

















































































































































































































































































Author: Монахов Г.А.
Tags: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы домашнее хозяйство домоводство коммунально-бытовое хозяйство машиностроение механика теоретическая механика издательство москва производство деталей
Year: 1971




МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ
И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
РУКОВОДЯЩИЙ МАТЕРИАЛ
ДЛЯ МАСТЕРА И ТЕХНОЛОГА
МЕХАНИЧЕСКОГО ЦЕХА
РУК03(Й£ЙШЙЕ'МХ1еРИАЛЬ1
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ
И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
ГЛАВНОЕ ТЕХНИЧЕСКОЕ УПРАВЛЕНИЕ
ГОСУДАРСТВЕННЫЙ ПРОЕКТНО-ТЕХНОЛОГИЧЕСКИЙ
И ЭКСПЕРИМЕНТАЛЬНЫЙ ИНСТИТУТ
«ОРГСТАНКИНПРОМ»
РУКОВОДЯЩИЕ МАТЕРИАЛЫ
РУКОВОДЯЩИЙ МАТЕРИАЛ
ДЛЯ МАСТЕРА И ТЕХНОЛОГА
МЕХАНИЧЕСКОГО ЦЕХА
I
11АУЧ110-11ССЛЕД0ВАТЕЛ ЬСКИЙ ИНСТИТУТ И11ФОРМЛ1ИIII
ПО МАШИНОСТРОЕНИЮ
МОСКВА 1971
УДК 621.9.002+64(031)
В руководящем материале даны необходимые для мастера
и технолога сведения по механической обработке металлов
резанием. Приведены допуски и посадки, а также припуски при
различных операциях механической обработки в машинострое-
нии, расчеты основного (технологического) времени по видам
обработки на металлорежущих станках, техническая характе-
ристика основного металлорежущего оборудования, краткие
сведения по управлению производством, в том числе по сбору,
хранению, переработке и передаче информации, средствам
инженерного и управленческого труда и организационным
вопросам.
Руководящий материал составлен на основе ГОСТов,
ОСТов и нормалей машиностроения, справочных материалов,
разработанных различными проектными организациями, а так-
же проектных данных института «Оргстанкинпром».
«Руководящий материал для мастера и технолога механи-
ческого цеха» составили сотрудники института «Оргстанкин-
пром» инженер Радинский И. М. (часть 1-я), канд. эконом,
наук Блувштейн И. М. и канд. эконом, наук Ратнер И. М.-
(часть 2-я).
Под общей редакцией канд. т^хн. наук Монахова Г. А.
Адрес института «Оргстанкинпром»: Москва, И-473,
Садово-Самотечная, 13.
Часть I.
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ
ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
И ВЫБОР ОБОРУДОВАНИЯ
I. ДОПУСКИ И ПОСАДКИ
СИСТЕМА ОТВЕРСТИЯ. 1 КЛАСС ТОЧНОСТИ
Посадки Обозна- чения полей допус- ков Предел Номинальные диаметры, мм
—< со О S св. 3 до 6 св. 6 до 10 св. 10 ДО 18 22 е .00 и Q О св. 30 до 50 св- 50 до 80 св. 80 до 120 св. 120 до 180 св. 180 до 260 св. 260 до 360 св. 360 1 ДО 500
Предельные отклонения, м к
Отклонения отверстия А! Нижн. Верхи. + 0 6 0 8 0 9 0 11 0 13 0 15 0 18 0 21 0 24 0 27 0 30 0 35
Глухая G Верх. + Нижн. + 10 6 13 8 16 9 20 11 24 13 28 16 33 19 38 23 45 26 52 30 58 35 65 40
Тугая Т, Верхи. + Нижн. + 8 4 10 5 12 6 15 7 17 8 20 9 24 10 28 12 32 14 36 16 40 18 45 20
вала Напряженная Н1 Верхи.+ Нижн. + 5 1 6 1 8 2 10 2 12 2 14 2 16 3 19 3 22 4 25 4 28 4 32 5
к S ж О Ж о Плотная Пх Верхи- + Нижн. — 2 2 3 2 4 3 5 3 6 3 7 4 8 5 9 6 10 7 11 8 13 9 15 10
ж О Скользящая С^В, Верхи. Нижи. — 0 4 0 5 0 6 0 8 0 9 0 11 0 13 0 15 0 18 0 20 0 22 0 25
Движения Д1 Верхи. — Нижн. — 3 8 4 9 5 11 6 14 7 16 9 20 10 23 12 27 14 32 16 36 18 40 20 45
Ходовая X, Верхи. — Нижн. — 6 12 10 18 13 22 16 27 20 33 25 41 30 49 36 58 43 68 50 79 56 88 68 108
СИСТЕМА ОТВЕРСТИЯ. 1 КЛАСС ТОЧНОСТИ
ПРЕССОВЫЕ ПОСАДКИ
Номинальные диаметры, мм
11осадки Обозна- чения полей допус- ков Предел о & со со о от 6 до ю ООО о S 00 о — СО о § от 30 до 50 О Ю Ю <£> О & LQO <Х> 00 О & от 80 до 100 от 100 до 120 от 120 до 140 о от 160 1 до 180 1
Предельные отклонен и я , м к
Отклонения А Нижн. 0 0 0 0 0 0 0 0 0 0 0 0 0
отверстия Верхи. -|- 6 8 9 11 13 15 18 18 21 21 21 24 24
к ж ж Прессовая Ilpl, Верхи. | 17 20 25 31 37 45 54 56 66 69 81 83 86
О Ж о 1 -ая Нижн. | 12 15 19 23 28 34 41 43 5J 54 83 65 68
В f? os? 11рессовая П|>2, Верхи. + 20 24 29 36 44 54 66 1 72 86 94 НО 118 126
2-ая Нижн. 15 19 23 28 35 43 53 1 59 71 79 92 100 108
5
9
Отклонения вала Отклонения отверстия Посадки
Легкохо- довая Ходовая Движения Скользя- щая 1 Плотная 1 ввннаж -вёпен 1 | Тугая 1 | Глухая 1
С=В д Д н •-J > Обозначения полей допус- ков
Верхи.— Нижи.— Верхи.— Нижи.— Верхи.— Нижи.— Верхи. Нижи.— Верхи. -|- Нижи.— ++ Верхи. Н- Нижи.-|- ++ Нижи. Верхи-+ Предел
to •— СЛ Ю 00 00 СОСО о о со оо — ^4 4s. О О со о о J Предельные отклонения, лек от 1 До 3 I Номинальные диаметры, мм
17 35 to о t0 4^ ООО 4s. 4s. ~ со СЛ 00 оо ел оо о св. 3 ДО 6
4s. to сл со № — *4 СО СЛ СЛ о о СЛ СЛ bOtO ело о to о 5> о св. 6 До 10
сл со СЛ о Q0>- оо о> ООО to о О О ЬО 4^ **4 5 — to to 4s. оо св. 10 До 18
40 70 20 40 to оо 2 о *4^4 ЬО Д N) 00 00 — co сл о to со о св. 18 До 30
! 50 85 25 50 10 27 -4 О 00 00 ЬО со о со to >— со оо ел to 40 св. 30 ДО 40
ев. 40 ДО 50
65 ; 105 ОСО оо 12 32 ю оо ОО ьо СОСО 30 10 40 20 0 0 30 35 св. 50 ДО 65
св. 65 до 80
IO 00 сл о ело СО *- 00 СЛ КЗ 00 о Гэ to to со О •— 00 to сл 45 23
св. 80 до 100
св. 100 до 120
сл о сл о СО СЛ о о 18 45 ьо *4 О 14 14 со 4s. о 40 13 to ел СЛ ЬО о о
св. 120 ДО 140
св. 140 до 160
св. 160 ДО 180
120 180 60 j 105 22 52 со оо о о со 4s. СЛ ел СЛ ©S ел о
св. 180 до 220
св. 220 до 260
140 210 ЬО *4 СЛ О OtO О О £л о оооо О 50 15 70 35 сл о о св. 260 до 310
св. 310 до 360
to — сл о 80 140 30 70 о о 20 | 20 ел ел to с> о о 80 40 8 о св. 360 до 440
св. 440 до 500
СИСТЕМА ОТВЕРСТИЯ. 2 КЛАСС ТОЧНОСТИ
Широко-
; ходовая
j Тепловая
। ходовая
ш Верхи.— Нижн.— 18 35 25 45 35 60 45 75 60 95 75 115 95 145 120 175 150 210 180 250 210 290 250 340
тх Верхи.— 60 70 80 95 НО 120 1130 140 1150 170 1180 200 I210 I230 260 ,290 330 360 410 |480
Нижн.— 74 88 102 122 143 159 1169 186 1196 224 1234 263 1273 '293 332 >362 411 '441 507 1577
П родолжение
Посадки означения ’ей допус- 1 Предел Номинальные диаметры, мм
от 1 1 ДО з св. 3 ДО 6 св. 6 до 10 св. 10 ДО 18 св. 18 до 30 св. 30 до 40 св. 10 до 50 св. 50 до 65 св. 65 до’80 св. 80 до. 100 св, 100 до 120 св. 120 до 150 св. 150 до 180 св. 180 до 220 св. 220 до 260 св. 260 до 310 св. 310 до 360 св. 360 до 440 св. 440 до 500
88 ° Предельные отклонения, мк
Отклонения А Нижн. 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
отверстия Верхи.+ 10 13 16 19 23 27 27 30 30 35 35 40 40 45 45 50 50 60 60
Откло- Верхи.+ 27 33 39 48 62 77 87 105 120 140 160 190 220 260 300 350 400 475 545
нения Горячая вала Гр Нижн.-j- 17 20 23 29 39 50 60 75 90 105 125 150 180 215 255 300 350 415 485
Огкло-| Верхи.+ 18 23 28 34 42 52 52 65 65 85 95 НО 125 145 165 195 220 260 300
нения | Прессовая вала ! Пр Нижн.-j- 12 15 18 22 28 35 35 45 45 60 70 80 95 115 135 160 185 220 260
•
*! Легкопрессо - ГТ_ Верхи. -4- 16 21 26 32 39 47 47 55 55 70 70 85 85 105 105 135 135 170 170
пения ! вая вала ( 11Л Нижн.-j- 10 13 16 20 25 30 30 35 со СП 45 45 58 58 75 75 100 100 130 130
СИСТЕМА ОТВЕРСТИЯ. КЛАСС ТОЧНОСТИ 2а
Ос
Посадки Обозначе- ния полей допусков Предел Номинальные диаметры, мм
о Я | св. 3 1 | ДО 6 | св. 6 до ю ° 2 Х» и Q в S св. 18 до 24 СО и Q У св. 30 до 40 св. 40 до 50о св. 50 ДО 65 св. 65 до 80 "-св. 80 до 100 св. 100 до 120 св. 120 до 140 е5. 140 до 160 св. 160 до 180 св. 180 до 220 св. 220 до 260 св. 260 до 310 св. 310 до 360 св. 360 до 440 св. 440 до 500
Предельные отклонения, мк
Отклонения отверстия А;а Нижн. Верхи.-j- 0 14 0 18 0 22 0 27 0 33 0 39 0 46 0 54 0 63 0 73 0 84 0 95
1 Прессовая 2-я Пр2.,а Верхи.-т- Нижн.-г 32 18 41 23 50 28 60 33 74 41 81 48 99 60 109 70 133 87 148 102 178 124 198 144 233 170 253 190 273 210 308 236 356 284 431 350 471 390 557 460 637 540
Прессовая I 1'Я ! П р 12а Верхи.-г 1 Нижн.— 24 15 31 19 38 23 46 28 56 35 68 43 83 53 89 55 106 71 114 79 132 92 140 100 148 108 168 122 186 140 222 170 242 190 283 220 315 252
Глухая j Г2а Верхи.4- Нижн.4- 15 6 20 8 25 10 30 12 36 15 42 17 50 20 58 23 67 27 78 31 90 36 102 40
С Тугая , Т,а Верхи. 4- 1 Нижн.4- — 16 4 21 6 25 7 29 8 34 9 41 11 48 13 55 15 64 17 74 20 85 23
Напря- i женная н2а j Верхи.4- | Нижн. + 10 1 13 1 16 1 19 1 23 2 27 2 32 2 38 3 43 3 51 4 58 4 67 5
! Плотная П-23 Верхи. 4- Нижн — 7 2 9 3 10 5 12 6 13 8 15 10 18 12 20 15 22 18 24 23 27 27 31 31
Скользя- щая i с, =в.>э 1 । о ' Верхи. j Нижн.— 0 9 0 12 0 15 0 18 0 21 0 25 0 30 0 35 0 40 0 47 0 54 0 62
। Ходовая Х2а 1 Верхи.— 1 Нижн.— 6 20 10 28 13 35 16 43 20 53 25 64 30 76 36 90 43 106 50 122 56 137 68 165
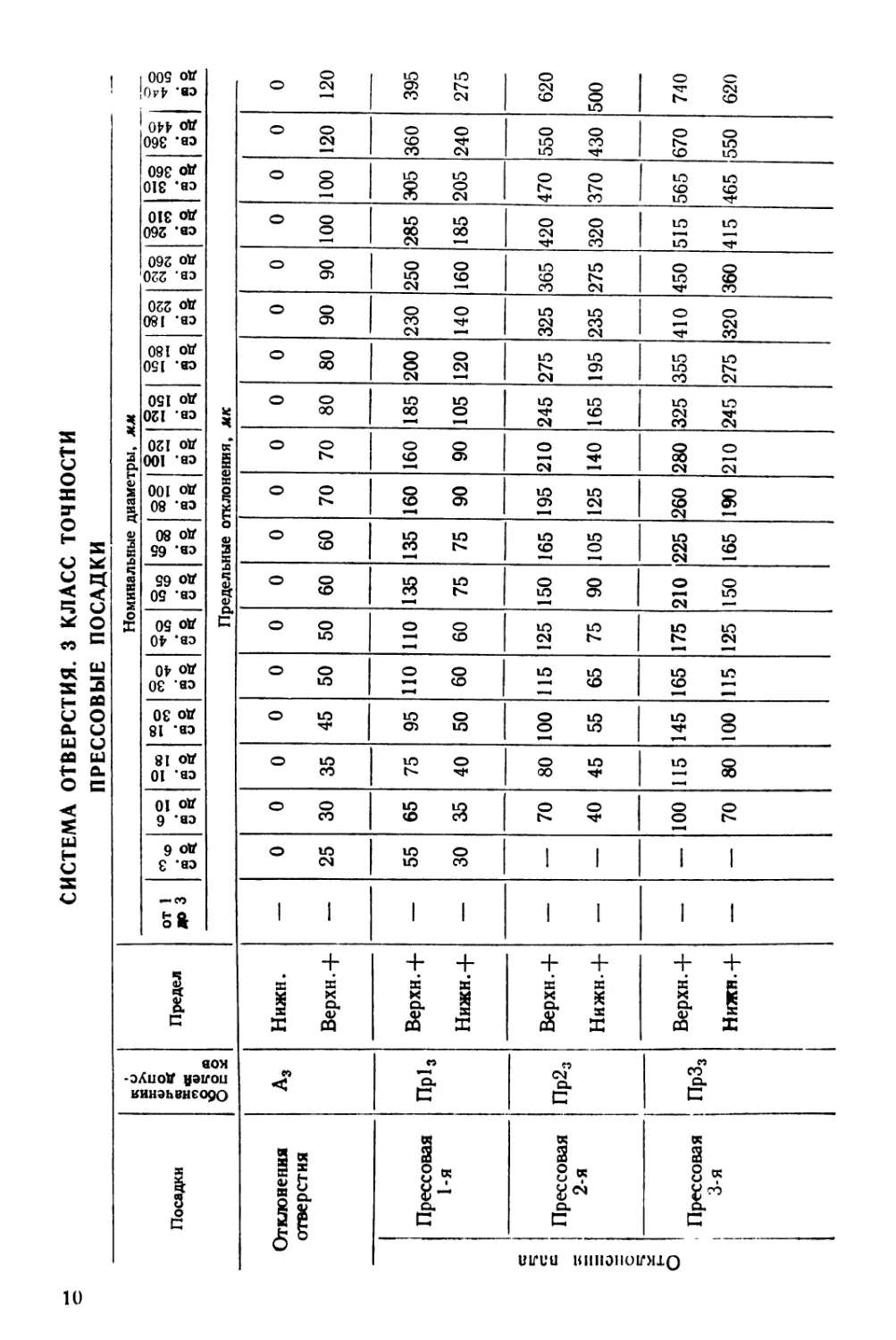
СИСТЕМА ОТВЕРСТИЯ. 3 КЛАСС ТОЧНОСТИ
<£>
Номинальные диаметры, мм
Г 1осадки Обозначения полей допусков Предел св 1 до 3 св. 3 До 6 св. 6 до 10 св. 10 ДО 18 ’ св. 18 до 30 св. 30 до 50 св. 50 до 80 св 80 до 120 св, 120 до 180 св. 180 до 260 св 260 до 360 св. 360 до 500
Предельные отклонения, мк
Отклонения Аз Нижн. 0 0 0 0 0 0 0 0 0 0 0 0
отверстия
Верхи.+ 20 25 30 _ 35 45 50 60 70 80 90 100 120
Верхи. 0 0 0 0 0 0 0 0 0 0 0 0
Скользящая с.,=в3
i Нижн.— 20 25 30 35 45 50 60 70 80 90 100 120
= Ходовая Х;> Верхи.— 7 11 15 20 25 32 40 50 60 75 90 105
- Нижн.— 32 44 55 70 85 100 120 140 165 195 225 255
Верхи.— 17 25 35 45 60 75 95 120 150 180 210 250
[Широкоходо- | вая ш3 Нижн.— 50 65 85 105 130 160 195 235 285 330 380 440
СИСТЕМА ОТВЕРСТИЯ. 3 КЛАСС ТОЧНОСТИ
ПРЕССОВЫЕ ПОСАДКИ
Посадки Обозначения полей допус- ков Предел Номинальные диаметры, мм
от 1 ДО з св. 3 ДО 6 о 8 а св. 10 ДО 18 св. 18 до 30 св. 30 до 40 св. 40 до 50 св. 50 до 65 а о и св. 80 до 100 св. 100 до 120 св. 120 до 150 св. 150 до 180 св. 180 до 220 св. 220 до 260 св. 260 до 310 1 св. 310 до 360 св. 360 1 др 440 । ! св. 440! до 500 1
Предельные отклонения, мк
Отклонения Аз Нижн. — 0 0 0 0
отверстия Верхи.+ — 25 30 35 45
Отклонения пала
Прессовая 1-я Пр13 Верхи.+ Нижн.+ — 55 30 65 35 75 40 95 50
Прессовая Пр23 Верхи.+ — — 70 80 100
2-я Нижн- + — — 40 45 55
Верхи.+ 100 115 145
Прессовая । 3-я Пр33 — 70 80 100
Нижн.+
0 0 0 0 0 0 0 0 0 0 0 0 0 0
50 50 60 60 70 70 80 80 90 90 100 100 120 120
ПО НО 135 135 160 160 185 200 230 250 285 305 360 395
60 60 75 75 90 90 105 120 140 160 185 205 240 275
115 125 150 165 195 210 245 275 325 365 420 470 550 620
65 75 90 105 125 140 165 195 235 275 320 370 430 500
165 175 210 225 260 280 325 355 410 450 515 565 670 740
115 125 150 165 190 210 245 275 320 360 415 465 550 620
СИСТЕМА ОТВЕРСТИЯ. КЛАСС ТОЧНОСТИ За
Посадки Обозначе- ния полей допусков Предел Номинальные диаметры, мм
св. 1 ДО 3 св. 3 ДР 6 св. 6 де ю св. 10 ДО 18 гв. 18 де 30 св. 30 до 50 св. 50 де 80 св. 80 до 120 св. 120 до 180 св. 180 до 260 св. 260 до 360 св. 360 ДО 500
Предельные отклонения, мк
Отклонения отверстия Аза Нижн. Верхи. + 0 40 0 48 0 58 0 70 0 84 0 100 0 120 0 140 0 160 0 185 0 215 0 250
Откло- нения Скользящая вала Сза=Вза Верхи. . Нижн.— 0 40 0 ‘ 48 0 58 0 70 0 84 0 100 0 120 0 140 0 160 0 185 0 215 0 250
СИСТЕМА ОТВЕРСТИЯ. 4 КЛАСС ТОЧНОСТИ
Отклонения отверстия Нижн. Верхи.+ 0 60 0 80 0 100 0 120 0 140 0 170 0 200 0 230 0 260 0 300 0 340 0 380
ез Скользящая с4-в4 Верхи. Нижн-— 0 60 0 80 0 100 0 120 0 140 0 170 0 200 0 230 0 260 0 300 0 340 0 380
е; сс С Ходовая i V Верхи.— 30 40 50 60 70 80 100 120 130 150 170 190
= Х4 Нижн.— 90 120 150 180 210 250 300 350 400 450 500 570
ь ! ! Легкоходо- п Верхи.— 60 80 100 120 140 170 200 230 260 300 340 380
С 1 § ' вая •'Ч Нижн.— 120 160 200 240 280 340 400 460 530 600 680 760
о Широкоходо- Верхи.— 120 160 200 240 280 340 400 460 530 600 680 760
вая ш4 Нижн.— 180 240 300 360 420 500 600 700 800 900 1000 1100
СИСТЕМА ОТВЕРСТИЯ 5 КЛАСС ТОЧНОСТИ
Посадки Обозначе- ния полей допусков Предел Номинальные диаметры, мм
от 1 До 3 св. 3 ДО 6 св. 6 До 10 св. 10 ДО 18 св. 18 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 180 св. 180 до 260 св. 260 до 360 св. 360 до 500
Предельные отклонения, мк.
Нижн. 0 0 0 0 0 0 0 0 0 0 0 0
Отклонения а5
отверстия Верхи.4- 120 160 200 240 280 340 400 460 530 600 680 760
I Верхи. 0 0 0 0 0 0 0 0 0 0 0 0
Скользящая С5=В5
Нижн.— 120 160 200 240 280 340 400 460 530 600 680 760
С/ 1 5 Ходовая Х3 Верхи.— 60 80 100 120 140 170 200 230 260 300 340 380
1 Нижн.— 180 240 300 360 420 500 600 700 800 900 1000 1100
СИСТЕМА ВАЛА. 1 КЛАСС ТОЧНОСТИ
Посадки Обозначе- ния полей допусков Предел Номинальные диаметры, мм
от 1 ДО 3 св. 3 ДО 6 св. 6 до 10 св. 10’ ДО 18 св. 18 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 180 св. 180 до 260 св. 260 до 360 св. 360 до 500
Предельные отклонения, мк.
Отклонения вала В, Верхи. Нижн.— 0 4 0 5 0 6 0 8 0 9 0 11 0 13 0 15 0 18 0 20 0 22 0 25
Отклонения отверстия Глухая Г! Нижн.— Верхи.— 10 4 13 5 16 6 20 8 24 10 28 12 33 14 38 17 45 20 52 23 58 27 65 30
Тугая Т. Нижн.— Верхи.— 8 2 10 2 12 3 15 4 17 4 20 5 24 5 28 6 32 7 36 8 40 9 45 10
Напряжен- ная Н» Нижн.— Верхи. + 5 1 7 1 8 1 10 1 12 2 14 2 16 2 19 3 22 3 25 3 28 4 32 5
Плотная ГК Нижн.— Верхи.+ 2 4 3 5 4 6 5 7 6 8 7 9 8 10 9 12 10 14 11 16 13 18 15 20
Скользящая Ci=Ai Нижн. Верхи.+ 0 6 0 8 0 9 0 11 0 13 0 15 0 18 0 21 0 24 0 27 0 30 0 35
Движения Д1 Нижн. 4- Верхн.+ 3 10 4 12 5 14 6 17 7 20 9 25 10 29 12 34 14 39 16 43 18 48 20 55
Ходовая Xi Нижн. 4- Верхн.-|- 6 16 10 22 13 28 16 34 20 41 25 50 30 60 36 71 43 83 50 96 56 108 68 131
СИСТЕМА ВАЛА. 2 КЛАСС ТОЧНОСТИ
Посадки Обозначе- ния полей допусков Предел Номинальные диаметры, мм
от. 1 до 3 св. 3 До 6 св. 6 до 10 св. 10 до 18 св. 18 до 30 св. 30 до 50 св. 50 ДО 80 св. 80 до 120 св. 120 до 180 св. 180 до 260 св. 260 до 360 св. 360 до 500
Предельные отклонения, мк
Отклонения вала В
Глухая Г
Тугая Т
Отклонения отверстия
| Напряжен- ная Н
Плотная П
Скользящая С-А
Движения д
Ходовая X
Верхи. Нижн.— 0 6 0 8 0 10 0 12 0 14 0 17 0 20 0 23 0 27 0 30 0 35 0 40
Нижн.— 13 16 20 24 30 35 40 45 52 60 70 80
Верхи— 2 3 4 5 6 7 8 10 12 15 18 20
Нижн.— 10 13 16 19 23 27 30 35 40 45 50 60
Верхи. 0 0 0 0 0 0 0 0 0 0 0 0
Нижн.— 7 9 12 14 17 20 23 26 30 35 40 45
Верхи.+ 3 4 4 5 6 7 8 9 10 11 12 15
Нижн. 3 4 5 6 7 8 10 12 14 16 18 20
Верхи. + 7 9 11 13 16 18 20 23 27 30 35 40
Нижн. 0 0 0 0 0 0 0 0 0 0 0 0
Верхи.+ 10 13 16 19 23 27 30 35 40 45 50 60
Нижн.+ 3 4 5 6 8 10 12 15 18 22 26 30
Верхн.+ 13 17 21 25 30 35 42 50 60 70 80 90
Нижн.+ 8 10 13 16 20 25 30 40 50 60 70 80
Верхн.-р 22 27 33 40 50 60 70 90 105 120 140 160
Легкоходо- вая Л Нижн.+ Верхн.+ 12 30 17 40 23 50 30 60 40 80 50 95 65 115 80 140 100 170 120 200 140 230 170 270
! Широкохо- ш Нижн.+ 18 25 35 45 60 75 95 120 150 180 210 250
! Новая 1 Верхн.+ 38 50 65 80 105 125 155 190 230 270 310 17 родо/ 365 гжение
сл
Посадки Обозначе- ния полей допусков Предел Номинальные диаметры, мм
о & 00 о « о о ег св. 6 до 10 св. 10 ДО 18 св. 18 до 30 св. 30 ДО 40 св. 40 до 50 св. 50 до 65 св. 65 до 80 св. 80 до 100 св. 100 до 120 св. 120 до 150 св. 150 до 180 1 св. 180 । до 220 св. 220 до 260 св. 260 до 310 св. 310 до 360 св. 360 до 440 06. 440 до 500
Предельные отклонения, мк
Отклонения вала В Верхи. Нижн.— 0 6 0 8 0 10 0 12 0 14 0 17 1 0 17 0 20 0 20 0 23 0 23 0 27 0 27 0 30 0 30 0 35 0 35 0 40 0 40
1
Огкло-1 нения ’ Горячая отвер- | стия Гр Нижн.— Верхи.— 27 13 33 15 39 17 48 22 62 30 77 40 87 50 105 65 120 80 140 93 160 ИЗ 190 137 220 167 260 200 300 240 350 285 400 335 475 395 545 465
•
Откло- нения Прессовая отвер- стия Пр Нижн.— Верхи.— 18 8 23 10 28 12 34 15 42 19 52 25 52 25 65 35 65 35 85 50 95 60 110 70 125 85 145 100 165 120 195 145 220 170 260 200 300 240
СИСТЕМА ВАЛА. КЛАСС ТОЧНОСТИ 2а
Посадки Обозначе- ния полей допусков Предел Номинальные диаметры, мм
—•СО о Я 8 ч св. 6 до 10 св. 10 до 18 св. 18 ДО 24 св. 24 до 30 св. 30 до 40 св. 40 до 50 св. 50 до 65 св. 65 до 80 св. 80 до 100 св. 100 до 120 св. 1201 до 140 | св. 140 до 160 св. 160 До 18р св. 180 до 220 св. 220 до 260 св. 260 до 310 | св. 310 до 360 св. 360 до 440 св. 440 до 500 1
Предельные отклонения, мк
Отклонения вала ^23 Верхи. Нижн.— 0 9 0 12 0 15 0 18 0 21 0 25 0 30 0 35 0 40 0 47 0 54 0 62
Глухая Г2а Нижн.— Верхи.— 15 1 20 2 25 3 30 3 36 3 42 3 50 4 58 4 67 4 78 5 90 6 102 7
Тугая Т2а Нижн.— Верхи. 4- — 17 1 21 1 25 2 29 4 34 5 41 5 48 6 55 8 64 9 74 10 85 10
9- । Напряженная 1 Н2а Нижн.— Верхи. + 10 4 13 5 16 6 19 8 23 10 27 12 32 14 38 16 43 20 51 22 58 26 67 28
= Плотная П2а Нижн.— Верхи.+ 7 7 9 9 10 12 12 15 13 20 15 24 18 28 20 34 22 41 24 49 27 57 31 64
О гклоп Скользящая С2а = А2а Нижн. Верхи.+ 0 14 0 18 0 22 0 27 0 33 0 39 0 46 1 5< 0 1 0 63 0 73 0 84 0 95
Прессовая Пр22а Нижн.— Верхи.— 32 18 41 23 50 28 60 33 74 41 81 48 99 60 109 70 133 87 148 102 178 124 198 144 233 170 253 190 273 210 308 236 356 284 431 350 471 390 557 460 637 540
СИСТЕМА ВАЛА. 3 КЛАСС ТОЧНОСТИ
Посадки I 1 Обозначе- ния полей допусков Предел Номинальные диаметры, мм
от 1 до 3 св. 3 До 6 св. 6 До 10 св. 1Q До 18 св. 18 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 180 св. 180 до 260 св. 260 до 360 св. 360 до 500
Предельные отклонения, мк
Отклонения вала В3 Верхи. Нижн.— 0 20 0 25 0 30 0 35 0 45 0 50 0 60 0 70 0 80 0 90 0 100 0 120
Отклонения отверстия ; Скользящая Сз=А3 Нижн. Верхи.+ 0 20 0 25 0 30 0 35 0 45 0 50 0 60 0 70 0 80 0 90 0 100 0 120
Ходовая Х3 Нижн.+ Верхн--(- 7 32 11 44 15 55 20 70 25 85 32 100 40 120 50 140 50 165 75 195 90 225 105 255
Широкохо- довая ш3 Нижн-+ Верхн.+ 17 50 25 65 35 85 45 105 60 130 75 160 95 195 120 235 150 285 180 330 210 380 250 440
СИСТЕМА ВАЛА. КЛАСС ТОЧНОСТИ За
Отклонения вала ВЗа Верхи. Нижн.— 0 40 0 48 0 58 0 70 0 84 0 100 0 120 0 140 0 160 0 185 0 215 0 250
Откло-' Нижн. 0 0 0 0 0 0 0 0 0 0 0 0
Скользящая отвер- Сза=Аза Верхи.+ 40 48 58 70 84 100 120 140 160 185 215 250
стия |'
СИСТЕМА ВАЛА. 4 КЛАСС ТОЧНОСТИ
Номинальные диаметры» мм
Посадки Обозначе- ния полей допусков Предел от 1 ДО 3 св. 3 ДО 6 СВ. 6 ДО 10 св. 10 ДО 18 св. 18 до 30 св. 30 до 50 св. 50 ДО 80 св. 80 до 120 св. 120 до 180 св. 180 до 260 св. 260 до 360 св. 360 до 500
Предельные отклонения» мк
Отклонения вала В« Верхи. Нижн.— 0 60 0 80 0 100 0 120 0 140 0 170 0 200 0 230 0 260 0 300 0 340 0 380
к Скользящая С4=А4 Нижн. Верхи.+ 0 60 0 80 0 100 0 120 0 140 0 170 0 200 0 230 0 260 0 300 0 340 0 380
ф S 5 к Ходовая Х« Нижн. 4- Верхн.+ 30 90 40 120 50 150 60 180 70 210 80 250 100 300 120 350 130 400 150 450 170 500 190 570
X С Легкоходо- вая Л, Нижн.+ Верхн.-f- 60 120 80 160 100 200 120 240 140 280 170 340 200 400 230 460 260 530 300 600 340 680 380 760
<5 Широкоходо- вая ш4 Нижн.+ Верхн.-f- 120 180 160 240 200 300 240 360 280 420 340 500 400 600 460 700 530 800 600 900 680 1000 760 1100
СИСТЕМА ВАЛА. 5 КЛАСС ТОЧНОСТИ
Отклонения вала В» Верхи. Нижн.— 0 120 0 160 0 200 0 240 0 280 0 340 0 400 0 460 0 530 0 600 0 680 0 760
!ения стия Скользящая С6=А6 Нижн. Верхи.+ 0 120 0 160 0 200 0 240 0 280 0 340 0 400 0 460 0 530 0 600 0 680 0 760
Откло! отвер Ходовая Х8 Нижн.+ Верхн.+ 60 180 80 240 100 300 120 360 140 420 170 500 200 600 230 700 260 800 300 900 340 1000 380 1100
ДОПУСКИ БОЛЬШИЕ. КЛАССЫ ТОЧНОСТИ 7, 8 и 9
Класс точно- сти Оледенения Обозначе- ния полей допусков Предел Номинальные диаметры, лис
от 1 ДО 3 св. 3 До 6 св. 6 ДО 10 св. 10' ДО 18 св. 18 до 30 св. 30 до 50 св. 50 ДО 80 св. 80 до 120 св. 120 до 180 св. 180 до 260 св, 260 до 360 св. 360 до 500
Предельные отклонения, мк
7 Отверстия А? Нижн. Верхи. + 0 250 0 300 0 360 0 430 0 520 0 620 0 740 0 870 0 1000 0 1150 0 1350 0 1550
Вала В, Верхи. Нижн.— 0 250 0 300 0 360 . 0 430 0 520 0 620 0 740 0 870 0 1000 0 1150 0 1350 0 1550
8 Отверстия Ag Нижн. Верхи. + 0 400 0 480 0 580 0 700 0 840 0 1000 0 1200 0 1400 0 1600 0 1900 0 2200 0 2500
Вала В8 Верхи. Нижн.— 0 400 0 480 0 580 0 700 0 840 0 1000 0 1200 0 1400 0 1600 0 1900 0 2200 0 2500
9 Отверстия а9 Нижн. Верхи. + 0 600 0 750 0 900 0 1100 0 1300 0 1600 0 1900 0 2200 0 2500 0 2900 0 3300 0 3800
Вала В. Верхи. Нижн.— 0 600 0 750 0 900 0 1100 0 1300 0 1600 0 1900 0 2200 0 2500 0 2900 0 3300 0 3800
ДОПУСКИ НА СВОБОДНЫЕ ЛИНЕЙНЫЕ РАЗМЕРЫ
МЕХАНИЧЕСКИ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ
Номинальный размер, мм Ряд допусков
I 1 ! н | ill
Отклонения, мк
От 0,1 ДО 0,3 ±0,03 — —
Св. 0,3 0,6 ±0,07 — —
» 0,6 1,0 ±0,09 ±0,14 —
1 6 0,3 0,4 —
» 6 18 0,4 0,6 1,0
» 18 50 0,6 0,9 1,5
50 » 120 0,8 1,2 2,0
» 120 260 1,0 2,0 2,5
» 260 » 500 1,5 2,5 3,5
500 800 2,0 3,0 5,0
» 800 » 1250 2,5 4,0 6,0
» 1250 2000 3,0 5,0 7,0
» 2000 » 3150 4,0 6,0 9,0
» 3150 5000 5,0 7,0 11,0
5000 8000 6,0 9,0 15,0
» 8000 » 10000 7,0 12,0 18,0
Примечания: 1. По свободным размерам обрабатываются детали, точ-
ность которых не обусловлена на чертеже цифровым
допуском или буквенным обозначением посадки.
2. Таблица предназначена только для случаев, когда сво-
бодные размеры проверяются универсальным измери-
тельным инструментом с отклонением в ( + ) для отвер-
стий и в (—) для валон.
20
II. МЕЖОПЕРАЦИОННЫЕ ПРИПУСКИ
ПРИПУСКИ НА ЧИСТОВОЕ ОБТАЧИВАНИЕ ВАЛОВ ПОСЛЕ
ЧЕРНОВОГО ОБТАЧИВАНИЯ
^♦т»>г<^жк»ж
L
Диаметр вала d, мм Длина обрабатываемой детали L, мм Допуск в мм (—) на предварительную об* работку по 5 классу (С6)
до 100 св. 100 до 250 св. 250 до 500 св. 500 до 800 св. 800 до 1200 св. 1200 до 2000
Припус к 2а на , диаметр, мм
До 10 0,8 0,9 1,0 — — — —
Св. 10 до 18 0,9 0,9 1,0 1,1 — — 0,24
» 18 > 30 0,9 1,0 1,1 1,3 1,4 — 0,28
» 30 » 50 1,0 1,0 1,1 1,3 1,5 1,7 0,34
» 50 » 80 1,1 1,1 1,2 1,4 1,6 1,8 0,4
» 80 » 120 1,1 1,2 1,2 1,4 1,6 1,9 0,46
> 120 » 180 1,2 1,2 1,3 1,5 1,7 2,0 0,53
» 180 » 260 1,3 1,3 1,4 1,6 1,8 2,0 0,6
» 260 > 360 1,3 1,4 1,5 1,7 1,9 2,1 0,68
» 360 » 500 1,4 1,5 1,5 1,7 1,9 2,2 0,76
Примечание. Для условий мелкосерийного или единичного производства
припуск определяется умножением табличной величины на
коэффициент К=1,3 с округлением до десятых в сторону
увеличения, например 1,1 X 1,3«4,43,— принимаем 1,5. При
этом допуск на предварительную обработку устанавливает-
ся по 7 классу точности В?.
21
ПРИПУСКИ НА ТОНКОЕ (АЛМАЗНОЕ) ОБТАЧИВАНИЕ ВАЛОВ
Обрабатываемый материал Диаметр обрабатываемой детали d, мм Припуск 2а на диаметр, мл
Легкие сплавы До 100 0,3
Св. 100 0,5
Бронза и чугун До 100 0,3
Св. 100 0,4
Сталь До 100 0,2
Св. 100 я 0,3
Примечания: 1. В случае применения двух резцов, чернового и чисто-
вого, на чистовой резец оставляется припуск 0,1 мм,
2. Допуски на предварительную операцию назначаются
по 3 классу точности (С8).
ПРИПУСКИ НА ШЛИФОВАНИЕ ВАЛОВ
тз Длина вала L, мм (-) иь- по
1 Вид шлифования Вал до 100 св. 100 до 250 св. 250 до 500 св. 500 до 800 св. 800 до 1200 св. 1200 д о 2000 Допуск в мм на предварите ную обработку 4 классу (С4)
Припуск 2а на диаметр, мм
До ю Центровое Сырой Закаленный 0,2 0,3 0,2 0,3 0,3 0,4 — — — 0,1
Бесцентровое Сырой Закаленный 0,2 0,3 0,2 0,3 0,2 0,4 — — —
Св. 10 до 18 Центровое Сырой Закаленный 0,2 0,3 0,3 0,3 0,3 0,4 0,3 0,5 — — 0,12
Бесцентровое Сырой Закаленный 0,2 0,3 0,2 0,3 0,2 0,4 0,3 0,5 — —-
Св. 18 Центровое Сырой Закаленный 0,3 0,3 0,3 0,4 0,3 0,4 0,4 0,5 0,4 0,6 — 0,14
До 30 Бесцентровое Сырой Закаленный 0,3 0,3 0,3 0,4 0,3 0,4 0,3 0,5 — —
Св. 30 до 60 Центровое Сырой Закаленный 0,8 0,4 0,3 0,4 0,4 0,5 0,5 0,6 0,6 0,7 0,6 0,7 оТйБЙ
Бесцентровое Сырой Закаленный 0,3 0,4 0,3 0,4 0,3 0,5 0,4 0,5 е (Яр4
23
Продолжение
Диаметр вала d, мм Вид шлифования Вал Длина вала L, мм Допуск в мм (—) на предваритель- ную обработку по 4 классу (С4)
до 100 св. 100 до 250 св. 250 до 500 св. 500 до 800 св. 800 ДО 1200 св. 1200 до 2000
Припуск 2а на диаметр, мм
Св. 50 до 80 Центровое Сырой Закаленный 0,3 0,4 0,4 0,5 0,4 0,5 0,5 0,6 0,6 0,8 0,7 0,9 0,2
Бесцентровое Сырой Закаленный 0,3 0,4 0,3 0,5 0,3 0,5 0,4 0,6 — —
Св. 80 до 120 Центровое Сырой Закаленный 0,4 0,5 0,4 0,5 0,5 0,6 0,5 0,6 0,6 0,8 0,7 0,9 0,23
Бесцентровое Сырой Закаленный 0,4 0,5 0,4 0,5 0,4 0,6 0,5 0,7 — —
Св. 120 до 180 Центровое Сырой Закаленный 0,5 0,5 0,5 0,6 0,6 0,7 0,6 0,8 0,7 0,9 0,8 1,0 0,26
Бесцентровое Сырой Закаленный 0,5 0,5 0,5 0,6 0,5 0,7 0,5 0,8 — —
Св. 180 до 260 Центровое Сырой Закаленный 0,5 0,6 0,6 0,7 0,6 0,7 0,7 0,8 0,8 0,9 0,9 1,1 0,3
Св.260 до 360 Центровое Сырой Закаленный 0,6 0,7 0,6 0,7 0,7 0,8 0,7 0,9 0,8 1,0 0,9 1,1 0,34
Св.360 до 500 Центровое Сырой Закаленный 0,7 0,8 0,7 0,8 0,8 0,9 0,8 0,9 0,9 1,0 1,0 1,2 0,38
Примечание. Для условий мелкосерийного или индивидуального произ-
водства величина припуска определяется умножением
табличной величины на коэффициент К=1,2 с округлением
до десятых в сторону увеличения, например, 0,4Х 1,2=0,48—
принимаем 0,5. При этом допуск на предварительную обра-
бо1ку устанавливается по 4 классу точности (—С<).
24
ПРИПУСКИ НА ЧИСТОВОЕ ПОДРЕЗАНИЕ И ШЛИФОВАНИЕ
ТОРЦОВ
ПРИПУСКИ НА ЧИСТОВОЕ ПОДРЕЗАНИЕ ТОРЦОВ
Общая длина обрабатываемой детали L, мм
Диаметр обрабатываемой св. 18 св. 50 св. ГО св. 260
детали d, мм до 18 до 50 до 120 до 260 до 500 СВ. DUv
Припуск а, мм
До 30 0,5 0,6 0,7 0,8 1,0 1,2
Св. 30 до 50 0,5 0,6 0,7 0,8 1,0 1,2
» 50 » 120 0,7 0,7 0,8 1,0 1,2 1,2
» 120 » 260 0,8 0,8 1,0 1,0 1,2 1,4
» 260 » 500 1,0 1,0 1,2 1,2 1,4 1,5
» 500 1,2 1,2 1,4 1,4 1,5 1,7
Допуск на длину (—), мм
0,2 | 1 | 0,4 | 0,5 | 1 0,6 | | 0,8
ПРИПУСКИ НА ШЛИФОВАНИЕ ТОРЦОВ
Общая длина обрабатываемой детали L, мм
Диаметр обрабатываемой 1 1 св 18 I св 50 I св. 120 I св. 260 I
детали d, мм до 18 1 ДО 50 1 до 120 1 до 260 1 до 500 | св. 500
Припуск а, мм
До 30 0,2 .0,3 0,3 0,4 0,5 0,6
Св. 30 до 50 0,3 0,3 0,4 0,4 0,5 0,6
» 50 » 120 0,3 0,3 0,4 0,5 0,6 0,6
» 120 » 260 0,4 0,4 0,5 0,5 0,6 0,7
» 260 » 500 0,5 0,5 0,5 0,6 0,7 0,7
» 500 0,6 0,6 0,6 0,7 0,8 0,8
Л (опуск на длину (- -), мм
0,12 | 0,17 1 0,23 1 0,3 | 0,4 1 0,5
При м е ч а и и я: 1. При обработке валов с уступами припуск’брать па каж-
дый уступ отдельно, исходя из его диаметра d и общей
длины вала L.
2. Допуски устанавливать на измеряемый размер I.
.25
ОБРАБОТКА ОТВЕРСТИЙ В СПЛОШНОМ МАТЕРИАЛЕ
ПО 2 КЛАССУ ТОЧНОСТИ
Размеры, мм
Диаметр обрабаты- ваемого отверстия Сверла Чистовая расточка Зенкера Развертки для посадки А
1 ряд 2 ряд 3 ряд 1 2 номиналь- ный диа- метр допускае- мое откло- нение по Д4 черно- вая чистовая
3 2,9 — — — — ЗА
4 3,9 — — — — — 4А
5 4,8 — — — — — 5А
6 5,8 — — — — — 6А
7 6,8 — — — — — 7А
8 7,8 — — — — 7,96 8А
9 8,8 — — — [8,96 9А
10 9,8 — — — 9,96 10А
И 10,0 — — — 10,79 10,95 ПА
12 11,0 — — — 11,79 11,95 12А
13 12,0 — — — 12,79 12,95 13А
14 13,0 — — — 13,79 13,95 14А
15 14,0 — — — 14,79 14,95 15А
16 15,0 — — — 15,79 15,95 16А
18 17,0 — — — 17,79 17,94 18А
20 18,0 — 19,8 19,755 19,94 20А
22 20,0 — 21,8 21,755 21,94 22А
24 22,0 — 23,8 +0,14 23,755 23,94 24А
25 23,0 — 24,8 24,755 24,94 25А
26 24,0 *— 25,8 25,755 25,94 26А
28 26,0 — 27,8 27,755 27,94 28А
30 15,0 28 29,8 29,755 29,93 ЗОА
32 15,0 30 31,7 31,71 31,93 32А
34 15,0 32 33,7 33,71 33,93 34А
35 20,0 33 34,7 34,71 34,93 35А
36 20,0 34 35,7 35,71 35,93 36А
37 20,0 35 36,7 +0,17 36,71 36,93 37А
38 20,0 36 37,7 37,71 37,93 38А
4U 42 25,0 38 39,7 39,71 39,93 40А
25,0 40 41,7 41,71 41,93 42А
45 25,0 43 44,7 44,71 44,93 45А
47 25,0 45 46,7 46,71 46,93 47А
48 25,0 46 47,7 47,41 47,93 48А
50 25,0 48 49,7 49,71 49,93 50А
26
ОБРАБОТКА ОТВЕРСТИЙ В СПЛОШНОМ МАТЕРИАЛЕ
ПО 3—5 КЛАССАМ ТОЧНОСТИ
Размеры, мм
Диаметр обрабаты- Обработка отверстий по 3 классу точности Обработка отверстий Обработка от-
по 4 классу точности верстий по 5
ваемого Сверла Чистовая классу точ-
отверстия расточка g ности
Сверла
Й § Я Зенке- ра £ Зенкер или развертка Сверла
S. 2 ряд 3 ряд 1 2 номина. ный ди; метр S g с >>° s § о S * al п и я о CU с 1 2 1 2
3 2,9 — — — — ЗА3 2,9 — за4 ЗА, —
4 3,9 — — — — 4А3 3,9 — 4А4 4А5 —
5 4,8 — — — — 5А3 4,8 — 5А4 5А5 —
6 5,8 — — — — 6А3 5,8 — 6А4 6А5 ——
7 6,8 — — — — 7А3 6,7 — 7А4 7А5 —
8 7,8 — — — — 8А3 7,7 — 8А4 8А5 —
9 . 8,8 — — — — 9А3 8,7 — 9А4 9А5 —
10 9,8 — — — — 10А3 9,7 — юа4 ЮА6 —
11 Ю,о — — — 10,9 ПА3 10,7 — па4 иа5 —
12 11,0 — — — 11,9 12А3 10,7 — 12А4 12А6 —•
13 12,0 — — — 12,9 13А4 11,7 — 13А5 13А5 —
14 13,0 — — — 13,9 14А3 12,7 — 14А< 14А6 ——
15 14,0 — — — 14,9 15А3 13,7 — 15А4 15 А, —
16 15,0 — — — 15,9 16А3 14,25 — 16А4 16А, —
18 17,0 — — — 17,9 18А3 16,25 — 18А4 18АЬ —
20 18,0 — 19,8 19,88 20А3 17,5 — 20А4 20As —
22 20,0 — 21,8 21,88 22А3 19,5 — 22А4 22А6 —-
24 22,0 — 23,8 +0,14 23,88 24А3 21,5 — 24А4 24А5 —
25 23,0 — 24,8 24,88 25А3 22,5 — 25А4 25А, —
26 24,0 — 25,8 25,88 26А3 23,5 —- 26А4 26А, —
28 26,0 — 27,8 27,88 28А3 25,5 —. 28А4 28А5 —
30 15,0 28 29,8 29,88 ЗОА3 20 27,5 зоа4 20 ЗОА»
32 15,0 30 31,7 31,85 32А3 20 29 32А4 20 32А,
34 15,0 32 33,7 33,85 34А3 20 31 34А4 20 34 А,
35 20,0 33 34,7 34,85 35А3 20 32 35А4 20 35АЬ
36 20,0 34 35,7 35,85 36А3 20 33 36А4 20 36А5
37 20,0 35 36,7 36,85 37 А3 20 34 37А4 20 37А,
38 20,0 36 37,7 +0,17 37,85 38А3 20 35 38А4 20 38АЬ
40 25,0 38 39,7 39,85 40А3 20 37 40А4 20 40А,
42 25,0 40 41,7 41,85 42А3 20 39 42А4 20 42А,
45 25,0 43 44,7 44,85 45А3 20 42 45А4 20 45А,
47 25,0 45 46,7 46,85 47А. 20 44 47А4 20 47А5
48 25,0 46 47,7 47,85 48А; 20 45 48А4 20 48А,
50 25,0 48 49,7 49,85 50А3 20 46 50А4 20 50А,
27
ОБРАБОТКА ОТВЕРСТИЙ ПРОШИТЫХ ИЛИ ВЫПОЛНЕННЫХ
ПРИ ОТЛИВКЕ ПО 2—4 КЛАССАМ ТОЧНОСТИ
Размеры, мм
Диаметр обрабаты- ваемого отверстия Отверстия 2 и 3 классов (А; Ал) Отверстия 4 класса (А<)
1 РЯД 2 ряд Черновая расточка Чистовая расточка « eg к (Я Чистовая раз- верстка (доп. откл. А; А3) Черновой зенкер Чистовой зен- кер (доп. откл. Ач)
3 ряд 1 2 номиналь- ный диа- метр допускае- мое откло- нение по а4 Чернов; вертка
30 — 28 29,8 4-0,14 29,93 30 28 30
32 — 30 31,7 31,93 32 30 32
34 — 32 33,7 33,93 34 32 34
35 — 33 34,7 34,93 35 32 35
36 — 34 35,7 35,93 36 34 36
37 — 35 36,7 36,93 37 — —
38 — 36 37,7 4-0Л7 37,93 38 36 38
40 — 38 39,7 39,93 40 38 40
42 — 40 41,7 41,93 42 40 42
45 — 43 44,7 44,93 45 42 45
47 — 45 46,7 46,93 47 — —
48 — 46 47,7 47,93 48 46 48
50 45 48 49,7 49,93 50 48 50
52 47 50 51,5 51,92 52 50 52
55 50 53 54,5 54,92 55 52 55
58 53 56 57,5 57,92 58 55 58
60 55 58 59,5 59,92 60 58 60
62 57 60 61,5 61,92 62 60 62
63 58 61 62,5 62,92 63 — —
65 60 63 64,5 4-0,2 64,92 65 62 65
68 63 66 67,5 67,9 68 65 68
70 65 68 69,5 69,9 70 68 70
72 67 70 71,5 71,9 72 70 72
75 70 73 74,5 74,9 75 72 75
78 73 76 77,5 77,9 78 75 78
80 75 78 79,5 79,9 80 78 80
28
Продолжение
Диаметр обрабаты- Отверстия 2 и 3 классов (А; . Аз) Отверстия 4 класса (А4)
ваемог о отверстия
1 РЯД 2 ряд Черновая расточка Чистовая расточка Черновая развертка Чистовая раз- вертка (доп. откл. А; Аз) о 1 Чистовой зен- кер (доп. откл. А4)
3 ряд 1 2 номиналь- ный диа- метр допускае- мое откло- нение по А4 Чернов, зенкер
85 80 83 84,3 84,85 85 82 85
90 85 88 89,3 +0,23 89,85 90 88 90
95 90 93 94,3 94,85 95 92 95
100 95 98 99,3 99,85 100 98 100
105 100 103 104,3 104,8 105 — —
ПО 105 108 109,3 109,8 ПО — —
115 НО 113 114,3 114,8 115 — —
- 120 115 118 119,3 119,8 120 — —
125 120 123 124,3 124,8 125 — —
130 125 128 129,3 129,8 130 — —
135 130 133 134,3 134,8 135 — —
140 135 138 139,3 139,8 140 — —
145 140 143 144,3 144,8 145 — —
150 145 148 149,3 +0,26 149,8 150 — —
155 150 153 154,3 154,8 155 — —
160 155 158 159,3 159,8 160 — —
165 160 163 164,3 164,8 165 — —
170 165 168 169,3 169,8 170 — —
175 170 173 174,3 174,8 175 — —
180 175 178 179,3 179,8 180 — —
190 185 188 189,3 189,8 190 — —
195 190 193 194,3 +0,3 194,8 195, —
200 194 197 199,3 199,8 200 — —
29
ПРИПУСКИ НА ПОСЛЕДУЮЩУЮ ОБРАБОТКУ ГЛУБОКИХ
ОТВЕРСТИЙ ПОСЛЕ ОДНОСТОРОННЕГО СВЕРЛЕНИЯ
Детали, подвергающиеся термической обработке
Диаметр отверстия D, мм Глубина сверления L, мм — до
1000 2000 3000 5000 7000 10000 15000 20000
Припуск 2а на диаметр, мм
35—100 4 6 8 10 — — — —
101—180 4 6 8 10 12 14 — —
Св. 181 — — — 12 14 16 18 20
30
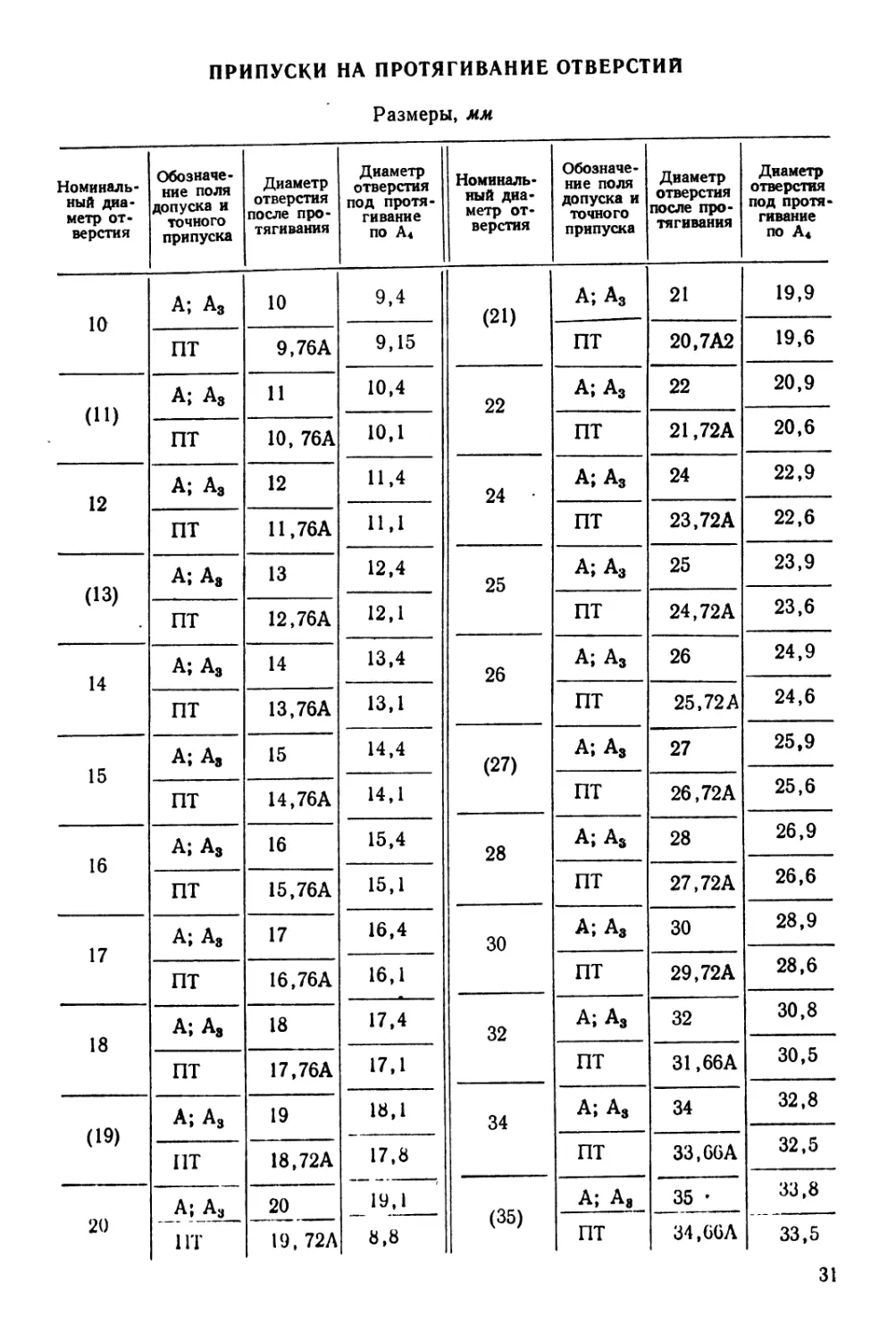
ПРИПУСКИ НА ПРОТЯГИВАНИЕ ОТВЕРСТИЙ
Размеры, мм
Номиналь- ный диа- метр от- верстия Обозначе- ние поля допуска и точного припуска Диаметр отверстия после про- тягивания Диаметр отверстия под протя- гивание по А4 Номиналь- ный диа- метр от- верстия Обозначе- ние поля допуска и точного припуска Диаметр отверстия после про- тягивания Диаметр отверстия под протя- гивание по Д4
10 А; А, 10 9,4 (21) А; Аз 21 19,9
9,15 ПТ 20.7А2 19,6
ПТ 9,76 А
(11) А; А, 11 10,4 22 А; Аз 22 20,9
ПТ 10, 76А 10,1 ПТ 21,72А 20,6
12 А; Аз 12 11,4 24 • А; Аз 24 22,9
ПТ 11.76А 11,1 ПТ 23,72А 22,6
(13) А; А, 13 12,4 25 А; А3 25 23,9
ПТ 12,76А 12,1 ПТ 24,72А 23,6
14 А; Аз 14 13,4 26 А; Аз 26 24,9
ПТ 13.76А 13,1 ПТ 25.72А 24,6
15 А; А, 15 14,4 (27) А; А3 27 25,9
25,6
14,1 ПТ 26.72А
ПТ 14,76А
16 А; А3 16 15,4 28 А; А, 28 26,9
26,6
ПТ 15.76А 15,1 ПТ 27,72А
17 А; А, 17 16,4 30 А; А, 30 28,9
28,6
ПТ 16,76А 16,1 ПТ 29.72А
18 А; А, 18 17,4 32 А; А, 32 30,8
30,5
ПТ 17,76А 17,1 ПТ 31.66А
(19) А; А, 19 18,1 34 А; А, 34 32,8
32,5
ПТ 18.72А 17,8 _19 J ПТ 33.66А
20 А; А3 20 (35) А; А. _35j 33,8
8,8 ПТ 34.66А 33,5
НТ 19,72Л
31
Продолжение
Номиналь- ный диа- метр от- верстия Обозначе- ние поля допуска и точного припуска Диаметр отверстия после про- тягивания Диаметр отверстия под про- тягивание по А< Номиналь- ный диа- метр от- верстия Обозначе- ние поля допуска и точного припуска Диаметр отверстия после про- тягивания Диаметр отверстия под протя- гивание по А4
36 А; А3 36 34,8 (58) А; А3 58 56,6
ПТ 35.66А 34,5 ПТ 57,6 А 56,2
38 А; А3 38 36,8 60 А; А3 60 58,6
ПТ 37,66А 36,5 ПТ 59,6 А 58,2
40 А; А3 40 38,8 63 А; А3 63 61,6
ПТ 39,66А 38,5 ПТ 62,6 А 61,2
42 А; А3 42 40,7 65 А; Аз 65 63,6
ПТ 41,66А 40,4 ПТ 64,6 А 63,2
45 А; Аз 45 43,7 70 А; А, 70 68,6
ПТ 44,66А 43,4 ПТ 69,6 А 68,2
48 А; А3 48 46,7 75 А; Аз 75 73,5
ПТ 47,66А 46,4 ПТ 74,6 А 73,1
50 А; А3 50 48,7 80 А; А3 80 78,5
ПТ 49,66А 48,4 ПТ 79,6 А 78,1
52 А; Аз 52 50,6 85 А; А3 85 83,5
ПТ 51,6А 50,2 ПТ 84,54А 83
55 А; А3 55 53,6 90 А; Аз 90 88,5
ПТ 54,6 А 53,2 ПТ 89,54А 88
Примсч а а и е. Размеры, заключенные в скобки, по возможности не при-
менять.
32
ПРИПУСКИ НА ПРОТЯГИВАНИЕ ШЛИЦЕВЫХ ОТВЕРСТИИ
Центрирование
по наружномудиаметру
Z- число
л шлице8
Центрирование
по внутреннему диаметру
Размеры, мм
Номинальный размер шлицевого отверстия ZxdxD Диаметр отверстия до протягивания Номинальный размер шли- цевого от- верстия ZxdxD Диаметр отверстия до протягивания
центрирование по наружному диаметру центрирование по внутреннему диаметру центрирование по наружному диаметру центрирование по внутреннему диаметру
допускаемое отклонение А7 допускаемое отклонение а4 допускаемое отклонение а7 допускаемое отклонение а4
6x16x20 15,4 15,4 8X42X46 41,4 41,1
6х 18x22 17,4 17,4 8x42x48
6X21X25 20,65 20,2 8x46x50 45,4 45,1
6x23x26 22,65 22,2 8x46x54
6x23x28 8x52x58 51,4 51
6X26x30 25,4 25,2 8x52x60
6x26x32 8x56x62 55,4 55
6x28x32 27,4 27,2 8 X 56 X 65
6x28x34 8x62x68 61,4 61
8X32X36 31,4 31,1 8x62x72
8X32X38 10x72x78 71 ,4 71
8x36x40 35,4 35,1 10x72x82
8x36x42 10x82x88 81 ,4 81
I 2404
33
ПРИПУСКИ ТОЧНЫЕ (ПТ) И ПРИПУСКИ ТОЧНЫЕ
УВЕЛИЧЕННЫЕ (ПТУ) НА ОБРАБОТКУ ОТВЕРСТИЙ
Размеры, мм
Номинальный диаметр отверстия Диаметр от- верстия с при- пуском ПТ после обработ- ки (допуск А) Диаметр от- верстия с при- пуском ПТУ после обра- ботки (допуск А) Номинальный диаметр от- верстия Диаметр от- верстия с при- пуском ПТ после обработ- ки (допуск А) Диаметр от- верстия с при- пуском ПТУ после обработ- киКдопуск А)
10 9,76 9,65 34 33,66 33,5
(11) 10,76 10,65 (35) 34,66 34,5
12 11,76 11,65 36 35,66 35,5
(13) 12,76 12,65 38 37,66 38,5
14 13,76 13,65 40 39.66 39,5
15 14,76 14,65 42 41,66 41,5
16 15,76 15,65 45 44,66 44,5
17 16,76 16,65 48 47,66 47,5
18 17,76 17,65 50 49,66 49,5
(19) 18,72 18,55 52 51,6 51,4
20 19,72 19,55 55 54,6 54,4
21 20,72 20,55 (58) 57,6 57,4
22 21,72 21,55 60 59,6 59,4
24 23,72 23,55 63 62,6 62,4
25 24,72 24,55 65 64,6 64,4
26 25,72 25,55 70 69,6 69,4
(27) • 26,72 26,55 75 74,6 74,4
28 27,72 27,55 80 79,6 79,4
30 29,72 29,55 85 84,54 84,25
32 31,66 31,5 90 89,54 89,25
Примечание. Припуск точный увеличенный (ПТУ) дается для тонко-
ск'нных втулок и других деталей, значительно деформи-
рующихся при термической обработке.
34
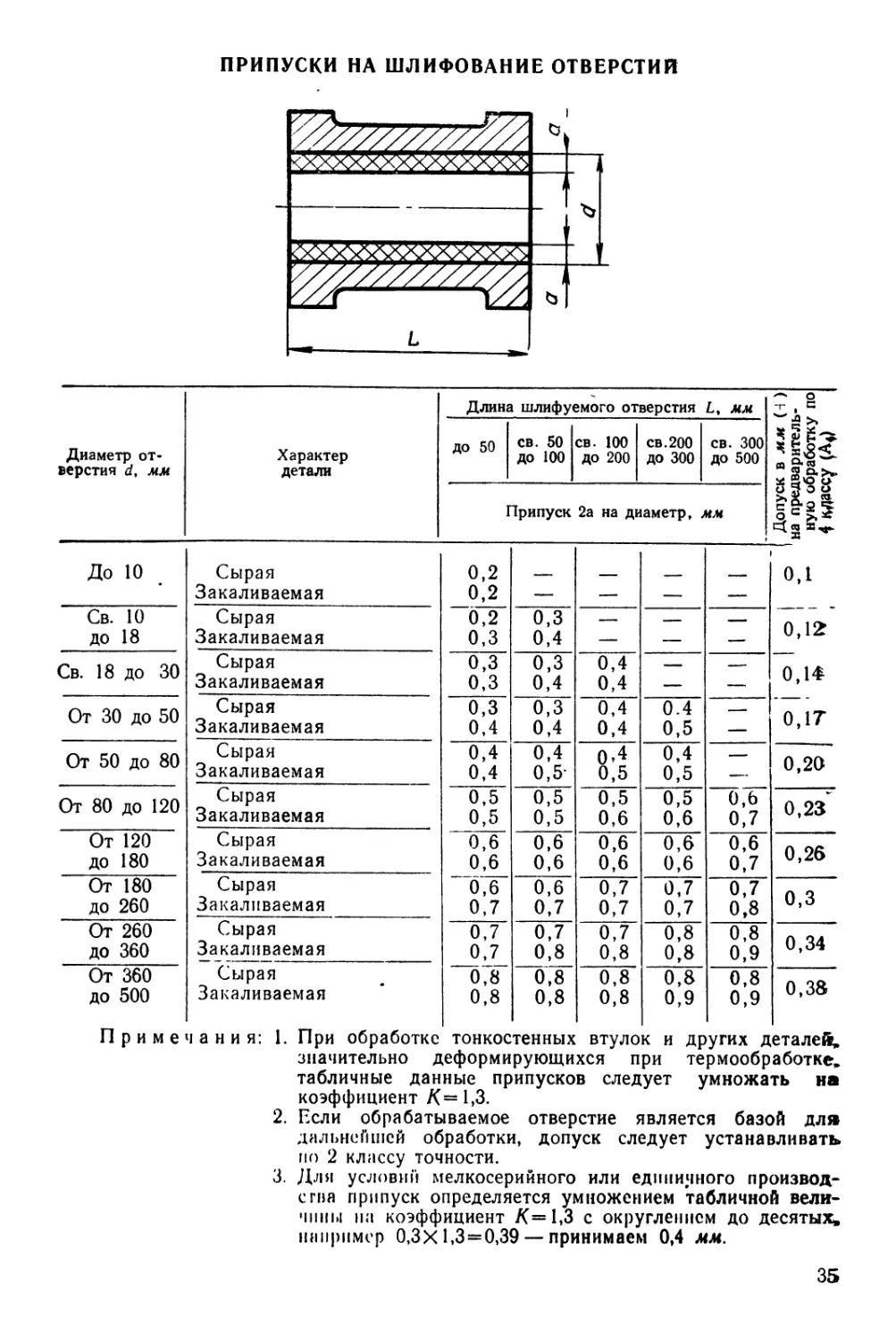
ПРИПУСКИ НА ШЛИФОВАНИЕ ОТВЕРСТИЙ
Диаметр от- верстия d, мм Характер детали Длина шлифуемого отверстия L, мм Допуск в мм (Н ) на предваритель- ную обработку по 4 классу (А,)
до 50 св. 50 < до 100 св. 100 до 200 св.200 до 300 св. 300 до 500
Припуск 2а на диаметр, мм
До 10 Сырая Закаливаемая 0,2 0,2 — 0,1
Св. 10 до 18 Сырая Закаливаемая 0,2 0,3 0,3 0,4 — — — 0,12
Св. 18 до 30 Сырая Закаливаемая 0,3 0,3 0,3 0,4 0,4 0,4 — — 0,14
От 30 до 50 Сырая Закаливаемая 0,3 0,4 0,3 0,4 0,4 0,4 0.4 0,5 — 0,17
От 50 до 80 Сырая Закаливаемая 0,4 0,4 0,4 0,5- оо СЛ 4^ 0,4 0,5 — 0,20
От 80 до 120 Сырая Закаливаемая 0,5 0,5 0,5 0,5 0,5 0,6 0,5 0,6 0,6 0,7 0,23
От 120 до 180 Сырая Закаливаемая 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,7 0,26
От 180 до 260 Сырая Закаливаемая 0,6 0,7 0,6 0,7 0,7 0,7 0,7 0,7 0,7 0,8 0,3
От 260 до 360 Сырая Закаливаемая 0,7 0,7 0,7 0,8 0,7 0,8 0,8 0,8 0,8 0,9 0,34
От 360 до 500 Сырая Закаливаемая 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,9 0,8 0,9 0,36
Приме ч а н и я: 1. При обработке значительно ; табличные дан коэффициент Д 2. Если обрабать дальнейшей о( ио 2 классу то1 3. Для условий 5 сгва припуск о чины на коэф4 например 0,ЗХ тонкостенных 1еформирующи !ные припуске = 1,3. лваемое отвер 5работки, доп; шости. 1елкосерийного •пределяется у, )ициент К=1,3 1,3 = 0,39 — npi : втуло хся п •в след >стие 5 /СК СЛ1 > или е множен с окр] чнимае! к и других д ри термообр ^ует умножа является баз< вдует устана! диничного пр шем таблично пленном до д и 0,4 мм. деталей* оботке» ть на эй для вливать оизвод- й вели- десятых»
35
ПРИПУСКИ НА ТОНКОЕ (АЛМАЗНОЕ) РАСТАЧИВАНИЕ
ОТВЕРСТИЙ
Примечание. В случае применения одного растачивания припуск on ре
деляется как сумма припусков на предварительное и окон-
чательное растачивание.
36
ПРИПУСКИ НА ХОНИНГОВАНИЕ ОТВЕРСТИЙ
Диаметр обрабатываемого Припуск 2а на диаметр, мм мм (-}-) на •льную^^Х по 2 классу А)
после тонкого растачивания после чисто- вого разверты- вания после внутрен- него шлифова- ния
отверстия, мм Обрабатываемый материал я g h'JJ’
чугун сталь чугун сталь чугун сталь Допуск предай] обрабо! точное)
До 50 0,09 0,06 0,09 0,07 0,08 10,05 —
Св. 50 до 80 0,10 0,07 0,10 0,08 0,09 0,05 0,03
» 80 » 120 0,11 0,08 0,11 0,09 0,10 0,06 0,035
» 120 » 180 0,12 0,09 0,12 — 0,11 0,07 0,04
» 180 » 260 0,12 0,09 — — 0,12 0,08 0,045
37
ПРИПУСКИ НА ШАБРЕНИЕ ОТВЕРСТИЙ
Диаметр отверстия dt мм Длина отверстия L, мм
до 100 св. 100 до 200 св. 200 до 300 св. 300
Припуск 2а на диаметр, мм
До 80 0,05 0,08 0,12 —
Св. 80 до 180 0,10 0,15 0,20 0,30
» 180 > 360 0,15 0,20 0,25 0,30
> 360 0,20 0,25 0,30 0,35
Примечание. Обработка отверстий под шабрение производится по ко
печным допускам на отверстие детали, но не ючнее
2 класса.
ПРИПУСКИ НА ОБРАБОТКУ ПЛОСКОСТЕЙ
сз,
1
Припуск Длина обра- батываемой поверхности, мм Ширина обрабатываемой поверхности, мм
до 100 св. 100 до 300 св. 300 до 100^
при- пуск а допуск (+) при- пуск а допуск (+) при- пуск а допуск (+)
На чистовое строгание До 300 1,0 0,3 1,5 0,5 2,0 0,7
или фрезерование после черновой обработки Св. 300 до 1000 1,5 0,5 2,0 0,7 2,5 1,0
Св. 1000 до 2000 2,0 0,7 2,5 1,2 3,0 1,2
На шлифование после До 300 0,3 0,10 0,4 0,12 —
чистовой’ обработки при установке детали Св. 300 до 1000 0,4 0,12 0,5 0,15 0,6 0,15
без выверки Св. 1000 до 2000 0,5 0,15 0,6 0,15 0,7 0,15
На шлифование после До 300 0,2 0,10 0,25 0,12 — .
чистовой обработки при установке детали в при- Св. 300 до 1000 0,25 0,12 0,3 0,15 0,4 0,15
способлении или с вы- веркой индикатором Св. 1000 до 2000 0,3 0,15 0,4 0,15 0,4 0,15
До 300 0,15 0,06 0,15 0,06 0,2 0,10
На шабрение Св. 300 до 1000 0,2 0,10 0,2 0,10 0,25 0,12
Св. 1000 до 2000 0,25 0,12 0,25 0,12 0,3 0,15
Примечания: 1. Припуски даны на обработку одной стороны.
2. При обработке одновременно нескольких деталей длину
и ширину считать общими на всю установку вместе
с промежутками между деталями.
3. На окончательный проход при чистовом строгании или
фрезеровании оставлять припуск ^0,5 мм
4. Припуск па шлифование термически обработанных де-
талей определяется путем умножения табличных дан-
ных на коэффициент Х=1,2.
5. Припуски и допуски на шлифование и шабрение преду-
сматривают обработку поверхностей, ограниченных до-
пусками, прочие размеры обрабатываются в соответствии
с допусками на свободные размеры
6. Допуски устанавливаются на измеряемый размер.
39
ПРИПУСКИ НА ЧИСТОВУЮ ОБРАБОТКУ ШЛИЦЕВ
Припуски на чистовое фрезерование шлицев
Номинальный диаметр шлицевого валика, мм Длина шлица шлицевого валика, мм
до 100 | | св. 100 до 200 1 св. 200 до 350 1 св. 350 до 500
Припуск 2а на толщину шлица и на диаметр d. мм
10—18 0,4—0,6 0,5—0,7 —
18—30 0,5—0,7 0.6—0,8 0,7—0,9 —
30—50 0,6—0,8 0,7—0,9 0,8—1,0 —
Св 50 0,7-0,9 0,8—1,0 0,9-1,2 1,2—1,5
Припуски на шлифование шлицев
Номинальный диаметр шлицевого валика, мм Длина шлица шлицевого валика, мм
до 100 | св. 100 до 200 | св. 200 до 350 1 | св. 350 до 500
Припуск 2а на толщину шлица и на диаметр d, мм
10—18 0,1-0,2 0,2-0,3 — —
18—30 0,1-0,2 0,2-0,3 0,2—0,4 —
30—50 0,2—0,3 0,2-0,4 0,3—0,5 —
Св. 50 0,2—0,4 0,3-0,5 0,3-0,5 0,4 0,6
40
ПРИПУСКИ НА ЧИСТОВУЮ ОБРАБОТКУ ЧЕРВЯКОВ
Модуль Припуск 2а на толщину витка» мм
на чистовое нарезание после предварительного фрезеро- вания на шлифование закаленных червяков
До 2 0,7—0,8 0,2—0,3
Св. 2 до 3 1 —1,2 0,3—0,4
» 3 » 5 1,2—1,4 0,4—0,5
» 5 » 7 1,4—1,6 0,5—0,6
» 7 » 10 1,6—1,8 0,6—0,7
» 10 >12 1,8—2,0 0,7—0,8
ПРИПУСКИ НА ОБРАБОТКУ ЦИЛИНДРИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС
Припуски на чистовое зубофрезерование или зубодолбление
Модуль 2 3 4 5 6 7 8 9 10 11 12
Припуск 2а, мм 0,6 0,75 0,9 1,05 1,2 1,35 1,5 1,7 1,9 2,1 2,2
41
Припуски на шевингование зубьев
Модуль 1,5—2,5 2,75—3,5 3,75—4,25
Припуск 2а, мм 0,12 0,14 0,16
Припуски на зубошлифование
Модуль _2 _3 _4 _5 6 7 8 _9 10
Припуск 2а, мм 0,25 0,3 0,35 0,35 0,4 0,45 0,5 0,55 0,6
Припуски на чистовую обработку зубьев
спиральнозубых и гипоидных зубчатых колес
Модуль 1,25— 1,75 2,0— 2,75 3,0— 4,5 5,0— 7,0 8,0- 11,0 12,0— 19,0 20,0— 30,0
Припуск 2а, мм 0,5 0,6 0,8 1,0 1,2 1,6 2,0
Припуски на чистовую обработку конических зубчатых колес
Модуль 3 _4 J5 J _7 8 J) 10 11 12
Припуск 2а, мм 0,5 0,57 0,65 0,72 0,8 0,87 0,93 1,0 1,07 1,5
Припуски на чистовую обработку червячных колес
Модуль 3 4 J5 J) _7 _8 2 10 11 12
Припуск 2а, мм 1,0 1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,6 3,0
Допуски на припуски, мк,
Диаметр колеса, мм
Последующая обработка До 50 J 1 50—100 | 1 100—200 200—500
Чистовое нарезание 150 180 220 250
Шевингование 40 50 60 70
Шлифование 65 80 100 120
42
ПРИПУСКИ НА ШЛИФОВАНИЕ РЕЗЬБЫ ОДНОНИТОЧНЫМ
КРУГОМ
Шаг шлифу- емой резьбы S, мм Высота про- филя резьбы, мм Шлифование
в одну операцию в две операции
по сплошному металлу по сплошному металлу после предваритель- ной нарезки резьбы
Припуск по высоте профиля на сторону П*, мм
0,5 0,27 0,27 0,17—0,20 0,07—0,10
0,75 0,406 0,406 0,26—0,31 0,10-0,15
1,0 0,541 0,54 0,34—0,44 0,10-0,20
1,25 0,676 0,676 0,47—0,57 0,10—0,20
1,5 0,812 0,812 0,61—0,71 0,10—0,20
2,0 1,082 — 0,88—0,93 0,20-0,25
4,0 2,165 — — 0,25-0,30
6,0 3,246 — — 0,30-0,35
* Меньшие значении припуска для окончательного шлифования принимать
для меньших диаметров и большие — для ббльших диаметров шлифуемой резьбы
43
ПРИПУСКИ НА ШЛИФОВАНИЕ РЕЗЬБЫ МНОГОНИТОЧНЫМ
КРУГОМ
Метод продольной подачи
Нмыевованне операции Шаг резьбы Диаметр резьбы d9t мм — до
6 1 1 9 | 16 1 30 1 1 52 1 120
S, мм Припуск по высоте профиля на сторону, мм
Предварительное шлифование резьбы по сплошному металлу 0,5 0,75 1,0 1,25 1,5 2,0 2,5 0,2 0,31 0,44 0,2 0,31 0,44 0,57 0,17 0,31 0,44 0,47 0,71 0,93 0,17 0,31 0,44 0,66 0,93 1,2 0,25 0,39 0,66 0,88 1,15 0,34 0,61 0,88
Предварительное шлифование после нарезки резьбы 2,5 3,0 4,0 5,0 . 1 6,0 1 1 1 1 1 1 1 1 1 1 — 0,3 0,3 0,35 0,35 0,35 0,4 0,45 0,45 0,45 0,45 0?5
ДИАМЕТРЫ ОТВЕРСТИИ ПОД НАРЕЗАНИЕ РЕЗЬБЫ
МЕТРИЧЕСКОЙ ПО ГОСТ 9150-59
Настоящая таблица распространяется на диаметры отверстий под нарезание
резьбы для металлов и сплавов, не обладающих повышенной вязкостью.
Резьба с крупным шагом
Размеры, мм
Номинальный диаметр резь- бы d Шаг резьбы 5 Диаме1 под к ре номи- наль- ный 'Р отверстия срезание зьбы d0 допускае- мое откло- нение Рекоменду- емый диа- метр свер- ла Номинальный диаметр резь- бы d Шаг резьбы S Диаме! под 1 Ре- номи- наль- ный р отверстия гарезание >ьбы d9 допускае- мое откло- нение Рекоменду- емый диа- метр сверла
1,0 1,1 1,2 0,25 0,75 0,85 0,95 +0,06 0,75 0,85 0,95 12,0 1,75 10,2 +0,17 10,2
14,0 16,0 2,0 11,9 13,9 +0,24 11,9 14,0
1,4 0,3 1,1 1,1 ’ 18,0 15,35 15,4
1.6 1,8 0,35 1,25 1,45 +0,07 1,25 1,45 20,0 22,0 2,5 17,35 19,35 +0,26 17,4 19,5
2,0 0,4 1,60 1,6 24,0 27,0 3,0 20,85 23,85 +0,28 20,9 23,9
2,2 2,5 1,75 2,05
0,45 +0,08 1,75 2,05 30,0 33,0 3,5 26,3 29,3 +0,33 29,5
3,0 3,5 4,0 4,5 5.0 0,5 0,6 0,7 0,75 0,8 2,5 2,9 3,3 3,7 4,2 +0,1 + 0,11 +0,12 +0,17 • 4* 0,1 л 2,5 2,9 3,3 3;7 4,2 36,0 39,0 4,0 31,8 34,8 +0,35 32,0 35,0
42,0 45,6 4,5 37,25 40,25 +0,43 Расточка >
48,6 52,6 42,7 46,7
6,0 7,0 8,0 9,0 1.0 4,95 5,95 6,7 7,7 5,0 6,0 6,7 _7,7 5,0 +0,49 » >
+0.17 56,0 60,0 5,5 50,2 54,2 1 » » J
10,0 11 о 1,5 8,43 9 43 +0.2 8,5 9.5 64,0 । 68.0 6,0 57,7 61.7 +0,50 У
45
Продолжение
Резьба с мелким шагом *
Размеры, мм
Номинальный диаметр резь- бы d Шаг резьбы S Диаметр отверстия под нарезание резьбы dQ Рекомен- дуемый диаметр сверла Номинальный диаметр резь- бы d Шаг резьбы S Диаметр отверстия под нарезание резьбы d0 Рекоменду- емый диаметр сверла
номи- наль- ный допускае- мое откло- нение НОМИ- 1 наль- ный 1 допускае- мое откло- нение
1,0 0,8 0,8 11,0 0,5 10,5 +0.1 10,5
1,1 0,9 0,9 0,75 10,2 +0,17 10,2
1,2 1,4 1,6 1,8 0,2 1,0 +0,048 1,0 1,0 9,95 10,0
1,2 1,4 1,6 1,2 1,4 1,6 0,5 11,5 +0.1 —
0,75 11,2 11,2
12,0 1,0 10,95 +0,17 11,0
2,0 2,2 1,75 1,95 1,75 1,95
0,25 +0,06 1,25 10,7 10,7
— 1,5 10,43 +0,2 10,5
2,5 3,0 3,5 0,35 2,15 +0,07 2,15 0,5 13,5 +0,1 —
2,65 3,15 2,65 3,15 0,75 13,2 13,2
14,0 1,0 12,95 +0,17 13,0
4,0 4,5 5,0 5,5 0,5 3,5 +0,1 3,5 1,25 12,7 12,7
4,0 4,5 5,0 4,0 4,5 5,0 1,5 12,43 +0,2 12,5
15,0 1,0 13,95 +0,17 14,0
1,5 13,43 +0,2 13,5
0,5 0,75 5,5 5.2 +0,1 +0,17 5,5 5,2
6,0 0,5 15,5 +0.1 —
16,0 0,75 15,2 +0,17 15,25
7,0 0,5 6,5 +0,1 6,5 1,0 14,95 15,0
0,75 6.2 +0,17 6,2 1,5 14,43 +0,2 14,5
1,0 15,95 +0,17 16,0
0,5 +0,1 17,0
7.5 7,5 1,5 15,43 +0,2 15,5
8.0 0,75 7.2 +0,17 7,2 0,5 17,5 +0.1 —
1,0 6 95 Н 0,17 7,0 18,0 0,75 17,2 +0,17 —
— _ — 1,0 16,95 17,0
9,0 _0’5 8.5 J0.1 8,5 1,5 16,43 “+0?2~ 16,5
0,75 8,2 +0,17 8"2 2,0 15,9' +0,24 16,0
~1.0~ 7,95 8,0 0,5 19,5 +0.1 —
10,0 0,5 "0,75" 9,5 ' 9,2 И), 1 ' 9,5 “ 9,2 20,0 0,75 1,0 19,2 18,95 +0,17 гэ;сг
1,0 8.95 +0,17 9,6 ' 1.5 18,43 +0,2 18,5
1,25 8,7 2,6 17,9 +0,24 1Й,0
Таблица дана сокращенно
Номинальный
диаметр резь
бы d
Шаг резьбы 3
52,0 50,0 1 ОС О 45,0 42,0 40,0 39,0 38,0 36,0 Номинальный диаметр резь- бы d Продолжение
СО NO — — О О о сл о со to — О О СП 4^00КЭ — — О О О СП о 4^CONO — — О О О СП О 1,0 1,5 2,0 3,0 4,0 СО tO >— О О СЛ 00 NO — — О О Сл О сл со to — — О О СИ о Шаг резьбы S
•U -Ь> 4*> СП СП •>> 00 ОС О О ОС ос Ъ 4^ СО сл со сл 48,43 47,9 46,85 со СП О О 00 00 СО 4* СО СИ со СЛ 1 feww 00 00 СО 4^ СО I СЛ СО СЛ 1 со со СО 4^ 4^ -4 00 СО О О 00 00 СО 4^ СО СЛ СО СЛ 38,43 37,9 36,85 \ со со со со СЛФ^Ч 00 СО 4^ СО СЛ СО СЛ 36,43 СО СО 00 СО № СО Ф» 4^ 00 СО 4^ СО СП СО СЛ номи- наль- ный Диаметр отверстия под нарезание резьбы d0
4—г* 4~ О ООО о Ъ be to to — СЛ ЭС сх -4 1 + 0,2 4-0,24 4-0,28 4—1—1—1- 4" о о о о о СО tO NO tO — СЛ 00 4^ '-J 4—1—Н4-4- о о о о о СО NO bOto"— СЛ 00 4^ *4 4- 4—F4-4- о о о о о C0~bo"tO~to"— СЛ 00 4^ **4 "о 0*0 bolo tO 00 4^ 4—F4-4" О О О О tO tONo"— 00 4^ -Ч +0,2 4—г~1—h о о о о to to "to 00 4^ допускае- мое откло- нение
III!! i 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Illi 1 Illi Рекоменду- емый диа- метр свер- ла
70,0 48 68,0 65,0 64,0 62,0
o о O obi ►UOOtO — — О О О СЛ О 1,5 2,0 3,0 4,0 u^ooto — — О О О СЛ о 4b. ОО Ю « О О О (
о о о о о ОО Ц10 00 -400 TxTo b о о о о о 00 А. СЛ О CD ОС 00 СО 4ь. То сл оо сл о о ст> о О •— tO О0 00 00 То Ти СЛ ОО Сл Ci СТ> О О со о — to to 00 оо То Tu То СЛ 00 СЛ сл сл сл < •О оо СО < оо ооТо" сл о <
У‘() 4- w‘o 1- вл'о l- 1- г‘о+ 4—1—1—I—И о о о о о оз То То То — СЛ 00 -4 4—1—1—F о о о о оо То То То СЛ 00 4^ 4—1—1—1—F о о о о о "оо То То То"— СЛ 00 4ь. **J 4-4—Н о о о < оо То tol СЛ 00 4^
! I I I II I Illi I I I I I III
ф ; 00 1 СЛ 82, 80
ф 1 ! ’° i 1 ° о
05 4b. 03 tO — i О 4^ 00 to — to O>4b.00tO — —
Ъ ф Ъ Ъ сл О О О О СЛ о "о "о О о "сл "о
оо Ос ос Ос Ос i ос сл о *4 ос ; Ь] 00 00То Ть. • СЛ 00 1 00 00 00 оо 00 О — to СлЭ -'4 00 00 CD 4ь. сл о оо 79,9 Со СЛ О -Tj 0о 00 *4 00 00 То 4Ь. "со сл оо СЛ
4—1—1—1—F о о о о о 4—г-ПН—Н о о о о о 4 о +4—1—F4—F Ф о о о о о
сл оо То То То сл 00 4^ сл "оо То То "to СЛ 00 4b. ,24 "сл ооТоТоТоТ— сл 00 4b. -4
! ; 1 1 1 1 1 1 1 1 1 1 1 1 1 1
60,0 сл 00 о 56,0 55,0 Номинальный диаметркрезь- бы d
ZJ\ 1,0 1,5 2,0 3,0 4,0 4^ 00 tO — О О О Сл 1,0 1,5 2,0 3,0 4,0 1,5 2,0 3,0 4,0 Шаг резьбы S
сл о СП СЛ СЛ СП СЛ сл сл оо оо 00 00 СО 4^ СО СЛ ОО СЛ СЛ СЛ СЛ СЛ ОО 4^ СЛ СЛ 00 оо СО Ф- СЛ 00 СЛ СЛ СЛ СЛ СЛ — ЬО О0 4^ 4^ 00 00 СО 4^ СО СЛ 00 СЛ СЛ СЛ СЛ СЛ о — to оо 00 00 со 4^ СЛ ОО X X X аз О £ Ь 2 »tr s Диаметр отверстия под нарезание резьбы
ь э 4- -1-4—1—h о о о о о оо to ьо "to — СЛ 00 4^ -ч] “1—1—г + О О О О ootoioto СЛ 00 4^ 4—И 4—1—Ь о О О О О 00 ЬО to to — СЛ 00 4*. ''J 4—1—1-4- о о о о оо "to "to to СЛ 00 4^ допускае- мое откло- нение
1 1 1 1 1 1 1111 1 1 1 1 1 1 1 1 1 о х S 2 п> 2 2 ° •р л § 2 Ь н Е а> их? »х
00 о 1 76,0 75,0 72,0 Номинальный диаметр резь- бы d
2,0 1,0 1,5 2,0 3,0 4,0 6,0 1,5 2,0 3,0 4,0 1,0 1,5 2,0 3,0 4,0 6,0 Шаг резьбы S
75,9 СЛ -4 *-J *-J *sj CO — ГО 00 4^. 4^ *4 00 00 CO 4^ CO СЛ ОО СЛ О — ЬО оо Sg 00 00 СО 4^ сл оо О) ФООЧЧ СЛ 00 со о о 00 00 СО 4^ со СЛ 00 сл X X »cr S • 9 Диаметр отверстия под нарезание резьбы de
4" о "to 4- 4—1—1—1—H о о о о о о сл оо to to to — СЛ 00 4^ -ч 4~ 4- 4—Н о о о о ОО to to to СЛ 00 4^ Н—И 4—1—1—h ООФООО сл оо "ьо "to to СЛ 00 4^ ‘'J 1 допускае- мое откло- нение
1 1111 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 *0 (D 2 (Т> н е х •0 »о 2 п> О Ja <т> X S XX
Продолжение
со
1(Н<’
о о СП о 110,0 105,0 100,0 95,0 Номинальный^ диаметр резь- Продолжение
о ОО tO — о о О О СП а> ф оо to — О О о О СП СП Ф 00 tO *— О ООО СП О> ф оо to — О О О О СП ОФООЬЭ — О О О О СП О> ф 00 to — о о о о СП Шаг резьбы S
сЗ о ч оо *4 оо ос io ф о — — — — 00 О — to оо ч оо ОО О ф СП оо о о о о о 00 СП О -4 00 "*4 00 00 "<О Ф СП оо <0 0 0 0 0 00 о — to 00 -4 00 00 io Ф СП оо со со со со со 00 СП О ^4 00 + 00 00 io Ф СП оо оо со со со со оо о ►— to оо *4 00 00 io Ф СП оо - я я я в» о Z Ь g »<г S Диаметр отверстия под нарезание резбьы d0
т4' + + т о о о о о Ъ1 Ъз to "to го СП 00 Ф + + + + + о о о о о СП 00 tO tO 1О СП ОО Ф + + + + + о о о о о СИ со io to io СП 00 Ф + 4-4-4-4- о о о о о to оо to to to СП 00 Ф 4—1—h + + о о о о о СП оо to to to СП 00 Ф + 4- + + + о о о о о СП оо to "to to СП оо Ф допускае- мое откло- нение
1 1 1 1 1 1 1 1 .1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Рекоменду- емый диа- метр сверл
СИ О 140,0 135,0 । 130,0 125,0 Номинальный диаметр резьбы d
СП Ф co to —• о О О О СИ СИ Ф ОО tO — О о О о СП СП Ф оо ю — о о О О СП а> ф оо to — О ООО СП о ф оо to — О О О О СП Шаг резьбы S
ОО 4^ ф ф ф 00 О — tO 03 Ч 00 ОО О Ф СП ОО оо оо оо оо оо ОО СП О -4 00 Ч 00 00 О Ф СП ОО ю оо оо оо оо 00 о —* to оо •ч оо 00 "<О Ф СП 00 to to to to to ОО СП о -4 0O -4 00 00 io Ф СП co —* to to to to 00 о to оо -4 00 oo io Ф СП 00 5 = 3 я Диаметр отверстия под нарезание резьбы d0
+ + + + + О О О О О СП оо to to to • СП оо Ф + + + + + о о о о о СП оо to to to СП 00 Ф 4—h 4—I—Н о о о о о СП оо to to to СП 00 Ф + + + + + о о о о о СП Q0 to io to СП 00 Ф 4—h + + + о о о о о СП оо io "to io СП 00 Ф я я ft Ь и о л>
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Рекоменду- емый диа- метр сверла
ДИАМЕТРЫ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ
ДЮЙМОВОЙ КОНИЧЕСКОЙ ПО ГОСТ 6111—52, М6Х1 КОНИЧЕСКОЙ
ПО ГОСТ 1303—56*
Настоящая таблица распространяется на диаметры ’ отверстий под нарезание
резьбы для металлов и сплавов, не обладающих повышенной вязкостью.
Без развертывания на конус С развертыванием на конус
Основная плоскость
Размеры, мм
Обозвачение размера резьбы, дюймы М6Х1 кони- ческая 7и 7. 7< г 7а 7s 7« 1 1 7< 1 1/. 2
Число ниток на 1" п 25 27 28 14 11«/,
Шаг резьбы S 1,0 0,941 1,411 1,814 2,209
• ч
Внутренний диаметр резьбы d\ 4,55 6,389 8,766
Диаметр отверстия без развертывания на конус dc номин. 4,4 6,2 8,6
доп. откл. 4-0,12 +0,14
диаметр сверла 4,4 6,2 8,6
г луб. сверла. 1 13 14 15
Диаметр отверстия с раз- вертыванием на конус номин. 4,2 6,0 8,3
доп. откл. +0,16 +0,2
dn номин. 4,55 6,39 8,76
доп. откл. +0,09
Диаметр сверла 4,2 6,0 8,3
Глубина сверления 1 13 14 15
11,314 14,797 18,321 23,666 29,694 38,451 44,52 ; 56,558
11,1 14,6 18,1 23,5 29,4 38,2 44,25 . 56,3
+0,24 4-0,28 +0,34
11,1 14,75 18,25 23,5 29,5 — — —
20 22 28 35 36 37
10,7 14,25 17,5 22,90 28,75 37,43 43,5 55,5
+0,24 +0,28 +0,34 4-0,4
11,31 14,8 18,32 23,66 29,69 38, 45 44,52 56,56
+0,13 +0,17
10,7 14,25 17,5 23,0 28,75 37,5 — —
20 22 28 35 36 37
ДИАМЕТРЫ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ
ДЮЙМОВОЙ ПО ОСТ НКТП 1260
Настоящая таблица распространяется на диаметры отверстий под нарезание
резьбы для металлов и сплавов, не обладающих повышенной вязкостью.
Размеры, мм
Обозначе- ние раз- мера резь- бы, дюймы Число ниток на Г п Шаг резь- бы S Наружный диаметр резьбы d0 Внутрен- ний диа- метр резь- бы dt Диаметр отверстия под нарезание резьбы Рекомен- дуемый диаметр сверла
номиналь- ный допускае- мое откло- нение
’/1. 24 1,058 4,722 3,408 3,6 4-0,22 3,6
V. 20 1,27 6,35 4,724 4,95 5,0
ь/1в 18 1,411 7,938 6,131 6,4 4-0,25 6,4
% 16 1,588 9,525 7,492 7,8 7,8
Vi. 14 1,814 11,112 8,789 9,1 +0,3 9,1
7г 12 2,117 12,7 9,989 10 +0,25 10,4
71. 14,287 11,577 11,95 12,0
7. 74 7. 1 11 10 9 8 2,309 2,54 2,822 3,175 15,875 19,05 22,225 25,4 12,918 15,798 18,611 21,334 13,3 16,25 19,1 21,9 +0,30 13,3 16,25 19,25 22,0
1 V. 1 7. 7 3,629 28,575 31,75 23,929 27,104 24,6 27,75 24,75 27,75
1 7. 1 7. 6 4,233 34,924 38,1 29,504 32,679 30,25 33,43 +0,35 +0,32 30,25 33,5
1 7. 5 5,08 41,274 34,77 35,7 +0,3 35,75
1 74 44,45 37,945 38,85 +0,35 39,0
1 7. 4 71 5,644 47,624 40,397 41,4 41,5
2 50,8 43,572 44,5 +0,45 44,5
2 74 2 71 4 6,35 57,149 63,499 49,019 55,369 50,2 56,5 + 0,3 +0,35 —
2 74 3 з 7, 7,257 69,849 ”76; 2 60,557 66,907 " 61,8 68 ^2 +0,45 —
з 7« 3 71 з 7« 7,815 82,549 88,898 72,542 78,892 73,9 80,3 +0,4 —
3 •/. 4 3 8,467 95,248 101,6 84,409 90,759 85,9 92,2 +0,45 +0,5 —
62
ДИАМЕТРЫ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ
ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ ПО ГОСТ 6357—52
Настоящая таблица распространяется на диаметры отверстий под нарезание
резьбы для металлов и сплавов, не обладающих повышенной вязкостью.
Размеры, мм
Обозначение размера резь* бы, дюймы Число ниток на Г Шаг резьбы S Наружный диаметр резь* бы d0 Внутренний диаметр резь- Диаметр отверстия под нарезание резьбы d0 Рекомендуемые диаметры сверл
Номи- наль- ный допускаемое отлонение
класс 2 класс 3
класс 2 класс 3
*/8 28 0,907 9,729 8,567 8,65 +0,1 +0,2 — 8,7
*/< 19 1,337 13,158 11,446 11,5 +0,14 +0,23 11,5 11,5
% 16,663 14,951 15,0 +0,15 +0,25 15,0 15
*/, 20,956 18,632 18,7 +0,16 +0,27 18,75 18,75
6/8 14 1,814 22,912 20,588 20,7 +0,12 +0,22 — 20,75
’/4 26,442 24,119 24,2 +0,15 +0,25 — 24,25
7. 30,202 27,878 28,0 +0,12 +0,24 — 28,0
1 33,25 30,292 30,43 +0,16 +0,29 — 30,5
1*/8 37,898 34,941 35,0 +0,21 +0,34 35,0 35,0
IV* 41,912 38,954 39,0 +0,23 40,35 39,0 39,0
1’/8 44,325 41,367 41,45 +0,19 +0,32 — 41,5
17s 47,805 44,847 44,9 +0,22 +0,35 — —
17« 11 2,309 53,748 50,791 50,9 +0,2 +0,34 — —
2 2'Л 59,616 65,712 56,659 62,755 56,8 62,9 +0,16 +0,3 — —
2>/.. 75,187 72,23 72,35 +0,18 +0,33 — —
2»/4 81,537 78,58 78,7 +0,22 +0,38 — —
3 87,887 84,93 85,0 +0,26 +0,43 — —
ЗД2 100,334 97,376 97,5 +0,21 +0,38 — —
4 113,034 110,077 110,2 +0,23 -i-0,4 — —
5 6 138.435 163,836 135,478 160,879 135,6 161,0 +0,24 +0,43-
53
ДИАМЕТРЫ ОТВЕРСТИИ ПОД НАРЕЗАНИЕ РЕЗЬБЫ
ТРУБНОЙ КОНИЧЕСКОЙ ПО ГОСТ 6211—52
Настоящая таблица распространяется на диаметры отверстий под нарезание резьбы для металлов и сплавов, не обла-
дающих повышенной вязкостью.
Без развертывания на конус
С развертыванием на конус
Размеры, мм
Обозначение размера резьбы, дюймы 7я 74 7. 7< 1 17< 1'/» 2 27я 3 4 5 6
Число ниток на 1" п 28 19 14 11
Шаг резьбы S 0,907 1,337 1,814 2,309
Внутренний диаметр резьбы dx 8,567 11,446 14,951 18,632 24,119 30,292
Диаметр от- верстия без развертыва- ния на конус Номин. 8,30 11,1 14,5 18,2 23,7 29,75
Доп. откл. +0,2 +0,24 +0,28 +0,32
Диам. сверла 8,3 11,1 14,5 18,25 23,75 —
Глуб. сверл. 1 15 20 24 29 31 37
Диаметр отверстия с развер- тыванием на конус ...Я ас Номин. 8,1 10,8 14,25 17,9 23,25 29,25
Доп. откл. +0,2 +0,24 +0,28
do Номин. 8,57 11,45 14,95 18,63 24,12 30,29
Доп. откл.
Диаметр сверла 8,1 10,8 14,25 18,0 23,25 29,25
Глубина сверления 1 15 20 24 29 31 37
38,954 44,847 56,659 72,23 84,93 110,077 135,478 |160,879
38,43 44,3 56,0 — — — — —
+0,34 +0,4 — — — — —
38,5 — 56,0 — — — — —
40 42 44 — — — — —
37,75 43,5 55,0 — — -- — —
+0,34 +0,4 — — — — —
38,29 44,85 56,66 72,23 84,93 110,08 135,48 160,88
4-0.1
— 43,5 55,0 — — — — —
40 42 44 — — — — —
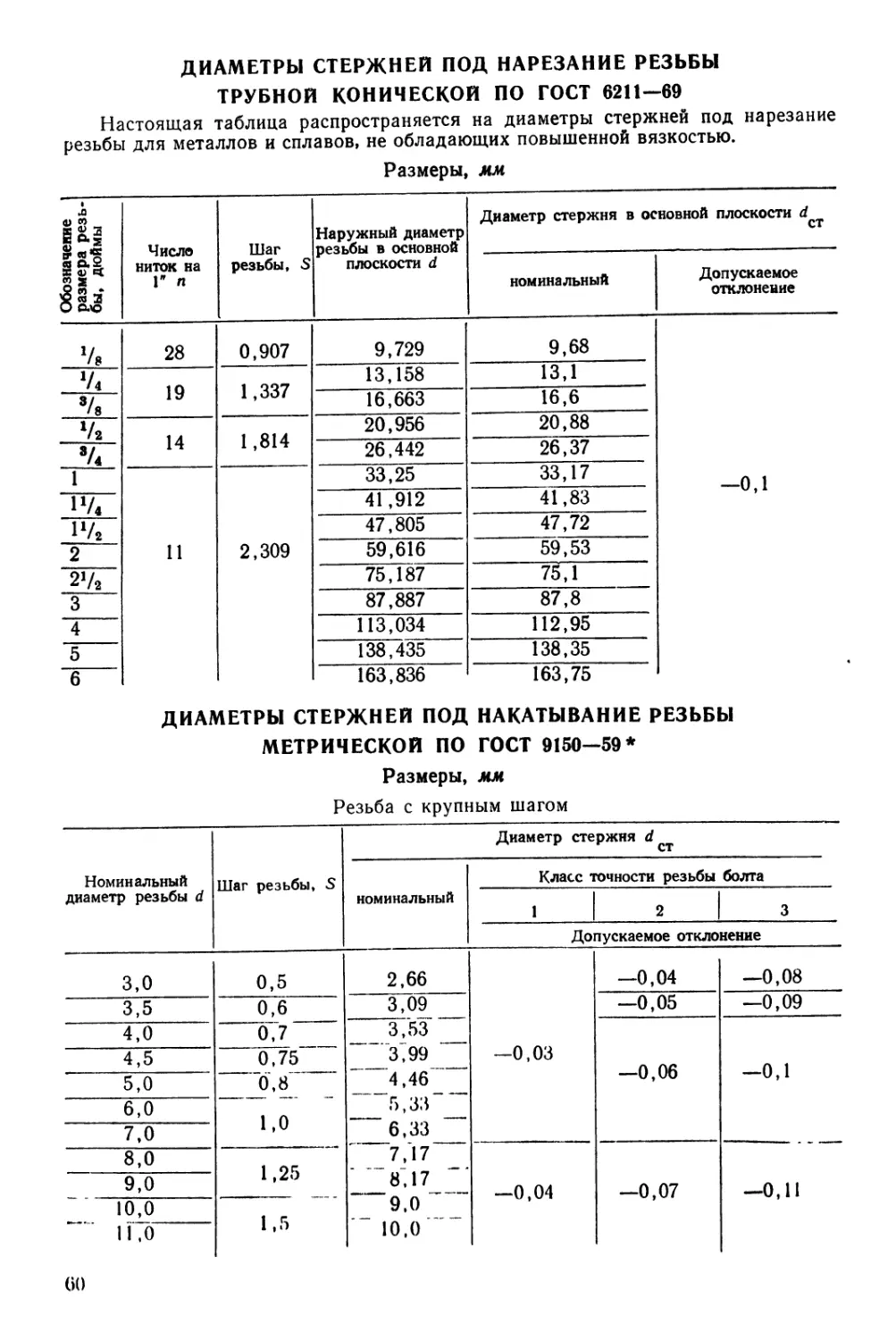
ДИАМЕТРЫ СТЕРЖНЕЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ
МЕТРИЧЕСКОЙ ПО ГОСТ 9150—59
Настоящая таблица распространяется на диаметры стержней под нарезание
резьбы для металлов и сплавов, не обладающих повышенной вязкостью.
Размеры, мм
Резьба с крупным шагом
Номинальный диаметр резьбы d Шаг резьбы S Диаметр стержня dCT •а 3 Диаметр стержня JCT
номинальный Класс точности резьбы болта 3 Я 5 8. if сп 3 « 3 Класс точности резьбы болта
1; 2 3 » 8. = ч л X 1; 2 3
допускаемое откло- нение 11 Шаг 1 допускаемое отклонение
1,0 0,25 3,97 —0,04 —0,04 12,0 1,75 11,86 —0,12 —0,24
1,1 1,07 14,0 2,0 13,84 —0,13 —0,25
1,2 1,17 16,0 15,84
1,4 0,3 1,36 18,0 17,84
1,6 0,35 1,55 20,0 2,5 19,84 —0,17 —0,32
1,8 1,75 22,0 21,84
2,0 0,4 1,95 —0,05 —0,05 24,0 3,0 23,84 —0,21 —0,36
2,2 0,45 0,5 2,15 —0,06 —0,06 27,0 26,84
2,5 2,45 30,0 3,5 29,84 —0,24 —0,39
3,0 2,94 33,0 32,84
3,5 0,6 3,44 —0,07 —0,07 36,0 4,0 35,84 —0,26 —0,44
4,0 0,7 3,94 —0,08 —0,08 39,0 38,84
4,5 0,75 4,44 —0,09 —0,09 42,0 4,5 41,84 —0,29 —0,49
5,0 0,8 4,94 —0,1 —0,16 _45,£ 44,84
6,0 7,0 1,0 _5,92 _6,92 —0,17 48,0 52,0 5,0 47,84 _51,84 —0,34 —0,54
8,0 9,0 1,25 7,9 8,9 —0,2 -0,23 56,0_ _60Д)_ 5,5 55,84 59,84 —0,39 —0,59
JL°’£ 11,0 1,50 9,88 10,88 —0,12 61.0 68,0 6,0 63,84 67,84 —0Л4 —0,64
5G
V
Резьба с мелким шагом
Продолжение
Шаг резь- бы 8 Класс точ- ности резьбы болта Диаметр стержня dCT Допускае- мое отклонение Шаг резь- бы 8 Класс точ- ности резь- бы болта Диаметр стержня rfCT Допускае- мое отклонение
0,2 1; 2; 2а;3 Номинал. —0,02 —0,03 1,5 1; 2; 2а 3 Номинал. —0,12 —0,12
—0,23
0,25 1; 2; 2а;3 Номинал. —0,03 —0,04 2,0 1; 2; 2а Номинал. —0,16 —0,13
0,35 1; 2; 2а;3 Номинал. —0,05 3 —0,25
3,0 1; 2; 2а 3 Номинал. —0,16 —0,21
0,5 1; 2; 2а;3 Номинал. / —0,06 —0,06
—0,36
0,75 1; 2; 2а;3 Номинал. —0,06 —0,09 4,0 1; 2; 2а 3 Номинал. —0,16 —0,26
—0,44
1,0 1; 2; 2а 3 Номинал. —0,08 —0,10
6,0 1; 2; 2а 3 Номинал. —0,16 —0,44
—0,17
1,25 1; 2; 2а 3 Номинал. —0,10 —0,10 —0,64
—0,20
ДИАМЕТРЫ СТЕРЖНЕЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ ДЮЙМОВОЙ
ПО ОСТ НКТП 1260 ’
Настоящая таблица распространяется на диаметры стержней под нарезание
резьбы для металлов и сплавов, не обладающих повышенной вязкостью.
Обозначение размера резь- бы, дюймы Число ниток на Г Шаг резьбы, s' Наружный диаметр резь- бы d0 Диаметр стержня t/cr
номинальный допускаемое отклонение
3/1б 24 1,058 4,762 4,58 —0,21
‘/4 20 1,27 6,35 6,14
ь/16 18 1,411 7,938 7,72 —0,24
*/» 16 1,588 9,525 9,3
’/w 14 1,814 11,112 10,87
V, 12 2,117 12,7 12,42
9/1в 14,288 14,0 —0,32
% 11 2,309 15,875 15,57
% 10 2,54 19,05 18,73
Те 9 2,822 22,225 21,87 —0,41
1 8 3,175 25,4 25,02
1’/, 7 3,629 28,575 28,15
1'/Л' 31,75 31,32 —0,5
й/. _2 6 4,233 34,925 34,46
_!*/»_ 38,1 * 37,63
5,08 41,275 40,75 —0,7
__ >”/4 5 44,45 43,92
57
Продолжение
Обозначение размера резьбы, ДЮЙМЫ Число ниток на 1" п Шаг резьбы, S Наружный диаметр резь- бы d0 Диаметр стеРжня ^ст
номинальный | допускаемое отклонение
17, V/, 5,644 47,625 47,05! —0,7
2 50,8 50,22
2‘/4 4 6,35 57,15 56,52 —0,7
21/* 63,5 62,87
28/д зу, 7,257 69,85 69,16
3 76,2 75,51
ЗУ, ЗУ, 7,815 82,55 81,81 —0,8
зу, 88,9 88,16
з*/« 3 8,467 95,25 94,45
4 101,6 100,8
ДИАМЕТРЫ СТЕРЖНЕЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ
ДЮЙМОВОЙ КОНИЧЕСКОЙ ПО ГОСТ 6111-52 и М6Х1 КОНИЧЕСКОЙ
ПО ГОСТ 1303—56
Настоящая таблица распространяется на диаметры стержней под нарезание
резьбы для металлов и сплавов, не обладающих повышенной вязкостью.
Размеры, мм
Обозначение размера резьбы, дюймы Число ниток на Г п Шаг резьбы, S Наружный диаметр резьбы в основной плоскости d Диаметр стержня в основной плоскости ^ст
номинальный допускаемое отклонение
Ум У. 27 0,941 7,895 10,272 7,85 10,23 —0,09
У* 3/8 18 1,411 13,572 17,055 13,51 17,0 —0,13
У* 74 14 1,814 21,223 26,568 21,15 26,49
1 1*/4 . 1У* 2 И У. 2,209 33,228 41,985 48,054 60,092 33,15 41,91 47,98 60,02 -0,17
М6х1 коническая 25 1,0 6,15 6,1 -0,09
58
ДИАМЕТРЫ СТЕРЖНЕЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ
ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ ПО ГОСТ 6357-52
Настоящая таблица распространяется на диаметры стержней под нарезание
резьбы для металлов и сплавов, не обладающих повышенной вязкостью.
Размеры, мм
Обозначение раз- мера резьбы, дюймы Число ниток на 1* п Шаг резьбы S Наружный диаметр резь- бы d о Диаметр стержня d^
номинальный Класс точности резьбы болта
2 3
Допускаемое отклонение
V. 28 0,907 9,729 9,67 —0,23 -0,32
*/* 19 1,337 13,158 13,1 —0,26 —0,34
•/. 16,663 16,6 —0,36
~*/Г 14 1,814 20,956 20,88 —0,28 —0,38
% 22,912 22,84
% 26,442 26,37
30,202 30,13 -0,29 -0,4
1 11 2,309 33,25 33,17 —•,31 —0,44
1‘/8 37,898 37,82
41,912 41,83
44,325 44,24
1’А 47,805 47,72
1*/« 53,748 53,67 —0,34 —0,49
_2 59,616 59,53
2У« 65,712 65,63
21/» 75,187 75,10 —0,36 —0,51
2»/, 81,537 81,45 —0,40 -0,56
3 87,887 87,8
_4 100,334 100,25 —0,42 -0,58
113,034 112,95 —0,43 -0,6
5 138,435 138,35 —0,44 -0,63
6 163,836 163,75
59
ДИАМЕТРЫ СТЕРЖНЕЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ
ТРУБНОЙ КОНИЧЕСКОЙ ПО ГОСТ 6211—69
Настоящая таблица распространяется на диаметры стержней под нарезание
резьбы для металлов и сплавов, не обладающих повышенной вязкостью.
Размеры,
Обозначение размера резь- бы, ДЮЙМЫ Число ниток на Г п Шаг резьбы, S Наружный диаметр резьбы в основной плоскости d Диаметр стержня в основной плоскости d
номинальный Допускаемое отклонение
У» 28 0,907 9,729 9,68 —0,1
У« 19 1,337 13,158 13,1
% 16,663 16,6
У, 14 1,814 20,956 20,88
% 26,442 26,37
i 11 2,309 33,25 33,17
41,912 41,83
iy, 47,805 47,72
2 59,616 59,53
2>/, 75,187 75,1
3 87,887 87,8
4 113,034 112,95
5 6 138,435 138,35
163,836 163,75
ДИАМЕТРЫ СТЕРЖНЕЙ ПОД НАКАТЫВАНИЕ РЕЗЬБЫ
МЕТРИЧЕСКОЙ ПО ГОСТ 9150—59*
Размеры, мм
Резьба с крупным шагом
Номинальный диаметр резьбы d Шаг резьбы, S Диаметр стержня d
номинальный Класс точности резьбы болта
1 1 2 3
Допускаемое отклонение
3,0 0,5 2,66 —0,03 —0,04 —0,08
3,5 0,6 3,09 —0,05 —0,09
4,0 0,7 0,75 3,53 3?99 —0,06 —0,1
4,5
5,0 0,8" 4,46
6,0 1,0 5,33 6,33 7,17 8J7 9,0 10,0
7,0
_ 8’° 1,25 —0,04 —0,07 —0,11
9,0
_ 10,0 1,5
11,0
60
Продолжение
Номинальный диаметр резьбы d Шаг резьбы, S Диаметр стержня d
номинальный Класс точности резьбы болта
1 1 2 1 з
Допускаемое отклонение
12,0 1,75 10,84 —0,04 —0,08 —0,13
14,0 2 12,68 —0,05 —0,09 —0,14
16,0 14,68
18,0 2,5 16,35 —0,1 —0,15
20,0 18,35
22,0 20,35
24,0 3 22,02 —0,17
27,0 25,02
30,0 3,5 27,7
—0,11 —0,19
33,0 30,7
36,0 4 33,38 —0,06 —0,12 -0,2
Резьба с мелким шагом
Номиналь- ный диа- метр резь- бы d Шаг резьбы, S Диаметр стержня d
номиналь- ный Класс точности резьбы болта
1 1 2 1 2а | 3
Допускаемое отклонение
3,0 0,35 2,76 — —0,04 —0,05 —0,07
3,5 3,26 —0,06 —0,08
4,0 0,5 3,66 —0,05 —0,07 —0,09
4,5 4,16
5,0 4,66
5,5 5,16
6,0 5,66 —0,06 —0,08 ” —0,09 . 0Д)8_ - 0,09 -0J —0,11 _
~0~75 0,5 ‘ 5,49 —0,03
7,0 8,0 9,0 6,66 — Lil UL J П - 1
0,75 ~ Г,о ' 0,75 1,0 б',49 7,49 7,33 8,49 8,33' —0,03
61
Продолжение
Номиналь- ный диа- метр резь- Шаг резьбы, S Диаметр стержня d ст
номиналь- ный Класс точности резьбы болта
1 1 2 1 2а 1 3
Допускаемое отклонение
10,0 0,75 9,49 —0,04 —0,07 —0,09 —0,12
1,0 9,33 —0,1 -0,11
1,25 9,17
н,о 0,75 10,49 —0,09 —0,12
1,0 10,33 —0,1 —0,11
12,0 11,33
1,25 11,17
1,5 11,0
14,0 1,0 13,33
1,25 13,17
1,5 13,0
15,0 1,0 14,33
1,5 14,0
16,0 1,0 15,33
1,5 15,0
17,0 1,0 16,33
17,0 1,5 16,0 —0,04 —0,07 —0,1 —0,11
18,0 17,0 —0,05 —0,08 —0,11 -0,12
2,0 16,68 —0,06 -0.1 —0,14 —0,15
20,0 1,5 19,0 —0,05 —0,08 —0,11 —0,12
2,0 18,68 -0,06 —0,1 —0,14 —0,15
22,0 1,5 21,0 -0,05 -0,08 —0,11 —0,12
2,0 20,68 —0,06 —0,1 —0,14 —0,15
24,0 1,5 23,0 -0,05 —0,08 —0,11 -0,12
2,0 22,68 -0,06 -0,1 —0,14 —0,15
25,0 1,5 24,0 -0,05 -0,08 —0,11 -0,12
2,0 23,68 -0,06 -0,1 —0,14 —0,15
62
Продолжение
Номиналь- ный диа- метр резь- бы d Шаг резьбы, S Диаметр стержня dcT
номиналь- ный Класс точности резьбы болта
1 1 2 2а 1 3
Допускаемое отклонение
26,0 1,5 25,0 —0,05 —0,08 —0,11 —0,12
27,0
26,0
2,0 25,68 —0,06 —0,1 —0,14 —0,15
28,0 1,5 27,0 —0,05 —0,08 —0,11 —0,12
2,0 26,68 —0,06 —0,1 —0,14 —0,15
30,0 1,5 —0,09 0—0,13 —0,14
29,0
. 2,0 28,68 —0,07 —0,11 —0,15 —0,17
32,0 1,5 31,0 —0,06 —0,09 —0,13 —0,14
2,0 30,68 —0,07 —0,11 -0,15 —0,17
33,0 1,5 32,0 —0,06 —0,09 —0,13 —0,14
2,0 31,68 —0,07 —0,11 —0,15 —0,17
35,0 1,5 34,0 —0,06 —0,09 —0,13 —0,14
36,0
35,0
2,0 34,68 —0,07 -0,11 —0,15 -0,17
39,0 37,68
40,0 38,68
42,0 40,68
45,0 43,68
Класс чистоты цилиндрической поверхности стержня — нс ниже V5.
63
III. ВРЕЗАНИЕ И ПЕРЕБЕГ ИНСТРУМЕНТА
ВЕЛИЧИНА ВРЕЗАНИЯ И ПЕРЕБЕГА ПРИ РАБОТЕ РЕЗЦАМИ
1. Обработка одним резцом.
Главный угол в плане 'у Глубина резания t, мм
1 | 2 4 | 6 1 8 10 12 16
Величина врезания мм
30° 1,7 3,5 6,9 10,4 13,8 17,3 20,8 26,0
45° 1,0 2,0 4,0 6,0 8,0 10,0 12,0 15,0
60° 0,6 1,2 2,3 3,5 4,6 5,8 6,9 8,7
75° 0,3 0,6 1,1 1,6 2,1 2,7 3,2 4,0
90° 0 0 0 0 0 I 0 1 0 0
Величина перебега /2 при работе на проход, мм
Вне за- висимо- сти от угла ср 1 1 2 2 3 3 3 3
64
II. Многорезцовая обработка
0) Срезание радиальное
q) Срезание прямое
S) Среза мае носое
Тип резцов и характер обработки Способ врезания резца № ф. Глубина резания мм
1 1 2 4 6 1 8 1 1 10 1 12 1 16
Угол I I в плм граду< Врезание и перебег lt 1, мм
Резцы проход- ные; поверх- ность заготовки предвари- тельно обрабо- танная или из проката. Точение на проход Прямое и косое при свободном резании 45 60 90 4 4 2,5 5 4 2,5 7 6 2,5 9 7 3 11 8 3 13 9 3 10 3 12 3
к При несво- бодном ре- зании 45—90 6 8 12 17 20 25 30 34
Точение в упор Прямое и косое при свободном резании 45 60 90 2 2 3 2 1 5 4 7 6 9 7 12 8 1,5 ~9 11
Косое при несвободном резании 45 90 4 4 6 5 10 9 15 13 18 16 23 19 28 23 32 28
При обточке отливок, поковок, штамповок добавлять — 1 2 3
Примечание. В случае радиальной подачи инструмента величина врезания
равна /| = /-4-2 л<лс, где t — глубина резания.
2404
65
ВЕЛИЧИНА ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА
ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
Характер обработки Диаметр инструмента, л<лс(до)
3 1ь 1 101 1 15 1 20 1 25 1301 1401 501 I 60 и более
Врезание и перебег мм
Сверление на проход свер- лами с одинарной заточкой 2 2,5 5 6 8 10 12 15 18 23
с двойной заточкой — — 6 8 10 15. 16 18 22 27
Сверление в упор 1,5 2 4 6 7 9 И 14 17 21
Рассверливание Глубина резания /, мм (до) 5 — — V—* 4 4 5 5 5 6 6
10 — — х —А — 7 8 8 8 9 9
15 — — v-A — — — 11 11 12 12
20 14 15 15
30 ‘3 ~3~ ~т “т ”Т 18 5 18
Зенкерование на проход 1 — — — 5
3 — — — 5 5 5 6 6 7 7
5 — — — — 7 ‘7 8 8 9 9
10 — — — — — 12 13 13 14 15
в упор — — — — 2 2 2 3 3 4 4
Развертывание ци- линдрических от- верстий на проход — 8 9 15 18 19 19 24 25 26
в упор — 2 3 3 3 3 4 4 4|
Развертывание конических от- верстий 1 1,5
Центрование отверстий 1-2 2 —
Зенкование коническими зен- ковками 0,5 0,5 1 1 1 1 1 1,5
Зенкование и цекование обли- цовочными инструментами — 0,5 1 1 1 1 1 1,5
Примечание. При сверлении отверстий диаметром 10 мм рекомендуется
применять сверла с двойной заточкой.
66
ВЕЛИЧИНА ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА
Фрезы цилиндрические, дисковые, прорезные, фасонные и концевые
Диаметр фрезы D, мм
10 | 16 20 1 25 32 1 40 1 50 1 63 80 1 100 | 125 | 160 1 200 | 250
Врезание и перебег Zt, мм
Глуби-
на ре-
зания
t, мм
0,5 3 4 4 5 5,5 6,5 7 8 9 10 12 12 14 15
1 4 5 5,5 6,5 7 8,5 9 10 11 13 15 16 18 20
1,5 4,5 5,5 6,5 7,5 8,5 9,5 И 12 13 15 17 19 21 23
2 5 6,5 7 8,5 9,5 11 12 14 15 17 19 21 24 26
3 5,5 7,5 8 9,5 11 13 14 16 18 20 22 25 27 31
4 6 ' 8 9 11 12 14 16 18 20 23 26 29 32 35
5 — 8,5 9,5 12 13 15 17 20 22 25 28 31 35 39
6 — — 10 12 14 16 18 21 24 27 30 34 38 42
7 — — 11 13 15 17 19 22 25 29 32 36 41 45
8 — — —г- 13 15 18 20 24 27 зо. 34 38 43 48
9 — — — — 16 19 21 25 28 32 35 40 46 51
10 — — — — 16 19 22 26 29 33 38 42 48 53
11 — — —• — — 20 23 27 30 34 39 44 50 55
12 — — — — — 20 23 27 31 35 40 46 52 58
13 — —— — — — 21 24 28 32 37 42 47 53 60
14 —— — — — — —- 24 29 з. 38 43 49 55 62
15 — — — — —. — 25 29 34 _М- _44_ 50 57 63
16 —. — — — — 25 30 35 40 45 52 58 65
18 — — —. — — — — 31 36 42 47 54 61 69
20 — — — — — — 32 38 43 50 57 64 72
22 — — — — — — 33 39 44 51 59 67 75
25 40 46 54 62 70 78
28 41 48 56 65 74 83
30 49 57 66 76 85
35 51 60 70 80 91.
40 62 73 84 96
50 78 91 104
60 81 96 111
П рн меча ни е. При чистовой обработке, в целях обеспечения чистой поверх-
ности при выходе фрезы, величину врезания и перебега для
дисковых фрез следует брать вдвое больше приведенной в
карте. . _______
Формула для определения величины врезания и перебега /1 —И/(Р—0 +
4 3—8) мм. ' , <
67
ВЕЛИЧИНА ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА
Фрезы торцовые и концевые (для пазов)
Схема установки фрезы
1. Симметричная
2. Смещенная
Примечание. При чистовом фрезеровании величина врезания и перебега
/| равна диаметру фрезы.
Формула для определения величины врезания и перебега при черновом фрезе*
ровании: ____
/i-0,5(D-K' О’—S’)+ (4+5) лж.
68
Режущий
инструмент
ВЕЛИЧИНА ВРЕЗАНИЯ И ПЕРЕБЕГА РЕЗЬБОНАРЕЗНОГО
ИНСТРУМЕНТА
Характер обработки
Резцы резьбовые На станках с полуавтоматическим циклом
На токарно-винторез- ных станках На проход
В упор
На токарных станках вихревым ме- тодом
Метчики машинные На проход
В упор
Эскиз обработки
Врезание и перебег, мм
(3—4)5
(5—8)5
(3-4)5
(1,5—4)5
Длина заборной части 3—6 ни-
ток + 1—2, калибрующие
нитки
(2,5—3)5
Метчики
гаечные.
На проход
Длина режущей части метчика
I,-Олина режущей части
Режущий
инструмент
Характер обработки
Плашки круглые —
Пляппта танген- циальные — —
Резьбонарез- ные круглые гребенки для винторезных головок —
Фрезы резь- бовые диско- вые Шаг резьбы, мм До 6 До 10 Свыше 10
Продолжение
ВЕЛИЧИНА ВРЕЗАНИЯ И ПЕРЕБЕГА ЧЕРВЯЧНЫХ
МОДУЛЬНЫХ ФРЕЗ ПРИ НАРЕЗАНИИ ЗУБЧАТЫХ ЦИЛИНДРИЧЕСКИХ
КОЛЕС
Модуль нарезае- мого колеса т, мм Диаметр фрезы D, мм Величина врезания и перебега , мм при нарезании зуба
в один проход в два прохода
1-й 2-й
1 63 16 — —
70 17 — «м
1,25—1,5 63 19 —
80 22 — —
1,75—2 70 23 — —
90 25 — —
2,25—2,5 80 27 — ——•
100 29 — —
3—3,5 90 30 26 13
112 32 28 14
4—4,5 100 34 31 14
125 36 34 15
5 112 42 35 15
140 49 38 16
6 125 46 39 16
160 55 43 17
8 140 50 48 18
180 66 55 20
П р и м е ч а н и е. При обработке косозубых шестерен длину врезания и пере-
бега умножать на коэффициенты: для угла наклона он*
вз»!5° /<=1,25; для а = 30° К=1,б; для а — 45° К=2,1.
71
ВЕЛИЧИНА ВРЕЗАНИЯ И ПЕРЕБЕГА ЧЕРВЯЧНЫХ ФРЕЗ
ДЛЯ ШЛИЦЕВЫХ ВАЛОВ
Глубина шли- цев Л мм Диаметр фрезы D, мм
50 55 60 65 70 75 80 85 90 100 ПО 120
Врезание и перебег /t, мм
1,5 12 12 12 13 13 14 14 14 15 15 16 16
2 13 13 14 14 15 15 16 16 16 17 18 18
3 15 16 16 17 17 18 18 19 19 20 21 22
4 17 17 18 19 19 20 20 21 22 23 24 25
5 18 19 20 20 21 22 22 23 24 25 26 27
6 19 20 21 22 23 23 24 25 26 27 28 29
7 20 21 22 23 24 25 26 26 27 29 30 31
8 21 22 23 24 25 26 27 28 28 30 32 33
Примечание. Формула для расчета:
J/ /(D-0+2 (мм).
где D —диаметр фрезы;
t — глубина впадины шлицев.
72
ВЕЛИЧИНА ПЕРЕБЕГА ИНСТРУМЕНТА В НАПРАВЛЕНИИ
ГЛАВНОГО ДВИЖЕНИЯ
3j бэсгрогальные ^°долбея«ыеРОГаЛЬНЫе Продольно-строгальные Станки
Эскиз обработки Длина обра- батываемой поверхности Llt мм Перебег инструмента l2t мм
До 2000 200
» 4000 325
» 6000 400
Св. 6000 500
До 100
» 200
» 300
Св. 300
35
50
60
75
73
Продолжение
Эскиз обработки
Длина обра-
батываемой
поверхности
Llt мм
Перебег ин-
струмента
1а, мм
На проход
В упор
Глубина
отверстия
О
—0,5 шири-
ны круга
(Вк), но не
менее 20
На проход Вся длина
обрабатывае-
мой поверх-
В упор ности
0
—0,5 шири-
ны круга
(Вк)
Глубина
отверстия
0
*
с
Вся длина
протяжки
30-50
Примечание. Величину врезания и перебега в направлении подачи для
строгальных и долбежных станков, см. стр. 64.
74
ВЕЛИЧИНА ПЕРЕБЕГА ИНСТРУМЕНТА
Станки
Эскиз обработки
Плоскошлифовальные
с прямоугольным
столом, работающие
периферией круга
Плоскошлифовальные
с круглым столом,
работающие
торцом круга
периферией круга
1
Продолжение
Характер обработки Длина обрабатываемой поверхности /-! или 1, мм Перебег инструмента в направлении
главного дви- жения /2, мм} рабочего дви- жения, мм
Черновая и чис- товая Вся длина детали 10—15 Ширина круга Вк+5
Черновая и чис- товая Приведенная ши- рина шлифова- ния Впр — —
д пр~ гАр ZFd— суммарная пло- щадь шлифования, мм2 Dcp — средний диаметр рабочей зоны стола, мм
Черновая и чис- товая Длина обрабатыва- емой поверхности Ширина круга Вк+5
ВЕЛИЧИНА ПЕРЕБЕГА КРУГА ПРИ ШЛИФОВАНИИ ШЛИЦЕВ
Время де- Скорость движения стола о, м'мин (до)
Характер обработки лительно- го движе- ния т сек 5.0 | 6,2 1 а,о 10,0 | 12,5 1 16,0
Д Перебег круга Zt, мм
8 о 0,5 40 50 60 65 80 95
сх
с S ' 0,65 50 60 70 80 95 120
во 0,8 60 70 90 95 120 150
i 1,0 70 90 НО 120 150 185
(V а 1,25 90 НО 135 150 185 230
s & 1,6 ПО 135 170 185 230 285
Шли 2,0 135 170 185 230 285 365
о. 0,5 31 40 50 55 70 88
о
0,65 40 50 62 70 88 111
во
шлицев 0,8 50 62 80 88 111 142
1,0 62 .80 100 111 142 178
О) 3 1,25 80 100 125 142 178 222
1 1,6 100 125 160 178 222 278
I 2,0 125 160 178 222 278 356
Примечание. При шлифовании
обе стороны.
шлицев напроход учтен
перебег
круга в
77
IV. РАСЧЕТ ОСНОВНОГО (ТЕХНОЛОГИЧЕСКОГО)
ВРЕМЕНИ ПО ВИДАМ ОБРАБОТКИ
НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
ОСНОВНЫЕ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
D; d — диаметр обрабатываемой поверхности или диаметр режущего инстру-
мента, мм;
и—скорость вращения (движения инструмента, детали), м/мин;
I — длина обрабатываемой поверхности, мм;
li— величина врезания и перебега инструмента, мм;
12—величина перебега инструмента, мм;
L—расчетная длина обрабатываемой поверхности, мм;
Li — длина хода в направлении главного движения на станках с механизма-
ми возвратно-поступательного движения, мм;
В—расчетная ширина обрабатываемой поверхности, мм;
i—число проходов инструмента;
а— припуск на обработку на сторону, мм;
t— глубина резания за один проход, мм;
DK—диаметр шлифовального круга, мм;
Вк— ширина шлифовального круга, мм;
Dp— средний диаметр рабочей зоны круглого стола, мм;
s — подача за один оборот шпинделя, мм!об;
sB— продольная подача за 1 оборот/ход изделия в долях ширины круга:
Пд—число оборотов детали в минуту;
п— число оборотов шпинделя в минуту;
sz—подача на зуб, мм;
sM—минутная подача=sz-z-n, мм) мин;
5рад— радиальная подача на один оборот детали, стола, инструмента, мм;
snon—поперечная подача на один оборот детали, мм;
5прод— продольная подача на один оборот детали, мм;
$осев— осевая подача за один ход стола, инструмента, мм;
SfX— подача на глубину за один ход стола или оборот, мм!об;
stQ— подача на глубину за один оборот стола, мм;
х — время на реверсирование, деление мин (принимается по паспорту стан-
ка) ;
К—коэффициент на выхаживание и доводку при шлифовании;
q—количество одновременно обрабатываемых деталей;
То— основное (технологическое) время на операцию, мин.
78
Вид обработки
Расчетные данные
Диаметр Глубина ре- Длина Число
или длина зания, мм прохода, прохо-
хода, мм мм дов
Обтачивание цилиндрических поверх-
ностей:
в упор
То= — t
ns
D t Ь=1+1±+12 i
Одновременное обтачивание несколь-
ких цилиндрических поверхностей
Работа осуществляется одновременно
всеми резцами за один проход
/о; 1с— длины обрабатываемых
поверхностей каждой ступени
Расчет основного времени
ведется по наибольшей длине
Di Qi-4 2 i
тз 1 сч Q L=lb+lt i
Ds ьэ | Си со L=lr+lt i
' о — 1 ns
79»
Продолжение
Расчетные данные
Вид обработки
Диаметр Глубина Длина про- Число
или длина резания, хода, мм прохо-
хода, мм мм дов
Обтачивание фасонных поверхностей
т0= — .1
ns
Подрезка торца сплошного сечения
то= — 4
ns
Подрезка торца несплошного сечения
ВО
Продолжение
Расчетные данные
Вид обработки
Диаметр Глубина Длина прохо- Число
или длина резания, да, мм прохо-
хода, jkjm мм дов
Отрезка
Глубина резания при отрезке и
надрезке равна ширине резца—В
то= — 1
ns
Протачивание наружных канавок, вы-
точек и т. д.
D t=B D-d L= “+'* 1
D t D—d L= ~+‘l i
То= — 4 ns
0—2404
8!
Продолжение
Расчетные данные
Вад обработки
Диаметр Глубина
или длина резания»
хода» мм мм
Д,тма прохо-
да, мм
Число
прохо-
дов
Протачивание наружных и внутренних
выточек поперечной и продольной пода-
чей «в разгон»
U , О—d
— » д=------
D t L = l — B i
X **snon Л5Пр0д J
Протачивание торцовых канавок
мерным инструментом за 1 проход
В Z—-Врезка 1
Т L
10=-------
ДОосев
12
Продолжение
Вид обработки Расчетные данные
ДиаметрТ или длина хода, мм Глубина резания, мм Длина про- хода, мм Число прохо- дов
Протачивание торцовых канавок с осе-
вой и радиальной подачей «в разгон»
t—^резца
L^l+h
D
Одновременное растачивание соосных
отверстий
83
Продолжение
Расчетные данные
Вид обработки Диаметр или длина хода, мм Глубина резания, мм Длина про- хода, мм Число ьпрохо- дов]
Центрование отверстий:
сверление центровочным сверлом D — L = l+i 1
центрование комбинированным свер-
лом
£4
Продолжение
Расчетные данные
Вид обработки
Диаметр
или длина
хода, мм
Глубина
резания,
мм
Длина прохо- Число
да, мм прохо»
,ДО»
Сверление глухих и сквозных отвер-
стий:
в упор
D
L
ns
Рассверливание, зенкерование и раз-
вертывание отверстий:
D-d
2
D-d
2
Т = _L . i.
ns
85
Продолжение
Вид обработки Расчетные данные
Диаметр или длина хода, мм Глубина резания, мм Длина про- хода, мм Число прохо • дов
на проход Ш *5 ( /*^1 \ D D—d 2 L=l+lx 1
То= — -1 ns
Зенкование бобышек, уступов, фасок
Значение 1\ — для чистой по-
верхности 3 мм, для черной поверх*
ности 5 мм, для фасок 2 мм
D D-d 2 1
пз
86
Продолжение
Вид обработки Расчетные данные
Диаметр или длина хода, мм Глубина резания, мм Длина про- хода, мм Число прохо- дов
Развертывание конических отверстий
D—d
где I р— расчетная длина хода кони*
ческих разверток—см. стр. 107
Фрезерование плоскостей цилиндриче-
скими и торцовыми фрезами
Фрезерование пазов дисковыми фре-
зами
D t L—l+li i
37
I
Продолжение
Вид обработки Расчетные данные
Диаметр или длина хода, мм Глубина резания, мм Длина про- хода, мм Число прохо- дов
Фрезерование пазов закрытых с двух
сторон
1. Фрезерование с маятниковой по '
дачей
h
t
D t L=l—D i
2. Фрезерование глубинным способом
L^h
Lt=l—D
Фрезерование пазов закрытых с одной
стороны
Д
t
_J±_+_Ja_A i
5м.верт 5м.прод'
F8
Продолжение
Расчетные данные
Вид обработки
Фрезерование пазов концевой фрезой
в обход по контуру
Фрезерование
(отрезка)
сегментными пилами
Диаметр Глубина Длина про- Число
или длина резания. хода, мм прохо-
хода, мм мм дов
а
t
D
t
L=1+1+kR
Т —т— Л
1 о—ti »
SM
l^D
D t=D—b 1
Т = — -1
Изделие круглого сечения
D t=d L=d 1
Изделие прямоугольного сечения
D t=h 1
т L 1
'о— -- • 1
89
Продолжение
Вид обработки Расчетные данные
Диаметр; или длина хода, мм Глубина резания, мм Длина про- хода, Л.Ч Число прохо- дов
Круговое фрезерование на станках
^прерывного действия
£ 1 д л
L
s
м. круговая
Фрезерование на многошпиндельных
агрегатных станках
Di ti L^l+h+
Р3 ^3
Ръ
/1 — величина перебега, равная
половине наибольшего диа-
метра фрезы, расположен-
ного на первой оси (ось/);
/2 — величина перебега, равная
половине диаметра (наиболь-
шего) фрезы, расположен-
ного на последней оси
(ось ///);
/Р1; /Р1—расстояние между осями
шпинделей в наладке.
В таблице дан пример при рабо-
те 5 шпинделями
Фрезерование шлицев дисковой или
червячной фрезой
/ 1 I
где z = число шли-
цев
90
Продолжение
Расчетные данные
Вид обработки
Диаметр Глубина Длина про- Число
или длина резания, хода, мм прохо-
хода, жл< мм дов
Нарезание резьбы резцом
Вихревое нарезание резьбы вращаю-
щимися головками
Я/?/
~ к' где а — высота резьбы
do t L=(l+lt)q
i
L
о— ( +
\ ПЗ ^обрати ’ $ /
q — число заходов резьбы
sznv,K
п^ —— ,
где Лд — число оборотов детали;
sz — подача на один резец;
Пр — число оборотов резцовой
головки;
К — количество резцов в голов-
ке;
do — диаметр резьбы.
Тббб" ’
где Dp —диаметр траектории
___________вращейия резца___________
v =
Dp=do+ +2 4=/+2s
1
где Н — величина глубины резания
или величина смещения оси
вращения резцовой головки
относительно оси вращения
детали;
t — высота резьбы.
Го=^-.Ь
Лд$
где s — шаг резьбы
Нарезание резьбы гребенчатой (груп-
повой) фрезой
D t= высоте резьбы L=l,2r4, 1
L l,2rcdo 1,2
’
Лфр2фря7фр ПЛ
где Пфр—число оборотов фрезы;
z фр — число зубьев фрезы;
—подача на один зуб
фрезы, мм/зуб.
91
Продолжение
Расчетные данные
Вид обработки
Диаметр Глубина Длина про- Число
или длина резания. хода, мм прохо-
хода, мм , мм дов
Нарезание трапецеидальной резьбы
дисковой фрезой
1000о
ЛфР“ ;
п sm З^фрЯфр .
^do
2/ ’
где d0 — наружный диаметр резьбы;
di — внутренний диаметр резьбы.
t L=(l+2s)q i
q — число заходов резьбы
Нарезание резьбы метчиком:
£обр=^"М1
на проход
Д>бр=Ж1 1
£рбр
92
) Продолжение
Расчетные данные
Вид обработки
Нарезание резьбы плашкой
Диаметр Глубина
или длина резания,
хода, мм мм
Длина про-
хода, мм
£o6p=/+G
, L । ^обр
о — Т ~
/IS ЛобрЗ
Число
прохо-
дов
Нарезание резьбы самооткрывающей-
ся головкой
d0 - L=Wi 1
^прот —рабочая длина протяжки
Протягивание отверстий и шлицев
D—d L—Znpoi+/i f
1 OOOtrnp01 1 000i>o6p
98
Продолжение
Расчетные данные
Вид обработки
Диаметр
или длина
хода, мм
Глубина
резания,
мм
Длина про-
хода, мм
Число
прохо-
дов
Протягивание шпоночного паза
а
,
t
где а — высота шпоночного паза;
t — глубина резания за один
•проход
В
£—^ПрОт4“/1
t
i
—L—+—
1 ОООс^прот 1 ОООс^обр
Калибрование отверстий прошивкой
1
L—/прОШ"Н1
L
т = ——
ЮОО^прош ЮООс’обр
Строгание плоскостей:
на продольно-строгальных станках
;____£1
t
I
lb
t
L^B+h
5
на поперечно-строгальных и долбеж-
ных станках
То- — •<;
ns *
ЮООи
L (1 + /п)
где т —отношение скорости рабочего
хода к скорости холостого
хода
94
Продолжение
Расчетные данные
Вид обработки
Диаметр
или длина
хода, мм
Глубина
резания,
мм
Длина прохода, Число
мм прохо-
дов
Строгание пазов или канавок мерным
резцом
t—B рез-
ца
где пх—число двойных ходов стола
в минуту
Строгание призматических направляю-
щих:
профильным резцом
чроходным строгальным резцом
Строгание «ласточкина хвоста»
t=B L=—+l1
95
Продолжение
Расчетные данные
Вид обработки
Диаметр
или длина
хода, лсм
Глубина
резания,
лсм
Длина прохо-
да, мм
Число
прохо-
дов
мето-
Наружное круглое шлифование
дом продольной подачи:
на проход
а
st*’
где s/x—подача на глу-
бину шлифования
sfx
£=/ (на
проход)
т LlK
1 °— _ о
nsB
При подаче stx на двой-
ной ход стола значение L
удваивается
D
I
D sfx L=l—0.5ВК (в упор)
I
? Li К При подаче S/x на двой-
°в Вк ной Х°Д стола значение
" L удваивается
Значение К — см. стр. 107
S6
П родолжение
Вид обработки
Расчетные данные
Диаметр Глубина Длина про- Число
или длина резания, хода, мм прохо-
1 хода, мм мм дов
Наружное круглое шлифование мето-
дом радиальной подачи (врезанием)
Внутреннее шлифование сквозных от-
верстий методом продольной подачи
D I f=Z L=a 1
где s/o — подача на глубину шлифо-
вания за один оборот де-
тали.
Значение К — см. стр. 107_______
а где $/х—подача на глу-
z ~ Г9 бину шлифования
х за один двойной
ход стола________
п _________ I L=l (но не
и I менее 20 мм) 1
т %ЫК
То'—
Значение — см. стр 107
Внутреннее шлифование глухих отвер-
стий:
методом продольной подачи (в упор)
Аг
а i — , s/x где s/x — подача на глуби- ну шлифования за один двойной ход стола
£=/—0,5Вк
D (но не ме- / нее 20 мм)
методом радиальной подачи (вреза-
нием)
т0= — • 1
ns/„
Значение К - см. cip. 107
7 2404
97
Поодолжение
Расчетные данные
Вид обработки
Диаметр Глубина Длина про- Число
или длина резания. хода, мм прохо-
хода, мм мм дов
Наружное и внутреннее шлифование
торцов методом врезания:
торец несплошного сечения
Т°~ nst0
° nst0
Значение #— см. стр. 107
Наружное шлифование торцов мето-
дом продольной подачи
где s/o — подача на глубину^
шлифования за
один оборот детали.
ГО“ ----Г
nstu
Значение К— см. стр. 107
98
Продолжение
Вид обработки Расчетные данные
Диаметр или длина хода, мм Глубина резания, мм Длина про- хода, мм Число прохо- дов
Плоское шлифование периферией кру-
га на станках с прямоугольным столом
. _ о , где s/x—подача на глубину Si шлифования за х один ход стола
Ьх+/а — L=B+ i
'Р __ * лВк$£ q
где q — количество одновременно
обрабатываемых деталей.
Значение К — см. стр. 107
Плоское шлифование периферией кру-
га на станках с круглым столом
Плоское шлифование торцом круга на
станках с прямоугольным столом
а где stQ — подача на глубину 1 stQ шлифования за один оборот стола
Пер — L=B+ +Вк+5 i
п ^ср- 2 ПК ° nBKsBq Значение К — см. стр. 107
SB где SB — суммарная пло- ВСр= ~ > щадь обрабаты- ваемых поверх- ностей всех де- талей, установ- ленных на столе
£14-/» t—ВСр L=-a | 1
°" nstrf Значения К— см. стр 107
S3
Продолжение
Расчетные данные
Вид обработки Диаметр или длина хода, мм Глубина резания, мм Длина про- хода, мм Число прохо- дов
Плоское шлифование торцом круга на
станках с круглым столом
Значения #— см. стр. 107
Шлифование направляющих методом /2=рк
врезания
Значение #— см. стр. 107
Щлифование шлицевых валов
а где s/x — подача на глуби-
sjn7S/ * ну шлифования
за один двойной
ход стола
/.=Ж1 i
2Lil
1000 с’
где v -- скорость движения стола,
м!мин
100 '
Продолжение
Расчетные данные
Вид обработки
Диаметр Глубина
или длина резания,
хода, мм мм
Длина прохо-
да, мм
Число
прохо-
дов
Бесцентровое шлифование:
методом поперечной подачи (врезанием)
D t—l L=a 1
То= —
UqSIq
Значение К — см. стр. 107
методом продольной подачи
--- , где st х— подача на глу-
s^x бин у шлифования за один
проход
L=/4-BK+
Ч-(5-?10 мм)
TQ— — , где sM—продольная пода-
sM ча, мм/мин
Шлифование резьбы однониточным
кругом в сплошном материале
а
i -= — ; /1=2s
dQ t i
TQ= , где S—шаг резьбы;
nS 1,3—коэффициент,
учитывающий
обратный ход
Шлифование резьбы многониточным
кругом методом врезания
а — припуск, равный высоте профиля
резьбы:
__ 4)
2
d0 — I.=a 1
где 1,5 — коэффициент, учшывающий
вы ха ж и на и по
101
Продолжение
Вид обработки
Шлифование зубьев методом обкатки
двумя тарельчатыми кругами
Шлифование зубьев методом обкатки
дисковым коническим кругом (без ус-
коренного обратного хода)
Шлифование зубьев методом копиро-
вания (на зубошлифовальном станке
Шлифование зубьев червячным шли-
фовальным кругом
Расчетные данные
Диаметр или длина хода, мм Глубина резания, мм Длина прохо- да, мм Число прохо- ДОВ
^’=<1 +/s+l’s, где 1] — число черновых проходов: /г — число получистовых прохо- дов; /з — число чистовых проходов
— L—B^l^ i
п ( s/x, rfxs ^х, )
Значение п и Тд — см. стр. 108
1=^+2; где —число черновых
проходов '
^обк
2£рбк / h 1 1 \ .
П I ^х + stx + ^х +
\ хз /
+ ^(G + 2) *
Значение £Обк и тд—см. стр. 109.
DK а L=B+lx i
т0= Г- 1лчерн + (^2 + *3 Значение 1\ и тд 1 *»+*з+*< ,
д + “Г “чист 4- »4)гдj Z — см. стр. 109.
а i— st храд
— — L-B+/, (Zj=»14 мм) i
_ !'iz ти- Лк^прод
где п к— число оборотов
шлифовального круга в минуту
102
Продолжение
Расчетные данные
Вид обработки Диаметр или длина хода, мм Глубина резания, мм Длина прохо- да, мм Число прохо- дов
Долбление зубьев методом обкатки
1,Ш
L
а
\ ПЗ Юры / П8
где n — число двойных ходов долбяка
Нарезание зубьев:
цилиндрических колес
фрезами
червячными
а i = J t 0=2,2 tn
D t Ь=(.В+1,)г i
То~ nsK ’
где К — число заходов фрезы
цилиндрических колес со спиральным
зубом дисковой модульной фрезой
а
1=— а — 2,2 т\
Р — угол наклона спирали или зуба
D t +Z1V \cosfi 1 /
SM
Li .
• о— ~ sz^'|>p
ЮЗ
Продолжение
Расчетные данные
Вид обработки
Диаметр
или длина
хода, мм
Глубина
резания,
мм
Длина про-
хода, мм
Число
прохо-
дов
Нарезание червячных колес червячной
модульной фрезой методом радиальной
подачи
а=2,2 т\ ^=0,8 т
£=(a+/1)z=
= 3mz
где # — число заходов фрезы
D
v nsK
Нарезание червячных колес червячной
модульной фрезой методом тангенци-
альной подачи
L= _
т = ——
" nsK
Продолжение
Расчетные данные
Вид обработки
Диаметр
или длина
хода, мм
Глубина
резания,
м м
Длина про
хода, мм
Число
прохо-
дов
Нарезание прямозубых и косозубых
конических колес по методу обката дву-
мя зубострогальными резцами
а
а=2,2т\ i— —
t
T0=T2z,
где Тz— время обработки одного зу-
ба определяется по паспор-
ту станка
Шевингование зубьев
* — *раб 4“ *хол
Рш *
L . 1000с»
> > ^111= п
SM 2
105
Продолжение
Расчетные ’данные
Вид обработки
Диаметр Глубина Длина прохо- Число
или длина резания, да, мм прохо-
хода, мм мм дов
Закругление зубьев
L-z+p i
То—Тz Li,
где Т? — время обработки одного зу-
ба;
р — поправочный коэффициент,
зависящий от модуля:
для модуля 1,25—2,5 р = 3,0
» » 2,75—4,0 р = 4,0
» » 4,0 —6,0 р = 5,0
Хонингование отверстий
/1=0;
^х'
a = D—d
D t £=Ж1 i
2L
Чх-’оо
106
РАСЧЕТНАЯ ДЛИНА ХОДА КОНИЧЕСКИХ РАЗВЕРТОК
Угол Припуск на диаметр под конус, мм
Конус- ность при верши- 0,2 0,4 0,6 0,8 | 1,0 1 1.2 | 1.4 1 1.6 1 1,8 1 2,0 1 3.0
не ко- нуса Расчетная длина хода L мм Р,
1x0,5 90° 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,5
1:0,86 60° 0,17 0,35 0,5 0,7 0,9 1,0 1,2 1,4 1,6 1,7 2,6
1:1,87 30° 0,37 0,8 1,1 1,5 1,9 2,2 2,6 3,0 3,4 3,7 5,6
1:3 18°56' 0,6 1,2 1,8 2,4 3,0 3,6 4,2 4,8 5,4 6,0 9,0
1:5 11°25' 1,0 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0 10,0 15,0
1:7 8°10' 1,4 2,8 4,2 5,6 7,0 8,4 9,8 11,2 12,6 14,0 21,0
1:10 5°44' 2,0 4,0 6,0 8,0 10,0 12,0 14,0 16,0 18,0 20,0 30,0
1:15 3°49' 3,0 6,0 9,0 12,0 15,0 18,0 21,0 24,0 27,0 30,0 45,0
1:20 2°52' 4,0 8,0 12,0 16,0 20,0 24,0 28,0 — — — —
1:30 1°54' 6,0 12,0 18,0 24,0 30,0 36,0 — — — — —
1:50 1°08' 10,1 20,3 30,3 40,4 50,5 — — — — — —
ЗНАЧЕНИЕ ПОПРАВОЧНОГО КОЭФФИЦИЕНТА К ПРИ РАЗЛИЧНЫХ
ВИДАХ ШЛИФОВАНИЯ
Виды шлифования Величина К
При чистовом шлифовании При черновом шлифовании
Наружное круглое шлифование в центрах методом продольной подачи 1,2—1,4 1,25—1,7
Наружное круглое шлифование в центрах методом врезания 1,2—1,3 1,2-1,3
Наружное круглое бесцентровое шлифование на про- ход 1,05-1,2 1,05-1,2
Наружное круглое бесцентровое шлифование методом врезания 1,05—1,1 1,1—1,2
Внутреннее шлифование 1,2—1,3 1,3-1,8
Плоское шлифование торцом круга на станках с круг- лым столом 1,2—2,0 1,2-1,5
Плоское шлифование периферией круга на станках с круглым столом 1,2—2,0 1,2—1,5
Плоское шлифование торцом круга на станках с пря- моугольным столом 1,2—2,0 1,2—1,5
Плоское шлифование периферией круга на станках с прямоугольным столом 1,15-1,35 1,25—1,5
107
ВЕЛИЧИНА ПЕРЕБЕГА КРУГА, ЧИСЛО ХОДОВ ОБКАТКИ
И ВРЕМЯ НА ПЕРЕМЕЩЕНИЕ ПРИ ШЛИФОВАНИИ ЗУБЬЕВ МЕТОДОМ
ОБКАТКИ ДВУМЯ ТАРЕЛЬЧАТЫМИ КРУГАМИ
НА ЗУБОШЛИФОВАЛЬНОМ СТАНКЕ МОДЕЛИ 5851
Величина перебега круга Li
Диаметр шлифовального круга мм
Модуль зуба /и, мм 165 185 | 210 1 225
Величина перебега круга на две стороны мм
1,5 56 60 63 64
1,75 60 64 66 68
2,0 64 67 70 72
2,5 70 73 77 80
2,75 72 76 80 84
3,0 75 79 83 86
3,5 79 86 89 90
4,0 84 91 94 97
4,5 88 94 99 102
5,0 92 98 104 108
5,5 96 102 108 114
6,0 100 106 112 116
7,0 106 112 119 126
8,0 112 116 125 131
10,0 122 130 139 144
G=2 /Яш(Ок-Яш) + 10 ММ,
где Н ш— высота шлифуемого зуба, мм
Число ходов обкатки п
Модуль зуба т, мм Диаметр делительной окружности, мм
35 1 35—50 | 50—100 | 100—150 | 150—200 | 200—250 | 250—300
Число ходов обкатки п, в минуту
До 3 4 5 6 8 300 250 250 250 225 200 200 150 225 225 200 180 136 225 200 180 150 136 ' 225 200 180 136 136 200 180 150 136 136
Величина на перемещение и деление т д
Диаметр зубчатого колеса по делительной окружности, мм—до
Вес детали с оправ- кой, кг 35 | 50 | _ 100 __| 150 Время на перемещение и 1 200 1 деление 250 1 300 мин
2 5 12 св. 12 0,033 0,033 0,033 0,033 0,05 0,05 0,05 0,05 0,067 0,067 0,05 0,067 0,067 0,067 0,067 0,083 0,083 0,083
108
ДЛИНА ПРОХОДА ПРИ ШЛИФОВАНИИ ЗУБЬЕВ ДИСКОВЫМ
КОНИЧЕСКИМ КРУГОМ В НАПРАВЛЕНИИ ОБКАТКИ ПРИ УГЛЕ
ЗАЦЕПЛЕНИЯ а = 20°
Модуль, мм
Число зубьев Z 2,0 2,5 3,0 3,5 4,0 4,5 5,0 6,0
^обк —длина прохода в направлении обката, мм
13 22 27 32 38 43 49 54 65
16 22 27 33 38 44 50 55 66
20 22 28 33 39 44 50 55 66
25 23 28 34 40 45 51 56 68
32 23 29 34 41 46 52 58 68
40 23 29 35 41 47 53 58 70
50 24 30 36 41 47 53 59 71
60 24 30 36 42 48 54 60 71
80 24 30 36 43 48 55 60 72
100 25 31 37 43 50 1 55 61 73
ВРЕМЯ НА ДЕЛЕНИЕ ДЛЯ ОБРАБОТКИ СЛЕДУЮЩЕГО ЗУБА
ПРИ ШЛИФОВАНИИ ЗУБЬЕВ МЕТОДОМ ОБКАТКИ ДИСКОВЫМ
КОНИЧЕСКИМ КРУГОМ ПРИ УГЛЕ ЗАЦЕПЛЕНИЯ а=20°
Диаметр зубчатого колеса по делительной окружности, мм
Модуль зубд т. I I 1 I I
мм 100 | 1 150 I 1 200 1 250 1 >300
Время на деление т , мин
2 0,04 0,04 0,05 0,06 0,06
3 0,04 0,045 0,055 0,06 0,07
4 0,04 0,045 0,06 0,07 0,075
5 0,04 0,05 0,06 0,07 0,08
6 0,04 0,05 0,06 0,075 0,08
7 0,04 0,05 0,065 0,08 0,085
>8 0,045 0,05 0,07 0,08 0,09
ВЕЛИЧИНА ПЕРЕБЕГА КРУГА И ВРЕМЯ НА ДЕЛЕНИЕ
ПРИ ШЛИФОВАНИИ ЗУБЬЕВ МЕТОДОМ КОПИРОВАНИЯ
НА ЗУБОШЛИФОВАЛЬНОМ СТАНКЕ МОДЕЛИ 586М
Величина перебега круга Время на деление
Диаметр шлифовального круга DK, мм Число зубьев обрабатываемой
Модуль зуба т, мм 250 300 1 350 Тд, MUH
шестерни г
Величина перебега- круга /1, мм
1,5 63 67 73
1,75 67 73 77
2,0 71 77 82
2,5 77 85 91 10—24 0,067
3,0 85 95 99 25—30 0,045- 0,067
3,5 92 99 107 31—49 0,045
4,0 97 107 114 50—60 0,024 0,045
4,5 103 111 121 61—99 0,024
5,0 107 117 126 100—150 . ‘ 0,012-0,024
6,0 117 128 137 151-300 0,012
к « //7(DK—Я) + 5 (мм)
где Н — высота зуба равная 2,2
109
V. КРАТКАЯ ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ОСНОВНОГО
МЕТАЛЛОРЕЖУЩЕГО ОБОРУДОВАНИЯ
УНИВЕРСАЛЬНЫЕ ТОКАРНЫЕ И ТОКАРНО-ВИНТОРЕЗНЫЕ СТАНКИ
Основные параметры Модели станков
1М61 1А616 1А64 1К62 1К62В 1М63 165
Наибольший диаметр обраба- тываемого изделия, мм: 800
над станиной 320 320 400 400 630 1000
над суппортом 160 180 450 220 220 350 600
Расстояние между центрами, Шаг нарезаемой резьбы: 640; 930 1000 2800 710;, 1000; 1400 3000 1400; 2800 2800; 5000
метрической, мм 0,5—6 0,5—24 1—120 1—192 1—192 1—192 1—120
дюймовой (число ниток на 1 дюйм) 48-3 */2 56—1 28—1/4 24—2 24—2 24-V4 28-V4
модульной, модуль, мм Диаметр отверстия шпинделя, 0,25—3 0,25—22 0,5—30 0,5—48 0,5—48 0,5—48 0,5—30
мм 35 35 85 38 47 70 85
Конус отверстия шпинделя Морзе № 5 Морзе № 5 Метрич. 100 Морзе № 5 Морзе № 5 Метрич. 80 Метрич. 100
Конус отверстия пиноли Число оборотов шпинделя в Морзе № 4 Морзе № 4 Морзе № 6 Морзе № 5 Морзе № 5 Морзе № 5 Морзе № 6
минуту Мощность электродвигателя 12,5—1600 9—1800 7,1-750 12,5—2000 12,5—2000 10—1250 5—500
главного движения, кет Габаритные размеры станка, мм: 4 4 17 10 10 13 22
длина 2090—2380 2135 5825 2522; 2812 4847 4950 5825/8050
ширина 1093 1225 2000 3212; 1166 1166 1690 Х2000
высота 1450 1220 1660 1324 1324 1420 1760
Вес станка, кг 1300; 1375 1500 11700 2080; 2140; 2222 3330 3427—5000 12500; 15650
ТОКАРНО-ВИНТОРЕЗНЫЕ СТАНКИ ПОВЫШЕННОЙ И ОСОБО ВЫСОКОЙ ТОЧНОСТИ
Основные параметры Модели станков
1603 1603В* 1604 1И611П 1П611 1А616П 1П61 1В616* 1К62Б
Наибольший диаметр обрабаты- ваемого изделия, мм: над станиной над суппортом Расстояние между центрами, мм Наибольший диаметр обрабаты- ваемого прутка, мм: в цанге в патроне Шаг нарезаемой резьбы: метрической, мм дюймовой (число ниток на 1 дюйм) модульной, модуль, мм Диаметр отверстия шпинделя, мм Конус Морзе шпинделя Конус Морзе пиноли Число оборотов шпинделя в ми- нуту Мощность электродвигателя глав- ного движения, кет Габаритные размеры станка, мм: длина ширина высота Вес станка, кг 160 80 250 12 18 0,2—3 40—8 0,3—1 19,5 № 3 № 2 56 — 3150 1,1 1080 570 1170 550 160 85 250 12 18 0,2—3 40—8 0,3—1 19,5 № 2 № 2 56—3150 1,1 1080 625 1185 520 200 НО 350 12 20 0,2—3 40—8 0,3—1 21 № 4 Ко 2 44—3000 1,0 1310 690 1280 565 250 125 500 14 0,2—48 24—0,5 0,2—30 25 № 4 Кэ 3 20—2000 3,0 1770 970 1300 1120 250 145 500 15 25 0,25—3,5 7—20 0,05—0,7 26,6 № 4 № 3 33,5— 3000 1,7 1510 700 1350 560 320 140 1000 34 0,5—24 56—1 0,25—22 35 № 5 № 4 9—1806 4,0 2135 1225 1220 1500 320 160 710 32' 0,5-6 48—3,5 0,25—3 35 № 5 № 4 12,5— 1600 2,2 2090 880 1450 1600 320 180 500 15 29 0,2—6 48—2,5 0,25—5 35 № 5 № 4 10—2000 3,0 2020 ИЗО 1420 ^1750 400 220 710; 1000; 1400 45 1—192 24—2 0,5—48 47 № 5 № 5 12—2000 10,0 2522 3212 1166_ 2160; 2293; 2401
* Станки особо высокой точности.
ТЯЖЕЛЫЕ ТОКАРНЫЕ СТАНКИ
Модели станков
Основные параметры 1А660 1А661 1А665 1А670 1А666 1А675 1А671 1А680 1А676 1 А685 1А681 1 А 68-
Наибольший диаметр устанавливаемой тали, мм: де-
над станиной 1250 1600 1600 2000 2000 2500 2500 3200 3200 4000 4000 5000
над суппортом 900 1250 1250 1600 1600 2000 2000 2500 3500 2200 3200 4000
Расстояние между центрами, мм 6300 8000 8000 10000 10000 12500 12500 16000 16000 20000 20000 по заказу
Число оборотов шпинделя в минуту 1,6— 200 1,6— 200 1,26— 160 1 — 125 1,26— 160 0,8— 100 1 — 125 0,65— 80 0,8- 100 — 0,65— 80 0,65— 80
Продольная подача суппорта, мм!об 0,' 065—3, 14 0,06— 53 0,06— 53 0,06— 20 0,06— 53 0,53— 390* 0,53— 390* 0,53— 390* 0,53— 390* 0,53— 390*
Наибольший вес обрабатываемой детали, т 25 25 40 63 40 100 63 160 100 250 160 100
Мощность электродвигателя главного жения, кет дви- 55 55 75 100 75 125 100 160 160 160 160 160
Габаритные размеры станка, мм: длина 12120 13900 14520 17720 16520 20620 20200 24000 23500 29000 29000
ширина 2830 2830 2770 3840 2770 4350 3850 5900 4350 4700 4700 —
высота 2005 2300 2330 2850 2800 3400 3300 3870 3800 4800 4800 —
Вес станка, т 40,5 44 60,3 103,2 63 163 ПО 320 150 400 360 —
Продольная подача, мм)мин.
2404
ос ТОКАРНО-КАРУСЕЛЬНЫЕ СТАНКИ
Модели станков
Освоение параметры Одностоечные* | Двухстоечные
1508 1510 1631М 1541 | 1М553 | 1М557 1532Т 1540Т 1550Т
Наибольшие размеры ус- танавливаемой детали, мм: диаметр 800 1000 1250 1600 2300 3200 3200 4000 5000
высота 800 800 1000 1000 1600 1600 2000 2500 3200
Наибольший диаметр де- тали при обработке бо- ковым суппортом, мм 710 900 1120 1400 2100 3000 3200
Диаметр планшайбы, мм ,710 900 1120 1400 2100 2800 3200 4000 4500
Наибольший вес уста- навливаемой детали, кг 1300 2000 3200 5000 10000 16000 40000 63000 63000
Число оборотов план- шайбы в минуту (чис- ло ступеней 18) 10—500 8—400 6,3—315 4—200 2,2—80 1,8—63 0,66—62,1 0,52—48,7 0,0435—352
Подача, мм!об (мм!мин) 0,06—6,3 0,06—6,3 0,045—16 0,045—16 0,045—16 0,045—16 0,0582—452 0,0435—359 0,34—29,6
Мощность электродви- гателя главного дви- жения, кет 28 28 28; 40 28; 40 40; 55 40; 55 63 63 125
Габаритные размеры станка, мм: длина 2310 2310 3350 3380 5495 5965 5120 5920 6360
ширина 2320 2510 3285 3275 4550 6265 9345 10145 11410
высота 3120 3120 4140 4140 4480 4900 7150 7650 9100
Вес станка, т 8,5 9 14,15 18 30,5 43 80 100 139
~ * На базе этих станков выпускают станки с неподвижной поперечиной без бокового суппорта с автоматизированным
о циклом.
ТОКАРНЫЕ ПОЛУАВТОМАТЫ
Основные параметры Модели станков
горизонтальные многорезцо- вокопировальные вертикальные много- резцовокопировальные горизонтальные гидрокопировальные горизонтальные многорезцовые
1708 1713 1719 1723* 1734* 1751* 1712 1722 1Б732 1А720 1А730
Наибольший диаметр устанавливаемой детали, мм:
над станиной 320 400 500 — — — 410 495 600 310 410
над суппортом 200 250 320 200 320 500 125 200 320 200 300
Наибольшая длина обрабатываемой де- тали, мм 500** 710** 1400 1000** 2000 400 500 500 500 800; 1250 1000; 1400; 2000 300 500
Число оборотов шпинделя в минуту 160—1600 125—1250 63— 1000 100— 1250 63— 800 63— 800 162— 2040 71— 1410 56- 900 146—1400 56— 710
Подача суппортов, мм/об (мм/мин):
продольного 0,063—1,6 0,063—1,6 0,1— 1,7 — 0,04— 3,55 — 20— -700 20— 500 0,11— 1,46 0,12— 1,38
поперечного 10—630 10—630 7—680 — — — 15— -400 10— 250 0,017— 2,17 0,16— 2,37
Мощность электродвигателя главного 13
движения, кет 10 22 30 22 22 7; 14 14; 28 40; 55 7 14
Габаритные размеры станка, мм: 2420
длина 2307 2750 3140 1950 2150 2150 2460 2930 3700 1900
ширина 1120 1250 1450 1200 1590 1590 1200 1345 1750 1380 1820
высота 1870 2025 2200 2480 3020 3020 1900 2100 2250; 1460 1375
Вес станка, кг 3200 4500 6500 4500 7000 7200 3800 5500 8700 2030 3700
* Технические параметры ориентировочные
♦* Станки имеют различные исполнения наибольшей длины обрабатываемой детали, отличающиеся в 1,41 раза.
Т»КАРН«-РЕВ»ЛЬ*ЕРНЫЕ СТАНКИ
Основные параметры Модели станков
1Н318 1Н325 1Г325 1А340 ГВ34В 1П365
Наибольший диаметр обрабатываемого прутка, мм: круглого (диаметр) 18 25 25 40 40 40 65
шестигранного (размер под ключ) 16 22 22 35 35 35 —
квадратного (сторона квадрата) 12 17 17 27 27 27 —
Диаметр отверстия шпинделя, мм 31 40 40 62 62 62 85
Наибольший диаметр обрабатываемого изделия в патроне, мм: над станиной 250 320 320 400 400 400 500
над поперечным суппортом 130 160 — 220 220 — 320
Расстояние от торца шпинделя до передней грани револьверной головки, мм 90—250 114—400 70—400 250—630 250—630 82—630 275—1000
Наибольшая длина обработки прутка, мм 100 140 140 150 150 150 —
Количество гнезд для инструмента в револьверной головке 6 6 12 6 6 16 6
Количество поперечных суппортов 1 1 — 1 1 — 1
Наибольшая длина резьбы, нарезаемой по копиру, 40 50 50 — — 50 —
мм Число оборотов шпинделя в минуту 100—4000 80—3150 80—3150 45—2000 45—2000 60—2000 34—1500
Мощность электродвигателя главного движения, кет 2,6; 3,0 2,6; 3,0 2,6; 3,0 5,5 7,5 5,5 13,0
Габаритные размеры станка, мм: длина 2990 3945 3986 3000 3000 3000 3320
ширина 802 990 1000 1200 1300 1200 1565
высота 1555 1555 1555 1600 1560 1560 1665
Вес станка, кг 1040 1300 1300 2500 2200 2200 3900
ТОКАРНО-РЕВОЛЬВЕРНЫЕ ОДНОШПИНДЕЛЬНЫЕ АВТОМАТЫ
Основные параметры Модели автоматов
1ДП2 1ДП8 1Б124 1Б136 1Б125 1Б140
Наибольшие размеры обрабатываемого прутка, мм: круглого (диаметр) 12 18 25 36 25 40
шестигранного (размер под ключ) 10 15 20 30 19 34
квадратного (сторона квадрата) 8 13 17 25 17 27
Наибольшая подача прутка, мм 60 60 90 90 100 100
Наибольшая длина протачивания, мм 50 50 80 80 90 90
Наибольшая длина прутка, мм 3000 3000 3000 3000 3000 3000
Наибольший диаметр резьбы, нарезаемой плашкой, мм: по стали М5—М10 М5—М12 М18 М22 М18 М24
по латуни М5—М12 М5—М14 М22 М27 М24 М32
Количество гнезд для инструмента в револьверной головке 6 6 6 6 6 6
Диаметр гнезда револьверной головки, мм 19,05А 19,05А 25,4 А 25,4 А 31,75А 31,75А
Расстояние от торца шпинделя до револьверной головки, мм 65—135 65—135 64—180 64—180 75—210 75—210
Количество поперечных суппортов 3 3 3 3 4 4
Наличие продольного перемещения поперечных суппортов Нет Нет Нет Нет Есть Есть
Число ступеней оборотов шпинделя 11 11 13 13 13 13
Число оборотов шпинделя в минуту: при правом ходе 160—1600 125—1250 80—1250 64—1000 80—1250 63—1000
при левом ходе 500—5000 400—4000 200—3150 200—3150 200—3150 160—2500
Мощность главного привода, кет 2,2 2,2 4,5 4,5 4,5 7,0
Габаритные размеры автомата, мм: длина 1630 1630 1870 1870 1900 1900
ширина 740 740 790 790 890 890
высота 1410 1410 1500 1500 1500 1500
Вес автомата, кг 1100 1100 1750 1750 2150 2300
ТеКАРНЫЕ МНвГвШПИНДЕЛЬНЫЕ ГвРИЗвНТАЛ ЬНЫЕ ПРУТКвВЫЕ
АВТОМАТЫ
Основные параметры Модели автоматов
1А225-6 1А240-4 1А240-6 1А240-8 1265М-4 1265М-6 1265М-8 1А290-4 1А290-6 1А290-8
Количество шпинделей 6 4 6 8 4 6 8 4 6 8
Наибольшие размеры обрабатываемого прутка, мм: круглого (диаметр) 25 50 40 32 80 65 50 125 100 80
шестигранного (размер под ключ) 22 43 35 28 68 55 43 — 86 68
квадратного (сторона квадрата) 17 35 28 23 56 45 35 — 70 56
Наибольшая длина устанавливаемого прутка, мм 4000 4000 4000 4000 3000 3000 3000 3000 3000 3000
Наибольшая длина обрабатываемой детали, мм 150 200 200 200 200 200 200 260 260 260
Наибольший диаметр нарезаемой резьбы, мм 18 30 30 30 36 36 36 — 60 36
Общий ход продольного суппорта, мм 160 180 180 180 200 200 200 275 275 275
Количество поперечных суппортов 6 4 6 6 4 6 6 4 6 6
Число оборотов рабочих шпинделей в минуту (нормаль- ное исполнение) 280— 2500 125— 1250 141— 1600 177— 1630 61— 1200 73— 1065 Iso- lde 54— 500 70,5— 830 SO- 935
Продолжительность оборота холостого хода распреде- ли тельного вала, сек 2,26 3,0 2,56 3,0 3,5 3,5 3,5 5,0 4,3 4,3
Мощность электродвигателя главного движения, кет 14 14 14 14 30 30 30 30 30 40
Габаритные размеры автомата, лии: длина 5700 6055 6055 5850 5460 5460 5940 7600 7600 7600
ширина 1250 1630 1730 1700 1800 1800 1800 2080 2080 2080
высота 1700 1945 1945 1945 2095 2095 2095 2138 2138 2138
Вес автомата, кг 5700 9000 9000 9000 13500 13500 13500 17000 17600 18500 *
ТОКАРНЫЕ МНОГОШПИНДЕЛЬНЫЕ ГОРИЗОНТАЛЬНЫЕ ПАТРОННЫЕ ПОЛУАВТОМАТЫ
Модели полуавтоматов
Основные параметры 1А240П-4 1А240П-6 1А240П-8 1265ПМ-4 1265ПМ-6 1265ПМ-8 1А290П-4 1А290П-6 1А290П-8
Количество шпинделей 4 6 8 4 6 8 4 6 8
Наибольший диаметр детали, ус- танавливаемой в патроне 160 130 100 200 160 130 250 200 160
Наибольший диаметр нарезаемой резьбы, мм 30 30 30 36 36 30 — 60 36
Наибольшая длина обрабатывае- мой заготовки, мм 160 160 160 175 175 175 200 200 200
Общий ход продольного суппор- та, мм 180 180 180 200 200 200 275 275 275
Количество поперечных суппортов 4 5 5 4 5 5 4 5 5
Число оборотов рабочих шпинде- лей в минуту (нормальное ис- полнение) 63—1015 81—1140 101—1400 58—630 78—800 97—800 32—5G0 42—610 48—630
Продолжительность оборота хо- лостого хода распределительно- го вала, сек 3,0 2,56 3,0 3,5 3,5 3,5 5,0 4,3 4,3
Мощность электродвигателя глав- ного движения, кет 14 20 20 30 30 30 30 30 40
Габаритные размеры полуавтома- та, мм: длина 4080 4050 4060 3885 3885 3885 5425 5425 5425
ширина 1600 1665 1655 1780 1780 1780 2200 2200 2200
высота 1945 1945 1945 2095 2095 2095 2360 2360 2360
Вес полуавтомата, кг 8500 8500 8500 12700 13500 13500 16000 16000 16000
СВЕРЛИЛЬНЫЕ СТАНКИ
^Модели станков
Основные параметры вертикально- сверлильные настолько - сверлильные переносные радиаль- но-сверлильные радиально-сверлильные
2НН8 2Н125 2Н135 2Н150 2170 2А106П НС-12 А 2Е52 2ШЬ5 2Ш57 2Н53 2Н55 2Н57 2Н58
Наибольший диаметр свер- ления, мм 18 25 35 50 75 6 12 25 50 75 35 50 75 100
Конус Морзе шпинделя № 2 Ко 3 № 4 № 5 № 6 № 1а № 2в № 3 № 5 № 6 № 4 № 5 № 6 № 6
Вылет шпинделя, мм 200 250 300 350 400 125 175 325— 825 850— 1600 1120— 2240 350— 1250 400— 1600 500— 2000 500— 3150
Число оборотов шпинделя в минуту 180— 2800 40— 2000 31,5— 1400 22,5— 1000 22— 1018 1650— 15000 450— 4500 56— 1400 10— 1000 6,25— 800 25— 2500 20— 2000 12,5— 1600 10— 1250
Подача, мм!об 0,1 — 0,56 0,1 — 1,6 0,1— 1,6 0,05— 2,0 0,15— 3,2 — — 0,1- 0,2 0,1— 1,12 од- иг 0,056— 2,4 0,056— 2,5 0,063— 3,15 0,063— 3,15
Мощность электродвигате- ля главного движения, кет 1,5 2,2 4,0 7,5 10,0 0,4 0,6 2,2 4,0 7,5 3,0 4,0 3,0 13,0
Габаритные размеры стан- ка, мм: длина 870 1075 1175 1290 1630 600 710 1750 3250 4720 2240 2670 3620 4850
ширина 590 685 770 805 1220 350 360 750 1650 2460 866 1000 1550 1730
высота 2080 2303 2610 2960 3330 . 650 700 1900 3550 4795 3035 3315 3875 4910
Вес станка, кг <£> 450 870 1250 1850 3500 70 87 930 8000 18200 2600 3900 9500 18000
КООРДИНАТНО-РАСТОЧНЫЕ СТАНКИ
Модели одностоечных координатно-расточных станков Модели двухстоечных координатно-расточ- ных станков
Основные параметры 2410 2Б420 2В430 2B4I0A* 2А450 2А435 2А445 2455 2В460
Размеры рабочей поверхности стола, мм Наибольшие координатные пере- мещения, мм: продольное поперечное Наибольшее расстояние от по- верхности стола до торца вер- тикального шпинделя, мм Наибольшее перемещение, мм: вертикальной шпиндельной бабки (или подвижной по- перечины) гильзы шпинделя Число оборотов шпинделя в ми- нуту Подача шпинделя осевая, мм)об Подача в направлении координат- ных перемещений, mm)muh Предельная погрешность коорди- натных перемещений, мм Овальность расточенных отвер- стий, о, че более Мощность электродвигателя глав- ного движения, кет Габаритные размеры станка, мм: длина ширина высота Вес станка, кг 360X200 250 160 320 200 65 125—3000 0,03— 0,06 0,003 0,0025 1,0 1160 960 1800 938 450X250 320 200 400 220 105 46—2880 0,02— 0,18 20—153 0,003 0,003 0,6; 0,75; 1,0 1475 1360 2060 1860 560 x 320 400 250 500 250 150 46—2880 0,02— 0,18 20-153 0,004 0,004 1; 1,3; 1,7 1815 1440 2250 2150 800x400 710 400 585 250 210 50—2000 0,03— 0,16 16—315 0,003 0,002 2,0 2520 2195 2350 3400 1100x630 1000 630 750 250 250 50—2000 0,03— 0,16 30—200 0,004 0,004 2,0 3305 2670 2660 7300 560x400 500 400 630 480 150 45—2000 0,02— 0,2 10—300; 1200 0,004 0,004 1,5 1870 1716 2295 2000 710x500 630 500 710 500 180 40—2000 0,02— 0,2 10—300; 1200 0,004 0,005 2,1; 2,8 2010 1760 2285 3000 900x630 800 630 800 630 220 40—2000 2,5—500 мм/мин 2,5—500 0,004 0,003 3,2 2910 2240 2680 6500 1600Х Х1000 1400 1000 1000 600 360 20—2000 0,02— 0,15 0,5—630 0,008 0,006 2,3; 3,9 5145 4110 3770 20000
* На базе этих станков имеются модификации с программным управлением.
УНИВЕРСАЛЬНЫЕ ГОРИЗОНТАЛЬНО-РАСТОЧНЫЕ СТАНКИ
Основные параметры Модели станков
2А614 2620А 2620В 2622 В 2622П* 2А635 2Б635
Диаметр выдвижного шпинделя, мм 65 90 90 ПО 110 125 160
Размеры стола—неподвижной плиты, мм 900x710 1300Х X 1120 1300— 1120 1300— 1120 1 зоо- иго 1600— 1250 1600— 1250
Наибольшие координатные перемещения, мм: поперечное 800 1000 1000 1000 1000 1400 1400
вертикальное 710 1000 1000 1000 1000 1400 1400
Конус для крепления инструмента в шпинделе Морзе № 5 Морзе № 5 Морзе № 6 Морзе № 5 Морзе № 6 Метрич. 80 Метрич. 100
Наибольшее осевое перемещение выдвижного шпин- деля, мм 500 710 710 710 710 1000 1000
Число оборотов в минуту: шпинделя встроенной планшайбы 16—1600 12,5— 2000 8—200 12,5— 2000 8—200 12,5— 1600 12,5— 1600 8—1250 5—315 3,2—1000
Осевая подача шпинделя, мм/мин 2,2—1760 2,2—1760 2,2—1760 2,2—1760 2,2—1760 2—800 2—800
Подача в направлении координатных перемещений. mmImuh 1,4—1000 1,4—1110 1,4—1110 1,4—1110 1,4—1110 2—800 2—800
Мощность электродвигателя главного движения, кет Габаритные размеры станка, мм: длина 5,2; 7,0 4300 7,5; 10,0 5700 7,5; 10,0 5700 7,5; 10,0 5700 7,5; 10,0 5700 14,0 7500 14,0 7500
ширина 2735 3000 3000 3000 3000 3500 3500
высота 2490 3000 3000 3000 3000 3930 3930
Вес станка, т 5,8 12,5 12,5 12,2 12,2 28,8 27,9
* Станок повышенной точности.
кенсельне-ФРЕЗЕРныЕ станки горизонтального
И УНИВЕРСАЛЬНОГО ИСПОЛНЕНИЯ
Основные параметры Модели станков
6Н80Г 6Н80 6М81Г 6М81 6М82Г I 6М82 6М83Г 6М83 6Н84Г
Размеры рабочей поверхности стола, мм 200x800 200 x 800 250X1000 250x1000 320х 1250 320X1250 400X1600 400x1600 500X2000
Перемещение стола, мм: продольное поперечное вертикальное Угол поворота стола, град 500 500 580 580 700 700 900 900 1250
160 160 200 200 260 260 320 320 400
300 280 ±45 450 400 ±45 420 380 ±45 420 350 ± 45 500
Конус шпинделя 7:24 7:24 7:24 7:24 7:24 7:24 7:24 7:24 7:24
обо- № 2 12 № 2 № 3 18 № 3 № 3 № 3 18 № 3 18 № 3 18 № 3 18
Количество ступеней чисел
ротов шпинделя 12 18 18
Число оборотов шпинделя i з ми- 50—2240 50—2240 40—2000 40—2000 31,5— 31,5— 31,5— 31,5— 25—1250
нуту Количество ступеней подач 1600 1600 1600 1600
12 12 18 18 18 18 18 18 Бессту-
Подача, мм/мин: пенчатое
продольная 25—1120 25—1120 20—1000 20—1000 25—1250 25—1250 25—1250 25—1250 16—1250
попереченая 18—800 18—800 20—1000 20—1000 25—1250 25—1250 25—1250 25—1250 12,5—1000
вертикальная 9—400 9—400 6,5—333 8,3—416 8,3—416 8,3—416 8,3—416 8,3—416 6,3—500
Ускоренный ход, mmImuh: 3000 2000
продольный 2300 2300 2300 2300 3000 3000 3000
поперечный 1600 1600 2300 2300 3000 3000 3000 3000 1600
вертикальный 800 800 .65 765 1000 1000 1000 1000 800
Мощность электродвигателя глав- 10
ного движения, кет Габаритные размеры станка , мм: 3 3 4 4 7 7 10 14 3100
длина 1380 2020 2260 ’ 2565
ширина 1785 2020 1745 2135 4000
высота 1530 1700 1660 1770 2100
Вес станка, кг 1150 I ИЗО 2200 2250 2700 । 2800 3650 3750 6750
КФНСОЛЬНв-ФРЕЗЕРНЫЕ СТАНК1 ВЕГГМКАЛЬНеге ИСПОЛНЕНИЯ
Основные параметры Модели станков
em«s «мп | 1 «»11 | 6М12П 6М12ПБ 6М13П ВМ13ПБ 6Н14
Размеры рабечей поверхности стола, мм 2Мх8М 25»Х1М« 25®х 1600 320X1250 320x1250 400Х1600 400Х1600 500x2000
Перемещение стола, мм: 500
продольное 580 650 700 700 900 900 1250
поперечное 160 200 200 260 260 320 320 400
вертикальное 300 415 360 370 370 420 420 500
Конус шпинделя Морзе 7:24 7:24 7:24 7 24 7:24 7:24 7:24
Угол поворота шпиндельной головки, град № 4 ± 45 № 3 № 3 № 3 ± 45 № 3 ± 45 № 3 ± 45 № 3 ± 45 № 3 45
Количество ступеней чисел оборотов шпин- деля 9 18 18 18 18 18 18 18
Число оборотов шпинделя в минуту 250—4200 40—2000 45—2240 31,5— 50—2500 31,5— 50—2500 25—1250
Количество ступеней подач 12 18 18 1600 18 18 1600 18 18 Бессту-
Подача, мм)мин: продольная 25—1120 20—1000 20—1000 25—1250 40—2000 25—1250 40—2000 пенчатое 16—1250
поперечная 18—800 20—1000 21,2— 25—1250 40-2000 25—1250 *40—2000 12,5—
вертикальная 9—400 6,5—333 1060 8—385 8,3—416 13,3—666 8,3—416 13,3—666 1000 6,3—500
Ускоренный ход, мм!мин:
продольный 2300 2300 2590 3000 4600 3000 4600 2000
поперечный 1600 2300 2719 3000 4600 3000 4600 1600
вертикальный 800 765 900 1000 1530 1000 1530 800
Мощность электродвигателя главного дви- жения, кет Габаритные размеры станка, мм: 1,7; 2,4 4,0 5,5 7,0 10,0 10,0 14,0 14,0
длина 1380 2020 1740 2260 2395 2565 2565 3100
ширина 1785 2020 1580 1745 1745 2135 2135 4000
высота 1860 1900 2265 2000 2000 2235 2235 2600
Вес станка, кг 1280 2200 2000 3000 3065 4150 4170 7000
ГРАВИРОВАЛЬНЫЕ КОПИРОВАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ С ПАНТОГРАФОМ
И ИНСТРУМЕНТАЛЬНЫЕ ШИРОКОУНИВЕРСАЛЬНЫЕ ФРЕЗЕРНЫЕ СТАНКИ
Основные параметры Модели копировально-фрезерных станков Модели инструментальных станков
6Л463 6Т463 • 1 6А461 675П и 675В 676П и 676В
Размер рабочей поверхности стола (длинахширина), мм 320x200 320x200 320x200 500x200 630x 250
Перемещение стола, мм:
продольное 200 200 200 320 400
поперечное 125 125 415 — —
вертикальное 250 250 325 300 350
Расстояние от торца шпинделя до стола, мм 10—260 30—280 — 250 425
Перемещение шпиндельной бабки, мм — — — 200 250
Пределы чисел оборотов шпинделя в минуту 1260—15900 1260—15900 800—16000 63—2040 63—2040
Подача, mmImuh — — — 10—320 10—320
Мощность электродвигателя главного движения, кет 0,27 0,27 0,4; 0,6 1,7 2,8
Габаритные размеры станка, мм'.
длина 1235 1150 1305 960 1150
ширина 995 1100 1230 1080 1300
высота 1300 1250 1735 1630 1780
Вес станка, кг 300 320 560 635 1100
Примечание. Станки моделей 675 П и 676 П — повышенной точности. Станки моделей 675 В и 676 В — высокой
точности.
КОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Основные параметры Модели широкоуниверсальные Модели с копировальным устройством
* 6Н80Ш 6М81Ш | 6М82Ш 6М83Ш 6М11К 6М12К 6М13К
Размеры рабочей поверхности стола, мм 200x800 250X1000 320X1250 400X1600 250X1250 320x1250 400X1600
Перемещение стола, мм* продольное 500 580 700 900 580 700 900
поперечное 160 200 260 320 200 260 320
вертикальное 300 400 420 420 415 370 420
Перемещение ползуна, мм 300 450 520 640 — — —
Перемещение пиноли, мм Угол поворота шпиндельной головки, град: 60 50 60 360 60 360 — 70 ± 45 70
в продольной плоскости стола ± 90 360 — ± 45
в поперечной плоскости стола —30+45 —45+90 —454-90 —45+90 — — —
Число оборотов в минуту: основного шпинделя 50—2240 40—2000 31,5—1600 31,5—1600 40—2000 40—2000 40—2000
поворотного шпинделя 56—2500 40—2000 90—1400 90—1400 — — —
Подача, mmImuh: 20—1000
продольная 25—1120 25—1250 25—1250 20—1000 25—1250 20—1000
поперечная 18—800 20—1000 25—1250 25—1250 20—1000 25-1250 20—1000
вертикальная 9—400 6,5—333 8,3—416 8,3—416 6,5—333 15—830 13,2—666
при копировании — — — — 20—315 25—315 20—315
Мощность электродвигателя главного движения, кет Габаритные размеры станка, мм: 3 1720 4 2020 7 10 4 7 7 2565
длина 2100 2565 2020 2260
ширина 1785 2480 1760 2135 2020 1745 2135
высота 1800 1860 1890 1950 1900 .2000 2235
Вес станка, кг 1480 2550 3150 4300 2350 3500 4700
ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ С КРЕСТОВЫМ СТОЛОМ
И КОПИРОВАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Основные параметры Модели с крестовым столом (бесконсольные) Модели копировально-фрезерных станков
654 656 659 6440 I 6A44I | 6441-Б 6М42К |лР-93А 1 ЛР- 1 105А |лр-163 |лр-173 | ЛФ-23
Размеры рабочей поверхности сто- ла, мм 630х 1600 800X 2000 1000Х Х2500 500Х хюоо 630Х Х1250 630 X Х1200 320 X Х800 1750Х Х2800 1250х Х1620 2200 X Х5190 2290Х Х6350 2500 X Х8000 1000*
Перемещение стола, мм:
продольное 1350 1750 2000 800 1000 900 400 2250 1400 4000 8350 9430
поперечное 615 670 1000 200 320 350 260 710 500 800 800 1050
вертикальное — — — 500 560 500 — 1120 800 1800 2800 2700
Расстояние от торца шпинделя до 50-950
поверхности стола, мм 30—710 50—900 —
Расстояние от осн шпинделя до 715
направляющих стойки, мм 640 950
Число оборотов шпинделя в ми- нуту 25—1250 25—1250 25—1250 63— 3150 63— 3150 63— 3150 80— 1945 35— 1820 63— 3150 31,5— 1600 31,5— 1600 25— 3000
Подача, мм/мин 10— 1000** 20— 1000** 20— 1500** 13—1000 25— 500 25— 600 25— 315 30— 450 4,4— 560 20— 315 6— 750 6-750 18— 375
Мощность электродвигателя глав- ного движения, квт 14,0 20,0 28,0 2,6; 3,0 2,6; 3,0 2,6; 3,0 2,8 7,5; 10,0 7,0 14,0 14,0 14,0
Габаритные размеры станка, мм:
длина 3165 3780 6350 2600 3250 3500 1625 5650 5200 — —— 16000
ширина 2890 5350 4685 2750 2830 2850 1400 5550 4160 — 1600
высота 3315 3735 4200 2480 2480 2575 2000 3810 3600 — — 7800
Вес станка, кг 10600 16000 21000 5500 6000 7500 2800 31000 19000 60000 162000 —
* Размеры обрабатываемой детали.
•• Бесступенчатое регулирование.
3
ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Осаовные параметры Модели станков
6605 1 6306 1 6606 6608 6610 1 6632 6641 1 6642
Размеры рабочей поверхности стола, мм 500Х1600 630x2000 630x2000 800x3000 ЮООх Х4000 630X2200 1250X Х4000 900 x 3000
Наибольший ход стола, мм Наименьшее и наибольшее расстояние меж- ду торцами горизонтальных шпинделей, 1600 2000 2000 3550 4550 2200 4500 3000
мм 350—750 — 470—870 620—1020 870—1270 375—775 —- 675—1075
Наименьшее и наибольшее расстояние oi оси горизонтального шпинделя до по- верхности стола, мм 0—600 0—600 0—600 0—680 0—960 100—600 От торца верти- кального шпинделя 0—1400 75—800
Размер конуса отверстия шпинделя Наибольший вес обрабатываемой детали с № 3 ГОСТ 836—62 № 3 ГОСТ 836—62 № 3 ГОСТ 836—62 № 3 ГОСТ 836—62 № 3 ГОСТ 836—62 № 3 ГОСТ 836—62 7:24 № 3 ГОСТ 836—62
приспособлением, кг 1500 2500 2500 6000 8000 2500 — 4000
Пределы чисел оборотов шпинделя в мину- 47,5—600 25—1250 47,5—600
ту 20—1250 20—1250 20—1250 25—800 25—800
Пределы подач стола, mmImuh 10—3000 10—3000 10—3000 20—2000 20—2000 19—950 6,5—1300 19—950
Ускоренное перемещение стола, mmImuh 4500 4500 4500 3200 3200 3000 4000 3000
Мощность электродвигателя главного дви- 20X2 14X4
жения, КВТ 7 10 10 14X3 14X4 ЮхЗ
Габаритные размеры станка, мм: 5900 10050 10450
длина 5100 6000 5900 8290 10490
ширина 3540 2925 3800 4100 4360 4350 3920 4930
высота 2300 3800 3600 3780 4075 3360 5300 3600
Вес станка, кг 13400 20000 22500 31000 39000 23000 39000 31500
ФРЕЗЕРНО-ОТРЕЗНЫЕ СТАНКИ
Основные параметры Модели станков
8А631 8А631А 8А641 8А641А 8В66 1 8Б67 8А68
Диаметр пильного диска, мм 350 350 510 510 710 1010 1430
Наибольший размер сечения разрезаемого материа- ла, мм:
кр утлого 0 ио 0 ПО 0 160 0 160 0 240 0 350 0 500
двутавра № 18 — № 30 — № 40 № 4Q № 60
Подача пильного диска, мм/мин до 600 до 600 до 550 до 550 до 500 до 450 до 400
Число оборотов пильного диска в минуту 6,8—40,6 6,8—40,6 4,1—30,5 4,1-30,5 3,3—25,5 2,2—20,3 1,5—14,0
Мощность электродвигателя главного движения, кет 2,8 2,8 4,5 4,5 7 10 14; 20
Габаритные размеры станка, мм:
длина 1900 1900 2035 2035 2500 3045 3675
ширина 1300 2320 1100 2550 1290 1595 1795
высота 1500 1470 1600 1600 1775 2160 2340
Вес станка, кг 1200 2600 1800 2900 3440 6160 10500
2404
у5 ПРОДОЛЬНО-СТРОГАЛЬНЫЕ СТАНКИ
Модели станков
Основные параметры 7108 7208 7110 7210 7112 7212 7116 7216 7А256 7А278 7А288 7289'
Наибольшие размеры обрабатываемой де- тали, мм: ширина 800 1000 1250 1600 2000 2800 4000 5000
высота Размеры рабочей поверхности стола, мм*: ширина 710 710 900 900 1120 1120 1400 1400 1750 1800 2450 2500 3900 3600 3900 4500
длина 2500 3000 4000 6000 6000 8000 12000 15000
Скорость хода стола, м/мин: • рабочего 2,8—66 4—90 4—80 4—80 1,5-75 1—50 2—50 2—50
обратного 2,8—80 12—90 12—80 12—80 6—75 6—50 12—50 12—50
Подача вертикальных суппортов, мм!дв.ход. горизонтальная вертикальная Мощность электродвигателя привода стола, кет 0,1—32 0,1—32 30 0,5—25 0,25— 12,5 40 0,5—25 0,25— 12,5 55 0,5—25 0,25— 12,5 75 0,5—50 0,25—25 100 0,5—100 0,25—50 100 0,5—100 0,25—50 250 0,5—100 0,45—50 250
Габаритные размеры станка, мм: _ . длина 7000 7950 9950 14000 14140 19000 27130 33560
ширина 2550** 3700** 4200** 4500** 6000 7710 11790 12500
высота 3400** 3550** 4100** 4750** 4850 8210 8800 8940
Вес станка (с электрооборудованием), т 21,5* 27,5 35 50** 1 68,66 122,86 342,24 392,52
Примечание. Верхний ряд моделей станков — одностоечные, нижний — двухстоечные.
— * По особому заказу станки могут быть поставлены с большей длиной рабочей поверхности стола.
<© ** Для моделей верхнего ряда.
1 30
ПОПЕРЕЧНО-СТРОГАЛЬНЫЕ СТАНКИ
Основные параметры Модели станков
7А311 1 739* | 7АЗЗ 7В35 | 7В36 1 7М36** | 7А37
Наибольший ход ползуна, мм Наибольшее расстояние от опорной поверхности рез- 200 200 320 500 700 700 1000
ца до станины (вылет), мм Расстояние между верхней плоскостью стола и пол- зуном, мм: 310 310 400 625 825 840 1140
наименьшее 50 75 70 90 90 80 90
наибольшее Размер рабочей поверхности стола, мм: 200 175 300 400 400 400 500
длина 200 400 320 500 700 700 1000
ширина Наибольшее перемещение стола, мм: 200 230 280 360 450 450 560
горизонтальное 250 250 360 500 650 700 800
вертикальное Число двойных ходов ползуна в минуту: 150 100 230 310 310 320 410
наименьшее 53 53,0 47,0 13,2 10,6 8,3
наибольшее Подача, мм)дв. ход: 212 212 186 150 118 — 98,5
горизонтальная 0,1—1,2 0,05—0,6 0,1—1,2 0,2—3,2 0,2—3,2 0,25—5 0,25—4
вертикальная 0,05—0,6 — 0,05—0,6 0,5—0,8 0,5—0,8 0,04—0,6
Мощность электродвигателя главного движения, кет Габаритные размеры станка, мм: 0,8— । 5*** 0,8— 1,5*** 1,7—3*** 4,5 4,5 7,0 7,0
длина 1380 1600 1770 2470 2950 2785 4115
ширина 810 950 900 1260 1430 1750 1700
высота 1380 1580 1540 1520 1650 1780 1975
Вес станка, кг 642 1350 957 1900 2400 3200 4800
* Поперечно-строгальный копировальный станок на базе станка общего назначения.
* Станок с гидравлическим приводом.
с* Четырехскоростной электродвигатель.
ДОЛБЕЖНЫЕ СТАНКИ
Модель станка
Основные параметры 7А412 749 1 7А420 7432 I 7М430 7М450 745А 747М
Привод главного движения
механический I гидравлический электромеханический
Наибольший ход дол б яка, мм 100 100 200 320 320 500 1000 1400
Диаметр рабочей поверхности стола, мм Наибольшее перемещение стола, лис: 360 250 500 630 630 800 1250 1600
продольное 350 140 500 650 650 800 1250 1600
поперечное 280 200 400 500 500 650 1000 1250
Число двойных ходов долбяка в минуту 52—210 31,5—125 40—163 16—91 — — — —
Скорость долбяка, м/мин Подачи стола, мм!дв.ход долбяка: — — — — 5—36 5—34 4—30 6—35
продольные 0,1—1,0 0,05—0,5 0,1—1,2 0,1—1,2 0,2—2,4 0,2—2,4 0,2—7,0 0,2—12,8
поперечные 0,1—1,0 0,05—0,5 0,1—1,2 0,1-1,2 0,2—2,4 0,2—2,4 0,2—7,0 0,2—12,8
круговые 0,07— 0,67 0,06— 0,56 0,07—0,8 0,07—0,8 0,1—1,4 0,1—1,4 0,75— 25,0 0,2—12,8
.Мощность электродвигателя главного дви- жения, кет 0,8-1,5 0,6—1,3 2,8 4,5 7 10 28 43
Габаритные размеры станка, мм:
длина 1950 1350 2300 2663 2650 3085 4350 6020
ширина 980 870 1270 1560 1810 1990 3120 4200
высота 1825 1500 2175 2775 2890 3450 5375 6450
Вес станка (с электрооборудованием), кг 1100 900 2070 3450 5200 7750 1900 46500
ПРОТЯЖНЫЕ СТАНКИ
а Основные параметры Модели горизонтальных станков для внутреннего протягивания Модели вертикальных станков для на- ружного и внутреннего протягивания Модели горизонтальных стан- ков для непрерывного протя- гивания
7505 7Б510 7Б520 7А540 7552 774 775 776 7740 7740В МА-17 7581 7582 7583
7Б7О5В 7710В 766
Номинальная тяговая си- ла, т 5. 10 20 40 100 5 10 20 40 2,5 2,5 5 10
Наибольший рабочий ход салазок, мм 1000 1250 1600 2000 2300 800 1000 1250 1600 — — — —
Рабочая скорость про1я- гиваиня, м/мин Размер рабочей поверх- ности передней опор- ной плиты стайка, мм: длина 1,5- 13 360 1—9 1,5— до 6,8 560 0,3— 3,7 1,5—11 1—9 1,5—8,5 1—5 5,6— 18 2,4— 12 2,4— 12 2,4— 16
450 11 450 1,5—13 1,5—13 1—8,5
ширина 360 450 450 560 — — — — — — — — —
Рабочая ширина стола, мм — 320 450 450 710
Диаметр отверстия под планшайбу в передней опорной плите (столе) станка, мм 140 160 200 250 125* 140* 160* 200*
Мощность электродвига- теля главного движе- ния, кет Габаритные размеры станка, мм**: длина 7 14 20 40 58 10 14 20 40Л 7/14 4,5 10 20
3750 5810 6730 8500 10315 2210 2840 3660 4670 2500 2865 3435 4340
ширина 800 1430 1336 2000 2100 1400 1600 1660 2550 900 1000 1118 1330
высота 1200 1370 1370 1500 2415 2335 3150 3560 4915 1355 1200 1200 1385
Вес станка, т 2,3 4,19 5 10,5 21,3 3,55 5,8 7,95 18 4,7 3,8 5,2 5,88
* Для вертикальных моделей станков нижнего ряда.
♦♦ Габаритные размеры моделей вертикальных станков верхнего рядаЛ
БЕСЦЕНТРОВЫЕ КРУГЛОШЛИФОВАЛЬНЫЕ СТАНКИ
Основные параметры Модели станков
ЗГ180 полуавто- мат ЗГ182 полуавто- мат ЗВ182 I особо вы- сокой точ- 1 ности 3AI84 полуав- томат 3184А автомат ЗБ180 автомат 6С136 автомат
Диаметр шлифуемой поверхности, мм: наименьший наибольший Наибольшая длина изделия при врезном нии для максимального диаметра, мм Наибольшая длина прутка (при сквозном НИИ), мм шлифова- шлифова- 0,2 4 28 1000 0,8 25 100 2000 0,8 25 100 2000 3,0 80 220 10000 3,0 80 220 10000 10,0 75 20,0 75
Шлифовальный «круг
Диаметр круга, мм: наименьший наибольший Ширина круга, мм Число оборотов в минуту Ведущий круг 130 175 38—50 3825— 5500 250 350 100—150 1910— 2720 250 350 100—150 1910— 2720 400 500 150—200 1300— 1900 400 500 150—200 1300— 1900 380 500 550 1380— 1900 500 550 1340
Диаметр круга, мм: наименьший наибольший Ширина крхга, мм Число оборотов в минуту Мощность электродвигателя привода шлифовально- го круга, кет Точность обработки (некруглость), мк Класс чистоты поверхности обработанной детали Габаритные размеры станка, мм: длина ширина высота Вес станка, кг 100 125 32—50 55—350 1 , 2 V ю 1255 650 1015 950 170 250 100—150 25—175 7 2 V 9 1590 1350 1280 2000 170 250 100—150 25—175 7 0,8 V п 1590 1350 1280 2000 260 300 150—200 10—130 14 3 V 9 2500 1400 1550 5000 260 300 150—200 10—130 14 3 V 9 2050 1900 1600 5000 300 350 550 12—50 28 3 V 9 3760 1560 1315 6300 350 550 9—12 14; 28 3 V 9 2775 1640 1400 8300
КРУГЛОШЛИФОВАЛЬНЫЕ ЦЕНТРОВЫЕ СТАНКИ
Модели станков
Основные параметры ЗВ10* ЗА150 | ЗВ110*| ЗБ12 3F153* ЗЕ12* | ЗА 130 | ЗБ151 ЗА161 | ЗА164
Наибольшие размеры устанавливаемой детали, мм: 100 100 100 140
диаметр 200 200 280 200 280 400
длина 150 200 200 500 500 500 700 700 1000 2000
Диаметр шлифуемого отверстия, мм 3—15 ♦♦ ** 25—50 ** 5—50 30—100 ** ** *♦
Высота центров над столом, мм 80 60 75 120 80 120 150 110 150 210
Размеры шлифовального круга, мм: 200 300 250 300 400 600 750
диаметр 300 350 600
ширина Число оборотов детали в минуту (регулирование бес- 10 20 20 25 25 25 32 63 63 75
ступенчатое) :
наименьшее 100 75 150 78 80 100 50 63 63 30
наибольшее 900 750 1000 780 800 1000 400 400 400 180
Центр (конус Морзе) № 2 № 3 № 3 № 3 № 4 № 4 № 4 № 4 № 4 № 6
Точность обработки (некруглость), мк 0,8 0,8 0,3 2,5 0,5 0,5 3,0 2,5 3,0 3,0
Класс чистоты поверхности Мощность электродвигателя привода шлифовального V 12 V ю V 12 V 9 V 12 V 12 V 9 V 9 V'8 V 8
круга, кет 0,6 1,7 1,0 4,5 2,8 2,8 2,8 7,0 7,0 14,0
Габаритные размеры станка, мм:
длина 1820 1400 1855 2600 1750 1725 2550 3100 4100 6040
ширина ИЗО 1100 1525 1750 1500 1500 1850 2100 2100 2550
высота 1395 1300 1400 1750 1915 1350 1650 1560 1560 1585
Вес станка кг 600 1 2200 1600 2600 2850 '2850 3780 3800 4500 10000
* Станки особо высокой точности.
♦♦ На этих станках отверстия не шлифуются.
УНИВЕРСАЛЬНЫЕ ВНУТРИШЛИФОВАЛЬНЫЕ СТАНКИ
Основные параметры Модели станков
ЗА225 | ЗА226 . ЗА227 ЗА228 | ЗА229 3A230
Диаметр шлифуемых отверстий, мм 6—25 12—50 20—100 50—200 100—400 200—800
Наибольшая длина шлифования, мм 50 80 125 200 320 500
Наибольший наружный диаметр обрабатывав-
мой детали, устанавливаемой на станке, мм: 280
без кожуха 200 400 560 800 1100
с КОЖУХОМ 100 160 250 400 630 1000
Наибольший угол поворота бабки, град 30 30 30 30 30 30
Скорость движения стола при шлифовании, 2—10 2—10 2—10 1,5—8,0 1,5—8,0 1,5—8,0
м, мин 320
Наибольший ход стола, jhjk 280 450 500 800 800
Число оборотов детали в минуту (регулирова- ние бесступенчатое) Число оборотов в минуту: 300—1800 96000; 48000 250—1700 36000; 180—1200 85—600 40—250 10—100
шлифовальных шпинделей 24000; 14800; 7000; 4460;
36000; 24000 25000; 18550; 13100; 5800; 3350;
19000; 12000; 11150; 4500; 2670;
15000 9600; 9800; 8350; 3350 1900
8400 7350: 6100;
5350;
4500
торцового шпинделя 5700 5700 5700 4600 — —
Угщность электродвигателей, кет Обеспечиваемая точность прошлифованного 3,6 6,46 8,275 7,5 10,7 15,17
отверстия: 0,002 0,003 0,004
по овальности, мм 0,005 0,005 0,005
по конусности, мм 0,003 0,005 0,006 0,008 0,008 0,010
по классу чистоты поверхности V 8 V8 V8 V8 V8 V8
Габаритные размеры станка, мм: 2500
длина 2230 2360 3360 4075 4560
ширина 1510 1580 1490 1570 1900 2350
высота 1565 1565 1650 1930 1740 2120
Вес станка, кг 2450 2600 2800 4920 6500 13650
УНИВЕРСАЛЬНЫЕ РЕЗЬБОШЛИФОВАЛЬНЫЕ СТАНКИ
Основные параметры Модели станков
5820 I 5821 1 5822
Наибольший диаметр устанавливаемого изделия, мм 125 125 200
Наибольшее расстояние между центрами, мм 250 350 500
Наибольшая длина шлифуемой резьбы от переднего центра станка, мм 190 265 400
Шаг шлифуемой резьбы 0,25—12 0,25—12 0,25—24
Число оборотов шпинделя изделия в минуту (регулируется
бесступенчато): 0,8-60 0,8—60 0,3—45
рабочее
ускоренное 100 100 100
Число оборотов шпинделя шлифовального круга в минуту 1340—1930 1330—1930 1440—2010
Диаметр шлифовального круга, мм 400 400 400
Точность шага резьбы, мм (шлифование однониточным кру- гом для шага до 6 мм) на длине:
до 25 мм ± 0,002 ± 0,002 ± 0,003
до 200 мм ± 0,004 ± 0,004 ± 0,005
до 300 леи — ± 0,006 —
до 400 мм — — ± 0,008
Точность среднего диаметра, мм 0,005 0,005 0,008
Точность половины угла профиля ± 5' ± 5' ± 5'
Мощность электродвигателя привода шлифовального круга, 2,6 2,6 4,5
437 Габаритные размеры станка, мм:
длина 1645 1810 2510
ширина 1522 1522 2025
высота 1501 1501 1480
Вес станка, ьг -2600 -2640 -3850
ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ С ПРЯМОУГОЛЬНЫМ столом
Основные параметры Модели станков
с крестовым столом и горизонталь- ным шпинделем с прямоугольным столом и гори- зонтальным шпинделем с прямо- угольным столом и вертикаль- ным шпин- делем
ЗБ70В 3701 ЗГ71 3722 4 ЗБ722 1 ЗБ724 ЗБ732
Размер рабочей поверхности стола, мм 160 x 400 125x400 200x630 г 320x1000 320 X Ю00 400x2000 320x800
Наибольшее расстояние от оси шпинделя до стола, 450 415 450 630 630 755 —
и ч
Размеры шлифовального круга, мм 200х25х 200х25х 250х25х 450х63х 450х63х 500 X 400 X
Х32 Х75 Х75 Х203 Х203 хюох Х150Х
Х305 хззо
Число оборотов шлифовального круга в минуту 1680— 4550 3340 2700 1460 1460 1460 1460
Автоматическая поперечная подача на ход стола, мм 0,2—10 0,2—15 0,3—4 1—30 1—30 0,75—75 —
Автоматическая вертикальная подача, мм 0,002— 0,002— 0,005— 0,005— 0,005- особ- 0,005—
0,05 0,05 0х05 0,1 0,1 ой 0,1
Скорость продольного перемещения стола, м/мин Скорость быстрого перемещения шлифовальной бабки, 2—20 3—25 5—20 2—40 2—40 3—30 3—30
0,72 0,4 0,27 0,4 0,4 0,4 ^0,4
м мин
Мощность электродвигателя привода шлифовального 4,1 1,7 2,2 10,0 10,0 30,0 14,0
круга, кет Плоскостность образца на всей обработанной поверх- 0,004 0,002 0,004 0,012 0,012 0,012 0,012
ности, JCJK
Параллельность верхней обработанной поверхности образца его основанию по всей длине образца, мм Габаритные размеры станка, мм: 0,004 0,002 0,004 0,015 0,015 0,012 0,012
длина 1350 2100 1870 3300 3300 5660 3425
ширина 1265 1600 1550 2020 2020 2580 1760
высота 1600 1830 1960 2290 2290 2755 2290
Вес станка, кг 1000 1600 1900 7400 7100 14950 6400
ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ с круглым столом
Основные параметры с горизонталь- ным шпинделем Модели станков с вертикальным шпинделем с двумя вертикальными шпинделями
ЗБ740 ЗБ756 ЗВ756 3772Б 3772В
Диаметр стола, мм 400 800 800 1000 1000
Наибольшее расстояние от торца шпинделя до стола, мм — 350 350 230 380
Диаметр шлифовального круга, мм 350 500 500 500 500
Число оборотов в минуту: шлифовального шпинделя 1900 975 975 975 975
стола 20—200 5,85—29,8 5,85—29,8 0,36—1,82 0,36—1,82
Цена деления лимба тонкой вертикальной подачи, мм 0,0025 0,01 0,01 0,01 0,01
Перемещение шлифовальной бабки на один оборот лимба. 0,375 1,0 1,0 1,0 1,0
мм Автоматическая вертикальная подача, мм!мин 0,0025—0,03 0,015—1,5 0,015—1,5 0,05; 0,07; 0,05; 0,07;
Скорость быстрого перемещения шлифовальной бабки, M/MUH Параллельность поверхности образца его основанию по всей длине, мм 0,35 0,014—1,4 0,014-1,4 0,1; 0,15; 0,2 0,224 0,1; 0,15; 0,2 0,224
0,006 0,013 0,013 0,008 0,01
Мощность электродвигателя шлифовального круга, кет 7 30 30 30 30
Габаритные размеры станка, мм: длина 2055 2770 2770 3000 3000
ширина 1565 2305 2305 4495 4495
высота 1935 2596 2596 2270 2270
Вес станка, •<<.- 2360 7500 7500 11300 10700
ДВУХСТОЕЧНЫЕ ПРОДОЛЬНО-ШЛИФОВАЛЬНЫЕ СТАНКИ
Основные параметры Модели станков
3508 . 3508В* 3510 3510В*
Размер рабочей поверхности стола, мм 710X3000 710x2500 900X4000 900x3500
Наибольшая высота обрабатываемой детали, мм 630 630 800 800
Скорость стола, м}мин Диаметр шлифовального круга основной шлифовальной 2—25 600 2—25 2—25 600 2—25
бабки, мм Наибольший угол поворота поворотной шлифовальной го-
ловки в плоскости, перпендикулярной к перемещению стат а, град ±90 Нет ±90 Нет
Прерывистая поперечная подача шлифовальной головки на каждый или двойной ход стола, мм Прерывистая подача на глубину шлифования шлифоваль- 4—100 20—150 4—100 0,0025—0,1 20—150
0,0025—0,1 0,005—0,2 0,005—0,2
ной головки, мм
Плоскостность обработанной поверхности на длине 1000 мм, 0,012 0,012 0,012 0,012
мм
Параллельность верхней обработанной поверхности образ- 0,01 0,01 0,01 0,01
ца его основанию на длине 1000 мм, мм
Взаимная перпендикулярность верхней и боковой рабочих поверхностей образца на длине 300 мм, мм Мощность электродвигателя привода шлифовальной голов- 0,02 0,02 0,02 0,02
ки. кет 20 28 20 28
Габаритные размеры станка, мм: 10930 10930 13300
длина 13300
ширина 4525 3850 4685 4100
высота 3375 3375 3550 3550
Вес станка, т 30,3 27,8 36,1 35
Станки с одной вертикальной шлифовальной головкой, работающей торцом сегментного круга.
ВЕРТИКАЛЬНЫЕ ХОНИНГОВАЛЬНЫЕ СТАНКИ
Основные параметры Модели станков
ОФ-38Б ОФ-38А ЗМ82 3M83 ЗБ833 I ЗГ833 ЗН84
Диаметр хонингования, мм 10—20 12,5—50 24-80 32—125 320—125 допус- кается до 145 32—125 допус- кается до 165 50—200
Наибольший ход шпиндельной головки, мм 295 320 500 500 500 500 1250
Число оборотов шпинделя в минуту 200—800 200—800 64—328 90—240 175—400 155—400 63—315
Скорость возвратно-поступательного движения хонин- говальной головки, м/мин До 12 До 12 3—15 3—18 8,1—11,8 8,1—15,5 До 20
Вылет шпинделя, мм 220 220 280 360 300 300 360
Расстояние от стола до торца шпинделя, мм 455—750 480—800 690—1190 650—1190 650—1150 640—1140 1310—2560
Размеры стола, мм 480x400 480x400 800x500 800x500 1000x460 1000x500 800X800 продоль- ное пере- мещение
Овальность детали, хонингованной па станке, мк 5 5 5 5 20 20 8
на диаметре, мм 20 80 80 120 145 145 200
Конусность детали, хонингованной на станке, мк 5 10 10 10 20 20 16
на длине, мм 100 300 300 300 450 450 500
Мощность электродвигателя привода шпинделя, кет 1,7 1,7 4,5 10,0 2,8 3,0 7,0
Габаритные размеры станка, мм: длина 1120 1180 1660 1660 1380 1120 2290
ширина 1350 1350 1120 1120 1120 1530 1820
высота 2225 2225 3812 3812 2475 2475 4845
Вес станка, кг 1355 1340 3000 3300 1300 1200 6000
ГОРИЗОНТАЛЬНЫЕ ХОНИНГОВАЛЬНЫЕ СТАНКИ
Основные параметры Модели станков
РТ-57* 1 РТ-59 РТ-82 I РТ-190
Диаметр хонингования, мм 30—85 85—160 80—210 90—175
Диаметр устанавливаемой детали, мм 90—250 150—350 150—350 240—340
Наименьшая и наибольшая длина хонингования, мм 2000—5000 3000—9000 1000—5200 2000—6000.
Число оборотов шпинделя в минуту: ведущей бабки 10 и 20 5 и 10 5 и 10 5 и 10
стеблевой бабки с хонинговальной головкой 40—500 20—250 20—250 80—200
Скорость возвратно-поступательного движения стеблевой бабки, м!ммн 1—45 1—31,5 1—31,5 1—31,5
Диаметр отверстия шпинделя ведущей бабки, мм 300 450 450 450
Мощность электродвигателя, кет 34,3 45,3 45,3 ,51,8
Габаритные размеры станка, мм:
длина 16600 27550 16832 20900
ширина 2220 2625 2625 2630
высота 1400 1550 1550 1700
Вес станка, кг 15500 35000 25000 31282
ПРИТИРОЧНЫЕ СТАНКИ
Основные параметры Модели станков
ОФ-26А ОФ-61
Диаметр обрабатываемых отверстий, мм 8—20 8—12
Наибольшая длина обрабатываемых отверстий, мм 100 70
Число оборотов шпинделя в минуту 160—630 160—630
Скорость возвратно-поступательного движения шпиндельной го- ловки, м!мин До 12 До 12
Расстояние от нижнего торца шпинделя до стола, мм 300—650 300—565
Наибольшее перемещение шпинделя головки, мм 350 265
Мощность электродвигателя механического и гидравлического при- вода, кет 1,7; 2,8 1,7; 2,8
Габаритные размеры станка, мм:
длина 1180 1180
ширина 770 920
высота 2190 2130
Вес станка, кг 1145 1300
Примечание. Подъем и ввод притира в отверстие осуществляются гидравлически,
ДОВОДОЧНЫЕ ОДНОДИСКОВЫЕ СТАНКИ
Основные параметры Модели станков
3804 3806 3807 3808
Диаметр доводочного диска, мм:
наружный 360 710 1120 1600
внутренний 115 130 320 500
Количество правящих колес 3 3 4 4
Наибольший размер деталей, мм:
круглого сечения 120 250 360 500
квадратного сечения 85x85 175X175 252x252 350x350
Высота подъема прижимного диска, мм Нет 340 200 200
Рекомендуемое удельное давление детали на доводочный диск, кгс/см2 0,06 0,1—0,2 0,1 0,1
Число оборотов доводочного диска в минуту 40; 60 35; 71,5 38 29
Неплоскостность обрабатываемой поверхности, мм:
отклонения 0,001 0,001 0,002 0,003
на диаметре 50 50 120 200
Класс чистоты поверхности V н V п V п V н
Мощность электродвигателя привода доводочного диска, кет 1,0 2,2 7,5 18,0
Габаритные размеры станка, мм:
длина 860 1472 2260 2630
ширина 550 1300 1660 2175
высота 890 2130 2300 2410
Вес станка, кг 250 1800 7500 7500
ДВУХДИСКОВЫЕ ДОВОДОЧНЫЕ СТАНКИ
Основные параметры Модели станков
ЗА814 | 3814П ЗБ816 | 3816П I 3817
Диаметр доводочного диска, мм: 450 450 1100
наружный 700 700
внутренний 205 222 440 440 400
Наибольшее расстояние между новыми доводочными дисками, мм Наибольшие размеры обрабатываемых деталей, мм: 100 70 140 140 150
плоских (диаметрXтолщина) 80X75 100X50 120x95 120x95 320 X ЮО
цилиндрических (диаметр Xдлина) Число оборотов доводочных дисков в минуту: 75x100 50x100 95X160 95X160 100x300
нижнего 39; 60 45; 115 30; 99 30; 99 20; 40
верхнего (направление, совпадающее с нижним) — 41; 105 26; 88 26; 88 18,5; 37
верхнего (направление, обратное нижнему) Качество обработки плоских поверхностей на станке: — 51; 130 33; 108 33; 108 22; 44
параллельность торцов, мм 0,0025 0,007 0,002 0,002 0,003
на 80x60 на 0 50 на 0 120 на 0 120 на 0 320
класс чистоты поверхности Точность обработки цилиндрических поверхностей, мм: V н V и V ю V н V 10
овальность 0,0015 0,001 0,002 0,0015 0,002
на диаметре и длине 5x50 5x30 5x30 5x30 15x50
конусность 0,0025 0,002 0,002 0,002 0,002
на диаметре и длине 5x30 5X30 5x30 5x30 15x50
Класс чистоты V п V н • V 11 V 11 V п
Мощность электродвигателя главного движения, кет Габаритные размеры станка, мм: 1,1 4,0 5,2; 7,0 5,2; 7 11,5;14,5
длина 1010 1795 1865 1865 2600
ширина 1340 1070 1590 1590 2300
высота 1650 1870 2025 2025 2400
Вес станка, кг 600 2080 4300 4300 7000
УНИВЕРСАЛЬНЫЕ ЗАТОЧНЫЕ СТАНКИ
10—2404
Основные параметры Модели станков
3640 | ЗБ641 . 1 ЗВ641 I ЗБ642 | ЗВ642 I ЗБ643
Наибольшие размеры устанавливаемой де* тали, мм: диаметр 100 160 160 250 250 400
длина (в центровых бабках) 250 400 400 630 630 1000
Размер рабочей поверхности стола, мм: длина 63 100 100 140 140 200
ширина 400 630 630 900 900 1400
Продольный ход стола, мм 160 280 280 450 450 720
Наибольший угол поворота стола, град 180 90 90 90 90 90
Поперечный ход стола, мм 150 170 170 230 230 300
Вертикальное перемещение шлифовальной го- 60 200 200 250 250 350
ловки, мм Угол поворота шлифовальной головки в гори- зонтальной плоскости, град Число оборотов шлифовального шпинделя в минуту 350 350 350 350 350
2330—10000 1120—9000 1120—9000 1300—6500* 2240—6300 1200-5500*
Скорость перемещения стола от гидропри- вода, м!мин — 0,3—8 — 0,3—8 — 0,3—10
Мощность электродвигателя привода шлифо- вальной головки, кет 0,27 0,56; 0,7 0,56; 0,7 2,5** 1,0; 1,4 2,5**
Габаритные размеры станка, мм: длина 1200 1530 1530 2330 2330 3620
ширина 780 1290 1290 1680 1680 1570
высота 1550 1500 1500 1550 1550 1740
Вес станка (с комплектом приспособлений), кг 415 750 700 1280 1200 2500
Примечание. Угол поворота универсальной бабки
в горизонтальной и вертикальной плоскости 360°.
сл
* Бесступенчатое регулирование.
♦♦ При наибольших оборотах электродвигателя постоянного тока.
о
ЗУБОФРЕЗЕРНЫЕ СТАНКИ
Основные параметры Модели станков для мелкомодульных колес повышенной точности Модели станков с вертикально перемещающимся суппортом Модели станков'с'вертнкально перемещающимся столом
530А | 530П 1 5А308П 5К310 5К324 | 5К32 5К328А 5К301 1 5306 5А312 | 5316
Наибольший диаметр и модуль колеса, мм Наибольшая ширина зуба, мм 25; 1 40 50; 1 40 80; 1 82 200 ;4 220 500; 8 350 800;10 350 1250; 12 560 125; 2,5 100 200; 4 170 320; 6 180 500; 8 280
Угол наклона зуба, град 0 0 0 60 60 60 60 45 45 45 45
Число оборотов фрезы в минуту 330— 2000 202— 2040 202— 2040 45— 450 40— 310 40— 310 32— 200 115— 500 90— 450 94— 650 40— 400
Подача, мм!об:
осевая 0,1— 1,45 0,1— 1,45 0,1— 1,45 0,6— 4,0 0,8— 5,0 0,8— 5,0 0,5— 5,6 0,3— 6,0 0,35— 6,0 0,25— 6,0 0,25— 6,0
радиальная — — — 0,2— 1,5 0,25— 1,5 0,25— 1,5 0,22— 2,6 0,3— 6,0 0,3- 6,0 0,3— 6,0 0,3— 6,0
тангенциальная — — — 0,1— 2,0 0,15— 2,9 0,15— 2,9 0,08— 3,8 — — — —
Мощность главного электродвигателя, кет 0,5 0,5 0,5 4,5 7,0 7,0 10,0 2,2 5,5 7,0 7,0
Габаритные размеры станка, мм\ длина 520 670 675 2070 2500 2650 3580 1200 1545 2000 2100
ширина 560 680 730 1380 1380 1450 1600 750 927 1240 1300
высота 1320 1400 1450 1790 2000 2000 2590 1680 1895 2150 2480
Вес станка, кг 360 415 470 3500 6400 7200 14000 1700 3300 5150 7200
ЗУБОДОЛБЕЖНЫЕ СТАНКИ
Основные параметры Модели станков
широкоуниверсальные вертикальные, работающие по методу ’ обкатки работающие много- резцовой головкой
5107 1 5140 1 5В150 | 5Б161 | 5М12 | 5М14 5А110 5120
Наибольшим диаметр детали, мм 80 500 800 1250 208 500 150 250
Наибольший модуль, мм 1 8 12 12 4 6 5 6
Наибольшая ширина зубчатого венца, мм 20 100 170 170 50 105 35 50
Наибольший диаметр делительного ко-
леса, мм 225/90 570/270 675/360 900/360 330/248 600/275 — —
Число двойных ходов в минуту 400—2000 83—525 25—150 25—150 200—600 125—400 60—120 60—125
Мощность электродвигателя главного дви-
жения, кет 0,6 2,8 7,0 7,0 2,2 3,0 13,0 17,0
Габаритные размеры станка, мм:
длина 752 1750 2880 3050 1300 1800 1820 1970
ширина 650 1250 1600 1850 970 1350 1650 2420
высота 1320 2350 3500 3500 1745 2200 2780 2970
Бес станка, кг 850 4200 10200 10400 2000 3530 11000 12000
00
ЗУБОШ ЕВ И HfO ВАЛЬНЫЕ СТАНКИ
• Модели станков с горизонтальной осью изделия Модели станков с вертикальной осью изделия
Основные параметры^ 5712 5702 5М714 5706 5708 5913 5А714 5717С 5717
Наибольший диаметр и модуль, мм 125; 1,5 320; 6 320; 6 1250; 16 4000; 16 320; 6 320; 6 800; 8 1250; 8
Наибольшая ширина обрабатывае- мого венца, мм 25 100 100 2500 2500 20—150 80 200 200
Диаметр шевера, мм 92 300 240 350 350 250 240 240 240
Число оборотов шевера в минуту 125—500 50—400 71—283 16—227* 4,8—51* 250— 1000 80—320 39—241* 39-241*
Подача, mmImuh — 18—300 18—220 — — 0—25 мм/об 14—175 3,9—154 3,9—154
Мощность электродвигателя глав- ного движения, кет 1,0 3,0 2,8 13,5 14,0 5,5 3,0 4,5 4,5
Габаритные размеры станка, мм. длина 1620 2100 1228 8400 8400 1750 1800 2770 3090
ширина 1405 1510 1455 3475 7100 1230 1000 1845 1845
высота 1580 2120 2020 2200 2410 1850 2180 1900 1900
Вес станка, кг 1030 4700 3350 30500 55000 4500 4500 6200 6800
Число оборотов детали.
ЗУБОШЛИФОВАЛЬНЫЕ СТАНКИ
Осяоввые параметры Модели станков, ра- ботающих абразивным червяком Модели станков с коническим кругом Модели станков с плоским кругом Модели станков с кромочным кругом Модели станков с фасонным кругом
5А830 5А.832 5835 5831 584М МА-15 5892А . 5893 5851 5852 586 586В 5860А 5860В 5861
Диаметр обрабатывав мого зубчатого ко-
леса, мм 5—125 20— 200 70— 500 30— 320 60— 500 360— 800 20— 250 100— 320 35— 320 65— 500 25— 500 75— 400 100— 800 250— 600 150— 1250
Модуль, мм Наибольшая ширина 0,2— 1,25 0,3— 2,5 1,5- 6,0 1,5— 6,0 2—10 2—10 1—8 2—12 2—10 2—12 1—10 1—6 2,5— 12,0 2,5— 8,0 5—16
заготовки, мм 80 80 230 100 180 180 50 70 230 300 200 80 250 100 300
Количество зубьев Наибольший диаметр шлифовального кру- 12— 140 14— 200 20— 300 12— 200 8—150 8—150 4—120 8—120 10— 120 10— 180 10— 300 25— 300 62— 16— 300 50— 240 180— 16— 250
га, мм Мощность электродви- гателя привода шли- фовального кру- 400 400 450 240 250 250 400 500 225 225 350 175 400 225 500
га, кет Г абарнтные размеры станка, мм. 2,58 3,0 5,2 0,65 1,0 1,0 1,7 2,8 5,5 6,46 7,0 2,8 10,0 4,5 14,0
длина 2180 2180 3290 2390 2535 2535 1840 1840 3225 3000 3350 3710 4310 4310 4780
ширцна 2180 2700 2180 2110 2280 2430 1620 1620 1820 2140 2670 2670 2300 2380 2850
высота 1800 1940 2100 2990 2330 2330 1980 2080 1970 2070 3017 1970 2480 2480 2815
Вес станка, кг X СО 5000 6860 10000 4500 6000 7000 3000 3530 5310 6500 8500 8000 9560 9200 16000
о
ЗУБОРЕЗНЫЕ СТАНКИ ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Модели станков для обработки колес с круговым зубом Модели станков для обработки колес с прямым зубом
Основные параметры 5П23А 525 5А27С4 525Б 5Б231 5Б232 528С 5А284 5Т23В 5П23БП 5П23 5230 5А250 5282
Наибольший диаметр леса, мм ко- 125 500 500 250 500 500 800 1600 125 125 125 320 500 800
Наибольший торцовый дуль, мм МО- 2,5 10 10 10 10 10 15 30 2 2,5 2,5 8 8 16
Тип применяемого инстру- мента Резцовая головка Зубострогаль- ные резцы Дисковые фрезы Зубострогаль- ные резцы
Наибольший угол спира- ли, град 50 50 50 50 50 50 50 50 — — — — — —
Угол начального конуса, град 5—85 5—85 5—85 5—45 45—85 60—85 5—85 5—85 5—85 5—85 5—85 5—85 5—85 5—85
Время одного цикла, сек гл- 44 2,5— 76 4,6— 76 2,5— 76 3—38 3,9— 14 7,5— 240 24— 550 15—36 3,5— 112 2,4— 49 2,5— 76 8—123 16— 500
Общая мощность электро- двигателей, кет 2,8 6,3 5,5 6,3 9,3 4,8 12,2 21,0 3,1 2,8 2,8 11,9 5,6 8,8
Габаритные размеры ка, мм. длина стан- 1080 2200 2168 2200 2280 2300 2600 4600 1620 1295 1295 2200 2200 2700
ширина 590 1600 1500 1600 1785 1850 2350 3500 1050 945 945 1600 1600 2270
высота 1470 1600 1705 1600 1710 1715 1950 3250 1415 1700 1700 1600 1600 1950
Вес станка, кг 1800 7500 / 8000 8000 7000 7000 12000 35000 3000 1800 1800 7800 8700 14000
VI. ВЫБОР ХАРАКТЕРИСТИКИ АБРАЗИВНОГО ИНСТРУМЕНТА
ДЛЯ ФИНИШНОЙ ОБРАБОТКИ
КРУГЛОЕ НАРУЖНОЕ ШЛИФОВАНИЕ
Скорость круга °к , м/сек Метод шлифова- ния Класс чистоты поверхно- сти Стали конструкционные углеродистые и легйрованные Стали жаропрочные нержавеющие и инструментальные Чугуны и бронзы
1 вердость
ЯЯС<30 HRC 30—50 | HRC>50
Рекомендуемый шлифовальный круг
До 35 С радиальной подачей V5 V6 V7 v8 Э50С2К Э40—50СТ1К Э,ЭБ40СТ1К ’ ЭБ16—25СТ2К Э50С1К Э40—50СМ2К Э.ЭБ40С1К ЭБ16—25С2К Э50СМ2К Э40—50СМ2К Э.ЭБ40С1К ЭБ16—25С2К Э50СМ2БК Э40—50СМ26,К Э,ЭБ40С1Б,К ЭБ16—25С1Б.К КЧ50СМ2К КЧ40—50СМ2К КЧ.Э40С1К КЧ.Э16—26СК
С продольной подачей V5 V6 V7 V8 Э50С1К Э40—50С2К Э,ЭБ40СТ1К ЭБ16—25СТ1К Э50СМ2К Э40—50С1К Э.ЭБ40С1К ЭБ16—25С2К Э50СМ1К Э40—50СМ2К Э .ЭБ50СМ2К ЭБ16—25С1К Э50СМ16.К Э40—50СМ16.К Э,ЭБ40СМ26,К ЭБ16—25СМ26,К КЧ50СМ1К КЧ40—50СМ1К КЧ.Э40СМ2К КЧ.Э16—25СМ
До 50 С радиальной подачей V5 V6 V7 V8 ЭБ50С1К ЭБ50С2К ЭБ40С2К ЭБ25СТ1К ЭБ50СМ2К ЭБ50С1К ЭБ40С1К ЭБ25С2К ЭБ50СМ1К ЭБ50СМ2К ЭБ40СМ2К ЭБ25С1К — КЧ50СМ1К КЧ50СМ1К КЧ,Э40СМ2К КЧ,Э25С1К
С продольной подачей V5 X76 V7 V8 ЭБ50СМ2К ЭБ50С1К ЭБ40С1К ЭБ25С2К ЭБ50СМ1К ЭБ50СМ2К ЭБ40С1К ЭБ25С2К ЭБ50СМ1К ЭБ50СМ1К ЭБ40СМ2К ЭБ25СМ2К — КЧ50СМ1К КЧ50СМ1К КЧ,Э40СМ2К КЧ.Э25СМ2К
сл
БЕСЦЕНТРОВОЕ ШЛИФОВАНИЕ
Стали конструкционные (углеродистые и легированные)
Скорость вращения Метод Класс чистоты Твердость Стали жаропрочные, Чугуны и бронзы
круга "к, шлифова- ния поверхно- сти Ш?С<30 HRC 30—50 1 HRC>50 нержавеющие и инструментальные
м/сек Рекомендуемый шлифовальный круг
«X о X V5 Э50СТ1К Э50С2К Э50С1К Э50С1Б.К КЧ50С1К
ё *® СО у V6 Э40—50СТ1К Э40—50С2К Э40—50С1К Э40—50С1Б,К КЧ40—50С1К
V7 Э.ЭБ40СТ1К Э.ЭБ40СТ1К Э,ЭБ40С2К Э,ЭБ40С2Б,К КЧ.Э40С2К
До 35 О-С V8 ЭБ16—25СТ2К ЭБ16—25СТ1К ЭБ16—25С2К ЭБ16—25С2Б.К КЧ.Э16—25С2К
<2 С v5 Э50С2К Э50С1К Э50СМ2К Э50СМ2Б,К КЧ50СМ2К
S « о 3- V6 Э40—50СТ1К Э40—50С2К Э40—50СМ2К Э40—50СМ2Б,К КЧ40-50СМ2К
< СО 2.S V7 Э.ЭБ40СТ1К Э.ЭБ40С2К Э.ЭБ40С1К Э.Э40С1Б.К КЧ,Э40С1К
= = ° v8 ЭБ16—25СТ2К ЭБ16-25СТ1К ЭБ16-25С2К ЭБ16—25С1Б.К КЧ.Э16—25С2К
« 1 о X V5 ЭБ50С2К ЭБ50С1К ЭБ50СМ2К — КЧ50СМ2К
ё V6 ЭБ50С2К ЭБ50С2К ЭБ50СМ2К — КЧ50СМ2К
S я 5 *=* СЗ о V7 ЭБ40СТ1К ЭБ40С2К ЭБ40С1К — КЧ.Э40С1К
До 50 и V8 ЭБ26СТ1К ЭБ25СТ1К ЭБ25С1К — КЧ,Э25С2К
« 1 X V5 ЭБ50С2К ЭБ50СМ2К ЭБ50СМ2К — КЧ50СМ2К
ё в \76 ЭБ50С2К ЭБ50СМ2К ЭБ50СМ2К — КЧ50СМ2К
=3 63 2 CU d V7 ЭБ40С2К ЭБ40С1К ЭБ40С1К — КЧ.Э40С1К
*- Е о V8 ЭБ25СТ1К ЭБ25С2К ЭБ25С1К — КЧ.Э25С2К
Примечание. Характеристика ведущего круга: электрокорунд марки Э16СТЗ—Т1В или алюминий марки АЛ9.
ШЛИФОВАНИЕ ОТВЕРСТИЙ
Класс чистоты поверхности Стали конструкционные (углеродистые и легированные) Стали жаропрочные, нержавеющие и инстру- ментальные быстрорежу- щие Чугуны и бронзы
Твердость
HRC 30 HRC 30—50 | И ROW
। Рекомендуемый шлифовальный круг
I ” 5 Э50С1К Э50СМ2К ЭБ50СМ2К ЭБ50СМ1К,Б КЧ50СМ1К
Т 6 Э40С2К Э40С1К ЭБ40СМ2К ЭБ40СМ2К,Б КЧ40СМ2К
V 7 Э.ЭБ25С2К Э.ЭБ25С2К ЭБ25С1К ЭБ25С1К,Б КЧ,Э25СМ2К
V 8 Э.ЭБ16СТ1К Э,ЭБ16С2К ЭБ16С2К ЭБ16С1К,Б КЧ,Э16С1К
Примечание. Диаметр шлифовального круга выбирается из условия: отношение диаметра круга к диаметру шли-
фуемого отверстия —0,8—0,9. t
ПЛОСКОЕ ШЛИФОВАНИЕ
Метод шлифования Класс чистоты поверхности Стали конструкционные (углеродистые и легированные) Твердость Стали жаропрочные, нержавеющие и ииструме нта льные быстрорежущие Чугуны и бронзы
HRC<30 | HRC 30—50 | HRO50
Рекомендуемый шлифoвaJ иьный круг
Периферией круга V 5 Э50СМ2К Э50СМ1К Э50МЗК Э50МЗК.Б КЧ,Э50СМ2К
V 6 Э40СМ2К Э40СМ1К Э40МЗК Э40МЗК.Б КЧ,Э40СМ2К
V 7 Э25С1К Э25СМ2К Э25СМ1К Э25СМ1К,Б КЧ.Э25С1К
V 8 Э16С1К Э16СМ2К Э16СМ1К Э16СМ1К,Б КЧ.Э16С1К
Торцом круга V 5 Э50СМ1Б Э50СМ1Б Э50М2Б Э50М2Б КЧ,Э50СМ2Б
V 6 Э40СМ1Б Э40СМ1Б Э40М2Б Э40М2Б КЧ ,Э40СМ2Б
V 7 Э25СМ2Б Э25СМ1Б Э25МЗБ Э25МЗБ КЧ,Э25С1Б
сл GO V 8 Э25СМ2Б Э25СМ1Б Э25МЗБ Э25МЗБ КЧ,Э25С1Б
ШЛИФОВАНИЕ РЕЗЬБЫ
Обрабатываемый материал Вид обработки Рекомендуемый шлифовальный круг при шлифовании резьбы с шагом
<0,5 I 0,5—0,9 I 1,0—1,25 | 1,5—1.75 2,0—2,25 I > 3,0
Инструментальные, углеродистые, легированные ста- Предварительное шлифование М28СТ1—СТ2 ЗС2—СТ1 ЧС1 ЧС1 5СМ2 6—10СМ1
ли Окончательное шлифование М2ОСТ2—СТЗ М28СТ2—СТЗ ЗС2 ЧС1 5СМ2 6— 10СМ1
Примечания: 1. Абразивный материал КЗ для зернистости ^3; ЭБ для зернистости <3.
2. При обработке незакаленной стали круг выбирается по твердости на одну степень выше.
3. При обработке быстрорежущей стали круг выбирается по твердости на одну степень ниже.
4. Многониточные круги принимаются по твердости на одну степень ниже.
5. Настоящей таблицей поедусматриваются шлифовальные круги на керамической связке. При кругах
на органической связке применять твердость СТЗ—Т1.
ШЛИФОВАНИЕ ЗУБЬЕВ
Метод шлифования зубьев Модуль шестерни т, мм Класс чистоты поверхности Стали конструкционные углеродистые и легированные Стали жаропрочные и нержавеющие
Т вердость
HRC<3Q | HRC 30—50 | HRO5Q
Рекомендуемый шлифовальный круг
V 6 ЭБ16С1К* ЭБ16СМ2К ЭБ16СМ2К ЭБ16СМ1К*
< 3 V 7 ЭБ12С1К* ЭБ12СМ2К ЭБ12СМ2К ЭБ12СМ1К*
V 8 ЭБ10С1К* ЭБ10СМ2К ЭБ10СМ2К ЭБ10СМ1К*
СО V 6 ЭБ40С1К* ЭБ40СМ2К ЭБ40СМ1К ЭБ40СМ1К
СО 3 V 7 ЭБ25С1К* ЭБ25СМ2К ЭБ25СМ1К ЭБ25СМ1К
хО О V 8 ЭБ25С1К* ЭБ25СМ2К ЭБ25СМ1К ЭБ25СМ1К
• Рекомендуется пропитка бакелитом.
Продолжение
Метод шлифования зубьев Модуль шестерни т, мм Класс чистоты поверхности Стали конструкционные углеродистые и легированные Стали жаропрочные и нержавеющие
Твердость
НЯС<30 | | HRC 30—50 | ' Я/?С>50
Рекомендуемый шлифовальный круг
Копирование профильным кругом < з V 6 V 7 V 8 ЭБ16С1К ЭБ12С1К ЭБ10С1К ЭБ16СМ2К ЭБ12СМ2К ЭБ10СМ2К ЭБ16СМ1К ЭБ12СМ1К ЭБ10СМ1К ЭБ16СМ1К ЭБ12СМ1К ЭБ10СМ1К
> 3 V 6 V 7 V 8 ЭБ40—25С1К ЭБ25С1К ЭБ25С1К ЭБ40СМ2К ЭБ25СМ2К ЭБ25СМ2К ЭБ40СМ1К ЭБ25СМ1К ЭБ25СМ1К ЭБ40МЗК ЭБ25МЗК ЭБ25МЗК
сл
ШЛИФОВАНИЕ ШЛИЦЕВ
Стали конструкционные углеродистые и легированные
Класс чистоты Твердость
поверх- ности HRC 30—50 1 HRO50
Рекомендуемый шлифовальный круг
V 6 ЭБ40С1—С2К ЭБ40СМ2К
V 7 ЭБ25С1—С2К ЭБ25СМ2К
V 8 ЭБ25— 16С1— С2К ЭБ25—16СМ2К
s
ХОНИНГОВАНИЕ ОТВЕРСТИЙ
Класс чистоты поверхности Группа обрабатываемого материала (см. стр. 158)
до обра- после хонин* I II 1 III 1 IV
ботки гования Рекомендуемые бруски
V 5 V 7 V 8 ЭБ, 12—8, С2—СТ1К ЭБ, 8—6, С2—СТ1К — — ЭБ, 12—8, СТЗ—Т2К ЭБ, 8—6, СТЗ—Т2К
V 6 V 7 V 8 V 9 ЭБ, 12—6, Cl—С2К ЭБ, 6—5, Cl— С2К ЭБ, 5—3, Cl—С2К КЗ, 12—6, СМ2—С1К КЗ, 6—5, СМ2—С1К КЗ, 5—3, СМ2—С1К — ЭБ, 12—6, СТ2—СТЗК ЭБ, 6—5, СТ2—СТЗК ЭБ, 5—3, СТ2—СТЗК
, у ! V 8 | V 9 I V10 vll ЭБ, 6—5, СМ2—С1К ЭБ, 4—3, СМ2—С1К ЭБ, 3—М28, СМ2—С1К ЭБ, М28—М14 СМ2—С1К КЗ, 6—5, СМ1—СМ2К КЗ, 4—3, СМ1—СМ2К КЗ, 3—М28, СМ1—СМ2К КЗ, М28—М14 СМ1—СТ2К КЗ, 6—5, М3—СМ 1 к КЗ, 4—3, М3—СМ 1 к КЗ, 3—М28, М3—СМ 1 к КЗ, М28—,М14 М3—СМ 1 к ЭБ, 6-5, СТ1—СТ2К ЭБ, 4—3, СТ1—СТ2К ЭБ, 3—М28, СТ1—СТ2К ЭБ, М28—М14 СТ1—СТ2К
V 8 — Ос© ЭБ, 4—3, СМ1—СМ2К ЭБ, 3—М28, СМ1—СМ2К ЭБ М28—М14 СМ1—СМ2К КЗ, 4—3, М3—СМ 1К КЗ, 3—М28, М3—СМ 1К КЗ, М28—MI4 М3—СМ 1К КЗ,4—3, М2—МЗК КЗ, 3—М28, М2—МЗК КЗ, М28—М14 М2—МЗК ЭБ, 4—3, С2—СТ1К ЭБ, 3—М28, С2—СТ1К ЭБ, М28—М14, С2—СТ1К
V 9 vio V11 ЭБ, М28—М20 М3—СМ 1К ЭБ, М20—М14 М3—СМ 1К КЗ, М28—М20, М2—МЗК КЗ, М20-М14, М2—МЗК КЗ, М28—М20, Ml—М2К КЗ, М20—М14,М1—М2К ЭБ, М28—М20, Cl—С2К ЭБ, М20—М14, Cl—С2К
Примечание. При обработке серых и легированных незакаленных чугунов, кроме приведенной характеристики
брусков, рекомендуется применение брусков из синтетических алмазов АСП на металлической связке, концентрации 100%.
Зернистость алмазных брусков должна соответствовать величинам, приведенным выше для абразивных брусков.
СУПЕРФИНИШИРОВАНИЕ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ
Класс чистоты поверхвости Группа обрабатываемого материала (см. стр. 158)
до обработ- после супер- I П 1 in 1 IV
КН финиширования Рекомендуемые бруски
V 5 V 8 ЭБ, 8—6, С2—СТ1К — — ЭБ, 8—6, СТЗ—Т2К
V 6 V 8 V 9 ЭБ, 8—6, Cl—С2К ЭБ, 6—5, Cl—С2К КЗ, 8-6, СМ2—С1К КЗ, 6—5, СМ2—С1К — ЭБ, 8—6, СТ2—СТЗК ЭБ, 6-5, СТ2—СТЗК
V 7 V 8 V 9 V10 V11 ЭБ, 8—6, СМ2—С1К ЭБ, 5—4, СМ2—С1К ЭБ, М28—М20, СМ2—С1К ЭБ, М20—М14, СМ2—С1К КЗ, 8—6, СМ1—СМ2К КЗ, 5—4, СМ1—СМ2К КЗ, М28—М20, СМ1—СМ2К КЗ, М20—М14, СМ1—СМ2К КЗ, 8—6, М3—СМ 1К КЗ, 5—4, М3—СМ 1К КЗ, М28—М20, М3—СМ1К КЗ, М20—М14, М3—СМ 1К ЭБ, 8—6, СТ1— СТ2К ЭБ, 5—4, СТ1—СТ2К ЭБ, М28—М20, СТ1—СТ2К ЭБ, М20—М14, СТ1—СТ2К
~ 8 V 9 V10 V11 V12 ЭБ, 4—3, СМ1—СМ2—К ЭБ, М28—М20, СМ1—СМ2К ЭБ, М20—М14, СМ1—СМ2К ЭБ, М14, СМ1—СМ2К КЗ, 4—3, М3—СМ 1К КЗ, М28—М20, М3—СМ 1К КЗ, М20—М14, М3—СМ 1 к КЗ, М14, М3—CM1K КЗ, 4—3, М2—МЗК КЗ, М28—М20, М2—МЗК КЗ, М20—М14, М2—МЗК КЗ, М14, М2—МЗК ЭБ, 4—3, С2—СТ1К ЭБ, М28—М20, С2—СТ1К ЭБ, М20—М14, С2-СТ1К ЭБ, М14, С2—СТ1К
V 9 V10 V11 V12 ЭБ, М28—М20, М3—СМ1К ЭБ, М20—М14, М3—СМ 1К ЭБ, М14, М3—СМ1К КЗ, М28—М20, М2—МЗК КЗ, М20—М14, М2—МЗК КЗ, М14, М2—МЗК КЗ, М28—М20, Ml—М2К КЗ, М20—М14, Ml—М2К КЗ, М14, Ml—М2К ЭБ, М28—М20, Cl— С2К ЭБ, М20—М14, Cl—С2К ЭБ, М14, Cl—С2К
ГРУППЫ ОБРАБАТЫВАЕМОСТИ ХОНИНГОВАНИЕМ,
СУПЕРФИНИШИРОВАНИЕМ И ДОВОДКОЙ РАЗЛИЧНЫХ МАРОК
МАТЕРИАЛОВ
Группа обраба- тываемости Обрабатываемый материал Марки материалов
I Стали конструкционные: углеродистые незакаленные и за- каленные легированные хромом, вольфра- мом, молибденом, ванадием, тита- ном, кремнием, фосфором, алюми- нием незакаленные 25, 30, 35, 40, 45 и близкие к ним. 15Х, 20Х, 45Х, ЗОХА, 38ХА, 40ХА, 50ХА, 15ХФА, 20ХФА, 40ХФА, 15НМ, 20НМ, 40НМ, 20ХГС, ЗОХГСА, 38ХМЮА, и близкие к ним.
II Стали конструкционные: углеродистые цементированные и закаленные легированные никелем, марган- цем незакаленные. Стали инструментальные: углеродистые незакаленные легированные незакаленные 10, 20 и близкие к ним 30ХН, 40ХН, ЗОХНЗ, 40ХНЗ, 30Г2, 40Г, 40Г2, 50Г, 50Г2, 651 и близкие к ним У7А, У8А, У10А, У12А и близ- кие к ним ШХ15, ХГС, ХВГ, Р18, Р9 и близкие к ним
III Стали конструкционные: легированные никелем, марган- цем, хромом, вольфрамом, молиб- деном, ванадием, титаном, зака- ленные или цементированные (азотированные) и закаленные. Стали инструментальные: углеродистые закаленные легированные закаленные Чугунные специальные легированные и закаленные 20ХН, 12ХНЗ, 12Х2Н4, 15Х, 20Х, ЗОХА, 38ХА, 40ХА, 50ХА, 15ХФА, 20ХФА, 40ХФА, 15НМ, 20НМ, 40НМ, 15ХГА, 40ХГА, 18ХГТ, ЗОХГТ, 20ХГС, ЗОХГСА, 35ХГСА, ЗОХМА, 38ХМЮА У7А, У8А, У10А, У12А, и близ- кие к ним LIIX15, ХГС, ХВГ, Р18, Р9 и близкие к ним
IV Чугуны: серые специальные легированные неза- каленные 12—28; 15—32; 18—36; 24—44 и близкие к ним
1Б8
VII. РАЗНЫЕ СВЕДЕНИЯ
КРАТКИЕ СВЕДЕНИЯ ПО МАТЕМАТИКЕ
Формулы для вычисления поверхностей и
объемов тел
Формулы для вычисления поверхностей в
объемов тел
Призма
Усеченная пирамида
F6 = (2а + 2b)h
Fn=2(ab + ah + bh)
V=abh
Куб •
Пирамида
Клин
Гп — Г ОСН “ЬГ б
— (2а+с)
о
159
Продолжение
Формулы для вычисления поверхностей и
объемов тел
Формулы для вычисления поверхностей и
объемов тел
Цилиндр
Fn = 2Foch + Гб= 6,2832(г+Л)
Гб —2^rh
7иЯг==0,7854с?Л
4
Полный цилиндр
РП — 2Г ОЫ\~\~Р б
Р осн = к(г2 — ^1)
Гб “ 2я/1(г1 -ра)
V=rJi(r%— rfr = -J- nh (<fi3 — dj) -
= ^h6 (rt + rt)
Конус
Pn Pосн + Гб
F^ry^+i?
V= — nr2h = zd2/i=0,262^
3 12
Усеченный конус
Гп = Л+^+Л)
f6=’t(r,+r1)/fta+(rt-r1)»
»z= 4-^)=
и
= 1,047Л (fj +r| +г хг а)
Гп = 4кга = ксР
4 ittfl
V- — яг» — -7- о 0,5244’
3 (>
160
Продолжение
Формулы для вычисления площадей
Формулы для вычисления площадей
Прямоугольник
Треугольник
1
F = — ah
2
F~ah=a}/ и2 — а2
и= Y a2-\-h2
Равносторонний треугольник
Трапеция
Квадрат
Правильный п-угольник
и ~ 0,414 а
п 360°
-Psin - -
Г -2.5W2
180 °
-----
п
3,46г51
при п 0
11- 2404
161
Продолжение
Формулы для вычисления площадей
Формулы для вычисления площадей
Круговой сектор
£=№ = — rccf>=0,7854<f
“ 4
Периметр v = 2~r =~d
a°r.r2
F= -------=0,00873r2a°
360°
Круговой сегмент
f=7z(/V— Г3)= -1- л(£)2 _ ^2) =
= 0,7854(D2-flP)=z(D-s)s
Сектор кольцевой
f= ^^2-r2)s0»°0873(/?«-r«)ao
□ou
r«v
при a°=180° F= —--------
2
h—r— — 4ra — aa;
a=2/Ti(2r—Л)
IS2
МЕХАНИЧЕСКИЕ СВОЙСТВА ОСНОВНЫХ КОНСТРУКЦИОННЫХ
УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ
Группа стали Марка стали Механические свойства стали
в состоянии поставки по ГОСТу после термической обработки
ГОСТ состоя- ние ff K2C/MM*t или НВ типовая термичес- кая обработка ав» кас/мм* НВ
о Ст. 0 ав=32
« g S Ст. 1 ов=32-г40 .
л я Е h « S Ст. 2 ав=34ч-42
® 8 8 gs 5 О X М ля Ст. 3 380—60 Г aB=38-j-47
Ст. 4 Ст. 5 ав=42-е-52 Ов=50-г62 — — —
Ст. 6 aB=60-j-72 . -
Ст. 7 ов=70-г75 — — —
08 1050—60 Г ЯВ<131 — — —
1050—60 Г //ВС 137 Нормализация
10 1051—59 н //В <137 910—930° >34 <143
О //Б<143
15 Ю50-60 г НВ< 143
1051—59 н //В ^197 Нормализация >37 <156
О 7/В<149 910—930°
1050—60 Г //В< 156 Нормализация
20 1051—59 н //ВС207 >41 137—174
— о 7/ВС163 900—920°
СК 25 1050—60 г //В<170
S н //£<217 —
S 1051—59 О //£<170
30 1050—60 Г //£<179
CD н НВ < 229
G3 X 1051—59 О Я£<179
К 25 1050—60 г Я£<187 Нормализация >52 156—196
860—880°
S н НВ <229 Закалка 880° 187
«=( о 1051—59 О //£<187 Отпуск 600 —
<1> 1050—60 Г //£<217 Нормализация >57 156—207
40 860—880°
О //Вс 187 Закалка 840—880° — —
1051—59 н //£<241 Отпуск
О //Вс 197 550—620° >70 192—228
45 1050—60 Г ‘ //£<241 Нормализация
О //£<197 850—870° >60
или 170—217
1051—59 н /7Вс241 отжиг
О НВ <207 840—860°
Условные обозначения: Г — сталь горячекатаная; О — отожженная; Н — на-
гартованмая холоднотянутая.
163
Продолжение
। стали * Механические свойства
5 и в состоянии поставки по ГОСТу после термической обработки
с с я о. ГОСТ состоя- твердость по Бри- неллю НВ, не более типовая термичес- ав, НВ
Си ние кая обработка кгс/мм*
1050—60 Г 241 Нормализация
50 О 207 840—860° >64 179—229
к 1051—59 н 255 Закалка 840°
я X Ф со О 217 Отпуск 600° — 217
£ 55 1050-60 Нормализация 64 229
я г 255 810°
X О 217
СО 1050—60 г 255
X 60 О 229 — —
§ 1051—59 О 229
сх
и
1050-60 г 255 —
65 О 229
S ф S 1050—60 г 163
я СО 15Г 1051—59 н 207 Нормализация 40 <163
я О 163 920°
СЦ S
§
о 20Г 1050-60 г 197 Нормализация
: х 900° 43 <197
5
в 3 со ЗОГ 1050—60 г 217 Нормализация 187
§g О 187 880° 55
с 2
° СО*
3 40Г 1050—60 г 229 <229
к со О 207 Нормализация 60 <207
я X 860°
Ф Й О 50Г Ю50-60 г 255 Нормализация
Ф Я 840°
со X 1051—59 О 217 Закалка 850°
к н 269 Отпуск 600° 65 229
СО & X О 229
г 269 Отжиг
»=х о 60Г 1050-60 800—830° — 196-229
сх ф О 229 Нормализация
5 84(Г _ >70 _ ; 229
К*5 65Г 1050—60 г 285 Отжиг 790-810° 65 196 -229
О 229 Нормализация >75 241_
70Г 1050—60 г 285 Отжиг 790—810'’ 202—235
О 229 Нормализация >80 <241
164
Продолжение
Гуппа стали Марка стали Механические свойства стали
в состоянии поставки по ГОСТу после термической обработки
гост состоя- ние твердость по Бри- неллю НВ, не более типовая термичес- кая обработка кгс1мм* НВ
Автоматная А12 А20 АЗО А40Г 1414—54 X X X X 167—217 167—217 174—223 170—229 — 1111 —
15Х 20Х ЗОХ 4543—61 4543—61 4543—61 ОП ОП ОП 179 179 187 Нормализация 890—910° Нормализация 890—910° Закалка 860° Отпуск 500° 70 80 90 143—179 146—207 187
35Х 4543—61 ОП 197 Закалка 860° Отпуск 500° 95 197
к 03 в S 38ХА 4543—61 ОП 207 Отжиг 880—900° Закалка 860° Отпуск 550° 95 170-229
2 О Q. X 40Х 4543—61 ОП 207 Отжиг 860—900° Закалка 850° Отпуск 500° 100 179—229
45 X 4543—61 ОП 217 Отжиг 840—870° Закалка 840° Отпуск 520° 105 179—229
5 ОХ 4543—61 ОП 229 Закалка 830° Отпуск 520° НО 229
Хромо- ва на дие- вая 15ХФ 20ХФ 40ХФА 4543-61 ОП 187 187 197 Нормализация 880—900° Отпуск 650° 80 90 170-217 241
Хромо- молибде- новая ЗОХМ 35ХМ 4543—61 ОП 229 241 Закалка 880° Отпуск 540° Отжиг 840—860° Закалка 850° Отпуск 560° 95 100 295 187—229 309
Хромо- крем- нистая ЗЗХС 38ХС 40ХС 4543—61 ОП 241 255 Закалка 920° Отпуск 630° Закалка 900° Отпуск 630° Закалка 900° Отпуск 540° 90 95 125 278 295
Хромо- марган- цовая 20ХГ 40ХГ 35ХГ2 4543—61 ОП 187 229 Закалка 880° Отпуск 180° Закалка 840° Отпуск 520° Закалка 860° Отпуск 600° 90 100 85 266 295
Условные обозначения* X сталь холоднотянутая; ОП - отожженная или
отп у щен и а я.
165
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧУГУНА И МЕДНЫХ СПЛАВОВ
Чугуны
Серый чугун Ковкий чугун
ГОСТ 1412—54 ГОСТ 1215—59
Марка отливки Твердость по Бринеллю НВ Марка отливки Твердость по Бринеллю НВ
СЧОО Испытанию на твердость кчзо-з 201
СЧ12-28 не подвергается КЧ35-4 201
143—229 163—229 КЧ40-3 201
СЧ15-32 —СЧ 18-36
170—229 КЧЗО-6 163
КЧ38-8 149
СЧ21-40 170—241 кчз-ю 149
СЧ24-44 СЧ28-48 СЧ32-52 170—241 170—241 КЧ37-12 149
187—255 ПФКЧ40-2 163—229
ПФКЧ40-5 163—229
СЧ35-36 197—269 ПФКЧ50-3 163—229
СЧ38-60 207—269
Медные сплавы (ГОСТ 613—65; 493—54)
Группа сплава Марка сплава Твердость по Бринеллю НВ
Гетерогенные Высокой твердости Бр. АЖН11-6-6 Бр. АЖН10-4-4Л 250 170
Средней твердости Бр. АЖМц 10-3-1,5 Бр. АЖ9-4 Бр. АМц 9-2Л ЛМц Ж52-4-1 Бр. ОСЮ-2 ЛА67-2,5 ЛК 80-ЗЛ Бр. ОФ10Ч 120 110—180 80 100 75 90 100—110 80—90
Свинцовистые при основной гетеро- генной структуре Бр. ОСН 10-2-3 Бр. 10-10 ЛМц С58-22 Л КС 80-33 ЛМц ОС58-2-2-2 75 55 90—100 70-80 90—100
1С6
Продолжение
Группа сплава Марка сплава Твердость по Бри- неллю НВ Группа сплава Марка сплава Твердость по Бри* неллю НВ
Гомогенные сплавы Бр.КМцЗ-1 Бр. А5 Бр. А7 Бр.ОФ 6,5—0,4 Бр.ОЦ4-3 Бр.КНЬЗ 70—90 170—190 55—65 190—210 65—75 200—220 70—90 С содержанием свинца < 10 % при основной гомогенной структуре Бр.ОЦСб-6-3 Бр.ОЦС4-4- 2,5 60-75 50—70 150—170
Медь М3; М4 35
160—200 50—70 150—170 80—100 150—200 С содержанием свинца > 15 % Бр.ОЦС4-4- 17 Бр.ОС5-25 Бр.СЗО 60 50 25
Примечание. Для деформируемых бронз в числителе приведена твердость
для мягкого состояния, в знаменателе — для твердого состояния.
СВОДНАЯ ТАБЛИЦА ДИАМЕТРОВ И ШАГОВ МЕТРИЧЕСКОЙ РЕЗЬБЫ
ДЛЯ ДИАМЕТРОВ 1—150 мм
(из ГОСТ 9150—59)
Диаметр Шаг
( Гряд 2Тряд 3 ряд крупный мелкий
1,25 | 1,0 0.75 1 0,5 0,35 1 0,25 | 0,2
1 0,25 0,2
1,1 0,25 °’2
1,2 0,25 0,2
1,4 0,3 - 0,2
1,6 0,35 0,2
1,8 0,35 0,2
2 0,4 0,25
2,2 0,45 0,25
2,5 0,45 0,35
3 0,5 0,35
3,5 (0,6) 0,35»
4 0,7 0,5
167
Продолжение
Диаметр
Шаг
1 ряд 2 ряд 3 ряд крупный мелкий
1,25 1 1.0 I 0,75 0,5 1 0,35 0,25 1 0,2
4,5 (0,75) 0,5
5 0,8 0,5
(5,5) 0,5
6 1,0 0,75 0,5
7 1,0 0,75 0,5
8 1,25 1 0,75 0,5
9 (1,25) 1 0,75 0,5
10 1,5 1,25 1 0,75 0,5
Диаметр Шаг
1 ряд 2 ряд 3 ряд круп- ный мелкий
4,0 3,0 2,0 1,5 1,25 1,0 0,75 0,5
11 (L5) 1 0,75 0,5
12 1,75 1,5 1,25 1 0,75 0,5
14 2,0 1,5 1,25 1 0,75 0,5
15 1,5 (1)
16 2,0 1,5 (1) 0,75 0,5
17 1,5 1
18 2 1,5 1 0,75 0,5
20 2,5 2 1,5 1 0,75 0,5
22 2,5 2 1,5 1 0,75 0,5
24 3,0 2 1,5 1 0,75
25 2 1,5 (1)
(26) 1,5
27 3,0 2 1,5 1 0,75
(28) 2 1,5 1
30 3,5 (3) 2 1,5 1 0,75
(32) 2 1,5
33 3,5 (3) 2 1,5 1 0,75
35 1,5
36 4,0 3 2 1,5 1
(38) 1.5
39 4,0 3 2 1,5 1
40 (3) (2) 1,5
42 4,5 0) 3 2 1,5 1
45 4,5 (4) 3 2 1,5 1
168
Продолжение
Диаметр Шаг
1 ряд 2 ряд 3 ряд круп- ный мелкий
4,0 3.0 2,0 1,5 1,25 1 1.0 0,75 1 0,5
48 5 (4) 3 2 1,5 1
50 (3) (2) 1,5
52 5 (4) 3 2 1,5 1
55 (4) (3) 2 1,5
56 5,5 4 3 2 1,5 1
58 (4) (3) 2 1,5
60 (5,5) 4 3 2 1,5 1
64 62 6 (4) 4 S.3’ 2 2 1,5 1,5 1
65 (4) (3) 2 1,5
68 6 4 3 2 1,5 1
Диаметр Шаг
1 ряд 2 ряд 3 ряд мелкий
6 4 3 2 1,5 1
70 (6) (4) (3) 2 1,5
72 6 4 3 2 1,5 1
76 75 (4) (3) 2 1,5
6 4 3 2 1,5 1
80 (78) 2
6 4 3 2 1,5 1
(82) 2
85 6 4 3 2 1,5
90 6 4 3 2 1,5
95 6 4 3 2 1,5
100 6 4 3 2 1,5
Диаметр ' Шаг
1 ряд 2 ряд 3 ряд мелкий
6,0 1 4.0 1 3,0 1 2,0 1,5
105 6 4 3 2 1,5
НО 6 4 3 2 1,5
115 6 4 3 2 1,5
120 6 4 3 2 1,5
125 6 4 3 2 1.5
130 6 4 3 2 1.5
135 6 4' 3 2 1.5
140 6 4 3 2 1.5
145 6 4 3 2 1.5
150 6 4 3 2 1.5
169
ОСНОВНЫЕ РАЗМЕРЫ ВРЕМЕННЫХ ЦЕНТРОВ
Размеры, мм
Диаметр ваготовки D Диаметр временного центра d найм ТипЗА Тип Б
1 b 1
наиб. найм. наиб. найм.
2—3,5 2 2,5 2 1,5 4 3,5 —
3,5—5 3,5 4 3,5 1,5 5,5 5 2,5
5—6,5 4 4,5 4 2 6,5 6 2,5
6,5—10 6,5 5,5 5 2 7,5 7 2,5
10—18 8 7 6 2 9 8 5
18-30 10 9 8 3 12 И 5
30—50 12 11 10 4 15 14 7
50—80 15 13 12 4 17 16 10
80—120 20 16 15 4 20 19 12
120—180 25 19 18 4 23 22 15
180—260 30 25 23 5 30 28 18 '
260-360 42 37 35 5 42 40 j 20
170
ОТВЕРСТИЯ (ГНЕЗДА) ЦЕНТРОВЫЕ С УГЛОМ 60°
Тип А — без предохранительного
конуса
Тип В —с предохранительным
конусом
Размеры, мм
d D, не более L Z, не менее а D о
0,5 1 1 0,5 0,2 2
0,7 2 2 1 0,3 3,5
1 2,5 2,5 1,2 0,4 4
1,5 4 4 1,8 0,6 6,5
2 5 5 2,4 0,8 8
2,5 6 6 3 0,8 10
3 7,5 7,5 3,6 1 12
4 10 .10 4,8 1,2 15
5 12,5 12,5 6 1,5 20
6 15 15 7,2 1,8 25
8 20 20 9,6 2,0 30
12 30 30 14 2,5 42
II р и м с ч а и и е. /Л> представляет собой наименьший поперечный размер
концевой части обрабатываемой заготовки, к которой может быть применен дан-
ный размер центрового отверстия.
171
СТАЛЬ ГОРЯЧЕКАТАНАЯ КРУГЛАЯ ПО ГОСТ 2590—57*
СОРТАМЕНТ
Обозначение круглой стали марки Ст. 3
диаметром 50 мм:
50 ГОСТ 2590—57*
КРУГ Ст. 3 ГОСТ 535-58
Размеры, мм
Диаметр стали d Допускаемое отклонение по d Диаметр стали d Допускаемое отклонение по d
при обычной точности про- катки при повышен- ной точности прокатки при обычной точности про- катки при повышенной точности прокатки
5 42
5,6 45 4-0,4 4-0,2
6 4-0,1 48 —0,7 —0,6
6,3 —0,3 50
6,5 53 4-ОЛ 4-0,2
7 8 9 56 — 1,0 —0,9
4-0,3 60 63 65
10 11 12 13 —0,5 4-0,5 +0,3
-4-0,2 —0,3 70 75 —1,1 —1,0
14 80
15 85 +0,5 4-0,4
16 90 —1,3 — 1,2
17 95
18 100
19 105 4-0,6 4-0,5
НО —1,7 —1,5
20 120 4-0,6
21 4-ОЛ 4-0,2 125 4-0,8 — 1,8
22 —0,5 —0,4 130 —2,0
24 140 +0,6
25 150 —2,0
160
26 170 +0,9
28 180 о СЧ 1 Не устанавли-
30 190 ваются
32 34 36 38 40 +0,4 —0,7 4-0,2 -0,6 200
210 220 240 250 + 1.2 -3,0
172
СТАЛЬ ГОРЯЧЕКАТАНАЯ КВАДРАТНАЯ ПО ГОСТ 2591-57*.
СОРТАМЕНТ
Обозначение квадратной стали марки 45 при стороне квадрата 60 мм:
„ 60 ГОСТ 2591—57*
вадрат 45 ГОСТ 1050—60*
Сторона квад- рата а Допускаемое отклонение по стороне квадрата Сторона квадрата а Допускаемое отклонение по стороне квадрата
при обычной точности про- катки при повышен- ной точности прокатки при обычной точности про- катки при повышенной точности прокатки
5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 +0,3 —0,5 +0,1 —0,3 50 53 56 4-ОЛ -1,0 40,2 —0,9
60 63 65 70 75 4-0,5 —1,1 +0,3 — 1,0
4-0,2 —0,3
80 85 90 95 +0,5 —1,3 +0,4 — 1,2
100 105 110 +0,6 — 1,7 +0,5 — 1,5
20 21 22 24 25 4-0Л —0,5 4-0,2 —0,4
120 125 130 140 150 +0,8 -2,0 +0,6 — 1,8
+0,6 —2,0
26 28 30 32 34 36 38 40 42 45 48 4-0,4 — 0,7 4-0,2 —0,6
160 170 180 190 200 210 220 240 250 +0,9' ~2,Г I 1.2 • -3,0 Не устанавли- ваются
173
СТАЛЬ ГОРЯЧЕКАТАНАЯ ШЕСТИГРАННАЯ ПО ГОСТ 2879—57.
СОРТАМЕНТ
Обозначение шестигранной стали марки 40Х размером 22 мм:
22 ГОСТ 2879—57
Шест“г,"“ «X rocT-istt’-SF
Размеры, мм
Диаметр впи- санного круга а Допускаемое отклонение по размеру а Диаметр впи- санного круга а Допускаемое отклонение по размеру а
при обычной точности про- катки при повышен- ной точности прокатки при обычной точности про- катки при повышенной точности прокатки
8 9 10 И 12 13 14 15 16 17 18 19 20 21 22 24 25 26 27 28 30 +0,3 —0,5 +0,4 —0,5 +0,4 —0,7 +0,1 —0,3 +0,2 —0,3 +0,2 —0,4 4-0,2 —0,6 32 34 36 38 40 42 45 48 +0,4 —0,7 +0,2 —0,6
50 53 56 +0,4 —1,0 +0,2 —0,9
60 63 65 70 75 +0,5 -1,1 +0,3 —1,0
80 85 90 95 +0,5 — 1,3 4 0,4 -1,2
Too 4-0,6 -1,7 -+0,5 -1,5
174
СТАЛЬ КАЛИБРОВАННАЯ КРУГЛАЯ ПО ГОСТ 7417—57.
СОРТАМЕНТ
Обозначение круглой калиброванной стали марки 40Х диаметром 20 мм,
класса точности За:
Круг калибр.
20 (За) ГОСТз 7417—57
40Х ГОСТ 1051—59
Размеры, мм
Допускаемое отклонение
Диаметр стали d классы точности
2а | 3 За 4 5
3,0 —0,014 —0,02 —0,04 -0,06 —0,12
3,1 3,2 3,3 3,4 3,5 3,6 —0,018 —0,025 —0,048 -0,08 —0,16
3,7 3,8 3,9 4,0 4,1 4,2 4,4 4,5 4,6 —0,018 —0,025 —0,048 -0,08 -0,16
175
Продолжение
Диаметр стали d Допускаемое отклонение
классы точности
2а 3 1 За 1 4 1 5
4,8 4,9 5,0 5,2 5,3 5,5 5,6 5,8 6,0 —0,018 —0,025 —0,048 —0,08 —0,16
6,1 6,3 6,5 6,7 6,9 7,0 7,1 7,3 7,5 7,8 8,0 8,2 8,5 8,8 9,0 9,2 9,5 9,8 10,0 —0,022 —0,03 —0,058 0,1 —0,2
10,2 10,5 10,8 11,0 11,2 11,5 11,8 12,0 -0,027 —0,035 -0,07 —0,12 -0,24
176
Продолжение
Диаметр стали d Допускаемое отклонение
классы точности
2а 3 За 4 1 5
12,2 12,5 12,8 13,0 13,5 14,0 14,5 15,0 15,5 16,0 16,5 17,0 17,5 18,0 —0,027 —0,035 —0,07 —0,12 —0,24
18,5 19,0 19,5 20,0 20,5 21,0 21,5 22,0 23,0 24,0 25,0 26,0 27,0 28,0 29,0 30,0 —0,033 —0,045 —0,084 —0,14 —0,28
31,0 32,0 33,0 34,0 35,0 36,0 __ -0,05 - 0,1 0,17 - 0,34
12- 2404
177
Продолжение
Диаметр стали d Допускаемое отклонение классы точности
2а 3 1 За 4 1 5
37,0 38,0 39,0 40,0 41,0 42,0 44,0 45,0 46,0 48,0 49,0 50,0 —0,05 —0,1 —0,17 —0,34
52,0 53,0 55,0 56,0 58,0 60,0 61,0 63,0 65,0 — —0,06 —0,12 —0,2 -0,4
67,0 69,0 70,0 71,0 73,0 75,0 78,0 80,0 — — —
82,0 85,0 88,0 90,0 92,0 95,0 98,0 100,0 — — — —0,23 — 0,46
178
СТАЛЬ КАЛИБРОВАННАЯ КВАДРАТНАЯ ПО ГОСТ 8559-57*
СОРТАМЕНТ
Обозначение квадратной калиброванной стали марки 20 размером 12 мм,
4 класса точности:
Квадрат калибр. 12(4) ГОСТ 8559—57* 20 ГОСТ 1051—59
Сторона квадрата а Допускаемое отклонение Сторона квадрата а Допускаемое отклонение
класс точности класс точности
За 1 4 5 За | 4 I 5
3 —0,04 —0,06 —0,12 27
3,2 4 —0,048 28 30 —0,084 0,14 —0,28
4,5 5 5,5 6 —0,08 —0,16 32 34 36 38
6,3 7 8 9 10 —0,058 —0,1 —0,2 40 41 42 45 46 48 50 —0,1 —0,17 —0,34
11 12
13 14 15 16 17 18 —0,07 —0,12 —0,24 53 55 56 60 63 65 —0,12 -0,2 —0,4
19 20 21 -0,084 -0,14 -0,28 70 75 80 —
22 24 25 26 85 90 95 100 - — 0,23 —0,46
179
СТАЛЬ КАЛИБРОВАННАЯ ШЕСТИГРАННАЯ ПО ГОСТ 8560-67.
СОРТАМЕНТ
Обозначение шестигранной калиброванной стали марки 45, размером «под
ключ» 25 мм, 5 класса точности:
25-5 ГОСТ 8560-67
Шестигранник ----7^77^777^——
4о ГОСТ 1051—59
Размеры, мм
Диаметр впи- санного круга а («размер под ключ»), мм Предельное отклонение для классов точности, мм Диаметр описанной окружности, мм Предельное отклонение, мм
За 4 5
3 —0,04 —0,06 —0,12 3,4 4,6 —0,2
4 4,5 5 5,5 6 —0,048 —0,08 —0,16
5,2 5,8 6,3 6,9 —0,3
7 8 9 10 —0,058 —0,1 —0,2 8,1
9,2 —0.4
10,4 11,5 —0,5
11 12 13 14 15 16 17 , 18 —0,07 —0,12 —0,24 12,7 13,8 —0,6
15,0 16,2 17,3 18,4 -0,7
19,6 20,7 21,9 23,0 24, i 25,4 27,7 28,8 —0,8 -0,9
19 20 21 22 24 25 —0,084 -0,14 —0,28
180
Продолжение
Диаметр впи- санного круга а («размер под ключ»), мм Предельное отклонение для классов точности, мм Диаметр описанной окружности, мм Предельнее отклонение, мм
За 4 5
26 30,0
27 28 —0,184 —0 14 —0,28 31,2 32,3 —1,0
30 34,6
32 34 36,9 39,2 — 1,1
36 41,6
38 43,8
40 46,1 —1,3
41 —0,1 —0,17 —0,34 47,3
42 48,5
45 51,9
46 53,1 —1,4
48 50 55,4 57,7 —1,5
53 61,2
55 63,5 —1,7
56 —0,12 —0,2 —0,4 64,6
60 69,3
63 72,7
65 75,0 — 1,8
70 80,»
75 80 — -0,2 —0,4 86,5 92,3 — 1,9
85 98,0 -1,2
90 -0,23 —0.4В 104,0
95 — 110,0’ -1,3
100 115,0 -1,4
181
Часть 2.
ОРГАНИЗАЦИЯ УПРАВЛЕНИЯ
ПРОИЗВОДСТВОМ
VIII. ОБЩИЕ ПОНЯТИЯ ПО УПРАВЛЕНИЮ
ПРОИЗВОДСТВОМ
УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ
Управление производством — особый вид общественного труда,,
содержанием которого является воздействие на процесс производ-
ства в целях установления в данных условиях оптимальной систе-
мы производства. Каждое воздействие ведет к переводу производ-
ства в новое состояние, отличающееся от исходного.
Основными 'фазами осуществления управляющего воздействия
на систему производства являются установление содержания и
цели воздействия; комплексная оценка целесообразности сораз-
мерности воздействия, определение новых ресурсов, которые необ-
ходимо ввести в -систему производства для осуществления в ней
изменений; (выявление роли отдельных частей системы производст-
ва в осуществлении поставленной цели; установление пределов до-
стижения изменений в соотношениях элементов системы производ-
ства; разработка путей, методов и средств воздействия и системы,
контроля над их реализацией; реализация воздействия, проверка и
оценка результатов.
Формы, ;в которых проявляется воздействие процесса управле-
ния на процесс производства, — это функция управления.
К числу основных функций относятся: планирование, организа-
ция, координирование, стимулирование и контроль.
В исследовательских и проектных работах по управлению про-
изводством система управления часто подразделяется на части —
подсистемы, например технологическая подготовка производства,,
технико-экономическое планирование, оперативное управление ос-
новным производством, управление материально-техническим снаб-
жением и др.
МАТЕМАТИЧЕСКИЕ МЕТОДЫ В УПРАВЛЕНИИ ПРОИЗВОДСТВОМ
В процессе управления производством необходимо’ выбирать
оптимальное решение из числа возможных вариантов, что дости-
гается применением математических методов. Это, как правило,
связано е проведением большого объема вычислительных и логи-
185
ческих операций, осуществление которых немыслимо без использо-
вания ЭВМ.
Из математических методов, применяемых в управлении маши-
ностроительным предприятием, в настоящее время 'наиболее разра-
ботаны 'методы линейного программирования, суть которых состо-
ит в 'отыскании (максимума или минимума при решении системы ли-
нейных уравнений или неравенств. Типичной задачей, которая ре-
шается одним из методов линейного программирования — сим-
плексным методом, является отыскание такого варианта использо-
вания станочного парка, при котором прибыль достигнет «максиму-
ма. Этим методом решаются задачи по отысканию варианта плана,
предусматривающего эффективную загрузку наличных производ-
ственных мощностей, максимизации съема продукции при условии
соблюдения комплектности выпуска, а также варианта плана при
ммним1альных затратах.
Задачу распределения работ между взаимозаменяемыми стан-
ками с неодинаковой производительностью при условии одинаково-
гого количества часов работы «станков удобнее всего решать мето-
дом разрешающих множителей. Решение этой задачи 'максимизи-
рует среднюю часовую «выработку каждого вида оборудования.
При помощи линейного программирования решаются на опти-
мум и такие задачи, когда заранее заданы производственные мощ-
ности и объем производимой продукции. Оптимальная загрузка
станков может быть решена по одному из методов решения транс-
портной задачи.
Методы линейного программирования наиболее рациональны в
серийном производстве, характеризующемся периодической повто-
ряемостью изготовления одинаковых «изделий (деталей, узлов).
В мелкосерийном призводстве с устойчивыми нормативами, сто-
(ИМОСТНЫ1М1И показателями и номенклатурой продукции для разра-
ботки графиков запуска—выпуска изделий может быть рекомен-
дова«н метод минимизации «цены последовательности». Этот метод
предполагает установление такого порядка запуска изделий в про-
изводство, при котором достигается минимум потерь от простоя
«оборудования и пролеживания изделий «между операциями из-за
асинхронности «их выполнения.
Под «ценой последовательности» подразумевается величина,
позволяющая измерить (оценить) простои станков и пролежива-
ние изделий между операциями. С помощью «цены последователь-
ности» обеспечивается оценка возможных комбинаций последова-
тельности запуска изделий, причем перебор комбинаций произво-
дится по определенной системе, позволяющей значительно сокра-
тить их количество.
Другим математическим методом определения порядка запуска
изделий является метод «минимизации асинхронности». Этот ме-
тод основан на натуральных нормативах .нормативах выполнения
технологических операций. Этим методом минимизируются потери
только от пролеживания деталей, тогда как методом миппмиза-
186
ции «цены последовательности» — потери от прол ежи в а ни я дета-
лей и от простоя оборудования.
Метод «минимизации асинхронности» не требует большой рабо-
ты по подготовке ин формации; он наиболее эффективен на тех
предприятиях, где значительное место занимают индивидуальные
заказы с оригинальными узлами и деталями.
Метод «наименьших разностей» может быть использован для
решения комплекса задач, ъ том числе для формирования произ-
водственной программы предприятия, располагающего невзаимо-
заменяемым оборудованием, Критерием -качества решения такой
задачи является полнота загрузки оборудования.
СЕТЕВОЕ МОДЕЛИРОВАНИЕ ПРИ УПРАВЛЕНИИ ПРОИЗВОДСТВОМ
Сетевая модель используется для отображения процессов вы-
полнения комплекса работ и их конечную цель (цели). Комплекс
работ в сетевой модели расчленяется на отдельные четко опреде-
ленные работы; сетевая модель отображает логическую взаимо-
связь и параметры всех работ и событий, составляющих ко1мплекс.
Использование сетевой модели позволяет:
четко отразить структуру комплекса работ, выявить -с любой
степенью детализации работы этого комплекса и установить их
взаимосвязь;
составить обоснованный план выполнения «комплекса работ,
поскольку при построении сетевой модели используется опыт спе-
циалистов, принимающих непосредственное участие <в комплексе
работ и хорошо знакомых с решаемыми задачами;
осуществить обоснованное прогнозирование критических работ
и -сконцентрировать внимание руководства на их выполнении;
более эффективно по заданному критерию использовать ресур-
сы;
проводить многовариантный анализ различных решений -по из-
менению технологической последовательности работ, распределе-
нию ресурсов и т. д. с целью улучшения плана;
использовать для обработки больших массивов информации
современные средства вычислительной техники, оперативно выда-
вать данные о фактическом состоянии 1комплек-са работ, а также
осуществлять непрерывное планирование работ путем корректиров-
ки планов с учетом возникших изменений.
Приводим три области наиболее целесообразного применения
метода сетевого моделирования:
.1. Планирование, контроль и оперативное управление подго-
товкой и освоением производства новых видов промышленной про-
дукции.
2. Плаишрованне, контроль и оперативиюе управления реконст-
рукцией и ремонтом действующих промышленных объектов.
3. Планирование, контроль и -оперативное управление основ-
ной деятельностью предприятий опытного н единичного производ-
ства.
187
Ри£. 1 Пример сетевого
Сетевая модель обычно изображается в виде сетевого графика
(сети), состоящего из стрелок и кружков. Пример сетевого графи-
ка показан на рис. I.
Стрелками в сети изображаются отдельные работы. Понятие
«работа» используется в широком смысле и может иметь следую-
щие значения;
действительная работа или просто работа — трудовой процесс,
требующий затрат времени и ресурсов, например: рабочее проек-
тирование какого-либо узла, расчет кинематической схемы этого
узла, процесс его изготовления, испытания и т. д.;
ожидание — процесс, требующий затрат (времени, но не требу-
ющий затрат ресурсов (например, процесс старения отливок и т. п.);
фиктивная работа (зависимость) —изображение логической
связи между работами; фиктивная работа не связана с расходом
времени и ресурсов и изображается пунктирной стрелкой (ом.
рис. 1, работа/0—11).
Кружками в сети изображаются события. Понятие «событие»
может иметь следующие значения:
исходное событие — начало выполнения комплекса работ. В ис-
ходное событие, не имеющее предшествующих работ в сети, не
входит ни одной работы (например, событие 1, см. рис. 1);
завершающее событие — достижение конечной (одной из конеч-
ных) целей комплекса работ. Завершающее событие не имеет сле-
дующих за ним работ, поэтому— .в сети из него не выходит ни
одной работы (например, событие 13, см. рис. 1);
промежуточное событие, или просто событие, — результат одной
или нескольких работ, позволяющий начать одну или несколько не-
посредственно следующих за ним работ (например, событие 6 на
рис. 1 символизирует совокупный результат двух работ, изобра-
женных стрелками, входящими в кружок 6). Этот результат дает
возможность начать две последующие работы, изображенные
стрелками, выходящими из кружка 6.
Всякая работа сетевого графика соединяет два события: непо-
средственно предшествующее данной работе (являющееся для нее
начальным событием) и следующее за ней (являющееся для нее
конечным событием). Всем событиям присваивается определенный
номер (цифровой код).
Таким образом, всякая работа сети может быть закодирована
номерами ее начального и конечного события.
Продолжительность выполнения работы измеряется в единицах
времени: часах, днях, неделях и т. д. Работа может иметь и дру-
гие количественные оценки (показатели), характеризующие ее тру-
доемкость, стоимость, материальные ресурсы, необходимые для ее
выполнения .и т. д. Каждая работа должна иметь определение, рас-
крывающее ее содержание.
В отличие от работы событие .не является процессом .и нс имеет
продолжительности. Наступление события соответствует моменту
окончания последней из работ, непосредственно предшествующей
189
данному (событию. Событие не может наступить, пока не закончат-
ся нее предшествующие ему работы.
Любая последовательность -работ в сети, -в которой конечное
событие каждой работы этой последовательности совпадает с на-
чальным событием следующей за ней работы, называется путем.
Продолжительность любого пути равна сумме продолжительно-
стей составляющих его работ. Например, продолжительность путей
1-2-8-11-13 равна 68 дням, а путей 1-3-5-9-13— 30 дням.
Путь наибольшей продолжительности называется критическим.
В рассматриваемом примере -критическими являются пути 1, 3, 4,
6, 11, 13 продолжительностью 107 дней.
Продолжительность критического пути определяет общую про-
должительность выполнения комплекса работ в целом. Следова-
тельно, чтобы сократить сроки выполнения комплекса работ, необ-
ходимо сократить сроки выполнения работ, находящихся на крити-
ческом пути. Одной из главных задач руководства является изыска-
ние методов сокращения продолжительности работ, находящихся на
критическом пути, особо тщательный контроль за соблюдением уста-
новленных сроков выполнения именно этих работ и принятие опера-
тивных мер по предотвращению их срыва.
Работы, находящиеся на 'критическом пути, выделяются жир-
ными стрелками.
Значения некоторых терминов, связанных с се-
тевыми 'моделями.
Вероятностные оценки продолжительности работ — параметры
распределения продолжительности работ (минимальная, макси-
мальная, наиболее вероятная продолжительность работы).
Минимальная (оптимистическая) продолжительность работы —
вероятностная оценка продолжительности работы при наиболее
благоприятном стечении обстоятельств ее выполнения (tmin).
Максимальная (пессимистическая) продолжительность рабо-
ты—вероятностная оценка продолжительности работы при наибо-
лее неблагоприятном стечении обстоятельств ее выполнения
Наиболее вероятная продолжительность работы — вероятност-
ная оценка продолжительности работы, соответствующая чаще
всего встречающимся условиям ее выполнения (/н.в).
Нормативная продолжительность работы — продолжительность
работы, установленная на основании имеющихся нормативов.
Ожидаемая продолжительность работы — временная оценка,
выражаемая через вероятностные оценки tmhv 1п.ъ,, tmax по соот-
ветствующим формулам и используемая в качестве исходной при.
расчетах параметров сетевой модели.
Ранний срок начала работы — самый ранний из возможных сро-
ков начала работы.
Ранний срок окончания работы —самый ранний из возможных
сроков окочания работы.
Ранний срок наступления события — самый ранний из возмож-
ных сроков наступления этого события.
190
Поздний срок начала работы — самый поздний срок начала ра-
боты, при котором планируемый срок окончания !комплекса работ
не меняется.
Поздний срок окончания работы — самый поздний срок оконча-
ния работы, при котором планируемый срок окончания «комплекса
работ не ’меняется.
Поздний срок наступления события — самый поздний срок на-
ступл«ения события, при котором планируемый «срок окончания
комплекса работ не меняется.
Свободный резерв времени работы — максимальное время, на
которое можно увеличить продолжительность работы, не изменяя
при этом ранних сроков начала последующих работ при условии,
что непосредственно предшествующее событие наступило в свой
ранний юрок.
Полный резерв времени работы — максимальное время, на ко-
торое 'можно увеличить продолжительность данной работы, не из-
меняя при этом продолжительности критического пути.
IX. ОСНОВНЫЕ ПОНЯТИЯ ПО УПРАВЛЕНИЮ
В ЦЕХЕ
Информация. Управление в цехе основывается на сборе, хра-
нении, переработке и передаче информации. Информация являет-
ся непосредственным предметом управленческого труда. Функцио-
нирование системы управления на любом современном предприя-
тии зависит в первую очередь от организации потоков информа-
ции.
В процессах управления исходная информация (сырой мате-
риал) подвергается ряду изменений, осуществляемых работником
управления при помощи соответствующих средств инженерного и
управленческого труда (орудий и средств труда) и становится (вы-
ходной информацией (продуктОхМ труда), используемой в управле-
нии.
Технологическая подготовка производства. Технологическая
подготовка является составной частью технической подготовки про-
изводства и включает в себя комплексную разработку технологии
основных и вспомогательных- процессов изготовления изделий по
всем переделам производства; разработку планировок размещения
оборудования и организации рабочих мест. Технологическая под-
готовка производства должна обеспечить наиболее высокие тех-
нико-экономические показатели, качественное изготовление про-
дукции при наименьшей их себестоимости в соответствии с еди-
ным гр а фи ком п poi। зводства.
Основные задачи технологической подготовки:
разработка новых и совершенствование действующих технологи-
ческих процессов изготовления и контроля деталей, узлов и изде-
лий;
191
разработка технических заданий -на проектирование и изготов-
ление специального инструментария, оборудования и -средств меха-
низации и автоматизации производственных процессов, а также
выдача заявок -на приобретение нового оборудования;
проектирование специального инструментария, необходимого для
изготовления заготовок, деталей, сборки узлов и изделий, а также
для контроля качества их изготовления;
проектирование средств механизации и автоматизации произ-
водственных процессов, транспортных средств -и нетипового обору-
дования, связанных с технологическим процессом и организацией
рабочих мест;
отработка -конструкций изделий на технологичность их изготов-
ления;
типизация технологических процессов -и нормализация техноло-
гического инструментария;
разработка прогрессивных норм расхода материалов -на едини-
цу изделия;
внедрение технологических процессов, инструментария, средств
механизации и автоматизации;
расчет потребного оборудования и планировок его размещения;
составление плана организационно-технических мероприятий,
научно-исследовательских и опытных работ по технологической
подготовке производства, а также плана мероприятий по экономии
материалов;
обеспечение цехов технологической документацией и инструмен-
тальной службы чертежами инструментария;
своевременное внесение изменений в технологическую докумен-
тацию;
планирование работ по технологической подготовке производ-
ства внутри службы, контроль и учет их выполнения.
Производственный процесс машиностроительного предприя-
тия — совокупность действий, в результате которых материалы, по-
ступающие на завод, превращаются в готовые изделия. К этим
.действиям относятся получение материалов, (контроль их качества,
хранение и транспортирование к месту обработки, изготовление
поковок, отливок деталей; механическая обработка, термическая
•обработка, очистка, мойка; -сборка готовых изделий, окраска, упа-
ковка и отправление на склад готовых изделий.
Хранение заготовок и полуфабрикатов в промежуточных кладо-
вых и в виде операционных заделов па рабочих местах учитывается
во времени, необходимом для производства изделий, т. е. тоже
входит в пооизводственный процесс.
Производственные процессы бывают непрерывные и прерывные
(дискретные).
Производственный процесс, при котором над предметом труда
(материалом, заготовкой, деталью) непрерывно совершаются ка-
кие-либо действия, -связанные с изменением его формы -или ра гме-
U92
ра, чистоты поверхности, температуры и другого физического или
химического состояния, называется непрерывным.
В станкостроительной и инструментальной промышленности име-
ются отдельные процессы (операции), при которых заготовки, де-
тали или изделия подвергаются обработке при их непрерывном
движении (транспортировании), т. е. являются непрерывными, на-
пример окраска деталей в линиях электростатической окраски.
В основном производственные процессы на предприятиях стан-
костроительной и инструментальной промышленности прерывны,
так как заготовки, детали или изделия подвергаются обработке с
перерывами-остановками. Во время остановки деталь устанавли-
вается и зажимается в приспособлении, освобождается после обра-
ботки или передается на другую операцию. Примером прерывного
производственного процесса является обработка на металлорежу-
щих станках.
Если в процессе обработки на автоматической линии заготовка
периодически подается на следующую позицию обработки, т. е.
обработка заготовки прекращается на время перемещения ее или
подвода и отвода инструмента, то этот процесс также относится
к прерывным.
Технологический процесс — главная часть производственного
процесса, совокупность операций, направленных на изменение фор-
мы, размеров или качественного состояния сырья, материала и за-
готовок.
у] Внутризаводской (межцеховой) транспорт обслуживает пере-
возки между погрузочно-разгрузочными пунктами, складами и це-
хами внутри предприятия. Основньими видами внутризаводских
грузов являются сырье, материалы, заготовки, детали и готовые из-
делия. Основным внутризаводским транспортом является железно-
дорожный и автомобильный, а также электро-, авто- и мототягачи
и самоходные тележки (электротележки, автотележки и др.).
На крупных предприятиях внутризаводской транспорт представ-
ляет большое и сложное хозяйство, включающее депо, мастерские
по ремонту тягового и подвижного состава, склады, разгрузочно-
погрузочные платформы высокого типа, «крановое хозяйство и др.
При заказе транспортных средств следует учитывать расстоя-
ние перевозки, так как в зависимости от длины пути транспорти-
рования экономически более выгодно применять:
до 150 м- вилочные электропогрузчики;
до 600 м- электрокары;
свыше 800 м - автомашины или тракторы с прицепами.
Внутрицеховой транспорт делят па собственно внутрицеховой
н межоперацнонный. Первый используется для перемещения грузов
в любом |1а11равло1гпн н предназначен главным образом для пода-
чи грузов с цехового оклада (площадки) на рабочие места, с ра-
бочих 'мест па цеховые оклады, а также с одного участка цеха на
чругой, а иногда и в соседний цех но технологическому маршруту.
Средства собственно внутрицехового транспорта те же, что и вну-
Г. 2101
193
тризаводского (межцехового): погрузчики, авто-, электро- и мото-
кары и др.
Межоперационный транспорт предназначен для передачи (тран-
спортирования) материалов, заготовок, деталей и узлов от одной
операции к другой. К нему относятся рольганги, лотки, склизы,
конвейеры (ленточные, пластинчатые, тележечные, цепные), а так-
же мостовые краны, кран-балки и др.
Производственная структура предприятия. Между различными
цехами в 'масштабе предприятия, отдельными участками »в преде-
лах цехов, а также между частичными процессами производства
внутри участков должны быть установлены определенные пропор-
ции, обеспечивающие наилучшее их сочетание для наиболее эконо-
мичного выполнения плана выпуска продукции. Такая пропорцио-
нальность отдельных частей предприятия достигается правильным
построением его производственной структуры.
Под производственной структурой промышленного предприятия
понимается состав его внутренних подразделений (цехов, участков,
складов), формы их построения и взаимосвязи. Производственная
структура непосредственно связана с планировкой предприятия,
т. е. с территориальным размещением цехов, участков, складов,
отдельных рабочих мест. Планировка предприятия есть та про-
странственная форма, в которую облекается производственная
структура.
Важнейшими производственно-техническими и организационны-
ми факторами, оказывающими влияние на структуру предприятия
и построение его цехов и участков, являются:
характер продукции и технологические методы ее изготовления;
тип и масштаб производства, определяемые размерами выпуска
продукции и ее трудоемкостью;
уровень и формы специализации предприятия и кооперирования
его с другими предприятиями;
транспортные средства, определяемые наименьшей протяжен-
ностью внутризаводских маршрутов, минимальными затратами вре-
мени на погрузочно-разгрузочные работы и на передвижение пред-
метов труда и готовой продукции, а также максимальной эффек-
тивностью использования этих средств.
Цех — основная структурная единица предприятия, представ-
ляет собой организационно обособленное подразделение, выполня-
ющее определенные ограниченные производственные функции, обу-
словленные характером кооперации труда внутри предприятия, и
не участвующее самостоятельно в сфере обращения.
Цех имеет самостоятельные административно-техническое ру-
ководство, подчиненное директору предприятия.
Цехи основного производства — цехи, изготовляющие основную
продукцию предприятия;
заготовительные - - литейные*, кузнечные, штамповочные, пласт-
массовых изделий и др.;
194
обрабатывающие—механические, термические, покрытий и др.;
сборочные.
Вспомогательные цехи — цехи, обеспечивающие основное про-
изводство инструментом и оснасткой, а также выполняющие рабо-
ты по ремонту оборудования, зданий и сооружений. Важнейшими
из них являются инструментальные, модельные, ремонтные.
Обслуживающие хозяйства — хозяйства, обеспечивающие все
подразделения предприятия различными видами обслуживания
(хранение материалов, снабжение электроэнергией, паром, сжатым
воздухом, перевозка грузов и пр.).
Складское хозяйство предприятия включает в себя склады и
кладовые, предназначенные для хранения сырья, материалов, топ-
лива, полуфабрикатов, инструмента, запасных частей и оборудова-
ния, готовой продукции.
Состав энергетического хозяйства во многом зависит от условий
энергоснабжения. При снабжении электроэнергией от районной
энергетической системы в состав энергохозяйства входят соответ-
ствующие преобразовательные подстанции.
Многие предприятия имеют свои собственные теплоэлектроцент-
рали, газогенераторные, компрессорные и другие станции.
Состав транспортного хозяйства зависит от характера перево-
зимых грузов, масштаба перевозок, протяженности и рода переме-
щения, места расположения предприятия и его связи с общегосу-
дарственными путями сообщения. На крупных предприятиях тран-
спортное хозяйство состоит из железнодорожных путей с локомо-
тивным и вагонным депо, парка автомобилей, авто и электрокаров,
автопогрузчиков, специализированных тележек с платформами, раз-
личных подъемно-транспортных устройпв и других транспортных
средств.
Структура цехов предприятия, технологический принцип форми-
рования цехов (табл. 1) в настоящее время сохраняет свое значе-
ние на предприятиях с преобладанием мелкосерийного и единич-
ного производства.
Таблица 1
Классификация технологических цехов
_ * Характеристика специализации цеха
Признак специализации г Л'чэстка)
Способ выполнения техно-
логического процесса
Класс точности обработ-
ки II ЧИСТОТЫ llOBCpXHOCIH
1окарная обработка, фрезерная обработка; шли-
фовальная обработка; отливка в землю па плацу;
пен i робежная отливка. оыивка в машинах под
давлением, лип»е
(’ шикой, средней и высокой точностью и чисто-
|()и обработки. При большом числе Деталей в каж-
дой группе точности п чистоты обработки может
бы и, произведена классификация деталей по клас-
сам 1ОЧ1ЮСТИ и чистоты
195
Продолжение табл 1
Признак специализации Характеристика специализации цеха (участка)
Род материала Сталь и чугун; цветные сплавы; пластмассы
Конфигурация и эксплуа- тационное назначение де- талей Тела вращения: муфты, валы, втулки, шкивы, маховики, поршни, шестерни; плоскостные де- тали— плиты, рамы, станины и т д.
Габаритные размеры и вес обрабатываемых предметов труда Очень мелкие, мелкие, средние, крупные, очень крупные, тяжелые, очень тяжелые, особо тяжелые
Предметный принцип (табл. 2) получил распространение прей-
мущественно в механообработке 'и при сборке машин.
Таблица 2
Классификация предметных цехов и участков
Признаки специализации
Характеристика специализации цеха
(участка)
Назначение и уровень специализа-
ции производства машины (группы
машин) в целом
Назначение или эксплуатационная
роль узла
Конструктивно-технологическая
однородность деталей-
конфигурация и эксплуатацион-
ная роль детали
Предметно-поиздельная структура
габаритные размеры и вес дета-
лей
род материала
класс точности
Все три или два in выпил к а uni
пых пришлют
Предметно-узловая структура
Предметно-подетальная структура
Тела вращения- муфты, валы, втулки,
шкивы, маховики, поршни, шестерни;
плоскостные детали — плиты, рамы, ста-
нины и т д.
Очень мелкие, мелкие, средние, круп-
ные, очень крупные, тяжелые, очень тя-
желые, особо тяжелые
Сталь и ч\1 ун, ЦВС1ПЫ0 сплавы; плас1-
массы и т. д
С Н1НКОП, средней и высокой точ-
по< 1ью и чпегогой обработки
Пргдмепю смешанная структура
196
Наряду с технологической и предметной структурой на пред-
приятиях применяется и смешанная (предметно-технологическая)
структура, которая характеризуется наличием основных цехов, ор-
ганизованных и по технологическому и по предметному принципам.
На станкостроительных заводах заготовительные цехи создают-
ся, как правило, по технологическому принципу, а механосбороч-
ные— по предметному.
Важным преимуществом предметного принципа построения про-
изводственных подразделений является то, что он приводит к зам-
кнутым циклам и территориальному сближению различных произ-
водственных процессов, расчлененных при технологическом прин-
ципе организации цехов, и тем самым способствует созданию более
совершенных методов и форм организации производства.
Производственный участок. Каждый цех в зависимости от типа
и масштаба производства, способа организации производственного
процесса подразделяется на производственные участки (пролеты,
отделения, мастерские, поточные линии) и вспомогательные под-
разделения.
По характеру кооперирования различают, как и для цехов, три
вида структуры производственных участков — технологическую,
предметную, смешанную.
Построение производственных участков сводится к определен-
ному сочетанию рабочих мест, входящих в их состав. Это построе-
ние в свою очередь определяется формами специализации рабочих
мест и характером разделения труда между ними.
Важнейшими факторами, от которых зависит уровень и форма
специализации -рабочих мест, являются размер планового задания
на изготовление отдельных частей изделия, степень унификации
частей (деталей, узлов) изделия и их трудоемкость.
ДЕЙСТВИТЕЛЬНЫЙ (РАСЧЕТНЫЙ) ГОДОВОЙ ФОНД
ВРЕМЕНИ РАБОТЫ РАБОЧИХ (ТАБЛ. 3)
Таблица 3
Продолжительность отпуска, дни Номинальный годовой <|онд времени, ч Процент потерь от номинального фонда времени Действительный (расчет- ный) годовой фонд вре- мени, ч
Для 41-часовой рабочей 1 недели
15 2070 1 1860
18 2070 1840
24 2070 13 1800
Для 36-часовой рабочей 1 недели
(при вредных условиях труда)
24 1830 13 1590
197
ДЕЙСТВИТЕЛЬНЫЕ (РАСЧЕТНЫЕ) ГОДОВЫЕ ФОНДЫ
ВРЕМЕНИ РАБОТЫ ОБОРУДОВАНИЯ И РАБОЧИХ МЕСТ (ТАБЛ. 4)
Таблица 4
При одной смене При двух сменах При трех сменах
Наименование оборудования и рабочих мест номинальный годовой | фонд времени, ч процент потерь от номинального фонда времени действительный го- довой фонд времени, ч номинальный годовой < фонд времени, ч процент потерь от номинального фонда времени действительный го- довой фонд времени, ч номинальный годовой фонд времени, ч процент потерь от номинального фонда времени действительный го- довой фонд времени, ч
Металлорежущее и дерево- обрабатывающее оборудо- вание 2070 2 •2025 4140 3 4015 6210 4 5960 г —-
Металлорежущее уникальное оборудование — — — 4140 6 3890 6210 10 5590
Автоматические линии — — — 4140 10 3725 6210 12 5460
Оборудование цехов защит- ных покрытий 2070 2 2025 4140 3 4015 6210 4 5960
Оборудование окрасочных и сушильных цехов ^207(Г 2 2025 4140 4 3975 6210 6 5840
Кузнечно-прессовое техноло- гическое оборудование
Ковочные и штамповоч- ные молоты с весом (массой) падающих частей до 5 т; горизон- тально-ковочные ма- шины усилием до 1000 тс, механические ковочные прессы уси- лием до 2000 тс' единичное, мелко- серийное и серий- ное производство 2070 2 2025 4140 4 3975 6210 6 5840
крупносерийное и массовое произ- водство 2070 4 1980 4140 6 3890 6210 9 5650
Ковочные гидравлические и парогидравлические прес- сы усилием до 800 тс — — — — — — 6210 10 5590
Ковочные гидравлические и парогидравлические прес- сы усилием до 3200 тс — — — — 6210 12 5460
198
П родолжение
Наименование оборудования и рабочих мест При одной смене При двух сменах При трех сменах
номинальный годовой фонд времени, ч процент потерь от номинального фонда времени действительный го- довой фонд времени, ч номинальный годовой 1 фонд времени, ч процент потерь от номинального фонда времени действительный го- довой фонд времени, ч номинальный годовой фонд времени, час процент потерь от номинального фонда времени действительный го- довой фонд времени, ч
-
Ковочные гидравлические и парогидравлические прес- сы усилием свыше 3200 тс — — — — — — 6210 15 5280
Уникальное кузнечно-прес- совое оборудование: ко- вочные и штамповочные молоты с весом (массой) падающих частей свыше 5 т, горизонтально-ковоч- ные машины усилием свы- ше 1000 тс, механические ковочные прессы усилием свыше *2000 тс Холоднопрессовое техноло- гическое оборудование 4140 10 3725 6210 12 5460
Прессы усилием до 315 тс 2070 2 2025 4140 3 4015 6210 4 5960^
Прессы усилием до 800 тс 2070 3 2000 4140 6 3890 6210 9 ~ 5650
Прессы усилием свыше 800 тс Печи термические сушильные — — — 4140 10 3725 6210 12 ’ 5460
Печи термические и меха- низированные непрерыв- ного действия (кон- вейерные) 4140 6 3890 6210 10 5590
Печи термические немеха- низированные (с корот- ким циклом работы) — — — 4140 4 3975 6210 6 5840
Печи термические электри- ческие элеваторного типа — — — 4140 5 3935 6210 8 5710
Печи с непрерывным ре- жимом работы (365 дней ио 24 ч — — — — — — 8760 11 7800
Печи сушильные механи- шровапные (конвейер- ные) — — — 4140 5 3935 6210 7 5780
Печи сушильные помеха- пилированные (камер- ные) — — 4140 4 3975 6210 6 5840
Сварочное оборудование 2070 3 2000 4140 5 3935 6210 7 5780
Рабочие места без оборудо- вания (верстаки, столы нт л \ 2070 — 2070 4140 —. 1140 6210 — 6210
199
СРЕДНИЕ РЕКОМЕНДУЕМЫЕ НОРМЫ
МНОГОСТАНОЧНОГО ОБСЛУЖИВАНИЯ (ТАБЛ. 5)
Таблица 5
Количество станков, обслуживаемых
одним рабочим
Количество станков обслуживаемых
одним наладчиком
МС 2
С 3 2 4 3 КС 4 2 5 4 Примечай и СРЕДНИЕ 2 2 3 2 е. МС ВОД( зроки 4 2 4 4 4 5 5 5 3 4 6 6 6 6 — мелкосерийное призво ?тво; КС — крупносерий СЛУЖБЫ МЕТАЛЛОР В ГОДАХ (ТАБЛ. 6) 4 3 4 6 5 5 4 5 8 8 1 дство; С — серийн ное производство. ЕЖУЩИХ СТАНК Т а ( 8 4 8 12 6 12 ое произ- ОВ 5 л и ц а 6
Группа станков Тип производства
массовое и крупносе- рийное серийное мелкосе- рийное и единичное
Универсальные и специализированные легкие и средние весом (массой) до 10 т, работающие. абразивным инструментом неабразивным инструментом Универсальные и специализированные крупные и тяжелые весом (массой) от 10 до 100 т, рабо- тающие: абразивным инструментом пеабразивным инструментом Особо тяжелые и уникальные весом (массой) свы- ше 100 т Агрегатные и специальные Автоматические линии Примечания: 1. Средние сроки службы с нормами амортн 1аци()П111 нымн I юст а । к шлеи нем Coin от 1 сентября 196! г. 2. Сроки службы относятся i му в дне смены. 15 18 21 ’24 12 12 установлю ЯХ ОТЧИСЛ1 •та Минис. < оборудо 21 22 26 29 37 16 СНЫ В СО( ['пин, прел ’тров (XX вянню, р; 24 25 30 34 42 )ТВС1 С ГВИН 1,усмо| рен- :Р № 802 |бо| ающе-
200
КАЛЕНДАРНО-ПЛАНОВЫЕ НОРМАТИВЫ ПРОИЗВОДСТВЕННОГО
ПРОЦЕССА
Такт поточной линии — это расчетный промежуток Бремени меж-
ду выпуском с нее последовательно идущих по потоку экземпляров
изделий. Такт является .исходной величиной для всех расчетов дви-
жения производства в поточной линии.
Ритм в поточном и крупносерийном производстве характеризует
периодичность различных производственных процессов. При по-
штучной передаче изготовляемых на линии изделий с одной
операции на другую ритм передачи равен такту; при
передаче изделий периодически установленными транспорт-
ными партиями ритм передачи равен произведению так-
та на величину транспортной партии.
Величина такта производства определяется по формуле:
^лн
где г—-такт потока, мин;
Тсм—фонд рабочего времени одной смены, мин;
S — сменность;
Л/дн —суточное программное задание, шт.
При периодической передаче изделий партиями ритм передачи
^пер =
где /?пср—период 'времени между двумя последовательными пе-
редачами;
р—размер транспортной партии (или партии передачи).
Календарный план-график работы непрерывно-поточной линии
регламентирует режим сменности линии, порядок транспортирова-
ния деталей между операциями и совмещение операций для много-
ст а I ю ч ного о б с л у ж ив a.i 1 и я.
Календарный план-график работы прямоточной (не синхронизи-
рованной) линии фиксирует размер транспортной партии, ритм пе-
риодической передачи деталей между операциями, закрепление
операций за рабочими, порядок -и период обслуживания недогру-
женных рабочих мест. На основе этих нормативов устанавливается
по и асам и сменам выполнение каждой операции на .каждом рабо-
чем месте и каждым рабочим.
Заделы — это находящиеся в производстве заготовки, полуфаб-
рикаты, детали, узлы н 'изделия (вообще предметы труда), изго-
товление «которых не закопчено.
201
Наличие необходимого уровня заделов является важной пред-
посылкой бесперебойной ритмичной работы. По местоположению
заделы бывают внутрилинейные и межл'инейные, по назначению —
технологические (на рабочих местах): транспортные, оборотные,
резервные или страховые.
Серия или партия — количество единовременно выпускаемых
готовых изделий или изготовляемых деталей и узлов машины. Тер-
мин «серия» относится к выпускаемым изделиям (машинам), «пар-
тия» — к изготовляемым деталям.
При помощи расчета определяют примерные размеры партий,
а затем путем (корректирования полученных величин на основе уче-
та ряда дополнительных факторов устанавливают окончательные
размеры партии.
Расчет размера партии деталей (п) ведется по формуле:
п=—— (для отдельных деталей);
^шг
3
п=~- —— (для групп деталей),
где tn. з — подготовительно-заключительное время на наладку по
ведущей операции, мин (практически нужно брать по
операции с самой сложной переналадкой);
/Шт — штучное время по ведущей операции, мин;
а — коэффициент допускаемых потерь времени на переналад-
ку, этот коэффициент выражает принимаемый уровень
потерь времени на наладку ведущей операции.
Примерные значения а приводятся в табл. 7.
Таблица 7
Значение коэффициента а
Стоимость детали, руб. Тип производства
крупносерийное среднесерийное мелкосерийное
До 0,2 0,03 0,04 0,05
0,2—5,0 0,04 0,05 0,08
Более 5,0 0,05 0,08 0,12
Прим е ч а п и с. В большинстве случаев пользуются средним значением
а 0,05.
1202
Расчетный размер.партии корректируется с учетом производи-
тельности труда: одна партия деталей должна загружать рабочее
место не менее одной смены, в крайнем случае 0,5 смены.
Размер партии в предшествующих по технологическому мар-
шруту цехах должен быть равным, либо в кратном отношении боль-
шим, чем в последующих. Окончательный размер партии зависит
также от стойкости инструмента и от наличия площади для
хранения.
Периодичность повторения партий.
Яп=— .
ЛГдн
где 2Удн —среднесуточная программа данных деталей, шт.;
п — размер партии деталей, шт.
На одном производственном участке для деталей устанавли-
вается две-три разные периодичности.
Нормальная периодичность повторения партий обработки на
участках серийного производства дается в табл. 8.
Таблица 8
Периодичность повторения партий Rn (в днях)
Ведущее оборудование участка
Среднее количест- во деталей на ра- бочее место слесарные верстаки универсальное оборудование с простой наладкой револьверные станки и полуав- томаты, универ- сальные станки со сложной наладкой автоматы, крупное или сложное кузнечно - прессовое оборудование
Время наладки
5—15 мин 1 1 15—30 мин 1 30—60 мин | 2—4 ч
5 До 1,5 1,5—3 3-6 12—25
10 До 3 3-6 6—12 25—50
20 До 6 6-12 12—25 50-100
40 До 12 12—25 25—50 —
Длительностью производственного цикла называется календар-
ное время от начала до завершения какого-либо производственного
процесса.
Нормальную длительность производственных циклов необходи-
мо устанавливать для расчета календарных сроков запуска и ве-
личины опережений. Сроком запуска называют календарную дату
начала первой операции .какого-либо процесса.
Опережение — величина календарного времени от запланирован-
ной даты тыпуска серии готовых изделий до даты запуска или вы-
пуска партий деталей или узлов на каком-либо переделе.
203
Операционный цикл партии в днях
р __ я4цг । ^п.з ,
0 ~ CpTCMS T^S ’
где п — размер партии обработки;
Ср—количество рабочих мест, выполняющих параллельно
данную операцию (фронт работы);
Гсм — фонд рабочего времени одной смены, мин;
S — сменность.
При закреплении деталей за сменами 5=1 независимо от при-
нятой сменности 'работы цеха или участка.
Расчет длительности цикла при последовательном виде движе-
ния партии может производиться по формуле
'7’ __ I ^мо .
/ц(посл.)-2^^-+ — ,
1к — ^шг Н — ’
п
где т — число операций процесса;
tvn—время межоперационного пролеживания в сменах.
При параллельно-последовательном виде движения партии по
операциям следует предварительно определять цикл графически
(табл. 9).
Таблица 9
№ опе- рации Норма времени, мин Цикл опе- рации, смены Рабочие смены
на деталь на партию 1 2 3 4 5 6 7 8 9 10
1 2 3 4 5 6 7 1,2 3,6 3,6 3,6 3,6 1,5 2,7 880 2640 2640 2640 2640 1100 1980 1,8 5,5 5,5 5,5 5,5 2,3 4,0
1 1
-
1
1 1
При параллельном виде движения допускаются разрывы в об-
работке деталей на сравнительно коротких но циклу операциях
(табл. 10, операция 3).
им
Таблица 10
№ операции Наименование операции Норма време- ни, MUI Цикл опера- ции, смены Рабочие смены
1 2 3 4 5 6 7 8 9 10
на де- таль на пар- тию
1 Зацентровка 1,90 1045 2,1
2
Проточка под резьбу 6,86 3773 7,9
3 Сверление отвер- стий 1,60 880 1,8 — — —
4 Нарезка резьбы 4,36 2398 5,0
5 Подрубка кромок тарелки 1,60 870 1,8 —
Расчет календарных опережений для отдельных деталей и уз-
лов изделия ведется на основе цикла сложного процесса.
Расчет опережений, являющихся плановыми нормативами для
календарного планирования, применяется в производствах с дли-
тельным производственным циклом, где по опережениям осущест-
вляется само планирование. Детали с одинаковым опережением
соединяют в группы, планируя одновременную подачу этих дета-
лей.
В серийном производстве с большой номенклатурой деталей
и длительным циклом изготовления изделий нормативы опереже-
ний, выраженные в днях (часах), переводятся в количество комп-
лектов деталей, которое должно находится в производстве на оп-
ределенных переделах для того, чтобы все детали, пройдя нормаль-
ным циклом установленный для них технологический маршрут, во
время попали на сборку. Прибавляя это количество к номеру из-
делия, запланированного на сдачу в определенную дату, можно
определить номера комплектов, которые должны в эту же дату
пройти предшествующие переделы.
Стандартные сроки выпуска и запуска партий обычно опреде-
ляются в условиях установившегося серийного производства. Рас-
чет ведется в три приема:
определяется дата начала потребления первой партии деталей;
устанавливается срок выпуска этой партии с учетом межцехо-
вого опережения по следующим партиям; сроки выпуска устанав-
ливаются па основе принятой периодичности выпуска;
определяются стандартные сроки запуска партий в производ-
ство в цехе-изготовителе вычитанием длительности цикла из стан-
дартных сроков выпуска.
Ирн мелкосерийном производстве стандартные сроки выпуска —
запуска устанавливаются укрупненно но пятидневкам, декадам.
Стандартные планы работы ирон зводственных участков состав-
ляются при устойчивой загрузке и относительно небольшом коли-
честве деталеонерацпй, закрепленных за каждым рабочим местом
205
ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ПЛАНИРОВАНИЕ
1
Это планирование производственной и хозяйственно-финансовой
деятельности предприятия, в процессе которого осуществляется
разработка перспективных и текущих (годовых и квартальных)
планов предприятия. В перспективном плане предприятия опреде-
ляется направление работы на длительный период времени, преду-
сматривается дальнейшая специализация и кооперация, устанав-
ливаются основные направления технического прогресса и капи-
таловложений.
Планирование способствует созданию предпосылок для своевре-
менного и успешного осуществления технической подготовки произ-
водства новых изделий, проектирования технологических процес-
сов, оснащения производства необходимыми приспособлениями и
инструментами, а также для заблаговременной разработки плана
материально-технического снабжения. Годовой план предприятия
составляется в форме техпромфинплана.
Техпромфинплан (технический, промышленный и финансовый
планы) —комплекс планов и расчетов, охватывающий все основные
стороны производственно-хозяйственной деятельности предприя-
тия.
Техпромфинплан разрабатывается в соответствии с установлен-
ными предприятию показателями и заключенными договорами.
Основными разделами техпромфинплана являются производст-
венная программа, планы материально-технического снабжения,
капитального строительства, финансовый, технического развития,
по труду и заработной плате, по себестоимости продукции и план
оргтехмероприятий.
После сентябрьского Пленума ЦК КПСС (1965) содержание
и методы внутризаводского планирования существенно изменились.
Государство устанавливает теперь предприятию только объем реа-
лизованной продукции, основную номенклатуру, сумму прибыли и
взаимоотношения с бюджетом. Кроме того, предприятию устанав-
ливаются лимиты по фонду заработной платы, сумме капитальных
вложений и показатели материально-технического снабжения. Все
другие показатели плана разрабатываются самим предприятием,
поэтому роль плановых органов на предприятии неизмеримо воз-
росла.
Внутризаводское планирование предполагает разработку плано-
вых заданий по каждому цеху, исходя из техпромфинплана всего
предприятия.
Основные производственные фонды — это средства труда, кото-
рые участвуют во многих производственных циклах, сохраняя при
206
этом свою натуральную форму, и стоимость которых переносится
на изготовляемый продукт частями, по мере изнашивания.
К ним относятся: производственные здания, сооружения, 'маши-
ны и оборудование, транспортные средства, инструмент и инвен-
тарь (за .исключением малоценных и быстроизнашивающихся)
И т. д.
Наиболее активная часть основных фондов — производственное
оборудование и машины, непосредственно участвующие в создании
продукта.
Соотношение отдельных элементов основных фондов характери-
зует их структуру и выражается обычно в процентах.
Важнейшим показателем использования основных фондов яв-
ляется выпуск продукции на 1000 руб. (или на один рубль) стои-
мости основных фондов.
Показателем эффективности использования основных фондов
является также степень освоения производственной мощности.
При анализе использования основных фондов применяются и
другие показатели, например показатель выпуска продукции на
один станок (машину, агрегат) в натуральном выражении в едини-
цу времени.
Для характеристики использования производственных зданий
применяется показатель съема продукции с 1 м2 производственной
площади.
Нормативы платы за основные фонды и оборотные средства ус-
танавливаются на длительный срок (на несколько лет) с таким
расчетом, чтобы у нормально работающего предприятия после пла-
тежа оставалась прибыль для образования фондов предприятия
и покрытия плановых затрат (прироста собственных оборот-
ных средств, капитальных вложений и др.). Предприятия, кото-
рые лучше используют свои основные фонды и оборотные сред-
ства, имеют больше прибыли для образования поощрительных
фондов.
Оборотные производственные фонды — это средства производ-
ства, которые целиком потребляются в производственном цикле и
полностью переносят свою стоимость на готовый продукт.
Оборотные фонды делятся на две части: производственные
запасы и предметы труда, вступившие в процесс производ-
ства.
К производственным запасам, которые необходимы для обеспе-
чения непрерывности производства, относятся сырье, основные и
вспомогательные материалы, топливо, покупные полуфабрикаты,
а также малоценные (до 50 руб.) и быстроизнашивающиеся (до
одного года) инструменты, инвентарь и пр.
В состав оборотных фондов (схема 1), находящихся в процессе
производства, включаются незавершенное производство и полуфаб-
рикаты собственного изготовления (например, отливки и поковки
на машиностроительном заводе).
207
Схема 1
Соотношение отдельных элементов оборотных фондов называет-
ся 'их -структурой и выражается обычно в процентах.
Более двух третей оборотных фондов промышленности находится
в производственных запасах. При этом в различных отраслях
удельный вес производственных запасов в составе оборотных фон-
дов неодинаков. Это зависит от характера :и технологии производ-
ственного процесса, сто продолжительности. Например, в ‘машино-
строении, где производственный процесс отличается сравнительно
большой продолжительностью, доля производственных запасов ни-
же, чем в среднем но промышленности.
Фонды обращения средства предприятия, находящиеся в сфе-
ре обращения и обслуживающие процесс приобретения предметов
груда и сбыта готовой продукции. В пх состав входят готовая про-
дукция -па складе, товары, отгруженные покупателям и не опла-
ченные -п-мп, денежные средства в кассе, -на расчетном счете, в ак-
кредитивах, у подотчетных лиц и средства в незаконченных расче-
208
тах (дебиторской задолженности). В процессе хозяйственной дея-
тельности -средства предприятий непрерывно совершают кругообо-
рот. В связи с этим часть их постоянно находится в сфере обра-
щения, где совершается превращение денег в товар и товара (го-
товой продукции) .в деньги. Нормальная деятельность предприятий
невозможна без наличия фондов обращения, однако это не озна-
чает, что чем больше эти фонды, тем лучше. Для народного хозяй-
ства выгодно, чтобы меньше средств было в сфере обращения, ско-
рее совершались операции по закупке сырья, материалов, быстрее
продавалась готовая продукция, скорее осуществлялись расчеты
за материальные ценности с поставщиками и покупателями. Рацио-
нальное, более эффективное использование предприятием своих
фондов обращения способствует улучшению всей его деятельности,
и «в особенности укреплению хозрасчета и оздоровлению финан-
сового состояния.
Фонды обращения входят в состав оборотных средств.
Оборотные средства — это совокупность оборотных производст-
венных фондов и фондов обращения, выраженных в денежной фор-
ме (схема 2).
Схема 2
Каждому предприятию выделяются оборотные средства. Как
указывается в «Положении о социалистическом государственном
производственном предприятии», общий размер (нормативы) собст-
венных оборотных средств устанавливается предприятию по его
представлению вышестоящим органом и может быть изменен в тече-
ние года лишь в связи с изменением производственного плана
предприятия.
В социалистической промышленности основная часть оборот-
ных средств постоянно находится в сфере производства (пример-
но 75—80%) и сравнительно небольшая часть (20—25%) —в сфе-
ре обращения.
Оборотные средства предприятий в своем движении проходят
три стадии кругооборота.
На первой стадии часть этих средств расходуется па приобре-
тение сырья, материалов, топлива п т. д. Деньги превращаются в
материальные ценности, предназначенные для производства.
На второй стадии совершается процесс производства. Оборот-
ные средства выступают на этой стадии в форме затрат на неза-
II 2404
209
конченную продукцию (остатки незавершенного производства, рас-
ходы по освоению (вновь производимой продукции).
Третья стадия кругооборота начинается с выпуска готовой про-
дукции и заканчивается ее реализацией. Эта стадия завершается
превращением товаров в деньги, которые поступают на расчетный
•счет предприятий в банке. Оборотные средства на этой стадии
выступают в виде готовых изделий, отгруженной продукции и, на-
конец, денежных .средств .предприятия.
Ускорение оборачиваемости оборотных средств достигается
путем сокращения времени производства (производственного цик-
ла), времени обращения, ликвидации сверхнормативных запасов.
Эти задачи решаются в результате внедрения новой техники и тех-
нологии, совершенствования организации труда. Большое значе-
ние имеет также улучшение (материально-технического снабжения
и сбыта, ускорение отгрузки продукции и расчетов.
До перестройки управления промышленностью использование
оборотных средств не всегда было эффективным. Любой недоста-
ток оборотных средств возмещался предприятию за счет государ-
ственного бюджета. Предприятие не несло экономической ответст-
венности за использование выделенных ему оборотных средств. В
настоящее время прекращена практика безвозмездного пополнения
оборотных средств предприятий за счет бюджета. Эти средства
предоставляются предприятиям в случае необходимости в форме
временных кредитов.
Себестоимость — все денежные затраты предприятия на изго-
товление и реализацию продукции. Себестоимость показывает, во»
что обходится самому предприятию выпускаемая им продукция.
Себестоимость промышленной продукции рассматривают по эле-
ментам затрат, показывающим экономическое направление затрат
предприятия, и по статьям калькуляции, позволяющим определить
себестоимость единицы продукции.
Основными элементами затрат на производство продукции яв-
ляются сырье и основные материалы (за вычетом отходов); вспо-
могательные материалы; топливо, энергия, получаемая со сторо-
ны; покупные приспособления и инструменты, покупные полуфаб-
рикаты и комплектующие изделия; заработная плата; отчисления
на социальное страхование; амортизация зданий, сооружений, обо-
рудования, дорогостоящего инвентаря и инструмента; прочие де-
нежные расходы.
Затраты, связанные с изготовлением продукции, могут быть
по способу отнесения на себестоимость продукции разделены на
прямые и косвенные. Прямыми затратами считаются те, которые
непосредственно относятся па себестоимость данного вида, про-
дукции. Например, в машиностроении к ним относятся сырье н
основные материалы, покупные полуфабрикаты, топливо и элек-
троэнергия, используемые для технологических нужд, основная за-
работная плата производственных рабочих и т. д. Косвенными ечн-
210
таются расходы, которые непосредственно не связаны с изготовле-
нием определенного изделия. Поэтому они распределяются пропор-
ционально между различными видами продукции. Косвенные рас-
ходы обычно объединяются в две группы: цеховые и общезавод-
ские (например, заработная плата персонала цеха и заводоуправ-
ления, отопление, освещение и др.).
Стоимость потребляемого сырья, материалов, топлива, энер-
гии полностью переносится на готовый продукт, т. е. включается
в себестоимость продукции. Основные фонды переносят свою стои-
мость на готовый продукт 1п'остепен1но, частями, так как они много-
кратно участвуют в производственном процессе. Амортизация ха-
рактеризует перенесенную стоимость основных фондов.
Себестоимость продукции включает в себя как расходы по зара-
ботной плате, так и отчисления на социальное страхование. Такие
отчисления необходимы для выплаты работникам пособий по вре-
менной нетрудоспособности (болезни).
Денежные расходы по оплате различных услуг: транспортные
и почтово-телеграфные расходы, оплата штрафов, пени, неустоек
за нарушение договорных обязательств и др.
Главными -направлениями снижения себестоимости продукции
являются' повышение производительности труда, сокращение мате-
риальных затрат, сокращение и полная ликвидация производствен-
ного брака, сокращение затрат на обслуживание и управление про-
изводством.
Прибыль балансовая — сумма фактически полученной предпри-
ятием прибыли по всем видам производственной и непроизводст-
венной деятельности, которая отражается в бухгалтерском балан-
се. Прибыль балансовая характеризует конечный финансовый ре-
зультат деятельности предприятия за определенный период вре-
мени, учитывается нарастающим итогом с начала года. Прибыль
балансовая складывается из прибыли от реализации продукции
основного производства, изделий ширпотреба из отходов, от про-
чей реализации (покупных материалов, продукции подсобных хо-
зяйств предприятия и др.), а также сальдо внереализационных до-
ходов и расходов.
Прибыль балансовая является одним из показателей, по кото-
рым оценивается деятельность предприятия. Согласно новому по-
рядку исчисления балансовой прибыли, в последнюю включаются
суммы премий инженерно-техническим работникам и служащим
и 'платежей по процентам за банковский кредит, ранее включав-
шиеся в себестоимость продукции; прибыль нё уменьшается на
сумму убытков от деятельности жилищно-коммунального хозяй-
ства и расходов на хозяйственное содержание культурно-просве-
тительных учреждении и пионерских лагерей предприятий, кото-
рые покрываются в порядке распределения прибыли.
Рентабельность —обобщающий показатель экономической эф-
фективности деятельности предприятия.
211
Повышение рентабельности производства является одной из
важнейших народнохозяйственных задач. На рентабельность пред-
приятия оказывают влияние рост производства, повышение качест-
ва продукции, производительности труда, улучшение использова-
ния производственных фондов и другие факторы, обеспечивающие
снижение себестоимости продукции, а также уровень цен на сырье,
материалы, топливо, готовую продукцию. Различают рентабель-
ность работы предприятия и рентабельность изделий (одного,
группы). Показатель рентабельности исчисляется как отношение
прибыли предприятия к его основным производственным фондам
и оборотным -средствам. Этот показатель стимулирует лучшее ис-
пользование основных фондов. Рентабельность планируется в двух
видах:
как отношение плановой суммы балансовой прибыли к плани-
руемой среднегодовой стоимости основных производственных фон-
дов и нормируемых оборотных средств в пределах норматива (об-
щая рентабельность);
как отношение плановой суммы прибыли (балансовой, умень-
шенной на сумму платы за основные производственные фонды и
нормируемые оборотные средства), фиксированных платежей в
бюджет и платежей по процентам за банковский кредит к плани-
руемой среднегодовой стоимости основных производственных фон-
дов и оборотных средств в пределах норматива (расчетная рен-
табельность). По уровню расчетной рентабельности ведется оцен-
ка выполнения плана, определяются нормативы отчислений в фон-
ды экономического стимулирования и образуются эти фонды.
Рентабельность отдельного изделия (группы изделий) исчис-
ляется как отношение прибыли, заключенной в цене данного изде-
лия (группы изделий), к его (их) себестоимости. •
ОПЕРАТИВНОЕ УПРАВЛЕНИЕ ОСНОВНЫМ ПРОИЗВОДСТВОМ
Среди подсистем управления важнейшую роль играет подсис-
тема оперативного управления основным производством, наиболее
полно и тесно (по сравнению с другими подсистемами), связанная
с объектом управления — производственным процессом. На мно-
гих предприятиях 30—35% всех затрат управленческого труда
приходится на осуществление оперативного управления. Целевое
назначение этой подсистемы заключается в обеспечении своевре-
менного изготовления и выпуска конкретных изделий, составляю-
щих основную продукцию предприятия, в нужном количестве и
строгом соответствии с установленной номенклатурой.
Функции, осуществляемые подсистемой «Оперативное управле-
ние основным производством», обычно подразделяются па три груп-
пы: оперативное производственное планирование, оперативный
учет, контроль и регулирование.
212
Оперативное производственное планирование. Оперативное про-
изводственное планирование заключается в регламентации после-
довательного движения предмета труда (заготовки, детали, узла
и т. п.) в количественном и календарном отношениях по всем
звеньям процесса производства путем установления конкретных
заданий, согласовывающих работу этих звеньев и обеспечивающих
своевременный и комплектный выпуск готовых изделий.
Для оперативного планирования необходимы следующие кален-
дарно-плановые нормативы:
в массовом и крупносерийном производстве:
ритм и такт поточных линий;
календарные планы — графики работы этих линий;
размер межлинейных и внутрилинейных заделов по всем фа-
зам производства;
в серийном производстве:
размер серий изделий и партий деталей и узлов;
периодичность (ритм) их выпуска;
длительность производственного цикла изготовления деталей
и сборки узла и изделий по отдельным стадиям производствен-
ного процесса;
размер межцеховых и внутрицеховых заделов на начало ме-
сяца или соответствующие величины опережений;
стандартные сроки выпуска и запуска партий (межцеховых
передач) и выполнения отдельных операций;
в единичном и мелкосерийном производстве:
производственные циклы выполнения заказа;
загрузка цехов и участков по видам работ.
МЕТОДЫ ОПЕРАТИВНОГО ПРОИЗВОДСТВЕННОГО ПЛАНИРОВАНИЯ
На машиностроительных предприятиях в зависимости от конк-
ретных условий производства существуют различные методы опе-
ративного производственного планирования, которые отличаются
один от другого различными способами увязки процессов, выполня-
емых отдельными производственными подразделениями.
Характеристика наиболее распространенных методов оператив-
ного производственного планирования приведена в табл. 11.
На предприятиях, на которых изготовляются различные изде-
лия, значительно отличающиеся по масштабам выпуска, непрерыв’
ности и длительности сборки, а также по организации механичес-
кой обработки, возникает необходимость совместного применения
различных методов оперативного планирования. Эта задача сильно
осложняется в случае совмещения изготовления изделий с разны-
ми производственными параметрами в одних н тех-же цехах и
участках.
В таких случаях создаются своего рода гибридные варианты
оперативного планирования. Например, в условиях разнотипного
213
Методы оперативно-производственного
Важнейшие приз- наки метода пла- нирования Me
позаказный серийный по опережениям «на склад» по цикловым комплектам
Способ гармо- низации произ- водственных про- цессов Установление и соблюдение сквозных цикло- вых графиков подготовки каж- дого заказа к производству и его поэтапного выполнения в увязке с цикло- выми планами по другим заказам Распределение календарного фонда времени планового пе- риода между ра- ботами по сбор- ке и изготовле- нию серий раз- ных изделий с учетом опереже- ния между тех- нологическими стадиями про- изводства Организация изготовления унифицирован- ных узлов и де- талей широкой применяемости укрупненными партиями в по- рядке образова- ния и пополне- ния складского запаса, обеспе- чивающего рав- номерное пита- ние сборки ме- няющейся но- менклатуры из- делий Установление дифференциро- ванных опереже- ний запуска де- талей в обработ- ку путем их группировки по совпадению оче- редности подачи на сборку изде- лий, длитель- ности цикла из- готовления и одинакового технологическо- го маршрута
Планово-учет- ная единица Заказ на вы- пуск определен- ного изделия в одном или не- большом числе экземпляров,со- вокупность дета- лей комплектую- щих сборку изде- лий по заказу или основные конст- руктивные узлы Серия одно- именных изде- лий деталей или заготовок, ком- плектующих сборку Нормативная партия пополне- ния запаса де- талей в штуках Условный цикловой комп- лект оригиналь- ных деталей по каждому вьГпус- каемому изде- лию
214
Таблица 11
планирования
тод
• по комплектовочным номерам по заделам партионно-периоды- ческий (по стандарт- плану) по ритму выпуска
Установление и постоянное соблю- дение комплектных календарных опе- режений в работе приемственно свя- занных цехов при- менительно к за- данным порядковым номерам выпуска готовых изделий Обеспечение по- стоянной насыщен- ности всех стадий производства полу- фабрикатами, дета- лями и узлами на основе установлен- ного расчетного уровня неснижае- мой части соот- ветствующих заде- лов по каждой де- тали, применитель- но к каждому цеху Установление и постоянное соблю- дение определенной периодичности пар- тионного изготовле- ния деталей и уз- лов по стандартным календарным распи- саниям Выравнивание производительности всех звеньев по единой расчетной величине тактё вы- пуска готовых из- делий
Машинокомплект деталей, изготов- ляемых данным це- хом, соответствую- щий порядковому номеру изделий (с начала года), для выпуска которого он предназначен Условный комп- лект деталей, обес- печивающих выпуск конечной продук- ции завода в задан- ном объеме на ра- бочие сутки, пяти- дневку или на из- делие-представи- тель Партия деталей 1 Изделие, агрегат, узел, деталь 1
215
Важнейшие приз- наки метода планирования Me
позаказный серийный по опере/кениям «на склад» по цикловым комплектам
Состав основ- ных календарно- плановых расче- тов Определение трудоемкости и продолжитель- ности этапов технической подготовки за- каза и произ- водства изде- лий. Разработка циклограмм сборки. Расчет производствен- ных циклов де- талей Распределение годового выпус- ка изделий по кварталам и ме- сяцам. Расчет нормативной продолжитель- ности сборки с учетом имею- щегося фронта работ Средняя пот- ребность в уз- лах (деталях) для сборки раз- ных изделий в условную кален- дарную единицу времени. Норма- тивный размер партий произ- водства деталей Определение циклов сборки и нормативной очередности по- дачи деталей по ее отдельным этапам. Опреде- ление партий изготовления де- талей. Расчет продолжитель- ности производ- ственных цик- лов и их груп- пировка в ус- ловные цикло- вые комплекты
Установление цикловых пла- нов и норматив- ной трудоем- кости выполне- ния заказов по отдельным це- хам Установление длительности цикла изготовле- ния деталей по производствен- ным участкам, расчет кален- дарных опере- жений по пере- делам Производст- венный цикл из- готовления пар- тий деталей по всем технологи- ческим стадиям. Уровень страхо- вого складского запаса деталей Установление нормативных опережений за- пуска циклов комплектов по отношению к срокам выпуска готовых изделий •
216
Продолжение
ТОД
по комплектовочным номерам по заделам партионно-периоди- ческий (по стандарт- плану) по ритму выпуска
Продолжитель- ность календарных межцеховых опере- жений, определяе- мая, исходя из целесообразного размера комплект- ных партий Расчет условного комплекта по обес- печению дневного (пятидневного) вы- пуска изделий. Определение партий обработки деталей в днях обеспечения конечного выпуска и в штуках Нормативная периодичность из- готовления деталей и размеров партий. Нормативные ка- лендарные графики (стандарт-планы) работы производст- венных участков Расчет такта по- точных линий, ча- сового графика ра- боты прямоточных участков, норм за- делов
Длительность производственных циклов обработки партий деталей по ходу производства в разных цехах. Величина межце- ховых календарных опережений в пе- ресчете на коли- чество машино- комплектов (поряд- ковых номеров) конечной продук- ции Расчеты произ- водственных циклов и нормативных ка- лендарных опере- жений. Определе- ние нормативной величины не сни- жаемых заделов Нормативы цик- ловых и складских заделов
217
Важнейшие признаки метода планирования Me
позаказный серийный по опережениям «на склад» ПО ЦИКЛОВЫМ комплектам
Установление производствен- ных заданий це- хам Составление годового графика подготовки вы- полнения зака- зов. Первооче- редные объемно- календарные ра- счеты производ- ства по графику для выравнива- ния загрузки. Установление производствен- ного задания цехам с учетом готовности зака- зов в незавер- шенном произ- водстве Составление сводного общезаводского календарного плана, опреде- ляющего оче- редность и по- этапные сроки изготовления се- рий с учетом состояния пере- ходящих заде- лов. Установле- ние заданий це- хам, предусмат- ривающих сроки запуска и вы- пуска комплек- тов деталей по сериям и их сдачу на про- межуточный склад Производст- венное задание устанавливается в подетальной номенклатуре целыми партия- ми. Опреде- ляется кален- дарный график выпуска партий деталей и их запуска Производст- венные задания определяют по каждому изде- лию, составу цикловых комп- лектов, подле- жащих изготов- лению цехом, и сроки их выпус- ка и запуска в производство с учетом состоя- ния заделов в цикловых комп- лектах
Контроль хо- да производства Поэтапный учет и контроль хода техничес- кой подготовки к запуску в производство. Оперативный учет позаказно- го комплектова- ния деталей и покупных изде- лий на проме- жуточном скла- де перед сбор- кой Оперативный учет и контроль хода комплекто- вания серий по графику и дан- ным промежу- точных складов Систематичес- кое наблюдение за состоянием комплектовочно- го запаса перед сборкой и за соблюдением его нормативного уровня. Конт- роль выпуска готовых изде- лий. Коррек- тировка произ- водстениых за- даний по сро- кам выпуска го- товых деталей Учет цехового выпуска цикло- вых комплектов по календарному графику •
218
П родолжение
тод
по комплектовочным номерам по заделам партионно-периоди- ческий (по стандарт- плану) по ритму выпуска
Задание опреде- ляется < номером ма- шинокомплекта, ко- торый должен быть обеспечен деталя- ми в очередном ме- сяце с учетом ка- лендарного опере- жения в работе цехов Для всех произ- водственных цехов заданием является единый плановый номер конечного выпуска продукции Производственные задания устанавли- ваются в целых нормативных парти- ях с учетом уровня заделов на начало планового периода Производствен- ное задание опре- деляется в поде- тальной номенкла- туре. Определяется график суточного выпуска 1 1 ।
Текущей учет комплектации дета- лей на промежу- точных складах и и ведение сводного графика обеспечен- ности каждого из- делия в машино- комплектах по по- рядковым номерам Контроль ком- плектного хода ра- боты по единому графику Контроль выпол- нения суточного графика продукции и соблюдение стан- дартного графика межцеховых пере- дач Контроль суточ- ного (часового) графика производ- ства
219
производства при более или менее устойчивой номенклатуре и со-
отношении изделий широко используется метод Новочеркасского
электровозостроительного завода . (НЭВЗ), в котором сочетаются
метод планирования по заделам и метод планирования по комплек-
товочным номерам. При разнотипном производстве с изменчивой
структурой выпуска обычно сочетается позаказный метод с мето-
дом комплектовочных номеров.
Для обоснованного выбора метода оперативного производст-
венного планирования необходимо располагать данными о порядке
выпуска продукции на протяжении года и характеристикой произ-
водства с подразделением на две основные технологические стадии:
сборку и изготовление деталей механическими цехами.
Позаказный метод применяется при единичном выпуске продук-
ции, т. е. когда определенное изделие выпускается в течение го-
да в одном или двух месяцах. Если длительность сборки изделия
меньше месяца, то комплектное обеспечение сборки деталями за-
канчивается к началу сборочных работ по цикловому плану, а ес-
ли больше месяца, то сроки подачи деталей на сборку дифферен-
цируются по стадиям сборочного цикла или по собираемым узлам.
Позаказный метод планирования применяется и в мелкосерий-
ном производстве.
При нерегулярном выпуске повторяющейся продукции неболь-
шими сериями наиболее подходящим вариантом может явиться ме-
тод планирования по опережениям. При этом имеется ввиду не-
сложная сборка (меньше месяца), механическая обработка дета-
лей носит серийный характер.
Метод планирования «на склад» применяется в специфических,
условиях производства унифицированных деталей и нормалей, ^пи-
тающих сборку различных изделий, причем объемы производства
этих деталей значительно превышают производство оригинальных
деталей. Механическая обработка одноименных партий деталей
производится через равные интервалы.
Метод планирования по цикловым комплектам характеризует-
ся значительным выпуском изделий, распределением их изготовле-
ния в годовом плане на несколько месяцев, вплоть до целого по-
лугодия. Однако интервалы между выпуском серий одноименной
продукции могут быть неодинаковыми, а объем месячных заданий
по ее производству — неравномерным (колеблется в пределах
±15—20%). Сборка изделий одной серии сравнительно трудоемка
и длительна. Если сборка серин превышает месяц, то необходи-
мо дифференцировать подачу деталей по стадиям сборочного про-
цесса. Для планирования механической обработки по общности
межцехового маршрута н примерно одинаковой длительности цик-
ла изготовления деталей образуются условные цикловые комплек-
ты, которые неоднократно повторяются в производстве.
220
Метод планирования по комплектовочным номерам. При значи-
тельных масштабах выпуска одноименных изделий, регулярности
и постоянства их изготовления по годовому плану применяется ме-
тод планирования по комплектовочным номерам. Однако месячные
задания по одноименным изделиям не носят равномерного характе-
ра. Продолжительность сборки серии одноименных изделий —
меньше месяца. Для выпуска очередной серии данных изделий в
следующем месяце сборочный цех заново развертывает узловую, а
затем общую сборку, начиная с первых операций.
Механическая обработка ведется крупными масштабами. Неко-
торые наиболее трудоемкие операции по изготовлению особенно
крупных и сложных деталей могут выполняться непрерывно, обес-
печивая полную загрузку соответствующего рабочего места.
Для увязки производства между цехами устанавливаются комп-
лектные календарные опережения в изготовлении деталей (загото-
вок) по отношению к календарному плану выпуска изделий сбороч-
ным цехом. Вместо количества комплектов указывается последний
номер готового изделия, который подлежит укомплектованию дета-
лями (заготовками) в предстоящем периоде для обеспечения сбор-
ки по плану следующего периода.
Метод планирования по заделам. При больших объемах выпу-
ска и устойчивости выпуска продукции в производстве постоянно
находятся полуфабрикаты, детали, узлы одноименных изделий в
разной степени готовности, т. е. всегда имеется задел незакончен-
ной продукции. В этих условиях применяется метод планирования
по заделам*, заключающийся в систематическом контроле и вы-
равнивании уровня заделов применительно к задаче комплектного
обеспечения конечного выпуска продукции.
Метод планирования партионно-периодический предполагает
постоянный выпуск продукции на протяжении года при непрерыв-
ном изготовлении изделий и их поточной сборке. Распределение за-
даний по месяцам имеет равномерный характер.
Так как сборка в этих условиях, включая и сборку узлов, осу-
ществляется непрерывно, то требуется поступление деталей с неиз-
менной регулярностью. Наиболее крупные детали обрабатываются
па поточных линиях, однако обработка значительной номенклату-
ры деталей должна выполняться па м.ного'преД|Метных линиях с
периодической переналадкой оборудования.
Метод оперативного планирования по ритму выпуска приме-
няется в условиях синхронизированной поточной сборки и преобла-
дания поточных методов в механических цехах, где подавляющая
часть деталей изготовляется на специализированных одпопредмет-
лых линиях. Планирование производства заключаемся в выравни-
* Метод нзвес1ен 1акже под условным наименованием Р Г. Впервые при-
менен па предприятиях в г. Горьком.
221
вании производительности всех производственных подразделений
применительно к одной расчетной величине, определяющей такт
изготовления последовательных экземпляров изделий на заключи-
тельной операции всего технологического процесса.
Формирование документации по оперативному производствен-
ному планированию. Формирование плановой документации выпол-
няется в три этапа. На первом этапе осуществляется корректи-
ровка месячных планов по выпуску готовых изделий, составляемых
в подсистеме технико-экономического планирования. Корректи-
ровка производится на основании данных о фактическом выполне-
нии планов за прошедший период и в соответствии с располагае-
мыми ресурсами на планируемый период. На этом этапе формиро-
вания плановой документации решается также значительная па
своей трудоемкости задача определения номенклатуры и количе-
ства деталей (заготовок), подлежащих выпуску в планируемый
месяц. При установившемся серийном производстве номенклатура
и количество изготовляемых ежемесячно в механических цехах
деталей колеблется незначительно.
Результативная документация первого этапа для механических
цехов серийного производства должна содержать номенклатуру и
количество деталей, подлежащих запуску в планируемый месяц, а
также некоторые дополнительные данные: размер партии запуска,,
трудоемкость обработки по каждой детали и в целом на програм-
му, коэффициент загрузки оборудования. Для механических цехов
мелкосерийного производства целесообразно, чтобы месячное про-
изводственное задание содержало документацию о номенклатуре
и количестве деталей, подлежащих запуску в планируемый месяц,,
трудоемкость обработки по каждой детали, трудоемкость работ па
каждому шифру оборудования и в целом на программу; коэффи-
циент загрузки оборудования; сроки выпуска и запуска по каждой
детали. При таком содержании месячное задание превращается в
оперативный документ и может быть использовано для составления
заданий на более короткие периоды времени.
Формализация подавляющего числа операций, связанных с оп-
ределением достаточно обоснованных месячных номенклатурных
планов, позволяет использовать для этих расчетов ЭВМ, полностью
освободив от этих работ плановый аппарат цехов. Информация о
номенклатуре и количестве деталей, подлежащих выпуску в плани-
руемый месяц, является исходной для проведения второго этапа
формирования планов.
На втором этапе производятся дифференциация и уточнение про-
изводственной программы в подетальном и пооперационном раз-
резе: формируется документация о номенклатуре, количестве и
сроках запуска — выпуска деталей в планируемом месяце для це-
хов, участков и поточных линий.
Результативная документация оформляется в виде графика за-
пуска-выпуска деталей с указанием сроков начала и окончания.
222
каждой детале-операции. Применение в управлении ЭВМ позволяет
составлять такие графики (при наличии соответствующих нормати-
вов) для заготовительных и механических цехов с любым типом
производства.
Для цехов крупносерийного производства такой график состав-
ляется с учетом жесткого закрепления детале-операций за опреде-
ленными рабочими местами.
На третьем этапе производственные задания конкретизируются
для каждого рабочего места на каждые сутки и смену с учетом
фактического состояния хода производства и состояния ре-
сурсов.
Оперативный учет отражает состояние производства.
Практическая реализация методов планирования зависит от
объективности, полноты и своевременности оперативного учета.
Относительно нетрудная формализация процессов учета позволила
широко применить для этой цели вычислительную технику. Значи-
тельным опытом механизации учетных работ располагают такие
заводы, как «Фрезер» им. М. И. Калинина, Московский станко-
строительный завод им. С. Орджоникидзе, Киевский завод станков-
автоматов им. М. Горького, московский станкостроительный завод
«Красный пролетарий» им. А. И. Ефремова, Краматорский завод
тяжелых станков и др.
Формирование учетной документации производится в три этапа:
фиксация первичной информации о ходе производства непосредст-
венно на рабочих местах, участках, складах; систематизация учет-
ных данных; определение показателей, характеризующих состояние
производства по соответствующим планируемым периодам (сутки,,
пятидневки, месяцы).
Наиболее трудоемкой работой является формирование первич-
ной учетной информации о ходе производства. Сюда в первую оче-
редь относится информация о выполненных детале-операциях в за-
готовительных, механических цехах, сборочных работах, малярных,,
термических и других операциях.
Для механизации сбора первичной информации широко исполь-
зуются различные технические средства (см. разд. IV). На межце-
ховом уровне задачи оперативного учета следующие:
учет обеспеченности цехов материалами, полуфабрикатами, ком-
плектующими изделиями и готовыми деталями; учет сроков пода-
чи заготовок, полуфабрикатов, комплектующих изделий; учет вы-
пуска станков, монтажа узлов, выполнения отдельных заказов.
Контроль и регулирование (диспетчирование) производства.
Целью оперативного контроля и регулирования является ликвида-
ция возникающих организационных неувязок и отклонений от зап-
ланированного хода производства, принятие мер по их предупреж-
дению.
Для этого соответствующий аппарат управленческих работни-
ков выполняет следующие основные функции:
223-
осуществляет непрерывный контроль за ходом выполнения пла-
на и оперативных заданий всеми производственными -цехами;
следит за своевременным и бесперебойным изготовлением дета-
лей цехами;
следит за своевременным направлением заготовок и полуфаб-
рикатов в дальнейшую обработку, не допуская излишних задер-
жек их в цехах и на межцеховых складах;
осуществляет постоянный контроль за ходом комплектации из-
делий в соответствии с установленными сроками, предупреждая
возможность срыва сроков и нарушения графиков сборки изделий;
следит за обеспеченностью производства материалами, заготов-
ками, поставляемыми по кооперации комплектующими изделиями,
инструментом и за их своевременной подачей в цехи в соответствии
с утвержденными планами и графиками работ;
устанавливает причины, задерживающие выполнение заданий и
принимает меры к их устранению.
Важнейшими требованиями, предъявляемыми к диспетчерскому
персоналу, являются сокращение времени на выработку оператив-
ных команд по ликвидации отклонений от запланированного хода
производства и проведение регламентированного контроля за лик-
видацией отклонений.
Работы по контролю и регулированию производства требуют
четкой регламентации, включающей определение исполнителя, оче-
редности и сроков осуществления контроля и принятия решений.
На ряде заводов отрасли разработаны подробные расписания, рег-
ламентирующие работы диспетчерского персонала в течение дня.
I
ТРУД И ЗАРАБОТНАЯ ПЛАТА
Научная организация труда. В современных условиях научной
надо считать такую организацию труда, которая основывается на
достижениях науки и передовом опыте, внедряемых в производство,
позволяет наилучшим образом объединить технику и людей в еди-
ном производственном процессе, наиболее эффективно использовать
материальные и трудовые ресурсы, обеспечивающие непрерывное
повышение производительности труда и способствующие постепен-
ному превращению труда в первую жизненную потребность.
Основными направлениями научной организации труда яв-
ляются:
улучшение условий труда, его дальнейшее облегчение и оздо-
ровление;
совершенствование нормирования труда, расширение сферы его
применения;
разработка и внедрение рациональных форм разделения и ко-
операции труда;
подготовка н повышение квалификации кадров;
улучшение организации рабочих мест и систем их обслужива-
ния;
224
воспитание сознательного отношения к труду, высокой государ-
ственной и трудовой дисциплины;
изучение и распространение передовых приемов труда.
Специализация рабочих мест. Под рабочим местом следует по-
нимать определенный участок площади цеха, специально приспо-
собленный и технически оснащенный для выполнения одним или
несколькими рабочими той или иной частной производственной за-
дачи.
От правильной организации рабочих мест в значительной сте-
пени зависят эффективность использования техники и рабочей си-
лы, рост производительности труда, повышение качества продук-
ции и снижение ее себестоимости.
Важнейшим условием рациональной организации рабочего ме-
ста является его специализация — закрепление определенной груп-
пы работ (операций), объединенных между собой каким-либо об-
щим признаком, например общностью технологического процесса,
одинаковой сложностью .или требуемой точностью исполнения, ис-
пользованием общего инструмента и приспособлений при их вы-
полнении, сходством обрабатываемых деталей по конфигурации
и др.
Опыт передовых предприятий показывает, что даже в условиях
единичного производства можно достигнуть достаточно высокой
степени специализации рабочих мест путем группировки различных
работ (операций) по какому-либо общему признаку и закрепления
каждой из этих групп за соответствующими рабочими местами.
Техническими основами специализации рабочих мест являются
стандартизация, нормализация и унификация изделий и их сос-
тавных частей, в результате которых сокращается номенклатура
обрабатываемых деталей, повышается серийность производства, а
следовательно, облегчается проведение специализации рабочих
мест.
Специализации рабочих мест во многом способствует также
иропзводоственное кооперирование предприятий, при котором каж-
дое из них специализируется на выпуске только отдельных сос-
тавных частей (узлов, деталей и т. п.) конечной продукции.
Оснащение рабочих мест. Оснащение рабочего места всеми не-
обходимыми для безопасной и эффективной работы средствами оп-
ределяется его технологическим назначением, степенью специали-
зации, а также уровнем механизации выполняемых на нем работ.
Предметы оснащения делятся на постоянные, которые должны
находиться на рабочем месте независимо от выполняемой работы,
п временные, которые нужны при выполнении какой-либо опреде-
ленной работы (операции)
В состав постоянных предметов оспа щеп и я рабочего места вхо-
дя!. основное' технологическое оборудование' (станок, аппарат, вер-
ед ак н т. п.) со всеми загрузочными, контрольными н предохранн-
1елы1ыми устройствами; инструмент, приспособления н другие по-
стоянные' принадлежности (патроны, гаечные' ключи и т. и.) для
225
210 1
наладки и обслуживания оборудования; вспомогательные материа-
лы и принадлежности (щетки, масленки и т. п.) для ухода за обо-
рудованием; подъемно-транспортные устройства (краны, рольганги
и т. п.) для установки, снятия деталей и их межоперационного
транспортирования; инвентарь постоянного пользования (шкафы,
стеллажи, ящики и т. п.) для хранения инструмента, заготовок, от-
ходов производства; устройства для создания нормальных и безо-
пасных условий труда (подножные решетки, средства освещения,
вентиляции, ограждения и т. д.); инструктивная и справочная до-
кументация и т. д.
К временным предметам оснащения рабочего места относятся
инструменты и приспособления специального назначения, исполь-
зуемые только при выполнении какой-либо определенной работы
(операции), специальная тара для хранения и перемещения только
определенных деталей.
Планировка рабочих мест. Рациональная планировка рабочего
места должна обеспечивать наибольшие удобства для работы, ис-
ключающие лишние трудовые движения и непроизводительную тра-
ту сил рабочего; обязательное соблюдение требований (правил)
охраны труда и техники безопасности; экономное использование
производственной площади; нормальные условия для обслуживания
рабочего места.
Основные правила планировки рабочих мест следующие: каж-
дый предмет должен иметь строго определенное место; предметы,
используемые в работе чаще, должны размещаться ближе к рабо-
чему, по возможности на уровне его рук; предметы, которые рабо-
чий берет правой рукой, должны размещаться справа от него, а
те, которые он берет левой рукой,—слева; средства и предметы тру-
да следует располагать так, чтобы свести трудовые движния рабо-
чего к движениям предплечья, кистей и пальцев рук, а движения
плечевого сустава, повороты и особенно нагибания корпуса свести
к минимуму.
Средства регулирования и управления оборудованием размеща-
ют в непосредственной близкости от рабочего, а контрольно-изме-
рительные приборы сосредоточивают на одном щите, так чтобы их
показания были хорошо видны.
Планировка рабочего места рабочего-многостаночника должна
быть такой, чтобы он постоянно видел все закрепленное за ним обо-
рудование, при этом переход от станка к станку был бы коротким,
а передача деталей со станка на станок — удобной.
Обслуживание рабочих мест. Правильная организация обслу-
живания рабочих мест предполагает бесперебойное снабжение ра-
бочих мест предметами труда (материалами, полуфабрикатами и
т. и.), необходимой энергией (электроэнергией, сжатым воздухом
и т. п.), технологической оснасткой (инструментом, приспособле-
ниями); обеспеченно постоянной исправности оборудования (про-
ведение планово-предупредительных ремонтов); организацию сис-
тематического контроля за качеством выполняемых работ и транс-
226
портирования с рабочих мест уже обработанных деталей; постоян-
ное поддержание на рабочих местах безопасных условий труда, а
также строго порядка и чистоты.
Вся система обслуживания рабочих мест должна носить пре-
дупредительный, профилактический характер, исключающий про-
стой рабочих и оборудования.
На решения по обслуживанию рабочих мест прежде всего вли-
яет тип производства. При поточной организации производства
обычно организуется принудительный порядок обслуживания рабо-
чих мест по жестким графикам, в соответствии с которыми смена
инструмента и ремонт оборудования осуществляются в обязатель-
ном порядке в строго регламентированные сроки. В серийном про-
изводстве заранее устанавливают сроки своевременного обеспече-
ния рабочих мест материалами, приспособлениями и инструментом
в соответствии со сроками запуска в производство новых партий
деталей. В единичном производстве организуется заблаговременная
подготовка всего необходимого для выполнения сменно-суточных
заданий.
Необходимо постоянное совершенствование организации об-
служивания рабочих мест как основных производственных, так
и вспомогательных рабочих.
При распределении функций обслуживания необходимо по воз-
можности совмещать некоторые функции, в том чисде выполнение
отдельных функций по обслуживанию рабочего места самыми ос-
новными производственными рабочими.
Совершенствование трудовых процессов. Наиболее важное зна-
чение для обеспечения рационального трудового процесса при вы-
полнении конкретной работы (операции) имеет применение совер-
шенных технологических процессов и использование наиболее эф-
фективных приемов, действий и трудовых движений при выполне-
нии каждого элемента операции. Известно, что затраты времени
на выполнение одних и тех же элементов операции даже у одина-
ково опытных рабочих различны. При техническом нормировании
на основе анализа затрат времени на выполнение одинаковых эле-
ментов операций различными рабочими решается задача разра-
ботки наиболее рациональных приемов действий и трудовых дви-
жений.
Рациональные условия труда и отдыха. При организации труда
особое внимание должно уделяться созданию наиболее рациональ-
ных условий труда, т. е. такой производственной обстановки, в ко-
торой рабочему гарантировано безопасное ведение работ, не тре-
буется чрезмерного физического и нервного напряжения, устране-
но вредное влияние производственной среды на его организм.
Создание здоровых и безопасных условий труда на предприя-
тии органически связано прежде всего с обеспечением строгого со-
блюдения правил и норм по технике безопасности и производст-
венной санитарии, в которых содержатся требования по устройст-
227
ву и содержанию территории и помещений, требования к освеще-
нию и электрооборудованию, отоплению и вентиляции, оборудова-
нию и инструменту, внутрицеховому и межцеховому транспорту и
индивидуальным защитным средствам, а также требования по ор-
ганизации инструктажа и обучения рабочих правилам по технике
безопасности и производственной санитарии.
Режим труда и отдыха. Утомляемость рабочего при выполнении
даже одной и той же работы может быть различной. Степень утом-
ляемости, а следовательно, и работоспособность во многом зависят
от того, насколько правильный у него режим труда и отдыха.
Разумное чередование работы и отдыха, рациональный темп и
ритм работы снижают утомляемость, сохраняют работоспособность
и здоровье рабочего.
Вот почему разработке наиболее рационального режима труда
и отдыха на предприятии уделяется большое внимание.
Правилами об очередных и дополнительных отпусках установ-
лено, что очередной отпуск рабочим и служащим предоставляется
один раз в течение года, считая со дня поступления на работу, то
есть один раз в рабочем году. Время, порядок и очередь пользо-
вания отпусками устанавливаются по согласованию администра-
ции предприятия с заводским, цеховым комитетом профессиональ-
ного союза. Очередность предоставления отпусков на каждый год
определяется не позже 1 января текущего года. Администрация
обязана своевременно внести на рассмотрение профсоюзной орга-
низации проект очередности отпусков.
Графики сменности (выходов на работу). Графики выходов на
работу должны обеспечивать бесперебойное обслуживание произ-
водства (с учетом его сменности, прерывности или непрерывности)
и условия для ликвидации обезлички в обслуживании оборудова-
ния, ритмичное (равномерное) чередование времени работы и от-
дыха; соблюдение установленной законом продолжительности ра-
бочего дня и длительности рабочей недели; наиболее благоприят-
ные условия по использованию работниками своего свободного
времени для отдыха, учебы и т п.
Время начала и окончания каждой рабочей смены (и обеденных
перерывов) устанавливается администрацией по согласованию с
заводским комитетом профсоюза и указывается в правилах внут-
реннего трудового распорядка предприятия.
Внутрисменный режим работы и отдыха. Чередование времени
работы и перерывов для отдыха в течение смены должно предот-
вращать переутомление работника и (’охранять его нормальную ра-
ботоспособность на протяжении всей рабочей смены.
Продолжительность отдыха при выполнении тяжелых работ,
требующих большого ф.нз и веского или нор иного напряжения, дол-
жна быть больше, чем при выполнении легких работ. Более дли-
тельный отдых требуется также при выполнении работ в тяжелых
-или вредных для здоровья условиях.
228
Перерыв на отдых следует устанавливать перед началом воз-
растания утомляемости работника, чтобы предотвратить снижение
его работоспособности, а следовательно, и выработки.
Типовыми режимами труда и отдыха предусматривается ряд
рекомендаций, которые сводятся к следующему. На работах с не-
высоким темпом и требующих от работника незначительных физи-
ческих усилий целесообразно назначать два пятиминутных пере-
рыва: один в дообеденный период — спустя 2—2,5 ч после нача-
ла смены, другой в послеобеденный период — за 1—2 ч до окон-
чания смены; на работах, требующих от работника больших уси-
лий а также, когда в большей степени напрягаются крупные мыш-
цы при меньшем темпе работы, рекомендуется устанавливать три
10—15-минутных перерыва: один в дообеденный период — через
1,5—2 ч после начала смены, а два других в послеобеденный пе-
риод— примерно за 3 и за 2 ч до конца смены.
На работах, требующих от работника большого нервного напря-
жения и внимания или легких, но быстрых движений пальцев, це-
лесообразно назначать четыре трех-пятиминутных перерыва: два в
дообеденный период — примерно через 1 ч и через 2 ч после
начала . смены, а два других в послеобеденный период — при-
мерно за 2 ч и за 1 ч до конца смены.
Обеденный перерыв должен назначаться в середине рабочей
смены и продолжаться 40—60 мин.
Полное бездействие рабочего в период отдыха недостаточно
влияет на устранение его усталости и восстановление работоспо-
собности. Эффективной формой так называемого активного отды-
ха является производственная гимнастика, т. е. выполнение в тече-
ние перерыва для отдыха специального комплекса гимнастических
упражнений.
К числу других факторов, которые должны учитываться при ре-
шении вопроса внутрисменного режима труда и отдыха, относят-
ся чередование различных трудовых действий работника (разум-
ное переключение с одной операции на другую); регулирование
темпа работы работника в течение смены с учетом изменения его
работоспособности; ритмичность хода трудового процесса, так как
неравномерная загрузка работой в течение смены повышает утом-
ляемость работника и снижает его работоспособность.
ОРГАНИЗАЦИЯ ОПЛАТЫ ТРУДА
Организация заработной платы в нашей стране строится па ос-
нове осуществления четырех важнейших принципов:
оплата труда по его количеству и качеству;
неуклонное повышение заработной платы;
опережающий рост производительности труда по сравнению с ро-
стом средней заработной платы;
229
дифференциация и регулирование уровня оплаты труда различ-
ных групп и категорий работающих.
В нашей стране осуществляется единое государственное норми-
рование заработной платы, которое заключается в том, что прави-
тельство устанавливает обязательные для всех предприятий и уч-
реждений страны государственные нормативы и тарифы оплаты
труда (тарифные ставки и сетки, оклады, максимальные размеры
премий, фонды заработной платы и др.).
Основными элементами тарифной системы оплаты труда рабо-
чих являются тарифно-квалификационные справочники, тарифные
сетки, тарифные ставки и районные коэффициенты к заработной
плате.
При организации оплаты труда осуществляется не только та-
рификация работ — отнесение работ к определенному тарифному
разряду, но и тарификация рабочих, т. е. присвоение рабочим та-
рифных разрядов, соответствующих их квалификационной подго-
товке. Изменения тарифно-квалификационных справочников утвер-
ждаются Государственным комитетом Совета Министров СССР по
вопросам труда и заработной платы после согласования с соответ-
ствующим Центральным комитетом профсоюза или ВЦСПС.
Тарифные сетки. Для установления необходимых соотношений
в уровне оплаты работ и рабочих, отнесенных к разным тарифным
разрядам, в тарифную систему оплаты труда наряду с тарифно-
квалификационным справочником включается другой нормативный
документ — тарифные сетки.
Тарифный разряд в известной мере является показателем ква-
лификационного уровня работ и рабочих. Однако более точное
представление о соотношении квалификационного уровня работ и
рабочих, отнесенных к разным тарифным разрядам, дают тариф-
ные коэффициенты.
Величина тарифного коэффициента, присвоенного каждому раз-
ряду, показывает, во сколько раз уровень оплаты работ (рабочих)
данного разряда превышает уровень оплаты простейших работ,
отнесенных к первому разряду.
Соотношение между тарифными коэффициентами, соответствую-
щими крайним разрядам тарифной сетки, принято называть диа-
пазоном тарифной сетки.
Тарифные ставки. Тарифная ставка представляет собой выра-
женный в денежной форме абсолютный размер оплаты труда в
единицу рабочего времени. Тарифные ставки бывают часовые, днев-
ные, месячные (оклады).
Па предприятиях машиностроительной и металлообрабатываю-
щей промышленности действуют часовые тарифные' ставки, приве-
денные в табл. 12 и 1.3.
230
Таблица 12
Тарифная сетка *
для рабочих-станочников, занятых обработ кой металла и других материалов резанием
на металлообрабатывающих станках на машиностроительных и металлообрабатывающих предприятиях
J Часовая тарифная ставка зарплаты, коп.
Вид работы I______________________________________________Разряд_____________________________________________________________
I 1,0 | 1.2 | 1,5 I 1,8 I 2,0 I 2,2 | 2,5 | 2,8 I 3,0 | 3,2 I 3,5 | 3,8 I 4,0 I 4,2 | 4,5 I 4,8 | 5,0 I 5,2 | 5,5 I 5,8 I 6,0
На холодных работах:
для повременщиков
для сдельщиков
39,9 40,2
41,542,0
41,342,1
42,7 43,3
42,642,843,2 43,6
43,8 44,8 45,9 47,1
На работах с вредными
условиями труда:
для повременщиков
для сдельщиков
41,942,5
43,644,1
43,344,1 44,7
44,845,546,0
45,045,445,7
46,9 48,2 49,4
43,8
47,9
46,0
50,3
46,547,248,751,1
53,454,956,759,4
49,351,5
53,6 55,0
56,8 59,4 62,3 63,8 65,0 69,9
46,847,949,049,8
51,854,1 56,357,8
51,4
62,063,8
72,1 74,2
53,750,657,659,562,365,1
59,6 62,4 65,2 67,9 69,2
* Постановление ЦК КПСС и СМ СССР от 26 сентября 1967 г.
ьз Примечание. Тарифные ставки с учетом десятых долей разряда приведена для упрощения расчетов по средним
22 разрядам.
Таблица 13
Тарифная сетка для рабочих машиностроительной и металлообрабатывающей промышленности
Вид работы Часовая тарифная ставка зарплаты, коп,
Р азр яд
1.0 1.2 1.5 1,8 i 2,0 2,2 2,5 | 2,8 3,0 3.2 1 3.5 1 3.8 । 4,0 4.2 | ' 4,5 4.8 | 5,0 5,2 | 5,5 5,8 1 6,0
Работы с особо тяжелы- ми и особо вредными условиями тр\да- для повременщиков 38,7 39,3 40,1 40,9 41,5 42,7 44,4 46,1 47,3 48,7 50,8 52,9 54,3 56,1 58,7 61,3 63,1 65,2 68,3 71,3 73,4
для сдельщиков 41,5 42,0 42,8 43,6 44,1 45,3 47,2 49,1 50,3 51,7 54,0 56,3 57,7 59,6 62,4 65,2 67,1 69,3 72,6 75,8 78,0
Горячие работы и рабо- ты с вредными усло- виями тр\да: для повременщиков 35,8 36,2 36,8 37,4 37,8 38,5 39,6 40,6 41,3 42,5 44,4 46,2 47,4 48,9 51,2 53,5 55,0 56,8 59,5 62,2 64,0
для сдельщиков 38,7 39,3 40,1 40,9 41,5 42,7 44,4 46,1 47,3 48,7 50,8 52,9 54,3 56,1 58,7 61,3 63,1 65,2 68,3 71,3 73,4
Холодные работы: для повременщиков 34,4 34,9 35,6 36,2 36,7 36,9 37,3 37,6 37,8 38,4 39,3 40,1 40,7 41,9 44,0 46,0 47,3 48,8 51,2 53,5 55,0
для сдельщиков 35,8 36,2 36,8 37,4 37,8 38,5 39,6 40,6 41,3 42,5'44,4 46,2 47,4 48,9 51,2)53,5 55,0 56,8 59,5 62,2 64,0
Примечание. Тарифные ставки с учетом десятых долей разряда — расчетные источники, тарифные ставки утверж-
дены постановлением ГК СМ СССР по вопросам труда и зарплаты и Президиумом ВЦСПС от
20 ноября 1967 г. за № 511/11—28.
Как видно из табл. 12 и 13, тарифные ставки дифференци-
руются в зависимости от особенностей того или иного предприятия
(важность предприятия, состояние нормирования труда и др.),
а на каждом предприятии — в зависимости от квалификации
труда, его тяжести и тех условий, в которых он протекает.
Районные коэффициенты к заработной плате представляют со-
бой нормативный показатель степени .увеличения размера зара-
ботной платы в зависимости от местонахождения предприятия
(учреждения).
Система оплаты труда рабочих. На промышленных пред-
приятиях наибольшее распространение получили прямая сдельная
и сдельно-премиальная система оплаты труда. Значительно меньше
распространены сдельно-прогрессивная, аккордная и особенно кос-
венная сдельная система заработной платы.
Широко применяются также простая повременная и повре-
менно-премиальная системы заработной платы.
Наряду с индивидуальной оплатой труда в некоторых отраслях
промышленности используются коллективные формы заработной
платы.
Кроме выплат по действующим формам и системам оплаты
труда, в законодательном порядке производятся другие выплаты
из фонда заработной платы. К числу таких особых видов заработ-
ной платы относятся доплаты за время сверхурочной и ночной ра-
боты, оплата брака, простоя и др.
Оплата за время испытания производится по действующим
расценкам выполняемой работы, но не ниже тарифной ставки того
разряда, к которому он был отнесен при приеме его на испытание
(КЗоТ, ст. 38 и 39).
Оплата сверхурочных работ. Сверхурочные работы компенси-
руются только в денежной форме, компенсация их отгулом не до-
пускается. Размер вознаграждения за работу в сверхурочное время
не может быть ниже полуторного размера нормального вознаграж-
дения за первые два часа и двойного за последующие часы (см.
ст. 60 КЗоТ РСФСР). При этом на тех предприятиях, где введены
различные ставки для рабочих-повременщиков и для рабочих-
сдельщиков, доплата за сверхурочные часы производится во всех
случаях из расчета тарифной ставки рабочего — повременщика со-
ответствующего разряда.
Работники с нормированным рабочим днем, оплачиваемые по-
временно, за первые два часа сверхурочной работы получают в по-
луторном размере и за каждый последующий сверхурочный час —
в двойном размере своей тарифной ставки (или соответствующей
части оклада). При сдельной оплате, помимо сдельного заработка,
причитающегося за работу, выполняемую в сверхурочное время,
работнику дополнительно выплачивается за каждый из первых
двух сверхурочных часов по 50%, а за каждый из последующих —
по 100% повременной тарифной ставки того разряда, который
присвоен данному работнику.
233
При помесячном учете рабочего времени сверхурочными счи-
таются те часы, которые отработаны работником сверх месячной
нормы рабочего времени, определенной в зависимости от коли-
чества рабочих дней в данном месяце. При этом количество часов
сверхурочной работы, подлежащей оплате в полуторном размере,
не может превышать числа, полученного умножением количества
рабочих дней данного месяца на два. Сверхурочные же часы,
подлежащие оплате в двойном размере, определяются как разность
между всем количеством часов сверхурочной работы и сверх-
урочными часами, подлежащими оплате в полуторном размере.
Сверхурочные работы, выполняемые в праздничные дни, оплачи-
ваются: рабочим-повременщикам — в двойном размере тарифной
ставки (оклада), рабочим-сдельщикам — по двойным отдельным
расценкам.
Оплата ночных работ. Ночным считается время с 10 ч вечера
до 6 ч утра. Продолжительность рабочего времени в ночное вре-
мя сокращается на 1 ч. В этих случаях в соответствии со ст. 96
КЗоТ РСФСР при повременной оплате каждый час ночной работы
оплачивается при 7-часовом рабочем дне — как 7/б дневного часа
и при 6-часовом — как 6/б дневного часа.
При сдельной оплате работнику сверх сдельного заработка за
каждый час ночной работы соответственно выплачивается %
или Vs почасовой ставки того разряда, к которому отнесен данный
работник^ *
При сменных работах (в частности, в непрерывных производ-
ствах) продолжительность ночной работы уравнивается с дневной.
В этих случаях при повременной оплате каждый час ночной рабо-
ты оплачивается при 8-часовом и 7-часовом рабочем дне как8/7
дневного часа и при 6-часовом — как 6/б дневного часа. При сдель-
ной оплате работнику сверх сдельного заработка доплачивается за
каждый час ночной работы при 7-часовом рабочем дне1/? почасо-
вой ставки и при 6-часовом Vs почасовой ставки (ст. 96 КЗоТ
РСФСР). Доплата за работу в ночное время в предвыходные
и предпраздничные дни производится при 7-часовом рабочем дне
в соответствии с действующим законодательством, т. е. в разме-
ре V? тарифной ставки за каждый час, проработанный в ночное
время.
Порядок оплаты простоя. Та часть рабочего времени, в течение
которого работник, будучи трудоспособным, по тем или иным
причинам нс выполнил возложенные на него производственные
(служебные) обязанности, считается простоем. В зависимости от
причин, вызвавших простой, различают простои по вине работника
(неисполнение работником тех или иных указаний, небрежность
в работе, нарушение правил внутреннего трудового распорядка или
технических правил) и простои не по его вине —из-за организа-
ционно-технических неполадок в производстве и других не завися-
щих от работника причин.
234
За время простоя, происшедшего по вине работника, заработ-
ная плата не выплачивается. За время простоя, происшедшего не
по его вине, заработная плата выплачивается в размере половины
тарифной ставки рабочего-повременщика соответствующей квали-
фикации.
В период освоения новых производств (обработка деталей
станков, машин и т. п.) простой не по вине работника как на новых
предприятиях, так и на давно действующих оплачивается из расче-
та тарифной ставки рабочего-повременщика соответствующего
разряда. Сроки освоения новых производств в пределах до трех
месяцев по каждому предприятию устанавливаются соответствую-
щим хозяйственным объединением по согласованию с профсоюзом.
О начавшемся простое работник обязан немедленно сообщить
администрации. Он также должен своевременно предупреждать
администрацию о всех причинах, которые могут вызвать простой.
В случае невыполнения этих обязанностей простой не оплачивает-
ся, и на работника налагается взыскание по табелю взысканий.
Вследствие простоя квалифицированные рабочие, тарифицируе-
мые по восьмиразрядной и более тарифной сетке, начиная с V раз-
ряда и выше, по семиразрядной тарифной сетке, начиная с IV
разряда и выше, и по шестиразрядной тарифной сетке, начиная
с III разряда и выше, могут быть переведены на другую работу низ-
шего разряда. В этих случаях оплата производится по среднему за-
работку прежней работы при условии выполнения этих норм,
а также при переводе на повременно оплачиваемую работу за пе-
реведенным сохраняется тарифная ставка рабочего-повременщика
его разряда по прежней работе.
При переводе рабочих всех разрядов на другую работу высше-
го разряда их труд оплачивается по выполняемой работе. При
отказе от перевода на другую работу (независимо от разряда)
простой не оплачивается, а отказ от перевода рассматривается как
нарушение трудовой дисциплины.
Порядок оплаты брака. Браком в производстве считаются все
детали, полуфабрикаты и изделия, которые частично или пол-
ностью не соответствуют требованиям технических условий, черте-
жей, государственных стандартов и в силу этого являются совер-
шенно негодными (полный брак) или пригодными для дальнейшего
использования только после исправления (частичный брак).
Если брак произошел по вине работника, то полный брак пе
оплачивается, а частичный брак оплачивается в пониженном раз-
мере. В этом случае процент годности продукции и точный размер
•оплаты устанавливаются администрацией. Оплата пе может пре-
вышать половину тарифной ставки данного работника.
Если же брак произошел пе по вине работника, то применяются
следующие правила:
полный брак оплачивается в размере 2/з тарифной ставки рабо-
чего-повременщика соответствующего разряда;
235
частичный брак оплачивается по пониженным расценкам в за-
висимости от степени годности продукции; процент годности про-
дукции и точный размер оплаты устанавливаются администрацией,
при этом плата не может быть ниже 2/3 тарифной ставки рабо-
чего-повременщика соответствующего разряда;
брак изделий, происшедший вследствие дефекта в обрабатывае-
мом металле (несоответствие качества материала, раковины или
трещины в металле), обнаруженного после того, как на обработку
или сборку деталей затрачено не менее одного рабочего дня, опла-
чивается по нормальным сдельным расценкам;
в период освоения новых производств брак оплачивается из
расчета тарифной ставки рабочего-повременщика соответствующего
разряда.
Брак, обнаруженный после приемки изделия отделом техни-
ческого контроля, оплачивается наравне с годными изделиями.
Работник обязан о всех случаях обнаруженного брака немед-
ленно сообщать администрации. Если он не сообщил о браке адми-
нистрации или продолжал работу вопреки распоряжению админи-
страции о ее приостановке, то дальнейший брак не оплачивается,
а за испорченный материал производится вычет.
Если же администрация дала распоряжение продолжать рабо-
ту, то дальнейший брак, происходящий не по вине работника опла-
чивается наравне с годными изделиями, а ответственность за убыт-
ки предприятия, связанные с изготовлением брака, несет админи-
страция.
Порядок оплаты труда подростков. Оплата труда подростков
за сокращенный рабочий день (у подростков в возрасте от 15 до
16 лет — 4 ч, а в возрасте от 16 до 18 лет — 6 ч) производится
как за полный рабочий день работников соответствующих кате-
горий. Труд подростков в возрасте от 16 до 18 лет, допущенных
к сдельным работам, оплачивается при исполнении этих работ по
сдельным расценкам, одинаковым со сдельными расценками для
взрослах рабочих, с доплатой по их тарифной ставке за время, на
которое полный рабочий день, установленный для взрослых ра-
бочих, превышает сокращенный рабочий день для подростков
(ст. 75 КЗоТ РСФСР), т. е. за три часа у подростков от 15 до
16 лет и за час у подростков от 16 до 18 лет.
Оплата за работу в праздничные дни. При повременной оплате
работа в праздничные дни оплачивается в размере удвоенной та-
рифной ставки (оклада); при сдельной оплате — по двойным сдель-
ным расценкам (ст. 60 КЗоТ РСФСР).
Оплата труда временных работников, принятых на срок не
свыше шести дней, в праздничные дни (в пределах этих шести
дней) производится в одинарном размере.
Оплата за работу в дни отдыха. Не предоставление работнику
еженедельного отдыха запрещено. В исключительных случаях до-
пускается привлечение работника в установленный для него день
отдыха для выполнения непредвиденных работ (например, аварии-
236
ные работы, срочный ремонт и т. п.), но при условии замены этого
дня другим в течение ближайших двух недель. Замена дня ежене-
дельного отдыха денежной компенсацией по общему правилу не
допускается.
Вознаграждение за работу в день еженедельного отдыха
(ст. 60 КЗоТ РСФСР) может быть выплачено только в исключи-
тельных случаях, например, когда работник уволен с работы до
предоставления ему отгула за работу в выходной день. В этом слу-
чае рабочему-сдельщику сверх его сдельного заработка за каждый
час работы доплачивается 100%.* тарифной ставки рабочего-повре-
менщика соответствующего разряда, а труд рабочих-повременщи-
ков оплачивается’но двойной тарифной ставке или окладу.
Временным работникам, нанятым на срок не более шести дней,
работа в выходные дни в пределах этих шести дней оплачивается
в одинарном размере.
Оплата за время перерывов для кормления грудных детей.
Время перерывов в работе для кормления грудных детей (1 час
в обычные рабочие дни и V2 — в предвыходные и праздничные
дни) оплачивается женщинам-матерям по среднему заработку
(ст. 134 КЗоТ РСФСР).
Оплата временного заместительства. В настоящее время дейст-
вует следующий порядок оплаты временного заместительства
(см. «Бюллетень Государственного комитета Совета Министров
СССР по вопросам труда и заработной платы», 1962, № 5):
1. При замещении работника, должностной оклад которого бо-
лее высокий и который временно отсутствует в связи с отпуском,
командировкой, обучением на курсах повышения квалификации,
(выполнением государственных или общественных обязанностей
'либо в связи с болезнью, замещающему работнику выплачивается
разница между его фактическим окладом (должностным, персо-
нальным) и должностным окладом замещаемого им работника (без
персональной надбавки).
2. Выплата указанной разницы производится при наличии сле-
дующих условий:
если замещающий работник нс является штатным заместителем
отсутствующего работника;
если замещение продолжалось более 12 рабочих дней;
если заместительство оформлено приказом по учреждению или
предприятию.
Премирование работников из специальных фондов. Па пред-
приятих созданы три самостоятельных фонда: материального
поощрения, социально-культурных мероприятий и жилищною
строительства и фонда развития производства.
Фонд материально!о поощрения образуется за счет оiчислений
от прибыли. В этот фонд включается также сумма премий, выпла-
чиваемых рабочим по фонду зарплаты.
237
Премии и вознаграждения, выплачиваемые из фонда материаль-
ного поощрения, учитываются при исчислении средней заработной
платы работников.
В соответствии с постановлением ЦК КПСС и Совета Минист-
ров СССР от 23 июня 1960 г. № 687 и ВСНХ СССР от 26 августа
1964 г. № 81 с целью создания экономических стимулов для пред-
приятий и усиления материальной заинтересованности работников
в развитии новой техники введено премирование работников пред-
приятий промышленности за мероприятия по созданию и внедре-
нию новой техники, а также за разработку и внедрение эффектив-
ных методов организации производства и научной организации
труда.
На промышленных предприятиях используются также и другие
виды премирования, например премирование по итогам социалисти-
ческого соревнования, за содействие внедрению изобретений и ра-
ционализаторских предложений, за сбор и сдачу отработанных
подшипников, за экономию топлива и электроэнергии, премирова-
ние из фонда ширпотреба, за производство продукции для экс-
порта.
ПРОИЗВОДИТЕЛЬНОСТЬ ТРУДА
Производительность труда —это эффективность затрат труда.
Она определяется количеством продукции, выработанной одним ра-
ботником в единицу рабочего времени, или рабочим временем, за-
траченным на производство единицы продукции. Производитель-
ность труда непрерывно изменяется: чем больше произведено про-
дукции в единицу рабочего времени или чем меньше затрачено
труда на единицу продукции, тем она выше.
Труд, затрачиваемый на производство той или иной продукции,
состоит не только из живого, но и из прошлого труда, овещест-
вленного в оборудовании, материалах и т. п. Производительность
труда, определяемая как эффективность затрат не только живого,
но и овеществленного труда, называется производительностью
общественного труда.
Плановые показатели производительности труда, которые ба-
зируются на плане технического развития производства и плане
организационно-технических мероприятий, в свою очередь являют-
ся основой для планирования себестоимости продукции.
Определение производительности труда на предприятиях осу-
ществляется по затратам только живого труда.
Общая формула производительности труда может быть выра-
жена, как
где Р — объем произведенной продукции;
?2 — затраты живого труда.
238
В первом случае производительность труда будет характери-
зоваться выработкой продукции в единицу рабочего времени, во*
втором — трудоемкостью единицы продукции.
Выработка представляет собой количество продукции, произве-
денной в единицу рабочего времени (час, день) или приходящейся
на одного среднесписочного работника или рабочего в год (квар-
тал, месяц).
С переходом на новую систему планирования и экономического
стимулирования основным показателем, характеризующим размер
выполненной на предприятии работы, стал объем реализованной
продукции. В связи с этим может быть исчислен стоимостный (де-
нежный) показатель по реализованной продукции.
Трудовой метод определения выработки применяется преиму-
щественно на отдельных рабочих местах, в бригадах, на участках,
а также в цехах при выпуске разнородной и незавершенной произ-
водством продукции, которую нельзя измерить ни в натуральных
единицах, ни в денежном выражении. Выработка при этом методе
определяется в нормо-часах.
। При неизменных нормах выработка в нормо-часах достаточно»
^очно характеризуется изменением производительности труда.
Ограниченность этого метода связана прежде всего с тем, чта
он основан на использовании неизменных норм, в то время как
нормы систематически ^пересматриваются по мере осуществления
организационно-технических мероприятий. Кроме того, нормы вы-
работки на многих предприятиях охватывают затраты труда толь-
ко основных рабочих-сдельщиков и не характеризуют затраты тру-
да других работников.
Производительность труда в промышленности планируется по
выработке не на одного рабочего, а на одного работающего. Этот
показатель дает возможность определить эффективность затрат
труда всех работников предприятия.
Известно, что рост объема производства происходит за счет
увеличения численности работающих и за счет роста производи-
тельности труда.
Процент прироста продукции за счет повышения производи-
тельности труда является важным экономическим показателем
и определяется по следующей формуле:
/7пР,л = 100-.100,
•'ирод
где Пчтл.— процент увеличения числа работников;
/?прод.-- процент увеличения объема продукции.
Трудоемкость продукции. Трудоемкость представляет собой
затраты рабочего времени на производство единицы .продукции.
Общая формула трудоемкости:
239
где т — трудоемкость единицы продукции;
Т — время, затраченное на производство всей продукции;
Р — количество произведенной продукции.
Трудоемкость определяется на единицу продукции в натураль-
ном выражении по всей номенклатуре изделий и услуг, включае-
мых в валовую (товарную) продукцию предприятия. Этот показа-
тель широко применяется в машиностроении для выявления резер-
вов, учета и планирования производительности труда. Изучение ве-
личины и структуры трудовых затрат посредством определения
трудоемкости дает возможность устанавливать эффективность со-
вершенствования технологии, форм и методов организации труда
и производства, выбирать наиболее рациональные направления тех-
нического прогресса и т. п.
Между трудоемкостью и выработкой существует обратно про-
порциональная связь, т. е. при снижении трудоемкости выработка
увеличивается, а при повышении уменьшается.
Зависимость между увеличением выработки и снижением трудо-
емкости подсчитывается по следующим формулам:
, 100-а 100-6
Ь=------; а =--------,
100—а 100+6
где а — процент снижения трудоемкости;
b — процент повышения выработки.
В зависимости от состава трудовых затрат различают следую-
щие виды трудоемкости: технологическая, трудоемкость обслужи-
вания производства, производственная (затраты труда всех рабо-
чих), трудоемкость управления производством. Каждая из указан-
ных трудоемкостей может быть нормативной, фактической и пла-
новой. Нормативная трудоемкость — это затраты рабочего времени
на единицу продукции, установленные по действующим нормам
времени, нормам обслуживания, штатным расписаниям и т. п.; фак-
тическая трудоемкость представляет собой действительные затраты
рабочего времени па единицу продукции в данный период.
Плановая трудоемкость — это плановые затраты рабочего вре-
мени на единицу продукции.
Может быть определена трудоемкость отдельной операции, де-
тали, изделия, товарной продукции и т. и.
Трудоемкость рассматривается в абсолютных (чсловско-мипуты,
человеко-часы) пли относительных (процентах, долях) единицах
рабочем о времени.
Резервы роста производительности труда эю педоиспользо
ванные еще возможности жономин затрат груда и увеличение вы-
работки продукции в единицу рабочего времени. Они связаны
с применением новейших дос!ижепий науки и техники, улучшением
использования рабочей силы, совершенствованнем организации
труда и производства, устранением имеющихся потерь.
210
Внутрипроизводственные резервы можно подразделить на ре-
зервы снижения трудоемкости, резервы улучшения использования
рабочего времени, резервы совершенствования структуры кадров.
По времени использования резервы подразделяются на текущие
и перспективные.
УПРАВЛЕНИЕ КОНТРОЛЕМ КАЧЕСТВА ПРОДУКЦИИ
Качество продукции регламентируется требованиями, установ-
ленными в государственных стандартах, технических условиях, чер-
тежах.
В настоящее время в стране действует около 16 000 государст-
венных стандартов, охватывающих все важнейшие виды народно-
хозяйственной продукции. На некоторые виды продукции, выпу-
скаемой в небольшом количестве по специальным заказам, стан-
дарты не устанавливаются. Например, при создании сверхмощной
турбины требования к ее качеству определяются техническими
условиями, которые отражают все основные характеристики данной
турбины.
Борьба за повышение качества промышленной продукции осу-
ществляется по следующим направлениям: совершенствование
конструкции изделий и технологических процессов, повышение ка-
чества материалов, рационализация организцпи производства
и труда, повышение технического уровня рабочих и др.
Для предотвращения брака мастер должен строго следить за
соблюдением технологии каждым рабочим, проводить технический
инструктаж и обучать их передовым методам труда. Большое зна-
чение имеет проверка мастером первой детали, которая в процессе
работы служит своеобразным эталоном для изготовления партии
качественных деталей.
Мастер должен организовать строгий учет заготовок, выда-
ваемых рабочему, и требовать их сдачи в полном количестве после
изготовления.
Характеристика качества. Комитетом стандартов, мер и изме-
рительных приборов при Совете Министров СССР в 1967 г. были
утверждены характеристики качества:
надежность — свойство изделия выполнять заданные функ-
ции, сохраняя свои эксплуатационные показатели в установленных
пределах в течение требуемого промежутка времени или требуемой
наработки;
работоспособность -состояние изделия, при котором оно
способно выполнять заданные функции с параметрами, установ-
ленными требованиями технической документации;
безотказность — свойство изделия сохранять работоспо-
собность в течение некоторой наработки без вынужденных пере-
рывов;
д о л г о в е ч н о с т ь — свойство изделия сохранять работоспособ-
ность с необходимыми перерывами для технического обслуживания
10 2404
241
и ремонтов до предельного состояния, оговоренного в технической
документации.
«Знак качества». Лучшим изделиям промышленности, отвечаю-
щим требованиям мировых стандартов, присваивается «Знак ка-
чества». «Знак качества» присваивают государственные аттеста-
ционные комиссии на определенный срок от одного до трех лет.
Каждое предприятие экономически заинтересовано, чтобы его про-
дукция была удостоена «Знака качества». За продукцию, отмечен-
ную таким знаком, предприятия получают надбавку к оптовой ценег
что позволяет им возмещать дополнительные расходы на совершен-
ствование продукции, а также увеличить долю прибыли на поощре-
ние отличившихся.
Бездефектное изготовление продукции. В промышленности на-
шей страны получило широкое распространение движение за без-
дефектное изготовление продукции, начатое по инициативе сара-
товских машиностроителей. Каждый рабочий, бригадир, цех и пред-
приятие в целом, участвующие в этом движении, борются за то„
чтобы изготовленная ими продукция принималась с первого предъ-
явления. Применение системы бездефектного изготовления продук-
ции требует воспитания у всех производственников добросовестного»
отношения к труду, чувства ответственности за свою работу.
Основные параметры контроля. К основным параметрам конт-
роля деталей в механических цехах станкостроительных предприя-
тий относятся:
проверка соответствия материала детали указанному в чертеже;
проверка первых деталей и летучий контроль;
промежуточный и окончательный контроль внешнего вида, раз-
меров и чистоты поверхностей деталей;
специальные виды контроля и испытания;
контроль за соблюдением технологических процессов.
Контроль сплошной и выборочный. Конроль бывает сплошным
и выборочным. Сплошной контроль (100%-ная проверка всех де-
талей) применяется в следующих случаях:
при наличии неоднородности поставляемых материалов, заго-
товок или когда оборудование и особенности технологии не обеспе-
чивают однородности;
при сборке невзаимозаменяемых деталей;
после операций, имеющих решающее значение для качества
последующей обработки.
Сплошная проверка является весьма трудоемкой и дорогой опе-
рацией.
Выборочный контроль предусматривает не 100%-ную проверку
всех деталей, а только некоторой их части. Такой контроль при-
меняется:
при большом количестве однородных деталей;
когда оборудование и технологический процесс обеспечивают
однородность изготовляемых деталей;
после операций, не вызывающих большого количества брака;,
242
после второстепенных операций, не имеющих решающего зна-
чения для дальнейшего процесса изготовления детали.
Формы контроля. Применяются следующие формы контроля:
предупредительный, осуществляемый в процессе изготовления
детали;
промежуточный (операционный), осуществляемый после группы
операций или после каждой операции;
окончательный, который проводится при проверке готовых
деталей.
В серийном производстве детали изготовляются партиями с обя-
зательным соблюдением взаимозаменяемости, для чего используют-
ся специальное оборудование, инструменты и приспособления.
Пооперационный контроль в этом случае не обязателен. В качестве
предупредительного контроля при этом применяется летучий
контроль. Для проверки деталей применяют калибры, шаблоны,
специальные контрольные приспособления.
В единичном производстве для проверки деталей обычно поль-
зуются универсальными средствами контроля.
КОМПЛЕКТОВАНИЕ И ПОДГОТОВКА КАДРОВ
Социально-психологические вопросы производственных коллек-
тивов. Социально-психологические факторы производства много-
образны по форме проявления, они могут выступать в виде кон-
кретных условий труда, определенных организационных моментов,
как некоторое состояние личности и коллектива. Эти факторы воз-
действуют на работника, так или иначе настраивая его к труду.
Отношения между людьми в процессе труда становятся по-
настоящему прочными тогда, когда деловой характер связей работ-
ников дополняется психологическими моментами.
В расположении людей друг к другу большую роль играют сим-
патия, совпадение характеров, общность интересов и склонностей.
Эти психологические связи образуют психологическую структуру
коллектива, а уровень развития и эмоциональная окраска их про-
явления воспроизводят «психологический климат» коллектива.
При организации производственных подразделений важно пра-
вильно подобрать людей не только по деловым качествам, но и по
их темпераменту, особенностям психофизиологических процессов.
Другим важным социально-психологическим вопросом форми-
рования коллектива является соотношение кадровых и молодых ра-
ботников. Производственный коллектив должен быть разновозраст-
ным, т. с. состоять из работников с большим жизненным и трудо-
вым опытом и молодых, начинающих свою трудовую деятельность.
Сочетание в бригаде людей разного возраста, жизненного опыта,
профессионального мастерства, как правило, дает положительный
результат.
При формировании структурного подразделения необходимо
принимать во внимание и культурно-этический уровень работников.
243
Прием на работу не допускается без предъявления трудовой
книжки. Если данное лицо поступает на работу впервые, то необ-
ходимо предоставление справки из домоуправления или сельского
совета о последнем занятии (помимо предъявления паспорта).
При приеме на работу, которая требует специальных знаний,
администрация предприятия вправе потребовать от работника дип-
лом об окончании учебного заведения или другой документ (напри-
мер, права шофера, квалификационное удостоверение оператора
котельной и т. д.).
О переводе на другую работу. В случаях производственной
необходимости мастер имеет право перевести рабочего на другую
работу на срок до одного месяца с сохранением его среднего зара-
ботка по прежней работе (КЗоТ, ст. 37).
Перевод с одного станка на другой или с одного рабочего
места на другое при сохранении рабочим той же квалификации
и профессии не считается переводом.
За нарушение трудовой дисциплины, систематический брак или
систематическое невыполнение норм (в нормальных условиях ра-
боты по вине рабочего) мастер имеет право переводить рабочего
на нижеоплачиваемую работу.
При наличии пониженной трудоспособности, мешающей рабо-
чему выполнять надлежащим образом свою обычную работу, а так-
же в случае частого невыхода рабочего на работу, вызванного тем
или иным хроническим заболеванием, установленным медицинским
заключением, мастеру предоставляется право перевода его на дру-
гую работу.
Беременную женщину, нуждающуюся в более легкой работе,
мастер обязан перевести на такую работу с сохранением за ней
прежней заработной платы из расчета последних шести месяцев
работы.
Окончательному приему рабочих на постоянную работу пред-
шествует испытание в течение не более шести дней.
При сдаче испытания рабочий должен:
уметь выполнять обязанности и работу по разряду, на который
он держит испытание;
выполнять заданную норму выработки без брака;
знать минимум теоретических сведений, предусмотренных дей-
ствующим па заводе тарифно-квалификационным справочником
для того разряда, па который он держит испытание.
При сдаче рабочим испытания мастер обязан обеспечить ра-
бочее место заготовками, инструментами и приспособлениями.
Запрещается прием на работу лиц моложе 16 лет. В исключи-
тельных случаях но согласованию с фабрично-заводским местным
244
комитетом (ФЗМК) могут быть приняты на работу лица, достиг-
шие 15 лет.
Психологические качества руководителя. Руководитель должен
обладать определенными психологическими качествами и способ-
ностями. Важнейшими качествами советского руководителя
являются коллективизм, общительность, постоянная связь с людь-
ми, чуткость к людям, честность и правдивость, нравственная чи-
стота, простота и скромность в общественной и личной жизни.
Очковтирательство, обман, неприязнь к критике, злоупотребление
властью, субъективизм и волюнтаризм не совместимы с обликом
руководителя.
К психологическим качествам относятся также творческий под-
ход к делу, чувство нового, инициативность и энергичность, опера-
тивность. Практичность ума является тем свойством, о котором
неоднократно говорил В. И. Ленин (практическая умелость, прак-
тическая трезвость).
К числу качеств, необходимых оперативному руководителю,
относятся:
правдивость суждений (основанных на знании работы);
умение быстро принять обоснованное решение;
готовность принять на себя ответственность;
готовность изменить методы работы;
активный интерес к людям и доброжелательное отношение
к ним;
честность и справедливость;
умение признавать свои ошибки;
готовность оказать доверие, а в случае надобности — помочь
в исправлении ошибок;
вдумчивость и внимательность к людям при решении персо-
нальных вопросов;
умение разъяснить ситуацию и задачи работникам, чтобы они
могли участвовать в управлении;
выдержка и терпеливость'
Должностные квалификационные характеристики на инженерно-
технических работников предприятий разработаны НИИтруда
Государственного комитета Совета Министров СССР по вопросам
труда н заработной платы в 1968 г. для подготавливаемого та-
рифно-квалификационного справочника служащих. Указанные ха-
рактеристики имеют разделы: должностные обязанности, «должен
знать...» и квалификационные требования. Квалификационные тре-
бования к мастеру производственного участка н к работникам,
занятым технологической подготовкой производства, приведены в
табл. 14.
245
Таблица 14
Должность Требования
Мастер (начальник) произ- водственного участка Высшее специальное образование и ста л работы на производстве не менее одного <ода или среднее специальное образование и стаж работы на производстве не менее трех лег При отсутствии специального образования — опыт работы, необходимый для приобретения высокой квалификации, в зависимости oi масштаба и сложности функций руководства — 5—10 лет; средний уровень организационных навыков
Начальник бюро технологи- ческого отдела Высшее специальное образование и стаж ра- боты в должности технолога I категории не менее трех лет, средний уровень организацион- ных навыков
Начальник технологического бюро цеха Высшее специальное образование и стаж ра- боты в должности технолога I категории не менее трех лет, средний уровень организацион- ных навыков
Технолог I категории Высшее специальное образование и стаж ра- боты в должности технолога II категории не менее трех лет
Технолог II категории Высшее специальное образование без предъявления требований к стажу
Техник-технолог Среднее специальное образование без предъявления требований к стажу
Школы мастеров. Одной из основных форм подготовки высоко-
квалифицированных рабочих и мастеров, а также повышения их
общеобразовательного уровня непосредственно на предприятии
является обучение в созданных на многих предприятиях школах
мастеров.
В школах первой ступени обучаются рабочие, имеющие обра-
зование 5—6 классов.
Цель обучения в такой школе — получение очередного квали-
фикаш онного разряда и неполного среднего образования. Закан-
чивающие школу второй ступени получают аттестаты о среднем
образовании, после чего им присваивается звание мастера по про-
фессии.
Школы мастеров создаются непосредственно на предприятиях
или при вечерних (сменных) общеобразовательных школах. Заня-
тия в них проводятся обычно четыре раза в неделю по 4 ч.
Срок обучения — до трех лет в зависимости от общеобразова-
тельного уровня. Применяется также заочная форма обучения.
246
X. СБОР, ХРАНЕНИЕ, ПЕРЕРАБОТКА
И ПЕРЕДАЧА ИНФОРМАЦИИ
Формирование информации может быть подразделено на три
«фазы: процесс формирования первичной информации, промежуточ-
ной и результативной.
В каждой из фаз формирования информации можно рассматри-
вать в свою очередь процессы по сбору, хранению, переработке
и передаче информации. Каждый из этих процессов имеет свои ме-
тоды. Методы сбора, хранения, переработки и передачи информа-
ции могут быть непрерывными и дискретными (прерывными).
По степени механизации методы сбора информации могут быть
ручными, механизированными и автоматизированными. Аналогич-
ным образом могут быть подразделены методы хранения, перера-
ботки и передачи информации.
Методы сбора, хранения, переработки и передачи информации
определяют технологию формирования информации.
МЕТОДЫ СБОРА ИНФОРМАЦИИ
Для получения количественной информации об изготовлении
штучной продукции используются датчики: контактные, индуктив-
ные, весовые и др.
Импульсы от датчиков поступают в приемные устройства, ко-
торые затем передают их на устройства фиксирования информа-
ции. Это главным образом счетчики, некоторые виды которых могут
выдавать информацию на световое табло, перфораторы и т. п.
Призначная информация — номер станка, табельный номер ра-
бочего, номер детали, номер операции, смена, участок и т. д. —
может вводиться с рабочего места рабочего или мастера вручную,
главным образом при помощи клавишных устройств. Для ввода
признанной информации могут также использоваться перфокарты,
:на которых заранее фиксируется эта информация. Обычно такая
перфокарта с отметкой табельного номера рабочего посылается
в информационно-вычислительный центр (ИВЦ) или машиносчет-
ную станцию (МСС).
В мелкосерийном и единичном производстве счет деталей обыч-
но производится вручную. Данные о количестве принятых дета-
лей могут быть нанесены па перфокарту, затем вместе с ранее
заперфорировапной признанной информацией переданы в ИВЦ
или МСС.
Применение методов сбора информации в цехах зависит от ти-
па производства (табл. 15).
247
Таблица 15
Тип произ- водства Метод сбора информации Порядок сбора информации
переменной | постоянной
Массовое Автоматизи- рованный Производится автоматиче- скими датчиками, и при по- мощи жетонов с табельным номером рабочего, а также считывающих устройств В специальном устрой- стве, передающем инфор- мацию от датчиков, по- стоянно закреплен номер станка
Крупно- серийное То же То же Номер станка, номер обрабатываемой детали и номер операции зара- нее введены в «память» ЭВМ
Мелкосерий- ное и еди- ничное Механизи- рованный Перфорируется контроле- ром при помощи ручного перфоратора или набирается им на клавиатуре, записы- вается на бланк и одновре- менно перфорируется на перфоленте Номер обрабатываемой детали, нормы времени и расценок и т. п. заранее отперфорированы на пер- фокарте и вводятся в ре- гистрационное устройство
Для сбора информации в службах управления устанавливают
пишущие машины и клавишные вычислительные машины, снаб-
женные перфоленточной приставкой: одновременно с печатанием
и подсчетом на перфоленту фиксируется содержание документа.
Перфолента может быть использована для дистанционной пере-
дачи содержания документов с последующей расшифровкой
в информационном вычислительном центре. На ряде предприятий
страны для сбора информации и параллельной записи информа-
ции на перфоленту используются установки УРИ-2М и УРИ-4.
На заводе им. Лихачева сбор первичной информации о движении
материальных ценностей на складах осуществляется машинами
«Аудит-623» производства фирмы «Оливетти» (Италия). Для учета
движения готовых деталей на этом же заводе используются «реги-
страторы производства».
Для сбора информации о простоях оборудования используются
датчики, которые выдают сигналы при отключении двигателя или
муфты сцепления станка. Причины простоев фиксируются на осно-
ве сигналов, получаемых с пульта рабочего или с пульта мастера.
Запись времени простоев пли продолжительности машинной рабо-
ты осуществляется на счетчиках плп па бумажных лептах устройств
тит самописцев. Для этой же цели используются также серийные
установки УПИ и «Сигнал», выпускаемые московским заводом
«3>i’cpi оприбор».
МЕТОДЫ ХРАНЕНИЯ ИНФОРМАЦИИ
Разрыв во времени между поступлением информации н ее
использованием требует сохранения информации на период этого
разрыва. Для того чтобы сохранить информацию, ее надо зафнк-
21Н
сироьать на какой-либо носитель информации. Самым распростра-
ненным носителем информации является документ. Документы хра-
нятся на рабочих местах управленческого персонала, в промежу-
точных хранилищах и в специальных подразделениях (библиоте-
ках, архивах).
Для хранения и быстрого поиска документов на рабочих местах
управленческого персонала применяются картотеки. Особенно
удобны картотеки, встроенные в письменные столы, шкафы. В служ-
бах цеха могут храниться документы, предназначенные для исполь-
зования многими работниками управления. Для их хранения обыч-
но выделяются шкафы, наблюдение за сохранностью документов
возлагается на одного из сотрудников.
МЕТОДЫ ПЕРЕРАБОТКИ ИНФОРМАЦИИ
Переработка информации, являющаяся важнейшим процессом
формирования информации, осуществляется в основном человеком.
Вычислительные машины используются главным образом для меха-
низации трудоемких вычислительных работ.
Электронные вычислительные машины позволяют автоматизи-
ровать не только простые вычислительные процессы, но и выпол-
нят.) сложные расчеты, требующие применения математических
методов.
По степени механизации методы переработки информации под-
разделяются следующим образом:
переработка информации производится человеком без исполь-
зования каких-либо средств вычислительной техники;
для выполнения рутинных вычислительных операций исполь-
зуются вычислительные машины;
переработка информации автоматизируется при помощи элек-
тронных вычислительных машин, однако решение основных логи-
ческих задач по управлению производством остается в компе-
тенции человека;
электронные машины перерабатывают информацию с примене-
нием математических методов, решают логические задачи по управ-
лению производством;
ЭВМ как бы подготавливает определенные предложения и реко-
мендации; именно такой метод переработки информации исполь-
зуется в создаваемых на предприятиях машиностроения автомати-
зированных системах управления.
МЕТОДЫ ПЕРЕДАЧИ ИНФОРМАЦИИ
Передача информации может осуществляться непосредсiвенно
от человека к человеку устными сообщениями (иногда сш нала-
ми, которые легко расшифровываются человеком) и при помощи
фиксированных носителей информации (прежде всего документов).
249’
На заводах, на которых действуют и создаются автоматизиро-
ванные системы управления, применяются дистанционные способы
передачи информации для последующей переработки ее на ЭВМ.
Один из таких способов заключается в суммировании данных о вы-
работке продукции в серийном производстве на индивидуальных
счетчиках, находящихся на каждом станке, а на поточных лп-
миях — в начале и конце линии. Съем показаний происходит по вы-
зову центрального устройства.
Другой способ заключается в накоплении импульсов в специаль-
ном устройстве. В нем производится суммирование данных и объе-
динение признанной информации. Средствами хранения информа-
ции являются магнитные диски, ленты, «ферритовая память».
Непрерывное поступление импульсов о выработке может быть
использовано для контроля загрузки оборудования и выявления
простоев.
XI. СРЕДСТВА ИНЖЕНЕРНОГО
И УПРАВЛЕНЧЕСКОГО ТРУДА
Материально-технические средства, используемые для управле-
ния предприятием, могут быть по назначению разделены на пять
классов:
материальные носители информации;
средства документирования информации;
средства передачи информации;
средства переработки информации;
средства обеспечения необходимых условий труда инженерно-
технических работников и служащих (мебель и оборудование ра-
бочих мест и служебных помещений).
МАТЕРИАЛЬНЫЕ НОСИТЕЛИ ИНФОРМАЦИИ
Для регистрации, накопления и хранения информации приме-
няются различные технические средства. Основными и наиболее
распространенными являются самые разнообразные по форме
и способам представления информации документы — информацион-
ные носители, осуществляющие связь между информацией и людьми
или машинами*. Механизация и автоматизация управления сказа-
лась на формах и способах представления информации.
При немеханизированной обработке информации используются
документы, в которых запись всех сведений осуществляется руко-
писным или печатным способом. Обычно такие записи делаются на
бумажном бланке документа. Другим носителем информации,
воспринимаемой человеком для непосредственного использования,
является магнитная лента с записью устной речи.
* Для регистрации, накопления и хранения информации предназначены
также счетчики, табло и т. д.
250
Для облегчения поиска, сортировки и систематизации информа-
ции применяются перфокарты, на которых информация нанесена
в виде отверстий. По способу обработки перфокарты делятся на
карты ручной и машинной обработки.
В первой группе перфокарт кодируются только признаки, необ-
ходимые для поиска и группировки информации.
Кодировка производится посредством прорезания отверстий по
краям карты (рис. 2). Поиск нужных карт осуществляется путем
продевания спицы через отверстия, определяющие необходимые
признаки. Когда колода карт будет надета на спицу, карты с про-
резью в данном месте выпадут из колоды.
Перфокарты машинной обработки предназначены для автома-
тизации процессов ввода данных для обработки на счетно-перфо-
рационных и электронных вычислительных машинах. Вся информа-
ция на этих перфокартах нанесена в виде круглых или прямоуголь-
ных отверстий.
Машинные перфокарты имеют стандартный международный
формат: 187,4X82,5X0,17 мм (рис. 3). По ширине перфокарта
разбивается на 45 или 80 колонок, а по высоте — на 10 рядов или
позиций. Перфорация (пробивка отверстий) осуществляется при
помощи перфораторов. Информация на перфокарте регистрируется
посредством кодов. Наиболее распространенным является цифро-
вой десятичный код. Для записи одной цифры, одного разряда чис-
ла отводится одна колонка карты. Любая цифра от 0 до 9 отме-
чается пробивкой в соответствующей позиции колонки. Если
в перфокарте 80 колонок, то на ее поле можно записать 80 цифр.
На перфокарту в закодированном виде можно записать и буквы.
Комбинацией обычного документа и машинной перфокарты
является дуаль-карта. Формат и материал дуаль-карт такой же,
как у обычных машинных перфокарт. Вместо составления докумен-
та, например наряда, в дуаль-карте записываются все необходимые
данные: табельный номер рабочего, количество принятых деталей
и т. д. Эти данные могут быть зафиксированы путем прочерка
(зачеркивания) цифр в соответствующих зонах перфокарты (на-
пример, если табельный номер 175, то зачеркиваются цифры 1,7,5)
либо прямо записаны вручную обычным порядком в указанных на
перфокарте местах. В первом случае перфорация перфокарт произ-
водится автоматически по графическим отметкам при помощи счи-
тывающего перфоратора, а во втором случае используется обычный
80-колонный перфоратор.
Значительный интерес представляют перфокарты с вмонтиро-
ванными в них микрофотографиями. В перфокарте прорезается окно,
куда наклеивается снимок на микропленке. Другая часть перфо-
карты используется для нанесения признаков, по которым может
быть произведен поиск мпкрокадра при помощи обычных сорти-
ровальных машин.
Перфорированная лента является, по существу, повым носите-
лем информации в системе управления предприятием.
251
ооооооооооооооооо
\о ооооооооооооооо
о о
ООО
ООО
ООО
ооооооооо
ооооооооо
№ЦЕХА № РАБОЧЕГО
ИСАКОВ ВИКТОР ИВАНОВИЧ
О О О О О О О
О О О О О О О
ОО ООООООООООООООО
о.о ооооооооооооооо
Профессия |
Рис. 2 Перфокарта с каревой перфорацией
Код КАЯТЬ! 00 № ЗАКАЗА 000000 № ДЕТАЛИ 000000 Н*ОТДЕЛА или ПОСТАВ- ЩИКА 000 0 О Код склада | О Код единицы! НАИМЕНОВАНИЕ 00000 0 00000.00000000000 00000000 Коли- чество 000000 Единим. ЦЕНА оооооо Дата № счета 0000 СУММА 00000000
д 00 м 00 Г 00
1 1 01111 1 111111 1111 1 1 1111111111111111111111 11111111 111111 111111 11 11 1 1 1111 11111111.
22 220? 22 222222 2222 2 2 2222222222222222222222 22222222 222222 222222 22 22 22 2222 22222222
33 эОзззз 333333 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 33 33333333 333333 333333 33 33 33 3 3 3 3 33333333
4 4 ►4 4 4 4 4 4 44 44 4 4 4444444444444444444444 44444444 444444 444444 4 4 44 44 4 444 44444444
ДВИЖЕНИЯ ТОВАРОВ (поступления и отпуски со склада)
55 55 5Q5 5 555555 5 5 5 5 5 5 5555555555555555555555 55555555 555555 555555 55 55 55 5 5 5 5 55555555
66 666666 6 б 6 б б 6 6 6 6 6 6 6 6666666666666666666666 66666666 666666 666666 66 66 66 666 6 66666666
7 7 777777 7 7 7 7 7 7 7 7 7 7 7 7 77’ ’’7777’777777777777 77777777 777777 777777 77 77 77 7 7 7 7 77777777
88 888888 883888 8888 о и 8 3888888838388888888868 88888888 888888 888888 88 88 88 8 8 8 8 88888888
99 999399 999999 9 9 9 9 9 9 9999999999999999999999 99999999 999999 999999 99 99 99 9 999 99999999
t 2 3 4». < ь 7 ? 9’0 12 14 16 '8 ?о 21 24 76 78 SO >1 3» 36 ’0 40 42 44 46 48 50 52 54 56 । 58 60 62 64 66 68 70 72 74 76 78
Рис. 3 Перфокарта 80-колонных счетно-перфорационных машин
В автоматизированных системах управления перфолента полу-
чается как «побочный продукт» при изготовлении первичного доку-
мента.
Информация, зафиксированная в перфоленте, автоматически
переносится на перфокарты, а они уже вводятся в ЭВМ.
Ряд ЭВМ имеют вводные устройства, которые обеспечивают за-
пись информации в «память ЭВМ» непосредственно с перфоленты.
Перфоленты служат также средством для передачи информации
при помощи телеграфного аппарата. Это качество перфоленты
используется при децентрализованном сборе информации и ее
централизованной обработке.
Магнитная запись информации применяется в системах управ-
ления, базирующихся на применении ЭВМ: во всех современных
конструкциях ЭВМ и некоторых последних выпусках счетно-перфо-
рационных машин применяются накопители (память) на магнит-
ных носителях.
Наиболее распространенными магнитными носителями инфор-
мации являются магнитные ленты и магнитные барабаны.
СРЕДСТВА ДОКУМЕНТИРОВАНИЯ ИНФОРМАЦИИ
Средства документирования информации делятся на три под-
класса: средства изготовления документов, средства копирования^
размножения и оформления документов, средства хранения и груп-
пировки документов.
Средства изготовления документов
Для изготовления документов используется многочисленная
номенклатура средств, начиная от простейших карандашей, ручек
и других письменных принадлежностей и кончая разнообразными
пишущими машинами и диктофонами.
При замедленной диктовке с учетом времени на обдумывание
произносится около 60—70 слов в минуту, тогда как при состав-
лении черновика обычным способом за минуту можно записать не
более 20—30 слов. Поэтому применение диктофонов более целе-
сообразно, тем более что вес их не превышает 1 кг. Простыми
средствами, облегчающими ручное составление документов в не-
скольких экземплярах, являются так называемые автографические
регистраторы, представляющие собой блокноты, в которых помеща-
ются сфальцованные бланки, под которыми положены листки копи-
ровальной бумаги. В последние годы в единичном и мелкосерийном
производстве для заполнения бланков документов используются
аппараты для выборочного копирования.
Средства копирования, размножения и оформления документации
Средства копирования используются для получения небольшого
числа копий (до 20), часто непосредственно с оригинала. Копиро-
264
вальные процессы различаются по применяемым материалам, спо-
собам получения изображения и тем требованиям, которые предъ-
являются к оригиналу. Можно выделить три типа копировальных
процессов: термографический, фотографический и электрографи-
ческий.
Термографический способ копирования используется
для оперативного копирования печатных и рукописных материалов,
размножения чертежей, схем без кальки и т. д. Копия получается
на листе термореактивной бумаги. Операции при копировании эле-
ментарны, поэтому их быстро может освоить любой работник.
Для термографического копирования выпускается аппарат
«Термокопир» (производства Мытищенского приборостроительного-
завода).
Фотографический методе настоящее время имеет огра-
ниченное применение из-за своей громоздкости и дороговизны при-
меняемых материалов. Фотоаппаратура, как правило, используется
централизованно в фотолабораториях заводов.
Микрофильмирование — один из способов фотографи-
ческого копирования. Он основан на фиксации содержания доку-
ментов на микрофотопленке для хранения в виде негатива и полу-
чения с него в нужный момент фотокопий. Такой способ особенно
эффективен для копирования чертежей, карт, схем.
Для микрофильмирования выпускается комплект аппаратуры»
использование которой требует специальной организации и подго-
товки работников.
Электрография использует электрические свойства селена,
который в темноте является изолятором, а на свету становится
полупроводником. Этот способ применяется для получения от одной
до шести копий. На заводах используются аппараты «Электрофот»,
«Эра», «РЭМ».
Средства размножения документов используются для снятия
большого числа копий.
Наиболее распространенными являются светокопировальные
аппараты.
Простым множительным способом является гектографический
спиртовой процесс. На гектографах получают до 600 копий. Наибо-
лее широкое распространение в управленческой деятельности по-
лучил метод офсетной печати. На отечественных заводах, в копи-
ровально-множительных центрах и типографиях используются чехо-
словацкие машины «Ротапринт», «Ромайор».
Средства хранения и группировки документов
К средствам хранения информации относятся различные шкафы,
стеллажи, механизированные и немехавизированные картотеки,
в том числе комплект оборудования для хранения н поиска карт
с краевой перфорацией.
255
СРЕДСТВА ПЕРЕДАЧИ ИНФОРМАЦИИ
Средства передачи информации можно разделить на два под-
класса: средства передачи устной информации и средства передачи
изображений и документов.
Средства передачи устной информации включают телефонные
•станции, телефоны, телефонные коммутаторы, средства сигнали-
зации.
На многих заводах внутризаводская связь осуществляется при
помощи учрежденческих автоматических телефонных станций
(УАТС). Емкость этих станций — от 50 до 1000 номеров.
Кохммутаторы используются для прямой связи.
В отличие от обычной телефонной связи через УАТС при связи
через коммутатор включение абонента производится переключе-
нием тумблера. Обычно коммутаторы могут работать с усилением
разговора и обеспечивают, кроме индивидуального разговора, цир-
кулярный прием и передачу при разговоре с группой абонентов
или со всеми абонентами, подключенными к коммутатору. Это
дает возможность проводить совещания, одновременно разговари-
вать е несколькими абонентами. Коммутаторы имеют выходы на
заводскую и городскую АТС. Общезаводские диспетчерские ком-
мутаторы обычно рассчитаны на 40, 60 или 100 абонентных линий,
а цеховые коммутаторы на 22 линии.
Наибольшее распространение получили диспетчерские комму-
таторы моделей ДКЗ-70, ДКЗ-40, КОС-22, станция диспетчерской
связи СДС-50/100, директорские коммутаторы ДКУ-ЗМ, ДКЧ-20М.
Для работы в шумных помещениях используются громкогово-
рящие переговорные устройства типа ПГС-1К, ПГСПЗ-120. К не-
которым коммутаторным установкам можно подключать магнито-
фоны для записи разговоров.
Вызывная сигнализация предназначена для вызова к телефону
работника, находящегося в пределах завода или цеха, или вызова
на рабочее место мастера, слесаря, распределителя и т. д. Сигналы
могут быть звуковыми и световыми. Значительный интерес пред-
ставляют устройства беспроводной вызывной сигнализации, ко-
торые обеспечивают вызов абонента, находящегося в любом месте
на территории предприятия. Аппаратура состоит из передатчика,
нескольких десятков карманных вызывных приемников, зарядного
устройства и усилителя мощности.
В СКВ Оргтехники объединения «Сигма» в Литовской ССР
разработана аппаратура вызывной снгнализицни «Поиск». Эта
аппаратура предназначена для вызова звуковым сигналом к одно-
му из четырех руководителей предприятия одного из 40 абонентов.
Аварийная сигнализация используется для передачи па цен-
тральный контрольный пост сигнала тревоги при возникновении по-
жара или нарушения режима охраны объекта.
Средства передачи изображений и документов. Для передачи
документов и изображений применяются телеграфные аппараты,
256
фототелеграфная аппаратура и аппаратура промышленного теле-
видения.
На промышленных предприятиях для связи с абонентами обыч-
но используются телеграфные аппараты СТ-35, СТА, «Риони».
Одновременно с печатью текста изготовляется перфолента, кото-
рая затем может быть использована для ввода в электронную
вычислительную машину или для изготовления перфокарт.
Фототелеграфная аппаратура используется в условиях завода
для передачи на значительное расстояние таблиц, чертежей,
схем, текстового печатного, машинописного и рукописного мате-
риалов.
Для дистанционного визуального наблюдения за различными
производственными и технологическими процессами на заводах
используются телеустановки ДТУ-18 с 18 передаточными камерами
и ПТУ-103 с 12 передаточными камерами. Предельное расстояние
камер от пульта 1000 м.
СРЕДСТВА ПЕРЕРАБОТКИ ИНФОРМАЦИИ
Наряду со средствами преобразования, логической и вычисли-
тельной обработки информации в этот класс средств входят также
устройства для восприятия и фиксации первичной информации.
К ним относятся счетчики различных типов, мерная тара, счет-
ные весы. В некоторых конструкциях счетчиков показания фикси-
руются на бумажной ленте. Созданы счетчики с обратной связью.
Они позволяют автоматически отключать оборудование после
выполнения количественных заданий.
Значительный интерес представляют счетные весы, сблокиро-
ванные с регистрационным устройством. При взвешивании деталей
автоматически определяется их количество в таре, а результаты
фиксируются на бумажном ярлыке и перфоленте. Такие весы вы-
пускаются фирмой «Оливетти» (Италия).
Часто средства фиксации первичной информации монтируют-
ся на пультах и щитах, устанавливаемых в подразделениях
оперативного управления производством. На заводе «Фрезер» на-
пример, на общезаводском диспетчерском пульте смонтированы
блоки автоматизированного учета выпуска изделий на автомати-
ческих линиях. На ряде предприятий применяются установки для
контроля работы оборудования и передачи информации с рабочего
места (АКРО, УПИ, «Сигнал» и т. и.).
Представляет интерес комплексная установка оперативного
управления «Эксперт-1», созданная НИИТавтопромом. Эта уста-
новка в условиях массового производства обеспечивает автомати-
ческий первичный учет изготовленной продукции, дистанционную
передачу результатов учета на носители информации, контроль за
состоянием заделов Продолжительное время работает комплекс
технических средств но регистрации первичной информации в Ле-
нинградском оитико-механическом обьедипеппи.
17 2404
257
Установки УРИ-2М и УРИ-4 предназначены для регистрации
информации в виде отверстий на бумажной ленте (перфоленте)
и одновременной печати на бумажный бланк (или карту) с вы-
полнением операций сложения и вычитания.
ВЫЧИСЛИТЕЛЬНЫЕ МАШИНЫ
Вычислительные машины подразделяются на клавишные, счетно-
текстовые, счетно-перфорационные, электронные цифровые и элек-
тронные аналоговые.
Клавишные вычислительные машины являются наиболее распро-
страненными и широко используются в отделах и службах заводо-
и цехоуправления. Ввод чисел в машины и управление осуществ-
ляется при помощи клавиш. Все машины этого типа, как правило,
снабжены электроприводом.
Среди клавишных машин различают многоклавишные машины,
машины с записывающим устройством и счетно-текстовые. Много-
клавишные машины выполняют сложение, вычитание, умножение,
деление, возведение в степень, извлечение квадратного корня.
В зависимости от степени автоматизации выполнения отдельных
счетных операций эти машины делятся на полуавтоматы и автома-
ты. На заводах широко применяются вычислительные многокла-
вишные машины отечественных моделей ВММ-2 (автомат), ВМП-2
(полуавтомат), «Вильнюс», а также машины производства ГДР
КЕЛ-2ц, КЕЛ-2цР, КЕЛ-2цРС, «Зоемтрон-209» (полуавтомат).
САР-2ц, САР-2цК, «Зоемтрон-214», «Зоемтрон-215».
Машины с записывающим устройством выполняют, как правило,
два арифметических действия — сложение и вычитание.
Отдельные числа и итоги записываются на бумаге. Запись вы-
полняется на узком рулоне бумаги либо на широком бланке, что
зависит от ширины каретки.
Счетно-текстовые машины предназначены для составления раз-
личных многографных ведомостей бухгалтерского и статистического
учета. На заводах эти машины используются централизованно
в машиносчетных бюро или в машиносчетных станциях. Непосред-
ственно в службах управления цеха такие машины не устанавли-
ваются
В счетно-текстовых машинах соединены счетный н текстовой
механизмы, что позволяет печатать любой текст, составлять счета,
сметы, вычислять (проценты. Разновидностью счетно-за1писывающпх
машин является бухгалтерская (машина, на которой можно вести
подсчеты по (вертикальным и одновременно ию горизонтальным
колонкам.
Счетно-перфорационные машины работают при помощи спе-
циально пробитых карт.
Карты используются для ввода исходных данных в машины.
Числа, с которыми надо производить различные вычисления, пред-
ставлены па этих картах в виде отверстий.
258
Перенос данных с документа на карту, т. е. пробивка в опре«
деленном порядке отверстий на карте называется перфорацией.
Отсюда название карты — перфокарта и название всей группы
машин — счетно-перфорационные машины.
Принцип действия этих машин электромеханический.
Счетно-перфорационные машины работают комплектом, в со-
став которого входят: перфоратор, предназначенный для пробивки
отверстий в перфокартах, т. е. для перенесения всех данных доку-
мента на перфокарту в виде пробивок; контрольник для проверки
правильности перфорации; сортировальная машина для подбора
перфокарт по определенному признаку; табулятор для восприятия
пробивок чисел, подсчета и печатания их на бумаге.
Все машины комплекта дополняют друг друга по циклу выпол-
няемой работы. В зависимости от емкости перфократы счетно-пер-
форационные машины подразделяются на 45- и 80-колонные. Наша
промышленность выпускает все машины счетно-перфорационного
комплекта, в том числе алфавитно-цифровые, на которых можно
печатать текст, нанесенный на перфокарты в виде отверстий. Ком-
плект счетно-перфорационных машин может быть дополнен маши-
нами специального назначения. Это итоговый перфоратор, перфо-
ратор-репродуктор, считывающий перфоратор, вычислительный пер-
форатор. Итоговый перфоратор присоединяется к табулятору
и пробивает автоматически перфокарты с итогами, подсчитанными
табулятором. Перфораторы-репродукторы предназначены для авто-
матического копирования перфокарт, а также для перенесения
данных из одних перфокарт в другие.
Считывающий перфоратор позволяет вести пробивку отверстий
по графическим отметкам, сделанным прямо на перфокарте. Вычис-
лительный перфоратор может выполнять арифметические и неко-
торые логические действия с данными, зафиксированными на пер-
фокартах (например, умножение одной величины на другую и про-
бивку результата на перфокарте).
Наиболее распространенные модели счетно-перфорационных
машин: перфораторы П80-6, ПД45-2, контрольннки К-80-6, К45-6,
сортировальные машины С-80, С-45, табуляторы Т-5М, итоговые
перфораторы ИП-80, ИП-45, ПИ-80-У, перфораторы репродукторы
ПР-80-2, ПР-45-2, считывающий перфоратор ПС-80, электронные
вычислительные перфораторы ЭВ-80, ЭВП80-2, «Рута». Наша про-
мышленность освоила выпуск машины РМ, предназначенной для
расшифровки пробитых на перфокарте отверстий и печатания их
алфавитом и цифрами непосредственно на перфокарте.
Счетно-перфорационные машины используются на машиносчет-
ных станциях п вычислительных центрах предприятий для механи-
зации различных бухгалтерских, статистических, учетных и пла-
новых работ с большим объемом вычислительных, группировочных
и сортировочных операции.
Электронные цифровые машины служат для выполнения боль-
шого количества арифметических и логических операций над чнс-
259
лами по определенной, заранее составленной программе. Програм-
ма представляет собой последовательный порядок операций, произ-
водимых над исходными данными и промежуточными результатами
под воздействием определенных команд. В каждой команде указано,
какое действие нужно выполнить с числами. Программа составляет-
ся заранее и записывается на бланках в условном цифровом коде.
Программа и исходные данные для расчета задачи с бланков
переносятся при помощи перфоратора на ленты или карты в виде
отверстий. Затем лента или перфокарты закладываются в устрой-
ство ввода электронной машины. Центральное устройство управ-
ления обеспечивает последовательную выборку команд программы
и выполнение этих команд автоматически различными узлами ма-
шины.
Первая электронная цифровая машина была сделана в США
в 1944 г. Производство отечественных ЭВМ началось в начале 50-х
годов. Одна из первых отечественных машин БЭСМ разработана
и построена под руководством академика С. А. Лебедева.
В настоящее время в нашей стране выпускается серийно не-
сколько типов ЭВМ — машины «Минск-22», «Урал-11», «Урал-14».
Электронные аналоговые машины можно использовать для
воспроизводства реальных процессов в лабораторных условиях.
В аналоговых машинах числа представляются в виде непрерывных
значений каких-либо физических величин, например в виде напря-
жения тока.
Всякий физический процесс можно выразить математически,
в виде уравнений; причем уравнения одного и того же вида могут
относиться к процессам различной физической природы. На этом
принципе основан метод аналогий, который использован в анало-
говых машинах. Наибольшее распространение получили электрон-
ные моделирующие установки-интеграторы, используемые в лабо-
раториях для проведения экспериментальных исследований.
СРЕДСТВА ОБЕСПЕЧЕНИЯ НЕОБХОДИМЫХ УСЛОВИЙ
ТРУДА ИТР И СЛУЖАЩИХ
К средствам, обеспечивающим необходимые условия труда,
относятся: мебель, осветительная аппаратура, средства конди-
ционирования воздуха. Причем каждый из видов этого оборудова-
ния включает как средства общего назначения, так и специализи-
рованные, т. е. предназначенные для конструкторских бюро, маши-
носчетных установок, копировально-множительных центров, архи-
вов, диспетчерских пунктов н т. и.
В комплект мебели для оборудования рабочих мест входят:
письменный стол, вспомогательный стол или тумбочка (для хране-
ния справочного материала, установки счетной пишущей машины
или диктофона), стул или кресло.
Модификации конструкций письменных столов отличаются одна
от другой главным образом различными ящиками. Стул или кресло
260
снабжаются подлокотниками и механизмами регулирования сиде-
ния по высоте и углу наклона спинки*. Высокопроизводительной
работе способствует разделение рабочих мест (одного или двух ра-
ботников) специальными передвижными перегородками из рифле-
ного стекла, дерева или металла высотой! до 1,5 м. Это создает
более благоприятную обстановку для работающих по сравнению
с работой в общем зале и позволяет в случае необходимости изме-
нять компоновку служебных помещений.
ОРГАНИЗАЦИОННЫЕ ФОРМЫ ИСПОЛЬЗОВАНИЯ
ВЫЧИСЛИТЕЛЬНЫХ МАШИН
Существуют две основные формы использования вычислитель-
ных машин: централизованная и децентрализованная.
Вычислительные машины используются централизованно в ма-
шиносчетных бюро (МСБ), машиносчетных станциях (МСС),
информационно-вычислительных центрах (ИВЦ).
МСБ оснащены счетно-клавишными машинами и функциони-
руют на небольших предприятиях.
МСС оснащены, кроме счетно-клавишных машин, счетно-перфо-
рационными.
В последнее время в комплекты счетно-перфорационных машин
включают различные механизмы для автоматизации ввода инфор-
мации, для дистанционного приема и передачи информации.
ИВЦ оснащен наряду со счетно-клавишными и счетно-перфора-
ционными машинами электронными вычислительными машинами.
Как правило, ИВЦ организуется на крупных предприятиях. Так,
в машиностроении ИВЦ функционируют на заводах, насчитываю-
щих свыше 4000 работающих.
В отделах и службах завода децентрализованно используются
счетно-клавишные; главным образом многоклавишные и десяти-
клавишные машины. В последнее время стали применяться устрой-
ства для пробивки перфокарт (или для записи информации на
перфоленте) непосредственно в цехах.
XII. ОРГАНИЗАЦИОННЫЕ ВОПРОСЫ
УПРАВЛЕНИЯ В ЦЕХЕ
К организационным вопросам управления в цехе относятся:
структура управления, правовые нормы, организация рабочих
мест и условия труда.
СТРУКТУРА УПРАВЛЕНИЯ
Обычно рассматриваются три принципа построения организа-
ционных структур управления: линейный, функциональный, линей-
но-функциональный или линейно-штабной.
* Па нреднрияiних чаще всею используются бытовые с i улья, не приспособ-
ленные для длительной работы человека в сидячем положении.
18—2404
2G1
Производственная и организационная структура
радиально-сверлильных станков с указанием размещения
Начальник цеха
262
Схема 3
механического цеха крупносерийного производства
средств инженерного и управленческого труда
263
Отделение № 1 корпус- ных деталей — Старший мастер 1 ;5;9 1
Линия № 1 фундамент- ных плит Сменные мастера 2
1;5;6;9
Линия № 2 коробчатых столов Распреде- лители 1
Линия № 3 рукавов Налад- чики 4
Линия № 4 корпусов сверлильных блоков Стропаль- щики 1
Линия № 5
цоколей
Линия № ;
колонн
Производственные
рабочие
Отделе-
ние № 2
средних и
мелких
чугунных
деталей
Старший мастер 1
Сменные мастера 2
1;5;6;9
Распредели- «
тели
Наладчики 2
Стропаль-
щики
Производственные
рабочие
102
3; 10; 12
3; 10; 12
Прим с ч а н и я: I. Цех обслуживается корпусными ма
кладовой приспособлений и корпусной
2. ИРК № 1 обслуживает также меха
3. Цех обслуживается корпусной эмуль
4. Табельный учет централизуется по
5. Межцеховые перевозки осуществляют
цеха.
(>. Датчики ВЫ1ЫВПОЙ сигнализации (12)
чих, табло - у оператора и в обслужи
7. Цифры, не заключенные в рамку,
264
Продолжение
13 Вычислительный полно- клавишный автомат САР2Ц
12 Вызывная сигнализация от рабочих мест
11 Радиотрансляционная установка ТУ-100
10 Громкоговорители улич- ные 10 вт
9 Громкоговорители або- нентские 0,25 вт
8 Телефонный коммутатор КОС-22м
7 Телефонный концентра- тор КД-6
6 Телефонные аппараты «Багта»
5 Телефонные аппараты ТА-60
4 Вторичные электрочасы 29ЭВЧ
3 Вторичные электрочасы ЭВЧМ1-60
2 Пишущая машинка «Оптима»
1 Оборудование служеб- ных помещений
№ по схеме Наименование основных средств механизации i и автоматизации
стсрскнми переточки и ремонта инструментария, корпусной
а бра шиной раздаточной кладовой.
нический цех мелкосерийного производства.
сионной мастерской.
корпусу.
ся транспортом, находящимся и подчинении транспортного
устапавлпваклся на рабочих местах ирон шодственных рабо-
ваемых службах.
означают средства механизации.
265
Сущность линейной структуры заключается в том, что началь-
ник осуществляет руководство всеми сторонами деятельности своих
подчиненных. При таком построении руководители должны иметь
разносторонние знания; так, например, в обязанности старшего
мастера входит не только осуществление руководства участком по
выполнению производственного плана, но и разработка технологии,
нормирование труда и выполнение всех других работ, связанных
с управлением на его участке.
Одним из недостатков линейной структуры является трудность
подбора кадров.
Функциональная структура предполагает прежде всего разделе-
ние работ по функциям.
Для такой структуры характерно наличие подразделений управ-
ления (отделов, бюро, групп исполнителей).
При функциональной структуре управления отсутствует едино-
началие, так как производственный персонал получает распоряже-
ния от нескольких лиц, и поэтому эти распоряжения могут быть
противоречивы.
В настоящее время в основу организационных структур заво-
дов станкостроительной и инструментальной промышленности поло-
жен линейно-функциональный или линейно-штабной принцип. Руко-
водство производством осуществляется параллельно линейным
аппаратом и штабными (функциональными) подразделениями
управления. Линейный аппарат отвечает за конечные результаты
деятельности каждого производственного подразделения, а функ-
циональные подразделения управления — за правильность плани-
рования, методов и форм работы, за качество услуг, которые они
оказывают линейному аппарату управления.
Основными функциями линейных руководителей (начальников
цехов, мастеров) являются непосредственное руководство произ-
водственным персоналом, выдача распоряжений по выполнению
намеченных функциональными подразделениями предложений.
Функциональные подразделения управления ведут подготовитель-
ную работу, на основании которой руководство принимает реше-
ния по различным вопросам управления. Функциональные подраз-
деления должны постоянно проявлять инициативу в постановке
вопросов по совершенствованию производства и управления им.
Структура управления в цехе обычно представляется в виде
схем, причем часто на этих схемах показываются и производствен-
ные структурные подразделения. Пример структуры управления
цеха станкостроительного завода показан на схеме 3.
ПРАВОВЫЕ НОРМЫ УПРАВЛЕНИЯ
Правовые нормы управления излагаются, как правило, в форме
положений п инструкций о структурных подразделениях управле-
ния н об отдельных исполнителях.
266
На предприятии действует одно положение о мастере и может
быть несколько должностных инструкций, так как содержание
труда мастера резко изменяется в зависимости от технологических
особенностей производства.
В положении юридически закрепляются нормативные и право-
вые гарантии, необходимые для успешного выполнения производ-
ственных задач, взаимосвязь и субординации между отдельными
звеньями и должностными лицами в управлении.
В должностных инструкциях для мастера регламентируется со-
держание его труда с характеристикой его роли и места в управ-
лении производством, с указанием, что должны делать лица опре-
деленного круга, а не как выполнять эти работы.
Положение о мастере является исходным документом при раз-
работке должностных инструкций. В настоящее время действует
Положение о мастере, утвержденное постановлением Совета Ми-
нистров СССР от 20 сентября 1955 г. (приложения 1 и 2).
ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ ИТР И СЛУЖАЩИХ
Под рабочим местом в системе управления следует понимать
определенный участок площади, специально приспособленный
и технически оснащенный для выполнения одним или несколькими
работниками той или иной частной задачи управления.
Обычно в служебных помещениях стараются размещать рабо-
тающих лицом в одном направлении; естественный свет должен
поступать к ним либо слева либо сзади; если служащие разме-
щаются спиной один к другому, необходимо сохранить свободное
пространство до 1,2 м между спинками стульев.
В общих помещениях столы размещаются на расстоянии 1,2 м
один от другого со стороны стула и на расстоянии не менее 0,24 м
со всех других CTopoiJ. Проходы между столами и шкафами для
хранения документации должны быть в пределах 1,5—2,1 м.
Рабочее место мастера должно быть рационально расположено
по отношению к участку, которым он руководит, к производствен-
ным и функциональным службам цеха (ПДВ, техчасть, механик
и электрик цеха), а также к.базам участка.
На Горьковском автозаводе, 1ГИЗ, заводе «Фрезер», станко-
строительном заводе им. Седина (г. Краснодар) на поточных ли-
ниях и в других производственных цехах рабочие места мастеров
расположены непосредствен по на участках. Такое расположение
рабочих мечт сводит к минимуму переходы по обслуживаемому
участку, обеспечивает оперативность в решении производственных
и административных вопросов.
С целью совернiciici новация ciictcмы непрерывною пропзвод-
ciBcinioio планирования пнетитутом «Оргст анкпнпром» разработана
кафедра мастера с картотекой пропорциональности, представляю-
щей собой массивный двустворчатый ящик с множеством ячеек.
267
Сверху приколота полоска бумаги, на которой записаны числа ме-
сяца и условные номера комплектов детален — единый суточный
график производства, слева — наименование оборудования и его
инвентарный номер. В ячейках лежат так называемые операцион-
ные карточки. На них занесены все необходимые данные: модель
оборудования, на котором должна обрабатываться деталь, мате-
риал, из которого нужно ее делать, инструмент, размеры деталей
и их количество, нормо-часы, начисляемая заработная плата.
В операционной карточке делают свои отметки мастер, контролер
ОТК, нормировщик. Она служит документом оплаты труда рабо-
чего. В ней также делают отметки работники ПДБ цеха и тех-
нолог.
На рабочем месте у мастера должен быть телефон, набор кон-
трольно-измерительного инструмента.
УСЛОВИЯ ТРУДА
Цветовое оформление рабочих мест и помещений должно соот-
ветствовать закономерностям, установленным физиологией и психо-
логией труда.
В помещениях, где выполняются преимущественно монотонные
работы, стены следует окрашивать в яркие бодрящие цвета (напри-
мер, оранжевый). При работах, требующих значительного нервно-
го напряжения, для окраски должны использоваться преимущест-
венно спокойные тона (например, зеленый). Если в горячих цехах
стены следует окрашивать в холодные тона (синий, голубой), то
в холодных цехах — в теплые (бежевый, желтый).
При выборе цвета для окраски помещений и оборудования надо
ориентироваться на цвета, отражающие на менее 40%. падающего
света. Некоторые из них приведены в табл. 16.
Мастер обязан знать, что окраска оборудования и оснастки
должна обеспечивать контрастность предметов труда и фона, на
котором они находятся. Движущиеся части машин необходимо вы-
делять по сравнению с неподвижными, окрашивая их в более яркие
цвета.
Если работа сопровождается шумом, необходимо при помощи
специальных приборов (шумомеров и частотомеров) установить его
интенсивность и частоту (табл. 17) и в необходимых случаях на-
метить мероприятия по его снижению.
Таблица 16
Цвет
Коэффициент
отражения
спета
Светло-желтый (слоновая коси»)
Салатный (желто- юленый)
0,75
0,70
268
П родолжение
Цвет Коэффициент отражения света
Светло-бежевый 0,62
Светло-желтый 0,55
Светло-голубой 0,45
Светло-зеленый 0,42
Бежевый 0,38
Желто-коричневый 0,25
Светло-красный 0,23
Темно-зеленый 0,16
Темно-серый 0,15
Темно-красный 0,10
Темно-синий 0,10
Черный 0,04
Таблица 17
Интенсивность и частота шума в помещениях и на отдельных рабочих местах
Условия труда Частота шумов Уровень громкости, до
Нормальные Низкочастотные До 90
Среднечасто гные До 75
Высокочастотные До 65
Допустимые Низкочастотные От 91 до 100
Среднечасютные О г 76 до 85
Высокочастотные От 66 до 75
Неблагоприятные Низкочастотные От 101 до 115
Среднечастотиыс От 86 до 100
Высокочастотные От 76 до 90
Особо неблагоприятные Низкочастотные Более 115
СрсдиеМастотиыс Более 100
Высокочастотные Более 90
При м с и а и и с. Низкочастотный шум до 300 гц, средиечастотный — от
300 до 800 г/р высокочастотный — более 800 гц.
19 2404
269
Если устранить шум невозможно, следует использовать на ра-
бочих местах индивидуальные средства защиты (антифоны) г
а конторку мастера тщательно герметизировать с применением
при этом специальной вентиляции.
Температура, влажность и скорость движения воздуха уста-
навливаются в пределах рабочей зоны, т. е. в пространстве до 2 м
над уровнем пола производственного помещения.
В табл. 18 приведены характеристики метеорологических усло-
вий на рабочих местах, в производственных помещениях.
Таблица 18
Характеристика метеорологических показателей в производственных помещениях
и на рабочих местах
Условия труда Температура, влажность и скорость движения воздуха
Благоприятные 16—18° С при преимущественно умственной или легкой мышечной работе, относительная влаж- ность не менее 60 и не более 80%, скорость движе- ния воздуха 0,3 м!сек
Допустимые 19—25° С при преимущественно умственной или легкой мышечной работе, 18—22° С при работе с преимущественной затратой мышечных усилий, относительная влажность от 60 до 80%, скорость движения воздуха 0,3 м!сек
Неблагоприятные 26—32° С при преимущественно умственной или при легкой мышечной работе, 23—30° С при рабо- те с преимущественной затратой мышечных усилий, относительная влажность и скорость дви- жения воздуха, как и при допустимых условиях
Очень неблагоприятные 30—42° С при малой скорости движения воздуха и пониженной относительной влажности (20—20%)
Оценка степени загрязненности воздуха производится, исходя
из соотношения фактической и предельно допустимой концентра-
ции, установленной соответствующими нормами, и проверяется,
как правило, работниками санинспекций.
ПРИЛОЖЕНИЕ /
ПОЛОЖЕНИЕ О МАСТЕРЕ ПРОИЗВОДСТВЕННОГО
УЧАСТКА
I . ОБЩАЯ ЧАСТЬ
1. Мастер является полноправным руководителем и непосред-
ственным организатором производства и труда па порученном ему
участке.
Все указания на рабочие места даются мастером и обязательны
для всех работающих на руководимом им производственном
участке.
270
2. Мастер подчиняется непосредственно начальнику цеха.
В цехах, где установлены должности старших мастеров, а так-
же по характеру производства (металлургическое и др.) предусмот-
рена должность начальника смены, мастер подчиняется соответ-
ственно старшему мастеру или начальнику смены.
3. Мастер руководствуется в своей деятельности утвержденным;
планом по производству и качественным показателям, технологи-
ческими процессами, чертежами, техническими условиями на изго-
товляемые изделия, приказами и указаниями администрации.
4. Все приказы и указания администрации предприятия и цеха,,
касающиеся производственной работы участка, передаются рабо-
чим только через мастера, который и отвечает за их выполнение.
5. Месячные производственные задания для участка и график
сдачи продукции по дням и декадам (неделям) должны выдавать-
ся мастеру не позднее чем за три дня до начала планируемого
месяца.
Одновременно с этим мастеру выдаются основные технико-
экономические показатели, перечень которых устанавливается ди-
ректором предприятия, исходя из конкретных условий производства
на участке.
Дневные производственные задания (суточные или сменные}’
выдаются мастеру накануне и обеспечиваются необходимыми мате-
риалами, инструментом, механизмами и технической докумен-
тацией.
6. Администрация цеха не должна возлагать на мастера выпол-
нение несвойственных ему хозяйственных функций и разного рода
подсобных и канцелярских работ.
Запрещается отвлекать мастера в рабочее время на дела, не
связанные непосредственно с руководством производством.
7. На должность мастера назначаются инженеры и техники^
а также высококвалифицированные рабочие.
Высококвалифицированные рабочие, назначаемые на должность
мастера, проходят курсы технического минимума.
Назначение, перемещение и освобождение мастера от работы
производятся приказом директора предприятия по представлении*
начальника цеха.
II ПРАВА МАСТЕРА
Мастер имеет право:
I. Принимать на работу с оформлением в установленном по-
рядке, производить расстановку рабочих на участке и с утвержде-
ния начальника цеха освобождать липших рабочих, а также ра-
бочих, систематически нарушающих производственную и трудовую*
дисциплину.
2. Присваивать рабочим с утверждением в установленном по-
рядке тарифные разряды в соответствии с тарифно-квалифика-
ционным справочником и сданной рабочим пробой или испыта-
ниями.
27Е
3. Премировать рабочих за высокие производственные показа-
тели, образцовую работу и успешное выполнение заданий за счет
средств премиального фонда, выделяемого ежемесячно в распоря-
жение мастера в размере до 3% фонда заработной платы по участ-
ку. Расходование этого премиального фонда производить при
отсутствии перерасхода и в пределах установленного участку фонда
заработной платы.
Средства премиального фонда, не израсходованные в данном
месяце, мастер может использовать в течение последующих трех
месяцев.
4. Представлять отличившихся рабочих к премированию и дру-
1 им видам поощрения.
Требовать от начальника цеха или от старшего мастера изме-
нения технологических процессов, если они не обеспечивают высо-
кой производительности и качества выпускаемой продукции.
6. Не допускать выполнения работы на неисправном оборудо-
вании, применения неисправных инструментов, приспособлений и
контрольно-измерительных приборов, а также использования в про-
изводстве сырья, полуфабрикатов и материалов, не отвечающих
техническим условиям.
7. В установленном порядке налагать дисциплинарные взыска-
ния на рабочих, допускающих недоброкачественное выполнение
работы, нарушающих производственную или трудовую дисциплину,
и переводить на нижеоплачиваемую работу рабочих, системати-
чески не выполняющих по своей вине норм выработки и допускаю-
щих брак.
8. Требовать от начальника цеха или от старшего мастера
своевременной выдачи ему производственных заданий и обеспече-
ния их материалами, инструментом и механизмами.
III . ОБЯЗАННОСТИ МАСТЕРА
Мастер обязан:
1. Обеспечить выполнение участком плановых заданий по уста-
новленным количественным и качественным показателям, неуклон-
ное повышение производительности труда и снижение трудоемкости
изделий; организовать равномерный выпуск продукции высокого
качества, снижать производственные затраты на единицу про-
дукции.
2. Устанавливать задания бригадам и отдельным рабочим в
соответствии с планами и графиками производства, своевременно
выдавать рабочим наряды на работу, инструктировать подчинен-
ных рабочих и обеспечивать освоение и выполнение норм выра-
ботки каждым из них.
3. Правильно расставлять на участке рабочих, организовать их
труд, обеспечивая полное использование каждым рабочего време-
ни на протяжении всей смены.
272
4. Максимально использовать производственные мощности, пол-
ностью загружать и правильно эксплуатировать оборудование.
5. Строго соблюдать установленную технологию, производст-
венную и трудовую дисциплину на участке, чистоту и порядок на
рабочих местах.
6. Выявлять и внедрять в установленном порядке новые высоко-
производительные технологические процессы и передовые методы
производства и труда.
7. Не допускать простоев в работе, потерь сырья, полуфабри-
катов, топлива, энергии, материалов и устранять причины, их вы-
зывающие.
Совместно с работниками технического контроля предупреж-
дать брак, устанавливать его причины и виновников.
8. Участвовать в разработке производственных графиков и ме-
роприятий, обеспечивающих своевременную подготовку производ-
ства и равномерную работу. Внедрять указанные графики и меро-
приятия.
9. Пересматривать в установленном порядке нормы выработки
и расценки. Внедрять технически обоснованные нормы, своевремен-
но повышать действующие нормы выработки при проведении орга-
низационно-технических мероприятий, оформлять и сдавать доку-
менты для начисления заработной платы рабочим участка. Не до-
пускать перерасхода фонда заработной платы по участку.
10. Создавать условия для выполнения рабочими социалисти-
ческих обязательств, содействовать развитию рабочего изобрета-
тельства, своевременно внедрять принятые рационализаторские
предложения и изобретения и выполнять решения производствен-
ных совещаний.
11. Всемерно поддерживать инициативу новаторов и передови-
ков производства, внедрять передовые приемы и методы труда,
оказывать рабочим помощь в повышении их квалификации.
12. Знакомить вновь поступающих рабочих с правилами внут-
реннего трудового распорядка, техники безопасности, охраны тру-
да и противопожарной безопасности, следить за выполнением их
на участке и инструктировать рабочих по этим вопросам.
13. Повседневно повышать свой деловой и политический
уровень.
IV ОПЛАТА И ПРЕМИРОВАНИЕ МАСТЕРА
1. Оплата мастера производится по месячным должностным
окладам, установленным в соответствии с действующей на пред-
приятии схемой должностных окладов.
Должностной оклад устанавливается директором предприятия
в зависимости от категории участка, стажа и опыта работы мастера.
2. Мастер премируется по действующим положениям о преми-
ровании по результатам работы своего участка независимо от ре-
зультатов работы цеха или предприятия.
273
Премирование мастера производится за выполнение и перевы-
полнение месячных плановых заданий по выпуску продукции участ-
ком (сменой) при условии выполнения плановых заданий по сни-
жению себестоимости на участке (смене).
В случае отсутствия на данном участке планового задания по
снижению себестоимости премирование производится при условии
выполнения других устанавливаемых для участка двух или трех
наиболее важных и характерных качественных показателей (затра-
ты рабочего времени, нормы расхода сырья, полуфабрикатов, топ-
лива, электроэнергии, повышение производительности труда, ка-
чество изделий или выполняемой работы).
3. Кроме того, мастер может быть премирован по усмотрению
директора предприятия за ос&оение производства новых видов про-
дукции, расширение ее ассортимента, внедрение передовых мето-
дов производства и труда в размере до одного месячного оклада
за счет средств фонда предприятия, а при отсутствии такого фонда
за счет экономии по фонду заработной платы предприятия.
4. Общий размер премий (не считая премий по всесоюзному
социалистическому соревнованию), выплачиваемых одному мас-
теру, не должен превышать в месяц максимального размера премий,
установленного для работников данного предприятия.
5. Руководителю предприятия предоставляется право уменьшать
размер начисленной премии мастеру за невыполнение задания по
снижению трудоемкости изделий, за перерасход инструмента- на
100 руб. валового выпуска, за увеличение брака и др.
ПРИЛОЖЕНИЕ 2
ПОЛОЖЕНИЕ О СТАРШЕМ МАСТЕРЕ
I. ОБЩАЯ ЧАСТЬ
1. Старший мастер является полноправным руководителем
и непосредственным организатором производства и труда на под-
чиненном ему участке работы. /
2. Должность старшего мастера устанавливается в производ-
ствах (цехах), имеющих большое количество участков, возглавляе-
мых мастерами, при условии, чтобы в подчинении старшего масте-
ра находилось нс менее трех мастеров.
3. Старший мастер подчиняется непосредственно начальнику
цеха.
4. В своей деятельности старший мастер руководствуется
утвержденным планом по производству и качественным показате-
лям, технологическими процессами, чертежами, техническими уело-
впями на изготовляемые изделия, приказами и указаниями адми-
нистрации.
5. Все приказы и указания администрации предприятия и цеха,
касающиеся производственной работы подчиненных ему мастеров,
передаются мастерам через старшего мастера.
271
6. Месячные производственные задания и график сдачи про-
дукции по дням и декадам (неделям) должны выдаваться началь-
ником цеха старшему мастеру не позднее чем за пять дней до на-
чала планируемого месяца.
Одновременно с производственным заданием в номенклатуре
старшему мастеру выдаются основные технико-экономические по-
казатели, перечень которых устанавливается директором предприя-
тия, исходя из конкретных условий производства на участке.
Дневные производственные задания (суточные или сменные)
выдаются старшему мастеру накануне и обеспечиваются необхо-
димыми материалами, инструментом, механизмами и технической
документацией.
7. На старшего мастера не должно возлагаться выполнение
несвойственных ему хозяйственных функций и разного рода под-
собных и канцелярских работ.
Запрещается отвлекать старшего мастера в рабочее время на
дела, не связанные непосредственно с руководством производства.
8. На должность старшего мастера назначаются инженеры
и техники, а также мастера-практики с большим производственным
опытом.
9. Назначение, перемещение и освобождение старшего мастера
от работы производятся приказом директора предприятия по пред-
ставлению начальника цеха.
II. ПРАВА СТАРШЕГО МАСТЕРА
Старший мастер имеет право:
1. Давать указания подчиненным ему мастерам по всем вопро-
сам производственной деятельности и использования рабочих на
их участках и осуществлять контроль за выполнением этих ука-
заний.
2. Требовать от начальника цеха изменения технологических
процессов, если они не обеспечивают высокой производительности
труда и качества выпускаемой продукции.
3. Не допускать выполнения работы па неисправном оборудо-
вании, применения неисправных инструментов, приспособлений и
контрольно-измерительных приборов, а также использования в про-
изводстве сырья, полуфабрикатов и материалов, не отвечающих
техническим условиям.
•1. Представлять к поощрению за успешное выполнение произ-
водственных задании подчиненных ему мастеров.
5. Требовать от начальника цеха своевременной выдачи ему
производственных заданий и чех пико-экономических показателей.
275
III. ОБЯЗАННОСТИ СТАРШЕГО МАСТЕРА
Старший мастер обязан: (
1. Обеспечивать выполнение установленных ему плановых за-
даний по количественным и качественным показателям, неуклонное
повышение производительности труда и снижение трудоемкости
изделий, равномерный выпуск продукции высокого качества, сниже-
ние производственных затрат на единицу продукции.
2. Устанавливать производственные задания (в том числе су-
точные или сменные) подчиненным ему мастерам в соответствии
с планами и графиками производства, координировать их работу
и производить учет выполнения заданий (расчеты, связанные с уста-
новлением мастерам основных технико-экономических показателей,
и учет их выполнения производится аппаратом цеха).
Инструктировать мастеров и оказывать им необходимую прак-
тическую помощь в работе.
3. Максимально использовать производственные мощности, пол-
ностью загружать и правильно эксплуатировать оборудование.
4. Контролировать строгое соблюдение установленной техноло-
гии, производственной и трудовой дисциплины, состояние орга-
низации труда и использования рабочего времени на участках
подчиненных ему мастеров, принимать необходимые меры по устра-
нению выявленных недостатков.
5. Выявлять и внедрять в установленном порядке новые вы-
сокопроизводительные технологические процессы и передовые ме-
тоды производства и труда. Распространять опыт новаторов и пе-
редовиков производства.
6. Не допускать простоев в работе подчиненных участков, по-
терь сырья, полуфабрикатов, топлива, энергии, материалов
и устранять причины, их вызывающие.
7. Совместно с мастерами участков и работниками техническо-
го контроля предупреждать брак и устанавливать его причины
и виновников. /
8. Участвовать совместно с мастерами в разработке производ-
ственных графиков и мероприятий, обеспечивающих своевременную
подготовку производства и равномерную работу участков. Внед-
рять указанные графики и мероприятия.
9. Пересматривать в установленном порядке совместно с масте-
рами подчиненных участков нормы выработки и расцепки. Внед-
рять технически обоснованные нормы, своевременно повышать дей-
ствующие нормы выработки при проведении организационно-тех-
нических мероприятий. Не допускать перерасхода установленного
фонда заработной платы.
К). Создавать необходимые условия для выполнения рабочими
и мастерами подчиненных участков социалистических обязательств,
276
содействовать развитию рабочего изобретательства, своевременно
внедрять принятые рационализаторские предложения и изобрете-
ния, выполнять решения производственных совещаний.
11. Обеспечивать строгое соблюдение правил техники безопас-
ности, противопожарной безопасности и охраны труда работающих
на участках подчиненных ему мастеров.
12. Повседневно повышать свой деловой и политический уро-
вень.
IV. ОПЛАТА И ПРЕМИРОВАНИЕ СТАРШЕГО МАСТЕРА
1. Оплата старшего мастера производится по месячным долж-
ностным окладам, установленным в соответствии с действующей на
предприятии схемой должностных окладов.
Должностной оклад устанавливается директором предприятия
в зависимости от категории участка, стажа и опыта работы стар-
шего мастера.
2. Старший мастер премируется по действующим положениям
о премировании по результатам работы своего участка независимо
от результатов работы цеха или предприятия.
Премирование старшего мастера производится за выполнение
и перевыполнение месячных плановых заданий по производству
продукции при условии выполнения плановых заданий по сниже-
нию себестоимости.
В случае отсутствия планового задания по снижению себе-
стоимости премирование производится при условии выполнения
других устанавливаемых старшему мастеру двух или трех наиболее
важных и характерных качественных показателей (затраты рабо-
чего времени, нормы расхода сырья, полуфабрикатов, топлива,
электроэнергии, повышение производительности труда, качество
изделий или выполняемой работы).
3. Кроме того, старший мастер может быть премирован по
усмотрению директора предприятия за освоение производства но-
вых видов продукции, расширение ее ассортимента, внедрение пе-
редовых методов производства и труда в размере до одного месяч-
ного оклада за счет средств фонда предприятия, а при отсутствии
такого фонда -за счет экономии ио фонду заработной платы пред-
приятия.
4. Общий размер премий (не считая премий по всесоюзному
социалистическому соревнованию), выплачиваемых одному старше-
му мастеру, пе должен превышать в месяц максимального размера
премий, установленного для работников данного предприятия.
5. Руководителю предприятия предоставляется право умень-
шать размер начисленной премии старшему мастеру за невыполне-
ние заданий по снижению трудоемкости изделий, за перерасход
инструмента на 100 руб. валового выпуска, за увеличение брака
и др.
277
ЛИТЕРАТУРА
1 А у ii а п \ Ф. Ф. Что такое управление М., изд-во «Экономика», 1967.
2. Б и н ш 1 о к Ф. И. Наука управлять. «Московский рабочий», 1967.
3. Гурьянов С. X., Костин Л. А. Труд и заработная плата на пред-
приятии Справочные пособия. М., «Экономика», 1967.
4. Долматовский Г. А. Справочник технолога по обработке металлов
резанием М., Машгиз, 1962.
5. Допуски и посадки. Сб. государственных стандартов. М, Стандартгиз,
1967
6. Единая технологическая документация. Ч III. Технологическая докумен-
тация по механической обработке. М., институт «Оргстанкинпром», 1967.
7. 3 У б о в В. Т. Основы механизации и автоматизации производства. Учеб-
ное пособие для городских проф. техн, училищ М , «Высшая школа», 1964
8. Зарубов Н Ф, Сафронов В Н. Мастер на производстве М,
«Экономика», 1968.
9. И в а щ е н к о А. П. Справочник мастера-машиностроителя. Изд. 3-е, пере-
работанное. Киев, Гос. изд-во технической литературы УССР, 1960.
10 Календарь хозяйпвенника. М, «Экономика», 19G8. Краткий эконо-
мический словарь-справочник мастера и начальника цеха М., «Экономика», 1968
И КругД М Структура промышленного предприятия и пути се совер-
шенствования. М , «Экономика», 1965.
12. Лаптев А. Л., Смирн ицкий Е. К. Механизация и автоматизация
инженерно-управленческого труда. Справочник. М., «Экономика», 1967.
13 Моисеев А. В. Экономический словарь-справочник рабочего М,
Изд-во политехнической литературы, 1966
14. Основы методики внутризаводского хозрасчета Институт экономики
академии наук СССР. М., «Экономика», 1966
15 Основные положения по разработке и применению систем сетевого пла-
нирования и управления (утверждены постановлением Государственного комите-
та по координации научно-исследовательских работ СССР). М., «Экономика»,
1965.
16 Типовые инструктивные материалы по организации оперативно-произ-
водственного планирования. Вып. 3. М., ЦБТИ, 1963.
17. Общемашинос1роителы1ые нормативы времени для 1ехнического норми-
рования работ на металлорежущих станках Мелкосерийное и единичное произ-
водство Ч I и II. ЦБПНТ М, «Машиностроение», 1967.
18 Общемашиностроительные нормативы режимов резания Для гехнического
нормирования работ на шлифовальных и доводочных станках. М., ЦБПНТ,
1967.
19. Станкостроение Советского Союза. М , ЭНИМС, 1967.
20. Нормали машиностроения Стандартгиз
21 Металлорежущие панки Каталог-справочник Ч 1 и 2 ПИИМАШ,
1968 z
22 Государственные панда рты. Допуски и посадки. Стандартгиз, 1965
23. Фролов К). П Гигиена умственного труда Изд. 2-е, переработанное
и дополненное М , «Медицина», 1967
СОДЕРЖАНИЕ
Часть 1. Технология механической обработки металлов резанием и выбор
оборудования . . ..... I
I. Допуски и посадки . . ................. 5
Система отверстия. 1 класс точности .... . . 5
Система отверстия. 1 класс точности. Прессовые посадки . .
Система отверстия. 2 класс точности .............................. о
Система отверстия. Класс точности 2а.............................. к
Система отверстия. 3 класс точности................................ч
Система отверстия. 3 класс точности. Прессовые посадки . . .10
Система отверстия. Класс точности За..............................II
Система отверстия. 4 класс точности.............................. II
Система отверстия. 5 класс точности...............................I?
Система вала. 1 класс точности................................... II
Система вала. 2 класс точности................................... II
Система вала. Класс точности 2а...................................|о
Система вала. 3 класс точности................................ I /
Система вала. Класс точности За............................... 11
Система вала. 4 класс точности....................................|н
Система вала. 5 класс точности .................................. |н
Допуски большие. Классы точности 7, 8 и 9........................ |Ч
Допуски на свободные линейные размеры механически обрабатываемых
деталей.......................................................... рп
П Межоперационные припуски ... .... ч|
Припуски на чистовое обтачивание валов после чернового обтачивания у|
Припуски на топкое (алмазное) обтачивание валов . . .
Припуски на шлифование валов.......................................I
Припуски на чистовое подрезание и шлифование торцов . .
Припуски на чистовое подоезание торцов .......................
Припуски на шлифование торцов................................. •.»*,
У Обработка отверстий в сплошном материале по 2 классу точности -гч,
Обработка отверстий в сплошном материале по 3—5 классам точное in ч/
Обработка отверстий, прошитых или выполненных при отливке п<>
2—4 классам точности . ...................
Припуски на последующую обработку глубоких отверстий после одно
стороннего сверления ............................................ in
Припуски на протягивание отверстий ............................. ц
Припуски на протягивание шлицевых отверстий..................... и
Припуски точные (ПТ) и припуски точные увеличенные (ПТУ) ни
обработку отверстий .............................................. И
Припуски на шлифование отверстий................................V»
Припуски на тонкое (алмазное) растачивание отверстий . и»
Припуски на хонингование отверстий ............................ I/
Припуски на шабрение отверстий..................................IH
Припуски на обработку плоскостей................................VI
Припуски на чистовую "обработку шлицев ................|0
Припуски на чистовую обработку червяков ...................... .11
Припуски иа обработку цилиндрических зубчатых колес ... II
Припуски на шлифование резьбы одиониточиым кругом ... I I
Припуски па 1ПЛнфоваине резьбы миогопиточным кругом . .11
Диаме1|)ы о । вере । ий под нарезание резьбы метрической
по ГОСТ 9150 59 ........................................15
Диаметры о 1 вере! ий под нарекшие реп.бы дюймовой конической
ио ГОС1 (ill I 52, М(>Х I, конической по ГОСТ 1303 56 50
Диаметры оiверстий под паре «апис реп.бы дюймовой
но ОС Г ПК1И 1260 ........................•................52
Днаме।ры oiiiepcrini под нарекшие реп.бы трубной цилиндрической
по ГОСТ G357-52 ............................................51
Дилме 1ры о твере тий иод нарекшие реп.бы трубной конической
но ГОСТ 6211—52 . . ...............................'*-51
Диаметры стержней под нарезание резьбы метрической
по ГОСТ 9150-59 ............................................ 56
Диаметры стержней под нарезание резьбы дюймовой
по ОСТ НКТП 1260 ........................................ 57
Диаметры стержней под нарезание резьбы дюймовой конической по
ГОСТ 6111—52 и М6Х1 конической по ГОСТ 1303—56 .... 53
Диаметры стержней под нарезание резьбы трубной цилиндрической
по ГОСТ 6357—52 ............................................ 59
Диаметры стержней под нарезание резьбы трубной конической по
ГОСТ 6211—52 60
Диаметры стержней под накатывание резьбы метрической по
ГОСТ 6211—69 66
III. Врезание и перебег инструмента......................................64
Величина врезания и перебега при работе резцами........................64
Величина врезания и перебега инструмента для обработки отверстий 66
Величина врезания и перебега инструмента. (Фрезы цилиндрические,
дисковые, прорезные, фасонные и концевые) .............................67
Величина врезания и перебега инструмента. (Фрезы торцовые и конце-
вые (для пазов) . ......................................63
Величина врезания и перебега резьбонарезного инструмента ... 6^
Величина врезания и перебега червячных модульных фре\ при наре-
зании зубчатых цилиндрических колес....................< . . 71
Величина врезания и перебега червячных фрез для шлицевых валов 72
Величина перебега инструмента в направлении главного движения . 73
Величина перебега инструмента.........................................75-
Величина перебега круга при шлифовании шлицев..........................77
IV. Расчет основного (технологического) времени по видам обработки
на металлорежущих станках...........................................78
Расчетная длина хода конических разверток ........................ 107
Значение поправочного коэффициента К при различных видах шли-
фования .........................................................107
Величина перебега круга, число ходов обкатки и время на перемеще-
ние при шлифовании зубьев методом обкатки двумя тарельчатыми
кругами на зубошлифовальном станке модели 5851...................108
Длина прохода при шлифовании зубьев дисковым коническим кругом
в направлении обката при угле зацепления а = 20°.................109
Время на деление для обработки следующего зуба при шлифовании
зубьев методом обкатки дисковым коническим кругом при угле за-
цепления а = 20°................................................109*
Величина перебега круга и время на деление при шлифовании зубьев
методом копирования на зубошлифовальном станке модели 586М 109
V. Краткая техническая характеристика основного металлорежущего
оборудования....................................... . . .ПО
Универсальные токарные и токарно-винторезные станки V . . .110
Токарно-винторезные станки повышенной и особо высокой точности 111
Тяжелые токарные станки...........................................112
Токарно-карусельные станки........................................113
Токарные полуавтоматы.............................................114
Токарно-револьверные станки.......................................115
Токарно-револьверные одношпиндсльныс автоматы.....................116
Токарные мпогошпиндельпые горизонтальные прутковые автоматы . 117
Токарные много!11пи11дслы1ые гооизонтальные патронные полуавтоматы 118
Сверлильные станки.............................................119
Координатно-расточные с ганки................................. .120
Универсальные горизонтально-расточные станки...................121
Консольно-фрезерные станки горизонтального н универсального испол-
нения .........................................................122'
Консольно-фрезерные станки вертикального исполнения .... 123
280
Гравировальные копировально-фрезерные станки с пантографом и инст-
рументальные широкоуниверсальные фрезерные станки . . . .124
Консольно-фрезерные станки....................................125
Вертикально-фрезерные станки с крестовым столом и копировально-
фрезерные станки..............................................126
Продольно-фрезерные станки....................................127
Фрезерно-отрезные станки......................................128
Продольно-строгальные станки..................................129
Поперечно-строгальные станки..................................130
Долбежные станки..............................................131
Протяжные станки..............................................132
Бесцентровые круглошлифовальные станки........................133
Круглошлифовальные центровые станки...........................134
Универсальные внутришлифовальные станки.......................135
Универсальные резьбошлифовальные станки.......................136
Плоскошлифовальные станки с прямоугольным столом . . .137
Плоскошлифовальные станки с круглым столом....................138
Двухстоечные продольно-шлифовальные станки....................139
Вертикальные хонинговальные станки............................140
Горизонтальные хонинговальные станки ... 141
Притирочные станки .......................................... 142
Доводочные однодисковые станки................................143
Двухдисковые доводочные станки................................144
Универсальные заточные станки.................................145
Зубофрезерные станки..........................................146
Зубодолбежные станки..........................................147
Зубошевинговальные станки.....................................148
Зубошлифовальные станки.......................................149
Зуборезные станки для обработки конических зубчатых колес . .150
VI. Выбор характеристики абразивного инструмента для финишной
обработки . 151
Круглое наружное шлифование...................................151
Бесцентровое шлифование.......................................152
Шлифование отверстий..........................................153
Плоское шлифование............................................153
Шлифование резьбы.............................................154
Шлифование зубьев.............................................154
Шлифование шлицев.............................................155
Хонингование отверстий .'.....................................156
Суперфиниширование наружных цилиндрических поверхностей . 157
Группы обрабатываемости хонингованием, суперфинишированием
и доводкой различных марок материалов..........................158
VII. Разные сведения............................................. 159
Краткие сведения по математике...................................159
Механические свойства основных конструкционных углеродистых и ле-
гированных сталей..............................................163
Механические свойства, чугуна и медных сплавов...................166
Сводная таблица диаметров и шагов метрической резьбы для диа-
метров 1 —150 мм...............................................167
Основные размеры временных центров...............................170
Отверстия (гнезда) центровые с углом 60°.....................171
Сталь горячскатная круглая по ГОСТ 2590- 57 *. Сортамент . 172
Сталь горячекатаная квадратная по ГОСТ 2691—57*. Сортамент . . 173
('таль горячекатаная шестигранная по ГОСТ 2879 -57. Сортамент . 174
(лаль калиброванная крумая но ГОСТ 7417 57 Сортамснi, . 175
Сталь калиброванная квадратам по ГОСТ 8559—57*. Сортамснг . 179
(лаль калиброванная шееiin рапная по ГОСТ 8560 -67. Сортмент . 180
281
Часть 2 Организация управления производства . . . 183
VIII Общие понятия по управлению производством...................185
Управление производством ...................................... 185
Математические методы в управлении производством .............. 185
Сетевое моделирование при управлении производством . . . .187
IX Основные понятия по управлению в цехе ... 191
Информация .... 191
Технологическая подготовка производства ....................... 191
Производственный процесс машиностроительного предприятия . 192
Технологический процесс . 193
Внутризаводской (межцеховой) транспорт ........................ 193
Внутрицеховой транспорт ....................................... 193
Производственная структура предприятия . . . . . 193
Структура цехов предприятия ................................... 195
Производственный участок ... . . ..............197
Действительный (расчетный) годовой фонд времени работы рабочих 197
Действительные (расчетные) годовые фонды времени работы оборудо-
вания и рабочих мест......................................... .198'
Средние рекомендуемые нормы многостаночного обслуживания . 200
Средние сроки службы металлорежущих станков в годах .... 200
Календарно-плановые нормативы производственного процесса . .201
Технико-экономическое планирование ...............205
Оперативное управление основным производством ............. 212
Оперативное производственное планирование ...............213
Методы оперативного производственного планирования .... 213
Формирование документации по оперативному производственному пла-
нированию .................................................... 222
Труд и заработная плата.........................1...............224
Организация оплаты труда ...................................... 229
Производительность труда ...................................... 238
Управление контролем качества продукции........................ 241
Комплектование и подготовка кадров..............................243
X . Сбор, хранение, переработка и передача информации..........247
Методы сбора информации.........................................247
Методы хранения информации......................................248
Методы переработки информации...................................249
Методы передачи информации......................................249
XI . Средства инженерного и управленческого труда...............259
Материальные носители информации................................259
Средства документирования информации............................254
Средства изготовления документов..............................254
Средства копирования, размножения и оформления документации . 254
СредеIва хранения и группировки документов....................255
Средства передачи информации.................................. 256-
Средства переработки информации.................................257
Вычислительные машины.................................\. 258
Средства обеспечения необходимых условий труда ИТР и служащих 269
Opi ани нщнонныс формы использования вычислительных машин . . 261
XII Организационные вопросы управления в цехе....................261
С।рук 1 ура управления..........................................261
Правовые нормы управления.......................................266
Организация рабочих мест ИТР и служащих.........................267
Условия груда ................................................. 268
Приложение I. Положение о мастере производственного участка . . 270
Приложение 2 Положение о ciapiiieM мастере.....................• . 274
Л и repa । \ ра .................................................. 278
Научный редактор В. А Епихин
Редактор В Л. Смирнова
Технический редактор Г Г. Матюшевич
Корректор Л А. Колабина
Т-07969 Сдано в набоо 13/Х 1969 г,
Подписано в печать 14,V 1971 г.
Формат бумаги 60X90’/i6 Печ. лист. 17,75 Уч -изд. л 16.S
Тираж 10 000 экз Изд № 518 Заказ № 2401
Цена 2 р 17 к (переплет № 5 обр.)
НИИМАШ
Москва, Е-264, 9-я Парковая, 37, кори. 2
Типография НИИМАШ. ст Шепбинка