






































































































































































































































































































































































































































































































Author: Дунаев П.Ф. Леликов О.П.
Tags: детали машин передачи (механические) подъемно-транспортное оборудование крепежные средства смазка общее машиностроение машиноведение машиностроение конструирование учебное пособие чертежи типовых деталей
ISBN: 5-7695-1041-2
Year: 2003



ПЕРЕИТИ К ОГЛАВЛЕНИЮ
КОНСТРУИРОВАНИЕ
УЗЛОВ И ДЕТАЛЕЙ
МАШИН
П. Ф. ДУНАЕВ О. П. ЛЕЛИКОВ
м
AvADFMA
ВЫСШЕЕ ОБРАЗОВАНИЕ
П. Ф. ДУНАЕВ, О. П. ЛЕЛИКОВ
КОНСТРУИРОВАНИЕ УЗЛОВ И ДЕТАЛЕЙ МАШИН
Рекомендовано Министерством образования Российской Федерации в качестве учебного пособия для студентов технических специальностей вузов
8-е издание, переработанное и дополненное
Москва
ACADEMA 2003
УДК 621.81.001.66(075.8)
ББК 34.42я73
Д83
Kromsate and DJVU by EvilMan
ICQ#: 163094396
XMPP: evilman@jabber.ru mailto: 692692@mail.ru
Рецензент:
кафедра «Детали машин» Московского государственного строительного университета
Дунаев П. Ф.
Д 83 Конструирование узлов и деталей машин: Учеб, пособие для студ. техн, спец, вузов / П.Ф. Дунаев, О. П. Леликов. — 8-е изд., перераб. и доп. — М.: Издательский центр «Академия», 2003. — 496 с.
ISBN 5-7695-1041-2
В книге изложена методика расчета и конструирования узлов и деталей машин общемашиностроительного применения. Рекомендации по конструированию сопровождаются анализом условий работы узлов и деталей, их обработки и сборки. Приведены методические указания по выполнению чертежей типовых деталей машин, правила оформления учебной конструкторской документации; дан анализ результатов расчета передач на ЭВМ и рекомендации по выбору варианта для конструктивной проработки; учтены изменения в методике расчета зубчатых и червячных передач, валов, подшипников качения, планетарных и волновых передач при конструировании корпусных деталей и др.
Для студентов технических специальностей вузов. Учебное пособие может быть полезно преподавателям, работникам конструкторских отделов предприятий, проектных и научно-исследовательских организаций.
УДК 621.81.001.66(075.8)
ББК 34.42я73
Учебное издание
Дунаев Петр Федорович, Леликов Олег Павлович
Конструирование узлов и деталей машин
Учебное пособие
Редактор Л. В. Честная. Художественный редактор 10. Э. Иванова. Технический редактор Н. И. Горбачева.
Компьютерная верстка: И.М. Чиркин, Д.В. Федотов. Корректор ГН.Петрове/
Изд. № А-438. Подписано в печать 09.01.2003. Формат 70х 100/16.
Гарнитура «Петербург». Печать офсетная. Бумага тип. № 2. Усл. печ. л. 40,3.
Тираж 30 000 экз. (1-й завод I - 12 000 экз.). Заказ № 2520.
Лицензия ИД № 02025 от 13.06.2000. Издательский центр «Академия».
Санитарно-эпидемиологическое заключение № 77.99.02.953.Д.002682.05.01 от 18.05.2001.
117342, Москва, ул. Бутлерова, 17-Б. к. 223. Тел./факс: (095)334-8337, 330-1092.
Отпечатано на Саратовском полиграфическом комбинате.
410004, г. Саратов, ул. Чернышевского, 59.
ISBN 5-7695-1041-2
Научная библиотека ХПУ
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
.Ф., Леликов О. П., 2003
зкий центр «Академия», 2003
Посвящается
175-летию Московского государственного технического университета им. Н.Э. Баумана (1830 — 2005)
ПРЕДИСЛОВИЕ
Машиностроению принадлежит ведущая роль среди других отраслей экономики, так как основные производственные процессы выполняют машины. Поэтому и технический уровень многих отраслей в значительной мере определяет уровень развития машиностроения.
Повышение эксплуатационных и качественных показателей, сокращение времени разработки и внедрения новых машин, повышение их надежности и долговечности — основные задачи конструкторов-машиностроителей. Одним из направлений решения этих задач является совершенствование конструкторской подготовки студентов высших технических учебных заведений.
Большие возможности для совершенствования труда конструкторов дает применение ЭВМ, позволяющее оптимизировать конструкции, автоматизировать значительную часть процесса проектирования. Представленные в книге различные конструктивные решения можно использовать для создания графической базы данных, используемой при проектировании.
Выполнение курсового проекта по «Деталям машин» завершает общетехнический цикл подготовки студентов. Это их первая самостоятельная творческая инженерная работа, при выполнении которой студенты активно используют знания из ряда пройденных дисциплин: механики, сопротивления материалов, технологии металлов, взаимозаменяемости и др.
Объектами курсового проектирования являются обычно приводы различных машин и механизмов (например, ленточных и цепных конвейеров, испытательных стендов, индивидуальные), использующие большинство деталей и узлов общемашиностроительного применения.
В книге главное внимание уделено методике конструирования деталей и узлов машин. Конструирование — процесс творческий. Известно, что каждая конструкторская задача может иметь несколько решений. Важно по определенным критериям сопоставить конкурирующие варианты и выбрать один из них — оптимальный для данных конкретных условий. Такой сравнительный анализ вариантов конструктивных исполнений широко представлен в книге.
Рекомендации по конструированию сопровождаются анализом условий работы узлов и деталей, их обработки и сборки.
Излагаемый материал расположен в том порядке, в котором следует работать над проектом. Все сведения, необходимые для выполнения очередного этапа расчетов и конструирования, расположены в одном месте. Даны варианты типовых конструкций.
Рекомендации по конструированию и отдельные конструктивные решения отражают современный уровень как отечественного, так и зарубежного маши-
построения. В последней главе даны справочные таблицы, необходимые при проектировании.
При выполнении курсового проекта студент последовательно проходит от выбора схемы механизма через многовариантность проектных решений до его воплощения в рабочих чертежах; приобщаясь к инженерному творчеству, осваивая предшествующий опыт, учится предвидеть новые идеи в создании машин, надежных и долговечных, экономичных в изготовлении и эксплуатации, удобных и безопасных в обслуживании.
Настоящее издание отличает от предыдущего следующее:
• переработаны главы по методике расчета передач (зубчатых цилиндрических и конических, червячных, планетарных и волновых);
• дополнен раздел, посвященный анализу результатов расчета передач на ЭВМ и выбору варианта для конструктивной проработки;
• заново написаны главы по расчетам валов, упругих элементов многопоточных зубчатых передач;
• существенно переработаны главы по расчетам подшипников качения, конструированию корпусных деталей, выполнению рабочих чертежей деталей, оформлению учебной конструкторской документации (чертежей, спецификаций, пояснительной записки);
• весь материал книги тщательно сверен с действующей нормативно-технической документацией.
Учебное пособие «Конструирование узлов и деталей машин» вместе с учебниками и атласами деталей машин составляет необходимый комплект литературы для расчетно-конструкторской подготовки студентов машиностроительных вузов всех форм обучения. Оно может быть также полезно преподавателям, работникам конструкторских отделов предприятий, проектных и научно-исследовательских организаций.
Глава 1
КИНЕМАТИЧЕСКИЕ РАСЧЕТЫ
Проектирование начинают с ознакомления с заданием на проект.
Техническое задание на проектирование механизма или машины проектная организация получает от предприятия-изготовителя. В техническом задании перечислены основные требования: силовые, габаритные, экономические, эргономические и др., которые должны быть обеспечены при проектировании.
Задание на курсовой проект можно рассматривать как часть реального технического задания. Оно может, например, представлять собой кинематическую схему привода (включая схему редуктора) с исходными данными. Следует выполнить необходимые расчеты, выбрать наилучшие параметры схемы и разработать конструкторскую документацию (чертеж общего вида, чертежи сборочных единиц и деталей, пояснительную записку и др.), предназначенную для изготовления привода.
Исходные данные (рис. 1.1, а — г): Ft (Н) — окружная сила на барабане ленточного или на звездочке цепного конвейера; v (м/с) — скорость движения ленты или цепи; (мм) — диаметр барабана; z3B — число зубьев и рзв (мм) — шаг тяговой звездочки;
(рис. 1.1, д — ж)\ Тв (Н м) — вращающий момент и пв (мин-1) — частота вращения выходного вала редуктора.
Выбор электродвигателя. Для выбора электродвигателя определяют требуемую его мощность и частоту вращения.
Потребляемую мощность (кВт) привода (мощность на выходе) находят по формуле:
Рв = Ftv/103.
Тогда требуемая мощность электродвигателя
^э.тр = -^в/Лобщ»
гделобщ = Л1Л2Л3 ••• Лп-
Здесь тщ т|2» ЛЗ) •••> Лп ~ КПД отдельных звеньев кинематической цепи, ориентировочные значения которых с учетом потерь в подшипниках можно принимать по табл. 1.1.
Если на данном этапе работы затруднительно определить передаточное число червячной передачи, то предварительно можно принять т) = 0,8.
Требуемая частота вращения вала электродвигателя
^э.тр •••
где иъ и2, ..., ип — передаточные числа кинематических пар изделия.
Предварительно вычисляют частоту вращения п# мин-1 приводного вала (см. рис. 1.1, а — г) или выходного вала редуктора (см. рис. 1.1, д~ж):
пв = 6 104г»/(тс2?б) или пв = 6 • 104у/(тгЛзв),
где Z)3B = Рзв/sin (180°/z3B) — делительный диаметр тяговой звездочки, мм. Рекомендуемые значения передаточных чисел UpCK принимают по табл. 1.2.
Далее по табл. 24.9 подбирают электродвигатель с мощностью Р, кВт, и частотой вращения п, мин-1, ротора, ближайшими к Рэтр и пэтр. При подборе Р допускается перегрузка двигателя до 8 % при постоянной и до 12 % при переменной нагрузке.
Может получиться так, что требуемая частота пэ тр окажется примерно в середине между двумя стандартными значениями. Тогда следует сравнить размеры обоих двигателей. Обозначения двигателей в табл. 24.7 содержат две или три цифры, после которых приведены буквы, например: 90L, 100S, 112М. Цифрами обозначен размер h — высота оси вала от опорной поверхности лапок двигателя. Эти цифры характеризуют также и другие размеры электродвигателя. Реко-
AiZ»
•/rv
Рис. 1.1
Тип передачи Л
Зубчатая (с опорами, закрытая): цилиндрическая коническая Планетарная (закрытая): одноступенчатая двухступенчатая Волновая (закрытая) Червячная (закрытая) при передаточном числе: св. 30 св. 14 до 30 св. 8 до 14 Ременная (все типы) Цепная Муфта соединительная Подшипники качения (одна пара) 0,96... 0,98 0,95... 0,97 0,95... 0,97 0,92... 0,96 0,72... 0,82 0,70... 0,80 0,75... 0,85 0,80... 0,90 0,94... 0,96 0,92... 0,95 0,98 0,99
Таблица 1.2
Тип передачи Твердость зубьев Передаточное число
^рек ^пред
Зубчатая цилиндрическая: тихоходная ступень во всех редукторах (ит) < 350 НВ 2,5... 5,6 6,3
40...56 HRC 2,5... 5,6 6,3
56...63 HRC 2...4 5,6
быстроходная ступень в редукторах < 350 НВ 3,15...5,6 8,0
по развернутой схеме (гдБ) 40...56 HRC 3,15...5 7,1
56...63 HRC 2,5...4 6,3
быстроходная ступень в соосном редукторе (иБ) < 350 НВ 4...6,3 8,0
40...56 HRC 4...6,3 7,1
56...63 HRC 3,15...5 6,3
Коробка передач Любая 1... 2,5 3,15
Коническая зубчатая < 350 НВ 1...4 6,3
> 40 HRC 1...4 5,0
Червячная — 16...50 80
Цепная — 1,5... 3 4,0
Ременная — 2...3 5,0
мендуют выбирать электродвигатель с меньшим числом в обозначении (с меньшей высотой h). Масса, размеры и стоимость такого двигателя меньше.
Если же это число у обоих двигателей одинаковое, надо выбрать двигатель с меньшей частотой вращения вала. Масса, размеры и стоимость обоих двигателей примерно одинаковые, а передаточные числа и, следовательно, размеры передачи будут меньше.
Общий КПД привода
Пример 1. Выбрать электродвигатель для привода ленточного конвейера (рис. 1.2): Ft= 10 000 Н; .и = 0,63 м/с;
= 500 мм. Термообработка зубчатых колес редуктора — улучшение (твердость зубьев < 350 НВ).
Решение. Мощность на выходе
Рв = F^/103 = 10 000 • 0,63/103 = = 6,3 кВт.
Лобщ Лц'Пз ЛмЛоп»
где — КПД цепной передачи; т|3 — КПД зубчатой передачи; т]м — КПД муфты; т|оп — КПД опор приводного вала.
По табл. 1.1: = 0,93; тц = 0,97; т|м = 0,98; т|оп = 0,99.
Тогда
Цобщ = 0,93 • 0,972- 0,98 • 0,99 = 0,849.
Требуемая мощность электродвигателя
Л.тр = ^в/Лобщ = 6,3/0,849 = 7,42 кВт.
Частота вращения приводного вала
пи = 6 • 104v/(vD6) = 6 • 104 • 0,63/(3,14 • 500) = 24,1 мин"1.
Требуемую частоту вращения вала электродвигателя вычислим, подставляя в формулу для пэ<гр средние значения передаточных чисел из рекомендуемого диапазона для цепной и двух зубчатых передач (см. табл. 1.2),
пэтр = пв^цит^Б = 24,1 - 2,25 • 4,3 • 4,4 = 1026 мин
где иц — передаточное число цепной передачи; Щ' и — передаточные числа тихоходной и быстроходной ступеней цилиндрического двухступенчатого редуктора.
По табл. 24.9 выбираем электродвигатель АИР132М6: Р = 7,5 кВт; п = 960 мин-1.
Уточнение передаточных чисел привода. После выбора п определяют общее передаточное число привода
wo6lll = и/
Полученное расчетом общее передаточное число распределяют между редуктором и другими передачами, между отдельными ступенями редуктора.
Если в кинематической схеме кроме редуктора (коробки передач) имеется цепная или ременная передача, то предварительно назначенное передаточное число передачи не изменяют, принимая ип = их[ или ип = ир, а уточняют передаточное число редуктора
^ред ^общ/^п-
Если в схеме привода отсутствует ременная или цепная передача, то передаточное число редуктора
^ред = ^общ-
Редуктор Схема Передаточное число
Двухступенчатый по развернутой схеме Пт |ф их Usj ирсд/^Т 0,88^,^
Двухступенчатый соосный ъ 7^5 •Т ^рсд/^Т б’^л/^рсд
Двухступенчатый соосный с внутренним зацеплением ит Т Г~ 2 У }>СД 'Иред / иБ
1
\цб
Коническо-цилиндрический 3 *Т □7SL ^рсд / ^Т о,бз
тг
Цб\
Цилиндрическо-червячный АьЦ И р-! их тД ив 1,6...3,15 ^ред/^Б
Планетарный двухступенчатый: ^рсд — 25 < < 63 ^ред > 63 — 4 Цх.'д/6’3 10 ^рсд/^ 6,3 0,1 ^рсд
Передаточные числа иБ быстроходной и цт тихоходной ступеней двухступенчатых редукторов определяют по соотношениям табл. 1.3.
Частоты вращения выходного вала коробки передач представляют геометрическую прогрессию со знаменателем <р. Если минимальная частота вращения вала пь то частоты вращения на других передачах: 722 — W 72з — niT2 — п4 = njip3 = П3ф и т.д.
В общем виде
Наиболее употребительны значения ор — 1,41; 1,34; 1,25; 1,18.
Пример 2. Уточнить передаточные числа привода по результатам примера 1 (см. рис. 1.2).
Решение. Имеем пв = 24,1 мин-1, п = 960 мин-1.
Тогда
^общ — п/пв — 960/24,1 = 39,83.
Передаточное число цепной передачи ult = 2,25, тогда передаточное число редуктора
^ред= ^общ/^1= 39,83/2,25 = 17,70.
По формулам из табл. 1.3 имеем:
Uy = 0, ЗЗ^г/рсд = 0,88^/17,70 = 3,7;
иБ — ^сд/^т = 17,70/3,7 = 4,78.
Определение вращающих моментов на валах привода. После определения передаточных чисел ступеней редуктора (коробки передач) вычисляют частоты вращения и вращающие моменты на валах передачи.
Частота вращения вала колеса тихоходной ступени
^2Т ~ ^в^п-
Если в заданной схеме отсутствует ременная или цепная передача, то п^т — = Пв.
Частота вращения вала шестерни тихоходной ступени (вала колеса быстроходной ступени двухступенчатого редуктора)
«1Т(«2Б) = «2Т“Т-
Частота вращения вала шестерни быстроходной ступени
П1Б = ^Б^Б •
Вращающий момент (Н м) на приводном валу
Тв = 10-3FA/2 или Тв = 10-3^Рзв/2.
Момент на валу колеса тихоходной ступени редуктора
^2Т ~ Тв/(Лоп’Пр'^р) ИЛИ Т2Т = Тв/('Поп'Пц^) >
где т)оп — КПД опор приводного вала; т)р, и ир, иц — соответственно КПД и передаточное число ременной или цепной передачи.
При отсутствии этих передач в схеме привода (здесь т|м — КПД муфты)
^2Т ~ ^в/(“ЛмЛоп) •
Вращающий момент на валу шестерни тихоходной ступени (на валу колеса быстроходной ступени редуктора)
^1т(^2б) = ^тАлзт^т),
где т|ЗТ — КПД зубчатой передачи тихоходной ступени редуктора.
Момент на валу шестерни быстроходной ступени
^1Б — ^2Б/(ЛЗБ ^б), где Лзб — КПД зубчатой передачи быстроходной ступени редуктора.
Глава 2
РАСЧЕТ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
После определения вращающих моментов и частот вращения валов выполняют основной проектный расчет передач.
2.1. РАСЧЕТ ЗУБЧАТЫХ ПЕРЕДАЧ
Исходные данные: 7\ — вращающий момент на шестерне, Н • м; щ — частота вращения шестерни, мин-1; и — передаточное число; схема передачи; Lh — время работы передачи (ресурс), ч.
Выбор твердости, термической обработки и материала колес. В зависимости от вида изделия, условий его эксплуатации и требований к габаритным размерам выбирают необходимую твердость колес и материалы для их изготовления.
Для силовых передач чаще всего применяют стали. Передачи со стальными зубчатыми колесами имеют минимальную массу и габариты, тем меньшие, чем выше твердость рабочих поверхностей зубьев, которая в свою очередь зависит от марки стали и варианта термической обработки (табл. 2.1).
На практике в основном применяют следующие варианты термической обработки (т.о.):
I — т.о. колеса — улучшение, твердость 235 ... 262 НВ; т.о. шестерни — улучшение, твердость 269... 302 НВ. Марки сталей одинаковы для колеса и шестерни: 45, 40Х, 40ХН, 35ХМ и др. Зубья колес из улучшаемых сталей хорошо прирабатываются и не подвержены хрупкому разрушению, но имеют ограниченную нагрузочную способность. Применяют в слабо- и средненагруженных передачах. Область применения улучшенных зубчатых колес сокращается.
II — т. о. колеса — улучшение, твердость 269... 302 НВ; т. о. шестерни — улучшение и закалка ТВЧ, твердость поверхности в зависимости от марки стали (см. табл. 2.1) 45 ... 50 HRC, 48 ... 53 HRC. Твердость сердцевины зуба соответствует термообработке улучшение. Марки сталей одинаковы для колеса и шестерни: 40Х, 40ХН, 35ХМ и др.
III — т. о. колеса и шестерни одинаковая — улучшение и закалка ТВЧ, твердость поверхности в зависимости от марки стали: 45... 50 HRC, 48... 53 HRC. Марки сталей одинаковы для колеса и шестерни: 40Х, 40ХН, 35ХМ и др.
IV — т. о. колеса — улучшение и закалка ТВЧ, твердость поверхности в зависимости от марки стали (см. табл. 2.1) 45 ...50 HRC, 48...53 HRC; т.о. шестерни — улучшение, цементация и закалка, твердость поверхности 56... 63 HRC. Материал шестерни — стали марок 20Х, 20ХН2М, 18ХГТ, 12ХНЗА и др.
И
Марка стали Термо-обработка Предельные размеры заготовки, мм Твердость зубьев от, МПа
д„> -Snp в сердцевине на поверхности
45 Улучшение 125 80 235-262 НВ 235-262 НВ 540
Улучшение 80 50 269-302 НВ 269-302 НВ 650
40Х Улучшение 200 125 235-262 НВ 235-262 НВ 640
Улучшение Улучшение и 125 80 269-302 НВ 269-302 НВ 750
закалка ТВЧ 125 80 269-302 НВ 45-50 HRC 750
40ХН, Улучшение 315 200 235-262 НВ 235-262 НВ 630
35ХМ Улучшение Улучшение и 200 125 269-302 НВ 269-302 НВ 750
закалка ТВЧ 200 125 269-302 НВ 48-53 HRC 750
40ХНМА, 38Х2МЮА Улучшение и азотирование 125 80 269-302 НВ 50-56 HRC 780
20Х, 20ХН2М, 18ХГТ, 12ХНЗА, 25ХГМ Улучшение, цементация и закалка 200 125 300-400 НВ 56-63 HRC 800
V — т. о. колеса и шестерни одинаковая — улучшение, цементация и закалка, твердость поверхности 56... 63 HRC. Цементация (поверхностное насыщение углеродом) с последующей закалкой наряду с большой твердостью поверхностных слоев обеспечивает и высокую прочность зубьев на изгиб. Марки сталей одинаковы для колеса и шестерни: 20Х, 20ХН2М, 18ХГТ, 12ХНЗА, 25ХГМ и др.
Кроме цементации применяют также нитроцементацию (твердость поверхности 56 ... 63 HRC, стали марок 25ХГМ, ЗОХГТ) и азотирование (твердость поверхности 58 ...67 HRC, стали марок 38Х2МЮА, 40ХНМА).
При поверхностной термической или химико-термической обработке зубьев механические характеристики сердцевины зуба определяет предшествующая термическая обработка (улучшение).
Несущая способность зубчатых передач по контактной прочности тем выше, чем выше поверхностная твердость зубьев. Поэтому целесообразно применение поверхностного термического или химико-термического упрочнения. Эти виды упрочнения позволяют в несколько раз повысить нагрузочную способность передачи по сравнению с улучшаемыми сталями. Например, допускаемые контактные напряжения [ст] н цементованных зубчатых колес в два раза превышают значения [ст] я колес, подвергнутых термическому улучшению, что позволяет уменьшить массу в четыре раза.
Однако при назначении твердости рабочих поверхностей зубьев следует иметь в виду, что большей твердости соответствует более сложная технология изготовления зубчатых колес и малые размеры передачи (что может привести к трудностям при конструктивной разработке узла).
Способ термической или химикотермической обработки Средняя твердость на поверхности Сталь МПа
Улучшение, нормализация Поверхностная и объемная закалка Цементация, нитроцементация Азотирование < 350 НВ 40...56 HRC > 56 HRC > 52 HRC Углеродистая и легированная 2 НВср + 70 17 HRCc„ + 200 ср 23 HRCcp 1050
Легированная
Допускаемые контактные напряжения [сг]/У1 для шестерни и [о]Я2 Для колеса определяют по общей зависимости (но с подстановкой соответствующих параметров для шестерни и колеса), учитывая влияние на контактную прочность долговечности (ресурса), шероховатости сопрягаемых поверхностей зубьев и окружной скорости:
[сг]я= <jHhmZNZRZv/ SH.
Предел контактной выносливости а#нт вычисляют по эмпирическим формулам в зависимости от материала и способа термической обработки зубчатого колеса и средней твердости (НВср или HRCcp) на поверхности зубьев (табл. 2.2).
Минимальные значения коэффициента запаса прочности для зубчатых колес с однородной структурой материала (улучшенных, объемно-закаленных) SH = 1,1; для зубчатых колес с поверхностным упрочнением SH = 1,2.
Коэффициент долговечности ZN учитывает влияние ресурса
ZN =^NHa/Nk при условии 1 < ZN < ZNmax. (2.1)
Число Nhg циклов, соответствующее перелому кривой усталости, определяют по средней твердости поверхностей зубьев:
Nhg = 30НВср2’4< 12 • 107.
Твердость в единицах HRC переводят в единицы НВ:
HRC....... 45 47 48 50 51 53 55 60 62 65
НВ........ 427 451 461 484 496 521 545 611 641 688
Ресурс Nk передачи в числах циклов перемены напряжений при частоте вращения п, мин-1, и времени работы Lh, ч:
Nk = бОптг-з Lh,
где я, — число вхождений в зацепление зуба рассчитываемого колеса за один его оборот (численно равно числу колес, находящихся в зацеплении с рассчитываемым), рис. 2.1.
В общем случае суммарное время Lh (ч) работы передачи вычисляют по формуле
Лд = L • 365/Срод • 247<сут,
где L — число лет работы; 7<ro;i — коэффициент годового использования передачи (Кгол < 1); Ксуг — коэффициент суточного использования передачи (/Ссут < 1).
В соответствии с кривой усталости напряжения ояне могут иметь значений меньших Поэтому при Nk > Nhg принимают Nk = NHG.
Для длительно работающих быстроходных передач Nk > Nhg и, следовательно, ZN = 1, что и учиты-
вает первый знак неравенства в формуле (2.1). Второй знак неравенства ограничи-
вает допускаемые напряжения по условию предотвращения пластической деформации или хрупкого разрушения поверхностного слоя: ZNniliX = 2,6 для материалов с однородной структурой (улучшенных, объемно-закаленных) и ZNmax = 1,8 для поверхностно-упрочненных материалов (закалка ТВЧ, цементация, азотирование).
Коэффициент ZR, учитывающий влияние шероховатости сопряженных поверхностей зубьев, принимают для зубчатого колеса пары с более грубой поверхностью в зависимости от параметра Ra шероховатости (ZR = 1... 0,9). Большие значения соответствуют шлифованным и полированным поверхностям (Ra = = 0,63 ... 1,25 мкм).
Коэффициент Zv учитывает влияние окружной скорости v (Zv = 1... 1,15). Меньшие значения соответствуют твердым передачам, работающим при малых окружных скоростях (v < 5 м/с). При более высоких значениях окружной ско-
рости возникают лучшие условия для создания надежного масляного слоя между контактирующими поверхностями зубьев, что позволяет повысить допускаемые напряжения:
Zv = 0,85г70,1 > 1, при Н < 350 НВ;
Zv = 0,925т;0’05 > 1, при Н> 350 НВ.
Допускаемое напряжение [о]я для цилиндрических и конических передач с прямыми зубьями равно меньшему из допускаемых напряжений шестерни [а]Я1 и колеса [о] Я2 ♦
Для цилиндрических и конических передач с непрямыми зубьями в связи с расположением линии контакта под углом к полюсной линии допускаемые напряжения можно повысить до значения:
Мн = V0’5([CT]//l + Мяг)»
при выполнении условия:
для цилиндрических передач [р]н < 1,25[ст]Ят1п,
для конических передач [сг]я < 1,15 [о] Япйп, где [а] ЯпИп — меньшее из двух: [о] Я1, Ыя2-
Допускаемые напряжения изгиба зубьев шестерни [а]л и колеса [а] определяют по общей зависимости (но с подстановкой соответствующих парамет-
Способ термической или химикотермической обработки Марка стали Твердость зубьев стл.нр МПа
на поверхности в сердцевине
Улучшение 45, 40Х, 40ХН, 35ХМ < 350 ИВ < 350 НВ 1,75 НВ^
Закалка ТВЧ по контуру зубьев 40Х, 40ХН, 35ХМ 48-52 HRC 27-35 HRC 600-700
Закалка ТВЧ сквозная (т < 3 мм) 48-52 HRC 48-52 HRC 500-600
Цементация 20Х, 20ХН2М, 18ХГТ, 25ХГМ, 12ХНЗА 57-62 HRC 30-45 HRC 750-800
Цементация с автоматическим регулированием процесса 850-950
Азотирование 38Х2МЮА, 40ХНМА < 67 HRC 24-40 HRC 12 HRCcp + + 290
ров для шестерни и колеса), учитывая влияние на сопротивление усталости при изгибе долговечности (ресурса), шероховатости поверхности выкружки (переходной поверхности между смежными зубьями) и реверса (двустороннего приложения) нагрузки:
[a]F= СТГНшУуУдУЛ/SF.
Предел выносливости oFlirn при отнулевом цикле напряжений вычисляют по эмпирическим формулам (табл. 2.3).
Минимальные значения коэффициента запаса прочности: для цементованных и нитроцементованных зубчатых колес — SF = 1,55; для остальных — SF = 1,7.
Коэффициент долговечности У/у учитывает влияние ресурса:
yn = tfNFc/Nk, при условии 1 < Yn < yWmax, (2.2)
где Удгтах = 4 и q = 6 — для улучшенных зубчатых колес; YNmax = 2,5 и q = 9 для закаленных и поверхностно-упрочненных зубьев. Число циклов, соответствующее перелому кривой усталости, NFG = 4 • 106.
Назначенный ресурс Nk вычисляют так же, как и при расчетах по контактным напряжениям.
В соответствии с кривой усталости напряжения vF не могут иметь значений меньших crFiinr Поэтому при Nk > NFG принимают Nk = NFG.
Для длительно работающих быстроходных передач Nk > NFG и, следовательно, Yn = 1, что и учитывает первый знак неравенства в (2.2). Второй знак неравенства ограничивает допускаемые напряжения по условию предотвращения пластической деформации или хрупкого разрушения зуба.
Коэффициент Yr, учитывающий влияние шероховатости переходной поверхности между зубьями, принимают: Уд = 1 при шлифовании и зубофрезе-
ровании с параметром шероховатости Rz < 40 мкм; Yr = 1,05 ... 1,2 при полировании (большие значения при улучшении и после закалки ТВЧ).
Коэффициент YA учитывает влияние двустороннего приложения нагрузки (реверса). При одностороннем приложении нагрузки YA = 1. При реверсивном нагружении и одинаковых нагрузке и числе циклов нагружения в прямом и обратном направлении (например, зубья сателлита в планетарной передаче): YA = 0,65 — для нормализованных и улучшенных сталей; YA = 0,75 — для закаленных и цементованных; YA = 0,9 — для азотированных.
Учет режима нагружения при определении допускаемых напряжений. На рис. 2.2 режим нагружения передачи характеризует циклограмма моментов, которая представляет в порядке убывания вращающие моменты Tv действующие в течение отработки заданного ресурса Nk. Циклограмма позволяет определить иц/ — продолжительность (в циклах нагружения) действия момента 1} при частоте вращения пг, а также Nl{i — продолжительность (в циклах нагружения) действия моментов, больших Т? В расчетах на сопротивление усталости действие кратковременного момента перегрузки Тпик не учитывают, а фактический переменный режим нагружения заменяют эквивалентным (по усталостному воздействию) постоянным режимом с номинальным моментом Т (наибольшим из длительно действующих: Т = = Тг = Ттах на рис. 2.2) и эквивалентным числом NE циклов нагружения.
В расчетах на контактную выносливость переменность режима нагружения учитывают при определении коэффициента долговечности ZN: вместо назначенного ресурса Nk подставляют эквивалентное число циклов NHE :
Мне
гДец„=Е^
i max -^/i
В расчетах на выносливость при изгибе для определения коэффициента долговечности Yn вместо Nk подставляют эквивалентное число циклов NFE.
Nfe — к.
В случае постоянной частоты вращения на всех уровнях нагрузки (?г^ = п) отношение niLhi/(nLh) равноценно отношению Lhi/Lh или
На основе статистического анализа нагру-женности различных машин установлено, что при всем многообразии циклограмм моментов
Обозначение режима по рис. 2.3 Коэффициенты эквивалентности
<7 = 6 7=9
0 1 1,0 1,0
I 0,500 0,300 0,200
II 0,250 0,143 0,100
III 0,180 0,065 0,036
IV 0,125 0,038 0,016
V 0,063 0,013 0,004
(нагрузок) их можно свести к нескольким типовым, если использовать при построении циклограмм относительные координаты: Ti/Tmax и 'Ln^/Nfr Заменив ступенчатую циклограмму плавной огибающей кривой, получают графическое изображение постоянного (0) и пяти переменных типовых режимов нагружения, характерных для большинства современных машин. На рис. 2.3 переменные режимы обозначены: I — тяжелый (работа большую часть времени с нагрузками близкими к номинальной); II — средний равновероятностный (одинаковое время работы со всеми значениями нагрузки); III — средний нормальный (работа большую часть времени со средними нагрузками); IV — легкий (работа большую часть времени с нагрузками ниже средних); V — особо легкий (работа большую часть времени с малыми нагрузками).
Тяжелый режим (I) характерен для зубчатых передач горных машин, средние равновероятностный (II) и нормальный (III) — для транспортных машин, легкий (IV) и особо легкий (V) — для универсальных металлорежущих станков.
Значения коэффициентов эквивалентности ц# и для типовых режимов нагружения приведены в табл. 2.4.
2.1.1. Расчет цилиндрических зубчатых передач
1. Межосевое расстояние. Предварительное значение межосевого расстояния a'w, мм:
а^=К(и±1)%{т^,
где знак «+» (в скобках) относят к внешнему зацеплению, знак «-» — к внутреннему; Т\ — вращающий момент на шестерне (наибольший из длительно действующих), Нм; и — передаточное число.
Коэффициент К в зависимости от поверхностной твердости Нх и Я2 зубьев шестерни и колеса соответственно имеет следующие значения:
Твердость Я.........
Коэффициент К.......
Щ < 350 НВ
Я2 < 350 НВ
> 45 HRC Я2 < 350 НВ
Щ > 45 HRC Я2 > 45 HRC 6
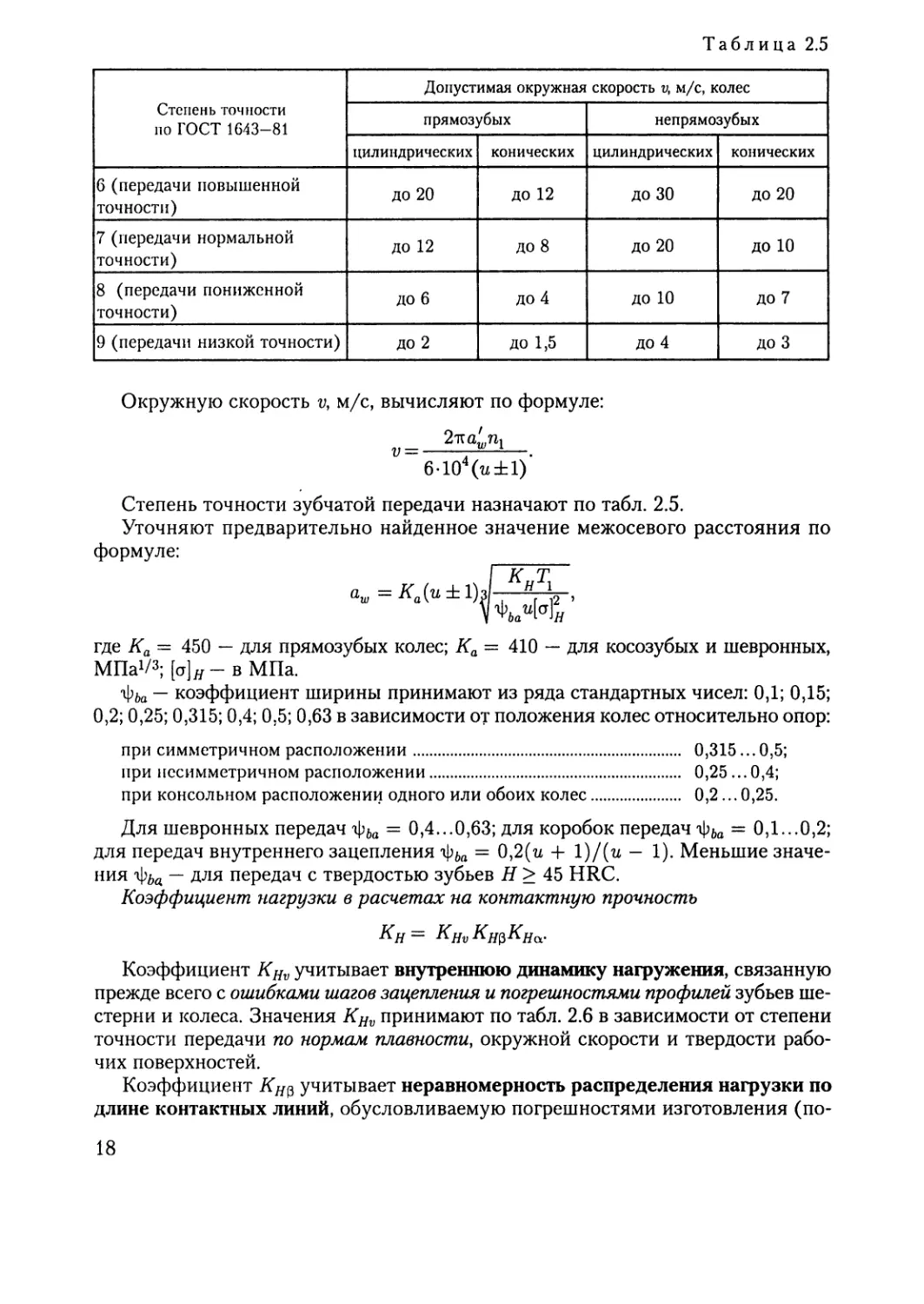
Степень точности по ГОСТ 1643-81 Допустимая окружная скорость v, м/с, колес
прямозубых непрямозубых
цилиндрических конических цилиндрических конических
6 (передачи повышенной точности) до 20 ДО 12 до 30 до 20
7 (передачи нормальной точности) до 12 ДО 8 до 20 ДО 10
8 (передачи пониженной точности) ДО 6 до 4 ДО 10 до 7
9 (передачи низкой точности) до 2 ДО 1,5 до 4 до 3
Окружную скорость v, м/с, вычисляют по формуле:
^awnl
6-104(u±l)
Степень точности зубчатой передачи назначают по табл. 2.5.
Уточняют предварительно найденное значение межосевого расстояния по формуле:
I ~К Т = ка(и± 1)з/ н 4 , НМ
где Ка = 450 — для прямозубых колес; Ка = 410 — для косозубых и шевронных,
МПа1/3; [а]я- в МПа.
^Ьа — коэффициент ширины принимают из ряда стандартных чисел: 0,1; 0,15; 0,2; 0,25; 0,315; 0,4; 0,5; 0,63 в зависимости от положения колес относительно опор:
при симметричном расположении.......................... 0,315... 0,5;
при несимметричном расположении........................ 0,25 ... 0,4;
при консольном расположении одного или обоих колес..... 0,2... 0,25.
Для шевронных передач = 0,4...0,63; для коробок передач фЬа = 0,1...0,2; для передач внутреннего зацепления ф6а = 0,2(u + 1)/(и - 1). Меньшие значения ф6а — для передач с твердостью зубьев Н > 45 HRC.
Коэффициент нагрузки в расчетах на контактную прочность
Кн=
Коэффициент KHv учитывает внутреннюю динамику нагружения, связанную прежде всего с ошибками шагов зацепления и погрешностями профилей зубьев шестерни и колеса. Значения KHv принимают по табл. 2.6 в зависимости от степени точности передачи по нормам плавности, окружной скорости и твердости рабочих поверхностей.
Коэффициент Кн$ учитывает неравномерность распределения нагрузки по длине контактных линий, обусловливаемую погрешностями изготовления (по-
Степень точности по ГОСТ 1643-81 Твердость на поверхности зубьев колеса Значения KHv при и, м/с
1 3 5 8 10
6 > 350 НВ 1,02 1,01 1,06 1,03 1,10 1,04 1,16 1,06 1,20 1,08
< 350 НВ 1,03 1,01 1,09 1,03 1,16 1,06 1,25 1,09 1.32 1,13
7 > 350 НВ 1,02 1,01 1,06 1,03 1,12 1,05 1,19 1,08 1,25 1,10
< 350 НВ 1,04 1,02 1,12 1,06 1,20 1,08 1,32 1,13 1.40 1,16
8 > 350 НВ 1,03 1,01 1,09 1,03 1,15 1,06 1,24 1,09 1,30 1,12
< 350 НВ 1,05 1,02 1,15 1,06 1,24 1,10 1,38 1,15 1,48 1,19
9 > 350 НВ 1,03 1,01 1,09 1,03 1,17 1,07 1,28 1,И 1,35 1.14
< 350 НВ 1,06 1,02 1,12 1,06 1,28 1,11 1,45 1,18 1,56 1,22
Примечание. В числителе приведены значения для прямозубых, в знаменателе — для косозубых зубчатых колес.
грешностями направления зуба) и упругими деформациями валов, подшипников. Зубья зубчатых колес могут прирабатываться', в результате повышенного местного изнашивания распределение нагрузки становится более равномерным. Поэтому рассматривают коэффициенты неравномерности распределения нагрузки в начальный период работы и после приработки Кн$.
Значение коэффициента принимают по табл. 2.7 в зависимости от коэффициента -фм = 62/^ь схемы передачи и твердости зубьев. Так как ширина колеса и диаметр шестерни еще не определены, значение коэффициента вычисляют ориентировочно:
= ± !)•
Коэффициент Кн$ определяют по формуле:
= 1 + (^Я0 ~ 1)^Hw у
где KHw — коэффициент, учитывающий приработку зубьев, его значения находят в зависимости от окружной скорости для зубчатого колеса с меньшей твердостью (табл. 2.8).
Коэффициент КНа определяют по формуле:
КНа=1+(К°На-1)КНю,
где KHw — коэффициент, значение которого находят по табл. 2.8 для колеса с меньшей твердостью.
7
О 1 О о о
Рис. 2.4
Таблица 2.7
'Фм Твердость на поверхности зубьев колеса Значения К S3 для схемы передачи по рис. 2.4
1 2 3 4 5 6 7
0,4 < 350 НВ 1,17 1,12 1,05 1,03 1,02 1,02 1,01
> 350 НВ 1,43 1,24 1,И 1,08 1,05 1,02 1,01
0,6 < 350 НВ 1,27 1,18 1,08 1,05 1,04 1,03 1,02
> 350 НВ — 1,43 1,20 1,13 1,08 1,05 1,02
0,8 < 350 НВ 1,45 1,27 1,12 1,08 1,05 1,03 1,02
> 350 НВ — — 1,28 1,20 1,13 1,07 1,04
1,0 < 350 НВ — — 1,15 1,10 1,07 1,04 1,02
> 350 НВ — — 1,38 1,27 1,18 1,11 1,06
1,2 < 350 НВ — — 1,18 1,13 1,08 1,06 1,03
> 350 НВ — — 1,48 1,34 1,25 1,15 1,08
1,4 < 350 НВ — — 1,23 1,17 1,12 1,08 1,04
> 350 НВ — — — 1,42 1,31 1,20 1,12
1,6 < 350 НВ — — 1,28 1,20 1,15 1,11 1,06
> 350 НВ — — — — — 1,26 1,16
Начальное значение коэффициента К^а распределения нагрузки между зубьями в связи с погрешностями изготовления {погрешностями шага зацепления и направления зуба) определяют в зависимости от степени точности (пст = 5, 6, 7, 8, 9) по нормам плавности:
для прямозубых передач
K)oia = 1 + 0,06(пст— 5), при 1 < < 1,25;
Твердость на поверхности зубьев Значения KHw при v, м/с
1 3 5 8 10 15
200 НВ 0,19 0,20 0,22 0,27 0,32 0,54
250 НВ 0,26 0,28 0,32 0,39 0,45 0,67
300 НВ 0,35 0,37 0,41 0,50 0,58 0,87
350 НВ 0,45 0,46 0,53 0,64 0,73 1,00
43 HRC 0,53 0,57 0,63 0,78 0,91 1,00
47 HRC 0,63 0,70 0,78 0,98 1,00 1,00
51 HRC 0,71 0,90 1,00 1,00 1,00 1,00
60 HRC 0,80 0,90 1,00 1,00 1,00 1,00
для косозубых передач
К§а = 1 + 5), при 1 < К§а < 1,6,
где А = 0,15 — для зубчатых колес с твердостью Нг и Н2 > 350 НВ и А = 0,25 при /Л и Н2 < 350 НВ или Щ > 350 НВ и Н2 < 350 НВ.
Вычисленное значение межосевого расстояния округляют до ближайшего числа, кратного пяти, или по ряду размеров Ra 40 (табл. 24.1). При крупносерийном производстве редукторов aw округляют до ближайшего стандартного значения: 50; 63; 71; 80; 90; 100; 112; 125; 140; 160; 180; 200; 224; 250; 260; 280; 300; 320; 340; 360; 380; 400 мм.
2. Предварительные основные размеры колеса
Делительный диаметр: = 2awu/(u ± 1);
Ширина: Ь2 =
Ширину колеса после вычисления округляют в ближайшую сторону до стандартного числа (см. табл. 24.1).
3. Модуль передачи. Максимально допустимый модуль мм, определяют из условия неподрезания зубьев у основания
Щтах ~ 2<2w/[17(u ± 1)].
Минимальное значение модуля мм, определяют из условия прочности:
K^K^u ± 1) m . = -----—-7-;---,
mm
где Кт = 3,4 • 103 для прямозубых и Кт = 2,8 • 103 для косозубых передач; вместо [ст] F подставляют меньшее из значений [a]F2 и [a]F1.
Коэффициент нагрузки при расчете по напряжениям изгиба
Кр = KpvKp^KFa.
Коэффициент KFv учитывает внутреннюю динамику нагружения, связанную прежде всего с ошибками шагов зацепления шестерни и колеса. Значения KFv принимают по табл. 2.9 в зависимости от степени точности по нормам плавности, окружной скорости и твердости рабочих поверхностей.
Степень точности по ГОСТ 1643-81 Твердость на поверхности зубьев колеса Значения KFv при v, м/с
1 3 5 8 10
6 > 350 НВ 1,02 1,01 1,06 1,03 1,10 1,06 1,16 1,06 1,20 1,08
< 350 НВ 1,06 1,03 1,18 1,09 1,32 1,13 1,50 1,20 1,64 1,26
7 > 350 НВ 1,02 1,01 1,06 1,03 1,12 1,05 1,19 1,08 1,25 1,10
< 350 НВ 1,08 1,03 1,24 1,09 1,40 1,16 1,64 1,25 1,80 1,32
8 > 350 НВ 1,03 1,01 1,09 1,03 1,15 1,06 1,24 1,09 1,30 1,12
< 350 НВ 1,10 1,04 1,30 1,12 1,48 1,19 1,77 1,30 1,96 1,38
9 > 350 НВ 1,03 1,01 1,09 1,03 1,17 1,07 1,28 1,11 1,35 1,14
< 350 НВ 1,11 1,04 1,33 1Д2 1,56 1,22 1,90 1,36 М5
Примечание. В числителе приведены значения для прямозубых, в знаменателе — для косозубых зубчатых колес.
KF$ — коэффициент, учитывающий неравномерность распределения напряжений у основания зубьев по ширине зубчатого венца, оценивают по формуле
Kfp = 0,18 + 0,82^.
— коэффициент, учитывающий влияние погрешностей изготовления шестерни и колеса на распределение нагрузки между зубьями, определяют так же, как при расчетах на контактную прочность: KFql = К$а.
В связи с менее благоприятным влиянием приработки на изгибную прочность, чем на контактную, и более тяжелыми последствиями из-за неточности при определении напряжений изгиба приработку зубьев при вычислении коэффициентов KFp и KFa не учитывают.
Из полученного диапазона модулей принимают меньшее зна-
чение т, согласуй его со стандартным (ряд 1 следует предпочитать ряду 2):
Ряд 1, мм...1,0; 1,25; 1,5; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0
Ряд 2, мм...1,125; 1,375; 1,75; 2,25; 2,75; 3,5; 4,5; 5,5; 7,0; 9,0
Значение модулей т < 1 мм при твердости < 350 НВ и т < 1,5 мм при твердости > 40 HRC для силовых передач использовать нежелательно.
4. Суммарное число зубьев и угол наклона. Минимальный угол наклона зубьев косозубых колес
3.uin = arcsin (4т/Ь2);
шевронных колес
Pmin = 25°.
Суммарное число зубьев
zs — 2flwCOS Pmin/^-
Полученное значение zs округляют в меньшую сторону до целого числа и определяют действительное значение угла (3 наклона зуба:
(3 = arccos [zsm/ (2аи^\.
Для косозубых колес [3 — 8 ... 20°, для шевронных — (3 = 25 ...40°.
5. Число зубьев шестерни и колеса. Число зубьев шестерни
Ч = zj {и ± 1) > 2linin.
Значение округляют в большую сторону до целого числа.
Для прямозубых колес zlmin = 17; для косозубых и шевронных zlmin = 17cos3 (3.
При zY < 17 передачу выполняют со смещением для исключения подрезания зубьев и повышения их изломной прочности. Коэффициент смещения
хх = (17 - ^)/17 < 0,6.
Для колеса внешнего зацепления х2 = -ггр для колеса внутреннего зацепления Х2 = X}.
Число зубьев колеса внешнего зацепления z2 = zs - zx\ внутреннего зацепления Zq_ = Zs + ZY.
6. Фактическое передаточное число = z2/zY. Фактические значения передаточных чисел не должны отличаться от номинальных более чем на: 3 % — для одноступенчатых, 4 % — для двухступенчатых и 5 % — для многоступенчатых редукторов.
7. Диаметры колес (рис. 2.5). Делительные диаметры d:
шестерни................................. = Zjm/cos (3;
колеса внешнего зацепления.............. d2 = 2aw -
колеса внутреннего зацепления........... d2 = 2aw 4- dT.
Диаметры da и dj окружностей вершин и впадин зубьев колес внешнего зацепления:
dal = <4 + 2(1 4- з?! - у)т\
dp = dx - 2(1,25 — rrjm;
da2 = d2 + 2(1 4- x2 - y)m;
df2 = d^ — 2(1,25 — T2)m;
колес внутреннего зацепления:
dai — dx 4- 2(1 4- ijm;
dfi = dx — 2(1,25 - X\)m\
da2 = - 2(1 - x2 - 0,2)m;
ф2 ~ ^2 4 2(1,25 4~ т2)ш,
где и х2 — коэффициенты смещения у шестерни и колеса; у = -(aw - а)/т — коэффициент воспринимаемого смещения; а — делительное межосевое расстояние: а = 0,5m(z2 ± zj.
a
Рис. 2.6
8. Размеры заготовок. Чтобы получить при термической обработке принятые для расчета механические характеристики материала колес, требуется, чтобы размеры D3ar, Сзаг, 5заг заготовок колес не превышали предельно допустимых значений Рпр, SIlp (см. табл. 2.1):
-^заг — -^пр» б\заг < Sjjp ИЛИ S3a[- < 5*Пр.
Значения D3ar, Сзаг, 5заг (мм) вычисляют по формулам: для цилиндрической шестерни (рис. 2.6, d) D3av = da+ 6 мм; для конической шестерни (рис. 2.6, б) D.33r = dne + 6 мм; для колеса с выточками (рис. 2.6, в) Сза1. = 0,5Ь2 и S3ar = 8 m; для колеса без выточек (см. рис. 2.5) S3ar = 6+4 мм.
При невыполнении неравенств изменяют материал деталей или способ термической обработки.
9. Проверка зубьев колес по контактным напряжениям. Расчетное значение контактного напряжения
Z !к..Т.(и,±1)3
н 1' ф 7 /II
= J-------к --------- 1+’
где ZG = 9600 для прямозубых и Za = 8400 для косозубых передач, МПа1/2.
Если расчетное напряжение меньше допускаемого [ст]нв пределах 15 ... 20 % или больше [су] н в пределах 5 %, то ранее принятые параметры передачи принимают за окончательные. В противном случае необходим пересчет.
10. Силы в зацеплении (рис. 2.7):
окружная
Ft= 2-103Т1/ф;
радиальная
Fr = Ft tg а/cos (3
(для стандартного угла а = 20° tga = 0,364);
осевая
Fa= F.tgp.
11. Проверка зубьев колес по напряжениям изгиба. Расчетное напряжение изгиба:
в зубьях колеса
QF2 — / ^Ict]f2’
b2m
в зубьях шестерни
СТГ1 — CTF2 ^FS1/^FS2 <Mf1«
Значения коэффициента YFS, учитывающего форму зуба и концентрацию напряжений, в зависимости от приведенного числа zv = z/cos3(3 зубьев и коэффициента смещения для внешнего зацепления принимают по табл. 2.10.
Для внутреннего зацепления:
Рис. 2.7
z...........................40 50
YFS...........................4,02 3,88
63 71
3,80 3,75
Значение коэффициента Y$, учитывающего угол наклона зуба в косозубой передаче, вычисляют по формуле ((3 в градусах):
Ур = 1 - (3/100; при условии Y$ > 0,7.
Yz — коэффициент, учитывающий перекрытие зубьев.
Для прямозубых передач: У0 = 1; Уе = 1 — при степени точности 8,9; К — 0,8 — при степени точности 5 ... 7.
Для косозубых передач Уе = 0,65.
12. Проверочный расчет на прочность зубьев при действии пиковой нагрузки.
Целью расчета является предотвращение остаточных деформаций или хрупкого разрушения поверхностного слоя или самих зубьев при действии пикового момента Тпик. Действие пиковых нагрузок оценивают коэффициентом перегруз-
Таблица 2.10
Значения Yfs при коэффициенте х смещения инструмента
Z ИЛ И -0,6 -0,4 -0,2 0 4-0,2 4-0,4 4-0,6
12 — — — — — 3,67 —
14 — — — — 4,00 3.62 3,30
17 — — — 4,30 3,89 3,58 3,32
20 — — — 4,08 3,78 3,56 3,34
25 — — 4,22 3,91 3,70 3,52 3,37
30 — 4,38 4,02 3,80 3,64 3,51 3,40
40 4,37 4,06 3,86 3,70 3,60 3,51 3,42
60 3,98 3,80 3,70 3,62 3,57 3,52 3,46
80 3,80 3,71 3,63 3,60 3,57 3,53 3,49
100 3,71 3,66 3,62 3,59 3,58 3,53 3,51
200 3,62 3,61 3,61 3,59 3,59 3,59 3,56
ки Апер = ^пик/ Д гДе Т = 1\ = Ттах — максимальный из длительно действующих (номинальный) момент, по которому проводят расчеты на сопротивление усталости (см. рис. 2.2).
Коэффициент перегрузки характеризует режим нагружения; его значение задают в циклограмме моментов. В типовые режимы нагружения не включены пиковые нагрузки, их указывают отдельно. Если пиковый момент Тпик не задан, то его значение находят с учетом специфики работы машины: по пусковому моменту электродвигателя, по предельному моменту при наличии предохранительных элементов, по инерционным моментам, возникающим при внезапном торможении и т.п.
Для предотвращения остаточных деформаций или хрупкого разрушения поверхностного слоя контактное напряжение оятах не Должно превышать допускаемое напряжение [а]дтах-
СТНтах ~ И//max’
где ан — контактное напряжение при действии номинального момента Т.
Допускаемое напряжение [а]дтах принимают при:
улучшении или сквозной закалке.........Мятах = 2,8 от;
цементации или контурной закалке ТВЧ..Мятах — 44 HRCcp;
азотировании..........................Н//шах~ 35 HRCcp < 2000 МПа.
Для предотвращения остаточных деформаций и хрупкого разрушения зубьев напряжение одшах изгиба при действии пикового момента не должно превышать допускаемое [а]дШах:
°F max — F -^пер — Мгтах»
где oF — напряжение изгиба, вычисленное при расчетах на сопротивление усталости.
Проверку выполняют для зубьев шестерни и колеса в отдельности.
Допускаемое напряжение вычисляют в зависимости от вида термической обработки и возможной частоты приложения пиковой нагрузки:
Мгшах == FWm^Nmax^st/
где oFlim — предел выносливости при изгибе (см. табл. 2.3); Удтах — максимально возможное значение коэффициента долговечности ( YNmQX = 4 для сталей с объемной термообработкой: нормализация, улучшение, объемная закалка; Удшах =2,5 для сталей с поверхностной обработкой: закалка ТВЧ, цементация, азотирование); kst — коэффициент влияния частоты приложения пиковой нагрузки (в случае единичных перегрузок kst = 1,2 ... 1,3 — большие значения для объемной термообработки; при многократном (~103) действии перегрузок kst = 1), Sst — коэффициент запаса прочности (обычно Sst = 1,75).
2.1.2. Расчет конических зубчатых передач
1. Диаметр внешней делительной окружности шестерни. Предварительное значение диаметра внешней делительной окружности шестерни, мм:
4=\з-^-, Мн
где Т\ — вращающий момент на шестерне (наибольший из длительно действующих), Нм; и — передаточное число.
Коэффициент К в зависимости от поверхностной твердости Нх и Н2 зубьев шестерни и колеса соответственно имеет следующие значения:
Твердость#......Hi < 350 НВ Нх > 45 HRC > 45 HRC
Н2 < 350 НВ Я2 < 350 НВ Н2 > 45 HRC
Коэффициент# 30 25 22
Значения коэффициента принимают:
для прямозубых конических передач = 0,85;
для передач с круговыми зубьями по табл. 2.11.
Окружную скорость vm, м/с, на среднем делительном диаметре вычисляют по формуле (при КЬе = 0,285):
Степень точности назначают в зависимости от окружной скорости. Прямозубые конические колеса применяют при окружных скоростях до 5 м/с, степень точности — не грубее 7-й. Конические зубчатые колеса с круговыми зубьями при окружных скоростях до 5 м/с выполняют не грубее 8-й степени точности, а при vm = 5... 10 м/с — не грубее 7-й.
Уточняют предварительно найденное значение диаметра внешней делительной окружности шестерни, мм:
<41
= 1650з
п^я[ст]я
Значение коэффициента KHv внутренней динамической нагрузки для прямозубых конических колес выбирают по табл. 2.6, условно принимая их точность на одну степень грубее фактической: например, вместо фактической степени точности 7 для выбора коэффициента KHv принимают степень точности 8. Для кони-
Таблица 2.11
Твердость зубчатых колес Значения коэффициентов
$F
< 350 НВ Н2 < 350 НВ 1,22 + 0,21ц 0,94 + 0,08ц
#! > 45 HRC Н2 < 350 НВ 1,13 + 0,13ц 0,85 + 0,04ц
#! > 45 HRC Н2 > 45 HRC 0,81 + 0,15ц 0,65 + 0,11ц
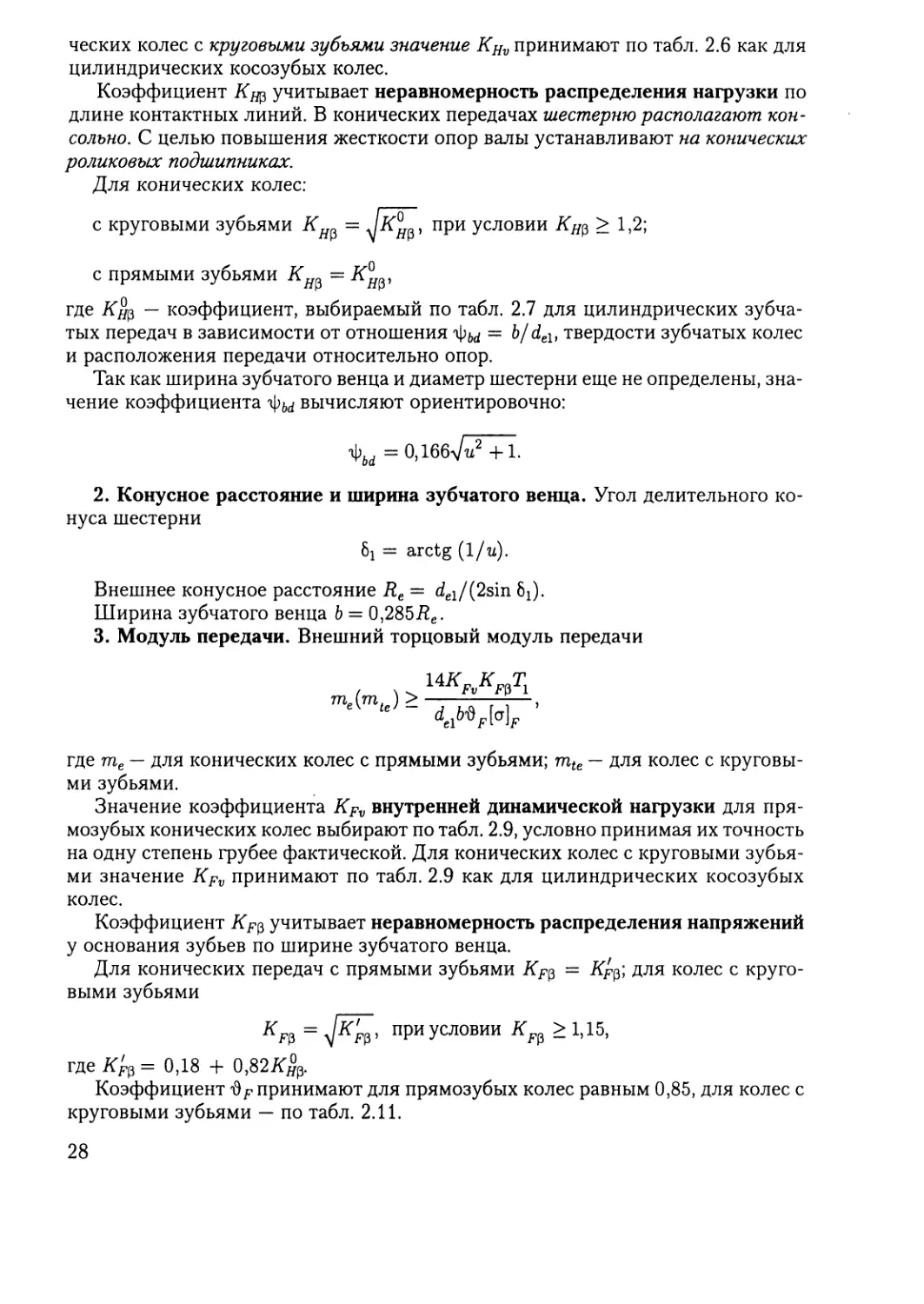
ческих колес с круговыми зубьями значение KHv принимают по табл. 2.6 как для цилиндрических косозубых колес.
Коэффициент Кщ учитывает неравномерность распределения нагрузки по длине контактных линий. В конических передачах шестерню располагают консольно. С целью повышения жесткости опор валы устанавливают на конических роликовых подшипниках.
Для конических колес:
с круговыми зубьями при условии Аяр > 1,2;
с прямыми зубьями
где — коэффициент, выбираемый по табл. 2.7 для цилиндрических зубчатых передач в зависимости от отношения = Ъ/deli твердости зубчатых колес и расположения передачи относительно опор.
Так как ширина зубчатого венца и диаметр шестерни еще не определены, значение коэффициента вычисляют ориентировочно:
•Фм = о,1бб>/«2 +1-
2. Конусное расстояние и ширина зубчатого венца. Угол делительного конуса шестерни
= arctg (1/u).
Внешнее конусное расстояние Re = del/(2sin 6J.
Ширина зубчатого венца b = 0,2857?е.
3. Модуль передачи. Внешний торцовый модуль передачи
“W1
где те — для конических колес с прямыми зубьями; mte — для колес с круговыми зубьями.
Значение коэффициента KFv внутренней динамической нагрузки для прямозубых конических колес выбирают по табл. 2.9, условно принимая их точность на одну степень грубее фактической. Для конических колес с круговыми зубьями значение KFv принимают по табл. 2.9 как для цилиндрических косозубых колес.
Коэффициент KF$ учитывает неравномерность распределения напряжений у основания зубьев по ширине зубчатого венца.
Для конических передач с прямыми зубьями KF$ = KF$\ для колес с круговыми зубьями
KF& = при условии > 1,15, где = 0,18 + 0,82^3.
Коэффициент ,0F принимают для прямозубых колес равным 0,85, для колес с круговыми зубьями — по табл. 2.11.
Рис. 2.8
Рис. 2.9
Вместо [er] F в расчетную формулу подставляют меньшее из значений [а] л и [а]^.
Округление вычисленного значения модуля до стандартной величины можно не производить.
4. Числа зубьев:
шестерни zx = <Wme(w)‘>
колеса z^ = zxu.
Полученные значения округляют в ближайшую сторону до целого числа.
На практике применяют также и другой метод определения чисел зубьев и модуля колес. Выбирают предварительное значение числа зубьев шестерни z{ в зависимости от ее диаметра del и передаточного числа и по одному из графиков, построенных для прямозубых конических колес (рис. 2.8) и колес с круговыми зубьями (рис. 2.9) при твердости зубьев колеса и шестерни > 45 HRC. Уточняют с учетом твердостей зубьев шестерни и колеса:
Твердость Я............Нх < 350 НВ
Н2 < 350 НВ
Число зубьев zj....... 1,6 z/
> 45 HRC
Н2 < 350 НВ 1,3 z'x
Нх > 45 HRC Н2 > 45 HRC /
Число зубьев колеса z2 = zpi. Полученные значения чисел зубьев шестерни и колеса округляют до целых чисел.
Внешний окружной модуль передачи me(mu) = deX/zx.
5. Фактическое передаточное число = z^j zv Полученное значение не должно отличаться от заданного более чем на: 3 % — для конических редукторов, 4 % — для двухступенчатых коническо-цилиндрических редукторов, 5 % — для трех- и более ступенчатых коническо-цилиндрических редукторов.
6. Окончательные значения размеров колес (рис. 2.10). Углы делительных конусов шестерни и колеса:
6i = arctg (1/т/ф); 62 = 90° - 6Ь
Делительные диаметры колес:
прямозубых del = mezx\ de2 = rnez2,
с круговым зубом del = mtez^ de2 = mtez2.
Внешние диаметры колес:
прямозубых dael = deA + 2(1 + xeX)mecos 6^
dae2 = de2 + 2(1 + aje2)mecos 62;
Рис. 2.10
с круговым зубом
4ei = ^ei + 1,64(1 + ^Jm^cosSj;
dae2 = de2 + 1,64(1 + z„2)mZecos 62.
Коэффициенты хе1 и хп1 смещения для шестерни прямозубой и косозубой принимают по табл. 2.12 и 2.13.
Для передач с и и, отличающимися от указанных в табл. 2.12 и 2.13, значения хеЛ и хп1 принимают с округлением в большую сторону. Коэффициент смещения инструмента для колеса:
%е2 %ri2 ^nl-
7. Размеры заготовки колес.
Для конических шестерни и колеса вычисляют размеры заготовки (мм), см. рис. 2.6:
•Озаг = 41 + 2me(m.te) + 6 мм;
5эаг = 8me(m(c).
Таблица 2.12
хе1 при передаточном числе и
1.0 1,25 1,6 2,0 2,5 3,15 4,0 5,0
12 — — — — 0,50 0,53 0,56 0,57
13 — — — 0,44 0,48 0,52 0,54 0,55
14 — — 0,34 0,42 0,47 0,50 0,52 0,53
15 — 0,18 0,31 0,40 0,45 0,48 0,50 0,51
16 — 0,17 0,30 0.38 0,43 0,46 0,48 0,49
18 0,00 0,15 0,28 0,36 0,40 0,43 0,45 0,46
20 0,00 0,14 0,26 0,34 0,37 0,40 0,42 0,43
25 0,00 0,13 0,23 0.29 0,33 0,36 0,38 0,39
30 0,00 0,11 0,19 0,25 0,28 0,31 0,33 0,34
40 0,00 0,09 0,15 0,20 0,22 0,24 0,26 0,27
Таблица 2.13
21 при передаточном числе и
1,0 1,25 1,6 2,0 2.5 3,15 4,0 5,0
12 — — — 0,32 0,37 0,39 • 0,41 0,42
13 — — — 0,30 0,35 0,37 0,39 0,40
14 — — 0,23 0,29 0,33 0,35 0,37 0,38
15 — 0,12 0,22 0,27 0,31 0,33 0,35 0,36
16 — 0,11 0,21 0.26 0,30 0,32 0,34 0,35
18 0,00 0,10 0,19 0,24 0,27 0,30 0,32 0,32
20 0,00 0,09 0.17 0,22 0,26 0,28 0,29 0,29
25 0,00 0,08 0,15 0,19 0,21 0,24 0,25 0,25
30 0,00 0,07 0,11 0,16 0,18 0,21 0,22 0,22
40 0,00 0,05 0,09 0,11 0,14 0,16 0,17 0,17
Полученные расчетом Д,аг и 5заг сравнивают с предельными размерами £>пр и 5пр (см. табл. 2.1). Условия пригодности заготовок:
п < D • <? < Q
-‘-'заг — -^пр» изаг — ипр-
8. Силы в зацеплении (рис. 2.11). Окружная сила на среднем диаметре шестерни
Ft = 2 • UfiTjdml, где dml = 0,857del;
осевая сила на шестерне:
прямозубой Fal = Ft tga sin с круговым зубом Fal = ^aFt', радиальная сила на шестерне:
прямозубой Frl = Ft tga cos6^ с круговым зубом Frl = ^rFt.
Осевая сила на колесе Fa2 = Frl;
радиальная сила на колесе Fr2 — Fal.
Коэффициенты и для угла = 35° определяют по формулам:
7a = 0,44sinb1 + 0,7cos6];
%. = 0,44cos6! — OJsinbi.
Полученные коэффициенты и подставляют в формулы со своими знаками. Заклинивание зубьев не произойдет, если сила Fal направлена к основанию делительного конуса ведущей шестерни. Поэтому выбирают направление вращения шестерни (смотреть со стороны вершины делительного конуса) и направление наклона зубьев одинаковыми: например, при ведущей шестерне с левым наклоном зуба направление вращения должно быть против движения часовой стрелки.
9. Проверка зубьев колес по контактным напряжениям. Расчетное контактное напряжение
[рс К т~
д _ 1П4 рн» ЯЗ' 1 Г 1 о „ =6,7-10 ----— < ст L.
н d u.d4H
у ф el Н
10. Проверка зубьев колес по напряжениям изгиба. Напряжение изгиба в зубьях колеса
2,72.103^f№
bdelme(mte)VF
Напряжение изгиба в зубьях шестерни
СТГ1 GF2^FS1/^FS2 ~^F1'
Значения коэффициентов YFS1 и YFS2, учитывающих форму зуба и концентрацию напряжений, принимают по табл. 2.10 в зависимости от коэффициента смещения и приведенного числа зубьев:
Zv2 = Pn cos62);
zvl = ^/(cos3 (3n cosbj.
11. Проверочный расчет на прочность зубьев при действии пиковой нагрузки. Целью расчета является предотвращение остаточных деформаций или хрупкого разрушения поверхностного слоя или самих зубьев при действии пикового момента Тпик. Действие пиковых нагрузок оценивают коэффициентом перегрузки /Спер = Тпик/ Т, где Т = Т\= Ттах — максимальный из длительно действующих (номинальный) момент, по которому проводят расчеты на сопротивление усталости (см. рис. 2.2).
Проверка зубьев колес на контактную прочность при кратковременном действии пикового момента:
^Ятах & Н 7^пеР ~ ^Ятах'
Проверка зубьев колес на прочность по напряжениям изгиба при действии пикового момента:
О’ г> — О < [о] г,
Fmax F пеР — L JFmax
Допускаемые напряжения [о] я max и И Fmax принимают по рекомендациям 2.1.1. «Расчет цилиндрических зубчатых передач», п. 12.
2.2. РАСЧЕТ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Исходные данные: Т2— вращающий момент на колесе, Н• м; — частота вращения колеса, мин-1; и — передаточное число; Lh — время работы передачи (ресурс), ч.
1. Материалы червяка и колеса. Для червяка применяют те же марки сталей, что и для зубчатых колес (см. табл. 2.1). С целью получения высоких качественных показателей, передачи применяют закалку до твердости >45 HRC, шлифование и полирование витков червяка. Наиболее технологичными являются эвольвентные червяки (ZI), а перспективными — нелинейчатые: образованные конусом (ZK) или тором (ZT). Рабочие поверхности витков нелинейчатых червяков шлифуют с высокой точностью конусным или тороидным кругом. Передачи с нелинейчатыми червяками характеризует повышенная нагрузочная способность.
Термообработку улучшение с твердостью < 350 НВ применяют для передач малой мощности (до 1 кВт) и непродолжительной работы. Область применения таких передач с архимедовыми червяками (ZA) сокращается.
Для силовых передач следует применять эвольвентные и нелинейчатые червяки.
Материалы зубчатых венцов червячных колес по мере убывания антизадир-ных и антифрикционных свойств и рекомендуемым для применения скоростям скольжения можно условно свести к трем группам (табл. 2.14):
Группа I — оловянные бронзы; применяют при скорости скольжения Цж > 5 м/с.
Таблица 2.14
Группа Материал Способ отливки ов, МПа от, МПа
БрО10Н1Ф1 vCK < 25 м/с Ц 285 165
I БрО10Ф1 < 12 м/с к п 245 215 195 135
БрО5Ц5С5 vCK < 8 м/с к п 200 145 90 80
БрА10Ж4Н4 г»ск < 5 м/с Ц к 700 650 460 430
БрА10ЖЗМц1,5 vCK < 5 м/с к п 550 450 360 300
II БрАЭЖЗЛ vCK < 5 м/с ц к п 500 490 390 200 195 195
ЛАЖМц66-6-3-2 !!„ < 4 М/с Ц к п 500 450 400 330 295 260
III СЧ15, СЧ20 цск < 2 м/с п п овн = 320 МПа стви = 360 МПа
Примечание. Способы отливки: ц — центробежный; к — в кокиль; п — в песок (при единичном производстве).
Группа II — безоловянные бронзы и латуни; применяют при скорости скольжения vCK = 2 ... 5 м/с.
Группа III — мягкие серые чугуны; применяют при скорости скольжения fCK < 2 м/с и в ручных приводах.
Так как выбор материала для колеса связан со скоростью скольжения, то предварительно определяют ожидаемое ее значение, м/с:
иск = 0,45-10-3п2^.
2. Допускаемые напряжения.
2.1. Допускаемые контактные напряжения для групп материалов:
I группа. Допускаемое напряжение [ст]Яо (МПа) при числе циклов перемены напряжений, равном 107:
1°]но = (0,75... 0,9)сув.
Коэффициент 0,9 — для червяков с твердыми (Н > 45 HRC) шлифованными и полированными витками, 0,75 — для червяков при твердости < 350 НВ; сгв принимают по табл. 2.14.
Коэффициент долговечности KHL = ф-®7/МНЕ, при условии KHL< 1,15. Здесь NHE = KHENk — эквивалентное число циклов нагружения зубьев червячного колеса за весь срок службы передачи. Если NHE > 25 • 107, то принимают Nhe = 25 • 107.
Суммарное число циклов перемены напряжений
Nk =
(2-3)
где — время работы передачи, ч.
При задании режима нагружения циклограммой моментов (см. рис. 2.2) коэффициент КНЕ эквивалентности вычисляют по формуле
КНЕ ~ Z2
i
т V П. L.
I I Л
< ^max ,
где Tit п„ Lhi — вращающий момент на z-й ступени нагружения, соответствующие ему частота вращения вала и продолжительность действия; Т1п.лх, п — наибольший момент из длительно действующих (номинальный) и соответствующая ему частота вращения.
Значения коэффициента КНЕ эквивалентности для типовых режимов нагружения (см. рис. 2.3) приведены в табл. 2.15.
Коэффициент Cv учитывает интенсивность изнашивания материала колеса. Его принимают в зависимости от скорости аск скольжения:
vCK, м/с................... 5 6 7 >8
Cv.........................0,95 0,88 0,83 0,80
или по формуле Cv = 1,66^’352.
Допускаемые контактные напряжения при числе циклов перемены напряжений Nk\
[<т]я= KhlCv[g\ho-
II группа. Допускаемые контактные напряжения
[а]я= [о]Яо - 25иск.
Здесь [а]Яо = 300 МПа для червяков с твердостью на поверхности витков > 45 HRC; [а]Яо = 250 МПа для червяков при твердости < 350 НВ.
III группа. Допускаемые контактные напряжения
[а]я = 175 - 35vCK.
Табл и ц а 2.15
Обозначение режима по рис. 2.3 Коэффициенты эквивалентности
^НЕ «ЕЕ
0 1,0 1,0
I 0,416 0,2
II 0,2 0,1
III 0,121 0,04
IV 0,081 0,016
V 0,034 0,004
2.2. Допускаемые напряжения изгиба вычисляют для материала зубьев червячного колеса:
Мг =
Коэффициент долговечности
KpL=^/NpE.
Здесь NFE = KFENk — эквивалентное число циклов нагружения зубьев червячного колеса за весь срок службы передачи. Если NFE < 106, то принимают Nfe = 106. Если Nfe > 25 • 107, то принимают NFE = 25 • 107.
Суммарное число Nk циклов перемены напряжений — по (2.3).
При задании режима нагружения циклограммой моментов (рис. 2.2) коэффициент KFE эквивалентности вычисляют по формуле
KFE ~ 12
i
т п. L..
I 1 hi
Ттях п L,
111АЛ Д
Значение коэффициентов KFE эквивалентности для типовых режимов нагружения (см. рис. 2.3) приведены в табл. 2.15.
Исходное допускаемое напряжение [ct]Fo изгиба для материалов:
групп I и II........................[a]Fo = 0,25сгт 4- 0,08ав;
группы III..........................[a]Fo = 0,22ави,
где стви — предел прочности при изгибе, МПа (обычно в 1,5... 2,2 раза больше ав).
2.3. Предельные допускаемые напряжения при проверке на максимальную статическую или единичную пиковую нагрузку для материалов:
Группы!................................. [ст]яшах = 4(Тт, Млпах == 0,8(Тт,
группы II...................................Мятах = 2<гт; [ст]лпах = 0,8ат;
группы III................................. Мятах = 1)65(ТВИ; [сг]лпах = 0,75стви.
3. Межосевое расстояние (мм)
«ю>к4вд/[а]2н,
где Ка = 610 для эвольвентных, архимедовых и конволютных червяков; Ка = = 530 для нелинейчатых червяков; Кн$ — коэффициент концентрации нагрузки: при постоянном режиме нагружения Кн$ = 1; при переменном
кн&= 0,5(K°Hfi + 1).
Начальный коэффициент Кн$ концентрации нагрузки находят по графи
ку (рис. 2.12), для этого определяют число витков zY червяка в зависимости от передаточного числа:
и............... свыше 8 свыше 14 свыше 30
до 14 до 30
................ 4 2 1
Полученное расчетом межосевое расстояние округляют в большую сторону: для стандартной червячной пары — до стандартного числа из ряда (мм): 80, 100, 125, 140, 160, 180, 200, 225, 250, 280; для нестандартной — до числа в табл. 24.1.
4. Основные параметры червячной передачи.
Число зубьев колеса — zxu.
Предварительные значения:
модуля передачи т = (1,4... I,7)aw/z2,
коэффициента диаметра червяка q = 2aw/m - Zq.
В формулу для q подставляют ближайшее к расчетному стандартное значение т:
т, мм.......2,5; 3,15; 4; 5 6,3; 8; 10; 12,5 16
q...........8; 10; 12,5; 16; 20 8; 10; 12,5; 14; 16; 20 8; 10; 12,5; 16
Полученное значение q округляют до ближайшего стандартного. Минимально допустимое значение q из условия жесткости червяка gmill = 0,212^.
Коэффициент смещения
х = aw/m - 0,5(>22 + q).
Значения коэффициента х смещения инструмента выбирают по условию не-подрезания и незаострения зубьев. Предпочтительны положительные смещения, при которых одновременно повышается прочность зубьев колеса.
Рекомендуют для передач с червяком:
эвольвентным 0 < х < 1 (предпочтительно х= 0,5);
образованным тором 1 < х < 1,4 (предпочтительно х = 1,1... 1,2).
Угол подъема линии витка червяка-.
на делительном цилиндре ч = arctg [zj q];
на начальном цилиндре = arctg [zj(q 4- 2а:)].
Фактическое передаточное число = z^jzv Полученное значение не должно отличаться от заданного более чем на: 5 % — для одноступенчатых и 8 % -для двухступенчатых редукторов.
5. Размеры червяка и колеса (рис. 2.13).
Диаметр делительный червяка
ф = qm;
диаметр вершин витков
dai — di + 2m;
диаметр впадин
dp — dx - 2,4m.
Длина нарезанной части червяка при коэффициенте смещения х < О
Ъх = (10 4- 5,5|гг| 4- z^m. (2.4)
При положительном коэффициенте смещения (х > 0) червяк должен быть несколько короче. В этом случае размер Ьъ вычисленный по формуле (2.4), уменьшают на величину (70 4- 60х)т/72-Во всех случаях значение bY затем округляют в ближайшую сторону до числа из табл. 24.1.
Для фрезеруемых и шлифуемых
Рис. 2.13
червяков полученную расчетом длину Ьг увеличивают: при т < 10 мм — на 25 мм;
при т = 10 ... 16 мм — на 35 ... 40 мм.
Диаметр делительный колеса
С^2 =
диаметр вершин зубьев
da2 = 4г + 2m(l + х);
диаметр впадин
df2 = dz ~ 2m(l,2 — ж);
диаметр колеса наибольший
daM2 < da2 4- 6т/(zi 4- k),
где k = 2 для передач с эвольвентным червяком; к = 4 для передач, нелинейчатую поверхность которых образуют тором.
Ширина венца b2 = ^aaw, где Фа = 0,355 при = 1 и 2; = 0,315 при zr = 4.
6. Проверочный расчет передачи на прочность. Определяют скорость скольжения в зацеплении
vCK = '^wi/cos4w> где vwi = т^щт(д 4- 2ж)/60 000.
Здесь vwl — окружная скорость на начальном диаметре червяка, м/с; щ =
= мин-1; т — в мм; — начальный угол подъема витка.
По полученному значению vCK уточняют допускаемое напряжение [сг]я. Вычисляют расчетное напряжение
5,(д+2ж)
z2 4- q 4- 2х %(9 + 2:г)
3
КТ2 < [ст]//,
где Za = 5350 для эвольвентных, архимедовых и конволютных червяков, Za = = 4340 для передач с нелинейчатыми червяками (образованными конусом или тором); К = KHvKH$ — коэффициент нагрузки.
Окружная скорость червячного колеса, м/с: v2 = tv п2 6^/60 000.
При обычной точности изготовления и выполнении условия жесткости червяка принимают: KHv = 1 при v2 < 3 м/с. При v2 > 3 м/с значение KHv принимают равным коэффициенту KHv (табл. 2.6) для цилиндрических косозубых пере
дач с твердостью рабочих поверхностей зубьев < 350 НВ той же степени точности.
Коэффициент Ки$ концентрации нагрузки: Кн$ =14- (г2/0)3( 1 - X), где 0 — коэффициент деформации червяка (табл. 2.16); X — коэффициент, учитывающий влияние режима работы передачи на приработку зубьев червячного колеса и витков червяка.
Таблица 2.16
*1 Значения 0 при коэффициенте д диаметра червяка
8 10 12.5 14 16 20
1 72 108 154 176 225 248
2 57 86 121 140 171 197
4 47 70 98 122 137 157
При задании режима нагружения циклограммой моментов (см. рис. 2.2) коэффициент X вычисляют по формуле
где Гр Пр Lhi — вращающие моменты на валу червячного колеса на каждой из ступеней нагружения и соответствующие им частоты вращения и продолжительность действия; Ттах(Т) — максимальный из длительно действующих (номинальный) вращающий момент.
Значения X для типовых режимов нагружения и случаев, когда частота вращения вала червячного колеса не меняется с изменением нагрузки, принимают по табл. 2.17.
Таблица 2.17
Типовой режим 0 I II III IV V
X 1,0 0,77 0,5 0,5 0,38 0,31
7. КПД передачи. Коэффициент полезного действия червячной передачи
Т| = tgWtg (Хи, + р).
где — угол подъема линии витка на начальном цилиндре; р — приведенный угол трения, определяемый экспериментально с учетом относительных потерь мощности в зацеплении, в опорах и на перемешивание масла. Значение угла р трения между стальным червяком и колесом из бронзы (латуни, чугуна) принимают в зависимости от скорости скольжения vCK:
м/с 0,5 1,0 1,5 2,0 2,5 3,0 4,0 7,0 10 15
р ЭТО' 2°30' 2°20' 2’00' 1’40' 1°30' гго7 1°00' 0°55' 0’50'
3’40' 3°Ю' 2°50' 2’30' 2’20' 2°00' 1°40' 1°30' 1°20' 1’10'
Меньшее значение р — для оловянной бронзы, большее — для безоловянной бронзы, латуни и чугуна.
8. Силы в зацеплении (рис. 2.14).
Окружная сила на колесе, равная осевой силе на червяке:
Ft2= Fol= 2-103Г2/4
Окружная сила на червяке, равная осевой силе на колесе:
Fn = F^ = 2- 103T2/(dwiVl)-
Радиальная сила
Fr = F t2 tgot/cos'K-
Для стандартного угла а = 20° Fr = 0,364^2/cos .
9. Проверка зубьев колеса по напряжениям изгиба. Расчетное напряжение изгиба
_ KFt2YF2 cosx г 1
F l,3m2(q + 2x)
Рис. 2.14
где К — коэффициент нагрузки, значение которого вычислено в п. 6; YF2 — коэффициент формы зуба колеса, который выбирают в зависимости от zv2 = ^/cos3^
zv2 ........ 20 24 26 28 30 32 35 37 40 45
YF2........1.98 1,88 1,85 1,80 1,76 1,71 1,64 1,61 1,55 1,48
zv2......... 50 60 80 100 150 300
YF2........ 1.45 1,40 1,34 1,30 1,27 1,24
10. Проверочный расчет на прочность зубьев червячного колеса при действии пиковой нагрузки. Проверка зубьев колеса на контактную прочность при кратковременном действии пикового момента Тпик. Действие пиковых нагрузок оценивают коэффициентом перегрузки /Снер = ТПИК/Т, где Т= Ттах — максимальный из длительно действующих (номинальный) момент (см. рис. 2.2).
Проверка на контактную прочность при кратковременном действии пикового момента:
II max II yjFпер —
Проверка зубьев червячного колеса на прочность по напряжениям изгиба при действии пикового момента:
^Fmax ^F-^iiep — [^] Fmax*
Допускаемые напряжения [сг]Ятах и [а]/?шах принимают по п. 2.3.
11. Тепловой расчет. Червячный редуктор в связи с невысоким КПД и большим выделением теплоты проверяют на нагрев.
Мощность (Вт) на червяке = 0,1 Т^/х].
Температура нагрева масла (корпуса) при установившемся тепловом режиме без искусственного охлаждения
ipa6 = (1 - + Я + 20° < [г]1мб.
Температура нагрева масла (корпуса) при охлаждении вентилятором
t -__________Q:_____________р 20° < \t]
раб [0,65(1 + + 0,35АТВ]А “ L Jpa6’
где яр « 0,3 — коэффициент, учитывающий отвод теплоты от корпуса редуктора в металлическую плиту или раму; [t]pa6 = 95 ... ПО °C — максимальная допустимая температура нагрева масла (зависит от марки масла).
Поверхность А (м2) охлаждения корпуса равна сумме поверхностей всех его стенок за исключением поверхности дна, которой корпус прилегает к плите или раме. Размеры стенок корпуса можно взять по эскизному проекту (см. гл. 3). Приближенно площадь А (м2) поверхности охлаждения корпуса можно принимать в зависимости от межосевого расстояния:
а^мм...80 100 125 140 160 180 200 225 250 280
А, м2..0,16 0,24 0,35 0,42 0,53 0,65 0,78 0,95 1,14 1,34
Для чугунных корпусов при естественном охлаждении коэффициент теплоотдачи Ку = 12 ... 18 Вт/(м2- °C) (большие значения при хороших условиях охлаждения).
Коэффициент Кув при обдуве вентилятором:
пв...........750 1000 1500 3000
Ктв..........24 29 35 50
Здесь 71b — частота вращения вентилятора, мин"1. Вентилятор обычно устанавливают на валу червяка: щ = щ.
2.3. АНАЛИЗ РЕЗУЛЬТАТОВ РАСЧЕТА НА ЭВМ И ВЫБОР ВАРИАНТА ДЛЯ КОНСТРУКТИВНОЙ ПРОРАБОТКИ
При конструировании должны быть выбраны оптимальные параметры изделия, наилучшим образом удовлетворяющие различным, часто противоречивым требованиям: наименьшим массе, габаритам, стоимости; наибольшему КПД; требуемой жесткости, надежности.
Применение ЭВМ для расчетов передач расширяет объем используемой информации, позволяет произвести расчеты с перебором значений (варьированием) наиболее значимых параметров: способа термической обработки или применяемых материалов (допускаемых напряжений), распределения общего передаточного числа между ступенями и др. Пользователю необходимо провести анализ влияния этих параметров на качественные показатели и с учетом налагаемых ограничений выбрать оптимальный вариант [5, 12].
Например, в пакете прикладных программ ПДМ — проектирование деталей машин — расчет проводят в два этапа. На первом отыскивают возможные проектные решения и определяют основные показатели качества, необходимые для выбора рационального варианта: массу механизма и колес, диаметр впадин шестерни быстроходной ступени, диаметры вершин колес, межосевое расстояние и др. Анализируя результаты расчета, выбирают рациональный вариант.
На втором этапе для выбранного варианта получают все расчетные параметры, требуемые для выпуска чертежей, а также силы в зацеплении, необходимые для расчета валов и выбора подшипников.
Обычно варьируют следующие параметры:
— твердости рабочих поверхностей зубьев колес (способ термообработки) или материал венца червячного колеса;
— коэффициент ширины зубчатого венца;
— распределение общего передаточного числа между ступенями.
Расчет зубчатых передач проводят для нескольких сочетаний твердостей рабочих поверхностей зубьев шестерни и колеса, соответствующих способу термической обработки: I — улучшение шестерни и улучшение колеса (Я1ср = = 28,5 HRC, Я2ср = 24,8 HRC); II — закалка ТВЧ шестерни и улучшение колеса (Я1ср = 47,5 HRC, Я2ср = 28,5 HRC); III — цементация шестерни и колеса (Я1ср = = 59 HRC, Я2ср = 59 HRC).
В качестве критерия оптимальности наиболее часто принимают массу изделия. Масса характеризует материалоемкость, она тесно связана с габаритами и трудоемкостью изготовления, а стоимость материала составляет значительную часть стоимости машины. Особое значение уменьшение массы имеет для транспортных машин, летательных аппаратов.
Выбор варианта выполняют с учетом следующих общих ограничений:
— возможности конструктивного решения выбранного варианта;
— дефицитности материалов (для редукторов общепромышленного применения предпочтительны малолегированные стали и безоловянные бронзы, особенно при крупносерийном производстве);
— технологических возможностей производства (наличие соответствующего оборудования для зубонарезания; при высокой твердости материала колес необходимы отделочные операции: шлифование, притирка поверхностей зубьев);
— соразмерности узлов и деталей привода (электродвигателя, редуктора, ременной или цепной передачи, приводного вала и др.).
Под конструктивными ограничениями понимают прежде всего возможность изготовления зубьев шестерни и обеспечение необходимой прочности и жесткости быстроходного вала, возможность размещения в корпусе редуктора подшипников валов быстроходной ступени. Чем больше передаточное число иред редуктора и выше поверхностная твердость зубьев, тем труднее удовлетворить конструктивным ограничениям.
Исходя из обеспечения необходимой прочности и жесткости вычисляют диаметр d (мм) концевого участка быстроходного вала
d > (2.5)
где К = 7 для цилиндрических и К = 8 для конических передач; ТБ — вращающий момент на валу, Н • м.
В связи с обычным по соображениям жесткости увеличением диаметра вала от концевого участка к участку расположения шестерни необходимо выполнение условия (здесь d вычисляют по формуле (2.5)):
— для шестерни цилиндрической передачи редуктора
df} > 1,25Я; (2.6)
— для передвижной шестерни цилиндрической ступени коробки передач
df[ > 1,8с/; (2.7)
— для шестерни конической передачи
dm[ > 1,35с/. (2.8)
При учебном проектировании оптимизацию полезно проводить с использованием графиков, которые строят по результатам расчета на ЭВМ.
Цилиндрический одноступенчатый редуктор. Следует проанализировать влияние способа термообработки и относительной ширины колес на массу тк зубчатых колес, массу тред редуктора, межосевое расстояние aw, диаметры dj\ и с/у2 окружностей впадин зубьев шестерни и колеса, окружную силу Ft в зацеплении.
При выборе рационального варианта необходимо отдать предпочтение варианту с меньшей массой, удовлетворяющему, кроме общих, дополнительным конструктивным ограничениям:
— диаметр с/р зубьев шестерни должен удовлетворять условию (2.6);
— для обеспечения соразмерности редуктора и деталей, устанавливаемых на концах входного и выходного валов, необходимо, чтобы диаметр ведомого шкива ременной или диаметр ведущей звездочки цепной передачи не превышали более чем на 20 % диаметр da2 вершин зубьев колеса;
— должно быть обеспечено размещение в корпусе редуктора подшипников валов передачи с возможной установкой между подшипниками болта крепления крышки и корпуса редуктора (при плоскости разъема корпуса по осям валов).
Коробка передач. Анализ проводят так же, как для цилиндрического одноступенчатого редуктора, но с проверкой выполнения условия (2.7) и учетом того, что колеса в коробках передач уже, чем в редукторах.
Конический одноступенчатый редуктор. Анализируют влияние способа термообработки зубчатых колес на их массу тпк, массу тред редуктора, внешнее конусное расстояние Re, внешний диаметр dae2 вершин зубьев колеса, средний делительный диаметр dmi шестерни, окружную силу Ft в зацеплении.
При выборе рационального варианта необходимо отдать предпочтение варианту с меньшей массой, удовлетворяющему, кроме общих, дополнительным конструктивным ограничениям:
— средний делительный диаметр шестерни должен удовлетворять условию (2.8):
— для обеспечения соразмерности редуктора и деталей, устанавливаемых на концах входного и выходного валов, необходимо, чтобы диаметр ведомого шкива ременной или диаметр ведущей звездочки цепной передачи не превышали более чем на 20 % диаметр dae2 вершин зубьев колеса.
Планетарный редуктор. Анализируют влияние способа термообработки и относительной ширины колес на массу тк зубчатых колес, массу 7Пред редуктора, межосевое расстояние аи„ диаметры dj(l, dfg и dfb окружностей впадин зубьев солнца, сателлита и эпицикла.
В качестве рационального нужно выбрать вариант с меньшей массой, но с возможностью размещения подшипника в сателлите, соразмерностью солнечной шестерни и входного вала, соразмерностью эпицикла и детали, устанавливаемой на конце выходного вала.
Червячный редуктор. Расчет проводят последовательно для разных материалов венца червячного колеса (БрОЮНФ, БрО5Ц5С5, БрА9ЖЗЛ). Анализируют влияние материала венца на суммарную массу тс червяка и червячного колеса, массу 7Пред редуктора, межосевое расстояние aw, КПД, температуру tM масла в редукторе.
Наиболее целесообразным является вариант с возможно меньшей массой и большим КПД при допустимой температуре масла в редукторе, с оценкой целесообразности установки вентилятора на быстроходном валу и соразмерности редуктора и деталей, устанавливаемых на концах входного и выходного валов.
Двухступенчатый цилиндрический (коническо-цилиндрический) редуктор. Для оценки результатов расчета строят графики, отражающие влияние распре-
деления общего передаточного числа 1^ед между быстроходной иъ и тихоходной ступенями редуктора (ггред = а также способа термообработки зубчатых колес (при необходимости и их относительной ширины) на основные качественные показатели: массу тк зубчатых колес, массу 7Пред редуктора, суммарное межосевое расстояние awc = awB + awT, диаметр йд впадин зубьев быстроходной шестерни, диаметры da2^ и da24 вершин зубьев колес быстроходной и тихоходной ступеней.
Поиск варианта с наименьшей массой привода должен предусматривать выполнение следующих конструктивных ограничений:
— диаметр df[ (или dml) шестерни быстроходной ступени должен удовлетворять условию (2.6) (или (2.8));
— должно быть обеспечено размещение в корпусе редуктора подшипников валов быстроходной и тихоходной ступеней; между подшипниками валов тихоходной ступени должен быть размещен болт крепления крышки и корпуса редуктора (при плоскости разъема корпуса по осям валов);
— при смазывании зацеплений погружением в масляную ванну зубчатых колес обеих ступеней разность ДЛ = | О,5(е/а2т - ^а2в)1 должна быть по возможности меньше при выполнении условия Д7? < 0,25с/а2т-
На рис. 2.15, а — д приведены графики, построенные по результатам расчета двухступенчатого цилиндрического редуктора, выполненного по развернутой схеме, для трех способов термообработки зубьев шестерни и колеса (см. выше I, II, III) и трех способов распределения передаточного числа гдред = ^б^т между ступенями редуктора: всего 9 вариантов.
На рис. 2.15, а проведена штриховая линия, соответствующая минимально допустимому значению диаметра впадин быстроходной шестерни по условию (2.6). В качестве оптимального следует выбрать вариант с меньшей массой из числа тех, что расположены выше штриховой линии. Поэтому для конструктивной проработки принят вариант 5 (см. рис. 2.15, б и г).
При использовании программ расчета передач редукторов с одновременным выбором электродвигателя вычисления проводят при различных частотах вращения валов электродвигателей одной и той же мощности. Масса тэ двигателя при этом тем меньше, чем выше частота вращения вала. Но необходимость реализации большего передаточного числа иред приводит к увеличению массы тред редуктора. Поэтому оптимальным является вариант с минимальной суммарной массой привода тс = тэ + тред.
Глава 3
РАЗРАБОТКА ЭСКИЗНОГО ПРОЕКТА
После определения межосевых расстояний, размеров колес и червяков приступают к разработке конструкции редуктора или коробки передач. Первым этапом конструирования является разработка эскизного проекта. При эскизном проектировании определяют расположение деталей передач, расстояния между ними, ориентировочные диаметры ступеней валов, выбирают типы подшипников и схемы их установки.
3.1. ДИАМЕТРЫ ВАЛОВ
Предварительные значения диаметров (мм) различных участков стальных валов редуктора определяют по формулам:
для быстроходного (входного) вала (рис. 3.1, а)
d > (7... 8) 3/т;, djj > d + 2£цил(£кои),
^Бп - + Зг;
для промежуточного (рис. 3.1, б)
rfK>(6...7)3^, ^K>rfK+3/,
dj! = d& — 3r (Исп. I), d^ < d&
^БП > + 3г,
(Исп. II);
для тихоходного (выходного) (рис. 3.1, в)
d > (5... 6) ^7^", d^ — d + 2£цил(£кон ), (1ъп>(1п+3г, с^>б^п.
Для двухваловых коробок передач принимают: d > (6...7) ^ТБ(Тт).
В приведенных формулах ТБ, 7пр> Тт — номинальные моменты, Нм. Большие значения d и dK принимают для валов на роликоподшипниках, для валов шевронных передач и промежуточных валов соосных передач при твердости колеса выше 55 HRC. Вычисленные значения диаметров округляют в ближайшую сторону до стандартных (см. табл. 24.1). Диаметры концов быстроходного и тихоходного валов согласуют с диаметрами валов по табл. 24.27; 24.28 и с диаметрами отверстий устанавливаемых на них деталей (шкива, звездочки, полумуфты).
Высоту ^цил(^кон) заплечика, координату / фаски подшипника и размер/фаски колеса принимают в зависимости от диаметра d (мм):
d .17-22 24-30 32-38 40-44 45-50 52-58 60-65 67-75 80-85 90-95
^цил • 3 3,5 3,5 3,5 4 4,5 4,6 5,1 5,6 5,6
^кон • 1,5 1,8 2,0 2,3 2,3 2,5 2,7 2,7 2,7 2,9
г 1,5 2 2,5 2,5 3 3 3,5 3,5 3,5 4
f 1 1 1,2 1,2 1,6 2 2 2,5 2,5 3
Примечание. Координата фаски сдана приближенно; точное значение и гем. в табл. 24.10-24.19.
На рис. 3.2 дан пример вычерчивания вала конической шестерни. Вершины делительных конусов и конусов впадин колеса и шестерни сходятся в точке «0»
Рис. 3.1
пересечения осей. Для обеспечения постоянного по всей ширине радиального зазора между зубьями колеса и шестерни образующие внешнего конуса шестерни должны быть параллельны образующим конуса впадин колеса, а образующие внешнего конуса колеса — образующим конуса впадин шестерни.
Диаметры (мм) отдельных участков вала-шестерни определяют по соотношениям (рис. 3.2, а):
d > 8^7^; = d 4- 2t, d^>d2\ dgn = 4- 3r,
где ТБ — вращающий момент на валу-шестерне, Н • м; диаметр резьбы d^ = dY 4-4- (2... 4); и г — внутренний диаметр и координата фаски подшипника.
Конструкцию вала в месте расположения шестерни и расстояние между подшипниками определяют прочерчиванием. Проводят под углом линии — образующие делительного конуса шестерни, откладывают внешний делительный диаметр del, в точках пересечения восстанавливают перпендикуляры к образующим делительного конуса; откладывая размеры l,2mfe и mte, формируют зубья на внешнем дополнительном конусе (mte — торцовый внешний модуль). Далее по размерам с/БП, 0,5m<e и 0,4m^e оформляют базовый для подшипника заплечик вала.
Параметры а, Т и С для построения конических роликовых подшипников принимают по табл. 24.16 — 24.18. От базового заплечика откладывают монтажную высоту Т подшипника, затем ширину С наружного кольца (см. рис. 3.2). Для оформления поверхности контакта наружного кольца с роликом наносят точку с координатами 0,5 С; 0,25Я, через которую проводят линию под углом ct. В этой же точке восстанавливают перпендикуляр до его пересечения с осью вала: получают размеры и I.
Из условия обеспечения необходимой жесткости узла следует выдерживать соотношение dn > 1,3^ и в качестве расстояния а2 принимать большее из двух значений
а2 ~ 2,5а! или а2 ~ 0,6/.
При больших передаточных числах (а > 3,15) коническая шестерня имеет малые размеры. Тогда упорный заплечик выполняют по рис. 3.2, б.
Иногда ближний к шестерне подшипник применяют с большим диаметром посадочного отверстия, чем дальний (см. ниже рис. 7.40, 12.5; 12.6).
3.2. РАССТОЯНИЯ МЕЖДУ ДЕТАЛЯМИ ПЕРЕДАЧ
Чтобы поверхности вращающихся колес не задевали за внутренние поверхности стенок корпуса, между ними оставляют зазор «а», мм (рис. 3.3 —3.7):
а^УГ + З, (3.1)
где L — расстояние между внешними поверхностями деталей передач, мм.
Вычисленное значение а округляют в большую сторону до целого числа. В дальнейшем под а будем понимать также расстояние между внутренней поверхностью стенки корпуса и торцом ступицы колеса.
Рис. 3.4
Рис. 3.6
Расстояние bQ между дном корпуса и поверхностью колес или червяка для всех типов редукторов и коробок передач принимают: bQ > За.
Расстояние между торцовыми поверхностями колес двухступенчатого редуктора, выполненного по развернутой схеме, принимают с = (0,3... 0,5)а.
В двухступенчатых соосных редукторах между торцовыми поверхностями шестерни быстроходной ступени и колеса тихоходной ступени расположены два подшипника опор соосных валов. Расстояние ls между зубчатыми колесами определяют по соотношению ls = За + Ву + В2 (рис. 3.4). Здесь Вг и В2 — ширины подшипников опор быстроходного и тихоходного валов (см. табл. 24.10-24.18).
Расстояние а и Ьо в коническом (рис. 3.5) и червячном (рис. 3.6) редукторах определяют по соотношениям, приведенным выше.
Рис. 3.7
Расстояние lQ между торцовыми поверхностями колес коробок передач (рис. 3.7) определяют по соотношению l0 = 2,2b -I- /, где f= 7... 10 мм.
3.3. ВЫБОР ТИПА ПОДШИПНИКА
На рис. 3.8 приведены эскизы подшипников, наиболее часто применяемых в практике машиностроения. На рис. 3.8, а, б, в показаны радиальные подшипники: шариковый однорядный, шариковый двухрядный сферический и с короткими цилиндрическими роликами. На рис. 3.8, г, д показаны радиально-упорные шариковый и роликовый подшипники, а на рис. 3.8, е — упорный шариковый подшипник.
В соответствии с установившейся практикой проектирования и эксплуатации машин тип подшипника выбирают по следующим рекомендациям.
Для опор валов цилиндрических прямозубых и косозубых колес редукторов и коробок передач применяют чаще всего шариковые радиальные подшипники (рис. 3.8, а). Первоначально назначают подшипники легкой серии. Если при последующем расчете грузоподъемность подшипника окажется недостаточной, то принимают подшипники средней серии. При чрезмерно больших размерах шариковых подшипников в качестве опор валов цилиндрических колес применяют подшипники конические роликовые (рис. 3.8, Э).
Конические и червячные колеса должны быть точно и жестко зафиксированы в осевом направлении. Шариковые радиальные подшипники характеризует малая осевая жесткость. Поэтому в силовых передачах для опор валов конических
i червячных колес применяют конические роликовые подшипники. Первона-[ально выбирают легкую серию.
Для опор вала конической шестерни применяют по тем же соображениям ко-шческие роликовые подшипники. При высокой частоте вращения вала-шестер-1и (п > 1500 мин-1) применяют подшипники шариковые радиально-упорные рис. 3.8, г). Первоначально также принимают легкую серию.
Опоры червяка в силовых червячных передачах нагружены значительными >севыми силами. Поэтому в качестве опор вала червяка применяют в основном сонические роликовые подшипники. При длительной непрерывной работе чер-зячной передачи с целью снижения тепловыделения применяют также шариковые радиально-упорные подшипники.
Для опор плавающих валов шевронных передач применяют радиальные подлинники с короткими цилиндрическими роликами (рис. 3.8, в) первоначально также легкой серии.
Обычно используют подшипники класса точности 0. Подшипники более высокой точности применяют для опор валов, требующих повышенной точности вращения или работающих при особо высоких частотах вращения. Применение подшипников более высоких классов точности повышает стоимость изделия.
3.4. СХЕМЫ УСТАНОВКИ ПОДШИПНИКОВ
В большинстве случаев валы должны быть зафиксированы в опорах от осевых перемещений. По способности фиксировать осевое положение вала опоры разделяют на фиксирующие и плавающие. В фиксирующих опорах ограничено осевое перемещение вала в одном или обоих направлениях. В плавающей опоре осевое перемещение вала в любом направлении не ограничено. Фиксирующая опора воспринимает радиальную и осевую силы, а плавающая опора — только радиальную.
В некоторых конструкциях применяют так называемые «плавающие» валы. Эти валы имеют возможность осевого смещения в обоих направлениях, их устанавливают на плавающих опорах.
На рис. 3.9 показаны основные способы осевого фиксирования валов.
В схемах 1а и 16 вал зафиксирован в одной (левой на рисунке) опоре: в схеме 1а — одним радиальным подшипником (например, шариковым, рис. 3.8, а); в схеме 16 — двумя шариковыми однорядными радиальными или радиально-упорными (рис. 3.8, г, д) подшипниками. В плавающей опоре применяют радиальные подшипники (рис. 3.8, а — в).
Схемы 1а и 16 применяют при любом расстоянии I между опорами вала. Схему 16 характеризует большая жесткость фиксирующей опоры.
Осевую фиксацию по схеме 1а широко применяют в коробках передач, редукторах и в других узлах для валов цилиндрических зубчатых передач, а также для приводных валов ленточных и цепных конвейеров.
Осевую фиксацию валов по схеме 16 применяют в цилиндрических, конических зубчатых и червячных передачах.
При выборе фиксирующей и плавающей опор учитывают следующие рекомендации. Подшипники обеих опор должны быть нагружены по возможности равномерно, поэтому если опоры нагружены кроме радиальной еще и осевой
Схема 1а
Схема 2а «враспор»
Рис. 3.9
силой, то в качестве плавающей выбирают опору, нагруженную большей радиальной силой.
При температурных колебаниях плавающий подшипник перемещается в осевом направлении на величину удлинения (укорочения) вала. Так как это перемещение может происходить под нагрузкой, поверхность отверстия корпуса изнашивается. Поэтому при действии на опоры вала только радиальных сил в качестве плавающей выбирают менее нагруженную опору.
Если выходной конец вала соединяют муфтой с валом другого узла, в качестве фиксирующей принимают опору вблизи выходного конца вала.
В схемах 2а и 26 вал зафиксирован в двух опорах, причем в каждой опоре в одном направлении. Эти схемы применяют с определенными ограничениями по расстоянию между опорами. И связано это с изменением зазоров в подшипниках вследствие нагрева деталей при работе. При нагреве самих подшипников зазоры в них уменьшаются; при нагреве вала его длина увеличивается.
Из-за увеличения длины вала осевые зазоры в подшипниках схемы 2а, называемой схемой «враспор», также уменьшаются. Чтобы не происходило защемления вала в опорах, предусматривают при сборке осевой зазор «а». Значение зазора должно быть несколько больше ожидаемой тепловой деформации подшипников и вала. Из опыта эксплуатации известно, что в узлах с радиальными шарикоподшипниками а = 0,2...0,5 мм.
Схема установки подшипников «враспор» конструктивно наиболее проста. Ее широко применяют при относительно коротких валах. При установке в опорах радиальных шариковых подшипников отношение l/d « 8... 10.
В опорах схемы 2а могут быть применены и радиально-упорные подшипники. Так как эти подшипники более чувствительны к изменению осевых зазоров, то соотношение между величинами I и d для них является более жестким и не должно превышать l/d = 6... 8. Меньшие значения относят к роликовым, большие — к шариковым радиально-упорным подшипникам.
При установке вала по схеме 26 — «врастяжку» — вероятность защемления подшипников вследствие температурных деформаций вала меньше, так как при увеличении длины вала осевой зазор в подшипниках увеличивается. Расстоя
ние между подшипниками может быть несколько больше, чем в схеме «враспор»; для подшипников шариковых радиальных l/d = 10... 12; шариковых радиальноупорных l/d < 10; конических роликовых l/d < 8.
Более длинные валы устанавливать по схеме 26 не рекомендуют, так как вследствие температурных деформаций вала могут появиться большие осевые зазоры, недопустимые для радиально-упорных подшипников.
3.5. ПРИМЕРЫ ЭСКИЗНЫХ ПРОЕКТОВ
После определения диаметров ступеней валов, расстояний между деталями передачи, после выбора типа подшипников и схемы их установки приступают к вычерчиванию редуктора или коробки передач.
Эскизный проект выполняют в масштабе 1:1 на миллиметровой бумаге. Для получения представления о конструкции, размерах деталей передач и их относительном расположении достаточно двух проекций.
На рис. 3.10 приведен эскизный проект цилиндрического двухступенчатого редуктора, выполненного по развернутой схеме.
Для вычерчивания эскизной компоновки предварительно можно принимать (см. рис. 3.1, а-ги 3.2, а)\
— длину G ступицы колеса — цилиндрического 4Т > 62> червячного ZCT > dK, конического 4Т « l,2dK, где dK — диаметр отверстия в ступице;
— длину посадочного конца вала /МБ = /мт = 1,5eZ;
— длину промежуточного участка тихоходного вала /кт = 1,2б/п> быстроходного вала цилиндрической передачи /КБ = 1,4dn, червячной передачи /КБ = 2dn (рис. 3.1, г), быстроходного вала конической передачи /КБ = 0,8<iri-
Для наружной резьбы конических концов валов принимают:
— диаметр резьбы d? « 0,9[d - О,1/МБ(/МТ)];
— длину /р резьбы в зависимости от диаметра d^.
dp, мм................. 12...24 27 30 36...42 48...64
/р,мм.................. l,2dp l,ldp 1,0(/р 0,8(/р 0,7с/р
Окончательные размеры 1^ выявляют после расчета шпоночного (шлицевого) соединения или после подбора посадки с натягом.
Окончательные размеры /КБ и ZKT определяют при конструировании крышек подшипников, после выбора типа уплотнения и при конструировании корпусной детали. Участок вала диаметром (см. рис. 3.1) и диаметром dY (см. рис. 3.2) должен выступать за внешнюю плоскость крышки (или головки болта) на величину I (рис. 3.11, а —в): 1= (0,6... 0,8)а, где а — зазор (см. рис. 3.3 —3.7).
Окончательные размеры /Мб и ^мт получают после выбора муфты, размеров шкива, звездочки, расчета шпоночного (шлицевого) соединения.
Цилиндрические, коническо-цилиндрические и конические редукторы обычно конструируют с разъемом корпуса по осям валов. Для этого последние располагают в одной плоскости. Такое исполнение наиболее удобно для сборки редуктора. Каждый из валов редуктора с опорами и со всеми расположенными на нем деталями можно собрать независимо от других валов и затем поставить в корпус. При необходимости осмотра или ремонта любой комплект вала может быть изъят из корпуса.
Рис. 3.11
В небольших червячных редукторах (aw < 160 мм) разъем корпуса часто не делают. Вместо него в стенках корпуса делают два круглых окна, через которые вводят в корпус комплект вала с червячным колесом и подшипниками. В червячных редукторах больших размеров разъем корпуса делают по оси червячного колеса. Червяк чаще всего имеет небольшой внешний диаметр, что позволяет устанавливать его в корпус через отверстия для подшипников (см. рис. 3.6).
В цилиндрическо-червячном редукторе должен быть предусмотрен зазор «с» (рис. 3.12) для свободной постановки в корпус комплекта вала-шестерни. Для этого уменьшают размер левого подшипника вала-шестерни или (для уменьшения диаметра колеса) уменьшают передаточное число цилиндрической передачи.
Иногда для удобства сборки применяют разборные типы подшипников: конические роликовые или радиальные с короткими цилиндрическими роликами. При установке в левую (см. рис. 3.12) опору радиального роликового подшипника сборку и разборку комплекта легко выполнить практически при любом диаметре колеса (см. также рис. 12.3).
В коробках передач обычно применяют многоступенчатые зубчатые передачи. Оси валов располагают таким образом, чтобы были удобны сборка и обслуживание коробки передач и чтобы размеры корпуса в поперечном сечении были минимальны. Поэтому в корпусе нет плоскости разъема по осям валов. Его выполняют целым, с большим окном сверху, закрываемым крышкой.
Рис. 3.12
Рис. 3.13
Для удобства сборки и разборки в ряде случаев применяют: съемные стенки 1 корпуса (рис. 3.13, а), в которых расположены отверстия для подшипников; крышки 2 (рис. 3.13, б), а также окна больших размеров в стенках корпуса для ввода деталей и сборочного инструмента; окна, закрываемые крышками 3 (рис. 3.13, в), для ввода в корпус комплекта вала с деталями, собранного вне корпуса, например, комплекта вала с зубчатыми колесами и муфтами сцепления; стаканы с внешним диаметром, большим диаметра детали, установленной на валу; разборные подшипники качения.
Для удобства сборки, где это возможно (например, на концах валов), не применяют цилиндрические соединения с натягом, а большие и тяжелые детали сопрягают по коническим повеохностям.
Сборка узла значительно упрощается, если вместо шпоночных соединений применяют шлицевые, а валы выполняют одного диаметра по всей длине шлицев.
3.6. СОСТАВЛЕНИЕ КОМПОНОВОЧНОЙ СХЕМЫ
Компоновочные схемы изделия составляют для того, чтобы оценить соразмерность узлов и деталей привода. Ранее выполненный эскизный проект редуктора (коробки передач) и выбранный электродвигатель, если их рассматривать отдельно, не дают ясного представления о том, что же в конечном итоге получилось. Нужно их упрощенно изобразить вместе с приводным валом, на одном листе, соединенными друг с другом непосредственно, с применением муфт или ременной (цепной) передачи. Компоновочные схемы выполняют в масштабе уменьшения 1:2 или 1:4. Они служат прообразом чертежа общего вида привода.
Соразмерность узлов вызывается требованиями целесообразности и технической эстетики. Если, например, узел 1 (рис. 3.14, а), который через соединительную муфту 2 приводится в движение электродвигателе^м 3, в 2... 3 раза меньше последнего, то такая комбинация выглядит неэстетично. Необходимо увеличить размеры узла, изменив материалы зубчатых колес, их термическую обработку и другие фак-
Рис. 3.14
Рис. 3.15
торы, влияющие на размеры. Если увеличивать размеры узла нецелесообразно, то следует применить электродвигатель исполнения на лапах и с фланцем, с тем чтобы узел 1 крепить к фланцу двигателя (рис. 3.14, б). При этом обязательно рассчитывают прочность крепления узла 1 к фланцу электродвигателя и самого электродвигателя к плите (раме).
Если узел У, связанный соединительной муфтой 2 с электродвигателем 3, несоразмерно велик, то такое сочетание также неэстетично (рис. 3.14, в). Здесь должны быть найдены средства уменьшения размеров узла. Если же это окажется нецелесообразным, то следует рассмотреть возможность применения электродвигателя с фланцем, с тем чтобы крепить его непосредственно к узлу У (рис. 3.14, г).
При размещении двух узлов на плите, например, электродвигателя и редуктора (рис. 3.15, а), выясняют, нельзя ли расположить базовые поверхности плиты в одной плоскости. Известно, что такое расположение упрощает конструкцию плиты (рамы) и удешевляет ее изготовление. Иногда путем некоторых конструктивных мероприятий удается опорные поверхности двигателя и редуктора вывести в одну плоскость (рис. 3.15, б).
Некоторые типы соединительных муфт, например, муфты упругие втулочнопальцевые, с резиновой звездочкой и др., характеризует большая радиальная жесткость. Для уменьшения отклонения от соосности валов электродвигателя и редуктора (коробки передач) под лапы электродвигателя устанавливают компенсаторные прокладки П (см. рис. 3.15, в). Путем подбора или подшлифовки этих прокладок обеспечивают требуемую соосность валов соединяемых узлов. Если величина ho = Н - h небольшая, то можно использовать плиту с базовыми поверхностями, лежащими в одной плоскости, а при установке электродвигателя применять подкладки.
На рис. 3.16 в качестве примера приведена схема компоновки привода ленточного конвейера. Соразмерность основных деталей приводного вала обеспечивают выполнением условия D2 = (0,8... 1,2)Рб-
Глава 4
БАЗИРОВАНИЕ ДЕТАЛЕЙ
4.1. ОБЩИЕ ПОЛОЖЕНИЯ
Детали работающей машины находятся или в неподвижном состоянии, или в относительном движении. Так, например, детали редуктора или коробки передач — корпус, крышки, стаканы и пр. — неподвижны. Валы со всеми установленными на них деталями вращаются относительно неподвижного корпуса. В то же время ряд деталей, расположенных на валу, таких, например, как зубчатые колеса, кольца подшипников качения, втулки и пр., неподвижны относительно вала.
При сборке машины детали устанавливают одну относительно другой в определенном положении. Установку или, как говорят, базирование деталей выполняют как по плоским, так и по цилиндрическим поверхностям или по комбинации этих поверхностей, которые называют базовыми или базами.
Базовые поверхности деталей создают при их проектировании, поэтому очень важно, чтобы на этапе разработки конструкции были созданы хорошие базы — одно из необходимых условий надежной работы машин.
Чтобы разобраться с назначением различных баз, необходимо предварительно вспомнить некоторые положения теоретической механики. Известно, что каждое тело обладает шестью степенями свободы в пространстве: перемещением по трем координатным осям и вращением вокруг этих осей. Если требуется, чтобы узлы и детали машины были относительно неподвижны, надо лишить их всех степеней свободы.
Для лишения детали одной степени свободы достаточно довести ее до соприкосновения с базой в одной точке, для лишения же всех степеней свободы деталь должна быть доведена до соприкосновения с базами в шести точках. Точка соприкосновения с базой представляет собой двустороннюю геометрическую связь.
Призматическое тело (рис. 4.1, а) контактирует с базовой поверхностью хОу в точках 1, 2, 3, следовательно, оно лишено трех степеней свободы: переме
у
щения вдоль оси z и вращения относительно осей х и у. Поверхность хОу может быть очень неровной, с выступами и углублениями. Все равно призма при ее установке найдет три базовые точки на этой поверхности и займет определенное положение.
С базовой поверхностью xOz призматическое тело контактирует в точках 4 и 5. В этом случае оно лишено еще двух степеней свободы: перемещения вдоль оси у и вращения относительно оси z.
С базовой поверхностью yOz тело контактирует в точке 6 — оно лишено одной (последней) степени свободы (перемещения вдоль оси х).
Деталь, базирующаяся по длинному цилиндру, лишена четырех степеней свободы (рис. 4.1, б). Она сохраняет только свободу перемещения вдоль оси хи поворота вокруг этой оси.
Условимся называть основной базой поверхность, лишающую деталь трех или четырех степеней свободы. На рис. 4.1, а основная база — поверхность хОу, на рис. 4.1, 6 — поверхность цилиндра, а на рис. 4.1, в — развитая плоскость 1 фланца крышки.
Условимся также называть поверхности, лишающие деталь двух степеней свободы: плоские — направляющими, а цилиндрические — центрирующими базами. Например, на рис. 4.1, а поверхность xOz — направляющая база, а на рис. 4.1, в короткий цилиндрический поясок 2 крышки — центрирующая база.
Упорной базой называют поверхность, лишающую деталь одной степени свободы (на рис. 4.1, а — поверхность yOz).
При конструировании узлов и деталей машин особый интерес представляет базирование деталей — тел вращения, т. е. колес, валов, втулок, колец, стаканов и пр.
4.2. ОПРЕДЕЛЕНИЕ ОСНОВНОЙ БАЗЫ
Базирование деталей при посадках с зазором и переходных. Под базированием понимают придание детали или узлу (изделию) требуемого положения относительно выбранной системы координат. Под погрешностью базирования понимают отклонение фактически достигнутого положения детали или узла (изделия) от требуемого.
При посадках с зазором и переходных погрешность базирования зависит от величины зазора. Зазор в сопряжении вала с отверстием (рис. 4.2, а)
Z=D — d.
Размеры D, d и, следовательно, Z — величины случайные.
Наибольший Zmax и наименьший Zmin вероятностные зазоры в сопряжении деталей по цилиндру:
^шах = + 0,5^; Zmin = Zm — 0,5^, (4.1)
где Zm = Ет - ет — среднее значение зазора;
tz = 1,+ tg — рассеивание зазора.
Рис. 4.2
В приведенных формулах Ет и ет — средние отклонения размеров отверстия и вала, определяемые соотношениями:
Ет = 0,5(ES + ЕГ), ет = 0,5(е$ + ег), где ES, es, EI, ei — верхнее и нижнее предельные отклонения размеров отверстия и вала; ta и te — допуски размера отверстия и вала:
ta = ES - EI\ te = es - ei.
Возможны два случая базирования:
1. Зазор Z относительно мал и деталь 1 соприкасается с валом по цилиндру в точках а, b и по торцу в точке с (рис. 4.2, б). Между торцами детали и заплечика вала остается клиновой зазор. Основная база в этом случае — цилиндр (отверстие детали 7).
Наибольшая и наименьшая вероятностные погрешности базирования по цилиндру (рад):
max = ^тах/^> min = ^ттД (4-2)
Погрешность базирования на произвольном размере R (мм):
шц(мм) =
где — погрешность базирования, вычисленная по (4.2), рад.
2. Зазор Z относительно велик и деталь 1 полностью прилегает к торцу заплечика вала (рис. 4.2, в). Основная база — торец детали 1.
Погрешность базирования в этом случае определяется допуском t, мм, перпендикулярности торца заплечика относительно оси вала.
Наибольшая погрешность базирования детали 7 по торцу (рад):
WT max = V da-
То же на произвольном размере R (мм):
^т(мм) = тах-^ •
Сопоставлением и шт можно определить, какая из базирующих поверхностей является основной — цилиндр или торец. При основная база — торец, а при < шт основная база — цилиндр.
Полное прилегание торцов втулки и заплечика вала возможно при относительно большой величине зазора Z. Чтобы цилиндрические поверхности не мешали прилеганию деталей по торцам, должно быть соблюдено условие wumiu > u)Tmax.
Возможен случай, когда тах > тах > min. При этом появляется неопределенность в базировании деталей. Неопределенность в базировании устраняют: увеличением размера I при сохранении посадки, добиваясь базирования по цилиндру (шп < шт);
увеличением зазора (изменением посадки) при сохранении размера I, добиваясь базирования по торцу (иц > шт).
Базирование деталей при посадках с натягом. При посадках с натягом зазор в сопряжении деталей отсутствует и можно было бы предположить, что детали всегда устанавливают на валу точно, без перекоса. Однако практика показывает, что вследствие возможных нецентрального приложения силы запрессовки, погрешностей геометрической формы сопряженных поверхностей, неоднородности материала и других причин даже при посадках с натягом деталь может быть установлена на валу с перекосом. Чаще всего это происходит при посадке узких деталей с относительно малым отношением l/d. В таких случаях для повышения точности базирования на валу предусматривают заплечик, к торцу которого при сборке поджимают деталь, т.е. переходят от базирования по цилиндру к базированию по торцу. Детали с относительно большим отношением I/ с/ не требуют поджатия к торцу заплечика вала и достаточно точно базируются по цилиндрической поверхности сопряжения.
Нельзя указать точный критерий для оценки погрешности базирования при посадках с натягом. Приближенно, из опыта принимают: при //d> 0,7 основная база — цилиндр; при I/d < 0,7 основная база — торец.
4.3. БАЗИРОВАНИЕ ДЕТАЛЕЙ ПО ТОРЦАМ
Торцы деталей часто используют в качестве поверхностей для базирования других сопряженных с ними деталей. Одним из элементов сборочного комплекта являются втулки и кольца. Условимся называть подобные детали с отношением l/d > 0,7 втулками, а с отношением l/d < 0,7 — кольцами. Точность расположения торцов втулок (колец) непосредственно влияет на точность базирования по ним деталей всего комплекта. Кольца базируют относительно вала только по торцу, а втулки — по торцу (при > шт) или по цилиндру (при < шт). В соответствии с этим можно выделить для рассмотрения две схемы.
Схема 1. Основная база для n-го кольца — торец (рис. 4.3, а). Детали сборочного комплекта при схематизации заменяют кольцами, установленными на валу с зазорами (детали 2, 3, ..., п). Торец Б кольца п используют как базу для сопряженной с ним детали (на рис. 4.3, а деталь не показана). Все детали, устанавливаемые на валу, влияют на точность расположения базового торца Б, тогда
= У1 + у2 + ...+ уп>
где Yx — отклонение от перпендикулярности торца заплечика вала к оси посадочной поверхности; У2> • ••> — отклонения от параллельности торцов ко-
лец 2, ..., п.
Погрешности расположения торцовых поверхностей деталей — тел вращения относят к векторным величинам, которые суммируют по формуле
= 0,85/£(с2«2),
V и
где tv — допуск составляющего вектора; — допуск суммарного вектора; cv — коэффициент приведения.
Погрешность расположения базового торца Б в этом случае
= 0,85^,,/^^ +^/^41 + +
где tY — допуск перпендикулярности торца заплечика вала к оси посадочной поверхности; ^2, £<3, tn — допуски параллельности торцов колец.
К схеме 1 приводят также сборочные комплекты, в которых детали 2, ..., п имеют отношение длины к диаметру отверстия менее 0,7 даже при установке их на валу с натягом.
Если допуск задан, то, назначая допуски tnпараллельности торцов
колец, можно вычислить допуск перпендикулярности торца заплечика вала:
^/0,85)2 -[{dn/d2ftl + (d„/d3)2t2 + ... +12].
Схема 2. Основная база для n-й втулки — цилиндр. Такая схема соответствует относительно большой длине втулки и малому зазору в сопряжении ее с валом (рис. 4.3, б).
Точность расположения базового торца Б в этом случае
Уе = + У2,
где Yx — отклонение от перпендикулярности торцов втулки к оси отверстия;
У2 — перекос втулки в пределах посадочного зазора.
Детали, установленные левее втулки п, не влияют на точность расположения базового торца Б втулки.
Погрешность расположения базового торца Б
= 0,85 ^(d„/02Cx+«12-
где dan I— размеры втулки, мм; tY — допуск перпендикулярности торцов втулки к оси отверстия; Zmax — наибольший вероятностный зазор в сопряжении втулки с валом, определяемый по формуле (4.1).
Если втулка посажена на вал по переходной посадке или по посадке с зазором, то допуск перпендикулярности торцов втулки к оси отверстия определяют по формуле
t1= Д/0,85)2-^//)2^.
Если втулка посажена на вал с натягом, то и тогда назначают допуск перпендикулярности торцов втулки к оси отверстия.
4.4. ОСНОВНАЯ БАЗА ТИПОВЫХ ДЕТАЛЕЙ
В табл. 4.1 приведены типовые детали машин, широко встречающиеся в учеб-p. Л. h
ных проектах, и основные базы этих деталей (знак чение базы).
— условное обозна-
Таблица 4.1
Основная база Примеры деталей
Цилиндр Зубчатые, червячные колеса при l/d > 0,7 "О —
т~ 1
Звездочки цепных передач при l/d > 0,7 —
1 f I I
Основная база
Цилиндр
Примеры деталей
Шкивы ременных передач, полу муфты при l/d> 0,7
Втулки дистанционные при < шт
Кольца подшипников качения
Торец
Базовые поверхности, обозначенные буквой А, предназначены для базирования самих деталей, буквой Б — для базирования сопряженных деталей
Крышки подшипников качения
Основная база
Примеры деталей
Фланцы электродвигателей
Стаканы короткие при l/d < 0,7
Торец
Базовые поверхности, обозначенные буквой А, предназначены для базирования самих деталей, буквой Б — для базирования сопряженных деталей
Втулки, дистанционные кольца, мазеудерживающие кольца, маслоотражающие шайбы и др.
Основная база Примеры деталей
Торец Базовые поверхности, обозначенные буквой А, предназначены для базирования самих деталей, буквой Б — для базирования сопряженных деталей Зубчатые и червячные колеса при l/d < 0,7 н—Я ? [б]
в
у
Глава 5
КОНСТРУИРОВАНИЕ ЗУБЧАТЫХ, ЧЕРВЯЧНЫХ КОЛЕС И ЧЕРВЯКОВ
По результатам разработки эскизного проекта были вычерчены контуры зубчатых или червячных колес и червяков. Следующим шагом является конструктивная отработка их формы.
5.1. ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА ВНЕШНЕГО ЗАЦЕПЛЕНИЯ
Форма зубчатого колеса может быть плоской (рис. 5.1, а, б) или с выступающей ступицей (рис. 5.1, в). Значительно реже (в одноступенчатых редукторах) колеса делают со ступицей, выступающей в обе стороны.
На рис. 5.1 показаны простейшие формы колес, изготовляемых в единичном и мелкосерийном производстве. При небольших диаметрах колес их изготовляют из прутка, а при больших — заготовки получают свободной ковкой с последующей
токарной обработкой. Чтобы уменьшить объем точной обработки резанием, на дисках колес выполняют выточки (см. рис. 5.1, б, в). При диаметре da < 80 мм эти выточки, как правило, не делают (см. рис. 5.1, а).
Длину ZCT посадочного отверстия колеса желательно принимать равной или больше ширины Ь2 зубчатого венца (G > Ь2). Принятую длину ступицы согласуют с расчетной (см. расчет соединения шлицевого, с натягом или шпоночного, выбранного для передачи вращающего момента с колеса на вал) и с диаметром посадочного отверстия d:
4Т = (0,8... 1,5)d, обычно = (1,0... 1,2)4
При 4-т > Ь2 выступающую часть ступицы располагают по направлению действия осевой силы Fa в зацеплении.
Диаметр 4т назначают в зависимости от материала ступицы: для стали 4т = = (1,5... 1,55)4 чугуна d^ = (1,55... 1,6)4 легких сплавов dcX = (1,6... 1,7)4 меньшие значения для шлицевого соединения колеса с валом, большие — для шпоночного и соединения с натягом.
Ширину S торцов зубчатого венца принимают:
5= 2,2m + 0,0562, где т — модуль зацепления, мм.
На торцах зубчатого венца (зубьях и углах обода) выполняют фаски: f = = (0,5... 0,6)m, которые округляют до стандартного значения (см. ниже).
На прямозубых зубчатых колесах фаску выполняют под углом = 45°, на косозубых и шевронных колесах при твердости рабочих поверхностей менее
350 НВ — под углом аф = 45° (см. рис. 5.1, а, б\ а при более высокой твердости — Оф = 15... 20° (см. рис. 5.1, в).
Острые кромки на торцах ступицы также притупляют фасками, размеры которых принимают:
4 мм...... 20...30 30...40 40...50 50...80 80...120 120...150 150...250 250...500
f мм........1,0 1,2 1,6 2,0 2,5 3,0 4,0 5,0
При серийном производстве заготовки колес получают из прутка свободной ковкой, а также ковкой в штампах. При годовом объеме выпуска колес более 50 шт. экономически оправдана ковка в простейших односторонних подкладных штампах. Форму зубчатых колес в этом случае проектируют по типу, показанному на рис. 5.2, а, б.
При годовом объеме выпуска более 100 шт. применяют двусторонние штампы. Форму зубчатых колес в этом случае проектируют по рис. 5.3, а, б. Тонкими линиями показана заготовка колеса после штамповки. Для свободной выемки заготовок из штампа принимают значения штамповочных уклонов ч > 7° и радиусов закруглений R > 6 мм. Толщина диска
С 0,5(5 + 5СТ) > 0,25 где 5СТ = 0,5(4ст - 4).
Для уменьшения влияния термической обработки на точность геометрической формы зубчатые колеса делают массивными: С= (0,35... 0,4)Ь2.
Условия пластического деформирования металла при штамповке улучшены, если выемки в дисках колес выполнять по рис. 5.4. Радиусы закруглений принимают R > 20 мм, а штамповочные уклоны > 12°.
a
Рис. 5.4
б
Рис. 5.5
В зависимости от соотношения размеров колес выемки в дисках оформляют одной дугой радиуса R (рис. 5.4, а) или двумя дугами и отрезком прямой (рис. 5.4, б). Толщина диска в этом случае С « 0,5Ь2.
В автомобилестроении и авиастроении колеса делают с более тонким диском (С = = 0,2562); в диске выполняют 4... 6 отверстий большого диаметра, радиусы закруглений принимают минимальными. Зубчатые колеса, вращающиеся с относительно высокой частотой (п > 1000 мин-1), обрабатывают кругом (рис. 5.3, а) и балансируют путем высверливания отверстий на торцах обода.
Базовыми поверхностями при нарезании зубьев являются поверхность центрального отверстия и торцы зубчатого венца. На рис. 5.5, а показана схема базирования колеса при нарезании зубьев. Производительность возрастает при нарезании зубьев в «пакете» из двух колес и более (рис. 5.5, б). Чтобы обеспечить соприкасание торцов зубчатых венцов, следует занижать торцы ступиц или оговаривать в технологии, что торец ступицы не должен выступать за торец венца.
Шевронные зубчатые колеса (рис. 5.6, а —в) отличает от других цилиндричес-
Рис. 5.6
ких увеличенная ширина. Наиболее часто шевронные колеса изготовляют с канавкой посередине, предназначенной для выхода червячной фрезы, нарезающей зубья. Ширину а канавки определяют по диаметру фрезы в зависимости от модуля т;
т, мм..............2 2,5 3 3,5
а, мм.............. 32 38 42 48
4 5 6 7 8 10
53 60 67 75 85 100
Размеры (мм) остальных конструктивных элементов шевронных колес:
G = Ь2 + а; С= (0,3... 0,35)(62 + a); 2,2m + 0,05(Ь2 + а);
h = 2,5т; S6 6т; SQ = (1,0...1,1)5б; t = 0,35S6 > 3 мм.
Для снижения расхода высококачественной стали колеса иногда делают составными. На центр, выполненный из углеродистой конструкционной стали, напрессовывают зубчатый венец из легированной стали (рис. 5.6, б). На рис. 5.6, в показана конструкция составного колеса с двумя зубчатыми венцами.
5.2. ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА ВНУТРЕННЕГО ЗАЦЕПЛЕНИЯ
Размеры dCT, ZCT, S, f основных конструктивных элементов (рис. 5.7) колес внутреннего зацепления принимают по соотношениям для колес внешнего зацепления. Конструктивное исполнение колес внутреннего зацепления может
Рис. 5.7
быть выполнено по одному из вариантов, показанных на рис, 5.7, а, б и отличающихся расположением ступицы относительно зубчатого венца: а — ступица расположена внутри колеса, что обеспечивает лучшие условия работы зацепления по сравнению с вариантом б, в котором ступица вынесена за контур зубчатого венца. Вариант а можно применять в том случае, когда расстояние от наружной поверхности ступицы до внутренней поверхности зубчатого венца больше наружного диаметра De долбяка, которым изготовляют зубья. Кроме того, необходимо, чтобы шестерня, находящаяся в зацеплении с колесом, свободно размещалась между зубчатым венцом и ступицей. Диаметр De долбяка, размер а канавки для выхода долбяка и размещения стружки, образующейся при долблении зубьев, для прямозубых колес принимают в зависимости от модуля:
т, мм...... 1,5 1,75 2,0 2,25 2,5 2,75 3 3,5 4 5 6 7 8
De, мм.....54 56 56 54 55 55 60 56 112 110 120 126 128
а, мм...... 5 6 7 8 9
Размер а канавки в косозубых колесах внутреннего зацепления увеличивают на 30...40 %. Глубину канавки во всех случаях принимают h = 2,5т, толщину диска С= (0,3...0,35)Ь2.
5.3. БЛОКИ ЗУБЧАТЫХ КОЛЕС
В коробках передач автомобилей, тракторов и металлорежущих станков применяют зубчатые колеса, имеющие два, три или четыре зубчатых венца. Такие конструкции называют блоками зубчатых колес. Выполняют их по форме, показанной на рис. 5.8, а — г. Между отдельными венцами предусматривают канавки для выхода режущего инструмента (долбяка). Ширину а канавки принимают в зависимости от диаметра De долбяка (см. с. 72). Глубина канавки h = 2,5m.
Для размещения передвижных камней или вилок между венцами колес делают кольцевые канавки шириной более а и паз с полем допуска НИ, которое в случае закалки колеса обеспечивают шлифованием боковых стенок паза. Зубья венцов блоков со стороны входа в зацепление скашивают фаской f = (0,6... 0,7)т под углом ~15° (рис. 5.8, а) и закругляют (сечение А—А) радиусом R = 0,8m. Скашивание производят по криволинейному профилю (выносной элемент Б, рис. 5.8, б). Со стороны входа в зацепление скашивают и закругляют также сопряженные зубчатые колеса.
Рабочие поверхности зубьев передач высокой точности (5-й и 6-й степеней точности) шлифуют. Для выхода шлифовального круга требуется широкая канавка и, следовательно, большие осевые размеры блоков зубчатых колес. Чтобы уменьшить эти размеры, блоки изготовляют составными с при-
Рис. 5.9
менением шпоночного (рис. 5.9, а) или клеевого соединения (рис. 5.9, б). В последнем случае для лучшего сцепления на сопряженных поверхностях нарезают винтовые канавки взаимно противоположного направления (выносной элемент Л).
При большой длине блока (/ > 1,5d) усложнена протяжка шлицевых (или шпоночного) пазов, поэтому длину отверстия уменьшают выточкой в средней части (рис. 5.8, б, г; 5.9, б).
5.4. КОНИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА
Конструктивные формы конических зубчатых колес с внешним диаметром вершин зубьев dac < 120 мм показаны на рис. 5.10. При угле делительного конуса 6 < 30° колеса выполняют по рис. 5.10, а, а при угле 8 > 45° по рис. 5.10, б. Если угол делительного конуса находится между 30 и 45°, то допускают обе формы конических колес. Размеры 4т и G ступицы определяют по соотношениям для цилиндрических зубчатых колес. Рекомендуют принимать G = (1,2... l,4)d
На рис. 5.11 показаны формы конических зубчатых колес при внешнем диаметре вершин зубьев dae > 120 мм.
По рис. 5.11, а конструируют колеса при единичном и мелкосерийном производстве. Колеса меньших диаметров изготовляют из прутка, больших — свободной ковкой с последующей токарной обработкой. По рис. 5.11, б конструируют конические колеса при крупносерийном производстве. Тонкими линиями показана заготовка, получаемая ковкой в двусторонних штампах. Толщину С определяют по соотношениям для цилиндрических колес.
6 >45° б
Рис. 5.10
а б
Рис. 5.11
При любой форме колес внешние углы зубьев притупляют фаской f & обрабатывая колеса по внешнему диаметру dae параллельно оси посадочного отверстия. Ширину S (мм) принимают: S = 2,5mte + 2 мм. Торец зубчатого венца шириной b]^ S используют для установки заготовки при нарезании зубьев. Для уменьшения объема точной механической обработки выполняют выточки глубиной 1... 2 мм.
При внешнем диаметре dae > 180 мм с целью экономии дорогостоящих сталей колеса иногда выполняют составными. В зависимости от размеров колеса зубчатый венец крепят к центру болтами, установленными без зазора — «под развертку» (рис. 5.12, а), или к фланцу вала заклепками (рис. 5.12, б). Зубчатый
Рис. 5.12
Рис. 5.13
венец располагают так, чтобы осевая сила, действующая в зацеплении, была направлена на опорный фланец. Центрирование зубчатого венца чаще всего производят по диаметру D (рис. 5.12), а не Ро: при этом выше точность центрирования (при одной и той же посадке допуски размера D венца и центра, а также возможный посадочный зазор меньше); технологически проще получить точным посадочное отверстие венца гладкое, без уступа; меньшие затраты времени на обработку поверхности меньшего диаметра. Составные конические колеса главных передач автомобилей ЗИЛ, «Жигули», «Москвич» имеют центрирование зубчатых венцов по диаметру D.
Однако при центрировании по Ло выше жесткость стыка, поэтому наряду с центрированием по D применяют конструкции, в которых центрирование зубчатого венца осуществляют по Do.
Широкое применение имеют конические колеса с круговыми зубьями, которые нарезают резцовыми головками, закрепляя заготовку на оправке. При этом необходимо предусмотреть свободный выход инструмента — размер а > Q,5mte (рис. 5.13), где mte — внешний окружной модуль.
5.5. ВАЛЫ-ШЕСТЕРНИ
Возможны два конструктивных исполнения шестерен зубчатых передач: за одно целое с валом {вал-шестерня) и отдельно от него (насадная шестерня). Качество (жесткость, точность и т. д.) вала-шестерни оказывается выше, а стоимость изготовления ниже, чем вала и насадной шестерни, поэтому все шестерни редукторов выполняют за одно целое с валом. Насадные шестерни применяют, например, в тех случаях, когда по условиям работы шестерня должна быть подвижной вдоль оси вала.
На рис. 5.14 показаны конструкции вала-шестерни: а — быстроходной (с небольшим передаточным числом) и б — тихоходной (промежуточный вал) ступеней двухступенчатого редуктора. Обе конструкции обеспечивают нарезание зубьев со свободным входом и выходом инструмента.
б
При больших передаточных числах наружный диаметр шестерни, как правило, мало отличается от диаметра вала и валы-шестерни конструируют по рис. 5.15, а, б. В этом случае зубья нарезают на поверхности вала. Выход фрезы определяют графически по ее наружному диаметру 7?ф (см. 10.2). Желательно избегать врезных шестерен, так как в этом случае затруднено зубофрезерование и шлифование зубьев. По возможности следует предусмотреть вход инструмента со стороны заплечика вала (рис 5.15, б).
На рис. 5.16 показан вариант исполнения конического вала-шестерни.
5.6. ЧЕРВЯЧНЫЕ КОЛЕСА
Основные геометрические размеры червячного колеса определены из расчета.
Чаще всего червячные колеса изготовляют составными: центр — из серого чугуна или из стали, зубчатый венец — из бронзы. Соединение венца с центром должно обеспечивать передачу большого вращающего момента и сравнительно небольшой осевой силы.
Конструкция червячного колеса и способ соединения венца с центром зависят от объема выпуска. При единичном и мелкосерийном производстве, когда годовой объем выпуска менее 50 шт., и небольших размерах колес (daA/2 < 300 мм) зубчатые венцы соединяют с центром посадкой с натягом. Посадку выбирают по методике, изложенной в гл. 6. При постоянном направлении вращения червячного колеса на наружной поверхности центра предусматривают бортик, на который направляют осевую силу (рис. 5.17, а). Соединение венца с центром можно выполнять без бортика (рис. 5.17, б). В соединениях с относительно небольшим натягом в стык зубчатого венца и центра устанавливают винты (обычно три штуки по окружности).
При больших размерах колес {d(M > 300 мм) крепление венца к центру можно осуществлять болтами, поставленными без зазора (рис. 5.17, в). В этом случае венец предварительно центрируют по диаметру D\ сопряжение центрирующих поверхностей выполняют по переходной посадке. Окончательно положение зубчатого венца определяет сопряжение его отверстий со стержнями болтов, поставленных без зазора. В этой конструкции необходимо предусматривать надежное стопорение гайки от самоотвинчивания, пружинные стопорные шайбы применять не рекомендуют.
Частота вращения червячных колес, как правило, невелика, и их балансировку не проводят. Поэтому нерабочие поверхности обода, диска, ступицы колеса
а в
Рис. 5.17
оставляют необработанными и делают конусными с большими радиусами закруглений. Острые кромки на торцах венца притупляют фасками f « 0,5m с округлением до стандартного значения (см. с. 69), где тп — модуль зацепления. Размеры других основных конструктивных элементов:
S ъ 2m + 0,0562; Sq « 1,255; С= (1,2... 1,3)50; h 0,1562; t 0,8/г.
Остальные конструктивные элементы червячных колес следует принимать такими же, как для цилиндрических зубчатых колес (см. 5.1).
При серийном производстве (годовой объем выпуска более 100 шт.) экономически выгоднее применять наплавленный венец: снижаются требования к точности обработки сопрягаемых поверхностей венца и центра, не нужны прессы для их соединения, не требуется крепление винтами.
Чугунный или стальной центр нагретый до 700... 800 °C закладывают в металлическую форму, подогревают ее до 150... 200 °C и заливают расплавленной бронзой. При остывании между центром и венцом возникает натяг, вызываемый усадкой затвердевающего жидкого металла венца. На ободе центра предусматривают 6... 8 углублений различной формы; после наплавки образуются выступы, которые дополнительно воспринимают как окружную, так и осевую силы.
Толщину наплавленного венца принимают S « 2m.
Наружную поверхность центра получают либо обработкой резанием, либо при отливке в кокиль.
Рис. 5.19
На рис. 5.18 показаны конструкции червячных колес, центры которых получены обработкой резанием. Вогнутую поверхность центра (рис. 5.18, а, б) получают обработкой на токарном станке. Различие между этими двумя вариантами в форме поперечных пазов, которые получают радиальной подачей фрезы: а — дисковой (ось вращения фрезы перпендикулярна оси вращения колеса); б — цилиндрической (ось вращения фрезы параллельна оси вращения колеса). Размеры пазов: Ъ « (0,3... 0,5)62; h = (0,3... 0,4)b. По технологичности и трудоемкости оба варианта равноценны. По рис. 5.18, в углубления на ободе центра высверливают.
На рис. 5.19 показаны конструкции колес, центры которых получены отливкой в кокиль. Механическую обработку наружной поверхности не проводят. Перед заливкой бронзой центр очищают от жировых и оксидных пленок химической обработкой. В варианте а конструкция кокиля проще, он состоит только из двух частей. В вариантах бив кокиль состоит из отдельных сегментов, число которых соответствует числу пазов. Такая сложная конструкция кокиля обусловлена необходимостью извлечь заготовку после затвердевания металла. Размеры Ъ и h пазов центра назначают такими же, как и при обработке резанием.
Зубья червячных колес имеют вогнутую форму. Поэтому оптимальна форма наружной поверхности центра, повторяющая форму зубьев, такая, например, как на рис. 5.18, а, б или на рис. 5.19, б, в. Но на практике в равной степени применяют и остальные формы.
При любой конфигурации зубчатого венца механическую обработку и нарезание зубьев выполняют после соединения венца с центром.
Размеры других конструктивных элементов принимают по зависимостям, приведенным в 5.1.
5.7. ЧЕРВЯКИ
Червяки выполняют стальными и чаще всего заодно с валом. Геометрические размеры червяка, в том числе длина bY нарезанной части и ориентировочное расстояние I между опорами, известны из расчетов и эскизного чертежа редуктора.
Размеры выступающего из редуктора конца вала-червяка согласуют с соответствующими размерами вала электродвигателя и соединительной муфты. Затем определяют диаметр вала в месте установки подшипников. Рекомендации по этим вопросам приведены в гл. 3 и 10.
На рис. 5.20 приведены возможные конструкции цилиндрических червяков. Одним из основных требований, предъявляемых к ним, является обеспечение высокой жесткости червяка. С этой целью расстояние между опорами стараются делать как можно меньшим.
г-н Ш И—< * "г! • ! Hs I 1 ! 1 * ® ~ ; й ? | : 1 1 । ! 1 ! . ® А N/CPkti 2СГ 20’ sML__p У О Рис. 5.20
Диаметр вала-червяка в ненарезанной части назначают таким, чтобы обеспечить по возможности свободный выход инструмента при обработке витков и необходимую величину упорного заплечика для подшипника. На рис. 5.20, а, б диаметр вала-червяка перед нарезанной частью удовлетворяет условию свободного выхода инструмента при обработке витков. На рис. 5.20, а высота заплечика при этом достаточна для упора подшипника, а по рис. 5.20, б — мала. Поэтому для упора подшипника предусмотрен специальный заплечик.
При малом диаметре червяк приходится выполнять по рис. 5.20, в. В этом случае упорные заплечики в местах установки подшипников выполняют как по рис. 5.20, б, так и по рис. 5.20, в.
Глобоидные червяки (рис. 5.21) конструктивно отличаются от цилиндрических формой участка нарезки и диаметрами шеек под подшипники, соизмеримыми с диаметром червяка. Остальные элементы червяков этого типа конструируют так же, как и цилиндрических.
Глава 6
УСТАНОВКА КОЛЕС НА ВАЛАХ
При установке колес на валах необходимо обеспечить надежное базирование колеса по валу (см. гл. 4), передачу вращающего момента от колеса к валу или от вала к колесу, решить вопросы, связанные с осевым фиксированием колес на валах, и при необходимости предусмотреть регулирование осевого положения колес.
6.1. СОЕДИНЕНИЯ ВАЛ-СТУПИЦА
Шпоночные соединения. Для передачи вращающего момента чаще всего применяют призматические и сегментные шпонки.
Призматические шпонки имеют прямоугольное сечение; концы скругленные (рис. 6.1, а) или плоские (рис. 6.1, б). Стандарт предусматривает для каждого диаметра вала определенные размеры поперечного сечения шпонки. Поэтому при проектных расчетах размеры b и Л берут из табл. 24.29 и определяют расчетную длину шпонки. Длину I = Zp + b шпонки со скругленными или I = /р с плоскими торцами выбирают из стандартного ряда (табл. 24.29). Длину ступицы назначают на 8... 10 мм больше длины шпонки. Если по результатам расчета шпоночного соединения получают длину ступицы /ст > l,5d, то вместо шпоночного целесообразнее применить шлицевое соединение или соединение с натягом.
Шпоночное соединение трудоемко в изготовлении. При передаче вращающего момента его характеризуют значительные местные деформации вала и ступицы, что приводит к неравномерному распределению давления на поверхности контакта посадочных поверхностей вала и ступицы, а также на рабочих гранях шпонки и шпоночных пазов, что, в свою очередь, снижает усталостную прочность вала. Поэтому применение шпоночных соединений должно быть ограничено. Его следует применять лишь в том случае, когда для заданного момента не удается подобрать посадку с натягом из-за недостаточной прочности материала колеса.
При передаче вращающего момента шпоночным соединением применение посадок колеса на вал с зазором недопустимо, а посадок переходных нежелательно. Если в соединении имеется зазор, то при вращении вала происходит обкатывание со скольжением поверхностей вала и отверстия колеса, которое приводит к их изнашиванию. Поэтому при передаче момента шпонкой на посадочных поверхностях вала и отверстия колеса следует создавать натяг, гарантирующий нераскрытие стыка.
Рис. 6.2
При передаче момента шпоночным соединением посадки для колес можно принимать по следующим рекомендациям (посадки с большим натягом — для
колес реверсивных передач):
цилиндрических прямозубых........................Я7/р6 (Я7/г6)
цилиндрических косозубых и червячных.............Я7/г6 (Я7/$6)
конических.......................................Н7/s6 (H7/t6)
коробок передач..................................Н7/к6 (Н7/тб)
Для корпусов, не имеющих плоскости разъема по осям валов (например, корпуса коробок передач), выбор посадок колес обусловлен технологией сборки. Сборку производят внутри корпуса в стесненных условиях. Поэтому для колес коробок передач применяют переходные посадки.
При установке зубчатых колес на валы с натягом очень трудно бывает совместить шпоночный паз колеса со шпонкой вала. Для облегчения сборки рекомендуют предусматривать направляющий цилиндрический участок вала с полем допуска <Й1 (рис. 6.2, а). Иногда вместо направления по цилиндрической поверхности концевой участок вала делают на конус.
С этой же целью там, где это возможно, выпускают шпонку за пределы детали (рис. 6.2, б). При таком исполнении сохраняется длина посадочного участка вала. Поэтому вариант по рис. 6.2, б предпочтительнее, хотя и сложнее в изготовлении, так как на сопряженной детали необходимо выполнять паз для выступающего конца шпонки.
В каждом из двух рассмотренных вариантов вначале путем свободного поворота колеса относительно вала совмещают шпоночный паз колеса со шпонкой, а затем напрессовывают колесо на вал.
Посадочные поверхности под зубчатые и червячные колеса чаще всего шлифуют. Поэтому перед упорными заплечиками желательно на валу выполнять канавку для выхода шлифовального круга. Форма и размеры канавок приведены в 7.11 (см. с. 159).
Посадки шпонок регламентированы ГОСТ 23360—78 для призматических и ГОСТ 24071—91 для сегментных шпонок. Ширину призматической и толщину сегментной шпонок выполняют по Л9. Рекомендуют принимать следующие поля допусков размеров:
Ширина шпоночного паза вала для призматической шпонки....Р9
Ширина шпоночного паза вала для сегментной шпонки........N9
Ширина шпоночного паза отверстия:
при неподвижном соединении нереверсивной передачи......JS9
при неподвижном соединении реверсивной передачи........Р9
при подвижном соединении для призматической шпонки.....D10
Шлицевые соединения применяют для неподвижного соединения с валом, подвижного без нагрузки и подвижного под нагрузкой. Наиболее распространены соединения прямобочными шлицами по ГОСТ 1139—80 (табл. 24.32) с центрированием по наружному диаметру D (рис. 6.3, а) или с центрированием по внутреннему диаметру d (рис. 6.3, б).
Стандарт предусматривает шлицевые соединения трех серий: легкой, средней и тяжелой. Для одного и того же диаметра d с переходом от легкой к сред
Рис. 6.3
ней и тяжелой сериям возрастает диаметр D и увеличивается число зубьев, поэтому соединения средней и тяжелой серий отличает повышенная нагрузочная способность.
Все более широкое применение находят эвольвентные шлицевые соединения по ГОСТ 6033—80 (см. табл. 24.33), которые технологичны и обладают более высокой нагрузочной способностью. Центрирование в соединениях с эвольвен-тным профилем выполняют, как правило, по боковым поверхностям зубьев — по s (рис. 6.4, а), реже по наружному диаметру D (рис. 6.4, б). За номинальный диаметр соединения принимают его наружный диаметр D, в зависимости от которого и назначают размеры шлицевого соединения.
Отказы шлицевых соединений обусловлены повреждением рабочих поверхностей: изнашиванием, смятием, заеданием. Для обеспечения необходимой работоспособности выполняют проверочный расчет [7 — 9, 13].
Шлицевые соединения являются основным видом соединений подвижных вдоль вала, а также неподвижных зубчатых колес коробок передач.
Посадки элементов шлицевых соединений регламентированы стандартами. В курсовом проекте следует применять посадки прямобочных шлицев по табл. 6.1 и эвольвентных по табл. 6.2.
Таблица 6.1
Центрирование по поверхности Соединение Передача Посадки поверхностей
центрирующих боковых
D Неподвижное Нереверсивная Реверсивная Н7/'п6 D9/;s7 F8/js7
Подвижное Нереверсивная Реверсивная H7/J7 H7/h7 D9/e8 F8//7
d Подвижное Нереверсивная Реверсивная H7/J7 H7jh7 D9/f8 H8/js7
Таблица 6.2
Центрирование no поверхности Соединение Передача Посадки поверхностей
центрирующих нецентрирующих
D Неподвижное Нереверсивная Реверсивная H7/js& H7jn(i Н11/Л16
Подвижное Нереверсивная Реверсивная H7/g6 Н7/М
s Неподвижное Нереверсивная Реверсивная 7Н/7п 7H/9r £>... H16/A12 d...Hn/hl6
Подвижное Нереверсивная Реверсивная 9H/8f 9H/9g
Пример 1. Обозначение нрямобочного соединения с центрированием по наружному диаметру, числом зубьев z — 8, внутренним диаметром d = 62 мм, наружным D = 68 мм, шириной b = 12 мм, посадками по наружному диаметру Н7/js6 и по размеру b—D9/js7:
D-8 х 62 х §8H7ljs§ х 12D9/js7 ГОСТ 1139-80.
Обозначение в этом соединении:
отверстия в ступице D—8 х 62 х 68Н7 х 12D9 ГОСТ 1139—80,
вала D—8 х 62 х 68/s6 х 12/$7 ГОСТ 1139-80.
Пример 2. Обозначение прямобочного соединения с центрированием по внутреннему диаметру, числом зубьев z = 8, внутренним диаметром d = 62 мм, наружным D = 68 мм, шириной b = 12 мм, посадками по внутреннему диаметру Я7//7 и по размеру b — D9//8:
d-8 х 62Я7//7 х 68 х 12Я9//8 ГОСТ 1139-80.
Обозначение в этом соединении:
отверстия в ступице d—8 х 62Я7 х 68 х 12Р9 ГОСТ 1139—80,
вала d-8 х 62/7 х 68 х 12/8 ГОСТ 1139-80.
Пример 3. Обозначение эвольвентного соединения номинального размера D = 60 мм, т = 2 мм с центрированием по боковым сторонам зубьев при посадке 9H/9g:
60 х 2 х 9H/9g ГОСТ 6033-80.
Обозначение в этом соединении:
отверстия в ступице 60 х 2 х 9Я ГОСТ 6033—80,
вала 60 х 2 х 9g ГОСТ 6033—80.
Пример 4. Обозначение эвольвентного соединения номинального размера D = 60 мм, т = 2 мм с центрированием по наружному диаметру и посадкой по диаметру центрирования Я7/#6:
60 х H7/gQ х 2 ГОСТ 6033-80.
Обозначение в этом соединении:
отверстия в ступице 60 х Я7 х 2 ГОСТ 6033—80,
вала 60 х g6 х 2 ГОСТ 6033-80.
Соединения с натягом в последнее время все чаще применяют для передачи момента с колеса на вал. При посадках с натягом действуют напряжения, рас-
пределенные по поверхности соединения по условной схеме, показанной на
рис. 6.5. Действующие со стороны колеса на вал окружная и радиальная силы вызывают перераспределение напряжений. В цилиндрических косозубых, конических зубчатых и червячных передачах соединения вал — ступица нагружены, кроме того, изгибающим моментом от осевой силы в зацеплении. Этот момент также вызывает перераспределение напряжений. Вследствие такого перераспределения на торце детали напряжения в соединении вал — ступица могут оказаться равными нулю. Тогда произойдет так называемое раскрытие стыка, что недопустимо. Посадка с натягом должна быть выбрана из
Рис. 6.5
условия нераскрытия стыка.
Валы вращаются относительно действующих на них нагрузок. Поэтому в любой точке поверхности контакта за каждый оборот вала напряжения циклически изменяются в некоторых пределах. Циклическое изменение напряжений приводит к явлению усталости поверхностных слоев материала деталей, к микроскольжению посадочных поверхностей и, как следствие, к их изнашиванию, к так называемой контактной коррозии. Натяг в соединении в этом случае прогрессивно уменьшается и наступает момент, когда колесо провернется относительно вала.
Для предотвращения контактной коррозии или для уменьшения ее влияния в соединениях с натягом следует предусматривать определенный запас сцепления К, который принимают:
— для колес выходных валов редукторов, на концах которых установлены:
муфта соединительная...................К = 3
звездочка ценной передачи..............К — 3,5
шкив ременной передачи.................К = 4
— для колес промежуточных валов редукторов.К = 4,5
Подбор посадки с натягом. Исходные данные:?1— вращающий момент на колесе, Н • м; d — диаметр соединения, мм; dr — диаметр отверстия пустотелого вала, мм; d2 — условный наружный диаметр втулки (ступицы колеса, внешний диаметр бандажа и др.), мм; I — длина сопряжения, мм; материалы соединяемых деталей и шероховатость поверхностей.
Подбор посадок производят в следующем порядке.
1. Среднее контактное давление (МПа)
р = 2103 KTl^d2lf),
где К — коэффициент запаса сцепления.
Осевую силу Fa, действующую в зацеплении, в расчет не принимают: как показывает анализ, после приведения сил Ft и Fa к диаметру d соединения, влияние осевой силы оказывается незначительным (с учетом силы Fa давление увеличивается для цилиндрических и червячных колес в 1,005 раза, а для конических колес с круговым зубом в 1,02 раза).
f — коэффициент сцепления (трения):
Материал fпри сбор ке
пары запрессовкой нагревом
сталь —чугун 0,08 0,14
сталь —сталь 0,08 0,14
сталь — бронза(латунь) 0,05 0,07
чугун —бронза (латунь) 0,05 0,07
2. Деформация деталей (мкм)
6 = 103р</(С1/Е1+С2/Е2)1
где Сь С2 — коэффициенты жесткости:
G =[l + (d1/d)2]/[l-«/rf)2]-H;
^2 — I1 + (<^/^2)2 ]/[i _ (d/^)2] + H2>
E — модуль упругости, МПа: для стали — 2,1 • 105; чугуна — 0,9 • 105; оловянной бронзы — 0,8 • 105; безоловянной бронзы и латуни — 105;
р — коэффициент Пуассона: для стали — 0,3; чугуна — 0,25; бронзы, латуни — 0,35.
3. Поправка на обмятие микронеровностей (мкм) и = 5,5(7?cz1 + Ra^), где RaY и Rfy — средние арифметические отклонения профиля поверхностей. Значения Ra, мкм, берут из чертежей деталей или по табл. 22.2.
4. Поправка на температурную деформацию (мкм). При подборе посадки зубчатых венцов червячных колес, которые нагреваются при работе передачи до относительно высоких температур, учитывают температурные деформации центра и венца колеса, ослабляющие натяг,
= 103rf[(^ - 20°)ot2 - (ii - 20°)^].
Здесь и — средняя объемная температура соответственно обода центра и венца колеса. Значение коэффициентов а, 1/°С: для стали — 12 • 10 6; чугуна — 10 • 10-6; бронзы, латуни — 19 • 10-6.
5. Минимальный натяг (мкм), необходимый для передачи вращающего момента,
[N]min — 6 + 2Z +
(6-1)
6. Максимальный натяг (мкм), допускаемый прочностью деталей (ступицы, венца и др.),
[•^]max [^]rnax
(6.2)
Здесь [6]тах = [р]тахй/р, мкм — максимальная деформация, допускаемая прочностью деталей соединения, где [р]тах (МПа) — максимальное давление, допускаемое прочностью охватывающей или охватываемой детали, меньшее из двух:
d
^тах2
- 0,5ат2
или Ы . = 0,5(1. 1- — Lrjmaxl ’ Т1
Для сплошного вала
(^ = 0): [р]тах1 = сгт1. Здесь сгт2, стТ1 — предел текучести материала охватывающей и охватываемой детали, МПа.
7. Выбор посадки. По значениям [TV]min и [iV]max выбирают из табл. 6.3 одну из посадок, удовлетворяющих условиям: > [7V]min; Nmax < [2V]max-
Приводимые в табл. 6.3 значения минимального iVmin и максимального Nmax вероятностных натягов подсчитаны по формулам, учитывающим рассеивание размеров вала и отверстия и, как следствие, рассеивание натяга.
8. Для выбранной посадки определяют силу запрессовки или температуру нагрева детали.
Интервалы диаметров d, мм Значения натягов мкм, для посадок
Н7 рб Н7 тб Я8 s7 Н7 s6 Н7 s7 Н7 tQ Н8 и8 Н7 и7 118 х8 Н8 z8 Н8 za8
Св. 30 до 40 7 15 13 24 25 29 32 42 52 84 120
36 44 59 53 61 58 88 78 108 140 175
Св. 40 до 50 7 15 13 24 25 35 42 52 69 108 152
36 44 59 53 61 64 98 88 125 164 207
Св. 50 до 65 9 18 18 30 32 43 55 66 90 140 193
44 53 72 65 74 78 119 108 154 204 258
Св. 65 до 80 9 20 24 36 38 52 70 81 114 178 241
44 55 78 71 80 87 134 123 178 242 306
Св. 80 до 100 10 24 29 44 46 64 86 99 140 220 297
51 65 93 85 96 105 162 149 216 296 373
Св. 100 до 120 10 27 37 52 54 77 106 119 172 272 362
51 68 101 93 104 118 182 169 248 348 438
Св. 120 до 140 12 32 43 61 64 91 126 142 204 320 425
59 79 117 108 120 138 214 193 292 410 514
Св. 140 до 160 12 34 51 69 72 103 155 171 236 370 490
59 81 125 116 128 150 243 227 324 460 579
Св. 160 до 180 12 37 59 77 80 115 166 182 266 420 555
59 84 133 124 136 162 254 238 354 510 644
Св. 180 до 200 14 41 66 86 89 130 185 203 299 469 619
69 95 152 140 155 184 287 •269 401 571 721
Св. 200 до 225 14 44 74 94 97 144 207 225 334 524 689
69 98 160 148 163 198 309 291 436 626 791
Св. 225 до 250 14 47 84 104 107 160 233 251 374 589 769
69 101 170 158 173 214 335 317 476 691 871
Св. 250 до 280 15 53 95 117 121 177 258 278 418 653 863
77 115 191 179 195 239 372 352 532 767 977
Св. 280 до 315 15 57 107 129 133 199 293 313 468 733 943
77 119 203 191 207 261 407 387 582 847 1057
Сила запрессовки, Н,
= ^dlpmaxfn,
где Ртах = (Mnax ~ и)р/6, МПа — давление от натяга 7Vmax выбранной посадки; /п — коэффициент сцепления (трения) при запрессовке:
Материал пары /п
сталь —сталь.....................0,20
сталь —чугун.....................0,14
сталь — бронза, латунь...........0,10
чугун — бронза, латунь...........0,08
Температура нагрева охватывающей детали, °C,
t = 20° + (7Vmax + Zc6)/(103da2),
где Zc6 — зазор, мкм, для удобства сборки принимают в зависимости от диаметра d вала:
d, мм......................... св. 30 до 80 св. 80 до 180 св. 180 до 400
Zc6, мкм............................ 10 15 20
Температура нагрева должна быть такой, чтобы не происходило структурных изменений в материале. Для стали [t] = 230... 240 °C, для бронзы [£] = = 150...200°С.
Фрикционные соединения коническими кольцами. Фрикционные соединения применяют для установки на валах деталей типа зубчатых колес, шкивов, звездочек, полумуфт.
Соединения передают моменты и осевые силы за счет использования сил трения на поверхностях контакта вала и ступицы с пружинными кольцами (рис. 6.6). Кольца изготовляют из пружинной стали (55ГС, 60С2А и др.). При затягивании гайки на валу (рис. 6.6, а) или винта в ступице (рис. 6.6, б) пружинные кольца надвигают одно на другое. Наружные кольца при этом растягивают и плотно прижимают к ступице, а внутренние кольца сжимают и плотно прижимают к валу.
Соединения допускают монтаж ступицы на вал в любом угловом и осевом положениях, обеспечивают легкую сборку, разборку, хорошее базирование и герметичность, не ослабляют сечение вала пазами или проточками.
Необходимую для сборки силу затяжки комплекта колец вычисляют по соотношению
-^зат == -^зат! 4" ^зат2»
где Гзат1 — сила, необходимая для деформирования колец при выборке посадочных зазоров; Рзат2 — сила, необходимая для создания посадочного давления на валу, равного 100 МПа.
В табл. 6.4 приведены размеры колец, значения осевых сил затяжки F3aT1 и F3aT2, передаваемых вращающих моментов Т и осевых сил Fa при давлении в контакте р = 100 МПа. При р = 200 МПа значения Т и Fa удваивают, при р = 50 МПа —
Рис. 6.6
d, мм D, мм L, мм 1, мм кН кН Т, Н-м Fa, кН
30Я7 35/7 6,3 5,3 8,50 27,0 90 6,0
32Е7 36/7 6,3 5,3 7,85 28,8 102 6,4
35Я7 40/7 7,0 6,0 10,10 35,6 138 7,9
36£7 42/7 7,0 6,0 11,60 36,6 147 8,2
38Я7 44/7 7,0 6,0 11,00 38,7 163 8,6
40Е8 45 е8 8,0 6,6 13,80 45,0 199 9,95
42Е8 48 е8 8,0 6,6 15,60 47,0 219 10,4
45Я8 52 е8 10,0 8,6 28,20 66,0 328 14,6
48£8 55 е8 10,0 8,6 24,60 70,0 373 15,6
50Е8 57е8 10,0 8,6 23,50 73,0 405 16,2
55Е8 62е8 10,0 8,6 21,80 80,0 490 17,8
56Е8 64 е8 12,0 10,4 29,40 99,0 615 22,0
60Я8 68 е8 12,0 10,4 27,40 106,0 705 23,5
63Я8 71 е8 12,0 10,4 26,30 111,0 780 24,8
65Я8 73 е8 12,0 10,4 25,40 115,0 830 25,6
70Е8 79 е8 14,0 12,2 31,00 145,0 1120 32,0
уменьшают в два раза. Давления выбирают в зависимости от прочности и сопротивления заеданию контактирующих поверхностей. Приведенные в табл. 6.4 значения Т и Fa соответствуют коэффициенту сцепления (трения) на сопрягаемых поверхностях f= 0,12.
При установке нескольких комплектов колец следует учитывать, что момент или осевая сила, передаваемые вторым комплектом, составляют примерно 0,5, третьим — 0,25 и четвертым — 0,125 от номинальных значений, указанных в табл. 6.4.
Поля допусков посадочных поверхностей:
d(D) d(D)
< 38 мм
> 40 мм
Вала
h6 hS
Отверстия
Н7
Н8
Пример. Подобрать параметры соединения коническими кольцами для передачи вращающего момента Т = 700 Н • м с цилиндрического прямозубого зубчатого колеса на вал диаметром 50 мм.
Решение. Из табл. 6.4 следует, что один комплект колец с диаметром d = 50 мм может передать вращающий момент 405 Н-м. Второй комплект, установленный рядом с первым, передает половину нагрузки — 202,5 Н-м, третий — 101,25 Н-м. Таким образом, три комплекта колец обеспечивают передачу вращающего момента: 405 + 202,5 + -I- 101,25 = 708,75 Н-м, что гарантирует передачу заданного по условию вращающего момента.
Сила затяжки не зависит от числа комплектов и для диаметра 50 мм (см. табл. 6.4) составляет
^*зат = -^зат! + -^зат2 = 23,5 + 73 = 96,5 кН.
6.2. ОСНОВНЫЕ СПОСОБЫ ОСЕВОГО ФИКСИРОВАНИЯ КОЛЕС
При передаче вращающего момента соединением с натягом колесо устанавливают на гладком валу (рис. 6.7, а), осевую фиксацию в этом случае обеспечи
вают силами трения.
Очень часто для определения осевого положения колеса на валу изготовляют заплечик. Это упрощает установку колеса на вал — при сборке колесо доводят до упора в торец заплечика. При коротких (ZCT/d < 0,7) ступицах торец зап
лечика определяет не только положение колеса, но и точность его расположения относительно вала. Поэтому и требования к точности изготовления заплечика в этом случае значительно выше. При передаче вращающего момента соединением с натягом и короткой ступице наличие упорного заплечика на валу желательно (рис. 6.7, б).
В ряде случаев колеса устанавливают на вал с небольшим натягом или по переходным посадкам. В этом случае колеса фиксируют на валу так, как показано на рис. 6.8.
На рис. 6.8, а показана осевая фиксация колеса установочным винтом с ци
линдрическим или коническим концом, входящим в цилиндрическое отверстие в шпонке. Шпонка должна быть точно пригнана по длине паза. Установочный винт не следует завинчивать до упора. Стопорят винт от самоотвинчивания запорным кольцом 7; на поверхности ступицы протачивают узкую канавку, шлиц установочного винта совмещают с направлением канавки, затем в канавку закладывают кольцо, стопорящее винт.
В ряде случаев, например, когда ширина шпонки недостаточна, а также при установке колеса на шлицевый участок вала цилиндрическое гнездо для установочного винта выполняют непосредственно на валу.
При фиксации колеса по варианту рис. 6.8, а заплечик на валу выполняют так, чтобы осевая сила, действующая со стороны колеса, была направлена на заплечик. При отсутствии осевой силы упор в заплечик в этом варианте необязателен и вал может быть выполнен гладким.
Осевая фиксация пружинным кольцом 1 показана на рис. 6.8, б. Чтобы закрепить колесо на валу без осевого зазора, между пружинным кольцом и ступицей ставят компенсаторное кольцо К. При сборке колесо поджимают к заплечику вала. Устанавливают в канавку на валу пружинное кольцо. Измеряют расстояние между торцами ступицы и пружинного кольца. Под этот размер подбирают или подшлифовывают компенсаторное кольцо К.
На рис. 6.8, в колесо фиксируют планкой или шайбой 7, входящей в паз, выпол-
ненный в шпонке. Планку крепят винтом 2 к торцу колеса. Шпонка в этом случае должна быть точно пригнана по длине паза.
В варианте, показанном на рис. 6.8, г, осевое фиксирование колеса осуществляют заплечиком вала, распорной втулкой и торцом внутреннего кольца подшипника. Для гарантии контакта торцов втулки и колеса предусматривают зазор С между уступом вала и торцом ступицы колеса.
Рис. 6.8
На рис. 6.9, а, б показано осевое фиксирование колеса с помощью двух полуколец 1, закладываемых в кольцевую выточку вала. Полукольца удерживают от выпадания пружинным кольцом 2 (а) или винтами (б). Необходимо учитывать, что выточка уменьшает сечение вала и вызывает концентрацию напряжений. Поэтому способы фиксирования по рис. 6.9, а, б применяют при достаточном запасе сопротивления усталости вала.
Способы осевой фиксации колес на шлицевых участках валов показаны на рис. 6.9, в, г. Колесо устанавливают до упора в торец кольца. Перед другим торцом колеса на валу выполнена канавка. В обоих рассматриваемых вариантах фиксацию колеса обеспечивают шлицевым кольцом 1. Это кольцо надевают на вал и доводят до упора в торец ступицы колеса. Затем поворачивают в канавке на половину углового шага шлиц и закрепляют винтом на ступице колеса (в) или установочным винтом с цилиндрическим концом на валу (г).
Создание искусственных заплечиков на валах. Если на валу не удается создать заплечик нужной величины, то можно установить дополнительное кольцо (рис. 6.10, а). Иногда валы по разным причинам делают гладкими, без усту-
Рис. 6.9
пов. Тогда для упора колес создают искусственные заплечики, показанные на рис. 6.10, б —ж. Упорным заплечиком может служить, например, пружинное кольцо (рис. 6.10, б). Для увеличения поверхности контакта в варианте по рис. 6.10, в перед пружинным кольцом поставлено кольцо 1. В других представленных на этом рисунке конструкциях упорный заплечик создан двумя полукольцами, заложенными в канавку вала. От выпадания полукольца удерживают поверхностью отверстия колеса (г), поверхностью выточки в отверстии колеса (Э), поверхностью отверстия втулки (е), пружинным кольцом (ж).
Недостатком приведенных способов является наличие канавки — концентратора напряжений, снижающего сопротивление усталости вала. Поэтому сечение вала по канавке должно быть проверено расчетом.
Нужно иметь в виду, что при ^/d < 0,7 искусственные заплечики снижают точность базирования колес.
Осевое фиксирование колес на валах, не имеющих заплечиков. Способы осевого фиксирования колес, приведенные на рис. 6.8 и 6.9, можно использовать и на валах, не имеющих заплечика. В конструкции по рис. 6.11, а колесо установлено на валу с большим натягом. В этом случае фиксацию колеса обеспечивают силами трения на поверхности контакта. По рис. 6.11, б фиксирование колеса осуществляют установочным винтом, цилиндрический конец которого входит в отверстие в шпонке или на валу. При фиксации колеса шайбой, входящей в поперечный паз, выполненный в шпонке (рис. 6.11, в), необходимо обеспе-
Рис. 6.10
чить в сопряжении шайбы с пазом посадку с минимальным зазором. Это же требование необходимо выполнять при фиксации колес по вариантам рис. 6.11, г, д. По рис. 6.11, г колесо фиксируют на гладком валу двумя полукольцами, поставленными в канавку вала и закрепленными винтами на ступице колеса. На шлицевом участке вала (рис. 6.11, д) колесо фиксируют шлицевым кольцом, которое после доведения до упора в торец ступицы поворачивают в канавке на половину углового шага шлиц. В таком положении его и закрепляют одним или двумя винтами на ступице колеса.
Фиксирование группы колес. Иногда (например, в коробках передач) на валу устанавливают несколько зубчатых колес. Осевое фиксирование группы колес осуществляют упором колес и распорных втулок с одной стороны в заплечик вала, а с другой — в торец кольца подшипника (рис. 6.12, а). Зазор С выполняют для обеспечения контакта торцов деталей. По рис. 6.12, б группа колес зафиксирована между торцами подшипников.
На рис. 6.13 показано фиксирование группы колес, устанавливаемых на шлицевом участке вала. Для предотвращения микроперемещений и уменьшения изнашивания шлицевого соединения фиксирование колес выполняют с приложением осевой силы. При этом по центрирующему диаметру необходима посадка с натягом. Осевая сила затяжки действует со стороны гайки на весь комплект колес через втулки (рис. 6.13, а) или через внутреннее кольцо подшипника и втулки (рис. 6.13, б).
На рис. 6.13, в комплект колес установлен между двумя парами закладных полуколец, удерживаемых от выпадания пружинными упорными кольцами.
Рис. 6.11
Резьбовое нажимное устройство представляет собой шлицевую втулку, на наружной поверхности которой нарезана резьба. При завинчивании гайки создают осевую распорную силу необходимой величины.
Крепление колес на концах валов. На концах валов чаще всего закрепляют шкивы, звездочки, соединительные муфты. Но в ряде случаев бывает необходимо устанавливать на концах валов зубчатые или червячные колеса. Концы валов выполняют цилиндрическими и коническими.
Детали, устанавливаемые на цилиндрических концах валов, поджимают до упора в заплечик вала гайкой (рис. 6.14, а), торцовой шайбой и двумя болтами (рис. 6.14, б) или винтом оригинальной формы (рис. 6.14, в).
На валу без заплечика можно создать упор с помощью специально обработанной призматической (рис. 6.14, г) или сегментной (рис. 6.14, д) шпонки. Во всех показанных на этом рисунке конструкциях вращающий момент с вала на колесо передают шпоночным соединением. На рис. 6.15, а, б показано закрепление детали на валу с помощью комплекта конических колец (см. 6.1). При таком способе сборки возможно закрепление детали на валу в любом угловом положении.
На рис. 6.15, в, г показаны способы закрепления колес за счет деформирования вала. Деталь устанавливают на конец вала до упора в заплечик. При завинчивании конической пробки (рис. 6.15, в) или запрессовке специальной пробки в отверстие (рис. 6.15, г) вал деформируют, увеличивая его диаметр, и надежно удерживают деталь от осевых перемещений. В варианте по рис. 6.15, в коническая пробка может быть выполнена как с внешним (вариант I), так и с внутрен-
Рис. 6.12
Рис. 6.14
в
Рис. 6.15
Рис. 6.16
ним (II) шестигранником. В варианте по рис. 6.15, г необходимо предусмотреть возможность выпрессовки пробки из внутренней полости вала. Для этого в пробке может быть выполнено, например, резьбовое отверстие под съемник.
Способы закрепления колес по рис. 6.15, в, г можно применять при передаче вращающего момента как шлицевым (вариант I), так и шпоночным (вариант II) соединениями.
При закреплении колес на конических концах валов для создания натяга обязателен поджим в осевом направлении (рис. 6.16). В легконагруженных конструкциях осевое крепление выполняют торцовыми шайбами 1 (рис. 6.16, а, б), в тяжелонагруженных — гайками 7 (рис. 6.16, в, г) с фиксацией их стопорными шайбами 3.
Рис. 6.17
По рис. 6.16, а стопорной шайбой 3 фиксируют болт 2 относительно торцовой шайбы, которую в свою очередь фиксируют относительно вала штифтом 4. Очень надежное крепление двумя винтами показано на рис. 6.16, б. Винты стопорят проволокой 5 или планкой 6.
Гайку 7 по рис. 6.16, в от самоотвинчивания стопорят многолапчатой шайбой 3. Внутренний выступ шайбы вводят в паз вала, а один из наружных выступов-
ж
Рис. 6.18
лапок отгибают в шлиц гайки. В варианте по рис. 6.16, г выступы стопорной деформируемой шайбы загибают в шпоночный паз в ступице и на грань гайки.
Установка колес, вращающихся относительно валов или осей. Свободно установленные колеса могут вращаться относительно валов и осей в подшипниках скольжения или качения. Такие колеса могут быть расположены между опорами вала или консольно.
Рис. 6.17 иллюстрирует различные способы осевого фиксирования колес, вращающихся в подшипниках скольжения. Простейшая схема показана на рис. 6.17, а. При очень малом перепаде диаметров применяют кольцо 1 со штифтом, препятствующим его провороту (рис. 6.17, б). Нередко дополнительно устанавливают втулку 2 с бортиком (рис. 6.17, в) или втулку 3 и одно или два кольца 4, которые поджимают к заплечику вала или оси (рис. 6.17, г). Если колеса расположены на конце вала, то кольцо 4 заменяют концевой шайбой 5, которую крепят к торцу вала (рис. 6.17, д) и предохраняют от проворачивания штифтом.
Рис. 6.18 иллюстрирует способы осевого фиксирования колес, вращающихся в подшипниках качения. Наиболее простое решение показано на рис. 6.18, а. Расстояние I между подшипниками определяет конструкция зубчатого колеса и компоновка узла.
Часто применяют схему осевого фиксирования по рис. 6.18, 6. Нередко подшипники сближают, и тогда вместо двух пружинных колец в отверстие колеса ставят одно кольцо. Этот способ несколько хуже предыдущего, так как требует выполнения канавок в отверстии колеса. Можно одно из пружинных колец заменить распорным кольцом 1 (рис. 6.18, в).
Схема осевого фиксирования по рис. 6.18, г также находит широкое применение. На рис. 6.18, д дана такая же схема фиксирования, что и на рис. 6.18, г, но с заплечиком в отверстии колеса. Для получения минимального осевого зазора между подшипником и пружинными кольцами ставят компенсаторные кольца К.
Рис. 6.18, е иллюстрирует способ осевого фиксирования колес, вращающихся в игольчатых подшипниках, которые применяют при малых диаметрах колес.
Колеса, расположенные консольно, фиксируют с одной стороны заплечиком вала, с другой — концевой шайбой (рис. 6.18, ж) или гайкой. Для получения минимального осевого зазора между подшипником и шайбой ставят кольцо К, которое подбирают или подшлифовывают по месту.
Самоустановка зубчатых колес, обеспечивающая более равномерное распределение нагрузки в зацеплении, возможна при их установке на сферических подшипниках (рис. 6.18, з).
6.3. РЕГУЛИРОВАНИЕ ОСЕВОГО ПОЛОЖЕНИЯ КОЛЕС
Погрешности изготовления деталей по осевым линейным размерам и погрешности сборки приводят к неточному относительному положению колес в зубчатых передачах, а также червячного колеса и червяка в червячных передачах.
В цилиндрических передачах редукторов для компенсации неточности относительного осевого положения колес ширину одного из них обычно делают больше ширины другого. Чаще всего шестерня имеет более высокую поверхностную твер-
дость зубьев и, чтобы избежать неравномерного изнашивания сопряженного колеса, шестерню выполняют такой ширины, что она перекрывает с обеих сторон зубчатый венец колеса.
Требуемую разность ширины шестерни и колеса наиболее точно опреде
ляют по результатам расчета соответ-
ствующей размерной цепи. Приближен- ^ис'
ные значения ширины шестерен можно принимать по соотношению bl/b2 где bY
и Ь2 — соответственно ширина шестерни и колеса:
&2, мм................. <30 30...50 50...80 80...100
Ьг/Ь2................. 1,08 1,07 1,06 1,05
С целью уменьшения осевых размеров коробок передач (зубчатые колеса в них обычно закалены) ширину шестерни и колеса делают одинаковой.
В шевронных и косозубых передачах с раздвоенным силовым потоком для передачи одинаковой нагрузки по потокам один из валов фиксируют в осевом направлении, другой делают «плавающим». В этом случае осевое положение колес регулируется автоматически. В качестве «плавающих» выбирают промежуточные валы редукторов (рис. 6.19, 7.49): они не связаны соединительными муфтами с валами других узлов и имеют относительно небольшую массу. Если в качестве «плавающего» по каким-либо причинам должен быть выбран один из валов с выходным концом, то выбирают быстроходный вал (вал с меньшей массой), а соединительную муфту — с высокой осевой компенсирующей способностью (см. рис. 12.4).
На рис. 6.20, а —в показаны возможные случаи относительного положения конических колес в плоскости, проходящей через оси валов, и соответствующие им пятна контакта на зубе колеса. На совмещение вершин конусов по двум координатным осям, на непересечение осей вращения и на угол между осями валов предусмотрены определенные требования точности (ГОСТ 1758—81), но, как показывает опыт машиностроения, фактическая ошибка относительного положения конических колес обычно значительно превосходит допускаемую. Поэтому совпадение вершин конусов обеспечивают регулированием осе-
Рис. 6.20
Ось червяка
зубчатого венца червячного колеса
Рис. 6.21
вого положения колес при сборке передачи. Стрелками указано направление осевого перемещения колес при регулировании.
Правильный контакт витков червяка с зубьями червячного колеса получают, если точно выдержаны межосевое расстояние и угол между осями червяка и колеса, обеспечиваемые точностью изготовления, а также если точно совмещена средняя плоскость зубчатого венца червячного колеса с осью червяка. Нормы точности на перечисленные выше параметры приведены в ГОСТ 3675—81. Фактическое смещение средней плоскости зубча
того венца червячного колеса относительно оси червяка значительно превосходит допускаемую величину. Поэтому необходимую точность относительного положения червячного колеса достигают регулированием осевого положения колеса при сборке. На рис. 6.21, а — в показаны возможные случаи относительного расположения оси червяка и средней плоскости зубчатого венца червячного колеса и соответствующее им расположение пятна контакта на зубе колеса. Стрелками указано направление осевого перемещения червячного колеса при регулировании.
Точность зацепления конических и червячных пар достигают осевым перемещением вала с закрепленными на нем колесами или осевым перемещением колес по валу.
Регулирование осевым перемещением вала. Если подшипники опоры размещены в стакане, то регулирование осевого положения вала осуществляют:
— постановкой под фланец стакана компенсаторных полуколец 1 толщиной а « 0,5 толщины фланца (рис. 6.22, а, б). После установки вала в точное осевое положение и измерения зазора между фланцем стакана и корпусом полукольца шлифуют по размеру зазора и вставляют с двух сторон под фланец стакана таким образом, чтобы отверстия в полукольцах совпали с резьбовыми отверстиями в корпусе. После этого стакан окончательно крепят к корпусу винтами. Специальная разборка комплекта для постановки компенсаторных полуколец при этом не требуется;
— постановкой под фланец стакана набора компенсаторных полуколец толщиной 0,1 мм или разных толщин: 0,1; 0,2; 0,4 и 0,8 мм. Суммарную толщину набора полуколец определяют при сборке.
Если опоры вала расположены в разных стенках корпуса, регулирование осевого положения вала осуществляют:
1) постановкой под фланец крышек подшипников набора тонких (~0,1 мм) металлических прокладок 1. Известно, что одни и те же прокладки используют для регулирования как осевого положения колес, так и зазора в подшипниках. Предварительно проводят регулирование подшипников, в процессе которого определяют суммарный набор прокладок, равный по толщине 4- 62 (рис. 6.23, а). За-
б
Рис. 6.22
тем путем перестановки прокладок с одной стороны на другую регулируют осевое положение колеса. Контролируют точность положения конических колес по расположению пятна контакта или по совпадению образующих внешних дополнительных конусов шестерни и колеса.
Аналогично регулируют осевое положение червячного колеса. Точность его положения контролируют по пятну контакта (рис. 6.23, б). Осевое положение червячного колеса можно установить следующим образом. После того как отрегулированы подшипники и определен общий набор прокладок 1, их вынимают из-под фланцев крышек подшипников. Смещают вал с червячным колесом до упора в червяк. В этом положении измеряют зазор между фланцем какой-либо крышки подшипника (например, левой на рис. 6.23, б) и корпусом. Затем вал с червячным колесом смещают до упора в червяк в противоположную сторону и снова замеряют зазор между корпусом и фланцем той же крышки подшипника. Под фланец этой крышки ставят набор прокладок, равный по толщине среднему зазору. Остальные прокладки набора ставят под фланец крышки подшипника другой опоры;
2) применением винтов, воздействующих на подшипники через нажимные шайбы. Этот способ позволяет проводить тонкую регулировку осевого положения колеса, вследствие чего его широко применяют на практике.
На рис. 6.24, а винты 1 (в обоих опорах) большого диаметра воздействуют на внешние кольца подшипников через промежуточные шайбы 2. Центральное приложение силы при регулировании и самоустановка шайб предохраняют
внешние кольца подшипников от перекоса. На рис. 6.24, б приведен такой же способ, как и на рис. 6.24, а, но для выходного конца вала. В верхней части рисунка (Z) дано исполнение для привертных крышек, а в нижней (II) — для закладных.
Для регулирования осевого положения конического или червячного колеса устройства, приведенные на рис. 6.24, делают на обоих концах вала. Это дает воз можность перемещать вал с установленными на нем деталями в обоих направлениях. По окончании регулирования винты должны быть застопорены.
На рис. 6.25, а, б регулировочный винт стопорят сухарями 7, концы которых по окончании регулирования вставляют в одно из отверстий или в один из пазов винта. Некоторое неудобство этого способа заключено в том, что перед регулированием стопор должен быть снят. Но регулирование производят редкое поэтому этот недостаток не такой уж серьезный.
Для повышения точности регулирования резьбу нажимных винтов следуе применять с мелким шагом, а число отверстий (пазов) в них возможно большим Точность регулирования можно повысить вдвое, если применять сухарь 1 с фик сатором, смещенным относительно оси симметрии на 0,25 окружного шага ку лачков (см. рис. 6.25, б): Д = 0,25ttZ)/z.
Все же более удобен способ, показанный на рис. 6.25, в. Здесь стопорны рычажок 1 перед регулированием не снимают, а поворачивают на некоторы угол.
Регулирование осевым перемещением колес по валу. Способы регулирования осевого положения колес перемещением их по валу показаны на рис. 6.26 и 6.27.
Наибольшее распространение получило регулирование с помощью двух гаек (рис. 6.26, а). Довольно широко применяют также регулирование одной гайкой. Колесо по окончании регулирования фиксируют установочным винтом
A-A
Рис. 6.27
(рис. 6.26, б). Интересна конструкция устройства для регулирования осевого положения конического колеса, изображенная на рис. 6.26, в. Осевое перемещение колеса по валу производят втулкой 1, ввинчиваемой в резьбовой участок в отверстии колеса. На конце втулки имеется шесть граней для захвата ее ключом. По окончании регулирования втулку 1 стопорят, поджимая гайкой 2. Затем гайкой 3 коническое колесо закрепляют на втулке 1.
Осевое положение зубчатого венца червячного или конического колеса можно регулировать набором металлических прокладок 1 (см. рис. 6.27).
Глава 7
КОНСТРУИРОВАНИЕ ПОДШИПНИКОВЫХ УЗЛОВ
При эскизном проектировании (см. гл. 3) были выбраны тип, класс точности и схема установки подшипников. Далее нужно определить силы, нагружающие подшипник, произвести подбор подшипника по статической или динамической грузоподъемности, окончательно установить основные размеры подшипника, конструктивно оформить опоры.
7.1. ОПРЕДЕЛЕНИЕ СИЛ, НАГРУЖАЮЩИХ ПОДШИПНИКИ
7.1.1. Силы, действующие на валы
Основными нагрузками на валы являются силы от передач. Силы на валы передают через насаженные на них детали: зубчатые или червячные колеса, шкивы, звездочки, полумуфты. Точные значения сил, действующих на валы со стороны передач (зубчатых, червячных, ременных, цепных и др.), вычисляют при расчете этих передач. Для приближенной оценки сил, нагружающих валы в некоторых конкретных случаях, можно использовать приводимые ниже зависимости.
Консольные силы на валах от муфт. На выходные концы валов со стороны соединительной муфты в общем случае могут действовать радиальные и осевые силы, а также изгибающий момент. Значения и плоскости действия нагрузок зависят как от смещений соединяемых муфтой валов, обусловленных погрешностями изготовления и монтажа, так и от особенностей конструкции муфты, неравномерного изнашивания ее элементов, деформаций деталей муфты и валов при передаче вращающего момента. Обычно наибольшее влияние на реакции опор и нагруженность вала оказывает радиальная сила FK.
Приближенно радиальную консольную силу FK на валу от жестких компенсирующих муфт можно принимать в долях от Ft — окружной силы на рабочих элементах муфты:
FK^0,2Ff. (7.1)
Радиальную силу FK на валу от упругой муфты вычисляют по формуле:
FK = СрД, (7.2)
где Ср — радиальная жесткость упругой муфты при радиальном смещении валов, Н/мм (ориентировочные значения Ср можно определить по формулам табл. 7.1 [16]); Д — радиальное смещение валов, мм: при нормальной точности
Тип муфты Формула для расчета Ср, Н/мм
Муфта с торообразной оболочкой вогнутого профиля (ГОСТ Р 50892-96) Муфта с торообразной оболочкой выпуклого профиля (ГОСТ Р 50892-96) Муфта с цилиндрическими пружинами сжатия Муфта с конусной резиновой шайбой Муфта с пакетами плоских пружин в осевом направлении Муфта со стальными стержнями в осевом направлении Муфта с резиновой звездочкой (ГОСТ 14084—93) Муфта втулочно-пальцевая (ГОСТ 21424—93) 6 т„1/3 13 тн1/3 90 Т„|/3 130 Т„1/3 140 Т„1/3 180 Т„,/3 220 Т„'/3 610 Т„1/3
Примечание. Tti — номинальный вращающий момент муфты по каталогу, Н • м.
монтажа А до 0,3... 0,7 мм (меньшие значения при расстоянии h между осью вала и опорной плоскостью до 250 мм, большие — при h = 250...630 мм); при повышенной точности монтажа Д до 0,15 мм, при высокой — Д до 0,05 мм.
Консольные силы на валах редукторов общемашиностроительного применения (многоцелевого назначения). Значения консольных радиальных сил FK, Н, на валах редукторов общемашиностроительного применения регламентированы ГОСТ Р 50891-96:
— для входных валов редукторов FK = (50... 125)^7^;
— для выходных валов:
— одноступенчатых редукторов FK = 125 у/Т^,
(цилиндрических, конических, планетарных)
— остальных редукторов FK = 250 ^/7^,
где ТБ и Тт — соответственно вращающие моменты на входном и выходном валах, Нм.
На выходном валу для одноступенчатых цилиндрических, конических и планетарных редукторов по согласованию с потребителем допускается снижение значения числового коэффициента перед корнем до 50; для остальных редукторов — до 100.
Силы на приводных валах конвейеров. Радиальная нагрузка на приводных валах конвейеров обусловлена действием сил натяжения в ведущей и ведомой ветвях ленты (для ленточных конвейеров) или тяговой цепи (для цепных конвейеров):
— радиальная сила Fr на барабане приводного вала ленточного конвейера
Fr^ (2,8... 3,3)Ff;
— радиальная сила Fr на приводном валу цепного конвейера
Fr^\fiFt,
где Ft = 2 • 103Т/d — окружная сила, передаваемая лентой или цепью, Извращающий момент на приводном валу, Н м; d — диаметр барабана или делительный диаметр тяговой звездочки, мм.
7.1.2. Определение радиальных реакций
Радиальную реакцию подшипника считают приложенной к оси вала в точке пересечения с ней нормалей, проведенных через середины контактных площадок. Для радиальных подшипников эта точка расположена на середине ширины подшипника. Для радиально-упорных подшипников расстояние а между этой точкой и торцом подшипника может быть определено графически (рис. 7.1) или аналитически:
подшипники шариковые радиально-упорные однорядные
а = 0,5 [В 4- 0,5 (d + Р) tg а];
подшипники роликовые конические однорядные
а = 0,5 [Т + (d + Р)е/3].
Ширину В кольца, монтажную высоту Т, коэффициент е осевого нагружения, угол а контакта, а также диаметры d и D принимают по табл. 24.15 — 24.18. Вычерчивание внутренней конструкции подшипника см. 7.12.
Рис. 7.1
Расстояние между точками приложения радиальных реакций при установке радиально-упорных подшипников по схеме:
«враспор» (рис. 7.2, а)......I = 1ц - 2а;
«врастяжку» (рис. 7.2, б)....I = Ц 4- 2а,
где Zn — расстояние между торцами наружных колец подшипников, а — смещение точки приложения радиальной реакции от торца подшипника.
Реакции опор определяют из уравнения равновесия: сумма моментов внешних сил относительно рассматриваемой опоры и момента реакции в другой опоре равна нулю.
Если направление вектора консольной силы FK заранее неизвестно (как, например, при установке на концы валов соединительных муфт), то при расчете принимают, что реакции опор от действия FK совпадают по направлению с суммарными реакциями опор от действия сил известного направления (например, окружной, осевой и радиальной сил в зубчатом зацеплении).
7.1.3. Определение осевых реакций
При установке вала на двух радиальных шариковых или радиально-упорных подшипниках нерегулируемых типов осевая сила Fa, нагружающая подшипник, равна внешней осевой силе FA, действующей на вал. Силу FA воспринимает тот подшипник, который ограничивает осевое перемещение вала под действием этой силы.
При определении осевых сил, нагружающих радиально-упорные подшипники регулируемых типов, следует учитывать осевые силы, возникающие под действием радиальной нагрузки Fr вследствие наклона контактных линий. Значения этих сил зависят от типа подшипника, угла контакта, значений радиальных
сил, а также от того, как отрегулирован подшипник.
Обычно подшипники регулируют так, чтобы осевой зазор при установившемся температурном режиме был бы близок к нулю. В этом случае под действием радиальной нагрузки Fr находятся около половины тел качения, а суммарная по всем нагруженным телам качения осевая составляющая вследствие наклона контактных линий равна e'Fr и представляет собой минимальную осевую силу, которая должна действовать на радиально-упорный подшипник при заданной радиальной силе: Fa min = e'Fr.
Для шариковых радиально-упорных подшипников с углом контакта ot < 18° Famm = e'Fr, где е' — коэффициент минимальной осевой нагрузки. В подшип-
никах такого типа действительный угол контакта отличается от начального и зависит от радиальной силы Fr и базовой статической грузоподъемности Со?, Поэтому коэффициент в' для шариковых радиально-упорных подшипников принимают по графику рис. 7.3 или вычисляют в зависимости от отношения Fr/CQr по следующим формулам [16]:
— при угле контакта а = 12°
Рис. 7.3
e' = 0,57(Fr/C0r)°’22;
(7.3)
Тип подшипника а, ° Коэффициент осевого нагружения е Подшипник однорядный Подшипник двухрядный
F./(VFr)>e Fj(VFr)<e Fj(VFr)>e
X Y X Y X Y
Радиальный 0 / \0,23 0.28(/0Fo/C0r) ' 0,56 0,44/е 1,0 0 0,56
Радиально-упорный 12 0,41(/0^/С0г) 0,45 0,55/е 1,0 0,62/е 0,74 0,88/е
15 0,4б(^/С0г) 0,44 0,56/е 1,0 0,63/е 0,72 0,91/е
18 0,57 0,43 1,0 1,0 1,09 0,70 1,63
25 26 0,68 0,41 0,87 1,0 0,92 0,67 1,41
36 0,95 0,37 0,66 1,0 0,66 0,60 1,07
40 1,14 0,35 0,57 1,0 0,55 0,57 0,93
Примечания-. 1. Для однорядных подшипников при FJ{ VFr) < е принимают: X = 1; Y = 0. 2. В приведенных в таблице формулах СОг — статическая грузоподъемность подшипника; для двухрядных подшипников СОг — статическая грузоподъемность одного ряда. 3. В настоящее время переходят на выпуск радиально-упорных шарикоподшипников с углами контакта 15,25 и 40° (вместо 12, 26 и 36°), см. [11].
— при угле контакта ot == 15°
e' = 0,58(Fr/C0r)°’14.
Для шариковых радиально-упорных подшипников с углом контакта а > 18° е' = е и Famm = eFr. Значения коэффициента е определяют по табл. 7.2.
Для конических роликовых: е' = 0,83 е и Famin = 0,83е/7 . Значения коэффициента е определяют по табл. 24.16 — 24.18.
Коэффициент е — это предельное значение отношения Fa/( VFr), определяющее значения коэффициентов X и Y. Для шариковых подшипников с углом контакта ot < 18° значения е вычисляют по приведенным в табл. 7.2 формулам в зависимости от отношения fQFa/ С$г. Значения коэффициента/0, зависящего от геометрии деталей подшипника и от применяемых уровней напряжения при расчете базовой статической радиальной грузоподъемности, для шариковых радиальных и радиально-упорных подшипников приведены в табл. 7.3.
Для нормальной работы радиально-упорных подшипников в каждой опоре осевая сила, нагружающая подшипник, должна быть не меньше минимальной:
р > F и F > F al — al min a2 — a2 min ’
Кроме того, должно быть выполнено условие равновесия вала — равенство нулю суммы всех осевых сил, действующих на вал. Для схемы по рис. 7.4, а имеем:
р л.р -р = о
al A a2 и>
Du,cos cl/D^ Dwcos a/ Dpw /о Dwcos ol/D^, /о
0,10 16,4 0,18 14,4 0,26 12,5
0,11 16,1 0,19 14,2 0,27 12,3
0,12 15,9 0,20 14,0 0,28 12,1
0,13 15,6 0,21 13,7 0,29 11,8
0,14 15,4 0,22 13,5 0,30 11,6
0,15 15,2 0,23 13,2 0,31 11,4
0,16 14,9 0,24 13,0 0,32 11,2
0,17 14,7 0,25 12,8 0,33 10,9
Примечание. Здесь Dw — диаметр шарика, а — угол контакта, Dpw — диаметр окружности располо жения центров шариков.
Таблица 7.*
Условия нагружения Осевые силы
rol nun — Г а2 nun’ Г А — и т? Р • р > К1 — Р Г al nun 1 а2 nun’ г А — г а2 пип г al пип Fai — F^ lnin; Fa2 = Fal + Fa
Р С Р • Р с р — Р 1 al пип г а2 пип’ ГЛ 1 а2 inin * al пип Fa2 Fa2 nun’ Fa\ Fa2 FA
Схема «враспор»
Рис. 7.4
В табл. 7.4 приведены формулы для определения осевых сил Fal и Fa2 в отдельных частных случаях. Обозначения 1 и 2 опор в соответствии со схемами рис. 7.4, а — г.
7.2. ПОДБОР ПОДШИПНИКОВ
Основной критерий работоспособности и порядок подбора подшипников зависит от значения частоты вращения кольца. Подшипники выбирают по статической грузоподъемности, если они воспринимают внешнюю нагрузку в неподвижном состоянии или при медленном вращении (п < 1 мин-1). Подшипники, работающие при п > 10 мин-1, выбирают по динамической грузоподъемности, рассчитывая их ресурс при требуемой надежности. При 1 < п < 10 мин-1 условно принимают п = 10 мин-1. Подшипники, работающие при частоте вра-
щения п > 10 мин-1 и подверженные действию ударных нагрузок, также следует проверять на статическую грузоподъемность. На статическую грузоподъемность проверяют также подшипники, работающие при малых частотах вращения и рассчитанные на небольшой ресурс (подробнее см. с. 119, п. 7).
Предварительно назначают тип и схему установки подшипников (см. 3.3; 3.4). Подбор подшипников выполняют для обеих опор вала. В некоторых изделиях, например в редукторах, для обеих опор применяют подшипники одного типа и одного размера. Тогда подбор выполняют по наиболее нагруженной опоре. Иногда из соотношения радиальных и осевых сил нельзя заранее с уверенностью сказать, какая опора более нагружена. Тогда расчет ведут параллельно для обеих опор до получения значений эквивалентных нагрузок, по которым и определяют более нагруженную опору.
Расчет подшипников на статическую грузоподъемность. Для назначенного подшипника выписывают следующие данные:
для шариковых радиальных и радиально-упорных — из табл. 24.10 — 24.12 и 24.15 значение базовой статической радиальной грузоподъемности CQr‘,
для роликовых радиальных и радиально-упорных (конических) — из табл. 24.13, 24.14 и 24.16 — 24.18 значение СОг;
для шариковых упорных — из табл. 24.19 значение базовой статической осевой грузоподъемности СОа.
При расчете на статическую грузоподъемность проверяют, не будет ли радиальная Fr (для радиальных подшипников) или осевая Fa (для упорных подшипников) нагрузка на подшипник превосходить статическую грузоподъемность, указанную в каталоге:
Fr < СОг или Fa < Са„.
Если статическая нагрузка состоит из радиальной Fr и осевой Fa составляющих, то определяют эквивалентную статическую радиальную нагрузку PQr.
Для радиальных и радиально-упорных шарикоподшипников и радиально-у парных роликоподшипников:
PQr= XQFr 4- YQFa.
Значения коэффициента JV0 радиальной статической нагрузки и коэффициента Уо осевой статической нагрузки приведены в табл. 7.5.
Эквивалентная нагрузка не может быть меньше радиальной. Если при вычислении получают POr < Fr, то для расчета принимают POr = Fr.
Статическая прочность обеспечена, если выполнено условие
Fq г < Cq г,
где CQr — статическая радиальная грузоподъемность подшипника.
Расчет подшипников на заданный ресурс. Исходные д а н н ы е: Fri, Fl2 — радиальная нагрузка (радиальная реакция опоры), Н; FA — внешняя осевая сила, действующая на вал, Н; п — частота вращения кольца (как правило, частота вращения вала), мин-1; d — диаметр посадочной поверхности вала, который берут из компоновочной схемы, мм; L'sa, L'sah — требуемый ресурс (долговечность) при необходимой вероятности безотказной работы подшипника соответственно в млн об. или в ч; режим нагружения; условия эксплуатации подшипникового узла (возможная перегрузка, рабочая температура и др.).
Подшипники Однорядные Двухрядные
X. Y) Л) У)
Шариковые радиальные 0,6 0,5 0,6 0,5
Шариковые радиально-упорные с номинальными углами контакта а,° 12 15 25 26 36 40 0,5 0,47 0,46 0,38 0.37 0,28 0,26 1 0,94 0,92 0,76 0,74 0,56 0,52
Шариковые и роликовые самоуста-навливающиеся (ct о°), роликовые радиально-упорные 0,5 0,22 ctg а 1 0,44 ctg ct
Подбор подшипников качения выполняют в такой последовательности.
1. Предварительно назначают тип и схему установки подшипников (см. 3.3).
2. Для назначенного подшипника выписывают следующие данные:
— для шариковых радиальных и радиально-упорных с углом контакта а < 18° из табл. 24.10 — 24.11, 24.15 значения базовых динамической Сг и статической СОг радиальных грузоподъемностей, основные геометрические параметры: диаметр отверстия d, наружный диаметр D, диаметр шарика Dw;
— для шариковых радиально-упорных с углом контакта а > 18° из табл. 24.15 значение Сг, а из табл. 7.2 значения коэффициентов X радиальной, Y осевой нагрузок, коэффициента е осевого нагружения;
— для конических роликовых из табл. 24.16 — 24.18 значения Сг, У и е; а также принимают X = 0,4.
3. Из условия равновесия вала и условия ограничения минимального значения осевых нагрузок на радиально-упорные подшипники определяют осевые силы Fal и Fa2.
4. Для подшипников шариковых радиальных, а также шариковых радиально-упорных с углом контакта а < 18° по табл. 7.2 в зависимости от отношения f0Fa/ С(]г находят значения X, Y и е, где /0 — коэффициент, зависящий от геометрии подшипника и применяемого уровня напряжения. Значения коэффициента /0 приведены в табл. 7.3 в зависимости от отношения Dwcos a/Dpwt где Dw — диаметр шарика (табл. 24.10 — 24.11, 24.15 [11]), ct — угол контакта (для радиальных подшипников а = 0), Dpw — диаметр окружности расположения центров шариков, Dpw = (d + /?)/2. При отсутствии табличных значений диаметр шарика можно вычислить по высоте «живого сечения» И = (D — /)/2:
— для подшипников серий 200, 300 и 400 при d < 40 мм и особо легких серий Dw = 0fiH;
— для подшипников серий 200, 300 и 400 при d > 40 мм Dw = 0,635Я;
— для малогабаритных и быстроходных подшипников Dw= 0,55//;
— для подшипников повышенной грузоподъемности Dw =
5. Сравнивают отношение Fa/( VFr) с коэффициентом е и окончательно принимают значения коэффициентов X и Y: при Fa/( VF^ < е принимают X = 1 и 116
Y = 0, при Fa/( VFr) > e для подшипников шариковых радиальных и радиальноупорных окончательно принимают полученные ранее (в п. 2 и 4) значения коэффициентов X и Y. Здесь V — коэффициент вращения кольца: V = 1 при вращении внутреннего кольца подшипника относительно вектора радиальной силы и V = 1,2 при вращении наружного кольца.
Для двухрядных конических роликовых подшипников е = 1,5 tga; при Fg/( VFr) < е коэффициенты X = 1 и Y = 0,45 ctg а, а при Fa/( VFr) > е коэффициенты X = 0,67 и Y = 0,67 ctg ot.
6. Вычисляют эквивалентную динамическую нагрузку:
— радиальную для шариковых радиальных и шариковых или роликовых радиально-упорных
Pr= (VXFr + УГа)#БКт;
— радиальную для подшипников с короткими цилиндрическими роликами
Pr= VFrKBKT-
— осевую для упорных подшипников
Ра= FaKBKy.
Значение коэффициента динамичности нагрузки Кв принимают по табл. 7.6 (значение Кв приблизительно равно значению отношения кратковременной перегрузки к номинальной нагрузке), а температурного коэффициента — в зависимости от рабочей температуры ^аб подшипника:
£раб, °с..........< 100 125 150 175 200 225 250
Ку.....................1,0 1,05 1,10 1,15 1,25 1,35 1,4
Для работы при повышенных температурах применяют подшипники со специальной стабилизирующей термообработкой или изготовленные из теплостойких сталей.
Для подшипников, работающих при переменных режимах нагружения, задаваемых циклограммой нагрузок и соответствующими этим нагрузкам частотами вращения (рис. 7.5), вычисляют эквивалентную динамическую нагрузку при переменном режиме нагружения
где PiwLi — постоянная эквивалентная нагрузка (радиальная или осевая) на z-том режиме и продолжительность ее действия в млн. об. Если Ц задана в ч (Lhd, то ее пересчитывают на млн об. с учетом частоты вращения nif мин-1:
£г = 60п^,1г/106. (7.5)
Характер нагрузки Кб Область применения
Спокойная нагрузка без толчков 1,0 Маломощные кинематические редукторы и приводы. Механизмы ручных кранов, блоков. Тали, кошки, ручные лебедки. Приводы управления
Легкие толчки; кратковременные перегрузки до 125 % номинальной нагрузки 1,0-1,2 Прецизионные зубчатые передачи. Металлорежущие станки (кроме строгальных, долбежных и шлифовальных). Гироскопы. Механизмы подъема кранов. Электротали и монорельсовые тележки. Лебедки с механическим приводом. Легкие вентиляторы и воздуходувки
Умеренные толчки; вибрационная нагрузка; кратковременные перегрузки до 150 % номинальной нагрузки 1,3-1,5 Зубчатые передачи. Редукторы всех типов. Механизмы передвижения крановых тележек и поворота кранов. Буксы рельсового подвижного состава
То же, в условиях повышенной надежности 1,5-1,8 Механизмы изменения вылета стрелы кранов. Шпиндели шлифовальных станков. Электрошпиндели
Нагрузки со значительными толчками и вибрациями; кратковременные перегрузки до 200 % номинальной нагрузки 1,8-2,5 Зубчатые передачи. Дробилки и копры. Кривошипно-шатунные механизмы. Валки прокатных станов. Мощные вентиляторы
Нагрузка с сильными ударами; кратковременные перегрузки до 300 % номинальной нагрузки 2,5-3,0 Тяжелые ковочные машины. Лесопильные рамы. Рабочие роликовые конвейеры крупносортных станов, блюмингов и слябингов. Холодильное оборудование
Для подшипников, работающих при типовых режимах нагружения (см. рис. 2.3), расчеты удобно вести с помощью коэффициента эквивалентности КЕ:
Режим работы...О I II III IV V
КЕ............. 1,0 0,8 0,63 0,56 0,5 0,4
При этом по известным максимальным длительно действующим силам Гг1тах, Fr2 max» FA шах (соответствующим максимальному из длительно действующих моменту Т = Ттах) находят эквивалентные нагрузки [14]:
Frl KEFri max, Fr2 KEFr2 max» Fa F^FAm-ax’
по которым в соответствии с пп. 2 — 6 ведут расчет подшипников как при постоянной нагрузке.
7. Определяют скорректированный по уровню надежности и условиям применения расчетный ресурс (долговечность) подшипника, ч:
_ (С}к 106
salt “а1а2з[р] бОп’
Таблица 7.7
Вероятность безотказной работы Pt, % 90 95 96 97 98 99
Обозначение ресурса ^5а Д1а Ла
Коэффициент надежности щ 1 0,62 0,53 0,44 0,33 0,21
где С — базовая динамическая грузоподъемность подшипника (радиальная Сг или осевая Са), Н; Р — эквивалентная динамическая нагрузка (радиальная Рг или осевая Ра, а при переменном режиме нагружения РЕг или РЕа), Н; к — показатель степени: к = 3 для шариковых и к = 10/3 для роликовых подшипников; п — частота вращения кольца, мин-1; щ — коэффициент, корректирующий ресурс в зависимости от надежности, принимают по табл. 7.7; 023 — коэффициент, корректирующий ресурс в зависимости от особых свойств подшипника, которые он приобретает, например, вследствие применения специальных материалов или специальных процессов производства, или специальной конструкции, а также от условий его работы (соответствие характеристик смазочного материала требуемым, наличие инородных частиц, вызывающих изменение свойств материала).
Вместо индекса s в обозначении ресурса записывают цифру s — 100 - Pt, где Pt — надежность при определении ресурса. Так, при 90 %-ной надежности — L10a, при 95 %-ной — £5а, при 97 %-ной — Л3а.
Для обычных условий применения подшипников (материал обычной плавки, наличие перекосов колец, отсутствие надежной гидродинамической пленки масла) значения коэффициента О2з:
Для шарикоподшипников (кроме сферических)..........0,7.. .0,8
Для роликоподшипников конических...................0,6...0,7
Для роликоподшипников цилиндрических, шарикоподшипников сферических двухрядных............0,5.. .0,6
Для роликовых радиальных двухрядных сферических подшипников.............................0,3...0,4
Формулы справедливы при частотах вращения от 10 мин-1 до предельных по каталогу, а также если Рг (или Ра), а при переменных нагрузках РгтАХ (или Ратах) не превышают 0,5 Сг (или 0,5 Са).
В некоторых случаях по формуле расчета ресурса вычисляют допустимую нагрузку Рг (или Ра). Для подшипников, работающих при малых частотах вращения и рассчитанных на небольшой ресурс, вычисленная таким образом допустимая нагрузка может превышать статическую грузоподъемность, что недопустимо. Поэтому применимость формул ограничена условием Рг < СОг (или Ра < СОа).
8. Оценивают пригодность намеченного типоразмера подшипника. Подшипник пригоден, если расчетный ресурс больше или равен требуемому:
Если в одной опоре устанавливают рядом два одинаковых радиальных или радиально-упорных однорядных подшипника специально подобранных так, что
они работают как один узел, то эта пара подшипников рассматривается как один двухрядный подшипник. При определении эквивалентной нагрузки Р7 значения коэффициентов X и Y принимают как для двухрядных подшипников: для шарикоподшипников — по табл. 7.2; для роликоподшипников — по п. 5. При определении ресурса по формуле п.7 вместо Сг подставляют базовую динамическую радиальную грузоподъемность Сг сум комплекта из двух подшипников: для шарикоподшипников Сгсум = 1,625СГ, для роликоподшипников Сгсум = 1,714СГ. Базовая статическая радиальная грузоподъемность такого комплекта равна удвоенной номинальной грузоподъемности одного однорядного подшипника Согсум = 2С0г.
Если по конструктивному исполнению подшипниковый узел представляет собой два самостоятельных подшипника, которые заменяют независимо друг от друга, то ресурс определяют исходя из того, что всю нагрузку действующую на опору, воспринимает один подшипник.
Пример 1. Подобрать подшипники качения для опор выходного вала цилиндрического зубчатого редуктора (рис. 7.6). Частота вращения вала п = 120 мин-1. Требуемый ресурс при вероятности безотказной работы 90 %: L'Wah = 25 000 ч. Диаметр посадочных поверхностей вала d = 60 мм. Силы в зацеплении при передаче максимального из длительно действующих момента: окружная Ft = 9600 Н; радиальная Fr = 3680 Н; осевая Fa = 2400 Н. Режим нагружения — II (средний равновероятный). Возможны кратковременные перегрузки до 150% номинальной нагрузки. Условия эксплуатации подшипников — обычные. Ожидаемая температура работы /ра6 = 50 °C. На выходном валу редуктора предполагается установка упругой муфты со стальными стержнями, номинальный вращающий момент по каталогу Тн = 1720 Н м. Допустимое радиальное смещение соединяемых муфтой валов при монтаже А = 0,25 мм. Линейные размеры: I = 120 мм; Z] = 60 мм; Ь = 48 мм; d? = 288 мм.
Решение. 1. Радиальные реакции опор от сил в зацеплении (см. рис. 7.6, а):
— в плоскости YOZ
YMX = 0: Fr(l- /j) + F^/2 — = 0;
Т?2в = [ЕД/ - /i) + F(ld2/2]/l = [3680(120 - 60) + 2400 • 288/2]/120 = 4720 Н.
ЯМ2 = 0; + Еа(й/2 — Frly = 0;
R}r = [Prh - W]/l = [3680-60 - 2400 • 288/2]/120 = -1040 H.
Знак минус означает, что действительное направление вектора Л1в противоположно предварительно заданному. Предварительно направление вектора 7?1в было принято совпадающим с направлением оси Y, действительное направление Я1в противоположно направлению оси Y.
Проверка: Е Y = Я1В - Fr + R23 = -1040 - 3680 + 4720 = 0 — реакции найдены правильно.
— в плоскости XOZ
ЕЛ^ = 0; R2rl — Ft(l — О = 0; К2г = W - 4)Л = 9600(120 - 60)/120 = 4800 Н.
ЕМ2 = 0; -Rlrl + F^ = 0; Я1г = Ftljl = 9600 • 60/120 = 4800 Н.
Проверка: ЕХ = Я1г - Ft + Я2г = 4800 — 9600 + 4800 = 0 — реакции найдены правильно.
Суммарные реакции опор:
л1 = + = 7480°2 +(-1°40)2 = 4911 Н;
Л2 = X + ^2b = V48002 + 47202 = 6732 Н.
2. Радиальные реакции опор от действия муфты. Радиальная жесткость муфты со стальными стержнями (см. табл. 7.1)
Ср= ISO!;1/3 = 180 -17201/3 = 2157 Н/мм.
Радиальная сила FK на валу от упругой муфты (см. 7.2)
Гк = (7рД = 2157 • 0,25 = 539 Н.
Реакции от силы Гк (см. рис. 7.6, б):
SM1=0; = 0; = Гк(/ + l2)/l = 539(120 + 48)/120 = 754,6 Н;
= 0; Fxl2 - R1Kl = 0; Я)к = FK = 539-48/120 = 215,6 H;
Проверка: —FK + R2k - R1K = -539 + 754,6 - 215,6 = 0 — реакции найдены правильно.
В дальнейших расчетах направления векторов реакций опор от действия муфты условно принимают совпадающими с направлениями векторов реакций от сил в зацеплении.
3. Реакции опор для расчета подшипников:
Frl max = R1 + Я1К = 4911 4- 215,6 « 5127 Н;
F& max = Я2 + Я2к = 6732 + 754,6 « 7487 Н.
Внешняя осевая сила, действующая на вал, FA max = Fa = 2400 Н.
4. Для типового режима нагружения II коэффициент эквивалентности КЕ = 0,63.
Вычисляем эквивалентные нагрузки: Frl = КЕ Frl тах = 0,63 • 5127 = 3230 Н; F^ = КЕ х X F^ max = 0,63 • 7487 = 4717 Н; FA = КЕ FA тах = 0,63 • 2400 = 1512 Н.
5. Предварительно назначаем шариковые радиальные однорядные подшипники легкой серии 212. Схема установки подшипников — враспор.
6. Для принятых подшипников из табл. 24.10 находим: СГ = 52 000 Н, СОг = 31000 Н, d = 60 мм, D = 110 мм, Dw = 15,875 мм, а = 0°.
7. Для радиальных шарикоподшипников из условия равновесия вала следует: Fal = 0, Fq2 = Fa = 1512 Н. Дальнейший расчет выполняем для более нагруженного подшипника опоры 2.
8. Отношение Pwcos cl/Dpw = 15,875 cos 0°/85 = 0,19, где = 0,5(Р + d) = 0,5(110 + + 60) = 85 мм.
В соответствии с табл. 7.3 имеем: /0 = 14,2.
Коэффициент осевого нагружения (см. табл. 7.2):
е = 0,28
\0,23
Vk =0,28[14-2-1512Г= 0,257.
сОг I 31000 J
9. Отношение Fa/(VF,) = 1512 /(1 -4717) = 0,321, что больше е = 0,257 (V= 1 при вращении внутреннего кольца). Окончательно принимаем (см. табл. 7.2): X = 0,56, Y = = 0,44/е = 0,44/0,257 = 1,71.
10. Принимаем Къ =1,4 (см. табл. 7.6); А'т = 1 (£раб < Ю0 °C). Эквивалентная динамическая радиальная нагрузка
Р, = ( VXFr + YF^KkK'v = (1 • 0,56 • 4717 + 1,71 • 1512) -1,4-1 = 7318 Н.
11. Расчетный скорректированный ресурс подшипника при ах = 1 (вероятность безотказной работы 90 %, табл. 7.7), 033 = 0,7 (обычные условия применения, см. с. 119), к = 3 (шариковый подшипник)
10 ah ~ а1а23
Сг
Рг
12i.b0,7«3-12L. = 34 882 4. 60п (7318 } 60-120
Расчетный ресурс больше требуемого: LX{iah > L\Qah (34 882> 25 000).
12. Проверка выполнения условия РГП1ах < 0,5 Сг.
С этой целью выполняем расчеты по пунктам 8—10 при наибольших значениях заданных сил переменного режима нагружения для подшипника более нагруженной опоры 2:
е = 0,28
№а max °0г
0,23 \П23
= о,28 = 0,286.
I 31000 )
Отношение Fzlmax/( VFr2max) — 2400 /(1 -7487) = 0,321, что больше е = 0,286. Следовательно: X = 0,56, Y = 0,44/е = 0,44/0,286 = 1,54.
Эквивалентная динамическая радиальная нагрузка
Л-max = (VXF^max + Y?a тахЖ^т = (1-0,56-7487 + 1,54 • 2400) • 1,4 -1 = 11 044 Н.
Условие Ргшах < 0,5Сг выполнено: 11 044 < 0,5 • 52 000 = 26 000 Н.
13. Так как расчетный ресурс больше требуемого и выполнено условие Prmax < 0,5 Cr, то предварительно назначенный подшипник 212 пригоден. При требуемом ресурсе надежность выше 90 %.
Пример 2. Подобрать подшипники для опор вала редуктора привода цепного конвейера (рис. 7.7). Частота вращения вала п = 200 мин-1. Требуемый ресурс при вероятности безотказной работы 90 %: = 20 000 ч. Диаметр
посадочных поверхностей вала d = 45 мм. Максимальные длительно действующие силы: Frl max = = 9820 Н, F^ Inax = 8040 Н, FA max = 3210 H. Режим нагружения — III (средний нормальный). Возможны кратковременные перегрузки до 150 % номинальной нагрузки. Условия эксплуатации подшипников — обычные. Ожидаемая температура работы tpa6 = 45 °C.
Решение. 1. Для типового режима нагружения III коэффициент эквивалентности КЕ = 0,56.
Вычисляем эквивалентные нагрузки: Frl = KEFn max = 0,56 • 9820 = 5499 Н; Frl = КЕх X Л2 шах = 0,56 • 8040 = 4502 Н; FA = КЕ FA max = 0,56 • 3210 = 1798 Н.
2. Предварительно назначаем конические роликовые подшипники легкой серии — 7209А. Схема установки подшипников — враспор.
3. Для принятых подшипников из табл. 24.16 находим: Сг = 62 700 Н, е = 0,4, Y = 1,5.
4. Минимально необходимые для нормальной работы радиально-упорных подшипников осевые силы
Fai min = 0,83eF;1 = 0,83 • 0,4 • 5499 = 1826 Н, Fa2 min = 0,83eFr2 = 0,83 • 0,4 • 4502 = 1495 H.
Находим осевые силы, нагружающие подшипники. Расчетная схема соответствует рис. 7.4, а. Так как Fal min > Fa2 min и FA > 0, то по табл. 7.4 Fal = Fal Inin = 1826 H; Fa2 = = Fal + Fa = 1826 + 1798 = 3624 H.
5. Отношение Fal/(VFrl) = 1826/(1-5499) = 0,33, что меньше e = 0,4 (V = 1 при вращении внутреннего кольца). Тогда для опоры 1: X = 1, Y = 0.
Отношение Fa2/( VFr2) — 3624/(1 • 4502) = 0,805, что больше е = 0,4. Тогда для опоры 2: X = 0,4, Y= 1,5.
6. Эквивалентная динамическая радиальная нагрузка для подшипников при КБ= 1,4 (см. табл. 7.6) и FT = 1 (tpa6 < 100 °C) в опорах 1 и 2:
Prl = VFriKBKT = 1 • 5499 • 1,4 • 1 = 7699 Н,
Р,2 = ( VXF^ + YFa2)KBKT = (1 • 0,4 • 4502 4- 1,5 • 3624) • 1,4 • 1 = 10 132 Н.
7. Для подшипника более нагруженной опоры 2 вычисляем расчетный скорректированный ресурс при aj — 1 (вероятность безотказной работы 90 %, табл. 7.7), = 0,6
(обычные условия применения, с. 119) и к = 10/3 (роликовый подшипник)
Расчетный ресурс больше требуемого: L10ah > L\Oall (21 754 > 20 000).
8. Проверка выполнения условия РГ1пах < 0,5Сг.
С этой целью выполняем расчеты по пунктам 4 — 6 при наибольших значениях заданных сил переменного режима нагружения для подшипника более нагруженной опоры 2.
Минимально необходимые для нормальной работы подшипников осевые силы:
Fal min = 0,83eF;1 = 0,83 • 0,4 • 9820 = 3260 Н, Fa2 min = 0,83eFr2 = 0,83 • 0,4 • 8040 = 2669 H.
Так как Fal mill > Fa2 nlill и FA > 0, то по табл. 7.4 Fai = Follllin = 3260 H; F^ = F„, + FA = = 3260 + 3210 = 6470 H.
Отношение Fa2/( VFr2) = 6470 /(1 • 8040) = 0,805, что больше e = 0,4. Тогда для опоры 2: X = 0,4, Y= 1,5.
Эквивалентная динамическая радиальная нагрузка для подшипника опоры 2:
Л-max = ( VXFrmax + ^Лтах) = (1 • 0,4 • 8040 + 1,5 • 6470) -1,4 • 1 = 18 090 Н.
Условие РГ1пах < 0,5 Сг выполнено: 18 090 < 0,5 • 62 700 = 31 350 Н.
9. Так как расчетный ресурс больше требуемого и выполнено условие Prmax < ®,5СГ, то предварительно назначенный подшипник 7209А пригоден. При требуемом ресурсе надежность выше 90 %.
Пример 3. Подобрать подшипники качения для опор вала-червяка (рис. 7.8). Частота вращения вала п = 945 мин-1. Требуемый ресурс при вероятности безотказной работы 90 %: L\Oah = 10 000 ч. Диаметр посадочных поверхностей вала d = 40 мм. Максимальные длительно действующие силы: Frlmax = 1550 Н, Fr2 max = = 2300 Н, Fa max = 3000 Н. Режим нагружения — IV (легкий). Возможны кратковременные перегрузки до 150 % номинальной нагрузки. Условия эксплуатации подшипников — обычные. Ожидаемая температура работы £раб = 75 °C.
Решение. 1. Для типового режима нагружения IV коэффициент эквивалентности КЕ = 0,5. Вычисляем эквивалентные нагрузки: Frl = КЕ Frimax = 0,5 1550 = 775 Н; Fr2 = КЕх xFr2max = 0,5 • 2300 = 1150 Н; FA = КЕ FAmax = 0,5 • 3000 = 1500 Н.
2. Предварительно назначаем шариковые радиально-упорные однорядные подшипники легкой серии 36208. Схема установки подшипников — враспор.
3. Для принятых подшипников из табл. 24.15 находим: Сг = 38 900 Н, СОг = 23 200 Н, d = 40 мм, D = 80 мм, Dw = 12,7 мм, а = 12°.
4. Коэффициент минимальной осевой нагрузки для подшипника с углом контакта сх = 12° (см. 7.3)
ej = O,57(Frl/COr)0’22 = 0,57(775/23 2ОО)0'22 = 0,27;
= 0,57(F2/C0r)°’22 = 0,57(1150/23 2ОО)0’22 = 0,29.
Минимально необходимые для нормальной работы радиально-упорных подшипников осевые силы
F, . = e'F, =0,27-775 = 210 Н; al min 1 rl ’ ’
F, . = eiF, = 0,29-1150 = 334 Н. a2inm z г2 ’
Находим осевые силы, нагружающие подшипники. Расчетная схема соответствует рис. 7.4, а. Так как Fal rnin < F^ min (210 < 334) и FA > (F^ min - Fal min) [1500 > (334 - 210)], то по табл. 7.4 Fal = Fal min = 210 H; F^ = Fal + FA = 210 + 1500 = 1710 H.
5. Отношение Dw cos gl/Dpw = 12,7 cos 12°/60 = 0,21, где Dpw = 0,5(£> + d) = 0,5(80 + + 40) = 60 мм. В соответствии с табл. 7.3 имеем: /0 = 13,7.
Дальнейший расчет выполняем для более нагруженного подшипника опоры 2.
Коэффициент осевого нагружения (см. табл. 7.2):
6. Отношение Fa/( VFr) = 1710/(1 • 1150) = 1,49, что больше е = 0,411 (V = 1 при вращении внутреннего кольца). Окончательно принимаем (см. табл. 7.2): X = 0,45, Y = = 0,55/е = 0,55/0,411 = 1,34.
7. Эквивалентная динамическая радиальная нагрузка
Pr — (VXFr+ YFa)KBKT.
Принимаем = 1,4 (см. табл. 7.6); Ку = 1 (^раб < ЮО °C).
Рг = (1 • 0,45 • 1150 + 1,34 • 1710) • 1,4 • 1 = 3932 Н.
8. Расчетный скорректированный ресурс подшипника при = 1 (вероятность безотказной работы 90%, табл. 7.7), 023 = 0,7 (обычные условия применения, см. с. 119), к = 3 (шариковый подшипник)
. (сг? 106 , (38900 ]3 106
ЮаЛ 1 23^pJ бОп ’ ( 3932 ) 60-945
Расчетный ресурс больше требуемого: L1Qah > Ь'10аЛ (11954 > 10000).
9. Проверка выполнения условия Ргтах < 0,5 Cr. С этой целью выполняем расчеты по пп. 4 — 7 при наибольших значениях заданных сил переменного режима нагружения:
е[ = 0,57(Frlmax/C0r)°’22 = 0,57(1550/23 200)°’22 =0,314;
% = O^F^^/C^)0'22 = 0,57(2300/23 200) °’22 =0,343.
Минимально необходимые для нормальной работы радиально-упорных подшипников осевые силы
=0,314-1550 = 487 Н; ^„=<^=0,343.2300 = 789 11.
Находим осевые силы, нагружающие подшипники. Расчетная схема соответствует рис. 7.4, а. Так как Folmin < Fo2mi„ (487 < 789) и FA > (F^min - Л1гат) [3000 > (789 - 487)], то по табл. 7.4 Fal = Folmin = 487 Н; F& = Fal + FA= 487 + 3000 = 3487 Н.
Коэффициент осевого нагружения (см. табл. 7.2):
,.0,41|М".0,41Р3.7-М87Г -0,464.
C0J I 23200 )
Отношение Fa/( VFr) = 3487 /(1 • 2300) = 1,51, что больше е = 0,464 ( V = 1 при вращении внутреннего кольца). Окончательно принимаем (см. табл. 7.2): X = 0,45, Y = 0,55/е = = 0,55/0,464 = 1,19.
Эквивалентная динамическая радиальная нагрузка
Prmax = (VXFrmax 4- УРотах)#Б#т = (1 • 0,45 • 2300 + 1,19 • 3487) • 1,4 • 1 = 7258 Н.
Условие Prmax < 0,5 Сг выполнено: 7258 < 0,5 • 23 200 = 11 600 Н.
10. Так как расчетный ресурс больше требуемого и выполнено условие Рггаах < 0,5 Сг, то предварительно назначенный подшипник 36208 пригоден. При требуемом ресурсе надежность выше 90 %.
Пример 4. Подобрать подшипники качения для фиксирующей опоры вала червяка (рис. 7.9). Частота вращения вала п — 970 мин-1. Требуемый ресурс при вероятности безотказной работы 90 %: Ь'10аЛ = 12 500 ч. Диаметр посадочной поверхности вала d = 40 мм. Максимальные длительно действующие силы: Frmax = 3500 Н, FA max = 5400 Н. Режим нагружения — I (тяжелый). Возможны кратковременные перегрузки до 150 % номинальной
Fa
Fr
Рис. 7.9
нагрузки. Условия эксплуатации подшипников — обычные. Ожидаемая температура работы £раб = 80 °C.
Решение. 1. Для типового режима нагружения I коэффициент эквивалентности КЕ = 0,8.
Вычисляем эквивалентные нагрузки:
Fr = KEFrm&* = 0,8 • 3500 = 2800 Н; FA = = KEFa п1ах =о,8- 5400 = 4320 Н.
2. Предварительно назначаем шариковые радиально-упорные подшипники легкой серии 36208 с углом контакта а = 12°.
3. Для этих подшипников по табл. 24.15 имеем: d = 40 мм, D = 80 мм, Dw = 12,7 мм, СОг = 23 200 Н, Сг = 38 900 Н.
4. Подшипниковый узел фиксирующей
опоры червяка образуют два одинаковых специально подобранных и скомплектованных
радиально-упорных однорядных шарикоподшипника, которые рассматривают как один двухрядный подшипник, нагруженный силами Fr и Fa = FA. Для комплекта из двух шарикоподшипников имеем: Сгсум = 1,625Сг= = 1,625-38 900 = 63 212 Н; СОгсум = 2С0г = 2-23 200 = 46 400 Н.
5. Отношение Dw cos ос/Dpu, = 12,7 cos 12°/60 = 0,21, где Dpw — 0,5(79 + d) = 0,5(80 + 4- 40) = 60 мм.
В соответствии с табл. 7.3 имеем: /0 = 13,7.
Коэффициент осевого нагружения (см. табл. 7.2):
е = 0,41
py-wor I. 23200 )
0,48.
6. Отношение Fa/(VFr) = 4320/(1 -2800) = 1,54, что больше е = 0,48. По табл. 7.2 принимаем для двухрядного подшипника X = 0,74 и Y = 0,88/е =0,88/0,48 = 1,83.
7. Эквивалентная динамическая радиальная нагрузка для подшипников при Къ = 1,4 (см. табл. 7.6); 7<т = 1 (^ < 100 °C):
Р7 = (VXFr + YFa )КБКТ = (1 • 0,74 • 2800 +1,83 • 4320) • 1,4 • 1 = 13 969 Н.
8. Расчетный скорректированный ресурс подшипника при = 1 (вероятность безотказной работы 90%, табл. 7.7), 023 = 0,7 (обычные условия применения, с. 119), к = 3 (шариковый подшипник)
^10a/i а1°23
Сгсум^ ю6 _1 Г63212? l(f
Рг 60п ” ’и,7[13 969) 60-970
= 1114 ч.
9. Так как расчетный ресурс меньше требуемого: LWah < L\Qah (1114 < 12 500), то предварительно назначенный подшипник 36 208 не пригоден.
Проверим, не подойдет ли подшипник шариковый радиально-упорный легкой серии 46208 с углом контакта с* = 26°.
1. Для этого подшипника по табл. 24.15 С, = 36 800 Н.
2. Для комплекта из двух шарикоподшипников имеем: (7, сум = 1,625 Сг = 1,625 • 36 800 = = 59800 Н.
3. По табл. 7.2 для подшипника с углом а = 26° находим е = 0,68.
4. Отношение Fa/( KFr) = 4320/(1 • 2800) = 1,543, что больше е = 0,68. По табл. 7.2 принимаем для двухрядного подшипника X = 0,67 и Y = 1,41.
5. Эквивалентная динамическая радиальная нагрузка при КБ = 1,4; Ат = 1
Рг = (VXFr + YFa )FBFT = (1 • 0,67 • 2800 +1,41 • 4320) • 1,4 • 1 = 11 154 Н.
6. Расчетный скорректированный ресурс при ах = 1, ^з — 0J, к = 3
[СгсумГю8 , .„(59800? 106 1В._
L... . = а.а., -- ----= 1-0,7------ -------= 1853 ч,
юаЛ 1 23 р 60п (п 154 J 60-970
7. Так как расчетный ресурс меньше требуемого: L10ah < L\Qak (1853 < 12 500), то назначенный подшипник 46208 не пригоден.
Аналогичным расчетом можно убедиться в том, что не пригоден и подшипник 46308 средней серии с углом контакта а = 26°, так как для этого подшипника Сг = 50 800 Н и, следовательно, для комплекта из двух подшипников Сгсум = 82 550 Н; расчетный ресурс в часах Ь10аЛ = 4874, что меньше требуемого L'Wah = 12 500 ч.
Проверим, не подойдет ли подшипник шариковый радиально-упорный с углом контакта а = 36°. Для d = 40 мм выпускают подшипники этого типа только тяжелой серии — 66 408. Для этого подшипника Сг— 72 200 Н [И].
1. Для комплекта из двух шарикоподшипников имеем: (7гсум = 1,625 С, = 1,625 • 72 200 = = 117 325 Н.
2. По табл. 7.2 для подшипника с углом а = 36° находим е = 0,95.
3. Отношение Fa/(VFr) = 4320/(1 -2800) = 1,543, что больше е = 0,95. По табл. 7.2 принимаем для двухрядного подшипника X = 0,6, У= 1,07.
4. Эквивалентная динамическая радиальная нагрузка при АБ = 1,4; Ат = 1
Pr = (VXFr 4- YFa)KBKT = (1 • 0,6 • 2800 + 1,07 • 4320) -1,4-1 = 8823 Н.
5. Расчетный скорректированный ресурс при ат = 1, агз = и к= 3
ЛоаА
— а1а23
С
сум
ю6 = 1 0 7(117325]3
60п ’ [ 8823 J
106 60-970
= 28 280 ч.
6. Так как расчетный ресурс больше требуемого: L10ah > L\Qah (28 280 > 12 500), то предварительно назначенный подшипник 66408 пригоден.
Подшипник тяжелой серии 66408 имеет сравнительно большие габариты (d = 40 мм, D = 110 мм, В= 27 мм). Поэтому проверим, не подойдет ли роликоподшипник конический с большим углом конусности — условное обозначение 1027308А (d = 40 мм, D = 90 мм, Тнаиб = 25,5 мм).
1. Для этого подшипника по табл. 24.17 Сг = 69 300 Н, е = 0,83.
2. Для комплекта из двух роликоподшипников имеем (7гсум = 1,714(7, = 1,714 • 69 300 = = 118 780 Н.
3. Отношение Fa/(VFr) = 4320/(1 • 2800) = 1,543, что больше е = 0,83. Определим значение угла а:
ct = arctg (е/1,5) = arctg (0,83/1,5) = 28,96°.
Тогда для двухрядного роликового радиально-упорного подшипника:
X = 0,67; Y = 0,67ctga = 0,67 ctg 28,96°= 1,21.
4. Эквивалентная динамическая радиальная нагрузка при Къ = 1,4; Ат= 1
Pr = (VXFr + YFa)KBKT = (1 • 0,67 • 2800 + 1,21 • 4320) • 1,4 • 1 = 9945 Н.
5. Расчетный скорректированный ресурс при = 1, 023 = 0,6 и к = 10/3 (роликовый подшипник)
L10ah ~ а1а23
’“Л сум
So6 , „ „(118 780)10/3 10е ------= 1 • U, о -------- 60п I 9945 ) 60-970
= 40150
ч.
Расчетный ресурс больше требуемого: £10аЛ > L'lOah (40 150 > 12 500).
6. Проверка выполнения условия Ргт&х < 0,5Сгсум.
С этой целью вычисляем эквивалентную динамическую радиальную нагрузку при наибольших значениях заданных сил переменного режима нагружения:
Л-max = ( VXFrmax + ^Лтах^Б^Т = (1 ’ 0,67 • 3500 + 1,21 • 5400) • 1,4 • 1 = 12 431 Н.
Условие Ргтах < 0,5Сгсум выполнено: 12 431 < 0,5-118 780 = 59 390 Н.
7. Так как расчетный ресурс больше требуемого и выполнено условие Ргтах < 0,5Сгсум, то предварительно назначенный подшипник 1027308А пригоден. При требуемом ресурсе надежность выше 90 %.
Роликоподшипник конический 1027308А с большим углом конусности имеет меньшие размеры, чем шариковый подшипник 66408. Кроме того, радиально-упорные шариковые подшипники имеют большую стоимость, чем конические роликоподшипники.
Окончательно принимаем для условий примера 4 роликоподшипник конический 1027308А.
Примечание. Для условий примера 4 рассмотрим случай установки рядом двух одинаковых подшипников 1027308А, которые при сборке специально не подбирают и не подгоняют и которые при необходимости могут быть заменены не комплектом, а независимо друг от друга. В этом случае вычисляют эквивалентную динамическую нагрузку и ресурс для одного подшипника опоры, полагая, что только он воспринимает всю нагрузку.
Так как отношение Fa/( VFr) = 4320/(1 • 2800) = 1,543 больше е = 0,83, то X = 0,4; Y = 0,72 (см. табл. 24.17).
Эквивалентная динамическая радиальная нагрузка при = 1,4; КТ = 1
Рг = (VXFr + = (1 ’ 0,4 • 2800 4- 0,72 • 4320) • 1,4 • 1 = 5923 Н.
Расчетный скорректированный ресурс при ai = 1, 023 = 0,6 и к = 10/3 (роликовый подшипник)
L10ah ~ а1°23
Cr\k 106 , „„(69300У0/3 10е
—- -----= 1 • 0,6 ----- ----------
Рг 60п 5923 60-970
= 37 485 ч.
Проверка выполнения условия Ргтах <
С этой целью вычисляем эквивалентную динамическую радиальную нагрузку при наибольших значениях заданных сил переменного режима нагружения:
^rmax = + ^amax^T = (1'0,4 • 3500 + 0,72 5400) 1,4 1 = 7403 Н.
Условие Рг шах < 0,5 G выполнено: 7403 < 0,5 • 69 300 = 34 650 H.
Так как расчетный ресурс больше требуемого и выполнено условие Ргтах < 0,5Сг, то возможен и некомплектный вариант установки подшипников 1027308А. При требуемом ресурсе надежность выше 90 %.
Пример 5. Подобрать подшипник качения для опоры вала коробки передач. Требуемый ресурс при вероятности безотказной работы 90 %: = 10000 ч. Диаметр посадочной поверхности вала d = 35 мм. Режимы работы подшипника:
Frl = 1000 Н; щ = 1450 мин-1; Lih = 5000 ч;
F, 2 = 1800 Н; П2 = 1080 мин-1; ' £2Л = 3000 ч;
F,3 = 2900 H; п3 = 810 мин-1; L3h = 2000 ч.
Осевая нагрузка на всех режимах Fa = 0 Н. Возможны кратковременные перегрузки до 130 % номинальной нагрузки. Условия эксплуатации подшипника — обычные. Ожидаемая температура работы Араб = 45 °C.
Решение. 1. Определим продолжительность работы подшипника в миллионах оборотах на каждом режиме (см. 7.5):
Li = бОР^/Ю6 = 60 • 5000 • 1450/106 = 435,0;
L2 = бОЬ^/Ю6 = 60 • 3000 • 1080/106 = 194,4;
L3 = 60L3/l n3/106 = 60 • 2000 • 810/106 = 97,2.
Общая продолжительность работы, млн об.
L = Lx +L2 +L3 = 435,0 + 194,4 + 97,2 = 726,6.
2. Эквивалентные радиальные нагрузки при V = 1; X = 1; Y = 0; Къ = 1,3; = 1:
Рл = (yXFr + YF^K^ = (1 • b 1000 + 0 • 0)1,3 1 = 1300 Н;
Р,2 = (ЬЬ1800 + 0-0)1,3-1= 2340 Н;
Р3 = (1-1-2900 + 0-0)1,3-1= 3770 Н.
3. Эквивалентная радиальная нагрузка при переменном режиме нагружения (см. 7.4)
p+j + P*2L2 +... + P,3nLn /13оо3.435 + 23403 • 194,4 + 37703 • 97,2 ono, ..
Р,, = з----------------------= з--------------------------------— = 2284 Н.
Er V Lj+i2 +... + £„ V 435,0 + 194,4 + 97,2
Требуемая базовая динамическая грузоподъемность шарикового радиального однорядного подшипника при а, = 1 и аг3 = 0,7
С,' = РЕг [тДа^з)]'/3 = 2284 [726,6/(1- 0,7)]V3 = 23126 Н.
Полученному значению динамической грузоподъемности и заданному диаметру посадочной поверхности вала соответствует шариковый радиальный однорядный подшипник легкой серии 207, базовая динамическая грузоподъемность которого СГ = 25 500 Н ( С. = 25 500 > С'г = 23 126 Н). Основные размеры подшипника (см. табл. 24.10): d = 35 мм, D = 72 мм, В = 17 мм.
4. Условие РГП1ах < 0,5 Сг выполнено (3770 < 0,5 • 25 500 = 12 750 Н).
7.3. ВЫБОР ПОСАДОК ПОДШИПНИКОВ
Различают три случая нагружения колец подшипников:
— кольцо вращается относительно радиальной нагрузки, подвергаясь так называемому циркуляционному нагружению;
— кольцо неподвижно относительно радиальной нагрузки и подвергается местному нагружению;
— кольцо нагружено равнодействующей радиальной нагрузкой, которая не совершает полного оборота, а колеблется на определенном участке кольца, подвергая его колебательному нагружению.
Многолетней практикой установлено, что соединение с валом или корпусом колец, вращающихся относительно нагрузки, должно быть осуществлено обязательно с натягом, исключающим проворачивание и обкатывание кольцом сопряженной детали и, как следствие, развальцовку посадочных поверхностей и контактную коррозию.
Посадки неподвижных относительно нагрузки колец назначают более свободными, допускающими наличие небольшого зазора, так как обкатывание кольцами сопряженных деталей в этом случае не происходит. Нерегулярное проворачивание невращающегося кольца полезно, так как при этом изменяется положение его зоны нагружения. Кроме того, такое сопряжение облегчает осевые перемещения колец при монтаже, при регулировании зазоров в подшипниках и при температурных деформациях валов.
Подшипник является основным комплектующим изделием, не подлежащим в процессе сборки дополнительной доводке. Требуемые посадки в соединении подшипника качения получают назначением соответствующих полей допусков на диаметры вала и отверстия в корпусе. Для подшипников качения принято следующее отличие от обычной в машиностроении системы допусков: поле допуска на диаметр отверстия внутреннего кольца подшипника (рис. 7.10) расположено не вверх от нулевой линии («в плюс»), а вниз («в минус»). Этим гарантируют получение натягов в соединениях внутреннего кольца с валами, имеющими поля допусков «А», «ттг», «72». Поле допуска на диаметр наружного кольца располагают как обычно — «в минус» или «в тело детали». Поэтому и характер сопряжения наружного кольца с корпусом такой же, как в обычной системе допусков.
Для наиболее распространенного в общем машиностроении случая применения подшипников класса точности 0 поля допусков вала и отверстия корпуса можно выбирать по табл. 7.8 и 7.9 (в таблицах Рг — эквивалентная динамическая нагрузка, Сг — базовая динамическая радиальная грузоподъемность подшипника по каталогу).
На чертеже в местах установки подшипников качения указывают посадки подшипников в соответствии с ГОСТ 3325—85. Поля допусков на диаметр отверстия подшипника обозначают L0, L6, £5, IA, L2 (в зависимости от класса точности 0, 6, 5, 4, 2); поля допусков на наружный диаметр под
Рис. 7.10
шипника обозначают соответственно /0, /6, /5, Z4,12. Примеры обозначений посадок подшипников: на вад — 0 50 ЛОДб; в корпус — 0 90 Н7/Ю. На сборочных чертежах подшипниковых узлов допускается указывать только поле допуска на диаметр сопряженной с подшипником детали без указания поля допуска на посадочные диаметры колец подшипника: 0 50кв\ 0 90 Н7.
Пример 6. Выбрать поля допусков вала и отверстия корпуса для установки шарикового радиального однорядного подшипника 212 (см. пример 1, с. 120).
Решение. Внутреннее кольцо подшипника вращается вместе с валом относительно действующей радиальной нагрузки и имеет, следовательно, циркуляционное нагружение. Отношение эквивалентной динамической нагрузки к динамической грузоподъемности Рг/Сг = 7318/52000 — 0,141. По табл. 7.8 выбираем поле допуска вала /сб.
Наружное кольцо подшипника неподвижно относительно радиальной нагрузки и подвергается местному нагружению. По табл. 7.9 выбираем поле допуска отверстия Н7.
Таблица 7.8
Вид нагружения внутреннего кольца Режим работы подшипника Поле допуска вала при установке подшипников
шариковых роликовых
Местное Требуется перемещение внутреннего кольца на валу: Рг < 0,07(7Г ge
Не требуется перемещение кольца на валу: 0,07С, < Рг < 0,15Сг /г.6
Циркуляционное Высокие требования к точности хода: Рг<0,07Сг js5 кЬ
0,07Сг < Рт < 0,15Сг j$6, А:6 кв, тпб
Ударные нагрузки: Рг > 0,15Сг — пб
Колебательное 0,07(7г< Рг< 0,15(7,. тб
Ударные нагрузки: Рг > 0,15 Сг — пб
Таблица 7.9
Вид нагружения наружного кольца Режим работы подшипника Поле допуска отверстия
Местное Наружное кольцо имеет возможность перемещения в осевом направлении: 0,07Сг < Рг< 0,15Сг Н7
Циркуляционное Наружное кольцо не перемещается в осевом направлении: 0,07(7г < Рг < 0,15Сг N7
Колебательное Наружное кольцо не перемещается в осевом направлении: 0,07Сг < Рг< 0,15Сг К7
Наружное кольцо легко перемещается в осевом направлении, высокая точность хода: Рг < 0,15 Сг не
7.4. МОНТАЖ И ДЕМОНТАЖ ПОДШИПНИКОВ
При установке (или съеме) подшипников на вал и в корпус обязательным является выполнение условия: осевую силу необходимо прикладывать непосредственно к тому кольцу, которое напрессовывают (или снимают). Недопустимо силу при монтаже и демонтаже подшипника передавать через тела качения (шарики или ролики). В противном случае на дорожках и телах качения могут появиться вмятины.
На рис. 7.11 показаны возможные способы установки подшипников на вал (рис. 7.11, а), в корпус (рис. 7.11, б), одновременно на вал и в корпус (рис. 7.11, в). Кольца подшипников имеют невысокую жесткость. Для правильной установки кольцо подшипника следует довести до упора в заплечик. Высоту t заплечиков на валах и в отверстиях корпусов или стаканов (рис. 7.11, 7.12) определяет размер г фаски (см. табл. 24.10 — 24.19). Высота заплечика должна образовывать достаточную опорную поверхность для торцов колец подшипников. Наименьшую высоту t заплечиков принимают:
Рис. 7.11
Рис. 7.13
г, мм.............. 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0
t, мм.............. 1,0 1,8 2,5 3,0 4,0 4,8 5,5 6,5
Обычно высоту заплечика принимают равной половине толщины кольца.
Отверстия в монтажных стаканах (рис. 7.11, а, в) предназначены для выхода воздуха из внутренней полости стакана при запрессовке подшипника на вал.
Силу запрессовки можно существенно снизить применением гидрораспора. На рис. 7.13 приведена схема установки подшипника с конусным отверстием на
вал с применением гидрораспора. Масло под давлением подают плунжерным насосом через отверстие в канавку вала под внутреннее кольцо подшипника и распирают его. Вращением гайки подшипник перемещают в осевом направлении до места установки. Так же устанавливают подшипник с цилиндрическим отверстием. Однако при монтаже подшипников на цилиндрическом участке их обязательно доводят до упора в заплечик вала.
Как видно из рисунка, при монтаже подшипника с применением гидрораспора в конструкции вала должны быть предусмотрены: резьбовой участок под гайку, резьбовое отверстие для штуцера маслопровода, отверстие и канавка для подачи масла.
Для демонтажа подшипников используют винтовые съемники: с двумя (рис. 7.14, а) или с тремя откидными тягами (рис. 7.14, б, в).
Съемник по рис. 7.14, в позволяет использовать для демонтажа также и две тяги, которые устанавливают в двух больших приливах. Места установки подшипников должны быть конструктивно разработаны так, чтобы можно было удобно работать съемниками.
При удалении подшипника из корпуса его нужно захватывать за наружное кольцо (рис. 7.15, а), а при снятии с вала — за внутреннее (рис. 7.15, б). Чтобы можно было захватить тягами съемника кольцо подшипника, высота t заплечика (рис. 7.15, а) не должна быть чрезмерно большой. Минимальный размер внутреннего и наружного выступающего торца кольца подшипника, предназначенного для демонтажа:
Диаметр вала d, мм.до 15 св. 15 до 50 св. 50 до 100
мм............1 2 3,5
При высоких заплечиках нужно предусматривать пазы для размещения тяг съемника (рис. 7.15, б — выносной элемент Л).
Для размещения тяг съемника (рис. 7.15, а) при удалении наружного кольца подшипника из глухого отверстия предусматривают свободное пространство а « (0,4... 0,5) С, где С — ширина кольца подшипника.
7.5. КОНСТРУКЦИИ ПОДШИПНИКОВЫХ УЗЛОВ
На рис. 3.9 приведены основные схемы установки подшипников. Конструкции подшипниковых узлов удобнее рассматривать для каждой схемы, отдельно для фиксирующей и плавающей опор.
Фиксирующая опора в схеме 1а. При осевом фиксировании валов по схеме 1а (см. рис. 3.9) в фиксирующих опорах применяют типы подшипников, показанные на рис. 7.16.
Крепление подшипников на валах. На рис. 7.17 приведены способы крепления подшипников на валу, которые применяют при нагружении вала значительной осевой силой в обоих направлениях.
Надежное крепление подшипника осуществляют круглой шлицевой гайкой (рис. 7.17, а), которую от самопроизвольного отвинчивания стопорят многолапчатой шайбой. Стопорная шайба имеет один внутренний выступ и шесть наружных выступов-лапок. Внутренний выступ шайбы заходит в специально выполненный паз на валу, а один из ее наружных выступов отгибают в шлиц гайки.
Размеры гаек и стопорных многолапчатых шайб приведены в табл. 24.22, 24.23. Пазы под язычок шайбы — см. табл. 24.24.
Просто и надежно крепление концевой шайбой (рис. 7.17, б). В этом случае штифт фиксирует шайбу от поворота относительно вала. Чтобы концевые шайбы при высоких частотах вращения не вызывали дисбаланса, их центрируют по отверстию подшипника (рис. 7.17, в) или по валу (рис. 7.17, г). Во всех вариантах необходимо предусматривать стопорение винтов, крепящих шайбу к торцу вала, от самоотвинчи-вания. На рис. 7.17, б, в стопорение винта осуществляют шайбой стопорной с носком, а на рис. 7.17, г — деформируемой шайбой, установленной под оба винта сразу. Концы шайбы отгибают на грани головок винтов. Размеры концевых шайб приведены в табл. 24.30.
Рис. 7.16
Все большее применение находит крепление подшипников пружинным упорным плоским кольцом (рис. 7.18, в). Размеры пружинных колец и канавок для них приведены в табл. 24.20.
Кольца подшипников качения изготовляют по ширине b (рис. 7.18, а) с довольно широкими отклонениями. Так, при диаметре отверстия свыше 30 до 50 мм допуск на ширину составляет 0,12 мм, а при диаметре свыше 50 до 80 мм — 0,15 мм. Размер е вала выполняют примерно с такой же точностью. Толщину пру-
Рис. 7.18
жинного кольца s выполняют с допуском 0,12 мм. Зазор z между упорным кольцом и подшипником: z = е - s — b.
Наличие зазора z, который для подшипников с диаметром отверстия, например, свыше 50 до 80 мм может колебаться в пределах от 0 до 0,3 мм, является недостатком данного крепления. Для его устранения целесообразно между подшипником и пружинным упорным кольцом 1 ставить компенсаторное кольцо 2 (рис. 7.18, б). Подбором этого кольца по толщине или дополнительной его обработкой по результатам измерений на сборке зазор сводят к минимуму.
В отверстия пружинных колец (рис. 7.18, в) при их снятии с вала вставляют концы специальных щипцов, которыми кольца разжимают. Толщина пружинных колец небольшая, поэтому щипцы входят в отверстия неглубоко и часто срываются. Во избежание этого на торце кольца 2 фрезеруют паз (рис. 7.18, б).
Следует также иметь в виду, что пружинное упорное кольцо выступает над поверхностью вала незначительно. Так, эксцентрическое кольцо перекрывает фаску подшипника лишь по небольшой поверхности (зачернено на рис. 7.18, в). На большей части окружности пружинное плоское кольцо вообще не соприкасается с торцом кольца подшипника, поэтому компенсаторное кольцо не только уменьшает осевой зазор, но и улучшает контакт подшипника с пружинным кольцом.
Фирма «SEEGER» (Германия) и другие применяют лапчатые пружинные кольца (рис. 7.18, г), которые имеют контакт с кольцом подшипника в шести точках. Эта же фирма, как и другие, использует для поджима подшипников к торцу заплечика вала изогнутые пружинные упорные кольца (рис. 7.18, Э), исключающие необходимость применения других компенсаторов. Компенсирующие способности таких колец характеризуют следующие данные, мм:
d s т Wo
40...100 1,75...3,0 3,4...6,3 3,5...6,9 2,1+1-2... 3,3+2-4
Следует также иметь в виду, что пружинные упорные плоские кольца могут передавать значительные осевые силы. Так, например, при диаметре вала 30 мм допускаемая осевая сила для пружинного упорного плоского кольца составляет 17,1 кН (см. табл. 24.20).
Создание упорных заплечиков на валу. Особенностью конструкции подшипника качения является то, что его внутреннее кольцо является весьма податливой деталью. Чтобы внутреннее кольцо было установлено на валу точно, без перекоса, его необходимо поджимать при сборке к заплечику вала или к торцу 136
детали, установленной на валу. Кольцо подшипника должно прилегать к упорному заплечику своей плоской торцовой поверхностью. С одной стороны высота заплечика вала должна быть больше координаты фаски подшипника, с другой — должна быть выбрана с учетом возможности снятия подшипника с вала. Необходимые сведения по выбору высоты заплечика вала приведены в 7.4.
Если по каким-либо причинам не удается создать заплечик вала требуемой высоты, то используют один из следующих вариантов:
— между заплечиком вала и кольцом подшипника ставят промежуточное кольцо необходимой высоты (рис. 7.19, а)\
— создают заплечик установкой пружинного упорного плоского кольца в канавку вала (рис. 7.19, б);
— устанавливают дополнительное кольцо 7, улучшающее контакт подшипника с пружинным кольцом (рис. 7.19, в) и уменьшающее изгибающий момент на пружинное кольцо;
— в канавку на валу устанавливают два полукольца Г-образного или прямоугольного сечения, которые от выпадания удерживают: внутреннее кольцо подшипника (рис. 7.19, г), пружинное кольцо (рис. 7.19, б), неразъемное кольцо 2 (рис. 7.19, е, ж).
Крепление подшипников в к о р п у с е. На рис. 7.20 показаны наиболее распространенные способы крепления подшипников в корпусе.
Широко применяют простой и надежный способ закрепления подшипника в корпусе крышкой’, привертной (рис. 7.20, а) или закладной (рис. 7.20, б). Наиболее просто крепить подшипники, имеющие канавки на наружном кольце (табл. 24.11). В канавку устанавливают пружинное упорное плоское кольцо (рис. 7.20, в) или два полукольца (рис. 7.20, ж), которые закрепляют на корпусе винтами. Достоинством этих способов является то, что отверстие корпуса не имеет уступа, усложняющего его обработку.
Рис. 7.20
На рис. 7.20, г подшипник закреплен пружинным упорным плоским кольцом 1. Размеры пружинных колец и канавок для них приведены в табл. 24.21. Чтобы закрепить кольцо подшипника в корпусе без зазора, между стопорным кольцом и подшипником иногда ставят компенсаторное кольцо К. Для улучшения контакта с кольцом подшипника применяют лапчатые пружинные кольца (рис. 7.20, д). Компенсатор не нужен, если крепить подшипник пружинным изогнутым стопорным кольцом (рис. 7.20, е), поджимающим наружное кольцо подшипника к заплечику корпуса.
На рис. 7.20, з показано крепление подшипника в корпусе с помощью трех установочных винтов и кольца 1. Для применения этого способа необходимо иметь возможность расположить три винта равномерно по окружности корпуса. Винты от самоотвинчивания удерживает замковое кольцо 2.
В легко нагруженных опорах при отсутствии осевых сил применяют крепление с помощью пластин с разводными концами (рис. 7.20, и). Обычно применяют две пластины, устанавливая их через 180° по окружности. Пластины вводят в осевые канавки на посадочном отверстии корпуса. Концы пластин отгибают попарно на корпус и на наружное кольцо подшипника.
Все рассмотренные способы крепления подшипника в корпусе более или менее равноценны.
Создание упорных заплечиков в корпусе. Для точной установки наружные кольца подшипников поджимают к заплечику корпусной детали. По рис. 7.21, а упорный заплечик создан непосредственно в корпусе. Однако наличие уступа в отверстии корпусной детали создает определенные трудности при растачивании отверстия. Обработку отверстия корпусной детали можно упростить, если заплечик сделать в стакане (рис. 7.21, 6). Но введение дополнительной трудоемкой и точной детали — стакана — может быть оправдано только в том случае, если стакан позволяет решить какую-либо другую конструкторскую задачу: упрощение сборки, создание самостоятельной сборочной единицы.
Рис. 7.21
Более простым оказывается выполнение заплечика постановкой пружинного упорного кольца (рис. 7.21, в). Следует иметь в виду, что пружинные кольца могут передавать значительные осевые силы. Так, например, при диаметре отверстия 62 мм допускаемая осевая сила для пружинного упорного плоского кольца составляет 74,7 кН (см. табл. 24.21).
В корпусе с разъемом по оси вала упорный заплечик можно создать цельным кольцом, заложенным в канавку отверстия корпуса (рис. 7.21, г).
На рис. 7.21, д упорный заплечик создан двумя полукольцами Г-образного сечения. Полукольца заложены в канавку отверстия корпуса. Скосы на полукольцах делают возможным их установку в канавку отверстия неразъемного корпуса. Наружное кольцо подшипника удерживает полукольца от выпадания. Заплечик по рис. 7.21, е создан двумя полукольцами 7, которые удерживает от выпадания из канавки корпуса пружинное упорное кольцо. Два полукольца 7, образующие упорный заплечик в варианте рис. 7.21, ж, удерживает от выпадания цельное кольцо Г-образного сечения.
Все упорные заплечики, выполненные по рис. 7.21, способны воспринимать значительные осевые силы и могут быть применены при любом из способов крепления подшипников, показанных на рис. 7.20.
Регулирование осевых зазоров в подшипниках. При фиксировании вала в одной опоре одним подшипником (схема 1а на рис. 3.9) регулирование не производят. Осевой зазор создан при изготовлении подшипника.
Фиксирующая опора в схеме 16. При осевом фиксировании валов по схеме 16 (см. рис. 3.9) в фиксирующих опорах применяют типы подшипников, приведенные на рис. 7.22, а — и.
Упорные заплечики на валах и в отверстиях корпусных деталей конструируют по одному из вариантов, показанных на рис. 7.19, 7.20 и 7.21.
Ж 3 и
Рис. 7.22
Угловая жесткость фиксирующих опор, в которых подшипники расположены по вариантам рис. 7.22, бу г, е, з, выше, чем опор с расположением подшипников по вариантам рис. 7.22, а, в, д, ж.
Регулирование осевого зазора в подшипниках. В некоторых типах подшипников (например, радиальных и радиально-упорных шариковых, радиальных сферических шариковых и роликовых) осевые зазоры между кольцами и телами качения созданы при изготовлении подшипников. В других (конических роликовых) осевые зазоры устанавливают при сборке изделия.
Наличие зазоров в подшипниках обеспечивает легкое вращение вала, а отсутствие их увеличивает сопротивление вращению, но повышает жесткость опор и точность вращения вала, способствует уменьшению вибраций, а также улучшает распределение нагрузки между телами качения, повышая несущую способность подшипника.
В изделиях, в которых важно получить высокую жесткость опор или высокую точность вращения (например, шпиндели металлорежущих станков), зазоры в подшипниках устраняют, создавая натяг.
При конструировании подшипникового узла предусматривают различные способы создания в подшипниках зазоров оптимальной величины, а при необходимости и создание так называемого предварительного натяга.
В подшипнике различают радиальный и осевой зазоры, которые связаны между собой определенной зависимостью. При изменении зазора в одном направлении (например, в осевом) изменяется зазор и в другом (радиальном) направлении. Зазоры в подшипниках создают и изменяют при сборке изделия чаще 140
всего осевым смещением колец или (значительно реже) за счет радиальной деформации внутреннего кольца при его посадке на цилиндрическую или конусную поверхность вала.
Регулирование зазоров радиальных или радиально-упорных подшипников фиксирующей опоры в схеме 16 выполняют осевым перемещением наружных или внутренних колец.
Регулирование подшипников осевым перемещением наружных колец. На рис. 7.23, а показано регулирование набором прокладок 1, устанавливаемых под фланец крышки подшипников. Для этой цели применяют набор тонких (толщиной ~0,1 мм) металлических прокладок. Удобно также производить регулирование набором прокладок разной толщины. Так, фирма «Тимкен» (США) поставляет для этого следующий комплект прокладок (шт.): толщиной 0,127 мм — 3, толщиной 0,179 мм — 3, толщиной 0,508 мм — 1. Достаточно точную регулировку можно получить составляя набор прокладок из ряда толщин: 0,05; 0,1; 0,2; 0,4; 0,8 мм. Иногда вместо комплекта прокладок регулирование производят двумя полукольцами, которые устанавливают под фланец без снятия крышки.
Регулирование подшипников можно производить винтом, вворачиваемым в корпус (рис. 7.23, б). Нужно иметь в виду, что точность базирования подшипника в этом случае оказывается пониженной. Повысить точность базирования можно воздействуя винтом 1 на шайбу 2 (рис. 7.23, в). Шайба самоустанавлива-ется по торцу наружного кольца подшипника благодаря наличию сферической поверхности на торце винта 1. При конструировании шайбу 2 нужно делать же-
fl
Рис. 7.25
сткои, а диаметр регулировочного винта возможно большего размера. При малых диаметрах винтов наблюдались случаи вырыва винтов из крышки подшипника под действием осевых сил. Точность регулирования по рис. 7.23, в можно повысить уменьшая шаг резьбы. Поэтому в таких конструкциях применяют резьбы с мелким шагом.
Регулирование подшипников осевым перемещением внутренних колец. На рис. 7.24, а регулирование подшипников
проводят поджимом торцовой шайбы 1. Между торцами вала и шайбы устанавливают набор тонких металлических прокладок 2. Шайбу крепят к торцу вала винтом и стопорят.
На рис. 7.24, б показано регулирование подшипников гайкой. После создания в подшипниках требуемого зазора шлицевую гайку стопорят многолапчатой шайбой. Для этого гайку необходимо установить так, чтобы шлиц на ней совпал по расположению с одним из отгибных выступов-лапок стопорной шайбы. В неко
торых случаях выполнение этого условия приводит к нарушению точности регулирования. Такого недостатка лишено регулирование гайкой со специальным кольцевым деформируемым бортиком, рис. 7.24, в. На резьбовом участке вала выполняют два паза (через 180°). После создания в подшипниках требуемого зазора гайку стопорят, вдавливая края деформируемого бортика в пазы вала.
Как показывает практика, ослаблять посадку под перемещаемым при регулировании внутренним кольцом подшипника не требуется. Регулирование подшипника — ответственная операция. Качество регулирования зависит от квалификации сборщика. Подшипники можно легко недотянуть или перетянуть. Поэтому на некоторых заводах опоры требуемой жесткости создают подбором и подшлифовкой распорных колец 1 и 2, которые устанавливают между подшипниками на валу и в корпусе (рис. 7.25). После этого как внутренние, так и наружные кольца подшипников закрепляют на валу и в корпусе. Этот способ очень надежен, но требует точных измерений размеров подшипников и тщательной пригонки колец.
Плавающие опоры в схемах 1а и 16. При осевом фиксировании валов по схемам 1а и 16 (см. рис. 3.9) в плавающих опорах применяют типы подшипников, представленные на рис. 7.26, а — з. Между торцами наружного кольца подшипника^ крышки в плавающей опоре предусматривают зазор Ь. Величину зазора в опорах, выполненных по рис. 7.26, а — в, можно принимать b > 0,011, где I — расстояние между торцами колец подшипников, мм (см. рис. 3.9). В опоре, выполненной по рис. 7.26, д зазор принимают равным b & 0,5... 0,8 мм.
Для крепления колец подшипников на валах или в корпусных деталях можно использовать приемы, которые были приведены на рис. 7.17 — 7.21.
Регулирование подшипников. Жесткость плавающей опоры можно увеличить специальными конструкторскими приемами. На рис. 7.27 приведены плавающие опоры, в которых постоянный натяг обеспечивают установкой колец 1 с большим числом пружин, расположенных по окружности.
Рис. 7.26
Фирма «SKF» (Швеция) рекомендует создавать натяг в подшипниках как цилиндрическими, так и тарельчатыми пружинами (рис. 7.27, а — в). В последнем случае пружины обеспечивают постоянную силу.
Необходимая радиальная жесткость плавающей опоры в продольно-фрезерном станке (рис. 7.27, г) получена деформированием на конусе внутреннего кольца подшипника.
Опоры с предварительным натягом. Жесткость опор на подшипниках качения может быть значительно повышена при создании предварительного натяга. В обычно отрегулированных подшипниках относительное осевое смещение колец под действием внешней осевой силы складывается из свободного перемещения в пределах имеющегося в подшипнике осевого зазора и упругой деформации в местах контакта тел качения с кольцами подшипника. Сущность предварительного натяга заключается в том, что пару подшипников предварительно нагружают осевой силой. Эта сила не только устраняет осевой зазор в парном комплекте подшипников, но и создает начальную упругую деформацию в местах контакта колец с телами качения. Если затем подшипник нагрузить рабочей осевой силой, то относительное перемещение его колец под
Рис. 7.27
действием этой силы будет значительно меньше, чем до создания предварительного натяга. Чем меньше относительное перемещение колец, тем выше жест
кость узла.
Предварительный натяг подшипников обычно осуществляют взаимным осевым смещением колец (схематично показано на рис. 7.28). Аналогична схема образования предварительного натяга в случае установки прокладок, пружин или колец неодинаковой толщины. Предварительный натяг применяют для повышения жесткости как фиксирующих, так и плавающих опор.
Предварительный натяг подшипников фиксирующих опор. На рис. 7.29 показаны основные методы создания предварительного натяга в подшипниках фиксирующих опор схемы 16. Предварительный натяг создают сошлифовкой торцов внутренних колец (рис. 7.29, а) на величину, необходимую для получения задан-
ного натяга после осевого сжатия друг с другом наружных и внутренних колец; с помощью прокладок (рис. 7.29,6) или колец разной толщины (рис. 7.29, в), а так-
Сошлифовано
иЕ
Рис. 7.28
же пружинами (рис. 7.29, г).
Предварительный натяг подшипников плавающих опор может быть создан пружинами сжатия (рис. 7.30, а), применением колец разной толщины (рис. 7.30, 6), сошлифовкой торцов внутренних колец подшипников (рис. 7.30, в), специально подобранным кольцом 1 (рис. 7.30, г).
Опоры по схеме 2а — «враспор». При осевом фиксировании валов по схеме 2а (см. рис. 3.9) обе опоры конструируют оди-
6
Рис. 7.29
Рис. 7.30
наково. На рис. 7.31, а — з приведены примеры конструктивного оформления одной опоры вала, другую опору выполняют аналогично.
Регулирование зазоров в подшипниках проводят осевым перемещением наружных колец. На рис. 7.32 показано регулирование набором тонких металлических прокладок 7, устанавливаемых под фланцы привертных кры-
Рис. 7.32
шек подшипников. Для регулирования подшипников набор прокладок можно установить под фланец одной из крышек. Если дополнительно требуется регулировать осевое положение вала, общий набор прокладок разделяют на два, а затем каждый из них устанавливают под фланец соответствующей крышки. Регулирование набором металлических прокладок обеспечивает достаточно высокую точность, его применяют при установке как радиальных, так и радиально-упорных подшипников.
В случае применения закладных крышек регулирование радиальных подшипников можно выполнять установкой компенсаторного кольца 1 между торцами наружного кольца подшипника и крышки (рис. 7.33, а). Для удобства сборки компенсаторное кольцо нужно устанавливать со стороны глухой крышки подшипника. При установке радиальных шарикоподшипников между торцом наружного кольца подшипника и торцом крышки подшипника оставляют зазор а = 0,2... 0,5 мм для компенсации тепловых деформаций (см. рис. 7.32 и 7.33, а). Этот зазор на чертежах сборочных единиц, ввиду его незначительности, не показывают.
1
Рис. 7.33
Регулирование радиально-упорных подшипников при применении закладных крышек выполняют по рис. 7.33, б, воздействуя винтом 1 на самоустанавливаю-щуюся шайбу 2. Для повышения точности регулирования применяют резьбы с мелким шагом. Регулирование радиально-упорных подшипников компенсаторным кольцом по типу рис. 7.33, а трудоемко, и его поэтому применяют очень редко.
При изменении режима работы изделия меняется его температура, а следовательно, зазор в подшипниках и их жесткость. С течением времени выполненное при сборке регулирование подшипников постепенно нарушается вследствие изнашивания и обмятия микронеровностей. Поэтому необходимо периодическое повторное регулирование подшипников.
Более или менее постоянную жесткость опор создает применение упругих элементов (рис. 7.34), компенсирующих износ. Пружины располагают по окружности и устанавливают в кольцах 1 (рис. 7.34, а, б). В подшипнике фирмы «Гаме»
(Франция), а также в отечественных подшипниках типа 17000 (рис. 7.34, в) наружное кольцо объединено с кольцом 7. Ширина наружного кольца подшипника увеличена, что повысило точность базирования подшипника по отверстию корпусной детали.
Упругие элементы встраивают в опору, на которую не действует осевая сила (или значение ее невелико). Сила давления пружин должна превосходить в радиально-упорных подшипниках сумму осевой составляющей от радиальной нагрузки и внешней осевой силы.
Опоры по схеме 26 — «врастяжку». При осевом фиксировании валов по схеме 26 (см. рис. 3.9) обе опоры конструируют одинаковыми по рис. 7.35, а — е.
Осевое фиксирование вала осуществляют заплечиками корпуса, в которые упирают торцы наружных колец подшипников. Заплечики для упора подшипников могут быть выполнены по одному из вариантов рис. 7.21.
Наиболее удачное решение представлено на рис. 7.35, д. В этом варианте в корпусе отсутствуют как уступы, так и канавки. Конические роликовые подшипники с бортом на наружном кольце в настоящее время исключительно широко применяют в машиностроении.
Рис. 7.35
а б
Рис. 7.36
Регулирование зазоров в подшипниках проводят осевым перемещением внутренних колец по валу посредством гаек. Ослаблять посадку под перемещаемым внутренним кольцом подшипника не требуется. Для регулирования подшипников достаточно одной гайки на одном из концов вала (рис. 7.36, а). Если дополнительно требуется регулировать осевое положение вала, гайки предусматривают на обоих его концах (рис. 7.36, б).
Точность базирования внутренних колец подшипников зависит от точности изготовления резьбы вала и гайки и от степени перпендикулярности базового торца гайки. Для повышения точности базирования подшипников, фиксируемых по схеме 26, в ответственных изделиях резьбу вала шлифуют, а базовый торец гайки шлифуют на резьбовой оправке.
Фирма «Тимкен» рекомендует для этой цели регулировочную гайку 1 навинчивать на резьбу вала и стопорить в определенном положении (рис. 7.37). При шлифовании вала шлифуют и базовый торец гайки 1.
Некоторые заводы обеспечивают постоянный осевой натяг в конических роликовых подшипниках установкой колец 1 с большим числом пружин, расположенных по окружности (рис. 7.38, а). Такое же решение рекомендует и фирма «Гаме» (рис. 7.38, б).
Установка упругих элементов улучшает условия работы подшипников, так как даже при относительно неточном их регулировании при любом тепловом удлинении вала устранен осевой зазор в подшипниках.
Упругие элементы можно встраивать в опоры не только с коническими роликовыми, но и с шариковыми радиальными (рис. 7.38, в) и радиально-упорными (рис. 7.38, г) подшипниками.
Рис. 7.37
7.6. КОНСТРУИРОВАНИЕ ОПОР ВАЛОВ КОНИЧЕСКИХ ШЕСТЕРЕН
Схемы осевого фиксирования валов конических шестерен приведены на рис. 7.39. В узлах конических передач широко применяют консольное закрепление вала-шестерни (рис. 7.39, а — в). Конструкция узла в этом случае получается простой, компактной и удобной для сборки и регулирования. Недостаток консольного расположения шестерни — повышенная концентрация нагрузки по длине зуба шестерни. Если шестерню расположить между опорами (рис. 7.39, г), то концентрация нагрузки ниже вследствие уменьшения прогиба вала и угла поворота сечения в месте установки конической шестерни, однако выполнение опор по этой схеме приводит к значительному усложнению конструкции корпусных деталей, зубчатого колеса, и поэтому на практике применяется сравнительно редко. Преимущественное применение имеет схема по рис. 7.39, а (см. схему 26 на рис. 3.9).
Валы конических шестерен короткие, поэтому температурные осевые деформации не играют такой роли, как при длинных валах. Расстояния между подшипниками сравнительно малы, а силы, действующие на вал и его опоры, велики. Концентрацию нагрузки при консольном расположении шестерни стремятся уменьшить повышением жесткости узла. Повышенные требования к жесткости диктует и необходимая по условиям работы конического зацепления высокая точность осевого положения конической шестерни.
При проектировании узла выбирают направление наклона зубьев и направление вращения шестерни одинаковыми, чтобы осевая сила в зацеплении была направлена от вершины делительного конуса. В конструкциях узлов конических шестерен применяют радиально-упорные подшипники, главным образом конические роликовые, как более грузоподъемные и менее дорогие, обеспечивающие большую жесткость опор. При относительно высоких частотах вращения (п > 1500 мин-1) для снижения потерь в опорах, а также при необходимости высокой точности вращения применяют более дорогие шариковые радиаль
но-упорные подшипники.
Как уже отмечалось, в силовых конических передачах преимущественное применение находит установка подшипников по схеме «врастяжку» (рис. 7.39, а). Типовая конструкция вала конической шестерни, фиксированного по этой схеме, приведена на рис. 7.40. Силы, действующие в коническом зацеплении, вызывают появление радиальных реакций опор. Радиальную реакцию считают приложенной к валу в точке пересечения его оси с нормалями, проведенными через середины контактных площадок на кольцах подшипника. Обозначим: b —
Рис. 7.39
расстояние между точками приложения реакций; а — размер консоли; d — диаметр вала в месте установки подшипника; I — расстояние до вершины делительного конуса (см. рис. 3.2). При конструировании следует принимать: d > 1,3а; в качестве b — большее из двух b « 2,5а или b « 0,6/. Конструктор стремится получить размер а минимальным для уменьшения изгибающего момента, действующего на вал. После того
2
Рис. 7.40
Рис. 7.41
как определен этот размер, по приведенным соотношениям принимают расстояние Ь. При этом узел получается весьма компактным.
Подшипник, расположенный ближе к конической шестерне, нагружен большей радиальной силой и, кроме того, воспринимает и осевую силу. Поэтому в ряде конструкций этот подшипник имеет больший диаметр отверстия внутреннего кольца.
Типовая конструкция вала конической шестерни, фиксированного по схеме «враспор» (рис. 7.39, б), приведена на рис. 7.41. Эта схема установки подшипников при соблюдении необходимого по условиям жесткости соотношения между b и а имеет значительные размеры узла в осевом направлении. Применять ее в силовых передачах не рекомендуют.
Конструкция вала конической шестерни, фиксированного по схеме рис. 7.39, в, показана на рис. 7.42. Для удобства регулирования осевого положения шестерни фиксирующая опора заключена в стакан. Ближний к шестерне подшипник установлен непосредственно в отверстии корпуса. Это повышает точность радиального положения шестерни.
При расположении конической шестерни между опорами по схеме рис. 7.39, г плавающую опору можно размещать в стакане (рис. 7.43). Недостатком конструкций, выполненных по этой схеме, является усложнение формы сопряженного с шестерней конического колеса.
При конструировании узлов валов конических шестерен предусматривают регулирование зазоров подшипников фиксирующих опор и регулирование конического зацепления (осевого положения вала-шестерни).
По рис. 7.40 зазоры в подшипниках регулируют круглой шлицевой гайкой 7, осевое положение вала-шестерни — набором тонких металлических прокладок 2. По рис. 7.41 — 7.43 регулирование зазоров в подшипниках осуществляют набором прокладок 7, а зацепления — набором прокладок 2.
С целью обеспечения возможности применения стандартного (ГОСТ 16984—79) ключа для завинчивания круглая шлицевая гайка должна быть вынесена за пределы фланца стакана (см. рис. 7.43), что увеличивает осевые размеры узла и усложняет форму крышки подшипника. При применении нестандартного ключа эти недостатки можно устранить (см. рис. 7.40).
Примеры конструктивного оформления узлов валов конических шестерен приведены также в гл. 12 (см. рис. 12.5— 12.9).
7.7. КОНСТРУИРОВАНИЕ ОПОР ВАЛОВ-ЧЕРВЯКОВ
Схемы осевого фиксирования валов-червяков приведены на рис. 7.44. Фиксирование от осевых смещений по схеме «враспор» (рис. 7.44, а\ рис. 7.45) применяют при ожидаемой разности температур червяка и корпуса до 20 °C и относительно коротких валах. Так, при установке вала d = 30... 50 мм на шариковых радиально-упорных подшипниках отношение l/d не более 8, на конических роликовых l/d не более 6.
Так как на червяк действует значительная осевая сила, то в опорах устанавливают радиально-упорные подшипники. Преимущественно применяют конические роликовые подшипники (рис. 7.45, а). Шариковые радиально-упорные подшипники применяют при длительной непрерывной работе передачи с целью уменьшения потерь мощности и тепловыделения в опорах, а также для снижения требований к точности изготовления деталей узла (рис. 7.45, б). Однако размеры опор, выполненных с применением радиально-упорных шарикоподшипников, вследствие их меньшей грузоподъемности, больше, чем при конических роликоподшипниках. Поэтому окончательный выбор опор вала червяка иногда делают после сравнительных расчетов и прочерчиваний. Следует иметь в виду, что по схеме «враспор» не рекомендуют устанавливать радиально-упорные подшипники с большим углом контакта (а > 18°). При не-_____ _____ обходимости применения таких под-
а 6 Рис. 7.44 айн 1 а шипников, а также при больших ожида-, емых температурных деформациях вала для закрепления в корпусе вала-червя- si айж1 ХЗ « 1 б Рис. 7.45
ка используют схему с одной фиксирующей и одной плавающей опорами (схема по рис. 7.44, б).
На рис. 7.46 показан наиболее распространенный вариант выполнения фиксирующей опоры вала-червяка. Вследствие большой осевой силы, действующей на вал червяка, в фиксирующей опоре применяют радиально-упорные подшипники: конические роликовые или шариковые с большим углом контакта. Так как радиально-упорные однорядные подшипники воспринимают осевую силу только одного направления, то для фиксации вала в обоих направлениях в фиксирующей опоре устанавливают два таких подшипника.
Зазоры в подшипниках фиксирующей опоры регулируют набором тонких металлических прокладок 7, которые ставят под фланец крышки подшипника. Вместо регулировочных прокладок иногда между наружными кольцами подшипников устанавливают точно пригнанное по длине кольцо К (на рис. 7.46 показано штриховой линией).
Конструктивные исполнения фиксирующей опоры вала-червяка приведены также в гл. 12 (см. рис. 12.13).
При значительных осевых нагрузках в фиксирующей опоре применяют шариковый упорный двойной подшипник в комбинации с радиальным. Некоторые конструкции таких опор приведены на рис. 7.47, а, б. Установка упорных подшипников на горизонтальных валах нежелательна по следующей причине. Осевая сила нагружает одно из крайних колец и разгружает другое.
В контакте с разгруженным кольцом под действием сил инерции (гироскопический эффект) шарики проскальзывают. Это приводит к повышенному нагреву подшипника и к более быстрому его разрушению. Чтобы избежать повышенного проскальзывания, кольца упорных подшипников поджимают пружинами (рис. 7.47, б).
Осевую фиксацию по схеме 1а (см. рис. 3.9) применяют редко. На рис. 7.48 показана конструкция опор вала-червяка, разработанная фирмой «SKF». В фиксирующей опоре применен очень сложный в изготовлении и дорогой шариковый радиально-упорный двухрядный подшипник.
Рис. 7.46
Рис. 7.47
Чтобы комплект вала-червяка вместе с подшипниками можно было вставить в стакан или в корпус, предусматривают зазор С> 1... 2 мм (см. рис. 7.47, 7.48).
7.8. ОПОРЫ ПЛАВАЮЩИХ ВАЛОВ
Плавающими называют валы, обе опоры которых плавающие. В этом случае обеспечена возможность самоустановки плавающего вала относительно другого вала, зафиксированного от осевых перемещений. Такая самоустановка необходима, например, в шевронных или косозубых зубчатых передачах, представляющих собой разделенный шеврон. При
Рис. 7.49
изготовлении колес таких передач неизбежна погрешность углового расположения зуба одного полушеврона относительно зуба другого полушеврона. Из-за этой погрешности первоначально в зацепление входят зубья только одного полушеврона. Возникающая в зацеплении осевая сила стремится сместить колесо вместе с валом вдоль оси вала. Если позволяют опоры, то вал перемещается в такое положение, при котором в зацепление входят зубья обоих полушевронов, а осевые силы, возникающие в них, уравновешены.
Осевую фиксацию вала в этом случае осуществляют не в опорах, а зубьями шевронных колес.
В качестве опор плавающих валов применяют радиальные подшипники. Чаще всего используют подшипники с короткими цилиндрическими роликами. Наиболее распространены следующие конструктивные схемы (рис. 7.49).
Схема по рис. 7.49, а. Внутренние кольца подшипников закреплены на валу,
а наружные в корпусе. Осевое плавание вала обеспечивают тем, что внутренние кольца подшипников с комплектом роликов могут смещаться в осевом направлении относительно неподвижных наружных колец (см. табл. 24.13). Осевое плавание вала происходит в процессе его вращения. При этом сила, потребная для его перемещения, очень мала, что является достоинством этой схемы.
Недостатки схемы:
— необходимость применения очень жестких валов и обеспечения высокой степени соосности посадочных поверхностей вала и корпуса вследствие высокой чувствительности таких подшипников к перекосам колец;
— возможность значительного начального (после сборки) осевого смещения 5 колец, которое ничем в дальнейшем не компенсируется. Вызывают это смещение погрешности размеров I; Ц Ьх и Ь2, а также то, что осевое положение вала зависит от осевого положения зацепляющихся колес, которое случайно и имеет большой разброс по величине;
— необходимость сравнительно точного изготовления деталей по размерам L и I. Эти размеры (см. рис. 7.49, а) вместе с другими размерами образуют размерную цепь. Погрешности при изготовлении деталей по этим размерам приводят к осевому смещению колец подшипников;
— необходимость создания упора в отверстиях корпуса, что несколько усложняет их обработку.
Схема по рис. 7.49, б. Наружные кольца имеют некоторую свободу осевого перемещения. Перемещение внутрь корпуса ограничено бортами обоих колец подшипников, в сторону крышек подшипников — зазором z. Значение зазора z = = 0,5... 0,8 мм зависит от размеров узла и точности изготовления зубьев сопряженных шевронных колес, точности их сборки.
При осевом плавании вала внутренние кольца подшипников с комплектами роликов смещаются относительно наружных колец (см. табл. 24.14). В начальный момент осевого плавания вала ролики подшипников смещают наружные кольца на некоторую величину в сторону крышек, кольца находят таким образом свое положение и в дальнейшем остаются неподвижными.
Достоинства этой схемы:
— легкое плавание вала при небольшой осевой силе;
— возможность регулирования начальной величины s осевого смещения колец до минимума. Этого достигают подбором компенсаторных прокладок К, устанавливаемых под фланцы обеих крышек подшипников;
— изготовление деталей по размерам /, L и h по свободным допускам (например, 14-го квалитета). Возможные накопленные погрешности устраняют компенсаторными прокладками К;
— отсутствие упоров для наружных колец подшипников в отверстиях корпуса, что облегчает их обработку.
Недостатком данной схемы, как и предыдущей, является ее применимость только при жестких валах и высокой точности изготовления как валов, так и отверстий корпуса.
Примеры конструктивного оформления узлов по схемам рис. 7.49, а, б представлены ниже (см. рис. 12.4).
Схема по рис. 7.49, в. В опорах применяют радиальные шариковые однорядные, шариковые или роликовые двухрядные сферические подшипники. Выбор
того или другого типа подшипника определяют требуемые грузоподъемность и жесткость вала.
Внутренние кольца подшипников закреплены на валу, наружные свободны и могут перемещаться вдоль отверстий корпуса. Величина перемещения ограничена зазорами 2, которые устанавливают при сборке подбором компенсаторных прокладок К. Осевое плавание вала, если оно по величине не более осевого зазора в подшипниках, происходит за счет этого зазора относительно неподвижных наружных колец подшипников. Если осевое перемещение вала превосходит осевой зазор в подшипниках, то при плавании вала наружные кольца подшипников скользят в отверстиях корпуса, что приводит к изнашиванию поверхности отверстий. Для уменьшения изнашивания иногда в отверстия корпуса ставят стальные закаленные втулки.
Достоинство схемы — возможность ее применения при нежестких валах и при невысокой степени соосности посадочных поверхностей вала и корпуса. К достоинствам можно отнести также отсутствие упоров для наружных колец подшипников в отверстиях корпуса.
Недостатки схемы: наличие трения скольжения наружных колец подшипников по отверстиям корпуса; необходимость приложения значительной осевой силы для осуществления плавания вала; введение стальных закаленных втулок удорожает опоры и снижает точность базирования вала.
7.9. ОПОРЫ СООСНО РАСПОЛОЖЕННЫХ ВАЛОВ
Такие опоры выполняют, например, в соосном двухступенчатом цилиндрическом редукторе рис. 7.50, а также в многопоточных передачах. При этом на внутренней стенке корпуса рядом располагают разные по габаритам подшипники соосных валов 1 и 2. Один из них является опорой быстроходного, а дру-
гой тихоходного вала. Сами валы фиксируют, как правило, по схеме «враспор».
На рис. 7.51 показаны варианты выполнения опоры соосно расположенных валов (выносной элемент А на рис. 7.50).
На рис. 7.51, а отверстия под подшипники выполняют непосредственно во внутренней стенке корпуса. Обработку отверстий ведут с двух сторон, образуя заплечики для подшипников в обоих отверстиях. Это создает определенные трудности при обработке. Однако при таком исполнении может быть достигнута наиболее высокая точность установки подшипников.
Расточку отверстия можно упростить, если выполнять его сквозным диаметром D2 (по наружному диаметру большего подшипника, рис. 7.51, б). Но для
установки подшипника с меньшим наружным диаметром Dx применяют дополнительную деталь — кольцо 3. Кольцо фиксируют кольцевым выступом на на-
ружной поверхности, входящим в канавку разъемного корпуса. Подшипники доводят до упора в торцовые поверхности кольца 5, поэтому точность изготовления кольца должна быть высокой. Таким образом, некоторое упрощение расточки отверстия достигают применением кольца 3, выполнением канавки в корпусе и необходимым применением съемной крышки во внутренней стенке корпуса.
В исполнении по рис. 7.51, в кольцо 3 не имеет фиксирующего выступа, а следовательно, не требуется и канав-
ки для него в корпусе. Конструкция кольца проще, обработка отверстия корпуса также проще. Но при этом валы 1 и 2 образуют общую систему. Регулирование осевого зазора для четырех подшипников обоих валов проводят сразу. Осевые силы, действующие на одном валу, нагружают подшипники другого вала, что является основным недостатком этого исполнения.
При выборе варианта исполнения можно руководствоваться следующим:
— при исполнении по варианту рис. 7.51, а точность базирования выше, так как здесь нет дополнительной детали со своими погрешностями и нет дополнительных сопряжений ее с корпусом;
— при постановке кольца 3 в случае применения в опорах радиальных шариковых подшипников вариант по рис. 7.51, в следует предпочесть варианту по рис. 7.51, б как более простой и экономичный. Само собой разумеется, что при подборе подшипников следует учитывать осевые силы, действующие как на вал 1, так и на вал 2.
В радиально-упорных подшипниках от радиальных нагрузок возникают осевые силы, дополнительно нагружающие подшипники. Поэтому в случае применения в опорах валов таких подшипников надо расчетом определить, не 'будут ли подшипники вала 1 перегружены осевыми силами, действующими со стороны подшипников вала 2. При благоприятном результате расчета опоры валов следует проектировать по рис. 7.51, в. Если же осевые силы со стороны вала 2 вызывают чрезмерное увеличение размера подшипников вала 7, опоры валов следует проектировать по рис. 7.51, б.
7.10. ОПОРЫ ВАЛОВ, РАСПОЛОЖЕННЫЕ В РАЗНЫХ КОРПУСАХ
Часто опоры валов размещают не в одном, а в разных корпусах. К таким случаям можно отнести, например, опоры валов приводных и натяжных станций конвейеров. Корпуса, в которых размещают подшипники, устанавливают на раме привода или на раме конвейера. Неизбежные погрешности изготовления деталей и сборки приводят к перекосу и смещению осей посадочных отверстий корпусов подшипников относительно друг друга.
К погрешностям изготовления относят: погрешности расстояния от оси посадочного отверстия до базовой плоскости одного и другого корпусов подшипников; отклонения от параллельности осей посадочных отверстий по отноше
нию к базовой плоскости обоих корпусов подшипников; погрешности в расположении базовых поверхностей плиты (рамы), предназначенных для установки корпусов подшипников. Поэтому значительны погрешности сборки, особенно в горизонтальной плоскости, после установки корпусов подшипников на плите (раме): радиальное смещение осей посадочных отверстий корпусов; отклонение от параллельности этих осей.
Кроме того, в работающей передаче под действием нагрузок деформируются металлоконструкция и вал.
Все сказанное выше вынуждает применять в таких узлах сферические подшипники, допускающие значительные перекосы колец, с цилиндрическим отверстием (рис. 7.52, а) или коническим (рис. 7.52, б). В последнем случае подшипники устанавливают на закрепительных втулках.
В связи с относительно большой длиной вала и значительными погрешностями сборки валы фиксируют от осевых смещений в одной опоре по схеме 1а (см. рис. 3.9). Поэтому наружное кольцо одного подшипника должно иметь сво
б
Рис. 7.52
боду смещения вдоль оси, для чего по обоим его торцам оставляют зазоры 3...4 мм (рис. 7.52, а, б). При действии на опоры только радиальных сил в качестве плавающей выбирают менее нагруженную опору. Опору, расположенную у консольного участка вала, на который устанавливают соединительную муфту (звездочку цепной передачи), следует делать фиксирующей.
В приведенных конструкциях вращающий момент с вала на барабан передают шпоночным (рис. 7.52, а) или фрикционным соединением коническими разрезными кольцами (рис. 7.52, б) [2].
7.11. КОНСТРУКТИВНОЕ ОФОРМЛЕНИЕ ПОСАДОЧНЫХ МЕСТ
Шероховатость посадочных поверхностей в местах установки подшипников на валу и в корпусе должна соответствовать по ГОСТ 2789—73 Ra = 1,25... 3,2 мкм. Такую шероховатость целесообразно получать шлифованием. Для выхода шлифовальных кругов выполняют канавку: по рис. 7.53, а, б — при шлифовании поверхности вала; по рис. 7.53, в — при шлифовании отверстия в корпусе. Размеры канавок (мм) приведены в табл. 7.10.
Таблица 7.10
d Ь h R
св. 10 до 50 3 0,25 1,0 0,5
св. 50 до 100 5 0,5 1,6 0,5
св. 100 8 0,5 2,0 1,0
При высокой напряженности вала переходную поверхность выполняют галтелью постоянного радиуса (рис. 7.54). Радиус т\ галтели принимают меньше координаты фаски г кольца подшипника:
г, мм...................... 1,0 1,5 2,0 2,5 3,0 3,5
Г1шах, мм...................0,6 1 1 1,5 2 2
В подшипниковом узле контакт смежных с подшипником деталей необходимо предусматривать только по торцам подшипниковых колец, на высоте заплечика. Другие поверхности смежных деталей должны отстоять от торцов колец для всех типов подшипников (кроме конических роликовых) не менее чем на 2...3 мм (размер а на рис. 7.55).
Особенностью конструкции конического роликового подшипника является то, что сепаратор выступает за пределы наружного кольца на величины «т» и
к а R h R h Г J\ ^^IS\/45o б в Рис. 7.53
Рис. 7.54
Рис. 7.55
«п», рис. 7.56, а. Это следует учитывать при установке смежных с подшипниками деталей, например, шлицевых гаек (рис. 7.56, б) или при установке двух рядом расположенных подшипников (рис. 7.56, в). Смежная деталь должна отстоять от торца наружного кольца конического роликоподшипника на b = 3... 6 мм. Чтобы цилиндрические поверхности смежных деталей не касались сепаратора, высоты и h^ не должны превышать значений:
= 0,1(Р - dy, /i2 = 0,05(Р - d).
Для подшипников с большим углом конусности hi = 0,08(Р - d).
Именно поэтому в очень распространенном креплении конического подшипника круглой шлицевой гайкой (рис. 7.56, б) между торцами внутреннего кольца подшипника и гайки устанавливают дистанционное кольцо 1. Примерно половиной своей длины кольцо 1 заходит на вал диаметром d, выполненным под установку подшипника, а оставшейся длиной перекрывает канавку для выхода инструмента при нарезании резьбы.
7.12. ВЫЧЕРЧИВАНИЕ ВНУТРЕННЕЙ КОНСТРУКЦИИ ПОДШИПНИКОВ
Для изображения стандартных подшипников качения по габаритным размерам d, D и В следует нанести тонкими линиями внешний контур. Затем для всех типов подшипников (кроме конических роликовых) откладывают диаметр Dpw = 0,5 (Р + d) окружности расположения центров тел качения. По соотношениям рис. 7.57, а — д изображают тела качения и кольца.
Радиально-упорные шарикоподшипники (рис. 7.57, б) имеют на наружном кольце только один борт. Второй борт срезан. Для вычерчивания наружного кольца со стороны срезанной части проводят вспомогательную вертикальную линию до пересечения с окружностью шарика в точке 1. Соединяют точки 1 и 2.
В подшипниках шариковых радиальных двухрядных сферических (рис. 7.57, в) тела качения изображают так, чтобы они касались боковых линий внешнего контура. Сферическую поверхность на наружном кольце изображают дугой окружности с центром на оси отверстия подшипника.
Для построения конических роликоподшипников (рис. 7.57, ё) на контур подшипника наносят вспомогательную вертикальную линию, делящую монтажную высоту Т подшипника пополам. Отрезок ab делят точками 7, 2 и 3 на четыре равные части.
Из точки 3 под углом а = 15° (для подшипников с большим углом конусности а = 29°) проводят образующую конуса до ее пересечения с осью вращения подшипника в точке 0. Из этой точки проводят линии 01 и 02. Откладывают отрезок fk = 0,05(D — d) и проводят линию frn перпендикулярно линии 02. Отложив отрезок de, равный fk, проводят параллельно frn линию, оформляющую малый торец ролика. Для получения диаметра борта внутреннего кольца находят
Dw = 0,32 (D-d)
S=0,15(P-d)
Dw = 0,32(D-d) S=0,15(D-d)
S = 0,16(D—d)
Si = 0,1 (D-d)
d e
Рис. 7.57
точку I, которая делит радиус большего торца ролика пополам. Высота hY малого борта внутреннего кольца = 0,124Z)W где Dw = fm— наибольший диаметр ролика.
Сепараторы на чертежах подшипников не изображают.
7.13. ПРИМЕРЫ КОНСТРУКЦИЙ ПОДШИПНИКОВЫХ УЗЛОВ МАШИН
Осевое фиксирование вала в одной опоре (см. схему 1а, рис. 3.9) широко применяют в станках, автомобилях, тракторах: рис. 7.58, 7.59.
На рис. 7.58 представлен вал коробки скоростей продольно-фрезерного станка. Подшипники обеих опор закреплены на валу концевыми шайбами; подшипник фиксирующей опоры крепят в корпусе крышкой через плоское пружинное кольцо, расположенное в канавке наружного кольца подшипника.
На рис. 7.59 показана коробка передач автомобиля. Подшипники фиксирующих опор закреплены: в корпусе — крышками и фланцами через плоские пружинные кольца, расположенные в канавках наружных колец подшипников; на валу — гайкой и концевой шайбой.
Осевое фиксирование валов в одной опоре двумя подшипниками или одним сдвоенным подшипником (см. схему 16, рис. 3.9) применяют для червяков червячных передач и валов конических шестерен, для шпинделей станков и в других случаях: рис. 7.60, 7.61.
На рис. 7.60 показан шпиндель токарного станка, установленный на подшипниках фирмы «Гаме» (Франция). Зазоры в подшипнике плавающей опоры выбирают пружинами, расположенными в отверстиях наружного кольца. Регулирование фиксирующей опоры проводят гайкой. Отечественная промышленность также выпускает подобные подшипники (тип 17000).
Для шпиндельных опор станков с ЧПУ и обрабатывающих центров применяют конические роликоподшипники с управляемым зазором-натягом (тип 117000). В таких подшипниках подвижный по наружному кольцу борт прижимают к роликам давлением масла от гидросистемы станка, что позволяет регулировать натяг в зависимости от действующей на шпиндель нагрузки и частоты его вращения.
На рис. 7.61 изображен вал конической шестерни расточного станка. Радиальные шариковые подшипники фиксирующей опоры поставлены с небольшим
Рис. 7.58
Рис. 7.61
Рис. 7.62
Рис. 7.63
предварительным натягом. Осевое положение конической шестерни регулируют подшлифовкой двух полуколец 1. Подшипник плавающей опоры зафиксирован на ступице шестерни плоским пружинным кольцом.
Осевое фиксирование валов «враспор» (см. схему 2а на рис. 3.9) широко применяют для валов цилиндрических, конических и червячных колес редукторов и коробок передач: рис. 7.62, 7.63.
На рис. 7.62 показан вал червячного колеса в приводе подачи стола металлорежущего станка. Регулирование подшипников проводят гайкой 2 или подбором компенсаторных прокладок 3; регулирование осевого положения червячного колеса — гайками 7.
На рис. 7.63 представлен вертикально расположенный вал коробки скоростей сверлильного станка. Оригинально применение шарикового радиального подшипника со стопорной канавкой на наружном кольце. Подшипники регулируют подбором или подшлифовкой кольца К.
Осевое фиксирование валов «врастяжку» (см. схему 26 на рис. 3.9) широко применяют во многих отраслях. В редукторах ее используют главным образом в опорах валов конических шестерен. Довольно широко применяют эту схему в станках, в автомобилях и тракторах: рис. 7.64, 7.65.
На рис. 7.64 показан вал червячного колеса привода стола металлорежущего станка. Регулирование зазоров в подшипниках выполняют гайкой 7, а осевого положения червячного колеса — гайками 2.
Рис. 7.64
Рис. 7.65
На рис. 7.65 показано крепление колеса на полуоси грузового автомобиля. Регулирование конических роликовых подшипников проводят гайкой 1, которую затем стопорят гайкой 2.
Глава 8
КОНСТРУИРОВАНИЕ СТАКАНОВ И КРЫШЕК
8.1. КОНСТРУИРОВАНИЕ СТАКАНОВ
Конструкцию стакана определяет схема расположения подшипников. На рис. 8.1, а —г показаны варианты конструкций, наиболее часто встречающиеся на практике. Стаканы обычно выполняют литыми из чугуна СЧ15.
Толщину 6 стенки, диаметр d и число z винтов крепления стакана к корпусу назначают в зависимости от диаметра D отверстия под подшипник:
D, мм............ < 50
6, мм................... 4... 5
d, мм....................... 6
50...62 63...95 100... 145 150...220
5...7 7...9 9...11 11...13
6 8 10 12
z.................... 4
4 4 6 6
Толщина фланца 62 ~ 1,26 (рис. 8.1). Высоту t упорного заплечика согласуют с размером фаски наружного кольца подшипника и возможностью его демонтажа винтовым съемником (см. рис. 7.11, 7.15).
Принимая d, h — (1,0... l,2)d, получаем минимальный диаметр фланца стакана 7?ф = Da 4- (4...4,4)d
Чтобы обеспечить сопряжение торцов фланца стакана и корпуса по плоскости, на наружной цилиндрической поверхности стакана перед торцом фланца делают канавку. На рис. 7.53, а, б показан профиль канавки на наружной поверхности стакана. Такие же канавки выполняют перед заплечиками стакана, по торцам которых устанавливают наружные кольца подшипников (см. рис. 7.53, в). Размеры канавок приведены в табл. 7.10.
Иногда на наружной поверхности стакана делают проточку для уменьшения длины точно обрабатываемого участка (см. рис. 8.1, в). Диаметр в месте проточки принимают на 0,5... 1 мм меньше Da. Длину I точного участка выполняют равной ширине наружного кольца подшипника.
В стаканах обычно размещают подшипники вала конической шестерни (см. рис. 7.40 — 7.43) и фиксирующей опоры вала-червяка (см. рис. 7.46 — 7.48). Стаканы для подшипников вала конической шестерни перемещают при сборке для регулирования осевого положения конической шестерни. В этом случае применяют посадку стакана в корпус — H7/js6. Для неподвижных после установки в корпус стаканов применяют посадки Н7/к§ или Н7/тв.
8.2. КОНСТРУИРОВАНИЕ КРЫШЕК ПОДШИПНИКОВ
Крышки подшипников изготовляют из чугуна марок СЧ15, СЧ20. Различают крышки привертные и закладные.
Привертные крышки. На рис. 8.2 показаны основные конструкции приверт-ных крышек, на рис. 8.2, а, б, г — так называемых глухих, а на рис. 8.2, в — с отверстием для выходного конца вала.
Форма крышки зависит от конструкции опоры вала. Чаще всего торец вала не выступает за пределы подшипника. Поэтому наружная поверхность крышки плоская (рис. 8.2, а — в). Если торец вала выступает за пределы подшипника, то крышку выполняют по рис. 8.2, г.
Чтобы поверхности фланца крышки и торца корпуса сопрягались по плоскости, на цилиндрической центрирующей поверхности перед торцом фланца делают канавку шириной b (см. табл. 7.10). Крышку базируют по торцу фланца, поэтому поясок I с центрирующей цилиндрической поверхностью делают небольшим, чтобы он не мешал установке крышки по торцу корпуса: I « Ь.
Поля допусков диаметра центрирующего пояска приведены на рис. 8.2. Если в крышку подшипника встроено манжетное уплотнение, как это показано на рис. 8.2, в, то допуск на центрирующий диаметр ужесточают.
Определяющим при конструировании крышки является диаметр D отверстия в корпусе под подшипник. Ниже приведены рекомендации по выбору толщины 6 стенки, диаметра d и числа z винтов крепления крышки к корпусу в зависимости от D:
D, мм.......................
6, мм.......................
d, мм.......................
z...........................
50...62 63...95 100... 145 150...220
5 6 7
6 8 10
4 4 6
8
12
6
В варианте по рис. 8.2, б крышку крепят винтами с цилиндрической головкой и шестигранным углублением под ключ. В этом случае толщину крышки принимают 63 = Н + 0,86, где Н — высота головки винта.
Опорные поверхности под головки крепежных болтов или гаек чаще всего необходимо обрабатывать. Обрабатывают или непосредственно те места, на которые опирают головки винтов (рис. 8.2, а, б), или весь поясок на торце в зоне расположения головок винтов (рис. 8.2, в, г). С точки зрения точности и быстроты предпочтительнее токарная обработка (рис. 8.2, в, г), чем обработка опорных поверхностей на сверлильном станке. Размеры других конструктивных элементов крышки: 6i = 1,26; 62 = (0,9... 1)6; = D + (4...4,4)d; С ж d.
При установке в крышке подшипников манжетного уплотнения выполняют расточку отверстия так, чтобы можно было выпрессовать изношенную манжету (рис. 8.2, в и 8.3, а). Иногда отверстие в крышке под манжетное уплотнение делают сквозным (рис. 8.3, б). Тогда для точной установки манжеты в отверстии на крышке необходимо обрабатывать торец А, которым крышку устанавливают на опорную поверхность при запрессовке манжеты. Поэтому исполнение по рис. 8.3, а предпочтительнее.
На практике иногда наблюдают просачивание смазочного масла через фланцы крышек. Для устранения этого явления некоторые заводы уплотняют соединения крышек с корпусом прокладками из технического картона или кольцами круглого сечения из маслобензостойкой резины. На рис. 8.4 приведены три исполнения уплотнений, применяемые на практике. Уплотнение по рис. 8.4, а неудобно тем, что может мешать базированию крышки по плоскости корпуса, лучше кольцо располагать на цилиндрическом участке крышки (рис. 8.4, б, в). Размеры резиновых колец,
Рис. 8.3
Рис. 8.4
форма и размеры канавок по ГОСТ 9833—73 для их размещения показаны на рис. 11.21.
При небольшом межосевом расстоянии фланцы двух соседних крышек подшипников могут перекрывать друг друга. В этом случае у обеих крышек фланцы срезают, оставляя между срезами зазор 1... 2 мм (рис. 8.5).
Чаще фланцы крышек выполняют круглой формы (рис. 8.6, а); обычно форма крышки должна соответствовать форме платика корпусной детали, к которой крышку привертывают. При этом размер а флан
ца определяют из условия размещения винта крепления крышки к корпусу. С целью снижения расхода металла при изготовлении как самой крышки, так и корпусной детали фланцы привертных крышек иногда изготовляют некруглой формы, сокращая размер а фланца на участках между отверстиями под винты крепления. На рис. 8.6, б фланец крышки очерчен дугами радиусов Rx и R2. Еще большее снижение расхода металла можно получить, если крышку выполнить квадратной (рис. 8.6, в). Фланец крышки с шестью отверстиями можно конструировать по рис. 8.6, г. Чтобы не происходило значительного снижения жесткости и прочности фланца, при сокращении размера а не рекомендуют переходить за окружность Ро центров крепежных отверстий. Исполнение фланцев крышек по рис. 8.6, б, в, г целесообразно при крупносерийном и массовом их
производстве. Недостатком этих конструкций является прерывистая поверхность фланца, которая создает некоторые неудобства при его токарной обработке.
Закладные крышки. На рис. 8.7 показаны основные конструкции закладных крышек: глухих — рис. 8.7, а, б; с отверстием для выходного конца вала — рис. 8.7, в, с резьбовым отверстием под нажимной винт — рис. 8.7, г. Закладные крышки широко применяют в редукторах, имеющих плоскость разъема по осям валов. Эти крышки не требуют крепления к корпусу резьбовыми деталями: их удерживает кольцевой выступ, для которого в корпусе протачивают канавку. Чтобы обеспечить сопряжение торцов выступа крышки и канавки корпуса по плоскости, на наружной цилиндрической поверхности крышки перед торцом выступа желательно выполнять канавку шириной Ъ. Размеры канавки на диаметре D принимают по табл. 7.10 (D = d).
Наружный диаметр крышки выполняют с такими отклонениями, при которых в сопряжении с корпусом крышка образует очень малый зазор, препятствующий вытеканию масла из корпуса. Толщину 6 стенки принимают в зависимости от диаметра D отверстия под подшипник (см. с. 169). Размеры других элементов крышки: = (0,9... 1)6; S = (0,9...1)6; С « 0,55; I > Ь.
Иногда торец крышки, контактирующий с подшипником, не совпадает с торцом выступа (рис. 8.7, б). Чтобы наружная цилиндрическая поверхность этого участка не нарушала точности центрирования крышки, ее диаметр уменьшают па 0,5... 1 мм.
Обычно крышки изготовляют из чугуна. Однако с целью повышения прочности резьбы закладную крышку с резьбовым отверстием под нажимной винт (рис. 8.7, г) изготовляют из стали.
Рис. 8.7
Глава 9
КОНСТРУИРОВАНИЕ УЗЛОВ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ
В машиностроении используют подшипники скольжения, работающие как в режиме жидкостной, так и полужидкостной смазки. В режиме жидкостной смазки работают подшипники скольжения в опорах валов, вращающихся с высокой частотой: роторы турбин, валы прокатных станов, шпиндели станков, коленчатые валы ДВС и др. Все большее применение находят подшипники гидростатические и газостатические. Расчет и конструирование таких подшипников изучают в специальных курсах.
Простейшие типы подшипников, работающие в режиме полужидкостной смазки, широко применяют в сельскохозяйственных машинах, в подъемнотранспортных машинах (лебедки), в неответственных вспомогательных механизмах (механизмы управления) вместо подшипников качения, когда последние не удается встроить в корпус вследствие относительно больших наружных диаметров, и в других случаях.
Ниже приведены рекомендации по конструированию простейших подшипников скольжения, работающих в режиме полужидкостной смазки.
Подшипник скольжения образуют вал и втулка (вкладыш). Два типа втулок стандартизованы: биметаллические и из спекаемых материалов. Размеры втулок биметаллических приведены в табл. 24.34, а втулок из спекаемых материалов (порошков железа или бронзы) — в табл. 24.35.
В единичном и мелкосерийном производстве чаще всего применяют более простые в изготовлении вкладыши из недорогих антифрикционных материалов: антифрикционного чугуна, текстолита, прессованной древесины и безоловянных бронз.
В крупносерийном и массовом производстве используют биметаллические вкладыши. В этих вкладышах тонкий антифрикционный слой наплавлен на стальную, чугунную, а в ответственных подшипниках — на бронзовую основу.
Рис. 9.2
В массовом производстве широко распространены вкладыши, штампуемые из биметаллической ленты. В качестве антифрикционных материалов применяют: оловянные и свинцовые бронзы, баббиты, а также неметаллические материалы (нейлон, фторопласт, текстолитовая крошка) [1, 9].
Втулки подшипников скольжения устанавливают в отверстия стенок корпусной детали (рис. 9.1, а), в отверстие свободно вращающегося зубчатого колеса (рис. 9.1, б), в отверстие сцепной полумуфты, свободно сидящей на валу (рис. 9.1, в) и др.
Нередко оказывается удобным опоры скольжения валов и осей выполнять в виде отдельных комплектов. В этих случаях втулки устанавливают в корпуса подшипников, монтируемые затем на машине. Различают корпуса подшипников: неразъемные (ГОСТ 11521—82... 11525—82) и разъемные (ГОСТ 11607—82... 11611-82).
На рис. 9.2 показаны конструкции неразъемных корпусов. Опорная плоскость корпусов подшипников по рис. 9.2, а параллельна, а по рис. 9.2, б, в, г перпендикулярна оси основного отверстия. Это позволяет устанавливать их и на горизонтальных, и на вертикальных стенках узлов.
Неразъемные корпуса просты в изготовлении. Однако сборка узла при неразъемном корпусе не всегда удобна, а иногда и невозможна.
Разъемные корпуса облегчают монтаж валов и допускают регулирование зазоров в подшипнике. Поэтому они имеют преимущественное применение в общем и особенно тяжелом машиностроении. Крышку крепят к корпусу шпильками (рис. 9.3). Чтобы предотвратить боковое относительное смещение крышки и корпуса, разъем выполняют ступенчатым. Однако это усложняет изготовление корпуса подшипника. Поэтому в последнее время разъем делают по одной плоскости, а крышку фиксируют относительно корпуса двумя коническими штифтами. Возможны также конструкции корпусов с плоским разъемом без штифтов.
Разъем корпуса лучше выполнять перпендикулярно линии действия радиальной силы. Поэтому плоскость разъема корпусов нередко выполняют непараллельно плоскости основания (см. рис. 9.3).
При разъемных корпусах применяют два вкладыша. Их выполняют без бортов, с одним или с двумя бортами (рис. 9.4). Размеры конструктивных элементов, мм: толщина стенки вкладыша 6 = (0,08... 0,10)d 4- 2,5, где d — диаметр цапфы вала; b = (1,0... 1,2)5; h « 0,65. На наружной поверхности вкладышей около бортов делают канавки по ГОСТ 8820—69 (см. табл. 7.10).
Вкладыши без бортов применяют при действии в опоре только радиальной силы. При наличии кроме радиальной также и осевой силы используют вкладыши с одним упорным бортом. Если на опору действует осевая сила в двух направлениях, то вкладыш должен иметь один или два борта.
Фиксирование вкладышей. Вкладыши должны быть зафиксированы в корпусе от поворота и осевых смещений. Два борта не только воспринимают осе-
Рис. 9.5
вую силу, но и одновременно фиксируют вкладыш от осевых перемещений относительно корпуса. Поэтому часто вкладыши с двумя бортами применяют в опорах, где осевая сила совсем отсутствует или действует в одном направлении. Однако нужно иметь в виду, что выполнение сопряжения по торцам бортов требует повышенной точности размеров между ними и между торцами корпуса. Это повышает стоимость изготовления подшипника. Поэтому не рекомендуют применение без надобности вкладышей с двумя бортами.
Наиболее распространено фиксирование вкладышей относительно корпуса короткими цилиндрическими штифтами или втулками I « 2d (рис. 9.5). Отверстие в фиксирующей втулке используют для подачи масла в подшипник. Заметим, что штифты и втулки фиксируют вкладыши одновременно от поворота и от осевых смещений.
Установка. Подшипники скольжения нормально работают при строгой параллельности осей шейки вала и отверстия вкладыша. Отклонение от параллельности могут быть вызваны погрешностями изготовления деталей, их сборки и прогибами валов под нагрузкой. Чем больше длина подшипника, тем опаснее перекос осей вала и вкладыша, приводящий к возникновению кромочных давлений. Поэтому существенное значение имеет выбор отношения l/dподшипника, где I — длина, a d — диаметр отверстия вкладыша.
Чем больше нагрузка и частота вращения вала, тем меньше должно быть отношение I/ d. При высокой точности изготовления, сборки (оба подшипника расположены в одном корпусе и отверстия под вкладыши расточены за один установ) и жестких валах отношение l/d можно увеличить.
Если подшипники располагают в отдельных корпусах, то можно ожидать значительный перекос осей вала и вкладыша. Перекос возникает от погрешностей изготовления корпусов подшипников, вкладышей, плиты (или рамы), на которой устанавливают корпуса, а также от погрешностей их установки. В этом случае отношение l/d должно быть минимальным.
Оптимальные значения отношения I/ d для большинства машин 0,5... 0,9.
Для уменьшения влияния перекоса применяют самоустанавливающиеся подшипники. Наибольшее распространение получил сферический подшипник (рис. 9.6, а). С этой же целью применяют подшипники с опорной поверхностью в виде короткого цилиндрического пояска, который значительно уменьшает угловую жесткость закрепленного подшипника (рис. 9.6, б).
Регулирование. При конструировании подшипников скольжения, где требуется точное вращение вала или где возможно значительное изнашивание, предусматривают возможность регулирования зазора.
Рис. 9.7
В разъемных подшипниках зазор регулируют взаимным радиальным смещением вкладышей. Для этого на практике наибольшее применение находят два способа: регулирование подбором (или подшлифовкой) прокладок, которые устанавливают между крышкой и корпусом подшипника и регулирование шабрением плоскостей разъема корпуса и крышки подшипников.
Если нагрузка постоянно направлена на корпус подшипника, то крышка по плоскости разъема может и не соприкасаться с корпусом. При этом регулирование зазора в подшипнике выполняют или одним из упомянутых выше способов, или системой затяжных 1 и распорных 2 винтов (рис. 9.7).
Осевое фиксирование валов, вращающихся в подшипниках скольжения, выполняют или в одной опоре (1-й способ), или в двух опорах (2-й способ) (рис. 9.8). При фиксировании в одной опоре фиксирующая цапфа вала охватывает вкладыш подшипника. Этот способ применяют при длинных валах, когда температурные изменения длины вала значительны.
При относительно коротких валах применяют осевое фиксирование по второму способу.
Смазывание исключительно важно для работы подшипника. Для смазывания используют жидкий или пластичный смазочный материал, который подают в разгруженную зону.
Для смазывания подшипников скольжения можно использовать взвешенные в воздухе внутри корпуса частицы масла. После запрессовки втулки в корпус сверлят отверстие диаметром для подвода масла (рис. 9.9). Полезно в этом случае на внутренней стенке корпуса отлить направляющие выступы (ребра), по которым осевшее на стенки масло стекает к отверстию. Для распределения поступающего масла по длине подшипника на внутренней поверхности втулки делают продольные канавки. Размеры (мм) канавок и отверстия (рис. 9.10) принимают: t = (0,02...0,025)d; г = (0,2...0,3)d; а = (0,08...0,10)1; 6 = (0,2... 0,3)L; 8 = (0,08...0,10)d + 2,5; С = (0,2...0,3)8; = (1,3... 1,6)8.
Отверстия во втулках можно сверлить и до их запрессовки в стенку корпуса. Чтобы при постановке втулки не ориентировать ее по отверстию в корпусе, на наружной поверхности втулки делают канавку шириной b и глубиной С(рис. 9.10).
1-й способ
Рис. 9.8
A—A
Рис. 9.9
Рис. 9.10
Рис. 9.11
Масло, заполнив кольцевую щель, образованную канавкой, проникает в отверстие и смазочную продольную канавку.
Если ось вала лежит в плоскости разъема, то для подвода смазочного материала можно на плоскости разъема корпуса выполнить канавку, а на крышке корпуса — скос (рис. 9.11). Масло, стекая по скосу крышки, заполнит канавку корпуса и поступит к втулке подшипника скольжения.
Подшипники скольжения, вращающиеся вместе с деталями, в которые они поставлены (см. рис. 9.1, б, в), также смазывают маслом. Для подвода масла в деталях выполняют несколько поперечных отверстий со сквозными долевыми канавками. В этих случаях целесообразно применять втулки из спекаемых материалов (см. табл. 24.35), имеющих пористую структуру. Такие втулки заранее пропитывают горячим смазочным материалом.
Подшипники скольжения, выполненные для каждой опоры в виде отдельных корпусов (см. рис. 9.2, 9.3), можно смазывать индивидуально пластичным смазочным материалом с помощью колпачковых масленок [1]. Поперечные отверстия и продольные смазочные канавки выполняют по рис. 9.10.
Глава 10
КОНСТРУИРОВАНИЕ ВАЛОВ
На этапе эскизного проектирования (см. гл. 3) ориентировочно была намечена конструкция валов, определены диаметры отдельных участков. Теперь следует уточнить эти размеры, согласовать их с деталями, устанавливаемыми на вал, учесть вид и расположение опор, конструкцию уплотнения, технологию изготовления.
Перед отработкой конструкции вала должны быть решены такие важные вопросы, как способ передачи вращающего момента в соединении вал — ступица и способ крепления деталей на валу от осевого перемещения (см. гл. 6).
10.1. КОНЦЕВЫЕ УЧАСТКИ ВАЛОВ
Входной и выходной валы редукторов, коробок передач имеют цилиндрические или конические концевые участки для установки полумуфт, шкивов, звездочек или зубчатых колес.
Цилиндрические концы валов изготовляют по ГОСТ 12080—66 (см. табл. 24.28). Деталь, устанавливаемую на цилиндрическом конце вала, доводят до упора в заплечик высотой t (см. рис. 3.1).
Переходный участок вала между двумя ступенями разных диаметров выполняют галтелью радиуса г, а при шлифовании выполняют канавку для выхода шлифовального круга (см. рис. 7.53, а, б). Радиус г галтели принимают в зависимости от диаметра d вала (мм):
d..................... 20...28 32...45 50...70 80...100
г..................... 1,6 2,0 2,5 3,0
Соседним с концевым является участок вала для установки подшипника. Поэтому высота t заплечика концевого участка должна быть согласована с посадочным диаметром подшипника. При этом желательно предусмотреть возможность
сч 'а f f "° т , d' ~ 1 Г Рис. 10.1 а~а ЙХ-тХ = Жм ' ""W 1 - • / • нЙг Рис. 10.2
Рис. 10.3
Рис. 10.4
установки подшипника без съема призматической шпонки. Ориентировочно диаметр вала (мм) в месте установки подшипника (рис. 10.1):
б/п > d 4- 2^2 И- 1,
где — глубина паза в ступице (см. табл. 24.29).
Полученное значение округляют в большую сторону до ближайшего стандартного для подшипника размера. Выполнение условия установки подшипника без съема шпонки приводит, как правило, к значительной разности диаметров dn и d. В тех случаях, когда расстояние I (рис. 10.1, 10.2) больше ширины В внутреннего кольца подшипника, отличие в размерах d^ и d можно уменьшить за счет обхода шпонки. Последовательность монтажа подшипника в этом случае показана на рис. 10.2.
Высоту заплечика получают наименьшей при использовании сегментной шпонки, которую перед монтажом подшипника можно вынуть (рис. 10.3).
Если на концевом цилиндрическом конце вала нарезают шлицы (рис. 10.4), то высота t заплечика ограничена необ
ходимостью свободного выхода фрезы: для прямобочных шлицев t < 0,5Д, эволъ-вентных t < 0,25h, где h — глубина шлица. При этом участок вала, соседний с концевым, будет постоянного диаметра в том случае, если d^ = d 4- 2t. Если dn > d 4-4- 2t, то выполняют переходный участок с диаметром (d 4- 20, как показано на рис. 10.4. Здесь же показан выход фрезы, нарезающей шлицы. Диаметры 1)ф шлицевых фрез для прямобочных шлицев средней серии принимают в зависимости от диаметра d вала, мм:
d...........
.........
20...22 25...28 32...38 42...48 54...65 72...92
63 70 80 90 100 112
Участок выхода фрезы можно распространять на упорные заплечики (рис. 10.4) и частично на шейку вала для установки подшипника качения.
Конические концы валов по ГОСТ 12081—72 (см. табл. 24.27) изготовляют с конусностью 1:10 двух исполнений: с наружной (тип 1) и с внутренней (тип 2) резьбой. Диаметр вала на участке, соседнем с концевым, определяют так же, как и для цилиндрического, из условия установки подшипника на вал без выема
Таблица 10.1
Шаг резьбы Тит 7Г‘ II /У- — Тип II /м 5°
л bt 13 , b , J 13
ь г ь г
1 3 1 0,5 3,6 2 d — 1,5
1,25 1,5 1,75 4 4,4 4,6 5,4 2,5 2,5 3 d — 1,8 d — 2,2 d - 2,5
2 5 1,6 5,6 3 d - 3,0
2,5 3 6 1,0 7,3 7,6 4 d - 3,5 d — 4,5
шпонки (рис. 10.5): <4 > с/Ср + 2^ + 1 мм, где dcp = d - 0,0512 и 4 принимают по табл. 24.27.
Преимущественное распространение приобретает коническая форма концевого участка вала, обеспечивающая точное и надежное соединение, возможность легкого монтажа и снятия устанавливаемых деталей.
При наличии на концевом цилиндрическом или коническом участке вала наружной метрической резьбы предусматривают проточки по ГОСТ 10549—80 (табл. 10.1, размеры в мм). Основное применение имеют проточки типа I.
10.2. КОНСТРУКЦИИ ВАЛОВ
Входные (быстроходные) валы имеют концевые участки, участки для установки подшипников и участки, на которых нарезают зубья шестерен цилиндрических или конических зубчатых передач (конструкции валов-червяков см. 5.7). Конструирование концевых участков и определение диаметров валов в местах установки подшипников рассмотрено в 10.1.
На входном валу цилиндрической передачи зубья шестерен нарезают на среднем участке. Диаметр его определен чаще всего размером значение которого находят из условия надежного контакта торцов заплечика и внутреннего кольца подшипника (см. рис. 3.1). Конструкция вала на среднем участке зависит от передаточного числа и значения межосевого расстояния передачи. При небольших передаточных числах и относительно большом межосевом расстоянии диаметр djX окружности впадин шестерни больше диаметра dBn вала (рис. 10.6, а). При больших передаточных числах и малом межосевом расстоянии djx < dBn, тогда конструкцию вала выполняют по одному из вариантов рис. 10.6, б—д, предусматри-
Рис. 10.6
вая участки для выхода фрезы, нарезающей зубья. Диаметр фрезы принимают в зависимости от модуля т:
т, мм........................ 2...2,25 2,5...2,75 3...3,75 4...4,5 5...5,5 6...7
Др, мм, при степени точности:
7 ......................... 90 100 112 125 140 160
8... 10 ................... 70 80 90 100 112 125
Длину /вых определяют графически.
Если наружный диаметр dai шестерни оказывается меньше диаметра dBn, то обтачивают или весь вал в средней части по наружному диаметру шестерни (рис. 10.6, г), или между нарезанной частью и торцом вала выполняют конические переходные участки (рис. 10.6, д). Последний вариант несколько сложнее в изготовлении, но жесткость вала получается выше в сравнении с вариантом по рис. 10.6, г.
Участок выхода фрезы можно распространять на торец вала, по которому базируют подшипник качения (рис. 10.6, б, г, Э).
Конструкцию входного вала конической передачи чаще всего выполняют по рис. 10.7, располагая шестерню консольно относительно подшипниковых опор. Регулирование подшипников проводят перемещением по валу правого по рис. 10.7 подшипника с помощью круглой шлицевой гайки 1. После регулирования гайку стопорят многолапчатой шайбой 2.
Для выхода инструмента при нарезании резьбы на валу предусматривают проточки (см. табл. 10.1). Проточки типа II характеризует меньшая концентрация напряжений, их применяют при малой усталостной прочности вала. На валу выполняют паз под язычок стопорной шайбы (см. табл. 24.24).
Другие конструкции входных валов конических передач представлены на рис. 12.5— 12.8.
Промежуточные валы не имеют концевых участков. На рис. 10.8 показан промежуточный вал двухступенчатого цилиндрического редуктора. На самом валу 182
нарезаны зубья шестерни тихоходной ступени. Рядом расположено колесо быстроходной ступени. Диаметры dBn и ^бк определяют по рекомендациям гл. 3. В зависимости от размеров шестерни конструкцию выполняют или по рис. 10.8, а (dfi > ^бк)> или по рис. Ю.8, б (dji < с/бк)- Допустимо участок выхода фрезы распространять на торцы вала, контактирующие с колесом или внутренним кольцом подшипника (рис. 10.8, б).
Между подшипником и колесом на том же диаметре, что и подшипник, располагают дистанционные кольца. Диаметральные размеры кольца определяют из условия контакта его торцов с колесом и с внутренним кольцом подшипника. Поэтому кольцо имеет чаще всего Г-образное сечение.
Выходные (тихоходные) валы имеют концевой участок (см. 10.1). В средней части вала между подшипниковыми опорами размещают зубчатое колесо. Наиболее простая конструкция вала показана на рис. 10.9. В сопряжении колеса с валом использована посадка с большим натягом. Подшипники установлены до упора в заплечики вала. Иногда между подшипниками и колесом располагают втулки (рис. 10.10). В этом случае вал может быть гладким одного номинального диаметра, разные участки которого выполняют с различными отклонениями для обеспечения нужного характера сопряжения с устанавливаемыми деталями.
Валы следует конструировать гладкими, с минимальным числом уступов (рис. 10.9, 10.10). В этом случае достигают существенного сокращения расхода
металла на изготовление вала, что особенно важно в условиях крупносерийного производства. Сборку колеса с гладким валом выполняют в сборочном приспособлении, определяющем осевое положение колеса. В индивидуальном и мелкосерийном производстве валы можно снабдить заплечиками для упора колес (рис. 10.11).
Для повышения технологичности радиусы галтелей, размеры фасок и канавок для выхода инструмента на одном валу желательно принимать одинаковыми. Если на валу предусмотрено несколько шпоночных пазов, то для удобства фрезерования их располагают на одной образующей и выполняют одной ширины, выбранной по меньшему диаметру вала (см. рис. 10.11). Для уменьшения номенклатуры шлицевых фрез, сокращения времени на их перестановку размеры шлицев на разных участках вала принимают по возможности одинаковыми.
После определения диаметров и длин участков вала, а также его конструктивных элементов производят расчет вала на сопротивление усталости (см. 10.3). Известно, что шпоночные пазы, резьбы под установочные гайки, отверстия под установочные винты, а также канавки и резкие изменения сечений вала вызывают концентрацию напряжений, уменьшающую его усталостную прочность.
Рис. 10.12
Поэтому, если вал имеет небольшой запас по сопротивлению усталости, следует избегать использования элементов, вызывающих концентрацию напряжений.
В местах пониженной усталостной прочности нежелательно выполнение канавок для выхода инструмента (шлифовального камня, плашки и др.). Вместо канавок сопряжение соседних участков вала следует оформлять в виде галтели (рис. 10.12, а), как можно более плавным. Где возможно, следует увеличить радиус галтели. В особых случаях галтели выполняют эллиптическими с размерами Ъ = (0,4...0,45)d и а = 0,46 (рис. 10.12, б) или двумя радиусами. Заметно снижают концентрацию напряжений галтели с поднутрением (рис. 10.12, в).
Разгружающие канавки на валу (рис. 10.12, г) и в сопряженной детали (рис. 10.12, д) уменьшают концентрацию напряжений на поверхности вала от посадки деталей с натягом.
Шпоночный паз, получаемый дисковой фрезой (рис. 10.12, е), вызывает меньшую концентрацию напряжений, чем обработанный концевой фрезой.
Эвольвентные шлицы вызывают меньшую концентрацию напряжений по сравнению с прямобочными. Шлицевое соединение меньше снижает сопротивление усталости вала, чем шпоночное.
10.3. РАСЧЕТЫ ВАЛОВ НА ПРОЧНОСТЬ
Основными нагрузками на валы являются силы от передач. Силы на валы передают через насаженные на них детали: зубчатые или червячные колеса, шкивы, полумуфты. При расчетах принимают, что насаженные на вал детали передают силы и моменты валу на середине своей ширины. Под действием постоянных по значению и направлению сил во вращающихся валах возникают напряжения, изменяющиеся по симметричному циклу.
Основными материалами для валов служат углеродистые и легированные стали (табл. 10.2). Для большинства валов применяют термически обрабатываемые среднеуглеродистые и легированные стали 45, 40Х; для высоконапряженных валов ответственных машин — легированные стали 40ХН, 20Х, 12ХНЗА.
Выполняют расчеты валов на статическую прочность и на сопротивление усталости. Расчет проводят в такой последовательности: по чертежу сборочной
Таблица 10.2
Марка стали Диаметр заготовки, мм Твердость НВ (не менее) Механические характеристики, МПа Коэффи-циент фт
<7П стт тт <М Т-1
Ст5 Любой 190 520 280 150 220 130 0,06
45 < 120 240 780 540 290 360 200 0,09
< 80 270 900 650 390 410 230 0,10
40Х < 200 240 790 640 380 370 210 0,09
< 120 270 900 750 450 410 240 0,10
40ХН < 200 270 920 750 450 420 230 0,10
20Х < 120 197 650 400 240 310 170 0,07
12ХНЗА < 120 260 950 700 490 430 240 0,10
18ХГТ < 60 330 1150 950 660 500 280 0,12
единицы вала составляют расчетную схему, на которую наносят все внешние силы, нагружающие вал, приводя плоскости их действия к двум взаимно перпендикулярным плоскостям (горизонтальной X и вертикальной У). Затем определяют реакции опор в горизонтальной и вертикальной плоскостях. В этих же плоскостях строят эпюры изгибающих моментов Мх и Myt отдельно эпюру крутящего момента МК) эпюру изгибающего момента Мкон от консольной силы Гк, эпюру осевой силы Fa. Предположительно устанавливают опасные сечения исходя из эпюр моментов, размеров сечений вала и концентраторов напряжений (обычно сечения, в которых приложены внешние силы, моменты, реакции опор или места изменений сечения вала, нагруженные моментами). Проверяют прочность вала в опасных сечениях.
Расчет на статическую прочность. Проверку статической прочности выполняют в целях предупреждения пластических деформаций в период действия кратковременных перегрузок (например, при пуске, разгоне, реверсировании, торможении, срабатывании предохранительного устройства).
Величина перегрузки зависит от конструкции передачи (привода). Так, при наличии предохранительной муфты величину перегрузки определяет момент, при котором эта муфта срабатывает. При отсутствии предохранительной муфты возможную перегрузку условно принимают равной перегрузке при пуске приводного электродвигателя.
В расчете используют коэффициент перегрузки Кп = Ттах/ Т, где Ттах — максимальный кратковременно действующий вращающий момент (момент перегрузки); Т — номинальный (расчетный) вращающий момент. Для большинства асинхронных электродвигателей Кп = 2,2 (см. табл. 24.9).
В расчете определяют нормальные а и касательные т напряжения в рассматриваемом сечении вала при действии максимальных нагрузок:
а = 103Мтах/И/ + Гтах/Л;т = 103Мктах/И/к, (10.1)
где Мтах = КП\у/Мх + Му + МКОн) — суммарный изгибающий момент, Нм; Метах = ^тах = Кп? ~ крутящий момент, Н• м; Fmax = KnFa — осевая сила, Н; W и IVK — моменты сопротивления сечения вала при расчете на изгиб и кручение, мм3; А — площадь поперечного сечения, мм2.
Частные коэффициенты запаса прочности по нормальным и касательным напряжениям (пределы текучести ат и тт материала см. табл. 10.2):
STO = стт/а; Stt = тт/т. (10.2)
Общий коэффициент запаса прочности по пределу текучести при совместном действии нормальных и касательных напряжений
Sj — StqStt/ y/Sja 4- Syr . (10.3)
Статическую прочность считают обеспеченной, если ST > [5Т], где [5Т] = = 1,3... 2 — минимально допустимое значение общего коэффициента запаса по текучести (назначают в зависимости от ответственности конструкции и послед-186
a
Рис. 10.13
ствий разрушения вала, точности определения нагрузок и напряжений, уровня технологии изготовления и контроля).
Моменты сопротивления W при изгибе, РИК при кручении и площадь А вычисляют по нетто-сечению:
для сплошного круглого сечения диаметром D:
W= tv£3/32; WK = tvD3/16; A = ^D2/4- (10.4)
для полого круглого сечения (рис. 10.13, а):
W = ^Д3/32; WK = f^P3/16; А = ^D2 - d2)/4,
где Еду = 1 - (d/D)4 — коэффициент пересчета: d/D.... 0,4 0,42 0,45 0,48 0,5 0,53 0,56 0,6 0,63 0,67 0,71
E,vv.. 0,974 0,969 0,959 0,947 0,938 0,921 0,901 0,87 0,842 0,8 0,747
Таблица 10.3
Геометрические характеристики Формулы
Момент инерции при расчетах на жесткость (осевой) J= it(8/4 - <ф/64, где bj принимают по рис. 10.14, а в зависимости от коэффициента х смещения и числа z зубьев; d — диаметр делительной окружности, d^ — диаметр центрального отверстия
Момент сопротивления при расчете: на изгиб на кручение W=2J/da} где da — диаметр вершин зубьев; РИК = 21У
Площадь сечения при расчете на растяжение (сжатие) А = Tv(bsd2 — d^)/4, где 65 принимают по рис. 10.14, б в зависимости от коэффициента х смещения и числа z зубьев
Примечания-. 1. Для косозубых валов-шестерен расчет по приведенным формулам идет в запас прочности. 2. Б — блокирующая линия из условия отсутствия подрезания зубьев (рис. 10.14).
Рис. 10.14
Таблица 10.4
D, мм т = 1,25 мм т — 2 мм т — 3 мм т = 5 мм
z W, мм3 Z W, мм3 Z W, мм3 Z IV, мм3
20 14 579
22 16 848
25 18 1201
28 21 1864 12 1696
30 22 2161 13 2138
32 24 2782 14 2693
35 26 3532 16 3292
38 29 4814 18 4349
40 30 5389 18 5042
42 32 6594 20 5966
45 34 7804 21 7633 13 6985
50 38 10 850 24 10 315 15 9836
55 26 13 940 17 12 570
60 28 18 300 18 16 610
65 32 23 540 20 21550
70 34 29 720 22 27 360
75 36 36 850 24 34 100
80 38 45 000 25 41870 14 39 715
85 27 50 780 15 45 260
90 28 60 760 16 54 570
95 30 72 140 18 65 290
100 32 84 810 18 76 880
для вала с прямобочными шлицами (рис. 10.13, б)\
W = [ltd4 + bz(D - d)(D + б92]/(327?);
WK = 2W- А = + bz(D - d)/2;
для вала с эвольвентными шлицами и для вала-шестерни в сечении по зубьям геометрические характеристики приведены в табл. 10.3, 10.4;
для вала с одним шпоночным пазом (рис. 10.13, в):
W= Tid3/32 - bh(2d - h)2/(16d); 1Ук = т^3/16 - bh(2d - /i)2/(16d);
A = Tvd2/4 - bh/2.
Таблица 10.5
d, мм Серия
легкая средняя тяжелая
D, мм b, мм z W, мм3 D, мм b, мм z W, мм3 D, мм b, мм z W, мм3
18 — — — — 22 4 6 741 23 2,5 10 790
21 — — •— — 25 5 6 1081 26 3 10 1131
23 26 6 6 1367 28 6 6 1502 29 4 10 1650
26 30 6 6 1966 32 6 6 2100 32 4 10 2190
28 32 7 6 2480 34 7 6 2660 35 4 10 2720
32 36 6 8 3630 38 6 8 3870 40 5 10 4190
36 40 7 8 5130 42 7 8 5660 45 5 10 5710
42 46 8 8 8000 48 8 8 8410 52 6 10 8220
46 50 9 8 10 460 54 9 8 11500 56 7 10 11900
52 58 10 8 15 540 60 10 8 16130 60 5 16 16120
56 62 10 8 18 940 65 10 8 19 900 65 5 16 19 900
62 68 12 8 25 800 72 12 8 27 600 72 6 16 27 600
72 78 12 10 40 300 82 12 10 43 000 82 7 16 42 300
82 88 12 10 57 800 92 12 10 60 500 92 6 20 60 560
Таблица 10.6
d, мм bxh, мм W, мм3 IVK, мм3 d, мм bxh, мм W, мм3 И7*, мм3
20 655 1440 45 7800 16 740
21 6x6 770 1680 48 14x9 9620 20 500
22 897 1940 50 10 916 23 695
24 1192 2599 53 12 869 28 036
25 1275 2810 55 16x10 14 510 30 800
26 8x7 1453 3180 56 15 290 33 265
28 1854 4090 60 18x11 18 760 40 000
30 2320 4970 63 21938 47411
67 26180 56 820
32 2730 5940 70 20x12 30 200 63 800
34 10x8 3330 7190 71 31549 68 012
36 38 4010 4775 8590 10 366 75 37 600 79 000
80 22x14 45 110 97 271
Значения моментов сопротивления приведены: для сечений с эвольвентны-ми шлицами по ГОСТ 6033—80 — в табл. 10.4; с прямобочными шлицами по ГОСТ 1139—80 — в табл. 10.5; с пазом для призматической шпонки по ГОСТ 23360—78 — в табл. 10.6.
Расчет на сопротивление усталости. Уточненные расчеты на сопротивление усталости отражают влияние разновидности цикла напряжений, статических и усталостных характеристик материалов, размеров, формы и состояния поверхности. Расчет выполняют в форме проверки коэффициента S запаса прочности, минимально допустимое значение которого принимают в диапазоне [5] = 1,5 — 2,5 в зависимости от ответственности конструкции и последствий разрушения вала, точности определения нагрузок и напряжений, уровня технологии изготовления и контроля.
Для каждого из установленных предположительно опасных сечений вычисляют коэффициент S:
S = ад/^о2+5т2 >[S], (10.5)
где Sa и ST — коэффициенты запаса по нормальным и касательным напряжениям, определяемые по зависимостям
S<j G-Ц)/(&а "Г ^ст/Э^пг)’ T_ip/(Ta + (10.6)
Здесь aa и та — амплитуды напряжений цикла; стш и тто — средние напряжения цикла; и фтР — коэффициенты чувствительности к асимметрии цикла напряжений для рассматриваемого сечения.
В расчетах валов принимают, что нормальные напряжения изменяются по симметричному циклу: ста = аи и от = 0, а касательные напряжения — по отну-левому циклу: та = тк/2 и тт = тк/2.
Тогда
8„ = О-ю/Оа- (Ю.7)
Напряжения в опасных сечениях вычисляют по формулам
aa = аи = 103 M/W-, та = тк/2 = 103MK/(2lVK), (10.8)
где М = yjM2x + Му — результирующий изгибающий момент, Н-м; Мк — крутящий момент (Мк = Т), Н-м; W и ГГК — моменты сопротивления сечения вала при изгибе и кручении, мм3.
Пределы выносливости вала в рассматриваемом сечении:
“ СТ-1/'^Га£> ’ Т-Ш “ Т-1/^т£> ’ (10.9)
где a_i и Т-! — пределы выносливости гладких образцов при симметричном цикле изгиба и кручения (см. табл. 10.2); KoD и Кг1} — коэффициенты снижения предела выносливости.
Значения KaD и KrD вычисляют по зависимостям:
*B=(^T+Y^T-W (1010)
где Ка и Кг — эффективные коэффициенты концентрации напряжений; К(Ь и K(F — коэффициенты влияния абсолютных размеров поперечного сечения (табл. 10.7); KFa и KFr — коэффициенты влияния качества поверхности (табл. 10.8); Kv— коэффициент влияния поверхностного упрочнения (табл. 10.9).
Значения коэффициентов Ка и Кг берут из таблиц: для ступенчатого перехода с галтелью (рис. 10.15, а —в) — табл. 10.10; для шпоночного паза — табл. 10.11; для шлицевых и резьбовых участков валов — табл. 10.12. Для оценки концентрации напряжений в местах установки на валу деталей с натягом используют отношения Ka/Kda и Kr/Kdr (табл. 10.13).
При действии в расчетном сечении нескольких источников концентрации напряжений учитывают наиболее опасный из них (с наибольшим значением KaD или KrD).
Таблица 10.7
Напряженное состояние и материал при диаметре вала Д мм
20 30 40 50 70 100
Изгиб для углеродистой стали 0,92 0,88 0,85 0,81 0,76 0,71
Кручение для всех сталей и изгиб для легированной стали 0,83 0,77 0,73 0,70 0,65 0,59
Таблица 10.8
Вид механической обработки Параметр шерохова-тости Ra, мкм KFa при он, МПа при ов, МПа
< 700 > 700 < 700 > 700
Шлифование тонкое ДО 0,2 1 1 1 1
Обтачивание тонкое 0,2... 0,8 0,99... 0,93 0,99... 0,91 0,99... 0,96 0,99... 0,95
Шлифование чистовое 0,8... 1,6 0,93... 0,89 0,91... 0,86 0,96... 0,94 0,95... 0,92
Обтачивание чистовое 1,6...3,2 0,89... 0,86 0,86... 0,82 0,94... 0,92 0,92... 0,89
Таблица 10.9
Вид упрочнения поверхности Значения /Сгпри:
вала Ка = 1,0 Ко = 1,1... 1,5 А; > 1,8
Закалка ТВЧ 1,3... 1,6 1,6...1,7 2,4...2,8
Азотирование 1,15... 1,25 1,3...1,9 2,0... 3,0
Накатка роликом 1,2... 1,4 1,5...1,7 1,8...2,2
Дробеструйный наклеп 1,1...1,3 1,4... 1,5 1,6...2,5
Без упрочнения 1,0 1,0 1,0
Таблица 10.10
t/r г/ d Ка при ав, МПа Кг при ав, МПа
500 700 900 1200 500 700 900 1200
0,01 1,55 1,6 1,65 1,7 1,4 1,4 1,45 1,45
9 0,02 1,8 1,9 2,0 2,15 1,55 1,6 1,65 1,7
0,03 1,8 1,95 2,05 2,25 1,55 1,6 1,65 1,7
0,05 1,75 1,9 2,0 2,2 1,6 1,6 1,65 1,75
0,01 1,9 2,0 2,1 2,2 1,55 1,6 1,65 1,75
3 0,02 1,95 2,1 2,2 2,4 1,6 1,7 1,75 1,85
0,03 1,95 2,1 2,25 2,45 1,65 1,75 1,75 1,9
г 0,01 2,1 2,25 2,35 2,5 2,2 2,3 2,4 2,6
а 0,02 2,15 2,3 2,45 2,65 2,1 2,15 2,25 2,5
Таблица 10.11
ав, МПа К„ при выполнении паза фрезой Ят
концевой дисковой
500 1,8 1,5 1,4
700 2,0 1,55 1,7
900 2,2 1,7 2,05
1200 2,65 1,9 2,4
Таблица 10.12
ов, МПа К для Кг для шлицев Кг для резьбы
шлицев резьбы прямобочных эвольвентных
500 1,45 1,8 2,25 1,43 1,35
700 1,6 2,2 2,5 1,49 1,7
900 1,7 2,45 2,65 1,55 2,1
1200 1,75 2,9 2,8 1,6 2,35
Таблица 10.13
Диаметр вала d, мм при ств> МПа Кт/К^ при ов, МПа
500 700 900 1200 500 700 900 1200
30 2,6 3,3 4,0 5,1 1,5 2,0 2,4 3,05
40 2,75 3,5 4,3 5,4 1,65 2,1 2,6 3,25
50 2,9 3,7 4,5 5,7 1,75 2,2 2,7 3,4
60 3,0 3,85 4,7 5,95 1,8 2,3 2,8 3,55
70 3,1 4,0 4,85 6,15 1,85 2,4 2,9 3,7
80 3,2 4,1 4,95 6,3 1,9 2,45 3,0 3,8
90 3,3 4,2 5,1 6,45 1,95 2,5 3,05 3,9
100 3,35 4,3 5,2 6,6 2,0 2,55 3,1 3,95
Рис. 10.15
в
Коэффициент влияния асимметрии цикла для рассматриваемого сечения вала
ФтР = ^lK,D ’ (10.11)
где фт — коэффициент чувствительности материала к асимметрии цикла напряжений (см. табл. 10.2).
Пример расчета вала на прочность. На рис. 10.16 приведена конструкция выходного вала цилиндрического зубчатого редуктора, а также расчетная схема и эпюры изгибающих М и крутящего Мк моментов, продольной осевой силы. Силы в зубчатом зацеплении: Ft = 9600 Н, Fr = 3680 Н, Fa = 2400 Н. Вал установлен на двух шариковых радиальных однорядных подшипниках 212 по ГОСТ 8338—75, на шлицевом конце вала предполагается установка ступицы муфты с металлическими стержнями. Консольная сила, действующая на вал со стороны муфты, FK = 539 Н. Коэффициент перегрузки при расчете на статическую прочность Кц = 2,2.
Вал изготовлен из стали марки 45 со следующими характеристиками статической прочности и сопротивления усталости (см. табл. 10.2): временное сопротивление сгн = 900 МПа; предел текучести ат = 650 МПа; предел текучести при кручении тт = = 390 МПа, предел выносливости при изгибе = 410 МПа, предел выносливости при кручении т-4 = 230 МПа, коэффициент чувствительности к асимметрии цикла нагружения фт = 0,1. Вал изготовлен без поверхностного упрочнения.
Минимально допустимые запасы прочности по пределу текучести и сопротивлению усталости соответственно: [S,] = 2,0 и [S] = 2,0.
Решение. 1. Определение внутренних силовых факторов. При составлении расчетной схемы учитываем, что условная шарнирная опора для радиального подшипника расположена на середине ширины подшипника (см. п. 7.1.2).
Реакции опор от сил, нагружающих вал, определены в примере 1 гл. 7.
Эпюры внутренних силовых факторов приведены на рис. 10.16, при этом крутящий момент численно равен вращающему:
Мк = Т = 10~3ед/2 = Ю”3 9600-288/2 = 1382,4 Н-м.
Из рассмотрения эпюр внутренних силовых факторов и конструкции узла следует, что опасными являются сечения:
I — I — место установки зубчатого колеса на вал диаметром 71 мм: сечение нагружено изгибающим и крутящим моментами, осевой силой; концентратор напряжений — посадка с натягом колеса на вал;
II — II — место установки правого по рисунку подшипника на вал: сечение нагружено изгибающим и крутящим моментами, осевой силой; концентратор напряжений — посадка с натягом внутреннего кольца подшипника на вал;
М1вп = 283,2Н-м
Я2в = 4720Н
Fr=3680H
Л2к = 754,6 H
*~1В *^*чх*ж \ --ZK ---7---
М1вл = 62,4Н-м 1н
Й1К = 215,6Н''---
М1КОН = 12,9 Н-м
Легкой = 25,9 Н-м
Н
г 2400П 1111111111ПППТТТ л. q ^**xUV А А
Мк = 1382,4Н-м
МИШИ
Рис. 10.16
III—III — место установки полумуфты на вал: сечение напружено крутящим моментом, концентратор напряжений — прямобочные шлицы по ГОСТ 1139—80 на концевом участке вала (внутренний диаметр d = 52 мм, наружный диаметр D = 58 мм, ширина b = 10 мм, число зубьев z = 8).
Определим силовые факторы для опасных сечений.
Сечение I — I
Изгибающие моменты:
— в плоскости XOZ
М1Г = Л2г/1Ю“3 =4800-60-10-3 =288 Н-м;
— в плоскости YOZ слева от сечения
М1ВЛ = fllD(Z-Z1)10-3 =1040(120-60)10-3 =62,4 Н-м;
— в плоскости YOZ справа от сечения
М1ип = Я21>;110“3 = 4720-60-10-3 =283,2 Н-м;
— момент от консольной силы
М1КО„=Я1К(/-/1)10-3 =215,6(120-60)10-3 =12,9 Н-м.
Суммарный изгибающий момент
МГ=^М^ + М^„ + М1К0„ = /2882+283,22 +12,9 = 416,8 Н-м.
Крутящий момент МК1 = Мк = 1382,4 Н-м.
Осевая сила Fal = Fa = 2400 Н.
Сечение II —II
Изгибающий момент М2 = М2кон = Ю-3 ^2 — Ю-3-539-48 = 25,9 Н-м.
Крутящий момент Мк2 = Мк = 1382,4 Н-м.
Осевая сила Fa2 = Fa = 2400 Н.
Сечение III —III
Крутящий момент Мк3 = Мк = 1382,4 Н-м.
2. Вычисление геометрических характеристик опасных сечений вала [см. формулы (10.4)].
Сечение I —I
W, =1^732 = 3,14-713/32 = 35120 мм3;
И-'к1 =-^716 = 3,14-71716 = 70 240 мм3;
Д, =ird2/4 = 3,14-712/4=3957 мм2.
Сечение II —II
W2 = тг<13/32 = 3,14 • 603/32 =21195 мм3;
1+к, = -к d3/16 = 3,14-603/16 = 42 390 мм3;
A., =Ttd2/4 = 3,14-602/4 = 2826 мм2.
Сечение III —III
По табл. 10.5 для прямобочных шлицев легкой серии и d = 52 мм имеем: 1Ук3 = 2IV = = 2-15 540 = 31080 мм3.
3. Расчет вала на статическую прочность. Вычислим нормальные и касательные напряжения, а также значение общего коэффициента запаса прочности по пределу текучести в каждом из опасных сечений вала.
Сечение I —I
Напряжение изгиба с растяжением (сжатием) di и напряжение кручения (10.1)
а, = + /<nF ,/4, = 103 -2,2-416,8/35120 +2,2-2400/3957 = 27,4 МПа;
Т] = 103 А'„Л7к1/И7к1 = 103 -2,2-1382,4/70240 = 43,3 МПа.
Частные коэффициенты запаса прочности по нормальным и касательным напряжениям (10.2)
STal = ат/а1 = 650/27,4 = 23,7;
Stt1 = тт/т1 = 390/43,3 = 9,0.
Общий коэффициент запаса прочности по пределу текучести (10.3)
7. = = 23,7.9,0/723779^ = 8,4.
Сечение II —II
Напряжение изгиба с растяжением (сжатием) а2 и напряжение кручения т2 (10.1)
а2 = 103K„M2/lV2 + F„F2/42 = 103-2,2-25,9/21195 + 2,2-2400/2826 = 4,6 МПа;
т, = Ю’К.М JW, = 103-2,2-1382,4/42390 = 71,7 МПа.
Частные коэффициенты запаса прочности по нормальным и касательным напряжениям (10.2)
5тп2 = ат/а2 = 650/4,6 = 141,3;
5тт2 = тт/т2 = 390/71,7 = 5,44.
Общий коэффициент запаса прочности по пределу текучести (10.3)
5т2 = = 141,3-5,44/7141,32 + 5,442 = 5,4.
Сечение III —III
Напряжение кручения (10.1)
Т3 = Ю^М^/и;., = 103 - 2,2 -1382,4/31 080 = 97,9 МПа.
Общий коэффициент запаса прочности по пределу текучести равен в данном случае частному коэффициенту запаса прочности но касательному напряжению (10.2), (10.3)
7з = 7з = 7тз = 390/97’9 = 3-98-
Статическая прочность вала обеспечена: во всех опасных сечениях S > [ST] = 2,0.
4. Расчет вала на сопротивление усталости. Вычислим значения общего коэффициента запаса прочности в каждом из опасных сечений вала.
Сечение I —I
Определим амплитуды напряжений и среднее напряжение цикла (10.8)
а , = а , = lO’Af, IW, = 103 416,8/35120 = 11,9 МПа;
<11 И1 1/1 /
То1 = тк|/2 = = Ю3-1382,4/(2-70 240) = 9,84 МПа;
т = т , = 9,84 МПа. ml <il ’
Зубчатое колесо установлено на валу с натягом. Поэтому концентратор напряжений в сечении — посадка с натягом. По табл. 10.13 имеем: K„IKda = 4,85; 7<T/7<dT = 2,9. Посадочную поверхность вала под зубчатое колесо шлифуют (Ra = 0,8 мкм); KFa = 0,91; KFy = 0,95 (см. табл. 10.8). Поверхность вала — без упрочнения: Kv = 1 (см. табл. 10.9).
Коэффициенты снижения предела выносливости (10.10)
KaD = (К„/Каа + l/KFa - 1)/KV = (4,85 + 1/0,91 - 1)/1 = 4,95;
KtD = (Кт/КЛг + 1/KFt - 1)/KV = (2,9 + 1/0,95 - 1)/1 = 2,95.
Пределы выносливости вала в рассматриваемом сечении (10.9)
a_1D = V-x/K'D = 410/4,95 = 82,8 МПа;
T-ip = = 230/2,95 = 78,0 МПа.
Коэффициент влияния асимметрии цикла (10.11)
VtU = ЩК,'') = 0,1/2,95 = 0,034.
Коэффициенты запаса по нормальным и касательным напряжениям (10.6), (10.7)
5» = а-1О/<’<11 = 82’8/11>9 = 6-96;
5Т = т.1О/(то1 + фт£)тл1) = 78,0/(9,84 + 0,034-9,84) = 7,67.
Коэффициент запаса прочности в рассматриваемом сечении (10.5)
S = S„sJ Js3 + S3 = 6,96 • 7,67/ 7б,962 + 7,672 = 5,1.
Сечение II —II
Определим амплитуды напряжений и среднее напряжение цикла (10.8)
а , = а , = 103M.,/W,, = 25,9-103/21195 = 1,22 МПа; «2 И2 2/ 2 ’ / ’
т12 = тк2/2 = 103Л7к2/(21Кк2) = 1382,4 103/(2 - 42 390) = 16,3 МПа;
т — т = 16,3 МПа. m2 а2 ’
Внутреннее кольцо подшипника качения установлено на валу с натягом. Поэтому концентратор напряжений в сечении — посадка с натягом. По табл. 10.13 имеем: = 4,7;
Кт/Kfr = 2,8. Посадочную поверхность вала под подшипник шлифуют (Ra = 1,25 мкм); КЕо = 0,88; КЕг = 0,935 (см. табл. 10.8). Поверхность вала — без упрочнения: Kv = 1 (см. табл. 10.9).
Коэффициенты снижения предела выносливости (10.10)
= (Яо/^ + 1/Kf<! - 1)/KV = (4,7 + 1/0,88 - 1)/1 = 4,84;
Кт0 = (К7/К/т + 1/^т - 1)/KV = (2,8 + 1/0,935 -1)/1 = 2,87.
Пределы выносливости вала в рассматриваемом сечении (10.9)
O_w = = 410/4’84 = 84’7 МПа;
Т_]Р = = 230/2,87 = 80,1 МПа.
Коэффициент влияния асимметрии цикла (10.11)
a|)TD = = 0,1/2,87 = 0,035.
Коэффициенты запаса по нормальным и касательным напряжениям (10.6), (10.7)
S,=<T_lz,/a,2 = 84,7/1,22 =69,4;
Sr = T-1O/(T„2 +^„.2) = 80,1/(16,3+0,035-16,3) = 4,75.
Коэффициент запаса прочности в рассматриваемом сечении (10.5)
S = s„sr/jst+si = 69,4 • 4,75/ 7б9,42 + 4,752 = 4,74.
Сечение III —III
Определим амплитуду и среднее напряжение цикла (10.8)
Та3 = тк3/2 = 103MK3/(2WK.,) = 1382,4 10:,/(2 • 31080) = 22,2 МПа;
т , = т , = 22,2 МПа. m3 аЗ ’
Для передачи вращающего момента па консольном участке вала предусмотрены шлицы, которые и являются концентратором напряжений. По табл. 10.7 и 10.12 соответственно имеем: коэффициент влияния абсолютных размеров KdT — 0,68 и эффективный коэффициент концентрации напряжений Ку — 2,65. Параметр шероховатости поверхности Ra = 0,8 мкм: KFy — 0,95 (см. табл. 10.8). Поверхность вала — без упрочнения: Kv = 1 (см. табл. 10.9).
Коэффициент снижения предела выносливости (10.10)
KtD = (Kr/Kd7 + 1/К^ - 1)/KV = (2,65/0,68 +1/0,95 -1)/1 = 3,95.
Предел выносливости вала в рассматриваемом сечении (10.9)
т_1/? = т^/ТС^ = 230/3,95 = 58,2 МПа.
Коэффициент влияния асимметрии цикла (10.11)
i\)rD = ^t/K^d = 0,1/3,95 = 0,025.
Коэффициент запаса прочности в рассматриваемом сечении равен в данном случае коэффициенту запаса по касательному напряжению (10.5), (10.6)
s = sr = т_1р/(та3 +<>TDTm3) = 58,2/(22,2 + 0,025-22,2) = 2,6.
Сопротивление усталости вала обеспечено: во всех опасных сечениях S > [5] = 2,0.
Глава 11 СМАЗЫВАНИЕ, СМАЗОЧНЫЕ УСТРОЙСТВА И УПЛОТНЕНИЯ
Для уменьшения потерь мощности на трение, снижения интенсивности изнашивания трущихся поверхностей, их охлаждения и очистки от продуктов износа, а также для предохранения от заедания, задиров, коррозии должно быть обеспечено надежное смазывание трущихся поверхностей.
11.1. СМАЗЫВАНИЕ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ
ПЕРЕДАЧ
Для смазывания передач широко применяют картерную систему. В корпус редуктора или коробки передач заливают масло так, чтобы венцы колес были в него погружены. Колеса при вращении увлекают масло, разбрызгивая его внутри корпуса. Масло попадает на внутренние стенки корпуса, откуда стекает в нижнюю его часть. Внутри корпуса образуется взвесь частиц масла в воздухе, которая покрывает поверхность расположенных внутри корпуса деталей.
Картерное смазывание применяют при окружной скорости зубчатых колес и червяков до 12,5 м/с. При более высоких скоростях масло сбрасывает с зубьев центробежная сила и зацепление работает при недостаточном смазывании. Кроме того, заметно возрастают потери мощности на перемешивание масла, повышается его температура.
Выбор смазочного материала основан на опыте эксплуатации машин.
Преимущественное применение имеют масла. Принцип назначения сорта масла следующий: чем выше окружная скорость колеса, тем меньше должна быть вязкость масла и чем выше контактные давления в зацеплении, тем большей вязкостью должно обладать масло. Поэтому требуемую вязкость масла определяют в зависимости от контактного напряжения и окружной скорости колес (табл. 11.1). По табл. 11.2 выбирают марку масла для смазывания зубчатых и червячных передач. В табл. 11.3 приведены рекомендуемые марки смазочных масел для волновых передач.
Обозначение индустриальных масел состоит из четырех знаков, каждый из которых обозначает: первый (И) — индустриальное, второй — принадлежность к группе по назначению (Г — для гидравлических систем, Т — тяжелонагружен-ные узлы), третий — принадлежность к группе по эксплуатационным свойствам (А — масло без присадок, С — масло с антиокислительными, антикоррозионными и противоизносными присадками, Д — масло с антиокислительными, антикоррозионными, противоизносными и противозадирными присадками), четвертый (число) — класс кинематической вязкости.
Таблица 11.1
Контактные напряжения стя, МПа Рекомендуемая кинематическая вязкость, мм2/с, при окружной скорости, м/с
до 2 2...5 св. 5
Для зубчатых передач при 40 °C
До 600 34 28 22
600... 1000 60 50 40
1000... 1200 70 60 50
Для червячных передач при 100 °C
До 200 25 20 15
200... 250 32 25 18
250... 300 40 30 23
Таблица И.2
Марка масла Кинематическая вязкость, мм2/с
Для зубчатых передач при 40 °C
И-Л-А-22 19...25
И-Г-А-32 29...35
И-Г-А-46 41...51
И-Г-А-68 61...75
Для червячных передач при 100 °C
И-Г-С-220 14
И-Т-С-320 20
Авиационное МС-20 20,5
Цилиндровое 52 52
Таблица 11.3
Контактные напряжения оя, МПа Марка масла при диаметре гибкого колеса, мм
80 160
До 800 И-Г-А-68
Св. 800 до 1600 И-Т-Д-68 И-Т-Д-100
Из пластичных смазочных материалов чаще всего применяют ЦИАТИМ-201, Литол-24, Униол-2 (см. табл. 24.50).
Допустимые уровни погружения колес цилиндрического редуктора в масляную ванну (рис. 11.1): & (2m... 0,25^)» но не менее 10 мм. Здесь т — мо-
дуль зацепления. Наибольшая допустимая глубина погружения зависит от окружной скорости колеса. Чем медленнее вращение колеса, тем на большую глубину оно может быть погружено.
Считают, что в двухступенчатой передаче при окружной скорости v > 1 м/с достаточно погружать в масло только колесо тихоходной ступени (рис. 11.1, а).
При v < 1 м/с в масло должны быть погружены колеса обеих ступеней передачи (рис. 11.1, б).
В соосных редукторах при расположении валов в горизонтальной плоскости в масло погружают колеса быстроходной и тихоходной ступеней (рис. 11.2, а). При расположении валов в вер-
Рис. 11.1
тикальной плоскости погружают в масло шестерню и колесо, расположенные в нижней части корпуса (рис. 11.2, б). Если глубина погружения колеса окажется чрезмерной, то снижают уровень масла и устанавливают специальное смазывающее колесо 1 (рис. 11.2, в).
Рис. 11.2
В конических или коническо-цилиндрических редукторах в масляную ванну должно быть погружено коническое колесо на всю ширину b венца.
Глубину погружения в масло деталей червячного редуктора принимают: при нижнем расположении червяка (рис. 11.3, a) = (0,1...0,5)dal; при верхнем (рис. 11.3, б) = 2m...0,25d2. Однако при частых включениях и кратковременном режиме работы (пуск — останов — пуск) смазывание зацепления оказывается недостаточным. Во избежание этого уровень масла поднимают до зацепления. Если важно уменьшить в червячной передаче тепловыделение и потери мощности (например, при высокой частоте вращения червяка и длительной работе передачи), уровень масла в корпусе понижают. Для смазывания зацепления на червяке устанавливают разбрызгиватели 1 (рис. 11.3, в, г). Масло заливают в этом случае до центра нижнего тела качения подшипника.
Нормы погружения колес коробок передач такие же, как и для колес редукторов.
Расстояние 60 между дном корпуса и поверхностью колес или червяка для всех типов редукторов и коробок передач принимают: Ьо > За, где а определяют по формуле (3.1).
11.2. СМАЗЫВАНИЕ ПОДШИПНИКОВ
Обычно подшипники смазывают тем же маслом, что и детали передач. Смазывание их другим смазочным материалом применяют редко (если требуется защитить подшипники от продуктов износа деталей передач).
При картерном смазывании передач подшипники смазывают брызгами масла. При окружной скорости колес v > 1м/с брызгами масла покрыты все детали передач и внутренние поверхности стенок корпуса. Стекающее с колес, ва
лов и со стенок корпуса масло попадает в подшипник.
Однако в ряде случаев для обеспечения надежного смазывания зацепления приходится значительно повышать уровень масла. Нередко в масло погружают быстроходную шестерню или червяк и подшипники быстроходного вала. В этом случае во избежание попадания в подшипник продуктов износа передач, а также излишнего полива маслом подшипники защищают маслозащитными шайбами (кольцами), рис. 11.4. Особенно это необходимо, если на быстроходном валу установлены косозубые или шевронные колеса либо червяк, т. е. когда зубья колес или витки червяка гонят масло на подшипник и заливают его, вызывая повышенный нагрев.
Для смазывания опор валов, далеко расположенных от уровня масляной ванны, применяют различные устройства. Так, для смазывания подшипников вала конической шестерни, удаленных от масляной ванны, на фланце корпуса
Рис. 11.4
в плоскости разъема делают канавки, а на крышке корпуса скосы (рис. 11.5). В канавки со стенок крышки корпуса стекает разбрызгиваемое колесом масло и через отверстия в стакане попадает к подшипникам.
Для направления стекающего масла иногда делают на внутренней поверхности стенки корпуса ребра (рис. 11.6, а). По ним масло стекает к отверстию в приливе корпуса и попада
ет к подшипнику. Для смазывания подшипников вала червячного колеса иногда применяют скребки с лотками, по которым масло подают к подшипникам (рис. 11.6, б).
Если доступ масла к подшипникам затруднен, а применение способов по рис. 11.5, 11.6 нежелательно, то в редуктор (коробку передач) встраивают насос. Насос подает масло в распределительное устройство, от которого по отдельным трубкам его подводят к подшипникам. Трубки подсоединяют к распределителю, а также к корпусу узла с
Рис. 11.5
Зазор 0,1...0,5 мм
Рис. 11.6
Рис. 11.8
Рис. 11.9
помощью ниппелей. На рис. 11.7, а показаны ниппели двух наиболее распространенных конструкций (в одной из них даны два исполнения: I — с цилиндрической, II — с конической резьбой), а на рис. 11.7, 6 — конструкция маслораспределительного устройства. Трубки крепят к стенкам корпуса скобками.
К подшипникам качения масло подводят таким образом, чтобы оно стекало в картер через подшипник. В зависимости от положения прилива относительно стенки корпуса масло подводят с наружной стороны корпуса (рис. 11.8, а) или изнутри (рис. 11.8, б, в). Полихлорвиниловые трубки к штуцерам присоединяют, как показано на рис. 11.8, в.
Если применение насоса нежелательно, подшипники, к которым затруднен доступ масла, смазывают пластичным смазочным материалом. Обычно используют ЦИАТИМ-201, Литол-24, ОКБ-122-7 и др. (см. табл. 24.50). В этом случае подшипник закрывают с внутренней стороны маслосбрасывающим кольцом 1 (рис. 11.9, а, б). Смазочный материал должен занимать 1/2 — 2/з свободного объема полости корпуса.
Для подачи в подшипники пластичного смазочного материала можно применять пресс-масленки (рис. 11.10). Смазочный материал подают под давлением специальным шприцем. Для удобства подвода шприца в некоторых случаях применяют переходные штуцера 1.
При вертикальном расположении вала верхнюю опору смазывают жидким маслом, подаваемым насосом, или пластичным смазочным материалом. Ниж-
Рис. 11.10
нюю опору вертикального вала изолируют от масляной ванны редуктора и смазывают жидким маслом от насоса или пластичным смазочным материалом.
Значительно упрощает конструкцию применение подшипников качения закрытого типа с двумя уплотнениями (например, шариковых радиальных тип 180000, ГОСТ 8882—75) или защитными шайбами (тип 80000, ГОСТ 7242—81), смазочный материал в которые заложен при изготовлении и сохраняется в течение всего срока эксплуатации подшипников [И].
11.3. СМАЗОЧНЫЕ УСТРОЙСТВА
При работе передач продукты изнашивания постепенно загрязняют масло. С течением времени оно стареет, свойства его ухудшаются. Браковочными признаками служат увеличенное кислотное число, повышенное содержание воды и наличие механических примесей. Поэтому масло, залитое в корпус редуктора или коробки передач, периодически меняют. Для замены масла в корпусе предусматривают сливное отверстие, закрываемое пробкой с цилиндрической или конической резьбой (рис. 11.11). Размеры пробок с цилиндрической резьбой (рис. 11.11, а, б):
d D L 1 b t
M16xl,5—8g . 25 21,9 24 13 3 3
M20xl,5—8g . 30 25,4 25 13 4 3
Размеры пробок с конической резьбой (рис. 11.11, в):
Обозначение резьбы .. d D L ь
К1/2" 21,2 21,54 13,5 8,1
КЗ/4" 26,6 26,89 14 8,6
Цилиндрическая резьба не создает надежного уплотнения. Поэтому под пробку с цилиндрической резьбой ставят уплотняющие прокладки из фибры, алюминия, паронита. Для этой цели применяют также кольца из маслобензостой-кой резины, которые помещают в канавки глубиной /, чтобы они не выдавливались пробкой при ее завинчивании (рис. 11.11, б).
Коническая резьба создает герметичное соединение, и пробки с этой резьбой дополнительного уплотнения не требуют. Поэтому применение их более желательно.
Рис. 11.12
Маслосливными пробками можно закрывать отверстия для залива масла.
Для наблюдения за уровнем масла в корпусе устанавливают: пробки с конической резьбой (рис. 11.11, в), маслоуказатели крановые (рис. 11.12), маслоука-затели жезловые (щупы) (рис. 11.13), маслоуказатели круглые и удлиненные из прозрачного материала (рис. 11.14).
Рис. 11.15
Пробки и крановые маслоуказатели можно устанавливать парами для контроля за нижним и верхним уровнями масла (рис. 11.15). Можно устанавливать только одну пробку — для контроля за верхним уровнем масла.
Исполнение щупа по рис. 11.13, б вызывает некоторые технологические трудности при формовке корпуса и сверлении наклонного отверстия. Поэтому исполнение щупа по рис. 11.13, а и особенно рис. 11.13, в предпочтительнее.
Круглые маслоуказатели (см. рис. 11.14) удобны для корпусов, расположенных достаточно высоко над уровнем пола.
При длительной работе в связи с нагревом воздуха повышается давление внутри корпуса. При интенсивном тепловыделении это приводит к просачиванию масла через уплотнения и стыки. Чтобы избежать этого, внутреннюю по-
025
040
лость корпуса сообщают с внешней средой путем установки отдушин в его верхних точках. Некоторые конструкции отдушин приведены на рис. 11.16, а —в. Отдушину по рис. 11.16, в используют также в качестве пробки, закрывающей отверстие для залива масла.
11.4. УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
Уплотнительные устройства применяют для предохранения от вытекания смазочного материала из подшипниковых узлов, а также для защиты их от попадания извне пыли и влаги. Ниже приведены наиболее распространенные в машиностроении уплотнения.
Манжетные уплотнения широко применяют при смазывании подшипников жидким маслом и при окружной скорости вала до 20 м/с. Манжета (рис. 11.17, а — в) состоит из корпуса 7, изготовленного из маслобензостойкой резины, каркаса 2, представляющего собой стальное кольцо Г-образного сечения, и браслет-
Рис. 11.18
ной пружины 3. Каркас придает манжете жесткость и обеспечивает ее плотную посадку в корпусную деталь без дополнительного крепления. Браслетная пружина стягивает уплотняющую часть манжеты, вследствие чего образуется рабочая кромка шириной Ъ = 0,4...0,6 мм (рис. 11.17, г), плотно охватывающая поверхность вала. На рис. 11.17, д отдельно показаны браслетная пружина и способ ее соединения. Манжеты, предназначенные для работы в засоренной среде, выполняют с дополнительной рабочей кромкой 4 (рис. 11.17, в), называемой «пыльником». Размеры манжет см. в табл. 24.26.
При окружной скорости более 4 м/с рабочая поверхность вала должна быть шлифованной, а при окружной скорости более 8 м/с еще и упрочненной (>45 HRC).
Манжету обычно устанавливают открытой стороной внутрь корпуса (рис. 11.18, а). К рабочей кромке манжеты в этом случае обеспечен хороший доступ смазочного масла. 95 %-ный ресурс для манжет — не менее 3000 ч.
При подаче шприцем пластичного смазочного материала давление внутри подшипниковой камеры может быть очень высоким. Чтобы не повредить манжету, ее устанавливают в этом случае рабочей кромкой наружу (рис. 11.18, б). Тогда при повышении давления смазочный материал отогнет кромку манжеты и избыток его вытечет наружу.
Для предотвращения попадания загрязняющих веществ извне манжету также устанавливают рабочей кромкой наружу.
При высоком уровне масла ставят рядом две манжеты (рис. 11.19, а). При запыленной внешней среде также ставят две манжеты или одну с пыльником (рис. 11.19, б). Свободное пространство между манжетами, а также между рабочими кромками манжеты и пыльника заполняют при сборке пластичным смазочным материалом (1 — 13 или ЦИАТИМ-221).
Торцовые уплотнения. При смазывании подшипников жидким маслом в последнее
время получили распространение очень эффективные уплотнения по торцовым поверхностям. Однако применение их сдерживается вследствие конструктивной сложности, значительных размеров и относительно высокой стоимости. Конструкция одного из них приведена на рис. 11.20. Уплотнение состоит из уплотнительных колец 7, 2 и пружины 3. Кольцо 1 изготовляют из антифрикционного материала марок АМС-1, АГ-1500-С05,2П-1000-Ф, а кольцо 2 — из стали марок 40Х, ШХ15, закаленной до высокой твердости. Кольцо 2 устанавливают на валу с натягом.
Ширину Ъ поверхности трения кольца 1 принимают при диаметре вала (мм) свыше 20 до 40 — 3 мм, свыше 40 до 80 — 4 мм и свыше 80 — 5 мм. Ширину поверхности трения кольца 2 делают больше Ъ на 2... 4 мм. Рабочие поверхности уплотнительных колец должны иметь отклонения от плоскостности не более 0,9 мкм, а шероховатость Ra < 0,16 мкм. С помощью пружины 3 создают на уплотняющей поверхности давление 0,05... 0,15 МПа.
Кольцо 1 снабжают дополнительным, так называемым статическим, уплотнением 4.
Статическим уплотнением чаще всего служит резиновое кольцо круглого сечения. Размеры резиновых колец принимают (рис. 11.21, б): диаметр сечения
d/2 = 4,6 мм; диаметр отверстия dx = D - 8 мм. Здесь D — диаметр (мм) отверстия в крышке подшипника, который принимают из ряда чисел: 36, 38, 40, 42, 43, 44, 45, 46, 48, 50, 52, 53, 55, 56, 58, 60, 62, 63, 65, 66, 68, 70, 71, 72, 73, 75, 76, 78, 80, 82, 83, 85, 86, 88, 90, 92, 95, 98, 100.
Форма канавки для резинового кольца дана на рис. 11.21, а; размеры канавки: b = 5,6 мм; d3 = D - 7,4 мм.
Помимо резиновых колец круглого сечения статическое уплотнение осуществляют также резиновыми сильфонами 4, привулканизированными к стальным кольцам 5 и 6 (рис. 11.22).
Фирма «Циллер» (Германия) производит уплотнение упругими стальными шайбами (рис. 11.23), которые применяют при скорости скольжения до 6 м/с и смазывании подшипников любым смазочным материалом. Толщина шайб в зависимости от их диаметрального размера составляет а — 0,3... 0,6 мм. Торцовая рабочая грань шайб выступает за их плоскость на с = 0,5... 0,6 мм, что создает после закрепления шайб достаточную силу прижатия рабочей грани к торцу кольца подшипника. Размеры шайб см. в табл. 24.25.
Щелевые уплотнения. Формы канавок щелевых уплотнений даны на рис. 11.24. Зазор щелевых уплотнений заполняют пластичным смазочным материалом, который защищает подшипник от попадания извне пыли и влаги.
Рис. 11.25
Рис. 11.26
При смазывании жидким ^аслом в крышке подшипника выполняют дополнительную канавку шириной Ьо и дренажное отверстие (рис. 11.25). Размеры (мм) b и bQ, минимальное число z канавок принимают в зависимости от диаметра d вала:
.. св. 20 до 50 св. 50 до 80 св. 80 до 100
2 3 4
.. 4...5 6...8 10...12
3 4 4
Щелевые уплотнения не обеспечивают полной герметизации, их целесообразно сочетать с другими уплотнениями.
Лабиринтные уплотнения. Большое распространение получили лабиринтные уплотнения, в которых уплотняющий эффект достигают чередованием радиальных и осевых зазоров. Эти зазоры образуют длинную узкую извилистую щель. При окружной скорости вала до 30 м/с эту щель заполняют пластичным смазоч
Рис. 11.27
ным материалом.
Радиальный зазор в лабиринте соответствует посадке сопряженных деталей Я11 / d 11 (рис. 11.26, а, б). Точное значение осевого зазора получить труднее вследствие осевой «игры» вала, отклонений монтажной высоты подшипников, толщин регулировочных прокладок и осевых размеров деталей лабиринта. С учетом этого осевой зазор делают большей величины: s0 = 1...2 мм. В крышке подшипника можно выполнять дренажные отверстия (см. рис. 11.25), через которые просочившееся масло возвращают в сборник.
Фирма SKF (Швеция) применяет лабиринтные уплотнения, выполненные в виде набора штампованных из стальной ленты шайб (рис. 11.27, а). Толщина /г ленты для наружного диаметра D подшипни
ка D = 42... 55 мм — h = 1,25 мм; ширина В одного комплекта из двух шайб — В = 5 мм; для D = = 62... ПО мм соответственно: h = 1,5 мм, В = 6 мм.
Шайбы могут иметь ворсистое полиамидное покрытие. Посадочные поверхности шайб слегка скошены так, чтобы после монтажа в корпус или на вал они имели посадку с натягом. Радиальный зазор 0,15 мм; осевой < h.
Фирма «Циллер» выпускает лабиринтные уплотнения в виде тонкостенных штампованных колец, приклеенных к двум пластмассовым кольцам (рис. 11.27, б). Толщина такого уплотнения для ва
лов диаметром d = 20... 80 мм составляет 4 мм. Рис. 11.28
Центробежные и комбинированные уплотне-
ния. Уплотнения, основанные на действии центробежной силы, конструктивно очень просты. Их применяют при окружной скорости вала v > 0,5 м/с. Центробеж-
ные уплотнения (рис. 11.28) эффективны для валов, расположенных выше уровня масла. Их применяют в сочетании с дренажными отверстиями, особенно широко — в металлорежущих станках отечественного и зарубежного производства.
Для повышения уплотняющего эффекта различные виды уплотнений комбинируют. На рис. 11.29 приведены конструкции лабиринтных уплотнений в комбинации со щелевым и манжетным.
При пластичном смазочном материале уплотнения ставят с обеих сторон подшипника. Например, с внутренней стороны корпуса устанавливают маслосбрасывающее кольцо (рис. 11.30, а). Кольцо должно несколько выступать за
Рис. 11.29
стенку корпуса (или торец стакана), чтобы попадающее на него жидкое горячее масло отбрасывалось центробежной силой и не попадало в полость размещения пластичного смазочного материала, не вымывало его.
Эффективное уплотнение при постоянном направлении вращения вала создает винтовая канавка, нарезанная на внешней поверхности кольца 1 (рис. 11.30, б), по которой просочившееся масло отводят внутрь корпуса.
Весьма эффективно также уплотнение упругими шайбами (рис. 11.30, в). Чтобы создать точное центрирование шайбы, между нею и заплечиком вала ставят кольцо 1, перекрывающее по ширине канавку на валу.
11.5. ПРИМЕРЫ КОНСТРУКЦИЙ СОВРЕМЕННЫХ УПЛОТНЕНИЙ ВАЛОВ
Контактные радиальные уплотнения. На рис. 11.31 показано уплотнение фирмы «Даймлер-Бенц» (Германия). На тщательно шлифованной и полирован-
Рис. 11.33
ной поверхности вала нанесены травлением маслоотгонные микроканавки глубиной ^0,02 мм. При вращении вала рабочая кромка манжеты отшлифовывает поверхность вала до полного их исчезновения; микроканавки остаются только по обе стороны кромки. Масло, попавшее в углубление, отбрасывается микроканавками обратно, внутрь корпуса. Уплотнения с микроканавками применяют только при постоянном направлении вращения вала. Направление канавок зависит от направления вращения вала: если вал вращается по ходу часовой стрелки (смотреть со стороны масляной ванны), то направление канавок на валу — правое.
На рис. 11.32 показано уплотнение, в котором манжета выполнена в виде наклонно расположенного круглого резинового кольца. Угол наклона манжеты выбирают по соотношению tg а > d2/d, d^ — толщина резинового кольца. Наклонное расположение манжеты создает условия для отбрасывания масла и смазывания поверхности вала, расположенной под манжетой, обеспечивая хороший уплотняющий эффект и высокую долговечность.
Контактные торцовые уплотнения. Торцовое уплотнение по рис. 11.33 отличает простота конструкции. В нем только одна деталь вращается вместе с валом, а остальные детали неподвижны. Уплотняющее кольцо 1 вклеено в стальную обойму 2. Статическое уплотнение выполнено резиновым кольцом 3. Трение в статическом уплотнении всегда больше, чем между уплотняющими поверхностями.
Торцовое уплотнение фирмы «Бургман» (Германия) представляет собой самостоятельный комплект, заключенный в стальную штампованную обойму 1 (рис. 11.34). Его ставят в крышку подшипника по посадке с натягом.
На рис. 11.35 показаны торцовые уплотнения фирмы «Циллер». Уплотнение выполняют упругими стальными шайбами 1 (см. табл. 24.25). Они отличаются простотой и достаточной эффективностью при смазывании подшипников любым смазочным материалом и скорости скольжения трущихся поверхностей до 6 м/с. Шайбу к кольцу подшипника поджимают крышкой или гайкой (см. рис. 11.23), или, если это удобнее, через кольцо 2 пружинным разрезным кольцом 3 (рис. 11.35, а), или посадкой упругих шайб на конусную поверхность втулки или крышки (рис. 11.35, б).
Глава 12 ПРИМЕРЫ КОНСТРУКЦИЙ УЗЛОВ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Выше приведены рекомендации по выполнению отдельных этапов курсового проекта, а также краткая характеристика вариантов конструктивных решений. При выполнении курсового проекта из всего многообразия вариантов необходимо выбрать один, оптимальный. Число возможных сочетаний типов подшипников, схем их установки, способов регулирования, конструкций крышек подшипников, стаканов, зубчатых или червячных колес, червяков, смазочных и уплотнительных устройств очень велико. Это многообразие создает при выполнении проекта определенные трудности. Для облегчения выбора решений в настоящей главе приведены варианты типовых конструкций опорных узлов зубчатых и червячных передач, состоящих из валов с установленными на них деталями. Напомним, что сборку валов с сопряженными деталями выполняют, как правило, вне корпуса изделия.
На специализированных заводах-изготовителях редукторов направление линии зуба косозубых цилиндрических колес с целью уменьшения их номенклатуры задают правым, а сопряженных шестерен — левым.
12.1. ВХОДНЫЕ (БЫСТРОХОДНЫЕ) ВАЛЫ
Редукторы цилиндрические и цилиндрическо-червячные с прямозубыми и косозубыми зубчатыми колесами. На рис. 12.1 показаны конструкции входных валов цилиндрических редукторов, выполненных по развернутой схеме. В таких редукторах шестерню располагают несимметрично относительно опор, смещая ее ближе к опоре, противоположной участку вала, выступающего из редуктора. Так как на входной конец вала действует консольная нагрузка, то такое расположение шестерни приводит к более равномерному нагружению опор и распределению нагрузки по длине зуба.
Подшипники входных валов цилиндрических редукторов с прямозубыми и косозубыми зубчатыми колесами чаще всего устанавливают по схеме «враспор». Необходимый осевой зазор обеспечивают с помощью тонких металлических прокладок 3, устанавливаемых между корпусом и привертными крышками (рис. 12.1, а, в) или с помощью компенсаторного кольца 4, которое устанавливают между торцами закладной крышки и наружного кольца шарикового радиального подшипника. Для удобства сборки компенсаторное кольцо устанавливают со стороны глухой крышки (рис. 12.1, 6).
При установке роликовых конических подшипников и применении закладных крышек необходимую точность регулирования можно достичь с помощью винта 5 (рис. 12.1, г). Конические роликоподшипники применяют в конструк
циях входных валов цилиндрических редукторов чаще всего для повышения жесткости и уменьшения габаритов опор. Регулирование с помощью резьбовых деталей проще, так как не нужно снимать крышку для замены прокладок. Однако конструкция узла усложнена.
Подшипник, находящийся вблизи шестерни, защищают маслоотражательными шайбами 1 от чрезмерного залива маслом, выдавливаемым вместе с продуктами изнашивания из зубчатого зацепления. Если шайба изготовлена из тонкого листового материала, то для ее точного центрирования устанавливают до-
Рис. 12.2
полнительно кольцо 2, ширина которого должна быть больше ширины канавки перед заплечиком вала.
Конструкции входных валов одноступенчатых цилиндрических редукторов выполняют так, как показано на рис. 12.1, но шестерню располагают симметрично относительно опор.
На рис. 12.2 показаны конструкции входных валов соосных цилиндрических редукторов. Шестерню располагают симметрично относительно опор вала. Подшипники устанавливают «враспор». Необходимый осевой зазор обеспечивают при сборке установкой набора тонких металлических прокладок 1 под фланец привертной крышки (рис. 12.2, а) или установкой компенсаторного кольца 2 при применении закладной крышки (рис. 12.2, б). Одну из опор устанавливают на внешней боковой стенке редуктора, другую — на внутренней стенке (промежуточная опора) рядом с опорой соосно расположенного выходного вала.
В цилиндрическо-червячном редукторе входным является вал-шестерня цилиндрической передачи (рис. 12.3), который размещают в корпусе после установки на промежуточном валу редуктора сопряженного колеса. Для постановки в корпус комплекта вала-шестерни должен быть предусмотрен зазор С. Для этого уменьшают размер левого по рисунку подшипника (рис. 12.3, а) или применяют подшипник разборной конструкции (рис. 12.3, б, в).
На рис. 12.3, а подшипники установлены по схеме «враспор». Необходимый осевой зазор обеспечивают набором тонких металлических прокладок 1, устанавливаемых между корпусом и привертной крышкой.
a
б
На рис. 12.3, б, в показана осевая фиксация по схеме 1а (см. рис. 3.9): в фиксирующей опоре установлен радиальный шарикоподшипник с канавкой для стопорного кольца на наружном кольце; в плавающей — подшипник с короткими цилиндрическими роликами. При сборке узла по рис. 12.3, б вначале в корпус устанавливают наружное кольцо роликоподшипника, а затем вводят вал-шестерню с установленным на нем внутренним кольцом с комплектом роликов. При сборке узла по рис. 12.3, в плоскими пружинными кольцами закрепляют в корпусе наружное кольцо подшипника с комплектом роликов, затем вводят вал-шестерню с закрепленным на нем внутренним кольцом подшипника.
При консольном исполнении вала-шестерни (рис. 12.3, г) постановка его в корпус затруднений не вызывает. Однако конструкция узла усложнена, хуже внешний вид. Подшипники устанавливают по схеме «врастяжку» и регулируют круглой шлицевой гайкой 2.
Редукторы с шевронными зубчатыми колесами. Конструкции входных валов одноступенчатых редукторов с шевронными зубчатыми колесами показаны на рис. 12.4. Валы — плавающие. Осевое положение плавающего вала определяют наклоненные в разные стороны зубья полушевронов. Сопряженные с ними валы фиксируют относительно корпуса.
Наружное кольцо подшипника без бортов (рис. 12.4, а) поджимают торцом привертной крышки к кольцу 1. Это кольцо может быть сплошным, если плоскость разъема корпуса проходит через ось вала. Если корпус выполнен без разъе-
ма, то 1 — пружинное плоское упорное внутреннее кольцо. В плавающей опоре по рис. 12.4, а рекомендуют закреплять внутреннее кольцо подшипника с двух сторон с целью предотвращения его случайного схода с вала. Для компенсации неизбежной неточности изготовления по длине деталей между пружинным кольцом 2 и торцом внутреннего кольца подшипника устанавливают компенсаторное кольцо 3, толщину которого подбирают при сборке.
При применении подшипника с одним бортом на наружном кольце (рис. 12.4, 6) необходимое осевое положение приверт-ных крышек устанавливают при сборке подбором тонких металлических прокладок 4. Наружные кольца имеют свободу осевого перемещения на величину зазора z = 0,5... 0,8 мм в сторону крышки подшипников. Зак-
реплять на валу внутреннее кольцо подшипника нет необходимости.
В начальный момент осевого плавания вала ролики подшипников смещают наружные кольца на некоторую величину в сторону крышек. При этом зазор z уменьшается и в дальнейшем за счет тепловых деформаций вала выбирается полностью. Найдя свое положение, на-
ружные кольца остаются неподвижными (рис. 12.4, в). При этом между роликами и бортом наружного кольца при плавании вала имеется осевой зазор $. Зазор $ в процессе работы изменяется в некоторых пределах, определяемых точностью изготовления зубьев зубчатых колес.
Важное достоинство схемы — возможность регулирования начальной вели-
чины осевого смещения наружного и внутреннего колец подшипника.
Редукторы конические и коническо-цилиндрические. На рис. 12.5, 12.6 показаны конструкции входных валов — конических шестерен с установкой подшипников «врастяжку» (см. схему 26 на рис. 3.9).
Рис. 12.6
При сборке конической передачи регулируют вначале подшипники, а затем зацепление. Регулирование осевого зазора в радиально-упорных подшипниках (рис. 12.5) осуществляют осевым перемещением по валу с помощью круглой шлицевой гайки внутреннего кольца подшипника. При регулировании зацепления вал-шестерню перемещают в осевом направлении путем изменения толщины набора тонких металлических прокладок 1 между корпусом редуктора и фланцем стакана.
В узле по рис. 12.5, а применены конические роликовые подшипники с упорным бортом на наружном кольце (см. табл. 24.18). Стакан при этом имеет очень простую конструкцию.
Подшипник, расположенный ближе к конической шестерне, нагружен большей радиальной силой и, кроме того, воспринимает и осевую силу со стороны зацепления. Поэтому в ряде конструкций этот подшипник выбирают более тяжелой серии (рис. 12.5, 6) или с большим диаметром посадочного отверстия (рис. 12.5, в). Устанавливают
подшипник непосредственно в отверстии корпуса. Это повышает точность ра-
диального положения шестерни.
В узле по рис. 12.5, г для размещения подшипников вала конической шестерни применен стакан с кольцевым выступом в отверстии. Точность установки наружных колец в стакане зависит от точности изготовления торцов этого выступа. Наличие кольцевого выступа в отверстии стакана усложняет его обработку.
Особенностью конструкций стаканов, применяемых для установки подшипников «врастяжку», является то, что их положение в корпусе определяет не внешняя цилиндрическая поверхность, а весьма развитый фланец. Поэтому цилиндрическая поверхность, используемая лишь для центрирования, может быть значительно сокращена (см. рис. 12.5, в).
На рис. 12.6, а, б изображены конструкции узлов конических шестерен, примененных в автомобилях (по материалам фирмы SKF). Здесь внутреннее кольцо левого подшипника поджато гайкой до упора в торец компенсаторного кольца К или в торец компенсаторной втулки 1, что улучшает его базирование. В приводе заднего моста автомобиля ЗИЛ вместо одного кольца применяют набор из двух компенсаторных колец. В приводе заднего моста автомобиля «Жигули» между торцами внутренних колец подшипников установлена стальная податливая втулка 1 (рис. 12.6, в).
6
Рис. 12.7
Требуемый предварительный натяг подшипников создают динамометрическим ключом при моменте затяжки 120... 180 Нм.
На рис. 12.7, 12.8 приведены конструкции входных валов конических шестерен с одной фиксирующей и одной плавающей опорами (см. схему 16 на рис. 3.9). Для удобства регулирования осевого положения шестерни в стакан заключают обе опоры вала — фиксирующую и плавающую (рис. 12.7, а). Регулирование подшипников фиксирующей опоры осуществляют подбором и подшлифовкой компенсаторного кольца К. В одном из зарубежных станков (рис. 12.7, 6) фиксирующая опора расположена не у выходного конца вала, как обычно, а рядом с конической шестерней.
Общим недостатком консольного расположения шестерни является неравномерное распределение нагрузки по длине зуба шестерни. Более рациональным с этой точки зрения является неконсольное расположение шестерни. Однако такие конструкции сложнее. Дополнительную опору можно разместить в специально выполненной внутренней стенке редуктора (рис. 12.8, а, 6). Так как зубья конической шестерни нарезают на валу, то посадочный диаметр под подшипник оказывается небольшим. Рядом расположенное колесо конической зубчатой передачи ограничивает радиальные размеры этой опоры. Фиксирующую опору по рис. 12.8, а регулируют крышкой 7, завинчивая ее в стакан, а по рис. 12.8, б — подбором и подшлифовкой компенсаторного кольца К. Коническое зацепление регулируют набором металлических прокладок 2, устанавливаемых под фланцем стакана.
Возможный вариант конструкции с расположением дополнительной опоры в стакане показан на рис. 12.9. Жесткость узла в этом случае достаточно высокая, и
2
Рис. 12.9
с целью снижения потерь на вращение можно использовать шариковые радиально-упорные подшипники в фиксирующей опоре и радиальный подшипник в плавающей опоре. Регулирование подшипников фиксирующей опоры выполняют тонкими металлическими прокладками 7, конического зацепления — металлическими прокладками 2.
В приведенных конструкциях подшипниковые кольца поджимают к торцам заплечиков, выполненных непосредственно на валу и в стакане. При необходимости могут быть созданы искусственные заплечики для вала (см. рис. 7.19) и для стакана (см. рис. 7.21).
б
Рис. 12.10
Редукторы червячные. В червячных редукторах входным является вал червяка. Примеры возможного конструктивного оформления показаны на рис. 12.10-12.13.
На рис. 12.10, а и б радиально-упорные подшипники установлены «враспор». Их регулируют набором тонких металлических прокладок 7, устанавливаемых под фланцем крышки подшипников.
В зависимости от окружной скорости червяк может иметь верхнее или нижнее расположение относительно червячного колеса. При нижнем расположении червяк погружен в масляную ванну и при вращении создает своей винтовой нарезкой струю масла, заливающую подшипник. Для защиты подшипника устанавливают маслоотражательное кольцо 2 (рис. 12.10, б). Это кольцо выполняют с поперечными выступами-лопатками, которыми масло разбрызгивают внутри корпуса редуктора, смазывая зацепление и подшипники выходного вала. При верхнем расположении червяка кольца 2 не ставят. Если не удается обеспечить надежный подвод масла для смазывания подшипников, то используют пластичный смазочный материал и устанавливают мазеудерживающие кольца 3 (рис. 12.11).
Минимальные в радиальном направлении размеры опор, а также минимальное расстояние между подшипниками можно получить при установке комбинированных радиально-упорных игольчатых подшипников (рис. 12.12, по материалам фирмы «NADELLA», Франция). Для базирования торцовой части комбинированного игольчатого подшипника корпусные детали должны быть обработаны. Уплотнение на входном конце вала расположено в гладком отверстии, предназначенном для установки подшипника. Необходимый для работы подшипника зазор обеспечивают с помощью металлических прокладок 1.
Отечественная промышленность также выпускает подобные подшипники — тип 594000К.
Валы-червяки при сборке заводят в корпус через отверстие, предназначенное для установки подшипников. Поэтому диаметральные размеры червяка или деталей, расположенных на валу, должны быть меньше диаметра отверстия на 2 С. Если диаметр dal червяка больше диаметра D подшипника, то подшипник устанавливают в стакане (см. рис. 12.11).
На рис. 12.11 показано конструктивное оформление узла вала-червяка при установке подшипников по схеме 16 (см. рис. 3.9): левая опора фиксирующая, правая — плавающая. При такой схеме установки подшипников фиксирующая опора может воспринимать значительные осевые силы, так как можно применить конические подшипники с большим углом конусности.
Возможные исполнения фиксирующей опоры вала-червяка приведены на рис. 12.13. Так, на рис. 12.13, а для крепления подшипников в корпусе предусмотрен упорный заплечик, который, однако, усложняет обработку посадочных отверстий под подшипники. Применение подшипников с упорным бортом на наружном кольце (рис. 12.13, 6) значительно упрощает конструкцию: гладкое отверстие в корпусе, отсутствует стакан.
На рис. 12.13, 6 конические роликоподшипники поставлены широкими торцами наружных колец навстречу друг другу, а на рис. 12.11 — широкими торцами наружу. Вариант по рис. 12.13, 6 характеризует большая угловая жесткость.
1
д
Рис. 12.13
Диаметральные размеры опоры при необходимости можно уменьшить, если радиальную и осевую силы воспринимают разные подшипники. В конструкции по рис. 12.13, в конические роликоподшипники установлены в корпусе с небольшим зазором и, следовательно, могут воспринимать только осевую силу. Разгружая конические подшипники от радиальной силы, можно увеличить их ресурс. Радиальную силу воспринимает радиальный подшипник с короткими цилиндрическими роликами. Для восприятия радиальной нагрузки могут быть использованы радиальные подшипники других типов. В целом опора по рис. 12.13, в дороже, например, опоры по рис. 12.13, б.
На рис. 12.13, г дана конструкция фиксирующей опоры червяка, в которой применены шариковые подшипники — радиальный и радиально-упорный с разъемным внутренним кольцом. Здесь, как и на рис. 12.13, в, чтобы радиальноупорный подшипник воспринимал только осевую силу, между посадочным отверстием и этим подшипником предусмотрен зазор. Радиально-упорный подшипник — нерегулируемого типа: необходимый осевой зазор обеспечивают при изготовлении подшипника. В других вариантах (см. рис. 12.13, а —в) подшипники фиксирующей опоры регулируют гайкой 1. При этом между кольцами подшипников иногда ставят точно пригнанные кольца К (на рисунках показаны штриховой линией). Обратите внимание на то, как на рис. 12.13, 6, в установлены крышки подшипников. При затяжке болтов крепления крышка поджимает борт на наружном кольце подшипника к корпусу. Между торцом крышки и платиком корпуса обязательно должен остаться небольшой зазор Д. Такое закрепление гарантирует передачу осевой силы любого направления с подшипника на корпус.
1
Рис. 12.14
Коробки передач. Подшипники валов двухскоростных коробок передач устанавливают чаще всего «враспор». Зазор для компенсации тепловых деформаций обеспечивают установкой тонких металлических прокладок 1 под фланцы при-вертных крышек (рис. 12.14). На входном валу коробок передач располагают передвижной блок шестерен. Вращающий момент передают шлицевым соединением. Шлицы нарезают по всей длине вала между подшипниками. Для предотвращения аварийного перемещения блока шестерен до упора в подшипник предусматривают ограничители хода, в качестве которых можно использовать кольца 2.
12.2. ПРОМЕЖУТОЧНЫЕ ВАЛЫ
Редукторы цилиндрические с прямозубыми и косозубыми зубчатыми колесами. На промежуточном валу двухступенчатого цилиндрического редуктора расположены зубчатое колесо быстроходной и шестерня тихоходной передач. Направление линии наклона зубьев у этих зубчатых колес должно быть одинаковым, чтобы осевые силы, действующие на опоры, хотя бы частично взаимно уравновешивались.
В редукторах, выполненных по развернутой схеме, расстояние I между торцами шестерни и колеса невелико (рис. 12.15, а). Зубья шестерни часто нарезают так, что торец ступицы колеса упирают в торец шестерни (рис. 12.15, б, в). И только в тех случаях, когда диаметр daY шестерни намного превышает диаметр ^бк (например, при небольших передаточных числах тихоходной ступени), выполняют переходную часть вала между шестерней и колесом (рис. 12.15, а, г). Для передачи вращающего момента с колеса на вал используют шпоночное соединение (рис. 12.15, а, г) или соединение с натягом (рис. 12.15, б, в). Подшипники устанавливают «враспор». При применении привертных крышек регулирование осевого зазора выполняют набором тонких металлических прокладок 1 (рис. 12.15, а, в). В конструкциях с закладными крышками необходимый осевой зазор обеспечивают компенсаторным кольцом 3 (рис. 12.15, б) при установке вала на радиальных шарикоподшипниках или нажимным винтом 4 (рис. 12.15, г) при установке вала на радиально-упорных конических подшипниках. Регулирование нажимным винтом проще, но конструкция узла усложнена. Подшипник, расположенный рядом с шестерней, защищают маслоотражательным кольцом 2 от чрезмерного залива маслом, выжимаемым вместе с продуктами изнашивания из зацепления тихоходной ступени.
В цилиндрических соосных редукторах расстояние I между торцами шестерни и колеса на промежуточном валу конструктивно получается большим, оно дол-
б
в
г
Рис. 12.16
Рис. 12.17
жно быть больше ширины промежуточной опоры (рис. 12.16 и 12.17). На рис. 12.16 показан пример конструкции промежуточного вала соосного редуктора с внешним, а на рис. 12.17 с внутренним зацеплением тихоходной ступени. По рис. 12.16 шестерня и колесо расположены между опорами. Подшипники установлены «враспор», осевой зазор устанавливают набором металлических прокладок 1. Подшипник, расположенный рядом с шестерней тихоходной ступени, защищают маслоотражательным кольцом 2 от залива маслом. Если диаметр dBK заплечика вала в месте установки колеса мало отличается от наружного диамет-
Рис. 12.18
ра шестерни dal, то вал в средней части выполняют постоянного диаметра (см. рис. 12.16). Если различие в диаметрах и dol велико, то вал в средней части оформляют с уступом по примеру конструкции на рис. 12.15, а.
При внутреннем зацеплении шестерню тихоходной ступени располагают консольно (см. рис. 12.17). Расточку отверстий в корпусе выполняют со стороны наружной стенки. Необходимо выдержать соотношение DY > D2. В варианте конструкции по рис. 12.17, а подшипники установлены «враспор», необходимый осевой зазор устанавливают подбором компенсаторного кольца 1. Для обеспечения осевой фиксации вала внутренние кольца подшипников поджимают к торцу вала с помощью винта 2 и торцовой шайбы 3. Особенностью конструкции является то, что подшипник, расположенный на внутренней стенке редуктора, нагружен большей радиальной силой, а диаметральные размеры корпусной детали в этом месте ограничены, так как рядом расположена промежуточная опора с подшипниками опор соосно расположенных входного и выходного валов. Поэтому для уменьшения радиальных размеров опоры часто во внутренней стенке устанавливают радиальный подшипник с короткими цилиндрическими роликами (рис. 12.17, б). Такая опора является плавающей. Вторую опору вы-
Рис. 12.19
полняют фиксирующей, располагая шариковый радиальный однорядный подшипник в стакане, т.е. применяют схему 1а (см. рис. 3.9) установки подшипников. Комплект деталей на валу стягивают круглой шлицевой гайкой 4.
Наружное кольцо подшипника плавающей опоры (см. рис. 12.17, б) крепят в корпусе двумя плоскими упорными кольцами. Изготовление в корпусе канавок под упорные кольца — трудоемкая операция. Если в плавающей опоре применить роликовый подшипник с одним бортом на наружном кольце (рис. 12.18, а), то нужно изготовлять только одну канавку в корпусе. Если же на внутренней стенке установить роликоподшипник с одним бортом на внутреннем кольце и плоским упорным кольцом (рис. 12.18, б), то наружное кольцо подшипника крепить в корпусе нет необходимости.
Фиксирующую опору можно выполнять без стакана (рис. 12.19). По рис. 12.19, а в фиксирующей опоре установлен шариковый радиальный подшипник со стопорной канавкой на наружном кольце. С помощью плоского упорного кольца, заложенного в эту канавку, и крышки подшипник крепят в корпусе. На валу внутреннее кольцо подшипника закреплено с одной стороны упором в заплечик вала, с другой — в плоское упорное кольцо.
По рис. 12.19, б наружное кольцо подшипника фиксирующей опоры закреплено в корпусе между упорным плоским кольцом и крышкой подшипника. Внутреннее кольцо этого подшипника закреплено на валу. Так как между тор-
г
цом вала и упорным кольцом установлено несколько деталей (зубчатое колесо, втулка, внутреннее кольцо подшипника), которые изготовляют с довольно широкими отклонениями, то между подшипником и пружинным упорным кольцом необходимо ставить компенсаторное кольцо К. Так как наружный диаметр подшипника, расположенного на внутренней стенке редуктора, чаще всего больше наружного диаметра подшипника, установленного на наружной стенке, то обработку отверстий диаметром Dr и D2 целесообразно вести со стороны наружной стенки, на которой расположен выходной вал редуктора. С этой целью в корпусе выполняют технологическое отверстие диаметром D3 > D2 > Dr (рис. 12.19), которое получают или в отливке, или при черновой механической обработке. В этом случае легче создать дополнительную опору для расточной оправки, что обеспечивает необходимую точность обрабатываемых отверстий. Отметим также, что обработку отверстий для установки подшипников соосных входного и выходного валов осуществляют с этой же стороны корпуса редуктора. Таким образом, при наличии технологического отверстия диаметром D3 возможна обработка всех отверстий, расположенных на одной оси, за один проход и с одной стороны корпуса. После окончания обработки технологическое отверстие закрывают крышкой.
На рис. 12.20, а — г приведены варианты конструктивного оформления узла промежуточного вала при установке подшипников «врастяжку». Представленные схемы отличает простота исполнения, возможность регулирования опор,
а
б
Рис. 12.21
большая их жесткость и поэтому лучшие условия работы зацепления, меньшие, чем в схеме «враспор» реакции опор. Применение более грузоподъемных конических роликоподшипников (рис. 12.20, в, г) позволяет уменьшить радиальные размеры опор, повысить жесткость узла. Регулирование подшипников при осевой фиксации «врастяжку» проводят круглой шлицевой гайкой 1.
Редукторы коническо-цилиндрические. Промежуточные валы коническо-цилиндрических редукторов устанавливают на конических роликоподшипниках (рис. 12.21). Схема установки — «враспор». Особенностью конструкции является то, что помимо регулирования осевого зазора в подшипниках необходимо выполнять регулирование конического зацепления, которое выполняют осевым перемещением всего собранного комплекта вала. И одно, и другое регулирование осуществляют с помощью либо набора тонких металлических прокладок 7, устанавливаемых под фланцы привертных крышек (рис. 12.21, а), либо двумя нажимными винтами 2, вворачиваемыми в закладные крышки (рис. 12.21, б). В конструкции по рис. 12.21, а для перемещения вала прокладки под крышками подшипников переставляют с одной стороны корпуса на другую, причем суммарная толщина их, для сохранения правильной установки подшипников, должна оставаться неизменной. Регулируя осевое положение вала винтами 2, отворачивают нажимной винт с одной стороны корпуса, одновременно заворачивая винт с другой стороны на такую же величину.
Вращающий момент передают с колеса на вал шпоночным соединением (рис. 12.21, а) или соединением с натягом (рис. 12.21, б). С целью уменьшения прогиба промежуточного вала шестерню цилиндрической передачи смещают ближе к опоре. При этом ступица сопряженного колеса цилиндрической передачи может выступать в сторону конического колеса. В зависимости от соотношения размеров и dol конструкцию вала в средней части выполняют по рис. 12.21, а или б.
12.3. ВЫХОДНЫЕ (ТИХОХОДНЫЕ) ВАЛЫ
Редукторы цилиндрические с прямозубыми и косозубыми зубчатыми колесами. Примеры конструкций выходных валов редукторов, выполненных по развернутой схеме, показаны на рис. 12.22. Сами валы проектируют с возможно меньшим числом ступеней, обеспечивая осевую фиксацию зубчатых колес на валу посадками с натягом (рис. 12.22, а —в). Определенным недостатком указанных конструкций является необходимость применения при установке колес специальных приспособлений, обеспечивающих точное осевое положение колес на валу. Поэтому наряду с ними применяют конструкцию вала по рис. 12.22, г, в которой колесо при сборке доводят до упора в заплечик вала. Во всех вариантах конструкций рис. 12.22 подшипники установлены «враспор». Необходимый осевой зазор обеспечивают установкой набора тонких металлических прокладок 1 под фланец привертной крышки (рис. 12.22, а, в), а в конструкциях с закладной крышкой — установкой компенсаторного кольца 2 при применении радиального шарикоподшипника (рис. 12.22, б) или нажимного винта 3 при применении конических роликоподшипников (рис. 12.22, г).
В одноступенчатом цилиндрическом редукторе применяют зубчатое колесо с симметричной ступицей и располагают его на равном расстоянии от опор по одному из представленных на рис. 12.22 вариантов.
Рис. 12.22
В соосных цилиндрических редукторах с внешним зацеплением выходной вал можно выполнять так, как показано на рис. 12.23. Вращающий момент передают с зубчатого колеса на вал соединением с натягом. Колесо располагают на валу симметрично относительно опор. Подшипники устанавливают «враспор». Осевой зазор обеспечивают тонкими металлическими прокладками У, подкладываемыми под фланцы привертных крышек на входном и выходном валах редуктора (рис. 12.23, а), так как при конструктивном оформлении промежуточной опо-
Рис. 12.23
ры по рис. 7.51, в эти валы образуют общую систему. В случае применения закладных крышек необходимый осевой зазор достигают установкой компенсаторного кольца 2, которое в конструкции по рис. 12.23, б удобнее расположить в промежуточной опоре.
На рис. 12.24 показана конструкция выходного вала соосного цилиндрического редуктора с внутренним зацеплением. Колесо при сборке доводят до упора в торец заплечика вала. Подшипники устанавливают «враспор», осевой зазор обеспечивают набором тонких металлических прокладок 1 при применении при-вертных крышек или компенсаторным кольцом — при установке закладных крышек.
Рис. 12.24
б
Рис. 12.25
Редукторы с шевронными зубчатыми колесами. Примеры конструкций выходных валов одноступенчатых редукторов с шевронными зубчатыми колесами показаны на рис. 12.25. Вращающий момент передают с зубчатого колеса на вал соединением с натягом. Валы фиксируют относительно корпуса установкой подшипников «враспор». Осевой зазор в конических роликоподшипниках регулируют с помощью тонких металлических прокладок 1, устанавливаемых под фланцы привертных крышек (рис. 12.25, а). Осевой зазор по рис. 12.25, б устанавливают подшлифовкой компенсаторного кольца 2.
Редукторы конические. Выходные валы конических редукторов устанавливают на конических роликоподшипниках (рис. 12.26). Схема установки — «враспор». Вершина делительного конуса колеса должна совпадать с вершиной делительного конуса шестерни, т. е. должна быть расположена на оси входного вала. Коническое колесо располагают на валу ближе к той опоре, которая находится дальше от выходного конца. Так как на конец вала действует консольная нагрузка, то при таком расположении колеса достигают более благоприятного нагружения подшипников. Регулирование радиально-упорных подшипников выполняют набором тонких металлических прокладок 7, устанавливаемых под фланцы привертных крышек (рис. 12.26, а). Переносом части прокладок с одной стороны корпуса на другую при сохранении их суммарной толщины изменяют осевое положение колеса. При установке закладных крышек (рис. 12.26, б) регулирование подшипников и зацепления выполняют с помощью нажимных винтов 2.
Редукторы червячные. На выходном валу червячного редуктора симметрично относительно опор располагают червячное колесо (рис. 12.27). Вал устанавливают на конических роликоподшипниках «враспор». Для регулирования осевого зазора в радиально-упорных подшипниках предусматривают установку
набора тонких металлических прокладок 1. Для регулирования червячного зацепления необходимо весь комплект вала с червячным колесом смещать в осевом направлении до совпадения средней плоскости венца червячного колеса с осью червяка. Осевое смещение вала выполняют переносом части прокладок 1 с одной стороны корпуса на другую. Для сохранения необходимых зазоров в подшипниках суммарная толщина набора прокладок должна оставаться неизменной.
Коробки передач. Подшипники выходных валов двухскоростных коробок передач устанавливают «враспор». С помощью регулировочных тонких металлических прокладок 1 (рис. 12.28), подкладываемых под фланцы привертных
Рис. 12.28
крышек, обеспечивают необходимый осевой зазор. Для передачи вращающего момента с колес на вал используют шлицевое соединение. С целью уменьшения изнашивания шлицев вследствие микроперемещений при вращении вала под нагрузкой зубчатые колеса поджимают круглой шлицевой гайкой к пружинному упорному кольцу 2 на валу.
Глава 13 УПРУГИЕ ЭЛЕМЕНТЫ МНОГОПОТОЧНЫХ СООСНЫХ ЗУБЧАТЫХ ПЕРЕДАЧ
При сборке многопоточных передач может получиться так, что зубья замыкающего зубчатого колеса не попадут во впадины сопряженного колеса. Это может произойти вследствие неизбежных погрешностей изготовления, например, в относительном угловом положении зуба и паза для шпонки в ступице колеса, смещения этого паза относительно оси отверстия, смещения шпоночного паза относительно оси вала, а также накопленных погрешностей окружных шагов колес.
Так, может оказаться, что после сборки передач и введения в зацепление колес 1, 2,3, 4 и 6 (рис. 13.1) зуб колеса 5 расположится против зуба центральной шестерни 1 и сборка передачи окажется невозможной. Наибольшая суммарная угловая погрешность фтах (рад) равна дуге делительной окружности колеса, соответствующей половине шага зубьев, т.е. <pmax = tv/z, где z — число зубьев замыкающего колеса (колесо 5 на рис. 13.1). Отсюда следует, что чем больше число зубьев замыкающего колеса, тем меньше значение ipmax. Поэтому модуль зубчатых колес быстроходных ступеней многопоточных соосных передач желательно принимать по возможности меньшим.
Суммарная угловая погрешность может быть снижена за счет повышения точности изготовления, а также путем проведения повторных сборок и нахождения наиболее благоприятного относительного расположения зубьев шестерни и колеса (имеющих разные угловые шаги) на каждом из промежуточных валов. В дальнейшем все расчеты приведены для наибольшей возможной погрешности фтах.
Рис. 13.3
Осуществляя сборку передачи при наличии угловой погрешности принудительным поворотом замыкающего колеса, получают значительное предварительное нагружение передач, а в последующем неравномерное распределение внешнего вращающего момента по отдельным потокам.
Для выравнивания нагрузки между потоками применяют специальные уравнительные механизмы или встраивают упругие элементы. Так, если в двухпоточном соосном редукторе (рис. 13.2) вместо одной сде-
лать две ведущие шестерни 1 и 2 с взаимно противоположными углами наклона зубьев, а вал 3 выполнить плавающим, то нагрузка по потокам будет распределена более равномерно. Однако ширина редуктора при этом возрастает.
Чаще в многопоточных соосных передачах применяют упругие элементы:
металлические (пружины, торсионные валы — рассмотрены ниже) или резиновые (бруски, коническо-цилиндрические шайбы и т.п.). Их встраивают по одной из двух схем. Центральную ведущую шестерню 1 (рис. 13.3, а, б) выполняют вместе с валом. В первой схеме (рис. 13.3, а) колеса 2 и 5 устанавливают на валах свободно. Вращающий момент с этих колес передают через пружины сжатия (или пластины) П на шестерни 3 и 6 и затем на ведомое колесо 4. Во второй схеме (рис. 13.3, б) колеса 2 и 5 свободно установлены в корпусе, а момент с них передают на шестерни 3 и 6 через торсионный вал Т.
В трехпоточных передачах упругие элементы встраивают аналогично.
13.1. СИЛОВЫЕ СООТНОШЕНИЯ
Предположим, что сборку соосной передачи производят поворотом зубчатого колеса 5 (см. рис. 13.3) относительно шестерни 6 на угол фтах. Для этого необходимо приложить закручивающий (упругий) момент
Ту фтах
где С — суммарная угловая жесткость упругих элементов, встроенных в один поток.
После сборки передачи упругий момент перераспределяется между всеми потоками передачи. При работе передачи каждый поток передает часть внешнего момента. Упругий и внешний моменты, алгебраически суммируясь, создают различную нагруженность отдельных потоков. Коэффициент, характеризующий неравномерность нагружения потоков, назовем коэффициентом перегрузки Кп. При проектировании упругих элементов этот коэффициент задают в пределах Кп = 1,1...1,2.
Из условия равновесия системы можно записать закручивающий момент Ту через внешний момент Т, передаваемый всеми промежуточными валами многопоточного соосного редуктора, и коэффициент перегрузки Кп соответственно для передачи:
двухпоточной Ту = (Кп - 1)Т; (13.1)
трехпоточной Ту = 4(К11 - 1)Т/9, (13.2)
где Т = uTi, и — передаточное число быстроходной ступени; — вращающий момент на быстроходной центральной шестерне 1 (рис. 13.3).
Тогда необходимая для обеспечения принятого значения Кп угловая жесткость упругих элементов для передачи:
двухпоточной С < (Кп - 1)Т/фшах;
трехпоточной С < 4(7<п - l)T/(9<pmax).
Жесткость упругих элементов в зависимости от их конструкции и схемы нагружения определяют методами сопротивления материалов. Подставляя вместо С зависимость для жесткости конкретного упругого элемента, вычисляют его геометрические размеры.
Проверочный расчет упругих элементов на прочность производят по моменту Ттах (здесь р — число потоков):
^шах ^Т/р.
(13.3)
13.2. РАСЧЕТ УПРУГИХ ЭЛЕМЕНТОВ
Материалы и допускаемые напряжения. Для плоских пружин (пластин) используют стальную пружинную термообработанную холоднокатаную ленту (ГОСТ 21996—76), а для цилиндрических пружин сжатия — проволоку стальную углеродистую пружинную (ГОСТ 9389—75). Подробнее о выборе марки материала и допускаемых напряжений см. табл. 20.2.
В качестве материала торсионных валов назначают стали одной из следующих групп: I. Хромованадиевая термообработанная сталь марок 60С2ХФА, 50ХГФА. II. а) Углеродистая закаленная в масле сталь марок 60, 65, 70, 85; б) Углеродистая холоднотянутая и коррозионно-стойкая холоднотянутая сталь марок 60, 65, 40X13, 55ГС, 65Г. Для этих
материалов на рис. 13.4 представлены зависимости допускаемых напряжений [т] при кручении для проволоки и прутков в зависимости от их диаметра d.
Торсионные валы применяют в высо-конагруженных многопоточных передачах ответственного назначения. На рис. 13.5 дана конструктивная схема промежуточной ступени одного потока передачи. Торсионный вал соединяют с валами ко-
Рис. 13.5
леса и шестерни шлицевым соединением. В этой схеме обеспечено надежное центрирование зубчатых колес на валах. Недостаток — увеличенная ширина редуктора, большое число подшипников.
Диаметр (мм) торсионного вала вычисляют из условия необходимой жесткости:
d < 0,454/^77,
где z — число зубьев быстроходного колеса; I = (0,9... 1,0)lQ — длина вала (/0 — расстояние между внешними
опорами, определяют конструктивно, мм); Ту — закручивающий момент, Н-м (формулы 13.1, 13.2).
Найденный диаметр торсионного вала проверяют на прочность:
тк = 5-1037]nax/d3 < [т],
где Ттах, Н-м определяют по формуле 13.3; [т], МПа — по рис. 13.4.
Пружины сжатия применяют в средненагруженных многопоточных передачах. На рис. 13.6 показана конструкция сборного зубчатого колеса со встроенными в него цилиндрическими пружинами сжатия 3, опирающимися на сегменты 4. Через эти пружины момент с зубчатого венца 1 передают на ступицу 2. Пружины ставят с предварительным сжатием.
Достоинством этого вида упругих элементов является возможность вписывания в габариты зубчатого колеса, а недостатком — невысокая точность центрирования зубчатого венца: наличие зазора в сопряжении со ступицей снижает точность зацепления. В зависимости от диаметра делительной окружности и ширины зубчатого венца колеса принимают, мм: диаметр окружности, проведенной через точки пересечения осей пружин (рис. 13.6), d? = (0,7...0,9)средний диаметр пружины D = (0,7... 0,9)6.
Диаметр проволоки пружины определяют из условия обеспечения необходимой жесткости узла, мм:
d < 0,6^aP3zzTy/(ndp),
где i = 5... 8 — число рабочих витков пружины; z — число зубьев колеса; Ту — закручивающий момент, Н-м [формулы (13.1), (13.2)]; п = 4... 10 — число пружин; а — коэффициент, зависящий от числа пружин:
п 4 5 6 7 8 9 10
а 1,74 1,53 1,42 1,37 1,34 1,32 1,30
е 1,41 1,24 1,15 1,11 1,08 1,07 1,05
Рис. 13.6
Найденный диаметр проволоки согласуют со стандартным, мм: 0,8; 0,85; 0,9; 1,0; 1,1; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 2,0; 2,2; 2,3; 2,5; 2,8; 3,0; 3,2; 3,4; 3,5; 3,6; 4,0; 4,5; 5,0; 5,6; 6,0; 6,3; 7; 8.
Условие прочности пружины
т = 8KFD/^d3) < [т],
где F— расчетная нагрузка, Н; D и dB мм; [т] = (0,7... 0,8)[т]пред, МПа ([т]пред — по табл. 20.2).
Наиболее часто для пружин сжатия D/ d > 4, тогда К = 1 + \,§d/D.
Расчетная нагрузка
F = 2-103eTmax/(dpn),
где е — коэффициент, зависящий от числа пружин (см. с. 244); Ттах — Н м, определяют по формуле (13.3).
Плоские пружины применяют для средненагруженных многопоточных передач. На рис. 13.7 дана конструктивная схема колеса со встроенными в него пакетами пластинчатых пружин. Условия центрирования зубчатого колеса в этом случае лучше, чем в схеме с пружинами сжатия, но размеры ступицы в осевом направлении увеличены.
В зависимости от диаметра d^ и ширины Ъ колеса принимают, мм: длину пластины — I = (0,15... 0,25)cb2', ширину пластины В = (0,4... 0,6)6; диаметр расположения пазов на колесе — dx = (0,7...0,9)
Рис. 13.7
Толщина пластины из условия прочности и жесткости
Л<2.10-6г/2[а]иТу/Ц1]пах),
где z— число зубьев быстроходного колеса; 1и dY — в мм; [сг]и — в МПа (см. табл.
20.2); моменты Ту и Ттах — в Н-м [см. формулы (13.1 — 13.3)].
Найденную толщину согласуют со стандартной, мм: 0,1; 0,12; 0,14; 0,16; 0,18; 0,2; 0,22; 0,25; 0,28; 0,32; 0,4; 0,45; 0,5; 0,55; 0,6; 0,7; 0,8; 0,9; 1,0.
Число пластин в пакете
i = 0,025zl3Ty/(<$Bh3n),
где п = 8... 12 — число пакетов пружин; dlf В, Z, h — в мм.
Толщина пакета: S = hi.
Глава 14 ПЛАНЕТАРНЫЕ ПЕРЕДАЧИ
Планетарные передачи, схемы которых приведены на рис. 14.1, широко применяют в машиностроении.
На рис. 14.1, а дана схема простейшей одноступенчатой передачи с тремя основными звеньями: а, b — центральные колеса, h — водило (основными называют звенья, нагруженные внешними моментами) и сателлиты g. Схемы планетарных передач обозначают по основным звеньям: К — центральное колесо, h — водило, следовательно, схема по рис. 14.1, а — 2К — h. На схеме также обозначены: и u/j - угловые скорости ведущей шестерни и водила; aw — межосевое расстояние.
Для этой схемы передаточное отношение
« = 4/^=1 + ^.
Диапазон передаточных отношений и = 3,15... 8; КПД передачи q = = 0,96... 0,98. На рис. 14.1, б приведена схема двухступенчатой планетарной передачи, состоящей из двух последовательно соединенных передач первой схемы. Передаточное отношение
и = Ш /ш = (14->2 /ZЛ1)(1 + *. IZ ) = 10...125. а1/ п2 4 01/ а!/ч о2/ а.1'
КПД передачи q = = 0,92...0,96.
На рис. 14.1, в приведена схема простейшей двухступенчатой передачи 2 К - h с двухвенцовым сателлитом. Зубчатые венцы сателлита обозначены gnf.
Рис. 14.1
Передаточное отношение
« = = Ц-г^Дгд) = 10... 16.
Здесь za, zb, zg, zj — числа зубьев колес a, b, g и f. КПД передачи т| = = 0,95... 0,97.
14.1. КИНЕМАТИЧЕСКИЙ РАСЧЕТ
Передаточное отношение и передачи является исходной величиной. При кинематическом расчете выполняют подбор чисел зубьев колес. Чтобы не было подрезания ножки зуба центральной ведущей шестерни, число ее зубьев za > 12. Обычно принимают za = 24 при Н < 350 НВ; za = 21 при Н < 52 HRC и za = 18 при Н > 52 HRC. Подбор чисел зубьев других колес выполняют с учетом трех условий: соосности, сборки и соседства.
Ниже приведен кинематический расчет планетарной передачи с прямозубыми колесами.
Схемы по рис. 14.1, а, б. Принимают по приведенным выше рекомендациям za. Затем определяют
zb = -*<.(«-1)
и предварительно
Zg = 0,5(2^ -2j.
Схема по рис. 14.1, в. Принимают za. Затем определяют
h =^(u-l)/c,
где с принимают в зависимости от передаточного отношения
и........................ 10 12 14 16
с....................... 1,4 1,5 1,6 1,8
Число зубьев zb после вычисления округляют до целого числа, кратного числу сателлитов. Уточняют коэффициент
с = (и - 1)гвД.
Затем предварительно определяют
=(^-г0)/(с + 1) и zs = czr
Для любой схемы полученные расчетом числа зубьев округляют до целых чисел. Далее по табл. 14.1 выбирают коэффициенты смещения шестерни и х% колеса, определяют коэффициент В:
В = 1000zcyM/(zfl 4- Zg), где хсум = х^ -I-х2.
По номограмме (рис. 14.2) находят угол otw зацепления передачи.
Таблица 14.1
Значения коэффициентов смещения а?! и х2 при za еч н 1—1 О 00 Ci t— СМ со I I I г—1 т—1 т—< г—( т—1 СМ СМ
н" 1-* О О СО Ci Tf О 1 1 I (Э Ci, 00, 00 ОО Ci о. 1 г-7 o' o' о о о" 1-7
28 сч н сооосоо^^соь- I I °о о °о Q, см~ o' г-7 т-7 i-7 ,-7 см" см" см"
н СООСМ^ОЮОСО 1 100 оо ь- со ь- ь- 00 00 оооооооо
см см н 00 О 00 О О Ci Ci СО 1 СО, Ci СМ~ СО, ОО, Ci, 1—тр, о" о" ^-7 г-7 «-I «-и ^-7 см" см"
sT OOCiOOOCOCOi—1ЮЮ 1 COtO^Tj^Tf,Tj^iOCO,COr^ о" о" о" о" о" о" о" о" о"
оо г—< см н T^TjiCMOOOCOCiOOi-1 iOCOOCO^F,COOOOCO I о" о" 1-7 1-7 1-7 т-7 1—< см" см"
н TfOOOCiCMr-iQOCM LO СО, ТГ, СО СМ~ СО ХГ, 1О I о" о" о" о о" о" о" о о"
to r—f см н т^Ют^СМСОЮГ-т^СМ COt^O^lOOOOr-lCO I <«. ** ** *" О О 1—Ii-fr-1^ч^-1 СМ СМ
н xfOOOCOOiOOOCO СО СО, СМ~ 1—4, СМ~ СМ~ СМ~ СО со, I о" о" о" о" о" о" о" о" о"
см г-Ч см н 1—iCOOOCOOCOCiCOO со со, 00 О„ СО О Ci, Ci, I о" о" о" г-7 1-7 т-7 ,-7 т-7 см"
н” ооооооооо СО СО СО, со со, СО со со, СО, 1 о" о" о" о" о" о" о" о" о"
OOCMOO^CMOlOagS HCMfMCO^lOOOO^^
а
Рис. 14.2
Пример. Определить угол зацепления при za + zg = 18 + 27 = 45.
Решение. По табл. 14.1 имеем: = 0,4; = 1,02 и, следовательно, з?сум = 4- = 0,4 +
+ 1,02 = 1,42.
Тогда
В = 1000а:сум/(2а + zg) = 1000 • 1,42/(18 + 27) = 31,55.
По номограмме (рис. 14.2) определяем aw = 26°55'.
Так как силовой расчет еще не выполнен и модули передач неизвестны, то для схемы на рис. 14.1, в принимают модули обеих ступеней одинаковыми.
После этого уточняют числа зубьев колес планетарных передач по условиям соосности и сборки.
Схемы по рис. 14.1, а, б. Условие соосности
(za +zg)/cosawa = (zb -Zg)/С08аш6,
где ocwa и awb — углы зацепления передачи внешнего (индекс «а») и внутреннего (индекс «6») зацепления. Из этого условия
zg =(VCOSOlwb -zalcoscLwa)cosawacosa.wbl{c.os<xwa +cosaw6).
Условие сборки передачи: (za 4- z^/nw = % гДе nw ~ число сателлитов, обычно равно трем; ч — любое целое число.
Схема по рис. 14.1, в. Условие соосности
(za +Zg)/cosawa = (zb—Zf)/cosa.wb.
Откуда
zf=(zb/eosa-wb -za/cosa„0)/(c/cosa„a +l/cosaw6); zg =czf.
Условие сборки передачи: za/ nw = % zb/ nw =
Фактические значения передаточных отношений редукторов не должны отличаться от номинальных более чем на 4 % — для одноступенчатых, 5 % — для двухступенчатых, 6,3 % — для трехступенчатых.
14.2. СИЛОВОЙ РАСЧЕТ
Первые этапы силового расчета планетарных передач (выбор материала и термической обработки, определение допускаемых напряжений) выполняют так же, как при расчете цилиндрических зубчатых передач (см. гл. 2).
Ниже рассмотрены только особенности расчета планетарных передач.
При определении допускаемых напряжений [а]я, [a] F коэффициенты долговечности 7^и Yn находят по эквивалентным числам циклов нагружения NHE = = pHNk и NFE = \bFNk соответственно. Число Nk циклов перемены напряжений зубьев за весь срок службы вычисляют при вращении колес только относительно друг друга.
Для центральной шестерни
Nka = 6ОПШП'ЬЛ,
где nw — число сателлитов; Lh — суммарное время работы передачи (ресурс), ч; п' = (па — nh) — относительная частота вращения ведущей центральной шестерни; па и nh — частоты вращения центральной шестерни и водила, мин-1. По п'а вычисляют окружную скорость, в соответствии с которой назначают степень точности передачи и выбирают коэффициенты КНи1 KFv.
Для сателлитов
Nkg = 6Qn3ngLh,
где п3 — число нагружений зуба за один оборот; ng = n'aza/zg — относительная частота вращения сателлита. Зуб сателлита за один оборот нагружается дважды: в зацеплении с колесами а и Ь. Однако при определении числа циклов принимают п3 = 1. При расчете на контактную прочность учитывают, что зуб сателлита работает с колесами а и b разными боковыми сторонами. При определении для зубьев сателлита допускаемых напряжений изгиба [a]Fg вводят коэффициент Уд, учитывающий двустороннее приложение нагрузки (симметричный цикл нагружения). Значения YA принимают: YA = 0,65; 0,75; 0,9 соответственно для улучшенных, закаленных ТВЧ (или цементованных) и азотированных сталей.
Межосевое расстояние aw, мм, планетарной прямозубой передачи для пары колес внешнего зацепления (центральной шестерни с сателлитом):
К Tk aw > 450(ц'+1) з/ - ' н, l w , где и' = zg/za — передаточное число рассчитываемой пары колес; kw = = 1,1... 1,2 — коэффициент неравномерности распределения нагрузки между сателлитами; = Та — вращающий момент на валу ведущей центральной шестерни, Н • м; nw — число сателлитов; ^Ьа — коэффициент ширины венца колеса: xbfta = 0,4 при твердости колес Н < 350 НВ; ф6а = 0,315 при Н < 50HRC; ф6а = = 0,25 при Н > 50 HRC.
Ширина Ьь центрального колеса b: bb = ^baaw Ширину bg венца сателлита принимают на 2... 4 мм больше значения Ьь, а ширину Ьа центральной шестерни — Ьа = W>g.
Модуль зацепления m = 2aw/(zg 4- za).
Полученный расчетом модуль округляют до ближайшего стандартного значения, а затем уточняют межосевое расстояние aw = m(zg 4- ze)/2.
Расчет на изгиб выполняют по формуле для обычных зубчатых передач.
Если при силовом расчете передач по схеме рис. 14.1, в приняты разные модули для передач внешнего (za—zg) и внутреннего (zj-zb) зацеплений, то условие соосности такой передачи
(za + zg)ma/cosawa = (zb - zf)mb/cosawb.
Откуда
zbmb /cos ocwb — zama /cos ocwa ' cma/cosotwa +mb/cosotwb
Здесь число зубьев zg = czj.
Иногда, для выполнения условия соосности, удобно одну передачу выполнить косозубой. Условие соосности в этом случае
(z„ + zg)ma/(cos 0 cos ашо) = (zb - z^/cosa^.
Из этого условия вычисляют требуемый угол (3 наклона зуба.
Межосевое расстояние передачи, выполненной по любой схеме,
aw = (га + ^)rreacosa/(2cos0cosawe).
Для всех схем планетарных передач, чтобы зубья сателлитов не задевали друг за друга, производят проверку условия соседства по формуле
awsin (тг/пш)> 0,5dag,
где dag — диаметр вершин зубьев сателлита.
После выполнения расчетов приступают к составлению эскизного проекта редуктора. Определяют предварительные размеры валов, расстояния между деталями, реакции опор и намечают типы и размеры подшипников. Подшипники качения принимают: для опор центральных валов — шариковые радиальные легкой серии, для опор сателлитов — шариковые или роликовые сферические средней серии.
Для расчета подшипников качения находят реакции Fri и Fr2 опор. Основные расчетные схемы представлены на рис. 14.3.
Входной и выходной валы передачи нагружены силой F, действующей со стороны зацепления, и консольной силой FK (от муфты, ременной или цепной передачи). Значения FK принимают по рекомендациям гл. 7 (с. 109).
Назначенные подшипники качения рассчитывают на заданный ресурс по действующей на опору реакции (Frl или Fr2).
Учитывая наибольшую возможную неравномерность распределения общего момента по потокам, силу F(H), действующую на вал со стороны зубчатого зацепления, определяют по формулам:
для входного вала (схема рис. 14.3, а)
F = 0,2-1037’1/d1,
где Тх — вращающий момент на валу, Н-м; dY — делительный диаметр зубьев зубчатой муфты (см. рис. 14.4), мм;
для выходного вала (см. рис. 14.3, б, в; 14.4 и 14.11, а)
F = 0,l-103Th/aw,
Рис. 14.3
где Th — момент на выходном валу (водиле), Н-м: Th = aw — межосевое расстояние передачи, мм.
Наиболее нагружены подшипники сателлитов:
1 г max ~ tmax’
где ^(тах - окружная сила, Н: Ffmax = 2 • 103ктТ1тах/(пМ.
Здесь Т1тах = Tj — максимальный из длительно действующих (номинальный) вращающий момент на ведущей шестерне, Н • м; dY — делительный диаметр ведущей шестерни, мм.
Эквивалентная радиальная сила для расчета подшипника при типовом переменном режиме нагружения
F =К F
г Е г max’
где КЕ— коэффициент эквивалентности (см. гл. 7, с. 118).
Требуемую радиальную динамическую грузоподъемность подшипников сателлитов вычисляют по формуле
г*
тр
,nfaza60 sah, а а
flia2310 Zg
где Pr = VFrKBK^ — эквивалентная радиальная нагрузка, Н, (относительно радиальной нагрузки вращается наружное кольцо); значения коэффициентов /СБ, КТ (см. с. 117); L'sah — требуемый ресурс подшипника при заданной надежности, ч; na' = (па - пЛ) и za — относительная частота вращения и число зубьев центральной ведущей шестерни; zg — число зубьев сателлита; — коэффициент надежности (см. с. 119); 023 “ коэффициент условий применения (см. с. 119: для шарикоподшипников сферических двухрядных а2з = 0,5... 0,6, для роликоподшипников сферических двухрядных 023 = 0,3... 0,4); к = 3 — для шариковых и к = 10/3 — для роликовых подшипников.
14.3. КОНСТРУИРОВАНИЕ ПЛАНЕТАРНЫХ ПЕРЕДАЧ
На рис. 14.4 приведена конструкция планетарного редуктора, выполненного по схеме рис. 14.1, а. При изготовлении деталей возникают погрешности, которые приводят к неравномерному нагружению потоков. Для компенсации этих погрешностей одно из центральных колес делают самоустанавливающимся (плавающим).
to СП
Рис. 14.5
В конструкции по рис. 14.4, а плавающее звено — центральная ведущая шестерня. В радиальном направлении эта шестерня самоустанавливается по сателлитам. В осевом направлении шестерню фиксируют с одной стороны торцом штыря 1, а с другой — зубчатой муфтой 2 с установленными в ней пружинными кольцами 3. Делительный диаметр зубчатой муфты 2 принимают для простоты изготовления, равным диаметру dx центральной шестерни. Диаметр муфты > dY + 6m; ширина зацепления Ьм = (0,2... 0,3)^; толщина неподвижного колеса S = 2,2m 4- 0,056^, где Ьь — ширина зубчатого венца неподвижного колеса Ъ. В тех случаях, когда муфта 2 не встраивается в отверстие водила, внешний диаметр ее уменьшают (рис. 14.4, б}.
На рис. 14.4 ведущий быстроходный вал установлен на шариковых радиальных подшипниках с канавками на наружных кольцах и вставленными в них установочными пружинными кольцами (см. табл. 24.11). Подшипники установлены по схеме «врастяжку» (см. рис. 3.9). Это решение конструктивно наиболее простое. Однако возможны и другие исполнения этого вала. Некоторые из них показаны на рис. 14.5, а — г. Из условия обеспечения необходимой жесткости вала во всех вариантах подшипники располагают один от другого на расстоянии Ъ = (2,0... 2,2)а. Если на выступающем из корпуса конце вала вместо соединительной муфты установлены шкив ременной передачи или звездочка цепной передачи, целесообразно применение варианта по рис. 14.5, г, в котором правый по схеме подшипник большей грузоподъемности.
Чтобы в процессе деформирования многолапчатой шайбы исключить возможность повреждения сепаратора правого (см. рис. 14.5, а — г) подшипника, для стопорения круглой шлицевой гайки можно использовать герметик.
Концы валов выполняют по любому из вариантов, приведенных на рис. 20.1 и 20.2.
Ведущий быстроходный вал получает движение от электродвигателя через соединительную муфту, установленную на конический или цилиндрический
Рис. 14.6
Рис. 14.7
выступающий конец вала. При конструировании мотор-редуктора зубчатую муфту 1 соединяют с шестерней 2, установленной на валу фланцевого электродвигателя, как показано на рис. 14.6.
Для уменьшения концентрации нагрузки надо, чтобы сателлиты самоустанав-ливались по неподвижному центральному колесу. Для этого можно применять радиальные сферические шарикоподшипники. При большой радиальной силе вместо шариковых применяют роликовые сферические подшипники (рис. 14.7). Толщина обода сателлитов, мм: S > 2т 4- 1.
Тихоходный вал редуктора выполняют литым из высокопрочного чугуна марки ВЧ50 или ВЧ60 за одно целое с водилом (см. рис. 14.4) или при единич-
Рис. 14.8
Рис. 14.10
ном и мелкосерийном производстве — из стали и соединяют его с водилом сваркой (рис. 14.8, а), посадкой с натягом (рис. 14.8, б), шпоночным (рис. 14.8, в) или шлицевым соединением (рис. 14.8, г).
Водила выполняют цельными литыми из стали или высокопрочного чугуна, как показано на рис. 14.4, сварными по рис. 14.9 или составными, скрепленными шестью винтами и тремя штифтами (рис. 14.10).
В конструкциях, приведенных на рис. 14.4, 14.9 и 14.10, водила установлены в корпусе на двух опорах и оси сателлитов входят в отверстия в двух стенках
водила. В последнее время все чаще водила конструируют с одной стенкой, в которой оси сателлитов располагают консольно. На рис. 14.11 приведена конструкция планетарного редуктора с консольными осями сателлитов. На рис. 14.11, а входной вал соединен с валом электродвигателя соединительной муфтой, а на рис. 14.11, б привод осуществляют непосредственно от вала фланцевого электродвигателя. Водила выполняют чаще всего трехрожковыми (рис. 14.12).
Удобно в этом случае центральную шестерню устанавливать на ведущем валу с использованием шлицевого или зубчатого соединения (рис. 14.13). Чтобы эта шестерня могла самоустанавливаться, посадки эвольвентного шлицевого соединения должны быть с большим зазором по центрирующей поверхности (типа Я11/с11).
Колесо внутреннего зацепления воспринимает значительный вращающий момент и должно быть прочно связано с корпусом. Для восприятия момента применяют:
— приклеивание колеса (см. рис. 14.4) клеем типа эпоксидного (ВК-9, тсдв = = 20 МПа), фенолформальдегидного (ВК-32-200, тсдв = 30 МПа) и других. Допускаемое напряжение сдвига можно принять [т]сдв = тсдв/S, где S = 1,5... 3 — коэффициент безопасности. Посадка в месте сопряжения колеса с корпусом 0...#9/g9;
— шпоночное соединение (см. рис. 14.6);
— фланцевое крепление винтами и штифтами (см. рис. 14.11);
Рис. 14.12
Рис. 14.13
Рис. 14.14
— установку трех по окружности цилиндрических или конических штифтов (рис. 14.14); для выхода воздуха при запрессовке на цилиндрических штифтах снимают «лыску» (сеч. А—А).
Рис. 14.15
б
Рис. 14.16
Наиболее простое и современное решение — клеевое соединение. Рекомендации по проектированию корпуса и крышек даны в гл. 17.
Планетарная передача, выполненная по схеме рис. 14.1, б, отличается от передачи по схеме рис. 14.1, а двумя особенностями:
— устройством для передачи момента от водила быстроходной ступени на центральную шестерню тихоходной ступени;
— конструкцией корпуса, в котором надо разместить большее число деталей, в том числе два неподвижных колеса внутреннего зацепления.
Все остальные элементы планетарного редуктора, как, например, ведущий вал, соединительные муфты, сателлиты, водила, конструируют по тем же рекомендациям, что и элементы редуктора по схеме рис. 14.1, а.
Передачу момента от быстроходной к тихоходной ступени осуществляют следующими способами:
— зубчатым валом 1, выполненным зацело с центральной ведущей шестерней тихоходной ступени (рис. 14.15);
— зубчатой муфтой 7, соединяющей водило быстроходной и ведущую центральную шестерню тихоходной ступени (рис. 14.16, а, б)\
— плавающим водилом быстроходной ступени, с которым жестко соединена ведущая центральная шестерня тихоходной ступени (рис. 14.17).
В середине корпуса редуктора предусматривают стенку, в которой размещают подшипники водил быстроходной и тихоходной ступеней.
Планетарная передача по схеме рис. 14.1, в отличается от передачи по схеме рис. 14.1, а тем, что сателлиты имеют по два зубчатых венца. Опорами сателлита служат два подшипника, в связи с чем сателлиты не могут самоустанавли-ваться по центральным колесам.
Для уменьшения концентрации нагрузки по длине зуба центральную ведущую шестерню za выполняют с бочкообразными зубьями (рис. 14.18), а колесо с внутренними зубьями — плавающим.
'^SSSSSSSSS^j
кжжжж § о o'
Рис. 14.19
Рис. 14.18
Рис. 14.20
Рис. 14.21
В зависимости от расположения деталей планетарной передачи в корпусе соединение плавающего колеса zb с другими деталями осуществляют по одному из вариантов рис. 14.19, а —г. Остальные элементы конструкции планетарной передачи выполняют по тем же рекомендациям, как и для передач по схеме рис. 14.1, а.
Варианты исполнения опор сателлитов приведены на рис. 14.20. Наиболее простое исполнение приведено на рис. 14.20, а. Вместо шариковых радиальных однорядных подшипников могут быть применены радиальные двухрядные сферические шариковые или роликовые подшипники (рис. 14.20, б, в). В опорах са-
Рис. 14.22
теллитов применяют также конические роликоподшипники, но значительно реже, так как для их регулирования требуется разборка узла.
Если приведенные на рис. 14.20 подшипники не удается вписать в сателлиты, то применяют подшипники игольчатые (рис. 14.21, а) или скольжения (рис. 14.21, б).
В некоторых планетарных редукторах применяют конструкции сателлитов с вращающимися осями. На рис. 14.22, а показано наиболее простое исполнение. При исполнении по рис. 14.22, б в качестве опор могут быть применены радиальные двухрядные сферические шариковые или роликовые подшипники. Применяют также радиальные подшипники с короткими цилиндрическими роликами (рис. 14.22, в). На рис. 14.22, г приведена конструкция с гладкой осью.
Во всех вариантах рис. 14.22 точность осевого положения деталей обеспечивают подбором или подшлифовкой компенсаторных колец К.
Чтобы сателлиты не вращались относительно оси, их устанавливают на ось с небольшим натягом (рис. 14.23, а), удерживают установочным винтом (рис. 14.23, б) или цилиндрическим штифтом (рис. 14.23, в).
Глава 15
ВОЛНОВЫЕ ПЕРЕДАЧИ
15.1. ОСНОВНЫЕ СХЕМЫ ПЕРЕДАЧ
Основное применение имеют зубчатые волновые передачи с механическими генераторами волн и цилиндрическими колесами [6]. В волновой механической передаче преобразование вращательного движения происходит вследствие волнового деформирования одного из звеньев механизма.
Передача состоит из трех кинематических звеньев (рис. 15.1): гибкого колеса g, жесткого колеса b и генератора волн h. Гибкое колесо g выполняют в виде цилиндра, на кольцевом утолщении которого нарезаны наружные зубья. Гибкий тонкостенный цилиндр выполняет роль упругой связи между деформируемым кольцевым утолщением и жестким элементом передачи, которым может быть выходной вал (рис. 15.1, а) или корпус (рис. 15.1, б, в). Жесткое колесо Ь — обычное зубчатое колесо с внутренними зубьями. Генератор Кволн деформации пред-
Рис. 15.1
ставляет собой водило (например, с двумя роликами), вставленное в гибкое колесо. При этом гибкое колесо, деформируясь в форме эллипса, образует по большой оси две зоны зацепления (рис. 15.1, б). Генератор в большинстве случаев является ведущим элементом передачи, соединенным с входным валом. Вращение генератора с угловой скоростью шд вызывает вращение гибкого колеса с угловой скоростью (рис. 15.1, а) или жесткого колеса с wb (рис. 15.1, б, в).
Передаточное отношение и волновой передачи при:
— неподвижном жестком колесе Ь (рис. 15.1, а) гибкое колесо вращается в направлении, обратном направлению вращения генератора:
— неподвижном гибком колесе g (рис. 15.1, б, в) жесткое колесо вращается в направлении вращения генератора:
u = zb/(zb-zgy
В приведенных зависимостях zg и zb — числа зубьев соответственно гибкого и жесткого колес.
На рис. 15.1, в показана схема герметичной волновой передачи. С ее помощью осуществляют передачу вращения из герметизированного пространства без применения подвижных уплотнений. Гибкое колесо g выполнено в виде глухого стакана с фланцем, которым колесо закрепляют на стенке, разделяющей пространства А и Б. Зубчатый венец гибкого колеса выполняют в средней части стакана.
15.2. ВЫБОР ПАРАМЕТРОВ ЗАЦЕПЛЕНИЯ
Профиль зубьев. В волновых передачах наиболее широко используют эволь-вентные зубья, характеризующиеся известными технологическими достоинствами, возможностью использования существующего инструмента, способностью обеспечить под нагрузкой достаточно высокую многопарность зацепления. Для нарезания эвольвентных зубьев чаще всего применяют инструмент с углом исходного контура 20° (ГОСТ 13755—81).
Замечено, что напряжения в ободе гибкого зубчатого колеса уменьшаются с увеличением ширины впадины до размеров, близких или больших толщины зубьев. Эвольвентные зубья с широкой впадиной можно нарезать инструментом с уменьшенной высотой головки зуба. Профиль эвольвентных зубьев с широкой впадиной принят как основной для отечественного стандартного ряда волновых редукторов общего назначения.
Форму деформирования гибкого колеса определяет конструкция генератора: с двумя роликами (рис. 15.2, а), четырехроликовый (рис. 15.2, б), дисковый (рис. 15.2, в). Любая из форм может быть получена кулачковым генератором. Кулачковый генератор лучше других сохраняет заданную форму деформирования и поэтому является предпочтительным.
Размер ГГ0 начального деформирования гибкого колеса является исходным при расчете параметров зацепления и геометрии генератора [6].
Геометрические параметры зубчатых венцов гибкого и жесткого колес. Одним из основных геометрических параметров волновой передачи является внут-
ренний диаметр d гибкого колеса, приближенное значение которого (в мм) определяют по критерию усталостной прочности гибкого венца,
d = Ю5 ^/(ОДба.^/Ш^)),
где Т — вращающий момент на тихоходном валу, Н-м; а_! — предел выносливости материала стального гибкого колеса,
МПа; Ко = 1,5 4- 0,0015it — эффективный коэффициент концентрации напряжений; и — передаточное отношение; [S]F = 1,6... 1,7 — коэффициент безопасности, большие значения — для вероятности неразрушения свыше 99 %.
Для передач с кулачковым генератором найденный диаметр согласуют с наружным диаметром D гибкого подшипника (см. ниже табл. 15.1).
Находят ширину bw = (0,15... 0,2)d зубчатого венца и толщину Sr гибкого колеса:
S, =10-4(65 + 2,5^?)d.
Определяют диаметр окружности впадин djg = d 4- 2Si. Учитывая, что диаметр dfg близок делительному диаметру гибкого колеса dg « dfg, находят модуль m = dg/zg. Предварительно принимают: Zg = 2и для передачи по рис. 15.1, а и zg = = 2и - 2 для передач по рис. 15.1, б, в.
Значение модуля согласуют со стандартным:
тп, мм 1-й ряд.0,25 0,30 0,40 0,50 0,60 0,80 1,00
2-й ряд..0,28 0,35 0,45 0,55 0,70 0,90
Далее уточняют числа зубьев zg, zb и подбирают смещения исходного контура, обеспечивающие получение диаметра dfg [6]. Вычисляют делительные диаметры колес: гибкого dg = mzg и жесткого db = mzb. Находят наружный диаметр гибкого колеса dag = djg 4- 2hg, где hg — высота зубьев гибкого колеса. При нарезании на гибком колесе зубьев с узкой впадиной hg « (1,5... 2,0)ш, с широкой впадиной — hg (1,35... 1,55)тп.
Затем назначают остальные размеры гибкого колеса (см. ниже) и в соответствии с выбранной формой деформирования выполняют проверочный расчет, определяя запас сопротивления усталости.
15.3. КОНСТРУИРОВАНИЕ ГИБКИХ И ЖЕСТКИХ КОЛЕС
Материалы гибких и жестких колес. Гибкие колеса волновых передач изготовляют из легированных сталей. Термической обработке — улучшению — подвергают заготовку в виде толстой трубы (твердость 30... 37 HRC). Механическую обработку выполняют после термообработки. Зубчатый венец рекомендуют подвергать упрочнению: наклепу, включая впадины зубьев, или азотированию.
Для тяжелонагруженных гибких колес (при малых и) применяют стали повышенной вязкости марок 38Х2МЮА (т.о. — улучшение и азотирование, твердость сердцевины 32... 37 HRC, = 480... 550 МПа); 40ХН2МА (улучшение, 266
32... 39 HRC, a.! = 480... 550 МПа), которые менее чувствительны к концентрации напряжений. Средне- и легконагруженные гибкие колеса чаще всего изготовляют из стали марки ЗОХГСА (улучшение, 32... 37 HRC, = 420... 450 МПа; при последующем дробеструйном наклепе или азотировании сг_! = 480... 500 МПа).
Материалы для сварных гибких колес должны хорошо свариваться. Предпочтительны стали марок ЗОХГСА, 12Х18Н10Т (18... 22 HRC, о_! = 280 МПа).
Жесткие колеса волновых передач характеризует менее высокое напряженное состояние. Их изготовляют из обычных конструкционных сталей марок 45, 40Х, ЗОХГСА с твердостью на 20... 30 НВ ниже твердости гибкого колеса. Возможно выполнение жесткого колеса из чугуна марки ВЧ60.
Конструкции гибких колес. На рис. 15.3 показаны наиболее распространенные конструкции гибких колес волновых передач: на рис. 15.3, а — с гибким дном
в
Рис. 15.3
и фланцем для присоединения к валу; на рис. 15.3, б, в — с шлицевым присоединением к валу. Шлицы могут быть нарезаны на наружной (рис. 15.3, б) или на внутренней поверхности цилиндра (рис. 15.3, в). Шлицевое соединение снижает жесткость цилиндра и вследствие осевой подвижности уменьшает напряжения в нем.
При отсутствии гибкого дна и жестком соединении цилиндра с валом (рис. 15.3, г) напряжения в цилиндре значительно возрастают, увеличивается его из-гибная жесткость и связанная с ней нагрузка на генератор. Применять такую конструкцию не следует.
В исполнении гибкого колеса по рис. 15.3, а осевую податливость обеспечивают тонким дном в месте перехода цилиндра к валу. Применяют сварные варианты соединения цилиндра с гибким дном: стыковым швом (рис. 15.3, д), с отбортовкой кромок (рис. 15.3, е). Возможно также сварное соединение гибкого дна с валом по размеру не более dY (рис. 15.3, ж), на гибком дне выполняют отбортовку по диаметру вала.
Если дно имеет фланец, то соединение с валом может быть болтовым (рис. 15.3, а), штифтовым, шлицевым, шпоночным или соединением с натягом. Чаще всего выполняют шлицевое соединение, которое позволяет иметь сравнительно небольшой размер S5 (рис. 15.3, з).
Поясок щ (рис. 15.3, а) выполняют для уменьшения концентрации напряжений на краях зубчатого венца. С этой же целью выполняют больших радиусов R,! галтель от зубчатого венца к цилиндру. Отверстия увеличивают податливость гибкого дна и обеспечивают циркулирование смазочного материала. Число и размеры отверстий принимают возможно большими при соблюдении, однако, достаточной прочности и устойчивости дна.
Ранее расчетом были определены d, djg, dag, bw и Другие размеры, указанные на рис. 15.3, можно принимать по рекомендациям, проверенным на практике:
Gj ~ 25?
dY = (0,7... 0,8) d-
I = (0,8... 1,0) d\ d^ = 0,4(d - d^ S3 = (0,65...0,85)5? 54 = 1,25S3;
02 « (0,3...0,5) bw;
Ri a 3Si;
T?2 ~ 25?
Исполнение гибкого колеса по рис. 15.3, б является более универсальным по возможности присоединения к валу или корпусу.
Исполнение с гибким дном (рис. 15.3, а) целесообразно применять в крупносерийном производстве, когда металлическую заготовку можно получить штамповкой или раскаткой. Если применение методов пластического деформирования затруднено, то применяют сварные конструкции (рис. 15.3, д, е). В единичном производстве заготовку гибкого колеса по рис. 15.3, а можно получить вытачиванием. Однако необходимо учитывать, что при этом снижается прочность.
Гибкое колесо герметичной передачи выполняют в виде закрытого цилиндра (см. рис. 15.1, в), что значительно увеличивает его жесткость. При этом возрастают уровень напряжений в цилиндре и нагрузка на генератор. Для их уменьшения увеличивают длину цилиндра. Переход цилиндра к стенке выполняют коническим и заканчивают тонкой диафрагмой. Диаметр гибкого колеса dg и параметры зацепления рассчитывают так же, как и для обычной волновой передачи.
Другие размеры принимают (см. рис. 15.1, в): 21 = (2... 1,6)4 A = = (1,28... 1,35)d; 9 = ГЗО'; S3 = = (0,005... 0,007)4 S5 = 1,4S3; S4 = = 1,6S3.
Конструкции жестких колес. Жесткие колеса волновых передач подобны колесам с внутренними зубьями обычных (с неподвижными осями) и планетарных передач (см.
рис. 14.4; 14.6; 14.11; 14.14).
Жесткое колесо 1 (рис. 15.4, а) запрессовано в корпус 2; вращающий момент воспринимает посадка с натягом и три — четыре штифта 3. В конструкции по рис. 15.4, б жесткое колесо 1 имеет фланец и центрирующие пояски для установки колеса в корпус 2 и крышки 4 на колесо. Конструкция колеса по рис. 15.4, а проще, но монтаж и демонтаж жесткого колеса менее удобны. Конструкция по рис. 15.4, б обеспечивает большую жесткость колеса.
Ширину Ьь зубчатого венца у жесткого колеса выполняют на 2... 4 мм больше, чем у гибкого. Это позволяет снизить требования к точности расположения колес в осевом направлении. Толщину жесткого колеса принимают равной S « « 0,085db с последующей проверкой выполнения условия: максимальное радиальное перемещение под нагрузкой от сил в зацеплении не должно превышать (0,05...0,02)^, где hd — глубина захода зубьев. Для эвольвентных зубьев с узкой впадиной hd « (1,3... 1,6)т, для зубьев с широкой впадиной hd = т.
15.4. КОНСТРУИРОВАНИЕ ГЕНЕРАТОРОВ ВОЛН
Роликовые генераторы просты конструктивно и в изготовлении, но имеют свободные участки гибкого колеса (см. рис. 15.2, а, б), что не позволяет строго сохранять заданную форму деформирования под нагрузкой. В силу небольших размеров подшипники опор роликов имеют ограниченный ресурс. Поэтому такие генераторы применяют в легконагруженных передачах.
Конструкция четырехроликового генератора приведена на рис. 15.5. Чтобы гибкое колесо не раскатывалось роликами, по его внутреннему диаметру устанавливают подкладное кольцо 2 из того же материала, что и ролики, например, из стали ШХ15 (50... 58 HRC).
Подкладное кольцо, кроме того, увеличивает жесткость системы гибкое колесо — кольцо и тем самым уменьшает искажение формы деформирования под нагрузкой. Толщину кольца принимают hK « 1,551. В качестве ролика используют подшипник качения, на который напрессовывают кольцо 1 с бортами. Борта предназначены для удержания подкладного кольца 2 от осевых смещений. Толщину кольца 1 принимают равной hK.
Диаметр центров роликов
du = d+ 2W — Dp, где d — внутренний диаметр подкладного кольца; W — радиальное перемещение деформированного гибкого колеса в точке контакта с роликом; Dp < 0,334
A—A о
Рис. 15.5
Дисковые генераторы. Схема дискового генератора приведена на рис. 15.2, в, варианты конструкций — на рис. 15.6. Гибкое колесо, деформируемое генератором, расположено по окружностям дисков на дуге 2^ (см. рис. 15.2, в), что способствует сохранению формы деформирования в нагруженной передаче. Радиусы R дисков и эксцентриситет е подбирают такими, чтобы угол 7 достигал 20 — 40° при заданном размере деформирования И^. Обычно е/ Wo = 3...3,6, где меньшие значения для больших и малых и.
Каждый из дисков 2 генератора (рис. 15.6, а) размещают на двух подшипниках, что предохраняет диски от перекоса. Подшипники располагают на цилиндрических эксцентрично расположенных шейках вала. Эксцентричные шейки 3 и 4 образуют непосредственно на валу или насаживают на вал в виде втулок. Обе втулки обрабатывают как одну деталь с эксцентриситетом е и шпоночным пазом, затем ее разрезают и при посадке на вал одну из частей разворачивают на 180°. При этом точность расположения эксцентриков определяется только точностью расположения шпонок на валу. Повысить точность расположения эксцентриков можно применив шлицевое соединение с четным числом шлицев.
Так же как и в роликовом генераторе, в целях предохранения гибкого колеса от раскатывания устанавливают подкладное кольцо 1. Закрепление подкладного кольца от осевого смещения в дисковом генераторе затруднено. В конструкции по рис. 15.6, а кольцо удерживает борт, входящий в паз гибкого колеса. Высота борта ограничена допускаемым значением упругой деформации растяжения гибкого колеса при установке подкладного кольца (т. е. не превышает десятых долей миллиметра), что не гарантирует надежного запирания кольца. Кроме того, паз как концентратор напряжений снижает прочность гибкого колеса. Материал подкладного кольца — сталь ШХ15 (50... 58 HRC). Материал дисков — конструкционная сталь 45, 40Х с закалкой рабочей поверхности до 48 ... 50 HRC.
Смещенное по оси вала положение дисков создает неодинаковые условия деформирования гибкого колеса в двух зонах и неуравновешенную нагрузку генератора. Для снижения этого эффекта уменьшают толщину дисков b « 0,1 R.
b
Рис. 15.6
В значительной степени неуравновешенность в осевой плоскости можно уменьшить, применяя конструкцию генератора по рис. 15.6, б, в которой один двойной диск расположен симметрично относительно другого одинарного. Перекос дисков устраняют их взаимным прилеганием по торцам, что позволяет устанавливать каждый диск только на одном подшипнике. В конструкции по рис. 15.6, б необходима высокая точность выполнения осевых размеров соответствующих деталей, поля допусков которых назначают из расчета размерной цепи с учетом осевых зазоров в подшипниках. В силовых передачах подшипники дискового генератора работают с большой нагрузкой. Поэтому диаметр подшипников следует выбирать по возможности большим в пределах диаметра диска.
Кулачковые генераторы. Кулачковый генератор состоит из кулачка 2 и напрессованного на него специального гибкого подшипника качения 1 (рис. 15.7), допускающего радиальную деформацию колец. Кулачковый генератор лучше других сохраняет форму деформирования гибкого колеса под нагрузкой. В целях выравнивания нагрузки по длине зубьев и уменьшения осевой силы на гибкий подшипник генератор устанавливают посредине зубчатого венца или ближе к заднему торцу.
Форму кулачка выполняют эквидистантной принятой форме деформирования гибкого колеса, при этом начальный радиус кулачка г = 0,5d (см. рис. 15.2), где d — внутренний диаметр подшипника (рис. 15.8).
Гибкий подшипник (рис. 15.8, а) отличает от обычного меньшая толщина колец и конструкция сепаратора. Сепаратор изготовляют из материала с относительно малым модулем упругости (трубчатого текстолита марки Ш, фенило-
Рис. 15.7
Сепаратор
в
Рис. 15.8
на марки П) с /7-образной формой гнезда (рис. 15.8, б, в). Под нагрузкой вследствие прогиба перемычек и действия осевой составляющей силы нажатия сепаратор выжимает из подшипника. Его удерживают, например, диском 7, прикрепленным к торцу кулачка генератора (рис. 15.9). Трение сепаратора об упорное кольцо увеличивает потери. Потери меньше при самозапирающейся конструкции сепаратора (см. рис. 15.8, г).
Основные параметры гибких подшипников (см. рис. 15.8):
— толщина колец ~ (0,020...0,023)2?;
— глубина желобов колец 1\ & Г2 ж (0,05... 0,06)2?w;
— внутренний диаметр сепаратора 4еп = d 4- 2а^ 4- 0,022? 4- 0,052?w;
— толщина сепаратора асеп = (0,055.. .0,060) 2?;
— ширина сепаратора 6сеп = (1,2... 1,3)DW;
— ширина паза сепаратора с^тв = (1,01... 1,03)2?w;
— ширина гнезда = Dw.
В табл. 15.1 приведены параметры подшипников по ГОСТ 23179—78 «Подшипники гибкие шариковые радиальные». Гибкий подшипник внутренним диаметром d устанавливают на кулачок, диаметральные размеры которого выполняют с полем допуска js6 (js7). Наружное кольцо гибкого подшипника по размеру D сопрягают с внутренним диаметром гибкого колеса, выполненного с полем допуска Н7.
Соединение генератора с валом. Применяют глухое и подвижное соединение генератора с валом. В кулачковом генераторе при глухом соединении кулачок устанавливают на вал обычным способом. Передачу вращающего момента при этом осуществляют шпоночным или шлицевым соединением или соединением с натягом. Глухое соединение можно применять при полной соосности оси жесткого колеса и осей вращения генератора и гибкого колеса, что может быть достигнуто только при очень высоких требованиях к точности изготовления. Отклонение от соосности звеньев передачи приводит к неравномерному распре-
делению нагрузки по зонам зацепления, нарушению силового равновесия и, как следствие, к снижению долговечности и даже поломке вала.
Для компенсации отклонения от соосности кинематических звеньев применяют подвижное соединение генератора с валом. Его выполняют с помощью упругих элементов или жестких шарниров. В конструкции (рис. 15.9, а) упругий элемент выполнен в виде резиновой шайбы 2, привулка-низированной к металлическим дискам 1 и 3, которые затем соединяют с кулачком и валом. Рези-
новый элемент по рис. 15.9, б обладает повышенной податливостью при угловых перекосах. Недостатком этих соединений является снижение прочности резины с течением времени.
В конструкции по рис. 15.10, а жесткий шарнир подобен зубчатой муфте: вал 1 и кулачок 5 генератора имеют венцы 2 и 4 с наружными зубьями. Шайба 6 и пружинное кольцо 7 ограничивают перемещение втулки 3 в осевом направлении.
В редукторах общего назначения применяют шарнирное с крестообразным расположением пальцев соединение генератора с валом (рис. 15.10, б). Через вал 1 и втулку 2 проходит палец 3, два пальца 4 проходят через втулку 2 и кулачок 5. Пальцы установлены в отверстиях с зазорами. От выпадания палец 3 удерживает внутренняя поверхность кулачка 5, пальцы 4 — пружинное кольцо 6 и наружная поверхность вала.
Таблица 15.1
Обозначение подшипника Размеры в мм Сг, кН G)r, кН Предельная частота вращения, мин-1
D d в г Dw
806 42_otOii ЗО_о,ою 7 0,5 3,969 5,13 5,33 6000
808 52_оо1з 40_o,oi2 8 0,5 3,969 6,74 7,64
809 62_o,oi3 45_o,oi2 9 0,5 5,953 10,65 11,98 4980
811 72_o,oi3 55_o,oi5 11 0,5 7,144 13,87 16,83
812 80_о,о1з 60-0,015 13 0,5 7,144 15,48 19,25
815 ЮО _о,о15 75_o,oi5 15 1,0 9,128 22,58 28,69 4500
818 120_о,о15 90-0,020 18 1,0 11,113 34,30 46,58
822 15О_о,о18 ИО-0,020 24 1,0 14,288 51,50 69,02 3480
824 160-0,025 120-0,020 24 1,0 14,288 53,92 77,00 3000
830 200_о,озо 150-0,025 30 1,0 19,050 92,12 134,38
836 240_о,озо 180-0,025 35 1,5 22,225 121,58 182,91 2520
844 300-0,035 220-0,030 45 2,5 28,575 182,33 302,36
848 320_о,о4о 24О_о,озо 48 2,5 28,575 179,10 307,99
860 400-иодо 300_о,035 60 2,5 36,513 252,43 502,88 1980
862 420_о,о45 ЗЮ-0,035 60 2,5 36,513 252,43 502,88
872 480_o,oi5 360-0,040 72 3,5 44,450 338,45 731,64
Примечания'. 1. Число шариков z = 21 —23. 2. г — размер фаски.
Все приведенные на рис. 15.9, 15.10 конструкции допускают радиальные и угловые перемещения кулачка.
Для подвижного соединения наиболее удобен кулачковый генератор. При дисковом генераторе подвижное соединение генератора с валом затруднено. В таких конструкциях самоустановку звеньев приходится выполнять за счет подвижного соединения жесткого колеса с корпусом или валом, что получается сложнее и дороже.
15.5. ТЕПЛОВОЙ РЕЖИМ И СМАЗЫВАНИЕ ВОЛНОВОЙ ПЕРЕДАЧИ
Тепловой режим волновой передачи рассчитывают по известным зависимостям (см., например, тепловой расчет червячного редуктора — 2.2 или [13]). Допускаемая температура масла для редукторов общепромышленного применения [t] = 70... 80 °C. Коэффициент теплоотдачи принимают: для закрытых небольших помещений при отсутствии вентиляции К = 8... 12, для помещений с интенсив
ной вентиляцией К = 14... 18, при обдуве корпуса вентилятором К = = 21... 30 Вт/(м2 • °C). При установке вентилятора на быстроходном валу редуктора и п < 1000 мин-1 принимают нижние, а при п > 2800 мин-1 — верхние значения К.
Для редукторов общего назначения рекомендуют жидкое минеральное масло марок И-Г-А-68, И-Т-Д-68 или И-Т-Д-100 (см. табл. 11.3).
В случае необходимости применяют пластичный смазочный материал. Смазывают подшипники гене-
ратора и зацепление при сборке редуктора и периодически в процессе эксплуатации. Замену пластичного смазочного материала производят примерно через 1000 ч работы.
При вертикальном расположении оси редуктора можно применять пластичный смазочный материал. При смазывании жидким маслом в редукторе устанавливают специальное маслоподающее устройство (рис. 15.11). Под действием центробежных сил масло поднимается по внутренней поверхности конуса подачи, проходит через отверстия 1 и зазор 2 в генераторе и далее попадает в подшипник и зацепление. Конструкцию по рис. 15.11 рекомендуют при частоте вращения п > 960 мин-1.
Количество заливаемого в редуктор масла рекомендуют принимать таким, чтобы при горизонтальном положении редуктора его уровень проходил по центру нижнего шарика гибкого подшипника. При п < 960 мин-1 и вертикальном расположении вала допустимо полностью заполнять редуктор маслом.
15.6. ПРИМЕРЫ КОНСТРУКЦИЙ ВОЛНОВЫХ ПЕРЕДАЧ
На рис. 15.12 представлена типовая конструкция из стандартного ряда волновых редукторов общего назначения — редуктор Вз-160 (разработка ВНИИре-дуктора и МГТУ им. Н. Э. Баумана). Отличительные особенности конструкции: двухопорный вал генератора; соединение кулачкового генератора с валом с помощью шарнирной муфты (см. рис. 15.10,6); сварное соединение цилиндра гибкого колеса с дном; шлицевое соединение гибкого колеса с валом; осевая фиксация подшипников выходного вала в корпусе с помощью распорной втулки 7 и трех установочных винтов 2; соединение с натягом жесткого колеса с корпусом; цилиндрическая форма внутренней полости корпуса без внутренних углублений и карманов, упрощающая отливку и очистку после литья и механической обработки. Другие рекомендации по проектированию корпусных деталей и крышек даны в гл. 17.
На рис. 15.13 приведен волновой редуктор с отъемными лапами, которые крепят к цилиндрическому корпусу винтами. Особенности конструкции: консольное расположение генератора на валу электродвигателя; соединение генератора с валом с помощью привулканизированной резиновой шайбы 1\ гибкое колесо — штампованное с последующей механической обработкой; соединение с натягом гибкого колеса с валом; закрепление жесткого колеса на корпусе винтами и штифтами.
Глава 16
УПРАВЛЕНИЕ ПЕРЕДВИЖНЫМИ ДЕТАЛЯМИ
Механизмы для осевого передвижения зубчатых колес или муфт сцепления конструируют по двум принципиальным схемам (рис. 16.1).
В первой схеме (рис. 16.1, а) зубчатое колесо или муфту перемещают по валу рычагом 7, установленным на одной оси 2 с рукояткой управления 3. Эта схема наиболее проста. Недостаток — смещение с оси вала переводного камня 4, находящегося в пазу детали, вследствие поворота конца рычага, описывающего дугу радиуса R. Для уменьшения смещения камня радиус рычага принимают равным
R — Л} -|- а;
где Xi — расстояние от оси вала до оси поворота рычага; а — половина высоты дуги, описываемой осью камня, при перемещении зубчатого колеса на «ход» — из одного крайнего положения в другое.
Желательно, чтобы отклонение камня от оси вала было а < 0,3/г, где h — высота камня. Если не удается выдержать это соотношение, то применяют механизмы, выполненные по второй, более сложной, схеме (рис. 16.1, б). В этом случае деталь (зубчатое колесо) перемещают вилкой 5, расположенной на направляющей скалке 6 и приводимой в движение рычагом 7 с зубчатым венцом, сцепляющимся с рейкой 8.
16.1. ПЕРЕВОДНЫЕ КАМНИ И ВИЛКИ
Переводные камни изготовляют из антифрикционного или серого чугуна, текстолита, в ответственных случаях — из безоловянных бронз. Простейшая и наиболее распространенная конструкция представлена на рис. 16.2, а. Широко применяют также насадные камни по рис. 16.2, б, в. Реже используют более сложные в изготовлении цельные камни по рис. 16.2, г, д.
Рис. 16.3
Рис. 16.4
Размеры (мм) переводных камней (рис. 16.2, а):
В h S d D I
10 18 5 5 14 8
12 22 6 6 16 10
16 28 8 8 20 12
20 36 10 10 26 14
Помимо переводных камней в механизмах, выполненных по первой схеме, применяют вилки. Простейшие из них показаны на рис. 16.3. При коротком отверстии в перемещаемой детали во избежание заклинивания применяют вилки с двумя камнями (рис. 16.4).
В механизмах, выполненных по второй схеме (см. рис. 16.1, б), зубчатые колеса (муфты) обычно перемещают вилками, типовые конструкции которых показаны на рис. 16.5.
В зависимости от формы передвигаемых зубчатых колес или муфт вилка может входить в кольцевой паз передвигаемой детали (рис. 16.5, а) или охватывать ее кольцевой выступ (рис. 16.5, б).
Связь рычага 1 с вилкой осуществляют разными способами. Наиболее простое и дешевое исполнение показано на рис. 16.5, а, где в паз вилки входит цилин-
дрический штифт рычага. Недостаток этого варианта в том, что контакт штифта с пазом вилки в лучшем случае происходит по линии: при частых переключениях штифт быстро изнашивается. Поэтому чаще всего рычаг снабжают переводным камнем по одному из вариантов рис. 16.2. При необходимости перемещения на большую длину применяют зубчато-реечное зацепление (рис. 16.5, в).
Для уменьшения трения в блоки колес встраивают подшипники качения (рис. 16.6).
16.2. НАПРАВЛЯЮЩИЕ СКАЛКИ. РЫЧАГИ, ОСИ И РУКОЯТКИ УПРАВЛЕНИЯ
Вилки перемещают по направляющим скалкам, которые чаще всего выполняют одного диаметра с полем допуска Д6 по всей длине. Отверстие в корпусе для скалки изготовляют с полем допуска Н7, а отверстие в вилке — Е9. Крепление направляющих скалок в корпусе показано на рис. 16.7, а —ж.
Иногда необходимо, чтобы вилка переключения не поворачивалась на направляющей скалке. Тогда скалку жестко крепят в корпусе (варианты б, г, д), а вилку соединяют со скалкой направляющей шпонкой или шлицами.
Рычаги 1 (рис. 16.1 и 16.8) обычно выполняют литыми из серого чугуна. Форма рычагов в зависимости от компоновки деталей в узле может быть различной
Рис. 16.7
и нередко довольно сложной. Изготовляют рычаги овального или прямоугольного сечения, без ребер или с ребрами жесткости. Размеры концов рычагов 7, надеваемых на оси (рис. 16.9, а), выполняют по соотношениям
dCT = /ст = (l,2...1,5)d,
где d — диаметр отверстия в бобышке (поле допуска Я7).
Обычно рычаг 1 и рукоятку управления устанавливают на общей оси. Некоторые варианты такого исполнения даны на рис. 16.9: вариант (а) наиболее простой, недостатком его является необходимость обработки внутреннего торца прилива корпуса; в варианте (б) этот недостаток устранен применением чугунной втулки, вставленной в корпус; в варианте (в) для этой же цели ось выполнена ступенчатой; интересно конструктивное решение в варианте (г). Здесь ось имеет одинаковый диаметр по всей длине, что упрощает ее изготовление. Шайбу 2 надевают на ось, а затем сдвигают в канавку поперек оси, и в таком положе-
Рис. 16.10
Рис. 16.13
Рис. 16.12
нии она удерживает ось от смещений. Для лучшей устойчивости механизма переключения желательно, чтобы длина I была в 2... 2,5 раза больше диаметра оси.
Если рычаг 1 по условиям компоновки узла располагают вдали от стенки корпуса, для него создают вторую опору (рис. 16.10).
Рукоятки управления обычно делают сборными — ступица (рис. 16.11), стержень (рис. 16.12) и ручка (рис. 16.13) — и очень редко — цельнолитыми. Размеры ступиц (мм) (см. рис. 16.11):
D d dx d2 d^ а Н h /ii с
65 18 M12 17 6 80 22 M16 21 6 24 32 30 36 18 22 10 12 2 2,5
Размеры стержней (мм) (рис. 16.12):
Dc dc d'c I /j с сг ^2 L
16 М12 М10 16;20 12 1,8 1,2 20 М16 М10 20;25 20 2,0 1,8 2,2 2,6 1,8 2,6 65 160 80 100 200 250 125 320 160 400
16.3. УСТРОЙСТВА ДЛЯ ФИКСИРОВАНИЯ ПЕРЕДВИЖНЫХ ДЕТАЛЕЙ
В каждом из положений механизм переключения должен быть зафиксирован. Для этого достаточно зафиксировать одну из перемещающихся деталей этого механизма. Часто фиксирующее устройство располагают в рукоятке управления. На рис. 16.14 показан наиболее распространенный вариант фиксирования механизма шариком, заходящим в гнездо с углом при вершине 90°. Засвер-ловку под шарик делают в стальных пластинах (рис. 16.14, а) или непосредственно на поверхности стенки корпуса (рис. 16.14, б). Однако через некоторое время работы механизма фиксаторный шарик проделывает в стенке корпуса дорожку между гнездами и фиксирующее устройство становится ненадежным. Поэтому желательно применять износостойкие привертные стальные шайбы или планки (рис. 16.14, а).
A—A
Рис. 16.18
Рис. 16.19
Для повышения надежности фиксирования радиус расположения фиксаторных гнезд должен быть по возможности большим. На рис. 16.15 показаны два варианта рукоятки управления с большим радиусом расположения фиксаторных гнезд.
Иногда применяют фиксирование самих перемещаемых по валу зубчатых колес или вилок (рис. 16.16, а — г).
Общим недостатком фиксирующих устройств с шариками является не вполне надежное фиксирование. Поэтому в ответственных механизмах или при наличии сил, действующих на фиксируемую деталь, устанавливают рукоятку с вытяжными фиксаторами (рис. 16.17). Рукоятка по рис. 16.17, б проще в изготовлении, но менее удобна, чем рукоятка по рис. 16.17, а. Применяют также фиксирующее устройство, показанное на рис. 16.18.
При переключении скоростей возможны случаи (особенно при шариковых фиксирующих устройствах) выхода зубчатого колеса за крайнее положение. Это приводит к зацеплению зубьев не по всей длине. Поэтому следует применять ограничители хода подвижных деталей. В качестве ограничителей можно использовать втулки 1 (см. рис. 16.16), устанавливаемые на валах или на направляющих скалках. На рис. 16.18 ограничителями хода служат штифты 7, выступающие над поверхностью дуговых планок. Эти штифты одновременно фиксируют планку относительно корпуса. В механизме по рис. 16.19 ограничителем служит штифт 1, который входит в дуговой паз на торце рукоятки 2. В крайних положениях рукоятки зазор между штифтом и концевой частью дугового паза составляет 1... 2 мм.
16.4. БЛОКИРОВОЧНЫЕ УСТРОЙСТВА
При управлении передвижением деталей двумя рычагами по ошибке могут быть одновременно включены разные скорости вращения одного и того же вала, что обычно приводит к поломке. Для предупреждения этого применяют блоки-
Рис. 16.21
Рис. 16.22
ровочные (запирающие) устройства. На рис. 16.20, а —ж показаны некоторые схемы таких устройств. Во всех схемах звено 2 не может быть повернуто до тех пор, пока звено 1 не займет положение, при котором управляемое им колесо или муфта окажется выключенным.
На рис. 16.21 и 16.22 приведены конструкции некоторых блокировочных устройств. Механизм, изображенный на рис. 16.21, а, выполнен по схеме рис. 16.20, г, а механизм на рис. 16.21, б — по схеме рис. 16.20, в. Оба рычага в этих механизмах занимают нейтральное положение, поэтому вырезы в дисках обращены друг к другу. Механизм, показанный на рис. 16.22, а, выполнен по схеме рис. 16.20, д, а на рис. 16.22, б — по схеме рис. 16.20, а.
16.5. ОДНОРЫЧАЖНЫЕ МЕХАНИЗМЫ ПЕРЕКЛЮЧЕНИЯ
При числе переключаемых скоростей более трех управление ими в современных приводах часто осуществляют одной рукояткой (одним рычагом). Блокировку обеспечивают автоматически: при переключении одной рукояткой невозможно одновременно включить две различные скорости.
На рис. 16.23 показано переключение скоростей диском 7, на торце которого выполнен криволинейный паз 2. В этот паз входят ролики 4, сидящие на оси рычагов 3 и 5. Криволинейный паз спрофилирован таким образом, что каждому
A
Рис. 16.23
угловому положению диска соответствует определенное положение рычагов 3 и 5 и, следовательно, определенное положение управляемых ими зубчатых колес. Такие механизмы переключения скоростей особенно часто применяют в современных станках.
Глава 17
КОНСТРУИРОВАНИЕ КОРПУСНЫХ ДЕТАЛЕЙ И КРЫШЕК
К корпусным относят детали, обеспечивающие взаимное расположение деталей узла и воспринимающие основные силы, действующие в машине. Корпусные детали обычно имеют довольно сложную форму, поэтому их получают методом литья (в большинстве случаев) или методом сварки (при единичном и мелкосерийном производстве). Для изготовления корпусных деталей широко используют чугун, сталь, а при необходимости ограничения массы машин — легкие сплавы (алюминиевые, магниевые).
17.1. ОБЩИЕ РЕКОМЕНДАЦИИ
Корпусная деталь состоит из стенок, ребер, бобышек, фланцев и других элементов, соединенных в единое целое.
При конструировании литой корпусной детали стенки следует по возможности выполнять одинаковой толщины. Толщину стенок литых деталей стремятся уменьшить до величины, определяемой условиями хорошего заполнения формы жидким металлом. Поэтому чем больше размеры корпуса, тем толще должны быть его стенки. Основной материал корпусов — серый чугун не ниже марки СЧ15. Рекомендуют толщину 5 стенок для чугунных отливок назначать в зависимости от приведенного габарита N корпуса:
Я,м...................... 0,40 0,6 1,0 1,5 2,0
6, мм.................... 7 8 10 12 14
Здесь N = (2L + В + Н)/3, где L, В и Я — длина, ширина и высота корпуса, м. Для редукторов толщину стенки, отвечающую требованиям технологии литья, необходимой прочности и жесткости корпуса, вычисляют по формуле
6 = l,3Vf >6 мм,
где Т — вращающий момент на выходном (тихоходном) валу, Н • м.
Плоскости стенок, встречающиеся под прямым или тупым углом, сопрягают дугами радиусом г и R (рис. 17.1, а). Если стенки встречаются под острым углом, рекомендуют их соединять короткой вертикальной стенкой (рис. 17.1, б). В обоих случаях принимают: г « 0,56; R « 1,56, где 8 — толщина стенки.
В отдельных местах детали (например, в местах расположения обработанных платиков, приливов, бобышек, во фланцах) толщину стенки необходимо увеличивать. Если отношение толщин ^/8 < 2 (рис. 17.1, в), то сопряжение стенок
Рис. 17.1
выполняют радиусом г « 0,56. При отношении толщин 6}/6 > 2 одно сечение должно переходить в другое плавно (рис. 17.1, г, д). При этом принимают: h > > 4(62 - 6); 62 = 1,56; г « 0,56.
Числовые значения радиусов закруглений принимают из стандартного ряда (см табл. 24.1).
Формовочные уклоны задают углом (3 или катетом а в зависимости от высо-
ты h:
Р
h, мм а, мм 0 h, мм а, мм Р
До 10 0,50 2°55' Св. 63 до 100 1,00 35'
Св. 10 до 16 0,55 1°55' » 100 » 160 1,20 25'
» 16 » 25 0,65 ГЗО' > 160 » 250 1,85 25'
» 25 » 40 0,75 Г05' » 250 » 400 2,30 20'
» 40 » 63 0,85 45' » 400 » 630 3,65 20'
Толщину наружных ребер жесткости у их основания принимают равной 0,9... 1,0 толщины основной стенки 6 (рис. 17.2, а). Толщина внутренних ребер из-за более медленного охлаждения металла должна быть равна 0,86 (рис. 17.2, б). Высоту ребер принимают hp > 56. Поперечное сечение ребер жесткости выполняют с уклоном.
Часто к корпусной детали прикрепляют крышки, фланцы, кронштейны. Для их установки и крепления на корпусной детали предусматривают опорные пла-тики. Эти платики при неточном литье могут быть смещены. Учитывая это, размеры сторон опорных платиков должны быть на величину С больше размеров опорных поверхностей прикрепляемых деталей (рис. 17.3). Для литых деталей средних размеров С = 2... 4 мм.
Рис. 17.3
Рис. 17.2
При конструировании корпусных деталей следует отделять обрабатываемые поверхности от «черных» (необрабатываемых). Обрабатываемые поверхности выполняют в виде платиков (рис. 17.3), высоту h которых можно принимать h = (0,4... 0,5)6.
Во избежание поломки сверл поверхность детали, с которой соприкасается сверло в начале сверления, должна быть перпендикулярна оси сверла (рис. 17.4, а). Поверхность детали на выходе сверла также должна быть перпендикулярна оси сверла (рис. 17.4, б).
Рис. 17.6
Все отверстия (гладкие и резьбовые) для удобства сверления желательно выполнять сквозными. Глухие отверстия требуют точного останова инструмента для выдерживания глубины отверстия, а при нарезании резьбы — применения нескольких метчиков.
На станках нарезают резьбу диаметром >6 мм. Чтобы не нарезать в корпусной детали резьбу вручную, желательно диаметр нарезки иметь >М6.
Оси отверстий желательно располагать перпендикулярно базовой плоскости детали (рис. 17.5), поскольку расположение отверстий под углом неудобно для обработки на сверлильном станке.
Длина отверстий должна быть возможно меньшей, так как длинные отверстия помимо увеличения времени на их сверление требуют применения более дорогих сверл и затраты дополнительного времени на повторные вы
воды сверла для удаления стружки.
Несквозные резьбовые отверстия, нарезаемые резцом, должны оканчиваться канавкой для выхода резца.
Для обеспечения точности обрабатываемых отверстий расточная оправка должна иметь переднюю и заднюю направляющие. Для этого в задней стенке детали растачивают отверстие 1 для прохода оправки, даже когда оно конструктивно не требуется (рис. 17.6, а). По окончании обработки отверстие в зависимости от размера заглушают пробкой или закрывают крышкой. Если не удается
создать заднюю направляющую для оправки вне детали, следует предусмотреть окно 1 для ввода в деталь кронштейна 2 с направляющей втулкой (рис. 17.6, б).
17.2. КОРПУСА РЕДУКТОРОВ
Размеры корпуса определяет число и размеры размещенных в нем деталей, относительное их расположение, значение зазоров между ними. Ориентировочные размеры корпуса были определены при составлении компоновочной схемы, уточнены при разработке конструкций узлов. Теперь следует выполнить их окончательную конструктивную отработку.
Корпуса современных редукторов (рис. 17.7) очерчивают плоскими поверхностями, все выступающие элементы (бобышки подшипниковых гнезд, ребра жесткости) устраняют с наружных поверхностей и вводят внутрь корпуса, лапы под болты крепления в основании не выступают за габариты корпуса, проушины для транспортирования редуктора отлиты заодно с корпусом. При такой конструкции корпус характеризуют большая жесткость и лучшие виброакустичес-кие свойства, повышенная прочность в местах расположения болтов крепления,
уменьшение коробления при старении, возможность размещения большего объема масла, упрощение наружной очистки, удовлетворение современным требованиям технической эстетики. Однако масса корпуса из-за этого несколько возрастает, а литейная оснастка — усложнена.
Ниже рассмотрены общие вопросы конструирования основных элементов корпусов на примере цилиндрических редукторов. Для редукторов других типов даны рекомендации по конструированию только специфических элементов их корпусов.
Цилиндрические редукторы. На рис.
17.7, 17.8 показан корпус одноступенчатого цилиндрического редуктора. Для удобства сборки корпус выполняют разъемным. Плоскость разъема проходит через оси валов. Поэтому в многоступенчатых редукторах оси валов располагают в одной плоскости. Плоскость разъема для удобства обработки располагают параллельно плоскости основания. Верхнюю поверхность крышки, служащую технологической базой для обработки плоскости разъема, также выполняют параллельной плоскости основания. Разработку конструкции начинают с прорисовки контуров нижней (корпуса) и верхней (крышки корпуса) частей.
Конструктивное оформление внутреннего контура редуктора (рис. 17.9). Из центра тихоходного вала проводят тонкой линией дугу окружности радиусом
7^1 — 0,5б/а2 4"
где da2 — наружный диаметр зубчатого колеса; а — зазор (см. 3.2).
Из центра быстроходного вала проводят дугу радиусом ЛБ, в качестве которого принимают большее значение из следующих двух:
RB = 0,541 + а или Яъ = 0,5D + a,
где 41 — наружный диаметр шестерни; D — диаметр отверстия в корпусе для опоры быстроходного вала.
Толщина стенки крышки корпуса « 0,96 > 6 мм, где 6 — толщина стенки корпуса. Затем оформляют крышку вертикальными стенками. Для уменьшения массы крышки боковые стенки выполняют наклонными (на рис. 17.9 показаны штриховыми линиями). Расстояние между дном корпуса и поверхностью колеса 50 « 4а.
Для соединения корпуса и крышки по всему контуру плоскости разъема редуктора выполняют специальные фланцы (рис. 17.9, выносной элемент В). На коротких боковых сторонах фланцы располагают внутрь от стенки корпуса. Вслед-
Рис. 17.8
Е—Е
Рис. 17.9
ствие погрешностей при изготовлении моделей крышки и корпуса, погрешностей при формовке и во время удаления моделей из формы размеры отливок получают с отклонениями от номинальных значений. Это приводит к несовпадению внешних контуров крышки и корпуса, ухудшает внешний вид. Несовпадение станет незаметным, если крышку корпуса выполнить с напуском. Размеры конструктивных элементов:
/ = (0,4...0,5)8!; 6 = 1,58; = 1,56!; I = (2...2,2)8.
Для осмотра колес и других деталей редуктора и для залива масла в крышке корпуса предусматривают окно (люк) возможно больших размеров. Форму окна (люка) принимают прямоугольной, реже — круглой (см. 17.5).
На продольных длинных сторонах редуктора фланцы корпуса располагают внутрь от стенки корпуса, а фланцы крышки — снаружи (рис. 17.8, сечения Б —Б, В —В). Фланцы объединяют с приливами (бобышками) для подшипников.
Конструктивное оформление приливов для подшипниковых гнезд. Приливы, в которых располагают подшипники, конструктивно оформляют по рис. 17.10. Диаметр прилива принимают (мм):
для закладной крышки (рис. 17.10, б) — = 1,252? -I- 10 мм;
для привертной крышки (рис. 17.10, а) — Dn = D$ + 4... 6 мм, где — диаметр фланца крышки подшипника (см. 8.2). Там же приведены рекомендации по диаметру и числу винтов для крепления привертных крышек. Крепежные резьбовые отверстия для них обычно сверлят на станках при раздельной механической обработке корпуса и крышки редуктора. Поэтому нельзя проектировать отверстия в стыке крышки с корпусом, так как они могут быть выполнены только после сборки, что неудобно. Кроме того, при затяжке винтов действуют силы, отжимающие в этом случае крышку от корпуса.
Длину I подшипниковых гнезд (рис. 17.11, а — д) определяют конструктивно. Она зависит от размеров устанавливаемых в гнезде деталей: ширины подшипника 7, высоты крышки 2, толщины кольца 3, осевого размера шайбы 4. Так как осевые размеры деталей и конструкции разных опор различны, то и длины подшип-
Рис. 17.10
Рис. 17.11
никовых гнезд выполняют разной длины (например, на рис. 17.10 < 12).
Длину подшипниковых гнезд согласуют также с шириной фланца, необходимой для размещения головки винта или гайки. Жесткость приливов при необходимости можно повысить ребрами (рис. 17.12). Не рекомендуют располагать ребра по оси отверстий.
Для удобства обработки наружные торцы приливов всех подшипниковых гнезд, расположенных на одной стенке корпуса, должны лежать в одной плоскости (см. рис. 17.10).
Крепление крышки редуктора к корпусу. Для соединения крышки с корпусом используют болты с наружной шестигранной головкой (рис. 17.13, а) или, предпочтительнее, винты с цилиндрической головкой с шестигранным углублением «подключ» (рис. 17.13, б). В последнем случае получают наименьшую ширину фланца. Ширину К фланца выбирают из условия свободного размещения головки винта (или гайки) и возможности поворота ее гаечным
ключом на угол > 60°. Винт заворачивают в резьбовое отверстие корпуса. Винты и болты должны быть класса прочности не менее 6.6. Размеры конструктивных элементов:
tf = 2,35d; C = l,ld] К1=2, Id]
C’1=l,05d; D^2d.
Диаметр d (мм) винтов крепления крышки принимают в зависимости от вращающего момента Т(Н-м) на выходном валу редуктора:
Рис. 17.12
d = 1,25 VT >10 мм.
При проектировании отверстий под болты (винты) крепления крышки к корпусу руководствуются следующими рекомендациями:
— отверстия располагают преимущественно по продольным сторонам;
— в районе бобышек стараются максимально приблизить их к отверстию под подшипник (для увеличения жесткости соединения). Болт, расположенный между отверстиями под подшипники, размещают посредине между этими отверстиями;
— минимальное расстояние между стенками близко расположенных отверстий должно составлять не менее 3... 5 мм (см. рис. 17.10, а); для закладных крышек (см. рис. 17.10, б) это расстояние выдерживают между стенками отверстий диаметром Рр и dQ]
— на длинных боковых сторонах помимо болтов в районе подшипниковых гнезд устанавливают дополнительно болты на фланцах той же (рис. 17.13) или меньшей толщины (рис. 17.14, а, б), примерно на одинаковом расстоянии один от другого — с шагом /Б = (10... 12) d;
l,5d l,56i
— при необходимости установки стяжных болтов на коротких боковых сторонах корпуса их можно размещать в специально выполненных нишах (рис. 17.15).
Высоту h' (рис. 17.10, а\ 17.13, а, 6) прилива в крышке под стягивающий болт определяют графически, исходя из условия размещения головки болта на плоской опорной поверхности вне кольцевого прилива под подшипник большего диаметра (Dn или Dn'). Размеры головки в зависимости от диаметра d резьбы см. в табл. 24.41, 24.44. Для всего редуктора высоту h' при
нимают одинаковой, исходя из максимального значения Dn (£>/). При небольшой высоте крышки корпуса болты выводят на внешнюю поверхность крышки (рис. 17.13, в). Опорные поверхности на крышке обрабатывают в зависимости от формы головки винта (табл. 17.1, размеры в мм). При качественном выполнении литья опорные поверхности под головки болтов можно не обрабатывать. Для стопорения винтов можно применять герметики (см. табл. 24.50).
Фиксирование крышки относительно корпуса. Отверстия в подшипнико
вом гнезде для установки подшипников должны иметь правильную цилиндрическую форму (допускаемое отклонение составляет доли допуска 7-го квалите-та). При сборке редуктора во время затяжки болтов, соединяющих корпус с крышкой, возможно некоторое смещение крышки относительно корпуса, что вызовет деформирование наружных колец подшипников, имеющих малую жесткость. Кроме того, торцы приливов
Рис. 17.15
у подшипниковых гнезд на крышке редуктора и корпусе могут не совпасть, что повлечет перекос крышек подшипников и наружных колец самих подшипников. Следовательно, при сборке редуктора нужно точно фиксировать положение крышки относительно корпуса. Необходимую точность фиксирования достигают штифтами, которые располагают на возможно большем расстоянии друг от друга. Диаметр штифтов
</шт = (0,7... 0,8)d,
где d — диаметр крепежного винта.
Кроме фиксирования штифты предохраняют крышку и корпус от сдвига при растачивании подшипниковых отверстий. Обычно применяют два конических штифта с внут-
Таблица 17.1
Диаметр резьбы d 6 8 10 12 14 16 18 20 22 24
Диаметр отверстия: под стяжной болт под болт крепления к плите (раме) Ji 6,6 7 9 10 11 12 14 15 16 17 18 19 20 21 22 24 24 26 26 28
Диаметр цековки под головку болта или гайку с уменьшенным размером под ключ (рис. 1) 6^2 14 18 20 24 26 30 32 36 40 42
Глубина цековки t 0,5... 1,0
Диаметр отверстия под головку винта (рис. 2, 3) d2 11 15 18 20 24 26 30 34 36 40
Глубина отверстия под головку винта: по рис. 2 по рис. 3 9 7 11 8 14 10 16 11 19 13 21 14 23 15 26 17 28 18 31 20
ренней резьбой (рис. 17.16, а, б), которые устанавливают по срезам углов крышки (рис. 17.7,17.8) или в специально выполненных нишах (рис. 17.16, в). Резьбу используют для извлечения штифта при разборке редуктора. Если нельзя применить конические штифты, то для фиксации крышки и корпуса используют цилиндрические штифты. Четыре цилиндрических штифта ставят в стык деталей (рис. 17.16, г) по одному со стороны каждой стенки корпуса. Размеры цилиндрических и конических штифтов принимают по табл. 24.36 — 24.38.
Поверхности сопряжения корпуса и крышки для плотного их прилегания шабрят или шлифуют. При сборке узла эти поверхности для лучшего уплотнения покрывают тонким слоем герметика. Прокладки в плоскость разъема не ставят вследствие вызываемых ими искажения формы посадочных отверстий под подшипники и смещения осей отверстий с плоскости разъема.
Конструктивное оформление опорной части корпуса. Опорную поверхность корпуса следует выполнять в виде нескольких небольших платиков, расположенных в местах установки болтов или шпилек (рис. 17.17, а, 6). Такое расположение снижает расход металла и уменьшает время обработки опорной по-
Рис. 17.16
Рис. 17.17
верхности корпуса, снижает нагрузки на резьбовые детали. Можно выполнять опорную поверхность в виде двух длинных параллельно расположенных пла-тиков. Конструкции мест крепления корпуса к плите или раме показаны на рис. 17.18-17.20.
Диаметр винта крепления редуктора к плите (раме): « 1,25 d, где d — диаметр винта крепления крышки и корпуса редуктора. Число z винтов принимают в зависимости от межосевого расстояния ат (мм) тихоходной ступени: z — 4 при < 315; z = 6 при 315 < < 710.
15...20°
Рис. 17.18
Рис. 17.19
Места крепления корпуса к плите или раме располагают на возможно большем (но в пределах габарита корпуса) расстоянии друг от друга и оформляют в виде ниш, расположенных по углам корпуса (рис. 17.7, 17.8, 17.18). Если нишу не удается расположить в углу корпуса, то ее выносят на боковую стенку (рис. 17.19). Высоту ниши принимают при креплении болтами h$ = 2,5(с^ + 6); шпильками = (2... 2,5) с^.
Иногда винты размещают на высоких приливах (рис. 17.20). Когда это возможно, редуктор крепят к раме снизу (рис. 17.21).
Оформление сливных отверстий. Наиболее часто в редукторах используют картерную систему смазывания, при которой корпус является резервуаром для масла. Масло заливают через верхний люк. При работе передачи масло постепенно загрязняют продукты изнашивания, оно стареет — свойства его ухудшаются. Поэтому масло периодически меняют. Для слива масла в корпусе выполняют сливное отверстие, закрываемое пробкой.
Дно корпуса, особенно при больших габаритах, желательно делать с уклоном 0,5... 1,0° в сторону сливного отверстия. Кроме того, у самого отверстия нужно делать местное углубление (рис. 17.22, а). Сливное отверстие должно быть достаточно большого диаметра. При таком исполнении масло почти без остатка может быть слито из корпуса.
При замене масла часть его может стекать по внешней стенке корпуса на плиту или основание. Поэтому лучше сливное отверстие располагать (если это удобно для пользования) в дне корпуса (рис. 17.22, б).
Иногда оказывается удобным в отверстие корпуса ввернуть угольник, а последний закрыть пробкой (рис. 17.22, в). В отдельных конструкциях применяют
Рис. 17.20
Рис. 17.21
Рис. 17.22
отверстия с «бородой» (рис. 17.22, г), не позволяющей маслу растекаться по наружной поверхности корпуса. Если сливное отверстие приходится располагать на стороне опорного фланца корпуса, то его выполняют в приливе, как показано на рис. 17.22, д.
Перед сверлением сливного отверстия прилив в корпусе фрезеруют, поэтому он должен выступать над необрабатываемой поверхностью на высоту hx = 0,58.
Отверстие для выпуска масла закрывают пробкой с цилиндрической или конической резьбой (см. 11.3). Цилиндрическая резьба не создает надежного уплотнения, а коническая обеспечивает герметичное соединение, и пробки с этой резьбой дополнительного уплотнения не требуют, поэтому имеют преимущественное применение.
Оформление прочих конструктивных элементов корпусных деталей. Для подъема и транспортирования крышки корпуса и редуктора в сборе применяют проушины, отливая их заодно с крышкой (рис. 17.23). По рис. 17.23, а, б про-
d«38i; S«(2...3)61; а«(1,6...1,8)61; &«3б!
а б в
Рис. 17.23
d«38
^«(1,5. ..2,0)6
S«(2...3)6
Рис. 17.24
ушина выполнена в виде ребра с отверстием; по рис. 17.23, в — в виде сквозного отверстия в крышке.
Для подъема и транспортирования корпусов больших размеров предусматривают крючья или проушины (рис. 17.24, а, б), которые отливают заодно с корпусом.
Рис. 17.25
Конструктивные формы корпусов редукторов, описанные выше, не являются единственно возможными. В случае необходимости можно создавать другие конструкции.
Цилиндрические соосные редукторы. Корпуса соосных редукторов отличает наличие дополнительной стенки, расположенной внутри корпуса и предназначенной для размещения опор соосных валов (рис. 17.25).
Ширину прилива для подшипников, расположенных в этой стенке, принимают (см. рис. 7.51)
bK = Ву 4- В2 + Q,
где Bi и В2 — ширина наружных колец подшипников; q = (1... 1,2)5.
Отверстия для подшипников в зависимости от принятой схемы исполнения конструируют с уступами (рис. 17.25, Л—Л), с канавкой или гладкими (см. рис. 7.51). Внешний диаметр Рп2, прилива принимают по формулам для D'w приведенным на с. 295. Крышку подшипников крепят к корпусу болтами или шпильками (В—В) и фиксируют двумя коническими
штифтами (Г—Г). Для увеличения жесткости стенки ее верхний край имеет горизонтальное ребро. Чтобы не мешать обработке плоскости разъема, ребро располагают от плоскости разъема на расстоянии h = (0,4... 0,5)6 (см. рис. 17.25).
Корпус соосного редуктора, в котором тихоходная ступень имеет внутреннее зацепление (рис. 17.26), отличает то, что в приливе 1 на внутренней стенке размещают опоры трех валов: соосных входного и выходного, а также промежуточного. Ширину Ьк крышки, закрывающей прилив для опор, определяют по приведенной выше формуле; ширину Ьх принимают равной (1,0... 1,2)В, где В — ширина подшипника промежуточного вала.
Часто в задней стенке корпуса делают отверстие 2 (рис. 17.26) для прохода оправки (см. также рис. 17.6). По окончании обработки во внутренней стенке отверстий под подшипники технологическое отверстие 2 закрывают крышкой. Если внутренняя стенка полностью перекрывает корпус, то при общей масляной ванне для сообщения обеих частей корпуса в ней делают окна 3, чаще всего прямоугольной формы.
Корпуса двухпоточных соосных редукторов симметричны относительно осей входного и выходного валов. Для размещения внутренних опор этих валов в середине корпуса отливают стойку 1 (рис. 17.27, а) или стенку 2 с приливом (рис. 17.27, б).
Корпуса трехпоточных соосных редукторов для удобства сборки лучше выполнять составными из трех частей: собственно корпуса и двух боковых крышек (рис. 17.28). По всему контуру корпуса и крышек предусматривают фланцы, а в местах расположения винтов — местные приливы. Крышки крепят к корпусу винтами (Л—Л) и фиксируют двумя штифтами (Г—Г). Диаметры d винтов принимают: d = 8 мм при aw до 80 мм; d = 10 мм при aw свыше 80 мм. Расстояние между винтами lB « 10d.
Диаметры штифтов йщТ = (0,7... 0,8) d. Высоту Я крышек принимают Н = h + 4- I, где h = (0,4...0,5)8 — расстояние между обработанной и необработанной поверхностями крышки; I — длина подшипникового гнезда.
Крепление редуктора к плите или раме выполняют болтами или шпильками. Головки болтов или гайки размещают в нишах (см. рис. 17.18, 17.19) или на высоких приливах (см. рис. 17.20). Очень удобно такой редуктор крепить к раме снизу (см. рис. 17.21).
Коническо-цилиндрические и конические редукторы. Отличительной особенностью корпусов этих редукторов является прилив, в котором размещают комплект вала конической шестерни со стаканом, подшипниками и крышкой. На рис. 17.29 показан корпус коническо-цилиндрического редуктора. Размеры прилива: 2)ф = DK 4- (4... 6) мм, где DK — наружный диаметр крышки подшипни-
fTSSSSSA
ио о
в-в
00
о
Рис. 17.31
В-Во Д-До
00 h-ь-О
А—АО
Б—Б
Г—Г
д-д
личения жесткости червяка его опоры насколько возможно сближают. Места расположения приливов определяют прочерчиванием, выдерживая соотношения: R,! = 0,5daA/2 + а; а ~ 6; «1 ~ O,1D; = 1,252? 4- 10 мм. Если боковые
стороны редуктора оказываются достаточно протяженными, то помимо болтов в районе подшипниковых отверстий вала червячного колеса устанавливают дополнительные стяжные болты на фланцах меньшей толщины (см. рис. 17.31 и 17.32). Расстояние между болтами « 10d.
Для контроля правильности зацепления и расположения пятна контакта, а также для залива масла в крышке корпуса предусматривают люк. При верхнем расположении червяка (см. рис. 17.32) через люк 1 невозможно наблюдать за зубьями колеса, так как их закрывает червяк. Поэтому в корпусе на узкой боковой стенке делают смотровое окно 2, через которое можно следить за расположением пятна контакта на зубьях колеса при регулировании зацепления во время сборки редуктора.
После завершения процесса сборки окно закрывают крышкой, в которую при необходимости монтируют маслоуказатель.
Крепление крышки к корпусу при верхнем расположении червяка выполняют винтами с цилиндрической головкой и шестигранным углублением под ключ (или шпильками), установленными в нишах (см. рис. 17.32, 17.15).
Расстояние bQ от поверхности наружного цилиндра червяка (см. рис. 17.31) или колеса (см. рис. 17.32) до дна корпуса может быть увеличено, если согласовать размеры hp в редукторе и в сопряженных узлах (электродвигатель, приводной вал и др.).
Планетарные и волновые редукторы. Конструкцию корпуса определяют расположенные в нем детали: в планетарном редукторе — центральные колеса, водило, сателлиты; в волновом — генератор, гибкое и жесткое колеса. Поэтому в поперечном сечении корпус очерчен рядом окружностей.
Для крепления корпуса к плите (раме) предусматривают опорные поверхности с отверстиями для винтов. На рис. 17.33 представлены два возможных исполнения нижней части корпуса. На рис. 17.33, а длина В опорной поверхности равна внешнему диаметру D корпуса. Для увеличения прочности опорные лапы
Рис. 17.33
усилены ребрами 1. На рис. 17.33, б длина В больше диаметра D; опорные лапы выступают за внешний диаметр корпуса; они выполнены более высокими (см. рис. 17.20) и, следовательно, более прочными и поэтому в упрочняющих ребрах не нуждаются.
В мотор-редукторах (рис. 17.34) опорную поверхность корпуса увеличивают для уравновешивания момента от силы тяжести электродвигателя. Воз
можно исполнение волнового редуктора с отъемными лапами, которые крепят к цилиндрическому корпусу винтами (см. рис. 15.13).
17.3. КОРПУСА КОРОБОК ПЕРЕДАЧ
Корпуса коробок передач не имеют плоскостей разъема по осям валов, что повышает их жесткость, но усложняет сборку. Их конструируют коробчатого типа прямоугольной формы, с гладкими наружными поверхностями стенок (рис. 17.35). На этих стенках выступают лишь платики высотой h, для крепления крышек подшипников. Близко расположенные друг к другу платики иногда объединяют.
Приливы для размещения опор валов направляют внутрь корпуса. Длину I отверстий в приливах определяет конструкция подшипникового узла (см. рис. 17.11).
Для крепления коробки передач к раме или плите предусматривают высокие приливы (см. рис. 17.20) или ниши (см. рис. 17.19), расположенные вдоль стенок, параллельных осям валов. Часто коробки передач крепят винтами снизу (см. рис. 17.21).
Корпус коробки передач сверху закрывают крышкой коробчатой формы. Необходимую жесткость крышки достигают выбором высоты Н > 0,08L и применением ребер. Крышку крепят к корпусу винтами с цилиндрической головкой и шестигранным углублением под ключ, располагая их в приливах (см. рис. 17.35, сеч. Г—Г).
Несовпадение контуров крышки и корпуса ухудшает внешний вид коробки передач. Поэтому в крышке делают прилив или в корпусе углубление (см. рис. 17.35, выносной элемент Д), скрадывающие возможное несовпадение контуров деталей и упрощающие съем крышки.
17.4. ОФОРМЛЕНИЕ МЕСТ СОЕДИНЕНИЯ КОРПУСА С ФЛАНЦЕМ ЭЛЕКТРОДВИГАТЕЛЯ
Для присоединения фланцевого электродвигателя на корпусе конструируют опорный фланец. Соосно с выступающим из корпуса концом вала узла вычерчивают конец вала и фланец электродвигателя, оставляя между торцами валов зазор 2... 3 мм или больше в зависимости от типа муфты (рис. 17.36, а). После этого к фланцу электродвигателя подводят опорный фланец толщиной S, который соединяют затем с корпусом стенкой толщиной 60, равной толщине 6 стенки корпуса редуктора или его крышки.
В (Крышка условно снята)
Толщину опорного фланца принимают S = (1,4.. .2) d, где d — диаметр винта или шпильки для крепления электродвигателя. При креплении шпильками тол-
щину S принимают равной длине ввинчиваемой части шпильки.
Рис. 17.37
Способ соединения опорного фланца с корпусом (рис. 17.36, а, б) зависит от соотношения размеров фланцев электродвигателя и корпуса. Иногда для упрощения конструкции корпусной детали электродвигатель крепят не непосредственно к корпусу, а к крышке подшипника, которую конструируют, как показано на рис. 17.36, в. Обычно вал электродвигате
Рис. 17.36
ля соединяют с валом узла компенсирующей муфтой. В этом случае центрирующий бортик фланца электродвигателя сопрягают с центрирующим отверстием опорного фланца по посадке Я7/;6. Соединение валов глухими муфтами (втулочной и др.) нежелательно, так как вал узла и вал электродвигателя образуют в этом случае один многоопорный вал (статически неопределимая система); для нормальной работы такого соединения требуется строжайшая соосность валов, которую можно достичь применением очень сложной и дорогой операции ручной пригонки опорного фланца корпуса и точным совмещением осей при сборке.
Иногда диаметр вала узла бывает значительно больше диаметра вала двигателя. Тогда для уменьшения вылета электродвигателя его вал вставляют в отверстие вала узла, как показано на рис. 17.37. Недостаток такого соединения, так же как и при применении глухих муфт, — необходимость применения пригонки для достижения соосности соединяемых валов.
Крепление электродвигателя к корпусу производят шпильками или винтами с гайками. Диаметр шпилек (винтов) определяют по отверстиям во фланце электродвигателя.
17.5. КРЫШКИ ЛЮКОВ
Для залива масла в редуктор, контроля правильности зацепления и для внешнего осмотра деталей делают люки. Чтобы удобнее было заливать масло и наблюдать за зубчатыми (червячными) колесами при сборке и эксплуатации, размеры люков должны быть возможно большими. Люки делают прямоугольной или (реже) круглой формы и закрывают крышками, изготовленными из стального листа, литыми из чугуна, алюминиевого сплава или прессованными из пластмассы.
Широко применяют стальные крышки (рис. 17.38) из листов толщиной 6К: при единичном и мелкосерийном производстве — простой формы (а), а при средне- и крупносерийном — штампованные (б).
Для того чтобы внутрь корпуса извне не засасывалась пыль, под крышку ставят уплотняющие прокладки из прокладочного картона марки А толщиной 1... 1,5 мм. В последнее время вместо картона для прокладок стали применять полосы из технической резины марки МБС толщиной 2... 3 мм, привулканизи-рованные к крышке. На рис. 17.38, в—д показаны три исполнения прокладок: два исполнения — простая полоса и полоса с отбортовкой, закрывающей грани крышки, — крепят к корпусу винтами с полукруглой головкой; в третьем исполнении применены винты с потайной головкой, которые по соображениям эстетики полностью закрыты резиновой полосой. В этом исполнении резина при-вулканизирована только к нижней стороне крышки. Верхнюю часть прокладки можно отгибать при завинчивании или отвинчивании винтов.
На рис. 17.38, е показана составная крышка-отдушина. Во внутренней штампованной крышке пробиты 2—4 отверстия диаметром 4... 5 мм. Эта крышка окантована с двух сторон привулканизированной резиной. Наружная крышка — плоская. Вдоль длинной ее стороны выдавлены 2—3 гребня (сеч. А—А), через которые внутренняя полость редуктора сообщена с внешней средой. Простран-
6K = (0,010...0,012)L>2 мм, Я>0,05£,
Рис. 17.39
ство между внутренней и внешней крышками заполнено фильтром из тонкой медной проволоки или синтетических нитей.
Крышки крепят винтами, располагая их на расстоянии ~(12... 15)d.
На рис. 17.39 приведены конструкции литых крышек прямоугольной (а) и круглой (б) формы. Их изготовляют из чугуна, алюминиевого сплава. Аналогична конструкция крышек, прессованных из пластмассы.
Толщину 6К стенок и высоту Н принимают для крышек: чугунных —
6К = (0,7...0,8)6 >6 мм; Я>0,08£(Як);
из алюминиевого сплава и пластмассы —
6К = (0,5...0,6)6 > 5 мм; Я > 0,05Т(Гк),
где 6 — толщина стенки корпуса редуктора (коробки передач).
Толщина 6К стенок в любом сечении крышки должна быть по возможности одинаковой. Крышки усиливают ребрами жесткости. Чтобы радиальные ребра в круглых крышках не соединялись в общий узел, выполняют кольцевое ребро диаметром > 56к (рис. 17.39, б).
В крышках люков удобно располагать пробковые отдушины (см. рис. 11.16).
17.6. СВАРНЫЕ КОРПУСА
При единичном производстве экономически выгоднее корпусные детали выполнять сварными. Толщину стенок сварного корпуса принимают 6СВ « (0,8... 1,0)6, где 8 — толщина стенок литого чугунного корпуса (см. 17.1).
Корпус и крышку редуктора сваривают из элементов, изготовленных из проката (лист, полоса, пруток круглого сечения и др.). В тяжелом машиностроении и судостроении применяют сварные корпуса с литыми или коваными деталями. После сварки корпус и крышку отжигают и иногда правят (рихтуют). Затем производят обработку резанием плоскостей и отверстий детали.
Конструкции сварных корпусов редукторов отличаются большим разнообразием. Возможный вариант конструктивного оформления сварного корпуса цилиндрического одноступенчатого редуктора показан на рис. 17.40. Сварные корпуса редукторов других типов конструируют аналогично.
Рис. 17.40
Конструирование отдельных элементов сварного корпуса (подшипниковых гнезд, мест крепления крышки и корпуса, опорных фланцев и др.) подчиняется общим правилам, изложенным в этой главе.
Глава 18 ШКИВЫ И НАТЯЖНЫЕ УСТРОЙСТВА РЕМЕННЫХ ПЕРЕДАЧ
Выбор типа и расчет ременной передачи — см. работы [7 — 9, 13]. После расчета получают следующие данные: расчетные диаметры малого и большого шкивов, обозначение сечения и число клиновых ремней (или число ребер и ширину поликлинового ремня); модуль, числа зубьев шкивов и ширину зубчатого ремня; толщину и ширину плоского ремня, которые являются исходными при разработке конструкции шкивов и натяжных устройств.
18.1. КОНСТРУКЦИИ ШКИВОВ
Шкивы изготовляют литыми из чугуна марки СЧ20 или легких сплавов, сварными из стали, а также из пластмасс. Чугунные литые шкивы вследствие опасности разрыва от действия центробежных сил применяют при окружной скорости до 30 м/с. При более высокой скорости шкивы должны быть стальными. Для снижения инерционных нагрузок, особенно в передачах с большими скоростями, шкивы выполняют из легких сплавов с временным сопротивлением сгв > 160 МПа. В серийном производстве применяют также сборные шкивы, составленные из тонкостенных штампованных элементов.
Шкивы состоят из обода, на который надевают ремень, ступицы для установки шкива на вал и диска или спиц, с помощью которых обод и ступица объединены в одно целое.
Внешняя поверхность обода шкива плоскоременной передачи имеет форму кругового цилиндра (рис. 18.1, а). В быстроходных передачах внешнюю поверхность обода одного из двух шкивов следует выполнять сферической (рис. 18.1, б) или с двумя конусами (рис. 18.1, в). Таким образом фиксируют ремень на шкивах, предотвращая его сбегание с них при работе передачи. Величину выпуклости h принимают (мм):
D....... 40...112 125...140 160...180 200...224 250...280 315...355
h....... 0,3 0,4 0,5 0,6 0,8 1,0
Обод шкива для клиновых ремней нормального (ГОСТ 1284.1—89) и узкого (ТУ 38—105161—84) сечений дан на рис. 18.2, а, для поликлиновых ремней (ТУ 38—105763—84) — на рис. 18.2, б; размеры (мм) профиля канавок шкивов принимают соответственно по табл. 18.1 и 18.2.
На рис. 18.2 dp — расчетный диаметр шкива (диаметр окружности по нейтральной линии ремня). Значения расчетного диаметра (мм) принимают из ряда: 50, 63, 71, 80, 90, 100, 112, 125, 140, 160, 180, 200, 224, 250, 280, 315, 355, 400, 450, 500.
a
Рис. 18.2
Таблица 18.1
Сечение ремня k b* h e f a = (34 ± 1)° a = (36 ± 1)° a = (38 ± 1)°
bl 6? 6f
Z 8,5 2,5 7,5 12 ±0,3 8 50...71 10,0 80... 100 10,1 112...160 10,2
А 11 3,3 8,7 15±0,3 10 80...112 13,1 125... 160 13,3 180... 400 13,4
В 14 4,2 10,8 19±0,4 12,5 125... 160 17,0 180... 224 17,2 250... 500 17,4
SPZ 8,5 2,5 10 12 ±0,3 8 63...80 10,0 — — >80 10,2
SPA 11 3,3 13 15 ±0,3 10 90...112 12,8 — — >112 13,1
SPB 14 4,2 17 19±0,4 12,5 140... 180 16,4 — — >180 16,7
Примечания'. 1. * Размер для справок. 2. т\ = 0,5... 1,0 мм (рис. 18.2, а).
Таблица 18.2
Сечение ремня h А е f П т2
К 2,154Д38 0,95 2,4 ±0,03 3,5 0,2... 0,3 0,2... 0,3
Л 4,68+0’38 2,4 4,8±0,04 5,5 0,4... 0,5 0,4... 0,5
м 3,55 9,5 ±0,05 10,0 0,8... 1,0 0,6... 0,8
Таблица 18.3
Параметр ремня, обода шкива Обозна-чение параметра Модуль m
3 4 5 7 10
Шаг зубьев ремня Р 9,42 12,57 15,71 21,99 31,42
Толщина ремня Н 4,0 5,0 6,5 11,0 15,0
Высота зуба h 2,0 2,5 3,5 6,0 9,0
Толщина зуба sP 3,2 4,4 5,0 8,0 12,0
Расстояние от впадины 0,6 0,8 0,8 0,8 0,8
ремня до оси троса
Ширина ремня b 12,5... 50 20... 100 25... 100 40...125 50... 200
Число зубьев ремня zp 40... 160 48...250 48... 200 56... 140 56... 100
Ширина впадины шкива s 3,2±0,2 4,0±0,2 4,8±0,2 7,5 ±0,3 ll,5±0,3
Глубина впадины шкива hp 3,0±0,2 4,0±0,2 5,0±0,2 8,5 ±0,3 12,5±0,3
Внешний диаметр шкива для передачи:
клиновыми ремнями de = dp + 25*;
поликлиновым ремнем de = dp - 2Д.
Ширина шкива М = (п - 1) е + 2/, где п — число канавок на шкиве; значения 6*, Д, е, f (мм) приведены в табл. 18.1 и 18.2.
Рис. 18.3
При изгибе ремня на шкивах угол его клина уменьшается. Поэтому угол ot клина канавки следует назначать по табл. 18.1 в зависимости от диаметра dp.
Толщина обода чугунных шкивов передач:
плоскоременных 6чуг = 0,02(D 4- 2В); клиноременных 8чуг = (1,1... 1,3) Л; поликлиновым ремнем 8чуг = 1,6/г.
Толщина обода стальных шкивов 8Ст ~ 0,88чуг.
Конструкция зубчатого ремня (ОСТ 38—05114—76) показана на рис. 18.3, а, обода шкива — на рис. 18.3, б. Некоторые размеры (мм) зубчатого ремня и конструктивных элементов обода шкива приведены в табл. 18.3.
Диаметр делительной окружности d = = mz, z — число зубьев шкива.
Диаметр вершин зубьев da = d - 26р ± к, где к — поправка, учитывающая нагрузку и податливость каркаса, мм; знак «+» для ведущего шкива, знак «-» — для ведомого.
Значение к вычисляют по формуле к = 0,2FpXz/6, где Ъ — ширина ремня, мм; Fp = 2 - 103Т1Ср/(т2ш1) — расчетная сила, передаваемая ремнем, Н. Здесь Тх — вращающий момент на малом шкиве, Нм; тп — модуль, мм; — число зубьев малого шкива; Ср = 1,3...2,2 — коэффициент динамичности и режима работы.
Податливость X витков металлотроса каркаса ремня принимают в зависимости от модуля т:
тп, мм......... 3 4 5 7 10
X, мм2/Н....... 0,0014 0,0006 0,0008 0,0011 0,0016
Ширину Ъ ремня выбирают из следующего ряда: 12,5; 16; 20; 25; 32; 40; 50; 63; 80; 100; 125; 160; 200.
Диаметр впадин шкива dj = da — 2hp. Толщина обода 6 = 1,5m + 2 мм > 6 мм.
Зубчатые ремни изготовляют с числом зубьев zp: 40, 42, 45, 48, 50, 53, 56, 60, 63, 67, 71, 75, 80, 85, 90, 100, 105, 112, 115, 125, 130, 140, 150, 160, 170, 180, 190, 200, 210, 220, 235, 250.
Диаметр ступицы шкивов для любого типа передачи (см. рис. 18.1 — 18.3): чугунных 4т = 1,654; стальных 4т = 1,554.
Длина ступицы ориентировочно ZCT = (1,2... 1,5)4. Окончательно длину ступицы принимают с учетом результатов расчета шпоночного или шлицевого соединения.
Толщина дисков шкивов для любого типа передачи С = (1,2... 1,3)8.
Вычисленные размеры Do; 4т5 ^т? С округляют в ближайшую сторону до значений из ряда стандартных чисел (см. табл. 24.1).
Для снижения массы шкивов и удобства транспортирования в дисках иногда выполняют 4... 6 отверстий 4 возможно большего диаметра.
В шкивах с диаметром D > 200 мм диск следует конструировать в виде конуса (рис. 18.4), что способствует лучшему отводу газов при заливке формы металлом. У медленно вращающихся шкивов обрабатывают только рабочую по-
Рис. 18.4
Рис. 18.5
F
Рис. 18.6
верхность и торцы обода, а также отверстие и торцы ступицы. Необрабатываемые нерабочие поверхности для удобства удаления модели шкива из формы выполняют на конус.
Быстровращающиеся шкивы для лучшей балансировки обрабатывают кругом. В этом случае внутреннюю поверхность обода и наружную поверхность ступицы выполняют цилиндрическими.
Балансируют шкивы путем сверления отверстий на торцах обода.
Так как для удобства надевания и замены ремней шкивы обычно размещают консольно, то их удобно устанавливать на конусные концы валов. Осевое крепление шкивов на валах производят по одному из способов, приведенных на рис. 20.1 и 20.2.
Обод шкива, установленного на консольном участке вала, для уменьшения изгибающего момента следует располагать как можно ближе к опоре (рис. 18.5).
Когда изгибающие моменты от натяжения ремня приводят к нежелательным деформациям вала, шкивы конструируют так, чтобы сила натяжения ремней не передавалась на вал. Для этого их располагают на собственных подшипниках, установленных на специальной крышке-стакане (рис. 18.6).
В таких конструкциях целесообразно применять шариковые радиальные подшипники закрытого типа с двумя уплотнениями (тип 180000, ГОСТ 8882—75), смазочный материал в которые заложен при изготовлении [И].
Для компенсации возможной несоосности осей вращения шкива и входного вала редуктора применен длинный торсионный валик, передающий вращающий момент шлицевыми соединениями (рис. 18.6)
18.2. НАТЯЖНЫЕ УСТРОЙСТВА
Для компенсации вытяжки ремней в процессе их эксплуатации, компенсации отклонений длины бесконечных плоских, клиновых, поликлиновых и зубчатых ремней, а также для легкости надевания новых ремней должно быть предусмотрено регулирование межосевого расстояния ременной передачи. Натяж-
Рис. 18.7
Рис. 18.8
ное устройство должно обеспечивать изменение межосевого расстояния в пределах от 0,97а до 1,06а, где а — номинальное значение межосевого расстояния.
Наиболее распространены следующие схемы натяжных устройств:
— прямолинейным перемещением электродвигателя (или другого узла) (рис. 18.7, а);
— поворотом плиты, на которой расположен электродвигатель (или другой узел) (рис. 18.7, d);
— оттяжным (рис. 18.7, в) или натяжным (рис. 18.7, г) роликом.
В устройствах, приведенных на рис. 18.7, натяжение ремней создают исходя из условия передачи наибольшего возможного момента.
На рис. 18.8 приведены схемы самонатяжных устройств:
— окружной силой на шестерне (рис. 18.8, а)\
— реактивным моментом на корпусе узла (редуктора) (рис. 18.8, d);
— реактивным моментом на корпусе электродвигателя (рис. 18.8, в).
В устройствах по рис. 18.8 сила натяжения ремней автоматически изменяется пропорционально передаваемому моменту. Это способствует сохранению ремней и увеличению их ресурса. Поэтому самонатяжные устройства перспективны. Передачи с автоматическим натяжением нереверсивны.
Натяжение прямолинейным перемещением. Если электродвигатель размещен на полу цеха, то удобно регулировать натяжение ременной передачи перемещением его по двум салазкам, поставляемым вместе с двигателем.
Иногда оказывается более удобным сконструировать и изготовить специальную плиту, которую крепят к полу цеха. В плите выполняют два Т-образных паза, в которые закладывают болты 1 с четырехгранной головкой (рис. 18.9). Электродвигатель устанавливают на плиту, перемещают регулировочным винтом 2, а после окончания регулирования затягивают гайки болтов 1.
Рис. 18.9
Применяют также натяжные устройства, состоящие из двух плит: неподвижной, которую крепят к полу цеха, и перемещающейся по неподвижной при регулировании натяжения ремней. При единичном производстве плиты делают из стальных листов (рис. 18.10), а при серийном — литыми из серого чугуна (рис. 18.11).
Рис. 18.11
Рис. 18.12
Электродвигатель крепят к верхней плите винтами 1. Для винтов 2 в верхней плите выполнены удлиненные пазы, а в нижней — резьбовые отверстия. По окончании регулирования винты 2 затягивают. Перемещают верхнюю плиту по нижней толкающими винтами 3 (рис. 18.10 и 18.11), тянущими 4 (рис. 18.12, а) или винтами 5 (рис. 18.12, б), которыми можно перемещать верхнюю плиту в обоих направлениях.
Передачи поликлиновыми и зубчатыми ремнями чувствительны к перекосу осей валов. В этих случаях для более точного направления верхней плиты в нее запрессовывают две короткие шпонки, располагая их у концов плиты. В нижней плите выполняют длинные пазы (рис. 18.13). Чтобы уменьшить момент от
сил натяжения ветвей ремня, шпонки и шпоночные пазы располагают как можно ближе к шкиву.
Натяжение качающимися плитами. На качающуюся плиту устанавливают электродвигатель или любой другой узел ременной передачи. При конструировании качающейся плиты необходимо ось ка-
чания располагать так, чтобы угол |3 (рис. 18.14) был близок к прямому. Если этот угол близок к 180° (угол (У), то межосевое расстояние при повороте плиты изменяется мало и регулирование неэффективно. Качающиеся плиты встраивают в станины (рамы) приводных устройств (рис. 18.15 — 18.18).
А b...P9/h9
аеавеававвйввайвевсйввеЛ
b...D10/h9
Рис. 18.13
На рис. 18.15 натяжное устройство состоит из неподвижной и качающейся плит. Неподвижная плита прикреплена к полу цеха.
На рис. 18.16и18.17 натяжные устройства встроены в раму, сконструированную из швеллеров.
Натяжное устройство по рис. 18.18 установлено на редукторе. Натяжение ремней в этом случае выполняют откидным шарнирным болтом (рис. 18.18, а), двумя шарнирными болтами с правой и левой резьбой и стяжкой, также имеющей правую и левую нарезку (рис. 18.18, б), или установочным винтом (рис. 18.18, в).
Для условий единичного производства неподвижные и качающиеся плиты конструируют сварными (рис. 18.19 и 18.20).
При серийном производстве экономически оправдано изготовлять качающиеся плиты литыми из серого чугуна (рис. 18.21 и 18.22). Толщина стенок литых плит должна быть по возможности везде одинаковой. Для увеличения жесткости целесообразно применение ребер.
Оси поворота качающихся плит (см. рис. 18.14) выполняют по одному из вариантов, представленных на рис. 18.23. Простейший из них показан на рис. 18.23, а. В этом варианте ось 1 зафиксирована от осевого смещения установочным винтом 2. Широкое применение находит также осевая фиксация оси шайбой ШЕЗ 3 (рис. 18.23, б, в); на рисунке показаны оси для этих шайб двух исполнений: б — без борта, в — с бортом на одном конце. Конструкция шайбы ШЕЗ приведена на рис. 18.24. При установке шайбу заводят в проточку оси до упора, после чего прогибают середину перемычки (рис. 18.24). Допускаемая осевая сила для шайбы на номинальный диаметр оси 14... 17 мм — 5,5 кН [1].
Оси поворота шарнирных болтов (см. рис. 18.14) конструируют по типу, показанному на рис. 18.25.
Автоматическое регулирование натяжения ременной передачи производят также силой тяжести электродвигателя и качающейся плиты (рис. 18.26, а) или пружиной (рис. 18.26, б).
Натяжение роликами. Для плоскоременной передачи большое значение имеет угол обхвата ремня на малом шкиве. Поэтому при относительно большом передаточном числе и малом межосевом расстоянии целе-
Рис. 18.18
Рис. 18.19
в
Рис. 18.23
Место прогиба
Рис. 18.24 Рис. 18.25
сообразно натяжение ремня осуществлять натяжным роликом (рис. 18.27, а). В передачах зубчатым ремнем также целесообразно применение натяжных роликов.
Для передач клиновыми и поликлиновы-ми ремнями угол обхвата ремня на малом шкиве имеет меньшее значение. Чтобы не вызывать изгиб ремней в другом направлении, в этих передачах лучше применять оттяжные ролики (рис. 18.27, б).
Натяжение осуществляют грузом или
пружиной. Конструкцию роликов {1 на рис. 18.27) выполняют по рис. 18.28. Диаметр d$ натяжного ролика должен быть > 0,8(4, гДе <4 ~ диаметр малого шкива. Если ведущий шкив ременной передачи установлен на валу электродвигателя, то удобно конец рычага 2 (см. рис. 18.27) расположить на поверхности этого шкива (рис. 18.29).
Иногда конец рычага 2 устанавливают на цилиндрической поверхности фланца крышки подшипника (рис. 18.30).
Рис. 18.27
2
Рис. 18.29
Рис. 18.28
Рис. 18.30
1..Я8/е8
I
Глава 19
ЗВЕЗДОЧКИ ЦЕПНЫХ ПЕРЕДАЧ
После расчета (см. [7—9, 13]) цепной передачи получают следующие данные: шаг р цепи; число z зубьев звездочки, число п рядов цепи.
Рис. 19.1
Конструкцию звездочек цепных передач отличает от конструкции цилиндрических зубчатых колес лишь зубчатый венец. Поэтому диаметр и длину ступицы выполняют по соотношениям для зубчатых колес (см. 5.1).
Размеры (мм) венца звездочек роликовых и втулочных цепей (рис. 19.1, а, б)
определяют по следующим соотношениям: делительный диаметр da = p/sin (180°/z);
диаметр окружности выступов De = р[0,532 + + ctg (180°/z)];
диаметр окружности впадин = da - 2г;
диаметр проточки Dc = pctg (180°/z) - l,3/i;
ширина зуба цепи
однорядной b = 0,93Ввн - 0,15 мм;
двух- и трехрядной b = 0,9Ввн - 0,15 мм;
ширина венца В = (п - 1)Л + Ь;
радиус закругления зуба R = 1,7 d^, координата центра радиуса R с = 0,8dr;
толщина обода 8 = 1,5(72е — </д);
толщина диска С = (1,2... 1,3)6.
Если профиль зуба в осевом сечении выполняют со скосом (рис. 19.1, б), что является предпочтительным, то принимают угол скоса ч « 20°, а фаску f « 0,26.
Рис. 19.3
В формулах обозначены: г = 0,5025 4- 0,05 мм — радиус впадины; — диаметр ролика цепи; Ввн — расстояние между внутренними плоскостями пластин цепи (рис. 19.2); А — расстояние между осями симметрии многорядных цепей (рис. 19.2); h — ширина пластин цепи (рис. 19.2).
Числовые значения Ввн, A, dx и h (мм) принимают в зависимости от шага р цепи, мм:
Шагр Ван А
dj h
12,7 7,75 13,92 8,51 11,8
15,875 9,65 16,59 10,16 14,8
19,05 12,7 25,5 11,91 18,2
25,4 15,88 29,29 15,88 24,2
31,75 19,05 35,76 19,05 30,2
Размеры венца звездочек зубчатых цепей (рис. 19.3, а, б) вычисляют по следующим зависимостям:
делительный диаметр d^ = p/sin (180°/z);
диаметр окружности выступов De = р/tg(180°/г);
диаметр окружности впадин Dz = - 2/^/cos (180°/z);
диаметр проточки Dc = De - 1,5р;
ширина венца b = В 4- 25;
радиус закругления зуба R « р;
координата центра радиуса R с = 0,4р;
ширина направляющей канавки а = 25;
толщина обода 6 = fy,
толщина диска С = (1,2... 1,3)6,
где S — толщина пластины цепи (рис. 19.4); = /и 4- е — высота зуба; hY —
расстояние от оси отверстия шарнира до вершины зуба цепи (рис. 19.4); е — радиальный зазор; В — ширина цепи.
При криволинейном профиле зубьев (рис. 19.3, б) Rx = 2,4р и зазор между рабочей гранью пластины и зубом К = 0,04р.
Числовые значения hb S, ей В (мм) принимают в зависимости от р:
Шаг цепи р S е В
12,7 7 1,5 1,3 22,5 28,5 34,5 40,5 46,5 52,5
15,875 8,7 2 1,6 30 38 46 54 62 70
19,05 10,5 3 1,9 45 57 69 81 93 —
25,4 13,35 3 2,5 57 75 93 111 — —
31,75 16,7 3 3 75 93 111 129 — —
Глава 20
МУФТЫ
Конструкция, расчет и свойства муфт для соединения валов описаны в работах [2,8,9,13,15]. Некоторые муфты стандартизованы. В работах [2,13,15] приведены конструкции муфт с таблицами их размеров.
Для приближенного расчета вращающего момента Тк, нагружающего муфту в приводе, используют зависимость
тк=тн+тд =КТН,
(20.1)
где Тп — номинальный длительно действующий момент; Тл — динамическая составляющая момента; К — коэффициент режима работы.
При спокойной работе и небольших разгоняемых при пуске массах (приводы конвейеров, испытательных установок) К = 1,1... 1,4. При неравномерной работе с толчками и средних разгоняемых массах (поршневые компрессоры, мельницы, металлорежущие станки) К — 1,5... 2,0. При ударной нагрузке и больших разгоняемых массах (молоты, прокатные станы) К = 2,5...3,0.
20.1. УСТАНОВКА ПОЛУ МУФТ НА ВАЛАХ
Полумуфты устанавливают на цилиндрические или конические концы валов. При постоянном направлении вращения и умеренно нагруженных валах (т < <15 МПа) полу муфты сажают на гладкие цилиндрические концы валов по переходным посадкам типа H7/k6; Н7/тб. При реверсивной работе, а также при сильно нагруженных валах (т > 15 МПа) применяют посадку Н7/пв. Для передачи вращающего момента используют шпоночное соединение.
При установке полумуфт на цилиндрические шлицевые концы валов и нереверсивной работе применяют посадки по центрирующим поверхностям: для прямобочных шлицев — H7/js6; для эвольвентных шлицев — 7Н/7п.
Установка полумуфт на цилиндрические концы валов с натягом и последующее снятие их вызывают затруднения, которые не возникают при конических концах. Затяжкой полумуфт на конические концы можно создать значительный натяг в соединении и обеспечить точное радиальное и угловое положение полумуфты относительно вала. Поэтому при больших нагрузках, работе с толчками, ударами и при реверсивной работе предпочтительно полумуфты устанавливать на конические концы валов, несмотря на несколько большую сложность их изготовления.
Посадку полумуфты на конический конец вала выполняют с обязательным приложением осевой силы, например, с помощью болта 1 через торцовую шай-
бу 2 (рис. 20.1, а). Стопорная шайба 3 фиксирует болт относительно шайбы, а цилиндрический штифт 4 фиксирует шайбу относительно вала. При торцовом креплении полумуфты с помощью диска 2 (см. табл. 24.31) болт 1 стопорят относительно вала непосредственно шайбой 5, отогнутый конец которой заходит в гнездо на торце вала. Очень надежно закрепление полумуфты двумя болтами, которые затем стопорят проволокой 1 или планкой 2 (рис. 20.1, б). Надежно также крепление полу муфты гайкой 1 (рис. 20.1, в, г). Гайку после затяжки стопорят шайбой 3.
Для достижения точного базирования при относительно коротком отверстии (lCT/d < 0,7) полумуфты, посаженные на гладкий или шлицевый цилиндрический конец вала, поджимают гайкой к торцу заплечика вала (рис. 20.1, д). Часто между подшипником и полумуфтой ставят распорную втулку 1 (рис. 20.1, е), которую охватывает манжетное уплотнение 2. Во избежание проворачивания втулки относительно вала полумуфту обязательно поджимают к торцу втулки болтом 3 через концевую шайбу 4 или гайкой.
При относительно длинном отверстии в случае базирования по цилиндрической поверхности полумуфты фиксируют на валах способами, приведенными на рис. 20.1, 20.2.
На рис. 20.2, а полумуфту фиксируют установочным винтом У, застопоренным пружинным кольцом 2. Если отверстие для винта сверлят не в шпонке, а на валу, то для устранения выпучившегося при засверловке металла кромку отверстия притупляют фаской.
На рис. 20.2, б полумуфту фиксирует шайба 2, входящая в паз, выполненный в шпонке. Шайбу крепят винтом 1 к торцу полумуфты. Шпонка в этом случае должна быть точно пригнана по длине паза.
На рис. 20.2, в полу муфту фиксируют на валу плоским пружинным кольцом 1. Вследствие погрешностей размеров I, b и s между торцами кольца и полумуфты
и
Рис. 20.2
может возникнуть зазор. Если такой зазор нежелателен, между полумуфтой и кольцом 1 ставят компенсаторное кольцо 2 (рис. 20.2, г), толщину К которого подбирают или получают подшлифовкой торцов по результатам измерений при сборке.
Для этой же цели вместо компенсаторного кольца 2 полумуфту фиксируют изогнутым пружинным кольцом 1 (рис. 20.2, Э).
На рис. 20.2, е полумуфту на валу фиксируют два полукольца 1, поставленные в канавку вала. От выпадания полукольца удерживает плоское пружинное кольцо 2. На рис. 20.2, ж фиксирующие полукольца 1 и 2 крепят винтами к торцу полумуфты.
Полумуфту, посаженную на шлицевый конец вала, кроме способов, описанных выше, можно фиксировать шлицевым кольцом 1 (рис. 20.2, з). Кольцо 1 доводят до канавки вала, поворачивают на 1/2 углового шага зубьев и крепят одним-двумя винтами 2 к торцу полумуфты.
При завинчивании конической пробки 1 (рис. 20.2, и) деформируют шлицевый конец вала, увеличивая его диаметр, и надежно фиксируют полумуфту от осевых смещений.
В способах по рис. 20.2, е, ж, з возможный зазор между торцами полумуфты и кольца 7, вызванный погрешностями размеров Z, b и s, устраняют тем, что толщину s кольца подбирают или подшлифовывают торцы кольца по результатам измерений при сборке.
20.2. СМЕЩЕНИЯ ВАЛОВ
Вследствие погрешностей изготовления деталей и погрешностей сборки валы, соединяемые муфтой, как правило, имеют смещения-, радиальное А, угловое (перекос) и осевое ш.
На этапе проектирования числовые значения смещений находят из рассмотрения соответствующих размерных цепей, определяющих относительное расположение узлов, например, электродвигателя 1 и редуктора 2, установленных на общей плите (раме) 3 (рис. 20.3, а).
На схеме обозначены: hb (Зг — размеры, определяющие радиальное (Дг) и угловое (Р^) смещения валов в вертикальной плоскости; шг — размеры, определяющие осевое смещение между торцами полумуфт (или валов).
Предельные отклонения размеров h? и Нэ установлены ГОСТ Р 50891—96 и ГОСТ 8592—79 при номинальном значении Лр(/гэ) Д° 250 мм — (-0,5) мм; свыше 250 до 630 мм — (-1,0) мм.
Предельные отклонения угловых размеров установлены следующими: Рр по ГОСТ Р 50891—96 — 0,1/100 мм/мм, Зэ по ГОСТ 8592—79 для электродвигателей нормальной точности — 0,15/100 мм/мм.
Соосность валов в вертикальной плоскости определяют погрешности размеров Zip, fy) и h3, а также рр, Ро и Рэ.
Соосность валов в горизонтальной плоскости определяют погрешности расстояний от осей валов до линий расположения крепежных отверстий в лапах двигателя и корпуса редуктора.
Радиальные смещения в вертикальной плоскости при необходимости уменьшают применением компенсаторных подкладок 4 (рис. 20.3, б). Под каждую лапу электродвигателя ставят по одной подкладке толщиной > 8 мм, которые фрезеруют или шлифуют до требуемого размера, или набор из двух-трех прокладок, выбранных из ряда толщин (мм): 0,1; 0,2; 0,4; 0,8.
Радиальные смещения в горизонтальной плоскости уменьшают выверкой положения узлов на базовых плоскостях. В этом случае возможное радиальное смещение А осей зависит от квалификации сборщиков.
Рис. 20.3
Параллельность осей валов в вертикальной плоскости нельзя достичь применением подкладок одинаковой толщины. Поэтому при повышенной точности сборки под лапы электродвигателя ставят подкладки разной толщины или при одинаковой толщине шлифуют с уклоном, а при высокой точности сборки — шабрят.
Параллельность осей валов в горизонтальной плоскости достигают выверкой — перемещением и поворотом узлов на базовых плоскостях.
Осевое смещение уменьшают выверкой осевого положения узлов.
В табл. 20.1 приведены максимально возможные числовые значения параметров точности, полученные в результате вероятностного суммирования предельных отклонений при различной точности сборки.
Для удобства контроля перекос 7 осей валов в технических требованиях на монтаж задают линейным смещением AI на длине I (например, при А/ = 0,6 мм на длине I = 100 мм пишут 7 = 0,6/100 мм/мм). В литературе и в стандартах допустимые угловые смещения валов для разных типов муфт задают в угловых минутах (или градусах). Перевод производят по соотношению (при I = 100 мм):
А/, мм = % мин/34,5.
Таблица 20.1
Параметр точности Сборка без подкладок Сборка с подкладками при точности сборки
нормальной повышенной и высокой
Аэ, мм 1,5* 2,0** 0,3* 0,7** 0,15...0,05
%, мм/мм 0,6/100 0,25/100... 0,05/100
(Л)д, ММ ±3«* ±0,5... ±0,1****
Примечания-. * При размере /ip(/i3) до 250 мм. ** При размере hp(h3) свыше 250 до 630 мм. *** Без выверки осевого положения узлов. ♦♦♦♦ С выверкой осевого положения узлов.
Рис. 20.4
Например, для допустимого углового смещения = 15' линейное смещение А/ на длине I — 100 мм равно:
А//100 = (15/34,5)/100 = 0,43/100 мм/мм.
При работе приводов действующие нагрузки деформируют корпуса узлов (редукторов, электродвигателей и др.), а также плиты (рамы). Особенно значительны деформации кручения высоких рам. Эти деформации приводят к дополнительному, главным образом радиальному, смещению валов и, как следствие, к дополнительному нагружению элементов муфт, консольных участков валов. С учетом деформаций радиальное смещение валов может в 1,1... 1,6 раза превышать значения, приводимые в табл. 20.1: большие значения при монтаже узлов на высоких рамах, меньшие — на низких рамах и литых плитах.
Выверка точности относительного положения узлов — трудоемкая операция, которую выполняют квалифицированные сборщики. Чтобы не повторять ее при последующих демонтаже и монтаже, положение каждого узла на плите (раме) желательно зафиксировать двумя контрольными коническими штифтами, установленными в специально предусмотренные для этого места (рис. 20.4, а). При отсутствии таких мест фрезеруют наклонные площадки и конические штифты ставят под углом (рис. 20.4, б). Штифты, которые ставят в глухие отверстия или без доступа для их выколачивания, должны иметь резьбу (наружную или внутреннюю) для удаления при демонтаже привода. Для фиксации узла применяют также четыре горизонтально расположенных цилиндрических штифта, поставленных в стык базовых плоскостей (рис. 20.4, в). В этом случае оси каждой пары штифтов располагают в плане под углом 90° друг другу.
20.3. КОМПЕНСИРУЮЩИЕ МУФТЫ
Из компенсирующих в машиностроении наиболее часто применяют зубчатые и цепные муфты.
Расчет компенсирующих муфт проводят по формулам, приведенным в учебниках и специальной литературе [9, 13, 15].
Зубчатые муфты (рис. 20.5) широко применяют для соединения валов, особенно в тяжелом машиностроении, где передают большие моменты и затруднена точная установка узлов. Компенсирующую способность муфты обеспечива-
Рис. 20.5 Рис. 20.6
ют созданием зазоров между сопряженными зубьями и приданием бочкообразной формы зубьям зубчатых венцов втулок.
Зубчатые сопряжения муфт работают в масляной ванне. В муфтах предусмотрены отверстия для слива и залива в них масла, уплотнения для герметизации.
Смещение Д и отклонение 7 от параллельности осей валов вызывают поворот обоймы относительно втулок. Допускаемая комбинация радиальных Д и угловых 7 смещений осей втулок для муфт с различным номинальным вращающим моментом приведена на рис. 20.6.
Зубчатые муфты выбирают по ГОСТ Р 50895—96. Муфты должны обеспечивать 90 %-ный ресурс не менее 17 000 ч.
Цепные муфты. В цепных муфтах в качестве соединительного элемента применяют цепи роликовые однорядные (рис. 20.7), двухрядные, а также зубчатые.
Рис. 20.7
Достоинство муфт: при монтаже и демонтаже не требуется осевого смещения узлов. Цепные муфты стандартизованы — ГОСТ 20742—93.
Для удержания смазочного материала муфту закрывают кожухом 7, разъемным в осевой плоскости. Чтобы предотвратить утечку масла, в кожух встраивают уплотнения. Кожух обычно выполняют литым из легких сплавов. При сборке между плоскостями разъема ставят уплотняющую прокладку. Так как вследствие отклонений от соосности валов звездочки-полумуфты имеют радиальные и угловые смещения, кожух надевают на ступицы звездочек с некоторым зазором. Чтобы кожух вращался вместе со звездочками, его фиксируют на ступице установочным винтом или штифтом, который одновременно удерживает кожух от смещения в осевом направлении.
Так как в шарнирах самой цепи и в сопряжении ее со звездочками имеются зазоры, цепные муфты не применяют в реверсивных приводах, а также в приводах с большими динамическими нагрузками.
За счет выборки зазоров цепные муфты допускают перекос валов до 1°, а также радиальные смещения А, зависящие от передаваемого момента:
Тк, Н-м........... св. 63 до 250 св. 250 до 1000 св. 1000 до 4000
А, мм.................. 0,2 0,4 0,6
Так как допускаемые смещения А малы (сравните со значениями в табл. 20.1), то для достижения требуемой соосности валов, соединяемых цепными муфтами, должны быть применены компенсирующие подкладки.
Силу, с которой муфта воздействует на вал, можно принимать в долях от Fo — окружной силы на делительном диаметре звездочки:
FK « O,25Fo.
20.4. УПРУГИЕ МУФТЫ
Упругие муфты состоят из двух полумуфт, соединенных упругими элементами, которые выполняют из стали или резины.
20.4.1. Муфты с металлическими упругими элементами
Для металлических упругих элементов применяют углеродистые пружинные стали марок 60, 65, 70 и 85 и легированные стали марок 40X13, 50ХГА, 60С2, 50ХГФА, 60С2ХФА и др.
В машиностроении наиболее часто для витых цилиндрических пружин растяжения — сжатия используют стальную углеродистую холоднокатаную проволоку круглого сечения диаметром от 0,2 до 8 мм по ГОСТ 9389—75.
Для изготовления плоских пружин (пластин) используют стальную пружинную холоднокатаную термообработанную ленту групп прочности 1П, 2П, ЗП с механическими свойствами по ГОСТ 21996—76. В соответствии со стандартом лента имеет ширину от 3 до 100 мм, толщину от 0,05 до 1,2 мм. Ее изготовляют из стали марок У7А, 65Г, 60С2А, 70С2ХА, 13Х.
Допускаемые напряжения в зависимости от вида упругого элемента и марки материала можно принимать по табл. 20.2.
Таблица 20.2
Вид упругого элемента Марка материала Диаметр проволоки или проката, мм Допускаемые напряжения
кручения [т]11ред, МПа изгиба [ст]и, МПа
Пружина растяжения-сжатия Стальная углеродистая пружинная проволока (по ГОСТ 9389-75) 3,2... 3,6 4 4,5... 5,0 5,6... 6,0 6,3... 8,0 I* 990 960 900 870 II* 930 900 840 810 750 1 1 1 1 1
60С2, 50ХФА 60С2Н2А 40X13 5...42 8...42 1...42 900 900 450 —
Стержень круглого сечения 60С2А 60С2ХА 65С2ВА — 1120 1260 1330
Пластина Стальная пружинная термообработанная холоднокатаная лента (по ГОСТ 21996-76) 1П** 910 2П** ИЗО ЗП** 1430
Примечания. * Класс проволоки. ** Группа ленты по прочности.
Для муфт с металлическими упругими элементами радиальное смещение А является основным видом отклонений, вызывающим тем большую радиальную силу FK, чем больше А. Величина этой силы зависит также от конструкции муфты. Сила, действующая на наиболее нагруженный упругий элемент, в Кр раз больше, чем при соосных валах.
В практических расчетах дополнительное нагружение упругих элементов, вызванное радиальным смещением валов, удобнее учитывать при определении расчетного вращающего момента:
Т = К?Тк, (20.2)
где Кр = 1,1... 1,3 — для муфт с пружинами сжатия и муфт со стальными стержнями; Кр = 1,2... 1,6 — для муфт с пакетами плоских пружин.
Муфта с цилиндрическими пружинами сжатия. На рис. 20.8 дана конструкция муфты «Карделис» (Германия) с цилиндрическими витыми пружинами сжатия 1. Пружины посажены на несущие сегменты 2, имеющие возможность качательного движения на пальцах 3. Посадка в сопряжении пальца с сегментом HS/dS. Сегменты изготовляют из износостойких пластмасс при централизованном производстве или из чугуна при мелкосерийном и единичном производстве. Пружины ставят с предварительным сжатием. При передаче момента осадка половины пружин увеличивается, остальных — уменьшается. Пальцы закрепляют коническими хвостовиками попеременно в ведущей и ведомой по-
Рис. 20.8
лумуфтах. Поверхность контакта сегмента с пальцем смазывают графитовым смазочным материалом.
Муфта допускает сборку соединяемых узлов без их осевого перемещения. При этом пальцы устанавливают через соответствующие отверстия второй половины муфты.
При перегрузке пружины сжимаются до соприкосновения витков и муфта становится практически жесткой.
При конструировании муфт принимают (размеры в мм, рис. 20.8):
Do = (2О...22)#Т; D = (1,2...1,3)£>0;
S = l,15Pa; t = l,2P0; I = HQ - Xfl; a = О.бХ^,
где T— расчетный вращающий момент, Нм [см. (20.1), (20.2)]; Da — наружный диаметр пружины; I — длина пружины после предварительного сжатия; Но — длина пружины в ненагруженном состоянии; Хо = Х/2 — предварительная деформация пружины, равная половине общей деформации под нагрузкой; а — зазор между цилиндрическими направляющими двух соседних сегментов; Хпред — предельная деформация пружины (Хпред = Яо - Япр).
Пружины сжатия рассчитывают по силе Fn (Н), действующей на одну пружину, и необходимой деформации сжатия X (мм):
Fn=2-W3eT/(D0z)-, Х = 1₽Г>0,
где z — п/2 — число ведущих пальцев на одной полумуфте; п — общее число пружин; е — коэффициент, зависящий от п (см. с. 244); — угол относительного поворота полумуфт при передаче момента (ip < 0,087 рад).
Диаметр проволоки (мм) вычисляют по формуле
d = l,6^(C + l,45)Fn/[T].
Индекс пружины С = Dm/dзадают. Обычно С = 4... 5. Допускаемые напряжения [т]пред для расчета пружин на прочность при полном сжатии витков принимают по табл. 20.2, а допустимые рабочие напряжения [т] назначают
[т] = (0,7...0,8)[Т]„ред.
Полученный расчетом диаметр проволоки округляют в ближайшую сторону до стандартного (см. 13.2, с. 245).
Определяют другие параметры пружины (модуль сдвига G = 8-Ю4 МПа):
число витков пружины i = (7dX/(8C3Fn);
полное число витков го = i -I- (1,5...2,0);
шаг пружины р = d + (1,1... 1,2)Х/г;
наружный диаметр Da = Dm + d\ Dm = Cd\
длина пружины, сжатой до соприкосновения витков Япр = (го - 0,5) d;
длина пружины в ненагруженном состоянии Яо = Япр + г(р - d).
На рис. 20.9 представлены зависимости между силой FK и допускаемым смещением Д валов для муфт с различными значениями расчетных моментов. По приведенным графикам для каждой муфты можно определить силу FK при конкретном значении радиального смещения Д или по задаваемой величине силы FK найти допускаемое радиальное смещение Д валов и выбрать метод сборки (см. табл. 20.1).
Муфта со стальными стержнями. На рис. 20.10 представлена муфта, в которой упругими элементами являются аксиально расположенные цилиндрические стержни. Стержни устанавливают в отверстия пол у муфт по посадке H%/h§, которая допускает определенную подвижность стержней. Монтаж и демонтаж муфты можно выполнять без осевого смещения соединяемых узлов.
При передаче муфтой вращающего момента в местах контакта стержней с отверстиями возникают высокие напряжения смятия. Поэтому стержни изготовляют из рессорно-пружинных сталей, полумуфты — из углеродистых конструкционных сталей. Вследствие деформирования упругих элементов под нагрузкой, а также вследствие отклонений от соосности валов стержни перемещаются в отверстиях полумуфт. Для уменьшения изнашивания муфту заполняют при сборке пластичным смазочным материалом, для удерживания которого применяют уплотнения.
При необходимости стержни могут быть установлены в отверстиях, расположенных на окружностях разных диаметров (в два ряда). В зависимости от
формы отверстий для стержней муфты могут быть переменной (исполнение I) или постоянной (исполнение II) жесткости.
В муфте исполнения I длина свободного участка стержня, а вместе с ней и крутильная жесткость, изменяется с изменением передаваемого момента. В муфте исполнения II длина свободного участка постоянна.
При проектировании муфты принимают (размеры в мм, рис. 20.10):
Do = (15...18)3/Т; D = (1,15...1,20)£>0;
S = 6,£>0 = (0,26...0,27)£>0; t = O,1S; /с =2,4S; Z, ss 0,075Zc,
где Т — расчетный вращающий момент, Н м [см. (20.1), (20.2)].
Далее определяют (см. [15]):
— диаметр стержней (мм)
где [а]и — допускаемое напряжение изгиба материала стержня (табл. 20.2), МПа; Е = 2,15 • 105 — модуль упругости стали, МПа; £ = 0,26... 0,27; ф = а/S, где а и S — расстояния от средней плоскости муфты до точки начала контакта стержня с полумуфтой при передаче и отсутствии нагрузки соответственно (рис. 20.10). Для муфт постоянной жесткости ф = 1,0, для муфт переменной жесткости ф = = 0,6...0,7. Угол относительного поворота полумуфт — до ip « 0,035 рад;
— число стержней
z = 64- 103^,фТ/('к[а]и43);
Рис. 20.11
— радиус кривизны (мм) гнезда в осевом сечении (для муфт переменной жесткости)
p = Edc/(2[a]H).
Муфты постоянной жесткости (исполнение Яна рис. 20.10) характеризует меньшая жесткость при одинаковой с исполнением /величине S; они допускают примерно в три раза большие радиальные смещения валов при одинаковой силе Гк.
На рис. 20.11 приведены зависимости между силой Гк, действующей со сто-
роны муфты на валы, и допускаемым радиальным смещением Д валов для муфт с различными расчетными моментами. Если требуется ограничить силу FK, то по графикам находят допускаемое радиальное смещение валов и назначают способ сборки (по табл. 20.1).
Муфта с пакетами плоских пружин. На рис. 20.12 показана муфта с пакетами пластинчатых пружин, расположенных параллельно оси вала. Пакеты пружин 1 вставлены в хвостовики 2 и 3 и удерживаются в них штифтами 4. Плоские пружины, собранные с хвостовиками, образуют кассеты. Кассета одним концом связана с полумуфтой 5 плоским пружинным кольцом 6, а другим свободно вставлена в отверстие полумуфты 7.
При отклонениях от соосности соединяемых валов и деформировании пружин под нагрузкой свободные концы кассет могут перемещаться по отверстиям полумуфты. Для уменьшения изнашивания в отверстия запрессованы втулки 8 из антифрикционного материала. При сборке поверхности отверстий и хвостовиков натирают графитовым смазочным материалом.
Дополнительная нагрузка на упругие элементы, возникающая при отклонениях от соосности соединяемых валов, распределяется неравномерно между отдельными пакетами пластин. Большая нагрузка приходится на элементы, расположенные в плоскости, перпендикулярной радиальному смещению осей валов. Поэтому коэффициент Кр для муфт с пакетами пластинчатых пружин отличается большими значениями, чем для муфт с пружинами сжатия или со стальными стержнями [см. (20.2)].
Необходимую жесткость при кручении достигают изменением количества пакетов, толщины пружин и подбором их материала. При исполнении I (рис. 20.12) паза хвостовика муфта имеет линейную зависимость изменения жесткости при кручении. Для получения нелинейной характеристики пазу придают криволинейный профиль (исполнение II).
Муфта допускает монтаж и демонтаж без осевого смещения узлов.
При проектировании муфты принимают (размеры в мм, рис. 20.12)
Dq = (13...14)^7; £1 = (1,3...1,4)Р0; « 0,3£>0;
= 0,42?о; Zp = O,7/o; b & 0,13£>0; £ = 4...6мм,
где Т — расчетный вращающий момент, Нм [см. (20.1), (20.2)]. Толщина одной пружины
число плоских пружин в пакете
i = 16 103T$/(EzDlbh\>),
где [ст]и — допускаемое напряжение материала пружины на изгиб (табл. 20.2), МПа; 1р — расчетная длина пружины, мм; Е = 2,15 • 105 — модуль упругости стали, МПа; ip — угол относительного поворота полумуфт — до « 0,052 рад; z =
— 8... 12 — число пакетов пружин; Ь — ширина пружины, мм.
Толщина одного пакета пружин S = = ih, но не более 0,756.
Для изготовления плоских пружин используют стальную пружинную холоднокатаную термообработанную лен
ту по ГОСТ 21996-76.
Для закрепления пакета пружин в полумуфтах принимают:
d0 =(1,3...1,4)6; =(l,35...1,45)d0. Рис.20.13
Радиус кривизны паза хвостовика (для муфт переменной жесткости)
р = ЕЛ/(2[а]и).
На рис. 20.13 представлены зависимости силы FK, действующей со стороны муфты на валы, от радиального смещения Д для муфт с различными расчетными моментами. По графикам для допускаемого смещения Д определяют силу FK и назначают способ сборки по табл. 20.1.
20.4.2. Муфты с резиновыми упругими элементами
Упругие свойства резины характеризуют модулями упругости Е первого и G второго рода, между которыми в силу постоянства объема резины при деформировании существует зависимость G = Е/3.
Прочность технической резины существенно зависит от ее состава, поэтому допускаемые напряжения, приведенные в табл. 20.3, являются приближенными. Меньшие значения величин в каждом интервале принимают для резин с меньшими значениями модуля упругости Е. Прочность привулканизации резины к металлу близка (при хорошем ее качестве) к прочности самой резины.
Напряжения в упругих элементах муфты, вызываемые радиальным и угловым смещениями валов, являются циклическими. Нагрузку на упругие элементы, вызванную отклонениями от соосности валов, и особенности напряженного
Таблица 20.3
Схема нагружения Допускаемые напряжения, МПа, при нагрузке
статической ударной циклической
Растяжение 1...2 1,0...1,5 0,5... 1,0
Сжатие 3... 5 2,5...5,0 1,0...1,5
1
Параллельный сдвиг 1...2 1...2 0,3... 0,5
8888888888888
Крутильный сдвиг • 2 2 0,3... 1,0
Кручение 2 2 0,3... 0,5
состояния, зависящего от конструкции муфты, учитывают понижением допускаемых напряжений по сравнению с указанными в табл. 20.3. Рекомендуемые значения для каждого типа муфт оговорены особо.
Муфты упругие втулочно-пальцевые (МУВП) (рис. 20.14) получили широкое распространение вследствие относительной простоты конструкции и удобству замены упругих элементов. Однако их характеризует невысокая компенсирующая способность, а при соединении несоосных валов — достаточно большое силовое воздействие на валы и опоры, при этом резиновые втулки быстро разрушаются. Муфты МУВП стандартизованы — ГОСТ 21424—93.
Размеры муфты по заданному моменту подбирают по справочникам и атласу [2, 9,15]. Если необходимо уменьшить размеры муфты по сравнению с размерами по стандарту, проектируют специальную муфту, в которой размещают большее число упругих элементов.
При этом пальцы и кольца оставляют стандартными, размещая их так, чтобы было выполнено условие
— 2,8Z?0,
где zc — число пальцев; dQ — диаметр отверстия под упругий элемент; Do — диаметр окружности расположения пальцев (см. [2]), мм.
Наружный диаметр муфты: D = DQ + (1,5... 1,6)^.
Упругие элементы такой специальной муфты проверяют на смятие в предположении равномерного распределения нагрузки между пальцами
стсм —2-10 T^^z^D^d^l^) < [сг]см,
где Тк — вращающий момент, Н м (20.1); dn — диаметр пальца, мм; ZBT — длина упругого элемента, мм; [сг]см = 2 МПа — допускаемые напряжения.
Рис. 20.14
Пальцы муфты изготовляют из стали 45 и рассчитывают на изгиб’.
аи = 2 103Тк(0,5/вг +с)/(гсРоО,1<ф < [а]и.
Допускаемые напряжения изгиба [сг]и = (0,4... 0,5)стт, где сгт — предел текучести материала пальцев, МПа. Зазор между полумуфтами с = 3... 5 мм.
Так как муфты данного типа обладают большой радиальной и угловой жесткостью, их применение целесообразно при установке соединяемых узлов на плитах (рамах) большой жесткости. Кроме того, сборку узлов необходимо производить с повышенной точностью и с применением подкладок.
Предельные смещения валов следует принимать: радиальные А = 0,10... 0,15 мм; угловые ч = 0,6/100 мм/мм; осевые ш = 3 мм.
Так как возможные угловые смещения валов даже при обычной точности монтажа незначительны, то нагрузку от угловых смещений на элементы муфты, валы и их опоры можно не учитывать.
Приближенно принимая характеристику радиальной жесткости муфты линейной, радиальную силу FK, вызванную смещением А, можно определить по соотношению FK = <7рА, где Ср — радиальная жесткость муфты:
Диаметр вала, мм. 16 20 25 30 40
Ср, Н/мм......... 1550 2160 2940 3920 5400
Радиальная жесткость Срс специальной муфты пропорциональна табличному значению Ср и отношению чисел пальцев и z специальной и стандартной муфт: Срс = Cpzjz.
Муфты упругие с резиновой звездочкой. Компенсирующие способности муфты (рис. 20.15) невелики. При соединении несоосных валов муфта оказывает на них значительное силовое воздействие, хотя и меньшее, чем муфта МУВП. Она требует точного монтажа узлов. Размеры муфты по расчетному моменту подбирают по справочникам и атласу [2, 9, 15].
Эти муфты обладают большой радиальной, угловой и осевой жесткостью. Поэтому их применение так же, как и муфт МУВП, возможно при установке узлов на плитах (рамах) большой жесткости. Сборку узлов необходимо выполнять с повышенной точностью, применяя подкладки и контролируя положе
ние узлов.
Предельные смещения валов следует принимать: радиальные А = 0,10... 0,15 мм; угловые ч = 0,6/100 мм/мм.
Рис. 20.15
Ввиду малых возможных угловых смещений валов даже при обычной точности монтажа нагрузку от угловых смещений в расчете не учитывают.
Приближенно принимая характеристику радиальной жесткости Ср муфты линейной, радиальную силу FK, вызванную смещением А, можно определить по соотношению FK = СрА. Значения Ср для муфт по ГОСТ 14084—93:
Диаметр вала, мм.....12; 14 16; 18 20; 22 25; 28 32; 36 40; 45
Ср, Н/мм............. 300 490 800 900 1120 1320
Муфты с резиновыми брусками, расположенными радиально. Муфту с упругими элементами в форме брусков 6, расположенных радиально, отличает простота конструкции упругого элемента. Применяют муфту в двух исполнениях. В первом исполнении (рис. 20.16) при замене упругих элементов кольцо 4, несущее торцовые кулачки 5, перемещают в осевом направлении с помощью двух отжимных винтов 7. Это исключает необходимость осевого смещения соединяемых муфтой узлов при замене упругих элементов. Кольцо 4 закрепляют на полумуфте 1 винтами 5, обеспечивая двумя болтами 2, поставленными без зазора, точное центрирование соединяемых деталей и передачу вращающего момента. Во втором исполнении (рис. 20.17) торцовые кулачки выполнены как одно целое с полумуфтой. Для замены упругих элементов у такой муфты необходимо осевое смещение узлов. Второе исполнение применяют для муфт малых диаметров D, обычно менее 100 мм.
Упругие элементы выполняют двух вариантов: первый (Гипроуглемаш) показан на рис. 20.16, второй (фирма «Ойпекс», Германия) — на рис. 20.17. На рис. 20.17 полумуфты выполнены облегченной конструкции, применяемой и для первого исполнения муфты.
Ориентировочные значения основных размеров (мм) элементов муфты:
Ро =(22...24)3/2^; 6 = (O,ll...O,14)£>o; h = 2,56; I = 26;
D = 1,LD0 4- h\ е = 1,36-2а; а = 1,0... 1,5 мм,
где Тк — вращающий момент, Нм [см. (20.1)].
Условный расчет на прочность упругих элементов проводят на сдвиг и изгиб'.
аи = 3 • 103Тк (2а + е)/(Р0г/62) < [а]и,
где Тк — в Н • м; Do, b, I, а, е — в мм; тсд и аи — в МПа.
Число упругих элементов принимают z = 6, 8 или 10.
Упругие элементы выполняют из резины (модуль упругости Е & 5 МПа), армированной кордом, или из вулколана. Допускаемые напряжения принимают: [т]сд = 0,8 МПа; [а]и = 1,5 МПа.
Муфта допускает радиальное смещение Д валов в пределах зазора а = = 1,0... 1,5 мм между кулачком и полумуфтой, осевое смещение ш в пределах зазора С = 4... 5 мм между полумуфтами. Допустимое угловое смещение составляет 1°30'.
Радиальную силу FK, действующую со стороны муфты на валы при их смещении на величину Д, можно найти по графику (рис. 20.18), построенному для марок резины с модулем упругости Е = 5 МПа. При использовании резины с модулем упругости Е' для определения радиальной силы F* силу FK, снятую с графика, пересчитывают: F* = E'FK/E. Нагрузку на валы от угловых смещений ввиду ее малости в расчет можно не принимать.
Рис. 20.16
Рис. 20.17
Рис. 20.18
Рис. 20.19
Муфты упругие с конусной шайбой. Муфты с конусной резиновой шайбой фирмы «Швингметалл» (Германия) (рис. 20.19) отличает простота конструкции. Они требуют точного осевого расположения узлов вследствие большой осевой жесткости муфты.
Применяют муфты двух исполнений: первое (рис. 20.19, а) — для средних и больших моментов и второе (рис. 20.19,6) — для малых моментов, обычно при D < 100 мм.
Муфта по рис. 20.19, а состоит из двух одинаковых полумуфт У, соединенных с резинометаллическим упругим элементом винтами 2. Резиновая шайба? лривулканизирована к стальным дискам 4. Заглушки 5 предохраняют резьбовые отверстия от попадания в них резины.
В муфте (рис. 20.19, б) резиновая шайба 1 лривулканизирована к полумуфтам 2 и заглушкам 3.
Вращающий момент с полумуфты 1 (рис. 20.19, а) передают на упругий элемент 3 силами трения, созданными затяжкой винтов 2. В упругом элементе действуют касательные напряжения кручения тк, одинаковые во всех точках (вследствие постоянного в любом сечении отношения ширины упругого элемента к расстоянию до этого сечения от оси вращения).
Ориентировочные значения основных размеров (мм) элементов муфты:
О > 17 з/Тк/[т]к; Dx = (0,45... 0,50)0; В = (0,25...0,3)0;
С = 1,45; О0 = 0,5(0+ OJ; O2=l,4d.
Допускаемые касательные напряжения принимают [т]к = (0,2...0,3) МПа. Число z винтов предварительно принимают:
D, мм....... до 160 св. 160 до 300 св. 300
z................ 4 6 8
Дунаев
Рис. 20.20
а
Рис. 20.21
Далее определяют требуемую силу затяжки и диаметр винта dB.
Радиальная сила FK и изгибающий момент Му действующие на валы, в зависимости от величины смещений Д и 7 могут быть приближенно определены по графикам (рис. 20.20), построенным для резины с модулями упругости Е = = 3,6 МПа и G = 1,2 МПа.
Муфта допускает радиальное смещение Д валов до 0,8... 4 мм (меньшие значения для малых муфт), угловое смещение до 1... 2° (большие значения для малых муфт).
Муфты упругие с торообразной оболочкой. Муфты с торообразной упругой оболочкой обладают большой крутильной, радиальной и угловой податливостью. В соответствии с ГОСТ Р 50892—96 муфты изготовляют с оболочкой выпуклого профиля и с оболочкой вогнутого профиля.
Муфты с оболочкой выпуклого профиля применяют в двух исполнениях: с разрезной (рис. 20.21) и неразрезной по ГОСТ 20884—93 оболочкой (рис. 20.22).
Муфта по рис. 20.21 состоит из резинового упругого элемента 1 и полумуфт 2, к которым винтами 3 притягивают прижимные кольца 4. Муфта по рис. 20.22 состоит из упругого элемента 1 и полумуфт 2, к которым винтами 3 через центрирующие кольца 4 притягивают прижимные полукольца 5. При сборке
Рис. 20.22
муфты полукольца 5 соединяют с кольцом 4 винтами 6, расположенными между винтами 3.
Полумуфты устанавливают как на цилиндрические, так и на конические концы валов. 90 %-ный ресурс муфт при непрерывной работе не менее 2,5 лет.
Вращающий момент с полумуфт на оболочку передают силами трения, созданными при затяжке винтов 3. При передаче момента в оболочке действуют касательные напряжения крутильного сдвига тк.
Ориентировочные значения основных размеров (мм) элементов муфты:
D > 28 з/Тк/[т]к; = 0,757В; В>2 = 0,6.0; 6 = 0,05.D;
Р3 > d„ + (3...5) мм; В = 0,25В; С\ = 1,06В; С2 = 1,12В; h = 0,0375В; Do = (0,5...0,52)В.
Оболочки диаметром D < 300 мм выполняют из резины: допускаемые касательные напряжения [т]к = 0,45...0,50 МПа. При D > 300 мм для повышения нагрузочной способности и срока службы оболочки армируют нитями корда. Для них [т]к = 0,70...0,75 МПа.
После предварительных расчетов проверяют прочность оболочки в кольцевом сечении диаметром D^.
tk=2-W3Tk/^D2S)<[t]k.
Число z винтов предварительно принимают:
D, мм..................до 160 св. 160 до 300 св. 300
z...................... 4 6 8
Далее определяют требуемую силу затяжки и диаметр винта 3. Затяжку винтов контролируют.
При отклонении валов от соосности муфта нагружает валы: осевой силой Fw — при компенсации осевого смещения валов, радиальной силой и изгибающим моментом — при компенсации радиального и углового смещений. От действия центробежных сил и деформирования оболочки при передаче муфтой вращающего момента возникает осевая сила Яц.
Допустимые для муфт значения смещений каждого вида (при условии, что смещения других видов близки к нулю): осевое w = 1... 4,5 мм; радиальное А = = 1...4 мм, угловое 4 до Г00' (ГОСТ 20884—93, D = 100...400 мм; меньшие значения для муфт малого диаметра).
Даже при предельно допустимых для муфты смещениях радиальная сила и изгибающий момент невелики, поэтому при расчете валов и их опор этими нагрузками можно пренебречь. Силы, действующие на валы, могут быть определены по графикам рис. 20.23. При построении графика модуль упругости для резин принят Е = 5 МПа. Для резин с другим значением Е силу F^, снятую с графика, пересчитывают, принимая прямую пропорциональность между и Е.
20.5. СЦЕПНЫЕ МУФТЫ
В машиностроении чаще всего применяют кулачковые, зубчатые и фрикционные сцепные муфты.
Кулачковые муфты. Принципиальная конструктивная схема кулачковой муфты показана на рис. 20.24. Муфту этого типа применяют в тех случаях, когда при небольших габаритных размерах требуется передавать относительно большие вращающие моменты, а включение производят сравнительно редко (во время свободного хода после выключения двигателя).
Одна полумуфта (на рисунке это зубчатое колесо с кулачками) свободно установлена на валу. Другая полумуфта соединена с валом шпонкой или шлицами, ее можно перемещать вдоль вала. Перемещение производят с помощью рычагов, вилок, переводных камней и других деталей механизма управления муфтой (см. гл. 16).
Основным элементом кулачковых сцепных муфт являются кулачки различных профилей [9, 15]. Для трапецеидального профиля (рис. 20.25) угол 3 обычно принимают в пределах 3... 5°. Число кулачков от 3 до 15. Размеры кулачков определяют из расчета по критериям износостойкости и прочности на изгиб. Размеры других конструктивных элементов муфты (рис. 20.24):
Z = (l,4...1,5)d; (Zo = l,5d + 5 мм; 79 = ЯГ) -F 2s,
где s (см. рис. 16.2) берут в зависимости от ширины В кольцевого паза. Размер В выполняют с полем допуска ЯП.
При конструировании кулачковых муфт предусматривают перепад С поверхностей для выхода фрезы. Полумуфты изготовляют из сталей марок 20Х, 12ХНЗА и других с цементацией и закалкой кулачков и посадочной поверхности до твердости 54... 60 HRC.
Зубчатые муфты. Зубчатые сцепные муфты широко применяют в коробках передач автомобилей, тракторов, станков и других машин при необходимости получить малые габариты. Одна из полумуфт имеет наружные, а другая — внут-356
Рис. 20.24
Рис. 20.26
Рис. 20.27
ренние зубья. Модуль и число зубьев одинаковые. Муфты конструируют по схемам, представленным на рис. 20.26. Включение производят введением в зацепление полумуфт за время свободного хода после выключения двигателя или на ходу с применением синхронизаторов.
Применяют зубчатые муфты с электромагнитным дистанционным управлением (рис. 20.27), подбирая размеры по передаваемому моменту [15]. Полумуф-ты изготовляют из стали марки 40Х с закалкой ТВЧ до твердости 48... 54 HRC.
Фрикционные муфты. В машиностроении широко используют различные по конструктивному исполнению фрикционные муфты [2, 9, 13, 15]. Рассмотрим только наиболее распространенные многодисковые муфты, в которых диски имеют простейшую форму, а сила включения обычно невелика.
На рис. 20.28 показана принципиальная схема многодисковой фрикционной муфты. При передаче вращающего момента шлицы испытывают значительные напряжения смятия, особенно шлицы вала, где окружные силы намного больше сил, действующих на шлицы наружных дисков. При конструировании фрикционных муфт шлицы обязательно проверяют расчетом на смятие.
Толщину стальных дисков для муфт, работающих в масле, принимают 1,5.. .2,5 мм, а для муфт, работающих всухую, с учетом толщины фрикционных накладок — 2,5... 5 мм.
Во включенном состоянии диски сжаты силой F. С помощью нажимных механизмов осевую силу передают на диски обычно в трех точках, расположенных по окружности через 120°. Чтобы давление сжатия равномернее распределить по всей поверхности дисков, крайние диски, которые чаще всего соединены с валом, делают большей толщины (6... 10 мм).
В многодисковых муфтах общее число дисков ограничивают, так как давление на последующие диски постепенно уменьшается вследствие трения в шлицевом соединении. Число наружных дисков должно быть не более: стальных с фрикционным покрытием, работающих в масле, — 11; стальных с фрикционными накладками, работающих всухую, — 4. Следует предусматривать при выключенной муфте зазоры: между металлическими дисками — 0,2...0,5 мм; между дисками с накладками — 0,5... 1,0 мм. Для надежного расцепления внутренние диски иногда делают неплоскими (синусные диски).
Чтобы уменьшить разность окружных скоростей по ширине поверхности дисков и создать условия для более равномерного изнашивания, обычно принимают (см. рис. 20.28) отношение Dy/D2 = 0,5...0,8.
Рис. 20.28
Большое влияние на надежность фрикционной муфты оказывают нажимные механизмы. На рис. 20.29, а, б приведены широко распространенные схемы нажимных рычажно-кулачковых механизмов. Выигрыш в силе здесь получают, как обычно, выбором плеч рычагов и угла конуса нажимной втулки. При включенном положении концы рычагов находятся на цилиндрических поверхностях втулок. В этом случае сила сжатия дисков на опоры вала не передается. Нажимной механизм получается самотормозящимся. Однако при работе машины в результате неизбежных вибраций нажимная втулка может сместиться (по рисунку вправо), что вызовет выключение муфты. Для предупреждения этого рычаги, управляющие нажимными втулками, должны быть зафиксированы в конечных положениях.
Иногда на цилиндрической поверхности нажимных втулок делают порожек С (рис. 20.29, а), за который заходят концы рычагов 1. При переходе порожка С происходит перегрузка дисков и деталей нажимного механизма. Поэтому первоначально определяют допустимую величину перегрузки, а затем, исходя из нее, — высоту порожка С.
Требуемой податливости нажимных механизмов достигают выбором сечений рычагов. Силу сжатия дисков регулируют гайкой 2, которую затем стопорят контргайкой 3.
Описанные выше муфты относят к муфтам с механическим управлением, которое обычно применяют при передаче небольших и средних по величине вращающих моментов и когда не требуется дистанционного управления муфтой. При передаче больших моментов фрикционные муфты должны иметь пневматическое или гидравлическое управление.
Очень широко применяют многодисковые фрикционные муфты с электромагнитным управлением, особенно в коробках скоростей станков. Дистанционное уп-
Рис. 20.32
равление и точное срабатывание этих муфт позволяют легко автоматизировать управление скоростями резания и подачи станков.
На рис. 20.30 показана конструкция такой муфты. Описание муфт, подбор по передаваемому моменту и методы расчета см. в [9, 13, 15].
Муфты свободного хода, или обгонные муфты, передают вращающий момент только в одном направлении. Наибольшее распространение в машиностроении получили роликовые муфты (рис. 20.31). Внутреннюю деталь такой муфты называют звездочкой, а внешнюю — обоймой. Как та, так и другая могут быть ведущей частью муфты. Для правильной работы муфты важно, чтобы обойма была концентрична звездочке. Для этого обойму с установленной на ней деталью базируют по валу или по другим деталям на том же валу. На рис. 20.32, а, б приведены возможные схемы базирования обойм в случае применения муфт по ОСТ 27-60-721—84. Муфта на рисунке изображена в виде контура, а деталь, связанная с обоймой, условно показана в виде зубчатого колеса (вместо зубчатого колеса может быть любая деталь). При проектировании специальных муфт можно встроить подшипники качения в обойму и звездочку (рис. 20.32, в).
Исполнение по рис. 20.32 не единственное и дано в качестве одного из возможных конструктивных решений (см. [15]).
20.6. ПРЕДОХРАНИТЕЛЬНЫЕ МУФТЫ
В качестве предохранительных муфт в машиностроении применяют: муфты с разрушающимся элементом, кулачковые, шариковые (разновидность кулачковых) и фрикционные. Последние три типа муфт стандартизованы (ГОСТ 15620—93, Р 50893—96 и 15622—77). Предохранительные муфты независимо от типа могут работать только при строгой соосности валов.
Поскольку все звенья кинематической цепи испытывают перегрузку различной степени, предохранительные муфты следует располагать как можно ближе к месту возникновения перегрузки.
Муфты с разрушающимся элементом. Муфты этого типа отличает компактность и высокая точность срабатывания. Их применяют в тех случаях, когда по роду работы машины перегрузки могут возникнуть лишь случайно. Конструктивные схемы муфт приведены на рис. 20.33.
В качестве разрушающегося элемента обычно используют штифты, выполняемые из стали (45, У8А) или из хрупких материалов (серый чугун, бронза, силумин и др.). Применяют муфты с одним и с несколькими срезающимися штиф-
тами. В момент срабатывания (при перегрузке) штифт разрушается и предохранительная муфта разъединяет кинематическую цепь.
Штифты размещают в закаленных до высокой твердости (50... 60 HRC) втулках, изготовляемых обычно из стали марки 40Х.
После разрушения штифта на плоскости среза остаются заусенцы, мешающие удалению остатков штифта из втулки. Поэтому штифты выполняют иногда с канавкой по месту среза (рис. 20.34, а, б). Штифты с канавкой удобны также тем, что позволяют опытным путем определить диаметр шейки для заданного вращающего момента. Канавки должны быть небольшой ширины (2...3 мм), чтобы штифты при срабатывании муфты разрушались вследствие среза, а не изгиба. Иногда применяют длинные штифты с несколькими канавками; после срабатывания муфты штифты передвигают в новую позицию.
а
в
Рис. 20.34
Заусенцы на торцах срезанных штифтов могут производить задиры на торцовых поверхностях полумуфт. Для предотвращения этого между фланцами полумуфт в зоне расположения штифтов предусматривают зазор С = 2... 4 мм (рис. 20.33, а, б и 20.34, в, г).
В станкостроении для удобства эксплуатации муфты в гнезде ставят комплект втулок вместе со штифтом. В этом случае сопряжение втулок с полумуфтами H7/h6 или 117 /js6, штифта с втулками H7/js6 или Н7/к6 (рис. 20.34, в). Перед установкой нового штифта или комплекта втулок полумуфты поворачивают до совмещения рисок.
После срабатывания одна полумуфта вращается относительно другой. Поэтому одну из полумуфт устанавливают по посадке Н7/f7, предусматривая по торцам минимальный зазор 0,05...0,10 мм (см. рис. 20.33, а, б).
Для обеспечения чистого среза штифтов торцы втулок в собранной муфте должны соприкасаться друг с другом. Но подвижная полумуфта имеет осевую игру на величину зазора. Поэтому после срабатывания муфты торцы втулок могут задевать друг за друга. Чтобы этого не происходило, между торцами втулок следует предусматривать зазор на 0,05... 0,10 мм больший, чем между торцами полумуфт.
В муфтах с несколькими срезными штифтами рабочие торцы втулок должны быть расположены в одной плоскости. Этого достигают совместным шлифованием их после постановки в полумуфту.
Зазор между торцами втулок (рис. 20.34, г) можно также регулировать подбором и постановкой под фланцы втулок компенсаторных колец К.
В некоторых зарубежных конструкциях штифты располагают во втулках, которые завинчивают в диски полумуфт (рис. 20.35). Чтобы можно было затянуть втулки до упора и создать минимальный зазор между их торцами, под фланцы втулок ставят компенсаторные кольца К.
Вследствие погрешностей изготовления, а также посадочных зазоров в сопряжениях общая нагрузка распределена между штифтами неравномерно. Поэтому муфты с одним штифтом срабатывают точнее.
При проектировании муфты предусматривают возможность замены срезанных штифтов. Для этого фланцы полумуфт выполняют по рис. 20.36: срезанные штифты удаляют, повернув полумуфты относительно друг друга (показано штриховой линией). В круглых фланцах полумуфт делают одно-два отверстия большого диаметра (см. рис. 20.33, а) по
К
х
Рис. 20.35
окружности расположения штифтов; для удаления срезанных штифтов полумуфты поворачивают друг относительно друга до совмещения их с этими отверстиями.
В муфтах со срезающимися штифтами полумуфты располагают на валу рядом (см. рис. 20.33, а). Для уменьшения осевых размеров применяют конструктивное решение, представленное на рис. 20.33, б.
Кулачковые муфты. Кулачковые предохранительные муфты широко
Рис. 20.36
применяют при небольших скоростях и моментах. При перегрузке кулачковые муфты многократно расцепляются и снова включаются, подавая своего рода звуковой сигнал о перегрузке. Однако эти повторные включения муфты происходят с ударами, что вызывает перегрузки деталей механизма.
Кулачковые предохранительные муфты по конструкции аналогичны сцепным кулачковым. Отличие в том, что подвижная в осевом направлении полумуфта поджата пружиной к неподвижной, а рабочие грани кулачков имеют большой угол наклона ((3 = 30 — 60°). Работа кулачковых муфт сопровождается изнашиванием кулачков, поэтому последние должны иметь высокую твердость (> 56 HRC).
На рис. 20.37, а, б показаны конструктивные схемы двух кулачковых муфт в момент их срабатывания (кулачки вышли из зацепления). Для повышения точности срабатывания муфты высоту кулачков следует делать по возможности небольшой и применять пружины малой жесткости. Необходимо предусмотреть
также регулирование силы нажатия пружины, замыкающей кулачковую предохранительную муфту. В муфтах (рис. 20.37, а, б) регулирование осуществляют гайкой, которую затем стопорят контргайкой.
Обычно пружины кулачковых предохранительных муфт имеют большую длину. При H/D < 2,6, где Н— высота пружины в свободном состоянии, a D --ее средний диаметр, пружина устойчива. При отношении H/D > 2,6 может быть поперечный изгиб пружины. Для предупреждения этого пружину следует устанавливать на направляющие поверхности, обычно на поверхность подвижной части муфты (рис. 20.37, а).
Рис. 20.37
Регулировочные гайки должны воздействовать на пружину через втулки, соединенные шпонкой или шлицами с валом, иначе они будут не только сжимать пружину, но и закручивать ее силами трения.
Осевая сила, действующая в муфте, не должна нагружать опоры вала. Для этого кулачковую предохранительную муфту конструируют так, чтобы силу пружины воспринимали гайки или другие детали, связанные с валом.
Желательно, чтобы отношение Рк/^шЛ диаметра расположения кулачков к диаметру шлицев, по которым перемещают подвижную часть муфты, было близко к единице или меньше ее. Тогда муфта работает надежно и менее чувствительна к колебаниям коэффициентов трения на кулачках и на шлицах. На рис. 20.37, б приведена схема муфты, у которой DK/dluJl < 1.
Шариковые предохранительные муфты по принципу действия аналогичны кулачковым. Конструкции этих муфт и методы их расчета см. [9, 13, 15].
Фрикционные предохранительные муфты применяют при частых кратковременных перегрузках, главным образом ударного действия. По конструкции они аналогичны сцепным фрикционным муфтам. Отличие в том, что вместо механизмов управления в предохранительные фрикционные муфты встраивают пружины.
Наибольшее распространение получили многодисковые фрикционные предохранительные муфты. Их конструируют по схемам рис. 20.38.
На рис. 20.38, а фрикционные диски сжимает одна центральная пружина сжатия, на рис. 20.38, б — несколько расположенных по окружности пружин, на рис. 20.38, в — тарельчатые пружины. Если тарельчатые пружины расположить так, как показано на рис. 20.38, г, то жесткость комплекта пружин будет меньше, что повысит точность срабатывания муфты. Получают распространение тарель-
Рис. 20.38
чатые пружины с очень малой жесткостью на некотором участке их характеристики. Такую пружину ставят одну.
Основные размеры фрикционных предохранительных муфт в зависимости от передаваемого момента принимают по ГОСТ 15622—77.
В рассмотренных выше предохранительных муфтах при срабатывании происходит скольжение по поверхности 0... H7/f7, которая должна быть смазана. Подвод смазочного материала к этой поверхности обычно затруднен. Кроме того, скольжение поверхностей происходит сравнительно редко (только при срабатывании муфты). Для таких условий вращающуюся деталь муфты лучше устанавливать на самосмазывающиеся подшипники скольжения, изготовленные из пористого материала (металлокерамика с включениями бронзы), пропитанного фторопластом.
20.7. КОМБИНИРОВАННЫЕ МУФТЫ
Нередко от муфты требуется определенный комплекс свойств, например, ограничение передаваемой нагрузки при несоосно расположенных валах. В этом случае предохранительную муфту объединяют с компенсирующей и называют комбинированной. В дальнейшем для простоты компенсирующими будем называть как собственно компенсирующие, так и упругокомпенсирующие муфты.
Сущность комбинирования компенсирующих муфт с предохранительными заключается в следующем. Выбирают наиболее подходящие для данного случая компенсирующую (рис. 20.39, а) и предохранительную (рис. 20.39, 6) муфты; на рисунках-схемах обозначены: 1,2 — полумуфты, 3 — плавающий или упругий элемент компенсирующей муфты; 4 и 5 — полумуфты предохранительной муфты, соответственно свободно сидящая на валу и соединенная с валом шпонкой или шлицами, 6 — предохранительный элемент.
Порядок комбинирования (рис. 20.39, в):
— полумуфты 1 и 5 устанавливают на соединяемые валы без изменения конструкции;
— полумуфты 2 и 4 объединяют в одно целое и свободно устанавливают на конец вала, общего с полумуфтой 5. При этом стараются предельно уменьшить размер Iq;
— объединенные в одно целое полумуфты 2,4 связывают плавающим (или упругим) элементом 3 с полумуфтой 1, а предохранительным элементом 6 — с полумуфтой 5.
Очень важно, чтобы консоль вала (расстояние L на рис. 20.39, в) была минимальна. Для ее уменьшения полумуфты 2 и 4 следует по возможности располагать на полумуфте 5 (рис. 20.39, г).
На рис. 20.40 показана комбинированная муфта в двух исполнениях. В исполнении по рис. 20.40, б осевые размеры муфты меньше, чем в исполнении по рис. 20.40, а.
Рис. 20.41
На рис. 20.41 изображены комбинированные муфты, в которых упругая муфта с металлическими стержнями объединена с предохранительной кулачковой (рис. 20.41, а) и фрикционной (рис. 20.41, б).
Во всех комбинированных муфтах так же, как и в предохранительных, вращающуюся часть лучше устанавливать на самосмазывающиеся подшипники скольжения.
20.8. ПУСКОВЫЕ МУФТЫ
Для пуска приводов с большими инерционными массами (грузоподъемные машины, приводы конвейеров, прессов, центрифуг и др.) электродвигатели должны обладать большими пусковыми моментами. При жестком соединении звеньев кинематической цепи разгон масс происходит быстро, в течение долей секунды (обычно до 0,5 с). Это приводит к большим инерционным нагрузкам деталей привода. В таких приводах следует применять пусковые муфты. Основой таких муфт могут быть автоматические самоуправляемые центробежные муфты различных конструктивных исполнений. Пусковые муфты позволяют электродвигателю легко разогнаться и по достижении им определенной частоты вращения начать плавный разгон рабочего органа. Одновременно пусковые муфты являются и предохранительными.
На рис. 20.42 и 20.43 приведены центробежные муфты с колодками и со стальными шариками. Ведомая часть муфты может быть расположена на подшипниках качения сверхлегкой серии диаметров (рис. 20.42) или на подшипниках скольжения (рис. 20.43). Центробежные муфты устанавливают на вал двигателя. При наличии ременной передачи между двигателем и рабочим органом наружную ведомую часть муфты конструируют в виде шкива.
Если оси валов электродвигателя и рабочего органа номинально соосны, то для компенсации отклонений от соосности валов движение от двигателя к рабочему органу необходимо осуществлять от центробежной к компенсирующей муфте, которую конструктивно объединяют с центробежной.
На рис. 20.44 приведены конструктивные схемы комбинации центробежных муфт по рис. 20.42 и 20.43 с компенсирующими упругими муфтами: втулочнопальцевой (рис. 20.44, а), с пакетами плоских аксиально расположенных пру-
Рис. 20.42
Рис. 20.43
жин (рис. 20.44, 6), с торообразной оболочкой (рис. 20.44, в) и со стальными стержнями (рис. 20.44, г).
Во всех этих примерах наружную ведомую часть центробежных муфт видоизменяют, придавая ей конструктивные признаки соответствующих компенсирующих муфт. Помимо приведенных могут быть использованы для комбинации и другие конструкции центробежных и компенсирующих муфт, см. 20.3, 20.4, а также [9,15].
Передаваемый муфтой момент рассчитывают по формуле
Тм = mnv2n2/Dz/1800,
где т — масса одного груза (колодки) или масса стальных шариков в одной полости, кг; г « 0,25(7? + dCT) — расстояние центра масс груза от оси вращения, м; п — частота вращения, мин-1; / — коэффициент трения: f = 0,4 для пары сталь (чугун) — порошковая металлическая обкладка или закаленная сталь — металлокерамика, f = 0,2 — для стальных шариков; D — диаметр муфты, м (рис. 20.42 и 20.43); z — число грузов (колодок) или число полостей для шариков.
После подбора электродвигателя выполняют расчет и конструирование центробежной и компенсирующей муфт. При конструировании центробежной муфты принимают (см. рис. 20.42 и 20.43):
D = (3,5...6,0Х; ^«1,55^; b «1,3^; В = (0,6...0,7)Z15
где ф и 1Х — диаметр и длина конца вала электродвигателя. Окончательно размер D определяют при выполнении расчета муфты.
Для плавного пуска рабочего органа вращающий момент Тм центробежной муфты должен превышать номинальный момент Тэ электродвигателя.
При редких пусках (1... 4 раза в рабочую смену) время разгона масс рабочего органа не имеет существенного значения. И тогда центробежную муфту рассчитывают по моменту Тм = (1,2... 1,4) Тэ.
При частых пусках бывает важно ограничить время разгона рабочего органа. Тогда центробежную муфту рассчитывают по моменту Тм при заданном времени пуска £п, при выполнении условия Тм > 1,2 Тэ.
Примем по приведенным выше соотношениям некоторые размеры колодочной муфты:
D = (3,5...6,0Ц = (3,5...6,0)32 = 112...192 мм;
d„ « 1,55dx = 1,55 • 32 = 50 мм; b «1,3dT = 1,3 • 32 = 42 мм;
В = (0,6...0,7)^ = (0,6...0,7)80 = 48...56 мм. Примем В = 50 мм.
Вращающий момент центробежной муфты Тм = mrir2n2/Dz/1800.
Отсюда находим произведение (mDr) для пары сталь — порошковая металлическая обкладка (/ = 0,4) и четырех грузов-колодок (z = 4):
mDr = 1800TM/(it2n2/z) = 1800(36... 42)/(3,142 9552 • 0,4 - 4) = 0,0045... 0,0052 кг-м2.
Здесь т — масса в кг; D и г — в м.
Масса одного стального груза т = 0,5(1? - dCT)Bbp, где р = 7800 кг/м3 — плотность стали.
Подбором параметров т, Du г обеспечивают необходимые инерционные характеристики центробежной муфты.
Примем в первом приближении Р = 120 мм (ранее определено D = 112... 192 мм). Тогда
т = 0,5 • (0,120 - 0,050) • 0,050 • 0,042 - 7800 = 0,5733 кг;
г = 0,25(2) + dCT) = 0,25(0,12 + 0,05) = 0,0425 м;
mDr = 0,5733 • 0,12 • 0,0425 = 0,00292 кгм2,
что меньше требуемой величины 0,0045... 0,0052 кг- м2.
Выполним второе приближение — примем D = 140 мм. Тогда
т = 0,5 • (0,140 - 0,050) • 0,050 • 0,042 • 7800 = 0,737 кг;
г = 0,25(0,14 + 0,05) = 0,0475 м;
mDr = 0,737 • 0,14 • 0,0475 = 0,00490 кг-м2,
что находится в требуемом интервале: 0,0045... 0,0052 кг-м2.
Определим момент, передаваемый муфтой,
Тм = mr^n2fDz/1800 = 0,737 • 0,0475-3,142-9552-0,4-0,14-4/1800 = 39,2 Н-м, что находится в требуемом интервале (36... 42 Н • м).
По моменту Тм = 39,2 Н • м рассчитывают детали центробежной и компенсирующей муфт.
Расчет момента центробежной муфты со стальными шариками производят аналогично. При определении массы шариков, расположенных в одной полости муфты, объем полости умножают на коэффициент заполнения К, учитывающий пустоты между шариками. Обычно принимают К = 0,5...0,7.
Размеры центробежных муфт можно подбирать также по [9, 15].
Примем по приведенным выше соотношениям некоторые размеры колодочной муфты:
D = (3,5...6,0Ц = (3,5...6,0)32 = 112...192 мм;
dCT « 1,55^ = 1,55 • 32 = 50 мм; b « 1,3^ = 1,3 • 32 = 42 мм;
В = (0,6...0,7)^ = (0,6...0,7)80 = 48...56 мм. Примем В = 50 мм.
Вращающий момент центробежной муфты Тм = mri^2n2fDz/180Q.
Отсюда находим произведение (mDr) для пары сталь — порошковая металлическая обкладка (/ = 0,4) и четырех грузов-колодок (г — 4):
mDr = 1800Тм/(тг2п2/г) = 1800(36...42)/(3,142 9552 • 0,4-4) = 0,0045...0,0052 кг- м2.
Здесь 771 — масса в кг; D и г — в м.
Масса одного стального груза m = 0,5(Z? — dCT)Bbp, где р = 7800 кг/м3 — плотность стали.
Подбором параметров т, D и г обеспечивают необходимые инерционные характеристики центробежной муфты.
Примем в первом приближении D = 120 мм (ранее определено D = 112... 192 мм). Тогда
771 = 0,5 • (0,120 - 0,050) • 0,050 • 0,042 • 7800 = 0,5733 кг;
г = 0,25(2) + dCT) = 0,25(0,12 + 0,05) = 0,0425 м;
mDr = 0,5733 • 0,12 • 0,0425 = 0,00292 кг • м2,
что меньше требуемой величины 0,0045... 0,0052 кг • м2.
Выполним второе приближение — примем D = 140 мм. Тогда
т = 0,5 • (0,140 - 0,050) • 0,050 • 0,042 • 7800 = 0,737 кг;
г = 0,25(0,14 + 0,05) = 0,0475 м;
mDr = 0,737 • 0,14 • 0,0475 = 0,00490 кг • м2,
что находится в требуемом интервале: 0,0045... 0,0052 кг-м2.
Определим момент, передаваемый муфтой,
Тм = mrv2n2fDz/18W = 0,737 • 0,0475 • 3,142-9552-0,4 • 0,14 • 4/1800 = 39,2 Н-м,
что находится в требуемом интервале (36...42 Н-м).
По моменту Тм = 39,2 Н-м рассчитывают детали центробежной и компенсирующей муфт.
Расчет момента центробежной муфты со стальными шариками производят аналогично. При определении массы шариков, расположенных в одной полости муфты, объем полости умножают на коэффициент заполнения К, учитывающий пустоты между шариками. Обычно принимают К = 0,5...0,7.
Размеры центробежных муфт можно подбирать также по [9, 15].
Глава 21
РАМЫ И ПЛИТЫ. КРЕПЛЕНИЕ К ПОЛУ
При монтаже приводов, состоящих из электродвигателя и редуктора (коробки передач, вариатора и пр.), должны быть выдержаны определенные требования точности относительного положения узлов. Для этого узлы привода устанавливают на сварных рамах или литых плитах.
В случае единичного производства экономически выгоднее применять сварные рамы из элементов сортового проката: швеллеров, уголков, полос, листов. При серийном выпуске изделий выгоднее применять плиты. В отдельных случаях выбор плиты или рамы определяет конструкция машины и требования точности.
Рассмотрим методику конструирования рам и плит для установки на них электродвигателя и редуктора.
21.1. РАМЫ
Конфигурацию и размеры рамы определяют тип и размеры редуктора и электродвигателя. Расстояние между ними зависит от подобранной или сконструированной соединительной муфты. В связи с этим на листе бумаги первоначально вычерчивают тонкими линиями в масштабе 1:2 контуры муфты в разрезе (рис. 21.1). Одну полумуфту соединяют с валом электродвигателя, а другую — с валом редуктора. Таким образом определяют размер «а» между торцами валов.
Затем подрисовывают тонкими линиями контуры электродвигателя и редуктора. При этом определяют и наносят на чертеж размеры 4, 4э электродвигателя и /р, /1р редуктора. Вычерчивают контуры рамы и наносят на чертеж размер — разность высот опорных поверхностей рамы.
На рис. 21.1 вычерчен контур простейшей рамы для установки электродвигателя и коническо-цилиндрического редуктора. Под главным видом рамы размещают вид сверху. При построении вида сначала проводят осевые линии вала электродвигателя и соосно расположенного с ним входного вала редуктора. Затем изображают на расстоянии I отверстия da и dp в лапах электродвигателя и в редукторе, их координаты Сэ, С2э, Ср, С2р, С3р. По каталогу электродвигателей (см. табл. 24.7) определяют размеры Ьэ, Ь1э, С1э, 4э опорных поверхностей двигателя, а по чертежу редуктора — размеры Ьр, Ь1р, С1р, /2р- Для С0‘ здания базовых поверхностей под двигатель и редуктор на раме размещают платики в виде узких полос 3 и 4 (рис. 21.2, а) или отдельных прямоугольников 5 и 6 (рис. 21.2, б).
Ширину и длину платиков на раме принимают большими, чем ширина и длина опорных поверхностей электродвигателя и редуктора, на величину 2С0,
где Cq « О,О5Ьэ(6р) 4- 1 мм. Здесь Ьэ(6р) — ширина опорных поверхностей электродвигателя (редуктора), мм.
Определяют основные размеры рамы в плане: В и L, принимая размер Ьо = = &оэ = fyjp = 8... 10 мм. Размеры В и L округляют до стандартных значений (табл. 24.1). Затем определяют высоту рамы: Н = (0,08... 0,10)L, по которой подбирают ближайший больший размер швеллера (см. табл. 24.51).
Раму удобно конструировать из двух продольно расположенных швеллеров 1 и приваренных к ним трех-четырех поперечно расположенных швеллеров 2 (рис. 21.2, а).
При необходимости увеличения жесткости рамы увеличивают высоту Я, а к поперечным швеллерам 2 добавляют диагонально расположенные балки 7 (рис. 21.2, б).
Раму при сварке сильно коробит, поэтому все базовые поверхности обрабатывают после сварки, отжига и правки (рихтовки). Высоту платиков после их обработки принимают h = 5...6 мм (рис. 21.2, в).
Швеллеры располагают, как правило, полками наружу. Такое расположение удобно для крепления узлов к раме, осуществляемого как болтами, так и винтами. В первом случае (рис. 21.2, г) в полках швеллеров сверлят отверстия на про-
Рис. 21.1
ход стержня болта. На внутреннюю поверхность полки наваривают или накладывают косые шайбы, выравнивающие опорную поверхность под головками болтов (гайками). Во втором случае (рис. 21.2, д) в полках рамы выполняют отверстия с резьбой. Размеры (мм) косых шайб по ГОСТ 10906—78:
Д 1,6 max
Нх справ. Уклон 0,1 ; 1 05 Болт М16 М18 М20 М22 М24 d 17 19 22 24 26 _ Н, 5,7 6,2 6,2 6,2 6,8 В 30 40 40 40 50 Н 7,3 8,4 8,4 8,4 9,5
в
Для крепления рамы к полу цеха применяют фундаментные болты, их расположение определяют при проектировании рамы. Диаметр и число фундаментных болтов принимают в зависимости от длины рамы:
Длина рамы L, мм............
Диаметр болтов, мм..........
Минимальное число болтов....
до 700 св. 700 до 1000 св. 1000 до 1500
16 18...20 22...24
4 6 8
При сложной конфигурации рамы число болтов может быть увеличено.
В местах расположения фундаментных болтов к внутренним поверхностям нижних полок швеллеров приваривают косые шайбы (рис. 21.2, е) или высокие стойки (рис. 21.2, ж), увеличивающие жесткость рамы. Если выступающие над поверхностью рамы гайки не мешают установке на ней узлов привода и его эк-
Рис. 21.3
Рис. 21.4
сплуатации, то фундаментные болты пропускают через обе полки и гайку опирают о верхнюю полку. В этом случае верхние и нижние полки швеллеров в указанных местах связывают ребрами (рис. 21.2, з), трубами (рис. 21.2, и) или уголками (рис. 21.2, к). Это увеличивает жесткость рамы, которая воспринимает внешние нагрузки всей высотой, а не только нижними нежесткими полками.
На рис. 21.2, а, б платики 3 и 4, а также 5 и 6 расположены на одном уровне (лежат в одной плоскости). При расположении этих платиков на разных уровнях конструкция рамы несколько сложнее. Небольшую разность высот платиков (рис. 21.3, а, б) получают привариванием полос; большую — привариванием швеллеров с вырезами (рис. 21.3, в), целых швеллеров, положенных на ребра (рис. 21.3, г) или на полки (рис. 21.3, Э), изготовлением коробки из листа (рис. 21.3, е).
Чтобы при затяжке болтов не прогибались полки приваренных швеллеров, их усиливают ребрами 1 (рис. 21.3, в — е).
Иногда по соображениям компоновки привода необходимо существенно поднять раму над уровнем пола. В этих случаях раму устанавливают на стойки, приваренные к нижним полкам швеллеров (рис. 21.4). Число стоек определяет конфигурация и размеры рамы (обычно не менее 6).
Жесткость относительно невысокой рамы повышают привариванием косынок 1 (рис. 21.4, а). Жесткость рам на высоких стойках увеличивают привариванием уголков непосредственно к стойкам внахлестку (рис. 21.4, б) или враспор (рис. 21.4, г), а также посредством косынок (рис. 21.4, в).
21.2. ПЛИТЫ
Плиты изготовляют в виде отливок из серого чугуна марок СЧ15 и СЧ20. Размеры ho и L (рис. 21.5), а также ширину плиты определяют конструктивно, руководствуясь компоновкой устанавливаемых на ней узлов. Толщину 6 стенок
Рис. 21.6
Рис. 21.5
плиты находят по рекомендациям параграфа 17.1. Толщина стенок во всех сечениях должна быть одинаковой. Высоту Н плиты выбирают по такому же соотношению, что и для рам: Н = (0,08... 0,10)L.
Вследствие образования пористостей и раковин крайне нежелательно иметь большие горизонтально расположенные поверхности. Поэтому в горизонтальной стенке плиты следует делать большие окна. Это улучшает качество отливки и экономит металл. Для восстановления утраченных прочности и жесткости, вызванных применением окон, последние окаймляют невысокими («1,36) контурными ребрами (рис. 21.6).
Плиту крепят к полу фундаментными болтами, которые размещают на приливах. Чтобы приливы были прочными и жесткими, их делают высокими. Высота всех приливов плиты должна быть одинаковой, чтобы можно было упростить механическую обработку и использовать болты одной длины.
Для удобства транспортирования плиты краном в ее вертикальных стенках предусматривают сквозные окна диаметром 25... 30 мм.
К обработке нижней опорной поверхности плиты особых требований не предъявляют. Поверхности, служащие базой для установки сопряженных с плитой узлов, обрабатывают точно, чтобы получить меньшие отклонения от плоскостности и уменьшить деформирование узлов при их закреплении на плите.
Ширину и длину платиков для размещения на плите электродвигателя и редуктора принимают по рекомендациям, приведенным при конструировании рам. Для крепления устанавливаемых на плите узлов предусматривают резьбовые отверстия.
21.3. КРЕПЛЕНИЕ К ПОЛУ ЦЕХА
Современное машиностроение характеризует сравнительно частая замена и модернизация оборудования, что требует иногда перепланировки цехов. Появилась потребность в быстро переналаживаемом способе установки оборудования. Обычное оборудование (металлорежущие станки, приводы конвейеров и др.) теперь устанавливают или на переносных виброопорах, или непосредственно на бетонном (железобетонном) полу цеха, используя специальные фундаментные болты.
Фундаментные болты устанавливают в скважины, просверленные в полу цеха твердосплавным или алмазным инструментом, свободно перерезывающим и арматуру (рис. 21.7 — 21.9), или в колодец, заранее предусмотренный в полу (рис. 21.10).
Фундаментный болт по ГОСТ 24379.1—80 состоит из шпильки, шайбы, гаек и других деталей. Шпильки фундаментных болтов изготовляют из углеродистой стали марки ВСтЗпс2 по ГОСТ 380—94.
На необработанном бетонном полу оборудование устанавливают с подливкой раствора цемента под опорную поверхность. Перед подливкой оборудование выверяют на горизонтальность подкладками или клиньями. Если поверхность пола точно обработана (например, шлифованием), то выверку и подливку не применяют.
На рис. 21.7 показан фундаментный болт с коническим концом. Размеры болта (мм):
d (диаметр резьбы) D
М16................. 26
М20................. 32
М24................. 39
I Н Д)
28 150...200 30...40
34 200... 250 40... 50
41 250...300 50...60
Болты закрепляют в скважине цементным раствором при вибропогружении в него шпильки болта или путем утрамбовывания сырого цементного порошка.
Рис. 21.7
Рис. 21.8
Рис. 21.9
Рис. 21.10
d
М16
М20
М24
На рис. 21.8 показан фундаментный болт с коническим концом и разжимной цангой 1 — втулкой с четырьмя пазами шириной 1 мм. Начальную анкеровку осуществляют осадкой цанги на конический конец болта ударами молотка через оправку. Полная анкеровка происходит при затяжке болта. Для лучшего сцепления с бетоном наружная поверхность цанги имеет накатку или нарезку. Размеры болта (мм):
d D L 1 Н
М16 24 22 17 45 36 150
М20 30 28 21 60 48 200
М24 34 34 25 75 60 250
Диаметр скважины: D -I- 0,05d.
На рис. 21.9 показан фундаментный болт, состоящий из шпильки 1 и конической гайки 2. Заделку болта производят так же, как болта с коническим концом по рис. 21.7. Размеры шпильки и гайки (мм):
D h Н
29 32 28 150... 200
35 40 34 200... 250
42 48 41 250... 300
На рис. 21.10 показан простейший фундаментный болт с изогнутым концом. Размеры болта в зависимости от диаметра d: = 8d; 1% = 4d; ширина сторон колодца для размещения болта b = (6... 8)d; глубина заложения болта Н & 20d.
В качестве примера на рис. 21.7 — 21.10 показано стопорение резьбового соединения второй гайкой (контргайкой). На практике широко применяют и другие способы предохранения гайки от самоотвинчивания [1, 2, 8, 10].
Глава 22 ВЫПОЛНЕНИЕ ЧЕРТЕЖЕЙ ДЕТАЛЕЙ
22.1. ТРЕБОВАНИЯ К РАБОЧИМ ЧЕРТЕЖАМ
22.1.1. Общие положения
1. Рабочие чертежи разрабатывают на все детали (кроме покупных и стандартных), входящие в состав изделия. Чертеж каждой детали выполняют на отдельном листе. На листах стандартного формата помещают основную надпись (см. ниже рис. 23.2): на формате А4 — вдоль короткой стороны; на других — преимущественно вдоль длинной стороны листа.
В графах основной надписи приводят:
1 — наименование детали, например: «Колесо зубчатое»;
2 — обозначение чертежа детали, например: ДМ 16-03.10.11;
3 — обозначение по стандарту материала детали, например: «Сталь 40ХН ГОСТ 4543—71»). Если в обозначение входит сокращенное наименование материала — «Ст», «СЧ», «Бр», то полное наименование — «Сталь», «Серый чугун», «Бронза» не указывают, например: «СтЗ ГОСТ 380—94».
Если деталь должна быть изготовлена из сортового материала определенного профиля и размера, то материал такой детали записывают в соответствии с присвоенным ему в стандарте на сортамент обозначением, например:
к 80—В ГОСТ 2590-88
РУГ 35—а ГОСТ 1050—88 ‘
Правила заполнения остальных граф приведены в 23.2.
2. Деталь изображают на чертеже в том положении, в котором ее устанавливают на станке, в частности ось детали — тела вращения (вал, зубчатое колесо,
стакан и др.) располагают параллельно основной надписи.
3. Изображение детали — тела вращения располагают на чертеже вправо стороной, более трудоемкой для токарной обработки
(рис. 22.1).
4. На чертеже детали не допускается помещать технологические указания. В виде исключения можно указывать совместную обработку, притирку, гибку, развальцовку. В связи с этим центровые отверстия, которые являются технологическими базами, на чертежах деталей не изображают и в технических требованиях никаких указаний не помещают.
5. Если обработку отверстий под винты, штифты и другие крепежные детали выполняют при сборке, то на чертеже детали эти отверстия не изображают и никаких указаний в технических требованиях не приводят. Все
Рис. 22.2
a
необходимые данные для обработки таких отверстий (изображения, размеры, шероховатость поверхностей, координаты расположения и количество отверстий) приводят на чертеже сборочной единицы (рис. 22.2, а). Часто в одной из деталей выполняют отверстия, через которые затем размечают или, как по кондуктору, сверлят отверстия в другой, сопряженной детали. Тогда на чертеже первой детали изображают такие отверстия и приводят все необходимые данные для их изготовления (рис. 22.2, б).
22.1.2. Задание размеров
1. На чертеже должно быть задано минимальное число размеров, но достаточное для изготовления и контроля детали.
2. Каждый размер следует приводить на чертеже лишь один раз.
3. Размеры, относящиеся к одному конструктивному элементу, следует группировать в одном месте (рис. 22.3).
4. Не допускается включение ширины фасок и канавок в общую цепочку размеров (рис. 22.4, а). Размеры фасок и канавок должны быть заданы отдельно. Удобнее канавки выносить, показывать в масштабе увеличения форму канавки и все ее размеры (рис. 22.4, б).
5. Размеры элементов деталей, обрабатываемых совместно, заключают в квадратные скобки (см. рис. 22.2, б) и в технических требованиях записывают:
«Обработку по размерам в квадратных скобках производить совместно с дет. N.... Детали маркировать одним порядковым номером и применять совместно».
6. Размеры, приводимые на чертежах деталей, условно делят на:
— функциональные, определяющие качественные показатели изделия: размеры сборочных размерных цепей, сопряженные размеры, диаметры посадочных мест валов для зубчатых, червячных колес, муфт, подшипников и других деталей, размеры резьб на валах для установочных гаек, диаметры расположения винтов на крышках подшипников;
A
Л(4:1)
Неправильно Правильно
Рис. 22.3 Рис. 22.4
— свободные (размеры несопряженных поверхностей);
— справочные.
Основной принцип задания размеров на чертежах деталей заключается в следующем. Функциональные размеры задают на чертежах деталей, взяв их из чертежа сборочной единицы (редуктора, коробки передач) и из схем размерных цепей. Свободные размеры задают с учетом технологии изготовления и удобства контроля. Справочные размеры не подлежат выполнению по данному чертежу. Их указывают для большего удобства пользования чертежом, при изготовлении детали их не контролируют. Справочные размеры отмечают звездочкой и в технических требованиях делают запись типа: «’Размеры для справок».
22.1.3. Предельные отклонения размеров
1. Для всех размеров, нанесенных на чертеже, указывают предельные отклонения в миллиметрах. Допускается не указывать предельные отклонения на размерах, определяющих зоны различной шероховатости и различной точности одной и той же поверхности, зоны термической обработки, покрытия, накатки, а также на диаметрах накатанных поверхностей. В этих случаях перед такими размерами ставят знак « (рис. 22.5, а). При необходимости вместо знака « у таких размеров задают предельные отклонения (рис. 22.5, б) грубого или очень грубого класса точности по ГОСТ 25670—83 (см. табл. 24.3).
2. Предельные отклонения многократно повторяющихся размеров относительно низкой точности (от 12-го квалитета и грубее) на изображение детали не наносят, а указывают в технических требованиях общей записью
типа:
«Неуказанные предельные отклонения размеров: отверстий #14, валов А14, остальных ±7Т14/2».
или
«Неуказанные предельные отклонения размеров: отверстий +t2, валов —12, остальных ±t2/2 по ГОСТ 25670—83».
Здесь под «валом» понимают любые наружные, включая и нецилиндрические, элементы детали (например, выступы), а под «отверстием» — любые внутренние (например, пазы).
Рис. 22.5
3. Предельные отклонения линейных размеров указывают по одному из следующих трех способов:
— условными обозначениями полей допусков, например 63Я7;
— числовыми значениями предельных отклонений, например 64+0’030;
— условными обозначениями полей допусков с указанием справа в скобках значений предельных отклонений, например 18Р8 (Zqo45 ) •
Первый способ рекомендуют применять при номинальных размерах, входящих в ряд стандартных чисел (см. табл. 24.1), второй — при нестандартных числах номинальных размеров и третий — при стандартных числах, но при нерекомендуемых полях допусков.
В учебных проектах предельные отклонения цепочных размеров принимают в зависимости от способа компенсации [3]:
— если компенсатором служит деталь, которую шабрят или шлифуют по результатам измерений при сборке, то в целях уменьшения припуска на обработку поля допусков цепочных размеров следует принимать: отверстий Я9, валов Л9, остальных ±/Т9/2;
— если компенсатором служит набор прокладок, то поля допусков цепочных размеров принимают более свободными: ЯП, ЛИ, ±/Т11/2;
— если же компенсатором служит резьбовая пара, то вследствие ее широких компенсирующих способностей поля допусков размеров принимают: Я14, Л14, ± ZT14/2 (или 4-^2, -t2, ±t2/2 по ГОСТ 25670-83).
4. Предельные отклонения свободных размеров оговаривают в технических требованиях записью, аналогичной записи для размеров низкой точности.
5. Предельные отклонения координат крепежных отверстий принимают по рекомендациям, приведенным, например, в табл. 22.11 и 22.12.
6. Предельные отклонения диаметров резьб показывают на чертежах деталей в соответствии с посадками резьбовых соединений, приведенными на чертежах сборочных единиц.
Например, для резьб в отверстиях: М20 —7Я, М16—ЗЯ6Я, МЗОх 1,5 —2Я5С; для резьб на валах М42 —8g, Ml6—2т, МЗОх 1,5—2г.
22.1.4. Допуски формы и допуски расположения поверхностей
При обработке деталей возникают погрешности не только линейных размеров, но и геометрической формы, а также погрешности в относительном расположении осей, поверхностей и конструктивных элементов деталей. Эти погрешности могут оказывать вредное влияние на работоспособность деталей машин, вызывая вибрации, динамические нагрузки, шум.
Первая группа требований точности связана с установкой подшипников качения (ГОСТ 3325—85). Для подшипников качения важно, чтобы не были искажены дорожки качения колец подшипников. Кольца подшипников очень податливы и при установке копируют форму посадочных поверхностей валов и корпусов. Чтобы уменьшить искажение формы дорожек качения, на посадочные поверхности валов и корпусов задают допуски формы.
Относительный перекос наружного и внутреннего колец подшипников увеличивает сопротивление вращению валов и потери энергии, снижает ресурс подшипников. Перекос колец могут вызвать:
— отклонения от соосности посадочных поверхностей вала и корпуса;
— отклонения от перпендикулярности базовых торцов вала и корпуса;
— деформации вала и корпуса в работающем узле.
Чтобы ограничить перечисленные отклонения, на чертежах задают допуски расположения посадочных поверхностей вала и корпуса.
Вторая группа требований точности, которые предъявляют к деталям, связана с обеспечением норм кинематической точности и норм контакта зубчатых и червячных передач (ГОСТ 1643—81, ГОСТ 1758—81, ГОСТ 3675—81). Достижение необходимой точности передачи зависит от точности расположения посадочных поверхностей и базовых торцов валов, а также посадочных отверстий и базовых торцов колес. Поэтому на чертежах валов, зубчатых и червячных колес задают допуски расположения базовых поверхностей.
Третья группа требований точности, предъявляемых к деталям, связана с необходимостью ограничения возможной неуравновешенности деталей. Допускаемые значения дисбаланса определены ГОСТ 22061—76 в зависимости от вида изделия и условий его работы. Нормы допускаемого дисбаланса описывают уравнением е • п = const, где е — удельный дисбаланс, г-мм/кг, численно равный смещению центра масс с оси вращения, мкм; п — частота вращения, мин-1. В связи с этим на чертежах удобно предъявлять к отдельным поверхностям деталей требования в виде допусков соосности.
Базовые оси и поверхности обозначают на чертежах в соответствии с ГОСТ 2.308—79 равносторонним зачерненным треугольником, соединенным с рамкой, в которой записывают обозначение базы заглавной буквой
-с см
Б, В, Г...
где h — высота размерных чисел на чертеже (обычно h = 3,5 мм).
Допуски формы и расположения поверхностей указывают на чертеже условными обозначениями — графическими знаками (табл. 22.1), которые записывают в рамке, разделенной на две или три части. В первой части размещают графический знак допуска, во второй — его числовое значение и в третьей — обозначение базы, относительно которой задан допуск.
Установлены (ГОСТ 2.308—79) следующие правила нанесения на чертежах деталей условных обозначений баз, допусков формы и расположения:
б в
Рис. 22.6
Рис. 22.7
A—A
— если базой является поверхность, то зачерненный треугольник располагают на достаточном расстоянии от конца размерной линии (рис. 22.6, а);
— если базой является ось или плоскость симметрии, то зачерненный треугольник располагают в конце размерной линии (рис. 22.6, б). Иногда удобнее показывать базу на сечении, чтобы не затемнять чертеж. В этом случае размерную линию без указания размера повторяют (рис. 22.7);
— если нет необходимости назначать базу, вместо зачерненного треугольника применяют стрелку (рис. 22.6, в);
Таблица 22.1
Допуск Знак
Круглости 2h
cof" см Л
Цилиндричности 60°
С. Л со Л гЧ _ J
Соосности* со Т г f—ч I * §)| 0
Параллельности 60°
со' у
Перпендикулярности со т—Ч ' ' 1.6Д
Радиального биения
Г 45°
Симметричности -
Позиционный* со" 3fr-| 0
Примечание. *3нак 0 означает, что допуск задан в диаметральном выражении.
— если допуск относят к поверхности, а не к оси элемента, то стрелку соединительной линии располагают на достаточном удалении от конца размерной линии (рис. 22.6, г — обозначение допуска цилиндричности);
— если допуск относят к оси или плоскости симметрии, то конец соединительной линии должен совпадать с продолжением размерной линии (рис. 22.6, г — обозначение допуска соосности).
22.1.5. Шероховатость поверхностей
Из числа параметров шероховатости, установленных ГОСТ 2789—73, в машиностроении наиболее часто применяют:
Ra — среднее арифметическое отклонение профиля, мкм (основной из высотных параметров шероховатости; назначают на все обработанные поверхности);
Rz — высота неровностей профиля, мкм (определяют по пяти измерениям высот неровностей; назначают на поверхности, получаемые литьем, ковкой, чеканкой);
tp — относительная опорная длина профиля, где р — значение уровня сечения профиля.
Параметр tp содержит оценку площади контакта сопрягаемых поверхностей. Назначают на сопрягаемые поверхности, от которых требуется герметичность, контактная жесткость, износостойкость или прочность сцепления (например, детали, соединяемые с натягом).
Для обозначения на чертежах шероховатости поверхностей применяют знаки (рис. 22.8, а — в). Высота h равна высоте размерных чисел на чертеже, высота Н = (1,5... 3,0)/1 — в зависимости от объема записи.
Если вид обработки поверхности конструктор не устанавливает, то применяют знак по рис. 22.8, а. Это обозначение является предпочтительным. Если требуется, чтобы поверхность была образована обязательно удалением слоя материала, например точением, шлифованием, полированием и пр., применяют знак по рис. 22.8, б.
Если важно, чтобы поверхность была образована без удаления слоя материала (чеканка, накатывание роликами и пр.), применяют знак по рис. 22.8, в. Такой же знак применяют для обозначения шероховатости поверхностей, не обрабатываемых по данному чертежу.
Обозначение преобладающей шероховатости показывают в правом верхнем углу поля чертежа (рис. 22.9, а). Толщина линий и высота знака, заключенного в скобки, такая же, как в изображении на чертеже, а перед скобкой — в 1,5 раза больше.
Рис. 22.8
б в
Рис. 22.9
Если преобладающее число поверхностей не обрабатывают по данному чертежу, то шероховатость их показывают в правом верхнем углу поля чертежа по рис. 22.9, б.
Числовые значения параметра шероховатости Ra можно принимать по табл. 22.2.
На посадочные поверхности валов и отверстий зубчатых и червячных колес при передаче момента посадкой с натягом кроме параметра Ra задают параметр tp, для которого принимают tp = 50±10 % при р = 60 % от наибольшей высоты неровностей профиля. Пример обозначения при Ra =0,8 мкм:
0,8 /
4о5О±1О%/
Таблица 22.2
Вид поверхности Яо, мкм
Посадочные поверхности валов и корпусов из стали под подшипники качения класса точности 0 при: d или D до 80 мм d или D св. 80 мм Посадочные поверхности корпусов из чугуна под подшипники качения класса точности 0 при: D до 80 мм D св. 80 мм Торцы заплечиков валов и корпусов для базирования подшипников качения класса точности 0 Поверхности валов для соединений с натягом Торцы заплечиков валов для базирования зубчатых, червячных колес при отношении длины отверстия ступицы к его диаметру: l/d < 0,7 l/d > 0,7 Поверхности валов под резиновые манжеты Канавки, фаски, радиусы галтелей на валах Поверхности шпоночных пазов на валах: рабочие нерабочие Поверхности шпоночных пазов в отверстиях колес, шкивов: рабочие нерабочие Поверхности шлицев на валах: — боковая поверхность зуба соединения: неподвижного подвижного — цилиндрические поверхности центрирующие соединения: неподвижного подвижного — цилиндрические поверхности нецентрирующие Поверхности шлицев в отверстиях колес, шкивов, звездочек: — боковая поверхность зуба соединения: неподвижного 1,25 2,5 2,5 3,2 2,5 0,8 1,6 3,2 0,32 6,3 3,2 6,3 1,6 3,2 1,6 0,8 0,8 0,4 3,2 1,6
Продолжение табл. 22.2
Вид поверхности Ra, мкм
подвижного — цилиндрические поверхности центрирующие соединения: неподвижного подвижного - цилиндрические поверхности нецентрирующие Поверхности отверстий ступиц для соединений с натягом Торцы ступиц зубчатых, червячных колес, базирующихся по торцу заплечиков валов, при отношении длины отверстия в ступице к его диаметру: l/d < 0,7 l/d > 0,7 Торцы ступиц зубчатых, червячных колес, по которым базируют подшипники качения класса точности 0 Свободные (нерабочие) торцовые поверхности зубчатых, червячных колес Рабочие поверхности зубьев зубчатых колес внешнего зацепления: с модулем < 5 мм с модулем > 5 мм Рабочие поверхности витков червяков: цилиндрических глобоидных Поверхности выступов зубьев колес, витков червяков, зубьев звездочек цепных передач Фаски и выточки на колесах Поверхности отверстий в крышках под резиновые манжеты Рабочая поверхность шкивов ременных передач Рабочая поверхность зубьев звездочек цепных передач Поверхности отверстий под болты, винты, шпильки Опорные поверхности под головки болтов, винтов, гаек 0,8 1,6 0,8 3,2 1,6 1,6 3,2 1,6 6,3 1,25 2,5 0,63 1,25 6,3 6,3 1,6 2,5 3,2 12,5 6,3
Шероховатость поверхностей, не указанных в табл. 22.2, можно определить по формуле В.а « 0,05t, где t — допуск размера.
22.1.6. Обозначение термической обработки
Установлены следующие правила нанесения на чертежах указаний о термической и химико-термической обработке, обеспечивающей получение необходимых свойств материала детали.
Если всю деталь подвергают термообработке одного вида, то в технических требованиях чертежа приводят требуемые показатели свойств материала записью типа:
- 235... 265 НВ или 250 ± 15 НВ;
- 44... 50 HRC или 47 ± 3 HRC;
- ТВЧ hl,6... 2,0 мм, 50... 56 HRC, или ТВЧ hl,8 ± 0,2 мм, 53 ± 3 HRC (буквой h обозначена глубина обработки);
Рис. 22.10
— цементировать Л0,8...1,2 мм (или /11,0 ± 0,2 мм, или h = 0,8... 1,2 мм), 56...62 HRC (или 59 ± 3 HRC).
Если термообработке подвергают отдельный участок детали, то его обводят на чертеже утолщенной штрихпунктир-ной линией, а на полке линии-выноски наносят показатели свойств материала
(рис. 22.10, а).
Если всю деталь подвергают одному виду термообработки, а некоторые ее части другому или оставляют без обработки, в технических требованиях делают
запись типа:
— 269...302 НВ, кроме места, обозначенного особо (рис. 22.10, а);
— 40...45 HRC, кроме поверхности А (рис. 22.10, б).
22.1.7. Обозначение сварных швов
Чертежи сварных деталей оформляют как чертежи сборочных единиц. Элементы сварной детали в разрезах и сечениях штрихуют в разных направлениях (рис. 22.11, а). Если же сварную деталь изображают в сборе с другими деталями, то все элементы ее штрихуют в одном направлении (рис. 22.11, б).
Сварные швы на чертежах деталей изображают и обозначают по ГОСТ 2.312—72. Видимые швы изображают сплошными, а невидимые — штриховыми линиями.
Условное обозначение шва наносят:
— на полке линии-выноски, проведенной от изображения шва с лицевой стороны и заканчивающейся односторонней стрелкой (рис. 22.12, а)\
— под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис. 22.12, б).
Условное обозначение сварных швов в общем случае должно содержать в порядке, показанном прямоугольниками 1 — 5 на рис. 22.12, следующее:
1. Вспомогательные знаки, например:
Рис. 22.11
— шов по замкнутой линии.
2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений:
а) ГОСТ 5264—80 — основные типы и конструктивные элементы швов, выполненных ручной дуговой сваркой;
б) ГОСТ 8713—79 — то же, что и ГОСТ 5264—80, но швы выполнены автоматической или полуавтоматической сваркой под флюсом;
Рис. 22.12
в) ГОСТ 11533—75 — основные типы, конструктивные элементы и размеры швов при расположении свариваемых элементов под острыми и тупыми углами; швы выполнены автоматической и полуавтоматической дуговой сваркой под флюсом;
г) ГОСТ 11534—75 — то же, что и ГОСТ 11533—75, но швы выполнены ручной дуговой сваркой;
д) ГОСТ 15878—79 — соединения, выполненные контактной сваркой.
3. Обозначение шва, состоящее из буквы, обозначающей вид соединения, и цифры, обозначающей форму подготовки кромок (с отбортовкой, без отбортовки, со скосом), например: С8 — шов стыкового, У4 — углового, ТЗ — таврового, Н2 — нахлесточного соединений.
В табл. 22.3 приведена выборка буквенно-цифровых обозначений швов.
4. Знак IX и размер катета шва (только для угловых швов).
5. Вспомогательные знаки:
/ — шов прерывистый или точечный с цепным расположением;
~Z_ — шов прерывистый или точечный с шахматным расположением;
— । — шов по незамкнутой линии.
Обозначение одинаковых швов наносят только у одного из изображений. От изображений остальных швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер (рис. 22.13), который наносят:
— на линии-выноске, имеющей полку с нанесенным обозначением шва;
— на полке линии-выноски, проведенной от изображения видимого шва, не имеющего обозначения;
— под полкой линии-выноски, проведенной от изображения невидимого шва, не имеющего обозначения.
Рис. 22.13
Форма поперечного сечения сварного шва Толщина листов, мм Обозначение по ГОСТ 5264-80
1...4 С2
3...60 С8
3...60 С12
1...30 У4
1 2...40 Т1
2...40 ТЗ
иШ* 2...60 Н1
2...60 Н2
Если все швы на сварной детали одинаковые и изображены на чертеже с одной стороны, то допускается не присваивать им порядкового номера, а привести обозначение шва в технических требованиях. Швы отмечают в этом случае линиями-выносками без полок.
Пример условного обозначения шва таврового соединения без скоса кромок, двустороннего прерывистого с шахматным расположением, выполняемого ручной дуговой сваркой: катет шва 8 мм, длина провариваемого участка 50 мм, шаг 100 мм:
«ГОСТ 5264-80-T3-^8-50Z100».
22.1.8. Расположение на чертеже детали размеров, обозначений баз, допусков формы и расположения, шероховатости и технических требований
Для удобства чтения чертежа все сведения, необходимые для изготовления детали, должны быть организованы в следующую систему.
На чертежах деталей — тел вращения (валы, валы-шестерни, червяки, колеса, стаканы, крышки подшипников) следует располагать (рис. 22.14):
— осевые линейные размеры — под изображением детали на возможно меньшем (2 — 3) числе уровней;
— условные обозначения баз — под изображением детали;
— условные обозначения допусков формы и расположения — над изображением детали на одном-двух уровнях;
Рис. 22.14
— условные обозначения параметров шероховатости — на верхних частях изображения деталей, а на торцовых поверхностях — под изображением детали. В обоих случаях условные обозначения шероховатости располагают в непосредственной близости от размерной линии;
— полки линии-выноски, указывающие поверхности для термообработки и покрытий, — над изображением детали.
Технические требования располагают над основной надписью (рис. 22.15), а при недостатке места — левее основной надписи. Записывают их в следующем порядке:
1. Требования к материалу, заготовке, термической обработке и к свойствам материала готовой детали (...НВ, ...HRC).
2. Указания о размерах (размеры для справок, радиусы закруглений, углы и др.).
3. Предельные отклонения размеров (неуказанные предельные отклонения и др.).
4. Допуски формы и взаимного расположения поверхностей, на которые в ГОСТ 2.308—79 нет условных графических знаков.
5. Требования к качеству поверхности (указания об отделке, покрытии, шероховатости).
Для размеров и предельных отклонений, приводимых в технических требованиях, обязательно указывают единицы измерения. Заголовок «Технические требования» не пишут.
22.2. РАБОЧИЕ ЧЕРТЕЖИ ТИПОВЫХ ДЕТАЛЕЙ
Ниже приведены указания по разработке рабочих чертежей деталей машин типа валов, валов-шестерен, червяков, зубчатых и червячных колес, стаканов, крышек подшипников, шкивов, звездочек, корпусов.
Для каждого типа деталей даны указания о способе задания осевых размеров, выборе предельных отклонений и полей допусков размеров, а также выборе допусков формы и допусков расположения поверхностей.
Допуски формы и допуски расположения после их определения округляют до ближайшего числа (мкм) из ряда предпочтительных:
1 1,2 1,6 2 2,5 3 4 5 6 8
10 12 16 20 25 30 40 50 60 80
100 120 160 200 250 300 400 500 600 800
22.2.1. Валы, валы-шестерни, червяки
В настоящем разделе даны указания по выполнению чертежей валов и тех элементов валов-шестерен и червяков, которые характерны для валов. Указания по оформлению зубчатых венцов валов-шестерен и витков червяков приведены ниже в разделе «Зубчатые и червячные колеса».
Размеры и предельные отклонения. На чертежах валов задают сопряженные, цепочные, габаритные и свободные размеры. На рис. 22.14 показан способ задания осевых размеров вала. На этом рисунке обозначены размеры: Сх и С2 — сопряженные (длины шпоночных пазов); Г и Ц — габаритный и цепочный; Кх и К2 — координирующие расположение шпоночных пазов, удобные для контроля штангенциркулем или шаблоном; — длина выступающего конца вала (присоединительный размер), 12 и 13 — длины сопряженных поверхностей. Размеры 1Ь l2, l3, /4 отвечают последовательным этапам токарной обработки вала.
В данном примере размеры Clf С2иЦ — функциональные, остальные — свободные.
На чертежах валов выноской в масштабе увеличения (4:1) приводят форму и размеры канавок для выхода шлифовального круга (табл. 7.10), проточек для выхода резьбонарезного инструмента (см. табл. 10.1).
На чертежах валов задают также глубину шпоночного паза — размер tY (рис. 22.16, а). Если шпоночный паз, расположенный на конце вала, сквозной, то удобнее для контроля задавать размер (d - ^).
На коническом конце вала глубину шпоночного паза t{ (рис. 22.16, б) вычисляют по формуле
+ 0,025/,
где — принимают по табл. 24.27 для диаметра вала 4Р-
Иногда показывают глубину шпоночного паза на среднем диаметре 4р вала. В этом случае на чертеже вала задают расстояние до измерительного сечения (рис. 22.16, б).
На сопряженные размеры задают поля допусков в соответствии с посадками, показанными на чертеже редуктора (коробки передач). На цепочные размеры зада
ют поля допусков или предельные отклонения по рекомендациям, приведенным на с. 382. На свободные размеры задают предельные отклонения чаще всего среднего класса точности (см. табл. 24.3).
На ширину шпоночного паза приводят обозначение поля допуска: для призматической шпонки Р9, а для сегментной шпонки N9.
Предельное отклонение глубины шпоночного паза (рис. 22.16) при сечении шпонки до 6x6 мм: +0,1 мм; 6x6... 32x18 мм: +0,2 мм. На размер (d — предельные отклонения задают соответственно: -0,1 и -0,2 мм.
На чертежах валов, имеющих элементы шлицевых соединений, по ГОСТ 2.409—74 указывают длину зубьев полного профиля до сбега (рис. 22.17). Если нужно ограничить выход инструмента, дополнительно показывают размер I или Ятах,или h- Для обозначения шероховатости на боковых поверхностях показывают профиль одного зуба.
Условное обозначение элементов шлицевого соединения вала по соответст
вующему стандарту (см. 6.1) приводят на полке линии-выноски или в технических требованиях.
Допуски формы и допуски расположения поверхностей. Вал в работающем узле вращается в подшипниках качения. Так как подшипники качения изготовляют с относительно высокой точностью, то погрешностями изготовления их деталей обычно пренебрегают. Поэтому рабочей осью вала является общая ось, обозначенная на рис. 22.18 буквами ДБ. Общая ось — прямая, проходящая через точки пересечения каждой из осей двух посадочных поверхностей для подшипников качения со средними поперечными сечениями этих поверхностей.
Рис. 22.17
2 1
Вследствие неизбежных погрешностей общая ось не совпадает с осью вращения вала при его изготовлении.
На чертеже вала задают необходимые требования точности изготовления отдельных его элементов. В табл. 22.4 в соответствии с позициями на рис. 22.18 приведены указания по определению числовых значений допусков’ формы и расположения поверхностей.
Назначение каждого из допусков формы или расположения следующее:
— допуск цилиндричности посадочных поверхностей для подшипников качения (поз. 1) задают, чтобы ограничить отклонения геометрической формы
Таблица 22.4
Позиция на рис. 22.18 Допуск
1,2 "|^ «0,5/, где t — допуск размера поверхности.
3 "]@ по табл. 22.5 в зависимости от типа подшипника.
4 "]© на диаметре d по табл. 22.6. Степень точности допуска по табл. 22.7.
5 «60/п для п > 1000 мин-1; допуск — в мм.
6 "Г на диаметре по табл. 22.8. Степень точности допуска при 1 базировании подшипников: шариковых — 8, роликовых — 7.
7 -г на диаметре при l/d < 0,7 по табл. 22.8. Степень точности допуска по табл. 22.9.
8 "|// "JL «2/щп, где /щп — допуск ширины шпоночного паза.
1 260... 285 НВ, кроме места, указанного особо.
2 * Размер обеспеч. инстр.
3 Неуказанные предельные отклонения размеров: валов —/г» остальных ±^/2 по ГОСТ 25670—83.
Вал
Лит.
У
Лист
Масса Маспгг.
1:1 | Листов t
Н.контр.
Угв.
Сталь 45 ГОСТ 1050-88
Рис. 22.19
OQ
<Х)
СП
в-в
1 260...285ЯВ, кроме места, указанного особо.
2 Неуказанные пред. откл. размеров: валов -t2, остальных ±t2/2 по ГОСТ 25670—83.
I
Рис. 22.20
этих поверхностей и тем самым ограничить отклонения геометрической формы дорожек качения колец подшипников (по ГОСТ 3325—85 следует контролировать отдельные составляющие этого допуска: допуск круглости, допуск профиля продольного сечения, допуски непостоянства диаметра в поперечном и продольном сечении);
— допуск цилиндричности (поз. 2) посадочных поверхностей валов в местах установки на них с натягом зубчатых, червячных колес задают, чтобы ограничить концентрацию давлений;
— допуск соосности посадочных поверхностей для подшипников качения относительно их общей оси (поз. 3) задают, чтобы ограничить перекос колец подшипников качения;
— допуск соосности посадочной поверхности для зубчатого, червячного колеса (поз. 4) задают, чтобы обеспечить нормы кинематической точности и нормы контакта зубчатых и червячных передач;
— допуск соосности посадочной поверхности для полумуфты, шкива, звездочки (поз. 5) назначают, чтобы снизить дисбаланс вала и деталей, установленных на этой поверхности. Допуск соосности по поз. 5 задают при частоте вращения вала более 1000 мин-1;
— допуск перпендикулярности базового торца вала (поз. 6) назначают, чтобы уменьшить перекос колец подшипников и искажение геометрической формы дорожки качения внутреннего кольца подшипника;
— допуск перпендикулярности базового торца вала (поз. 7) задают только при установке на вал узких зубчатых колес (l/d <0,7). Допуск задают, чтобы обеспечить выполнение норм контакта зубьев в передаче;
— допуски симметричности и параллельности шпоночного паза (поз. 8) задают для обеспечения возможности сборки вала с устанавливаемой на нем деталью и равномерного контакта поверхностей шпонки и вала.
Ниже приведены таблицы, на которые имеются ссылки в табл. 22.4.
Значения 0 по табл. 22.5 используют при проверке жесткости валов. На рис. 22.19 и 22.20 приведены примеры чертежей валов.
Пример. Определить допуски формы и допуски расположения посадочных поверхностей вала (см. рис. 22.19).
Допуски цилиндричности (поз. 1,2; табл. 22.4): поверхность 05Ofc6 — t = 16 мкм (см. табл. 24.2), Ту = 0,5 • 16 = 8 мкм, Ту = 0,008 мм; поверхность 056x6 — t = 19 мкм, Ту = 0,5 х х 19 = 9,5 мкм, "[у = 0,010 мм.
Допуск соосности (поз. 3) посадочной поверхности 05ОЛ6 длиной = 35 мм. Для шарикового радиального однорядного подшипника по табл. 22.51© = 0,1^ = 0,1 • 35 • 4 =
= 14 мкм. После округления 1© = 0,012 мм.
Допуск соосности (поз. 4) посадочной поверхности 0 56x6. При степени 7 кинематической точности передачи для зубчатого колеса с делительным диаметром 240 мм по табл. 22.7 — степень точности допуска соосности 6. По табл. 22.6 "1© = 0,025 мм.
Частота вращения вала п < 1000 мин-1 и допуск по позиции 5 не назначаем.
Допуск перпендикулярности (поз. 6) заплечика вала диаметром do = 56 мм. Для шарикового радиального подшипника — степень точности допуска 8 (табл. 22.4). По табл. 22.8 допуск Т1 = 0,025 мм.
Допуск по поз. 7 не назначаем, так как на валу нет заплечика.
Допуски параллельности и симметричности шпоночного паза (поз. 8). Допуск размера паза (табл. 24.2): = 43 мкм. Тогда Т/ = 0,5£щП = 0,5 • 43 = 21,5 мкм; Т/ = 0,020 мм;
"|ё- = 2£щП = 2 43 = 86 мкм; Т=- = 0,08 мм.
Таблица 22.5
Тип подшипника 1©в, мкм "1©к, мкм 9, угл. мин
Радиальный шариковый однорядный 4 8 1,6
Радиально-упорный шариковый однорядный Радиальный с короткими цилиндрическими роликами: 3 6 1,2
без модифицированного контакта 1 2 0,4
с модифицированным контактом Конический роликовый: 3 6 1,2
без модифицированного контакта 1 2 0,4
с модифицированным контактом Игольчатый роликовый однорядный: 2 4- 0,8
без модифицированного контакта 0,5 1 0,2
с модифицированным контактом 2 4 0,8
Радиальные шариковые и роликовые двухрядные сферические 6 12 2,4
Примечания'. 1. |©в и |©к — допуски соосности посадочной поверхности вала и корпуса длиной В = 10 мм в диаметральном выражении. При длине посадочного места табличное значение Т^б следует умножить на 0,1 Вг.
2.0 — допустимый угол взаимного перекоса колец подшипника, вызываемого деформациями вала и корпуса в работающем узле.
Таблица 22.6
Интервал размеров, мм Допуск соосности, мкм, при степени точности допуска
5 6 7 8 9
Св. 18 до 30 10 16 25 40 60
» 30 » 50 12 20 30 50 80
» 50 » 120 16 25 40 60 100
» 120 » 250 20 30 50 80 120
» 250 » 400 25 40 60 100 160
Таблица 22.7
Степень кинематической точности передачи Степень точности допуска соосности при диаметре делительной окружности, мм
св. 50 до 125 св. 125 до 280 св. 280 до 560
6 5/6 5/6 6/7
7 6/7 6/7 7/8 _
8 7/8 7/8 8/9
9 7/8 8/9 8/9
Примечание. Степени точности допусков соосности посадочных мест для колес передач зубчатых (числитель) и червячных (знаменатель).
Таблица 22.8
Интервал размеров, мм Допуски параллельности, перпендикулярности, мкм, при степени точности допуска
5 6 7 8 9 10
Св. 16 до 25 4 6 10 16 25 40
» 25 » 40 5 8 12 20 30 50
» 40 » 63 6 10 16 25 40 60
» 63 » 100 8 12 20 30 50 80
» 100» 160 10 16 25 40 60 100
» 160 » 250 12 20 30 50 80 120
» 250 » 400 16 25 40 60 100 160
Таблица 22.9
Тип колес Степень точности допуска перпендикулярности при степени точности передачи по нормам контакта
6 7,8 9
Зубчатые 5 6 7
Червячные 6 7 8
22.2.2. Зубчатые и червячные колеса
Таблица параметров. Помимо изображения детали с разрезами, необходимыми размерами, предельными отклонениями размеров, параметрами шероховатости и других сведений в правом верхнем углу поля чертежа приводят таблицу параметров зубчатого венца или витков червяка (рис. 22.21, а).
Таблица параметров состоит из трех частей, отделенных друг от друга сплошными основными линиями. В первой части таблицы приводят данные для нарезания зубьев колес или витков червяка, во второй — данные для контроля (в учебных проектах эту часть можно не заполнять), в третьей — справочные данные. Неиспользуемые строки исключают или ставят прочерк.
Если зубчатое колесо имеет два и более венца одного вида, то значения параметров указывают для каждого венца в отдельных графах, обозначив венец колеса и соответствующую ему графу таблицы прописной буквой русского алфавита (рис. 22.21, б).
Если зубчатое колесо имеет два и более венца разного вида (например, цилиндрический и конический), то для каждого венца приводят отдельную таблицу; таблицы располагают рядом или одну под другой. Каждый венец и соответствующую таблицу обозначают прописной буквой русского алфавита.
Цилиндрические зубчатые колеса. Размеры и предельные отклонения. На рис. 22.22, а, б, в показаны примеры простановки осевых размеров: Ц(Г) — цепочный (габаритный) размер; b — ширина зубчатого венца.
Если заготовку колеса обрабатывают кругом (рис. 22.22, б), то размер а — для удобства выполнения и контроля — проставляют от торцов зубчатого венца. В этом случае толщину диска колеса получают как замыкающий размер цепочки.
Если заготовку зубчатого колеса получают в штампах, то она поступает на механическую обработку с определенной толщиной диска (рис. 22.22, в). Поэтому на чертеже такого колеса указывают: S — толщину диска, полученную в заготовительной операции (штамповке); С — размер, связывающий систему размеров для заготовительной и механической операции (между необработанной и обработанной поверхностями детали).
На чертежах цилиндрических зубчатых колес кроме прочих размеров указывают диаметры: da — вершин зубьев, d — отверстия, 4т ~ ступицы.
На чертеже колеса с цилиндрическим отверстием и шпоночным пазом задают размер d 4- (рис. 22.23, а), который принимают по табл. 24.29.
На ширину шпоночного паза чаще всего задают поле допуска <759.
На чертеже колеса с коническим отверстием задают размер d + (рис. 22.23, б), который вычисляют по формуле
d ++ ^ — О, 0225Z,
где размер принимают для диаметра dcp по табл. 24.27.
На глубину шпоночного паза (размер d + на рис. 22.23, а) задают предельные отклонения при сечении шпонки до 6 х 6 мм: +0,1 мм; от 6 х 6 до 32 х 18: +0,2 мм.
Если в отверстии колеса имеются шлицы, то выноской в масштабе увеличения показывают профиль одной впадины с указанием шероховатости поверхностей.
На сопряженные, цепочные и свободные размеры колес задают предельные отклонения по тем же рекомендациям, как и для валов.
Рис. 22.23
Допуски формы и допуски расположения поверхностей. На рис. 22.24, а —г показаны несколько зубчатых колес и условные обозначения баз и допусков формы и расположения поверхностей. В соответствии с позициями на этом рисунке в табл. 22.10 даны указания по определению допусков.
Назначение каждого из допусков:
— допуск цилиндричности посадочной поверхности (поз. 1) назначают, чтобы ограничить концентрацию контактных давлений;
— допуск перпендикулярности торца ступицы (поз. 2) задают, чтобы создать точную базу для подшипника качения, уменьшить перекос его колец и искажение геометрической формы дорожки качения внутреннего кольца;
— допуск параллельности торцов ступицы узких колес (поз. 3) задают по тем же соображениям, как и допуск перпендикулярности торца ступицы, поз. 2. Если у колеса нет выточки и, следовательно, нет размера 4т» Допуск параллельности относят к условному диаметру df = (1,5... 2) d. Тогда в рамке условного обозначения приводят значение допуска параллельности и диаметр измерения, например для d' = 50 мм:
// 0,016/50 В
На чертеже промежуточного между подшипником и колесом кольца задают допуск параллельности торцов, принимая степень точности допуска на единицу точнее, чем в табл. 22.10.
Таблица 22.10
Позиция на рис. 22.24 Допуск
1 "|^ « 0,51, где t — допуск размера поверхности.
2 Д2 на диаметре d„ при l/d > 0,7 по табл. 22.8. Степень точности допуска при базировании подшипников: шариковых — 8, роликовых — 7.
3 “Р на диаметре 4 при Vd <0,7 по табл. 22.8. Степень точности допуска при базировании подшипников: шариковых — 7, роликовых — 6.
4 Т/ ~ °>5^ 2U» гДе - допуск ширины шпо- ночного паза.
Если торцы ступиц не участвуют в базировании подшипников, то допуски по поз. 2 и 3 не назначают.
В первой части таблицы параметров для цилиндрических колес приводят: модуль т, число зубьев z, угол наклона 0, направление линии зуба — правое, левое, шевронное; нормальный исходный контур со ссылкой на ГОСТ 13755—81; коэффициент смещения х\ степень точности, вид сопряжения и обозначение стандарта на нормы точности — ГОСТ 1643—81.
Вторую часть таблицы — одну-две строки — оставляют свободной.
В третьей части таблицы приводят делительный диаметр d, и обозначение чертежа сопряженного колеса.
Конические зубчатые колеса. Размеры и предельные отклонения. На чертеже кругом обработанного колеса ставят осевые размеры по рис. 22.25, а:
1Ц — цепочный, определяющий положение вершины делительного конуса колеса;
— цепочный, определяющий величину осевого зазора в комплекте вала с
подшипниками;
Рис. 22.25
Ь — ширина зубчатого венца;
а! — размер, координирующий положение венца относительно ступицы;
02, «з ~ размеры углублений;
о4 — размер, координирующий осевое положение зуба относительно ступицы колеса;
Г — габаритный размер.
На чертеже конического штампованного колеса ставят осевые размеры по рис. 22.25, б. В отличие от предыдущего указывают размер S, полученный на заготовительной операции, а вместо 02 — связующий размер С.
На чертежах конических зубчатых колес кроме размеров, определяющих форму и габариты детали, приводят
Рис. 22.26
размеры венца (рис. 22.26, а, б): внешние диаметры dae и d^e, угол Ьа конуса вершин зубьев; угол (90° - 6) внешнего дополнительного конуса. Звездочкой обозначены размеры для справок.
Допуски формы и допуски расположения поверхностей конических колес определяют так же, как для цилиндрических (см. рис. 22.24, табл. 22.10).
В первой части таблицы параметров для конических колес приводят:
— модуль те внешний окружной для прямозубого колеса;
— средний нормальный модуль тп для колеса с круговыми зубьями;
— число зубьев z\ тип зуба: «Прямой», «Круговой»;
— осевую форму (I, II или III) зуба по ГОСТ 19325—73; для колес с круговыми зубьями: средний угол рп наклона зуба, направление линии зуба (правое, левое); исходный контур со ссылкой на соответствующий стандарт: ГОСТ 13754—81 для колес с прямыми зубьями, ГОСТ 16202—81 для колес с круговыми зубьями;
— коэффициент смещения с соответствующим знаком: внешний окружной хе для колес с прямыми зубьями, средний нормальный хп для колес с круговыми зубьями (при отсутствии смещения в графе проставляют 0); коэффициент изменения толщины зуба с соответствующим знаком (при отсутствии изменения расчетной толщины в графе проставляют 0); угол делительного конуса 6; номинальный диаметр зуборезной головки для зубчатого колеса с круговыми зубьями; степень точности, вид сопряжения и обозначение стандарта на нормы точности ГОСТ 1758—81.
Вторую часть таблицы — одну-две строки — оставляют свободной.
В третьей части таблицы приводят: межосевой угол передачи Е; модуль шт средний окружной для колеса с прямыми зубьями, mte внешний окружной для колеса с круговыми зубьями; внешнее Re и среднее R конусные расстояния; средний делительный диаметр d; угол 6, конуса впадин; внешнюю высоту he зуба; обозначение чертежа сопряженного колеса.
Геометрические параметры определяют по ГОСТ 19624—74 для прямозубых конических колес и по ГОСТ 19326—73 для колес с круговыми зубьями. При проектном расчете конической зубчатой передачи (см. гл. 2) определены основные параметры колес: числа и зубьев шестерни и колеса, внешний окружной модуль те для прямозубых колес и mte для колес с круговыми зубьями и др.
Ниже приведен порядок расчета геометрических параметров конических колес со стандартным исходным контуром для прямозубых колес и для колес с круговым зубом формы I, необходимых для оформления рабочего чертежа конического колеса. Расчетные зависимости для колес с осевой формой II и III см. ГОСТ 19326-73 или [9].
1. Углы делительных конусов колес: tg 62 = 90° - 8Ь
2. Внешнее конусное расстояние для передачи:
прямозубой Re =0,5me^+z^;
с круговым зубом Re = 0,5mfe^ -I- z^.
3. Ширина венца: b = 0,285
4. Расстояние от внешнего торца до расчетного сечения: 1е = 0,56.
5. Среднее конусное расстояние: R = Re - 1е.
6. Расчетный (средний) модуль передачи:
для прямозубых колес тпт = meR/Re\ ______
для колес с круговыми зубьями тп = 27?cos|3n/ yjz^ 4- z^ .
7. Для прямозубых колес внешняя высота головки зуба:
шестерни hael = (1 + хе1)те;
КОЛеса /lae2 = 2?7le ^aeb
где хе1 — коэффициент смещения для шестерни (табл. 2.12).
8. Высота ножки зуба:
для прямозубых колес внешняя:
шестерни hfel = hae2 + 0,2me;
колеса hfe2 = haei 4- 0,2me;
для колес с круговым зубом в расчетном сечении:
шестерни Лд = (1,25 -
колеса hf2 = (1,25 4- xni)mn.
Коэффициент хп1 смещения для шестерни см. табл. 2.13 (при (Зп = 35°).
9. Угол ножки зуба:
для прямозубых колес tg0^ = hfel/Re\ tg 0/2 = hfe2/Re\
для колес с круговыми зубьями tgOyx = hfJR\ tg0y2 = hj2/R.
10. Угол головки зуба: = 9/25 6а2 — fyb
И. Для колес с круговыми зубьями:
высота головки зуба в расчетном сечении:
Л-а1 = (14-хп1)тп\ ha2 = (1 — хп1)тп;
увеличение высоты головки зуба при переходе от расчетного сечения на внешний торец: ДАое = Zetg0a;
увеличение высоты ножки зуба при переходе от расчетного сечения на внешний торец: ДЛд = Zetg0y;
высота головки зуба внешняя: hae = ha 4- Д/&ае;
высота ножки зуба внешняя: hje = hf 4- ДЛ/е.
12. Внешняя высота зуба he = hae 4- hfe.
13. Внешний делительный диаметр колес: прямозубых de = mez', с круговыми зубьями de = mtez.
14. Внешний диаметр вершин зубьев: dae = de 4- 2/iaecos8.
15. Внешний диаметр вершин зубьев колес после притупления кромки: прямозубых d'ae « dae — sin28me;
с круговыми зубьями d'ae « dae — sin 28 mte.
16. Угол конуса вершин Ьа = 6 4- 9а.
17. Угол конуса впадин 8у = 8 - Оу.
18. Коэффициент изменения расчетной толщины зуба шестерни: прямозубой ят1 = 0,03 4- 0,008(гг - 2,5);
с круговыми зубьями (при (Зп = 35°) ят1 = 0,11 4- 0,010(w — 2,5);
то же, зуба колеса zt2 = -жт1.
При и < 2,5 коэффициент ят1 = 0.
19. Номинальный диаметр do (мм) зуборезной головки для колес с круговыми зубьями (при (Зп = 29...45°).
R, мм
55...75 72...95 90...120 ПО...150 140...190 180...240
225... 300
............ 125 160 200 250 315 400 500
Червяк и червячное колесо. На чертежах этих деталей кроме габаритного Г
и прочих задают размеры, определяющие нарезанную часть червяка и венец червячного колеса (рис. 22.27). На чертеже червяка:
— диаметр dal вершин витков;
— длину bi нарезанной части;
— радиусы закруглений рр = 0,3m впадин и pfcl = 0,1m вершин витков.
Концевые участки витков приобретают заостренную форму. Их необходимо притупить фрезерованием или запиливанием — на чертеже об этом приводят соот
ветствующее указание.
На чертеже колеса:
— диаметр da2 вершин зубьев;
— наибольший диаметр daM2i
— ширину Ь2 венца;
— цепочный Ц, определяющий положение средней плоскости венца;
— радиус R = (0,5d} — m) выемки поверхностей вершин зубьев;
— радиусы закруглений рр = 0,3m впадин и pfc2 = 0,1m вершин зубьев.
В первой части таблицы параметров червяка записывают: модуль т, число витков вид червяка (по типу ZI, ZTn т. д.), делительный угол ч подъема и направление линии витка («Правое», «Левое»), исходный червяк со ссылкой на ГОСТ 19036—94, степень точности, вид сопряжения и обозначение стандарта на нормы точности (ГОСТ 3675—81). В настоящее время применяют следующие виды цилиндрических червяков: ZI — эвольвентный, ZT1 — образованный тором, ZK1 — образованный конусом, ZN1 — конволютный с прямолинейным профилем витка, ZA — архиме
Рис. 22.27
дов.
о
СП
Модуль т 3
Число зубьев Z 58
Угол наклона 0 16°20'
Направление линии зуба — правое
Нормальный исходный контур — ГОСТ 13755-81
Коэффициент смещения X 0
Степень точности — 7-6-6-С
— —
Делительный диаметр d 181,32
Обозначение чертежа сопряженного колеса
1 269...302 НВ.
2 Радиусы скруглений 1,6 мм шах.
3 Неуказанные пред. откл. размеров: отверстий +t2, валов -t2, остальных ±t2/2 по ГОСТ 25670—83.
26’30'±30z
0,020 A
0.8"“ЛГ Я
28
4
§
<3
1,6x45"
4 фаски
48*
55-о,19 61*
96-0,22
Средний нормаль-ный модуль________
Число зубьев
Тип зуба________
Осевая форма зуба по ГОСТ 19325-73
Средний угол наклона зуба
Направление линии зуба_________
Исходный контур Коэффициент смещ' Угол делительного конуса___________
Степень точности
тп
3,
6
4
36 круговой
II
35’
левое
ГОСТ16202-81 -0,29 63’29'40" 7-6-6-С
Межосевой угол передачи________
Внешний окружной модуль__________
Внешнее конусное расстояние Среднее конусное расстояние______
Средний делитель-ный диаметр_____
Угол конуса впадин Внешняя высота зуба
S
90°
mu
5,67
Rt
R
d
he
113,98
97,98
175,79 59’58'40*
10,633
Обозначение чертежа сопряженного колеса
1269...302 НВ.
2 ‘Размеры для справок.
3 Радиусы скруглений 2 мм max.
4 Неуказанные предельные отклонения размеров: отверстий 4-/2, валов остальных ±<г/2 по ГОСТ 25670—83.
Изы. Лист
**»»>“•
Подл.
Дата
Колесо зубчатое
Т.контр.
Н .контр. Уд.
Сталь 40ХН ГОСТ 4543-71
Лит. Масса МасшГ
1:1
Лист I Листов 1
У
Рис. 22.29
Во второй части таблицы записывают делительную толщину за1 по хорде, высоту hai до хорды.
В третьей части таблицы записывают делительный диаметр dr червяка, ход pzl витка, обозначение чертежа сопряженного колеса.
Значения pzl и sal, hal вычисляют по формулам: pzi = T^mz^ sal = 1,571mcost, йа1 = m 4- 0,5saltg[0,5arcsin(solsin2^/d1)].
©|0О,ОО4|АБ
х|о,О1б|АБ
/У 0,008
J 0,016 АБ
R2Amax.
со
$
Адбтах
Б
«25
5x45*
2 фаски
370
3
9
145 240Л11
Д;£О(5:1)
Я1
3
/У|0,008
о
45
..1,4;57...62ЯЯС Полировать -L р В । о,8.
<2 канавки1 </
TjF
-----сч
Я» 2х45*г 2 фаски 56
65
<3
Модуль m 8
Число витков 2
Вид червяка — ZKl
Делительный угол подъема 14’02,10z/
Направление линии витка — правое
Исходный червяк ГОСТ19036-94
Степень точности ГОСТ 3675-81 7-6-6-C
Делительная толщина по хорде sal 12,19
Высота до хорды Лд! 8,034
Делительный диаметр червяка 64
Ход витка Pzl 50,24
Обозначение чертежа сопряженного колеса
SS
в-в
27-о,2
LCD
Н,контр. Ута.
130...45 HRC, кроме мест, указанных особо.
2 ‘Размер обеспеч. инстр.
3 Неуказанные предельные отклонения размеров: валов -ti, остальных ±V2 п0 ГОСТ 25670—83.
Червяк
Г
Сталь 20Х ГОСТ 4543-71
Лит. Масса Масшт.
У т 1:1
Лист | Листов!
о о©
Л2,4тах
Б—Б
20
Модуль
Число зубьев
Направление линии зуба Коэффициент смещения червяка________________
Исходный производящий червяк
Степень точности rQCT..3<?75-J81________
т
х
W)
8 30 правое
1,0 Тост 19036-94 7-6-6-C
6 пазов
l-s-10,08
ЦЗШв
3JS9
Межосевое расстояние Делит, диаметр червячн. колеса_________________
Вид сопряженного червяка Число витков сопряженного червяка __________
Обозначение чертежа сопряженного червяка
^2
*1
160 240 Ж1 2
1 Неуказанные радиусы 5 мм max.
2 Уклоны формовочные 1°.
3 Неуказанные пред. откл. размеров: поверхн.У: валов —остальных ± <г/2; поверхн. fe/2 по ГОСТ 25670—83.
Лиг.
Масса
______ Маснгг.
Колесо червячное у| | 1:1
Лист t Листов 1 ~~
Допуски формы и допуски расположения поверхностей валов-червяков определяют так же, как и для валов (см. рис. 22.18, табл. 22.4).
В первой части таблицы параметров червячного колеса записывают: модуль т, число zq. зубьев, направление линии зуба («Правое», «Левое»), коэффициент х смещения червяка, исходный производящий червяк со ссылкой на стандарт (ГОСТ 19036—94), степень точности, вид сопряжения и обозначение стандарта на нормы точности (ГОСТ 3675—81).
Вторую часть таблицы (2 — 3 строки) оставляют свободной.
В третьей части таблицы записывают: межосевое расстояние aw, делительный диаметр d2 колеса, вид сопряженного червяка, число витков сопряженного червяка, обозначение чертежа сопряженного червяка.
Допуски формы и допуски расположения поверхностей червячных колес определяют так же, как и для цилиндрических (см. рис. 22.24, табл. 22.10).
На рис. 22.28 и 22.29, 22.30 и 22.31 приведены чертежи цилиндрического и конического зубчатых колес, червяка и червячного колеса.
22.2.3. Стаканы
На рис. 22.32, а, б показаны конструкции стаканов современных машин. На чертежах стаканов задают осевые линейные размеры: габаритные, цепочные (обозначены буквой Ц) и свободные.
Предельные отклонения задают на размеры: свободные — среднего класса точности (см. табл. 24.3); цепочные — по общему правилу (см. с. 382).
Допуски формы и допуски расположения поверхностей приведены в табл. 22.11, в которой даны ссылки на позиции рис. 22.32. Характер технических требований определяет то, что основной базой является поверхность В фланца стакана. Точность положения базовых торцов стакана для упора подшипников обеспечивают их параллельностью торцу В стакана.
Назначение каждого из допусков:
— допуск цилиндричности (поз. 1) задают, чтобы ограничить отклонения геометрической формы посадочных поверхностей и связанных с ними дорожек качения наружных колец подшипников;
— допуски соосности посадочных поверхностей стакана назначают, чтобы ограничить отклонение межосевого расстояния в конической передаче (поз. 2) и перекос колец подшипников качения (поз. 3);
— допуск перпендикулярности (поз. 4) и допуск параллельности (поз. 5) задают, чтобы ограничить перекос колец подшипников;
— позиционный допуск (поз. 6) задают, чтобы ограничить отклонения в расположении центров крепежных отверстий и обеспечить так называемую «собираемость» резьбового соединения. Этот допуск задают только в том случае, когда отверстия для винтов в стакане и в корпусной детали сверлят независимо друг от друга в приспособлениях или на станках с ЧПУ. В остальных случаях позиционный допуск по поз. 6 не приводят.
На рис. 22.33 и 22.34 приведены примеры чертежей стаканов. Размеры 0 90 и 0100 взяты в рамку, это означает, что технические требования, записанные над основной надписью, не относятся к этим размерам. Размеры канавки см. табл. 7.10.
Рис. 22.32
412
Рис. 22.32. Продолжение
Г(2:1)
Неуказанные предельные отклонения размеров: отверстий +& валов - остальных ±^/2 по ГОСТ 25670—83.
Иэм Лист Мдокум. Подл. Дата
Разраб.
Пров.
Т. контр.
Н.контр.
Угв.
СЧ15 ГОСТ1412—85
Стакан
Рис. 22.33
Лит.
Масса
1:1
Масшт.
Лист I Листов 1
Таблица 22.11
Позиция на рис. 22.32 Допуск
1 0,51, где t — допуск размера поверхности.
2 ”[© ~ 0,6f, где t — допуск размера поверхности.
3 "]© по табл. 22.5 в зависимости от типа подшипника.
4 “|" на диаметре D по табл. 22.8. Степень точности допуска для
5 1 подшипников: шариковых — 8, роликовых — 7. "Т на диаметре по табл. 22.8. Степень точности допуска для
6 /z подшипников: шариковых — 8, роликовых — 7. 0,4(Длъ ~ <4)> гДе <4гв “ диаметр отверстия, 4 — диаметр винта.
22.2.4. Крышки подшипников качения
На чертежах крышек подшипников осевые размеры проставляют по рис. 22.35. Во всех конструктивных вариантах размер S получен при отливке крышки на заготовительной операции. Размер h обычно входит составляющим размером размерной цепи, определяющей осевой зазор в комплекте вала с подшипниками качения. Размер Я везде габаритный. Размер С связывает необработанные и обработанные поверхности, Со — глубина гнезда для манжетного уплотнения.
Предельные отклонения цепочного размера h располагают симметрично относительно номинального значения по рекомендациям, приведенным на стр. 382. Поля допусков центрирующего пояска D и диаметра Рм под манжетное уплотнение принимают по рис. 22.35.
Допуски расположения поверхностей принимают по табл. 22.12 в соответствии с позициями, указанными на рис. 22.36.
Назначение каждого из допусков следующее:
— допуск параллельности торцов (поз. 1) задают, если по торцу крышки базируют подшипник качения, как это показано на рис. 22.36. Допуск назначают, чтобы ограничить перекос колец подшипников качения;
Табл и ца 22.12
Позиция на рис. 22.36 Допуск
1 2 3 "|^ на диаметре по табл. 22.8. Степень точности допуска при базировании подшипников: шариковых — 9 (привертная крышка) или 8 (закладная крышка); роликовых — 8 (привертная крышка) или 7 (закладная крышка). « 0,61, где t — допуск размера поверхности. 0,4(Дт( — <4), где Д™ — диаметр отверстия, (Ц — диаметр винта.
Неуказанные предельные отклонения размеров: отверстий +<2, валов -fy, остальных ±^/2 по ГОСТ 25670—83.
Изы Лист Мдокум. Подл. Дата
Разраб.
Пров.
Т. контр.
Н. контр.
Угв.
СЧ15 ГОСТ 1412-85
Лит. Масса
Мас шт.
Стакан
У
Лист
Листов 1
1
Рис: 22.34
— допуск соосности (поз. 2) задают, чтобы ограничить радиальное смещение уплотнительной манжеты и уменьшить таким образом неоднородность давления на рабочую кромку манжеты;
— позиционный допуск (поз. 3) задают в тех же случаях и с той же целью, как и на чертежах стаканов (см. поз. 6 на рис. 22.32).
На рис. 22.37 приведен пример чертежа крышки подшипника. Размер 0 90 на этом чертеже взят в рамку, это означает, что технические требования, записанные над основной надписью, не относятся к этому размеру. Размеры канавки см. табл. 7.10.
ЖМ) 45, Л1.6
4 отв.09
©I 00,03
2
A
// 0,06
1x45°
3 фаски
23±0,1 33
A
1 Формовочные уклоны «Г.
2 Неуказанные радиусы 2 мм max.
3 Неуказанные предельные отклонения размеров поверхностей \/ отверстий валов -<2» остальных ±<2/2; поверхностей ±<з/2 по ГОСТ 25670—83.
Изи Лист Ыдокум. Подл. Дата
Разраб.
Пров.
Т. контр.
Н. контр.
Угв.
СЧ15 ГОСТ 1412-85
Крышка подшипника
Лит.
Лист
Масса
Масшт.
1:1
| ЛистовТ
Рис. 22.37
22.2.5. Шкивы
На чертежах шкивов осевые размеры задают по рис. 22.38, на котором обозначены:
Рис. 22.38
Slf $2 ~~ размеры элементов шкива, полученные в отливке;
Ci — размер, координирующий расположение диска шкива относительно обода, С2 — размер, определяющий расположение торцов обода и ступицы (размер для справок);
L — габаритный размер.
Предельные отклонения на чертежах шкивов задают:
— на расчетный диаметр dp (см. рис. 18.2) — поле допуска /ill;
— размеры /, е (см. рис. 18.2) — по табл. 18.1 и 18.2;
— ширину и глубину шпоночного паза — по нормам, приведенным в разделе для зубчатых колес.
Допуски формы и расположения. Допуски цилиндрично-сти базового отверстия, параллельности и симметричности шпоночного паза задают по нормам, приведенным для зубчатых колес (см. табл. 22.10).
Допуск (в диаметральном выражении) соосности рабочей поверхности шкивов плоскоременных передач принимают:
D, мм...................................... св. 50 до 120 св. 120 до 260 св. 260 до 500
Допуск соосности, мм............
0,04 0,05 0,06
На чертежах шкивов для клиновых и поликлиновых ремней задают допуск биения конусной поверхности ручьев перпендикулярно образующей: “]^ « « 0,005tdp, где dp — расчетный диаметр шкива, мм; t — удельное биение (мм/мм) принимают в зависимости от частоты вращения п:
п, мин 1..............................до 500 св. 500 до 1000 св. 1000
t, мм/мм.................. 0,2 0,15 0,1
Каждый шкив при работе его со скоростью свыше 5 м/с должен быть статически отбалансирован. Допускаемый дисбаланс:
Скорость ремня, м/с....св. 5 до 10 св. 10 до 15 св. 15 до 20 св. 20
Дисбаланс, г мм........ 60 30 20 10
На рис. 22.39 приведен пример оформления чертежа шкива для поликлино-вого ремня.
22.2.6. Звездочки
На чертежах звездочек приводных роликовых и втулочных цепей указывают размеры по рис. 19.1, а, б. Числовые значения этих размеров определяют по зависимостям, приведенным в гл. 19.
На рис. 22.40 дан пример оформления чертежа звездочки для роликовой цепи.
Таблицу параметров зубчатого венца размещают в правом верхнем углу чертежа. Размеры граф таблицы и их расположение такие же, как на чертежах зубчатых колес. Таблица параметров состоит из двух частей, разделенных сплошной основной линией.
со
Б (2:1)
ДО,4 max
? .со
1 ’Размер для справок.
2 Формовочные уклоны Г.
3 Предельные отклонения расстояния между любыми несмежными впадинами ±0,03 мм.
4 Неуказанные предельные отклонения размеров поверхностей валов — tj, остальных ±^/2;
\ поверхностей^: ±^з/2 по ГОСТ 25670—83.
Рис. 22.39
Nd
О
oo
51
1220,25
со 5
2
«О.
сч г-4 <S
|//|0,02|
A “L-
2x45*
11,28
11,28
2x45
2 фаски
S
1ВПШ1
1,6
14JS9
ffi),4max
Цепь 2ПР-19.05-64 ГОСТ 13568-97
Число зубьев Z 23
Профиль зубьев Стандарт ГОСТ 591-69
Смещение 0,57
Класс точности 2
Радиус впадины 6,03
Радиус сопряжения 15,56
Радиус головки зуба 7,93
Половина угла впадины 52°23'
Угол сопряжения 15°23'
36,78 „ 56
1 200...240 НВ.
2 Радиусы скруглений 1,6 мм max.
3 Неуказанные предельные отклонения размеров: валов —<2> остальных ±<2/2 по ГОСТ 25670—83.
Из» Лист № докуй. Полл- Дата
Разраб.
Пров.
Тковтр.
Н. контр.
Ута.
Сталь 45 ГОСТ 1050-88
Звездочка двухрядная
Лит.
Масса
Macnrr.
Лист | Листов ~
Рис. 22.40
В первой части таблицы приводят обозначение сопрягаемой цепи. Во второй части таблицы указывают параметры звездочки: число зубьев г, профиль зубьев со ссылкой на стандарт и указанием о смещении, класс точности (обычно 2-й класс по ГОСТ 591—69), радиус впадины, радиус сопряжения, радиус головки зуба, половину угла впадины, угол сопряжения.
Смещение е = 0,03/? задают для свободного размещения ролика цепи во впадине зубьев звездочки.
Другие параметры звездочки рассчитывают:
— радиус впадины, мм: г = 0,5025^ 4- 0,05;
— радиус сопряжения (рис. 19.1, а), мм: т\ = 1,3025^ + 0,05;
— координата центра радиуса R: с = 0,8^;
— радиус головки зуба, мм:
r2 = d! (1,24 cos ф + 0,8 cos р - 1,3025) - 0,05,
где половина угла зуба = 17° - 64°/z\ угол сопряжения 3 = 18° - 60°/z; половина угла впадины а = 55° - 60°/г; d{ — диаметр ролика цепи (см. с. 332).
На чертежах звездочек зубчатых цепей указывают размеры, приведенные на рис. 19.3. Их числовые значения определяют по формулам гл. 19.
Пример оформления чертежа дан на рис. 22.41.
В правом верхнем углу чертежа размещают таблицу параметров зубчатого венца, состоящую из трех частей, разделенных сплошной основной линией.
В первой части таблицы указывают обозначение сопрягаемой цепи.
Во второй части приводят данные для звездочки: число зубьев; при криволинейном профиле зубьев приводят радиус Rx = 2,4/? построения профиля и наибольший зазор К = 0,04/? между рабочей гранью пластины и зубом (см. рис. 19.3); профиль зуба со ссылкой на стандарт; класс точности со ссылкой на стандарт (для общего машиностроения 2-й класс точности).
В третьей части таблицы приводят диаметр da делительной окружности, определяемый по формуле: dR = p/sin (180°/z).
На чертеже звездочки задают допуски цилиндричности базового отверстия, параллельности и симметричности шпоночного паза, которые определяют по нормам, приведенным для зубчатых колес (см. табл. 22.10).
22.2.7. Корпусные детали
Размеры и предельные отклонения. Изготовление корпусной детали состоит из нескольких, последовательно выполняемых технологических операций. Основные из них:
— получение заготовки, чаще всего отливкой из серого чугуна;
— обработка плоскостей;
— сверление отверстий для болтов;
— сборка частей разъемного корпуса (редуктора);
— растачивание базовых отверстий для подшипников.
Для выполнения каждого технологического этапа на чертеже корпуса должно быть задано необходимое число размеров. В связи с этим задают:
— размеры, определяющие величину и внешнюю форму детали, необходимые для изготовления модели;
Рис. 22.41
Цепь ПЗ-1-19,05-74-45 ГОСТ 13552-81
45,7
Число зубьев звездочки Радиус построения криволинейного профиля зуба Наибольший зазор между рабочей гранью пластины и зубом_________
Профиль зуба
Класс точности
Диаметр делительной окружности
z
Я1
К
0,76
ГОСТ 13576-81 2 класс
ГОСТ 13576-81
170,14
1 200...240 НВ.
2 Радиусы скруглений 1,6 мм max.
3 Неуказанные предельные отклонения размеров: отверстий +<2, валов -<2» остальных ±<г/2 по ГОСТ 25670-83.
Рис. 22.42
L
б
— размеры, определяющие конструкцию внутренних частей корпуса, необходимые для изготовления стержневого ящика;
— размеры крепежных отверстий: диаметры, координаты расположения;
— размеры базовых отверстий: диаметры и координаты расположения.
Поля допусков сопряженных размеров берут из сборочного чертежа редуктора в соответствии с посадками, приведенными на этом чертеже.
На размеры, входящие в состав сборочных цепей, задают поля допусков (или числовые значения предельных отклонений) в соответствии с указаниями, приведенными на с. 382.
На свободные размеры задают предельные отклонения общей записью в технических требованиях.
Размер L (рис. 22.42, а) — как правило, составляющий размер сборочной размерной цепи. Таким размером в корпусах с закладными крышками является размер L между внешними плоскостями канавок (рис. 22.42, б).
Размер Но получают при обработке плоскостей корпуса, а размер Нх — при растачивании отверстий (рис. 22.42 и 22.43). Эти размеры вследствие погрешностей обработки приобретают отклонения от номинальных значений. При разности b этих размеров (рис. 22.44) образуются выступы s, которые затрудняют установку комплекта вала в подшипниковые гнезда. Чтобы уменьшить величины b и з, на размер Яо задают поле допуска Д11, а на размер принимают предельные отклонения по ГОСТ 24386—91: при Нг до 250 мм — (#i)_0,5, при Нх св. 250 до 630 мм — (^)_lj0.
На резьбовые крепежные отверстия задают поле допуска 7 Н.
Размеры oq и Ьо (рис. 22.42, 22.45) координируют расположение общей оси отверстий для входного вала редуктора и осей крепежных отверстий. Эти размеры входят в сборочные размерные цепи, определяющие относительное расположение валов редуктора и другого узла, чаще всего электродвигателя. Допуск на эти размеры принимают равным ±0,1 - d), где d$ — диаметр кре-
пежного отверстия, d — диаметр винта.
Межосевые расстояния alf qq, ... корпуса (см. рис. 22.42) также являются составляющими размерами соответствующих сборочных размерных цепей. Предельные отклонения размеров аь а^, ... корпуса цилиндрических зубчатых передач, а также предельные отклонения межосевого расстояния корпуса червячных передач
Рис. 22.43
А = ± (0,6...0,7)/0,
где fa — предельное отклонение межосевого расстояния цилиндрической зубчатой (по ГОСТ 1643—81) или червячной (по ГОСТ 3675—81) передачи.
Значения fa можно принимать по табл. 22.13 для зубчатых и по табл. 22.14 для червячных передач.
Допуски формы и допуски расположения на базовые поверхности корпусных деталей.
Допуски плоскостности по ГОСТ Р 50891-96 (см. рис. 22.42; 22.43; 22.45):
— на плоскость основания К — 0,05/100 мм/мм;
— на плоскость разъема N— 0,01/100 мм/мм;
— на торцовые плоскости Р и Q — 0,03/100 мм/мм.
Допуски параллельности плоскостей К и ТУ и перпендикулярности плоскостей Р, Q к плоскости N — 0,05/100 мм/мм.
На базовые отверстия для опор валов приводят допуски цилиндричности « 0,5t, где t — допуск диаметра.
Оси двух отверстий для подшипников качения, расположенные в разных стенках корпуса, должны быть соосны. Отклонения от соосности этих отверстий вызывают перекос колец подшипников. Чтобы ограничить перекос, задают на каждую пару отверстий допуск соосности относительно их общей оси. Его задают по табл. 22.5 в зависимости от типа подшипника.
Таблица 22.13
Вид сопряжения Предельные отклонения ±/а, мкм, при межосевом расстоянии aw, мм
до 80 св. 80 до 125 св. 125 до 180 св. 180 до 250 св. 250 до 315 св. 315 до 400
С 35 45 50 55 60 70
В 40 70 80 90 100 110
Таблица 22.14
Степень точности по нормам контакта Предельные отклонения ± fa, мкм, при межосевом расстоянии aw, мм
до 80 св. 80 до 120 св. 120 до 180 св. 180 до 250 св. 250 до 315 св. 315 до 400
6 28 32 38 42 45 50
7 45 50 60 67 75 80
8 71 80 90 105 110 125
9 110 130 150 160 180 200
С целью ограничения перекоса колец подшипников плоскости Р и Q (см. рис. 22.42; 22.43; 22.45) должны быть перпендикулярны общей оси каждой пары отверстий. Допуски перпендикулярности относят к диаметру £)ф фланца крышек подшипников (см. табл. 22.8). Степень точности допуска принимают при базировании по торцам крышек подшипников: шариковых — 9, роликовых — 8. Если торцы крышек в базировании подшипников не участвуют, то допуски перпендикулярности плоскостей Р и Q не назначают.
Для цилиндрической зубчатой передачи стандартом ГОСТ 1643—81 заданы допуски fx параллельности и fy перекоса осей вращения валов на ширине b колеса. Значения допусков параллельности и перекоса осей отверстий на ширине L корпуса цилиндрического редуктора вычисляют:
т; = (0,6...0,7)ЛГ/Ь; Ту = (0,6... 0,7)^/6,
где значения допусков fx и fy в зависимости от степени точности по нормам контакта принимают по ГОСТ 1643—81 или по табл. 22.15.
Для конических и коническо-цилиндрических редукторов задают допуск перпендикулярности осей отверстий для опор валов конической шестерни и колеса, который определяют по формуле
= 2(О,6...О,7)ЕЕТо/^
где — предельное отклонение межосевого угла в передаче по ГОСТ 1758—81 или по табл. 22.16; R — среднее конусное расстояние; Lo — расстояние от оси отверстий до плоскости корпуса (см. рис. 22.45).
Таблица 22.15
Обозначение допуска Ширина b колеса, мм Допуск, мкм, при степени точности передачи
6 7 8 9
А до 40 9 11 18 28
св. 40 до 100 12 16 25 40
4 до 40 4,5 5,6 9 14
св. 40 до 100 6,3 8 12 20
Кроме того, задают отклонения межосевого расстояния, которые определяют по соотношению
Д = ±(0,7...0,8)/а,
где fa — отклонение межосевого расстояния в конической и гипоидной передаче; значения берут из ГОСТ 1758—81 или из табл. 22.17.
На чертежах корпусов червячных редукторов задают допуск перекоса осей отверстий для опор червяка и вала колеса, который определяют по соотношению
7„=(О!7...О,8)/е£о/&2,
где — предельное отклонение межосевого угла в передаче по ГОСТ 3675—81 или по табл. 22.18; Ь2 — ширина венца колеса; LQ — расстояние между плоскостями корпуса (см. рис. 22.43).
При серийном производстве крепежные отверстия в корпусах сверлят в приспособлениях или на станках с ЧПУ. В этом случае на расположение осей крепежных отверстий задают позиционные допуски, ограничивающие смещение этих осей от номинального расположения.
Таблица 22.16
Обозначение отклонения Вид сопряжения Среднее конусное расстояние R, мм
до 50 св. 50 до 100 св. 100 до 200
Угол град., делительного конуса шестерни
до 15 св. 15 до 25 св. 25 до 15 св. 15 до 25 св. 25 до 15 св. 15 до 25 св. 25
±EZ С В 18 30 26 42 30 50 26 42 30 50 32 60 30 50 45 71 50 80
Таблица 22.17
Степень точности конической передачи по нормам контакта Предельные отклонения ±/0, мкм, при среднем конусном расстоянии R, мм
до 50 св. 50 до 100 св. 100 до 200
6 12 15 18
7 18 20 25
8 28 30 36
9 36 45 55
Таблица 22.18
Ширина венца колеса Ьа, мм Предельные отклонения ±/Е, мкм, при степени точности червячной передачи по нормам контакта
6 7 8 9
До 63 9 12 16 22
Св. 63 до 100 12 17 22 28
427
Рис. 22.46
Зазоры между стержнями болтов и стенками крепежных отверстий в основании корпуса используют для выверки положения редуктора на плите. Учитывая это, позиционный допуск отверстий в основании корпуса
i; = O,2(do - d);
позиционные допуски отверстий в других местах корпуса
i; = O,4(do - d),
где dQ и d — диаметры отверстия и стержня винта или шпильки.
При единичном производстве крепежные отверстия сверлят по разметке и допуски расположения этих отверстий не задают.
На рис. 22.46 приведен пример чертежа корпуса коническо-цилиндрического редуктора.
Глава 23
ОФОРМЛЕНИЕ ПРОЕКТА
Курсовой проект по «Деталям машин» представляет собой совокупность конструкторских документов: графических (чертежи, схемы) и текстовых (пояснительная записка, спецификации).
Правила, порядок разработки и оформления конструкторских документов регламентированы комплексом стандартов Единой системы конструкторской документации (ЕСКД).
23.1. ВИДЫ ИЗДЕЛИЙ И КОНСТРУКТОРСКИХ ДОКУМЕНТОВ, ИХ ОБОЗНАЧЕНИЕ
Под изделием понимают любую продукцию, изготовляемую по конструкторской документации.
В учебном проектировании используют следующие виды изделий:
— детали;
— сборочные единицы;
— комплексы.
Различают также покупные (в том числе стандартные) изделия, к которым относят изделия, не изготовляемые на данном предприятии, а получаемые им в готовом виде (за исключением получаемых в порядке кооперирования).
При проектировании применяют следующие виды конструкторских документов: чертеж детали, сборочный чертеж, чертеж общего вида, схема, спецификация, пояснительная записка.
Чертеж детали — документ, содержащий изображение детали и другие данные, необходимые для ее изготовления и контроля.
Сборочный чертеж (код СБ) — документ, содержащий изображение сборочной единицы и другие данные, необходимые для ее сборки (изготовления) и контроля.
Чертеж общего вида (код ВО) — документ, определяющий конструкцию изделия, взаимодействие его составных частей и поясняющий принцип работы изделия.
В учебном проектировании чертеж общего вида включает элементы «Теоретического чертежа», определяющего геометрическую форму изделия и координаты расположения составных частей, «Габаритного чертежа», содержащего упрощенное изображение изделия с габаритными, установочными и присоединительными размерами, и «Монтажного чертежа», содержащего данные для установки изделия на месте применения.
Схема — документ, на котором показаны в виде условных изображений или обозначений составные части изделия и связи между ними. Номенклатура различных видов схем и их обозначений установлена ГОСТ 2.701—84.
Спецификация — документ, определяющий состав сборочной единицы или комплекса.
Пояснительная записка (код ПЗ) — документ, содержащий описание устройства и принципа действия разрабатываемого изделия, а также обоснования принятых при его разработке технических и технико-экономических решений, сопровождаемые необходимыми расчетами.
К основным конструкторским документам относят: для деталей — чертеж детали; для сборочной единицы или комплекса — спецификацию. Основным документам код не присваивают.
Документы в зависимости от стадии разработки подразделяют на проектные (техническое предложение, эскизный проект и технический проект) и рабочие (рабочая документация на деталь, сборочную единицу), присваивая им соответствующую литеру.
Учебным конструкторским документам присваивают литеру «У».
Обозначение изделия является одновременно обозначением его основного конструкторского документа (чертежа детали или спецификации сборочной единицы, комплекса).
Обозначение неосновного конструкторского документа состоит из обозначения изделия и кода документа, установленного стандартами ЕСКД.
В учебных проектах конструкторские документы обозначают по установленной в вузе системе обозначений эскизных документов. Структура обозначения приведена на рис. 23.1:
— в поле 1 записывают условный код, сформированный из обозначения технического задания (например, ДМ 16) на курсовой проект и номера варианта задания (например, 03): «ДМ 16-03»;
— в поле 2 записывают порядковый номер от 1 до 9 основной сборочной единицы, входящей в состав изделия;
— в поле 3 записывают порядковый номер от 1 до 9 сборочной единицы, входящей в состав основной сборочной единицы и обозначенной в поле 2;
— в поле 4 записывают номер от 11 до 99 чертежа детали.
В обозначении конструкторских документов между полями 1 и 2, 3 и 4 ставят разделительные точки (рис. 23.1).
Обозначение кода документа приводят правее поля 4.
В обозначении всего проектируемого изделия в сборе, одновременно являющимся обозначением его спецификации, в полях 2,3, 4 записывают нули. Такое же обозначение записывают в графу 2 основной надписи спецификации (см. ниже 23.4). Для неосновных конструкторских документов всего изделия в сборе (чертежа общего вида, пояснительной записки) помимо обозначения изделия правее поля 4 приводят буквенные обозначения кода документа (соответственно: ВО или ПЗ).
Другими конструкторскими документами всего изделия в сборе могут быть спецификации сборочных единиц, входящих в его состав, и чертежи деталей, не вошедших ни в одну из сборочных единиц. Номер сборочной единицы в этом случае записыва-
2 3
Рис. 23.1
ют в поле 2 обозначения спецификации, а номер детали — в поле 4 обозначения чертежа.
Примеры обозначения конструкторской документации всего проектируемо-
го изделия в сборе'.
спецификация изделия:............................ДМ 16-03.00.00;
чертеж общего вида:...............................ДМ 16-ОЗ.ОО.ООВО;
пояснительная записка:............................ДМ 16-ОЗ.ОО.ООПЗ;
спецификация сборочной единицы:..................ДМ 16-03.10.00;
чертеж детали:.....................................ДМ 16-03.00.11.
Конструкторскими документами сборочной единицы, обозначенной в поле 2, могут быть спецификации сборочных единиц, входящих в ее состав, и чертежи составляющих ее деталей. Номер составляющей сборочной единицы записывают в поле? обозначения спецификации, а номер детали — в поле 4 обозначения чертежа.
Примеры обозначения конструкторской документации основной сборочной
единицы, входящей в состав изделия: спецификация:..........................................ДМ 16-03.10.00;
сборочный чертеж:...................................ДМ 16-03.10.00СБ;
спецификация составляющей сборочной единицы:......ДМ 16-03.11.00;
чертеж детали:.................................... ДМ 16-03.10.11.
23.2. ОСНОВНЫЕ НАДПИСИ
Основную надпись располагают в правом нижнем углу документа. На листах формата А4 по ГОСТ 2.301—68 — вдоль короткой стороны; на других форматах — преимущественно вдоль длинной стороны листа.
Для всех видов чертежей (деталей, сборочных, общих видов) и схем применяют форму основной надписи по ГОСТ 2.104—68 (рис. 23.2).
В текстовых документах (спецификациях, пояснительной записке) применяют форму основной надписи по рис. 23.3 (для первого или заглавного листа) или по рис. 23.4 (для последующих листов). Допускается для последующих листов чертежей и схем применять форму по рис. 23.4.
В графах основных надписей (номера граф на рис. 23.2, 23.3 и 23.4 указаны в скобках) приводят:
1 — наименование изделия (детали, сборочной единицы, комплекса), а также наименование документа, если этому документу присвоен код. Наименование записывают в именительном падеже единственного числа. На первом месте помещают имя существительное;
2 — обозначение документа (чертежа детали, сборочного, общего вида, пояснительной записки, спецификации);
3 — обозначение по стандарту материала детали (графу заполняют только на чертеже детали, например: «Сталь 40ХН ГОСТ 4543—71»);
4 — литеру документа (в крайней левой клетке пишут букву «У»);
5 — массу изделия в килограммах без указания единицы измерения (в учебных проектах графу можно не заполнять);
6 — масштаб (1:1; 1:2; 2:1 и др.; при выполнении документов на печатающих и графических устройствах вывода ЭВМ допустимо применять масштабы уменьшения 1: п и увеличения п: 1, где п — рациональное число);
Рис. 23.2
7 — порядковый номер листа (на документах, состоящих из одного листа, графу не заполняют);
8 — общее количество листов документа (чертежа детали, сборочного, общего вида; пояснительной записки; спецификации) — графу заполняют только на первом листе;
9 — сокращенное название вуза, кафедры, шифр группы (например, МГТУ им. Н.Э. Баумана, кафедра «Детали машин», группа РК5-61);
10 , 11, 12, 13 — характер работы, выполняемой лицом, подписавшим документ: в строке «Разраб.» — фамилию студента, его подпись и дату; в строке «Пров.» — фамилию преподавателя, его подпись и дату.
Подписи лиц, разработавших документ, являются обязательными.
Остальные строки и графы 14 —18 в учебных проектах не заполняют. Если чертеж или схема состоит из двух и более листов, то на последующих листах основную надпись допускается выполнять в соответствии с рис. 23.4. При этом заполняют графы 2 и 7.
185
X
23
15
10
120
ИзмЩист № докум.
(13)
(12)
W Дата
~W Подп.
Листов
Лит.
20
5 5
Лист ZEE , 15 г (»)
Рис. 23.3
Разраб. Пров м
Н.контр. Утв.
Рис. 23.4
7
И
w
w
Ж
23.3. СОСТАВЛЕНИЕ ПОЯСНИТЕЛЬНОЙ ЗАПИСКИ
Рис. 23.5
Пояснительную записку выполняют на листах формата А4 одним из следующих способов:
— машинописным, высота шрифта не менее 2,5 мм, лента только черного цвета;
— рукописным — чертежным шрифтом по ГОСТ 2.304—81 с высотой букв и цифр не менее 2,5 мм. Цифры и буквы необходимо писать черной тушью;
— с применением печатающих и графических устройств вывода ЭВМ.
Допускается часть информации (текст, таблицы, рисунки, чертежи) выполнять любым сочетанием этих способов.
Пояснительную записку можно рассматривать также как оригинал и выполнять рукописным способом с четким и ясным написанием цифр и букв черными чернилами, пастой или тушью.
В состав пояснительной записки входят титульный лист, содержание, техническое задание на проектирование, основной текст, список использованных источников и приложения.
Титульный лист является пер
вым листом документа. Его выполняют на листах формата А4 по форме, приведенной на рис. 23.5.
В поле 1 записывают наименование учебного заведения, в поле 2 — наименование кафедры, разработавшей данный документ.
В поле 3 записывают наименование изделия (заглавными буквами), в поле 4 — наименование, а в поле 5 — обозначение документа.
Пример заполнения полей 3, 4 и 5:
«СТЕНД ИСПЫТАТЕЛЬНЫЙ Пояснительная записка
ДМ 16-ОЗ.ОО.ООПЗ».
В поле 6 — подписи разработчиков документа: фамилию, имя и отчество студента, индекс учебной группы, а также фамилию, имя и отчество руководителя проекта.
В поле 7 записывают год выполнения документа.
Пример выполнения титульного листа пояснительной записки представлен на рис. 23.6.
Содержание приводят в начале пояснительной записки на заглавном и последующих листах. Заглавный лист должен иметь основную надпись по форме рис. 23.3, остальные листы — по форме рис. 23.4.
Московский ордена Ленина, ордена Октябрьской Революции и ордена Трудового Красного Знамени государственный технический университет им. Н.Э.Баумана
Кафедра "Детали машин"
ПРИВОД ЦЕПНОГО КОНВЕЙЕРА Пояснительная записка
ДМ 20-04.00.00 ПЗ
Студент (Белов Ю.А.) Группа РК5-61
Руководитель проекта (Лебедев Л.А.)
2003 г.
Рис. 23.6
В графах основной надписи указывают:
1 — наименование изделия, а также наименование документа, например: «Привод цепного конвейера. Пояснительная записка»;
2 — обозначение пояснительной записки, например: ДМ 20-04.00.00ПЗ.
Правила заполнения остальных граф приведены в 23.2.
Слово «Содержание» записывают симметрично относительно текста.
В содержании перечисляют заголовки всех разделов и подразделов с указанием номеров страниц, на которых помещены эти заголовки.
Пример оформления содержания пояснительной записки приведен на рис. 23.7, а, б.
Техническое задание. Бланк технического задания на проектирование содержит исходные данные, специальные требования, дату выдачи и объем проекта с подписями руководителя (преподавателя) и исполнителя (студента). Бланк помещают после листов содержания.
Основной текст документа разделяют на разделы и подразделы. Разделы должны иметь порядковые номера в пределах всего документа, обозначенные арабскими цифрами без точки и записанные с абзацного отступа.
Разделы и подразделы должны иметь заголовки, кратко и четко отражающие содержание. Заголовки записывают с прописной буквы без точки в конце, не подчеркивая. Переносы слов в заголовках недопустимы. Также не нужно ставить точку в конце заголовка. Если заголовок состоит из двух предложений, то их разделяют точкой.
Подразделы нумеруют в пределах каждого раздела. Номер подраздела состоит из номеров раздела и подраздела, разделенных точкой. В конце номера подраздела точку не ставят (см. рис. 23.7).
Разделы и подразделы могут состоять из одного или нескольких пунктов. Нумерация пунктов должна быть в пределах каждого раздела или каждого подраздела. Номер пункта состоит из номера раздела или подраздела и номера пункта, разделенных точкой.
Пункты, как правило, заголовков не имеют.
Каждый раздел начинают с нового листа (страницы).
Изложение текста. Полное наименование изделия на титульном листе, в основной надписи и при первом упоминании в тексте документа должно быть одинаковым с наименованием его в основном конструкторском документе (например, «Стенд испытательный»).
В последующем тексте порядок слов в наименовании должен быть прямой, т.е. на первом месте приводят определение (прилагательное), а затем — существительное, например: «Испытательный стенд оборудован...».
Расстояние от рамки до границ текста в начале и в конце строк — не менее 3 мм. Расстояние от верхней или нижней строки текста до верхней или нижней рамки должно быть не менее 10 мм.
Абзацы в тексте начинают отступом 15 — 17 мм.
Основной текст пояснительной записки должен включать:
— введение (с краткой характеристикой области и условий применения изделия и общей характеристикой объекта, для применения в котором предназначено данное изделие, а также приведением основных технических характеристик изделия: мощности, частоты вращения, КПД и т.п.);
— описание и обоснование выбранной конструкции (с приведением описания рассмотренных вариантов изделия, выбором оптимального варианта, обоснованием выбора, а также описанием последовательности сборки изделия и способов регулирования осевого положения червячного и конических колес, регулирования зазоров в подшипниках качения; обслуживания и соответствия изделия требованиям техники безопасности);
— расчеты, подтверждающие работоспособность и надежность конструкции: кинематические расчеты (подбор электродвигателя, определение частот вращения валов и передаточных чисел передач); определение вращающих моментов на валах; расчет передач зубчатых, червячных, ременных, цепных и др.; определение диаметров валов по приближенным зависимостям; расчет соединений с натягом, шпоночных, шлицевых; подбор посадок; составление расчетных схем валов, определение реакций опор, расчет одного (наиболее нагруженного) вала на сопротивление усталости; расчет подшипников качения; тепловой расчет червячного редуктора; расчет
СОДЕРЖАНИЕ
С.
Техническое задание....................................... 4
Введение.................................................. 5
1 Кинематический расчет привода............................. 5
1.1 Подбор электродвигателя............................... 5
1.2 Определение частот вращения и вращающих моментов на валах 6
2 Расчет червячной передачи................................. 7
2.1 Выбор материала червяка и червячного колеса........... 7
2.2 Определение допускаемых контактных напряжений и напряжений изгиба......................................... 8
2.3 Проектный расчет......................................10
2.4 Проверочный расчет....................................13
3 Эскизное проектирование...................................14
3.1 Проектные расчеты валов...............................14
3.2 Выбор типа и схемы установки подшипников............ 15
3.3 Составление компоновочной схемы.......................16
4 Конструирование червяка и червячного колеса..............17
5 Расчет соединений.........................................19
5.1 Шлицевые соединения...................................19
5.2 Соединения с натягом..................................20
5.3 Резьбовые соединения..................................22
6 Подбор подшипников качения на заданный ресурс............24
7 Конструирование корпусных деталей и крышек подшипников....27
ДМ 20-04.00.00 ПЗ
Изм. Лист № локум. Подп. Дата
Разраб. Белов Ю.А. Привод цепного конвейера. Пояснительная записка Лит. Лист Листов
Пров. Лебедев Л.А у11 1 41
МГТУ им. Н.Э. Баумана Каф. Детали машин Группа РК5-61
Н.контр.
Утв.
Рис. 23.7, а
ответственных нагруженных соединений (штифтовых, передающих вращающий момент, резьбовых, сварных, клеевых); выбор смазочного материала и способа смазывания деталей передач и подшипников качения; подбор и расчет муфт.
Каждый расчет должен содержать:
— заголовок с указанием, какую деталь рассчитывают и по какому критерию работоспособности (прочность, жесткость, износостойкость);
— расчетную схему с указанием сил, эпюр моментов и всех размеров, используемых в расчете;
— наименование выбранного материала с указанием его термической обработки и механических свойств;
— допускаемые значения расчетных параметров: напряжений, деформаций, износа, температуры и др., принятые допущения;
8 Расчет валов на статическую прочность и сопротивление усталости.............................................
9 Выбор смазочных материалов и системы смазывания....
10 Тепловой расчет червячного редуктора...............
11 Расчет муфт........................................
11.1 Подбор и проверочный расчет упругой муфты.....
11.2 Расчет и конструирование упруго-предохранительной муфты..............................................
12 Порядок сборки привода, выполнение необходимых регулировочных работ.................................
Список использованных источников......................
Приложение А — Текст программы вычерчивания червяка...
29
32
32
33
33
34
36
37
38
ДМ 20-04.00.00 ПЗ
Лист 2
Рис. 23.7, б
— расчет и заключение по результатам расчета.
При оформлении расчета записывают расчетную формулу и дают пояснение каждого параметра с указанием единиц измерения в той же последовательности, в какой они приведены в формуле. Первую строку пояснения начинают со слова «где» без двоеточия после него, например:
«Напряжение изгиба ctF2 (МПа) вычисляют по формуле [13, с. 169]
QF2 =
где KF — коэффициент нагрузки, KF = 1,78; Ft — окружная сила, Ft = 14 750 Н; YFs — коэффициент формы зуба и концентрации напряжений, YFs = 3,6; Ъ2 — ширина венца колеса, Ь2 = 90 мм; т — модуль, т = 5 мм».
Каждое обозначение поясняют в записке один раз.
Затем подставляют в расчетную формулу числовые значения в том же порядке, в котором они приведены в формуле, и приводят окончательный результат вычислений, опуская промежуточные операции и сокращения:
oF2 = 1,78 • 14 750 • 3,6/(90 • 5) = 210 МПа.
Полученные расчетом размеры деталей следует округлять, где это необходимо, до стандартных значений, приведенных в табл. 24.1.
Расчетные схемы, эпюры моментов, эскизы нумеруют арабскими цифрами в пределах всей записки, например: Рисунок 1, Рисунок 2 и т. д. Ссылки на рисунки в тексте дают по типу: «Как следует из рисунка 2...»; ссылки на ранее упомянутые величины — (см. с. ...).
При большом объеме расчеты могут быть оформлены в виде отдельного документа: «Расчет» (код РР).
Материал, дополняющий текст пояснительной записки (схема алгоритма, текст программы расчета или конструирования, результаты математического моделирования и др.), допускается помещать в приложениях, которые обозначают заглавными буквами русского алфавита, начиная с А. Приложение должно иметь тематический заголовок и общую с остальной частью документа сквозную нумерацию.
Список использованных источников приводят в конце пояснительной записки. Список составляют в алфавитном порядке по фамилиям авторов. При написании использованных данных (формул, числовых значений коэффициентов и т. д.) записывают в скобках порядковый номер источника (учебник, справочник), приведенного в списке, и номер страницы, где эти данные приведены, например: «Значение коэффициента YFs = 3,6 [13, с. 170]».
23.4. СОСТАВЛЕНИЕ СПЕЦИФИКАЦИЙ
Состав и структура спецификации. Спецификация определяет состав изделия и всей его конструкторской документации. Спецификацию составляют на листах формата А4 по формам, представленным на рис. 23.8 (заглавный лист, основная надпись по рис. 23.3) и рис. 23.9 (последующие листы, основная надпись по рис. 23.4).
В графах основной надписи приводят:
1 — наименование изделия, без наименования документа, например: «Привод цепного конвейера»;
2 — обозначение спецификации, например: ДМ 20-04.00.00.
Правила заполнения остальных граф приведены в 23.2.
В спецификацию вносят составные части специфицируемого изделия, а также конструкторские документы, относящиеся к этому изделию и к его не-специфицируемым составным частям.
В учебных проектах спецификации составляют на все изделие в сборе и на одну или несколько сборочных единиц. Листы спецификации брошюруют отдельно или помещают в конце пояснительной записки.
В общем случае спецификация состоит из следующих разделов:
— документация;
— сборочные единицы;
— детали;
— стандартные изделия;
— материалы.
Наименование каждого раздела записывают в виде заголовка в графе «Наименование» и подчеркивают. Разделы не нумеруют. Ниже заголовка оставляют одну свободную строку, выше — не менее одной свободной строки.
К разделу «Документация» относят документы, составляющие основной комплект конструкторской документации изделия, кроме его спецификации (для всего изделия в сборе — чертеж общего вида и пояснительная записка, для сборочной единицы — сборочный чертеж).
В разделе «Сборочные единицы» записывают изделия, состоящие из составных частей.
К разделу «Детали» относят оригинальные детали: валы, зубчатые колеса, червяки, втулки, стаканы и др.
В разделе «Стандартные изделия» записывают изделия, примененные по стандартам (государственным, отраслевым, предприятий), например: подшипники качения, манжеты, винты, гайки, штифты.
В разделе «Материалы» при учебном проектировании обычно записывают смазочные материалы.
После каждого раздела оставляют 2 — 3 свободные строки для возможных дополнительных записей.
В спецификации все записи приводят на каждой строке в один ряд. Если в графе документа записан текст в несколько строк, то в последующих графах записи начинают на уровне первой строки.
Заполнение граф спецификации.
1. В графе «Формат» указывают форматы документов, обозначения которых записаны в графе «Обозначение». Для документов, записанных в разделах «Стандартные изделия» и «Материалы», графу не заполняют.
Для деталей, на которые не выпущены чертежи, указывают: БЧ.
2. В графе «Зона» указывают обозначение зоны, в которой находится номер позиции записываемой составной части (при разбивке поля чертежа на зоны по ГОСТ 2.104-68).
Графы «Формат» и «Зона» в учебных проектах можно не заполнять.
3. В графе «Поз.» записывают порядковые номера составных частей, указанные на полках-выносках чертежа изделия в последовательности записи этих составных частей в спецификации.
Допускается резервировать номера позиций, которые проставляют в спецификацию при заполнении резервных строк. Например, раздел «Детали» заканчивают номером позиции 25, а следующий раздел «Стандартные изделия» начинают с номера позиции 29, резервируя таким образом три номера позиций для возможных изменений.
Для раздела «Документация» графу не заполняют.
4. В графу «Обозначение» записывают:
в разделе «Документация» — обозначение записываемых документов-^ спецификации всего изделия в сборе — обозначение чертежа общего вида и обозначение пояснительной записки; в спецификации сборочной единицы — обозначение сборочного чертежа);
|Формат| 2 3 8 R Обозначение Наименование § Примечание
Документация
ДМ20-04.00.00 ВО Чертеж общего вида
ДМ20-04.00.00 ПЗ Пояснительная записка
. Оборонные. едиш.^ЦЬ1.
1 ДМ20-04.10.00 Вал приводной 1
2 ДМ20-04.20.00 Муфта комбинированная 1
3 ДМ20-04.30.00 Рама 1
4 ДМ20-04.40.00 Редуктор червячный 1
Детали
5 ДМ20-04.00.11 Подкладка 2
А А 4
~ Д>
Стандартные изделия
9 Двигатель IM 1081 1
АИР100Г2ТУ 16-525.564-84
10 Муфта 40-1-28-1-25-1-У 2 1
ГОСТ 20884-93
И Болт Ml6-6gx 100:58 8
ГОСТ 7796-70
12 Гайка М16-6Н.5 8
ГОСТ 5915-70
13 Шайба 16 65Г ГОСТ 6402-70 8
™ Л
Привод цепного конвейера Лит 1 Лист (Листов
Пров. Лебедев Л.А. У1 । । 1 । 2
МГТУ им. Н.Э. Баумана Каф. Детали машин Группа РК5-61
Н. контр.
Утв.
Рис. 23.10
в разделах «Сборочные единицы»’ и «Детали» — обозначения основных конструкторских документов (спецификаций сборочных единиц и чертежей деталей соответственно);
в разделах «Стандартные изделия»’ и «Материалы» графу «Обозначение» не заполняют.
5. В графе «Наименование» указывают:
в разделе «Документация» — только наименование документа (например, в спецификации всего изделия в сборе: «Чертеж общего вида» и «Пояснительная записка»; в спецификации составной части изделия — сборочной единицы: «Сборочный чертеж»);
в разделах «Сборочные единицы» и «Детали» — наименования основных конструкторских документов — спецификации сборочной единицы и чертежа детали — на записываемые в эти разделы изделия.
Например, в разделе «Сборочные единицы» спецификации изделия «Стенд испытательный» записывают: «Редуктор червячный», «Рама» (если рама сборная, например, сварная), а в разделе «Сборочные единицы» изделия «Редуктор червячный» записывают: «Корпус», «Крышка корпуса» (если корпус и крышка
(Формат | 1 £ Обозначение Наименование 1 Примечание
Документация
ДМ 20-04.40.00 СБ Сборочный чертеж
Сборочные единицы
1 ДМ 20-04.41.00 Колесо червячное 1
2 ДМ 20-04.42.00 Маслоуказатель 1
3 ДМ 20-04.43.00 Отдушина 1
Детали
5 ДМ 20-04.40.11 Корпус 1
6 ДМ 20-04.40.12 Крышка корпуса 1
7 ДМ 20-04.40.13 Вал 1
8 ДМ 20-04.40.14 Червяк 1
9 ДМ 20-04.40.15 Втулка 1
10 ДМ 20-04.40.16 Кольцо 2
И ДМ 20-04.40.17 Крышка люка 1
12 ДМ 20-04.40.18 Крышка подшипника 1
13 ДМ 20-04.40.19 Крышка подшипника 2
14 ДМ 20-04.40.20 Прокладка регулировочная 6 Наиб. кол.
15 ДМ 20-04.40.21 Прокладка регулировочная 5 Наиб. кол.
1 3—iJ / 4
I ДМ 20-04.40.00
1
Разоаб. Белов Ю.А. Редуктор червячный Лит 1 Лист (Листов
Пров. Лебедев ЛА У1 1 1112
МГТУ им. Н.Э. Баумана Каф. Детали машин Труппа РК5-61
Н. контр.
Утв.
Рис. 23.11, а
сварные), «Колесо червячное» (если колесо состоит из нескольких деталей: центра и напрессованного на него зубчатого венца).
Запись производят в порядке возрастания обозначений сборочных единиц (поля 2 и 3 по рис. 23.1);
в разделе «Стандартные изделия» — наименования и обозначения изделий в соответствии со стандартом на эти изделия. В пределах каждой категории стандартов (государственные, отраслевые, предприятий) запись производят по группам изделий, объединенных по функциональному назначению (например, подшипники, крепежные изделия), в пределах каждой группы — в алфавитном порядке наименований изделий, в пределах наименования - в порядке возрастания обозначений стандартов, а в пределах каждого обозначения стандарта — в порядке возрастания qchpehm пардмотров иди размеров изделия.
Например, для группы крепежных изделий записывают:
«Болт М12—бе х 60.58 ГОСТ 7796-70
Болт М16—6g х 60.58 ГОСТ 7796-70
Болт MIO—6gx 50.46 ГОСТ 7798-70
[Формат | 1 Обозначение Наименование 1 Примечание
21 ДМ 20-04.40.27 Стакан 1
Стандартные изделия
Подшипники:
25 Роликовый конический 2
7207А ГОСТ 27365-87
26 Роликовый конический 2
7211А ГОСТ 27365-87
27 Шариковый радиальный 1
207 ГОСТ 8338-75
Крепежные изделия:
28 Болт М8-6ех25.58 4
ГОСТ 7796-70
29 Болт M12-6# х 60.58 4
ГОСТ 7796-70
38 Манжета 1-40 х60-3 ГОСТ 8752-79 1
39 Манжета 1-50 х70-3 ГОСТ 8752-79 1
40 Шпонка 18 xl 1 х 70 ГОСТ 23360-78 1
Ш и Ф
Материалы
Масло И-Г-С-220 2,5л
ТУ 38 101413-78
Лист 2
i ПиШлШ ХГГГТП h 1 ДМ 20-04.40.00
Рис. 23.11,6
Винт М12—6g х 40.68 ГОСТ 11738-84
Гайка М12-6Я.5 ГОСТ 5915-70
Шпилька М16-6g х 100.58 ГОСТ 22032—76»;
в разделе «Материалы» — обозначения материалов, установленные в стандартах или технических условиях. Например:
«Масло И-Г-С-220 ТУ 38 101413-78».
6. В графе «Кол.» указывают для составных частей изделия (сборочных единиц или деталей) количество их на одно изделие:
в разделе «Материалы» записывают общее количество материалов на одно изделие с указанием единиц измерения, например: «1,5 л»;
в разделе «Документация» графу не заполняют.
Если для регулирования составные части изделия (например, прокладки) подбирают, то в графе «Кол.» указывают наиболее вероятное при установке их количество, а в графе «Примечание» записывают: «Наиб. кол.».
7. В графе «Примечание» записывают дополнительные сведения для планирования и организации производства (по усмотрению конструктора).
На рис. 23.10 и 23.11, а, б даны примеры оформления спецификации на все изделие в сборе и на одну из его сборочных единиц соответственно.
23.5. ОФОРМЛЕНИЕ СБОРОЧНОГО ЧЕРТЕЖА
Сборочный чертеж редуктора, коробки передач учебного проекта должен содержать изображения всех деталей, входящих в эти изделия. Виды, разрезы, сечения, выносные элементы должны давать полное представление о конструкции каждой детали.
Детали типа тел вращения (валы, колеса, стаканы, втулки и др.) полностью выявляет одна проекция. Для выявления конструкции более сложных деталей требуется несколько проекций, разрезов и сечений. В частности, чтобы показать конструкцию корпуса или крышки корпуса на чертеже редуктора, показывают:
основной вид — развертку по осям валов;
внешние виды спереди, сверху и сбоку, а также ряд сечений.
Известно, что при изображении изделий в масштабе уменьшения размеры деталей и их соотношения конструктор воспринимает в искаженном виде. Поэтому конструктивную проработку изделия и чертеж редуктора — его главный вид — выполняют в масштабе 1:1.
Наиболее простые внешние виды допустимо изображать в масштабе уменьшения (1:2). Сечения и выносные элементы, относящиеся к этим видам, выполняют в масштабе 1:1 или в масштабе увеличения (2:1, 4:1).
При выполнении курсового проекта студент должен отчетливо представлять себе не только конструкцию и взаимодействие деталей, но и назначение отдельных конструктивных элементов.
На сборочных чертежах рабочего проекта стандартами ЕСКД рекомендовано ряд деталей изображать упрощенно, например, подшипники качения, детали резьбовых соединений. В учебных проектах такие упрощения недопустимы. В связи с этим подшипники качения изображают в разрезе и вычерчивают их по правилам, приведенным в 7.12.
При вычерчивании резьбовых соединений обязательно следует показывать зазоры между стержнем болта (винта, шпильки) и отверстием детали, запасы резьбы и запасы глубины сверления (рис. 23.12).
На изображениях деталей следует показывать канавки для выхода инструмента (элементы а, Ь, с и d на рис. 23.13), а также след инструмента на выходе при фрезеровании зубьев и пазов (элементы / и е на рис. 23.13).
В правом нижнем углу сборочного чертежа помещают основную надпись (см. рис. 23.2), в графах которой указывают:
1 — наименование сборочной единицы, а также наименование документа, например: «Редуктор волновой. Сборочный чертеж»;
2 — обозначение сборочного чертежа, например: ДМ 16-03.10.00 СБ;
3 — графу не заполняют.
Правила заполнения остальных граф приведены в 23.2.
На сборочном чертеже редуктора, коробки передач приводят следующие данные (рис. 23.14):
— габаритные размеры: длина L, ширина В, высота Н;
Рис. 23.12
Рис. 23.13
— размеры присоедини тельных поверхностей: выступающих концов валов и опорных поверхностей корпуса. К присоединительным размерам относят: диаметры d{. d2 и длины ф /у диаметры и М2 резьб выступающих концов валов, размеры сечений bx h шпонок на них илы обозначение шлицев: расстояния К[ и К2 01' торцов упорных заплечиков (от начала конусной поверхности конических концов валов) до осей отверстий для крепления редуктора к плите пли раме, диаметры (/> и координаты С(), С\ и С2 этих отверстий; размеры Вх, В2 и В3 базовых опорных плоскостей; расстояние //р от осей валов до базовой опорной плоскости;
— основные расчетные параметры передач: мсжосевые расстояния аи, зубчатых, червячных передач; делительные диаметры конических колес; числа зубьев z2 и модуль т; угол наклона зубьев; ширину зубчатого венца колеса;
— сопряженные размеры: диаметры и посадки на валах зубчатых и червячных колес, шкивов, полумуфт, подшипников, стаканов, втулок, центрирующих поверхностей крышек подшипников; обозначения шлицевых соединений; размеры и посадки резьбовых соединений; координаты отверстий в корпусе и крышке иод крепежные болты и др.;
— размеры, входящие в состав размерных ценой. На рис. 23.15—23.17 приведены примеры схем размерных цепей, определяющих осевые зазоры 13, 4|:
I dz
Ci
Bl
Рис. 23.14
В2 Вз
В,
Рис. 23.15
исходных размеров (Б%, Н%, FE) на чертежах не дают и вместо них размерные числа не проставляют;
— свободные размеры задают с учетом технологии изготовления и удобства контроля;
— техническую характеристику изделия, например, редуктора:
1 Вращающий момент на тихоходном валу, Н • м........
2 Частота вращения тихоходного вала, мин"1..........
3 Общее передаточное число..........................
4 Степень точности изготовления передачи (зубчатой,.
червячной, волновой и др.)
5 Коэффициент полезного действия....................
— технические требования к изделию, например, редуктору:
1 Необработанные поверхности литых деталей, находящиеся в масляной ванне, красить маслостойкой красной эмалью.
2 Наружные поверхности корпуса красить серой эмалью ПФ-115 ГОСТ 6465-76.
3 Зазор Л обеспечить установкой необходимого количества дет. поз....
4 Плоскость разъема покрыть тонким слоем герметика УТ-34 ГОСТ 24285—80 при окончательной сборке.
5 Радиальная консольная нагрузка на валу не более:
входном, Н................... ;
выходном, Н..................
Кроме того, на сборочном чертеже (редуктора, коробки передач) показывают номера позиций сборочных единиц и деталей. Номера позиций приводят на полках, расположенных параллельно основной надписи чертежа вне контура изображения. Их группируют в строчку или колонку по возможности на одной горизонтали или вертикали.
Номера позиций наносят на чертеже один раз.
Допустимо делать общую линию-выноску с вертикальным расположением номеров позиций для группы крепежных изделий, относящихся к одному и тому же месту крепления (см. рис. 23.12).
Рис. 23.17
Шрифт номеров позиций должен быть на один-два размера больше, чем шрифт, принятый для размерных чисел на том же чертеже.
Номерами позиций обозначают сборочные единицы, входящие в состав редуктора, коробки передач (червячное колесо в сборе, корпус сварной, масло-указатель сборный и др.); отдельные детали и стандартные изделия.
23.6. ОФОРМЛЕНИЕ ЧЕРТЕЖА ОБЩЕГО ВИДА
Для полной информации о всем изделии в целом (например, приводе конвейера), его эксплуатационной характеристике, основных размерах, взаимной связи отдельных сборочных единиц и деталей, о присоединительных поверхностях и их размерах составляют чертеж общего вида.
Чертеж общего вида выполняют в масштабе уменьшения (1:2,5; 1:4; 1:5) в трех проекциях.
Чертеж должен легко восприниматься. Его не надо загромождать мелкими деталями и элементами узлов — сборочные единицы и детали изображают на чертеже упрощенно. Винты и гайки показывают осевыми линиями, кроме тех, которыми отдельные узлы крепят к плите (раме), а плиту — к полу, потолку, цеховой колонне и др. Так как обычно все болты для крепления плиты (рамы) к полу цеха одинаковые, вычерчивают только один болт, а положение остальных
показывают осевыми линиями. Так же изображают и болты для крепления сборочных единиц к плите (раме) привода.
В правом нижнем углу чертежа общего вида помещают основную надпись (см. рис. 23.2), в графах которой указывают:
1 — наименование всего изделия в сборе, а также наименование документа, например: «Привод ленточного конвейера. Чертеж общего вида»;
2 — обозначение чертежа общего вида, например: ДМ 16-ОЗ.ОО.ООВО;
3 — графу не заполняют.
Правила заполнения остальных граф приведены в 23.2.
Чертеж общего вида изделия должен содержать:
— изображение изделия;
— полное или частичное изображение устройства, к которому крепят изделие;
— габаритные размеры: длину, ширину и высоту;
— присоединительные и монтажные размеры (размеры опорных поверхностей, диаметры и координаты крепежных отверстий, зазоры между торцами деталей, расстояние между осями сборочных единиц и др.);
— технические требования, в которых записывают основные данные, выполнение которых обеспечивает достижение показателей качества изделия в условиях эксплуатации (требования к точности монтажа, допускаемым нагрузкам);
— техническую характеристику, в которой приводят основные показатели изделия в соответствии с установленными техническим заданием.
Например, для привода цепного конвейера, в состав которого входят электродвигатель и редуктор, соединяющая концы их валов упругая муфта, а также приводной вал с тяговыми звездочками, вращающий момент на который передают с выходного вала редуктора с помощью цепной передачи:
Технические требования
1 Смещения валов электродвигателя и редуктора не более:
осевое, мм....................................
радиальное, мм................................
угловое, мм/мм................................
2 Радиальная консольная нагрузка на выходном валу редуктора не более, Н............................
Техническая характеристика
1 Окружная сила на тяговых звездочках, Н.........
2 Скорость движения тяговой цепи, м/с...........
3 Общее передаточное число привода..............
4 Мощность электродвигателя, кВт................
5 Частота вращения вала электродвигателя, мин-1.
Номерами позиций на полках линий-выносок обозначают сборочные единицы, входящие в состав всего изделия в целом (для привода: редуктор, приводной вал, рама сварная, муфта нестандартная), а также детали (плита) и стандартные изделия (электродвигатель, ремень, муфта стандартная, винты). На рис. 23.18 дан пример оформления чертежа привода цепного конвейера.
1092
6 отв. и редуктора, мм, не более:
осевое.........................................
План размещения4 отверстий под фундаментные болты (1: Ю)
Рис. 23.18
радиальное...................................
2 Допускаемый перекос валов, мм/мм, не более..........................-.............
3 Допускаемая радиальная консольная нагрузка на выходном валу, Н, не более...................
Техническая характеристика
1 Окружная сила на тяговых звездочках, Н....-..
2 Скорость движения тяговой цепи, м/с..........
3 Общее передаточное число привода......-......
4 Мощность электродвигателя, кВт...............
5 Частота вращения вала электродвигателя, мин-1......
Глава 24
СПРАВОЧНЫЕ ТАБЛИЦЫ
Таблица 24.1. Нормальные линейные размеры, мм (из ГОСТ 6636—69)
3,2 5,6 10 18 32 56 100 180 320 560
3,4 6,0 10,5 19 34/35 60/62 105 190 340 600
3,6 6,3 И 20 36 63/65 ПО 200 360 630
3,8 6,7 11,5 21 38 67/70 120 210 380 670
4,0 7,1 12 22 40 71/72 125 220 400 710
4,2 7,5 13 24 42 75 130 240 420 750
4,5 8,0 14 25 45/47 80 140 250 450 800
4,8 8,5 15 26 48 85 150 260 480 850
5,0 9,0 16 28 50/52 90 160 280 500 900
5,3 9,5 17 30 53/55 95 170 300 530 950
Примечание. Под косой чертой приведены размеры посадочных мест для подшипников качения.
Таблица 24.2. Значения допусков, мкм (из ГОСТ 25346—89)
Интервал размеров, мм Квалитет
3 4 5 6 7 8 9 10 И 12 13 14 15 16 17
Св. 3 до 6 2,5 4 5 8 12 18 30 48 75 120 180 300 480 750 1200
>6> 10 2,5 4 6 9 15 22 36 58 90 150 220 360 580 900 1500
> 10 >18 3 5 8 И 18 27 43 70 110 180 270 430 700 1100 1800
>18 >30 4 6 9 13 21 33 52 84 130 210 330 520 840 1300 2100
> 30 > 50 4 7 И 16 25 39 62 100 160 250 390 620 1000 1600 2500
> 50 > 80 5 8 13 19 30 46 74 120 190 300 460 740 1200 1900 3000
> 80 > 120 . 6 10 15 22 35 54 87 140 220 350 540 870 1400 2200 3500
> 120 > 180 8 12 18 25 40 63 100 160 250 400 630 1000 1600 2500 4000
> 180 > 250 10 14 20 29 46 72 115 185 290 460 720 1150 1850 2900 4600
> 250 > 315 12 16 23 32 52 81 130 210 320 520 810 1300 2100 3200 5200
> 315 > 400 13 18 25 36 57 89 140 230 360 570 890 1400 2300 3600 5700
> 400 > 500 15 20 27 40 63 97 155 250 400 630 970 1550 2500 4000 6300
Таблица 24.3. Значения допусков t, мм (из ГОСТ 25670—83)
Класс точности Интервал размеров, мм
ДоЗ Св. 3 до 6 Св. 6 до 30 Св. 30 до 120 Св. 120 до 315 Св. 315 до 1000
Точный 0,1 0,1 0,2 0,3 0,4 0,6~
Средний <2 0,2 0,2 0,4 0,6 1,0 1,6
Грубый /3 0,3 0,4 1,0 1,6 2,4 4,0
Очень грубый 0,3 1,0 2,0 3,0 4,0 6,0
Таблица 24.4. Значения основных отклонений валов, мкм (из ГОСТ 25346—89)
Интервал размеров, мм Обозначение основного отклонения
Верхнее отклонение es Нижнее отклонение ег
с d е / g h к т п Р г 3 t и V X У Z
Квалитеты
все 4-7 св. 7 все
Св. 3 до 6 -70 -30 -20 -10 -4 0 +1 0 +4 +8 +12 +15 +19 — +23 — +28 — +35
» 6 » 10 -80 -40 -25 -13 -5 0 + 1 0 +6 +10 +15 +19 +23 — +28 — +34 — +42
» 10 » 14 -95 -50 -32 -16 -6 0 +1 0 +7 +12 +18 +23 +28 — +33 — +40 — +50
» 14 » 18 +39 +45 — +60
» 18 » 24 -110 -65 -40 -20 -7 0 +2 0 +8 +15 +22 +28 +35 — +41 +47 +54 +63 +73
» 24 » 30 +41 +48 +55 +64 +75 +88
» 30 » 40 -120 -80 -50 -25 -9 0 +2 0 +9 +17 +26 +34 +43 +48 +60 +68 +80 +94 +112
» 40 » 50 ; -130 +54 +70 +81 +97 +114 +136
» 50 » 65 -140 -100 -60 -30 -10 0 +2 0 +11 +20 +32 +41 +53 +66 +87 +102 +122 +144 +172
» 65 » 80 -150 +43 +59 +75 +102 +120 +146 +174 +210
» 80 » 100 -170 -120 -72 -36 -12 0 +3 0 +13 +23 +37 +51 +71 +91 +124 +146 +178 +214 +258
» 100 » 120 -180 +54 +79 +104 +144 +172 +210 +254 +310
» 120 » 140 -200 -145 -85 -43 -14 0 +3 0 +15 +27 +43 +63 +92 +122 +170 +202 +248 +300 +365
» 140 » 160 -210 +65 +100 +134 +199 +228 +280 +340 +415
> 160 » 180 -230 +68 +108 +146 +210 +252 +310 +380 +465
> 180 » 200 -240 -170 -100 -50 -15 0 +4 0 +17 +31 +50 +77 +122 +166 +236 +284 +350 +425 +520
» 200 » 225 -260 +80 +130 +180 +258 +310 +385 +470 +575
» 225 » 250 -280 +84 +140 +196 +284 +340 +425 +520 +640
Таблица 24.5. Значения основных отклонений отверстий, мкм (из ГОСТ 25346—89)
Интервал размеров, мм Обозначение основного отклонения
Нижнее отклонение EI Верхнее отклонение ES
С D Е F G Н JS К М N от Р до Т Р R S Т Д, мкм
Квалитеты
все до 8 св. 8 до 8 св. 8 ДО 8 св. 8 до 7 св. 7 5 6 7 8
Св. 3 до 6 +70 +30 +20 +10 +4 0 ±П- -1+Д — -4+Д -4 -8+Д 0 *»♦ -12 -15 -19 — 1 3 4 6
» 6 > 10 +80 +40 +25 +13 +5 0 -1+Д — -6+Д -6 -10+Д 0 -15 -19 -23 — 2 3 6 7
>10 >14 +95 +50 +32 +16 +6 0 -1+Д — -7+Д -7 -12+Д 0 -18 -23 -28 — 3 3 7 9
> 14 > 18
> 18 > 24 +110 +65 +40 +20 +7 0 -2+Д — -8+Д -8 -15+Д 0 -22 -28 -35 — 3 4 8 12
> 24 > 30 -41
» 30 > 40 +120 +80 +50 +25 +9 0 -2+Д — -9+Д -9 -17+Д 0 -26 -34 -43 -48 4 5 9 14
» 40 > 50 +130 -54
» 50 » 65 +140 +100 +60 +30 +10 0 -2+Д — -11+Д -И -20+Д 0 -32 -41 -53 -66 5 6 И 16
> 65 > 80 +150 2 -43 -59 -75
» 80 » 100 +170 +120 +72 +36 +12 0 —з+д — -13+Д -13 -23+Д 0 -37 -51 -71 -91 5 7 13 19
» 100 > 120 +180 -54 -79 -104
» 120 >140 +200 +145 +85 +43 +14 0 -з+д — -15+Д -15 -27+Д 0 -43 -63 -92 -122 6 7 15 23
> 140 >160 +210 -65 -100 -134
> 160 > 180 +230 -68 -108 -146
» 180 » 200 +240 +170 +100 +50 +15 0 -4+Д — -17+Д -17 -31+Д 0 -50 -77 -122 -166 6 9 17 26
> 200 » 225 +260 -80 -130 -180
» 225 >250 ;+280 -84 -140 -196
Примечание. *** Отклонение, как для квалитетов св. 7, увеличенное на Д.
Таблица 24.6. Рекомендуемые посадки в системе отверстия при номинальных размерах от 1 до 500 мм (из ГОСТ 25347—82)
Основное отверстие Основные отклонения валов
а Ь с d e f g h js к 771 n P r s t и V X z
Я5 нъ & HG h4 HG js4 H5 k4 Я5 m4 HS n4
Я6 HG f6 HG g5 Я6 hG Я6 jsG HG k5 Я6 m5 Я6 n5 HG p5 Я6 r5 HG s5
Я7 Я7 с8 Hl d8 Hl Hl* hi’ /7 Hl* Hi’ M Hl* Hl’ Я7 Hl* Hl* Hl’ Hl* Hl Hl Hl ul
el ’ e8 ge js6 kG m6 nG p6 rG sG 1 si tG
Я8 Я8 с8 Н8 d8 Я8* e8 Я8* Я8* /7 5 /8 H8* H8* hl ’ Л8 H8 jsl H8 kl Я8 ml H8 nl H8 si H8 uS H8 x8 H8 z8
Н8" d9 Я8 e9 Я8 /9 Я8 Л9
Я9 Н9* d9 Я9 H9 e8 ’ e9 Я9 Я9 /8 ’/9 H9H9 h8 ’ h9
Я10 Я10 dlO Я10 MO
ЯП ЯП all ЯП ЯП ЯП* ЯП* ЛИ
Ml С11 dll
Я12 Я12 М2 Я12 Д12
Примечание. * Предпочтительные посадки.
СП
05
Таблица 24.7. Электродвигатели серии АИР, основные размеры, мм
Исполнение IM1081
Тип двигателя Число полюсов Исполнение
IM1081, IM2081, IM3081 IM1081 IM1081 и IM2081 IM2081 и IM3081 IM3081
<4 4 4о &i 4о 41 <4« h ^10 ^31 4о 41 <4о ^4 ^37
71А,В 2, 4, 6, 8 19 40 273 6 6 170 90 45 7 112 71 9 188 3,5 10 165 12 200 130 117
80А 22 50 297 190 100 50 10 125 80 10 205 125
80В 321
90L 24 337 8 7 210 125 56 140 90 И 225 4 12 215 15 250 180 135
100S 28 60 360 240 112 63 12 160 100 12 247 14 147
100L 391 140
112М 2, 4, 6, 8 32 80 435 10 8 246 70 190 112 285 16 265 300 230 173
132S 4, 6,8 38 460 288 89 216 132 13 325 5 18 300 19 350 250 193
132М 2, 4, 6, 8 498 178
160S 2 42 110 630 12 334 108 15 254 160 18 385 15 225
4, 6,8 48 14 9
160М 2 42 660 12 8 210
4, 6,8 48 14 9
180S 2 48 630 14 9 375 203 121 279 180 20 448 18 350 400 300 260
4 55 16 10
180М 2 48 680 14 9 241
4, 6,8 55 16 10
Примечания: 1. Фланцы изготовляют с отверстиями d22 гладкими или резьбовыми. Размеры фланца с резьбовыми отверстиями — см. ГОСТ 28330—89. 2. Выступающие концы валов двигателей изготовляют следующих исполнений:
— цилиндрические со шпонкой;
— цилиндрические без шпонки с резьбовым концом;
— цилиндрические со шпонкой с резьбовым концом;
— конические без шпонки с резьбовым концом;
— конические со шпонкой с резьбовым концом;
— конические со шпонкой и внутренней резьбой.
Таблица 24.8. Рекомендуемые посадки в системе вала при номинальных размерах от 1 до 500 мм (из ГОСТ 25347—82)
Основ-ной вал Основные отклонения отверстий
А В С D E F G H JS к M N p R s T U
А4 G5 hi H5 hi J SO hA K5 hi M5 hi N5 hi
А5 F7 A5 GO A5 H6 Л5 JSO hb K6 Л5 MO Л5 N6 hi P6 Л5
А6 08 Л6 E8 Л6 F7.F8* hO ’ A6 G7 A6 H7* A6 JS7* hO K7* A6 M7 hO N7* hO P7“ hO R7 Л6 S7 Л6 T7 hO
h7 D8 Л7 E8 Л7 F8 Л7 H8" Л7 JS8 hl. K8 Л7 M8 Л7 #8 Л7 U8 Л7
А8 D8D9 h%' h8 E8 _ £9’ A8 ’ A8 F8F9 h,8'h8 H8* H9 A8 ’ A8
hO D9 DIO А9 ’ А9 E9 h9 F9 A9 Я9Я10 A9 ’ A9
А10 DIO hlO Я10 Л10
All 411 ЛИ В11 ЛИ си ЛИ Dll All Hll* All
Л12 В12 Л12 H12 Л12
Примечание. * Предпочтительные посадки.
Таблица 24.9. Технические данные двигателей серии АИР (тип/асинхронная частота вращения, мин-1)
Мощность Р, кВт Синхронная частота, мин"1
3000 1500 1000 750
0,37 — — 71А6/915 —
0,55 — 71А4/1357 71В6/915 —
0,75 71А2/2820 71В4/1350 80А6/920 90LA8/705
1,1 71В2/2805 80А4/1395 80В6/920 90LB8/715
1,5 80А2/2850 80В4/1395 90L6/925 100L8/702
2,2 80В2/2850 90L4/1395 100L6/945 112МА8/709
3 90L2/2850 100S4/1410 112МА6/950 112МВ8/709
4 100S2/2850 100L4/1410 112МВ6/950 132S8/716
5,5 100L2/2850 112М4/1432 132S6/960 132М8/712
7,5 112М2/2895 132S4/1440 132М6/960 160S8/7273
И 132М2/2910 132М4/1447 160S6/9704 160М8/7273
15 160S2/29101 160S4/14552 160М6/9705 180М8/731
18,5 160М2/29101 160М4/14552 180М6/9803 —
22 180S2/2919* 180S4/14623 — —
30 180М2/29251 180М4/14701 — —
Примечания'. 1. Отношение максимального вращающего момента к номинальному ^пах/ Т = 2,2; для отмеченных знаками:1 — Т^/ Т = 2,7;2 — Ттах/ Т = 2,9;3 — Ттах/ Т = = 2,4; - Гтах/Т = 2,5; 5 - Ттах/Т = 2,6.
2. Пример обозначения двигателя: «Двигатель АИР100Ь2 ТУ 16—525.564—84».
Таблица 24.10. Подшипники шариковые радиальные однорядные (из ГОСТ 8338—75)
Обозна- Размеры, мм Грузоподъемность, кН Обозна- Размеры, мм Грузоподъемность, кН
чение d D В г Dw Сг чение d D В г Dw Сг От
Легкая серия Средняя серия
204 20 47 14 1,5 7,938 12,7 6,2 304 20 52 15 2 9,525 15,9 7,8
205 25 52 15 1,5 7,938 14,0 6,95 305 25 62 17 2 11,509 22,5 11,4
206 30 62 16 1,5 9,525 19,5 10,0 306 30 72 19 2 12,303 28,1 14,6
207 35 72 17 2 11,112 25,5 13,7 307 35 80 21 2,5 14,288 33,2 18,0
208 40 80 18 2 12,700 32,0 17,8 308 40 90 23 2,5 15,081 41,0 22,4
209 45 85 19 2 12,700 33,2 18,6 309 45 100 25 2,5 17,462 52,7 30,0
210 50 90 20 2 12,700 35,1 19,8 310 50 110 27 3 19,050 61,8 36,0
211 55 100 21 2,5 14,288 43,6 25,0 311 55 120 29 3 20,638 71,5 41,5
212 60 110 22 2,5 15,875 52,0 31,0 312 60 130 31 3,5 22,225 81,9 48,0
213 65 120 23 2,5 16,669 56,0 34,0 313 65 140 33 3,5 23,812 92,3 56,0
214 70 125 24 2,5 17,462 61,8 37,5 314 70 150 35 3,5 25,400 104,0 63,0
215 75 130 25 2,5 17,462 66,3 41,0 315 75 160 37 3,5 26,988 112,0 72,5
216 80 140 26 3 19,050 70,2 45,0 316 80 170 39 3,5 28,575 124,0 80,0
Примечание. Пример обозначения подшипника 209: «Подшипник 209 ГОСТ8338—75».
Таблица 24.11. Подшипники шариковые радиальные однорядные с канавкой под упорное пружинное кольцо (из ГОСТ 2893—82)
Легкая серия Средняя серия
Обозна- Размеры, мм Обозна- Размеры, мм
чение d Д Д а с чение d Д Д а с
50204 20 44,6 52,7 2,46 1,4 50304 20 49,7 57,9 2,46 1,4
50205 25 49,7 57,9 2,46 1,4 50305 25 59,6 67,7 3,28 1,9
50206 30 59,6 67,7 3,28 1,9 50306 30 68,8 78,6 3,28 1,9
50207 35 68,8 78,6 3,28 1,9 50307 35 76,8 86,6 3,28 1,9
50208 40 76,8 86,6 3,28 1,9 50308 40 86,8 96,5 3,28 2,7
50209 45 81,8 91,6 3,28 1,9 50309 45 96,8 106,5 3,28 2,7
50210 50 86,8 96,5 3,28 2,7 50310 50 106,8 116,6 3,28 2,7
50211 55 96,8 106,5 3,28 2,7 50311 55 115,2 129,7 4,06 3,1
50212 60 106,8 116,6 3,28 2,7 50312 60 125,2 139,7 4,06 3,1
50213 65 115,2 129,7 4,06 3,1 50313 65 135,2 149,7 4,9 3,1
50214 70 120,2 134,7 4,06 3,1 50314 70 145,2 159,7 4,9 3,1
50215 75 125,2 139,7 4,06 3,1 50315 75 155,2 169,7 4,9 3,1
50216 80 135,2 148,7 4,90 3,1 50316 80 163,6 182,9 5,7 3,5
Примечания: 1. и = 0,5 — 0,8 мм. 2. Значения Д В, г, DwtCrn СОг следует принимать по табл. 24.10 для соответствующего размера подшипника.
Таблица 24.12. Подшипники шариковые радиальные сферические двухрядные (из ГОСТ 28428-90)
Обо-значение Размеры, мм Грузоподъемность, кН Расчетные параметры
d D В г с. е FJF< * F./Fr> е
X Y X У
Легкая серия
1204 1205 1206 20 25 30 47 52 62 14 15 16 1,5 1,5 1,5 10,0 12,2 15,6 3,45 4,4 6,2 0,27 0,27 0,24 1 2,31 2,32 2,58 0,65 3,57 3,6 3,99 2,42 2,44 2,7
Окончание табл. 24.12
Обо- Размеры, мм Грузоподъемность, кН Расчетные параметры
значе- F /F < е F/F > е
ние d D В Сг г V
в X Y X Y *0
1207 35 72 17 2 16,0 6,95 0,23 2,74 4,24 2,87
1208 40 80 18 2 19,3 8,8 0,22 2,87 4,44 3,01
1209 45 85 19 2 22,0 10,0 0,21 1 2,97 0,65 4,6 3,11
1210 50 90 20 2 22,8 11,0 0,21 3,13 4,85 3,28
1211 55 100 21 2,5 27,0 13,7 0,2 3,2 5,0 3,39
1212 60 110 22 2,5 30,0 16,0 0,19 3,4 5,27 3,57
1213 65 120 23 2,5 31,0 17,3 0,17 3,7 5,73 3,88
1214 70 125 24 2,5 34,5 19,0 0,18 3,5 5,43 3,68
1215 75 130 25 2,5 39,0 21,6 0,18 3,6 5,57 3,77
1216 80 140 26 3,0 40,0 23,6 0,16 3,9 6,10 4,13
Средняя серия
1304 20 52 15 2 12,5 4,4 0,29 2,17 3,35 2,27
1305 25 62 17 2 18,0 6,7 0,28 2,26 3,49 2,36
1306 30 72 19 2 21,2 8,5 0,26 2,46 3,80 2,58
1307 35 80 21 2,5 25,0 10,6 0,25 2,57 3,98 2,69
1308 40 90 23 2,5 29,0 12,9 0,23 2,61 4,05 2,74
1309 45 100 25 2,5 38,0 17,0 0,25 1 2,54 0,65 3,93 2,66
1310 50 110 27 3 41,5 19,3 0,24 2,68 4,14 2,80
1311 55 120 29 3 51,0 24,0 0,23 2,70 4,17 2,82
1312 60 130 31 3,5 57,0 28,0 0,23 2,80 4,33 2,93
1313 65 140 33 3,5 62,0 31,0 0,23 2,79 4,31 2,92
1314 70 150 35 3,5 75,0 37,5 0,22 2,81 4,35 2,95
1315 75 160 37 3,5 80,0 40,5 0,22 2,84 4,39 2,97
1316 80 170 39 3,5 88,0 45,0 0,22 2,92 4,52 3,06
Примечания: 1. Коэффициент статической радиальной нагрузки Хо = 1. 2. Пример обозначения подшипника 1210: ^Подшипник 1210 ГОСТ28428—90»
Таблица 24.13. Подшипники роликовые радиальные с короткими цилиндрическими роликами (из ГОСТ 8328—75)
В
Тип 2000
Тип 32000
В
Тип 42000
Обозначение Размеры, мм Грузоподъемность, кН
° В г 3* Сг г
Легкая серия
2204 32204 42204 20 47 14 1,5 1 1,0 14,7 7,35
2205 32205 42205 25 52 15 1,5 1 1,1 16,8 8,8
2206 32206 42206 30 62 16 1,5 1 1,0 22,4 12,0
2207 32207 42207 35 72 17 2 1 1,1 31,9 17,6
2208 32208 42208 40 80 18 2 2 1,3 41,8 24,0
2209 32209 42209 45 85 19 2 2 1,2 44,0 25,5
2210 32210 42210 50 90 20 2 2 1,2 45,7 27,5
2211 32211 42211 55 100 21 2,5 2,5 1,6 56,1 34,0
2212 32212 42212 60 110 22 2,5 2,5 1,4 64,4 43,0
2213 32213 42213 65 120 23 2,5 2,5 1,3 76,5 51,0
2214 32214 42214 70 125 24 2,5 2,5 1,2 79,2 51,0
2215 32215 42215 75 130 25 2,5 2,5 1,2 91,3 63,0
2216 32216 42216 80 140 26 3,0 3,0 0,8 106,0 68,0
Средняя серия
2304 32304 42304 20 52 15 2 1 1,0 20,5 10,4
2305 32305 42305 25 62 17 2 2 1,3 28,6 15,0
2306 32306 42306 30 72 19 2 2 1,3 36,9 20,0
2307 32307 42307 35 80 21 2,5 2 1,3 44,6 27,0
2308 32308 42308 40 90 23 2,5 2,5 1,1 56,1 32,5
2309 32309 42309 45 100 25 2,5 2,5 1,1 72,1 41,5
2310 32310 42310 50 110 27 3 3 1,6 88,0 52,0
2311 32311 42311 55 120 29 3 3 1,7 102,0 67,0
2312 32312 42312 60 130 31 3,5 3,5 2,4 123,0 76,5
2313 32313 42313 65 140 33 3,5 3,5 2,5 138,0 85,0
2314 32314 42314 70 150 35 3,5 3,5 2,3 151,0 102,0
2315 32315 42315 75 160 37 3,5 3,5 2,4 183,0 125,0
2316 32316 42316 80 170 39 3,5 3,5 2,3 190,0 125,0
Примечания'. 1. $* — допустимое осевое смещение колец из среднего положения.
2. Пример обозначения подшипника 2207: «Подшипник 2207 ГОСТ 8328—75»
Таблица 24.14. Подшипники роликовые радиальные с короткими цилиндрическими роликами с одним бортом на наружном кольце (из ГОСТ 8328—75)
В
Обозна- Размеры, мм Грузоподъемность, кН
чение d D в 1 ’ll с.
Лёгкая серия
12204 20 47 14 1,5 1 1,0 14,7 7,35
12205 25 52 15 1,5 1 1,1 16,8 8,8
12206 30 62 16 1,5 1 . " 1,0 22,4 12,0
12207 35 72 17 2 1 1,1 31,9: 17,6
12208 40 80 18 2 2 1,3 41,8 ; 24,0
12209 45 85 19 2 2 1,2 44,0 , 25,5
12210 50 90 20 2 2 1,2 45,7 ' 27,5
12211 55 100 21 2,5 2 1,6 56,1 34,0
12212 60 110 22 2,5 2,5 1,4 64,4 43,0
12213 65 120 23 2,5 2,5 1,3 76,5 51,0
12214 70 125 24 2,5 2,5 1,2 79,2 51,0
12215 75 130 25 2,5 2,5 1,2 91,3 63,0
12216 80 140 26 3,0 3,0 0,8 106,0 68,0
Средняя серия
12304 20 52 15 2 1 1,0 20,5 10,4
12305 25 62 17 2 2 1,3 28,6 15,0
12306 30 72 19 2 2 1,3 36,9 20,0
12307 35 80 21 2,5 2 1,3 44,6 27,0
12308 40 90 23 2,5 2,5 1,0 56,1 32,5
12309 45 100 25 2,5 2,5 1,1 72,1 41,5
12310 50 110 27 3 3 1,6 88,0 52,0
12311 55 120 29 3 3 1,7 102,0 67,0
12312 60 130 31 3,5 3,5 2,4 123,0 76,5
12313 65 140 33 3,5 3,5 2,5 138/0 85,0
12314 70 150 35 3,5 3,5 2,3 151/0 102,0
12315 75 160 37 3,5 3,5 2,4 183/0 125,0
12316 80 170 39 3,5 3,5 2,3 190,0 125,0
Примечания’. 1. з* — допустимое осевое смещение колец из среднего положения.
2. Пример обозначения подшипника 12207: «Подшипник 12207 ГОСТ 8328—75».
Таблица 24.15. Подшипники шариковые радиально-упорные однорядные (из ГОСТ 831-75)
Обозначение Размеры, мм Грузоподъемность, кН
а = 12’ а = 26’ а= 12’ а = 26’
d D В г D W С. Са, с.
Легкая серия
36204 46204 20 47 14 1 7,938 15,7 8,31 14,8 7,64
36205 46205 25 52 15 1 7,938 16,7 9,1 15,7 8,34
36206 46206 30 62 16 1 9,525 22,0 12,0 21,9 12,0
36207 46207 35 72 17 1,1 11,112 30,8 17,8 29,0 16,4
36208 46208 40 80 18 1,1 12,700 38,9 23,2 36,8 21,4
36209 46209 45 85 19 1,1 12,700 41,2 25,1 38,7 23,1
36210 46210 50 90 20 1,1 12,700 43,2 27,0 40,6 24,9
36211 46211 55 100 21 1,5 14,288 58,4 34,2 50,3 31,5
36212 46212 60 110 22 1,5 15,875 61,5 39,3 60,8 38,8
— 46213 65 120 23 1,5 16,669 — — 69,4 45,9
36214 — 70 125 24 1,5 17,462 80,2 54,8 — —
— 46215 75 130 25 1,5 17,462 — — 78,4 53,8
36216 46216 80 140 26 2,0 19,050 93,6 65,0 87,9 60,0
Средняя серия
— 46304 20 52 15 1,1 9,525 — — 17,8 9,0
— 46305 25 62 17 1,1 11,509 — — 26,9 14,6
— 46306 30 72 19 1,1 12,303 — — 32,6 18,3
— 46307 35 80 21 1,5 14,288 — — 42,6 24,7
36308 46308 40 90 23 1,5 15,081 53,9 32,8 50,8 30,1
— 46309 45 100 25 1,5 17,462 — — 61,4 37,0
— 46310 50 110 27 2,0 19,050 — — 71,8 44,0
— 46311 55 120 29 2,0 20,638 — — 82,8 51,6
— 46312 60 130 31 2,1 22,225 — — 100,0 65,3
— 46313 65 140 33 2,1 23,812 — — 113,0 75,0
— 46314 70 150 35 2,1 25,400 — — 127,0 85,3
— 46316 80 170 39 2,1 28,575 — — 136,0 99,0
Примечания'. 1. гг « 0,5г. 2. Параметры подшипников с углом контакта а = 15° (тип 36200К6) см. [И]. 3. Пример обозначения подшипника 36209: «Подшипник 36209 ГОСТ 831—75».
Таблица 24.16. Подшипники роликовые конические однорядные повышенной грузоподъемности, а = 12...16° (из ГОСТ 27365—87)
Обозна-чение Размеры, мм Грузоподъемность, кН Расчетные параметры
d D Тнаиб В С И *2 сг От е Y Гр
Легкая серия
7204А 20 47 15,5 14 12 1 1 26,0 16,6 0,35 1,7 0,9
7205А 25 52 16,5 15 13 1 1 29,2 21,0 0,37 1,6 0,9
7206А 30 62 17,5 16 14 1 1 38,0 25,5 0,37 1,6 0,9
7207А 35 72 18,5 17 15 1,5 1,5 48,4 32,5 0,37 1,6 0,9
7208А 40 80 20 18 16 1,5 1,5 58,3 40,0 0,37 1,6 0,9
7209А 45 85 21 19 16 1,5 1,5 62,7 50,0 0,40 1,5 0,8
7210А 50 90 22 20 17 1,5 1,5 70,4 55,0 0,43 1,4 0,8
7211А 55 100 23 21 18 2 1,5 84,2 61,0 0,40 1,5 0,8
7212А 60 110 24 22 19 2 1,5 91,3 70,0 0,40 1,5 0,8
7213А 65 120 25 23 20 2 1,5 108,0 78,0 0,40 1,5 0,8
7214А 70 125 26,5 24 21 2 1,5 119,0 89,0 0,43 1,4 0,8
7215А 75 130 27,5 25 22 2 1,5 130,0 100,0 0,43 1,4 0,8
7216А 80 140 28,5 26 22 2,5 2 140,0 114,0 0,43 1,4 0,8
Средняя серия
7304А 20 52 16,5 15 13 1,5 1,5 31,9 20,0 0,3 2,0 1,1
7305А 25 62 18,5 17 15 1,5 1,5 41,8 28,0 0,3 2,0 1,1
7306А 30 72 21 19 16 1,5 1,5 52,8 39,0 0,31 1,9 1,1
7307А 35 80 23 21 18 2 1,5 68,2 50,0 0,31 1,9 1,1
7308А 40 90 25,5 23 20 2 1,5 80,9 56,0 0,35 1,7 0,9
7309А 45 100 27,5 25 22 2 1,5 101,0 72,0 0,35 1,7 0,9
7310А 50 110 29,5 27 23 2,5 2 117,0 90,0 0,35 1,7 0,9
7311А 55 120 32 29 25 2,5 2 134,0 110,0 0,35 1,7 0,9
7312А 60 130 34 31 26 3 2,5 161,0 120,0 0,35 1,7 0,9
7313А 65 140 36,5 33 28 3 2,5 183,0 150,0 0,35 1,7 0,9
7314А 70 150 38,5 35 30 3 2,5 209,0 170,0 0,35 1,7 0,9
7315А 75 160 40,5 37 31 3 2,5 229,0 185,0 0,35 1,7 0,9
7316А 80 170 43 39 33 3 2,5 255,0 190,0 0,35 1,7 0,9
Примечание. Пример обозначения подшипника 7206А: «Подшипник 7206А ГОСТ27365—87».
Таблица 24.17. Подшипники роликовые конические однорядные с большим
углом конусности, а « 29* (из ГОСТ 27365—87) (обозначения по рис. к табл. 24.16)
Обозна-чение Размеры, мм Грузоподъемность, кН Расчетные параметры
d D Тнаиб В С и Г2 Сг е Y Го
1027305А 25 62 18,5 17 13 1,5 1,5 35,8 23,2
1027306А 30 72 21 19 14 1,5 1,5 44,6 29,0
1027307А 35 80 23 21 15 2 1,5 57,2 39,0
1027308А 40 90 25,5 23 17 2 1,5 69,3 54,0 0,83 0,72 0,4
1027309А 45 100 27,5 25 18 2 1,5 85,8 60,0
1027310А 50 110 29,5 27 19 2,5 2 99,0 72,5
1027311А 55 120 32 29 21 2,5 2 114,0 80,0
1027312А 60 130 34 31 22 3 2,5 134,0 96,5
1027313А 65 140 36,5 33 23 3 2,5 154,0 112,0
1027314А 70 150 38,5 35 25 3 2,5 176,0 127,0
1027315А 75 160 40,5 37 26 3 2,5 194,0 143,0
1027316А 80 170 42,5 39 27 3 2,5 212,0 153,0
Примечание. Пример обозначения подшипника 1027308А: «Подшипник 1027308А ГОСТ 27365-87к
Таблица 24.18. Подшипники роликовые конические однорядные с упорным бортом на наружном кольце. Размеры борта, мм (из ГОСТ 27365—87)
D Di Ci для конструктивной разновидности подшипников
7200А 7300А 1027300А
47 51 3,0 3,0 —
52 57 3,5 3,5 —
62 67 3,5 4,0 4,0
72 77 4,0 4,0 4,0
80 85 4,0 4,5 4,5
85 90 4,0 — —
90 95 4,0 4,5 4,5
100 106 4,5 5,0 5,0
110 116 4,5 5,0 5,0
120 127 4,5 5,5 5,5
125 132 5,0 — —
130 137 5,0 5,5 5,S-
140 147 5,0 6,0 6,0
150 158 5,0 7,0 7,0
160 168 6,0 7,0 7,0
Примечания-. 1. Тх = Т- С+ Ci. 2. Другие параметры подшипников см. табл. 24.16 и 24.17.
Таблица 24.19. Подшипники шариковые упорные одинарные и двойные (из ГОСТ 7872-89)
Обозначение Размеры, мм Грузоподъемность, кН
d 4г D Н а г h <4
Легкая серия
8204Н 38204Н 20 15 40 14 26 6 1 4 22,4 32,0
8205Н 38205Н 25 20 47 15 28 7 1 4,2 28,0 42,5
8206Н 38206Н 30 25 52 16 29 7 1 4,8 25,5 40,0
8207Н 38207Н 35 30 62 18 34 8 1,5 5 35,5 57,0
8208Н 38208Н 40 30 68 19 36 9 1,5 5,2 46,5 83,0
8209Н 38209Н 45 35 73 20 37 9 1,5 5,7 39,0 67,0
8210Н 38210Н 50 40 78 22 39 9 1,5 6,3 50,0 90,0
8211Н 38211Н 55 45 90 25 45 10 1,5 7,1 61,0 114,0
8212Н 38212Н 60 50 95 26 46 10 1,5 7,3 62,0 118,0
8213Н 38213Н 65 55 100 27 47 10 1,5 8 64,0 125,0
8214Н 38214Н 70 55 105 27 47 10 1,5 8 65,5 134,0
8215Н 38215Н 75 60 110 27 47 10 1,5 8 67,0 143,0
Средняя серия
8305Н 38305Н 25 20 52 18 34 8 1,5 5 34,5 46,5
8306Н 38306Н 30 25 60 21 38 9 1,5 6 38,0 55,0
8307Н 38307Н 35 30 68 24 44 10 1,5 7 50,0 75,0
8308Н 38308Н 40 30 78 26 49 12 1,5 7,6 61,0 95,0
8309Н 38309Н 45 35 85 28 52 12 1,5 8,2 75,0 118,0
8310Н 38310Н 50 40 95 31 58 14 2 9,1 88,0 146,0
8311Н 38311Н 55 45 105 35 64 15 2 10,1 102,0 176,0
8312Н 38312Н 60 50 110 35 64 15 2 10,1 102,0 176,0
8313Н 38313Н 65 55 115 36 65 15 2 10,5 106,0 186,0
8314Н 38314Н 70 55 125 40 72 16 2 12 137,0 250,0
8315Н 38315Н 75 60 135 44 79 18 2,5 13 163,0 300,0
Примечание. Пример обозначения одинарного подшипника 82 ЮН: «Подшипник 8210Н ГОСТ 7872-89».
Таблица 24.20. Кольца пружинные упорные плоские наружные эксцентрические (из ГОСТ 13942—86) и канавки для них, мм
Л (4:1)
Диаметр вала, d Канавка Кольцо
4 В г 3 Ъ 1 Допускаемая осевая сила, кН
20 18,6 2,6 10,6
22 20,6 2,8 11,7
23 21,5 2,9 12,7
24 22,5 3,0 13,7
25 23,5 3,0 14,2
26 24,5 1,4 0,1 1,2 3,1 3 14,9
28 26,5 3,2 16
29 27,5 3,4 16,7
30 28,5 3,5 17,1
32 30,2 3,6 22
34 32,2 3,8 22,3
35 33 3,9 26,7
36 34 4,0 27,4
37 35 4,1 28,2
38 36 4,2 29
40 37,5 1,9 1,7 4,4 39
42 39,5 4,5 40
45 42,5 4,7 42,9
46 43,5 4,8 43,9
48 45,5 0,2 5,0 45,7
50 47 5,1 57
52 49 5,2 59,4
54 51 5,3 О 61,7
55 52 2,2 2 5,4 62,9
56 53 5,5 64
58 55 5,6 66,4
60 57 5,8 68,8
62 59 6,0 71,1
65 62 6,3 74,7
68 65 6,5 78^
70 67 2,8 0,3 2,5 6,6 80,6
72 69 6,8 82,9
75 72 7,0 86,4
Примечание. Пример обозначения кольца для вала d = 30 мм: «Кольцо 30 ГОСТ 13942—86».
Таблица 24.21. Кольца пружинные упорные плоские внутренние эксцентрические (из ГОСТ 13943—86) и канавки для них, мм
Диаметр отверстия, d Канавка Кольцо
4 В г 3 Ъ 1 Допускаемая осевая сила, кН
40 42,5 3,9 40,4
42 44,5 >1 12 43
45 47,5 4,2 45,2
46 48,5 4,3 46
47 49,5 4,4 14 47,2
48 50,5 4,5 48,2
50 53 4,6 60,7
52 55 4,7 62,9
54 57 4,8 64,7
55 58 1,9 1,7 5,0 16 66,4
56 59 5,1 67,5
58 61 5,2 69,6
60 63 5,4 72,5
62 65 0,2 5,5 74,7
65 68 5,8 78,2
68 71 6,1 81,7
70 73 6,2 84,2
72 75 6,4 86,1
75 78 6,6 90
78 81 6,8 18 93,5
80 83,5 7,0 112
82 85,5 7,0 115
85 88,5 7,2 119
88 91,5 2,2 2 7,4 123
90 93,5 7,6 126
92 95,5 7,8 20 129
95 98,5 8,1 133
98 101,5 8,3 137
100 103,5 8,4 139
Диаметр отверстия, d Канавка Кольцо
В г S b 1 Допускаемая осевая сила, кН
102 106 8,5 163
105 109 8,7 168
108 112 8,9 173
НО 114 9,0 176
112 116 2,8 0,3 2,5 9,1 22 179
115 119 9,3 183
120 124 9,7 191
125 129 10 197
130 134 10,2 24 207
Примечание. Пример обозначения кольца для отверстия d = 50 мм: «Кольцо 50 ГОСТ 13943—86».
Таблица 24.22. Гайки круглые шлицевые класса точности А (из ГОСТ 11871-88), мм
Резьба, d D А Н b h С< Резьба, d D О, Н Ь h с<
М20х1,5* 34 26 8 6 2 1 М48х1,5* 75 58 12 8 3,5 1
М22х1,5 38 29 10 6 2,5 1 М52х1,5 80 61 12 10 3,5 1
М24х1,5* 42 31 10 6 2,5 1 М56х2,0* 85 65 12 10 4 1,6
М27х1,5 45 35 10 6 2,5 1 М60х2,0 90 70 12 10 4 1,6
М30х1,5* 48 38 10 6 2,5 1 М64х2,0* 95 75 12 10 4 1,6
М33х1,5 52 40 10 8 3 1 М68х2,0 100 80 15 10 4 1,6
М36х1,5* 55 42 10 8 3 1 М72х2,0* 105 85 15 10 4 1,6
М39х1,5 60 48 10 8 3 1 М76х2,0 110 88 15 10 4 1,6
М42х1,5* 65 52 10 8 3 1 М80х2,0* 115 90 15 10 4 1,6
М45х1,5 70 55 10 8 3 1 М85х2,0 120 98 15 10 4 1,6
Примечания'. 1. * Предпочтительные размеры. 2. Пример условного обозначения гайки с диаметром резьбы d = 64 мм, с мелким шагом и полем допуска резьбы 7Я, из углеродистой стали марки 35 (материал группы 05), с покрытием химическим оксидным и пропитанным маслом (05): «Гайка М64х2—7Н.05.05 ГОСТ 11871—88».
Таблица 24.23. Шайбы стопорные многолапчатые. Тип Н — нормальные (из ГОСТ 11872-89), мм
А
А
Резьба, d D Л 1 Ъ h S Резьба, d 4 D А 1 b h S
М20х1,5 20,5 36 27 17 4,8 4 1,0 М48х1,5 48,5 77 60 45 7,8 5 1,6
М22х1,5 22,5 40 30 19 4,8 4 1,0 М52х1,5 52,5 82 65 49 7,8 6 1,6
М24х1,5 24,5 44 33 21 4,8 4 1,0 М56х2 57,0 87 70 53 7,8 6 1,6
М27х1,5 27,5 47 36 24 4,8 5 1,0 М60х2 61,0 92 75 57 7,8 6 1,6
МЗОх 1,5 30,5 50 39 27 4,8 5 1,0 М64х2 65,0 98 80 61 7,8 6 1,6
М33х1,5 33,5 54 42 30 5,8 5 1,6 М68х2 69,0 102 85 65 9,5 7 1,6
М36х1,5 36,5 58 45 33 5,8 5 1,6 М72х2 73,0 107 90 69 9,5 7 1,6
М39х1,5 39,5 62 48 36 5,8 5 1,6 М76х2 77,0 112 95 73 9,5 7 1,6
М42х1,5 42,5 67 52 39 5,8 5 1,6 М80х2 81,0 117 100 76 9,5 7 1,6
М45х1,5 45,5 72 56 42 5,8 5 1,6 М85х2 86,0 122 105 81 9,5 7 1,6
Примечание. Пример обозначения шайбы многолапчатой типа Н для гайки круглой шлицевой с резьбой М64х2, из стали марки 08кп (материал группы 01), с покрытием химическим оксидным и пропитанным маслом (05): *Шайба Н.64.01.05 ГОСТ 11872—89*.
Таблица 24.24. Паз под язычок стопорной шайбы, мм
Резьба, d «1 °2 а4 4 Резьба, d «3 °4
М20х1,5 М22х1,5 6 6 2 2 3,5 3,5 1,0 1,0 16,5 18,5 М48х1,5 М52х1,5 8 8 3 3 5 5 1,5 1,5 44,5 48,0
Резьба, d *2 “з °4 4 Резьба, d °2 °з а4 4
М24х1,5 6 2 3,5 1,0 20,5 М56х2 8 3 5 1,5 52,0
М27х1,5 6 3 4,0 1,5 23,5 М60х2 8 3 6 1,5 56,0
М30х1,5 6 3 4,0 1,5 26,5 М64х2 8 3 6 1,5 60,0
М33х1,5 6 3 4,0 1,5 29,5 М68х2 8 3 6 1,5 64,0
М36х1,5 6 3 4,0 1,5 32,5 М72х2 10 5 6 1,5 68,0
М39х1,5 6 3 4,0 1,5 35,5 М76х2 10 5 6 1,5 72,0
М42х1,5 8 3 5,0 1,5 38,5 М80х2 10 5 6 2,0 75,0
М45х1,5 8 3 5,0 1,5 41,5 М85х2 10 5 6 2,0 80,0
Таблица 24.25. Шайбы стальные уплотнительные, мм
Диаметры подшипника Общие размеры Исполнение I Исполнение II
d D S h О, d d, d2 D
20 47 52 0,3 2 41,2 44,8 20 29 33 25,7 27,2 47 52 37 40
25 52 47 25 36 31,5 52 42
62 2,5 54,8 40 32,2 62 47
30 62 72 56,2 64,8 30 44 48 36,3 37,2 62 72 47 56
35 72 80 64,8 70,7 35 48 54 43 45 72 80 56 65
40 80 90 3 72,7 80,5 40 57 60 48 51 80 90 62 70
45 85 100 77,8 90,8 45 61 75 53 56 85 100 68 80
50 90 110 82,8 98,9 50 67 80 57,5 62 90 110 73 86
55 100 120 90,8 108,0 55 75 89 64,5 67 100 120 80 93
Диаметры подшипника Общие размеры Исполнение I Исполнение II
d D h d 4 4 D О2
60 110 130 0,3 3 100,8 117,5 60 85 95 70 73 110 130 85 102
65 120 110,5 127,5 65 90 100 74,5 76,5 120 140 95 110
140 0,5 3,5
70 125 0,3 115,8 137,0 70 95 110 79,5 82,6 125 150 102 120
150 0,5
75 130 160 120,5 147,0 75 100 110 85 87,2 130 160 105 125
Таблица 24.26. Манжеты резиновые армированные для валов (из ГОСТ 8752-79), мм
Диаметр вала, d А ^2 Диаметр вала, d А
1-й ряд 2-й ряд 1-й и 2-й ряды 1-й ряд 2-й ряд 1-й и 2-й ряды
20 40 35 37 38 8 12 42 62 65 68 10 14
44 — 62
42 10 14 65
21 37 42 8 10 12 14 45 65 62 70
22 35 42 8 12 48 70 65 72
10 14
24 42 45 50 72 75
25 42 40 8 12 80 12 16
Диаметр вала, d Диаметр вала, d Di
1-й ряд 2-й ряд 1-й и 2-й ряды 1-й ряд 2-й ряд 1-й и 2-й ряды
25 42 45 10 14 52 75 72 10 14
26 45 40 8 12 80 12 16
47 10 14 55 80 75 10 14
28 — 45 47 50 82 12 16
56 — 10 14
58 75
30 52 45 47 50 82 12 16
60 85 80 82 10 14
32 58 45 50 62 — 80 82 85
35 47 50 55 57
90 12 16
63 65 90 95 10 14
36 52 55 67 — 90 12 16
68 — 90 95
38 55 60 62
70 95 100 10 14
71 95 —
40 60 55 58 62 75 100 —
102 12 16
Примечание. Пример обозначения манжеты типа 1 для вала диаметром d = 50 мм с наружным диаметром Dr = 70 мм из резины 3-й группы (на основе нитрильного синтетического каучука): «Манжета 1-50x70-3 ГОСТ 8752—79».
Таблица 24.27. Концы валов конические (из ГОСТ 12081—72), мм
Тип 1 А—А
Тип 2
4
Номинальный диаметр, d b h «1 *2 4
20 50 36 18,2 4 4 2,5 1,8 M12xl,25 Мб 9 11,3
22 20,2
25 60 42 22,9 5 5 3,0 2,3 M16xl,5 М8 14 15,7
28 25,9
32 80 58 29,1 6 6 3,5 2,8 M20xl,5 М10 17 19,0
36 33,1 М12 20 22,3
40 35,9 10 8 M24x2 М12 20 22,3
45 110 82 40,9 12 8 5,0 3,3 M30x2 М16 26 28,5
50 45,9 12 8 МЗбхЗ М16 26 28,5
56 51,9 14 9 5,5 3,8 МЗбхЗ М20 32 35,0
63 140 105 57,75 16 10 6,0 4,3 М42хЗ М20 32 35,0
71 65,75 18 11 7,0 4,4 М48хЗ М24 36 39,3
80 170 130 73,5 20 12 7,5 4,9 М56х4 МЗО 44 47,9
90 83,5 22 14 9,0 5,4 М64х4
Примечания'. 1. Размеры 4 и приведены для исполнения 1 — длинные конические концы валов. 2. На концах валов типа 1 должны быть гайки по ГОСТ 5915—70 или ГОСТ 5916—70 и стопорные шайбы — по ГОСТ 13465—77.
Таблица 24.28. Концы валов цилиндрические (из ГОСТ 12080—66), мм
сх45'
d I г с d 1 г с
Исполнение Исполнение
1 2 1 2
20, 22 25, 28 50 60 36 42 1,6 1,0 50, 55 60, 70 110 140 82 105 2,5 2,0
d 1 г с d 1 г с
Исполнение Исполнение
1 2 1 2
32, 36 40, 45 80 110 58 82 2,0 1,6 80, 90 100, 110 170 210 130 165 3,0 2,5
Примечания'. 1. Исполнения концов валов: 1 — длинные; 2 — короткие. 2. Поля допусков диаметра d\ при d до 30 мм — J6, св. 30 до 50 мм — Л6, св. 50 мм — тб.
Таблица 24.29. Шпонки призматические (из ГОСТ 23360—78), мм
Диаметр вала, d Сечение шпонки Фаска у шпонки 3 Глубина паза Длина 1
Ь h вала ступицы
Св. 12 до 17 5 5 3 2,3 10-56
» 17 » 22 6 6 0,25-0,4 3,5 2,8 14-70
> 22 » 30 8 7 4 3,3 18-90
» 30 > 38 10 8 5 3,3 22-110
» 38 » 44 12 8 5 3,3 28-140
► 44 > 50 14 9 0,4-0,6 5,5 3,8 36-160
» 50 » 58 16 10 6 4,3 45-180
» 58 » 65 18 И 7 4,4 50-200
> 65 » 75 20 12 7,5 4,9 56-220
> 75 » 85 22 14 0,6-0,8 9 5,4 63-250
> 85 » 95 25 14 9 5,4 70-280
Примечания'. 1. Длину / (мм) призматической шпонки выбирают из ряда: 10г 12, 14, 16,18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90,100,110,125,140,160, 180, 200, 220, 250, 280. 2. Пример обозначения шпонки с размерами b = 18 мм, h = 11 мм, I = 80 мм: «Шпонка 18x11x80 ГОСТ23360-78».
Таблица 24.30. Шайбы концевые (из ГОСТ 14734—69), мм
Шайба
Обозначение шайбы D Н А d 4, С О» <«4 1 4 Болт* Штифт**
7019-0623 32 9 24-28
7019-0625 36 10 28-32
7019-0627 7019-0629 40 45 5 10 12 6,6 4,5 1,0 32-36 36-40 Мб 4К7 18 12 M6-6g х 16.56.05 4тп6х12
7019-0631 50 16 40-45
7019-0633 56 16 45-50
7019-0635 63 20 50-55
7019-0637 67 20 55-60 M8-6g х 20.56.05
7019-0639 71 6 25 9,0 5,5 1,6 60-65 М8 5К7 22 16 5т6х16
7019-0641 75 25 65-70
7019-0643 85 28 70-75
Примечания: 1. ♦ Болт по ГОСТ 7798—70. 2. ** Штифт по ГОСТ 3128—70.
Пример условного обозначения концевой шайбы D = 50 мм: «Шайба 7019-0631 ГОСТ 14734-69».
Таблица 24.31. Торцовое крепление дисками на валах, мм
Диаметр вала D S <*1 4, 1 с В L А ь
20 30 4 7 3 7 1 14 15 10 6,5 9 1 2,5 25
25 36 4 9 4 9 1 18 19 и 8,5 И 1 3,5 30
Диаметр вала D S 4 4г 1 с В L <г А b
30 40 4 и 5 И 1 23 24 12 10,5 14 1 4,5 36
36 45 4 и 5 И 1 23 24 12 10,5 14 1 4,5 36
40 50 6 13 5 15 1,6 25 30 13 14,5 17 1 4,5 44
45 55 6 13 5 15 1,6 25 30 13 14,5 17 1 4,5 44
50 60 6 13 5 15 1,6 25 30 13 14,5 17 1 4,5 44
55 65 6 17 6 20 1,6 30 40 14 19,5 21 1,2 5,5 55
Таблица 24.32. Соединения шлицевые прямобочные (из ГОСТ 1139-80) (см. 6.1, рис. 6.3)
Основные параметры d, мм
18 21 23 26 28 32 36 42 46 52 56 62 72 82 92 102
Легкая серия
D, мм — — 26 30 32 36 40 46 50 58 62 68 78 88 98 108
Z — — 6 6 6 8 8 8 8 8 8 8 10 10 10 10
Ь, мм — — 6 6 7 6 7 8 9 10 10 12 12 12 14 16
У, мм — — 0,3 0,3 0,3 0,4 0,4 0,4 0,4 0,5 0,5 0,5 0,5 0,5 0,5 0,5
Средняя серия
D, мм 22 25 28 32 34 38 42 48 54 60 65 72 82 92 102 112
Z 6 6 6 6 6 8 8 8 8 8 8 8 10 10 10 10
Ь, мм 5 5 6 6 7 6 7 8 9 10 10 12 12 12 14 16
У, мм 0,3 0,3 0,3 0,4 0,4 0,4 0,4 0,4 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5
Тяжелая серия
D, мм 23 26 29 32 35 40 45 52 56 60 65 72 82 92 102 115
Z 10 10 10 10 10 10 10 10 10 16 16 16 16 20 20 20
Ъ, мм 3 3 4 4 4 5 5 6 7 5 5 6 7 6 7 8
/, мм 0,3 0,3 0,3 0,4 0,4 0,4 0,4 0,4 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5
Таблица 24.33. Соединения шлицевые эвольвентные (из ГОСТ 6033-80) (см. 6.1, рис. 6.4)
Модуль т, мм Номинальный диаметр D, мм
20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100
Число зубьев z
1,25 2,0 3,0 5,0 14 18 22 26 16 30 18 34 21 38 24 26 17 28 18 31 20 34 22 36 24 38 25 27 15 28 16 30 18 32 18
Таблица 24.34. Втулки подшипников скольжения биметаллические (из ГОСТ 24832-81), мм
d D L Ь С 8
ряд
1 2 3
20 26 32 15 20 30 ' 3
22 28 34 0,5 0,4-0,8
25 32 38
28 36 42 20 30 40 4
30 38 44
32 40 46
35 45 50 30 40 50
38 48 54
40 50 58
42 52 60 30 40 60 5 0,8 0,5-1,0
45 55 63
48 58 66 40 50 60
50 60 68
55 65 73 40 50 70
60 75 83 40 60 80 0,5-1,5
65 80 88 50 60 80
70 85 95 50 70 90 7,5 1,0 0,9-1,5
75 90 100
80 95 105 60 80 100
Примечание. Предельные отклонения внутреннего диаметра d — по F 7, наружного диаметра D — по гб, диаметра отверстия в корпусе — по Н7.
Пример условного обозначения биметаллической втулки типа В, с диаметром отверстия d = 20 мм, наружным диаметром D = 26 мм, диаметром борта = 32 мм и длиной L = 15 мм: «Втулка В 20/26х 15 ГОСТ24832—81».
Таблица 24.35. Втулки подшипников скольжения из спекаемых материалов (из ГОСТ 24833-81), мм
Тип Л
Qi
ex 45*
2 фаски
cx45°r
2 фаски
Тип В
О|0П8*|Л
d D L b с d D L b с
ряд ряд
1 2 3 1 2 3
20 22 25; 26 27; 28 32 34 15 20 25 3 0,4 40 42 46; 50 48; 52 60 62 30 40 50 5 0,7
25 28 30 32 30; 32 33; 36 35; 38 38; 40 39 44 46 48 20 25 30 3,5 45 51; 55 65 35 45 (55)
4 0,6 48 50 55; 58 58; 60 68 70 35 50 (70)
55 63; 65 75 40 (55) (70)
35 41; 45 55 25 35 40 60 68; 72 84 50 (60) (70) 6
38 44; 48 58 25 35 45 5 0,7
Примечания'. 1. * При D > 50 мм: ГГ9. 2. R= 0,6...0,8 мм. 3. Предельные отклонения внутреннего диаметра d втулки после запрессовки — по Н7, наружного диаметра D — по г7, диаметра отверстия в корпусе — по Н7.
Пример условного обозначения втулки из спекаемых материалов типа В, с диаметром отверстия d = 25 мм, наружным диаметром D = 32 мм, диаметром борта Di = 39 мм и длиной L = 20 мм: «Втулка В 25/32x20 ГОСТ 24833—81».
Таблица 24.36. Штифты цилиндрические, исполнение 2, класс точности В (из ГОСТ 3128-70), мм
d 6 8 10 12 16
с L 1,2 12-120 1,6 16-160 2 20-160 2,5 25-160 3 30-280
Примечания: 1. Длину L (мм) штифта выбирают из ряда: 10,12,14,16,18,20,22,24,26, 28, 30, 32, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95,100. 2. Предельные отклонения диаметра d — по тВ ЛИ).
Пример условного обозначения цилиндрического штифта d = 10 мм, L = 60 мм, без покрытия: «Штифт 2.10x60 ГОСТ3128—70».
Таблица 24.37. Штифты конические, исполнение 2, класс точности В (из ГОСТ 3129-70), мм
<3 1:50
d 6 8 10 12
L 20-110 25-140 30-180 36-220
Примечание. Размер L в заданных пределах брать из ряда чисел, приведенных в табл. 14.36.
Пример условного обозначения конического штифта d = 10 мм, L — 50 мм, без порытая: «Штифт 2.10x50 ГОСТ3129—70*.
Таблица 24.38. Штифты конические с внутренней резьбой, исполнение 2, класс точности В (из ГОСТ 9464—79), мм
d 6 8 10 12
4 М4 М5 Мб М8
4 6 8 10 12
i 16-60 18-80 22-100 26-120
Примечание. Размер I в заданных пределах брать из ряда чисел, приведенных в табл. 24.36.
Пример условного обозначения конического штифта с внутренней резьбой и разменами d = 10 мм, I = 60 мм, без покрытия: «Штифт 2.10x60 ГОСТ9464—79*.
Таблица 24.39. Винты установочные с прямым шлицем классов точности А и В: с коническим концом, рис. 1 (из ГОСТ 1476—93 и ИСО 7434—83); с цилиндрическим концом, рис. 2 (из ГОСТ 1478—93 и ИСО 7435—83), мм
Рис. 2
Общие размеры Рис. 1 Рис. 2
d п t с X 1 г1^ z I
5 0,8 1,6 1,0 0,5 5-25 3,5 0,3 2,75 8-25
6 1,0 2,0 1,0 1,5 6-30 4,0 0,4 3,25 8-30
8 1,2 2,5 1,6 2,0 8-40 5,5 0,4 4,3 10-40
10 1,6 3,0 1,6 2,5 10-50 7,0 0,5 5,3 12-50
12 2,0 3,6 1,6 3,0 12-60 8,5 0,6 6,3 12-60
Примечание. Длину винта I (мм) выбирают из ряда: 5, 6, 8,10,12,16, 20, 25, 30, 35, 40, 45, 50, 55, 60.
Пример условного обозначения винта с цилиндрическим концом класса точности В, диаметром резьбы d = 10 мм, с полем допуска 6g, длиной I = 25 мм, класса прочности 14Н, без покрытия: «Винт M10—6gx25.14HГОСТ 1478—93».
Таблица 24.40. Отверстия под концы установочных винтов (из ГОСТ 12415-80), мм
d .. d
d 5 6 8 10
di 3,5 4,0 5,5 7,0 8,5
h 1,6 2,0 2,5 3,0 4,0
Таблица 24.41. Болты с шестигранной уменьшенной головкой класса точности В, исполнение 1 (из ГОСТ 7796—70), мм
d 1 Ь d / 6
8 12 13,1 5 8-100 6 = / при 1 < 25 6 = 22» / > 30 16 22 23,9 9 20-300 6= / при / < 40 6=38» / > 45
10 14 15,3 6 10-200 6= / при / < 30 6 = 26» />35 20 27 29,6 И 25-300 6 = / при / < 50 6 = 46» 1> 55
12 17 18,7 7 14-260 6= / при / < 30 6 = 30» 1> 35 24 32 35,0 13 35-300 6 = / при / < 60 6=54 » / > 65
Примечания. 1. В порядке понижения точности изготовления различают болты классов точности А, В и С. 2. Размер I (мм) в указанных пределах брать из ряда чисел: 8,10, 12, 14, 16, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 90, 100, 110, 120, 130, 140, 150, 160, 170, 180, 190, 200, 220, 240, 260, 280, 300.
Пример условного обозначения болта диаметром резьбы d = 12 мм, длиной I = 60 мм, с крупным шагом резьбы и полем допуска 6g, класса прочности 5.8, с цинковым покрытием (01) толщиной 6 мкм, хроматированным: <Болт M12-6gx60.58.016 ГОСТ 7796—70».
Таблица 24.42. Шпильки классов точности Ait В
d 8 10 12 16 20
8; 10; 14; 16; 20 10; 12; 16; 20; 25 12; 15; 20; 24; 30 16; 20; 25; 32; 40 20; 25; 32; 40; 50
1 6
16 10 8 — — —
20 14 12 — — —
25 19 17 16 — —
30 22 22 21 — —
35 22 26 24 23 —
40 22 26 30 28 25
45 22 26 30 33 30
48 22 26 30 38 33
d 8 10 12 16 20
8; 10; 14; 16; 20 10; 12; 16; 20; 25 12; 15; 20; 24; 30 16; 20; 25; 32; 40 20; 25; 32; 40; 50
1 Ъ
50 22 26 30 38 35
55 22 26 30 38 40
60-150 22 26 30 38 46
Примечания'. 1. Размер I от 60 до 150 мм брать из ряда чисел: 60, 65, 70, 75, 80, 85, 90, 100, 110, 120, 130, 140, 150. 2. Длина ввинчиваемого резьбового конца b^.d; l,25d; l,6d; 2d; 2,5d — соответственно по ГОСТ 22032—76, ГОСТ 22034—76, ГОСТ 22036—76, ГОСТ 22038-76, ГОСТ 22040-76 (класс точности В); ГОСТ 22033-76, ГОСТ 22035-76, ГОСТ 22037-76, ГОСТ 22039-76, ГОСТ 22041-76 (класс точности А).
Пример условного обозначения шпильки с ввинчиваемым концом длиной Ъх = 1,25(/диаметром резьбы d = 16 мм, крупным шагом и полем допуска резьбы 6g, длиной I = 120 мм, класса точности В, класса прочности 5.8, без покрытия:
«Шпилька M16-6gx 120.58 ГОСТ22034-76».
Таблица 24.43. Винты с цилиндрической головкой классов точности А и В (из ГОСТ 1491-80), мм
d D к 1 Ь d D к 1 b
6 10 3,9 8-60 28*; 18 12 18 7 20-100 46*; 30
8 13 5 12-80 34*; 22 16 24 9 30-100 58*; 38
10 16 6 20-100 40*; 26 20 30 И 40-120 70*; 46
Примечания'. 1. Размер I в указанных пределах брать из ряда чисел, приведенного в табл. 24.41. 2. Винты со стержнем длиной менее длины Ь резьбы изготовляют с резьбой по всей длине стержня. 3.* Предпочтительная длина резьбы.
Пример условного обозначения винта с цилиндрической головкой класса точности А, диаметром резьбы d = 12 мм, с крупным шагом и полем допуска резьбы 6&_длиной I = 65 мм, длиной резьбы b = 46 мм, класса прочности 5.6, с цинковым покрытием (01) толщиной 6 мкм, хроматированным:
«Винт A.M12—6gx65—46.56.016 ГОСТ 1491-80».
Таблица 24.44. Винты с цилиндрической головкой и шестигранным углублением под ключ класса точности А (из ГОСТ 11738—84), мм
к I
d D к 1 b d D к 1 6
6 10 6 10-50 b— 1 при 1 < 30 6 = 24» /> 35 12 18 12 20-130 6= 1 при 1 < 45 6 = 36» 1> 50
8 13 8 12-80 b = 1 при 1 < 35 6 = 28» 1> 40 16 24 16 25-160 6 = 1 при 1 < 55 6 = 44» 1> 60
10 16 10 14-100 b = 1 при 1 < 40 6 = 32» 1> 45 20 30 20 30-220 6= 1 при 1 < 65 6 = 52» 1> 70
Примечание. Размер 1в указанных пределах брать из ряда чисел, приведенного в табл. 24.41.
Пример условного обозначения винта с диаметром резьбы d = 10 мм, с полем допуска резьбы 6g, длиной I = 60 мм, класса прочности 6.8, без покрытия:
«Винт M10—6gx60.68 ГОСТ 11738-84*.
Таблица 24.45. Гайки шестигранные с уменьшенным размером под ключ класса точности В (из ГОСТ 15521—70), мм
d 8 10 12 16 20 24
Si 12 14 17 22 27 32
13,1 15,3 18,7 23,9 29,6 35
т 6,5 8 10 13 16 19
Пример условного обозначения гайки с диаметром резьбы d = 12 мм, крупным шагом и полем допуска резьбы 6Я, класса прочности 5, без покрытия:
«Гайка М12-6Н.5 ГОСТ 15521-70*.
Таблица 24.46. Гайки шестигранные (ГОСТ 5915—70), гайки шестигранные низкие (ГОСТ 5916—70) класса точности В, исполнение 1, мм
ГОСТ 5916-70
ГОСТ 5915-70
S
d 12 16 20 24 30 36 42 48
S 19 24 30 36 46 55 65 75
е 20,9 26,2 33 39,6 50,9 60,8 71,3 82,6
т 10 13 16 19 24 29 34 38
гг\ 6 8 10 12 15 18 21 24
Пример условного обозначения гайки с диаметром резьбы d = 12 мм, крупным шагом и полем допуска резьбы 6Н, класса прочности 5, без покрытия:
«Гайка М12-6Н.5 ГОСТ5915-70».
Таблица 24.47. Шайбы стопорные с носком класса точности А исполнение 1 (из ГОСТ 13465-77), мм
Гнездо для носка
Диаметр резьбы болта d D В Л S L Вг А h
12 13 19 12 15 1,0 16 12 4,4 11,5 5 6
16 17 24 15 20 1,0 20 15 5,4 14,5 6 8
20 21 30 18 24 1,0 24 18 6,0 17,5 7 8
24 25 36 20 28 1,0 26 20 7,0 19,5 8 8
30 31 46 26 32 1,6 32 25 8,0 24,2 9 10
36 37 55 30 38 1,6 38 30 11,0 29,2 12 10
42 43 65 36 42 1,6 44 36 11,0 35,2 12 10
48 50 75 40 50 1,6 50 40 13,0 39,2 14_ 12
Пример условного обозначения стопорной шайбы с диаметром резьбы болта d — 20 мм, из материала группы 01, с покрытием 01 толщиной 6 мкм:
«Шайба 20.01.016 ГОСТ 13465-77».
Таблица 24.48. Шайбы пружинные, тип Н — нормальные, исполнение 1 (из ГОСТ 6402-70), мм
Номинальный диаметр резьбы болта, винта, шпильки d s = b Номинальный диаметр резьбы болта, винта, шпильки d 5 = Ъ
6 6,1 1,4 16 16,3 3,5
8 8,2 2,0 20 20,5 4,5
10 10,2 2,5 24 24,5 5,5
12 12,2 3,0 27 27,5 6,0
Пример условного обозначения нормальной пружинной шайбы из стали 65Г для болта, винта, шпильки диаметром резьбы 12 мм:
«Шайба 12 65ГГОСТ6402-70».
Таблица 24.49. Перечень стандартов на основные материалы деталей
Материал Марка гост
Сталь углеродистая обыкновенного качества Сталь углеродистая качественная Сталь рессорно-пружинная углеродистая и легированная Сталь легированная конструкционная Сталь высоколегированная Сталь литейная конструкционная Чугун Сплав алюминиевый Бронза оловянная Бронза безоловянная Латунь Резина техническая атмосферомаслостойкая и маслобензостойкая Картон прокладочный Текстолит конструкционный СтО, Ст2, СтЗ, Ст5, Стб 10, 15, 20, 30, 35, 45, 50 65, 70, 60Г, 65Г, 60С2, 50ХФА 20Х, 35Х, 40Х, 18ХГТ, 35ХГФ, 20ХН, 40ХН, 12ХНЗА, 20Х2Н4А, ЗОХГСА, 38Х2МЮА 20X13, 12Х18Н9Т 25Л, ЗОЛ, 35Л, 40Л, 35ГЛ, 40ХЛ, 20ХМА СЧ15, СЧ20, СЧ25 АК9ч(АЛ4), АК5М(АЛ5), АК7(АЛ7), АК7ч(АЛ9), АК12(АЛ2) БрОЮФ1, БрО5Ц5С5, БрОбЦбСЗ БрАЭЖЗЛ, БрА10ЖЗМц2, БрА10Ж4НЛ ЛЦ23А6ЖЗМц2, ЛЦ40МцЗЖ АМС, МБС А птк, ПТ 380-94 1050-88 14959-79 4543-71 5632-72 977-88 1412-85 1583-93 (2685-75) 613-79 493-79 17711-93 7338-90 9347-74 5-78
Таблица 24.50. Перечень нормативно-технической документации на смазочные материалы и герметики
Обозначение Нормативно-техническая документация
Жидкие смазочные материалы (масла)
Индустриальные: И-Л-А-22, И-Г-А-32, И-Г-А-46, И-Г-А-68 И-Г-С-32, И-Г-С-46, И-Г-С-220, И-Т-С-320 И-Т-Д-68, И-Т-Д-100, И-Т-Д-220 Турбинные: Тп-30, Тп-46 Трансмиссионные: ТСП -15К , ТАД-17И Авиационные: МС-20, МС-20С Цилиндровое 38, Цилиндровое 52 ГОСТ 20799-88 ТУ 38 101413-78 ТУ 38 101451-78 ГОСТ 9972-74 ГОСТ 23652-79 ГОСТ 21743-76 ГОСТ 6411-76
Пластичные смазочные материалы
ЦИАТИМ-201 ЦИАТИМ-221 ОКБ-122-7 ВНИИ НП-207 ВНИИ НП-242 Литол-24 Униол-2 ВНИИ НП-231 ВНИИ НП-273 ГОСТ 6267-74 ГОСТ 9433-80 ГОСТ 18179-72 ГОСТ 19774-74 ГОСТ 20421-75 ГОСТ 21150-87 ГОСТ 23510-79 ОСТ 38.0113-76 ТУ 38.101476-74
Герметики
Анатерм-17М Анатерм-117В ТУ 6-01-2-728-84 ТУ 6-01-2-787-86
Таблица 24.51. Швеллеры стальные горячекатаные (из ГОСТ 8240—89)
а б
Номер h Ъ S t R г А, мм2 Масса 1м,
профиля мм кг
5 50 32 4,4 7,0 6,0 2,5 11,6 616 4,84
6,5 65 36 4,4 7,2 6,0 2,5 12,4 751 5,90
8 80 40 4,5 7,4 6,5 2,5 13,1 898 -7,05
10 100 46 4,5 7,6 7,0 3,0 14,4 1090 8,59
12 120 52 4,8 7,8 7,5 3,0 15,4 1330 10,4
14 140 58 4,9 8,1 8,0 3,0 16,7 1560 12,3
Номер h b S t R г А, мм2 Масса 1м,
профиля мм кг
16 160 64 5,0 8,4 8,5 3,5 18,0 1810 14,2
18 180 70 5,1 8,7 9,0 3,5 19,4 2070 16,3
20 200 76 5,2 9,0 9,5 4,0 20,7 2340 18,4
22 220 82 5,4 9,5 10,0 4,0 22,1 2670 21,0
24 240 90 5,6 10,0 10,5 4,0 24,2 3060 24,0
27 270 95 6,0 10,5 11,0 4,5 24,7 3520 27,7
30 300 100 6,5 11,0 12,0 5,0 25,2 4050 31,8
33 330 105 7,0 11,7 13,0 5,0 25,9 4650 36,5
36 360 110 7,5 12,6 14,0 6,0 26,8 5340 41,9
40 400 115 8,0 13,5 15,0 6,0 27,5 6150 48,3
Примечания-. 1. Швеллеры изготовляют с уклоном внутренних граней 4... 10 % (а) и с параллельными гранями полок (б). 2. А — площадь поперечного сечения. 3. z0 — расстояние от центра масс до наружной грани стенки. 4. Пример обозначения швеллера профиля 12 с уклоном внутренних граней полок из стали СтЗ:
12 ГОСТ 8240—89
•Ш^МГ0СТ 535-88*'
то же, с параллельными гранями полок
12П ГОСТ 8240-89
ГОСТ 535-88*'
Таблица 24.52. Прокатная угловая равнополочная сталь (из ГОСТ 8509—93)
Номер b t R Г 3) А, мм2 Масса 1м, кг
профиля мм
3 30 3 4,0 1,3 8,5 174 1,36
4 8,9 227 1,78
3,2 32 3 4,5 1,5 8,9 186 1,46
4 9,4 243 1,91
3,5 35 3 4,5 1,5 9,7 204 1,60
4 10,1 267 2,10
5 10,5 328 2,58
Номер Ь t R г А, мм2 Масса 1м, кг
профиля мм
4 40 3 4 5 5,0 1,7 10,9 11,3 11,7 235 308 379 1,85 2,42 2,98
4,5 45 3 4 5 5,0 1,7 12,1 12,6 13,0 265 348 429 2,08 2,73 3,37
5 50 3 4 5 6 5,5 1,8 13,3 13,8 14,2 14,6 296 389 480 569 2,32 3,05 3,77 4,47
5,6 56 4 5 6,0 2,0 15,2 15,7 438 541 3,44 4,25
6,3 63 4 5 6 7,0 2,3 16,9 17,4 17,8 496 613 728 3,90 4,81 5,72
7 70 4,5 5 6 7 8 8,0 2,7 18,8 19,0 19,4 19,9 20,2 620 686 815 942 1067 4,87 5,38 6,39 7,39 8,37
7,5 75 5 6 7 8 9 9,0 3,0 20,2 20,6 21,0 21,5 21,8 739 878 1015 1150 1283 5,80 6,89 7,96 9,02 10,07
8 80 5,5 6 7 8 9,0 3,0 21,7 21,9 22,3 22,7 863 938 1085 1230 6,78 7,36 8,51 9,65
9 90 6 7 8 9 10,0 3,3 24,3 24,7 25,1 25,5 1061 1228 1393 1560 8,33 9,64 10,93 12,20
10 100 6,5 7 8 10 12 14 16 12,0 4,0 26,8 27,1 27,5 28,3 29,1 29,9 30,6 1282 1375 1560 1924 2280 2628 2968 10,06 10,79 12,25 15,10 17,90 20,63 23,30
И 110 7 8 12,0 4,0 29,6 30,0 1515 1720 11,89 13,50
Номер b t R г До А, мм2 Масса 1 м, кг
профиля мм
12,5 125 8 14,0 4,6 33,6 1969 15,46
9 34,0 2200 17,30
10 34,5 2433 19,10
12 35,3 2889 22,68
14 36,1 3337 26,20
16 36,8 3777 29,65
Примечания'. 1. А — площадь поперечного сечения. 2. ц — расстояние от центра масс до наружной грани полки. 3. Пример обозначения угловой равнополочной стали профиля 5 с толщиной полки t = 4 мм высокой точности прокатки (А) марки СтЗсп, категории 2:
50 х 50 х 4 - А ГОСТ 8509-93 «Уголок------------------------».
Cm3сп2 ГОСТ 535-88
Таблица 24.53. Прокатная угловая неравнополочная сталь (из ГОСТ 8510—93)
Номеп ппоЛиля В ь t R г Уо А мм2 Масса 1 м,
vr
мм
3,2/2 32 20 3 3,5 1,2 4.9 10,8 149 1,17
4 5,3 11,2 194 1,52
4/2,5 40 25 3 4,0 1,3 5,9 13,2 189 1,48
4 6,3 13,7 247 1,94
5 6,6 14,1 303 2,37
4,5/2,8 45 28 3 5,0 1,7 6,4 14,7 214 1,68
4 6,8 15,1 280 2,20
5/3,2 50 32 3 5,5 1,8 7,2 16,0 242 1,90
4 7,6 16,5 317 2,40
5,6/3,6 56 36 4 6,0 2,0 8,4 18,2 358 2,81
5 8,8 18,7 441 3,46
6,3/4,0 63 40 4 7,0 2,3 9,1 20,3 404 3,17
5 9,5 20,8 498 3,91
6 9,9 21,2 590 4,63
8 10,7 22,0 768 6,03
7/4,5 70 45 5 7,5 2,5 10,5 22,8 559 4,39
7,5/5 75 50 5 8,0 2,7 11,7 23,9 611 4,79
6 12,1 24,4 725 5,69
8 12,9 25,2 947 7,43
Номеп ппоЛиля В b t R г ЯЬ 2/о А, мм^ Масса 1 м,
мм. кг
8/5 80 50 5 6 8,0 2,7 11,3 11,7 26,0 26,5 636 755 4,49 5,92
9/5,6 90 56 5,5 6 8 9,0 3,0 12,6 12,8 13,6 29,2 29,5 30,4 786 854 1118 6,17 6,70 8,77
10/6,3 100 63 6 7 8 10 10,0 3,3 14,2 14,6 15,0 15,8 32,3 32,8 33,2 34,0 958 1109 1257 1547 7,53 8,70 9,87 12,14
11/7 110 70 6,5 8 10,0 3,3 15,8 16,4 35,5 36,1 1145 1393 8,98 10,93
12,5/8 125 80 7 8 10 12 11,0 3,7 18,0 18,4 19,2 20,0 40,1 40,5 41,4 42,2 1406 1598 1970 2336 11,04 12,58 15,47 18,34
Примечания: 1. А — площадь поперечного сечения. 2. — расстояние от центра масс
до наружных граней полок. 3. Пример обозначения угловой неравнополочной стали профиля 8/5 с толщиной полки t = 5 мм марки СтЗ:
«Уголок
80x50x5 ГОСТ 8510-93 Cm3 ГОСТ 535-88
СПИСОК ЛИТЕРАТУРЫ
1. Анурьев В. И. Справочник конструктора-машиностроителя. — В 3 т. — М.: Машиностроение, 2001.
2. Детали машин. Атлас конструкций / Под ред. Д. Н. Решетова. — В 2 ч. — М.: Машиностроение, 1992.
3. Дунаев П. Ф., Леликов О.П. Расчет допусков размеров. — М.: Машиностроение, 2001.
4. Дунаев П. Ф., Леликов О.П, Варламова Л.П. Допуски и посадки. Обоснование выбора. — М.: Высшая школа, 1984.
5. Дунаев П. Ф., Леликов О.П. Детали машин. Курсовое проектирование. — М.: Машиностроение, 2002.
6. Иванов М.Н. Волновые зубчатые передачи. — М.: Высшая школа, 1981.
7. Иванов М.Н., Финогенов В. А. Детали машин. — М.: Высшая школа, 2002.
8. Леликов О.П. Основы расчета и проектирования деталей и узлов машин. Конспект лекций по курсу «Детали машин». — М.: Машиностроение, 2002.
9. Машиностроение. Энциклопедия. Детали машин. Конструкционная прочность. Трение, износ, смазка. — М.: Машиностроение, 1995. — Т. IV — 1 / Под ред. Д. Н. Решетова.
10. Орлов ПИ. Основы конструирования. — М.: Машиностроение, 1988. — Т. 1, 2.
11. Подшипниковые узлы современных машин и приборов: Энциклопедический справочник / В. Б. Носов, И. М. Карпухин, Н.Н. Федотов и др.; Под ред. В. Б. Носова. — М.: Машиностроение, 1997.
12. Расчет деталей машин на ЭВМ. — М.: Высшая школа, 1985.
13. Решетов Д.Н. Детали машин. — М.: Машиностроение, 1989.
14. Решетов Д.Н., Леликов О.П. Расчет подшипников качения при переменных нагрузках // Изв. вузов. Сер. «Машиностроение». — М., 1984, № 12.
15. Ряховский О. А., Иванов С. С. Справочник по муфтам. — Л.: Политехника, 1991.
16. Фомин М.В. Расчеты опор с подшипниками качения. — М.: Изд-во МГТУ им. Н.Э. Баумана, 2001.
ОГЛАВЛЕНИЕ
Предисловие .....................................................................3
Глава 1. Кинематические расчеты .................................................5
Глава 2. Расчет зубчатых и червячных передач ...................................11
2.1. Расчет зубчатых передач ...............................................11
2.1.1. Расчет цилиндрических зубчатых передач ...........................17
2.1.2. Расчет конических зубчатых передач ...............................26
2.2. Расчет червячных передач ..............................................32
2.3. Анализ результатов расчета на ЭВМ и выбор варианта для конструктивной проработки . 40
Глава 3. Разработка эскизного проекта...........................................45
3.1. Диаметры валов.........................................................45
3.2. Расстояния между деталями передач......................................48
3.3. Выбор типа подшипника .................................................50
3.4. Схемы установки подшипников ...........................................51
3.5. Примеры эскизных проектов .............................................53
3.6. Составление компоновочной схемы........................................55
Глава 4. Базирование деталей ...................................................58
4.1. Общие положения .......................................................58
4.2. Определение основной базы .............................................59
4.3. Базирование деталей по торцам..........................................61
4.4. Основная база типовых деталей..........................................63
Глава 5. Конструирование зубчатых, червячных колес и червяков ..................67
5.1. Цилиндрические зубчатые колеса внешнего зацепления ....................67
5.2. Цилиндрические зубчатые колеса внутреннего зацепления .................71
5.3. Блоки зубчатых колес ..................................................73
5.4. Конические зубчатые колеса.............................................74
5.5. Валы-шестерни .........................................................77
5.6. Червячные колеса.......................................................78
5.7. Червяки ...............................................................81
Глава 6. Установка колес на валах ..............................................83
6.1. Соединения вал — ступица ..............................................83
6.2. Основные способы осевого фиксирования колес ...........................93
6.3. Регулирование осевого положения колес.................................102
Глава?. Конструирование подшипниковых узлов....................................109
7.1. Определение сил, нагружающих подшипники ..............................109
7.1.1. Силы, действующие на валы ...................................... 109
7.1.2. Определение радиальных реакций...................................111
7.1.3. Определение осевых реакций ......................................112
7.2. Подбор подшипников ...................................................114
7.3. Выбор посадок подшипников.............................................130
7.4. Монтаж и демонтаж подшипников.........................................132
7.5. Конструкции подшипниковых узлов......................................134
7.6. Конструирование опор валов конических шестерен.......................150
7.7. Конструирование опор валов-червяков .................................152
7.8. Опоры плавающих валов ...............................................154
7.9. Опоры соосно расположенных валов.....................................156
7.10. Опоры валов, расположенные в разных корпусах.........................157
7.11. Конструктивное оформление посадочных мест............................159
7.12. Вычерчивание внутренней конструкции подшипников .....................160
7.13. Примеры конструкций подшипниковых узлов машин .......................162
Глава 8. Конструирование стаканов и крышек ...................................167
8.1. Конструирование стаканов .'..........................................167
8.2. Конструирование крышек подшипников ..................................168
Глава 9. Конструирование узлов подшипников скольжения.........................172
Глава 10. Конструирование валов...............................................178
10.1. Концевые участки валов..............................................178
10.2. Конструкции валов...................................................180
10.3. Расчеты валов на прочность .........................................185
Глава 11. Смазывание, смазочные устройства и уплотнения ......................199
11.1. Смазывание зубчатых и червячных передач ............................199
11.2. Смазывание подшипников..............................................202
11.3. Смазочные устройства................................................205
11.4. Уплотнительные устройства...........................................208
11.5. Примеры конструкций современных уплотнений валов....................214
Глава 12. Примеры конструкций узлов зубчатых и червячных передач .............216
12.1. Входные (быстроходные) валы ........................................216
12.2. Промежуточные валы .................................................228
12.3. Выходные (тихоходные) валы .........................................235
Глава 13. Упругие элементы многопоточных соосных зубчатых передач.............241
13.1. Силовые соотношения.................................................242
13.2. Расчет упругих элементов ...........................................243
Глава 14. Планетарные передачи................................................247
14.1. Кинематический расчет...............................................248
14.2. Силовой расчет .....................................................250
14.3. Конструирование планетарных передач ................................253
Глава 15. Волновые передачи ..................................................264
15.1. Основные схемы передач .............................................264
15.2. Выбор параметров зацепления ........................................265
15.3. Конструирование гибких и жестких колес..............................266
15.4. Конструирование генераторов волн ...................................269
15.5. Тепловой режим и смазывание волновой передачи.......................274
15.6. Примеры конструкций волновых передач ...............................275
Глава 16. Управление передвижными деталями ...................................277
16.1. Переводные камни и вилки ...........................................278
16.2. Направляющие скалки. Рычаги, оси и рукоятки управления .............280
16.3. Устройства для фиксирования передвижных деталей ....................283
16.4. Блокировочные устройства ...........................................285
16.5. Однорычажные механизмы переключения ................................287
лава 17. Конструирование корпусных деталей и крышек...........................289
17.1. Общие рекомендации..................................................289
17.2. Корпуса редукторов .................................................292
17.3. Корпуса коробок передач ............................................312
17.4. Оформление мест соединения корпуса с фланцем электродвигателя........312
17.5. Крышки люков.........................................................315
17.6. Сварные корпуса......................................................317
Глава 18. Шкивы и натяжные устройства ременных передач.........................318
18.1. Конструкции шкивов...................................................318
18.2. Натяжные устройства .................................................322
Глава 19. Звездочки цепных передач.............................................331
Глава 20. Муфты ...............................................................334
20.1. Установка полумуфт на валах .........................................334
20.2. Смещения валов ......................................................337
20.3. Компенсирующие муфты.................................................339
20.4. Упругие муфты .......................................................341
20.4.1. Муфты с металлическими упругими элементами.....................341
20.4.2. Муфты с резиновыми упругими элементами.........................348
20.5. Сцепные муфты........................................................356
20.6. Предохранительные муфты..............................................360
20.7. Комбинированные муфты ...............................................365
20.8. Пусковые муфты.......................................................367
Глава 21. Рамы и плиты. Крепление к полу.......................................371
21.1. Рамы ................................................................371
21.2. Плиты ...............................................................375
21.3. Крепление к полу цеха ...............................................377
Глава 22. Выполнение чертежей деталей .........................................379
22.1. Требования к рабочим чертежам .......................................379
22.1.1. Общие положения ...............................................379
22.1.2. Задание размеров...............................................380
22.1.3. Предельные отклонения размеров ................................381
22.1.4. Допуски формы и допуски расположения поверхностей..............382
22.1.5. Шероховатость поверхностей ....................................385
22.1.6. Обозначение термической обработки .............................387
22.1.7. Обозначение сварных швов ......................................388
22.1.8. Расположение на чертеже детали размеров, обозначений баз, допусков формы и расположения, шероховатости и технических требований ..........390
22.2. Рабочие чертежи типовых деталей .....................................392
22.2.1. Валы, валы-шестерни, червяки ..................................392
22.2.2. Зубчатые и червячные колеса ...................................399
22.2.3. Стаканы........................................................410
22.2.4. Крышки подшипников качения ....................................414
22.2.5. Шкивы..........................................................417
22.2.6. Звездочки .....................................................418
22.2.7. Корпусные детали ..............................................421
Глава 23. Оформление проекта ..................................................429
23.1. Виды изделий и конструкторских документов, их обозначение............429
23.2. Основные надписи ....................................................431
23.3. Составление пояснительной записки....................................433
23.4. Составление спецификаций ............................................438
23.5. Оформление сборочного чертежа .......................................444
23.6. Оформление чертежа общего вида ..................................... 449
Глава 24. Справочные таблицы ..................................................452
Литература.................................................................... 493
КОНСТРУИРОВАНИЕ УЗЛОВ И ДЕТАЛЕЙ МАШИН
Конструирование должно быть активным!
Активно конструировать — это значит: • не слепо копировать существующие образцы а конструировать осмысленно выбирая из всего арсенала конструктивных решений, разработанных современным машиностроением, наиболее целесообразные в данных условиях-• уметь сочетать различные решения и находить новые, улучшенные, т.е. конструировать с творческой инициативой, с изобретательским огоньком; • учитывать динамику развития промышленности и создавать живучие гибкие богатые резервами машины, способные удовлетворять возрастающим требованиям национальной экономики и застрахованные на длительный срок от технического устаревания;
• анализировать несколько проектных вариантов, подвергая их тщательной сравнительной оценке со стороны конструктивной целесообразности, совершенства кинематической и силовой схем, стоимости изготовления, энергоемкости, надежности, габаритов, металлоемкости и массы машин, технологичности, удобства обслуживания, сборки-разборки, осмотра, наладки, регулирования и т.д.
П.И. Орлов