



























































































































































































Text
АВИАЦИОННЫЕ
ЗУБЧАТЫЕ ПЕРЕДАЧИ
И РЕДУКТОРЫ
Под редакцией
д-ра техн, наук проф. Э. Б. Булгакова
Москва «МАШИНОСТРОЕНИЕ* 1981
ББК 39.55
А20
УДК 629.735.45 : 621.833(031)
Авторы: В. И. Алексеев, В. М. Ананьев, М. М. Булыгина, Э. Б. Булга-
ков, В. В. Голованов, Ю. М. Горегляд, В. В. Горячев, И. Б. Дейчман,
А. Л. Екельчик, Г. П. Калашников, А. И. Кораблев, В. С. Куликов, И. П. Не-
журин, В. Б. Панов, Н. М. Рыжов, М. М. Саверин, В. Г. Селезнев,
И. А. Скотникова, Г. П. Смирнов, А. Н. Уткина, В. И. Цибульский,
Ю. Ю. Черкис, Ю. В. Шехтман, Н. М. Шоломов
Рецензент д-р техн, наук Г. С. Маслов
Л 20 Авиационные зубчатые передачи и редукторы: Спра-
вочник/Под ред. Э. Б. Булгакова. — М.: Машинострое-
ние, 1981. — 374 с., ил.
В шер.: 2 р;.
В книге содержатся сведения по геометрии, кинематике, расчету, конструи-
рованию динамической нагружеиности и прочности авиационных зубчатых пе-
редач и редукторов. Изложены также вопросы механической и химико-терми-
ческой обработки, точности изготовления, испытаний, доводки и технико-эконо-
мических расчетов.
Справочник предназначен для инженеров-расчетчиков, конструкторов
и исследователей, работающих в области машиностроения.
А 31808-199----199-81. 3606000000 ББК^®’55
038(01)-81 6Т5.1
© Издательство «Машиностроение», П981 г.
ПРЕДИСЛОВИЕ
Авиационные зубчатые передачи, привод и редуктор занимают особое мес-
то в силовой установке летательного аппарата. Производство авиационных зуб-
чатых передач, приводов и редукторов — авиационное редукторостроение — су-
щественно отличается от общемашиностроительиого. При высоком уровне на-
дежности, обеспечивающем безопасность полета, в авиационных изделиях зна-
чения удельной массы изделия на один-два порядка меньше, чем в общем ма-
шиностроении.
Все, что было для авиационного редукторостроения нормой вчера, сегодня
должно стать нормой для многих машиностроительных отраслей народного хо-
зяйстваь В этом смысле справочник должен найти читателя среди широкого
круга машиностроителей.
Перед авторским коллективом справочника стояла задача комплексно по-
казать основные проблемы авиационного редукторостроения и его основные тен-
денции. Это, например, поиски в области геометрии зубчатых передач, раз-
витие методов проектирования с помощью ЭВМ, работы в области диагностики
состояния и повышения фактической точности зубчатых передач и редукторов
и т. д.
В Справочнике рассмотрены лишь особенности проектирования, изготовле-
ния и доводки авиационных зубчатых передач и редукторов. Общие задачи про-
ектирования и расчета в области редукторостроения можно найти в известных
работах, например [96, 98, 132].
В книге даны различные конструкторские и технологические задачи в об-
ласти авиационного редукторостроения, конструкции редукторов П. А. Соловье-
ва, С. П. Изотова, М. Л. Миля и др.
Следует иметь в виду, что доводка авиационного редуктора сопровождает-
ся значительным объемом экспериментальных исследований, в которых оцени-
вается при принятой технологии его фактическая напряженность и долговеч-
ность. Испытания вносят коррективы в расчеты, которые всегда рассматривают-
ся как предварительные даже при высоком уровне выполнения.
Первая часть — двенадцать глав справочника — посвящена различным ас-
пектам проектирования, технологии, испытаниям и анализу дефектов авиацион-
ных зубчатых передач. —
В следующих девяти главах, составляющих вторую часть, рассматриваются
основные параметры и конструкция авиационных редукторов, повышение точ-
ности при сборке, испытания и доводка, применяемые масла и, наконец, техни-
ко-экономические расчеты.
Гл. 1 и '2 написал Э. Б. Булгаков, за исключением разд. 2.2, написанного
И. Б. Дейчман; гл. й — Э. Б. Булгаков и В. М. Ананьев, за исключением разд.
3.4, .написанного Ю. В. Шехтманом; гл. 4 — Н. М. Шолсмов; гл. 5 — В. С.
Куликов; гл. 6 —-В. И. Алексеев; гл. 7 — Э. Б. Булгаков и В. М. Ананьев;
гл. й — А. Н. Уткина и Ю. Ю. Черкис; разд. 9.1 и 9.2 — И. П. Нежурин,
разд. 9.3 и 9.4 — Н. М. Рыжов; гл. 110 — И. И. Нежурин; разд. ПЛ и 1,1.2-—
М. М. Саверин, разд. 14.3 — Н. М. Шоломов; разд. 1'1.4 — В. Г. Селезнев;
гл. 12 — А. И. Кораблев; гл. 13 — Э. Б. Булгаков; гл. Г4 — Г. П. Смирнов и
Ю. М. Горегляд; гл. i!5 — В. Б. Панов; гл. 16 — А. Л. Екельчик и В. И. Ци-
бульский; гл. 17 — В. В. Горячев; гл. 18 — Э. Б. Булгаков и В. В. Го-
лованов; гл. 19—Э. Б. Булгаков; гл. 20— Г. П. Калашников; гл. 21—М. М Бу-
лыгина и Н. А. Скотникова.
3
ЧАСТЬ I
АВИАЦИОННЫЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
Глава 1
ОБЩИЕ СВЕДЕНИЯ
Авиационные зубчатые передачи обеспечивают передачу крутящего момен-
та от ротора ТВД к его винту и привод к агрегатам двигателей различного ти-
па, передачу крутящего момента от двигателя к валу несущего и рулевого вин-
та вертолета, осуществляют изменение стреловидности крыльев у самолета
и т. д. Они увеличивают крутящий момент двигателя в десятки раз при высо-
кой надежности работы, малой массе и габаритных размерах, незначительных
потерях на трение.
По назначению авиационные зубчатые передачи составляют четыре боль-
шие группы: 1) зубчатые передачи основной кинематической цепи главных и
промежуточных редукторов вертолетов; 2)— редукторов ТВД; 3)-— приводов
двигателей, самолетных и вертолетных агрегатов, а также 4)— трансмиссий
самолетов и прочие передачи, в том числе кинематические. Первые две и час-
тично третья группа передач являются высоконапряженными, а часть из них
также и высокоскоростными.
Улучшение свойств этих передач — повышение несущей способности, сни-
жение массы и габаритных размеров, увеличение сроков службы и КПД — яв-
ляется непроходящей задачей в области авиационного редукторостроения.
1.1. ИСХОДНЫЙ ПРОИЗВОДЯЩИЙ КОНТУР АВИАЦИОННЫХ
ЗУБЧАТЫХ КОЛЕС
Исходный производящий реечный контур (ИПК) высоконапряженных авиа-
ционных зубчатых колес за редким исключением соответствует стандарту СЭВ
308—76. В большинстве случаев исходный производящий контур принимается в
соответствии с данными табл. 1.1 и рис. 1.1.
Таблица 1.1
Параметры исходных производящих реечных контуров
а, ° л* а % * с а в! cf
25 28 П рим еч ТЫ НОЖКИ, Qa*~ ты скругления 1,0 0,9 а н и е. Здесь -коэффициент 'ОЛОВКИ, Су*—КС 1.0 0,9 ha*—коэффиц >адиуса кривиз! эффициент выс 0,35208 0,34754 иент высоты г 1Ы скругления оты скругления 0,20328 0,18438 ОЛОВКИ, Яу*—к ГОЛОВКИ, Са*—к ИОЖКИ. 0,20328 0,18438 ээффициеит высо- оэффициент высо-
ИПК, параметры которого приведены в табл. 1.1, применяются при изготов-
лении зубчатых колес дю нормам плавности и нормам контакта не грубее 7-й
степени точности ГОСТ 1643—72. При работе зубьев по всей активной части
4
линии зацепления исходный
производящий контур с про-
фильным углом а=25° обеспе-
чивает высокую'контактную и
изгибную прочность, а также
стойкость против заедания по-
верхностей зубьев высоконалря-
женных передач. Дальнейшее
увеличение контактной прочно-
сти и ресурса обеспечивается
применением ИПК с профиль-
ным утлом а=28°.
ИПК « параметрами а—
=25р, /го*=й/*='1,0 применя-
ется в ряде редукторов и при-
водов авиационных двигателей;
ИПК с «=28°,
Рис. 1.1. Простой исходный производящий рееч-
ный контур в долях т, причем шаг р*=л
прошел 'Многолетнее апробирование в зубчатых передачах редукторов ТВД
АИ-20, АИ-24, главном редукторе Р-26 вертолета и др. ИПК определяет в .ре-
зультате огибания заготовки форму и размеры зубьев нарезаемых колес без
поднутрения у основания. Такие ИПК называются простыми.
Зуб такого контура имеет две производящие прямые и скругления на го-
ловке и ножке, является равновысоким и равноделенным [29, 30]. Находят при-
менения ИПК с профильными углами а=22,'5°; 123°; ‘йб° при коэффициенте вы-
соты ИПК fta*=-l,O; а=28°; .30°, у которых ha*= 0,9, а для а=23р еще и
ha* =0,S5.
Простой ИПК используется при изготовлении колес из теплопрочных ста-
лей по специальной технологии, исключающей прижоги и другие дефекты на
поверхностях зубьев. Однако для подавляющего большинства колес простые,
равновысокие и ра®ноделеиные ИПК определяют геометрию и рабочие профили
зубчатых колес эвольвентного зацепления, но ме соответствуют инструменту,
окончательно формирующему зубья. Таким инструментом является шлифоваль-
ный крут (инструмент, в данном случае, реечного типа), параметры которого,
как правило, значительно отличаются от параметров ИПК. В этом случае не
представляется возможным получить переходные поверхности основания зубьев
колес, аналогичные переходным поверхностям, соответствующим ИПК- Кроме
того, зубошлифование вносит неопределенность в величину и в характер рас-
пределения остаточных напряжений у основания зубьев, определяющих их из-
гибную прочность.
Высоконапряженные зубчатые колеса имеют поднутренное основание зубь-
ев, что повышает их прочность и надежность.
Зубчатым колесам с поднутренным основанием зубьев соответствует слож-
ный исходный производящий реечный контур или так называемый производя-
щий контур с протуберанцем [30]. Макрошлиф части колеса с зубьями, втоднут-
Рис. 1.2. Макрошлиф зуба с подиутрен-
вым основанием
репными у основания, показан на рис. ,1.2..
Более подробно об ИПК зубчатых ко-
лес с поднутренными зубьями см. в гл. 2
и 7.
Стандартизация простого ИПК не ис-
ключает возможности стандартизации ИПК
для зубчатых колес с поднутренным осно-
ванием зубьев. Во всяком случае в настоя-
щее время основой для стандартизации па-
раметров такого контура должен служить
стандарт на ИПК, характеризующий рабо-
чие профили зубчатых колес.
Остановимся на некоторых особеннос-
тях применения ИПК с повышенными угла-
ми профиля по сравнению со стандартными
параметрами, характерными для авиацион-
ных зубчатых колес.
5
1. Увеличение профильного угла а ИПК, сопровождаемое увеличением угла
зацепления aw, приводит к уменьшению коэффициента перекрытия еа, т. е. зоны
двухпарного зацепления. Для обеспечения работоспособности более жестких зубь-
ев в зоне двухпарного зацепления необходимо, чтобы погрешности зубчатых
колес были меньше их деформаций.
2. Влияние коэффициента перекрытия ео на несущую способность передачи
проявляется слабее, чем влияние угла зацепления (до определенного момента).
По этой причине важнее обеспечить более мягкий, безударный, вход в зацепле-
ние, более рациональную геометрию вершины головки зуба с учетом радиусов,
фасок и химико-термической обработки, чем изготовление зуба с повышенным
коэффициентом перекрытия (еа <2,0).
3. Увеличение профильного угла а ИПК сопровождается увеличением тол-
щины гидродинамической пленки, ростом контактной прочности зубьев, стой-
кости их поверхностей против заедания и, в большинстве случаев, уменьшени-
ем местных изгибающих напряжений.
4. Изготовление поднутренного основания у зубчатых колес тем легче, чем
больше угол а.
Зубчатые передачи с гарантированным коэффициентом перекрытия еа =2,0
имеют существенно .меньший уровень вибраций и в целом их несущая способ-
ность примерно в 1,5 раза больше, чем у передач высоконапряженных редук-
торов (см. гл. 7 и [35, 129]). Такое достижение стало возможным благодаря
существенному повышению точности изготовления зубчатых передач и в связи
с разработкой их обобщенной теории, которая позволяет получить зубчатые пе-
редачи с гарантированным ео=|2,0 при углах зацепления aw >20° [31, 36]. ИПК,
построенный на основе этой теории, является равно де ленным и неравновысоким,
а его параметры следующие: угол профиля а=Ъ8°, коэффициенты высоты голов-
ки и ножки соответственно Лн*='1,2 и й/*=1,Ю, коэффициенты радиального за-
зора головки и ножки са* =0,12873 и с/*=0,4 соответственно. Применение та-
кого ИПК 'в диапазоне чисел зубьев 25^2^65 обеспечивает получение передач
с ea='2.j06, с равнопрочными при изгибе зубцами (по максималь-
ным напряжениям в граничной точке эвольвентного профиля), имеющими толщи-
ну на окружности вершин Sa=O,4zn. При этом коэффициент смещения х и про-
фильные углы а принимаются из табл. ,1.2 и 1.3, а диаметр окружности, вершин
определяется .по формуле do=sec aadb, где bi, — диаметр основной окружности;.
аа — угол профиля .на окружности вершин зубьев колес.
При применении ИПК с этими параметрами надо учесть следующие обстоя-
тельства: ’11) для обеспечения на всем протяжении линии зацепления двухпарного
контакта необходимо, чтобы зубчатые колеса изготовлялись не грубее 4—5-й сте-
пени точности по нормам плавности .и контакта (ГОСТ Г643—72); 2) при шли-
фовании эвольвентной поверхности зубьев совместно с переходной поверхностью,
не должно быть прижогов и других технологических дефектов.
Рассмотренные ИПК — их обоснование и назначение — отражают истори-
чески сложившийся путь производства зубчатых колес: от ИПК в виде инстру-
мента, от технологии к изделию в виде зубчатого колеса. Он связан с равновы-
соким и равноделенным ИПК, имеющим неизменяющиеся параметры. Улучше-
ние свойств зацепления здесь осуществляется только за счет радиального сме-
щения ИПК- Параметры такого ИПК положены в основу построения геомет-
рических соотношений эвольвентного зацепления и именно поэтому такой кон-
тур называется исходным, от него «все исходит» — все построения, все расчеты.
Поскольку параметры эвольвентного зацепления выражаются через пара-
метры ИПК, постольку анализ зацепления в этих условиях связан с данным.
ИПК и таким образом не является всеобъемлющим. Обосновывать параметры
ИПК, анализируя ему соответствующие параметры зацепления, в настоящее
время нельзя признать целесообразным.
Известен другой путь обоснования производящего, контура, если не свя-
зывать его параметры с параметрами зацепления (31, 36]. Такой контур прежде
всего должен обеспечить формирование зубчатых колес в большей части облас-
ти существования эвольвентного зацепления, в ее рациональной части (крите-
рий площади) при наименьшей концентрации напряжений у основания зубьев,
(критерий прочности и технологичности).
Таблица 1.2
Коэффициенты смещения ИПК с а=18°, обеспечивающего получение зубчатой передачи
при га =2,05
*2 * |*
При Z1
25 26 27 28 29 30 31 32 33 34 .
27 — — 0,178 — — — — — — —
0,178
28 — 0,174 0,180 0,190 0,205 — — — — — —
0,193 0,205
29 0,168 0,181 0,186 0,203 0,217 0,232 — — — — —
0,194 0,206 0,219 0,232
30 0,180 0,194 0,195 0,210 0,215 0,230 0,245 0,261 — — — —
0,222 0,235 0,248 0,261
31 0,192 0,209 0,207 0,222 0,224 0,243 0,257 0,274 0,291 — — —
0,238 0,251 0,265 0,277 0,291
32 0,204 0,225 0,220 0,238 0,236 0,255 0,270 0,287 0,304 0,321 — —
0,251 0,261 0,279 0,294 0,307 0,324
33 0,213 0,240 0,232 0,253 0,249 0,265 0,283 0,309 0,317 0,334 0,351 —
0,266 0,283 0,297 0,311 0,324 0,339 0,351
34 0,225 0,253 0,241 0,266 0,258 0,277 0,296 0,310 0,327 0,348 0,361 0,379
0,283 0,297 0,310 0,324 0,339 0,351 0,365 0,379
35 0,234 0,269 0,253 0,283 0,271 0,287 0,395 0,320 0,341 0,358 0,375 0,393
0,296 0,303 0,329 0,341 0,355 0,369 0,383 0,394
36 0,244 0,283 0,263 0,296 0,280 0,296 0,315 0,333 0,350 0,368 0,389 0,404
0,318 0,328 0,342 0,356 0,370 0,388 0,402 0,413
к 37 0,255 0,297 0,272 0,311 0,292 0,309 0,328 0,346 0,364 0,382 0,400 0,417
0,329 0,343 0,331 0,375 0,390 0,404 0,419 0,433
38 0,264 0,313 0,284 0,328 0,302 0,319 0,338 0,356 0,374 0,392 0,413 0,428
0,342 0,360 0,374 0,388 0,406 0,422 0,432 0,447
39 0,273 0,327 0,293 0,341 0,312 0,328 0,374 0,347 0,366 0,384 0,402 0,420 0,442
0,359 0,392 0,407 0,421 0,440 0,451 0,466
40 0,280 0,342 0,303 0,356 0,321 0,338 0,357 0,376 0,391 0,412 0,431 0,453
0,375 0,390 0,408 0,423 0,438 0,453 0,468 0,483
- 42 0,301 0,369 0,318 0,388 0,337 0,358 0,377 0,398 0,414 0,433 0,455 0,471
0,406 0,422 0,441 0,456 0,472 0,487 0,507 0,518
7
Продолжение табл. 1.2
z2 С - £ £
При Z1
25 26 27 28 29 30 31 32 33 34
45 0,322 0,417 0,343 0,436 0,362 0,452 0,380 0,472 0,400 0,488 0,419 0,508 0,438 0,524 0,460 0,544 0,480 0,560 0,499 0,572
50 0,356 0,493 0,378 0,514 0,398 0,536 0,416 0,560 0,440 0,573 0,460 0,594 0,479 0,611 0,509 0,633 0,522 0,650 0,538 0,666
55 0,385 0,574 0,406 0,596 0,430 0,619 0,449 0,641 0,470 0,663 0,491 0,680 0,514 0,703 0,534 0,724 0,554 0,744 0,574 ЬТб?
60 0,413 0,657 0,435 0,680 0,456 0,704 0,475 0,727 0,496 0,751 0,521 0,775 0,542 0,794 0,562 0,817 0,583 0,836 0,604 0,856
35 при Z1
35 36 с/ 38 ' 39 40 42 45 50 55
0,411 0,411 г-
36 0,422 0,427 0,442 0,442 « *
37 0,433 0,444 ‘ 0,452 0,459 , 0,469 0,469
38 0,447 0,462 ‘ 0,463 0,477 0,481 0,488 0,502 0,502 « •
39 0,458 ' 0,481 ' 0,474 0,497 0,495 0,507 0,514 0,519 0,530 0,530
40 0,4б8 ' 0,498 ' 0,492 6,510 0,506 0,525 0,525 0,536 0,541 О',551 0,563 0,563
42 0,490 0,534 0,507 0,549 0,529 0,561 0,547 0,576 О', 564 0,588 0,587 0,600 0,624 0,624
45 ; 0,519 0,588 0,540 0,604 0,558 0,621 0,575 0,633 0,595 0,645 0,621 0‘,657 0,648 0,686 0,720 0,720
50 0,559 ' 0,684 0,581 0,701 0,600 0,714 0,619 0,732 0,645 0,745 0,672 0,749 0,704 0,784 0,774 0,820 0,877 0,877
55 0,596 ' 0,780 0,618 0,796 0,637 0,812 0,658 0,'831' 0,-680 0,844 0,-703 |о,744 0,861 ]о,«91 0,820 0,923 0,927 0,985 1,037 1,037
60 0,625 0,875 0,648 0,899 0,672 0,914 0,692 0,933 0,715 0,947 0,747 0,975 0,783 0,997 «. . 0,850 1,036
Таблица 1.3
Углы профиля аа на окружности вершин сопряженных колес, образующих передачу
при га =2,05
*2 аа1 аа2
При Zi
25 26 27 28 29 30 31 32 33 „ 34
27 31,12 31,12
28 31,41 30,84 31,17 30,89 30,93 30,93
29 31,70 30,57 31,45 30,61 31,20 30,67 30,98 30,71 30,75 30,75
30 31,75 30,35 31,49 30,40 31,24 30,45 31,02 30,50 30,80 30,55 30,60 30,60
31 31,80 30,16 31,53 30,20 31,30 30,26 31,07 30,31 30,85 30,35 30,64 30,40 30,45 30,45
32 31,85 29,97 31,58 30,02 31,34 30,06 31,12 30,10 30,90 30,16 30,69 39,22 30,50 30,26 33,31 30,31
33 31,88 29,80 31,63 29,84 31,39 28,89 31,16 29,95 30,94 30,00 39,73 30,04 30,54 30,09 30,36 30,13 30,18 30,18
34 31,93 29,62 31,67 29,66 31,42 29,72 31,20 29,77 30,99 29,82 30,77 29,86 30,58 29,92 30,40 29,96 30,22 33,00 39,05 30,05
35 31,96 29,46 31,71 29,51 31,47 29,55 31,24 29,57 31,02 29,60 30,81 29,70 30,62 29,76 30,44 29,80 39,26 29,84 30,10 29,88
36 32,00 29,30 31,75 29,35 31,50 29,41 31,27 29,45 31,06 29,50 30,85 29,55 33,66 28,63 30,47 29,63 30,39 29,70 30,13 29,73
37 32,05 29,15 31,78 29,20 31,55 29,26 31,32 29,30 31,11 29,36 30,90 29,41 30,70 29,45 30,52 29,50 30,34 29,55 30,17 29,59
38 32,08 29,02 31,83 29,06 31,59 29,11 31,35 29,17 31,14 29,21 30,93 29,26 39,74 29,31 39,56 29,35 30,39 29,40 30,21 29,44
39 32,12 28,88 31,87 28,92 31,63 28,98 31,39 29,03 31,17 29,08 30,97 29,13 39,78 29,17 30,59 29,23 30,41 29,27 30,25 29,31
40 32,17 28,75 31,90 31,66 31,42 31,21 31,00 30,80 29,04 30,61 30,44 39,29 29,18
28,79 28,35 28,90 28,95 28,99 29,09 29,14
42 32,26 28,49 31,98 28,55 31,72 28,61 31,49 28,65 31,28 28,71 31,08 28,76 30,88 28,80 30,69 28,85 30,53 28,91 39,35 28,94
9
Продолжение табл. (1..3
*1 KQ1 аа2
при Z\
25 | 26 | 27 | 28 | 29 30 31 32 | 33 34
45 32,30 28,17 32,05 28,23 31,81 28,27 31,58 28,33 31,36 28,37 31,16 28,43 30,96 28,48 30,78 28,53 30,62 28,58 30,44 28,61
50 32,43 27,60 32,18 27,75 31,94 27,80 31,70 27,87 31,50 27,91 31,28 27,96 31,10 38,01 30,96 28,06 30,74 28,11 30,56 28,16
55 32,53 27,30 32,29 27,35 32,05 27,41 31,82 27,47 31,61 27,51 31,40 27,57 31,21 27,62 31,03 27,67 30,85 27,72 30,68 27,77
60 32,64 26,97 32,39 27,02 32,15 27,08 31,91 27,13 31,70 27,19 31,50 27,24 31,31 27,29 31,12 27,34 30,94 27,39 30,77 27,43
35 при zx
35 36 37 38 39 40 42 | 45 50 55
29,94 29,94
36 29,97 29,78 29,83 29,83
37 30,00 29,63 29,86 29,67 29,71 29,71
38 30,05 29,49 29,89 29,53 29,74 29,57 29,61 29,61
39 30,09 29,36 29,93 29,39 29,79 29,44 29,65 29,47 29,51 29,51
40 30,12 29,98 29,26 29,82 29,68 29,54 29,42
29,23 29,31 29,34 29,39 29,42
42 39,19 30,03 29,03 29,89 29,07 29,75 29,61 29,49 29,25
28,99 29,11 29,15 29,18 29,25
45 30,28 28,66 30,13 28,70 29,98 28,75 29,84 28,79 29,70 28,82 29,60 28,85 29,32 28,93 29,02 29,02
50 30,41 28,20 30,26 28,25 30,11 28,28 29,97 28,33 29,84 28,36 29,72 28,39 29,47 28,46 29,15 28,55 28,70 28,70
55 30,52 27,81 39,37 27,86 30,23 27,89 30,08 27,94 29,95 27,97 29,84 28,02 29,59 28,08 29,29 28,16 28,82 28,31 28,43 28,43
60 30,60 30,46 27,53 30,33 30,19 27,61 30,06 27,65 29,93 27,68 29,67 29 37 27,85
27,48 27,57 27,70
10
Здесь параметры зацепления -непосредственно не зависят от производящего
контура и в этом смысле он не является исходным. Наконец, мобильный, не-
статнчный производящий контур с изменяющимися параметрами является иде-
альным производящим контуром, способным реализовать все резервы эвольвент-
ного1 зацепления, отображенные иа области существования (см. также разд. 2.3).
1.2. НАГРУЖЕННОСТЬ И ТОЧНОСТЬ ЗУБЧАТЫХ ПЕРЕДАЧ
Авиационные зубчатые передачи относятся к категории «точных под нагруз-
кой» [122, 80, 23]. Это означает, что у таких передач деформация зубьев под
нагрузкой превышает погрешности изготовления колес, в результате чего осу-
ществляется гарантированный контакт всех сопряженных в данный момент пар
зубьев.
В связи с этим наряду с понятием «точность под нагрузкой» будем пользо-
ваться термином «технологическая точность», т. е. точность колес, получаемая
после их изготовления..
Рис. 1.3. Значения коэффициента фср для зубчатых передач редукторов вертолетов и двига-
телей при различных режимах работы:
------взлетный режим;--------крейсерский режим
Нагруженность можно выразить через безразмерный параметр ф=С,Ао/Гг,,
где С—удельная жесткость зубьев в заданной точке контакта; Др=]/ ^Pbl+^Pw—
наибольшая вероятная разность основных шагов; Рь—нормальная к профилю
нагрузка без учета динамического усиления.
Так, например, если в первом приближении жесткость сопряженных зубьев
при кром-очном контакте принять С=.12,5-10-"-Н/мм2, а при срединном ударе
С—16,5 ФО3 Н/мм-2, то для авиационных передач коэффициент ф будет лежать
соответственно -в следующем диапазоне (рис. '1.3): О.15=^фкр^ 1,30, 0,1^фкР^
<Ю,9.
Наименьшая нагруженность в этой группе (наибольшее значение ф) типич-
на для высокоскоростных зубчатых передач редукторов ТВД (в отдельных слу-
чаях — первых ступеней главных редукторов вертолетов), вырабатывающих за
ресурс 10е—1010 циклов нагружений при окружных скоростях v=40—90 м/с.
Наибольшая нагруженность (наименьшее значение ф) характерна для зубчатых
передач последних ступеней редуктора вертолетов.
С увеличением окружной скорости возрастают требования к технологичес-
кой точности колес. Например, при увеличении окружной скорости с о = 2,5 до
0 =>100 м/с максимальное допустимое биение зубчатого венца, допуски на ос-
новной шаг и на кинематическую точность уменьшаются в три раза. Также в
три раза уменьшается среднеквадратичная высота микронеровностей на рабочей
поверхности зубьев.
Более полно нагруженность можно выразить через коэффициент Ко, имею-
щий размерность напряжений [122]:
Ко =
•2Т\ 1 ± и
dwib «
(1.1)
11
где Tj — номинальный крутящий момент; dwl — диаметр начальной окружности;
b — ширина зубчатого венца; u=Z2/Zi-—передаточное число, знак «плюс» от-
носится к передаче внешнего, а «минус» — к передаче внутреннего зацепления.
Для авиационных зубчатых передач 30=51 Ко =5180.
Зубчатые колеса последних ступеней редуктора вертолета или двигателя
имеют сравнительно невысокие окружные скорости (15 ... 20 и даже 3 м/с) и
их наработка за весь ресурс не превышает 5-107 ... 5-108 циклов нагружений.
Лишь 20% цилиндрических зубчатых колес работают с окружными скоростями
от 20 до 100 м/с и более и около половины применяемых в авиационных изде-
лиях конических зубчатых передач со скоростями от 35 до 100 м/с и более.
Зубчатые передачи стендов для испытания двигателей и его узлов значитель-
но превышают этот уровень скоростей. Например, пара зубчатых колес zt =
=1112, z2=29 с исходным контуром а=28“, /га*='1, смещением ^=0,215,
Хг =0 при ширине зубчатого венца bi=7 см, 62=7,5 см и наибольшей веро-
ятной -разности основных шагов До = 10 мкм работает с контактными напряже-
ниями т=ВДЭ МПа и окружной скоростью и=:2'75 м/с. Частота вращения зуб-
чатого колеса в этом случае составляет 47'С'ЭЭ об/мин. Зубчатые колеса изго-
товляются из цементуемой стали, твердость которой на поверхности зубьев
составляет HRC^63, в сердцевине — HRC 31 ... 41. Для смазки, колес ис-
пользуется масло Б-й'В, подающееся через форсунки под давлением (3 ... 5)Х
Х102 кПа.
Увеличение ресурса передачи осуществляется повышением точности изго-
товления зубчатых колес, которая у высокоресурсных и высоконапряжениых
передач достигает 4-й степени точности по нормам плавности и контакта. На-
пример, при повышении ресурса редуктора ТБД с 1030 до 4000 ч погрешности
основного шага уменьшились более чем в три раза. В этом случае коэффициент
ф нагруженности передачи уменьшается, например, в три-пять раз. В целом
ряде случаев дальнейшее повышение точности при увеличении' ресурса не явля-
ется целесообразным, поскольку высокая нагруженность колес на всех режимах
работы обеспечивает статическое распределение нагрузки между сопряженными
зубьями, приводящее к уменьшению динамического усилия. Здесь прослежива-
ется основной принцип назначения точности авиационных передач — точность
назначается с учетом фактической нагруженности и жесткости сопряженных
зубьев и всей упругой системы в целом. Зубчатые передачи средней нагружен-
ности изготавливаются с точностью, соответствующей степени точности 6-5-5В
или даже 7-6-6В ГОСТ 1643—72.
1.3. КОНСТРУКТИВНЫЕ ПАРАМЕТРЫ И ПРИМЕНЯЕМОСТЬ
АВИАЦИОННЫХ ЗУБЧАТЫХ КОЛЕС
Основной особенностью авиационных зубчатых колес является их малая
относительная масса и ажурность конструкций. В редукторах и приводах авиа-
ционных изделий подавляющее большинство (около 97%) цилиндрических зуб-
чатых передач являются прямозубыми и около половины из применяющихся
комических кощее с круговыми зубьями. Такое незначительное использование
конических зубчатых передач с круговыми зубьями в конструкциях авиационной
техники объясняется специфическими условиями компоновки главной передачи
в ГТД.
Абсолютное большинство высоконапряжениых зубчатых передач имеет угол
зацепления аи!>£0р, получаемый при применении ИПК с параметрами, приве-
денными в табл. 1.1, а также за счет смещения при нарезании.
Обычно в одной ступени привода или редуктора передаточное число не
превышает «=4, причем числа зубьев 2=5120 применяются всего у 5% всех ти-
поразмеров зубчатых колес в авиационных изделиях. Около 50% зубчатых ко-
лес внешнего зацепления имеют 25^z<C45 (zmax=il39 имеет колесо второй
ступени редуктора Р-7); у зубчатых колес внутреннего зацепления 81 <2^ 127.
У высоконапряженных зубчатых передач модуль т—2,25 ... 8 мм, причем
около 40% типоразмеров зубчатых колес имеют 3^/п^б мм.
Конструктивными параметрами зубчатого колеса, оказывающими непосред-
ственное влияние на прочность, являются коэффициенты фа = bwfaw и фд =
= bw/mz = фт/2, где фт = bw/m.
12
Коэффициент фа отражает влияние геометрических параметров на контакт-
ную прочность, а коэффициент фа — на деформацию кручения тела зубчатого
колеса. Эта деформация влияет на неравномерность распределения нагрузки
по длине- контактных линий. С точностью до cos a sec а„ -можно -написать, что
= ~7Г 0 + “) Фою-
На рис. 1.4 показаны результаты статистической обработки сведений о при-
меняемости высокоиапряжеиных цилиндрических колес по параметру
Распределение этого параметра соответствует нормальному закону, причем ме-
диана распределения равна 0,25, среднее квадратичное отклонение о=0,07/,
Рис. 1.4. Кумулятивная кривая применяемости зубчатых колес
по параметру Фа :
w
1—по результатам статистической обработки; 2—в предположе-
нии распределения по нормальному закону
Также весьма близка к нормальному закону распределения применяемость
типоразмеров зубчатых колес по параметру фа, лежащему в пределах от 0,08
до 0,88, медиана равна 0,3.
Наконец, .применяемость зубчатых колес по параметру 6,55 =^фт =£?14,5 так-
же весьма близка к нормальному закону распределения; медиана равна 10.
Таким образом, авиационные цилиндрические зубчатые колеса следует отнести
к категории колес с узким зубчатым венцом. У передач, составленных из таких
колес, неравномерность распределения нагрузки по длине контактных линий,
как правило, не ограничивает несущую способность, как, например, у зубчатых
передач в судовом редукторостроении. Тем не менее всегда учитывают при рас-
четах на прочность деформацию тела колеса в зависимости от места приложен
ния и направления действующих силового потока. В конструкциях авиационных
редукторов и приводов стремятся избегать консольного расположения зубча-
тых, колес. .
13
Так как неравномерность распределения нагрузки по длине контактных ли-
ний связана, в частности, с неравномерной жесткостью обода, то при конструи-
ровании колес стремятся к выравниванию суммарной жесткости — против мест-
ных утоиений на ободе одного из колес располагают утолщенные участки обода
другого колеса.
Для этих же целей при несимметричном размещении зубчатого колеса меж-
ду опорами используют наиболее длинный путь подвода крутящего момента к
колесу. 'При этом осуществляют тщательное центрирование колес или, наоборот,
их самоустановку. Используется также подвод крутящего момента к зубчато-
му колесу с помощью торсионных валиков, причем в этом случае исключается
влияние деформации кручения на неравномерность распределения нагрузки по
длине контактных линий. Неравномерность распределения нагрузки вдоль кон-
тактных линий уменьшают или уничтожают полностью путем продольной мо-
дификации профиля — приданием зубу бочкообразной формы. Эта модификация,
так же как и преднамеренный перекос зуба при смещении его торца со сторо-
ны подводимого момента навстречу передаваемой нагрузке, уточняется в про-
цессе доводки передачи.
Обод и диафрагма при значительных окружных скоростях и размерах зуб-
чатых колес проектируются с учетом частоты собственных колебаний и их фор-
мы. Такое проектирование особенно актуально для конических колес, у кото-
рых имеется постоянный источник возбуждения колебаний — осевая составляю-
щая передаваемой нагрузки. Если же нет особых требований, то всегда следует
стремиться к симметричности конструкции колес. У авиационных цилиндрических
зубчатых передач коэффициент неравномерности распределения нагрузки вдоль
контактных линий Кн «е .превышает 1,3, обычно Кн<1,'1.
Толщина обода зубчатого колеса учитывается коэффициентом фоб = (da—
—d06)/(2/n), где da—диаметр окружности вершин зубчатого колеса; do6 —
внутренний диаметр обода. У высоконапряженных зубчатых колес 2,3<фОб<
<6,8, причем медиана фов=4,5. По американским нормам конструирования
авиационных цилиндрических зубчатых передач AGMA 411.01 ф»4. Чем тонь-
ше обод зубчатого колеса, тем более тщательно он и зубчатый венец обраба-
тываются; применяется пластическое деформирование поверхности, ее тщатель-
ная полировка и т. д.
На жесткость зубчатого венца существенно влияет толщина диафрагмы б,
которую можно выразить через коэффициент ф6=б/Ьш; 0,1 <ф5 <0,5. Пере-
ход от диафрагмы к ступице и к ободу выполняется по радиусу не менее 1,5 мм.
Если L — длина ступицы, а dBan— диаметр посадочного отверстия зубчатого
колеса, то у 70% зубчатых колес фст=АМВал<1- Интервал распределения
0,1<фь<2,3, где параметр фь = &и/£ имеет медиану 0,7. Между коэффициен-
тами фст и фь существует статистическая связь, записываемая в виде уравне-
ния регрессии фст=11,614—1,113фь, а между фь и коэффициентом фшл =
—Ь^/Ьшл, где Ьшл — длина шлицев, уравнение регрессии имеет вид фь=Э,387+
+0,604фш л.
Ширина зубчатого венца у конических колес со спиральными зубьями обыч-
но лежит в диапазоне 0,,37/^Ь ^10,25/, где I — длина образующей делительного
конуса. У этих передач направление спирали должно обеспечивать возникнове-
ние силы, выталкивающей сопряженные колеса из зацепления. Суммарный ко-
эффициент перекрытия конических зубчатых колес со спиральными зубьями
>2,0.
Параметры профильной .модификации устанавливаются конструктором в
процессе доводки изделия и зависят они от нагруженности, точности .изготовле-
ния конструкции колеса и узла в целом. Как правило, профильной модифика-
ции подвергают головку зуба колеса, причем в первом приближении ее глубина
1 F
в мм может быть принята равной Да = — ~— • 10—4, где F — сила, опреде-
ляющая прочность передачи, Н; bw — ширина зубчатого венца, мм. Глубина мо-
дификации ножки составляет примерно Д/=Ю,6ДО [179]. Толщина зубьев ма
окружности вершин Sa~ (0,3 ... Ю,4)/п или в зависимости от глубины цементирован-
ного слоя бт.о составляет Ха<2бт.0+(0,08 ... 'OJllOJ/n. Глубина цементированного
слоя равна примерно бт.о« (0,15 ... 0,3) zn. Согласно AGMA 411.02 глубина
14
цементированного слоя в мм может быть принята при твердости HRC 50 рав-
ной 1,2<(т=8) <1,8; 1,0< (т=6) < 1,5; 0,85< (т=5) < 1,4; 0,7<(т=4)<
<1,2; 0,5 < = 2,15)^13,9.
При малых значениях толщины зуба на окружности вершин цилиндричес-
кую поверхность заготовки перед цементацией подвергают омеднению.
По грани образуемой пересечением профильной поверхностью зуба с ци-
линдрической поверхностью вершин, у авиационных зубчатых колес делается
фаска или скругление. При этом удаляются заусенцы, создаются более благо-
приятные условия для формирования масляного слоя, смягчается или исклю-
чается кромочный контакт зубьев. Фаски также делаются по контуру торцовой
поверхности зубьев, несколько выравнивающие распределение нагрузки у тор-
цов. Иногда при .малых значениях Sa фаски на торце зуба имеют различную
величину — большую на ножке и профиле и меньшую на головке.
1.4. МАТЕРИАЛЫ, ТЕРМИЧЕСКАЯ И МЕХАНИЧЕСКАЯ ОБРАБОТКИ
АВИАЦИОННЫХ ЗУБЧАТЫХ КОЛЕС
Авиационные зубчатые колеса изготавливаются из цементированных высоко-
легированных сталей электрошлакового или вакуумного переплава. Они подвер-
гаются сложной химико-термической обработке (цементация, закалка, обработка
холодом, отпуск и т. д., см. гл. 8), в результате которой имеют на поверхности
твердость не ниже HRC 60 при твердости сердцевины HRC 34—41. При этом
строго1 регламентируются процентное содержание углерода в поверхностном слое,
однородность и мелкозернистость структуры, глубина химико-термического слоя,
механические свойства и их изотропность. Особо оцениваются величина и ха-
рактер распределения остаточных сжимающих напряжений.
В качестве цементируемых сталей применяется 12Х2Н4А-Ш. Из этой стали
изготавливаются не менее 8/4 всех авиационных зубчатых колес и, в частности,
зубчатые колеса главных редукторов вертолетов.
В качестве пементируемых сталей для авиационных зубчатых колес использу-
ются также 14ХГСН2МА, 20ХЗМВФ и др. Эти стали содержат меньше никеля
или являются безникелевымй, более стойки против заеданий, менее чувствитель-
ны к прижогам. Они являются более теплопрочными, чем 12Х2Н4А-Ш.
Незначительное применение находит азотирование зубчатых колес — эпицик-
лов планетарных редукторов. В качестве азотируемой стали применяется
38ХМЮА.
Качество зубчатых колес повышается при их термической обработке в штам-
пах, а также при точном изготовлении перед термической обработкой. Припуск
на шлифование поверхности зубьев должен гарантировать получение требуемой
толщины упрочненного слоя с учетом деформации при цементации. В идеальном
случае он не является равномерным, так как ножка зуба деформируется больше,
чем головка.
Так, несущая способность химико-термически обработанных зубчатых колёс
в значительной мере определяется величиной наведенных остаточных сжимающих
напряжений. Эти напряжения, возникающие в поверхностном слое, уравновешива-
ются относительно небольшими растягивающими напряжениями в сердцевине
зуба, их наибольшая величина .не превосходит о<:1,15от [Й1].
В процессе зубощлифования выводятся неточности зубсфрезерованйя и ос-
новные деформации зубчатых колес, связанные с термической обработкой, а
также снимается поверхностный слой с дефектами термообработки.
В процессе зубошлифоваиия под действием высоких температур происходят
вторичные структурные изменения в материале, влияющие на возникповенйё ос
таточны.х растягивающих напряжеиий. При повышенных режимах шлифования и
неблагоприятном стечении указанных выше обстоятельств величина этих Напря-
жений по абсолютному значению может достигать значений остаточных напряже-
ний после термообработки колес. Происходящие в стали микроструктурные изме-
нения приводят к так называемым прижогам.
Для увеличения надежности и несущей способности зубчатых колес изготав-
ливают зубья с поднутренным нешлифованным основанием, шлифованию под-
вергают лишь эвольвентный профиль зубьев. Такие зубья и им соответствующий
исходный производящий реечный контур проектируется на ЭВМ.
1Э
Не допускается шлифование высоконапряженных зубчатых колес по всему
профилю, за исключением случаев, когда гарантируется отсутствие прижогов.
• Значительная часть авиационных зубчатых колес имеет эвольвентную по-
верхность по 7... 8-му классу шероховатости ГОСТ 2789—73, риски которой име-
ют вид сетки. Такая форма микронеровностей имеет место при шлифовании на
станках фирмы «Мааг» зубчатых колес с углом установки шлифовального круга
равным аш=Г5 или 20°. При этом предполагают, что зубчатые колеса работают
в условиях граничной смазки и ориентированная таким образом шероховатость
способствует удержанию масляного слоя.
В связи с доводкой зубчатых передач на больший ресурс стала заметна тен-
денция перехода на «непрерывное» шлифование, получаемая при нулевой—па-
раллельной— установке рабочих граней шлифовального'круга. В основу этого
метода шлифования, позволяющего повысить шероховатость поверхности до 9-го
класса по ГОСТ 2789—73, положено допущение о существовании гидродинами-
ческой масляной пленки: Опыт доводки авиационных двигателей на большой
ресурс подтверждает высокую работоспособность зубчатых колес с шерохова-
тостью, соответствующей 9 ... 1(0-му классам, лоичем поверхность с 1.0 jm классом
шероховатости получают зубохонингованием. При зубох-онинтоваиии уменьшают
погрешности основного шага при съеме металла в 5... 6 мкм. Шероховатость пе-
реходной поверхности обычно на 1 ... 2 класса ниже, чем шероховатость эволь-
вентой поверхности. Однако при тонких ободах чистота переходной поверхно-
сти достигает 10 ... 11-го класса шероховатости. В этом случае, учитывая влия-
ние чистоты поверхности на сопротивление из1ибной усталости, производят тща-
тельную полировку переходной поверхности.
Иногда в качестве окончательной операции по доводке эвольвентной по-
верхности зуба применяют электрополпрование, позволяющее получить 9-й класс
шероховатости. Недостатки электрополирования компенсируются дробеструйным
наклепом поверхности. Вместо электрополирования в качестве финишной опера-
ции применяют притирку с пастами зубчатых колес графитизированным перлит-
ным чугунным притиром. -При притирке снимается слой 20... 30 мкм и в основ-
ном исправляются погрешности основного шага и направления зуба.
Хонингованием или притиркой снимают тонкий дефектный слой, оставшийся
после термообработки, шлифования, травления зубчатых колес с целью обнару-
жения прижогов. Различные методы пластического деформирования также явля-
ются завершающей операцией по отделке зубчатых .колес.
Глава 2
ГЕОМЕТРИЯ И СИСТЕМЫ ГЕОМЕТРИЧЕСКОГО
РАСЧЕТА ЭВОЛЬВЕНТНЫХ ЦИЛИНДРИЧЕСКИХ
ЗУБЧАТЫХ ПЕРЕДАЧ
Геометрия авиационных эвольвентных цилиндрических зубчатых передач
имеет следующие особенности, отличающие ее от зубчатых передач общемаши-
ностроительного применения: 1) особый исходный контур; 2) особый производя-
щий контур, который в общем случае не совпадает с исходным; 3) модификация
профиля, в результате чего он значительно отличается от номинального.
Эти особенности, а также ряд других вносят значительные коррективы в
традиционное представление о возможных параметрах эвольвентного зацепле-
ния. Их интервал больше, чем у передач общемашиностроительного применения,
а непрерывные потребности в увеличении несущей способности передач застав-
ляют отыскивать новые резервы параметров, ранее неизвестные. К главным па-
раметрам передачи относятся угол зацепления а», коэффициент торцового- и сум-
марного перекрытия, а также параметры и конфигурация основания зуба при
достаточной его толщине на окружности вершин.
В соответствии с задачей проектирования выбор параметров и расчет геомет-
рии зубчатых передач могут осуществляться как скорректированными на ука-
занную специфику традиционными методами, так и наиболее общими методами—
использованием так называемых обобщающих параметров.
16
2.1. ГЕОМЕТРИЧЕСКИЙ РАСЧЕТ ПЕРЕДАЧ ВНЕШНЕГО
ЗАЦЕПЛЕНИЯ ПРИ ИЗВЕСТНЫХ ПАРАМЕТРАХ ИСХОДНОГО
КОНТУРА
При расчете зубчатых передач традиционными методами [29, 30, 42, 95, 105,
149], ГОСТ 46532—70, предполагается, что технология образования зубьез ко-
лес известна. Конфигурация этих зубьев в первую очередь зависит от зуборез-
ного инструмента и его смещения, а также от относительного перемещения ин-
струмента по отношению к заготовке в процессе резания (огибание или деле-
ние). Зуборезный инструмент реечного типа — червячные фрезы и изредка зубо-
резные гребенки — находят наибольшее применение при производстве цилиндри-
ческих колес с внешними зубьями. Внутренние зубья нарезаются зуборезными
долбяками. В основу зуборезного инструмента положен простой исходный кон-
тур (см. гл. 1), который определяет очертания зубьев на -этапе, предшествующем
шлифованию и финишным операциям. В ряде случаев шлифование вносит не-
допустимые изменения в очертание основания зубьев, приводит к возникновению
вредных остаточных растягивающих напряжений, тогда возникает необходимость
В более сложных исходном и -ему соответствующем производящем реечных кон-
турах (ИПРК), образующих зубья с нешлифуемым поднутренным основанием и
шлифуемым активным профилем.
2.1.1. РАСЧЕТ ПЕРЕДАЧ БЕЗ ПОДНУТРЕНИЯ ЗУБЬЕВ
ПРИ ИЗВЕСТНЫХ ПАРАМЕТРАХ ПРОСТОГО ИСХОДНОГО КОНТУРА
Параметры простого исходного контура принимаются (за исключением осо-
бых случаев) по табл. 1.1. Если исходный контур принимается по Ст. СЭВ 308—
76, то геометрический расчет можно производить по ГОСТ 16532—70. Исходные
данные для расчета прямозубых передач представлены в табл. 2.1.
При заполнении табл. 2.1 коэффициенты смешения принимаются из блокиру-
ющих контуров, определяющих для заданной пары чисел зубьев zt;2 колес при
принятом исходном контуре область свободного выбора коэффициентов смеще-
ния х|;2 [30, 50, 149J.
Блокирующие контуры строят при т=1. Конфигурация блокирующего кон-
тура и положение по отношению к осям координат коэффициентов смещения Xi,
Х2 зависят от параметров исходного контура и сочетания чисел зубьев zf и г2
сопряженных зубчатых колес.
Эта область ограничена изолинией предельного значения коэффициента пе-
рекрытия еа=1-,'0, изолинией толщины зубьев на окружности вершин за];2 = 0,
изолиниями интерференций и подреза зубьев в станочном зацеплении. Кроме то-
го, на блокирующий контур наносят первые две изолинии при значениях, отли-
чающихся от граничных, например ea = l,2, sal;2 —0,25. На блокирующий кон-
тур наносят также изолинии углов зацепления, представляющие сетку прямых
линий под углом л/4 к положительному направлению осей координат. Они одно-
временно являются изолиниями межосевых расстояний в долях модуля т. Если
угол профиля а исходного контура равен углу зацепления а„„ то отвечающая
им изолиния проходит через начало координат и делит блокирующий контур на
две части: на область выбора коэффициентов смещения, обеспечивающих au->a,
и на область a,t,<.a. На блокирующем контуре могут быть нанесены также дру-
гие изолинии, например изолиния окружности вершин dai-2> изолинии единич-
ных местных напряжений °м°.2 (или коэффициентов формы зуба) и т. д.
Блокирующий контур с изолиниями коэффициента перекрытия %= 1,2 и тол-
щины зубьев на окружности вершин = 0,25 (.рис. 2.1) образуют внутри блоки-
рующего контура зону предпочтительного выбора коэффициентов смещения.
Конфигурация контуров и в особенности их положение по отношению к осям
координат Xi и Х2 зависят от параметров исходного контура и сочетания чисел
зубьев Z| и z2 сопряженных колес.
На рис. 2.2 показано влияние на блокирующий контур и на его положение
относительно осей Xj, л.2- Более четко это влияние обнаруживается, если отобра-
17
Таблица 2.f
Исходные данные для расчета прямозубых передач
Параметр Обозначе- ние
Число зубьев шестерня
колесо
Модуль т
Исходный контур Угол профиля а
Коэффициент высоты голсвки а *
Коэффициент граничной высоты
Коэффициент радиального Зазора с*
Линия модификации головки —
Коэффициент высоты модификации головки Л) *
Коэффициент глубины модификации головки А*
Коэффициент смещения у шестерни Х1
у колеса Х2
Межосевое расстояние
Примечание. При расчете геометрии зубчатых передач в качестве исходных дан-
ных принимаются либо коэффициенты смещения и х2, либо межосевое расстояние aw.
зить блокирующие контуры в системе координат лу; a.w=*f(xi + X2=Xv) (рис. 2.3).
На рис. 2.4—2.6 показаны экстремальные значения ублов зацепления aw, соот-
ветствующие различным исходным контурам и передаточным числам. Не пред-
ставляется возможным предложить единый рецепт дЛя выбора коэффициентов
смещения из блокирующих контуров. Этот выбор, определяется множеством фак-
торов: режимами работы передачи, ее конструктивиьйии особенностями, свойст-
вами материалов, из которых она изготовлена, параметрами масла, шерохова-
тостью зубьев и т. д. [123]. Для каждого из колес парк увеличение коэффициен-
тов смещения приводит к росту радиусов кривизны рабочего профиля, увеличению
18
'saz = 0,25\
"*=7*l
daz = 39,0
s*az = O,5
= 15
0,5
*2
317°: 26 5
23,72°; 26
=70
25 : 23
—27
awmax 33,15;Q^max~2/^Z
aw= 32,6 °; aw = 26,75
27.5
23.3 : 23.25
ea=1,5
— 2.0
30,73°; 26,25
28,65 ; 23,75
<£=38
Sa,=0,25
Sq3=O
4--------
23.62°: 22.75
a.a,,=36
c« = 42
-rf=O
min — 21,18°;
!' O-wmln ~ 22,35
Рис. 2.1. Блокирующий контур (Z|=12, z2=34, a=25
=0.20328)
толщины зубьев у основания и уменьшению ее на окружности вершин, так что
активный профиль зуба .располагается на более пологой и отдаленной от основ-
ной окружности части эвольвенты. В то же время уменьшаются у переходной
кривой зуба .радиусы кривизны и высота. У пары зубчатых колес увеличение
суммарного смещения сопровождается увеличением угла зацепления аш и меж-
осевого расстояния aw, а также уменьшением коэффициента перекрытия еа и от-
носительных скоростей скольжения профилей зубьев. Эти параметры оказывают
существенное влияние на прочность передач, что необходимо учитывать при вы-
боре коэффициентов смещения зубчатых колес.
Блокирующие контуры, соответствующие исходным контурам по табл. 1.1,
представлены на рис. 2.7—2.8.
Если коэффициенты смещения заданы или приняты из блокирующего конту-
ра, то определяется угол зацепления aw передачи (рис. 2.9—2.11) по номограмме
или табл. 2.2. Если же задано межосевое расстояние, то определяется угол за-
цепления aw, которому отвечает при известном исходном контуре его суммарное
смещение х%. Суммарное смещение х$ разбивается на слагаемые с помощью бло-
кирующих контуров.
В табл. 2.2 приведены также формулы для расчета диаметров ряда окруж-
ностей зубчатых колес. В таблице не включены, как не имеющие иепосредствен-
19
Рис. 2.2. Влияние профильного угла исходного реечного контура и переда-
точного числа на блокирующие контуры и их положение относительно осей
координат:
а—исходный контур по стандарту СЭВ 308 —76; б—исходный контур (а=
=25’. h *=1, с*=0,29328); в—исходный контур с нестандартными парамет-
рами (а=30°. йа*=1Д с*=0,12012)
Рис. 2.3. Блокирующие контуры зубчатых колес Zi = 12, 22=ЗТ
в си:геме координат aw для трех исходных реечных конту-
ров
^У^тах
min ?
Рис. 2.5. Экстремальные значения углов
зацепления для зубчатых колес с ис-
ходным контуром (а=25°; /га*=1,0; с*=
- 0,20328)
гис. 2.4. Экстремальные значения угл<>.
зацепления для зубчатых колес с ис-
ходным контуром по стандарту СЭВ
308—76
2.1
S За©
Я
n n s
22
него отношения к оформлению чертежа, диаметры делительной d=mz и на-
чальной dw=db sec aw окружностей. Диаметр начальной окружности, в част-
ности, используют при разложении силы, действующей в зацеплении, на состав-
ляющие.
Таблица 2.Т
Угол зацепления и основные расчетные диаметры зубчатых колес
Параметр Формула № форму- лы
Угол зацепле- ния CCw если задано сум- марное смещение =Х1+Л2 2хе tg а . luv aw — + inv а г1 + г2 (2.1)
если задано меж- осевое расстояние Ct-w 0,5/я (•?[ + г?) cos — - - cos а Затем, по (2.1) определяется пос- ле чего производится разбивка на Лт И Х2 (2.2).
Межосевое рас- стояние aw если задан угол зацепления (Хи,(хЕ) Из формулы (2.2)
Диаметры основных окружностей rfji-2 = тег,1-2 cos °- (2.3)
Диаметры окружностей впадин dj 12 = т Ogg 2 (Лй + с* — х1;2)] (2-4)
Диаметры ок- ружностей вер- шин по одной из формул при радиальном зазоре в зацепле- нии с*т 1;2 ~ т [*1;2 + (ha— Х2;1) + 1 cos а \1 + С2*! + 2*2) 1 — ill \ cos / J (2.5).
при радиальном зазоре в зацепле- нии, отличающем- ся от с*т =Z X/72C*) d #2;1> x < 1,0 (2-6).
Диаметры окружностей нижних граничных точек ^Zl;2 = Ol#— ^a + + ' + 4 (ha — Xl;2)2 ctS2 а (2.7).
Диаметр ок- ружности ниж- них активных точек шестерни dpi = dbi sec arctg [(1 + a) tg aw + + и tg arccos (<Ш,2)] (2.8)
колеса Г1 + и dP2 — rf*2 secarctg tg aw 4- L и 1 dbi I r tg arccos и dal J (2.9)
Диаметр окружности вершин (по-другому — заготовок) получают в резуль-
тате токарной обработки или штамповки. Ограничением в увеличении диаметра*
2»
Рис. 2.8. Блокирующие контуры (исходный контур а=23°, Да*=0,9; с*=0,18438):
а—zt=20 при z2=20; 50; 100; 150; б—г1=25 при z2i=25; 50; 100; 150; в—Zi=31 при г2=
=31; 50; 100; 150; г—Zi=34 при zj=34; 65; 100; 150; д—г, = 42 при г2=42; 65: 100; 150
•окружное™ вершин является возможность появления интерференции у основа-
ния зубьев и изменение толщины зубьев до недопустимых значений на самой
окружности вершин. Применение формулы (2.5) при расчете освобождает от не-
обходимости осуществлять проверку на выявление интерференции. Расчет по
формуле (’2.6) при и<1Д приводит к увеличению диаметра da и уменьшению
толщины зубьев sa на окружности вершин, а также к росту коэффициента пере-
крытия е •
Диаметр окружности нижней граничной точки определяется по формуле
(2.7). Ему соответствует угол профиля at, который вычисляется по формуле
(рис. 2.12) cos ai=dbldi. В общем случае угол профиля в текущей точке X опре-
деляется при Х=1. Формулы (2.7) и (2.8) можно записать как dp=db sec аР>
где угол профиля в нижних активных точках (рис. 2.ГЗ) определяется:
на шестерне z1 в точке В2 по формуле
tg <М = (• + «) tg aw — и tg ая2; (2. Ю)
на колесе z2 в точке Bt
tg tg aw------— tg ас1, (2. Н )
и и
причем передаточное число K=Z2/zt. __
24
Li------------. I ! I I I I 1 I I I I I I I I I I , I ! I , | I I , к | I I | | , | d
рЩП|1[1|11{1|||р11ф|11|11||р111|111ф1|ф1|ф111|1|11|111|||111||||1|1|1ф111|НН|1111||111|Ш1|ПНрГПу1Г1][ШрЛфШ]ПН|1'Ш|
Vx Qk Cx
<\i Y
-LLlLlI J.L111111 11111111111111111111 U 111 h 11111! 111 M ! h 1111111 c
|iiiipiii|iiii|iiii|iiiqnn|iiii|iiii|iiiipi^iiipiii|iiii|iiii|iiiipiii|iiii|iiii|iiiipiii|iinpiii|Hiipiiip<nr[iiii|iiii|iiii|iiiipiii|
Й N d- bo c\j tx. 4)
. о
SQ <\j
I ll I II II Illi 11 UJjJlhllllllljIililililililililililililihlililijilihlilililililihlililil Й
[HTTpill|mi[inTJT1!l|lllip!ll|llll|lll!|llll|llll|ll!l|lllipn|llll|llll|llll[IHI||||J[|l!|||nipill|llll[IIII|l|tl|IIII|llll|IIH[IIII]ni!]. _ .
J i f i । ' i - i । Y V Y Y Y
I i h I i I i I i I i h И h 1 । 1 i li h 11 I 11 i I i I li. i II, । ij 1 j
|nnpiiip!iipiiipiiipiiipiiipiiipiii|iiiipmpiiipiiipiiipiii|iiiipiiipiii|iiiipiii|nii|i'npiii|iiii|iiii|iiii|iiii|iiii|iiii|iHi|
11111 L I 1111 111 i 11 i 11111111111111111111111111 11 i i I ilj. 111.11
|llll|llll|llll|llll|linpill|lllipill|llll|llll|llll|llll|IIH|llll|lll^
11111111111111! 111111111111111 Hi 1111 li I iltli I ill 11111111 II I i 11 Illi 11 LlLlLlLJ
|iiiipiiijiiii|iiii|iiii|iiiipiii|ii!ipiii|iiiipiiipiiipiii|iiiipiii|iiii[iiii[iiiipiii|iiippi^impiiipiiipiii|iiii|iiii|iiiipiii|
I M i i I i I i i I i 11 11 I 11 111111,1111111II Hi 111111111111 ill 11 i 11Ш1111111Ц1]
pilip!lipil!]niipilipilipilipilip:itpilipilipilipilipilipilipill|lllipilipill|TITIplll|llll]TnT|llll|iiil|llll|llll|llli|liil|llli| •
» i • i ' * । 1 1 Y Y Y Y Y ।
Рис. 2.9. Номограмма для определения угла зацепления а. , Рис. 2.10. Номограмма для определения угла зацепления а.
если в исходно^ контур? а=20° B=lOC0(Xi+*.)/(3i+z!) 4 ес^и " исходном конгуре а-25° B-lOgO^+x^/^+Z;,)
25
6
Ci
s <\i b
11111111111111111 li 111111 III 11111 hl 1111111 i 1111 н । hi 1111
|1П1||||||||1П11|1||111|1111|1111|11Н||11Ц|11||11|||1|11|||11|1111|1111|111ф111|!11||111!|11;1||',''рт1'|"11|||!|||'|1|1^|1'!'||'11|,ППрШ]
| jb ‘O
ь
6
Чэ • 'O
r\j C\J <\1 <\j Q
I н 11111111 iii 111111 lii i и i и 11 hi 111 mil и i hi ii hiiiiindiiiiiiiiiliunJ
iiiii|iiii|iiii|iiii|Tnp|iiii|iiii|iiiqi'M Э
Угол профиля в начале зоны однопарного зацепления на головке зуба шео
терни 21 и колеса z2 соответственно
2л
tg а = —-— + (1 + и) tg а№ — и tg ао2; (2-12>
ci Zx
2л 1 + и 1
tga.9 =------- +--------tg«w —--------1ёа«1- (2.13)»
712 Z2 и и
.4*
Id
'Рь
Оц {
N, &
Ух2
Чг.
а)
О,
а—в зоне одиопарного зацепления;
б—на ножке зуба zt и головке зуба
г2; в—на головке зуба z( и ножке
зуба г2
Схема зацепления при
полюсом зацепления П
Рис. 2.18.
с <2,0 с
а
расположенным:
П/А С В, \Nj
Рь
LPt
ар2
ЕРь
«9
При профильной модификации (фланкировании) головки зубчатого колеса
по параметрам модификации головки исходного контура определяется угол линии
модификации головки исходного контура, а затем соответствующий диаметр ос-
новной окружности (табл. 2.3), где hg*, Д* — коэффициенты высоты и глубины
модификации соответственно). Остальные параметры модификации определяют-
ся по приближенным формулам [1'68].
Для .контроля зубчатых колес (табл. 2.4) определяют радиус кривизны и угол
развернутости эвольвенты в характерных точках. Так, радиус кривизны профиля
зуба на окружности диаметра dx равен (см. рис. 2.13)
qx = 0,5rffc tg ах = 0,5db tg arccos (djjd^, (2. 22}
а ему отвечающий угол развернутости
= (2.23)
Если зубчатые колеса выполнены без профильной модификации и без фаски,
то радиус кривизны его профиля в вершине определяется по формулам (2.19)' и
(2.2'0). Если у зуба имеется фаска, то радиус кривизны эвольвенты уменьшается,
причем в эти формулы вместо dal;2 подставляется диаметр окружности начала
модификации.
Полюс может быть размещен в зоне двухпарного зацепления при еа<2,0 на
головке зуба колеса z2 и ножке зуба шестерни г\ и на головке зуба Zj и ножке
27
Таблица 2.3
Параметры профильной модификации зуба
Параметр Формула № формулы
Диаметр основной окружно- сти эвольвенты модифициро- ванной головки зуба / д* \ rf/м —m^cosarctg^tgci 4- | (214)
Диаметр окружности моди- фицированной головки зуба dg 4т2 [0,5г sin а 4- k + (лс — h*g + х) cosec а12 (2.15)
Нормальная глубина модифи- кации торцового профиля го- ловки л с1ь — ^1к! (1 л2 2dbM И da h№ (2 16)
Радиусы кривизны и углы развернутости эвольвентного профиля
Таблица 2.4
Параметр Формула № формулы
Радиус кривизны активного профиля зуба в начальной точ- ке модификации головки Q<? _ т 1 0,5z sin а 4- 1 \ sin а / (2.17)
Угол развернутости активно- го профиля в начальной точке модификации головки 26g vg~ И db (2.18)
Радиус кривиз- ны активного профиля зуба в нижней актив- ной точке шестерни Qpi = ~ [(1 + «) tg < . db2 — и tg arc cos da<2 *v> — dbi (2.19)
колеса 1 6p2 — 2 1(1 + M) — tg arc cos 1 da\ 1 aw — dbi (2.20)
Угол развернутости активно- го профиля в нижней активной точке 2qp vp~ , db (2.21)
28
зуба z2 соответственно (на рис. 2.13 участки В2А и CBt—эоны двухпарного за-
цепления)
6*.2 = cos а [0,5z 1;2 (tg аа1;2 — tg а№) — л] >0. (2. 24)
Коэффициент б* характеризует расстояние от полюса зацепления до начала
зоны двухпарного зацепления. Шаг по основной окружности равен
л
рь = ------------------------------db = Лт cos a.
(2.25)
Угол давления, или угол между линией зацепления и перпендикуляром к оси
симметрии зуба, в некоторый момент зацепления на окружности диаметра dx
db 0,5л + 2х tg a
Sv = tg arccos ----— inv av —-----------------------
/Г Л э-
(2.26)
Длина общей нормали в зависимости от параметров исходного производящего
контура определяется по формуле
W = [п (zn — 0,5) + z inv a 4- 2x tg a] m cos a,
где zn —округленное до ближайшего целого числа
Z ( X tp CL \
zn =---- I tg ax 4- inv ct —-----—) -ь 0,5;
Л \ z J
z cos a
cos a v —-------— .
x z 4-2x
Если результат по формуле (2.29) больше 1, то zn=i3.
Толщина зуба зубчатого колеса на окружности диаметра
cos a Г л
sv = т------------ —-— 4- 2 х tg а 4- z (inv а — inv a.
Л cos ax I 2 4 *
где ax — arccos (db/dx).
(2. 27)
(2. 28)
(2. 29)
(2. 30)
При определении кинематических показателей в эвольвентнюм зацеплении
обычно учитывают коэффициент удельной скорости скольжения в заданной кон-
тактной точке профиля зуба
где vs-v=0,5(b)14-<o2)(tgax—tgaw)rf* (2.31)
— скорость скольжения, ,
и скорость перемещения общей точки по профилю зуба
Vpx = a>QX. (2. 32)
Коэффициент торцового перекрытия определяется по формуле
\ = zi [tg “al + “ tg ай2 — (1 4- U) tg аа,]/2л. (2.33)
При выборе коэффициентов смещения из блокировочных контуров отпадает
необходимость в проверке отсутствия интерференции в станочном и в рабочем
зацеплении. В противном случае при отсутствии подреза коэффициент наимень-
шего смещения исходного производящего реечного контура
хТО|П = Л* —zsin2a <х, (2.34)
где х—принятый коэффициент смещения.
29
Таблица 2.5»
Координаты профиля зуба и параметры переходной кривой
Параметр Формула № фор- мулы
Координаты эволь- вентного профиля зу- ба X = ~тг cos a sec ах cos [(0,5л + 2 tg а x)/z + + inv а — inv ах]; 1 У — — пг cos a sec ах sin [(0,5л + 2 tg а x)/z-y + inv а — inv (2.36>
Координаты переход- ной кривой X = т [(0,5г? — у0 + Q* sin ф) sin ? + + (0,5г — х0 — Q* cos ф) cos ?]; У = т [(0,5г — хр — cos ф) sin f — — (0,5г? — у0— q* sin ф) cos ?], где x0 = h * — x — e; Уо := 0,25л ha tg a -4- k\ ? = (i/o + Xo tg Ф)/0,5г; 0 < ф <90° — a, причем e и k принимаются из следующей таблицы (2.37) (2.38)
* е k
«н Sc max Q* sin а 0,25л — Л* tg а
Г» * * 0 < е< < е(тах Q* cos а
0 0
Радиус кривизны пе- реходной кривой / х2 \ 1 * 1 в m о,5г cos3 ф + хр cos ф / (2<39)
Угол между нормалью к переходной кривой и перпендикуляром к оси симметрии зуба X = 90° - (у + ф) (2.40)
30
В рабочем зацеплении интерференция профилей отсутствует, если удовлет-
воряется условие
аг < ар. (2.35)
При нарезании колес инструментом реечного типа координаты профиля зу-
ба и параметры переходной кривой определяются по формулам табл. 2.5, причем
центр осей координат расположен в центре колеса, а ось ординат X совпадает
с осью симметрии его зуба.
2Л.2.ОСОБЕННОСТИ ГЕОМЕТРИИ ШЛИФОВАННЫХ ЗУБЧАТЫХ КОЛЕС
В подавляющем большинстве случаев шлифование зубьев зубчатых колес
осуществляется абразивным острозаточенным кругом, диаметральное сечение ко-
торого можно представить как часть исходного производящего реечного контура.
Этот ИПРК имеет следующие параметры: коэффициент радиального зазора
'Сш*==!0, коэффициент радиуса скругления pZ —10, профильный угол ащ, в общем
случае неравный профильному углу а исходного контура, соответствующего
предшествующей операции зубофрезероваиия.
а) 0)
Рис. 2.14. Схема установки инструмента при шлифовании sj6a эвольвентного колеса:
Например, на зубошлифовальных станках фирмы «Мааг» (абразивный та-
рельчатый шлифовальный круг) угол профиля ИПРК может быть аш=0°; 15°;
20°. На некоторых станках, чтобы улучшить геометрические параметры переход-
ной кривой зуба, шлифовальный круг подвергают систематической компенсаци-
онной правке, в том числе дуговой; в этом случае ра¥=0. Однако увеличение ра
приводит к увеличению тепловой напряженности в зоне резания, что способст-
вует возникновению прижогов материала и т. д. (рис. 2.14).
В общем случае при шлифовании с1п[=Ла, и поэтому изменяется диаметр
делительной окружности
cos a cos а
т/ш = d-----------= mz--------------.
cos аш cos аш
(2.41)
Здесь модуль зацепления
тш = т (cos а/cos аш).
(2.42)
31
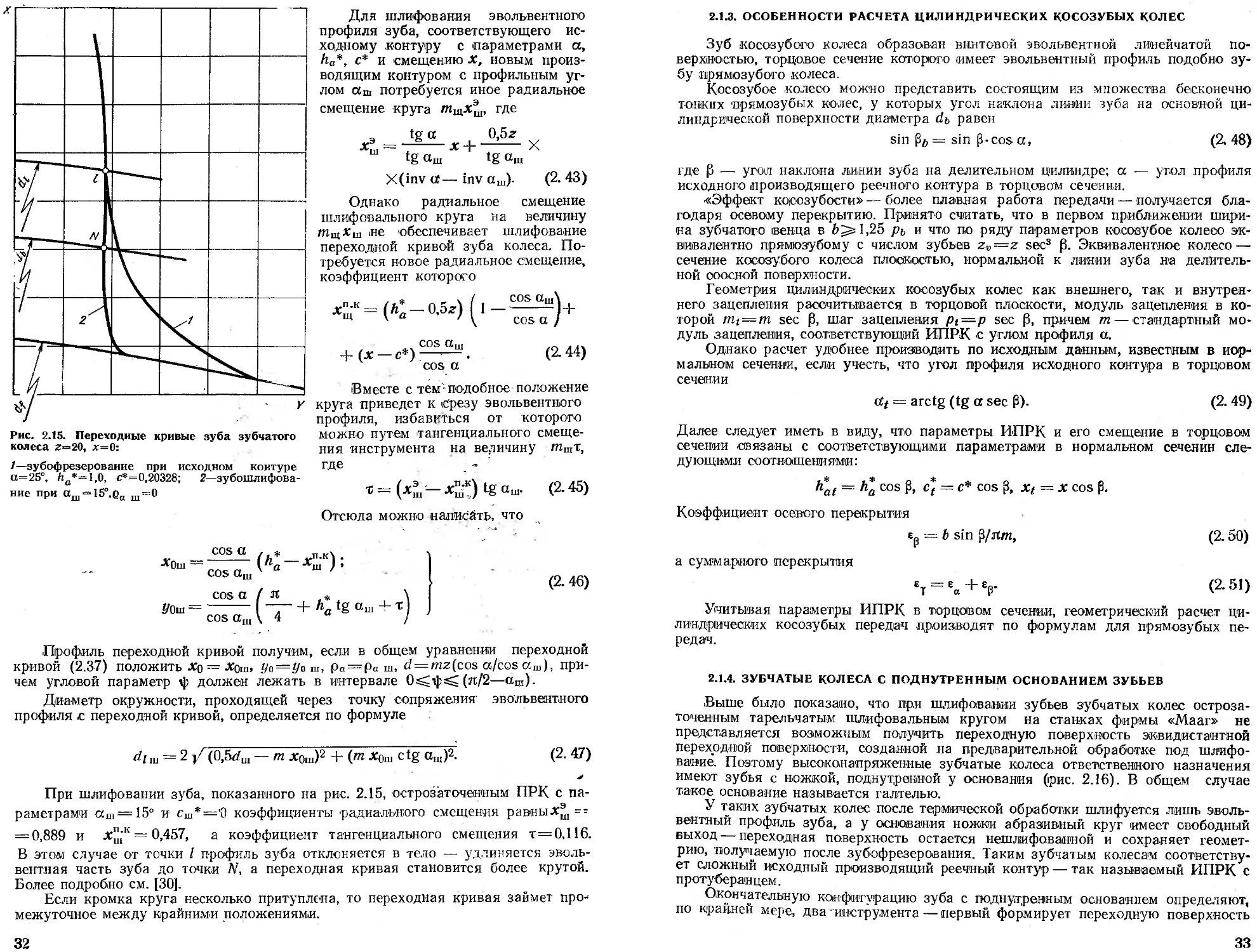
Рис. 2.15. Переходные кривые зуба зубчатого
колеса г=20, х=0:
/—зубофрезерование при исходном контуре
а=25°, ha*—l,0, €*=0,20328; 2—зубошлифова-
ние при ош = 15°,Са ш=0
Для шлифования эвольвентного
профиля зуба, соответствующего ис-
ходному контуру с параметрами а,
ha*, с* и смещению х, новым произ-
водящим контуром с профильным уг-
лом аш потребуется иное радиальное
смещение круга mmx^, где
tg а 0,5 z
= ——х +------
tg аш tg аш
X(inv«—inv а1ц). (2.43)
Однако радиальное смещение
шлифовального круга на величину
тщхш не обеспечивает шлифование
переходной кривой зуба колеса. По-
требуется новое радиальное смещение,
коэффициент которого
,п.к
Щ
( COS
cos а
•Я’Ош
cos а
cos аш
cos аш
+ (х —с*) —~
cos а
(2.44)
Вместе с тем'подобное положение
круга приведет к срезу эвольвентного
профиля, избавиться от которого
можно путем тангенциального смеще-
ния инструмента на величину тП1т,
где _ .
т = (ХШ — хш\) ‘S “Ш- (2- 45)
Отсюда можно написать, что
cos а / л
cos аш \ 4
h*a tg аш + Т
(2. 46)
Профиль переходной кривой получим, если в общем уравнении переходной
кривой (2.37) положить Xq = Xqm, Уо—Уош, Ра = Ра ш, d=znz(cos а/cos аш), при-
чем угловой параметр ф должен лежать в интервале 0^ф< (л/2—аш)-
Диаметр окружности, проходящей через точку сопряжения' эвольвентного
профиля с переходной кривой, определяется по формуле
di ш = 2 /(0,5rfUI — т х0ш)2 + (« хОш с tg аш)2.
(2-47)
При шлифовании зуба, показанного на рис. 2.15, остроз’аточениым ПРК с па-
раметрами аш=15° и сш*='О коэффициенты 'радиального смещения равных^ = =
= 0,889 и х™ = 0,457, а коэффициент тангенциального смещения т=0,116.
В этом случае от точки / профиль зуба отклоняется в тело — удлиняется эволь-
вентная часть зуба до точки N, а переходная кривая становится более крутой.
Более подробно см. [30].
Если кромка круга несколько притуплена, то переходная кривая займет про-
межуточное между крайними положениями.
32
2.1.3. ОСОБЕННОСТИ РАСЧЕТА ЦИЛИНДРИЧЕСКИХ КОСОЗУБЫХ КОЛЕС
Зуб косозубого колеса образован винтовой эвольвентной линейчатой по-
верхностью, торцовое сечение которого имеет эвольвентный профиль подобно зу-
бу прямозубого колеса.
Косозубое .колесо можно представить состоящим из множества бесконечно
тонких прямозубых колес, у которых угол наклона линии зуба па основной ци-
линдрической поверхности диаметра d(, равен
sin ₽/,= sin (Kcosa, (2.48)
где p — угол наклона линии зуба на делительном цилиндре; а — угол профиля
исходного производящего реечного контура в торцовом сечении.
«Эффект косозубости»—более плавная работа передачи — получается бла-
годаря осевому перекрытию. Принято считать, что в первом приближении шири-
на зубчатого венца в 1,25 рь и что по ряду параметров косооубое колесо эк-
вивалентно прямозубому с числом зубьев z„=z sec3 р. Эквивалентное колесо —
сечение косозубого колеса плоскостью, нормальной к линии зуба на делитель-
ной соосной поверхности.
Геометрия цилиндрических косозубых колес как внешнего, так и внутрен-
него зацепления рассчитывается в торцовой плоскости, модуль зацепления в ко-
торой mt=m sec Р, шаг зацепления Pi=p sec Р, причем т— стандартный мо-
дуль зацепления, соответствующий ИПРК с углом профиля а.
Однако расчет удобнее производить по исходным данным, известным в нор-
мальном сечении, если учесть, что угол профиля исходного контура в торцовом
сечении
at — arctg (tg a sec ₽). (2.49)
Далее следует иметь в виду, что параметры ИПРК и его смещение в торцовом
сечении .связаны с соответствующими параметрами в нормальном сечении сле-
дующими соотношениями;
Л’< = h* cos Р, с* = с* cos р, xt = х cos ₽.
Коэффициент осевого перекрытия
= b sin р/Л/я, (2. 50)
а суммарного перекрытия
ет = е« + е₽- (2.5!)
Учитывая параметры ИПРК в торцовом сечении, геометрический расчет ци-
линдрических косозубых передач -производят по формулам для прямозубых пе-
редач.
2.1.4. ЗУБЧАТЫЕ КОЛЕСА С ПОДНУТРЕННЫМ ОСНОВАНИЕМ ЗУБЬЕВ
Выше было показано, что при шлифовании зубьев зубчатых колес остроза-
точенным тарельчатым шлифовальным кругом на станках фирмы «Мааг» не
представляется возможным получить переходную поверхность эквидистантной
переходной поверхности, созданной на предварительной обработке под шлифо-
вание. Поэтому высоко-напряженные зубчатые колеса ответственного назначения
имеют зубья с ножкой, поднутрениой у основания (рис. 2.16). В общем случае
такое основание называется галтелью.
У таких зубчатых колес после термической обработки шлифуется лишь эволь-
вентный профиль зуба, а у основания ножки абразивный круг имеет свободный
выход — переходная поверхность остается нешлифованной и сохраняет геомет-
рию, получаемую после зубофрезерования. Таким зубчатым колесам соответству-
ет сложный исходный производящий реечный контур — так называемый ИПРК с
протуберанцем.
Окончательную конфигурацию зуба с поднутренным основанием определяют,
по крайней мере, два-инструмента—первый формирует переходную поверхность
33
Рис. 2.16. Кривые для галтели зуба с поднутренным осно-
ванием:
/—вспомогательная эвольвента; 2—основная эвольвента; 3—
переходная кривая; 4—переходная кривая, соответствующая
простому ИПК; П—пересечение основной и вспомогательной
эвольвент; 1—точка сопряжения кривых 4 н 2
(а также эвольвентную с припуском под шлифова-
ние), а второй — эвольвентную при шлифовании.
Первый инструмент — червячная фреза с протубе-
ранцем (усиком), второй — абразивный шлифоваль-
ный круг.
В определенных случаях поднутрение ножки зу-
ба позволяет не только избежать дефекты шлифова-
ния, но и снизить концентрацию напряжений у осно-
, ватпвгтгубьевг Поскольку при расчете таких колес
одновременно должен удовлетворяться ряд условий,
то в полной мере он может быть осуществлен толь-
ко на ЭВМ. Если же учесть, что при расчете анали-
зируются результаты вычислений, то его правильнее назвать проектированием
на ЭВМ.
В основу проектирования на ЭВМ зубчатых колес с поднутренным осно-
ванием положены два критерия — геометро-технологический и прочности. В ре-
зультате проектирования получают такой ИПРК, соответствующий зубчатому
колесу на межоперационной стадии — перед шлифованием, которому соответст-
вуют зубчатые колеса с поднутренным основанием зубьев требуемой геометрии
при наименьшей концентрации напряжений у основания.
Геометро-технологический критерий учитывает влияние параметров ставоч-
ного зацепления, допусков и припусков при изготовлении колес с требуемыми
размерами эвольвентного профиля на окружности пересечения галтели с эволь-
вентпым профилем, необходимое для выхода абразивного круга поднутрение ос-
нования, необходимую чистоту поверхности и т. д.
Критерий прочности можно сформулировать следующим образом: из мно-
жества вариантов ИПРК зубчатых колес с поднутренным основанием зубьев,
если для них удовлетворяются геометро-технологические требования, выбирается
такой, зубчатые колеса которого имеют наименьшие местные напряжения изги-
ба (концентрацию напряжений). Эти напряжения должны быть заведомо ниже,
чем у зубчатых колес со шлифованным,
основанием зубьев, и составлять не бо-
лее 1,1Ю ... '1,1'5 от наибольших местных
напряжений изгиба зубьев зубчатых ко-
лес симметричных равноделенных ИПРК
с полностью скругленной впадиной.
В процессе формирования зубьев ко-
лес можно в таких пропорциях менять
модуль зацепления т, профильный угол
а и коэффициент смещениях, чтобы ди-
аметры ОСНОВНОЙ окружности db и
окружности заострения .'д оставались
неизменными. На этом свойстве основа-
но изготовление эвольвентного профиля
Зуба. Однако кроме эвольвенты зуб име-
ет галтель, основание, размеры и поло-
жение которой по отношению к эволь-
венте определяются еще, по крайней ме-
ре, двумя параметрами производящего
контура — радиусом скругления и уста-
новкой ИПРК но отношению к заготовке.
Рис. 2.17. Исходный производящий реечный
контур зубьев колес с поднутренным основани-
ем зубьев при тп-=1:
1—1—средняя линия
34
Именно галтель, ее номинальные размеры и положение относительно профи-
ля нельзя получить неизменной, используя отмеченные .выше свойства эвольвент-
ного зацепления. В то же время, меняя параметры исходного производящего
контура и сохраняя активный профиль зуба, можно воздействовать на галтель
и получить ее с требуемыми качествами.
Рис. 2.18, Схема станочного зацепления при образовании зубьев с поднутрен-
ным основанием
Исходный производящий реечный контур зубчатых колес с подиутренными
основаниями зубьев (рис. 2.L7) можно представить состоящим из двух простых
контуров — наружного и внутреннего . Наружный контур, соответствующий
эвольвентнюму профилю нарезаемого зуба, определяется профильным углом а0,
коэффициентом высоты головки йй0, модулем зацепления т0 = т cos a sec do.
Внутренний — отвечает галтели образуемого зуба и характеризуется профильным
углом ап, коэффициентом высоты головки AflI1, коэффициентом прямолинейной
части головки WV, коэффициентом радиуса скругления Qn*, коэффициентом ра-
диального зазора сп*, коэффициентом vn*, характеризующим фактическую высо-
ту внутреннего контура.
Средние линии этих ИПРК смещены одна по отношению к другой на ве-
личину тао*, где
«о = hao (‘g «о etg ССП — 1) (2.52)
(постоянная ИПРК поднутренных зубьев, определяющая дополнительное смеще-
ние инструмента при нарезании галтели).
Судной из важнейших характеристик производящего контура является сдвиг
в тангенциальном направлении прямолинейной режущей грани некоторого фик-.
тивного третьего контура с профильным углом а0 и радиусом скругления Qn. Эта
величина выражается коэффициентом Дп, который .в значительной мере опоеделя-
ет припуск Am на шлифование зубьев.
35
Если угол а<> меняется в широких пределах и может быть в общем случае
tzo^a, то интервал угла ап является небольшим. Он, с одной стороны, опреде-
ляется возможностью образования задних углов резания на инструменте, а с
другой — возможностью получения подреза эвольвенты зуба в заданной точке
или в заданном .интервале; обычно 6°^ап^12о.
Таблица 2.6
Параметры исходного производящего реечного контура с протуберанцем
Параметр Формула № фор- мулы
Коэффициент высоты головки зуба внутрен- него контура Аап = Аво‘8 “0 etg ап +.vn (2.53)
Коэффициент «высоты зазора внутреннего контура С* = Qn (1 — sin ctn) (2.54)
Коэффициент ради- уса скругления голов- ки зуба -внутреннего контура , 0,25л — /г* 0 tg а0 — vn tg ап Qn= ‘ cos ап (2.55)
Коэффициент прямо- линейной части го- ловки внутреннего контура W7* = 0,5л — 2 (Л*о tg а0 4- vn tg ап + q* cos а„) (2.56)
Тангенциальный сдвиг контура А* = On sec «о [ 1 — cos (а0 — а„)] + + vn(tg а0—tg а„) (2.57)
Коэффициент высоты прямолинейной час- ти внутреннего кон- тура v* = t ди cos а0 cos а„ — (0,25л — Л*о tg а0) X X [1 — cos (а0 — ап)]}/{ sin (а0 — ап) — — tg ап [ 1 — cos (а0 — ап)]} (2.58)
В табл. 2.6 представлены формулы для расчета параметров ИПРК зубьев с
поднутренным основанием.
Обратимся к рис. 2.18, на котором представлена схема станочного зацепле-
ния при образовании зубьев с поднутренным основанием. В процессе станоч-
ного зацепления профиль зуба с поднутренным основанием будет формироваться
на следующих линиях зацепления: активная эвольвента — на линии зацепления
ПЛ7о, вспомогательная эвольвента, определяемая прямолинейной частью vn внут-
реннего контура—ма линии зацепления ПТУп, переходная кривая — на линии за-
цепления E'D (конхоиде Никомеда). Линии зацепления эвольвент проходят че-
рез полюс Л станочного зацепления с делительной окружностью диаметра dn=
=mnz.
Так как профильный угол то диаметр основной окружности и поло-
жение эвольвенты по отношению к оси симметрии не изменятся, если модуль за-
цепления будет вычислен по формуле (2.42), а смещение производящего рееч-
ного контура — по (2.43), принимая аш=.а<).
Отсюда следует, что диаметр основной окружности вспомогательной эволь-
венты
dbn= тиг c°s ан. (2.59)
36
Радиальное смешение ИПРК на величину тпхп обеспечивает получение тре-
буемого главного эвольвентного профиля, в то время как контур, формирующий
вспомогательную эвольвенту, имеет радиальное смещение х„+а0-
Нарезание участка главного эвольвентного профиля между делительной ок-
ружностью и основанием зуба будет происходить на активном участке ПР' ли-
нии зацепления ПЛ'О. Конец этого участка в точке F' определяется пересечением
траектории точки С' с линией зацепления при поступательном перемещении
ИПРК. В момент, когда точка С' сольется с точкой F', формирование главного
эвольвентного профиля завершится. При дальнейшем поступательном движении
производящий контур займет положение, при котором точка С' сольется с точкой
F". Заготовка при этом повернется на угол (а0—Ип) и начнется формирование
вспомогательной эвольвенты. Когда «режущая точка» С совпадает' с точкой Е',
нарезание вспомогательной эвольвенты закончится.
Точка С', одновременно принадлежащая ИПРК с профильными углами Оо
и оп, входит .в соприкосновение с основной эвольвентой «а окружности радиуса
O,5dno, а со вспомогательной эвольвентой — на окружности радиуса ;0,5dn.n.
Отсюда точка С' и близкие к ней участки ИПРК не будут принимать участия в
окончательном формировании профиля зуба, т. е. произойдет-срез части его глав-
ного профиля.
Эта станочная интерференция имеет место на участке F'K линии зацепления
ПЛ'о, причем производящий контур будет внедряться в основную эвольвенту в
направлении от точки F' к точке К по мере поворота заготовки на угол (ао—ап)
При окончательном формировании профиля точка С участия не принимает.
Возможные границы этого вида интерференции dno=g:dnnp^dii.n,
где dll0 = 2т„ |/Л[0,5г—(й*0—л,,)]2-р (Л*о—jc„)2ctg2 а0; (2.60)
rfn.n = 2тп |/’[0,5г - (Л’о- хп)]2 + (ft*0-x„)2 ctg2 а„. (2.61)
Если dbn>dn.n, то возможные границы интерференции — db ns=Jdnjip^dn.n.
В процессе станочного зацепления может произойти также интерференция
другого вида, когда точка С при поступательном перемещении пересечет линию
зацепления ПЛ'И ниже точ(ки возврата Л'п вспомогательной эвольвенты.
Эти два вида станочной интерференции определяют два основных типа — 1
и II—галтели зуба с поднутренным основанием (рис. 2.19).
Если в станочном зацеплении отсутствует интерференция, при которой точ-
ка С пересечет линию зацепления П?/п ниже точки возврата Nn, то вспомога-
тельная эвольвента лежит между di„ < d| <d„,
где ^п=2ип]/[0,5г—(v„ + A*0 —xn)]2+(vn + A*0 —x,,)2ctg2an. (2.62)
Если наступает интерференция в станочном зацеплении (подрез вспомога-
тельной эвольвенты), то
Xn < h*an — 0,5г sin2 a„,
причем угол профиля апДр.всп в точке подреза определяется из уравнения [51]
1*
h х
1 - cos an sec с£др.всп cos (ап + 2а’др.всп + 0,1 а^рли.„) - " =0. (2. 63)
Радиус окружности возможного пересечения ^пдр вспомогательной эволь-
венты с главным профилем определяется из уравнения
, db . d-bn.
inv arccos — — inv arccos ------—
^ПДР ^пдр
2
— — (Xn— Л*о) (tg a0— tg an) — inv a0 4- inv an =0. (2. 64)
Эта интерференция имеет место, если dbn < dp, хп > Л*п—0,5г sin2an.
37
Рис. 2.19. Два основных типа галтели зуба с поднутренным основанием:
а—галтель состоит из вспомогательной эвольвенты 1 и переходной кривой
2; б—галтель состоит из переходной кривой 2; 3—основная эвольвента
Подрез главного профиля может наступить, если
(Л*о— х„) cosec а0 > 0,5г sin а0,
(2. 65)
причем угол профиля в точке подреза а«=аПдр
«пдр —
0,5л —2xtga
inva-Ь _ =0,
(2. 66)
где
, , 180 . 180
AL == л„ cos---------Ь Кп sin------
г г
, 180 180
К„ — Уп cos-------------— A"n sin----------
11 О’ •»
(2. 67)
Для реш чя уравнения (2.66) воспользуемся уравнением переходной кри-
вой в общем ь е по (2.37), (2.38), причем положим
Х0 = Х011, Уо = Роп. ? = ?1пФ = Ф|1. Q«=Qn:
Хрп — ^аи "^"н 01п sin ctn,
#оп = О,5(л—W7);
?и = Win + Хоп 1я'фп/(0,5г);
0 < фп <90°—а„.
(2.[68)
(2. 69)
Подробно образование зубьев с поднутрением изложено в работе [30].
г
38
2.2. ГЕОМЕТРИЧЕСКИЙ РАСЧЕТ ПЕРЕДАЧ ВНУТРЕННЕГО
ЗАЦЕПЛЕНИЯ ПРИ ИЗВЕСТНЫХ ПАРАМЕТРАХ ИСХОДНОГО
КОНТУРА
Методика геометрического расчета цилиндрических эвольвентных передач
внутреннего зацепления, приведенная ниже, основана на общей теории зубчатых
зацеплений [42, 1'015] для исходных контуров с параметрами (см. табл. 1.1, Ст
СЭВ 1308—76, ГОСТ 1119274—73).
Основные исходные данные для расчета: z2, zs — числа зубьев шестерни и
колеса; т—-модуль; а — угол профиля исходного контура; ha*—коэффициент
высоты головки; с*—коэффициент радиального за-зора; [i— угол наклона линии
зуба на делительном цилиндре; Х2, Хз — коэффициенты смещения шестерни и
колеса.
Геометрия зубчатых колес с внутренними зубьями существенно зависит о г
исходного производящего контура долбяка, основные параметры которого следу-
ющие: 20 — число зубьев долбяка; т0 — т— модуль; ha0—коэффициент высоты
головки зуба в исходном сечении; с0® — коэффициент радиального зазора; da—
делительный диаметр; do0 — диаметр вершин; Xq — коэффициент смещения ис-
ходного производящего контура.
Вследствие переточек долбяка по передней поверхности исходный произво-
дящий контур его меняется: уменьшаются Хр, диаметр вершин впадин -и ряд
других параметров.
Параметры исходного производящего контура долбяка определялись в соот-
ветствии с методикой [42] и ГОСТ 93.23—79.
Расчет основных геометрических параметров пары прямозубых колес внут-
реннего зацепления при заданных коэффициентах смещения сведен в табл. 2.7.
В приведенной методике геометрического расчета передач внутреннего за-
цепления диаметры окружностей вершин колес определяются из условия сохра-
нения стандартных радиальных зазоров в зацеплении при любых коэффициентах
смещений. При такой системе расчета высота зуба меняется в зависимости от
значений Х2> Хз,и только в частном случае равна (2ha*+с*)т.
В целях расширения возможности выбора коэффициентов смещения, ограни-
ченных интерференцией при внутреннем зацеплении, диаметр вершин колеса
увеличивают при Хз^ 1 на величину k3;
^оЗ= +2c*m ф2йзт, (2.102)
где k3 = с* (1 — 0,5хз). (2. 103)
Критическое значение х = 1 для таких исходных контуров в связи с тем, что
в зоне коэффициентов смещения Хз>1 на поле блокирующего контура лимити-
рующей .является изолиния Saz—0,25т либо изолиния е =1,2.
а
При геометрическом расчете косозубых колес можно пользоваться формула-
ми для прямозубых колес, если определить параметры исходного контура в
торцовой плоскости.
Коэффициенты смещения при проектировании передач внутреннего зацеп-
ления, соответствующие исходным контурам с параметрами по. табл. 1.1, выбира-
ются по блокирующим контурам (рис. 2.20—2.23) *.
На рис. 2.20—.2.23 приняты следующие обозначения: 1 — линия ео =1,2;
2 — линия еа = 1; 3 — линия So2=0,25; 4 — линия So3=0,25; 5 — линия Sa2=0‘,
6 — линия интерференции с переходной кривой зуба шестерни, нарезанной чер-
вячной фрезой; 7 — линия X2min; 8— линия интерференции с переходной кривой
зуба шестерни, нарезанной долбяком; 9 — линия интерференции с переходной
кривой зуба шестерни, нарезанной червячной фрезой, если зуб колеса z3 укоро-
чен ма величину k3 при Хз<1; 10— линия «ш=0; 11— линия интерференции
вершин при радиальной сборке передачи; 12— линия срезания при радиальной
подаче долбяка.
1 Программа для расчета блокирующих контуров иа ЭВМ составлена В. Н. Рубцовым.
39
Таблица 2 7
Расчет основных геометрических параметров эвольвентных прямозубых колес внутреннего
зацепления
Параметр Расчетная формула № фор- мулы
Коэффициенты сме- щения шестерни и ко- леса Х2, Х3 выбираются по блокирующим контурам
Коэффициент разно- сти смещений xd = Х3 — х2 (2.70)
Угол зацепления (см. рис. 2.9—2.11) 2 xdtg а . inv аш — + inv а <?з— или t . mv aw — В + inv а, 500 1000 ха где В — •?3 —-г2 (2.71) (2.72)
Межосевое расстоя- ние т (гз — г2) cos а аЫ — о 2 cos а№ (2.73)
Делительные диамет- ры шестерни и ко- леса ^2;3 = тг2‘,Ъ (2.74)
Передаточное число и = г3/ z2 (2.75)
Начальные диаметры шестерни и колеса == (zz — 1) == 2zz^zz/(zz — 1) (2.76) (2.77)
Угол станочного за- цепления колеса с долбяком 2(x3—x0) tgа . inv а^аоз — - - - - + mv а •гз—А) (2.78)
Межосевое расстоя- ние <в станочном за- цеплении (гз — г0) т cos а 2 cos (2.79)
Угол станочного за- цепления шестерни с долбяком 2 (х2 + х0) tg а mv «гада — + lnv а •г-2 + 2о (2.80)
Межосевое расстоя- ние в станочном за- цеплении + гр) т cos а ^w02 — о 2 cos aw02 (2.81)
Диаметр окружности впадин колеса dfs = 2ащД)з + йдр (2.82)
•40
Продолжение табл. 2.7
Параметр Расчетная формула № фор- мулы
Диаметр окружности вершин долбяка rfa0 = т [х0 + 2 (Л* + с* + х0)] (2.83)
Диаметр окружности впадин шестерни ^/2 " 2о^02 (шестерня -нарезается долбяком) (2.84)
Диаметр окружности впадин шестерни ^/2 = т [г2 — 2 (Л* + с* — х2)] (инструмент реечного типа) (2.85)
Диаметры основных окружностей колеса и шестерни db3 — mz3 cos а; dt,2 = nizy cos ct (2.86) (2.87)
Основной шаг — nm cos a (2.88)
Толщина зуба по дуге делительной окруж- ности S3 — 0,5шп — 2 хз m tg а (2.89)
Диаметр окружности вершин шестерни dai ~ df3 — 2«w — 2c* m (2.90)
Диаметр окружности •вершин колеса da3 = 2aw 4- dp 4- 2 c* m (2-91)
Угол профиля колеса в верхней гранитной точке однопарного за- цепления Г z2 ай3 = arctg 1 tg aw + (tg — tg aw) — L 2з 2л I z3 J (2.92)
Угол' давления в верх- ней граничной точке однопарного зацепле- ния на профиле зуба колеса _ aw sin aw 4- 0,5rffc2 tg qg2 3л 03 0,5d63 2г3 n x3 t — 2 tg а — inv а z3 (2.93)
Длина общей нормали W = [л (zn — 0,5) 4- 2 x3 tg а 4- z3 inv a] m cos a, где zn — округленное до ближайшего целого чис- ла значение znr (2.94)
Расчетное число впа- дин на длине обшей нормали колеса Диаметр 'ролика г 1 2 хз tg a . \ znr = — I tg ax — — inv a') 4- 0,5, л \ Z3 J где tg ax = 0,5 (tg aa3 + tg aZ3) Упрощенный расчет W приведен в разд. 1.1 Расчет размеров по роликам При а=25°: £>« 1,733m; при а=28°: D~ «1,779 т. Выбирается ближайшее значение по ГОСГ2475—62. (2.95)
41
Продолжение табл. 2..7
Параметр Расчетная формула № фор- мулы
Угол профиля в точке окружности, прохо- дящей через центр ро- лика 0,5л + 2 х3 tg a D inv ап,— "— + inv а ?з гзт cos а (2.96)
Диаметр окружности колеса, проходящий через центр ролика ^D3 = mZs cos а sec алз (2.97)
Размер по роликам колеса с четным чис- лом зубьев Л43 = dD3 d (2.98)
Размер по роликам колеса с нечетным числом зубьев 0,5л /Из — d cos — D D3 z3 Следует проверить условие: dD3 ~ D < da3' dD3 + D < d/3’ (2.99) (2.100) (2.101)
Если используется исходный контур по СТ СЭВ 308—76, то блокирующие
контуры принимаются .из ГОСТ 19274—73.
При построении контуров учитывались следующие ограничения:
1. Диапазон чисел зубьев z2 и z3 соответствует авиационным планетарным
редукторам.
2. Шестерни нарезаются червячными фрезами.
3. Колеса нарезаются новыми долбяками с числами зубьев от Й'О до 80, па-
раметры которых следующие: а=25°; Ла0=Г, со*=О,20328; хо=О,О и а=28°
Л*о = О,9; с0*=0,18438; х0='0,0.
Для этих контуров определялся диапазон изменения экстремальных значений
углов зацепления и коэффициентов перекрытия в зависимости от разности чисел
зубьев z3—z2 при Sfl2.3=O,25 т и еа = 1,2 для нового долбяка с числом зубьев
Zo=2O. Экстремальные значения углов зацепления ам при исходном контуре по
СТ СЭВ 308—76 представлены в работе [52].
Наибольший угол зацепления получается равным 63'° при а=25° и равным
65° при а — 28° для минимальной разности чисел зубьев z3—z2 (рис. 2.24,а). На-
именьшее значение угла зацепления, равное 10°, лежит в диапазоне разности чи-
сел зубьев г3—z2=15... 30 (см. рис. 2.24,6).
При любой разности чисел зубьев z3—z2 наибольшее значение угла зацепле-
ния передачи .исходного контура с а=28° превышает примерно на 2“ аналогич-
ные значения для ct=25°. Наименьшее значение aw для передач, с а=28° сме-
щено по отношению к а=25° ib сторону большей разности чисел зубьев (z3—
—z2=30).
Из рис. 2.25,а следует: 1) величина еатах снижается с уменьшением z2 и-
увеличением угла профиля исходного контура; 2) величина еатах меняется в не-
значительных пределах с изменением z3—z2. Из блокирующих контуров следует,
что при а—-25° 1,6^еотах ^1,92; при а=28° 1,34 <еатах< 1,60.
Уравнение профиля переходной кривой получено преобразованием координат
при рассмотрении станочного зацепления контура долбяка с заготовкой колеса
[42, 169]. Профиль переходной кривой зуба очерчен по удлиненной пипоциклоиде.
42
43
Преобразуя уравнение системы координат вершины производящего исход-
ного контура долбяка из подвижной системы ,в неподвижную, получим уравне-
ний переходной кривой в общем виде:
(2*3 \ / 2*3 '
-----—> +•*! COS <р -----— 1
•?o / \ 2о >
(2$ \ ( z3
------— 1 — Xj sin <р I---— 1
zo / \ z0
(2. 104)
ось O3X совпадает с осью симметрии внутреннего зуба, а начало координат — с
центром колеса.
В этом уравнении координаты вершины контура долбяка
xj = 0,5da0 cos 60, tji — 0,5da0 sin Bq, (2.105)
0,5л — 2xotg а где 6q = inv а + inv аао- го (2. 106)
Угол огибания <p в процессе нарезания переходной кривой зуба изменяется в
следующем интервале: <pi^<p^q>2.
0,5л —2x0tga . z0 . где 4i = — -j (mv aao — mv a); г3 г3 0,5л — 2 Хз tg a . z0 ?2— + mv а'ада—inva + (tgaa0—tg ct№03). гз г3 (2. 107) (2. 108)
Если производящий контур долбяка имеет полностью скругленную вершину
зуба, то1 переходная кривая является огибающей семейства окружностей радиу-
са go, а уравнения переходной кривой будут:
Л' = аЕ,0з cos <р + у'х sin ч I——— 1 ] + jqcos у (----------— 11 + 6о cos v;
\ го ) \ zo I
У — л®оз sin <р 4- yr cos<p I----— 11 — Xj sin <р |------— 11 — go sin v.
\ zo / \ г0 /
Здесь x'j = (0,5da0 — g0) cos (л/г0); y\ = (0,5da0 — g0) sin (л/г0)
— координаты центра скругления вершины зуба контура долбяка;
с*т
go =---------7----------------~
Г mzQ cos а 1
1 — sin I arccos--------
L dao— 2c* m J
(2. 109)
(2. 110)
(2. Ill)
— радиус полностью скругленной вершины зуба контура долбяка. Граничные
значения угла огибания <р в уравнении (2.109) будут
<Р1 = л/г0, (2. 112)
а угол ф2 определится из уравнения (.2.108) с учетом того, что
d’aQ^^ao — 2с* т. (2. 113)
В уравнении (2.109) угол
О.б^щоз sin <р — у
v = arctg-------—-——
х — 0,5draO3 cos у
(2. 114)
Уравнение для определения радиуса кривизны в любой точке переходной
кривой зуба получается из теоремы Эйлера — Савари для случая внутреннего
станочного зацепления [42]:
45
-------------------------------------------------------------Таблица $.8
Проверка качества зацепления по геометрическим показателям
Параметр Формула м формулы
Выявлена Угол профиля в граничной точ- ке зуба шестерни Проверка нормальн Нормальная толщина зуба на поверхности вершин шестерни и колеса подрезания зуба шестерни ‘g а/2 = tg а — —— Z2 sin 2а (инструмент реечного типа); z0 tg ai2 = tg аи.О2 — (tg aa0 — z2 — tg 0^,02) (шестерня нарезается долбяком; при tg U12 подрез отсутствует) ой толщины на поверхности вершин /0,5л + 2х2 tg а Ъпа2 — аа2 \ г2 — inv а + inv аа2); /0,5л — 2x3 tg а -’/газ “аЗ \ z3 — inv а + inv ай3) (рекомендуется Sa2;3^0fi5m) (2.118) (2.119) (2.120) (2.121)
Выявление интерференции кромки зуба одного колеса с переходной
поверхностью зуба другого колеса
Угол профиля в граничной точ- ке зуба шестерни (колеса) tg а/2 — определяется по формулам (2.118), (2.П9); tg al3 — tg &W03 + z0 + (tg aao — tg aw03) z3 (2.122)
Угол профиля в нижней точке активного участка зуба шес- терни tg ap2 = tg aw + г'з + (tg Паз — tg aw) z2 (2.123)
То же колеса tg aP3 = tg «<TO + z2 + (tg «а2— tg aw). z3 При tg c/j2 < tg aP2 и tg al3 > tg ap3 интерференция отсутствует (2.124)
46
Продолжение табл. 2.8
Параметр Формула № формулы
Выявление интерференции вершин зубьев колес
Вспомогательная величине z2 . Y23 — inv аа2 inv ай3 + гз 1 22 \ + 1 — inv aw \ 2з ) (2.125)
Наибольшее значение вспомо- гательного угла Ртах = arccOS 1 1 \ / (2.126)
Параметр, определяющий на- личие интерференции 22 8 - Ртах arcsm X ?3 . . ( d(a , X — Sin ртах + Y23- \ da3 J Интерференция отсутствует при б>0 (2.127)
Выявление интерференции вершин зубьев при радиальной сборке передачи
(если осевая сборка колес редуктора невозможна)
Вспомогательный угол t / (^оЗ/^с2)'“ *1 u. = arccos 1 / |/ (^з/^г)2 —1 При р/>ртах интерференция от- сутствует; при р'<Цтах определяет- ся параметр 6 по формуле (2.128) с подстановкой |т' вместо Umax. При 6^:0 интерференция отсутствует (2.128)
Коэффициент торцового пере- крытия Выявление срезания зуба Угол профиля .в граничной точ- ке зуба долбяка 1 \ [*2 (tg da2 — tg aw) + + *з (tg GCw—tg afl3)] колеса переходной кривой зуба зуборез! долбяка 4(л:о+с;-хо) tg azo — tg a — . „ z$ sin 2a (2.12b) roro (2.130)
Угол профиля в нижней точке активного участка зуба дол- бяка г'з tg = tg aw03 + (tg cra3 — zo tg адаоз)- Пр.и tg azo^tg ap0 срезание отсут- ствует (2.131)
47
1 Продолжение табл. 2.8
Параметр Формула № формулы
Выявление срезания зуба Вспомогательная величина колеса при радиальной подаче зуборезн долбяка •го . Уоз = mv ac0 — inv ае3 + г3 + 1 — mv а№03 \ г3 ) ого (2.132)
Наибольшее значение вспомога- тельного угла М-ОЗтах — arccos / л2 __ ^2 _ 4 2 \ ааЗ — аа0 — *aw03 | < 40^03^0 / (2.133)
Параметр, определяющий сре- зание °03 — РОЗ max — г.з . 1 daO . \ . — arc sin -— sin роз max + Y03- \^аЗ / При 603 <0 срезание имеется; если боз^О, проверка продолжается (2.134)
Вспомогательный угол . , / (W^o)2- 1 Р03^ arccos у • При po3'>po3 max срезание отсутству- ет; при роз'<роз шах .определяется па- раметр баз по формуле (2.134) с под- становкой Роз' вместо Розтах» При 6^0 срезание отсутствует.. (2.135)
е = бо + '•«’пр [Xi — r№0 cos (?2'3/2'0)]2/cos [v —<p(z3/z0 — 1)] X X (cos (v + у) cos [v — у (z3/z0 — 1)] + г®„р [Xj — гю0 cos («р^зУ-го)]) • (2- 1|5) Здесь приведенный радиус кривизны станочнополоидных окружностей г 1 \ 2 cos атооз ^wup— 1 1 • (2> Но) \ z0 z4 / cos a Наименьшая величина радиуса кривизны при любых геометрических парамет- рах будет в точке сопряжения с окружностью впадин: * 0 4- (2 117) min“eo + 1/re,np + (o>5da0-o,5rf№0-eo)’ Из анализа графиков (см. рис. 2.25,6) следует. 1. С увеличением значения z3—20 .минимальный радиус кривизны переходной кривой колеса возрастает, поэтому для снижения максимальных изгибающих напряжений на контуре желательно колеса нарезать долбяком с наименьшим возможным числом зубьев [61]. 48
2- С увеличением z3, при z0 = const, величина Q*nin возрастает.
6. Из анализа результатов (расчета по уравнению (2.117) следует, что с уве-
личением х3 величина Qmin уменьшается и в частном случае (при «,,о.ч=аа0)
•равна'0, т. е. переходная кривая вырождается в точку.
При нарезании колес долбяком с полностью скругленной вершиной величи-
на бщ(п возрастает примерно на 40%. Например, для зубчатого колеса с пара-
метрами z3— 1ф; х3=0, нарезанного долбяком zc=‘2O, Хо = 0, а=25°, величина
6min='0>l'0' при Qo = O и равна 0,61 при go* =0,47.
Проверка качества зацепления эвольвентных прямозубых и косозубых пере-
дач внутреннего зацепления производится по уравнениям табл. 2.8.
2.3. ГЕОМЕТРИЯ ПЕРЕДАЧ С ПАРАМЕТРАМИ ЗАЦЕПЛЕНИЯ,
НЕ СВЯЗАННЫМИ С ПРОИЗВОДЯЩИМ КОНТУРОМ
Традиционный геометрический расчет цилиндрических эвольвентных передач
выполняют при известных параметрах производящего контура по следующей
схеме: от технологии и инструмента—к изделию в виде зубчатого колеса. Ка-
чественные показатели зубчатых передач в этом случае улучшают путем выбора
коэффициентов смещения, используя блокирующий контур [30, 412, 449], или пу-
тем изменения параметров производящего контура и его смещения [29, 30].
'Поскольку изолинии блокирующего контура зависят от параметров произво-
дящего контура, то изменение этих параметров приводит не только к изменению
очертаний блокирующего контура, но и к его перемещению по отношению к не-
подвижной системе координат коэффициентов смещения [29, 3'0]. Таким образом,
выбор коэффициентов смещения зависит от .параметров производящего контура.
Образование эвольвентного зацепления не обязательно связывать с произво-
дящим контуром и его положением по отношению к нарезаемому колесу. Плос-
кая эвольвента окружности определяется диаметром окружности, с которой она
разворачивается, и некоторым углом развернутости. Две эвольвенты с несовпа-
дающими в общем случае точками возврата и развернутые при (вращении окруж-
ности в разные стороны образуют зубец. Точка пересечения таких эвольвент
лежит на окружности заострения, т. е. зубец размещается между двумя кон-
центрическими окружностями — основной и окружностью заострения.1
Равномерно расположенные зубцы на основной окружности образуют неко-
торый абстрактный .геометрический образ колеса. Он приобретает реальные очер-
тания после конструктивной доработки основания зубцов, в результате чего по-
являются переходные кривые и зубец заменяется зубом.
В связи с этим можно представить синтез цилиндрических эвольвентных зуб-
чатых передач, который будет состоять из двух связанных между собой этапов:
1. Синтез эвольвентного зацепления вне зависимости от производящего кон-
тура; при этом выбранные геометрические и кинематические показатели зацепле-
ния должны снижать динамическую нагрузку и -повышать контактную прочность
и стойкость поверхностей зубьев против заедания.
2. Синтез зубьев, при котором производящий контур выбирают с учетом
станочной интерференции при конструировании переходной кривой, пристраива-
емой к зубцу, который должен удовлетворять заданным требованиям изгибной
прочности зубьев.
2.3.1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Будем называть зубья, не имеющие переходных кривых, зубцами. Тогда
необходимым и достаточным условием для построения на плоскости профилей
равномерно расположенных z зубцов зубчатого колеса является наличие двух
концентрических окружностей — основной окружности диаметра db и окружности
заострения диаметра 4Д (рис. 2.26).
1 А. с № 299682 (СССР).
49
Для характеристики эвольвентного зубца удобнее пользоваться значением
угла профиля на окружности заострения
& = arccos (db>d
(2. 136)
Наряду с диаметром db этот угол определяет эвольвентный профиль зубца:
ах—или «лгСт*.
Если диаметр db определяет габаритные размеры колес и передачи, играя
роль масштабного фактора, то угол О — независимая переменная функций зацеп-
лении— влияет еще и на качественные показатели зацепления.
Рис. 2.26. Основные параметры эвольвент-
ного зубца с внешними зубьями
Рис. 2.27. Основные параметры эвольвент-
ного зубца с внутренними зубьями
Для пары зубчатых колес независимые переменные th; th выполняют роль
параметров, как только закончен их выбор из области существования. Углы i'h;
th и диаметры основных окружностей назовем обобщающими параметрами зуб-
чатых колес с внешними зубьями. На рис. 2.27 похаван зубец зубчатого колеса
с внутренними зубьями. Он характеризуется незавиаАюй переменной th и диа-
метром основной окружности аъз. В качестве обобщающих параметров могут
быть приняты иные параметры, ню все они должны отражать взаимосвязь окруж-
ностей с диаметрами db и rf4[31 ].
Условимся все промежуточные расчеты производить при диаметре Щ,= 1,
учитывая его фактическое значение при окончательно^ определении исполнитель*
ных размеров зубчатых колес и передач. Обобщающие параметры th; th при
^61=11 внешнего зацепления и th; th при db2=A внутреннего зацепления харак-
теризуют относительную геометрию, а также качественные показатели эвольвент-
ного зацепления в целом. Для полной характеристики зубчат >го колеса .необхо-
дим еще один параметр — относительная толщина з^бца в 1 окружности вер-
шин:
ma=Sa!d^\ (2.137)
где Sa — толщина зубца на окружности вершин.
50
Так как Sa—K.am, то ma'-KJz-, обычно 0,250,5. Таким образом,
эвольвентный профиль зубца и эвольвентное зацепление характеризуются пол-
ностью следующими параметрами:
во внешнем зацеплении z1;2; &1:2; та р2; dbp,
во внутреннем зацеплении г2.3, &2> &з. та1-,й> аъч-
2.3.2. ОСНОВНЫЕ СООТНОШЕНИЯ ВНЕШНЕГО ЭВОЛЬВЕНТНОГО ЗАЦЕПЛЕНИЯ
Дуговая толщина зубцов на окружности диаметра dx (см. рис. 2.26), где
ах — текущий угол профиля эвольвенты, равна
' ~ (inv inv ах) sec uxdb- (2. 138)
ОрЬ5~
0.035—
0,015~\
Inv аа
005 -q
0.005—
0,00
0}025-
орг.
0,015^
0,01
0,005^
орг-
inv
г-0,055
005
-0,005
-0,00
— 0035
-0,03
0025-*
та.
lnvaa
0р05-
001—
0,015-
-0,025
0,02 -
0,100^
0f135-^
0,130
0,125
орго-^
0,115 -f
0,110
0,105^
ороо^
0р35^
^0,05^ k
0р35-^
! Ц
0,075^
Г i
0р65^
, ope -i
0р55^
005 -3
-Ор2
*—0,015
0.025~*
inv d
v-0p-5
\-O,1W
^0,135
^орзо
\ 0,125
\ 0,120
h V15
^0,110
=- 0,105
^0,100
=- 0р95
^0,090
CpS5
\-0pS
=• 0р75
^0,07 2
^0,005
^о,ое
--0,055
001 ~
*
Рис. 2.28. Номограмма для вычисления угла профиля аа по известному значе-
нию независимой переменной ф и относительной толщины зубцов та
В частном случае, при ах=Ю, на основной окружности Sb = invfMb,
а при 5х=Ю угол профиля ал-=0. Поскольку окружной шаг зубцов на окруж-
ности dx
рх — (л/г) sec axdb, (2. 139)
то дуговая ширина впадины между зубцами ех=Рх—Sx или
= — inv 8 * * * * * +inv ах)sec axdP- (2- 14°)
Длина общей нормали
W = (inv И 4- пя/z) db, (2. 141)
где п = (z/п) (tg ах—invft), а ах^а.
Из совместного решения уравнений (2.137) и (2.138) получим, что
та cos аа 4- inv аа— inv & = 0. (2. 142)
Решение уравнения (2.142) представлено иа номограмме рис. 2.28.
51
Если известен угол профиля аа на окружности вершин, то
da — db sec аа. (2.143)
Угол давления между нормалями к профилю и осью симметрии, необхо-
димый для вычисления единичных напряжений,
&x = tg«A—inv 9, (2.144)
причем —inv & < < &. (2. 145)
Угол зацепления вычисляется по формуле
inv aw = —-— (inv + inv &2 — л/ау), (2. 146)
1 + и '
причем 0 < aw < л/4,
а коэффициент перекрытия в торцовом сечении пб формуле (2.3S) или при
тс1;2 = °
£а = —----1—+ «§2— (1 + и) ада]. (2. 147)
Межосевое расстояние
aw — 0.5 (1 + и) sec awdbi. (2.148)
Если inv ,&|<л/г1, то интерференция при контакте основаиия зубца Zi с вер-
шиной колеса z2 наступит при ар1='0, когда
(1 -J-. и \ , 1 + и 71 + и \
—— tg аи> “1--------tg am — arctg --------tg aw .
и I и \ и J
(2. 149)
Если inv '&2<л/г2, то .интерференция при контакте основания зубца z2 с вер-
шиной колеса zt наступит при aJi2=-0, т. е. когда
inv = mal cos arctg [(! + и) tg a'w] + (1 + и) tg aw —
— arctg [(1 -Pungc^]. (2.150)
Радиальный зазор в зацеплении, поскольку на этом этапе расчета у зубьев
отсутствуют переходные кривые, понятие условное.
2.3.3. предельные параметры внешнего эвольвентного зацепления
Предельные значения параметров необходимо учитывать при оптимальном
проектировании передач. В плоском эвольвентном зацеплении минимальное число
зубцов у шестерии Z] min=3 может образовывать передачу, если г2в11И=11 [31,
36]. При передаточном числе u= 1 минимальное возможное число зубцов
^1—2 mln==5.
Числа зубцов, лежащие в диапазоне от 3 до 11, называются минимальными
(Zmin). Применение z<zmin в плоском эвольвентном зацеплении принципиально
невозможно из-за интерференции профилей и уменьшения коэффициента перекры-
тия до еа<1,0. Интервал изменения независимой переменной
2л I л
arctg----< » < I— + arctg
Максимальное значение угла зацепления при та1.2 = 0, еа=!1,0 имеет мес-
то, если = тогда
Л 1 / / л \2 2л л
tgO®max= ± I/ I I + ctg — 1. (2. 152)
ZV Г \ZS / 2% 21
52
Предел функции tg аю шах при zB ->оо стремится к единице, где zs = +
+Zi. Это означает, что предельный угол эвольвентного зацепления aw пред=л:/4.
1 Если inv &12<Л/2’1,2, то в некоторой точке В наступает одновременно интер-
ференция у оснований сопряженных зубцов и выполняется условие [31]
к = tgaaictgaa2. (2.153)
В этой точке коэффициент перекрытия
еВ = (1 +и)^1
2л
tg min *
(2. 154)
причем угол зацепления достигает минимального значения, определяемого из
уравнения
mal
— inv arctg [(1 + и) tg a^min] —
итиа2
tg awmin
/ 1 + и , в \
arctg I —-— lg a®mln j
Если увеличивать значения та\ = итаг—та1.2, то в некоторой точке
0т, &£ при ео = ef = = 1 ,0
предельного значения
— и inv
(2. 155)
M поля
минимальный угол зацепления достигает своего
«wmln=arctg (23t/^)-
(2. 156)
2
Максимальное значение та i_2 max, соответствующее минимальному углу за-
цепления a^min> определяется из уравнения (2.1'55); относительная толщина
зубцов на окружности вершин составляет 0^та^0,16848 [31, 36].
Экстремальные значения углов зацепления aw max, «и min и максимальные
относительные толщины зубцов на окружности вершин в точке М представлены
на рис. 2.29.
Максимальные значения коэффициента еатах при углах зацепления a№mini
показаны на рис. 2.39, максимальные значения углов зацепления аю при та1;2 ==
= 0,4/z1;2—«а рис. 2.31.
Таким образом, каждую пару чисел зубцов можно охарактеризовать интер-
валом изменения следующих основных параметров:
^wmin < C^winaxi 1,0 < е < em _qJ 0 < Ша < Wlamax-
CL
2.3.4. ОБЛАСТЬ СУЩЕСТВОВАНИЯ ВНЕШНЕГО ЭВОЛЬВЕНТНОГО ЗАЦЕПЛЕНИЯ
Эту область строят для заданной пары чисел зубцов zi, z2 при moi;2 = const
в системе координат От, "&2, когда радиальный зазор в зацеплении жестко ие
регламентируется.
Область существования эвольвентного зацепления, или область выбора
&2, ограничена изолиниями ео=1,0, аР1=0 и ар2=0. Кроме того, на эту об-
ласть нанесены различные изолинии: изолинии углов зацепления aw, коэффици-
ентов перекрытия 8а>1,0, коэффициентов fij,2 и т. д.
В качестве примера на рис. 2.32 показана область существования эвольвент-
ного зацепления, построенная в системе координат 0|, -&2 для пары чисел зубцов
Zi=20; 22=31 при относительной толщине зубцов та i,2= 1/(2,5 zi,2) иа окруж-
ности вершин. Так как независимая переменная 0т.2 связана с углом профиля
53
54
ао 1.2 на окружности вершин, то параллельно с осями .координат '&1, •&£ нане-
сена система координат aai, «02, шкала которой является неравномерной.
На области существования нанесена также сетка изолиний углов зацепления,
которые изменяются от своего максимального значения в точке Q uw max = 37,36°
до минимального значения в точке В aw min= 15,7°. Изолинии угла aw одновре-
Рис. 2.32. Область существования эвольвентного зацепления пары колес Z|=20, z2=31 при
та 1 zi 2* 1 и пРи та 1 2=0, а также абсолютная область существования
D,QtMC,
меняю являются изолиниями межосевого расстояния aw и приведенного радиуса
кривизны Qnp, которые в долях диаметра Аь\ изменяются в следующих пределах:
1,32^аю^ 1,60 и 0,085 sg: Qnp ^0,235.
Кроме того, на области существования нанесена также сетка изолиний коэф
фициентов перекрытия еа >1,0, например еа=1,2; 1,4; ...; 2,0 и максимальный ко-
эффициент перекрытия ® точке В—еатах=й,28.
Геометрическое место касания изолиний aw=const и 8a = const представле
ио линией Qq. На этой линии принятому углу зацепления аю соответствует мак-
55
Рис. 2.33. Области существования эвольвентного зацепления пары колес г, = 18, z2=34 при
mai,2=0 mai.2=I^2, ® Z1,2> 11 абсолютная область (III), совмещенные с блокирую-
щим контуром (/V, параметры исходного контура СТ СЭВ 308—76)
симальный коэффициент перекрытия еа и наоборот — принятому коэффициенту
перекрытия еа соответствует максимальный угол зацепления aw. Наконец, линия
АД определяет независимые переменные •&], Фа, соответствующие равнопрочным
по изгибу зубцам, если нагрузка приложена к вершине зубца, а напряжения вы-
числяются для стороны растяжения.
Область существования эвольвентного зацепления имеет наибольшую пло-
щадь при заостренных зубцах пары колес, когда та 1,2=0- По мере увеличения
относительной толщины зубцов на окружности вершин, например, если ща1 =
— ита2=Ша i_z>0, область существования уменьшается и, наконец, при
(Шо1-г)пРед и 1 вырождается в некоторую точку М.
Если далее точку М соединить с точками £>2, £>ь С2, Ct и т. д. пересечения
изолиний e=const с 'изолиниями интерференций ар!=0, ар2=0 при inv t>i,2<
<n/?i,2, то .получим абсолютную область существования эвольвентного зацепле-
ния DfQjCiM, определяющую выбор независимых переменных в диапазоне 0^
=Си« 1.2^ (Ша i.z)пред. Эта область, построенная для пары сопряженных колес
56
Zi, z2, ограничена изолиниями e =1 и геометрическим местом точек С,С2М и
MD2Dit соответствующим независимым переменным, при которых наступает ин-
терференция зубцов на основной окружности, когда коэффициент перекрытия
„ С D
равен заданной величине Е„ или еа и т. д.
Конструктивные пропорции зубцов Zi,z (их конфигурация) зависят от вели-
чины независимых переменных 'Ат, ©г. Так как '6’1, Аг в пределах области сущест-
вования значительно изменяются, то также значительно изменяются внутри этой
области соотношения между высотой и толщиной зубца. Это означает, что для
высоконапряженных зубчатых передач, в отличие от передач кинематических, ис-
пользование всей области существования эвольвентного зацепления не является
рациональным. Если передачи высоконапряженные, то при выборе независимых
переменных '&1, ©г необходимо учитывать равнопрочность зубцов (линия АА),
максимальные значения коэффициента перекрытия еа при принятом aw (линия
Qq), скорости скольжения профилей и т. д. (см. рис. 2.32).
Сравним области существования эвольвентного зацепления с блокировочным
контуром, для чего при угле зацепления aTO=const установим связь между обоб-
щающими параметрами и параметрами производящего реечного контура:
inv &i,2 = inv а
0,5л 4- 2хг,2 tg a
*1,2
(2. 157)
При равных углах зацепления aw межосевые расстояния равны лишь при ус-
ловии, что основной шаг зубчатого колеса, вычисленный по традиционной ме-
тодике [412, 149, 1'05], будет равен основному шагу Pb = ndbjz, полученному в
обобщающих параметрах.
Сопоставление блокирующего контура с областью существования эвольвент-
ного зацепления не является в полной мере правомерным, поскольку область су-
ществования строится при та 1,2=iconst, в то время как па поле блокирующего
контура Sa i,2=var. Таксе сопоставление определяет лишь общие значения неза-
висимых переменных бт, -&2, в то время как все параметры зацепления, кроме
угла зацепления aw, при этом будут различны.
Блокирующие контуры, совмещенные с областью существования эвольвент-
ного зацепления, показаны на рис. 2.33. Они занимают незначительную часть об-
ласти существования, размещаясь лишь в непосредственной близости от изоли-
ний интерференций. Их смещение в область более высоких углов зацепления на-
ступает, например, при увеличении углов профиля.
Более подробно о построении областей существования эвольвентного зацеп-
ления и их анализе см. работы [31, 36].
2.3.5. ЗУБЦЫ С НЕСИММЕТРИЧНЫМ ПРОФИЛЕМ ВНЕШНЕГО ЗАЦЕПЛЕНИЯ
Такие зубцы образуются совмещением половин двух симметричных зубцов,
каждый из которых имеет свою основную окружность db и db BP—kdi,, а один
из профилей (рабочий) характеризуется независимой переменной & и относитель-
ной толщиной таСуммарная толщина зубцов на окружности вершин дости-
гается в основном за счет второй половины зубца
тоЛ = та + танр, (2.158)
где т„ нр — относительная толщина зубца по так называемому нерабочему про-
филю, которому соответствует диаметр основной окружности Нр и зависимая
от &(ао) переменная, равная
inv &нр = kmaHP cos аа + inv arccos (k cos aa). (2. 159)
Образование зубцов с несимметричным профилем показано на рис. 2.34.
Если принять, что то = 0, то та вр=та-£- В этом случае при некоторых
определяющих угол зацепления aw с рабочей стороны, будет получена передача
с максимальным коэффициентом перекрытия еап1ах. В целом, путем выбора зави-
симой переменной Фир можно в значительной мере регулировать жесткость зуб-
цов и параметры переходной кривой — концентратора напряжений.
57
Рис. 2.34. Схемы образования зубцов с несимметричным профилем:
•“-при Sa=sa пр, т. е. ^та/та нр; б-при то=0; в-при
Допустим, что известны 61, ©a, tnai, /пп2, me^s- Тогда, определив угол
зацепления aw и угол профиля аа, вычислим по формуле (2.158) относительную
толщину зубца та Нр, а при некотором значении k — зависимую переменную 6нр
по формуле (2.159).
Далее определим угол зацепления по нерабочим профилям зубцов:
inv «т,Нр = :----[k (та1нр cos ctal + и/иа2нр cos а'вг) + inv arccos (k cos aci) +
+ и inv arccos (k cos aO2) — , (2. 160)
Схема зацепления зубчатых колес с несимметричными зубьями показана на
рис. 2.35. Более подробно о зубчатых колесах с несимметричными профилями
зубьев см. работу [31].
2.3.6. ОБЛАСТЬ СУЩЕСТВОВАНИЯ ВНЕШНЕГО ЗАЦЕПЛЕНИЯ ЗУБЦОВ
С НЕСИММЕТРИЧНЫМИ ПРОФИЛЯМИ
Область существования I (рис. 2.36) соответствует паре симметричных зуб-
цов при та 1,2=0. При £=#=•!,0 эта область распадается на две — область II, ха-
рактеризуемую .независимыми переменными 0]|2, и область III, которая строится
в зависимости от области II. Так, некоторым значениям Оцг на изолинии еа =1,0
соответствуют зависимые переменные 6т, 2 вр, которые, в свою очередь, опреде-
ляют коэффициент перекрытия по нерабочим профилям еонр ^1,0. С другой
стороны, коэффициент перекрытия еанр =1,0 изменяет течение изолинии еа =1,0
(L"QM") области существования II. По этой причине нельзя реализовать пере
дачу с независимыми переменными, принятыми выше линии L"N" или ниже
М"Р". Наконец, интерференция по нерабочему профилю (изолинии N'B' и В'Р')
ограничивают выбор независимых переменных вдали от интерференции (линии
N"B" и Р"В") [4'1].
2.3.7. ОСНОВНЫЕ СООТНОШЕНИЯ ВНУТРЕННЕГО ЭВОЛЬВЕНТНОГО
ЗАЦЕПЛЕНИЯ
Дуговая толщина зубцов на окружности диаметра dx3
$хЗ = (л/гз— inv »з ± inv ax3) sec ax3db3, (2. 161)
где знак плюс принимается, если ax3>arctg inv 6а, и знак минус, если 0<ах<
58
59
Рис. 2.37. Область существования
внутреннего эвольвентного зацепле-
ния пары колес с г2«=35, z3=100 прн
™а2,з=0 и ™а2,$=,/<2»5 22,3>
(Z/), совмещенная с блокирующим
контуром (III), соответствующим ис-
ходному контуру долбяка с числом
зубьев z0=14 н параметрами исход-
ного контура по СТ СЭВ 308—76
<atiCtg inv ©з (см. рис. 2.32).
Между независимой перемен-
__. «ой Оз и углом профиля ао3
= ifg35° на окружности вершин суще-
’ ствует связь:
я/?з — /ло3 cos ао3 ± iflv ай3—
—inv^3-= 0, (2. 162) ‘
ГДе ШаЗ ~
Угол зацепления во внут-
реннем зацеплении
1
inv aw = --(и inv U3 —
к— 1
—invt»2), (2. 163)
где и = г3/г2.
Коэффициент перекрытия вы-
числяется по формуле (.2.129).
Наиболее сильная интерферен-
ция происходит у основания
зубца шестерни z2 при invft2<
<Jt/z2, если оср2=10 или
(2. 164)
Другие виды интерференций в меньшей степени ограничивают область су-
ществования эвольвентного зацепления. Они подробно рассмотрены в работе [31].
2.3.8. ОБЛАСТЬ СУЩЕСТВОВАНИЯ ВНУТРЕННЕГО ЭВОЛЬВЕНТНОГО
ЗАЦЕПЛЕНИЯ
С достаточной для инженерных решений точностью ее можно представить
ограниченной изолиниями коэффициента перекрытия еа и интерференции ар2=0.
Ее строят в системе координат -Ог, Оз (рис. 2.37) для заранее известных чисел
зубцов z2, z3 и относительной толщины та2 и таз на окружности вершии. Чем
больше /Иаг.з, тем меньше площадь области существования внутреннего зацепле-
ния [37].
2.3.9. КОСОЗУБОЕ ЭВОЛЬВЕНТНрЕ ЗАЦЕПЛЕНИЕ В ОБОБЩАЮЩИХ
ПАРАМЕТРАХ И ОБЛАСТЬ ЕГО СУЩЕСТВОВАНИЯ
Будем учитывать, что у косозубых колес теоретически правильные эвольвент-
ные профили имеют место только в торцовом сечении. В отличие от прямозубого
(плоского) эвольвентного зацепления, параметры которого определяются двумя
.60
Рис. 2.38. Область существования косозубого эвольвентного
зацепления пары колес с Zj«20, Z-.—42 при tnal 2=0 и
«1/(2,5 z1>2)
»в = arctg —— tg
р \ db
независимыми переменными, эвольвентиое косозубое зацепление, кроме того, ха-
рактеризуется также третьей независимой переменной — углом сдвига профилей
зубцов в торцовых сечениях (<>р = &рт)
(2. 165)
где рь — угол наклона зубцов на основном цилиндре. Он показывает, насколько
увеличивается диаметр окружности, проходящей через точку профиля на одном
из торцов, принадлежащей линии контакта, по сравнению с точкой профиля той
же линии контакта на другом торце, лежащей на основной окружности. В част-
ности, осевой коэффициент перекрытия записывается как
E6 = ^tg^(2n). (2.166)
Рассматривая косозубое зацепление в торцовой плоскости, нормальной к оси
вращения зубчатых колес, геометрический расчет ведут по формулам для прямо-
зубой передачи. При этом исходят из того, что в целом ряде случаев можно
улучшить качественные показатели передачи путем увеличения угла зацепления.
Кинематика зацепления не нарушится, если при уменьшении торцового перекры-
тия еа суммарный коэффициент перекрытия 1,0. Отсюда следует,
что область существования внешнего косозубого зацепления будет отличаться от
области существования прямозубого (плоского) зацепления расширением границ
из-за уменьшения Коэффициента торцового перекрытия ео = 1,0 теоретически до
еа=0 и интерференций у основания зубцов аг>1,2=|0 при меньших углах зацеп-
ления. Область существования эвольвентного косозубого зацепления показана на
рис. 2:38 [38].
61
2.3.10. ОБЛАСТЬ СУЩЕСТВОВАНИЯ СООСНОГО ЗАЦЕПЛЕНИЯ
Эта область определяет выбор независимых переменных для соосной пере-
дачи, например для плоской ступени планетарного редуктора. Такое зацепление
образуется кинематически между собой связанными зубчатыми колесами —zs
внешнего и z2—z3 внутреннего зацеплений. Условие сборки для этих колес
zx + z3 = N (2. 167)
удовлетворяется при числах зубьев Zi у центрального колеса и zs у эпицикла, где
Рис. 2.39. Область существования соосного за-
цепления в системе координат 61,
N=bc. Целое число Ь равно числу
nw сателлитов, если оно принима-
ется из натурального ряда чисел,
например 3^6^'112.
Из условия соосности1 имеем
(Zi + z2)/(z3 — z2) = cos awl~2x
Xsec ада2-з, (2. 168)
или, вводя обозначения
С = cos awi-2 sec aw2. .3. (2. 169)
получим (zi + z2)/(z3 — z2) = C,
гд.е awi_2 и к„2-з — углы за-
цепления между колесом zt и са-
теллитом z2, а также между ко-
лесами z2 и z3. Некоторое соче-
тание чисел зубьев z4, z2, z3 од-
норядной передачи из связанных
колес имеет место при С=const и
ряде значений числа nw сателли-
тов, причем, если С=|1, тоаЮ1_2=
= а«>2_з, если С>;1, то awi_2<
<аЮ2_з, и, наконец, если С<1,
ТО 0Cwl—2>ССш2—з.
Уравнение соседства для предельного значения числа сателлитов
когда зазоры между ними равны нулю, имеет вид
. „ *2 л
inv $2 — та2 -------cos ага1—2 cosec — —
21+ z2 а
(Z2 Л \
cos сСщд—г cosec—1=0. (2.170)
*1 + Z2-------------------------------al
Каждому зубчатому колесу из .ряда zi, z2, z3 будет соответствовать своя не-
зависимая переменная 6г, Оз. Поскольку сателлит z2 участвует одновре-
менно в двух зацеплениях, то, исключая ему соответствующую независимую пе-
ременную 62 из уравнений углов зацеплений, получим
z3 inv &з — (zx 4- z2) inv awl_2 — (2з — 2z) inv arccos (cos awl_2) +
+zj inv»!— я = 0. (2.171)
При этом 62 определяется по формуле (2.146).
Уравнение (2.171) описывает условия соответствия углов зацепления во
внешнем и во внутреннем зацеплении, выраженные через независимые переменные.
Область существования соосного зацепления в системе координат 6,, 6г пока-
зана иа рис. 2.39. Независимые переменные, принятые из области AABDBA, по-
зволяют осуществить соосную передачу при числе сателлитов nw = 7, принятым
значениям 61, 62 из области существования соответствует 63 из (2.171). Так как
уравнение изолинии соседства составлено в предположении касания сателлитов
между собой, то вблизи изолинии АА зазор между ними весьма мал. Однако он
быстро возрастает при выборе независимых переменных вдали от линии АА и
уже на линии ВВ составляет седьмую часть от диаметра сателлита (в этом слу-
чае как бы можно разместить при касании между собой а=8 сателлитов) [32].
62
2.3.11. СТАНОЧНОЕ ЗАЦЕПЛЕНИЕ
При нарезании зубчатого колеса внешнего зацепления, задаваемого через не-
зависимую переменную & при некотором числе зубцов z и относительной толщи-
не та, зацепление характеризуется выбором еще одной независимой переменной-
угла профиля а производящего реечного контура (ПКР) [311, 36]. Его выбор под-
чинен задачам осуществления конструкции с принятыми параметрами, т. е. пре-
вращению зубцов в зубья. Здесь
при образовании эвольвентного
профиля возникают переходные
кривые, как огибающие вершины
зуба ПРК, появляется комплекс
конструктивно - технологических
проблем, отражающих, в частно-
сти, влияние параметров ПРК на
величину и характер распределе-
ния местных 'изгибающих напря-
жений у основания зуба.
Из схемы станочного зацепле-
ния в долях диаметра основной
окружности d/, (рис. 2.40) коэф-
фициент головки зуба ПРК
Л* = 0,5 (tg а — tg ар) sin а;
(2. 172)
коэффициент высоты зуба ПРК
h*t = 0,5 (tg аа — tg ар) sin a+JX
Xsin а-рДЛ*, (2. 173)
где дополнительный коэффициент
высоты зуба ПРК, минимально
необходимый для размещения
зуба нарезаемого колеса во впа-
дине инструмента вне линии за-
Рис. 2.40. Схема внешнего станочного зацепле-
ния ПРК с заготовкой
цепления,
длтш = 0>5 sec afl[l — cos(afl — a)],
(2. 174)
a /=0.6(tgao—tgai)^iO — запас против станочной интерференции, который
для проектируемой пары колес, если не предусматривается использование этих
колес в других парах, можно принять /<0,001.
Также при <О, = 1 коэффициент толщины зуба ПРК на делительной окруж-
ности
S* = (л/z + inv a — inv ft) sec a;
(2. 175)
коэффициент радиуса скругления зуба
Q* = [о,5 (S*—W7*) — ft*tg a] sec a, (2.176)
где W*^0 — коэффициент, характеризующий прямолинейную часть вершины го-
ловки ПРК;
коэффициент высоты скругления головки зуба
С* = Q*(1 — sin a),
а коэффициент высоты скругления ножки зуба ПРК
Cq = 0,5 sec afl [1 — cos (аа—а)] > ДА.
(2. 177)
(2. 178)
63
Производящий реечный контур, полученный для зубчатого колеса с некото-
рым числом зубцов и независимой переменной б, можно использовать для наре-
зания зубчатого колеса с другими параметрами, если этому колесу задать сме-
щение xdb
х = 0,5 cosec a(S* cos а—inv а + inv §—л/г). (2- 179)
Коэффициент смещения х должен быть больше минимального x]nin исходя
из отсутствия станочной интерференции:
х > xmin = h*~ 0,5 sin a tg ct. (2. 180)
Из схемы станочного зацепления радиус окружности сопряжения переходной
кривой с эвольвентным профилем
rl = db (йд — х)2 ctg2 а + (0,5 sec а — Л* + х)2, (2. 181)
а диаметр окружности впадии колеса
df = [sec а — 2 (Л* + С* — х)] db.
(2. 182)
2.3.12. ОБЛАСТЬ СУЩЕСТВОВАНИЯ ПРОИЗВОДЯЩЕГО РЕЕЧНОГО КОНТУРА
Ола является частью области существования эвольвентного зацепления, ко-
торую можно реализовать некоторым ПРК. Построение области существования
ПРК рассмотрено в работе [40]. Контур области существования ПРК ограничен
изолиниями интерференции в рабочем зацеплении, а также в станочном зацепле-
нии при подрезе ножки зуба колеса и среза вершины (в двух случаях). Ради-
альный зазор в рабочем зацеплении по всей области существования ПРК явля-
ется величиной положительной.
При известных значениях независимых переменных Ат, fl's выбор параметров
ПРК определяет лишь конфигурацию переходной кривой, ее геометрию, а следо-
вательно, концентрацию напряжений у основания зубьев. В то же время такие
качественные показатели, как угол зацепления aw, коэффициент перекрытия
и др., зависят от параметров ПРК косвенно в той мере, в какой положение об-
ласти существования ПРК внутри области существования эвольвентного зацеп-
ления зависит от параметров ПРК. Ясно, что параметры ПРК должны быть та-
кими, чтобы его область существования занимала наибольшую часть области су-
ществования эвольвентного зацепления, наиболее выгодную по несущей способ-
ности.
Глава 3
ПРОЧНОСТЬ И ДИНАМИКА ЗУБЧАТЫХ ПЕРЕДАЧ
3.1. ЖЕСТКОСТЬ ЗУБЧАТОГО ЗАЦЕПЛЕНИЯ
Решение задачи о жесткости зубчатого зацепления может быть выполнено
численными методами на ЭВМ [68, 58, 59]. Такое решение является целесообраз-
ным при автоматизированном проектировании на уровне последней оптимизи-
руемой модели. Однако для большинства практических задач и, в частности, при
проектировочном расчете могут применяться приближенные методы оценки жест-
кости сопряженных зубьев.
Жесткость пар зубьев, находящихся в зацеплении, зависит от их парамет-
ров и места контакта и обычно определяется через податливость. С достаточ-
ной точностью для сопряженных зубьев удельную податливость можно пред-
ставить как отношение перемещения w точки контакта зубьев по линии за-
цепления к нормальной погонной нагрузке F ее вызывающей:
Б=1/С— w[F, (3.1)
64
где С — жесткость сопряжен-
ных зубьев в 'некоторой кон-
тактной точке, Н/мм2.
Обычно при определении
податливости зубчатого зацеп-
ления отдельно рассматривают
перемещения от изгибной и
контактной деформации зубьев,
от деформации прилегающей к
зубу части обода, а также от
общей деформации обода {162,
78, 4]. Рассмотрим определение
жесткости зубьев для колес с
ободом в виде сплошного дис-
ка, у которого отсутствует об-
щая деформация обода.
При определении переме-
щений от изгибной деформации
зубец заменяется усеченным
клином [Ь61]. Боковые сторо-
ны клина проведены через гра-
ничные точки а, р рабочего уча-
стка эвольвентного профиля
(рис. 3.1). Основаниями кли-
на служат сечение а—а, прохо-
дящее через вершину зуба и
параллельное ему сечение е—с,
расположенное ниже точки р
активного профиля. При этом
высота усеченного клина аееа
примерно соответствует высоте
зуба с учетом переходной кри-
вой. Полная высота клина
Рис. 3.1. Эвольвентный зубец, аппроксимированный
клином
COS фй cos Фр \
cos аа cos а р
Sin фа
cos аа
ctg₽
(3.2)
где половина угла раствора клина
/ sin фр cos аа—sin фв cosap
В — arctg (--------------------------
k cos ф„ cos ар — cos фр cos da
причем фд = inv 8 — inv ай; фр = inv 8 — inv ар.
Перемещения определяют с помощью теории упругости через функцию на-
пряжения с использованием известных решений дли случаев нагружения беско-
нечного клина в вершине [17] сжимающей силой, изгибающей силой и момен-
том. Решение приводится в полярных координатах (г, 0) при граничных усло-
виях
(3. 3)
(Юе = 0;г=Д = 0: (^)е=0;г^ = 0; (^m = 0,r=£ = °> (3-4>
принятых с учетом наилучшего соответствия результатам экспериментов [78J,
где U — составляющая перемещений вдоль оси г, а V — перпендикулярно
оси г.
Перемещения точки контакта от изгиба запишутся в виде
с 2 г 2С 1
U = <— I 1п гх (Д cos Р + В sin Р) —-- sin 2р + Во cos р —
— Др sin р — р {К cos р — N sin р) I sin (8 v — Р);' (3. 5)
65
Г - [ 2 '’j (Л sin р - В e,s в + - со. 2? +
- Во sin р + Ао cos ₽ — К (₽ sin ₽ + cos ₽) — N (р cos ₽ — sin ₽) +
4- V)~ cos 2{3 + />О0] cos Gh — ₽)> (3-6)
где
для стальных зубчатых колес модуль упругости £=2,4 - 105 МПа и коэф-
фициент Пуассона v=0,3;
£ sin 8Х
2₽ + sin 2р
Pdb
E cos 8X
В = --------------;
2p — sin- 2p
[sin
-------sin 8л +
cos ax
cos ф.
С__
4 (sin 2р—-2₽ cos!
\ cos сса cos аа cos ах )
фх = inv 8 — inv ах; 8Л- = tg ах — inv 8;
1- V . ,\_1_ 4С1
—_,”Л +—г
cos 8
2
A, = —
0 E
Bo = —2Л In L/E;
1 ( 2(7
£>о= —7~ В (2 In £ + v + 1) — — [1 -v + (1 +v) cos 2р] —• А0Е
EL 1 L
К — в(1 — v)/£; М = Л(1 —v)/£;
db /sin<pc cos фа соэфД
rx — о о ( Р + I •
2 cos р \cos аа cos аа cos ах /
Податливость точки контакта тела зуба под действием единичной силы
£=1 н/мм
8И = U sin (8Л- — р) + И cos (8Х — Р). (3. 7)
Составляющая перемещения U обычно мала по сравнению с V и ее можно
не учитывать.
Перемещение точки .контакта зубьев, вызванное деформацией прилегающей
части обода, было впервые учтено в работе [162]. Примыкающее к зубу тело
зубчатого колеса рассматривалось как часть упругой полуплоскости, на кото-
рую со стороны зуба действуют распределенные нормальная и касательная на-
грузки, эквивалентные напряжениям в основании зуба.
Нормальную единичную силу в системе координат XOY (рис. 3.1) можно
определить по формуле нормальных напряжений в балке переменного сечения
= +ai6)> (3-8)
где а0 — — F sin 8X/(2S);
р — координата точки приложении единичной нагрузки на границе полуплос-
кости ее; S — полуширина основания зуба — клина; /7х=ГхСозр.
Выражение теории упругости для определения касательных напряжений
имеет вид
Т = Л sin 26 + n cos 20,
Az
(3.9)
66
/ 2С
где k = (1/7) I A cos 6 — В sin 6 — —— sin
\ **
cos 6;
n = (2(7/L2) (cos 26 — cos 2|3) cos2 6,
Будем приближенно оценивать единичную касательную нагрузку по формуле
Чу ~ —(^0 + ^2б2).
где b0 = (txr)e=0; Ь2 = [(тху)ср— £o]/S2:
С®ху)ср = [(тху)в-₽ 'г (тху)е=—₽]/2,
Перемещения любой точки полуплоскости под действием распределенной на-
грузки определяются как сумма перемещений от единичных сосредоточенных сил.
При этом решается задача теории упругости для клина, имеющего угол р=л/2.
Рассматриваются перемещения, нормальные к границе полуплоскости, только от
нагрузки qx, а перемещения, параллельные границе полуплоскости, — только
от нагрузки qY. За граничное условие принимается отсутствие перемещений в
точке, расположенной на оси зуба на расстоянии й от верхнего края полу-
плоскости.
Ниже приводятся выражения для определения перемещения точки границы
полуплоскости с координатой У, которая состоит из суммы следующих пере-
мещений:
— нормальной равномерно распределенной нагрузки от силы qx
Е« = Ея1 + £«2 •
2дл
где е„1 = -£[(Г +S)ln|y+S|-|r-Siln|r-S|-2S]:
где
^-[2S 1пКл2 + 52 + (1 —'
лЕ (
— кососимметричной нагрузки от силы qx
Ее = Eel— УЕе2.
I У — S I „ )
И у [ 5 —У-S + 2(1 + v) a0Sj ;
(l+v)A2S /1-
2(ft2 + S2) ;
— бокового смещения от силы qY
Ttt = In + 1/2
Ел2
S
h arctg —
2а г [ S2 — Г2
£е1= лЕ I 2
Ёе2 =
-г V .1
-------11 h arctg
2 (
ГДе 1/1 = Uo [(У + S) In [У + S| — |У — S| In |У — S| — 2S] +
+ -у b2 [(S3 + УЗ) in |S + У| + (S3— УЗ) in |S — У| — 2 + y2sj]|
2 [ Г ,_______________ 1 + v h2S
1/2 = —----2*0 Sln]//z2 + S2— S— —-------------------+
‘ r 2 h2 + S2
51 r 2 / ______ 1 ’
+ (1 + v) h arctg — + b2 — (S3 In }/Л2 + S2— — S3
h J I 3 \ 3
' 1 \ { S \ I 2S3*2
- - A2S- ЛЗ arctg -) + (1 + v) (-^Г
MS
*2 + S2
S
— ЗЛЗ arctg —
h
67
Жесткости зубьев зубчатых колес с параметрами а-20“, \* = 1, С*=0,25,
Жесткость пары зубьев С-10—3, Н/мм2
Общее перемещение основания зуба находится как среднее перемещение
точек границы полуплоскости на участке ее. .Приближенно оно равно переме-
щению точки с координатой Y=Sfi>. После приведения перемещений основания
к точке контакта при F= 1 Н/мм определится податливость зуба от упругой де-
формации заделки:
®осн = Б^ + Бт, + Б^, (3. 10)
где Бе = 0,95£„ sin&jt-; Бт, = 0,95т;t cos Б? = <f> (hx cos — Sx sin &х); <р =
~i,7ie/S — угол поворота основания; hx = L—Нх — расстояние от точки при-
c. db sin фх
ложения нагрузки до основания; ох=—--------------— половина толщины зуба
2 cos ах
ла уровне точки контакта.
Большое влияние на величину деформации оказывает глубина заделки h.
Чем меньше толщина обода, тем меньше деформация основания, но вместе с
тем возрастает влияние деформации обода. Так как деформацию обода учесть
сложно, то для компенсации ее в какой-то мере принимаем во всех случаях рас-
чета "п= 0,7 R [3], .где можно приближенно считать R=di,l2. -
Перемещение от контактной деформации составляет часть общего переме-
щения точки контакта и является нелинейной пр отношению" .к Передаваемой на-
грузке. Существуют различные аналитические зависимости для определения кон-
тактных перемещений. Однако все они ограничены частными случаями' кон-
такта. ।
Для приближенных расчетов будем использовать линейную зависимость кон-
тактной деформации от нагрузки [2]:
wft = 3,22£/£.
Тогда для стальных колес при F=l,0 Н/мм и £=2,1-ФО5 Н/мм2 контакт-
ная податливость 6^=4,5 Г0'~5 мм2/Н. Согласно экспериментам ,[76] у силовых
зубчатых передач контактная податливость 6ft='l,8 • 1О-5 мм2/Н.
Жесткость зацепления пары зубьев может быть найдена как величина, об-
ратная сумме податливостей:
®И1 + Би2 + ®О?Н1 + Босн2 + в*
Экспериментальные [78, 163] и расчетные (по изложенной методике) вели-
чины суммарных жесткостей пар зубьев для зубчатых колес (имеющих пара-
метры ИПРК а=20°, йа*=,1 и xl,2=O) в точках пересопряжения и в полюсе
приведены в табл. 3..1. Там же даны отношения расчетных и экспериментальных
данных.
Определение жесткостей зубьев передач с еа>2 не отличается от расчета
жесткостей с еа<2. Расчетные величины жесткостей пар зубьев в точках пере-
сопряжения передач с еа >2 приведены в табл. 7j2.
3.2. СТАТИЧЕСКОЕ РАСПРЕДЕЛЕНИЕ НАГРУЗКИ МЕЖДУ
ЗУБЬЯМИ
Рассмотрим статическое распределение нагрузки в зоне двухпарного зацеп-
ления при 1,О<еп<2/0 [23].
Позади и впереди идущие пары зубьев соответственно нагружены силами Fi
И 2000ТОГДЙ номинальная нормальная погоннаи нагрузка £& = £/+ Гц —
~ dbb Н/мм’ Так как упругая деформация зубьев b=F/C, где С — жест-
кость сопряженных зубьев в некоторой контактной точке, то, принимая во вни-
мание условие совместности деформаций,
69
68
Рис. 3.2. Эвольвентиое зацепленйе зубчатых колес:
а—при е >2,0; б—деформация шестерни Zj; в—деформация колеса z2; г— схемы
а
двухпарного зацепления при 8 <2.0 и 8 >2,0, а также трехпарного зацепления
а а
прн 8 >2,0
а
+Сц
Си
Fn^^Fb-^C!)—^— ,
Cj +
(3. 12>
Где До = fpti + f2pb2 — наибольшая вероятная разность основных шагов,
причем fPb 1,2 — абсолютное значение предельного .отклонения основного шага
у шестерни г, и колеса z2.
Если упругая деформация зубьев б>До, то происходит статическое распре-
деление усилия между двумя парами зубьев, если 6<Дв, то работает одна пара
зубьев и перекрытие отсутствует.
Если в первом приближении принять Ci ='1(2,5 10s Н/мм2, а С//~16,5Х
X № Н/мм2, то формулы (3..12) можно переписать так:
F, = 0,43 (1 + ф*) Fb: Ри = 0,57 (1 - фср) Fb,
где фй = С n^o/Fb' Фср== Сi^/Fb
— безразмерные параметры, характеризующие нагруженность передачи при кро-
мочном и срединном контакте соответственно.
Кроме того, следует учитывать, что фь= (Cf f/Cf)i|>Cp или фл~1,ЗфСр.
Авиационные зубчатые передачи являются «точными под нагрузкой» (ста-
тистическая категория). Для них характерно распределение нагрузки между со-
пряженными парами зубьев, что выражается условием фср<1.
Рассмотрим вариант передачи, когда в зацеплении одновременно находятся
три пары зубьев I, II и III, т. е. когда 2,'0<еа<3,0 (рис. 3.2).
70
При составлении условий совместности деформаций, основной шаг, напри-
мер, между зубьями I и II шестерни рьп равен основному шагу pb2i между
зубьями I и II на колесе. Так как из картины деформаций следует, что
Pbli = РЬМ + 5Z, — &ZZ/ Pb2i = РЬ21 + 6zz2 ~ 8zs:
В/ = вЛ + в/2: В// = в/Л + ъ/ц,
то после преобразований, принимая До= (До) г_гг = Рь21—Рьы, получим
В/ = В// + До. (3. 13)
Аналогично для зубьев II—III, принимая Ao=(Ao)zz—zzz=P622—Ры2. имеем
&zz = »zzz + До- (3- 14)
Для определения статических нагрузок у сопряженных зубьев дополнитель-
но запишем
Fb = Fi + Fu + Fin- Fi^Cjlp Рц = СцЪц-. Fin— СщЪщ. (3.15)
Из совместного решения уравнений (3.13) — (3.15), получим
Fi - Fzz = С! 12000'0 „^.11 , + (Си + 2Сш) До I , 1 dbxb J 12000'Г, , 1 , +(Сш— Ci)\G , L dbib J (3. 16)
Ci + Си +Cni С и
Ci + Сц +С'п
Fin — С ш f 20007’1 „ ] 1 . , — (G/ + 2Сг) Д0
Ci +Сц +Сш L dblb J
В расчетах на прочность .нагрузка, приходящаяся на одну пару зубьев в мно-
гопарном контакте, учитывается коэффициентом статистического распределения
усилий Ka=Fj!Fb, где F, — нагрузка, передаваемая j парой зубьев и опреде-
ляемая из формул (Зч12) или (3.<Т6), Н/мм.
3.3. ЕДИНИЧНЫЕ ИЗГИБАЮЩИЕ НАПРЯЖЕНИЯ.
ПРИБЛИЖЕННОЕ ОПРЕДЕЛЕНИЕ
Единичные изгибающие напряжения при расчете на прочность учитываются
через безразмерный коэффициент формы зуба Гг, численно равный .местным
напряжениям у основания зуба, имеющего единичные модуль и ширину зубча-
того венца и нагруженного единичной нормальной силой, приложенной в за-
данной точке.
Единичные изгибающие напряжения (коэффициент формы зуба) можно
определить экспериментально поляризационно-оптическим методом, например
(см. гл. 11), или аналитически, когда используют как приближенные, так и точ-
ные методы.
Приближенный метод, основанный, например, на применении гипотезы не-
плоских речений [26], в широком диапазоне параметров зубчатых колес воз-
можно использовать при расчете на прочность (ЙО]. В силу своей простоты этот
метод применим и при автоматизированном проектировании зубчатых передач
на уровне первых моделей.
Гипотеза неплоских -и, в частности, ломаных сечений приближенно описы-
вает закон распределения перемещений двух близко расположенных сечений,
нормальных к переходной кривой зуба: при деформации сечения поворачиваются
на некоторый угол, сохраняя свою первоначальную конфигурацию.
Согласно этой гипотезе учитываются лишь первые главные напряжения, в
направлении которых перемещаются сечения. Остальные главные напряжения не
учитываются. Принятый закон перемещений приводит к гиперболическому рас-
пределению напряжений по сечению, что, в общем, соответствует действитель-
ному распределению. Однако полученные результаты будут близки к действи-
71
тельным только для зубьев, изго-
товленных из изотропных материа-
лов. При расчете зубьев, химико-
термически упрочненных с поверх-
ности, полученные напряжения бу-
дут отличаться от действитель-
ных. Однако поскольку таким же
методом определяют допустимые
напряжения, получаемые из экс-
перимента, то это несоответствие
не влияет на коне- ные результа-
ты вычислений.
Рассмотрим рис. 3.3, на кото-
ром показан плоский упругий зуб
с заданной конфигурацией основа-
ния, нагруженный в некоторой
точке нормальной силой F. Через
текущую точку А переходной кри-
вой зуба, заданную координатами
X, Y, по радиусу кривизны q и
под углом X проведено ломаное
сечение АВСА. На переходной
кривой зуба весьма близко от точ-
ки Л взята точка А,, для которой
Рнс. з.з. Схема определения местных напряжений проделаны аналогичные построе-
ния.
Согласно гипотезе при дефор-
мации сечение АВС, оставаясь прямолинейным, повернется на некоторый угол
di] относительно точки С. При этом некоторое волокно BBt получит приращение
BD. Определим относительное удлинение волокна от изгибающей составляющей
нормальной силы: имеем ВВ4= (g+У sec X—u)dX, причем приращение BD = udr\.
Отсюда относительная деформация в направлении оси У
и di}
S = ---------------- ---- >
' е 4- K.sec X — и d'K
а напряжения от изгибающей составляющей Cy—Eby-
На контуре зуба при и= У sec К напряжения от изгибающей составляющей
нормальной силы
Y di}
— sec X —-— .
Y Q dX
Рассмотрим внутренние напряжения, действующие на элементарных пло-
щадках сечения АВСА. Момент внутренних напряжений относительно точки С
уравновешивается внешним моментом от изгибающей составляющей нормальной
К sec а
СИЛЫ r = J Qybudu.
6
Произведя подстановку, получим
7 = 2В
V secX
di] Г u?du
dX .) Q + У sec X — и
С
Производя преобразования и учитывая, что изгибающий момент равен Т~
—Fhx cos й'л-, получим напряжения от изгибающей составляющей нормальной
нагрузки
72
F hx cos SaY
°Y b 2q cos X/
Y sec X
r„e /=Д -----—--------=— 0,5r2sec2X— Г sec.X(Q + Y secX) —
J Q + Y sec X — и
о
Q
— (e + Y sec X)2 in---rr----Г •
4 Q + Y sec X
После подстановки и преобразований получим
F hxcos»xH р
Оу = —--------,---- = ~Г~ YFY '
' Ь tp bm
Таким образом коэффициент формы зуба )гу от изгибающей составляющей нор-
мальной нагрузки
Y v — mhycos$xH/Y2, (3.17)
Г X .Л Л
;де безразмерный параметр
Н=—-----------------—- &qSX--------------------------- . (3.18)
ЗК/q + 2 cos X 2 (Xj'C + cos X)2 cos X
(Г/e)2 + (>7e)3 n cosX + r/e
Напряжения от сжимающей составляющей нормальной силы
F т sin FY рх
х bm 2Y sec2 X bm
где коэффициент формы зуба от сжимающей составляющей нормальной силы
Ypx = т sin »х cos2 Х/(2Г). (3. 19)
Суммарное местное напряжение на контуре переходной кривой зуба
F F
°М = + аг = ~^{YpY Т Y рх) = — Yр ,
т /hv 1 \ „
где Y —— I--------- cos&y// Т “ sin9ycos2X) , (3. 20)
причем знак «минус» принимается при определении коэффициента формы зуба
для растянутой стороны переходной кривой, а знак «плюс» —• для сжатой; угол
давления определяется по формулам (2.26) или (2.93), а плечо действия
.силы
hx -= 0,5rfj, sec + Y tg X— x. (3.21)
Теоретический коэффициент концентрации напряжений аа=ом/ия = ¥г1Ун,
тде поминальный коэффициент формы зуба определяется без учета концентра-
ции напряжений у основания зуба. Для сечения, в котором действуют наиболь-
шие местные напряжения, он равен
YH == (м/Г2) [ 1,5 (ftx — Y tgX) cosТ 0,5Г sin &х]. (3. 22)
Отсюда теоретический коэффициент концентрации напряжений у переход-
ной кривой зуба составляет
ао= (2hxH^ Y tg »х cos2 Х)/[ЗЛх- Y (3 tg X±tg »х)], (3. 23)
где знак «минус» принимается для стороны растяжения, а «плюс» — для сто-
роны сжатия.
На этапе приближения к оптимальному решению в случае автоматизирован-
ного проектирования могут использоваться иные варианты гипотезы неплоских
73
сечении, например, гипотеза плоско-цилиндрических сечении с корректирующим
множителем. В этом случае можно добиться результатов, наиболее близко сов-
падающих с более точными решениями [39].
3.4. ЕДИНИЧНЫЕ ИЗГИБАЮЩИЕ НАПРЯЖЕНИЯ.
ЧИСЛЕННЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
3.4.1. МЕТОД КОНЕЧНЫХ ЭЛЕМЕНТОВ. ПЛОСКАЯ ЗАДАЧА
ТЕОРИИ УПРУГОСТИ. МЕТОД ПЕРЕМЕЩЕНИЙ
Метод конечных элементов (МКЭ) за сравнительно короткое время превра-
тился в один из самых распространенных методов решения задач теории де-
формируемых сред [64].
Математическое .обоснование метода, доказательство сходимости, единствен-
ности решения см. в работах [63, 98, 1132].
Уравнения МКЭ получают по следующей схеме:
1. Исследуемая область (некоторый континуум) разбивается воображаемы-
ми пиниями >или поверхностями на некоторое число конечных элементов. Пред-
Рис. 3.4. Конечно-элементное представление
области
полагается, что элементы связаны меж-
ду собой в узловых точках, расположен-
ных на их общих границах.
2. Выбирается система функций, од-
нозначно определяющая перемещения
внутри каждого конечного элемента че-
рез некоторые независимые параметры,
в качестве которых чаще всего принима-
ются перемещения или их производные
в узлах элементов.
3. Функции перемещений 'однознач-
но определяют деформации внутри эле-
мента, а значит (при задании упругих
свойств среды и начальных деформа-
ций) , и напряжения через выбранные не-
зависимые параметры.
4. Система сил, сосредоточенных в
узлах и уравновешивающих напряжения
на границе, а также внешние распреде-
ленные нагрузки связываются с узловы-
ми перемещениями. Таким образом, по-
лучается матрица жесткости элемента. Разрешающие уравнения для всей сово-
купности конечных элементов могут быть получены методами строительной ме-
ханики.
5. Другой, более общий путь получения уравнений заключается в исполь-
зовании какого-либо вариационного принципа с учетам п. 3 настоящей схемы
(например, с помощью процедуры метода Ритца). Разрешающие уравнения
МКЭ будут при этом уравнениями Эйлера соответствующей вариационной за-
дачи.
Своеобразие применения метода Ритца в этом случае состоит в том, что в
качестве «пробных» используются так называемые «пирамидальные функции»,
каждая из которых отлична от нуля лишь в окрестности отдельного узла сис-
темы и обращается в нуль во всех остальных узлах.
Точность вычислений повышается, если необходимо!, не путем использова-
ния более сложных пробных функций, как в классическом методе Ритца, а бо-
лее мелким разбиением области и увеличением, таким образом, числа степеней
свободы. ЭВМ при этом не только решает, но и составляет нужные уравнения,
обрабатывая все элементы по единому алгоритму.
В том случае, когда в качестве неизвестных задачи выбраны перемещения,
а в качестве вариационного принципа — принцип минимума полной потенциаль-
ной энергии, получаем наиболее распространенный в механике метод переме-
щений.
74
Рассмотрим подробнее схему иолучения уравнений .метода конечных элемен-
тов в плоской задаче теории упругости. Аппроксимируем границу исследуемой
области отрезками и разобьем область на треугольные элементы (рис. 3.4).
Силы Pi, действующие на тело, будем считать приложенными к узлам сис-
темы. Некоторые узлы (а, Р) закреплены определенным образом. Уменьшая раз-
меры элемента, мы можем таким 'способом с любой точностью описать геомет-
рию и граничные условия реальной задачи.
Рассмотрим теперь отдельный треугольный элемент, координаты вершин ко-
торого в некоторой правой системе декартовых координат X, Y таковы: Xi, yt;
Хг, УХ х3, уз-
Обозначим проекции перемещения точки элемента на оси X ш Y соответ-
ственно к и о и примем, что распределение перемещений внутри элемента под-
чиняется линейному закону:
и = ai + а^х + азу, v = а5 + а5х + аьу, (3.24)
где fli, аг, ..., а6 — неизвестные константы.
Таким образом, поле перемещений в исследуемой области мы аппроксими-
руем кусочно-линейно. При этом прямолинейные границы элементов, смещаясь,
остаются линейными, что 'обеспечивает совместность элементов в процессе де-
формации.
Выражение (3.24) может быть записано в матричной форме:
где
Поскольку выражения
гичные выражения можно
1
где С = 1
1
*1 У1
Х2 У2
*з Уз.
Отсюда а = Qg,
где
ci
«2
а3
а5
а0
(3. 25)
(3.24) справедливы для всех точек элемента, анало-
выпмсать для перемещений вершин треугольника
«1
«2
аз
V2
_»3 _
Теперь вместо (3.25) можно записать
u = AQg.
(3. 26)
(3. 27)
(3. 28)
Таким образом, перемещения точки выражаются через перемещения узлов эле-
мента, которые мы и принимаем за независимые переменные задачи.
Деформации внутри элемента определяются распределением перемещений
С : О
О \ С
75
(3. 29>
Зная упругие свойства материала и начальные деформации, можем опреде-
лить напряжения. В случае плоского напряженного состоянии в изотропном ма-
териале
~ах
где
°У
хху
О
О
(1 - v)/2
= D(e—е0),
(3. 30>
Е—Модуль Юнга; v—ко ффициент Пуассона;
— вектор начальных деформаций.
Начальные деформации могут быть обусловлены температурным расширением^
фазовыми изменениями и т. ц. 1
Таким образом, приняв линейный закон для функции распределения пере-
мещений в элементе, мы допустили, что деформации и напряжения постоянны
в пределах одного элемента.
Применим принцип минимума полной потенциальной энергии к полной со-
вокупности конечных элементов:
2 f 6eTczrfQz—6Д = О, (3. 31>
£ = 1 2(.
где 6Л — вариация работы внешних сил; i
щадь; N — количество конечных элементов,
номер элемента; й,- — его пло-
Вех
ge = Вер —вектор вариаций
_Вухр_
деформаций, индекс «Т» означает транспортирование.
Так как ни е, ни о не зависят от координат точки, интегрирование выра-
жений (3.3!) сведется к .простому умножению на величину площади элемента
й„ Из формул (3.29) и (3.30)
6i]0,dQ1-=QzB^QTLTDz(LQg1--e0l-) = 6£T(S/gI-Ro,). (3. 32>
2.
I
где S;=qJ L, DiLQjQj —матрица жесткости i-ro элемента; Ro, —некоторый си-
ловой вектор, обусловленный начальными деформациями.
Если в равенстве (3.27) обозначить
С“1 =
911 9i2 913
921 922 923
a Si =
931 932 9зз
Sn SZ2... S15
-•$61 . . . . Sge
76
EiQi \ g2ig2i + kg3iq3j 3(y_3) + 2(jf_3)
TO bz = j----2 .......................j.............................
V/L^2(/_3)«'3y+V§'3(1._3)e'2> : + ^(/-ЗАУ-З) J
(3. 33)
</c= (1—v)/2; i, j=l, 2, ..., 6)._
Обозначим теперь через § вектор (или супервектор), компонентами которо-
го являются последовательно все £г, через S — блочно-диагональную матрицу,
на главной диагонали которой расположены блоки Si, и через Ro — вектор, со-
ставленный ИЗ Roi-
Тогда уравнение ((З.ЗТ) запишется в форме, аналогичной (3.3(2):
S?T(S£—R0) = (3.34)
Если же теперь вектору £ поставить в соответствие вектор £, в котором узло-
вые перемещения расположены в некотором глобальном порядке, без повторе-
ний номеров,
Г= КС (3. 35)
(К — матрица — указатель или топологическая матрица), то получим вместо
выражения (3.34)
6СТ (KTSKC — KtRq) = SC1? • (3 36)
Здесь Р — вектор внешних сил, совершающих работу на перемещениях б£.
В силу независимости произвольных вариаций 6£ получаем разрешающую
систему линейных алгебраических уравнений
KtSKC=P + KtRq. (3.37)
Матрица этой системы по построению симметрична и положительно полу-
спределена.
Уравнения системы (3.37) представляют собой уравнения равновесия в про-
екциях на оси X и У, сформулированные во всех узлах конечно-элементной
структуры.
Поскольку все перемещения определены с точностью до перемещения как
жесткого целого, система (3.37) вырождена. Для того чтобы решение задачи
было однозначным, следует учесть кинематические граничные условия (исклю-
чающие перемещение конструкции как жесткого целого).
Если перемещение какого-либо узла равно нулю (например, для задачи,
соответствующей рис. 3.4, = &а = fp=O), То обычно все коэффициенты соот-
ветствующей строки в системе (3.37), кроме расположенного на главной диаго-
нали, полагают равными, нулю (если важно сохранить симметрию, то нули рас-
полагают и в соответствующем столбце). Другой простой 'способ учета подоб-
ного граничного- условия заключается в умножении соответствующего диагональ-
ного элемента на некоторое большое число, скажем, иа 108. При этом сохра-
няется симметрия и положительная определенность матрицы, граничные условия
выполняются приближенно, но с достаточной точностью.
После решения системы (3.37), дополненной граничными условиями задачи,
напряжения определяют по выражению (3.30). По предположению, напряжения
при выбранной форме распределении перемещений в элементе являются посто-
янными в пределах отдельного элемента, поэтому вычисленные значения на-
пряжений следует относить к центрам элементов.
Во внутренних точках области напряжения .определяются путем интерполя-
ции по вычисленным значениям, а на границе области •— путем экстраполяции.
Рассматривая плоское деформированное состояние, используют абсолютно
ту же схему вычислений, что была описана выше, только в выражении типа
(3.30) матрица связи между напряжениями .и деформациями имеет другой вид
(3. 38)
G = D(e— Eq),
77
где
.5(1—v)
(1 +v)(l -2V)
О О
О
1 — 2у
2(1-у)
Использованный нами треугольный элемент с линейным распределением пе-
ремещений является .наиболее простым плоским элементом, но не единственным.
Размещая дополнительные узлы на сторонах треугольника (а, если нужно, то
и внутри), можно задаваться функциями формы в виде полиномов более вы-
сокого 'порядка [64].
Могут использоваться также семейства прямоугольных (четырехугольных)
элементов с симметричными относительно координат функциями формы (не яв-
ляющимися полными полиномами).
Рис. 3.5. Практически эквивалентные области исследования
Вводя местную криволинейную 'систему координат, можно использовать эле-
менты с криволинейными границами (так называемые изопараметрические эле-
менты), во многих случаях облегчающие аппроксимацию области (при этом
несколько усложняется 'численное интегрирование).
Описанная выше схем,а построения уравнений метода конечных элементов
справедлива и в трехмерном случае. При этом в качестве конечных элементов
используют тетраэдры (аналоги треугольников), параллелепипеды (аналоги пря-
моугольников), трехгранные призмы с различным количеством узлов на реб-
рах, а также криволинейные объемные элементы.
Метод конечных элементов естественным образом применим к расчету зубь-
I ев зубчатых колес. Сравнение решений, полученных на ЭВМ с помощью МКЭ,
с соответствующими данными, полученными с помощью конформных отобра-
жений [159], и с результатами эксперимента на фотоупрутих материалах [ВО],
показали, что удовлетворительная точность в определении максимальных напря-
жений в зоне концентрации может быть достигнута при достаточно грубой сетке
(но сгущающейся в зоне концентрации) треугольных элементов с линейным
законом для перемещений. При этом размеры расчетной области незначительно
превышают размеры зуба и результат практически не зависит от условий за-
крепления иа периферии области.
Известно, что максимальные растягивающие напряжения в областях, огра-
ниченных, как показано на рис. 3.5 (варианты I и II), различаются на вели-
чину порядка 5°/о. В то же время, вариант II требует существенно меныпих за-
трат ресурсов ЭВМ и машинного времени.
78
Численными экспериментами установлено, что практически такой же ре-
зультат может быть получен на области типа III. Все это справедливо для
зубьев внешнего зацепления на ободе сплошного колеса, если высота исследуе-
мой области не менее 3—4 модулей.
3.4.2. СТРУКТУРА ПРОГРАММЫ МКЭ ДЛЯ ЭВМ
В соответствии с изложенным выше, программа, реализующая метод конеч-
ных элементов на ЭВМ, должна иметь следующие основные блоки (рис. 3.6).
1 Блок ввода исходной информации. Сюда относится информация о кон-
фигурации исследуемой области, температурном поле, свойствах материала,
[раничиых условиях и нагрузках. Могут быть введены также параметры, управ-
ляющие выдачей информации, выводом на графопостроитель графической ин-
формации и другие величины, определяемые
спецификой данной конкретной программы.
2. Блок формирования сетки и соответ-
ствующей топологической информации.
Здесь вырабатывается наиболее емкая
часть информации, необходимая для пост-
роения разрешающих уравнений метод;,
(координаты узлов сетки и информация о
межузловых связях). Отсутствие этого бло-
ка оправдано лишь в случае исследования
областей чрезвычайно простого вида (нап-
ример, прямоугольник) и регулярной систе-
мы разбиения области па элементы.
Рис. 3.6. Блок-схема программы МКЭ
Рис. 3.7. Схема к составлению уравнений рав-
новесия узла
В более сложных случаях эти данные пришлось бы задавать вручную, что,
помимо больших затрат времени на подготовку информации (втрое превосхо-
дящей по объему информацию о расположении узлов), резко увеличивает- веро-
ятность ошибок. «
3. Блок составления линейных алгебраических уравнений — уравнёкйй .рав-
новесия каждого узла конечно-элементной структуры в проекциях иа оси X и
Y. Возможный алгоритм составления этих уравнений иллюстрирует рис. 3.7 и
следующие рассуждения. -
Пусть матрица жесткости отдельного r-го элемента записана таким обра-
зом, что первые три строки ее соответствуют проекциям усилий на ось X в трех
узлах элемента, а строки 4—6—проекциям усилий на ось У; первые три столб-
ца суть коэффициенты при ut, остальные —при vt (здесь, как и выше*, и,—
проекция на ось X, a vt — проекция на ось У перемещения t-ro узла треуголь-
ника; t—1, 2, 3). Пусть, далее, матрица жесткости 5 системы с Л' узламгг (по-
рядка 2N) записана аналогичным образом, т. е. первые N строк ее соответст-
7»
вуют проекциям усилий в узлах на ось X, остальные — на ось У. Первые N
столбцов — коэффициенты при и{ (i=l, 2, ../V), остальные при щ. Тогда
в »-й строке S(i=gW) в случае, когда i-й узел окружен узлами'с номерами ], k,
I, т, п (н локальная нумерация узлов в треугольниках такова, что i-й узел
всегда первый), будут следующие ненулевые элементы: в Z-м столбце (главная
диагональ) + S77 + Sz{z + Sz^ + S^; в j-м столбце S{2 + S^; в Л-м столб-
це S" Ч- S{3; в Z-м столбце Sj2z + S(z; в m-м столбце + SZZZ; в n-м столб-
це S^ + S]^; в (N + i)-M столбце Sz14 + S{4 + SZ4Z + Sz^ + S14; в (М+/)-м
столбце S{5 + SjgJ в (TV + £)-м столбце S{z 4- Sfg) в (N + Z)-m столбце
Szzz + S"; в (N + т)-м столбце SZ5f + Szzz; в (M + п)-м столбце S13 l SZgZ.
Если теперь в этих выражениях S1? заменить на S4(/, получим коэффициен-
ты строки матрицы жесткости системы (проекция всех сил на ось У в
Z-м узле).
В заключение этого этапа составленные уравнения корректируются с учетом
граничных условий и нагрузок.
4. Блок решения системы линейных алгебраических уравнений — опреде-
ление перемещений. Это осуществляется одним из известных в линейной алгеб-
ре методов. Выбор метода решения зависит от возможностей ЭВМ, от мате-
матического обеспечения и от типа решаемой задачи.
5. Блок вычисления напряжений в соответствии с выражением (З.ЗЮ) по
полю перемещений, определенному блоком 4.
6. Блок выдачи результатов на печать или другие устройства вывода.
3.4.3. АВТОМАТИЗАЦИЯ ПРОЦЕССА РАЗБИЕНИЯ ПЛОСКОЙ ОБЛАСТИ
НА ТРЕУГОЛЬНЫЕ ЭЛЕМЕНТЫ
Разбиение области на элементы может быть: регулярным, т. е. иметь повто-
ряющуюся структуру, и нерегулярным. 1
Преимуществом первого способа разбиения является то, что в этом случае
заранее известна топологическая структура сетки, и она проста. Все межузловые
связи определены простым рекуррентным отношением. Координаты узлов вычис-
ляются машиной при нанесении на область регулярной сетки с той или иной
степенью равномерности. Попытки распространить этот подход на области слож-
ной формы породили кусочно-регулярную систему разбиения [26, ГИ2], при ко-
торой область делится на фрагменты (информация о них вводится в ЭВМ),
а затем каждый из фрагментов разбивается топологически регулярной сегкой на
нужное число конечных элементов.
Второй способ отличается тем, что допускает произвольное разбиение обла-
сти. Узлы системы могут размещаться наиболее целесообразным обравом, с уче-
том геометрии области, ее связности, предполагаемой концентрации напряже-
ний, характера приложения нагрузок. Такая система разбиения обладает наи-
большей общностью.
Однако, поскольку нет закономерности в расположении узлов системы, ин-
формация о связях между узлами должна либо задаваться, либо вырабаты-
ваться в ЭВМ. Без решения проблемы автоматизации этой процедуры нельзя
обеспечить массовый счет, если речь идет об универсальной программе с ис-
пользованием нерегулярного разбиения.
Один из путей решения этой проблемы заключается в том, что некоторая
«хорошая» сетка (например, сетка, состоящая из равносторонних треугольников)
натягивается на исследуемую область [72]. При этом сетка искажается практи-
чески только вблизи границы. Мы получаем «хорошее» разбиение области, но
вынуждены мириться с излишне густым разбиением вдали от концентраторов.
Сложные области приходится при таком способе разбиения подразделять пред-
варительно на компактные односвязные фрагменты и после разбиения состыко-
вывать их, либо использовать регулярные прототипы, топологически подобные
исследуемой области.
80
Другой путь заключается в нанесении каким-либо способом узлов системы
я в последующем их соединения, по возможности, таким образом, чтобы обус-
ловленность разрешающей системы была хорошей [178, '170].
В семействе программ, реализующих на ЭВМ решение двухмерных задач
теории деформируемых сред, нами использован способ построения совокупно-
сти треугольных элементов [170], который можно назвать «принципом запрещен-
ной стороны».
Исходная информация: описание границы области, координаты эпицентров
сгущения узлов и характеристики распределения в них (дисперсии).
Граница описывается ориентированными отрезками, причем ориентация
каждого граничного отрезка определяет его положение относительно исследуе-
мой области.
Узлы наносятся датчиками случайных чисел, имеющимися в математичес-
ком обеспечении ЭВМ, с равномерным и нормальным (в зоне концентрации) за-
конами распределения плотности вероятности.
После нанесения нужного числа узлов строятся треугольные элементы, при-
чем .имеющиеся отрезки рассматриваются как основания треугольников и под-
ходящие вершины отыскиваются таким образом, чтобы произведение синусов
всех углов построенного элемента и другого, дополняющего его до четырехуголь-
ника, было максимальным. Вновь проведенные отрезки — стороны нового тре-
угольника •— ориентированы таким образом, что внутренность вновь построен-
ного элемента является «запрещенной» для дальнейшего анализа. Эти стороны
затем служат основаниями для построения новых треугольникюз.
Таким образом, исследуемая область как бы «зарастает» элементами, на-
чиная от своей .границы. Такая система разбиения обеспечивает плавное умень-
шение размеров элемента в зоне концентрации, что уменьшает ошибку при опи-
сании быстро меняющегося поля напряжений. Согласно некоторым исследовани-
ям [1'86], ошибка аппроксимации будет минимальна, если изменение энергии
деформации равномерно распределено между элементами.
Сгущение сетки получается плавным. Резкие переходы от крупных элемен-
тов к мелким порождают вытянутые треугольники, что ухудшает обусловлен-
ность матрицы жесткости системы [187].
3.4.4. ЕДИНИЧНЫЕ НАПРЯЖЕНИЯ В ЭВОЛЬВЕНТНЫХ ЗУБЬЯХ
ВНЕШНЕГО ЗАЦЕПЛЕНИЯ. КОЭФФИЦИЕНТ ФОРМЫ ЗУБА
Для правильной оценки результатов расчета по программам метода конеч-
ных элементов следует учитывать конкретные аспекты его численной реализа-
ции, такие, как число узлов системы, тип элемента, конфигурация сетки, точ-
ность решения системы линейных алгебраических уравнений и т. п. Необходимо
также сравнение некоторых результатов расчета с другими достоверными дан-
ными.
При однократных расчетах элементов зубчатых передач (симметричных и
несимметричных), как и в общем случае, целесообразно применять описанную
выше систему разбиения на треугольные элементы с использованием датчиков
случайных чисел [170].
Для серийных расчетов стандартных зубьев рекомендуется другая схема:
перенос хорошей сетки в нужные границы из области, являющейся топологичес-
ким прототипом, например из трапеции, трансформацию которой в зубообраз-
мую область (71 и В) иллюстрирует рис. 3.8.
Приведенные в данном разделе результаты расчета получены с помощью
программы, решающей 'Плоскую задачу теории упругости на базе МКЭ с исполь-
зованием треугольного элемента с линейным законом для перемещений.
Координаты узлов на контуре зуба вычислялись по специальной подпрограм-
ме (автор В. М. Ананьев), обеспечивающей расположение узлов ,в точках после-
довательного приложения сосредоточенной силы (на расстоянии О; 0,2m; 0,4m;
0,6m; 10,8m и tlm от вершины зуба), а также сгущение узловых точек на гал-
тели в зоне предполагаемой концентрации напряжений. Общее число узлов сис-
темы — 266, на контуре — 62 узла.
81
Сетка конечных элементов генерирована автоматически ио с,х,емс рис. 3.8
(вариант В, так как в этом случае обеспечена лучшая обусловленность разре-
шающей системы уравнений).
Значения напряжений в зоне концентраций определены путем экстраполя-
ции по двум несовпадающим окрестностям расчетной точки.
Система линейных уравнений решалась методом верхней релаксации, при-
чем решение считалось окончательным, когда относительная разность двух по-
следовательных приближений не превосходила Ю-6.
Рис. 3.8. Трансформация трапеции в область, аппроксимирующую эволь-
вентный зуб
Выбор итерационного -метода решения системы уравнений оправдан тем, чтъ.
в процессе много-вариантного счета результат решения каждого варианта являл-
ся исходным приближением для следующего. Разбиение области на элементы
производится автоматически только один раз, геометрия области от варианта к
варианту меняется незначительно, и однажды построенная сетка каждый раз пу-
тем многократного усреднения координат внутренних узлов по координатам уз-
лов, их окружающих, помещается в новые границы. Закрепление осуществлено1
в узлах, соответствующих большему основанию трапеции.
В табл. 3.2 проведено сравнение результатов, полученных расчетом по опи-
санной программе, с результатами [1'0] экспериментов по методу фотоупругости
для зубьев внешнего зацепления с углом -производящего профиля 25° при х='О.
В табл. 3.3 аналогичное сравнение проведено с результатами расчетов [159]’
методами теории конформных отображений (МКО). На графиках (рис. 3.9—
3.23) представлены значения коэффициентов формы зуба YF — максимальных
единичных напряжений как для растянутой, так и для сжатой стороны зуба
три т—1, b=l. Они получены для зубчатых колес, параметры исходных кон-
туров которых соответствуют табл. 1.1 (а='25°; ha*—hf*= 1,0; Са*=-0,20328 и
<1=28°, /г„*=/г/*=0,9; Со*=0,18438 в широком диапазоне чисел зубьев z и:
коэффициента смещения х -при приложении единичной нагрузки в шести точках
82
83
Рис. 3.11. Коэффициенты формы зуба при а—25°; /7=0,4:
7—растянутая сторона; II—сжатая сторона
V- 1—1----------------------------------ri|------
17 20 30 50 100 200 7 1000'
Рис. 3.12. Коэффициенты формы зуба при а=25°; 77=0,6:
I—растянутая сторона; 77—сжатая сторона
S4
Рис. 3.13. Коэффициенты формы зуба при а=25°; Я=0,8:
/—растянутая сторона; II—сжатая сторона
Рис. 3.14. Коэффициенты формы зуба при а=256; //=1:
I—растянутая сторона; //—сжатая сторона
85
00
/—растянутая сторона; II—сжатая сторона
Рис. 3.16. Коэффициенты формы зуба при а=28°; /7=0,2:
(—растянутая сторона; 77—сжатая сторона
Рис. 3.17. Коэффициенты формы зуба при а=28°; 77=0,4; Рис- 3.13. Коэффициенты формы зуба при а-28”; 77=0,6:
/-растянутая сторона; //-сжатая сторона /-растянутая сторона; //-сжатая сторон?
Рис. 3.19. Коэффициенты формы зуба при а=28'; Я=0,8: Рис. 3.20. Коэффициенты формы зуба при с
/—растянутая сторона; //—сжатая сторона /—растянутая сторона; //—сжатая сторона
профиля: в вершине 77=0 н в пяти равноотстоящих друг от друга точках через
С,'2т, где ш=1,0).
Таблица 3.2 Таблица 3.3
Сравнение результатов расчета МКЭ с экспе- Сравнение результатов расчета по МКЭ с риментом [Ю] (сторона растяжения, ct=25°, расчетами по МКО [159] (сторона растяже- С*=0,20328: X—0) ния, исходный контур по СТ СЭВ 308—76)-
Z н 1 1 Расхож- • дение, z % X Нагружение в вершине yf
у Грасч МКО МКЭ
У г /эксп
20 , 0 0,5 1 0,314 0,381 0,464 0,301 0,387 0,476 4,46 16 1,55 0 4,2 4,3
2*52 -0,2 3,89 3,94
30 0 0,5 1 0,339 0,427 0,518 0,3215 0,413 0,523 5,38 „„ 3,5 ди 0,96 0 3,62 3,67
0,2 3,53 3,45
50' 0 0,5 1 0,354 0,452 0,563 0,3401 0,440 0,556
з,зо 2,65 1,24 —0,2 3,59 3,56
0 3,5 3,47
100 0 0,5 1 0,348 0,453 0,578 0,358 0,461 0,581 60 2,8 1,66 0,52
0,2 3,46 3,36
На основании статистической обработки результатов расчета получены ни-
жеследующие формулы, определяющие значения YF в симметричных эвольвент-
ных зубьях внешнего зацепления с исходным контуром по табл. 1.1 (в диапа-
зоне: '20° s' а ^218°, z>12, —-Э,2^х^1).
Коэффициент формы зуба для растянутой стороны зуба:
66,1 *—о— . I
Г = —(1 —0,36Я)Лд 2 +— (15,3 + (—36 + 0,63а) х+
л а z
+ (15 — а) (1,75 — х) Н + (а — 15) (1,1— 0,25х) №); (3.39)
для сжатой стороны зуба соответственно
81 3 ]
rf=—^-(1 —0,4/7)Ла 2 +—{—21+(36-0,63a)x+(13—14x)tf-b
+ а(0,15х—0,1)772). (3.40)
В формулах (3.30) и (3.410) угол а в градусах.
Поскольку погрешность формул (3.39), (3.40) не превосходит 5 ... 7%, они
могут быть использованы для оценочных расчетов в указанном диапазоне из-
менения параметров зубчатой передачи. Особенно эффективно их применение при
многократных расчетах в процессе проектирования оптимальной конструкции.
3.5. ДИНАМИЧЕСКИЕ НАГРУЗКИ В ЗАЦЕПЛЕНИИ
ЭВОЛЬВЕНТНЫХ ЗУБЧАТЫХ КОЛЕС
Динамические нагрузки при входе и выходе зубьев из зацепления вычис-
ляются отдельно для точных и неточных под нагрузкой передач, причем пере-
89
дачи с 2,0<еа<3,О рассматриваются только точными под нагрузкой, так как в
противном случае их применение нецелесообразно.
Физическая картина динамического процесса в зацеплении рассматривается
со следующими допущениями ['124, 173]:
1. Погрешности зацепления определяются только ошибками основного шага.
'2. Каждое перссопряжонис зубьев рассматривается как динамически изоли-
рованное явление с начальными условиями:
МО) = В"; Ву/ (0) = Bj); В/// (0) = ЪцГ; <ц (0) = «1ср; «2(0) = «2ср. (3. 41)
где В”; б", В}}у — статические деформации зубьев; coI12 — угловые скорости ко-
лес, рад/'с, <0|,2 ср — их средние значения; j=I, II ... — индексы пар зубьев, на-
ходящихся в зацеплении в последовательности, обратной вступлению в зацепле-
ние
3. Контакт зубьев происходит достаточно близко от линии зацепления, и
радиусы кривизны эвольвент на участках пересюпряжения не меняются.
4. Жесткость пары зубьев в каждой фазе зацепления является величиной
постоянной.
Динамический процесс описывается следующими основными уравнениями.
1. Дифференциальные уравнения движения зубчатых колес в общем случае
многопарного контакта имеют вид
J! (dwj/dZ) = Л — ДуГ/1 — ГцГ1Ц — ... — ДуГУ1; (3. 42)
J2 {dv^/dt) = — Т2 + ДуГу2 + Рцгп^ + +Fjrje (3. 43)
где Ji,2 — моменты инерции колес вместе с жестко связанными с ними дета-
лями, И • с2/:м2; 71,2 — величины крутящих моментов на ведущем и ведомом ко-
лесах соответственно, Н-м; F} — усилие в зацеплении /-й пары, Н/м; rj1^—
радиусы действия усилий Fj, м.
.2. Уравнения совместного движения зубчатых колес без учета влияния де-
формации обода, опор и валов на перемещение точек контакта
— «2гл = dbjldt. (3. 44)
При <5,<0 происходит сближение зубьев; при 63>Ю — упругая деформация.
3. Деформация пары зубьев б пропорциональна приложенной силе
_ [ СуЬу при В; > 0 (упругая деформация);
(0 при В; < 0 (зазор).
Характер динамических нагрузок зависит от соотношения между периодом
собственных колебаний Т, периодом переоопряжения Tz и временем Т* реализа-
ции начального периода пересопряжения. •
При 7<7* происходит затухание собственных колебаний до вступления зубь-
ев в следующую фазу зацепления. При этом каждое пересопряжение можно рас-
сматривать как изолированный динамический процесс. К этому случаю можно
отнести с некоторым приближением соотношение 7*<7<c7’z, что наиболее ха-
рактерно для большинства зубчатых передач.
Частота и период собственных колебаний находятся по формуле
f = — = — 103 , (3. 46)
Т 2л V Л1пР 4 ’
где приведенная -масса «колес в виде диска
________Д|41ц2__________
Л1пР 8 cos4 aw (Y1/Y2 + “2) ’ (3-47)
где Yi,2 — удельная плотность материалов колес, кг/м3; саЕ — суммарная же-
сткость зацепления, Н/мм2.
При этом предполагается, что?
90
а) в зацеплении находится N или W—i пар зубьев, где N=2 ... 3 — наи-
большее число зацепляющихся пар зубьев для данного 8о;
б) контакт происходит по линии зацепления;
в) статические нагрузки на зубьях достаточны для предотвращения их раз-
жатия.
При Т, соизмеримом с временем фазового зацепления,, можно принять с3д
равной сумме жесткостей пар зубьев, участвующих в данной фазе контакта.
При больших скоростях, когда период собственных колебаний может охватить,
несколько переоопряжений, частота собственных колебаний определяется сред-
ней жесткостью зацепления
Сза = СсРЕ = С№[еа— (N— О]+c(/v_1)j;(7V— ej, (3.48>
где с и — суммарные жесткости зацепления в каждой из его двух,
фаз.
При контакте на входе в зацепление (кромочный контакт) точность пере-
дачи характеризуется параметром
Фкр = [AqI/^kpe- (3. 49)
Деформация впереди идущих зубьев для передач с в <2,0 равна.
®крв — Fь!сз> (3- 50)
а для передачи с 2,0<еа<3,0 с учетом знака погрешности
. Г„ , |До1(С5 + Сз) — До(С5 — сз) 1 1
Вкрв = Г b +-------------------------- ;---- , (3. 51)
L 2 J «з + «5
где индексы 1, 2 ... 5 соответствуют точкам пересоцряжения (см. рис. В, 2, г).
Положительная величина До увеличивает 8крг , поэтому при расчете динамиче-
ских нагрузок принимается Ao>'0i.
При контакте на выходе из зацепления (срединный контакт) на динамиче-
скую нагрузку большее влияние оказывает отрицательная величина ошибки ос-
новных шагов До<0, и точность передачи определяется параметром
Фер = |До|/6сРЕ > (3. 52)
где для передачи с еа < 2,0 всрЕ = Д&/С4>
а для передач с 2,0 < еа < 3,0 6срЕ = (Рь + |Д0| с4)/(с4 + с6).
Точные под нагрузкой передачи характеризуются величиной фСр<1-
Рассмотрим динамические нагрузки на входе зубьев в зацепление. Они воз-
никают вследствие кромочного удара из-за погрешности зацепления (рис. 3.21)
Д0 + 6КрЕ>°- <3'53>
Ниже рассматриваются три случая кромочного удара зубьев: для точных
передач при фСр<1, для неточных передач при фСр>1 и для слабонагруженных
передач при фСр» 1.
В силовых передачах обычно 6крЕ >|Д0|. Поэтому кромочный удар проис-
ходит всегда и чем больше До, тем значительнее погрешность при входе в за-
цепление. В авиационных высоконапряженных точных передачах ошибки основ:-
ных шагов в несколько pas меньше деформации зубьев, которая играет основ-
ную роль в динамике передачи. Увеличение числа зубьев, находящихся в за-
цеплении, повышает жесткость зацепления и, снижая его погрешность, приво-
дит к уменьшению динамических нагрузок. Для уменьшения величины динами-
ческих нагрузок на входе в зацепление следует модифицировать профили зубь-
ев. Ниже кромочный удар рассматривается без учета модификации, величина ко-
торой зависит от условий нагружения, точности изготовления и параметров пе-
редачи и находится в большинстве случаев опытным путем.
91
Рис. 3.21. Схема кромочного контакта на
входе в зацепление
Время кромочного контакта вне ли-
нии зацепления находится посредством
замены участков эвольвент параболами
с радиусами кривизн (>i=const и р2 =
= const (124]:
Рис. 3.22. Зависимость коэффи*
циента динамической нагрузки
при входе в зацепление
30 -J / 2 (Дд + 6Кра) Qj
лг?2 У sin Й2
(3. 54)
где ге2 — частота вращения ведомого колеса в об/мин.
( Если принять, что при кромочном контакте на входе реализуется мак-
симум динамической нагрузки, то зависимость для максимальных коэффициен-
тов динамической нагрузки будет иметь вид [173]:
Ftocp
1 + (С1/ек) vKp при 0 < vKp < 1;
1 + «1/«к 4 при VKp > 1 ,
где vKp = 2/(СкррКр); ркр — 2л (7кР/7);
(3. 55)
Скр 1/^С/уг/СзЕ’
—суммарная жесткость зацепления в период кромочного контакта (СууЕ =
= Ср + с3 при еа < 2,0 и cNL = С! + Сз + с5 при 2,0 < еа < 3,0);
(скр — суммарная жесткость зацепления в фазе, предшествующей кромочному
контакту (для 1ДХво<2,0 скр=с3; для 2,0 <еа <3,(0 скр=с3+с5 (см. рис. 3, 2, г).
На рис. 3.22 показаны зависимости максимальных значений коэффициентов
динамической нагрузки для передач с в <2,0 и 2,05<еа <13Л от (рКр=
— arctg (1/Ркр). Предельная величина Кгъ кр при vKp>i зависит от соотноше-
ния Сп'Ск. Сравнение предельных коэффициентов динамической нагрузки указан-
ных передач показывает, что в передачах с 2,'05<8а <3,0 они при кромочном кон-
такте, примерно, вдвое меньше.
При фКр>1 передача является неточной под нагрузкой и для определения
динамических нагрузок используются зависимости
(1 + (ci/c3 +фсР— l)vKP при ° < vKP < 1;
Fw1c₽ lci/ез —Фер npHVKP>l.
&2
“Р л
Юз ----- •]
Коэффициент динамической нагрузки в других точках контакта опреде-
ляется с учетом изменения жесткости пары зубьев:
Кд'скр/= Кд»кр- (3.57)
Для .случая кромочного удара в статически слабонагруженных, ненагружен-
ных и неточных передачах (Фср»1), когда /?ьСс,Ао, динамические нагрузки
определяются так же, как при гь=О. Максимальное значение динамической на-
грузки при этом
Рл = С^оКт, (3-58)
где коэффициент смягчения динамической нагрузки
Ксы = 2 sin <f>Kpi/( 1 + sin <ркр.)
и его предельное значение ДСм.пр='1;
. Тх 1
‘g^Kp, =у— — • Л = 2л
7 кра
т _ 30 1 / 2д0 61 .
кр’ ' rtn2. V aw sin aw q2
При оценке величины динамической нагрузки следует учесть некоторое смяг-
чение удара демпфирующим масляным слоем [122]. Для этого вводится поправ-
ка иа толщину масляной пленки Дм=5 мкм при Ао>'1Ю мкм и Ам=Ао/2 при До<
<10 мкм; тогда
Дд = Ci (До — дм) Кем-
Рассмотрим два Случая расчета динамических нагрузок при выходе зубьев
из зацепления. В точной под нагрузкой передаче при фСр<1 происходит пере-
распределение нагрузки с динамическим усилением (рис. 3.'23); при фСр>1 про-
исходит срединный удар. Перемещение точки контакта выходящей пары за счет
статической деформации зацепления под нагрузкой с учетом погрешности из-
готовления
6% = 5” = - - при 1,0 < еа < 2,0; (3.59)
2-°<:<з'0- (з-ю’
где с2, с4, се — жесткости в точках пересопряжения (см. рис. 3.2, г).
Заменой участков эвольвент параболами с радиусами кривизны Рюр и р2ср
находится время кромочного контакта на выходе без учета изменения дефор-
мации позади идущих пар зубьев:
Т’ср
— 1/------------ ^8^
Jt/ii V aw sin aw Qi
(3.61)
где nt — частота вращения ведущего колеса, об/мин.
После выхода из зацепления очередной пары зубьев нагрузку воспринима-
ют: в передачах е еа<2,0 одна пара, а в передачах с 2,'0<еп<3,|0 — две пары
зубьев. На рис. 3.24 построены зависимости максимальных коэффициентов ди-
намической нагрузки по выражениям, полученным в результате решения системы
уравнений динамики для случая выхода из зацепления, от характеристического
угла <рСр, точности и нагруженносги для передачи с 2,0<еа<3,0. С достаточ-
ной степенью точности коэффициенты динамической нагрузки можно определять
из выражений, полученных в результате линейной аппроксимации решений урав-
нений динамики для передач с .1,0<Е <3,0:
93
Рис. 3.23. Кромочный контакт на выходе из
зацепления
Рис. 3.24. Зависимость коэффициента ди-*
намической нагрузки при выходе из зацеп-
ления для еа ==2,05:
ср~на 3Убьях пары I при нагрузке:__,
—200 Н/мм; 500 Н/мм;. Кна
зубьях пары II при нагрузке; __200 Н/мм;
—•—.—500 Н/мм
Крису —
.ст
.ст
°7(ЛГ-1)
vcp при 0 < vcp < 1;
. ст
'JJN
.ст
при vcp
(3. 62)
I
где vcp=2tg<pcp; <рср = arctg (1/₽ср); ₽ср = 2л (Тср/Т);
1) и статические деформации 7-й пары зубьев в фазах TV—1 и А
парного зацепления (W=2 ... 3 — наибольшее число зацепляющихся пар зубь-
ев при данном еа).
При фс„>1 в зацеплении последующей пары зубьев передачи с ео<2,0 име-
ется зазор, вследствие чего после выхода из зацепления впереди идущей пары
происходит срединный удар. В этом случае коэффициенты динамической на-
грузки определяют из зависимости [173]:
Kf=vcp — 1 + [(ТСул)цр— Ч vcp < (Ауд)пр.
(3. 63)
где (А'ул)пр — 1 4- V 1 + 2 (Сз/Ci) (фср— О-
94
3.6. СОПРОТИВЛЕНИЕ ЗУБЧАТЫХ КОЛЕС УСТАЛОСТИ
Для авиационных зубчатых передач предел контактной и изгиб пой вынос-
ливости определяется .в результате исследования натурных образцов или исполь-
зования сведений о испытаниях прототипа.
При проектировочных расчетах исходят из того, что эти сведения являются
достаточно надежными, принимая во внимание узкую группу сталей, применяе-
мых для авиационных зубчатых колес, и жесткие требования к их изготовлению.
Вместе с тем, в связи с .неоднородностью материала, различными условиями
обработки и т. л. наблюдается рассеивание результатов испытаний на уста-
лость [86].
Прямозубая авиационная зубчатая передача, составленная из цементован-
ных колес (см. гл. 8) -и имеющая наиболее типичные параметры, характеризую-
щие ее окружную скорость, масштабный фактор, шероховатость поверхности,
смазку (см. гл. 1), работает при контактных напряжениях, не превышающих
уровень, указанный на рис. .3.05. Такой передаче в области ограниченной кон-
тактной выносливости при Ац=5 • 1.07 циклю® соответствуют допустимые напря-
жения Стир ==il500 МПа. Если фактическое число циклов на данном режиме ра-
боты отличается от Ац='5- ЙО7, то допустимый уровень контактных напряжений
составляет оНР = ГбСЮКнь, где коэффициент долговечности — у 5-107/Уц;
Лгц — число циклов перемен напряжений на данном режиме работы. В первом
приближении при Ац<5 • Ю7 циклов показатель степени m=m4=9 ... 11; при
Л''ц>'5-107 — показатель степени т=т2~2!0. Однако для высокоресурсных из-
делий в ряде случаев принимают больший коэффициент безопасности по кон-
тактным напряжениям при АЦ>Б • 1'07 циклов, снижая уровень допустимых на-
пряжений по условной кривой усталости с показателем степени т2<0О, напри-
мер лг2= 14.
Изменения условий эксплуатации, окружной скорости, вязкости масла, теп-
ловой напряженности в зоне контакта влияют на контактную прочность мате-
риалов зубчатых колес. Поэтому ее нельзя рассматривать как постоянную и рас-
пространять результаты, полученные в .одних условиях, на другие [123].
Уровень допустимых контактных напряжений значительно повышается с уве-
личением окружной скорости и уменьшением шероховатости поверхности и удель-
ной скорости скольжения. Если .поверхности зубьев колес имеют незначительную
шероховатость, то при прочих равных условиях допустимые контактные напря-
жения у зубчатой передачи первой ступени редуктора будут больше в 1,1 ... 1,2
раза напряжений передач последней ступени. В 'отдельных случаях увеличение
допустимых (напряжений может быть значительно большее. Границей этого уров-
ня .всегда является .надежность против заедания.
Согласно ГОСТ 21354—75 предел контактной выносливости поверхностей
зубьев для прямозубых цементованных
колес при базовом числе циклов Nна=
= 1,2 • 108 составляет Он и™ ъ —
= 23 HRC. При кратковременно дейст-
вующей максимальной нагрузке допус-
тимые напряжения в 1,75 раза больше,
чем Он Пт ь.
Основными факторами, определяю-
щими предел изгибной выносливости
зубьев, являются механические свойства
материала — твердость упрочненного
слоя и сердцевины зуба, структура, про-
каливаемость и величина зерна, матери-
ала, величина и характер распределения
остаточных напряжений у основания зу-
ба,вид и величина пластического упроч-
нения поверхности, а также форма пере-
ходной поверхности и ее чистота, харак-
теристика циклов нагружения. При этом
принято считать, что напряжения изме-
Рис. 3.25. Допустимый уровень контактных
напряжений для зубчатых передач из ста-
ли типа 12Х2Н4А-Ш
95
няются по пульсирующему (коэффициент асимметрии цикла г=Ю) или симмет-
ричному циклам (г——4). На самом деле, по мере перемещения контакта к
основанию зубьев меняется соотношение .между сжимающими и изгибающими
напряжениями, в результате чего зуб колеса работает при переменном коэффи-
циенте асимметрии цикла.
Для авиационных зубчатых колес из стали типа 12Х2Н4А-Ш со средними
наиболее типичными параметрами и нешлифованной переходной кривой предел
изгибной выносливости при пульсирующем цикле (г=0) = где р=
= 1,9 ... 2,0 — коэффициент упрочнения, а ос° — предел изгибной выносливости
сердцевины зуба. Однако более тесная корреляционная связь существует между
пределом изгибной выносливости зуба и твердостью его поверхности. Этим дан-
ным соответствует ГОСТ 21354—75, согласно которому при базовом числе цик-
лов Уро=4'1!0® предел изгибной выносливости a^llmfi-=950 МПа.
Кривая усталости зубьев состоит из двух участков, причем каждому уча-
стку соответствует своя генеральная совокупность результатов (точек). Для хи-
мико-термически упрочненных с поверхности зубьев показатель степени левой ча-
сти кривой усталости При массовом испытании образцов установле-
но, что правый участок кривой усталости имеет наклон a=arcctgm, где т»50
(рис. 13.2-6), что необходимо учитывать при назначении запаса прочности.
При некачественном шлифовании поверхности зуба можно значительно (в
1,5—S раза) снизить предел изгибной выносливости. Поэтому переходные поверх-
ности зубьев высоконапряженных колес .не шлифуются, а изготавливаются с под-
нутренным основанием (см. гл. 2). Увеличение чистоты переходной поверхности
с ориентированной шероховатостью повышает предел изгибной выносливости до
10%, пластическое упрочнение — 30% (см. гл. 9). Предел изгибной выносливости
зубьев при увеличении модуля от 3 до 10 мм снижается на 13Р/о (ГОСТ
2’1354—75).
3.7. ОЦЕНКА ПРОЧНОСТИ
Два основных вида расчета зубчатых передач — на контактную и изгиб-
ную выносливость — производятся по традиционной методике (см., например,
работы [23, 93, 'li22j или ГОСТ 2.1354—75).
В основу расчета на контактную выносливость активных поверхностей зубь-
ев положено классическое решение Герца — Беляева о контактной деформации
двух упругих изотропных цилиндров бесконечной длины, прижатых один к дру-
гому статической нагрузкой. При этом принято, что оси цилиндров параллельны,
а их первоначальный контакт линейчатый. Это решение не учитывает влияния
96
на контактную прочность смазки, шероховатости поверхности и пр. Более точ-
ное решение получают при совместном рассмотрении контактной и гидродина-
мической задач, например [82, 122, '123].
Контактные напряжения определяются для пары зубьев в полюсе зацепле-
ния, если еа > 2,0, и в точках пересопряжения, прилегающих к средней зоне, если
2,0<еа<3,0', по формуле
£Пр
/'н----- ’ (3. 64)
Qnp х
где £Пр — приведенный модуль упругости материала колес в МПа;
dn tg ct.ri [(1 + и) tg aw — tg ан]
6пРХ 2 (l+«)tgaw
— приведенный радиус кривизны в текущей точке х, в мм; axi — угол профиля
ведущего колеса в точке х; F„ — расчетная нормальная погонная нагрузка при
определении контактных напряжений в Н/мм.
Напряжения изгиба определяются при приложении нагрузки в точках пере-
сопряжения по формуле
cF = {FF!m)YF, (3.65)
где Yr — коэффициент формы зуба (единичные местные напряжения изгиба);
Fy — расчетная нормальная нагрузка при расчете на изгиб в Н/мм.
Расчетные нагрузки для определения контактных и изгибающих напряже-
ний вычисляются соответственно по формулам
F«==2-103^7/<HaV-: <3’66)
=2-103 ^7 67)
где 7"i — номинальный крутящий момент в Н/м; Ь,„ — длина контактных линий
(ширина зубчатого венца). Коэффициенты К. в формулах (3.66) и (3.67) учи-
тывают влияние на прочность передачи различных конструкторских и техноло-
гических факторов.
Коэффициенты Кна и Ку-, статического распределения нагрузки между зубь-
ями определяются по формулам разд. 3.2. Обычно допускаю!, что К„а =
= Кг« = А a •
Неравномерность распределения нагрузки по длине контактных линий за-
висит от технологических и конструктивных факторов, режимов работы зубча-
той передачи, а также от приработки зубьев под нагрузкой. Для авиационных
передач первоначальная неравномерность с течением времени почти не изменя-
ется, поскольку колеса с твердыми поверхностями зубьев практически не прира-
батываются.
Под технологическим фактором, оказывающим влияние на неравномерность
распределения нагрузки по длине контактных линий, понимают различные откло-
нения при изготовлении и монтаже, например погрешности направления зуба,
непараллельность и перекос осей пары колес. В то же время конструктивным
фактором учитывается упругая деформация всей системы и, в частности, дефор-
мация валов, подшипников, корпуса, деформация зубьев и тела колеса с учетом
места подвода крутящего момента. Эти факторы по-разному проявляют себя
в зависимости от расположения колеса по отношению к опорам, от ширины зуб-
чатого венца и всей схемы передачи.
Для авиационных передач главными факторами, определяющими величину
/<₽, являются: :1) кручение тела колеса и 2) изгибная деформация валов. При
определении первого фактора составляется дифференциальное уравнение круче-
ния колеса с учетом подвода и съема крутящего момента с одной .или с разных
сторон сопряженных колес. При рассмотрении второго фактора определяют угол
между упругими линиями валов вследствие их деформации в плоскости, парал-
лельной плоскости зацепления [2В, 62, 96, 122].
97
Коэффициенты динамической нагрузки
98
В практике отечественного машиностроения в зависимости от вида расче-
та — на контактную прочность или на изгиб — коэффициент К₽ учитывается
по равному.
|В зависимости от расположения колес по отношению к опорам и относи-
тельной ширины зубчатого венца tyd=bwld коэффициент неравномерности рас-
пределения нагрузки по длине контактных линий определяется по формуле Кнр =
= 1 +0,5 (Ккр—’!)> где Кгр — коэффициент неравномерности распределения на-
грузки по ширине зуба при расчете на изгиб. Обычно К,р<1,3.
В нормах AGMA (США) коэффициент неравномерности распределения на-
грузки по длине контактных линий не зависит от вида расчета. Например, по
этим нормам, если подшипники имеют минимальные люфты и расположены в
жестких гнездах корпуса, валы .имеют минимальную деформацию, а точность
изготовления зубчатых колес .высокая, то при ширине зубчатого венца bw<_
<50 мм принимается К р—1,-3, а при 6и,^Г5О мм Кр=1,4 {179].
Коэффициенты внутренней динамической нагрузки определяются по зависи-
мостям разд. 3.5. Рассматриваемые два вида динамической нагрузки- — кромоч-
ный удар и срединный контакт — повышают напряженность зубьев при воздей-
ствии на определенных участках линии зацепления. В табл. 3.4 приведены вы-
ражения для определения коэффициентов Кг» в точках пересопряжеиия при рас-
чете на изгибную выносливость. При расчете на контактную выносливость обыч-
но Кн» — 1 +'0,5 (Кг»—1).
Расчетные контактные и изгибающие .напряжения должны быть меньше на-
пряжений, соответствующих длительному пределу контактной и пзгибной вынос-
ливости, с учетом запаса прочности.
Глава 4
РАСЧЕТ ЗУБЧАТЫХ КОЛЕС С УЧЕТОМ ВЛИЯНИЯ
КОНСТРУКТИВНЫХ ОСОБЕННОСТЕЙ
4.1. ОБОСНОВАНИЕ СХЕМ РАСЧЕТА
Несущая способность зубчатых колес с тонким ободом и з.убчатых колес дис-
ковой конструкции в значительной мере определяется их конструктивными осо-
бенностями. Вследствие упругой податливости тела колеса отдельные элементы
его конструкции получают дополнительные перемещения, которые оказывают -су-
щественное влияние на прочность я жесткость зубчатых колес. Повышенная
податливость зубчатых колес с тонким ободом позволяет частично компенсиро-
вать неизбежные погрешности изготовления и монтажа планетарной передачи;
способствует выравниванию распределения нагрузки между сателлитами, снижа-
ет динамические нагрузки в зацеплении, увеличивает число одновременно кон?
тактирующих пар зубьев и т. д. Деформация тонкого обода оказывает сущест-
венное влияние не только на напряженно-деформированное состояние таких зуб-
чатых колес, но также и на несущую способность сопряженных с ними элемен-
тов — соединительных муфт и подшипников сателлитов. Существующее
многообразие конструкций зубчатых колес с тонким ободом можно свести к двум
расчетным схемам: зубчатое кольцо, соединенное с тонкостенной оболочкой, и
тонкое зубчатое кольцо. При эксплуатации и усталостных испытаниях зубчатых
колес с тонким ободом наблюдается два вида изгибного разрушения (см. гл. 12,
а также работы [14, 92, 128]): 1) трещина развивается от растянутой- переход-
ной кривой зуба и выходит на сжатую переходную кривую (при достаточно тол-
стом ободе) или на внутреннюю расточку обода кблеса (при тонком ободе);
2) трещина развивается поперек обода от средней части контура впадичы меж-
ду зубьями и выходит па внутреннюю расточку обода колеса. Как показали ис-
следования напряженного состояния зубчатых колес поляризационно-оптическим
методом [57], в первом случае разрушения максимальные напряжения наблюда-
ются на переходных кривых нагруженного зуба, а во втором — во впадинах.
99
Рис. 4.1. Схема нагрузки на дисковое зуб-
чатое колесо
ненагруженных зубьев (в ободе). В свя-
зи с этим для зубчатых колес с тонким
ободом следует рассчитывать на проч-
ность обод и зубья.
В редукторах с неподвижными ося-
ми колес и с планетарными передачами
часто применяют дисковую конструкцию
зубчатых колес (рис. 4.1). Рациональ-
ным выбором толщины обода ho и диска
Ьо обеспечивают необходимую прочность
и жесткость этих колес при минималь-
ной массе. Конструктивные мероприятия
(увеличение радиуса перехода диска в
обод до 0,5 ... <1,0 Ьо, реборды, придание
диску конической формы и т. д.) поз-
воляют избежать разрушений по грани-
це диска и обода {79]. Усталостные ис-
пытания зубьев [183] показали, что при
ho>1fimn и Ьо^'Ь,6т„ (т„ — нормаль-
ный модуль зуба) толщина обода и дис-
ка не влияют на прочность зубьев.
В связи с этим при соблюдении указан-
ных выше конструктивных рекомендаций
для расчета колес дисковой конструкции
[25] на прочность достаточно произво-
дить только расчет нагруженного зуба
на прочность (см. гл. 3).
допущения: нагрузка равномерно распре-
зуба; жесткость обода является постоян-
В расчетах приняты следующие
делена по длине контактной линии
ной величиной; деформации зубчатых колес настолько малы, что при опре-
делении силовых факторов ими можно пренебречь; при определении внутренних
силовых факторов зубчатое колесо с тонким ободом рассматривается как коль-
цо малой кривизны; подкрепляющим влиянием соединенной с зубчатым кольцом
тонкостенной оболочки пренебрегаем; нагрузка между сателлитами распределена
равномерно; деформация обода центральных колес не оказывает влияния на
распределение нагрузки между зубьями соединительных муфт.
4.2. ДЕЙСТВУЮЩИЕ НАГРУЗКИ
Действующие на зубчатое колесо внешние силовые факторы при расчете
обода приводятся к окружности радиуса г (о выборе величины г см. разд. 4.4).
На обод действуют: окружные усилия Ft=F cos Фх, радиальные fr=EsinOx и
моменты приведения усилий Ft к окружности радиуса г (рис. 4.2 .и 4.3). Угол
между линией действия нормального к профилю зуба усилия F и перпендику-
ляром к оси симметрии зуба [6] для внешних зубьев '&х = ах—фх, а для внут-
ренних— &х=ах+фх (ах — угол профиля зуба на окружности радиуса гх,
проходящей через точку приложения .силы F к профилю зуба; фх — половина
угловой толщины зуба в точке приложения нагрузки). Последовательность опре-
деления геометрических параметров, необходимых для расчета на прочность,
приведена в табл. 4.1.
4.3. ДЕФОРМАЦИИ ОБОДА И ЗУБЬЕВ
4.3.1. ВЛИЯНИЕ ЗУБЬЕВ НА ЖЕСТКОСТЬ ТОНКОГО ОБОДА
Для расчета па прочность обода и определения его деформации заменим
зубчатое колесо-кольцо эквивалентным ему по жесткости гладким кольцом с
моментом инерции сечения
7 = kj/0, (4. 1)
100
Таблица 4.1
1Геометрйческйе Параметры
Наименование параметра Обозна- чение Расчетные формулы для зубчатого колеса
внешнего зацепления внутреннего зацепления
Угол зацепления По формулам (2.1) и (2.2) По формулам (2.71) и (2.72)
Угол лрофиля в начале зоны одно- парного зацепле- ния ах По формулам (2.12) и (2.13) По формулам (2.92)
Угол между ли- нией действия нор- мального усилия и перпендикуля- ром к оси симмет- рии зуба По формуле (2.26) По формулам (2.93)
Расстояние от точки Пересечения линии действия си- лы с осью симмет- рии зуба до ок- ружности ради- уса Г Н dbi (2) ^*3
2 cos 2 cos ftjr
Радиус Окруж- ности, проходя- щей через точку приложения силы к профилю зуба Гх dbl (2) db3
2 cos ах 2 cos ax
Радиальное рас- стояние от верши- ны зуба до точки приложения силы к профилю зуба Нх I ~2~dal (2) - rX~da^
Примечание. В формулах, приведенных в табл. 4.1, da/2 н db/2 — радиусы ок-
ружности вершин и основной окружности. Индексы 1 н 3 относятся к геометрическим пара-
метрам центральных колес соответственно внешнего и внутреннего зацепления, а нидекс
2;—к геометрическим параметрам сателлитов. Расчет сателлита производят по большему зна-
чению угла в зацеплениях с центральными колесами.
101
где Jo — момент инерции относительно центральной оси параллельной основа-
нию сечения зубчатого колеса по впадине между зубьями; k.r — коэффициент,
учитывающий влияние зубьев на жесткость тонкого обода.
В результате влияния зубьев на жесткость обода колеса эффективная ра-
диальная толщина h эквивалентного кольца превышает минимальную толщину
обода по впадине между зубьями колеса ho на некоторую величину Атп (А —
безразмерный коэффициент):
h — ho+ Атп. (4. 2)
Для определения Л/ 'можно воспользоваться формулой [146]:
(1 + Дтл/йр)3
'-Ц-1,64(ЛО//-О)2’
(4.3)
Рис. 4.2. Схема нагрузки на зубчатое
колесо с тонким ободом внешнего за-
цепления
Рис. 4.3. Схема нагрузки на зубчатое
колесо с тонким ободом внутреннего за-
цепления
где безразмерные члены holmn, А и /io/ro учитывают соответственно влияние
относительной толщины обода, геометрических параметров зубчатого венца и
кривизны обода колеса (го — радиус окружности, соединяющей центры масс
минимальных сечений обода по впадине между зубьями) на жесткость обода
колеса.
Величину коэффициента А можно определить по формуле
А = Ло 4- (7,24с* + 5,38)-10—з₽, (4.4)
где с* — коэффициент радиального зазора; р — угол наклона линии зуба.
Значения До для зубьев колес с углом исходного контура а=20° находим с
помощью выражений:
(9 17/.* \ / г \
1 +С*__-Т + 0,02х + —
г ) \ г /
(4.5)
— для внешних зубьев;
(2 "4“ 17с* \ / х \
1 -4---------+ (0,01х +—) (4. 6>
Z J \ Z )
— для внутренних зубьев,
где z — число зубьев колеса; X— коэффициент смещения исходного контура.
В случае, применения зубьев с другим исходным контуром для определения
коэффициента До можно воспользоваться формулой
Ло = (2Sj + 52)/(лда2), (4. 7)
1027
где Si и S2 — площади основания зуба (рис. 4.4) высотой Л'=0,18с* +0,26 (при
единичной ширине зубчатого венца).
С помощью выражения (4.7) можно определить значения коэффициента Ав
для прямозубых цилиндрических колес с внешними и внутренними зубьями
(исходный контур по стандарту СЭВ 308—76). При этом площадь St находится,
если переходную кривую заменить дугой окружности радиусом, равным радиусу
кривизны переходной кривой зуба в опасной точке при его расчете на изгиб.
Рис. 4.4 Геометрические построения при
определении значения коэффициента Ао
для зуба рейки
Рис. 4.5. Зависимость коэффициента Ао от
значений коэффициента смещения исходно-
го контура х и числа зубьев г прямозубо-
го цилиндрического колеса внешнего зацеп-
ления:
----исходный контур по стандарту СЭВ
308—76;------исходный контур с профиль-
ными углами а=25° н 28°
Полученные по результатам расчета зависимости величины Ав от значений г, X и
числа зубьев долбяка zB (для внутренних зубьев) представлены на рис. 4.Б и
4.6. Для ориентировочной оценки значений А можно принимать А0=с*.
При нагружении рассматриваемых зубчатых колес происходит изгиб и рас-
тяжение тонкого обода. Величину коэффициента kF, учитывающего влияние
зубьев на жесткость тонкого обода при растяжении, можно найти по формуле
kF = 1 + Amn!ho, (4. 8)
в которой значения А находят из выражения (4.4).
Для определения деформации зубчатого колеса с тонким ободом следует
принимать жесткость обода зубчатого кольца при изгибе kjEJB и при растя-
жении kFEE0 (Е — модуль упругости; го — площадь минимального сечения
обода по впадине между зубьями).
4.3.2. ВЛИЯНИЕ ПОДАТЛИВОСТИ ОБОДА НА ЖЕСТКОСТЬ ЗУБЬЕВ
Для расчета распределения нагрузки по зубьям и между сателлитами не-
обходимо знать влияние деформации тонкого обода центральных колес и сател-
литов на податливость контактирующих зубьев. Перемещение профиля зуба с
учетом податливости обода для колес, выполненных в виде зубчатого кольца,
при равномерном распределении нагрузки между сателлитами можно ориентиро-
вочно оценить с помощью эмпирических выражений:
/ 5г тп
h
(4-9)
103
— для центрального .колеса внутреннего зацепления;
1 4-
гтп
n2wh»
— для центрального колеса внешнего зацепления
/ гтп Нх\
и —)
— для сателлита.
(4- Ю)
(4. 11)
Рис. 4.6. Зависимость коэффициента Ао от значений коэффи-
циента смещения исходного контура х, числа зубьев долбя-
ка и числа зубьев z прямозубого цилиндрического колеса
внутреннего зацепления:
----исходный контур по стандарту СЭВ 308—76;-------ис-
ходный контур с профильными углами а=25° н 28°
Нх \
Л /
В формулах (4.9), (4.10) и (4.11) б3 — деформация пары контактирующих
зубьев в направлении линии зацепления соответствующего рассматриваемому
колеса с толстым ободом [78, 163]; h и г — толщина обода и радиус эквива-
лентного кольца (с учетом влияния зубьев); пш — число сателлитов; Нх — рас-
стояние от вершины зуба до точки приложения нагрузки. Формулы (4.9), (4.40)
и (4.14) получены обработкой результатов эксперимента и данных из [1'2'8, 134].
Перемещение профиля зуба с учетом податливости обода и диска для ко-
лес дисковой конструкции (см. рис. 4.1) можно .ориентировочно оценить с по-
мощью выражения
(М^^Г1-71
1 Н- 0,01₽
(4. 12)
где р — угол наклона линии зуба. Формула (4.12) получена аппроксимацией
результатов эксперимента с учетом данных работы [62] .
При расчете деформации тонкого обода центральных колес и сателлитов ра-
диус эквивалентного кольца г, толщину обода, площадь и моменты инерции по-
перечного сечения обода определяют с учетом ужесточающего влияния зубьев.
При расчете напряжений в ободе этих же колес значения внутренних силовых
факторов находят, рассматривая обод как эквивалентное кольцо радиуса г, а
характеристики расчетных сечений определяем для минимального сечения по
впадине между зубьями высотой h0.
4.4. ПОДШИПНИК САТЕЛЛИТА
Для роликовых подшипников зависимость деформации б,- в контакте i-ro
ролика с беговыми дорожками от нагрузки иа ролик р; может быть аппрокси-
мирована линейной функцией
Е/ = Ipi.
(4. 13)
Коэффициент податливости в контакте Л для цилиндрических роликов зависит
от диапазона изменения рабочих нагрузок и геометрии подшипника [73]:
Х= 6,44 + 0,61 1g
____1
FttAri +гЩгг— гр) ]
10-5
Ipkp
(4. 14)
где 1Р и гр — длина и радиус ролика в мм; гр — число роликов в одном ряду
тел качения; и г3 — радиусы 'беговых дорожек внутреннего и наружного ко-
лец в мм; kp — число рядов тел качения; Ftm — средняя величина окружного
усилия в зацеплениях сателлита с центральными колесами.
Рис. 4.7. Годографы относительных
реакций тел качения безобой-
мениого подшипника сателлита с
числом роликов zp=21, r3/(ZE7)=57:
7—б/(7Д()=0.227; 2-d/(V() =4,160
Рис. 4.8. Годографы относительных
реакций Р;//7, тел качения безобой-
менного подшипника сателлита с
числом роликов zp—14, rsAE7)=6,3:
7—5/(V()=0,236; 2—d/(XF()=4,160
Аппроксимация (4.ГЗ) дает возможность представить подшипник сателлита
в виде линейной модели [128], основным преимуществом которой является ис-
пользование 'относительных параметров r3/(^EJ) и позволяющих оценить
влияние соответственно податливости обода сателлита и зазоров в подшипнике
на закон распределения нагрузки между телами качения, не прибегая к расче-
там на ЭВМ. Здесь I — момент инерции поперечного сечения обода относитель-
но центральной оси, параллельной основанию; Е — модуль упругости; д — ра-
диальный зазор в подшипнике.
Анализ результатов эксперимента [73] по исследованию распределения, на-
грузки между роликами подшипника сателлита позволил делать следующие
выводы;
1. Величина нагруженной эоны подшипника (угол контакта 2Ф) не явля-
ется постоянной, равной 1®0°, а зависит от соотношения параметров r3/CkEJ)
и d/(%Ft) (рис. 4.7 и 4.8).
'2. При г3/(>.£/) >30 (г/Л>32) нагрузку на тела качения подшипника сател-
лита можно принимать равномерно распределенной (см. рис. 4.7).
3, При rs/(X£Z) ^30 (г/Л^З,2) распределение нагрузки между телами ка-
чения 'подшипника сателлита соответствует косинусоидальному закону, харак-
терному для .подшипника с жестким наружным кольцом (см. рис. 4.'8),
4. Относительные параметры rs/(X£J) и d/(KFt) являются инвариант-
ными.
105
Для ориентировочного определения величины угла контакта 2Ф можно вос-
пользоваться эмпирической формулой:
0,1308д/дап + 0,0055
Если расточка обода сателлита не используется в качестве беговой дорож-
ки для тел качения, то наличие наружного кольца подшипника (или втулки под-
шипника скольжения), деформирующегося вместе с рассматриваемым колесом,
повышает жесткость его обода. Эффективную величину осевого момента инер-
ции обода можно найти с помощью формулы [1'5]
/э=--/(1+^Ц, (4. 16>
\ EJ )
где Еп, /п и Е, I — соответственно модули упругости и моменты инерции се-
чений совместно деформирующихся наружного кольца подшипника и обода са-
теллита.
Для прямоугольного поперечного сечения обода средний радиус эквивалент-
ною кольца
г = г3±Л/2, (4. 17>
где Гз — радиус внутреннего отверстия зубчатого кольца с внешними зубьями
(соответствует знаку «плюс») или наружный радиус центрального колеса внут-
реннего зацепления (знак «минус»); h — радиальная толщина эквивалентного
кольца, определяемая по формуле (4.2).
Долговечность подшипника сателлита при линейном контакте вычисляется
по формуле [18]
где Qctx и QCv—динамическая грузоподъемность контакта тел качения с вра-
щающимся и неподвижным кольцом соответственно; Qev. и Qev—эквивалентная
нагрузка в контакте тел качения с вращающимся и неподвижным кольцом со-
ответственно.
Динамическая грузоподъемность линейного контакта тел качения
Qc = 56Х' Х2/Ч9/27 (Мр)7^ ’ <4- ,9>
где dp = 2rp и 1Р — соответственно диаметр и рабочая длина тел качения в мм;
%=dp/(2r1H-dp) — отношение диаметра тел качения к среднему диаметру под-
шипника (по центрам тел качения); kp — число рядов тел качения; X' — коэф-
фициент, учитывающий неравномерность распределения нагрузки по длине роли-
ка (табл. 4.2) [18].
Таблица 4.2
Коэффициент неравномерности распределения нагрузки по длине ролика
Линейный контакт X' для контакта ролика с кольцом
внутренним | наружным
Обычный 0,41...0,56 | 0,38...0,6
Модифицированный 0,6...0,8
Б формуле (4J1Q) знаки «плюс» относятся к случаю контакта тел качения с внут-
ренним кольцом (или осью), а «минус» — к контакту с наружным кольцом (или
ободом сателлита)
106
Долговечность подшипника (в ч)
Lh = 10б£/(60пй),
(4. 20)
где L — долговечность подшипника, определяемая с помощью (4.18); пь — ча-
стота вращения подшипника (.в об/мин).
Эквивалентная нагрузка при неподвижном внутреннем кольце подшипника
относительно радиальной силы Fr вычисляется по следующим формулам [1128]:
/ *Р ум
при Zp <15 Qefl = I _L p\ | ; = Pmaxi (4. 21)
\p1El J
(2k x 1/4
P^<f j ; Qe„ = Pmax- (4.22)
0 /
Если обеспечено проворачивание 'внутреннего кольца, то
при Zp < 15
(4. 23)
при Zp > 15
(4. 24)
В формулах (4.21), (4.22), (4.23) и (4.2.4) t — порядковый помер тела качения;
<р — текущая угловая координата.
В ориентировочных расчетах принимают следующий закон распределения
реакций pi между телами качения на дуге с центральным углом —л/2<:2Ф^я/2
при г3/(KEJ) ^30:
2Ft
для гр < 15 о, =---------------------- cos (i — 1) Vi при Vn = 0: (4. 25)
1 г(Ф + sin® cos®) 1 ' v v
И“г(Ф + 8ЙФ«о»«)“5('-т)1" <4-26)
для Zp > 15 —---------------cos ф; (4. 27)
P P r(® + sin Ф cos Ф) Y* 1 ’
при r3/(X£7) > 30
Pi = Ft!(r sin Ф). (4. 28)
В формулах (4.25) и (4.26) Yi—BfftF/Zp — угловое расстояние между сосед-
ними телами качения. Величину угла контакта 2Ф ориентировочно можно опре-
делить с помощью выражения (4.-15).
Сравнение долговечности Lh подшипника сателлита для рассмотренных ва-
риантов распределения нагрузки между роликами (см. рис. 4.7 и 4.8) с долго-
вечностью Lh аналогичных подшипников, размещенных в сателлите с жестким
ободом г3/(л£/) = 0 при dJ(LFt) =0, показано на рис. 4.9.
Поскольку максимальная долговечность подшипника сателлита достигается
при равномерном распределении нагрузки по телам качения и угле контакта
2Ф=180°, то можно считать рациональным конструкции узлов сателлита с
rJl(LEJ) >30 и d/(Vt)=0 ... 1. Рациональным выбором податливости обода
сателлита и радиального зазора в указанных выше пределах можно повысить
долговечность подшипника качения на 20 ... 40%.
107
Рис. 4.9. Зависимость относительной долго-
вечности подшипника сателлита Lh/Lh0
от величины параметров и
/_гз/(Х£/) = 57; 2—Г3/.(Л£/)=6,3
В быстроходных, планетарных пе-
редачах величина реакций тел каче-
ния и положение наиболее нагружен-
ных роликов в подшипнике сателлита
начинают существенно зависеть от
частоты вращения водила при nh>
>1500 об/мин [128].
4.5. ВНУТРЕННИЕ СИЛОВЫЕ ФАКТОРЫ, ДЕЙСТВУЮЩИЕ
В ОБОДЕ
4.5.1. ЗУБЧАТОЕ КОЛЬЦО,.СОЕДИНЕННОЕ С ТОНКОСТЕННОЙ
ОБОЛОЧКОЙ
К этой конструкции зубчатых колес с тонким ободом относятся централь-
ные колеса внешнего и внутреннего зацепления. Обод такого колеса рассмат-
ривают в виде кольца постоянного сечения, подкрепленного цилиндрической обо-
Рнс. 4.10. Сечение зубчатого венца, расчетная схема и эпюра рас-
пределения внутренних силовых факторов в ободе центрального ко-
леса внутреннего зацепления при числе сателлитов лш=3
лочкой и нагруженного периодической нагрузкой с угловым периодом у='2л/пи
(рис. 4.10 и 4.11). Действующие на обод в зацеплениях с сателлитами внешние
силовые факторы — окружные усилия Ft, радиальные усилия Fr и моменты
приведения усилий Ft к окружности радиуса г — определяются по формулам,
108
давленным в разд. 4.2. Распределенные касательные нагрузки, уравповеши-
ше окружные усилия Ft:
Чр ~ 2Л/^ ’
а распределенная нагрузка, уравновешивающая момент М,
nwM
где /об — радиус приложения распределенной нагрузки (радиус средней линии
нормального сечения цилиндрической оболочки).
Рис. 4.11. Сечение зубчатого венца, расчетная схема и эпюра рас-
пределения внутренних силовых факторов в ободе центрального ко-
леса внешнего зацепления при числе сателлитов пш=3
При определении внутренних силовых факторов в гладком кольце с помощью
интеграла Мора влиянием нормальных и перерезывающих сил пренебрегают
ввиду того, что деформации растяжения и сдвига весьма малы по сравнению с
деформацией изгиба. Момент считается положительным, если он уменьшает
кривизну стержня [23].
Изгибающий момент М(ср) и нормальное усилие Л(ср), приложенные в се-
чении обода центрального колеса внутреннего зацепления с угловой координа-
той ср (см. рис. 4.10) при О^гргСу [2'3]:
Af (у) = Ftr
cos (у/2 — у) tg Я„. + sin (у/2 — у)
2 sin Y/2
(4. 29)
N (?) = Ft
cos (y/2— y) tg Ях + sin (y/2— y)
2 sin y/2
(4.30)
Влиянием перерезывающего усилия Q(<p) на напряженное состояние обода мож-
но пренебречь, так как вызываемые им касательные напряжения в крайних наи-
более нагруженных волокнах обода малы (максимальны в центре сечения). Мак-
109
симальный и минимальный изгибающие м тенты, определенные по фо^луле
(4.'2'9), действуют соответственно в сечениях с координатами <pi=y и
Y . „ Г cos sin 7/2(1 —?./.") ]
<Р2=Т+»х-arccos L-------------------------]•
Координаты ф1 и <р2 определены при исследовании функции (4.29) на экстремум.
При этом влияние нормального усилия А'(ф) на положение этих сечениц не учи-
тывали.
Формулы изгибающего момента М(<р) и нормального усилия N(q>) в произ-
вольном сечении центрального колеса внешнего зацепления могут быть получе-
ны заменой в выражениях (4.29) и (4.30) знака плеча приложения усилий в за-
цеплениях с сателлитами и знака угла Ох на противоположный (см. рис. 4.11).
4.5.2. ТОНКОЕ ЗУБЧАТОЕ КОЛЬЦО
К этой конструкции зубчатых колес с тонким ободом можно отнести цент-
ральные колеса внешнего и .внутреннего зацеплений и сателлиты.
Обод центрального колеса рассматривается в виде кольца постоянного се-
чения, нагруженного в зацеплениях с сателлитами периодической нагрузкой с
угловым шагом у=2л/п1Г. Действующие на обод в зацеплениях с сателлитами
внешние силовые факторы — окружные усилия Ft, радиальные усилия Fr и мо-
менты приведения усилий Ft к окружности радиуса г — определяются по фор-
мулам, представленным в разд. 4.2. Со стороны соединительной муфты на цент-
ральные колеса действуют тангенциальные pti=Pntcos ам и радиальные pTt —
= pnt sin а„ составляющие реакций на зубьях муфты, а также моменты приве-
дения составляющих рц к окружности радиуса г, равные т.1=рцНм (ам —
угол профиля зубьев муфты). Число зубьев соединительной муфты достаточно
велико, поэтому реакции pni могут приниматься непрерывна распределенными
по делительной окружности муфты. Реакции pnt считаем равномерно распреде-
ленными в связи с незначительным влиянием существующей неравномерности
их распределения на напряженно-деформированное состояние центральных ко-
лес [128].
Для обода центрального колеса внутреннего зацепления значения изгибаю-
щего момента Af(cp) можно определить с помощью выражения (4.29), а нор-
мальное усилие — по формуле [1|34]
(¥) = Ft[-------------------sinep-M -1 , 3I)
L (1+^м/г)Т 2 sin y/2 cos &Л- J
тле —y/2 < <f> C 7/2.
Формулы для определения изгибающего момента М (ср) и нормального уси-
лия N (у) в произвольном сечении центрального колеса внешнего зацепления
могут быть получены заменой в выражениях (4.29) и (4.3(1) знака плеча при-
ложения усилий в зацеплениях с сателлитами и в зубчатом соединении муфты,
а также знака угла на противоположный.
Обод 'Одновенечного сателлита (рис. 4.12) представляет собой кольцо боль-
шой кривизны постоянного сечения. Внешние силовые факторы, действующие на
обод (F\ и Fr), приводятся к окружности радиуса г (момент приведения окруж-
ного усилия М) по формулам разд. 4.2. В зависимости от закона распределения
нагрузки между телами качения подшипника, встроенного в обод сателлита,
возникают два расчетных случая: 1) при г3/(2.£/)^30 и d/(kFt)=O ... 1 реак-
ции тел качения распределены по косинусоидальному закону
2Ft cos у
Pi —-------------------
г (Ф + sin Ф cos Ф)
иа дуге с центральным углом —л/2^2Ф^л/2; 2) при г3/(Х£7)>ЗЮ и <Э/(Х£() =
='0,б ... 1,0 реакциц тел качения распределены равномерно
Ft
г sin Ф
по дуге —л/2^2Ф^л/2.
110
Рис. 4.12. Сечение зубчатого венца, расчетная схема и эпюра
распределения внутренних силовых факторов в ободе сателлита
с параметрами г3/(Ь’7)^30 и cty(ZFt)>0
В первом случае (при 2Ф=л) изгибающий момент и нормальное усилие
в поперечном сечении обода с угловой координатой <р при '0^ф^л/2 [23, 24]:
М (<р) = Мо + Nor (1 — cosy)— 0,63647/ty sin y; (4. 32)
TV(y) = 2VO cosy +0,31827/ (sin 2у + 2y); (4. 33)
при л/2 < у < л:
М (y) = Мо +Nor (1 — cosy) — 7/г[1 + H/r + (0,6364—tg$x)cosY]; (4.34)
TV (Y) == No cos Y — Ft (0,6364 — tg 9Л) cos Y- (4. 35)
Внутренние силовые факторы в сечении обода с угловой координатой <р=Ю:
Л4О = 7/г (0,1093 + 0,1817&Л—0,136677/г); (4. 36)
ДГо = 7/(0,63б4///г+0,796 — 0,5tg&J. (4. 37)
При равномерном распределении нагрузки между телами качения подшип-
ника, встроенного в обод сателлита ('2Ф=л), изгибающий момент и нормаль-
ное усилие в поперечном сечении обода с угловой координатой <р при |0сЗ
^(р^л/2:
М (<f) = Мо + (1 - cos ?)(ЛГО-Ft) г, (4.38)
N(Y) = (M> -Ft) cos y + Ft-, (4.39)
при л/2 < y <
M (y) = Mo + Nor (1 — cos y)— Ftr [1 + H]r + (1 — tg&x) cos y]; (4. 40)
N (?) = cos y — Ft (1 — tg &r) cos Y- (4. 41)
Внутренние силовые факторы в сечении обода с угловой координатой
<р = 0:
Мо = ///-(0,1817 tg&x —0,136677//-); (4. 42)
No = Ft (0,63647/lr + 1 — 0,5 tg &х). (4, 43)
Если обод сателлита опирается на наружное кольцо подшипника качения
или втулку подшипника скольжения, то для применяемых на практике геомет-
рических соотношений обода можно практически всегда принимать косинусо-
идальный закон распределения .реакций, действующих на обод со стороны Под-
шипника. В этом случае на обод передается не весь изгибающий момент (И(<р)
и не вся нормальная сила N(<р), а некоторые их части — соответственно
in
ЛГ(<р) и — зависящие от соотношения жесткости на изгиб EJ и растя-
жение EF обода и наружного кольца подшипника:
Л1 (ф) .
М' (у) =------—------; /4. 44)
W 1+Еп1пЦЕГ) >
N (ф)
N' (<?) =-----w------ (4 45)
1 + £„ЛП/(£Л) '
где Е и Еп, J и Jn, F и Fn — модули упругости, моменты инерции и ,площади
сечения соответственно обода сателллита и наружного кольца подшипника.
4.6. КОЭФФИЦИЕНТЫ КОНЦЕНТРАЦИИ НАПРЯЖЕНИЙ
В ТОНКОМ ОБОДЕ
Для нахождения максимальных местных напряжений, действующих в ободе,
необходимо знать коэффициенты концентрации напряжений. Ввиду того, что при
нагружении рассматриваемых зубчатых колес происходит изгиб и растяжение
тонкого обода, коэффициенты концентрации напряжений от действия обоих фак-
торов определяют раздельно.
Коэффициенты концентрации напряжений при изгибе тонкого обода опреде-
ляли поляризационно-оптическим методом на моделях зубчатых колес и реек с
исходным контуром по СТ СЭВ 30'8—76, которые охватывали практически весь
диапазон применяемых в промышленности прямозубых цилиндрических колес.
Результаты эксперимента аппроксимированы формулой
/ 5 37 \ ho z „ 5 45 \
а'ои — I 0,67 Ч- + I 1g 4- 11,33 Ч- + „ j >
\ г г2 / тп \ г г2 I
(4. 46)
в которой знак «минус» относится к внешним зубьям, а «плюс» — к внутрен-
ним. Анализ результатов эксперимента позволил сделать следующие выводы:
при уменьшении относительной толщины обода /г0/от„ коэффициент концентра-
ции напряжений аои также уменьшается, причем, чем меньше значение holmn,
тем более сближаются величины аоп для колес с различным числом зубьев z;
величина коэффициентов аоИ практически не зависит от радиуса кривизны пере-
ходной кривой зуба исходного контура и величины смещения исходного конту-
ра х; для зубчатых колес с внутренними зубьями значение коэффициента ао11
практически не зависит от числа зубьев долбяка z0.
Коэффициенты концентрации напряжений при растяжении тонкого обода
кслес внешнего и внутреннего зацеплений находили конформным отображением
области, занятой зубом, на полуплоскость. Решение для ненагруженного зуба,
выступающего из растянутой напряжением ор 'полуплоскости, было получено
путем видоизменения решения для случая изгиба зуба, приведенного в работе
[1'59]. Коэффициент концентрации при растяжении основания зуба
112
— длц внешнего зуба [136];
(к \2 / к \2
I— У С») + I 2
л-1 / \л-1 .
— для внутреннего зуба [55],
где Сп = ап[(с + dn)2 — 6^]/[(с + rfn)2 + b%]2;
Dn = 2a„/>n (с + d„)/[(c + rfn)2 +
(4. 48)
(4. 49)
(4. 50)
Для определения действительных чисел Ф„ в формуле (4.47) достаточно
решить систему уравнений (т— 1, 2, .... k)
----—------®i + ———-------Ф2 + ... +
(6m-Mi)2 (Ьт + Ь^
Г *_ -i
+ 1+-^.+ V ---------—----- Ф„+... +------------Фй=—ар. (4.51)
462 {bm + bn^ (6m + 6ft)2 4 ₽
L п = 1
Для нахождения значений X,. Х5 и Yt, .... Ул в формуле (4.48) получе-
на система уравнений (/п='4, 2, 3, ..., k):
*m ( « - 2 Атп\~Ут^ Втп-% (ХпАтп- YnBmn) = ’Р; (4. 52)
\ п=1 ' п=1 и=1 4
к / к \ k
—2 &тп— Ут I 1 — У Атп I — 2 (% пВтп + У пАтп) ~ 0- (4. 53)
я=1 \ п=1 / Л=1
В системе уравнений (4.5'2) и (4.53) обозначены:
А _ ап [(dn - dm)2 _ (bn + 6m)2] .
тП~ l(an-dm)2 + (bn + bm^]2 ’
& _ (^n ^m) (.bn 4~ 6m)
mn^ l(dn-dm)2+(bn + bm)2]2
(4. 54)
(4. 55)
В формулах (4.47) ... (4J55) an, bn, dn — действительные положительные
коэффициенты; с — координата точки контура зуба, в которой необходимо опре-
делить напряжения.
Для приближения формы выступа к действительной форме зуба в районе
переходной кривой достаточно в формулах (4.47) и (4.51) ограничиться тремя
дробными членами (k=3), а в выражениях (4.48), (4.52) и (4.53) — пятью
[159]. При этом d1=rf2=rf3=l0; dt=d; d$=—d\ a&—ac, bs=bt. Для зубьев с
исходным контуром по СТ СЭВ 308—76 обработкой данных расчетов получены
следующие приближенные формулы:
4,2 , 34,4 . 7,4х
аоР-1,44- г + + 25 + ^
(4. 56)
113
Рнс. 4.13. Влияние на величину теоретического
коэффициента концентрации напряжений при
растяжении обода степени изношенности
долбяка х0 для колес внутреннего зацепления
(исходный контур по стандарту СЭД 308—76,
z=70; 20=20; х)
— для внешних зубьев [136];
3 . 35 , 14х . O,7(zo —20) л „
с<оР = 1,97 +----h — "I---------F- - °" - (4. 57)
z z z
— для внутренних зубьев [55].
Заметное влияние на величину коэффициента аоР оказывает степень изно-
шенности долбяка х0 (рис. 4.113). На рис. 4.13 не учтено естественное скругле-
ние -режущего зуба, появляющееся вследствие притупления его кромки. Макси-
мальное значение коэффициента концентрации напряжений в этом случае умень-
шилось на -1'2,5% по сравнению с величиной аоР в -основании зубьев, нарезан-
ных долбяком с нескругленной кромкой. Хотя приведенные теоретические реше-
ния получены для одиночного зуба, выступающего из полуплоскости, однако на-
личие соседних зубьев практически не влияет на напряжения в одиночном зубе
[:36], а влияние толщины обода на величину коэффициента концентрации на-
пряжений может быть учтено по- формуле
аор = «ар(' + 0,2mn/ho), (4. 58)
где значение аоР определяется из выражений (4.-47) и (4.48) или приближенно
по (4.56) и (-4.57).
4.7. НАПРЯЖЕНИЯ В ОБОДЕ
Центральное колесо внутреннего зацепления рассматривается как кольцо
малой кривизны (го/Ао>5), а центральное колесо внешнего зацепления, как и
сателлиты, чаще всего выполняются с г0/Ло<5, т. е. в виде колец большой кри-
визны. Поэтому экстремальные значения местных нормальных напряжений в обо-
де центрального колеса внутреннего зацепления, возникающие в поперечных се-
чениях, проходящих через точки 1 и 2 (см. рис. 4.10), определяются по фор-
мулам
, Miy
°oi = <А:Р „ ± «°и т + °if.
го JOX
(4. 59)
°о2 — «аР „ ± «°и —7 + (4- 60)
го JoX
где Mi, Ni и М2, N2 — внутренние силовые факторы в рассматриваемых сече-
ниях; Jox и Fo — момент инерции относительно оси х и площадь поперечного
сечения обода по впадине между зубьями; у — расстояние от центра массы
рассматриваемого сечения до наиболее удаленных точ£к; ооИ и аоР — теорети-
ческие коэффициенты концентрации напряжений лри изгибе и растяжении обода.
При вращении рассматриваемых зубчатых колес b ободе возникают напря-
жения растяжения от действия центробежных сил
Оц = (y/g) “2^, (4.61)
где v — плотность материала колеса; со — абсолютная угловая скорость коле-
са; g — ускорение свободного падения; го — радиус окружности, проходящей
через центр массы поперечного сечения обода.
В случае, когда центральное колесо внешнего зацепления можно рассмат-
ривать как кольцо малой кривизны, местные напряжения в ободе такого колеса
следует определять по формулам (4.59) и (4.60).
114
Экстремальные значения местных нормальных напряжений в ободе цент-
рального колеса внешнего зацепления (го/Ло<5), возникающие в поперечных се-
чениях', проходящих через точки 1 и 2 (см. рис. 4.1’1), определяются по фор-
мулам
7V1 Мх(у—ё) ,
°О1 = «ор ~ ± «<Ги + аи,
* О * о& V У)
Л^2 . М2(у—е) .
°о2 = «ар ± ааИ ~ ;—г + °ц.
Fo Foe (г + у)
(4. 62)
(4. 63)
где e=Joxl(>'Fo) — расстояние между центрами масс и жесткости рассматри-
ваемого сечения (см. рис. 4.12); г — радиус эквивалентного кольца (с учетом
влияния зубьев), вычисляемый по формуле (4.47).
Знак «плюс» в формулах (4.5'9), (4.60), (4j62), (4.63) соответствует напря-
жениям 'на внешней стороне обода, а знак «минус» — на внутренней.
При расчете обода сателлита (го/^о<5) экстремальные значения местных
нормальных напряжений в ободе определяют в поперечных сечениях, прохо-
дящих через точки 2 (,<р=Ю), Г и 1 (ср=л/2), по формулам (4.62) и (4.6В).
Точки Г и 1 (см. рис. 4Л2) находят соответственно в середине растянутой и
сжатой впадин нагруженного зуба.
4.8. НАПРЯЖЕНИЯ В НАГРУЖЕННОМ ЗУБЕ
Снижение несущей способности зубчатых колес с тонким ободом по срав-
нению с колесами с толстым ободом связано с изменением напряжений в осно-
вании нагруженного зуба из-за суммирования напряжений, возникающих на пе-
реходных кривых зуба и в прилегающей к нему части обода,
4.8.1. ЗУБ САТЕЛЛИТА
Напряжения в основании нагруженного зуба сателлита при опирании обода
под зубом на ролики безобойменного подшипника (диаметральный зазор 2<?=0
или весьма мал) возрастают с уменьшением толщины обода ho (рис. 4.14). При
этом максимальные напряжения растяжения .и сжатия на контуре сателлита
наблюдаются на переходных кривых нагруженного зуба [57]. При увеличении 2d
максимальные растягивающие яапряжения возникают в ободе, на дне впадин
ненагруженных зубьев, находящихся в зоне действия реакций от тел качения
подшипника, а максимальные сжимающие напряжения по-прежнему находятся
на переходной кривой нагруженного зуба. Следовательно, местами .возможных
поломок сателлита при малой величине зазора 12д является нагруженный зуб
(точка 1 на рис. 4.12), а при достаточно большой величине зазора в подшип-
нике качения — обод (точка 2 на рис. 4.12). Поэтому график (рис. 4.15), от-
ражающий совместное влияние h0 и 2д на величину напряжений о, построен для
двух опасных сечений сателлита -— нагруженного зуба и обода. Данные, при-
веденные на рис. 4.14 и 4.15, относятся к нагружению зуба сателлита в верхней
точке однопарной зоны.
Для одновенечного сателлита можно выделить четыре расчетных
случая (рис. 4.16). На рис. 4.16 показаны напряжения aFr и oFS на переходных
кривых нагруженного в 'верхней точке однопарной зоны зуба колеса с толстым
ободом, а ниже — расчетные схемы и распределение напряжений ао в ободе
сателлита при нагружении его зуба в той же точке. Зубчатое колесо с толстым
ободом и сателлит имеют одинаковую геометрию зубчатого венца. После при-
ложения внешней нагрузки на участке контакта роликов и обода зубчатого ко-
леса (—Ф<<р^Ф) начинает действовать нагрузка рг, распределенная в зависи-
мости от жесткости обода равномерно или по косинусоидальному закону (см.
рис. 4.16). При диаметральном зазоре в подшипнике 2<?=0 (угол контакта 2Ф=
= 160°) реализуются два расчетных 'Случая: в первом случае суммируются на-
пряжения одного знака в зубе и в ободе (см. рис. 4.16, а), что приводит к уве-
личению напряжений на растянутой и сжатой (по абсолютной величине) сто-
роне зуба (см. рис. 4.14, кривые 1 и 2) по сравнению с напряжениями oFr и
Cfs в основании зуба колеса с толстым ободом (см. рис. 4.14, прямые 3 и 4);
115
<1. МПа
116
Рис 4 16 Расчетные схемы и эпюры распределения нап-
ряжений в ободе сателлита при нагружении его зуба си-
лой F
во втором — напряжения на растянутой стороне
зуба уменьшаются (см. рис. 4.14, кривая 1) из-за
появления в этой зоне сжатого участка обода са-
теллита (см. рис. 4.16, б), а на сжатой стороне
зуба по-прежнему увеличиваются (см. рис. 4.14,
кривая 2) из-за сложения напряжений одного зна-
ка в зубе и в ободе. При этом с увеличением ho
влияние деформации обода на напряжения в ос-
новании зуба уменьшается и при оно
практически отсутствует. При 26—0 напряжения
в основании нагруженного зуба всегда больше
напряжений в ободе. Следующие два расчетных
случая возникают при 26>0 (угол контакта
2Ф<180°) (см. рис. 4.116, в и г). В этих случаях
под зубом всегда находится сжатая зона обода.
С увеличением зазора 26 (уменьшением 2Ф)
из-за роста напряжений в этой зоне напряжения
на растянутой стороне напруженного зуба умень-
шаются по сравнению со случаем 26=0 тем бо-
лее, чем тоньше обод (ом. рис. 4.115) и при доста-
точно большом зазоре становятся меньше растя-
гивающих напряжений на переходной кривой зуба
колеса с толстым ободом (см. рис. 4.15, прямая
1). На сжатой стороне того же зуба напряжения
пэ абсолютной величине существенно возрастают
из-за суммирования напряжений одного знака в
основании зуба и в ободе по сравнению с напря-
жениями в зубе колеса с толстым ободом (см.
рис. 4.15, прямая 2).
С увеличением зазора 26 (уменьшением угла
контакта 2Ф) растягивающие напряжения в ободе
(см. рис. 4.12, сечение проходящее через точку 2)
растут и при достаточно больших значениях 26
превышают напряжения в нагруженном зубе. Это
явление наблюдается в диапазоне толщин обода
йо^2отп. При очень большой величине зазора
26 распределение нагрузки по телам качения безобоймениого подшипника экви-
валентно действию сосредоточенной силы. Особенность влияния деформации тон-
кого обода состоит <в том, что если -при малых величинах зазора 26 максималь-
ные растягивающие напряжения в ободе наблюдаются у сателлитов с толщиной
обода Ло = 1,17отп, то при больших его значениях максимальные напряжения
отмечаются уже при /io = l,92m„. Практически зависимость максимальных нап-
ряжений в ободе от величины зазора 26' линейна. Пересечение графиков растя-
гивающих напряжений в зубе и в ободе (см. рис. 4.15) означает, что для каж-
дой толщины обода (при Ло^Зш,.) существует зазор 26, обеспечивающий ста-
тическую равнсшрочность зуба и обода сателлита. Для h0^2mn зона равнопроч-
ности лежит в области зазоров, применяемых иа практике в подшипниках каче-
ния (26=0,025 — 0,038 мм). При ho^3mn эта зона реализуется уже при весьма
больших величинах диаметральных зазоров (26=0,075 — 0,09 мм).
Экстремальные значения местных напряжений на переходных кривых нагру-
женного зуба можно найти по эмпирической зависимости
' Г| J под ( r° Vi ( 2д V’6 тп 1 1 н Ft /л «их
Стр = а I 1 + 0,003 I I -F I I ~Т I i rtp‘ • (4. 64)
I \ / \ тп / J • о
где вр — максимальные местные напряжения изгиба в основании зуба колеса
с толстым ободом; 6 — радиальный зазор в подшипнике качения; тп — нор-
117
Рис. 4.17. Зависимость коэффициента концентрации напряжений ар от чис-
ла зубьев колеса г и коэффициента смещения исходного контура х для
колес внешнего зацепления
мальный модуль зуба; Ft — окружное усилие в зацеплении; ro, ho, Fo — соот-
ветственно радиус кривизны средней линии, толщина и площадь минимального
сечения обода сателлита по впадинам зубьев; ар — коэффициент концентрации
напряжений при растяжении (сжатии) обода в опасном сечении, положение ко-
торого определено при расчете :на изгиб зуба колеса с толстым ободом. В фор-
муле (4.64) верхние знаки для растянутой стороны зуба, а нижние — для сжа-
той.
По результатам вычислений построены графики зависимости ар от числа
.зубьев z и коэффициента смещения исходного контура х (;рис. 4.17). Полученные
зависимости' можно аппроксимировать выражением
ар = 0,76 —
85
20
х-----.
Z
(4. 65)
4.8.2. ЗУБ ЦЕНТРАЛЬНОГО КОЛЕСА
Напряженное состояние центральных колес внутреннего зацепления изуча-
лось поляризационно-оптическим методом на загрузочном приспособлении, вос-
.производящем статические нагрузки на это колесо в планетарной передаче. На-
пряжения в нагруженном зубе и в ободе центрального колеса изменяются при
уменьшении относительной толщины обода h0/mn. При Ло/тп^2,8 максималь-
ные напряжения в зубчатом венце наблюдаются в ободе (см. точка 2 на
рис. 4.1'6), а при holmn>'2,8 — на переходных кривых нагруженного зуба. Сле-
довательно, местами возможных поломок центрального колеса внутреннего за-
цепления при малых величинах ho/mn является обод (середина .впадины между
зубьями), а при достаточно больших — нагруженный зуб (переходная кривая).
Поэтому графики (рис. 4.18), отражающие влияние величины h0/mn на значе-
ния максимальных местных напряжений о, построены по результатам экспери-
мента для двух опасных сечений рассматриваемого зубчатого колеса — нагру-
женного зуба (кривые 1 и 3) и обода (кривая 2). Пересечение графиков растя-
гивающих напряжений в зубе и ободе свидетельствует, что при /io/mn~2,8 реа-
лизуется статическая равнопрочность зуба и обода центрального колеса внут-
реннего зацепления.
Допускаемые напряжения изгиба в основании нагруженного зуба централь-
ного колеса с тонким ободом можно определить с помощью формулы [128]
°Fр = apvlk<» (4- 66)
где ko — эмпирический поправочный коэффициент, зависящий от формы зуба и
соотношения местных напряжений изгиба в ободе и в нагруженном зубе; оРр —
допускаемые напряжения изгиба в основании зуба колеса с толстым ободом.
рис. 4.18. Влияние относительной толщины
обода hQ/m на величину максимальных мест-
ных Напряжений в основании нагруженного в
вершине зуба и в ободе центрального колеса
внутреннего зацепления
Для колес с внешними и внутренни-
ми зубьями [14, 128]
С0,МПй
kn = 1 +[о,ОбУ> ± — W—
(4. 67)
где Уг — коэффициент, учитывающий
форму зуба (для колес с толстым обо-
дом); о о — местные напряжения изги-
ба обода в сечении, расположенном под
переходной кривой нагруженного зуба
(см. рис. 4.10 и 4.11, точка /); Of— мак-
симальные местные напряжения изгиба
в основании зуба колеса с толстым обо-
дом. В формуле (4.67) знак «минус» для
колес с внешними зубьями, а знак
«плюс» — для центральных колес внуг-
реннего зацепления.
При определении допускаемых напряжений в основании нагруженного зуба-
колеса с тонким ободом арр с помощью выражения (4.67) расчетные напряже-
ния <Тр определяются без учета влияния деформации тонкого обода. При этом
должно удовлетворяться условие
(4. 68>
4.9. РАСЧЕТ НА ВЫНОСЛИВОСТЬ ПРИ ИЗГИБЕ
Запас усталостной прочности (коэффициент безопасности) для обода рас-
сматриваемых зубчатых колес [23]
Р<А) <Ъ.а +
(4. 69)
где о_1 — предел выносливости материала зубчатого колеса; ka — эффектив-
ный коэффициент концентрации напряжений; £о — коэффициент абсолютных
размеров колеса; ф0 -— коэффициент влияния асимметрии цикла; [n_i] — до-
пускаемое значение запаса прочности.
Амплитудное значение экстремальных местных нормальных напряжений
(<То.а) и среднее значение этих же напряжений (ао т) равны:
ао.а = (°ошах— °omln)/2; (4. 70)>
°от = (°отах + °oinln)/2, (4. 71>
где ио тах и Оо шт — экстремальные значения местных нормальных напряже-
ний в ободе рассматриваемых зубчатых колес, определяемые соответственно по
формулам (4.59) и (4.00) или (4.62) и (4.613).
Если существенна величина касательных напряжений, вызванных в ободе
передаваемым крутящим моментом, то должны определяться запас выносливо-
сти при кручении nt [2’3] и общий коэффициент запаса п по формуле
« = nanjV п% + п 2.
(4- 72).
119
-1,25
-1,20
-115
' 90 120 150 >80 210 290 270 300 Z
приложения нагрузки иа
колес внутреннего зацепле-
Рис. 4.19. Зависимость коэффициента асиммет-
рии цикла г от числа зубьев колеса 2, коэф-
фициента смещения исходного контура х и
положения точки
контуре зуба для
ния
только обод, но и зуб
Так как не
сателлита работают в условиях асиммет-
ричного знакопеременного цикла напря-
жений, а коэффициент асимметрии цик-
ла r=<Tnnn/<Tmai изменяется с увеличе-
нием зазора д и уменьшением толщины
обода ho [57], то рассчитывать нагру-
женный зуб сателлита, как и обод, на
выносливость при изгибе необходимо по
формуле (4.69). Экстремальные значения
•местных напряжений в основании нагру-
женного зуба сателлита с тонким ободом
Of' определяются по формуле (4.64).
В связи с тем, что местами возможных
поломок являются нагруженный зуб и
обод сателлита [57] коэффициент n_t для
зуба и обода нужно определять раз-
дельно и меныцее из найденных значений сравнивать с допускаемым. Зуб цент-
рального колеса рассчитывают на выносливость при изгибе по формуле (4.68).
Зависимость между эффективным ka и теоретическим аа коэффициентами
концентрации напряжений обычно представляют в виде
V=1 4-?0(а0-1), (4.73)
где qa — коэффициент чувствительности материала к концентрации напряжений,
которым условно учитывают также влияние поверхностной обработки .(для це-
ментированных зубьев принимают qa =0,2 [23])- Значения аа при расчете на
выносливость обода следует находить по формуле (4.46), а при расчете нагру-
женного зуба сателлита — по формуле
15
0,47-------~
,z + 50,
где ао — теоретический коэффициент концентрации напряжений на переходных
кривых нагруженного в вершине зуба колеса с толстым ободом; й3 — высота
зуба; hx — расстояние по радиусу от вершины зуба до точки приложения
. силы.
При расчете стальных зубьев обычно принимают значение коэффициента
| Ео = 1 [23]. Коэффициент влияния асимметрии цикла г в значительной степени
зависит от вида химико-термической обработки зубьев н может быть принят
при цементации и нитроцементации с закалкой равным 0,65, а при азотирова-
нии — <0,85 [134].
Данные, полученные поляризационно-оптическим методом, для случая нагру-
жения внутренних зубьев в вершине (hx/mn~'Q) и в точках ниже ее, показаны
на рис. 449. Значения коэффициента асимметрии цикла г' цри приложении на-
грузки к зубу в точках, расположенных ниже вершины, могут быть получены
по следующим эмпирическим формулам:
г' =г(1 — 0,15Лх/тп)
а' — аа
3 3
тп
(4- 74)
— для внешних зубьев;
(4. 75)
= г (1 + 0,07Лх/т„)
(4. 76)
— для внутренних зубьев.
где г — значения коэффициента асимметрии цикла напряжений для случая на-
гружения зуба в вершине.
120
Глава 5
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
5.1 ОСНОВНЫЕ ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ СОЕДИНЕНИИ
Б авиационных зубчатых передачах и редукторах применяются преимуще-
ственно эвольвентные зубчатые (шлицевые) соединения, геометрические пара-
метры которых, в основном, соответствуют СТ СЭВ 269—76. Он распространя-
ется на соединения с модулем от 0,5 до 3,0 мм (0,5; 0,8; 1,0; 1,25; 1,5'0; 2,00;
2,50; 3,00) и числами зубьев от '8 до <65 (8, W, 1Н, 12 и далее через 2 до 64,
65). В авиационных передачах предусматривается центрирование по боковым сто-
Рис. 5.1. Шлицевое соединение
ронам зубьев (по s) и по наружному диаметру вала (по Ра), а иногда — по
вспомогательным цилиндрическим или коническим поверхностям. Стандарт пре-
дусматривает две формы впадин зубьев вала: по окружности (рис. 5.1, а) и по
радиусу (см. рис. 5.1, б).
Для всех модулей, кроме m=il,0 мм, в ряде случаев для авиационных из-
делий применяется неравновысокий исходный контур с углом профиля а=30°.
У этого контура коэффициент высоты головки зуба вала и втулки Ао*=0,5, ко-
эффициент высоты ножки зуба вала для впадины зубьев по окружности и нож-
ки зуба втулки при центрировании по S равен Коэффициент высоты
ножки зуба вала для впадины зубьев по радиусу Ад = 0,8, а коэффициент нож-
ки зуба втулки при центрировании по Da равен hp — 0,5, причем радиус впади-
ны г=0,56 т, а глубина захода Aa=iljOm (см. рис. 5.1). Если модуль т=
= 1,0 мм, то эти коэффициенты имеют следующие значения; Ас = 0,75; Ау = 0,95;
Ад = 1,05; Ад = 0,75, причем r=0,36m, Аа =11,5 m.
Диаметры шлицевого соединения соответствуют эвольвентному зубчатому за-
цеплению без смещения исходного контура (см. гл. 2). Модуль (т) выбирается
из конструктивных соображений, например, для шлицевых рессор при крутящем
моменте 1,^1000 Н-м принимается т=1 .мм, при £К>'1ОСЮ -Нм — т=
=2,5 мм.
При выбранном .модуле находится минимальное число зубьев из условия
обеспечения свободного выхода инструмента при нарезании зубьев:
«mln > DJm -I- 2Aj (5.1)
или z,nIn > £>B/m + 2Ад (5. 2)
в зависимости от формы впадины зубьев. В формулах (5.1), (5.2) Ов — на-
ружный диаметр вала (рис. 5.2). Подсчитанное число зубьев округляется до
стандартного значения.
В предварительных расчетах ориентировочно может быть назначена отно-
сительная длина зубьев фв=А/й (d — средний диаметр соединения) из условия
121
Рис. 5.2. Основные размеры деталей соединения
равнопрочности .вала на кручение и зубьев на срез. Если за опасное сечение
принять сечение, лежащее на среднем диаметре соединения, то относительная
длина зуба может быть выбрана по формуле
. __Л
4 DBd3
(5. 3)
где k — коэффициент неравномерности распределения нагрузки принимается
предварительно равным k=4,0. С учетом выбранного значения фв длина зубь-
ев находится по формуле й=фь</. Окончательное ее значение уточняется по ре-
зультатам прочностного расчета.
5.2. ХАРАКТЕР РАБОТЫ СОЕДИНЕНИЙ
Характер работы зубчатых соединений существенным образом зависит от со-
осности зубчатых венцов. Когда оси зубчатых венцов совпадают, то цилиндри-
ческие эвольвентные поверхности зубьев эквидистантны, так как образованы од-
ной основной окружностью. Поэтому под действием крутящего момента неза-
висимо от величины первоначального зазора между зубьями в контакт вступают
все рабочие точки профилей (рис. '5.3). Между нерабочими профилями — оди-
наковый во всех точках 'нормальный зазор.
Резко меняется характер работы соединения и контакта зубьев, если оси
зубчатых венцов параллельно смещены на величину Да. В этом службе в кон-
такт войдут только те точки профилей, для которых угловые координаты <рг-
(рис .5.4) станут равными углам & развернутости эвольвенты. В остальных точ-
ках профилей будут зазоры величиной
ini = Да [ 1 — cos (<f i — »)]. (5.4)
При радиальном смещении осей шлицевое соединение превращается в своеоб-
разную зубчатую передачу внутреннего зацепления с а=90“ и разностью чисел
зубьев, равной нулю. Передаточное отношение такой передачи г= + 1,'О. Линия
зацепления NtN2 касательно к обеим основным окружностям, а в контакте на-
ходится одна или две пары зубьев. Характерно, что в отличие от обычных зуб-
чатых передач, в рассматриваемом зубчатом соединении скорость скольжения
va зубьев одинакова во всех точках профиля и равна пе=<Даш (® — угловая
скорость вала).
Угловое смещение — перекос осей (у) — наиболее типично для шлицевых
соединительных муфт (рессор) [3, 4'9, '8В, 154]. Скорость скольжения зубьев мо-
жет быть найдена из векторного уравнения
vs = [“01—«огКк (х, у, $), (5. 5)
в котором too,- — векторы угловых скоростей зубчатых венцов (t=l, 2); гк—
радиус-вектор точки контакта. Если учесть, что передаточное отношение соеди-
нения, работающего при перекосе осей, i12~cos y^.J, то приближенные соотно-
шения для проекций скорости скольжения зубьев будут иметь вид
vsx = “oiYskJ ^г = 0; «^ = —(5.6)
где со(ц — угловая скорость вращения шлицевого вала; хк, gK — координаты
(«кинематические») точек контакта зубьев. Фактические координаты точек кон-
такта определяются деформациями зубьев и деталей соединения.
122
Рис. 5.4. Схема контакта зубьев
при радиальном смещении осей
вала и втулки
Рнс. 5.3. Схема контакта
зубьев соосного соединения
5.3. РАСЧЕТ НАПРЯЖЕННОГО СОСТОЯНИЯ СОЕДИНЕНИЙ
Шлицевые соединения выходят из строя в основном из-за смятия и износа
(контактной коррозии) 'рабочих поверхностей зубьев. Иногда износ является
причиной повышения концентрации напряжений в основаниях зубьев и после-
дующего их усталостного разрушения. В некоторых конструкциях наблюдаются
также случаи усталостного разрушения шлицевых валов в неконтактирующей
зоне зубьев. Поэтому работоспособность шлицевых соединений определяется
прочностью и износостойкостью зубьев и усталостной прочностью шлицевых ва-
лов. Прочность н износостойкость рабочих поверхностей зубьев оцениваются ха-
рактером распределения и уровнем наибольших (фактических) напряжений смя-
тия зубьев. Условие прочности записывается .в виде
асмщах < °см
Допускаемые напряжения смятия находятся опытным путем. По данным
В. И. Алексеева, оСм—lO.'l ов — для нецементированных зубьев и <тСм=10,2ов—
для цементированных или азотированных зубьев (<тв — предел прочности ма-
териала). При работе шлицевых соединений в условиях перекоса приведенные
значения допускаемых напряжений следует уменьшить вдвое [11012, 147].
Шлицевые соединения отличаются высокой неравномерностью распределения
нагрузки, которая оказывает существенное влияние на их работоспособность.
С учетом этого наибольшие напряжения смятия могут быть рассчитаны по фор-
муле
асмтах °см^ >
(5. 7)
где k — коэффициент 'неравномерности распределения нагрузки; <тсм — номи-
нальные напряжения смятия, причем
Здесь TiB, Т10 — крутящие моменты, приложенные к левому и правому торцам
соответственно (рис. 5.5); d, b, hd, z — геометрические параметры соединения.
Коэффициент неравномерности распределения нагрузки
k = kzkb
(5- 9)
где kz и kb — коэффициенты неравномерности распределения нагрузки между
зубьями и по их длине соответственно.
Коэффициент kz зависит от точности изготовления (в основном — от по-
грешностей окружного шага зубьев) и сборки соединения, способа центрирова-
ния деталей, а также от величин радиальной силы и момента, нагружающих
шлицевую втулку. С учетом погрешностей изготовления можно принять kz=
123
Рис. 5.5. Расчетная схема соединения
— 1,25 ... il,4'3. Другие расчетные случаи работы шлицевых соединений при пере-
носе осей можно найти в работах Л. Б. Элыптейна [3, 49, ЙОЙ].
Коэффициент kb зависит от окружных и радиальных деформаций шлицевых
венцов, податливости зубьев, схемы нагружения соединения и имеет большие
значения, чем kz.
Для упрощения расчетов kb примем, что напряжения смятия в соединении
(см. рис. 5.5) распределены равномерно вдоль глубины захода зубьев ha, а их
равнодействующая д приложена иа среднем радиусе соединения. Тогда
, асм max Ч max
кь —---------= —-—
°СМ
где <7mai я ?(i — максимальная и средняя нагрузки на зубьях соответственно,
hd
причем <?о = асм----
cos а
Таким образом задача сводится к нахождению
В расчет введем безразмерную координату длины соединения x—tjb, изме-
няющуюся в пределах 0^х^4Д(Ю^^^6). Для расчета функции
наибольшего значения ?Шах используется краевое интегральное
[8, 49]
(5. 10)
q(x) и ее
уравнение
Ч (х) = q0 + F (х) ф(^) + <f(q),
где «ye — средняя нагрузка;
(5. 11)
гъЪ
F ~ Ь<*> ^10
— 720
С dXi
J Gj/kI (-*1)
о
dxi
। C dxxdx2
J J GjJki (-*T)
о о
dX\dx2
J G27k2 (xi) J G2Jk2 (Xj)
0 0 0
(5. 12)
Ф(«’) = f ^(Xi^qCOdidx- Гг(х, e)7(6)rfe;
00 о
X, 1 X, X,
(х2)Г q (x1)dxidx2— f f A(x2) J q (Xj) dXjdx2rfx3;
о boo
(5. 13)
(5. 14)
Ф2*
Л(х) =
1
_____ _________ 1
В<0 [Gi/ki(x) 1 G2Ik2x
В соотношениях (5.1'2) — (5.15) гь — радиус основной окружности; б<‘> — по-
датливость пары зубьев; — жесткость шлицевых венцов иа кручение (i=
(5. 15)
124
= 1,2); Г(х, g) — функция влияния, связанная с прогибами шлицевых венцов
в сечении х от единичной нагрузки, приложенной в сечении g.
Интегральное уравнение (5.1/1) наиболее просто решается численными ме-
тодами, например, методом коллокации. Для этого искомую функцию предста-
вим в виде полинома
q (х) = ci 4- с2х 4- ... + спхп 1
(5. 16)
с постоянными коэффициентами с, О’—1, 2, ..., п), подлежащими определению.
Подставив (5.16) в уравнение (5.11) и удовлетворяя его в п точках коллока-
ции с координатами х{—(1——-1), получим систему из п линейных алгеб-
раических уравнений относительно неизвестных коэффициентов с;; в форме
|1а||-|1с|| = ЦД11, (5.17)
где ||с|| — вектор-столбец неизвестных коэффициентов; ||Д|| — вектор-столбец
свободных членов, причем
А,- = <lo+F (xi) (i = 1,2....n); (5. 18)
— квадратная матрица (пХп) коэффициентов, в которой
с*’
х^А (х) dx — х\А (xj) dX] dxy
-О 0 0
1 1 1
4-J ^^(x.Odgdx.
(5. 19)
Система (5.17) легко решается на ЭВМ. При этом достаточная точность (3 ...
... '5'%) достигается уже при числе точек п^8 ... .110. Таким образом, процедура
расчета сводится к составлению и решению на ЭВМ системы линейных алгебра-
ических уравнений (5.17) относительно коэффициентов полинома (5.'1(6), к вы-
числению 'наибольшего значения ах функции (5Л6) и коэффициента неравно-
мерности kb по формуле (5.1'0) [67, 101].
В исходном уравнении (5.11) функция F(x) учитывает схему нагружения
соединения; интегральный оператор ф(<7) отражает влияние радиальных дефор-
маций — прогибов деталей соединения [67, 101], что существенно только для
деталей соединения, имеющих сравнительно небольшую относительную толщину
///?г^0,15 ... 0,2/0 (см. рис. 5.2). В таких конструкциях уровень концентрации
нагрузки на 20 ... 25% выше, чем в обычных соединениях. Функция влияния
Г(х, g) при расчете тонкостенных шлицевых соединений строится на основе тео-
рии оболочек [67, 1'01].
В остальных типах соединений радиальные деформации невелики и оказы-
вают незначительное влияние на концентрацию нагрузки. В практических рас-
четах ими можно пренебречь, приняв в уравнения (5.1,3) и (5.1®) Г(х, g)=l0.
Деформации кручения деталей шлицевого соединения учитываются опера-
тором (p(q), в котором геометрия соединения и крутильная жесткость деталей
представлены безразмерной функцией А(х). Если крутильная жесткость деталей
постоянна /по длине соединения, то эта функция становится константой (А =
=a2=oonst), интегральное уравнение (5Л1) при [Г(х, g)=0] становится экви-
валентным соответствующему дифференциальному уравнению [8, 49, 155], а ко-
эффициент неравномерности распределения нагрузки рассчитывается по формуле
a v 4- ch а
kb = ------------—
sh a v 4- 1
где а = УA; v = GiJKpi/(G2JKp2) — соотношение жесткостей деталей на кручение
(О^т^.1,'0). На рис. 5.6 приведен график зависимостей величины kb от безраз-
мерных параметров а м v.
В некоторых конструкциях для уменьшения концентрации нагрузки у тор-
цов соединения шлицевым венцам придается коническая форма. Расчеты по
уравнению (5.111) показали, что с увеличением углов конусности втулки и вала
коэффициент ki, уменьшается практически линейно, т. е. происходит выравни-
(5. 20)
125
Рис. 5.6. Зависимость коэффициента
неравномерности распределения нагруз-
ки по длине зубьев от параметров
а и v
ванне неравномерности распределения наг-
рузки.
Наиболее эффективно увеличение ко-
нусности шлицевой втулки, .имеющей боль-
шую жесткость на кручение. Например,
при v=0,l увеличение конусности втулки
от Ю до 10° приводит к уменьшению kb на
26 ... 26%, а такое же увеличение конусно-
сти вала снижает kb лишь на 5... 6%.
Для расчета продольной неравномерно-
сти .распределения нагрузки необходимо
знать податливость зубьев б и жесткость
деталей на кручение. Податливость зубьев
может быть найдена экспериментальным
путем или рассчитана методами теории уп-
ругости. На рис. 5.7 показана зависимость
податливости пары зубьев от числа зубьев
соединения (т~1 мм, /го* = 0,5), рассчи-
танная вариационно-разностным методом.
Крутильная жесткость деталей наиболее просто и точно может быть най-
дена методом электромагнитного моделирования [56]. На рис. 5.8 показан гра-
фик зависимости жесткости шлицевого вала G/KP, отнесенной к жесткости глад-
кого стержня, имеющего диаметр, равный делительному (кривая /) или наруж-
ному (кривая 2) диаметру вала, от числа зубьев Соединения. Форма впадины
зубьев на величину жесткости практически не влияет.
Рнс. 5.7. Податливость пары зубь-
ев в зависимости от числа зубьев
соединения (т—1 мм)
Рис. 5.8. Зависимость относитель-
ной крутильной жесткости шлице-
вого вала от числа зубьев соедине-
ния
Помимо оценки работоспособности рабочих поверхностей зубьев по напря-
жениям смятия производится расчет шлицевых соединений на усталостную проч-
ность, который сводится [РОЗ] к расчету напряженного состояния и концентра-
ции напряжений в зубьях и шлицевых валах. Усталостные разрушения, как пра-
вило, зарождаются в свободной (неконтактирующей) части зубьев шлицевого ва-
ла, что обусловлено высокой концентрацией касательных напряжений кручения.
Характер распределения теоретического коэффициента концентрации каса-
тельных напряжений kt по контуру зубьев вала с впадиной по окружности
(рис. 5.9) отличен от распределения коэффициента зубьев с впадиной по ра-
диусу, где максимум напряжений находится на оси симметрии впадины. Зна-
чение его kt =ттяз:/Тном (Тном=57’к/1>а3) существенно снижается с увеличе-
нием числа зубьев вала (рис. 5.10). Приведенные данные получены методом эле-
ктромагнитного моделирования задачи кручения [56].
В нагруженной части шлицевого вала касательные напряжения уменьша-
ются вследствие распределения крутящего момента по длине соединения.
Здесь, однако, возникают нормальные и касательные напряжения от изгиба
и сдвига зубьев. На рис. 5.11 в качестве примера показано распределение на-
126
Рис. 5.9. Распределение каса-
тельных напряжений при круче-
нии шлицевого вала со впади-
ной зуба по окружности (z=22)
Рис. 5.10. Коэффициент концентра-
ции касательных напряжений при
кручении шлицевого вала:
/—валы со шлицами при а=30°,
имеющие модуль т«=1,0 мм; 2—валы
стандартного профиля
пряжений в опасном сечении зубьев соединения по СТ СЭВ 269—76 (т=-1 мм
z=22), рассчитанное вариационно-разностным методом.
Если следовать форме, принятой для расчета зубьев зубчатых колес на из-
гиб, то максимальное местное напряжение изгиба зубьев шлицевого соединения
можно рассчитать по формуле
Pik
Рис. 5.11. Пример распределения напряжений в зубьях шлицевого соединения
где Pt = cCMhdb — окружное усилие, передаваемое одной парой зубьев; k — ко-
эффициент неравномерности распределения ‘нагрузки; УР — коэффициент проч-
ности по местным напряжениям; т — модуль; b — длина зубьев; ha — глубина
захода.
Рис. 5.12. Зависимость коэффициента проч-
ности шлицевого соединения от числа
зубьев:
1—напряжения растяжения; 2—напряжения
сжатия
График зависимости УР от числа зубьев соединения по СТ СЭВ 269—76
приведен на рис. 5.12, значения У г получены вариационно-разностным методом.
127
КРУТИЛЬНЫЕ И ИЗГИБНЫЕ КОЛЕБАНИЯ
ЗУБЧАТЫХ ПЕРЕДАЧ
При работе зубчатых передач иногда возникают усталостные поломки зуб-
чатых колес по ободу. Такие разрушения обусловлены изгибными резонансными
колебаниями колес в рабочем диапазоне частоты вращения. Склонностью к раз-
рушению колес от резонансных вибраций обладают больше всего колеса кони-
ческих передач при колебании их в осевом направлении. Усталостная поломка
конического колеса, как прави-
ло, начинается по ободу у ос-
нования зуба, и далее трещина
развивается в колесе по фор-
ме его колебаний. При больших
резонансных напряжениях в
радиальном направлении воз-
можно начало разрушения у
ступицы. Усталостные поломки
от резонансных вибраций воз-
можны также у цилиндриче-
ских колес при колебании их в
радиальном направлении как
массы обода колеса на упру-
гом основании — диафрагма
колеса (рис. 6.1). Резонируют
формы колебаний с упругими
волнами деформаций (узловы-
ми диаметрами), распространя-
ющимися в окружном направ-
лении по колесу.
Рис. 6.1. Графики собственных час-
тот цилиндрического зубчатого ко-
леса:
а—цилиндрическое зубчатое коле-
со; б—эквивалентное колесо; /—
обод; 2—диафрагма
Возбуждение резонансных изгибных вибраций колес вызывается динамичес-
кими нагрузками в зубчатом зацеплении, источником которых являются крутиль-
ные колебания зубчатых приводов при вращении колес. Особенно опасны повы-
шенные динамические нагрузки в зацеплении, обусловленные резонансными кру-
тильными колебаниями зубчатых приводов.
6.1. КРУТИЛЬНЫЕ КОЛЕБАНИЯ
Имеются два вида крутильных вибраций зубчатых приводов — низкочастот-
ные и .высокочастотные. Низкочастотные вибрации обусловлены колебанием сис-
темы, куда входят и зубчатые передачи, таковы, например, системы: ротор дви-
гателя — (редуктор — винты ТВД или несущий виит вертолета; ротор двигателя —
коробка приводов агрегатов — агрегаты ГТД. Низкие частоты колебаний нахо-
дятся обычно вне рабочего диапазона изгибных вибраций колес и не опасны для
обода колеса.
Наиболее опасны высокочастотные крутильные колебания с зубцовой часто-
той и с кратной ей гармоникой. Основным источником таких колебаний является
различная жесткость зубьев, находящихся в зацеплении [1; 86; 99].
Большинство высоконагруженных зубчатых передач имеют перекрытие в за-
цеплении 1<е«<2, а суммарная жесткость зубьев в зоне двупарного зацепления
примерно в 1,75 раза выше жесткости однопарного зацепления. Указанная осо-
бенность в рабочих условиях является источником возбуждения крутильных па-
128
раметрическнх колебаний зубчатых колес, а при некоторых обстоятельствах —
наиболее опасных параметрических резонансных колебаний. Амплитуда парамет-
рических колебаний зависит от точности изготовления и загрузки колес рабочим
моментом и ограничена величиной статической деформацией зубьев.
Высокочастотные крутильные колебания колес усиливаются вследствие цик-
лических ошибок изготовления зубьев и сборки колес, что особенно сказывается
на работе конических колес. Динамические нагрузки в зубчатом зацеплении,
обусловленные крутильными колебаниями колес, усиливаются поперечными коле-
баниями их при наличии податливых валов и опор [54].
Параметрические резонансные колебания являются источником повышенно-
го шума в зубчатых передачах, интенсивного износа профилей зубьев и т. д.
Снижение возбуждаемости параметрических колебаний зубчатых колес является
важной задачей как снижения возбуждаемости изгибных вибраций колес, так и
повышения надежности и долговечности работы зубчатой передачи в целом.
Параметрические резонансные колебания имеют гармоники возбуждения
k = 0,5; 1; 1,5; 2;... (6. 1)
от зубцовой частоты [6],
а наиболее сильные из них имеют целое число [99]
k--= 1; 2; 3;...
Здесь k = ыс/ык,
где WK=Qnnz/60 — частота зубчатого зацепления, рад/с; п— частота вращения
колеса, об/мин; z — число зубьев колеса;
|/ ^-[(2-М+(’+^2)(^-1) (6.2)
— средняя собственная частота крутильных колебаний зубчатой передачи, рад/с.
Здесь Ci—удельная жесткость одной пары сопряженных зубьев в начале или
конце зацепления, Н/м2; с2 — удельная жесткость пары зубьев в начале однопар-
ного зацепления, Н/м2;
М = \/г 2/1/2гл\ (6-3)
A + J2^61)
— приведенная удельная масса зубчатых колес, кг/м, где Ц и /2— моменты
инерции колес, кг - м2; dbi и db2 — диаметры основных окружностей колес, м; b—
рабочая ширина зубчатого венца, м; ер — полный коэффициент перекрытия в
прямозубых зубчатых передачах с учетом деформации зубьев под нагрузкой, мо-
дификации профиля зубьев по высоте и ошибок изготовления. Он равен
f п Со2Ср1
1/ 2~~ ; (В— Дай2— |До)
. V 0й2 ± Qpl
ЕР = еа +----------------------------------+
Ра ‘g «fl2
, Д Ср2С«1
1/ 2- --- -(Ь-Дад1- До)
V Qp2 ± Pel__________________________
Ра tg ад1
(6. 4)
где ба —геометрический коэффициент перекрытия; qpi, gn2, Qal и qp2 — радиусы
кривизны профилей сопряженных колес в начале и конце зацепления соответст-
венно, м; b=q!c2— деформация зубьев от рабочей удельной нагрузки в начале
зоны однопарного зацепления, м; q — удельная нормальная рабочая нагрузка на
зубчатом колесе, Н/м; Дао1 и Лап2 — глубина модификации головки зуба шес-
терни и колеса, м; До= |/ 4- /Д — наибольшая вероятная разность основ-
ных шагов зубьев сопряженных колес, м; fpbi и fpb2— ошибка нормальных ша-
гов шестерни и колеса, м; ра — шаг зацепления, м; aoi и аа2 — угол профиля у
129
Рис. 6.2. Области существования параметриче-
ских резонансных колебаний
вершины зуба шестерни и колеса,
градусы (знак «плюс» -— для зубча-
тых колес внешнего зацепления; знак
«минус» — для зубчатых колес внут-
реннего зацепления).
Области существования резонанс-
ных крутильных параметрических ко-
лебаний приведены на рис. 6.2 в пред-
положении изготовления колес без
ошибок, без учета демпфирования и
беззазорного зацепления.
Средняя собственная частота
крутильных параметрических колеба-
ний зубчатых передач со стальными
сплошными зубчатыми колесами
внешнего зацепления с толщиной ди-
афрагмы, равной ширине зубчатого
венца, следует из выражения (6.2) с
учетом значения (6.3) [рад/с]:
1,78-104 cos а > /” 1 + «2 Г /, . с, \ "I
=----------- V (2-е₽) + Р+т-рр-1) <6-5)
mZi г иг L \ С2 / I
где т — ;мюдуль, м; u=zdzi— передаточное числю; а — угол профиля произво
дящего исходного контура, градусы.
Другим источником возбуждения высокочастотных крутильных колебаний
является наличие переменного крутящего момента на валах колес, обусловлен-
ного силами трения на профилях зубьев, разнонаправленными до полюса и зз
полюсом зацепления. В предположении, что к ведущей шестерне приложен по-
стоянный крутящий рабочий момент Тш (Н-м), максимальное изменение момен-
та на валу ведомого колеса в зоне однопарного зацепления составит;
„ „ —tgnlui
до полюса ДТ = КсТк --------------;
1 —Kc*g аш1
в полюсе ДТ = 0;
‘8 аш2 — tg ак2
за полюсом Д/ = КсЛк —------------,
1 Кс tg ^iii2
(6.6)
где 7'к — номинальный 'момент на ведомом колесе, 11 м; Кс — коэффициент тре-
ния скольжения; аШь аК1 и аШ2, «к2 — углы профиля в начале и конце зоны оп-
иопарного зацепления шестерни и колеса соответственно, градус.
Такое периодическое изменение крутящего момента на валах зубчатых колес
приводит к увеличению нормальной силы в начале и конпе зоны однопарного за-
цепления и повышению крутильных колебаний зубчатого привода со второй гар-
моникой зубцовой частоты зацепления.
6.2. ИЗГИБНЫЕ КОЛЕБАНИЯ
При возбуждении колебаний зубчатого колеса динамическими нагрузками
от зацепления зубьев в нем образуются вперед и назад бегущие упругие волны
изгибных деформаций по собственным формам. При совпадении частоты зацеп-
ления с частотой прохождения одной из этих волн наступает резонанс изгибных
колебаний колеса. Частоты вращения, при которых наступает резонанс изгибных
колебаний колеса (об/мин):
130
60//
Пп = -----
(6.7)
где fi — собственная частота изгибных колебаний колеса, Гц; k=\; 2; 3;...—
гармоника возбуждения изгибных колебаний с зубцовой частотой z; i — число
упругих волн деформации на колесе (число узловых диаметров) при колебаниях
его по собственным формам (знак «плюс» соответствует резонансу с назад бегу-
щей волной; .знак «минус» — резонансу с вперед бегущей волной).
Из выражения (6.7) следует, что для одной собственной частоты изгибных
колебаний зубчатого колеса f/ с i узловыми диаметрами при его вращении воз-
можны две резонансные частоты вращения колеса с одной гармоникой возбуж-
дения.
Наиболее опасна первая гармоника возбуждения зубцовой частоты, так как
интенсивность ее выше. Но при низкой точности изготовления и сборки колес
опасны и высокие гармоники возбуждения.
При малом числе kz, т. е. когда kz<j, возможен второй резонанс с назад бе-
гущей волной (об/мин):
ир = 60///(г — kz).
(6-8)
При внешнем возбуждении, не связанном с частотами зацепления вращаю-
щегося колеса, резонансные частоты вращения колеса будут (об/мин):
пр= ± 60(/вн—//)/«,
(6.9)
где /вн — внешняя частота возбуждения, Гц; знак «плюс» соответствует случаю
/вН>А-; знак «минус» — случаю
Возможны изгибные вибрации колес с одними узловыми окружностями при
колебании их по зонтичной форме без узловых диаметров. Тогда бегущих волн
деформаций не будет и резонансные частоты вращения колеса (в об/мин) опре-
делятся по (6.7) из условия i=iO:
пр= 60fj/(kz),
(6.10)
где fj — собственная частота .изгибных колебаний колеса без узловых диаметров
с / узловыми окружностями, Гц.
В зубчатом зацеплении кроме динамических сил, возникающих при пересо-
пряжении зубьев колес, имеется всегда рабочая статическая сила, которая воз-
буждает назад бегущую волну деформации колеса. Если скорость возбужден-
ной волны деформации равна скорости назад бегущей волны деформации по соб-
ственной форме с i узловыми диаметрами, то наступит критическое состояние ко-
леса. В этом случае kz=Q, и критическая частота вращения колеса
пкр = 60//Д.
(6.И)
Критическое состояние для симметричных тел вращения типично для гиб-
ких турбокомпрессорных колес ГТД.
Обычно зубчатые колеса являются жесткими, и критические частоты враще-
ния их не являются опасными, так как они находятся значительно выше рабочих
частот вращения колеса.
Иногда изгибные вибрации зубчатых колес возбуждаются динамическими
нагрузками в зацеплении от низкочастотных крутильных колебаний передач,
обусловленных наличием повышенных кинематических ошибок в зацеплении пе-
редачи из-за неудовлетворительного качества изготовления и сборки- колес.
В этом случае изгибные вибрации колес возбуждаются с низкими частотами, со-
ответствующимн гармоникам, кратным частотам вращения колес. Такие вибра-
ции не опасны, так как они обычно имеют не резонансный характер' '
131
6.3. ЧАСТОТЫ СОБСТВЕННЫХ И ФОРМЫ ИЗГИБНЫХ
КОЛЕБАНИЙ КОЛЕС
Для определения резонансных частот вращения нрн изгибных вибрациях ко-
лес необходимо в первую очередь знать частоты собственных колебаний н их
формы, для конических колес — в осевом направлении, для цилиндрических — в
радиальном. Можно приближенно рассчитать частоты собственных колебаний,
например, по энергетическому методу Ритца [131]. Неточности определения тем
больше, чем ажурней и сложней форма колеса.
Для цилиндрических зубчатых колес при колебании обода в радиальном на-
правлении как кольца на упругом основании — диафрагме — собственные часто-
ты определяются по формуле
/г = -----------V4(2V~1)2 (6.12)
V Qm(l + р.) 64v3g(«2 + l) + (2v— 1)4 «2 '
da + d-f -j- 4/?2
где v = - ——-; /?0 = 0,25 (da + df) + 0,5/?2 м;
£ \^а "Г u-f) — о А2
da и df — диаметры вершин и впадин зубьев колеса; Е — модуль продольной
упругости; Pm — плотность материала колеса; ц — коэффициент Пуассона;
Ri — внутренний радиус обода.
Для определения частот собственных колебаний стальных цилиндрических
зубчатых колес при колебании их по формам с двумя (1=2) и тремя (1=3) уз-
ловыми диаметрами приведены графики на рис. 6.1.
Найденные по формуле (6.12) частоты собственных колебаний колес могут
быть использованы для предварительного определения резонансных частот вра-
щения колес.
Точно частоты собственных колебаний колес и их формы определяются экс-
периментально в свободном состоянии. Наиболее распространенный метод заклю-
чается в следующем:
от генератора звуковой частоты, имеющего диапазон от 20 до 20 000 Гц,
возбуждение передается на электромагнитный ручной вибратор;
прикосновением наконечника вибратора к исследуемому колесу, свободно ле-
жащему на мягкой (резиновой) подкладке, в нем возбуждаются вибрации;
с помощью пьезоэлектрического датчика, находящегося неподвижно на ко-
лесе, сигналы вибрации с колеса, преобразованные в ЭДС, передаются на экран
катодного осциллографа;
настроив генератор на резонансную частоту по осциллографу и передвигая
вибратор в окружном и радиальном направлениях колеса, поочередно опреде-
ляют формы колебаний с 1 узловыми диаметрами и / узловыми окружностями,
соответствующими данным собственным частотам колебаний колеса.
Другой метод экспериментального определения частот собственных колеба-
ний колес и их форм, широко применяемый в последнее время, состоит в голо-
графической интерферометрии. При этом колесо возбуждается в точке на ободе
колеса вибратором или пьезодатчиком от генератора звуковой частоты. Следя по
экрану катодного осциллографа, настраивают частоту возбуждения на резонанс-
ную и далее в лучах лазера, направленных на колесо, фотографируют формы
колебаний колеса. Наглядность форм колебаний и широкий диапазон исследуе-
мых частот является преимуществом голографического метода [Г74].
Следует иметь в виду, что хорошо возбуждаемые формы колебаний в неко-
торых колесах «привязаны» к ним, т. е. при возбуждении вибратором формы ко-
лебаний колеса в пучности амплитуда резонансных вибраций достигает макси-
мальной величины, а при возбуждении колеса на той же частоте в узле той же
формы колебаний амплитуда вибраций может быть существенно меньше. Это
13
.вызвано тем, что положение такой формы соответствует изменению жесткости по
окружности колеса, вызываемой его асимметрией. При наличии асимметрии коле-
са имеются две ортогональные формы его колебаний, смещенные по окружности
иа угол n/(2i) и имеющие одинаковое число узловых диаметров, но разные соб-
ственные частоты.
Рнс. 6.3. Резонансно-частотные графики:
а—частотные характеристики колеса; б—резонансная диаграмма
Обычно зубчатые колеса выполняются с высокой точностью, асимметрия их
невелика и разностью собственных частот можно пренебречь. Наличие асиммет-
рии и раздвоения собственных частот по ортогональным формам не влияет на
приведенную выше методику определения резонансных частот вращения колеса
в рабочих условиях.
По найденным собственным частотам и формам изгибных вибраций колеса
строятся графики собственных частот (рис. 6.3,а). По оси абсцисс откладывается
число узловых диаметров. По оси ординат — частоты колебаний колеса. Графики
собственных частот строятся для групп форм с i=l2, 3, 4 и т. д. узловых диа-
метров и одной узловой окружностью /=1. Такие же графики строятся для /=
=2, 3 и т. д.
На рис. 6.3, б показана резонансная диаграмма, которая дает наглядное
представление о границе существования резонансных частот вращения колеса.
По оси абсцисс отложена частота вращения колеса. По оси ординат частота ко-
лебаний колеса. Из начала координат строятся лучи, представляющие собой гео-
метрическое место частот, соответствующие гармоникам kz-±i частоты вращения
колеса. Для колеса с числом зубьев z для каждой формы колебаний i и зубцовой
гармоники k строятся два луча, соответствующие вперед и назад бегущим воз-
бужденным волнам деформаций. Резонансные частоты вращения колеса на резо-
нансной диаграмме определяются пересечением линии собственных частот f{ и
соответствующих лучей гармоник возбуждения. Построенные графики более
удобны при исследовании областей резонансных частот вращения колеса, а так-
133
же при исследовании возможности отстройки колеса от резонансных частот и яв-
ляются результатом исследований и расчетов вибраций зубчатых колес.
6.4. ПУТИ УВЕЛИЧЕНИЯ ВИБРАЦИОННОЙ ПРОЧНОСТИ
Увеличение вибрационной прочности зубчатых колес является одной из про-
блем повышения надежности их работы. Особое значение это имеет для авиаци-
онных зубчатых колес в связи с увеличением ресурса работы авиадвигателей.
Проблема осложняется тем, что зубчатые колеса при высокой напряженности и
высокой скорости вращения имеют малую массу и сложны по конструкции. Уве-
личение 'вибрационной прочности, как правило, (приводит параллельно к увели-
чению надежности и долговечности работы зубчатых колес.
Отстройка собственных частот изгибных колебаний колес от опасных резо-
нансных оборотов осуществляется на практике. Эффективность отстройки колеса
проверяется тензометрированием его в рабочих условиях. Но отстройка собст-
венных частот не всегда возможна, так как густой спектр резонансных частот не
позволяет выйти им за область рабочих частот. Поэтому отстройку нужно про-
изводить от наиболее опасных резонансных частот и форм колебаний (,в первую
очередь от форм с малым числом узловых диаметров и первой гармоники воз-
буждения зубцовой частоты).
Исследование по отстройке необходимо производить на модельном колесе, из-
готовленным заведомо с большими толщинами обода и диафрагмы. Постепенно
утоняя обод ,и диафрагму и замеряя частоты и формы колебаний, определяют
оптимальную геометрическую форму колеса, при которой отсутствуют резонанс-
ные частоты.
Снижение возбуждаемости изгибных вибраций колес осуществляется за счет
уменьшения динамических нагрузок от параметрических крутильных колебаний
передач и отстройки их от параметрических резонансов.
Из формулы (6.1) следует, что при большой частоте зацепления, когда
<0,5, параметрические колебания передач отсутствуют и динамические нагрузки
ниже, чем в иерезонансной области при й>0,5. В этом случае требуется выпол-
нить условие (oK>2toc, т. е. необходимо увеличить частоту зацепления гок за счет
увеличения чисел зубьев колеса и уменьшения при этом модуля зацепления.
Другое направление отстройки от параметрических колебаний — снижение
собственной частоты крутильных колебаний за счет увеличения массы колес или
уменьшения крутильной жесткости зубчатых передач.
Увеличение масс колес неприемлемо для авиационных передач. Уменьшение
крутильной жесткости колес — амортизация — конструктивно сложно, но по опы-
ту [00] целесообразно. Амортизация производится при разделении обода и диаф-
рагмы колеса и введении податливого элемента между ними, например, упругих
втулок. При этом геометрическое положение зубчатого венца относительно оси
вращения колеса не нарушается, а равномерность работы зубца по длине уве-
личивается.
Демпфирование изгибных вибраций колес — широкоизвестный способ умень-
шения .резонансных напряжений. Частичное демпфирование в зубчатых колесах
осуществляется за счет рассеивания энергии колебаний внутри материала коле-
са, передачи энергии колебаний во внешнюю среду и потери энергии при трении
в контакте зацепления с сопряженным колесом, в стыках и местах посадок колес.
Для снижения вибраций используют дополнительное устройство — демпфер. Учи-
тывая опыт применения демпферов в машиностроении, следует отметить, что он
ограничен вследствие конструктивной сложности демпфера и ненадежности его
работы.
Уменьшение динамических сил в зубчатом зацеплении осуществляется за
счет снижения возбуждаемости параметрических крутильных колебаний модифи-
цированием профиля зуба по высоте. В этом случае различная жесткость одно-
парного и двупарного зацепления компенсируется модифицированием головки
зуба сопряженных колес. Механизм такого условного выравнивания жесткостей
заключается в том, что угловой поворот колеса при статической деформации
134
зубьев в зоне однопарного зацепления равен угловому повороту, определяемому
суммой деформации зубьев и глубиной модификации головки зуба сопряженных
колес, в зоне двупарного зацепления. Вследствие этого параметры модификации
зуба должны выбираться по определенным правилам:
— модифицированный профиль зуба у головкн должен плавно сопрягаться
с эвольвентой основного профиля зуба;
— высота модификации не должна выходить за пределы зоны двупарного
зацепления и определяется по формуле
flga<ga — Pa. (6.13)
где ga — длина активной линии зацепления (по эвольвентограмме); ра—шаг за-
цепления;
— допуск на высоту модификации должен укладываться в размере ftga;
— глубина модификации по нормали к профилю должна быть принята не
более1
До <0,76 А — До- (6.14)
а
Допуск на высоту модификации необходимо принимать ± (0,7 ... 1„О) мм, а до-
пуск на глубину ±0,0106 мм.
Следует иметь в виду, что чрезмерное модифицирование по высоте зуба мо-
жет привести к обратному эффекту — повышению динамической нагрузки, а пре-
вышение по глубине — к уменьшению перекрытия в зацеплении, что также по-
вышает виброактивность передачи. При модификации головки зуба решаются
другие важные проблемы — увеличение надежности и долговечности работы зуб-
чатых колес. При входе зубьев в зацепление улучшается образование масляной
пленки, вследствие чего повышается противозадирная стойкость, контактная
прочность и др.
Уменьшение возбуждаемости крутильных и изгибных вибраций колес проис-
ходит за счет увеличения коэффициента перекрытия в зацеплении. Из рис. 6.2
следует, что при перекрытии в зацеплении, равном целому числу, параметричес-
кие крутильные колебания не возбуждаются и уменьшается возбуждаемость из-
гибных вибраций колес.
Практическое применение передач с перекрытием в зацеплении eo^2i осу-
ществляется модифицированием исходного контура по высоте зуба с а=Я0° и
Г8°. Существующий положительный опыт работы таких прямозубых колес как
цилиндрических, так и конических показывает на перспективность их применения.
Такого же эффекта можно добиться, применяя косозубые или с круговыми зубь-
ями передачи. Повышение перекрытия зацепления до еа = 2 ведет к повышению
изгнбной и контактной прочности. Высота и глубина модификации профиля вы-
бираются конструктивно по опыту эксплуатации из условия плавного входа в за-
цепление зубьев для образования масляной пленки на входе в зацепление.
В конических прямозубых колесах с ea=Q возможен повышенный отрыв
пятна контакта по высоте зуба (при проверке их по краске), особенно если ко-
леса изготовлены плосковершинным способом. В этом случае следует выпол-
нять требование обеспечения симметричного расположения пятна контакта на
сопряженных колесах, т. е. одинакового отрыва пятна краски на головках зубьев
ведущего и ведомого колесах.
Увеличение кинематической и циклической точности изготовления, а также
сборки колес является эффективным способом уменьшения возбуждаемости виб-
раций передач, что имеет особое значение для конических колес. Сборку их не-
обходимо производить по калибрам, с целью совмещения вершин делительных
конусов колес. Для получения необходимых пятна контакта и зазора в зацепле-
нии допускается смещение обоих колес к центру либо от центра передачи на ве-
личины, пропорциональные числам зубьев. Этим обеспечивается работа колес с
равными модулями (шагами) в зацеплении.
1 Для высокоскоростных передач, когда /г<'0,’5, и для передач с еа >
>2, hga^S№5 ga, Aa < 0,4Д.
135
Влияние качества сборки конических колес на их виброактивность показано
в работе [1711]. Смещение одного колеса увеличило разность в шагах сопряжен-
ных колес ма Ю;О4 мм и привело к увеличению вибрации их в 8 раз.
Увеличение вибрационной прочности и надежности работы зубчатых колес
осуществляется также комбинированными методами поверхностного упрочнения
(см. гл. 9).
Снижение возбуждаемости изгибных вибраций колес достигается изготовле-
нием его с несимметричным ободом. При наличии асимметрии в колесе имеются
две ортогональные формы колебаний с одинаковым числом волн,, смещенные по
окружности на угол я/(21), жестко «привязанные» к колесу и отличающиеся по
частотам. При вращении колеса в рабочих условиях на этих частотах нет резо-
нанса, так как не образуется бегущих волн деформаций с собственными формами.
В этом случае резонируют бегущие волны со средними частотами этих форм, но
с меньшей амплитудой. Уменьшение амплитуды изгибных вибраций колеса за
счет его асимметрии
X -Уг+(л/Х)2(1—г)2, (6. 15)
где 6 — декремент колебаний; г = fijfi—степень асимметрии при
ii=iz — число узловых диаметров ортогональных форм.
Глава 7
АВТОМАТИЗИРОВАННОЕ ПРОЕКТИРОВАНИЕ
ЗУБЧАТЫХ ПЕРЕДАЧ
Автоматизированное проектирование зубчатых передач производится для по-
лучения оптимальных параметров зубчатых венцов на сплошном диске у сопря-
женной пары колес. Оно предусматривает наличие нескольких подклассов эле-
ментов модели.
Рис. 7.1. Структурная схема элемента автоматизированного проектирования зубчатой
передачи
Так как оптимизация параметров зубчатой передачи невозможна без конст-
руктивно-технологической оптимизации, то в подкласс элемента входит проекти-
рование производящего контура (инструмента) и соответствующего ему нареза-
емого зуба колеса при известных допусках и припусках иа обработку. Этот под-
класс не следует относить полностью к машинной технологии — он скорее лежит
на границе между автоматизированным проектированием и машинной техно-
логией.
Кроме того, в подкласс элемента модели входят подклассы проектирования
обода,' ступицы и диафрагмы, а также подкласс проектирования обода со встро-
енным подшипником, если колесо является сателлитом. Совместное рассмотрение
подклассов приводит к подробному описанию класса элемента (рис. 7.1), вхо-
136
дящего в более высокий класс модели узла, который, в свою очередь, является
частью еще более высокого класса — модели редуктора.
Ниже рассматриваются автоматизированное проектирование и конструиро-
вание на уровне двух подклассов: параметров зубчатого венца и конструктивно-
технологического комплекса. Этому проектированию предшествует разработка
математической модели, в'которой учитываются показатели надежности — запа-
сы прочности при требуемом ресурсе, показатели технологичности и КПД при
минимизации целевой функции в виде объема (массы) сопряженных колес.
Оптимизация целевой функции осуществляется на этапе машинного проек-
тирования с выдачей информации, достаточной для изготовления и монтажа зуб-
чатых колес н всей передачи в целом на этапе машинного конструирования. При
изготовлении колес эта информация, минуя чертеж, может быть введена в ста-
нок с ЧПУ нли ему подобный станок. Возможно, что в дальнейшем чертежная
документация сохранится только для визуального контроля со стороны человека
и со временем будет заменена другими способами контроля [22]. Зубчатое ко-
лесо с его осевой симметрией тела вращения легко поддается математическому
описанию машинного производства, т. е. проектирования, конструирования и
разработки технологии с помощью ЭВМ.
7.1. ЦЕЛЕВАЯ ФУНКЦИЯ ЗУБЧАТОЙ ПЕРЕДАЧИ
Целевая функция, являющаяся многопараметрической, отражает основные
качества модели. Авиационные передачи характеризуются минимумом массы.
Масса зубчатого колеса пропорциональна его объему и плотности материала,
из которого оно изготовлено; масса передачи пропорциональна суммарному объ-
ему сопряженных колес. Массу колес можно записать
как Af=feK.cpnd2/'/4i где &к.с — коэффициент кон-
структивного совершенства, которым учитывается
заполнение металлом тела вращения — зубчатого
венца; р — плотность материала.
В дальнейшем для рассмотрения подкласса моде-
ли оценивается не масса, а объем сопряженных ко-
лес, пропорциональный массе.
Если аппроксимировать сопряженные зубчатые
колеса начальными цилиндрами, то их суммарный
объем равен [31]
1 + «2
(1 + «)2
a2wb
(7.1)
Ц = л
при ширине зубчатых венцов Ь1 = 62=Ь (рис. 7.2).
Это выражение является целевой функцией.
В более общем виде целевую функцию можно
записать как (см3)
Рис. 7.2. Аппроксимация соп-
ряженных зубчатых колес
V = ~ (friSi + iM2S2) 103, (7. 2)
*«1,2 1
+ п + о (1g3 Ч«1 о— lg3aP, „)•
cos aOJ 2 cos2 ар; 2 3 I,z 1,2
фй1,2 = inv »112— inv aai 2; = — — фй[2.
Целевая -функция (7.2) с точностью до объемов впадин между зубцами, ус-
ловно ограниченными окружностью нижних активных точек, более точно, чем
(7.1), учитывает суммарный объем сопряженных колес.
Параметры целевой функции выражаются через независимые переменные
функций зацепления ®112, а следовательно, через параметры зацепления, которые
137
совместно с db , и, b\$, допускаемыми уровнями контактных и изгибающих на-
пряжений при некоторой погрешности изготовления и нагруженности, определя-
ют суммарный объем V пары сопряженных колес. Обобщенная теория зубчатых
передач, использующая независимые переменные функций зацепления, не связан-
ные с производящим контуром, построена на основе поэтапного изучения эволь-
вентной передачи на моделях разного уровня н специально разработана с учетом
возможностей проектирования передачи на ЭВМ [31].
Основная задача автоматизированного проектирования заключается в мини-
мизации целевой функции при обеспечении прочности оптимальной зубчатой пе-
редачи, определении ее исполнительных размеров н технологического комплекса.
7.2. ИСХОДНЫЕ ДАННЫЕ
НУЛЕВОГО УРОВНЯ
ДЛЯ ПРОЕКТИРОВАНИЯ И МОДЕЛЬ
В качестве исходных данных при автоматизированном проектировании при-
нимаются следующие параметры н сведения:
1. 7\— номинальный крутящий момент на шестерне z, Н-м.
2. «1 — частота вращения шестерни zt, об/мин.
3. Zn — число зубьев шестерни z, первого расчетного варианта, обычно
Zi^sSO.
. *21 *22 Z2„
I. и = ---=------= ... -- — — передаточное число и соответствующие ему
*11 *12 21п
комбинации чисел зубьев.
5. Ди — допуск на передаточное число.
6. До—проектируемая наибольшая вероятная разность основных
ная
где — ошибка основного шага колеса по
*1,2
шагов, рав-
цроектиру-
емым данным или по данным прототипа, мкм.
7. Проектируемый материал зубчатых колес, его термическая обработка,
твердость поверхности н сердцевины зуба, механические свойства.
8. Проектируемая поверхностно-пластическая деформация зубьев, чистота по-
верхности.
9. [т] — допускаемые контактные напряжения, МПа.
10. [ст]— допускаемые напряжения изгиба, МПа.
И. ф(1'=й/<7(, — примерно соответствует коэффициенту ширины зуба фд ста-
тистическая величина.
12. (Фйт1п’ Ф^т(п) —интервал изменения коэффициента ф/.
13. kal 2—коэффициент ширины зуба на окружности вершин, обычно ka —
= 0,3'... 0,5.’
14. kt—коэффициент неравномерности крутящего момента определяется по
данным прототипа.
15. ftp—коэффициент неравномерности распределения нагрузки по длине
контактных линий, обычно =1,05... 1,3.
16. Лрс — коэффициент неравномерности распределения усилий по потокам bi
соосной передаче, обычно К рс = 1,1... 1,2.
Начальным этапом проектирования на ЭВМ зубчатой передачи является раз-
работка или расчет модели нулевого уровня. Эта модель может строиться на ос-
нове статистических данных по применяемости авиационных зубчатых передач
или на основе анализа прототипа. Информация о параметрах таких моделей со
временем накапливается в оперативной памяти ЭВМ и в, так называемом, банке
исходных данных.
Основная задача создания модели нулевого уровня заключается в определе-
нии масштаба надежно работающей передачи, подвергающейся нагружению, со-
ответствующему заданному, или близкому к нему. За параметры зацепления
модели нулевого уровня принимаются параметры, полученные на основе тради-
ционных методов проектирования.
138
Целью оптимизации модели нулевого уровня яв-
ляется определение габаритных размеров (масшта-
ба.) зубчатой передачи, при которых напряжения в
зубьях колес будут близки к допускаемым. При этом
соблюдаются ограничения размеров, определяемые
статистикой применяемости или техническим зада-
нием. Естественно такая передача не является опти-
мальной.
Если требуется определить параметры модели
нулевого, уровня, то используют исходные данные,
необходимые для автоматизированного проектирова-
ния. а также задаются параметрами ПРК и его сме-
щением. Например, принимается ПРК с углом про-
филя а=25° и смешением х],2 = 0- Для определения
масштаба передачи прежде всего вычисляют диаметр
«основной окружности шестерни dbi из формулы для
расчета контактных напряжений при т=[т]
т = 0,421-104 1 / -=^2~ —~ ctgayy,
V ^ddb, 1 + “
Рис. 7.3. Структурная схема
функционирования модели
нулевого уровня
(7-3)
где фа'—медиана распределения коэффициента фа'. Этот же диаметр опреде-
ляется из оценки нзпибной прочности зубьев шестерни при допускаемых напря-
жениях [о]:
dbt = Ю
2Ti
$d
Y Fl
[°]
Zi cos a.
(7-4)
Наибольшее из полученных значений диаметра основной окружности dfcj при-
жимается к дальнейшему анализу. Если этому диаметру соответствует межюсевое
расстояние аю, лежащее в диапазоне реальных значений, то уточняются действу-
ющие напряжения по методике расчета зубчатых передач на прочность. Если в
этом случае напряжения превышают допустимые, то в автоматическом режиме
изменяются исходные данные, например, параметры ПРК, или x]i2, «или фа', или
одновременно все указанные параметры, и весь расчет производится заново.
Если же на первом этапе расчета при определении диаметра модель нуле-
вого уровня получилась неконструктивной, то также производится изменение
исходных данных, н весь расчет повторяется вновь. Функционирование модели
нулевого уровня показано на рис. 7.3.
7.3. МОДЕЛЬ ПЕРВОГО УРОВНЯ
Решение основной задачи автоматизированного проектирования — минимиза-
ция целевой функции — последовательно осуществляем л при рассмотрении мо-
делей различных уровней.
В качестве модели I уровня принимаются зубья колес, при некоторых зна-
чениях Zi, z2, эвольвентные профили которых полностью определяются независи-
мыми переменными •6-I, Ог при принятой относительной толщине зубцов на ок-
ружности вершин тЯ||2 — const. Впадины зубцов выполняются в форме дуги
окружности, сопрягающей соседние эвольвенты в нижних точках активного про-
филя. Другой интерпретацией такой формы переходной кривой может служить
использование для нарезания зубьев производящего реечного контура с углом
профиля a=ar, причем за станочно-полоидную принята окружность диаметра
dp. .Напряжения изгиба во впадине зубьев определяются по методу ломаных се-
чений (см. гл. 3).
139
Рассмотрим процесс определения величины целевой функции. Номинальный
объем сопряженных колес находится для разных фаз существования передачи.
Так, если еа<’2,0, то объем вычисляется отдельно для фазы однопарного и двух-
парного контакта. Каждой фазе существования передачи будут соответствовать
свои номинальные объемы, наибольший из которых характеризует фактические ее
размеры.
Если Ей >2,'0, то номинальный объем сопряженных колес вычисляется толь-
ко при контакте зубьев в зоне двухпарного зацепления.
Расчет начинается с определения длины контактных линий bi=bi=b при
допускаемой величине контактных напряжений [т]. Для зоны однопарного кон-
такта
6=2-103
Ti
^епр[т]2
(7.5)
где gnp—приведенный радиус кривизны в полюсе, мм. Затем определяются на-
пряжения изгиба для случая приложения полной нагрузки в точках 3 в 2 (см.
рис. 3.12,?) для ведущего и ведомого колес соответственно:
Z\T\ cos а
О1 = 2-103-^<^Г-1
дгЛ cos а
02 = 2.103----;~2
Н;
М.
(7-6)
М,
где E/Tj 2—коэффициент формы зуба (см. гл. 3).
При несоблюдении какого-либо из неравенств (7.6) принимается сг=[о] и
рассмотренный выше расчет повторяется вновь. Полученные bi и bi вместе с па-
раметрами функции зацепления подставляются в уравнение (7.2) и находится
объем У'1.
Для зоны двухпарного контакта длина контактных линий определяется из
условия распределения нагрузки между сопряженными зубьями в точках 2 и 3
при ва<2,0 и в точках 3 и 4 при 2,0<ва <3,0 при приведенном радиусе кривизны
в полюсе зацепления
6j = 2
___________________71
И2 Си + Civ
2, IE Си е'пР
71
(7.7)
Г [т]2 Q + Сцг „ |
[глГ е“₽~СшА°]
где жесткости в точках пересопряжения имеют следующие значения: если 1,0<
<еа<2,0, то Ci = Ci; Си = Сг! Сщ=Сз; Ciy = C4;ecnn 2,0 < < ЗД, то
Ci = C2; Сц = Сз; Сщ = С4; Civ = Cg.
За длину контактных линий принимается наибольшее из значений bi, bi, а
затем проводится расчет на изгиб (также с учетом разд. 3.2)
<ii = (2-103 10 зддЕцб
\ dbt
а2= | 2-103—
\ rf6.
(7.8)
Ciy*i с°заАГГ1
(Си +CIv)6rfi,i
\ Ciz^Yj, cos а
ф Ю-зДрС П16) —-----7 х .
/ (Ci + Ciц) bdb^
Последующие действия аналогичны случаю расчета по зоне однопарного кон-
такта. В результате определяется объем УН.
140
При ев<2,'0 за объем передачи принимается наибольший из объемов V1 и
VII.
Синтез модели I уровня для некоторых Zu, г2г, удовлетворяющих условию
— w| < Д« и пгс 2 = const, производится при известной области сущест-
вования, расчет и построение которой реализованы в • специальном блоке про-
граммы. Каждому значению &i,z из области существования соответствует свое
значение целевой функции V для одно- и двухпарного зацепления, где V—ап.чи—
ката над областью существования эвольвентного зацепления.
Логика программы расчета целевой функции различна для вариантов пере-
дач с коэффициентами перекрытия в диапазонах 1,0<еа<2,0 и 2,0<еа <3,0.
Для начала расчета передач, имеющих 1,0<еа <2,0, выбирается точка на об-
ласти существования, расположенная на линии равнопрочности зубцов —
— Ку?2 — 0. Если область существования передачи позволяет реализовать е™ах >
> 2,0, то за начало расчета принимается передача с еа= 1,5, а если е”’ах < 2,0,.
то передача с ео = (е™ах 4- е"’1п)/2. Если точка начала поиска попала за пределы,
области, ограниченной заданными условиями, то производится обследование ок-
рестностей с целью выхода в зону поиска. Дальше процесс поиска осуществляет-
ся итерационным методом намскарейшего спуска. Расчета ми установлено, что в
диапазоне коэффициента перекрытия 2,0<еа<3,0 наименьшее значение целевой
функции находится при еа=2,О. Поэтому, учитывая влияние на значение коэф-
фициента перекрытия модификаций профиля, фасок и допусков на изготовление
и сборку, а также нагруженности, следует стремиться к теоретическому значению
е’ возможно белее близкому к 2 (однако, чтобы фактическое не было менее 2).
Предварительно принимается теоретическое значение =2,05 ма линии рав-
нопрочност.и и оценивается с учетом вышеприведенных факторов фактическое его
значение. Если неравенство е*—2,0 < 0, то значение [И увеличивается по линии
равнопрочности, пока не будет соблюдено указанное неравенство. Параметры
передачи с еа>2,0 могут быть получены, если Н <е“ах для данной области су-
ществования. После этого строится поиск оптимального варианта по изолинии
принятого коэффициента перекрытия. Направление поиска выбирается методом
проб. Функционирование модели 1 уровня приведено на рис, 7.4,
При этом на основании многочисленных расчетов учитывается, что суммар-
ный объем V сопряженных колес достигает наименьшего значения ,в средней
части области существования вблизи линии равнопрочности У — У = 0 и ли-
нии Qq, на которой (некоторому углу зацепления aw соответствует наибольший
коэффициент перекрытия е"'ах- Однако минимальному объему V может отвечать
передача, имеющая неконструктивные параметры. Поэтому вместо минимума це-
левой функции в этом случае определяются ее наименьшие значения, удовлетво-
ряющие граничным условиям.
При оптимизации зубчатых передач в качестве граничных условий принима-
ются:
1. Соответствие конструктивных параметров статистическим данным по при-
меняемости зубчатых передач, а именно:
, Ь
1^1 — 62I < и 0,1 < фа =-----< 0.8,
db,
2. Масштабный параметр передачи — межосевое расстояние аю — должен
удовлетворять допустимым значениям, определяемым техническим заданием на
проектирование.
3. Комплекс конструктивно-технологических параметров и, в частности, вы-
бор ПРК с учетом допускав и припусков на изготовление.
4. Область поиска оптимального варианта должна быть ограничена значени-
ями коэффициента перекрытия еа из соображений непрерывности передачи иа-
141
Область 3500
существования >
передачи J
Рис. 7.4. Структурная схема функцио- Рис. 7.5. Поверхность объемов
пирования модели I уровня
142
грузки с учетом модификации профиля зуба. В первом приближении при еа<2,0
поиск осуществляется в диапазоне 1,2 еа 1,8, а для передач с '2,0<еа< 3,0 в
диапазоне 2,0^еа^2,3.
5. Коэффициент ширины зубца на окружности вершин Лй12 или коэффици-
ент относительной толщины зубца /тгй1 2 должен назначаться с учетом прочности
и технологии.
74. РЕАЛИЗАЦИЯ МОДЕЛИ ПЕРВОГО УРОВНЯ
В соответствии с изложенной методикой было проведено исследование функ-
ции объема зубчатой передачи на ЭВМ [34]. В качестве примера была взята од-
на из высоконапряженных передач, .имеющая параметры, показанные в табл. 7.1.
Зубчатым колесам соответствовал нестандартный исходный контур и они имели
поднутренное основание.
Таблица 7.1
Исходные данные для проектирования
•21 -22 *at Н-м мм *1,2' ММ fPb' МКМ а, ° ГТ?, мм еа И, см3
29 48 0,7 0,5 2650 231 45 7 23,5 6 1,55 4000
Они изготавливались из стали 12Х2Н4АШ, цементировались н закаливались
до твердости рабочих поверхностей ^60 HRC и сердцевины 35... 41 HRC и шли-
фовались по степени точности 6—5—5В ГОСТ 1643—72. Передача надежно ра-
ботала в эксплуатации при контактных напряжениях т=400 МПа и напряжени-
ях изгиба в зубьях <т=330 МПа. Эти напряжения были приняты за допускаемые
при исследовании поведения функции объема. Ниже приводится исследование по-
ведения целевой функции объема над областью существования для аналогичной
передачи, но имеющей значение йй1 2 = 0,4.
На рис. 7.5 показана область существования оптимизируемой передачи. Каж-
дой точке области существования CQDqBC соответствует объем V1 сопряженных
колес из расчета обеспечения прочности в зоне однопарного зацепления при
еа <2,0. На поверхности V1 отмечена линия а'а' наименьших значений объема У1
и ее проекция аа на плоскость. Поверхность объемов У1 имеет форму желоба.
Его дно соответствует наименьшим значениям объемов. Оно расположено над
средней зоной области существования вдоль линий Qq и У р^ — Y р2 = 0.
Поверхность Ун, характеризующая объем сопряженных колес при обеспече-
нии прочности в зоне двухпарного зацепления, является функцией точности.^ На
рис. 7.6 показана поверхность при наибольшей вероятной разности основных ша-
гов До = 28 мкм. Здесь линия а'а' также соответствует апликатам наименьших
объемов и аа—ее проекция на области существования. Форма поверхности. У11
также имеет форму желоба над серединой области существования, наклон кото-
рого увеличивается с ростом еа.
Построим поверхности У*1 для ряда значений До. После этого рассмотрим
сечения поверхностей V1 и УП поверхностями, нормальными " к
плоскости 0'1, th. Проведем такую поверхность по линии равнопроч.нести зубцов
Ypt — Yp* = 0 и рассмотрим закон изменения функций объемов в системе ко-
ординат Vea (рис. 7.7). Линии ABCD, LNS и т. д. характеризуют изменение Объ-
ема Г11 в зависимости от величины До, а линия EBF — изменение объема У1. Для
1,0<е(х<2,0 объем У1 имеет минимум У^ш при еа~1,65, а объем уп имеет тен-
денцию непрерывного роста с увеличением еа д0_
143
Рнс. 7.6. Поверхность объемов
Рнс. 7.7. Сечение поверхностей объемов по лн-
ннн гл1-г^ = о
144
Рассмотрим изменение объема передачи при г,. <2,0, определяемого наиболь-
шим из значений V1 и Г» Например, пусть Дс = 28 мкм. Тогда при ea<ef объ-
ем передачи ограничивается однопарным зацеплением, изменяющимся по линии
ЕВ; если еа>е^ , 1'4 >Е>, т. е. объем передачи определяется двухпарным за-
цеплением. Следовательно, при До =28 мкм минимальный объем передачи дости-
гается, когда еа = е^ = 1,5 (точка В кривой EBF на рис. 7.7).
При погрешности До—24 мкм точка В на кривой EF переместится вправо в
положение, соответствующее Pmin = lZmin = Е’11. Этому значению объема будет
отвечать коэффициент перекрытия еа=1,65. Если коэффициент перекрытия еа>
>1,65, то т. е. увеличение еа свыше 1,65 при До = 24 мкм не является
целесообразным.
Изменение погрешности зацепления Д(1 от 24 до 15 мкм не приводит к умень-
шению объема передачи в интервале 1,Ю<еа<2,0, так как наименьшее значение
целевая функция будет иметь при еа=г 1,65. Это означает, что повышение точно-
сти в диапазоне 15^До^24 нецелесообразно'. Однако учет динамических нагру-
зок может внести некоторые коррективы.
Увеличение точности изготовления До<15 мкм приведет к переходу миниму-
ма объема в зону еа 5г2. Эффект уменьшения объема ДЕ здесь наступает при
ea=i2,0, когда исчезает зона однопарного контакта и на всем участке линии за-
цепления одновременно работают две пары зубцов. Эффект уменьшения объема
ДЕ при е =2,0 в значительной мере зависит от точности изготовления зубчатых
колес и для рассматриваемого примера -наступает при ДС<Г5 мкм.
Очевидно, при каких-то значениях ошибки основного шага в передачах с
еа<2,0 может полностью отсутствовать двухпарное зацепление. В этом случае
усилия на каждый зуб должны равняться полной нагрузке зацепления. Принимая
это во внимание, а также то, что прочность передачи могут лимитировать как
контактные, так и изгибиые напряжения и учитывая выражения (7.6) и (7.8),
получим наибольшие значения До.
Если суммарный объем сопряженных колес лимитируется контактными на-
пряжениями, то имеем
,;|O6.-W!-.C1|+C'V
°1гаах 2, IE CnQv
До
u2max
[т]2
-= юб-Лг~
2,IE
Ci + Сщ
CiCui
(7-9)
а если напряжениями изгиба, то
ДО = А .
Чшах Y Civ
д’ = Jal А.
2max уР2 с Г
(7. 10)
Предельная погрешность, при которой фактический коэффициент перекрытия
е„ = 1,0, равна наименьшему значению максимальных погрешностей
( До До ;
. I Imax 2max
Дпред < { (7. Н)
До , До
' Imax u2max
На рис. 7.7 линия ЕН соответствует предельным объемам передач, когда
'1,0. Для некоторых объемов даны предельные значения До пред, которые
уменьшаются с увеличением еа, на что оказывает влияние уменьшение жесткости
зубцов.
145
Уровни юбъемов VI и Vй по линиям Qq и аа изменяются, но тенденция по-
ведения целевой функции в зависимости от еа и До остается прежней. При со-
хранении точности изготовления исходной передачи Л0=1О мкм получим гло-
бальный минимум объема на линии аа 1/1'=3320 см3 при коэффициенте пе-
рекрытия еа=2,0, угле зацепления а„ =22,28° и ширине венцов 61=44 мм,
62=35 мм.
Таким образом показано, что при сохранении исходной напряженности в рас-
сматриваемом примере представляется возможным уменьшить суммарный объем
сопряженных колес на 20Уо только благодаря более рациональному выбору гео-
метрических параметров.
Если происходит изменение объема сопряженных колес при aw=var и 7'j =
=var, то увеличение aw, сопровождаемое увеличением db, приводит к снижению
объема V. Так, при До =10 мкм и еа =1.6 увеличение диаметра основной окруж-
ности с dbi — 140 мм до df, = 180 мм (т. е. на 18%) приводит к уменьшению
объема на 4%. Суммарный объем сопряженных колес также возрастает пропор-
ционально увеличению крутящего момента.
На основании проведенного исследования целевой функции по области су-
ществования .можно сделать следующие выводы:
1. Для передач с коэффициентами перекрытия в пределах 1,0<еа<2,0 при
постоянной нагружепност.и:
а) каждому показателю точности До соответствует вполне определенное зна-
чение коэффициента перекрытия, при котором V1 = Vn;
б) объем передачи VI цри некотором коэффициенте перекрытия из диапазо-
на 1,0<еа<2,0 может иметь наименьшее значение
в) увеличение точности изготовления свыше некоторого значения До min, со-
ответствующего V^|n, нецелесообразно;
г) каждому значению е„ соответствует нскзторое значение До max, при кото-
ром не реализуется двупарное зацепление.
2. Если у передачи 2,0<еа<2,5:
а) наименьшее значение целевая функция имеет при еа—*2,0;
б) с увеличением точности изготовления значение целевой функции умень-
шается вследствие приближения распределения нагрузки к теоретическому.
В диапазоне 1,0<еа<2,5 целевая функция имеет наименьшее значение при
фактическом значении коэффициента перекрытия е*=2,0. Исследование целевой
функции проводилось при статическом нагружении. Динамические нагрузки вне-
сут коррективы в поведение целевой функции: объемы в зоне перекрытий пере-
дач при 2,0<e,z<3,0 еще более уменьшатся (вследствие снижения динамических
нагрузок) по сравнению с передачами, у которых коэффициент перекрытия
еа<2,0.
7. 5. МОДЕЛЬ ВТОРОГО УРОВНЯ С ПРОСТЫМ ПРК
Моделью II уровня завершается проектирование подкласса модели зубчатой
передачи — зубчатого венца с ободом, переходящим .в ейлошной диск. Эта модель
представляет зубчатые колеса с профилями зубьев, соответствующими реальным,
т. е. имеющими определенный профиль переходной кривой. Цель оптимизации мо-
дели II уровня заключается в определении конфигурации основания, обеспечива-
ющей наилучшую изгибную прочность зубьев, и в соответствующей коррекции
остальных параметров передачи.
Получить необходимый эвольвентный профиль можйо производящим реечным
контуром (ПРК) с широким диапазоном углов профиля (а). Профиль переход-
ной кривой зуба определяется также конфигурацией вершины ПРК и его уста-
новкой по отношению к нарезаемой заготовке.
Из оптимизации модели I уровня известны межосёвое расстояние aw и диа-
метр основной окружности db , которые определяют масштаб параметров ПРК.
Выбор оптимальных параметров инструмента возможно сделать только из срав-
146
нения влияния ПРК с различными углами профиля на изгибиую прочность зубь-
ев. Ниже приводится определение параметров простого ПРК при заданном, а
(см. также разд. 2.3).
Можно допустить использование простого ПРК в технологии, предусматри-
вающей шлифование зубьев авиационных колес в случае, если гарантируется от-
сутствие прижогов на их поверхностях.
В станочном зацеплении данному значению угла профиля соответствует де-
лительная окружность
d = db/cos а, (7. 12)
проходящая через полюс станочного зацепления, и вполне определенное значе-
ние модуля
т =-- d/z. (7. 13)
П-ри этом толщина зуба ПРК на линии равного деления равна
5а = лт/2, (7.14)
а толщина зуба ПРК на делительной прямой определяется по формуле (2.175)
Расстояние между делительной прямой и линией равного деления будет рав-
но смещению ПРК
(7. 15)
сторонами
станочного
(7. 16)
зависящий
Эвольвентная поверхность зуба профилируется прямолинейными
вуба ПРК. Высота прямолинейной части зуба зависит от параметров
зацепления и состоит из головки
ha = -у- (tg а — tg ар) sin а + ДЛа + х*
(здесь A/z„ —запас по интерференции зубчатого зацепления (в мм),
от величины площадки контакта и допусков на изготовление и сборку колес) и
ножки
Л/ = -~-(tgaa—tga)sina —х*. (7.17)
отсчитываемых от линии равного деления зуба ПРК.
Для обеспечения запаса по станочной интерференции вершины зуба колеса
со впадиной ПРК необходимо учесть, что общая высота ножки зуба ПРК долж-
на быть увеличена на величину, полученную по формуле (2.174).
Вершина зуба ПРК может быть спрофилирована различными кривыми: ду-
гой окружности, сопряжением дуги окружности и прямой, параболой и т. д. При-
менение того или иного вида профиля зависит от требований, предъявляемых к
изготавливаемым зубчатым колесам (назначения, точности, прочности и техноло-
гичности). Наиболее простым профилем вершины ПРК является дуга окружности,
сопрягающаяся с прямолинейными сторонами зуба, радиусом, который можно
определить с помощью формулы (2.176); при этом высота головки ПРК вычис-
ляется по формуле (2.172), а диаметр окружности впадин— (2.182).
Значения параметров ПРК, вычисленные по формулам (7.16), (2.172) и
(2.175), не учитывают значения радиального зазора Сез в передаче, что может
привести к невозможности сборки колеса. Поэтому необходимо, чтобы выполня-
лось следующее условие:
d
df\ 2 < df maxt-2 — q1’2 — Соз. (7- 18)
где Соз — принимается с учетом точности изготовления сборки и условий рабо-
ты (температура среды) передачи.
147
Если df~>dj mai, то принимается df—df mal и высота головки ПРК должна
быть увеличена до значения
+с;—<-*-»> Sa+
2 cos а
где Ла', С„/ и d/—параметры
Ла —
d f— ^/max
2
cos2 а
, , (7. 19)
1 — sin а
Рис. 1.6. Структурная схема
функционирования модели 11
уровня
ПРК, вычисленные ранее. Новые параметры ПРК
определяются по формулам (2.176) и (2.177), но
с учетом (7.19).
Профиль вершины зуба ПРК с прямолиней-
ной частью выполняется, если при полностью
скругленной головке радиальный зазор в передаче
больше требуемого. Величина необходимого ради-
уса неполного скругления
, d yjnax — rfy
Са —
0а —
2
(7.20)
1 — sin а
при этом принимается di=df max, где Са' и df'—
значения для полностью скругленного зуба ПРК,
полученные ранее.
Расчетный радиус скругления не должен быть
уеныис допускаемого по требованиям технологии.
Выбор того или иного профиля ПРК должен быть
таким, чтобы получить наименьшие изгибные нап-
ряжения зуба колеса.
Иногда целесообразно иметь один ПРК для
пары колес. В этом случае расчет проводится в
том же порядке, причем угол профиля а обычно
принимается из диапазона ар<а<аа. За высоту
головки и ножки общего ПРК принимаются наи-
большие из значений, найденных для индивиду-
альных ПРК при а=const.
После выбора Параметров ПРК производится
расчет на прочность модели II уровня по соответ-
ствующей методике (например, см. работы [23, 95,
98]), учитывающей конфигурацию впадины. Если
полученные напряжения изгиба не удовлетворяют
поставленным условиям, то производится коррекция габаритных размеров колес
в некоторых допустимых пределах или, в крайнем случае, происходит возврат к
оптимизации модели I уровня на основе новых, корректирующих параметров.
Функционирование модели II уровня приведено на рис. 7.8.
Выбором оптимальных параметров модели II уровня заканчивается проекти-
рование пары зубчатых колес из ряда zn-, z2i, определяется ее объем и запоми-
нается для сравнения с данными, которые будут известны .ив оптимизации всех
пар колес.
7.6. МОДЕЛЬ ВТОРОГО УРОВНЯ СО СЛОЖНЫМ ПРК1
Как указывалось в гл. 1 и 2, авиационные высоконапряженные зубчатые ко-
леса имеют зубья с поднутренным нешлифуемым основанием. Им соответствует
сложный ПРК. Геометрия зубьев с поднутренным основанием рассмотрена в гл. 2.
При проектировании в качестве исходных данных принимаются параметры
зубчатых колес с неподнутренными зубьями: числа зубьев соцряженных колес zt,
z2, модуль зацепления т, угол наклона линии зуба р, параметры исходного кон-
тура — угол профиля а, коэффициенты высоты и радиального зазора соответст-
венно ha*, hf*, с*, а также его коэффициенты смещения и х2. В первом при-
См. Вестник машиностроения 1981 г., № 3, с. 42—45.
148
ближении задаются также интервалом
изменения коэффициента радиального
зазора у зубчатых колес с поднутренным
основанием зубьев, например с*,
(1,5 ... 2) с*. Кроме того, задаются при-
пуском Дш под шлифование зубьев, по
ГОСТ 1643—72 наименьшим отклонени-
ем толщины зуба по постоянной хорде
Асе, допуском на толщину зуба Тс и по
СТ СЭВ 114—75 — допуском h 14 на
диаметр окружности впадин, ориентиро-
вочно равный dt^m[z—2Ла*—2(1,5...
...2,0)с*+х*]—Л14. Принимают, что Асе
и Тс близки по значению отклонению
толщины зуба и допуску на толщину по
дуге делительной окружности.
Наибольший припуск под шлифова-
ние на толщину зуба по делительной ок-
ружности Дш должен быть больше или
равен сумме накопленных погрешностей
окружных тагов заготовки после тер-
мообработки и зубошлифования. Вари-
ант зубчатого колеса с наибольшими
погрешностями изготовления можно
представить соответствующим 8-й степе-
ни точности после термообработки и
7-й степени точности после зубошлифо-
вания. Тогда наибольший припуск под
зубошлифование
Дш = 0,16 +0,04m. (7.21)
Эту величину припуска под зубо-
шлифование принимают в качестве но-
минальной. Наименьший припуск в нача-
ле активного профиля соизмерим с де-
формациями после термообработки
о у
Рис. 7.9. Схема распределения припусков и
допусков у зубчатых колес с подиутрен-
ным основанием зубьев
8т.о = 0,04 + 0,02m. (7. 22)
Припуск также связан с допуском на диаметр окружности впадин
(Л14) tg а'о Дш — 2ВТ о, (7. 23)
где ао — угол профиля -исходного производящего реечного контура (ИПРК) зуб-
чатых колес с поднутренным основанием.
На рис. 2.17 показан исходный производящий реечный контур для зубчатых
колес с поднутренным основанием зубьев (см. табл. 2.6). Он характеризуется
(Дш \
~ + ®т.о I cos а/cos cCq, численно равной минимальному
поднутрению основания зуба после зубофрезерования. Обычно an<cto<aa, 6“^
^cin^12°, где aa —угол профиля «а окружности вершин зуба колеса; rin>0,2m.
Такому ИПРК отвечает зуб колеса с галтелью, в общем случае состоящей из
переходной кривой и вспомогательной эвольвенты, причем вспомогательная эволь-
вента формируется частью ПРК с профильным углом ап.
Рассмотрим основные процедуры и некоторые результаты проектирования
таких зубчатых колес на ЭВМ с учетом технологии зубообработки. Проектиро-
вание производится при выполнении наперед заданных требований, совокуп-
ность которых, по сути дела, представляет целевую функцию.
Прежде всего выполняется геометро-технологический критерий шлифования
зубчатого колеса, который можно представить как функцию
Ki — Fi (d„, dj, x, ДШр, £ниж, ip, ф)-
149
Аргументы функции Ki подробно рассмотрены ниже на примере колеса, гал-
тель которого состоит из одной переходной кривой (рис. 7.9). Необходимо, чтобы
диаметр окружности пересечения галтели с эвольвентным профилем был меньше
диаметра окружности нижних точек активного профиля (dn<dP). Фактический
диаметр окружности впадин должен быть dfZ^df расч—Л14, где dfрасч— рас-
четное значение диаметра окружности впадин. Кроме того, определяется мини-
мальная толщина зуба по делительной окружности
S’in = S’aC4-(Afe + 77), (7.24)
где £’асч —расчетное (номинальное) значение толщины зуба по делительной ок-
ружности.
Учитывается также гарантированное поднутрение галтели в «тело» зуба с
целью обеспечения свободного выхода кромки шлифовального круга
(сЭ COS Cl er \
*^min ~~~ m;n | > ®т.о» (7.2о)
COS аг /
cos а
где------^min —минимальная толщина зуба галтели, приведенная к диаметру
COS dp
делительной окружности, причем cos aT=dt>ldY, dr — диаметр окружности, на ко-
тором величина и достигает максимального значения; бт.о—тангенциальная со-
ставляющая приращения толщины зуба на делительной окружности при его де-
формации в процессе химико-термической обработки.
Минимальный припуск под зубошлифование в нижей точке активного про-
филя на диаметре окружности dp
cos а
Дшр>2Вт.о-------, (7.26)
COS ttp
где иР — угол профиля эвольвенты на окружности, проходящей через нижнюю
точку активного профиля.
Учитывается также возможность зубошлифования, выполнение которой за-
висит от зазора между абсциссой траектории кромки шлифовального1 круга
утраект и а(уСцИССОц
минимального значения толщины зуба У^^галтели, контур
которой получен после зубофрезерования
енИж = ГгаеКТ~Пып >*• (7-27)
Кроме того, возможность зубошлифования зависит от величины зазора меж-
ду абсциссой траектории кромки шлифовального круга Уц“ти абсциссой эволь-
вентного профиля Кщр на диаметре окружности dp
(7.28)
Поверхность галтели будет иметь меньшую шероховатость, если большая
часть скругленной вершины зуба ПРК примет участие в работе. Если величину
скругления ИПРК охарактеризовать текущим углом ф (см. гл. 2), то на основа-
нии экспериментальных данных удовлетворительная чистота галтели имеет место,
если в формировании переходной кривой зуба колеса принимает участие скруг-
ленная вершина зуба ИПРК, определенная углом ф^90°—ар.
На первом этапе обработки зубьев зубчатых колес— зубофрезеровании —
обеспечивается формирование эвольвентного профиля с припуском под шлифова-
ние и окончательный профиль основания зубьев. Конфигурации зубьев на этой
стадии соответствует ИПРК с фактическим смещением
х0 — 0,5 (Л14) < х* = т0 [х* tg a-ctg a0 + 0,52 ctg a0 (inv a — inv ct0)] < x0.
(7. 29)
Технологические варианты переходной кривой зуба после фрезерования, соответ-
ствующие фактическому смешению Хф ИПРК в соответствии с (7.29), опреде-
ляются по уравнениям [30].
150
Второй этап обработки — зубошлифование — приводит к получению оконча-
тельно обработанной активной эвольвентном поверхности, зубьев.
Эвольвентный профиль при аш>0 шлифуется с радиальным смещением
ИПРК
:Ти = щ0^
cos аш
tg«o
tg аш
* , 0,5z
хо +------
tg«m
(inv ай — inv аш)
Дщ
tg ао
cos а
cos йш
(7. 30)
которое, однако, не гарантирует обработку
альное смещение
по всему активному профилю. Ради-
хГш^=то
COS Of)
COS Иг
U Г I c-Uo V.Q Jj. I
2m0 ) cos аш в°]
(7.31)
с учетом тангенциального смещения (2.45) обеспечивает такое шлифование зубь-
ев с выходом кромки шлифовального круга в зону поднутрения на окружность,
диаметра dr.
Фактическое тангенциальное смещение лежит .в диапазоне
Т — (Лее + Тс) < Тф < Т. (7. 32)
При проверке условий (7.25) ... (7.28) образования шлифованного профиля
учитываются три воможные варианта шлифования.
При первом варианте — шлифование «нулевым методом» — угол профиля
шлифовального круга аш = 0, а величина заглубления кромки шлифованного
круга ниже линии станочного зацепления с учетом притупления (принимается
равной 0,3... 0,5 мм). В этом случае величина фактического тангенциального сме-
щения Тф подставляется в уравнение (2.45).
Второй вариант шлифования производится при углах профиля аш>0, на-
пример, аш=15р или 20°, или, в общем случае, при а1Г[=Аа<>=«. Этот вариант
шлифования может ограничиваться подрезом зубьев.
Наконец, третий вариант — шлифование профильным кругом — возможен,
если угол профиля ар будет больше или равен углу профиля в точке сужения
эвольвенты, т. е. arctg inv arccos db/'d^.
Диаметр окружности dn пересечения технологических вариантов переходной
кривой с технолопическими вариантами эвольвентного профиля определяется в,
результате совместного решения уравнения переходной кривой [30] с уравнением
(2.36) для принятого» варианта шлифования.
Из всех вариантов зубчатых колес, удовлетворяющих критерию Д), наиболее
предпочтительным является тот вариант, зубчатое колесо которого имеет наи-
меньшие напряжения изгиба у основания зуба. Этот второй критерий — критерий
прочности — можно представить в виде
/С2 = д2(/Сь У г)-
Коэффициенты формы зуба (единичные местные напряжения на стороне рас-
тяжения зуба) вычисляются при т—1, 6=1 под действием нагрузки F=l, при-
ложенной нормально в ряде точек по профилю. Сопоставляются варианты колес
при приложении нагрузки в начале зоны однопарного зацепления головки зуба.
Местные напряжения определяются одним из известных методов, например,
путем использования гипотезы неплоских сечений.
Программ1а автоматизированного проектирования на ЭВМ зубчатых колес с
поднутренным основанием зубьев и им соответствующих производящих реечных
контуров составляется на основании изложенных выше процедур и с использо-
ванием работы [30].
Автоматизированная программа проектирования на ЭВМ позволяет получить
не только наилучший вариант отдельного зубчатого колеса с поднутренным осно-
ванием зубьев и ему соответствующий инструмент с учетом технологических осо-
бенностей нарезания и прочности зубьев, ио и последовательно рассмотреть воз-
151
можность применения некоторого ПРК для группы колес. Образуемые таким об-
разом колеса будут полностью удовлетворять критерию Ki и незначительно от-
личаться по критерию Л'2 от наилучшего варианта для отдельного колеса.
7.7. ОПТИМИЗАЦИЯ ПАРАМЕТРОВ СООСНОЙ ПЕРЕДАЧИ
.Рассмотренные в предыдущих разделах задачи по оптимизации параметров
пары сопряженных зубчатых колес внешнего зацепления могут быть распростра-
нены на соосные передачи, образующие, например, ступень планетарного ряда.
Такие передачи комплектуются из кинематически связанных между собой колес
Zi—z2 внешнего и г2—г3 внутреннего зацеплений.
Если эти колеса удовлетворяют условиям сборки г1+г2=А, где N—целое
число, один из сомножителей которого равен числу nw сателлитов, то независи-
мые переменные 61,2,3 функций зацеплений принимаются из области существова-
ния соосного зацепления (см. разд. 2.3). В этом случае поиск ЭВМ значений
обеспечит получение зубчатой передачи гь z2 с минимальной массой прн одновре-
менном осуществлении зацепления между зубчатыми колесами z2—z3.
Выбор чисел зубьев для соосной передачи определяется условием сборки [32]
и соосности (2.168) и (2.169).
Представим условие сборки в виде
(7-33)
(7.34)
где N — целое число; «^—передаточное число механизма при остановленном
водиле Н.
Каждому N при принятом соответствует число сателлитов гь а за-
тем z3. Отсюда следует, что числа зубьев у центральных колес не зависят от
условий соосности. Число зубьев z2 сателлита определяется из совместного рас-
смотрения выражений (2.168), (2.169), (7.33), (7.34):
где С = cos awl_2-sec ата2—з (см. гл. 2).
При автоматизированном проектировании первый вариант числа зубьев
определяется при С=1. При С=/=1 числа зубьев у сателлита отличаются от
на ±п, где п — целое число.
Вместе с тем возможен иной начальный вариант оптимизации, когда мини-
мизируют целевую функцию не пары z,—z2, а пары внутреннего зацепления z2—
?з, для которой затем с учетом условий сборки и других ограничений подбирают
центральное колесо zb В этом случае будут получены результаты, отличающи-
еся от приведенных выше. Наилучшее из двух решений является окончательным.
Однако, поскольку, как правило, прочность соосной передачи определяется
несущей способностью пары зубчатых колес внешнего зацепления, подробно рас-
смотренная выше оптимизация для .пары Zi—z2 является решающей.
7.8. ЗУБЧАТЫЕ ПЕРЕДАЧИ С ео>2,0 В ОБОБЩАЮЩИХ
ПАРАМЕТРАХ
Результаты исследования целевой функции показали, что она принимает на-
именьшие значения при коэффициенте перекрытия еа ==2,0. Поэтому возможность
использования этих передач является наиболее перспективным направлением по-
вышения несущей способности зубчатых передач.
В зубчатых передачах с коэффициентом перекрытия еа>2,0 передаваемая
нагрузка распределяется между несколькими парами зубьев, находящимися в
зацеплении, что уменьшает изгибные и контактные напряжения в них. Однако с
152
увеличением коэффициента перекрытия возрастает опасность заедания поверх-
ностей зубьев. Наиболее реальным в настоящее время для высоконапряжениых
стальных колес является использование передач в диапазоне 2,0<еа <’2,В. При
этом в зацеплении находятся попеременно две или три пары зубьев, а нагрузка
на одну пару составляет не более 60% от общей передаваемой нагрузки [35, 184].
Заметим, что в обычных передачах с еа <2,0 в однопарном зацеплении передается
вся нагрузка. Доля нагрузки, приходящейся на одну пару, изменяется в зависи-
мости от точности изготовления зубчатых колес и жесткости зацепления. Если в
передачах с тк<2,0 несущая способность определяется в большинстве случаев зо-
ной однопарного контакта, а погрешности зацепления влияют главным образом
на динамику передачи, то в передачах с еа>2,0 точность оказывает непосредст-
венное влияние на прочность. Вследствие уменьшения жесткости пар зубьев и
перепада жесткостей между разными фазами зацепления, а также увеличения
общей жесткости зацепления, динамические нагрузки в зубьях снижаются.
Разработанная обобщенная теория эвольвентного зубчатого зацепления [31]
показала новые возможности в проектировании передач.
Применение обобщающих параметров для проектирования зубчатых передач
позволяет получать передачи с гарантированным коэффициентом перекрытия
Sa~ 2,0 при максимально возможных углах зацепления (ам>20°) и наименьшей
высоте зубьев, обеспечивает высокую контактную и изгибную прочности. При
углах зацепления ам>20° скорости скольжения профилей в крайних точках ак-
тивного профиля зуба, оказывающие большое влияние на заедание поверхностей
и ограничивающие применяемость передач с еа >2,0 будут существенно мень-
шими, чем у передач, полученных традиционными методами (традиционные ме-
тоды проектирования позволяют получить коэффициент перекрытия еа>2,0 при
а,,,^20°) [33].
Чтобы обеспечить фактическое значение коэффициента перекрытия еа^2,0
при выборе теоретического значения , следует учесть погрешности изготов-
ления и сборки, модификацию профиля и увеличение коэффициента перекрытия
от деформации зубьев под нагрузкой.
Так, фактический коэффициент перекрытия равен
$ = +«tg<-(1 +“)‘g aw]“^ +Д%—До, (7-36)
где tg а' =-----------------;
b rfai,2~~ Дй?«1,2 2Гт1,2(1 ~ sin %,2) (7 37)
a'w = arccos Г. 0 + j .
w — допуски на диаметр вершины зубьев и на межосевое расстояние;
гт — радиус скругления вершины зуба колеса; — угол давления в вершине зу-
ба; До — наибольшая вероятная разность основных шагов; Деа — увеличение ко-
эффициента перекрытия иод нагрузкой.
Значение Деа зависит от нагруженности передачи. Для выооконапряженных
зубчатых передач с еа>2,0 и учетом уменьшения деформации на входе по срав-
нению с передачами, имеющими еа<2,0, можно положить Деи=0,15... 0,25 [182].
Учитывая параметры применяемости авиационных зубчатых колес (см. гл. 1 и 2)
для высоконапряжениых передач теоретическое значение коэффициента перекры-
тия можно принять равным еа=2,О5.
В табл. 7.2 приведены параметры зацепления и жесткости для передач при
% = 2,05 и = 0,4 в интервале чисел зубьев 25^2^75. Принятые незави-
симые переменные fh, О? обеспечивают получение равнопрочных по изгибу зубцов
при приложении нагрузки к их вершине. Однако приведенные данные по выбору
независимых переменных являются ориентировочными в том смысле, что оконча-
тельно судить о равнопрочности зубьев можно лишь после назначения произво-
153
Таблица 7.2
Жесткости зубьев зубчатых колес при ра==2,05 и &а=0,4
№ по пор. Z1 2а »i, ° ° а 1S) С-10“3, Н/мм*
С, Сз С»
1 25 25 33,44 33,44 19,58 7,34 15,18 7,34
2 25 28 33,58 32,61 19,93 7,37 14,98 7,2
3 25 32 33,75 31,67 20,3 7,42 14,81 7,1
4 25 36 33,91 30,9 20,6 7,46 14,7 7,06
5 25 40 34,04 30,25 20,84 7,5 14,62 7,04
6 25 50 34,3 29,0 21,2 7,56 14,51 7,05
7 25 75 34,68 27,18 21,8 7,69 14,42 7,12
8 28 28 32,75 32,75 20,3 7,24 14,8 7,24
9 28 32 32,93 31,82 20,6 7,29 14,65 7,15
10 28 36 33,08 31,05 20,9 7,34 14,55 7,11
11 28 45 33,36 29,73 21,3 7,43 14,43 7,1
12 28 50 33,48 29,16 21,56 7,46 14,4 7,11
13 28 60 33,67 28,29 21,8 7,52 14,36 7,14
14 28 75 33,86 27,36 22,1 7,59 14,33 7,19
15 32 32 32,0 32,0 20,97 7,21 14,52 7,21
16 32 36 32,16 31,33 21,25 7,27 14,44 7,18
17 32 40 32,3 30,59 21,47 7,31 14,39 7,17
18 32 50 32,56 29,36 21,87 7,41 14,35 7,2
19 32 55 32,67 28,89 22,02 7,44 14,3 7,21
20 32 75 32,95 27,57 22,4 7,54 14,28 7,28
21 36 36 31,4 31,4 21,51 7,24 14,37 7,24
22 36 40 31,54 30,76 21,73 7,29 14,33 7,24
23 36 45 31,68 30,09 21,95 7,34 14,3 7,24
24 36 65 31,91 29,07 22,27 7,43 14,27 7,28
25 36 60 32,0 28,67 22,39 7,46 14,26 7,3
26 36 75 32,2 27,76 22,64 7,54 14,26 7,35
27 40 40 30,9 30,9 21,95 7,29 14,3 7,29
28 40 45 31,05 30,24 22,16 7,35 14,27 7,3
29 40 50 31,18 29,68 22,34 7,4 14,26 7,32
30 40 60 31,37 28,82 22,59 7,47 14,25 7,36
31 45 45 30,39 30,39 22,38 7,36 14,25 7,36
32 45 50 30,52 29,84 22,55 7,41 . 14,25 7,38
33 45 55 30,63 29,38 22,69 7,45 14,25 7,4
34 45 75 30,93 28,08 23,05 7,57 14,26 7,48
35 50 50 29,97 29,97 22,72 7,45 14,25 7,45
36 50 55 30,08 29,51 22,86 7,48 14,25 7,45
37 50 60 30,18 29,12 22,97 7,51 14,25 7,48
38 50 75 30,39 28,22 23,22 7,6 14,27 7,54
39 55 55 29,62 29,62 23,0 7,5 14,25 7,5
40 55 60 29,72 29,23 23,11 7,54 14,26 7,52
41 55 75 29,93 28,34 23,36 7,62 14,28 7,58
42 60 60 29,33 29,33 23,22 7,56 14,27 7,56
43 60 75 29,54 28,43 23,47 7,65 14,3 7,62
44 75 75 28,66 28,66 23,73 7,72 14,33 7,72
Примечание. Зубчатым колесам (пп. 1—6, 8—13, 15—19, 21—25, 27—33, 35, 36, 39) соот-
ж с* 0,82634 * 2,31321 * 1,26175
ветствует производящим контур а-= 18°, <3^ =- , ------- > ha =--------
* 0,43725 * 0,30213
= —2---, q = -1---. В остальных случаях изменены следующие параметры:
*Z Z
» 1,47204 * 0,25949 * 0,36540
, 0..———, с -—— [36].
154
дящего реечного контура, когда к зубцам подстраиваются переходные кривые.
Выбор независимых переменных эвольвентного зацепления с равнопрочными
зубцами при еа=2,05 определяется следующими условиями:
rF,-rFs = o:
tg aai + и tg ай2 — (1 + и) tg uw — 4,1 = — = 0.
(7. 38)
С целью повышения качественных показателей зацепления, например, увели-
чение aw, можно ваять kai 2 < 0,4 [33].
Для определения возможности повышения несущей способности прямозубых
зубчатых передач с коэффициентом перекрытия больше двух неоднократно про-
водились эксперименты. Экспериментальные исследования велись на зубчатых
колесах из улучшенных материалов с твердостью рабочих поверхностей НВ^ЗЬО
[76]. Точность таких передач не превышала 7-й степени точности по ГОСТ 1643—
72, однако повышалась в результате приработки. В результате проведенных экс-
периментов получено, что изгиб,ная прочность этих передач больше на 30... 70%,
а контактная,— на 40... 90%, чем передач с еа<?2,0, изготовленных стандартным
инструментом. Положительным результатам, кроме приработки, способствовали
относительно небольшие, по сравнению с высоконапряженными авиационными
колесами (твердость ///?С>58... S0), нагрузки. Этим объясняется, что выкраши-
вание наступало значительно раньше заедания.
В табл. 7,3 представлены параметры, материалы, виды механической обра-
ботки и термообработки передач с высокой твердостью поверхностей зубьев при
еа >2,0. При изготовлении передач этого типа необходима повышенная точность,
которая может быть обеспечена только при использовании современного обору-
дования и технологии. Поэтому первые исследования их были проведены на зуб-
чатых колесах, выполненных из материала, по технологии и на оборудовании, со-
ответствующих авиационным передачам [43].
Передача 1 (см. табл. 7.3) имела не оптимальную геометрию, что сказалось
на ее малой изгибной прочности и низкой стойкости против заедания.
Как показали исследования, напряжения в зубьях передач с еа>2Д имею-
щих твердые рабочие поверхности, можно снизить по сравнению с применяемы-
ми высоконапряженными колесами: изгибные на 15... 20%, а контактные на
20... 30% [34, 184]. Отмечается и меньшая виброактивность передач с еа>2,0 от
2 ...2,5 раз [43, 76, 184] до 5 ... 8 раз [35] по сравнению с применяемыми переда-
чами, что говорит о снижении динамических нагрузок. Особенно заметно умень-
шение динамических нагрузок при работе в резонансной зоне [177]. Положитель-
ных результатов от применения передач с еа>2,0 можно достичь при обеспече-
нии: достаточной точности изготовления, оптимальных параметров зубьев и
стойкости поверхностей против заедания, что в значительной степени зависит от
свойств материала зубчатых колес, его состава и теплопрочности рабочих по-
верхностей [184].
В настоящее время применение передач с еа>2,0 в авиационных редукто-
рах становится возможным благодаря следующим обстоятельствам:
1. Происходит непрерывное увеличение точности изготовления авиационных
зубчатых колес и передач в целом. Например, сателлиты и центральные колеса
некоторых серийных редукторов изготавливаются по степени точности 5—4—4В
ГОСТ 1643—72.
2. Разработана методика проектирования зубчатых передач, параметры за-
цепления которых не зависят от производящего контура [31], что позволяет соз-
давать передачи с оптимальными параметрами.
3. Меньшая виброактивность передач с еа>2,0 способствует увеличению не-
сущей способности и долговечности как передач, так и других деталей редуктора
и двигателя. Известны случаи, когда на двигателях происходило возбуждение ло-
паток, дисков компрессора и маслоколлекторов зубчатыми передачами редукто-
ра, в результате чего возникали их поломки.
155
Таблица 7.3
Зубчатые передачи при еа >2,0
Параметр и конструктив- но-технологи- ческие данные Значение параметра и конструктивно-технологические данные для различных вариантов передач
1 2 1 3 4 1 5 1 6 1 7 8
22 25 62 66 32 50 50 49
' *2 44 71 48 54 33 50 50 51
kat — 0,4 0,2 — 0,5 0,5 0,4
— 0,4 0,4 — 0,5 0,5 0,4
»„ ° — 34 — — — 29,6 29,6 30,1
$я, ° — 38 — — 29,6 26,9 29,85
° 20 22 20 20 20 22 15 22,72
Еа 2,268 2,06 2,08 2,02 2,05 2,09 3,15 2,05
а, ° 20 — 20 20 20 18 15 18
1,64 1.3 — 1,15 1,15 1,15 1,2 1,45 1,2
* Х1 0 — 0 0 0 0,715 0 0,866
* х2 0 — 0 0 0 0,715 0 0,89
т, aim 2,5 2,16 3,0 3,0 4,24 3,94 4,02 3,9
Ь, мм •П 10 30 20 20 30 20 15 20
Z2 24 15 10 15
Fb, Н/мм 500 200 320 320 260 800 500 2100
15
Продолжение табл. 7.3
Параметр и конссгруктивно- технологическне данные Значение параметра и конструктивно-технологические данные для различных вариантов передач
1 1 2 3 1 < 5 1 в 7 8
V, м/с — 98 75 109,1 91,2 70 70 70
Материал 18ХВА 12Х2НВФА 13X3HBM2C 12Х2Н4АШ 20ХЗМВФ
Термообработка Цементация Азотиро- вание
Твердость поверхности HRC 58...60 7007/17
сердцевины HRC 31...40 —
Точность по ГОСТ 1643—72 Ст. 6-5—5В
fpb, мкм 6 7 7 7 6 6 6
Финишная обра- ботка Шлифование
Модификация — — Есть — — —
Смазка МС-20 ВНИИ нп 50-1-4ф 36/1 МС-20+МК-8 Б-ЗВ
Рабочая темпера- тура, °C 60 130 150 60...70
Примечание. 1. Варианты передач 3 н 4 приняты по данным В. А. Алексеева.
2. Вариант передачи 5 — прямозубая коническая передача.
4. Разработаны теплопрочные безникелевые (или с малым содержанием ни-
келя) стали, допускающие высокие температуры на поверхностях контакта н ме-
нее склонные к заеданию, чем, например, традиционная для зубчатых колес
12Х2Н4А-Ш.
Впервые указанные предпосылки частично были реализованы при создании
передач с еа>2,0 для приводов двигателей (.передачи 2 ...5, табл. 7.3) при нагруз-
ках более низких, чем в высоконапряженных зубчатых колесах.
С учетом .вышеуказанных предпосылок передача (вариант 8-й, табл. 7.3) (оп-
тимальная геометрия зацепления, использование стали 20ХЗМВФ, шлифование
после азотирования) показала несущую способность, в 1,5 раза большую по срав-
нению с обычными передачами.
На основании проведенных экспериментов можно заключить для высоконап-
ряженных зубчатых передач:
157
1. Передачи с коэффициентом перекрытия еа>2,0 могут передавать нагрузку
до 1,5 раза большую, чем передачи с еа<2,0, применяемые в высоконапряжен-
ных редукторах.
2. Для изготовления передач с еа>2,0 следует применять теплопрочные ста-
ли типа 12Х2НВФА, 13ХЗНВМ2Ф, 20ХЗМВФ и 16ХЗНВФМБ с соответствующей
термообработкой.
3. Для снижения динамических нагрузок и опасности заедания необходимо
профиль зубьев колес передач с >2,0 .модифицировать.
Глава 8
МАТЕРИАЛЫ, ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
АВИАЦИОННЫХ ЗУБЧАТЫХ КОЛЕС
8.1. ОСНОВНЫЕ ТРЕБОВАНИЯ К СТАЛЯМ ДЛЯ АВИАЦИОННЫХ
ЗУБЧАТЫХ ПЕРЕДАЧ
Одним из важнейших требований к сталям для авиационных зубчатых пере-
дач является обеспечение требуемой чистоты металла и мелкозернистой структу-
ры. Выраженная ликвация, недопустимая величина и форма неметаллических
включений являются концентраторами напряжений и могут послужить причиной
возникновения закалочных и усталостных трещин. Для обеспечения требуемого'
качества рекомендуется использование сталей, выплавленных методами электро-
шлакового и вакуумного дугового одинарного и двойного переплавов.
Для получения в стали после химико-термической обработки удовлетвори-
тельной вязкости прн высоких значениях предела прочности, предела изгибной и
контактной выносливости, величина наследственного зерна должна быть не ниже
3... 8 балла.
Сталь для зубчатых колес должна обладать свойствами материала, который
хорошо обрабатывается резанием. Поэтому особое значение приобретает выбор
правильного режима предварительной термической обработки заготовок или
штамповок для зубчатых колес.
Для ответственных зубчатых колес, подвергаемых химико-термической обра-
ботке (цементации и нитроцементации), оптимальная структура для обеспечения
хорошей обработки резанием представляет собой пластинчатый перлит и феррит.
Полосчатая ферритно-перлитная структура недопустима в тех случаях, когда ши-
рина ферритных полос превышает 50 мкм [132].
Рекомендуемые режимы предварительной термической обработки для неко-
торых марок сталей, применяемых при изготовлении аьиационных зубчатых пе-
редач, приведены в табл. 8.1.
Сталь не должна быть склонна к перегреву, к чрезмерному насыщению по-
верхности углеродом при цементации, углеродом и азотом при нитроцементации
и обладать минимальной деформацией в процессе высокотемпературных нагре-
вов.
Для обеспечения требуемой работоспособности цементуемых деталей следует
устанавливать оптимальную глубину цементованного слоя.
В большинстве случаев для > ысоконапряженных шестерен глубина слоя при-
нимается равной 0,2... 0,3 модуля шестерни, но не менее 0,5... 0,6 мм.
За общую глубину слоя принимают сумму заэвтектоидной, эвтектоидной и
половину переходной зон. В случае затруднений при определении глубины слоя
рекомендуется применять метод замера микротвердостк прибором ПМТ-3 при
нагрузке 4 Н (100 г) на микрошлифе с последующим пересчетом на IIP.C.
За глубину слоя принимается зона, содержащая свыше 0,4% С с минималь-
ной твердостью после закалки и низкого отпуска HRC^SO.
Для обеспечения высокой контактной выносливое ги и износостойкости по-
верхности твердость цементуемой стали должна быть При чрезмерно
158
высоких значениях поверхностной твердости (Z/RC$s53) возрастает опасность
хрупкого разрушения цементованных деталей.
Режимы предварительной термической обработки сталей
Таблиц а 8.1
Марка стали Температура, °C dOTn, мм
нормализации высокого отпуска
12ХНЗА 880... 920 600 ...650 3,11 ...3,75.
12Х2Н4А 880... 920 600 ... 650 3,1 ...3,55
18Х2Н4ВА 940... 960 600 ... 652' 3,0 ...3,4
14ХГСН2МА (ДИ-ЗА) 900... 950 600... 650 3,1 ... 3,55
12Х2НВФМА (ЭИ7412М) 900... 950 650... 670 3,0... 3,6
20ХЗМВФА (ЭИ415) 900... 950 650 ...670 3,0... 3,4
16ХЗНВФМБ (ВКС-5) 900... 950 650 ...'380 3,0... 3,4
13ХЗНВМ2Ф (ВКС-4) 900... 950 650... 680 3,0... 3,4
Твердость сердцевины должна составлять HRC 30 ... 42. При дальнейшем уве-
личении твердости сердцевины (<тБ^4300 МПа) ухудшается обрабатываемость
деталей резанием и снижается предел выносливости цементуемой стали, что обус-
ловлено уменьшением сопротивления хрупкому разрушению, а также неблагопри-
ятным изменением эпюры остаточных напряжений [12].
Для высоконапряженных деталей оптимальной структурой цементованного
слоя является мелкодисперсный мартенсит и глобулярные карбиды, залегающие
на глубину ~ ('0,'П0 ... 0,25) мм (рис. 8.1 )i.
Присутствие в цементованном слое грубой карбидной сетки или крупных кар-
бидов в виде глобулей является дефектом цементации и термической обработки
(рис. 8.2).
Дефектом микроструктуры является также наличие в слое значительного ко-
личества остаточного аустенита (>15%) [160]. Такой слой обладает пониженной
износостойкостью и контактной выносливостью (рис' 8.3). Не допускается зона
внутреннего окисления (~ 30 мкм) в цементованном слое и «темная составляю-
щая» в нитропементованном, так как эти дефекты снижают контактную и изгиб-
ную выносливость сталей [85, 94].
Оптимальная структура сердцевины — малоуглеродистый мартенсит или
бейнит. Феррит в сердцевине не допускается, так как прн наличии феррита да-
же при твердости HRC 30 предел изгибной выносливости снижается приблизи-
тельно на 15% [84].
^Высокая работоспособность деталей определяется оптимальной концентра-
цией углерода в слое при цементации и суммой углерода и азота при нитроце-
ментации. Для зубчатых колес из конструкционных сталей типа 12Х2Н4А с вы-
сокими контактными напряжениями оптимальная концентрация углерода состав-
ляет 0,9... 1,2%, для деталей из теплопрочных сталей типа 20ХЗМВФА—1,2 ...
... 1,5%. Максимальные значения контактной долговечности нитроцементованной
стали 20ХЗМВФА обеспечиваются при концентрации углерода 1,0... 1,1% азота
0,3 ... 0,4%, для конструкционной стали 12Х2Н4А— содержание углерода 0,8...
— 1,0%, азота 0,2...0,3%.
159
Рис. 8.1. Оптимальная микроструктура це- Рис. 8.2. Недопустимая по карбидной сетке микрострук- Рис- 8.3. Недопустимое количество остатоЧ'
ментоваиного слоя тура цемеитоваиного слоя ного аустенита в цементованном слое
8.2. СВЕДЕНИЯ О ХИМИЧЕСКОМ СОСТАВЕ
И ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВАХ СТАЛЕЙ
Для авиационных зубчатых передач применяют легированные хромоникеле-
вые марки сталей. В зарубежной практике получили распространение стали 3310,
3310Н, Е9310 и другие (см. табл. 8.2) [148]. В США для зубчатых колес нашла
применение сталь Е9310 (типа стали 12Х2Н4А), дополнительно легированная мо-
либденом (0,08 ... 0,3%) для повышения прокаливаемости и уменьшения величи-
ны зерна.
В .нашей стране применяются хромоникелевые стали 12Х2Н4А, 14ХГСН2МА,
характеризующиеся высоким содержанием никеля, способствующего образова-
нию значительного количества остаточного аустенита в слое после химико-терми-
ческой обработки. Максимальное количество остаточного аустенита в слое
(~25... 40%) сохраняется в стали 18Х2Н4ВА, что является одной из причин ее
ограниченного применения для зубчатых колес. Хромоникелевые стали обладают
хорошими физико-механическими свойствами (прокаливаемостью при закалке в
масле, высокими износостойкостью, прочностью сердцевины) и имеют относитель-
но низкую чувствительность к поверхностным дефектам. При повышении темпе-
ратуры >170° С в местах контакта на рабочих поверхностях зубчатых пар и дру-
гих деталей в процессе длительной наработки твердость цементованного слоя
сталей 12Х2Н4А, 12ХНЗА, 18Х2114ВА снижается. Зубчатые колеса, подшипники,
работающие при более высоких температурах, следует изготавливать из тепло-
прочных сталей, легированных такими карбидообразующими элементами, как
вольфрам, молибден, ванадий и другие, повышающими устойчивость мартенсита
отпуску. Стали 14ХГСН2МА, 12Х2НВФА, 20ХЗМВФА, 16ХЗНВФМБ и
13ХЗНВМ2Ф обеспечивают заданную твердость (///?С^58) цементованного слоя
при рабочих температурах 220... 400° С.
Химический состав и механические свойства цементуемых сталей приведены
в табл. 8.3. Для деталей с рабочей температурой 200... 220° С применяется мало-
никелевая сталь типа 14ХГСН2МА. Сталь 14ХГСН2МА по механическим Свой-
ствам не уступает сталям 12ХНЗА, 12Х2Н4А, содержащим большее количество
никеля, но в то же время в цементованном слое ее содержание остаточного аус-
тенита меньше [7].
Стали марок 12ХЕ'НВФА, 12Х2НВФМА требуют более сложной технологии,
так как в процессе высокотемпературного нагрева при цементации в поверхност-
ном диффузионном слое возможно формирование грубой карбидной сетки и кру.п-
ноигольчатого мартенсита. Стали обладают повышенной склонностью к деформа-
ции при нагревах — цементации, нормализации и закалке. Для зубчатых пар, ва-
лов, обойм подшипников и других деталей с рабочей температурой до 300° С ис-
пользуется сталь 20ХЗМВФА. Для высоконапряжепных зубчатых пар и деталей
трения, разогревающихся в местах контакта до 350... 400° С, рекомендованы теп-
лопрочные цементуемые стали марок 16ХЗНВФМБ и 13ХЗНВМ2.Ф. Для умень-
шения склонности к пересыщению стали дополнительно легированы кремнием и
никелем. Введение небольшого количества ниобия способствовало измельчению
зерна и упрочнению твердого раствора.
Теплопрочная сталь 15ХЗНВФМБ разработана на основе 20ХЗМВФА. Допол-
нительное легирование стали ниобием и кремнием позволило повысить тепло-
прочность цементованного слоя приблизительно на 6О3 С и обеспечить фор-
мирование мелкодисперсного мартенсита и мелких глобулярных карбидов В по-
верхностном диффузионном слое. Для теплопрочной стали 13ХЗНВМ2Ф после це-
ментации при 1030+10° С1 с непосредственной закалкой в масле 3 ... 5-кратного
отпуска при 530° С обеспечивается теплопрочность цементованного слоя до 500р С.
8.3. ТИПОВЫЕ РЕЖИМЫ ХИМИКО-ТЕРМИЧЕСКОЙ
ОБРАБОТКИ СТАЛЕЙ
Химико-термическая обработка сталей заключается в их нагреве и выдержке
при высокой температуре (850... 950° С) в активных газовых, жидких или твер-
дых- средах, что приводит к изменению химического состава, структуры и свойств
? А.’.с. 436894 (СССР).
161
162
Стали, применяемые для цементации в ФРГ, США, Англии Таблица 8.2
Химический состав >> Механические свойства
Обозначе- ние С Si Мп PuS СГ Мо N1 Другие элементы рабоча? темпер? ра, °C Og, МПа а0 2’ 5, %
ФРГ (средние значения)
14NiCrlO 0,15 0,25 0,40 0,035 0,75 — 2,50 150 800...1100 600...700 20...10
14NlCrl4 0,15 0,30 0,40 0,035 0,75 — 3,50 — 150 950...1200 750 16...10
I4NICT18 0,15 0,30 0,40 0,035 1,Ю — 4,50 — 150 1200...1400 900 14...8
США
33 ЮН 0,07...0,14 0,20...0,35 0,35...0,65 0,04 1,35...1,75 3,20...3,80 150
3310 0,08...0,13 0,20...0,35 0,35...0,65 0,04 1,4...1,75 — 3,25...3,75 — 150 — — —
Е9310 0,08...0,12 0,20...0,35 0,35...0,65 0,04 1,0...1,4 0,08...0,15 3,00...3,50 — 150 — — —
4317Н 0,14...0,21 0,20...0,35 0,40...0,70 . 0,04 0,35...0,65 0,20...0,30 1,60...2,00 Сц<0,35 150 — — —
М-315 0,05...0,3 0,1...0,5 1,0...3,0 2,5...3,0 3,0...5,0 — 300 — — —
Англия
EN38 0,16 0,65 — 0,3 0,15...0,3 4,5...5,2 150
EN39A 0,12...0,18 — 0,5 — 1,0...1,4 — 3,8...4,5 — 150 — — —
Таблица 8.3
Стали, применяемые для авиационных зубчатых передач
Марка стали Химический состав
с Si Мп Ст Ni W Мо
12ХНЗА 0,10...0,16 0,17...0,37 0,30...0,60 0,6...0,9 2,75...3,25 — —
12Х2Н4А 0,10...0,15 0,17...0,37 0,30...0,60 1,25...1,75 3,25...3,75 — —
I8X2.H4BA 0,14...0,21 0,17...0,37 0,25...0,55 1,35...1,65 4,0...4,5 0,8...1,2 —
14ХГСН2МА (ДИ-ЗА) 0,11...0,16 0,45...1,00 0,70...1,0 1,20...1,60 1,6...2,0 — 0,25
12Х2НВФМА (ЭИ712М) 0,09...0,16 0,17...0,37 0,60...0,90 1,90...2,40 0,8...1,2 1,0...1,4 0,35...0,55
20ХЗМВФА (ЭИ415) 0,15...0,20 <0,40 0,25...0,60 2,40...3,30 <0,5 0,3...0,5 0,35...0,55
16ХЗНВФМБ (ВКС-5) 0,14...0,19 0,6...0,80 0,4...0,6 2,60...3,0 1,0...1,5 1,0...1,4 0,4...0,6
13ХЗНВМ2Ф (ВКС-4) 0,10...0,15 0,4...0,80 <0,6 2,7...3,2 0,8...1,2 0,6...0,9 1,6...2,1
К* О " ; Продолжение табл. 8.3
Механические свойства
Марка стали Допустимая температура ав ст0.2 8 Ф °—1 на базе 2-10’ циклов МПа
V Другие элементы отпуска, °C МПа % кси, МДж/м5 Без цементации Цементов энные
12ХНЗА — — 150...170 900 11 55 1,1 400 —
12Х2Н4А — — 150...170 1000 — 12 55 1,0 520...6003 950...900
18Х2Н4ВА — — 150...170 1150 — 11 45 1,0 540...600 —
14ХГСН2МА (ДИ-ЗА) > — — 160...220 1000 800 12 55 1,0 520...600 —
12Х2НВФМА (ЭИ712М) 0,18...0,28 — 230...250 1000 800 12 55 0,8 — —
20ХЗМВФА (ЭИ415) 0,60...0,85 — 250...300 1250 1050 12 55 0,8 600 1100...900
16ХЗНВФМБ (ВКС-5) 0,35...0,55 Nb 0,1. ..0,2 300...350 1300 1150 10 50 0,8 580...620 —
13ХЗНВМ2Ф (ВКС-4) 0,15...0,30 Се 0,01...0,05 350...400 1200 1050 13 55 0,7 620 1000...850
Примечания. 1, Свойства сталей ВКС-4, ВКС-5 приведены по данным авторов Г. П. Алексеевой и В. И. Беляковой 2. Предел вынос-
ливости <7_,- ‘опр'еДёЛЯлся Иа Гладких стандартных образцах (о_1=600 МПа на плавках с ов = 1250 МПа). 3. По последним двум сталям в табли-
це имеются авторские свидетельства (соответственно а. с. № 328196, 1972 г., а. с. № 375997. 1973 г.).
„ Таблица 8.4
Характеристики процессов химико-термической обработки
Процесс химико-термиче- ской обработки Назначение Состав Среды для насыщения Температура процесса, °C Длительность процесса
Цементация в твердом Карбюризаторе Насыщение поверхности уг- леродом с целью повышения твердости, изгибной и контакт- ной выносливости Твердый карбюризатор по ГОСТ 2407—73. Состав карбю- ризатора: 50... 80% отработан- ного. и 50 ... 20% свежего 900 ...950 См. табл. 8.5
Газовая цементация в Шахтных печах Насыщение поверхности уг- леродом с целью повышения твердости, изгибной И контакт- ной выносливости Газовая смесь, получаемая непосредственно в печи из син- тина. Расход синтина для шахтных печей см. в табл. 8.7 900... 950 См. табл. 8.6
Нитроцементация Одновременное насыщение поверхности стали углеродом и азотом для повышения твердо- сти, износостойкости, изгибной выносливости Смесь цементирующего газа и 5 ... 25% NH3 850... 900 6 ... 8 ч для глубины слоя 0,7... 0,8 мм
Азотирование Насыщение поверхности азо- том для повышения твердости, износостойкости, изгибной вы- носливости. Стали конструкци- онные высоколегированные с Cr, Al, Mo, V, W — типа 38X2MIOA, 20ХЗМВФА, Э0Х2НВФА, 40ХН2МА и др. Аммиак со степенью диссо- циации 15... 25% при 500... ...520° С, 25 ...40% при 550... ... 560° С и 40... 60% при 600° С 500... 300 40... 60 ч для глубины слоя 0,5 ... 0,6 мм
Азотирование двухсту- пенчатое 5 ш Насыщение поверхности азо- том для повышения твердости, износостойкости, изгибной вы- носливости. Стали конструкци- онные высоколегированные с Сг, Al, Mo, V, W — типа 38Х2МЮА, 20ХЗМВФА, 30Х2НВФА 40ХН.2МА и др. Применяется для сокращения длительности процесса при сох- ранении высокой твердости Аммиак со степенью диссоци- ации иа I ступени 20 ... 40%, на II ступени — 40... 60% I ступень -510, 11 ступень —550 I ступень 15 ч, II сту- пень 25 ч для получения слоя 10,5 ... 0,6 мм
поверхностных слоев. В результате применения этих процессов повышается по-
верхностная твердость, износостойкость, возрастает усталостная прочность.
Из процессов химико-термической обработки наибольшее применение для
зубчатых колес имеют газовая цементация в шахтных печах, цементация в твер-
дом карбюризаторе и нитроцементация. Применение газовой цементации и нитро-
цементации позволяет полностью механизировать и автоматизировать техноло-
гический процесс, сократить продолжительность, обеспечить высокое качество де-
талей. Характеристики процессов химико-термической обработки зубчатых колес
приводятся по данным ВИАМ и [132] в табл. 8.4.
Таблица 8.5
Длительность процесса при цементации в твердом карбюризаторе [132]
Глубина слоя, мм. Об щ ая продолжи тельность процесса (для конструк- ционных сталей), ч Глубина слоя, мм Общая продолжитель- ность процесса (для- коне тру к цнонн ых сталей}, ч
0,4...0,7 4,5...5,5 1,4...1,8 И...16
0,6...0,9 5,5...6,5 1,5...1,9 13...18
0,8...1,2 6,5...10,0 1,6...2,0 14... 19
1,0...1,4 8...11,5 1,8...2,2 16...22
1,2...1,6 10...14 2,0...2,4 19...24
Таблица 8.6
Длительность процесса при газовой цементации [182]
Полная глубниа слоя, мм 0,5...0,7 0,7...1,0 1,0...1,3 1,3...1,6 1,6...1,9
Время выдержки (для конструкционных ста- лей) при цементации синтином, ч 3...4 4...6 6...8 8... 10 10...12
Таблица 8.7
Расход синтина при газовой цементации
Тнп печи Расход еннтнна, кап/мнн
Для сталей типа 12Х2Н4А Для сталей типа 20ХЗМВФА
при нагреве прн выдержке при нагреве при выдержке
Ц-25 20...30 40...60 20...30 60... 80
Ц-60 30...60 60...90 50...60 ПО... 120
Ц-90 60...80 120...150 90...100 140...180
Ц-105 90...100 150...180 120...160 160...200
Примечание. В табл. 8.6 и 8.7 и далее расход приводится по данным для пиро-
(бензола.
16
Цементация. Промышленное применение для авиационных зубчатых колес и
других деталей трения получила цементация в газовых карбюризаторах. Цемен-
тация в твердом карбюризаторе применяется главным образом для крупногаба-
ритных зубчатых колес.
Газовая цементация осуществляется подачей в зону цементации жидкого
карбюризатора—-синтина и заранее приготовленной газовой среды (светильный,
природный, генераторный эндогаз).
Сложные углеводороды, которые входят в состав карбюризаторов илн обра-
зуются при их разложении в результате ряда промежуточных реакций, распада-
ются в основном до метана. При крекинге углеводородов, который производится
для снижения нх активности или для получения эндогаза, образуется также СО.
В процессе газовой цементации насыщение поверхности углеродом происходит за
счет разложения метана (СН4 = С+2Н2) и окиси углерода (2СО=СО2+С). Од-
новременно осколки углеводородных молекул конденсируются с образованием са-
жи на поверхности изделий.
Синтии — наиболее активный карбюризатор, является смесью углеводородов
парафинового ряда. При использовании его для цементации образуется мини-
мальное количество сажи. Скорость цементации несколько возрастает.
Однако эти методы газовой цементации обладают существенным недостат-
ком—-при их использовании невозможно регулировать степень насыщения стали
углеродом. Поэтому в заводской практике применяются установки для приготов-
ления эндотермической атмосферы с автоматическим регулированием углеродно-
го потенциала.
Эндотермическая атмосфера получается в эндогенераторе при неполном сжи-
гании углеводородных газов (природного газа, бутана или пропана) с весьма
малым коэффициентом воздуха а=0,25 ... 0,27 [9]. При таком большом недостатке
воздуха выделяющегося тепла недостаточно для поддержания нормальной тем-
пературы горения и реакция образования атмосферы является эндотермической.
Для ее течения требуется дополнительный подогрев в камере сжигания до 950‘ ...
...1100= С.
Реакцию получения эндотермической атмосферы при а=0,25 можно предста-
вить в,следующем виде: СН4+1/2 (Oz+3,8 N2) =СО+2Н2+1,9 N2.
Однако полного разложения метана достичь не удается; обычно в эндотер-
мической атмосфере количество его находится в пределах 1,0 ... 11,5%.
При изменении соотношения воздуха и углеводородного газа, например, при
а>0,25, в эндотермической атмосфере помимо СО. Н2, СН4 и N2 появляются
обезуглероживающие составляющие Н2О и СО2. Точно регулируя соотношение
воздуха и газа, можно получить атмосферу, в которой металл не будет наугле-
роживаться и обезуглероживаться.
Таким образом, при изменении соотношения воздуха и газа создается воз-
можность регулирования углеродного потенциала в зависимости от содержания
СО2 и Н2Э в эндотермической атмосфере. При этом достаточно контролировать
содержание одного компонента газовой смеси (Н2О или СО2), так как концентра-
ция их обусловливается константой равновесия реакции водяного пара: СО2+
+Н2=Н2О+СО.
Контроль концентрации углерода наиболее точно можно осуществлять по со-
держанию влаги в атмосфере (т. е. по точке росы). В промышленности применя-
ют эндотермическую контролируемую атмосферу состав которой: 20% СО,
40% Н2, остальное азот.
При цементации в эндоатмосфере эндогаз является газом-носителем, насы-
щение углеродом происходит за счет природного газа, пропан-бутана и др.
В условиях мелкосерийного ч среднесерийного производства газовую цемен-
В^ШИЭТ0НЗВ0ДЯТ В UIaxTHbIX мУФельН1,1х электропечах серии Ц конструкции
Эндотермическая атмосфера, применяемая для газовой цементации, приго-
товляется в эндотермических генераторах типа ЭН конструкции ВНИИЭТО.
Контроль и регулирование состава эндотермической и печной атмосфер осу-
ществляют пО1 точке росы с помощью автоматических установок типа УРСГ-2,
УРСГ-3 конструкции НИИТАавтопрома. С целью интенсификации процесса цемен-
тации для конструкционных и теплопрочных сталей разработай двухступенчатый
167
режим цементации в эндотермической атмосфере с добавкой природного газа.
На I ступени при наиболее высоком углеродном потенциале печной атмосферы
обеспечивается интенсивное диффузионное насыщение углеродом поверхности
стали. На II ступени при более низком значении углеродного потенциала печной
атмосферы производится диффузионное выравнивание углерода в цементованном
слое до заданной оптимальной концентрации. Режим цементации в эндотермиче-
ской атмосфере с добавкой природного газа для конструкционных и теплопроч-
ных сталей приведены в табл. 8.8.
Таблица 8.8
Двухступенчатый режим пементации в эндоатмосфере с добавкой природного газа
Температура процесса двухступенчатой це- ментации, °C 1 ступень газовой цементации II ступень газовой цементации
Продолжитель- ность процесса от общей выдержки при цементации, % С ае г с с S с rt ХС с го природного газа, % Точка росы эндо- термической атмо- сферы из эндоге- нератора, °C Точка росы печ- ной атмосферы, Продолжитель- ность процесса от общей выдержки при цементации, % с < 3 к Ct с с г: ского природного . газа, % Точка росы эндо- термической ат- мосферы из эндо- генератора, °C Точка росы печ- ной атмосферы,
930±10 80—85 9±0,5 0±2 -(9±2) 15-20 4,5±0,5 0±2 -(7±2>
Примечание. Прогрев деталей осуществляется в эндотермической атмосфере с точ-
кой росы 0±2° С без добавки городского природного газа.
Применение контролируемых атмосфер на основе эндогаза или эндо-экзогаза
позволяет значительно улучшить качество деталей. Однако сохраняются дефекты
цементованного слоя (внутреннее окисление, темная составляющая и др.), сущест-
венно усложняется оборудование, а длительность обработки сохраняется преж-
ней.
В связи с этим проводится комплекс работ по интенсификации процесса це-
ментации. Благодаря совершенствованию вакуумной техники большое внимание
как в нашей стране, так и за рубежом уделяется процесс вакуумной цементации.
Вакуумная цементация позволяет значительно ускорить насыщение вследствие
высокой температуры процесса (1О5С°С, 2... 3 ч) и предельно высокого углерод-
ного потенциала. Однако характерным дефектом процесса является образование
на поверхности почти оплошной цемептитной сетки (на глубину 1 ...2 мкм) [71].
Высокая температура процесса способствует также коагуляции частиц второй
фазы и росту зерна аустенита, особенно в сердцевине.
В последнее время за рубежом конструкции печей и технология процесса зна-
чительно усовершенствованы. Разработан процесс вакуумной нитроцементации с
одновременным вводом в рабочее пространство углеводородного газа и аммиа-.
ка [181].
Режимы термической обработки после цементации. Применение непосредст-
венной закалки, нормализации, высокого отпуска определяется химическим сос-
тавом сталей.
Стали, не склонные к росту зерна, не содержащие большого количества ни-
келя, закаливаются непосредственно от температуры цементации, подвергаются
обработке холодом и низкому отпуску.
Для сталей 12Х2Н4А, 14ХГСН2МА, 12Х2НВФМА и др. требуется более
сложный процесс термической обработки: закалка, высокий отпуск при 600...
...680° С, обработка холодом, низкий отпуск (см. табл. 8.9).
Стали 112Х2НВФМА, 16X31ТВФМБ и др. не рекомендуется подвергать непо-
средственной закалке от температуры цементации, так как в структуре цементо-.
ванного слоя сохраняется значительное количество остаточного аустенита. Даже
после закалки с повторного нагрева эти стали содержат много остаточного аус-
тенита. Детали из этих сталей после цементации необходимо подвергать высоко-
му отпуску при 600... 680? С (см. табл. 8.1) 4... 8 ч для снижения количества ос-
таточного аустенита. При высоком отпуске происходит выделение дисперсных
168
карбидов из твердого раствора, что приводит к обеднению его углеродом и ле-
гирующими элементами. В результате уменьшается степень легирования аустени-
та, образующегося при последующем нагреве под закалку. Вследствие этого точ-
ки Мн и Мд повышаются, что приводит к уменьшению количества остаточного
аустенита в цементованном слое после закалки.
Таблица 8.9
Режимы термообработки сталей после цементации
Марка стали Температура, °C HRC после окончательной термообработ- ки цементо- ванного и циа- иированного слоя (не ме- нее)
закалки отпуска
12ХНЗА 780 ... 810, в масле Г50... 170 58
12Х2Н4А 780... 800, в масле 150... 170 58
18Х2Н4ВА 850 ... 870, в масле 150... 170 58
или на воздухе
14ХГСН2МА 820 ... 860, в масле 160 ...220 58
12Х2НВФА |
860... 890, в масле 160 ...250 58
12Х2НВФМА J
20ХЗМВФА 900 ... 930, в масле ЙОО... 250 160
300... 320 ,58
16ХЗНВФМБ 900 ... 930, в масле 200... 300 60
330... 350 59
13ХЗНВМ2Ф 900... 930, в масле 200... 300 60
350... 400 59
1030 ... 1050, в масле 520... 550 60
(непосредственная закал- 13 ... 5-кратный
ка)
Детали из стали 18Х2Н4ВЛ рекомендуется перед высоким отпуском подвер-
гать обработке холодом или 2... 3-кратному отпуску с целью превращения оста-
точного аустенита в мартенсит. В случае получения в цементованном слое гру-
бой карбидной сетки рекомендуется термическая обработка, состоящая из нор-
мализации или закалки при повышенной температуре (на 30 ...60° С ниже темпе-
ратуры нормализации), высокого отпуска и повторной закалки (см. табл. 8.1;
8.9).
Цементованные детали из легированных сталей после закалки рекомендуется
подвергать обработке холодом при (—60...—100° С), 2 ... 3 ч и последующему
низкому отпуску.
Нитроцементация. За рубежом и в нашей стране для автомобильных зубча-
тых передач успешно применяется нитроцементация с непосредственной закалкой
в масло, позволяющая отказаться от шлифования или производить шлифование
с минимальными припусками. Величина деформации ьнтроцементованных колес
значительно меньше, чем цементованных, что объясняется более низкой темпе-
ратурой процесса, возможностью применения непосредственной закалки и мень-
шей глубиной слоя. Однако нитроцементация для авиационных зубчатых пере-
дач пока нашла ограниченное применение (для мелкомодульных зубчатых колес).
Газовую нитроцементацию проводят в горизонтальных и вертикальных муфель-
ных печах в смеси жидких или.газообразных карбюризаторов с аммиаком. В ка-
169
честве жидкого .карбюризатора применяют синтпн; газообразного — эндотерми-
ческий газ, аммиак и газ, содержащий углеводороды (природный газ, пролан-
бутан и Др.).
Нитроцементацию конструкционных и теплопрочных сталей рекомендуется
проводить при температуре 850 ... 900' С (табл. 8.10).
Таблица 8.10
Расход синтииа и аммиака при нитроцементации конструкционных сталей
в печах различного типа
Карбюризатор Тип печи Расход
карбюризатора, кап/мин аммиака, л/мин
Син тин+аммиак Шахтная Ц-25 Шахтная Ц-60 Шахтная Ц-105 40 60 160... 180 1,0 1...1,5 2...2,5
Нитроцементация, как правило совмещается непосредственно с закалкой
стальных деталей. Закалка деталей осуществляется с подстуживанием или непо-
средственно с температуры нитроцементации. Для легированных сталей типа
12Х2Н4А подстуживание производится с температуры 870 до 780... 820° С.
После промывки детали обрабатываются холодом при —60 ...—100е С 2 ч,
подвергаются низкому отпуску (режимы закалки и отпуска см. табл. 8.9).
8.4. ВЛИЯНИЕ ОСНОВНЫХ ПАРАМЕТРОВ ПОВЕРХНОСТНЫХ
ДИФФУЗИОННЫХ СЛОЕВ НА МЕХАНИЧЕСКИЕ СВОЙСТВА
СТАЛЕЙ
8.4.1. НАСЫЩАЮЩАЯ СРЕДА ПРИ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
Долговечность зубчатых колес определяется главным образом характеристи-
ками усталостной изгибной и контактной прочности.
Определение контактной долговечности проводится, например, на двухкон-
тактной роликовой машине, при контактном напряжении по Герцу сгк =
=2300 МПа по 5 ... 7 образцов иа каждый режим. Испытуемые образцы — ци-
линдрические ролики диаметром 30,2 м;м и шириной 18 мм — контактировали с
нажимными кольцами шириной 7 мм и диаметром 121 мм. Величина удельного
скольжения составляла 6,5%. Смазка образцов производилась маслом 36/1КУ-А
на входе и выходе роликов из зоны контакта. За критерий контактной долговеч-
ности принимали момент разрушения поверхности ролика, при котором площадь
ямки 'выкрашивания составляла ~2 ... 6 мм2 или износ ^0,05 мм на диаметр.
Усталостные испытания выполнялись на машинах типа МВП-ЮООО при чис-
том круговом изгибе и частоте ГО Гц на гладких стандартных образцах в коли-
честве 15 шт. на режим. Результаты испытаний на выносливость исследуемых
сталей на базе 2-107 циклов представлены в виде средних линий выносливости в
.координатах Igo—IgA. Ролики для определения контактной прочности, уста-
лостные образцы после цементации и окончательной термической обработки под-
вергались шлифованию на глубину 0,2 мм на сторону.
Оптимальные параметры цементованного слоя устанавливались для тепло-
прочной стали 2ОХЗМВФА -и конструкционной Г2Х2Н4А, нашедших широкое при-
менение для авиационных зубчатых пар, деталей топливной аппаратуры и дру-
гих .высоконапряженных деталей.
Физико-механические свойства стали 20ХЗМВФА после цементации в различ-
ных насыщающих средах приведены в табл. 8.11.
170
Рис. 8,4. Изгибная выносливость сталей
20ХЗМВФА (/, 2, 5) и 12Х2Н4А (4) после
цементации в различных насыщающих сре-
дах:
/(О)—цементация в синтине при 930° С,
60 кап,мни, выдержка 6 ч (печь Ц-25);
^(ф)—цемеитгиия в твердом карбюризато-
ре (40% свежего +60% отработанного) при
•930° С, выдержка 10 ч; 5(A)—цементация
в эндогазе при 930° С, точка росы эндогаза
—10° С, выдержка 5 ч, точка росы —С,
1 ч; 4(Х)—цементация в синтине при
920° С, 40 кап/мин, выдержка 6 ч (печь
Ц-25)
Рнс. 8.5. Изменение твердости (Н1Го) н концен-
трации углерода (С) по глубине слоя (Z) пос-
ле цементации в различных насыщающих сре-
дах:
1—твердость после цементации в твердом кар-
бюризаторе; 2—твердость после цементации в
эндогазе; 3—твердость после цементации в
синтине; 4—концентрация углерода после це-
ментации в синтине; 5—концентрация углеро-
да в твердом карбюризаторе; 6—концентрация
углерода в эндогазе
Таблица 8.11
Физико-механические свойства стали 20ХЗМВФА после цементации
в различных насыщающих средах
Химико-термическая обработка Контактная долговечность при <?к=2300 МПа ЛГЦ«1О« Предел изгибной выносливости, МПа £ S: Концентрация углеро- да, % Содержание углерода в мартенсите, %
с поверх- ности на глубине 0,2 мм
Цементация в синтине при 930° С, подача 60 кйп/мин, выдержка 6 ч 24,0 930 59...60 1,95 1,35... 1,4 0,55
Цементация в эндоат- мосфере при 930° С при точке росы минус 10° С выдержка 5 ч, при точке росы минус 5° С — 1 ч 22,0 880...900 59...59,5 1,6 1,25... 1,3 0,46
Цементация в твердом карбюризаторе: 40% све- жего +60% отработан- ного, выдержка 10 ч 20,0 1020 60...61 2,2 1,4... 1,5 0,6
Цементация в различных насыщающих средах не влияет на значения контак-
тной долговечности сталей при практически одинаковой концентрации углерода в
171
поверхностном слое, близком содержании углерода в мартенсите и при отсутст-
вии остаточного аустенита.
Предел пзгибной выносливости цементованной стали после насыщения в га-
зовом карбюризаторе (эндогазе пли синтине) составляет 900... 930 МПа (рис.
8.4). 'После цементации в твердом карбюризаторе предел изгибной выносливости
выше, чем в газовом на 10... 12%, что объясняется более высокими значениями
твердости цементованного слоя и более плавным снижением твердости по глу-
бине слоя. Так, после цементации в твердом карбюризаторе твердость HRCz^SS
сохраняется на глубине 0,7 мм, тогда как после цементации в газовом — 0,4 мм
(рис. 8.5).
Однако при цементации теплопрочных сталей в твердом карбюризаторе с по-
верхности наблюдается значительное пересыщение углеродом (-~2%). Высокая
концентрация углерода в поверхностном слое повышает склонность цементован-
ного слоя к хрупкому разрушению' в процессе механической обработки и эксплу-
атации (сколы по вершинам зубьев, отслаивания и другие).
Для обеспечения качества цементованного слоя наиболее целесообразно для
теплопрочных и конструкционных сталей использовать эндотермическую атмо-
сферу.
8.4.2. КОНЦЕНТРАЦИЯ УГЛЕРОДА, СТРУКТУРА И
ФАЗОВЫЙ СОСТАВ
Эти параметры оказывают влияние на контактную и изгибную выносливость
зубчатых колес Концентрация углерода определяет также теплопрочность це-
ментованного слоя, т. е. твердость поверхностного слоя при различных темпера-
турах низкого отпуска и длительных выдержках. Результаты теплопрочностп це-
ментованного слоя сталей 12Х2Н4А и 20ХЗМВФА при различной концентрации
углерода приведены в табл. 8.12. Цементация проводилась в эндоатмосфере с ав-
томатическим регулированием потенциала углерода.
Твердость цементованного слоя стали 20ХЗМВФА HRC^58 при температу-
ре порядка 300’ С в течение длительного времени обеспечивается как наличием
специальных легирующих элементов (вольфрам, молибден, ванадий), которые
повышают устойчивость пересыщенного твердого раствора отпуску, так и повы-
шенным содержанием углерода в слое 1,1 %.
Для стали 12Х2Н4А при концентрации углерода ~1,1% твердость слоя
HRC^58 сохраняется кратковременно до температуры 200° С, при концентрации
углерода 1,5% до 300° С. Однако длительное время за 100 ч заданная твердость
HRC^58 обеспечивается только при температуре 150° С.
Оптимальная концентрация углерода, обеспечивающая максимальные значе-
ния контактной долговечности для конструкционной стали 12Х2Н4А и теплопроч-
ной 20ХЗМВФА, различна.
Влияние концентрации углерода и способа закалки на контактную долговеч-
ность сталей 20ХЗМВФА и 12Х2Н4А представлено на рис. 8.6.
Для обеспечения максимальных значений контактной долговечности тепло-
прочных сталей типа 20ХЗМВФА рекомендуемая концентрация углерода 1,2...
Рис. 8.6. Влияние концентрации углерода
на контактную долговечность сталей
12X2Н4А (/), 20ХЗМВФА (2, 3):
/—цементация при 920° С, отпуск при
650° С, закалка с 780° С, отпуск при 160° С;
2—цементация при 930° С непосредственная
закалка, обработка холодом при —70° С,,
отпуск при 300° С; 3—цементация при
930° С, отпуск при 650° С, закалка с 900° С,
обработка холодом при —70° С, отпуск при
300° с
172
Таблица 8.12
Теплопрочность цементованного слоя сталей
Концентра- ция углерода, % Темпера- тура отпуска, °C HRC
без отпуска отпуск
3 ч 50 ч 100 ч 300 ч
200 66—68 20ХЗМ1 62.5...63 ЗФА 61,5-62 60,5-61,5 62-62,5
1,6 250 66-68 61,5—62 60,5-62,5 60,5-61,5 60-61
300 66...68 59,5-60 59-59,5 — 59-59,5
350 66—68 58,0-58,5 — — —
200 65-67 62-62,5 60...61,5 59,5—61 60-61
250 65...67 59-60,5 59-59,5 59-59,5 59—59,5
1 ,о 300 65...67 58,5-59 58-58,5 — 58-58,5
350 65—67 56,5-57,5 — — —
200 65. .66 60,5-61,5 59,5-60,5 — 59-59,5
1,10 250 65—66 59...60 58,5-59 — 58-59,5
300 65...66 57,5—58,5 — — 57-57,8 "
350 65...66 56,5-57 — — —7
150 12Х2Н 63...65 4А 60-60,5 —.
1,5 200 — 62...63 — 57-58 —
250 — 59...60 — 57 —,
300 — 58-59 — 57 —
150 — 62 58,5-59 —. 58...58,5
1,1 200 — 60,5-61,5 58,5 56-57 56...56,5
250 — 57,5—58,5 — 55,5—56 —
300 - 57...57,5 — 53-53,5 —
...1,5%, поверхностная твердость HRC 59... 61. Микроструктура цементованного
слоя должна состоять из мелкодисперсного мартенсита и глобулярных карби-
дов, залегающих .на глубину 0,10 — 0,25 мм.
При концентрации углерода ~ 0,8—1,0% в цементованном слое теплопроч-
ных сталей насыщенная карбидная зона отсутствует, твердость поверхностного
диффузионного слоя уменьшается до значений HRC ^58 и резко понижается
контактная долговечность ( ~ 3 раза).
В структуре поверхностной зоны недопустимы скопления грубых карбидов и
особенно выделения карбидных фаз в виде сетки по границам зерен. Такая фор-
ма выделения избыточных карбидных фаз наблюдается в микроструктуре цемен-
тованного слоя теплопрочных сгалей при концентрации углерода >1,7%. При
этом контактная долговечность понижается. ~ на 30%. Контактная долговеч-
173
ность и изгибная выносливость теплопрочных сталей при понижении температу-
ры низкого отпуска от 300 до 200° С повышаются ~ на 20% за счет повышен-
ного содержания углерода в мартенсите, более высоких значений поверхностной
твердости (табл, 8.13).
Таблица 8.13
Фнзнко-механические свойства теплопрочной стали 20ХЗМВФА в зависимости
от температуры низкого отпуска
Режим химико-термической обработки Концентрация углерода, % HRC Содержание углерода в мартенсите, % Величина остаточных напряжений, МПа Предел изгибной выносливости а р МПа Контактная долговечность прн <ук»2300 МПа,
поверх- ност- ного слоя сердце- вины
Цементация при 930° С на глубину слоя ,1,0 ... 1,1 мм. отпуск при 650р С, выдержка 5 ч, закалка с 900° С, обработка холо- дом при —70° С 2 ч, от- пуск при 200° С, выдерж- ка 3 ч 1,3... 1,5 63...64 40...42 0,58 —200 1100 28
Цементация при 930° С на глубину 1,0... 1,1 мм, отпуск при 650° С, вы- держка 5 ч, закалка с 900° С, обработка холо- дом при —70° С, вы- держка 2 ч, отпуск при 250° С, выдержка 3 ч 1,3... 1,5 61...62 40...42 0,46 — — 25
Цементация при 930° С на глубину 1,0... 1,1 мм, отпуск при 650° С, вы- держка 5 ч, закалка с 900° С, обработка холо- дом при — 70э С, выдер- жка 2 ч, отпуск при 300° С, выдержка 3 ч 1,3... 1,5 59...60 39...40 — —100 900 22...24
Цементация при 930°С на глубину 1,0... 1,1 мм, отпуск при 650° С, вы- держка 5 ч, закалка с 900° С, обработка холо- дом при —70° С, выдерж- ка 2 ч, отпуск при 350э С, выдержка 3 ч 1,3... 1,5 58.-58 38...40 0,37 — 930 15
Для высоконапряженных деталей из конструкционных сталей типа 12Х2Н4А
оптимальная концентрация углерода составляет 1,0... 1,2% (см. рис. 8.6). Микро-
структура цементованного слоя — мелкодисперсный мартенсит н глобулярные
карбиды. При повышении концентрации углерода >1,4% в микроструктуре це-
ментованного слоя наблюдаются недопустимые выделения избыточных карбид-
ных фаз, ориентированные по сетке, что приводит к снижению контактной дол-
говечности (см. рис. 8.6).
Более высокая оптимальная концентрация углерода для теплопрочных ста-
лей типа 20ХЗМВФА объясняется легированием этих сталей вольфрамом, молиб-
174
денем, ванадием — элементами, обладающими слабой растворимостью в аустени-
те и способствующими разрыву карбидной сетки и образованию глобулярных
карбидов. Значения контактной долговечности теплопрочиых сталей типа
20ХЗМВФА после отпуска при 250... 300° G в 1,5... 2 раза выше, чем для конст-
рукционных сталей типа 12Х2Н4А (см. рис. 8.6). Высокая долговечность тепло-
прочных сталей обусловлена наличием в микроструктуре цементованного слоя,
большого количества избыточных карбидных фаз в виде мелких глобулей, оказы-
вающих блокирующее влияние на сдвиги при пластической деформации, а также'
более высокой прочностью сердцевины (<Тв='1(2&0 ... 1'300 МПа вместо <Тл —
= 1000 МПа). Предел изгибной выносливости (о_1) теплопрочных сталей нахо-
дится на уровне конструкционных (см. рис. 8.4). Мелкие глобулярные карбиды,
образующиеся при цементации теплопрочных сталей, не являются концентратора-
ми напряжений при испытании на изгибную выносливость. Фазовый состав це-
ментованного слоя также влияет на механические свойства стали. Так, повыше-
ние контактной долговечности стали 2ОХЗМВФА после непосредственной закал-
ки ~ на 20% (табл. 8.14) определяется более высоким содержанием углерода и
легирующих элементов в твердом растворе (мартенсите).
Таблица 8.14
Физико-мсханнческнс свойства стали 20ХЗМВФА после термообработки
_______________________________по различной технологии_____________________________
Режим химико-тер- мической обработки Контактная долговеч- ность при ак«=2300 МПа, ЛГЦ.Ю« °—Г МПа Величина остаточных напряже- ний, МПа Содержание углерода в мартен- сите, о/ /о Содержание основ- ных легирующих элементов в мар- тенсите, %
При С. %
1,2...1,3 1,7 Сг Мо
Цементация при 930° С, 6 ч отпуск при 650° С, выдержка 5 ч, закалка с 900° С, обработка холодом при —70° С, выдерж- ка 2 ч, отпуск при 300° С, выдержка 3 ч 16...22 14... 16 880 — (250...280) 0,38...0.40 1,49 0,22
Цементация при 930° С, выдержка 6 ч, непосредственная за- калка с цементаци- онного иагрева, об- работка холодом при —70° С, выдержка 2 ч, отпуск при 300° С, выдержка 3 ч 23...25 20,0 920 — (200...280) 0,56 1,9 0,29
Предел изгибной выносливости после непосредственной закалки также не-
сколько выше.
Изменение содержания углерода в мартенсите и количества остаточного
аустенита стали 20ХЗМВФА после различных режимов термической обработки
представлено на рис. 8.7.
Остаточный аустенит в слое отсутствует независимо от режима последую-
щей после цементации обработки.
На образцах после непосредственной закалки содержание углерода в мартен-
сите выше. Это определяется отсутствием длительного высокого отпуска, в про-
цессе которого происходит выделение углерода и легирующих элементов из мар-
тенсита.
Результаты фазового анализа цементованного слоя стали 20ХЗМВФА пред-
ставлены в табл. 8.15 *.
Фазовый состав цементованного слоя иа рабочих поверхностях деталей (пос-
ле сошлифовки ЮД5 ... 0,2 мм на сторону) состоит из мартенсита и карбидов ти-
па МзС 1 2) на основе легированного цементита, карбида ванадия и тригонального
1 Фазовый анализ проведен М. Н. Козловой, Н. М. Рудневой, Г. М. Глезер.
2 Здесь н далее под обозначением М (например, АЦС) понимается группа металлов.
175
Рис. 8.7. Изменение содержания углерода (С)
в мартенсите н количества остаточного аусте-
нита Иост) (В—ыирина линии мартенсита):
/—С после цементации при 930° С и непосред-
ственной закалки; 2—С после цементации при
930° С, непосредственной закалки, обработки
холодом при —70° С, отпуска при 300° С; 3—С
после цементации при 930° С, отпуска при
650° С, закалки с 900° С, обработки холодом
при —70® С, отпуска при 300° С; 4—Лост пос
ле цементации при 930° С и непосредственной
закалки с цементационного нагрева; 5—Лост
после цементации и различных режимов тер-
мической обработки (цементации при 930° С, непосредственная закалка, обработка холодом
при —70° С, отпуск при 300° С и цементации при 930° С, отпуск при 650° С, закалка с 900° С,
обработка холодом при —70° С, отпуск при 300° С); 6—нитроцементация при 900° С в эндо-
атмосфере, добавка СН4—6%, NH3—4%, непосредственная закалка в масле, обработка хо-
лодом при —70° С, выдержка 2 ч, отпуск при 300° С
карбида с гексагональной решеткой ЛГ7С3 на основе СгС3- В случае применения
высокого отпуска при 650? С и повторной закалки в цементованном слое допол-
нительно образуется карбид МгзСе с кубической решеткой (табл. 8.15), вследст-
вие чего снижается легироваиность мартенсита. Содержание основных легирую-
щих элементов (Сг и Мо) в карбидах после непосредственной закалки меньше,
чем после закалки с повторного нагрева, а следовательно, твердый раствор (мар-
тенсит) будет в значительной степени обогащен хромом (на глубине 0,25 мм от
поверхности количество хрома составляет 1,9% вместо 1,49%) и молибденом.
Рис. 8.8. Влияние остаточного аустенита на
контактную долговечность стали типа
20ХЗМВФА с дополнительным легировани-
ем никелем в количестве 1,6 и 3,6%:
1—не содержащая остаточного аустенита
в слое; 2—содержащая 15 ... 20% остаточ-
ного аустенита; 3—содержащая 30 ... 50%
остаточного аустенита в слое
Следовательно, повышение механических свойств деталей после непосредст-
венной закалки определяется более высоким содержанием углерода в мартенси-
те и более высокой степенью его легированности. Долговечность деталей зави-
сит от количества остаточного аустенита в слое. Влияние остаточного аустенита
на контактную долговечность стали типа 20ХЗМВФА с дополнительным легиро-
ванием никелем в количестве 1,6 и 3,6% приведено иа рис. 8.8.
При напряжении ок=2000 МПа, близком к пределу контактной выносливо-
сти, содержание в микроструктуре цементованного слоя 15 ... '20% остаточного
аустенита не снижает контактную долговечность стали. Увеличение количества
остаточного аустенита до 30... 50% понижает долговечкссть ~ на 25%.
Прн высоком контактном напряжении <тк==2300 МПа остаточный аустенит
оказывает отрицательное влияние даже при наличии его в слое до 15 ... 20%, рез-
ко снижая контактную долговечность.
Таким образом, для зубчатых колес из конструкционных и теплопрочных
сталей, испытывающих сравнительно невысокие контактные напряжения в микро-
структуре цементованного слоя может быть допущено до 20% остаточного аус-
тенита. Для высоконапряженных зубчатых колес оптимальной структурой цемен-
тованного слоя является мелкодисперсный мартенсит с мелкими глобулярными
карбидами.
177
8.4.3. ВЛИЯНИЕ ФАЗОВОГО СОСТАВА НИТРОЦЕМЕНТОВАННОГО
СЛОЯ НА КОНТАКТНУЮ ДОЛГОВЕЧНОСТЬ
Предел контактной вынослизости образцов из стали 20ХЗМВФА после нит-
роцементации на глубину 0,8... 0,9 мм без последующей сошлифовки выше пре-
дела выносливости цементованных образцов на глубину ~ 1,0... 1,1 мм и сошли-
фованных на глубину 0,2 мм -на сторону и составляет '236'0 и 19100 МПа соответ-
ственно. Значения предела выносливости при изгиб-ном нагружении нитроцементо-
ванной и цементованной стали практически одинаковы (<т. 920 и 900' МПа).
Контактно-усталостная прочность диффузионных слоев зависит от их фазово-
го состава (табл. 8.16). На нитроцементованных образцах в поверхностном слое
глубиной ~ до 0,20 мм фаза выделения представляет собой легированный цемен-
тит Л13С, нитрид хрома CrN и в незначительном количестве тригональный кар-
бид хрома Сг7Сз. В более глубоких слоях фаза состоит из нитрида CrN и три-
гонального карбида СгтСз. Количество ка-рбоннтридных фаз в нитроцементован-
ном слое на глубину ~ до 0,10 мм составляет 21 %.
В поверхностном слое цементованных образцов (после сошлифовки 0,2 мм)
количество карбидной фазы значительно меньше (~13%). Содержание углеро-
да в мартенсите в нитроцементоьанном слое значительно больше, чем в цементо-
ванном (см. рис. 8.7).
Таким образом, более высокие значения контактной долговечности нитроце-
ментованной стали по сравнению с цементованной определяются наличием в мик-
роструктуре диффузионного слоя карбонитридных фаз в количестве ~20%, бо-
лее -высоким содержанием углерода в мартенсите и дополнительным легировани-
ем его азотом.
8.4.4. ВЛИЯНИЕ ГЛУБИНЫ СЛОЯ НА КОНТАКТНУЮ ДОЛГОВЕЧНОСТЬ
И ИЗГИБНУЮ ВЫНОСЛИВОСТЬ
Долговечность цементуемых деталей зависит от глубины упрочненного слоя.
Наибольшая контактная долговечность и нзгибная выносливость достигаются при
определенном соотношении упрочненного и неу-прочненного слоев. При увеличе-
нии глубины слоя контактная долговечность повышается (рис. 8.9). Так, для теп-
лопрочной стали 2ОХЗМВФА при увеличении глубины слоя от 0,55 ...0,6 до 1,5...
... 1,6 мм контактная долговечность повышается ~ в 2 раза. Концентрация угле-
рода в слое должна быть не выше 1,2 ... 1,3%. Увеличение концентрации углерода
до 1,85... 2% при глубине слоя ~1,6 мм приводит к снижению контактной долго-
вечности более чем в 2 раза. Аналогичная зависимость контактной долговечности
от глубины слоя наблюдается на стали 12Х2Н4А.
Максимальные значения изгибной выносливости стали 20ХЗМВФА получены
после цементации на глубину 0,6... 0,7 мм <r_i=970 МПа. Предел выносливости
после цементации на глубины 0,9... 1,0 и 1,5 ... 1,6 мм ниже и составляет 900 и
860 МПа соответственно (рис. 8.10).
Таким образом, выбор оптимальной глубины цементованного слоя должен
осуществляться на основе анализа конкретных условий работы деталей, исходя
из того, чем определяется долговечность: контактной или изгибной прочностью.
Для деталей из теплопрочных сталей, испытывающих средине контактные, но
высокие изгибине напряжения, отношение глубины слоя 6Сл к радиусу стандарт-
ного образца R должно быть равно 0,18... 0,20 при концентрации углерода 1,0...
... 1,2% и твердости слоя HRC 57 ... 58.
Для высоконапряженных деталей, испытывающих значительные контактные
и изгибные напряжения, соотношение 6СлД?=0,25 ...0,3 при концентрации угле-
рода 1,3... 1,6% и твердости слоя HRC^GO. Та же зависимость установлена и
для конструкционных сталей 20Х2Н4А, 18Х2Н4ВА, 12ХНЗА, 20ХЗНА [12].
Повышение изгибной выносливости при увеличении глубины слоя до 6сл/7?=
=0,18... 0,25 объясняется ростом сопротивления пластической деформации, а
также благоприятным распределением остаточных напряжений (из-за повыше-
ния концентрации углерода в слое). Дальнейшее увеличение глубины слоя приво-
дит к падению изгибной выносливости из-за снижения сопротивления хрупкому
разрушению и уменьшения уровня остаточных напряжений сжатия [12].
178
Фазовый состав нйтроцемёнтовайного слоя стали 20ХЗМВФА
о
о"
3
S'
S
=t
3
-de ахиэнах и я СД7 аииеэкйаяоэ 0,14 0,16 0,13 0,12 СМ О 0,14
в 55 в $ 2® 52 > 0,53 0,52 0,41 0,34 1О со О 0,31
s е ё Я ” S ф И! Я & 0,31 0,33 0,29 0,20 0,21 со см с
2§ф аз § к я1 Ф Мо ОО о 0,18 91’0 0,13 0,14 0,13
v & *4 еЗ 3 s О 2,2 2,3 СО СО 0,92
as Ф « О О к О сз ф U-. О 17.0 12,8 8,2 8,0 ОО
:тво Гфаз, % нйтроце- ментивдн- НОГО СЛОЯ 21,0 21,0 0'91 10,4 о 0'01
ф к ч о КО1ГЗ ехоннве -охнэиаи 9’61 9‘61 20,7 18,7 13,1 13,1
й состав ннтроцемеитоваиноёо слоя ЖС. CrN, Сг7С3 MjC, CrN, Сг7Сз Л4ЭС, CrN, Сг7Сз Л43С, CrN, СГ7С3 CrN, Сг7С3 'CrN, Cr7Cs
л X о со СЗ е я D 3 э 5 3 о м о с ф 8 ф =f о > -5 о > Ч 5 ЭЛ ‘DeW 0 > 0 се 5 М7С3, М3С, VC М7С3, Л43С, VC
глуоина слоя, мм 0,0 ... 0,06 0,06 ... 0,12 ОО о см о 0,18 ... 0,24 0,24 ... 0,28 0.28 ... 0,34
Примечание. Фазовый анализ проведен М. Н. Козловой, Н. М. Рудневой, Г. М. Глезеп.
179
Рис. 8.9. Влияние глубины слоя на
контактную долговечность:
/—сталь 20ХЗМВФА; 2—сталь
12Х2Н4А
Рис. 8.10. Влияние глубины слоя на изгибную вы-
носливость стали 20ХЗМВФА:
/(©) -глубина цементованного слоя 0,6 ... 0,7 мм;
2(Х)—глубина цементованного слоя 0,9 ... 1,0 мм;
3(A)—глубина цементованного слоя 1,5 ... 1,6 мм;
4(0)—ложная цементация (нагрев без подачи
карбюризатора при 930° С, выдержка 6 ч, отпуск
при 650° С, закалка с 900° С, отпуск при 300° С) —
исходное состояние
8.4.5. ВЛИЯНИЕ ГАЛЬВАНИЧЕСКИХ И ХИМИЧЕСКИХ ПОКРЫТИЙ
НА МЕХАНИЧЕСКИЕ СВОЙСТВА ЦЕМЕНТОВАННОЙ СТАЛИ 12Х2Н4А
В связи с длительным ресурсом работы деталей во всеклиматических услови-
ях возникает необходимость защиты их от коррозии. Процессы диффузионного
насыщения углеродом и азотом снижают коррозионную стойкость деталей. Неко-
торые покрытия повышают антикоррозионные свойства и износостойкость дета-
лей.
Улучшение антифрикционных свойств сталей достигается благодаря методам
обработки, повышающим противозадирные свойства, приработку. К этим методам
обработки относятся фосфатирование, сульфидирование, сульфоцианирование,
покрытие В АП.
Для предохранения от коррозионных повреждений цементуемых деталей мо-
гут применяться гальванические и химические покрытия: хромирование, кадмиро-
вание, фосфатирование, меднение, лужение.
Однако гальванические покрытия снижают изгибную прочность цементован-
ных образцов (табл. 8.17).
8.4.6. ДЕФОРМАЦИЯ КОНСТРУКЦИОННЫХ И ТЕПЛОПРОЧНЫХ СТАЛЕЙ
ПРИ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
Изменение размеров при химико-термической обпаботке деталей сложной
формы обусловлено как структурными превращениями, вызывающими изменение
объема, так и тепловыми напряжениями, приводящими к изменению формы дета-
лей при ускоренном охлаждении в закалочной среде.
В процессе химико-термической обработки наиболее существенное влияние на
величину деформации оказывает глубина слоя, концентрация углерода в слое,
режим закалки и геометрия деталей. С увеличением содержания углерода в слое
и скорости охлаждения после цементации деформация деталей повышается [84].
Весьма эффективным методом снижения деформации зубчатых колес и дру-
гих деталей является применение после цементации или нитроцементации непо-
средственной закалки.
180
Влияние покрытий на механические свойства сталей
Таблица 8.17
Марка стали Режим химико-термической обработки и вид покрытия Толщина слоя, мкм Предел изгибной выносливости, МПа Предел статичес- кой прочности, МПа
12Х2Н4А Цементация при 920° С на глубину 0,8... 0,9 мм, высокий отпуск при 650° С, закалка с 780° С, обработка холодом при —70° С, отпуск при 160° С: без хромирования 970 1700
14ХГСН2МА с хромированием (прогрев при 150° С 3 ч) Цементация при 920° С на глубину 0,6... 0,8 мм, высокий отпуск при 650° С, обработка холодом при —7'0° С, отпуск при 200° С: без латунирования 50...80 880 880 1620 1730
с латунированием (прогрев при 150° С 3 ч) 3...6 560 1530
Примечание. При назначении покрытия следует учитывать условия работы дета-
лей. Для деталей, испытывающих значительные знакопеременные нагрузки, применение
кремирования и латунирования не рекомендуется. Кадмирование и фосфатирование жают изгибной выносливости. не сни-
При сравнительной оценке величины деформации теплопрочных и конструк-
ционных сталей после цементации и термообработки на образцах (кольцах
«Френча») установлено, что величина деформации на теплопрочных сталях ~ в
в 2 раза меньше.
Значительное уменьшение деформации достигается при ступенчатой или изо-
термической закалке.
С целью снижения деформации деталей из стали 12Х2Н4А рекомендуется
изотермическая закалка на 220° С. Величина деформации при изотермической за-
калке иа 30% меньше, чем после закалки в масло,
8.4.7. ВЛИЯНИЕ МЕТОДА ВЫПЛАВКИ НА СВОЙСТВА
КОНСТРУКЦИОННЫХ СТАЛЕЙ
Работоспособность деталей в значительной степени определяется качеством
исходного металла. Для обеспечения требуемого качества рекомендуются стали,
выплавленные методами электрошлакового (Ш) и вакуумно-дугового переплава
(ВД). Однако метод выплавки оказывает влияние на величину зерна и форми-
рование структуры диффузионного слоя и сердцевины в процессе химико-терми-
ческой обработки.
Величина зерна, количество неметаллических включений на стали 12Х2Н4А,
выплавленной различными методами, в том числе под синтетическим шлаком
(СШ), представлены в табл. 8.18 *.
1 Исследование выполнено Г. П. Алексеевой, Ю. Ю. Черкис.
181
Таблица 8.18
Величина зерна и количество
неметаллических включений стали
12Х2Н4А
Метод выплав- ки Неметаллические включения, балл Величина зерна (по гост 5639—65), балл
средние максималь- ные
сш 1,18 3,0 7...8
ш 0,9 3,0 5...6
вд 0,31 3,0 5...6
Рис. 8.11. Микроструктура цементованного
слоя стали 12Х2Н4АШ (цементация при
920° С, 12 ч)
Минимальное количество неметаллических включений наблюдается в стали,
выплавленной вакуумно-дуговым методом. <
В процессе длительной выдержки при высокотемпературном нагреве (цемен-
тация при 920° С, 12 ч) наибольшая склонность к росту зерна отмечена у стали
вакуумно-дугового переплава. Микроструктура цементованного слоя представляет
собой крупноигольчатый мартенсит и грубые карбиды, ориентированные по замк-
нутой сетке. Величина зерна возрастает до 3 ... 4 балла (рис. 8.11).
_ Для измельчения структуры цементованного слоя стали 12Х2Н4А вакуумно-
дугового и электрошлакового переплава необходимо проводить нормализацию
при температуре 8®0РС.
Сталь, выплавленная под синтетическими шлаками, имеет мелкое действи-
тельное зерно и удовлетворительную структуру цементованного слоя.
В табл. 8.19 приведены данные по влиянию метода выплавки на контакт-
ную долговечность и изгибную выносливость стали 12Х2Н4А.
Таблица 8.19
Влияние метода выплавки иа механические свойства стали 12X2Н4А
Режим химико-тер- мнческой обработки ю <я к 2 е о 1 S HRC це- ментован- ного слоя Контактная- долговечность при ак=2300 МПа, 7Уц.108 Предел изгиб- ной выносли- вости, МПа Примечание
Цементация 870° С, отпуск при €50° С, закалка с 800Г С, обработка холодом при —70° С, отпуск при ИЗО0 С вд ш сш 69...61 60...61 60...61 14,0 12,0 8,5 920 900 Глубина слоя цементации 1,0 мм после сошлифов- ки 0,2 мм
182
Глава 9
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС
Технология наряду с конструкцией играет важную роль в обеспечении экс-
плуатационных показателей и надежности зубчатых передач.
Общие сведения об изготовлении зубчатых колес изложены в работе [132].
9.1. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ЕГО СВЯЗЬ
С ФУНКЦИОНАЛЬНЫМИ ПАРАМЕТРАМИ ПЕРЕДАЧИ
I. Технология изготовления авиационных зубчатых передач [65] строится на
принципах функциональной взаимозаменяемости [176].
При проектировании, отладке и реализации всех элементов технологического
процесса должна учитываться связь между заданными эксплуатационными пока-
зателями и функциональными параметрами (например, кинематической точно-
стью, плавностью, качеством поверхностного слоя), что соответствует принципам
функциональной взаимозаменяемости.
Принципы функциональной "заимозаменяемости осуществляются следующим
образом: при разработке конструкции на основании расчетов, моделирования и
использования накопленного опыта учитываются возможные технологические ре-
шения. При изготовлении экспериментальных образцов зубчатых передач эти
решения апробируются испытаниями, по результатам которых вносятся коррек-
тивы как в конструкцию, так и в технологию. Это повторяется многократно в про-
цессе доводки передачи до достижения заданных эксплуатационных показателей.
Затем, при передаче на серийное производство, такой цикл повторяется также
многократно, так как серийная технология всегда отличается от опытной и тре-
бует своей доводки.
II. Разработка технологии начинается параллельно с разработкой конструк-
ции зубчатой передачи и включает проработку на технологичность на стадиях
эскизного проекта, изготовления опытных образцов и готовности изделия к пере-
даче в серийное производство. Основными элементами разработки серийной тех-
нологии являются:
1. Подбор необходимого комплекта оборудования.
2. Отработка ключевых технологических операций, включая отработку при-
способлений и инструмента.
3. Закрепление за определенными операциями оборудования постоянной на-
ладки. Например, невозможно изготовлять зубчатое колесо 4-й степени точности
с переналадками станка на другие детали (отладка станка на изготовление ко-
леса такой точности является длительной и кропотливой работой).
4. Закрепление за определенными операциями технологов и рабочих. Извест-
ны случаи, корда замена рабочего вызывала скрытые дефекты.
5. Паспортизация оборудования, оснастки, инструмента и отдельных техноло-
гических операций.
6. Эталонирование выполнения ряда технологических операций. Этот прием
широко распространен при изготовлении авиационных зубчатых колес. Считается
недостаточным оговаривать требования к выполнению тех или иных элементов
зубчатого колеса в технических условиях, поэтому изготовляются специальные
зубчатые колеса — эталоны. Например, эталоны на выполнение фасок на зубьях.
7. Разработка производствеяных инструкций на выполнение наиболее слож-
ных и ответственных операций. Например, на контроль и регулировку коническо-
го зацепления.
8. Подтверждение натурными испытаниями всех технологических решений.
III. Технологические процессы в общем строятся по двум вариантам, обус-
ловливаемых химико-термической обработкой [65].
А. Для цементуемых зубчатых колес:
1. Получение заготовки.
2. Обдирка заготовки.
3. Нормализация для снятия внутренних напряжений в заготовке, возник-
ших при обдирке и могущих вызвать ее деформацию пои последующей механи-
ческой обработке, а также для улучшения структуры металла.
183
4. Предварительная механическая обработка посадочных, базовых и других
точных поверхностей, обрабатываемых в дальнейшем окончательно, и окончатель-
ная обработка вспомогательных ненагружаемых поверхностей.
5. Нарезание зубьев.
6. Зачистка заусенцев и скругление острых кромок.
7. Цементация.
8. Механическая обработка иецементуемых поверхностей.
9. Закалка.
10. Окончательная механическая обработка.
11. Зубошлифование и отделка зубьев.
12. Окончательный контроль.
Нецементуемые поверхности защищаются либо напусками, либо покрытиями
(меднение).
т Б. Для азотируемых зубчатых колес в отличие от технологического процес-
са для цементуемых вместо нормализации производится улучшение: после наре-
зания зубьев осуществляется отпуск для снятия внутренних напряжений и ста-
билизации структуры металла, а после механической обработки — лужение неазо-
тируемых поверхностей. Затем производится азотирование, окончательная меха-
ническая обработка, отделка зубьев и окончательный контроль.
IV. Заготовками для зубчатых колес может быть прокат, поковки и штам-
повки. Все эти виды заготовок имеют различную структуру материала, располо-
жение и направление волокон, что существенно влияет ,на эксплуатационные свой-
ства зубчатых передач. Поэтому в технической документации, и в первую очередь
в чертежах зубчатых колес, указываются требования к заготовке, отражающие
выбранный технологический процесс ее получения.
V. Обработка тела зубчатых колес осуществляется в токарных операциях.
Их влияние на несущую способность зубчатого колеса связано с возможными
рисками и надрывами, играющими роль концентраторов напряжений. Однако та-
кие дефекты встречаются редко [92].
VI. Нарезание цилиндрических колес с внешними зубьями в большинстве
случаев производится червячными фрезами. Влияние технологической операции
на несущую .способность сказывается через качество обработки дна впадины и
галтелей у основания зубьев. Применяется три вида впадин зубчатого венца:
1. Шлифованные, которые исключают влияние зубофрезерования (так* как
впадины шлифуются по всему контуру, и зубофрезерование является только чер-
новой операцией).
2. С уступом, которые делают операцию зубофрезерования чистовой, ответст-
венной за качество поверхности нешлифуемой части впадин, определяющей изгиб-
ную прочность зубьев.
3. С поднутренным основанием зубьев. Это наиболее распространенный тип
впадины. Для их выполнения необходимы две операции — черновая и чистовая,
два типа фрез. Причем чистовая фреза, обрабатывающая окончательно основа-
ние зубьев, значительно сложнее в изготовлении, менее стойкая, чем черновая,
и в несколько раз дороже. Зубчгтые передачи, например, авиадвигателя содер-
жат несколько десятков типоразмеров зубчатых колес, поэтому приходится
иметь целый парк таких червячцых фрез, так как их конструкция зависит от гео-
метрических параметров зубчатых колес (см. гл. 2). Кроме того, жесткие техни-
ческие требования к форме и размерам основания зубьев и качеству поверхности,
которые прямо влияют на несущ/ю способность зубчатого колеса, делают опера-
цию зубофрезерования сложной и ответственной, требующей применения высоко-
классных станков с большим запасом по точности и жесткости. Для особо от-
ветственных колес вводятся дополнительные операции по отделке дна впадин —
полирование или электрохимическая обработка.
Другой метод нарезания зубьев — зубодолбление — редко применяется как
чистовая операция даже при изготовлении зубчатых колес с внутренними зубь-
ями.
Нарезание конических колес с прямыми зубьями производится зубострога-
нием резцами. Для нешлифуемых азотируемых колес эта операция является чис-
товой, требующей тщательного выполнения, так как она определяет качество как
рабочих поверхностей зубьев, так и дна впадины. В чертежах обязательно отра-
184
жаются требования к впадине. Шлифуемые колеса обычно выполняются с под-
нутренным основанием зубьев.
Нарезание конических колес с круговыми зубьями производится резцовыми
головками. Операция является чистовой, так как дно впадины никогда не шли-
фуется.
VII. Зубоотделочные операции следуют после зубошлифования, которое рас-
сматривается далее отдельно.
Весьма распространенной является операция зубохонингования. Специаль-
ные виды зубохонингования (суперхонингование) могут повысить долговечность
передачи в 10 раз, а контактную выносливость до 25... 30%. Процесс заключает-
ся в снятии тонких слоев материала (5 ... 1Ю мкм) при винтовом зацеплении
абразивного инструмента — зубчатого хона — с обрабатываемым колесом.
«Мягкие» режимы обработки облагораживают поверхность, снимается дефектный
слой, наводятся благоприятные остаточные напряжения при существенном по-
нижении шероховатости.
Из доводочных процессов при производстве цилиндрических авиационных
зубчатых колес применяют также притирку: зубчатое колесо обрабатывается
притиром — чугунным зубчатым колесом, шаржированным абразивом, — колесо
и притир вращаются в зацеплении друг с другом, причем притир совершает еще
и осциллирующее вдоль своей оси движение.
Такой метод обработки весьма трудоемок, негигиеничен и весьма сложен в
управлении (применяются специальные модифицированные по профилю притиры
и особые приемы, чтобы не допустить искажения профилей зубьев обрабатывае-
мого колеса). Поэтому процесс применяется при обработке колес, не имеющих
выхода для хона, или для колес, которые нельзя шлифовать (блочные колеса, ко-
леса с внутренним венцом без выхода для шлифовального круга).
Притирка пары конических зубчатых колес с абразивом ведется на специаль-
ных зубопритирочных станках, в результате чего уменьшается шероховатость ра-
бочих поверхностей. При притирке не удается повысить точность, улучшить кон-
такт, снимая больше металла с поверхностей зубьев. Наоборот, это может при-
вести к резкому ухудшению зацепления и нестабильности его свойств из-за неиз-
бежного искажения поверхностей зубьев, присущего данному процессу. Вдобавок
этот дефект носит скрытый характер, чем и опасен.
То же самое можно сказать и о приработке зубьев, но с еще большим осно-
ванием. Этот процесс вообще следует считать неприемлемым в авиационном про-
изводстве.
VIII. Обработка торцовых кромок зубьев представляет собой трудоемкую и
ответственную операцию; выполняется в большинстве случаев вручную с помо-
щью пневмошлифовальных машинок. Последнее время с успехом стали приме-
няться вертикально-фрезерные станки с числовым программным управлением.
Иногда применяются электрохимическая обработка, обработка «плавающими»
абразивными кругами и абразивными червяками. Снятие фасок или притупление
по вершинам зубьев производится исключительно вручную. Обработка кромок
выполняется до термообработки. После термообработки, как правило, кромки по-
лируются и контролируются по эталонам.
9.2. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ЗУБЧАТЫХ
КОЛЕС
I. Основной особенностью является то, что для конических зубчатых колес
задание исходного контура необходимое, но недостаточное условие однозначно-
го выполнения работоспособной формы активной поверхности зубьев (профиля
зубьев и линии зубьев).
По стандартному определению (ГОСТ 19325—73) задаваемый исходный кон-
тур является разверткой торцового сечения теоретического исходного плоского
колеса. Таким образом, чертежом задается сопряженная поверхность. В том же
чертеже задается локализованное пятно контакта, так как известно, что без ло-
кализации контакта конические зубчатые передачи неработоспособны. Таким об-
разом, в одном чертеже задаются два взаимоисключающих условия: исходный
контур регламентирует сопряженное зацепление, пятно контакта—несопряженное.
185
Можно рассматривать исходный контур как
теоретическую модель, как базу для выполне-
нии реального зацепления, требования к кото-
рому выражаются пятном контакта. В то же
время пятно, его форма, размеры зависят, от
(большого числа разнообразных факторов, т. е.
оно не может служить однозначной количест-
венной характеристикой формы активной по-
верхности зубьев [106]. Однако исторически
сложилось так, что все требования конструк-
тора к форме активной поверхности зубьев вы-
ражаются через пятно контакта, а все решения
технолога сводятся к обеспечению этого пятна.
Это является второй важной особенностью при
изготовлении конических передач.
Третья особенность заключается в том, что
при прочих равных условиях (одни и те же ис-
ходный контур и пятно контакта) в зависимо-
сти от выбора станка и его наладок можно
изготовить зубчатые колеса с разными форма-
ми активной поверхности зубьев.
II. Станок для обработки конических колес
может быть построен по схеме плоского, пло-
ско-вершинного и конусного производящего ко-
жанка со схемой плоского колеса получается
сопряженное зацепление (без модификации профиля, т. е. без локализации кои-
такта по высоте зуба). Если применяется станок со схемой плосковершинного
колеса, то получается несопряженное зацепление с модификацией профилей, за-
висящей от числа зубьев плоского колеса. Если станку соответствует схема ко-
нусного колеса с регулируемой конусностью, получаются колеса с несопряженным
зацеплением с глубиной модификации, варьируемой в зависимости от настройки
станка в широких пределах: от сопряженного зацепления до зацепления с боль-
шими глубинами модификации, 1. е. последняя схема является универсальной.
Вид модификации профилей показан на рис. 9.2.
Насколько существенно значение схемы зубообрабатывающего станка пока-
жем на примере прямозубого зацепления.
На рис. 9.3 [75] показано изменение глубины- модификации при обработке
зубьев на станках с плосковершинным производящим колесом (например, модели
5А250, 587iOM, «Глисон 12"»). Модификация возникает из-за того, что плосковер-
в)
Рис. 9.1. Схема производящих кони-
ческих зубчатых колес:
а—плоское; б— плосковершииное;
в—конусное
леса
• 9.
Рис. 9.3. График для определения
глубины модификации приведенно-
го профиля пары конических пря-
мозубых колес при т=1 мм
Рис. 9.2. Схема модификации про-
филей зубьев конических колес:
а—форма зуба; б—развертка. про-
филя; /—профиль сопряженный; 2—
профиль модифицированный; 3—го-
ловка; 4—иожка; 5—глубина моди-
фикации
186
шинная схема обработки зубьев воспроизводит весопряженное зацепление (про-
изводящие поверхности, формирующие зубья колеса я шестерни, не совпадают,
т. е. не отвечают требованиям 1-го метода Оливье [106]). График показывает не-
совершенство станков с плосковершинной схемой: они не обеспечивают возмож-
ности варьировать глубиной модификации, что крайне важно для оптимизации
свойств зацепления.
III. Сопряженные конические зацепления в нагруженных передачах нерабо-
тоспособны из-за деформаций собственно колес, перемещений колес за счет де-
Рис. 9.4. Кинематические погрешно-
сти конических прямозубых пар:
а—пара при т=6 мм, Zj=32, z2=47,
а=20°, шлифованная на станке
фирмы «Мааг» KS-42; б—та же
пара, шлифованная на станке
5870М; в—пара при /п=5 мм,
18, (Х“20о, обработанная по схе-
ме плосковершииного колеса
формации подшипников и корпусов, погрешностей изготовления, а также из-за
температурных деформаций. В таких зацеплениях контакт под нагрузкой выхо-
дит на кромку, и передача разрушается. В конструкциях нагруженных передач
применяются исключительно несопряжепиые, модифицированные по профилю и
линиям зубьев зацепления (с локализованным пятном контакта). Величина мо-
дификации в каждом случае должна быть оптимальной. Например, существует
две передачи, в которых конические пары имеют одинаковые геометрические па-
раметры, но одна передача работает при высоких скоростях и умеренных нагруз-
ках, а вторая — высоконагруженная, но работающая при низких скоростях. Ес-
тественно, у первой пары модификация должна быть минимальной, чтобы не
ухудшалась динамика передачи, а у второй модификация должна быть сущест-
венно большей, исключающей выход контакта на кромку под большой нагрузкой.
Станок же с плосковершиниой схемой может и для той, и для другой пары вос-
произвести модификацию только одной глубины, зависящей от числа зубьев про-
изводящего колеса. Эта модификация может быть близка к оптимальной только
для одной пары колес, другая же пара будет работать в совершенно неоптималь-
ных условиях.
IV. Как рассмотренные факты отражаются на качестве зацепления, можно
судить по кинематограммам, приведенным на рис. 9.4 [1116].
Квнематограммы (см. рис. 9.4, а и б) показывают изменение сопряженности
одной и той же пары зубчатых колес, изготовленных на разных станках. Первая
пара изготовлена на станке фирмы «Мааг» KS-42, работающего по схеме плос-
кого производящего колеса, а вторая — на станке 5870М конструкции ЭНИМС,
построенного по схеме плосковершинного производящего колеса. Это пример из-
готовления по одному чертежу разных колес. Кинематограмма (см. рис. 9.4, в)
по сравнению с указанной на рис. 9.4, б показывает, как сильно влияют числа
зубьев зацепляющихся колес на степень несопряженности при обработке по схе-
ме плосковершинного производящего колеса.
Возвращаясь к рис. 9.3 и 9.4, можно видеть, что пргменяя станки плосковер-
шинной схемы (все отечественные), при малых zc получаем чрезмерную глубину
модификации, вызывающую неплавную работу. При больших zc .получаем ис-
чезающе малую глубину модификации профиля, что делает передачу чрезвы-
чайно чувствительной к погрешностям изготовления, деформациям зубьев и пе-
ремещениям колес под нагрузкой.
187
V. При обработке зубчатых венцов конических колес с круговыми зубьями
влияние технологических факторов на конструкцию проявляется в еще большей
мере, затрудняя доводку передач, обеспечение ее стабильной работы [106].
Для регулирования сопряженности изготовляемых передач станки для обработ-
ки круговых зубьев снабжены рядом устройств: осевого и гипоидного смещения
заготовки относительно номинального положения; для модификации обката; для
наклона инструментального шпинделя. Кроме того применяется изменение пе-
редаточного отношения .между производящим и нарезаемым колесом. Используя
различные сочетания наладок этих устройств и выбирая параметры инструмента,
технолог разнопланово изменяет форму активной поверхности зуба, оставляя
конструктору и контролеру возможность оценки этих изменений по пятну кон-
такта.
VI. Таким образом, чертеж конического колеса отражает только самые об-
щие конструктивные параметры зубчатых колес, а как таковая зубчатая пара ре-
ализуется только на конкретных данных станках данной настройки.
Из этих особенностей возникает ряд проблем, главная из которых заключа-
ется в том, что .по одному и тому же чертежу волей технолога могут быть вы-
полнены разные зубчатые колеса, которые будут оценены как равнозначные из-за
плохой информативности пятна контакта.
VII. На практике в большинстве случаев используются станки, реализующие
не универсальную схему, а плосковершинную.
Зубострогальные станки 710'6 фирмы «Глисон», 26HS и зубошлифовальные
станки (2.6TS фирмы «Гарбек» и KS-4.2 фирмы «Мааг» построены по универсаль-
ной схеме и позволяют получать нужную глубину модификации при любом чис-
ле зубьев плоского производящего колеса. Фирмой «Глисон» в станках моделей
137 и 463 для шлифования круговых зубьев эта проблема решена введением ме-
ханизма модификации профиля. Отечественные зубошлифовальные станки моде-
лей 5871, 5А872 и другие такими механизмами не оснащены.
VIII. Разрабатывая конструкцию и производя доводку пары конических ко-
лес. необходимо учитывать, что ее (конструкцию) определяет комплекс: чертеж,
расчет наладок станков, копире тые станки с неизменяемыми наладками, т. е.
станки, постоянно закрепленные за одной операцией зубообработки. Этот комп-
лекс является основой первой системы изготовления высококачественных кониче-
ских зубчатых передач, наиболее широко применяемой в настоящее время в ави-
ационном производстве. Эта система черезвычайно неудобна и неэкономична,
так как отладка зацепления ведется по методу проб и ошибок, что требует мно-
го времени и средств на повторение циклов отладки конструкции и технологии.
Единственным критерием правильности выбора конструктивных параметров, на-
ладок станков и технологически о процесса, требований к пятну контакта явля-
ются длительные натурные испытания, которые в основном и определяют дли-
тельность циклов доводки. При такой системе производства передач только для
шлифования одной пары конических колес с круговыми зубьями необходим тех-
нологический комплект из трех станков постоянной наладки, но высокие требо-
вания к авиационным передачам по надежности сделала применение такой систе-
мы неизбежной и обязательной.
IX. Эта система отработки и изготовления конических передач состоит из
следующих этапов.
1- й этап — проектирование зацепления. Как указывалось выше, при проекти-
ровании задают необходимые, ио недостаточные параметры конструкции зубча-
тых венцов, поскольку не задается форма профиля и линии зубьев. Во времен-
ной конструкторско-технологической инструкции либо иа чертеже задается пред-
варительное пятно контакта в соответствии с рекомендациями, которые приведе-
ны в гл. 10.
2-й этап—выбор станка. В табл. 9.1 приведены сведения о станках универ-
сальной схемы для изготовления прямозубых колес, позволяющих получать мо-
дификацию профилей зубьев любой необходимой глубины. Остальные станки
(отечественные и иностранные) построены по схеме плосковершинного произво-
дящего колеса.
При выборе станка для прямозубых колес следует руководствоваться следу-
ющими соображениями: если передача высокоскоростная (о>40 м/с), высокой
188
Таблица 9.1
Технические характеристики зубообрабатывающих станков универсальной схемы
для прямозубых конических колес
Технические характеристики станка Модель станка, фиры^ 'грана
Зубострогаль- ный 710В, 7ЮС „Глисон* США Зубостро- гальный 26Н, 26HS „Гарбек* ФРГ Зубошлифо- Зубошли-
вальный 26TS „Гарбек“ ФРГ фовальиыи KS-42 „Мааг“ Швейцария
Продольная форма дна впадины Прямая Прямая Вогнутая Прямая
Наибольший модуль нарезаемого ко- 6,35 6 8,5 8
леса, мм
Число нарезаемых зубьев:
наибольшее 120 120
наименьшее 9 16
Наибольшее передаточное отношение при ортогональной передаче 6 : 1 10 : 1 6 : 1 8 : 1
Наибольший диаметр делительной ок- ружности нарезаемого колеса, мм:
при наибольшем передаточном 215 265 220 420
отношении
при передаточном числе и=1 150 190 157 300
Длина образующей делительного ко- нуса внешнего торца, мм:
наибольшая 107 135 112 212
наименьшая 0 — 50 28
Наибольшая ширина венца (длина нарезаемого зуба), мм 35 50 35 100
Угол делительного конуса нарезаемо- го колеса, °:
наибольший 90 90 90 90
наименьший 8 5 9 7
Габаритные размеры станка, мм:
ширина 2030 3000 3200 3050
длина 1520 1900 2200 1900
Масса станка, кг 4989 3900 3800 6500
точности (не ниже 6-й степени), то следует выбирать приведенную глубину мо-
дификации профилей пары зубчатых колес порядка 0,02... 0,03 мм; если переда-
ча среднескоростная длительного действия (v<40 м/с), или высоконапряженная
кратковременного действия, то — порядка 0,03 ... 0,05 мм для модулей колес
2,5... 6 мм. Выбрав ориентировочно глубину модификации и зная гс и модули
зубчатых колес, по рис. 9.3 сопоставляем необходимую и получаемую на стайках
с плосковершинной схемой обработки глубину модификации. Если они близки,
189
то можно выбирать любой из имеющихся станков. Если нет, то чистовое зубона-
резание или шлифование необходимо производить на станках универсальной
схемы.
При выборе станков для обработки круговых зубьев, а речь идет только О'
зубошлифовальных станках, так как нешлифованные зубчатые колеса практиче-
ски не применяются, следует руководствоваться тем, что станки фирмы «Гли-
сон» 463 и 137 имеют более гибкую конструкцию в отношении обеспечения необ-
ходимой формы активных поверхностей зубьев.
Рекомендации по величине модификации поверхностей круговьтх зубьев не
могут быть даны из-за того, что на ее выбор оказывает влияние значительно
большее число факторов и их сочетаний. Особенное значение при этом имеет ве-
личина осевого перекрытия.
3-й этап — расчет наладочных параметров станков по фирменным инструкци-
ям (с учетом выбранной глубины модификации при расчете наладок станков с
универсальной схемой для прямозубых колес и станков для обработки колес с
круговыми зубьями).
4-й этап — обработка пробной пары зубчатых колес, технологический конт-
роль по пятну контакта. При необходимости повторная обработка иа скорректи-
рованных наладках, если пятно контакта не отвечает предварительным требова-
ниям.
5-й этап — натурные испытания изготовленной по наладкам 4-го этапа рабо-
чей пары. Оценка результатов испытания по следам контакта рабочих поверхно-
стей зубьев. Не должно быть локальных усиленных следов контакта, особенно с
выходом на кромки зубьев. Исходя из экспертной оценки контакта работавших
поверхностей зубьев, которая производится, как правило, группой специалистов,
включающей конструкторов, технологов, работников ОТК, производят корректи-
ровку наладок станков с целью увеличения или уменьшения величины модифи-
кации, изменения размеров и положения пятна контакта, которые должны иск-
лючить дефекты испытанной передачи.
4-й и 5-й этапы повторяются многократно до достижения удовлетворитель-
ной работы передачи в течение ресурсного времени.
6-й этап — оформление технической документации для серийного производ-
ства. В технологию вносятся окончательные наладки станка, взамен временной
выпускается постоянная инструкция на получение, регулировку и контроль пят-
на контакта в механическом и сборочном цехах.
X. Вторая система отработки и изготовления конических передач построена
на принципе использования дополнительно к пятну контакта таких характерис-
тик рабочей поверхности, как профиль и линия зубьев, и включает:
1. Оптимальную конструкцию, заданную в чертежах объективными парамет-
рами (в частности, задаются номинальные по форме профиль и линия зубьев).
2. Доводку конструкции и отладку технологического процесса по результатам
измерения профиля и линии зубьев.
3. Образцовые зубчатые колеса, аттестованные по профилю и линии зубьев.
4. Систему допусков, регламентирующую функциональную точность зубчатых
колес и пар.
5. Систему контроля по объективным показателям.
6. Применение приборов для комплексного однопрофильного контроля, обес-
печивающих высокопроизводительный контроль по объективным показателям
точности.
Эта система уже нашла применение и показала свои преимущества; она
состоит из следующих этапов:
1-й этап —проектирование зацепления, оформление чертежей с нормирова-
нием погрешностей профиля и линий зубьев. Этот факт является узловым во вто-
рой системе, так как требует задания в чертеже объективного критерия формы
зацепляющихся поверхностей зубьев. Рекомендуется задавать форму профиля и
линии зубьев графически в виде развертки по делительной окружности в сред-
нем сечении для профиля и линии зуба по делительному конусу. Пример показан
на рис. 9.5. Параметры профиля и линии зуба задаются предварительно по опыту
эксплуатации подобных передач и в соответствии с рекомендациями 2-го этапа
первой системы.
190
Рис. 9.5. Пример задания на чертеже фор-
мы поверхностей зубьев пары конических
зубчатых колес:
форма профиля; б—форма линии зуба_
(ДаХ—глубина модификации приведенного*
профиля; ДрХ—глубина модификации при-*
веденной линии зубьев; AFpS—глубина мо-
дификации направления приведенной ли-
нии зубьев)
2-й и 3-й этапы — те же, что и в первой системе.
4-й этап — обработка пробной пары зубчатых колес ведется уже с техноло-
гическим контролем на приборах для контроля профиля и направления зубьев
или на приборах для комплексного однопрофильного контроля по методике, из-
ложенной в гл. 10, с точной количественной регистрацией параметров поверхно-
сти зубьев. Результаты записываются на диаграммной бумаге. Таким образом,
исключается субъективная оценка результатов изготовления пробной пары по
пятну контакта и упрошается уточнение наладки станков.
5-й и 6-й этапы — те же, что и в первой системе.
Главный результат применения второй системы — объективно задаваемая и
контролируемая форма активных поверхностей зубьев, что обеспечивает оптими-
зацию этой формы с соответствующим повышением несущей способности переда-
чи, ее надежности и стабильности свойств. Кроме того, появляется возможность
отказаться от установки станков на постоянные наладки, что дает большой эко-
номический эффект за счет уменьшения количества станков, производственных
площадей и др.
9.3. ШЛИФОВАНИЕ ЗУБЧАТЫХ КОЛЕС.
ПРИЖОГИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Зубошлифованне — отделочная операция скоростных зубчатых колес с высо-
кой поверхностной твердостью. Она предназначена для обеспечения высокой
(4... 6) степени точности изготовления зубчатых колес устранением .погрешностей
механической обработки и деформаций, возникающих при химико-термической
обработке. Шлифование оказывает также существенное влияние на качество по-
верхностного слоя зубьев [44, 125, 140, 137, 138, 139, 145, 175]. Значительно умень-
шая шероховатость поверхности (7?а=0,20... 1,20 мкм). оно вместе с тем из-за
интенсивного тепловыделения в зоне резания способно изменить структуру, твер-
дость, напряженное состояние, и как следствие, работоспособность зубчатых ко-
лес [125, 145]. Наиболее сильно отрицательное влияние шлифования проявляется
при образовании структурных изменений (прижогов) в слое толщиной более
20 ... 25 мкм. Необходимость предупреждения шлифовочных прижогов обусловли-
вает низкую производительность зубошлифовальной операции и повышенную ее
трудоемкость. Рациональная технология зубошлифования наряду с достижением
высокой точности требует, таким образом, обеспечения качественного поверхно-
стного слоя зубьев при наибольшей производительности.
9.3.1. ТОЧНОСТЬ ОБРАБОТКИ И ОБОРУДОВАНИЕ
Точность обработки зубчатых колес преимущественно определяется точностью
применяемого оборудования. Определенное влияние оказывают точность оснаст-
ки и шлифовального круга, правильность выбора и подготовки технологических
баз и способов крепления детали. При оптимальной величине припуска конечная
точность зубчатого колеса не зависит от исходной точности, которая определяет
величину припуска под зубошлифованне и тем самым трудоемкость этой опера-
ции.
Зубошлифовальное оборудование характеризуется большим числом моделей
отечественных и зарубежных станков, отличающихся точностью обработки и тех-
нологическими возможностями. Данные, характеризующие точность обработки
цементованных зубчатых колес на различных станках, приведены в табл. 9.2—9.3.
191
Таблица 9.3
Характеристика станков для обработки цилиндрических зубчатых колес
Характеристика станков для обработки конических зубчатых колес
Характеристика стайка Размеры обрабатываемые зубчатых колес, мм Степень точности по СТ СЭВ 186 -75 Схема расположения шлифо- вальных кругов
Абразивный инструмент Модель (фирма) Наибольший диаметр Наибольшая длина об- разующего начального конуса Наибольшая ширина зубчатого веица Модуль
Для прямозубых колес
Конусный круг
Для зубчатых колес с круговыми зубьями
Чашечный круг 5871 500 250 65 12 4. .5
5А872 800 420 100 12 4. .5
463 863 381 76 12 4. .5
„Глисон"
На выбор модели станка, кроме точности, оказывают влияние возможность
обеспечения качественного поверхностного слоя зубьев при наибольшей произво-
дительности, осуществления профильной модификации, обработки основания зубь-
ев, соответствие размерам обрабатываемой детали, легкость переналадки и др.
Зубошлифовальные станки работают по методу копирования или обкатки.
Метод копирования (станки 586В, 5860В и др.) в авиационной промышленности
применяют для шлифования зубчатых колес внутреннего зацепления. Обработка
скоростных высоконапряженных зубчатых колес наружного зацепления произво-
дится на станках, работающих методом обкатки (см. табл. 9.2). Он основан на
принципе зацепления обрабатываемого колеса с зубчатой рейкой, роль которой
выполняют рабочие кромки тарельчатого, червячного, конусного или чашечного
типов абразивных кругов.
Для шлифования цилиндрических зубчатых колес наибольшее применение
имеют станки, работающие тарельчатыми кругами и абразивным червяком.
Станки 5851, 5858; фирмы «Мааг» HSS-ЗЮ, HSS-60, SD-32X и др., шлифую-
щие зубья двумя тарельчатыми кругами, обеспечивают наиболее высокую степень
точности (4... 5). Этому способствует наличие специального компенсационного
механизма, контролирующего износ кромок абразивных кругов и автоматически
перемещающих их в исходное положение. Благодаря этому износ кромок, неиз-
бежный во время работы и способствующий их самозатачиванию, не влияет на
193
192:
точность обработки. Возможность самозатачивания, а также автоматической
правки абразивного инструмента во время работы, позволяет применять более
мягкие шлифовальные круги, снижающие вероятность образования прижогов и
проводить обработку без охлаждения. К другим преимуществам этих станков от-
носится возможность профильной и продольной модификаций.
Шлифовальные круги на станках могут устанавливаться с наклоном к вер-
тикальной плоскости под углом «и = 15... 20’ или параллельно друг другу
(аи=0°). Нулевой метод шлифования имеет преимущества как по производи-
тельности, так и качеству обработки и поэтому является предпочтительным. Для
него характерны более короткий ход обкатки, сокращенная длина продольного
хода шлифуемого колеса, а также возможность применения повышенных режи-
мов резания [137], что в два раза сокращает время обработки. Кроме того, при
нулевом методе шлифования на зубе отсутствует характерная «мааговская» сет-
ка и достигается более высокая чистота поверхности.
Недостатком станков, работающих тарельчатыми кругами, является малая
универсальность, поскольку они требуют применения для каждого типоразмера
обрабатываемых колес специальных делительных дисков и обкатных барабанов
Зубошлифовальные станки 5В83Э, 5В832, 5В833, 5835, 5В836, фирмы «Рейс
хауэр» NZA, AZA и др. (см. табл. 9.2), работающие абразивным червяком, со-
четают высокую степень точности 4... 5) с высокой производительностью. Высо-
кая степень точности достигается применением электрического вала в кинемати-
ческой цепи, обеспечивающим синхронизацию движений инструмента и детали.
Высокая производительность достигается использованием рациональной схемы
обработки, которая предусматривает совмещение движений обкатки и деления и
тем самым исключает холостые ходы и реверсы. Обработка основана на непре-
рывном обкатывании однозаход.чого абразивного червяка, имеющего в осевом
сечении вид прямобочной рейки, с вращающимся зубчатым колесом, при медлен-
ном перемещении его вдоль своей оси. Дополнительным преимуществом этих
станков является возможность обработки зубчатых колес с модулем меньше
1 мм (см. табл. 9.2). К недостаткам станков следует отнести трудоемкость прав-
ки абразивных кругов и невозможность ее проведения в процессе шлифования.
Эти станки обеспечивают изготовление зубчатых колес со степенью точности
4... 5 по ГОСТ 1643—72 и шероховатостью поверхности 7?о = 0,63 мкм по ГОСТ
2789—73.
Станки 5870М, 5А871, обеспечивая 6-ю степень точности по СТ СЭВ 186—75,
применяются для шлифования прямозубых конических колес (см. табл. 9.3). Об-
работка на иих производится двумя кругами, которые совершают возвратно-пос-
тупательное движение вдоль зуба. Более высокая точность достигается при при-
менении станков фирмы «Мааг» KS-42 (см. табл. 9.3), на которых шлифование
проводится перемещающимися вдоль зуба тарельчатыми кругами, износ рабочих
кромок которых автоматически компенсируется.
Зубошлифование конических колес с круговыми зубьями осуществляется на
станках 5871, 5А872 и стайках 463 фирмы «Глисон» (см. табл. 9.3). Эти станки
работают чашечными абразивными кругами по полуавтоматическому циклу с
принудительной правкой шлифовального круга, обеспечивая 4 ... 5-ю степень точ-
ности по СТ СЭВ 186—715.
9.3.2. ОБЕСПЕЧЕНИЕ КАЧЕСТВА ПОВЕРХНОСТНОГО СЛОЯ ЗУБЬЕВ
Для сокращения времени обработки и обеспечения высокого качества обра-
батываемой поверхности шлифование разделяют на черновое и чистовое. На чер-
новых проходах, при которых удаляется основная часть припуска, применяются
повышенные режимы резания. Однако они выбираются так, чтобы обеспечить
требуемую точность, а глубина прижогов на последнем черновом проходе не пре-
вышала величины припуска (обычно 0,02... 0,06 мм), снимаемого при чистовом
шлифовании. Чистовые проходы, число которых назначается от двух до трех,
выполняются после правки абразивного круга на режимах, не вызывающих
структурных изменений. Для повышения чистоты повепхности после чистового
шлифования проводятся один-два «выхаживающих прохода» без увеличения глу-
бины резания. Общее число проходов зависит от припуска, величина которого
устанавливается экспериментально, исходя из замеров фактических деформаций
194
зубчатых колес. Ориентировочная величина припуска, для цементованных зубча-
тых колес приведена в работе [83]. Для зубчатых колес с т=3... 5 мм и диамет-
ром 130... 500 мм припуск составляет 0,20 ... 0,35 мм.
Большая величина припуска определяет не только повышенную трудоемкость
зубошлифовальной операции, но и увеличивает опасность образования прижогов,
снижающих качество поверхностного слоя зубьев. Управление качеством обраба-
тываемой поверхности проводится исходя из закономерностей образования при-
жогов и их влияния на свойства.
9.3.3. ЗАКОНОМЕРНОСТИ ОБРАЗОВАНИЯ ШЛИФОВОЧНЫХ ПРИЖОГОВ
Первопричина прижогов — тепловыделение в зоне резания. Чем больше кон-
тактная температура и время ее действия, тем выше интенсивность и глубина
прижогов. Зубошлифование характеризуется большим числом технологических
параметров. На интенсивность тепловыделения и тем самым образование при-
жогов влияют размеры зубчатых колес, применяемые для них материалы, ре-
жимы и способы шлифования, характеристики кругов, условия их правки, при-
меняемые СОЖ и другие технологические параметры. Степень влияния этих
параметров может быть установлена металлографическим анализом структурно
измененного (дефектного) слоя h или аналитически по известному из теории теп-
лопроводимости уравнению проникновения тепловой волны:
, 1 / от Лпах
h = I/ ----In-------,
г ЗТ Cto i
X
где /г — глубина слоя с измененной структурой; а —-----— — коэффициент
CQ
температуропроводности (X — коэффициент теплопроводности; с — удельная
теплоемкость; р — плотность обрабатываемого материала); т — время рас-
пространения теплоты; /тах — максимальная контактная температура в зоне
резания: /доп — допустимая температура, не вызывающая структурных измене-
ний на глубине h.
При определении контактной температуры и 'времени ее действия применя-
ют метод тепловых источников. Реальный тепловой процесс при шлифовании за-
меняют схемой, согласно которой -большое число высокотемпературных очагов —
зон резания отдельным абразивным зерном — представляется единым движу-
щимся по поверхности зуба источником теплоты. Форма и размеры такого ис-
точника определяются геометрическими параметрами площадки контакта шли-
фовального круга с обрабатываемой поверхностью. Их определение сводится к
вычислению части поверхности шлифовального круга, входящего в тело зуба на
глубину резания [Т38]. Расчетные зависимости для определения контактной тем-
пературы выбираются в соответствии с формой теплового источника и приво-
дятся в работе [175]. Время действия теплового источника определяется из от-
ношения его ширины к скорости перемещения.
В зависимости от мощности теплового источника, времени его действия,
а также теплопрочности обрабатываемой стали структурные изменения развива-
ются на различную глубину и вызываются образованием прижогов отпуска и
закалкн с отпуском. Прижоги отпуска состоят из продуктов распада мартен-
сита (тростит, тростосорбит и т. п.) и металлографически проявляются в виде
темнотравящегося слоя. Периферийная зона прижогов закалки с отпуском пред-
ставляет собой вторично закаленный светлотравящийся слой, располагающийся
над слоем отпущенного металла. Вторично закаленный слой имеет аустенитно-
мартенситную структуру и сочетает в себе высокую микротвердость (9003 ...
... JOOOO МПа) с большим количеством остаточного аустенита (до 90%). Внеш-
ний вид прижогов зависит от способа зубошлифования. Участки с измененной
структурой, выявленные методом травления, имеют вид темных и светлых полос,
направление которых обычно совпадает с направлением движения шлифоваль-
ного круга на поверхности зуба. Из-за неодинакового минутного съема металла,
определяющего теплонапряженность процесса шлифования, толщина структурно
изменённого слоя различна -по высоте зуба. В большинстве случаев наибольшей
величины она достигает на головке зуба.
195
Как следует из рис. 9.6, где в качестве примера показано влияние пара-
метров режима шлифования на толщину дефектного слоя при обработке на
станке 5851 с аи=|15°, наиболее сильно влияют глубина шлифования и попереч-
ная подача. При увеличении глубины шлифования с OjOl до Ю,О7 мм толщина
слоя с измененной структурой увеличивается примерно в 4 ... 5 раз. Увеличе-
ние осевой подачи с 1,08 до 1,65 'мм/кач вызывает рост толщины поврежденного
слоя в '1,5 ... 2,5 раза. Влияние числа качаний (обкаток) колеса менее значи-
тельно; при их увеличении с 93 до, 1'54 толщина поврежденного слоя увеличи-
вается с 1,2 ... 1,4 раза с постепенным уменьшением степени возрастания. Это
объясняется сокращением времени соприкосно-
вения шлифовального круга с поверхностью зу-
ба, а следовательно, уменьшением продолжи-
тельности теплового воздействия в зоне реза-
ния.
С увеличением геометрических параметров
зубчатых колес толщина дефектного слоя рас-
тет, что иллюстрируется его зависимостью от
радиуса кривизны профиля зуба (рис. 9.7), ве-
личина которого определяется модулем и чис-
лом зубьев.
На глубину прижогов существенное влия-
ние оказывает материал зубчатых колес. При
Рис. 9.7. Влияние радиуса кривизны профиля зуба q
на толщину структурно измененного слоя h для ста-
ли 12Х2НВФА при 5=1,08 мм/кач, п=154 кач/мин, ста-
нок 5851, аи“15°
196
шлифовании на одинаковых режимах толщина структурно измененного слоя у
сталей 12Х2НВФА, 20ХЗМВФ-Ш, 16ХЗНВМФ.БЦ и др., теплопрочных до 300° С в
1 5 - 2 раза, а у стали 40ХЭНВМ2Ф-Ш, теплопрочной до 400° С в 2,5 раза мень-
ше, чем у сталей 12Х2Н4А и др., не обладающих теплопрочностью.
9.3.4. ВЛИЯНИЕ ПРИЖОГОВ НА ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
ПОВЕРХНОСТНОГО СЛОЯ ЗУБЬЕВ
Образование прижогов вызывает изменение твердости по толщине цементо-
ванного слоя и на поверхности зуба. На поверхности в местах прижогов от-
пуска твердость имеет наименьшее значение (рис. 9.8, кривая 1), и ее снижение
Рис. 9.8. Изменение твердости по
толщине Z поверхностного слоя зу-
ба из стали 12X2 НВФА:
1—в прижогах отпуска; h= 120 мкм;
2—в прижогах закалкн с отпуском;
А=180 мкм
тем сильнее, чем толще отпущенный слой. В прижогах закалки с отпуском твер-
дость во вторично закаленном слое выше, чем на исходной структуре, и резко
снижается при переходе к 'Отпущенному металлу (см. рис. 9J8, кривая 2). Твер-
дость на поверхности зуба в п-рижогах отпуска или под вторично закаленным
слоем для различной толщины отпущенного слоя характеризует обобщенная за-
висимость на рис. 9.9.
Шлифование изменяет напряженное состояние. Зубчатые колеса до шлифо-
вания имеют 'В тонком поверхностном слое остаточные напряжения сжатия
(рис. 9.-1Ю, кривые 1 и 2). При шлифовании слой с остаточными напряжения-
Рис. 9.9, Зависимость твердости иа поверхно-
сти зуба от толщины отпущенного слоя h:
-/-—для нетеплопрочных сталей; 2—для сталей
теплопрочных до 300° С
Рис. 9.10. Распределение остаточных напряже-
ний о по толщине цементованного слоя зуба
колеса с т=2,5 мм из стали 12Х2НВФА:
2—до шлифования; 3 ... 6—после шлифова-
ния с разной глубиной резания
197
ми сжатия частично или полностью сре-
зается, что приводит к перераспределе-
нию напряжений. У зубчатых колес пос-
ле шлифования без прижогов сохраняют-
ся небольшой величины остаточные нап-
ряжения сжатия или возникают неболь-
шие напряжения растяжения (см. рис.
9.10, кривая ?). У зубчатых колес, про-
шлифованных с прижогами, в большин-
стве случаев формируются остаточные
напряжения растяжения (см. рис. 9.1Э,
кривые 4 ... 6), чему в наибольшей степе-
ни способствуют термические факторы
(импульсный нагрев и интенсивное ох-
лаждение), а также фазовые превраще-
ния, сопровождающиеся образованием
структурных составляющих с меньшим
удельным объемом. Величина остаточ-
ных напряжений растяжения интенсивно
растет с увеличением толщины дефектно-
го слоя.
9.3.5. ВЛИЯНИЕ ПРИЖОГОВ НА ЭКС-
ПЛУАТАЦИОННЫЕ СВОЙСТВА
ЗУБЧАТЫХ КОЛЕС
Прижоги оказывают отрицательное
влияние на выносливость при изгибе
зубьев. Из сравнительных испытаний,
проведенных на стенде, работающем по
принципу замкнутого контура, следует,
что зубчатые колеса с прижогами имеют
среднюю долговечность примерно в 1,4
раза, а минимальную — в 1,6 раза мень-
ше, чем зубчатые колеса, прошлифован-
ные без прижогов. Более низкая долго-
вечность зубчатых колес с прижогами
(толщиной в среднем 35 ... 45 мкм) обус-
ловлена наличием у основания зубьев ос-
таточных напряжений растяжения (при-
мерно '2'50 ... 3'5Э МПа), а также струк-
турной неоднородности и пониженной
твердости поверхности (до HRC 57).
Эти же факторы определяют значи-
тельное снижение контактной выносли-
вости при наличии прижогов [125]. Ре-
зультаты испытаний образцов на ролико-
вой машине Ш17 при удельном скольже-
нии —6% и смазке синтетическим мас-
лом типа 36/1 к при температуре 100° С
приведены на рис. 9.11. Линии выносли-
вости на этих рисунках соответствуют
50% вероятности неразрушения. Правые
линии относятся к роликовым образцам,
не имеющим прижогов (HRC 60. толщи-
на структурно измененного слоя не бо-
лее 20 ... 25 мкм), левые — к образцам,
шлифовочные прижоги иа поверхности
которых привели к падению твердости в
зоне питтинга до 550 (HRC 51) у стали
12Х2НЧА и до 620 (HRC 55) у стали
198
a—из стали I2X2H4A; б—из стали 12Х2НВФА; 1—зубчатые колеса с нешлифованным поднут-
ренным основанием зубьев; 2—с нешлифованным основанием с уступом; 3—сошлифоваиным
основанием зубьев
12Х2НВФА. Образование прижогов глубиной ЬОО мкм, вызывающих па-
дение твердости на поверхности до HRC 51, приводит к снижению долговечно-
сти стали 1ЕХ2Н4А примерно в 8 раз, а ограниченного предела контактной вы-
носливости на 25% (см. рис. ©.'11, а). Для стали 4.2Х2НВФА (см. рис. 9.L1, б)
прижоги глубиной 77 мкм, уменьшающие твердость с HRC 60 до HRC 55, сни-
жают долговечность почти в 3,5 раза, а ограниченный предел контактной вы-
носливости на .1'8%. Шкалы твердости и глубины прижогов, приведенные в верх-
нем углу .рисунков, .позволяют оценить снижение долговечности и ограниченного
предела контактной выносливости при образовании прижогов разной интенсив-
ности.
Оценить степень влияния прижогов на контактную выносливость можно
также аналитически:
В = e_0,22///?Cmln + 5,89 • 105,
где б — относительное снижение долговечности при наличии прижогов;
HRCmtn — наименьшая твердость на шлифованной поверхности.
Степень влияния прижогов на предельное контактное напряжение опреде-
ляется по измененной формуле А. И. Петрусевича:
°iim = 2.88-С1Я ЯСт1п
где Ац — число циклов нагружения; Ci — коэффициент, учитывающий небла-
гоприятное влияние остаточных напряжений растяжения, величина которого для
5.0% вероятности неразрушения CJ = b,85///?Cmln + 4.
При установленной глубине прижогов или минимальной твердости на по-
верхности аналитическим путем можно определить допустимые контактные на-
пряжения и, сравнивая их с расчетными, производить оценку эксплуатационной
надежности зубчатых передач.
Эффективность применения зубчатых колес с нешлифованным поднутрен-
ным основанием зубьев следует из рис. 9.Г2, на котором приведены результаты
стендовых испытаний зубчатых колес (т=2,5 мм, Zi=z2=33, b— ФО мм, а=
=20°) 6-й степени точности.
199
Долговечность таких зубчатых колес (см. 'рис. 9.12, а кривая 1) в 2...2,5ра-
за, а предел прочности зубьев при изгибе .на ГО ... 15% выше, чем у зубчатых
колес со шлифовальным основанием (кривая 3) или с нешлифовальным осно-
ванием с уступом (кривая 2), линии выносливости которых практически сов-
падают.
Еслиддееяе химико-термической обработки у оснований зубьев удалять рис-
ки с таким расчетом, чтобы следы обработки ориентировать перпендикулярно
оси зуба, то эффект применения зубчатых колес с иешлифовальным поднутрен-
ным основанием может быть более высоким: прочность зубьев при изгибе повы-
шается на 45 ... 75% [92].
9.3.6. ПУТИ УСТРАНЕНИЯ ПРИЖОГОВ ПРИ ЗУБОШЛИФОВАНИИ
Предупреждение образования прижогов — -важнейшее мероприятие для
обеспечения работоспособности зубчатых колес по контактной 'выносливости.
Наиболее эффективные пути устранения прижогов следующие: 1) выбор мате-
риала для зубчатых колес, мало склонного к образованию структурных изме-
нений; 2) применение оптимальных режимов шлифования на черновых и чи-
стовых проходах; 3) применение рациональных способов зубошлифования; 4) вы-
бор соответствующих характеристик шлифовального круга, условий их правки и
балансировки; 5) применение шлифовальных кругов с прерывистой рабочей по-
верхностью; -6) совершенствование технологии химико-термической обработки,
обеспечивающей минимальную величину припуска под зубошлифование.
При изготовлении высокюнапряженных зубчатых колес целесообразно приме-
нять теплопрочные, менее склонные к образованию прижогов, стали 1’2Х2НВФА,
2ЮХЗМВФА, 1'бХЗНВМФБЦ и особенно ЬЗХЗ'НВМЙФ-Ш. Они допускают более
производительные режимы шлифования, снижающие время на обработку одного
зуба на 30 ... 50%, по- сравнению со сталью 12Х2Н4А.
Получение качественного поверхностного слоя зубьев в значительной степе-
ни зависит от правильного выбора режимов шлифования. Рациональные режимы
шлифования на черновых и чистовых проходах для зубчатых колес (m==il ...
... 5,5 мм и диаметр делительной окружности до ЗОЙ мм) из разных сталей, об-
рабатываемых на станках 5851 с установкой кругов ап= 15° и 0°, приведены
в табл. 9.4 ... 9.7. В них указаны предельные значения глубины шлифования
и подач. Режимы шлифования на черновых проходах установлены с таким рас-
четом, чтобы возникающие при зтом структурные изменения полностью удаля-
лись при чистовом шлифовании. Кроме того, назначалось возможно большее
(но с учетом обеспечения необходимой точности) число качаний зубчатого ко-
леса в минуту. Режимы установлены для случая шлифования широко распро-
страненными в практике кругами ЭБ25СМ2К. Для получения качественного по-
верхностного слоя правку кругов следует производить перед каждым чистовым
проходом. Число чистовых проходов должно быть не менее двух.
Важным фактором, определяющим производительность процесса шлифования
н качество поверхностного слоя зубьев, является правильный выбор способа зубо-
шлифования [139]. Наилучшим с точки зрения обеспечения точности с наиболь-
шей производительностью при отсутствии прижогов в производстве среднемо-
дульных цилиндрических зубчатых колес следует считать способ шлифования,
осуществляемый на станках 5851. При шлифовании -с увеличенным числом ка-
чаний (144 ... 2'02) целесообразнее на этих станках применять установку кругов-
с аи=0°-
Способы зубошлифования отличаются схемой образования резов на поверх-
ности зуба и, как следствие, формой и размером образующихся мгновенных теп-
ловых источников [1&9]. При обработке на станках 5851 с аи=|0о тепловой ис-
точник (площадка контакта) представляет собой длинную узкую полоску, вы-
тянутую -вдоль зуба, т. е. перпендикулярно направлению движения обкатки, что
обеспечивает незначительное время теплового воздействия в зоне резания.
При шлифовании на станках 5851 с аи= 1-5° и на станках с червячным аб-
разивным кругом форма теплового источника близка к квадрату. Такая форма-
теплового источника увеличивает время теплового- воздействия и, как следствие;,
глубину проникновения тепловой волны.
200
Режимы шлифования зубчатых колес из сталей нетёпЛбпрочных (12Х2Н4А, 20ХНЗА, 18Х2Н4ЙА и Др.) На станках 58S1 с Ои=0
Чистовое 0,02 190(1,33) 144 0,02 140(1,08) 128 0,01 150(1,08)
__________0,01 240(1,33)__184 0,01 190(1,33)__144 0,01 150(1,33)
201
Таблица 9.5
Режимы шлифования зубчатых колес из сталей теплопрочиых до 300° С (12Х2ПВФА, 20ХЗМВФА и др.) с аи—0°
Шлифование Параметры шлифования
Д, мм мм/мин (S, мм/кач) л, кач/мин Д, мм ? мм*/мин (5, мм/кач) л, кач/мин Д, мм $м> мм/мин (S, мм/кач) л, кач/мин
при диаметре делительной окружности зубчатого колеса, мм
до 100 100...200 £00...300
1,0...2,5 Черновое 0,06 240(1,67) 144 0,05 240(1,67) 144 0,05 150(1,08) 144
0,05 300(1,67) 184 0,05 240(1,33) 184 0,04 220(1,33) 164
0,04 370(2,11) 184 0,04 300(2,11) 184 0,03 290(1,67) 184
0,03 390i(2,'hli) 184
Чистовое 0,03 240(1,67) 144 0,02 220(1,67) 144 0,02 190(1,33) 144
0,02 270(1,67) 164 0,02 2:20(1,33) 164 0,01 270(1,67) 164
0,02 2413(1,33) 184
2,5...4,0 Черновое 0,06 220(1,33) 164 0,05 210(1,67) 128 0,04 220(1,33) 164
0,05 270(1,67) 164 0,05 220(1,33) 164 0,03 280(2,11) 144
0,04 350(2,11) 164 0,04 300(1,67) 184 0,03 270(1,67) 164
0,03 420(2,11) 202 0,03 340(1,67) 202
Чистовое 0,03 210(1,67) 128 0,02 210(1,67) 128 0,01 240(1,67) 144
0,02 240(1,67) 144 0,02 220(1,33) 164 0,01 220(1,33) 164
0,02 240(1,33) 184
4,0...5,5 Черновое 0,05 270(1,33) 202 0,05 220(1,33) 164 0,04 200(1,33) 144
0,05 270(1,67) 164 0,05 200(1,67) 128 0,03 270(1,67) 164
0,04 340(2,11) 164 0,04 270(1,67) 164 0,03 240(1,33) 184
0,03 410(2,11) 202 0,03 320(1,67) 202
Чистовое 0,03 200(11.33) 144 0,02 220(1,33) 164 0,01 240(1,67) 144
0,02 240(1,67) 144 0,01 300(1,67) 184 0,01 220(1,33) 164
0,02 240(1,33) 184
toz
Таблица 9.S
Режимы шлифований зубчатых кбЛес из йетеплвпрочных сталей (12Х2Н4А, 20ХЗР1А, 18Х2Й1ВА и Др.) иа стайках 58S1 с яи = 15°
т, мм Шлифование Параметры шлифования
Д, мм 5, мм/кач Л, кач/мин Д, мм S, мм/кач Ж S S а и Д, мм S, мм/кач /Г, кач/мин Д. мм S, мм /кач гг, кач/мин Д, мм 5, мм/кач S я S - « К а
при диаметре делительной окружностй зубчатого колеса, мм
до 50 50...100 100...150 ИО...200 200...2'.О
1...2.5 Черновое 0,06 0,05 1,08 1,08 120 120 0,05 0,04 0,03 1,08 1,08 1,33 93 120 93 0,03 0,02 1,08 1,33 93 93 0,02 1,08 120 0,02 1,08 120
Чистовое 0,02 0,01 1,08 1,08 120 154 0,02 0,01 0,01 1,08 1,08 1,33 93 120 93 0,01 1,08 120 0,01 1,08 93 0,01 1,08 93
2,5...4 Черновое 0,06 0,05 1,08 1,08 93 120 0,04 0,03 1,08 1,08 93 120 0,03 0,02 1,08 1,33 93 93 0,02 1,08 120
Чистовое 0,02 0,01 1,08 1,08 93 154 0,01 0,01 1,08 1,08 120 154 0,01 1,08 120 0,01 1,08 93
4...5,5 Черновое 0,05 0,04 1,08 1,08 93 120 0,04 0,02 1,08 1,33 93 93 0,02 1,08 120 0,02 1,08 120
Чистовое 0,02 0,01 1,08 1,33 93 93 0,01 1,08 120 0,01 1,08 93 0,01 1,08 93
Режимы шлифования зубчатых колес из сталей теплопрочных до 300° С (12Х2НВФА, 20Х1МВФА и др.) на станках 5851
1 Параметры шлифования _ НИРЧ/ЪЕЯ ‘w при диаметре делительной окружности зубчатого колеса, мм о о о Ю сч со СБ со сб со СБ со СБ со СБ 93
ьвя/кл ‘S 1,08 1,08 1,08 1,08 1,08 ОО со
Л, мм О о 0,01 0,03 0,01 0,02 0,01
НИТЧ/ЪЕЯ ‘и 03'2" ”003 00 о СБ СМ 93 СО О СБ ГМ СО СБ со о 93
S, мм/кач ОО ОО о о 1,08 ОО ОО о о 1,08 о 1,08
<г 0,04 0,03 О СО о о ОО О 0,03 10*0
НИР1/ЪЕЛ 1и О 1? СО о со •*** СБЮ О со ГМ СБ со о о> гм о о гм см со о сб см
мм/кач ОО ОО О о ОО ОО о о сО со о со СО ОО ОО 80‘ I 80*1 ОО ОО ОО
А, мм 0,05 0,04 0,02 0,01 0,04 0,03 0,02 0,01 О о 0,02 0,01
НИИ/ЬЕЛ 'll 1 OSVOOl СО о СБ СМ о о СМ см СО о СБ СМ О СМ Ю) со М4 СБ ю со СМО
S, мм/кач оосо о со 1,08 1,33 ОО СО О СО ОО ОО О О ОО ОО о со ОО ОО ОО
Д, мм а о ОО 0,02 0,01 О ЕО ° 0,02 0,01 1О •'Ф ОО 0,02 0,01
НИИ/ЪЕЛ ‘у о К? о о см см ео о СБ СМ СО о СБ см 93 120
S, мм/кач ОО г- оо О0 со О со г- со О со ОО со О со со ОО со о СО ОО О О
Д, мм 0,05 0,05 со см ° я. о о юю о о со о о о о о о о о СО СМ со О ОО
Шлифование Черновое Чистовое Черновое Чистовое Черновое Чистовое
т, мм 1...2.5 2,5...4,0 4,0...5,5
Расчеты показывают, что температура в зоне контакта при одинаковых ре-
жимах шлифования на станках '5851 с аи=<0Р выше на 50' — 15/FC, чем при
шлифовании на тех же станках с аи — 15°, и поэтому на поверхности зуба чаще
возникает вторично закаленный слой. Однако^ из-за непродолжительности теп-
лового воздействия при установке кругов с аи=0р глубина прижогов меньше.
В случае, если число обкаток невелико (20 ... ГОЮ), то из-за более высоких
температур и времени их действия преимущество 0р установки теряется и из-
бежать прижогов при шлифовании этим способом иногда становится невоз-
можным.
Из производственного опыта известно, что наилучшие результаты обеспе-
чивают применение шлифовальных кругов ЭБ25СМ2К., ЭБ25СМ4К, а для
станков, имеющих компенсаторные устройства, — ЭБ25МЗК. Большое влияние
оказывают качество этих кругов, своевременная лх правка и балансировка.
К снижению теплонапряженности процесса шлифования приводит примене-
ние абразивных кругов с прерывистой рабочей поверхностью [175], которая до-
стигается созданием пазов на режущей кромке или изготовлением из отдельных
абразивных сегментов, закрепленных с промежутками в металлическом корпусе.
При обработке такими кругами температура в зоне резания не успевает достичь
своего максимального значения, поскольку процесс нагрева элементарной пло-
щадки в зоне резания чередуется с кратковременным охлаждением (при ее про-
хождении в зоне впадины). Методика расчета длины режущих выступов и про-
межутков абразивного круга, с помощью которой осуществляется регулирование
температуры в зоне резания, приведена в работе [1715].
9.4. ПОВЕРХНОСТНОЕ ПЛАСТИЧЕСКОЕ ДЕФОРМИРОВАНИЕ
ЗУБЧАТЫХ КОЛЕС
Поверхностное пластическое деформирование (ППД) — технологически про-
стой и эффективный способ улучшения свойств поверхностного слоя зубьев
после шлифования и повышения работоспособности цементованных зубчатых
колес. Высокая эффективность комбинированного упрочнения зубчатых колес,
включающего цементацию (нитроцементацию) и ППД, установлена работами
[Г2, '1,1'3, 118, ’142]. В них показано, что1 холодная пластическая деформация вы-
зывает интенсивный распад остаточного аустенита диффузионного слоя, приво-
дящий к дополнительному увеличению твердости, удельного объема поверхност-
ного слоя и тем самым формированию высоких остаточных напряжений сжатия.
Кроме того, деформационное упрочнение уменьшает вредное влияние повреж-
дений структуры и свойств от шлифовальной операции [60, 172].
ППД повышает эксплуатационные свойства зубчатых колес — эффективно
увеличивает выносливость зубьев при изгибе, несколько повышает противоза-
дирную стойкость и сопротивление износу. Влияние ППД на контактную вы-
носливость неоднозначно; может оказывать положительное, отрицательное влия-
ние и отсутствие влияния [46, 46].
9.4.1. ОСНОВНЫЕ МЕТОДЫ ППД ЗУБЬЕВ И СТУПИЦ ЗУБЧАТЫХ КОЛЕС
Упрочнение зубьев колес осуществляется обкаткой роликами [12, 100] или
валками-шестернями [1L8] и обдувкой дробью [ЬГЗ, '1121, 14'2]. Обкатка поверх-
ностей впадин, и зубьев роликами производится на токарных, фрезерных или
специальных обкатных станках. Метод М. И. Кузьмина [1'00] предусматривает
проведение обкатки на поперечно-строгальных станках с применением много-
роликового упрочнителя. Обкатка валками-шестернями позволяет упрочнять
зубья по .всему профилю. Она производительнее обкатки роликами, но требует
применения специального оборудования и профилированного инструмента.
Обдувка дробью .имеет преимущественное применение вследствие универсаль-
ности, высокой эффективности и производительности, сохранения точности изго-
товления, небольших затрат на оборудование. Дробеударный метод наклепа
включает несколько способов. В условиях массового производства для нещли-
фуемых зубчатых колес применяют дробеметное упрочнение (ДМУ). Установки
ДМУ обладают .высокой производительностью и сообщают потоку дроби высо-
кие скорости (50 ... 90 м/с). При этом жесткие удары дробинок вызывают за-
204
205
метное ухудшение микрогеометрии деформируемой поверхности и ее нагрев.
Другой недостаток этого способа наклепа — невысокая плотность потока дроби,
что отражается на однородности и сплошности упрочнения.
В условиях серийного производства для шлифуемых зубчатых колес исполь-
зуют пневмодробеструйное упрочнение (ПДУ), гидродробеструйное (ГДУ), упроч-
нение .микрошариками' (УМШ). Применяемые для Этих способов наклепа уста-
новки просты по устройству и создают концентрированный поток дроби или ша-
риков. В установках ПДУ стальная дробь (0 О,.8 ... 1,|£> мм) разгоняется струей
сжатого воздуха до скоростей 3 ... 5 м/с и через неподвижное или качающееся
сопло направляется на вращающееся зубчатое колесо. УМШ проводится на ус-
тановках дробеметного типа. В них микрошарики (0 0,1 ... 0,2 мм) с помощью
роторного колеса разгоняются под действием центробежных сил до 40 ... ЮТ м/с.
Небольшой размер деформирующих тел позволяет осуществлять обработку по-
верхности в труднодоступных местах, например, во впадинах зубьев мелкомо-
дульных колес, а также в местах острых надрезов. Сущность ГДУ заключается
в обработке деталей шариками от подшипников (0 11 ... 3 мм), эжектируемыми
смазывающе-охлаждающей жидкостью. Применение СОЖ (чаше всего трансфор-
маторное масло) устраняет сухое трение, смягчает удары дроби, вызывает
охлаждающий эффект, кроме того, повышает стойкость дроби и направляющих
сопел.
Упрочнение ступиц зубчатых колес, выполняющих функцию внутреннего
кольца роликоподшипника, осуществляется алмазным выглаживанием [21. Его
проводят на токарном станке сферическим или цилиндрическим выглаживающим
инструментом с радиусом алмаза 1,5 ... 2,0 мм при усилии 109 ... ЗЭЭ Н, подаче
0,02 ... О,'08 мм/об и скорости 0,8 ... 1,2 м/с за один проход. Выглаживающий
инструмент упруго прижимается к ступице колеса с помощью пружины или
иным способом. Сила прижатия контролируется по шкале тарированного инди-
катора [166].
9.4.2. ВЛИЯНИЕ ПИД НА КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ЗУБЬЕВ
Влияние дробеударных способов наклепа. Показателями интенсивности на-
клепа являются степень упрочнения I 6 = ~-------100, % ), толщина упрочненного
\ ''и:Х /
слоя, величина прогиба контрольных пластинок, определяемая уровнем остаточ-
ных напряжений. Все эти показатели зависят от времени обдувки, диаметра
дроби, скорости ее полета, минутного расхода, угла атаки, расстояния обраба-
тываемой поверхности от места вылета дроби и других факторов. Для получе-
ния общих закономерностей и возможности сопоставления разных способов дро-
беударного упрочнения целесообразно применение обобщенных критериев. Одним
из них является удельная кинематическая энергия дроби £уд
Qv2
щает единице поверхности в единицу -времени £уд = —— ,
, которую она сооб-
где Q — удельный
расход дроби; v — скорость соударения дроби с поверхностью; Sn — площадь
поверхности, упрочняемая потоком дроби; д — ускорение свободного падения.
Критерий £уд определяет долю аккумулированной металлом энергии дефор-
мирования, пропорциональной плотности образующих структурных дефектов. Чем
больше кинетическая энергия, тем выше степень пластической деформации и со-
ответственно интенсивность изменения структуры и свойств упрочняемой поверх-
ности.
Для параметров обработки (диаметр-а дроби, ее расхода и т. д.) величина
критерия £уд определяется способом упрочнения (табл. 9.8). Она больше для
дробеметных способов [при УМШ £уд=74 кДж/(мг мин)] и меньше для дробе-
струйных [ПДУ, ГДУ 2'0 и 11 кДж/(м2-мин) соответственно!.
Количество энергии £уд, сообщаемое дробью единице обрабатываемой по-
верхности за время упрочнения t, характеризует критерий £уд/. Его величина
для каждого способа наклепа отражает «энергетические возможности» режима
упрочнения, позволяет проводить их сопоставление, упрощает выбор рациональ-
ных режимов поверхностного наклепа.
206
Таблица 9.8
Параметры режимов обработки и энергетически-силового воздействия дроби на
обрабатываемую поверхность при разных способах упрочнения
Параметр Способ дробеударного упрочнения
ПДУ ГДУ умш
Диаметр дроби, мм 0,8 1,6 0,2
Давление среды, М По 0,4 0,55 —*
Диаметр сопла (размер щели), мм 10 20 (70X1 >
Расход дроби, кг/мин 9 30 18
Расстояние от места вылета дроби до дета- ли, мм 180 180 180
Скорость дроби, м/с 3 1,2 42
Удельная кинетическая энергия дроби £Уд, кДж/(м2-мин) 20 11 74
Сила удара дроби, Н 5,2 6,9 7,8
Максимальное давление в зоне контакта дро- би с поверхностью, МПа 4390 3040 12600
Радиус площадки контакта, мкм 24 33 17
Глубина залегания максимальных касатель- ных напряжений, мкм 19 26 13
Для сравнения результатов упрочнения образцов и деталей любой формы
продолжительность наклепа принято относить к элементу криволинейной поверх-
ности — части поверхности, на которую дробь падает под эффективными угла-
ми, равными 90—45°. Полное время наклепа роликового образца, принятого для
испытаний на контактную выносливость, составляет /=4/эл; при упрочнении зуб-
Z
чатых колес /з.к = kt31l —, где /З.к — время упрочнения зубчатого колеса;
tan — время обдувки элемента криволинейной поверхности; г — число зубьев
колеса; п — число зубьев колеса, попадающих в конус распыления дроби; k—
= 1 ... 2 — коэффициент, учитывающий влияние угла атаки.
Повышение твердости цементованного слоя при обдувке дробью вызывается
увеличением плотности структурных дефектов, а также выделением дисперсных
когерентных карбидов .в результате частичного распада мартенсита отпуска и
превращением остаточного аустенита. Вклад последнего фактора, Однако, не-
большой, так как количество остаточного аустенита в сталях, обработанных хо-
лодом, составляет 5 ... 1'5%.
Степень упрочнения достигает 10 ... 15% при абсолютном приросте микро-
твердости ДЛ= 100'0 ... 1200 МПа. Уровень упрочнения и распределение мик-
ротвердости в поверхностном слое зависят от времени наклепа элемента по-
верхности /эл (энергии деформирования Е) и .неодинаково для разных способов
упрочнения.
При ПДУ микротвердость и степень упрочнения (рис. 9.43) имеют наиболь-
шую величину при /эл=4 мин (£=80 кДж/м2). Этот режим наклепа обеспе-
чивает также практически предельную толщину упрочненного слоя (230 мкм).
Режимы с /зл>4 мин (£>80 кДж/м2) применять нецелесообразно, так как твер-
дость на поверхности снижается, максимум твердости смещается в подповерхно-
стный слой (кривая 6).
207
Рис. 9.13. Зависимость степени упрочнения
6 и распределения микротвердости Н по
толщине I поверхностного слоя цементован-
ных сталей:
1—до упрочнения; 2—время наклепа эле-
мента поверхности I мин; 3—2 мин; 4—
3 мин; 5—4 мин; 6—8 мин
Рис. 9.14. Распределение мнкротвердости Я по
толщине I поверхностного слоя стали
12Х2НВФА после наклепа с кинетической энер-
гией дроби ~40 кДж/м2 при:
/—ПДУ; 2—ГДУ; 3— УМШ
Влияние способов наклепа на распределение микротвердости выявляется при
деформировании с одинаковой кинетической энергией дроби (рис. 9.14). Инди-
видуальные особенности способов наклепа обусловлены различием силовых па-
раметров деформирования из-за неодинаковой скорости и диаметра дроби, что
определяет разную силу удара, размер контактной площадки и, как следствие,
величину наибольших касательных напряжений и глубину их залегания (см.
табл. 9.8). В соответствии с закономерностями контактного деформирования
глубина упрочнения растет с увеличением размеров дроби, а степень упрочне-
ния — с увеличением скорости ее полета.
При ПДУ и ГДУ в силу близких параметров обработки характер измене-
ния твердости отличается незначительно. Особенность УМШ — создание высоко-
го градиента мнкротвердости у поверхности и небольшая (210 ... 30 мкм) тол-
щина упрочненного слоя, что связано с малым диаметром микрошариков и вы-
сокой скоростью их полета.
Разная величина £уд определяет неодинаковое время наклепа для достиже-
ния наибольшей твердости на поверхности (рис. 9.Г5): Максимальный прирост
твердости достигается при УМШ через 1 мин. ПДУ — 4 мин, ГДУ — 6 мин.
При этом величина кинетической энергии дроби, обеспечивающая наибольшее
упрочнение поверхности, одинакова для всех способов ,и составляет ~<8|0 кДж/м2.
Остаточные напряжения1 растяжения, возникающие при шлифовании, за-
меняются на напряжения сжатия (рис. 9.16). Способ наклепа оказывает глав-
ным образом влияние на глубину залегания максимальных остаточных напря-
жений сжатия и их величину у поверхности. Приблизить максимальные напря-
жения к поверхности позволяет уменьшение размера площадки контакта (и тем
самым глубины залегания максимальных касательных напряжений в зоне кон-
тактного деформирования) путем уменьшения диаметра дроби. При УМШ под-
слойный максимум практически отсутствует и остаточные напряжения сжатия
максимальны на поверхности.
В соответствии с уровнем образующихся в поверхностном слое остаточных
напряжений изменяется прогиб контрольных пластинок (рис. 9.17). При этом
«насыщение» величины остаточных напряжений и прогиба раньше достигается
при том способе наклепа, который обладает большей Еуд. Время «насыщения»
прогиба составляет при УМШ — 1 мин, ПДУ — 4 мин, ГДУ — 6 ... 7 мин.
1 Остаточные напряжения определяли по методу Н. Н. Девиденкова, уточненного
И. А. Биргером, на кольцевых образцах и вычисляли как сумму напряжений, снимающихся
при разрезке по образующей и удалении слоев при травлении с измерением деформаций
тензометрированием.
208
Рис. 9.15. Кривые прироста микротвердости
АН на поверхности стали 12X2 НвФА от
времени наклепа <эл при:
J-ПДУ; 2—ГДУ; 3—УМШ
о
Рис. 9.16. Распределение оста-
точных напряжений в поверхно-
стном слое стали 13ХЗНВМ2Ф-Ш
после наклепа различными спо-
собами:
1—УМШ (£— 74 кДж/см2); 2—
ИДУ (Е~ 40 кДж/см2); 3—ГДУ
(Е ~ 33 кДж/см2)
Шероховатость поверхности зависит от способа упрочнения, времени на-
клепа и исходной шероховатости. После наклепа дробью поверхность приобре-
тает специфическую микрогеометрию из-за многочисленных мелких лунок-сле-
дов от ударов дробинок, в большинстве случаев повышающих шероховатость,
особенно при .высокой исходной чистоте поверхности. Влияние ПДУ неоднозначно.
При низкой исходной шероховатости поверхности (/?„=0,18 ... 0,22 мкм) наклеп
ухудшает ее, особенно при /Зл='1 — 2 мин (рис. 9.1'8,а). При исходной вели-
чине /?О=Ю,4Й ... '0,60 мкм наклеп дробью практически не изменяет этот пара-
метр, а при исходной шероховатости /?а='0,63 ... 10,85 мкм даже несколько
уменьшает его (/?о=0,5'0 ... 0,65 мкм). При ГДУ шероховатость поверхности
несколько уменьшается и мало зависит от .исходной (см. рис. 9.18,6). Этому
способствует наличие СОЖ, смягчающий удар о поверхность, и применение вме-
сто дроби шариков от подшипников. При УМШ шероховатость поверхности за-
метно повышается (см. рис. 9.18,в). Микронеровности приобретают острые вы-
ступы и впадины, служащие концентраторами напряжений.
Дополнительные операции — электрополирование или виброшлифование —
улучшают шероховатость поверхности: снижают высоту микронеровностей, из-
меняют характер микрорельефа, сглаживая острые выступы ,и впадины. Влия-
ние способа упрочнения становится незаметным.
Влияние алмазного выглаживания. По характеру деформирования и степени
изменения физико-механических свойств поверхностного слоя алмазное выгла-
живание аналогично обкатке роликами (шариком). Однако для сталей с вы-
сокой поверхностной твердостью его применение предпочтительнее [130].
Выглаживание алмазным инструментом радиусом 1,5 мм позволяет при не-
большом усилии Р=ГОО ... 300 Н — основном параметре процесса — создавать
высокое давление .в контакте (ро = 7СЮ0; ... 10040 МПа) и тем самым значи-
тельную пластическую деформацию, распространяющуюся на большую глубину
от поверхности, чем при 'наклепе дробью. В результате упрочненный слой имеет
большую толщину (0,3 ... 0,4 мм), а эпюра остаточных напряжений характе-
ризуется тем, что их максимум более смещен в глубину слоя и величина на-
пряжений у поверхности меньше (рис. 9.19). При усилиях выглаживания 300 Н
и более остаточные напряжения переходят в растягивающие. Твердость поверх-
ности повышается с ростом усилия выглаживания до 200 Н (Ро = 876О МПа)
и заметно снижается при Р>300 Н (рис. 9.20).
209
Рис. 9.17. Изменение прогиба f
плоских образцов из стали
12Х2НВФА в зависимости от
времени наклепа /эл при:
Рис. 9.18. Влияние времени уп-
рочнения 7эл на шероховатость
поверхности стали 12X2 НВФ А
при:
«—ПДУ; б—ГДУ; в—УМШ
/—УМШ; 2—ПДУ; 3— ГДУ
Рис. 9.20 Влияние усилия выглаживания Р
на микротвердость поверхности стали
20ХЗМВФ-Ш при 5=0,04 мм/об и
=0,8 м/с
Vue. 9.19. Распределение остаточных напряже-
ний g в поверхностном слое стали 20ХЗМВФ-Ш
после выглаживания с различным усилием Р
210
В отличие от наклепа дробью алмазное выглаживание сопровождается ин-
тенсивным снижением шероховатости поверхности, вызывая при определенных
режимах почти полное сглаживание исходных микронеровностей. Наиболее пол-
ное их сглаживание происходит при деформировании с усилием 200 Н, подачей
0,<04 мм/об и скоростью .0,8 м/с. Этот режим, который обеспечивает наибольшую
твердость поверхности, снижает параметр Ra с '0,63 до O,'li6 мкм.
9.4.3. ВЛИЯНИЕ ПИД НА ВЫНОСЛИВОСТЬ ЗУБЬЕВ
ПРИ ИЗГИБЕ ЦЕМЕНТОВАННЫХ КОЛЕС
По сравнению с другими эксплуатационными свойствами, положительное
влияние ППД на выносливость зубьев при изгибе наиболее значительно. Как
показано исследованиями И. В. Кудрявцева, решающее влияние при этом ока-
зывает не собственно упрочнение, а образование в наклепанной зоне благопри-
ятных остаточных напряжений сжатия, повышающих допустимую амплитуду пе-
ременных напряжений цикла. Степень их влияния растет с увеличением твер-
дости (предела текучести) деформируемого материала, так как повышается воз-
можный уровень остаточных напряжений и их стабильность в процессе цикли-
ческого нагружения. По данным работы [142], увеличение предела выносливости
после дробеметного упрочнения для отожженной стали составляет 9°/о, улучшен-
ной — 1'8%, закаленной и низкоотпущенной — 48%.
У цементованных сталей остаточные напряжения сжатия после ППД могут
превышать iliOOO МПа (см. рис. 9.16), изменяясь более существенно (на сотни
процентов), чем другие свойства (например, твердость), что определяет для них
высокую эффективность деформационного упрочнения. Высокий градиент оста-
точных напряжений сжатия, уменьшая величину результирующего напряжения
растяжения у поверхности в опасном сечении основания зуба, смещает очаг раз-
рушения в подповерхностный слой. В .результате поверхностный наклеп снижает
чувствительность цементованной стали к концентраторам напряжений, позволяя
тем самым полнее использовать ее высокопрочное состояние, повысить надеж-
ность работы .и несущую способность зубчатых колес.
Повышение выносливости зубьев при изгибе зависит от 'метода ППД, режи-
мов наклепа, исходного состояния поверхности. Обкатка роликами по методу
М. И. Кузьмина повышает предел выносливости зубьев при изгибе цементован-
ных колес на 30 ... 50% и ^значительно увеличивает их долговечность [ЮТ]. По
данным работы [12], предел выносливости при изгибе цементованной стали
20Х2Н4А растет (от ®0'О до 97'3 МПа) при обкатке роликами по мере увеличе-
ния напряжения в контакте до 5600 МПа. При больших контактных напряже-
ниях он снижается.
При разработке режима упрочнения дробью исходят из времени «насыще-
ния» прогиба контрольных пластинок, указывающего на формирование в на-
клепанном слое максимальных остаточных напряжений сжатия, обеспечиваю-
щих наибольший предел выносливости.
Высокая эффективность ГДУ при упрочнении зубчатых колес (т=3 мм,
2=60, a=i25°, b=8 мм) с нешлифованным поднутренным основанием зубьев
из стали 20ХЗМВФ-Ш (HRC^oa) установлена .в работе [66]. После обдувки
каждого зуба в течение В мин шариками диаметром 1,6 мм при давлении транс-
форматорного масла 10,8 МПа предел выносливости зубьев при изгибе по срав-
нению с неупрочненным состоянием увеличивается с 460 до 65'0 МПа, т. е.
~ на 43%.
По данным работы [113], обработка дробью на дробеметных установках нит-
роцементованных колес увеличивает выносливость зубьев при изгибе в 3,5 раза.
9.4.4. ВЛИЯНИЕ ППД НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ ЗУБЧАТЫХ КОЛЕС
Влияние поверхностного деформирования на контактную выносливость ме-
нее значительно. Причина заключается в том, что остаточные напряжения сжа-
тия не оказывают на нее такою решающего влияния как на выносливость зубь-
ев при изгибе. Другие свойства изменяются менее существенно и к тому же
иногда в нежелательном направлении (например, повышение шероховатости при
наклепе дробью).
211
Результаты испытаний роликовых
образцов из стали 12Х2Н4А двух пла-
вок, подвергнутых ПДУ и испытанных
на роликовой .машине Ш17 при темпера-
туре масла 120±‘5°С. представлены на
рас. 9J21. Образцы одной плавки (кри-
вые 1, 2, 4) имели толщину цемен-
Рис. 9.22. Зависимость контактной долго-
вечности ЛГ стали 20ХЗМВФ-Ш от усилия
выглаживания Р (S=0,04 мм/об; о=0,8 м/с)г
/—выглаживание и старение при 160° С,
2 ч: 2— выглаживание
Рис. 9.21. Предел контактной выносливости
UjjCZ) и долговечность [2 ... 4) при нап-
ряжении в контакте О2 max = 1820 МПа ста-
ли 12X2Н4А в зависимости от времени об-
работки tQJl и кинетической энергии дро-
би Е при ПДУ:
1 ... 3—наклеп и естественное старение; 4—
наклеп и старение при /=130° С в течение
2 ч; 1, 2, 4—толщина цементованного слоя
1,0 мм; 3—толщина цементованного слоя
1,3 мм;
тации 1 мм и твердость поверхности (HRC 60... 62), образцы другой плавки
(кривая 3) — 1,3 мм и HRC 61 ... 63.
Повышение контактной выносливости в 1,5 раза наблюдается ллшь при на-
клепе элемента поверхности в течение 2 мин (£=40‘ «Дж/м2). Наличие мак-
симума при этом режиме деформирования характерно и для кривой изменения
предела контактной выносливости. Упрочнение при /ал = 1 мин (£=20 кДж/м2)
практически не влияет на предел контактной выносливости. При /э.ч=2 мин
(£=40 кДж/м2) он повышается примерно на .10%. Наклеп при /эл=3 мин
(£=6Э кДж/м2) несколько снижает контактную выносливость, несмотря на то,
что степень упрочнения поверхности более значительна, чем при времени на-
клепа /эп==2 мин. Аналогичное изменение контактной выносливости от времени
(энергии) деформирования получено и на стали 1112Х2НВФА.
Изменение контактной выносливости от режимов наклепа иное, чем для вы-
носливости при изгибе, предел которой изменяется по кривой с «насыщением».
При ПДУ контактная выносливость повышается лишь при одном (рациональ-
ном) режиме: /эл=2 мин, £=40 кДж/м2. Изменение /эл на 1 мин (£ на
20 кДж/м2) оказывает решающее влияние.
После обдувки дробью между контактной выносливостью цементованных
сталей и характеристиками поверхностного слоя нет корреляционной связи. Наи-
больших значений твердость поверхности и остаточные напряжения сжатия до-
стигают при <эл=4 мин (£=80 кДж/м2), однако контактная выносливость при
этом режиме снижается в 1,5 ... 2 раза. Аналогичная закономерность харак-
терна для алмазного .выглаживания и является общей для всех методов ППД.
Контактная выносливость при алмазном выглаживании повышается (рис.
9.22) лишь при упрочнении с усилием 50 Н (ро=!5540 МПа). Увеличение уси-
лия выглаживания свыше 100 Н приводит к снижению долговечности. Упрочне-
ние с £='2'00 Н, оптимальное с точки зрения свойств поверхностного слоя, сни-
212
Рис. 9.23. Изменение физического уширения Д(3 линии (220) мартенсита прн уп-
рочнении стали 12X2 Н В ФЛ ст времени обработки ?эл(Д) и кинетической энергии
дроби Е(б) для разных способов наклепа:
/—ГДУ; 2— ПДУ; 3—УМШ
жает контактную выносливость в 2 раза. Отсутствие корреляции между кон-
тактной выносливостью и свойствами поверхностного слоя объясняется сущест-
венным изменением при ППД тонкой структуры мартенсита цементованного слоя.
Основной показатель тонкой структуры — физическое уширение интерференцион-
ной линии мартенсита — при ППД снижается и изменяется по кривым с мини-
мумом и максимумом (рис. 9.2В). Такое поведение ширины линии от продол-
жительности упрочнения характерно для всех способов дробеударного наклепа
(а также алмазного выглаживания). Отличие состоит в смещении положений
экстремальных значений в соответствии с величиной удельной энергии дефор-
мирования. В зависимости от энергии деформирования ширина линии изменяет-
ся идентично для всех способов упрочнения (см. рис. 9.23,6), что. указывает
на общий характер структурных изменений в мартенсите при ППД.
Заметное сужение ширины линии при кинетической энергии дроби 40 кДж/м2,
которая отвечает повышению контактной .выносливости-, указывает на снижение
уровня микроискажений кристаллической решетки мартенсита в результате его
распада под влиянием пластической деформации. При этом режиме наклепа
этот процесс превалирует над процессом роста плотности структурных несовер-
шенств, которые создает деформация. Кроме того, вместе с выравниванием мик-
роискажений происходит закрепление дислокаций атомами углерода и формиро-
вание более стабильной ячеистой дислокационной структуры [415, 46]. Однако
такая структура образуется на режимах, не обеспечивающих наибольшее упроч-
нение поверхности, поэтому уровень повышения контактной выносливости не-
большой. Наклеп с £ = 60 ... 8Э кДж/м2 создает большую степень упрочнения,,
но ухудшает тонкую структуру (ширина линии мартенсита увеличивается) в ре-
зультате роста плотности структурных дефектов. Из-за неоднородности пласти-
ческой деформации отдельные микрообъемы пересыщаются дислокациями, и за-
пасенной энергии становится достаточно для возникновения субмикротрещин,
снижающих контактную выносливость.
В соответствии с уменьшением ширины .линии — своего рода индикатором:
благоприятной тонкой структуры деформированного мартенсита — рациональное
время упрочнения элемента поверхности составляет: ’0,5 мин для УМШ, 2 мин
для ПДУ и 4 мин для ГДУ. Контактная выносливость стали 12Х2НВФА при
этих режимах наклепа повышается по сравнению со шлифованными роликовыми
образцами при всех способах упрочнения (табл. 9.9). Однако уровень повыше-
ния долговечности несколько отличается из-за различия в толщине наклепанного
слоя, градиента изменения твердости и остаточных напряжений. Для создания
одинаковой шероховатости (М, =Ю,16 ... Ю;32 мкм) упрочненные образцы под-
вергались виброшлифованию. Завершающей операцией одной из партий образ-
цов было старение в маслинной ванне при температуре 460° С в течение 2 ч.
Наибольшую контактную выносливость обеспечивают ПДУ и ГДУ, которые
являются предпочтительными.
213
Таблица 9.9
Контактная выносливость стали 12Х2НВФА после упрочнения прн £—40 кДж/м2 разными
способами
Способ обработки Средняя долговечность, млн. циклов (и2 тах=2100 МПа)
Естествен- ное старе- ние Искусственное старе- ние прн /=160° С, 2 ч
Шлифование 2,04 —
Шлифование-1- ПД У+ виброшлифование 6,54 10,00
Шлифование + Г ДУ+виброшлифование 5,68 9,94
Шлифование+УМШ +виброшлифование 3,40 6,51
Влияние деформационного старения на контактную выносливость. Низко-
температурный отпуск (деформационное старение) после ППД дополнительно
улучшает тонкую структуру деформированного мартенсита и повышает кон-
тактную выносливость цементованных сталей. Деформационное старение снижа-
ет микроискажения кристаллической решетки (ширина интерференционной линии
уменьшается) и приводит к более .высокой степени закрепления дислокаций, чем
естественное старение.
Наименьшую подвижность дефектов вызывает старение в течение 2 ч при
температуре 130° С для стали 1Д2Х2Н4А и ЮЯ°С для сталей Р2Х2НВФА и
20ХЗМВФА. При более высоких температурах и выдержках развивается пере-
старивание, приводящее к образованию менее стабильной дислокационной струк-
туры. Твердость поверхности и остаточные М13‘иронап1ряжения при старении из-
меняются незначительно. Старение после рациональных режимов наклепа дробью
повышает долговечность стали 12Х2Н4А в 2 ... 3,6 раза (см. рис. 9.21 и табл.9.9),
а после алмазного выглаживания — в 3 ... 5 раз (см. рис. 9.2'2).
Значительное повышение долговечности при старении в определенной сте-
пени связано с совпадением схем напряженного состояния при наклепе и в зоне
контактного нагружения. Блокировка дислокаций происходит более интенсивно
в тех системах плоскостей скольжения, которые близки к направлению плас-
тического течения металла при контактном нагружении. Деформационное старе-
ние мартенсита делает операцию упрочнения ППД более технологичной. При
«его применении время деформирования элемента поверхности можно изменять
в пределах 2 ... 4 мин, а усилие выглаживания в пределах 15'0' ... 26Э Н при
получении практически одинаково высокой долговечности.
Влияние электрополирования и виброшлифования на контактную выносли-
вость. Наклеп дробью целесообразно совмещать с электрополированием или
виброшлифованием рабочих поверхностей зубьев. Причем электрополирование
проводят или до или после наклепа дробью. Электрополирование как шлифо-
ванных, так и упрочненных дробью роликовых образцов повышает контактную
выносливость в 2 ... 2,5 разд, а виброшлифоьание при жестком зацеплении де-
талей в ~1,5 раза (табл. 9.10). Увеличению долговечности способствуют повы-
шение класса шероховатости, улучшение однородности ее структуры и свойств.
Кроме того, электрополирование деформированной поверхности в результате ее
разогрева вызывает развитие начальных стадий деформационного старения. По
этой причине его эффективнее применять после наклепа.
Наклеп дробью полированной поверхности (вариант II) .в течение 3 мин
не приводит к повышению долговечности, так как режим упрочнения нерациона-
лен. Электрополирование после упрочнения дробью (вариант IV) по сравнению
с вариантами I и II повышает долговечность в 2,4 раза. Старение после наклепа
и электрополирования (варианты III и V) дополнительно увеличивает'долговеч-
214
ность примерно в 2 раза. В результате комплексного упрочнения и электрополи-
роваиия контактная выносливость по сравнению со шлифованием может быть
повышена ~в 4,5 раза.
Таблица 9.10
Влияние технологии финишной обработки поверхности на контактную выносливость
стали 12Х2НВФА
Вариант Технология финишной обработки Долговечность, млн циклов (o^niax*2160 МПа)
I Шлифование 3,3
11 Шлифование+электрополирование+наклеп дро- бью (ПДУ, /эл=3 мин) 3,6
III Шлифование+электрополироваиие+наклеп дро- бью (ПДУ, /Эл=3 мин) -(-дополнительное старе- ние при 160° С, 2 ч 13,1
IV Шлифование+наклеп дробью (ПДУ, /эл = =3 мин) + электрополирование 8,7
V Шлифование+наклеп дробью (ПДУ, /ал = = 3 мин) + электропо лирование+дополнительное старение при 160° С, 2 ч 16,8
Глава 10
ТОЧНОСТЬ ВЫПОЛНЕНИЯ и КОНТРОЛЬ
ЗУБЧАТЫХ ПЕРЕДАЧ
10.1. ПОКАЗАТЕЛИ ТОЧНОСТИ
В качестве примера конструкции и точности выполнения авиационного зуб-
чатого колеса на рис. 10.1 показан чертеж и даны его точностные характерис-
тики по материалам швейцарской фирмы «Рейсхауер». Как видно, профиль та-
кого колеса не представляет собой эвольвенту, т. е. он подвергнут полной моди-
фикации, что при зацеплении не обеспечивает кинематически точного вращения,
но хорошо компенсирует вредное влияние деформаций, возникающих под рабо-
чей нагрузкой.
В то же время обычно точной по кинематике и плавности считается та пе-
редача, кинематическая погрешность которой представляет собой прямую, сов-
падающую с осью абсцисс. Такой график показан на рис. 10.2, а, т. е. при конт-
роле такая передача должна вращаться идеально плавно, обеспечивая заданный
закон движения без отклонений.
В авиационной передаче при работе из-за деформаций зубьев произойдет
нарушение идеального закона движения, передача будет работать неплавно, бу-
дут иметь место вредные кромочные удары и контакты. Кинематограмма, пока-
занная на рис. 10.2, б, отражает эти явления. Таким образом, передача, оценен-
ная по ГОСТ 1643—72 и другим государственным стандартам при контроле как
точная, в работе будет проявлять себя как неточная.
Обратная картина наблюдается на рис. 10.3. Если приняты конструктивные
меры, 'компенсирующие деформации зубьев при работе, например, разноконтур-
ность (преднамеренная разность шагов зацепления), то при контроле в соответ-
ствии, например, с ГОСТ 1643'—72 и СТ СЭВ ]|8.6—75 передача будет оценена
как меточная (см. рис. 10.3, а), но при работе проявит себя как идеально точ-
ная (см. рис. 10.3, б). Передачи с полностью модифицированными поверхностя-
215.
Рис. 10.1 Зубчатое колесо с полностью модифицированным профилем и его параметры
качества:
й—чертеж колеса; б—диаграмма профиля зубьев; в—диаграмма направления зубьев;
г—диаграмма шероховатости по профилю; д—диаграмма шероховатости по направле-
нию (/п=3,06 мм, г=23, а=20°. р«0°)
‘f'i.or
Fior
Рис. 10.3. Кинематограммы зацепления
несопряженных зубчатых колес (разно-
контурных):
а—без нагрузки (при контроле); б—
под рабочей нагрузкой
Рнс. 10.2. Кинематограммы зацепления
напряженных эвольвентных зубчатых
колес с полностью сопряженными про-
филями:
а—без нагрузки (при контроле); б—
иод рабочей нагрузкой
216
Рис. 10.4. График прерывной кинематической погрешности зубчатых колес или nav
ры по профилям или по линиям зубьев для сопряженного зацепления (k, п—це-
лые числа)
ми зубьев (например, конические зацепления) всегда будут оцениваться как
неточные.
Приведенные примеры показывают |неприемлемость кинематического1 принци-
па нормирования и контроля точности напряженных зубчатых передач и передач
с модифицированными поверхностями зубьев. Этот принцип приемлем для оцен-
ки и нормирования точности малонапряженных зубчатых передач, например, для
передач общего машиностроения с рабочими поверхностями зубьев невысокой
твердости.
Поэтому нормирование и оценку точности авиационных зубчатых колес про-
изводят исключительно по элементным показателям точности. Развитием поэле-
ментной системы точности и контроля является введение понятия о прерывной
кинематической погрешности [1114]. На рис. 110.4 показан график прерывной ки-
нематической погрешности.
Для эвольвентного прямозубого колеса — это эвольвентограммы одноимен-
ных профилей зубьев, расположенные последовательно .в соответствии с их дей-
ствительным положением на колесе. По графику прерывной кинематической по-
грешности можно проследить все составляющие и их взаимодействие, на котором
можно судить наиболее полно о степени точности выполнения зубчатого колеса
или пары зубчатых колес с любыми формами профилей и линий зубьев на всей их
активной длине: ffr — погрешность профиля на всей активной длине; для пары
зубчатых колес суммарная погрешность профилей двух зацепляющихся зубьев
отражает показатель /фг. Для косозубых колес с Er>1,25 (которые редко при-
меняются в авиационной технике) функцию передачи движения осуществляют в
основном линии зубьев вследствие «эффекта косозубости» [70], поэтому введены
показатели fpr(/por) — кинематическая погрешность линии зуба (пары зубьев).
Взаимодействие зубьев в зонах пересопряжения (плавность, работа кромок)'
отражается показателями fir(Aor). На графике показан и широко применяемый
показатель точности, который вдобавок является основным критерием точности
при прочностных расчетах, отклонение шага зацепления — fpbr(fpbor)-
Кинематическая точность зубчатых колес и пар по прерывной кинематиче-
ской погрешности оценивается показателями Fphr (FphOr) и Fpr (FpCr). Пер-
вый показатель позволяет судить о погрешности поворота колеса (пары) на
части оборота. Это очень важно для высокоскоростных зубчатых передач, ка-
кими и являются в большинстве случаев авиационные передачи.
На рис. 1Р0.5 показана прерывная кинематическая погрешность зубчатого ко-
леса (пары), имеющего полностью модифицированные либо профили (для пря-
мозубых зацеплений), либо линии зубьев для конических пар с круговыми зубь-
ями с ер>1,5. Отличительной особенностью для таких колес (пар) является
криволинейная форма поля допуска на профиль (линию зуба). Это решает проб-
лему связи сознательного1 искажения профилей (линий) зубьев с целью повыше-
ния эксплуатационных свойств передачи с технологической точностью, т. е. от-
крывается возможность любых конструктивных решений без усложнения задач
технологии по обеспечению определенной точности изготовления.
Какую форму ни принимал бы профиль, технолог имеет одни и те же пре-
217
Рис. 10.5. График прерывной кинематической погрешности зубчатых колес или
пары по профилям или линиям зубьев (для зацепления с полной модификацией
поверхностей зубьев)
Рис. 10.6. Схема обработки и
измерения зубчатых колес, шли-
фованных нулевым методом
делы, в которых допускаются погрешности. Государственные стандарты такой
возможности не дают. Допуски на показатели точности даны в отраслевых стан-
дартах.
Особого подхода требует для оценки точности использование элементных
показателей — биения зубчатого венца Frr и колебания длины общей нормали
FvWr £1’1(5]. В практике широко применяются зубошлифовальные станки фирмы
«Мааг». При шлифовании зубчатых колес на этих станках в большинстве слу-
чаев применяется так называемый «нулевой» метод. Он заключается в том, что
шлифовальные круги устанавливаются под нулевым углом профиля производя-
щей рейки на расстоянии, равном длине общей
нормали. Это показано на рис. 10.6. При шлифо-
вании нулевым методом колебания длины общей
нормали отсутствуют, так как расстояние между
шлифовальными кругами неизменно. Обратная
картина в этом случае с биением. Ролик, заклады-
ваемый во впадины во время контроля, занимает
положение (обнаруживает биение) в зависимости
не только от геометрического эксцентриситета зуб-
чатого венца, как это полагается при этом виде
контроля, но и от погрешностей делительного ме-
ханизма станка, так как профили, на которые опи-
рается ролик, обрабатывались в разных положе-
ниях (на разных пазах) делительного диска. На-
ложение погрешностей двух источников делает
оценку точности ложной. В этом случае могут
быть забракованы годные детали и пропущены
негодные.
Такой же результат может быть при выборе
биения зубчатого венца (Fтг) в кзчестве показа-
теля для конических зубчатых колес с круговыми
зубьями обрабатываемых односторонним методом,
как правило, на разных станках и соответственно
пои разных установках. Отсюда, когда шарик при
контроле биения ложится на боковые разноимен-
ные поверхности зубьев, то результат складыва-
ется из четырех составляющих: погрешностей
двух станков и двух установок на станки, которые складываются случайным об-
разом и по фазам, и по амплитудам погрешностей. Поэтому такие колеса необ-
ходимо контролировать по накопленной погрешности шага, а не по биению.
Особый вопрос представляет нормирование пятна контакта. В СТ СЭВ
186—'7'5 и ГОСТ 1643—72 оно нормируется относительными размерами пятна кон-
такта в процентах. Это верно только для косозубых колес. Для прямозубых
колес это неверно. На рис. 1'0.7 изображено зацепление эвольвентных цилиндри-
ческих или квазиэвольвен.тных конических прямозубых колес. На рис. 1Ю.7, а,
когда ры<рь2, контакт между зубьями начинается в точке А на линии зацеп-
218
Рис. 10.7. Зацепление эвольвентных колес с погрешностями шага зацепления.:
а—при рЬ1 < рь*; б — при > pbt.
ления и продолжается на длине шага зацепления до точки В'. В этой точке
контакт между зубьями разрывается, так как в точку А приходит новая пара
зубьев, берущая на себя передачу движения. Оставшиеся активные участки
профилей зубьев fe/cj и Ь-/с2 уже не контактируют между собой на участке
линии зацепления В'С, так как расстояния между профилями зубьев на первом
и втором колесе не равны. Особое внимание следует обратить на то, что в рас-
смотренном случае в передаче движения принимали участие участки профилей
зубьев atbt' ,и а^Ьг'. На рис. 10.7, б, когда ры>рьг, наблюдается та же карти-
на, т. е. контакт и передача движения происходят только на длине шага за-
цепления. Но существенным отличием от варианта а является то, что контакт
происходит уже на другом участке линии зацепления (В"С) и в работе оказы-
ваются уже другое участки профилей зубьев (tjCj и ttyb).
Появление вариантов а и б равновероятно, так как по стандартам поле до-
пуска на погрешность шага зацепления симметрично как при зацеплении пары
рабочих колес, так и в зацеплении рабочего и измерительного колес. При конт-
роле пятна контакта пары зубчатых колес на зубья ведущего, или измеритель-
ного, колеса наносится краска, а затем при обкатке с парным колесом получают-
ся отпечатки на его зубьях, по которым судят о качестве контакта. Как говори-
лось выше, при контроле контакт пары зубьев продолжается не более, чем на
длине шага зацепления рь. В то же время в любой передаче конструктивно обеспе-
чивается перекрытие профилей значительно больше единицы. Отсюда ясно, что
при контроле профили контактируют друг с другом только ,на ограниченных
участках. На рис. 1'0.7, а это контактирование происходит по головкам зубьев-
колеса, а на рис. 10.7, б — по ножкам. Причем визуально можно удостоверить-
ся, что пятно на ножке существенно меньше, чем на головке. И это при оди-
наковых погрешностях шага зацепления, т. е. при одинаковом уровне точности.
На рис. il'D.8 приведены кривые изменения размеров пятна контакта по высоте
в зависимости от числа зубьев колеса в зацеплении с измерительной рейкой.
Рис. 10.8. Относительные размеры
пятна контакта для зацепления
рейки с колесом:
h'—высота пятна на головке зуба;
ft"—высота пятна на ножке; ftd—
глубича захода
21®
Рис. 10.9. Пятна контакта у прямозубых
конических колес:
а—ведущее колесо; б—ведомое
Рис. 10.10. Пятна контакта у конических
колес с круговыми зубьями:
а—ведущее колесо; б—ведомое
Для г=20 разница в размерах достигает 4KJ°/o, а величина пятна «а ножке рав-
на '3'6%, тогда как, например, по ГОСТ 1643—712 для 6-й степени точности ого-
варивается минимум в 4'5% В то же время при равновероятном другом соче-
тании шагов зацепления пятно расположится на головках зубьев колеса и его
величина будет равна 76'Vo, т. е. при любых, даже грубых, погрешностях, пятно
контакта будет соответствовать самым высоким уровням точности, в частности,
-3-й степени точности по ГОСТ 4(643—72. Самым существенным является то,
что для большинства (кроме прецизионных передач порядка 3... 4-й степени
точности) случаев размеры пятна контакта по высоте зуба практически не за-
висят от точности изготовления зубчатых колес, а зависят от геометрических
параметров зацепления и от сочетания погрешностей. Так, в прямозубых зацеп-
лениях критерием качества контакта должна быть только длина отпечатка
краски. В такой же степени это относится к модифицированным зацеплениям,
где высота пятна еще зависит и от размеров .модификации. Поэтому нормы на
пятно контакта следует устанавливать в зависимости от конкретных геометри-
ческих и конструктивных параметров зубчатых колес, а также должны учи-
тываться конструкция я условия эксплуатации зубчатой передачи. Эта связано
с тем, что, например, конические колеса под нагрузкой деформируются и пере-
мещаются друг относительно друга из-за нежесткости корпусов, температурных
деформаций и т. п. На рис. 1'0.9 показано типичное нормирование пятна кон-
такта в прямозубом коническом зацеплении, а на рис. 4'0.10 -— с круговыми зубь-
ями при осевом перекрытии с бр<П,5. Исключительное внимание при нормиро-
вании пятна контакта в конических передачах уделяют величине отрывов пятна
от вершины зуба, так как эти отрывы характеризуют контакт в момент пере-
сопряжения зубьев. При выполнении правила —• отрывы на ведомом колесе
должны быть равны или больше отрывов на ведущем — осуществляется вари-
ант, показанный на рнс. 10.7, б, когда разгружается кромка на входе в зацеп-
ление, создается запас разности шагов для компенсации деформаций и переме-
щений конических колес.
Часто в литературе и в практике связывают пятно контакта с плавностью
работы передачи. Такую связь можцо проследить только в особых случаях. В об-
щем случае пятно не отражает плавность работы ни в прямозубой конической
передаче, ни в передаче с круговыми зубьями.
10.2. КОНТРОЛЬ ЗУБЧАТЫХ КОЛЕС
Контроль по прерывной кинематической погрешности прямозубых и узких
косозубых цилиндрических колес заключается в последовательной записи погреш-
ностей эвольвентных профилей [114, Г53]. Для этой цели изготовлены Московским
инструментальным заводом прибор БВ '979 и Челябинским заводом мерительных
инструментов прибор БВ 5000, описанный в работе [163].
220
Задачи высокопроизводительного
производственного контроля зубчатых
колес, особенно конических, должны ре-
шаться путем применения современных
приборов для комплексного однопро-
фильного контроля, которые в настоящее
время выпускаются серийно отечествен-
ными и зарубежными предприятиями
[108, 132]. Контроль колес на таких при-
борах должен производиться измери-
тельным зубчатым колесом, показанным
на рис. 10.11, особенностью которого,
отличающего его от стандартного (ГОСТ
6512—74), является обособление одного
зуба. Такая конструкция позволяет реа-
лизовать метод контроля, обладающий
высокой производительностью обычного
однопрофильного контроля и достоинст-
вами контроля прерывной кинематиче-
Рис. 10.11. Измерительное коле-
со с выделенным зубом
ской погрешности.
При зацеплении контролируемого колеса на однопрофильном приборе с та-
ким измерительным колесом запишется кинематограмма, показанная на рис. 1'0.12.
Поэтому графику можно определить такие показатели точности, как FlT, Flkr, f jr,
f jr, t. e. все необходимые для полной всесторонней оценки точности зубчатого
колеса, в том числе весь активный профиль, включая фланкированный участок,
чего нельзя сделать при обычном комплексном однопрофильном контроле [114,
153].
Особенностью применения измерительного колеса по рис. 10.11 является то,
что, если число зубьев контролируемого колеса меньше или равно числу зубьев
измерительного, то за один оборот контролируемого колеса запишется погреш-
ность профиля только одного зуба. А обычно контролируют профиль на трех-
четырех равноотстоящих зубьях. Для того чтобы выполнить это измерительным
колесом с выделенным зубом, необходимо после записи полной кинематограм
мы выделенным зубом проконтролировать профили еще нескольких зубьев, рав-
ноотстоящих друг от друга. Можно также на измерительном колесе обособить
не один, а несколько зубьев, чтобы за один оборот контролировать профили в
необходимых местах зубчатого венца, т. е. для каждого случая нужно выбирать
оптимальный вариант.
Таким же измерительным колесом следует контролировать косозубые колеса,
но* по 'методике, заключающейся в следующем. Известно, что косозубые колеса
могут передавать вращение как профилями, так и линиями зубьев [70, 153]. Для
того чтобы выявить погрешности н тех и других, необходимо контроль про-
изводить за два цикла. Первый цикл осуществляется при взаимном положении
колес, показанном на рис. 10.13, а второй — на рис. 10'. 14. При первом цикле
Рис. 10.12. Кинематическая погрешность и погрешность профиля фланкированного зубча-
того колеса
221
Рис. 10.14. Схема зацепления
при контроле направления
косых зубьев
Рис. 10.15. Схема круговых зубьев кониче-
ского колеса с наклеенными ленточками из
полимерной пленки:
а—по профилю; б—по линии
Рис. 10.16. Кинематограмма пары конических зубчатых колес с наклеенными иа зу-
бья ленточками либо по профилю, либо по линии и с выделенными двумя зубьями
контролируется кинематическая погрешность по профилю и сам профиль, а при
втором —- по линиям зубьев -н направление зубьев, т. е. .контроль колеса осу-
ществляется no F !r, F'ikr, fir- f fr> f$r и
В первую очередь однопрофильные приборы должны применяться для конт-
роля конических колес, так как в настоящее время они комплектуются парами
и таким образом ставятся в передачу, контролировать их нужно в паре. Для
этого разработан метод, заключающийся в том, что, как показано на рис. 10.16, а,
на 'поверхность зуба по профилю наклеивается узкая (порядка 3 мм шириной)
полимерная самоклеющаяся пленка, применяемая для склейки магнитофонных
лент. Толщина этой пленки не превышает Ю,Ю5 мм, но она хорошо повторяет
форму профиля. Обкатывая на однопрофильном приборе пару конических колес,
получим кинематограмму, часть которой показана на рис. J.9.16. У тех зубьев,,
на которых была наклеена пленка, оказались проконтролированными форма и
погрешности профилей. Для надежного контроля пленку достаточно наклеить
на профили четырех равноотстоящих зубьев большего колеса пары. Таким же
образом необходимо контролировать линии зубьев у конических пар с круговыми
222
зубьями. По кинематограммам, как ясно из рис. 1Ю.Я6, можно определять также
накопленные погрешности FpMr и FpOr и отклонения окружных шагов /Рюг.
Такой контроль поднимает производство конических передач ма качественно но-
вый уровень.
Глава 11
НЕКОТОРЫЕ ЭКСПЕРИМЕНТАЛЬНЫЕ МЕТОДЫ
ИССЛЕДОВАНИЯ ЗУБЧАТЫХ ПЕРЕДАЧ
11.1. ИСПЫТАНИЯ ЗУБЧАТЫХ ПЕРЕДАЧ. ОБОРУДОВАНИЕ
Под испытаниями зубчатой передачи понимается определение количественных
и качественных характеристик передачи как элемента привода машины.
Целью испытаний зубчатых передач может быть:
а) определение или сравнительная оценка показателей передачи по крите-
риям работоспособности и надежности, а также оптимизация параметров пере-
дачи по этим показателям;
б) определение величин параметров прочности, стойкости, долговечности и
надежности материалов зубчатых колес с учетом технологии и условий экс-
плуатации или сравнительная оценка и оптимизация по этим параметрам;
в) проверка и уточнение теоретических зависимостей, входящих в метод
расчета, и оценка факторов, влияющих ма работоспособность и надежность пе-
редач.
Цель испытаний определяет выбор критерия, по которому оценивается рабо-
тоспособность и надежность передачи. В зависимости от выбранного критерия
испытания разделяются на следующие: на изгибную прочность, контактную проч-
ность, сопротивление заеданию, износостойкость, виброактивность, кинематичес-
кую точность, жесткость, потери на трение.
Эти виды испытаний подразделяются по виду применяемого оборудования
и образцов, режиму и характеру нагружения, условиям работы и показателям
надежности.
Стендовые испытания на вращающихся зубчатых колесах являются основ-
ным методом экспериментального исследования зубчатых передач.
Многие проблемы, связанные с изгибной прочностью зубьев, могут решаться
в первом приближении или окончательно с помощью пульсаторных испытаний.
Исследование контактных явлений в зубчатых передачах проводится как на
стендах, так и на роликовых машинах. Использование пульсаторов и ролико-
вых машин, кроме экономических преимуществ, дает возможность изолированно
исследовать многие факторы, влияющие на работоспособность зубчатой пере-
дачи.
Оборудование. Машины и стенды для испытания зубчатых передач позво-
ляют моделировать условия работы исследуемой передачи и по полноте подобия
объекта испытания и условий его нагружения подразделяются на три основных
вида:
il. Стенды для испытания зубчатых передач дают возможность наиболее
полно моделировать условия работы исследуемой передачи, но не всегда позво-
ляют обеспечить требуемое геометрическое подобие. Объектом -испытания на
стенде является работающая зубчатая передача.
2. Пульсаторы для испытания зубчатых передач моделируют нагружение
зацепления или отдельных зубьев в неподвижной или имеющей ограниченную
подвижность передаче.
3. Роликовые машины моделируют условия контакта рабочих поверхностей
зубьев в определенных фазах зацепления на взаимно напруженных вращающих-
ся роликах.
Испытательное оборудование также можно классифицировать по виду
исследуемых передач и зацеплений, критериям работоспособности, условиям ис-
пытаний и признакам, зависящим от конструкции машин (универсальность,
производительность и т. д.) [1109, 1<57, 108, 167].
223
Рис, il l. Классификация стендов по основным признакам
224
Стенды. Стенд отличается от других испытательных машин тем, что в нем
зубчатая передача находится в рабочем состоянии, т. е. происходит передача
энергии от ведущего зубчатого колеса ведомому.
Три основных вида стендов — тормозные, замкнутые и повторно-периоди-
ческого нагружения — отличаются по энергетической схеме нагружения испы-
туемой зубчатой передачи (рис. 111.1).
В тормозных стендах основной поток мощности от приводного двигателя
следует через зубчатую передачу и гасится в тормозном устройстве.
Замкнутые стенды создают циркулирующий поток мощности через зубча-
тую передачу и систему рекуперации энергии.
В стендах повторно-периодического нагружения образуется переменный по-
ток мощности между двигателем и аккумулятором энергии, проходящей через
передачу как в прямом, так и в обратном направлении. В зависимости от даль-
нейшего пути использования возвращенной энергии стенды повторно-периодиче-
ского нагружения приобретают признаки тормозных или замкнутых стендов.
В отличие от пульсаторов с колеблющимся контактом зубьев в стенде повтор-
но-периодического нагружения не нарушаются кинематические условия работы
зубчатой передачи. Однако специфические условия работы зубчатых колес, яв-
ляющихся попеременно ведущими и ведомыми, а также низкая производитель-
ность стенда ограничивают область его применения для исследования передач,
работающих в подобных условиях.
Особо выделяются замкнутые стенды с механическим устройством, которое
совместно с зубчатой передачей образует замкнутый силовой контур. Валы ис-
следуемой зубчатой передачи дополнительно замыкаются другой передачей с по-
добными кинематическими параметрами. Крутящий момент в замкнутом контуре
создается специальным устройством (нагр у жителем), взаимно нагружающим обе
передачи. На рис. 111.1 представлены различные способы нагружения элемен-
тарного замкнутого контура, т. е. контура с минимальным числом звеньев, не-
обходимым для данного способа нагружения. Существуют два основных спо-
соба создания нагрузки в замкнутом контуре: торсионный (внутренним крутя-
щим моментом) и дифференциальным (внешним крутящим моментом илн си-
лой) [97].
Пульсаторы. Пульсаторы для испытания зубчатых передач должны позво-
лять моделировать условия нагружения взаимодействующих зубьев исследуемой
передачи. Поэтому главными признаками классификации пульсаторов являются:
объект -испытания, условия контактирования и условия нагружения зубьев
(рис. 1/1.2).
Наиболее простой объект испытания — зуб неподвижного зубчатого колеса
или сектора. Применение зубчатого зацепления, а тем более колеблющегося,
может вместо приближения объекта испытаний к исследуемой передаче внести
некоторую неопределенность в схему нагружения зубьев. Технологические фак-
торы (погрешность основных шагов, шероховатость рабочих поверхностей и др.),
а также силы трения проявляются в этом случае не так, как в реальной пере-
даче. Например, отсутствует или занижена динамическая составляющая нагруз-
ки зубьев, увеличиваются силы трения, и зубчатые колеса попеременно явля-
ются то ведущими, то ведомыми. Эти явления связаны с низкой окружной ско-
ростью, неблагоприятными условиями с-мазки и колебательным движением пере-
дачи. Кроме того, резко снижается производительность машины, лимитирован-
ная низкой частотой собственных колебаний маложесткой системы. Высокую
производительность обеспечивают резонансные пульсаторы. Однако процесс ро-
ста трещины и долом зуба вызывает осложнения, связанные с рассогласовани-
ем частоты нагружения.
Сила трения на боковой поверхности зуба создает неопределенность схемы
нагружения и напряженного состояния зуба, а также вызывает изменение гео-
метрии (износ, фреттинг) в точке контакта. Этим объясняются специфические
поломки головок зубьев‘в виде косого скола, начинающегося на линии контакта.
Устранение илн уменьшение силы трения достигается выбором схемы пульса-
тора, допускающей подвижность зубчатого колеса, опорного или нагружающего
элемента в плоскости касательной к поверхности зуба в точке контакта. При
необходимости можно ввести дополнительное кинематическое звено, имеющее
свободу перемещения в этом направлении.
225
то
го
05
Рис. 11.2. Классификация пульсаторов по основным признакам
Рис, 11.3, Классификация роликовых машин по кинематическим условиям контактирования роликов
227
Роликовые машины. Основным признаком классификации роликовых машин
являются условия контактирования рабочих поверхностей роликов (рис. 11.3).
Кинематика контакта прежде всего определяется пространственным расположе-
нием осей роликов, которое зависит от вида моделируемой зубчатой передачи.
Роликовые машины с параллельными осями, отличаясь простотой конструкции,
дают возможность с достаточной степенью подобия моделировать условия кон-
такта как в цилиндрической, так и в конической передаче.
Величина удельного скольжения на профиле зуба изменяется в широком
диапазоне. Наибольший интерес представляют зоны рабочей 'поверхности на
ножке зуба вблизи полюсной линии, обладающие минимальной контактной вы-
носливостью и наиболее удаленные от начальной поверхности на головке и нож-
ке зуба, склонные к заеданию. Детальное исследование этих зон можно прово-
дить на роликовых машинах при соблюдении требований «роликовой анало-
гии» [157].
По конструктивным особенностям и условиям работы роликовые машины
могут иметь самые различные модификации, которые подробно описаны в ли-
тературе [109, 157, 167].
11.2. МЕТОДЫ ИСПЫТАНИЙ ЗУБЧАТЫХ ПЕРЕДАЧ НА УСТАЛОСТЬ
Существуют два основных вида усталостных испытаний зубчатых передач:
на выносливость зубьев при изгибе и на контактную выносливость активных
поверхностей зубьев. В зависимости от условий испытаний эти основные виды
могут подразделяться на испытания: малоцикловой выносливости, с перемен-
ным или ударным нагружением, при повышенных или пониженных температурах,
в специальных средах или при масляном голодании и т. д.
Метод испытания должен позволять учитывать или исключать все факторы,
способные повлиять на достоверность и сопоставимость результатов испытаний.
К таким факторам можно отнести: свойства материала н состояние поверхно-
сти зубьев с учетом всех тонкостей термической, химико-термической и меха-
нической обработки; геометрические и точностные параметры зубчатой передачи,
включая особенности исходного контура и параметры модификации; условия ра-
боты и нагружения передачи; характеристики испытательного оборудования с
особенностями его вида, схемы, нагружения, конструкции образцов и корпусов,
системы контроля и измерения; методика проведения испытания, включающая
критерий разрушения .и метод нагружения, количество остановок и длительность
пауз, представительность выборки и способ обработки результатов и др.
Программа испытаний должна учитывать рекомендации PC СЭВ 4489—74
«Передачи зубчатые цилиндрические. Методы испытаний на контактную и из-
гибную выносливость. Основные требования». Кроме того, при испытаниях на
изгибную выносливость зубьев следует учитывать требования ГОСТ 23026—78
«Металлы. Метод испытания на многоцикловую и малоцикловую усталость», а
при исследованиях контактной выносливости активных поверхностей зубьев на
стендах и роликовых машинах — ГОСТ 25.501—78 «Расчеты, испытания на проч-
ность в машиностроении. Методы испытаний на контактную усталость».
Методы проведения испытаний на усталость отличаются по длительности,
экономичности, а также по объему и достоверности полученной информации.
С целью ускорения получения результатов и сокращения числа образцов при-
меняют следующие приемы:
1. Сокращается объем получаемой информации. Например, определяется пре-
дел выносливости без построения усталостной кривой (методы «лестницы», про-
битов) или производится сравнение долговечности образцов при постоянном
уровне напряжений (способ проведения сравнительных испытаний).
2. Учитывается результат предыдущего опыта ('метод «лестницы») при зада-
нии очередной нагрузки или уточняется программа в процессе испытаний (ме-
тод пробитов).
3. Ступенчатое (методы Лок'ати, Эномото) или плавное (метод Про) уве-
личение нагрузки образца в течение опыта, основанное на известных законо-
мерностях процесса накопления повреждений.
4. Получение различных напряжений (зубчатые колеса и ролики различной
ширины, стенды повторно-периодического нагружения) или условий испытаний
228
^роликовые машины с переменным проскальзыванием) на отдельных участках
одного образца .в течение опыта, а также в процессе испытания (пульсаторные
испытания, стендовые испытания с .использованием левых и правых боковых
.поверхностей зубьев).
5. Повышение качества испытаний, применение 'научного планирования экс-
периментов, использование статистической обработки результатов и статистиче-
ского моделирования усталостных испытаний.
Значительного объема экспериментальных работ требует оценка параметров
наклонного участка усталостной кривей, особенно при больших базах испыта-
ний. В некоторых случаях вполне достаточно определения только длительного
предела выносливости или предела выносливости, соответствующего базе испы-
таний. Например, быстроходные авиационные передачи нарабатывают базовое
число циклов перемены напряжений, соответствующее длительному пределу вы-
носливости зубьев в течение нескольких часов. В таких испытаниях обычно
используется метод «лестницы» («вверх — вниз»), который даже при малом
числе образцов (более трех) позволяет с достаточной точностью оценить сред-
нюю величину выносливости. Однако, как показывают результаты статистичес-
кого моделирования усталостных испытаний [86], метод «лестницы» даже при
большой выборке образцов (более 20) дает существенно заниженную дисперсию
•предела выносливости, а метод пробитов — существенно завышенную. Хорошие
результаты показывает испытание на двух уровнях напряжений более 10 образ-
цов. Из ускоренных методов испытаний с возрастающей нагрузкой, отличаю-
щихся грубой оценкой даже средней величины предела выносливости, можно
отдать предпочтение методу Локати для предварительных испытагмй ГОСТ
I'&oSe—74 «Надежность изделий машиностроения. Ускоренная оценка пределов
•выносливости методом ступенчатого нагружения (Локати)».
Одной из важнейших проблем при исследованиях контактной выносливости
как на стенде, так и на роликовой машине является выбор критерия разруше-
ния и оценки степени повреждения активных поверхностей. Оценка степени
повреждения рабочих поверхностей зубьев должна производиться с учетом раз-
личного влияния отдельных зон на работоспособность передачи. Прежде всего
следует выделить зону однопарного зацепления, повреждение которой резко от-
ражается на кинематической точности нагруженной передачи в результате умень-
шения контактной жесткости зубьев и дополнительного сближения взаимодей-
ствующих поверхностей при попадании площадки контакта на очаг повреж-
дения.
Критерием разрушения при контактной усталости поверхностей зубьев явля-
ются повреждения, вызывающие усталостное, пластическое или хрупкое разру-
шение вдоль всей контактной линии. Это состояние зубчатой передачи харак-
теризуется значительным нарушением ее кинематической точности и четко фик-
сируется по резкому росту динамической нагрузки в зацеплении, сопровождаю-
щемуся увеличением виброактивности передачи. Данный критерий не противо-
речит оценке работоспособности зубчатой передачи по виду выкрашивания, огра-
ниченному (приработанному) или прогрессирующему.
Аналогичные критерии разрушения и метод оценки степени повреждения кон-
тактирующих поверхностей приняты при роликовом моделировании зубчатого
зацепления.
При пульсаторных испытаниях для исключения влияния на результат опыта
истории нагружения соседнего зуба испытания проводят через один или не-
сколько зубьев колеса. Если пульсатор не обеспечивает отнулевой цикл нагру-
жения зубьев, то следует проводить испытания при постоянной или минимально
возможной асимметрии цикла. Нагружение производят в верхней точке однопар-
ного зацепления или на вершине зуба, но отступая от нее на расстояние, боль-
шее ширины площадки контакта, чтобы исключить неопределенность силовой
схемы нагружения. Кроме того, расчетную фазу зацепления требуется уточнить
экспериментально, так как деформации зубчатых колес и опорных элементов мо-
гут ее значительно исказить. Немаловажной проблемой является выбор кри-
терия разрушения зуба с вязкой сердцевиной в связи с тем, что на процесс
долома значительно влияет схема пульсатора. Поэтому необходимо фиксиро-
вать начало разрушения и прекращать испытания при резком изменении режи-
ма нагружения. Начало разрушения можно фиксировать различными датчиками,
229
улавливающими увеличение деформации зуба или раскрытие трещины. Напри-
мер, разрыв тонкого проводника, наклеенного на переходную поверхность.
Построение кривых усталости и определение пределов выносливости следует
производить с учетом требований ГОСТ 25026—78 для изгибной выносливости
зубьев Ог и™ и ГОСТ 65,501—78 для контактной выносливости активных по-
верхностей зубьев и роликов Он um. В этих же стандартах приводятся методы
статистической обработки результатов испытаний; способы построения кривых
усталости по параметру вероятности разрушения; определение предела выносли-
вости для заданного уровня вероятности; определение среднего значения и сред-
него квадратичного отклонения логарифма долговечности на заданном уровне
напряжений и предела выносливости. Другие способы обработки результатов
испытаний, их корреляционный и регрессивный анализ подробно освещаются
в литературе [86; 157]. Однако следует отметить, что статистическая обработка
не заменяет тщательного анализа физических причин повышенного рассеяния
опытных данных.
Результаты испытаний, полученные на пульсаторах и роликовых машинах,
как правило, бывают завышены по сравнению со стендовыми. Это явление мож-
но объяснить рядом причин: несовершенной оценкой динамической составляющей
нагрузки зубьев с учетом фазы зацепления при стендовых испытаниях, различ-
ным характером нагрузки (плавный — на пульсаторе и близкий к ударному с
относительно продолжительными паузами — на стенде), отличием в асимметрии
цикла напряжений на переходных поверхностях зубьев (7?<0 на стенде и /?>0
на пульсаторе). Часто не учитывают силы трения, а также особенности процес-
са разрушения и долом зубьев, наличие смазки на переходной поверхности и
более .высокая температура при стендовых испытаниях. Следует отметить неко-
торое различие <в вероятностном аспекте стендовых испытаний зубчатого колеса
с числом зубьев z и пульсаторных испытаний отдельных зубьев.
При сопоставлении результатов, полученных на роликовой машине, возмож-
ны расхождения со стендовыми испытаниями, связанные с несовершенством
роликовой аналогии или ее нарушениями. Например, отсутствие моделирования:
подвода смазки в контакт, растягивающих циклических напряжений на рабочей
поверхности зуба от изгибающего момента, остаточных напряжений и т. д. Чаще
всего уменьшение ширины рабочей дорожки роликов, вызванное ограниченной
нагрузочной способностью машины, вносит искажение в подобие модели. Сле-
дует учитывать возможность появления значительных знакопеременных .изгиб-
ных напряжений на периферии ролика, при одновременном контактировании с
несколькими роликами. Эти напряжения иногда вызывают поломку роликов даже
до возникновения контактных разрушений, что объясняется недостаточной проч-
ностью тела ролика при неплотной его посадке на вал. Основные требования к
публикации результатов испытаний приведены в PC СЭВ 4489—74. Кроме того,
учитывая высокую трудоемкость усталостных испытаний зубчатых передач,
необходимо стремиться наиболее полно освещать специфику стенда, состояние
образцов до опытов, в процессе и после них, условия их проведения и способ
получения информации, что позволяет анализировать результаты испытаний
в различных аспектах.
11.3. ИССЛЕДОВАНИЯ ЗУБЧАТЫХ ПЕРЕДАЧ
ПОЛЯРИЗАЦИОННО-ОПТИЧЕСКИМ МЕТОДОМ
Поляризационно-оптический метод исследования напряженного состояния
деталей машин — экспериментальный метод теории упругости. Этот метод
[1/64, 165] основан на свойстве большинства прозрачных изотропных материалов
приобретать под действием деформаций, вызванных нагрузкой, способность двой-
ного лучепреломления, обусловленную возникающей оптической анизотропией.
Для измерения величины двойного лучепреломления, .связанной с напряжением,
модель просвечивают поляризованным светом. Белый или .монохроматический
свет, .идущий от источника, проходит через поляризатор (рис. 11.4), который
обладает свойством пропускать световые колебания только в одной плоскости.
Если на пути такого луча поставить нагруженную модель, изготовленную из
оптически активного материала, то поляризованный свет будет разложен на два
плоско-поляризованных луча, плоскости колебаний которых взаимно перпенди-
230
Рис. 11.4. Схема оптических явлений, происходящих в поляризаци-
онно-оптической установке:
1—источник света; 2—поляризатор; 3—нагруженная модель зуба;
4—анализатор; 5—экран
’“улярны и совпадают с направлениями главных напряжений о, и <Тг. Эта два
луча, имея различные скорости распространения, приобретают при выходе из
модели разность хода 6. Чтобы измерить величину о, колебания двух световых
волн приводят в одну плоскость, пропуская их через анализатор, плоскость по-
ляризации которого находится обычно под углом 93° к плоскости поляризации
анализатора. Пройдя анализатор, лучи света попадают на экран и дают интер-
ференционную картину. В зависимости от источника света эта картина может
быть цветной (белый свет) или черно-белой (монохроматический свет). Разность
хода лучей б, пропорциональная в каждой точке модели разности главных на-
пряжений О] и о2, будет меняться непрерывно от точки к точке и в связи с этим
отдельные участки изображения модели на экране будут иметь различную осве-
тценность (светлые н темные полосы). Точки модели, имеющие равные .макси-
мальные касательные напряжения 2тгтах, будут давать одинаковую разность
хода 6 и принадлежать одной полосе, называемой изохромой. Кроме изохром,
имеется одна или несколько темных полос, называемых изоклинами (линии
постоянного наклона главных напряжений). Если картина изохром дает инфор-
мацию о напряжениях, то по семейству изоклин строят обычно траектории глав-
ных напряжений в модели. Темные полосы в модели могут наблюдаться на экра-
не в трех случаях: 1) плоскость поляризации совпадает с направлением одного
из главных напряжений или составляет с ним угол 90° (изоклины); 2) разность
хода лучей равна целому числу волн б=пХ, где п=1, 2, 3, ..., k (изохромы);
S) 6=10 (изотропная линия или точка, 01=02 или о1 = а2=|0)- Светлые полосы в
модели 'Наблюдаются в следующих случаях: а) направление главных напря-
жений составляет с плоскостью поляризации угол 45°; б) разность хода лучей
равна нечетному числу полуволн >6= (2п-р1)Х/2, где п=1, 2, 3, ..., k.
Основной закон фотоупругости (закон Вертгейма)
О1 — а2 = о^’О’л/й, (11.1)
а0 — цена полосы материала модели, которая определяется на тарировоч-
ном образце; b — толщина модели в направлении просвечивания.
Материал моделей для исследования напряжений в пределах упругости изго-
тавливается на основе эпоксидных смол (ГОСТ 4I0&87—76) ЭД-20, ЭД-16, Э-40,
231
Э-41. Для отверждения эпоксидных смол применяют малеиновый, фталевый и
метилтетрагидрофталевый ангидриды. Оптически активный материал полимери-
зуют в виде плиток для решения плоских задач .и блоков для объемных задач.
Для отливки плиток применяют разборные формы, боковые стенки которых
изготавливают из полированного стекла. Из-за высокой адгезии к стеклу эпок-
сидной смолы внутренние поверхности форм обрабатывают паром или раство-
ром диметилдихлорсилаиа. Оптически активный материал в виде плиток и бло-
ков отжигают в термостате для снятия остаточных напряжений и стабилиза-
ции свойств материала. Величина модуля упругости материалов, синтезированных
на основе эпоксидных смол, колеблется в пределах "250(0 ... 4500 МПа при ком-
натной температуре и 10 ... 30 МПа при температуре замораживания. Оптиче-
ская чувствительность характеризуется соответственно =46 ... 25 Н/мм
для комнатной температуры и величиной о^1,0^=ОД12 Н/мм для температуры за-
мораживания.
Для определения величины напряжений 2тШах обычно применяют методы
сопоставления цветов, полос и компенсации. При определении напряжений по
методу полос применяют монохроматический источник света (обычно ртутная
лампа). Величину напряжений (ст,—ст2) определяют подсчетом числа полос п
и умножением его на цену полосы модели °о — а^’^/Ь. Точность определения п
до ±0,5 полосы. Принцип измерения разности хода лучей методом компенсации
состоит в том, что к разности хода лучей, создаваемой моделью, добавляется
разность хода, равная по величине искомой, но обратная по знаку. При этом
результирующая разность хода лучей равна нулю и в измеряемой точке модели
наблюдается при скрещенных поляроидах затемнение. Этот метод позволяет
определить п с точностью дю (0,0'1 полосы. Для определения каждого из главных
напряжений ст, и о2 или величины компонент напряжений и aY применяют
методы разности касательных напряжений, Файлона и конечных разностей. Одна-
ко эти методы трудоемки и недостаточно точны. Значительно проще разделение
напряжений .можно произвести с использованием разности главных напряжений
(ст,—ст2) и параметров изоклины 6, если известна в каждой точке модели вели-
чина суммы главных напряжений (отН-Ог), которая в плоской модели пропор-
циональна изменению толщины модели под нагрузкой. Это изменение измеряют
оптически с помощью трехпластинчагого интерферометра [2]. При исследованиях
поляризационно-оптическим методом используют полярископы, позволяющие
определять о\—о2 и 6 по методам сопоставления цветов и полос или по ме-
тоду компенсации. По методу сопоставления цветов и полос используют следую-
щие типы полярископов отечественного и зарубежного производства: большую
поляризационную установку БПУ ИМАШ-КБ-‘2, поляризационно-проекционные
установки ППУ-4, ППУ-5, ППУ-6 и ППУ-7, фотоэластмциметр FP (изготавлива-
ется в ЧССР), полярископ ПКС-б'ОО. По методу компенсации работают коорди-
натно-синхронные поляриметры КСП-5, КСП-6 и КСП-7 автоматический поля-
риметр ИПЛ-451, поляризационный компаратор ПК-6-
При исследовании напряжений о в нагруженном зубе колеса уравнение пе-
рехода от модели к натуре при равенстве коэффициентов Пуассона цм = рн име-
ет вид:
для объемных моделей
ан = смСf 2; (11.2)
для .плоских моделей
°н = гСь \ (11- 3)
где ам и Он — напряжения в модели и в натуре; Су — масштаб силового по-
добия; Ci=mnlmK и Съ = Ьн!Ьм — геометрические масштабы подобия размеров
соответственно в сечении зуба и по его длине.
При изучении градиентов напряжений G в -.нагруженном зубе колеса урав-
нение перехода от модели к натуре имеет вид
GH = GMCrCf2C^’. (11.4)
232
Рис. 11.5. Напряженное состояние зуба прямозубого колеса (число зубьев г—28; модуль
т—30 мм; исходный контур по СТ СЭВ 308—76; коэффициент смещения исходного конту-
ра л = +0,6; нормальная сила, приложенная к зубу, Г=800 Н):
о—интерференционная картина полос в поляризованном свете; б—распределение напря-
жений по контуру зуба; в—распределение напряжений по сечению, нормальному к пе-
реходной кривой зуба в точке действия максимальных растягивающих напряжений
(пр=7,1 полосы) 0 ... 8—порядок полосы
Исследование плоского напряженного состояния внешних и внутренних зубь-
ев проводили на моделях в виде трехзубого сегмента с полным центральным и
неполными по высоте соседними зубьями (модуль ги=30 мм). Нагружение
среднего зуба производили в специальном загрузочном приспособлении через
оптический динамометр, позволяющий точно установить величину приложенной к
зубу нагрузки по порядку полос в центре диска п<г. В случае изготовления мо-
дели и диска из одной и той же пластины оптически активного материала мак-
симальные напряжения в основании зуба можно определить по формуле
с,пах = 2,5464^- (11.5)
d nd
rjis. d — диаметр диска; пм и па — порядок полосы в опасной точке зуба и в
диске. Для повышения достоверности полученных результатов каждую модель
изучают с двух сторон. На рис. 11.5 показаны результаты исследования напря-
женного состояния зуба прямозубого колеса по изложенной выше методике.
233
При исследовании объемного напряженного состояния зубьев применяют
следующие методы: замораживания, рассеянного света и составных моделей.
Наибольшее распространение получил метод замораживания, основанный иа
том, что нагруженная .при температуре 160 ... ИЗО’ С модель при охлаждении
до комнатной температуры сохраняет деформации и вызванный ими оптический
эффект .и после снятия нагрузки1. Выпиливая из модели срезы (шлифы) и иссле-
дуя их в полярископе, получают информацию о напряженном состоянии инте-
ресующих нас сечений. Замороженную модель можно не распиливая исследовать
в рассеянном свете. Для этого ее просвечивают тонкой полосой плоско-поляриза-
ционного света большой яркости. Этот пучок света освещает рассматриваемое
сечение внутри модели, которое наблюдают в направлении, перпендикулярном к
проходящему лучу.
11.4. ИССЛЕДОВАНИЯ ЗУБЧАТЫХ ПЕРЕДАЧ МЕТОДАМИ
ГОЛОГРАФИЧЕСКОЙ ИНТЕРФЕРОМЕТРИИ
И СПЕКЛ ИНТЕРФЕРОМЕТРИИ
Методы голографической интерферометрии находят широкое применение при
исследовании деформированного состояния деталей машин, так как они позво-
ляют определять поле перемещений по всей поверхности детали, не требуют
предварительной обработки ее поверхности и являются бесконтактными [119].
Наиболее широко распространенной оптической схемой методов голографи-
ческой .интерферометрии является двухлучевая схема с внеосевым опорным пуч-
ком, рис. 11.6. Пучок света от лазера 1 разделяется прозрачной стеклянной
пластинкой 2 на два пучка — щредметный и опорный. Первый из них отражает-
ся зеркалом 4', расширяется короткофокусным объективом 5', освещает поверх-
ность исследуемого предмета 6 и от него попадает на фотопластинку 7. Опор-
ный пучок, составляющий второе плечо интерферометра, отражаясь от делителя
на зеркало 4", .расширяется короткофокусным объективом 5" и, минуя иссле-
дуемый предмет, попадает на фотопластинку. При установке фотопластинки в
рамку держателя оба пучка перекрываются шторкой 3. Вся система собирается
на массивной стальной плите, которая .изолируется от колебаний пола помеще-
ния обычно с помощью наполненных воздухом резиновых баллонов. Такая виб-
роизоляция необходим-а как из-за малых величин измеряемых перемещений (по-
рядка 5Э мкм для статических и 5 мкм для динамических нагрузок), так и из-за
высокой чувствительности элементов оптической схемы к незначительным (по-
рядка Z/4 мкм) смещениям.
Для получения качественных голограмм в относительно небольшие проме-
жутки времени обычно применяется газовый лазер Л Г-38 на гелийчнеоновой сме-
си с длиной волны излучения 0,6328 мкм и выходной мощностью в одномодовом
режиме 50 мВт. Этой мощности достаточно для освещения объектов диаметром
300 ... 400 мм, помещенных в оптическую схему голографического интерферо-
метра.. Съемка голограмм осуществляется на фотопластинки типа «Микрат»
ВРЛ, ЛОИ-2 или ПЭ.
В зависимости от вида нагружения исследуемого объекта различают два
метода голографической интерферометрии. (При статическом нагружении приме-
няется метод двух экспозиций, который заключается в том, что первая экспо-
зиция фотопластинки осуществляется, когда объект не нагружен .или находится
под действием какой-либо первоначальной .нагрузки. После этого оба пучка све-
та перекрываются шторкой 3 (см. рис. 11.6), осуществляется подгрузка объекта
6, открывается шторка 3 и фотопластинка 7 экспонируется второй раз.
При определении форм колебаний объектов применяют метод усреднения во
времени. В этом случае с помощью вибратора в детали возбуждается резонанс
и осуществляется однократное экспонирование фотопластинки на резонансной
частоте.
В общем случае картина интерференционных полос, покрывающая изобра-
жение исследуемого объекта, является количественной (мерой перемещений, ко-
торые претерпели точки объекта при его нагружении. Причем вклад в эту кар-
тину вносят все три составляющие вектора перемещений и голографическая
234
Рис. 11.6. Оптическая схема голографи-
ческого интерферометра
Рис. 11.7. Картина пслос, рассчитанная теорети-
чески
интерферограмма несет информацию о полном .векторе перемещений в каждой
точке исследуемого объекта.
На рис. 114.7 приводится картина интерференционных полос для клина,
рассчитанная теоретически с учетом вклада всех трех компонент перемещений,
а на рис. 11 j8 картина полос, полученная экспериментально.
Если рассматривать не боковую поверхность клина, а его торец, то задача
нахождения перемещений упростится, так как в этом случае преобладающей бу-
дет являться компонента, нормальная к поверхности торца, а вкладом в кар-
тину полос двух других компонент .можно пренебречь.
Метод голографической интерферометрии позволяет получить картину изгиб-
ных перемещений для любой точки зуба и исследовать его статическое поведе-
ние непосредственно в редукторе, не прибегая к моделированию.
Один из возможных вариантов интерферометра, предназначенный для по-
лучения голографических интерферограмм в редукторе, показан на рис. 11.9*.
Часть расширенного пучка света попадает на зеркало, формирующее опор-
ный пучок, и от него направляется на фотопластинку, где интерферирует со
светом, отраженным от поверхности исследуемого зуба, -рис. 11.1Ю.
На рис. 1'1.11 показана интерферограмма зуба, нагруженного в вершине си-
лой 30 Н.
Решение задач динамики с помощью метода голографической интерферо-
метрии практически 'ничем не отличается от решения статических задач, так как
оптическая схема в обоих случаях одна и та же. Различаются только способы
нагружения объекта. При исследовании колебаний зубчатых колес для их воз-
буждения используются малогабаритные пьезокерамические вибраторы [174].
На вибратор, стержень которого упирается в зубчатое колесо, подается
напряжение заданной частоты от звукового генератора. К полотну колеса плас-
тилином прикрепляется пьезоэлектрический датчик, .выводы которого подсоеди-
няются к осциллографу. Момент резонанса колеса определяется при изменении
частоты звукового генератора по виду синусоидального сигнала на экране осцил-
лографа. Максимальная величина сигнала датчика соответствует резонансу,
частота которого фиксируется частотомером, подключенным параллельно вибра-
тору. При установленной таким образом резонансной частоте колебаний колеса
производится запись голографической интерферограммы. На рис. 11.12 показана
форма колебаний зубчатого колеса с тремя узловыми диаметрами.
Поскольку для записи голографических интерферограмм достаточно иметь
амплитуду колебаний 2 ... 3 мкм, то небольшими вибраторами (диаметр 40 мм,
полная длина 120 мм) можно возбуждать колебания зубчатых колес диамет-
ром до 500 мм.
Методы спекл-интерферометрии являются относительно нечувствительными к
вибрациям пола помещения, они не требуют для размещения оптической схемы
виброизолированной массивной плиты и могут применяться в условиях помеще-
ния заводской лаборатории. Кроме того, для съемки интерферограмм методом
спекл-интерферометрии применяется простая оптическая схема, в которую вхо-
дят лазер 1, фотоаппарат 3 и исследуемый объект 2, рис. 11.13.
Работа выполнена совместно с В. М. Ананьевым.
235
Рис. 11.8. Картина полос, полученная экспе-
риментально
Рис. 11.9. Общий вид голографического интер-
ферометра для исследования зубьев в редук-
торе
Рнс. 11.10. Оптическая схема интерферометра:
1, 3—зеркала; 2—объектив; 4—фотопластинка; 5—
исследуемый зуб
23 6
Рис. 11.11. Интерферограмма зуба
Рис. 11.12. Формы колебаний зубчатого ко-
леса с тремя узловыми диаметрами
Рис. 11.13. Оптическая схема метода спекл-
интерферометрни с расфокусировкой
Рис. 11.14. Спекл-ннтерферограмма зубчато-
го колеса с тремя узловыми диаметрами
237
Исследуемое зубчатое колесо с прикрепленным к нему вибратором освеща-
ется лучом лазера, расширенным микрообъективом. Съемка интерферограмм осу-
ществляется зеркальным фотоаппаратом типа «Зенит» на фотопленку ФП-ГВ-2,
причем фокусировка фотоаппарата производится не в плоскости полотна колеса,
а несколько впереди или за ней.
В этой схеме лазер используется как источник освещения, отраженное излу-
чение которого имеет пятнистую структуру, обладающую свойством создавать
на фотопленке картины распределения производных от нормальных переме-
щений.
При исследовании диаметральных форм колебаний зубчатых колес методом
спекл-интерферометрии получается информация о 'распределении узловых линий.
На рис. 1'1.14 показана интерферограмма колеса, соответствующая форме коле-
баний с тремя узловыми диаметрами.
Глава 12
ДЕФЕКТЫ И РАЗРУШЕНИЯ ЗУБЧАТЫХ КОЛЕС
12.1. КОНТАКТНЫЕ РАЗРУШЕНИЯ ЗУБЬЕВ ПО БОКОВЫМ
ПОВЕРХНОСТЯМ
Контактные разрушения зубьев являются основной причиной отказов быст-
роходных зубчатых колес в хорошо смазываемых закрытых передачах. При ре-
монте авиационных двигателей из общего количества бракуемых зубчатых колес
до 85% бракуют из-за контактных разрушений зубьев: выкрашивания и отслаи-
вания.
Выкрашивание материала на зубьях может быть ограниченным или про-
грессирующим. Ограниченное выкрашивание возникает после непродолжитель-
ной работы на выступах неровностей рабочих поверхностей зубьез в виде мел-
кой «сыпи», а затем постепенно исчезает и поэтому не представляет опасности
для дальнейшей эксплуатации зубчатых колес. Прогрессирующее выкрашивание
материала, как правило, возникает у зубчатых колес с твердыми зубьями, раз-
вивается со временем до значительных размеров и может вызвать поломку зуб-
чатых колес, а поэтому зубчатые колеса с таким 'выкрашиванием материала на
зубьях к дальнейшей эксплуатации непригодны.
% Отслаивание или глубинное контактное разрушение материала, иногда име-
ющее место у зубчатых колес с поверхностно-упрочненными (цементованными
и закаленными, азотированными и т. д.) зубьями, значительно опаснее поверх-
ностного выкрашивания 'материала, так как отделяющиеся при этом от зубьев
сравнительно крупные участки упрочненного слоя материала могут быстро вы-
вести из строя всю передачу.
Основными причинами контактных разрушений зубьев являются: концент-
рация нагрузки по длине и профилю зубьев, наличие остаточных растягивающих
напряжений на рабочих поверхностях зубьев, неблагоприятные эксплуатацион-
ные искажения профилей зубьев и неблагоприятные воздействия на зубья сма-
зывающей жидкости.
Контактные разрушения, обусловленные концентрацией нагрузки по длине
и профилю зубьев, являются наиболее распространенными для твердых зубьев,
что объясняется их плохой прирабатываемостью. Концентрация нагрузки на зубь-
ях вызывается локализацией контакта зубьев в зацеплениях зубчатых колес
из-за: дефектов изготовления деталей зубчатых передач и их сборки; неблаго-
приятных упругих деформаций деталей в связи с недостаточной нх жесткостью;
выборки зазоров в соединениях, определяющих взаимное расположение зубча-
тых колес; неравномерного изнашивания зубьев соединения зубчатого колеса с
валом при несимметричном расположении зацепления и соединения колеса;
неудовлетворительного взаимного расположения изношенных участков зубьев
ранее эксплуатировавшихся зубчатых колес.
Чем больше концентрация нагрузки по длине зубьев, тем более сосредото-
ченный характер имеют возникающие при этом контактные разрушения. В боль-
238
Рис. 12.1. Контактные разрушения
зубьев, обусловленные концентра-
цией нагрузки:
а, б—локальные соответственно
краевые и срединные при перекосе
зубьев в зацеплении; в—прерывис-
тые на волнистой рабочей поверх-
ности зубьев; а—локальные краевые
из-за попадания краев зубьев в
контакт с выступающими, иеизно-
шенными участками зубьев другого
колеса (5)
шинстве случаев контактные разрушения такого вида располагаются у одного
из краев зубьев (рис. 112.1, а). Краевые контактные разрушения преимуществен-
но возникают на зубьях конических зубчатых колес, что связано с -несовершен-
ством технологии сборки передач с коническими зубчатыми колесами: качество
сборки часто проверяют по пятну контакта зубьев на краску в ненагруженной
передаче, а размеры пятна контакта настолько занижают, что даже после дли-
тельной работы передачи длина фактического пятна контакта зубьев иногда не
превышает 1/3 их рабочей длины. При перекосе зубьев в плоскости, касательной
к их боковым поверхностям в месте контакта, возможно' возникновение средин-
ного сосредоточенного контакта и срединных локальных разрушений материала
на зубьях (см. рис. 12.1,6). Концентрация нагрузки по длине зубьев может
быть вызвана неровностями рабочих поверхностей зубьев, образовавшимися при
окончательной их механической обработке и, в частности, так называемой диа-
гональной волнистостью. Возникающие при этом контактные разрушения Мате-
риала ориентируются по выступам неровностей (см. рис. 12.1, в).
Неравномерный износ зубьев соединения, имеющий .место при несимметрич-
ном расположении зубчатого венца зацепления относительно зубчатого' соедине-
ния, приводит к перераспределению нагруженное™ зубьев зацепления по длине,
сопровождающемуся перемещением линии равнодействующей нагрузки к;. краю
зуба. В случаях использовании .зубчатых колес с некоторым износом вубьеп,
что* часто бывает при ремонте изделий, возможны локальные контактные* раз-
рушения зубьев из-за попадания в контакт ранее неизношенных, выступающих
участков зубьев (см. рис. 1'2.1, г, д). . .
Контактные разрушения, обусловленные наличием остаточных растягиваю?
щих напряжений на рабочих поверхностях зубьев, возникают преимущественна
у зубчатых колес с цементованными и закаленными, а затем шлифованными
2&
Рис. 12.2. Контактные разрушения зубь-
ев, обусловленные остаточными растя-
гивающими напряжениями:
а—ориентация начальных выкрашива-
ний материала на цементованных и за-
каленных зубьях по сетке шлифовоч-
ных штрихов; б—отслаивание матери-
ала на Одном из грубо прошлифован-
ных цементованных и закаленных
зубьев; в—скол материала на профиль-
ной кромке одного из азотированных
зубьев
зубьями, в связи с образованием при шлифовании структурных концентраторов
напряжений. Установлено, что на зубьях, прошлифованных на станках фирмы
«Мааг» с образованием структурных концентраторов напряжений, начальные
трещины выкрашивания материала возникают, как правило, в отпущенных зонах
зуба, а развитие контактных разрушений в начальных стадиях ориентируется
в направлении шлифовочных штрихов (рис. 12.2, а). Грубое шлифование боко-
вых поверхностей цементованных и закаленных зубьев приводит иногда и к об-
разованию крупных отслаиваний поверхностных слоев материала (см. рис.
12.2,6). Такие контактные разрушения могут располагаться на любом участке
зуба, начиная ют поперечных ’шлифовочных трещин [92]. При упрочнении зубь-
ев только но :боксвым сторонам остаточные напряжения сжатия у торцов зубь-
ев резко снижаются, а в процессе эксплуатации иногда возникают сколы ма-
териала на профильных кромках зубьев (см. рис. 12.2, в).
Контактные разрушения, обусловленные неблагоприятными эксплуатацион-
ными искажениями профилей зубьев, проявляются у неподвижных зубчатых ко-
лес высоконапряженных планетарных передач и у ведомых колес ряда прос-
тых передач. Возникновению таких разрушений (рис. 12Д а) предшествуют
искажения профилей рабочих поверхностей зубьев с образованием продольно
ориентированных ребра в полюсной части и углубления в основании зубьев.
У колес с фланкированными головками зубьев, в случае увеличенной глубины
фланка, привершинные участки головок зубьев не принимают участия в зацеп-
лении. С увеличением длительности эксплуатации передачи радиус кривизны в
полюсной части зубьев непрерывно уменьшается, а контактные напряжения воз-
растают. При некотором значении радиуса кривизны контактные напряжения
в зоне полюсного зацепления достигают предела контактной выносливости, а за-
тем и превышают его, приводя к продольно ориентированным контактным раз-
рушениям материала зубьев (см. рис. 12.3,6). Имеют место также контактные
разрушения материала и в месте выхода углубления в основании зуба на его
боковую поверхность, против полюсного ребра.
Контактные разрушения, обусловленные неблагоприятными воздействиями
на зубья смазывающей жидкости, имеют место в быстроходных передачах (при
240
Рис. 12.3. Контактные разрушения,
обусловленные неблагоприятными
эксплуатационными искажениями
профиля зубьев:
а—места возникновения разруше-
ний (отмечены стрелками) нз-за ис-
кажения от износа профиля рабо-
чей поверхности зубьев (штриховой
линией показан профиль поверхно-
сти зуба до износа); б—полюсное
отслаивание материала на одном
из азотированных зубьев
Рис. 12.4. Разрушения, обусловленные
неблагоприятными воздействиями на
зубья жидкости:
а—начальные повреждения на рабочей
поверхности зуба (/—дефектный учас-
ток; 2—вершина зуба) от воздействия
струн масла; б—повреждения от кави-
тационной эрозии иа зубе зубчатого
колеса топливного иасоса
241
окружных скоростях зубчатых колес Оокр~1100 м/с и более) при струйной смаз-
ке зубьев на выходе их из зацепления. В этом случае на рабочих поверхностях
зубьев сначала возникают эрозионные повреждения в виде микролунок от меха-
нического воздействия струи масла, которые располагаются только на головках
зубьев, в зонах воздействия на них струи 'масла из форсунки, а занимаемая ими
площадь ограничивается приблизительно круговым сегментом с основанием у
вершины зуба. Интенсивность поражения дефектом постепенно нарастает в на-
правлении от начальной окружности зубчатого колеса к вершине зуба (рис.
12.4, а). Возникшие эрозионные повреждения вызывают увеличение местных кон-
тактных напряжений вследствие повышения нормальных давлений ма выступах
между ними и сил трения на них из-за ухудшения условий для образования
гидродинамической смазочной пленки, а это приводит к развитию вторичных
усталостных выкрашиваний материала на зубьях.
К контактным разрушениям зубьев не следует относить повреждения зубь-
ев от кавитационной эрозии, которые иногда возникают на зубьях зубчатых ко-
лес топливных шестеренчатых насосов высокого давления (см. рис. 12.4,6). Эти
повреждения возникают на средних участках по длине зубьев и располагаются
на обеих боковых сторонах зубьев и в основаниях впадин между зубьями. Наи-
большую степень развития имеют повреждения на нерабочих боковых сторонах
зубьев.
12.2. ИЗНОС И ЗАДИРЫ ЗУБЬЕВ ПО БОКОВЫМ ПОВЕРХНОСТЯМ
Изнашивание и заедание зубьев по их боковым поверхностям, как правило,
имеют 'место вследствие недостаточной несущей способности масляного слоя,
разрывов масляной пленки в местах контакта, отсутствия или временного пре-
кращения поступления смазки, несоответствия сорта смазки требуемому и неиз-
бежного смешанного трения при пусках, остановках и особенно из-за попадания
в зацепление вместе со смазкой абразивных частиц, соизмеримых с толщиной
масляной пленки.
Износ зубьев является основной причиной отказов зубчатых колес как от-
крытых, так и закрытых передач машин, работающих в среде, засоренной абра-
зивами. Зубья колес быстроходных передач, работающих в условиях совер-
шенной смазки и изоляции от пыли, с редкими пусками и остановками, при ус-
ловии правильной конструкции передачи, точного изготовления и сборки, практи-
чески не изнашиваются.
Износ зубьев, как правило., неравномерен по профилю (см. рис. 12.3, в),
что объясняется неодинаковой работой сил
трения в разных точках профиля из-за из-
менения контактных давлений и скоростей
относительного скольжения по профилю
зубьев. Чаще всего максимальный износ
имеет место в зоне однопарного зацепленля,
в которой контактная нагрузка досгигает
максимальной величины. Если у твердых
зубьев неподвижных и ведомых зубчатых
колею в процессе изнашивания возможно
образование ребра в полюсной зоне, то у
мягких зубьев оно обминается и теряет от-
четливость. У зубчатых колес некоторых ти-
пов токарных станков и крановых редукто-
ров изнашивание зубьев происходит почти
равномерно по профилю.
Износ зубьев ионических зубчатых ко-
лес часто неравномерен по длине зубьев,
что связано с несовершенством технологии
сборки передач с коническими колесами и
контроля по пятну контакта зубьев.
Рис. 12.5. Повреждения от заедания (задиры) на
рабочей поверхности цементованного и закален-
ного зуба
242
Рис. 12.6. Расположение начальных повреждений от заедания иа рабочих по-
верхностях зубьев
Задиры зубьев возникают вследствие молекулярного сцепления их материа-
лов на участках непосредственного контакта и разрушения контактов с выры-
ванием частиц материалов, повреждающих зубья (рис. 12.'5). Обычно заедания
происходят при сочетании высоких давлений в контакте зубьев и больших
окружных скоростей колес. Заедание зубьев колес обычно не приводит к не-
медленному выходу передачи из строя.
В зависимости от степени развития заедания различают несколько видов
повреждений от заедания на зубьях [77]: натнр (начальная форма задира), тон-
кие риски, развитые риски, неглубокие борозды (задир средней интенсивности),
слившиеся друг с другом глубокие борозды (сильный задир) и глубокие слив-
шиеся борозды с наличием вырывов, наростов и оплавления поверхностных сло-
ев материала зубьев (очень сильный задир). Переход от одной стадии задира
к другой обычно происходит последовательно.
При отсутствии концентрации нагрузки по длине зубьев начальное их зае-
дание происходит обычно по всей длине зоны контакта зубьев (рис. Г2.6): в на-
чале или конце зацепления на головке а или на ножке б зубьев и в зоне пере-
сопряжения на головке в или на ножке г зубьев. При взаимном перекосе зубьев
в зацеплении колес начальные заедания происходят в местах концентрации на-
грузки и обычно у одного края зубьев: на головке д, ножке е или на головке
и ножке одновременно ж\ реже заедания возникают в средней части длины зоны
контакта зубьев з. При наличии грубой диагональной волнистости на рабочих
поверхностях зубьев после их шлифования на станках фирмы «Мааг» начальные
заедания зубьев происходят по выступам волн, на изолированных друг от друга
участках, с шагом между ними, равным продольной подаче зубчатого колеса
на одно его двойное качание при шлифовании зубьев на станке и. Задиры на
головках зубьев одного колеса и на ножках зубьев другого, зацепляющегося с
первым, колеса появляются одновременно. Заедание может быть ограниченным
или прогрессирующим. Ограниченные заедания для многих передач безопасны.
Все типы зубчатых передач по сопротивляемости заеданию, от максимальной
до минимальной, располагаются в следующем порядке: цилиндрические с внут-
ренним зацеплением; цилиндрические с внешним зацеплением; конические с пря-
мыми, косыми и спиральными зубьями; гипоидные; винтовые.
12.3. РАЗРУШЕНИЕ ЗУБЬЕВ
Разрушение зубьев является наиболее распространенным видом разрушения
зубчатых колес. Разрушения зубьев бывают усталостными, смешанными и не-
усталостными.
При отсутствии значительной концентрации нагрузки по длине зуба разру-
шение зубьев в основании происходит по продольным, идущим по линии зуба,
сечениям с криволинейным поперечным контуром, который в зависимости от
свойств материала и условий '.нагружения бывает вогнутым или выпуклым
(рис. ;12.7).
Вогнутые изломы зубьев возникают от воздействия нормальных напряжений
и являются основным внешним признаком их усталостного разрушения или уста-
лостного в сочетании с неусталостным, доломным в конце. При, этом начальная
трещина разрушения ориентируется по нормали к профилю зуба. Углубленность
вогнутого излома в тело зубчатого колеса возрастает с увеличением угла про-
филя исходного контура зубьев, с уменьшением радиуса кривизны переходной
243
Рис. 12.7. Разновидности изломов в основаниях зубьев:
а—излом с вогнутой в обод колеса поверхностью; б—выпуклый излом без
ступеньки; в—выпуклый излом со ступенькой
поверхности и с уменьшением радиальной толщины обода (при ее значении не
более 2,5m, где т — модуль зубьев).
Выпуклые изломы возникают при статическом и ударном нагружениях зубь-
ев и имеют две разновидности: 1) без ступеньки и 2) со ступенькой. Первые
в основном .обусловлены воздействием касательных напряжений и имеют место
у зубчатых колес с однородными или с плавно изменяющимися свойствами ма-
териала по сечению зуба (улучшенных, объемно закаленных) при сравнительно
небольших .и средних пределах прочности .материала. Вторые имеют место у ко-
лес с поверхностно упрочненными зубьямн; при этом ступенька возникает со
стороны нагружения зуба на глубину поверхностно-упрочненного слоя материа-
ла от воздействия нормальных напряжений, а остальная часть излома — от воз-
действия касательных напряжений. Постепенный переход от вогнутых изломов
зубьев к выпуклым от среза можно иногда наблюдать и в пределах одного
колеса три .последовательном разрушении нескольких зубьев.
Наклонные и криволинейные по отношению к линии зуба продольные кон-
туры изломов указывают на неравномерное распределение нагрузки по длине
зуба с максимальным значением погонной нагрузки на отделяющейся от зубча-
тою колеса части зуба. В зубчатых передачах, не имевших ремонтов, неравно-
мерное распределение нагрузки по длине зубьев зубчатых колес может быть
связано с недостаточной жесткостью деталей передачи, с неточностями изготов-
ления деталей и сборки передачи, а также — с повышенной неравномерностью
изнашивания трущихся и опорных элементов в узлах, определяющих положение
зубчатых колес. Для отремонтированной зубчатой передачи причиной неравно-
мерного распределения нагрузки по длине зубьев, кроме перечисленных, может
быть также неудовлетворительная комплектация зубчатых колес и других дета-
лей передачи, обусловливающая ухудшение контакта зубьев колес в собранном
узле.
Разрушения зубьев зубчатых колес, как правило, начинаются от переход-
ных поверхностей зубьев, с их рабочих боковых сторон, однако в некоторых слу-
чаях они начинаются от средних и даже от привершинных участков профилей
зубьев. У зубчатых колес с нешлифованными пос-
ле закалки переходными участками зубьев, ио
шлифованными по их боковым поверхностям с
врезанием кромки шлифовального круга в тело
зуба, усталостные разрушения зубьев могут про-
исходить по месту перехода шлифованного участ-
ка зуба к нешлифованному. Такие разрушения, в
частности, возникают тогда, когда место перехо-
да от шлифованного участка зуба к нешлифован-
ко'му располагается очень близко к поверхности
впадин, а радиус кривизны шлифованного участ-
Рис. 12.8. Разрушение (отмечено стрелкой) некорригиро-
ванного зуба со стандартным исходным контуром при
нешлифованной переходной поверхности и шлифованной
рабочей поверхности с врезанием кромки шлифовального
круга
244
рис. 12.9. Разрушение цементованного н закаленного зуба
колеса с внутренними зубьями из-за попадания в зацепление
твердого постороннего предмета
ка в месте его выхода на нешлифованную поверх-
носгь существенно меньше радиуса кривизны пере-
ходного участка (рис. 12,.8).
У зубчатых колес с большими углами профиля
исходного контура зубьев или с положительным сме-
щением их исходного контура опасное сечение зуба
при изгибе, а следовательно, и место разрушения зу-
ба могут значительно сместиться в сторону вершины,
приближаясь к ней с увеличением смещения инстру-
мента. Поломки зубьев вблизи основания у таких ко-
лес имеют место преимущественно лишь при очень
малом значении радиуса кривизны переходного уча-
стка.
При слишком большой толщине цементованного
и закаленного слоя и прочной сердцевине материала
(>15 ГПа) иногда происходят срединные (в около-
полюсной зоне/ смешанные •разрушения зубьев. Сна-
чала из-за слишком высоких остаточных растягивающих напряжений в сердцеви-
не зубьев возникают (иногда непосредственно при закалке после цементации)
внутренние неусталостные трещины между упрочненными слоями, от которых за-
тем происходит усталостное доламывание зубьев по нх цементованным и зака-
ленным слоям [92].
Дополнительные местные поля остаточной напряженности в зубьях, которые
в ряде случаев являются причиной поломок зубьев [92], создаются пластически-
ми деформациями материалов зубчатых колес около зубьев, на торцах и верши-
нах зубьев (например, от 'нанесения монтажных меток кернением, от нанесения
ударных клейм, от испытания твердости материала), втулок (для осуществления:
их тангенциальной фиксации .в зубчатых колесах с тонкостенным ободом), а
также при применении для соединений зубчатых колес друг с другом цилиндри-
ческих шпонок-штифтов.
Если места разрушений зубьев у зубчатого’ колеса располагаются друг от
друга приблизительно через 9'0'" (по окружности), а источников ‘наведения полей
остаточной напряженности в этих местах нет, то причиной таких разрушений
может быть недостаточная укованность материала в этих местах при штампо-
вании цилиндрической заготовки зубчатого колеса, если исходная отливка имела
квадратное сечение. В этом случае усталостная прочность зубьев в пределах
зубчатого колеса будет различной с минимальным ее значением у зубьев, распо-
ложенных против углов поперечного сечения .исходной отливки [9*2].
При наличии в зубьях локальных металлургических дефектов (раковин, не-
металлических включений) разрушения зубьев могут начинаться от этих дефек-
тов даже в тех случаях, когда они расположены на некотором расстоянии от
поверхности зубьев.
Попадание в зацепление зубчатых колес посторонних твердых предметов
приводит к локальным разрушениям зубьев, продольный контур поверхности из-
лома на которых огибает место попадания постороннего предмета (рис. 12.9).
Попадание ® зацепление посторонних предметов характерно для зубчатых пере-
дач внутреннего зацепления, в которых попавший посторонний предмет может
находиться длительное время. У зубчатых колес шестеренчатых насосов иногда
имеют место усталостные поломки зубьев, вызываемые эксплуатационными при-
жогами на торцах зубчатых венцов из-за сильного их трения о торцы колодцев
в корпусных деталях или о торцы деталей боковых уплотнений. В этих случаях
на торцах зубчатых колес, у оснований межзубовых впадин, первоначально воз-
никают неусталостные, прижоговые трещины, .от которых при последующей ра-
боте насоса развиваются усталостные поломки зубьев [91]. Иногда усталостные
разрушения зубьев у одного и того же зубчатого колеса развиваются в раз-
личных направлениях: у одних зубьев разрушения развиваются в направлении
вращения колеса, а у других — в противоположном. Такие разрушения воз-
можны: а) у одиовенцовых промежуточных зубчатых колес и сателлитов, зубья
245
которых поочередно воспринимают нагрузку обеими сторонами; б) у колес при
неправильном их зацеплении с парным колесом, когда привершинные участки
зубьев одного- колеса вступают в зацепление с переходными поверхностями
зубьев другого колеса (такое зацепление, в частности, возникает при чрезмер-
ном радиальном сближении зацепляющихся зубчатых колес в передачах с разъ-
емиым-и корпусными деталями, когда одно колесо находится в одной корпусной
детали, а другое — в другой) [912]-
12.4. РАЗРУШЕНИЯ ОБОДЬЕВ, ДИСКОВ И СТУПИЦ
Усталостные разрушения зубчатых колес с началом их развития от обода
возникают в случаях, когда прочность обода меньше, чем зубьев, или при воз-
•бужденин в теле зубчатых колес резонансных колебаний по форме -с узловыми
диаметрами. Пониженная прочность обода зубчатого колеса бывает связана с
недостаточной радиальной толщиной обода, с наличием шлифовочных дефек-
тов .на поверхностях обода, с -отклонениями в размерах обода (в частности, при-
тупляющих фасок), с повреждением от пластической деформации и оплавления
материала .на торцах при нанесении на них различных клейм и меток или по-
вреждением в виде забоин от -неаккуратного обращения с деталью. Развитие
разрушения зубчатого колеса -при этом, -в зависимости от конструкции зубчатого
колеса, а также от характера и места расположения дефектов и повреждений,
может начинаться от впадин между зубьями, торца обода или от внутренней его
поверхности. Разрушения зубчатых колес с началом развития от торца обода
происходят редко и бывают связаны с наличием на торцах шлифовочных дефек-
тов (прижогов, трещин), особенно, если торцы обода цементованы и закалены.
Усталостные разрушения зубчатых колес с началом их .развития от внут-
ренней поверхности обода встречаются, прежде всего, у зубчатых колес, внут-
ренняя поверхность обода у которых является дорожкой качения встроенного
роликового -или -игольчатого подшипника. Первичные усталостные разрушения
таких зубчатых колес обычно связаны с наличием на внутренней поверхности
обода шлифовочных прижогов. Вторичные усталостные разрушения -встречаются
у сателлитов с неправильно конструктивно выполненными у них двухрядными
игольчатыми подшипниками, как это показано на рис. 1|2.Г0, а. Существенно раз-
ные скорости вращения промежуточных н боковых шайб в подшипнике пока-
занного узла вызывают перекос -игл, локальные выкрашивания материала на оси
-сателлита около промежуточной шайбы и их последующее развитие, износ до-
Рис. 12.10. Сателлит редуктора (а) с встроенным двухрядным игольчатым под-
шипником и усталостное разрушение (б) сателлита (стрелкой показан очаг
разрушения):
/—сателлит; 2—игла подшипника; 3—промежуточная шайба; 4—боковая шай-
ба; 5—ось сателлита; 6—корпус-водило; 7—начальные повреждения от выкра-
шивания материала на оси; 8—направление движения игл
246
Рис. 12.11. Усталостное разрушение
конического зубчатого колеса с на-
чалом развития излома от основа-
ния впадины между зубьями, воз-
никшее в результате резонансных
колебаний тела по двум узловым
диаметрам
рожек качения на оси в зоне выкрашивания материала, сближение промежу-
точной шайбы с осью и ее заклинивание на оси, перегрев этой шайбы и сател-
лита в зоне их контакта, растрескивание цементованного и закаленного слоя
сателлита в этой зоне и, наконец, развитие от этих трещин усталостного раз-
рушения обода сателлита (рис. 12.10,б).
Возникновение резонансных колебаний в теле зубчатого колеса на рабочих
режимах его работы связано с неудачным выбором форм илн размеров обода
и диафрагмы колеса. Разрушение зубчатого колеса от резонансных колебаний
по форме с узловыми диаметрами начинается от впадин между зубьями и раз-
вивается сначала в радиальном направлении, а затем постепенно меняет свое
направление на тангенциальное и вновь на радиальное, с выходом излома к дру-
гой межзубовой впадине, отстоящей от первой впадины на число зубьев, являю-
щееся четной долей от числа зубьев зубчатого колеса (ри'с. 12.111).
Изгибная прочность зубчатых колес с очень малой радиальной толщиной'
обода (Например, зубчатых колес малогабаритных шестеренчатых насосов) в;
значительной мере зависит от точности изготовления и сборки шпоночного сое-
динения. На рис. 12.12, а показано соединение зубчатого колеса с цементован-
ным и закаленным валом с помощью сегментной шпонки. По месту расположе-
ния шпоночного паза на валу снята лыска, предназначенная для исключения
возможности образования сколов кромок паза, а кромки шпонки на цилиндри-
ческой поверхности притуплены значительными фасками, исключающими воз-
можность взаимодействия этих кромок с галтельными переходами в углах шпо-
ночного паза вала. Наличие лыски на валу приводит к возникновению допол-
нительного изгибающего момента на шпонке, а фаски на кромках шпонки ухуд-
Рис. 12.12. Распорное действие шпонки на зубчатое колесо (а) и возникшее
из-за этого разрушение (б)
247
Рис. 12.13. Усталостное разрушение конического зубчатого
чолеса с началом развития излома от диафрагмы:
/—место зарождения усталостной трещины; 2—направ-
ление развития излома
шают устойчивость направления шпонки в валу.
При значительных размерах фасок устойчивость
направления в валу сегментной шпонки становит-
ся хуже, чем у призматической. По этим причи-
нам в процессе эксплуатации иногда происходит
расшатывание шпоночного соединения, причем в
валу более интенсивное, чем в зубчатом колесе.
При некоторой наработке соединения шпонка на-
чинает заклиниваться в пазу; на боковых поверх-
ностях шпоночного паза, кроме усилия Pi, возни-
кает дополнительное усилие Р2 и как следствие
появляется распорный эффект, который резко воз-
растает, если после длительной наработки зубча-
тое колесо при неизменном положении шпонки будет смонтировано на валу в по-
вернутом положении на 180° по отношению к первоначальному, что иногда дела-
ют при ремонте изделий. При таких обстоятельствах происходят разрушения зуб-
чатых колес в эксплуатации, аналогичные показанному на рис. 12.12, б.
Усталостные разрушения зубчатых колес с началом их развития от диаф-
рагмы имеют место у колес с относительно тонкими диафрагмой и ободом, а
также у колес с фасонной диафрагмой (например, у колоколообразных колес).
Разрушения колес вызываются возникающими в диафрагме высокими изгибными
напряжениями в первом случае от резонансных колебаний по формам с узло-
выми окружностями, а во втором — от наличия на ней резких концентраторов
напряжений, допущенных при окончательной механической обработке детали на
заводе-.изготовителе или при ее ремонте. Развитие усталостной трещины, возник-
шей в диафрагме колеса, идет по окружности, иногда с ответвлениями к зубча-
тому венцу (рис. 12.1i3).
При мгновенной перегрузке зубчатого колеса .возможно разрушение его
диафрагмы от среза, которое при постоянной толщине диафрагмы происходит
по месту ее соединения со ступицей.
Усталостные разрушения зубчатых колес с началом их развития от ступицы
возникают в процессе эксплуатации редко. Такие разрушения происходят
преимущественно у колес с тонкостенными ступицами, располагающимися рядом
•с зубчатыми венцами, и основными пх причинами .являются недостатки конст-
рукции и сборки зубчатых колес. В частности, известны случаи, когда причиной
таких разрушений зубчатых колес являлось применение кернения в качестве
средства для осевой фиксации цилиндрических штифтов-шпонок .и винтов в сое-
динении одного зубчатого колеса со ступицей другого, при малой радиальной
толщине ступицы и наличии на ней поверхностного упрочнения в виде цемента-
ции и закалки вблизи мест кернений [92]. Факторами, способствующими таким
разрушениям, являлись повышенные диаметральные натягн в сопряжениях штиф-
тов с зубчатыми колесами.
Ступичные разрушения зубчатых колес могут начинаться и от зубьев (шли-
цев) ступицы, если зубья являются высоконапряженными, выходят хотя бы на
юдин из торцов ступицы, а радиальная толщина обода ступицы недостаточна.
Возникающие при усталостных поломках зубьев трещины у таких зубчатых ко-
лес имеют тенденцию к выходу в обод ступицы и дальнейшему развитию по
направлению к периферии детали [1'66].
12.5. РАЗРУШЕНИЕ ЗУБЧАТЫХ (ШЛИЦЕВЫХ) ЭЛЕМЕНТОВ
ДЕТАЛЕЙ
Известны разрушения зубчатых (шлицевых) элементов деталей: рабочих
зубьев (шлицев), ограничительных зубчатых буртов и тела зубчатых элементов
соединяемых деталей.
248
Рис. 12.14. Соединение вала со втулкой зубчатого колеса (а) и усталостное разруше-
ние (б) концевых участков соединительных зубьев на валу (стрелкой показан очаг
разрушения)
1—вал; 2—втулка зубчатого колеса; 3—зубчатое колесо: 4—гайка; 5—зубчатое (шли-
цевое) соединение вала со втулкой
Разрушения рабочих зубьев (шлицев) всегда усталостные, с развитием
трещин усталости либо от профильных кромок на торцах зубьев из-за наличия
в этих местах концентрации напряжений, либо от повреждений фреттинг-кор-
розией на боковых поверхностях. Как правило-, разрушения зубьев локаль-
ные, краевые -и только лишь у деталей с короткими и у деталей с относитель-
но длинными зубьями, :но при их поломках после предшествующего очень боль-
шого износа зубья разрушаются по всей длине.
Конкретными причинами концентрации напряжений на краях зубьев явля-
ются; значительные упругие деформации зубчатых элементов при сборке узлов
или в процессе их эксплуатации, местные пластические деформации зубьев сое-
диняемых деталей при сборке, возникновение -неблагоприятного макрорельефа
зубьев из-за их износа в процессе эксплуатации и смещение зоны контакта зубь-
ев при- ремонте или в процессе эксплуатации изделий.
Значительные упругие деформации зубчатых элементов возникают вследст-
вие несоответствия, с одной -стороны, рекомендуемых технологической докумен-
тацией усилий затяжки гаек, стягивающих пакеты деталей на валах, или вос-
принимаемых зубчатым соединением рабочих усилий, и, с другой стороны, —
жесткостей зубчатых элементов. Так, например, в показанном на рис. 12.14, а
зубчатом соединении вала со вту’лкой зубчатого колеса одного из редукторов при
затяжке гайки 4 происходит значительное упругое обжатие концевого участка
втулки под гайкой. В результате этого нагрузка по длине зубьев в соединении
вала со втулкой распределяется весьма неравномерно, с резкой ее концентраци-
ей около торца вала, чт-о приводит к устал-остным разрушениям концевых уча-
стков зубьев на валу (ом. рис. 12.14,6). Иногда, одновременно с развитием раз-
рушения зубьев на валу, происходит усталостное разрушение концевого участка
зубчатого венца у втулки -ведущего зубчатого колеса. Возникновению этих раз-
рушений способствует имеющийся в соединении «краевой эффект» из-за сви-
сания зубьев втулки за торец вала и недостаточно плавных притуплений про-
фильных кромок зубьев на валу (кромки притуплены фасками).
Местные пластические деформации зубьев иногда имеют место в зубчатых
соединениях при центрировании деталей с натягом по вспомогательным -цилинд-
рическим поверхностям, т. е. в соединениях, предназначаемых для тяжелых ус-
ловий работы. Для осуществления таких соединений охватывающую деталь
нагревают до температуры 370 ... 3'90 К (~1|0Э ... 120° С) и производят сборку
узла сразу же после нагревания этой детали. При запаздывании со сборкой
остывшую охватывающую деталь «прихватывает» иа центрирующей поверхности
вала, а вследствие этого становится невозможным определить момент совмеще-
ния зубьев одной детали- с межзубовыми впадинами другой. Попытка последую-
щего силового перемещения охватывающей детали вдоль вала при неправиль-
ном относительном расположении их зубьев приводит к возникновению на вход-
249
них концах зубьев местных пластических деформаций [-1 ©6]. Эти деформации
приводят к перегрузкам концевых участков зубьев и к их усталостным разру-
шениям.
Изнашивание зубьев сопровождается возникновением на их рабочих боковых
поверхностях существенных концентраторов напряжений: около торцов зубьев —
поперечных, выступающих заостренных кромок, а на ножках зубьев, в местах
перехода от изношенных участков к неизношенным, — продольно ориентиро-
ванных углублений со значительной поперечной кривизной. В высоконапряжен-
ных зубчатых соединениях от этих концентраторов иногда развиваются уста-
лостные разрушения зубьев.
Краевые поломки зубьев из-за смещения зоны их контакта происходят в
зубчатых соединениях, длина которых меньше длины зубьев одной или каждой
из соединяемых деталей (см. рис. 12.1, г, д). Изнашивание зубьев в таких сое-
динениях в процессе эксплуатации сопровождается образованием на их рабочих
поверхностях продольных и поперечных уступов, которые при ремонте изделий,
как правило, не удаляют. Вместе с тем, после ремонта изделий и в процессе их
эксплуатации зона контакта зубьев иногда оказывается смещенной относительно
места прежнего контакта. В частности, это происходит вследствие замены де-
талей, узлов и агрегатов при ремонте и в процессе эксплуатации, вследствие
выполнения операций механической обработки по устранению выявленных де-
фектов на деталях при ремонте или перегрузке зубчатого соединения (послед-
нее относится к предохранительным муфтам с винтовыми зубьями) в процессе
эксплуатации. При попадании изношенных участков зубьев одной детали на
поперечно выступающие, неизношенные участки зубьев другой детали контакт
зубьев локализуется на краях зубчатого соединения, что в ряде случаев приво-
дит к усталостным поломкам краевых участков зубьев.
Разрушен»» ограничительных зубчатых буртов в зубчатых соединениях —-
усталостные и встречаются в виде разрушения отдельных зубьев на буртах, уча-
стков бурта или бурта целиком, когда толщина бурта мала. Относительно тон-
кие зубчатые бурты имеют место в ограниченно’ подвижных цилиндрических
зубчатых соединениях с прямыми зубьями при наличии взаимной осевой фик-
сации деталей с помощью стопорных колец или пластин (рис. 112.Г5, а, б).
Разрушения отдельных зубьев на ограничительных зубчатых буртах иногда
возникают в связи с перегруженностью этих зубьев из-за их предшествующей
изгибной пластической деформации по направлению к канавке под стопорную
деталь вследствие неаккуратного обращения с деталью при ее изготовлении или
ремонте. Деформированный таким образом зуб при работе изделия восприни-
мает от стопорной детали всю осевую нагрузку, которая при отсутствии дефор-
мации распределялась бы между несколькими смежными зубьями.
Частичные и полные разрушения ограничительных зубчатых буртов возни-
кают в тяжелонагруженных зубчатых соединениях и преимущественно связаны
с недостаточной изгибной прочностью буртов, обусловленной действием на бурт
значительных нагрузок и наличием в канавках под стопорные детали концентра-
торов напряжений. При проектировании зубчатых соединений иногда ошибочно
считают, что в цилиндрических зубчатых соединениях с прямыми зубьями, при
отсутствии воздействия на соединение внешних осевых усилий и при наличии в
нем достаточных боковых и осевых зазоров, ограничительные бурты не вос-
принимают никаких нагрузок. В действительности, в ряде случаев ограничи-
тельные бурты воспринимают большие, локально приложенные и циркулирующие
по контуру бурта осевые нагрузки. Возникновение таких нагрузок вызывается
взаимным перекосом зубчатых элементов соединяемых деталей .под действием
передаваемого соединением крутящего момента, если перед этим осевые зазоры
со стороны ограничительного бурта были «выбраны», а при воздействии крутя-
щего момента повороту бурта или соприкасающейся с ним детали от взаимного
их перекашивания препятствуют значительные силы трения в зубчатом соеди-
нении. В зависимости от ориентации вектора максимального растягивающего
напряжения в месте сопряжения опорного торца ограничительного бурта с дном
канавки под стопорную деталь, разрушение бурта происходит по цилиндричес-
кой поверхности около диа канавки, по сечению, нормальному к оси вращения
детали и проходящему по месту сопряжения ограничительного бурта с дном
канавки, и по наклонным сечениям (см. рис. 12.15, в, г, д).
Рис. 12.15. Осевая фиксация дета-
лей (а, б) в цилиндрических зубча-
тых соединениях и разрушения ог-
раничительных зубчатых буртов по-
цилиндрической поверхности (в), по
нормальному к оси вращения дета-
лей сечению (г) и наклонным се-
чениям (д):
/, 2—соединяемые детали; 3—сто-
порные пластина и кольцо; 4—огра-
ничительный зубчатый бурт
Разрушения тела зубчатых элементов соединяемых деталей бывают связаны
с недостаточной прочностью тела зубчатых элементов, с предшествующими раз-
рушением зубьев или их повреждением .фреттинг-коррозией и с возникновением
в изделиях перегрузок. Разрушения тела зубчатых элементов, связанные с недо-
статочной его прочностью, принципиально ничем не отличаются от рассмотрен-
ных выше ступичных разрушений зубчатых колес с внутренними зубьями (шли-
цами) .
Усталостные разрушения отдельных зубьев вызывают последующие разру-
шения обода зубчатых элементов с относительно малой радиальной толщиной
у тяжелонагруженных деталей. Поверхности усталостных изломов зубьев у та-
ких деталей значительно углубляются в обод зубчатого элемента и имеют в по-
перечном сечении заостренный контур. Чем меньше радиальная толщина обода
зубчатого элемента детали, тем глубже и заостреннее в ободе зубчатого эле-
мента получается контур излома от разрушения зуба. Заостренный участок из-
лома зуба, являющийся концентратором напряжений, при дальнейшей работе
соединения приводит к возникновению и развитию усталостной радиальной тре-
щины в этом месте, которая впоследствии распространяется на всю толщину
обода зубчатого элемента, выходит за его- пределы и, наконец, приводит к пол-
ному отделению зубчатого элемента от детали (рнс. 12.16).
Опыт эксплуатации показывает, что усталостная прочность деталей в усло-
виях фреттинт-коррозии резко снижается. Это относится и к зубчатым элемен-
там деталей при наличии фреттинг-коррозионных повреждений на зубьях, отко-
251
Рис. 12.16. Усталостное разрушение (2) обода зуб-
чатого (шлицевого) элемента детали, вызванное
предшествующим разрушением (/) зуба
торых иногда развиваются усталостные раз-
рушения тела в тяжелоиагруженных зубча-
тых соединениях [166].
Разрушения тела зубчатых элементов
деталей при значительных перегрузках про-
исходят в плоскостях действия максималь-
ых касательных напряжений. Возникнове-
ию таких разрушений в значительной мере
способствуют анизотропность материала,
дефекты его структуры (например, строчеч-
ность структуры и волосовины на детали,
ориентированные по направлению пласти-
ческой деформации -материала при формировании заготовки), дефекты меха-
нической обработки детали (острые кольцевые и продольные риски), изгибные
деформации зубьев в соединении и имеющие иногда место значительные нерав-
номерности распределения перед тваемого соединением крутящего момента между
зубьями (например, в зубчатых соединениях с клеммовым зажимом).
Разрушения зубьев и тела зубчатых элементов в торцовых зубчатых соеди-
нениях имеют, в отличие от рассмотренных выше, некоторые особенности. Тор-
цовые зубчатые соединения являются неподвижными и для обеспечения не-
подвижности соединяемые детали плотно прижимают друг к другу в осевом
направлении с помощью резьбовых деталей: болтов, шпилек с гайками, гаек
(рис. 12.17,ц). Момент затяжки резьбовых деталей выбирают при этом с таким
расчетом, чтобы на всех возможных режимах работы зубчатого соединения
обеспечивался требуемый действующими нормами запас на нераскрытие зубча-
того стыка. При отсутствии запаса на нераскрытие стыка в зубчатом соедине-
нии возникают интенсивные взаимные перемещения зубьев, зубья изнашивают-
ся с образованием фреттин-г-коррозии в местах их контакта, а вследствие этого
происходит постепенное ослабление плотности стыка и увеличение динамической
напряженности зубчатых и резьбовых элементов. Ослабление плотности стыка
в торцовых зубчатых соединениях может происходить и при вполне достаточ-
ном начальном моменте затяжки резьбовых деталей из-за -наличия на их резь-
бах -различных механических повреждений (пластических деформаций -витков
резьбы, частичного их среза, забоин на витках и др.), недостаточной площади
взаимного прилегания зубьев деталей в -собранном узле или из-за того и дру-
гого вместе. За счет этого воспринимаемая резьбовыми деталями и зубьями
нагрузка локализуется соответственно только лишь на отдельных участках -резь-
бовых элементов и зубьев; фактические напряжения смятия материала на этих
участках, в сравнении с расчетными, иногда резко возрастают, а вследствие этого
происходит -обмятие и изнашивание материала в местах контакта деталей. От
возникающих при этом повреждений фреттинг-каррозией на рабочих поверхно-
стях зубьев происходят усталостные разрушения краевых участков зубьев, ко-
торые при своем развитии, в местах расположения конструктивных ослаблений
деталей (в частности, в местах расположения отверстий под шпильки крепле-
ния деталей), пеоеходят в полное разрушение зубчатых фланцев деталей (рис.
12.17, б).
Увеличение динамической •напряженности резьбовых деталей, происходящее
при ослаблении плотности стыка деталей в зубчатом соединении, в сочетании с
локализацией воспринимаемых резьбовыми дет-алями нагрузок на отдельных
участках их витков 'резьбы, иногда приводит и к усталостным разрушениям кре-
пежных деталей (в частности, шпилек крепления деталей).
12.6. КОНТАКТНЫЕ ДЕФЕКТЫ ЗУБЧАТЫХ (ШЛИЦЕВЫХ)
ЭЛЕМЕНТОВ ДЕТАЛЕЙ
Наиболее распространенным контактным дефектом зубчатых (шлицевых)
соединений является износ от фреттинг-коррозии на рабочих поверхностях зубь-
252
Рис. 12.17. Торцовое зубчатое соединение (а) деталей и усталостное разрушение
(б) зубчатого фланца ведущего вала:
1—ведущий вал; 2—ведомая деталь; 3, 4, 5 и 6—соответственно шпилька, шайба,
контровочная пластина и гайка крепления ведомой детали на валу
ев п опорных поверхностях вспомогательных центрирующих элементов соединяе-
мых деталей. Возникновению фреттинг-коррозии способствуют сходство металлов
соединяемых деталей и недостаточная твердость их контактирующих элементов.
Необходимые для развития фреттинг-коррозии относительные колебательные пе-
ремещения контактирующих элементов в зубчатых соединениях возникают вслед-
ствие несоосности зубчатых венцов соединяемых деталей и их упругого дефор-
мирования в процессе эксплуатации. Наличие относительных колебательных пе-
ремещений контактирующих элементов соединяемых деталей препятствует обра-
зованию устойчивой масляной пленки в местах контакта.
Характер изнашивания элементов зубчатых соединений по макрорельефу
изнашиваемых участков деталей и его распределению между деталями соеди-
нения, зубьями и вспомогательными центрирующими элементами зависит от
конкретных условий работы соединения и конструктивно-технологических осо-
бенностей деталей в месте их соединения. Особый интерес в этом отношении
представляет изнашивание зубьев.
Изнашивание зубьев при несоосных зубчатых венцах деталей в цилиндриче-
ских вращающихся соединениях без вспомогательных центрирующих элементов
неравномерно как по высоте зубьев, так и по длине соединения [89].
Изнашивание зубьев при радиальном смещении зубчатых венцов соединяе-
мых деталей в начальный период работы соединения происходит только по при-
вершинным участкам рабочих поверхностей на внешнем зубчатом венце и по
ножкам во внутреннем зубчатом венце. При дальнейшей работе соединения из-
нашивание постепенно распространяется на всю глубину захода зубьев. Про-
дольная неравномерность изнашивания зубьев при этом имеет место только на
крайних участках соединения из-за «краевого эффекта» (рис. 4,2/;8, а).
Если зубчатые венцы соединяемых деталей подвергнуты объемной терми-
ческой или поверхностной химико-термической обработке по профилю зубьев,
то при работе зубчатого соединения с перекосом зубчатых венцов деталей про-
дольный макрорельеф зубьев у обеих деталей, из-за их изнашивания, через не-
которое время работы соединения принимает симметричную выпуклую форму.
При неполном контакте наиболее нагруженных зубьев по их длине изнашивание
зубьев в начальный период работы соединения, как и контакт зубьев, происхо-
дит только по краям (см. рис. 12.18,6). Суммарная продольная выпуклость
изношенных зубьев после распространения зоны их контакта на всю длину сое-
динения сохраняется в дальнейшем приблизительно постоянной.
Если зубья одной из соединяемых деталей поверхностно упрочнены не толь-
ко по профилю, но и по торцам, а зубья другой детали упрочнения по торцам
ие имеют или, независимо от этого, имеют большую длину со свисанием их над
краями зубьев первой детали, то в процессе изнашивания продольный рельеф
зубьев .меняется. Пока изнашивание зубьев первой детали происходит в преде-
253
Рис. 12.18. Износ зубьев в цилиндрических вращающихся соединениях без вспомо-
гательных центрирующих элементов в начале эксплуатации (Ц) и при дальней-
шей работе соединение (|~[) при:
а—радиальном смещении зубчатых венцов деталей в соединении; б—перекосе
зубчатых венцов; в, г—перекосе зубчатых венцов с упрочненными по всем по-
верхностям (хх) зубьямн у одной из деталей; д—совместном радиальном смещении
и перекосе зубчатых венцов; е—любой несоосности зубчатых венцов у бочкооб-
разных зубьев
лах поверхностно-упрочненного слоя материала по профилю, зубья обеих дета-
лей по рабочим поверхностям имеют на длине соединения выпуклый продольный
макрорельеф (см. рис. 12.1'8, в). Однако после полного изнашивания поверхност-
но-упрочненного слоя 'Материала по рабочей поверхности зубьев у первой детали
продольный рельеф ее зубьев в дальнейшем меняется с выпуклого на вогнутый
(см. рис. 12.18, г).
Изнашивание зубьев при совместном радиальном смещении и перекосе зуб-
чатых венцов деталей в начальный период работы соединения происходит толь-
ко около одного из краев соединения, притом по привершинным участкам ра-
бочих поверхностей зубьев на внешнем зубчатом венце и по ножкам во внут-
реннем зубчатом венце (см. рис. 1)2.18, д).
При дальнейшей работе соединения зоны контакта зубьев, вследствие их
изнашивания, при всех видах несоосности зубчатых венцов постепенно увеличи-
ваются: при радиальном смешении зубчатых венцов — по высоте зубьев, пока
ие |распространятся на всю глубину захода зубьев, а при перекосе и совмест-
ном радиальном смещении и перекосе зубчатых венцов — по длине и высоте
зубьев, пока не распространятся на всю длину соединения и глубину захода
зубьев. Скорость изнашивания зубьев максимальна в начале работы соединения
и постепенно убывает по мере увеличения площади фактического контакта зубь-
ев. После того как площадь зоны контакта зубьев достигнет максимально воз-
можного значения, скорость изнашивания зубьев в дальнейшем постепенно уве-
личивается по мере снижения твердости материала зубьев по глубине. Это преж-
де всего относится к поверхностно-упрочненным зубьям: цементованным и за-
каленным, азотированным, планированным. Характер изнашивания всех зубьев
у каждой из соединяемых деталей является одинаковым.
Изнашивание зубьев в двойных цилиндрических вращающихся соединениях
без вспомогательных центрирующих элементов при незначительных передаваемых
соединениями крутящих моментах может происходить при незначительных но-
минальных значениях несоосностей зубчатых венцо-в соединяемых деталей и да-
же при отсутствии несоосности. Чем больше значения боковых и радиальных
зазоров между зубьями в соединениях, тем бблыпую скорость изнашивания
зубьев можно ожидать в ведомом соединении. В ведущих соединениях изнаши-
вания зубьев при этом не происходит. Изнашивание зубьев в этом случае свя-
зано с неустойчивостью центрирования деталей — с циклическими его нару-
Рис. 12.19. Износ зубьев вала в одном из невращающихся цилиндриче-
ских зубчатых соединений:
1, 2,... 29, 30— порядковые номера зубьев; б—величина линейного из-
носа зубьев по одной (Q) и другой (V) боковым сторонам
шениями — при работе соединения из-за слишком малой величины передавае-
мой соединением нагрузки. В остальном изнашивание зубьев происходит так
же, как это показано выше для случая совместного радиального смещения и
перекоса зубчатых венцов соединяемых деталей. Такое изнашивание зубьев
имеет место, например, в зубчатых соединениях приводов датчиков оборотов
и электрических генераторов. В этом случае скорость изнашивания зубьев резко
возрастает при отключении потребителей электрического тока.
Изнашивание зубьев во вращающихся зубчатых соединениях с бочкообраз-
ными зубьями в начале их эксплуатации, при любых видах неизменной по на-
правлению относительной несоосности зубчатых венцов, развивается от середины
длины соединения к его* краям. Суммарная величина износа при этом от сере-
дины к краям соединения постепенно убывает. В тяжелонагруженных зубчатых
соединениях изнашивание зубьев в средней части соединения иногда сопровож-
дается и возникновением повреждений от схватывания (см. рис. 12.18, е). Такой
характер изнашивания в данном случае обусловливается наибольшей напряжен-
ностью средней части зубьев, так как в соединениях с бочкообразными зубьями
в этом месте возникают максимальные контактные давления в сочетании с ми-
нимальными скоростями скольжения зубьев.
С увеличением длительности эксплуатации длина зоны контакта и изнаши-
вания зубьев в соединениях с бочкообразными зубьями постепенно увеличива-
ется, пока не дойдет до краев соединения. Начиная с этого момента времени
255
дальнейшее изнашивание зубьев в соединении происходит так же, как и в сое-
динениях с продольно-некорригированными зубьями.
Изнашивание зубьев и центрирующих элементов в зубчатых соединениях с
центрированием деталей по вспомогательным элементам является неравномер-
ным как по зубьям (по длине соединения, высоте зубьев и распределению меж-
ду парами зубьев), так и по центрирующим элементам (по ширине и периметру
каждого из элементов и распределению между элементами). В правильно спро-
ектированном зубчатом соединении' возникновению такого изнашивания способ-
ствуют взаимные несоосности зубчатых и центрирующих поверхностей у каждой
из деталей и их неблагоприятное сочетание в собранном узле.
Изнашивание зубьев в невратцающихся цилиндрических зубчатых соединени-
ях без вспомогательных центрирующих элементов, в отличие от предыдущих
случаев, происходит не только неравномерно на каждом из зубьев, но и не-
одинаково на разных зубьях соединения. Такого вида изнашивание зубьев
имеет место в зубчатых соединениях стояночных тормозов, используемых на не-
которых типах самолетов с турбовинтовыми двигателями для предотвращения
раскрутки воздушных винтов от порывов ветра при стоянке самолета [90]. В на-
чальной стадии изнашивания все зубья в таких соединениях, для случая одно-
кратного включения тормоза, можно разделить на четыре группы: 1) с износом
только по одной боковой стороне; 2) с износом по другой боковой стороне;
3) с износом по обеим сторонам; 4) не имеющие износа (рис. 12.19). Максиму-
мы взносов зубьев по разным боковым сторонам располагаются под углом друг
к другу около 12'0р. Установлено, что такой износ зубьев возникает в условиях
радиального смещения зубчатых венцов соединяемых деталей от интенсивных
возвратно-качательных угловых перемещений тормозимых инерционных масс.
При неоднократном включении тормоза износ зубьев по своему характеру мо-
жет резко отличаться от показанного .на рис. 12.19, так как эпюры износов после
каждого пз включений тормоза не совпадают по фазе и их взаимные наложе-
ния друг на друга нарушают показанные выше закономерности в распределе-
нии износа между отдельными зубьями.
ЧАСТЬ II
АВИАЦИОННЫЕ РЕДУКТОРЫ
Глава 13
ОСНОВНЫЕ СВЕДЕНИЯ О РЕДУКТОРАХ И ПРИВОДАХ
АВИАЦИОННЫХ ДВИГАТЕЛЕЙ
Авиационные редукторы, предназначенные для увеличения крутящего мо-
мента за счет снижения частоты вращения валов, составляют часть силовой
установки вертолета. Такие редукторы в семействе одновинтовых вертолетов
называют главными, связывающими двигатели (нли двигатель) с несущим и ру-
левым винтами. Одновинтовые вертолеты, кроме главного редуктора, имеют
промежуточные и хвостовые редукторы, соединенные между собой через транс-
миссионные валы. В вертолете с двумя соосными несущими винтами крутящий
момент от двигателя передается на один редуктор.
В этих редукторах следует отмечать основную кинематическую цепь, .по ко-
торой осуществляется трансформирование крутящего момента от двигателя к
несущему, а также к рулевому винту, если таковой имеется. Кроме того, они
имеют разветвленную цепь приводов к различным агрегатам, например, генера-
торам, вентиляторам и др.
На корпусе главного редуктора замыкаются приложенные к вертолету внеш-
ние усилия и моменты.
Редукторы турбовинтовых двигателей самолетов и газотурбинных двигате-
лей вертолетов являются неотъемлемой частью двигателя в отличие от верто-
летных. Эти редукторы имеют тот же ресурс, что и двигатель, общую с ним
масляную систему, монтируются и демонтируются вместе с двигателем.
13.1. КИНЕМАТИЧЕСКИЕ СХЕМЫ И ОСНОВНЫЕ ПАРАМЕТРЫ
РЕДУКТОРОВ
На рис. 13,1 ... 13.5 приводятся пять кинематических схем основной цепи
главных редукторов соответственно следующих вертолетов: Ми-2, Ми-4, Ми-8,
Ми-45 и Ка-26.
Как правило, главные редукторы вертолетов трех- или четырехступенчатые
и имеют по два двигателя. Лишь вертолет Ми-4 имеет один поршневой двига-
тель.
Последние ступени главных редукторов обычно составлены из соосных пере-
дач переборного, дифференциального или планетарного типа. КПД этих редук-
торов т]^97%.
В рассмотренных главных редукторах используются цилиндрические прямо-
зубые зубчатые передачи, за исключением первой ступени главного редуктора
ВР-8А, в которой применяются цилиндрические косозубые колеса. Используют-
ся конические зубчатые колеса со спиральными зубьями.
У рассмотренного ряда главных редукторов коэффициент неравномерности
нагрузки по длине контактных линий совместно с коэффициентом неравномер-
ности распределения нагрузки между сателлитами с учетом низкочастотного
коэффициента колебаний крутящего момента от несущего винта составляет для
последних ступеней il,,36 ... 1,4*0. Наибольший модуль т=7 мм имеют зубчатые
колеса последних ступеней главного редуктора Р-7. У ряда вертолетных редук-
торов угол зацепления aw=28°. Обычно частота вращения вала несущего винта
257
Таблица 13.1
Основные параметры главных редукторов вертолетов
Тип вертолета с одним несущим винтом с двумя соосными не- сущими винтами
Условное обозначение редуктора ВР-2Б Р-5 ВР-8А Р-7 Р-26
Характеристика Трехступенчатый Трехступенчатый Трехступенчатый Четырехступен- Трехступенчатый
Число двигателей и их тип с двумя входными валами: 1-я ступень ко- ническая спираль- ная; 2-я и 3-я ступе- ни цилиндрические 2, ГТД с одним входным валом: 1-я ступень ко- ническая спираль- ная; 2-я и 3-я ступени цилиндрические планетарные 1, поршневой с двувходными ва- лами: 1-я ступень ци- линдрическая ко- созубая: 2-я ступень ко- ническая спираль- ная; 3-я ступень ци- линдрическая диф- ференциальная замкнутая 2, ГТД чатый с двумя входными вала- ми: 1-я ступень ко- ническая спираль- ная; 2-я ступень ци- линдрическая; 3-я и 4-я ступени цилиндрические дифференциально- замкнутые 2, ГТД с двумя входными валами: 1-я ступень ко- ническая спираль- ная; 2-я и 3-я ступени цилиндрические планетарные 2, поршневой
Частота вращения входных 5904 2600 12000 8300 865
валов, об/мин Передаточ- ное число К валу несу- щего впита К приводу хвостового вин- та 23,981 2,392 13,501 1,0 62,5 4,634 69,204 4,026 2,941
Крутящий мо- мент на взлет- ном режиме, нм На валу несу- щего винта 18900 54250 106600 540250 7920 на одном несущем
На приводе хвостового вин- та 175 702 1383 3819 винте
Частота враше- Вала несуще- го винта 246 193 192 120 294
ння, об/мин Привода ^хво- стового винта 2460 2600 2589 2063 —
Продолжительность работы редуктора на взлетном режи- ме, % 5 5 5 1,25 7
Число циклов, нарабатывае- мое валом несущего винта н’ взлетном режиме за 1000 ч 7,38-105 5,79-105 5,77-105 0,9-105 1,23-106
Масса редуктора, кг 300 470 750 3200 200
Удельная масса редуктора, кг/нм 0,0159 0,0087 0,0070. 0,0059 0,0127
Отношение массы редуктора к суммарной массе двигателей 1,111 0,440 1,136 1,333 0,396
Габаритные размеры редук- тора: длина, мм ширина, мм ' высота, мм диаметр, мм 855 876 1478 1600 670 1055 880 1760 1852 1551 2795 2165 576
/—вал несущего виита; 2—входной
вал; 3—привод хвостового виита
/—вал несущего винта; 2—вход правого двигате-
ля; 3—привод хвостового виита; 4—к приводам аг-
регатов; 5—вход левого двигателя
/—вал несущего винта; 2— вход левого двигателя;
3—к приводу вентилятора; 4—вход правого двига-
теля; 5—к приводу агрегатов; 6—привод хвостово-
го винта
2^31 (8 шт)
139 (1шт.)
т.~127 (1шт.)\ 6S(tuim.)\ 88(1шт.)
Рис. 13.4. Кинематическая схема глав-
ного редуктора Р-7:
/—уравнительный механизм
67(*нит.)
2g (2шт.)
z~28(*fmm.)
Рис. 13.6. Кинематическая схема
редукторов ТВД АИ-20К и АИ-24:
/—вал винта; 2—входной вал-
рессора; 2^=35 и 31; z2=31 и 29:
*3=35 и 31; z4=31 и 29; г5=97 и
89; £6=97 и 89
Рис. 13.5. Кинематическая схема ре-
дуктора Р-26:
/—вал верхнего винта; 2—вход пра-
вого двигателя; 3—вход левого дви-
гателя; 4—вал нижнего винта
260
главного редуктора ,120 об/мин в гСЗОО об/мин, в то время как хвостовой
винт'вращается с частотой пх.в=2500 ... 3'000 об/м.ин и более.
В связи с высокой частотой вращения роторов ГТД .передаточное число глав-
ного редуктора к валу несущего винта может достигать «<180, к рулевому вин-
ту «</6. Масса главного редуктора может составлять свыше 3000 кг, а на лег-
ком вертолете — около 200 кг.
Если под удельной массой главного редуктора понимать отношение массы
редуктора к крутящему моменту (в Н • м) на валу несущего винта на взлетном
режиме, если вертолет имеет один несущий винт, или к сумме крутящих мо-
ментов для двухвинтовых вертолетов с соосными несущими винтами, то этот
параметр достигает 0,0016 кг/(Ы • м).
В табл. 1,3 представлены основные параметры главных редукторов неко-
торых вертолетов.
На рис. >1:3.6 показана кинематическая схема редуктора ТВД АИ-20К и
АИ-.2.4. Эти редукторы планетарные двухступенчатые с замкнутым силовым кон-
туром.
По сравнению с главными редукторами вертолетов редукторы рассматривае-
мых ТВД имеют меньшее передаточное число .и соответственно более высокую
частоту вращения выходных валов. Масса редуктора составляет ~2'О'’/о от пол-
ной массы ТВД. Удельная масса редукторов ТВД того же порядка, что и удель-
ная масса главных редукторов вертолетов.
Значения .массы редукторов АИ-24 и AII-20K приводятся в табл. 13.2 без
учета массы лобового картера и смонтированного в нем центрального привода
и приводов агрегатов двигателя.
Таблица 13.2
Некоторые параметры редукторов ТВД
Параметр Значение параметра редук- тора для ТВД
АИ-24 АИ-20К
Частота вращения входных валов, об/мин 5100 12300
Передаточное число 12,113 11,453
Крутящий момент на валах винтов на взлетном режиме, Н м 13450 24080
Масса редуктора, кг 112,3 240
Удельная масса редуктора, кг/(Н - м) 0,0083 0,0100
Доля массы редуктора в полной массе ТВД, % 18,7 22,2
Наработка всех деталей редукторов ТВД на взлетном режиме за ресурс
превосходит базовое число циклов.
13.2. ПРИВОДЫ АГРЕГАТОВ ГТД И КОМПОНОВКА РЕДУКТОРА
НА ВЕРТОЛЕТЕ
Привод ГТД объединен в коробку агрегатов и служит для передачи крутя-
щего момента от ротора двигателя к его агрегатам. Агрегатами двигателя явля-
ются стартер-генератор, генератор, топливные насосы-регуляторы, топливный под-
качивающий насос, гидронасос, масляный насос, воздухоотделитель, датчик час-
тоты вращенияу.уфлер и т. д.
Типичная кинематическая схема коробки агрегатов ГТД и ее общий вид
показаны на рис. 13.7. Здесь .привод агрегатов производится от роторов высо-
кого и низкого давлений компрессора. К коробке агрегатов через специальное
261
Вал РИД.
Вал РВД ,
□ I
Турбо- Ь
стартер ' [_L
Насос |
Гйдро-
насос
Суфлер
центра—
бежныи.
Насос о ткацки
масла из перед-
Таха-
динами
Топливный
центробеж-
ный насос
F
Гене-
ратор
гене-,
ратор
, !□
Дополни-
тельный
центро-
бежный
насос
Рис. 13.7. Кинематическая схема коробки агрегатов ГТД
Насос масляный
дополнительный
Воздуха —
отделителА
KUd
ID
□I
Гене-
ратор
Генератор
постоянного
тока
блок
масленых
насосой
&
легкосъемное соединение крепится двухскоростной привод. Через этот привод при
запуске ГТД от стартера-генератора осуществляется передача крутящего мо-
мента к ротору высокого давления компрессора. После запуска ГТД стартер-
генератор переходит в режим работы генератора с приводом от ротора высо-
кого давления. Как правило, габаритные размеры коробки агрегатов определя-
ются не несущей способностью зубчатых передач, а размерами присоединенных
агрегатов. Обычно в приводах агрегатов ГТД передаточное число в одной сту-
пени не превышает ы=3, число зубьев шестерни 20^zt^40, межосевое расстоя-
ние 70 а 150.
262
5
4
Рис. 13.8. Схема трансмиссии вертолета
Общей чертой всех современных вертолетов является наличие сложной раз-
ветвленной механической трансмиссии, масса которой не более 10% от взлетной
массы вертолета. Силовая установка вертолета (рис. 13.8) состоит из двух газо-
турбинных двигателей 1, главного редуктора 2, хвостового вала 3, промежуточ-
ного редуктора 4 и хвостового редуктора 5. На главных редукторах устанав-
ливаются механизмы управления несущими винтами, а также монтируется боль-
шинство вспомогательных вертолетных агрегатов, привод которых они осуще-
ствляют: гидронасосы, генераторы, компрессоры. На хвостовых редукторах уста-
навливаются органы управления рулевыми винтами.
Главный редуктор, например, на вертолете Ми-8, крепится к фюзеляжу при
помощи статически неопределимой рамы, состоящей из восьми полых стержней.
На силовом поясе редуктора жестко установлено шесть ламп крепления. К этим
лампам через шаровые малоподвижные подшипники в восьми точках шарнирно
крепятся стержни рамы. Задняя точка крепления двигателя выполнена в виде
шаровой опоры, у которой внутренняя сферическая деталь неподвижно закреп-
лена на редукторе. К наружной, подвижной, части шаровой опоры при помощи
фланца крепится задняя часть двигателя- Центр сферы является точкой излома
оси выходного вала двигателя и входного вала редуктора. В этом месте уста-
навливается компенсирующая зубчатая соединительная муфта.
13.3. ОЦЕНКА МАССЫ РЕДУКТОРА
Если на взлетном режиме известен крутящий момент на валу несущего вин-
та 7н.в<15 • W4 Н-м, то массу главного редуктора вертолета с одним несущим
винтом можно вычислить по формуле (кг)
Л11н.в = 0,00537„.в + 20ft (13. 1)
Для главного редуктора с двумя соосными несущими винтами —
Ж2н.в = 0,0081Тн.в + 72. (13.2)
Для существующих конструкций расчет по. формуле (13.1) дает наиболь-
шую погрешность 7,3% > по формуле (113.2) — 3,9%.
263
27%
Рис. 13.9. Распределение массы по узлам и деталям вертолетных
редукторов (в среднем):
7—зубчатые колеса основной кинематической цепи; II—литые дета-
ли; /77—валы несущих винтов; IV—подшипники основной кинема-
тической цепи; V— корпуса сателлитов; VI—крепежные детали;.
VII—маслосистема; V///—-валы основной цепи; IX—муфты свобод-
ного хода; X—зубчатые колеса приводов; XI—подшипники приво-
дов; XII—прочие детали
Вместе с тем нашли широкое применение формулы, в. которых масса глав^
Него редуктора и крутящий момент на валу несущего винта между собой не
связаны линейной зависимостью
M = (13.3>
где коэффициент k зависит от принятой кинематической схемы, массового со-
вершенства главного редуктора и т. д. Однако для вновь проектируемого ре-
дуктора оценка коэффициента k является весьма затруднительной.
Вместе с тем уже на первой стадии проектирования вертолета — при раз-
работке технического задания, аванпроекта и т. д. — возникает необходимость
хотя бы в первом приближении оценить массу редуктора. Обычно в этом слу-
чае известны крутящий момент и частота вращения несущего винта вертолета
и кинематическая схема редуктора с предположительной идеей ее компо-
новки.
Наиболее простой путь разработки методики такой оценки массы — исполь-
зование статистических данных по применяемости вертолетных редукторов, т. е.
использование формул, приведенных выше.
Однако оценка массы проектируемого редуктора на стадии технического за-
дания на основе статистических данных по применяемости вертолетных редук-
торов, разработанных на протяжении десятилетий, может привести к сущест-
венным погрешностям. Эти погрешности характерны для методик, учитывающих
статистику применяемости изделий. Дело в том, что передовые достижения в-
конструировании и изготовлении редукторов, определяющие пути снижения
массы, особенно интересные и перспективные сегодня, мало влияют на струк-
туру и количественные результаты расчета по таким формулам.
Единственной альтернативой использования формул, построенных на основе-
применяемости редукторов в целях уменьшения погрешностей в оценке массы».
264
является ппузловая корректировка массы. В этом- случае учитывается все та же
статистика применяемости, но не изделия в целом, а отдельных деталей и узлов
изделия на основе новейших достижений в области повышения несущей способ-
ности, надежности Й долговечности,'снижения массы и габаритных размеров
деталей и узлов редуктора. Такой путь разработки формул открывает новые
перспективы в повышении точности расчета массы проектируемого редуктора на
основе его кинематической схемы. С .другой стороны, он открывает пути сниже-
ния массы редуктора, вскрывает резервы массы — те узлы и детали, которые
оказывают определяющее влияние на массу изделия в целом.
Рассмотрим распределение массы ло деталям и узлам некоторых главных
редукторов (табл. . Ь3.8). Среднее значение распределения массы для более ши-
рокой группы главных редукторов показано на рис. 113.9. Из приводимых дан-
ных видно, что наибольшую массу — от 1/4 до 1/3 массы всего редуктора —
имеют зубчатые колеса основной кинематической цепи.
Таблица 13.3
Распределение массы по деталям и узлам главных редукторов
Наименование детали или узла Масса детали или узла [в кг (%)] редукторов
ВР-2Б Р-5 ВР-8А Р-7 Р-26
Шестерня основной кинема- тической цепи 80,7(28,3) 154,0(33,0) 215,0(28,7) 810,2(25,3) 45,8(22,8)
Шестерня приводов 5,4(1,9) 10,0(2,0) 14,4(1,9) 32,5(1,0) 5,0(2,5)
Подшипники основной кине- матической цепи 43,8(15,4) 43,2(9,2) 101,0(13,4) 450,4(14,1) 21,0(10,5)
Подшипники приводов 2,1(0,7) — 9,2 (1,2) 25,0(0,9) 1,0(0,5)
Корпус перебора и сателли- тов (водило) — 45,3(9.5) 63,2(8.4) 205,0(6,5) 7,2(3,6)
Вал несущих винтов 31,3(11,0) 75,0(16,0) 108,0(14.4) 532.0(16,6) 42,9(21,4)
Вал основной кинематиче- ской цепи 10,2(3,6) — 16,8(2.2) 74,9(2,3) 2,5(1,3)
Крепежные изделия 21,4(7,5) — 31,5(4.2) — 5,4(2,7)
Корпусное литье 61,2(21,4) 70,0(15,0) 133.0(17,7) 580.0(18,1) 42,2(21,0)
Муфта свободного хода 7,8(2,3) — 11.1(1,5) 95,0(3,0) —
Масляная система- и агре гаты 11,5(4,0) — 23.3(3,1) 96,0(3,0) 1,9(0,9)
Примечание. Для редуктора Р-7 масса муфт свободного хода взята с распредели-
тельным механизмом. За 100% принята суммарная масса редуктора.
265
Значительная доля массы приходится на корпусное литье (в среднем око-
ло '18%) и основные подшипники (в среднем около 13%). Валы несущих вин-
тов также имеют большую относительную массу. Для редукторов одновинтовых
вертолетов (масса вала несущего винта составляет от 11 до 16%, а для редукто-
ра двухвинтовых вертолетов соосной схемы достигает даже 21% от полной
массы редуктора. Масса корпусов сателлитов и переборов вертолетных редук-
торов, за исключением легкого редуктора Р-26, составляет 6 ... :10% всей массы
редуктора. Заметная доля массы приходится также на крепежные изделия —
болты, шайбы, гайки, штифты и т. п. — в среднем 5%. Наибольшая доля мас-
сы приходится на первую ступень, так как ее размеры определяются условиями
компоновки двигателя с главным редуктором. Масса первой ступени сопоставима
с массой последней, наиболее нагруженной ступени.
Распределение массы по некоторым деталям редукторов ТВД АИ-24 и
АИ-20К представлено в табл. 13.4.
Таблица 13.4
Распределение массы по некоторым деталям и узлам редукторов ТВД
Наименование детали или узла Масса детали или узла [в кг (%)j редукторов ТВД
АИ-24 АИ-20К
Редуктор в сборе 11.2,3 240
Шестерня основной кинематической цепи 34,0(3'0,2) 61,7(25,7)
Подшипники основной кинематической цепи 7,7 (.6,8) 15,1 (6,3)
Корпус перебора и сателлитов 20,9(18,6) 32,3(13,4)
Вал воздушных винтов 10,0(8,9) 26,2(10,9)
Вал основной кинематической цепи 2,8 (2,4) 3,4 (1,4)
Корпусное литье 15,5(13,8) —
Собранные сведения о массах деталей главных редукторов, имеющих макси-
мальный крутящий 'момент на взлетном режиме Гн.в^.Иб /ПО4 Н- м, обрабаты-
вались для каждого типа детали по методу наименьших квадратов.1 Составле-
нию формул предшествовала систематизация зубчатых колес, которые сводились к
пяти типам. Масса каждого из типа колес описывается своей формулой. В этих
формулах барабаны и фланцы у эпициклов учитываются специальным коэффи-
циентом. Также коэффициентом учитывается вал, если деталь имела вид вала-
шестерни. Например, масса зубчатых колес внутреннего зацепления — эпицик-
лов — определяется по формуле в зависимости от передаваемого момента (кг):
М* = 0,00016 — + 9,4. (13.4)
z
Если эпицикл имеет барабан или фланец, то
М = (1,6... 1,75) Л4*, (13.5)
где прн расчете по формуле коэффициент при М* выбирается на основе кинема-
тической схемы и предполагаемой компоновке узла.
Или, например, суммарная масса литых корпусных деталей определяется
через момент Т (Н м) на валу несущего винта (кг)
М = 10-5.7+ 30,8. (13.6)
Погрешность расчета по этим формулам не превышает 20%.
1 Работа выполнена совместно с Б. 3. Гридиным.
266
Представим массу главного редуктора вертолета как сумму масс его ос-
иовиых деталей и узлов. Тогда получим, что (кг)
Мрен.расч — k
п
вн.расч I 4~ #ст М^ст.расч I 4" ^4црасч i) 4-
. 1
Q
4* । Лкон/Л/кои.расч I 4~ Л^лит.расч 4~ Л^подш.расч 4~ Л4цв.расч-
I
(13.7)
Произведя некоторые преобразования, получаем в окончательном виде фор-
мулу для приближенного 'Определения массы всего главного редуктора верто-
лета по его кинематической схеме, если иа взлетном режиме Тн.в^'1|5 1'0‘ Н-м
(в кг) >
{п
Г ( Т ' \
4~ I &бар/ I Ю “ 4~ 9,41 4-
L \ -^вн i /
1
4-аст/йсТ1(з,2.10-4 ^- + + 8.1о-5+
\ ^ст I / I J
Р Ч
4- У аинл I (47 •10-5Тцил 4- 2,3) 4* У акои i^aa.ii (1>8-10~57’кон I 4-1,5) 4*
1 1
4- 1.71 • Ю-5ТНВ 4- йнв (7,2- 1О-6ТНВ + 25.7) 4-56,5}, (13. 8)
где п — число планетарных рядов в редукторе; р — число типов цилиндричес-
ких шестерен низших ступеней, не входящих в планетарные ряды; q — число
типов конических шестерен; аст i — количество сателлитов в i-зл ряду; ацил t—
количество цилиндрических шестерен i-ro типа, не входящих в планетарные ря-
ды: акон i — количество конических шестерен i-ro типа; ЛГвн.раСч l — расчетная
масса зубчатого к-олеса внутреннего зацепления в i-м ряду;
^ст.расч о ^ц.расч it ^цил.расча ^кои.расчх» ^лит.расч» ^полш.расч» ^нв.расч
расчетные массы сателлита, центрального зубчатого колеса, цилиндрического зуб-
чатого колеса, не входящего в планетарные ряды, конического зубчатого колеса
i=x типов, а также всех литых корпусных деталей, основных подшипников,
вала несущего винта соответственно; £=1,174 ... 1,448 (в среднем 1,310) — ко-
эффициент, учитывающий массу неосновных деталей и узлов редуктора:
Т'вн» Т’стб Т'ц,; 7'цил;; Т’конб 7'нв — крутящие моменты, передаваемые зубчатыми
колесами (индексы соответствуют индексам при расчетных массах); zBH ., гц;—
числа зубьев зубчатых колес; zCT —- условное число зубьев сателлита:
zni—для одинарного сателлита;
-----------— для блока сателлитов;
гстН 4- ^ct2<
. ( 1,6 ... 1,75 — при наличии фланца или барабана;
«бар = 1
1 I — в противном случае;
. ( 1—для одинарных сателлитов;
ЛСТ ~ I 9 «
1 4— для блока двух сателлитов;
1,4... 1,5— для деталей типа вал-шестерня;
1 — для прочих деталей;
, ___( 1.2. ..1,7—для двухвинтового вертолета;
на — 1
I. 1 — для одновинтового вертолета.
267
Для действующих конструкций погрешность расчета по формуле (13.8)' где
масса представлена как функция крутящего момента, не превышает 4 ... 1'8%.
Использование формулы (13.8) вместе с формулами (13.1) и Q13.2) позволяет
на стадии разработки технического задания или аванпроекта оценить массу
главного редуктора вертолета по его кинематической схеме, если крутящий мо-
мент на валу несущего винта Тн.в^Г5- ГО4 Н • м.
Глава 14
КОНСТРУКЦИЯ ВЕРТОЛЕТНЫХ РЕДУКТОРОВ
На рис. 14.1 ... 14.5 изображены как общие виды, так и отдельные узлы
вертолетных редукторов. Принципиальные вопросы конструирования основных
элементов этих редукторов и связанные с ними некоторые технологические при-
емы изложены ниже.
14.1 . ЦИЛИНДРИЧЕСКИЕ ПЕРЕДАЧИ
Цилиндрические эвольвентные передачи, как прямозубые, так и косозубые,
применяются в качестве передач всех ступеней редукции основной кинематиче-
ской цепи главных редукторов вертолетов, а также -в качестве передач во все-
возможных приводах агрегатов. Параметры и сведения о применяемости прямо-
зубых цилиндрических передач см. в гл. 1.
К-осовубые передачи применяются при высоких окружных скоростях. Отри-
цательным их свойством является возникновение в зацеплении осевых сил, вы-
зывающих необходимость усиления ступиц и корпуса, появления упорных под-
шипников и, как следствие, увеличение массы конструкции.
При выборе угла наклона зубьев косозубой передачи в целях сохранения
постоянной длины контактных линий необходимо, чтобы ширина венца более
узкого колеса была кратной по отношению к осевому шагу. Из ширины венца
при этом следует вычесть величину фасок на торцах зубьев.
На конструкцию колес значительное влияние оказывает расположение под-
шипниковых опор относительно зубчатых венцов. Для высоконапряженных ко-
лес, особенно .при достаточно широких венцах, крайне нежелательно консольное
расположение венцов относительно подшипниковых опор. Следует стремиться к
такому двухстороннему расположению опор относительно венца, чтобы расчет-
ные долговечности подшипников были равны между собой. Частый случай —
симметричное расположение одинаковых подшипников относительно прямозубо-
го венца.
Другой пример с косозубым венцом приведен на рис. 14.6. Радиально-упор-
ный подшипник воспринимает только осевую нагрузку. Расстояние 12>Г в це-
лях выравнивания радиальных нагрузок на роликовых подшипниках. Расстоя-
ние между подшипниками выбирается с учетом особенностей конструкции кор-
пуса, внутренних зазоров в подшипниках, ширины и диаметра зубчатого венца
так, чтобы перекос зубьев под нагрузкой не превышал допустимых пределов.
Конструктивные особенности авиационных зубчатых колес во многом опреде-
ляются стремлением уменьшить массу конструкции.
В тех случаях, когда это возможно с точки зрения технологии изготовления,
высоконапряженные авиационные зубчатые колеса изготавливаются заодно целое
с валами. Лишние разъемы и соединения означают увеличение массы конструк-
ции, появление дополнительных дефектов и усложнение процесса доводки, сни-
жение точности установки колес и увеличение трудоемкости изготовления. Тол-
щина обода должна быть не менее полной высоты зуба hi, когда венец не под-
креплен ступицей, и не менее lO.SAi при наличии ступнцы (см. также гл. 1).
В любом случае ступицу желательно иметь посредине зубчатого венца.
Небольшие приводные колеса могут быть выполнены с прямыми тонкостенными
ступицами постоянной толщины, В случае увеличения диаметра колеса ступицу
делают конической в целях увеличения ее жесткости в осевом направлении.
Ступицы могут утолщаться от периферии к центру. Известны случаи резонанс-
268
269
1
Рис. 14.2. Главный редуктор Р-7:
/—вал несущего винта; 2—верхний корпус редуктора; 3—корпус редуктора; 4—верхний са-
те ллитодержатель (водило) с сателлитами; 5—иижиий сателлитсдержатель (водило) с са-
теллитами; 6—центральное зубчатое колесо; 7—коническое зубчатое колесо привода хвосто-
вого вала
кого разрушения ступиц колес. Изменением угла наклона ступицы и ее толщи-
ны можно влиять на частоту ее собственных колебаний.
Силовые колеса большого диаметра всегда имеют конические ступицы пере-
менного сечения для более рационального использования материала для обес-
печения ее прочности, жесткости, устойчивости. Угол наклона ступицы косозубых
колес выбирается с учетом направления результирующей радиальной и осевой
сил. Сопряжения поверхностей ступицы с ободом выполняются большими радиу-
сами, соизмеримыми с шириной венца. Широкие венцы требуют также ребер
жесткости по краям. Высота этих ребер определяется из соображений умень-
шения поводок при цементации и закалке. В тех случаях, когда невозможно или
нецелесообразно изготавливать колесо заодно с валом, в конструкцию вводятся
фланцевые и шлицевые соединения.
На рис. 14.7 представлены варианты конструктивных исполнений фланцевых
соединений. При проектировании фланцевых соединений учитывается необходи-
мость обеспечения радиальной жесткости венца при его изготовлении и равно-
мерности распределения нагрузки на элементы крепления во время работы узла.
Фланцевое соединение ие должно располагаться иа окружности малого диамет-
ра, так как в этом случае ухудшаются условия работы соединения: возрастают
нагрузки, уменьшается число элементов крепления, которые можно разместить
270
Рис. 14.3. Разрез по приводу от двигатели редуктора Р-7:
/—иижиий корпус редуктора; 2—двойное зубчатое колесо; 3—центральное зубчатое колесо;
4—внутренний соединительный вал уравнительного механизма: 5—наружный соединительный
вал уравнительного механизма
иа фланце, усугубляется влияние неточностей изготовления сопряженных по-
верхностен на зацепление. На фланцевое соединение косозубого колеса дейст-
вует осевая сила. Фланцы колеса и ответного вала располагаются таким обра-
зом, чтобы эта сила прижимала их друг к другу. Крутящий момент во флан-
цевом соединении может передаваться силой трения, возникающей от затяжки
болтов (см. рис. 14.7,а). Болты могут сочетаться со штифтами, установленными
с натягом в совместно обработанные отверстия фланцев колеса и ответной де-
тали (ом. рис. 14.7,6). Часто применяются фланцевые соединения на призонных
болтах, установленных с натягом или по переходным посадкам. Такие соеди-
нения требуют особой точности обработки в отношении неперпендикулярности
отверстия и плоскостей, на которые опираются головка болта и гайка (см.
рис. 1-4.7, в).
Диаметр и опорная поверхность болта шлифуются, галтель должна иметь
достаточно большой радиус и, как правило, делается с поднутрением, чтобы ис-
ключить влияние дефектов шлифования и возможность неправильного сопря-
жения с фаской фланца. Гайки затягиваются со строго определенными крутя-
щими моментами. В некоторых случаях затяжку гаек .проводят с контролем
вытяжки болтов, что позволяет контролировать возникающие в них напряжения
растяжения и силу прижатия фланцев друг к другу. В целях уменьшения ра-
диального биения венца относительно оси на фланце колеса может, маркиро-
ваться место максимального удаления посадочной поверхности от оси, а на флан-
це ответной детали место минимального удаления от оси. При сборке .перед
совместной обработкой отверстий эти маркированные места совмещаются/
Поскольку в редукторах часто встречаются узлы, в которых два-Колеса
смонтированы на одном валу, то тип соединения .второго колеса с валом (флан-
цевое или шлицевое) и диаметральные размеры фланца определяются возмож-
ностью выхода шлифовального круга при финишной обработке зубьев .первого
колеса. Длина шлиц должна быть минимальной во избежание влияния’ переко-
сов при излишней длине. Центрирующая поверхность должна быть достаточно
длинной. Лучше, когда центрирование колеса производится по двум поверхно-
271
Рис. 14.4. Хвостовой редуктор вертолета Ми-S:
1—картер; 2—уплотнительная гильза; 3—стакан подшипников ведущего зубчатого колеса; 4—ведущий вал; S—крышка картера; ведоу
вал; 7—ведомое зубчатое колесо; 8—суфлер; 9— механизм управления хвостовым винтом; 10— ведущее зубчатое колесо
272
6
7
8
Рис. 14.5. Промежуточный редуктор Ми-8:
/—стакан ведущего зубчатого колеса; 2—шлицевой фланец; 3—ведущее зубчатое колесо; 4—
картер; 5—суфлер; 6~стакан ведомого зубчатого колеса; 7—шлицевой фланец; 8—ведомое
зубчатое колесо; 9—смотровой люк; 10—магнитная пробка; 11—заглушка (место установки
термодатчика температуры масла)
стям, по краям (рис. -14.'8). Окончательное шлифование посадочных .поверхно-
стей под подшипники производится после напрессования зубчатого колеса. При
напрессовании учитывается радиальное биение посадочных поверхностей деталей
относительно зубчатых венцов.
На рис. 14.9 представлен чертеж цилиндрического колеса. Применение зубь-
ев с поднутренными основаниями и нешлифованными галтелями требует специ-
ального зуборезного инструмента (ом. гл. 1 и 2). Шлифованию подвергаются
только боковые рабочие поверхности зубьев с поднутренным основанием н по-
садочные поверхности колес. Недопустимо шлифовать торцы зубьев или на-
ружный диаметр венцов. Иногда торцы зубчатых венцов используются как тех-
нологические базовые поверхности при обработке венцов после цементации и за-
калки. В этом случае венец исполняется так, как показано на чертеже. Указы-
ваемая на чертеже граница цементации должна быть меньше по диаметру, чем
окружность впадины, на 10 ... 12 мм. Если это невозможно, поверхность торцов
зубьев должна иметь достаточно большой радиус перехода к поверхности, под-
вергающейся шлифованию. На чертежах колес указывается требование контро-
ля прижопов и способ проверки.
273
L)_____________________________________________f-2
Рис. 14.6. Расположение подшипниковых опор относительно косозубого колеса
Рис. 14.7. Конструктивные исполнения фланцевых соединений
Рис. 14.8. Шлицевые соединения зубчатых венцов с валом
274
Рнс. 14.9. Рабочий чертеж цилиндрического колеса:
•а—границы цементации; б—величины модификаций; в—места, где указываются толщина це-
ментованного слоя, его твердость НЦС, минимальная толщина после шлифовки; г—месго ис-
пытания твердости цементованной поверхности; R'—скруглить и заполировать после термо-
обработки по эталону; Л—схема контроля толщины шлиц
На чертеже указывается также место контроля твердости цементованной
'поверхности. Избегают проводить контроль твердости в ме'стах, опасных с точки
зрения концентрации напряжений, и на посадочных поверхностях.
14.2 . КОНИЧЕСКИЕ ПЕРЕДАЧИ
Конические зубчатые передачи получили широкое распространение в каче-
стве передач первой или второй ступени редукции главных редукторов, верто-
летов, в промежуточных и хвостовых редукторах вертолетов, а также в различ-
ных приводах вертолетных агрегатов. В качестве силовых передач применяют-
ся, в основном, конические зубчатые передачи с круговыми зубьями как орто-
гональные, так и неортогональные.
На рис. 14.1'0 изображена схематически коническая зубчатая передача с кру-
говыми зубьями. Геометрические характеристики этих зубчатых колес опреде-
ляются следующими параметрами:
275
Рис. 14.10. Схема конической зубчатой передачи с круго-
выми зубьями (£,—расстояние до опорного торца; L2—об-
разующая дополнительного конуса)
mte — торцовый модуль -в мм; hie — рабочая высота зуба, равная 1,7/П/е-
в мм; he — полная высота зуба, равная 888т/е в мм; de — диаметр окружности
делительного конуса в мм; б — угол делительного конуса в °; Re — внешнее
конусное расстояние в мм; Ь — ширина зубчатого венца в мм; ап — угол профи-
ля, равный 20°; рп — угол наклона зубьев, .изменяющийся в широких пределах в
зависимости от назначения передачи и условий ее работы, .в °. При изготовлении
конических колес наилучшим местом для контроля зубьев является торец ко-
леса у большего модуля. Конические передачи чрезвычайно чувствительны ко
всяким изменениям относительного положения венцов как в процессе сборки,
так и вследствие силовых и тепловых деформаций элементов конструкции в
процессе работы. Для авиационных конических передач, имеющих полые тонко-
стенные валы, облегченные ступицы и т. in. и смонтированных в тонкостенных,
корпусах, обеспечение удовлетворительною пятна контакта на различных режи-
мах работы является основным требованием. Локализованное пятно контакта,
имеющее овальную форму и расположенное на рабочей поверхности зуба с от-
рывом от обоих концов зуба н от его вершины, означает отсутствие концент-
рации нагрузки по длине н высоте зуба при работе под нагрузкой.
Выбор параметров передачи производится с учетом ожидаемой деформа-
тивности элементов конструкции. Передачи с относительно широким венцом и
малыми модулями более чувствительны к деформациям. Кроме того, на выбор-
величины модуля передачи влияет величина слоя цементации, в свою очередь
зависящая от припуска на шлифование, т. е. от поводки колес в процессе це-
ментации и закалки.
Ширина зубчатого венца конических ортогональных передач вертолетных
редукторов лежит в пределах 0,257?с^6^10,3/?(.. В связи с особенностями зубо-
нарезания существует также ограничение b<ZKmie, Для того чтобы полностью
использовать возможности конической передачи со спиральными зубьями, необ-
ходимо, чтобы коэффициент суммарного перекрытия был ^>2.
Расчет параметров передачи с помощью ЭВМ на различных этапах проекти-
рования позволяет рассмотреть множество вариантов с точки зрения конст-
рукции в целом.
Для выравнивания изгибной прочности ведущего и ведомого колес применя-
ется высотное и тангенциальное смещение инструмента при нарезании зубьев.
276
Рис. 14.11. Двухстороннее расположение опор относительно зубчатого вен-
ца:
/—зазор; 2—кольцо распорное (d3<di); 3—прокладка регулировки осевого
зазора; 4— пары для съема; '5—кольцо стопорное (d4<ds); Б—кольцо для
съема; 7—кольцо стопорное (d2<dt)
Необходимо так выбирать направление зуба, чтобы осевые силы выталкивали
оба колеса из зацепления. Это предотвратит заклинивание передачи в случае
увеличения осевого зазора в упорном подшипнике. Для ортогональных пони-
жающих передач нужное направление осевой силы для обоих колес обеспечи-
вается, если ведущее колесо работает вогнутой стороной зуба. Расположение
подшипниковых опор, воспринимающих радиальные и осевые нагрузки, отно-
сительно венцов для конических колес имеет еще более важное значение, чем
для колес цилиндрических.
На рис. 14.li! и '14.1'2 изображены варианты возможного расположения опор
относительно венцов. Следует стремиться к двухстороннему расположению опор
относительно зубчатого венца, так как в этом случае влияние перекоса зубьев,
вызванного наличием внутренних зазоров в подшипниковых опорах и угловыми
деформациями валов, будет наименьшим. Кроме того, распределение нагрузки
между подшипниковыми опорами, а следовательно, и элементами корпуса бу-
дет наилучшим. Если не удается избежать консольного расположения венца
относительно подшипниковых опор хотя бы для одного из колес, то, стремятся:
к уменьшению консольности, увеличению жесткости вала этого колеса, умень-
шению радиальных зазоров в подшипниковых узлах, увеличению жесткости кор-
Рис. 14.12. Консольное расположение зубчатого венца
277
иуса. В любом случае при выборе расстояния между опорами учитывается влия-
ние внутренних зазоров в подшипниках на правильность зацепления.
Ориентировочно для колес большого диаметра внешнее конусное расстояние
для колес малого диаметра ^e^0,!8rfe (см. рис. 14.11), для консоль-
ного расположения венца (см. рис. 14>1(2|). Упорные подшипники разме-
щаются как можно ближе к венцу в осевом направлении, с тем, чтобы свести
к минимуму перемещения колес, вызываемые неравномерным нагревом отдель-
ных элементов конструкции и различными коэффициентами линейного расшире-
ния материалов валов и корпусов.
На конструкцию конических колес решающее влияние оказывает технология
.их изготовления. Способ нарезания зубьев резцовыми головками определяет воз-
можность изготовления колес заодно с валом. Для уменьшения поводок закалка
колес диаметром более 150 мм, как правило, производится в штампах под прес-
-сом. Возможности прессового оборудования также определяют максимально до-
пустимую длину детали при изготовлении колеса заодно с валом.
Направление конуса ступицы колеса, для того чтобы уменьшить ее силовые
деформации, улучшить условия нагружения и, следовательно, уменьшить массу,
должно совпадать с линией действия результирующей осевой и радиальной сил.
Поскольку обычно центр давления (пятно контакта) у конических колес имеет
тенденцию смещаться в сторону большего-модуля, то и конус ступицы может
быть несколько смещен в ту же сторону. Иногда осевая сила, действующая на
одно из колес, направлена в сторону вершины делительного конуса. В этом
случае ступица выполняется так, чтобы равнодействующая осевой и радиальной
составляющих действовала вдоль образующей конуса ступицы. Шлицевые сое-
динения венца с валом применяются для колес малого диаметра. Типичным
дефектом таких соединений является фреттинг-кор.розия на посадочных поверх-
ностях, вызванная мнкраперемещениями венца относительно вала в процессе ра-
боты. 'Устранению этого дефекта способствует создание гарантированных на-
тягов по посадочным поверхностям, в том числе, по шлицам, увеличение точ-
ности изготовления посадочных поверхностей на колесе и валу, увеличение тол-
щины обода колеса и толщины вала, увеличение твердости посадочных поверх-
ностей (цементация, азотация, хромирование), расположение шлиц и зубьев,
уменьшающее взаимные перемещения деталей от действия крутящего момента,
точность обработки торцовых упорных поверхностей и гарантированное при-
жатие торцовых поверхностей дри сборке и в процессе работы.
Конструктивные особенности и требования к изготовлению конического ко-
.леса с круговыми зубьями приведены на рис. 14.1'3.
•Нарезание зубьев конических колес от спиральными зубьями производится
резцовыми головками, причем каждая сторона зуба нарезается отдельной груп-
.пой резцов. Чтобы во впадине зуба не было ступеньки, на чертеже приводится
увеличенный вид на торец зуба (вид К), где указываются высота зуба с рабо-
чей и нерабочей сторон и форма впадины, определяющая форму заточки резцов.
Шлифование боковых стерон зубьев может вестись с одновременным шлифова-
нием впадин. Иногда ведут шлифование только боковых поверхностей зубьев
с образованием ступеньки от выхода шлифовального камня. Зона перехода от
шлифовальной поверхности и нешлифовальной чрезвычайно опасна как концент-
ратор напряжений при изгибе зуба. Очень велика вероятность появления шлифо-
вочных прижогов в этой переходной зоне, в то время как обнаружение их весь-
ма затруднено. Поэтому высоконапряженные конические колеса, подвергаемые
шлифованию, изготавливаются с поднутренным основанием, аналогично тому,
как это делается для цилиндрических шлифованных колес. Поднутрение осуще-
ствляется нарезанием зубьев резцовыми головками со специально спрофилиро-
ванными резцами.
Радиус закругления резца один из основных элементов, определяющих из-
гибную прочность зубьев. Он должен достигать максимального значения и во
всяком случае быть не менее 0,24m.
В обеспечении прочности конических колес важное значение имеют фаски.
Локализация пятна контакта направлена на уменьшение напряжений по краям
зубьев, этой же цели служит срезание значительной части головок зубьев у
малого я большого торцов до термообработки. Кроме того, площадки на зубь-
,278
Рис. 14.13. Рабочий чертеж ведущего конического колеса:
а, б—места испытания твердости цементованной и нецементованной поверхностей со-
ответственно; в—место, где указывается толщина цементованного слоя, его твердость
HRC, минимальная толщина после шлифования; R'—скруглить до термообработки;
R"—скруглить и заполировать после термообработки и притирки; Г—схема контроля
ширины впадины шлиц; В—пятно контакта на обкатном ставке (уточнить после си-
ловой обкатки); /—рабочая сторона зуба; 2—нерабочая сторона зуба
ях у малого модуля служат для замера твердости цементованного слоя наг
зубьях.
Также до термообработки должны быть сняты фасии по торцам зубьев,,
особенно тщательно ibo впадине. Еще лучше, когда вместо фаски производится’
плавное скругление по радиусу. Фаска должна быть много больше по вели-
чине, чем предлагаемый съем металла при шлифовании. После .цементации и
термообработки фаски по торцам зубьев не обрабатываются. Снятие фасок или'
скругление по вершинам зубьев производится после шлифования. Величина этих
фасок или скруглений 0,2 ... 0,3 мм, не более, в зависимости от модуля.
На чертеже (см. рис. 14.13) зубчатого конического колеса указывается пятно'
контакта, которое необходимо получить на контрольно-обкатном станке при про-
верке по краске в паре с ответным колесом. Для большинства конических пере-
27»’
дач колесо большего диаметра нарезается двухсторонним способом, а колесо
малого диаметра односторонним с подгонкой пятна контакта за счет малого
колеса. Подобранные в пары по пятну контакта колеса маркируются и приме-
няются совместно. Если это необходимо из условий работы передачи, на чер-
теже указывается пятно контакта для обеих сторон зубьев.
Следует отметить, что хорошее пятно контакта необходимый, но недоста-
точный признак качественного изготовления передачи. Поэтому часто для пере-
дач устанавливаются дополнительные способы' проверки качества зацепления —
проверка кинематической погрешности пары или каждого колеса с эталонным
колесом, контроль уровня шума работающей передачи.
На чертеже конического колеса указываются все поверхности, подвергае-
мые цементации, оговариваются глубина слоя цементации, величина съема при
шлифовании для каждой поверхности, подвергаемой шлифованию, твердость
цементованных поверхностей и качество цементованного слоя, способ контроля
прижогов. Закалка крупных и средних конических колес после цементации про-
изводится в специальных закалочных штампах под прессом с пульсирующим
нагружением. Конструкцией колес предусматривается наличие упорных поверх-
ностей, служащих для фиксации колес в закалочных штампах. Места перехода
от цементованной поверхности к нецементованной не должны явиться источни-
ком концентрации напряжений при последующей обработке, поэтому, например,
цементация не должна выходить на поверхности, которые подвергаются шлифо-
ванию как технологические базы для последующего шлифования зубьев. При
шлифовании цементованных упорных торцов должны быть предусмотрены до-
статочно большие фаски, чтобы после шлифования не получалось острых кро-
мок, служащих концентраторами напряжений. Там, где таких кромок избежать
не удается, они тщательно скругляются и заполировываются.
На чертежах конических колес указывается боковой зазор в передаче, ко-
торый должен обеспечивать работу передачи без заклинивания во всем диа-
пазоне тепловых и силовых деформаций. Перераспределение бокового .зазора
при изготовлении между ведущим и ведомым колесами должно производиться
с учетом изгибной прочности зубьев. Часто в чертеже задается допуск на коле-
бание бокового зазора в паре как средство дополнительного контроля качества
изготовления передачи.
14.3 . ЭЛЕМЕНТЫ ПЛАНЕТАРНОЙ ПЕРЕДАЧИ
Одним из основных элементов планетарного ряда является водило,' на ко-
тором монтируются сателлиты. На ось каждого сателлита действует значитель-
ная окружная сила, деформирующая эту ось и водило. С водила на вал крутя-
щий момент передается либо фланцевым, либо шлицевым соединением, которое
расположено несимметрично относительно середины зубчатых венцов. Несиммет-
рично нагруженное водило должно быть достаточно жестким, чтобы перекосы
•осей сателлитов не вызвали серьезных нарушений правильности зацеплений.
Водило, изображенное на рис. 14.14, представляет собой коробчатую конст-
рукцию из двух деталей, которые соединяются между собой множеством болтов
и штифтов. Сателлиты (см. рис. 14.1) выполнены в виде обыкновенных симмет-
ричных зубчатых колес и помещены вместе со смонтированными на них ролико-
выми цилиндрическими подшипниками в кольцевые расточки водила. В проме-
жутках между сателлитами образованы полые стойки, выполненные фрезерова-
нием заодно целое с половинками водила. Стойки эти работают на сдвиг. Через
них проходят элементы крепления двух половинок водила.
Другая конструкция водила представлена на рис. 14.45. Водило — единая
деталь кольцевой формы, представляющая в поперечном сечеиии двутавр. На
консольно выступающих шипах крепятся на роликовых цилиндрических подшип-
никах сателлиты. Шипы полые внутри и имеют переменное сечение с увеличе-
нием толщины стенки к основанию шипа.
Жесткость водила первого типа определяется высотой и геометрическими
характеристиками поперечных сечений, стоек между двумя (половинами водила,
количеством и конструкцией элементов крепления. Жесткость водила второго
типа определяется изгибной характеристикой двутаврового сечеиия кольца и в
значительной степени диаметральными размерами и высотой шипов, на которых
Рис. 14.14. Коробчатое водило редуктора ВР-8:
Я и б—верхняя и нидсняя полрвины водила соотврт^твррнр
281
'280
монтируются сателлиты. Водило вто-
рого типа хорошо сочетается с под-
шипниками, наружным кольцом, для
которых служит обод зубчатого вен-
ца сателлита, так. как это позволяет
увеличить диаметр шипов водила. Хо-
тя водило второго типа обладает
большими габаритными размерами по
высоте, оно легче и, кроме того, более
технологично. Для водил обоих типов
при изготовлении может быть преду-
смотрено отклонение по расточке по-
садочных поверхностей под подшип-
ники сателлитов в сторону, противо-
положную деформации под нагруз-
кой. Таким образом расчетным, а за-
тем опытным путем можно получить
геометрически правильное зацепление
на режимах .максимального нагруже-
ния и при нежесткой конструкции во-
дила.
Конструкция центрального колеса
во многом определяется стремлением
улучшить равномерность распределе-
ния .нагрузки между сателлитами.
Обед центрального' колеса должен
быть минимально возможной толщи-
ны, но ие менее полной высоты зуба.
Крутящий момент к центральному
колесу подводится при помощи шли-
цевого соединения с достаточно ко-
роткими шлицами и боковым зазо-
ром, обеспечивающими подвижность
соединения. Чем дальше шлицевое
соединение от венца центрального ко-
леса, тем больше возможности само-
установки колеса.
На рис. 14.23 видна конструкция
сателлита редуктора Р-7. Особенность
|д колеса опирается непосредствен-
но на ролики подшипника. Сателлиты подобной конструкции цементируются кру-
гом. Шлифованию подвергаются профили зубьев и беговая дорожка подшипни-
ков. Точность расположения венца относительно беговой дорожки подшипников
повышается, если беговая дорожка выполнена за один проход. В этом случае
облегчается и селективный подбор подшипников для обеспечения необходимого
радиального зазора. Хороший результат дает осевая фиксация сателлитов при
помощи упорных пластин. На шлифованных торцах сателлита в этом случае мо-
гут быть сделаны луики для улучшения подачи смазки к трущимся поверхностям.
Условия зацепления сателлита с центральным колесом внутреннего зацепле-
ния отличаются от условий зацепления сателлита с центральным колесом внеш-
него зацепления. У колес с внутренним зацеплением значительно больше приве-
денный радиус кривизны в зацеплении, меньше контактные и изгибиые напря-
жения. Поэтому ширина венца центрального колеса с внутренним зацеплением
может быть меньше ширины венца сателлита.
Венец центрального колеса с внутренними зубьями должен быть достаточно
податлив, чтобы способствовать равномерному распределению нагрузки между
сателлитами. Центральные колеса внутреннего зацепления, ие имеющие достаточ-
но протяженных в радиальном направлении ступиц, обладают 1повышениой склон-
ностью к поводкам при цементации и закалке. Несмотря на требование умень-
шения массы конструкции, конфигурация центрального колеса с внутренними
зубьями и толщина его обода выбираются, исходя из технологических сообра-
282
жений снижения поводок при цементации и закалке. В некоторых случаях эти
колеса делают из азотируемых сталей, поскольку поводки таких колес при азо-
тации значительно меньше, чем при цементации.
Для лучшего распределения нагрузки между сателлитами центральные ко*
леса с внутренними зубьями крепятся к ответным деталям ие жестко, а при
помощи подвижных шлицевых соединений с короткими шлицами, способствую-
щими подвижности. Шлицы для увеличения подвижности венца располагаются
на некотором удалении от него.
14.4 . ПОДШИПНИКОВЫЕ ОПОРЫ
Расчет подшипниковых опор редукторов вертолетов производится с учетом
характера нагружения и особенностей конструкции. Классы точности применяе-
мых подшипников 6 и 5 по ГОСТ 520—71 в зависимости от частоты вращения
вала и назначения узла. Высокооборотные подшипники имеют, как правило, 'брон-
зовые .неразъемные сепараторы. Более тихоходные — неразъемные сепараторы
из алюминиевых сплавов.
‘На рис. 1-4.1;! представлена типичная конструкция подшипниковых узлов
ведущего колеса конической передачи с круговыми зубьями. Ее особенность —
установка роликовых подшипников для восприятия радиальных нагрузок и
шарикового радиально-упорного подшипника с разрезным внутренним кольцом
только для осевой нагрузки. Чтобы исключить возможность нагружения упорного
подшипника радиальной силой, этот подшипник -монтируется в корпусе с гаран-
тированным ‘радиальным зазором Ю,5... 1 мм. Такое конструктивное решение поз-
воляет значительно уменьшить диаметр подшипникового узла. Чтобы снизить до
минимума влияние зазоров в подшипниках на зацепление, стремятся выбрать
подшипники с -минимальными внутренними зазорами.
Внутренние кольца подшипников монтируются па вал со значительными
натягами. Уменьшение поля допуска и, следовательно, уменьшение влияния
посадки -на внутренние зазоры в подшипнике, достигается применением посадок
1-го и й-го классов. Наиболее часто применяемые для силовых передач посадки
по ГОСТ 3325—‘55 внутренних колец на вал Г1п, Гп, Т1П и Тп, шероховатость
посадочных поверхностей вала по ГОСТ 2785—73 не более 7?п=О,63, -посадки
подшипников в корпус по ГОСТ 3325—55 Пп и Нп, шероховатость посадочных
поверхностей корпуса также по ГОСТ 2789—73 7?z=2,5.
На сборочном чертеже узла указывается проверка радиальных и осевых
зазоров в подшипниках, напрессованных на вал. При проектировании подшип-
никовых узлов учитывается порядок сборки и разборки, в том числе и частые
разборки при опытной отработке конструкции. Предусматриваются средства и
способы съема подшипников с вала. Подшипниковые узлы конических передач
проектируются таким образом, чтобы при регулировке зацепления не производи-
лась какая-либо разборка подшипниковых узлов.
Одним из основных дефектов силовых подшипниковых узлов является про-
ворот внутренних колец (подшипников относительно вала; фреттииг-ксцррозия в
соединении вал — подшипник. С этими дефекта-ми борются увеличением -натяга
и увеличением толщины вала под подшипником, т. е. увеличением жесткости
вала. Обычно толщина вала под роликовым подшипником выбирается ие менее
толщины кольца подшипника. При этом во внимание принимается и конфигу-
рация детали в целом (наличие упорных буртов, ступиц, резьбы, на которую
будет воздействовать затяжка гайки) и нагружение детали или узла крутящим-
моментом, изгибом и т. л. Посадочные поверхности под подшипники часто це-
ментируются, азотируются или хромируются.
Пример применения конических подшипников в качестве подшипниковых
опор консольно расположенного зубчатого венца приведен на рис. 14.12. При-
менение конических ‘подшипников в подобном узле -позволяет получить требуе-
мую точность установки конического колеса, необходимую жесткость конструк-
ции под нагрузкой. Повышенная грузоподъемность конических подшипников
уменьшает массу и габаритные размеры узла. При сборке узла изменением
толщины регулировочного кольца не только выбираются осевые зазоры в под-
шипниках, но и создается определенный -преднатяг, с тем, чтобы на всех ре-
283:
жимах работы сохранялось отсутствие осевого зазора. Величина предиатяга
назначается с учетом сил, действующих иа подшипники, жесткости элементов
конструкции, тепловых деформаций для всех условий работы. При сборке ве-
личина предиатяга контролируется по моменту проворота вала относительно
корпуса узла после его окончательной сборки и затяжки гаек крепления под-
шипников на валу. Момент проворота указывается в чертеже и уточняется в
процессе опытных работ.
Поскольку конические подшипники регулируются при сборке, они допуска-
ют значительно более, сильные посадки колец на вал и в корпус. При посадке
на вал применяются посадки Гп и Тп при посадке в корпус специальная посад-
ка Р-7 (для тонкостенных корпусов, по ГОСТ 3325—55).
Подшипник Б обычно .нагружен легко по сравнению с подшипником В (см,
рис. 14.12). Его внутреннее кольцо при регулировке осевого предиатяга может
несколько раз сниматься. Поэтому посадка внутреннего кольца подшипника Б
на вал делается переходной, например Пп.
Подшипниковые узлы цилиндрических колес имеют свои особенности. Ци-
линдрические прямозубые колеса ие создают осевой нагрузки на вал, поэтому
.не требуют упорных подшипников. Подшипники могут крепиться иа валу гайка-
ми или просто напрессовываться на вал в зависимости от нагрузки. Посадки на
вал Нп и Тп, в корпус Пп и Сп. Шероховатость поверхности на валу не более
/>а=1(\63, в корпусе /?г=Й,-5. В таких узлах должен быть обеспечен гаранти-
рованный осевой зазор.
Пример конструкции подшипниковых узлов силовой цилиндрической пере-
дачи приведен на рис. 14.6. Посадки подшипников на вал и в корпус такие
же, как и для конических передач. Для цилиндрических передач несколько ме-
нее жестки требования к внутренним зазорам в подшипниках. Осевая фиксация
цилиндрических прямозубых силовых передач осуществляется за счет упорных
буртов роликовых цилиндрических подшипников, в частности, применением под-
шипника с упорной шайбой на внутреннем кольце. Подшипниковые узлы косо-
зубых цилиндрических колес, нагруженных осевыми силами, выполняются ана-
логично узлам конических колес, однако в качестве упорных подшипников в них
могут быть использованы подшипники с увеличенными осевыми зазорами. В под-
шипниковых узлах сателлитов величина радиального зазора влияет коренным
образом иа распределение нагрузки между сателлитами и должна быть строго
регламентирована в пределах одного планетарного ряда. В этом смысле пред-
почтительнее конструкция специальных подшипниковых узлов сателлитов (см.
рис. 114,2).
Обработанные за один проход беговые дорожки внутреннего и наружного
колец облегчают -селективную сборку подшипниковых узлов. При такой конст-
рукции двухстороннее приложение нагрузки к сателлиту вызывает ее распре-
деление на большое число- роликов, что приводит к значительному увеличению
долговечности подшипников по сравнению с долговечностью таких же подшип-
ников в узлах обычного типа.
Все высоконагруженные подшипники обычно фиксируются на валу в осевом
направлении при помощи гаек. Кольца подшипников перед установкой нагрева-
ются в масле до температуры .1110 ... .120° С, вал при этом -может быть пред-
варительно охлажден. Затем кольцо дожимается на валу под -прессом. Гайки
затягиваются тарированными моментами. Резьба перед затяжкой смазывается
минеральными маслами. Затяжка производится в несколько циклов: затяжка —
ослабление и т. д. Обжатие резьбы при этой предварительной затяжке произ-
водится моментом, -превышающим назначенный в 1,2 ... 4,3 раза.
Нап-ра|Вление резьбы гаек выбирается так, чтобы в случае нарушения конт-
ровки и проворота кольца подшипника гайка имела тенденцию к заворачива-
нию. Каждая гайка стопорится на валу, специальными контровочными устрой-
ствами. Способы контровки показаны на рис. 14.46.
В местах установки силовых подшипников в корпуса из легких сплавов за-
прессовываются стальные стаканы. Наружные кольца роликовых подшипников
крепятся в осевом направлении плоскими разрезными пружинными кольцами,
легкими прижимными кольцами или отдельными планками при помощи шпилек.
В конических передачах, роликовый и шариковый радиально-упориый под-
284
Рис. 14.16. Крепление подшипников иа валах и в корпусах (а—замять в трех местах)
Шипники, расположенные рядом., обычно монтируются сначала в отдельном ста-
кане, как показано, например, на рис. 14.5, поз. 1, а затем вместе с этим ста-
каном весь узел монтируется в корпусе.
14.5 . ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
В редукторах вертолетов получили распространение эвольвентные шлице-
вые соединения, с углом исходного контура 30°, с центрированием по боковой
поверхности зубьев. Впадина зубьев может изготавливаться как с площадкой,
так и полностью скругленной. Округленная впадина применяется для наиболее
ответственных высоконапряженных соединений.
Наружные шлицы изготавливаются фрезерованием или зубодолблением.
Для высокоточных соединений в качестве финишных процессов обработки, в
том числе для цементованных или азотированных шлиц, могут применяться
шлифование или шевингование. Внутренние шлицы изготавливаются протягива-
нием или зубодолблением. При конструировании деталей предусматривается
необходим'ость обеспечения выхода инструмента.
Шлицевые соединения по условиям работы делятся на неподвижные и под-
вижные. Неподвижные шлицы (примечаются для передачи крутящего момента
в соединении двух деталей, жестко зафиксированных одна относительно другой
в осевом и радиальном направлениях. Центрирование деталей в этом случае,
как правило, производится по цилиндрическим посадочным поверхностям с упо-
ром одной детали в торец другой и сжатием пакета при помощи специальных
таек.
Подвижные шлицевые соединения служат для передачи крутящего момента
с одновременным обеспечением определенных угловых и осевых перемещений
одной детали относительно другой в процессе работы. Центрирование в этом
случае производится по боковым поверхностям зубьев. Шлицевое соединение
выполняется с гарантированным боковым зазором, обеспечивающим требуемое
угловое перемещение без заклинивания концов шлиц. Допустимые напряжения
смятия для подвижных соединений значительно меньше, чем для неподвижных.
И для 'Неподвижных и для подвижных шлицевых соединений длина шлиц долж-
на быть минимально необходимой из условий обеспечения работоспособности
соединения. Излишняя длина шлиц вносит дополнительную неравномерность
распределения нагрузки по длине из-за погрешностей в направлении зубьев. Прак-
тически не применяются шлицевые соединения с отношением l/d>\,2 (см.
гл. 1).
В некоторых случаях, когда длина шлиц достаточно велика, возможно -вве-
дение определенного отклонения по направлению шлиц иа одной из сопряжен-
ных деталей для улучшения равномерности распределения нагрузки по длине
шлиц с учетом закрутки вала под действием крутящего момента. С аналогич-
ной целью вводит переменную толщину вала по длине шлиц.
285
Рис. 14.17 Смазка шлицевого соединения
(а—подача смазки в шлицевое соединение)
Подвижные шлицевые соединения
часто выполняют полнопрофильными,
с рабочей высотой зуба, равной 2m,
с углом исходного контура 20°, что
позволяет уменьшить длину шлиц.
Для увеличения допустимого угла
излома в шлицевом соединении шли-
цы на валу могут иметь продольную
модификацию (бочкообразность).
Подвижные шлицевые соединения
нуждаются в смазке, которая может
осуществляться струйной подачей в
зону шлиц. Хороший эффект дает
также организация для шлицевого
соединения масляной ванны (рис. 14.17). Геометрические параметры, предельные
отклонения и посадки шлицевых соединений принимаются по ГОСТ 6033—5.1»
14.6 . ВАЛЫ И РЕССОРЫ
Валы и рессоры, применяемые в редукторах вертолетов, различаются по
назначению, передаваемому крутящему моменту, частоте вращения, габаритным
размерам и конструктивному исполнению. Различны н условия их нагружения.
Валы, на которых монтируются зубчатые колеса, одновременно работают на
кручение, растяжение или сжатие, изгиб со знакопеременной нагрузкой.
Масса валов составляет существенную часть массы редукторов. Все без ис-
ключения валы редукторов вертолетов изготавливаются полыми тонкостенными
и ступенчатыми. Там, где это возможно, валы изготавливаются заодно с дру-
гими элементами конструкции: зубчатыми колесами, обоймами и звездочками
муфт свободного хода, фланцами приводов.
Валы изготавливаются из высокопрочных легированных сталей типа
12Х2Н4А, Ф8ХН2ВА, 40ХН2МА по ГОСТ 4553—!711', ,в том числе электрошлако-
вого переплава, термообработаниых до HRC 3:2 ... 38.
Для уменьшения концентрации напряжений радиус перехода между ци-
линдрической поверхностью и торцом делается максимально возможным, ис-
ходя из радиуса скругления кольца подшипника с учетом допусков на изготов-
ление. Для избежания дефектов на посадочных .поверхностях вала и упорных
торцах их часто подвергают цементации или азотированию. В этом случае на
валу делают проточку. Ее также подвергают химико-термической обработке,
но не шлифуют, чтобы избежать дефектов в зоне концентрации напряжений.
Другим элементом каждого вала является резьба, на которую наворачивают-
ся гайки крепления подшипников, зубчатых венцов, фланцев. Применяется, как
правило, метрическая резьба с шагом 1,5 мм и углом профиля 60°. Длина резь-
бовой части обычно лежит в пределах 8 ... 1Е мм. Для валов больших диамет-
ров (0 ЮО мм и более) шаг резьбы может быть увеличен. Избегают резьб в
местах вала, испытывающих знакопеременные нзгибные напряжения. Там, где
этого не удается избежать, толщина вала под резьбой увеличивается с учетом
концентрации напряжений. Резьба в таких опасных местах изготавливается со
скругленной впадиной.
Для повышения изгибной выносливости валов, кроме выбора рациональной
конфигурации (плавные переходы от одного диаметра к другому, постепенное
изменение толщины сечений, большие радиусы скруглений и т. п.), применяются
соответствующие технологические приемы обработки, в частности, наклеп дробью.
Наклепу может подвергаться как вал целиком, снаружи и изнутри, за исклю-
чением, например, резьб, так и отдельные, наиболее опасные с точки зрения
изгибной выносливости места. Резьба в опасных сечениях может упрочняться
накаткой.
Шероховатость обработки поверхностей валов в зоне значительных изгиб-
ных напряжений выполняется не более 7?z=2,5, в некоторых случаях вводится
последующее полирование поверхностей.
Кроме валов, нагруженных крутящим моментом, изгибом, осевыми силами,
в редукторах вертолетов применяются так называемые рессоры, нагруженные
только крутящим моментом. Под рессорами в данном случае понимаются тор-
сионные валы, имеющиеся шлицы по концам и 'центрирующиеся по этим шли-
цам. Рессоры соединяют .между собой соосно расположенные валы и служат для
компенсации ошибок их взаимного расположения.
14.7 . КОРПУСА РЕДУКТОРОВ
Корпусные детали вертолетных редукторов ввиду их сложной конфигурации
изготавливаются литьем из литейных сплавов, в основном, магниевых (МЛ-5)
ГОСТ 2856—79, реже алюминиевых (АЛ-9) ГОСТ 2,1488—76, обладающих хо-
рошими литейными свойствами. Недостатками этих сплавов являются высокие
коэффициенты линейного расширения.
Корпусные детали вертолетных редукторов имеют некоторые конструктивные
особенности. Из-за невысокой твердости магниевых сплавов наружные кольца
подшипников не могут устанавливаться непосредственно в корпус. Под все под-
шипниковые опоры в корпус редуктора запрессовываются стальные тонкостен-
ные стаканы.
Посадки выбираются из условий нераскрытая стыка между запрессованным
стаканом и корпусом при максимально возможной рабочей температуре агре-
гатов с учетом разных коэффициентов линейного расширения материалов ста-
кана и корпуса.
Как правило, подшипниковые опоры одного и того же вала располагаются
в разных деталях корпуса, которые стыкуются между собой в процессе сборки.
Соблюдение .необходимой точности взаимного расположения посадочных поверх-
ностей зачастую невозможно без совместной обработки корпусных деталей.
Поэтому после окончательной обработки пристыковочных поверхностей деталей
корпуса н запрессовки станков корпусные детали подвергаются совместной рас-
точке в сборе. Проектирование ведется таким образом, чтобы расточка различ-
ных посадочных поверхностей производилась с одной установки корпуса на
расточном станке.
Разборные соединения малниевых корпусных деталей выполняются с флан-
цевыми разъемами. Элементами крепления служат, как правило, шпильки, за-
вернутые на глубину не менее двух диаметров в одну из деталей корпуса и
гайки со стальными шайбами. При этом в корпусах применяется специальная
нормализованная тугая резьба для постановки стальных шпилек в корпуса из
легких сплавов.
(Взаимное центрирование деталей производится по цилиндрическим центри-
рующим поверхностям, там, где позволяет конструкция, с посадками А/С, А/П
и А/Т, .или специальными штифтами.
Отверстия под штифты в обеих деталях обрабатываются совместно.
Для улучшения разборки узлов в крышке на тугой резьбе ставятся футорки.
Ввертывая во внутреннюю резьбу футорок отжимные винты, производят съем
крышки. Применение подобных съемников необходимо при разборке соединений
с центрированием по диаметру с тугой или .плотной посадкой и при наличии од-
ного или нескольких уплотнительных резиновых колец.
Для уменьшения массы корпуса фланцы делаются фигурными, с местными
уширениями в местах постановки шпилек, футорок, штифтов. Для постановки
шпилек .приливаются специальные бобышки. Для увеличения прочности и же-
сткости стыка сквозные бобышки часто делают высокими. Отдельные элементы
корпуса, например, гнездо, в котором размещается подшипник, воспринимающий
значительную радиальную нагрузку от зацепления, не должны консольно вы-
ступать за пределы силовой стенки или перегородки корпуса. Желательно, что-
бы эта стенка или перегородка приходилась на центр опорной поверхности под-
шипника. Все силовые перегородки или стенки корпуса выполняются, как пра-
вило, в виде конических поверхностей. Плоских стенок, поскольку они плохо
работают на изгиб и неустойчивы при сжатии, стараются избегать. Силовые
элементы, нагруженные противоположно направленными силами, располагаются
как можно ближе друг к другу и связываются между собой кратчайшим путем.
Часто перегородки и стенки корпуса подкрепляются ребрами. Наряду с ореб-
287
рением всей поверхности с регулярным шагом, могут быть установлены отдель-
ные ребра строго- по направлению -результирующей нагрузок, действующих на
подкрепляемые этими -ребрами элементы корпуса. Роль ребер, ужесточающих
конструкцию, могут выполнять также маслокаиалы.
При проектировании корпусных деталей редукторов соблюдаются все тре-
бования, которые обычно связаны с технологией литейного производства: литей-
ные уклоны, постепенный переход от сосредоточенной массы металла к более-
тонким сечениям, недопустимость пересечения двух стенок под малыми углами,
достаточные радиусы сопряжения и т. д.
14.8 . СИСТЕМЫ СМАЗКИ И ОХЛАЖДЕНИЯ
Назначение системы смазки редуктора состоит в подводе смазки ко всем
трущимся деталям — зубчатым колесам, подшипниковым опорам, шлицевым
соединениям для уменьшения коэффициента трения и эффективного охлажде-
ния деталей. Если во -время работы передачи не удается организовать эффектив-
ной смазки и теплоотвода, и температура отдельных точек на поверхности зубь-
ев превысит температуру отпуска, возможно местное снижение твердости це-
ментованного слоя и резкое снижение контактной прочности зубьев. Недоста-
точный теплоотвод вследствие уменьшения толщины масляной пленки иа пере-
гретых зубьях и возникновения полусухого трения способствует появлению та-
кого дефекта, как заедание.
Количество масла, которое должно быть подано в зацепление, может быть
определено по формуле (кг/с)
Г(1—т])-0,238
a s------------------»
(t2-tx)-Cp
где W — передаваемая мощность в кВт; »] — КПД передачи с учетом барбо-
тажных потерь; Л — температура масла, подаваемого в зацепление в ° С; t2 —
температура масла на сливе в ° С; ср — удельная теплоемкость масла в
кДж/(кг • К). Аналогичный расчет может быть произведен для подшипниковых
опор.
В редукторах вертолетов температура масла, подаваемого в зацепления,
редко превышает 90 ... 95° С. Следует отметить, что снижение рабочей темпе-
ратуры масла благотворно сказывается на работоспособности агрегата вслед-
ствие уменьшения тепловых деформаций, нарушающих посадки, изменяющих
внутренние зазоры в подшипниках, нарушающих правильность зацеплений.
Подача гарантированного количества масла во все точки, требующие смаз-
ки -и охлаждения, обеспечивается шестеренчатыми насосами заданной произво-
дительности и специальной разветвленной системой каналов, в которых масло
постоянно находится под рабочим давлением, а истечение масла происходит че-
рез тарированные (по расходу) и строго ориентированные в пространстве фор-
сунки или жиклеры.
С другой стороны, нагретое масло, собирающееся в маслоотстойнике, нуж-
дается в интенсивном охлаждении, которое осуществляется принудительной про-
качкой масла через воздушно-масляные радиаторы, омываемые воздухом, нагне-
таемым вентилятором.
В относительно простых редукторах, типа промежуточного и хвостового ре-
дукторов вертолета Ми-8 (см. рис. 14.4 и 14.Б-), где окружные скорости в за-
цеплении не превышают 2'0 м/с, применяется смазка разбрызгиванием, или бар-
ботажная смазка. В этом случае уровень масла в редукторе выбирается таким
образом, чтобы одно из колес было погружено в масло на 15 ... 2'0 мм. При
вращении колес масло разбрызгивается, попадает иа зубчатые колеса, а также-
в специальные карманы, откуда по системе сверленых в корпусе и крышках ка-
налов поступает к подшипникам и другим деталям. Охлаждение масла осуще-
ствляется в результате теплообмена между маслом и стенками корпуса, который
может иметь специальные ребра охлаждения. Во время работы вертолета эти
редукторы обдуваются воздушным потоком от -работающих винтов.
На рис. 14.18 изображена схема маслосистемы главного редуктора ВР-8,
на которой представлены все элементы, присущие маслосистемам редукторов вер-
288
Рнс. 14.18. Схема маслосистемы главного редуктора ВР-8:
/—указатель давления; '2— суфлер; 3—корпус редуктора; 4—маслораДиаторы; а—под-’
дон; 6—заливная горловина; 7—стекло масломерное; 8—пробка магнитная; 9—отсек
горячего масла; 10—насос нагнетающий; И—насос откачивающий; .12—редукционный
клапан; 13—клапан фильтра; 14—фильтр; 15—отсек охлажденного масла; 15— сетка;
/7—датчик температуры . 2 ,
толетов. Эта маслосистема имеет два контура — внутренний контур подачи сэдаэ-,
ки в зацепления ,и к подшипникам (так называемая система нагнетания)
внешний контур системы охлаждения. Маслоотстойник разделен на два оте^ка-г-;
горячий, в который сливается масло после прохождения через редуктор и из
которого насосом подается в радиаторы,' и холодный, куда масло подаётся цосде
радиатора и откуда оно забирается насосом для подачи в систему нагнетания.
Во внутреннем контуре после насоса масло проходит через фильтр тонкой
очистки. Перепускной клапан фильтра служит для перепуска масла в систему
нагнетания, минуя фильтроэлементы, при засорении фильтра или при повышен-
ной вязкости масла при запуске редуктора в условиях низких температур. . .
Регулируемый редукционный клапан служит для поддержания постоянного
давления, например 350±50 кПа, в системе нагнетания на всех режимах работы
редуктора и во всем диапазоне температур. Поддержание постоянного давле-
ния в системе позволяет иметь точные данные по расходу масла через- все фор-
сунки. За фильтром следует система разветвленных каналов; по которым, масло
подается к форсункам. - - ' . . .
289
•заправка редуктора маслом осуществляется через .заливную горловину, имею-
щую легкосъемную крышку и фильтр. Контроль количества заправляемого мас-
ла осуществляется по .масломерному стеклу, на котором указываются минималь-
ный и максимальный уровни масла.
'Перед заборником, системы нагнетания установлен датчик, контролирующий
температуру масла в системе нагнетания. Давление масла в системе нагнетания
контролируется датчиком давления, установленным в какой-либо удаленной от
насоса точке системы нагнетания, что позволяет измерять давление в системе
с учетом гидравлических потерь.
Маслосистемы редукторов вертолетов устроены таким образом, что уровень
забора масла, идущего к радиаторам, располагается выше уровня забора масла,
идущего во внутренний контур. При выходе из строя внешнего контура в ре-
дукторе остается достаточное для аварийной работы количество масла.
Фильтр тонкой очистки периодически осматривается при эксплуатации изде-
лия. Фильтры в редукторах устанавливаются так, чтобы их осмотр не сопро-
вождался утечкой масла.
Форсунка обычно обеспечивает смазкой несколько точек, например, осуще-
ствляет .подачу смазки на широкий зубчатый венец. В этом случае соблюдается
равномерный шаг между точками подачи в зоне зацепления. Жиклер представ-
ляет собой небольшую деталь с расположенным по оси отверстием для подачи
масла. Диаметр отверстий в форсунках или жиклерах может быть от 0,8 до
1,6 мм.
Подача масла в высокоскоростных передачах осуществляется обычно на вы-
ходе из зацепления, в передачах с окружными скоростями до 50 м/с на входе
в зацепление.
Большое значение при организации смазки имеет в некоторых случаях точное
направление струи подаваемого масла, особенно при подаче масла в зазор меж-
ду сепаратором и кольцом подшипника или при значительном удалении фор-
сунки от места, куда должно быть подано масло. В этих случаях при изго-
товлении форсунки тщательно контролируется направление струи.
При назначении количества и диаметра отверстий, осуществляющих подачу
масла, шользуются экспериментальными данными по расходам в зависимости от
давления и температуры для выбранного сорта масла и для жиклеров различ-
ного диаметра.
Форсунки, выполненные в виде консольных полых стержней, имеют, как
правило, переменное сечение, увеличивающееся к основанию. Делается это для
увеличения частоты собственных колебаний форсунки и уменьшения напряжений
в опасном сечении. Так как редуктор является источником вибраций широкого
спектра, каждая подобная форсунка нуждается в проверке частоты собственных
колебаний с целью избежания резонанса. По той же причине высокой вибро-
активиости редукторов масляные магистрали выполняются в виде каналов, ко-
торые сверлятся в корпусных деталях.
К конструктивным особенностям систем смазки главных редукторов также
может быть отнесено дублирование подачи масла к наиболее ответственным уз-
лам и деталям. Так, например, подача масла к каждому силовому подшипнику
осуществляется не менее, чем в двух точках. В некоторых редукторах сдубли-
рованы насосы систем нагнетаний и охлаждения, при этом и привод их осу-
ществляется раздельно.
К элементам маслосистемы могут быть отнесены магнитные пробки, снаб-
женные обратными клапанами, обеспечивающими регулярный осмотр пробок в
эксплуатации, и фильтры (сигнализаторы появления стружки), выдающие соот-
ветствующий электрический сигнал при появлении на них металлических частиц.
Поскольку какие-либо утечки масла из редукторов не допускаются, большое
значение имеют уплотнения валов и стыков. Для уплотнения вращающихся
валов применяются: армированные манжетные резиновые уплотнения (ГОСТ
8752—79), лабиринтные двухступенчатые уплотнения с маслосгонной резьбой и
уплотнения с разрезными кольцами типа поршневых колец (рис. 14.19).
Манжетные резиновые уплотнения, применяемые при окружных скоростях
до 1(5 м/с, требуют шероховатости поверхности вала До^'0,63.
Лабиринтные уплотнения с маслосгонной резьбой работают удовлетвори-
тельно в том случае, если организован хороший слив из межлабиринтных по-
290
Рис. 14.19. Уплотнение типа поршневых ко-
лец
лостей и сами эти полости имеют
определенный объем. В некоторых
случаях для улучшения слива
масла в верхней части полости
устраивается специальное суфли-
рующее отверстие. И слив, и суф-
лирующее отверстие должны быть
направлены в зоны, защищенные
от струй масла, пены и т. п.
Уплотнения с разрезными
кольцами применены, например, на
входных валах редуктора Р-7 при
Цокр^-50 м/с. Кольца выполнены
из антифрикционного чугуна. По-
садочные поверхности ответных
стальных деталей азотированы на
твердость HRC 60 и шлифованы. Шероховатость поверхности 5^0,63. Кольца
устанавливаются так, чтобы разрезы колец были смещены на 120° относительно
друг друга. Особое внимание обращается на зазор в месте разреза при сжатии
кольца до диаметра ответной втулки. Этот зазор должен обеспечивать свобод-
ное расширение кольца при нагревании в процессе работы и в то же время быть
минимальным для предотвращения утечки.
Уплотнение стыков осуществляется при помощи резиновых колец круглого
сечения или прокладок, вырезаемых из паропита и закладываемых во фланце-
вые разъемы корпусов. Все элементы уплотнения стыков резиновыми кольцами
нормализованы, однако хорошая работа уплотнения зависит от качества ис-
полнения элементов: точного соблюдения допусков, шероховатости поверхнос-
тей, полирования заходных фасок у корпусных деталей.
Марки резины и паролита должны соответствовать сорту применяемого
смазочного 1масла (во избежание изменения их свойств под воздействием масла).
Глава 15
МУФТЫ СВОБОДНОГО ХОДА
15.1. ОБЩИЕ СВЕДЕНИЯ
Муфта свободного хода (МСХ) или обгонная муфта — это передаточный
механизм, ведущее и ведомое звенья которого могут автоматически соединяться
н разъединяться в зависимости от направления их относительного движения.
Муфты свободного хода являются обязательными элементами трансмиссий
вертолетов. Они, как правило, конструктивно входят в состав главного редукто-
ра и соединяют входные быстроходные валы с первой ступенью механизма ре-
дукции. Основное назначение МСХ на вертолете — автоматическое отсоединение
вала отказавшего двигателя от редуктора и обеспечение безопасности полета
на авторотации или с одним работающим двигателем. Кроме того, МСХ обес-
печивают возможность разнорежимной работы двигателей в процессе их по-
очередного опробования на земле.
В зависимости от принципа действия различают храповые и фрикционные
МСХ. Храповые МСХ работают по принципу зацепления, фрикционные дейст-
вуют вследствие заклинивания между ведущим и ведомым звеньями вспомога-
тельных элементов (шариков, роликов, клиньев и пр.).
Наибольшее распространение в машиностроении и авиационной технике по-
лучили роликовые муфты. Это обусловлено целым рядом достоинств роликовых
МСХ, основными из которых являются:
— способность передавать большие нагрузки при относительно малых габа-
ритных размерах;
291
Рис. 15,1. Схема МСХ с индиви-
дуальными прижимными уст-
ройствами:
/—звездочка; 2—обойма; 3—ро-
лики; 4—пружина; 5—прижим
Рис. 15.2. Конструкция МСХ с сепараторным при-
жимным устройством:
/—звездочка; 2—обойма; 3—ролики; 4—сепаратор;
5—кольцевая пружина; 6—-кольцо
, , — высокие относительные -скорости звеньев и небольшие моменты от сил
трения в период свободного хода:
— заклинивание с минимальным углом относительного поворота звеньев,
.легкость расклинивания;- - . - -.
. — технологичность; •
— простота эксплуатации и ремонта. - i
,-. Полный цикл движения звеньев МСХ включает следующие четыре периода:
,1) свободный ход; 2) заклинивание; - 3) заклиненное состояние; 4) раОклийива-
Гние. Основными конструктивными элементами роликовой муфты свободного хода
являются: звездочка, обойма, заклинивающие ролики и прижимное, устройство.
Назначение прижимного устройства состоит в том, чтобы обеспечивать кон-
такт заклинивающих роликов с обоймой и звездочкой. При этом достигается
устранение «мертвого хода» в период заклинивания МСХ, т. е. обеспечивается
готовность муфты к мгновенному заклиниванию и одновременное заклинивание
всех роликов. Кроме того, прижимное устройство способствует равномерному
распределению нагрузки как между роликами, так и по длине каждого из них.
У большинства МСХ прижимные устройства механического действия (пру-
жинные, инерционные, фрикционные и пр.). Различают" прижимные устройства
индивидуальные и групповые (сепараторные).
. На..рис.. 15.4 -показана конструкция МСХ с внутренней звездочкой и индиви-
дуальными. прижимами для роликов. На рис. 15.2 приведена типичная конструк-
ций МСд. с сепараторным прижимным устройством.
. Сепараторные прижимные устройства допускают значительно большую ско-
рость относительного движения- звеньев в период свободного хода, чем инди-
видуальные прижимы, и позволяют размещать большее количество роликов в
^МСХ, что обеспечивает высокую нагрузочную способность муфт. Это обуслов-
ливает широкое применение МСХ с сепараторными прижимными. устройствами в
приводах, работающих при высоких частотах вращения звеньев, например, в
трансмиссиях вертолетов’.
' По конструктивным особенностям МСХ редукторов вертолетов лодразделя-
jfOT-ся на два основных типа: 1) с пружинными прижимными устройствами;^) с
фрикционными прижимными устройствами.
Применяются также конструкции муфт с комбинированными прижимными
устройствами, содержащими пружинный и .фрикционный элементы. К первому
из указанных типов, например, относятся МСХ редукторов ВР-2, ВР-8, а к вто-
рому — МСХ редукторов Р-5 и Р-7.
f ' На рис. 15.3 ... Г5.5 показано несколько конструкций МСХ первого типа.
Сепараторы МСХ .редукторов ВР-8 и ВР-'2 стальные.: Прижимное усилие на .ро-
лики обеспечивается двумя кольцевыми пружинами. Рабочие площадки звездо-
Рис. 15.4. Конструкция МСХ редуктора ВР-2:
1—ведущий вал (звездочка); 2—ведомый вал
(обойма); 3—ролики; 4—сепаратор; 5—пру-
жины
Рис. 15.3. Конструкция МСХ редуктора
типа ВР-8:
у—ведущий вал (звездочка); 2—ведо-
мый вал (обойма); 3—ролики; 4—сепа-
ратор; 5—пружина,
чек этих муфт плоские. Рабочие площадки звездочки МСХ, показанной на.
рис. '15.5, имеют круговой профиль. Стальной сепаратор этой муфты связан со
звездочкой одной кольцевой пружиной.
Муфты редукторов Р-5 и Р-7 (рис. :15.6 и 15.7) не имеют тангенциальных
пружин. Включение их осуществляется с помощью специального фрикционного
устройства, состоящего из нажимного и упорного колец, закрепленных в обой-
ме и взаимодействующих с торцовыми поверхностями роликов в результате
осевого поджатия, обеспечиваемого плоской или волнообразной пружиной. На-
жимное и упорное кольца зафиксированы в обойме от проворачивания.
В процессе работы МСХ при относительном смещении звездочки и обоймы
вследствие фрикционного взаимодействия торцов роликов с нажимным и упор-
ным кольцами происходит перемещение сепаратора с роликами относительно
звездочки. При смещении звездочки относительно обоймы в направлении пере-
дачи крутящего момента ролики закатываются в узкую часть клинового прост-
ранства, что обеспечивает включение МСХ. В период свободного хода, когда
частота вращения обоймы выше частоты вращения звездочки, фрикционные си-
лы перемещают сепаратор с роликами в противоположном направлении до вза-
имодействия ограничительных упоров, выполненных на звездочке и сепараторе.
При этом ролики выходят из взаимодействия с рабочими площадками звездочки.
Такое выполнение прижимного устройства обеспечивает минимальные потери на
трение и исключает износ рабочих площадок звездочки в период свободного
хода МСХ. Однако из-за проскальзывания торцов роликов относительно на-
жимного и упорного колец в процессе включения муфты заклинивание роликов
происходит после смещения звездочки относительно обоймы в направлении пере-
293
Рис. 15.5. Конструкция МСХ с цилиндрическим профилем площадок звездочки:
1—звездочка; 2—обойма; 3—сепаратор; 4—ролики; 5-пружина
Рис. 15.6. Конструкция МСХ редуктора
Р-5:
/—обойма; 2—звездочка; 3—ролики; 4—
сепаратор; 5—упорное кольцо; 6—на-
жимное кольцо; 7—пружина
Рис. 15.7. Конструкция МСХ редуктора Р-7:
/—обойма; 2— звездочка; 3—ролики; 4—сепа-
ратор; 5—нажимное кольцо; 6—упорное коль-
цо; 7—пружина
294
дачи крутящего момента на значительный угол. Наличие «мертвого хода» при
включении может приводить к ударным заклиниваниям муфты.
Сепараторы МСХ редукторов Р-5 и Р-7 -первой серии изготовлены из алю-
миниевых сплавов ДГТ и Д1. Сепараторы МСХ редукторов Р-7 второй серии из-
готавливаются из бронзы АЖН Ii0-4-4.
Основные конструкционные параметры МСХ некоторых типов вертолетных
редукторов приведены в табл. 15.L
Таблица 15.1
Основные конструкционные параметры МСХ редукторов вертолетов
Параметр Величина параметра для редукторов
Р-5 Р-7 ВР-8 ВР-2 МСХ с цилинд- рическим профилем звездочки
Крутящий момент, Н-м 4680 5050 1065 522 1160
Частота вращения, об/мин 2600 8300 11750 5900 5550
Нормальное контакт- 3,0 3,2 2,8 3,2 1,7
ное напряжение смятия по Герцу, ГПа
Угол заклинивания 5°30' 5°23' 4°29' 4°41' 6°30'
Количество роли- ков, шт. 18 18 16 12 18
Диаметр ролика, мм 21 21 12,5 10 18
Длина ролика, мм 21 21 22 20 18
Диаметр обоймы внут- ренний, мм 2ОО+0’045 2ОО+0’045 । it+0,012 11 °—0,009 7^4-0,01 0,008 18О+0-04
Классы шероховатости (ГОСТ 2789-78):
площадок звездочки 10 10 9 9 7
внутренней поверхно- сти обоймы 9 И 9 9 8
роликов 10 10 10 10 10
15.2. ЭЛЕМЕНТЫ ТЕОРИИ МСХ
Угол заклинивания. Одним из важнейших геометрических параметров ро-
ликовых МСХ, определяющих их работоспособность и надежность, является
угол заклинивания .роликов. Угол заклинивания а — это угол между касатель-
ными, проведенными через точки соприкосновения ролика с обоймой и звездоч-
кой (рис. 115.8).
Наибольшее (а6) и наименьшее (ам) значения углов заклинивания с уче-
том допусков на изготовление и точности монтажа деталей муфты определяют-
ся по формулам
[2СМ + dK — 2Л
«б = arccos г---------------- ;
И 7?б
2(?б 4- <7б 4- 2Д
ам = arccos------------------ ,
7?м — d б
(15. 1)
(15. 2)
295
Рис. 15.9. Схема МСХ с ци-
линдрической рабочей по-
верхностью звездочки
Рис. 15.8. Схема МСХ с плоской рабочей по-
верхностью звездочки:
d—диаметр ролика; D—диаметр отверстия
обоймы; С—расстояние от центра механизма
до рабочей площадки звездочки, измеренное
в направлении, перпендикулярном плоскости
рабочей площадки
где Da и Dw — наибольший и наименьший предельные размеры диаметра от-
I верстия обоймы; ds и dM — наибольший и наименьший предельные размеры
диаметра ролика; Сб и См — наибольшая и 'наименьшая величины расстояния
от центра механизма до рабочей площадки звездочки; Д — величина эксцент-
риситета звездочки относительно обоймы.
Для уменьшения влияния погрешностей изготовления и износа деталей на
величину угла заклинивания роликов рабочие поверхности звездочки рекомен-
дуется выполнять не плоскими, а цилиндрическими, с направляющими в виде
окружности, Архимедовой или логарифмической спирали [1107, Г26, 130].
На рис. 15.9 показана схема МСХ с рабочей поверхностью звездочки, очер-
ченной по дуге окружности, центр которой смещен на 1некоторую величину (е)
относительно оси механизма. Угол заклинивания такой муфты [И07] определя-
ется по формуле
а — arccos
(/? — г)2 + (г0 + г)2 — е
2(/?-г)(г0+г)
(15. 3)
Для уменьшения влияния отклонения радиусов г и го от своих номинальных
размеров на величину угла а рекомендуется [107] принимать rQ = R—‘2г и е=
=2(7?—г) sin а/2.
Заклинивание и заклиненное состояние МСХ. Под заклиниванием МСХ по-
нимают процесс перекатывания роликов в сужающуюся часть клинового прост-
ранства между звездочной и обоймой в результате действия сил трения в кон-
такте, вызванных перемещением ведущего звена относительно ведомого в направ-
лении передачи крутящего момента. Этот процесс характеризуется ростом сил
нормального давления и сил трения сцепления между обоймой и звездочкой, по-
терей энергии на трение качения роликов по рабочим поверхностям, потерей
энергии на разрыв масляной пленки и накоплением потенциальной энергии де-
формаций.
Процессу заклинивания предшествует момент, соответствующий окончанию
периода свободного хода, когда угловые скорости обоймы и звездочки со^ ста-
новятся равными. Заклинивание начинается при <т>2соj и заканчивается равно-
весным заклиненным состоянием о)1=сог.
В настоящее время еще не принята какая-либо единая теория заклинивания
МСХ [107, 117, 126, 130]. В .работе [Ii07], например, при определении условий за-
клинивания МСХ получено неравенство o<2q, где g — угол трения скольжения
296
усилие со стороны сепаратора на ролик,
в контакте. В работе [126] условия
заклинивания выражаются несколько
иными неравенствами:
1. a<2(g±£) — для статическо-
го заклинивания;
2. а<2(е—4£) — для динамиче-
ского безударного заклинивания;
3. a<Q — для ударного закли-
нивания, где £=arctgfc/r — угол
трения качения.
На рис. 15.10 приведена схема
сил, действующих на ролик в период
заклинивания МСХ.
Примем следующие обозначения;
Nt, Fi, kit fiP, fi — нормальная ре-
акция, сила трения, коэффициент тре-
ния качения, реализованный коэффи-
циент трения покоя и коэффициент
трения скольжения на поверхности
контакта ролика и обоймы; N?, Fz, k2,
fsp, h — нормальная реакция, сила
трения, коэффициент трения качения,
реализованный коэффициент трения
покоя и коэффициент трения сколь-
жения на поверхности контакта роли-
ка и звездочки; Р, Fs, fs — прижимное
сила трения и коэффициент трения скольжения в контакте ролика с перемычкой
сепаратора; Qb gs — соответственно углы трения в контакте ролика с обоймой и
звездочкой; Рп—центробежная сила инерции, действующая на ролик; Pt р —
тангенциальная сила инерции ролика; Pt сеп — тангенциальная сила инерции се-
паратора, действующая на ролики; р— угол между направлением прижимного
усилия Р и линией 001, соединяющей центры механизма и ролика; соц ei — угло-
вая скорость и угловое ускорение обоймы; <вг, е2—угловая скорость и угловое
ускорение звездочки; <ар, ер — угловая скорость и угловое ускорение ролика в
относительном движении; Gp, тг—вес и масса ролика; /р — момент-инерции ро-
лика относительно его оси; г — радиус ролика; тсеп — масса сепаратора; гсеп—
радиус инерции сепаратора (гсеп~/?—г); R — радиус отверстия обоймы; £)гр —
средний диаметр кольца пружины; dnp — диаметр сечения кольца пружины; I —
расстояние между точкой приложения силы пружины к сепаратору и центром ме-
ханизма; zr—количество роликов в сепараторе; znp—количество пружин;
^упр.пр — упругая составляющая силы пружины; Рц.пр — центробежная состав-
ляющая силы пружины, gnp—плотность материала пружины.
В .многороликовой муфте с сепараторным прижимным устройством практи-
чески при любой величине угла поворота системы сепаратора — ролики силы тя-
жести роликов, расположенных слева и справа от центра муфты, взаимно урав-
новешивают друг друга через сепаратор. Эти силы достаточно малы по сравне-
нию с действующими инерционными силами, особенно в области высоких частот
вращения звеньев. Поэтому при рассмотрении условий динамического заклинива-
ния МСХ влиянием веса роликов (Ор) можно пренебречь. При этом можно так-
же принять допущение, что на все ролики, помещенные в сепараторе, в любой
момент действуют одинаковые силы и заклинивание роликов происходит одно-
временно.
Так как окна сепаратора обычно выполняют в виде прямоугольных отвер-
стий с плоскопараллельными поверхностями, то Р=90°.
В процессе заклинивания МСХ ролик, вращаясь под действием сил трения
сцепления вокруг мгновенного центра вращения 0", находится в неравномерном
плоскопараллельном движении (а — расстояние от мгновенного центра вращения
ролика 0" до его оси).
Уравнения динамического равновесия ролика в процессе заклинивания МСХ
с учетом принятых допущений имеют вид
Рис. 15.10. Схема сил, действующих иа ролик
при заклинивании, МСХ
297
У X = JV2sin a — N2/2pC0sa— A’i/iP — P — Pzp = 0;
У Y = Ni — NiCosa — N2f2p sin a + Pf3 — Pn = 0;
У MOl = Nxf^r—Nif^r — Niki — N2k2~ Pf^r— JpeP = 0.
Из этой системы уравнений могут быть определены (величины реализованных
коэффициентов трения покоя flp, fap и условия заклинивания МСХ выражены
неравенствами
P + Piv
sin a — /2р cos а —------
Лр =---------------- _ N2 < tg Ci; (15. 4)
, , . *n "J'i
cos a + /2p sin a + ——---
M2
P + Ptv+Pfs Л] ( Pf^—pn\ k2 ZPeP
sin a -------------—---- cos a —--------- — — — ——
N2 r \ N2 J r N2r
1 4- cos ct 4~ — sin ct
r
< tg e2- (15.5)
Приняв обозначения fi=P/r, X=co2/coi и рассматривая кинематику заклини-
вающегося ролика без учета величины угла заклинивания (ввиду малости угла
а) при допущении, что Проскальзывание в контакте отсутствует [126], получим
/ 2 — 2 \ /а— г \
\ 2 )\а + г)
Параметры ер, Рп, Pip, Р, входящие в выражения (15.4) и (15.5), могут
быть определены по формулам
2 (2 — 2)
Е₽ =2^Т(Е2-Е1);
Pn = mp(R-г) {^-[y (1 +D-1]}1 2 * *;
Pzp=mp(/?-r)
(Рунр.пр + А’ц.пр) + Pt СРП (Р Г)
zp(R— г— f3r)
0пря (Ппрйпр<о2)2
где Рупр.пр = const; Рц.пр= гр >
1о
D /п ч S * * * * 1(£2—ч)
Pt сеп — tWcen (/? - /*) .
Расчет величин fiP и f2p, соответствующих любому моменту периода закли-
нивания МСХ, может быть выполнен, если известны текущие значения (Щ, со2, ei,
Ег, Nz, а также величины коэффициентов трения fs, kt и kz.
Если исключить из рассмотрения инерционные силы, прижимное усилие на
ролики и коэффициенты трения качения, то из выражений (15.4) и (15.5) no-
te
лучим /1Р = /2р = tg — . Отсюда следует известное условие статического
а
заклинивания МСХ tg~ < tgQ или a < 2q.
298
Расклинивание. Период
расклинивания МСХ характе-
ризуется уменьшением переда-
ваемого муфтой крутящего мо-
мента от величины, соответст-
вующей заклиненному состо-
янию, до нуля. По мере умень-
шения крутящего момента ос-
новные звенья освобождаются
от деформаций. Под действием
сил упругости происходит пе-
ремещение .ролика в более ши-
рокую часть клинового прост-
ранства. Одновременно с этим
ведущее и ведомое звенья по-
ворачиваются одно относи-
тельно другого.
У механизмов с углами за-
клинивания менее 3° ролики
могут остаться заклиненными
между звездочкой и обоймой
после снятия нагрузки, и раск-
линить их в этом случае
можно только после приложе-
ния внешнего .момента, направ-
ленного в сторону, противопо-
ложную передаваемому крутя-
Рис. 15.11. Схема сил, действующих на ролик в
период свободного хода МСХ
тему моменту.
Свободный ход. Под периодом свободного хода МСХ понимают
время движения механизма, в течение которого ведомое звено движется с
большей угловой скоростью, чем ведущее. При этом ролики расклинены и под
действием сил трения в контакте с обоймой вращаются в окнах сепаратора. Сво-
бодный ход продолжается с момента окончания процесса расклинивания МСХ до
момента начала периода заклинивания. Законы движения роликов в течение
свободного хода обусловлены характером движения звездочки и обоймы и зави-
сят от конструктивных особенностей МСХ.
На рис. 15.11 показана схема МСХ с действующими на ролики и сепаратор
силами для наиболее общего случая неустановившегося движения звеньев в пе-
риод свободного хода.
С учетом ранее принятых допущений уравнения динамического равновесия
ролика в этот период работы МСХ имеют вид
2 * —/ipMi — /2М2 cos а — М2 sin а + Р + Р/р = 0;
2 г + ^2 cos а — /2Мг Sin а + f3P + Рп = 0;
2 •Мо, = /ipN ir — —f$Pr— kiNi — Л2М2 — k3P — «р/р = 0.
Из уравнения моментов величина реализованного коэффициента трения по-
коя в контакте ролика с обоймой
. f , kl , A № V k3 (p \ , e₽/p
/1Р — /2 .. + /з I + I xr ) + »r
N1 Ni r r \NiJ r \NiJ N\r
При рассмотрении условий вращения ролика в окне сепаратора приемлемы
допущения fz—h^fcp и
Приняв эти допущения, получим более простое выражение
/1Р = /ср
( Ni + P\
к )
ер^Р
299
Зависимость между прижимным усилием Р и нормальной нагрузкой в кон-
такте ролика с площадкой звездочки N2 выражается формулой
[k\ 1 k\ ЕрГ р
/ср (1 + cos а) + — cos ct + sin а + — Рп — Pt$ +-
г =-----------------------------------— (15. 6)
1 — /ср ( 1 + )
\ г )
Величина прижимного усилия, при которой начинается отрыв ролика от пло-
щадки звездочки (7’дг1=о). определяется по этой же формуле при условии М2=0.
Для случая установившегося свободного хода муфты с сепараторным прижим-
ным устройством
9 ^1
ХрГПр (Р~ г) «2 —
Луа = 0 =
/ \
1-/з 1 +~
\ r 1
(15- 7)
Условие контакта роликов с обоймой и звездочкой в конечной фазе периода
свободного хода является одним из главных условий нормального заклинивания
МСХ. Невыполнение этого условия приводит к запаздыванию процесса заклини-
вания или даже к полному его отсутствию, т. е. к невключению муфты.
Из формул (15.6) и (15.7) видно, что для расчета прижимного устройства
МСХ необходимы данные по величинам коэффициента трения качения в контаю
те роликов с обоймой, а также по коэффициентам трения скольжения в контакт
те роликов с перемычками окон сепаратора и площадками звездочки.
По данным работ [127, 135, 143], величины коэффициентов трения качения
при наличии гидродинамического слоя смазки в контакте в условиях высокоско-
ростного качения значительно больше величин коэффициентов трения качения в
йесмазЫваемом контакте. При этом они существенно зависят от скорости каче-
ния роликов, вязкости и количества подводимой смазки, а также величины нор-
мальной нагрузки.
15.3. ВЫБОР ОСНОВНЫХ КОНСТРУКТИВНЫХ ПАРАМЕТРОВ
И РАСЧЕТ МСХ
Главными критериями работоспособности МСХ являются:
— способность муфты заклиниваться без пробуксовывания;
— контактная прочность и усталостная выносливость наиболее нагруженных
элементов;
— отсутствие повышенного износа рабочих поверхностей деталей при высо-
ких относительных угловых скоростях движения звеньев в период свободного
хода.
Надежное заклинивание МСХ возможно при выполнении условий: - 1) кон-
такта роликов с обоймой и звездочкой в начальный момент заклинивания; 2) са-
мозаклинивания роликов в начальной стадии периода их заклинивания; 3) не-
пробуксовывания муфты при наличии деформации нагруженных элементов. Вы-
полнение первого и второго условий обеспечивается главным образом за счет
действия прижимного усилия на ролики, величина которого выбирается с учетом
динамики движения основных звеньев МСХ и свойств смазочного масла.
Выполнение третьего условия обеспечивается в основном в результате пра-
вильного выбора величины первоначального угла заклинивания и жесткости на-
груженных элементов МСХ.
Выбор угла заклинивания. Вопрос о выборе угла заклинивания ролика при
проектировании роликовых МСХ обычно решается на основании опытных данных
конструирования и эксплуатации МСХ [107, 126, 130]. Для саморасклинивающих-
ся МСХ, применяющихся в машиностроении, углы заклинивания, как правило, вы-
бираются в пределах 3°^а^9°. Однако опыт эксплуатации вертолетных МСХ
показал на необходимость ограничения области рекомендуемых углов заклинн-
в-ания пределами 3c<asc:5o3()'. Для ответственных МСХ рекомендуемые допуски
на величину угла заклинивания составляют ±16'.
Выбор конструктивных параметров деталей МСХ. С целью уменьшения га-
баритных размеров МСХ необходимо применять возможно большее количество-
роликов н обеспечивать более равномерный контакт их с обоймой и звездочкой..
Равномерность распределения давления по длине роликов может быть повыше-
на, если изготовить слегка выпуклые ролики (с бом-биной) или ролики с неболь-
ной конусностью на концах [107].
Большое влияние на равномерность распределения нагрузки между ролика
ми и по длине каждого из них оказывает точность изготовления сепаратора и
звездочки, а в процессе длительной эксплуатации — износостойкость материала-
сепаратора. Применение сепараторов из алюминиевых сплавов показало, что оии
н-меют неудовлетворительную износостойкость. Более высокой износостойкостью
обладают бронзовые и стальные сепараторы. Опыт экплуатации и результаты
исследований высокооборотных МСХ вертолетов свидетельствуют о целесообраз-
ности применения стальных облегченных сепараторов и необходимости повыше
ния качества их динамической балансировки. Сопряжение сепаратора со звездоч-
кой должно обеспечивать легкость и плавность хода сепаратора, так как его зае-
дание неизбежно ведет к нарушению работоспособности муфты.
Особое внимание при проектировании МСХ должно быть обращено на точ-.
ность центрирования звездочки, обоймы и сепаратора. При эксцентричном распо-б
ложении звездочки относительно обоймы ролики заклиниваются под различны-;
ми углами а, что может привести к значительной перегрузке одних роликов, в то;
время как другие могут совсем не передавать момента.
Рекомендуемое число роликов в сепараторе для вертолетных МСХ zp = 8...
...20 шт. Величины параметров Ki—D/d и 7<2=/РМ где /р — длина ролика, це-
лесообразно выбирать в пределах Ki — 7... 10 и /<2=1,5... 4.
Обоймы и звездочки МСХ изготавливаются из цементируемых сталей с глуби-
ной цементации контактных поверхностей <5=0,8... 1,0 мм — для обоймы, б=
= 1,0... 2,-0 мм — для звездочки и закалкой до HRC^60 [130].
Для изготовления роликов рекомендуют применять стали ШХ15 (//RC 59...
...63), У8А (HRC 60 ...62), У1О (HRC 59 ...62), ХВГ (Д/?С>62).
Обоймы и звездочки МСХ редукторов вертолетов изготавливают из стали
12Х2Н4А (глубина цементации 1,0... 1,7 мм, HRC>&0), а ролики—из ШХ15
(HRC 61 ...65).
Шероховатости контактных поверхностей основных деталей высокооборот-
ных МСХ должны быть не ниже 7-го класса. Однако выбор шероховатости по-
верхностей деталей выше 9-го класса неоправдан из-за существенного уменьше-
ния величины угла трения в контакте -и снижения надежности заклинивания
МСХ. Опыт эксплуатации МСХ, имеющих 9-й класс шероховатости рабочих по-
верхностей обоймы и звездочки, свидетельствует о высоком уровне их работо-
способности и надежности как в период свободного хода, так и при заклини-
вании.
Расчет на контактную прочность. Величина наибольшего крутящего момента,
передаваемого МСХ, вычисляется как сумма номинального и’ динамического мо-
ментов Мтах=М+Л1д, или Мтах = ^д/И, где kR— коэффициент динамичности,
зависящий от типа двигателя, рабочей машины, конструктивных особенностей
трансмиссии.
Погрешности изготовления деталей, приводящие к неравномерности распре-
деления нагрузки между роликами, учитываются коэффициентам точности kT, ве-
личина которого для МСХ с плоскими рабочими площадками звездочки состав-
ляет 1,10... 1,5; для МСХ с криволинейным профилем рабочих поверхностей звез-
дочки 1,0... 1,25 [1-07]. Таким образом, расчетный момент Мрасч=А1ЛиЛт.
Для МСХ силовых установок вертолетов коэффициенты динамичности целе-
сообразно выбирать на основании результатов экспериментальных исследований
крутильных колебаний в-алов, соединяющих двигатели с редуктором. Так, напри-
мер, наибольший коэффициент динамичности для МСХ редуктора Р-7 равен 1,2.
Для ориентировочных-расчетош МСХ силовых установок вертолетов коэффи-
циент динамичности ka может быть принят равным Г,1 ... 1,2. Однако в процессе-
ис-пытания и доводки силовой установки и МСХ ои должен быть скорректирован
с учетом экспериментальных данных. Л
301!
МСХ вертолетов относятся к механизмам с малым числом включений за ре-
сурс (3:.. 5 включений на час наработки), длительное время работают в закли-
ненном состоянии при плавном характере изменения передаваемой нагрузки и от-
носительно небольшой интенсивности крутильных колебаний в трансмиссии, По
характеру нагружения контактных поверхностей деталей в заклиненном состоя-
нии они ближе всего к подшипникам качения, работающим в условиях качатель-
ного (колебательного) движения. Допускаемые максимальные нормальные кон-
тактные напряжения (условно подсчитанные) для таких подшипников в зависи-
мости от их конструктивных параметров и числа циклов качаний могут иметь
значения 5.5... Г5,0 ГПа [63]. На основании положительного опыта эксплуатации
МСХ редукторов вертолетов, нормальные контактные напряжения в которых до-
I стигают 4,2... 5.8 ГПа, величина допускаемого напряжения сжатия [о]с может
быть принята равной 5,8 ГПа.
Момент сил, действующих на звездочку (см. рис. 15.10), обычно определяют
[130] по формуле
М = zp [NztR—r) sin а — /2рМг (Я — d)]
(15. 8)
Положив sin а да а и /гр = tg • ПОЛУЧПМ М = N^Razp.
2М
Откуда Ni~-------. (15.9)
RaZp
Экспериментальное определение нормальных усилий в местах контакта ро-
ликов оо звездочкой [107] показало, что средние величины нормального давления,
полученные опытным путем (А^ср)* меньше нормального давления, полученно-
го по формуле (15.9).
Для МСХ с углами заклинивания а=4° наибольшая величина отношения
ТУг/А^ср достигает 1,36... 1,8. Для муфт с углами а=6°, 8° и 10° данное отноше-
ние уменьшается, соответственно принимая значения 1,34... 1,50; 1,28... 1,38 и
1,22... 1,36.
В связи с этим при расчетном определении М2 для МСХ с углами а=4... 6°
целесообразно вводить поправочный коэффициент kN = 0,55 ... 0,75:
2Л4расч
(|5Ю>
Несовпадение М^р и объясняется увеличением угла заклинивания МСХ я
процессе нагружения из-за упругих деформаций деталей [107].
Наибольшее нормальное напряжение сжатия в зоне контакта криволинейных
тел определяется по формуле Герца (Па)
/^2расч 2EiEo /1 1 \
~---- Ъ Л — » (15.11)
Zp £i + Ё2 \ г r0 J
2ЕХЁ2
где Л'грасч — нормальная нагрузка в Н; ---— — приведенный модуль упру-
£1 + Еч
гости первого рода в Па; /р — длина ролика в м; г—радиус ролика в м; го —
радиус кривизны рабочей поверхности звездочки в м.
При £i=£2=£ и прямолинейном профиле звездочки 1/го=1/оо=0:
ос = 0,418
А^2расч^
/рГ
(15. 12)
Наибольшие касательные напряжения в зоне контакта при отсутствии тре-
ния (/=,0) составляют ттах =0,ЗЮ4ос. Силы трения, действующие на поверх-
ностях контакта, увеличивают максимальные контактные напряжения. В случае
реализации коэффициентов трения [=0,2 и 0,3 величины максимальных каса-
тельных напряжений увеличиваются соответственно до 0,34ос и ОД8ос [127].
302
В период заклиненного состояния МСХ с углом заклинивания а ^9’ макси-
мальная величина реализованного коэффициента трения покоя в контакте роли-
а k
ка с обоймой /ip = tg— не превышает 0,1. Поэтому наибольшие каса-
тельные напряжения в зоне контакта ролика МСХ увеличиваются незначитель-
но ,по сравнению с ттах при f=0.
Расчет обоймы на прочность. В практике толщина обоймы (S) обычно при-
нимается конструктивно в зависимости от диаметра ролика 3= (0,8 ... 1,2) d,
после чего проверяется условие прочности при сложном виде напряжения от рас-
тяжения изгиба ['110'7, 1126].
Растягивающие и изгибные напряжения от действия нагрузки в контакте за-
клиненных роликов при условии, что обойма представляет собой полый цилиндр
с длиной, равной длине ролика, и равномерным расположением роликов по
окружности определяются по формулам
N 1расч
°р = 2Slp sin (18O7.?p) ’
277 1расчл (R + 5/2)
°и = 8/р32гр/6 ’
ГДе Mi расч.
Величина растягивающего напряжения, возникающего у внутреннего края
сечения вращающейся обоймы [1В1]:
°р = К* + 5)2 (3 + р) + /?2 (1 - р)],
Г
где Qos — плотность материала обоймы в кг/м3; р—коэффициент Пуассона.
Условие прочности обоймы
_ А71расч Г 1 1,5л (2R + 3) 1
2S/,, 180° + ZpS +
Sin ----
ZP
4- [(7? 4-5)23,3 + 0,7/?2] <[0]т. (15. 13)
Растягивающие напряжения от действия центробежных сил в обойме МСХ.
как правило, малы по сравнению с растягивающими напряжениями от действия
нормальных сил в контакте заклиненных роликов. Поэтому при ориентировочных
расчетах и расчетах низкооборотных муфт вторым слагаемым в выражении
(15.13) можно пренебречь.
Тогда из (15.ГЗ) можно получить формулу для определения толщины обой-
мы [107, 126]
•Wipacq / 1 4,71 X
4ZP[o]T 180° zp | +
\ sin------ /
, х *Р 7
Г А^расч / 1 4,71X2 4,71/??71Расч
16/2 [О]т I )8о° + 2р I + Zp2p[a]T
" 2р 1
(15. 14)
Расчет на жесткость. Для повышения равномерности распределения нагруз-
ки между роликами и снижения величины динамических нагрузок целесообразно
303
увеличивать упругую податливость обоймы МСХ. Однако в связи с тем, что де-
формация элементов МСХ приводит к увеличению угла заклинивания, податли-
вость муфты должна быть лимитирована.
Основной задачей расчета на жесткость МСХ является определение макси-
мальной величины угла заклинивания а„ при деформации нагруженных элемен-
тов [107, 117, 1Й6]. При расчете МСХ с плоскими площадками звездочки может
быть использована методика [117], которая включает:
1. Определение контактной деформации звездочки (м)
ДЛк = 985.10-25о2-^/2.
(15. 15)
2. Определение контактной деформации обоймы (м)
Д/?к = 985-10-2502^—^^
(15. 16)
3. Определение деформации обоймы от растяжения (м)
•Мтрасч^ц 1
~2EJ 180°
sin2----
2 sin-----
л 1 . 360° fr
2гр 4 2*р йл/а'р
^1расч^?ц 1 /л 1 360° \ 0об“2^?ц
2EF ' ~ 180° I 2гр + 4 ®Ш + Е
sin2-------------
-?Р
(15. 17)
где Rn — радиус, проходящий через центр тяжести сечения обоймы в м; J, F —
соответственно момент инерции в м4 и площадь в м2 сечения обоймы.
4. Определение наибольшей величины угла заклинивания после приложения
нагрузки
«и = arccos
2C\t ~Ь — 2Дйк
Об — + 2 (Д/?к -п Д/?)
(15. 18)
Условие непробуксовывания МСХ под нагрузкой обычно определяют нера-
венством ctu<9°.
Выбор марки смазочного масла. Смазка оказывает неодинаковое влияние на
работоспособность МСХ в различные периоды движения звеньев. В период сво-
бодного -хода смазка необходима для уменьшения сил трения и охлаждения де-
талей МСХ. В период же заклинивания она нежелательна, так как ухудшает ус-
ловия заклинивания роликов.
Вязкость масла является свойством, которое в наибольшей степени влияет
на условия заклинивания МСХ, так как с увеличением вязкости 1Ювышается проч-
ность масляной пленки, разделяющей контактные поверхности роликов, обоймы,
и звездочки. Особенно заметное влияние на работу МСХ в условиях эксплуата-
ции оказывают масла, имеющие высокую температуру застывания. Для смазки
МСХ рекомендуется применять маловязкие масла, не содержащие противозадир-
ных присадок [107, 126, 130]. Трансмиссионные масла и маслосмеси из-за их по-
вышенной вязкости и смазывающей способности не могут быть рекомендованы
для смазки вертолетных МСХ. Для их смазки более приемлемы масла, приме-
няющиеся в маслосистемах авиационных газотурбинных двигателей. Одним из
основных критериев, по которому может быть оценена пригодность масла для
использования в МСХ, является величина коэффициента трения в контакте ро-
лика с обоймой и звездочкой при заклинивании муфты. Для эксперименталь-
ного определения зависимости коэффициента трения от марки и температуры
масла, шероховатости поверхностей, относительной скорости звеньев при закли-
нивании и других факторов разработан метод, обеспечивающий натурное моде-
лирование процесса заклинивания МСХ.
304
рис. 15.12. Схема модели заклини-
вающегося механизма свободного
хода для исследования коэффициен-
тов трения:
/—ролик; 2— обойма; 3—плоский об-
разец, имитирующий рабочую пло-
щадку звездочки; 4—направляющие
качения; а—положение ролика при
а=0; б—положение ролика при а=
Сущность этого .метода зак-
лючается в следующем (рис.
1S.12). Ролик 1 прижимают с
помощью грузов с различными
постоянными усилиями N к
внутренней поверхности вра-
щающейся обоймы 2 плоским
образцом 3, имитирующим ра-
бочую площадку звездочки.
При этом плоский образец пе-
ремещается в направляющих
качения 4 вдоль вертикальной
оси в плоскости вращения
обоймы.
Перемещение плоского об-
разца h от положения, при котором угол заклинивания ролика равен нулю (а=
= 0), до положения, при котором начинается его проскальзывание (а=атах),
характеризует угол трения р=0,5сстах и величину коэффициента трения, ко-
торая определяется по формуле
1 —
h
f = tg е = tg
0,5 arccos
R—r
На графиках (рис. 15.13 и 15.14) приведены результаты .измерений коэффи-
циентов трения, соответствующих начальной стадии заклинивания МСХ редук-
торов Р-7 и Р-5, выполненных с использованием этого метода при исследовашим
различных марок авиационных смазочных масел.
Пунктирной горизонтальной линией показана нижняя граница области ве-
личин коэффициентов трения, в’ пределах которой при данных температуре мас-
ла и скорости относительного движения звеньев обеспечиваются Условия само-
заклвнивания МСХ с утлом а=б°.
Испытания, проведенные с использованием синтетического масла Б-ЗВ, по-
казали, например, что при одних и тех' же нормальных нагрузках, температурах
и скоростях коэффициенты трения в контакте ролика с обоймой МСХ редуктора
Р-7 (см. рис. 15.13) значительно меньше, чем в контакте этого же ролика с обой-
мой МСХ редуктора Р-5 (см. рис. 15.14). Это объясняется гем, что обойма МСХ
редуктора - Р-7 имеет более высокий класс шероховатости рабочей поверхности
(см. табл. 15.1).
Из приведенных графиков видно, что при понижении температуры масла и
увеличении относительной угловой скорости звеньев (темпа заклинивания) коэф-
фициент трения резко уменьшается и одновременно с этим возрастает величина
минимальной нормальной нагрузки в контакте (Mmin), которая необходима для
обеспечения условий заклинивания МСХ при данной величине угла а (см. рис.
15.14). Из этого следует, что с понижением температуры масла и увеличением
темпа заклинивания существенно возрастает потребная для падежного закли-
нивания муфты величина предварительного тангенциального поджатия .роликов.
Поэтому при недостаточном прижимном усилии на ролики в условиях понижен-
ной температуры масла в зимний период эксплуатации редуктора особенно часто
наблюдаются случаи проскальзывания МСХ.
При медленном темпе заклинивания, соответствующем относительной ско-
рости вращения звеньев 1 ... 3 об/мин, коэффициенты трения достигают наиболь-
ших значений /=0,1 ... 0,2. Поэтому режимы медленного и плавного йзменения
305
h,MM
Рис. 15.13. Зависимости коэффициентов трения от нагрузки в контак-
те в начальной стадии заклинивания МСХ редуктора Р-7 для различ-
ных масел при температуре +14° С:
/—МК-8; 2—МС-20; 3—МН-7,5; 4—синтетическое масло Б-ЗВ; 5—смесь
МК-8 с МС-20 (в соотношении 1:3); 6—смесь МК-8 с МС-20 (в соотно-
шении 1:1); 7—смесь МК-8 с МС-20 (в соотношении 3:1); 8—смесь
гипоидного масла с АМГ-10 (в соотношении 2:3); а—Д/г==26 об/мин;
б—&п=-43 об/мин
частот вращения звеньев в процессе включения МСХ являются наиболее благо-
приятными для надежного сцепления роликов с обоймой и зведочкой в условиях
смазываемого контакта.
В связи с крайней несовместимостью требований, предъявляемых к свойст-
вам трансмиссионных масел и свойствам смазки для МСХ, целесообразным яв-
ляется применение в редукторах вертолетов автономных маслосистем МСХ.
Выбор конструктивных параметров прижимного устройства. От конструкции
прижимного устройства в значительной степени зависят надежность заклинива-
ния и долговечность роликовых МСХ [107, 126]. Для высокооборотных МСХ вер-
толетов, работающих в исключительно широких диапазонах частот вращения »
306
Рис. 15.14. Зависимости коэффициентов трения от нагрузки в контакте
в начальной стадии заклинивания МСХ редуктора Р-5 для синтетиче-
ского маСла Б-ЗВ при различных температурах:
/~/м-14вС; 2—/м = 10°С; 3—/м=0°С; а—Дп=26 об/мин; б—Дп=
=43 об/мин
при больших относительных скоростях звеньев, эта зависимость особенно су-
щественна.
Надежность заклинивания и долговечность высокооборотной муфты могут
быть обеспечены, если прижимное устройство гарантирует контакт роликов с
площадками звездочки при сближении частот вращения звеньев перед началом
периода заклинивания и, одновременно с этим, не препятствует отводу роликов
от площадок звездочки при увеличении разности частот вращения звеньев после
расклинивания МСХ." При этом целесообразно, чтобы разности частот вращения
звеньев в момент начала отвода роликов от площадок звездочки и при введении
их в контакт со звездочкой не превышали значений, соответствующих относи-
тельным угловым скоростям звеньев тихоходных муфт (Ап= 100... 500 об/мин).
Для решения такой задачи в некоторых случаях .требуется применение комбини-
рованных конструкций прижимных устройств, обеспечивающих переменную вели-
чину силы тангенциального поджатия роликов.
При выборе конструкции прижимного устройства высокооборотной муфты
должны приниматься во внимание:
307
— величина прижимной силы, потребной для обеспечения условий заклини-
вания роликов при минимальной температуре масла в МСХ;
— закономерности изменения потребного прижимного усилия при изменении
частот н разности частот вращения звеньев в период свободного хода МСХ;
— величины и знаки угловых ускорений, а также максимальные значения
относительных угловых скоростей звеньев в процессе заклинивания МСХ.
Расчет величин потребных прижимных усилий для различных областей диа-
пазона частот вращения звеньев МСХ может быть выполнен по формулам
(15.6) и (15.7), если известны значения коэффициентов трения качения kx для
этих областей.
Экспериментальное определение закона изменения величины коэффициента
трения качения в контакте роликов с обоймой при изменении частот и разности
частот вращения звеньев в период свободного хода МСХ основывается на изме-
рении моментов сил трения, действующих на сепаратор МСХ в период обгона,
и вычислении коэффициента трения качения по формуле
*! =---------------МсепО — /з) Г______---------- ,
zpmp (0,1п2)2 (/? — г) (/? — г + /Зг) + Л4сеп/3
где М сеп — момент сил трения, действующих на сепаратор, относительно оси
вращения (при демонтированных пружинах); п2 — частота вращения звездочки.
В МСХ редукторов вертолетов применяются главным образом прижимные
устройства с кольцевыми пружинами. Особенностью таких прижимных устройств
является то, что в результате роста центробежных сил при увеличении частоты
вращения звездочки по параболическому закону растет тангенциальное прижим-
ное усилие на ролики. При этом крутизна параболы зависит от геометрических
параметров и массы кольца пружины. В случае чрезмерного увеличения прижим-
ной силы на ролики в области высоких частот вращения звеньев при больших
относительных скоростях звеньев в период свободного хода возможно поврежде-
ние контактных поверхностей рабочих площадок звездочки и износ роликов. По-
этому выбор жесткости, формы и массы пружины должен производиться, с учетом
закономерностей изменения располагаемой и потребной прижимной силы по
частоте н разности частот вращения звеньев.
Глава 16
ПОВЫШЕНИЕ РЕЗУЛЬТАТИВНОЙ ТОЧНОСТИ
ПЛАНЕТАРНОГО РЕДУКТОРА
16.1. ОБЩИЕ СВЕДЕНИЯ
Отличительной особенностью планетарной схемы редуктора, непосредственно
влияющей на уровень его работоспособности, надежности и виброактивности, яв-
ляется суммирование по линиям зацепления погрешностей расположения актив-
ных поверхностей зубьев колес в узле.
Под суммарной погрешностью FSj понимают величину зазора по линии за-
цепления между активной поверхностью зуба сателлита порядкового номера / и
сопряженной поверхностью зуба центрального меньшего колеса в положении,
когда: а) геометрические оси плавающих центральных колес совпадают с основ-
ной осью (осью вращения водила) и б) зазор между сопряженными профилями
зубьев сателлитов с центральным большим колесом и одного из сателлитов с
центральным меньшим колесом равен кулю (рис. 16.1).
Суммарная погрешность планетарного механизма в основном слагается из
приведенных к линии зацепления первичных погрешностей трех групп деталей:
водила, комплекта сателлитов, центральных колес. Погрешность расположения
отверстий водила под оси сателлитов и разные величины зазоров по посадочным
диаметрам деталей, которые центрируют оси вращения сателлитов в узле (в сум-
ме определяющие отклонение от номинального положения осей вращения сатзл-
308
Рнс. 16.1. Схема к определению суммарной
погрешности планетарного, механизма
'литов), являются источником постоянной
составляющей суммарной погрешности
.механизма. . ...
Взаимно неориентированное распо-
ложение кинематической погрешности
сателлитов редуктора проявляется в не- .
равенстве углов у^¥=у (см. рис. 16.1).
Она является источником переменной
составляющей суммарной погрешности',
а разность толщины зубьев (между са-
теллитами комплекта) и разность взаим-
ного расположения венцов двухвепцовых
сателлитов являются источниками пос-
тоянной составляющей суммарной по-
грешности механизма.
Под кинематической погрешностью
сателлита понимают разность между
действительным и номинальным (расчет-
ным) положением активных профилей
пар зубьев, одновременно контактирую-
щих с центральными колесами, которая определяется по 'линии ’ зацепления с
центральным меньшим колесом.
Кинематическая погрешность центральных колес и смещение оси фиксиро-
ванного центрального колеса относительно основной оси являются1 источниками
переменной составляющей суммарной погрешности механизма.
Суммарная погрешность и переменная ее составляющая являются показате-
лями результативной точности механизма’. Наибольшие значения слагаемых ’сум-
марной погрешности определяют по формулам табл. 16.1. Численный пример
приведен в табл. 16.2. "
Таблица 16.1
Формулы для расчета погрешностей
Составляющие суммарной,погрешности м .Примздгшие
F\=2kee , F2—0,5kecosty&d Водиле * йП'.'* const — --
Гз=0,5[А2(Тш,т)2з+(Тш,т)21]+2Дт; : ‘ 1 Сателлитов
F4=2[k2(Fp cos d^s+C^pCos aw)21] 1
Fs=k2(Fpcos aw)s+(Fp cos ct^ Центральных колёс var
Ff,=k2kZ г л v.
-Fs max=Fi+F2+F3+F4+F^+Fa Суммарная’ погрешность
Fvar=Fi+F5+2Fe Результирующая Погреш- ность
Одной из основных проблем равномерного распределения нагрузки по сател-
литам является проблема компенсации приведенных к линиям’ зацепления- пер-
вичных погрешностей. • : — ” *>'”> -,т-—
ЗОЙ
Таблица 16.2
Пример расчета погрешностей
Погреш- ность, мкм Сателлиты Примечание
Двухвенцовые Одновеицовые
Степень точности по ГОСТ 1643—72
6 5 4 3 6 5 4 3
f pb 13 9 5 3 13 9 5 3
Л 122 85 47 28 98 68 38 22 Водило const
г2 59 41 23 14 48 33 18 11
Гз 131 98 70 57 26 18 10 6 Сателли- тов
Г4 188 117 75 47 150 94 60 38 var
Г5 117 71 46 26 90 55 36 21 Цент- ральных колес
Г6 312 216 120 72 208 144 80 48
Fs шах 617 412 261 172 412 268 162 98 При 8=0
Р var 305 188 121 73 240 149 96 59
/’’s max 930 628 381 244 620 412 242 146 При 8=8/рЬ
F var 928 620 361 217 656 437 256 155
Примечания. 1. Расчетные формулы см. табл. 16.1.
2- Нормы точности по ГОСТ 1643—72 приняты для диапазона модулей т=3,55... 6 мм;
диаметров для z3=315 ... 600 мм; 2, и z2“125 ... 200 мм.
3. Нормы точности изготовления водила и смещения фиксированного центрального ко-
леса, связанные с точностью изготовления колес, отсутствуют. Принятые значения величин:
e=Ar=2fpb; Ad=4fрЬ; 6=8fpb; ф=!4э; k=2; вид сопряжения В Значения параметров для
двухвенцовых сателлитов: &2=1,5, следовательно, ф*=4°10'; &е=2,35; Значения параметров
одновенцовых сателлитов: Л2=1; ф*=0; Ат=0; £e=2cos aw; Twrn^4fpb.
Для компенсации погрешностей в практике применяют:
• — плавающую подвеску центральных колес;
— подбор сателлитов в комплект по «вееру» радиального биения зубчатых
венцов;
— увеличение податливости элементов механизма;
— ужесточение допусков на изготовление.
310
Переменные по линиям зацепления погрешности (Fvar, см. табл. 16.1 и 16.2)
вызывают переменные смещения плавающих колес под воздействием неуравно-
вешенных сил. Возникающие инерционные силы являются возбудителями колеба-
ний. Несоответствие закона изменения погрешностей закону их компенсации пла-
вающими колесами в общем случае исключает равномерное распределение на-
грузки между сателлитами, особенно при их числе в механизме п2>3.
Необходимое для компенсации погрешностей.^м^щение. плавающего колеса
может превосходить предельное значение, допускаемое боковым зазором (такое
положение более вероятно для передач с одним плавающим колесом и значи-
тельным смещением от номинального положения оси фиксированного централь-
ного колеса). Препятствующие смещению плавающего колеса сателлиты в этом
случае работают в условиях напряженного беззазорного зацепления, вызываю-
щих дефекты. Таким образом, плавающая подвеска центральных колес или во-
дила не исключает необходимости поиска путей снижения суммарной погреш-
ности Fsj-
Между радиальным биением зубчатого венца и действующей погрешностью
нет однозначного соответствия, вследствие чего радиальное биение зубчатого
венца не может служить критерием для подбора сателлитов в комплект, особен-
но двухвенцовых.
Сателлиты планетарного редуктора передают нагрузку лишь в той мере, в
какой нескомпенсмрованная смещением плавающих колес погрешность по линиям
зацепления меньше приведенных к линиям зацепления упругих деформаций эле-
ментов механизма под нагрузкой. Необходимый для значения FEnlax (см. табл.
16.2) уровень податливости не всегда может быть достигнут без определенного
риска для прочности и надежности механизма [128].
Повышенная податливость зубьев (зубчатого венца) колес выажонапряжен-
ных скоростных передач приводит к отрицательному эффекту вследствие значи-
тельного искажения положения эвольвентного профиля под нагрузкой. Следова-
тельно, зубья колес ответственных планетарных механизмов не должны быть
чрезмерно податливыми, чтобы избежать последствий кромочного контакта или
чрезмерно крутого закона профильной модификации.
Неточность изготовления деталей авиационных планетарных механизмов ре-
гламентируется в сравнительно жестких пределах. Так, например, зубчатые ко-
леса изготавливаются по 5-й степени точности по ГОСТ 1643—72; смещение осей
отверстия под сателлиты водила составляют 10... 25 мкм.
Однако произвольное сочетание знаков составляющих суммарной погрешно-
сти приводит к существенному перепаду значений результативной точности ме-
ханизмов, собранных из деталей равной точности изготовления. Существенного)
повышения ресурса и надежности редуктора возможно достичь целенаправлен-j
ной по знакам погрешностей сборкой взамен сборки по принципу взаимозамена-;
емости *. I
Комплекс конструкторско-технологических мероприятий по повышению ре-
зультативной точности и снижению виброактивности планетарного механизма
приведен в табл. 16.3.
Принятые обозначения:
п2—число сателлитов редуктора; j — порядковый номер сателлита; zx— на-
ибольший общий множитель зубьев венцов двухвенцового сателлита. Для одно-
венцовых сателлитов zx=z2; е — допуск на смешение от номинального положе-
ния оси отверстия под сателлит водила; Ad — наибольшая (в пределах комплек-
та сателлитов) разность величин зазоров по посадочным диаметрам деталей, ко-
торые центрируют оси вращения сателлитов в водиле; б — смещение оси фикси-
рованного центрального большего колеса относительно оси вращения водила
(6=0 достигается при плавающей подвеске обоих центральных колес или при
выполнении условия п. 1.1, табл. 16.3); k—коэффициент; k=1 — для четного
rt
числа сателлитов в механизме- k =- 1 4- cos-- — для нечетного числа сателли-
«2
. ^Ь21
тов редуктора; «2 =----—коэффициент перевода погрешности по линии зацеп-
dt2S
’ А. с. № 587290 (СССР).
311
i ' . , , Таблица 16.3 Конструкторско-технологические мероприятия По Повышению работоспособности и снижению виброактивности планетарного механизма
Цель Мероприятия Способ реализации
1. Уменьшить перемен- ную составляющую сум- марной погрешности '1.1. Исключить состав- ляющую /•« от несоосно- го по отношению к оси вращения водила распо- ложения геометрической оси фиксированного цент- рального колеса (см. табл. 16.1 и 16.2) Обеспечивается конст- руктивно. Геометрическая ось фиксированного цент- рального колеса должна иметь возможность синхрон- но с водилом обращаться вокруг оси вращения води- ла. В этом случае смещение оси фиксированного цент- рального колеса компенси- руется смещением плаваю- щего центрального колеса
1.2. Расположить кине- матическую погрешность сателлитов редуктора. Для двухвенцовых-.са- теллитов предусмотреть наиболее благоприятные условия ориентации ки- нематической погрешно- сти_ См. разд. (16.3 - Достигается выбором воз- можно большего значения наибольшего общего множи- теля чисел зубьев венцов сателлитов (см. разд. 16.3)
— .... 1.3. Повысить, кинема- тическую точность цент- ральных колес до уровня норм 4-й степени (не грубее) по ГОСТ 1643—72 Обеспечивается надлежа- щей точностью делительных устройств зубошлифоваль- ных стандов (например, вы- сокоточными делительными дисками). Компенсировать» кинематическую погреш- ность центральных колес не представляется возможным
2. Повысить резуль- тативную точность ре- дуктора 2.1. Действующую пог- решность узла водила- ^сателлиты &Fsj ограни- чить наименьшим значе- нием Достигается выполнени- ем рекомендаций разд. 13.6
- 2.2. Регламентировать результативную погреш- ность редуктора Достигается выполнени- ем пп. 1.3 и 2.1 настоящей таблицы. При этом резуль- тативная погрешность чис- ленно не должна превышать глубины профильной моди- фикации, необходимой для исключения кромочного кон- такта по ступени сателли- ты—центральное меньшее, колесо
312
Продолжение табл. -Ь6.3
Цель Мероприятия Способ реализации
3. Снизить виброактив- ность потенциальных источников вибраций 3Jt Исключить кро- мочный контакт, особен- но на входе в зацепле- ние Достигается профильной модификацией. Коэффици- ент перекрытия должен быть достаточным, чтобы реализовать оптимальный закон модификации
3.2. Исключить сумми- рование динамического воздействия входа в за- цепление центоальных колес Достигается: —-соответствующим раз- воротом венцов двух- .вевцовых сателлитов; — предпочтительным выбором четного числа зубьев одновенцовых сателлитов; — выбором оптималь- ных значений парамет- ров профильной модифика- ции, исключающей сущест- венное динамическое воз- действие процесса пересоп- ряжения Определенное несовпаде- ние входа в зацепление по сателлитам достигается в случае, когда . числа, зубьев центральных колрс не крат- Щги.Ш;1слу_^ редук- тора '
3.3. Компенсировать изменение передаточно- го отношения вследствие искажения положения по линии зацепления зубьев под нагрузкой ^ы/Йь2=/= =/=Zi/Z2 Достигается изменением номинального значения диа- метра основной окружности центральных колес. Отно- сительно большую податли- вость предпочтительно при- дать ведущему колесу
3.4. Кинематическую точность сателлитов по- высить до уровня колес рядовой передачи Достигается ориентацией слагаемых кинематической погрешности сателлита (см. разд. 16.2)
Далее излагаются условия, необходимые для реализации способа взаимной компенсации
погрешностей.
ления с колесом г3 к линии зацепления с колесом z/, ke~ Л2 cos (aw3— ф*)
+ cos (awl -h Ф*) — коэффициент приведения проекции на линию 2 (см. рис. 16.2)
погрешности расположения оси вращения сателлита в водиле к линия зацеп-
ления с .колесом zi, где
, k2 sin dW3 — sin awi
tg ф* -;
&2 COS -p COS ОЬщу!
313
«2 — ZzilZw, — отношение чисел зубьев венцов двухвенцового бателлйта.
Из анализа значений FSnlax; Fv&r (,ом. табл. 16.2) следует, что для ответст-
венных редукторов вариант арифметического суммирования погрешностей не-
допустим.
16.2. ОРИЕНТАЦИЯ СЛАГАЕМЫХ ПОГРЕШНОСТИ РАСПОЛОЖЕНИЯ
РАЗНОИМЕННЫХ ПРОФИЛЕЙ ЗУБЬЕВ ОТДЕЛЬНОГО
САТЕЛЛИТА
Под ориентацией слагаемых погрешности расположения разноименных про-
филей зубьев сателлита понимают определение и фиксацию такого их взаимного
расположения, при котором кинематическая погрешность сателлита равна нулю
(полная ориентация) или возможно меньше отличается от нулевого значения
(неполная ориентация).
Погрешность расположения профилей зубьев, одновременно контактирующих
с центральными колесами z2li z,2:i (рис. 16.2), представляет собой алгебраичес-
кую сумму накопленных погрешностей числа шагов k по каждому венцу сател-
лита
Fs = ^2 (Fpkr COS ада)2з + (Fpkr cos aK,)2i, (16. 1)
где Fs— кинематическая погрешность сателлита (без учета погрешности профи-
ля //г);
число шагов k по каждому венцу сателлита определяется
&21 Z2\ '
(16. 2)
~---------------7~ = “2-
^23 г23 —
Аналогично (16.1)
(16. 3)
Fsr = к2 (Fp cos aw)23 + (Fp cos a№)2i.
где Fcr — наибольшее значение кинематической погрешности сателлита.
Величину и знак накопленной погрешности шага по одноименным профилям
зубьев удобно определять измерением по схеме (рис. 16.3). Каждая пара зубьев
венца в измерительное положение приводится дважды. В первом положении ус-
танавливают нулевое показание измерительного щупа (зуб под измерительным
щупом на рис. 16.3 показан пунктиром). Во втором положении (после поворота
сателлита, при котором зуб, контактировавший в первом положении с упором,
теперь контактирует с измерительным щупом) прибором регистрируют удвоен-
ную величину накопленной погрешности F=)0,5z шагов данной пары зубьев. От-
клонению измерительного щупа в тело зуба приписывают знак «плюс». Погреш-
ность фиксируют за зубом под измерительным щупом. Если погрешность фикси-
ровать за зубом под упором — знак изменяется. У двухвенцовых сателлитов
зубья одного знака накопленных погрешностей шага должны в пределах комплек-
та располагаться на одном венце, меньшем или большем.
Полная ориентация слагаемых кинематической погрешности сателлита запи-
сывается в виде
Fs = *2 (Fpkr cos ада)2з + (Fpkr cos aw)2i = 0. (16. 4)
Fa=0 возможно достичь при раздельном шлифовании разноименных профи-
лей зубьев подбором фаз составляющих кинематической погрешности, определя-
емых по результатам аттестации зубошлифовальных станков. Например, разно-
именные профили зубьев одновенцового сателлита шлифуют раздельно на одном
ставке, следовательно, F pzi — Fp23. Для достижения условия (16.4) шлифование
вторых (например, левых) профилей начинают с зуба сателлита, расположен-
ного под углом ISO9 относительно зуба, которым завершили шлифование первых
(правых) профилей. Для этого сателлит освобождают от связи с поводком стан-
ка (кинематикой станка), производят доворот сателлита на угол 1®0° и вновь
закрепляют его (восстанавливают кинематическую связь) >в нужном положении
зуба относительно шлифовального круга. Этим достигают необходимое сме-
314
Рнс. 16.2. Схема двухвенцового сателлита:
1—направление переносной скорости сател-
лита; 2—линия максимального проявления
погрешности расположения от сателлита;
3—направление смещения оси сателлита
под нагрузкой в пределах зазоров по поса-
дочным диаметрам; 21 и 23—индексы вен-
цов сателлита, контактирующих с цент-
ральными колесами Z\ и z3 соответственно;
Z21*. г23*—порядковые номера зубьев са-
теллита, одновременно контактирующие с
центральными колесами
Рис. 16.3. Схема прибора для определения
без делительного устройства накопленной
погрешности &=0,5z шагов по линии зацеп-
ления:
1—упор, фиксирующий угловое положение
венца. Пунктиром показано положение
упора для нечетного числа зубьев венца;
2—измерительный щуп; Л—конструктивный
размер прибора, определяемый из условия
касания средней точки профилей зубьев
элементами 1 и 2
щение фаз — реализуют разность равных величин погрешностей зависимос-
ти (16.4).
При арифметическом суммировании слагаемых [см. зависимости (16. Г) и
(16.3)] кинематическая погрешность сателлита существенно превосходит значе-
ние кинематической погрешности колеса рядовой передачи. Например, для одно-
венцовых сателлитов Fsr—2FP cos ocw; для двухвенцовых сателлитов Fsr—
— (1+&г)Гр cos аю.
Кинематическая погрешность сателлита — степень неполноты ориентации ее
составляющих — не должна превышать значения кинематической погрешности
анало! И'чиого колеса рядо-вой передачи, т. е.
Fsr < Fp cos а.
Контроль Fs(Fsr) осуществляется прибором (см. рис. 16.4).
(16.5)
16.3. ОРИЕНТАЦИЯ САТЕЛЛИТОВ ПО КИНЕМАТИЧЕСКОЙ
ПОГРЕШНОСТИ
Под ориентацией сателлитов понимают:
а) определение по сателлиту пары зубьев из первоначального ряда z*3; z*t,
при отсчете от которых графики кинематической погрешности сателлитов (Fa)
практически совпадают;
315
Рнс. 16.4. Схема прибора для контроля погрешно-
сти расположения активных профилей зубьев
z23*; 2^1*—кинематической погрешности сателлита,
где Fs и кинематические погрешности, для оп-
ределения которых прибор на нулевое показание
устанавливают соответственно по паре зубьев кон-
тролируемого сателлита и по единой для всех са-
теллитов паре зубьев:
1—упор; 2—измерительный щуп
Рнс. 16.5. Графики Fg* для ориентации (реализа-
ция условия AFsj—const в пределах оборота) и
аттестации (определение величины н знака
ориентированных сателлитов
б) фиксацию положения сателлитов по этим зубьям центральными колесами
п,ри сборке редуктора.
Ориентация сателлитов осуществляется по графикам Fs*, построенным по
результатам измерения сателлитов (см. рис. 16.4).
На рис. 16.5 сплошными линиями нанесены графики F,* ориентированных
сателлитов, а штриховыми — два положения одного сателлита, неориентирован-
ного по отношению к первым. Этот сателлит в положение ориентированного воз-
можно привести дополнительным его поворотом, приняв за начало отсчета F,*
пару зубьев, помеченных на штриховых графиках буквой Z.
Существенным преимуществом одновенцовых сателлитов, с точки зрения
возможностей наиболее полной их ориентации, является неограниченный выбор
зубьев, по которым фиксируют положение сателлитов при сборке механизма.
Для двухвенцовых сателлитов непременным условием является равенство номи-
нальных значений углов у этих зубьев (см. рис. 16.1 и 16.2). Для двухвенцовых
сателлитов наиболее благоприятным является вариант, когда наибольший общий
множитель чисел зубьев венцов равен числу зубьев меньшего венца, т. е. ZX=Z23
(«2 — целое число); наименее балгоприятным — вариант z.v=l (табл. Г6.4)
Таблица 16.4
Пример 1. zM-18; z2i—23; «ц—1,27777
г23 1 2 3 4 5 6 7 8 9
* 221 1 2 4 5 6 7 9 10 И
АТУ 0 0,07588 —0,12141 —0,04553 0,03035 0,10624 —0,09106 —0,01518 0,06071
316
Продолжение табл. И 6.4
z23 10 11 12 13 14 15 16 17 18
* Z21 13 14 ’15 16 18 19 20 21 23
АТу —0,13659 -0,06071 0,01518 0,09106 —0,10624 —0,03035 0,04553 0,12141 —0,07588
Пример 2. 2И=18; г21=24; и2=1.33333
* z23 1 2 3 4 5 6 7 8 9
* Z21 1 2 4 5 6 8 9 10 12
АТу 0 0,08727 -0,08727 0 0,08727 -0,08727 0 0,08727 —0,08727
z23 10 11 12 13 14 15 16 17 18
* Z21 13 14 16 17 18 20 21 22 24
АТу 0 0,08727 —0,08727 0 0,08727 —0,08727 0 0.08727 -0,08727
Наибольший общий множитель чисел зубьев венцов сателлита (см. пример
1) Zx = l, следовательно, в пределах ряда 1, 2, 3... z23 нет значения Zg1=(z^3—
—1) “2 + 1 • равного целому числу [см. зависимость (16.2)]. Это означает, что в
Пределах сателлита угол y=var, и контроль по схеме рис. 16.4 с неизменным
расположением упора и измерительного щупа исключается. Увеличить число по-
зиций измерения до значения z^ возможно поворотом упора вокруг оси прибо-
ра — центральной оси сателлита в положении измерения — на расчетный угол
Ауу для каждой пары зубьев z23; z21, равный
2л
Ду =------С. (16.6)
Z21
где С — разность между расчетным и ближайшим целым значением величины
(*23- 0«2-
Положительному значению угла Ауу соответствует компенсирующий доворот
упора в направлении отсчета z23; z21. Для значения zx=\ ориентация сателли-
тов независимым (от остальных сателлитов комплекта) поворотом отдельного
сателлита исключается. Условие №Sj = const в этом случае может быть выпол-
нено лишь в случае Fe}—Q (графики Fs сателлитов представляют собой парал-
лельные линии). При zx=l ориентацию сателлитов надлежит обеспечить выпол-
нением условия Fs — 0.
Для примера 2, zx—&, следовательно, существует шесть равнорасположен-
ных пар зубьев сателлита, которые располагаются под номинально' одинаковым
углом у. Соответственно возможны: шесть позиций измерения сателлита при не-
317
изменном положении упора и измерительного щупа прибора (см. рис. 16.4)';
шесть разных положений графика Fs(Fa*) относительно графиков остальных са-
теллитов (см. рис. 16.5, пунктирные линии); шесть разных вариантов при поиске
ориентированного положения сателлита.
16.4. АТТЕСТАЦИЯ ОРИЕНТИРОВАННЫХ САТЕЛЛИТОВ
Под аттестацией ориентированных сателлитов понимают определение дейст-
вующей погрешности, вносимой каждым из сателлитов. Аттестация выражается
величиной и знаком смещения графика Fs* рассматриваемого сателлита / отно-
сительно аналогичного графика одного сателлита, принимаемого за исходный
(/=1, см. рис. 16.5).
При неполной ориентации сателлитов (Д/7^; =/= const в. пределах оборота)
за результат аттестации принимают величину, равную средней арифметической
разности Fsj — FS1 за оборот сателлитов.
Результат аттестации одновенцовых сателлитов может быть выражен также
через величины средних длин общей нормали сателлитов, т. е.
Д^. = Жт1-Гту. (16.7)
Из рис. 16.5 и зависимости (16.7) видно, что знак &F*j зависит от выбо-
ра исходного сателлита: для сателлитов относительно исходного )'=1, располо-
женных в зоне больших значений F8* (больших значений угла у, меньших зна-
чений W7,,, одновенцовых сателлитов), результат аттестации &Fsj > 0; для сател-
литов, расположенных в зоне меньших значений Fs* (меньших значений угла у,
больших значений Wm одновенцовых сателлитов), результат аттестации <0.
Возможность изменять величину и знак сателлита позволяет решить
следующие задачи:
1) компенсации сателлитом погрешности расположения его оси вращения В'
водиле;
2) исключения влияния кинематической погрешности сателлитов на суммар-
ную погрешность FSy, т. е. приведения к нулевому значению составляющей Ft
(см. табл. 16.1 и 16.2).
16.5. АТТЕСТАЦИЯ ВОДИЛА
Различают аттестации водила: по смещению от номинального положение
осей отверстий под сателлиты и по действующей погрешности.
При аттестации водила по смещению осей окон под сателлиты определяют
и фиксируют для каждого окна величину и знак смещения этой оси вдоль линия
переносной скорости сателлита в механизме. Смещению оси по направлению
вращения водила в механизме приписывают знак «плюс».
Под аттестацией водила по действующей погрешности понимают определе-
ние величины и знака погрешности расположения сателлита в водиле, приведен-
ной через сателлит к линии зацепления с колесом Zj.
Аттестацию водила можно осуществлять двумя способами:
1) непосредственным замером Vaj в случае применения комплекта сателли-
тов с равными углами у [например, двузубых, для которых Af^—О (см. рис.
16.6)].
2) определением алгебраической разности результатов аттестации комплекта
сателлитов (см. рис. 16.7).
Между видами аттестации водила существует расчетная зависимость
V j &F*f = keej cos ф*. (16. 8)
O.J VJ J
Перевод к линии зацепления смещения е, оси окна водила под сателлит не
учитывает возможного дополнительного смещения оси сателлита вследствие раэ-
318
Рис. 16.6. Схема прибора для определения
действующей погрешности узла водило-сател-
литы:
/—упор, фиксирующий угловое положение са-
теллита относительно его оси Ог (имитирует
активный профиль зуба колеса Зз У полюса
зацепления); 2—измерительный щуп (имитиру-
ет активный профиль зуба колеса z$ у полюса
зацепления); 3, 4—палец н индикатор; Fs**—
алгебраическая сумма приведенных к лииин
зацепления погрешностей собственно сателли-
та и расположения его оси вращения в води-
ле; C>2i—ось исходного (/==!) сателлита в по-
ложении, когда фиксируют нулевые показа-
ния индикаторов прибора (соответствует но-
минальному положению оси сателлита / в по-
зиции измерения); О2з—фактическое положе-
ние оси сателлита /, приведенного в позицию
измерения; —проекция на линию переносной
скорости погрешности расположения сател-
лита ]
них величин зазоров по посадочным диаметрам деталей центрирования осей вра-
щений сателлитов в узле.
Результат аттестации водила по рис. 16.6 существенно зависит от точности
деления на угол, кратный 2л/п2.
16.6. ВЗАИМНАЯ КОМПЕНСАЦИЯ ПОГРЕШНОСТЕЙ КОМПЛЕКТА
САТЕЛЛИТОВ И ВОДИЛА
Под взаимной компенсацией погрешностей комплекта сателлитов и водила
Понимают реализацию наименьшей действующей погрешности узла водило-сател-
литы без ужесточения допусков на .изготовление.
Полная взаимная компенсация погрешностей по результатам аттестации са-
теллитов и водила записывается в виде
Д^у+Гу = 0, (16.9)
что соответствует условию
= (16.10)
д^=о, (16. п)
и означает, что графики rsj комплекта сателлитов в водиле практически совпа-
дают (.рис. 16.7).
Выбор варианта компенсации погрешностей:
а) заданного водила подбором сателлитов, или
б) комплекта сателлитов подборам (изготовлением) водила, — определяется
технологической целесообразностью.
319
рируют оси вращения сателлитов
Рис. 16.7. График для аттестации водила (определе-
ние величины и знака Vay и условие &Fs.**—0 взаим-
ной компенсации погрешностей узла водила-сател-
лита):
1—график исходного сателлита; 2, 3—гра-
фики одного сателлита /; 2—-график Fs-**; 3—график
F *; 4— график F6f монтажного сателлита, удов-
летворяющего условию A/7sj**=O
По варианту б ось отверстия водила под
заданный сателлит / должна быть смещена от
номинального положения на величину
ke
sec <[>* + 0,5Ady cos (ф— Ф*)
(16. 12)
где Дй3- — разность (по сателлиту j и исход-
ному сателлиту комплекта) величин зазоров по
посадочным диаметоам деталей, которые цент-
в узле. Разности зазоров Ad,>'0., «ли зазоры
по сателлиту j больше соответствующих зазоров по исходному сателлиту.
Исходный сателлит, относительно которого определяют значения bFSj> ус-
танавливают в окно водила под сателлит, относительно которого произведена
аттестация водила.
Сателлиты, детали их центрирования и крепления в узле после окончатель-
ного подбора недопустимо менять местами по водилу или у отдельных сателли-
тов менять исходные зубья, по которым сателлиты фиксируют центральными ко-
лесами при сборке.
Сборка узла из условия (16.112) менее точна, если не предполагает контроля
по
Фактическое значение Д/7^ характеризует неполноту взаимной компенсации
погрешностей. Наибольшее значение неакомпенсированной действующей погреш-
ности от водила и сателлитов должно быть меньше значения глубины профиль-
ной модификации, необходимой для исключения кромочного контакта по ступени
сателлит — центральное меньшее колесо.
Сателлиты, значения Д/7^ которых превышают значения приведенных к ли-
нии зацепления упругих деформаций элементов редуктора, не участвуют в пере-
даче мощности.
Вариантом неполной компенсации погрешностей является вариант сборки,
при котором учитывают только знаки действующей погрешности сателлита и
окна под сателлит водила. Этот вариант исключает арифметическое суммирова-
ние и реализует арифметическую разность погрешностей водила и сателлитов.
16.7. ПРОФИЛЬНАЯ МОДИФИКАЦИЯ КОЛЕС С ВНУТРЕННИМИ
ЗУБЬЯМИ
Для планетарных механизмов предпочтительной является профильная моди-
фикация зубьев только центральных колес. В случае профильной модификации
зубьев сателлитов возникает необходимость дополнительно регламентировать
предельную разность по параметрам модификации в пределах комплекта, особен-
но комп ,ект.а, сателлиты которого шлифуют на разных зубошлифовальных стан-
ках. Профильная модификация зубьев сателлитов менее эффективна в эксплуа-
1ации и затруднительна для производства.
Для колес с относительно большим числом зубьев допустимо и целесообраз-
но профильную модификацию осуществлять заменой эвольвентного профиля на
дугу окружности. Такая замена позволяет сравнительно просто реализовать прн-
Рис. 16.8. Типовая эвольвентограмма
модифицированного профиля внут-
реннего зуба центрального больше-
го колеса (v—угол развернутости;
А—глубина профильной модифика-
ции)
Рис. 16.9. Профилирование и контроль по ро-
ликам впадины между зубьями центрального
колеса с внутренними зубьями (см. табл. 16.5
и 16.6)
бор для профилирования абразивного круга при зубошлифовании методом копи-
рования.
Погрешность замены эвольвентного профиля зуба дугой окружности опреде-
ляется по формуле
V/— Va
ffr = db inv , (16. 13)
где v/=tg at\ va=tg aa — углы развернутости граничных точек заменяемого
участка эвольвенты.
Например, для m=6; z='l-00; угла зацепления а=20°; коэффициента пере
крытия е2=1;5; погрешность замены составит (мкм)
2л
е ----
“ г
ffr = db inv-------= 3,5,
1 4
2л
гдеvt — va = е----- .
z
Наибольшее отклонение дуги окружности от теоретической эвольвенты рав-
но ±0,5 f/r.
Модификация зуба достигается профилированием по радиусу, значение ко-
торого больше значения радиуса окружности, заменяющей теоретический про-
филь.
В табл. 16.6 по исходным данным табл. 16.5 приведен расчет основных гео-
метрических параметров профилирования шлифовального круга и контроля мо-
дифицированного профиля зубьев колеса. Рис. 16.8 и 16.9 иллюстрируют содер-
жание таблиц.
При анализе закона модификации интерес представляет значение глубины
профильной модификации по границам однопарного зацепления, т. е. подсчитан-
ные по п. 4 табл. 16.6 значения:
321
Таблица 16.5
Исходные данные для расчета модифицированного профиля зуба
Параметр Обозначение
Число зубьев колеса Z
Диаметр основной окружности db
Центральный угол, соответствую- щий ширине впадины между зубьями по основной окружности СОь
Угол развернутости граничных то- чек эвольвентного профиля зуба, за- меняемого дугой окружности: и а головке на ножке vo V/
Глубина профильной модификации у граничных точек: на головке на ножке Ао Д/
Диаметр опорного ролика ролико- вого шагомера Df
Диаметр роликов для контроля впа- дины между зубьями по перепаду их расположения (см. рис. 16.9)
Вспомогательные величины = va!vf
(VTf + VXA2 де - 2 1 1 д \ Vf — Va!
,/ v°~vf V ~угЛ + 1
vf-v° / vX-1 n 2 W 4 + 1 »f+»a/
322
Таблица 16.6
Расчет геометрических параметров модификации профиля зуба
Параметр Обозначе- ние Расчетные формулы
Радиус и полярные координаты центра заменяющей окружно- сти ео Qo = 0,25rfj (v^ + va)
Ruo Лю = 0,5rfft sec ——— ) \ 4 /
?0 То = 0,5 (vy + vc— <»ft)
Вспомогательная величина & Д0д tg 8 = Яцо— Де д’!
Радиус и полярные координаты .центра заменяющей окружно- сти модифицированного профи- ля зуба (см. рис. Т6.9) 6д ед = ео + Дед
+ Де1 - 2/?цОдед1)
Тд = То + В
Глубина профильной модифи- кации. соответствующая углу развернутости vx (см. рис. 16.8) &fx рА-Ур\2 v)-v02 /
&ах г h II ok. 1 1
Диаметр ролика, угол развер- нутости точки касания с эволь- вентным профилем зуба кото- рого равен Vd1 D D = db [0,5<o6— inv (vD— 0,5w6)] Допускается округлять до ближай- шего значения по ГОСТ 2475—62
Вспомогательные величины (см. рис. 16.9) ь км 1 м R sin т. цД ‘ д
sec Х^^Сд-0,50)
hM ЛЛ1= (Од —0,5£>) sin Х^
1 При vD=v0 значение размера по роликам М совпадает с размером по роликам эволь-
гвентного профиля.
323
Продолжение табл. .1)3.6
Параметр Обозначе- ние Расчетные формулы
Диаметр концентрической ок- ружности зубчатого колеса, проходящей через центр ролика диаметра D dD dD = ‘4\bC0S4 + hM)
Размер по роликам с четным числом зубьев и с нечетным числом зубьев м М = dD~ D; 90° 7И = cos —— D и z
Вспомогательные величины Ур 8есХр = АЛ1(Сд—0,5£>р)
hp Ар = (Од — 0,5£)р) sin Хр
Pop ЯОр = ЯцдС05<рд + Лр
I l-V^ + ^Dp-
-2ЯцД ЛОр cos ^д~—)
Шаг зацепления *> Ра Pa = e& — 0,5DP-l
Поправка на шаг зацепления вследствие неравенства факти- ческого размера по роликам Л1ф расчетному Л1 Др г а л /2л Др =—ДАТ sec X о— — “ Z \р Z ЬМ — Л1ф — М
Расчет перепада положений роликов во впадине между зубьями (см. рис. 16.9)
Вспомогательные величины sec Х1 = ЛЛ1(бд —0,501)
х2 sec Х2 = йЛ1 (0д — 0,5£>2)
*3 sec Х3 = kM (с?д — 0,5£>3)
) При Ад < 1 ра > db — . При Ад к| N ts V чв Л
324
Продолжение табл. 16.6
Параметр Обозначе- ние Расчетные формулы
*1 hi — — 0,5Di) sin Xi
Л2 Л2 = (ед— 0,5О2) sin Х2
Аз Лз = (Од — 0,5Os) sin Хз
Перепад по роликам Нп //21 = (Лг- АО + 0,5 (Ot - О2)
//31 //31 = (*з- ЛО +0,5 (Ot - Оз);
//32 //32 = (Лз — ^2) +0,5 (О2 — Оз)
2л
А/х —для угла развернутости VfX = va + — и
2л
Лаж — для угла .развернутости vax = .
Контроль модифицированного профиля производится по эвольвентограмме
сравнением фактического профиля с расчетными величинами модификации (см,
рис. 16.8 и данные по п. 4 табл. 16.6).
Предварительный контроль на зубошлифовальном станке производится по
шагу зацепления (равенство шага зацепления по левым и правым профилям) и
по величине перепада И в расположении роликов разных диаметров во впадине
между зубьями. По разности фактического и расчетного значений перепада мож-
но судить о необходимой поправке в настройке прибора для профилирования
шлифовального круга.
Глава 17
МАСЛА ДЛЯ АВИАЦИОННЫХ РЕДУКТОРОВ
Для современных авиационных газотурбинных двигателей и редукторов тре-
буются высококачественные масла, способные длительное время работать в ус-
ловиях разнообразных режимов трения, высоких температур, нагрузок, скоро-
стей, в контакте с различными материалами. Применение смазочных масел необ-
ходимо для уменьшения трения и износа деталей, отвода от них тепла, предо-
хранения от коррозии, удаления твердых включений и частиц, попадающих меж-
ду парами -трения и т. п.
Противоречие в требованиях к качеству масел, которые должны сочетать
высокую смазывающую способность с хорошими вязкостно-температурными ха-
рактеристиками для обеспечения надежного запуска при низких температурах,
привели к необходимости применения в качестве смазки в ТВД, имеющих общую
маслосистему с редуктором винта, и редукторах вертолетов смесей из маловяз-
ких минеральных (нефтяных) масел типа МК-8 или трансформаторного с высо-
ковязкими маслами МС-20 или МК-22. Причем соотношение указанных масел, в
смесях было различным. Так, для применения в редукторах двигателей АИ-2'0 и
325
АИ-.24 оказались пригодными смеси, состоящие из 75% масла МК-8 и 2'59/о/Мас-
ла МС-20 (СМ-4,5) *. В то же время для смазки более мощного редуктора' дви-
гателя НК-12 требовалась смазка с большей несущей способностью, содержащая
75»/о МС-20 в смеси тех же масел (СМ-14,5). Такая же смесь нашла применение
(в качестве летней смазки) и в некоторых редукторах вертолетов; зимо)! в усло-
виях низких температур используется менее вязкая маслосмесЬ'—50% МС-20+
+ 50% МК-8 (СМ-8).
В целом .маслосмеси обладают невысокими эксплуатационными свойствами.
Они не обеспечивают запуска изделий в зимнее время без подогрева, готовятся
на месте потребления без достаточного контроля качества, тер1моокислительная
Таблица 17.1
Ассортимент масел, применяемых
в авиационных редукторах
Масла ГОСТ, ТУ или состав
СМ-4,5 75% МК-8 (ГОСТ 6457—66) + 25 % МС-20 (ГОСТ 21743—76)
СМ-8 50% МК-8+50% МС-20
СМ-11,5 25% МК-8+75% МС-20
МН-7,5 ГОСТ 17748—72
ВНИИ НП-7 ГОСТ 12246—66
Б-ЗВ ТУ 38 101295—75
эфиров дикарбоновых кислот. Это масло
ми свойствами.
стабильность маслосмесей недоста-
точна.
С целью создания единого масла
для ТВД взамен применяемых масло-
смесей было разработано и допущено
к применению минеральное масло
МН-7,5, содержащее комплекс приса-
док различного функционального наз-
начения (загущающие, аитиокисли-
тельные, противозадирные, противоиз-
носные и другие присадки). Опреде-
ленным недостатком масла МН-7,5
являются существенный рост вязко-
сти при эксплуатации и появление
смолоподобных частиц на фильтрах
линии откачки масла вследствие не-
достаточной адгезии продуктов окис-
ления к металлической поверхности.
В настоящее время указанный
недостаток устраняется, улучшенное
масло МН-7,5у проходит испытания.
Для ТВД разработано и допуще-
но к применению синтетическое мас-
ло ВНИИ НП-7 на основе сложных
обладает высокими эксплуатационны-
В качестве единого масла для ГТД н редукторов вертолетов Ми-2 и Ми-8
много лет применяется синтетическое масло Б-ЗВ, созданное на основе сложных
эфиров пентаэритрита и синтетических жирных кислот С5... Св. Масло Б-ЗВ со-
держит в своем составе антиокислительную и противозадирную присадки, оно
стабильно до 200° С и обладает высокой смазывающей способностью. Недостат-
ком масла Б-ЗВ является склонность к выделению осадков вследствие окисления
противозадирной присадки. Проводятся работы по созданию улучшенного масла.
Таким образом, существует несколько сортов смазки, которые используются
в авиационных редукторах (табл. 17.1).
Свойства масел характеризуются большим количеством показателей, однако
к основным критериям, определяющим пригодность того или иного сорта масла
для работы в авиатехнике, относятся термоокислительная стабильность, смазы-
вающая способность, вязкостно-температурные и коррозионные свойства масла.
Термоокислительная стабильность является одним из основных свойств авиа-
ционного масла, определяющих предельно допустимый уровень рабочих темпера-
тур масла, и характеризует способность масла сохранять неизменными свои фи-
зико-химические показатели и эксплуатационные свойства при работе в узле тре-
ния в условиях воздействия повышенных температур, кислорода воздуха, ката-
литического влияния контактирующих с маслом конструкционных материалов.
Оценка этого свойства масел в лабораторных условиях как в СССР, так и
за рубежам производится различными методами. Окисление масел в условиях
нагрева по этим методам осуществляется продуванием кислорода или воздуха
в присутствии металлов — катализаторов или без них в течение определенного
времени. Существуют методы оценки окисляемости масел по количеству погло-
1 Смесь масел с вязкостью при 100° С 4,5 мм’/'с обозначается СМ-4,5; 11,5 мм2/с—СМ-11,5.
326
пленного кислорода. Но преобладающее большинство отечественных и зарубеж-
ных методов предусматривает оценку тер-моокислительной стабильности масел
по изменению их физико-химических показателей (кислотное число, вязкость и
др.), а также по количеству осадков, образующихся в масле при его окислении,
и по потере массы металлических пластинок-катализаторов в результате их кор-
розии. 1
В нашей стране для определения термоокислительной стабильности масел,
применяется несколько лабораторных методов (ГОСТ 981—75, ГОСТ 6794—75,,
ГОСТ 13076—67 и др.). В последнее время в качестве унифицированного широко;
используется метод оценки термо-окислительной стабильности авиационных ма-
сел на приборе ТСМ-1 (ГОСТ 23797—79). Метод заключается в 50-часовом окис-
лении 1'&Э мл масла кислородом воздуха, продуваемом в количестве 1'0 л/ч, в-
присутствип пластинок-катализаторов (40X2-0X2 мм) из стали ШХГ5, алюминия-
АК4 и меди ATI (М2) с последующим определением изменения физико-хими-
ческих показателей масла.
В табл. 17.2 приведены результаты оценки термоокислительной стабильности-
отдельных .партий масел на .приборе ТСМ-1.
Смазывающая способность—одно из важнейших свойств авиационного-
масла, определяющее способность масел предотвращать различные виды разру-
шений поверхности пар трения.
Известно, что минимальный износ трущихся пар наблюдается при жидкост-
ном н полужидкостном трении. В соответствии .с гидродинамической теорией тре
ния ,пр.и расчете толщины смазочного слоя, разделяющего поверхности трения, из
всех показателей масла, характеризующих его смазывающую способность, учи-
тываются только вязкость и пьезокоэффициент вязкости [Ь'22, 82, 87]. При этом
принято считать, что увеличение вязкости масла улучшает его противоизносные
свойства. Однако при граничном трении, в условиях масляного голодания, на-
пример, при запусках двигателя, смазывающая способность не определяется од-
ной лишь вязкостью масла. Помимо традиционного влияния свойств материала
поверхности и геометрии контакта она в значительной степени зависит от свойств
и состава самого масла, от наличия и эффективности противозадирных и проти-
воизносных присадок. В частности, от способности масла образовывать на по-
верхностях трущихся пар граничные пленки, способные противостоять сжимаю-
щим усилиям и в то же время не оказывать большого сопротивления движению
в плоскости касания.
Для повышения смазывающей способности в состав масел МН-7,5, ВНИИ
НП-7 и Б-ЗВ введены специальные присадки.
В настоящее время смазывающая способность авиационных масел при про-
ведении официальных лабораторных исследований оценивается на четырехшари-
к-овой машине трения (ЧШМ) и на редукторной установке. В исследовательской
практике широко применяется множество других машин трения и методов рабо-
ты на них. Однако при исследованиях масел для авиационной техники они -не
нашли применения, за исключением принятого за рубежом лабораторного шесте-
ренчатого стенда Райдера [185].
Исследования смазывающей способности авиационных масел на четырехша-
риковой машине проводятся по ГОСТ 9490—75. В условиях скольжения на
ЧШМ воспроизводится один из самых тяжелых режимов трения — граничное
трени-е, что обусловлено -высокими удельными давлениями при точечном контакт
те и формой тел трения.
Четырехшариковые машины обладают и рядом недостатков, поскольку ус-
ловия чистого скольжения не встречаются при работе зубчатых передач. Ре-
зультаты, полученные на ЧШМ, служат для сравнительной оценки смазывающей
способности различных сортов масел по ГОСТ 9490—75 при 20° С и для контро-
ля их качества (табл. 17.3).
Наиболее ответственные испытания авиационных масел по оценке Смазыва-
ющих свойств в лабораторных условиях проводятся на редукторной установке.
Эти испытания проводятся на реальном узле трения, состоящем из -пары зубча-
тых колес, изготовленных из материалов и по технологии производства зубчатых
колес для авиационных изделий. Кроме того, воспроизводятся окружные скоро-
сти вращения, относительные скорости скольжения, удельные нагрузки на зуб,'
рабочие темпеоатуры.
327
Наименование показателей
328
Таблица 17.3
Смазывающая способность масел
Наименование показателей Значение показателей масла
СМ-4,5 СМ-11,5 МН-7,5 ВНИИ НП-7 Б-ЗВ
Критическая нагрузка заедания (Рк) в Н 440(60 с) 500(60 с) 1000 860 1000
Показатель износа (£>и) в мм 0,66 0,63 0,39 0,43 0,47
Масло считается выдержавшим испытание на установке, если состояние ра-
бочих поверхностей зубьев после испытания не хуже эталонного (за эталон при
испытаниях масел применительно к условиям работы в авиационных редукторах
принята маслосмесь СМ-1И,5).
Вязкостные и низкотемпературные свойства масел определяют возможность
запуска силовых авиационных установок и прокачиваемость масла к узлам тре-
ния при низких температурах. Эти свойства определяются комплексом физико-
химических показателей, таких, как пологость вязкостно-температурной кривой,
уровень вязкости и в какой-то мере температура застывания. Прокачиваемость
масел можно характеризовать критической температурой, при которой их подача
к узлам трения нарушается или прекращается совсем. Исследования, проведен-
ные за рубежом, показывают, что нормальная прокачиваемость масла нарушает-
ся примерно при вязкости 5000 мм2/с и прекращается при —20 000 мм2/с [69].
Ниже приведены данные по температуре застывания масел, применяемых в
авиационных редукторах:
Масла СМ-4,5 СМ-8 СМ-11,5 М.Н-7,5 ВМ.ИИ НП-7 Б-ЗВ
/ °C *заст> —35 —30 —20 —55 —60 —60
На рис. 17.1 даны вязкостно-температурные свойства масел.
Из приведенных данных видно, что по вязкостным и низкотемпературным
свойствам масла МН-7,6, ВНИИ НП-7 н Б-ЗВ имеют существенное преимущест-
во перед маслосмесями. Запуск двигателей АИ-20 на маслосмеси СМ-4,5 осу-
ществляется без подогрева при температурах не ниже —25° С, а двигателей
НК-12 на маслосмеси СМ-Ы,5—не ниже —5°С, а на масле МН-7.5 надежный
запуск указанных двигателей может осуществляться без подогрева до темпера-
тур —30... 35° С.
В табл. 17.4 приведены значения пьезокоэффициента вязкости масел при не-
скольких температурах, использующегося при контактно-гидродинамических рас-
четах узлов трения [82].
Коррозионность масел характеризует степень их агрессивного воздействия на
авиационные конструкционные материалы при работе авиатехники и в условиях
ее хранения.
Причинами коррозии соприкасающихся с маслом материалов могут быть со-
держащиеся в составе масла агрессивные компоненты основы или введенные в
масло присадки (например, серо- или хлорсодержащие соединения), а также
продукты окисления или термоокислительной деструкции масла (органические
перекиси, кислоты). Значительное коррозионное воздействие оказывает попав-
шая в масло влага.
Применяемые в авиатехнике смеси масел МК-8 (трансформаторное ТК) и
МС-.20 (МК-22) не вызывают коррозии конструкционных материалов: сталей
329
Рис. 17.1. Вязкостно-температурные свойства масел, применяемых в авиационных
редукторах:
1—СМ-11,5; 2— СМ-8; 3— СМ-4,5; 4—МН-7,5; 5—ВНИИ НП-7; 6—Б-ЗВ
Тлблииа 17.4
Пьезокоэффициеит вязкости масел при различных температурах
Масла л-10в, м8/кгс, при 6 °C
50 60 70 100 120 150
СМ-4,5 0,175 0,165 0,144 0,123 0,102 0,069
СМ-8 0,192 0,160 0,155 0,130 0,107 0,069
СМ-11,5 0,206 0,192 0,165 0,137 0,109 0,068
МН-7,5 0,126 0,123 0,111 0,101 0,090 0,074
ВНИИ НП-7 0,124 0,120 0,113 0,105 0,099 0,058
Б-ЗВ 0,084 0,068 0,083 0,083 0,082 0,061
Примечание.
В смесях
использовалось трансформаторное масло.
330
Таблица 17.5
Физико-химические свойства масел
Наименование показателей Значения показателей масел
СМ-4,5 СМ-8 СМ-11,5
Плотность при 20° С в г/см3, не более 0,890 0,895 0,895
Кинематическая вязкость в мм2/с при 100° С 4,3—4,8 7,0±0,5 11,5±0,5
Температура вспышки в открытом тигле в °C, не ниже 135 140 150
Кислотное число в мг КОН на 1 г мас- ла, не более 0,05 0,05 0,05
Содержание механических примесей Отс. Отс. Отс.
Содержание водорастворимых кислот и щелочей Отс. Отс. Отс.
Содержание воды Отс. Отс. Отс.
Коксуемость в %, не более 0,15 0,2 0,3
Зольность в %, не более 0,005 0,005 0,005
Значения показателей масел
Наименование показателей ВНИИ НП-7 МН-7,5 Б-ЗВ
Плотность при 20° С в г/см3, не более 0,918..0,922 0,900 0,990.-0,997
Кинематическая вязкость в мм2/с: при 'МТ С 7,50...8,0 Не 'менее 7,50 Не менее 5,0
при —35° С, не более 7500 7000 3500
при —40° С, не более — — 12500
Температура вспышки в открытом тигле в °C, не ниже 210 155 235
Кислотное число в мг КОН на 1 г мас- ла, не более 0,30 0,10 4,4...5,5
Содержание механических примесей Отс. Отс. Отс.
Содержание водорастворимых кислот и щелочей Отс. Отс. Отс.
Содержание воды Отс. Отс. Следы
Коксуемость в %, не более — 0,6 0,45
Зольность в %, не более — — —.
331
Таблица 17.6
Удельная теплоемкость масел
при различных температурах
Срг кДж/(кг-К)
Темпера- тура, °C СМ-4,5 ВНИИ НП-7 МН-7,5 Б-ЗВ
-30 — 1,734 1,710 1,720
-20 — 1,755 1,745 1,750
-10 —. 1,801 1,782 1,775
0 1,827 1,840 1,817 1,800
20 1,860 1,910 1,890 1,854
40 1,900 1,970 1,965 1,903
60 1,932 2,035 2,040 1,950
80 1,968 2,100 2,115 2,000
100 2,002 2,160 2,190 2,055
120 2,040 2,225 2,265 2,105
140 — 2,290 2,335 2,155
150 —. 2,320 2,375 2,180
160 — — — 2,205
180 — — 2,260
Таблица 17.7
Коэффициенты теплопроводности масе.»
при различных температурах
Хм. Вг/(м-К)
Температу- ра, °C ю
а § S' ХС К РЗ СО
ДГ м *8
—30 — 0,1488 0,1336 0,1581
—20 — 0,1470 0,1322 0,1562
0 0,1290 0,1430 0,1291 0,1528
20 0,1268 0,1394 0,1265 0,1492
40 0,1256 0,1358 0,1237 0,1456
60 0,1232 0,1324 0,1210 0,1420
80 0,1209 0,1290 0,1184 0,1384
100 0,1186 0,1255 0,1156 0,1348
120 0,1163 0,1220 0,1129 0,1312
140 — 0,1186 0,1103 0,1276
150 — 0,1170 0,1048 0,1258
160 — — — 0,1240
180 — — — 0,1205
Примечание. Смеси масел МК-8+
+МС-20 в различном соотношении имеют
практически одинаковые значения коэффи-
циента теплопроводности в приведенном
интервале температур.
углеродистых, оксидированных и оксиднофосфатированных; цинковых, никеле-
вых, хромовых, серебряных покрытий; алюминиевых, магниевых и титановых
сплавов, меди и медных сплавов (латуни, бронзы); чугуна и свинца.
Масло МН-7,5 также обладает низкой агрессивностью, однако при темпера-
турах до 100... 1'20° С вызывает коррозию ряда медных сплавов (например,
ВБ-23НЦ, ВБ-24), свинца.
Синтетические масла, как правило, более агрессивны, чем минеральные мас-
ла, особенно по отношению к магниевым и некоторым медным сплавам, кадмие-
вому покрытию. Значительное воздействие на эти материалы оказывает при вы-
соких температурах масло Б-ЗВ, в связи с чем максимально допустимая темпе-
ратура его применения ограничена до 175° С (при использовании магниевых спла-
вов— до 100... 120° С).
Физико-химические свойства масел в соответствии с требованиями ГОСТ и
ТУ на эти масла приведены в табл. 1'7.5.
При тепловых расчетах маслосистемы, определении теплопередачи важное
значение имеют такие показатели рабочей жидкости (масла) как теплоемкость
(табл. 17.6), теплопроводность (табл. 17.7) и плотность (табл. 17.8).
332
Таблица 17,8
Плотность масел при различных температурах
Температура, ° С См, г/см’
СМ-4,5 СМ-11,5 ВНИИ НП-7 МН-7,5 Б-ЗВ
—40 — — 0,9583 0,9236 1,0423
—20 — 0,917 0,9442 0,9101 1,0268
— 10 0,905 0,912 — — —,
0 0,897 0,904 0,9300 0,8966 1,0113
20 0,885 0,892 0,9163 0,8829 0,9958
40 — 0,880 0,9026 0,8692 0,9803
50 0,865 — — — —
60 — 0,868 0,8889 0,8555 0,9647
75 0,850 — — — —
80 0,855 0,8752 0,8418 0,9492
100 0,834 0,842 0,8615 0,8282 0,9337
120 — 0,831 0,8478 0,8145 0,9182
125 0,819 — — — —
140 — 0,819 0,8341 0,8008 0,9027
150 0,802 — 0,8273 0,7839 0,8949
160 — — — —• 0,8871
180 — — — — 0,8794
Глава 18
ОЦЕНКА ВИБРОАКТИВНОСТИ АВИАЦИОННЫХ
РЕДУКТОРОВ
При оценке состояния авиационных редукторов широкое применение нашел
метод вибрационной диагностики. Постановка диагноза при этом производится
по результатам виброизмерений. Для повышения эффективности этого метода
необходимо уточнение зависимости вибраций корпуса редуктора от состояния его
деталей. Эта задача решается с помощью получения спектров вибраций корпуса
редуктора и -погрешностей вращения элементов кинематической цепи -редуктора,,
наиболее полно отражающих их состояние.
18.1. АНАЛИЗ ПОГРЕШНОСТЕЙ
Сигнал кинематической погрешности зубчатых передач, отражающий изме-
нение погрешности во времени, и спектр этого сигнала с учетом нагруженности
и упруго-жесткостных параметров деталей редуктора содержат информацию о его
состоянии. Такой сигнал в отличие от традиционного, определяемого только от-
клонениями геометрических параметров, назовем сигналом погрешности враще-
ния.
333
Сигнал .кинематической погрешности зубчатой пары [104] можно представить
в 'виде
/?(O = T2(O-’F2o(O. (18.1)
где F(0—сигнал кинематической погрешности; <р2(/)—величина, пропорцио-
нальная текущему значению угла поворота ведомого вала передачи; <р20(/)—ве-
личина, пропорциональная текущему значению угла поворота ведомого вала пе-
редачи.
Этот сигнал, получаемый при однопрофильном контроле, несет в себе ин-
формацию о погрешностях геометрии сопряженных колес. Тот же сигнал, но по-
лучаемый в редукторе, содержит, кроме того, информацию о погрешностях сбор-
ки и состоянии подшипников. Сигнал погрешности вращения, учитывая составля-
ющие сигнала кинематической погрешности, отражает деформативность упругих
элементов редуктора, влияние смазки, крутильные колебания и инерционность
системы. Сигналы от отдельных ступеней редуктора и сигнал от всей цепи взаи-
мосвязаны. Таким образом, сигнал погрешности вращения имеет сложную струк-
туру и зависит от многих факторов. Он может быть представлен суммой детер-
минированных и случайных составляющих.
В настоящее время известно несколько способов получения кинематической
погрешности зубчатой пары. Наибольшее распространение получил способ с ис-
пользованием импульсных датчиков отсчетных систем, с помощью которых из-
меряется разность действительного угла поворота ведомого колеса и номиналь-
ного, соответствующего повороту ведущего колеса. В качестве датчиков отсчет-
ных систем при этом используются фотоэлектрические, магнитно-импульсные,
элект,роиндуктив1ные, стробоскопические, сейсмические, динамические и другие
датчики [153]. Измерение кинематической погрешности с помощью импульсных
датчиков обладает высокой точностью и большой производительностью. Кроме
того, при этом способе имеется возможность получать сигнал, пропорциональный
кинематической погрешности, и производить его спектральный анализ. Наряду с
применением для получения кинематической погрешности отдельных пар зубча-
тых колес при их однопрофильном контроле, импульсные датчики могут быть
применены для получения сигнала погрешности вращения кинематической цепи
работающего .редуктора.
Рассмотрение свойств сигнала погрешности вращения показывает, что в его
спектре должны присутствовать гармонические составляющие с частотами, крат-
ными частотам вращения элементов кинематической цепи зубчатой передачи, и
вследствие их случайных взаимодействий шумовая составляющая. Флуктуации
передаваемого момента и скорости вращения входного вала зубчатой передачи
будут вызывать амплитудные и фазовые модуляции гармоник, кратных частотам
вращения элементов кинематической цепи. Этот сигнал может быть записан в
виде
п
= % S;(t)+ n(t), (18.2)
/=1
где Si(t)—периодическая составляющая с периодом Т{; п(1)—случайная сос-
тавляющая.
Анализ сигнала погрешности вращения состоит в определении периодических
составляющих, связанных с погреши остями отдельных элементов кинематической
цепи.
Так как сигнал погрешности вращения связан с частотой вращения ведуще-
го вала зубчатой передачи, наиболее целесообразным для выделения гармони-
ческих составляющих является следящий спектральный анализ, а также дискрет-
ное преобразование Фурье с использованием либо специализированных уст-
ройств, либо ЭВМ. При обоих методах в качестве опорного сигнала используется
сигнал от одного из импульсных датчиков угла поворота. Эти методы обеспечи-
вают требуемую разрешающую способность и дают возможность обработать ре-
ализацию сигнала, равную периоду сигнала, за который произойдет полный цикл
пересопряжения всех зубьев зубчатых колес. На рис. 18.1 показана одна из воз-
можных блок-схем аппаратуры спектрального анализа сигнала погрешности вра-
щения пар зубчатых колес.
334
Рис. 18.1. Блок-схема спект-
рального анализа сигнала
кинематической погрешности
Сигналы, пропорциональные кинематическим погрешностям различных зуб-
чатых передач, и спектры этих сигналов, полученные совместно с В. Г. Васи-
ленко методом синхронного накопления с использованием ЭВМ, показаны на
рис. 18.2... 18.5.
На рис. 18.2 показан период сигнала кинематической погрешности (оди<
оборот ведомого вала передачи) пары зубчатых колес Zi='2'2, z2=44. Рассмот-
рение спектров этой пары с передаточным числом и=2 показывает, что гармо-
ники периодических составляющих, имеющие номера, кратные передаточному чис-
лу, определяются погрешностями обоих колес, а все остальные — погрешностями
зубчатого колеса с большим числом зубьев.
На рис. 18.3 показан сигнал кинематической погрешности пары с числом
зубьев Zi=4’9, z2=51, полученный за четыре оборота ведомого вала и передан-
ный ио 49 реализациям. Спектр этого сигнала показан на рис. Г8.4. Для получе-
ния всех гармонических составляющих сигнала кинематической погрешности
данной пары необходим анализ сигнала, равного по длительности полному циклу
пересопряжения всех зубьев зубчатых колес.
На рис. 18.5 показан сигнал кинематической погрешности пары зубчатых ко-
лес с числами зубьев z1=.22, z2=44, полученный после испытаний пары на замк-
нутом стенде, и спектр этого сигнала. Сравнение данного спектра со спектром
,^(<р),угл.нин
Рис. 18.2. Сигнал кинематической погрешности пары зубчатых колес Z|=22, z2=44 (а) и
спектр сигнала кинематической погрешности (б)
335
336
Таблица lt.l
Собственная и вынужденная частоты колебаний деталей редуктора
Источник вибраций Расчетная зависимость Условные обозначения
Собственные колебания зубчатых колес в одно- т/ 1 -U 1$ /«3,56-104 У - (18. 3) и — передаточное число зубчатой
парном зацеплении Собственные колебания зубчатых колес в двух- парном зацеплении Неуравновешенность вращающихся деталей, на- копленная погрешность окружного шага зубчатых колес (роторная вибрация) Неуравновешенность сепаратора при вращении ^2 /'-1.27/ тп "бо" ,1 (18. 4) (18.5) передачи; d2 — диаметр начальной ок- ружности колес, см т= 1, 2, 3,... п — частота вращения, об/мин п-в, пя — частоты вращения внут-
внутреннего кольца ' 1 60 (18. 6) реннего и наружного колец соответ-
Неуравновешенность сепаратора при вращении наружного кольца и nBki ~ 60 (18.7) ственно 3,—(13.8)
Неуравновешенность сепаратора при вращении обоих колец в одном направлении -III (ин — Ив) ^2 ~ 60 (18.9) dm + D cos а /?2 — 2dm
Неуравновешенность сепаратора при вращении обоих колец в разных направлениях ,1V (пи + Пв) k<2 ~ 60 (18. 10) dm — диаметр центров тел качения; D — диаметры тел качения; а — углы
Удары при прохождении телами качения зоны нагружения: при вращении внутреннего кольца при вращении наружного кольца , ПВА1 Л- 60 ц Пн^2 - 60 (18. 11) (18. 12) контакта с дорожками качения шари- ка и ролика соответственно зт —число тел качения
при вращении обоих колец в одном направле- нии при вращении обоих колец в разных направле- ниях Дефекты тел качения: при вращении внутреннего кольца; при вращении наружного кольца при вращении обоих колец в одном направле- нии при вращении обоих колец в разных направ- лениях Импульсное и кинематическое возбуждение зуб- чатых колес Колебания зубчатых колес с одним и более узло- выми диаметрами: при зацеплении с одним колесом при зацеплении нескольких колес при зацеплении нескольких колес, когда число полюсов есть произведение простых множителей / = £'?"; при зацеплении нескольких колес, когда числа зубьев сопрягаемых колес имеют общий мно- житель А при пере сопряжении зубьев колес планетарной w передачи: (is. 13) (IS. 14) 2 М (18.15) /Р-щ, 2бо 2 м (18,1б) тТт 1^2 /’"_(лн лв) z^k (18. 17) /jv-(nH+nB) ™ 1 2 z.k (18. 18) ZJOU Л = mz (18. 19) (18.20) о,-» х±0 (18-21> (13.22) ^„(,/*-,±1) (l823) k — число дефектов тел качения т= 1, 2, 3, ... z —число зубьев 1 — число узловых диаметров; р — число полюсов
338
,г(<р),угл.мщ':
(p.pacf
Рнс. 18.3. Сигнал кинематической погрешности пары зубчатых колес z,=49, z2=3i, осред-
иенный по 49-й реализации
этой пары, полученным до испытаний (см. рис. 18.3), показывает, что после при-
работки в спектре исчезают гармоники выше второй зубцовой, имеющие макси-
мумы амплитуд.
18.2. ХАРАКТЕРИСТИКА ВИБРАЦИЙ РЕДУКТОРА
Вибрации авиационного редуктора значительной интенсивности имеют меха-
ническое происхождение и проявляются в широком диапазоне частот. Источни-
ками этих вибраций являются вращающиеся элементы кинематической цепи ре-
дуктора. Спектр вибраций содержит большое число дискретных составляющих
и в значительной мере определяется спектром погрешностей вращения элементов
кинематической цепи.
На рис. '18.6 показан типичный спектр вибраций вертолетного редуктора.
В спектре редуктора можно выделить роторные вибрации с частотой и внб-
рапии, возбуждаемые подшипниками и зубчатыми колесами с частотой fz.
.Роторные вибрации возбуждаются в редукторе в результате дисбалансов
вращающихся валов, подшипников и зубчатых колес. Причиной дисбалансов яв-
ляются неоднородность материала, ошибки геометрии, дефекты конструкции и
монтажа, неравномерность износа деталей и ослабление их сопряжений в про-
цессе эксплуатации. Максимумы в спектре роторных вибраций проявляются на
частотах, совпадающих с частотами собственных колебаний зубчатых колес, ко-
торые могут быть определены из зависимостей (.18.3) и (18.4) (табл. 18.1) [23].
Дискретные частотные составляющие роторных вибраций определяются выраже-
нием (18.5) (см. табл. 18.,1).
Вибрации от подшипников имеют сложную структуру и зависят от геометри-
ческих погрешностей элементов подшипников, их конструктивно-'те'хнологнческ1их
параметров и резонансных свойств и т. д. Дискретные составляющие спектра
вибраций подшипников, свизанные со скоростями их вращения, могут быть опре-
делены с помощью зависимостей (18.6) ... (18.18) (см. табл. 18.1) [18]. Вместе с
тем, .в результате флуктуаций частоты вращения, проскальзывания тел качения,
непостоянства углов контакта и т. д., зависимости для определения дискретных
составляющих служат для определения положения максимумов в спектре ви-
брационного сигнала. В спектре вибраций, возбуждаемых подшипниками, макси-
мумы соответствуют их резонансным частотам. Резонасные частоты являются
следствием широкополосных случайных вибраций, возникающих вследствие тре-
ния тел качения и их ударов при прохождении зоны нагружения.
Причинами возникновения вибраций, возбуждаемых в редукторе зубчатыми
передачами, являются неравномерность вращающихся масс, импульсное парамет-
рическое и кинематическое возбуждения [184]. Импульсное возбуждение происхо-
дит от соударения зубьев при входе и выходе из зацепления. В результате им-
пульсного возбуждения в спектре вибраций редуктора присутствуют дискретны’
составляющие с частотой переоопряжения зубьев и кратные им гармоники. В
спектрах вертолетных редукторов может присутствовать более десяти гармоник
значительного уровня, кратных зубцовой частоте. Частоты пересопряжения зубь-
ев для различных типов передач, применяемых в вертолетных редукторах, могут
339
Рис. 18.4. Спектр кинематической погрешности пары зубчатых колес г,=49, г2=51 от сигнала
осреднеииого по 51-й реализации
Рис. 18.5. Сигнал кинематической поюешностн пары зубчатых колес z,=22, z2=44 (а) после
испытаний на замкнутом стенде и спектр сигнала кинематической погрешности (б)
340
быть определены из зависимостей (18.19) ... (18.30), приведенных в табл. 18.1
[134]. Параметрическое возбуждение обусловлено переменной жесткостью зубьев
в зацеплении.
Наиболее важное кинематическое возбуждение возникает в результате не-
равномерности вращения звеньев кинематической цепи редуктора, вызванной по-
грешностями вращения. Неравномерность вращения вызывает изменение во вре-
мени действующих сил и моментов, и, как результат, возникновение вибраций.
В результате кинематического возбуждения в спектре вибраций вертолетного ре-
дуктора присутствуют дискретные составляющие, соответствующие гармоничес-
ким составляющим спектров погрешностей всех зубчатых передач этого редукто-
ра. В спектре вибраций редуктора могут присутствовать также вибрации с мак-
симумами, соответствующими собственным частотам зубчатых колес. Кроме того,
в спектре присутствуют случайные широкополосные вибрации, вызванные случай-
ными составляющими погрешности вращения. Корпус редуктора вследствие его
реэонасных свойств может усиливать или ослаблять возбуждаемые вибрации.
Интенсивность составляющих спектра вибраций редуктора возрастает с ростом
скорости вращения и нагрузки и зависит от состояния его деталей.
18.3. ИЗМЕРЕНИЕ ВИБРАЦИЙ РЕДУКТОРА
Вибрации, являясь процессом, протекающим во времени, характеризуются
определенными параметрами. Для наиболее простых гармонических вибраций та-
кими параметрами могут быть:
' мгновенная амплитуда смещения
А = Ао sin uit (18. 31)
где До — максимальная амплитуда колебания; со — угловая частота, связанная с
<л 2л
частотой f соотношением f = -— и с периодом Т — —; t— время; амплитуда
2л ь>
скорости
dA ( л \
Av = & = Ао<л cos ь>( = Доы sin 14>t + i (18. 32)
амплитуда ускорения
dA7!
Аа = — — AtfiP sin A0ii>2 sin + л). (18. 33)
Частота измеряется в Гц, фаза в радианах или градусах, амплитуда смещения
в м, амплитуда скорости в м/с и амплитуда ускорения в м/с2 или в единицах
свободного падения g.
Для измерения случайных процессов используются [47]:
341
— среднеквадратическое отклонение
т
тх = Игл — \x(t)dt, (18. 34)
У-х» Т J
о
где X — амплитуда лооцесса;
— автокорреляционная функция
т
Rx (х) = lim — X (/) X (t + т) dx, (18. 35)
Г-х» Т J
о
где т — интервал времени;
— спектральная плотность мощности
Оч)
G (ь>) = 4 [ k (т) coswTdt. (18. 36)
О
Спектральная плотность мощности измеряется в £2/Гц.
Вибрационный процесс, возбуждаемый в редукторе, можно представить в ви-
де суммы узкополосных компонент, связанных определенными соотношениями с
частотами вращения элементов кинематической цепи и широкополосной шумовой
составляющей. Узкополосные компоненты в диапазоне 1 ... 3 • ГО3 Гц могут дости-
гать уровня до 200 g.
Вибрации в редуктор» распространяются от источников возбуждения по ки-
нематической цепи через все опорные связи на корпус редуктора, где могут быть
измерены первичным вибропреобразователем, способным преобразовать вибраци-
онный сигнал в электрический.
На практике для измерения вибраций редукторов формируются измеритель-
ные каналы. Измерение производится по одному или нескольким каналам. К из-
мерительному каналу предъявляется требование не искажать параметры вибра-
ционного процесса. Это может быть обеспечено равномерностью частотной харак-
теристики измерительного канала K(f) во всем частотном диапазоне измеряемых
вибраций [144]. Кроме того, амплитудная характеристика процесса должна быть
линейна во всем диапазоне измеряемых амплитуд от min до шах. Это значит, что
чувствительность канала должна быть постоянной в измеряемом частотном диа-
пазоне.
Обычно виброизмерительные каналы состоят из первичного вибропреобразо-
вателя, согласующего устройства, усилмтельно-преобразующего устройства и ре-
гистратора.
При измерениях вибраций авиационных редукторов наибольшее распростра-
нение получили пьезоэлектрические и индукционные вибропреобразователм, пре-
образующие сигнал механических вибраций в электрический пропорционально ус-
корению и виброскорости соответственно. Индукционные вибропреобразователи
имеют высокую чувствительность, превышающую чувствительность пьезоэлектри-
ческих в несколько тысяч раз, и высокую помехоустойчивость. Их недостатки:
низкая вибропрочность (до 150 м/с2), большие габаритные размеры и значитель-
ная масса. Их применение ограничено диапазоном до 300... 500 Гц при вибро-
ускорениях до 30 g.
Пьезоэлектрические вибропреобразователи имеют существенно больший час-
тотный и динамический диапазон, малые габаритные размеры и массу, высокую
вибропрочность. Температурный диапазон современных пьезоэлектрических виб-
[л преобразователей позволяет измерять вибрации при температурах —60...
... 4-250° С в диапазоне 1 ...6-ВО4 Гц. Недостатками их являются низкая помехо-
у< г эйчивость. низкая влагостойкость, низкая чувствительность при измерении
! иброскоростей и смещений в области низких частот, необходимость герметизации
датчика ч разъема и устранения колебаний соединительного кабеля, а также
уменьшение коэффициента преобразования при повышении температуры. Не-
смотря на эти недостатки, применение этих вибропреобразователей в диапазоне
высоких частот предпочтительнее.
342
Усвлптельно-преобразующие устройства включаются в измерительный канал
для усиления сравнительно слабых выходных сигналов первичных вибропреобра-
зователей, для снижения их высокого выходного напряжения, а также для про-
ведения с сигналом необходимых преобразований (интегрирования, дифференци-
рования, фильтрации). Для проведения виброизмерений на авиационных редук-
торах используется универсальная виброаппаратура, работающая как с индук-
ционными, так и с пьезоэлектрическими вибропреобразователями, наиболее рас-
пространенными. Из зарубежных могут быть использованы усилители фирм
«ГГТ» (ГДР), «Брюль и Кьер» (Дания), «Endevco» (США), «Vibrometer»
(Швейцария).
Результаты вяброизмерений могут быть отображены на стрелочном приборе,
на экране электронно-лучевого осциллографа, с помощью светолучевого осцилло-
графа на светочувствительной бумаге, а также записаны на магнитной ленте.
Наиболее удобной является регистрация на магнитной ленте. Такая регистрация
позволяет хранить информацию, накапливать ее и подвергать обработке различ-
ными способами. Для регистрации вибраций используются многоканальные точ-
ные магнитные регистраторы, позволяющие вести запись различными способами
и на различных скоростях движения ленты. Регистратор, как и остальные эле-
менты измерительного канала, выбирается исходя из частотного диапазона из-
меряемых вибраций. Выбор способа записи зависит от степени важности экспе-
римента и от требуемой точности регистрации. В точных магнитных регистрато-
рах применяются два способа записи: прямая (ПЗ) и частотно-модулированная
(ЧМ). Частотный диапазон ПЗ составляет 10... Ю5 Гц, а при записи ЧМ —
1 ... 101 Гц. Неравномерность амплитудно-частотной характеристики сквозного
тракта запись — воспроизведение при прямой записи значительно больше, чем
при записи ЧМ.
Для выделения из сигнала общих вибраций частотных компонент, несущих
информацию о состоянии элементов кинематической цепи редуктора, произво-
дится его спектральный анализ. Существует несколько методов спектрального
анализа, начиная с малодостоверного ручного и кончая различными аппаратур-
ными методами. В настоящее время применяются следующие методы аппаратур-
ного анализа: фиксированной фильтрации, последовательного гетеродинного ана-
лиза, параллельного анализа, следящего анализа, а также цифровые методы ана-
лиза в реальном времени, использующие предварительную временную компрес-
сию входного сигнала и алгоритм быстрого преобразователя Фурье на этапе на-
хождения выборочного спектра входной реализации.
18.4. СВЯЗЬ ВИБРАЦИЙ РЕДУКТОРА С СОСТОЯНИЕМ
ЕГО ДЕТАЛЕЙ
Изменение состояния элементов кинематической цепи вызывает изменение
нера(Вномерности их вращения, спектра сигнала, пропорционального этой нерав-
номерности, и спектра вибраций корпуса редуктора. Так, увеличение дисбаланса
вращающихся масс вызывает увеличение роторных вибраций и особенно наибо-
лее интенсивной первой гармоники. Интенсивность роторных гармоник в значи-
тельной мере зависит от положения режима работы по отношению к резонанс-
ному.
Появление дефектов на рабочих поверхностях подшипников ведет к росту
вибраций на роторных частотах и частотах, соответствующих резонансным. В свя-
зи с тем, что в спектре вибраций авиационного редуктора дискретные составляю-
щие, связанные со скоростью вращения подшипников, обладают малой интенсив-
ностью в сравнении с дискретными составляющими, возбуждаемыми зубчатыми
передачами, оценка состояния подшипников может быть более эффективной на
резонансных частотах. Резонансные частоты подшипников лежат выше диапазона
их частот, зависящих от частоты вращения.
Изменение состояния зубчатых передач в значительной мере сказывается на
изменении как роторных гармоник fn и nfn, так и гармоник с частотой зацепле-
ния }г и nfz и комбинационных частот /=Д±и)п. Результаты следящего анали-
за первой и второй гармоник от пересопряжения зубчатых колес Zi=22, z2=41
показывают, что износ рабочих поверхностей вызывает быстрый рост уровня виб-
раций на частоте Д и менее интенсивный на частоте 2ft. При возникновении зае-
343
далия наряду с продолжающимся ростом вибраций на частоте fz происходит
ускоренный (рост интенсивности составляющей 2/д.
В результате наноса рабочих поверхностей зубьев происходит наибольшее
суммарное изменение дискретных составляющих, соответствующих гармоникам
спектра .кинематической погрешности. Это подтверждают результаты исследова-
ний Ф. Н. Шалаева, на основании которых им предложен способ оценки состоя-
ния зубчатых передач, учитывающий суммарное изменение амплитуд этих состав-
ляющих и увеличение их числа в спектре.
Как показывают исследования, проведенные Ф. В. Головым, изменение со-
стояния зубчатых передач в наибольшей мере сказывается на изменении пара-
метров вибраций в зонах неустойчивой работы передачи. Положение и ширина
зон неустойчивости также зависят от состояния зубчатых передач. На основании
изложенного применяется способ [47] диагностики состояния редукторов по изме-
нению интенсивности частоты пересопряжения зубьев при плавном прохождении
зон неустойчивой работы.
В настоящее время широкое распространение получили исследования связи
состояния деталей редуктора с его внброакустическими характеристиками. Эти
исследования позволяют повысить эффективность вибрационного контроля и в
результате — надежность авиационных .редукторов.
Глава 19
ЭКВИВАЛЕНТНЫЕ ИСПЫТАНИЯ АВИАЦИОННЫХ
РЕДУКТОРОВ
19.1. ДЛИТЕЛЬНЫЕ И ЭКВИВАЛЕНТНЫЕ ИСПЫТАНИЯ
РЕДУКТОРОВ
Редуктору вертолета устанавливается время гарантированной работы — ре-
сурс •— иа основании большого объема конструкторских, технологических и дово-
дочных работ по устранению дефектов, а также значительного количества разно-
образных испытаний.
Если конструкция и технология соответствуют редуктору-эталону, полностью
отвечающему техническим условиям на проектирование и изготовление, и, в част-
ности, его детали имеют достаточные запасы статической и усталостной прочно-
сти, то ресурс редуктора подтверждается серией длительных стендовых, а затем
летных испытаний. Под длительными испытаниями в этом случае понимают испы-
тания на требуемый ресурс для доказательства надежности конструкции редук-
тора, выполненного в соответствии с эталоном.
Взамен длительных стендовых испытаний при ресурсе более 500... -1000 ч мо-
гут быть проведены, частично или полностью их заменяющие, эквивалентные
стендовые испытания. Основной- задачей эквивалентных испытаний является сок-
ращение времени испытаний за счет увеличения продолжительности наиболее
напряженных режимов, действие которых на детали редуктора определяют их не-
сущую способность. Эквивалентным испытанием редуктора должны быть подт-
верждены заложенные в проекте показатели напряженности и надежности, как
учитываемые, так и не учитываемые расчетом.
По такой программе испытываются редукторы, у которых поломки деталей
вследствие конструктивных нли технологических недоработок, проявляющиеся в
начальный период доводочных испытаний, исключены введением мероприятий,
подтвержденных длительной наработкой.
Эквивалентная программа испытаний редукторов не предназначена для
полной проверки стойкости деталей против износа или работоспособности его аг-
регатов на требуемый ресурс.
Увеличение длительности наиболее напряженных режимов работы по про-
грамме испытаний не должно отразиться на изменении тепловой напряженности
в зоне контакта зубчатых перед тч и подшипников и приводить к возникновению
заедания, схватывания, натира рабочих поверхностей, если таковые отсутствова-
344
ли в эксплуатации. Состояние деталей и поверхностей деталей редуктора и их
посадок не должно отличаться от состояния деталей, их поверхностей и посадок
при длительных испытаниях. Характер и вид повреждений должны соответство-
вать дефектам, которые могут возникнуть при нагруженности, отвечающей дли-
тельным испытаниям или летной многорежимной эксплуатации. Наконец, резуль-
таты, полученные при использовании программы эквивалентных испытаний, дол-
жны распространяться на редукторы, конструкция и технология изготовления ко-
торых полностью аналогична исследованным.
Эквивалентные стендовые испытания редуктора должны подтвердить воз-
можность начала летных испытаний в обеспечении требуемого ресурса.
19.2. ОСНОВНЫЕ ПРИНЦИПЫ СОСТАВЛЕНИЯ ПРОГРАММЫ
ЭКВИВАЛЕНТНЫХ ИСПЫТАНИЙ
Усталостному разрушению деталей предшествует накопление повреждаемо-
сти, возрастающее с увеличением времени работы редуктора. Повреждаемость
детали редуктора характеризуется степенью повреждаемости, которая на i-м ре-
жиме работы определяется как
П/ = /фг/Л. (19.1)
где /фа — фактическое время работы детали на i-м режиме; 7\-— ограниченная
долговечность детали на i-м режиме.
При степени повреждаемости П=1 наступает разрушение.
При увеличении наработки редуктора происходит накопление повреждаемо-
сти его деталей, по-разному проявляющейся в виде дефектов. Повреждаемость
деталей редуктора определяется не только наработкой на постоянных режимах,
превышающих нагрузки, соответствующие длительному пределу контактной вы-
носливости. Она возникает и при работе на иеустановившихся (переходных) ре-
жимах, связанных с запуском двигателя и выходом его на режим, а также с ре-
зонансными явлениями в системе деталей редуктора на проходных режимах. По-
скольку наиболее напряженными деталями редуктора являются зубчатые пере-
дачи и подшипники качения, то нагрузки программы должны полностью имити-
ровать условия их эксплуатации.
Программа эквивалентных испытаний обычно составляется на основе принци-
па линейного суммирования повреждений
= 1 (19’2)
1
и приведения менее напряженных режимов, действующих в течение значительно-
го числа циклов, к эквивалентным по повреждаемости более напряженным, но
' менее продолжительным режимам, если на этих режимах напряжения, возникаю-
щие у наиболее напряженной детали, выше длительного предела контактной вы-
носливости. При этом учитывается наличие левой части кривой контактной вы-
носливости в виде
АГт/^ —const, (19.3)
а также статистическая природа контактных напряжений
При составлении программы эквивалентных испытаний учитывается также
повреждаемость, которая возникает при работе иа иеустановившихся режимах.
Основная трудность составления такой программы заключается в том, что стати-
стическая природа контактной щ носливости материала при увеличении числа
циклов, зависящая от множества факторов, изучена еще недостаточно.
19.3. ПРИВЕДЕНИЕ РЕЖИМОВ РАБОТЫ РЕДУКТОРА
К НАИБОЛЕЕ НАПРЯЖЕННОМУ
Рассмотрим детерминированное приведение режимов работы редуктора к од-
ному из более напряженных. Приведение режимов к режиму, превышаюшему
345
Рис. 19.1. Схематизированная диаграм-
ма приведения режимов
наиболее напряженный режим, т. е. испыта-
ния на нереальном режиме, работа на кото-
ром не была предусмотрена при проектиро-
вании редуктора, недопустимо. В этом слу-
чае произойдет не свойственная редуктору
перегрузка деталей, .на которую он не был
рассчитан.
Допустим, что требуется осуществить
приведение i-x режимов к взлетному режи-
му. Учитывая выражение (19.3), полагаем,
что на взлетном режиме хотя бы у одной
из зубчатых передач редуктора контактные
напряжения превышают длительный предел
контактной выносливости. Тогда в пределах
ограниченной контактной выносливости
можно написать, что
ЛГц.взлтХ^ЛГц.б^, (19.4)
причем ^ц.взл = бОПвзлЯТвзл.^Э .5)
где Л^ц.взл — ограниченная долговечность в
циклах та взлетном режиме при контактных
напряжениях Твзт; «ц.о и т6 — базовое чис-
ло циклов и ему соответствующий длитель-
ный предел контактной выносливости; пвзл,
а, Тъзп — частота вращения, число зацеп-
лений колеса за один оборот и продолжи-
тельность работы в часах соответственно
наиболее напряженной зубчатой передачи.
Из выражений (19.4) и (19.5) следует, что ограниченная долговечность в ча-
сах на взлетном режиме (рис. 19.1)
АГц.б / те
бОлвзлП \ ^взл/
где показатель степени кривой контактной выносливости
•ёМьб— IgMj.BSfl
m — —---------;-------.
lgT6—lgiB34
(19.6)
(19- 7)
Ограниченная долговечность наиболее напряженной зубчатой передачи ре-
дуктора (ч) Твзл определяет возможности сокращения эквивалентных испытаний
•(ч) 7'ЭКв, так как ТиЗЯ > i^Bne₽-
Допустим, что на i-м режиме продолжительность работы пары зубчатых ко-
лес составляет ti часов, а степень повреждаемости П4 = tJTt, где Тi — ограни-
ченная долговечность на i-м режиме. Ту же степень повреждаемости П; =
=tt взл/Гвзл можно получить на взлетном режиме за приведенное к взЛетчому
режиму время работы на i-м режиме
= (19-8)
•* /
Общее приведенное к взлетному режиму эквивалентное время испытаний
составит
I
^вПеР=^^^Г- (19-9>
1
346
Так как у вертолетного редуктора n=-const, то можно написать
л / То \т / Т; \т
^«пер = <вэл + <2 -•-) +...+/,•
\ *‘ВЗЛ / \ твзл /
при степени повреждаемости
Щуб.пеР ~ “Z (Л13л Н“ ^2взл ”Ь • • • + ^/взл)« (19* 10)
* взл
Допустим также, что расчетная долговечность наиболее напряженного под-
шипника составляет Тподш- Тогда эквивалентное время его работы на взлетном
режиме составит
прив
. (19. 11)
\ yv взл /
где А^прив и А^взл—приведенная и взлетная мощности двигателя; q — показа-
тель степени кривой контактной выносливости (подшипеиков качения.
Соответствующая этому эквивалентному времени степень повреждаемости
подшипника качения
П„одш=СвШ/7'взЛ. (19.12)
В идеальном случае степени повреждаемости подшипника и зубчатой переда-
чи должны быть равны между собой. Однако обычно Пподш > П3уб.пер.
19.4. КОЭФФИЦИЕНТ УСКОРЕНИЯ ПРОГРАММЫ И ПОКАЗАТЕЛЬ
СТЕПЕНИ ПРИВЕДЕНИЯ РЕЖИМОВ
Допустим, что эквивалентное время на взлетном режиме наиболее напряжен-
ного подшипника больше, чем эквивалентное время работы наиболее напряжен-
ной пары зубчатых колес. Это означает, что наиболее напряженной деталью ре-
дуктора является подшипник качения, причем эквивалентное время его работы на
взлетном режиме превышает с некоторым избытком;
Д^одш = СГ-4Й-пер (19.13)
— приведенное время работы зубчатой передачи.
Общее время эквивалентного испытания редуктора будет слагаться также из
времени, необходимого для осуществления переменных режимов <пер.реж (запуск
двигателя, выход на режим взлета, переход с режима «взлет» на режим «малый
газ», остановка двигателя), которые не приводятся к взлетному режиму, а так-
же времени, необходимого для работы во всем диапазоне частоты вращения для
проверки его работоспособности при возможном резонансе.
В самом общем виде, если допустить некоторое увеличение степени повреж-
даемости зубчатой передачи за счет дополнительного времени испытаний, необхо-
димого для проверки подшипника, получим
Гэкв = 4£в’"еР + ^пер.реж + ДАюдш. (19. 14)
причем суммарная повреждаемость зубчатой передачи должна составлять
пзув.пер = < 1 (19.15)
Т'вЗЛ
Наработка Д^подш увеличит степень повреждаемости наиболее напряженной
зубчатой передачи на
^экв'пер + ^пер.реж + ДЛюДш
АП =------.3y6.„eIlj_.---------- 100%. (19. 16)
гэкв 4" ‘нер.реж
347
Рис. 19.2. Этап эквивалентной программы испытания главного редуктора верто-
лета
Работа по программе эквивалентных испытаний по сравнению с работой при
длительных испытаниях приводит к сокращению времени испытаний. Это сокра-
щение оценивается коэффициентом ускорения программы
Грее
К ~ /3Уб-пеР л- / । л/ LT/ • (19. 17)
£экв Т 1пер.реж “г и‘подш “Г ‘резон
где 7рес—ресурс вертолетного редуктора в ч. Обычно при Tvec =’1 000... 1500 ч
коэффициент ускорения программы К>3. В ряде случаев при составлении про-
граммы эквивалентных испытаний полагают Д^подга = 0, предусматривая специ-
альными испытаниями подтверждение работоспособности подшипников.
При составлении программы эквивалентных испытаний важнейшее значение
имеет правильность выбора показателя степени т* приведения режимов. Его
назначение связано с показателем степени т кривой контактной выносливости,
подчиняющегося закономерностям распределения случайных величин. Для зуб-
чатых передач в самом общем случае он зависит от множества факторов, в том
числе от окружной скорости, вязкости масла, тепловой напряженности в зоне
контакта, шероховатости контактируемых поверхностей, удельного скольжения,
числа зубьев, угла зацепления и т. д. и, наконец, от твердости поверхности и
переходной зоны химико-термически обработанного металла. Последние два обс-
тоятельства в наибольшей мере влияют на вид контактного разрушения, зарож-
дающегося на поверхности или в переходной зоне. Если для первого вида кон-
тактного разрушения характерна крутая левая часть кривой контактной вынос-
ливости, то для контактных разрушений, начинающихся в пределах слоя или под
слоем, левая часть кривой выносливости весьма поло'а. Отсюда показатель сте-
пени т колеблется от 3 до 20 и более. У авиационных цилиндрических зубчатых
передач средневероятиостное значение показателя степени кривой контактной вы-
носливости на режимах приведения во всяком случае или ПО ш^'14.
Однако при отсутствии экспериментального обоснования значения показателя сте-
пени т принимают m*</n, где mf — показатель степени приведения режимов.
Тогда выполнение программы эквивалентных испытаний осуществляется с не-
которым запасом по долговечности
= (Гвзл) при показателе т> < f (19.18)
(Гвзл) при показателе т
по отношению к программе, если приведение режимов производилось по показа-
телю степени т.
348
На рис. 19.2 показан этап эквивалентного испытания главного редуктора
вертолета при ресурсе 1500 ч. Он состоит из наработки на взлетном режиме, рав-
ной 1 ч 36 мин 50 с; ступеней наработки по частоте вращения, равной 2 ч; нара-
ботки на режиме малого газа и переходных режимах соответственно равных
32 мин и 17 мин. Наработка на взлетном режиме включает: 5% наработки от ре-
сурса в течение 30 мин; наработку за счет приведения номинального режима к
взлетному — 52 мин; наработку за счет переменных режимов — 50 с и наработку
для проверки наиболее напряженного подшипника — .14 мин. По этой программе
за все время испытаний для проверки подшипников требуется дополнительно
Л^подт =Й|3 я. Коэффициент ускорения программы равен К=й,64.
19.5. КОНТРОЛЬ СОСТОЯНИЯ ДЕТАЛЕЙ И ОБОСНОВАНИЕ
ПРОГРАММЫ ЭКВИВАЛЕНТНЫХ ИСПЫТАНИЙ
В процессе испытаний редуктора происходит изменение исходного состояния
его деталей и их соединений в результате износных явлений и различного вида
заедания, контактных разрушений, фазовых превращений и микротрещин в тон-
ких слоях поверхности, нарушения посадок и т. д.
Режимы программы эквивалентных испытаний должны быть таковы, чтобы
состояние деталей редуктора было аналогично возникающему при длительных
испытаниях.
Важнейшим этапом внедрения программы эквивалентных испытаний являет-
ся обязательное сопоставление результатов работы по этой программе с резуль-
татами работ по программе длительных испытаний. Такое сравнение необходимо
потому, что принцип линейного суммирования повреждаемости и величина пока-
зателя степени кривой контактной выносливости или показателя степени приведе-
ния режимов, распространяемые иа отдельные детали и уточняемые эксперимен-
тально, с большой осторожностью могут быть применены к группе деталей и тем
более к такому сложному механизму, каковым является вертолетный редуктор.
Эквивалентные испытания проводятся этапами, многократно включающими цик-
лы работы редуктора с переходом от «малого газа» до «взлета», и проверяют на
возможный резонанс в системе. При этом фиксируются величина виброперегруз-
ки в заранее установленной точке корпуса редуктора, температура масла на вхо-
де и выходе из редуктора, величина ее прокачки. В процессе испытаний произво-
дится отбор проб масла для анализа, осмотр масляных фильтров и магнитной
пробки, проверяются стыковки редуктора с двигателем, рамой и агрегатами.
Применительно к наиболее напряженным зубчатым передачам редуктора перед
и после проведения эквивалентных испытаний производятся записи погрешностей
однопрофильного зацепления, эвольвентограмм и профилограмм (последнее, для
оценки шероховатости), спектра погрешностей и вибраций, проверка трещин лю-
минесцентным пли каким-либо иным эффективным способом, соответствие поса-
док ТУ чертежа. После проведения эквивалентных испытаний также фиксируют
состояние поверхностей зубьев (нет ли рисок, следов натира, схватывания, зае-
дания и т. д.), производят изменение микротвердости рабочей поверхности зубь-
ев и металлографический анализ по специальной программе.
Такому же тщательному анализу подвергаются детали муфт свободного хо-
да, подшипники качения, шлицевые соединения, манжетные и другие уплотнения
и т. д. Аналопгчные работы проводятся после завершения длительных испыта-
ний редуктора.
Объективным критерием идентичности программ длительных и эквивалентных
испытаний является соответствие состояний их деталей, которые оцениваются по
статистически близким результатам спектральных анализов вибраций корпусов
сравниваемых редукторов.
Одной из центральных задач обоснования программы эквивалентных испы-
таний является уточнение величины показателя степени т построением кривой
контактной выносливости с заданной вероятностью неразрушения в условиях, со-
ответствующих эксплуатации наиболее напряженной пары зубчатых колес. Такое
экспериментальное исследование при обосновании программы эквивалентных ис-
пытаний редуктора допустимо в условиях роликовой аналогии, когда с близким
кинематическим эффектом зубчатые колеса заменяются роликами.
349
Другой важной задачей, относящейся к назначению наиболее напряженных
режимов испытаний, является сопоставление фактического числа циклов и вели-
чии нагрузок на частоте пересопряжения наиболее напряженной пары зубчатых
колес в условиях эксплуатации и эквивалентных испытаний.
Совершенствование методов оценки результатов эквивалентных испытаний
по состоянию деталей — также одна из главных задач развития эксперименталь-
ных методов обоснования этих программ. Например, изменение фазового состоя-
ния металла в тонких поверхностных слоях в зависимости от наработки детали.
Подтверждение работоспособности редуктора на требуемый ресурс эквива-
лентными стендовыми испытаниями завершается рядом специальных испытаний,
например, по проверке надежности работы агрегатов, работы редуктора в режи-
ме авторотации и др.
Глава 20
ДОВОДКА РЕДУКТОРОВ ВЕРТОЛЕТОВ И ИХ УЗЛОВ
Доводка редуктора является одним из важнейших процессов при его созда-
нии и начинается с момента изготовления первого образца. Процесс доводки в.
основном состоит из испытаний, выявления и анализа недостатков и неисправно-
стей (дефектов), отработки и проверки испытаниями мероприятий по устранению
выявленных дефектов и недостатков. Анализ неисправностей (дефектов) состоит
из изучения статистики, проявления дефекта во взаимосвязи: с условиями экс-
плуатации, погодными условиями, с работой редуктора в составе объекта (нап-
ример, вертолета), проверкой в случае необходимости расчета на прочность, за-
мером нагрузок, напряжений, вибраций, проведением металлургических исследо-
ваний, сопоставлением с подобными дефектами на других редукторах и т. п.
Доводка авиационного редуктора обычно проводятся этапами, например до-
водка на первоначальный гарантийный ресурс, доводка на тройной ресурс, довод-
ка на увеличенный гарантийный ресурс.
Мероприятия по устранению выявленных дефектов в основном состоит в иск-
лючении причин их вызвавших и могут заключаться в .изменении условий эксплу-
атации, улучшении технологии изготовления, применении более прочных матери-
алов, разработке более рациональных конструкций и т. д. При испытании редук-
торов в серийном производстве применяются также стенды, максимально прибли-
женные к натурным, с загрузкой вала несущего винта гидротормозами через
мультипликатор.
Одним из важнейших этапов доводки редукторов являются их летные испы-
тания в составе объекта (вертолета, самолета). При этих испытаниях проверяет-
ся работа редуктора во взаимосвязи с другими агрегатами и системами объектов
в летных условиях.
В целях ускорения доводки редукторов доводку отдельных деталей или уз-
лов редуктора целесообразно проводить на специальных установках и стендах.
Так, например, на первых этапах доводки редуктора Р-7 оказалось целесообраз-
ным использовать простейший стенд с вращением редуктора за один из входных
валов от электромотора без загрузки основных зубчатых колес и валов. На этом
стенде была отработана маслосистема редуктора, проверена работа кинематиче-
ской цепи, проводились работы по доводке уплотнений при рабочих перепадах
давлений воздуха внутри и снаружи корпусов редуктора и другие работы. Для
доводки муфты свободного хода редуктора Р-7 был создан специальный стенд,
на котором проверялась работа механизма в режиме включения и режиме свобод-
ного хода. Проводились работы по определению влияния на включение муфты
свободного хода различных смазок, температуры окружающей среды и вибраций.
20.1. ЗУБЧАТЫЕ КОЛЕСА
При проектировании редуктора Р-7 было необходимо решать вопросы созда-
ния зубчатых конических передач с круговым зубом, работающих при окружных
скоростях до 70 м/с, и изготовлмия зубчатых колес с диаметром делительной ок-
ружности до 1000 мм. (При созда-
нии редуктора BF-8 был учтен
опыт доводки редуктора Р-7).
В процессе длительных испы-
таний редуктора Р-7 имели место
случаи усталостной поломки зубь-
ев ведущих конических зубчатых
колес с круговым зубом рис. 20.1,
изготовляемых из стали 12Х2Н4А
в связи с недостатками технологии
их изготовления. Для устранения
дефекта было введено предвари-
тельное шлифование зубьев до хи-
мико-термической обработки для
исключения неравномерности глу-
бины цементированного слоя пос-
ле окончательной шлифовки. Эд-
Рис. 20.1. Усталостная поломка зуба веду-
щего конического зубчатого колеса
•нако это не устранило поломок
зубьев и поэтому было исключено шлифование впадин зубьев для устраиения
возможного появления трешин от шлифовочных прижогов на переходной поверх-
ности зуба. В дальнейшем, при доводке редуктора и при эксплуатации имели мес-
то Дефекты — скалывание цемешированиого слоя и трещины на рабочих поверх-
ностях зубьев из-за шлифовочных прижогов. Для устранения этих дефектов было
внедрено прерывистое шлифование профилей зубьев для исключения шлифовоч-
ных прижогов и изменена методика контроля на наличие шлифовочных прижо-
гов.
Выкрашивание цементированного слоя и надиры на зубьях конических зуб-
чатых колес с круговым зубом ’>а редукторах Р-7 и ВР-8 устранялись увеличе-
нием количества подаваемого масла на вход зубьев в зацепление невыход из за-
цепления, а также изготовлением зубчатых колес из стали 12Х2Н4А электрошла-
кового переплава.
Имели место отдельные случаи поломки обода конического венца двойного
зубчатого колеса, а также выкрашивание цементированного слоя на рабочих по-
верхностях зубьев ведущих конических зубчатых колес с круговым зубом, свя-
занных с ошибками при изготовлении и сборке. Дефект был устранен улучшени-
ем сопряжения профилей зубьев конических зубчатых колес с круговым зубом
при изготовлении и сборке за счет повышения требований при приемке по крас-
ке пятна контакта на рабочих поверхностях зубьев. Введен контроль и ограни-
чение величины виброперегрузох корпусов редуктора по частоте соударений
зубьев в этом зацеплении. Указанный контроль является комплексной проверкой
качества изготовления зубчатой пары.
При испытаниях редуктора Р-7 имели место случаи возникновения продоль-
ных трещин в цементированном слое иа рабочих поверхностях зубьев цилиндри-
ческих венцов двойных зубчатых колес, трещин и поломок зубьев центрального
цилиндрического зубчатого колеса (рис. 20.2). Они были связаны с высокими
растягивающими напряжениями в поверхностном слое зубьев, возникшими при
Шлифовании. Этот дефект был устранен введением притирки рабочих профилей
зубьев со снятием поверхностного шлифованного слоя, имеющего внутренние рас-
тягивающие напряжения, на глубину 0,02... 0,035 мм. Введено прерывистое шли-
фование для исключения прижогов.
Притирка профилей зубьев не является единственным способом устранения
растягивающих напряжений в поверхностном слое зубьев, возникающих при шли-
фовании. Например, на зубчатых колесах редуктора одного из ТВД напряжения
растяжения в поверхностном слое профилей и впадин зубьев устранялись дробе-
струйной обработкой этих поверхностей. Выкрашивание поверхностного слоя на
зубьях цилиндрического венца двойного зубчатого колеса в районах головки и
ножки зубьев 'было устранено профильной модификацией головки зуба при при-
тирке. У сопряженного цилиндричесокго зубчатого колеса выполнена- профиль-
ная модификация ножки зубьев при шлифовке (рис. 210.3), одновременно осу-
ществлена модификация головки.
351
Рис. 20.2. Усталостная по-
ломка зуба центрального
цилиндрического зубчатого
колеса
Скалывание цементированного слоя на зубьях цилиндрического венца двой-
ного зубчатого колеса, расположенное у торца, было устранено путем введения
обработки опор оси двойного зубчатого колеса в среднем и нижнем корпусах ре-
дуктора по специальному зеркальному кондуктору, что исключило монтаж коле-
са с перекосом оси.
На зубьях центрального цилиндрического зубчатого колеса и цилиндрическо-
го венца двойного зубчатого колеса имели место надиры рабочих поверхностей.
Увеличение количества подаваемой смазки иа выходе из зацепления зубьев этих
колес и введение дополнительной подачи смазки на вход в зацепление зубьев не
устранило дефекта. Дефект был устранен введением фосфатирования центрально-
го цилиндрического зубчатого колеса вместо оксидного фосфатирования. Фосфа-
тирование благоприятно повлияло на прирабатываемость рабочих поверхностей
зубьев.
Нижний эпицикл (колокольное колесо) редуктора Р-7 имел скалывание и
выкрашивание азотированного слоя на отдельных секторах зубчатого венца в ре-
зультате перегрузки отдельных зубьев. Дефект был устранен увеличением боко-
вого зазора в шлицах между нижним эпициклом и сателлитодержателем вала
ротора, что позволило улучшить самоустановку эпицикла на корпусе водила и
более равномерно распределить нагрузки на зубья в зацеплениях эпицикла с са-
теллитами.
На редукторах Р-7, В Р-8 и двигателя АИ-20 для наи-
более равномерного распределения нагрузок между сател-
литами введена их установка «по вееру», т. е. метки макси-
мального биения профилей зубьев сателлитов во время
сборки с эпициклом располагаются иа максимальном уда-
лении от продольной оси редуктора (см. гл. 14 и 16).
На эпицикле редуктора ВР-8 имели место случаи по-
ломки зубьев из-за шлифовочных прижогов профилей. Де-
фект был устранен внедрением мероприятий, исключающих
шлифовочные прижоги.
Сателлиты редуктора Р-7 имели в эксплуатации трещи-
ны во впадинах зубьев, которые обнаруживались при пере-
борках редуктора. Дефект устранен исключением шлифова-
ния впадин зубьев сателлитов. С целью повышения надеж-
ности работы зубчатых колес в дальнейшем было исключено
шлифование впадин зубьев всех остальных зубчатых колес
редукторов Р-7 и ВР-8 после цементации и закалки. Кро-
ме того, для улучшения работы всех зубчатых колес в про-
цессе доводки редукторов Р-7 и ВР-8 введено изготовление
Рис. 20.3. Эвольвентограмма рабочей поверхности зуба центрально-
го цилиндрического зубчатого колеса:
1—запись теоретической эвольвенты; R\, R2, Rs — радиусы кривиз-
ны профиля (соответственно) на уровне конца фаски, на уровне
конца фланга, последних точек контакта
352
их из сталей электрошлакового переплава, подобрана более вязкая смазка для
редуктора Р-7, на редукторе ВР-8 запрещено применение масла Б-З'В с вязко-
стью менее б ‘мм2/с.
Усталостная поломка шеек сателлитов на редукторе ВР-8 устранялась заме-
ной стали 12Х2Н4А на 18ХНВА, улучшением чистоты поверхности шеек, увели-
чением радиуса галтели у шеек, введением стяжных болтов для крепления роли-
ковых подшипников.
20.2. ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Шлицевые соединения применяются в редукторах для установки солнечных
зубчатых колес и эпициклов в планетарных передачах с обеспечением возможно-
сти смещения указанных зубчатых колес для самоустановки по сателлитам и по-
лучения их более равномерной загрузки, для соединения трансмиссионных валов
с выходными валами двигателя и входными валами редуктора, для соединения
зубчатых колес с агрегатами, устанавливаемыми на редукторе, для установки
зубчатых колес ча валы в неподвижных соединениях.
Наиболее распространенные дефекты в шлицевых соединениях — это износ
поверхностей шлиц, выкрашивание, фреттинг-коррозия.
На редукторах Р-7 и ВР-8 износ и выкрашивание на рабочих поверхностях
подвижных шлицевых соединений устранялись специальным принудительным
подводом смазки к шлицевым соединениям, введением химико-термической обра-
ботки шлиц—‘цементации, азотирования или цианирования.
На редукторе Р-7 для устранения фреттинг-коррозии в шлицевых соединени-
ях широко используется меднение шлиц одной из сопрягаемых деталей. Для уст-
ранения .наноса шлицевых соединений необходимо максимальное уменьшение
биений и перекосов в шлицевых соединениях при монтаже путем повышения
точности изготовления сопрягаемых деталей.
В неподвижных шлицевых соединениях редукторов (ведущие конические
зубчатые колеса привода от двигателя и привода вентилятора редуктора Р-7 и
ведомого конического зубчатого колеса редуктора ВР-8) выкрашивание поверх-
ностей шлиц и последующее разрушение от этого обода зубчатого колеса устра-
нены введением центровки шестерни по двум посадочным пояскам сопряженной
детали (вала) с расположением шлиц между этими поясками (рис. 20.4).
20.3. ПОДШИПНИКОВЫЕ УЗЛЫ РЕДУКТОРОВ
Вместе с покупными стандаэтиыми подшипниками на редукторах применя-
ются подшипниковые узлы, в которых наружная беговая дорожка выполнена не-
посредственно в теле зубчатого колеса, внутренняя беговая дорожка выполнена
Рис. 20.4. Установка ведущего конического зубчатого колеса на валу:
а—было: зубчатое колесо сцентрировано на валу по одному посадочному пояску; б—стало:
зубчатое колесо сцентрировано на валу по двум посадочным пояскам
353
Рис. 20.5. Подшипник двойного зубчатого колеса:
1—двойное зубчатое колесо; 2—ролики; 3—распори as®
втулка; 4—сепаратор; 5—ось двойного зубчатого ко-
леса
на оси или валу. В таких подшипниках приме-
няются оригинальные сепараторы и остаются
стандартными лишь ролики.
Подшипник двойного зубчатого колеса ре-
дуктора F-7 (рис. 20.5) состоит из двух рядов:
роликов, которые помещены в общий сепара-
тор, представляющий собой дюралевый ци-
линдр с торцевыми гнездами под ролики. На-
ружные беговые дорожки подшипника цемен-
тированы и выполнены внутри шестерни. Внут-
ренние беговые дорожки расположены на не-
подвижной оси, закрепленной в нижнем и
среднем корпусах редуктора.
В начале доводки подшипник имел де-
фект—проскальзывание роликов по внутренним
беговым дорожкам, грижоги и выкрашивание
материала оси. Дефекты устранялись увели-
чением подачи смазки, уменьшением радиаль-
ного зазора в подшипнике с 0,05 ... 0,08 до
0,02 ... 0,0:4 мм, заменой цилиндрических роли-
ков бомбивирс'ванными, введением распорной
втулки с целью исключения перекосов роликов
на оси двойного зубчатого колеса, увеличением
жесткости оси двойного зубчатого колеса за
счет уменьшения внутреннего диаметра, повышением чистоты поверхностей бего-
вых дорожек на оси двойного зубчатого колеса и в двойном зубчатом колесе.
Указанные меры сократили дефекты, но полностью их не устранили. Дефекты бы-
ли устранены после изменения радиального зазора по роликам в подшипнике
0,00 ... 0.04 на натяг 0,006 ... 0,035 мм. Для обеспечения сборки подшипника с натя-
гом по роликам на беговых дорожках оси двойного зубчатого колеса были вы-
полнены скосы под углом 5°, а двойное зубчатое колесо при установке на ось с
роликами стало подвергаться нагреву до 100° С.
Подшипники сателлитов состоят из двух рядов роликов, которые помещены
в общий сепаратор с торцовыми гнездами. Наружные беговые дорожки цемен-
тированы и выполнены внутри сателлита. Внутренние беговые дорожки выпол-
нены на обойме, устанавливаемой на ось водила. Подшипник имел дефект незна-
чительного проскальзывания и выкрашивания беговых дорожек в месте соприкос-
новения с кромками роликов. Дефект устранен уменьшением радиального зазора
в роликоподшипнике с 0,05 ... 0,08 до 0,02... 0,04 мм и введением заполировки пе-
рехода фаски к цилиндрической поверхности ролика радиусом jRI ...2 мм. Введе-
но также ограничение корсетности беговой дорожки обоймы сателлита ДО'
0,005 мм.
При увеличении ресурса редуктора Р-7 в подшипники сателлитов и проме-
жуточных шестерен перебора были внедрены бомбинированные ролики. С целью-
исключения перекоса бомбинированных роликов на внутренней беговой дорожке
между рядами роликов была установлена распорная втулка.
Имели место несколько случаев разрушения сателлитов с началом образова-
ния трещины от кромки беговой дорожки, расположенной в сателлите. Дефект
устранен введением заполировки кромки, устранением прижогов при обработке-
торцов, сопряженных с беговой дорожкой. В дальнейшем кромки беговых доро-
жек были отдалены от торцов роликов.
Подшипники сателлитов редуктора ВР-8 имели выкрашивание на беговых
дорожках внутренних обойм роликовых подшипников, которое было устранено»
введением бомбинированных роликов вместо цилиндрических и увеличением по-
дачи смазки. При дальнейшей доводке редуктора ВР-8 на сателлитах применены
беосепараторные подшипники, с увеличенным количеством роликов.
354
Шарикоподшипники ведущих валов
редуктора Р-7 радиально-упорные, четы-
рехточечные с разъемным внутренним
кольцом воспринимают осевые усилия от
.ведущих конических зубчатых колес с
круговым зубом. В начале доводки сепа-
раторы подшипников изготовлялись из
бронзы БраЖМц ltM-4, но в связи с
большими износами по наружному диа-
метру в месте контакта с бортами на-
ружных колец были.заменены на алю-
миниевые из сплава Д-1'Г. На подшипни-
ках с алюминиевыми сепараторами де-
фект износа наружного диаметра сепара-
тора не наблюдался, но появился дефект
разрыва стенок сепаратора в окнах (в
местах с минимальной толщиной). Для
повышения прочности сепаратора он был
усилен за счет увеличения ширины и
уменьшения внутреннего диаметра. Де-
фект на сепараторах с усиленной стен-
кой не проявлялся.
Роликоподшипники ведущих валов1-
радиальные, С короткими цилиндриче- Рис- 20-6- Р«зрушение шара шарикового
скими роликами, с одним бортом на несущего виита
внутреннем кольце и плоским упорным
кольцам воспринимают радиальные усилия от ведущих конических зубчатых ко-
лес с круговым зубом. В течение длительного времени на беговой дорожке внут-
реннего кольца наблюдались следы проскальзывания роликов в виде темных по-
лос с незначительным повреждением поверхностного слоя. Дефект был устранен
внедрением роликового подшипника с уменьшенным радиальным зазором и уве-
личением натяга при посадке внутреннего кольца подшипника на вал. За счет
размерного меднения посадочного диаметра внутреннего кольца стала создавать-
ся такая посадка, которая обеспечивала в подшипнике, установленном на вал,
между роликами и беговыми дорожками посадку от радиального зазора 0,006 до
натяга 0,006 мм.
Шариковый подшипник вала несущего винта радиально-упорный, четырех-
точечный с разъемным внутренним кольцом воспринимает осевое и радиальное
усилия, действующие на вал несущего винта. При работе в эксплуатации неодно-
кратно имели место следующие дефекты подшипника — скол поверхностного
слоя на шарах, надиры на сепараторе, сколы и надиры на беговых дорожках
внутреннего и наружного колец (рис 20.6). На подшипниках, не имевших разру-
шения, на поверхностях шаров имелись кольцевые засветленные участки и «полю-
сы». Дефекты шарикоподшипника были устранены уменьшением натяга при по-
садке наружного кольца шарикоподшипника в верхний корпус редуктора с
0,19 ... 0,3 до 0,005 ... 0,15 мм, увеличением осевого зазора в подшипнике с 0,15 ... 0,4
до 0,3 ... 0,55 мм. введением магнитного контроля шаров, внедрением изготовле-
ния колец и шаров подшипника из стали ШХ-15 электрошлакового переплава.
В узле муфты свободного хода редуктора Р-7 прл'г'чяются радиальные ша-
риковые подшипники типа В1000928Б, которые при работе незначительно нагру-
жены радиальным усилием от массы деталей.
При эксплуатации редуктора Р-7 наблюдались следующие дефекты этих под-
шипников: разрыв заклепок сепаратора и разрушение сепаратора, сильный износ
тел качения, увеличение радиального зазора с 0,05 до 1 мм у шарикового под-
шипника, у которого при работе муфты свободного хода наружное кольцо име-
ет значительно большие частоты вращения, чем внутреннее. Для устранения де-
фектов шариковых подшипников заменены сепараторы из латуни ЛС-59 на горя-
чекатаные из бронзы БраЖМц 10-4-4, увеличен диаметр заклепок с 2,0 до 2,5 мм,
уменьшен радиальный зазор с 0,046 ... 0,086 до 0,023... 0,053 мм, увеличена пода-
ча смазки на тела качения. Указанные мероприятия несколько улучшили работу
шариковых подшипников, но дефектов не устранили.
355
Дефекты были устранены введением осевой загрузки 1300... 1500 Н шарико-
вых подшипников синусоидальными пружинами, которые в последствии были
заменены на плоские пружинные шайбы.
20.4. МУФТЫ СВОБОДНОГО ХОДА РЕДУКТОРА Р-7
При доводке МСХ редуктора Р-7 было испытано три варианта прижимных
устройств.
Вариант № 1 — прижимной механизм с тангенциальным поджатием роликов.
Сн состоит из шести пружин, которые поворачивают сепаратор вместе с роли-
ками по окружности, что создает предварительное заклинивание роликов между
площадками звездочки и рабочей поверхностью наружной обоймы (рис. 20.7).
Указанный вариант с некоторыми отличиями в конструкции позднее применен на
редукторах В.Р-8 и ВР-2.
Рис. 20.7. Прижимной механизм МСХ с тангенциальным поджатием роли-
ков:
/—ролик; 2—сепаратор; 3—пружина
Вариант № 2 — прижимной механизм состоит из нажимного и упорного ко-
лец, зафиксированных в окружном направлении относительно наружной обоймы
штифтами (рис. 2018).
Торцовая плоская пружина через нажимное кольцо поджимает ролик к
упорному кольцу и за счет сил трения препятствует проскальзыванию роликов
относительно наружной обоймы в момент включения (заклинивания) МСХ.
Вариант № 3 — сепаратор МСХ сцентрирован по наружной обойме. Включе-
нию роликов способствуют силы трения сепаратора о наружную обойму (рис.
20.9).
Первый вариант обеспечивал хорошее включение МСХ, но на режиме свобод-
ного хода наблюдался сильный износ роликов и рабочих площадок звездочки.
Уменьшение износа рабочих тел МСХ, снижение усилия поджатия пружин ухуд-
шили включаемость МСХ на вязкой смазке (охлажденная смесь масел МК-22 и
МК-8). Третий вариант обеспечивал нормальное включение МСХ, но на режиме
свободного хода имел место сильный износ центрирующей поверхности сепара-
тора с переносом материала сепапатора на рабочую поверхность обоймы. Наибо-
лее оптимальным для МСХ редуктора Р-7 оказался второй вариант прижимного
устройства с торцовым поджатием роликов, который обеспечивал нормальное
Включение муфты и работу без износа трущихся поверхностей роликов, звездоч-
ки и обоймы на режиме обгона. Этот вариант был принят для редуктора Р-7 и
внедрен в серийное .производство. При эксплуатации редукторов Р-7 были выяв-
лены отдельные случаи отказов МСХ из-за проскальзываний при включении, ко-
156
Рис. 20.9. МСХ с центровкой сепара-
тора по наружной обойме:
1—наружная обойма; 2—ролик; 3—-
сепаратор
Рис. 20.8. Прижимиой механизм
МСХ с осевым поджатием роликов:
I—упорное кольцо; 2—сепаратор;
3—нажимное кольцо; 4—пружина;
5—ролик
торые приводили к ударам в мюмент заклинивания роликов, образованию вм ин
на площадках звездочки МСХ, разрушению сепараторов. В процессе исследова-
ния причин отказов был произведен замер крутильных колебаний соединительных
валов редуктора в момент включения МСХ и ударного крутящего момента в ре-
жиме включения при различных вариантах сборки МСХ [с уменьшенным углом
заклинивания, со стальным облегченным сепаратором, с прижимными механизма-
ми, выполненными в вариантах № 1 и 2 (см. рис. 20.7 и 20.8), с введением цент-
ровки звездочки по опоре валов), а также при смазке МСХ маслом Б-ЗВ и мине-
ральными маслами МК-22 и МС-К Было установлено, что крутильные колебания
И всличинь! ударного крутящего момента в момент включения МСХ не связаны
с какими-либо конструктивными особенностями данной МСХ. По результатам ис-
пытаний было установлено, что на включение МСХ неблагоприятно влияют сле-
дующие факторы: уменьшение усилия осевого поджатия роликов, увеличение
вязкости масла, улучшение смазывающей способности масла (применение масла
Б-ЗВ с противозадирными присадками), увеличение массы сепаратора, провиса-
ние звездочки в момент заклинивания роликов, осевые высокочастотные вибра-
ции. С учетом материалов исследований была изготовлена партия МСХ
с облегченным стальным сепаратором медненным и покрытым свинцово-оловяни-
стым сплавом гальваническим путем и центровкой звездочки по опере валов при
помощи цилиндрического пояска. Эти муфты удовлетворительно прошли стендо-
вые и летные испытания. Серийные муфты свободного хода без внедрения ука-
занных мероприятий стали работать надежно после исключения из эксплуатации
редуктора Р-7 синтетического мтсла Б-ЗВ и упорядочения подогрева редуктора
в зимних условиях при эксплуатации его на минеральном масле МК-22 в смеси с
маслом МС-8.
Аналогичные дефекты — появление вмятин на площадках звездочки и после-
дующее проскальзывание МСХ — имели место на редукторе Р-5. Как показали
исследования в комплексе вертолета, проскальзывание МСХ с последующим удар-
ным включением и повреждением рабочих площадок звездочки может происхо-
дить только при недостаточном подогреве МСХ или разжижении масла бензином
перед запуском. Проверка случаев выхода из строя МСХ Р-5 в эксплуатации
подтвердила результаты исследований.
На муфте свободного хода редуктора ВР-8, работающего на масле Б-ЗВ, при
увеличении ресурса был уменьшен угол заклинивания роликов с 5° до 4° (см.
гл. Г5).
357
Глава 21
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ РАСЧЕТЫ
АВИАЦИОННЫХ ЗУБЧАТЫХ ПЕРЕДАЧ И РЕДУКТОРОВ
Для сравнительного технико-экономического анализа проектируемых конст-
рукций применяются следующие основные показатели:
— экономия .на себестоимости продукции (издержках производства или экс-
плуатации);
— экономия на капитальных вложениях;
— • .народнохозяйственный экономический эффект.
21.1. СЕБЕСТОИМОСТЬ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ
И МЕТОДЫ ЕЕ ОПРЕДЕЛЕНИЯ
Себестоимость конструкции — это. выраженные в денежной форме затраты
живого и овеществленного труда на производство данной конструкции.
Для определения себестоимости единицы продукции необходимо учитывать
затраты ,на ее производство. Затраты планируются и учитываются по следующим
статьям .расходов (статьям калькуляции) [150]: материалы; покупные полуфабри-
каты, покупные изделия; всего материальных затрат; заработная плата производ-
ственных рабочих; дополнительная заработная плата производственных рабочих;
отчисления на социальное страхование; расходы по содержанию и эксплуатации
оборудования; цеховые расходы; общезаводские расходы; специальные расходы,
в том числе возмещение износа инструментов и приспособлений целевого назна-
чения; расходы на подготовку и освоение производства; потери от брака; тара и
упаковка; внепроизводственные расходы.
При экономическом анализе сравниваемых вариантов в составе себестоимости
каждого варианта учитываются затраты не по всем статьям, а только по тем из
них, которые меняются при переходе от одного варианта к другому. Расчет себе-
стоимости по статьям калькуляции возможен только на стадии разработки тех-
нологических процессов. На ранних стадиях проектирования, когда еще не разра-
ботаны технологические процессы изготовления деталей, при определении себе-
стоимости используются различные упрощенные методы расчета [13, 16, 150].
Метод нормативных показателей основывается на использовании нормативов
себестоимости единицы массы или другого конструктивного параметра:
Сн = СлгМн’
где Сн — себестоимость проектируемой конструкции в руб.; См—норматив сто-
имости единицы массы в руб./кг; М„—масса проектируемой конструкции в кг.
Применение этого метода дает отклонение от действительной стоимости кон-
струкции 15... 20%.
Расчет по базовым элементам конструкции. При расчете себестоимости конст-
рукции данным методом по группе аналогичных конструкций выделяется узел
или блок, затраты на изготовление которого занимают значительное место в се-
бестоимости всей конструкции. Себестоимость проектируемой конструкции опре-
деляется по формуле (руб.).
(и—1
п6 +2 ₽1ПН/
1 — 1
где С®д— удельная себестоимость базовой конструктивной части в руб./ед.;
Пв — основной параметр базовой конструктивной части в ед.; Сб — величина се-
бестоимости базовой конструктивной части в руб.; Р:=Сс </Сс— коэффициент
удельных затрат по i-й конструктивной части конструкции-аналога; Се i — себе-
стоимость i-й конструктивной части конструкции-аналога в руб.; П„ i — значение
параметра i-й конструктивной части новой конструкции в ед.; п—количество
t-x конструктивных частей.
358
Расчет по величине одной из статей калькуляции. Для определения себесто-
имости новой конструкции этим методом используется удельный вес определен-
ной статьи затрат в калькуляции базовой конструкции. Себестоимость проекти-
руемой конструкции определяется по формуле (руб.):
Сет
С„ = ——-100,
Yer
где Сет—величина данной стэ1ьи калькуляции новой конструкции в руб';;
Уст — удельный вес данной статьи в калькуляции аналога в %.
В связи с тем, что затраты на материалы, как правило, занимают наибольший
удельный вес в себестоимости, то за основу берется эта статья.
Метод экспертных оценок предполагает, что между себестоимостью и любой
технической и эксплуатационной характеристикой конструкции существует пря-
мая или обратная линейная зависимость. Максимальная величина этой характе-
ристики оценивается условным баллом, с помощью которого для любого значе-
ния данной характеристики определяется соответствующая величина оценочного
балла. Себестоимость новой конструкции определяется при умножении суммы
баллов на ценностный множитель, представляющий собой частное от деления
фактической себестоимости на соответствующее суммарное значение их баллов.,
т. е.
п
Сн = Yu 2
i=l
Сб
где уц = — —ценностный множитель в руб./балл; Со—величина себестои-
2 x6t
1=1
мости конструкции-аналога в руб.; Xgr—величина балла i-ro конструктивного па-
раметра аналогичной конструкции; хв , — величина балла i-ro конструктивного
параметра повой конструкции.
Метод множественной корреляции заключается в установлении эмпирической
зависимости себестоимости от технико-эксплуатационных параметров на основе
многофакторного корреляционного анализа. Применение метода множественной
корреляции позволяет выявить параметры, наиболее влияющие на себестоимость
проектируемой конструкции. Сущность метода заключается в отыскании методом
наименьших квадратов постоянных коэффициентов уравнения прямолинейной
или степенной зависимости (руб.):
С = «о + «iXj + а2х2 + ... 4- архр,
или С — а^х^'х? *. . харр,
где Xi, х2,..., хр — параметры уравнения; а0, at, а2,... аР — постоянные коэффи-
циенты.
Полученные данным методом зависимости дают возможность с высокой сте-
пенью точности (по сравнению со всеми другими методами) прогнозировать ве-
личину себестоимости вновь проектируемой конструкции.
21.2. ОЦЕНКА ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
Оценка экономической эффективности авиационных зубчатых колес и редук-
торов производится на основе общей теории экономической эффективности капи-
тальных вложений и новой техники.
Показателем сравнительной -кономической эффективности является минимум
приведенных затрат. Приведенные затраты представляют собой сумму себестои-
мости и нормативной прибыли
3 = С+ЕНК,
где 3—приведенные затраты на изготовление единицы продукции (работы) в
руб.; С — себестоимость единицы продукции (работы) в руб.; К — удельные ка-
359
питальные вложения в производственные фонды в руб.; Ея — нормативный коэф-
фициент эффективности капитальных вложений. В настоящее время в целом по
народному хозяйству установлен Ен = 0,15, что соответствует нормативному сро-
ку окупаемости капитальных вложений 7В=6,7 г.
При проведении расчетов экономической эффективности сравниваемые вари-
анты по базовой и новой конструкции приводятся в сопоставимый вид по всем
признакам, кроме признака, эффективность которого определяется. Сравниваемые
варианты должны быть сопоставимы по качеству и количеству продукции (объ-
ему работ), ценам, принимаемым для выражения затрат и эффекта, времени осу-
ществления затрат и получения эффекта.
В зависимости от того, на каком этапе создания н внедрения но-вой техники,
может быть достигнуто приведение сравниваемых вариантов к тождественным
конечным результатам, выбирается сфера расчета народнохозяйственного эконо-
мического эффекта. Если тождество результатов достигается в сфере производ-
ства, то в ней и должен рассчитываться годовой экономический эффект. Так, в
сфере производства рассчитывается экономический эффект от применения новых
технологических процессов. Если же варианты не могут быть приведены к тож-
деству в данной сфере, например, при изменении эксплуатационных качеств из-
делий, то экономический эффект рассчитывается применительно к сфере их экс-
плуатации.
При сравнении нескольких вариантов конструкции зубчатых колес и редук-
торов, а также при определении целесообразности внедрения новой конструкции
оценка экономической эффективности производится применительно к стадии экс-
плуатации летательных аппаратов. Оценка экономической эффективности вари-
антов технологического процесса изготовления зубчатых колес и редукторов про-
изводится применительно к стадии производства.
21.3. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
Выбор оптимального варианта технологического процесса производится на
основе расчета сравнительной экономической эффективности. Критерием оценки
сравнительной экономической эффективности служит минимум приведенных зат-
рат, которые включают себестоимость изготовления конструкции и капитальные
вложения, необходимые для освоения производства новой конструкции. При
сравнительном анализе технологических процессов в состав приведенных затрат
‘Включают не всю себестоимость изготовления конструкции, а только ту ее часть,
которая зависит ют применяемого метода обработки, т. е. переменную часть себе-
стоимости. называемую технологической себестоимостью. Постоянная часть себе-
стоимости, которая входит в каждый из сравниваемых вариантов, из расчета
|исключается.
Расчет годового экономического эффекта от внедрения нового технологичес-
кого процесса производится по формуле (руб./г)
Эг=(3?ех-3«ех) Ан,
1где Эг — годовой экономический эффект в руб./г.; 3®ех — приведенные затраты
на изготовление конструкции по базовому варианту технологического процесса в
руб.: 3“ех— приведенные затраты на изготовление конструкции по новому ва-
рианту технологического процесса в руб.; Ан — годовой объем выпуска продук-
ции по новому варианту технологического процесса в шт.
21.4. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ КОНСТРУКТИВНЫХ
ВАРИАНТОВ
Экономический эффект мероприятий, направленных на создание и совершен-
ствование конструкции авиационных зубчатых колес и редукторов, оценивается
долей того экономического эффекта, который может быть получен при эксплуата-
ции двигателя в целом (без учета параметров летательного аппарата) или лета-
тельного аппарата. При этом в зависимости от того, оказывает в конечном счете
360
новая конструкция влияние на эксплуатационные параметры летательного аппа-
рата или двигателя, различаются критерии оценки ее экономической эффектив-
ности.
I. Сравнительная оценка экономической эффективности новой конструкции
зубчатого колеса или редуктора, приводящей к изменению параметров двигате-
ля, не влияющих на эксплуатационные параметры летательного аппарата, произ-
водится с помощью критерия минимума приведенных затрат на 1 ч работы дви-
гателя.
Годовой экономический эффект Эг₽ от применения в конструкции двигателя
нового зубчатого колеса или редуктора, не влияющего на эксплуатационные па-
раметры летательного аппарата, определяется по формуле (руб./г.).
где и 3”_;.— .приведенные затраты, приходящиеся на 1 ч работы двигателя
соответственно базовой и новой конструкции в руб./ч; Т,г—среднегодовой на-
лет часов самолета в ч. В настоящее время при подобных расчетах для двигате-
лей самолетов гражданской авиации используется нормативная величина Тс.т—
=2000 ч; Na—парк двигателей, на которых предполагается внедрение новых
конструкций зубчатых колес или редукторов в щт.; ур — коэффициент, выделя-
ющий часть экономического эффекта, приходящуюся на долю разработчиков зуб-
чатых передач или редукторов.
Полный народнохозяйственный экономический эффект Э^, за период эксплу-
атации двигателя Тв.п, приходящийся на долю разработчиков зубчатых передач
и редукторов, определяется по формуле (руб.)
тэл
ЭР = Э₽ 2 О +ЕГ‘
t-1
(где £=0,1 —коэффициент приведения; t — время в г.).
II. Сравнительная оценка экономической эффективности нового редуктора
или зубчатого колеса, приводящего к изменению эксплуатационных параметров
летательного аппарата, производится с помощью критерия минимума приведен-
ных затрат на 1 т-.км перевозок при фиксированном значении годового объема
авиатранспортной работы.
Годовой экономический эффект Эгр от применения в конструкции двигателя
или летательного аппарата новых зубчатых передач или редукторов, приводящих
к изменению эксплуатационных параметров летательного аппарата, рассчитыва-
ется по формуле (руб./г.)
Э?=(3«км-3«км) П«ур,
где 3®.км, 3”.км— приведенные затраты на 1 т-км перевозок соответственно
базового и нового летательного аппарата в руб./(т-км); Пгя — среднегодовая
производительность парка летательных аппаратов с новыми двигателями в
т-км/г.; ур — коэффициент, выделяющий часть экономического эффекта, прихо-
дящуюся на долю разработчиков зубчатых передач или редукторов.
Полный .народнохозяйственный экономический эффект Э£ за период эксплу-
атации летательного аппарата ТэЛк, приходящийся на долю разработчиков зуб-
чатых передач и редукторов, определяется по формуле (руб.)
ГэЛА
э£ = э₽2 (1+£Г‘-
/=1
СПИСОК ЛИТЕРАТУРЫ
1. Абрамов Б. М. Исследование устойчивости периодических колебаний. —
Чзв. вузов, 1963, № 5, с. 5—12.
2. Айрапетов Э. Л., Генкги М. Д. Деформативность планетарных механиз-
мов. М.: Наука, 1973. 212 с.
З. Айрапетов Э. Л., Геикин М. Д. Статика планетарных механизмов. М.:
Наука, 1976, 263 с.
4. Айрапетов Э. Л., Генкин М. Д. Колин Д. И. Податливость прямозу-
бого зубчатого зацепления. — В кн.: Виброактивность механизмов с зубчатыми
передачами. М.: Наука, 1971, с. 13—59.
5. Акимов В. М., Старик Д. Э., Морозов А. А. Экономическая эффектив-
ность повышения ресурса и надежности газотурбинных двигателей. М.: Маши-
ностроение, 1972. 172 с.
6. Алексеев В. И. Параметрические резонансные колебания зубчатых колес.
Труды КуАИ, 1967, вып. 30, с. 215—225.
7. Алексеенко М. Ф. и др. Цементуемые и улучшаемые стали. — Сталь,
1964, № 7, с. 642—645.
8. Алтухов А. М. К расчету на прочность шлицевых муфт реактивных дви-
гателей. — Труды РВИАУ, 1957, вып. 39. 95 с.
9. Ассонов А. Д. Современные методы термической обработки. М.: Маши-
ностроение, 1964. 188 с.
10. Бабенкова Э. В., Булгаков Э. Б., Френкель И. Н. Определение коэф-
фициентов формы зуба и градиентов напряжений прн плоском напряженном
состоянии эвольвентных зубьев. — Вестник машиностроения. 1972, № 1, с. 23—26.
11. Бабаков И. М. Теория колебаний. М.: Наука, 1968. 560 с.
12. Балтер М. А. Упрочнение деталей машин. М.: Машиностроение, 1978.
184 с.
13. Барташев Л. В. Технико-экономические расчеты при проектировании и
производстве машин. М.: Машиностроение, 1973. 384 с.
14. Башеев С. М., Антоиюк В. Е. Изгибная прочность зубьев и обода одно-
векцовых сателлитов планетарных передач типа 2К-Н. — Вестник машинострое-
ния, 1967, № 5, с. 40—42.
15. Башеев С. М., Антонюк В. Е. Расчет напряжений в зубчатом колесе с
гибким ободом. — Вестник машиностроения, 1965, № 5, с. 9—11.
16. Башин М. Л. Планирование работ отраслевых НИИ и КБ. М.: Эконо-
мика, 1973. 247 с.
17. Безухов Н. И. Основы теории упругости, пластичности и ползучести.
М.: Высшая школа, 1961. 537 с.
18. Бейзельман Р. Д., Цыпкин Б. В., Перель Л. Я. Подшипники качения.
Справочник. М.: Машиностроение, 1975. 572 с.
19. Бендат Дж., Пирсол А. Измерение и анализ случайных процессов. Пер.
с англ. М.: Мир, 1974. 463 с.
20. Берестнев О. В., Соболев А. С. Зубчатые колеса пониженной виброак-
тивности. Минск: Наука и техника, 1978. 120 с.
21. Биргер И. А. Остаточные напряжения. М.: Машгиз, 1963. 232 с.
22. Биргер И. А. Основы автоматизированного проектирования. — Изв. ву-
зов, 1977, № 8, с. 5—15.
23. Биргер И. А., Шорр Б. Ф., Иосилевич Г. Б. Расчеты на прочность де-
талей машин. Справочник. М.: Машиностроение, 1979. 702 с.
362
24. Бирюлии В. И., Канищев А. Н., Макаров К. Н. Вертолеты в народном
хозяйстве. М.: Транспорт, 1969. 176 с.
25. Вайнберг Д. В. Спицевые и дисковые зубчатые колеса. М.: Машино-
строение, 1965. 208 с.
26. Верховский А. В. Определение напряжений в опасных сечениях деталей
сложной формы. Метод неплоских сечений. М.: Машгпз, 1958. 147 с.
27. Воронцов В. Л. и др. Определение суммы главных напряжений с по-
мощью интерферометров. — В кн.: Поляризационно-оптический метод исследо-
вания напряжений. Изд. ЛГУ, 1966, с. 521—528.
28. Ворошко П. П., Квитка А. Л., Уманский Э. С. К вопросу об автомати-
зации задания информации в методе конечных элементов. — В сб.: Проблемы
прочности. Киев: Паукова думка, 1975, № 3, с. 42—47.
29. Булгаков Э. Б. Зубчатые передачи модифицированного исходного ре-
ечного контура, М.: Машгпз, 1962. 100 с.
30. Булгаков Э. Б. Высоконапряженные зубчатые передачи. Геометрическая
теория. Расчет. М.: Машиностроение, 1969. 104 с.
31. Булгаков Э. Б. Зубчатые передачи с улучшенными свойствами. Обоб-
щенная теория и проектирование. М.: Машиностроение, 1974. 264 с.
32. Булгаков Э. Б. Область существования соосного зацепления. — Вест-
ник машиностроения, 1979, № 9, с. 3—5.
33. Булгаков Э. Б., Ананьев В. М. Зубчатые передачи с коэффициентом
перекрытия больше двух и углами зацепления больше 20°. — Вестник машино-
строения, 1975, № 8, с. 24—27.
34. Булгаков Э. Б., Ананьев В. М. Влияние параметров зацепления, погреш-
ностей изготовления и нагруженности на массу зубчатой передачи. — Вестник
машиностроения, 1976, № 6, с. 44—48.
35. Булгаков Э. Б., Ананьев В. М., Голованов В. В. Виброактивность зуб-
чатых передач с коэффициентом перекрытия большим двух. — Вестник маши-
ностроения, 1974, № 6, с. 26—31.
36. Булгаков Э. Б., Васина Л. М. Эвольвентные зубчатые передачи в обоб-
щающих параметрах. Справочник по геометрическому расчету. М.: Машино-
строение, 1978. 174 с
37. Булгаков Э. Б., Задии М. С. Область существования передачи внутрен-
него зацепления. — Изв вузов, 1975, № 2, с. 78—82.
38. Булгаков Э. Б., Капелевич А. Л. Область существования эвольвентно-
го косозубого зацепления. — Вестник машиностроения, 1980, № 7, с. 9—11.
39 Булгаков Э. Б., Подбельский Н. Г. Определение местных напряжений
изгиба в зубьях прямозубых эвольвентных цилиндрических колес. — Вестник
машиностроения, 1977, № 12, с. 10—12.
40. Булгаков Э. Б., Подбельский Н, Г. Влияние параметров производящего
реечного контура на его область существования. — Машиноведение, 1978, № 5,
с. 41—44.
41. Булгаков Э. Б., Ривкин Г. В. Область существования эвольвентного
зубчатого зацепления с несимметричными профилями зубцов. — Машиноведе-
ние, 1980, № 1, с. 55—59.
42 Гавриленко В. А. Основы теории эвольвентной зубчатой передачи. 2-е
изд., перераб. и доп. М.: Машиностроение, 1969. 432 с.
43. Генкин М. Д., Мишарин К). А. Прямозубые эвольвентные передачи с
коэффициентом перекрытия больше двух. — Вестник машиностроения, 1960,
№ 3, с. 13—17.
44. Геикин М. Д., Рыжов Н. М. Некоторые пути снижения прижогов при
шлифовании зубчатых колес.— Вестник машиностроения, 1964, № 7, с. 64—67.
45. Генкин М. Д., Рыжов М. А., Рыжов Н. М. Повышение надежности тя-
жело нагруженных передач. М.: Машиностроение, 1981. 232 с.
46. Герасимова Н. Г., Рыжов Н. М. Влияние наклепа дробью на контактную
выносливость цементованных сталей. — Вестник машиностроения, 1978, К» 6,
с. 33—38.
47. Голов Ф. В., Вильнер П. Д. Вибрационная диагностика зубчатых пере-
дач цифровыми следящими системами. — В сб.: Физические методы исследова-
ния шумообразования и акустическая диагностика в машиностроении. Куйбы-
шев. КПП, 1978, с. 26—27.
363
48. Голография. Методы и аппаратура/Под ред. В. М. Гинзбурга и
Б. М. Степанова. М.: Сов. радио, 1974. 376 с.
49. Глухарев Е. Г. О продольной и тангенциальной (поперечной) неравно-
мерности распределения нагрузки в шлицевых соединениях. — Труды ЛМИ,
1967, вып. 61. с. 5—14.
50. Громан М. Б. О блокирующих контурах эвольвентного зацепления. —
Вестник машиностроения, 1962, № 2, с. 12—17.
51. Давыдов Я. С. Подрез зубьев реечным инструментом. — Изв. вузов,
1963, № 6, с. 5—16.
52. Дейчман И. Б. Экстремальные углы зацепления эвольвентной зубчатой
передачи внутреннего зацепления. — Изв. вузов, 1974, № 10, с. 53—56.
53. Деклу Ж. Метод конечных элементов: Пер. с франц. М.: Мир, 1976.
95 с.
54. Деметрадзе Д. Т. Влияние параметров несущих опор на динамические
нагрузки в цилиндрических зубчатых передачах. — В сб.: Колебания механиз-
мов с зубчатыми передачами. М.: Наука, 1977, с. 78—87.
55. Динович М. Я., Рубенчук В. Я., Шеломов Н. М. Концентрация напря-
жений при растяжении основания внутреннего зуба — Изв. вузов, 1975, № 8,
с. 3—9.
56. Дитман А. О., Алексеев Н. В„ Куликов В. С. Применение электромаг-
нитного моделирования к исследованию напряженного состояния шлицевых ва-
лов. — В сб.: Прочность элементов авиационных конструкций. — Труды УАИ,
1974, вып. 78, с. 81—93.
57. Долгополов В. В., Френкель И. Н., Шоломов Н. М. Напряженное состо-
яние сателлитов с тонким ободом. — Вестник машиностроения, 1972, № 2,
с. 11—15.
58. Дусев И. И., Зарифьян А. А. Определение податливости прямых эволь-
веитных зубьев. — Вестник машиностроения, 1976, № 11, с. 21—23.
59. Дусев И. И., Зарифьян А. А. Статическое нагружение многопарного
зацепления. — Вестник машиностроения, 1978, № 3, с. 22—25.
60. Еленевский Д. С. Остаточные напряжения и прочность зубьев цементи-
рованных шестерен. — Вестник машиностроения, 1958, № 9, с. 10—13.
61. Ерофеев А. Ф. Нарезание колес внутреннего зацепления долбяками. М.:
Машиностроение. 1967. 140 с.
62. Заблонский К. И., Горобец И. П. Планетарные передачи. Вопросы кон-
струирования. Киев: Техшка, 1972, 148 с.
63. Зайцев А. М., Коросташевский Р. В. Авиационные подшипники качения.
М.- Оборонгиз. 1963. 340 с.
64. Зенкевич О. Метод конечных элементов в технике: Пер. с англ. М.:
1975. 541 с.
65. Зорохович А. А., Остров Н. М. Производство высокоскоростных зубча-
тых колес средних модулей. М.: Машиностроение, 1968. 228 с.
66. Иосилевич Г. Б., Беляев В. А, Точилкин А. А. Исследование изгибной
усталостной прочности зубьев зубчатых колес, подвергнутых гидродробеструй-
ной обработке. — Труды УАИ, 1974, вып. 78, с. 155—159.
67. Иосилевич Г. Б., Куликов В. С. Распределение нагрузки по длине шли-
цевых соединений оболочек. — Труды УАИ, 1974, вып. 78, с. 107—118.
68. Иосилевич Г. Б., Осипова Г. В. Распределение нагрузки и напряженное
состояние в прямых зубьях цилиндрических передач. — Машиноведение, 1975,
№ 4, с. 91—96.
69. Калайтан Е. Н. Смазочные масла для реактивных двигателей. М.: Хи-
мия, 1968. 195 с.
70. Калашников Н. А. Точность в машиностроении и ее законы. Ч. 2. М.:
Машгиз, 1950. 147 с.
71. Калньер В. Д. и др. Новые способы химико-термической обработки кон-
струкционных сталей в автомобилестроении. — Металловедение и термическая
обработка металлов. 1978, № 7, с. 67—70.
72. Камель X. А., Эйзенштейн Т. К. Автоматизированное построение сетки
в двух- и трехмерных областях. — В сб.: Расчет конструкций с использованием
ЭВМ. Т. 2. Л.: Судостроение, 1974, с. 21—36.
364
73. Капцан М. В., Филипенков А. Л., Шеломов Н. М. Распределение наг-
рузки между роликами подшипника сателлита. — Вестник машиностроения, 1979,
№ 5, с. 30—32.
74. Карасев В. А., Максимов В. П., Сидоренко М. К- Вибрационная диаг-
ностика газотурбинных двигателей. М.: Машиностроение, 1978. 132 с.
75. Кедринский В. И., Писманик К. М. Станки для обработки конических
зубчатых колес. М.: Машиностроение, 1967. 584 с.
76. Ким С. Н. К вопросу определения контактных деформаций зубьев ци-
линдрических прямозубых колес. — Изв. вузов, 1970, № 6, с. 53—56.
77. Кистьяи Я. Г. Критерии заедания поверхностей зубьев зубчатых колес,—
Вестник машиностроения, 1958, № 10, с. 10—18.
78. Кистьян Я- Г., Френкель И. Н. Экспериментальное определение жестко-
сти зубьев прямозубых цилиндрических колес внешнего зацепления. — В кн.:
Повышение нагрузочной способности зубчатых передач и снижение их веса.
М.: Машгиз, 1956, с. 172—180.
79. Клебанов Б. М., Гинзбург А. Е. Зубчатые передачи в машинострое-
нии/Под ред. Е. Г. Гинзбурга. Л.: Машиностроение, 1978. 120 с.
80. Ковалев Н. А. Основные результаты изучения динамики высокоточных
скоростных зубчатых передач: Докл. научно-техн. конф, по итогам НИР за
1966—1967 гг. МЭИ. 1967, с. 5—15.
81. Ковалев Н. А. Колебания зубчатых передач при ступенчатом изменении
жесткости и постоянной ошибке шага зацепления. — Изв. АН СССР, Сер. ме-
ханика и машиностроение, 1961, № 2, с. 37—42.
82. Коднир Д. С. Контактная гидродинамика смазки деталей машин. М.:
Машиностроение, 1976. 304 с.
83. Коган Г. И. Изготовление цилиндрических колес со шлифованными
зубьями. М.: Машгиз, 1962. 239 с.
84. Козловский И. С. Химико-термическая обработка шестерен. М.: Маши-
ностроение, 1970. 230 с.
85. Козловский И. С., Лебедев Е. А., Калинин А. Т. Прочность цементован-
ной стали при различных режимах химико-термической обработки. — Металло-
ведение и термическая обработка металлов, 1964, № 3, с. 10—16.
86. Инструкционная прочность материалов и деталей ГТД. Руководство
для конструкторов. — Труды ЦИАМ, 1979, № 835. 522 с.
87. Контактно-гидродинамическая теория смазки и ее практическое приме-
нение в технике. — Труды первой Всесоюзн. конф., КуАИ, 1974, вып. 2. 187 с.
88. Кораблев А. И. Эксплуатационные разрушения шлицевых деталей; ме-
ханизм их развития и предупреждения. — Труды РИНГА, 1970, вып. 148,.
с. 88—100.
89. Кораблев А. И. Влияние некоторых конструктивных и сборочных фак-
торов на условия работы зубчатых (шлицевых) соединений. — Труды РИНГА.
1965, вып. 53, с. 34—47, вып. 55, с. 45—76.
90. Кораблев А. И. Особенности изнашивания шлицев в дисковых тормоз-
ных фрикционных муфтах, нагружаемых знакопеременным крутящим момен-
том,—Труды РИИГА, 1968, вып. 118, с. 68—76.
91. Кораблев А. И., Крылов К. А. Механизм развития и причины некоторых
отказов шестеренчатых насосов. — В кн.: Вопросы повышения надежности и
долговечности деталей и узлов авиационной техники КИНГА, 1969, вып. 1,
с. 127—132.
92. Кораблев А. И., Решетов Д. Н. Повышение несущей способности и
долговечности зубчатых передач. М.: Машиностроение, 1968, 288 с.
93. Корнеев В. Г. Схемы метода конечных элементов высоких порядков точ-
ности. ЛГУ, 1977. 206 с.
94. Крылов В. И., Семенова А. М., Слобода В. 3. Влияние дефектов нитро-
цементации на усталостную прочность зубьев шестерен из стали 25ХГТ. — Ме-
талловедение и термическая обработка металлов, 1971, № 12, с. 33—37.
95. Кудрявцев В. Н. Зубчатые передачи. М.—Л.: Машгиз, 1957. 263 с.
96. Кудрявцев В. Н. Планетарные передачи. 2-е изд., перераб. и доп. М.—
Л.: Машиностроение, 1966. 307 с.
97. Кудрявцев В. Н. Замкнутые установки для испытания зубчатых пере-
дач. — Вестник машиностроения, 1951, № 10, с. 8—13.
365
98. Кудрявцев В. Н., Державец Ю. А., Глухарев Е. Г. Конструкции и рас-
чет зубчатых редукторов. .Справочное пособие/Под ред. В. Н. Кудрявцева. Л.:
Машиностроение, 1971. 328 с.
99. Кудрявцев Л. А. Влияние переменной жесткости зацепляющихся зубь-
ев на колебания и шум прямозубой передачи. — Станки и инструменты, 1962,
№ 10, с. 26—28.
100. Кузьмин М. И. Упрочнение и отделка наклепыванием профиля зубьев
шестерен. — В кн.: Повышение износостойкости и срока службы машин. Т. 2. —
Изд. АН УССР, Киев: 1960, с. 47—56.
101. Куликов В. С., Рубцов В. Н. Влияние толщины деталей на концентра-
цию нагрузки в зубчатом (шлицевом) соединении. — Труды УАИ. 1975, вып. 2,
с. 59—63.
102. Левина 3. М., Решетов Д. Н. Контактная жесткость машин. М.: Ма-
шиностроение. 1971. 264 с.
103. Лейкин А. С. Напряженность и выносливость деталей сложной конфи-
гурации. М.: Машиностроение, 1968. 371 с.
104. Лившиц Г. А. Вибрации и шум зубчатых передач. — Труды
ЦНИИТМАШ, 1961, вып. 21, 68 с.
105. Литвин Ф. Л. Теория зубчатых зацеплений. 2-е изд., перераб. и доп.
М.: Наука, 1968. 584 с.
106. Лопато Г. А., Кабатов Н. Ф., Сегаль М. Г. Конические и гипоидные
передачи с круговыми зубьями. М.: Машиностроение, 1977. 423 с.
107. Мальцев В. Ф. Роликовые механизмы свободного хода. М.: Машино-
строение, 1968. 415 с.
108. Марков Н. Н. Зубоизмерительные приборы. М.: Машиностроение.
1965. 167 с.
109. Машины и стенды для испытания деталей/Под ред. Д. Н. Решетова.
М.: Машиностроение, 1979. 343 с.
ПО. Методика (основные положения) определения экономической эффек-
тивности использования в народном хозяйстве новой техники, изобретений и
рационализаторских предложений. Госкомитет СМ СССР по науке и технике.
М.: 1977. 54 с.
111. Методические указания по внедрению ГОСТ 1643—72. Передачи зубча-
тые цилиндрические. Допуски. М.: Изд-во стандартов, 1975, 112 с.
112. Методы и алгоритмы автоматического формирования сеткн треуголь-
ных элементов. — Изд. АН УССР, Институт проблем прочности. Киев: 1978,
93 с.
113. Морозов В. И., Шубина Н. Б. Наклеп дробью тяжелонагруженных
зубчатых колес. М.: Машиностроение, 1972. 104 с.
114. Нежурин И. П. Кинематическая точность зубчатых колес и ее конт-
роль.— Стандартизация, 1963, № 6, с. 8—14.
115. Нежурин И. П. Расчет размеров по роликам для косозубых эвольвен-
ных колес с нечетным числом зубьев. — Вестник машиностроения, 1961, № 8,
с. 14—17.
116. Нежурин И. П., Новиков В. С. О точности зацепления прямозубых
конических колес. — Вестник машиностроения, 1976, № 9, с. 60—63.
117. Новиков В. А. Теория роликовых муфт свободного хода и методика
их расчета. — Труды Ташкентского текстильного ин-та, 1966, вып. 21, с. 60—85.
118. Орлов В. В., Юдин Д. Л., Петраков А. П. О деформационном поверх-
ностном упрочнении зубчатых колес. — Вестник машиностроения, 1979, № 1,
с. 17—19.
119. Островский Ю. И., Бутугов М. М., Островская Г. В. Голографическая
интерферометрия. М.: Наука, 1977. 336 с.
120. Папашев Д. Д., Кравченко Б. А., Папашева Н. Д. Отделочно-упрочня-
ющая обработка детален из закаленных сталей алмазным выглаживанием и
обкатыванием. — Вестник машиностроения, 1977, № 3, с. 47—50.
121. Петрогов В. В. Гидродробеструйное упрочнение деталей и инструмен-
та. М.: Машиностроение, 1977. 166 с.
122. Петрусевич А. И. Зубчатые передачи. Справочник Машиностроителя.
Т. 4, кн. 1, 3-е изд., перераб. и доп. М.: Машгиз, 1962, с. 327—445.
366
123. Петрусевич А. И. Роль гидродинамической масляной пленки в стойко-
сти и долговечности поверхностей контакта деталей машин. — Вестник машино-
строения, 1963, № 1, с. 20—25.
124. Петрусевич А. И., Генкин М. Д., Гринкевич В. К. Динамические наг-
рузки в зубчатых передачах с прямозубыми колесами. — Изд АН СССР, 1956.
134 с..
125. Петрусевич А. И., Генкин М. Д., Рыжов Н. М. Влияние шлифовочных
прижогов на контактную выносливость цементованных и закаленных зубчатых
колес. — Вестник машиностроения, 1965, № 6, с. 7—13.
126. Пилипенко М. Н. Механизмы свободного хода. М.: Машиностроение,.
1966. 288 с.
127. Пинегин С. В. Тренне качения в машинах и приборах. М.: Машино-
строение, 1976. 264 с.
128. Планетарные передачи. Справочник/Под ред. В. Н. Кудрявцева,
Ю. Н. Кирдяшева. Л.: Машиностроение, 1977. 535 с.
129. Повышение несущей способности механического привода./Под ред.
В. Н. Кудрявцева. Л., Машиностроение, 1973. 223 с.
130. Поляков В. С., Барабаш И. Д. Муфты. М.: Машиностроение, 1973,
366 с.
131. Пономарев С. Д. и др. Расчеты на прочность в машиностроении.
Т. З/Под ред. С. Д. Пономарева. М.: Машгиз, 1959, 1118 с.
132. Производство зубчатых колес. Справочник/Под ред. Б. А. Тайцам
М.: Машиностроение, 1975. 727 с.
133. Пузыня К. Ф., Запаснюк А. С. Экономическая эффективность научно-
исследовательских и опытно-конструкторских разработок в машиностроении.
Л.: Машиностроение, 1978. 304 с.
134. Пыж О. А., Гаркави Л. М., Державец Ю. А. Редукторы судовых тур-
боагрегатов. Справочник. Л.: Судостроение, 1975. 272 с.
135. Рабко В. Д. К вопросу определения потерь на трение качения при
больших скоростях и нагрузках.-—Изв АН СССР. Сер. техн, науки, 1964, № 2,
с. 115—118.
136. Рубенчик В. Я., Шоломов Н. М. О концентрации напряжений при рас-
тяжении основания зуба. — Изв. вузов, 1973, № 8, с. 33—37.
137. Рыжов М. А., Рыжов Н. М. О преимуществах зубошлифования с ну-
левой установкой кругов и выборе оптимальных режимов резания на станках
5851. — Вестник машиностроения, 1967, № 3, с. 72—75.
138. Рыжов М. А., Рыжов Н. М. Тепловыделение на поверхности зубьев ко-
лес при шлифовании. — Станки и инструмент, 1968, № 10, с. 18—20.
139. Рыжов М. А., Рыжов Н. М. Оценка способов шлифования зубчатых
колес по тепловому воздействию на поверхностный слой зубьев. — Станки и
инструмент, 1971, № 6, с. 17—19.
140. Рыжов Н. М. О выборе оптимальных режимов шлифования зубчатых
колес. — Вестник машиностроения, 1964, № 1, с. 66—71.
141. Рыжов Н. М., Герасимова Н. Г. Улучшение свойств шлифованной по-
верхности при наклепе дробью. — Вестник машиностроения, 1978, № 7, с.
57—61.
142. Саверин М. М. Дробеструйный наклеп. М.: Машгиз, 1955. 312 с.
143. Сасаки Т., Окино Н. Трение качения при больших скоростях. — Сб..
пер. иностр, статей, № 5 (87), М.: ГОСИНТИ, ВИНИТИ, 1964, с. 41—64.
144. Сидоренко М. К. Виброметрирование газотурбинных двигателей. М.:
Машиностроение, 1973. 224 с.
145. Сидорин И. И., Генкин М. Д., Рыжов Н. М. Остаточные напряжения в
поверхностном слое профилей зубьев и их влияние на долговечность зубчатых
колес. — Вестник машиностроения, 1965, № 2, с. 64—67.
146. Синкевич Ю. Б., Шоломов Н. М. Влияние геометрических параметров-
зубчатого венца на жесткость обода колеса. — Вестник машиностроения, 1971,
№ 6, с. 25—29.
147. Скуидин Г. И., Никитин В. Н. Расчет прямобочных шлицевых соедине-
ний на износостойкость. — Вестник машиностроения, 1971, № 5, с. 8—11.
148. Справочник марок сталей/Под ред. А. С. Чукмасова. М.: Металлург-
издат, 1963. 191 с.
367
149. Справочник по геометрическому расчету эвольвентных зубчатых и чер-
гых передач/Под ред. И. А. Болотовского. М.: Машгиз, 1963. 472 с.
150. Старик Д. Э., Парамонов Ф. И., Бугаков И. И. Экономика, организа-
и планирование авиационного производства. М.: Машиностроение, 1976.
с.
151. Степанов М. Н. Статистическая обработка результатов механических
испытаний М.: Машиностроение, 1972. 232 с.
152. Стренг Г., Фикс Дж. Теория метода конечных элементов: Пер. с англ.
М.: Мир, 1977. 349 с.
153. Тайц Б. А. Точность и контроль зубчатых колес. М.: Машиностроение,
1972. 367 с.
154. Татарников И. Я. Роль смазки в повышении износостойкости шлицевых
соединений. •— Вестник машиностроения, 1968, № 6, с. 26—29.
155. Татур Г. К., Выюнный А. Г. Определение неравномерности распреде-
ления нагрузки вдоль зубчатого (шлицевого) соединения. — Вестник машино-
строения, 1969, № 4, с. 21—24.
156. Торбилло В. М. Алмазное выглаживание. М.: Машиностроение, 1972.
104 с.
157. Трубин Г. К. Контактная усталость материалов для зубчатых колес.
М.: Машгиз, 1962. 404 с.
158. Универсальные и специальные стенды и установки для испытания на
прочность деталей и узлов. М.: НИИИНФормтяжмаш, 1968. 116 с.
159. Устиненко В. Л. Напряженное состояние зубьев цилиндрических пря-
мозубых колес. М.: Машиностроение, 1972. 91 с.
160 Уткина А. Н., Черкис Ю. Ю., Алексеенко М. Ф. Влияние параметров
цементованного слоя на свойства стали 20ХЗМВФА. — Металловедение и тер-
мическая обработка металлов, 1977, № 6, с. 64—67.
161. Френкель И. Н. Определение изгибных перемещений зубьев методами
теории упругости. — В сб.: Проблемы качения и прочности зубчатых передач,
ЦБТИ ГОСКАМ СССР, 1961, № 2, с. 104—117.
162. Френкель И. Н. Влияние упругой деформации части обода, прилегаю-
щей к зубу, на жесткость зацепления. — В сб.: Вопросы геометрии и динамики
зубчатых передач. М.: Наука, 1964, с. 105—131.
163. Френкель И. Н. Экспериментальное определение суммарной деформа-
ции и жесткости прямых зубьев цилиндрических зубчатых колес. — В кн.: Зуб-
чатые и червячные передачи/Под ред. Н. И. Колчина. М.—Л.: Машгиз, 1959,
с. 163—184.
164. Фрохт М. М. Фотоупругость. Поляризационно-оптический метод ис-
следования напряжений. М.—Л.: Гостехтеориздат. Т. 1, 1948, 433 с.; Т. 2, 1950,
489 с.
165. Хаимова-Малькова Р. И. Методика исследования напряжений поляри-
зационо-оптическим методом. М.: Наука, 1970. 116 с.
166. Хаймзон М. Н., Крылов К. А., Кораблев А. И. Надежность авиацион-
ных разъемных соединений. М.: Транспорт, 1979. 192 с.
167. Хрущев М. М. Лабораторные методы испытания на изнашивание мате-
риалов зубчатых колес. М.: Машиностроение, 1966, 152 с.
168. Цилиндрические эвольвентные зубчатые передачи внешнего зацепления.
Расчет геометрии. Справочное пособие/Под ред. И. А. Болотовского. М.: Маши-
ностроение, 1974. 160 с.
169. Цилиндрические эвольвентные зубчатые передачи внутреннего зацепле-
ния. Расчет геометрических параметров. Справочное пособие/Под ред. И. А. Бо-
лотовского. М.: Машиностроение, 1977. 192 с.
170. Шехтман Ю. В. Автоматическое разбиение плоской области на тре-
угольные элементы в методе конечных элементов. — Труды ЦИАМ, 1978,
№ 790, с. 6.
171. Шнеерсон Л. М, Алексеев В. И. Разрушение зубчатых колес от вибра-
ций. — Вестник машиностроения, 1961, № 4, с. 8—12.
368
172. Шнеерсон Л. М., Еленевский Д. С. О полюсных разрушениях зубьев
шестерен. — В сб.: Повышение износостойкости и срока службы машин. Т. 2.
Изд. АН УССР, I960, с. 262—266.
173. Шорр Б. Ф. К расчету динамических нагрузок в зубьях прямозубых
цилиндрических колес. — В сб.: Прочность и динамика авиационных двигателей.
М.: Машиностроение, 1969, с. 127—162.
174. Шорр Б. Ф., Егоров В. А. Применение пьезоэлектрических устройств и
голографической интерферометрии к исследованию спектров колебаний зубча-
тых колес. — Вестник машиностроения, 1977, № 12, с. 13—15.
175. Якимов А. В. Оптимизация процессов шлифования. М.: Машинострое-
ние, 1975. 176 с.
176. Якушев А. И. Взаимозаменяемость, стандартизация и технические из-
мерения. М.: Машиностроение, 1979. 344 с.
177. Cornell R. W., Westervelt W. W. Dynamic Tooth Loads and Stressing
for High Contact Ratio Spur Gears. — Trans. ASME, Series B. vol. 100, Feb.
1978, N. 1, p. 70—79.
178. Frederick С. O., Wong V. C., Edge F. W. Twodimentional Automatic
Meshgeneration for Structural Analysis, intern Jnl. Num. Meth., vol. 2, 1970,
p. 133.
179. Gear Handbook. The Desigt Manufacture and Application of Geais. Darle
W Dudley, Editor. Me. Graw-Hill Book Co. Inc., New-York, 1962.
180. Holografic Nondestructive Testing Ed. Erf. R. K. Akademic Press, 442 p.
181. Kenppinen Auto I. Partial Carburizing Metall Progress. 1978, 114, N 6,
p. 41—43.
182. Nieman G., Baethge I. Drehwegfehler, Zahnfederharte und Gerausch bei
Stirnradern. — VDI—Z, Teil I, Band 119. 1970, N 4, S. 205/14.
183. Nieman G., Glaubutz H. Zuhnfubrestigkeit Geradverzahnter Stirnrader
aus Stahl. — VDI—Z, N 33, 1950, S. 923—932.
184. Raymond Drago. Heavy Lift Helicopter Brings up Drive Ideas. — Power
Transmission Desigt, 1974.
185. Ryder E. A. ASTM Bulletin. X. 1947, p. 69.
186. Turcke D. On Optimum Finite Elements Gorid Configurtions. AIAAI,
1976, vol. 2, p. 264.
187. Zlamal M., On Some Finite Element Procedures for Solving Second Or-
der Boundary Value Problems. — Num. Math., vol. 14, N 1. 1969, p. 42—49.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А Автоматизированное проектирова-
ние 136
Азотирование 165
Б Блокирующий контур 17
В Вибропреобразователи 342
Выносливость при изгибе:
зубьев 95
обода 119
Д Деформация:
зубьев 104
обода 104
Долговечность подшипника сател-
лита 107
3 Закалка 169
Зубообрабатывающие станки 189,
192
Зубчатые передачи при еа 3=2,0 152
И Изопараметрические элементы 78
Интерференция:
во внешнем зацеплении 24
во внутреннем зацеплении 46, 47
Исходные производящие контуры:
долбяка 39
реечный простой 5
реечный сложный 5, 33
К Карбюризатор 166
Колебания зубчатых передач:
вынужденные 336
изгибные 130
крутильные 128
параметрические 129
собственная частота 129, 131
форма 13’1
частота 131
Конструктивные параметры зубча-
тых колес 12
Конструкция:
конических колес 275
подшипниковых опор 283
цилиндрических колес 268
шлицевых соединений 285
Коэффициенты:
абсолютных размеров колес 119
асимметрии цикла 120
концентрации напряжений при
растяжении тонкого обода 112
------ теоретический 120
------эффективный 120
осевого перекрытия 33, 61
податливости в контакте 105
радиального смещения при шли-
фовании 32
расстояния от полюса до начала
зоны однопарного зацепления
29
смещения 17
суммарного перекрытия 33
тангенциального смещения при
шлифовании 32
торцевого перекрытия 29, 47
удельной скорости скольжения 29
формы зуба 71, 89
М Матрица жесткости элемента 76
Методы:
выплавки 181
голографической интерферомет-
рии 234
конечных элементов 74
поляризационно-оптические 230
спекл-интерферометрии 235
усталостные 228
Муфты свободного хода (обгона):
заклинивание 296
прижимные устройства 292
расклинивание 299
свободный ход 299
сепараторы 295
смазка 304
фрикционная 291
храповая 291
Н Нормализация 161
Нитроцементация 165
О Область существования:
внешнего зацепления 53
внутреннего зацепления 60
зацепления зубцов с несиммет-
ричным профилем 58
— косозубого зацепления 61
производящего, реечного конту-
ра 64
соосного зацепления 62
Оборудование для усталостных ис-
пытаний 223
Относительная толщина зубьев на
окружности вершин 50
Отпуска:
высокий 168
низкий 168
П Параметры:
обобщающие 50
предельные внешнего зацепления
52
Поверхности оъема сопряженных
колес 143
Поверхностное пластическое де-
формирование 205
Подшипник сателлита 105
Погрешности:
кинематическая 215
планетарного механизма 308
прерывная кинематическая 217
Покрытия гальванические 180
Приведенные затраты 359
Прижоги поверхности 191
Принципы:
линейного суммирования по-
вреждений 345
минимума полной потенциальной
энергии 74
Припуск под шлифование зубчатых
колес с поднутренньтми зубьями
149
Плоское напряженное состояние 76
Плоское деформированное состоя-
ние 77
Р Разбиение области на элементы 74
Разрушения:
диафрагмы 247
задир 243
зубьев 243
износ 242
контактные 238
ободьев 246
ступиц 248
шлицевых соединений 248
Редукторы:
диагностика состояния 344
кинематические схемы 257
основные параметры 258
расчет массы 263
система смазки 288
эквивалентная программа испы-
таний 344
С Себестоимость продукции 358
Силовые факторы:
внешний ПО
внутренний 111
Спектр:
вибраций 341
погрешности 335
ТТеплопрочность 161
У Углеродный потенциал 167
Углы:
давления 29, 41
зацепления 23, 40, 52, 60
заклинивания ролика 300
наклона линии зуба 33
профиля 24
Ф Фазовый состав 172
Ц Целевая функция 137
Цементация 165, 167
Ш Шлифование режимов 200
Э Экономическая эффективность:
конструкторских вариантов 359,
360
технологических вариантов 360
Эндотермическая атмосфера 167
ОГЛАВЛЕНИЕ
Стр.
Предисловие........................................................... 3
Часть I. АВИАЦИОННЫЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ.................................. 4
Глава I. Общие сведения ................................................ 4
1.1. Исходный производящий контур авиационных зубчатых колес . ,4
1.2. Нагруженность и точность зубчатых передач......................11
1.3. Конструктивные параметры и применяемость авиационных зубча-
тых колес....................................................... 12
1.4. Материалы, термическая и механическая обработки авиационных
зубчатых колес................................................. 15
Глава 2. Геометрия и системы геометрического расчета эвольвентных
цилиндрических зубчатых передач . . •................................ 16
2.1. Геометрический расчет передач внешнего зацепления при извест-
ных параметрах исходного контура................................ 17
2.2. Геометрический расчет передач внутреннего зацепления при извест-
ных параметрах исходного контура.................................39
2.3. Геометрия передач с параметрами зацепления, не связанными с
производящим контуром........................................49
Глава 3. Прочность и динамика зубчатых передач . ...... 64
3.1. Жесткость зубчатого зацепления...........................64
'3.2. Статическое распределение нагрузки между зубьями ... 69
3.3. Единичные изгибающие напряжения. Приближенное определение . 71
3.4. Единичные изгибающие напряжения. Численные методы опреде-
ления ...........................................................74
3.6. Динамические нагрузки в зацеплении эвольвентных зубчатых колес 89
3.6. Сопротивление зубчатых колес усталости...................95
3.7. Оценка прочности.........................................96
Глава 4. Расчет зубчатых колес с учетом влияния конструктивных осо-
бенностей ........................................................... 99
4.1. Обоснование схем расчета.............................. . 99
4.2. Действующие нагрузки........................................ 100
4.3. Деформации обода и зубьев........................... . . 100
4.4. Подшипник сателлита...........................................104
4.5. Внутренние силовые факторы, действующие в ободе .... 108
4.6. Коэффициенты концентрации напряжений в тонком ободе . . 112
4.7. Напряжения в ободе............................................114
4.8. Напряжения нагруженном зубе .................................115
4.9. Расчет на выносливость при изгибе.................... . . П9
Глава 5. Шлицевые соединения..................................... 121
5.1. Основные геометрические параметры соединений............121
5.2. Характер работы соединений..............................122
5.3. Расчет напряженного состояния соединений................123
Глава 6. Крутильные и изгибные колебания зубчатых передач . . 128
6.1. Крутильные колебания....................................128
6.2. Изгибные колебания......................................130
372
Стр.
6.3. Частоты собственных и формы изгибных колебаний колес . . 132
6.4. Пути увеличения вибрационной прочности.......................134
Глава 7. Автоматизированное проектирование зубчатых передач . . 136
7.1. Целевая функция зубчатой передачи............................137
7.2. Исходные данные для проектирования и модель нулевого уровня 138
7.3. Модель первого уровня........................................139
7.4. Реализация модели первого уровня.............................143
7.5. Модель второго уровня с простым ПРК . .... 146
7.6. Модель второго уровня со сложным ПРК........................'148
7.7. Оптимизация параметров соосной передачи . . 152
7.8. Зубчатые передачи с е >2,0 в обобщающих параметрах ... 152
Глава 8. Материалы, химико-термическая обработка авиационных зуб-
чатых колес .........................................................158
8.1. Основные требования к сталям для авиационных зубчатых передач 158
8.2. Сведения о химическом составе и физико-механических свойствах
сталей.......................................................... 161
8.3. Типовые режимы химико-термической обработки сталей . . . 161
8.4. Влияние основных параметров поверхностных диффузионных сло-
ев на механические свойства сталей................................170
Глава 9. Технология изготовления зубчатых колес ..................... 183
9.1. Технологический процесс и его связь с функциональными парамет-
рами передачи.....................................................183
9.2. Особенности изготовления конических зубчатых колес .... 185
9.3. Шлифование зубчатых колес. Прижоги и методы их устранения 191
9.4. Поверхностное пластическое деформирование зубчатых колес . 205
Глава 10. Точность выполнения и контроль зубчатых передач . . 215
10.1. Показатели точности.........................................215
10.2. Контроль зубчатых колес.....................................220
Глава 11. Некоторые экспериментальные методы исследования зубча-
тых передач . . 223
11.1. Испытания зубчатых передач. Оборудование .... . 223
11.2. Методы испытаний зубчатых передач на усталость .... 228
11.3. Исследование зубчатых передач поляризационно-оптическим ме-
тодом ...........................................................230
11.4. Исследования зубчатых передач методами голографической ин-
терферометрии и спекл-интерферометрии .... 234
Глава 12. Дефекты и рарушения зубчатых колес..........................238
12.1. Контактные разрушения зубьев по боковым поверхностям . 238
12.2. Износ и задиры зубьев по боковым поверхностям .... 242
12.3. Разрушение зубьев........................................243
12.4. Разрушение ободьев, дисков и ступиц......................246
12.5. Разрушение зубчатых (шлицевых) элементов деталей . . . 248
12.6. Контактные дефекты зубчатых (шлицевых) элементов деталей . 252
Часть II. АВИАЦИОННЫЕ РЕДУКТОРЫ................................: : 257
Глава 13. Основные сведения о редукторах и приводах авиационных
двигателей ......................................................... 257
13.1. Кинематические схемы и основные параметры редукторов . . 257
13.2. Приводы агрегатов ГТД и компоновка редуктора на вертолете 261
13.3. Оценка массы редуктора.................................263
Глава 14. Конструкция вертолетных редукторов .........................268
14.1. Цилиндрические передачи................................268
14.2. Конические передачи....................................27а
14.3. Элементы планетарной передачи......................... . 280
373
Стр.
14.4. Подшипниковые опоры........................................ 283
14.5. Шлицевые соединения.........................................285
14.6. Валы и рессоры.................................. . . 286
14.7. Корпуса .редукторов ............................ . 287
14.8. Системы смазки и охлаждения . ..............................288
Глава 15. Муфты свободного хода ......................................291
15.1. Общие сведения..............................................291
15.2. Элементы теории МСХ.........................................295
15.3. Выбор основных конструктивных параметров и расчет МСХ . 300
Глава 16. Повышение результативной точности планетарного редук-
тора .................................................................308
16.1. Общие сведения..............................................308
16.2. Ориентация слагаемых погрешности расположения разноименных
профилей зубьев отдельного сателлита..............................314
16.3. Ориентация сателлитов по кинематической погрешности . . 315
16.4. Аттестация ориентированных сателлитов.......................318
16.-5 Аттестация водила...........................................318
16.6. Взаимная компенсация погрешностей комплекта сателлитов и
водила .......................................................... 319
16.7. Профильная модификация колес с внутренними зубьями . . 320
Глава 17. Масла для авиационных редукторов ......................... 325
Глава 18. Оценка виброактивности авиационных редукторов . . 333
18.1. Анализ погрешностей ... 333
18.2. Характеристика вибраций редуктора .... 339
18.3. Измерение вибраций редуктора.......................... 341
18.4. Связь вибраций редуктора с состоянием его деталей . . 343
Глава 19. Эквивалентные испытания авиационных редукторов . 344
19.1. Длительные и эквивалентные испытания редукторов . 344
19.2. Основные принципы составления программ эквивалентных испы-
пытаиий...........................................................345
19.3. Приведение .режимов работы редуктора к наиболее напряженному 345
19.4. Коэффициент ускорения программы и показатель степени приве-
дения режимов.....................................................347
19.5. Контроль состояния деталей и обоснование программы эквива-
лентных испытаний......................... . ... 349
Глава 20. Доводка редукторов вертолетов и их узлов . 350
20.1. Зубчатые колеса................................. . . 350
20.2. Шлицевые соединения.........................................353
20.3. Подшипниковые узлы редукторов...............................353
20.4. Муфты свободного хода редуктора Р-7........................ 356
Глава 21. Технико-экономические расчеты авиационных зубчатых пере-
дач и редукторов ................................. 358
21.1. Себестоимость изготовления конструкции и методы ее опреде-
ления .................................... . . . 358
21.2. Оценка экономической эффективности......................... 359
21.3. Экономическая эффективность технологических пропессов 36'0
21.4. Экономическая эффективность конструктивных вариантов . . 360
Список литературы ................................................... 362
Предметный указатель................................................ 370
ИБ № 2754
Виктор Иванович Алексеев, Вячеслав Михайлович Ананьев,
Маргарита Михайловна Булыгина и др.
АВИАЦИОННЫЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ И РЕДУКТОРЫ
Редактор Г. Д. Тишина
Технические редакторы А. Ф. Уварова,
В. И. Орешкина
Корректоры Л. Л. Георгиевская и В. Е. Блохина
Оформление художника Е. Н. Волкова
Сдано в набор 21.05.81.
Подписано в печать 02.10.81. Т-23664
Формат бОХЭО’Лб.
Бумага типографская № 1.
Гарнитура литературная. Печать высокая.
Усл. печ. л. 23,5. Уч.-нзд. л. 32,1.
Тираж 5300 экз. Заказ 1903 Цена 2 р.
Издательство «Машиностроение»: 107076, Москва.
Б-76, Стромынский пер., 4.
Московская типография № 8 Союзполиграфпрома
при Государственном комитете СССР
по делам издательств полиграфии
и книжной торговли.
Хохловский пер., 7.