки (закал- 0.10 0,08 0,Q( 0,04 0.02
ка) и правки
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
16. Кривизна Дк (мкм на 1 мм) поковок типа
„о«о"«“7мм НОНКИ "7"
До 25 С». 25 ” 50 " 120 " 180 •' 180 " 260 ’’ 360 " 500 0.Z 0.50
Толщина (высота) ’ стнП Дж, мм.
ш’н' 9 ш’н"
До 50 Св. 50 я 120 « 180 " 260 ° 260 " 360 u 360 " 500 1,50 2.50 2.0 2,8 3.2 3.6 0.5 0.5 0,6 0, | 0.8 0,5 0.7 0.9
19. Кривизна Дк (мкм на 1 мм) стержня
после высадки фланца на горизонтально-
НОРМА 1ИВНЫЕ МЛ И-ПИАЛЫ идя рлс>„ ,.л
21. Отклонение от перпендикулярности Д
Маееапоы,.к,..к. Нрн н.шми.лже
Св. 0.25 "1,6 0.4 0.7
' К подкладных Ш1ЛМ1ШХ "нрт'еа”!'' 'Хаб'
фреи-р,,- »шшс iwyimwuK """"с .Д. г*м
Валы ступенчатые
Однократное 11 12 32 30
Черновое 12 50 50
Чистовое 11 25 25
Подреза,,ж тарцо. w7| so
= S = । 1 5 т* g I 1 <§ 32 1 юо
Однократное 10~ 12 32 30
Черновое 14 100 100
Полун истовое 12 50 50
Чистовое 10-11 25 25
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Способ обработки | Комитет' I м™ |м*м
Однократное 10- 12 32 50
Черновое 14 100 100
Получистовос 12 50 50
Чистовое 10 11 251 25
Черновое 1 12 | 32 [ 50
Черновое 1 12 | 101 ’ 1 И)
Чистовое j 11 | 25 [ Однократное 7-9 1 5 1 25
Черновое | 10 20
Чистовое | 6-7 5 15
5-6 2.5 к
'Значения допусков для квалитстов 5-14 да-
отклонение от псрпсндикуиярнссги
НОГМАП18НЫГ SlAll-РИЛЛЬ! ДЯЯ PA< 4t 1 Л IIPHIIVCKOB
испытаний
фаски соответственно у оОраОотанион деталм и
заготовки; z - номинальный припуск на обра-
26. Глубина h (мкм) дефектного поверхностного слоя
ерхноом, h из расчетной формулы исключают.__________________________________________________
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Детали, получаемые механической
обработкой
27. Качество поверхностей отверстий после обработки
бработки к“-
1 От 6 до 30 10 211
3 шлифом- До 80 7-9 5 10
1 „ротя-ива- От 10 до 80 8 4 6
3 1 калиброва- ние шарм- 6 " 80 7 0.63
5 6-7
тонкое) характеризуются допуском на А-<-^гры
3 При обработке мерным инструментом
(сверлом, зенкером, разверткой, прсияжкой. фрез.-й
нтп) диаметр инструмента принимают олижайший
по сортаменту. причем наименьший предельны
размер инструмента должен оытъ нс менее диамстр-
4 Значения допусков для квалиплоа ь
ные ' 10 J25 30
29. Коэффициент уточнения К> для
проката -
Kv
После обтачивания:
однократного
чернового
получистового
чистового
После шлифования:
чернового
чистового
МЕТОДИКА РАСЧЕТА
ПРИПУСКОВ НА ОБРАБОТКУ
зерованин; г. - подача при фрезеровании, мммуб.
«сходная кривизна заготовки для первого псрехо-
ПРИМ! РЫ РАСЧ) ЕА НРИ.Пс КОВ И ПР( Л1 Ш1Ь|Х PA^nptm
ПРИМЕРЫ РАСЧЕТА ПРИПУСКОВ И
ПРЕДЕЛЬНЫХ РАЗМЕРОВ
Элемагтариая поверхность для расчета припуска шейка вала диаметром 50,О|И мм.
1Р ’ hr ф (округленные)
мкм Ш hs переходам, мм припуски, МКМ
XSkh & h л е 2t„. 2т«
Обтачивание 200 300 200 51.75 2000 54,00 52.00
черновое 50 50 25 1400 50,35 500 50,90 50.40 3100 1600
чистовое Шлифование: 23 25 - 250 50.10 150 50.25 50.10 650 300
обдирочное 10 15 100 50.00 100 50,10 50,00 150 100
чистовое 5 5 - 50 49,95 50 50,00 49,95 100 50
Проверка расчета: Td, - Tdt = 1950 = 2д,«,-2го«. = 4000- 2050.
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Расчет припусков на обработку, номинальных размеров поковки
388
% - дефект отрезки (сматие по диаметру при отрубке).
тоста поверхностей.
ПРИМЕРЫ РАСЧЕТА ПРИПУСКОВ И ПРЕДЕЛЬНЫХ РАЗМЕРОВ
нальных припусков
Члссе Т попуск на размер исходной чего-
тонки </, номинальный размер шиповки;
пени поковки по расчету; L - длина ступени по
расчету; z - напуск.
г =——— = 86,5 мм;
^г+|
Полстаяляя известные данные, получим
, 2 °'4— « 0,0162;
Г, = 0.016 86.5 -1,38 мм;
£”=±|+|=28 мм;
L_____«—= |2 мм.
41 3'5 , ]
28
Г, =0.044-127 - 5,59 мм;
,л =-2-!У_ = 0,0545;
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Т4 = 0,400 1 2 = 4,80 мм.
Расчет припусков на обработку н „„
шт размеров по технологическим пере,""
16.4 = 6,5 мм.
Скорректируем размеры четвертой сту-
пени еще раз. Имеем
^Л?. + Д!„ = у/г! + 2: = 2.82 мм.
Диаметр исходной заготовки 56^ мм.
= 1912 мкм * 2.00 мм.
Общий припуск на обработку
2z„mm =10,28 + 2,00 = 12,28 мм.
Определение припусков и предельных
значений выполнено правильно.
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Прокат Способ ра фики Ном шьнып диаметр про,ага
Механической ножовкой 2 2
Дисковой пилой на отрезном станке 6 6
Сортовой Резцом на токарном станке 3 4 5 7
Дисковой фрезой на фрезерном станке 3 4
Листовой Газовая резка: секатором 3-4 5 5 6 7
ручная 3-5 6-7 7 8 10
На подрезку торца после отрезки 2 2 3
1 На обработку по контуру после вырезки 6 1 ’
только на ширину реза: при обработке - следует предусма мггаалятъ прнпу« пуск на обработку
прямолинейности
Припуски для классов точности, мм
поковки, мм п Т2 ТЗ Т4 Т5
До 100 еключ. 0 1 0.2 0,2 0.3 0.4
Си 100 160 " 0 2 0.2 0.3 0,4 0,5
>60 " 250 " 0.2 0.3 0,4 0,5 0,6
250 400 " 0.3 0,4 0.5 0.6 0,8
' 400 " 630 " 0.4 0 5 0.6 0,8 1.0
• 630 - 1000 - 0,5 0.6 0,8 1.0 1.2
‘ 1000 • 1600 0,6 0.8 г.о 1.2 1,6
-• 1600 - 2500 ~ 0,8 1.0 1.2 1.6 2,0
II У ДЦЧ1 НИ. МНЦИХ ПРИПУСКОВ „л №XWI4K KW06l4bOTh-v
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
ры ПОКОВКИ С ТОЧНОСТЬЮ ДО 0,5 мм.
ОТ глубины ПОЛОСТИ ручья ШТВ1
ДоЮвкл. 10-25 25 - 50 св 50
До 1,0 включ. " 16,0 " 40,0 " " 40,0 ” 100,0 " " 100,0 " 250,0 и 3,0 4.0 4.0
нл шлчп.игоьпи.ч Ufn„yCKOU НЛМГХА,,,,ч, гкуЮ0№ли у
р,°"27“а 1 2 3 4 5 6 7 8 1 IS 16 17 И
ный литейный 6 0.8 1.' 6 2.0 2. 0 5.0 6.0 8.0 10,0
40. Величины общих припусков ня обрабатываемые поверхности отливок
"Св. 0,10 до 0,11
С». 0,11 до 0.12
Св. 0,12 др 0, М
Св. 0,14до0,16
Св. 0,16 до 0,18
Св.0.18до0Д0
Продолжение табл. 40
41. Припуск "" механическую обработку им. (наружные поверхности араще„ня) Cj 12Ч1,
до 260 1 Св 260 Св 500 Се Я1хП до 500 | до 800 | до 1250 |
До 30 Чистовое 0.12 0,12 0.15 5
Св. 30 Черновое и однократное Чистовое 1.2 1.1 0.3 0.25 0,15 0,12 0.3 0,25 0,16 0,35 0.20 Z. г
до 80 Черновое и однократное Чистовое 1.5 и 0.25 0.20 (Ш 15 0,3 0,25 0,15 0.13 тг 0,3 0,3 0.17 0.16 ' S-I ' S-I ' 5 5
до 120 Черновое и однократное Чистовое L6 1.2 0.25 0,25 0,14 0.13 13 0,3 0.25 0,15 0.13 2.0 1.7 0.3 0.3 0.16 0.15 2,5 2,3 0.3 0.3 3.3 0,35 0.20
До 30 Черновое и однократное Получистовое 13 1.1 0.45 0,45 0.25 ОДО 0J3 ап обычной 1 1.7 0,50 0.25 OJS точности 7
360 ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Продолжение там. 4|
С"Х^ХК" Припуск на диаметр при длине вала
До 120 до 260 до 500 до 800
Св. 180 Черновое и однократное 23 1.4 15 М M 4.6
Получистовое 0.50 1g 050 ojs 0,65
Чистовое 025 0,30 0.25 0I5 ОМ <1.35 0,35 0.40
Тонкое 0,17 0.13 0,17 0,18 0,15 0,22 0 26
До 18 Черновое и однократное 1.5 1.4 1,9 Z Z z
Чистовое 0,25 0.25 озо Z Z e e
Гонкое 0.14 0,15 Z 5 5
Св. 18 Черновое и однократное 13 2.0 1.8 23 - z
Чистовое 0,25 0,25 0,30 0.25 030 Z z 5
Тонкое 0,14 0,14 0J4 0,16 Z z 5
Св. 30 до 50 Черновое «однократное 1.7 23 2.0 3.0 2.7 3,5 z 5
Чистовое 0,30 0,25 0,30 0,30 030 0,30 0,35 z 5
Тонкое 0,15 0.15 0,16 0,15 0,19 0,17 0.21 z 5
Св. $0 Черновое и однократное 23 2,9 2.6 3.4 2.9 4,2 3.6 5
Чистовое озо озо ОДО 035 0,30 0,40 0,35 MS
Тонкое 0,16 0,18 0,17 oji 0.22 0,20 ода -
НАЗНАЧЕНИЕ ОБЩИХ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
НаЛЬНЫЙ С"^±М' Припуск на диаметр при лишне вала
До 120 до 500 до 800 до 1250 до 2000
*Сб. 80 до 120 Тонкое Х8 0,40 0,35 0,23 0,2) 0,26 6.3 5,2 адо
Ъ. 120 до 180 Черновое и однократное Тонкое Is 035 0,30 0,24 0,22 0,25 0,35 0,32 2
До 30 чистового точения Чистовое после предав-
Св. 30 термообработки Чистовое после предва- рительного шлифования 0,06 0,50 0.85
40 80 термообработки Чистовое после предва- рительного шлифования 0,25 0,10 0,40 0,10 -
Предварительное после Предварительное после ригельного шлифования 0,10 0,06 1,00 0,10 0,06 1,55 0,10
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Продолжение /либ, 4[
Нами- cnx°sr Припуск на диаметр при длине вала .
До 120 до 260 до W0 до 800 ®р»
до 180 Предварительное после 0.17 0,30 0,55 0.85 1 30 —
Предварительное после 0,10 0,10 0,10 0,10 0.10 О.ю
Чистовое после предва- 0 06 0 06 0 06 0 06 0 06
Ь е * I ? ! ’! * И 1 ! Н ! | И 1 1 й ii । н И {] Ihr Hili si=H "ГГэ 5работку
плоскостей
Р обрабатываемой поверхности ?
С шк» обрабо™ Моско™ й 3§ <3? §3 da 88 <3 § §§ за gg u g И d§ II
Черновая и однократная об- работка лезвийным инстру- ментом после литья: в песчаную форму (машин- ная формовка по метал- лическим моделям) в песчаную форму (машин- ная формовка по деревян- ным моделям) в постоянную форму (в кокиль) в оболочковую форму 0.9 1.0 0.7 0.5 0.3 1.2 04 1,0 0,8 2,2 2^0 4,5 2,9 7,0 10,0
Получистовая обработка лезвийным инструментом 0,25 0,25 0,30 0 30 0,35 0,40 0,50 0.65
Чистовая обработка лезвий- получистовой 0,16 0,16 0.16 0 16 0,16 0,16 0,20 0,20
кратное шлифование после чистовой обработки лезвий- ным инструментом 0,05 0,05 0,05 0 05 0.08 0,08
Чистовое шлифование после предварительного 0,03 0,03 0,03 0,03 0,03 0.03 0,05 оМ.
НАЗНАЧЕНИЕ ОБЩИХ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Протягиванием
11 квашпсга 1! квалнгста
до 18 Св. 18 до 30 30 " 50 50 " 80 " 120 " 180
отверстии хонингованием
Сталь Чугун
До 80 Св. 80 до 180 0,05 0,06 0 04
Мсти;, обработки 11|>илуг«пр»да»»еп>е
6- 10 10-50 50-180
термообработки 0.2 о.з 0.4-0.5
работки: 0 0.3 0.2
46. Припуски ня при
До 50 Св. 50 до 80 0,020
47. Припуски на шабрение
364
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
48. Припуски на ширину пазов
Размеры в мм
Ширина.,™ термически обработанных Ширина паза ЦП Шлифование пазов \ термически обработанные и необработанных детали
До 6 1.5 0.5 Св. 10 до 50 3.0
Св. 6 до 10 2.0 0.7 " 50 " 120 4,0 1.0
Примечание. Размеры пазов: длина до 80 мм. глубина до 60 мм.
49. Припуски на обработку торцов
д™'“ 1 Шлифование после
Припуски при наибольшем размере торца
До 30 Св. 30 до 120 Св. 120 до 260 До 120 Св. 120 до 260
До 10 Св. 10 до 18 " 18 " 50 - 50 " 80 "• 80 " 120 " 120 "260 0.6 0.7 1.0 1.0 1.0 1.0 1.0 1.2 1.3 1,3 0.2 0,2 0,2 0.3
НАЗНАЧЕНИЕ ОБЩИХ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ 365
51. Припуски на механическую обработку деталей m цветных металлов н сплавов
Отверстия, обрабатываемые в сплошном материале
Способ обработки 1 .'IHilSlCip при НОМШ1МЫ10М
до 18 сп. 50 до 80
протягивания или развертывания 0.008 0,012 0,015
дХи^етгапГ'”'' еверлт“Я “ "1,чаМ1",е "рсвыща.ь еле-
Диаметр отверстия о мм
до 18 св. 18 до 50 св. 50 до 80
Начальное смешение оси отверстия в мкм и 0.8 0.5
Погрешность установки втулки в патроне при растачивании или зснксровании не должна пре-
Внешние поверхности вращения
до 18 св. 18 до 50 св, 50 до 120
центробежного в кокиль или оболочковые формы по выплавляемым моделям под давлением Чистовое обтачивание или предварительное шли- фование после чернового обтачивания Чистовое шлифование после предварительного “Мифования или шлифование после однократного -Вкачивания 1,70 1.30 0,30 0,15 2,00 1,60 1,00 0,70 0,50
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Способ обрббапш 11рипуск ва торец пр„ ”
обрабатываемой поверхц ости
до 18 до 50 до 80 д “
Черновое или однократное подрезание после литья: —
в песчаные формы (в землю) 0,80 0,90 1.00 1.10
центробежного 0,65 0,70 0,75 0.80
в кокиль или оболочковые формы 0,40 0.45 0,50 0.55
по выплавляемым моделям 0,25 0,30 0,35 0.40
под давлением 0,15 0,20 0,25 0.35
Чистовое полрезание после чернового подрезания 0,12 0,15 0.20 0.25
Шлифование после числового подрезания 0,05 0,06 0,08 0,08
до 30 до 50 до 80 до 120 до 180 до 260
в песчаные формы (в землю) 2,70 3,00 3.00 3,20 3.20
центробежного 2,40 2.50 2,70 2,70 3,00 3.00
в кокиль или оболочковые формы 1.30 1 40 1,50 1,50 1 60 1,60
Чистовое растачивание или протягивание после чернового растачивания 0,25 0,30 0,40 0.40 0,50 0,50
Протягивание, тонкое растачивание, нормаль- ное развертывание нлн шлифование после чис- 0,10 0,15 0,20 0,20 0,25 0.25
шлифования 0,10 0,12 0,15 0,15 0,20 0,20
Точное развертывание после нормального 0,05 0,08 0,08 0,10 0,10 0.15
Притирка после точного развертывания 0,008 0,010 0,015 0,020 0,025 JX030^
НЛ311 УЧЕНИЕ ОБЩИХ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
внешние поверхности вращения
Припуск п» диаметр при его
Способ обраСюткн поминальном размере
до 50 св. $0 со. 80 сп. 120 су 180
до 80 до 120 до 180 до 260
Черновое обтачивание после литья:
в песчаные формы (в землю) 2.00 2.10 2 20 2.40 2 60
центробежного 1.60 1.70 1.80 2,00 2,20
в кокиль или оболочковые формы 0.90 1,00 1 10 1.20 1.30
Чистовое обтачивание или предварительное
шлифование после чернового обтачивали» 0,40 0.50 0.60 0,70 0,80
обтачивания или тонкое обтачивание после
чистового обтачивания 0,15 0,20 0,25 0,25 0,30
ван ия 0,10 0,15 0,15 0,20 0,20
Хонингование, отделка абразивным полотном
или тонкое шлифование после чистового шли-
фования 0,010 0,015 0,020 0,025 0.030
Притирка, суперфиниширование или полирова-
ние после тонкого обтачивания 0,006 0.008 0,010 0,012 0,015
Торцовые поверхности
Припуск ня торен при диаметре
обрабатываемой поверхности
св. 50 св. 80 св. 120 св. 180
до 80 до 120 до 180 до 260
Черновое или однократное подрезание после
литья;
в песчаные формы (в землю) 0,80 0,90 1,10 1,30 0,150
Центробежного 0,60 0,70 0,80 0,90 1,20
0,60 0,70
Чистовое подрезание после чернового 0 10 0,13 0,13 0,15 0,15
иЬяфование после чистового подрезания [ 0,06 0,08 0,08 0,11 0,11
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Продолжение табл. 5|
способов™ номинальном размере
от 120 до до 260 до 360 до 500 до 630
к песчаные формы (и землю) 2,70 2 80 3 20 3,60 4 00
» кокиль или оболочковые формы 1,30 1.40 1.60 1,80 2,00
Чистовое обтачивание или предварительное 0,30 0.30 0,35 0,35 0 40
Шлифование после чистового или однократного 0 20 0 20 0 25 0.25 0,30
Тонкое обтачивание после чистового обтачивания 0.05 0 08 0 08 0 10 0 15
Гонкое шлифование после чистового шлифования 0,02 0,025 0,03 0,035 0.04
С.юс.,6 обработки Припуск на тореи при диаметре
до 180 до 260 до 360 до 500 до 630
Черновое или однократное подрезание после
литья:
в песчаные формы (в землю) ио 1,30 J.50 1 80 2,10
в кокиль или оболочковые формы 0,60 0.70 0,80 0.90 1.10
Чистовое подрезание после чернового подрезания 0.15 0,15 0 17 0,17 0.20
Шлифование после чистового подрезания 0 11 0 11 0 13 0.13 0,15
Поверхности бобышек и приливов
Припуск на сторону при наибольшем
аемой поверхности
до 30 до 50 до 80 до 120
Цекование, черновое фрезерование, строгание или под-
резание после литья:
в песчаные формы (в землю) 0,60 0.65 0,70 0,75
0,30 0,35 0,40 0,45
Чистовое фрезерование, строгание или подрезание после
чернового фрезерования, строгания или подрезания 0,08 0,10 0J3
Припуск на сторону при наибольшем размере
Способ обработки S S, 8 § 1 § 8 § I
3 8 1 ! $ 8 1 ! 1 i 1 § 8
Черновое или однократ- 0,65 0.85 2,50
В К°формыЯИ °‘,КО' 0 35 0,45 0.50 0,55 0.65 0,85 0.95 1.10 1,30 1.50
по выплавляемым мо- 0 25 0 32 0.38 0.46 0,56 0 70 0.83 1.00
лод давлением 0,15 0,25 0,30 0.35 0,45 0,60 0,75
Tiff f 3 § s hil и! in 0,07 0,09 0.11 0 14 0 18 0,23 0 30 0 37 0 45 0 55 0,65 0 80
зеров™™РО™ИЯ ИЛИ ФРС’ 0,04 0,06 0,07 0,09 0.12 0,15 0,20 0.25 0.30 0,38 | 0,48 0,60
Черновое растачивание или зенкерование после литья:
в песчаные формы (в землю)
под давлением
Чистовое растачивание после чернового растачивания или зенке-
Тонкое растачивание, нормальное развертывание или предвари-
тельное шлифование после чистового
Тонкое развертывание после нормального или чистовое шлифова-
кие после предварительного__________________________________
сн. 50 no 120
Способ обработки Припуск на торец при диаме^Г~ ’ ' ’
до 30 “,50 до 80 д’ | м
после литья: в песчаные формы (в землю) 0 65 0 70 0 80 0 90
в кокиль или оболочковые формы 0.35 0 40 0.45 0,55 0.65
по выплавляемым моделям 0.25 0.30 0,35 0,45 0,55
под давлением 0,15 0,20 0,25 0.35 0 45
Чистовое подрезание после чернового подрезания 0.08 0 10 0 13 0,17 0 31
Шлифование после чистового подрезания 0,04 0.05 0,07 0.09 0,12
Литые окна
СппссбибраЛ™, У обрабатываемого окна Р
до 50 до 80 до 120 до 180 до 260
Предварительное фрезерование или долб-
в песчаные формы (в землю) 1,30 1 40 1 50 1 60 1 80
в кокиль или оболочковые формы 0,70 0,80 0 90 1,00 1,2
по выплавляемым моделям 0.45 0,50 0,55 0.60 0,65
под давлением 0 25 0,30 0,35 0,40 0,45
Чистовое фрезерование или долбление по контуру после предварительной обработки 0 35 0 40 0,45 0 55 0 65
Поверхности бобышек, плотиков и приливов
Припуски трону при наибольшем
Способ обработки до 18 до 50 до 80 д“1И
Цекование, черновое или однократное фрезерование, строгание или подрезание после литья:
в песчаные формы (в землю) 0,60 0,65 0,70 0,75
в кокиль или оболочковые формы 0,30 0,35 0,40 0,45
по выплавляемым моделям 0,20 0,25 0,30 0.35
под давлением 0,12 0,15 0,20 0,25
Чистовое фрезерование, строгание иля подрезание 0,07 0,10 0,13 _ 0.17_
в песчаные формы (в землю)
Чистовое строгание или фрезеро-
Шлифование после чистовой
обработки
Черновое или однократное фрезерование
в песчаные формы (в землю)
в кокиль или оболочковые формы
по выплавляемым моделям
под давлением
Чистовое строгание или фрезерование
после черновой обработки
Шлифование после чистовой обработки
Продолжение табл. 51
I IpunvuK на одну сторону при наибольшем размер-
св. 800
до 1000
РАЗРАБОТКА
ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
I ИЗГОТОВЛЕНИЯ
Глава ДЕТАЛЕЙ
Рекомендации Р5О-54-93-88 устанавли-
вают методические положения по классифика-
ции, разработке и применению технологиче-
ских процессов при подготовке производства
изделий машиностроения, прибороегриения и
средств автоматизации (₽ дальнейшем - изде-
лий) с учетом рациональных областей приме-
нения конкретных видов технологических про-
цессов при организации нового и совершенст-
ВИДЫ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
Технологические процессы классифици-
руют (рис. 1) на основные виды по следующим
признакам:
ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
'оответствии с рабочей конструкторской доку-
ментацией на изделие.
и промышленной санитарии, изложенных и
системе стандартов безопасности труда
(ССБТ), стандартах на типовые технологиче-
ские процессы, инструкциях и других норма-
изделие серийного или массового производст-
ва, если технически и экономически целесооб-
разно внедрить содержащиеся в этом процессе
лия или этапа производства после проведения
запланированного на перспективу комплекса
мероприятий (по реконструкции, переоснаше-
Групповой технологический процесс
разрабатывается с целью экономически целе-
сообразного применения методов и средств
крупносерийного и массового производства в
условиях единичного, мелкосерийного и се-
рийного производства. Обязательным этапом,
цессов, является группирование предметов
производства по технологическому подобию с
учетом основных факторов организации про-
кацни и результатов комплексного анализа:
- состава и программ выпуска изделий;
~ существующей структуры производст-
производства.
Групповой технологический процесс ох-
ватывает комплексы групповых технологиче-
ских операций, выполняемых на специализиро-
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
ский процесс разрабатывают в случаях, когда
ботки на предприятии требуется провести
большой комплекс подготовительных меро-
приятий по переоснащению действующего
производства.
Типовой технологический процесс
единством содержания и последовательности
большинства технологических операций для
основе анализа множества действующих и воз-
можных технологических процессов на типо-
Типизация технологических процессов
базируется на классификации объектов произ-
многообразия технологических процессов
обоснованным сведением их к ограниченному
числу типов и служить базой для разработки
стандартов на типовые технологические про-
тии, на отдельные группировки, для которых
возможна разработка общих технологических
процессов или операций.
На отраслевом уровне выполняется раз-
работка типовых технологических процессов
разработка и применение типовых технологи-
ческих процессов для перспективной номенк-
Разработка типовых технологических
процессов на каждом уровне базируется на
внедрении научно-технических достижений и
передового опыта промышленности в области
технологии машиностроения и рациональном
сурсов производства с учетом конкретных про-
изводственных условий.
Типовой перспективный технологический
процесс разрабатывают на группу изделий,
обладающих общими показателями функцио-
ность моделей, образующих вид изделия* »,
т.п.) или общими технологическими признака-
ми (например, общность метода обработки
и т.д.), если технически и экономически целе-
сообразно внедрить этот процесс лишь с опре-
ОСНОВНЫЕ ТРЕБОВАНИЯ К
РАЗРАБОТКЕ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
ние вредных воздействий на окружающую среду.
Прогрессивность технологического про-
ным системой ' аттестации технологических
Технологический процесс должен соот-
ветствовать требованиям экологии и безопас-
ности жизнедеятельности, изложенным в сис-
теме соответствующих стандартов.
Документы на технологические процессы
требованиями стандартов Единой системы
технологической документации (ЕСТД).
Разработка рабочих технологических
процессов проводится для изготовления или
ремонта изделий, конструкции которых обяза-
гичность. Технологический процесс должен
показателей технологичности конструкций
изготовляемого или ремонтируемого изделия.
Единичный технологический процесс
нологического процесса изготовления издели •
относящегося к определенной классификаци-
онной группе, технологический процесс созда-
ется на основе использования ранее принятых
ЭТАПЫ РАЗРАБОТКИ ТЕХНОЛ ЛОГИЧЕСКИХ ПРОЦЕССОВ 375
^вуюших единичных технологических про- ('например, конструкция изделия требует при- вия, новых требований к материалам и т.п.) и наличия исходной информации, Avc.a.v-Hwr. для разработки процесса в заданные сроки, цессы разрабатывают после завершения стадий конструкторской документации на изделие, В технически обоснованных случаях их разраба- тывают после завершения стадии разработки ра- бочей документации опытного образца (партии). ских, опытно-технологических, опытно-кон- структорских работ, прогнозирования новых методов обработки, разработки и исследования ским процессам и методам управления ими, а каталогах, паспортах, справочниках, аль- бомах компоновок прогрессивных средств тех- нологического оснащения; тодам расчета производительности, точности и стабильности технологических процессов; планировках производственных участков;
вых методов и средств технологически! о ис- методических материалах по управлению технологическими процессами.
Показатели и методы оценки технико- экономической эффективности рабочих и пер- ского уровня технологических процессов и орга- ЭТАПЫ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ В общем случае разработка единичных, групповых и типовых технологических процес- сов (ЕТП, ГТП. ТТП) состоит из этапов, приве-
денных в табл. I. Необходимость каждого эта-
Г па, состав задач и последовательность их ре-
ИСХОДНАЯ ИНФОРМАЦИЯ для РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ шения определяются в зависимости от типа производства и готовности предприятия к ос- воению технологического процесса. Степень углубленности технологических
Исходную информацию для разработки технологических процессов подразделяют на базовую, руководящую и справочную. имеющиеся в конструкторской документации на изделие, и программу выпуска этого Ные, имеющиеся в следующих документах: стандартах и руководящих материалах, разработок зависит от типа производства. В машиностроении различают три типа произ- водства; единичное, серийное, массовое и два Основные задачи, решаемые на каждом этапе разработки технологических процессов, основные документы, обеспечивающие реше- ние этих задач, приведены в табл. 2 (единич- ные групповые и типовые технологические процессы) и табл. 3 (перспективные техноло- гические процессы).
376 РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
1. Этапы разработки технологического процесса (ТП)
Этап разработки ТП Применяемость этапа при разработке
ЕТП гтп ТТЛ
Анализ исходных данных для разработки ТП
Классификация и группирование объектов „рои,-
Количественная оценка групп объектов произвол-
Анализ типовых представителей объектов произ- водства
Выбор действующего типового или группового ТП
Выбор исходной заготовки и методов се изготовле-
Выбор технологических баз
Выбор вида обработки
Составление технологического маршрута
Разработка технологических операций
Расчет точности, производительности и технике-
Нормирование ТП
Разработка технических мероприятий по реализа-
ЭТАПЫ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Анализ исходных дан- назначением и конструкцией предмета труда, с требованиями к изготовлению и эксплуатации Сведения о программе выпуска изделия. Конструкторская доку-
Х"“ Рк 3 лоч„
тельной справочной информации, необходимой для разработки
x:o”sora Формирование технологического JSTTUSS’
?*^гй°"ХХда-,И 0С"ОТ<!
групповому или единичному
Выбор исходной заго- готовления ки), установленной типовым тех- вой или групповой тех-
оценки выбора заготовок
ходкой заготовки
Технико-экономическое обосно- вание выбора заготовки Стандарты и техниче- ки и основной материал
При отсутствии соответствующей классификационной группы технологический процесс разрабаты- вается как единичный.
‘378 РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ Продолжение та&г 2
Этапы разработки ТП Задачи, решаемые на этале Основные докумопы и данные, необходимые ддя
баз Оценка точности и надежности Классификатор способов Методика выбора техно-
Составление техноло- гического маршрута технологических операций (или уточнение последовательности Определение состава средств технологического оснащения Документация типового, группового или единич- ного технологического процесса
Разработка технологи- ческих операций Разработка (или уточнение) по-
уточнение их) Классификатор техноло- гических операций
iHh ?о-: е» * iiiri НИК о Я O >. С и средств технологически- 80, РД 50-198-80. : Каталоги (альбомы и картотеки) на СТО
транспортирования
Назначение и расчет режимов Материалы по выбору технологических норма- тивов (режимов обра- ботки, припусков и пр-)
7 Нормирование техноло- Установление исходных данных, Нормативы времени и расхода материала
ЭТАПЫ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ЭшвыразрдботхвТП Задача, решаемые „а ,,а» 1
гического процесса lilifl ИИ 1ИГ1К = uii 5 » s g г g s г В g t = г lih Hi: hi: uh норм)
Определение требова- сти, опасным и вредным вещест- Разработка требований, выбор методов и средств обеспечения водстве п р
9 эффективности техно- Выбор оптимального варианта технологического процесса Методика расчета эко-
10 Оформление техноло- Нормоконтроль технологической Согласование документации тех- нологических процессов со всеми заинтересованными службами и ее утверждение Стандарты ЕСТД
• 2- Гр3 технологического про- <пповые технологические пронессь Предварительное ознакомление с назначением и конструкцией предметов производства, с требо- ваниями к их изготовлению и эксплуатации Задание на разработку ских процессов, содер- жащее сведения о про- грамме выпуска изде- Конструкторская доку- ментация на анализи- руемые изделия
380 РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Продолжение табл. 2
Этапы разработки ТП Задачи, решаемые на этапе Основные документы н данные, необходимые для
Документация единич- ных технологических процессов, действующих
Создание укрупненных групп . предметов производства, обла- 1 Рабочие чертежи и тех- нические условия на предметы производства мегов производства
ф^ХизЗиЖих“эл"Н^»’ Руководящие техниче- ские, методические и справочные материалы по группированию изде-
Количественная оценка групп предметов произ- водства Определение типа производства для каждого комплексного изделия Определение ориентировочной Спецификации конст- Ллановые задания Ве- домости трудоемкости
ческого процесса Разработка маршрута изготовле- ния комплексного изделия Чертеж комплексного изделия. Рабочие чертежи и тех- изделия, входящие в
™o™4e'™\nepS"Z“ Документация дейст- вующих единичных, типовых и групповых технологических про- Документация перспек- тивных технологических процессов
П р и м е ч а н и е. В дальнейшем этапы разработки ГТП сводятся к разработке групповых технологи- ческих операций, расчету точности, проюводителтпоста и экономической эффектааяоитт вариантов ГШ. нормированию ГГП, разработке мероприятий для реализации производства, оформлению Д°кУмен™*““ " ГТП и операции. Задачи, решаемые на этапах, определяются ранее разработанным маршрутом изготов
ЭТАПЫ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Продолжение табл 2
^™рира«™,ТП Задачи, решаемые на этапе 1 «“ZXZ'JX
3. Типовые технологические процессы
1 Классификация объек- Создание групп объектов произ- водства, обладающих общностью го“ф"™Ха °6“К’
Выбор типовых представителей
2 Количественная оценка групп объектов произ- Определение типа производства ва (единичное, серийное и масса- РЖ pV лок/т»
типовых представите- типа производства са деталей
Выбор заготовки и ме- Х~гкм оиевка изготовления объектов экономической оценки
5 Выбор технологических Выбор поверхностей базирова- Оиенка точности и надежности базирования. Методика выбора техно-
6 (литье, обработка дав- Выбор вида обработки. лий и операций. Методика оценки точно- ностей деталей
Составление техноло- гического маршрута обработки Определение групп оборудова- ния по операциям Классификаторы техно-
382 РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ Продолжение табл. 2
Эг!"'“ разработки ТП Зада ре а ье азтаи Основные документы я данные, неоОходнмые ш
“о™?*Вь,бор Оощая структурная схе- ма, формулы и модечч развития технологиче-
Установление рациональном по- следовательности переходов в операции. Выбор оборудования, обеспечи- жения требуемого качества. Установление принадлежности выбранной конструкции к стан- дартным системам оснастки Методика установления рациональной последо- Стандарты на техноло- гическое оборудование. Классификаторы техно- ских компоновок стан- ков для различных мс- РД 50-54-11
Установление исходных данных, межоперанионных припусков. Установление исходных данных, мальных режимов обработки. Установление исходных данных, Стандарты на техноло- гическую’ оснастку. Методики и стандарты по расчету режимов Методики разработки норм времени. Классификаторы разря- дов работ и профессий
телеЙ для выполнения операций в
9 Расчет точности, произ- мической эффективно- сти вариантов типовых Выбор оптимального варианта Методика расчета эко- номической эффектив- Методики расчета точ-
10 Оформление типовых технологических про- Согласование типовых техноло- гических процессов со всеми заинтересованными службами и Стандарты ЕСТД
ЭТАПЫ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
3. Основные задачи, решаемые на этапах разработки перспективных
„ерс^кг в, к рончс « °' “ЛЛмю ?р
Анализ конструкций объ- ектов производства конструкцией объектов произвол- условия на объекты произ- водства
кон^РрукцийРСо^ и качества ородукцигГ
лХе™?прошсс"ИВ''Ь,е Т£ХН0' технологических процессов
по выпуску объектов про- тов производства на перспективу. ХУПебрспе™ивПуР°тВДСТ'
пени детализации содер- жания перспективных спективных технологических про- производства. Методика
логических процессов
Анализ и уточнение ис- разработки перспектив- ных технологических процессов информации и составление перечня Массивы информации, со- и средства технологическо- го оснащения в информаци- онно-поисковых системах
Разработка мероприятий по обес-
Разработка перспектив- НЬ1Х технологических процессов Задачи, решаемые в зависимости от правилами разработки рабочих процессов или типовых технологи- ческих процессов с учетом требуе- мой степени детализации содержа- Исходная информация
384
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
перспективных процессов Задачи, решаемые „а типе Основные документы и дан- ные, обеспечивающие рещр.
Оценка технико-эконо- мической эффективности перспективных техноло- гических процессов ной технологии производства Методика определения уровня и нормативные по- казатели уровня технологии производства
дополнительных капиталовложе- ний, связанных с планируемым Расчет и сравнение приведенных комической эффективности
4. Приближенный выбор типа производства
Тип произволе™ М' £ ? ИЗЯра"мсро»““’‘ ।
Число изделий
Единичное <5 < 10 < 100
Мелкосерийное 5-100 10-200 100-500
Среднесерийное 100-300 200-500 500- 5000
Крупносерийное 300-1000 500-5000 5000-50 000
Массовое 1000 5000 50 000
ЭТАПЫ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ведете технологического оснащения (СТО), в
ВОК определенных наименований, типоразмера
н исполнения, называют тактом выпуска
60Фа
Где Ф() - действительный фонд времени в пла-
нируемом периоде (год, месяц, сутки, смена),
оборудования учитывает потери времени на
номинального (календарного) фонда времени,
зационной формой работы является поток.
В потоке (поточной линии) на каждом рабочем
месте выполняют одну технологическую опе-
ТП. На каждой линии производят обработку
отдельной детали (сборку отдельного изделия
или его составной части). Если длительность
операции на всех рабочих местах одинакова, то
работа на линии выполняется непрерывной
передачей объекта производства с одного ра-
бочего места на другое (непрерывным пото-
ком). Достигнуть равенства штучного времени
на всех операциях не удается. Это предопреде-
ляет технологически неизбежное различие
В общем случае условием организации
потока является кратность времени выполнения
каждой технологической операции такту вы-
дифференциации и совмещения во времени
В массовом и крупносерийном типах
Ритм выпуска - число изделии (или заго-
товок) определенного наименииания. ТпПираз-
мера и исполнения, выпускаемое в единицу
Обеспечение заданного ритма выпуска
является важнейшей задачей при разработке
ТП массового и крупносерийного производств.
В серийном производстве организовать
непрерывный поток изготовляемых изделий
часто невозможно из-за низкой загрузки обо-
рудования поточных линий в условиях не-
больших объемов выпуска. Кроме того, даже
при массовом и крупносерийном производст-
вах при большом различии штучного времени
отдельные рабочие места могут иметь малую
загрузку. В этих случаях применяют модифи-
кацию поточного метода, именуемого пере-
При переменно-поточное методе за каж-
дым станком линии (участка) закреплено по
где 1ш1 _ штучное время /-Й операции;
типных деталей, запускаемых в производство
попеременно. В течение определенного перио-
да времени (обычно несколько смен) на линии
указанному условию называют синхрониза-
При выполнении синхронизации иногда
возникает необходимость соответствующего
расчленения ТП на операции и в некоторых
; за данной линией
В серийном производстве при построении
дифференциацию, так и концентрацию техно-
386
ЭТАПЫ РАЗРАБОТКИ ТЕХНОГ ЮГИЧЕСКИХ ПРОЦЕССОВ 387
делом обычно предшествует определение заготовки. Разработка маршрута обработки полняюших ту же функцию сочетание поверх- относительно выбранной системы координат (базирования). На этапе разработки маршрута обработки производят расчет припусков на обработку и ют, выбирая технологические базы и схемы базирования для всего технологического про- цесса. Выбирают две системы баз - основные базы и черные базы, используемые для базиро- вания при обработке основных баз. Всю механическую обработку распреде- ляют по операциям и, таким образом, выявля- ют последовательность выполнения операций и их число; для каждой операции выбирают оборудование и определяют конструктивную схему приспособления. В поточном производ- стве на данной стадии проектирования про- должительность выполнения операций сораз- (синхронизация операций по такту будет На первых (одной - двух) операциях при базировании по черным базам обрабатывают основные технологические базы. Затем выпол- стадии чистовой обработки (точность 7 - 9-го квалитета). Далее осуществляют операции ме- стной обработки на ранее обработанных по- верхностях (фрезеруют канавки и лыски, наре- зают резьбу и зубья, сверлят отверстия и т.д.). ковных, наиболее ответственных поверхностей (точность 7-го квалитета); при необходимости за этим следует дополнительная обработка стью 6 - 7-го квалитета и параметром шерохо- ватости поверхности Ra 0,32 и менее. ответственным поверхностям. Для основных операций по содержанию зависят также от некоторых случаях требуется применять спе- наладки и станки. При обработке на универ- сальных стайках стремятся к более полному использованию их возможностей. Наиболее точные станки используют для чистовой и от- делочной обработки, выделяемой в отдельные Чтобы избежать трудоемких переустано- вок крупногабаритных и тяжелых заготовок, черновую и чистовую обработку таких загото- вок выполняют за одну операцию. Такое же построение маршрутной технологии характер- но для любых деталей в мелкосерийном произ- водстве. Во всех случаях выполнения черновой и чистовой обработки за одну операцию реко- мендуется сначала провести черновую обра- ботку всех поверхностей, а затем выполнить чистовую обработку тех поверхностей, для которых она необходима. В маршрутной технологии в процессе об- работки предусматривают контроль с целью технологического обеспечения заданных пара- нолог устанавливай объект контроля и его место, обращая внимание на операции, при которых точность обеспечивается наиболее трудно; назначает методы и средства контроля, выдает задание на их конструирование.
388______РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
ЭТАПЫ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
’Хм''™ Тип производства
Единичный, мелкосерийный | Серийный,
Степень описания технологического процесса
м.ршр™“опер«ш,мтге J О ра о <«.
Разработка технологической документации на стадии
|1Р«»»Р^"ь»“» I °“р™‘и производства
Единичною производства
Документы общего назначения
Титульный лист тл
Карта эскизов кэ 0 0 •
Технологическая ин- ти • • •
Документы специального назначения
Маршрутная карта мк • • •
ского процесса ктп 0 о •
ского процесса кттп • • •
Операционная карта ок о 0 •
повой) операции кто • •
ской информации кти
Комплектовочная кк о о •
Технико-нормировоч- ная карта ТНК 0 о •
Карта кодирования информации кки
Карта наладки КН • • •
Ведомость технологи- ческих маршрутов втм •
Ведомость оснастки во о 0 •
Ведомость оборудова- ВОБ
390 РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
°^мс'т Тил производства
Единичный, мелкосерийный | Серийный,
Степень описания технологического процесса
маршрутно-операционное 1 Операшюшюс
Разработка технологической документации на сюдяи
Прм’ХГ"‘"й производства
Единичного производства
Ведомость материалов ВМ • • О
Ведомость специфи- расхода материалов вен О ° •
норм расхода мате- ВУН
Технологическая ае- ТВ
Ведомость применяв- вп
Ведомость сборки изделий вси
Ведомость деталей втп (ВТО) • • •
Ведомость деталей, отходов вдо
Ведомость дифектации вд
Ведомость технологи- ческих документов втд
Ведомость держателей подлинников вдп
Примечания:!. Данные по ГОСТ 3.1102-81 и ГОСТ 3.1119-83. 2. • - документ, необходимый для разработки, О - документ, выбираемый по усмотрению разработ- 3. Необходимость применения остальных документов, указанных в таблице (не имеющих индек- сов О .•), уидаюлимекя в отраслевых нормативно-технических документах (НТД).
ПРИМЕНЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
„ “ р “ Особенности разработки РТП
1-7-8-6 Разработка процесса осуществляется в последовательности, принятой для проектирования оригинальных ТП в связи с отсут-
'-2-3^ Ш1 Hi! I « § S ни il!t । ® о = S III I S g
1-2-3-5-6 нии оригинального ТП благодаря высокому уровню преемст- венности технологических решений
1-7-9-10-3-4 Разработка трудоемка на первом этапе технологического проек- трудоемкости их выполнения оправданы, если на следующих этапах развития технологии и смены объектов производства можно существенно упростить и сократить цикл технологиче- ского проектирования и более эффективно использовать техни- ческие средства производства
РАЗРАБОТКА ВЫСОКОПРОИЗВОДИТЕЛЬНЫХ ОПЕРАЦИЙ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
РАЗРАБОТКА ВЫСОКОПРОИЗВОДИТЕЛЬНЫХ ОПЕРАЦИЙ
ко при отладке программы и в штучное время
не входит.
Время Г8 зависит от размеров, массы,
^«фигурации заготовки, конструкции меха-
Мов Фиксации, длины хода и скорости пе-
396
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
РАЗРАБОТКА ВЫСОКОПРОИЗВОДИТЕЛЬНЫХ ОПЕРАЦИЙ
тин заготовок с основным временем, если
при использовании маятниковой по-
позиции другая рабочая позиция используется
заготовок. На станке с многопозиционным
поворотным столом (рис. 5, в) появляется воз-
трех рабочих позициях (//, 111, /И последова-
oSn *' многоместных схем обработки с
п*рпш Закрепле,,ием заготовок операционной
При выполнении операции на станке с
тие заготовок производятся на ходу станка в
приведена в табл, 8.
разлельным закреплением заготовок
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
8. Структура времени t. и I, для многоместны,
обработки Bci,°XT7"HW
закреплением (рис, 4, а, б) +U,
Параллельная с раздельным одноинстру- ментная (рис. 5. а) и многоинстру- ментная 77
пнем загото- вок, многоин- струментная (рис. 5, в) N ~
рывной рабо- (рис. 6) 0
РАЗРАБОТКА ВЫСОКОПРОИЗВОДИТЕЛЬНЫХ ОПЕРАЦИЙ
может быть полностью или частично совмеше-
позициЙ, В которых'заготовка устанавливается
во время обработки другой заготовки, или
применением двухместного приспособления на
/гоц, индексации стола /Н1!Д, смены инструмента
/с „ представляет собой суммы ряда элементар-
ных слагаемых каждого вида. Вспомогательное
время для типовых операций обработки кор-
пусных деталей составляет 50 - 60 % штучного
Особенности построения операций в
различных уровнях производства. При раз-
работке схему обработки выбирают из числа
немногих сопоставимых схем, так как многие
оборудования и сложной технологической ос-
настки, в то время как при большом выпуске
их применение предопределяется заданной
производительностью.
400
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
РАЗРАБОТКА МНОГОИНСТРУМЕНТНЫХ НАЛАДОК
402______РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
водится корректировка с целью улучшения рующих позициях и переходах и обеспечения согласованности работы всех инструментов. или n,s01 = п^0,п. Для /-го нелимитирующего лом врезания) либо делением длины обрабаты- ваемой поверхности на участки. При работе с ПО..ЧКЧ..ОГ. ПмД-лГ. (..«пример. При точении широким резцом) резко сокращается основное время, так как длина обрабатываемой поверх- ности определяется снимаемым припуском. Длину поверхности при многорезцовом полнстельного резца. При обработке отверстий
их длина делится на участки, обрабатываемые довательно в двух-трех позициях станка или
подача sol = ,го„ — . В этом случае время обработки ^пррд,>г.яе1-,.я
При назначении режимов резания для многоинструментных схем обработки на агре- гатных станках и автоматических линиях исхо- дят из стойкости инструментов, при которой более чем 2 раза в смену. При значительной щих в наладке при разных условиях (например, при больших перепадах диаметров или длин трудных условиях, на других переходах - из быстрорежущей стали. При проектировании многоинсгрументных операций необходимо предусмотреть дробление и удаление стружки. гичные расчеты. Для ацетатных станков с левой наладке рассчитывают режимы резания тирующего перехода, определяют штучное время с учетом вспомогательного времени. За этим следует корректировка режимов на нели- рующего перехода. Если расчетное время на лимитирующем переходе Гол не удовлетворяет ем режимов резания (часто применяя более дорогой инструмент), либо изменением схемы обработки с уменьшением длины рабочего хода на лимитирующем переходе. Длину рабо- чего хода можно уменьшить путем замены "досверливании" отверстия в двух-трех пози- циях диаметр сверл уменьшается, что приводит рументов в наладке. С увеличением числа местных параллельных схемах обработки нор- мы времени на операцию уменьшаются в ре- зультате снижения времени /0; однако при чрезмерном увеличении числа инструментов жению производительности за смену. Это объ- ясняется возрастанием затрат времени в смену на техническое обслуживание рабочего места с таким образом, к увеличению затрат времени, отнесенных к одной операции (детали). Одно- временно по мере увеличения числа инстру- ни /0. С увеличением числа параллельно рабо- тающих инструментов могут возникнуть огра- силовому нагружению технологической систе- мы и др., что приведет к необходимости Вспомогательное время операции вклю- ния станком и других элементов и не зависит от числа инструментов в наладке. С учетом производительности иногда оказывается целесообразным использовать вместо многоинструментной наладки наладку с небольшим числом инструментов, работающих на высоких режимах резания без необходимо- сти их снижения. Например, токарно-
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Основным признаком для объединения
изделий в группы является общность обраба-
тываемых поверхностей или их сочетаний при
обработке или выполняемых соединений или
работ при сборке. Поскольку из одних и тех же
поверхностей могут быть образованы различ-
ные детали, то в состав группы включают де-
понятие группы значительно шире понятия
типа деталей для типового технологического
процесса.
при группировании деталей используют:
- габаритные размеры деталей из условий
ковом оборудовании с использованием одина-
кового инструмента;
вых поверхностей для возможности обработки
- точность и шероховатость обрабаты-
- серийность, размеры партии, комплект-
ность и некоторые другие организационно-
менный запуск в производство.
Создание технологических групп - это
наиболее ответственный этап, требующий вы-
сокой квалификации, знания технологических
деленных навыков.
Разработка групповых процессов изго*
методах группирования.
наладки использоваться не будет. Комплекс,,ад деталь служит основой для разработки групио- =WS=*; стями^Гл^*''’^ ’лемтРн«™ поверх,»- "атпш! 7 г" тж,'° "Р’^павита fl, У], построенной по следу». шему правилу: лающие поверхности рассматриваемой и ком- плеве,юй детали; Л - конъюнкция, ляющая совпадающие „,емента,. Ес„„ г « 0 го поверхностей, „с включенных „ й) ° ’ плехсиойдетадиу новой детали нет, и онаТю- жет быть включена в состав группы, В против- ном случае г * 0. Грттрат„ш ваши „0 ж„ж «>е« примат применяют в тех случаях, KOI да нс удается создать комплексную деталь
ft. «ли/-я деталь содержит 1 0, если i-я деталь не содержит ( )-к> поверхность. С» »еетоп»Й Матри“' каждая деталь описывает- на р” Р“ -"'»коГ' например, деталь 4 *1001 tonnni М0Ж,'° мисать "Р0^: 1; = Данну. ™°° ' “ апиплснсную -4=111)1111)11. мат"мУа™ч“Х“УмМ0ЖН° ₽агематР"»а- -к логически? а'Ю ",олель гРУлпы и, используя «°ХХ±КЦИИ’ решэт” которые техно- техники Так « ' Помощью ’«числительной «в» raw, "’Пример, при включении , со. “« Л?«™ХЙ ЛеТа”Н т “«аве компмкт1п»аСМЬ1С ПОВСРХ"‘>'-™ есть в зуют сле " й детали Для этого иетоль- г = (1 в/? 7УЮ логическУ“ Функцию: тивж/ *^Л 1 ’ ГДе ® ” опс₽ация Дизьюнк- 1 ™ сложения, определяющая месим- , т разработки групповых операций. Так при обработке сложных корпусных деталей совмс- стно с плитами, рычагами и другими деталями на стайках с ЧПУ невозможно соадать ком- плексную деталь. И вообще, чем большими технологическими возможностями обладает станок, тем в большей степени ослабляется связь конструкция - технология. Поэтому а подобных случаях применяется методиче- ский прием, при котором комплексная деталь не создается, а определяется комплекс основ- ных признаков, позволяющих объединить раз- потные детали в одну классификационную Для заготовок, обрабатываемых на ме- таллорежущих станках, этими признаками яв- ляюгся: - вид элементарных поверхностей; - параметры обрабатываемых поверх,», лей (размеры, хвалите™, шероховатости и др > - расположение обрабатываемых поверх- гостей (с одной стороны, с нескольких сторон)
406 разработка технологических процессов изготовления деталей
Деталь А
Деталь Б
РАЗРАБОТКА ГРУППОВЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
РАЗРАБОТКАХ ГРУППОВЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
возможно потому, что наличие совмещенных
поверхностей деталей группы. Например, дли-
дегалн цэунны с наибольшей длиной сверле-
будут возникать естественные потери машнн-
щенных механизмами быстрого вращения рас-
При обработке на многошпиндельных ав-
времени на смену цанг (от 40 до 90 мин). По-
прутков одного диаметра, но не имеющих еди-
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТ,ШЕЙ
Деталь г Деталь 3
412 РАЗРАБОТКА ТЕ
ВЛЕНИЯ ДЕТАЛЕЙ
РАЗРАБОТКА ГРУППОВЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
|о, если е Э(.
₽**С* 16‘ фрагмент граф производственной среды
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Л.)1о(Э(1,Э1) =
рации на другую (Лю) или оценить состав и
jco, если
- ^И С. = сю;
max(0; luv -lin. )-в других случаях.
Л,(Эи1Э1)Ф^(Э„.Э1) =
= (RlrlRJ)u(RinRJ).
а разность - несовпадающие этапы наладочных
работ и их трудоемкость при переходе одной
Здесь R, и R] соответственно отрица-
ние Rt и Rj, причем:
|0, если /Ц1.
мы можно определить состав и трудоемкость
наладочных работ при выполнении операций с
Подграф технологической операции
G&3, R) выделяет подмножество ЭПС на гра-
фе Р(Э, R), необходимые для се выполнения и
граф наладки на данную операцию можно
представить а виде их пересечения (рис. 17):
РАЗРАБОТКА ГРУППОВЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
416 РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
®*-/>n^hG,j =/>n^®G, )
При ipjпноэом методе раооты ik-j пере
наладки групповая наладка включает нее 'лц-
используемые при выполнении всех операции
группы Я,: AU (3),. О, « Граф иаяалки
а = />4и<4
дочных работ ЭПС (Т,|0) и индивидуальных
С,=С(0Д
пространить на множество технологических
е.ю. =?4QG')
(времена в скобках); в- граф общих наладочных работ 9^, 13, г- граф индивидуальных наладочных работ 513
r,„„ ~ C(e„
r„P, C(0„
C(6,„„)
' C(0
РАЗРАБОТКА МОДУЛЬНЫХ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
418
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
РАЗРАБОТКА МОДУЛЬНЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
420
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
РАЗРАБОТКА МОДУЛЬНЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
a s з
£
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕН
Рис. 22. Чертеж детали в модульном нснолненни
РАЗРАБОТКА МОДУЛЬНЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Разработка МТИ начинается с выбора ме-
тодов обработки поверхностей заготонитслыю-
ГО модуля для получения МП (МПИ). Выби-
раемый метод обработки должен обеспечить
требуемую точность, а также качество поверхно-
СТН°1^СЯОЯ ИР*11‘аив,’,С1|]ей производительности,
поверхности детали может быть получено раз-
ными методами обработки, а их выбор опреде-
ляется эффективностью и типом производства.
Поэтому при разработке МГИ необходимо
учитывать серийность производства.
Одним из преимуществ модульной тех-
нологии является возможность использования
прогрессивных технологических процессов
массового производства » серийном и даже в
единичном производстве. Отсюда при разра-
ботке модулей технологического процесса на-
до ориентироваться на методы. применяемые в
крупносерийном и массовом производстве.
При разработке МТИ выбирается метод
обработки, для получения каждой поверхности
МП (МПИ). При этом отбираются конкури-
рующие методы обработки при условии, что
они Обеспечивают заданные качественные ха-
рактеристики. Весьма вероятно, что для разных
поверхностей МП будут выбраны разные ме-
тоды обработки. В этом случае надо учитывать
размеры МП (МПИ). конкретные условия реа-
лизации данной технологии и в первую оче-
редь станок, на котором будет осуществляться
обработка. Эти условия и определяют выбор из
перечня конкурирующих методов наиболее
подходящего. При этом может оказаться что
разные поверхности МП (МПИ) будут обраба-
тываться разными методами, что потребует
корректировки решения.
Далее определяются режущий иистру- i
мент, последовательность технологических
переходов, назначаются режимы обработки с
работки поверхностей МЩМПИ) пГр^мерш.
относительного расположения поверхностей.
логическая карта, где будут указаны асе дан-
ные, как в операционной карте, и должны быть
приведены чертежи заготовительного и полу-
чаемого модулей.
В основу разработки модульного техно-
логического процесса положены следующие
основные принципы:
вокупностью МП и МПИ. Редставлена со
2. Все поверхности одного МП или МПИ
ДОЛЖНЫ ИЗГОТОВЛЯТЬСЯ на ОДНОЙ операции
i ихнологический процесс должен m
—„ уЧИТЫВать Все осо6:;;„х:
анализ исходных данных-
формирование интетральных модулей по
верхностей; - “ г,°-
проектирование чертежа заготовки-
разработку маршрута изготовления дег-ив •
проектирование операций; ’’
оформление технической документации
Для разработки модульного технологиче-
ского процесса необходимы следующие исход
ные данные: чертеж детали в модульном’ ис-
полнении. спецификация МП, граф МП детали
банк МТИ. МТБ (модуль технологических баз’
представляющий собой комплект технологиче^
ских баз), МО, МИ, МПр, МКИ.
Граф размерных связей МП фланца
делается служебное назначение каждой по-
верхности детали, которые затем объединяют-
ся в соответствующие МП. Далее определяется
МПБ, являющийся комплектом основных баз
детали и устанавливаются МП. выступающие в
качестве конструкторских баз для других МП
а также вскрываются размерные связи между
На основе этой информации строится
граф, где на первом уровне располагается
МПБ, выступающий в роли комплекта основ-
МП, базой которых является МПБ первого
уровня. На третьем уровне размещаются МП.
базой которых являются Мп---------------------
т.д. до последнего МП.
РАЗРАБОТКА МОДУЛЬНЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
426 РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
ОМТБ 1МТБ 1МТБ 1МТБ 1МТБ 1 МТБ
ОМПз - 1МПИз2 - 1МПИЗ] ЗМПЗ| 7МПИз, - 7МПИз;
МТБ 1МПИл 1МПИ ЗМП 7МПИз2 7МПИз,
-2МТБ (ЗМП) 2МТБ ЗМТБ 2'МТБ 2'МТБ 1МТБ
— 2МПзг - 4МПИз2 - обрэ- — 2МТБ - 2МПз> - 4МПз} — 7МПЗ|
- 2МГ13. 4МПИз, 2'МТБ 2МП 4МП 7МПИ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 25. Схема процесса проектирования на /-м
АВТОМАТИЗАЦИЯ 11ГОЕКТИР0ВЛННЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
АВТОМАТИЗАЦИЯ ПРОЕКТИГОВАНИЯ ТЕХНОЛОГИЧЕСКИХ I (РОЦЕССОВ
лемснтом раоочсго процесса является инфор- ниструмсни in л унифицированным 1 П (таимым л групповым вым деталям и т.п.; большая ipyiina систем основана на синтезе структуры ТП из обоб- щенной структуры (рис. 26). Обобщенная структура М,: состоящая из типовых индиви- дуальных маршрутов Л< представляется как пересечение множеств Mv = u М, и М, ст Л/г. является наличие непустой области пересече- операций (переходов) в маршруты. Модель структуры для конкретных условий по ояреде- Предложенные автоматизированные системы ского процесса до подготовки УП для изготов- ления деталей на станках с ЧПУ. В частности такие сиисмы основываются: па многошаго- вом сиигсзе. использовании таблиц применяе- мой н. на по л апном преобразовании описания изделия в описание технологического процесса изготовления этого изделия; на основе иерар- хи !сской системы, математического моделиро- вания на различных уровнях абстрагирования (САПР сборки). Основными уровнями технологического проектирования процессов сборки в системе являются. выбор схемы оптирования: опреде- ление конструктивной схемы сборочного при- способления; определение последовательности установки сборочных единиц; проектирование технологических процессов сборки. СгрукчурныН синтез В основе решения задач структурного синтеза различной сложности лежит перебор вариантов счетного множества. При переборе каждая проба включает: создание (поиск) оче- редного варианта, принятие решения о замене ранее выбранного варианта новым и продол- жение или прекращение поиска новых варишь Задачи структурного синтеза при автома- нии зависят от уровня сложности. В наиболее простых задачах синтеза (первого уровня сложности) задаются структурой технологичс- перехода). В этом случае часто используют
я rIIW давать перечень всех элементов этого множе- го синтеза). Такой перечень создается в виде каталога типовых вариантов структуры, на- пример, типовых технологических маршрутов. или вида) деталей устанавливается так назы- структура) обработки. Он включает перечень
А ГлН Г (ЭКСПЕРТ^ операций обработки, характерный для опреде- ленного класса, подкласса или группы деталей.
<8йа>(~№г> КСГ Иц 1 ляет собой множество существующих индиви-
n£L!L,5”"* wm* (n-PWP) маршрута из Об»г...,е.пюа дуальных маршрутов. Эти маршруты имеют типовую..последовательность и содержание, причем для предприятия или отрасли они от- ражают передовой производственный опыт.
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
/,(A) = min[C„ + /._,(«)]. (1Щ
Рис. 28. Схема взаимодействия техник-
проектировщика и ЭВМ при проектировании
при котором суммирование ведется по индек-
АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Рис. 29. Алгоритм формирования технологиче-
ского маршрута (маршрутов) с использованием
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
при решении задач высокой размерности.
По характеру отображаемых свойств обь,
екга ММ делятся на структурные и функнио-
Структурные ММ предназначены
Математические модели
ческих моделей используют различные мате-
рию множеств, теорию графов, теорию вероят-
ностей, математическую логику, матсматичс-
К математическим моделям предъявляют
и универсальности. Экономичность математи-
шинного времени (работы ЭВМ). Степень уни-
этому необходимо иметь удачное компромисс-
ное решение.
пы ММ. применяемые в САПР, приведены в
следующей таблице;
классификации Ма“м№Ли“"С
Характер отображае- функциональные
рарх>Хкому уровню Микроуровня, макроуровня.
Степень детализации описания внутри одного Полные, макро- модели
свойств объекта Аналитические, алгоритмические, имитационные
Способ получения мо- Теоретические, эмпирические
батываемой поверхности или диаметр инстру-
мента; В - ширина обрабатываемой поверхно-
сти. мм; - коэффициент, характеризующий
условия обработки; к„ - поправочный коэф-
Логические соотношения между приве-
причем Ти, т, сч и kv всегда истинны, а ис-
тинные значения других переменных зависят
Формулы количественных соотношении
между параметрами с учетом истинности ....
Ль может содержать любой злемент
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
= {С|, Со....Ст) - дуги графа) по возможной
ность и порядок операторов (операции) заданы
(18)
F'(J) = ^'v F3 V Fs V Fb V F7. (19)
то получим
АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
•min(max); ]
черновон обработки поверхности заготовки
Параметрическая оптимизация
тсристиками режущего инструмента, размера-
режимы резания (I - глубина резания^ s - пода-
частот вращения шпинделя п с паспортными
данными оборудования используют коэффици-
енты геометрических рядов подач (<pj и частот
т = ^Ф',ч;1
« = «1<РпЯ''-]
Лучшему варианту плана обработки бу-
АВТОМАТИЗАЦИЯ проектирования технологических процессов
с4с"
g0(x) = rAl\^wTS +
g1(x) = v?’‘.'T £ 1;
g!(x) = cix!<l; (25)
g,(x) = rlxl+c,x, < I;
x, >0(i = l,3); r7>0 (7 = 1,7),
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Д>7™ s*,8/;
^N„,t
v„,„ Sv, Sv„„;
C Arx+A(£ (",+(,)
Рис. 34. Зависимость Q = (<p(S,) (а) и и,мс”'""'
I) 6,= 0,2 mm; 2) Sy-0,15 мм; 3) 6/« 0.1 мм (для л"»’
развитие систем САПР 111
СПИСОК ЛИТЕРАТУРЫ
6 ОБРАБОТКА ДЕТАЛЕЙ
НА СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
п,вки При диаметре заготовки боя
их Подрезка на токарном станке обязательна).
на станках с ЧПУ - не более 0 6 мм
вольной операциях, а также при ремонте дета-
же универсальные токарные, фрезерные, свер-
полнения того или иного варианта обработки
небольшой загрузке станков (10 % и более).
трового отверстия составляет 0,18 - 0,30 мм.
станки (например, МР179, 2931, 2932 и др.)
стия, нарезать резьбу. Применение оборудова-
ния подобного типа существенно влияет на
гость поверхности до Ra 0.6J.
доватсльно, равномерность припуска при обра-
производительность обработки.
чаях применяют специальные кулачки с ка-
чающимися вставками, обеспечивающими кон-
такт по большей длине. Незакаленные кулачки
так как сами кулачки перед обработкой партии
деталей непосредственно обрабатывают на
ливать, так как наружная поверхность крайних
пользовать цилиндрическую поверхность наи-
требуегся дополнительная подрезка торца на
вариант базирования менее предпочтителен по
условиям жесткости и точности обработки.
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Рис. 2. Схемы использования кулачко!
полной обработки деталей за два установи
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
’ Упоры могут быть жесткими, жесткими с плитками, барабанными и индикаторными.
ОБРАБОТКА ДЕТАЛЕЙ Н/Х СТАНКАХ
6}
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
В11Я копир устанавливают соосно с деталью.
заготовок
заготовок по копиру: / - заготовка; 2 - копир;
3 - резей; 4 - шуп
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
sincx = ^; D = y]2R(R-b),
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
сП7 □
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА НА ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ
панках, имеющих гитару, конические поверх-
ностн иОраОатываюг резцами. Способ слож-
ный. rptoyu-v предварительного расчета и на-
ладки станка. С помощью конусной линейки
Или копирных приспосоолений с отключением
салазок суппорта от ходового винта обрабаты-
вают конические поверхности с углами укло-
(.рис. 29, г), закрепляемой на поперечине стан-
ка, вертикальным суппортом с вертикальной
Рис. 2S. Схемы подрезания уступов
можно использовать для обработки других
мкР*|ЮСТС“ ’аготовк”
11 ri/.uaWfM шириной до 25 мм. к которым нс
|1₽Смсроа и расположению, прорезают одним
J щ несколькими резцами за один рабочий ход
(очности обработку осуществляют за два рабо-
Т П. ХОДТ’ черновой и чистовой тем же резцом.
Канавки шириной более 25 мм (рис. 30, о) и
фасонные канавки (рис. 30. в) прорезают за
(с помощью внутреннего механизма с клино-
кими резцами.
С применением специальных оправок ка-
смешение суппорта нежелательно (рис. 30. Д
Оправка с резцами для растачивания трех ка-
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
выверки дс
Иглой по разметке 0,
Индикатором: но обработанной по чисто обрабо- 0.( тайной поверхно- )5 0,08 0,
ч Ч
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА НА ТОКАРНО-РЕВОЛЬВЕРНЫХ СТАНКАХ
ОБРАБОТКА НА ТОКАРНО-
РЕВОЛЬВЕРНЫХ СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА НА ТОКАРНО-РЕВОЛЬВЕРНЫХ СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
обработка НА ОДНОШПИНДЕЛЬНЫХ ТОКАРНО-МНОГОРЕЗЦОВЫХ ПОЛУАВТОМАТАХ 477
етдлину хода и тем самым сокращай! основное вызывающие выкрашиваиие твердосплавных резцов, особенно в момент врезания. Часго мощное и> многорезцовых полуавтоматов ока- зывается недостаточной для работы на высоких скоростях резания, что также трсбусг сокраще- ния числа одновременно работающих резцов в наладках. С целью более полного нсполъзова- ния многорезцовых полуавтоматов при работе на скоростных режимах резания выгодно вме- сто многоинезрументных применять наладки с одним или двумя резцами, работающими по изводительности на 25 % в результате увели- кращения времени на наладку и подналадку гальные полуавтоматы целесообразно исполь- Писледовательного действия без снижения
Д1р>ЛП0Г1^, дительности является применение бысгрос-
где /.„р, £non - длина рабочего хода соответст- венно продольного и поперечного суппортов; тающих резцов, необходимо учитывать жест- кость станка, детали и крепления ее на станке. чрезмерным также и потому, что увеличиваю- сил резания приводят к повышенному износу смене его. В результате достигнутое сокраше- нет увеличением времени на подналадку и ле резцов в наладке усложняется конструкция станками, не следует значительно увеличивать Цовых полуавтоматов не обладает большой станка. Одновременное выполнение переходов новые наладки при чистовом обтачивании Из-за погрешностей наладки нескольких поверхность получается ступенчатой. Поэтому новых полуавтоматах ступенчатых деталей необходимо каждую ступень обрабатывать одним резцом; можно также применять едва- ное регулирование каждою резца на размер. рекомендуется выполнять при смешанных на- батывать инструментами, армированными
478 ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
(6 - 9-го квалитета) при обработке ступенчатых ними или бреющими резцами, работающими хуже резцов из быстрорежущей стали. Во из- нениям формы поверхности в процессе оора. ботки. что устраняется дополните..,ЬНой о6 боткой. Наиболее высокой точности достшают применением оправок различных конструкций типа оправок с центрирующим разжимным тали. При обработке деталей малой жесткости
При обработке бреющим резцом (рис, 59) необходимый профиль летали получается бла- годаря касательному перемещению резца (рас- стояние 7). Наладку на размер проводят по наи- меньшему диаметру D, а все остальные размеры Наружные цилиндрические поверхности шириной до 90 мм следует обрабатывать фа- меныпе времени. При обработке фасонными док для станков 1А720, 1А73О и других, у ко- торых длина хода поперечного суппорта связа- стъю 6 - 1 t-го квалитета с помощью фасонных резцов можно лишь в тех случаях, если в конце рабочего хода суппорта обеспечивается калиб- Для повышения точности ступеней дета- диаметра центрового гнезда или использовать батываки с точностью 6-го квалитета. У станов- ботке. а перед чистовой обработкой - разжим и Расчет копиров. Копиры для пщрокопи- ровальных станков 1712, 1722. 1732, 1708, 1713 за базовую принимают шейку заготовки, обра- 25 - 30 % допуска на шейку валика; для шейки диаметром 25.0,2 мм допуск на изготовление Т, = 212“ = 0,06 мм. §1 | g| | ЁЦ |„ хШ Q)
ГйгВШ 4 Рис. 60. Эскизы для расчета копира: а - с вело- вторяющймися допусками; б - с повторяющим
Рис. 59. Схема работы бреющего резца допусками
обработка на одношпиндельных токарно-многорезцовых полуавтоматах 479
рачения базового размера D6 копира (рис. 61, о);
= 5,015 мм;
= -34'7 ?24'83 » 4,935 мм;
выполнение рассчитывают — —...........-..
для шеек диаметром D < D6
где Лтах И ftmin - максимальный и минималь-
верхностей. мм; De - диаметр, принятый в
29.8-24,83
2.515 мм;
а; 1)
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
£±г5Ек
11-31 41 63-73 83
32-41 52 74-83 94
42 - 52 62 84-94 104
53 - 62 73
^ОБРАБОТКА НА ОДНОШПИНДЕЛЬНЫХ ТОКАРНО-МНОГОРЕЗЦОВЫХ ПОЛУАВТОМАТАХ 481
4 для обработки шкивов
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Вне. 71. Наладка двух однотипных полуавтоматов для полной токарной обработки ступенчатого вялнк»-
а - обработка одной стороны; 6 - обработка другой стороны
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА НА ОДНОШПИНДЕЛЪНЫХ И МНОГОШПИНДЕЛЬНЫХ АВТОМАТАХ
пронзводительностк. При проектировании на-
верной головки инструментальным шпинделем
открывающимися головками. Сверление отвер-
головки. Соответствующие скорости резания и
Точность обработки на токарных автома-
0,03 - 0,06 мм по диаметру и 0,08 - 0,15 мм по
Шероховатость поверхности при обра-
ботке на автоматах и полуавтоматах
1,25 мкм.
Разрабатывая наладки на одношпиндель-
ньге автоматы и полуавтоматы, следует совме-
Во избежание нестабильности размеров и
появления уступов на обработанной поверхно-
сти необходимо совмещать моменты начала и
окончания работы различных инструментов
Окончательную обработку наружных поверх-
ностей тонкостенных деталей следует преду-
сматривать после обработки отверстий, гак как
при сверлении, зенкеровании и развертывании
oiBcpciHii наблюдается увеличение наружных
шероховатости поверхности и стабильных раз-
ному с поперечных суппортов необходимо
пользовался упором для зачистки; центровоч-
Обтачиванис наружных цилиндрических
образко совмещать с обработкой отверстий, а
совмещение отрезки с обдирочными или други-
Резьбу следует нарезать после обдироч-
необходимо предусмотреть зазор между дном
боткс глубоких отверстий требуется осуществ-
длину сверления распределить на несколько
В случаях обработки штучных заготовок
переходах обработки во избежание вибрации и
отжатий при последующих переходах.
невелика {l/d < 1,5), и окончательно обтачива-
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА НА ОДНОШПИНДЕЛЬНЫХ VI МНОГОШПИНДЕЛЬНЫХ АВТОМАТАХ
а)
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
_ОВРЛБО_ТКЛ НЛ ОДНОШПИНДВДЬНЫХ И МНОГОШПИНДЕЛЬНЫХ АВТОМАТ
1ЙЛаДка *тыР'мипинлеПыЮго автомата
Сбтн .Т”"’»’" Ра“и™“-«» использовать
О0р„оатмваемый матерная На позиции 1 труб-
Хк'ЛТ0" "'““'Р™»»™ «Р=я»«>ю часть
КН ату lb ?'L tTI'P'kH"' "я которого изготовля-
" >. Аналогично зтому обрабатывают другие
мелкий детали (шпильки, штифты и т п ).
На put, 86 показана наладка чстырех-
ЧШННДСЛЬИОГО тапта лля 0Д11овремсн^й
оЬраОотки Тпех ГД№ ... ..........„..л-....,.....
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Рис. 87. Наладка восьмишпиндслыюго автомата для (
ОБРАБОТКА ИЛ ОДНОШПИНДЕЛЬНЫХ II МНОГОШПИНДЕЛЬНЫХ АВТОМАТАХ
F»t. М.Двухннл
ОБРАБОТКА на многошпиндельных вертикальных токарных полуавтоматах 497
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Проектнрованне наладок на полуавто-
рование наладок и расчет режимов резания
должительность работы всех суппортов была
допуская перегрузки их в отдельных позициях,
трехцикловую работу. На загрузочных позици-
ях производят загрузку и съем одновременно
вибраций и увеличения мощности резания на-
блюдается повышенный износ инструментов и
числа подналадок может свести на нет достиг-
цесс наладки.
большой разницей диаметров рекомендуется
применять смешанные наладки: поверхности
больших диаметров, когда скорости резания
благоприятны для твердого сплава, обрабаты-
вают инструментами, армированными твердым
сплавом; поверхности меньших диаметров -
инструментами из быстрорежущей стали (при
v S 30 м/мин). Такое оснащение наладки по-
зволяет применять скоростные режимы обра
инструментов и обеспечивает их Стойкос^^
менее одной смены для условий позочно-
Наладки с использованием инструмента
армированного твердым сплавом и из быстро^
режущей стали для работы на скоростных рс.
жимах следует оснащать минимальным числом
инструментов - не более трех-четырех на каж-
В некоторых случаях, например при об-
работке валов,* стаканов и других ^ertuiefl**c
Для переходов с точностью обрабатывае-
мых поверхностей 6 - 7-го квалитста необхо-
пусками биения 0,03 - 0,05 мм", а по диаметру и
но делить на участки и выполнять обработку на
поверхностей можно сократить также приме-
щих данную поверхность в одной позиции.
Во избежание образования резцом рисок
ходе суппорта необходимо применять спеии-
хода (рис. 97). Державка 1 имеет ползун 2. в
котором закрепляют резец. В момент подвода и
ползуна скользит по прямолинейной поверхно-
сти копира 5, а в конце рабочего хода входит в
вырез копира под действием пружины 3, отво-
дя резец от обработанной поверхности. При
обратном ходе суппорта копир 5 поднимается
до упора гаек 6 в закрепленный на станине
станка кронштейн 7. Гайки 6 регулируют та-
ким образом, чтобы до окончания обратного
хода суппорта выступ 4 вышел из паза копира
ОБРАБОТКА НА МНОГОШПНЦДЕЛЬНЫХ ВЕРТИКАЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 499
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Рис 100. Гру>
двух размеров
i для обработки тормозных барабанов
_ ОБРАБОТКА НА МНО1 ОНИ 1ИНДЕЛЫ1ЫХ ВЕРТИКАЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 501
Рис 102. Наладка двухшпннделыюго вергакального
ОБРАБОТКА ИЛ МНОГОПГПИНДЕЛЬНЫХ ВЕРТИКАЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 503
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА НА МНОГХЛНПИНДЕПЪНЫХ ВЕРТИКАЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 505
Для обработки отверстий на позиции УШ. Во
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА I !А МНОГОШПИНДЕЛЬНЫХ ВЕРТИКАЛЬНЫХ ТОКАР11ЫХ ПОЛУАВТОМАТАХ 507
специальных оолирочных резцов для предва-
обтачивания сфер. Применением державки
конструкции лИЛ на позиции На обеспечива-
и ючноигь 9 - 11-го кпадитета при обработке
наружной сферы. Эда державка позволяет из-
менять радиус обрабатываемой сферы и дает
хорошие результаты в условиях ударных на-
возможна по методу обката (позиция Г7б). од-
ОБРАБОТКА НА MHO) ОШПИНДЕЛЬНЫХ ВЕРТИКАЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ 509
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА НА ВЕРТИКАЛЬНО И РАДИАЛЬНО-СВЕРЛИЛЬНЫХ СТАНКАХ
С.«Р» Диаметр сверла d. мм Отверстие сож Иш«и"к
7Х К.™,1ет
,0-40- 16-30 U-.3 63 и 0.4-0.3 1 i h J h IIE i d of
Полукруглое (рис. 125, о) 0.0S-25 0.15-12 10-11 °0“- IOrf повышенной
(рис. 125, в) 16-250 25 - 80 13- 14 15-40 ~40(7 0.4-0,3
(рис. 125, г) 16-75 25-60 13-14 15-40 (2...3W производитель-
Односто- роннее (рис. 125,д) 4-20 8-10 1-2,5 ,0М 10-5 5-12 i th = il Hl! HI
(рис. 125, е) 5-65 12-60 8-10 1-2,5 100rf 3-1 900
65-300*6 65-200 *6
(рис. 125, ле) 18-65 20-60 10-12 1,25- 50rf 0 8 400
(рис. !25,з) 65-500 80-200 10-12 Тз” 50rf 1-05 “eV
Трепани- рующее (рис. 125, и) 45-600 45-250 100rf 2-0,3 wo Для КОЛЬЦОВО-
1st lit ns Н; и И- и- II hi ip ш hl! Ф i I £
личину (0,05 + 0,12 d) мм, а истирание лен- Дйаметр отверстия. Целесообразно назна- для чего номинальный диаметр сверла при- нимают d + А (табл. 4). На станках с ЧПУ и при повышенных требованиях к точности
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
8 = 31 ну “ Ё „ I «Н 4
0,12-0,28 < 0,28-0,52 0 0,52-0,72 0 0.09-0,20 ( ) 0,20-0,34 ,1 0,34-0,52 ,2 0,52 - 0,72 ) 0,72-1,00 0,10 0,15 0,20
из быстрорежущей стали
Обрабатываемый материал V. м/мин
Алюминсвый сплав 60-90
Цинковый сплав (литье под дав- лением) 90- 120
Магниевый сплав 75-120
Бронза, латунь 45 - 90
до 180 НВ 22-40
180 ... 280 НВ 15-30
св. 280 НВ 3-6
ковкий 24 -27
углеродистая, содержащая, %: 24 -30
0,4-0,5 С 21 -24
инструментальная, содержа- щая 1,2 % С 15- 18
высокопрочная с HRC: 9-12
40-45 7-10
45-50 4-7
50-55 2-4
жаропрочная 2-6
коррозионно-стойкая 9-30
хромоникелевая 6-18
хромомартенситная 3-9
Тиган 5-18
Диаметр сверла, мм So. мм/об
ДоЗ ” 6 " 12 0,02 - 0.05 0,05-0,10 0,10-0,18 0.18-0,38 0,38 -0,65
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
О6р“6™рига ’ V. м/мин я. мм/об
конструкционная МП 0,11-0,20 0.15-0,30
ОБРАБОТКА НА ВЕРТИКАЛЬНО- И РАДНАЛЬНСХВЕРЛИЛЬНЫХ СТАНКАХ
Обрабатываемый «атерит V. м/мнн Подача (мм/оо) при диаметре сверла, мм
И 25 50 100 200
Алюминиевый сплав 70- 200 0,10 0.30 0 38 0 48 0,55
Чугун:
серый 60 - 100 0,10 0.25 0.38 0,45 0 55
ковкий 70 - 120 0,05 0,12 0,25 0,28 0.35
Сталь:
коррозионно-стойкая 30 - 75 0,03 0,10 0,12 0 18 0,22
конструкционная 60- 100 0.05 0,12 0 15 0 18 0 22
175-225 НВ 70 - 120 0,05 0,12 0,15 0,18 0,22
250 - 300 НВ 60 - 80 0 05 0,10 0 13 0,18 0 22
быстрорежущая 40 - 60 0,05 0,10 0.13 0,18 0,22
ОБРАБОТКА НА ВЕРТИКАЛЬНО- И РАДИАЛЬНО-СВЕРЛИЛЬНЫХ СТАНКАХ
Обрабатываемый г° V ,м/мин .vJ2,mm/o6 Припуск*’
12 1 //, /// 1 ll. Ill метр, мм
С™100<’"МГ1“: 4-Ю 0.2-0.5 0.1-0,3 0.1-0,5
<750 4-10 0.2-0.5 0.1-0.3 0.1-0.5
>900 6-12 Slul. 0.2 - 0,5 0.1-0.3 0,1 -0,5 фрсзолом
Сталь:
хромонике- стоикая 2-8 0.1-0,2 0.2-0,5
СЧ 40 6-15 0.3-0.5 0.2-0,4 0,3-0,5 90 % кероси- на и 10 % масла И-20А
Чугун ковкий 5-10 15-50 0,2-0,4 0,1-0,3 0.2-0,4 Эмульсией сульфо-
Алюминиевый 3-8 0,1-0,3 0,1-0,3 0,1-0,3 сульфо- 90 % кероси- на и 10 % масла И-20А
Цинковый сплав 7-15 20-100 0,1-0,5 0,1-0,3 0,1-0,5 "Укринол-1", на и 10 % масла И-20А
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
06р;б™“““п г у”. М/МИН >р2,ММ/0б Осаде,,,,.-
о 1? ! И. Ill I //. Ill
Доралюмииий 4-9 ^5“ 0.2-0.5 0,1-0.3 0.1-0.4 фрезолом
твердая 5 - 10 № ili 0.1-0.3 0.1-0.3 0.2-0.3 Эмульсией
Латунь, имеющая 6-12 20-80 0.2-0.5 0,1-03 0.1-0.5 Эмульсией "УкрИНОЛ'Г’
Бронза фосфор- 5-10 30-80 0,2-0,4 0,1 -03 0,2-0,5 воздухом
Пластмасса твердая 6-20 6-20 30-150 0,1-0.4 03-0,5 0,3-0,5 воздухом. Водой
ОБРАБОТКА ИЛ ВЕРТИКАЛЬНО- И РЛДИАЛЬНОСВЕРЛИЛЬНЫХ СТАНКАХ
А4
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Рис. 132. Схемы работы пружинной зе»к0В^
а - снятие фаски с наружного торна детали, б про-
межуточное положение зенковки; в - снятие фаски с
ОБРАБОТКА НА ВЕРТИКАЛЬНО- И РАДИАЛЬНО-СВЕРЛИЛЬНЫХ СТАНКАХ
ииия
ОБРАБОТКА НА ВЕРТИКАЛЬНО- И РАДИАЛЬНО-СВЕРЛИЛЬНЫХ СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
11. Скорость резания для машинных метчиков
Обрабатываемый материал V. м/мин Обрабатываемый материал V, м/мин
Сталь с ов, МПа: конструкционная: 8-15 8-И
700-900 700-900 5-8 5-8 сливную Бронза, имеющая стружку: 14-18
900-1100 2-4 сыпучую 10-15
Стальные отливки Серый чугун, ЙВ: £ 180 > 180 9-В сливную Алюминиевые сплавы 14-25
ОБРАБОТКА НА ВЕРТИКАЛЬНО* И РАДИАЛЬНО-СВЕРЛИЛЬНЫХ СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
румснты устанавливают и крепят
точных приспособлениях (летучие суппорты).
ОБРАБОТКА НА РАСТОЧНЫХ СТАНКАХ
1. Установка на одну обрабо-
2. Установка на необрабо-
танные поверхности
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Рис. 151. Принадлежности для установив заготовок на расточных станках: а - подкладка чугунная;
б - угольник в - упор; г - домкрат для черных баз; д - домкрат для обработанных баз; е - призма
нерегулируемая; ж - призма регулируемая; з- подставка ступенчатая; и - подставка раздвижная
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА НА РАСТОЧНЫХ СТАНКАХ
8 “4"»" Квалиее,
ливанне 12 11 6,3 -25
Зеикероаакие 102-п 12,5-25
чистовое тонкое 2 10
тонкое Гп Ils’”
мазное выглаживание 6-8 0,08-0,63
Метад^™аи"и
Отклонение 5L, мм Отклонение Д, мм, на длине L = 100 мм
По шкале с нониусом ± (0,4 - 0.6) ±(0,2-0,4) ±(0,08-0,2) ±(0,05-0,1) 0,1 -0,5
По концевым мерам
По кондуктору или индика- торному упору Поворотом заготовки на сто- ± (0,04 - 0,08) 0,04-0,20 0,05-0,15 0,06-0,30
Поворотом стола
538
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
при расстоянии между ними, мм
До 50 Св. 50 до 120 Св. 120 до 250 Св 250 др 5оо
По разметке ±0,4 ±0,6 ±0,7 ±0 8
По шкале с нониусом ±0,15 ±0,2 ±0,3 ±0 4
По штихмасу ±0,05 ±0,07 ±0,1 ±0,12
По концевым мерам ±0.03 ±0,04 ±0,05 ±0,06
перехода Пср',*ппм npu пбрябптк'’ отверстий
в -аХтов-е
1 Черновое растачи- вание односторон- ним резцом
2 Рассверливание Второе черновое растачивание
3 Получистовое
4 Снятие фасок Чистовое растачи-
5 Зенкерование Снятие фасок
6 Предварительное развертывание Предварительное развертывание
Чистовое развер- Чистовое развер-
ХУЯНУ1Э VH H31/V±3U VMXOSVdSO
ОБРАБОТКА НА РАСТОЧНЫХ С ТАНКАХ
a) О
ОБРАБОТКА ДЕТАЛЕЙ НА СТ АНКАХ
эованнн ОДС н ОДГ
1 7 ? 1_1
5 10
При обра- 2 21
ОБРАБОТКА НА РАСТОЧНЫХ СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
21. Примеры расчета координат при обработке заготовок на КРС с применен
универсальных поворотных столов Ием
Определить перемещение х и Xj стола после
х = 0,5<Dcosa + (zn-a)sina;
Xj =0,5Dcosa + (Z>-?n)sina
Определить перемещение х и х, стола после
наклона планшайбы на угол а.
х = (Яо + d + / + /7tga)sina;
Обработка на столах с непересекающимися осями
ОБРАБОТКА НА ФРЕЗЕРНЫХ СТАНКАХ
расстоянием а между осью вращения план-
ходимость периодических проверок констант
вок на планшайбе УПДС аналогичны установ-
наклона используют специальный центрирую-
дать с осью ее вращения.
планшайбу на угол а (рис. 161), достаточно
при горизонтальном положении планшайбы
планшайбы, переместить главный стол станка
Для совмещения оси шпинделя с центром ша-
5 = (Wo + w)sin а,
где Яо - константа УПДС; т - расстояние от
планшайбы (величина выгравирована на уста-
клона планшайбы.
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
22. Шаг зубьев пнл Г, мм
ОБРАБОТКА НА ФРЕЗЕРНЫХ СТАНКАХ
Рис. 163. Схема фрезерования открытых плоских 23. Угол в плане ф° торцовых фрез
06—”“° Фрезерование
Ч',Т "“в™'”
Сталь 45* 60 75 45; 75
Чугун 45; 60 75 45; 75
Алюминиевый 75 75 75
'С зачистными торцовыми кромками.
0СРмХ“ Фреза
мм/зуб V, м/мин
Цугу» серый:
2501,11 100-1000 100-1000
50077В 0,05 0,5 80-350
Сталь:
>'у oj 100-750
воине 05 60-150
При^З 1,5 мм/зуб а £ 0,2 мм. нагеле-однозубой.
ОБРАБОТКА НА ФРЕЗЕРНЫХ СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Ряс. 169- Схемы фрезерования: а - выступов набором двусторонних фрез; б - паза трехсторонней дисковой
фрезой; в - уступа концевой фрезой
ОБРАБОТКА НА ФРЕЗЕРНЫХ СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА НА ФРБЗБРНЫХ СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
S)
11§Н!ЫЙ1
ОБРАБОТКА НА СТРОГАЛЬНЫХ СТАНКАХ
in:
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Рис. 198. Схемы настройки станка при долблении
наклонных плоскостей поворотом направляющих
подставку А
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА НА ПРОТЯЖНЫХ СТАНКАХ
ПРЕЦИЗИОННОЕ ТОЧЕНИЕ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
борштанге
правляющего выступа - не более 0,01 мм.
ПРЕЦИЗИОННОЕ ТОЧЕНИЕ
Способ подвода СОЖ Усло,7”"°л,“ж Преимущества Недостатки
По периметру рас- стил (поливом) йЩ 0,2 МПа) в растачиваемое отвер- направлены внутрь детали. Сумма сечения подводящей трубки. Расход СОЖ 20 - 30 л/мин. ванни сквозных ОТ- удаление дробленой мерное смазывание обрабатываемой по- верхности. Неболь- вание при верти- Трудность из- вода СОЖ к рас- диамсгра
Местный в растачи- виде струи или в виде смеси со СОЖ под давлением 0,15 ... 0,2 насадкой 4, выполненной по ра- положена под небольшим углом к обрабатываемой поверхности и в любой части отверстия по ходу или против хода борштанги. Во втором сжатым воздухом через распы- ляющую насадку на трубке Простота конст- ность подачи СОЖ ствие распыленной СОЖ. Хорошее удаление дробле- Разбрызгивание СОЖ. Шум и рабочего места СОЖР С Затруд- ненное удаление Высокий расход СОЖ при струй- (80-100 л/мин)
ПРЕЦИЗИОННОЕ ТОЧЕНИЕ
Продолжение табл. 32
Ос-раовтывасмые поверхности Т Операция
сгия диаметром 20 мм и менее обработка которых исключает 18-25 мкм Р 1!,< Растачивание отверстий в два перехо- ди. предварительный - первым шпин- Необходнмо лвухшпиндеяыюе при- способление. обеспечивающее пере- мещение детали и точную фиксацию
Io же. Допуск 25—30 мкм Растачивание отверстий в два перехо- всего припуска и окончательный - со снятием припуска за счет отжатия изводится при обратном ходе на рабо- чей подаче)
- 50 мкм. Допуск торцового бие- ния относительно расточенного Растачивание отверстия, предвари- тельное и окончательное подрезание ной подачей резца с одной стороны; ца с радиальной подачей с другой
20 мм и выше с подрезанием торца. Допуск по отверстию 20 - 50 мкм. Допуск торцового биения чий ход и подрезание торца шире-
См. рис. 211 и 212 Наружные цилиндрические и конические поверхности. Допуск рабочий ход
20-50 мкм
ПРЕЦИЗИОННОЕ ТОЧЕНИЕ
35. Рекомендуемые резким без охлаждения §
Обрабатываемый материал Глубина резания, мм Подача , мм/об
предвари- окончи™.- "Реиари- окииот, предвари- , окончатель-
Сталь Твердый сплав Т30К4 0,2-1,0 0,03-0,1 0,12-0,20 0,08-0,12 150-90 250- 150
Эльбор-Р 0,2-1,0 0,05-0,15 0,1-0,25 0,08-0,15 90-200 90- 150
Гексанит-Р 0,2-1,0 0,05-0,15 0,1-0,25 0,08-0,15 60-110 80- 150
Чугун Твердый сплав ВКЗ 0,2-1,0 0,05-0,15 0,1-0,15 0,12-0,15 140-90 140-90 О
Эльбор-Р 0,3-1,2 0,05-0,2 0,05-0,1 0,03-0,12 600- too 700-100 £
Гексанит-Р 0,3-1,2 0,05-0,2 0,05-0,1 0,03 650- 100 850-100 £
Бронза Твердый сплав ВКЗ 0,1-0,5 0,05-0,15 0,1-0,15 0,07-0,08 150-250 150 - 250 §
Композиционные мате- риалы: СВБН, компакс 0,2-0,8 0,06 - 0,2 0,3-0,25 0,03-0,25 200-300 m 200-1200 х
Баббиты Твердый сплав ВКЗ 0,1-0,6 0,05-0,15 0,03 - 0,08 0,03 - 0,08 200-300 200 - 300 н
Алюминий и его сплавы Твердый сплав ВКЗ 0,1-0,6 0,05-0,15 0,05-0,1 0,05-0.1 200-300 200 - 300 р
риалы: СВБН, компакс 0,15-0,6 0,05-0,4 0,1-0,3 0,05-0,18 200-900 200-1400
нащенными керамическими пластинами, - в 1,5 раза. 3. При обработке деталей из алюминия и его сплавов обязательно применять СОЖ.
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ И ХОНИНГОВАЛЬНЫХ СТАНКАХ
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ
И ХОНИНГОВАЛЬНЫХ СТАНКАХ
Круглое ।
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ И ХОНИНГОВАЛЬНЫХ СТАНКАХ
36. Припуски на t
Технологическая характеристика операции
Продольное цилиндри-
ческих поверхностей в
Продолжение табл. 37
диаметров кругов в наборе
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ И ХОНИНГОВАЛЬНЫХ СТАНКАХ
МИШО, _>го позволяет совмещать обработку несколькихРвзаимно пер-
псндиху лярных поверхностей. Процесс можно применять на универ*
мловь х СТ‘и'*'ЛЧ ИЛИ э )глониях массового производства на специальных
поверхностей за один установ позволяет повысить их концентрич-
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Схемы установки Характеристика и применение -
Два центра и поводок. Расположение и форма центровых гнезГГд^7~' влияют на качество шлифования. При шлифовании торцов с обеих сто'
Детали, которые не могут быть обработаны в центрах (преимуществ^? короткие или имеющие отверстие), закрепляют в трех-, четырехкулачко вом или мембранном патроне с наружным или внутренним зажимом' Имеется доступ для обработки торца или отверстия. При небольших пагь тиях деталей применяют ручной зажим, в массовом производстве — Ме.
жат центр задней бабки или трехопорный люнет, который позволяет ос-
11Й i ! - s i i SS.S 1 й : § НН § si Hi i=t * р 1 ill JO
Для деталей необычной конфигурации или когда ось шлифуемой по-
На оправках оправке, зажатой в центрах. Обеспечивается допуск концентричности наружного диаметра и отверстия. Оправки могут быть цилиндрические с
На жестких опорах 1 Для коротких деталей типа колец, для которых важно обеспечить допуск концентричности шлифуемой поверхности и базы, целесообразно приме- нять обработку на жестких опорах (башмаках) с приводом вращения детали от магнитного патрона, закрепленного на передней бабке станка. установке и закреплении детали
Oi 4 l) g)
соб статической балансировки (рис. 220) в ди-
Рнс. 219. Установка для предварительной правки
шлифовальным кругов перед балансировке
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ И ХОНИНГОВАЛЬНЫХ СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Инструмент или устройство и схема правки Характеристика и применение
расположен на столе Наиболее простой метод правки с использованием воз- вратно-поступательного движения стола для подачи алмаза вдоль образующей шлифовального круга. Оправ-
расположен на шлифовальной бабке осевое положение обрабатываемой детали относительно ния с бесступенчатым регулированием скорости. Подачу алмаза на врезание осуществляют вручную или механи- чески. Врезание регулируется устройством автоматиче- ской компенсации износа круга
Устройство: для многокруговой правки по ко* Правка единичным алмазом нескольких кругов различ- ного диаметра, примыкающих друг к другу или разоб- щенных нешлифованными участками. Для одновремен- ной правки нескольких кругов может быть использовано несколько алмазов, расположенных на одной каретке
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ И ХОНИНГОВАЛЬНЫХ СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
тала имее? жесткие или
регулируемые на заданный
ный размер по сравнению с
эталоном и позволяет
управлять процессом в
соответствии со снимае-
мым припуском. Предпоч-
тительны в массовом про-
получением одного размера
Продолжение табл. 40
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ И ХОНИНГОВАЛЬНЫХ СТАНКАХ
минимальными упругими отжатиями в правя-
ществляют при сравнительно невысокой ин-
можно дольше микрорельеф режущей поверх-
вызывать значительных отжатий в технологи-
несмотря на хорошую подготовку детали до
цикла составляет 50 с. Стойкость круга между
правками - 30 деталей.
. Один комплект
станка на смену кругов и подналадки.
Недостатком однокристальной копирной
правки широких кругов является значительное
15 % рабочего времени станка, а также влияние
на качество шлифования. По этой причине в
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Рис. 227. Схема наладки совмещенною шли*»
цапфы заднего моста: / - обрабатываема дХ“'
2 - шлифовальные круги; 3 - локатор шя 0И|].
ориентации обрабатываемых поверхностей от>ма,
Ьесиентровое круглое шлИфоваине
„JStSTC Str" 06₽‘&-
и он рн О * V еад „ Ф “
ведущим 3 кругом,,. Шлифований "
ометгососк„рш,мо,.- ЫНисР “Р-
ший - то скоростью V, < то ... 40 „,чи„
как коэффициент трения ' “
деталью больше, чем меад ’ р- гом «
2. то ведущий „Ругсм6«™» =
со скоростью круговой подачи V
Применяются два ш„„ф
проходное >, врезное. Пр„д„„ь„м „„ *
тигастся „р„ „ов„роте ос„ „еддаоХ“’
угол а. Окружная скорость ведущего круг, v
разлагается „а две составляющие; скоХ*
вращения детали (круГовую подачу) „Р ™
дольную подачу у = V, si„ а. Чтобы обеспе.,„ь
линейный контакт ведущего круга с
ческой поверхностью детали, ведуаю ™Р"
ПР“КИ "РВДШОТ Ф(,рму ™™Р«^
™ J?" “Ре™°М ведущий круг
сообщает детали тольт врадател1>ТО(. даижя^е
Ось ведущего круга устанавливают гор1П(жгаль:
но пли под небольшим углом (а » fl s°) что6.. „
процессе шлифования создать поджим ° „/
подвижному упору. В ЭТом сяучае ведущему
"Р™“™ "₽и "₽“>«' Цилиндрическая
мой Пр""!31,’с;"’"“ ™/«ч» обрабатывае-
бабкиГя с00вщается механизмом подачи
оабки ведущего круга.
и ведущим
. нки исобхо-
1 щадиться д0 каса.
*П'О » значительной
состоянием опорного
иметь прямолинейную
ВЫСОКОЙ твердости в
Гьниемм летш"Ч',раща “°б'нвос™- Обраба-
нртолення в „РТОР“ 7м “ободно. без за-
»о«ом „ всдущ,,,, Круго₽м'’Г'"0'' °“Р"“М
иитоочактгоя . р>10м- благодаря тгому
«е. а вращениеГ" "РИ “
Устранять отклонения Ог ? °Лясг 3ФФскгивно
поверхности РУ' лости шлифуемой
ХХТа ”с-
.....................
нпя п,л„фовмь„01.0 Rpyri ,
™СН” опрсжм™ состоя
ложа, который должен „мет1,
опорную поверхность -
шероховатостью Ra - О
^S==
стояние при<,бротет "сходное Со-
стояние обрабатываемой поверхности
«а, замеХ™,гК,>УГ вы"™ии Р»™ Устройст-
™ СЮР°т "p’“,e™ л™», а
повышающей ж"Т'"°Й °П°РЫ'
длинные и тонкие детали на увеличен™’™
пропТ "°Т“ fa М““”‘ Про™6°"
ванне, осуществляемое б^з^ХТи би X
ройств принудительного вращения детали, т
требует создания центровых базовых гнезд и
упрощает автоматизацию обработки сок
ст время на установку и снятие обрабатывае-
мой детали. Эти преимущества делают бесцен-
тровое шлифование наиболее производительным
процессом круглого наружного шлифования
Жесткость технологической системы бес-
центрово-шлифовальвьи станков в 1,5 - 2 раза
же«кости круглошлифовальных стан-
2 раза. Бесцен
и кДУтем круге, образующих призму
(рис. 230). Опорный нож устанавливают по
высоте так, чтобы центр детали был выше ли-
ния центров шлифовального и ведущего кру-
гов примерно на 0,5</, но не более чем на
60S ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ххх Отклонения формы, мм
0.05-0,10 0,03 - 0,05 0,01-0,03 0,005-0,010 о.ооиТ^
0 15-03 1; а 2: а, б 4; а-г 5' а
0,10-0,15 1; б 2; б, в 3; б - г
0,05-0,10 2; в, г
0,02 - 0,05 - 1; г
0,005-0,02
Характеристика шлифовашгсР Доводка
Снимаемый припуск на диаметр, мм 0,02 0,005- 0,01 ~
Выше линии центров кру- На линии центров
детали гов на 12- 14 мм кругов
Опорный нож:
БЫСТРтвРер>2>!й^п^1Ь ИЛИ ТВеР?^стТлиНт ИЛИ
угол скоса, 0 25-30 0
Шлифовальный круг:
характеристика 15А12СТВ 63СМ20СМ2Б
угол наклона оси, 0 0 4
окружная скорость, м/с 35
высота, мм 150 560
Ведущий круг:
характеристика 15AI6TB 63СМ40СТ1Б
угол наклона оси, ° 2
окружная скорость, м/с 0,65 1,44
высота, мм 150 560
НА ШЛИФОВАЛЬНЫХ И ХОНИНГОВАЛЬНЫХ СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОП-ЛБОТ КА НА ШЛИФОВАЛЬНЫХ И ХОНИНГОВАЛЬНЫХ СТАНКАХ
45. Припуск на диаметр, характеристика круга и шероховатость поверхности
Припуск на диаметр, Характеристика круга при обработке деталей Ra, мкм, деталей
стальных чугунных
"XT Грна XI твердесп, X' твердость ™ХЬ' иугутткых
0,3 -0,5 0,3-0,5 15А 40 СТ2.СТЗ 63С 40 а’сп 1,5 0,8-1,6
6 0,2-0,3 0,15-0,3 15А 40 СТ1.СТ2 63С 25 С1.С2 0,8- 1,6 0,8
0,1-0,15 0,05-0,1 15А 25 С2.СТ1 63С 20 СМ2, С1 0,4- 0,8 0,4
г 0,05-0,1 - 15А 16 С2, СТ1 - 0,4
ристика ведущего круга 15А16ТВ. 2. При обработке стальных деталей длиной менее 80 мм максимальная точность и минимальная шеро- ховатость обеспечиваются в три операции. 3. Рекомендуемое число операций предусматривает их выполнение на различных станках. Если шли-
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
0,02-0,05 I - j - 1;в
Рис. 238. Схема врезного шлифования длинных
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ныс круги правят резцом из твердого сплава на
режимах правки алмазным инструментом.
Правка кругов на конус осуществляются по
копирным линейкам 1 к 5 (рис. 242).
Неуравновешенные детали при шлифова-
нии лежат на ноже неустойчиво, особенно в
заключительной стадии, когда глубина резания
незначительна. Специальная пружинная под-
ставка поддерживает свешивающуюся часть
детали I (рис. 243). Во избежание искажения
формы шлифуемой поверхности и появления
огранки пружина 3 поддержки 2 должна быть
Шаровую поверхность 2 (рис. 244, а)
ный круг профилируется правящим устройст-
вом 4. Расстояние от вершины алмаза до оси
Шлифование на жестких OfI_
(рис. 245) применяется для обработки тонкТ
отклонение от соосности наружного ^РаК5П ь
репнего диаметров, а также разностей>«>' ’
втулок, гильз и других полых деталей Tim
колец. Заготовка в пронес» шлифовании баз,,3
руетс» внутренней цилиндрической поверхно^
стыо на неподвижных опорах для лого
бесцентрово-шлифовальном станке вместо
суппорта с опорным ножом установлен крон”
штейн с оправкой 3, на которой закреплены
Деталь ! с помощью ведущих роликов 4
поджимается и вращается на этих опорах
Шлифовальный круг 5 в свою очередь приж,ь
мает деталь к опоре 2 и копирует в процессе
шлифования по наружному диаметру внутрея.
нюю цилиндрическую поверхность.
шаровой и конической i
Рас. 243. Пружинная подставка для поддержания
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ И ХОНИНГОВАЛЬНЫХ СТАНКАХ 615
Рис. 246. Приспособления для шлифования гильз на жестки! опорах
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА ИЛ ШЛИФОВАЛЬНЫХ И ХОНИНГОВАЛЬНЫХ СТАНКАХ
49. Припуск (мм) на шлифование отверстий (по диаметру)
Длина отверстия, мм
До 25 до 50 до 150 до 150 до 200 До 300
До Ю 0,07-0,1 0,10-0,12
Св. 10 до 18 0,32 — 0,15 0,12-0,15 0.15-0,18
" 18 " 30 0.12-0,15 0,15-0,18 0,18-0,22 0,20 - 0,25 —
” 30 ’’ 50 0,18-0,22 0,22 - 0,27 0,25-0,30 0,25 - 0,30 0,30-0,35 0.40^0дГ
" 50 " 80 0,20 - 0,25 0,25-0,30 0,25-0,30 0,35-0,40 0,40 - 0,45 0.45-0,55
” 80 " 120 0,25-0,30 0,25 - 0,30 0.30-0,35 0,40-0,45 0,45-0,50 0,50-0,60
" 120 " 180 0,30-0,35 0,35-0,40 0,40 - 0,50 0,45-0,50 0,55 - 0,60 0.55-0,65
” 180 " 250 0,40-0,45 0,45 - 0,50 0,45 - 0,50 0,50-0,55 0,60 - 0,65 0,65-0,75
" 250 0,40-0,50 1 0,50-0,55 | 0,50-0,55 0,55-0,60 0,60 - 0,70 0,65-0,75
жидкости.
V„M/C
30-45
20-25
20-30
12-20
20-30
8-12
15-20
ОЫ'АЬО ГКЛ НА ШЛИФОВАЛЬНЫХ 11 ХОНИНГОВАЛЬНЫХ СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
рами и рычажно-следящими устройствами.
планшайба; 2 - мембрана; 3 - упоры; 4 - винты; 5 -
ведущая планшайба; Аг и Ду - смешение оси обраба
тываемой детали относительно оси планшайбы
О6|-ЛЮ1КА11ли1ЛИФОВлльНЫх,,хо,|и,ТОВАЛЬНЫХГГЛ),!{лх
Рис. 256. Схема прибора активного контроля при
шлифования часто применяют двухстрелочный
наконечники А и Б через рычаги 1 и 2 под дей-
шлифуемои поверхностью. Суммарное пере-
мещение обоих наконечников воспринимает
точке Е, и передает индикатору б. Преимуще-
ство такой измерительной схемы состоит в
ригельного прибора в вертикальном положе-
гаметров (100 мм и более), глухих отверстий
внутренних сферических поверхностей с
также при шлифовании отверстий, имеющих
шлииы и шпоночные канавки, с точностью 6-го
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Рис. 258. Схема автоматического полученья за-
Положение I Положение Я ПоложениеШ Положение Ш
2S9. Схема действия механизма автоматаческоЯ загрузки и выгрузки деталей на бесцентровом внутр»-
HilH
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
1А1-,А1,АН
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ста-ЛБО 1-КЛ НА ШЛИФОВАЛЬНЫХ И ХОНИНГОВАЛЬНЫХ СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
53. Достигаемые точность и шероховатость поверхности при отделочной обработке аб
о™™™ фор»". Шероховатоюъповерхностн Область применения
J обрабОТК! обработки обработки
шлифом- 0,32-1,25 0,08-0,32 0,04-0,16 Обработка нили>1Др„ч7^- плоских и фасонных rioaepj/ ностей с точностью 5 - 6.го квалитета и шероховатостью Ко = 0,05 ... 0,2
Хонинго- 0,32-0,63 0,16-0.63 0,02-0,16 Обработка плоских7^^= и внутренних циликдр„че, ских поверхностей с точно- стью 5-го квалитета и выше и Ла = 0,025 ... 0.4
0,32- 0,63 0,04-0,32 0,008 - 0,08 Обработка плоских наружных и внутренних цилиндриче- ских поверхностей с точно- стью 5-го квалитета и выше и Да = 0,012 ... 0,1.
Суперфи- ниширова- Не устраняет 0,63 - 2,5 0,32-0,63 0,16-0,63 0,008-0,08
ватостью до Ra 0,1
Полирова- ние обра- зивмой лентой Не устраняет 0,63-2,5 0,32-1,25 0,16-0,63 0,08-0,32 ботка криволинейных, ии- до Ra 0,1
Параметр Шлифование
круглое врезное круглое проходное внутреннее
Скорость:
круга, м/с 35 35 20-30
детали, м/мин 25-50 20-45 25-60
продольной подачи в долях шири- ны крута на один оборот детали 0,1 -0,3, мм/мин 0,1-0,2 0,005-0,01 мм/дв. ход 0,1-о,з 0,01 мм/дв. ход
Выхаживание 5 -10 с 2-5 дв. ходов 4-7 дв. ходов
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ И ХОНИНГОВАЛЬНЫХ СТАНКАХ
56. Припуск и операции при хонинговании отверстий
hill f|!| 1Ш «н Операция i !„ I Hi|i 5J; I fhlf i-y
100-150 3,2-6,3 Первая 150-200 20-30 12-15 15-20 6-10
50-90 Вторая 80-120 15-25 8-12
25-40 1,6-3,2 50-70 12-15 6-12 8-12 2-3 0,4-0,8 0,2-0,4 0,1-0,2
12-20 0,63-2,5 Первая Вторая 10-12 2-3 0,2-0,8 0,1-0,2
15-20 4-6 1-2 0,2-0,4
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
21 Сталь Чугун
незакаленная закаленная серый леги юванный серый закаленный
Зернистость Зернистость Зернистость алмазов Зерниишп. “X
0,35 500/400 400/315 АРК4 АРК4 800/630 630/500 АРК4
0,20 250/200 АС6 400/315 АРК4 500/400 400/315 АРК4
0,15 200/160 160/125 АС6 АС6 250/200 200/160 АС6 250/200 200/160 АРК 4 315/250 АРК4
0,10 160/125 125/100 АС6 160/125 АС6 160/125 125/100 АС6 АС6 250/200 200/160
0,08 125/100 АС6 125/100 АС6 1 125/100 100/80 АС6 АС6 160/125 —ACT" АС6_ АСб АС6_ АСб АС6_ АС4 АС4_ АС4
0,06 100/80 80/63 АС6 АС6 100/80 АС6 100/80 АС6 160/125^ 125/100
0,04 80/63 63/50 АС6 АС4 80/63 АС6 80/63 63/50 АС6 АС6 125/100 100/80 __
0,02 63/50 40/28 АС4 АС4 1 63/50 АС4 50/40 40/28 АС6 АС6 63/50
0,01 28/20 АС4 40/28 АСМ 28/20 20/14 АС4 АС4 28/20
0,005 20/14 АС4 28/20 20/14 АСМ АСМ 20/14 14/10 АС4 АС4
20-50 0.16-0.63 0,08 - 0,32 63С М40-4 СМ1-С1 Бакелитовая;
0,04-0,16 63С М20-М40 М2-СМ1 4 тл вая
0,02-0,08 63С М5 - М20 енная (40 HRC) М2-М3 Глифтаиевая
50-100 0,63 - 2,5 15А; 44А 25-40 т Вулканитовая
30 - 80 0,32 - 1,25 15А: 44А 16-25 т
20-50 0,16-0,63 15А; 44А 10- 16 т
10-25 0,08-0,32 15А; 44А 6-10 т
5-10 0,04-0,16
2-5 0,02-0,08
50- 100 0,63-2.5 63С 8-12 Cl -CTI Керамическая
30-80 0,32- 1,25 63С 5-8 СМ2-С2
20-50 0,16-0,63 63С М40-4 СМ1-СМ2
10-25 0,08-0,32 63С М20-М40 МЗ-СМ1
5-10 0,04-0,16
2-5 0,02 - 0,08 Чу
50- 100 0,63 - 2,5 63С 8-12 СТ1-СТЗ Керамическая
30-80 0 32 - 1 25 63 с 5-8 С2-СТ2
20-50 0,16-0,63 63С М40-4 Cl -СТ1
10-25 0,08-0,32 63С М28-М40 СМ2-С2 Бакелитовая; керамическая
5-10 0,04 — 0,16 63С М20-М28 МЗ-СМ2 глифталевая
2-5 0,02-0,08 63С М5-М20 М2-СМ1 То же
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Длину I брусков выбирают в зависимости
Ширину брусков выбирают с учетом чис-
При обработке точных отверстий со сия-
'0.01 - 0,015 мм) каж-
димо предусматривать канавку для выхода
брусков. Если по конструктивным соображе-
ниям ширина канавки не может превышать
нижней части станок оборудуют устройствами
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ И ХОНИНГОВАЛЬНЫХ СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
60. Соотношение между скоростью вращения Ув₽ и скоростью возвратно-поступательного
движения У пр хонинговальной головки
Материал Хонингование К = —Материал Хонингование
Чугун Предварительное Окончательное 3-6 Закаленная 4-10 сталь Однократное после термиче- ской обработки Однократное вания 3-5
Незакаленная Предварительное Окончательное 1,5-3 Бронза 2,5-5 || Однократное Ю-16
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ И ХОНИНГОВАЛЬНЫХ СТАНКАХ
Рис. 275. Схема работы механизма активного
контроля при хонинговании отверстия
1 - деталь; 2 - абразивный брусок
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
бр1£ ° по“рх₽но™Т?«м Характеристика абразивного
рования после су- МКН Зернистость Твердость
Чугун 1,25-5 1,25-5 0,63-2,5 0,63-2,5 0,63-1,25 0,32 - 0,63 0,32-0,63 0,16-0,32 10-20 15-20 6-10 8-12 CI-CTI СМ2-С2 СМ2-С1 СМ1-С1
0,32-1,25 0,32-1,25 0,16-0,32 0,08-0,32 0,08-0,16 0,16-0,32 0,08-0,16 0,04-0,16 0,04-0,08 0,02-0,08 6-10 63С ,5 I s s i СМ3-СМ2 М2-СМ1 М2-СМ1 Ml-М3
Закаленная сталь 1,25-5 1,25-5 0,63-2,5 0,63-2,5 0,32-1,25 0,63-1,25 0,32-0,63 0,32-0,63 0,16-0.32 0,16-0,32 10-20 15-20 6-10 8-12 5-8 8-6 4-М40 М40; М28 М28; М20 С1-СТ1 СМ2-С2 СМ1-С1 М3-СМ2 M2-CMI
0,32-1,25 0,16-0,32 0,16-0,32 0,08-0,32 0,08-0,16 0,08-0,16 0,04-0,16 0,04-0,08 0,02-0,08 0,01-0,04 6- 10 23А М14;М10 М7; М5 М5 M2-CM1 М2-СМ1 Ml-мз Ml-М3 _ М1- М2_
Незакаленная сталь 1,25-5 1,25-5 0,63-2,5 0,63-1,25 0,32-0,63 0,32-0,63 10-20 15-20 6-10 8-6 М40 М40; М28 ГТэТсп С1-СТ1 СМ2-С2
0,63-2,5 0,32-1,25 0,32- 1,25 , 0,16-0,32 0,16-0,32 0,08-0,16 8-12 6-8 8-12 63С М14-М10 М7 CMI-C1 CM1-CI J43-CM2,
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Обработка Область применения
Полирование:
1ПЯГТИЧИММИ Декоративное полиро-
кругами вание, Обработка фа-
шлифовальной Полирование цилинд-
рических, плоских и конических поверхно- стей. Обработка деталей сложных форм (пресс- форм. штампов и др.). Полирование криволи- под окраску (автомо- бильных кузовов, холо-
Обработка сво- Декоративная отделоч-
бодным абрази- ная обработка мелких и
вом во вращаю- средних деталей слож-
щихся барабанах ных форм. Скругление
и виброконтей- острых кромок
нерах
Струйно- Отделочная обработка
абразивная режущего инструмента с одновременным фор- мированием заданного микропрофиля поверх- ности. Обработка внут-
ренних труднодоступ- ных участков в деталях
Круг Область применен,
Войлочный с Предварительное поли"
накатанным аб- рование с большим съе-
разивным зерном мом, Ra =04 16
Фетровый и вой- Чистовое полирование
лочный с подво- Ra = 0,1 ... 0,2
резания
подводом пасты /?а = 0,012 ... 0J
в зону резания На вулканитовой Полирование поверхно-
параметров
Лепестковый (из Предварительное и по-
шлифовальной лучистовое полирова-
шкурки) ние, Яа = 0,1 ... 0,8
Область применения
Электрокорунд Карбид кремния Карбид бора Окись хрома Окись железа, окись алюми- ния, венская Паста ГОИ Предварительное и полу- го чугуна
чугуна и цветных метал- Полирование детален ... цветных металлов и твер- Чистовое полирование деталей из черных и цвет- ных металлов, особенно после металлопокрытий Чистовое полирование деталей из цветных ме- таллов (окись железа для обработки более твердых материалов, окись алю- миния и венская известь - ких материалов) Получистовое и чистовое полирование Де™1®" ” черных и цветных метал-
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
мышяенности на суперфинишных и полиро-
вальных станках при окончательной обработке
коленчатых, распределительных валов и Дру-
гих деталей. Алмазная шкурка отличает
большой стойкостью. Одним комплектом
шкурки (общей длиной 120 мм) можно обря
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ И ХОНИНГОВАЛЬНЫХ СТАНКАХ
Доводка при котором положение осей притира и загото-
роховатость поверхности до Rz = 0,050 ... 0,010, стой до 0,05 - 0,3 мкм). стельном перемещении по поверхности при- тира а результате действия абразивных зерен. протеканием механических, химических и фи- Мсханическая доводка в 2 - 6 раз произ- ливается по обрабатываемым поверхностям делем станка, либо способом "жестких осей". чем и обеспечивается требуемое взаимное рас- притира различают доводку незакрепленными зернами абразива в составе абразивных паст и суспензий на притирах и доводку закреплен- тем ее' намазывания) либо посредством прсдва-
р„«. ж. О'ГГ vVX^’npU’;"!
поверхностен: I - притир, 2 - деталь, з устрой ил,ОПятап-поступагельного движения; Р - сила
скорость заготовки; v0 - окружная скорость; vn - скорость возврата
_gg^OTKAHA ШЛИФОВАЛЬНЫХ и хонинговальных станках
“XI”" Абразивный материал
»nuu содержа- мари X’ — | | зива, % компоиет, Т'’
Доводка суспензиями с непре рывной подачей
тельная до- водка дета- лей из сталей рунд бе- мистый; кремния М40-М20 Керосин Веретенное Стеарин Перлитный ское стекло марки МКР (пирекс), зака- ленная сталь (62HRQ
Предвари- тельная и доводка дета- лей из зака- ленных ста- водниковых материалов | Карбид кремния зеленый М14-М10 Нитрит О сталь- Перлитный чугун, оптиче- марки МКР-1
650
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Абразивный материал притира
марка СТОСТЬ содержа- компонеи™ Zee.
Получисто- вых материа- лов, кварца рувд белый М10-М5 Z” О™1- Чугун, опти^ ское стекло марки МКР-1
Предвари- получистовая доводка де- талей из за- Электроко- рунд бе- лый; кар- бид крем- корунд М28-М10 Керосин вое масло Стеарин Парафин 15-20 12 - 20 8-15 Перлитный чугун, зака- ленная сталь
Предвари- тельная до- водка дета- лей из неза- сталей, цвет- и сплавов Электроко- рунд бе- лый, хро- М40-М20 Веретенное Вазелиновое Стеарин 40-60 10-20 марки
Окончатель- ная доводка деталей из сталей, полу- проводнико- вых материа- лов, кварца Элекгроко- М5-МЗ Керосин Стеарин кислота 70-80 10-20 3-5 персный пер- литный или ферритный марки МКР-1
Окончатель- ная доводка деталей из сталей, цвет- ных металлов и сплавов М5-М1 Оливковое 92 Ферритный чугун, оптиче- ское стекло марки МКР-1, латунь, медь
Доводка де- талей из твердых сплавов кремния зеленый; карбид М40-4 Глицерин 90 10 Перлитный
j масла можно применять
-------------
Для окончательной доводки применяют
более мягкие ферритные с фосфидной эвтекти-
кой и перлитоферритные чугуны с мелкодис-
персным и тонкопластинчатым перлитом И-
ферритных чугунов изготовляют пригиры для
шаржирования их мелкозернистым абразивом
зернистостью М3 - Ml (в частности, для до-
водки концевых мер длины).
При доводке деталей из цветных метал-
лов и сплавов (алюминиевых, медных, магние-
вых), отожженных сталей рекомендуется при-
менять притиры из оптического стекла марок
МКР-1 (пирекса) или К8, а также перлитный
чугун и цветные металлы (олова, свинца), ко-
торые хороню шаржируются абразивом. Изно-
состойкость притиров из оптического стекла в
1,5 раза выше износостойкости чугунных при-
тиров; при их применении получают однород-
При окончательной доводке незакреплен-
устраняется применением для окончательной
Ml твердостью 70Я8, латуни Л63 твердостью
9QHB и пластмасс, шаржированных абразив-
ными и алмазными микропорошками. К основ-
ным факторам, определяющим качество, про-
изводителькость „ себестоимость ДО№ДКИ,
и скоп^₽ та Давление притира (табл. 70)
«а»»™™ летали по
™ ловыше»и» эффективности
процесса до„оли, осуществляется за „соколью
переходов „р„ цикличс™ изменя1и„ дав„с.
ПИЯ и скорости.
Тонкую доводку плоских поверхностей
притирами, шаржированными зернами абра-
зивных и алмазных паст, осуществляют при
давлении 20-150 кПа, причем меньшие значе-
ния соответствуют меньшим параметрам ше-
роховатости поверхности и глубине поверхно-
Скорость относительного движения дета-
ли по притиру при предварительной доводке
назначают в пределах 50 - 250 м/мин. при
окончательной - 15 - 30 н/мин. при тонкой -
2-10 м/мин в зависимости от требуемой про-
изводительности, параметров качества обрабо-
танной поверхности и физико-механических
свойств абразива и неабразивных составляю-
щих паст и суспензий. С увеличением давления
и скорости производительность обработки
увеличивается до некоторого критического
соотношения скорости и давления, а далее рез-
Закаленная сталь Твердый сплав Чутун 100-200 | 50-100
60- 150
ленная, цветные металлы и сплавы Стекло 40-80
Хрупкие материалы (кварц, крем- ний, сапфир, рубин) Чу^н 20 - 200 | 1-10
,апр„ияо <-гя„. ™тяый сплав I Чугун I 2000-4000 Н/м | 1000-2000 Н/м
Примечания:). Давние отеоятс» также к доводке алмазными суспензиями и пастами.
2 Удельная натру». при доводке наружных цилиндрических поверхностей отоскта» к единице ллн-
3. Доводка деталей из керамики и ситалла проводив, алмазными пзетаня при давлении ,£0 - 200 кПа
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА ПА ШЛИФОВАЛЬНЫХ И ХОНИНГОВАЛЬНЫХ СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Зубофрезеров
= Г>,.(1 - tg2P + <,tg2P),
рис. 2S8. Зубчатые колеса, варставные па
зубофрстервом ставке
70. Рекомендуемый перебег С фрезы Для
косозубых колес, мм
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Рис. 290. Схема первоначальной н конечной
установок червячной фрезы на зубофрезерном
ОБРАБОТКА НА ЗУБООБР_____________АНКАХ
ГОСТ 1643-81)
обкатке долбяк и заготовка вращаются в раз-
Зубодолбление
блочные зубчатые колеса
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
£БВ да
Зубозакругление
Зубозакругление на торцах зубьев при-
меняют для облегчения входа в зацепление и
повышения срока службы переключаемых на
ходу зубчатых колес и муфт. Фасонную паль-
цевую фрезу обычно применяют для получения
радиусного закругления (рис. 294, а) у прямо-
зубых цилиндрических колес внешнего и внут-
реннего зацеплений. Метод обладает большой
универсальностью, обеспечивает разиообраз-
ОБРАБОТКА НА ЗУБООБРАБАТЫВАЮЩИХ СТАНКАХ
аала; б - снятие фасок; в - зубозакругление
двухшпиндельные. Форма режущих пластин
шпинделя до 5600 об/мин. Время закругления
или снятия фасок у одной заготовки 10 —15с.
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА НА ЗУБООБРАБАТЫВАЮЩИХ СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
п—,й Зубофре- Шмингора-
направления зуба Погрешность профиля зуба 0,04-0,08 0,01-0,04 0,02-0,04 0,02-0,04 0,02-0,04 0,04-0,08 0,015-0,04 0,005 - 0,02 0,005 - 0,025 0,01-0,02 0,007-0,015 0,03-0,05
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА НА ЗУБООБРАБАТЫВАЮЩИХ СТАНКАХ
Х™ч-СХ хонингования,
Фрезерование, 0,003-0,005 0,5 - 0,6
шевингование. 0,015-0,020
Фрезерование, 0.025 - 0,030 1,0- 1,2
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
1 I'
ОБРАБОТКА НА ЗУБООБРАБАТЫВАЮЩИХ СТАНКАХ
них окружных шагов, среднее отклонение шага),
точность, обусловленная непрерывным методом
шлифования, значительно выше (2-4 степени).
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
74. Рекомендуемые припуски под чистовое
зубонарезание конических колес
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
। до достиже-
цовая головка-протяжка перемещается из точ-
дый чистовой резец профилирует опрел6*1®1*
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
ОБРАБОТКА НА ЗУБООБРАБ. АТЫВАЮЩИХ СТАНКАХ 677
5С272 (d^ =500 мм; т,е = 10 мм), 5281 припуска (0,1 - 0,2 мм на сторону зуба). Для
в зависимости от нагрузки на резцы. садись дна впадины зубьев, черновое нарезание методами обкатки и врезания производят ну 0.15 -0,25 мм. щаяся резцовая головка 1 (см. рис. 306, в), рас- положенная в положении, соответствующем началу обкатки, врезается в заготовку 2. По достижении требуемой глубины впадины зубе- ев подача врезания прекращается, станок авто- методом обкатки при качании люльки вверх. Комбинированным методом рекомендуется изготовлять обкатные конические колеса с углом делительного конуса более 25° и моду- 5С280П. Этот метод эффективен также при чер- колес с передаточным числом пары до 2,5 :1. При методе копирования заготовка 2 (см. рис. 306, г) неподвижна, а резцовая голов- ка-протяжка /, вращаясь вокруг своей оси, благодаря последовательному изменению ра- диального расположения внутренних и наруж- ных резцов за один оборот обрабатывает впа- дину зубьев колеса. Деление заготовки на один зуб осуществляется во время прохождения безрезцового участка резцовий <оловяп. Этим методом производят чистовую об- работку зубьев колес полуобкатных передач в крупносерийном и массовом производстве на специальных станках: 5С271П « = 500 мм; т,е ° 10 мм), 5281Б(d, = 800 мм; т„ -16 мм). кинематическую цепь. Производительность метода копирования больше в 3 - 5 раз, а точ- ность выше на 10 - 20 %, чем при методе об- катки. Стойкость режущего инструмента выше Зубошлифование закаленных (58 ... 63 НК) гипоидных и конических колес позволяет по- лучить зубчатые передачи высокого качества (4-6 степени точности). Шлифование зубьев является трудоемкой операцией, производи- тельность и качество которой в значительной степени зависят от метода шлифования, точно- сти предварительной обработки и величины частиц из пор круга охлаждающую жидкость подают под большим давлением. Кроме того станки оснащают устройствами для очистки СОЖ, обеспечивающими удаление из масла поверхностью зубьев ! очень мала, охлаждаю- достью М3 - СМ 1 и зернистостью 16 - 25 . Ок- Гипоидные и конические колеса с криво- линейными зубьями шлифуют методом обкат- осуществляют движение обкатки на основе зацепления с воображаемым производящим Окружная скорость абразивного шлифо- вального круга составляет 25 - 35 м/с. При шлифовании колес с большим углом делитель- ного конуса (50 - 60° и выше) во избежание прижогов окружную скорость уменьшают до 18-20 м/с. Перспективной разработкой в области шлифования гипоидных и конических колес с криволинейными зубьями является станок с ЧПУ работающий двумя чашечно-иилиндри- ческими кругами (рис. 308, в). Шлифовальная головка с двумя кругами обеспечивает станку дополнительные технологические возможно- сти: за одну установку одним кругом можно шлифовать выпуклую, а другим - вогнутую сторону зуба или последовательно производить черновое и чистовое зубошлифование. Ось С предназначена для установки заготовки под углом конуса впадин. Электронное взаимодей- ствие осей Г и Z позволяет при шлифовании осуществлять обкатное движение.
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
червячного колеса
Для обработки с наклоном инструмента с X и Y. Таким образом взаимодействие трех особенности передачи и технологические усло- вия изготовления. Нарезание зубьев червячных колес вы- полняют на универсальных зубофрезерных станках методом обкатки и специально предна- значенных для этой цели мастер-станках. Фре- за и колесо вращаются при нарезании зубьев так же, как червяк и червячное колесо в' соб- ранном агрегате. Выбор метода обработки за- висит от требуемого качества зацепления чер- вячной передачи. Червячные колеса с углом подъема винтовой линии червяка до 8° обраба- тывают методом радиальной подачи. Червяч- ные передачи повышенной точности и имеющие большие углы подъема нарезают с с заборным конусом или фрезой-летучкой. При нарезании с радиальной подачей чер- вячных колес с углом подъема линии зуба свыше 8° и сравнительно большим обхватом червяка перед достижением номинального межосевого расстояния происходит срез ме- талла с профиля зубьев колеса. Срезанный Нарезание с радиальной подачей осуше- 25 м/мин. Чтобы зубья колеса были нарезаны полностью по всей окружности, после дости- жения полной высоты и выключения радиаль- При фрезеровании с радиальной подачей шероховатость поверхности зависит от числа зубьев и заходов фрезы, а также диаметра ко- леса. Если диаметр колеса мал. а фреза «мест небольшое число зубьев, на профиле зубьев колеса остаются широкие следы огибают»* резов. Для снижения шероховатости по окон- чании радиальной подачи целесообразно при менять чистовую обработку с тангенциальной подачей. Число резов на боковой поверхности зуба можно регулировать путем изменен тангенциальной подачи. Путь тангенниальн подачи в этом случае равен примерно одн осевому шагу червячной фрезы.
ОЬРАЬО ГКА НА ЗУЮОБРАБА БЫВАЮЩИХ С ГАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
Рис. 310. Симы установки реям при и«ри»»"«
ОБРЛЬОГК.А НА ЭЛЕКТРОФИЗИЧЕСКИХ И АЧЕКГРОХИМИЧТ-СКИХ СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
к>ЬГАБОГКА НА .УЧГКПЧМтЗИЧУСКНХ II :\Ч1КТР0ХНМИЧНКИХ П АНКАХ
Насосы подачи электролита работают не-
WU прерывно. но ввиду малости рабочих МЭЗ, зажимными устройствами. ЭИ с планшайбой и
Рис. 313. Циклограмм» перемещения ЭИ через МЭЗ электролита.
пения продуктов электрохимической реакции и инкл замкнут (точки A. D). Последующая об- учитывая съем металла, произведенный в пре- дыдущем цикле. рабочего МЭЗ 0.02 - 0.08 мм. промывочного
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
При обработке плоскостей и повсрхно стей вращения на деталях из магнитных сила вов применяют вращающиеся головки, ком плскгуюшис со станками мол.4421. ионных станков позволяет прнмиигь их для обработки тонкостенных деталей типа сиз. решеток, сеток, а также и сотовых конструк- ций, особенно если они изготовлены из жаро- прочных, коррозионно-стойких сталей и сила BOB. Практическое отсутствие сил резания по- число отверстий как простой формы (круглые, прямоугольные), так и сложного профиля (гнезда бандажей компрессорного колеса). Точность обработки ± 0,03 ... 0.1 мм. При ис- пользовании специальной оснастки для .азру . ки и выверки пакета деталей повторяемость полученных размеров достжаст ± 0.002 ... 0.005 мм. ную рабочую камеру и в этом случае приме няют бсскамсрпую схему ЭХО (СЭХО-иц Сущность оескамернои схемы заключается н создании локальной зоны оораоотки неиосрет ственно вокруг ЭИ Л эквидистантной еы р- бочемх профилю с зазором 0,3 ... l.o мм протока электролиза через МЭЗ (рис. 4(4) камера 2 выполняется из диэлектрика и перс- мешается автономно. Во время оораоотки кч- давленис электролита. Нсоораоатываемая по- контакт а с электролитом. дают наибольший эффект при формировании ра- бочих элементов вырубных штампов, резьбовых
Рас. 314. Оемв бескамерной ЭХО крупных деталей
ЦЬРАБО ГКА HA VII КГЮФШИЧЕСКИХ И ЭЛЕКТРОХИМИЧЕСКИХ СТАНКАХ
ЛЮЛЯИКЛ ДЕТАЛЕЙ НА СТАНКАХ
•ЛГКПЧМ’ИЗНЧЕСКИХ И ’T'U к ГРОХИМИЧ1-СКНХ СТАНКАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ
гидроокиси железа be(OH), 6vpoio
сивиость окраски клеима, оцениваемой
комплексообразователя Л в электролиз олрс'1С
-к, -10Д + 8.
75. Состав электролитов для ЭХМ цветных
Марк, р емь < (водный раствор)
Бронза 8 % кальцинированная сода
Латунь 4 % сернокислый калий 3 % жидкое стекло
Алюминие- 8 % бромистый калий
Титановые 90 % этиловый спирт
сплавы
Электроэрозионное
манного инструмента. Сломанные сверла,
метчики, развертки извлекают эрозионным
разрушением остатков инструмента элекрр
дами в виде медных и латунных стержней
трубок со скоростью до 10 ... 15 мм/мин.
можно применение графитовых змФ*
износ которых значительно меньше. Обра *
можно вести на горизонтальных и верт
Н ^кгк.химнчнкихсглнклх 6W
Put. 319. Номограмма для определения состава тлектролита при >ХМ
7 ОБРАБОТКА ДЕТАЛЕЙ
НА АГРЕГАТНЫХ
СТАНКАХ И
АВТОМАТИЧЕСКИХ
ЛИНИЯХ
^ОБ|--1ПККГ1ГГГХНО;1ОП1Ч1Ч-КИХ11^111К\ЧЯПВГОТОВ.'1Н1|ИЯДЕТ>У1ЕЙ 691
1 руина точности
1 J >1 1 111
Квалнгет и допускаемые отклонения, мм
ДиМЕтральные раз- Н6, Н7* Н7 Н8
Совмещение осей отверстий от коми- ±0,03 ... ±0.04 ±0,05 ... ±0,09 ±0.1 и более
Отклонение от соос- 0,03 ... 0.04 0,05 ... 0,09 0,10 и более
Отклонение от па- раллельности и пер- пендикулярности длине 100 мм к базе и между собой 0,02 ... 0,09 0,05 ... 0,09 0,10 и более
Отклонение от па- плоскостей на длине 100 мм к базе и меж- ду собой 0,03 ... 0,04 0,05 и более
величиной отклонения по I или П группе точности, станок относится к соответствующей группе точности, 3. Пересчет предельных отклонений от параллельности н перпендикулярности осей отверстий и Плоскостей на различные длины производится по формуле: Д. - 0,1 Дс^". где Ди - искомое допускаемое отклонение; Д< - допускаемое отклонение не длине 100 мм; 4 -длина, на которой производится пересчет.
692 ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ И АВТОМАТИЧЕСКИХ ЛИ1 Ц1я\
694 ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ И АВТОМАТИЧЕСКИХ ЛИНИЯХ
и расстоянием Н осей от плоскости основания,
применима шпиндельная коробка с двухряд-
Рис. 5. Схема переоснащения АС сменными
шпиндельными коробками с помощью кольцевого
696 ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГЛТН ЫХ СТАНКАХ И АВТОМЛ ГИЧЕСКИХЩ^,,,.
факторов на точность обработки деталей параметрам расположения поверхностей и да оценку удельного значения отдельных элеме тарных погрешностей в суммарной погреши Во многом специфична для AC - cvmv геометрических погрешностей станка £ДС чмваетсх за счет доли погрешности Леу, в свяэ) с применением установочных приспособлен^ и узлов направления инструментов в состав! станка, и доли Л„. Если обработка координиро еаиных отверстий на универсальных станках связана с позиционированием шпинделя на координаты каждого отверстия и входит в по- грешность настройки, то на ЛС точность рас- положения осей отверстий обеспечивается адекватным расположением шпинделей станка и таким образом относится к геометрическим Ггометрическая точность АС регламен- тируется нормами точности на взаимное рас- положение узлов (OCT 2Н72-5-80) и нормами точности на узлы (бабки различного назначе- ««^пи,сдельные коробки, силовые столь, НшаОка ЛС включает их инструмеиталь- ное оснащение осевой мерный инструмент (сверла, зенкера, развертки), многорезцовые оправки и борштанги, но погрешности их на- диаметральных и осевых размеров. На погреш- ность расположения осей отверстий влияет только погрешность установки и фиксации на шпинделе станка мерного нли сборного ннст- румента. Влияние погрешности установки Де за- готовок в стационарных приспособлениях и спутниках на точность обработки по парамет- рам расположения рассмотрена в разделе "Ус- тановка заготовок дав обработки". Колебание величин перемещений в тех- нологической системе АС вследствие нагрева “ частей в процессе работы Хд, оказывает прямое влияние на точность обработки по па- раметрам расположения осей отверстий и на точность осевых размеров. Под влиянием об- шего нагрева агрегатной головки пооисх смешение оси шпинделя в полярных координа- по тах, достигающее за период готовой ть запии десятков микрометров т иаГп,;'‘*- н- формалин инструментальных „щ, о- длины заметно влияют на точное, размеров ло подрезаемых тор,юв ‘ ,а тепловых деформаций на точность от Л"”1,к' ,. систем отверстий наиболее существе*'1'’0'1'1' ,- их обработке на АС без нчпрзв тения""” "Р" 1 Погрешность Д„ „ результате рщч,.„„ ; износа режущего инструмента при o6P1L . систем отверстий на АС формируется в с . ных условиях и имеет рад аспектов д™ , дельно взятого инструмента величина ра,чср кого Износа определяется в .зависимости ₽ пройденного пути (м) в металле „ w ‘' износа (мкм/1000 «). Ра6о,а многорезцоаыч наладок протекает при различных скоростях резания, неравномерных припусках на обпа ботку в продольном и поперечном сечениях отверстий, при неодновременном вступлении а работу инструментов, колебаниях характер,,, стик твердости материала заготовок. Все 1то приводит к неравномерному затуплению в износу инструментов и разрегулированию на- ладок. Также изменяется величина и направле- ние упругих деформаций элементов техноло- гической системы, что в первую очередь ска- зывается на смещении оси инструментальной наладки, как наиболее податливого звена тех- нологической системы. За период стойкости инструментов (или между подналадками) на- блюдается смещение центра группирования определенного параметра и увеличение раз- броса его значений. Размерный износ, как фактор точности обработки, является составной частью задачи размерной настройки технологических систем и управления точностью, решаемой расчетами на ЭВМ. Колебание упругих деформаций техноло- гнческои системы ОД под влиянием неста- бильности нагрузки (сил резания, сил инер- ции), действующих в системе переменной же- сткости, как вид погрешности, в условиях мно- гоинструментной обработки приобретает зна- может быть определена как величина смеше- ния оси отверстия под действием неуравнове-
ГЛЗГЛБОТКЛ П ХНОЛОП1ЧГСК1IX- ПКИlECC-OB
быть HLBH3HJ структурнои погрешностью \ р Величины элементарных погрсшног«п |( технологических факторов. Соотношение упругих отжатий (<XV) в !(. - непосредственно При черновой обработке доля А,, упругих отжатий достигает зО ... 60 %, доля Д - гео- метрических составляет 20 ... 30 % При чисто- вой обработке доля Д¥ снижается до 25 ... 35 %, а доля Дг возрастает до 40 ... 50 % суммарной погрешности. Относительно стабильной по величине во всех операциях остается погреш- ность установки Деу = (0,2 ... 0,35) Д^. Баланс погрешностей для различных схем и структур операций обработки систем поверх- ностей и методы снижения величин погрешно- стей рассмотрены во взаимосвязи с конкрет- ными операциями. 0.1 мм mi лпше 300 мм. Требования к отклоне- ниям от перпендикулярности плоскостей, осей oiBipt-гнй н осей отверстий к плоскостям ана- логичны. Диаметральные размеры отверстий чмннететнуют б х квал1петам с отклонения» -и фг.рА1|и jjpvjK-лах половины допуска на Крепежные отверстия располагаются по прямоугольнику или окружности пр» наличии размера, определяющего расположение центра (руплы от11оеи1стп.но оаюных плоскостей, осей основных отверстий или плоскостей симмет- рии. Допускаемые отклонения расположения осей отверстий « пределах 0.1 ... 0.25 мм' пио- ны пщ-рынность расположения задается как допускаемое отклонение от номинала ±0 15 *0.2 мм (реже *0.1 и *0.02.5 мм). Технические требования. При изучении чертежа детали сеть возможность, анализируя требования точности, размеры и размерные соотношения обрабатываемых поверхностей и систем, дать им сравнительную оценку по сте- пени сложности обработки. Так выявляются •лавныс для технологического пронесся по- верхности, обработка которых связана с наи- шшыинми трудностями. Г лавкой системой система отверстий, к которой предъявляются наиболее жесткие требования в абсолютных
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ более трудных условиях. отверстий могут служить величины прогибов
Анализ технических требований к технологичности конструкций расточных борштанг и оправок под влиянием правления или с направлением во втулках при-
В номенклатуре деталей., обрабатывае- мых на АЛ и АС, преобладают корпусные де- тали призматического типа, имеющие конст- положению. Для плоских поверхностей харак- 0,15 мм на всей длине (обычно 300 ... 600 мм) и всей длине. Для систем основных отверстий Характерны требования взаимного расположе- ния: отклонения от соосности 0,02 ... 0,05 мм, отклонения от параллельности осей 0,03 ... способления, при расчете отжатий рассматри- вают как балки, работающие при определен- на предварительной стадии проектирования можно определить диаметры и длины расточ- ных оправок, режимы обработки и силы реза- личины упругих отжатий инструментов; срав- нить их между собой и выявить главную сис- Такой анализ будет способствовать при- нятию обоснованных решений по назначению числа переходов и выбору режимов обработки
на протекание процесса механической обра-
ботки, твердость материала заготовок относит-
пустимы по условиям механической обработ- детали будет наименьшей.
км. Наиболее благоприятным для производства Основой для сравнения стоимости изго-
было бы ограничение разброса твердости мате- товления отливок и стоимости их механиче-
риала в пределах 20 НВ. По степени влияния ской обработки может явиться с одной стороны
на пплтргаысл. n„nrf^a стоимость I кг литья разных классов точности,
а с другой - стоимость механической обработ-
700 ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ И АВТОМАI ИЧ1-<_ К1К ШНИЯ\
Обработка баз. Базовую гиоси,,.,, . бэтыввют ториевым фрезерован,,,.,, ™ <Я1Гл- хода ла двухшпиидслыюм ас с крЧ "1’Тс' при непрерывном движении Ul’ '',м меино с ней при перекладывании чагщ рабагываюз и противолежащую iitocwJ*" Базовые отверстия при точности „сж„ вого расстояния 30.05 0.1 м„ обрдй,"^ на изестишпинле'лыю.м АС. посту, 3 рабочих позициях лелтелюю,,, га,0„р„т",г" стола В зрхтих елхчюзх заметно,,,, ,
Последовательность технологических разработок !:Л::К0СТЬ " обрабатываю, ,, Точность диаметральных размеров от
Стадии разработки. Технологические го разделения на маршрутную и операцион- ную. (По ЕСТД весь процесс обработки на АЛ составляет одну автоматнолинейную опера- цию). Вместе с тем, технологические разработ- ки выполняются в две стадии. следовательность технологических операций", элементы базирования, все обрабатываемые поверхности с указанием переходов и режимов их выполнения. При этом соблюдается обыч- ная послсдовазсльность: обрабатываются базы, выполняется обработка основных отверстий, затем - крепежных отверстий. Задача обработ- ки второстепенных поверхностей решается часто присоединением к основной компоновке АС дополнительных фрезерных, сверлильных, расточных головок для обработки заготовки с разных сторон. Но второй стадии для каждой рабочей позиции разрабатывается специальный чертеж "Наладка инструментальная", в котором пока- зывают заготовку с инструментами в конечном и величину рабочих и вспомогательных ходов, режимы резания, машинное и вспомогательное время ходов. Этим чертежом руководствуются при наладке АС. Все последовательно выпол- няемые переходы находят отражение в цикло- грамме работы станка, определяющей время цикла обработки. Задачи обработки систем основных поверхностей разнообразны, а их решения многовариактны. Наиболее типичные решения выработаны по обработке базовых поверхностей, а также по выбору методов об- работки. обеспечивающих -точность диамет- ральных размеров отверстий. верстий при окоичагелыгай обработке и, \с соответствует 6 ... 8 квалигетам При тточ i сравнимых условиях, сочность обработки лета1 лей Из алюминиевых сплавов на один квазитет выше, а из стали - на один квалитет ниже чем при обработке чугунных деталей. Обработку отверстий выполняют но нескольким вариан- та (табл. 2) При применении ружейных и зжекторных сверл (глубокое сверление) л™ отверсгий диаметром 12 ... 30 мм обеспечива- ется точность 7 ... 9 квалитетов и необходи- мость в многопереходной обработке отпадает В связи с незначительным уводом оси отвер- стия (5 ... 10 мкм на 100 мм длины) приме- пять метод глубокого сверления наиболее целесообразно для обработки глубоких от- верстий (/ > 54). Схемы обработки отверстий выбирают в зависимости от размеров отверстий и размер- ных соотношений диаметра и длины. Отвер- стия большого диаметра при относительно малой длине (вылет инструмента 1 < (3 ... 4)«/) растачивают инструментом без направления. Отверстия диаметром св. 50 мм и 1 > (5 ... 6)rf растачивают с направлением борштанги во втулках и при плавающем ес соединении со шпинделем. При этой схеме применяют также зенкерование и развертывание. Для крепежных отверстий и отверстий до 30 мм) применяется обработка осевым (мерным) инструментом с направлением в кон- дукторных втулках и при жестком соединении инструмента со шпинделем. Во всех схемах обработки сверление производится только при жестком креплении инструмента, зенкерование и развертывание - при жестком и плавающем соединении, растачивание - при жестком кре- плении (резцовые блоки могут быть пла- вающими).
Проектирование наладок для агрегатных
станков и автоматических линий
Исходными данными для проектирования
наладки являются заданный такт выпуска, и
плановая себестоимость механической обра-
ботки детали с ужесточенными техническими
требованиями на 20 - 30 % против указанных в
чертеже, т.е. с определенным резервом точности.
Такт выпуска определяет штучное вре-
мя обработки одной детали:
Гшт = СКК60М}
где С - фонд рабочего времени в часах за рас-
четный период (смену, месяц, года): К - 0.8 ...
0,85 - коэффициент загрузки агрегатного стан-
ка^ - программа выпуска деталей за период
времени С; i - число заготовок, одновременно
обрабатываемых на одной позиции агрегатного
станка В свою очередь, = Т„ + Л, где /м -
основное время лимитирующей позиции, мин,
Г. - сумма элементов нспсрекрываемого вспо-
могательного времени, затрачиваемого на вы-
полнение данной операции, мин. Основное
сить стойкость инструмента на mix позициях
без ущерба для производительности. Следует
стремиться к одинаковому (минимальному)
времени Ти на всех позициях обработки:
где /„ - длина рабочего хода, мм; sH - минутная
подача, мм; Jo - подача, мм/об; п - частота
вращения шпинделя (детали), об/мин
Форсирование 50 и л (л - функция ско-
рости резания v) ограничивается жесткостью
технологической системы и периодом стойко-
сти инструмента. Для агрегатных станков при-
нимают такой период стойкости Тп, который
обеспечивает минимальную стоимость обра-
ботки т е. оптимизирует значение Ги при сни-
жении затрат на инструмент, его смену и на-
на агрегатных станкил '0 * " - “ •• — ——
печивает смену инструмента 1 - 2 раза за рабо-
чую смену.
ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ И АВТОМАТИЧЕСКИХ ЛИНИЯХ'
РЛЗРАБОТКА^ХНОЛОГИЧЕСКИХ ПРО11ЕСС0В
обработку производят сверлом одного диамет-
ра с многократным выводом и подводом его на
скольких разъединенных поверхностей умень-
фрез см. табл. 3.
3. Период стойкости фрез Ть в минутах основного времени работы станка
Тип 1 Д»а»'£пр фрезм мм
20 50 1 75 1 100 I 150 | 200 1 300 | 400 | 500
Торцовые и дисковые юрежущ 250 300 400 500
Прорезные 80 90 100 110 120
60 80
Цилиндрические 100 170 280 400 -
Радиусные 60 80 100
Двухугловые 100 150 170 -
Концевые для сет- 60 -
Торцовые и дисковые двусторонние 90 роогос, 300 500 600
Дисковые трехсто- ронние - 130 160 200 300 [ - -
704 ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ И АВТОМАТИЧЕСКИХ ЛИНИЯХ
Значения К„ в зависимости от числа ин- струментов:
5
к„................ 1 2,5 3,5-4
8 Ю 15 и
к. 4-5 4,5-6 бмее
при фрезеровании-. 1 2 3 6 и более
а; ] 1,15 1.45 2
рстщжыс- олокп - на длину; осевой инструмент
в «.поре с удлинителями - па длину При уста-
нови инструмента на шпинделе станка возни-
кав i uoipeHtHocK, фиксации (закрепления)
Последе ютцие подналадки, выполняемые с
посыпающим на оораоотку заготовкам по ус-
чаются в зависимости от точности выдержи-
ваемых размеров. При обраоотке отверстия по
приборы активного контроля в составе уст-
При оораОогке по 8-10 коалитам удонче-
катерные приооры. а при точности обработки
Настроечные размеры при многоперс-
ботку, приняв в качестве исходных расчетные
промежуточные размеры и технологические
допуски по каждому переходу обработки дак-
"Точка" PH должна занять такое положе-
между подналадками, а с другой стороны, бу-
середину поля допуска приводит к более час-
н расчетных величин наибольших и наимень-
ших припусков при наладках и регулировках
обработки, в первую очередь, по глубине реза-
ния на чистовых переходах.
Процесс PH инструмента включает не-
сколько разобщенных во времени действий.
точностью вне станка. Резцы в многорезцовых
ссммарпой iioipeiinincni обработки погреш-
на находиться в определенном соотношении с
ДРУ1И.МН HoipeiHHocniMH и выдерживаемым
допуском. Например, в балансе суммарной
вання с- допуском 25 ... 50 мкм. упругие дефор-
мации составляют' 5 ... 10 мкм. rioi-рсшность
между подналадками 5 ... 15 мкм. Точность
стросккого инструмента на шпинделе станка
пигрсинюстн. 1 ак при установке резцовой оп-
ции винтами как радиальное смещение, так и
осевое составляют 3 ... 15 мкм. При сопряжс-
погрешность снижается, а осевая - возрастает.
Погрешность фиксации предварительно
5 ... 15 мкм, что позволяет произвести на*
износа) в 0,1... 0,2 мм.
Регулировка инструмента на станке про-
возникшей при установке и закреплении (фик-
сации) его на станке. Тонкая регулировка без
расфиксации инструмента с микрометрически-
ми винтами типа "микробор" позволяет сни-
зить погрешность настройки с 10 ... 50 мкм до
ния по 7 - 8 квалитстам. При размерное стой-
кости резца 40 ... 100 мкм и доле размерного
износа в выдерживаемом допуске 5 ... 15
регулировках (подналадках) инструментов.
706 ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ И АВТОМАТИЧЕСКИХ ЛИНИЯХ
Периодичность подналадок устанавлива- ется, исходя из наименьших потерь времени (пристосв оборудования). Подналадку произ- смены. Это иногда оказывает влияние на выбор Настройка инструментов вне станка. Методы PH инструментов выбирают в зависи- мости от требуемой точности настройки и в соответствии с точностью обработки. Погреш- ность настройки формируется под влиянием присущих методу настройки факторов и опре- деляется суммированием элементарных по- грешностей как случайных величин. Настройка по эталону и индикатору применяется для операций чистового и полу- чистового растачивания и при подрезании внутренних торцов. Индикаторный прибор настраивается по эталону, являющемуся носи- телем настроечного размера; затем по настро- енному прибору настраивается резец в оправке (или резцовый блок). Настройка заканчивается фиксацией инструмента в настроенном поло- жении. При настройке расточного инструмента типа "наездник" и индикатором с ценой деле- ния от 1 до 10 мкм. Настройка производится на Погрешность настройки по эталону включает ряд элементарных погрешностей: но Д, = 2 ... 8 мкм); Д$ - погрешность базиро- вания прибора на эталоне и инструментальной оправке (определяется расчетом): - по- грешность настройки по индикатору. Она обычно превышает погрешность цены деления индикатора; при цене деления: 10 мкм - в 1,1 - 1,2 раза (Д|1К = 11 ... 12 мкм); цена деления 2 и 1 мкм - в 1,5 - 2 раза (Дин = 3 .... 2 мкм); Дф - погрешность фиксации. Она сводится к воз- Погрешность настройки по эталону = К J &: + д2б + д2н, + д2ф, Для снижения погрешности ><еобч,и„„ обеспечить точность базовой шейки ин ментальной оправки равной точности зт2иш а регулировку производить мнкромечричсским Устаиовы и шаблоны с предельных,,, размерами применяются нрсим\ щсствеш10 для наетроики осевых инструментов (сверч t удлинителями) на длину при подборе их u комплекты для многоинструментальных н иц отверстий, снятия фасок или подрезки горной требует оснастки с отсчетными устройствах,„ Настройка по жесткому Установу (шаб- лону) применяется для резцов при пречвари ным появление зазора. Погрешность настройки по жесткому ус- Д,„. =ГГ^Д^ + Л26+Дг,+Аф. ляемая в соответствии со схемой базирования (на призме, хвостовиком в отверстии, по плос- кости и двум отверстиям и т.д ); Дш - по- грешность изготовления шаблона (установа), обычно Дш -0,01 ... 0,04 мм; Дэ - величина зазора между поверхностью установа и режу- щим лезвием. По опытным данным, погрешность на- стройки по жесткому устаяову Дну = 0,06 ... 0,09 мм. Погрешность настройки можно снизить на 10- 15 % при применении щупа (отъемной части шаблона). При установке по щупу погрешность от зазора практически заменяется погрешностью изготовления щупа (Д„ * 0.02 ... 0,01 мм). Погрешность настройки по жестким ме-
где К ~ 1,2 учитывает отклонение распределе- ния величин от закона нормального распреде- По опытным данным, погрешность на- стройки по индикатору с ценой деления Qfil мм составляет 0,024... 0,034 мм. ригелям зависит от многих факторов. При я пользования приборов в закрепленном состоя НИИ (магнитные устройства или мех®тч«^ крепление) погрешность снижается на 15 Значительное влияние оказывает -°"сг₽’' наладочных приборов, их компоновка.
УСТАНОВКА ЗАГОТОВОК ДЛЯ ОБРАБОТКИ НА АГРЕГАТНЫХ СТАНКАХ 707
УСТАНОВКА ЗАГОТОВОК ДЛЯ
ОБРАБОТКИ НА АГРЕГАТНЫХ
СТАНКАХ И АВТОМАТИЧЕСКИХ
ЛИНИЯХ
ех = 7el+Et+EJn + e«+e«-
=7Е1+еТ*
708 ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ И АВТОМАТИЧЕСКИХ ПИНИЯХ
верстмям (рис. 9).
/носкостям фактическое положение заготовок
(спутников) в рабочих позициях определяется
При повороте заготовки на угол ах из но-
минального положения ! в положения И и Ш
при выбирании зазоров в противополож-
ки (точки А/) зависит от места сс расположе-
ния, а траектория представляется в виде дуги
МС окружности, описанной радиусом К из
центра поворота 0п в каждую сторону:
Составляющие этой погрешности (МС)
определяются смещением по осям X и У
ел = ecosy; ez = esin г,
Величины Xt У определяют расстояние
точки М от соответствующих осей координат.
Расчетные зависимости для определения сме-
щений точки по осям координат
Для точек, размещенных в зоне Я, - —
(точка F), смещение при повороте меньше по-
ловины суммарного зазора 5^, поэтому для
этой зоны следует принимать в расчет случай
смещения при плоскопараллельном движении
как наибольшее для этой области (не выходя-
щей за центры базовых отверстий)
В табл. 4 приведены формуль, дм
деления погрешности базирования для ра,
ных областей расположении - р^-тич-
поверхностей
- —<СП\ТЦика1
погрешность сс базирования на рабочей
пии определяется смешением заготовки в
пом из рассматриваемых направлений д|я
большого числа фиксаций заготовок (ентпш
ков) варианты смещения и значения погрешщ,'.
стой базирования являются случайными-
этому в производстве рассматриваемая ГОЧка
(например, ось отверстия, номинально соотвег'-
ствующая точке М с координатами .Y и У) мо.
жет располагаться в некоторой области F. ог-
раниченной в направлении осей X и Г Величи-
ной плоскопараллельного смещения ± -
или с погрешностью от поворота заготовки
(спутника) на угол ±а£ (дуги Л/С, и A/G).
Поворот заготовки (спутника.) при выбо-
ре зазоров в противоположные стороны и сме-
щение (плоскопараллельное) заготовки (спут-
ника) в плоскости расположения базы в пронз-
менив механизм досылки заготовки (спутника)
к одной и той же стороне. При этом погреш-
ность базирования для любой точки не превы-
сит половины суммарного зазора и, как систе-
матическая величина, может быть учтена при
размерной настройке технологического про-
теоретически отсутствует, а фактически имеет
место из-за погрешности формы базовой плос-
кости заготовки (или спутника):
где К - коэффициент, учитывающий вил
опор и их расположение. Для трехточечных
опор К ~ 0,5 ... 0,8, при установке на планки
К = 0,2 ... 0,24. Гм - допуск плоскостности
УСТАНОВКА ЗАГОТОВОК ДЛЯ ОБРАБОТКИ НА АГРЕГАТНЫХ СТАНКАХ
710 ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ И АВТОМАТИЧЕСКИХ ЛИНИЯХ
4. Формулы для определения погрешностей башривання на ..лоскост ь и два Огиере, ня (см. р„с 9,
O6“w™"owi"™ Выдвижные фиксаторы Нспилпнжныс |ВД,П1|
В плоскости ХОУ при располо- E( = fil. = + An- e, =e,
£ Sbinm +dlp.nUi E -+
2 2L b" 2L
> т e“' =“ву-&я
_ Amtix .. E> - z e> = E‘ /.~v
1п 1 1 ’J: I = | = = f г 1 1 = г g 1 I 1 I 1 11 § I 1 i Г 1 11 i 1 1 1 i 1
| 8 г г I ! Г 1 з Н =2 HIM J Hj If § 1 ! t I p> f 8 и H 11 I П S g ? II % \ 3 3 _> г SSI | H 1 ! i ” I H 1 I I ! ! 1 j i ( 1 I i ।
KPh
Q~ f(Al + Ec + Fb)'
где К - коэффициент запаса; принимаемый
1.5 ... 2;/- коэффициент трения в стыке спут-
ник - опорные планки.
А = (0J7 + 0,I4m)(l -8Хг);
JAHOBKA ЗАГОТОВОК ДЛЯ ОБРАБОТКИ НА АГРЕГАТНЫХ СТАНКАХ
712 ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ И АВТОМ АТИЧЕСКИХ ЛИНИЯХ
ОБРАБОТКА ПЛОСКИХ
ПОВЕРХНОСТЕЙ КОРПУСНЫХ
ДЕТАЛЕЙ НА
АГРЕГАТНО-ФРЕЗЕРНЫХ СТАНКАХ
И АВТОМАТИЧЕСКИХ ЛИНИЯХ
А’нпл.,п„ =0,5sin<p(^D’-4?-
-т/Вф-г2} (2)
где В - ширина фрезерования.
О1.РЛБОГКЛ ПЛОСКИХ ПОВ1ТХНОС veil КОРПУСНЫХ ДЕТАЛЕЙ
-0 4^0, 4(1>.6Н)
4нплспг
овглво гкл плоских поверхностей корпусных деталей
718 ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ И АВТОМА. ИЧЕСКИХ ЛИНИЯХ
обработки до 20 %, которые характеризуют
влияние колебания глубины резания при обра-
ботке. Влияние колебания твердости обраба1ы-
большее влияние оказывает угол перекоса
ном балансе упругих перемещений (но элемен-
там технологической системы) наибольший
удельный вес составляет шпиндель до 60 %,
влияние силового стола и заготовки равно со-
ответственно 28 % и 12 %. Величины отклоне-
ний от плоскостности, измеренные у летали в
закрепленном состоянии в рабочем приспособ-
лении. примерно на 2э .. 30 % меньше, чем в
свободном. Это говорит о влиянии на огклоне-
зажимных сил.
При опенке зависимости точности обра-
при черновом, гак и при чистовом фрезерова-
нии, наиболее существенное влияние оказыва-
величины, характеризующие колебание глуби-
ны резания при обработке (отклонение от пло-
плоскостности и параллельности плоскостей
колебания твердости обрабатываемого мате-
риала. В основном, в большинстве случаев.
водит к увеличению погрешностей обработки.
Рекомендации по обеспечению требуе-
мой точности обработки плоскостей. Для
повышения точности обработки плоскостей
необходимо повышать точность их выполне-
ния у заготовок и однородность обрабатывае-
мого материала, т.к. заготовки характеризуют-
ся значительным разбросом величин отклоне-
достигающим в среднем 3 мм, и твердости,
неоднородность которой составляет НВ в пар-
тии заготовок и достигает 50 НВ в пределах
одной заготовки.
Установлено, что на величины упругих
перемещений элементов технологической сис-
темы в наибольшей степени влияют глубина
резания, подача на зуб фрезы, твердость обра-
батываемого материала и ее колебание в пре-
делах обрабатываемой плоскости, а также от-
клонение от параллельности плоскостей пред-
। о процсс
и на 0,006 мм для чистового фрезерования при
уменьшать рекомендуемые техническими \с-
фрезерных бабок первой и второй групп точно-
сти значения величин завала фрезы на 0 01 мм
0,015 мм - на черновом фрезеровании на длине
калькой плоскости Дуу достигает в среднем
вом фрезеровании на длине 315 мм. Причем,
возникающий при этом угол упругого поворота
правление при обработке: ось шпинделя ухо-
дит вверх от рабочей поверхности стола (при
зованию отклонении от параллельности у дк.га-
ли в поперечном сечении: размер в верхней
части детали получается в среднем на 0,037 мм
при черновом и на 0,012 мм при чистовом фре-
Поэтому при монтаже фрезерных бабок
ось шпинделя следует устанавливать под на-
клоном в направлении к рабочей поверхности
силового стола для выполнения попутного
фрезерования и в направлении от этой поверх-
ности - для выполнения встречного фрезеро-
вания. Для черновых позиций эта величина
должна достигать 0,06 мм, а для чистового
0,02 мм надлине 300 мм.
Угол Ху перекоса платформы стола в вер-
тикальной плоскости при обработке та»£
имеет одно направление, совпадающее с
ОБРАБОТКА ПЛОСКИХ ПОВЕРХНОСТЕЙ КОРПУСНЫХ ДЕТАЛЕЙ
720 ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ И АВТОМАТИЧЕСКИХ ЛИНИЯХ
ОБРАБОТКА OTRf ТСТИЙ НА АГРЕГАТНЫХ СТАНКАХ
П1 ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ И АВТОМАТИЧЕСКИХ ЛИНИЯХ
ОЫ’АКОТКЛ ОП31ТСТНЙ НА Al PVI AlHblX СТАНКАХ
Ду ' «Л «
ДР„=|7Д"Р+Др+е5С»' <”
Упругое отжатие Ду технологической
системы получим, подставляя в (4) и (5) значе-
Позиционное отклонение оси отверстия,
определяемое как сумма геометрического (2) и
упругого (4) и (5) смешений,
+ + (Ю)
ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ И АВТОМАТИЧЕСКИХ ЛИНИЯХ
8. Коэффициенты к„ уменьшения позиционных отклонений отверстий по смежным
переходам обработки
отверстия диаметры отверстий, мм Смежные переходы Коэффни»"*,
Всплош- От Юдо 18 Сверление - зенкерование Зенкерование - развертывание 0,46
От 18 до 30 Сверление - зенкерование Зенкерование - развертывание 0,34 0,48
Литого От 30 до 50 Заготовка - черновое зенкерование Чистовое зенкерование - развертывание 0.13 0,31 0,51
ОБРАБОТКА ОТВЕРСТИЙ НА АГРЕГАТНЫХ СТАНКАХ
Дяя ориентировочных расчетов применима
кий износ
Величина hyni
кондукторной агулки для определенного мо-
ш «1 0.05 0.25
До 6 18 0010 0043 0,082 0,077 0,160
6- 12 22 ОДО 0,023 0,094 0,079 0,195 0,170 0,159
12-18 35 0,006 0,031 0,025 0 060 0,181 0,174
18-25 75 60 0,024 0,015 0068 0,181 0,162
сверл нор< 2.Д З.Ск чальной тс i: 1. . (опуски 6л. 5. флаДИ н ? )стай в W 0,1мм.
•П6 ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАЙКАХ И АВТОМАТИЧЕСКИХ ЛИНИЯХ
Де,Ф=дМ + е,-
ДЕ<.Ф=де01(1 + *.-а+Аф).
е„ = еяг(1 + Л,),
Материал детали ку -—
Алюминиевый сплав 0.8 0.9 0.15 1.8
10. Наибольшие отклонения £ф (в числителе) диаметральных размеров фиксаторов и £л
Обработка А, Др А,.. ММ
ММ 0 05 0.1 0,125 0,15
Черновая 0.5-1 0.05 0,4 - - 0,028 0,022 0094
Получистовая 0,15-0,25 0,05 0,6 0,011 0,007 0,042 0,022 0,068 0,045 0,098 0,063 0,106 0,088
Чистовая 0,1-0,2 0,7 0,015 0,007 0,019 0,022 0,043 0,045 0,057 0,045 0,075 0,045
0,8 - 0,015 0,007 0022 0,023 0,022 0,036 0,045
Примечание. Расчеты выполнены для диаметра сопряжения фиксатор-втулка в диапазоне 30 мм, диаметров базовых элементов - в диапазоне 10 - 18 мм и посадок W8//7, Wg7. Чтобы найти Л* дельные отклонения а* задаемся зятем на основания вида обработки и принятых значений Дч» Д₽> г Ед определяем ц. •
ОЫ’АЬО 1 КА КООРДИНИРОВАННЫХ ОТВЕРСТИЙ НА АГРЕГАТНЫХ СТАНКАХ 727
3 5 ш 14 ‘"'ZZ''*''" ""
,ЮМ метле «нН jlyl
до 50 Зснксрование: предварительное 1,5 0,25 0,11
728 ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ И АВТОМАТИЧЕСКИХ ЛИНИЯХ
li тсх„оЛоп,Чеокие переходы
Сверление - зенкерование Зенкерование - предваритель- Предваритсльное развертыва- ние - окончательное разверты- 0,70 0.57
до 50 Заготовка - черновое зенкерование Черновое зенкерование чистовое зенкерование Чистовое зенкерование - пред- вартемное развертывание Предварительное развертывание - окончательное развертывание 0,17 0.55 0,66
эенкерованнн
при обработке
нни между отверстиями мм сюром
60 10(1 141»
0.4 001 0 06 оТо 0.0S
верстай и ,’.Z?
14. Влияние зазора 5] между сменными
соосности отверстии при зенкеровании
’“мм"" Оптао е ° но т. (. м)
° МН“еж]уоТрХГТн’ сторон
60 100 140
0,025 0,03 0,04 0,05 0,07 0,07 0,09 0,09
0,05 0,04 0,07 0,09 0,10 0,13 0,16
сторонней обработке с передним и задним на- обработхе с задним и промежуточным направле-
к >БРАБО ГК А <' ГВ1 -ТС ГИЙ ПРИ ПЛЛВАК.МЦНМ СОЕДИНЕНИИ ИНСТРУМЕНТА
Не’7™Т;°';'ъ
10 0,11 0,15 0,20
18. Влияние зазора между кондукторными
втулками и инструментом на отклонение
межосевого расстояния
Зазор, мм
ОЮ
732 ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ И АВТОМАТИЧЕСКИХ ЛИНИЯХ
шпинделей станка: а и б - направление во вращающихся втулках - соответственно одноопорное и £ЮУх0^>шнй
в- направление в неподвижной втулке борштанги типа "скользящая втулка"; / - шпиндель; 2 - плав___ка
патрон; 3 - люнет; 4 - вращающиеся втулки; 5 - борштанга типа "скользящая втулка"; б - неподвижна» эту
( 'ЬРлЫНКА ОI Bl Pl ГНЙ ПРИ ПЛАВАЮЩЕМ СОЕДИНЕНИИ ИНСТРУМЕНТА
734 ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ И АВТОМАТИЧЕСКИХ ЛИНИЯХ
Обработка л, л.. Л5, Ае,
Зенкеро- 35-45 15-25 10-15 20 - 30
Развер- чистовое 10-20 30-40 20-35 25-35
Растачи- 10-20 40-50 30-40
вание - отверстий диаметром 50 - 60 мм.
Наибольшие шаненин зазора в сопряжении втулка-инструмент для обеспечения
погрешность значительно оольше, чем при
обработке в одной позиции). При растачивании
отверстий влиянием Ас. прснсбрсз аюг.
Л„С = + д2, (l> + 4> ID + + Д%1 ’
РАСТАЧИВАНИЕ ОТВЕРСТИЙ НА
АГРЕГАТНЫХ СТАНКАХ БЕЗ
НАПРАВЛЕНИЯ ИНСТРУМЕНТА
Ду, Az - отклонения осей шпинделей г
РАСТАЧИВАНИЕ ОТВЕРСТИЙ НА А1ТЕГАТНЫХ СТАНКАХ
738 ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ И АВТОМАТИЧЕСКИХ ЛИНИЯХ
сти, параллельности. заданного межосевого
расстояния) при параллельной обработке
припуском: ДР-неуравновешенная сила резания; л>, Л1 -частоты вращения шпинделей
ОБРАБОТКА ДИЛЛЕЙ НА АГГИ АТНЫХ СТАНКАХ С ПОВОРОТНЫМ СТОЛОМ
ОЬР \ЬОТКА ДЕТАЛЕЙ НА
АГРЕГАТНЫХ СТАНКАХ С
НП ЕЛЬНЫМ ПОВОРОТНЫМ
(ГОЛОМ
ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ С ПОВОРОТНЫМ СТОЛОМ
одновременного врезания нескольких инстру-
ментов можно устранить, предусмотрев в ра-
бочем цикле врезание при уменьшенной пода-
че с последующим переходом к требуемой.
Для реальных операции характерны па-
раллельно-последовательные схемы, в которых
ной обработки с неодновременным началом и
окончанием работы инструментов. Параллель-
ные схемы применяются в производстве срав-
нительно редко, т.к. конфигурация деталей,
размеры и расположение поверхностей не по-
зволяют одновременно начать и закончить
обработку.
Силовые нагрузки, воздействующие на
заготовки, суммируясь и взаимокомпенсиру-
величины и величины перемещений в ТС и,
таким образом, формируют структурную по-
грешность обработки.
Применением научно-обоснованной не-
турной погрешности на 15 - 30 % при сохране-
742 ОБРАБОТКА ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ И АВТОМАТИЧЕСКИХ ЛИНИЯХ
8 ОБРАБОТКА ДЕТАЛЕЙ
НА СТАНКАХ С ЧПУ
И В ГИБКИХ
ПРОИЗВОДСТВЕННЫХ
СИСТЕМАХ
пожени в принятой последовательности техно-
логических операций.
(ГАУ) - ГПС, состоящая из нескольких гибких
шруту, в котором предусмотрена возможность
функционирующие единицы технологического
номенклатуры.
функционирующие неавтоматизированные
участки и цехи.
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
По ступеням автоматизации различают копитсли, устройства смены н контроля каче-
два вила ГПС. (ГПК) - ГПС, состоящая из нескольких гибких производственных модулей, объединенных ства инструмента, ооеспсчиваюшик vpr не- автоматическую установку и замену инстру Основной областью применения [’ПС яв- водство. как видно из определений, кажлыц вид ГПС характеризуется тем, что может собой технически законченное целое я имеет ность встраивания в систему более высокого уровня; позволяет, спроектировав ГПС высоко- го уровня, начинать внедрять его по частям как ГПС более низкого уровня. Степень автомати- зации как самой ГПС, так и ее функциональ- ных систем может быть различной. И <тим
чение заданного интервала времени и имеющая возможность встраивания в систему более вы- сокой ступени автоматизации. ство (ГАП) - ГПС, состоящая из одного или
портко-складской автоматизированной систс- переход на изготовление новых изделий с по- мощью АСИИ, САПР и ДСТПП. малыше системы. Система обеспечения функ- ционирования технологического оборудования
ла. ГПС обладает также свойством быстрой изделий произвольной номенклатуры. Гибкость достигается различными конст- му к обеспечению надлежащей гибкости всех элементов производственной системы нсобхо-
тирование изделий, технологическую подго-
производственной системой и автоматическое систематизация отдельных видов гибкости по централизации, автоматизации и интеграции. тизация и интеграция производства - взаимо- зависят от технологической, конструкционной и организационной гибкости оборудования. Например, при полной централизации (обра- ботке в одну операцию) все перемещения заго- товки (детали) осуществляются в пределах одного рабочего места; при меньшей централи- зации (обработке в несколько операций) необ-
логической оснастки. технологического оборудования ГПС входят:
система технологической подготовки произ-
управления предприятиями (АСУП); автомати- зированная транспортно-складская система
ментального обеспечения (АСИО); система транспорта и роботизация подачи заготовок и пр. Централизация определяет технологиче- скую гибкость, зависит от конструкционной гибкости и содействует организационной гиб- кости. В такой же примерно зависимости от видов гибкости находятся автоматизация и интеграция.
газированная система удаления отходов и т.д.
скал система (АТСС) - система взаимосвязан- ных автоматизированных транспортных и складских устройств для укладки, хранения,
труда, технологической оснастки и удаления Автоматизированная система инстру- ментального обеспечения (АСИО) - система взаимосвязанных элементов, включающая на- средственно влияют на производительность, себестоимость, фондоотдачу, качество продук- ции и условия труда занятых на производстве. При выборе оптимальной гибкости системы необходим учет всех влияющих на нее факгоро .
ПРИМЕНЕНИЕ I ПС ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ
„X,. Цпорнимшп Лвюмюняпшя Интеграция
органов станка. Число рон с одного Устанона ростсй и подач, имею- Число осей с 4IIV Ав- томатический выбор режимов ооработки. ЧИХ 01 ЭВМ на ст анках Интеграция САПР ACTIH1 и ГПС. Общее программное обеспече- цептральштй ЭВМ Об-
привода станка. Размер- дартязация основных параметров, нсобходи- оборуловакия любого следующему ' уровню управления
ниояная в системе ров щупом-пробой. Ди- кость безлюдной работы ризация. Общая система
Уровень нормализации деталей и узлов и т.д.
качественная оценка гибкости, видимо,
менее сложная задача, чем количественная.
ных ее качественных показателей (табл. 2).
бы чрезвычайно дорогой и экономически не-
оправданной. В каждом конкретном случае
оптимальная гибкость производственной сис-
темы должна выбираться исходя из номенкла-
туры выпускаемой продукции, объемов и сро-
Гибкость производства связана со степе-
нью его интеграции, т.е. полнотой увязки раз-
личных производственных функций в единую
систему. Чем выше степень интеграции, тем с
меньшими затратами средств и времени можно
перестроить производство на выпуск новой
Если степень автоматизации - понятие
давно определившееся (доля непосредственно-
труда в том или ином производственном про-
цессе), то определение степени гибкости явля-
пень гибкости можно измерять объемом работ,
ОБРАБОТКА ДЕТАЛЕЙ ИА СТАНКАХ С 41IV И В ГПС
Показатель гибкости ! Количегтеемаядак. Возможная единица
Универсальность (гибкость по изделиям) без переналадки Минимальные и макси- мальные пределы по мас- се, размерам, сложности формы изделий
(гибкость производства) Размер установленной для данной системы номенклатуры изделий, выпускаемых в течение года Количество единиц изде- лий в номенклатуре
Переналаживасмость Продолжительность и объем работ по переналадке Человеко-час. разряд на- ладчика
(гибкость маршрута обра- ботки, гибкость базирова- Степень завершенности обработки изделий на одном рабочем месте, работки на ГПС к полному времени Доли единицы или про-
Гибкость видов обработки (гибкость инструмента, гибкость переходов) видов инструмента большего числа различных переходов одном ГПМ. Минималь- переходов при полной централизации обработки
Партионность (гибкость серийности производства) Минимальное число изде- лий в партии
ма выпуска) различных изделий, при котором система способна работать чивая установленные коэффициенты загрузки оборудования и сменности
Гибкость объема выпуска эффективно при переменном объеме выпуска различных изделий, воз- можность добавлять выпуск новых изделий в случае сокращения объема выпуска ранее выпускаемых изделий Отношение числа видов изделий к общему годо- вому выпуску изделий
Гибкость выполнения задания, гибкость загруз- ки оборудования Наличие запаса производственной мощности, при котором система спо- но. Доля установленного рабочего времени недоиспользования обору- дования Доля единицы (коэффи- циент возможного недо- использования оборудо-
ПРИМЕНЕНИЕ ГПС ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ
llox.ua,™.,ибн,чт, Ко ,«чес»<««„«((„ха
с',",
тизации и интеграции. работы системы за какой-то период "л" "р°’
временем переналадки на выпуск новой про- дукцин или долей повторного использования дополнительных текущих расходов, или такой величиной, как номенклатура одновременно обрабатываемых деталей на HIM, PIK или Все машиностроительное технологиче- ское оборудование можно разделить на четыре группы по уровню гибкости (табл. 3). За счет высокой гибкости можно умень- шить число связанных в одну систему станков, что повышает надежность всей системы. Сле- дует рассматривать и другие алнергшТпВпш». пути решения задач оптимизации гибкости без непосредственного участия оператора; ди- наладки. устранения простоев и введения из- менений в управление; легкость встраивания н высокого уровня; экономическая эффектив- ЧПУ может входить в ГПМ без всяких переде- лок. Основными требованиями ко всем элемен- там ГПС являются высокая надежность и авто- матизапия всех основных вспомогательных и рабочих ходов. Даже ГПМ должен иметь в своем составе транспортно-накопительную систему, контрольно-измерительную и диагно- стическую системы, систему удаления струж-
Примеры структур гибких производственных систем механической обработки деталей и их характеристики Так как ГПС в основном применяют в се- входит станок с ЧПУ. Загрузка и разгрузка его проводится с помощью промышленного робота или автоматизированного загрузочного уст- ройства (АЗУ). Смена инструмента осуществ- ляется из магазина инструментов или револь- верной головки. ГПМ обладает способностью подсоединения к центральной транспортно- складской системе, системе инструментального обеспечения и управляющим устройствам ки. Например, токарный станок с ЧПУ. встраи- ваемый в ГПС, должен быть снабжен система- ми контроля состояния инструмента, смены инструмента и удаления стружки. Простейший ГПМ включает станок с ЧПУ с одним или двумя инструментальными магазинами. Станок имеет два рабочих стола (рис 1, л). Заготовку устанавливают на стол вручную, в то время как на другом столе изго- товляется деталь. Совмешение времени уста- новки с временем обработки дает выигрыш в производительности. Более совершенным является ГПМ, со- держащий станок с ЧПУ с одним или с двумя магазинами инструментом (рис. 1, б). Шаговый конвейер-накопитель палет с 4, 6, 8 или. 12
ооорудоваяия производства гибкости Отличительные особенности
Гибкость переходе на изделия изделий, ДОПОпрИ^^е3^’гШ S
Первый Жесткое Нулевая - Одно Новые I
Второй Перестраи- Близкая к недель или месяцев Изготовление новых ка, сборка, замена лого изделия нительные калитало- ки всего оборудо- серийное н 1
Третий Гибкое пере- налаживаемое Высокая От нескольких минут до десятков часов настройка и регули- низмов Десятки требуются. несколько ~ Я
Четвертый Гибкое ин- Максималь- нулю полностью совмещены с изготовлением дру- ко— Дополнительные за- c.wmimm ,
ПРИМЕНЕНИЕ ГПС ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
ПРИМЕНЕНИЕ ГПС ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЦПУ И В ГПС
щими технологическими признаками. Й основе
технологический процесс (ГОСТ 3.1109-82) -
десятков тысяч в год. Гибкость ГАЛ опрелеля-
В этом случае возможны различные комбина-
ции. Определяющим является необходимость
ментные и многоинструментныс станки, рабо-
тающие с использованием специальных голо-
высить коэффициент их использования. На
линии обрабатывают до 10 тыс. деталей в год.
С увеличением партии запуска за счет умень-
шения затрат на наладку эффективность при-
менения таких линий повышается.
Высокопроизводительная ГАЛ для круп-
носерийного производства деталей включает
несколько ОЦ с многошпиндельными головка-
ми (рис. 12). Подача заготовок на позицию
загрузки ГАЛ осуществляется с помощью ро-
боткары. Заготовка перемещается по линии
жестким конвейером. На станках проводится
одновременная обработка заготовок с несколь-
ких сторон с использованием многошпиндель-
ных головок. При переходе на обработку но-
вых деталей требуется смена отдельных или
всех многошпиндельных головок, что вызыва-
ет потерю гибкости ГАЛ, но зато обеспечивает
высокую производительность. Многошпивдель-
ные головки, не находящиеся в рабочей пози-
ции, поступают на позицию контроля, на кото-
рой весь изношенный инструмент заменяется.
На рис. 13 показана ГПС для обработки
деталей типа тел вращения с использованием
станков разных групп. Подача заготовок осу-
ществляется в кассетах. Промышленный робот
забирает заготовки из кассет и подает их на
станки. Снятую со станка деталь ПР укладыва-
ет обратно в кассету. На линии использован
накопитель - один для всех станков. Часто
применяют индивидуальные накопители (так-
товые столы) около каждого станка. В наиболее
Рнс. U. Гибкая автоматизированна
параллельно-последовательным ш
15 - станки с ЧПУ: _ _,vtJ4(n)
9 - конкПср; 10 - станок с ЧПУ с мНОГОш
вымч головками; И - установка см,-»............
ввтель заготовок; 14
стружки и мойки заготовок; 16 - конвейер обптч
таимых деталей;/7-ЭВМ линии "
прчмышлтаиыП pow-rai™.
совершенных Г Г!М промышленный робот [1С
пользуют также для смены инструмента
Управление всеми станками осуществляют от
ЭВМ, что позволяет детально, по часам, дням
неделям и месяцам планировать загрузку стан-
ков и точно определять состояние производст-
ва, время подачи заготовок в ГПС и подачи
Достаточно часто для транспортирования
заготовок и деталей используют робокары.
Несколько робокар обеспечивают доставку
заготовок с автоматизированного склада, пере-
мещение заготовок от одного станка к другому.
Преимуществом робокар является перемеще-
ние их по имеющимся в цехе проездам. Трасса
Я! и
станками с ЧПУ, оснащенными многошпиндель-
нымн головками: / - 3 - станки с ЧПУ с устройст-
вами автоматической смены многошпиндельмы*
головок; 4 -позиции загрузки-разгрузки заготовок.
5 - робокара; 6 - конвейер заготовок (палет с
заготовками); 7 - накопитель многошпнндельных
головок; 8 - контрольно-измерительная машина с
центральная ЭВМ; II - ЭВМ управления ‘П*анС”®57
том; 12 - ЭВМ управления контролем и настройкой
ТРЕБОВАНИЯ К ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ДЕТАЛЕЙ
торских работ, технологической подготовки
производства, обработки ни станках, нспосред-
ТРЕБОВАНИЯ К ТЕХНОЛОГИЧНО-
СТИ КОНСТРУКЦИИ ДЕТАЛЕЙ,
ОБРАБАТЫВАЕМЫХ НА СТАНКАХ
С ЧПУ И В ГИБКИХ
ПРОИЗВОДСТВЕННЫХ СИСТЕМАХ
логичности по ГОСТ 14.201-83*. Качественная
оценка (’’хорошо", "плохо") предшествует ко-
личественной. Во всех случаях анализ тсхноло-
зкономнчсских показателей, подтверждающих
целесообразность предложенных мероприятий.
Комплекс критериев технологичности де-
тали. обрабатываемой на станках с ЧПУ и в
ГПС, условно можно разделить на две группы.
Первая группа критериев определяет общие
требования к летали; во вторую группу входят
Рис. 14. Гибкая производственная система, вклю-
чающая различные функциональные «"«темы
(АТСС. САПР. АСТПП н др.): Л 2 - станки с ЧПУ,
3 - место для расширения ГПС (установки новых
модулей); 5 - установка для очистки заготовок от
стружки и мойки; 6 - контрольно-измерительная
машина с ЧПУ. 7 - позиции перегрузки заготовок на
конвейер. 8 - автоматизированный склад; 9 -
боваяий качества поверхностного слоя (шеро-
ховатости поверхности, упрочнения, остаточ-
ных напряжений в поверхностном слое и т. д.)
с маркой материала детали; обеспечение доста-
используемых при обработке и захвате заго-
товки промышленным роботом; сокращение до
минимального числа установов заготовки при
обработке; наличие элементов, удобных для
закрепления заготовки в приспособлении, при-
чем зажимные элементы должны обеспечивать
доступ для обработки всех поверхностей дета-
ли и высокую жесткость системы заготовка -
приспособление; возможность обработки мак-
симального числа поверхностей с одного уста-
нова с использованием в основном консольно
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
закрепленного инструмента; отсутствие или сведение к минимуму глухих отверстий и от- верстий, расположенных не под прямым углом к основным координатным осям детали (вза- имное угловое расположение обрабатываемых углов поворота стола станка и возможность использования стандартных угловых фрез), размеров обрабатываемых элементов, что обеспечит обработку их минимальным числом инструментов и использование типовых под- программ, т.с. сократит затраты на подготовку мых элементов с учетом возможностей устрой- ства ЧПУ станком; форма детали, удобная для автоматического контроля и обеспечения усло- вия легкого удаления стружки. Таким образом, при анализе технологич- ности деталей, обрабатываемых в ГПС, необ- ходимо учитывать требования обработки, кон- троля, захвата и транспортирования заготовок и деталей при изготовлении, надежного удале- ния стружки, максимального упрощения про- граммирования, обеспечения благоприятных условий работы режущего инструмента, т.с. высокой надежности технологической системы. Для облегчения программирования при тывать возможности устройств ЧПУ. Позицн- онные устройства ЧПУ имеют абсолютную Современные устройства ЧПУ позвонки задавать размеры в декартовой системе коор. динат (абсолютной или относительной), в по- лярной системе и смешанным образом,' когда стий задают в декартовой системе, а положе- ние центров отверстий - в полярной. Предполагается, что при обработке на ложено симметрично относительно среднего размера. Поэтому программирование ведут по средним размерам. Для всех размеров с месим- метричным расположением поля допуска нс- обходим расчет среднего размера. форма задания контура поверхности мо- жет быть графической, табличной или анали- тической. Аналитическое задание предпочти- тельно при применении САПР. На сверлильно-фрезерно-расточных стан- ках с ЧПУ при анализе технологичности дета- ли особое внимание обращают на точность формы и расположения повторяющихся эле- ментов. расположенных симметрично и зер- кально' (ячейки, карманы, группы отверстий). Особое внимание следует обратить на создание условий работы инструмента (работы без ударов). Примеры повышения технологичности деталей, изготовляемых на станках с ЧПУ и в ГПС, приведены в табл. 4.
задавать от технологических баз (абсолютная система). В контурных устройствах ЧПУ спо- соб задания размеров принят, как правило, в относительной системе, т.е. по приращениям. 1 Зеркальная обработка (ГОСТ 20523) - функ- ционирование СЧПУ (УЧПУ), при котором рабочие органы станка перемещаются по траектории, пред- ставляющей собой зеркальное отображение траскто-
4. Примеры повышения технологичности конструкции деталей, обрабатываемых на станках
Примеры повышения Эскиз летали Эффективность мероприятия
Унификация поверхностей и их элементов ВЕЗэ Сокращение числа применяемых инструментов, снижение вспомо-
4=®=! гательного времени на смену инструмента
Коррекция формы выточек I Сокращение числа инструментов в результате использования рез- цов, применяемых для обработки основных поверхностей
ТРЕБОВАНИЯ К ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ДЕТАЛЕЙ
Продолжение табл 4
Эсхю лепет Эффективность мероприятия
-~"~Хкана‘ Сокращение вспомогательного времени на поворот летали, со- кращение числа приспособлений
Коррекция размеров торца детали Повышение точности обработки
Уменьшение псрепада лнаметров Уменьшение числа переходов, точности
фрезеровании концевой фрезой л инструмента
Применение симметричных кон- струкций
Придание детали дополнитель- ной установочной базы стандартного приспособления
Изменение формы поверхности. водительности в результате со- и смен инструментов
Изменение взаимного располо- Повышение производительности
взаимного расположения 1 переходов и повышения режимов
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
Эскиз детали Эффективность мерО11рня гин
Снижение требований к шерохо- Уменьшение новерхносгн обра. ботки с соответствующим П0ВЬ1. шснисм производительност и
ватости свободной поверхности,
мых поверхностей
Введение дополнительного гсх- ветствуюшим оформлением Упрощение конструкции приспо- собления (отпадает нсобходи-
Увеличение ширины паза с це- лью обеспечения обработки ка- вместо строгания Возможность полной обработки на станке с ЧПУ, в результате чего повышается Производитель-
Увеличение размера необрабо- Повышение производительности
детали ния вспомогательного времени
Замена углубления платиком повышение производительности
ваемой поверхности вследствие конструктивного оформления Повышение производительности обработки
Рациональное размещение бо- бышек Сокращение числа переходов при фрезеровании
Назначение рациональных раз- меров ребер жесткости 7 Повышение точности и произво- дительносги обработки вследст- вие применения более жесткого инструмента
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ С ЧПУ причем траектория перемещения нс задается; при котурном управлении перемещение рабо- чих органов станка происходит по заданной
Основные типы устройств ЧПУ и станков Термины и определения основных поня- тий в области числового программного управ- ем устанавливает ГОСТ 20523-80. Под управляющей программой понимают совокупность команд на языке программиро- траектории и с заданной скоростью для полу- чения необходимого контура обработки. Адаптивное ЧПУ станком (адаптивное управление) обеспечивает автоматическое при- спосабливание процесса обработки заготовки к изменяющимся условиям обработки по опре- деленным критериям. Устройство, выдающее управляющие воздействия на исполнительные органы станка
I соответствии с управляющей программой
функционирования станка по обработке кон- Р Числовое программное управление стан- ком (ЧПУ) - управление обработкой заготовки на станке по управляющей программе, в кото- рой данные заданы в цифровой форме. Разли- чают позиционное и контурное ЧПУ. При по- зиционном управлении перемещение рабочих органов станка происходит в заданные точки, информацией о состоянии управляемого обь- граммного управления (УЧПУ). Групповое ЧПУ станков от ЭВМ (груп- повое управление), имеющее общую память для хранения управляющих программ, распре- деляемых по запросам от станков (DNC), при- меняют в ГАЛ, ГАУ, ГАЦ и ГАЗ.
7S8 ОБРАБОТКА ДЕТАЛЕЙ 1А СТАНКАХ С ЧЛУ И В ГПС
Различают аппаратные и программируе- мые устройства ЧПУ. В аппаратном (NC) уст- иым путем и не могут быть изменены после изготовления устройства. Эти устройства вы- пускают с начала освоения ЧПУ для различных групп станков: токарных ("Контур-2П Г", Н22), фрезерных ("Контур-ЗП". НЗЗ), координатно- расточных (”Размср-2М", ПЗЗ) и т.д. Такие УЧПУ выпускали с вводом управляющей про- граммы на перфоленте. Аппаратные УЧПУ совершенствовались путем оснащения их па- чало необходимость вводить программу для каждой детали с перфоленты, а также путем {коррекции, индикации и т.д.). Несмотря на первом этапе внедрения станков с ЧПУ, они в менные станки с ЧПУ оснащаются только про- могут быть изменены после изготовления уст- ройства. Эти устройства появились позднее; их строят на базе микропроцессоров. УЧПУ тако- го вида относят к четвертому поколению; по- строены они по принципу малой вычислитель- ной машины с полужестким или гибким зада- нием алгоритмов работы, памятью на одну или несколько программ, стандартными перифе- рийными устройствами вычислительной тех- ники (дисплей, печатающее устройство и др.), каналами связи с более мощными ЭВМ верхне- го уровня. Появляется возможность выполне- ния новых функций: формирование нестан- дартных циклов обработки, частичное или полное редактирование программы, коррекция систематических погрешностей, изменение алгоритма работы применительно к станкам различных групп и др. „„„ У?п.ЙГВ0 УЧПУ ™па ™С «оючает малую ЭВМ, оперативную память объемом С вюмом°стью наращивания до в"еШ”"Й н1тР*ейс- В качестве до- =нешних Устройств (не более Кто П бТ ‘,cntMU0MHU Дисплей, пер- ..J3 Р’ УстР°®СЛо вывода на печать, внеш- нм запоминающее устройство, блок связи с ЭВМ верхнего ранга. Есть возможность при- спеииаль“ых Устройств для аХг- изХп ииУ Р;автом™«™х устройств Г .""“Ж Устройств для до- полнительной автоматизации процесса (транс- портных устройств, вспомогатечьных Система числового программного , ления (СЧПУ) есть совокупность ‘ Ран‘ нально взаимосвязанных и взаимолейс^'1'0' щих технических и программных CDt . обеспечивающих числовое прогпа 4С1В’ управление станком. Р ММНое Оперативная система числового Г1п граммного управления (ОСУ) характерна, > преимущественной подготовкой управняю:/ программ непосредственно у станка- -ну тему обозначают также HNC. ' ’ Ии> Универсальная система числового |1П11 граммного управления (УСУ) характеризуй ’ подготовкой управляющих программ в вычисли тельном центре или непосредственно у станка Проектирование токарной операции явтя стся частью более общей задачи разработки технологического процесса изготовления дета- ли (см. гл. 5). Необходимо знать не только, в каком виде заготовка поступает на токарную операцию, но и какова должна быть ее точ- ность после обработки. Технологическую раз- работку токарной операции на станках с ЧПУ начинают с составления эскиза заготовки в том виде, который она принимает после предшест- вующей обработки с указанием всех размеров и технических требований. Рекомендуется на эскизе тонкими линиями показать контур детали, получаемый после обработки, с указанием до- пустимых отклонений и качества поверхности. технологических процессов проводится анализ технологичности детали, при проектировании токарной операции на станках с ЧПУ рекомен- технилогичность. При этом обращается внима- ние на унификацию элементов детали, упро- щение геометрической формы, обеспечение При применении станков с ЧПУ необхо- димо наиболее полно использовать технологи- ческие возможности этого оборудования. Для плект инструмента. Следует проверить воз- можность обработки детали с его применени- ем. В случае необходимости разрабатывают предложения по изменению конструьи-и Наибольший эффект достигается при ис- пользовании станков с ЧПУ для решения наи- более сложных технологических задач, напри- мер для обработки деталей сложного профиля, в случае высокой концентрации пер!^0Д°и обработки, исключения слесарных работ
ОБРАБОТКА НА ТОКАРИ ЫХ СТАНКАХ С 4t IV 759
лом большего диаметра), рассверливание от- наружных поверхностен, а затем растачивание ₽б) обработка дополнительных участков поверхностей детали (кроме канавок для выхо- да шлифовального круга, резьбы и г.п.). в тех случаях, когда черновая и чистовая обработки внутренних поверхностей проводятся одним резцом, все дополнительные участки обраба- тывают после чистовой обработки; в) окончательная (чистовая) обработка основных участков поверхности детали, снача- ла внутренних, потом наружных; г) обработка дополнительных участков поверхностей детали, не требующих черновой обработки: сначала в отверстиях или на торцах, затем на наружной поверхности. Комплекты режущих инструментов, ис- пользуемые при обработке наружных поверх- ностей детали на станках с ЧПУ токарной группы, приведены в табл. 5 и 6. Участки по- верхности детали, обрабатываемые этим инст- рументом, указаны в табл. 7. Комплект инст- рументов для станков 1723ФЗ. 1734ФЗ, 1751ФЗ приведен на рис. 15, а для станка 16К20ФЗ - на Р Обработка на токарных станках с ЧПУ характеризуется следующей точностью. Одно- кратная обработка поверхности обеспечивает точность 12-13-го квалитета и параметр шеро- ховатости поверхности Ra 3,2 мкм. Радиус при вершине резца при этом назначают по наи- меньшему радиусу галтели на детали; в других случаях галтель выполняют по программе. При более высоких требованиях к качеству поверх- ности (Ra менее 1,6 мкм) на последнем чисто- вом переходе уменьшают подачу и увеличива- ют частоту вращения. При более высоких тре- бованиях к точности (7 - 9-го квалитета) окон- чательную обработку осуществляют чистовым резцом с коррекцией на размер. Для обеспече- Черновую оорпоотку со снятием напуска по постоянному циклу. При составлении про- Снстсма 411У автоматически формирует приведены ни рис. 18 - 20. Обычно эти участки На станках с ЧПУ фаски, канавки для вы- хода инструмента обрабатывают, как указано выше, или тогда, когда это наиболее целесооб- разно применительно к стойкости инструмента учитывают, что работа вершины резца при врезании улучшается, если снята фаска. Если обработка начинается со снятия фасок, то дета- ли будут без заусенцев (по этой же причине канавки выполняют нередко после чистового перехода). Фаски целесообразно снимать сере- диной режущего лезвия инструмента. Для уменьшения трудоемкости програм- мирования канавки сложной формы обрабаты- вают по типовой программе резцами за не- сколько переходов (рис. 21 - 22). Окончатель- ный профиль детали получают при чистовом переходе. Критериями для выбора схемы обра- ботки и инструментов служат глубина канавки h = 0.5(£>2 - Di) и ширина канавки В (рис. 21, а). Если h < 5 мм. то предварительную обра- резцом при В < 30 мм (рис. 21, б) и проходным резцом при В > 30 мм (рис. 21,«). При h > 5 мм И В < 30 мм применяют канавочные резцы и работают методом ступенчатого врезания (рис. 21, г). При В < 30 мм после получения канавки шириной до 10 мм (рис. 21, д) остав- шийся материал убирают подрезным резцом (рис. 21, е). Окончательную обработку во всех по контуру (рис. 21, ж из). Аналогично обра- батывают внутренние канавки.
ОБРАБОТКА ДЕТАЛЕЙ НЛ СТАНКАХ С ЧПУ И В ГПС
ЖЖ?
₽“”г --2р™ ”XX
*1 pppppppp p ® p 3 p 1
i = ' p s p § p £
i 2 i КЙЙЙЙКЙЙ 2 § 2 £ 2 S
J' «0'0'01 _ 'P ,2 i'!
bi h “ЯЙЯЙЙ8” OOOO1 1'1 * — ii F
Ln_ ™,bBH£ ‘I >,§ s IT
8 1 «ООО1 hi я 1
1 яяяяяяяя1 МШОО/ 2 's 2 '§' = '§
6 § M 22222222 Ol'fOgg’ s ’s '£ 's
(=ass5s«j Ц II Jl
Продолжение табл. 5 е? I
Направление Значения А'и (мм) для станков
рабочей части 1П7ПФЗ 1П752МФЗ 16К20РФЗ 1 1740РФЗ 1П732РФЗ J 1П756ДФЗ j 1723ФЗ । 1734ФЗ 1 1751ФЗ
Вправо (170...290); - 180; 234 180:245 240; 148 240;148
271; 90 225;126
dn^, мм - 60 50 50 50 52 52 52 i
fa мм - 215; 335 - 170 170 155 170 170 170 g
35
Машинная развертка диаметром 16-24 мм (эскиз 20)
I (135 . . . 280); 1(245 ...295); | (61 ... 111); 1(117...207); 1 (117 ... 207); I (280 ... 310); 1 (183 ... 233); | (198 ...245); 1(198...245);
I 145 1 52 1 0 | 270 285 1 0 1 153 | 174 | ,74
Машинная развертка диаметром 16 - 30 мм (эскиз 20) *
| (135 ... 270); I (61 ... 91); 1(117 ...207); 1(117 ...207); I (280 ... 350); 1 (183 ... 263); (198 ... 275): I (198 ... 275);
| 145 । (245 ... 295); 1 ° 270 | 285 1 0 1 153 174 | >74
Машинная насадная развертка диаметром 25 - 50 мм (эскиз >21)
1(145... 195); I (305 ... 375); I (171 ... 191); । 267; 270 I 267; 285 I (300 ... 370); (263 ...333); I (278 ... 368); (178 348)
| >45 1 52 1 ° 1 1 ° 1 1 153 1 174 | 174
Машинная насадная развертка диаметром 32 - 50 мм (эскиз
|(145 ...215); 1(305 ...375); 1(171 ...221); I 267;270 267- 285 I (300 ... 370); 1 (263 ... 333); 1 (278 ... 368): (178 348);
12L 1 ” 1 “ 1 1 0 1 L2L
ЛБОТКЛ НА ТОКАРНЫХ СТАНКАХ С ЧПУ
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ С 411У
р““,„ Значения Л’и(мм) для станков
1713ФЗ 16Б1ьФЗ | 16К20ФЗ | 1 -Б732ФЗ | 16КЗОФЗ
116; 175 Проходной резец (зскнз 4) 107;134 | (KOI-4229-000)| 1 125'265
Влево 130:175 7; 275 1
116; 175 108:134 1 62:140 |
Влево 130; 175 76;134 1 (КО1—4079—000)| 7; 275 | 125; 265
Вправо 1 93;142 I 58;140 1 I 98’ 265
Влево 123"175 | 86; 134 | (КО 1-4231-000) | 10‘275 1
Канавочный резец (КО 1-4112-000) (эскиз 8) 1 116;175 1 I 62;140 1 1 I121 270
Влево | 130; 175 [ 107;134 1 (K01-I115-000) | 7; 275 1 -
Резец для угловых канавок (эскиз 10) I 121,5; 175 1 1 59; 140 1 1 112'270
Влево | 121,5; 175 1 147; 103 | (К0М163-000) | 3; 275 1 1
Вправо I 113; 175 Резьбовой резец (эскиз 12) 1 132; 81 I 48; 140 1 । 98;265
133;175 | | (К01-4165-000) | 0; 275
П р и м с ч а н и с. См. табл. 5.
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ С ЧПУ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
ОБРАБОТКА НА ТОКЛРНО-КЛРУСРЛЬНЫХ СТАНКАХ С ЧПУ
Рис. 26. Симы размерной настройки станка е
ЧПУ при задании размеров в абсолютны! звене-
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В П1С
данном станке, промежуточные припуски и
промежуточные размеры, техническая характе-
заготовки. получаемые точными методами
териала. В случае больших колебаний припус-
обработки (обдирки) целесообразно выполнять
на универсальных станках. Однако в некото-
ОБРАБОТКА Н А ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ С ЧНУ
детали. Ее положение должно обеспечивать, с мальное вспомогательное время, затрачиваемое на холостые перемещения инструмента, его переходы, затем чистовые, переходы обработ- вершине резца, которая является эквидистант- траектории позволяет исключить погрешности, которые могут возникнуть при обработке ко- нических и криволинейных поверхностей. На рис. 28 приведен пример построения
Точка Ао - мнимая вершина осгрозаточенного
движения по опорным точкам O-I-2-3-4-5-6 радиуса закругления, то на участке 4-5 режу- щая кромка пройдет на расстоянии а от конту- ра и фактические размеры детали будут иска- жены на величину
проточек, поднутрений и т.д.) и в конце - отде- лочную обработку. Далее вычерчивают траекторию переме-
o = ^l-tg|Jsina. Чтобы исключить эту ошибку, опорную точку 4 надо сместить по координате Z вниз (точка 4')на величину
ления или скорости перемещения, являются ковые номера начиная от нуля. Траектория движения резца зависит от последовательности выполнения переходов, направлений и пути обхода контура (сплошная линия), подвода и отвода резца (штриховая линия). Обычно изо-
776
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
инструмент» на станке с ЧПУ
р,-рг
_________________ОЬРАБО ГКА НА TOkAPHO-KAPyCFJlbHblX СТАНКАХ С ЧПУ
Номер (переход) Номер корректора ММ Режимы резания
"°™- резца X Z 6 мм мм/об V, м/мин об/мин
1 7-13 20 21 0L02 2 0,5 0,3 о,з м’«5 63
2 2U-25 24 23 25 2 0,5 0,3 116 128 112 100 100
3 392-33 26 28 30 29 2 0,5 0,3 128 116 В
ПРОГРАММА ОБРАБОТКИ ДЕТАЛИ НА СТАНКЕ 1512ФЗ
N001T01M06-повернуть резцедержатель в поз. 1.
N002G24X - 050000 1 ускоренный подвод в лоз. обработки
N003G24Z- 048000 J (траект. O-I-2)
N004S + 000630М39 - включить вращение планшайбы (50 об/мин)
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В Г! IC
N008G24X + 002000 - отвести ускоренно по X = 2 мм (траект. 3 - 4)
N009G41G94Z + 290000L02F3230 - установочное перемещение по Z = 290 мм с f
NO 10G94X - 204000L01 - устш
(траскт. 5-6)
NO 11G41Z - 008000L01 - устан
N012G01G95X* 057961R + 000300- подрезка торца (перемещение по X - 57,961 мм, 1Ю
N013G43K + 050000Х + 048507Z - 0J2 JI27L0I - обточка R = 50 мм (траект. 8-9)
N014G01X + 027957Z - 111827 - обточка конуса (траскт. 9- 10)
NO 15G461 + 038800К + 009700Z - OOOOOOLOI - обточка R - 30 мм (траект. 10-11)
N016G01G09X + 018775L22R + 000030 - подрезка торца (перемещение по X = 18,775 м>
0,3 мм/об) (траект. 11-12)
N017G47X +010000Z-010000LO) - движение по сопряженной дуге
N0I8G01X +010000Z-010000-обточкафаски (траект. 12-13)
N020G6I - возврат ползуна в исходное положение (траект. 14 - 15)
N021T03M06 - повернуть резцедержку в поз. 3
N022G24Z + 227000 1 подвести на ускоренном ходу
N023G24X - 527000 / (траект. 15-16-17)
N024S + 000800 - переключить частоту вращения планшайбы на 800 об/мин
N025G24Z - 102000- подвести ускоренно в поз. обработки (траект . 17 - 18)
N026G24X - 000000L24 1 ввести коррекцию положения резца:
N027G24Z - 000000L25 / по X - кор. 24, no Z - кор. 25
N028G0IG95X + 037000R + 000300 - подрезать торец в размер 100 + 0,06 мм с подачей 0,3 мм/об
(траскт. 18-19)
N029G01G94X - 002000Z + 002000F3230 - отвести резец по X = 2 мм, по Z = 2 мм с подачей
3000 мм/мин (траект. 19-20)
N030G24Z + 038000L25 - подвести ускоренно в т. 21, ввести коррекцию - кор. 25. (траскт. 20-21)
N031G01G95X + 022000R + 000300 - подрезать торец в размер 40 - 0,05 мм с подачей 0,3 мм/об
N032G01G94X - 0020002 + 002000F3230 - отвести резец по X = 2 мм, по Z = 2 мм с подачей
3000 мм/мин (траект. 22 - 23)
N033S + 000630 - переключить частоту вращения планшайбы на 630 об/мин
N034G24Z + 038000L27 - подвести ускоренно в т. 24, ввести коррекцию - кор. 27 (траект. 23 - 24)
N035G01G95X + 022000R + 003000 - подрезать торец в размер 40 - 0,05 мм с подачей 0.3 мм/об.
(траект. 24-25)
N036G01G94X - 002000Z + 002000F3230 - отвести инструмент с подачей 3000 мм/мин. ГЬ
N037G24Z + 030000 - отвести инструмент ускоренно в т. 27 (траскт. 26 - 27)
N038T05M06 - повернуть резцедержатель в поз. 5
N039G24Z-010000L29 1 подвести инструмент ускоренно noZ= 10 мм, поХ=2 мм, ввести
N040G24X + 002000L26 J коррекцию: no X - кор. 26. no 2 - кор. 29 (траект. 27 - 28 - 29)
N041G01G95Z - 022000R + 000300 -обточить пов-ть 0 450Н8 с подачей 0,3 мм/об (траект. 29 - 30)
N042G01G94X - 002000Z + 002000F3230 - отвести инструмент с подачей 3000 мм/мин
(траект. 30-31)
N043S + 000800 - переключить частоту вращения планшайбы на 800 об/мин 28.
N044G24X - 018000L28 - подвести инструмент (траект. 31-32), ввести коррекцию по X - к и-
N045G01G95Z - 042000R + 000300 - обточить поверхность 0 41 OhS с подачей 0,3 мм/об
(траект. 32-33)
ObPAtk)ГКД Н.АСВ[-Р.'1И.'|ЬНо.ф1т 3|5|'I Qi-rлегочных у-глнкхх e ЧПу 779
mi-im.oh.wx wc<i«>/ ineiKiiii s^u 01Кч MMU2.tX-0lslH)lll 50- ni.unecinpc, MMSOOIO.OV - 0-I2000R . 000500 обточит, „ N0-WGO1UO-IX - 005000Z 0 0050001 1250 _ OT1,C. N(15O<.2 IZ. 100000 on.ee,,, ,,„crpvMe,n vtKop Х051иы> - »epn>-n. cyooop, в нсчпиюе m>WCT XO52O,<>1 - крчуп. ползун „суп nine положеш N0P5M05 - oLidHomnb прошение „шншойбы l" росц но X = 2 мм. но Z -= 2 мм c подачей ' •’ ’ 35'• коррекцию по X ~ кор. 10 oiu-pxnoen. 0 .170118 e подачей 0.1 мм/об ‘»»н^ГУ-мv><г но X * 5 мм, по Z = 5 мм с подачей чшо по Z - ню мм (граект 17 18) шс (грзекг. ЛЧ 19)
ОБРАБОТКА НА СВЕРЛИЛЬНО- ФРЕЗЕРНО-РАСТОЧНЫ.Х СТАНКАХ С ЧПУ Выпускаются специальные токярно- свсрдиш.но-фрезермо-расгочные осанки (на- пример. модуль ИР320ПМФ4). (ш которых
С |»ерд1Ь1ьно-фрезер|1о-расточные станки обладают широкими технологическими воз- можностями и вследствие интеграции обработ- ки позволяют в 2 - 3 раза уменьшить число необходимого более простого оборудования приспособлений выполнить обработку прак- тически со всс-х сторон за один уставов заго- товки. при этом осуществляются почти все виды обработки со снятием стружки. Применяют следующие типы свсрлмльно- фрезерно-расточных станков (в скобках указа- ны рекомендуемые по OCT 2H62-I-78 ширина или диаметр стола): горизонтальный е кресто- вым поворотным столом (рис Ю а- 250 - 6з0 мм); вертикальный с крестовым столом подвижной стойкой и подвижным поворотным столом (рис. 30, в и г; 500 - 2500 мм): < оризон- (рис. 30, 0; 250 - 800 мм); вертикальный с под- вижной стойкой и подвижным столом (рис. 30, стойкой и неподвижным столом-плитой (рис. (Рис. 30, м; 500 - 1000 мм); двухстоечный с 500-2500 мм). Р ’вляются станки с вертикальным столом типа, представленного на рис. 30, ж. В этом случае легко удаляется стружка. можно выполнять все виды обработки (рис 31). чартерные для станков расточной, фре- лрной, сверлильной И токарной групп. Станки ijkoio топа имеют автоматизированное загру- зочное устройство. накопитель палет (рис. 32). Время обработки совмещено с вре- менем установки заготовок на палету, причем палыы нахоля1ся в удобной для оператора полиции. В вертикальном накопителе и на ра- ним положении, что уменьшает размеры нако- пи геля. улучшает отвод стружки из рабочей Шпиндель изделия (рис. J3) на станках теля (на станке ИРл2011МФ4 частота вращения шпинделя с заготовкой при токарной обработ- 270° с точностью *3"; в любых позициях - с Системы координат станка с ЧПУ, детали, инструмента правильный выбор и взаимная увязла систем в которой определяется положение рабочих органов станка и других систем координат, кат X, У, Z. Во всех станках положение оси Z совпадает с осью вращения инструмента; если при обработке вращается заготовка, - то с осью
Рис. 31. Виды обработки, выполняемые на токарно-сверлвльно-фрезерно-расточном станке мод. « .
дуль ИР320ПМФ4": а - образное цекование, растачивание, сверление глубоких отверстий, фрезере
$ - фрезерование по контуру, растачивание канавок, сверление; е - фрезерование плоскостей, оор
отверстий, канавок, нарезание резьбы; г - токарная обработка с вращением закрепленной на паяете загогов
позиции смены заготовки, детали; 2 - накопитель
палет вертикального типа, 5 - манипулятор тля
В зависимости or конструкции сганка за-
данное положение инструмента и заготовки
при обработав может быть получено переме-
щением инструмента относительно неподвиж-
ной диоюики. заготовки относительно испод-
ipcibcio р, R Круговые перемещения
раоочнх органов с ганка с ннсгрумешом по
1Ш"” НУ перемещений используют другие
1ИИСМЫ мюрдинаг, OU1 которых для второго
' с ооозначаюг Л, В, (.. Положительным на-
правлением вращения вокруг осей является
«ращение по часовой стрелке, если смотреть с
конца оси, вращение ь противоположном (от-
ршызельном) направлении обозначают А'. И',
(. Для вторичных узловых перемещений во-
инструмента; 3 - шпиндельная бабка. Стрелками на
вращения заготовки. На станках всех типов
движение сверла из детали определяет поло-
жительное направление оси Z в СКС. Для
2 перпендикулярна технологической базе. Ось
-2 перпендикулярна оси Z и параллельна тех-
нологической базе и направлению возможного
перемещения рабочего органа станка.
Дзет с направлением поперечной подачи (ради-
альной подачи) суппорта. Если станок имеет
оболмчаюг Л'', У', Z' и соответстаснио изме-
няют положительные направления ня противо-
положные) или взаимным их перемещением
Принят гак называемый метод относительно-
на свсрлильно-фрсзсрио-расточиых станках
условно считают, ’гго всегда движется ннсгру-
этом знаки направлений осей координат летали
одинаковы со знаками координатных перемс-
Такой метод очень удобен па практике,
так как для программиста безразлично, как
нулевой точки станка (нуль станка) - точки,
принятой за начало СК (ГОСТ 20523-80), т.е.
начало отсчета для линейных и для круговых
но нулевая точка станка совмещается с базовой
точкой узла, несущего заготовку, зафиксиро-
мещения рабочих органов станка описывались
в стандартной системе положительными коор-
шпиндсля - точка пересечения торца шпинделя
с осью его вращения; для крестового стола -
точка пересечения его диагоналей; для станков
с поворотным столом - точка пересечения
плоскости с осью вращения стола и т.д.
782
ОБРАБОТКА ДЕТАЛЕЙ НА СТАЙКАХ С ЧПУ И В ГПС
Рис. 34. Связь систем координат летали, иисчоу.
мента и свсрлильно-фрезерно-расточного станка с
Типовые и постоянные циклы обработки
элементов деталей
полняется автоматически по управляющей
программе. Программа содержит указания
поверхностей (конструктивных элементов де-
тали) и циклограммы перемещений рабочих
органов станка для каждого перехода обработ-
ки. Общий цикл обработки детали состоит из
совокупности единичных циклов обработки
отдельных элементов (поверхностей) детали.
Индивидуальные параметры детали (геометри-
ческой формы, требований точности и качества
поверхностного слоя) учитываются при техно-
логическом проектировании маршрута (после-
довательности) и выборе методов обработки.
Последовательность выполнения рабочих
и вспомогательных ходов в единичном цикле
принимается типовой и не зависит от осо е»
ностей конкретной детали. Использование пр
программировании типовых циклов (библиот
ки подпрограмм) обработки элементов де™
значительно упрощает составление управ-
щей программы, сокращает ^^МКои1ибок
уменьшает возможность появления
программирования.
—Bl p 111 3, таблеточных еглнклх с ч»у
и перемещения резца в радиальном направле-
нии (2 - 3), подвод к плоскости заготовки по
оси Z (3 - 4), выход в рабочее положение по
радиусу (4 - 5), обработку (5 - 6). смешение по
радиусу (б - 7) и отвод (7-5) в исходное по-
ложение.
циклов необходимо стремиться к сокращению
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
Цилиндрических поверхностей концевой фрезой
787
I' r ЕШ 0TE _и a ; ыр ; d iO’OI
- ‘v
I <?л^Ч , ,w gSj
go '«^ ft
Зв ^.уД Ю ^‘1
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В П1С
6)
Э)
где L - наладочный размер инструмента, мм;
/? - расстояние быстрого перемещения инстру-
мента к детали, мм; Я - высота детали (длина
обработки), мм;I - рабочее перемещение инет-
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
мя определения
станка с ЧПУ
ZH = + В + 1 при R = 0;
ОБРАБОТКА НА СВЕРЛИЛЬНО-ФРПЕРНО-РЛСТОЧНЫХ СТАНКАХ С ЧПУ
Z,= A-606+|lV| + /„
где ~ длина врезания.
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
дпвательности выполнения тилиОп»...—их
переходов и т.д.
Технологические разработки, связанные с
выбором методов обработки и последователь-
ностью выполнения переходов обработки дета-
концентрации переходов обработки в одной
и минимальными напусками, что позволяет
сократить номенклатуру режущего инструмен-
та, ПОВЫСИТЬ ТОЧНОСТЬ И црОИЗВОДИТ^ЛипОч.. ь
щис при удалении стружки; минимального
вспомогательного времени с учетом характе-
ристик станков по затратам времени на пози-
ционирование, вспомогательные ходы, смену
инструмента, поворот стола и т.д. [этим опре-
деляется целесообразность обработки группы
плоскостей или одинаковых отверстий со сме-
ной инструмента при обработке одного отвер-
стей станков и ограничений по точностным
румснта (обработка отверстий длиной не более
шести диаметров), диаметру фрез и т.д.; обра-
стий. термическая обработка (старение), полу-
чистовая обработка баз (плоскостей) и других
неосновных поверхностей, чистовая обработка
ных отверстий; у деталей типа плит сначала
ЧПУ сверлнльно-фрезерно-расточной группы
отки корпусных деталей на станках
10. Последовательность
с ЧПУ
Содержание переходов Инструмент Указания по выполнению переходов
верхностей (черновое, получис- товое, чистовое) Торцовые фрезы Чистовое фрезерование нежест- плении деталей следует выпол- нять после перезакрепления (см.
2. Сверление (рассверливание) в сплошных стенках (сквозное - основных отверстий под обра- ботку; глухое - для ввода конце- вых фрез). Диаметр отверстий свыше 30 мм Сверла Если в переходах, указанных в пп. 2 и 8 используется один и тот
3. Фрезерование пазов, отверстий окон, карманов, выборок Концевые фрезы Переходы следует выполнять в соответствии с рекомендациями по фрезерованию на станках с ЧПУ
4. Фрезерование внутренних по- Торцовые и концевые Тоже
оси шпинделя
5. Черновое растачивание, зенке- рование основных отверстий в сплошных стенках после перехо- дов, указанных а п. 2, прошитых, предварительно обработанных Расточные резцы, зен- -
ОЫ>Л1,О IКА НА СВЕРЛИЛЬНО.ФРНЗ|'РНО-ГЛСТОЧНЫХ СТАНКАХ С ЧПУ
Содержание переходов Инсцимап 1 Указания по выполнению переходов
внутренних и необрабатываемых 'кож.', кахсЧПУ*Р Р ках с ЧПУ*’Р Р
гих вспомогательных отверстий ние, рассверливание, зенкерова-
10. Перезакрепление детали, про- органов станка, очистка посадоч- ных гнезд в шпинделе станка для почивает достаточную точность '
11. Окончательное фрезерование плоских поверхностей Переходы выполняются при об- работке деталей нежестких или сильнодеформируемых при за- креплении
12. Обработка точных поверхно- стей основных отверстий (раста- чивание. развертывание) Расточные резцы, раз- Тоже
13. Обработка точных и точно расположенных отверстий мало- го размера (под базовые штифты, втулки и т.п.) Сверла, расточные резцы, развертки
14. Обработка точных и точно расположенных дополнительных поверхностей (канавок, выемок, уступов, зенковок) в отверстиях Расточные резцы, дис- ковые трехсторонние фрезы
15. Обработка выемок, пазов, карманов, прорезей и т.п., не- симметричных относительно отверстия Дисковые и концевые и тому подобные фре- зы. Фасонные, кана- „очные, фасочные, угловые и расточные
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГНС
Продажа та61 /f)
Содержание переходов Инструмент Указания по выполнению нерехвдо.
16. Обработка фасок и других поверхностей, связанных с ос- новными отверстиями 17. Обработки крепежных и дру- свсрленис, зенкование, зенксро- ванис и нарезание резьбы) Сверла, зенковки, зенкера, метчики Могут выполнять, начиная с „е.
ЧПУ. М.: ЭНИМС. 1977.
Обработка корпусной детали, как прави- разно осуществлять, максимально приближая
рования. Сначала фрезеруют торцовой или концевой фрезой наружные плоские поверхно- зеруют внутренние плоские поверхности, пазы и другие подобные им элементы детали, расло- уменьшить число изменений положения1 цист-
ботки. При выполнении сверлильно-расточных переходы обработки основных отверстий и отверстий большого диаметра (более 30 мм) в
(или выход) инструмента на которые не огра- ничен другим элементом детали, фрезеруют торцовыми (широкие поверхности с В > 0.3D. где В - ширина паза, D - диаметр фрезы) или концевыми (узкие поверхности с В 5 0.3D, контуры) фрезами; при обработке полузакры- ке или штампованной заготовке. Далее следует
канавок, фасок и других элементов, точность можностей станка.
вход (выход) инструмента на которые ограни- чен другим элементом детали, сначала фрезе- руют концевой фрезой боковую сторону этого ограничивающего элемента (уступа, прилива), а затем торцовой фрезой - оставшуюся часть поверхности. Несколько поверхностей можно
обрабатывать набором фрез, закрепленных на консольной оправке (рис. 45). Последовательность переходов фрезеро- ванна плоских поверхностей пазов н других элементов, расположенных на различных сто- ронах детали. зависит от точности их относи- тельного расположения и затрат времени на смену инструмента, поворот стола, перемеще- ние узлов станка. Чистовую обработку плоских поверхно- стей и пазов, точность размеров и относигель-
кого расположения которых соизмерима с точ- ностными возможностями станка, це„есооб- Рис. 45. Фрезы, используемые для обр^0™” плоскостей корпусных деталей
ОБРАБОТКА НА СВ^РЛИЛЬНО-ФРЕЗЕРНО-РДСТОЧНЫХ СТАНКАХ С ЧПУ
отверстии, выполняется после чистовой обра-
точных плоских поверхностей и отверстий
ров, как геометрические неточности станка и
размер, пстрешностсй базирования и закрепле-
ния заготовки, температурные и другие дефор-
мации элементов технологической системы,
перераспределение напряжений и деформаций
заготовки в процессе ее обработки и т.д.
Температурные деформации возникают
черновых фрезерно-расточных переходов, свя-
занных со снятием больших припусков, с чис-
ностей и основных отверстий. Поэтому перед
чистовыми переходами рекомендуется удалить
том, что температура заготовки находится в
допустимых пределах.
Корпусные детали с высокими требова-
ниями к точности обрабатывают в иной после-
чале фрезеруют плоские поверхности, затем
всех сторонах детали, крепежные и другие
неосновные отверстия на всех сторонах. При
такой обработке удается уменьшить влияние
температурных деформаций элементов техно-
логической системы, и в первую очередь стан-
ка, на точность обработки.
На станках, оснащенных программно-
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
При обработке основных отверстий сложной формы с высокой степенью точности, чаях, когда время, затрачиваемое на смену инструмента, существенно превышает время, связанное с поворотом стола. Рекомендации по выбору переходов об- В (12 %). В качестве первого перехода обработки с позиционной системой управления следует применять растачивание, а нс зенкерование. оси обрабатываемого отверстия значительно меньше. На станках с кон,урной cl,CTeM„. .... лени, в „ом случае целесообразно .,р„„с фрезерование вместо растачивания с концевая фреза менее чувствитсц нч к номерности припуска на ибработкх Фп'Кр“В' ванне отверстии вместо их предвари^?^’’ растачивания двухрезцовым 6.1Оком с " производительно ири длине отвсрС1Ия вышающей длину режущей части 'и' больше припуск на первый переход обраго/' отверстия и чем неравномернее его pav>,0 нис по длине окружности, тем эффектны ^ фрезерование по сравнению и растачиванием Использование одной концевой фрезы вместо нескольких расточных инструментов позвоЖ1 уменьшить напор инструментов, необхочимнх для выполнения операции, сократить чисзс смен инструмента и суммарное время затр ем Основные отверстия и другие поверхно- сти детали, точность размера и относительного расположения которых оговорена жесткими допусками, обрабатывают с последовательной заменой инструментов при минимальных из- мененнях относительного положения детали и инструмента, а также с использованием пнян-
if в а > На станках, оснащенных программно- управляемым плансуппортом, одной расточной оправкой можно обработать в отверстиях ка- навки (в пределах длины хода ползуна план- станках с контурной системой управления паи-
канавок является фрезерование. На станках с неодинаковой точностью поворота на различные углы технологические переходы, связанные с неточными поворотами стола, следует выполнять без изменения поло-
ffi П1 tt О) е) жения поворотного стола последовательно всеми необходимыми инструментами. Эго позволяет обеспечивать более высокую точ- ность относительного расположения поверхно- стей детали.
Рис. 46. Типы и сочетания основных отверстий, При обработке сложных поверхностей
расположенных в одной стенке корпусной детали: а - гладкие отверстия А, обрабатываемые с одной выточками, обработка которых возможна с одной стороны: г ~ глухие отверстия Г, д - ступенчатые двухсторонние отверстия Д, обрабатываемые с двух сторон детали; е - отверстия Е с внутренними выбор варианта обработки определяется видом поверхности, формой режущей части инстру- мента (табл. 13). В гибких производственных системах и одном приспособлении могут быть закрепле несколько деталей (комплект деталей),_в можно даже разного вида (корпусные Д« • плиты и т.д.). Обрабатывают этот ком g как одну сложную деталь. Поэтому Р
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
о1;|'л1л11кл11АС||1:г;|11.ч|,цо.ф|ч-з|.|ч1о-гдсТОчпьк станках с чпу
14. НО-фрс» ной , pyn, e Ч1В
НЕ
(рве, 48. и)
55-70 40 253 (287)
70-90 50 408(4421 16x16
90-110 63 400 293 (327) 493(527)
110-140 80 360 253(287) 393 (477)
140-180 100 250 253(287) 313 (-) -(377) 32x32
I i ь 2 hi Ш л
45-65 40 250 253(286 323 (377) 10x10
+ + 60-80 50 ]oo 253 (286) 393 (427 12x12
+ 75-95 63 350 443 (477; 12x12
+ + 90-125 80 160 350 253 (286) 443 (477) 16x16
120-150 100 160 -(286) 343 (377) 20x20
150-180 125 200 -(329) 25x25
Оправки для чистового растачивания
(рис. 48, в)
+ | - 1150-250| | 160 | 253 (-) ,20x20
+ 180-270 160 -(287) 20x20
I ]270-350[ II | _
Цена деления лимба - 0,01 мм на радиус
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
ТОЧ1kXTl. ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧНУ И В ГПС
Основные полож!
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ
НА СТАНКАХ С ЧПУ И В ГИБКИХ
ПРОИЗВОДСТВЕННЫХ СИСТЕМАХ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
ЧПУ концентрация переходов обработки и
только финишные, но и все прсдшесгнующие
псреходы изготовления заготовки и детали.
Точность обработки в ГПС зависит от
которых на выходные параметры качества не-
одинакова. При анализе конкретного процесса
нения физической модели процесса.
Элементарные погрешности обработки
деталей
На станках с ЧПУ и в ГПС обрабатывают
контролируемых параметров. При независимо-
тельно выполняемых переходах показатели
выполнения задания по А-му параметру качсст-
формуле
n(0 = flW'
где - соответствующий показатель (веро-
ятность получения годной продукции) выпол-
нения задания по А-му параметру качества
продукции для Аго технологического перехода
(операции); п - число переходов (операций),
выполняемых по данному технологическому
процессу.
Таким образом, если Рк = 0,9 - const, то.
например, при п » 4 имеем Pk(f) = 0,66, что
означает низкий показатель выполнения зада-
ния по данному параметру качества продукции,
указывает путь повышения надежности изго-
товления годной продукции, заключающийся в
необходимости повышения вероятности полу-
чеиия годной продукции, в том числе повыше-
нием точности обработки. Более подробно
методы оценки надежности по параметрам
качества изготовляемой продукции приведены
в ГОСТ 27.202-83.
сточить нормы точности продукции, изготов-
ляемой в ГПС. Так, в станкостроении ужесто-
чеяие норм точности при изготовлении ст
(внутризаводские приемо-сдаточные н<
лью обеспечения установлениых₽СТан i ip
норм точности в течение опредс юнн.ч о
эксплуатации изделия. Этот принцип це
образно распространить на все изделия t
Основной целью анализа точности <
носгей и разработка мероприятий, позволяю
щих уменьшить влияние доминирующих по
При установлении уровня, до которою
рационально уменьшать доминирующие п0.
грешности, следует учитывать закон суммиро-
вания отклонений размера, формы и располо-
критерий ничтожности факторов.
Элементарные погрешности, возникаю-
щие при обработке, рассмотрены в т. 1, гл. }
справочника; методика анализа погрешностей
многоинструментной обработки рассмотрена в
Погрешности воспроизведения на детали
контура, заданного программой управления,
складываются из многих факторов, как конст-
руктивных, определяемых принципом действия
ментов станка, так и технологических, обу-
соблением. режимом обработки, материалом
детали и т.д.
W.V. относят:
1) скоростную погрешность следящего
2) погрешность, возникающую в связи с
неравенством и непостоянством коэффициен-
тов усиления приводов подач по разным коор-
динатам перемещения станка, а также измене-
нием их при изменении подачи; такие явления
имеют место, например, при нелинейности
(несимметричности, синусоидальности) стати-
ческой характеристики фазового дискримина-
тора в рабочей зоне;
3) погрешность вследствие зазоров в ки-
нематических цепях станка, нс охваченных
обратной связью;
нием (специализированные) / Под ред В А Лешен‘
ко. М.: Машиностроение, 1979. 592 с.
R, = 1(Я, + Я2).
положении рабочего органа при определении
Рис. 60. Унифицированные плиты и призмы, закрепляемые на палете станка с ЧПУ
обработка деталей нл станках с чпу и в гпс
ПОВЫШЕНИЕ ТОЧНОСТИ
ОБРАБОТКИ ДЕТАЛЕЙ НА
СТАНКАХ С ЧПУ И В ГИБКИХ
ПРОИЗВОДСТВЕННЫХ СИСТЕМАХ
Основные требования к точности
станков, применяемых в гибких производ-
ственных системах. В ГПС механической
ной, сверлильной, расточной, фрезерной групп
элементы технологической системы, входящие
в ГПМ или ГАЗ, должны обеспечить высокое
качество выпускаемых изделий при работе в
автоматическом режиме с ограниченным уча-
стием обслуживающего персонала в течение
18 - 24 ч. В связи с этим к станкам, входящим в
ГПС, предъявляют повышенные требования по
точности. При этом необходимо учитывать
возможность использования этих станков в
ГПС более высокого уровня для обРа^ а
деталей с точностью выше планируем0
данном этапе.
Станки должны обеспечивать 'гР®бу^ы,
траекторию взаимного перемещения обра°_
ваемой заготовки и инструмента.
вследствие элементарных погрешностей реал*
вследствие элементарных погрешностей р*—-
«ая траектория отличается от тРсб^М^т.
В некоторых случаях (при рассмотрен»
клонений формы, расположения п°верХ М11НЙ-
детали) погрешности станка являются Д .
рующими. Необходимо уменьшить ногу п0
сти станка до величин, в 3 - 5 раз ме п0.
сравнению с наименьшими допустимы
ПОВЫШЕНИЕ ТОЧНОСТИ ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
схемы управления приводами подач станков о -ист: а - рааимкиу.о. о ....... - -
«ругааими ИП на ходовом винте; а - с круговым ИП с реечной передачей; г- я линейным ИП
ПКРЛБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
ПОВЫШЕНИЕ ТОЧНОСТИ ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
815
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
Рис. 73. Схема компенсации температурных
деформаций шпиндельной бабкн путем измерения
температуры о характерной точке: 2 - усилитель
2 - термопара; J ~ ycipolicno ЧПУ; 4 - устройство
=^^-х==
деталей непосредственно на станке Систем,
рет-ига <Р“’>лиР"В“»иЯ) состоит из изме-
в „ Ш?Па- Уловленного в шпинделе
X* „ револьве₽«ой головке или на столе
SL МЫ овРа6°™и полученной ин-
форшннн и вьшачи сигаала на пад;ео,лирова.
Пол™, а1,ЗДКу) апологической системы,
ад ХХвст“в0ЖеНИЯ Заготовки осущесг»™-
щей программы. Ррекцие управляю
rarnjy™” измерительны! ИЯ”»
ЮСТИ ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
ПРОИЗВОДИТЕЛЬНОСТЬ СТАНКОВ С ЧПУ И ГПС
819
м; г) и)
f)
ОБРЛВО^даТАЛПЙНЛ™ ---------
Коэффициент загрузки т|загр показывает,
какую долю
давание обеспечено вс^м не _ ных
работы, т.с. насколько Нопример,
конкретных условиях производст ва. И
Г| =0,9 означает, что 90 % фонда Р
оборудование имеет все необходимое для ра-
боть, ,есть заготовки, инструмент, рабочие на
X „«). a »^hhc 10 % времени чего-то
HtXBZ комплексной автоматизации произ-
водства, в том числе создании гибких произ-
водственных систем, весьма редко собственная
про,, во „генное, всех веньев технолог,,не-
ской цепи бывает одинаковой. Поэтому только
лимитирующие звенья имеют полную загрузку
(%п> "> 1 °) и Реал|,иый коэффициент загруз-
ки определяется лишь случайными перебоями
в обеспечении функционирования. Для осталь-
ных, нелимитирующих звеньев
Уд £В". у, _ Z6»
^в~ еР ’ ^llz’
1и' 1 + £9п/0р'
:i+SB = 1+X'»/r'
n,„p-
Преимуществом оценки фактической
производительности с помощью относитель-
НЫХ коэффициентов П„, П,„. Лаац,
ции численных значений. Например, если ста-
нок с ЧПУ загружен согласно производствен-
ной программе на 90 % (Т)игр =0,9), кроме
того, 10 % оставшегося времени простаивает
для переналадок (п„р = 0,9), и в периоды
обеспечения всем необходимым работает лишь
80 % времени (Т|„, = 0,8), то в итоге доля пла-
нового фонда времени, когда станок работает и
выпускает продукцию, составляет
где 9 - плановый фонд времени работы за У
823
овРЛБотедавйнлст^^
где 9пср - среднее время переналадки станка на
обработку различных деталей комплекта, за-
крепленного за станком, мин; Z - средний раз-
мер партии обработки, шт.; 0] - составляющая
среднего времени переналадки, не зависящая
от числа переходов при обработке (замена и
носителей и т.д.); 02 - составляющая среднего
времени переналадки, пропорциональная числу
переходов при обработке (замена комплекта
инструмента, обработка пробных деталей с
измерением размеров и коррекцией инстру-
Подставляя значения длительности цикла
изводительносги многооперационного обору-
дования в условиях серийного припадет-.
для одного станка (р = 1), получим
Q =------------------ ______________________________
,p.S + '.1S + l.!^ + /.j+X'I+X,opr + “(9l + M)’
е=—__________________________________
М + 1.,Х + г.гЛ + (.3)(1 + £5;)+^Чг + 1(91+025)
ОСОБЕННОСТИ НОРМИРОВАНИЯ ОПЕРАЦИЙ. ВЫПОЛНЯЕМЫХ НА СТАНКАХ С ЧПУ 827
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В I ПС
17. Средний размер партии запуска деталей
переналадок Размер партии запуска п, (шт.) при штучном времени обработки детали, мин
в месяц в смену 5 10 15 20 25 30 60 100 200 300 500
180 л 15 g с 4 ч 2
90 2 30 15 10 g 6 с 2
45 | 60 30 20 15 12 10 е -> , ।
22,2 0 5 120 60 40 30 24 20 10 6 о 2 1
15 0,33 180 90 60 45 36 30 15 О с з
9 0,2 300 150 100 75 60 50 25 15 8 с т —
6,3 0,14 420 210 140 105 84 70 35 21 11 ч л з
4,5 0,1 600 300 200 150 120 100 50 30 15 10 6
1 0,025 2400 1200 800 600 480 400 200 120 60 40 24 20
таллорежущих станков с ЧПУ" инструкцию МУ 2.5-81 "Определение экономической эффективности ме- НПО ЭНИМС, НПО Оргстанкинпоом. М.: 198!.
ным магазином станок 6906ВМФ2, вертикально-фрезерные консольные станки 6РНФЗ, 6Р13ФЗ. 6Р13РФЗ. с крестовым столом станки
6520ФЗ, 6520РФЗ, 6540РФЗ
§ е Я 1 1 I = 1 i i 1 1
0,03 0,06 0,06 0,06* 0,04' 0,04" 0,04’ 0,09’ 0,09’ 0,03’
(300) (200) (200) (300) (300) (100) (100) (ЮО) (ЮО) (100) (120)
0,10 0,10 0,12 0,12 0,10’ 0,10’ 0,10' 0,10 0,10’ 0,10* 0,10’
0,03 0,04 0,04 (0,03) 0,04 0,04 0,04
- - (0,24) 0,12 (0,24) 0,12 (0,24) - - - -
(0,4) 0,2 0,4 0,5 (0,10) (0,20) (0,20) -
8 12 16 16 16 12 12 12 12 12 12
(10) (10) (Ю) (Ю) (10) (Ю) (10) (Ю) (Ю) (10)
ОСОБЕННОСТИ НОРМИРОВАНИЯ ОПЕРАЦИЙ. ВЫПОЛНЯЕМЫХ НА СТАНКАХ С ЧПУ 833
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
ОСОБЕННОСТИ НОРМИРОВАНИЯ ОПЕРАЦИЙ, ВЫПОЛНЯЕМЫХ НА СТАНКАХ С ЧПУ
835
Время Тп., г ™ дополнительные приемы. не включенные в комплекс Т„ , и выполняемые
Дополнительные приемы Время, мин
Получить наряд, технологическую документацию; ознакомиться с чертежом, технологической документацией, осмотреть заготовки
Инструктаж мастера 2
Получить инструмент, необходимый для наладки, на партию деталей 7
Разложить и убрать инструмент, необходимый для наладки, на партию деталей 2
Заменить зажимное приспособление: с пневмоприводом трехкулачковый патрон с пневмоприводом и универсальный на инерцион- ный патрон (для станков 16Б16ФЗ, 1713ФЗ, 1713ТФЗ) инерционный патрон на торцовый патрон 10(6Лб)
АТПр-2М12, 1П752МФ2, 1734ФЗ, 16КЗОФЗ) в случае растачивания закаленных 2
При работе с патроном, кулачки которого не растачивают, из Тп.3 ( следует вы- честь время на растачивание кулачков (для станков 1734ФЗ, 16КЗОФЗ) 6,5 (7)
Для станков с универсальным трехкулачковым патроном в время ТП.3 2 (°но не учтено в Гп.3 J включить время растачивания кулачков: закаленных 5
Отрегулировать диаметр кулачков рукояткой (для станка 1734ФЗ) Заменить кулачки патрона (для станка 1734ФЗ) 7,3
Переустановить кулачки инерционного патрона (для станка 1Б732ФЗ) Заменить торцовый упор в патроне 2,5 (3,5) 2
16К20ФЗ, 16Б16ФЗУУ 16КЗОФЗ 1Б732ФЗ 1713ФЗ, 1713ТФЗ 6 0
Сменить задний центр (для станка 1Б732ФЗ) , 0,2-0,3 (0,5)
Заменить инструментальный блок на блок с оселым или расточным инструмен- там (для станка 16К20ФЗ) —
Настроить диапазон частот вращения шпинделя заменой зубчатых колес дл АТПр*2М12 1734ФЗ, 1713ФЗ,
20J
§
2636ГФ2,
2637ГФ9
тами и план-
2М55Ф2,
2Н5^Ф2
243ВМФ2.
245ЙМФ2
’Д450АФ2.
В универсальном
приспособлении:
В самоцентрирую-
щсм патроне, е
тисках, УСП, спе-
циальном
2А620ГФ1.
> 2622ВФ1,
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
Продолжение табл. 20
Дополнительные приемы Время, мин
Получить и сдать наряд, технологическую документацию
(при сложности обрабатываемой детали - простая - средняя - сложная) 1,5-2-3
сложная 1-1,52
до 4 (до 6) шт. для станков 2Р135Ф2, 2Р118Ф2 до 8 (до 15) шт. для станков 2М55Ф2, 2Н55Ф2 до 20 (до 30) шт. для других станков 3(5) 5(7) 5(7)
Разложить и убрать инструмент, необходимый для наладки на партию деталей 2
Повернуть стол (для расточных станков) на угол 90° (180°) 0,25-0,6 (0,4-0,8)
Подключить приспособление к пневмо- или гидросети 2
Отрегулировать (переустановить) кулачки патрона, губки тисков 1 (2)
Переналадить УСП на другую деталь 2-3
Переналадить координатную плиту на другую деталь 2
Установить и снять дополнительный упор для ориентации детали 1
Наладить резьбонарезное приспособление для станков 2Р135Ф2, 2Р118Ф2 ч
Сменить один режущий инструмент в ячейке инструментального магазина (револьверной головки) 0,3-0,4 (0.3)
Наладить один режущий инструмент по оси ]
Переместить путевой конечный переключатель для станков 2Р135Ф2, 2Р118Ф2
Установить (и снять) один режущий инструмент в инструментальную стойку 0 2
Установить (и снять) резцедержатель на планшайбу с постановкой и креплением 5-6
Настроить нулевое положение на вторую плоскую поверхность по поверхности 0,7-1 (2,5-4)
Настроить сменные колеса для нарезания резьбы для станков 2А622Ф2, 2А620Ф2 5
Примечания: 1. См. "Нормативы времени на наладку станков с ЧПУ. Станки сверлильно- 2. Нормативы соответствуют условиям мелкосерийного и серийного производства Они могут быть использованы для аналогичных станков, не указанных в таблице, путем сравнения признаков, влияющих н ВРемЯзНап^ИсовершенсгаованИи станков и устройств ЧПУ к нормативам могут быть установлены пони-
ОСОБЕННОСТИ НОРМИРОВАНИЯ ОПЕРАЦИЙ, ВЫПОЛНЯЕМЫХ НА СТАНКАХ С ЧПУ 841
для станков 6904ВМФ2, 6906ВМФ2 на партию до 20 (до 30) шт.
для станков 6305Ф4, 6305МФ4 на партию до 15 (до 24) шт.
для станков 6М610Ф2, 6М61 ОФЗ на партию до 10 (20) шт.
Подключить г
£
Переналадить УСП на обработку другой детали
Переналадить координатную плиту на другую деталь
Повернуть стол станков:
6904ВМФ2, 6906ВМФ2 на 90°
6305Ф4,6305МФ4 на 90° (180°)
Время уста
Группа "ST фрезы), Длина паза, мм
До 20 20-75 75-120 120-180 130 - 225 225 — 280 280-350 350-430 430-530 530-630
Сталь До 15 15-40 4,6 5,2-6,8 6,8-7,5 8.4-9,3 10,6 14,0 16 6 16.5 23 0 76 6
Чугун До 15 15-30 30-40 4 6 5,1-6,6 5,3-7,2 6,2-6,8 6,6-7,2 7,2-8,0 9,0-10,0 10,0 183 111
2 Сталь (До 20) (21-32) 3,0 3,6 з? 4,2 4.6 5,8 6,5 6,2 8,5 9.5
Сталь, (32-40) 2,9 3,3 3,6 3,9 4,2 4,6 5,0 5,5 6.1 6.8
3 Сталь (До 20) (21-32) 4,5 4,9 5,9 8,0 8,0 7,0 8,9 10,0 11.0
чу“н’ (32-40) 4,4 4,8 5,2-5,7 6,5 7,0 7.6 8,3
ЭФФЕКТИВНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
ЭФФЕКТИВНОСТЬ ОБРАБОТКИ
СИСТЕМАХ
Основные требования к эксплуатации
станков с ЧПУ, обеспечивающие
их эффективное использование
МОЙ пр
в ““ ° ВИ“Р“'ИСМ “
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
нос время принимают в среднем равным 20 %
обрабатываемой детали и для каждого типо-
ничсского обслуживания станков с^ ЧПУ вы-
предназначены для обработки корпусных дета-
лей, деталей типа плит и т.п, в основном на
ляются дополнительные преимущества.
граммное обеспечение общего, широкого на-
вис' новых ГПС и сократить их стоимость.
Стоимость пршраммного обеспечения и всего
комплекса АСУ ГПС составляет 12-20 % об-
изводегвенным задачам. Работоспособность
В ГПС создается возможность оптимиза-
ции маршрута обработки деталей средствами
вычислительной техники; можно рационально
сочетать одно- и многоинструментальную об-
работку, вести обработку смешанных партий в
зависимости от требований сборочного участ-
ка. Но средним данным по внедренным ГПС
затраты штучного времени сокращаются на
эффективности ГПС механической
Преимущества ГПС: 1) уменьшаются за-
траты на внесение изменений в производство,
что приводит: к сокращению времени подго-
товки производства в среднем на 50 %, а в от-
освоения новой продукции, что особенно важ-
продукции; к возможности вносить изменения
в конструкцию выпускаемых изделий без оста-
новки производства, что обеспечивает удовле-
творение спроса вследствие модернизации и
ОБРАБОТКА ДЕТАЛЕЙ НА СТАВКАХ С ЧПУ И В ГПС
23. Нормы надежности станков с ЧПУ
Оборудование способности восстановле- ния работа-
Станки с ЧПУ: с револьвер- Сили одноин- струменталь- с инструмент энном 0,05-0,07 (0,03-0,05)’ (3-5)'
0,07-0,10 (0,05-0,08)* 7-10 (5-8)*
Устройства ЧПУ (УЧПУ) 0,005-0,02 0,5-2,0
ЭФФЕКТИВНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
/’„-(/’cn + Z’nl) (Лгг2 + F\il + Лтоп),
£Хт|=х£гшт2;
ord ’ “ Ф„
60
^60.
1 Инструкция по оценке экономической эф-
фективности создания и использования автоматиче-
ских манипуляторов с программным управлением
(промышленных роботов). ЭНИМС. М.: НИИмаш,
1983. 102 с.
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В Г ПС
где Г3.м - время загрузки в магазин заготовок в смену; Гр.м - время разгрузки в магазин дета- лей; Гц.с - время переналадки оборудования в ки, мин; Фси - продолжительность смены, ч мя обработки детали по лимитирующей опера- рабочих дней в году'; Л'см - число смен в судки; А^.т.0 - коэффициент затрат времени на техни- чего места. %; РП2 ~ число станков в комплек- се; /‘кд - время контроля одной детали; Кк - в смену; ли.п - число проверяемых поверхно- стей одной летали; tB д - время выгрузки одной детали из магазина, мин. стей наладчик должен иметь резерв времени на той оборудования, то принимается, что актив- ное время работы наладчика не должно пре- вышать 60 % от его сменного фонда времени. смены либо один наладчик, либо часть опера- ций (загрузка-разгрузка магазинов), может выполнять транспортный рабочий. Если все операции выполняет только на- ладчик, то число единиц оборудования, кото- рое он может обслужить в течение смены, Многостаночное обслуживание станков с ЧПУ Внедрение станков с ЧПУ, особенно ос- нащенных устройствами для автоматической смены палет, роботизированных технологиче- ских комплексов с автоматизацией загрузки табл. 24 и 25. Различают циклическое и нециклическое обслуживание группы станков оператором, ском обслуживании оператор обслуживает тот станок, на котором закончилась автоматиче- ская работа по программе управления. на одном станке; d - число станков, обслужи- обслуживаемых станков и учитывающий слу- чаи совпадения остановок станка со временем а также учитывающий интенсификацию труда при многостаночном обслуживании (табл. 26).
, Фсм 0,6 t'on при многостаночном обслуживании вклю-
В том случае, когда выполнение опера- оператора от одного станка к другому и вспо- могательное время 1ъ 1(3и на измерения во вре- мя технологических пауз (если оно предусмот-
_ Ф.,0,6 Л(Л.и+тр.Д' С = 1о +/м.в +*«1 + (1») +/В
Число комплексов, которое может обслу- жить один транспортный рабочий, Здесь к^ - поправочный коэффициент на время выполнения ручных вспомогательных работ, учитывающий степень освоения работы
оператором (табл. 27). Вспомогательное врем» на переходы оператора от станка к станку ори- ведено в табл. 28.
ЭФФЕКТИВНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
24. Нормы многостаночного обслуживания по группам оборудования
Группа оборудования Число станков. обслуживаемых
серийное серийное серийное и
Неавтоматизированные станки широкого применения: токарно-револьверные, токарные, сверлильные, расточные, круглошлифовальные, внутришлифл- 1 1
Токарные и токарно-револьверные одношпиндельные прутковые автоматы 3-4 6-8
ковые автоматы 2-3 4-5*'
тикальные патронные полуавтоматы 1-3 1-4
Токарные многорезцовые копировальные полуавто- 2-3 2-4
- 2-3 2-3
Токарные доделочные автоматы 4-5 4-5
Агрегатно-сверлильные и агрегатно-расточные станки 1 -3
Для глубокого сверления и растачивания 1 -2 1 -2
Бесцентрово-шлифовадьныс автоматы с автоматичс- 2-3 3-4
Бесцентрово-шлифовальные полуавтоматы с ручной грузкой 0,5-1 0,5-1
Плоскошлифовальные станки с прямоу» ильным „ 1-3 1-4 1-4
Заточные автоматы и полуавтоматы для инструмента 2-3 3-4
Зубофрезерные, зубодолбежные, зубострогальные, шлицефрезерные полуавтоматы 2-3 2-5 2-5
1-2 2-4 2-5
Зубообрабатываюшие тяжелые и уникальные (круп- !> 8 ные) станки J
и автоматы _____ ——.——1
Электрофизические и электрохимические полуавто- J 2-3 2-3
Резьбонакатные, шлиценакатные и гайконарезные 1 1-2 автоматы с автоматической загрузкой j L
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
Продолжение табл. 24
Группа о1Яруд««™ ОШ'отп™про”“,1“,''°СТ''
серийное серийное
Станки с ЧПУ и с автоматической сменой инструмента 2-3 2-3
Станки специальные - 1 -3
пш Ии е £ S 'о Ё. 2 S "8. 5 S 5 § 3 | = 1 2 s 1| 1 i = i 8 $ s а il I !' II I 1 11! 11 iHl । ! • 1 й 11 < g !5 £ = SIH 1 i s s В u ° i 044 i л И4 1 з 8- U S 1 8. s f| 1 1 = = г' = "1 s. It t I
Группа оборудования одним наладчиком а смену, в зависимости
серийное серийное серийное Массовое
Токарные и токарно-револьверные прутковые ав- 4-6 2-4 6-8
Токарно-револьверные и токарные полуавтоматы многорезцовые копировальные одношпиндельныс 5-7 5-7 6-8
Токарные многошпиндельные полуавтоматы 2-4 4-6 4-6
токарно-доделочные автоматы - 8-10 8-10 8-10
Токарно-револьверные (прутковые и патронные) 6-8 8-10 8-10 10-12
Токарно-карусельные станки. Наибольший диаметр обрабатываемой детали до 2500 мм - 7-9 9-11 11-13
Токарные станки. Наибольший диаметр обработки, 12-14 14-16 11-12 16-18 12-14
Сверлильные станки: одношпиндельные - 12-14 14-16 10-12 16-18 10- 12 _
до 15 св. 15 - 2-4 8-Ю 4-6 10-12 6-8 _
ЭФФЕКТИВНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
Продолжение табл. 25
Труп р до. и Число станков, обслуживаемых °Л,1ИМ «ададчихом э сме(<у, 8 зависимости оттлпа производства
серийное Крупно- Массовое
8-10 8-10 10-12
Алмазно-расточные станки: многошпивдельные 8 - Ш 8- 10 8-10 2-3
Агрегатные горизонтально-расточные, агрегатные резьбонарезные станки с числом инструментов в наладке 40 и более 2-3
Круглошлифовальные универсальные, резьбошли- ные внутришлифовальные полуавтоматы 12-М 14-16 16-18
Круглошлифовальные с загрузочным устройством; зубошлифовальиые, сутерфинишные и' хонииго- 6-8 8-10 10-12
вальные двухшпиндельные и специальные, внут- ришлифовальные с автоматической правкой круга и 3-7
Бесцентрово-шлифовальные автоматы с загрузоч- ным устройством 2-3 3-4 4-5
зубошевинговальные автоматы с загрузочным уст- ройством, зубонакатные станки - - 4-6
Зуборезные, шлицефрезерные полуавтоматы: одношпиндельные __ многошпиндельные 2-4 8-10 ‘?~92
Зубодолбежные, зуборезные для конических колес, зубошевинговальные, зубофрезеряые полуавтоматы одношпиндельиые 6-8 6-8 8-10 10-12
3-5 6-8 8-10
Горизонтальные, вертикальные и универсальные станки 8-10 10-12 12-14
гикально-фрезерные с копировальным устройством, продольно-фрезерные станки 1 5-7 8-11
одноплунжерные и двуплунжерные 11-13 | 15-17
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В П1С
Группа оберудо.а,™ одним nmiMTOKoM^a смещав ивпеимое™
серийное серийное серийное Массовое
всрхпостсй од1юплунжсрные 8-Ю 10-12
Вертикально-протяжные станки для наружных по- 6-8
CПCoZ,ил^‘un^Zn'nьC,‘‘''''', 8-10 10-12 12- 14 6-8
Резьбонакатные станки 2-4 5-7 6-8
ПиХп.п.иИ диаметр обрабатываемой детали, мм: 7-9 8-10
Сверлильные станки с ЧПУ 12-14 14- 16
фрезТрнСЬ^"ст"нКИВсРчГ1уЛ1'Н',1С " ГОРШ°"™'ЬНЫС 8-10 10-12 -
Сборочные автоматы и полуавтоматы 5-8 5-8
Сборочные установки с ЧПУ | 4-6
Ш1Х и сборочных цехов предприятий машшХгроения, приборостроения
нок, М: НИИмаш, 1984. 112 с.
2. Наладчики не предусматриваются для следующих групп станков: требующих простых наладок
3. При расчете числа наладчиков для их более полной загрузки применять принцип совмещения про-
фессий, при котором один и тот же наладчик обслуживает станки различных групп.
4. Меньшие значения норм в пределах каждой группы следует принимать: для токарных многошпин-
дельных автоматов при одновременной обработке двух (и более) деталей за цикл: для зуборезных станков
при обработке с 1 - 7-й степенями точности: для остальных станков при обработке с точностью 5 - 8-го
В тех случаях, когда измерение прово-
дится автоматически.
Норма времени на обработку партии де-
талей при многостаночном обслуживании
где т - число деталей в партии, запускаемой в
обработку на одном станке; - подготови-
ночном обслуживании.
В тех случаях, когда наладку станков
где Тп.3 - подготовительно-заключительное
время при работе на одном станке; обычно при
выполнении приемов Т„., на одном из станков
_ ЭФФЕКТИВНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И в гпс
26 Значения коэффициента кт при много-
сга|,очном обслуживании станков с ЧПУ
обслужи- До 5 И
2 1,12 1 08 1,08 1 08
1,25 1,15 1,15
Расчет экономической эффективности
внедрения станков с ЧПУ
'5 I - 1,35 13 ~
металлорежущих станков с ЧПУ, М.: НПО ЭИИМС,
НПО Оргстанкипром, М.» 1981.
28. Вспомогательное время на переходы оператора от станка к станку и на перемещение
груза | 0,02 | 0,04 | 0,06 | 0,08 | 0,1 | 0,12 ( 0,14 | 0,16 | 0,18 | 0,20
М. Занятость оператора при обработке деталей на сверлильно-фрезерно-расточных станках
Внло, работ' Показатели занятости оператора при обработке детали
из чугуна из сзади из алюминия
п, 1/ч Т. с/ч п. 1/4 Т. с/ч п, 1/ч Т, с/ч
Уборка стружки «« т 50 205 99 0J4 2,91 0,57 ы°
И т ого 12,64 893 15,08 983 16,32 773
^=^(ci+0,5C,£rmJ.
ЭФФЕКТИВНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ с ЧПУ И В ГПС
30. Длительность (рабочие дни) производственных циклов обвабо™.
„„следовательиом виде движения обработки партии деталей при
i,„=3n>(C! + O,5C)P,
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
! I s Ш ° S S qyi; Ш1 =S m g § g H u - 1 s K<pl .1 =iii.g § и 2 a
2 -
Н1н 3 s p <Ш11 HHi
л1 ₽• I Я I I
i! 0 £ .X fiH ihil ihd hi S S “ g S 3 s 2 £ 8 a
о g 1 !JL s §
j mH I s r- 2
E II iy I g^h si s1!i 11
: ИМ Uhl! ?«§ s g § g „ § s g- . diilO slillli si* lir
Hit Ills IL ih? н li 11 i jfel
ПРОБЛЕМЫ. ВОЗНИКАЮЩИЕ ПРИ СОЗДАНИИ ГПС ВЫСОКОГО УРОВНЯ
ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ
при СОЗДАНИИ ГИБКИХ
ПРОИЗВОДСТВЕННЫХ СИСТЕМ
высокого УРОВНЯ
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
32. Показатели надежности основных переходов обработки корпусных деталей на сверлильно-
фрезерно-расточных станках
Переходы операции, инструментов Покаэатели^характс^изующие Наработка
откщоа.% на 1 ч работы
Фрезерование 40 2 6 15 5 0 06 0 050 6,67
Растачивание 15 7 6 61 0 0 23 0J 95 0,653
Сверление 37 4 8 16*9 0,06 0,050 0,617
Нарезание резьбы 8 2,6 6,6 0,04 0,005 2,000
Итого 100 17,6 100 0,39 0,3
лей крупными сериями на многоинструментальных станках с ЧПУ с применением комбинированного нн<л--
ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ СОЗДАНИИ ГПС ВЫСОКОГО УРОВНЯ
ро устанавливать и закреплять детали, во мно-
вать позиционирование заготовок в весьма
узких пределах допуска, позволять обрабаты-
ва. Создание таких автоматизированных при-
елучаях велика стоимость приспособлений,
рудования. Приспособления должны быть уни-
версальными или легко переналаживаемыми,
точная точность и надежность существующих
приспособлении затрудняют создание ГПС
высокого уровня.
Создатели ГПС должны решить три зада-
чи, связанные с применением приспособлений:
осуществить отбор деталей в партии для
групповой обработки и выбрать схемы уста-
новки деталей в многоместных приспособле-
•соблений; при этом отбор деталей должен вес-
тись не столько по форме, сколько по таким
параметрам, как требования по точности обра-
ботки, подобию технологических переходов
выбрать оптимальную схему крепления
Решаться конструктором и технологом одно-
временно, иначе может увеличиться число
необходимых установов и тем самым будет
нарушен главный принцип построения обра-
^°ТКи в ГПС - максимальная концентрация
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ И В ГПС
9 ОБЕСПЕЧЕНИЕ
ТЕХНОЛОГИЧНОСТИ
КОНСТРУКЦИИ
ИЗДЕЛИЯ
ТЕХНОЛОГИЧНОСТЬ
КОНСТРУКЦИИ ИЗДЕЛИЯ (ТКИ).
ОСНОВНЫЕ СВЕДЕНИЯ
Определение ТКИ
способность изделия проявлять в определенной сте-
пени свое качество по отношению к друг™ объек-
там. с которыми оно вступает во взаимодействие.
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ
В зависимости от характеризуемых
преемственности конструкции изделия, ресур-
соемкое™ (трудоемкости, материалоемкости,
пой ТКИ, эксплуатационной ТКИ, ремонтной
сравнительные.
ракгсристик показатели могут быть' прогноз-
Все многообразие показателей 1КИ мо-
лей по характеризуемым свойствам. Различают
следующие группы показателей ТКИ: техно-
логической рациональности конструкции изде-
ресурсоемкое™ изделия (по одной или не-
скольким областям проявления ТКИ); произ-
водственной ТКИ; эксплуатационной ТКИ;
ремонтной ТКИ; общей ТКИ.
нальность состава и структуры исполнения
изделия, принятых конструктивных форм и
материалов. К ним. например, относятся сле-
дующие коэффициенты: сложности конструк-
ции изделия Кея; сборности Л'с6; легкосъемно-
сти составных частей Кп,с; доступности мест
обслуживания Кд: контролепригодности Хк;
равновесности элементов при монтаже вне
предприятия-изготовителя Хрв; распределения
допуска между изготовлением и монтажом
ции изделия отражают конструктивную и тех-
нологическую преемственность изделия, изме-
няемость и повторяемость его составных час-
тей и их компоновок, его конструктивных эле-
ментов и материалов. К ним, например, отно-
сятся коэффициенты: новизны конструкции
изделия применяемости унифицированных
(деталей и (или) сборочных единиц] К^';
тивных элементов детали (резьб, креплений.
изделии Х'“ов; типизация конструктивного
исполнения X .
ражают комплексную (общую) или частную
(единичную) ресурсоемкое™, т.е. воплощен-
определенного вида. К ним относятся, напри-
мер, общая, структурная, удельная и относи-
тельная трудоемкость (материалоемкость,
энергоемкость и т.п.) изделия.
Показатели ресурсоемкое™ используют
затрат ресурсов (труда, материалов, энергии,
учетом рассматриваемых областей проявления.
теЙ проявления ТКИ, приведена на рис' 1.
отдельных зон внутри областей) ее проявления,
входят перечисленные ниже показатели ТКИ,
группируемые по области проявления.
доемкость изделия в технической подготовке
изготовлении Ти; трудоемкость изделия в мон-
риалоемкость изделия в изготовлении А/я;
производства изделия ттп.п; продолжитель-
868 ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЯ/ 4ОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ
определенных единицах измерения (нормо-ч. мер. общие, структурные и удельные показате- ли ТКИ. Применяются в большинстве случаен для оценки 1КИ показатели всех видов, кроме ТКИ по сумме однородных затрат ресурсов в ресурсов внутри области проявления ТКИ, ных затрат на выполнение слесарных работ во всех цехах и на всех рабочих местах в процессе показателях. щую ТКИ в целом, т.с. по всем областям ее проявления. Применяются для обеспечения сопоставимости свойств и показателей одно- типных изделий, обладающих различными значениями главных параметров или реали- мер, при сравнительной оценке общей мате- риалоемкости проектируемого образца и ана- зукп ТКИ по сумме однородных затрат ресур- сов в одной области проявления в относитель- ном их выражении. Применяются при необхо- димости сопоставительного анализа отдельных затрат ресурсов внутри области проявления ТКИ по отношению к общим затратам. Напрн- лия в сборочных работах в общей трудоемко- сти изделия в изготовлении. зуют 1КИ ио отдельным или оощим затратам ресурсов в сравнении с соответствующими затратами, характерными для конструкции например 0 < А ь 1. стадии инженерного прогнозирования. К ним могут быть отнесены любые, рассмотренные обходимости учета тенденции развития техни- эксплуатации и ремонта. ограничения различных видов затрат ресурсов ческое задание на разработку изделия и не- достигнутых показателей. на стадиях разработки конструкции изделия с Применяются для определения сравнительных показателей при оценке уровня ТКИ и разра- совершенствованию конструкции изделия и Основные показатели характеризуют ва, входящие в ТКИ и, как правило, выражаю- щие ее в целом. К ним относятся показатели трудоемкости, материалоемкости, энергоемко- сти, продолжительности изготовления (рсмип- та, эксплуатации), себестоимости изделия. Допаяпительиые показатели харахгери- зуют технологическую рациональность и пре- емственность конструкции изделия примени- Применяются для детального анализа свойств конструкции изделия в рассматриваемой об- ласти'проявления ТКИ с целью выявления воз- можностей принятия рациональных конструк’
к обеспечению технологичнсютн кснсгрукции изделия
869
трунпВп^1ия к овеспечению
.?.ЛОГИЧНОСТИ КОНСТРУК-
ЦИИ ИЗДЕЛИЯ
ся, как правило, системным образованием. Это
относится как к конечным изделиям - маши-
нам, приборам, оборудованию, средствам ме-
ханизации и автоматизации, так и к их состав-
ным частям, конструктивным элементам и ма-
териалам. Даже любая деталь представляет
собой совокупность взаимосвязанных конст-
руктпВныл элементов, которые в сочетании
Кул = К!Р-,
kv=kik„
Метод (прием)
Параметрическая оптимиза- ция объектов производства Метод позволяет упорядочить номенклатуру объектов производства на исходных этапах становления новых видов техники и заранее исключить возможность
нию, путем установления рациональных параметри-
Блочно-модульное построе- ние систем и устройств Выделение функционально законченной части смете- Наиболее эффективен при монтаже вне предприятня-
Агрегатирование составных для применения как неделимого целого Метод является основой развития специализации
Оптимизационный метод рукгивных элементов дета- Выбор наилучших вариантов конструктивных эле- пользованием современных математических средств, включая математическое и динамическое программи- рование, оптимальное управление, векторный анализ. Выбор метода оптимизации зависит от вида целевой функции и характера ограничений Целесообразные области применения: выбор физико- размеров и шероховатости поверхностей; выбор фор-
Размерный анализ
Метод (прием) Краткая харакгеристека Рекомендации по применению
ной анализ моделирование функций изделия Описание объектов (процессов) посредством эконо- мических моделей с применением математических Применим независимо от типа производства. Наи- больший эффект дает на ранних стадиях проектиро- Целесообразно при установлении взаимосвязи основ- ных функциональных, конструктивных и технологи- ческих характеристик изделия, влияющих на затраты труда, материалов и энергии при изготовлении, тех- ническом обслуживании и ремонте, с лффектпвно стью проектируемой техники в народном хозяйстве
Типизация конструкции изделия Унификация составных частей изделия, конструк- тивных элементов и мате- риалов Взаимозаменяемость со- ставных частей их разработке унифицированных составных частей и связей между ними Наиболее эффективна при многократной повторяемо- сти конструктивных схем и компоновок изделия и его составных частей Применяется на всех стадиях создания конструкции изделия и подготовки его производства в том случае, . если в сфере производства и эксплуатации повышает . производительность труда и качество работы, снижа- ет себестоимость продукции и работ при техническом - обслуживании и ремонте Наиболее эффективна для составных частей изделия, S часто сменяемых в процессе их эксплуатации и ре- M°HIa “
взаимной замены в данном изделии или группе кзде-
£
§
a
Метод (прием) Краткая характеристика Рекомендация по применению
Заимствование Симплификация для применения в разрабатываемой конструкции ТИВНЫХ элементов, сортамента и марок применяемых Целесообразно при наличии освоенного производства составных частей, конструктивных элементов и мате- Применима в случаях, когда технически и экономиче- ски целесообразно уменьшение числа принятых кон- структивных решений и материалов
Типизация технологических процессов производства, эксплуатации и ремонта изделия Унификация технологиче- ских операций Систематизация, анализ и синтез возможных техноло- гических решений с целью разработки технологиче- Сокращение разнообразия операций, обеспечивающее изготовление или ремонт группы изделий различной тах в условиях групповой обработки образна при единстве технологической последова- тельности и общности элементов процесса Применяется в целях резкого повышения загрузки производствах, а также при создании гибких автома- тизированных производственных систем
технологического оснаще- и взаимозаменяемости средств технологического ос- нащения, обеспечивающих многократное использова- ние стандартных компонентов и на этой основе ми- нимизацию затрат на разработку и производство спе-
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ
ТРЕБОВАНИЯ К ОБЕСПЕЧЕНИЮ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗНРПио
гелям ТКИ (например, трудоемкости, материа-
лоемкости или энергоемкости изделия в
производстве, адля отдельных видов ремонта-
руемых изделий - в производстве иэксплуа-
тации).
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ
Обеспечение технологичности конструк-
ции соединения и сборочной единицы
Технологичность конструкции соеди-
нения. При выборе вида соединения следует
учитывать затраты труда, материалов и энергии
на образование соединения конструктивных
ными технико-эксплуатационными характсри-
прочностыо, стойкостью к внешним воздейст-
нис, которое может быть образовано при ми-
рациональным технологически при выполне-
При выборе материалов для формирова-
ния соединения необходимо учитывать воз-
можное изменение их физико-механических
лов и формы заготовок, как правило, должны
быть такими, чтобы в результате выполнения
соединительных операций не возникала необ-
ходимость в дополнительных операциях обра-
В конструкции соединения следует ис-
водственную, эксплуатационную и ремонтную
При выборе вида разъемного соединения
ми, следует применять тот вид
который требует наименьших затр
виях производства, транспортире!
ческого обслуживания и ремонта.
В конструкции соединения следует не-
минимальным числом операций монтажа и
Технологичность конструкции сбороч-
ной единицы. Конструкция сборочной едини-
производительными и экономичными способа-
ми при заданных условиях производства, экс-
единицы рассматривается относительно всего
виЙ сборки, испытания,' монтажа вне предпри-
и ремонта.
тывается на технологичность комплексно, учи-
тывая взаимозависимость производственной,
эксплуатационном и ремонтной технологично-
также изделия, в которое данная сборочная
единица входит как составная часть.
рочных единиц следует учитывать их функ-
Сборочные единицы могут быть состав-
ной частью изделия и не выполнять самостоя-
запрессованной втулкой) либо выполнять са-
онный клапан насоса в отдельном корпусе;
насос в отдельном корпусе относительно дви-
определяют для всех сборочных единиц, Дя«
которых в техническом задании установлены
базовые показатели технологичности.
Состав показателей технологичности, ис-
нологичности, и состав базовых показателей
Требования к составу сборочной едини-
учетом принципа агрегирования, а ее конст-
рукцня компоноваться из стандартных и уни- фицированных частей и исключать необходи- ращения. Вилы используемых соединений, их кон- ^уктивное оформление и месторасположение выбирают с учетом требований механизации и автоматизации сборочных работ. В конструкции сборочной единицы и ее составных частей, имеющих массу более 16 кг, необходимо наличие конструктивных элемен- тов для удобного захвата грузоподъемными средствами, используемыми в процессе сборки. точностью ихизгоХХ" Юа"'ККМ 'а"а с ====== ====== максимума - минимума или вероятност- вн "й ой точностью замыкЦеш
В конструкции сборочной единицы пре- усматривается базовая составная часть, кото- рая является основой для расположения ос- тальных составных частей изделия. Форма базовой составной части должна быть удобной для правильной установки ее на рабочем месте сборки: в стапеле, приспособлении, на рабочем столе, сборочной площадке и т.д. В конструкции базовой составной части необходимо предусматривать возможность использования конструкторских баз в качестве технологических и измерительных. Компоновка конструкции сборочной еди- ницы должна обеспечивать сборку изделия при неизменном базировании составных частей и исключать их промежуточные разборки и по- вторные сборки. В компоновке составных частей сбороч- ной единицы предусматривают удобный дос- Тп к местам, требующим контроля, регулиро- вания и проведения других работ, регламенти- рованных технологией подготовки изделия к использованию по назначению, технического обслуживания и ремонта сье«С°еДИНеНИЙ должны обеспечивать легко- ность быстросменных составных частей. ниш, ₽И выборе компоновки сборочной еди- ное п Необходимо предусматривать рациональ- «ых о Положение такелажных узлов, монтаж- транс°п °₽ И других устройств для обеспечения ортабельности изделия. (^исло поверхностей и мест соединений Cfe ЧастеЙ должно быть по возможно- Ных часХадьнь1М’ а меета соединений состав- '“’НИХ П к лостугтыми для механизации сбо- Греб Т " конт₽оля качества соединений. Ъ>Чц0Р1, °вания к точности и методу сборки. Расположения составных частей Про выборе метода сборки следует учи- тывать трудоемкость изделия в сборочных работах и затраты на изготовление составных метода ‘ебГки™0’ "“бхОД“М1>й для да™°го ПО убывающей производительности труда сбо- рочных работ в следующем порядке: с полной взаимозаменяемостью; с неполной взаимоза- меняемостью, с групповой взаимозаменяемо- стью; с регулированием компенсаторами; с пригонкой. В конструкции необходимо предусматри- вать устройства, обеспечивающие заданную точность относительного расположения со- ставных частей (центрирующие, фиксирующие, Пределы регулирования и параметры компенсаторов рассчитывают на основе теории размерных цепей. Компенсирующие, центрирующие и фик- конструкцию и свободный доступ для рабочего строения, возможности присоединения деталей ности вдоль одной оси), обеспечению полной поверхностям, выполнению точностных требо- ваний к деталям для осуществления правильно- ГО их базирования, возможности автоматиче- ского ориентирования и загрузки деталей. Технологичность конструкции сборочной единицы определяется возможностью узловой последовательной сборки, технологичностью мк°При этом технологичность конструкции
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ
8ыд9и*ение mpeioSwui}
со сферами проявления ее
ОРГАНИЗАЦИЯ ОБЕСПЕЧЕНИЯ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ 879 3. основное содержание работ но обеспечении) ТКИ на стадиях разработ р т р гай документации
Стадии разработки Основное содержание работ
Техническое предло- Выявление вариантов конструктивных решений, имеющих лучшие предпосылки для рационального членения и компоновки изделия. Выявление возможности заимствования составных частей из- делия. Выявление новых материалов, технологических процессов и средств технологического оснащения. изделия. Н СТРУК Выбор окончательного варианта конструктивного решения и (или) компоновки основных составных частей изделия. Технологический контроль конструкторской документации.
рукции изделия условиям производства технического обслужива- Сопоставление вариантов конструкции изделия по унифика- ции, стандартизации, точности расположения и способам соеди- нения составных частей изделия. изделия. ботки. Технологический контроль конструкторской документации.
Технический проект Определение возможности параллельной и независимой сбор- ки и контроля специфицированных составных частей изделия. Анализ соответствия конструкции и компоновки сменных и требующих технического обслуживания составных частей изделия Выявление возможности применения покупных, стандартных, унифицированных или освоенных производством составных час- —ости применения новых, втомчиеле типовых и групповых высокопроизводительных ПштятиГотновньк принципиальных решений по ТКИ и со- вершенствованию условий выполнения работ ори производстве.
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ
Продолжение табл. 3
к»,1с,г>™рс7п’Р'^‘1п.1и« ои:,^бХ«™1 ‘
Рабочая конструктор- екая документация (опытной партии) или При разработке проводятся; анализ возможности сборки изделия и ио составных частей без промежпочных разборок, выбор рациональных способов фиксирования, центрирования и регулирования составных частей изделия, определение доступности и легкосъемности сменных и тре- бующих технического обслуживания и ремонта составных частей конструктивных элементов; деталей (включая детали крепежа) и установление экономически целесообразных методов получс- по-’лсментная отработка конструкции деталей и сборочных единиц на технологичность, При изготовлении и испытании проводятся: проверка соответствия членения конструкции организацион- ной структуре предприятия-изготовителя; проверка соответствия конструкции деталей рациональным способам получения заготовок и их обработки; проверка соответствия заданной точности изготовления изде- Р проверка возможности использования конструкторских баз в качестве технологических и их увязка; проверка возможности сокращения обрабатываемых поверх- ностей, совмещения (расчленения) деталей; проверка удобства и быстроты регулировки расположения со- ставных частей изделия; проверка возможности замены составных частей изделия дру- ных частей изделия при его изготовлении, обслуживании и ремон- те, а также монтажа и демонтажа составных частей изделия; теристик и качества поверхностей деталей; проверка соответствия технологичности конструкции требова- рукции при изготовлении и испытании опытного образца; корректировка и технологический контроль конструкторской документации с учетом предложений об изменении, выявленных
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ
Исполнители Содержание работ
1 -> 2 - Выбор разработчика изделия 1 —> 3 — Выбор (участие в выборе) изготовителя единичных изделий I —> 4 — Выбор (участие в выборе) изготовителя серийных изделий 9 -> 10 - Оценка определяющих технологических и организацион- ных решений по производству изделия
:эксперты 8 -» 11 - Оценка определяющих технологических и организацион- 11 -> 12- Передача разработчику результатов оценки 20 -> 21 - Оценка технологической готовности производства к изго- товлению изделий для приемочных испытаний 21 -> 25 - Передача изготовителю опытных образцов и единичных 29 зо - Оценка технологической готовности производства к изго- товлению серийных изделий оценки . —
ОЬНСПЕЧЕНИЯ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ 883
Специализированные
технологические орга-
Разработчик
ИТАЛИЯ У™"'" " 'шпм"сн™ Р"в»т "° ТПП при проектировании
6-т7^ Передача разработчику результатов работ по ТПП
17 -> 1S - Участие в выполнении работ по ТПП
опытных образцов и единичных изделий
р^х:х:х о"ы™х °б—"—
22 27 - Участие в выполнении работ по ГНИ серийных изделий
работ по ТГ1ПС^еДаЧа ИЗТОТО>1ИТе111С "Мслий Р“У™гов
ЛИЙ* 3 ~ ВЬ'б0Р ГОГОТ0витея’ <>"ьт,ь.х образцов и единичных изде-
И^готовитель опытных
образцов и единичных
изделий
2 -> 4 Выбор (участие в выборе) изготовителя серийных изделий
2 -т 5 - Привлечение специализированных технологических органи-
заций к выполнению работ по ТПП при проектировании изделия
2 7 - Организация и выполнение работ по ТПП при проектирова-
яии изделия
7 —> 8 - Организация независимой оценки определяющих техноло-
гических и организационных решений по производству изделия
7 12 - Участие в оценке определяющих технологических и орга-
низационных решений по производству изделия
12 -> 14 - Передача изготовителю опытных образцов и единичных
изделий конструкторской и технологической документации, необхо-
димой для выполнения ТПП
12 -> 16 - Передача изготовителю серийных изделий конструктор-
ской и технологической документации, необходимой для начала
выполнения наиболее сложных и трудоемких работ по ТПП
12 -» 23 - Участие в выполнении работ по ТПП опытных образцов и
единичных изделий
23 -> 24 - Участие в оценке технологической готовности производ-
ства к изготовлению изделий для приемочных испытаний
24 -> 26 - Передача изготовителю серийных изделий необходимой
для ТПП конструкторской и технологической документации, отра-
ботанной по результатам изготовления и приемочных испытаний
опытных образцов_______________________________________________
3 _> 2 - Выбор разработчика, если он не входит в одно объединение
с изготовителем или нс определен в заказе на создание изделия
3 13 _ Участие в выполнении работ по ТПП при проектировании
изделия
13 _> 14 _ Участие в оценке определяющих технологических и орга-
низационных решений по производству изделия___________________
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ
Продолжение табл, j
Исполнители Содержание работ
14 -> 16 - Передача изготовителю серийных изделий технологич^Т* ской документации. необходимой для начала выполнения наиболее сложных и трудоемких работ но 11III низаний к выполнению работ по ТПП опытных образцов и единич- 14 _> 19 _ Организация и выполнение работ по ТПП опытных об-
4 -> 2 - Выбор разработчика. если он не входит в одно объединение низационных решений по производству изделия 16 -» 22 - Привлечение специализированных технологических орга- низаций к выполнению работ по ТПП серийных изделий 16 -► 26 - Организация и начало выполнения наиболее сложных и трудоемких работ по ТПП серийных изделий 26 —> 28 - Выполнение и завершение работ по ТПП серийных изделий 28 -> 31 - Оценка технологической готовности производства к изго- товлению серийных изделий
[S~T|
оы:с|и:ч1-ли1= технологичности конструкции изделия
5. Информация и методы, используемые для определения трудоемкости изделия
|||| lihi ню - н ° ° .
ложенис ка; схемы ~е“ИЯ; Метод учета масс; нормирования; метод
Эскизный проект теж: ведомость эс- го) проекта; схемы метры назначения; число составных час- И l it 4ili s. S g S оно
^ркая д каски- Чертеж детали: сбо- цификация; ведо- мость спецификаций; Масса изделия; масса требования; число метод удельного нормирования, метод метод учета значимо- сти составных частей; доемкости на основе рессионнога анализа
показателей трудоемкости изделия приведены в Ц],
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ
Покязатели М’а и М'а должны иметь
одинаковую размерность для определения об-
л/
рукторской документации общее направление
для этого целесообразно использовать лопоз
фикацией и рациональным использованием
Для оценки материалов используют ко-
чений М. и А/,. т.с. при Л/, 2 0.1 Л/..,
талл, дерево, пластмасса и т.п.) целесообразно
емкост (иногда массы) изделия позволяет
Учет коэффициента позволяет при-
профили, обеспечивая при этом необходимый
Применяемость материала целесообразно
регламентировать для изделия в целом. Пример
такой регламентации приведен в табл. 6.
Сумма значений коэффициентов К|1рм(.
для всех материалов
рп,
6. Нормы расхода и применяемости материалов на изделие
Материал Мн(., кг
Отливки:
из серого чугуна 698,3 0,101
из ковкого чугуна 378 9 0 055
из стали 47,1 0,007
из алюминия 19,9 0,003
Листовой прокат 2225,8 0,323
Сталь сортовая 1745,6 0,254
Стальные ленты, полосы 196,7 0,028
Трубы стальные 363,9 0,053
Крепежные детали 127,9 0,019
Покупные и прочие материалы 1076,9 0,157
ОСНОВНЫЕ ПОКАЗАТЕЛИ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ
где Мн, - номинальное значение массы (-го
Введение показателя Л/н/ означает, что
уже на стадиях разработки конструкции изде-
товерная оценка не только самой конструкции
изделия, но и технологического процесса пред-
полагаемого производства.
Коэффициент использования материала,
по существу, является показателем совершен-
ства технологии производства и может приме-
няться для оценки ТКИ в случаях невозможно-
сти установления для изделий значений полез-
ного эффекта или основного технического па-
раметра, а также изделий, являющихся само-
стоятельными деталями (например, болт,
штифт, гаечный ключ и др.),
Во всех случаях, когда для изделий мож-
но установить значения полезного эффекта или
основного технического параметра, ТКИ сле-
дует оценивать по удельным показателям ма-
териалоемкости, наиболее полно характери-
зующим технологическую рациональность
инструкции по затратам материала в произ-
водстве и эксплуатации изделия.
Результаты оценки ТКИ по материалоем-
*°сти могут быть использованы для совершен-
_ вания Условий выполнения работ в сферах
проявления ТКИ осуществлением таких меро-
"Риятий, как:
Разработка новых и совершенствование
естнь!х конструкционных материалов;
т«ХноСОЗДание и применение прогрессивных
вклюЛ0ГИЧеСКИХ пР°пессов изготовления,
Чения выбор рационального способа полу-
Энергоемкость изделия
отд аготовок, повышение качества и точно-
Рас1гг7°Т0Вления> применение рационального
’ использование отходов;
890 ОБЕСПЕЧЕНИЕ TEXIЮЛОГИЧНОСТИ KOi 1СТРУКЦИИ ИЗДЕЛИЯ
Л0"™Ил™Та ‘4™га Методы учета КОНСТРУКП1ВНО- технологических осооеиностей определяющих магерн-- лосмкостъ изделия
за"ис' Методы: аналогий- учета .масс; удельного нормирования -)1с мснзокоэффициеитов- учета значимости составных частей
Эскизный проект Чертеж общего вида Масса изделия То же
Технический проект го) проекта; схемы Параметры назначе- ния; число составных частей; число элемсн- Метод учета сложно- сти конструкции из- делия
ца (опытной партии) мость спецификаций; Масса изделия; масса деталей; число дета- Тоже
Рабочая конструк- сового) производства требования Применение укруп- использовать резуль-
показателей материалоемкости изделия ирияежнь. в [ 1]. ° “ ““6,:HH0CTtB "Ри 0П[’ л
Суммарную энергоемкость изделия онре- (например, технологическая операция, процесс изготовления детали, процесс изготовления всего изделия в целом): ной единицы; Э$у - количество расходуемых вторичных энергетических ресурсов на изго- поступающих от других технологических про- цессов; Эвт - количество вторичных энерге-
3=izk+3y>+3j. При расчете суммарной энергоемкости
число деталей (частей) в i-й сборочной едини- це; 3-j} - количество расходуемого топлива и сурсов, ведут пересчет на условное топливо, т.е. топливо с теплотой сгорания 29 300 кДж/'кг или 7000 ккал/кг. Пересчет натурального топлива на уело -
ОСНОВНЫЕ ПОКАЗЛТЕЛИТЕХНОЛОП1ЧНОСТИ
29 300 ' Э, Й0.1Э, ”“"т«Э.«'),.т.е.при
q? _ удельная теплота сгорания натурального топлива, ДЛ'Ы. Пересчет элсмричсчжои и тепловой энср- флзическим эквивалентам. Абсолютная энергоемкость изделия ха- рактеризует jarpaiы юплива и энергии на сди- сдиницах. Например, энергоемкость 1 т. 1 м‘ 1 м материалов, одного изделия и т.д. кость изделия рассчитывают но формуле Г'»'— иьли нс ™Р™ осьешё . * РМУ''У МТрать' “а то™=™= и освещение np0mnO;lCT„ct|„ „смещений и Риличиме хоий„вп„„,1С Ч1'“е"ИЙ " no VCT3„n''eX l'!’> 1аЯХ' h'” “ ;1ля ищс™й мож- . зноаигь значения полезного эффект, или основного технического параметр? 1КИ С Х\О„ст'1ИВЛ1г<’УЛС,Ь,'Ь1МПОаи‘1а-’ гоемхости, наиболее объеюивио xapampS- .>ющим технологическую рациональность конструкции по затратам топлива и энергии Удельные показатели являются наиболее сдоб-
Э’"=Э„/(Рх), вания их значений. ‘ Г ’ Р°ГН03ИР°-
товление изделия; т - установленный срок нальное значение основного параметра изделия или полезный эффект от эксплуатации изделия, определяемые по результатам научных иссле- дований для конкретного вида изделия. Удельную эксплуатационную энергоем- кость изделия определяют по формуле Технологическая себестоимость изделия Теологическая себестоимость изделия как показатель ТКИ характеризует в стоимост- ном выражении ресурсоемкое™ изделия с уче- том его конструктивных особенностей в сфе- рах производства, эксплуатации и ремонта. Разновидностями этого показателя, определяе- мыми затратами ресурсов в конкретных облас- тях проявления ТКИ. являются: технологиче-
Эу3а = Ээ/(Рт), подготовке производства (ТПП); технологиче-
где Э3 - расход топлива или энергии на службы. Р Особо следует обратить внимание, что в Данном случае имеются в виду затраты топлива и энергии на техническое обслуживание изде- лия его ремонт и утилизацию, но не их по- требление для функционирования изделия (работы его по назначению). Показатели Эуя и э, должны иметь одинаковую размерность. T»4a можно определить общую удельную ’"'Ргоемкость изделия бестоимость изделия в ремонте; технологиче- ская себестоимость изделия в утилизации. эквиваленте при сложении всех статей затрат и применяют как показатель ТКИ в случаях, яс- ными при расчете экономической эффективно- сти техники. Главным образом это относится к тем машинам, для которых текущие затраты определяются себестоимостью их в производ-
Э" =э«+э’д. ном' взаимосвязанном учете себестоимости продукции, производимой этими машинами.
При достаточно малом значении Э’“ ("аоример, нс 6оме )0 % т э„ ) практичсски *,№«0 допустить Э» = Э». Оценка эксплуа- ой ТКИ по энергоемкости обязательна В общем виде технологическая себестои- мость изделия рассчитывается по формуле где Си - стоимость материалов, затраченных на изготовление (обслуживание, ремонт) изделия;
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ
ОБЕСПЕЧЕНИЕТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ
технологически» КОНТРОЛЬ конструкторской документации 895 8. Содержание технологического контроля на стадиях разработки конструкторской документации *'•' к
Схема разработка Что проверяется
Техническое предложение Правильность выбора варианта конструктивного решения в соот- ветствии С греоованиями технологичности
Эскизный проект Правильность выбора принципиальной схемы конструкции, обеспечивающей простоту компоновки изделия и технологич- Рациональность конструктивных решений с точки зрения Обеспечение преемственности конструкции. Правильность расчленения изделия на составные части. Установление номенклатуры основных марок материалов и соответствие этих марок установленному перечню. Возможность применения рациональных методов обработки
Технический проект Возможность проведения сборки и контроля изделия и его Удобство и доступность мест сборки. Возможность исключения или доведения до минимума ме- ханической обработки при сборке. сти сборочных единиц и деталей. составных частей) с точки зрения их технологичности. Оптимальность номенклатуры контролируемых параметров, полнения и контроля
Рабочая документация На стадии разработки рабочей документации проверяют данные, указанные для технического проекта, а также: технологичность деталей в зависимости от технологичности сборочных единиц; технологичность сборки как изделия в целом, так и его со- технологичность механически обрабатываемых, литых, го- рячештампуемых, холодноштампуемых и термически обрабаты- ваемых деталей; части, сборку которых целесообразно производить параллельно; наличие сборочных баз; удобство сборки и разборки; возможность уменьшения количества и объема пригоночных операций
П р и м е ч а н и е. При отсутствии стадии "Эскизный проект" технический проект может проверт- ев по всем пунктам, перечисленным для эскизного и технического проектов. ______
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ
Связь технологического контроля с
нормоконтролем
Нормоконтроль - это проверка исчер-
пывающего и точного соблюдения в конструк-
торской документации требований и норм дей-
ствующих нормативно-технических докумен-
тов и использования в ней принципов конст-
руктивной и технологической прссмствснно-
контроль, является эффективным средством
на систему подготовки производства, опрсде-
гакже других нормативно-технических доку-
ментов. регламентирующих > конструктивно-
ние к конструктивно-технологическим нормам
и требованиям,
ственно. ток как преемственность конструкции
наряду с ее технологической рациональностью
определяет технологичность конструкции из-
При нормоконтроле проверяют соблюде-
сборочных единиц, установленных ставдарта-
мо или косвенно затрагивают различные аспек-
Поэтому при организации работ по тех-
нологическому контролю на предприятии сле-
дует четко разграничивать функции нормокон-
троля и специалиста, осуществляющего техно-
логический контроль.
Технологический контроль может рас-
траль по нормативно-техническим докумен-
нормы на конструирование. Перечень таких
документов для технологического контроля
должен быть четко определен, а возможность
дублирования проверки их соблюдения норме.
Применение принципа конструктивной и
быть отнесена к определенной классификаци-
онной группе изделий. Такие конструкции
разрабатываются на основе типовых конструк-
тивных компоновок и базовых моделей;
- конструкция тождественна уже извест-
(унификация по отдельным элементам, частич-
ное подобие и т.д.).
Работы по унификации изделий (изделий
в целом, материалов, конструктивных элементов,
эффективных областей конструкторской дея-
тельности. Их часто выделяют в самостоятель-
контроль унификации относят к нормоконтролю.
Унификация существенно влияет на уро-
вень технологичности. Однако наибольший
эффект дает типизация изделий, выполненная
при их конструировании. Типизация, как и
унификация, уменьшает многообразие конст-
фикацией является менее жесткой в отношении
ограничения числа типов составных частей
изделий, завершенности их конструкций и,
следовательно, возможности замены приме-
няемого оборудования и технологических про-
цессов более прогрессивными. Поэтому кон-
Для исключения случаев, когда требова-
ния нормоконтроля будут снижать уровень
четко налаженная взаимосвязь специалистов,
осуществляющих нормоконтроль и технологи-
ческий контроль, а в необходимых случаях
одновременное проведение нормоконтроля и
стных рекомендаций, объединение их t
нителей под единым руководством и т.п.
ТЕХНОЛОГИЧЕСКИЙ КОНТРОЛЬ КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ
Рне.б. форм, протокол» анализа тетиологачности конструкции (лицевая сторон»)
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ
ТЕХНОЛОГИЧЕСКИЙ КОНТРОЛЬ КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ
шввдвв!
СПИСОК ЛИТЕРАТУРЫ
После доработки конструкторских доку-
ментов в соответствии с протоколом анализа
оформлением упомянутых ранее ведомости и
заключения.
После передачи конструкторской доку-
ментации с протоколом согласования техноло-
гической службой в производство ответствен-
ность за соответствие фактически дост игнутых
показателей технологичности расчетным, по-
лученным в процессе исполнения конструктор-
ской подготовки производства, несет тсхноло-
СПИСОК ЛИТЕРАТУРЫ
I. Технологичность конструкции изде-
лия. Справочник / Под общ. ред. 10. Д. Амиро-
ва. .-с изд., псрсраб. и доп. М.: Машинострое-
ние, 1990, 768 с. (Б-ка конструктора).
2. Амиров Ю. Д. Основы конструирова-
ния: 1 ворчсстпо - стандартизация - экономика
?99iaB3°92OC 1Ю“бИС' М‘: ИзД'В0 сп,"даР1°11'
3. ГОСТ Р 50995.3.1-96 Техническое
обеспечение создания продукции. Технологи-
ческая подготовка производства.
4. Михельсон-Ткач В. Л. Повышение
технологичности конструкций. М.: Машино-
строение, 1988.104 с.
предметный указатель
л - получаемые механической обработкой
- Развитие систем САПР 1П 4-43 создания еле гемы автоматизированного сов 428-431 кой 337 Р Ра°°Т Диаметры сверл .тля отверстий под нарезание Допуск - Понятие 9 Допуски расположения осей отверстий после зеикерования 25,26 - развертывания 26 Допуски формы поверхностей плоских 11 - цилиндрических 10 Допуски функциональные 9
Вилы ступенчатые - Технико-экономические показатели производства 266, 269 Волочение- Применение 284 - Характеристика 289 Выдавливание 270 Вырубка - Допуски на размеры детален 277— 279 - Схема 277 - Технологические требо- вания к деталям 278, 279 Высадка 270 - полуавтоматическая 271.272 Вытяжка 280, 281 - ротационная 284-286 3 745 Заготовка - Понятие 204 Заготовки - Выбор 318-321 - Допуски на длину при разрезке 242 - Общие сведения 204. 205 - для обработки на агрегатных станках и автоматических линиях - Установка 707- - из конструкционной керамики 316-318 - из проката 327-329 - Указания для расчета припусков и предельных размеров 328, 329 - исходные - Подготовка к ковке и горячей
Гибка 279, 280 Гидропрессы - Ориентировочные данные для штамповке 241,242 - комбинированные 300-304 лургии 309-316
Д - сварные 296-301 - товарные 288
Детали машин - Качество поверхностного слоя - см. Качество поверхностного слоя деталей машин - Допуски 257-266 - Исходный индекс 257, 258 - Калибровка 253
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
плоскошлифовальных станки» с круглым
плоскошлифонапьных панков с прямоу-
попсрсчно-строгальлых станков 40
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
прутковых автоматов 63
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
_ токарных многошпиндсльных вертикаль-
ных патронных полуавтоматических стан-
- фрезерных вертикальных станков с кресто-
- фрезерных консольных станков 99, 100
Отливка - Понятие 205
Отливки - Группы сложности 228, 229
- Допуски массы 231, 240, 241
- Допуски размеров, формы, расположения
поверхностей и неровностей 229-239
- Классификация из цветных сплавов по
массе 205
- Нормы точности 219-227
- Обозначение точности 241
- Общие припуски на обрабатываемые
поверхности 351-357
- Способы изготовления отливок, их особен-
ности и область применения 206-210
- Технологичность конструкций 210-218
- Выявление 400-402
Переходы технологические - Порядок оп-
ределения предельных промежуточных
размеров заготовки 326, 327
ным износом инструмента 115, 116
Погрешности обработки элементарные - Сум-
мирование 120-124, 140-143
Погрешности обработки элементарные, возни-
кающие в результате геометрических
неточностей станка 62-102
- смещения элементов технологической
системы под действием сил 32, 33,47
Погрешность базирования при обработке
- закрепления в приспособлениях 60-62
- наладки (настройки) технологической
системы на размер 112-115
Погрешность установки заготовок в патронах
и на оправках без выверки 49
708-710
в цанговом и трехкулачко!
выверки 50
на станках с выверкой по цилиндрической
поверхности 52. 53
на столе с выверкой по плоской поверхнос-
- размером до 60 мм в тисках 52
Поковки, изготовляемые ковкой - Технологич-
ность конструкции 243, 244
Припуск - Понятие 322 - Расчетные формулы
- максимальный 323
Припуски - Методика расчета 339-341 - Нор-
мативные материалы для расчета 327-
339- Примеры расчета 341-345
- промежуточные 358-371
Припуски на механическую обработку допол-
нительные 349, 350
- минимальные литеиные 351
- основные 345-348
- торца проката 346
Программирование динамическое 433
Прокат горячекатаный - Правка 295,
296-Способы резки 292-294 - Точность
289-292 - Формулы для расчета сил при
выборе оборудования 296
Профили проката гнутые 288
- горячепрессованные 289
- периодические 289
- поперечно-винтовой прокатки 289
- поперечной прокатки 289
- продольной прокатки 289
Профили проката фасонные общего назначе-
ния 288
- отраслевого исп
<288
908 ПРЕДМЕТНЫ» УКАЗАТЕЛЬ
построения операций в различных уровнях производства 399. 400 - Применение 391- 393 - Разработка высокопроизводитель- - групповой 373*374. 391 - Группирование деталей 405-410 - Разраоотка 403-417 - перспективный 372 - ТИПОВОЙ 3/4 Пре \| ск В ды 372-374 388-390 - Схема классификации 372 Процессы rexiiwroni’iecKiie модульные - Клас- сификация модулей поверхностей 420 исполпеиип 423, 424 - Примеры конструктивного оформления модулей поверхностей 421,422 - Разработка модулей технологического верхностей 425-429 - Способы обеспечения заданной точности Сверла - Ооласть применения 515- Рекомен- дуемый диаметр для отверстий под нареза- понятия 74Э-747 - Примеры структур 747-753 систем 861-864 - Производительность 819-826 - Точность обработки 805-812 ции деталей 753-757 - Эффективность 848-850, 860 Системы технологические - Методы оценки надежности 119,120 Станки агрегатные - Адаптация агрегатных 695 - Группы точности 691 - Инструментальная оснастка 704 - Компоновки 690 - Преимущества и область применения 690 - Составляющие погрешности обработки
Размеры координирующие 9 - сборочные 9 бы направления - Влияние структуры операции 738. 739 - Геометрическая точность 736 - Особенности станков 735. 736 - Тепловые перемещения 736. 737 - Упругие перемещения 737. 738 Расчет точное™ обработки - Модель 28-30 - Основные элементарные погрешности обработки 31, 32 Станки с ЧПУ - Машинно-вспомогательное время, время на обслуживание рабочего места и личные потребности, подготови- тельно-заключительное время 829-832 - Методы наладки станков сверлильно- фрезерно-расточной группы 808-812 - Многостаночное обслуживание 852-857 - Нормы надежности 850 - Основные требования к эксплуатации, обеспечивающие эффективное использова- ние 845-850
_ Средний размер запуска деталей 828 цин деталей 753-757 851,852 806,807 Станки с ЧПУ сверлильно-расточной группы - - Нормативы подготовительно-заключи- тельного времени 836-839 Станки с ЧПУ токарные - Нормативы 833-835 Станки с ЧПУ фрезерные - Нормативы - Энергоемкость изделия 889-891 Точение прецизионное - Инструмент 574-578 - Примеры 584 - Режимы резания 585, 586 - Схемы и условия обработки поверхностей - Установка деталей для обработки 578, 579 Точность деталей машин 9, 10 - заданная - Способы обеспечения 24, 28 - и параметры поверхностного слоя при обработке наружных цилиндрических поверхностей 13-16 - отверстий 17-23 вании 24 - технологической операции 120 Точность обработки - Вероятностно-статисти- ческие методы анализа 1/9-140 116-119
подготовительно-заключительного времени 840-844 Устройства установочные - Графическое обозначение 58
Т - Обозначение формы рабочей поверхности
Технология маршрутная 387 - операционная 388 Технологичность конструкции изделия - Клас- сификация и номенклатура показателей 865-869 - Примеры нанесения обозначений насхе- Учасгок гибкий автоматизированный - Поня- тие 743-Состав750, 751
- Материалоемкость изделия 887-889 - Методы и приемы обработки изделия 869-872 - Обеспечение 878-884 - Обеспечение технологичности конструк- ции детали 874, 875 - Обеспечение технологичности конструк- ции соединения и сборочной единицы 876-878 - Определение 865 - Применение прогрессивных материалов 869, 873, 874 - Технологическая себестоимость изделия Формовка рельефная 281 Формы литейные - Стойкость 215,216 Фрезерование с подачей диагональной 657 - осевой 656 Ц Цехи механические - Температурный режим 118
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Методы 588-599
Рабочий цикл 587-589